/

















































































































































Автор: Вейник А.И.
Теги: общее машиностроение технология машиностроения металлы литейное производство
Год: 1968




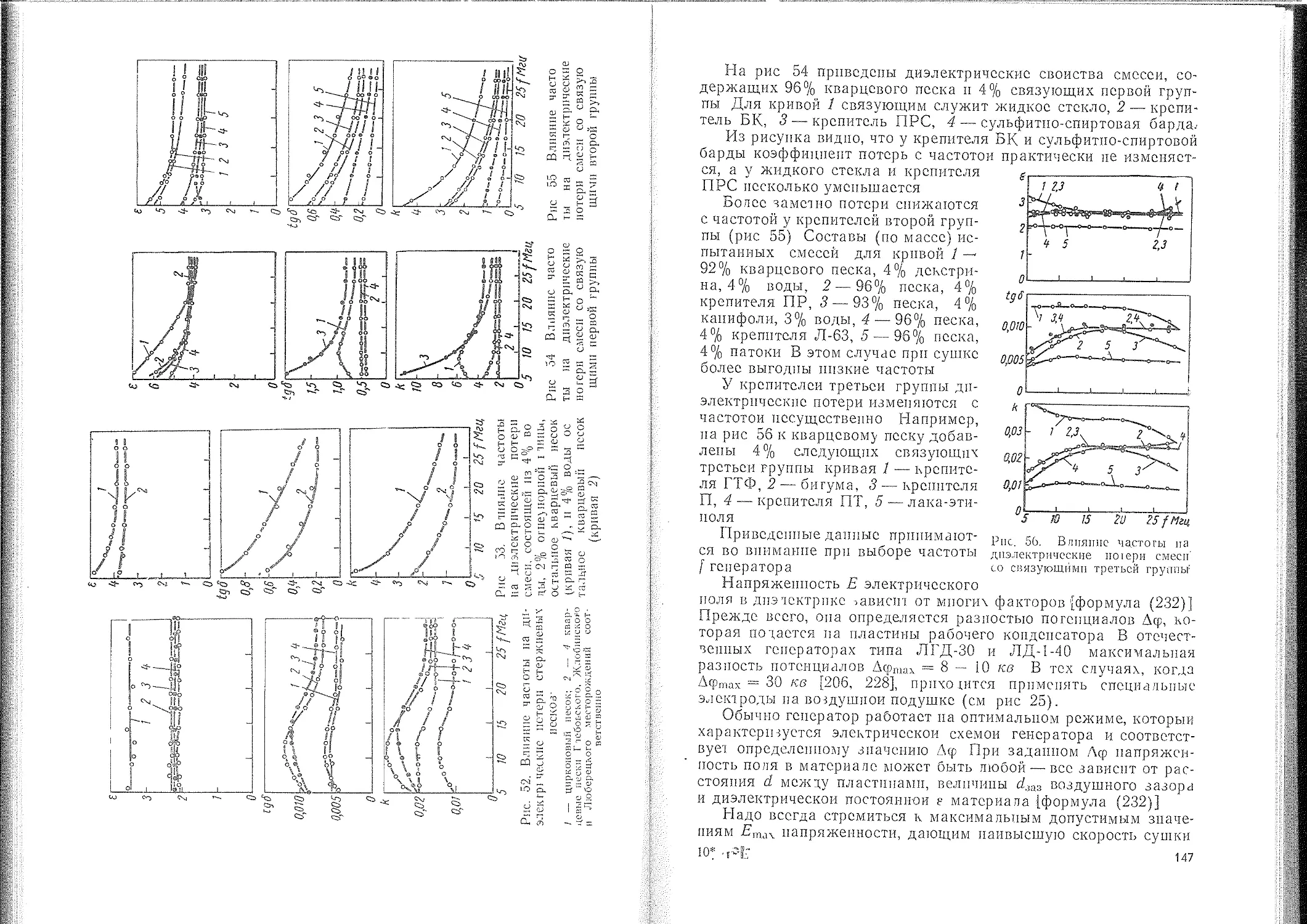
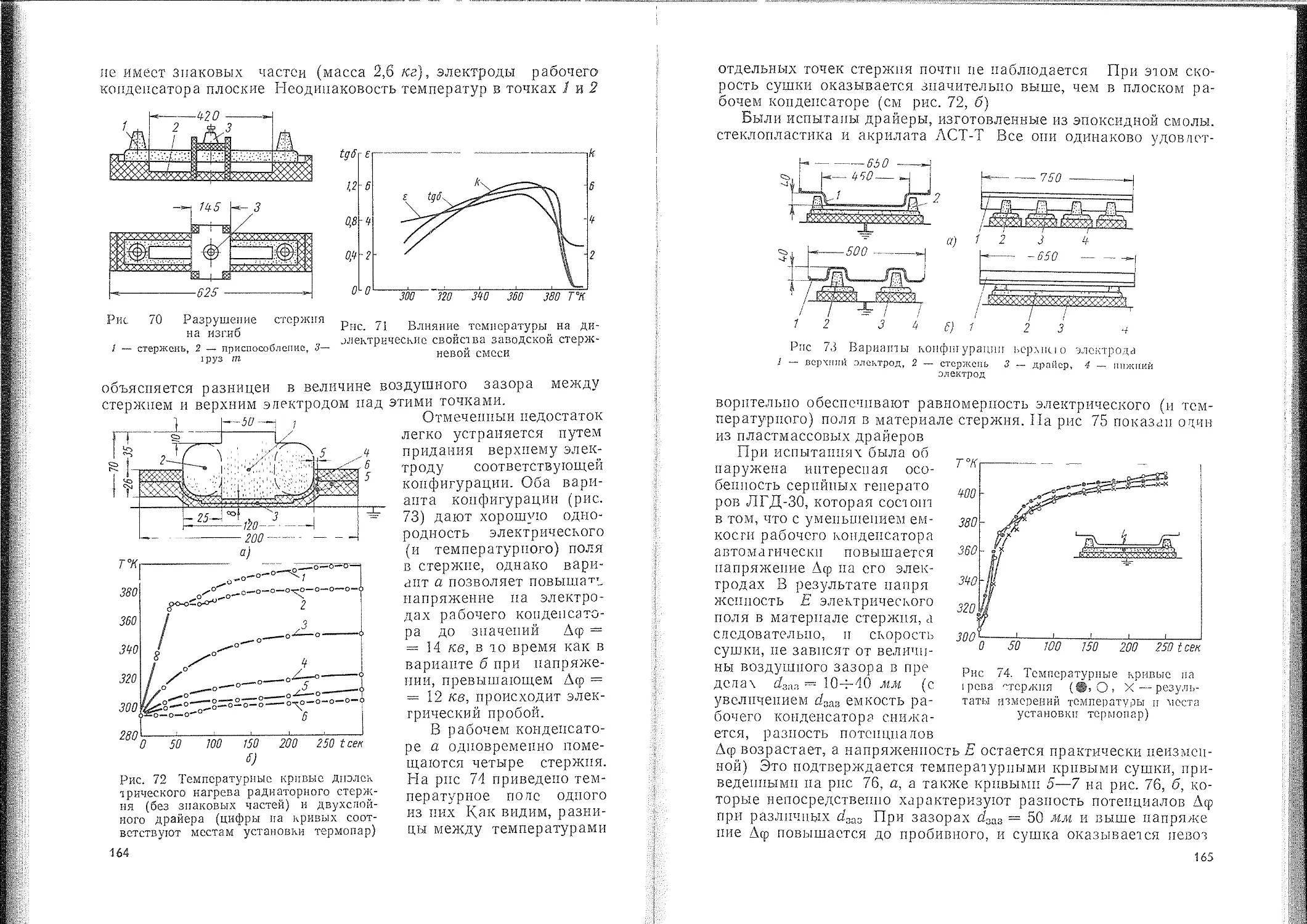
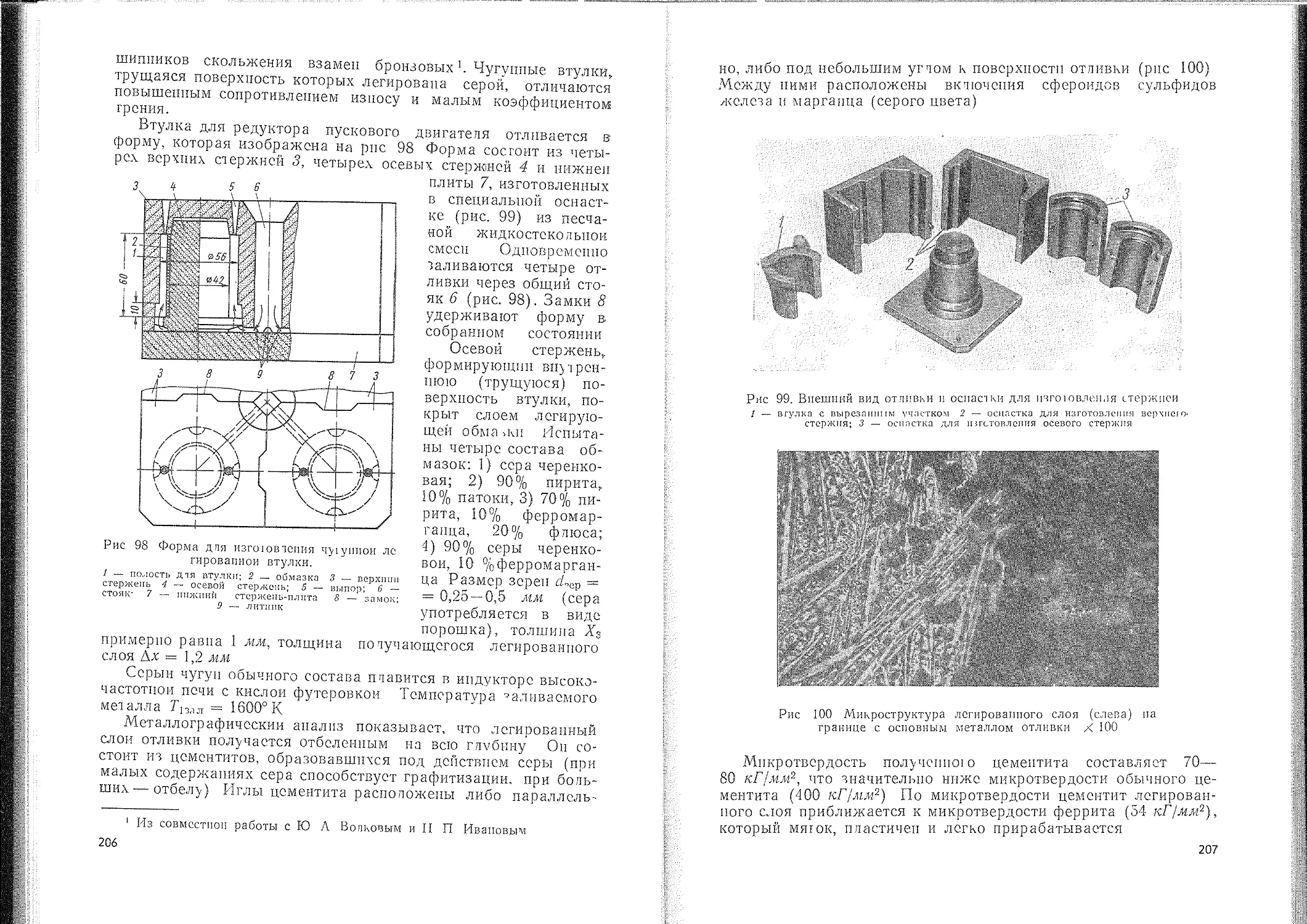
Текст
А. И. ВЕЙНИК
ТЕРМОДИНАМИКА
ЛИТЕЙНОЙ В
ФОРМЫ В
IBB
т~~__—_—_____
н, f ЬИБЛИОТЕ Кд I
ц ичстчтута I
1 '< слл,чзОа I
•> -----------— ___!
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1968
УДК 621 74 536 7
Термодинамика литейной формы. В е и п и к А И «Машино
строение», 1968, 332 стр
В монографии впервые в отечественной и зарубежной ли
тературе с помощью методов современной термодинамики не
обратимых процессов подробно рассматриваются явления, про-
исходящие в песчано-глинистой и металлической формах Тео-
рия подтверждается опытными данными, причем во всех слу
чаях результаты работы доводятся до практического внедрения
па производстве
Детально анализируются процессы переноса термического
заряда и массы (влага, расплав) в пссчано-глннистой форме
Па основе этого анализа внедрены методы поверхностного ле
гпрования отливок и высокочастотной сушки стержней
Подробно исследуются эксплуатационные свойства метал
лических форм (стальной, чугунный алюминиевый и игольча-
тый кокиля, кокиль из нормализованных элементов, кристалли
затор, изложница, прсссформа для литья под лавлепием)
с учетом возникающих напряжений и коробления и обсужда-
ются (методы повышения стойкости этих форм Особая глава
посвящена анализу влияния давления на свойства песчано-гли-
нистой и металлической форм
Во всех случаях свойства формы рассматриваются с точки
зрения влияния их па качество отливки
Книга рассчитана па инженеров производственников и ис-
следователей литейной специальности а также может быть ис-
пользована""' студентами аспирантами и преподавателями
втузов
Табл 22 Илл 187 Библ 243 пазв
Рецензент д р лохи паукпроф Л С. Константинов
3-12-2
393—68
ПРЕДИСЛОВИЕ
Процесс формирования свойств отливки является централь-
ным в литейном производстве, поэтому под теорией литья (ли-
тейного производства) следует понимать именно теорию форми-
рования отливки.
Физическии механизм формирования отличается исключи-
тельной сложностью, так как объединяет в себе большое число
весьма разнородных явлений — термических, химических, фазо-
вых, диффузионных, фильтрационных, гидродинамических, меха-
нических, упругих, пластических, поверхностных, капиллярных,
электрических, магнитных, гравитационных, волновых и т д
Это крайне затрудняет создание общей теории, которая связала
бы в одно целое все перечисленные стороны процесса с учетом
их взаимного влияния
В течение многих лет автор пытался развивать теорию литья,
базирующуюся на термических явлениях, которые играют роль
дирижера в сложном ансамбле факторов, определяющих свойст-
ва готового изделия Такой подход имеет свои преимущества,
ибо он позволяет изучать в совокупности различные стороны
сложного процесса формирования отливки и приводит к большо-
му числу практически полезных результатов Вместе с тем он ос-
тавляет в стороне вопрос о взаимном влиянии явлений в том
глубоком смысле, как это понимается сейчас.
В настоящее время разработан аппарат термодинамики не-
обратимых (реальных) процессов, охватывающей все физичес-
кие и химические явления в их взаимной связи Благодаря это-
му появляется возможность на новой основе исследовать процесс
формирования. При этом прежние результаты сохраняют свою
силу они вытекают из более общей теории как частный случай
Первоначально основы термодинамики были заложены Кар-
но в 1824 г и дополнены Клаузиусом (в 1865 г. он ввел понятие
энтропии) и Гиббсом (в 1874 г. он ввел понятие химического
потенциала) Однако эта термодинамика, именуемая классичес-
кой, позволяет рассматривать лишь равновесные системы (те-
ла, находящиеся в покое). В 1931 г. Онзагер предложил теорию,
которая изучает неравновесные (реальные) системы, находя-
щиеся вблизи состояния равновесия (покоя) В 1961 г автором
опубликована новая кюрия, позволяющая исследовать любые
реальные системы и процессы — равновесные и неравновесные,
стационарные и нестационарные
Термодинамика реальных процессов представляет собой об-
щую феноменологическую теорию всех физических и химичес-
ких явленип (се можно назвать 1акже общей феномепологичсс*
кои теорией переноса) Опа изучает макрофизпчсские свойства
(состояния) тел природы, а также процессы взаимодействия
этих тел (процессы переноса определенных субстратов обмена,
именуемых обобщенными зарядами,— это термический заряд,
масса, объем, электрический заряд и т д ) Из нее как частные
случаи вытекают классическая термодинамика, термодинамика
Онзагера, теория теплообмена, химическая кинетика и т д
Особенность пауки состоит в лом, что она рассматривает яв-
ления различной природы в их взаимной связи, с учетом их вза-
имного влияния Например, потоки теплоты (термического заря-
да) вызывают появление в теле потоков массы, обьема, электри-
ческого заряда и г д Аналогичным образом потоки массы,
обьема п т д сопровождаются вояшкновенисм потоков теплоты
В целом наблюдается сложная картина взаимодействия, которая
описывается пятью главными законами термодинамики — сохра-
нения, состояния, переноса, взаимности и диссипации С помощью
этих законов можно решить любую задачу, возникающую на прак-
тике Отмеченная особенность термодинамики позволяет эффек-
тивно использовать ее в качестве основы для разработки общей
теории формирования отливки
В настоящей монографии впервые делается попытка подопти
к изучению процесса формирования методами повой термодина-
мики Вначале кратко излагаются основы этой пауки (§ 1) и на-
мечаются пути се практического применения (§ 2—6), а затем
приводится большое количество примеров, в которых рассматри-
ваются термодинамические свойства различных форм — металли-
ческих и неметаллических — и оценивается влияние этих свойств
па отливку
Наиболее характерно преимущества повои теории проявля-
ются при анализе процессов переноса термического заряда и мас-
сы в песчано-глинистой форме (§ 7—18, 27, 31 и 32) На основе
этого анализа детально разработаны методы сушки стсржпен в
электрическом поле высокой частоты (§ 10—15) и поверхностно-
го легирования отливок (§ 16—18)
Обширно представлены также металлические формы (§ 19—
26, 28—30, 33), которые охватывают все основные условия литья
(кокиль, кристаллизатор, изложница, прессформа и т д)
Во всех без исключения случаях полученные результаты до-
водятся до практического внедрения па производстве, и автор
делится опытом этого впецрения
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
4 = 'ТГ —коэффициент дифференциальною уравнения состояния
К
а — коэффициент температуропроводности в м2/сск,
Ь — коэффициент аккумуляции теплоты в вт сек'1" / (м2 град) -1
с — удельная массовая теплоемкость в док/(кг град);
d — диаметр, линейный размер в м;
Е — обобщенный заряд (фактор экстеис«пости, координата состояния),
Ь — напряженность электрического поля в в/м,
1 —площадь поверхности в л2;
/ — знак функции,
!— частота электрического поля в 1/сек:
И, h — высота в м;
• dE
1 — — поток (сила юка) заряда,
ФЕ
J — поток заряда.
Кд =~ р - критерии необратимости процесса переноса заряда
т< Лр
1\др— — критерии неравповесностн состояния системы,
/г = btgS — коэффициент диэлектрических потерь,
L — механическая работа в док,
L— ПР^°ДИМ0СТЬ ТСЛа П0 отпошсш,ю к обобщенному заряду
I “ 3 —удельная механическая работа в док/кг
dm 1
I — длина в м,
М, пг — масса в кг-
М — проводимость тела по отношению к обобщенному заряду,
п — коэффициент запаса;
п—показатель степени уравнения параболы.
п — число внутренних степеней свободы системы.
Р — обобщенный потенциал (фактор интенсивности обобщенная сила)
р — давление в н/м2;
Q — обобщенная работа в дж,
Q — количество тепла в дж,
dQ
д = ~dm —УДсльп°е количество тепла в док/кг.
R ^газовая постоянная (обычного идеального газа) в док/(кг град),
г — радиус в м
/ —удельная теплота парообразования иди плавления в док/кг,
5 —длина в м,
S —термический заряд в док/град,
Т —температура в °К (плп в °C)
международная система единиц измерений (СИ)
н П) сообщаются необходимые сведения для пользо
tg6 — ташенс yi па диэлектрических потерь,
внутренняя энергия в дж,
и — абсолютная влажность (отношение массы воды к массе сухого тепла),
V — объем в «3
dV 1
V ~ "dm ~ "(Г — УЛельпыи объем в м?!кг,
w — скорость в м/сек,
Х = —6Р —термодинамическая сипа,
ц у, z — координаты пространства в м,
„ dP
Y = — —— — гермодинамическая сила;
dx
а— коэффициент линейного расширения в Мград
а — коэффициент отдачи заряда,
о—коэффициент теплоотдач в вгЦм2 град),
р — коэффициент отдачи заряда;
Д, б — знак разности,
АР — перепад потенциала в системе,
ёР — напор потенциала на поверхности системы
с — диэлектрическая постоянная,
О —толщина высохшего слоя формы в м,
г) — динамическая вязкость в н-сек/м2,
г) — коэффициент полезного тействия,
К = ~ - емкость системы ио отношению к заряду,
р—химический потенциал в дж/кг,
v— частота электромагнитного поля (света) в 1/сеге
§— толщина твердой корки в тп
dm 1
р = — =— —ипопюсть В /Щ/л3,
S — знак суммы,
о—'Коэффициент поверхностного натяжения в ///м,
о — напряжение в и/м2-,
о—отношение проводимостей ипи емкостей в соответствующем законе,
и — электрический потенциал в о
’F — электрический заряд в к,
w — круговая частота в \/сек
ИНДЕКСЫ
в — волновой (вибрационный);
д — диссипация диффузионный;
заз — зазор,
зал — заливка,
и — интенсивность, информация.
ни — инвариантный (постоянный)
к — контактный, средний калориметрический (равновесный),
кр — кристаллизация
л — линейный;
лик — ликвидус,
пач — начальный;
п — поверхность,
с — среда,
сол — солидус,
ф — фазовый, фиктивный;
х — химический;
э — электромагнитны!!, эффективный
Глава I
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕРМОДИНАМИКИ
НЕОБРАТИМЫХ (РЕАЛЬНЫХ! ПРОЦЕССОВ
§ 1. ГЛАВНЫЕ ЗАКОНЫ ТЕРМОДИНАМИКИ
1. Вводные замечания
Как известно, классическая термодинамика, созданная сто лет
назад, изучает лишь тела (системы), находящиеся в состоянии
покоя (равновесия) Такие системы существуют вне времени (в
классической термодинамике отсутствует понятие времени) и
пространства (в условиях покоя протяженность тела не играет
никакой роли) Поэтому термодинамическая теория оказывается
бессильной при изучении реальных (необратимых) процессов, с
которыми ежедневно приходится сталкиваться инженеру
Для изучения реальных процессов Онзагером предложена
термодинамика необратимых процессов [74, 75, 78, 144, 166, 220,
221, 224]1 Однако теория Опзагера также не может удовлетво-
рить запросов практики, поскольку в пей рассматриваются лишь
системы, находящиеся вблизи состояния покоя (равновесия).
Автором разработана наиболее общая теория термодинамики
необратимых процессов, справедливая для любых реальных фи-
зических и химических явлений [45, 46, 52—54, 56—58] В соответ-
ствии с термодинамикой автора в основе общей феноменологиче-
ской (макрофизической) теории лежит один единственный по-
стулат, из которого вытекают все пять главных физических
(термодинамических) законов сохранения, состояния, переноса,
взаимности и диссипации Эти законы выражены в виде диффе-
ренциальных уравнений, интегрирование которых совместно с
условиями однозначности позволяет найти решение любой кон-
кретной задачи, встающей перед инженером
Общая феноменологическая теория изучает макрофизические
свойства (состояния) различных тел природы (систем), а также
процессы взаимодействия этих тел (процессы переноса опреде-
ленных субстратов обмена, которые именуются обобщенными за-
рядами) Из общей теории как частные случаи вытекают класси-
1 Основы весьма многообещающей микрофизической теории заложены
в работах [236—238]
веская термодинамика, термодинамика Онзагера, теория тепло-
обмена, химическая кинетика и г д
Рассмотрим кратко основные положения новой теории и пока
жем примеры ее практических приложении в литейном производ-
стве
2. Закон сохранения
При термодинамическом анализе различных явлений рассмат-
ривается система (тело) объемом dV и массой dm, мысленно от-
деленная от окружающей среды контрольной поверхностью Раз-
меры системы выбираются достаточно малыми, чтобы в пределах
ее объема можно было пренебречь изменением макроскопиче-
ских и микроскопических свойств с координатами (в общем слу-
чае теория автора справедлива для макроскопических и микро-
скопических явлении)
Любая система располагает определенным числом п форм
движения материи, существенных в термодинамическом отноше-
нии (например, термической, механической, химической,'фазовой,
диффузионной, гидродинамической, фильтрационной, кинетиче-
ской, электрической, магнитной и т д) Эти формы движения
целиком определяют все макрофизическис и микрофизические
свойства (состояние) системы
Фундамент теории автора составляет следующий постулат
для каждой формы движения существует (и может быть най-
ден) характерный физический параметр Е (обобщенным заряд,
фактор экстенсивности или координата состояния), который с
количественной и качественной стороны однозначно определяет
эту форму движения и все связанные с ней свойства материи
Наличие и изменение обобщенного заряда в системе связано
с наличием и изменением этой формы движения Например, для
термической формы движения зарядом служит термический за-
ряд (энтропия) S, механической — объем V, химической, фазо-
вой, диффузионной, гидродинамической и фильтрационной —
масса m или объем V, кинетической — количество движения
K=mw, э тектрическоп — электрический заряд Чф магнитной —
так называемая магнитная масса (магнитный заряд) или вектор
намагничивания 7И и т д
Существующие в системе формы движения определяют ее со-
стояние, по согласно основному постулату формы движения ха
растеризуются величинами Е Поэтому обобщенный заряд Е
представляет собой количественную меру состояния (параметр
состояния)
Изменение величины обобщенного заряда в системе происхо-
дит вследствие его перехода (переноса) через контрольную по-
верхность (извне в систему или из системы в окружающую сре-
ду) Следовательно, заряд Е выступает также в качестве суб-
страта обмена при взаимодействии тел природы (количественная
мера переноса) Именно перенос заряда через контрольную по-
верхность есть признак наличия взаимодействия определенного
рода, отсутствие переноса свидетельствует об отсутствии взаимо-
действия Иногда процесс переноса заряда носил условный харак-
тер, одпако эта условность принципиального значения нс имеет.
Таким образом, если система располагает п формами движе-
ния, то это означает, что опа имеет п внутренних степенен свобо-
ды, заложенных в ее структуре При отсутствии у системы какой
либо внутренней степени свободы говорят, что она внутренне
изолирована от воздействия данного рода Например, в тепловом
двигателе используется термомеханическая система Ею может
служить только газ, так как жидкость и твердое тело почти ли-
шены (по сравнению с газом) механической внутренней степени
свободы (практически несжимаемы)
Следовательно, любая система может принимать участие в п
взаимодействиях с окружающей средой Одпако фактическое ко-
личество взаимодействий / определяется тем, сколько и какого
рода изоляций (которые называются внешними) снято с кон-
трольной поверхности, причем ]^п Применительно к внешне
изолированной системе/ = 0
Как уже отмечалось, всевозможные макрофизичсские свойст-
ва (состояние) системы определяются всеми имеющимися фор-
мами движения или, иными словами, совокупностью п обобщен-
ных зарядов Отсюда непосредственно вытекает, что физические
величины, которые применяются для обозначения соответствую-
щих макрофизических свойств, представляют собой функции, а
совокупность п зарядов — аргумент Например, внутренняя энер-
гия, являющаяся количественной мерой всех различных форм
движения, которые имеются в системе,
t/ = f(Eh Е2, , Е„) дж (1)
или (при 11=2)
и=[(Е,, Е2) дж (2)
В эти, а также во все последующие выражения можно под-
ставлять полные (относящиеся к системе в целом) и удельные
(отнесенные к единице массы dm или объема d]/ системы) вели-
чины
Из общих калорических уравнении (1) и (2) по правилам
дифференцирования функций находим
dU= Р^Е] + P2dE2 + +PnrfEn дж, (3)
и (при п = 2)
PidEr + P2rfE2 дж, (5)
где
Индексы Еиц, Е! и Е2 внизу скобок в формулах (4) и (6) озна-
чают, что при операции дифференцирования сохраняются посто-
янными (инвариантными) все заряды, кроме данного
Величины Р называются обобщенными потенциалами, факто-
рами интенсивности или обобщенными силами (это—абсолют-
ная температура Т, давление р, химический потенциал ц, ско-
рость w, электрический потенциал ср, напряженность внешнего
магнитного поля Н и т д ) Они являются движущими силами
процесса переноса зарядов Разность потенциалов (напор 6Р по-
тенциала па контрольной поверхности или перепад ЛР потенциа-
ла в системе) определяет интенсивность (скорость) этого про-
цесса
Формулы (1) и (6) выражают правила выбора потенциалов
по имеющимся зарядам, причем сам заряд выбирается па основе
анализа физического существа изучаемого явления Так, заряд
должен характеризовать (с качественной и количественной сто-
роны) соответствующую форму движения, т с им определяется
состояние системы, а при взаимодействии тел он служит субстра-
том обмена
Существует известная свобода в выборе зарядов, а следова-
тельно, и сопряженных с ними потенциалов [52—54] Например,
для механических явлений зарядами могут служить объем и
плотность р, для гидродинамических, фильтрационных, диффу-
зионных, фазовых и химических — масса и объем и т д Потен-
циалы для этих зарядов выбираются с помощью формул (4) и
(6) Болес подробно метод выбора зарядов и потенциалов рас-
смотрен в § 3
Произведение потенциала па количество перенесенного заря-
да именуется обобщенной работой и обозначается буквой Q (ве-
личины Е, Р п Q должны быть сопряженными между собой, т е
принадлежать одной и той же форме движения материи)
rfQ = PdEdw (7)
Обобщенная работа есть количественная мера взаимодейст-
вия системы п окружающей среды или [это следует из связей, оп-
ределяемых формулами (3) и (5)] количественная мера измене-
ния формы движения материи
Равенства (3) и (5) представляют собой известные уравнения
закона сохранения энергии (дифференциальные калорические
уравнения состояния) Согласно этому закону (первый закон в
теории автора) сумма обобщенных работ равна изменению внут-
ренней энергии системы Как видим, уравнение закона сохране-
ния энергии непосредственно выводится из исходного постулата
10
Конкретно для термомехапических взаимодействии имеем
(так называемое уравнение первого начала термодинамики)
dU=TdS- pdV дж (8)
Изменение внутренней энергии равно сумме термической и
механической работ
Для термомсханичсско-хнмпческих взаимодействий получаем
(уравнение Гиббса)
dU = TdS — pdV-i pdm дж (9)
На пеню минуса в уравнениях (8) и (9) обусловлено тем, что
приращения объема и внутренней энергии имеют различные зна-
ки
Закон сохранения справедлив нс только для энергии, но и для
зарядов (включая термический) При решении различных задач
для каждого заряда в отдельности составляется уравнение ба-
ланса заряда типа
J?E'=^E" (10)
пли (в дифферепциа тыюй форме)
^EZ=^E", (11)
где одним штрихом вверху обозначено начальное состояние сис-
темы, а двумя — конечное
При составлении уравнений баланса необходимо принимать
во внимание специфику изучаемого явления и природу соответст-
вующего заряда Если в рассматриваемом процессе заряд по ка-
ким-либо причинам возрастает пли убывает, то в уравнения (10)
и (И) должны быть введены дополнительные слагаемые Имеем
_SEZ= У)ЕЛ+5)ЕД, (12)
^dE' = ^dE" + ^dEsx. (13)
Например, такой вид имеют уравнения баланса термического
заряда (энтропии) с учетом возникшей энтропии диссипации или
уничто/кепноп энтропии (если таковая имеется).
3. Закон состояния
Этот закон является вторым в теории автора Он выводится
из основного постулата следующим образом
Потенциалы Р характеризующие определенные макрофнзичс-
ские свойства системы, в числе прочих величин являются функ-
циями состояния Поэтому для них можно написать уравнения,
в которых потенциал есть функция, а совокупность п зарядов —
аргумент [77] Имеем
Р, = (г(Е1;Е2, , Е„)
(И)
или (прип=2)
Pi = A(Ei; Е2);1
Р2=Д(Еь е2) /
Дифференцирование этих выражений дает
SA„dE„
где j= 1,2, , п,
и (при п=2)
flJPi—А ] jrfE] + A 12ЛЕ2, 1
<iP2 = Л21ЛЕ] + А22ЛЕ2, J
(15)
(16)
(17)
(18)
(19)
(20)
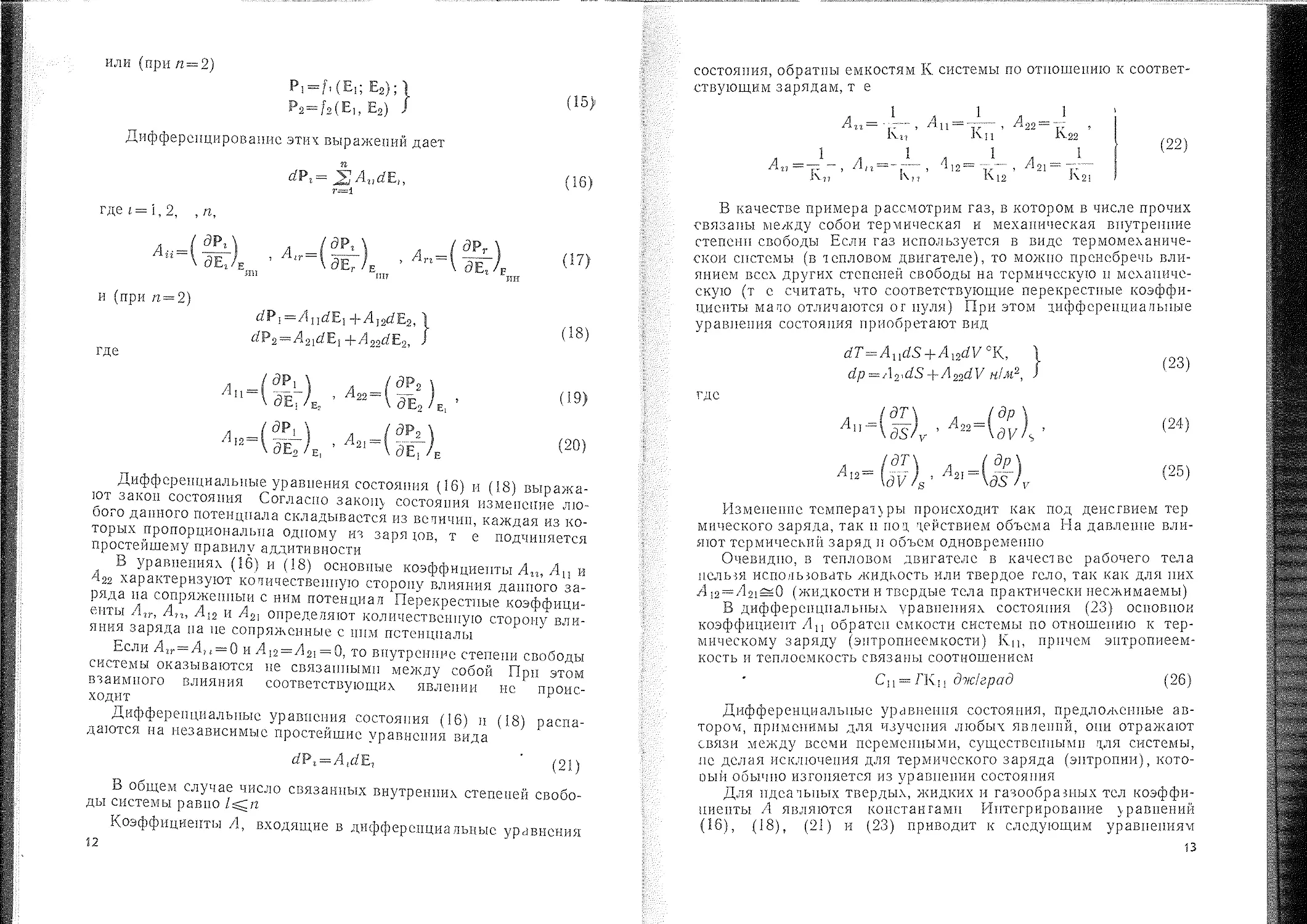
Дифференциальные уравнения состояния (16) и (18) выража-
ют закон состояния Согласно закону состояния изменение лю-
бого данного потенциала складывается из величин, каждая из ко-
торых пропорциональна одному из заря юв, т е подчиняется
простейшему правилу аддитивности
В уравнениях (16) и (18) основные коэффициенты А„ Аи и
422 характеризуют количественную сторону влияния данного за-
ряда па сопряженный с ним потенциал Перекрестные коэффици-
енты А,?, Л)г> Л12 и Л21 определяют количественную сторону вли-
яния заряда па не сопряженные с шш потенциалы
Если Лгг=Л,, = 0 и Л12=Л21 = 0, то внутренние степени свободы
системы оказываются не связанными между собой При этом
взаимного влияния соответствующих явлении не ппоис-
ходит 1
Дифференциальные уравнения состояния (16) и (18) распа-
даются на независимые простейшие уравнения вида
а'Р1 = ЛДЕ, ‘ (21)
В общем случае число связанных внутренних степеней свобо-
ды системы равно 1^.п
Коэффициенты Л, входящие в дифференциальные уравнения
12
состояния, обратны емкостям К системы по отношению к соответ-
ствующим зарядам,т е
В качестве примера рассмотрим газ, в котором в числе прочих
связаны ме/кду собой термическая и механическая внутренние
степени свободы Если газ используется в виде термомеханиче-
скои системы (в тепловом двигателе), то можно пренебречь вли-
янием всех других степеней свободы на термическую и механиче-
скую (т е считать, что соответствующие перекрестные коэффи-
циенты мало отличаются ог пуля) При этом дифференциальные
уравнения состояния приобретают вид
dT=AudS + AndV°K, 1
dp = A2,dS+A22dV н!м\ )
(23)
(24)
(25)
Изменение температуры происходит как под действием тер
мического заряда, так п под действием объема На давление вли-
яют термический заряд п объем одновременно
Очевидно, в тепловом двигателе в качестве рабочего тела
нельзя использовать жидкость или твердое голо, так как для них
Я 12 = ^21=0 (жидкости и твердые тела практически несжимаемы)
В дифференциальных уравнениях состояния (23) основной
коэффициент Лп обратен емкости системы по отношению к тер-
мическому заряду (эптропиеемкости) Кп, причем эитропиеем-
кость и теплоемкость связаны соотношением
Сц = ГКЛ1 дж/град (26)
Дифференциальные уравнения состояния, предложенные ав-
тором, применимы для изучения любых явлений, они отражают
связи между всеми переменными, существенными для системы,
пс делая исключения для термического заряда (энтропии), кото-
оый обычно изгоняется из уравнении состояния
Для идеальных твердых, жидких и газообразных тел коэффи-
циенты А являются констангамп Интегрирование уравнений
(16), (18), (21) и (23) приводит к следующим уравнениям
состояния (принимается, что пулевым значениям зарядов отве-
чают нулевые значения потенциалов)
Р^Д'ЛггЕ,, (27)
где t= 1, 2, , п,
Pj Е] 4" ^112^2, 1
Р 2 = 21 Ej + Л22 Eg, J (28)
(29)
Т=Д„К+Л]2К °К; 1
p=/l2iS+/l22V н/ж2 / (30)
Уравнения состояния (в том числе калорическое) идеального'
тела при п= 1 имеют вид
Р=ДЕ=^Е, (31)
/7==_ккр2 = 1_рЕ=±ЛЕ2 дж_ (32)
Уравнения типа (27), (28), (31) и (32) справедливы для всех
явлений, включая термические, хотя для последних внутреннюю
энергию принято сопоставлять по с квадратом темпера гуры, как
это вытекает из формулы (32), а с температурой в первой степе-
ни Общепринятая точка зрения базируется па случайных причи-
нах (па свойствах обычного идеального газа Клапейрона) По-
этому в принципиальном отношении более правильными следует
считать закономерности (31) и (32) Ими можно пользоваться
наравне с общепринятыми. При этом надо иметь в виду, что теп-
лоемкость с температурой, как правило, растет, а энгропиеем-
кость убывает [52, 57]
Уравнение состояния (30) особого идеального газа автора
отличается от известного уравнения Клапейрона
pV=mRF дж, (33)
где R — газовая постоянная в дж/(кг град), прежде всего тем ею
свойством, что у особого идеального газа внутренняя энергия
сопоставляется с квадратом температуры, а у обычного идеаль-
ного газа (Клапейрона) -—с температурой в первой степени
Из уравнении (27) — (32) видно, что данный потенциал (в том
числе температура) стремился к нулю при одновременном умень-
шении до пуля величин всех зарядов, относящихся к связанным
внутренним степеням свободы Это означает, что невозможно
достичь абсолютного пуля некоторого потенциала путем умень-
шения до нуля сопряженного с ним заряда Надо одновременно
14
отвести от системы все заряды, при этом в пуль обратятся все
потенциалы
Отсюда также следует, что па данный потенциал можно воз-
действовать путем отвода не сопряженных с ним зарядов Напри-
мер, понижения температуры можно достичь воздействием па
магнитную, электрическую, химическую и другие внутренние сте-
пени свободы системы
Если система располагает не связанными между собой внут-
ренними степенями свободы, то каждый данный потенциал стре-
мится к нулю при обращении в пуль только сопряженного с ним
заряда
4. Закон переноса
Обобщенные дифференциальные уравнения переноса, выра-
жающие обобщенный закон переноса зарядов (третий закон в
теории автора), легко получить, если с помощью уравнений (14)
выразить заряды через потенциалы Например, при п = 2 из урав-
нении (15) путем подстановки Е2 из второй строчки в первую и
Е] из первой строчки во вторую находим
(34)
После дифференцирования этих уравнении получаем
d Е] =К up c?Pi + Ki2P dP%, 1
dЕ2 = КaipdPi + К.22РdP2, J
(35)
где
кИ1
; К;
(36)
(37)
Уравнения (35) допустимо рассматривать как обобщенные
дифференциальные уравнения переноса, в которых количества пе-
реданных зарядов dEj и о!Е2 непосредственно сопоставляются
с имеющимися разностями потенциалов dPr и dP2, причем роль
обобщенных проводимостей играют емкости Кр при постоянных
значениях потенциалов
При отсутствии взаимного влияния внутренних степеней сво-
боды перекрестные коэффициенты К]2р = K2ip = 0 н, следова-
тельно, из выражений (35) находим
dEL = KnpdPi, <4Е2 = K22PdP2
или в общем виде для каждой из несвязанных степеней свободы
dE£ == K,PdP£. (38)
Заметим, кстати, что для идеальных тел интегрирование урав-
нений (35) и (38) даст следующие уравнения состояния, анало-
гичные уравнениям (27)—(31)
Е3 — K,IPP1 -I К-згрРз,
(39)
Разница между уравнениями (28) и (39) (две верхние строч-
ки) заключается в коэффициентах пропорциональности В пер-
Рис 1 Схема переноса заряда через
вом случае коэффициенты бе-
рутся при постоянных значени-
ях зарядов, а во втором —при
постоянных значениях потен-
циалов При использовании
уравнении состояния, записан-
ных в форме уравнений (28)
или (39), пи в косм случае
нельзя упускать из виду эту
топкость Если система распо-
лагает только одной (пли не-
сколькими несвязанными)
внутренней степенью свободы,
то разницы между соответ-
ствующими Коэффициентами
в формулах (29) п (39) (пиж
пяя строчка) не наблюдается,
т е
Д - Л;Р, Кг - К,Р.
систему Чтобы придать обобщен-
ным дифференциальным урав-
нениям переноса более привычный и удобный для расчетов вид,
введем понятие потока заряда W и кинетической си ты (или
просто силы) V, причем в первом (линейном) приближении бу-
дем считать, чго поток пропорционален количеству перенесенно-
го заряда в первой степени, а сила пропорциональна разности
потенциалов также в первой степени (при желании теория мо-
жет быть легко обобщена и па нелинейные условия выражения
потока через заряд и силы через разность потенциалов)
Имеем
W = ШЕ, V = — CdP. (40)
Знак минус свидетельствует о том, что заряд распространяет-
ся в сторону убывающих значении потенциала (рис 1)
Для одной степени свободы из формул (38) и (40) получается
следующий простейший закон переноса:
W=BV, (41)
где коэффициент пропорциональности (коэффициент переноса
или проводимость системы по отношению к соответствующему
заряду)
В КР . (42)
С С д„
Для двух внутренних степеней свободы (п = 2) из выраже
тши (35), (40) и (42) находим
W2 - B21V1 + B22V2, I 1
где
Bu=-------Дир, —K22p; 1
D D (44)
в12---^д12р, b21 = --^k2IP J
В общем случае для п внутренних степеней свободы диффе-
ренциальные уравнения переноса имеют вид
2 B‘rVr’
(45)
Основные коэффициенты Вгг, Вп и В22 в уравнениях (43) и
(45), выражающих закон переноса, представляют собой прово-
димости системы по отношению к соответствующим зарядам,
перекрестные коэффициенты (называемые также коэффициента-
ми увлечения) Вгг, Brl, Bi2 и В21 характеризуют взаимное влия-
ние потоков Если Вг, = В1г = 0 и В12 = В21 = 0, то взаимного
влияния потоков пет, совокупности уравнений (43) и (45) распа
даются па независимые простейшие уравнения типа (41) (так вы-
глядят уравнения законов Фурье, Ома, Фика, Дарси и т. д).
Можно предложить восемь конкретных вариантов выбора пото-
ков и сил (коэффициентов В, С и D) (?
БИБЛИОТЕКА
MoCKQJCKvFO и ютитута
I и СПЛАВОВ
Наиболее употреби1ельные из них имеют вид [52, 56, 57]
J = X = — 6Р, J = аХ, (46)
Fdt v ’
I X — — 6Р; I -рХ, (47)
J - <?-, Y - - —, J -£¥, (48)
Fdt дх ’ * '
I _2£_; Y =------I -- /И¥, (49)
at дх
где J и I — удельные потоки заряда (коэффициент D равен
1,/Fdt и 1/dt соответственно),
X и Y—силы (6Р— напор потенциала па поверхности си-
стемы, коэффициент С = 1, —градиент по-
dx
тенциала в сечении системы, коэффициент
а и р — проводимости (коэффициенты отдачи заряда на по-
верхности системы, соответствуют величине В,
причем В = а = — К?/Fdt и В = р = — Kp/dt),
L и М— проводимости системы (В = L = —КР dx/Tdi и
В=/И=--—Кт dx/dt),
F— площадь в м2,
t — время в сек
Для различных конкретных потоков, сил и проводимостей
приняты не одинаковые обозначения. Это сделано с целью избе-
жать путаницы в расчетах В дальнейшем все эти выражения ши- ,
роко используются
Согласно теореме Кюри в уравнениях переноса типа (43) и
(45) нельзя одновременно сочетать скаляры и векторы В ре-
зультате возникает потребность в переходе от силы X (скаляр)
к силе Y (вектор), и наоборот Это делается с помощью подстано-
вок [52, 56, 57]
где Ах — некоторый размер, выбираемый произвольно, в м
Заметим, что для термических явлении коэффициенты эн-
тропиепроводности Bs в законе переноса термического заряда
(энтропии) [46, 52—54, 56, 57]
Ws^BsVs (51)
и теплопроводности BQ в законе теплопроводности Фурье
WQ - (52)
связаны cooгношонием
Bq == TBS. (53)
18
Конкретно дня третьего способа выбора потока и силы [фор-
мулы (48)] это выражение приобретает вид
Lq = TLs вт/(м град). (54)
Оба типа коэффициентов (теплопроводности и эптропиепро-
водности) могут использоваться в практических расчетах на рав-
ных правах
Для гидродинамических явлений проводимость Lv (по отно-
шению к объему) выражается через динамическую вязкость г| и
диаметр d трубопровода следующим образом.
Lv - — се'^ (55)
г] 32
Эта формула найдена с помощью законов Дарси и Гагепа-
Пуазеиля, поэтому она справедлива только для ламинарного по-
тока [45, 56, 57] Для других режимов течения жидкости соответ-
ствующие значения проводимости приводятся в работе[45]
5. Закон взаимности
Закон взаимности (четвертый закон в теории автора) харак-
теризует количественную сторону взаимного влияния внутренних
степеней свободы системы Для вывода этого закона примени-
тельно к явлениям состояния продифференцируем равенства (6)
по второму н первому зарядам соответственно Сопоставив левые
и правые части полученных выражений, найдем
/_apt \ = / ар2 \
\ ж, Д, к Ж1 е2
или (для термомеханических явлений)
дТД
дУ Д k. dS Jv'
Выражения (20) и (56) дают
А12 = л21
Из равенства (25) и (57) имеем
Л12 = --/121 °Д/лС
В общем случае для уравнении (16) получаем
= Л„.
В физическом плане закон взаимности ,выраженный
ренциальными уравнениями (58) — (60), характеризует симмет-
рию во взаимном влиянии различных форм движения материи
В математическом плане он свидетельствует о том, что если не-
которая величина U есть функция определенной совокупности
2- 19
(56)
(57)
(58)
(59)
(60)
диффе-
аргументов Ег и каждая частная производная Рг этой величины по
одному из аргументов, в свою очередь, является функцией тех
же аргументов, то перекрестные коэффициенты Агг и Агг в выра-
жениях для полных дифференциалов от Рг между собой равны
(теорема взаимности).
Закон взаимности сохраняет силу (инвариантен) при очень
многих преобразованиях дифференциальных уравнений состоя-
ния. Например, для второй разновидности дифференциальных
уравнений состояния (35) (так называемые обобщенные диффе-
ренциальные уравнения переноса) с помощью дифференциаль-
ных тождеств термодинамики второго типа [52, 54, 56, 57]
из соотношения (37) получаем
К!2Р-К2:
(62)
Тождество (61) находится с помощью характеристической
функции, именуемой свободной энтальпией или изобарным (тер-
модинамическим) потенциалом [тождества первого типа (56) и
(57) получены с помощью внутренней энергии, которая также яв-
ляется характеристической функцией].
Третий вид преобразований связан со следующим представле-
нием дифференциальных уравнений состояния:
Р3 = f1(EJ; Р2), ]
E2-=f2(Ei; Р2),
=- Д] IpdE1 -|- Л12ер^Р2; 1
б/Ео — 1\21РЕ^Е1 К-22^Р2, I
(63)
(64)
где
(65)
где
5Р2 /е, \
Е2)Л
E2)J
dEi-K^Pi + KizpcdE,; 1
dP2 = TliiEp^Pi + Az2pdE2, j
(66)
(67)
(68)
(69)
(70)
20
Согласно третьему типу тождеств (полученных с помощью
энтальпии и свободной энергии [52, 54, 56, 57])
dPi \ \ •
ар2/С1 MEi/p/
dEi > _ / gp2 \
<эе2 л, V apt к
(71)
(72)
перекрестные коэффициенты [формулы (66) и (70)] в уравнениях
(64) и (68) между собой равны, т. е.
Т112ЕР = —K’ipe; (73)
К-12РЕ = — TI.21EP. (74)
Закон взаимности для явлений переноса (применительно к яв-
лениям переноса его можно называть также законом увлечения)
выводится следующим образом. Выше было показано, что закон
взаимности сохраняет силу для преобразованных уравнений (35)
[равенство (62)]. Следовательно, для уравнений переноса (43) из
выражений (44) и (62) получаем
В12 = В21. (75)
В общем случае для уравнений переноса (45) имеем
(76)
Применительно к четырем частным вариантам выбора пото-
ков и сил [уравнения (46) — (49)] находим
а,г =- ari; = р„, Lir = Lri- Mir -= M,t. (77)
Как видим, закон взаимности инвариантен также по отноше-
нию к преобразованиям типа формул (40). Равенства (75) — (77)
именуются соотношениями взаимности Онзагера. Они свидетель-
ствуют о наличии симметрии во взаимном увлечении потоков. Экс-
периментальное подтверждение закона взаимности для явлений
состояния и переноса приводится в работе [57].
Закон взаимности позволяет проинтегрировать уравнения со-
стояния (5) и (18) Например, для идеальных тел имеем
U = 4" + V + AAE2 дж; (78)
И =-----!------ ( 4г + 4- АХ- АзРХ дж. (79)
АгФи — Л К 2 2 /
При Л!2 = Л21 = 0 (взаимное влияние внутренних степеней
свободы отсутствует) эти уравнения превращаются в выражения
типа (32).
21
6, Закон диссипации
Пятый закон (диссипации) выводится па основе анализа
процесса прохождения зарядаюквозь систему под действием раз-
ности (перепада) потенциалов (см рис 1)
dP - Р" — Р' (80)
Распространение заряда сопровождается преодолением соот-
ветствующего сопротивления (трения), причем работа dQ' входа
заряда JE в систему больше работы dQ" выхода на величину ра-
боты трения
dQK = dQ" - dQ' - Р'ДЕ - РДЕ = — dP dE дж. (81)
Работа dQx всегда (при распространении любого заряда,
в том числе термического) превращается в теплоту, опа именует-
ся работой (теплотой) диссипации Возникающий при этом
термический заряд (энтропия) диссипации, соответствующий ра-
боте трения, находим из уравнения
Д8д — ~ дж/град. (82)
В дифференциальных уравнениях (81) и (82), характеризую-
щих закон диссипации, разность потенциалов dP обусловлена на-
личием трения Поэтому, если в системе имеются дополнительные
разности потенциалов, вызванные другими причинами, то их
учитывать по следует Для более четкого выражения этого об-
стоятельства разность dP в формулах (81) и (82) целесообразно
определить через величину перенесенного заряда и проводимость
(или сопротивление системы, которое обратно проводимости)
с помощью соотношении (40) и (41) или (46) — (49) Из выраже-
ний (40), (41), (81) и (82) получаем
dQ dE2 = —W2 дж,
д ВС BCD
dS^^- ‘^^^дж/град.
д ВС Т BCD Т
(83)
Дополнительная разность потенциалов, о которой идет речь,
может возникнуть, например, если система неоднородна (в ней
имеются источники заряда, скачки потенциала и т д), если про-
исходят взаимные превращения различных форм движения мате-
рии (например, в трубе переменного сечения дополнительные раз-
ности давлений по длине возникают вследствие перехода кинети-
ческой энергии потока в потенциальную, и наоборот) и т п
Заметим, что произведение потока па силу связано с теплотой
диссипации соотношением
WV == CDdQf
(84)
72
Эффект трения (диссипации) делает процесс распространения
обобщенного заряда необратимым (этот процесс всегда идет
водном направлении — в сторону возникновения термического
заряда диссипации и никогда в обратном — в сторону уничто-
жения термического заряда) Отсюда ясно, что главный признак
(и причина) необратимости любого явления — это выделение тер-
мического заряда диссипации
Условие обратимости
процесса имеет вид
где Р' — потенциал па вхо-
де заряда в си-
стему
В формулу (85) подстав-
лены конечные величины
(рис 2) Под ДР понимает-
ся абсолютное значение раз-
ности потенциалов
С уменьшением крите-
рия необратимости Кд сте-
пень необратимости процес-
са (выделение теплоты дис-
сипации) снижается
Общий закон диссипа-
ции, выраженный диффе-
ренциальными уравнения-
ми (81) — (83), справедлив
для всех явлении, включая
термические Но во всех остальных случаях диссипативная тер-
мическая форма движения отлична от основной и ее легко за-
метить (например, джоулево тепло в электрических явлениях).
В термических же явлениях эффект диссипации непосредствен-
но не обнаруживается термический заряд диссипации присоеди-
няется к основному термическому заряду и распространяется
вместе с ним Это делает термические явления несколько непо-
хожими па другие (работа входа термического заряда равна ра-
боте выхода, т е количество вошедшего тепла равно количе-
ству вышедшего тепла) Это обстоятельство длительное время
затрудняло расшифровку истинного физического механизма
термических явлений и наводило па мысль об их исключитель-
ности
Аналогичным ооразом при движении жидкостей и газов тер-
мический заряд диссипации остается в системе Это также за-
трудняло правильное толкование классического опыта Джоуля и
эффекта (опыта) Джоуля— Томсона [45, 52, 56, 57]
23
Закон диссипации позволяет также раскрыть физическим
смысл парадокса Гиббса. При взаимной диффузии с уменьше-
нием различия между газами снижается разность потенциалов
Ар., под действием которой происходит процесс. В пределе (для
одинаковых газов) разность Ар = О и, следовательно, термиче-
ский заряд (энтропия) смешения (диссипации) также обращает-
ся в пуль [формула (82)].
При решении различных практических задач необходимо оп-
ределять количество тепла диссипации на основе закона дисси-
пации и, принимая во внимание специфику изучаемых явлении,
относить его к тем телам, подсистемам или системам, которые
усваивают (аккумулируют) это тепло. Учитывается тепло дисси-
пации с помощью уравнении состояния и переноса путем введе-
ния в них соответствующих слагаемых.
7. Условия однозначности
Дифференциальные уравнения термодинамики (3), (13), (16),
(45), (60) и (81) описывают класс (бесчисленное множество)
явлении состояния (макрофизические свойства) и переноса (про-
цессы взаимодействия тел природы). Решение любой конкретной
задачи сводится к интегрированию этих уравнений и согласова-
нию полученных результатов с условиями однозначности.
Условия однозначности содержат все сведения, которые не-
обходимы для выделения из класса явлении данного конкретно-
го (единичного) явления Они включают в себя геометрические
и физические свойства, и начальные и граничные условия
Под геометрическими свойствами понимаются конфигура-
ция и размеры изучаемой системы
За такие физических свойств предусматривает задание всех
физических коэффициентов (емкость, проводимость, плотность
ит д ), характерных для системы
С целью определения временного (начального) условия зада-
ют все величины, характеризующие состояние системы для неко-
торого момента времени, условно принимаемою за на-
чальный
Граничное условие определяет закон взаимодействия систе-
мы и окружающей среды на контрольной поверхности Различа-
ют три рода граничных условий.
Граничное условие первого рода соответствует заданию потен-
циала Рд для любой точки контрольной поверхности и любого
момента времени. В простейшем случае величина Рп может быть
постоянной, общей для всей поверхности.
При граничном условии второго рода задается величина пото-
ка Wn для любой точки контрольной поверхности и любого мо-
мента времени. В частном случае величина Wn может быть по-
стоянной и одинаковой для всех точек поверхности.
24
Граничное условие третьего рода соответствует заданию по
тенциала Р( окружающей среды и закона обмена зарядом между
системой и средой для любой точки контрольной поверхности и
любого момента времени
В качестве простейших законов обмена могут быть использо-
ваны варианты (46) и (47) В частном случае величина Рс может
быть постоянной
С помощью граничного условия третьего рода может быть со-
ставлено дифференциальное уравнение обмена зарядом па по-
верхности системы (дифференциальное уравнение баланса заря-
да). Соответствующие уравнения применительно к вариантам
(46) — (49) имеют вид
=а6Р = а(Рс-Рп); ]
v /п (86)
Л4(^п = рбР = Р(Рс-Рп). J
Индекс п внизу у скобки означает, что градиент потенциала
взят па поверхности системы (тела). Коэффициенты L и М мо-
гут относиться либо к материалу тела, либо к веществу окружаю-
щей среды.
Согласно дифференциальным уравнениям (86) количество за-
ряда, подходящего к поверхности системы посредством механиз-
ма проводимости, равно количеству заряда, уходящего от поверх-
ности посредством механизма отдачи.
Весь класс явлении состояния и переноса (т. е. все задачи,
возникающие па практике) можно подразделить на четыре боль-
шие группы, отличающиеся частными особенностями поведения
обобщенного заряда В общем случае заряд может находиться
в состоянии покоя или перемещения, его величина в системе мо-
жет оставаться неизменной или изменяться. Если величина за-
ряда со временем не изменяется и он находится в состоянии по-
коя, то система является стационарной равновесной (статика).
Пронизывание системы неизменным по величине зарядом делает
ее стационарной неравновесной (кинетика). Аккумулирование
заряда системой в условиях его покоя делает систему нестацио-
нарной равновесной (статодипамика) Наконец, если величина
заряда изменяется и он пронизывает систему, то последняя ста-
новится нестационарной неравновесной (кинетодипамика или
динамика).
Применительно к каждой из перечисленных частных групп со-
вокупность дифференциальных уравнений и условий однозначно-
сти приобретает определенные характерные черты, существенно
облегчающие решение конкретных задач. Рассмотрим этот во-
прос подробнее.
25
§ 2. ЧАСТНЫЕ СЛУЧАИ ПРИМЕНЕНИЯ ЗАКОНОВ
ТЕРМОДИНАМИКИ К РЕШЕНИЮ ПРАКТИЧЕСКИХ ЗАДАЧ
1. Статика
В статике изучаются свойства стационарных равновесных од-
нородных систем В таких системах заряд находится в состоянии
покоя, его величина со временем не изменяется О покое заряда
можно судить по отсутствию разности (перепада) ДР потенциа-
ла внутри системы С помощью критерия неравновесиости со-
стояния условие покоя заряда определяется следующим образом
Кар = « 1. (87)
Заметим, что критерии Кдр перавповесности состояния прин-
ципиально не отличается от критерия Кд необратимости процесса
[формула (85)] В формуле (87), как и в выражении (85), фигу-
рирует абсолютное значение разности потенциалов
Благодаря соблюдению требования (87) предельно упрощает-
ся решение любых задач, поскольку каждый из потенциалов
имеет одно постоянное значение во всем объеме системы При
этом для системы в целом, независимо от ее размеров, составля-
ются рассмотренные выше дифференциальные уравнения состоя-
ния Операция интегрирования уравнений по объему системы от-
падает, в расчетах принимается, что система имеет массу, рав-
ную 1 кг, или объем, равный 1 м3
Количество тепла диссипации, выделяющегося в стационар-
ной равновесной системе, равно пулю, так как ДР = О [формула
(81)] Все процессы, протекающие в системе, обратимы [форму-
ла (85)]
Соответствующие системы рассматриваются в классической
термодинамике [например, в разделе, посвященном использова-
нию уравнении состояния, в том числе уравнения (33)], в химии
(где очень детально разработан раздел, связанный с изучением
подвижного равновесия химических реакции) и т д
Приведем один пример использования дифференциальных
уравнении состояния (16) автора, выражающих закон состояния
В общем виде они справедливы для любых явлении В работе [57]
рассматриваются различные частные случаи, в том числе термо-
упругость Для термоупругих явлении имеем
dT = AndS Д Al2dl % |
dp — A^dS 4~ A2idl him3, [
где S —удельный объемный термический заряд (энтропия)
в дж/(град л3),
26
dl — относительное удлинение стержня,
Д 3 = — Л2г Т град, (89)
Аи — = -2LMi грасР/дж, Д2 = Е н/м2; (90)
Кп Сц
здесь Е — модуль упругости (Юнга) и а — коэффициент линей-
ного расширения тела
Нижнее уравнение (88) соответствует закону упругости с уче-
том теплообмена (закон термоупругости). Как видим, изменение
напряжении (dp) происходит не только под действием деформа-
ции, по и в результате обмена термическим зарядом
Чрезвычайно плодотворно применение дифференциальных
уравнений состояния для изучения химических и фазовых пре-
вращений В работах [52, 57] показано, что при этом уравнения
должны охватывать химическую (или фазовую), термическую,
механическую, диффузионную и электрическую степени свободы
(в работах [74, 75, 78, 144, 166] не учитываются все степени сво-
боды, кроме химической, поэтому термодинамический метод ока-
зывается бессильным)
2. Кинетика
В кинетике рассматриваются свойства стационарных нерав-
новесных систем, которые не удовлетворяют условию (87) Заряд
при своем движении пронизывает насквозь такие системы, коли-
чество заряда, содержащегося в системе, со временем изменяется
При изучении свойств систем записываются пять основных
дифференциальных уравнении термодинамики, причем к процес-
сам переноса непосредственно прилагаются уравнения (43), (45)
и (46) — (49). Решение практических задач облегчается благода-
ря тому, что потенциалы не зависят от времени (отпадает опе-
рация интегрирования уравнении по времени)
Заметим кстати, что уравнения типа (43), (45), (46) — (49),
соотношения взаимности (75) — (77) и равенства типа (84) со-
ставляют аппарат термодинамики необратимых процессов Он-
загера [74, 75, 78, 144, 166, 220, 221, 224] Отсюда видно, что тер-
модинамика Опзагера является частным случаев общей теории
автора
Рассмотрим несколько примеров приложении общей теории,
представляющих научный и практический интерес
Из уравнении переноса (43) и (45) видно, что поток данного
заряда зависит от всех сил одновременно (из числа связанных
степеней свободы) Это можно широко использовать для разра-
ботки новых и интенсификации известных технологических про-
цессов Например, при химико-термической обработке металлов
27
(азотизация, цементация, нитроцементация, алитирование и т. д.)
дополнительное создание градиентов температуры, электрическо-
го потенциала, давления и т. д. позволяет существенно увеличить
поток массы В частности, градиент электрического потенциала
дает возможность повысить скорость нитроцементации в 5—
10 раз по сравнению с обычной технологией, причем поток массы
ускоряется в направлении перемещения электрического заря-
да (51, 57]
С помощью общей теории для химических и фазовых превра-
щений могут быть установлены новые важные закономерности
Например, при изучении процессов затвердевания и плавления,
конденсации и испарения составляется совокупность из пяти
уравнении переноса. Они охватывают фазовую, термическую, ме-
ханическую, диффузионную и электрическую внутренние степе-
ни свободы. Более подробно об этом сказано в § 4 и 5
Особый теоретический и практический интерес представляет
следующий пример.
Из общих соотношений (44) находим [52, 53, 56, 57]
Это новый закон отношения проводимостей (отношение прово-
димостей для любой пары связанных внутренних степеней свобо-
ды равно отношению соответствующих емкостей).
Закон, описываемый выражениями (91), позволяет осущест-
вить многочисленные методы экспериментального определения
физических свойств (теплоемкость, теплопроводность, электроем-
кость, электропроводность, диэлектрическая постоянная, магнит-
ная проницаемость, вязкость, изотермическая сжимаемость
и т д.) различных твердых, жидких и газообразных тел Напри-
мер, для термоэлектрических явлений из выражений (91) полу-
чаем
7-s Ln Ks КЧТ С
= 7^7- = О - в2/град2, (92)
Мг Кч Ту тч
где величины, относящиеся к термическому заряду, теплоте и
электричеству, обозначены индексами 3, Q и соответственно
Левая часть равенства (92) отражает законы Видемана-
Франца п Лоренца для металлов. Согласно эмпирическому зако-
ну Видемана-Франца отношение коэффициента теплопроводно-
сти к коэффициенту электропроводности имеет одно и то же зна-
чение для всех металлов, взятых при одинаковой температуре.
Лоренц дополнил закон утверждением, что это отношение про-
порционально абсолютной температуре. Таким образом, по Виде-
28
ману-Францу и Лоренцу коэффициент <? не должен зависеть от
природы металла п температуры. Для величины а было найдено
значение 2-10~8 в^грей^- [150].
Однако из правой части равенства (92) видно, что коэффи-
циент а в действительности не постоянен, а изменяется пропор-
ционально теплоемкости С, которая с уменьшением Т до пуля
стремится к нулю. Коэффициентом пропорциональности служит
величина, обратная коэффициенту электроемкости
, (93)
который не зависит от температуры (так как электроемкость Кп
обратно пропорциональна температуре) и природы металла (для
металлов х
Рис 3. Сопоставление значении коэффициента а,
найденных различными способами
О — алюминий- X — медь, Ц — свинец Д — серебро,
Рассмотрим некоторые результаты экспериментов Па рис 3
кривая найдена с помощью правой части равенства (92), а точ-
ки— с помощью левой. Значения теплоемкости по Шредингеру и
некоторые другие данные заимствованы из работы [150], величи-
на 0 ccib характеристическая температура в теории теплоемко-
сти Дебая (табл. 1 и 2)
Как видим, наблюдается хорошее согласование между собой
опытных данных, относящихся к проводимостям и емкостям ме-
таллов Это подтверждает правильность теории автора Кривая
па рис 3, табл. 1 и 2 и равенство (92) могут быть использованы
для определения одних величин (например, термических) по дру-
гим (электрическим)
Таким образом, в объединенном законе Видемана-Франца и
Лоренца утверждение о том, что коэффициент о имеет значения,
одинаковые для различных металлов (фактически речь идет
29
Характеристическая температура элементов
io. Элемент 0 n °K 11 Элемент 0 в ”K < § Элемент 6 в °K
3 Li 370 33 As 291 60 a-Nd 147
4 Be 1160 34 Se 89 62 ct-Srn 147±3
5 В 1219 37 Rb 55 64 a-Gd 152
6 Q 1860 38 Sr 129 65 a-Tb 158
(алмаз) 66 Dy 158
10 Ne 63 39 cx-Y 218 67 Ho 161
(твердый) 68 Er 163
] ] Na 160 40 Zr 310 69 Tu 167
12 Mg 405 41 Nb 250 70 a-Yb 94
13 Al 420 42 Mo 470 71 Lu 166
14 Si 670 44 Ru 600 72 Hf 260
16 S 180 45 Rh 480 73 Ta 245
19 К 90 46 Rd 275 74 W 405
20 Ca 220 47 Ag 225 75 Re 450
22 T1 430 48 Cd 190 76 Os 500
23 ~\J 380 49 In 110 77 I r 420
24 Cr 585 50 Sn 190 78 Pt 233
25 Mn 450 Sn 212 79 Au 165
(серое) 80 Hg 75
26 Ге 467 51 Sb 204 81 T1 89
97 Co 445 52 Те 153 82 Pb 95
28 Ni 465 55 Cs 39,2 83 Bi 117
29 Cu 343 56 Ba 95 90 Th 170
30 Zn 305 57 La 132 92 u 200
31 Ga 333 58 Ce 119
32 Ge 370 59 a-Pr 144
Характеристическая температура химических соединений
Вещество Формула Температур ный интервал 0 в °К
Калий бромиюыи КВг 79—417 177
Калий хлористый КС1 23—550 230
Кальцин фтористый СаРг2 17—328 474
Натрий хлорисшй NaCl 25—664 281
Пириты FeS, 22— 57 645
о законе Видемана-Франца), непосредственно вытекает из зако-
на отношения проводимостей, закона Дюлонга и Пти (теплоем-
кости различных простых твердых веществ одинаковы) и закона
одинаковости коэффициентах,., для разных металлов Однако
при этом, как показано автором {56, 57], надо рассматривать не
одинаковые абсолютные температуры Т, а одинаковые относи-
тельные температуры ГД (рис 3)
зо
Утверждение о том, что коэффициент о по зависит от темпера-
туры, является ошибочным (речь идет о законе Лоренца)
Равенство (92) справедливо также для неметаллических ма-
териалов— твердых, жидких и газообразных У жидкостей и га-
зов термическая и электрическая степени свободы связаны с гид-
родинамической (и фильтрационной) Поэтому для них следует
пользоваться общим равенством (91), которое объединяет элек-
трические и термические свойства материалов с гидродинамиче-
скими— вязкостью [обратна соответствующей проводимости —
формула (55)], изотермической
сжимаемостью (емкость по отно-
шению к объему) и т д [57]
На основе общей теории авто-
ра была разработана теория тер-
модинамической пары [45, 52, 56,
57] В паре наблюдается большое
число различных эффектов Опа
исключительно широко распро-
странена в природе и технике
Термодинамическая пара
представляет собой два родствен-
ных (обладающих одинаковыми
внутренними степенями свободы)
проводника а п Ь, соединенных
вместе на концах (рис 4) Если
между концами (спаями) пары
создать разность некоторого
(первою) потенциала АРЬ то в
образованной таким образом за-
мкнутой цепи возникает цирку-
ляция второго и других (из чис-
ла связанных степеней свободы) зарядов (эффект циркуляции
заряда)
В спаях между проводниками а и b образуются скачки
второго потенциала 6Р) и 6Р " (эффект контактной разности
потенциалов) При этом в одном спае происходит поглощение
теплоты, а в другом — выделение (эффект контактной
теплоты)
Перемещение порции второго заряда вдоль проводников
(между спаями с разностью потенциалов ДРф сопровождается
заряжанием и разряжанием ее первым зарядом (линейный эф-
фект)
Если спаи обладают емкостями К2 и К] по отношению ко
второму заряду, то между этими емкостями образуется разность
АР2( второго потенциала (так называемая фиктивная движущая
сила процесса циркуляции второго заряда)
Полная движущая сила 6Р2 циркуляции второго заряда опре-
деляется формулой [56, 57]
<94>
где U — скачок потенциала в любом из спаев,
(та и оь — коэффициенты пропорциональности в выражении
для линейном составляющей движущей силы
(в проводниках а и b они различны),
1г — сила тока (поток) циркулирующего (второго) за-
ряда
Контактная и линейная составляющие движущей силы обо-
значены буквами к п л Их величина определяется формулами
^-(0fe-o„)I2. (96)
Простейшим случаем термодинамической пары является тер-
моэлектрическая пара (термопара) Зеебека Для нее полная
электродвижущая сила (э д с), а также контактная и линейная
составляющие э д с
I в/град, (97)
JSK. —--------JL в/град, (98)
кт кт т х ’
ддш = - ба)1 в/град (99)
Термодинамическая теория термоэлектричества, разработан-
ная Томсоном, неверна, так как в первом соотношении Гомсона,
напоминающем формулу (97), отсутствует множитель I [согласно
теории автора полная э д с гермопары зависит от силы тока че-
рез линейную составляющую э д с — формулы (97) и (99)], а во
втором, напоминающем формулу (98), вместо контактной э д. с
6фк у Томсона фигурирует полная э д. с. бф С этим обстоятель-
ством необходимо считаться при использовании термопар для из-
мерений температуры, а также при осуществлении с помощью
термоэлементов различных охлаждающих и прочих (в частности,
энергетических) устройств (обзор применении термоэлектричест-
ва дается в работе [69])
Например, по данным работы [185] при Т = 273° К и ДГ =
= 100 град линейная составляющая э д с. бфп в термопаре пла-
тина— медь должна быть равна 1052 мк.в, а непосредственные
измерения, выполненные автором, дают величину, меньшую
±20 мкв (с такой максимально возможной погрешностью пзме-
32
рялась линейная э д с ) Эти данные подтверждают ошибочность
теории Томсона н правильность теории автора (в обычных усло-
виях работы термопары I сравнительно невелико и поэтому фак
тпческая величина бфл незначительна [57])
Гальванический элемент и электрический аккумулятор также
представляют собой типичную термодинамическую (химико-элек
трпческую) пару [57]
Другим характерным при-
мером термодинамической па-
ры является капилляр (филь-
трационная пара), в котором
пристеночный слои вещества
играет роль проводника Ь, а
осевой — а (па рис 5 эти слои
отделены горизонтальными
пунктирными прямыми) Если
на закрытых (снабженных
емкостями конечною объема)
концах капи 1ляра создать не-
которую разность потенциалов
АРЬ то в пом возникает круго-
вая циркуляция (фильтрация)
вещества по схеме, изобра-
женной па рис 5 стрелками
При этом наблюдаются все
упомянутые выше эффекты и,
кроме тою, происходит разде-
ление сложного циркулирую-
щего вещества па простые
компоненты, которые скапли-
ваются у концов (в емкостях) капилляра (эффект разделения)
Между емкостями возникает разность давлений kpc = pz —
— рс' (так называемая фиктивная движущая сила, которая
фактически не является причиной процесса циркуляции)
Термоосмос, фонтанный эффект в гелпн II, кнудсеновское те-
чение, капиллярность н т д —все это явления, представляющие
собой частные случаи фильтрационной пары Например, для тер-
моосмоса, фонтанного эффекта, кнудсеновского течения и т д
(термофильтрационная пара) выражение (95) принимает вид
(рис 5)
ЛК ™ —- Дщ- = Ю - Ю • ^0 <*00)
Это общее выражение, определяющее контактную составляю-
щую фильтрацнонподвижущеи силы, приобретает различные ча-
стные значения в зависимости от конкретных условий термо-
фильтрации (фильтрациопподвижущая сила, или ф д с, есть та
3 Заказ 915 ^3
разность давлении, под действием которой фактически происхо-
дит циркуляция вещества в капилляре) Следует различать три
частных случая, характеризуемых соответствующими значениями
диаметра d капилляра.
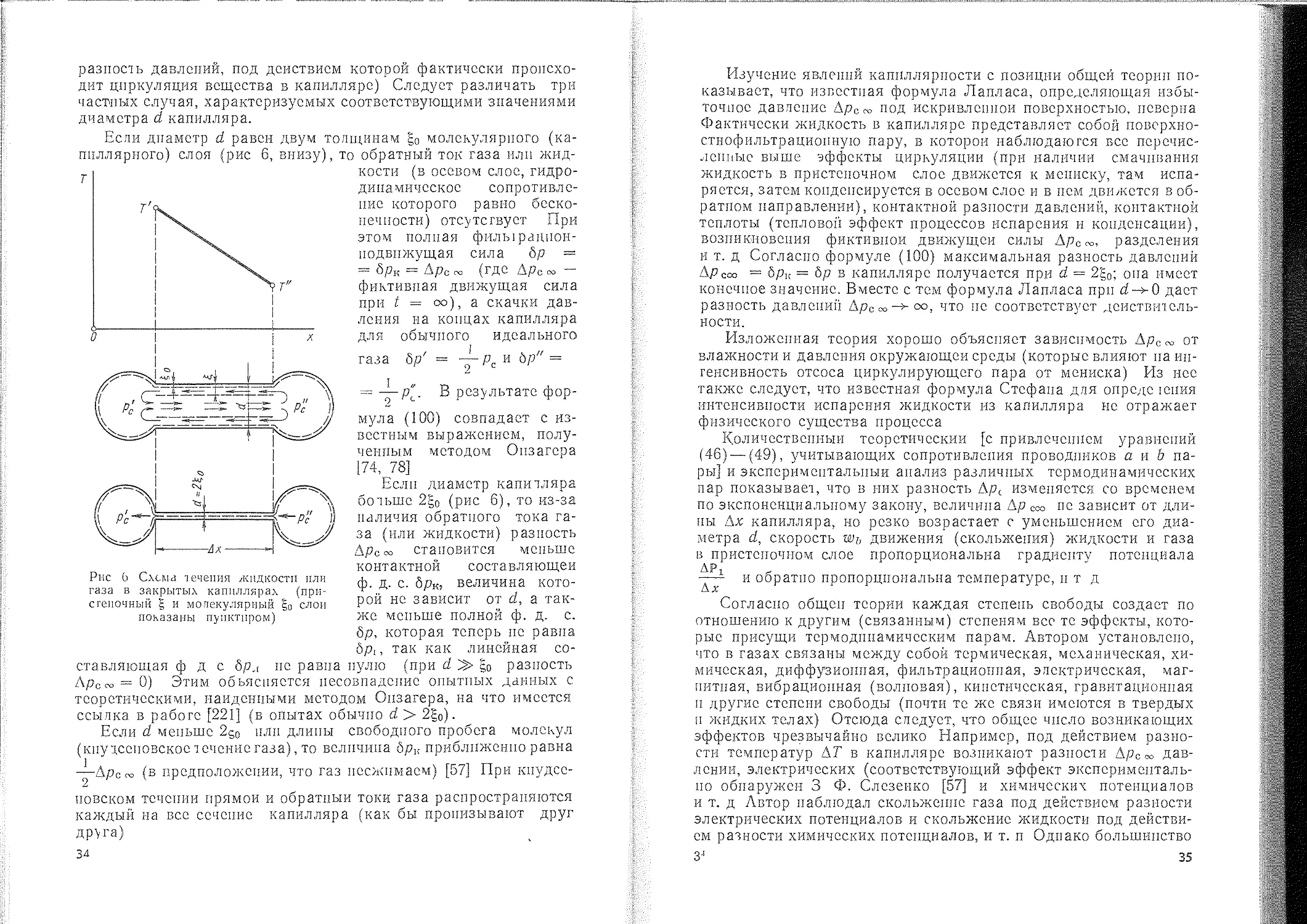
Если диаметр d равен двум толщинам g0 молекулярного (ка
пиллярного) слоя (рис 6, внизу),
Рис 6 Схема течения /кпдкостп или
газа в закрытых капиллярах (при-
стеночный g и молекулярный g0 слои
показаны пунктиром)
) обратный ток газа или жид
кости (в осевом слое, гидро
динамическое сопротивле
ние которого равно беско
ценности) отсутствует При
этом полная филырацпон-
подвпжущая сила 6р —
= 6рк = Дрс (где .\рс со -
фиктивная движущая сила
при t = оо), а скачки дав-
ления на концах капилляра
для обычного идеального
газа 6// = -у- Рс и 8р" =
= -р-р". В результате фор-
мула (100) совпадает с из-
вестным выражением, полу-
ченным методом Опзагера
174, 78]
Если диаметр капилляра
больше 2g0 (рис 6), то из-за
наличия обратного тока га-
за (или жидкости) разность
Дрссо становится меньше
ставляющая ф д с 6р.,г по равна
контактной составляющей
ф. д. с. брк, величина кото-
рой не зависит от d, а так-
же меньше полной ф. д. с.
8р, которая теперь по равна
6pt, так как линейная со-
пулю (при d go разность
Дрсго = 0) Этим объясняется несовпадение опытных данных с
теоретическими, найденными методом Опзагера, на что имеется
ссылка в работе [221] (в опытах обычно d > 2g0).
Если d меньше 2So или длины свободного пробега молекул
(кпудсеновское лечение газа), то величина брк приближенно равна
—ДрСго (в предположении, что газ несжимаем) [57] При кнудсс-
повском течении прямой и обратный токи газа распространяются
каждый на все сечение капилляра (как бы пронизывают друг
Др\га)
34
Изучение явлений капиллярности с позиции общей теории по-
казывает, что известная формула Лапласа, определяющая избы-
точное давление Дрсго под искривленной поверхностью, неверна
Фактически жидкость в капилляре представляет собой поверхно-
стнофильтрациопную пару, в которой наблюдаются все перечис-
ленные выше эффекты циркуляции (при наличии смачивания
жидкость в пристеночном слое движется к мениску, там испа-
ряется, затем конденсируется в осевом слое и в пом движется в об-
ратном направлении), контактной разности давлений, контактной
теплоты (тепловой эффект процессов испарения и конденсации),
возникновения фиктивной движущей силы Д/?сго, разделения
и т. д Согласно формуле (100) максимальная разность давлений
Др сот = брк = бр в капилляре получается при d = 2g0; опа имеет
конечное значение. Вместе с тем формула Лапласа при d->-0 дает
разность давлений Дрс что по соответствует действитель-
ности.
Изложенная теория хорошо объясняет зависимость Дрсго от
влажности и давления окружающей среды (которые влияют па ин-
тенсивность отсоса циркулирующего пара от мениска) Из нее
также следует, что известная формула Стефана для опреде юпия
интенсивности испарения жидкости из капилляра не отражает
физического существа процесса
Количественный теоретический [с привлеченном уравнений
(46) — (49), учитывающих сопротивления проводников а и & па-
ры] и экспериментальный анализ различных термодинамических
пар показывает, что в них разность Др( изменяется со временем
по экспоненциальному закону, величина Др сот по зависит от дли-
ны Дх капилляра, но резко возрастает с уменьшением его диа-
метра d, скорость хюъ движения (скольжения) жидкости и газа
в пристеночном слое пропорциональна градиенту потенциала
ДР,
—— и ооратпо пропорциональна температуре, п т д
Согласно общеп теории каждая степень свободы создает по
отношению к другим (связанным) степеням все те эффекты, кото-
рые присущи термодинамическим парам. Автором установлено,
что в газах связаны между собой термическая, механическая, хи-
мическая, диффузионная, фильтрационная, электрическая, маг-
нитная, вибрационная (волновая), кинетическая, гравитационная
п другие степени свободы (почти те же связи имеются в твердых
п жидких телах) Отсюда следует, что общее число возникающих
эффектов чрезвычайно велико Например, под действием разно-
сти температур ДР в капилляре возникают разности ДрСоо дав-
лении, электрических (соответствующий эффект эксперименталь-
но обнаружен 3 Ф. Слезенко [57] и химических потенциалов
и т. д Автор наблюдал скольжение газа под действием разности
электрических потенциалов и скольжение жидкости под действи-
ем разности химических потенциалов, и т. п Однако большинство
З4 35
Из имеющихся эффектов еще никто не наблюдал и по пытался
использовать
Эффекты циркуляции п разделения очень широко распрост-
ранены в природе (обмен в капиллярах и полупроницаемых пере-
городках живых организмов, циркуляция влаги и газа в почвах
и грунтах ит д ) и нахоцят все большее применение па практи-
ке Приведем несколько примеров
Эффект разделения используется в хроматш рафии для опре-
деления состава жидкостей п газов, а также в технике для раз-
деления газов н изотопов
Эффекты циркуляции используются в самых различных обла-
с!ях техники Например, изучение термодинамического механиз-
ма процессов переноса энтропии, влаги (с учетом испарения и
конденсации) и газа в капиллярпопорислом теле позволяет еде
лать много важных для литейного производства выводов В част-
ности, было установлено, что под действием возникающих разно-
стей температур и химических потенциалов в капиллярах и порах
песчаном липпстои литейной формы (в период ее сушки, а также
после заливки металла) происходит интенсивная циркуляция во-
ды (в виде пара и жидкости) по схеме, изображенной па рис 5
Термодинамический механизм циркуляции таков, что жидкость
и пар (речь идет о водяном паре, находящемся в сухом теле
в смеси с воздухом) подсасываются к горячей зоне (горячему
спаю пары) В реальных условиях на эти эффекты накладывает-
ся также целый ряд других эффектов Например, во влажном те-
ле жидкость испаряется в горячей зоне, пар под действием раз-
ности парциальных давлений переносится в холодную зону и там
конденсируется При большой влажности и высокон интенсивно-
сти процесса возникающая разность давлении механически выжи-
мает жидкость из горячей зоны в холодную и т д
Па основе выполненного анализа процесса переноса термиче-
ского заряда и влаги при конвективной сушке литейных форм и
стержней (с учетом возникающих давлении и напряжении) был
разработан высокотемпературный режим сушки, ускоряющий
процесс в 2- 3 раза [47]. Па этой же основе был изучен и приме
неп весьма эффективный метод сушки форм и стержней в элек-
трическом иоле высокон частоты Он в 10—60 раз ускоряет сушку
(по сравнению с конвективной), повышает качество изделий,
улучшает условия труда и более выгоден в экономическом отно-
шении [47] Производственное опробование метода показывает,
чго высокочастотное сушильное устройство окупается в течение
6 месяцев
Интересен механизм высокочастотной сушки Испарение жид
кости происходит в интервале (спектре) температур Величина
интервала и его температурный уровень, а также величина спек-
тральной теплоты парообразования зависят от состава жидкости,
количества и состава растворенных примесей, форм связи жид
36
кости и материала тела и т д Путем введения в крепитель спе-
циальных добавок (например, диэтиленгликоля, глицерина, фор-
мамида п т д) удамся па десятки и сотни градусов повысить
температуру испарения и тем самым добиться нужного режима от-
вердевания крепителя Более подробно все эти вопросы рассмот-
рены в гл II и III
Друюн пример касается процессов затвердевания Как изве-
стно [47, 50, 105], затвердевание металла в пшервале температур
Д7’кр сопровождается образованием сетки кристаллов и фильтра-
цией в межкристаллпческих капиллярах жидкой фазы под дейст-
вием градиентов температуры, химического и поверхностного
(явления капиллярности) потенциалов Эффект разделения при-
водит к выносу легких компонентов сплава (с малой атомной
массой) к центру отливки, а тяжелых —па периферию (так назы-
ваемая ликвация [47, 51])
Перед фронтом затвердевающего металла дви/кется фронт вы
песенных лпкватов (примесеи) Этол эффект (разделения) ис-
пользуется для очистки металлов методом зошюп плавки [69]
При наличии межкрпсталлическпх капилляров преобладающим
механизмом в процессе зонной плавки является термофилы ра-
ция, а при отсутствии — термодиффузия
Эффект фильтрации жидкой фазы используется для получе-
ния особо плотных отливок без усадочных раковин и пористости
[47, 50] На этой основе автором разработаны новые методы от-
ливки чугунных труб намораживанием (путем вытягивания твер-
доп корки, образующейся па внутренней поверхности стакана
с металлом) и прокатки жидкого металла [47, 49]
Создан также весьма эффективный метод поверхностною ле-
гирования отливок .Полированный слои образуется вследствие
круговой циркуляции (фильтрации) жидкой фазы в межкристал-
лических (межзерновых) капиллярах отливки и обмазки, покры-
вающей внутреннюю поверхность формы Циркуляция происхо-
дит под действием градиентов температуры и химического потен-
циала (концентрации) Решающим фактором в процессе цирку-
ляции является эффект смачивания обмазки металлом отливки
(гл IV) Толщина легированного слоя может изменяться от до-
лей миллиметра до десятков миллиметров, в пего может быть
введен практически любой элемент таблицы Менделеева
3. Статодинамика
В статодипампкс изучаются свопства нестационарных равно-
весных систем, в которых заряд находится в состоянии покоя
[удовлетворяется условие (87)], по его величина изменятся со
временем Для таких систем критерии стационарности
Kw w---------«1, (101)
w щ aw v ’
37
где W — no i ок заряда, пронизывающего систему,
AW - поток заряда, аккумулируемого (или выделяемого)
системой
Требование (101) означает, что весь поток, проходящий через
контрольную поверхность, аккумулируется (или выделяется) си-
стемой (W = 0) В противоположность этому в кинетике Kw = 1,
так как AW = 0
Усвоение и выделение заряда системой происходит обратимо,
подвод и отвод заряда от системы сопровождается эффектом дис-
сипации Соответствующие условия возникают, например, при
малой относительной интенсивности подвода (или отвода) заря-
да, ког щ критерий, характеризующий интенсивность процесса,
К„==-^Ах«1 (102)
или критерии относительной необратимости процесса
Кдот = -^-«1. (103)
Нестационарные равновесные системы рассматриваются в тео-
рии теплового двигателя (классическая термодинамика) [52—54],
они часто встречаются в металлургии, машиностроении [37, 39—
43, 47], при химических и фазовых превращениях [52, 57] и т д
Рассмотрим несколько характерных примеров
Статодинамическое уравнение состояния, определяющее свой-
ства нестационарной равновесной системы с одной степенью сво-
боды, имеет вид [явления отдачи заряда с поверхности системы,
формулы (36) н (46)]
и=Л=-сбХ, (104)
где U — динамический поток;
(105)
X == - 6Р = (Pt - Р) =. Р- рс, (106)
Рс — потенциал окружающей среды.
Интегрирование уравнения (104) дает (Рс = const)
Х-Х^*^, (107)
л (108)
Индексом 0 здесь и ниже отмечены начальные значения вели-
чин (соответствующие моменту I = 0)
38
Количество тепла диссипации, выделяющегося в окружающей
среде па участке, где потенциал изменяется па величину SP [фор-
мула (81)],
-2 — t
фд = ~-КРХо (1 — е Кр ) дж, (109)
или (при / =- Cv)
фд = ^КРХ5 - -уХ0АЕ0= -^ЛрАЕо дж, (ПО)
где АЕ0 — полное количество заряда, потерянного системой.
Для равновесной системы с двумя связанными внутренними
степенями свободы имеем (явления отдачи заряда)
Ut = - a^Xj. + а12Х2, |
U2 = J2 = с^Хц + а22Х2, J 1 J
гае
а12=а21. (112)
В случае обмена зарядами между двумя равновесными подси-
стемами А и В о двумя связанными внутренними степенями сво-
боды получаем [вариант (47)]
Um = UiB = Ч = ₽цХ1лв + Р12Х2дв; I (113)
и2д = Е2в = 12 = РгзЛмв + Р22Х2ЛВ, I
где
Х1ЛВ-=—<5Pmb = Pi/i — Pis,' 1 (114)
Х2лв -= — 6Р2лв = Ргл — Pzb," J
₽n = ₽2i- (115)
Этот случаи интересен в том отношении, что система в целом
(состоящая из подсистем А и В) является существенно неравно-
весной, так как для нее не соблюдается требование (87), но для
каждой из подсистем в отдельности оно удовлетворяется. Это
делает возможным рассматривать неравновесную систему как со-
вокупность взаимодействующих между собой равновесных под-
систем Особенно плодотворен такой подход при изучении хими-
ческих реакций и фазовых превращений.
Для рассматриваемых систем можно предложить еще один
метод, точность которого возрастает е уменьшением критерия Кп
При соблюдении требования (102) или (103) он становится точ-
ным. Суть этого приближенного метода состоит в следую-
щем [52, 57]
Вместо реального взаимодействия равновесных подсистем
рассматривается их условное независимое заряжание до опреде-
ленного равновесного (среднего калориметрического) значе-
ния Рк потенциала, которое приписывается воображаемой окру-
39
жающей среде Величина РЛ находится заранее из закона сохра-
нения (баланса) заряда (§ 1). При этом оказывается возможным
пользоваться простейшими уравнениями типа (111) Например,
для двух подсистем А и В с двумя связанными степенями свобо-
ды имеем (для подсистемы Л)
и1Л _ 11Л РидфХ1Лф + Р]2ЛфХ2Лф; 1 сип
и2Л = Ьл = Р’1Л фХ1Д ф -1- р22Д фХгД ф, ]
где
Х1Лф= —бРщф—Р1К—Р|Л; Х2дф — —6Р2лф~=Р2к — Р-М, (И7)
о Х)ДВ0 п о Х2ЛВ0 р /1 !О\
рИЛф==—-----р11; р22Лф=” --р22, (118)
А1ЛфО Л2Лф9
РюлФ-^МФ (119)
Здесь выбор фиктивных (обозначены индексом ф) сил и коэф-
фициентов переноса подчинен условию равенства реального по-
тока условному. Этот приближенный метод подробно рассмотрен
автором применительно к частному случаю явлении теплообмена
между отливкой п формой (с помощью средней калориметриче-
ской температуры системы отливка — форма) в работах [37, 41 —
43, 47] Там же учитывается взаимодействие системы в целом
с окружающей средой (например, методом наложения полей)
Заметим, что для химических реакций метод де Допде [74, 78],
основанный па использовании понятия химического сродства,
приводит к уравнениям, напоминающим формулы (113), а метод
К Депбпга [78] — формулы (116) Однако в обоих случаях авто-
ры по учитывают никаких других степеней свободы, кроме хими-
ческой (§ 6)
В случае обмена зарядами между тремя (или больше) равно-
весными подсистемами А, В и С со многими степенями свободы
приходится принимать во внимание наличие связей как между
отдельными потоками в пределах данного направления (ЛВ, ВС
пли СЛ), так н между различными направлениями Этот вопрос
имеет исключительно важное значение для теории химических
реакций и фазовых превращении Например, если по [системы Л,
В и С представляют собой три вещества, участвующих в тройной
мономолекулярпой реакции вида
Лд>В, ВуДС, СуДЛ, (120)
то для каждой из подсистем записываются уравнения потоков
химической массы, диффузионной массы, термического заряда,
объема н электрического заряда Далее, если приближенно при-
нять, чю взаимное влияние существует для потоков массы только
между направлениями АВ, ВС и СА, а для потоков массы, терми-
ческого заряда, объема и электрического заряда — только в пре-
до
делах отдельных направлении, то применительно к каждому из
направлений составляется совокупность уравнении, состоящая из
пяти строчек с пятью слагаемыми в каждой Подробности об этих
уравнениях можно наити в работах [52, 56, 57] и § 6
Приближенный метод, использующии средние калориметриче-
ские значения потенциалов, приводит к несколько более простым
результатам
4. Динамика
В кинетодинамике (или просто динамике) исследуются неста-
ционарные неравновесные системы Заряд частично пронизывает
также системы (W 0) и частично остается в них (AW Ф 0)
Критерий Kw имеет значения меньше единицы п больше пуля
Мысленно выделив в системе элементарный объем dV и со-
ставив для пего уравнение баланса заряда с помощью формул ти-
па (43) и (48), после несложных преобразовании пандем
потенциала одномерное)
U, = у L12Z,, U, - L,JZ1 + L22Z,,
где
,, <?Р, ,, ЭР,
Ui = р/11р ___ (]2 = рУ22р —- ,
z — z - g2p2
1 ~~ <?х2 ’ 2 а%2 ’
£12 -= L2i,
здесь х ир и %22р —-удельные массовые емкости системы
ношению к первому и второму зарядам соответственно
Дифференциальные уравнения (121) в частных производных
описывают нестационарные процессы переноса зарядов, при этом
каждый из потенциалов изменяется с координатами и во времени
Если Li2 = Lzi = 0, то дифференциальные уравнения (121)
динамики распадаются па простейшие независимые уравнения
типа дифференциального уравнения теплопроводности Фурье,
второго закона Фика (диффузия) п т д
Для системы с п степенями свободы и трехмерным полем по-
тенциала дифференциальные уравнения динамики имеют вид
= 2£L»Z'’
где i 1,2, п,
(поле
(121)
(122)
(123)
(124)
по от
(125)
(126)
(127)
Lir = Д, -
Уравнения (121) и (125) могут наити широкое применение
в самых различных областях науки и техники В частности, при
4!
изучении химических и фазовых явлении для каждой подсистемы
записываются уравнения типа (125)—они характеризуют про-
цесс перераспределения зарядов в пределах данной подсисте-
мы— и затем рассматривается процесс обмена зарядами между
подсистемами, а также между системой в целом и окружающей
средой Для интегрирования получающейся совокупности уравне-
ний целесообразно использовать электронно-вычислительные
устройства.
Законам (121) и (125) подчиняются также нестационарные
процессы азотизации, цементации, нитроцементации, алитирова-
ния и г д Из уравнений (121) видно, что создание дополнитель-
ных градиентов (разностей) температуры, электрического потен-
циала, давления и т д позволяет существенно увеличить поток
массы Например, большой градиент температуры возникает, ес-
ли тело поместить в электрическом поле высокой частоты При
этом на поверхности изделия из армко-жслеза, покрытого специ-
альной пастой (состав в % по массе- красная кровяная соль — 15,
барий углекислый — 20, сажа голландская — 45, поташ — 20), об-
разуется нитроцементированный слои толщиной до 0,3 мм за
30 сек (вместо нескольких часов по обычной технологии) [57]
Комплексный термодинамический анализ потоков тепла, фа-
зовых и термических напряжений (с помощью закона упругости
типа (88)] и т д позволил количественно оценить влияние гра-
ничных условии и установить, что с уменьшением площади по-
верхности соприкосновения металлической литейной формы (ко-
киля) и отливки (точнее — площади поперечного сечения кокиля,
которое параллельно его внутренней поверхности) до нуля тер-
мические и фазовые напряжения в форме также стремятся к ну-
лю На этой основе были созданы кокили, собираемые из норма-
лизованных элементов (в том числе из отрезков проволоки —
иголок). Игольчатые формы обладают податливостью и газопро-
ницаемостью, они практически не коробятся, их стойкость возра-
стает в десятки и сотни раз по сравнению со сплошными (см
гл. VI). Впервые в мировой литейной практике был осуществлен
процесс отливки тяжелых чугунных станин в соответствующую
кокильную машину (ем. гл. V).
Аналогичным образом путем совместного анализа процессов
затвердевания металла и кипения охлаждающей воды (§ 4 и 5)
был разработал способ литья чугунных и стальных изделий в лег-
коплавкие алюминиевые кокили (см гл VI) [47, 48] Внедрение
описанных методов на заводах дает сотни тысяч рублей годовой
экономии
5. Границы применимости общей теории автора
Изложенная выше общая феноменологическая теория физиче-
ских и химических процессов (ее можно назвать также общей
теорией переноса) органически объединяет в себе классическую
42
юрмодииампку, гсрмодпнампку Оизагсра, !сорию теплообмена,
химическою кинетику, механику (в том числе квантовую) и г д
Главную роль в пси шраюл щфференциальпые уравнения со-
стояния, выраженные через обобщенные заряды и потен-
циалы
В вопросе о границах применимости теории надо различать
следующие два аспекта Первый касается общих ограничений,
налагаемых на любую феноменологическую теорию Этот вопрос
хорошо разобран в работах {78, 176] Согласно существующим
представлениям размер системы должен быть достаточно велик
по сравнению с размерами элементарных частиц и расстояниями
между ними Кроме того, разность ДР, взятая па пути Дх (сред-
нее расстояние между молекулами или средний свободный про-
бег), должна быть много меньше потенциала Р, т е должно соб-
людаться условие
В этом смысле границы применимости общей теории нисколь-
ко не уже, чем границы применимости отдельных простейших за-
конов (Ома, Фурье, Фика, Дарси и т д ), на которые распадают-
ся общие законы переноса (45) и (125) при отсутствии взаимно-
го влияния степеней свободы Но эти законы отличаются большой
универсальностью — они применимы практически к любым не-
равновесным стационарным и нестационарным условиям Следо-
вательно, общая теория обладает не меньшей универсальностью
Второй аспект проблемы касается частных ограничений, на-
кладываемых па теорию конкретными специфическими особенно-
стями изучаемого явления Эти частные ограничения можно под-
разделить на несколько характерных групп
К первой труппе следует отнести ограничения, связанные
с влиянием величины заряда на физическую природу изучаемого
явления В качестве примера можно сослаться на процесс пере-
носа влаги (массы) в капиллярнопористом теле. С изменением
впа/кности капиллярпопорислого тела изменяются формы связи
влаги и материала и соответственно меняется природа (конкрет-
ное аналитическое выражение) химического (диффузионного) по-
тенциала и т п С этим обстоятельством необходимо считаться
при количественном анализе соответствующих явлений переноса
(нельзя пользоваться формулами, полученными для определен-
ных границ изменения влажности, вне пределов этих гра-
ниц) [52, 57]
Аналогичная картина наблюдается в процессах диффузии,
где, например, от концентрации раствора зависит конкретное
аналитическое выражение химического потенциала (различают
слабые, концентрированные растворы и т д)
Конкретная физическая природа электрического потенциала
также зависит от величины электрического заряда и т п
43
Ко второй группе следует отнести частные ограничения, свя-
занные с правильным учетом всех имеющихся степеней свободы
системы (неполный учет степеней свободы есть наиболее часто
встречающийся источник возникающих погрешностей) В этом от-
ношении важную роль приобретают отклонения системы ол рав-
новесного или стационарного состояния
Например, при химических и фазовых превращениях вблизи
равновесного состояния наиболее существенной является химиче-
ская (или фазовая) степень свободы В неравновесных условиях
приходился учитывать также термическую, механическую, диф-
фузионную, электрическую и другие степени свободы Неучетэтих
степеней свободы приводит к серьезным ошибкам [52, 57] (§ 6)
Другим примером служит перенос электрического заряда
вблизи состояния равновесия системы При этом процесс допустп-
мо изучать без учета возникающего магнитного поля В неравно-
весных условиях появляется дополнительная, магнитная, степень
свободы, н систему надо рассматривать как электромагнитную
Приведем также примеры, в которых важное значение имеет
степень отклонения системы от стационарного состояния Оче-
видно, если заряд обладает заметноп массой (или сам представ-
ляет собой массу), то отклонение системы от стационарных ус-
ловии переноса будет сопровождаться появлением дополнитель-
ной инерционной степени своботы (связанной с действием па
заряд ускорений) Псучет этой дополнительной степени свободы
даст ошибку
Таким образом, изложенные соображения свидетельствуют
о том, что общая термодинамическая теория автора является
весьма универсальным аппаратом, применимым для изучения
любых реальных систем — равновесных и неравновесных, стацио-
нарных и нестационарных Главные ограничения, налагаемые на
эту теорию, не выходят за рамки общих ограничений, которым
подчиняется любая феноменологическая (макрофизнчсская^ тео-
рия Что касается до частных ограничений, связанных с учетом
конкретных особенностей изучаемых явлений, то эти ограниче-
ния по принципиальны Они лишь обязывают исследователя
вдумчиво подходить к формулировке поставлсинон задачи п не
упускать из виду всех существенных сторон изучаемого явления
В противном случае неизбежны ошибки, которые есть следст-
вие по слабости теории, а близорукости того, кто се применяет
§ 3. ПРИМЕРЫ ВЫБОРА ЗАРЯДОВ И ПОТЕНЦИАЛОВ
1. Исходные формулы
Прежде чем приступить к подробному изучению конкретных
явлении, интересующих литейное производство рассмотрим не-
сколько примеров выбора зарядов и потенциалов, которые явля-
ются основными физическими величинами в теории автора
44
Для определения величии Ей Р служит правило, выраженное
формулами (4) и (6) скорость изменения внутренней энергии
с данным зарядом (при постоянных прочих зарядах) равна соот-
ветствующему потенциалу Например, так Гиббс нашел химиче-
ский потенциал (производная внутренней энергии по массе, слу-
жащей зарядом) Однако такой способ выбора не облачает необ-
ходимой простотой п наглядностью
Значительно проще находить величины Е и Р из выраже-
ния (7)
dQ == Р dE дж
для работы (этот способ эквивалентен предыдущему, так как со-
гласно первому закону изменение внутренней энергии равно рабо-
те, совершаемой зарядом) Именно в такой форме первоначально
было установлено понятие работы как произведение силы (потен-
циал) на пройденный путь (заряд) Позднее это понятие было ис-
пользовано с целью определения работы для механических явле-
ний (произведение давления — потенциал- па изменение объе-
ма— заряд) Соответствующий вывод приводится в любом курсе
термодинамики [45, 52, 54, 119, 185]
Для определения величин Е н Р с помощью формулы (7) на-
до применительно к изучаемому явлению наити выражение для
работы В этом выражении роль потенциала играет величина,
стоящая в виде множителя перед знаком дифференциала, а вели-
чина, стоящая под знаком дифференциала, есть заряд
В качестве примера можно сослаться на выбор таким спосо-
бом заряда и потенциала для явлений поляризации диэлектрика
(напряженность £ внешнею электрического поля — потенциал,
вектор поляризации Р единицы объема диэлектрика — заряд) н
намагничивания магнетика (напряженность Н внешнего магнит-
ного поля — потенциал, вектор намагничивания М единицы объ-
ема магнетика — заряд) в работе [119]
Аналогичным образом Клаузиусом была нандсна энтропия
(термический заряд) как частное от дстеиия количества тепла
(термическая работа) па абсолютную температуру (потен-
циал)
В некоторых случаях (для некоторых явлении) неизвестно
(или трудно найти) выражение для работы, по зато существует
формула, определяющая энергию Тогда имеющееся выражение
расчленяется па шряд п потенциал с помощью уравнения (32)
U = ’ КР2 РЕ == ЛЕ2 дж.
Каким из трех вариантов, содержащихся в формуле (32), сле-
дует пользоваться, определяют по смыслу имеющегося выраже-
ния (с учетом свойств изучаемого явления)
45
В качестве исходной формулы для выбора Е и Р можно при-
менять также уравнение пятого закона (диссипации), записанное
в форме (81)
dQ^ = — aWE дж
Это уравнение с помощью формул (21) и (22) можно преоб-
разовать следующим образом
dQ^ =- -- WP2 - - dPdE - — AdE2 дж (129)
Как видим, выражение (129) для количества выделяющеюся
тепла диссипации несколько напоминает уравнение (32) для
энергии
При выборе заряда и потенциала, вообще говоря, можно
пользоваться выражением для любой физической величины, если
заранее известно, что эта величина определяется через заряд или
потенциал или заряд и потенциал одновременно Однако труд-
ность в том н состоит, что заранее нелегко сказать, через Е пли
Р выражена данная величина Поэтом} целесообразно пользо-
ваться формулами типа (7), (32), (81) и (129), которыми значе-
ние даннон величины энергетической природы (измеряемой
в джоулях) определяется через Е и Р При этом заранее извест-
но, что работа, энергия п теплота диссипации включают в себя
либо произведение Р и Е (или дифференциалов от Е и Р), либо
квадрат Е, либо квадрат Р
Приведем несколько конкретных примеров выбора величии Е
и Р для явлении, которые рапсе методами термодинамики необ-
ратимых процессов не изучались При этом в полной мере про-
явятся особенности метода автора, а также будут получены но-
вые результаты, представляющие самостоятельны!! научный ин-
терес
2. Распространение упругих волн в среде
Упругие волны (вибрация) раиюп частоты применяются для
воздействия па процесс затвердевания отливки [14, 157] Методом
автора вибрационные явления рассмотрены в работах [47, 50, 57,
58] Здесь будут затрону 1Ы некоторые новые аспекты этого во-
проса
Как известно, энергия волны опредс тяется выражением
U -= со2<22рщМ дж, (130)
где ы — круговая частота в 1/сек,
а — амплитуда колебания в м,
р — плотность среды В Кг/м?,
w — скорость распространения волны в м/сек,
46
F — площадь сечения волновода (тела) в л2,
i — время в сек
Сопоставление формул (32) и (130) показывает, что выраже-
ние (130) можно расчленить на заряд и потенциал различными
способами В частности, представляет интерес вариант [47, 50,
57, 58]
Ев = соаршИ я сек;)
Рв = ©а м/сек. ]
Согласно этому варианту движущей силой процесса переноса
волнового заряда (потенциалом) является произведение частоты
на амплитуду Емкостью служит масса охваченного вибрацион-
ным процессом волновода (Кв = pwFt кг)
Количество тепла диссипации определяется выражением
dQRB = — dPRdEB = pwFtd (соя)2 дж (132)
Процесс распространения волнового заряда сопровождается
уменьшением частоты и амплитуды (уменьшением потенциала
Рв) Характер изменения величины Рв с расстоянием определяет-
ся дифференциальным уравнением (86) обмена зарядом па по-
верхности излучателя [58].
Если предположить, что любое сечение волновода можно рас-
сматривать как самостоятельный источник волн, тогда граничное
условно (86) будет справедливо для любого такого сечения, и,
слетовательно, уравнение (86) баланса заряда приобретает вид
-----------------------dJA = ДеСМ 1/Л; (133)
dx
где Ап— относительный коэффициент отдачи волновою заряда
(так называемый коэффициент затухания частоты и ам-
плитуды) в 1/л,
...t
ав — коэффициент отдачи волнового заряда в п-сек/мд,
Л, — проводимость волновода в кг/(м сек)
В формуле (133) опущен индекс п (опа справедлива для про-
извольного сечения волновода), и потенциал Рс окружающей
среды принят равным нулю Согласно выражению (133) затуха-
ние частоты и амплитуды с расстоянием соответствует экспонен-
циальному закону
®оао
Индексом 0 отмечены начальные значения величин (при
х = 0)
47
При относительно малых расстояниях экспоненциальная за-
висимость превращается в линейную (разлагаем экспоненту
в ряд)
Д (®о) = /1в®0<70v м/сек
Разность Д(®<2) равна уменьшению частоты и амплитуды па
пути х, А (соя) = соо<2о — Обнаружить в опыте уменьшение со
можно лишь на сравнительно больших расстояниях.
3. Распространение высокочастотного
электрического поля
В гл III изучается процесс нагрева диэлектриков в электри-
ческом поле высокой частоты Нагрев происходит вследствие вы-
деления в диэлектрике тепла диссипации в количестве [126]
<2ДЭВ =5,5 10 nstg6/£^ дж/м\ (134)
гце е — диэлектрическая проницаемость тела,
tg б — тангенс угла диэлектрических потерь,
[ — частота электрического поля в 1/сек,
L — напряженность электрического поля в материале в в/м
При выборе заряда н потенциала выражение (131) надо со-
поставить с формулой (129) закона диссипации В числе прочих
возможен и такой вариант
Еэв = 5,5 • 10—1Ibtg6£aZ дж сек/м\ П35)
Р^И/сек |
Потенциалом при распространении электрического поля слу-
жит частота Величина / изменяется с расстоянием по закону, оп-
ределяемомс уравнением (86) Имеем
= ABBf 1/(м сек), )
(136)
и (при небольших расстояниях)
= 1/с«,
где
/о — начальная частота электрического поля (па поверхности
тл> гателя, х = 0) в Х/сек
Ошальчые обозначения такие же i ак и в формуле (133)
43
Из выражения (136) видно, чго при условии однородности
среды частота уменьшается в толь х по экспоненциальному зако-
ну Однако при небольших х обнаружить этот эффект, вызван-
ный диссипацией, крайне трудно
4. Распространение электромагнитных волн
Интересные результаты дает применение теории автора к
электромагнитным явлениям Если предположить, что природа
электромагнитных воли (в том числе видимого света) корпуску-
лярная (микрофизические представления), го энергия излучения
может быть определена по формуле
mh вт, (137)
гас \ - частота в 1/сек,
” число квантов, испускаемых источником в единицу вре-
мени, в 1/сек,
!г— постоянная Планка в дж сек.
Уравнение (137) есть закон Планка, записанный для п кван-
тов Сопоставление формут (32) и (137) дает
Замстим, что в выражении (137) отсутствует множитель ‘/г
Эю объясняется тем, что при корпускулярном излучении нет по-
степенного заряжания (или разряжания) тела от пуля до значе-
ния Еэ (именно постепенный подвод заряда служит причиной
появления в уравнении для энергии множителя ]/2)
Тепло диссипации при распространении электромагнитных
волн определяется формулой
т/^дэ = — т/Рдб/Е;, — hd >dn вт. (139)
Отсюда следует, что частота излучения с расстоянием умень-
шается Эю уменьшение определяется уравнением (86), запи-
санным в форме
dv
—=-Лэ7 1/Л. (140)
Если среда, в которой распространяются электромагнитные
волны, однородна, то уменьшение частоты с расстоянием соот-
ветствует экспоненциальному
= е -V
или (при относительно небольших расстояниях) линейному
Д' = Аэ>ох 1/сек
4 Заказ 915
49
закону. В трех последних выражениях отдельные величины име-
ют такой же смысл, как и в формуле (136).
Аналогичные результаты получаются па основе макрофизи-
ческих представлений классической электродинамики. Действи-
тельно, введем понятие объемной плотности импульса энергии рэ,
определив его через хорошо известную объемную плотность
энергии волны W следующим образом
рэ = Wt =~ дж сек/м3.
Произведение р0К представляет собой макрофизическни ана-
лог постоянной Планка (V — объем волны в м3, V = wIFm3).
Через величину р0 секундная энергия (мощность) излучения на-
ходится следующим образом
Us — рулоА вт. (141)
Сопоставление формул (32) и (141) дает
E, = p,rf<i», | 42)
Рэ = V 1 /сек. )
Выражения (142) превращаются в выражения (138), если ве-
личину р9 определить через постоянную Планка Имеем
Рэ Wt = — = ~ дж сек/м3.
V wF
Уменьшение частоты света с расстоянием (так называемое
красное смещение) было давно замечено астрономами при на-
блюдении далеких галактик Однако это покраснение спектра
ошибочно приписывается эффекту Допплера (при удалении ис-
точника частота света, доходящего до наблюдателя, понижается,
причем это понижение тем больше, чем выше скорость источни-
ка) В результате возникла и утвердилась теория расширяющей-
ся Вселенной Согласно этой теории галактики разбегаются со
скоростями, пропорциональными расстоянию то наблюдателя
(закон Хаббла) [5, 181]
Из предыдущею ясно, что хменьшенис частоты света объяс-
няется не эффектом Допплера, а эффектом диссипации Поэтому
никакого разбегания галактик на самом теле не существует
Коэффициент Ла диссипативного затухания частоты света может
быть найден по экспериментальным данным [5], послужившим ос-
нованном тля установления закона Хаббла Имеем
Лэ = 8,12 - 1(Г27 1/л==2,5- 1(Г4 1/Мпс
Выражение (140) можно использовать для точною определе-
ния расстояния х до галактики
50
Получаем (для любых и малых х соответственно)
х=~Вэ1п 2? м, I
где
Вэ^= 1,23 • 1028 м = 4000 Мпс,
Av — понижение частоты света в 1/се/с
Из соотношения (143) видно, что диссипативное \ мепьшепие
частоты света крайне незначительно, поэтому в околоземных ус-
ловиях эффекты Допплера и Эйнштейна (если источник света
находится в поле тяготения с потенциалом, большим, чем па
Земле, то наблюдатель видит красное смещение) превосходят
эффект диссипации При средних расстояниях все три эффекта
оказываются соизмеримыми между собой Наконец, при больших
космических расстояниях эффект диссипации превалирует над
двумя другими
5. Явления информации
Остановимся еще па одном примере, он касается функциони-
рования кибернетических и счетных устройств, которые начина-
ют пахоцить применение в литейном производстве при отработке
и оптимизации технологии
В теории информации пользуются понятием информации, вве-
денным Винером и Шенноном [58, 611 Количество информации
определяется функцией Шеннона
И = — log2p; бит, (144)
где р,— вероятность осуществления i-ro исхода (например, вы-
таскивания черного шара из ящика с черными и белыми
шарами)
Кроме того, известно, что информация может передаваться по
каналам связи, перенос и храпение сопровождается рассеянием
информации, для получения информации нужно затратить рабо-
ту и т д
Все перечисленные свойства говорят о том, что информацион-
ные явления с успехом могут изучаться методами термодинами-
ки необратимых процессов В качестве потенциала информации
целесообразно выбрать функцию Шеннона Н, т е
Ри = Н = — 'Zpl log2pz бит. (145)
Тогда заряд информации определится как частное от деления
работы информации па потенциал, т е
АЕИ = дою/бит. (146)
51
Возможен и другой выбор заряда и потенциала информации;
ЭТО1 вопрос не имеет принципиаiwoi о значения (теория автора
допускав! различные варианты выбора зарядов и потенциалов)
так же, как не имеет значения способ определения количества
информации (при дрхгом способе определения величины И идеи
автора сохраняю! свою спл^)
Формулы (145) и (146) дают возможность применить для
анализа информационных явлений пять 1лавных законов термо-
динамики Заряд информации, как п всякий другой заряд, пред-
ставляет собой параметр состояния и объект переноса Перенос
заряда происходит под действием потенциала информации. Ра-
бота и энергия информации находятся с помощью уравнения (3)
или (5) первого закона Информационное состояние (потенциал
информации) системы определяется уравнением (16) или (18)
второю закона (через емкость спслемы по отношению к заряду
информации) Перенос заряда происходит в соответствии с урав-
нением (43) пли (45) третьего закона Количественная сторона
взаимною влияния между информационными, термическими,
электрическими, магнитными, диффузионными, химическими и
другими явлениями определяется соотношениями взаимности
(58)— (60) и (75) — (77) четвертою закона Наконец, потери ин-
формации при переносе заряда характеризуются пятым законом
(диссипации) (81)
Приведенные примеры выбора зарядов и поюнцпалов охва-
тывают все основные способы [с помощью формул (4) пли (6),
путем применения выражении для работы, оперши и теплоты
диссипации] и даюг полное представление о том, как это делает-
ся в различных ситуациях.
Теперь можно приступить к более подробному разбору кон-
кретных примеров приложения теории автора к решению практи-
ческих задач литейного производства
§ 4. ИСПАРЕНИЕ И КОНДЕНСАЦИЯ
1. Уравнения переноса для фазовой системы
Процессы испарения п конденсации, плавления и затвердсва
пия являются, пожалуй, одними из самых важных среди всех
процессов, протекающих в литейной форме Поэтому анализ при-
ложений теории авюра к литейному производству цедесообразпо
начать с изучения именно этих процессов
Рассмотрим процесс испарения жидкости (плп конденсации
пара) па свободной поверхности в условиях стационарного ре-
жима Соответствующая фазовая система располагает следую-
щими основными связанными внутренними степенями свободы
(§ 2) фазовой, диффузноипои, термической, механической и
электрическом Поэтому согласно закону переноса процесс фазо-
52
вого превращения (испарение пли конденсация) щажен описы-
ваться совокупностью уравнения переноса типа (45) н вариантом
(46) выбора потоков н сил
•^Ф ~ аФфХф 'г афДХ| 5 афьХ$ сбфцХи у- афчгХлр кг/(мр сек),
— аДфХф + аддХд |- a щХ5 -[ адцХц 5 cx,(VXv кг/{м~ сек),
Js = а^-фХф + аьдХд | c/ssXsH ссы/Ху | а^рХч/<ж/(л2 град),
Ji/ — «i/фХф + аудХд [ aj/sXs ф- avv^-v т сщч'Хд- м/сек,
аяр-фХф + сщгД, | copsXs | a4,vXv + ач«гХч, а/м2,
(И7)
где (закон взаимности)
ССфт,
(148)
В этих уравнениях индексы ф, д, S, V и Ч* обозначают принад-
лежность величин к фазовым, шффузпопным, термическим, ме-
ханическим и электрическим явлениям соответственно
Здесь необходимо подчеркнуть, что как фазовые, так и шф-
фузпониые явления обычно оцениваются по Гиббсу в единой
форме с помощью химического потенциала п массы (в частности,
две первые строчки уравнении переноса (147) определяют поток
одной и топ же массы] Однако оба явления (фазовое превраще-
ние и диффузия) имеют совершенно различную физическую при-
роду, поэтому во избежание путаницы и недоразумений для их
описания автор в саотвегствшт с идеями, высказанными в работе
[58], использует различные наименования (фазовая масса, фазо-
вый потенциал, диффузионная масса, диффузионный потенциал
и 1 д )
Такая же картина наблюдается в химических (химичес-
кая масса, химический потенциал), гидродинамических (гидроди-
намическая масса, гидродинамический подщипал), фильтрацион-
ных (фильтрационная масса, фнлырациопный потенциал), по-
верхностных (поверхностна!) масса, поверхностный потенциал) и
многих других явлениях
При использовании термиполозпи автора надо помнить, что
масса на самом деле одна и та же, по химический потенциал [оп-
ределяемый по Гиббсу с помощью формул (4) и (6)] имеет раз-
личную физическую природу (в соотвеютвии с особенностями
природы изучаемого явления) Целесообразность применения
для массы, как и для потенциала, различных наименований выте-
кает из того обстоятельства, что при нестационарном режиме раз-
ные по названиям массы между собой не равны Например, масса
испарившейся жидкости (фазовая масса) може1 быть больше
53
(или меньше) массы продиффундировавшего пара (диффузион-
ная масса) В условиях стационарного режима количество испа-
рившейся массы в точности равно количеству продиффундиро-
вавшей массы (фазовая масса равна диффузионной).
Применение тля всех разнородных явлении, в основе которых
лежит перенос массы, единой терминологии (масса, химический
потенциал), как эго сейчас принято, неизбежно должно вести к
серьезным ошибкам [58]
Возвратимся к уравнениям переноса (147). В этих уравнени-
ях основные и перекрестные коэффициенты а суть коэффициенты
отдачи массы (фазовой п диффузионной), термического заряда,
объема и электрического заряда Силы X представляют собой
разности (напоры) фазового, диффузионного, термического, ме-
ханического и электрического потенциалов Разности берутся
между окружающей средой (вдали о г поверхности испарения) и
поверхностью жидкости Имеем
ХФ -= "Фф = Рфс -Рфп дж/кг, 1
X , == - бЦд -= [Лдс -- Рдп дж/кг, |
Xs - - 6Т - Тс Тп град, }
Xiz =- — бр = рс —- р„ U/MZ, |
Хч>. = бф фс — Тп б ’
(149)
Индекс с относится к окружающей среде, индекс п — к по-
верхности испарения
Из уравнений (147) видно, что при испарении жидкости (или
конденсации пара) одновременно происходит диффузия, а также
перепое термического заряда, объема и электрического заряда
Все эти процессы переноса связаны между собой через пере-
крестные коэффициенты отдачи
Заметим, что уравнения (147) не учитывают многих других яв-
лений, которые сопровождают процесс испарения, например та-
ких, как магнитные, кинетические, гравитационные, волновые
(вибрационные) и г д (все эти степени свободы связаны между
собой в жидкости и газе — § 2) Однако для целей литейного про-
изводства обычно достаточно рассмотренных пяти
2. Равновесное испарение
Весьма существенно, что испарение сопровождается процес-
сами диффузии и переноса термического заряда, объема и элек-
трического заряда даже в том случае, когда разности диффу
зиошюго потенциала, температуры, давления и электрического
потенциала равны пулю Для этого простейшего и весьма инте-
54
ресного частного случая из уравнений (147) находим (брд =
= 67' = 6р = бср — 0)
•1ф = «ффХф кг/(м2 • сек); Лд = адфХф кг/(м2 • сек); 1
Js = а5фХф вт/(м2 град); Jv = йуфХф м/сек; | (150)
Др- -= avp-фХф а/м2. J
Такое испарение соответствует равновесным условиям про-
цесса, поскольку для пего соблюдаются следующие требования,
выраженные формулой типа (87)
jMl « 1, LLl « i, LL « i, JL. « i; i. (151)
РФ М-д Т Р 7
Процесс испарения протекает под действием малой разности
фазового потенциала бцф Все остальные напоры практически
равны пулю.
Кстати, благодаря стационарности режима потоки фазовой и
диффузионной масс одинаковы (Лф = Лд), следовательно, из вы-
ражении (150) для рассматриваемого частного случая находим
®фф -= «дф = «фд кг2/{дж м2 сек). (152)
Основной коэффициент отдачи фазовой массы равен пере-
крестному коэффициенту отдачи диффузионной массы (под дей-
ствием потока термического заряда). Это равенство можно ис-
пользовать для определения одного из коэффициентов.
Из выражений (150) получаются интересные зависимости
между различными коэффициентами. Например, отношение по-
токов
s = — -LL дж/(кг град) (153)
•1Ф аФФ
соответствует количеству термического заряда, который перено-
сится при испарении 1 кг жидкости.
Отношение
h А = LL» м*/кг (154)
ЛФ &ФФ
определяет поток объема, образуемый 1 кг жидкости в процессе
ее испарения Наконец, отношение
?-= = LW к/кг (155)
Лф аФФ
характеризует количество электрического заряда, перенесенного
(выделившегося) в том же процессе
Разделив величины s и q на h, можно получить потоки, при-
ходящиеся на единицу объема системы Вместо потока терми-
ческого заряда можно рассматривать поток теплоты При этом
формула (153) заменяется выражением
г = Тф Тф—дж/кг, (156)
J ф Jф ССфф СЬфф
где
г T^s дж/кг, Jq ТфЗз впг/м2, ocQ(1) Тфа5ф кг/(л2 - сек) (157)
Равенства (152)—(157) используются для вычисления неиз-
вестных коэффициентов переноса по известным. Например, если
найти из опыта коэффициент афф, то сразу определятся все ос-
тальные коэффициенты, поскольку значения величин s, h и q
можно найти из справочников
Из уравнений (150) и (153)—(157) видно, что в равновесных
условиях процесс испарения сопровождается значительными iоп-
товыми з, объемными h и электрическими q эффектами (многие
другие эффекты, о которых говорилось выше, здесь не рассмат-
риваются) В этом состоит суть взаимного влияния связанных
внутренних степеней свободы Величины s(r), h и q являются
важнейшими физическими характеристиками равновесного про-
цесса парообразования (пли конденсации)
3. Гипотеза о постоянстве мольных емкостей
Продолжим анализ равновесного испарения Привлечем для
этого закон отношения проводимостей (91), вытекающий из за-
конов состояния и переноса Формулы (91) и (153) — (156) дают
з = _£ =. —С5ф = 2-HL дж/{кг град); I
1ф с?фф КФФ I
г - i , Г, Тф«ф _ Тф ф* =. tafc, j
Лф ^фф Кфф Кфф
h -= -V -= — вуф — м2/кг, (159)
Лф Сбфф Кфф
р А = Сфф = 2К* к/кг, (160)
Лф афф Кфф
где К5ф — перекрестная емкость системы по отношению к терми-
ческому заряду (производная термического заряда по
фазовому потенциалу при постоянной температуре)
в кг/град,
Кфф — емкость системы по отношению к фазовой массе (про-
изводная фазовой массы по фазовому потенциалу при
постоянной температуре) в кг2/дж;
Сцф — перекрестная теплоемкость системы (С5ф = ГфКьф)
в кг;
56
Ку*— перекрестная емкость системы по отношению к объе-
му (производная объема по фазовому потенциалу при
постоянном давлении) в кг-м3/дж,
Кчгф — перекрестная емкость системы по отношению к элек-
трическому заряду (производная электрического за-
ряда по фазовому потенциалу при постоянном элек-
трическом потенциале) в кг к/дж
Ценные результаты можно получить, если принять гипотезу,
согласно которой мольная емкость любого данного рода имеет
постоянные (одинаковые) значения в рамках определенных клас-
сов веществ Это общее положение напоминает законы Дюлонга
и Пти и Джоуля и Коппа для теплоемкостей твердых тел Оно
получило частное подтверждение для термоэлектрических явле-
нии в § 2. Теперь оно высказывается в общем случае для емкос-
тей любого рода Ниже приводится проверка этой гипотезы для
фазовотермических и фазовомеханнческих явлении.
Конкретно здесь будет идти речь о емкостях Ks*, КуФ, Кч*
и Кфф Если эти емкости имеют одинаковые значения для опре-
деленных классов веществ, то коэффициенты as*, ауф и а11ф
(т е величины s, —, h и q) в уравнениях (158) — (160) должны
7 ф
быть одинаковыми для этих веществ
4. Правило определения термического заряда газов
Из первой строчки уравнения (158) следует, что при одина-
ковости емкостей Ks* и К** для разных газов коэффициент as*
(или з) должен иметь одно и то же значение для этих газов
Проще всего проверить это положение путем определения отно-
шения потоков Js/J* (т е удельной энтропии s) по справочным
данным Соответствующие величины приведены в табл 3 и 4 (за-
имствованы из работ [60 и 171]) Для возможности сравнения
различных газов их состояние приведено к стандартным услови-
ям (р = 1,013 бар и Т = 298 °К)
Из табл 3 видно, что величина з (коэффициент а3ф) изменя-
ется не сильно, причем с ростом атомного номера наблюдается
некоторое возрастание as*, особенно заметное у легких элемен-
тов Для элементов среднее значение коэффициента
as* — s = 172,5 кдж/{кг-атом град)
Эгон величиной можно пользоваться для приближенных рас-
четов, большая погрешность возникает лишь для легких эле
ментов
У соединении (табл 4) коэффициеш as* имеет большие зна-
чения, чем у элементов Для соединений среднее значение коэф-
фициента (табл 4)
as* = s — 248,5 кдж/{кг-моль град).
57
Таблица 3
Термический заряд газообразных элементов
Атомный номер Элемент 7ф в °К г<| В кг атом
в кг-атом град В кг атом град
] н 114,7 20,39 452 22,2
о Не 126,1 2,66 100 37’8
3 1 I 138,2 1623 135 990 83,8
4 Be 136,3 2744 — —
5 В 153,4 4200 311 000 74,8
5 Q 158,1 4470 —. .—
у N 153,3 77,36 5 608 72,5
8 Q 161,1 90,19 6 819 75,6
9 F 158,8 85,02 12012 141,3
10 Ne 146,3 27,07 1 741 64,3
И Na 153,7 1173 97 970 83,5
12 Mg 148,7 1376 131 900 95,9
13 Al 164,5 2621 284 280 108,5
14 Si 168,0 2890 297 000 102,8
15 p 163,2 696 49 820 71,6
16 s 167,8 717,7 10 500 14,6
17 Cl 165,2 239,1 18 377 76,9
18 Ai 154,8 87,29 6 288 73,2
19 К 160,4 1049 79 050 75,4
20 Ca 154,9 1762 161 600 91,7
21 Sc 174,8 2900 335 000 115,5
22 Ti 180,3 3442 422 900 122,9
23 V 182,3 3665 — —
21 Cr 174,3 2840 305 510 107,6
25 Mn 173,7 3292 224 800 68,3
26 Fe 180,5 3160 304 800 96,5
27 Co 179,5 3150 389 000 123,5
28 Ni 182,2 3110 378 820 121,8
29 Cu 166,4 3150 304 800 96,8
30 Zn 161,0 4598 114 840 25,0
31 Ga 169,1 2516 —- —~
32 Ge 167,9 3125 285 000 91,2
33 As 174,2 885 — —
34 Se 176,7 930 59 746 65,3
35 Bi 175,1 331,4 — —
36 Ki 164,1 119,75 — .—
37 Rb 170,1 978 75 823 77,5
38 Si 164,6 1630 140 720 86,3
39 Y 179,5 2903 377 000 129,9
40 Zi 181,4 4598 418 700 91,1
41 Nb 186,3 5115 — —
42 Mo 182,0 5100 — —.
43 Tc 181,1 4200 502 400 119,6
44 Ru 186,5 4500 — —
45 Rh 185,9 3940 531 700 134,9
46 Rd 167,1 3385 —. —
47 Ag 173,0 2436 254 220 104,4
48 Cd 167,8 1043 99 900 95,8
58
Продолжение табл 3
Атомный | номер 1 Элемент s T, в Ф в кг-атом Г%сдж
E кг атон град в кг-аточ град
173,8 2323 225 300 97,0
168,5 2995 230 000 76,8
51 Sb 180,3 1898 195 377 102,9
52 Те 182,7 1285 49 820 38,8
53 180,8 456 23 458 51,4
54 Хе 169,7 165,04 12 643 76,6
55 175,6 959 68 330 / 1 о
56 Ва 170,3 1907 149 320 78’3
57 La 182,4 3643 335 000 92,0
58 Се 3743 306 000 81,8
59 Рг 3290 — —.
60 Nd 189,4 3384 255 000 75,4
61 Pm .—- 3473 -— —_
183,0 3943 293 000 74,3
63 Eu 188,8 1703 — —
64 Gd 194,4 3073 , -— ——
65 Tb 2743 301 450 109,9
66 67 Dy Ho — 2603 2763 314 010 113,6
68 69 Er Tu — 2693 1993 242 834 121,8
70 Yb 173,1 1593 — —
184,8 3273 .— -—.
72 Hf 186,9 3473 —
73 Ta 185,2 5565 — —,
74 W 174,0 5645 —
75 Re 189,0 5915 — —
76 Os 192,6 5573 — —
77 1, 193,6 4450 — —
78 Pt 192,4 3980 510 800 128,3
79 Au 180,5 3120 310 700 99,6
80 Hg 175,0 630 58 550 92,9
81 T1 181 ,0 1745 162 490 93,1
82 Rb 175,4 2024 75 823 37,5
83 Bi 187,0 1700 172 080 101,2
84 Po 188,9 1235 103 000 83,4
85 Al ,—. 607 •— —
86 176,3 211,2 18124 85,8
87 Fr 182,0 879 — ——
88 Ra 176,5 1809 147 000 81,3
89 Ac 187,1 3327 293 000 88,1
90 Th 4500 544 300 121,0
91 Pa — 4500 481 500 107,0
92 u 199,8 4135 —- —
93 Np — 2525 230 000 91,1
94 Pu 3508 . •—
95 Am 2880 216 500 75,2
59
Таблица 1
Термический заряд газообразных веществ
Вещее гьо °бф ~ s /< д;Ж " К 'Ф гфЯф
b кг моль град в кг моль град
AgH 204,0
Л1Н 187,9 — —.
AsH; 222 7 218
ВН 165,9 —_ —
353,1 486 —
ВзЩ 275,8 — — —.
в3н6 233 0
ВаН 221,8 —. __ —.
ВсН 171,0 —.
С,Н2 201,0 __ _—
сщ 219,6 —
од, 229,6 —
сн„ 186,3 __
СаН 201 ,8 __ —
CsII 214,6 1525 ,
CuH 196,3 . —
GeIIt 214,4 — —
Hgll 219,5 — , —
InH 207,7 —
KH 197,8 , —
MgH 199,3 —- —
n.,h4 238,4 386,5 41 900 108 1
NH; 192,6 239,65 21 692 90,5
NaH 188,1 — : .—.
PH3 210,2 185,26 14 612 —.
SbH3 233,0 256 —-
SrH 206,9 — — —.
T1H 215,2 - —
ZnH 203,9 —
AsF5 309,0 —
BF3 254,1 -
cf4 263,5 __
GeF4 303,6 — -
HF 173,9
PF3 264,4 —
SeFe 314,4 —
SiF, 284,7 .— — ,—
TeF(> 337 7 ,
WF(i 372,6 ___ —
Л1С1 226,9 ,
BCi3 290,1 — —
HC'l 186 8 _
BBi 225,3
BiBi 257,9 .—
CdBi 264,1 —
GeBi3 396,9 462
IIBr 198 9 — . —.
HgBi 272 1 --
60
Продолжение 1абл 4
Вещество /ф в “К X В кг моль Г4/ф
B i оль град кг-мол> град
111В1 259,6 934 -
РВы 148,8 447
8пВц 411,1 480 —
Г1В1-., 164,2 1033
Г1В14 398,2 505 —
ZnBi 251,6 — 1
BiJ 265,4 —
CdJ 272,0 —
Go I. 451,8
HJ 206,8 — —
InJ 267,1 1043 109 300 104,8
KJ 258,1 1603 182100 113 6
LiJ 232 4 1443 204 300 141 )б
NaJ 255,4 1577 197 200 125,0
TiJ, 303,5 1443 —
TiJ4 428,7 650 73 690 113 4
T1J 2/ j / 1 И 8 124 300 111’2
Znl 261’,8 —
CO 198,0 . -—.
CO, 21 3,8 „
n26 220,1 _— .—
so. 248,7
CS.-> 238,0 319 27210 85,3
col 231 ,5 223 18 550 83,2
H,S 205,6 91 Ч 18 670 87,7
PbS 257,1 1553 229 440 147,7
SnS 242,4 1503 191 340 127,3
BN 87,0 5340 , —
PN 211,2
HNO, 266,4 159 30 140 81,0
PC 216,2 —— —
ПфО, 315,9 — -
Постоянство коэффициента gS(|) хорошо соблю тается для га-
зов, имеющих одинаковые чисто атомов в молекуле (атомность)
и молекулярный вес (о влиянии атомности и молекулярного веса
на s имеются сведения в работе [ЬО])
Таким образом, вещества (элементы и их соединения) при оп-
ределении коэффициента о$ф следует классифицировать по приз-
наку шишакового числа атомов в молекуле н примерно одинако-
вого молекулярного веса
Из сказанного ясно, чго одинаковость величины термического
заряда у различных газов (постоянство коэффициента <хзф) есть
следствие закона отношения проводимостей, гипотезы об одина-
ковости емкостей в рамках определенных классов веществ и
61
особенностей механизма процесса испарения жидкости Форму-
лу (158) следует рассматривать как правило определения терми-
ческого заряда (энтропии) различных газов
5. Правило Трутона
Одинаковость коэффициента сгйф в верхней формуле (158) для
различных веществ, приведенных к сравнимым условиям, имеет
своим следствием одинаковое^ отношения r/Тф для тех же ве-
ществ [нижняя формула (158)], так как — = $ =- При этом
Гф
под г надо понимать работу, совершаемую термическим заряцом
(в количестве з) при температуре Ti} фазового превращения.
Если под г понимать не всю работу г термического заряда
з = ояф, как это следует из теории автора, а только ее часть Гф,
совершаемую термическим зарядом Зф, который поглощается
в процессе фазового превращения (испарения), то получится из-
вестное правило Трутона, найденное им из опыта [150] Согласно
этому правилу отношение удельного тепла парообразования /"ф
к температуре Т$ кипения есть величина постоянная для всех ве-
ществ (сравниваются вещества в количестве одного киломоля)
Не обращаясь к опытным данным, па основании теории авто-
ра мо/кпо заранее сказать, что отношение r^/Т^ должно иметь
заниженные значения пз-за наличия разности г — гф = Гф(з—
— 8ф), не учитываемой правилом Трутона С уменьшением тем-
Отношение тепла парообразования к температуре кипения
62
пературы Т$ эта разность возрастает, и, следовательно, отноше-
ние Гф)Тф должно убывать. Данные, приведенные в табл. 3 и 4,
подтверждают этот вывод Более наглядно они представлены
в табл 5, где вещества расположены в порядке возрастания их
температуры парообразования (соответствующие данные взяты
из табл. 3 и 4)
Сопоставление правила Трутона с правилом автора, выражен-
ным формулой (158), показывает, что коэффициент <jS(j) обладает
значительно большим постоянством, чем отношение Гф/Тф (см.
табл 3 и 4) Эмпирическое правило Трутона не отражает физи-
ческого существа процесса парообразования и поэтому не может
учесть наблюдаемого изменения отношения Гф/Тф с температурой
Тф Объяснение этому изменению дает теория термодинамики
необратимых процессов.
6. Закон Авогадро
Закон отношения проводимостей, выраженный равенством
(159), иллюстрируется табл 6, в которой приведены значения
коэффициента о>ф (величины /г) для различных веществ Поток
объема отнесен к 1 киломолю вещества и приведен к сравнимым
условиям (давлению р = 1,013 бар и температуре Т = 273° К =-~
= 0° С) Необходимые для определения величины оуф данные за-
имствованы из справочников [161, 165]
Из табл. 6 видно, что для разных веществ хорошо соблюдает-
ся одинаковость коэффициента ощф, причем величина ov$ пред-
1 а б л и ц а 6
Отношение потока объема к потоку массы
Вещество Формула ф Вещество Формула ф] 5
Азот N> 22,40 Метан сн4 22,36
Аммиак NH3 22,08 Неон Ne 22,43
Аргон Ai 22,39 Озон О, 21,6
Ацетилен С,Н» 22,22 Окись азота NO 22,39
Н-бутан сд; 21,50 Окись углерода СО 22,40
Изобутан C4Hi0 21 ,78 Пропан с3н8 22,00
Водород н. 22,43 Пропилен с3н„ 21 ,96
Водяной пар н»о 23,45 Сернистый газ SO» 21 ,89
Воздух — 22,40 Сероводород H»S 22,14
Г елий Не 22,42 Фтор F2 22,42
Двуокись углерода СО» 22,26 Хлор С1» 22,02
Йодистым водород HJ 22,10 Хлорист ын водород НС1 22,25
Кислород Оо 22,39 Этан С»Н6 22,16
Криптон Кг 22,38 Этилен СЛ-ф 22,24
Ксенон Хе 22,29 Этиловым спирт С6Н6О 22,55
63
ciявляет собой пс что иное, как объем одного киломоля вещества
в парообразном (газообразном) состоянии Следовательно, из-
вестный закон Авогадро вытекает как частный случай из зако-
нов отношения проводимостей и одинаковости соответствующих
емкостей для различных веществ (согласно закону Лвогадро ки-
лограмм-молекулы разных газов занимают при одинаковых
давлениях п темпера гурах одинаковые объемы, равные
22,41 моль в условиях, кшда р = 1,013 бар п Т = 273° К).
Таким образом, закон Авшадро получает новую — кинети-
ческую— трактовку, основанную на анализе процесса испарения
жидкости методами термодинамики необратимых процессов, раз-
работанных автором киши
Приведенные примеры подтверждают гипотезу автора об оди-
наковости мольных емкостей в рамках определенных классов
веществ В отдельных случаях (например, для фазовомехаппчсс
ких явлений) под классом можно понимать все вещества, нахо-
дящиеся в I азообразпом состоянии [соответствующих выводов
для фазовоэлектричоскнх явлений-—равенство (160) — сделать
пока нельзя из-за отсутствия достаточного количества опытных
запитых] Вывод об одинаковости мольных емкостей есть следст-
вие того факта, то моль каждого вещества состоит из равного
количества молекул (или атомов), и все эли частицы обладают
практически одинаковыми емкостными свойствами в отношении
явлений любого рода — электрических, фазовых, механических и
1 л,.,— а нс юлько в отношении термических (впервые одинако-
вость емкостей была обнаружена для тепловых явлении'—зако-
ны Дюлопга и Пти, Джоуля н Коппа)
Приведенные примеры раскрывают также физический смысл
явлений, которые сопровождают процесс парообразования (или
конденсации), пролекающий в равновесных условиях В неравно-
весных условиях картина заметно усложняется
1. Неравновесное испарение
В общем случае процесс испарения (или конденсации) опи-
сывается уравнениями переноса (147) Коэффициенты s, h и q,
характеризующие относительные потоки термического заряда,
объема н электрическою заряда, определяются следующими
формулами
64
В неравновесных условиях величины s, h и q уже нельзя при-
равнять отношениям соответствующих емкостей (т с величинам
О8ф, Оуф и епгф), как это сделано в формулах (158) — (160), ибо
закон отношения проводимостей должен прилагаться непосред-
ственно к отношению двух коэффициентов а В формулах же
(161) — (163) эти коэффициенты присутствуют в виде сумм
Из соотношений (161) —(163) видно, что тепловой, объемный
и электрический эффекты парообразования определяются через
разности (напоры) всех потенциалов — фазового, диффузионно-
го, термического (температура), механического (давление) и
электрического Иными словами, тепловой, объемный и электри-
ческим эффекты не являются величинами постоянными, а зависят
от степени неравновесное™ процесса Например, из формулы
(161) следует, что поток теплоты при парообразовании (г = Тфх)
есть величина переменная, зависящая от всех напоров потен-
циалов
Как и в случае равновесного испарешия, в неравновесных ус-
ловиях величины s(r), h и q представляют собой важнейшие фи-
зические характеристики процесса.
Согласно пятому закону при неравновесном испарении выдс
лястся термический заряд диссипации (в равновесных условиях
заряд диссипации равен нулю), который увеличивает (или умень-
шает) тепловой эффект процесса. Количество тепла диссипации
определяется частными выражениями:
Л<ЭдФ — — ^фб|Тф вт/м“, Лфад — вт/лг, |
= — Js6T в/п/ж2; (164)
вт/м2-, Jq™ = — Jy6<p вт/м2.!
Тепло диссипации распределяется между отдельными компо-
нентами системы в соответствии с сс свойствами Поток Jq <s
(вызванный переносом термического заряда с трением) распро-
страняется в направлении переноса основного термического заря-
да Остальные потоки распределяются между жидкостью и па-
ром и распространяются вместе с ними
Суммарный поток тепла диссипации
= Л<эдф ~г ( + J<3=.s + + J<?r'r вт/лг. (165)
На эту величину изменяется тепловой эффект процесса в не-
равновесных условиях При одинаковых напорах потенциалов
тепловой эффект конденсации оказывается больше теплового эф-
фекта испарения па 21<?д (в первом случае он добавляется к вы-
деляющейся теплоте конденсации, а во втором — компенсирует
поглощаемую теплоту испарения) Таким образом, по разнице
между тепловыми эффектами конденсации и испарения можно
судить о степени псравповссности реального процесса парообра-
зования (об этом позволяют судить также напоры потенциалов,
5 Заказ 915 65
если они известны) Это обстоятельство можно использовать для
экспериментального определения с помощью формул (164) дей-
ству ющих напоров потенциалов
8. Определение коэффициентов переноса
При отсутствии каких-либо напоров все соотношения упро-
щаются В частности, пропадают (обращаются в пуль) соответст-
вующие слагаемые в формуле (165) Самые простые соотноше-
ния получаются в равновесных условиях [формулы (150) — (160)]
Для определения коэффициентов переноса, входящих в об-
щие уравнения (147), целесообразно вначале найти из опыта по-
токи, которые характеризуют равновесный процесс (будем обо-
значать эти потоки индексом 0) Затем создается какая-либо кон-
тролируемая разность потенциалов, например температур При
этом уравнения переноса (147) приобретают вид
Jd> - ““ афф<5цф — ссфсф? кг/(м2 сек);
Д = _ адфб[лф — anS8T кг/(м2 сек),
Js == — ощфбрф— assST вт/м2 град),
Jy — — ощфбЦф — ссузбТ м/сек,
Jiy -= —а\цфбр.ф — а]м2
(166)
Найденные таким образом потоки в сочетании с равновесны-
ми потоками позволяют определить все величины, вхоцящие
в уравнения (166) Имеем [сочетаем уравнения (150) и (166)]
«фз -- азф = J* кг/(лг • град сек),
о-дэ = о-зд "= -Д0П.2с кг/(мI 2 град сек),
ass = _Д®----Д вт/(м2 • град2),
6Т
aVs — &sv -= —°-—м/{град сек),
дТ
aw = —а/(м2 град),
дТ
¥ дж/кг,
а5ф а5ф
—-----=---------4—t—ДЕ— кг2/(дж м2 сек),
6р,ф бИф
I J +а ЛТ
а = _ ----— кг2/(дж • м2 • сек),
ОРФ Й11ф
66
Sp-ф
г, « Jy0
аУф = Лфу —---------—
брф
п г-, Л'Г'«
а'Гф = ~-----:---
брф
I а55бГ ,, „ д ч
----------- zcs/(jz“ град- сек),
брф
dvvi>T
---------кг/(н сек),
брф
r + a„,.s6T
-----------кг)(м- в сек),
зцссь третья строчка снизу служит для проверки первой
Найденные коэффициенты полностью определяют потоки 1ф и
в общих уравнениях (147) Оставшиеся неизвестными коэффи-
циенты определяются таким же способом путем задания контро-
лируемых напоров бцд, др и бср
Разумеется, возможна и црут ая посщиовка экспериментов
9. Эффективный коэффициент теплоотдачи
Завершим анализ процессов парообразования определением
суммарною (эффективного) коэффициента теплоотдачи ср, кото-
рый широко применяется в теплотехнических расчетах
В третью строчку уравнений (147) входит коэффициент эн-
тропиеотдачи (будем называть его также коэффициентом термо-
отдачп) ass Он характеризует процесс переноса термического за-
ряда под действием разности температур (напора) дТ Суммар-
ный поток заряда Js, определяемый всеми напорами, можно ус-
ловно представить также в виде
Js = —- as,6T в/п/(лг град), (168)
где aso — эффективный (суммарный) коэффициент термоогдачи
в в г/ (м2 град2)
Из выражении (147), (149) и (168) получаем
^S бМф бЦд
-TF - ass ~
— ecsv ----asT-^~ вт/(л? град2). (169)
8Т ЬТ
Эта формула характеризует влияние па поток термического
заряда напоров фазового и диффузионного потенциалов, давле-
ния и электрического потенциала
Коэффициенты термоотдачи п теплоотдачи связаны соотноше-
ниями типа (157)
a<2<2 = Theiss, a3=^T^as3 вш/(м2 град), (170)
где a.QQ — коэффициент теплоотдачи в вт/(м2 град)
67
Следовательно, суммарный (эффекшвпыи) коэффициент теп-
лоотдачи
«э = - «ЬфТф - а5д - а<3<3 -
— asvT Ф -Jfr — asvT ф вт/(м2 -град) (171)
Через этот коэффициент поток тепла определяется в форме
JQ == аэ8Т вт/м2 (172)
В часпюм случае, ко!да напоры всех потенциалов, кроме 8Т,
равны пулю, коэффициент аэ = aQQ
Из выражения (171) видно, что па поток тепла влияют пото-
ки фазовой и диффузионной масс, объема и электрического заря-
да Поэтому при выборе коэффициента теплоотдачи для поверх-
ности испарения надо пользоваться формулой (171)
Детальный количественный анализ соотношения (171) пока-
зывает, чю процесс кипения увеличивает интенсивность теплоот-
дачи в десятки и сотни раз, процесс диффузии — в несколько раз,
электрообмен — также в тесятки и сотни раз и т. д Отсюда выте-
кают практические методы интенсификации процесса теплообме-
на путем создания па поверхности охлаждения дополнительных
напоров фазовою, диффузионною, электрического и других по-
тенциалов В гл VI таким способом решается задача интенсив-
ного охлаждения алюминиевых кокилей путем использования
жидкости па режиме ядерпого кипения
§ 5. ПЛАВЛЕНИЕ И ЗАТВЕРДЕВАНИЕ
1. Уравнения переноса
Процессы плавления (и загвердевапия {43, 90, 133, 147, 174,
186, 215, 217, 218]) играют центральную роль в литейном произ-
водстве Опп описываются теми же термодинамическими закона-
ми, что и процессы парообразования (конденсации)
Общие уравнения плавления (и затвердевания) имеют преж-
ний вид (147) Они охватывают фазовую, диффузионную, тер-
мическую, механическую и электрическую связанные внутренние
степени свободы (как и раньше, для простоты препебрегается
влиянием волновой, поверхностной, магнитной, гравитационной
и некоторыми другими степенями свободы) В них силы опреде-
ляются формулами (149), в которых напор потенциалов берется
между поверхностью (фронтом) плавления и окружающей
жидкостью Коэффициенты переноса могут быть найдены экспе-
риментально с помощью приема, характеризуемого совокупно-
стью выражении (167)
68
Из уравнений (147) видно, что плавление (и затвердевание)
сопровождается диффузионным, тепловым, объемным и электри-
ческим эффектами Количественная сторона этих эффектов опре-
деляется относительными потоками s [формула (161)], h [форму-
ла (162)] и q [формула (163)] Эти величины представляют собой
важнейшие физические характеристики процесса плавления
2. Неравновесное плавление
В неравновесных условиях относительные потоки s, h и q яв-
ляются величинами переменными, они зависят от имеющихся на-
поров потенциалов При этом па тепловой эффект плавления на-
кладывается эффект диссипации, определяемый формулами
(164) и (165) В результате при одинаковых напорах тепло плав-
ления оказывается меньше тепла затвердевания па величину
двойного потока тепла диссипации (2 Jq„) Это обстоятельство
может быть использовано для экспериментального определения
степени перавновеспости реального процесса
При расчете процесса охлаждения (затвердевания) отливки
в период отвода теплоты перегрева важное значение приобрета-
ет величина эффективного коэффициента теплоотдачи щ от
жидкого металла к поверхности затвердевания Коэффициент аэ
находится по формуле (171) Он используется, например, при
изучении процесса однократного намерзания и сплавления твер-
дой корки [37, 39, 43], что важно знать для поверхностного леги-
рования отливок (гл IV).
3. Равновесное плавление
При равновесном плавлешш (затвердевании) соблюдаются
требования (151). Теплота диссипации отсутствует [формулы
(164) и (165)] Уравнения переноса приобретают простейший вид
[формулы (150)] Основные физические характеристики процесса
з, h и q с помощью закона отношения проводимостей выражают-
ся через соответствующие емкости формулами (158) — (160)
Большой теоретический и практический интерес представляет
возможность проверить гипотезу об одинаковости мольных ем-
костей для жидкостей п установить таким образом определенные
правила нахождения коэффициентов одф, ощф и ощ,ф. Это гем бо-
лее важно, что для процессов плавления правило Трутона не при-
менимо [150]
В табл 7 и 8 приведены искомые значения коэффициентов
crS([)(s) и оуф(/г), полученные как отношение соответствующих по-
токов [формулы (158) и (159)], для различных веществ (для оп-
ределения коэффициента сгчф необходимых сведений пока по
имеется) Исходные данные заимствованы автором из справоч-
ника [171]
69
Таблица 7
Термический заряд жидкостей
500 I 1000 в °K 1500 I 2000 J 1
д — Й rg 0
Л <1 Kdoic CQ •6*
< я ахф - s в кг amou г -a T0, & £
3 I , 49,027 69,292 80,973 453,7 4 572 10, ]
4 Во — — -— 65,188 1556 11 723 7, 53
11 Na 73,897 94,287 — — 372 2 600 99
12 Mg — 76,577 —— — 923 9210 io’ 0
13 Al — 73,395 85,243 93,701 931 ,7 10 760 11, 5
м Si .—- —_ — 94,873 1683 4 647 2, 8
16 S 52,251 .—. — — 392 1 411 3 6
19 К 87,588 108,438 .— — 337,4 2 319 6, 9
20 Ca — 101 ,823 — 1123 8 667 7, 7
21 Sc —. —. -— 100,567 1811 16 119 8, 9
22 Ti .— —- — 99,269 1938 15 491 8, 0
25 Mn — .— — 114,718 1517 14651 9 7
26 Fe .— .—- —. 105,047 1812 15 366 8,’ 5
27 Co — — 103,330 1768 15 240 8, g
28 Ni — —. — 101,907 1728 17 626 10, 2
29 Cu —- — 87,127 96,129 1356 13 063 9, 6
30 Zn —. 86 709 194,602 200,590 692,7 7 390 10, 7
31 Ga 73,939 93,240 104,544 112,541 303 5 589 18, 5
32 Gc — — 100,651 109,108 1210,4 31 820 26, 0
34 Se 67,868 — .—. i — 490 5 443 J J
37 Rb 100,065 — —- — 312 2 345 7 5
38 Sr .—. 112,457 —- 1043 9211 8^ 8
39 Y — — -—. 108,606 1773 17166 9,
46 Pd — - — 103,037 1823 16 747 9,
47 Ag — 97,176 106,219 1234 11 304 9,2
48 Cd —. 9( 461 .—. — 594 6 071 10,
49 In —. — 121,585 1773 3 266 8
50 Sn — 101,823 Ill,216 123,008 505 7 201 14’ 3
51 Sb 100,902 113,588 903 20 085 22,2
52 Те .—. 112.199 —. — 723 17 501 24
55 Cs 107,936 .—. — 301,8 2 135 7,’
56 Ba — 110,413 123,176 — 983 7 662 7,. 8
57 La — — 116,100 125,730 1193 11 304 9,. 5
58 Cc —. — 1 33,810 143,482 1077 9 211 8,1
59 Pr —— -— 133 726 143,356 1208 10 048 8
60 Nd — —- 142,435 152,065 1297 10 886 8,''
61 Pm — — 132 470 142,100 1300 12 560 9 ’
62 Sm — — 128,786 — 1345 11 095 8,:
63 Eu — — 129,498 —. 1100 10 467 9,1
64 Gd _—. — — 137,746 1585 15 491 9,1 I
65 fb —. — — 142,435 1629 16 329 10,( )
66 Dy —, —. 143,858 1680 17 166 10,:
67 Ho — —_ —. 143,440 1734 17 166 9,1 )
68 Ei — — — 142,895 1770 17 166 9,1
70 Yb - —_ 118,361 — 1097 9211 8,-
71 Lu _— — —. 117,398 1928 19 259 10,( )
79 Au — — 100,986 109,401 1336 12 372 9.;
80 Hg | 90,351 — — 234,3 2 299 9,8
70
Продолжение 1абл 7
й Элемент Г в «К Г s Г 1
500 1000 1 500 | | 2000
ЧЗФ -ь- кдж ад
г атом гр
82 РЬ 107,601 119,240 127,028 600,6 4 777 8, 0
83 В1 — 112,834 125,562 544,5 10 886 20, 0
84 Ро — 123,050 — — 527 12 560 23, g
87 F1 117,649 — — — 300 2 093 7 0
88 Ra 119,533 132,261 973 8 374 8, 6
89 Ас — — 122,422 132,094 1470 14 235 9, 7
90 Th — — — 134,815 1968 15 659 g 0
91 Ра — — 116,686 1500 14 654 9' 8
92 и — — 126,316 137,411 1406 15 491 П . 0
Среднее значение 82,057 99,193 118,305 121,608 -
Отношение потока объема
номер Элемент в d w3 кг атом помер Элемент дм3 кг атом
Li 13 1 48 Cd 13,6
J 1 Na 23,’4 49 In 16,1
12 Mg 14,3 50 Sn 21,2
13 Al 10,7 51 Sb 18,5
19 К 44,6 55 Cs 71,6
26 Fe 7,4 79 Au 10,7
29 Си 7,4 80 Hg 14,5
30 Zn 9,78 81 T1 17,8
31 Ga 82 Pb 18,9
37 Rb 57,0 83 Bi 20,5
47 Ag 10,7
4. Правило определения термического заряда жидкостей
Из табл 7 видно, что, как и в случае испарения, наблюдается
некоторое постоянство коэффициента озф (термического заряда
s), найденного для одинаковых температур сравнения (в табл 7
таких температур четыре — 500, 1000, 1500 и 2000° К). Как и
прежде, коэффициент оэф возрастает с атомным номером, причем
это возрастание заметнее у легких элементов
Внизу таблицы для каждой температуры приведены средние
значения термического заряда (коэффициента оу^). Этими значе-
ниями можно пользоваться для приближенных расчетов
71
Одинаковость коэффициента для различных элементов
можно рассматривать как правило определения термического за-
ряда жидкостей Оно вытекает из закона отношения проводимо-
стей и гипотезы об одинаковости мольных емкостей у различных
веществ Для житкостеп эга гипотеза соблюдается с меньшей
точностью, чем для газов
Данные, приведенные в табл 7, позволяют судить также о
величине отношения Из таблицы следует, что отношение
лДТ'ф претерпевает слишком заметные изменения, поэтому для
жидкостей установить правило, аналогичное правилу Тру топа,
невозможно.
5. Мольный объем жидкостей
Из табл 8 видно, что у жидкостеп коэффициент ощф не обна-
руживает того постоянства, какое наблюдается у газов (закон
Авогадро, § 4) При этом его величина претерпевает периодичес-
кие изменения Однако, если соответствующим образом выбрать
вещества (классифицировать элементы и их соединения), то
в пределах каждого такою класса веществ можно обнаружить хо-
рошее постоянство величины оцф, обусловленное постоянством
соответствующих емкостей
Рассмотренные примеры (§ 2, 4, 5) показывают, что гипотеза
об одинаковости мольных емкостей подтверждается для самых
различных явлений, однако в каждом отдельном случае требует-
ся уточнять границы класса веществ, для которых опа справед-
лива Благодаря этой гипотезе удается создать много приблп-
/кеиных расчетных методов, удобных для практического исполь-
зования
§ 6. ХИМИЧЕСКИЕ РЕАКЦИИ
1. Химическая система
Химические явления встречаются в литеипом производстве па
каждом шагу в затвердевающей отливке, в лигейпой форме, при
подготовке металла и формы, при термической обработке отлив-
ки и т д Классическая термодинамика дает возможность оце-
нить свойства химической системы лишь в условиях равновесия.
Термодинамика Опзагера несколько раздвигает рамки теории —
опа позволяет рассматривать химические реакции вблизи состоя-
ния равновесия (когда еще пет полного равновесия). С помощью
теории автора химические системы можно изучать в любых ус-
ловиях равновесных и неравновесных, стационарных и неста-
ционарных. Проиллюстрируем метод автора на примере хими-
ческой реакции (120), что даст наглядное представление о
возможностях термодинамики необратимых процессов и послу-
72
жит известным трафаретом при ее использовании в литейном
производстве
Предположим, что система состоит из трех веществ — подси-
стем А, В и С, каждая из которых находится в состоянии равно-
весия, т. е для каждой подсистемы удовлетворяется требование
(87). В целом система является существенно неравновесной, так
как разности потенциалов между подсистемами соизмеримы со
значениями самих потенциалов Такие системы изучаются в ста-
годииамике (§ 2) Методами классической термодинамики и
Опзагера они рассмотрены быть не могут
В общем случае химическая система располагает химической,
фазовой, диффузионной, термической, механической, электричес-
кой, магнитной, волновой, гравитационной и многими другими
связанными внутренними степенями свободы. Основное значение
имеют первые шесть степеней (если химическая реакция не со-
провождается агрегатным превращением, растворением и т д,
то фазовой внутренней степенью свободы можно пренебречь)
В соответствии с этим должны быть составлены шесть (или пять)
уравнений переноса, учитывающих взаимное влияние упомяну-
тых степеней свободы
Будем считать, что в системе существует взаимное влияние
потоков химической массы только между отдельными направле-
ниями АВ, ВС и СА Взаимное влияние между потоками хими-
ческой, фазовой и диффузионной масс, термического заряда,
объема п электрического заряда имеет место только в пределах
каждого из этих направлении (§ 2)
2, Уравнения переноса
Ограничимся пятью внутренними степенями свободы (фазо-
вой степенью свободы пренебрегаем) Для каждой из подсистем
(А, В и С) и для каждой степени свободы записываются соответ-
ствующие уравнения потоков Например, для потоков химичес-
кой массы (обозначаются индексом х) по типу уравнений (ИЗ)
находим
Ux/ = 1хЛ = 1хЛВ д 1хГЛ кг/сек, i
= Кв = Кив + Две кг/сек, (173)
UxC = Дс -= Две F Кел кг/сек. )
Уравнения баланса заряда такого типа составляются также
для диффузионной массы, термического заряда, объема и элек-
трического заряда Отдельные строчки этих уравнении характе-
ризуют потоки, направленные от данной подсистемы (например,
А) па две другие подсистемы (А и В, т е вдоль направлений АВ
п СА) Всего строчек в уравнениях должно быть 15 (пять систем
уравнений по три строчки в каждой)
73
Отдельные частные потоки 1хлв, квс пт д, входящие в урав-
нения баланса типа (173), находятся с учетом взаимного влия-
ния потоков Например, для направления АВ, в пределах кото-
рою взаимно влияют химическая и диффузионная массы, терми-
ческий заряд, объем и электрический заряд, уравнения переноса
имеют вид
1\ АВ ~ Рхх ЛвХх ЛВ 4~ рхц АвХ х АВ + Рх SAB&SAB +
+ Рх овХулв + РхжлвХд-лв кг/сек,
1д АВ = Рдх ЛВХх АВ + Рдд АВ + Хд АВ + Рд SAB^SAB +
+ Рд vab^vab -д Рдч^лвХхклв кг/сек,
Ьлв — Рз хлвХхлв + ps длвХддв т РззлвХзлв + (174)
г РзклвХудв + РзюлвХжлв вт/град,
1улв ~ pv X ЛвХ" АВ F Pv д AB^I АВ I РкЗЛвХзлв +
4 рковХулв + Ркчы1вХд71в м2/сек,
’жлв -=~ Рлтх лвХх лв + ржд лвХдлв + Р'кздвХзлв +
+ р'Р'илвХудв + ртелвХулв а,
1де (закон взаимности)
рхд АВ = Рдх лв; рх ЗЛВ — ps х ЛВ, РхКЛВ ~ Pv х АВ, Рх'УЛВ = ]
= рчылв, рд ЗЛВ = ₽ЗдЛВ, рд VAB, $VKAB, fi^VAB = РчЩЛВ, (
Рзютв рузлв, PswiB =- Р'КЗЛВ, Руюлв = Рдтлв •
Силы Хав представляют собой разности потенциалов между
подсистемами А и В
Х"ав~ ^И"дв~Ихл И" в дж/кг,
Хчлв == — 8рд ав = 14а — рд в дж/кг,
Кзлв = - 8Тав ^Тл~Тв °К,
Хулв — 8рлв = рл — Рв Н/М2,
Ххрлв - — бфлв — фл — ®В в.
(176)
Индексом п вверху обозначены величины, относящиеся к пол-
ным потокам химической массы (с учетом взаимного влияния
потоков химической массы между направлениями АВ, ВС
п С А)
Всего систем уравнений переноса типа (174) должно быть три
(для направлений ЛВ, ВС п СА) Они содержат пятнадцать
строчек по пять слагаемых в каждой
74
Взаимное влияние потоков химпческоп массы между различ-
ными направлениями определяется формулами
!\ЛВ ='~рхх лвХх АВ ~
~ Рхх лвХх лв + рх лввс^\ вс + ₽х лвслХх са кг/сек,
Ц' вс = рхх ВС х" ВС — (J 77^
~ Рх ВСАВ^\ЛВ + Рхх ВсХх ВС + ₽х ВССА^з СЛ Кг/ССК,
КсА ~~ ^СЛ^СА -
~~ рх СЛЛвХх ЛВ + Рх СЛВсХх ВС + Рхх СА%\ СЛ KZ/CCK,
I де (закон взаимности)
Рх АВВС — Рх ВСЛВ, Рх АВСЛ = ₽х СЛАВ', рх ВССЛ — рх С АВС- (178)
Силы Хх в этих уравнениях имеют вид Хх лв = — 6|Ж лв = рх А — Цх Хх ВС — — ЙЦх ВС ~ В — р-у В дж/кг, 1 . с дж/кг, < (179)
Хх СА ~ — <5рх СА =- Цх С —- Цх Хх сл — ХхАВ — Хх ВС л дж/кг, ) док/кг (180)
Уравнения (177) характеризуют полные потоки химической
массы Из сопоставления выражении (174), (177) и (179) видно,
что взаимное влияние потоков химической массы между направ-
лениями учитывается путем соответствующего выбора эффектив-
ного значения действующей разности химического потенциала
Уравнения (177) можно подставить в совокупность выраже-
ний типа (174)
Зависимость потоков от времени находится с помощью урав-
нений баланса (173), в которых величины U определяются по-
средством формул типа (105)
Таким образом, тройная мономолекулярпая реакция вида
(120) описывается совокупностью уравнении (173), (174) и (177),
содержащих 33 строчки (уравнения), число уравнений (строчек)
сокращается до 30, если потоки из уравнения (177) подставить
в уравнения (174) Как видим, получается довольно громоздкая
картина, усложняющаяся еще тем, что для каждого потока надо
дополнительно написать уравнение пятого закона (диссипации)
по типу выражений (164)
При решении подобного рода задач целесообразно пользо-
ваться вычислительными машинами Можно прибегнуть также к
приближенным приемам, один из которых описан в § 2 (он осно-
ван па использовании среднего калориметрического значения по-
тенциала Рк) Более подробно об этом методе говорится в рабо-
тах [52 и 57]
75
3. Неравновесная реакция
Из уравнении переноса (174) видно, что в неравновесных ус-
ловиях поток химической массы зависит от разностей всех потен-
циалов — химического, диффузионного, термического, механичес-
кого н электрического (для подсистем эти разности служат на-
порами, а для системы в целом — перепадами) Поэтому в общем
случае величина потока оказывается не пропорциональной раз-
ности химических потенциалов Только при стремлении всех на-
поров к нулю (т. е. при приближении системы к равновесному
состоянию) нелинейная зависимость между потоком химической
массы и разностью химических по1енцналов постепенно превра-
щается в линейную
В неравновесных условиях поток химической массы может
быть не равен потоку диффузионной массы, гак как процесс яв-
ляется нестационарным
Как и в случае фазовых превращении (§ 4 и 5), при химичес-
ких реакциях тепловые, объемные и электрические эффекты для
отдельных направлений (и подсистем) могут быть выражены с
помощью отношении s, h и q Например, для направления (пере-
хода) АВ имеем
Sab = _джЦкг град), /глв = м3/кг, |
Клв Клв 081)
,лв=Ымк/кг. I
К АВ
Суммарные термический, объемный и электрический эффекты
химической реакции для системы в целом определяются форму-
лами
s = sAB + SBC + $са джЦкг град)-, ।
h = hAB + hBc + hCA м'Акг, 1 (182)
q = qAB + qec + qcA к/кг. )
Все эти величины изменяются со временем и зависят от сте-
пени неравновесности реального процесса (от имеющихся раз-
ностей потенциалов)
4. Равновесная реакция
В равновесных условиях соблюдаются требования типа
уравнений (151) При этом в уравнениях переноса (174) обра-
щаются в пуль все силы, кроме первой (К"лв ), уравнения (177)
сохраняются полностью
Термический, механический и электрический эффекты для от-
76
дельных переходов (например, АВ) описываются выражениями
[формулы (174) и (181)]
Sab = ffSx АВ = Кдхлв дж/^кг . граду,
Ч ЛУЗ РххЛУЗ КххЛУЗ
, клуз
«ЛВ = -------
Ч луз
Чмуз
Qab ~
Ч 1в
^avxW==lx^M3/K8j
Р\хЛВ К\хЛВ
(183)
^ТхЛВ
-= ffw х ав--------к/кг,
Кхх АВ
где через К в соответствии с законом отношения проводимостей
(§ 2) обозначены емкости Отсюда следует, что частные [форму-
лы (183)] и суммарные [формулы (182)] эффекты равновесной
химической реакции от условии процесса не зависят Их величина
характеризуется отношением емкостей, которые сохраняют по-
стоянные значения для определенных классов веществ (об этом
подробно говорится в § 4 и 5)
Термический заряд диссипации в равновесных условиях не
выделяется
5. Анализ известных решений
Из предыдущего становится попятным, почему попытки опи-
сать химическую реакцию (120) с помощью уравнений
Ux = РтЛ + Р12Х2 + р13Х3, 1
и2 - р21Хх + р22Х2 + р23Х3; (184)
U3 = р31Хх -г р32Х2 4~ р33Х3 J
Uл = — PjjXh — р12Хвр13Хс, 1
Ив - - р31Хл - ₽22ХВ - р23Хс, (185)
ис = --р31Хл -p32Xs -р33Хс, J
полученных па основе теории Опзагера, не увенчались успехом
В уравнениях (184) и (185) U — скорость реакции и р— ко-
эффициент переноса, силы X имеют вид
Хх = — щ, Х2 = цс —- ц.л, | ц86)
Х3 == цл — М-в - — Хх — Х2, \
Хд — pip Ц-Л! Хв — pip цд, Хц == р,р рс, (187)
где ур — равновесное значение химического потенциала (общее
для всех веществ)
Уравнения ф84) написаны в предположении, что свойства
химической системы мало отличаются от свойств стационарной
неравновесной системы, рассматриваемой в термодинамике Опза-
гера (метоп, квазикинетпческнх аналогий [45, 52, 57]) В качестве
77
сил использовано химическое сродство по де Допде (разности хи-
мических потенциалов между подсистемами), определяемое cbon-
мулои (186) [74, 78] ' 1
Сопоставление уравнений (174), (177) и (184) свидетельству-
ет о том, что формулы (184) справедливы только для равновес-
ных условий, когда соблюдаются требования (151)
Формулы (184) напоминают уравнения (177). При этом они
не учитывают никаких эффектов, кроме химических С увеличе-
нием степени перавповеспостп уравнения (184) оказываются не-
пригодными для оценки процесса
Уравнения (185) также предполагают наличие малого откло-
нения системы от равновесного состояния При этом рассматри-
вается приближение (во времени) системы к равновесию, опре-
деляемому значением химического потенциала цр Этот метол
подробно излагается в работе [78] В работах^, 52, 57] он на-
зван методом квазидинампчсских аналогий
Из предыдущею ясно, что уравнения (185) соответствуют
приближенному методу, в котором используется среднее калори-
метрическое значение потенциала Р, (роль этой величины играет
ИР) При этом формулы (185) не учитывают никаких других сте-
пеней своооды, кроме' химической В результате' они справедливы
только для равновесных условии, что и подтверждается опытом
Глава IS
ПЕРЕНОС ТЕПЛОТЫ И ВЛАГИ В ПЕСЧАНО-
ГЛИНИСТОЙ ЛИТЕЙНОЙ ФОРМЕ
§ 7. ТЕРМОДИНАМИЧЕСКИЙ МЕХАНИЗМ ПЕРЕНОСА
1. Термическая фильтрация жидкости
В работах [47, 57] подробно рассмотрен вопрос о циркуляции
(фильтрации) жидкости и газа в капиллярпопористом теле, ка-
ковым является песчано-глинистая литейная форма Жидкость,
заполняющая капилляры и поры формы, представляет собой тер-
модинамическую пару (§ 2) В этой парс разности температур,
электрических потенциалов, диффузионных потенциалов (кон-
центрации) и т д вызывают круговую циркуляцию жидкости
Например, под действием разности температур пристеночный
слои воды движется в сторону более нагретой зоны формы Если
концы капилляра закрыты, то в осевом слое вода течет в обрат-
ном направлении Результатом описанного циркуляционного про-
цесса явясгся подсос воды к горячему участку формы (повыше-
ние давления воды на этом участке)
Опыты показывают [47, 57], чго в песке с размерами песчинок
0,25—0,5 мм при разности температур АТ = 50 град давление
воцы на горячем конце образца повышается па величину порядка
20 н/Ж (около 2 мм вод ст ) Это давление незначительно, одна-
ко в определенных условиях оно может создать ощутимый
эффект переноса влаги Скорость теплового скольжения воды
в пристеночном слое капилляра (толщину Е, пристеночного слоя
принимаем равной 0,42 от среднего радиуса капилляра [57]) со-
ставляет примерно 0,075 мм/евк
2. Термическая фильтрация газа
Газ, находящийся в порах сухой формы, также представляет
собой термодинамическую пару Под действием разности темпе-
ратур пристеночный слой газа движется к горячему концу капил-
ляра, а в осевом — к холодному Циркуляция сопровождается по-
вышением давления в горячей зоне капиллярнопорпстого тела и
разделением сложного по составу газа па отдельные состав-
ляющие
79
При этом легкие газы скапливаются в горячей зоне, а тяже-
лые— в холодной Например, в смеси воздуха с парами воды го-
рячим участок формы обогащается парами воды, а холодный —
воздухом (молекулярный вес воры равен 18, воздуха — 29)
Циркуляция таза, как и жицкостп, не отличается большой ин-
тенсивностью Например, по данным 3 Ф Слсзснко при давле-
нии р = 133 н/м2 (1 мм рт сг ) и градиенте температуры — =
Д х
= 500 град/м скорость теплового скольжения воздуха вдоль слеп-
ки капилляра составляет около 1 мм]сек [57] С увеличенном дав-
ления эта скорость падает
При атмосферных условиях и разности температур АТ =
= 15 град повышение давления газа у горячего конца образца,
изготовленного из влажной песчано-глинистой смеси, примерно
равно 10 мм вод а (100 н/м2)
3. Совместная фильтрация жидкости и газа
Если капиллярпопористос голо заполнено жидкостью или ia-
зом ио целиком, то рассмотренная выше картина циркуляции за-
метно усложняется, так как па термическую фильтрацию накла-
дываются еще процессы испарения жидкости в горячей зоне,
конденсации пара в холодной, диффузии и т д При этом важное
значение приобретает абсолютная влажность и тела (отношение
массы воды, содержащейся во влажном теле, к массе сухого
тела).
При малых влажностях (для упомянутого выше песка до
влажностей порядка 3—4%) вода находится в порах в виде от-
дельных, нс связанных между собой вкраплении. Опа нс может
течь, а в состоянии перемещаться только в виде пара С другой
стороны, воздух и пары воды имеют виц нитси, протянутых из
конца в конец образца Они образуют газовую термофпльтрацп-
онную пару, которая работает следующим образом
В горячей зоне песка давление насыщенного пара воды значи-
тельно выше, чем в холодной Например, температуре горячей
зоны Т' = 338° К (65° С) отвечает давление р’я = 250 000 п/м2,
плотность пара рц= 0,1613 кг]м3, температуре холодноп зоны
Т" = 288° К (15° С) —давление р"-= 1710 н/м2 и плотность пара
= 0,0128 кг/мд При круювои циркуляции осевой слои непре-
рывно выпоет из горячей зоны в холодную газ с повышенным
содержанием влати, а пристеночный подаст пз холодной зоны
вгорячую таз с пониженным соцержанием влаги Таким образом,
в горячей зоне водяной пар имеет давление меньше насыщенною,
а в холодной — больше насыщенного Это приводит к испарению
в таги в горячей зоне и конденсации пара в холодно!) В резуль-
80
тате влажность горячей зоны уменьшается, а холодной возрас-
тает, и устанавливается неравномерное окончательное распреде-
ление влажности вдоль тела (образца) [47, 57]
Скорость передачи пара из горячей зоны в холодную увеличи-
вается благодаря наложению па макроскопический перепое
(фильтрацию) процесса диффузии пара под действием разности
парциальных давлений Ари = р'п — рн н/м2.
Одновременно перепое влаги несколько тормозится эффектом
разделения, который способствует скапливанию более легких па-
ров воды в горячей зоне, а воздуха — в холодной
Как видим, термодинамический механизм процесса переноса
влаги (в виде пара) при малых влажпостях весьма сложен
Окончательным результатом этого процесса является установле-
ние равновесия при пониженном (часто до пуля) содержании
ьлаги в горячей зоне и повышенном — в холодной Соответствую-
щие кривые равновесного распределения влаги вдоль тела приве-
дены в работах [47, 57]
С увеличением влажности (сверх 4%) в порах тела появляют-
ся отдельные нити воды, которые начинают работать как жидко-
стная термофильтрацноппая пара Эта пара гонит влагу к горя
чей зоне тела Возникает конкуренция между жидкостной и газо
вой парами, действие которых направлено в противоположные
стороны.
По мерс повышения влажности роль жидкостной пары
возрастает (увеличивается число капилляров, заполненных
водой)
В результате при и = 8% влажность становится примерно
одинаковой по длине образца (наблюдается лишь некоторое по-
вышение влажности па горячем и холодном концах тела). Затем
(при и = 12% и выше) максимум па горячем конце увеличивает-
ся, что свидетельствует о преобладающем влиянии па перенос
жидкостной гермофильтрациопной пары.
Однако дальнейший рост влагосодержания приводит к появ-
лению нового механизма переноса, который изменяет всю карти-
ну процесса Этот механизм имеет следующую природу
При больших влажностях газовые нити, находящиеся в порах
тела, разрываются па отдельные кусочки, которые окружены
влагой (аналогичным образом при малой влажности отдельные
вкрапления воды окружены газом). Эти газовые вкрапления при
повышении температуры тела расширяются и механически выжи-
мают влагу из горячей зоны, а при понижении температуры сжи-
маются и подсасывают влагу к холодной зоне
Эффект выжимания влаги расширяющимися газовыми вкрап-
лениями делает результаты опыта зависящими от того, при какой
начальной температуре образец заряжается песком. Если обра-
зец заполняется влажным песком при комнатной температуре, то
нагрев данного участка образца (или охлаждение другого)
6 Заказ 915 81
приводит к выжиманию влаги из этого участка (или подсасыва-
нию сс к другому — холодному)
Эффект выжимания пи в коем случае нельзя смешивать с рас-
смотренным выше термодинамическим (циркуляционным) меха-
низмом переноса Этот эффект пропадает (и остается только цир-
куляционный), если образец сделать составным и отдельные его
участки заряжать при различных температурах, соответствую-
щих температурам опыта
При сушке сильно увлажненных литсипых форм и стержней и
заливке в них металла может наблюдаться эффект механическо-
го выжимания влаги из горячей зоны в холодную
Из предыдущего ясно, что механизм переноса влаги в капил-
лярпопористом теле отличается большой сложностью Его нельзя
оценивать посредством упрощенного эмпирического приема, в ко-
тором определенный гра щснт температуры сопоставляется с оп-
ределенным градиентом влажности (с помощью так называемого
термоградиептпого коэффициента, или коэффициента термовла-
гопроводпости, который равен отношению градиента влажности
к градиенту температуры), как это делается, например, в извест-
ном эффекте Соре Эффект Соре имеет совсем другую физичес-
кую природу, чем эффект переноса влаги в капиллярнопорпс-
том теле, и поэтому термоградиептпыи коэффициент неверно (не-
однозначно) характеризует процесс [47, 57]
§ 8. ПЕРЕНОС ТЕПЛОТЫ И ВЛАГИ
ПРИ ВЗАИМОДЕЙСТВИИ ОТЛИВКИ И ФОРМЫ
1. Особенности термодинамического механизма переноса
При заливке металла в песчано-глинистой форме возникает
очень большой градиент температуры (на поверхности соприкос-
новения с отливкой температура формы приближается к темпе-
ратуре расплава, па внешней поверхности температура равна
начальной) Под действием этого градиента в капиллярах формы
возникает интенсивная циркуляция газа и жидкости (если фор-
ма влажная), что приводит к заметному увеличению интенсив-
ности теплообмена между отливкой и формоп
Если форма сухая, то циркуляция соответствует условиям,
рассмотренным в § 7. При этом на механизм действия термофиль-
трационпой газовой пары накладывается также мсхапиш теп-
ловой (естественной) конвекции, ибо в форме поры образуют
капилляры, которые ориентированы в самых различных направ-
лениях, в том числе вдоль градиента температуры (в этом на-
правлении циркулирует газ в термодинамической паре) и в вер-
тикальном направлении (по вертикали поднимается нагретый газ
и опускается холодный) Как правило, естественная конвекция
82
оказываемся значительно интенсивнее, чем круговая фильтрация
газа в парс.
В первый период работы формы естественная конвекция и
круговая циркуляция подавляются интенсивной конвекцией газа
(будем условно называть ее вынужденной), которая направлена
от поверхности отливки к наружной поверхности формы Вынуж-
денная конвекция обусловлена несколькими причинами Во-пер-
вых, газ, соприкасающийся с заливаемым металлом, быстро ра-
зогревается и подвергается резкому расширению Например, при
заливке стали объем газа, находящегося вблизи отливки, воз-
растает примерно в 5 раз (так как его температура увеличивает-
ся с 300 до 1500° К). Во-вторых, в зоне соприкосновения с отлив-
кои образуется большое количество дополнительного газа; это —
газ, выделяющийся из металла отливки, газ, возникающий в фор-
ме при выгорании связующих, пары кристаллизационной воды,
выделяющейся из глины, и т д Весь этот газ интенсивно филь-
труется сквозь поры формы, подавляя все остальные виды кон-
векции. С течением времени вынужденная конвекция быстро за-
тухает [47].
Влияние конвекции в песчано-глинистой форме на интенсив-
ность охлаждения отливки изучается в гл. VII.
Если форма сырая, то в ней помимо круговой (термодинами-
ческой) циркуляции и естественной и вынужденной конвекции
газа наблюдаются также рассмотренные выше (§ 7) процессы ис-
парения влаги в горячей зоне и конденсации пара в холодной,
эффект механического выжимания влаги газами (при большой
влажности формы) и т. д Все это соответствующим образом от-
ражается на интенсивности охлаждения отливки.
Вместе с тем суммарный эффект перераспределения влаги
в работающей форме представляет самостоятельный интерес, по-
скольку от влажности сильно изменяются механические и дру-
гие свойства формы В связи с этим целесообразно рассмотреть
количественную сторону процесса переноса влаги.
2. Постановка задачи
При заливке металла в сырую песчано-глинистую форму тем-
пература ее поверхности быстро становится выше температуры
Тис кипения воды Это приводит к интенсивному парообразова-
нию в поверхностном слое. Объем пара в 1600 раз превышает
объем воды. Образовавшийся пар устремляется по капиллярам
в глубь формы. Со стороны отливки возникает резко очерченный
высохший слой с температурой, превышающей Тис (зона /,
рис 7).
Попав в зону, где температура ниже Ти0, пар конденсируется,
что увеличивает начальную влажность (до и") и температуру (до
7ИС) формы в этой (//) зоне За зоной // температура и
6'" 83
Рис 7 Схема распределения температуры (а) и влажности (б)
в сырой форме после заливнп металла
влажность постепенно уменьшаются до их начальных значений
Т’гпач и и0 (зона ///)
Реальные кривые (рис. 8; по данным Г А Анисовича, форма
изготовлена из увлажненного песка с размерами песчинок 0,25—
0,5 мм) подтверждают правильность расчетной схемы, которая
изображена на рис 7 Некоторые аналогичные данные можно
паити также в работах [38, 147]
Интенсивность процесса переноса пара так велика, что он по-
давляет круговую циркуляцию газа и пара в капиллярах, а так-
же естественную конвекцию газа в форме Поэтому при теорети-
ческом решении задачи о перераспределении влаги в объеме
формы и о влиянии этого процесса па интенсивность охлаждения
отливки можно пренебречь круговой (термодинамической) цир-
куляцией и естественной конвекцией
Известные трудности представляет учет вынужденной конвек-
ции газа Однако эта конвекция заметно проявляется лишь в на-
чальный период работы формы, поэтому в первом приближении
ею также можно пренебречь.
3. Затвердевание плоской отливки
Количественный анализ процесса переноса влаги начнем с
изучения влияния этого процесса на затвердевание плоской от-
ливки Аналогичным образом решаются задачи п для других ста-
дий охлаждения металла (отвод теплоты перегрева, охлаждение
твердой отливки), а также для отливок другой конфигурации
(цилиндрическая и шаровая отливки — сплошные и полые). Од-
нако все эти более сложные случаи не дают ничего нового по
сравнению с теми выводами, имеющими принципиальное значе-
ние, которые позволяет сделать простейший частный случай за-
твердевания плоской стенки, поэтому ограничимся последним.
Соответствующая задача рассмотрена в работе [8] Здесь опа
приводится в более строгом изложении
Воспользуемся схемой процесса, изображенной на рис 7, и
составим уравнение теплового баланса для затвердевающего ме-
талла Отливка за время dt теряет количество тепла
dQr -= F1Pl/дж, (188)
где F] —площадь поверхности соприкосновения отливки и фор-
мы в м2;
pi — плотность твердого металла в кг/м21,
г1 —удельная теплота кристаллизации металла в дм^ка,
I —толщина твердой корки в ж
За это же время форма аккумулирует количество тепла dQ2,
которое может быть найдено, например, с помощью закона теп-
лопроводности Фурье [формула (52)]. При этом кривая распре-
деления температуры в сечении сухого участка формы (рис 7,
85
зона /) может быть приближенно описана уравнением параболы
га-го порядка с показателем степени п ' [42, 43, 47]
I.' ~ Гис = /X- V2 X} X У2 (189)
Tm-Tw \ Г J \ 'С J ’
отсюда находится градиент температуры па поверхности формы
Это значение градиента подставляется в уравнение закона
теплопроводности Фурье
dQ2 = %2пг Г^п=ГисFxdt дж, (190)
где Лф — коэффициент теплопроводности материала формы в
вт/ (м-град); штрих вверху здесь и далее означает при-
надлежность величины к зоне / (сухой) формы
Уравнение теплового баланса имеет вид
dQx — dQ2 дж,
или
рЛ< = 12/72 —= dt дж. (191)
Это уравнение связывает три переменные величины — g, 'Q' и t
(при большой интенсивности теплообмена, соответствующей хо-
рошему контакту между металлом и формой, у плоской отливки
в период затвердевания температуру Т2п можно приближенно счи-
тать величиной постоянной [43]) Для его решения одну из пере-
менных надо исключить Это можно сделать с помощью уравне-
ния теплового баланса для формы, которое составляется следую-
щим обраюм
За время dt зона / аккумулирует количество тепла
dQ^ = —L— ^1Р2С2 — Д,с)< дж, (192)
я2 + 1
где р] — плотность сухого материала формы в кг/м3,
с]—удельная теплоемкость материала формы в джЦкгУ.
X град).
Заметим, что уравнение (192) не содержит слагаемого, кото-
рое характеризовало бы нагрев зоны / от начальной температу-
ры Дпач до температуры Тяс парообразования. Это объясняется
тем, что упомянутый нагрев происходит не в зоне /, а в зоне Ш
за счет тепла конденсации пара, которое учитывается в зоне /
в виде тепла парообразования (испарения)
86
На фронте испарения (между зонами / и //) поглощается ко-
личество тепла
dQm = F^'/гД дж, (193)
где и" — абсолютная влажность (отношение массы воды, содер-
жащейся во влажной смеси, к массе сухой смеси) зоны
II в кг)кг (величина безразмерная),
г2 — теплота парообразования в <3ж//сг,
р2'и"— плотность распределения влаги в объеме зоны // фор-
мы в /сг/ж3.
Здесь и далее двумя штрихами вверху обозначены величины,
относящиеся ко второй (наиболее увлажненной) зоне формы
Уравнение теплового баланса для формы имеет вид
dQ2 = dQaKK + дж
или [формулы (190), (192) и (193)]
Хфг[ di = _J—. (Т2п - Тт) dt,’ + р'2и г.di дж. (194)
'С п2 + 1
Интегрирование этого уравнения дает
где а'— коэффициент температуропроводности сухого материа-
ла формы (в слое /),
а'2 = —-Зу-жфсек,
р2с2
NIIC — критерии, характеризующий относительную теплоту па-
рообразования,
= ---- (196)
с2 (7'2п~7'ис)
Формула (195) получена для следующего начального усло-
вия. при t = 0 ширина t,' = 0 Если к моменту заливки форма ус-
певает просохнуть па глубину (/ = £0', то выражение (195) при-
обретает вид
87
В частном случае, когда форма сухая (влажность и0 = и" =
= 0), из формулы (195) получаем
= V 2п2(п2 + 1)а2/ м. (198)
Это выражение соответствует глубине прогрева сухого тела
1421,
Подставив найденное значение с/ [формула (195)] в первое
уравнение теплового баланса (191) и проинтегрировав его для
начальных условий- при I = 12 (время отвода теплоты перегрева)
толщина твердой корки g = g2, окончательно найдем
5 _ УДГ, + (л + 0 N J , й)+5]
РЛ У п2 + 1
(199)
где Ь'2 — коэффициент аккумуляции тепла сухой формы (зона /);
&2 = Х2С2Р2 em ceKlz7(M2 град).
Искомая формула (199) связывает толщину твердой корки
(или время, необходимое для затвердевания корки 5) с влаж-
ностью формы Из выражения (199) видно, что с увеличением
влажности скорость затвердевания отливки возрастает Так пе-
ренос влаги в форме влияет на процесс затвердевания отливки
4. Влажность зоны II
Влажность и" наиболее влажной зоны // формы, входящая
в выражения (195) и (199), может быть найдена на основе сле-
дующих соображений
Температура зоны // повышается от начального значения
Тгнач до температуры Тпс парообразования вследствие выделения
паром теплоты конденсации Уравнение теплового баланса для
этой зоны имеет вид
{и” — ы0) г2 = с2 (Тж — Т2нач) дж/кг, (200)
где и0 — начальная абсолютная влажность формы в кг/кг,
с2— средняя удельная теплоемкость в интервале температур
Тт,— Тгпач зоны //, отнесенная к 1 кг сухой формы,
в дж/{кг-град).
Величина с" с достаточной степенью точности может быть
найдена по правилу аддитивности
сг = с2 + ийсе дж/{кг град), (201)
1де с/— средняя удельная теплоемкость сухой формы в интер-
вале температур Тпс — T2lia4 в дж/{кг-град),
88
св— средняя удельная теплоемкость воды в том же интерва-
ле температур в дж)(кг-град)
Формула (201) не учитывает теплоемкости сконденсировав-
шейся воды, так как эта вода вначале (после конденсации) ох-
лаждается от температуры Тис до Т'", а затем вновь нагревается
о г Т'" до Т1ге В результате количество тепла, выделившегося при
охлаждении воды, компенсирует количество тепла, поглощенного
при ее нагреве
Из выражений (200) и (201) окончательно находим
и” = ий + (и.св + с2) кг1кг. (202)
Эта формула представляет большой теоретический и практи-
ческий интерес. Опа позволяет вычислить влажность наиболее
увлажненной (второй) зоны и таким образом определить, напри-
мер, ее прочность Величину и'' подставляют в расчетные форму-
лы (195) и (199) для определения толщин высохшего слоя фор-
мы и твердой корки отливки
5. Эффективный коэффициент аккумуляции тепла
В частном случае, когда влажность и0 = и'' = 0, из формулы
(199) получаем
I = I / 2n.g... (203)
У п2+ 1 рл
Здесь для простоты принято, что t2 = 0 и g2 = 0 Вместо тем-
пературы ТВс взята температура Т'гнач, ибо испарение отсутству-
ет Штрих вверху при величинах Ь2 и п2 опущен, так как в рас-
сматриваемых условиях зона / распространяется па весь объем
формы п поэтому нет надобности различать отдельные зоны Ес-
ли положить, что Т2ц = Ткр (это условие справедливо при
b2<^bi), то формула (203) приводит к решению, полученному
в работах [37, 43, 47]
Выражение (203) описывает процесс затвердевания отливки
в сухой форме Очевидно, его можно применять и для влажной
формы, если под Ь2 понимать некоторое эффективное значение
Ь2э коэффициента аккумуляции тепла, учитывающее влияние
влажности на процесс
Эффективную величину Ь2о можно найти путем сопоставления
формул (199) и (203) в предположении, что обе формулы в сход-
ственные моменты дают одинаковые толщины g Имеем
Ь2э _ b' х
Т2п — Т знач
х 1/ 11 _|_ (п2 4- 1) N1IC] впг сек */(м2 град). (204)
I- п2(п2 । 1)
89
Здесь все величины известны, поэтому легко вычислить коэф-
фициент bza Из выражения (204) следует, что с ростом влажно-
сти (критерия Мис) величина Ь2о возрастает В частном случае
для сухой формы (г/0 = и" = 0) формула (204) дает Ь2^ = Ь'2 =
= Ь2
Если в первом приближении принять, что температурные кри-
вые в сухой форме и в зоне / влажной формы описываются пара-
нолами одного и того же порядка (т. е п2 = п%), то из выраже-
ния (204) получим
Z = jZРу (/?2 -у 1)NIIU вт сек г/(м2 град). (205)
При использовании эффективной величины Ь2а процесс за-
твердевания отливки во влажной форме рассчитывается с по-
мощью формулы (203), выведенной применительно к сухой фор-
ме. Для этого надо знать свойства сухой и влажность заданной
формы Возможность такого расчета вытекает из того факта, что
выражения (203) и (204) эквивалентны формуле (199)
6. Ширина зоны I!
Пар, возникший в процессе кипения влаги у фронта парообра-
зования, проходит по капиллярам зоны //, не задерживаясь (тем-
пературы пара и формы в зоне II одинаковы и равны Ти0), и кон-
денсируется в зоне /// (см рис 7). В результате происходит
перемещение фронтов зон II I" и /// ’Q'" Необходимо найти зави-
симость величин 'Q" и %" от времени
Для решения поставленной задачи надо с количественной сто-
роны проанализировать термодинамический механизм конденса-
ции пара в капиллярах зоны III. При этом в задачу могут быть
внесены существенные упрощения, если заранее эксперименталь-
но установить роль отдельных факторов в изучаемом явлении
Многочисленные опыты, выполненные в широком диапазоне
температур (заливались цинк, алюминий, медь, чугун и сталь) и
влажност ей (от 1 до 8%), показывают, что ширина Дф" зоны III
заметно изменяется лишь в первые моменты после заливки За-
тем она остается практически неизменной и равной примерно
(в различных условиях литья) 20—35 мм С увеличением началь-
ной влажности и0 ширина Д(/" уменьшается (так как возрастает
площадь поверхности пор, покрытой влагой, что улучшает усло-
вия конденсации пара)
Найденная величина
ДЕД = 0,020 — 0,035 м
может быть использована при расчетах различных свойств зон //
и ///.
90
Температурное поле зоны III может быть приближенно описа-
но параболой n-го порядка (см рис 7 и 8)
т" — Т2,1ач _ I | _ (206)
Тис Т2нач \ Дф" / \ Д(7 /
три штриха вверху означают принадлежность рассматриваемой
величины зоне /// (см рис. 7).
Влажность зоны III находим на основании следующих сооб-
ражений
Каждый элемент формы в зоне III подогревается за счет теп-
ла, выделяющегося при конденсации пара Поэтому изменение
температуры этого элемента должно быть пропорционально из-
менению его влажности. Текущее изменение температуры равно
Т'" — Т2пач, текущее изменение влажности — и'" — и0, полное из-
менение температуры и влажности соответствует разностям Тш —
Т2Нач и и" — и0 Следовательно, можно записать (см рис 7)
...и- ...- == СПО"2 = С1 _ У2 (207)
«’-«о 7ИС-Т2нач Дф" ) Д?' J ‘
Как видим, кривые распределения температуры и влажности
в зоне III подобны между собой
Ширина ДГ зоны // может быть определена с помощью урав-
нения баланса (сохранения) влаги, составленного для всех трех
зон Очевидно, влага, испарившаяся в зоне /, расходуется па по-
вышение влажности зон // и III.
Зона / теряет количество влаги, пропорциональное произве-
дению UqQ'; зоны II и III приобретают количества влаги, пропор-
Д£"’
циональные (и"— u0)A'Q" и (и" —и0) фК+г Следовательно,
уравнение баланса имеет вид
= (и" - и0) АГ + (и" - ..- , (208)
я2 + 1
откуда искомая ширина зоны II
все величины в правой части этой формулы известны
7. Экспериментальная проверка теории
Изложенная приближенная теория переноса влаги в песчано-
глинистой литейной форме была подвергнута всесторонней экс-
периментальной проверке. Проверка показала правильность тео-
рии и возможность использования выведенных формул для прак-
91
тических расчетов Одновременно были определены коэффициен-
ты (например, показатели параболы га2' и га2), необходимые для
выполнения соответствующих расчетов
Из опытов следует, что величина п' , входящая в уравнение
(189), которое описывает температурное поле зоны Z, изменяется
от 1,6 до 1,9 при изменении влажности от 0 до 8% Значениями
«2 = 1,6— 1,9
можно пользоваться па практике Для приближенных расчетов
можно принять га'2 = 1,75 Это значение применяется ниже при
анализе экспериментальных данных
Показатель степени в уравнениях (206) н (207) параболы,
описывающей поля температуры и влажности зоны ///,
/12 2,8 —3,2.
Для практических целей можно пользоваться средней величи-
ной га2' = 3, она употребляется в дальнейших расчетах
В выражения (189), (195), (199) и (203) — (205) входит тем-
пература Т2а поверхности формы Эта величина определяется по
формулам работы [43] с учетом свойств отливки и формы Одна-
ко в приближенных расчетах вместо величины Т2а вполне допу-
стимо применять температуру Дф затвердевания отливки Этот
прием дает точные результаты, когда коэффициент аккумуляции
тепла материала отливки Ьг Ь2Э Дальнейший анализ основы-
вается на использовании температуры Гкр
Рассмотрим теперь конкретные примеры сопоставления тео-
ретических данных с результатами экспериментов Прежде всего
обратим внимание па то, что общая теоретическая схема процес-
са (см рис 7) хорошо согласуется с опытными кривыми распре-
деления температуры и влажности в сечении формы (см рис 8)
Характер продвижения фронтов испарения (граница между
зонами / и //) и конденсации (таких фронтов два — в начале и
в конце зоны ///) со временем, определяемый формулами (195)
и (209), мало отличается от такового в опытах Fla рнс 9 опыт-
ные данные обозначены точками, теоретические — сплошными ли-
ниями В расчетах принято, что Аф" = 20 мм Величины
'Q = £ + А£ м, I
I'" - ф + Аф" = ф + Аф' Д Аф" м /
Кривые рис 9, а относятся к алюминиевой отливке, кривые
рис 9, б —к чугунной, алюминиевой и цинковой (15 X 150 X
X 150 мм) В обоих случаях форма имеет тот же состав, что и
на рис 8
Из рис 9, а видно, что в целом все экспериментальные точки
располагаются близко от теоретических кривых Некоторое от-
92
клопепис наблюдается в начальный период процесса (точки идут
выше кривой 'Q') Этот эффект возрастает с увеличением темпера-
туры заливаемого металла (рис 9, б) Причина его заключается
в следующем
При постановке задачи не учитывались круговая (термодина-
мическая) циркуляция, естественная конвекция и так называе-
мая вынужденная (направленная) конвекция газа в начальный
период работы формы Наиболее интенсивна из них вынужден-
ная конвекция Опа сопровождается переносом в глубь формы
определенного количества нагретого газа Этот газ отдает на сво-
ем пути тепло форме, что приводит к испарению дополнитслыю-
Рас 9 Продвижение фронтов испарения и конденсации со временем
(«0 = 4,7%)
/ _ Фронт 2 — 3 — 4 — заливался чугун, 5 — алюминий, 6 — цинк
го количества влаги, не учитываемой расчетом В результате воз-
растает скорость продвижения фронта испарения со временем
С увеличением температуры заливаемого металла растут темпе-
ратура и количество фильтрующегося газа Этим и объясняется
характер наблюдаемого отклонения теоретической кривой ог
опытной
Некоторое отклонение точек от кривых в конце процесса (на
рис 9, б точки располагаются ниже) объясняется наличием по-
терь пара в окружающую среду — через зазор между отливкои и
формой, через боковые поверхности формы и т д
Вместо проверки теоретических формул (199) и (203) целе-
сообразно рассмотреть вопрос о применимости расчетных зави-
симостей (204) и (205), которые вытекают из формул (199) и
(203) Результаты такой экспериментальной проверки могут
наити непосредственное практическое применение
На рис 10 точки получены в опытах с упомянутой выше фор-
мой из увлажненного песка (фракция 0,25—0,5 **, плотность
Рз = 1600 кг/м3), кривые найдены теоретически по упрощенной
формуле (205). При определении величины Ьзэ использовался
93
метод заливки, описанный в § 9 Как видим, максимальная раз-
ница между теоретическими и экспериментальными данными нс
превышает 8% С увеличением влажности от 0 до 8% скорость
затвердевания отливки возрастает примерно па 50% (в услови-
ях низких температур кристаллизации). С ростом температуры
Лф повышение скорости затвердевания несколько замедляется
Осооый интерес представляет вопрос об определении влажно-
сти и юны II Па рис 11 сопоставляются теоретические [сплош-
пая кривая, подсчитана по
формуле (202)] и экспери-
ментальные (точки) данные,
полученные в опытах с цин-
ковой отливкой размером
15 X 150 X 150 мм Увлаж-
ненная песчаная форма име-
ет прежний фракционный со-
став Влажность зоны П
определяется методом отбо-
6т-№кУсмЧра5)_
_________р.тр/(грч^граЗ)
1000
800
600
Рфс 10- Зависимость эффективного ко-
эффициента аккумуляции тепла от влаж-
ности песчаной формы, заливались сталь
(Л. чугун (2), медь (S), алюминий (4)
и цинк (5)
Рис И Влияние начальной
влажности на влажность
зоны II
мелом Tn v чХ Тба пРсдставляет собой параллелепипед раз-
миРП 94°Л Х 50 огРаничснный латунной сеткой с ячейка-
ми U,2t> мм Эта сетка заформовывастся параллельно отливке
После достижения на обеих боковых гранях параллелепипеда
1нетс^аНУ?г5ЬпТгГ11С’ °" бЫСТР° выдеРгивастся из формы и взвеши-
юпй nnHZ Ые ПрИ ЭТ0М некот°рые потери влаги (в виде
пара) приводят к занижению опытных значений и" по сравнению
расчетными (рис 11) В целом совпадение теоретических и
опытных результатов получается удовлетворительным
Приведенные примеры проверки формул подтверждают вывод
о том, что разработанная теория достаточно точно описывает
процесс перераспределения теплоты и влаги в сырой пссчано-гли-
нистои форме Выведенные формулы предельно просты Их впот-
пе можно рекомендовать для практического использования
94
8. Возможные приложения теории
Рассмотренный выше термодинамический механизм переноса
влаги оказывает существенное влияние па свойства отливки и
формы В отливке могут возникнуть
поверхностные дефекты, газовая по-
ристость п засоры, могут измениться
размеры и т. д. При этом важную
роль играет зона // формы, обладаю-
щая повышенной влажностью.
Прежде всего следует отметить,
что наличие зоны // приводит к рез-
кому снижению газопроницаемости
формы Например, по данным рабо-
ты [219] при начальной влажности
образца и0 — 8,5% зона конденсации
(и" = 11,7%) снижает газопроница-
емость формовочной смеси на 30%.
При «"=14% смесь становится
о 2 Ч 6 8 10 12 и7.
практически газонепроницаемой
Эго должно приводить к поверхностным дефектам и газовым ра-
ковинам в отливке
Другой важный вопрос связан с резкой потерей формой проч-
ности в зоне //. Например, по данным той же работы [219] при
начальной влажности и0 = 8,75% и прочности па сжатие асж =
0 2 о 6 8 10 12 и %
Рис 13 Влияние влажности на отпо
сительную деформацию формы
= 0,7 кГ/см2 ( — 0,7 бар) проч-
ность образца в зоне конденса-
ции (при и" = 9,6%) уменьша-
ется до 0,3 к.Г1см2 (^0,3 бар),
т. с. на 57%. Соответствующие
данные приведены также на
рис 12.
Максимальная прочность
образца па разрыв при и0 =
= 7,85% составляет оф =
= 0,04 кГ/см2 (^0,04 бар)
После продувки паром (при
w" = 10,8%) прочность падает
до 0,03 кГ!см2 (^0,03 бар)
Уменьшение прочности зоны II приводит к разрушению фор-
мы, особенно со стороны, расположенной над жидким металлом
При этом смесь может обвалиться под действием собственной тя-
жести и образовать ужимииы и т д Участки формы, разрушен-
ные жидким металлом, создают засоры
Наконец, увлажнение зоны // приводит к изменению (умень-
шению) деформации формы, что может сказаться па размерах
отливки
95
Кривые относительной деформации 6 формы, приведенные на
рис 13, иллюстрируют эту мысль [219].
Изложенная выше теория позволяет паити количественные ха-
рактеристики различных зон сырой формы Поэтому опа может
быть использована для объяснения и устранения в отливках де-
фектов различного рода.
§ 9. ОПРЕДЕЛЕНИЕ ТЕРМОФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛА
1. Постановка задачи
Рассмотрим теперь экспериментальный метод определения
тсрмофизичсских свойств материала песчано-глипистои литейной
формы, основанный па заливке расплавленного металла в испы-
туемую формовочную смесь (так называемый метод заливки)
[9, 10, 38]. Этот нестационарный метод отличается двумя важны-
ми преимуществами по сравнению с другими нестационарными
методами, известными в теплофизике Во-первых, в пом темпера-
тура в сечении формы автоматически осредпястся именно по то-
му закону, по которому это требуется при расчете процесса фор-
мирования отливки (если применять классические методы испы-
тании. то вследствие наличия огромного перепада температуры
в сечении формы возникает труднейшая теплофизическая задача
осреднения температуры, без решения которой нельзя использо-
вать имеющиеся коэффициенты, гак как погрешность расчета мо-
жет достигать десятков и сотен процентов) Во-вторых, если фор-
ма сырая, то метод заливки сразу дает эффективные значения
коэффициентов, нужные при расчете процесса формирования от-
ливки. Связь между эффективными и истинными коэффициента-
ми (осрсдпснными по соответствующему закону) осуществляет-
ся формулами, выведенными в § 8
Здесь рассматривается наиболее простой и вместе с тем на-
иболее точный вариант метода заливки, учитывающий двепадца-
тилстпии опыт эксплуатации этого метода с момента его появле-
ния [38] Первая особенность указанного варианта состоит в том,
что он опирается не па классические решения задачи о распро-
странении теплоты в твердом теле, а па решение этой задачи ме-
тодом параболы п-го порядка [42] Благодаря такой постановке
вопроса удастся значительно точнее аналитически описать тем-
пературное поле реальной формы и, следовательно, получить бо-
лее точные значения тсрмофизичсских коэффициентов.
Классические решения дают недостаточно точные результаты
по той причине, что они исходят из условия постоянства тсрмо-
физичсских коэффициентов (независимости их от температуры),
по в действительности вес коэффициенты с температурой сильно
изменяются (рис. 14). Что касается параболы, то с се помощью
реальную температурную кривую всыда можно описать с доста-
96
точной степенью точности путем соответствующего выбора пока-
зателя степени п2 Данные, приведенные на рис 15, подтвержда-
ют эту мысль Здесь результаты опыта с плоской алюминиевой
отливкой размером 32x300x300 мм изображены точками (фор-
ма имеет следующий состав в % по массе: песок кварцевый—25,
глина—5, древесные опилки—19,5, земля горелая—50, сульфит-
ная барда 0,5), а результаты теоретического расчета темпера-
турного поля формы — сплошными линиями.
Вторая особенность рассматриваемого варианта состоит в
том, что при аналитическом определении температурного поля
формы (показателя п2) используется вся площадь под экспери-
ментальной температурной кривой, а не значения температуры
(или грацпента температуры) в отдельных точках этой кривой,
что также резко увеличивает точность полученных результатов.
По этому поводу можно определенно сказать, что все мето-
ды, которые основаны на графическом дифференцировании эк-
спериментальной кривой (или, тем более, па двойном графичес-
ком дифференцировании этой кривой), по могут дать удовлетво-
7 Заказ 915
рительпых результатов, так как вследствие сильного влияния
температуры па термофизические свойства (рис 14) локальные
значения коэффициентов не характеризуют процесса в целом.
От этого недостатка свободны методы, основанные на интегри-
ровании кривой (па определении площади под нею) Благодаря
операции интегрирования изгибы температурной кривой практи-
чески нс сказываются па результатах экспериментов (результаты
как бы осредпяются)
В соответствии со сде-
ланными замечаниями
гермофизические свойства
песчано-глинистои формы
рекомендуется определять
следующим образом
В плоскую форму из
испытуемого материала
заливается металл с изве-
стными термофизически-
ми свойствами. Темпера-
тура измеряется в центре
(или в центре и у поверх-
ности) отливки, а также в
нескольких точках сече-
ния формы (термопары
располагаются параллель-
но поверхности отливки,
расстояние между ними
уменьшается в направле-
нии к этоп поверхности)
Температурное поле фор-
мы строится для момента полного затвердевания отливки
(рис 15) По найденному температурному полю вычисляются
термофизические свойства материала формы
2. Вывод расчетных формул
С целью определения коэффициентов составляется уравне-
ние теплового баланса для отливки и формы К моменту /3 пол-
ного затвердевания металла отливка теряет количество тепла Qi,
а форма приобретает количество тепла Q2, причем
Q, = Q-, дол
(211)
Начнем с определения величины Qb входящей в уравнение
теплового баланса (211) Количество тепла
Qi <?1ер + Qkp + Q1KK—QokP док, (2121
где Qперколичество тепла перегрева в дж,
Qkp — тепло кристаллизации отливки в дж,
Qaiti --количество аккумулированного тепла, отданного
отливкои в связи с понижением температуры ее по-
верхности от Ткр до Т|П (рис 15), в дж,
QO1 количество гепла, потерянного отливкой с торцов
(в форму и окружающую среду), в дж
Отдельные количества тепла, входящие в формулу (212),
имеют вид
Qlicp == Fj/YiPiCi'AT,,^ дою, (213)
где Fi — площадь одной боковоп поверхности отливки в м2,
— половина толщины отливки в м,
р( —плотность металла в жидком состоянии в кг1м\
с\ —удельная теплоемкость металла в жидком состоянии
в дж/(кг-град);
А^пср — перегрев металла,
АТфер 7\s„ — Ткр град,
Тзял— температура заливаемого металла в °К
Qkp = дою, (214)
где р! — плотность металла в твердом состоянии в кг/м3,
ч— удельная теплота кристаллизации материала опивки
в дою/кг
QaKK == —/7Л1р1с1 (7\р - Т,,,) дж, (215)
п-\ -I 1
где щ — показатель степени параболы, описывающец темпера
турпое поле плоской отливки [43, 47],
С]—удельная теплоемкость металла в твердом состоянии
в дж) (кг град),
Т]п — температура поверхности отливки в °К (рис 15)
Qokp =- (Т - Tokp) L\t дж, (216)
где а— коэффициент теплоотдачи па данном участке F горцо-
воп поверхности, которая в течение отрезка времени
А/ имеет среднюю температуру Т, в вт/(м2-град),
Т0|р- температура окружающей среды (температура окру-
жающего воздуха или начальная температура фор-
мы) в °К-
Знак суммы в формуле (216) означает, чго различные участки
торцовой поверхности отливки могут иметь неодинаковые усло-
вия охлаждения
Определим теперь количество тепла Qo, поглощаемого формой
99
Принимается, что температурное поле формы описывается
следующим уравнением типа (189) [42, 43, 47]
где х2 — глубина проникновения тепла в толщу формы в м (см
рис 15),
га2 — показатель степени параболы.
Величина п2 находится путем интегрирования эксперимен-
тальной температурной кривой в пределах от у = 0 до у = х2 п
сопоставления полученных площадей Имеем (см рис 15)
U _ (7"»п ТУпач) -Ч _ J __ 7 прям _ j (218)
7? пар пар
где Fnap — площадь под параболой (заштрихована) в мм2,
ВпРям — площадь прямоугольника, ограниченного сторонами
С2п — 2п<14 И Х2, В ММ2
Формула (218) позволяет определить п2 через отношение двух
площадей, которые легко находятся, если температурная кривая
нанесена па миллиметровке (можно воспользоваться также пла-
ниметром)
С помощью кривой (217) количество тепла Q2 вычисляется по
формуле, аналогичной (192) или (215) [42, 43, 47]
=------ T71V2p2C2 (Дп Д>пач) дж, (219)
п2 - 1
где с2 — удельная теплоемкость материала формы в дж/(/сг -град)
Сравнивая выражения (211) и (219), получим первый иско-
мый коэффициент
Ф _ _ (”2 h..Д.21— дж^кг град), (220)
7 1JC2P2 (7 2П 7 2пач)
здесь все величины известны из опыта.
Следующий коэффициент определяется путем сопоставления
формулы (219) с уравнением закона теплопроводности Фурье,
записанным в виде [аналогично формуле (190)]
dQ2 -= Х2/?2 дж, (221)
х2
где Л2 — коэффициент теплопроводности материала формы
в вт/(м-град)
Дифференцируем выражение (219)
dQ2 ~ —— Ftp2c2 (Т2П Т21ИЧ) dx2 дж, (222)
п2 1
эта формула аналогична (192)
100
Из двух последних выражении получаем
х2 = м (223)
где а2 — коэффициент температуропроводности материала
формы,
а« — м2/сек (225)
с2р2
Зная с2, а2 и р2 (плотность формы устанавливается перед опы-
том по ее массе и объему), нетрудно наити коэффициенты тепло-
проводности и аккумуляции тепла
Х3 = а2с2р2 втЦм град), (226)
Ьг -= YХ2с2р2 вт сек/’/(м2 град) (227)
Коэффициент аккумуляции тепла можно также определить
с помощью выражений (219), (223) и (211).
Ь2 —-----==-------—---------------вт сек р(м2 град) (228)
, / 2п2 _ /—
I/ j Г ^1 (Т’гп Т2нач) lz h
|/ п2 1
При'выводе расчетных формул предполагалось, что темпера-
тура Т2п является величиной постоянной Теория и опыт показы-
вают [43], что в период затвердевания плоской отливки это тре-
бование соблюдается с хорошей степенью точности
Описанную методику целесообразно применять для определе-
ния термофизических свойств сухой песчано-глинистой формы.
Свойства влажноп формы находятся по свойствам сухой с помо-
щью формул § 8 Об экспериментах с влажными формами гово-
рится в работе [38].
3. Анализ методики
В расчет термофпзических свойств песчапо-глинистои формы
по опытным данным могут быть внесены существенные упро-
щения
Прежде всего следует отметить, что если ширина и высота от-
ливки более чем в 10 раз превышает ее толщину 2ХЬ то потерями
теплоты с торцов можно пренебречь [37] При этом количество
тепла Q0Kp в формулах (212) и (216) можно положить равным ну-
лю. Именно в таких условиях целесообразно осуществлять экспе-
римент (для уменьшения потерь теплоты форму после запивки
металла желательно закрывать куском асбеста)
101
Далее, металл целесообразно заливать без перегрева, т е.
при температуре Ткр затвердевания (для отвода теплоты пере-
грева расплав выдерживается в заливочном ковше) При этом
слагаемое Qnep в формулах (212) и (213) также обращается
в нуль
Упрощения другого липа вносятся в методику на основе ана-
лиза температурного поля системы отливка — форма. Здесь воз-
можны три частных случая
Первый наиболее простои частный случай (первое приближе-
ние) получается, когда коэффициенты аккумуляции тепла отлив-
ки и формы различаются очень сильно, т. е. соблюдается неравен-
ство » b2. В этих условиях температуру поверхности от-
ливки допустимо принять равной температуре Тьр затвердевания
и равной температуре Г2п поверхности формы (рис 15), т. е.
Т1П = Т2п = TKV При этом методика расчета крайне упрощается,
так как отпадает необходимость определять температуры Т]п и
Т2п, входящие в расчетные формулы (215), (217) — (222) и (228);
количество тепла Qahl в выражениях (212) и (215) обращается
в нуль
Второе приближение получается, если температуру Т1П по-
верхности отливки считать равной лемпературе Т2п поверхности
формы (идеальный контакт). В данном (как п в первом) частном
случае температура отливки измеряется в опыте только в одной
точке — в центре При этом аккумулированное тепло Q^kk вычис-
ляется по формуле (215) в предположении, что Т|п = Т2а Вели-
чина Т2п находится из экспериментального графика распределе-
ния температуры в сечении формы Показатель п2 определяется
по значению критерия [типа (196)]
N = (229)
П
с помощью графика, приведенного в работе [43] на стр. 79 (для
металлов, затвердевающих при постоянной температуре) пли
в работе [47] па стр 37 (тля сплавов, затвердевающих в интерва-
ле температур)
Второе приближение дат хорошие результаты во всех слу-
чаях, когда Ь2 много меньше (при этом неидеальность контак-
та между отливкой и формой практически не сказывается на ре-
зультатах экспериментов)
Наконец, третье (наиболее точное) приближение соответст-
вует случаю, когд температуры Т1П и Т2п не равны между собой,
что наблюдается при отсутствии идеального контакта между от-
ливкой и формой В этих условиях требуется различать темпе-
ратуры Гт и Т2п
Величина Т2п определяется прежним способом по кривой
распределения температуры в сечении формы Температуру Тщ
102
можно находить по-разному — экспериментально или теорети-
чески
При экспериментальном определении величины Т1п в расплав
следует помещать дополнительно одну (вблизи поверхности) или
несколько термопар для построения экспериментальной кривой
распределения температуры в сечении отливки. По этой кривой
путем экстраполяции находится температура Т1П [аналогичным
образом экстраполируется до поверхности кривая распределения
температуры в сечении формы (см рис. 15)]
Показатель П\ может быть определен графически с помо-
щью формулы типа (218), либо найден по кривым работ
[43, 47]
При теоретическом определении температуры Т1П приходится
прибегать к методу последовательных приближении Вначале все
коэффициенты формы вычисляются применительно к первому
частному случаю (когда Т1П = Т2п = Т1ф). Затем найденные коэф-
фициенты используются для определения по формулам работы
[47] температурного поля отливки (в том числе величины Т1п)
Уточненное значение температуры Tia применяется для нового
определения коэффициентов формы (уже по формулам для
третьего частного случая). По уточненным коэффициентам фор-
мы находится новое значение температуры Т1п и т д
На практике предпочтительнее пользоваться эксперимен-
тальным методом определения температуры Т1п поверхности
отливки.
Преимуществом третьего частного случая (третье приближе-
ние) является то, что он позволяет испытывать материалы, кото-
рые по своим термофизическим свойствам мало отличаются от
отливки (&1 ~ Ь2) Например, третьим методом можно определять
термофизпческие коэффициенты графитов (которые в тепловом
отношении не уступают чугуну и стали) и металлов.
Другим преимуществом третьего метода является возмож-
ность его обращения — вместо неизвестных свойств формы мож-
но находить неизвестные свойства отливки (по заданным свойст-
вам формы)
Недостаток описанного метода заливки состоит в том, что тре-
буется_ тщательно выбирать толщину х2 прогретого слоя (см.
рис 15) Неточное определение величины х2 приводит к заметным
погрешностям Выбор размера х2 затрудняется тем, что темпера-
турная кривая в точке х = х2 касательпа к горизонтальной пря-
мой Т = Tona'i
С целью преодоления указанной трудности в форму помеща-
ют 6—10 термопар (с помощью специальной гребенки, которая
фиксирует их положение) и следят за тем, чтобы они не смести-
лись при формовке После опыта форму (и отливку) разрезают
и измеряют фактические расстояния горячих спаев от поверх-
ности
юз
4. Результаты экспериментов
Рассмотрим теперь некоторые результаты опытов, выполнен-
ных Г А Аписовичсм в соответствии с первым и вторым частны-
ми случаями обработки экспериментальных данных.
На рис 14 приведены кривые изменения коэффициентов с2, Х2
и &2 в функции температуры и размеров песчинок Из рисунка
видно, что с увеличением температуры заливаемого металла (за-
ливались сплавы Вуда и Розе, олово, цинк, алюминий, медь, чу-
гун и сталь при температурах 350, 372, 570, 700, 940, 1380, 1570 и
Рис 16 Зависимость коэффи
циента теплопроводности спе-
ченного
кварца от температуры
1850° К соответственно) коэффици-
енты л2 и Ь2 сухой песчаной формы,
содержащей 1,5% глинистой состав-
ляющей (Т2пач = 293° К = 20° С),
вначале несколько снижаются, а за-
тем резко возрастают Такой ход
кривых объясняется прежде всего
свойствами кварца [177], из зерен
которого состоит песчаная форма
(рис 16)
Влияние размера песчинок выра-
жается в том, что с возрастанием
величины пор теплопроводность Л2
(и коэффициент аккумуляции &2)
увеличивается Это особенно замет-
но при высоких температурах
Физическая суть отмеченного
возрастания объясняется влиянием
лучеиспускания — с увеличением размера пор уменьшается их
число, что приводит как бы к снижению количества перемычек
(экранов) па пути лучей В результате растет лучистая состав-
ляющая теплового потока [47] Именно поэтому влияние размера
пор сказывается сильнее при высоких температурах, когда роль
лучистого теплообмена особенно велика (согласно закону Стефа-
на-Больцмана лучистый тепловой поток пропорционален разнос-
ти абсолютных температур в четвертой степени) Этим также
объясняется смещение влево минимума па кривых для песка
(см рис 14) по сравнению со сплошным кварцем (рис 16), в
котором роль лучистого теплообмена минимальна (общий харак-
тер кривых на обоих рисунках одинаков; подъем правых ветвей
кривых для песка, обусловленный влиянием лучеиспускания,
смещает минимум влево)
На рис 17 изменялась плотность сухой песчаной формы (раз-
меры песчинок 0,25—0,5 мм) Заливались сталь с 0,3% С (Ткр =
= 1760° К), чугун (Гкр = 1420° К) и алюминии (7%р = 933° К).
Из рисунка следует, что при низких температурах (кривая 3)г
когда па перенос теплоты решающее влияние оказывает тепло-
104
проводпость скелета формы, коэффициент теплопроводности
с ростом плотности упаковки песчинок увеличивается. При высо-
ких температурах (кривая /) решающее значение имеет теплооб-
мен лучеиспусканием Поэтому с увеличением плотности упаков-
Рис 17 Влияние плотности песчаной формы коэффициенты на термофизические
— заливалась сталь 2 — чугун, 3 — алюминии
Рис 18 Влияние 1Липы па термофизические свойства пссчапо ) лииис-
той формы
ки песчинок уменьшаются размеры пор (увеличивается число пе-
ремычек— экранов) и коэффициент теплопроводности формы
снижается Коэффициент аккумуляции тепла Ь2 испытывает сов-
местное влияние величин и р2 (удельная теплоемкость с2 от
плотности формы не зависит)
На рис 18 приведены свойства формы того же состава с до-
бавлением глины Условия испытания прежние (см рис 17) Как
105
видим, при низких температурах (кривая 3, рис 18) из-за повы-
шения теплопроводности скелета формы (благодаря улучшению
контакта между песчинками, покрытыми глипои) коэффициент
теплопроводности возрастает При высоких температурах (кри-
вая 1) происходит конкуренция между эффектами повышения
теплопроводности скелета и снижения лучистого теплообмена
(из-за уменьшения размеров пор, что ведет к понижению разно-
стей температуры па их внутренней поверхности) В результате
коэффициент л2 вначале несколько возрастает, а затем начинает
падать.
Аналогичным методом были определены термофизические
свойства графитовых форм1, состоящих из двух плит размером
47 X 239 X 239 мм, р2 = 1550 кг/м1, Термопары заделаны в плите
па расстоянии 0,5, 8,5, 18 и 40,5 мм от внутренней поверхности
формы Заливались цинк и алюминий Для цинка получены зна-
чения = 110—116 вг!(м град), с2 = 1100—1200 дж/(кг-град),
для алюминия — л2 = 98— 105 вг/(м-град), с2 = 1200 —
—1300 дж/{кг град) Отсюда видно, что графитовая форма по
охлаждающей способности превосходит чугунную и стальную
В заключение целесообразно обратить внимание на следую-
щее обстоятельство В настоящее время новым вопросом изуче-
ния процессов переноса теплоты и влаги в песчапо-глинистои фор-
ме занимаются многие исследователи [8, 38, 147, 164, 187, 219, 235
и т д] При этом намечаются два различных пути в решении по-
ставленной задачи
Первый путь имеет целью нахождение упрощенных эмпириче-
ских зависимостей вида
’С,' kYT м, (230)
где k — опытная «константа испарения», характеризующая изме-
нение глубины с,' высушенного слоя формы со временем t.
Второй путь предусматривает детальное изучение физическо-
го механизма явления п построение на этой основе математиче-
ского аппарата, предназначенного для практических расчетов
Наиболее плодотворным следует признать второй путь, кото-
рый ведет к раскрытию механизма явления и дает, таким обра-
зом, инженеру средства для эффективного использования этого
явления на практике (в качестве примера можно сослаться на
простые расчетные формулы, полученные в § 8) Первый путь, на-
оборот, скрывает все физические особенности явления в коэффи-
циенте «невежества» типа k Положение не могут спасти попытки
найти зависимость коэффициента k от различных частных факто-
ров Такие попытки следует рассматривать как бесполезную тра-
ту сил и времени
1 Из совместной работы с II Н Белоусовым и М П Сарафановой
106
В свое время аналогичная картина наблюдалась в теории за-
твердевания отливки, где пытались процесс затвердевания опи-
сать с помощью пресловутого закона квадратного корня типа
уравнения (230) и выделить частные связи между величиной
«константы затвердевания» k и отдельными параметрами реаль-
ного териологического процесса Сейчас в теории затвердевания
от закона квадратного корня отказались, по наметилось другое
увлечение, связанное с изысканием новых методов решения
давно известных простейших задач (типа затвердевания отливки
в металлической и неметаллической форме при крайне малой
интенсивности теплообмена нт д), которое уводит исследова-
телей в сторону от основных проблем литейного производства
Глава III
ВЫСОКОЧАСТОТНАЯ СУШКА СТЕРЖНЕЙ
§ 10. ОПЫТ ЭКСПЛУАТАЦИИ ПРОМЫШЛЕННЫХ
УСТАНОВОК
1. Постановка задачи
В настоящее время в различных странах находит применение
весьма прогрессивный метод сушки литейных стержней в элек-
трическом поле высокой частоты Он имеет много преимуществ
по сравнению с другими методами — горячих ящиков, СОз-про-
цесса, жидких самотвердеющчх смесей, конвективной сушки
и г д
В частности, высокочастотная сушка отличается большой
интенсивностью процесса, хорошими экономическими показателя-
ми и высокой культурой производства, благодаря ее применению
улучшаются физико-механические свойства стержней; высокоча-
стотные сушильные устройства легко встраиваются в механизи-
рованные и автоматизированные поточные линии и т д.
Однако высокочастотный метод пока еще менее распростра-
нен, чем другие известные методы. Это объясняется следующими
двумя основными причинами- во-первых, отсутствуют необходи-
мые сведения о физическом механизме процесса сушки литейных
стержней в электрическом поле высокой частоты, об опыте
эксплуатации этого метода в производственных условиях и о его
преимуществах, и, во-вторых, не во всех странах имеются серий-
ные ламповые генераторы, которые легко можно было бы приспо-
собить для работы в условиях литеииого цеха.
В книге (47], а также в настоящей работе делается попытка
устранить первую причину малой распространенности высокоча-
стотною метода. В исследовании (47] упор сделан на комплекс-
ное выяснение общего физического механизма процесса высоко-
частотной сушки с учетом полей электрического потенциала, тем-
пературы, давления и влажности Здесь приводится дополнитель-
ный термодинамический анализ механизма процесса, имеющий
целью максимально облегчить возможность внедрения нового
метда в производство, а также подробно излагается опыт эксплу-
атации этого метода на примере различных стран.
108
При термодинамическом анализе процесса ставится задача
найти эффективные пути приспособления имеющейся на заводах
технологии изготовления стержней (включая составы употреб-
ляемых формовочных смесей и крепителей) к условиям высоко-
частотной сушки1. Это направление отличается от обычно приня-
того за рубежом, где для высокочастотной сушки в каждом от-
дельном случае разрабатываются особые составы формовочных
смесей и специальные крепители.
2. Типы применяемых установок
При сушке литеипых стержней в настоящее время использу-
ются высокочастотные установки мощностью от 5 до 250 кет.
Средняя производительность этих установок (по литературным
данным, охватывающим несколько десятков действующих про-
изводств) составляет 20 кг высушенных стержней в час, прихо-
ходящихся на 1 кет установ-
ленной мощности (рис. 19).
Если известна потребная
производительность G (в кг1ч)
установки, то ее мощность N
может быть найдена по следую-
щей эмпирической формуле.
N =[kG кет, (231)
где k = 1 /2о ч квт/кг.
При сушке стержней слож-
ной конфигурации производи-
тельность установки падает
примерно на 20—30% по срав-
нению с сушкой компактных
стержней, что обусловлено не-
равномерностью прогрева раз-
личных участков сложного
стержня (наличием неодинако-
вого воздушного зазора между
стержня — § И) [228].
Во многих странах (ГДР, США, Франция, ФРГ и т. д.) нала-
жен серийный выпуск высокочастотных установок, специально
предназначенных для сушки литейных стержней Например, се-
рийные установки фирмы Спмепс-Шуккерт (ФРГ, рис. 20) при
мощности А = 5, 10, 30 п 60 кет развивают производительность
G = 110, 220, 650 и 1300 соответственно.
1 Глава написана по данным совместной работы с аспирантом Л Л Ми\а-
левичем
109
Рис 20 Внешний вид вы-
сокочастотной сушильной
установки мощностью
30 кет фирмы Сименс
Шуккерт
Рис. 21 Внешний вид
спаренной итальянской
установки мощностью
2 X 30 кет
Применяемые установки различаются своими электрическими
параметрами, в число которых входят частота [ электриче-
ского поля и иапря/кепие Дер па пластинах рабочего конден-
сатора.
В настоящее время в СССР для диэлектрического нагрева от-
ведены частоты 5,28±0,13 Мгц, 13,56±0,13 Мгц и 27,12±0,27 Мгц
£116]. В ГДР применяются частоты 13,56 Мгц [232], Италии —
18 Мгц [229], Польше—- 13,6 Мгц [201], Франции — 18 и 40 Мгц
[228], ФРГ — 10—50 Мгц [242], Чехословакии — 13 Мгц [213], Шве-
ции— 10 и 15 Мгц [243]
В отечественных генераторах высокочастотное напряжение Дер
на пластинах рабочего конденсатора составляет 8—12 кв [126]
В установках Симепс-Шуккерг Дер = 30 кв [206]. С ростом Д<р по-
вышается интенсивность нагрева диэлектрика При этом можно
значительно увеличивать воздушный зазор между стержнем и
пластинами рабочего конденсатора, что расширяет номенклату-
ру высушиваемых стержней
Высокочастотные сушильные установки малой и средней
мощности обычно обслуживаются одним или двумя генератора-
ми При двух генераторах каждый из них может работать либо
независимо от другого (каждый генератор подключается к свое-
му электроду), либо в паре с другими (оба генератора подключа-
ются к одному электроду) [201, 206] За рубежом часто использу-
ются спаренные установки (рпс 21) [206, 228, 229] Фирма Пента
(Швеция) успешно эксплуатирует установку, имеющую пять ге-
нераторов по 50 кв! каждый, которые питаются от общего выпря-
мителя
Рабочие (сушильные) камеры располагаются либо вне гене-
ратора (рис 22), либо встраиваются в генератор (рис 20, 21, 23
[229]) В первом случае напряжение на электроды (пластины ра-
бочего конденсатора) подается с помощью коаксиального фидера
или кабеля [206, 223]
Рабочая камера, как правило, снабжается конвейером
(рис 20, 21, 23, 24), который движется либо непрерывно, либо
с периодическими остановками (на время сушки стержней) [229]
В некоторых установках скорость движения (и длительность ос-
тановок) конвейера регулируется автоматически, в зависимости
от iiai рузкп генератора (размеров и массы стержней, начальной
влажности формовочной смеси нт д) [199, 229]
Конвейер представляет собой резиновую (белтпнг) [199] пли
металлическую (нержавеющая сталь [229]) лепту, либо цепь, по-
крытую алюминиевыми плитами Заземленный металлический
конвейер играет роль одного электрода Вторым электродом
служит плоская или профилированная пластина, которая изго-
товляется пз металлической сегки дли листа [201, 206, 232, 243]
Электроды иногда обогреваются теплым воздухом [223] с целью
избежания конденсации на них влаги (температура электродов
112
должна быть выше точки росы), иногда (при больших Аср поряд-
ка 30 кв) снабжаются специальными воздушными подушками
(рис 25 [206]).
3. Оснастка для сушки стержней
В качестве оснастки используются специальные драиеры и
сушильные плиты, изготовляемые из неметаллических материа-
лов— дерева [228], асбоцемента, фаолига, гипса [213], гетипакса,
полистирола [243], пластмасс па основе эпоксидной смолы
и т д
Сушильной плитои может служить также пижппи электро i
рабочего конденсатора Плита и драиер должны быть перфори-
рованы для лучшего отвода пара в процессе сушки
Очень дешевы драиеры из стержневых смесей с повышенным
(до 7—8%) содержанием связующих типа жидкого стекла и
синтетических смол [213] Древесные опилки повышают газопро-
ницаемость драиера, а поверхностное упрочнение распыленным
связующим — его стойкость
В качестве драиера может быть использована нижняя полови-
на стержневого ящика. Особенно эффективны такие лраиеры прп
изготовлении стержней пескодувным и пескострельным способа-
ми Они выдерживают до 50 000 надувов и дают стержни с повы-
шенными прочностью, точностью и чистотой поверхности [233]
4. Стержневые смеси
Качирск [214], основываясь па опыте работы завода Motor
(Чехословакия), все связующие подразделяет па четыре iруппы
А, В, С и D (выюдпые, пригодные, малопригодные и неприюд-
ные для высокочастотной сушки)
В группу Л входят мочевиноформа льдш идпые п фурановые
смолы, твердеющие при температуре ГТв = 373° К = 100° С с выде-
лением тепла (экзотермический эффект) Оптимальный воздуш-
ный зазор между стержнем и электродом составляет Д/г = 15 --
-т-20 мм, допускаемое отношение размеров минимального (по
высоте) стержня к максимальпому h II = 1 3
Группа В включает резол, жидкое стекло и водный раствор
фснолповолачпои смолы, катализоваштой техническим уротропи-
ном Температура Тпч = 403° К = 130° С, Л/г = 50 — 80 мм,
h Н = 1 2,5-3
К группе С относятся феиолповолачпая и фенолрезоловая
смолы, для которых Т)В = 433° К = 160° С, h И = 1 2
К группе D относятся растигельно-масляные и сахарпдпые
связующие.
По данным других псследова1елей для высокочастотной суш-
ки применяются фенольные [232], мочевиноформа льдегидные,
8 Заказ 915 j
карбамидные (243] и другие смолы, клей D-экстра (Польша)
[201], крепитель ГТФ, сульфитио-спиртовая барда и декстрин
Прочность стержня в сыром состоянии возрастает, если в
смесь добавить крахмал, бентонит [213, 232], декстрин [213], цел-
люлозу [213], мелассу, глину, сульфитный щелок [232] и т д
Прилнпаемость смеси к стенкам ящика уменьшается при до-
бавках 0,3—0,5% керосина [213, 229], нефти, гликоля [213], 1—2%
графита и т д.
Начальная влажность смеси должна быть минимальной, так
как па испарение воды при высокочастотной сушке затрачивает-
ся много электроэнергии В реальных условиях содержание воды
достигает 1—-5% [223, 228, 229]
Диэлектрический нагрев отличается крайне высокой интен-
сивностью, в результате за время сушки некоторые крепители не
успевают отвердеть (окислиться, полимеризоваться или высох-
нуть). С целью преодоления этой трудности в смеси, содержащие
искусственные смолы типа фенольных, карбамидных и т д, вво-
дятся специальные добавки — катализаторы (0,1—0,3%), кото-
рые повышают скорость и снижают температуру полимеризации
связующих [213, 232, 233, 243]. Катализаторами служат борная
кислота Н3ВО3, фосфорная кислота Н3РО4, едкий па гр NaOH,
хлористый цинк ZnCh, хлористый магний MgCD, хлористый алю-
минии А1С1з, хлорное железо FeCl3, хлорид аммония NH4C1, гек-
самин, бензальдегид и т д
В работе [203] предлагается следующий типовой состав смеси
для высокочастотной сушки (в частях по массе)
Кварцевый песок ............................... 100
Связующие на основе искусственных смол . 2—3
Декстрин или сульфитный щелок . 0,5—1,5
Вода . . - 0—2
Катализатор ....................... . 0,2—0,3
Керосин . . . . . ... 0,2—0,5
5. Технико-экономические показатели процесса
Высокочастотная сушка литейных стержней широко применя-
ется в автомобильной промышленности (лигье картеров, блоков
цилиндров, радиаторов) [228], при литье отопительною оборудо-
вания [223, 228] и т д Масса высушиваемых стержней изменяется
от 0,13—0,15 [201, 213] до 200 /са, время сушки составляет 120—
240 ю/с [206, 228, 233, 243], чго в десятки раз превышает интен-
сивность конвективного процесса Скорость движения лепты кон-
вейера изменяется в пределах 0,5—1,0 м/мии [201, 229, 232, 243]
Напряженность электрического поля в материале стержня со-
ставляет 75—140 кв/м [206, 228, 232]
Расход электроэнергии на сушку 1 кг смеси с начальной
влажностью и0 = 2 — 4% равен в среднем 0,29—0,36 Мдж (0,08—
114
0,1 квт-ч) [228, 229, 242] Для некоторых крепителей эти цифры
получаются выше (табл 9) В отдельных случаях расход элек-
троэнергии оказывается значительно ниже среднего Например,
т Т а б л и ц а 9
Расход электроэнергии на сушку для различных крепителей
Основное связующее стержневой смеси Содержа- ние основ- ного связу- ющего в % 1“ ж 1||
Мочевипоформальдегидпая смола 1,5—2,5 373 0,36 [214J
Клей D-экстра 0,5 3,0 — 0,37 [2231
Мочевинная смола 1,0 3 0 — 0,39 [223J
Водный раствор феполноволачнои
смолы . . 1,5—2,5 403 0,36—0,72 [214]
Декстрин 1,3 2,5 — 0,61 [223]
Порошкообразная фенопноволач- Свыше
ная смола . . . 1,5—2,5 —. 433 0,72 [214]
Сульфитный щелок 2,4 5,0 — 0,85 [223]
по данным работы [229] при сушке стержневой смеси состава
(в частях по массе)
Песок
Фенольная смола
Злаковый крепите ль
Катализа гор
Керосин
расход составляет 0,126 Мдж (0,035 квт-ч) на 1 кг стержня (при
начальной влажности и0 = 1,75 — 2%)
Расход электроэнергии зависит от свойств стержневой смеси,
размеров и конфигурации стержня, конструкции электродов
(и установки в целом) и свойств лампового генератора Коэффи-
циент полезного действия (к п д ) т] высокочастотной сушильной
установки определяется в виде отношения количества тепла, иду-
щего на нагрев и сушку диэлектрика (полезная теплота), ко всей
энергии, потребляемой от сети В среднем кпд используемых
установок немногим выше 50% [125, 201, 213, 243] Установка,
описанная в работе [229], при N =- 20 кет. [ = 18 Мги н cos ср =
= 0,89 имеет к п д т, = 62,5%
Высокочастотная установка отличается наивысшим к. п д
среди всех других типов сушильных устройств Это видно из сле-
дующих данных [201]
Высокочастотная установка 0,62
Электропечь сопротивления 0,24
Сушило, отапливаемое газом 0,23
Сушило, отапливаемое угтем 0,06
115
Стоимость высокочастотной сушки во всех случаях ниже, чем
стоимость конвективной сушки, независимо от рода применяемо-
го топлива В табл. 10 сравниваются эти два способа сушки по
Таблица 10
Сравнение стоимости конвективной и высокочастотной сушки 1000 кг
Статья р зехода Конвективная Высокочас- 1 тотная сушка
Стоимость стержневой смеси в руб J1 2,7
Расход электроэнергии в Юж — 432
Расход угля в кг Стоимость энергии в руб 60 3 6
Стоимость рабочей силы в руб. 8’,3 2’, 6
Амортизационные расходы в руб —- 1,0
С}мма расходов
в руб . . 20,4 100 9,9 48,5
в процентах
опыту работы ленинградского завода [125], получившего благо-
даря использованию высокочастотной установки (N = 30 кв/,
G = 500 — 600 кг/ч) 30 тыс руб годовой экономии Из таблицы
видно, что высокочастотная сушка вцвое экономичнее, чем кон-
вективная
В табл И приводятся аналогичные данные по опыту работы
завода в г Заверил (Польша) [223] Из таблицы следует, что вы-
Сравнение различных способов сушки
1 Экономические показатели сушки углем Сушило, противле- установка
Потребное для юшки количество теп- ла в Мдж Фактический расход 1спла в Мдж К п д в % Брак в Стоимость сушки в злотых Затраты, связанные с браком, в зло- Стоимость сушильных или г в злотых 234 3800 6,02 15 63,8 9,58 145,5 234 1000 23,4 8 32,3 2,58 86,6 234 977 24 8 162 12,95 86,6 234 376 61,8 5 118,5 5,92 86,6
Сумма заграг на сушку в вислых в процентах 218,8 100 121,48 57,7 261,55 119,8 211,62 96,4
сокочастотпая установка экономичнее сушила, отапливаемого
углем, и электропечи сопротивления Меньшие расходы па сушку
в печи, отапливаемой газом, объясняются сравнительно низкой
стоимостью газа.
В Швеции получены результаты (табл 12), которые свиде-
тельствуют о более высокой экономичности диэлектрической
сушки
Из табл 9—12 видно, что, как правило, высокочастотная
сушка более экономична, чем все другие виды сушки Кроме того,
диэлектрический нагрев позволяет получить целый ряд дополни-
тельных технико-экономических выгод
Таблица 12
Сравнение различных способов сушки
Статья расхода Высокочастотная установка производи- тельностью 500 кг/ч Вертикальная печь, обогреваемая газом, производительностью 10 00 кг/ч
Стоимость стержневой смеси Эксплуатационные расходы (стоимость 27 800 50 900
энергии, ремонт и содержание обо- рудования и т д ) 26 500 65 360
Сумма затрат . 54 300 116 260
Стоимость сушки 1000 кг стержней:
в шведских кронах 50 54
в процентах 92,6 100
В частности, улучшаются качество, чистота поверхности и
точность стержней, что па 12—20% снижает расходы по очистке
отливок п па 80—90% — расходы по выбивке [242] На заводе
фирмы R Н Osbrink Manufacturing Со (Лос-Апжелос, США) из
цветных сплавов получают особо точные отливки с чистотой внут-
ренней поверхности, недостижимой при сушке стержней другими
способами [199]
Высокочастотная установка более компактна, чем другие су-
шила, Например, итальянская установка производительностью
G = 440 кг!ч имеет размеры 7,7 X 2,1 X 2,3 м [229], шведская при
G = 500 ка/ч — размеры 6,08 X 1,3 X 2,6 м [243] Это приводит к
высвобождению в литейном цеху значительных площадей
Если объединить изготовление и сушку стержней в общей по-
точной линии и пескодувный процесс осуществлять в тех же
пластмассовых драйерах, что и для высокочастотной сушки, то ко-
личество драйеров сокращается примерно в 20 раз, а производи-
117
тельпость пескодувных машин возрастает па 20% [228] Такой
процесс легко полностью автоматизировать
Примером автоматизации процесса высокочастотной сушки
служит поточная линия, описанная в работе [199] В пей автома-
тически регулируются воздушный зазор между электродом и
стержнем (что обеспечивает равномерную сушку стержней слож-
ной конфигурации), сеточный ток (что поддерживает оптималь-
ный режим работы генераторной лампы) и скорость конвейера
(что устраняет перегрузку генератора)
§ 11. ТЕРМОДИНАМИЧЕСКИЙ МЕХАНИЗМ
ПРОЦЕССА СУШКИ
1. Описание процесса
Вопросы диэлектрического iiaiрева разрабатываются в широ-
ком плане (включая изучение гермо- и электрофизических
свойств нагреваемых материалов, теорию, конструирование и экс-
плуатацию высокочастотных генераторов и т д ) А. В Нетуши-
лом и его школой [114, 122—127] рассматриваются в работах [30]
и т. д. Однако специально высокочастотной сушке литейных
стержней посвящено очень мало исследований Это заставило ав-
тора предпринять комплексное изучение, механизма высокочас-
тотной сушки (с учетом электрической, термической и механичес-
кой степеней свободы) применительно к особенностям литейного
производства [47, 55, 59, 86] Здесь приводятся некоторые новые
результаты выполненной работы
На рис. 26 представлен комплексный график изменения со
временем различных электрических, термических и механических
величин, характеризующих процесс высокочастотной сушки
стержня диаметром 200 мм, толщиной 50 мм и массой 3 кг Сос-
тав смеси. 96% (по массе) кварцевого песка Люберецкого мес-
торождения и 4% крепителя БК. Генератор ЛГД 10 A, N =
= 8 кет, f = 19,6 Мгц. Количество тепла Q рассчитано по форму-
ле (134), напряженность электрического поля Е, диэлектричес-
кая постоянная в, тангенс угла диэлектрических потерь tg б, ча-
стота [, температура Т, давление газа в центре стержня р, влаж-
ность и и прочность па разрыв ор найдены экспериментально.
Проанализируем полученные результаты Начнем с электричес-
ких величин.
Напряженность электрического поля
------------в/м (232)
4 + ДазН~1)
определяется разностью потенциалов Аср на электродах рабоче-
го конденсатора, расстоянием d между электродами, суммарной
118
величиной d3a3 воздушного зазора между стержнем п электрода-
ми и циэлекгрической постоянной ь материала стержня
Для стержневых смесей величина е имеет значения 3—6
В процессе сушки опа уменьшается до 2,2—2,4, что соответствует
сухому кварцевому песку
приводит к некоторому
(рис 26)
Рост Е влияет па
процесс незначительно,
по не может компенси-
ровать уменьшения Q,
которое связано с рез-
ким снижением танген-
са угла диэлектриче-
ских потерь В резуль-
тате через 120 сек пос-
ле начала сушки выде-
ление тепла в стержне
почти полностью пре-
кращается (рис. 26)-
Величина tg6 явля-
ется важнейшей (лими-
тирующей) характери-
стикой процесса, по-
скольку у разных сме-
сей опа различается в
сотни раз Литейные
(при f = 27 Мгц) Это уменьшение с
возрастанию напряженности Е ноля
Рис 26 Изменение различных факторов
со временем при сушке стержня
пески имеют ничтож-
ные значения tgб
(0,006—0,008 при f =
= 27 Мгц), поэтому в
электрическом поле высокой частоты практически не нагревают-
ся. Отсюда следует, что возможность сушки стержневых смесей
полностью определяется свойствами воды, крепителей и специ-
альных добавок Например, песок с влажностью и0 = 2% имеет
tgd = 0,15, песок о жидким стеклом (2%) —tg б = 0,52 Именно
поэтому при сушке (рис 26) после удаления влаги стержень
практически перестает нагреваться (из-за крайнего малого tg б
у песка)
Некоторые другие вещества, например такие, как раститель-
ные масла, крепители типа П, ПТ и т д , tg б смеси не повышают
Высокочастотная сушка экономически выгодна при значениях
tg б = 0,2 — 0,5 и выше
Следующей электрической характеристикой процесса являет-
ся частота f Эла величина задастся по техническим условиям
[116], при сушке практически не изменяется (рис 26) и поэтому
па ход процесса влияния по оказывает
119
В совокупности перечисленные электрические величины опре-
деляют интенсивность выделения теплоты в стержне При этом
скорость (и время) нагрева стержня не зависит от его размеров,
а определяется только электрическими параметрами процесса —
формула (134) Это имеет важное значение при одновременной
сушке на конвейере стержней различной массы
Количество тепла Q определяет режимные параметры суш-
ки— температуру стержня Т, влажность и, давление газа р,
прочность материала и т д Из рис 26 видно, что величина Т
вначале быстро возрастает После достижения значения 7’и<, па-
рообразования наблюдается некоторая остановка температуры,
соотве1ствующая процессу интенсивного выкипания волы Затем
происходит дальнейшее повышение температуры, сопровождае-
мое потерей смесью остатков влаги При этом снижается то ми-
нимума величина tg б, и нагрев стержня автоматически прекра
ща ется
Автоматическое прекращение нагрева исключает возможность
«пережога» стержня (этот вид брака часто встречается при кон-
вективной сушке) и устраняет перерасход электроэнергии, если
стержень продолжает находиться в рабочей камере
2. Стадии сушки
Остановимся более детально па анализе тсрмичсскоп степени
свободы Сопоставление кривых Т и и (рис 26) показывает, что
процесс высокочастотной (как и конвективной) сушки вполне
можно условно расчленить на три основные стадии [47], напоми-
нающие соответствующие стадии затвердевания отливки [37, 41,
43] Первая стадия отвечает нагреву центра диэлектрика до тем-
пературы Тис парообразования, вторая — выкипанию влаги, от-
вердеванию крепителя п т ц (в общем случае этот процесс про-
исходит в интервале температур ДТИС, о чем подробно юворится
ниже) п третья — дальнейшему нагреву диэлектрика в электри-
ческом поле Применительно к диэлектрическому нагреву формо-
вочпон смеси эта классификация приобретает следующие харак-
терные черты, позволяющие внести в расчетные формулы суще-
ственные упрощения
В лечение времени Л (длительность первой стадии, составляю-
щая обычно 20—40 сек} температура стержня достигает значе-
ния Т„.ис (температура начала парообразования) Скорость это-
го процесса так велика, что за время ф влажность и стержня
практически нс успевает измениться Отсюда следует, что в пер-
вой стадии можно пренебречь процессом парообразования
Вторая стадия (суммарная длительность ф первой н второй
стадии для мелких п средних по массе — до 10 кг — сгерж-ней
обычно не превышает 120—240 сек} сопровождается испарением
влаги н отвердеванием связующих В этом процессе резко умспь-
120
шастся1§‘б Окончание процесса парообразования практически
совпадает с прекращением роста температуры стержня В ре-
зультате максимальную температуру стержня можно приближен-
но рассматривать как температуру ТКИР конца парообразования,
причем
Д7фе ~ к ис — ТII ис град (233)
Третья стадия процесса (нагрев стержневой смеси выше тем-
пературы Тк.ис) практически отсутствует
3. Особенности второй стадии
Как уже отмечалось, возможность применения диэлектричес-
кой сушки стержневых смесей определяется свойствами тех до-
бавок, которые вводятся в кварцевый песок и способствуют по-
вышению потерь (tg б) Основной добавкой этого рода служит
вода, которая удаляется в течение второй стадии процесса В этот
же период происходит отвердевание связующих Поэтому важно
детально проанализировать процессы испарения п отвердевания
в их взаимной связи
Анализ показывает, что в рассматриваемой проблеме основ-
ное теоретическое и практическое значение имеют два вопроса —
уровень температуры стержня во второй стадии и длительность
этой стадии.
Если бы вода в стержневой смеси выкипала точно при Т„с —
-= 373° К = 100° С, а связующее имело низкие диэлектрические
потери, то нагрев стержня заканчивался бы при температуре
Тис и отвердевание крепителя было бы невозможно (при усло-
вии, что для этого требуется более высокая температура)
В действительности вода, находящаяся в капиллярпопорис-
том теле, кипит в некотором интервале температур ДТИС, величи-
на которого зависит от интенсивности (псравповеспости) процесса
кипения, форм связи материала тела и влаги, количества и свойств
растворенных в воде примесей и т д Однако интервал ДТИС не
всегда перекрывает температуру отвердевания связующих до-
бавок
Например, смесь кварцевого песка, крепителя П и воды от-
вердевает (крепитель П полимеризуется) при температуре 493—
513° К (220—240° С) [25], по вода перестает выкипать при темпе-
ратуре около 380° К Кварцевый песок и крепитель П имеют низ-
кие диэлектрические потери (основной причиной диэлектрическо-
го нагрева смеси является вода) Следовательно, стержни из рас-
сматриваемой смеси высокочастотным способом сушить нельзя,
так как при сушке их температура не будет превышать 380° К, а
при этой температуре крепитель Г! не отвердевает.
Второй вопрос касается скорости отвердевания связующих
Высокочастотная сушка характеризуется большой интснсивпо-
121
стыо процесса, благодаря чему снижаются потери теплоты в ок-
ружающую среду и повышается ее экономичность В связи с этим
предъявляются повышенные требования к скорости отвердевания
(окисления, полимеризации или высыхания) связующих Если
крепитель (даже при наличии необходимого уровня температу-
ры) за время второй стадии не успеет отвердеть, то стержень по-
лучится недостаточно прочным и процесс диэлектрической сушки
окажется неприемлемым
С целью решения двух поставленных вопросов можно прибег-
нуть к использованию специальных добавок, которые повышают
температуру парообразования воды, снижают температуру от-
вердевания крепителя и увеличивают скорость отвердевания До-
бавки должны также повышать диэлектрические потери (с целью
интенсификации всего процесса в целом)
4. Влияние различных факторов
на температуру парообразования
Температура кипения жидкости зависит от интенсивности
процесса, форм связи влаги и материала, примесей и т д
Анализ показывает, что с увеличением интенсивности тепло-
обмена (степени неравновесное™ процесса) температура Тш ки-
пения жидкости несколько возрастает (§ 4) Это видно из
рис 27, а, где смесь, состоящая из 96% кварцевого песка и 4%
Рис 27 Зависимость влажности от температуры при высокочаст отпей сушке
стержней
крепителя БК, нагревается с разной интенсивностью (/—на-
чальная напряженность электрического поля Е = 10,55 кв/м, 2—
Е — 13,6 кв/м, 3 — Е = 22,2 кв/м). При повышении скорости na-
il рева наблюдается некоторое смещение кривых вправо, в сторону
более высоких температур Этот эффект несколько возрастает
при наличии более прочных форм связи влаги и материала стерж-
ня и достигает 5—6 град
122
Вода, заполняющая капилляры и поры лигеиною стержня,
находится частично в свободном и частично в связанном состоя-
нии [20, 112, 113, 149] Количество связанной влаги определяется
сорбционной (равновесной) влажностью, которая возникает
в теле при относительной влажности окружающего воздуха, рав-
ной 100%- Остальная влага является свободной
Свободная вода кипит при Тис = 373° К = 100° С (в условиях
атмосферного давления), связанная удаляется при более высоких
температурах, в зависимости от характера (форм) имеющихся
связей (различают связи химические, физико-химические и физи-
ко-механические) В результате возникает интервал температур
парообразования ДТИС, не равный пулю. Началом интервала
(Тппс) служит температура кипения свободной воды (100°С),
концом (Тф.цс) —температура удаления наиболее сильно связан-
ной влаги (см рис. 26).
Влияние примесей сказывается па температуре кипения по-
разному, в зависимости от их свойств
Если в воде растворено нелетучее вещество, то температура
кипения Тис повышается па величину, пропорциональную кон-
центрации растворенного вещества [64], табл 13 [135] иллюстри-
рует это правило Для заметного повышения температуры кипе-
ния требуется значительная концентрация растворенной соли
Таблица 13
Влияние примесей на температуру кипения воды
Концентрация в г//сг. соответствующая температуре
кипения раствора в
вещество 374 375 376 377 378 380 381
К2СО3 115 225 320 400 475 605 785
кон 47 93 136 174 205 264 345
MgCl2 49 — 132 — 189 255 323
СаС12 60 — 165 — 250 320 415
Na ОН 43 — 113 170 224 300
Са (NO,)2 100 200 — 400 500 695 —
nh4ci 65 128 190 247 297 396
NH4NOa 100 200 300 4’0 520 740
Na2S2O.; 140 270 390 495 590 760 —
Более существенно изменяется температура кипения воды при
растворении в ней летучих жидкостей. Соответствующие диаграм-
мы кипения различных двойных систем приведены на рис. 28 [81]
Диаграмма на рис 28, а отвечает бесконечной взаимной
растворимости двух компонентов, линии acb на пей — температу-
ре Тнпс начала кипения смеси, линия adb—составу паров На-
пример, раствор состава С начинает кипеть при температуре
Тпис = Тс-, состав паров отвечает точке пересечения горизонтали
123
7с с кривой adb По мерс кипения смеси ее состав изменяется от
С до В, а температура кипения — от Тс до Тв (вдоль линии acb)
Следовательно, интервал температур парообразования
Рис 28 Типы диаграмм кипе
пня двойных систем
А Д с Тв — Тс град
Если чистым компонентом Л яв-
ляется вода, а компонентом В —
одна из жидкостей, приведенных в
табл 14 [23], то температуру конца
парообразования Д.ис = Тв можно
повысить до вполне приемлемых зна-
чении Диаграммы типа бив (рис
28) состоят как бы из двух диа-
грамм типа а Граница раздела оп-
ределяется точкой D азеотропного
состава (аналогичен эвтектическому
составу па диаграмме плавления)
Например, растворы фенола и фур-
фурола в воде дают азеотропные со-
ставы с температурой TD = 372,6 и
370,85° К соответственно [36]
Как видим, рассмотренные фак-
торы почти всегда приводят к повы-
шению температуры парообразова-
ния воды.
Температура кипения различных летучих жидкостей
Таблица 14
Наименование вещее! ва Химическая формула Плотность Температура кипения в
Пропилеиглиьопь С3Н8О2 1040,3 461—462
Этиленгликоль С„НьОо 1108,8 470
Т римети пенг пиколь с[н8о[ 1059,7 483—484
Тетраметиленгликоль С4Н10О2 1020 503
Пентаметиленгликоль С5Н12О2 993,9 511-512
Диэтиленгликоль 1119,7 518
Триэгиленгликоль с4д’о4 1127,4 528
Глицерин СД8О; 1264,4 563
5. Величина интервала температур
парообразования
В простейших случаях паити величину ЛТД легко (табл 13 и
14) Однако в реальных условиях различные факторы (интенсив-
ность нагрева, формы связи влаш и материалы, примеси и т д)
124
накладываются друг па друга и картина процесса очень услож-
няется Для определения величины ДТПС приходится прибегать
к опыту На рис 27, б влажность стержней диаметром 180 мм,
толщиной 50 мм и массой 2 кг представлена в функции от тем-
пературы Стержни изготовлены из кварцевого песка со следую-
щими добавками для кривой 4 — 0,5% (по массе) глины огне-
упорной и 4% воды, 5 — 4% жидкого стекла, 6 — 4% сульфитпо-
спиртовоп барды и 2% воды, 7--4% крепителя ПРС (смесь
сульфитно-спиртовои барды с раствором пентаэритрита) и 1%
воды Из рисунка видно, что во всех случаях испарение влаги в
капиллярпопористом теле, каковым является стержневая смесь,
происходит в интервале температур ДУД, причем процесс паро-
образования начинается несколько раньше температуры кипения
свободной воды при атмосферном давлении (ТИС = 373°К =
= 100° С, отмечена вертикальной пунктирной прямой) и закан-
чивается выше этой температуры
Установить с помощью графиков, которые изображены па
рис 27, а, б, температуру Тп.и<_. начала кипения, соответствующую
данному давлению, затруднительно по следующим причинам
Непосредственно наблюдать начальный момент закипания
жидкости, находящейся в порах стержня, практически невозмож-
но Если /ке судить о начале кипения по заметной убыли массы
стержня, то можно прийти к ошибочным заключениям
Действительно, вода испаряется при любой температуре, при-
чем с ростом Т скорость испарения увеличивается Максималь-
ная скорость соответствует температуре Tnt кипения при дан-
ном (атмосферном) давлении (§ 7) Следовательно, убыль мас-
сы стержня должна зависеть от длительности пребывания его на
данном температурном уровне
Например, если стержень дольше продержать при температу-
ре 75° С, то его масса сильно уменьшится, и будет сделай оши-
бочный вывод о том, что Тп.н( = 75° С. Если стержень подержать
при температуре Т = 50° С, то можно ошибочно решить, что
Еп.ис = 50° С Именно по этой причине при нагреве одного и тою
же стер/кня до температуры Тиис высокочастотным методом
убыль влаги мала, а конвективным методом — велика Это хоро-
шо видно на кривых, приведенных в работе [47]
Таким образом, скорость уменьшения влажности стержня с
текущей Т зависит как от температуры ТППс, так и от интенсивно-
сти его нагрева
Если стержневая смесь содержит свободную воду, то на тем-
пературной кривой имеется остановка (рис 26) и начальную тем-
пературу Тнис можно считать равной 100° С. Если остановка от-
сутствует, то величину Тн.ис приходится приближенно находить
по графикам типа, показанного на рис. 27.
Температура Тк.ис конца парообразования легко определяется
с помощью графиков, изображенных на рис 27
125
6. Спектральная теплота парообразования
В общем случае сушка и отвердевание связующих сопровож-
дается выделением тепла rut, которое по определенному закону
распределяется внутри интервала ДГПС. Знание этого закона не-
обходимо для расчета процесса сушки
Количественная сторона тепловыделения оценивается с по-
мощью понятия удельной спектральной теплоты парообразова-
ния гсппс, которая аналогична удельной спектральной теплоте
кристаллизации гсп [43, 47]
Гсп ис = дж/(кг град), (234)
откуда элементарное удельное количество тепла парообразо-
вания
<ДИС = гсп иД дж/кг (235)
и полное удельное тепло парообразования
ТК Ис
гис= j '-СП иЖ дж/кг. (236)
Л* ИС
Спектральная теплота парообразования, как и спектральная
теплота кристаллизации, определяется физическими свойствами
изучаемых материалов (песка, связующих и воды), а также ус-
ловиями процесса (степенью его перавповесностн)
Для заданных материалов в равновесных условиях [когда со-
блюдаются требования (151)] обе величины — гСпис и гсп — явля-
ются функциями одной только температуры. В неравновесных
условиях величины гСп.пс и гсп зависят также от разностей по-
тенциалов бцф, бцд, 6Т, бр и бф (§4 и 5)
Отличие теплоты гсп от гСп.ис состоит в том, что для процессов
плавления и затвердевания легко осуществить условия, близкие
к равновесным Для этого достаточно плавить (или кристалли-
зовать) металл при очень низкой интенсивности теплообмена
(при малой разности потенциалов бТ). Тогда остальные разности
потенциалов (бцф, бцд, бр и бф) автоматически приблизятся к пу-
лю и требования (151) будут соблюдены
В противоположность этому уменьшение интенсивности теп-
лообмена (разности бТ) для процессов испарения и конденсации
еще не означает приближения системы к состоянию равновесия,
ибо, например, разность диффузионных потенциалов бцд, обус-
ловленная разностью парциальных давлений пара над поверх-
ностью жидкости и в окружающей среде, как правило, не равна
нулю Чтобы сделать процесс испарения жидкости равновесным,
126
надо сделать близкими к пулю разности всех потенциалов, в том
числе бцд, для чего давление пара над жидкостью должно быть
насыщенным, а состав пара при каждой данной температуре
внутри ДТИ0 должен соответствовать кривой adb па рис 28
Очевидно, высказанные соображения о роли неравновесное™
процесса относятся не только к удельной спектральной, по и к
полной теплоте испарения (и плавления), а также к интервалу
ДТЦС. В связи с этим следует заметить, что применяемая иногда
удельная теплота изотермическою испарения также есть функ-
ция неравновесное™ процесса и поэтому не является величиной
постоянной, если при ее экспериментальном определении не при-
няты специальные меры, диктуемые требованием (151).
Погрешность в определении г, вызванная неравповеспостыо
процесса, иногда может достигать 50% и более Характерным
примером в этом отношении является чугун [47, 51].
В настоящее время в литературе не имеется данных, касаю
щихся значений теплоты гспис. При экспериментальном опреде-
лении Гсп ис следует иметь в виду, что согласно основному посту-
лату термодинамической теории (§ 1) величина гоп.ис, как, впро-
чем, и любая другая величина подобного рода (в том числе гсп,
Bic, Пин., Ткис, ДПтс ит д), есть функция всех зарядов, харак-
теризующих рассматриваемое явление
7. Механические свойства стержня
Закончим описание термодинамического механизма процесса
рассмотрением круга механических вопросов
При высокочастотной сушке важное значение имеют проч-
ность стержня, зависящая от влажности, и величина возникаю
щего газового давления
Из рис. 26 видно, что в течение первой стадии (до момента ф)
влажность и стержня изменяется незначительно. При этом проч
ность ар на разрыв ею материала имеет минимальные значения
В течение второй стадии, длящейся время Д/2 = 4— Ф, происхо-
дит уменьшение влажности до остаточных значении порядка
0,03—0,05% и отвердевание связующих Прочность стержня при
этом возрастает до нормальных значений (в сухом состоянии)
В момент /] начинается процесс интенсивною парообразова
ния (и газообразования, вызванного разложением связующих и
других добавок), которое сопровождается резким повышением
газовою давления внутри стержня Максимальное давление при-
ходится именно па тот период, koi да прочность стержня мини-
мальна В связи с этим возникает вопрос об определении давле-
ния ртах и сопоставлении его с прочностью ар стержня в сыром
состоянии Очевидно, должно соблюдаться неравенство
Ртах < %, Н1М\ (237)
где ртач — максимальное давление газа в период сушки в н/л2
127
На рис 26 прочность материала превышает газовое давление
почти в 1700 раз, поэтому не возникает опасений, что стержень
может разрушиться в процессе сушки Однако так бывает не
всегда
Величина ргаах возрастает с увеличением нпгенсивностп
сушки, размеров стержня и влажности материала, а также с
уменьшением газопроницаемости (которая снижается, например,
при возрастании влажности)
В работе [47] подробно описан механизм возникновения дав-
ления, приводятся простые расчетные формулы для вычисления
максимального давления ртах и говорится о том, что при пепра
внлыюм осуществлении процесса диэлектрической сушки давле-
ние ртах может достигать многих атмосфер
§ 12. ТЕОРЕТИЧЕСКИЙ РАСЧЕТ ПРОЦЕССА
1. Постановка задачи
При строгой постановке задачи для установления связи меж-
ду всеми факторами, характеризующими процесс диэлектричес-
кой сушки стержней, и временем надо решить систему дифферен-
циальных уравнений типа (147), которую предварительно следу-
ет преобразовать к виду, соответствующему уравнению (125)
Такое решение слишком громоздко и для практического исполь-
зования неприемлемо С целью упрощения задачи можно опе-
реться па специфические особенности явления диэлектрического
нагрева, которые были рассмотрены в § 11
При однородном электрическом поле (к этому всшда надо
стремиться на практике) теплота выделяется .во всем объеме од-
нородною стержня равномерно Скорость naipeea так велика, чю
потерями теплоты в окружающую среду можно пренебречь Сле-
ювателыю, температурное поле нагреваемого стержня допустимо
считать однородным (не зависящим от координат)
Выравниванию отмпературы во второй стадии способствуш
резкое уменьшение потерь (см рис 26) па первоначально пере-
гретых участках стержня (в связи с более быстрым высыханием
этих участков) и снижение интенсивности нагрева этих
участков
Опытные кривые, приведенные на рис 29 и 30, подтверждают
вывод об однородности температурного поля стержня, высуши-
ваемого диэлектрическим методом На рис 29 стержень имеет
толщину 2Х2 = 200 мм (параллелепипед размером 200 X 50 X
X 100 мм, который заключен в изолированную асбестом тексто-
литовую коробку, открытую с торцов), состав смеси следующий
1% (по массе) крепителя П, 4% сульфитпо-сппртовои барды,
1 % воды, остальное — кварцевый песок В стержень, нагревае-
мый конвективным методом, добавлено также 4% глины п 1,3%
128
древесных опилок На рис 30 стержни имеют тот же состав, что
и па рис 29 Некоторое понижение температуры поверхности
стержня на рис 29, а для больших отрезков времени вызвано по-
Рис. 29 Сравнение температурных
полей стержня, нагреваемого ди-
электрическим (а.) и конвектив
иым (б) методами (цифры у кри
вых обозначают время в сек)
л ерей теплоты в окружающую
среду.
Обращает на себя внимание
резкая разница в перепадах тем-
пературы ДТ, которые возникают
в сечении стержней, нагреваемых
различными методами (для высо-
кочастотного метода (ДТ = 10 —
Рис. 30 Зависимость перепада
температуры ог половины толщи
шя плоского стержня (а) и темпе-
ратурное поле стержня толщиной
400 мм (б), цифрами обозначено
время в сек
— 15 град, для конвективного — ДТ = 70-д 75 град) При диэлек-
трической сушке размеры стержня 2Х2 па перепад температуры
практически не влияют (рис 30, а)
Для полноты картины па рис 31 п 32 приведены поля влажно
ели и давления в плоском стержне толщиной 2Х2 = 200 мм (об-
разцы такие же, как и на рис 29) Поле влажности диэлектри-
ческого стержня (будем так его условно называть) мало отлича-
ется от поля влажности конвективного стержня. Лишь в конце
процесса влажность распределяется более равномерно в диэлек-
трическом стержне.
Поля давлении в обоих стержнях практически подобны, по ве-
личина давления в диэлектрическом стержне па целый порядок
выше, чем в конвективном (из-за большой интенсивности высо-
кочастотного нагрева)
9 Заказ 915 129
Более детально механизм перераспределения влаги и возник-
новения давления рассмотрен в работе [47] О роли давления го-
ворится также в работах [110—113] Ниже приводится лишь рас-
Рис 31 Сравнение полей влаж
пости образцов, высушиваемых
диэлектрическим (а) и конвек-
тивным (б) методами (цифра-
ми на кривых обозначено вре-
мя в сек; в скобках показана
температура центра образца
в °К)
Рис. 32 Сравнение полей дав-
ления диэлектрического (а) и
конвективного (б) образцов
(цифрами обозначено время
чет температурного поля диэлект-
рического стержня и определяет-
ся длительность процесса сушки
2, Температурное поле стержня
в первой стадии
В соответствии с изложенными выше соображениями расчле
няем весь процесс сушки на две стадии. В первой стадии прене
брегаем неравномерностью температурного поля литейного
стержня и испарением жидкости
При составлении уравнения теплового баланса за основу бе-
рем формулу (134), записанную в виде
dQ1 = 5,5 1(ГНМ1£?Л дж/м\ (238)
где — так называемый коэффициент диэлектрических потерь;
= 8 tg б. (239)
130
Тепло dQi расходуется па нагрев смеси, причем аккумулируе-
мое стержнем тепло
dQaKK — pocxdT дж/м\ (240)
1де р0 — плотность сухого стержня в кг/м?-,
ci— средняя удельная теплоемкость влажного материала
в интервале температур от начала нагрева (Тнач) до на-
чала парообразования (ГП11С), отнесенная к 1 кг сухого
стержня, в дж) (кг-град).
Величина ci находится либо по формуле типа (201), либо по
формуле
сх = -2—с дж)(кг град),
Ро
где р — фактическая плотность сырого стержня в кг/л3;
с — фактическая удельная теплоемкость сырого стержня
в дж)(кг-град).
Множитель р/р0 мало отличается от единицы
В выражении (238) частоту fj и напряженность Ех можно счи-
тать величинами, не зависящими от температуры (см. рис. 26).
Коэффициент потерь kx можно приближенно выразить через тем-
пературу стержня
0 -- Т — Ти ,ч град
с помощью параболической зависимости
/^1 =/г10 +/гцй'+/гпй2, (241)
где /г10 — значение коэффициента потерь при температуре # = 0.
Величины /г10, kn и находятся из опыта.
Подставив необходимые значения величин из формул (238)—
(241) в уравнение теплового баланса
dQx - dQaKK дж/м3,
и проинтегрировав полученное выражение, найдем [72]
I = in fax’ 2/г1аА- уМд])(/г11 + /2^])
(feu + 2fcl2«> г1/=М])(/г[1-утгд;)
где
(242)
(243)
Д[ > 0
(244)
Ах = 4/гхо/г12 - kh .
Решение (243) справедливо для Дх < 0. При Aj = 0 и
получаем [72]
131
Если коэффициент kx можно описать с помощью линейной
функции (/?i2 = 0), то решение принимает более простой вид:
I = in ^1O±ML сек (245)
^11 ^10
При температуре 0 = Он.ис = Епи0 — Тпач первая стадия на-
грева заканчивается (время I = rfj).
3. Вторая стадия
В течение второй стадии нагрев стержня сопровождается ис-
парением жидкости и отвердеванием связующих. Следовательно,
в уравнение теплового баланса надо ввести дополнительные сла-
гаемые dQnt. и dQx, характеризующие тепловые эффекты испаре-
ния влаги и химических реакции полимеризации п окисления свя-
зующих Имеем
dQ„c = powo/cn iKdT дж]м\ 1 24б>
dQ.x = Ро^оГсп xdT дж]м\ /
где и0 — начальная абсолютная влажность (точнее — влаж-
ность в момент С) стержня в кг] кг;
Ппис — спектральная теплота парообразования (§11) в
дж] (кг град},
go — содержание связующих в смеси в кг/кг,
Гспх — спектральная теплота химических реакций полимери-
зации и окисления связующих в дж](кг-град)
Уравнение теплового баланса для второй стадии имеет вид
dQ2 = О1КК + dQnc ± dQx дж/м?, (247)
где величина dQx может быть положительной и отрицательной
(например, отвердевание связующих па основе фурановых смол
сопровождается выделением теплоты [214])
Количество тепла dQ2 определяется формулой типа (238)
dQ2 = 5,5 • КП1 lk2]2E22dt дж/м'Е (248)
Здесь все величины относятся ко второй стадии процесса (отме-
чены индексом 2). Коэффициент потерь /г2 может быть выражен
с помощью формулы типа (241):
/?2 = /гм + /г21# + /г2302, (249)
где /?2о — значение коэффициента потерь при температуре 0 = 0,
О—температура, отсчитываемая от значения Тпие как от
Коэффициенты k20, /г21 и k22 находятся из опыта.
132
Количество тепла
dQaKK = Рйс2(1Т дж)мъ, (250)
где с2 — средняя удельная теплоемкость стержня в интервале
температур ДТ„0, отнесенная к 1 кг сухого материала,
в дж!(кг-град)
Величина с2 находится либо по формуле (201), либо из вы-
ражения
с, = с дж/(кг град),
Ро
где с — среднее фактическое значение теплоемкости смеси в ин-
тервале ДТпс в дж/ (кг град)
Если известна конкретная зависимость спектральных теплот
гСппс и гсп.х от температуры (в равновесных условиях эти величи-
ны определяются только температурой, а в неравновесных зави-
сят также от интенсивности процесса — § 11), то уравнение (247)
совместно с выражениями (246) и (248) — (250) может быть лег-
ко проинтегрировано Оцнако в настоящее время по имеется не-
обходимых сведений, касающихся вида функций /'сп.пс = f(T) и
гсп.х = /(Е), поэтому в первом приближении можно принять, что
спектральные теплоты гсп.пс и гспх равномерно распределены
внутри интервала ДТИС Имеем
Дп ис ....'"с.- дж/(кг град),
ЛТйС (251)
/'сп \ ~~ ——— дж/(кг град),
Д7 „с J
iре/„с — полное тепло парообразования в интервале Д7фс
в дж[кг,
/х — полное тепло химических реакции в том же интервале
в дж!кг.
Величины Гис и /х могут быть найдены по справочникам
(в первом приближении можно принять, что теплоты /п0 и /\ со-
ответствуют свободным жидкостям)
Интегрирование уравнения (247) совместно с формулами
(246) и (248) —(251) дает [72]
при Д2 < 0
/ = —— in £ддУ + tx сек, (252)
У- Д2 (й21 + 2й220 + У- Д2) (fe21 Л,)
при Да = 0
t — (^arctg ------------------------arc tg j + Д шс, (254)
133
где
Д _ ______РоС2Э__
2 5,5 1СП1,/2£2’
Д2 = 4/г20^22— /^2 1,
с2э — эффективная теплоемкость стержня в интервале темпе-
ратур АТпс,
с29 = с„ + uQ ± g0 дж/(кг град), (255)
А/ не ис
знак плюс перед последним слагаемым этой формулы соответст-
вует поглощению, а знак минус — выделению теплоты химичес-
кой реакции отвердевания связующих
Если выразить коэффициент потерь с помощью линейной
функции (/г22 = 0), то решение упрощается:
I = —х- in сек (256)
%1 %0
Общая длительность сушки соответствует значению времени
t = %, которое получается при 0 = Окпо = Т кис — Т„ ие = ДГ11С
4. Проверка формул
С помощью выведенных формул можно определять время на-
грева и сушки стержня по известным свойствам смеси и пара-
метрам технологии либо выбирать параметры технологии по за-
данной длительности процесса.
В качестве примера па рис. 33, а приведены кривые /—-3 суш-
ки стержней диаметром 200 мм и толщиной 50 мм (масса 3 кг)
Сплошные линии найдены расчетом по упрощенным формулам
(245) и (256), точки соответствуют экспериментальным данным.
Вертикальные пунктирные прямые отмечают температуру 7%ис
начала парообразования. Температура Ткис конца парообразова-
ния отсчитывается по кривым 4—6 (рис. 33, б) при значении ко-
эффициента потерь, равном пулю.
Состав стержневой смеси следующий: для кривых 1 и 6 —
96% (по массе) кварцевого песка, 4% крепителя БК (смесь мос-
ковского завода им. Войкова); 2 и 5 — 95% кварцевого песка,
4% крепителя ПРС, 1% воды (смесь НИИТАвтопрома), 3 и 4 —-
78,86% кварцевого песка, 16,11% отработанной стержневой сме-
си, 0,95% воды, 1,23% сульфитно-спиртовой барды, 2,28% кре-
пителя БК, 0,38% лака-этиноля, 0,19% крепителя П (смесь Мин-
ского завода отопительного оборудования).
Коэффициент потерь этих смесей определен методом, изло-
женным в § 15 Опытные данные (кривые 4—6) изображены
сплошными линиями, а их значения, использованные в расчете,—
134
пунктирными прямыми При этом коэффициенты и А22 в фор-
мулах (241) и (249) приняты равными пулю
Параметры технологического процесса сушки следующие Ге-
нератор ЛГД-10А мощностью 8 кет, частота h = f2 = 19,6 Мгц.
Для кривой 1 напряженность 2% = 49,8 и Е2 = 53,3 кв/м, началь-
ная влажность «о = 1,85%; для кривой 2 — = 25 и £2 =
= 28,9 кв/м, u0 = 2,l%, для кривой 3 — = 21,7 и -
= 23,5 кв/м, и0 = 2,8% Плотность
всех стержней ро = 1600 кг/м3
Тепловые эффекты химических
реакций в расчетах не учитыва-
лись (t\ = 0).
Из хода кривых 1—3 видно,
что результаты теоретического
расчета процесса сушки литейно-
го стержня хорошо согласуются с
экспериментальными данными
Выведенные формулы можно ре-
комендовать для практических
расчетов.
§ 13. МЕТОДЫ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
1. Свойства основных
стержневых материалов
Эффективность диэлектрине- Рнс. 33 кривые сушки (о) для
скои сушки определяется в пер- различных стержней и соответст-
вую очередь диэлектрическими внешне им коэффициенты потерь
свойствами (в nig6) стержневых
материалов. Поэтому необходимо
подробно рассмотреть эти свойства и найти методы управления
ими Начнем с анализа диэлектрических свойств основных стерж-
невых материалов — песка, воды и глины
На рис 34 приведена зависимость диэлектрической постоян-
ной 8 тангенса угла потерь tg б и коэффициента потерь k (/? =
= stg б) для четырех различных песков, применяемых в литей-
ном производстве (здесь и далее частота испытания f — 27 Мгц].
Из рисунка видно, что все пески имеют крайне низкие диэлек-
трические потери, которые практически не зависят от 7 в интер-
вале температур сушки стержней
Вода существенно повышает диэлектрические потери На
рис 35 показано влияние воды на свойства различных исходных
смесей, кривые 1 относятся к смеси состава (по массе) 92%
кварцевого песка, 4% глины, 4% крепителя ПТ, 2 — 97% квар-
цевого песка, 3% глины, 3 — 96% кварцевого песка, 4%
135
5 д%
крепителя ПТ, 4 — 100% кварцевого песка. Влияние воды уси-
280 0 50 100 150 200 2501 сек
ливается, если в смесь входят связующие, и особенно глина, с
которой влага связана довольно прочно (связанная вода имеет
более высокие диэлектрические свойства, чем свободная)
Рис. 36 отражает роль огнеупорной глины, содержание g ко-
торой в смеси выражено в % по массе Составы исходных сме-
сей. / — 96% кварцевого песка, 4% воды; 2 — 98% кварцевого
песка, 2% воды, <3 — 96% кварцевого песка, 4% крепителя ПТ,
4 — кварцевый песок. Из рисунка следует, что глина практически
не изменяет свойств безводных сме-
сей (кривые 3 и 4) п заметно повы-
шает диэлектрические потери вла/К-
пых Во всех случаях при содержа-
нии глины более 4—6% диэлектри-
ческие свойства смеси изменяются
незначительно
Наличие прочных форм связи
между глиной и влагой способствует
повышению интервала ДТис темпера-
тур испарения. Это подтверждает
рис 37, где кривая / получена при
диэлектрической сушке смеси еле- Рис 37 Кривые сушки пес
дующего состава (по массе) 96% ка с i шпюй (7) п без илп-
кварцевого песка Жлобнпскою ме- пы
сторождения (глинистая составляю-
щая равна 2,6%), 2% воды, 2% глины, кривая 2 получена при
сушке юи же смеси без добавки глины В первом случае интер-
вал ДГПС повысился па 30 град по сравнению со вторым
2. Свойства связующих
Грубо говоря, свойства связующих можно подразделить па
три большие группы, характеризующие поведение крепителя при
диэлектрическом нагреве
Первая группа объединяет крепители, имеющие высокие ди-
электрические погори Большие потери обеспечивают повышен-
ную скорость сушки при небольшом содержании связующих
(1—2%) Крепители первой группы отвердевают при температу-
рах 380—410° К (107—137° С) Сушка стержней с такими крепи-
телями выгодна
На рис 38 и 39 представлены диэлектрические потери некото-
рых связующих первой группы. Кривые 1 соответствуют крепи-
телю СГБ-211 (состав по массе 40% жидкого стекла, 20% гли-
ны огнеупорной, 20% битума, 20% едкого натра), 2 — крепителю
ПРС (смесь упаренного маточного раствора пентаэритрита
с сульфитно-спиртовой бардой), 3—крепителю БК; 4—жидкому
стеклу, 5 — сульфитно-спиртовоп барде На рис 38 изменяется
137
Рис 38 Влияние количе
ства крепителей первой
группы па диэлектрпчес
кие свойства смеси
Рис 39 Влияние температу-
ры на диэлектрические свой-
ства смеси с крепителями
первой группы
Рис. 40 Влияние количе-
ства крепителей второй
группы на диэпектриче
ские свойства смеси
Рис 41 Влияние температу
ры на диэлектрические свой-
ства смеси с крепителями
второй группы
для нагрева и сушки стержня тепловыделения К ним относятся
продукты переработки нефти и некоторых смол, отвердевающие
(полимеризующиеся) при температурах порядка 500—530° К
(227—257° С) Крепители третьей группы можно применять лишь
при введении в смесь специальных добавок, увеличивающих по-
тери и температуру сушки (§ 11).
На рис 42 и 43 приведены свойства характерных представи-
телей третьей группы связующих, добавленных к кварцевому
песку Кривые 1 соответствуют введению в песок крепителя ГТФ
(продукт перегонки сланцев), 2 — битума, 3 —крепителя П (рас-
твор окисленного петролятума в уайт-спирите), 4 — крепителя
ПТ (смесь крепителя П и таллового масла), 5 — лака-этиполя
На рис 43 содержание связующих составляет 4% Как видим,
диэлектрические свойства
приведенных материалов
крайне низки Температу-
ра полимеризации крепи-
телей заметно превышает
температуру испытания
(рис 43)
3. Свойства
технологических
добавок
Для улучшения техно-
лот нческих свойств стерж-
ней (податливости, газо-
проницаемости, устойчи-
вости против пршара, вы-
биваемостп пт д ) в смесь
часто вводят специальные
добавки (104, 115] Они
оказывают влияние как
па диэлектрические свой-
ства стержневой смеси,
так и па температуру
сушки
На рис 44 представле-
ны диэлектрические свой-
ских добавок па диэлектрические свойства СТВа СМОСП (состав 94%
смсси кварцевого песка, 4% кре-
пителя ПТ, 2% воды), в
которую введены следующие технологические добавки (g- в % по
массе) для кривой / — тальк, 2 — окись хромг! Сг2О3, 3 — цир-
кон (пылевидный); 4 — окись алюминия А12О3, 5 — окись магния
MgO, 6 ~ графит, 7 — ликоподий; 8 — маршалит, 9 — древесная
мука Из рисунка видно, что тальк, окись хрома, циркон и гра-
140
фиг повышают диэлектрические свойства смеси, окись магния и
цревесная мука снижают эти свойства, а окись алюминия, лико-
подии и маршалит почти не отражаются па них.
Гликоли, приведенные в табл 14, также применяются для
улучшения технологических свойств стержневых смесей —для
снижения прилипаемости [225], уменьшения вредного влияния
реакций с водяным паром (при литье цветных сплавов [197])
и 1 д
Добавки этого рода повышают температуру парообразования
воды (§11)
4. Особые добавки для высокочастотной
сушки стержней
С целью управления технологическим процессом диэлектри-
ческой сушки в стержневые смеси можно вводить специальные
добавки, которые повышают диэлектрические потери, увеличива-
ют температуру парообразования, снижают температуру отвер-
девания связующих и ускоряют это отвердевание (§ 11) Такие
добавки могут существенно повысить эффективность сушки
стержневых смесей, содержащих связующие второй группы Без
этих добавок диэлектрическая сушка стержней со связующими
третьей группы вообще невозможна.
о 0,2 о,о 0,6 0,8 д%
Рис 45 Влияние формамида
па коэффициент потерь
250 0 50 100 150 200 2501сек
Рис 46 Влияние формамида
па процесс сушки стержней
Прежде всего надо заметить, что для повышения диэлектри-
ческих потерь смеси могут быть использованны технологические
добавки, свойства которых рассмотрены выше
Если стержневая смесь не содержит воды, то для повышения
диэлектрических свойств такой смеси можно применить форма-
мид— бесцветную жидкость, кипящую при температуре Тис =
= 483,7° К (210,7° С). Плотность формамида р= 1130— 1150 кг/м?,
диэлектрическая проницаемость s = 109,5 (при f = 27 Мгц) Фор-
мамид растворяется в воде в неорганических соотношениях
141
В качестве примера на рис. 45 приведена зависимость коэф-
фициента потерь k от процентного (по массе) содержания g фор-
мамида в стержневых смесях следующего исходного состава
97% кварцевого песка, 3% крепителя ГТФ (кривая /) и 97%
кварцевого песка, 3% крепителя ПТ (кривая 2) Из рисунка сле-
дует, что при содержании формамида g = 0,3 —0,6% смеси с кре-
пителями третьей группы приобретают значения k, вполне доста-
точные для эффективпон сушки стержней высокочастотным ме-
тодом.
На рис. 46 изображены соответствующие кривые сушки, при-
чем кривая / относится к смеси состава (по массе) 96,5% квар-
цевого песка, 3% крепителя ПТ, 0,5% формамида; 2-—96,4%
кварцевого песка, 3% крепителя ГТФ, 0,6% формамида; 3 — 97%
кварцевого песка, 3% крепителя ГТФ, 4 — 97% кварцевого пе-
ска, 3% крепителя ПТ. Как видим, интенсивность нагрева стерж-
ней с формамидом резко возросла (кривые 1 и 2), температура
сушки также увеличилась до значений Тк ис = 495 — 505° К (222—
233°С), которые несколько превышают температуру кипения
формамида.
В безводную стержневую смесь, кроме формамида, можно
ввести также тетрахлордифепил, пентахлордифснил и т. д, кото-
рые при [ = 10 Мгц имеют tg б = 1900 и 1130 соответственно [175].
Все эти вещества в сотни раз повышают коэффициент потерь без-
водных смесей третьей группы (типа П, ПТ и т. д.).
Если стержневая смесь содержит воду, то для повышения ди-
электрических потерь в качестве добавок могут быть применены
следующие химические соединения хлористый натрий, едкий
натр, хлористый калий, хлористый магний, хлористый кальций
и т. д. (см. табл 13).
На рис. 47 показано влияние на коэффициент потерь таких
соединении, растворенных в воде (кварцевый песок содержит 1%
влаги), как NaCl (кривая /), КС1 (кривая 2), NaOH (кривая 3),
СаС12 (кривая 4). Из рисунка видно, что 2—3% добавок увели-
чивает коэффициент потерь в 2—4,5 раза.
На рис. 48 приведены опытные кривые сушки стержневой сме-
си (состав: 96% кварцевого песка, 3% сульфитпо-спиртовои бар-
ды, 1% воды), в которую добавлены (в виде водного раствора)
следующие соли: NaCl (4%, кривая I), КС1 (3%, кривая 2),
СаС12 (3%, кривая 3). Кривая 4 принадлежит исходной смеси
(без солеи). Как видим, введение в смесь солей позволяет сокра-
тить длительность % первой стадии (нагрев стержня до темпера-
туры Та ис) в 2—4 раза, а общую длительность % сушки — в 1,5—
2 раза.
Жидкости, приведенные в табл 14, также влияют на коэффи-
циент потерь. Например на рис. 49 показана зависимость коэф-
фициента k от концентрации В (в % по массе) диэтиленгликоля,
растворенного в воде, при различных содержаниях раствора
142
в стержневой смеси. Смесь состоит из кварцевого песка и доба-
вок водного раствора диэтиленгликоля в количестве 3% (кри-
вая /), 2% (кривая 2) и 1% (кривая 3). С увеличением кон-
центрации диэтиленгликоля коэффициент потерь уменьшается
Рассмотрим теперь методы повышения температуры сушки
При этом необходимо сразу же оговориться, что различного рода
добавки влияют одновременно па весь комплекс условий диэлек-
трического нагрева, в том числе па уровень и интервал темпера-
цептрацпи растворенные
в воде добавок па конф
фициепт потерь
Рис 48 Влияние добавок сотч
на процесс сушки стержней
Остановимся более подробно па выяснении роли летучих
жидкостей (см табл 14) На рис. 50 изображены кривые сушки
стержневых смесей состава 93% кварцевого песка, 3% крепите-
ля П, 2% сульфитно-сппртовои барды и 2% водного раствора со-
ответствующей летучей жидкости (кривая 1 относится к 60%-по-
му раствору глицерина, 2—-50%-ному раствору триэтилепглико-
ля, 3—-40%-пому раствору диэтипенгликоля, 4 — чистой воде)
Добавки летучих жидкостей резко повышают интервал и темпе-
ратуру сушки (температура Ткис близка к температуре Тис кипе-
ния, приведенной в табл. 14), хотя в отдельных случаях снижают
диэлектрические потери (см рис. 49).
При отсутствии добавок (рис. 50, кривая 4) максимальная
температура сушки составляет 390° К (117°С). Этого недоста-
точно для отвердевания крепителя П, полимеризующегося при
температуре 493—513°К (220—240° С) В результате прочность
стержня па разрыв оказывается равной 0,4 Мн{.м? (4 бар)
143
При наличии добавок (кривые /—5) через t = 200 сек температу-
ра сушки достигает 500—530° К (227—257° С) Вследствие отвер-
девания крепителя прочность ор возрастает до значении 1,4—
1,8 MajM? (14—18 бар).
При выборе добавок, пред-
k назначенных для повышения
7 эффект- ной суп £Г
7 20 W 60 80 В % 49. Влияние раствора диэл ликоля па коэффициент г зорь смеси tgS
— 0,010°- 0,005 - К £
тора, остальное кварцевый песок). В качестве катализаторов ис-
пользованы бура Na2B4O7 (кривая /), марганцовокислый калин
КМпО4 (кривая 2), хлористый аммоний NH4C1 (кривая 3) и бор-
ная кислота Н3ВО4 (кривая 4) Приведенные данные подтверж-
дают вывод о незначительном влиянии катализаторов па дпэзек-
трическпе свойства смеси
Применение рассмотренных выше добавок позволяет сущест-
венно расширить (по сравнению с известными литературными
данными [214]) класс смесей, которые можно эффективно сушить
высокочастотным методом. В частности, удается резко повысить
диэлектрические потери и температуру сушки смесей с крепите-
лями третьей группы (П, ПТ, ГТФ, КО, растителыю-масляпые
связующие и т д.), которые широко применяются в пашей про
мышлсшюсти, а также сильно интенсифицировать процесс суш-
ки стержней с крепителями второй группы (феполоспирт, патока,
связующее ПР и т. д.).
5. Выбор электрических параметров
процесса
В соответствии с выражением (134) электрическими режим-
ными параметрами сушки являются частота f и напряженность
электрического поля Е, которая определяется разностью потен-
циалов Дер па электродах рабочего конденсатора [формула (232)]
В СССР для промышленного использования отведены три
диапазона частот, находящихся в интервале f = 5 — 27 Мгц
(§ 10) Согласно формуле (134) целесообразно пользоваться
максимальными частотами, так как это повышает интенсивность
тепловыделения Однако если диэлектрические потери с частотой
уменьшаются, тогда повышение частоты не всегда сопровождает-
ся увеличением скорости сушки. В связи с этим целесообразно
рассмотреть вопрос о влиянии частоты па диэлектрические свой-
ства основных стержневых материалов
Из рис. 52 видно, что диэлектрические потери стержневых
песков почти не зависят от частоты (в диапазоне 5—30 Мгц, кото-
рый представляет интерес для нашего литейного производства)
Некоторое возрастание потерь в районе 10—12 Мгц практическо-
го значения не имеет
Вода увеличивает диэлектрические потери смеси при малых
частотах сильнее, чем при больших (рис 53). Глина повышает
прочность связи влаги и материала; это приводит к возрастанию
диэлектрических потерь и увеличению чувствительности смеси
к частотам (рис 53, кривая /) Смеси подобного типа целесооб-
разно сушить па низких частотах
Связующие различных групп по-разному реагируют па изме-
нение частоты.
Ю Зака^ 915 1 45
На рис 54 приведены диэлектрические свойства смесей, со-
держащих 96% кварцевого песка п 4% связующих первой груп-
пы Для кривой 1 связующим служит жидкое стекло, 2 — крепи-
тель БК, 3 — крепитель ПРС, 4 — сульфитно-спиртовая барда.'
Из рисунка видно, что у крепителя БК и сульфитно-спиртовой
барды коэффициент потерь с частотой практически не изменяет-
ся, а у жидкого стекла и крепителя
ПРС несколько уменьшается
Более заметно потери снижаются
с частотой у крепителей второй груп-
пы (рис 55) Составы (по массе) ис-
пытанных смесей для кривой 1 —
92% кварцевого песка, 4% декстри-
на, 4% воды, 2— 96% песка, 4%
крепителя ПР, 5 — 93% песка, 4%
канифоли, 3% воды, 4 — 96% песка,
4% крепителя Л-63, 5 — 96% песка,
4 % патоки В этом случае при сушке
более выгодны низкие частоты
У крепителей третьей группы ди-
электрические потери изменяются с
частотой несущественно Например,
на рис 56 к кварцевому песку добав-
лены 4% следующих связующих
третьей группы кривая 1 — крепите-
ля ГТФ, 2 — бигума, <3 — крепителя
П, 4 — крепителя ПТ, 5 — лака-эти-
ноля
Приведенные данные принимают-
ся во внимание при выборе частоты
/генератора
Напряженность Е электрического
Влияние частоты на
диэлектрические по i ери смеси'
со связующими третьей группьг
поля в диэлектрике швиснч от многих факторов {формула (232)]
Прежде всего, опа определяется разностью потенциалов Дер, ко-
торая порастся па пластины рабочего конденсатора В отечест-
венных генераторах типа ЛГД-30 и ЛД-1-40 максимальная
разность потенциалов Дсртах = 8 — 10 /се В тех случаях, когда
Афтах = 30 кв [206, 228], приходится применять специальные
элсклроды па воздушной подушке (см рис 25).
Обычно генератор работает па оптимальном режиме, который
характеризуется электрической схемой генератора и соотвстст-
вуел определенному значению Дер При заданном Дер напряжен-
ность поля в материале может быть любой — все зависит от рас-
стояния d между пластинами, величины d.}a3 воздушного зазора
и диэлектрической постоянной е материала [формула (232)]
Надо всегда стремиться к максимальным допустимым значе-
ниям напряженности, дающим наивысшую скорость сушки
Ю* -Pt
Величина £max ограничивается сверху двумя факторами — мак-
симальным давлением pmav газа, возникающим в стержне при его
сушке, и напряженностью поля, при которой происходит электри-
ческий пробой зазора между электродами.
При разработке технологии сушки вначале задаются всеми
размерами (d и dsa3) и свойствами материала (с), и по форму-
ле (232) вычисляют Е. Затем эта напряженность проверяется ис-
ходя из условий достаточной механической и электрической (от-
сутствие электрического пробоя) прочности стержня
Максимальная допустимая напряженность Етах, при которой
возникающее в стержне газовое давление равно прочности
стержня, определяется с помощью выражения (134) и форму-
лы (201) работы [47]
= н/м\ (257)
2/3fer,uB
где Q — удельная мощность источника тепла в вт/мъ,
Vn — кинематическая вязкость пара в м2/сек,
гэ — удельная теплота парообразования в дж/кг,
гэ = «оМс + goE дж/кг, (258)
Е — газопроницаемость стержня в л4/ (н-сек),
Цв — динамическая вязкость воздуха в н-сек/м2,
— половина толщины плоского стержня в м
Окончательно имеем
ар (259)
Л 2 |/ \П«2/
здесь коэффициент потерь &2 относится ко второй стадии сушки
[формула (249)], ор соответствует прочности па разрыв стержня
в сыром состоянии
Очевидно, величина Е, найденная по формуле (232), должна
быть меньше Етах
Максимальную напряженность Етах поля, при которой еще
обеспечивается необходимая электрическая прочность материа-
ла, рекомендуется определять по формуле [68]
Етл = ^-в/м, (260)
где Ев— предельно допустимая напряженность поля в воздуш-
ном зазоре в в/м,
Es = 500 -600 кв/м,
₽ — диэлектрическая проницаемость стержня
Расчет по формуле (260) дает завышенные (примерно вдвое)
значения Emax = 100—150 кв/м, так как не учитывает конструк-
тивных особенностей электродов и стержня, влажности воздуха
и т д
148
В реальных условиях литейного цеха высокочастотная су-
шильная установка устойчиво работает при Етах = 60 — 70 кв!м.
Если электроды рабочего конденсатора перфорировать и обогре
вать теплым воздухом, если обеспечить хороший отсос продуктов
парообразования и т д , то допустимую по условиям электриче-
ской прочности материала напряженность Етях можно заметно
повысить.
Найденное значение £тах должно быть выше Е, рассчитанно-
го по формуле (232)
В тех случаях, когда величины Етях, соответствующие механи-
ческой и электрической прочности стержня, сильно превышают
значение Е. то с целью увеличения интенсивности сушки следует
уменьшить размеры воздушного зазора (d3as)-
6. Влияние конфигурации стержня
Напряженность поля имеет значение Е. определяемое форму-
Рпс 57 Схема диэлектрическою нагрева ступспчагою стержня
женность имеет неодинаковые значения в различных точках объ-
ема, что приводит к неравномерному его нагреву (и сушке)
Например, па рис. 57 показан ступенчатый стержень, нагре-
ваемый двумя горизонтальными электродами В первом прибли-
жении (без учета краевых эффектов) напряженность электриче-
ского поля в левой и правой частях стержня определяется фор-
мулами [30]
Ег = —- в/м, j
Дер -= E,d2 -В E3d3 в, I (261)
= Jk •
для воздуха сз ~ 1.
149
Сопоставив формулы (134) и (261), получим
<Ч1 + т<Ь1~1)Г (262)
При Д2 = d3 = di и ы = 4 интенсивность Qi нагрева левой
части стержня в 6,25 раза превышает интенсивность Q2 нагрева
его правой части
Отмеченная трудность (неоднородность электрического поля
в объеме стержня) преодолевается двумя основными способами
с помощью электродов рабочего конденсатора (электродам при-
дается конфигурация, близкая к конфигурации стержня, они рас-
полагаются под углом один к другому, применяются несколько
пар электродов, через которые последовательно проходит стер-
жень, и т д.) и посредством использования особых заполняющих
сред [засыпка полостей стержня диэлектриком с подходящими
свойствами (рис 57, б), применение пластмассовых ящиков-
драйеров, охватывающих стержень, и т д] Рассмотрим этот
важный для практики вопрос более подробно
7. Устранение неоднородности электрического поля
с помощью электродов
Возможности управления процессом путем придания электро-
дам конфигурации, близкой к конфигурации стержня, ограниче-
ны, ибо не каждый сложный стержень допускает такой подход
Кроме того, при использовании профилированных электродов ра-
бочая камера сушильной установки перестает быть универсаль-
ной Более подробно об этом методе говорится в § 10 и 14
Значительно больший практический интерес представляет
метод установки электродов под углом и одновременное приме-
нение па лепте транспортера нескольких пар электродов рабочего
конденсатора Ниже приводятся результаты сушки стержней
сложной конфигурации па полупромышленной конвейерной уста-
новке, которая снабжена тремя парами электродов с регулируе-
мыми расстояниями между ними. Первая пара располагается го-
ризонтально, а две других — вертикально, причем вертикальные
пластины конденсаторов могут изменять угол наклона к вертика-
ли па ±45° Установка питается серийным генератором ЛГД-10А
(У = 8 квт, f — 19,6 Мгц, Дер = 3,5 — 4,5 кв) Схема установки,
а также ее описание приведены в работе [47] Там же даны изо-
бражения стержней, подвергнутых сушке (конфигурация типо-
вых стержней выбрана с таким расчетом, чтобы охватить все воз-
можные практические варианты).
На рис 58 приведены типичные кривые сушки прямоугольно
го (размер 150 X 150 X 150 мм, кривые а) и цилиндрического
(максимальный диаметр 210 мм, высота 190 мм, кривые б и в)
150
ступенчатых стержней при различном расположении электродов
раоочего конденсатора Обозначения па кривых соответствуют
точкам, указывающим месторасположение термопар в стержнях
(электроды хромель-копелевых термопар протянуты параллель-
но пластинам конденсатора, генератор в момент измерения тем-
пературы отключается) Смесь имеет состав (по массе) 96%
кварцевого песка, 4% крепителя СГБ-211
Рис. 58 Температурные кривые
сушки стержней различной кон-
фигурации
Рис 59. Распределение oci точной влажно
стп г стержнях при различном положении
электродов рабочего конденсатора (цифра-
ми обозначены соответствующие схемы
сушки)
Из рис 58, а и б видно, что при параллельных пластинах силь-
нее всего нагреваются наибольшие по высоте участки стержня
(типа первой — левой — зоны на рис 57, а) и слабее всего —
наименьшие по высоте участки (типа второй — правой — зоны па
рис 57, а). При наклонном расположении пластин (рис 58, <?) все
температурные кривые собираются в узкий пучок (температур-
ное поле получается более однородным, так как однороднее ста-
новится электрическое поле).
На рис 59 приведено распределение остаточной влажности
в тех же стержнях, последовательно проходящих через электроды
рабочего конденсатора, которые показаны справа
151
Как видим, наклонное расположение пластин и применение
нескольких пар электродов (многопозициошюго рабочего кон-
денсатора) позволяет получить вполне удовлетворительную
равномерность сушки При правильном расположении электро-
дов остаточная влажность в стержне нс превышает 0,05—0,1%
Общее время сушки сложного стержня в многопозиционном коп
денсаторе несколько выше, чем простого в однопозициопном.
Однако при этом скорость диэлектрической сушки остается
в 20—30 раз более высокой, чем конвективной (даже при нали-
чии такого маломощною генератора, который используется
в опытной установке)
8. Применение заполняющих сред
Если полость стержня заполнить каким-либо диэлектриком
с проницаемостью е3, равной еь то напряженность электрическо
го поля во всех зонах стержня станет одинаковой (Е — Е} = Е2 =
= Ез), а нагрев первой и второй зон — равномерным (рис 57, б)
При этом количество тепла Q3, выделяющегося в заполняющей
среде, определяется соотношением [формула (134)]
= tg Ьз
Qi tg<\
Очевидно, идеальные условия работы заполняющей среды
должны отвечать требованиям
tg63 0.
Согласно этим требованиям, в заполняющей среде напряжен-
ность электрического поля должна быть такой же, как и в осталь-
ном объеме стержня (этим обеспечивается равномерность нагре-
ва всего стержня), а тепловыделение должно быть равно пулю
(благодаря этому устраняется непроизводительный расход этек
гроэнергип на нагрев заполняющей среды).
Рассмотрим несколько способов практического использования
заполняющих сред. Согласно первому способу [79] стержень по-
мещается в специальные жакеты и засыпается сухим кварцевым
песком, который обладает необходимой диэлектрической постоян-
ной и минимальным тангенсом угла потерь
В качестве примера па рис 60 приведены температурные кри-
вые сушки рассмотренного выше ступенчатого стержня (рис 58
и 59), который нагревается па ленточном конвейере с вертикаль-
но расположенными плоскими электродами В случае оасыпки
стержня, помещенного в юкстолиловую коробку, сухим песком
(рис 60, б) температурное поле приобретает необходимую рав-
номерность.
152
Метод засыпки очень эффективен в индивидуальном и мелко-
серийном производстве при сушке стержней со сложными внут-
ренними полостями. В условиях массового производства он ока-
зывается слишком громоздким и трудоемким В этих условиях для
сушки целесообразно приме-
нять неметаллические ящики-
драйеры, которые одновремен-
но можно использовать также
для осуществления пескодувно-
го процесса.
Лучше всего удовлетворяют
требованиям, выраженным
уравнениями (264), драиеры из
пластических масс. В частно-
сти, хорошие результаты дает
использование фенопластов,
стеклопластиков и т. д Позна-
комимся более подробно с их
свойствами.
Фенопласты представляют
собой смеси искусственных
смол фенольного типа с орга-
ническими или минеральными
наполнителями и добавками от-
верждающих, смазывающих и
280 L—।—।—।—।_।_ а)
окрашивающих веществ. Изде- рис СО Температурные кривые суш
лия из фенопластов получают ки ступенчатого стержня без засыпки
методом горячего (при Т = (Ф 11 с засыпкой (б) сю кварцевым
= 458 ± 5° К = 185 ± 5° С) псском
прессования (при р = 25 — 30
Мн/м2 250 — 300 бар) в стальных прессформах Состав пресс-
порошков примерно следующий (в массовых частях) [12]-
Смола поволачная или резольная
Древесная мука
I сксаметилентетрамип (ускоритель)
Стеарин (смазка)
Известь
Минеральный наполнитель
Краситель (пигмент)
4’,2
0,1
Фенопласты широко применяются в электро- и радиотехниче-
ской промышленности
На рис 61 и 62 представлены диэлектрические потери пяти
наиболее распространенных фенопластов монолита (кривые 1),
К-15-2 (кривые 2), К-21-22 (кривые 3), К-18-2 (кривые 4) и
К-И9-ЦС37 (кривые 5) Монолит содержит в своей основе фе-
нолыю-крилепольпую смолу, пластмассы К-15-2 и К-18-2—
153
фенолоформачьдегидную смолу, мумию или каолин, пластмасса
К-119-ЦС37 — то же плюс специальные окрашивающие вещест-
ва, пластмасса К-21-22 — фенолкрезольную смолу резолыюго
типа Во всех случаях в качестве наполнителя используется дре-
весная мука
Из рисунков видно, что монолит (кривые /) и пластмассы
К-15-2 (кривые 2) пК-18-2 (кривые-/) непригодны для драиеров,
так как пх потери резко возраста-
свойствами обладают пластмассы К-21-22 (кривые 3) и К-119-
ЦС37 (кривые 5) У этих пластмасс диэлектрическая проницае-
мость практически такая же, как у стержневых смесей, а тангенс
угла потерь значительно ниже (наиболее низкими потерями об-
ладает вторая пластмасса) От частоты (в диапазоне 5—30 Мгц)
диэлектрические свойства фенопластов почти не зависят
Обе пластмассы —К-119-ЦС37 и К-21-22 — могут быть реко-
мендованы для изготовления драиеров Физико-механические
свойства этих пластмасс приведены в табл 15
154
Стеклопластики представляют собой композиции, в которых
наполнителем служит стеклянное волокно, а связующим матери-
алом—'Эпоксидные, полиэфирные, кремнииорганическис, кар-
Рис 63. Влияние температуры
иа диэлектрические свойства
смол и стеклопластиков
бидные, фурановые и другие смолы При изготовлении стержне-
вых ящиков употребляют рубленое стеклянное волокно, что
обеспечивает изотропность свойств изделия Стеклопластики оо-
ладают высокими свойствами, поэтому из них делают кузова
автомобилей, корпуса судов, гребные винты и т д
На рис 63 и 64 кривая 1 характеризует диэлектрические свои
ства следующей смеси, широко применяемой для изготовления
155
Таблица 15
Физико-механические свойства пластмасс
Характеристика К-21-22 К-И9 ЦС37
Удельная ударная вязкость в кн)м 4,5 5 0
Предел прочности при изгибе Мн/м2 65 60
Теплостойкость по Мартенсу] в °К 393 398
стеклопластиков 64% (по массе) смолы ЭД-6, 32% малеинового
ангидрида, 4% дибутилфталата Диэлектрические свойства очень
чувствительны к изменению состава смеси Например, если
уменьшить количество малеинового ангидрида с 32 до 22%, а ди-
бутилфталат заменить трикризилфосфатом (5%), то диэлектри-
ческие потери резко снизятся (кривая 4)
Согласно требованиям (264) важно предельно уменьшить
тангенс угла потерь пластмассы Этого можно достичь, например,
156
путем использования в качестве наполнителя молотого кварца
(маршалита) На рис 63 кривые 5 и 6 иллюстрируют высказан-
ную мысль. Кривая 5 получена для смеси состава- 53,6% смолы
ЭД, 46% бакелитового лака, 0,4% дициандиамина Кривая 6 от-
носится к той же смеси с добавлением в нее маршалита в про-
порции 1 • 1 Маршалит уменьшает tgd в 2,5 раза
Кривые 2 и 3 (рис 63 и 64) характеризуют диэлектрические
свойства опытного стержневого драйера, изготовленного из стек-
лопластика Внутренний (облицовочный) слои драйера состоит
из эпоксидной смолы (кривая 2) с малым содержанием наполни
теля, а внешний — с большим содержанием наполнителя (кри
вая 5) Такая конструкция делает внутренний слой более стой-
ким в отношении температурных изменений, а внешпин — более
прочным (§ 14). Разница в количестве наполнителя между внут
ренпим и внешним слоями драйера мало сказывается на его ди-
электрических свойствах (более существенно па свойства влияет
состав смолы)
Сравнение рис. 61—64 показывает, что стеклопластики по сво
им диэлектрическим свойствам не уступают фенопластам.
Некоторые другие виды пластических масс также могут быть
использованы для изготовления драйеров На рис. 65 и 66 при-
ведены диэлектрические свойства пластмасс, относящихся к раз-
личным классам. Кривая 1 соответствует гетипаксу, который по-
лучается путем пропитки смолой и прессования сульфатной
бумаги Недостаток гетинакса — существенное возрастание tg б
с температурой
Наилучшими свойствами для изготовления драйеров обладает
акрилат АСТ-Т (кривая 2). Этот вид пластмассы получается из
порошка полиметакрилата, в который вводится пигмент и ини-
циатор. В смеси с мономером метакрилата (в пропорции 2.1)
порошок прессуют при температуре Т = 291-3-298° К (18—25° С)
Пластмасса отвердевает через 600—900 сек Она имеет высокие
прочностные свойства (из нее изготовляют шаблоны, прессфор-
мы, штампы и т д.).
Диэлектрическая проницаемость акрилата АСТ-Т е = 2,7 —2,9,
она почти не изменяется с температурой. Тангенс угла потерь
tg6 = 0,014-3-0,017 (при 20°С). С увеличением температуры tg б
растет (рис 65) Он увеличивается также при уменьшении ча-
стоты (рис. 66), поэтому акрилат АСТ-Т выгодно применять па
высоких частотах (27,12 Мгц)
Хорошими свойствами обладает эскапон — продукт полимери-
зации синтетического каучука (кривая 3). Его тангенс угла по
терь несколько возрастает с температурой (рис 65), что увеличи-
вает расход электроэнергии Эскапон хорошо обрабатывается
Его выпускают в виде плит, брусков и труб.
Самыми хорошими диэлектрическими свойствами обладает
тефлон (фторопласт-4) —кривая 4 Его свойства не зависят от
157
температуры и частоты (рис 65, 66), в химическом отношении оп
более стоек, чем золото и платина, не смачивается водой и по
набухает в пей. Однако из тефлона трудно изготовить фасонные
изделия (оп нс склеивается и т п ) Кроме того, тефлон слишком
дорог.
Па рис 67 приведены свойства древопластика, который в ка-
честве наполнителя содержит древесную муку Недостатком это-
0,2 2 0,02280 300 320 3W 300 380 ГК 5 10 15 20 25 /Мгц
Рис 67 Влияние температуры и часто 1ы па диэлектрические свойства
древоппастика
го рода пластмассы является сущее!венное повышение диэлек-
трических потерь с температурой
Приведенные результаты показывают, что для драисров
(стержневых ящиков) подходящими материалами являются теф-
лон, акрилат АСТ-Т, эскапоп и стеклопластики с маршалитом
в качестве наполнителя Фенопласты К-21-22 и К-119-ЦС37 и ис-
пытанный дрсвопластик обладают менее удовлетворительными
свойствами
9. Двухслойная заполняющая среда
Если соблюдаются требования, выраженные уравнениями
(264), то это означает, что в процессе диэлектрической сушки
стержень быстро и равномерно разогревается, в то время как
стержневой ящик (драиер) продолжает оставаться холодным
(имеет начальную температуру 7’нач)
Под действием возникшей разности температур происходит
теплообмен между стер/кпем и ящиком В связи с этим появляет-
ся необходимость выяснить вопрос о влиянии этого теплообмена
па технологию сушки
В качестве примера па рис 68 изображено распределение тем-
пературы в сечении эбонитового яшика толщиной 24 мм (спра
ва), а также показаны температуры поверхности Тп и центра Та
кубического стержня со стороной 2Х2 = 150 мм (масса 5,5 кг.
состав смеси 96% кварцевого песка, 4% крепителя СГБ-522)
Слева приведена кривая изменения температуры Тп поверхности
стержня со временем, где отмечены моменты С (конец первой
158
стадии) и /2 (конец вюроп стадии) Из приведенного рисунка
можно сделать следующие выводы.
Тангенс угла потерь материала стержня много больше тан-
генса угла по1срь маюриала ящика, поэюму сюржепь paooipe-
ваекя зпачшелыю инюнсивнес, чем ящик Прогрев стержня про
исходит равномерно по всему его объему, об этом свидстельст-
вуе! ночи! полное оюутивие перепада юмперлуры А7 = 7Ц-—
Тп в начальный период процесса (о величине перепада можно
некоторою
тепла из
5 стопку
судить по наклону пунктирных прямых, соединяющих точки
стержня с температурами 7ф и 7П). С течением времени перепад
А7 возрастает в связи
с общим повышением
температуры стержня п
переходом
количества
с iep/кня
ящика
За короткий отрезок
времени, проходящий
от начала процесса до
конца сушки, стержень
успевает охладиться с
поверхности, а ящик
прогреться лишь па не-
большую глубину (по-
рядка 5—10 лл) Г 1}
бппа охлаждения стер
/кия '< (и прогрева
ящика \,) зависит oi
термофп ншескпх свойств
Baei большое влияние на
скоп сушки
сгержпя ц ящика Величина г, оказы-
своиства поверхностного слоя стержня
(в свя ш с пониженпои темнератхрон дою с юя в нем может ш
отвердею крепитель) Величина ' , сказывается на свойствах
ящика (па его стойкости и т л )
Пониженно температуры поверхностного слоя стержня (вели
чипа перепа щ Д7() можно легко памп в предпо io/кепии, что
между сгепкоп н яшиком счцеснщт ищальнып контакт (поверх
пости сюржпя и ящика имеют общщо iемпсрa iуру) При этом
перепа i темпера юры \7< в сечении сюржпя ь каж тын дапиып
монет святи с перепадом юмпературы Д/Д в ссчешш чщнк<.
следующей приближенной зависимостью
где /р — коэффициеш аккумуляции icnnoibi материала ящика
в в! -сек ' 1 град),
Ь(. — то же для стержня в вг сек' • / (м2 град).
159
Сумма перепадов определяет полную разность температур
ТД-ТД^АД+ АТЯ град. (266)
Если диэлектрический нагрев ящика заметен, то вместо тем-
пературы Тцач надо брать его фактическую температуру вдали от
поверхности соприкосновения со стержнем Во второй стадии
коэффициент аккумуляции теплоты стержня Ьс в формуле (265)
должен включать в себя эффективные значения термофизическпх
коэффициентов, учитывающие процесс испарения (§ 12)
Формулы (265) и (266) совместно с решениями § 12 позволя-
ют в каждый данный момент найти температуры стержня и ящи-
ка и перепады АТС и АТЯ Изменение со временем глубины охлаж-
денного (xt) и прогретого (хя) слоев может быть вычислено по
формулам работы [42] В первом приближении при расчете темпе-
ратурного поля драйера можно пользоваться формулами для гра-
ничного условия второго рода, а при расчете температурного по-
ля стержня — формулами, выведенными для случая действия
непрерывного источника теплоты [42] Например, таким способом
были найдены сплошные кривые распределения температуры
в сечении драйера па рис. 68 (опытные данные изображены точ-
ками).
Анализ опытных данных (см рис 68) и формул (265) и (266)
показывает, что минимальный перепад температуры в стержне
возникает в том случае, когда соблюдается требование
дс» Ья (267)
При этом условия сушки стержня оказываются наиболее бла-
гоприятными (так как он по всему объему имеет практически
одинаковую температуру), но материал ящика попадает в усло-
вия самые неблагоприятные (ибо перепад температуры в нем
приобретает максимальное значение АТЯ = ТЯ— Таяч) Похожие
условия изображены па рис. 68, где перепад температуры в сече-
нии ящика значительно больше перепада температуры в сечении
стержня.
Отсюда вытекает вывод о целесообразности использования
двухслойного драйера, облицовочный (внутренний) слои которо-
го обладает малым Ья и высокой термостойкостью, а наружный —
повышенными механическими свойствами (с целью предупреж-
дения температурных деформаций и разрушения). Диэлектриче-
ские характеристики именно такого двухслойного драйера приве-
дены на рис. 63 и 64 (кривые 2 и 3) В нем облицовочный слои со-
стоит из эпоксидной смолы с малым содержанием стекловолокна,
а наружный — из полноценного стеклопластика.
Если применить материал для драйера, имеющий тот же тан-
генс угла потерь, что и стержень 1[т е нарушить второе условие
требования, выраженного уравнениями (264)], то отпадет пробле-
ма, связанная с большим перепадом температуры в сечении
160
стержневого ящика (стержень и ящик будут нагреваться с оди-
наковой скоростью) Но при этом возрастут потери электроэнер-
гии па нагрев ящика и, кроме того, не будут полностью устране-
ны причины его коробления — разогретый до сравнительно высо-
кой температуры драйер при своем дальнейшем охлаждении бу-,
дет коробиться не меньше, чем в предыдущем случае
§ 14. ОПЫТ ПРОИЗВОДСТВЕННОГО ВНЕДРЕНИЯ
ДИЭЛЕКТРИЧЕСКОЙ СУШКИ
1. Описание заводской технологии
изготовления стержней радиаторов
При внедрении диэлектрической сушки на Минском заводе
отопительного оборудования 1 11 ставилась задача во-первых, прис-
пособить процесс к существующей технологии изготовления
стержней и, во-вторых, разработать новую технологию, в которой
пескодувный процесс можно было бы органически сочетать с вы-
сокочастотной сушкой
По существующей на заводе технологии для изготовления
стержней применяется смесь, состав и порядок прготовлепия ко-
торой приведен в табл. 16. Основным связующим, которое при-
Таблица 16
Диэлектрические свойства стержневой смеси в процессе ее приготовления
$ 6 * * 8 s' ей Компоненты стержневой смеси, загружаемые в бегуны Содер- жание в весовых. Время переме- шивания в tgS
1 Песок ж юбинскии сухой . . . 83 2,20 0,008
2 Отработанная стержневая смесь . 17 60 2,53 0,009
3 Вода . .... 1 90 2,95 0,332
4 Сульфитно-спиртовая барда 1 3 210 3,42 0,604
5 Крепитель БК . 2% 210 4,48 0,545
6 Лак-этиноль 0,4 90 4,37 0,551
7 Крепи гель П 0,2 60 4,13 0,546
дает стержню прочность в сухом состоянии, является крепитель
БК (р = 1140 — 1660 кг)м , состав 72,5% сульфитно-спиртовой
барды, 11,25% крепителя ГТФ, 16,25% лака-этииоля, приготов-
ляется путем длительной варки) Сульфитно-спиртовая барда
1 Работа выполнялась совместно Фпзико техническим институтом ЛП
БССР и Минским филиалом ПИИТАвтопрома.
11 Заказ 915 161
упрочняет стержень в сыром состоянии, крепитель П и лак-эти-
поль уменьшают прплипаемость смеси к стержневому ящику
Согласно техническим условиям готовая стержневая смесь
должна иметь следующие физико-мехапические свойства проч
уость па сжатие в сыром состоянии <тс = 5,0 —5,2 кн/ж2 =
= 0,05 бар, прочность на разрыв в сухом состоянии ор = 1,1 —
1,5 Мн/м2 = 11 — 15 бар, газопроницаемость kr свыше 1,7 X
X 10~6 м4/(н-сек) = 100 см4//Г-мин), влажность и0 = 2,2 —
2,6%
Стержни изготовляются на ручных станках, выкладываются
па алюминиевые драйеры и цепным транспортером подаются
в горизонтальное проходное сушило, отапливаемое природным
газом Длительность сушки t2 = 3000 ж3600 сек (50—60 мин) при
температуре сушила Тс = 513 — 523° К (240—250° С) Масса
стержня составляет 2,35 кг, масса алюминиевого драйера —
3,05 кг. Ежемесячно выходят из строя 500 драйеров и> общего
количества 6000 шт.
Опыт показывает, что па заводе более половины брака отли-
вок получается по вине стержней: из-за изменения их размеров
во время транспортировки, коробления в процессе сушки, недо-
статочной прочности и повышенного газовыделения вследствие
недосыхапия, пережога (по причине неоднородного температур-
ного поля рабочего пространства сушила) и т д
От всех этих недостатков свободны стержни, высушенные ди-
электрическим методом
2. Исследование процесса диэлектрической сушки
заводских стержней
При изучении технологических режимов высокочастотной суш-
ки радиаторных стержней используются две сушильные установ-
ки— лабораторная (Физико-технический институт АН БССР,
генератор ЛГД-10А, N = 8 кет, f = 19 — 24 Мгц, Аср = 3,5 —4,5 кв)
и более мощная производственная (стержневое отделение литей-
ного цеха Минского завода отопительного оборудования, генера-
тор ЛГД-30, N = 30 кет, / = 17 — 24 Л4гц, Аср = 8 — 10 кв) Из-
меряются поля температуры, газового давления и влажности н
физико-мехапнческпе и электрофизические свойства стержней
Температурное поле стержня измеряется ртутными и спирто-
выми термометрами и термопарами [126], расположенными па-
раллельно плоскости электрода В момент отсчета показании
генератор отключается
В качестве примера па рис 69 изображены температурные
кривые сушки стержня диаметром 200 мм и толщиной 50 мм
(масса 3 кг, состав 93% кварцевого песка, 2% глины огнеупор-
ной, 3% сульфитно-спиртовой барды, 2% воды), полученные раз-
личными способами Из рисунка видно, что разброс точек полу-
162
чается не очень большим (ступеньки па кривых соответствуют
моментам выключения генератора). Обычная (бифилярная) тер-
мопара дает лучшие результаты, чем растянутая, диаметр прово
дов (электродов) роли не играет
Давление газа в стержне измеряется с помощью U-образпы;
стеклянных манометров, заполненных керосином или водой
Влажность определяется путем взвешивания образцов
Физико-механические испытания смесей проводятся известны
мп методами [180] Для определения прочности па разрыв высу
шейного стержня в пего заформовывается стандартная «восьмер
ка» в текстолитовой кассете
О прочности радиаторного
стержня па изгиб судят по
нагрузке т в кг, которую вы-
держивает стержень нерет,
разрушением в приспособле-
нии, показанном на рис 70
Электрофизические ха-
рактеристики стержня опре-
деляются методом, изложен
пым в § 15
На рпс 71 приведены ди
электрические потери стерж-
невой смеси, применяемой
на заводе (см табл 16) Из
рисунка видно, что в процес-
се нагрева смеси коэффици-
ент потерь возрастает в 3 ра-
за В ходе сушки потери
уменьшаются почти до пуля
Состав смеси таков, что ее
можно сушить без введения
специальных добавок
При изучении режима
сушки радиаторных стерж
ней использована произвол
ствепная установка (N -=
= 30 кет) Попытка сушить
стержень в алюминиевом
драйере, который служит ина-
Рис 69 Температурные кривые суш-
ки стержня
<ппм элекгро цж раоочею кондеи
сатора, ведает положительных результатов, так как нижняя
часть стержня (пахо щщаяся в драиерс) не сохнет Это объясня-
ется тем, что напряженность Е электрическою поля в этом месте
трайера близка к нулю
Результаты сушки стержня в двухслойном пластмассовом
драйере (облицовочный слои состоит из эпоксидной смолы, внеш-
ний— из стеклопластика) показаны па рис 72, а, б Стержень
163
не имеет знаковых частей (масса 2,6 кг), электроды рабочего
конденсатора плоские Неодинаковость температур в точках 1 и 2
рис 70 Разрушение стержня ри(, Влмние тсм11сратуры на ди.
1 г _ электрические свойства заводской стерж-
1 - стержень, 2 - приспособление, 3- HeBofi смсси
объясняется разницей в величине воздушного зазора между
стержнем и верхним электродом над
Рис. 72 Температурные кривые диэлек
трического нагрева радиаторного стерж-
ня (без знаковых частей) и двухслой-
ного драйера (цифры на кривых соот-
ветствуют местам установки термопар)
этими точками.
Отмеченный недостаток
легко устраняется путем
придания верхнему элек-
троду соответствующей
конфигурации. Оба вари-
анта конфигурации (рис.
73) дают хорошую одно-
родность электрического
(и температурного) поля
в стержне, однако вари-
ант а позволяет повышать
напряжение па электро-
дах рабочего конденсато-
ра до значений Дер =
= 14 кв, в то время как в
варианте б при напряже-
нии, превышающем Дер =
= 12 кв, происходит элек-
трический пробой.
В рабочем конденсато-
ре а одновременно поме-
щаются четыре стержня.
На рпс 74 приведено тем-
пературное попе одного
из них Как видим, разни-
цы между температурами
164
отдельных точек стержня почти не наблюдается При этом ско-
рость сушки оказывается значительно выше, чем в плоском ра-
бочем конденсаторе (см рис. 72, б)
Были испытаны драйеры, изготовленные из эпоксидной смолы,
стеклопластика и акрилата ЛСТ-Т Все они одинаково удовлет-
Рпс 73 Варианты конфигурации верхнею
3 — Драйер,
ворителыю обеспечивают равномерность электрического (и тем-
пературного) поля в материале стержня. Па рис 75 показан олив
из пластмассовых драйеров
При испытаниях была об
паружена интересная осо-
бенность серийных геперато
ров ЛГД-30, которая состоит
в том, что с уменьшением ем-
кости рабочего конденсатора
автоматически повышается
напряжение Дер па его элек-
тродах В результате папря
жеппость Е электрического
поля в материале стержня, а
следовательно, п скорость
сушки, не зависят от величи-
ны воздушного зазора в пре
делах Дил = 10—40 мм (с
увеличением ds&s емкость ра-
бочего конденсатора снижа-
300 О SO W0 150 200 250 tcex
Рис 74. Температурные кривые на
ipeoa стержня (®, О, X—резуль-
таты измерений температуры и моста
установки термопар)
ется, разность потенциалов
Аф возрастает, а напряженность Е остается практически неизмен-
ной) Это подтверждается температурными кривыми сушки, при-
веденными па рис 76, а, а также кривыми 5—7 на рис. 76, б, ко-
торые непосредственно характеризуют разность потенциалов Аф
при различных бзаз При зазорах боаз = 50 мм и выше папряже
пие Аф повышается до пробивного, и сушка оказывается певоз
165
можнон Отмеченная особенность i операторов ЛГД-30 представ-
ляет большой интерес при конвейерной сушке, так как сравни-
тельно большие зазоры улучшают
условия движения стержней т°^\ ~----------1
3. Оптимальный режим высокочастотной сушки
заводских стержней
В результате проведенного исследования был разработан оп-
тимальный режим диэлектрической сушки радиаторных стерж-
ней, изготовляемых по принятой на заводе технологии Этим бы-
ло завершено решение первой части поставленной задачи
При сушке радиаторных стержней па установке с генерато-
ром ЛГД-30 оптимальные электрические параметры процесса
имеют следующие значения анодное напряжение 8,5—9,0 кв (на-
пряжение Аср па пластинах рабочего конденсатора несколько
меньше), анодный ток 1а = 4,0 —4,5 а, сеточный ток 1С = 1,5 а,
воздушный зазор <А,аз = 20 — 30 мм С течением времени электри
чсские параметры изменяются по закону, который представлен
на рис 77 Из рисунка видно, что генератор работает под нагруз
кои примерно 150 сек, после чего сушка прекращается н режим
работы генератора остается неизменным
Этим электрическим параметрам соответствует оптимальный
тепловой режим сушки Через 60 сек после начала процесса из
166
стержня удаляется основное количество влаги и его материал
«схватывает» При времени сушки t2 = 150 — 200 сек остаточная
влажность уменьшается до 0,16—0,20%, температура достигает
значений Т = 400 —415° К (127—142° С) и стержень выдерживает
нагрузку m = 8—10 кг (см рис 70) Дальнейшая выдержка
стержня в рабочем конденсаторе почти не улучшает его свойств
(рис 78) Таким обратом, оптимальное время высокочастотной
Ду>кв,/аа
w---------
Рис 77. Изменение электрических
паоаметров со временем при опти-
мальном процессе сушки
ftieu
^20
0 0 50 100 150 200 2501 сек
Рис. 78 Изменение термических и ме-
ханических характеристик радиатор-
ного стержня при оптимальном ре-
жиме
сушки заводского радиаторного стержня составляет 150—200 сек
(это в 20 раз меньше, чем длительность конвективной сушки то-
го же стержня)
4. Разработка новой технологии изготовления
радиаторных стержней
Вторая часть поставленной задачи состоит в том, чтобы раз-
работать новую технологию, в которой пескодувный процесс
изготовления радиаторных стержней органически сочетался бы
с их высокочастотной сушкой (имеется в виду использование од-
них и тех же стержневых ящиков для надува и сушки стержней)
Для решения этой задачи надо отработать конструкцию и пара-
метры промышленной сушильной установки и составить смеси,
которые были бы одинаково пригодны как для использования их
в пескодувных полуавтоматах [41, так и для высокочастотной суш-
ки Соответствующая работа проделана в условиях литейного
цеха радиаторов Минского завода отопительного оборудования
Опытно-промышленная установка, па которой отрабатывают-
ся оптпмалы!ыо режимы диэлектрической сушки радиаторных
стержней и изыскиваются новые смеси, приведена на рис 79 и
80 В рабочей камере (рис 79) помещаются ува горизонтально
расположенных сплошных электрода (рис 81, а), их положение
регулируется специальными подъемными механизмами Верхний
167
электрод (рис 81, б) изогнут по профилю стержня (см рис 73, а),
нижнии (заземленный) — плоский Между электродами проходит
транспортерная лепта (см рис 80), которая ооычно применяется
для перемещения формовочной смеси Скорость движения лепты
составляет 0,44, 0,55 и 0,65 м/мин В камере одновременно поме-
Рис 79. Внешний вид с>шплыюи ка Рис 80 Конвейерная лонга с^шпль-
меры опытно-промышленной ной установки
установки
щаются 12 стержней в пластмассовых драиерах, вентиляция ка-
меры осуществляется через ее боковые стороны
В окончательном варианте процесса конвейерную лепте су-
шильной установки предполагается загружать сырыми стержпя-
Рис 81 Л помиппевые эюмроды рабочею конденсатора
мп (находящимися в ппжпих половинках стержневых ящиков)
от пескодувных полуавтоматов СКС-ЗС, которые сейчас внедря-
ются па заводе
Конвейерная установка питается серийным ламповым гене
ратором ЛД-1-40 (рис 82) Ленинградского завода высокочастот-
ных установок (N = 40 — 60 кет, [ = 13,56 Мгц) Прп оптималь-
ном режиме работы генератора анодное напряжение составляет
168
10—12 кв, напряжение па пластинах рабочего конденсатора Аф =
= 9ч-10 кв, анодный ток 1а = 5 — 6 а, сеточный ток 1С = 1,8 а
Для изготовления стержней по новой технологии (с использо-
ванием пескодувных полуавтоматов и высокочастотной сушки)
разработаны специальные составы стержневых смесей Приме-
няемая па заводе смесь с крепителем БК (табл 16) для этих це-
лей непригодна,— с нею нельзя работать па пескодувных полуав-
томатах и, кроме того, при высокочастотной сушке опа нс пре
обретает максимальной прочно-
сти. Последнее обстоятельство вы-
звано тем, что крепитель П и лак-
этиноль, входящие в состав за-
водской смеси, полимеризуются
при высокой температуре (и име-
ют низкие диэлектрические поте-
ри), в то время как температура
сушки стержня не превышает зна-
чений 400—415° С (127—142° С)
(см рис 76 п 78)
Минским филиалом ПИИ4-
Автопрома предложена специаль-
ная смесь для работы на песко-
дувных машинах. Основным свя-
зующим в этой смеси служит фе-
иолоспирт. Состав смеси следую-
щий: 96,72% (по массе) кварцево-
го песка, 1,16% феполоспирта,
2,12% сульфитно-спиртовой бар-
ды Сульфитно-спиртовая барда
применяется для придания стерж-
А
Рис 82 Внешний вид высоко
частотного генератора ЛД 1 40
ню прочности в сыром состоянии
При сушке конвективным способом стержни из этой смеси шире
ваются до температуры 513—523° К (240—250° С).
Феполоспирт обладает низкими диэлектрическими поiерями
Например, для смеси и? кварцевою песка и 1,5% феполоспирта
1ангснс угла потерь равен 0,1, а коэффициент потерь 1г = 0.7
(рис 83) Потери сульфитно-спиртовой барды также ничтожно
малы (коэффициент потерь стремится практически к нулю при
температуре 390—392° К — рис. 39, кривая 5) Следовательно,
рассматриваемая стержневая смесь должна обладать неудовпег-
вооительнымн свойствами при сушке ее высокочастотным ме-
тодом.
Проведенные испытания подтверждают этот вывод. При ди-
электрическом нагреве температура стержня не превышает
388—392°К (115—120° С) —рис. 84, кривая 4. Этого недостаточ-
но для отвердевания крепителя. В результате высушенный стер-
жень выдерживает небольшую нагрузку (т = 8—10 кг) (рис 70)
164
Представляется целесообразным за основу взять смесь с фе-
полоспиртом, пригодную для работы на пескодувных машинах, н
повысить ее диэлектрические потери и температуру сушки путем
введения специальных добавок, рассмотренных в § 13
Введение в исходную смесь глицерина, диэтиленгликоля и
фор°мамнда повышает конечную температуру сушки до 500—
513° К (227—240° С) В качестве примера на рис. 84 приведены
температурные кривые диэлектрического нагрева различных сме-
сей с добавками диэтилепгликоля и формамида, кривая 1 отно-
сится к смеси состава (по массе) 95,25% кварцевого песка,
trig 6
о о / 2 з д д%1
Рпс 83. Влияние процентного
содержания феиолоспирта в
смеси с кварцевым песком па
диэлектрические свойства
стержня
Рис 84 Температурные кривые суш-
ки стержней из смеси с различными
специальными добавками
0,95% феиолоспирта, 0,95% воды, 0,95% диэтилепгликоля, 1,90%
еульфитно-спиртовои барды, 2— 96,40% песка, 0,95% феноло-
спирта, 0,5% воды, 0,5% формамида, 1,65% сульфитно-спиртовой
барды, 5—96,22% песка, 1,16% феиолоспирта, 0,4% диэтилен-
гликоля, 0,1% формамида, 2,12%—сульфитно-спиртовой барды;
4 — 96,72%) песка, 1,16% феиолоспирта, 2,12% сульфигно-спирто-
вои барды (исходная смесь) Как видим, добавки повышают тем-
пературу с\шки смеси более чем на 120 град (кривые 1 и 4)
Введение в исходную смесь поваренной соли (хлористый
натрии) повышает диэлектрические потери и увеличивает интен-
сивность процесса сушки Поваренная соль предварительно рас-
творяется в воде или в фенолоспирте
Окончательно после всех испытании была принята оптималь-
ная смесь следующего состава в %:
Кварцевый песок . . 97
Хлористый натрий 0,16
Сульфитно-спиртовая барда . _ 1,64
Фенолоспирт . 'o’?
Дпэтипенгликоль ’ о’,5
170
Поваренная соль вводится в сульфитно-спиртовую барду
в количестве 10% от массы последней Это компенсирует умень-
шение содержания сульфитно-спиртовой барды с 2,12% (в исход-
ной смеси) до 1,64% (в рекомендуемой смеси) и сохраняет проч-
ность стержня в сыром состоянии па должном уровне Поварен
мая соль растворяется также в феполоспирте в количестве 4% от
массы последнего Фенопоспирт и диэтиленгпиколь вводятся
в стержневую смесь вслед за сульфитио-спиртовои бардой в виде
раствора Поваренная соль повышает диэлектрические потери
этого раствора.
Температура сушки рассматриваемой смеси составляет 460—
480° К (187—207°С).
Рекомендуемая стержневая смесь хорошо ведет себя при пе-
скодувном процессе, обладает необходимыми свойствами при
диэлектрической сушке, недорога, дает стержни высокого каче-
ства и т д
Приведем некоторые сравнительные данные
Радиаторные стержни из новой смеси после диэлектрической
сушки выдерживают па изгиб груз т — 18ж20 кг (см рис 70)
Стержни, проходящие конвективную сушку, разрушаются при
нагрузке т = 12 — 16 кг
Остаточная влажность стержней после высокочастотной суш-
ки составляет 0,04—0,08%, после конвективной — 0,15—0,20%
Длительность диэлектрическоп сушки в 20 раз меньше, чем
конвективной Производительность опытпо-промышлешюп высо-
кочастотной установки с генератором ЛД-1-40 составляет G =
= 500 кг/ч при мощности N = 60 кет, па которой iоператор рабо-
тает устойчиво Кпд установки ц = 65 — 70%, потребление
электроэнергии от сети составляет 0,54 Мдж (0,15 квт-ч) па 1 кг
высушенных стсржпеп
11о расчетам Минского филиала ШШАвтопрома и Минского
завоца отопительного оборудования внедрение высокочастотной
сушки радиаторных стержней даст заводу 53,1 тыс руб годовой
экономии при окупаемости затрат в полгода.
5. Рекомендации по внедрению метода
высокочастотной сушки
На основе выполненной работы можно дать следующие прак-
тические рекомендации, которые должны облегчить внедрение
высокочастотного метода сушки литейных стержней в нашу про-
мышленность
Стержневые смеси со связующими первой группы (обладаю-
щие высокими диэлектрическими потерями) типа жидкого стек-
ла, сульфитно-спиртовой барды, крепителей БК, СГБ и т д мо-
гут непосредственно применяться для диэлектрической сушки при
содержании связующих 1—2% (§ 13)
171
Смеси со связующими второй группы (феполоспирт, патока,
декстрин, крепители ПР, Л-63 и т. д ) имеют небольшие диэлек-
трические потери, поэтому в них для повышения потерь вводят
формамид (в безводные смеси), а также поваренную соль, хло-
ристый калии, едкии натр и т. д (во влажные смеси). Формамид
добавляют в количестве 0.1—0,4% от массы смеси, а соли — в ко-
личестве 2—4% от массы воды.
Смеси со связующими третьей группы (крепители П, ПТ, КО,
ГТФ, растительные масла) имеют очень низкие диэлектрические
потери и высокую температуру отвердевания С целью повыше-
ния потерь и температуры сушки во влажных смесях воду заме-
няют растворами гликолей, глицерина и т д. (см. табл 14), в без-
водные смеси вводят формамид в количестве 0,3—0,6% от массы
смеси.
Для интенсификации процесса сушки и улучшения качества
стержней в смесь вводят специальные химические катализато-
ры— фосфорную и борную кислоты, хлориды магния, цинка,
аммония и т ц. — в количестве 0,1—0,3% от массы смеси. Ката-
лизаторы снижают температуру и ускоряют процесс полимериза-
ции фенольных, карбамидных и других связующих (§ 13)
Частота электрического поля должна быть максимальной, что
соответствует наибольшей интенсивности нагрева [формула
(134)] Поэтому при сушке смесей с крепителями БК, ПТ, ГТФ,
сульфитно-спиртовоп бардой, патокой и т. д. (у этих крепителей
диэлектрические потери мало изменяются с частотой) выбирают
f = 27,12 Мгц (§ 1) При сушке смесей с крепителями ПР, ПРС,
декстрином и т п (у них потери растут с уменьшением частоты)
следует пользоваться частотой f = 5,28 Мгц (или 13,56 Мгц).
Напряженность Е электрического поля в материале должна
быть максимально большой [формула (134)] Опа выбирается
исходя из механической [с учетом величины возникающего мак-
симального газового давления — формула (259)] и электрической
[с учетом пробивного напряжения — формула (260)] прочности
стержня в сыром состоянии и возможностей генератора В су-
шильных установках с генератором ЛГД-10А напряженность ре-
гулируется величиной воздушного зазора d3A3 [формула (232)],
с генераторами ЛГД-30 и ЛД-1-40 — анодным напряжением
При сушке стержня сложной конфигурации оцнородпость
электрического поля в материале (равномерность нагрева и суш-
ки) обеспечивается в индивидуальном производстве засыпкой
стержня сухим песком или маршалптом [требования (264)].
в мелкосерийном — сушкой па конвейере с многопозиштоштым
рабочим конденсатором и в крупносерийном и массовом — суш-
кой с фигурным верхним электродом в пластмассовых ящиках
(драиерах) (§ 10, 13, 14). Ррайеры изготовляются из эскапона,
акрилата АСТ-Т, стеклопластиков и т. д. (§ 13). Стойкость возра-
стает, а коробление уменьшается, если драиер сделать двухс гон-
172
пым, с теплостойкой внутренней облицовкой (толщипоп 2—Qmm),
обладающей малым коэффициентом аккумуляции тепла [требо-
вание (267)], и прочным наружным слоем (§ 13, 14).
Сочетание пескодувного или пескострелыюго процесса изго-
товления сырых стержней с высокочастотной сушкой нх в одних
и тех же стержневых ящиках сильно удешевляет производство и
повышает качество изделий (§ 14).
Применение диэлектрического нагрева позволяет легко меха-
низировать и автоматизировать процесс сушки (загрузка и вы-
грузка рабочей камеры, изменение скорости движения конвейера
и т. д.) с помощью несложных устройств, которые реагируют на
изменение электрических параметров генератора в процессе суш-
ки (см. рис. 77).
§ 15. ОПРЕДЕЛЕНИЕ ЭЛЕКТРОФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛА
1. Описание метода
Основными электрофизическими характеристиками, опреде-
ляющими скорость нагрева материала [формула (134)], являют-
ся диэлектрическая постоянная е и тангенс угла потерь tg б Спо-
соба непосредственного измерения величин е и tg б по сущест-
вует, они рассчитываются кос-
венным методом по свойствам
конденсатора, заполненного ис-
пытуемым веществом С этой
целью используются мостовые
схемы с параллел! пым н по-
следовательным включением
измерительного конденсатора,
резонансные и резонансно ва-
риационные методы измерения
активного и реактивного сопро-
тивлений и т д Однако наибо-
лее простым н падежным явля-
ется метод куметра [22, 34, 127,
168], который можно с успехом
использовать в заво щких ус-
ловиях.
С помощью куметра (рпс.
85) измеряются добротноегн катушек п конденсаторов Емкость
С и добротность Q конденсатора определяются следующим об-
разом
Вначале включается катушка индуктивности Lx и контур на-
страивается в резонанс с помощью переменного конденсатора С
(без подключения испытуемого конденсатора Сх). При этом фик-
сируются слсдующс показания прибора- емкость С = Cs и
173
добротность Q = Qj (вольтметр проградуирован непосредственно
в единицах добротности Q)
Затем к цепи дополнительно подключается конденсатор Сх
заполненный испытуемым диэлектриком (например, стержневой
смесью). Контур вновь настраивается в резонанс, при этом ем-
кость С переменного конденсатора уменьшается па величину Сх
(с Сг до С2). Прибор дает новые показания- С = С2 и Q = Q2
По имеющимся значениям величин емкость Сх и добротность
Qx испытуемого конденсатора нахогятся с помощью выраже-
ний {23]
Сх = Сг — с2 пф, (268)
<2б9>
Искомые диэлектрические характеристики материала, запол-
няющего конденсатор, определяются по формулам [23]
= (270)
8 = ^, (271)
^0
где Со — емкость в вакууме испытуемого конденсатора при отсут-
ствии в нем заполняющего вещества (стержневой сме-
си) в пф.
В работе [117] величину Со для дискового конденсатора реко-
мендуется определять по формуле
Со - 6,95 — пф, (272)
d
где D — диаметр пластин конденсатора в м,
d—расстояние между пластинами в м
2. Снижение погрешностей метода
Основные погрешности, связанные с использованием описан-
ного выше метода, возникают из-за наличия так называемого
краевого эффекта (искажения электрического поля вблизи краев
пластин конденсатора). О величине погрешностей можно судить,
например, по данным, приведенным на рис 86. где отношение из-
меряемой (фактической) емкости Со к рассчитанной по упро-
щенной формуле (272) емкости Со представлено в виде функции
отношения размеров D/d Две кривые па рис. 86 получены в ра-
боте [126] с помощью двух различных расчетных методов, отли-
чающихся большой сложностью
На практике, особенно в производи венных условиях, трудно
пользоваться сложными расчетными приемами для учета возни-
174
кающих погрешностей Поэтому ниже излагается приближенная
экспериментальная методика, которая позволяет максимально
снизить влияние краевого эффекта.
Суть этой методики состоит в том, что применяется измери-
тельный конденсатор с охранным кольцом 1 (рис 87), которое
заключает в себе краевой эффект Для этого пластины 3 конден-
сатора выпускаются над испытуемым диэлектриком 4 Вся систе-
ма центрируется прижимными кольцами 2 и стяжными болтами 5
Измерительный конденсатор включает в себя две емкости Од-
на емкость образована испытуемым диэлектриком диаметром Dn
(рис 87), другая — охранным кольцом шириной */г (D— Do), ко-
торое изготовляется из диэлектрика с малыми потерями Кольце-
вая емкость Скр (края) находится следующим образом
На куметре измеряется емкость С"о конденсатора без испы-
туемого диэлектрика (в воздухе) Затем по формуле (272) опре-
деляется емкость конденсатора диаметром Do в вакууме
о?,
Со - 6,95 —пф. (273)
d
Разность между этими емкостями равна емкости края
Скр -- Со - Со пф (274)
Величина С!чР, включающая в себя краевой эффект, практи-
чески не изменяется с изменением свойств измеряемых диэлект-
риков, так как свойства и размеры кольцевого конденсатора
остаются постоянными
Емкость С!ф вычитается из полной емкости Сх измерительно-
го конденсатора с испытуемым диэлектриком, полученной на
175
куметре, п таким образом находится емкость конденсатора диа-
метром Do с испытуемым образцом (диэлектриком)
Сх о5 = Сх - Скр пф. (275)
Искомая диэлектрическая проницаемость образца определяет-
ся по по формуле (271), а из выражения
е = -£тМ- = £hZ7£i£p ; (276)
со с0
где Со соответствует равенству (273).
Тангенс угла потерь приближенно вычисляется в предполо-
жении, что измерительный конденсатор эквивалентен двум емко-
стям Сдоб и Скр, включенным параллельно Тогда в соответствии
с формулами работы [117] находим
сх tg -= СЛ об tg бх об + Скр tg бкр
или
tg об - tg бх - tg бкр, (277)
где tgdooo — тангенс угла потерь испытуемого диэлектрика (об-
разца) ,
tgбх— тангенс угла потерь измерительного конденсатора
с образцом, вычисленный по формуле (270) на ос-
нове показаний куметра;
tgdKp— тангенс угла потерь материала охранного кольца
(величина известная).
Если испытываются материалы с большими диэлектрически-
ми потерями, такие, как, например, стержневые смеси, то вторым
слагаемым в правой части формулы (277) можно пренебречь.
В результате получаем
tg об = tg бх. (278)
об
Если испытываются твердые (не сыпучие) материалы, то ох-
ранное кольцо целесообразно делать из того же материала, что и
испытуемый образец (диск) Охранное кольцо можно также за-
менить воздухом
Другой вид погрешностей возникает вследствие влияния па-
разитной индуктивности проводов, соединяющих измерительный
конденсатор с клеммами куметра. Погрешности возрастают
с увеличением длины проводов, когда опа становится соизмери-
мой с длиной волны электрического поля (при частотах f = 10 —
30 Мгц длина волны составляет 10—30 лг), и приводят к завы-
шению экспериментальных результатов Метод учета этого рода
176
погрешностей подробно рассмотрен в работе [179]. В приведен-
ных выше исследованиях поправка па паразитную индуктивность
вносилась лишь при определении диэлектрических свойств стерж-
невых смесей при высоких температурах.
3. Описание экспериментальной установки
Экспериментальная установка для определения диэлектриче-
ских потерь стержневых смесей состоит из трех основных уз-
лов— измерительного конденсатора (см рис. 87), термостата и
Рис 88 Внешний вид экспериментальной установки для опреде-
ления диэлектрических потерь стержневых смесей
куметра, включаемого в сеть через стабилизатор напряжения
(рис. 88).
Охранное кольцо измерительного конденсатора изготовлено из
тефлона, пластины —из латуни. Основные размеры конденсато-
ра следующие: Dr = 48 мм, D = 38 мм, Do = 30 мм, d = 4,4 мм,
di = 3 мм
Универсальный термостат U8 позволяет изменять температу-
ру рабочей камеры с измерительным конденсатором в пределах
213—573° К и поддерживать ее па задашшом уровне с точностью
±0,5 град
Куметр MQL-1 дает возможность измерять емкость конденса-
тора до 50 пф с точностью до 0,01 пф и добротность от 10 до 750
с точностью до 10%. Диапазон частот прибора [ = 30 кгц —
4- 70 Мгц Для измерений пригоден также серийный куметр
КВ-1
12 Заказ 915 177
Для определения диэлектрических потерь стержневых смесей
в интервале частот 5—30 Мгц были изготовлены пять катушек
индуктивности Lx, параметры которых приведены в табл 17
Таблица 17
Параметры экспериментальных индуктивностей
Номер катушки индуктивности Резонансная полоса частот в Мгц Добротность катушки индуктивности Резонансная полоса частот в Мгц Добротность
1 5—7 190—240 4 14—22 180—220
2 7—10,5 10—15 186—232 5 21—30 175—215
3 180-220
С помощью этих катушек измерительный контур куметра на-
страивается в резонанс на необходимых частотах.
Глава I v
ПОВЕРХНОСТНОЕ ЛЕГИРОВАНИЕ ОТЛИВОК
§ 16. ТЕРМОДИНАМИЧЕСКИЙ МЕХАНИЗМ
ПРОЦЕССА ЛЕГИРОВАНИЯ
1. Постановка задачи
Суть поверхностного легирования в общем случае состоит
в том, что отливка в процессе формирования соприкасается со
средой (твердой, жидкой или газообразной), из которой получа-
ет (или в которую отдает) определенные элементы В результа-
те поверхностный слой изделия приобретает свойства, отличные
от свойств остального объема отливки
Наиболее перспективен частный метод легирования, когда на
форму (неметаллическую или металлическую) наносится слой
обмазки, содержащей легирующие элементы, которые в процес-
се формирования отливки насыщают ее поверхность.
Идея этого специфического метода возникла давно. Известно
много попыток его практического осуществления Однако до на-
стоящего времени он не получил должного распространения, что
объясняется теми неясностями, которые имеются в объяснении
физического механизма явления поверхностного легирования;
как следствие — не удается получить устойчивых производствен-
ных результатов
В связи с этим была поставлена задача изучить методами
термодинамики необратимых процессов механизм насыщения по-
верхностного слоя изделия легирующими элементами из обмазки
и на этой основе разработать систему рекомендаций, которые по-
зволили бы в производственных условиях получать отливки с за-
данными свойствами
2. Обзор известных теорий
В одном из самых ранних исследований [31] эффект насыще-
ния поверхностного слоя отливки легирующим элементом из об-
мазки объясняется процессом диффузии. В работах [73] и [182]
рассматриваются технологические аспекты этого вопроса
1 Излагаются материалы совместной работы с аспирантом Ю Л Волко-
12-*
179
В обстоятельном исследовании [71] авторы критикуют диффу-
зионную физическую модель процесса, основываясь на известных
данных по скорости диффузии различных элементов в железе
(скорость диффузии па несколько порядков ниже, чем фактичес-
кая скорость проникновения элементов в поверхностный слой от-
ливки).
Авторы испытывают отливки-образцы разной толщины
(размером 100 X 170 мм) В качестве обмазки применяются фер-
ромарганец, феррохром, ферровольфрам, ферросилиций, заме-
шанные на патоке Отливки изучают методами химического ана-
лиза и металлографии
Авторы пришли к заключению, что решающее влияние па про-
цесс оказывает не диффузия, а температура плавления обмазки
Температура поверхности контакта отливки и формы должна
быть ниже температуры ликвидуса обмазки (в противном случае
обмазка расплавится и стечет вниз) и выше температуры солиду-
са обмазки (иначе обмазка спечется в корочку и не пристанет к
отливке) Выравнивание химического состава в объеме легиро-
ванного слоя авторы объясняют перемешивающим действием га-
зов, выделяющихся из обмазки Факт насыщения металла обмаз-
ки металлом отливки приписывается ими эффекту частичного
растворения корки отливки в расплавленной обмазке
В работе [184] показано, что скорость растворения металлов
в железе лимитируется скоростью диффузии, поэтому внедрение
металла отливки в металл обмазки нельзя объяснить эффектом
растворения
В работе [33] поставлена задача получить легированный хро-
мом слой толщиной не менее 10 мм на площади около 0,25 м2
при литье лопасти гидротурбины (масса 700 кг). Авторы пришли
к выводу, чго металл должен быть перегрет на Д71Пер = 30 —
4-40 град, а разность между температурами плавления отливки
и обмазки должна составлять 450—500 град. По мнению авторов,
легирование происходит по следующей схеме: расплавленный ме-
талл проникает в поры обмазки па незначительную глубину; об-
мазка па этой глубине плавится и продолжает пропитку более
удаленных ее слоев, поглощение обмазкой теплоты плавления
приводит к образованию корки на поверхности отливки, эта кор-
ка растет в сторону отливки и в сторону обмазки.
В работе [120] изучаются условия образования легированного
слоя и причины возникновения в нем некоторых пороков. Испы-
тываются стальные отливки размером 240 X 40 X (20 — 50) мм,
заливаемые при температуре 7’иал= 1530 1580° С в сырую
форму со стержнем (на масляном крепителе), который покрыва-
ется легирующей обмазкой. Обмазка наносится в количестве
0,5—10 г на 1 см2 поверхности отливки, легирующий порошок
имеет зерна менее 0,2 мм и замешивается либо па жидком стекле,
либо на пульвербакелите
180
Авторы установили, что при использовании легкоплавких фер-
росплавов размеры зерен порошка па процесс практически не
влияют, а при использовании тугоплавких ферросплавов следует
применять более мелкие зерна. Максимальное содержание леги-
рующего элемента в поверхностном слое отливки составляет 25—
50% от содержания его в обмазке. Концентрация хрома и мар-
ганца изменяется по глубине скачкообразно, причем поверхност-
ный слой отливки насыщен менее сильно, чем глубокий.
Авторы предполагают, что легирование происходит вследст-
вие перемешивания жидкого металла отливки с расплавленной
обмазкой либо путем спекания обмазки и прилипания ее к от-
ливке Решающим фактором является необходимость превыше-
ния температуры плавления обмазки над температурой плавле-
ния металла отливки (этот вывод прямо противоположен выво-
дам, сделанным в предыдущих работах) Образование открытых
газовых раковин типа отдулнн объясняется проникновением ia-
зов из формы в слой обмазки
В работе [130] приводятся данные по легированию режущей
кромки стального лемеха плуга Толщина легированного слоя со-
ставляет 2—2,8 мм, ширина — 30 мм Из семи испытанных соста-
вов паилучшие результаты дает порошок, содержащий 25% чу-
гунных стружек, 30% феррохрома, 15% ферробора, 15% ферро-
титана, остальное -— графит серебристый, кремний, никель
Порошок с определенными размерами частиц (слишком мелкий
порошок не дает положительного эффекта) насыпается па ниж-
нюю половину формы перед ее сборкой; связующее не применя-
ется Легированный слой имеет примерно однородный состав по
толщине За ним следует тонкий переходный слой, состав кото-
рого изменяется от состава легированного металла до состава
основной отливки. Легированные лемехи почти в 2 раза долго-
вечнее, чем обычные, кованные из проката.
Большой интерес представляет возможность насыщать по-
верхностный слой отливки серой (будем условно называть суль-
фидирование, как и всякий другой процесс насыщения поверхно-
сти отливки элементом, улучшающим ее свойства, легировани-
ем). Сульфидирование повышает твердость чугуна и стали, улуч-
шает их антифрикционные качества, снижает способность к
задирам (схватывание) и т. д [169, 173] В свою очередь, нали-
чие серы внутри отливки вызывает брак по горячим тре-
щинам [15].
В работе [173] описывается процесс поверхностного легирова-
ния отливки черенковой или расплавленной серой Глубина лепт-
ровашюго слоя регулируется толщиной обмазки Долговечность
легированных серой изделий (конических шестерен для бегунов,
гильз цилиндров тепловоза и т д) возрастает в 3—10 раз по
сравнению с нелегпрованными Автор предполагает, что легиро-
вание происходит благо царя диффузии и конвекции
181)
В работе [20] высказывается идея о том, что легирующая об-
м 1зка расплавляется и приваривается к поверхности отливки По
мнению автора, существует также поверхностное днффу шоннос
легирование
Как видим, в литературе можно встрешть самые разнообраз-
ные, ипогца противоречивые предположения относительно физи-
ческою механизма процесса поверхностного легирования от-
ливок
3. Термодинамическая схема процесса
Анализ явления поверхностного легирования методами термо-
динамики необратимых процессов показывает, что обмазка п по-
верхностный слои отливки в совокупности образуют термоципа-
мическую пару (§ 2), в капиллярах которой происходит круго-
вая циркуляция (фильтрация) вещества отливки и обмазки под
действием разностей (перепадов) потенциалов ДР,.. В их число
входят разности поверхностных потенциалов Дрп, температур АТ,
давлении Ар, диффузионных Ар.д, фазовых Лцф, химических Дцч
и электрических Аф потенциалов и т д Циркуляция сопровож-
дается всеми теми эффектами, которые рассмотрены в § 2 (раз-
деления, контактной теплоты, возникновения фиктивной движу-
щей силы Дре, линейным эффектом п т д ) В результате поверх-
ностный слои отливки оказывается обогащенным нужным леги-
рующим элементом из обмазки, а обмазка обогащена металлом
отливки Познакомимся ближе с эффектом циркуляции вещества
в такой парс и выясним условия, благоприятствующие развитию
этой циркуляции
Всевозможные вицы взаимодействия отливки и обмазки мож-
но условно подразделить па три характерных частных случая,
различающихся уровнями температур плавления металла и ле-
гирующего вещества. Первый частный случай соответствует ус
ловпям, когда материал обмазки имеет меньшую температуру
плавления, чем материал отливки, вюрои,— когда обмазка бо-
лее тугоплавка, чем отливка, и наконец, третий,— когда темпера-
туры плавления обмазки и отливки примерно одинаковы Во всех
перечисленных случаях могут быть получены удовлетворитель-
ные практические результаты
В первом частном случае проникновение жидкого металла
в поры обмазки сопровождается затвердеванием металла и рас-
плавлением обмазки (рпс. 89). Расплавленная обмазка оказыва-
ется заключенной в капиллярах, которые образованы металли-
ческим скелетом, получившимся вследствие затвердевания стру-
ек, пропитывающих обмазку Эти капилляры соединяются с
жидкой фазой отливки Пристеночный слой жидкости в капилля-
рах образует одну ветвь термодинамической пары, осевой — дру-
гую Возникает круговая фильтрация жидкой фазы под дсиствн-
182
см перечисленных выше разностей потенциалов Фильтрация
(циркуляция) происходит по законам, описанным в § 2 (см.
рис 5 и 6) Направление циркуляции определяется относитель-
ными термодинамическими свойствами металла и обмазки (оно
по обязательно соответствует тому направлению, которое пока-
зано па рис 89, б).
В результате циркуляции один из слоев жидкости в капил-
ляре, например осевой, вносит металл отливки в обмазку, а при-
а)2 3 4 1 5 f)
Рис 89 Схема термодинамической фильтрации жидкой фазы в начальный (а)
и конечный (б) периоды процесса (первый частный случай легирования)
стопочный вносит материал обмазки в отливку. Отливка получа-
ется легированной примерно на глубину Дх (длина зоны цирку-
ляции)
Необходимо отмстить, что суммарная длина Дх системы ка-
пилляров, объединяющих обмазку (толщиной АД) и поверхност-
ный слои отливки, изменяется со временем В начальный момент
(после заливки металла в форму) длина Дх = Х3 Затем, по мере
затвердевания отливки, в которой появляется переходная зона с
температурой ниже ликвидуса (Т1лил), величина Дх возрастает за
счет присоединения к капиллярам обмазки межкристаллических
капилляров отливки
Толщина легированного слоя равна тому значению длины Дх,
которое соответствует моменту I &х обгона фронтом затвердева-
ния (солидуса) отливки фронта движения фильтрующихся в ка-
пиллярах ликватов (легирующих элементов). Опыт показывает,
183
что при правильном ведении технологического процесса глубина
Ах легированного слоя обычно лежит в пределах от Х3 до 2Х3.
Размер Ах зависит от конкретных условий легирования, в том чи-
сле от особенностей данного частного случая легирования. Более
подробно об этом говорится ниже
Во втором частном случае (обмазка более тугоплавкая, чем
отливка) металл проникает в поры (капилляры) обмазки. сва-
ривается с нею и только после этого затвердевает (рис 90). От-
ливка оказывается легированной на глубину Ах = Х3 (толщина
Рис 90. Схема термодинамической фильтрации жидкой фазы в начальный (а)
и конечный (б) периоды процесса (второй частный случай легирования)
1 — жидкий металл отливки; 2 —^межзерновой капилляр обмазки, 3 — зерна обмазки»
обмазки). Если металл, заполнив капилляры обмазки, сохраняет
еще известную жидкотекучесть, то в нем возникает термодинами-
ческая циркуляция (фильтрация) под действием соответствую-
щих разностей потенциалов (рис 90, б) Однако эта циркуляция
по может изменить общую картину легирования (толщину Ах =
= Х3), так как за короткое время затвердевания поверхностного
слоя отливки ее металл обычно не в состоянии растворить сколь-
нибудь заметное количество материала обмазки.
Наконец, в третьем частном случае (тугоплавкость отливки
и обмазки примерно одинакова) проникновение металла в поры
обмазки сопровождается подплавленисм ее зерен Обмазка и по-
верхностный слой отливки образуют систему капилляров, в ко-
торых происходит термодинамическая циркуляция жидкой фазы
(металла отливки и материала обмазки) Одна из ветвей термо-
184
динамической пары (например, осевой слой капиллярной жидко-
сти) вносит металл в обмазку, а другая (пристеночный слой ка-
пиллярной жидкости) вносит материал обмазки в отливку
(рис 91). Отливка получается легированной примерно на глу-
бину Ах
Циркуляция жидкой фазы в межзерновых капиллярах отлив-
ки и обмазки сопровождается, как уже отмечалось, эффектом
разделения Это означает, что в зоне Т' (на конце капилляра со
стороны отливки) накапливаются одни элементы, а в зоне Т" (па
2а) 3 1 5 S) 3
Рис 91. Схема термодинамической фильтрации жидкой фазы в начальный (а)
и конечный (б) периоды процесса (третий частный случай легирования)
конце капилляра со стороны обмазки) — другие, т е. концентра-
ция некоторых элементов в глубине легированного слоя (па рас-
стоянии Ах от поверхности отливки) должна быть несколько вы-
ше, чем на его поверхности, а концентрация других элементов
должна иметь противоположное распределение
Какие именно элементы скапливаются в зоне Т' — заранее
сказать трудно, все зависит от конкретного соотношения между
действующими разностями потенциалов. При термической филь-
трации (если основной движущей силой циркуляции жидкой фа-
зы является разность температур АТ) в горячей зоне (Tz) накап-
ливаются более легкие (с меньшей атомной массой) элементы, а
в холодной (Т") — тяжелые [51, 57]
Процесс фильтрации приводит также к возникновению раз-
ности давлении Д/д = р" — р' (фиктивная движущая сила)
185
С течением времени (по мере охлаждения поверхностного
слоя отливки) диаметр капилляров уменьшается, что сопровож-
дается рослом движущей силы процесса фильтрации жидкой фа-
зы Интенсивность циркуляции при этом падает из-за уменьше-
ния всех проходных сечений Фильтрация в легируемом слое Дх
прекращается, когда фронт затвердевания отливки покидает этот
слой, т с когда капилляры разобщаются па отдельные ячейки
(при температуре Т'[кр, несколько превышающей температуру
Tjcon солидуса [47]).
Одпако процесс легирования па этом не закапчивается. Пе-
репое легирующих элементов продолжается под действием тех
же разностей потенциалов, по уже не в фильтрационной, а в диф-
фузионной паре Диффузия по границам идет много быстрее, чем
внутри зерен Опа оказывает известное влияние па выравнивание
состава в пределах определенных макрообъемов
Значительное охлаждение отливки прекращает процесс пере-
распределения вещества в се материале
В связи с изложенным важно подчеркнуть, что диффузия эле-
ментов в твердом веществе протекает в тысячи раз медленнеее,
чем в жидком, а диффузия в жидкости, в свою очередь, в тысячи
раз менее интенсивна, чем фильтрация [57] Отсюда следует, что
процесс поверхностного легирования отливок имеет в своей ос-
нове фильтрационный механизм переноса легирующих элементов
За тот короткий отрезок времени, пока отливка находится при
высоких температурах, диффузия успевает лишь несколько гомо-
генизировать (выровнять) состав в пределах небольших макро-
скопических объемов металла
Таким образом, главный эффект легирования па глубине Дх
создастся интенсивным фильграционным переносом вещества За
этой глубиной концентрация легирующих элементов должна рез-
ко (скачкообразно) падать до значений, соответствующих основ-
ному металлу отливки. Некоторое размывание границы легиро-
ванного слоя (появление переходной зоны) происходит вследст-
вие наличия конвекции в зоне Т' и диффузии Именно такая кар-
тина распределения элементов наблюдается в реальных условиях
легирования [120 ит д]
Здесь необходимо оговорить следующее обстоятельство Ре-
альные отливки затвердевают (их фронт затвердевания переме-
щается) со скоростями, которые значительно превышают ско-
рость циркуляции жидкой фазы в капиллярах Поэтому вскоре
после начала фильтрации фронт затвердевания отливки обгоня-
ет фронт фильтрации, и основной процесс легирования заканчи-
вается Очевидно, если увеличить интенсивность охлаждения от-
ливки, то глубина Дх легированного слоя уменьшится (она будет
приближаться к толщине Х3) Снижение интенсивности охлажде-
ния отливки, наоборот, приводит к увеличению глубины Дх При
очень малой интенсивности теплообмена, когда скорость продви-
186
жсппя фронта затвердевания ниже скорости фильтрации, отлив-
ка окажется легированной па всю толщину Хь причем примеси
распределятся в се объеме в соответствии с эффектом разделения
(именно такая малая скорость продвижения фронта затвердева-
ния применяется при зонной очистке металлов с целью удалить
примеси в конец образца — § 18) При большой глубине слоя Дх
концентрация легирующего элемента в нем получается незначи-
тельной
Из приведенных выше схем (см рис 89—91) непосредствен-
но следует, что в первом частном случае легирования (см рис 89)
концентрация данного элемента в поверхностном слое отливки
(если принять, что пористость обмазки равна 50% и длина Дх
зоны циркуляции в 2 раза больше толщины Х3 обмазки) пример-
но в 4 раза ниже, чем в материале обмазки
Во втором частном случае (см рис 90) при пористости 50%
концентрация элемента в легированном слое в 2 раза ниже, чем
в материале обмазки
В третьем частном случае (рис 91) при пористости 50% и
Ах = 2Х3 средняя концентрация легирующего элемента в слое
Дх примерно равна 25% or его концентрации в материале обмаз-
ки Распределение концентрации по толщине Дх зависит ог сте-
пени оплавления зерен обмазки Чем меньше подплавятся зерна,
гем выше будет концентрация элемента в наружной зоне слоя
Дх и ниже — во внутренней зоне этого слоя (меньше расплавлен-
ного материала обмазки будет занесено в отливку)
В первом н третьем частных случаях концентрация элемента
в легированном слое возрастает, если уменьшается зона цирку-
ляции Дх при постоянном Х3 С увеличением Дх концентрация
падает (если постоянно Х3) Эти выводы о величине концентра-
ции элемента в легированном слое (по сравнению с концентра-
цией элемента в материале обмазки) хорошо согласуются с ре-
зультатами экспериментов, описанных в работе (120]. Согласно
данным А М Михайлова и М И Серебряковой, содержание ле-
гирующего элемента в поверхностном слое отливки составляет
25—50% от его содержания в обмазке
4. Влияние поверхностных явлений
Циркуляция жидкоп фазы в межзерновых капиллярах отлив-
ки и обмазки происходит, как уже отмечалось, под действием це-
лого ряда разностей потенциалов ДРг Эти разности возникают па
концах капилляра длиной Дх, причем перепад температур ДТ
обусловлен охлаждением отливки, перепад поверхностных по-
тенциалов Дцп — эффектом смачивания (капиллярными силами),
давлений Ар — напором (весом) металла, диффузионных Дцд,
фазовых Дцф и химических Дцх потенциалов — разницей в соста
вс вещества и т д
187
Из всех перечисленных величин самое важное значение имеет
разность поверхностных потенциалов Дцп, пол действием кото-
рой в процессе круговой циркуляции жидкой фазы происходит
пропитка обмазки металлом. Непосредственно найти разность
Дцп трудно [57] О величине этой разности можно судить по фик-
тивной движущей силе Др(оо (разности давлений па концах ка-
пилляра), которая может быть приближенно вычислена по из-
вестной формуле Лапласа (для цилиндрического капилляра при
совершенном смачивании [57])
Дрссо = 4 н/м2, (279)
где а — коэффициент поверхностного натяжения в н/м,
d — диаметр капилляра в м.
Разность давлений Дрс«> для чугуна и стали, проникающих
в капилляры формы, может достигать нескольких бар (атмо-
сфер). Соответствующие примеры расчетов по данным В. В Фро-
лова приводятся в работе [40]
Такие большие значения давления могут иметь место лишь
при смачивании материала обмазки металлом отливки. Отсюда
ясно, что поверхностные явления (эффект смачивания) должны
оказывать решающее влияние на ход процесса легирования Ра-
нее па это обстоятельство никто из исследователей внимания не
обращал Вместе с тем, именно от эффекта смачивания в основ-
ном зависит возможность или невозможность получения удов-
летворительного легированного слоя, так как только при наличии
смачивания получается прочное соединение металла и обмазки,
а также происходит взаимная диффузия Поэтому необходимо
рассмотреть условия, обеспечивающие совершенное смачивание
обмазки металлом
Вопросам поверхностных явлений посвящено большое число
исследований [1, 66, 106, 108, 109, 155] Во многих работах изу-
чается эффект смачивания и влияние на него различных факто-
ров — составов жидкого металла и твердой поверхности [109],
температур металла и поверхности и состояния последней [108]
и т д
Установлено, что степень смачивания твердой поверхности
расплавом зависит от поверхностного натяжения на границе их
раздела и, в частности, от свойств промежуточной среды Если
в качестве промежуточной среды вместо газа взять расплав со
лей, то смачивание можно резко улучшить На этом принципе (ис-
пользование флюсов) основано практическое применение пайки,
сварки и т п
Другим важным фактором, влияющим па смачивание, явля-
ется температура зоны смачивания Установлено, что чистые ме-
таллы и сплавы эвтектического состава растекаются по твердой
поверхности при температуре Tjhp расплавления или при неболь-
188
шом (порядка нескольких градусов) перегреве ДТ1пер Сплавы,
кристаллизующиеся в интервале температур ДТ1Кр, растекаются
при температурах, лежащих внутри этого интервала Температу-
ра твердой поверхности Т3п, па которой растекается расплав,
должна составлять не менее 80% от температуры TjKp расплава
(для чистых металлов и эвтектик) или Т]ООЛ (для интервальных
сплавов) [108], т е должно соблюдаться требование
Т3п>0,8Т1кр°С, 1
или } (280)
7%,>0,8Т1сол°С. ]
Отмеченные особенности эффекта смачивания имеют важное
значение для понимания того, что происходит в легируемом слое
Для проверки роли смачивания в процессе поверхностного
легирования отливки поставлены специальные эксперименты,
схема которых более подробно описана в § 18 Испытываются чу-
гунные отливки, легированные различными ферросплавами Из
каждого ферросплава определенного фракционного (размер зе-
рен 0,25—0,5 мм) и химического состава готовятся три обмаз-
ки— смачиваемая чугуном, плохо смачиваемая и несмачи-
ваемая
Для получения смачиваемой обмазки порошок данного фер-
росплава смешивается в пропорции 3 1 с флюсом (бура, борная
кислота и хлористый натрии в пропорции 1 1'1), плохо смачи-
ваемая обмазка получается по общепринятой технологии (поро-
шок замешивается на патоке или жидком стекле), несмачивае-
мая обмазка готовится путем окисления поверхности зерен в «ки-
пящем слое» (в потоке кислорода) и замасливания крепите-
лем П. Все обмазки (были испытаны Fe — V, Fe— W, Fe — Сг,
Fe^—Мп, Fe—Mo, Fe — Si, Мп, Сг и Si) разводятся водой до
пастообразного состояния и в таком виде наносятся па форму
С обмазками первого типа получен хороший легированный
слои (кроме Si, для которого, очевидно, состав флюса оказыва-
ется неподходящим), независимо от температуры плавления об-
мазки и других факторов, с обмазками второго типа слой полу-
чен только для двух случаев (с Fe — Мп и Fe — Si), обмазки
третьего типа легированного слоя не дают
Проведенные опыты подтверждают решающее влияние на
процесс эффекта смачивания Вместе с тем они подчеркивают
важную роль флюсов в этом процессе.
5. Проверка теоретической схемы процесса
на прозрачных объектах
Факт циркуляции жидкой фазы в межкристаллическпх капил-
лярах отливки подтвержден многочисленными прямыми [47] и
косвенными [47, 51] экспериментами В частности, эффектом раз-
189
деления при фильтрации объясняются многие виды ликвации
элементов в отливках [51] Фильтрацию жидкой фазы в условиях
легирования отливок никто не наблюдал, поэтому были постав-
лены специальные эксперименты на прозрачных объектах (кото-
рые можно условно назвать моделями) с целью проверки изло-
женной выше термодинамической схемы процесса.
Благодаря применению прозрачных кристаллизующихся отли-
вок и обмазок удается непосредственно наблюдать (визуально и
с помощью фотографирования) процесс фильтрации вещества от-
ливки в поры обмазки и вещества обмазки в межкристалличес-
кие капилляры отливки. Допустимость использования подобных
объектов вытекает из тою факта, что согласно существующей
в физической химии классификации диаграмм плавления многие
opiэпические соединения, криогидраты и другие вещества попа-
дают в одну общую группу с металлами
Выбор прозрачных материалов для отливки п обмазки подчи-
няется определенным требованиям Температура плавления мате-
риалов не должна быть слишком высокой Смесь веществ долж-
на давать интервал температур кристаллизации и иметь эвтек-
тическую точку Вещества не должны вступать между собой
(в условиях опыта) в химические реакции Желательно также,
чтобы вещества различались по цвету
С помощью моделирующих материалов цолжны быть изуче-
ны условия легирования отливки обмазками, содержащими ве-
щество отливки (это напоминает легирование черных металлов,
ферросплавами). При этом надо иметь возможность охватить
случаи, когда обмазка смачивает, плохо смачивает и не смачива-
ет отливку, а также рассмотренные выше три частных случая,
различающихся уровнями температур плавления отливки и об-
мазки
Большинству перечисленных требований хорошо удовлетворя-
ют следующие системы:
1 Камфора — бензойная кислота
2 Камфора — гидрохинон
3 Камфора — резорцин
4 . Бромистый алюминий — бензол
5 Хлористая сурьма — дифенил метан
6 Хлористый бензоил — бромистый алюминий
Диаграммы плавления этих систем, а также некоторых крио-
гидратов, удовлетворяющих тем же требованиям, приведены
в работах [И. 107, 118] Три из таких диаграмм показаны па
рис 92.
Экспериментальная установка состоит из четырех основных
блоков (узлов) литейнои формы, микропросктора МП-1 с экра-
ном, термостата и осциллографа или электронного потенциометра
для измерения температуры Прозрачная литейная форма устрое-
на следующим образом (рис 93) На круглое стеклянное основа-
190
ние 11 наклеены две слюдяные мембраны 10 толщиной 0,05 мм с
зазором 0,2—0,3 мм между ними (зазор обеспечивается картон-
ными прокладками 4) На мембране установлено текстолитовое
кольцо 6 с прямоугольной прорезью, в которую входят алюминие-
вые пластины 7 (стенки кокиля) и заливается расплав 9. Размер
отливки составляет примерно 10 X 20 X 30 мм. В кольцо 6 вмон-
тированы термопары. Алюминиевые пластины 7 приклеены ко
второму текстолитовому кольцу 5. Сверху форма закрывается
крышкой 2, которая состоит из стекла с двумя слюдяными мем-
бранами 3, изготовленными по типу мембран 10. Вся система
удерживается жакетом 1 из оргстекла или текстолита
о 20 W 60 80 100%
Кислота
Рис 92 Диаграммы плавления систем камфора — бензойная кислота (а),
камфора — гидрохинон (б) и камфора — резорцин (<з)
Перед опытом материал отливки расплавляется в термостате
па песчаной бане. Там же нагреваются форма, крышка и шприц.
Кольцо 5 с алюминиевыми пластинами 7 находится вне термоста-
та (например, при комнатной температуре). После достижения
необходимой температуры форма быстро ставится па стол мик-
ропроектора, в нее вставляется кольцо 5, шприцем заливается
расплав и сверху устанавливается крышка 2. На экране появля-
ются изображения обмазки 8 и отливки 9 и развертывается вся
картина легирования.
Описанная методика (применение слюдяных изоляционных
экранов и неметаллических материалов для изготовления формы,
нагрев материала отливки и элементов формы до одной и той же
температуры и т. д ) позволяет максимально снизить потери теп-
лоты отливкой во всех направлениях, кроме алюминиевых плас-
тин 7, которые обладают необходимой аккумулирующей способ-
ностью В результате температурное поле отливки и обмазки ма-
ло отличается от одномерного, что важно иметь при наблюдении
процесса па экране.
Изображение фотографируется, либо карандашом па экране
отмечаются границы продвижения фронтов затвердевания и ле-
гирующего вещества в различные моменты времени
191
Например, были испытаны сплав камфоры (30% по массе) и
бензойной кислоты (70%), играющий роль отливки, и сплав
гидрохинона (40%) с камфорой (60%), играющий роль об-
мазки
Сплав отливки в жидком состоянии прозрачен, имеет слегка
голубоватый цвет (Т1тш = 312° К). Будучи твердым, он состоит
из иглообразных дендритов (прозрачны, бесцветны) и эвтектики
(менее прозрачна, зеленовато-голубоватого цвета). Структура
видна невооруженным глазом. Сплав обмазки в жидком состоя-
нии прозрачен, имеет цвет заваренного чая, в твердом состоянии
непрозрачен, имеет кремо-
вый цвет (в состав твердого
сплава входят рассеиваю-
щие свет мелкие звездооб-
разные сферолиты и эвтек-
тика)
Обмазка получена путем
измельчения второго сплава
(гидрохинона с камфорой)
до частиц размером 0,25—
0,5 мм и спекания их при
1 емпературе примерно 295° К.
Нанесенная па поверхность
алюминиевых пластин об-
мазка хорошо сцепляется с
ними (толщина обмазки Х3 =
= 2 мм).
После заливки жидкого
сплава в форму и выполне-
ния всех операции, упомяну-
тых выше, па экране проек-
тора наблюдается следую-
щая картина.
Жидкии материал отливки интенсивно (за время 0,1 сек) про-
питывает обмазку (фильтруется по ее капиллярам) на всю глу-
бину (2 мм)
Обмазка частично подплавляется и выносится циркулирую-
щей жидкоп фазой в отливку Материал отливки вблизи обмазки
окрашивается в характерный цвет чая (обратное движение спла-
ва отливки заметить трудно, так как оп окрашен менее интен-
сивно, чем сплав обмазки). К данному моменту длительность все-
ю процесса составляет 0,5 сек
После этого начинается затвердевание отливки (рост корки
со стороны обмазки) Впереди фронта затвердевания перемеща
ется жидкость, обогащенная материалом обмазки (цвет чая) Од-
новременно маточный раствор в образующихся межкристалли-
ческих капиллярах отливки интенсивно окрашивается в тот же
192
цвет, что свидетельствует о наличии круговой циркуляции жидко-
сти в капиллярах отливки и обмазки Циркуляция приводит к
выносу материала обмазки в перемещающуюся зону Т' отливки
(см рис 89 и 91) и проникновению материала отливки в обмаз-
ку Этот второй процесс непосредственно не виден, но о его на-
личии легко судить по тому факту, что после затвердевания от-
ливки обмазка не имеет пор, а ее толщина остается неизменной
в течение всего периода легирования (следовательно, покинув-
ший обмазку материал замещается материалом отливки)
По прошествии 1,2—1,5 сек, когда толщина твердой корки до-
стигает 4—5 мм, растущие кристаллические иглы (дендриты) ма-
териала отливки пронизывают зону Т' с повышенной концентра-
цией материала обмазки. Это означает, что фронт затвердевания
обгоняет фронт движения легирующих примесей Фильтрация
жидкой фазы в зоне Ах легирования прекращается
Дальнейшее затвердевание отливки происходит по обычным
законам, рассмотренным в работе [47] (с образованием пористо-
сти и раковин, при наличии фильтрации в межкристаллических
капиллярах жидкой фазы, питающей фронт затвердевания,
и т д )
Затвердевшая отливка замораживается, с се верхней и нпж-
пеи плоскостей срезаются слои толщиной 1 мм, после чего полу-
чается весьма четкая (одномерная) картина легирования, ес-
ли сфотографировать образец в проходящем и отраженном
свете
Фотографирование в проходящем поляризованном свете дает
возможность найти характер распределения концентрации гидро-
хинона в сечении отливки (по степени почернения фотопла-
стинки).
Описанный опыт относится к третьему частному случаю леги-
рования, когда температуры плавления отливки и обмазки при-
мерно одинаковы (см. рис 91). Он подтверждает правильность
рассмотренной выше теоретической схемы процесса Обращает
на себя внимание факт соответствия характера распределения
легирующих элементов в материалах опытной и реальных [33,
120] отливок
В первую очередь это касается наличия пика концентрации
на глубине Дх отливки и резкого уменьшения концентрации за
этим пиком Во всех случаях можно различать легированный
слой толщиной Ах с большим содержанием легирующего элемен-
та, переходную зону, где концентрация легирующего элемента
уменьшается до его содержания в основном металле, и основной
металл отливки
Испытание прозрачных отливок и обмазок наглядно под-
тверждает высказанную ранее мысль о том, что в процессе филь-
трации легирующее вещество переносится в тысячи раз более ин-
тенсивно, чем в процессе диффузии
13 Закдз 915 193
§ 17. ТЕОРИЯ ПРОЦЕССА
1. Общие уравнения переноса
Теоретическое решение задачи о поверхностном легировании
отливки сводится к определению полей потенциалов, под дейст-
вием которых происходит процесс, и отвечающих этим полям по-
токов В нестационарных условиях значения потенциалов в лю-
бой точке системы отливка — обмазка — форма и любой момент
времени определяются с помощью дифференциальных уравнений
типа (125)
и< = 2£(^’ (281)
где 1=1,2, 3, 4, 5, 6, 7
Значения входящих сюда величин характеризуются формула-
ми (122) —(124), (126) и (127) В общем случае система уравне-
ний (281) распространяется на семь внутренних степеней свобо-
ды— термическую, поверхностную, механическую, диффузион-
ную, фазовую, химическую и электрическую (§ 16) При рассмот-
рении фазовой п химической степеней свободы надо принять во
внимание соображения, изложенные в § 5 и 6
Потоки термического заряда, массы и т д. в каждый данный
момент определяются уравнениями типа (45) и (47).
1 = 2 ₽1гХг’ (282)
где z = 1, 2, 3, 4, 5, 6, 7.
Более детально об этих уравнениях (применительно к поверх-
ностному легированию отливок) говорится в работе [57]
Решить систему дифференциальных уравнений второго поряд-
ка в частных производных [формула (281)], а затем по найден-
ным разностям (или градиентам) потенциалов вычислить вели-
чины потоков [формула (282)] весьма тяжело вследствие трудно-
стей ма I ематического характера. Даже в простейших случаях
решения получаются слишком громоздкими, непригодными для
использования в производственных условиях [57, 62, 85, 89] В свя-
зи с этим ниже излагаются методы расчета, которые в первом
приближении учитывают лишь важнейшие факторы, влияющие
на процесс Решение задачи облегчается благодаря принятой вы-
ше классификации условий легирования
2. Уравнение тейпового баланса обмазки
Решить задачу о легировании во всей ее фактической сложно-
сти [с учетом уравнений ]281) и (282)] не представляется воз-
можным, поэтому в основу приближенного расчета положена
194
простейшая методика, базирующаяся па уравнении тепловою ба-
ланса слоя обмазки, поры которой целиком заполнены жидким
металлом Требование, согласно которому жидкий металл при ле-
гировании проникает на всю глубину Х3 обмазки (см рис 89—
91), должно соблюдаться обязательно, так как в противном слу-
чае па поверхности отливки возникают дефекты типа засоров или
пригара
При составлении уравнения теплового баланса для простоты
предполагается, чтоб период проникновения струек металла в по-
ры обмазки теплообменом между обмазкой, с одной стороны, и
отливкой и формой, с другоп, можно пренебречь (иными словами,
принимается, что обмазка, заполненная металлом, получает от
отливки столько же тепла, сколько отдает его в форму) Уравне-
ние теплового баланса для обмазки, насыщенной металлом, име-
ет вид
Qlnep “Ь Qlhp Н- QlaKK ~ QsaKK Qskp 4~ Qsncp (283)
где Qincp — тепло перегрева металла, заполнившего поры об-
мазки;
Qinep = л3Р3Х8рЩ1' (7\зал — 7\кр) дж, (284)
Qibp — тепло кристаллизации этого металла,
<21Кр = дж, (285)
<Э1акк — аккумулированное тепло, выделившееся в металле
в связи с его охлаждением до средней калориметри-
ческой температуры системы обмазка — металл
(в порах);
QiaKK ~ ^gFjXgPjCj (Т1кр Тк) дж; (286)
Q3-14 — аккумулированное тепло, поглощенное обмазкой при
се нагреве от начальной температуры Т.-)пач до темпе-
ратуры плавления T3j(P,
Qtskk = 0 -Тз)-^т^зРзГз (^зкр ~ Т’зшч) дж, (287)
Qbkp — тепло плавления обмазки;
QtkP = (1 - я3) FjXaPs' з дж, (288)
Qsnep —тепло перегрева, поглощенное обмазкой при се на-
греве от температуры Т31(Р до Тк,
Qwp -~ (1 — л3) (Тк - ТЗкр) дж, (289)
л3 — пористость обмазки (равная относительному объему
металла),
л3 = ^ = ^, ' (290)
195
VI10p — объем пор в мч,
У3 — объем обмазки,
V, = ГД, м:1,
F, — поверхность соприкосновения отливки и обмазки
В Л2,
Pj —плотность металла отливки в кг!м\
С1 —удельная теплоемкость материала отливки в
дж( (кг-град),
Дзал — температура заливаемого металла в °К, °
Г1ьр - температура кристаллизации металла в °К,
Г[ —удельное тепло кристаллизации металла в дж(кг,
Tv — средняя калориметрическая температура обмазки,
заполненной металлом, в °К,
р3 — плотность материала обмазки (в куске) в /са/л ,
Гз — удельное тепло плавления обмазки в дж/кг,
с3 —удельная теплоемкость обмазки в дж/(кг • град),
Гзпан — начальная температура обмазки (обычно равная на-
чальной температуре Г2пач формы) в °К,
Т31ф — температура плавления обмазки в °К
Здесь и далее индекс 1 относится к металлу оышвки, 2 — к ма-
териалу формы, 3 — к обмазке
Штрихом вверху обозначены величины, относящиеся к мате-
риалу в жидком состоянии В первом приближении можно не
учитывать разницы в свойствах материала, находящегося в
жидком и твердом состояниях
Материалы отливки и обмазки обычно затвердевают в интер-
валах температур
АЛкр^Ллик-Лсол град,
ЬТзкр — злик Дсол град
Поэтому под Т1Р следует понимать некоторую эквивалентную
температуру, находящуюся в интервале Д7[47] Коль скор
при легировании особенно важна способность материала течь, то
в качестве ТД целесообразно выбирать величину 1\р, при кото-
рой происходил схватывание металла [47] Для простоты можно
приближенно СЧИТатЬ, ЧТО = Дол
Уравнение (283) теплового баланса составлено исходя из са-
мых общих предположений о том, что средняя калориметричес-
кая температура Д лежит между температурами 1 w и 13,р из
этого уравнения определяется искомая температура заливаемо
го металла
<Дкк + (Дкр + <фпер - + Дкр°К-
л3ГДзР J с]
(291)
196
В отдельных частных случаях легирования температура Тк
может иметь значения, при которых определенные слагаемые
в общих формулах (283) и (291) пропадают Тогда эти формулы
несколько упрощаются
3. Решение задачи для первого частного случая
Из предыдущего (§ 16) ясно, по в первом частном случае (об-
мазка менее тугоплавка, чем отливка) благоприятные условия
легирования возникают тогда, когда металл, заполнивший поры
обмазки, затвердевает, а обмазка под действием выделенной ме-
таллом теплоты расплавляется (см рис 89) При этом обмазку
важно расплавить в момент, когда струнки металла затверде-
ют настолько, что приобретут необходимую прочность Для этих
условий общую формулу (291) можно упростить, положив
Сз„ср - Qm - 0, (292)
что означает, чю к моменту за!вердевання металла обмазка ус-
певает полностью расплавиться
В первом часиюм случае температура заливки имеет очень
важное значение От правильного се выбора зависит возможность
или невозможность получения легированного слоя
Если температура Т13ал слишком высока (больше расчетной),
то металл в порах затвердеть не успевает, обмазка расплавляет-
ся и перемешивается с материалом отливки Удовлетворительно-
го легированного слоя па ее поверхности нс образуется
При малых значениях Т13с,л (меньше расчетных) металл не
в состоянии затечь в поры и расплавить обмазку В частности,
если температура Т13ал слишком мала, то металл затвердевает
раньше, чем успевает проникнуть в поры на глубину Х3 При
этом па поверхности отливки получаются дефекты типа прига-
ра Если температура Т1етл ниже расченюй, но не очень мала, то
металл затекает в поры на всю глубину АД При этом обмазка
может не подплавиться и тогда для получения однородного по
составу легированного слоя отливку придется отжигать
Возможны также случаи, когда металл проникает на глубину
Д3 нс по всей поверхности, а только па отдельных ее участках
Если таких участков мало и они невелики по размерам, то по-
верхностные дефекты па отливке имеют вид пригара В противо-
положном случае поверхностные дефекты напоминают засоры
В связи с изложенным следует заметить, что па поверхности
легированных отливок иногда наблюдаются очень специфические
открытые раковины типа отдулин. В них часто можно заметить
обломки дендритных образований Такого рода дефекты возни-
кают из-за того, что жидкая фаза, идущая на питание отливки,
высасывается из поверхностного слоя через капилляры Поверх-
197
постных раковин можно избежать, если осуществить последова-
тельно затвердевание отливки (от поверхности во внутрь).
Расчетные формулы (283) —(292) включают в себя в основ-
ном термофизические и температурные свойства металла и об-
мазки. Свойства капилляров (пор) учитываются односторонне с
помощью величины л (пористость обмазки) Размеры (средний
диаметр dcv и длина Х3) капилляров в формулы не входят (тол-
щина Xs и площадь Fi обмазки в уравнениях сокращаются). Од-
нако это вовсе не означает, что диаметр т/ср (определяемый раз-
мером d3ep зерен обмазки, характером их упаковки, наличием
связующих ит д ) и длина Х3 не отражаются па ходе легиро-
вания
При очень малых зернах обмазки (малом диаметре <7ср ка-
пилляров) скорость фильтрации оказывается настолько низкой,
что за время легирования /дЛ металл успевает проникнуть в об-
мазку па незначительную глубину (меньше Х3). Легированный
слой получается тонким и неровным При очень крупных зернах
обмазки (больших диаметрах dcv капилляров) скорость филь-
трации оказывается значительной [209] Однако при этом возрас-
тет геплоаккумулирующая способность зерен и струйки быстро
перемерзают, что также снижает iлубину проникновения метал-
ла в обмазку (этот эффект начинает заметно проявляться при раз-
мерах зерен более 0,5 — 0,7 мм)
Отсюда ясно, что изменение размера зерен есть эффективный
метод воздействия на хот процесса легирования Поскольку рас-
четные формулы (283) — (292) не учитывают этих весьма важных
геометрических свойств капилляров обмазки, то возможность
осуществления процесса леитроваппя проверяется путем опреде-
ления времени I дл, прошедшего от момента заливки до момента
понижения температуры Т1п поверхности отливки до значения
Л<ол (либо несколько выше — до значения Т'[кр [47]) Эго время
лол/кпо быть бол) inc, чем длительность iic,x течения металла по
капиллярам обмазки под действием сил поверхностного натяже-
ния. т е должно соблюдаться условие
Fсек. (293)
Величина I Лх рассчитывается по формулам работы [43] Вре-
мя находится с помощью формулы (279) Лапласа и уравне-
ния закона Гагепа-Пуазейля для ламинарного потока вязкой
жидкости [45]
4. Второй частный случай
Если обмазка имеет более высокую температуру плавления,
чем металл отливки, то для заполепия пор температура их сте
нок допжпа быть равна или выше 0,8 Eicon [требование (280)]
198
При расчете температуры Т13ЛД по формуле (291) целесообразно
исходить из того, чтобы средняя калориметрическая температура
7ф была равна или больше Г1сол Тогда можно положить
Qw = Qsnep = QlaKK - 0; (294)
при этом в выражение (287) для Q3aKK вместо температуры Т3кр
надо подставлять величину Тк = Т1сол
В рассматриваемом частном случае металл отливки сварива-
ется с материалом обмазки без расплавления (или подплавле-
ния) последней (рис 90) Для получения однородного по соста-
ву легированного слоя (толщиной Х3) отливку надо отжечь
Условия проникновения металла в поры обмазки на глубину
Х3 определяются прежним требованием (293).
5. Третий частный случай
Если температуры плавления отливки и обмазки примерно
одинаковы (рис. 91), то при расчете температуры Дзал заливае-
мого металла по формуле (291) целесообразно, как и во втором
случае, считать, что Ть^Т1соп Таким образом, в формуле (291)
можно положить
Qsmp == QlaKK = 0,
что соответствует требованию, выраженному уравнением (292),
для первого частного случая.
Возможность проникновения металла на глубину Х3 опреде-
ляется условием (293)
Толщина легированного слоя Ах во всех трех частных случа-
ях определяется па основе тех соображений, которые были вы-
сказаны в § 16 Для второго случая Ах = Х3 Для первого и
третьего случаев величина Ах помимо Х3 включает в себя также
длину капилляров поверхностного слоя отливки При использова-
нии сухих песчано-глинистых форм глубина легированного слоя
обычно колеблется в пределах от Х3 до 2Х3
Рассмотренный метод расчета не учитывает многих факторов
В частности, не принимаются во внимание изменение состава
жидких металла и обмазки в процессе их смешивания (что со-
провождается изменением температур плавления и затвердева-
ния), кинетика фазовых превращений (плавление и затвердева-
ние) н т д
Одпако учет всех этих факторов в сколько-нибудь простом
расчете практически невозможен Несмотря на отмеченный не-
достаток, описанный метод все же удовлетворительно описывает
количественную и качественную картину процесса поверхностно-
го легирования отливки.
199
§ 18. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ
1. Схема опыта
В лабораторных условиях процесс поверхностного легирова-
ния изучается путем заливки чугуна в
рис 94 Форма состоит из двух сухих
товлспы из
форму, изображенную на
стержней, которые, изго-
Люберецкого песка на
2 3
9 В 6 3 5
жидком стекле Нижний стержень со-
держит девять квадратных лунок 6,
заполненных различными легирующи-
ми обмазками Состав и толщина об-
мазки варьируются в зависимости от
условии опыта Способ нанесения об-
мазки соответствует схеме а па
рис 95
Другие схемы (б и в) менее удобны
при изучении легированного слоя Раз-
меры отливки 30 X 300 X 300 мм.
В опыте измеряются температуры
отливки и обмазки па внутренней и на-
ружной поверхностях Схема располо-
жения термопар в обмазке изображена
па рпс 94 внизу
Изучен процесс легирования чугуна
различными материалами, в том числе
ферросплавами (§ 16) В опытах изме-
няются состав обмазки, размеры ее зе-
рен, толщина Хз, температура заливае-
мого металла и т д
Особое внимание уделяется выясне-
ние. 94. Форма тля по
верхпостного легирова-
ния чугуна
пию роли смачивания обмазки метал-
лом отливки При этом определенный
порошок легирующего материала при-
меняется для изготовления различных
обмазок, из которых одна смачивается
металлом, другая плохо смачивается и
третья нс смачивается Принимается во
внимание то обстоятельство, что очист-
ка поверхности, обезжиривание, покры-
тие солями (флюсами) и т д улучшает
смачивание, а окисление, адсорбирование газов, покрытие жи-
ром, шлаковыми пленками н т д ухудшает смачивание В соот-
ветствии с этим смачиваемые обмазки замешиваются па флюсах,
плохо смачиваемые — па патоке или жидком стекле (наиболее
распространенный метод приготовления обмазок), несма«нвас-
мыс обмазки приготовляются путем окисления поверхности зерен
200
и покрытия их каким-либо масляным крепителем, который хоро-
шо смачивает окисленную поверхность и при выгорании образует
шлаки.
Рис 95 Схемы нанесения обмазки (/) па иижнии стержень (2)
формы
2. Результаты лабораторных опытов
Многочисленные эксперименты подтверждают первенствую-
щую роль эффекта смачивания Более детально об этом сказано
в § 16
Таким образом, при наличии смачивания процесс легирова-
ния безразличен по отношению к сродству кристаллических ре-
шеток металла отливки и обмазки, к взаимной их растворимости,
к природе легирующего элемента и т д Изложенная выше тео-
рия показывает, что легировать отливку можно практически лю-
бым элементом таблицы Менделеева При этом важно лишь пра-
вильно выбрать флюс, который обеспечивал бы смачивание, и
необходимый термофильтрационныи режим обмазки, который
обеспечивал бы пропитку ее металлом
Термофильтрационныи режим обмазки обеспечивается требо-
ваниями, выраженными уравнениями (291) — (294) Режим улуч-
шается (температура в объеме обмазки возрастает), если па по-
верхности соприкосновения обмазки и формы создать дополни-
тельное термическое сопротивление Это можно слетать различ-
ными способами Например, можно, как предлагает Б А Улья-
нов, наносить обмазку па бумажную подложку, которая приклеи-
вается к поверхности формы После заливки металла бумага вы-
горает, образуя зазор с большим термическим сопротивлением
Можно также применять двухслойную обмазку Первый слои, на-
носимый на поверхность формы, соответствует малотеплопровод-
ной кокильной краске, второй, наносимый па краску.— собствен-
но легирующей обмазке
Эксперименты показывают, что улучшению термофнльтра-
циошюго режима обмазки (повышению и выравниванию темпе-
ратуры по ее сечению) способствует наличие эффекта переноса
теплоты вместе с массой фильтрующегося металла Этот перенос
есть следствие двух эффектов, наблюдаемых в термодинамичес-
ких парах,— эффекта контактной работы и линейного эффек-
та (§ 2)
201
Перенос теплоты, обусловленный циркуляцией вещества в тер-
модинамической паре, может быть во много раз интенсивнее пе-
реноса теплоты обычной теплопроводностью Например, в жидком
гелии, циркулирующем в капилляре под действием разности тем-
ператур (термическая фильтрация), количество тепла, передан-
ного циркуляцией, почти в миллиард раз превосходит количество
тепла, переданного теплопроводностью гелия [57, 94]
На рис 96 сравниваются температуры двух поверхностей об-
мазки — внутренней (соприкасающейся с отливкой, кривые/— 3)
т°с
Рис 96 Температурные кривые нагрева обмазки из ферромарган-
ца Т13ал = 1350 Д- 1370° С; йХг = 30 мм; Х3 — 2 мм,
d3eI) = 0,25 —- 0,5 мм
п наружной (соприкасающейся с формой, кривые 4—6) — для
случаев хорошего смачивания (кривые 3 и 4), плохого смачива-
ния (кривые 2 и 5) и несмачивапия (кривые 1 и 6). Смачивание
достигается с помощью флюса, состав которого приведен в § 16;
плохо смачиваемая обмазка готовится на патоке (в качестве свя-
зующего), а несмачиваемая окисляется в потоке кислорода (при
температуре 300° С) и замасливается крепителем П Во всех слу-
чаях размер зерен ферромарганца (состав- 72% марганца, 6%
углерода, остальное — железо) равен 0,25-—0,5 мм Температуры
измеряются шлейфовым осциллографом
Из рисунка видно, что при наличии хорошего смачивания тем-
пература в сечении обмазки выравнивается в течение первых
5 сек За это время обмазка пропитывается металлом отливки, н
развивается интенсивная круговая циркуляция жидкой фазы.
Фильтрация сопровождается фазовыми превращениями (плав-
лением н затвердеванием), в результате чего перепад температу-
ры А73 в сечении обмазки испытывает характерные изменения
202
знака, т е. в некоторые периоды времени перепад становится от-
рицательным (со стороны формы температура выше, чем со сто-
роны отливки
Этот результат имеет важное теоретическое значение. Он сви-
детельствует о том, что в капиллярах обмазки происходит интен-
сивная циркуляция вещества При этом главной движущей силой
процесса является не градиент температуры, а градиенты дру-
1их потенциалов — поверхностного, химического, диффузионно-
ю, фазового (если бы процесс фильтрации происходил под дей-
ствием разности температур А7’з, тогда величина АТз не могла бы
изменять своею знака).
Не следует, одпако, думать, что наличие отрицательного гра-
диента температуры в сечении обмазки приводит к изменению
знака теплового потока в этол период. Теплота по-прежнему пе-
реносится из отливки в форму (по не наоборот) Только меха-
низм этого переноса теперь другой — он определяется не эффек-
том теплопроводности, а эффектом контактной теплоты в спаях
термодинамической пары (па концах капилляра). в зоне Т' (см
рис. 89—91) теплота поглощается, а в зоне Т" она выделяется.
О количестве тепла, передаваемого циркулирующим вещест-
вом, можно судить по упомянутому выше примеру с гелием, а
также по кривым, изображенным на рис 96. При хорошем сма-
чивании перепад температуры в сечении обмазки практически ра-
вен пулю (через 5 сек после начала процесса). Это свидетельст-
вует о равенстве пулю теплового потока, переносимого теплопро-
водностью, и о том, что все тепло, передаваемое из отливки в фор-
му, приходится на эффект циркуляции. В двух других случаях
(плохое смачивание н несмачивание) перепад температуры до-
стигает 1000 град При этом теплота передается в основном теп-
лопроводностью Во всех трех перечисленных случаях форма по-
глощает (а отливка выделяет) примерно одинаковые количества
тепла. Следовательно, циркуляцией жидкой фазы передается
столько же тепла, сколько его переносится теплопроводностью
под действием перепада температуры АТ3 = 1000 град
Если воспользоваться экспериментальными значениями коэф-
фициента Л.2 для песчано-глинистой формы, приведенными в § 9
(рис 14), то можно найти приближенную величину теплового по-
тока, который передается через обмазку теплопроводностью, а
следовательно, и фильтрацией Приняв лг = 1 вт/(м град), при
градиенте температуры в сечении обмазки
Д°10.. 500 000 град/м
Cl С1П9 1 1
dx 0,002
полечим удельный тепловой поток
q;s = = 500 000 вш/м2.
203
Циркуляционный перенос теплоты в обмазке дает возмож-
ность при расчете температурного поля системы отливка—об-
мазка— форма [с целью соблюдения требования (293)] не учи-
тывать перепад температуры по глубине Х3 и считать, что темпе-
ратура Т3 (общая для всех точек объема обмазки) равна темпе-
ратуре поверхности формы Т2п, которая, в свою очередь, равна
температуре поверхности отливки Т^, ибо при хорошем смачи-
вании контакт между отливкой и формой является идеальным
(в тепловом отношении), т е
В рассматриваемых условиях можно пренебречь также акку-
мулирующей способностью обмазки Это значит, что в расчете
обмазку можно вообще во внимание не принимать и пользовать-
ся обычными формулами, выведенными в работе [43] Разу-
меется, такой подход справедлив лишь для случая хорошего
смачивания
Требование (293) легче всего обеспечивается для неглубоких
слоев Х3, а также для обмазок с большими размерами d3cp зерен
С увеличением Х3 и уменьшением d3cp трудности соблюдения ус-
ловия (293) возрастают При этом повышается также погреш-
ность расчета по описанному выше метоцу
Для больших слоев Х3 и малых d3ep целесообразно применять
бумажную или иную малотеплопроводную подложку для обмаз-
ки, двухслойную обмазку или даже обмазку из экзотермических
смесей Такой прием позволяет обеспечить нужный термофиль-
грационный режим обмазки Лабораторные опыты показывают,
что в реальных условиях толщина обмазки, а следовательно, п
толщина легированного слоя может составлять от десятых долей
миллиметра до нескольких десятков миллиметров (без примене-
ния специальных подложек)
Распределение концентрации легирующего элемента по тол-
щине слоя Ах соответствует высказанным в § 16 соображениям
В качестве примера па рис 97 приведены опытные данные по ле-
гированию чугуна феррованадием (состав зерен обмазки 35%
ванадия, остальное — железо) для случаев хорошего смачивания
(обмазка замешана на прежнем флюсе — § 16) и плохого сма-
чивания (связующим служит патока) Суммарное количество ва-
надия в легированном слое определяется химическим методом,
распределение концентрации вдоль готщины (координаты х) —
на спектрографе ПСП-28 (с кварцевой оптикон и двумя конден-
сорами)
В первом случае среднее содержание ванадия в лет ировашюм
слое толщиной 2 мм составляет 10,9%, во втором — 1,9%, т. е. эф-
фект смачивания повышает концентрацию лет ирующет о элемент а
в 5,7 раза
204
При хорошем смачивании (кривая /) в глубине легированно-
го слоя наблюдается характерный пик содержания легирующего
элемента
Необходимо отметить, что явления, приводящие к возникно-
вению такого пика концентрации, имеют место в отливке во всех
случаях затвердевания металла Если отливка кристаллизуется
в интервале температур, то в межкристаллических капиллярах на
участке температур АТцф происходит ин-
тенсивная циркуляция жидкой фазы, соп-
ровождаемая эффектом разделения Если
металл кристаллизуется при постоянной
температуре, то эффект разделения вы-
зывается механизмом термодиффузии и
других аналогичных явлений (под влия-
нием градиентов температуры и других
потенциалов возникает градиент концен-
трации примесей). В результате перед
фронтом затвердевания в обоих случаях
движется фронт примесей (ликватов)
Как следствие, в затвердевшей отливке
появляются многие виды ликвации
Эффект разделения при затвердевании
металла используется па практике, па-
пример, для получения чистых металлов
методом зонной плавки (образец металла
подвергается расплавлению в определен-
ном месте, которое перемещается вдоль
образца; ликваты вследствие разделения
вытесняются в зону плавления, которая
удаляется вместе с концом образца после
прохода всей его длины)
3. Практическое внедрение метода
Возможности использования метода поверхностного легиро-
вания отливок чрезвычайно многообразны Например, описан-
ным способом можно увеличить износостойкость деталей
помольной техники, внедрив в их поверхность зерна карбида
бора
Детали, работающие при повышенных температурах и в
агрессивных средах, можно защитить введением в поверхност-
ный слои хрома, алюминия, бора, титана и т. д При этом
высокие температуры эксплуатации способствуют гомогенизации
поверхностного слоя (выполняют роль отжига)
В качестве примера можно сослаться па внедрение на Мо-
гилевском заводе пусковых двигателей чугунных втулок под-
205
Рис 98 Форма для изгоювтсния ч\1ушгои лс
тированной втулки.
шиппиков скольжения взамен бронзовых >. Чугунные втулки
трущаяся поверхность которых легирована серой, отличаются’
грен™61”1™ Сопротивлепием износу и малым коэффициентом
Втулка для редуктора пускового двигателя отливается в
форму, которая изображена на рис 98 Форма состоит из четы-
рех верхних стержней 3, четырех осевых стержней 4 и нижнеи
плиты 7, изготовленных
в специальной оснаст-
ке (рис. 99) из песча-
ной жидкостекольнои
смеси Одновременно
заливаются четыре от-
ливки через общий сто-
як 6 (рис. 98). Замки 8
удерживают форму в
собранном состоянии
Осевой стержень,
формирующий внутрен-
нюю (трущуюся) по-
верхность втулки, по-
крыт слоем легирую-
щей обмапш Испыта-
ны четыре состава об-
мазок: 1) сера черенко-
вая; 2) 90% пирита,
10% патоки, 3) 70% пи-
рита, 10% ферромар-
ганца, 20% флюса;
4) 90%, серы черенко-
вой, 10 % ферромарган-
ца Размер зерен а%р =
= 0,25 — 0,5 мм. (сера
употребляется в виде
порошка), толщина Xs
получающегося легированного
примерно равна 1 мм, толщина
слоя Ах = 1,2 мм
Серый чугун обычного состава плавится в индукторе высоко-
частотной печи с кислой футеровкой Температура заливаемого
металла Т1мл = 1600°К
Металлографический анализ показывает, что легированный
слои отливки получается отбеленным на всю глубину Он со-
стоит из цементитов, образовавшихся под действием серы (при
малых содержаниях сера способствует графитизации, при боль-
ших отбелу) Иглы цементита расположены либо параллель-
1 Из совместно!! работы с Ю Л Волковым и II П Ивановым
206
но, либо под небольшим углом к поверхности отливки (рис 100)
Между ними расположены включения сфероидов сульфидов
железа и марганца (серого цвета)
рис 99. Внешний вид отливки п оснастки для нзгоювлыыя стер/кпеи
I _ Brvwa С пыреяанпнм участком 2 - оснастка для изготовления верхнею
стержня; 3 — оснастка для нихтовлеиия осевого стержня
Рис 100 Микроструктура легированного слоя (слева) на
границе с основным металлом отливки X 100
Мп кр ©твердость полученною цементита составляет 70
80 кГ/мм2, что значительно ниже микротвердости обычного це-
ментита (400 кГ/лм2) По микротвердости цементит легирован-
ного слоя приближается к микротвердости феррита (54 кГ/мм2),
который мягок, пластичен и легко прирабатывается
207
Легированный слои создает со сталью хорошую пару трения,
в которой играет роль мягкого компонента Легко деформируе-
мые сульфидные образования препятствуют схватыванию пары
Если появление отбеленного слоя, даже очень мягкого,
нежелательно, то в обмазке повышают содержание марганца,
который ослабляет отбеливающее действие серы Например, при
легировании втулки обмазкой с ферромарганцем глубина отбе-
lennoro слоя уменьшается до 0,5 мм
Таким образом, теоретические и экспериментальные исследо-
вания, выполненные в лабораторных и заводских условиях, по-
казывают, что основными термодинамическими факторами, ха-
рактеризующими процесс поверхностного легирования, являются
эффект смачивания обмазки металлом отливки н соответствую-
щий тсрмофильтрацнонныи режим обмазки. Управлять процес
сом легирования можно с помощью всех тех мер, которые воз-
действуют па смачивание и термофильтрацию Помимо
перечисленных выше мер, процесс легирования можно улучшить
путем увеличения давления фильтрации (вакуумирование формы
плн воздействие па металл давлением), применения вибрации
или ультразвука (они сильно ускоряют фильтрацию (57]) и т д
Глава V ЖМИИШМЖМ!
СВОЙСТВА КОКИЛЕЙ и изложниц
§ 19- ПЛОСКИЙ КОКИЛЬ
1. Постановка задачи
Преимущества металлической литеипои формы (кокиля и
изложницы) по сравнению с формой одноразовой общеизвестны
[3, 21, 67, 76, 82—84, 95, 103, 128, 136—139, 143, 151 — 153, 158,
160, 200, 216, 225, 234] Масштабы применения металлических
форм с каждым годом возрастают, причем особенно высокий
рост наблюдается при литье черных сплавов (чугуна и стали)
Но широкое внедрение металлических форм сдерживается из-за
высокой их стоимости и трудоемкости изготовления, сравнитель-
но низкой стойкости, особенно при литье черных сплавов, отсут-
ствия податливости и газопроницаемости, невозможности пере-
налаживать имеющийся кокиль для изготовления различных
деталей и т д (47, 82—84, 136—139]
Ниже приводятся результаты теоретического и эксперимен-
тального анализа методами термодинамики необратимых про-
цессов теплообмена между отливкой и металлической формой с
целью установления свойств кокилей, кристаллизаторов и из-
ложниц и устранения многих трудностей, которые возникают при
их практическом внедрении в литеипом производстве. Анализ
базируется на совместном изучении термических, механических,
фазовых, упругих и пластических явлений [используются систе-
мы уравнений типа (88)] Уравнения температурного поля и
поля напряжении в металлической форме получаются весьма
громоздкими, поэтому в книге рассматриваются лишь оконча
тельные выводы, которые окажутся весьма полезными при кон-
струировании и эксплуатации кокилей
Особое внимание уделяется изучению свойств и описанию
приложении специальных типов форм, которые только начинают
завоевывать права гражданства и об эксплуатационных каче-
ствах которых пока мало что известно широким кругам прак-
тических работников литейного производства К числу таких
форм относятся алюминиевые кокили с анодированной поверхно-
стью, двухслойные кокили, тонкостенные кокили, тонкостенные
14 Заказ 915 209
и бетонные изложницы, игольчатые кокили, кокили из норма-
лизованных элементов и т д. Конструктивные и техноло-
гические особенности этих форм рассматриваются во взаимной
связи с термическими, упругими и пластическими, в частности,
затрагиваются вопросы коробления и стойкости.
2. Термодинамическая схема процесса
Различные по конфигурации кокили можно условно отнести
к трем основным классам, которые отличаются своими геометри-
ческими, термическими, упругими и другими характеристиками
К первому классу принадле-
жат плоские кокили, ко вто-
рому — цилиндрические, к
третьему—шаровые Более
подробно о признаках тел
различных классов говорит-
ся в работах [37, 41—43, 54].
Наибольший практический
интерес представляют пло-
ские и цилиндрические коки-
пн В настоящем параграфе
изучаются свойства кокилей
первого класса (плоские
стенки)
В общем случае стенка
плоского разъемного коки-
ля может быть закреплена
Рис 101 Схема половники плоскою
кокиля
1еш<а соприкасающаяся с оглив ПО КОНТуру ИЛИ В ОТДСЛЬНЫХ
ее местах, может иметь так
называемое обрамление
(утолщение по краям) и ребра жесткости и т. д (рис. 101, а).
Роль обрамления могут играть также выступающие за края от-
ливки более холодные участки стенки (рис 101, б) Перечислен-
ные особенности конструкции отражаются на свойствах кокиля
Всего можно выделиль четыре наиболее характерных частных
случая работы стенки плоского кокиля
К первому случаю относятся свободные (так называемые не-
закрепленные) пластины В соответствующих условиях работает,
например, плоский наружный холодильник При этом пластина
приобретает возможность свободно расширяться (при нагреве)
н изгибаться (под действием неоднородного температурного
поля) во все стороны. Поскольку при нагреве тела величина
возникающих термических напряжении определяется нереализо-
ванными деформациями (т е величиной тех температурных пе-
ремещений, которые не дозволены внешними связями — закреп-
лениями), то, следовательно, в свободной пластине, которая
210
может беспрепятственно расширяться во все стороны, напряже-
ния должны быть минимальными
Второй случай соответствует условиям, когда пластина не
может расширяться вдоль своих длины и ширины (запрещено
расширение) Расширению препятствует массивное обрамление
кокиля (изгибаться пластина может свободно) •/
В третьем случае запрещен изгиб Изгибпые деформации
практически отсутствуют при длинных топких ребрах (которые
не исключают свободного расширения)
Наконец, в четвертом частном случае пластина не может
свободно ин расширяться, пи изгибаться (запрещены расшире-
ние и изгиб) Такие условия возникают, например, при наличии
массивного обрамления (жакета) и длинных ребер
Кокиль нагревается со стороны отливки Именно этот нагрев
вызывает появление в его стенке неоднородного температурного
поля, а следовательно, и соответствующих напряжении Внешнее
охлаждение кокиля (воздушное или водяное) влияет па темпе-
ратурное поле, и поэтому также сказывается на напряжениях
В этом вопросе важную роль играет интенсивность теплообмена,
от которой зависит степень неравномерности температурного
подя формы.
3. Влияние различных факторов
на процесс
Рассмотрим количественную сторону термоупругих явлении
применительно к упомянутым выше четырем частным условиям
закрепления стенки разъемного плоского кокиля. Теоретический
анализ основывается па использовании уравнений температурно-
го поля системы отливка — форма, выведенных в работе [43], а
также уравнении упругости, приведенных в монографии [63]1
Аналогичная задача решена Н Л Буткевнчюсом [35], который
провел исключительно подробный количественный анализ влия-
ния различных факторов (условия закрепления, юмпература
заливаемого металла, начальная температура кокиля, толщина
стенки кокиля, толщина слоя кокильной краски, интенсивность
внешнего охлаждения, коэффициент теплопровотпости материа-
ла и т д) на величину возникающих напряжений Большой
объем расчет поп работы заставил автора прибегнуть к помощи
электронно-цифровой вычислительной машины
На рис 102, а — в безразмерное напряжение определяется
Формулой
где а — напряжение па рабочей (нагреваемой) поверхпоши
кокиля в н/м2-,
1 Из совместной работы с аспирантом В С Серебро
211
v — коэффициент Пуассона,
«1 — коэффициент термического расширения в \/град,
Е — модуль упругости (Юнга) в hJm2,
'вло —средняя калориметрическая температура системы от-
ливка—форма, отсчитанная от начальной темпера-
туры Т2иач кокиля как ог нуля (при I = 0),
о - Тк 0 Т2„ач град.
Безразмерное время соответствует известному критерию Фу-
рье для кокиля
Fo2 - , (296)
Х-2
1де а2 —коэффициент температуропроводности материала ко-
киля в м2!сек
Из рис 102 видно, что наименьшие напряжения возникают
в незакрепленной пластине кокиля (а), а наибольшие — при за-
Рис 102 Зависимость безраз-
мерного напряжения в пагре
васмой поверхности плоскою
кокиля от безразмерного вре
мепи при различной интенсив-
ности теплообмена
прейденном изгибе, т е при высоких ребрах (в) Еще большие
напряжения получаются, если запретить изгиб н расширение
одновременно
Роль закрепления снижается по мере увеличения интенсив-
ности теплообмена между отливкой и кокилем, т е по мере уве-
личения критерия
Bi2=-^-X2, (297)
212
где а2 — коэффициент теплоотдачи от зазора к кокилю в
вт/(м2 град),
—коэффициент теплопроводности материала кокиля в
в11(м- град).
В условиях большой интенсивности теплообмена (Bi2 = оо)
напряжения па рабочей поверхности кокиля одинаковы во всех
трех случаях (имеются в виду максимальные напряжения, соот-
ветствующие начальному моменту времени).
Таким образом, конструктивные особенности плоского разъ-
емного кокиля оказывают существенное влияние на величину
напряжений Незакрепленная пластина испытывает самые низ-
кие термические напряжения, однако опа при этом сильно де-
формируется Применение жестких ребер уменьшает коробление
(запрещается изгиб), по напряжения на рабочей поверхности
увеличиваются почти в 3 раза Коробление получается мини
мальпым, если ребра сочетаются с массивным обрамлением.
Однако напряжения сжатия па рабочей поверхности кокиля
возрастают при этом в 7—8 раз
С увеличением массивности (жесткости) обрамления напря-
жения на рабочей (внутренней) поверхности кокиля возрастают,
а стойкость формы уменьшается Этот вывод подтверждается
работами А. М Петриченко (139], а также производственным
опытом. При недостаточно массивном обрамлении в нем могут
возникнуть разрушающие напряжения
С увеличением ширины, высоты и числа ребер напряжения
сжатия па рабочей поверхности кокиля также увеличиваются
При этом па внешней поверхности кокиля напряжения сжатия
вначале сменяются напряжениями растяжения, а затем их
величина превышает по абсолютному значению напряжения
сжатия
В общем случае термические напряжения в стенке кокиля
определяются не только перепадом температуры ДТ2 в сечении
стенки, но и разностью температур
08„ = И311 — 70б ср град, (298)
где Т3г, —температура наружной поверхности кокиля в °К,
ПОб(.р — средняя температура обрамления или ребер в °К
Перепад температуры ДТ2 имеет важное значение для неза-
крепленной пластины, в которой напряжения полностью опреде-
ляются величиной ДТ2 При наличии обрамления и ребер, сред-
няя температура которых мало изменяется за процесс, возникает
заметная разность температур 03п, что приводит к появлению
больших дополнительных термических напряжении Величина
0о11 растет, например, при уменьшении толщины Х2 стенки кокиля
(топкая сюпка прогревается сильнее)
213
Влияние относительной толщины стенки кокиля па возникаю-
щие напряжения представлено па рис 103, а — г, где напряже-
ние соответствует выражению
(299)
Рис 103 Изменение безразмерною напряжения в надеваемой поверхно-
сти плоского кокиля со временем при различной относительной толщине
кокиля возрастают При злом максимальные напряжения возни-
кают в начальный период охлаждения отливки, задолго до ее
затвердевания Они обусловлены в основном перепадом темпе-
ратуры ЛТ2 в сечении кокиля
Противоположная картина наблюдается при наличии у ко-
киля обрамления (б), а также обрамления и ребер (г) Напря-
жения па рабочей поверхности резко растут с уменьшением
толщины Х2 Это объясняется повышением разности температур
Озп при малых Х2 Роль перепада температур АТ2 оказывается
менее существенной
Кривые биг на графиках не имеют максимума, поэтому
чем быстрее извлекается отливка из формы, гем меньше полу-
214
чаются напряжения Этот вывод подтверждается производ-
ственным опытом, согласно которому ранняя выбивка повышает
стойкость соответствующих кокилей (с обрамлением)
В связи с изложенными соображениями становится понят-
ным, почему различные исследователи придерживаются прямо
противоположных точек зрения в вопросе о влиянии толщины
стенки кокиля па его стойкость Например, авторы работ [83, 91,
95 и т д] считают, что более стойкими являются тонкостенные
кокили, а в работах [70, 137, 148 и т д] приводятся данные,
свидетельствующие о большей стойкости массивных кокилей
Очевидно, все дело заключается в конкретном конструктивном
кГ/мм2
оформлении кокилей Стойкость форм, работающих по типу
незакрепленной пластины (рис 103, а), а также пластины с
ребрами (запрещен изгиб, рис 103, в), с ростом Х2 уменьшается,
а стойкость форм с обрамлением (рис 103, б и а) с ростом Х2
увеличивается
Рассмотрим теперь влияние па напряжения некоторых других
факторов
С увеличением температуры Т1злл заливаемого металла на-
пряжения на рабочей поверхности кокиля возрастают. Это воз-
растание незначительно при свободной пластине и исключенном
изгибе Если исключены расширение и расширение и изгиб (ко-
киль с обрамлением), то повышение Т!зЯл с 1470 до 1670° К уве-
личивает максимальные напряжения более чем в 1,5 раза [35].
С ростом начальной температуры Т2тл кокиля напряжения
во всех четырех частных случаях уменьшаются Это уменьшение
215
более заметно для незакрепленной пластины и пластины с за-
прещенным изгибом
Толщина слоя краски Х|Р влияет па интенсивность теплооб-
мена (величину критерия В12) Поэтому с ростом Х,(р напряже-
ния в кокиле снижаются
Повышение коэффициента теплопроводности материала ко-
киля способствует снижению напряжений В соответствии с
этим наименьшие напряжения возникают в медном кокиле, затем
идут алюминиевый, чугунный и стальной кокили
Внешнее охлаждение (увеличение коэффициента теплоотдачи
аз па наружной поверхности) снижает напряжения в кокиле во
всех случаях, кроме запрещенного изгиба. При наличии ребер
(запрещен изгиб) применение искусственного охлаждения при-
водит к возрастанию напряжений и снижению стойкости кокиля
Интересные данные приведены па рис 104 (по Н А. Буткеви-
чюсу), где напряжения на рабочей поверхности чугунного коки-
ля толщиной Х2 = 30 мм представлены в виде функции от вре-
мени [кривые а, напряжение определяется формулой (299)] н
температуры этой поверхности (кривые б) Толщина чугунной
отливки 2X1 = 30 мм, Тпаг1 = 1580° К, Т2пач = 570° К, |Зкр = “ =
= 490 вт! (л2 • град), а3 = 28 втЦм? град)
На кривые б в соответствии с данными работы [100] нанесены
зоны упругого, упруго-пластического и пластического состояний
чугуна СЧ 21-40
Из рис 104, б видно, что только свободная пластина работа-
ет в области упругих напряжений Во всех остальных случаях
напряжения выходят за границы упругой зоны.
Необходимо отметить, что если па рабочей поверхности на-
пряжения сжатия превышают предел текучести материала, то
после охлаждения кокиля на этой поверхности возникают оста-
точные напряжения растяжения (вследствие произошедшей
пластической деформации материала) Если вычисленные на-
пряжения сжатия более чем в 2 раза превосходят предел текуче-
сти, то это означает, что при остывании кокиля в нем возникают
остаточные напряжения растяжения, также превосходящие пре-
дел текучести В результате рабочая поверхность кокиля испы-
тывает знакопеременные пластические деформации, очень бы-
стро (в течение нескольких циклов или десятков циклов) приво-
дящие к разрушению кокиля
На основании изложенного можно сделать вывоз, о том, что
кокиль при эксплуатации целесообразно не подвергать полному
охлаждению до комнатной температуры, как это имеет место,
например, после окончания рабочей смены. Непрерывная экс-
плуатация (в три смены) способствует уменьшению амплитуды
изменения напряжений и деформации и, следовательно, повы-
шению стойкости кокиля Амплитуда изменения напряжений и
216
деформаций уменьшается также при увеличении частоты запи-
вок (при этом кокиль имеет
температуру)
На рис. 105 приведены экспе-
риментальные данные по дефор-
мации плоского стального кокиля
без обрамления и ребер (размер
стенки 34,3x200x200 мм) Степ-
ка кокиля представляет собой не-
закрепленную пластину (первый
частный случай) Согласно тео-
рии, напряжения в пей, а также ее
прогиб [ (пластина выпучивается
более высокую начальную
Рис 105 Комплексная диаграмма
охлаждения чугунной отливки в
плоском кокиле с естественным воз-
душным охлаждением (2Х, = 30 мм,
Х2 = 34,3 мм)
в сторону отливки) определяются величиной перепада темпера-
туры АП Из рисунка видно (кривые 6 и 7), что величины ДТ2 и /'
изменяются со временем по одинаковому закону
Рассмотрим некоторые особенности (и свойства) водоохлаж-
даемых кокилей
217
На рис 106 изображены экспериментальные кривые коробле-
ния плоского во доохлаждаемого кокиля с обрамлением Как и
прежде (рис 105), наблюдается одинаковый характер изменения
деформации f и перепада ДГ2 со временем
Связь между короблением и определенными характеристика-
ми кокиля приведена па рпс 107, который объединяет опытные
данные, полученные па водоохлаждаемых кокилях различных
Рпс 107 Влияние термических и геоме-
трических характеристик стенки кокиля
на ее прогиб
размеров Этими данными
можно пользоваться для
практических целей
Опыт и расчеты показы-
вают, что с увеличением тол-
щины Х2 стенки водоохлаж-
даемого кокиля напряжения
па рабочей поверхности сни-
жаются, а стойкость возра-
стает Это объясняется
уменьшением температуры
Озп [формула 298)] Роль об-
рамления играет стальной
кожух водяной рубашки,
приваренной к стенке
4. Внедрение стальных водоохлаждаемых
кокилей
Водоохлаждаемые стальные кокили делаются одноместные и
многоместные, цельные и составные, с вертикальным и горизон-
тальным разъемом, и г д Охлаждающая вода, как правило,
подводится и отводится в верхней части (при подводе воды сни-
зу в переохлажденной нижней части кокиля преждевременно
образуются сквозные трещины) Патрубок для отвода воды име-
ет больший диаметр (с целью удаления пара), чем для подвода
При изготовлении стальных кокилей удобно пользоваться
сваркой Сварка применяется также при ремонте кокилей.
В частности, хорошие результаты дает применение блуждаю-
щих питателей, которые после износа завариваются, а рядом
сверлятся новые
Стойкость кокилей возрастает, если их делать составными, с
независимым охлаждением отдельных частей В качестве при-
мера па рис 108 показано коробление сплошного и составного
(собранного из двух частей) кокилей для отливки чугунных сто-
ек четырехкорпуспого плуга Составной участок кокиля толщи-
ной Х2 = 35 мм коробится в 2 раза медленнее, чем сплошной.
С увеличением толщины стенки кокиля остаточное коробление
резко уменьшается (кривая 3) При осуществлении составных
218
кокилей желательно, чтобы ноток жидкого металла не пересекал
стыка ме/кду отдельными участками кокиля В противном случае
стыки интенсивно разрешаются
500 1000 1500 п " 6 08 Осгагочпое коробление илос рпс ц viacika коканя стопки пт>га в вок icuvociu от чиста та.твок я = 35 мм: 2 — то же. стенка со г и s цвух частей; 3 Л- -= 53 чм СТО!" собой Т( шую отливку сложной копфигураци! етырехкорпуспого плуга равна 24 27 кг Т -фЛ Ч; °" // через 4 / tL. / = 37 ’ I! / siS" / (длю 7‘ М / /'.f/ h = 7 1 / / ? - / ® L 7 8 9 10 11 12 т 39 Влияние частоты залп (т шт/ч) на стойкость 1ка плуга представляв эпкослспную (8—10мм5 и Масса отливки стой кг, пятикорпусного — угун заливается сверх ; один питатель пр = 1550—1585° К, Т2г1ач = 5-430° К, е = 13 се гелыюсть заливки] 45 — 60 сек (момен
f 1
219
кокиля Обобщается опыт эксплуатации 57 производственных
кокилей конструкции ЦКТБ (г Одесса)
На рис 109 показано влияние частоты заливок т на стой-
кость различных кокилей С увеличением т стойкость п воз-
растает Этот результат согласуется с выводами теории На
рис 110 представлены размеры поверхностных трещин в коки-
лях, изготовленных из различных сталей Рис 111 характе-
ризует существенное влияние промежуточного отпуска па
стойкость двух кокилей
Опыт показывает, что при односменном режиме эксплуатации
кокиля с толщиной стенки Х2 = 50 мм (стойка четырехкорпус-
иого плуга) стойкость до появления первой сквозной трещины
П[ = 3294 ± 473 заливки, а полная стойкость п = 8068 ± 1615
заливок. При двухсменной работе стойкость кокиля повышается,
причем сквозные трещины не образуются, а полная стойкость
п = 11 977 ± 621 заливок.
С увеличением толщины кокиля его стойкость также возра-
стает Если стойкость при Х2 = 28 мм принять за единицу, то
при Х2 = 35 мм опа равна 1,63, а при ЛЛ2 = 50 мм равна 2,11.
§ 20. ЦИЛИНДРИЧЕСКИЙ КОКИЛЬ
1. Термодинамические особенности процесса
Следует различать два характерных вида условий, в которых-
работает цилиндрический неразьемнып кокиль
Первый частный случаи соответствует незакрепленным (сво-
бодным) концам кокиля При этом кокиль может свободно
расширяться вдоль оси В таких условиях работает, например,
форма для центробежной отливки труб
Во втором частном случае концы кокиля жестко закреплены
(запрещено расширение вдоль оси) Такие условия встречаются,
например, при отливке фасонных изделий
Характер закрепления концов цилиндра сильно сказывается
на величине осевых напряжений и не отражается на окружных
(тангенциальных) и радиальных напряжениях вдали от места
закрепления (практически па расстоянии от конца, превышаю-
щем диаметр цилиндра)
Анализ системы уравнении, описывающих поля температуры
и напряжении, показывает, что в свободном кокиле температур
пые напряжения определяются только перепадом температуры
ДТ2 в его сечении Если кокиль закреплен па концах, то осевые
напряжения сжатия на внутренней (рабочей) поверхности ко-
киля возрастают При этом величина напряжении тем выше, чем
сильнее поднимается температура 73п па внешней поверхности
кокиля, т е чем больше разность температур
К, = Лп — Т,„ач град. (300)
220
Отмеченные термодинамические особенности работы цилин-
дрического кокиля позволяют правильно подойти к выбору его
толщины.
с уменьшением тол-
ДТ2 и, следовательно,
0 ЦОЧ 0.08 0,12 £
Рис 112 График для
выбора толщины стенки
цилиндрического кокиля
112, где 7% — впутреи-
2. Оптимальная толщина цилиндрического
кокиля
При выборе толщины Х2 следует различать два случая,
соответствующие двум частям условиям закрепления ко-
киля
В свободном (незакрепленном) кокиле
щипы Х2 снижается перепад температуры
падают термические напряжения Поэто-
му стойкость незакрепленного цилиндри-
ческого кокиля с уменьшением Х2 должна
возрастать Однако слишком тонкий ко-
киль нагревается до высокой температу-
ды, что интенсифицирует фазовые пре-
вращения, коррозию и т д В результате
чрезмерное уменьшение Х2 приводит к
уменьшению стойкости кокиля.
Если принять, что для стали и чугуна
предельной температуры нагрева кокиля
является 775° К (выше этой температуры
у стали появляется синеломкость [167],
а у серого чугуна начинается интенсивный
рост [170], то легко определить оптималь-
ную толщину стенки незакрепленного ци-
линдрического кокиля Соответствующие
данные в виде графика приведены на рис
пий радиус кокиля, Xt — половина толщины полой цилиндриче-
ской отливки Кривая отвечает минимальной толщине кокиля,
при которой его температура не превышает 775° К
В качестве примера можно сослаться па опыт эксплуатации
стальных центробежных кокилей па Липецком трубном заводе
[88], где путем последовательной переточки кокиля отливаются
трубы трех различных диаметров — 100, 125 и 150 лди В первом
случае Х2 = 50 мм, во втором Х2 = 35 мм и в третьем Х2 =
= 23 мм. Согласно графику, изображенному па рис 112, толщи-
на 35 мм близка к оптимальной, затем идут толщины 23 мм и
50 мм Как и следовало ожидать, опыт показывает, что сгопкость
кокилей толщиной 23 мм несколько (па 10%) выше стойкости
кокилей толщиной 50 чм
Если кокиль закреплен по концам (запрещено расширение
вдоль оси), то уменьшение толщины Х2 сопровождается одно-
временным снижением перепада температуры А7'2 и увеличением
разности температур -0)п [формула (300)] Эти эффекты оказы-
221
вают прямо противоположное влияние па напряжения, а следо
вателыю, и па стойкость кокиля Поэтому при выборе толщины
стенки закрепленного цилиндрического кокиля надо исходить из
конкретных конструктивных его особенностей
3. Опыты с цилиндрическими кокилями
Выводы теории подтверждены экспериментальными данны-
ми, полученными в опытах со стальными неразъемными цилин-
дрическими кокилями с внутренним диаметром 60 мм и высотой
Рис 113. Комплексная диаграмма охлаждения
цилиндрической чугунной отливки:
360 мм В опытах измеряются температурное поле кокилей,
осевое удлинение а (кокиль не закреплен) и прогиб (выпучива-
ние) f па базе 100 мм Перед заливкой внутренняя поверхность
кокиля протирается керосином, краска не применяется
В качестве примера па рис. 113 приведены типичные кривые
для стального кокиля со стенкой юлщпнои Ал2 = 40 мм
Опыт показывает, что осевое удлинение примерно прочор-
ционалвпо разности температур т3„ [формула (300)], которая
возрастает с уменьшением Х2 Этот результат хорошо согласует-
ся с теоретическими выводами
Эффект выпучивания средней части кокиля в направлении от
отливки объясняется влиянием концов (горцов) кокиля п, в
частности, наличием приваренного донышка Концы кокиля ме-
нее нагреты, гак как отливка обычно короче кокиля и, кроме
222
того, имеются дополнительные потери тепла с торцовых поверх-
ностен В результате торцы кокиля испытывают меньшее ради-
альное расширение, чем его средняя часть, и возникает эффек!
выпучивания (бочкообразность)
§ 21. ДВУХСЛОЙНЫЙ кокиль
1. Термодинамические особенности
двухслойного кокиля
Двухслойный кокиль состоит из осповпоп металлической
формы, охлаждаемой или пеохлаждаемой, и вкладыша, который
соприкасается с отливкои и формирует ее поверхность Кокпли
с быстросменными вкладышами имеют целый ряд преимуществ
по сравнению с обычными кокилями
Прежде всего необходимо отметить повышенную стойкость
кокилей с вкладышами Это объясняется тем, что термические
напряжения во вкладыше (если он жестко не связан с кокилем),
а также в кокиле значительно ниже, чем в сплошной форме
Вкладыш берет па себя основную термическую, химическую и
иную нагрузку и тем самым предохраняет форму от разрушения
Небольшой вес вкладыша делает рентабельным применение для
его изготовлеппия легированных сталей, а также чугуна, кото
рыи в обычных кокилях, охлаждаемых водоп, отличается малой
стойкостью
Другим важным преимуществом двухслойного кокиля явля
ется наличие дополнительного термического сопротивления, ка
ковым обладает зазор между вкладышем и кокилем Благодаря
этому сопротивлению, величина которою определяется по фор-
мулам работ [37, 183], обеспечивается более высокая начальная
температура вкладыша, что важно иметь при литье топкостей
иых деталей
Если желательно располагать минимальным термическим
сопротивлением между отливкои и кокилем, то вкладыш можно
делать пз легкоплавкого металла, например алюминия Такой
вкладыш, расплавившись, уменьшает небла! оприятпое влияние
газового зазора
Двухслойный волоохлаждаемый кокиль безопасен в эксплуа-
тации, так как вода нс может проникнуть внутрь кокиля
2. Опыты с двухслойными кокилями
В качеслвс примера па рис 114 и 115 приведены эксперимен-
тальные температурные кривые охлаждения алюминиевой и
чугунной отливок в двухслойном кокиле 1 Диаметр отливок в
1 Из совместной работы с аспирантом Г В Королевым
223
обоих случаях равен 66 мм, высота 250 мм, толщина стенки
стального кокиля Х2 = 28 мм
На рис 114 кривые а относятся к случаю охлаждения от
лпвкп в кокиле без вкладыша, кривые б соответствуют кокилю
со стальным вкладышем толщиной 1 мм, в случае в между
Рпс 114 Кривые охлаждения алюминиевом
от шгки в двухслойном цилиндрическом кокиле
1 — центр отливки; 2 — вставная оболочка (вкла-
вкладышем и кокилем
имеется воздушный за-
зор толщиной 1 мм, в
случае г между стадь-
Рис. 115 Кривые охпаж
ным вкладышем толщиной 1 мм и кокилем проложен слон асбе-
ста толщиной 0,5 мм Из рисунка видно, что без вкладыша вре-
мя /з затвердевания отливки составляет 40 сек, с вкладышем
С = 45 сек, при наличии воздушного зазора 13 = 150 сек, а слои
асбеста дает С = 235 сек Таким образом, вкладыш с асбестом
позволяет уменьшить скорость затвердевания отливки почти в
6 раз, а максимальный перепад температуры в сечении коки-
ля — почти в 10 раз
На рпс 115, <7 кривые относятся к случаю охлаждения чугун-
ной отливки в кокиле с алюминиевым вкладышем юлщипои
1 мм, а кривые рис 115, б — в кокиле со стальным вкладышем
толщиной 1 мм Как видим, расплавившийся алюмипиевып вкла-
224
дыш заполняет образующийся газовый зазор и повышает ско-
рость затвердевания отливки. Особенно ускоряется охлаждение
твердого металла В частности, эвтектоидное превращение
происходит в 5 раз быстрее, чем в случае стального вкла-
дыша
Необходимо отметить, что путем применения вкладышей оп-
ределенного химического состава можно добиться эффекта
поверхностного легирования отливки (§ 16—18). Напримео,
таким способом поверхность чугунной отливки может быть па
сыщена алюминием
3. Внедрение двухслойных кокилей
Эксплуатационные свойства двухслойных кокилей изучены
на примерах отливки ступицы заднего колеса автомобиля
ЗИЛ-163 (чугун с шаровидным графитом, масса 23,7 кг) и ста-
нины (корпуса) электродвигателя (серый чугун, масса 33,5 кг) '
На рис 116 показан в разрезе двухслойный кокиль для
отливки станины электродвигателя Вкладыш изготовлен из ста
ли 15ХМЛ Его стойкость составляет около 1000 заливок, что в
3—4 раза превышает стойкость чугунного кокиля.
Опыт показывает, что двухслойный кокиль для отливок рас-
смотренного типа охлаждается примерно 5—8 мин Столько же
времени требуется для обслуживания кокиля на карусельной
машине Поэтому система охлаждения кокиля не нуждается
ни в какой специальной регулировке — вода непрерывно
и с постоянной скоростью циркулирует в охлаждающей
рубашке
Изучение температурного поля и коробления двухслойного
кокиля подтверждает вывод о существенном влиянии на процесс
термического сопротивления зазора между вкладышем и коки-
лем. Благодаря этому сопротивлению перепад температуры в се-
чении стенки кокиля практически отсутствует Величина зазора
приблизительно пропорциональна перепаду температуры в сече-
нии вкладыша Смазка машинным маслом поверхности сопри-
косновения вкладыша и кокиля существенно уменьшает величи-
ну термического сопротивления между ними
Большую работу по внедрению двухслойных кокилей (точ-
нее— изложниц) проделал Г. М Горобец Им установлено, что
стальные вкладыши небольшой толщины (порядка нескольких
миллиметров) сильно повышают стойкость чугунных изложниц,
улучшают качество стального слитка, уменьшают величину уса-
дочной раковины и т д Цилиндрические вкладыши могут быть
использованы многократно, так как после остывания они легко
снимаются с поверхности слитка
1 Из совместной работы с аспирантом В С Серебро
15 Заказ 915 225
226
§ 22. АЛЮМИНИЕВЫЙ КОКИЛЬ
1. Термодинамический механизм процесса
Возможность применения алюминиевых форм для изготовле-
ния отливок из черных и цветных сплавов представляет большой
теоретический и практический интерес1 Это объясняется легкой
обрабатываемостью алюминия и его сплавов, сравнительно не-
высокой стоимостью, наличием большого коэффициента тепло-
проводности, что приводит к снижению термических напряжении
(§ 19), и т. д Реальная осуществимость процесса определяется
термодинамическими факторами, из которых важнейшим явля-
ется максимальная температура Т2п внутренней поверхности
кокиля Величина Т2п не должна превышать 300—350° С, в про-
тивном случае кокиль подплавится и выйдет из строя.
В работе [47] подробно изучаются термодинамические
условия формирования отливки в алюминиевом кокиле Пока-
зано, что существуют два основных пути понижения температу-
ры Т2а— это создание на внутренней поверхности кокиля слоя
краски с большим термическим сопротивлением и применение
интенсивного охлаждения его внешней поверхности
Лучшей краской служит анодированный (окисный) слои,
который органически связан с материалом кокиля, обладает вы-
сокой температурой плавления (2323° К), большой твердостью
(микротвердость составляет 400—500 кГ/мм2), малым коэффи-
циентом теплопроводности [ф,р = 0,35 — 0,5 втЦм-град)] и т д
Ниже рассматриваются различные методы анодирования ко-
килей.
Большой коэффициент теплоотдачи аз па внешней поверхно-
сти кокиля получается посредством применения водяного охла-
ждения па режиме ядерпого кипения В работе [47] показано,
что переход от воздушного охлаждения к водяному позволяет
повысить коэффициент теплоотдачи аз почти в 1000 раз Пере
ход от водяного охлаждения без кипения к охлаждению с кипе-
нием повышает а3 в 50 раз При этом смена ядерпого режима
кипения пленочным понижает аз в 20 раз Таким образом, при
охлаждении алюминиевого кокиля водой надо стремиться к
реализации ядерпого режима кипения
Оба пути снижения температуры Т2п в совокупности (повы-
шение Хьр н аз) позволяют создать вполне работоспособный
водоохлаждаемый алюминиевый кокиль, пригодный для изго-
товления стальных и чугунных отливок Если не применять
водяного охлаждения, то возможности управления процессом
ограничиваются Однако и в данном случае можно получить ра-
ботоспособный массивный кокиль при условии, что средняя кало-
1 Излагаются материалы совместной работы с аспирантом В Р Ровкачем
15' 227
риметричсская температура системы отливка — форма не пре-
вышает 300° С и за время одного цикла все тепло, приоорс-
тсннос кокилем (от отливки), передается в окружающую сре-
ду И7]
2. Анодирование поверхности
Изучено анодирование (анодное оксидирование) алюминие-
вых сплавов АЛ9 и АЛИ, которые обладают высокими литеи-
ными и удовлетворительными механическими свойствами и при-
меняются для изготовления
Рис 117 Схема анодирова-
ния алюминиевого образца
кокилей
Максимальная толщина анодной
планки зависит от многих факто-
ров — температуры и концентрации
электролита, электрического напря-
жения, плотности тока, количества
затраченного электричества, состава
анодируемого сплава и т. д
С уменьшением температуры
электролита толщина анодного слоя
(пленки) возрастает. Опыт, одпако,
показывает, что при этом более важ-
ное значение имеет не температура
самого электролита, а температура
изделия в зоне образования анодной
пленки Там выделяется наибольшее
количество тепла диссипации, кото-
рое надо отводить. В связи с этим
целесообразно охлаждать (напри-
мер с помощью смеси воды и льда) не ванну с электролитом, как
это обычно делается, а анодируемое изделие Соответствующая
схема процесса представлена па рис 117, где анодируемый обра-
зец 5 подвергается снизу интенсивному охлаждению. В розуль
тате анодный слой на сплаве АЛ9 достигает толщины 0,3о мм,
а на сплаве АЛИ —0,5 мм (по обычной технологии величина
не превышает 0,18-—0,20 мм).
Зависимость электрического напряжения ср па электродах
(зажимах) ванны (положительным электродом — анодом — слу-
жит оксидируемое изделие) от времени при постоянной плот-
ности тока (потоке) Jt = 0,05 а/м2 показана на рис 118, а
С течением времени растут толщина и напряжение Резкое
увеличение ф к концу процесса объясняется ростом сопротивле-
ния пленки в связи с выделением в ее порах кислорода и паров
воды Аналогичным образом изменяется напряжение с толщиной
слоя Х,™ (рис 118,6).
Из рис 118, б видно, что повышение напряжения сверх 100
120 в не способствует увеличению Хкр
228
В качестве электролита используется раствор серной кисло-
ты На рис 118,в показано влияние концентрации кислоты на
толщину Хкр (температура электролита 0—ГС, J»- = 0,05 а/м2)
Процесс анодирования считается закопченным, когда напряжс
нис достигает значения ср = 120 в Длительность £ процесса при
концентрации кислоты 40% составляет 2000 сек (расход элек-
тричества Д= 0,684-10® к/л2), при концентрации 5% t =
— 13 000 сек (Д = 4,5-10® к/м2). С увеличением концентрации
кислоты толщина анодной пленки убывает
Плотность тока (величина потока J»r) влияет на процесс
двояко С ростом Jy- уменьшается время анодирования, т с
сокращается длительность соприкосновения электролита с плен-
кой, которую оп растворяет Это приводит к увеличению Хкр
Вместе с тем, с ростом Ju- повышается температура электроли-
та, что сопровождается увеличением его агрессивности (рас-
творящего действия) В результате толщина Хьр падает Хоро-
шие результаты получаются при потоках J ч- =0,05 — 0,1 а/м2
По мерс роста Хнр величина Jy должна уменьшаться до зна-
чении 0,02—0,03 а/м2
Количество затраченного электричества непосредственно
связано с толщиной пленки. На рис. 118, г кривая 1 относится к
электролиту с концентрацией серной кислоты 5%, кривая
2-—10%, 3 — 20% и 4 — 40% Во всех случаях плотность тока
J ч = 0,05 а/м2, температура образца нс выше 20° С, содержание
магния в образце составляет 0,7% Из рисунка видно, что для
получения пленки толщиной Хкр = 0,25 мм надо пропустить
229
электрический заряд в количестве гК = 3,6-10® /фи2 От
концентрации кислоты зависит уровень толщины пленки, на ко-
тором наступает электрохимическое равновесие, когда количе-
ство возникшей пленки равно количеству растворившейся
пленки Равновесный ход образования пленки соответствует го-
ризонтальным участкам кривых Наибольшая равновесная тол-
Рпс 120 \„<> тирован не ьытрямюго ко
1 — отрицательный электрод 2 — электролит
3 - смесь водь! и льда: 4 — кокиль: 5 —
1р\бк1 ОЛ подзола I/, ною миры
щипа пленки получается при
электролите с концентрацией
кислоты 5%.
На толщину анодной
пленки влияет также состав
алюминиевого сплава, осо-
бенно магний (рис 118, д)
Для получения пленок повы-
шенной толщины рекомен-
дуется содержание магния в
сплаве АЛ9 доводить до зна-
чений 0,6—0,8%
На рис, 119 и 120 приве-
дены различные способы
анодирования кокилей. В
этих способах кокиль слу-
жит составной частью сосуда (его стенки делаются из дерева, ре-
зины п г д) для электролита. Специальная электролитическая
ванна не применяется, что сильно упрощает и удешевляет техно-
логический процесс. Кокиль с электролитом помещается в сосуд
со смесью воды и льда Охлаждение кокиля интенсифицируется
потоком сжатого воздуха (рис 120) Места кокиля, которые со-
прикасаются с электролитом, но не подлежат анодированию, ок-
230
рашиваются кислотостойким лаком ХВЛ-21 или АК-20 (лак нано-
сится 2—3 раза, каждый слои просушивается в течение 1—2 ч)
Катод, погружаемый в электролит, делают из свинца, площадь
его поверхности примерно в 10 раз меньше анодируемой площа-
ди Температура электролита контролируется термометром, опа
не должна превышать 20° С
Кокиль перед анодированием обезжиривается вначале орга-
ническим растворителем, а затем щелочным раствором и про-
мывается горячей воцои
Описанным методом легко получаются оксидные пленки
толщиной 0,25—0,3 мм. При желании получить более толстый
слон (до 5 мм) поверхность изделия подвергают кернению или
фрезерованию Глубина фрезерования соответствует толщине
К1ф, ширина канавок равна 0,25—0,5 мм, толщина гребешков
0,5 мм После анодирования гребешков па всю их глубину п
покрытия поверхности кокилыюи краской получается высоко-
стойкий анодированный слой необходимой толщины
3. Водоохлаждаемый кокиль
В работе [47] достаточно подробно рассмотрен тепловой ре-
жим водоохлаждаемого алюминиевого кокиля Показано, что
при заливке чугуна температура Т2п (под анодной пленкой) не
превышает 300° С, если толщина анодного покрытия больше
0,15 мм, а расход охлаждающей воды—0,06 дм^/сек Меньшая
Рис. 121 Влияние па максимального гемперацру пот плен-
кой толщины стенки кокиля (а) и гопдипы отливки (б).
1 — 2X1 = 30 л/.и; 2 — 20 мм- 3—10 мм 4 — зативаетсч чугун;
5 — медь; 6 — алюминий
толщина слоя краски и мепьшии расход воды приводят к пере-
ходу ядерпого режима кипения в пленочный (это происходит при
критической температуре Т3к = 400° К = 27° С) и поцплавлепию
кокиля.
На рис 121 приведены дополнительные данные, характери-
зующие влияние толщины стенки кокиля и отливки на макси-
мальную температуру Гап max алюминия под анодной пленкой
231
(Х]ф = 0,2 мм). Из рисунка видно, что толщина кокиля Х2 па
его тепловом режиме почти не отражается Это объясняется
высокой теплопроводностью сплава АЛ9 (Х2 = 200 ei/(м град)]
при заметном изменении толщины Х2 суммарное термическое
сопротивление системы (оно складывается из термических со-
противлений анодного слоя, кокиля и теплоотдачи па внешней
поверхности) изменяется незначительно
Г,„°к
а) Ц
Рпс 123 Изменение температуры кокиля под анодной
пленкой в бобышке (кривая 1) п па плоском участке
(кривая 2)
Толщина отливки влияет па Т211пт только при малых значе-
ниях 2X1 (рис 121,6) При больших 2Х\ тепловой режим коки-
ля приближается к стационарному Это свидетельствует о том,
что в алюминиевом водоохлаждаемом кокиле можно изготовлять
отливки практически любой толщины
232
В заключение обратим внимание на необходимость тщатель-
но следить за тем, чтобы режим кипения охлаждающей воды
был ядерпым Надо создавать определенную небольшую ско-
рость относительного движения воды и кокиля При этом
образующиеся паровые пузырьки удаляются с поверхности
охлаждения и не могут слиться в паровую пленку, которая
резко снижает теплоотдачу (в 20 раз).
Особенно опасен пленочный режим кипения для охватывае-
мых отливкои участков кокиля (рис 122). При этом паровые
пузырьки легко скапливаются в верхних карманах и полостях
кокиля и затрудняют его охлаждение Вместе с тем выступаю-
щие участки кокиля более всего нуждаются в усиленном
охлаждении, так как при усадке отливки создается плотный
контакт между нею и формой, что увеличивает коэффициент
теплопередачи
Для устранения возможности оплавления кокиля в термиче-
ски напряженных местах целесообразно устанавливать специаль-
ные трубки с индивидуальным подводом воды (рис 122) Если
трубку 1 па рис 122 перекрыть, то бобышка подплавляется
(рис 123, а). Подача воды па бобышку (с внутренней стороны)
снижает ее температуру до приемлемого уровня (рис. 123, б)
Наличие второго максимума на кривых 1 (рис. 123, а и б)
объясняется влиянием усадки отливки (уменьшением зазора
между отливкои и бобышкой).
4. Массивный кокиль
Изучаются два наиболее характерных случая охлаждения
чугунной отливки в массивном (неохлаждаемом) кокиле—-сим-
метричный и несимметричный В первом случае металл зали-
вается (Дзал =1350° С) в плоский кокиль, состоящий из двух
одинаковых анодированных пластин (сплав АЛ9, Хкр = 0,2 мм)
Во втором (несимметричном) случае одна из пластин заменяется
песчаным стержнем
На рис 124 температурные кривые относятся к отливке тол-
щиной 2X1 =10 мм и симметричному кокилю со стенкой Х2 =
= 88 мм Дак видим, максимальная температура Дп массивного
кокиля не превышает 500° К (230° С)
На рис 125 изображены температурные кривые для симмет
ричных кокилей различной толщины (2Х\ = 10 мм). При
Х2 = 15 мм температура неохлаждаемого кокиля поднимается
почти до 800° К
На рис 126 приведены сводные кривые, характеризующие
максимальную температуру Дшпах под анодной пленкой для
симметричного (а) и несимметричного (б) кокилей Из рисунка
видно, что несимметричный случаи более тяжел для алюминие-
вого кокиля, чем симметричный Данные рис 126 могут быть
использованы для практического выбора параметров массивного
233
алюмшшево! о кокиля (темпераiypa Т21Ш]ах не должна превышав
эои—оии К) Применение массивных (неохпаждаемых) коки-
Рис 125. Изменение юмпературы
на внутренней (под анодной плен-
кой) п наружной поверхностях
кокиля различной толщины.
35 им.
леи оправдывает себя при изготовлении мелких отливок, а также
в индивидуальном и мелкосерийном производстве
Ьптал
800-
700-
600-
500-
000-
300 -
О 20 ,00 60 80Хгмп 0 20 00 60 80Х,мн
а) 6)
Рис 126 Влияние толщины стенки кокиля па макси
ма явную температуру под анодной пленкой:
1 — 2А1 = 40 2 — 30 мм; 3 — 20 лки 4 — 10 и и 5 ~
Рис 127 Внешний вид стальною мастер кокиля (о) и отлитых
в него алюминиевых кокилей (б и в) для изготовления дета
лей насоса (в—вид кокилей снизу)
5. Внедрение алюминиевых кокилей
Алюминиевые кокили с анодированной рабочей поверхностью
находят применение па производстве при литье черных и цвет-
ных сплавов Особенно эффективны необрабатываемые кокили,
они в 12—15 раз дешевле обрабатываемых [82, 84]
234
Рпс 128 Внешний вид чугунных фланцев (а) п а помиипсвых
кокилей (б)
Преимущества алюминиевых кокилей в полной мере прояв-
ляются в крупносерийном и массовом производстве, когда с
помощью стального или чугунного мастер-кокиля воспроизводит-
ся (отливается) практически неограниченное количество рабо-
чих алюминиевых кокилей, требующих
скои обработки Вышедшие из строя
что снижает издержки производства
Рис 129. Температурное поле алюминие
вого кокиля для изготовления фланцев
при циклической заливке чугуна-
: минимальной мехапиче-
кокили переплавляются,
В качестве примера на
рис 127 показаны сталь-
ные мастер-кокили и от-
литые в них алюминиевые
кокили, предназначенные
для изготовления детален
электропогружпого насо-
са Со стороны охлаждае-
мой поверхности кокиль
имеет бобышки (рис.
127, в), к которым приле-
гают резиновые уплотне-
ния, предотвращающие
попадание воды в полость
формы (через отверстия
для толкателей)
Алюминиевые кокили
выполняются двух основ-
ных типов — вытряхпые и
разъемные Вытряхпые
кокили обладают лучши-
ми эксплуатационными
показателями Примеры
применения вытряхпых кокилей приведены в работе [47].
Рассмотрим весьма характерный случаи литья чугуна в
разъемный кокиль (рис 128) Отливка представляет собой
необрабатываемый фланец отопительного радиатора (масса
2 кг, чугун СЧ 12-28)
На Дубенском чугунолитейном заводе для отливки фланцев
использовались 80 чугунных форм, установленных на двух лини-
ях площадью 200 л2 Каждая форма позволяет получить не бо-
лее 4—5 отливок в час Общая производительность участка со-
ставляет 180 отливок в час
Перевод фланцев па литье в алюминиевые разъемные ко-
кили позволил улучшить качество отливок, снизить себестои-
мость изделий и т д Для эксплуатации алюминиевых кокилей
Минским филиалом ПИИТАвтопрома создан шестипозициоп-
пыи карусельный полуавтомат с двумя позициями под за-
Средняя производительность машины 600 заливок в час, дли-
тельность цикла регулируется в пределах 10—20 сек Внешний
236
вид алюминиевого кокиля представлен парис 128,6, тепловой
режим—на рис 129, внешний вид кокильного полуавтомата —
па рис 130
Полуавтомат работает в следующей последовательности’ на
первой позиции заливается чугун, па второй — извлекаются
металлические стержни, оформляющие отверстия фланца (через
3—4 сек после окоичаппия заливки), па третьей — отливка вы-
талкивается в короб, где происходит самоотжиг горячих флан-
цев Температура заливаемого чугуна Дзал = 1520 — 1550° К,
Рис 130 Внешний вид кокильного полуавтомата для отливки
фланцев радиаторов
температура фланца в момент извлечения стержней—1120 —
1170°К Внутренняя поверхность кокиля периодически покры-
вается слоем ацетиленовой копоти (поверх анодной пленки)
Расход охлаждающей воды составляет 0,17 дм?! сек
Стойкость алюминиевых кокилей па машине равна 3000 за-
ливок, многие кокили выдерживают 4000—5000 заливок. Сред-
няя стойкость прежних чугунных кокилей составляла 666 зали-
вок, толкателей—106 заливок, металлических стержней —
26 заливок (стойкость стержней па машине возросла в среднем
в 20 раз)
Карусельный полуавтомат заменил на Дубенском чугуполи
теином заводе весь участок литья фланцев Годовая экономия
от внедрения машины составляет 40 000 руб Затраты па проект-
237
иые работы и подготовку производства окупились в течение
одного года
Хорошие результаты получаются при изготовлении в анодиро-
ванных алюминиевых копиях н:делнп из медных сплавов
В частности, на рис. 131 спра-
ва показан внешний вид брон-
зовой втулки, отлитой в выт-
• ряхпом кокиле Были опробо-
ваны оловянистые бронзы
Бр ОЦС 5-5-5 и Бр. ОФ 10-1
Получены отливки с высокими
Рис. 131 Внешний пид бронзовых
B1J.1OK, опитых в землю и в алю
мипиевыи кокиль
механическими свойствами,
плотной структурой, хорошей
поверхностью. Соответствую-
щая технология внедрена на
Минском автомобильном за-
воде
, , По старой технологии
(рис 131, слева) втулки отливались в песчано-глинистой форме
с сухим центральным стержнем, коэффициент использования ме-
талла нс превышал 0,5 Наблюдался высокий брак по газовым
раковинам, рыхлоте, черноте
Рпс 112 Внешний вид алюминиевых деталей, отлитых
в алюминиевый кокиль
По повои технологии втулки изготовляются в водоохлаждае-
мом вытряхнем кокиле с песчаным стержнем, верхняя часть
которого выполнена в виде чаши с четырьмя питателями диа-
метром 6 мм Перед заливкой анодированная поверхность
238
смазывается керосином (смазки хватает па 3—4 заливки)
Время выдержки отливки в кокиле составляет 60 сек, начальная
температура кокиля — 40—60° С В результате применения
повой технологии припуски па механическую обработку умень-
шены на 40%, ликвидирован брак по черноте, рыхлоте и трещи-
нам п резко снижен — по газовым раковинам
Большими возможностями располагают анодированные коки-
ли при лплье алюминиевых сплавов Отливки имеют хорошее ка-
чество поверхности, высокие механические свойства, уменьшает-
ся брак по недоливам и пористости, во много раз сокращается
цикл работы кокиля (по сравнению со стальными и чугунными
кокилями) и т д На рис 132 показан общий вид отливок, изго-
товленных в анодированных кокилях па Минском моторном за-
воде и Мцепском заводе «Вторцветмет»
§ 23. КОКИЛЬ ИЗ НОРМАЛИЗОВАННЫХ ЭЛЕМЕНТОВ
1. Термодинамическая суть процесса
В § 19 показано, что уменьшение размеров пластин, из кото-
рых состоит кокиль, существенно снижает термические напряже-
ния В частности, применение составной степки, собранной из
двух частей, примерно вдвое уменьшает коробление кокиля (см
рис 108) Если ту же стейку составить из большего числа ча-
стей— трех, пяти, десяти, то напряжения уменьшаются еще
сильнее и, начиная с какого-то числа частей, коробление кокиля
вовсе прекращается, так как максимальные напряжения в стен-
ке не превышают предела упругости (термическое расширение
каждой части легко реализуется в пределах имеющихся зазо
ров)
Этот вывод был получен теоретически п подтвержден экспе
рпмепталыю На его основе возникла идея создавать кокили из
нормализованных (типа металлическшх кирпичей) элементов,
которые скрепляются между собоп кокилыюи краской, манже-
тами, сваркой и т. д
Весьма подробно теоретическое обоснование и рекомендации
по практическому осуществлению метола приводятся в работах
[47, 92, 93, 156]
Заметим, что напряжения уменьшаются, а стойкость кокиля
возрастает при всяком расчленении (дроблении) его степки
Например, изготовление степки из двух или большего числа
слоев (§21) также приводит к желаемому эффекту Важно
лишь обеспечить отдельным частям стенки возможность свобод-
но расширяться в необходимых пределах
Выше (§ 19—21) были рассмотрены напряжения, возникаю-
щие от неоднородного температурного поля (так называемые
термические напряжения) В материале формы (и отливки)
239
образуются также напряжения, вызванные фазовыми превра-
щениями (будем этого рода напряжения условно называть
фазовыми) Механизм образования фазовых напряжений со-
стоит в том, что разные фазы сплава обладают неодинаковыми
объемами Переход части металла из одной фазы в другую
сопровождается изменением объема определенного участка
формы (или отливки), появлением соответствующих деформа-
ции, а следовательно, и напряжении.
Все выводы, касающиеся влияния дробления кокиля на
возникающие напряжения и стойкость, в равной мере относятся
к термическим и к фазовым напряжениям Таким образом,
уменьшение размеров элементов кокиля снижает одновременно
термические и фазовые напряжения
2. Внедрение составных кокилей
К числу составных относятся кокиль для стоики четырехкор-
пуспого плуга (рис 108) и двухслойные кокили, рассмотренные
в § 21.
Рис 133 Чертеж составного кокиля для противовеса (песчаные
стержни заштрихованы накрест)
2л0
Па рис 133 приведен чертеж чугунного кокиля, состоящего
из значительно большего количества частей, чем предыдущие '
Кокиль предназначен для изготовления чугунного противовеса
погрузчика на Калининградском вагоностроительном заводе,
масса отливки 220 кг, габаритные размеры 180 X 332 X 990 мм
Отливка используется без механической обработки, поэтому к
качеству поверхности предъявляются повышенные требования
При литье в землю наблюдается брак по засорам, пористости,
Рис 134. Внешний вп ; составного кокиля для про, i-вовеса:
С НПЖПНЯ ПОТОВИПК.Т б — собранный КОКИЛЬ перст ЗТП1ВКОЙ
выходящей па поверхность детали, и т д Попытки применить
сплошной кокиль не дали положительных результатов — после
нескольких заливок в нем появлялись сквозные трещины. Про-
блему решил составной кокиль
Особенность конструкции составного кокиля заключается в
том, что отдельные секции нижнеи и верхней половин собирают-
ся (скрепляются) с помощью двух болтов — штанг с гайками,
причем термическое расширение секции компенсируется благо
таря сжатию тарельчатых пружин 4 Между штангами и от
верстиями в кокиле имеется зазор размером 2—3 мм, который
допускает деформации изгиба секции Секции фиксируются одна
1 Из совместной работы с В М. Бсгачсвым Г В Королевым и Ю С По
чаиииым
16 Заказ Ы 241
относительно другон посредством двух шариков, входящих в со-
ответствующие лунки Шарики обеспечивают между секциями
расстояние, равное 0,6—1 мм. Этот зазор может выбираться при
нзгпбных деформациях секций.
Начальная температура кокиля 250° С, хорошие результаты
получаются, если температура 7'2па,| не ниже 150° С и не выше
450° С Отливка 1ивтекается
S)
Рис. 135 Температуры внутренней
(кривая 1) и наружной (2) поверх-
постой составного кокиля и тарельча-
тых пружин (3)
I — момент сборки кокиля, II — заливка,
III — выбивка
из кокиля через 7—8 мин
при первых заливках и че-
рез 14—15 мин — при после-
дующих Внутренняя поверх-
ность кокиля вначале пок-
рывается (с помощью пуль-
веризатора) слоем кокиль-
поп краски (состав па 1 л
горячей воды 150 г глины
огнеупорной, 150 г маршали-
та, 60 г шамога молотого,
30 г жидкого стекла) толщи-
ной 0,5—1 мм, а затем —
копогыо
На рис 134 приведен
внешний вид кокиля для
противовеса, а па рис
135 — его тепловой режим
По температурным кривым,
изображенным па рис 135,
можно судить о параметрах
цикла работы составного ко-
киля
Применение описанного кокиля позволило резко улучшить
механические свойства п качество поверхности отливки, повы-
сить производительность труда и т д
На рис 136 показан второй кокиль, собранный из плоских
чугунных элементов, которые отлиты в землю и стянуты сквоз-
лыми болтами Кокиль предназначен для изготовления чугунных
втулок па Калининградском заводе судового оборудования
Особенность конструкции состоит в том, что пи отдельные эле-
менты, ни собранный кокиль механически не обрабатываются
Внутренняя поверхность кокиля вначале затирается стержневой
смесью, замешанной па сульфитпои барде, а затем покрывается
слоем краски Чугунные отливки, полученные в этом кокиле, по
имеют отбела н обладают высокими механическими свойствами
Третий кокиль, собранный из плоских чугунных элементов,
показан па рпс 137 Он изготовлен па Калининградском заводе
судового оборудования для литья чугунных цилиндровых втулок
дизеля мощностью 221 кви = 300 л с Втулка испытывается под
Рйп 136 Внешний вид собранною кокиля с отливкой (а), кокиль-
ных элементов (б) и раскрытого кокиля с отливкой (в)
Рпс 137. Внешний вид кокиля (а) для цилиндровой втул-
ки судовою двигателя и элементов, из которых он состав
лен (б и в)
242
давлением 80 бар, ее материал должен обладать высокими
механическими свойствами, хорошей стойкостью против истира-
ния и т д
Кокиль состоит из необработанных (отлитых в землю)
элементов трех типов и четырех стяжных болтов После сборки
внутренняя поверхность кокиля слегка подправляется резцом на
станке (снимаются лишь значительные неровности), затем зати-
рается стержневой смесью, замешанной на сульфитной барде, и
поверх смеси покрывается краской
На рис. 138 приведены основные размеры кокиля и цилин-
дровой втулки и показан ход температурных кривых для от-
дельных точек отливки и формы после заливки металла
Опыт показывает, что цилиндровые втулки, которые отлиты
в кокиль, собранный из отдельных элементов, отличаются высо-
кими механическими и антифрикционными свойствами, облада-
ют повышенной плотностью, не имеют отбела и т д
§ 24. ИГОЛЬЧАТЫЙ КОКИЛЬ
1. Термодинамические особенности процесса
В § 23 приведены примеры кокилей, которые состоят из
большого числа элементов, в частности, кольцевых, по эти
элементы еще пе являются простейшими кирпичиками, позво-
244
ляющими собирать формы для отливок различной конфигура-
ции Соответствующие универсальные формы можно получить,
например, если кольцевые элементы дополнительно разрезать
вдоль радиуса на большое число частей При этом элементы
приобретут вид параллелепипедов, а термические и фазовые
напряжения в них уменьшатся многократно (такие кокили
описаны в работе [47])
Если в пределе площадь поперечного сечения элементов
стремится к пулю, го термические и фазовые напряжения также
обращаются в пуль В результате получается кокиль, который
не деформируется и не коробится, его стойкость теоретически
равна бесконечности.
Такой кокиль, собираемый из нормализованных элементов,
имеющих вид отрезков проволоки (иголок), обладает податли-
востью и газопроницаемостью. При соответствующем конструк-
тивном оформлении имеется возможность быстро (в течение
нескольких минут) переналаживать его па новые виды изделий
Подробные данные о теории метода и свойствах игольчатых
кокилей приводятся в работе [47] Здесь рассматриваются лишь
примеры практического использования игольчатых кокилей на
производстве
2. Примеры внедрения
На рис 139 показаны латунные (фланец и лопасть) и чугун-
ная (лопатка) отливки, изготовляемые в игольчатом кокиле па
Севастопольском морском заводе 1
По старой технологии фланцы вытачивались из заготовок,
которые получались проковкой латунных слитков диаметром
180—200 мм и высотой 500—600 мм Попытки применить для
изготовления фланцев чугунных кокилей не увенчались успе-
хом из-за массового брака отливок по крупным раковинам
По новой технологии фланец отливается в игольчатый ко-
киль, состоящий из двух половин Каждая половина собирается
из двух полуколец-жакетов толщиной 10 мм и диаметром
220 мм В жакеты набиваются стальные иголки (отрезки прово-
локи) диаметром 2 мм и длиной 45 мм (для верхнего жакета)
и 32 мм (для нижнего) Между полукольцами оставляется за-
зор 2—3 мм Рабочая поверхность кокиля формуется по метал
лическим моделям После этого полукольца стягиваются болта-
ми, иголки зажимаются и удерживаются в жакетах силой тре-
ния Для лучшего закрепления иголок их наружная поверхность
заливается алюминием (рис 140).
Латунь заливается через центровой песчаный стержень,
имеющим знаковую часть в нижней половине кокиля, а литни-
1 Из совместной работы с аспиржтом А А Потаповым
245
ковую чашу — в верхней половине, где расположена чугунная
втулка со стенкой толщиной 5 мм На внутреннюю (рабочую)
поверхность кокиля и па плоскости разъема кистью наносится
паста следующего состава (по массе) 35% графита коллои-
дального, 43% графита серебристого, 9% каолина в порошке н
13% жидкого стекла До пастообразного состояния краска раз-
водится водой
При литье фланцев в игольчатые кокили устраняется брак
по Крупным раковинам — свищам; в отливке не имеется также
Рис 139 Внешний вид отливок, изютовлеиных в иголь
чатом кокиле (слева направо).
пористости После мехапическон обработки фланцы подвер-
гаются гидравлическим испытаниям при 50 бар и не дают течи
Лопасти винта (см рис 139) по старой технологии отлива-
лись в песчапо-глиннстой форме с использованием СО2-процес-
са. Этот способ отличается сравнительно большой трудоемко-
стью н высоким браком по пористости Кроме того, отливка
имеет матовую поверхность со следами пригара.
Игольчатый кокиль для отливки лопасти винта состоит из
двух половин, соединенных шарнирами (рис 141) Размеры
кокиля 150 X 450 X 600 мм, диаметр иголок 2 н 3 мм, длина
50 мм Жакеты изготовлены из полосовой стати толщиной
10 мм После формовки кокиля (лопасть формуется вместе с
литниковои системой) наружная поверхность иголок прихваты
вается электросваркой, а внутренняя покрывается краской упо-
мянутого выше состава Рабочая поверхность кокиля, форми-
246
рующая отливку, полируется до блеска путем натирания кри-
сталлическим графитом Посте удаления отливки кокиль охла-
ждается сжатым воздухом
Применение игольчатого кокиля позволило устранить брак
по пористости Отливка имеет гладкую блестящую поверхность
Рис 140 Кокиль дтя фланца
При лальпеишеп обработке опа подвернется ютько зачпщкс н
полировке Экономический эффект от внедрения кокиля состав-
тяет 2 руб. па одну лопасть
Лопатки из низколегированною чхгупа (размер 10 X 65 X
X 170 мм) для дробемстпон камеры (см рис 139) отливались
в песчапо-глинистои форме Максимальная их стойкость при
эксплуатации составляла 12 дней Перевод па лптье в игольча-
тый кокиль позволил повысить стойкость этих лопаток в
5—10 раз
247
Шестиместпыи кокиль имеет размеры 120 X 450 X 500 мм,
сю половинки набраны из иголок диаметром 2 мм и длиной
50 мм (рис 142) Жакеты выполнены из полосовой стали тол-
щиной 10 мм Половинки кокиля фиксируются одна относитель-
но другой с помощью двух штырей и втулок Наружная поверх-
Рпс 141 Кокиль T.T5I lOlldCTH до (и) и после (б) нокрыпш
пость иголок прихвачена электросваркой, внутренняя покрыта
краской следующего состава (по массе) 43% графита серебри-
стого, 26% графита коллоидального, 17% каолина в порошке,
13% жидкого стента, 1% бхры Краска разводится до пастооб-
разного состояния водой'и наносится па кокиль кистью
Толщина слоя краски несколько превышает 1 мм, что обеспе-
чивает примерно такую /ке скорость затвердевания чугуна, как
и в сырой песчапо тлипнетои форме Структура отливок поло-
248
випчалая Лопатки после изготовления подвергаются термооб-
работке— закалке и отпуску
Чугун заливается в специальный литпиковыи стержень
(рис 142 г), конец которого выходит через втулку, заформован-
иую в верхней поповнике кокиля Металл поступает в полости
для оглпвок через шесть прорезей в литниковом стержне
На рис 143 приведен внешний вид игольчатого кокиля для
изготовления протекторов из алюминиевого сплава АМН, 15-10
(состав по массе 14—16% Mg, 9—11% Zn, остальное Al)
Переход от литья протекторов в песчано-глинистую форму к ли-
тью в кокиль позволил резко повысить качество поверхности,
механические свойства, производительность труда, экономиче-
ские показатели производства и т д
Алюминиевые протекторы массон 3,5 кг отливаются в двух-
местные и трехместные кокили, протекторы массой 8 кг
(рис 144) и 10 кг — в одноместные Конструкция кокилей в ос-
новных чертах такая же, как и ча рис 141 и 142
Длительная эксплуатация в заводских условиях перечислен-
ных кокилей показывает, что они нс деформируются и не коро-
бятся, стойкость их при правильном режиме работы практически
пеограничена Начальная температура обычно поддерживается
па уровне 250—300° С При литье латуни (фланец и лопасть
ьинга) краска заменяется через 20—3'0 заливок, при литье чу-
гунных лопаток краска в месте сопряжения стояка и шлаковика
разрушается полностью после трех заливок Поэтому во избе-
жание приваривания чугуна к шолкам место сопряжения н сам
шлаковик (заформоваппый в иголках) приходится окрашивать
250
после каждом заливки Хорошие результаты дает крепление
иголок с помощью жакета и прихватка их наружных концов по-
Рис. 145. Восьмпмсстпый стальной
отливки магнитов и; стали ЕХЗ с
ми вставками в верхней половине перед
сборкой
средством электросварки. Заливка торцов иголок сплавом АЛ2
в больших кокилях показывает худшие результаты
Интересный кокиль для отливки стальных магнитов пред-
ставлен па рис 145 и 146 В нем верхняя половина имеет восемь
Рис. 146 Восьмпмсстпый сгальноп кокиль для
отливки магнитов из стали ЕХЗ с игольчаты-
игольчатых вставок (пакетов) диаметром и длипоп 30 мм (диа-
метр иголок равен 1,6 мм) Применение игольчатых пакетов
улучшает вентиляцию кокиля, резко повышает его стойкость в
наиболее нагруженных местах, улучшает качество изделия
251
(в частности, устраняет брак по пористости) и т д Поэюму
игольчатые вставки можно рекомендовать для использования в
кокилях и прессформах (§ 33)
§ 25. КРИСТАЛЛИЗАТОР
1. Термодинамические особенности процесса
Под кристаллизатором обычно понимают тонкостенную ме-
таллическую форму, в которой происходит непрерывное затвер-
девание расплава, и из которой твердая отливка непрерывно из-
влекается Кристаллизаторы применяются, например, при не-
прерывном литье слитков и труб (2, 24, 40, 65, 80, 142, 159, 208,
230], при литье намораживанием [13, 40, 47, 65], при вытягивании
изделии из расплава [65, 162] и т д
Термодинамические условия работы кристаллизатора не-
сколько напоминают таковые для тонкостенного водоохлаждае-
мого кокиля (§ 19 и 22) или изложницы (§ 26) Однако у кри-
сталлизатора имеются и определенные специфические особен-
ности, которые отличают его от других форм Эти особенности
касаются геометрических, кинетических, термических и некото-
рых других характеристик
Чаще всего кристаллизатор (за исключением случаев вытя-
гивания отливки из расплава [162]) обладает простой конфшу-
рациеи, т е предназначен для отливки изделий, сечение которых
представляет собой круг, квадрат, прямоугольник, многоуголь-
ник и т д
Другая (кинетическая) особенность состоит в том, что име-
ется относительное движение кристаллизатора и отливки Эю
движение происходит либо непрерывно (с постоянной скоро-
стью), либо периодически, причем имеются стадии остановки,
движения и даже возврата (обратного движения). Если отлив-
ка (или кристаллизатор) двигается с постоянной скоростью, то
температурное поле системы оказывается установившимся
(стационарным) При прерывистом движении температурное
голе системы испытывает периодические изменения, которые за-
висят от закона движения отливки и оказывают существенное
влияние па процесс.
Третья особенность кристаллизатора заключается в том, что
его часто профилируют, т е изменяют размеры и форму сече-
ния по высоте Это делается для того, чтобы создать наилучшие
условия теплообмена между отливкой, температура и размеры
которой меняются с высотой, и кристаллизатором
Изучению свойств кристаллизаторов посвящено много иссле-
дований [47, 65, 159, 162, 230] Ниже эти свойства рассматрива-
ются на примере кристаллизатора для литья чугунных труб и
252
заготовок методом намораживания 1 Работа кристаллизатора
этого типа в принципе не отличается от работы кристатлизато
ров любого другого типа.
Суть метода намораживания состоит в том, что в стакан-
кристаллизатор снизу непрерывно заливается расплавленный ме-
талл Намерзающая на стенках кристаллизатора полая цилин-
дрическая корка вытягивается кверху Для улучшения процесса
литья корка перемещается относительно кристаллизатора по
определенному закону, согласно которому движение чередуется
с остановкой [47]
2. Температурное поле
От температурного поля системы отливка — кристаллиза-
тор— охлаждающая вода зависит стабильность процесса литья,
свойства отливки, коробление и стойкость кристаллизатора и
т д На рис 147 приведены характерные температурные кривые
Рис. 147. Температурное поле кристаллизатора при литье намораживанием
(цифрами показаны места установки термопар п соответствующие им
температурные кривые)
для стального кристаллизатора с толщиной стенки Х2 = 6 мм
Внутренний диаметр кристаллизатора d — 108 мм, высота Н1ф =
= 165 мм, уровень жидкого металла в кристаллизаторе пахо-
1 Из совместной работы с аспирантами Г В Кравченко п В И Тутовым
253
дится па высоте Н — 150 мм, высота рывка трубы (в литейной
машине кристаллизатор остается неподвижным, а труба пери-
одически вытягивается па высоту ДЯ) ДЯ = 45 мм, число рыв-
ков (циклов) в секунду п = 1,37 1/се/с, средняя скорость литья
(вытягивания трубы) w — 0,062 м/сек, отношение времени по-
коя трубы к длительности движения k = 0,5, температура зали-
чУгупа 7'зат1 = 1535°К, состав чугуна (по массе) 4% С,
1>77/о Si, 0,61 °/о Мп, 0,1% Р, 0,08% S Цифры 7 и 8 на рис 147
соответствуют температуре охлаждающей воды на выходе и па
входе в кристаллизатор
Из рисунка видно, что на внутренней поверхности пижпеи
зоны кристаллизатора (точка /), которая периодически освобо-
ждается от твердой корки, температура изменяется более чем
па 100 град Верхняя зона (точка 2) испытывает меньшие тем-
пературные изменения, так как па этом уровне кристаллизатор
отделяется от жидкого металла твердой коркой, толщина кото-
рой никогда не равна пулю Колебания температуры в глубине
стенки кристаллизатора (точки 3 и 4) быстро затухают На
расстоянии 1,5—2,5 мм о г внутренней поверхности они уже ма-
ло заметны Внешняя поверхность кристаллизатора (точки 5 и
6) практически не испытывает температурных колебаний с час-
тотой п
Отмеченные колебания температуры внутренней поверхности
кристаллизатора сопровождаются возникновением больших
термических напряжении, короблением его стенки и появлением
трещин. Уменьшению напряжении способствуют все те меры,
которые рассмотрены в § 19 и 20 (применение смазки, повыше-
ние теплопроводности материала, снижение температуры зали-
ваемого металла, применение свободного стакана без обрамле-
ния и ребер и т д)
Рис 147 свидетельствует о том, что нижняя зона кристалли-
затора имеет более высокую температуру, чем верхняя Это
объясняется возрастанием толщины твердой корки и величины
перепада температуры Д7\ в ее сечении в верхней зоне по срав-
нению с нижней Кроме того, в верхней зоне появляется замет-
ный газовый зазор, вызванный усадкой отливки, который обла-
дает большим термическим сопротивлением Величину этого
зазора можно существенно уменьшить путем соответствующего
профилирования кристаллизатора
О роли термических сопротивлении газового зазора и корки
можно судить по рис. 148, где в крупном масштабе изображен
ход изменения температуры внутренней (рабочей) поверхности
нижнеи зоны кристаллизатора со временем Точки а на кривых /
и 2 соответствуют моменту соприкосновения жицкого металла с
поверхностью кристаллизатора, где зачеканены термопары Со-
прикосновение происходит после рывка трубы кверху Па участ-
ке ab кривых температура поверхности резко возрастает.
254
Участок be отвечает увеличению толщины твердой корки при
ненотвпжноп отливке При этом температура кристаллизатора
падает, так как увеличивается термическое сопротивление кор-
ки Газового зазора между отливкоп п кристаллизатором не
образуется В точке с начинается вытяжка отливки из кристач-
лтатора Относительное перемещение корки и кристаллизатора
сопровождается возникновением газового зазора между ними,
1то приводит к более быстрому снижению температуры на уча-
стке cd по сравнению с участком Ьс В гонке d движущаяся
корка обнажает место зачеканки термопары, и температура
кристаллизатора вновь резко возрастает (по кривоп типа ab)
t сек О t сек
Рис 148 Изменение температуры рабочем поверхности крпсталтпза
тора в пижпей зоне за цикл
/ • начальная корка не подправляется. 2 — начальная корка поднлавляется
(на участке а — Ь')
Если образование твердой корки сопровождается ее под-
плавлепием перегретым расплавом (термодинамический меха
пизм однократного расплавления твердой корки отливки под-
робно рассмотрен в работах [32, 37, 39, 90J), то ход температуры
рабочей поверхности кристаллизатора отвечает кривой 2 (рис
148) Па этой кривой участок а'Ъ' характеризует повышение
температуры кристаллизатора в связи с уменьшением термиче-
ского сопротивления подплавпвшепся корки Такие условия
формирования начальной корки часто встречаются при непре-
рывном литье
На рис. 149 изображены кривые распределения температу-
ры в отливке и кристаллизаторе дня различных сечешш и мо-
ментов времени Толщина стенки стального кристаллизатора
Х2 = 6 мм, диаметр d = 108 мм, Н1р = 150 мм, w = 0,028 м/сек,
k = 1,52, скорость охлаждающей воды равна 1 м/сек, =
=1570°К
Кривая рис 149, а относится к пижпей зоне кристаллизатора
(сечение расположено на высоте 22 мм) и моменту времени,
отвечающему точке Ь па рис 148 Отливка (корка) неподвижна,
255
между пою п кристаллизатором гаювого зазора пет, накрест
заштрихован слои окислов и смазки (рис 149, а)
Кривая рис 149,6 характеризует температурное поле той же
зоны в период вытяжки отливки, вблизи точки d па рис 148 (па
пути от с к d) Поверхность кристаллизатора с термопарой еще
не обнажилась, между коркоп и кристаллизатором имеется
I азовыи зазор
Кривая рис 149, в отвечает среднему сечению кристаллиза-
тора (па высоте 70 мм), а кривая рис 149, г— верхнему сече-
нию (на высоте 120 мм) В средней и верхней зонах толщина
корки никогда не равна пулю, поэтому здесь все температуры п
Рис. 149 Температурное поле системы от шика— кристаллизатор
амплитуды изменения температуры меньше, чем в нижней зоне
Экспериментальные данные типа тех, которые изображены
па рис 147—149, позволяют найти все термодинамические ха-
рактеристики отливки, зазора и кристаллизатора Например,
тепловой поток q, проходящий из отливки в кристаллизатор,
может быть вычислен по температурному полю системы, по теп-
ловому балансу расплава и по тепловому балансу охлаждающей
воды
На основании анализа температурного поля кристаллизато-
ра для его нижней зопы найдена величина q = 5,47 Mei/м2, для
верхней зоны q = 1,83 Мвт/м2 Средний тепловой поток для
рабочей поверхности кристаллизатора qcv = 2,55 Мвг)м2 Тепло-
вой баланс жидкого и твердого металла дает = 2,49 MerjM2,
согласно тепловому балансу охлаждающей воды qcv =
-= 2,45 MeifM2 Как видим, все три метода приводят к сходным
результатам
Средний коэффициент теплопередачи от поверхности отливкч
к охлаждающей воде для рассматриваемых условий литья
щ ср = 2780 вт) (м2 град)
256
Д 1Я тех же условии (при скорости литья w = 0,05 м/сек) об-
щее термическое сопротивление системы распределяется между
отдельными ее элементами следующим образом На слои смаз-
ки и окислов приходится 58,5% сопротивления, па стенку сталь-
ного кристаллизатора толщиной 6 мм — 31,5%, па теплоотдачу
к воде — 10 %
3. Закон движения отливки
Скорость литья и качество отливки существенно возрастаю!,
если относительное движение корки и кристаллизатора чере-
дуется с остановками [47] Такой процесс может быть осущест-
влен различными способами Чаще всего отливку (полую или
сплошную) вытягивают с постоянной скоростью, а кристалли-
затору придают колебательное движение таким образом, чтобы
оп часть времени двигался вместе с отливкой, а часть —
возвращался в исходное положение Иногда перемещение кри-
сталлизатора в направлении движения отливки осуществляется
с различными скоростями—вначале его скорость равна скоро-
сти отливки, а затем оп обгоняет отливку
По другому варианту кристаллизатор устанавливается не-
подвижно, а периодическому вытягиванию подвергается отлив-
ка Именно по такому принципу работает машина, па ко-
торой выполнены опыты, приведенные в настоящем пара-
графе [47]
Очевидно, для процесса безразлично, движется кристаллиза-
тор или пет На процесс влияет лишь характер относительного
движения кристаллизатора и отливки (точнее — твердой корки
и жидкой фазы)
При наличии непрерывного относительного движения твер-
дой и жидкой фаз процесс получается неустойчивым, вследствие
чего нельзя достичь высоких скоростей литья Поэтому относи-
тельное движение отливки и кристаллизатора (вытягивание)
следует сочетать с остановками
Анализ показывает, что с увеличением длительности остано-
вок устойчивость процесса, качество отливки и скорость литья
возрастают На рис 150 и 151 приведены температурные кривые
для твух случаев, различающихся значениями коэффициента k
(отношение длительности остановки к длительности движения).
Для рис 150 d = 108 мм, Н,,р — 165 мм, Н = 150 мм, &.Н -=
= 40 мм, п = 1,37 \/сек, w = 0,055 м/сек, состав чугуна (по мас-
се) 4% С, 2,01% Si; 0,098% Р Для рис 151 d= 108 мм, Якр =
= 150 мм, Н = 140 мм, Кн — 53 мм, п = 1,37 1/сек, w =
= 0,072 м/сек, состав чугуна (по массе): 4,08% С, 2,28% Si,
0,095% Р В первом случае (/г = 0,5) процесс настолько неус-
тойчив (это видно по беспорядочным колебаниям температур-
ных кривых), что труба обрывается через 80 сек после начала
17 Заказ 915 257
процесса Во втором случае (/? = 2) процесс отличается хорошей
устойчивостью
Если скорость w литья постоянна, то большое k получается
путем увеличения скорости движения трубы в период вытягива-
ния (или путем повышения обратной скорости движения
криста ллизатора)
мы при законе движения трубы, оп
рсделяемом коэффициентом /г = 0,5 Рис 151. Температурное ноле при
(цифрами обозначены места устапов- k = 2 (цифрами обозначены места ус-
кн термопар и соответствующие нм тановкн термопар п соответствующие
температурные кривые) им температурные кривые)
Необходимо отметить, чго в обычных условиях непрерывного
литья опережение отливки кристаллизатором при его периодиче-
ском движении часто приводит к положительным результатам
Такой же эффект при неподвижном кристаллизаторе получает-
ся, если вытягиваемая отливка в некоторый момент приобретает
отрицательную скорость (в направлении кристаллизатора)
В условиях применения метода намораживания опережение
кристаллизатором отливки (или возвратное движение отливки в
кристаллизатор) дает хороший результат лишь при литье стали,
которая легко сваривается при высоких температурах При ш-
тьс чугуна возвратное движение трубы или заготовки ухудшает
ее свойства
258
4. Скорость литья
Скорость w литья влияет па толщину трубы или заготовки,
па температурное поле системы отливка — кристаллизатор, на
коробление и стойкость кристаллизатора и т д
С увеличением w умепь- т ozz
шаются толщина отливки и 2п "I
величина газового зазора
между отливкои и кристал-
лизатором Это сопровож-
дается снижением термиче-
ского сопротивления систе-
мы и ростом температуры
кристаллизатора Соответ-
ствующие кривые приведены
па рис 152, для них d =
= 108 мм, Н]р = 150 мм,
скорость охлаждающеп воды
равна 1 м!сек
На рис 153 изображены кривые, показывающие влияние
скорости литья па различные характеристики процесса (условия
литья прежние) Из рис 153, а видно, что с увеличением w
W----------!______I_______I______
0 0,025 0,050 0,075 w м/сек
Рис 152 Влияние скорости литья па
температуру рабочей поверхности
кристаллизатора в средней (кривая 1}
Рис. 153. Влияние скорости штья на расход металла (а),
удельный тепловой поток (б), среднюю температур} поверх-
ности оттпвки (я) п i роднее значение коэффициента теп то-
отдачи (а)
259
расход жидкого металла (чугуна) возрастает На рис 153, б
сплошная кривая найдена по тепловому балансу жидкого и
твердого металла, кружочки соответствуют расчету теплового
потока по температурному полю отливки п кристаллизатора,
а крестиками обозначены данные, найденные по тепловому
балансу охлаждающей воды Как видим, с ростом w удельный
тепловой поток увеличивается Из рис 153, виг следует, что
увеличение скорости литья сопровождается ростом средней тем-
пературы поверхности отливки и среднего коэффициента тепло-
передачи от отливки к охлаждающей воде.
Если скорость w лигья повышается путем увеличения часто-
ты п рывков, то при этом уменьшается амплитуда изменения
температуры рабочей поверхности пижнеи зоны кристаллизато-
ра Например, увеличение п с 1,1 до 1,36 1/сек снижает размах
колебаний температуры с 130—150 град до 100 — 120 град
5. Профиль кристаллизатора
При литье намораживанием желательно иметь макепмаль
пую интенсивность охлаждения отливки Этого можно достичь,
Рис 154 Опти
мальпый профиль
кристаллизатора
при литье чугуна
намораживанием
например, путем уменьшения величины га-
зового зазора между твердым металлом и
кристаллизатором Для этого профиль кри-
сталлизатора надо строить таким образом,
чтобы рабочая поверхность следовала за
всеми изменениями размеров твердой корки
при его расширении и усадке
Цилиндрический кристаллизатор обеспе-
чивает сравнительно хорошую интенсивность
охлаждения чугунной отливки Но при ци-
линдрической форме рабочей поверхности
получается значительное усилие вытяжки и,
кроме того, в верхней части кристаллизатора
появляется небольшой газовый зазор, кото-
рого можно избежать
Применение конического кристаллизато-
ра с узкой частью вверху уменьшает все
зазоры, по одновременно приводит к резко-
му возрастанию усилия вытяжки и к обрыву
трубы
Копическип кристаллизатор с узкой ча-
стью внизу дает минимальное усилие вы-
тяжки, но интенсивность теплообмена также
получается минимальной, ибо в верхней части кристаллизатора
образуется большой газовый зазор
Наилучшие результаты получаются с бочкообразным кри-
сталлизатором (рис 154) В нем небольшое усилие вытяжки
260
сочетается с высокой интенсивностью теплообмена Такой
профиль рабочей поверхности следует за расширением началь-
ной корки и за ее последующей усадкой в верхней части кри-
сталлизатора При литье описанных выше чугунных труб мак-
симальный диаметр рабочей поверхности бочкообразного кри-
сталлизатора превышает пижнии и верхний диаметры на
0,15 мм
Через величину газового зазора (т е через интенсивность
теплообмена) профиль влияет па температурное поле кристал-
шзатора В нижпеи зоне, где формируется начальная корка,
профиль практически не сказывается па температуре кристал-
шзатора В средней п верхней зонах температура рабочей по-
верхности существенно изменяется с профилем При бочкооб-
разном кристаллизаторе температуры средней и верхней зон
рабочей поверхности примерно одинаковы При коническом,
расширяющемся кверху кристаллизаторе температура верхней
зоны па 150—200 град ниже, чем температура средней зоны
6. Коробление кристаллизатора
Неоднородность температурного поля, циклические измене-
ния температуры рабочей поверхности, наличие жестких флан-
цев и водяной рубашки и т д — все это приводит к короблению
кристаллизатора, искажению его
профиля н нарушению процесса
вытягивания трубы
Для уменьшения термических
напряжении и устранения короб-
ления следует воспользоваться
всеми темп мерами, которые опи-
саны в § 19, 20 и 23 В частности,
хорошие результаты дает приме-
нение кристаллизатора со свобод-
ным расширением рабочей втулки
вдоль оси (рис 155) Как было по-
казано в § 20, такая рабочая
вт\.тка испытывает минимальные
напряжения (осевое термическое
расширение втулки реализуется
благодаря сжатию резиновых про-
кладок)
Опыт эксплуатации подобных кристаллизаторов показывает,
чго после 3—5 заливок рабочая поверхность приобретает устой-
чивый профиль и больше не коробится Вообще, кристаллизато-
ры со свободной рабочей втулкой коробятся значительно мень-
ше, чем сварные
261
С уменьшением толщины степки свободной рабочей втулки
повышается интенсивность теплообмена (вследствие уменьше-
ния термического сопротивления кристаллизатора) и снижается
ее коробление Уменьшение коробления обусловлено снижением
перепада температуры Д7ф в сечении щепки (§ 20) Оптималь-
ной следует считать втулку из малоуглеродистой стали с
толщиной степки 2,5—5 мм После приварки фланца втулка
отжигается Применение винтовой нарезки па внешней поверх-
ности втулки увеличивает ее жесткость и снижает коробление
(нарезка играет роль ребер, § 19) Для отливок диаметром
108 мм паилучшие результаты даст кристаллизатор высотой
150—200 мм
Кардинальным решением проблемы термических напряже-
нии п коробления является применение свободной рабочей
втулки, разрезанной вдоль оси па отдельные элементы —полос-
ки. Полоски удерживаются в собранном состоянии кольцами на
торцах Каждая полоска имеет выступ, входящий во впадину
соседней полоски Между полосками проложена медная фольга,
создающая герметичность соединения Втулка обрабатывается
внутри и снаружи после сборки и подпрессовки полос Недо-
статком такого кристаллизатора является его сравнительно
высокая 1рудоемкос1ь изготовления
7. Охлаждение кристаллизатора
Термические напряжения п коробление зависят не только
от конструкции кристаллизатора, по и от применяемого способа
охлаждения рабочей втулки Сварные кристаллизаторы, изо-
браженные па рис 156, а—в, неудачны по конструкции (имеют
массивное обрамление в виде приваренной рубашки, которое
затрудняет осевое расширение рабочей втулки, § 19 и 20) н,
кроме того, не обеспечивают равномерного по контуру и по
высоте рабочей втулки охлаждения В результате при испыта-
ниях они быстро выходят из „троя из-за коробления
Более удачными следует считать кристаллизаторы, приве-
денные на рис 157, а — в Наилучшие результаты показывает
кристаллизатор типа па рис 157, а, имеющим па внешней по-
верхности рабочей втулки винтовую нарезку, по которой цирку
лирует охлаждающая вода Благодаря нарезке удается легко
обеспечить необходимую скорость движения воды Эта скорость
не должна быть ниже 0,75—1 м/сек, в противном случае ядер-
ныи режим кипения переходит в пленочный и интенсивность
теплообмена снижается в 20 раз [в условиях естественной
конвекции максимальное значение коэффициента теплоотдачи,
соответствующее моменту перехода ядерного режима кипения в
пленочный, аз = 46 500 вг/(м2 • град}, максимальное значение
теплового потока q = 1,16 Мвт/м2}
262
Несколько худшие результаты дает кристаллизатор
(рис 157, в), в котором охлаждающая вода движется в осевом
направлении по всему контуру главков в гузки Для обеспечения
необходимой скорости воды кольцевой капал приходится делать
а) 6) 8)
Рис 156 Различные типы криста ыпзаюров
малой толщины (2,5—3 мм) Из-за этою небольшой перекос
рубашки приводит к неравномерному охлаждению втулки и ее
короблению
При отливке чугунных труб диаметром 100—150 мм скоро-
сти охлаждающей воды 0,75—1 м/сек отвечает расход порядка
1,5—2 дмг/сек
263
8. Примеры внедрения
При литье методом намораживания металл имеет исключи-
тельно высокие качества, что объясняется крайне большой ин-
тенсивностью теплообмена, идеальными условиями ингаипя
отливки, сифонной заливкой расплава и т д [47, 49] В частно-
сти, отливка отличается очень высокими механическими свой-
ствами, большой плотностью, отсутствием засоров, низовых и
усадочных дефектов и г. д
Полые чугунные заготовки, отлитые методом наморажива-
ния, нашли применение па Слуцком авторемонтном заводе тля
изготовления чугунных колец, имеющих наружный диаметр 80
п 88 мм и внутрепнпй 72 и 80 мм соответственно при длине
20 мм 1 Ко 1ьца используются для ремонта картеров раздаточ-
ной коробки п коробки передач автомобиля ГЛЗ-69
Аналогичные полые чугунные заготовки применялись также
для изготовления машиностроительных деталей к фрезерно-
отрезному станку па минском станкостроительном заводе им
С М Кирова
Очень хорошие результаты достигнуты методом наморажи-
вания при отливке полых заготовок из специальных сталей Эти
заготовки подвергаются механической обработке и используют-
ся для изготовления ответственных деталей. Качество изделий,
полученных методом намораживания, намного превосходит то,
что дают другие методы обработки — ковка, прокатка п т ц
§ 26. ТОНКОСТЕННАЯ ИЗЛОЖНИЦА
1. Термодинамические особенности процесса
При изготовлении стальных слитков обычно применяют чу-
гунные изложницы, масса которых составляет 0.7 —1,1 ог массы
заливаемого метал ia Процесс формирования слитка в массив-
ных изложницах изучен достаточно подробно в работах [41, 90,
102, 186, 211, 212] Здесь рассматриваются особенности повог >
метода нзгогов тення слитков в тонкостенных стальных фор-
мах2 Толщина стенки такой оболочковой формы (изложницы)
в 10—20 раз меньше обычпои массивной Для нее соблюдается
условие X}JX\ <§; 1 [43, 47] Рассчитывается тонкостенная излож-
ница по формулам работы [43].
Главная особенность процесса формирования слитка в тон-
костенной изложнице состоит в том, что создается практически
одинаковая интенсивность теплообмена в течение всего пе-
риода затвердевания мет ал та Это выравнивает по сечению п
1 Из совместной работы с аспирантом Е В Кравченко
2 Из совместной работы с Г. А Аннсовнчсм Э Б Ашрафьяном, А М Ма
накины м
264
улучшает структуру считка, снижает термические напряжения в
его материале (что особенно важно для сталей, склонных к тре-
щипообразоваппю) и т д
При охлаждении расплава в тонкостенной изложнице наблю-
дается резкое уменьшение скорости затвердевания металла (по
сравнению с массивной изложницей) в начальный период
процесса Этот вопрос детально изучен в работе [47], где пока-
тано, что массивная форма вначале работает как аккумулятор
тепла При этом скорость затвердевания слитка получается
очень большой из-за краппе высокого коэффициента теплопере-
дачи между двумя металлическими телами, находящимися во
взаимном контакте. С течением времени, по мерс прогрева из-
ложницы до средней калориметрической температуры 7'к си-
стемы, скорость теплоотвода (п затвердевания) резко умень-
шается. Дальнейшее охлаждение слитка вместе с прогретой
изложницей отличается весьма низкой интенсивностью
Тонкостенная изложница прогревается почти мгновенно Опа
играет роль лишь передатчика теплоты от слитка в окружаю-
щую среду Поэтому с самого начала затвердевание расплава
происходит сравнительно медленно под действием коэффициен-
та теплоотдачи а3 па внешней поверхности изложницы, который
в период затвердевания металла почти по изменяется, а затем
постепенно уменьшается по мере снижения температуры
и тложпицы
Таким образом, тонкостенная изложница резко снижает
интенсивность теплообмена в начальный период процесса п
заметно повышает в последующий, когда температура слитка
сравнительно невелика Ускорение процесса охлаждения твер-
дого слитка облэясияется тем, что масса системы в случае тон-
костенной пнложпицы почти в 2 раза меньше, чем в случае
массивной [47].
Равномерное затвердевание елплка по всему обкому способ-
ствует улучшению его питания посредством фильтрации жидкой
фазы сквозь сетку образовавшихся кристаллов [47] В результа-
’С существенно у.iy тшаются свойства осевой зоны слитка и
уменьшается об нем усадочной раковины
2. Результаты производственных испытаний
Производственное опробование метода изготовления елпткоз
в тонкостенных стальных изложницах показывает, чго метал i
получается отличного качества, а процесс в целом вполне рен-
табелен
Изложница для ститков массоп до 10 / представляем собой
отрезок стальной бесшовной трубы со стопкой толщиной около
10 мм (для более тяжелых слилков толщина стенки должна
быть несколько выше) Труба разрезается газовым резаком и
265
без механической обработки устанавливается в вертикальном
положении па стандартном чугунном поддоне с кюмпелем
Сверху на трубу ставится обычная прибыльная надставка, обли-
цованная изнутри легковесным жаростойким кирпичем Внут-
ренняя поверхность трубы покрывается слоем цирконовой
краски
В первых опытах, чтобы гарантировать невозможность про-
сачивания жидкого металла через зазоры между трубой и под-
доном, ее окружали невысоким металлическим кольцом, а про-
странство между изложницей и кольцом засыпали сухим пес-
ком Одпако опыты показали, что такая предосторожность
является излишней Поэтому при последующих заливках кольцо
с песком не применялось
После заливки стали тонкостенная изложница разогревается
до температуры 1100—1200° С [в этих условиях коэффициент
теплоотдачи а3 примерно равен 200 вт!(мд град)} Для умень-
шения вредного влияния излучения па окружающих изложницу
целесообразно поместить в стальной двух- или трехслойный
экран (сварная или клепаная труба достаточно большого
диаметра)
Полное время затвердевания слитка в тонкостенной нзло?к-
пице немногим отличается от времени его затвердевания в мас-
сивной чугунной изложнице При этом эффективная теплопро-
водность металла слитка резко возрастает из-за дополнитель-
ного переноса теплоты посредством механизма термической
фильтрации жидкой фазы в межкристаллических капиллярах
отливки (§ 18)
После охлаждения металла топкая труба-изложница свобод
по снимается с поверхности слитка и можег быть использована
для повторных заливок Экономические расчеты показывают,
что процесс выгоден при возможности трехкратного использо-
вания одной и той же изложницы На самом деле изложница
выдерживает значительно большее число заливок
В производственных условиях были залиты слитки массой
1,25—3,5 г из сталей 9ХФ. ЗОХГВТ и 60ХГ и слиток-валок для
юрячей прокатки массой 5,5 т из стали 9ХФ [6] Подробное
изучение качества полученных слитков показывает, что все их
показатели значительно выше, чем у слитков, изготовленных в
обычных массивных чугунных изложницах В частности, у слит-
ков из тонкостенных изложниц лучше макроструктура и серные
отпечатки, значительно ниже остаточные напряжения, измерен-
ные в различных точках поверхности, и т д Кроме того, слитки,
изготовленные в тонкостенных изложницах, не имеют осевой
V-образпой ликвации, которая гак характерна для обычных
слитков
В качестве примера па рис 158 приведены фотографии тем-
плетов, вырезанных из среднего сечения слил ков-валков
266
(сталь 50, масса 7,5 г) Как видим, при литье в чугунную из-
ложницу (рпс 158, а) слиток имеет большую вторичную усадоч-
ную раковину п заметную осевую пористость Слиток, получен-
ный в топкостеппоп изложнице (рис 158, б), отличается
исключительно высокон плотностью и хорошим качеством
Fla рпс 158,6 вместо обычной прибыльной надставки исполь-
зован цилиндрический экран с дном, который снижает потери
теплоты верхней частью слитка в радиальном и осевом направ-
лениях По бокам прибыли виднеются участки приварившейся
трубы-пзложпины О масштабе слитка можно судить по спи-
чечному коробку, который лежит па темплетах
3. Трехслойная (комбинированная!
тонкостенная изложница
В тех случаях, когда па поверхности слитка образуются про-
дольные трещины, вызванные заметным термическим расшире-
нием тонкостенной изложницы в период затвердевания началь-
ной корки, стальную оболочковую форму целесообразно поме-
267
шать в обычную массивную чугунную изложницу (§21) Чу-
гунная изложница предотвращает расширение оболочки и уст-
раняет трещины Ее стойкость резко возрастает в связи с за
щитпым действием оболочки
Условия охлаждения слитка смягчаются (интенсивность
охлаждения снижается), если между стальнон оболочкой и из-
ложницей поместить теплоизолирующую прокладку (§ 21) (ес
можно расположить, например, между двумя склепанными
стальными оболочками) Такие комбинированные оболочки
особенно ценны при литье сталей, склонных к образованию го-
рячих трещин Скорость затвердевания металла в них может
быть снижена до значении, которые дают песчапо глинистые
формы (или бетоны)
Механизм образования продольных трещин, вызванных раз-
рывом начальной корки при термическом расширении изложни-
цы, описан в работе [41] Там же приводится метод расчета мо-
мента отхода слитка от поверхности изложницы (момента обра-
зования газового зазора) С помощью такого расчета можно
определить минимальную толщину Афиш оболочковой изложни-
цы, при которой еще не возникают продольные трещины
Очевидно, величина Az2mm должна обеспечить такую толщину
дНач начальной корки, которая, расширяясь вместе с изложни-
цей, к моменту отхода от нее обладает необходимо!! прочностью
да разрыв, т е способна выдержать гидростатическое давление
жидкого металла Очевидно, в момент отхода корки напряжения
в ее материале (вызванные расширением корки под напором
метал ia) не должны превышать предела текучести
Продольные трещины обычно устраняются путем применения
I раненых (четырехгранных, шестигранных нт д) изложниц
При этом тонкая начальная корка работает нс па разрыв, как в
цилиндрических изложницах, а на изгиб,— она плотно прилегает
к расширяющейся изложнице и нс испытывает особенно боль
шнх напряжений В этом смысле лучшие результаты дают
слитки с всчнутымн гранями. Тонкостенную изложницу также
можно сделать граненой (например, с вогнутыми гранями)
Чтобы в нагретом состоянии тонкая изложница не распрями
iacb под напором жидкого металла, ее ребра можно связать (с
помощью сварки) специальными косынками Однако такая
технология слишком громоздка Кроме того, промышленность
не выпускает труб необходимого (граненого) профиля
Расчеты н эксперименты показывают, что наилучшее сочета-
ние положительных свойств оболочковой изложницы (которая
в течение всего периода затвердевания металла поддерживает
интенсивность его охлаждения па постоянном уровне) и мае
сивпои изложницы (которая мало расширяется в начальный
период затвердевания слитка и тем самым устраняет опасность
возникновения продольных трещин) наблюдается в трехслойной
268
(комбинированной) тонкостенной форме, предло/кеппоп авто
ром В такой форме — изложнице внутренняя стальная тонко-
стенная оболочка (толщиной X' ) воспринимает па себя всю
основную тепловую нацзузку, она нагревается до высокой тем-
пературы Внешняя стальная оболочка (толщиной X 2 ), имею
щая сравнительно низкую температуру, обеспечивает мехаииче-
(кую прочность изложницы, опа сдерживает термическое
расширение внутренней оболочки и по допускает возникновения
продольных трещин в слитке Промежуточная жаростойкая
(неметаллическая) прослойка (толщиной Х2 ) обладает боль-
шим термическим сопротивлением п необходимой прочностью
на сжатие С ее помощью регулируется интенсивность охлаж-
дения слитка и не допускается перегрев внешней оболочки
Кроме того, опа передает нагрузку (давление) от жидкого
металла к внешней — силовой — оболочке Все три слоя комби-
нированной изложницы имеют небольшую толщину Х2 — X, |-
+ Х2 м, вследствие чего опа в целом работает как тон-
костенная
Наиболее простои вариант тонкостенной комбинированной
изложницы получается, если два отрезка стальной трубы раз-
ных диаметров вставить оцин в другой н зазор между ними
заполнить жаростойким бетоном /Для быстрого просыхания
бетона наружная оболочка снабжается радиальными сверления-
ми, играющими роль вентиляционных каналов
Трехслойная тонкостенная изложница обладает многими
преимуществами по сравнению с однослойной п массивной
В частности, опа позволяет в широких пределах регулировать
скорость затвердевания слитка (путем изменения Х"2 ) На
внешней поверхности комбинированной изложницы температура
значительно ниже, чем па внешней поверхности однослойной
Это облегчает условия работы обслуживающего персонала
Грехслойная изложница много легче и дешевле массивной,
и т д Литье стали в тонкостенные изложницы является весьма
перспективным процессом, который повышает качество слитка,
снижает расход металла па оснастку и т д
§ 27. БЕТОННАЯ ИЗЛОЖНИЦА
1. Термодинамические особенности
процесса
В тех случаях, когда легированная сталь склонна к образо-
ванию горячих трещин, надо снизить термические напряжения
в затвердевающем слип<е путем уменьшения интенсивности
"сплообмепа Особенно большие напряжения возникают в на-
чальный период охлаждения металла в массивной изложнице
269
Если применение тонкостенной изложницы (§ 26) не решает
проблемы трещипообразовапия, то целесообразно перейти к
iрехслоипои изложнице или к изложнице, пзготовленнон из
жаростойкого бетона *.
Преимущество бетонной изложницы состоит в том, что опа
позволяет существенно уменьшить скорость затвердевания стали
(а следовательно, и термические напряжения), причем в зависи-
мости от состава бетона и характера армирующих конструкции
удается изменять эту скорость в довольно широких пределах
Бетонная изложница, как и чугунная, относится к числу
постоянных форм, опа используется для отливки слитков много-
кратно
Работа по подбору подходящего состава жаростойких бето-
нов, по созданию конструкций бетонных изложниц и по испыта-
нию их в производственных условиях выполнена ПИИПТМА-
Шем совместно с Физико-техническим институтом АН БССР.
Ниже излагаются некоторые результаты этой работы.
2. Термофизические свойства
бетонной изложницы
Хорошие результаты получены с двумя жаростойкими бето-
нами — па глиноземистом цементе (состав № 1) и па жидком
стекле (состав Де 2) Первый бетон (па глиноземистом цементе)
имеет следующий состав (по массе) 13,2% глиноземистого
цемента М-600, 6,6% шлифпорошка № 6, 75,7% хромовой руды
(наполнитель), 0,24% ортофосфорпои кислоты, 4,26% воды
Второй бетон (па жидком стекле) состоит из 15,2% жидкого
стекла, 14,6% магнезита топкого помола, 3,1% маршалита топ-
кого помола, 0,6% натрия кремпсфторпсто!о, 66,5% хромомагне-
зита (наполнитель)
Таблица 18
Термофизические коэффициенты жаростойких бетонов
Состав i 1 Зтпнваемыц метолл в кг град । В Лг/.И = ь. в «% 10“ в
№ 1 | Алюминин 0,94 920 2700 1510 0,381
Ста пь 1,11 1110 | 2700 1850 0 381
№2 { Ллюмшши 1,68 1000 2650 2130 0,635
Сталь 1 ,74 1110 J 2650 2270 0,595
1 Из совместной работы с Г Л Тшцовичем, Э Б Ашрафьяпом Л М Ма-
мкиным, В Р Ткаченко
270
Термофизические свойства бетонной изложницы определяют-
ся по методу, изложенному в § 9 В плоскую симметричную
форму заливаются алюминий и сталь Отливки имеют размеры
30 X 300 X 300 мм и 50 X 300 X 300 мм Форма состоит из двух
бетонных блоков размером 250 X 400 X 500 мм массой около
130 кг каждый Средние значения полученных коэффициентов
сведены в табл 18
Сравнение опытных данных, приведенных в табл 18 и па
рис 14, 17 и 18, показывает, что термофизические свойства
изложницы из жаростойкого бетона мало отличаются от термо-
физических свойств обычной песчано-глинистой формы
3. Результаты производственных испытаний
Па рис 159 показана конструкция металлических каркасов
железобетонных изложниц для изготовления слитков различной
массы На рис 159, слева видна внешняя облицовка из листовой
стали, предохраняющая бетон от случаппых повреждении
Па рис 159, справа металлическая арматура приварена к впуг-
Рпс 159 Мюаллические каркасы же-
лезобетонных ИЗЛОЖНИЦ П.ЛЯ слитков
массой 1 25 т (слева) и 3 г
реппен облпцовочпоп трубе со стеикоп толщппоп 10 мм Именно
такого типа бесшовная труба применяется для изготовления
тонкостенных и трехслойных изложниц (§ 26) Бетонные излож-
ницы (рпс 160, а), как и обычные чугунные изложницы, исполь-
зуются вместе со стандартными прибыльными надставками
(рис 160,6)
271
Производственные испытания позволити установить, что бе-
тонные из'Ю/кпицы имеют известные преимущества по сравне-
нию с чугунным [7] Например, в различных изложницах
(бетонных и чугунных) были изготовлены слитки из стали 9ХФ
массой 1,25 т Исследование этих слитков показывает, чго в
бетонной изложнице металл затвердевает с более четко выра-
женной паправлешюпыо снизу вверх В результате в средней
части слитка практически отсутствует V-образная ликвациоппая
Рис 160 Железобетонная изложница до и после запивки
сталью 9ХФ (слиток 1,25 т)
полоса, хотя определенная ликвациоппая неоднородность в виде
полос или усов имеется
Направленность затвердевания приводит к возникновению
концентрированной усадочной раковины большого объема Это
требует применения увеличенных по размерам прибыльных над-
ставок
Во всех случаях содержание газов в слитках из бетонной
изложницы меньше, чем в слитках из чугунной изложницы Это
объясняется малой скоростью (большой длительностью) за-
твердевания металла в бетонной изложнице, что способствует
лучшему удалению газов из расплава (как видно из табл 18 п
рис 14, 17 н 18, охлаждающие свойства бетона и песчано-глини-
стои смеси различаются незначительно) Например, содержание
водорода в слитке из бетонной изложницы па 20—25% ниже,
чем в слитке из чугунной изложницы Содержание кислорода и
азота уменьшается незначительно.
Остаточные напряжения (найденные методом рентгено-
структурного анализа) в поверхностных слоях слитка из бетон-
272
пои изложницы в среднем на 25% ниже, чем в слитке из чугун-
ной изложницы.
Термодинамический анализ и эксперименты показывают, чго
в бетонной изложнице при толщине степки А%, примерно равной
или большей половины радиуса Az, отливки, расплав затверде-
вает с такой скоростью, как если бы изложница была неограни-
ченных размеров С уменьшением Аф (по сравнению с — Х}) па
процессе начинает сказываться внешнее охлаждение изложни-
цы, п скорость затвердевания металла несколько возрастает
Например, при Х2 =—Х} слиток массой 1,25 т затвердевает
примерно па 10% быстрее, чем в неограниченной бетонной фор-
ме, при АВ = — АГ1— па 20% и при Х<> = — АА— на 25%
6 8
быстрее
Внешняя стальная облицовка изложницы (см рис 159, слева)
на скорости затвердевания слитка практически не отражается
Внутренняя стальная облицовка (см рис 159, справа) заметно
ускоряет процесс затвердевания слитков малой массы и незна-
чительно— большой массы Например, стальной облицовочный
лист толщиной 10 мм ускоряет процесс затвердевания слитка
массой 250 кг примерно на 30%, слитка массой 1,25 г — па 16%
п слитка массой 3 г — па 8%.
18 Заказ 915
Глава VI
КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ЛИТЬЯ СТАНИН
§ 28. ТЕРМОДИНАМИЧЕСКИЕ ОСОБЕННОСТИ УСТАНОВКИ
1. Условия формирования отливки
Станины металлообрабатывающих станков относятся к чис-
лу деталей, которые не должны иметь заметных остаточных
напряжений (остаточные напряжения можно снимать путем
старения или термическом обработки отливок, однако такой путь
слишком усложняет и удорожает производство) Кроме того,
чугунная станочная отливка не должна иметь отбела Перечис-
ленные ограничения предъявляют особые требования к техноло-
гии изготовления станочных отливок
Что касается термических напряжений, то следует различать
две основные причины их возникновения
Первой причиной является перепад температуры ДД в дан-
ном сечении стенки отливки Вопрос о связи перепада темпера-
туры с величиной напряжений подробно рассмотрен в § 19 и
20 Там говорится о кокилях, однако найденные закономерности
справедливы также и для отливок В частности, применительно
к отливке можно утверждать, что с уменьшением интенсивности
теплообмена и толщины стенки 2Аф перепад ДД, а следователь-
но, и термические напряжения снижаются
Второй причиной возникновения термических напряжений
служит разность (перепад) 01 температур между различными
сечениями отливки Физический смысл этой причины легко по-
пять, если вспомнить роль обрамления и ребер, которые имеют
температуру, отличную от температуры стенки кокиля (§ 19
и 20) Взаимное влияние неодинаковых по температуре участков
сложной фасонной отливки вполне можно отождествить со
взаимным влиянием обрамления, ребер и стенки кокиля
Для всего последующего весьма важно, что в станочной
отливке перепады ДД и вызываемые ими напряжения обычно
бывают много ниже перепадов 01 и напряжений от них Малые
ДД объясняются незначительной интенсивностью охлаждения
металла в песчано-глинистой форме и небольшой толщиной
стенок (порядка 20—40 мм), большие 0] вызваны заметной раз-
ницей в скоростях охлаждения топких и массивных участков
274
отливки (например, стенки и направляющей). Поэтому при раз-
работке технологии всегда имеются резервы увеличения общей
скорости охлаждения станочной отливки (это допускают малые
перепады Д7\), если одновременно принимаются меры к тому,
чтобы уменьшить разности 0ь
На изложенных принципах основано применение кокилей
для изготовления станочных отливок. Заметное общее ускорение
((иногда в 5—10 раз [47]) процесса охлаждения станины (по
сравнению с песчано-глинистой формой) при одновременном
выравнивании скоростей остывания тонких и массивных частей
(в кокиле это осуществляется легко) позволяет получить отлив-
ку высокого качества, без заметных остаточных напряжений,
коробления и трещин. При этом качество отливки может быть
значительно выше, чем при литье в песчано-глинистую форму,
где максимальная разность температур 0] иногда достигает
300—400 град (в кокиле эта разность при благоприятных усло-
виях может быть снижена до 30—40 град).
Что касается отбела, то этот вопрос решается путем умень-
шения интенсивности охлаждения отливки и соответствующего
подбора химического состава чугуна [51, 67]. Поскольку состав
чугуна обычно задан и не может изменяться в значительных
пределах, то основным средством воздействия на процесс гра-
фитизации является снижение интенсивности теплообмена.
Анализ показывает, что при охлаждении отливки в песча-
но-глинистом форме имеются большие резервы повышения ско-
рости затвердевания чугуна без опасности возникновения отбе-
ла Таким образом, как первое ограничение (связанное с появ-
лением больших перепадов Д7\ и бф, так и второе (связанное
с возникновением отбела) вполне допускают существенную ин-
тенсификацию процесса охлаждения станочной отливки Эта
интенсификация достигается применением особых кокилей
Необходимо отметить, что в отливке, помимо термических
напряжений, возникают также фазовые (§ 23) Учет фазовых
напряжений более сложен, чем термических. По-видимому, с
уменьшением разности температур 0! и интенсивности теплооб-
мена фазовые напряжения уменьшаются Поэтому они накла-
дывают на технологию литья примерно такие же ограничения,
как и термические.
Более подробно вопрос о термических напряжениях в отлив-
ках изложен в работах [97—99, 102, 163, 204, 226 и т. д.].
2. Условия работы кокиля
Предыдущий анализ процесса формирования отливки позво-
ляет сформулировать требования, которые следует предъявлять
к кокилю для станины. Прежде всего кокиль должен обеспечить
равномерное охлаждение различных по массе участков отливки
18' 275
(требование минимальных значений разности температур 01).
Кроме того, скорость затвердевания отливки нс должна превы-
шать определенного значения, при котором появляется отбел
Это второе требование должно быть согласовано с условием по-
лучения приемлемого перепада температуры АД.
При использовании кокилей для крупных станочных отливок
возникает также целый ряд проблем, относящихся к самому
кокилю. Для уменьшения термических и фазовых напряжений и
устранения коробления перепад температуры АД в сечении
стенки, а также разность (перепад) температур (% между от-
дельными частями сложного кокиля должны быть минималь-
ными (§ 19 и 20).
Немаловажное значение имеет вопрос об охлаждении коки-
ля. Для обеспечения необходимой начальной температуры (пе-
ред заливкой металла) от кокиля за цикл следует отводить
определенное количество тепла.
Проблема регулирования скорости охлаждения различных
по массе частей отливки и снижения общей интенсивности теп-
лообмена решается путем применения специальных термостой-
ких обмазок и футеровки отдельных участков кокиля. Пробле-
ма регулирования температурного поля кокиля может быть
решена двумя способами: либо посредством применения систе-
мы охлаждения, обеспечивающей независимое тепловое воздей-
ствие на отдельные участки кокиля, либо посредством соответ-
ствующего выбора массивности этих участков. Первый способ
более эффективен, но зато и более сложен в осуществлении н
эксплуатации. Второй способ подкупает своей простотой и при
нс очень высокой частоте заливок вполне обеспечивает необхо-
димый тепловой режим цикличной работы кокиля.
§ 29. ВЫБОР ТЕПЛОВОГО РЕЖИМА
1. Описание отливки
В качестве примера рассмотрим процесс изготовления в
кокиле чугунной станины 101-11 отрезного станка 8В-66 Отлив-
ка представляет собой деталь коробчатого типа со стенкой
толщиной 18—23 мм (рис. 161). Наиболее массивными частями
отливки являются две направляющие сечением 40 X 90 мм. Га-
баритные размеры отливки 750 X 800 X 2010 мм, масса 1480 кг,
материал — чугун СЧ 15-32 (состав по массе- 3,4% С; 1,6% Si;
0,68% Мп; 0,27% Р; 0,1% S). Температура заливаемого металла
Дап = 1650 ж- 1680° К.
Станина отрезного станка первоначально отливалась в
песчано-глинистой форме, время ее остывания составляло около
24 ч, максимальный перепад температуры Oj достигал 300—
400 град. Затем были применены малообъемная опочная ос-
настка и ранняя выбивка. Время выдержки отливки в форме
276
сократилось до 1 ч. Соответствующая технология весьма под-
робно описана в работе [47].
Кокильная установка для изготовления станины отрезного
станка разработана совместно кафедрой теплотехники Бслорус-
итсльпым заводом им. С М. Кирова Ниже описываются схема
устройства, особенности теплового режима, а также результаты
отладки п производственных испытаний этой установки1.
2. Описание кокильной установки
Кокильная установка (рис 162) состоит из двух боковых
и двух торцовых плит, которые разводятся (раскрываются)
(рис 163) и сводятся (закрываются) с помощью гидравличе-
ских приводов с общего пульта. Верхняя плита устанавливается
краном, на нес ставится песчаный стержень с литниковой ча-
шей. Нижняя плита является сменной. На ней предварительно
собираются все песчаные стержни отливки (рис 164). Для
обеспечения цикличной заливки металла имеется комплект
нижних плит со стержнями (рис. 165). Перед заливкой верхняя
плита нагружается тяжелыми болванками (рис 166) После
заливки и определенной выдержки боковые и торцовые плиты
разводятся, и отливка извлекается вместе с нижней плитой
(рис. 167). На се место ставится новая плита с набором
стержней.
Поверхности кокильных плит, соприкасающиеся с отливкой,
выполнены в виде нормализованных элементов 4 (см рис. 162).
1 Из совместной работы с Б Г Вайтманом, Р И Есьманом, Н П Жма-
киным, А Г Кучерявым, А М Миловым и И. Д Чигиром.
277
Рис 163. Внешний вид кокильной установки с разведенными боковыми и тор-
цовыми плитами
Рис 164 Набор стержней, собранных иа нижней плите (циф
рами указаны номера стержней)
Рис 165. Собранная установка с двумя сменными нижними
плитами (со стержнями)
Рис 166 Момент заливки
Чугунные элементы имеют вид прямоугольных параллелепипе-
дов, которые винтами прикреплены к плитам (точнее- к кассе-
там плит) Благодаря такой конструкции вышедшие из строя
элементы легко заменяются новыми Р
глубинеТЦ™тОпТЛПВКИ элем^1ТЫ засверлены па определенную
буемойУИ1тт^Т Т свеРлепии (и их глубина) определяется тре-
теплообмена 3аз°Ры межДУ элементами
термостойкой13* °тТвеРстпя ^ЛУПКИ) заполняются специальной
термостойкой футеровкой Поверх футеровки элементы покры-
ваются слоем кокильной краски Таким способом обеспечивается
необходимый тепловой режим различных участков отливки
Общая жесткость конструкции создается литыми чугунными
кассетами плит кокиля Большая стойкость получается"благода-
ря применению нормализованных элементов (дроблению
поверхности плит), которые воспринимают па себя всю термиче-
скую нагрузку Сравнительно низкую интенсивность теплообме-
на обеспечивает футеровка элементов Интенсивность теплооб-
мена изменяется в зависимости от площади футерованной
поверхности (относительной площади сверлений в элементах)
3. Особенности теплового режима
При разработке теплового режима была принята наиболее
?Гой\аЯиХема естествсшюго охлаждения кокиля на воздухе
(§ 2ъ) Необходимый уровень начальной температуры T2im при
280
циклической заливке металла создается путем соответствующе-
го выбора массивности отдельных плит Грубо говоря, с увели-
чением массы кокиля вдвое число последовательных заливок
также может быть увеличено вдвое без опасности его перегрева
Масса плит кокильной установки сделана в 4,5—5 раз боль-
ше массы соприкасающихся с ними участков отливки Это обе-
спечивает 4—5 последовательных заливок металла за смену
В наиболее неблагоприятных условиях работает нижняя
плита, охлаждающая массивные направляющие станины По-
этому нижняя плита сделана более тяжелой и, кроме того, после
каждой заливки опа заменяется новой (с набором стержней)
§ 30. ПРОИЗВОДСТВЕННЫЕ ИСПЫТАНИЯ
1. Температурное поле
В производственных условиях (линейный цех минского стан-
костроительного завода им С М. Кирова) плиты кокильной
установки (нормализованные элементы) футерованы обмазкой
следующего состава (по массе) 70% шамота с размерами
фракций 0,5—2 мм, 15%
глины огнеупорной, 15%
жидкого стекла (свойства
различных обмазок для ко
кильиых плиг подробно рас-
смотрены в работе [47])
После просушки футеровки
внутренняя поверхности
плит покрыта краской ГБ
Толщина слоя краски равна
0,8—1,2 мм Перед заливкои
плиты разогреты газовыми
горелками до температуры
100— 115° С
Металл из вагранки за-
лит в предварительно разо-
рив 168. Кривые олтаждения различ
иы\ точек станины в песчапо-глинис
той форме (старая технология)
гретый ковш Температура
чугуна в ковше равна 1315—1320° С Длительность % процесса
заливки составляет 80 сек.
При первых заливках металла, как однократных, так и цик-
лических (многократных), измеряются температурные поля
отливки и кокиля Эти измерения используются для отладки
технологического процесса (в частности, для уменьшения разно-
стей температур АД, АУД 01 и 9г). Ниже приводятся наиболее
характерные из полученных результатов
На рис 168 изображено температурное поле станины при ее
охлаждении в обычной песчано-глинистой форме Для сравнения
281
7 ? \ в 7 .и
?^г7/Ц
на рис 169 приведено температурное поле отливки, охлаж-
дающейся в кокильной установке. Как видим, скорость охлаж-
дения отливки в кокиле примерно в 3 раза выше, чем в
песчано-глинистой форме. Вместе с тем температурные разности
не выходят за пределы допустимых (они имеют тот же порядок,
что и при литье в песчано-глинистую форму).
На рис 170—172 изображено температурное поле верхней,
боковой и торцовой плит кокильной установки (температура
нижней плиты показана на рис. 169). На этих же рисунках
даны температуры отливки (кривые 8) в соответствующих
точках
Из рисунков видно, что температура кассет не превышает
280—300° С, а перепад температуры в их сечениях равен
20—30 град
Длительность tz затвердевания отливки в кокильной уста-
новке равна 3 мин, время t4 охлаждения направляющих до
температуры 700—750° С составляет 20—22 мин Ранняя выбив-
ка [134] (через 16 мин) значительно интенсифицирует процесс
охлаждения отливки (см. рис. 169). Об ускорении процесса
после выбивки можно судить также по ходу кривых 8 на
рис. 171 и 172.
Ранняя выбивка существенно снижает температуру кокиля,
что позволяет увеличить число циклов за смену.
2, Основные параметры
производственного процесса
Приведенные выше данные свидетельствуют об удачном пер-
воначальном выборе основных режимных параметров кокиль-
ной установки Требуется лишь незначительная корректировка
технологии
Например, общая толщина слоя кокильной краски Хкр =
= 1 — 1,5 мм дает удовлетворительные результаты Одпако под
средней направляющей эта толщина должна быть уменьшена до
0,5 мм Для лучшего сцепления с плитой в краску ГБ следует
добавлять асбест в порошке и жидкое стекло
Верхняя плита снимается раньше боковых для того, чтобы
избежать захвата отливкой выступающих на плите нормализо-
ванных элементов Отливка удаляется из кокиля через 20—
22 мин, когда перепады температуры в ней минимальны, и по-
мещается под теплозащитный кожух, где охлаждается в течение
2 ч
Повторные заливки чугуна осуществляются с интервалами
70—80 мин. При этом после первой заливки температура коки-
ля не превышает 250° С, а после последующих —300—320° С
Число заливок в смену составляет 4—5. Нижняя кокильная
283
плита может быть использована в установке через каждые 2,5—
3 ч (необходимо иметь соответствующий запас этих плит)
При желании ускорить частоту заливок надо увеличить мас-
сивность плит или применить искусственное охлаждение
кокиля
Станины отрезного станка, отлитые в кокильной установке,
были обработаны и поступили па сборку Длительная производ-
ственная эксплуатация соответствующих станков показала вы-
сокое качество станин.
Глава VI!
ВЛИЯНИЕ ДАВЛЕНИЯ НА СВОЙСТВА ФОРМЫ
§ 31. ПОВЫШЕННОЕ ДАВЛЕНИЕ ГАЗА
1. Термодинамические особенности
процесса
Механизм воздействия давления па процесс охлаждения
отливки в песчано-глинистой форме и кокиле рассматривается
в работах [7—19, 47, 96, 141 и т д]. Исследованиями установ-
лено, что во всех случаях с увеличением давления скорость
затвердевания металла возрастает в связи с повышением ин-
тенсивности теплообмена между отливкои и формой.
Термодинамический анализ показывает, что давление влияет
на интенсивность теплообмена в песчано-глинистой форме и
кокиле по-разному, причем в обоих случаях изменение свойств
самой отливки на интенсивности процесса практически не
отражается Это объясняется слишком малым изменением плот-
ности и теплопроводности материала отливки с давлением [47]
Что касается кокиля, то с ним дело обстоит гораздо проще,
чем с песчано-глинистой формой В случае кокиля с ростом
давления увеличивается коэффициент теплопередачи через
зазор между отливкой и формой (из-за уменьшения величины
зазора и увеличения его эффективной теплопроводности)
Некоторые аспекты этого вопроса рассматриваются в § 33.
В песчано-глинистой форме перенос теплоты происходит по
более сложным законам капиллярнопористого тела (§ 7) — по-
средством теплопроводности (через скелет тела и газ, запол-
няющий поры), лучеиспускания и конвекции (точнее — сопри-
косновения, которое включает в себя собственно конвекцию и
теплопроводность газа) [54], [47, 110—113, 178] Доля каждой
составляющей общего теплового потока определяется конкрет-
ными термодинамическими условиями процесса — температу
рои, давлением, влажностью и т. д
Роль теплопроводности скелета сильно изменяется в зависи-
мости от характера контакта между песчинками формы
Например, переход от спеченного кварца к кварцевому песк>
уменьшает коэффициент теплопроводности более чем в 10 раз
285
(см рис 14 и 16). Добавка к кварцевому песку (добавки рас-
пределяются по поверхности зерен и сильно увеличивают пло-
щадь соприкосновения песчинок в местах контакта) воды (см
рис 10) и глины (см рис 18) заметно повышает его коэффи-
циент теплопроводности (и аккумуляции тепла)
Роль теплопроводности газа в порах формы ничтожно мала
Это объясняется тем, что газ имеет в 10 раз более низкий
коэффициент теплопроводности, чем песок
Лучеиспускание проявляется в порах формы Кроме того,
ее материал обладает некоторой прозрачностью по отношению
к тепловым лучам — он их поглощает слоем определенном тол-
щины Передача теплоты лучеиспусканием быстро растет с уве-
личением температуры
Конвективная составляющая теплового потока также играет
немаловажную роль в общем процессе переноса (§ 7) На кон-
векции в порах и между отдельными участками формы сказы-
ваются температура, давление, свойства газа и т. д. Ниже
изучается конвективный перенос газа и его влияние на интен-
сивность теплообмена в песчано-глинистой форме В § 32 кон-
векция сопоставляется с другими видами переноса (теплопро-
водностью и лучеиспусканием).
2. Влияние давления на интенсивность теплообмена
Сильнее всего конвективный перенос зависит от давления
О количественной стороне этой зависимости можно судить по
изменению термофизических свойств песчано-глинистой формы,
найденных методом заливки, который изложен в § 9.
Таблица 19
Термофизические коэффициенты песчаной формы при различных
давлениях азота
Давление Длитель- затвердева- Коэффициент аккумуляции bz мг-град Коэффициент теплопровод- ii град Удельная теплоем- ка град Коэффициент температуро- проводности а2 10е в мг/сек
1 67,5 830 0,384 1080 0,214
2 62,2 840 0,390 1090 0,216
5 58,3 858 0,405 1100 0,223
10 53,2 910 0,447 1114 0,236
20 47 975 0,498 1150 0,261
30 42 1025 0,551 1150 0,290
40 39 1043 0,568 1160 0,295
50 36,2 1076 0,583 1200 0,293
1 Из совместной работы с Н И Белоусовым и И А Гольдман
286
Рис 173 Общая схема установки для изучения свойств формы при повы-
шенных давлениях газа и в вакууме
Для испытания формы при различных давлениях применяет-
ся специальный автоклав (рис 173). Форма диаметром и высо-
той 130 мм (рис 174) изготовлена из кварцевого песка марки
1КР025, имеющего 2% глинистой составляющей; крепителем
............................. сухой формы р2 = 1660 кг!м?
Размеры алюминиевом отливки
10 X 100 X 100 мм
В качестве примера па
рис 175 и 176 приведены экспе-
риментальные температурные
кривые для отливки, охлажда-
ющейся в атмосфере различ-
ных газов при разных давле-
ниях Эти кривые наглядно
свидетельствуют о значитель-
ном влиянии давления па ин-
тенсивность теплообмена Еще
более характерная кривая, не-
посредственно используемая для определения тсрмофизичсс-
кп\ коэффициентов изображена па рис 177
По опытным данным найден эффективный коэффициент
аккумуляции тепла формы (рис 178), а также се другие термо-
физические характеристики (табл. 19) [18]. Из рисунка и
таблицы видно, что все термофизические свойства пссчапо-
t3 сек
1КР025, имеющего 2%
служит олифа-оксоль, плотность
600
50 W 30 20 10 53 10,75 05 0,25
Рис 175. Кривые охлаждения центра
а'поминиевой отливки размером 10 X
X 100 X 100 леи при различных дав
лениях азота
600
оо
500
0 20 40 60 801 сек
Рис 176 Кривые охлаждения алюми
пиевои отливки при давлении 5 бар ге
лия (кривая 1), аргона (2), азота (3)
и углекислого газа (4)
20
Рис 177 Влияние дав по
ния азота на длитель
ность затвердевания алю
миииевой отливки
т
глинистой формы с давлением возрастают. Например, коэффи-
циент й2, которым определяется интенсивность теплообмена,
увеличивается па 30% (при повышении давления азота до
50 бар).
Рост тсрмофизичсских коэффициентов формы с давлением
объясняется увеличением роли конвекции Конвективный пере-
нос теплоты в порах интенсифицируется в связи с резким повы-
шением плотности и некоторым возрастанием коэффициента теп-
лопроводности, удельной теплоемкости и т д газа На рис. 179
288
приведена одна из зависимостей, связывающих свойства газа п
формы
Интенсивность копвекгивпого теплообмена в порах формы мо-
жет быть оценена с помощью критериальною уравнения, в чпе-
100О 10 20 30 Wр вар ~?s k^Bm/^град)
Рпс. 179. Связь между коэффн
1 нс 17Ь Влияние таклеипя цпентом аккумуляции тепла
азога па коэффициент аккуму формы и коэффициентом теп-
тлцпн тепла формы лопроводпости азота
но аргуметов коюрою входш произведение известных крик
риев Грасгофа (Gi) и Правдтля (Рг) О роли произведения
/у ,
От-секЦМград! _
LSNu3tp
Риг. 181 Влияние npoiiJBiдения кри
терпев (Gr Рг) па эффективный
критерий Нусссльта
GiPr модно судить по эксперпмеигальпым данным, приведен
пым па рпс 180
В критериальном уравнении функцией служит эффективный
критерий Нусселыа (Гчьщф), в который входят эффективный ко
эффицпепт теплопроводности лг„1((), превышающий истинную
Iеплопроводпость лг газа па величину, определяемую действием
конвекции Критерий Нуссельта
Nip* -b-PlL (301)
19 Заказ 01а
289
В первом грубом приближении расчетное критериальное урав-
нение можно записать следующим образом
Nuotp = С (Gr Prf ( (302)
где С, Ci и с2 — опытные коэффициенты,
du — средний диаметр песчинок в м,
d — определяющий размер системы (например, вы-
сота плоской вертикальной отливки) в м.
Анализ экспериментальных данных (рис 181) показывает, что
в уравнении (302) приближенно можно положить С = 0,1 щ =
= 0,2, с2 = 0
Согласно уравнению (302) роль конвективной составляющей
теплопроводности формы с увеличением давления возрастает
При этом очень сильно растет критерий Gr, который в интервале
давлении азота 1—50 бар изменяется в несколько тысяч раз
Критерии Рг от давления практически не зависит
3. Влияние природы газа
О количественной стороне влияния природы газа на интен-
сивность теплобмепа между отливкой и формой можно получить
представление по опытным данным, приведенным на рис 176 и
в табт 20 Из этих данных следует, что природа газа, заполняю-
щего поры формы, очень сильно отражается па эффективных
коэффициентах формы
Т а б 1 и Ч а 20
Термофизические коэффициенты песчаной формы в атмосфере различных
газов (р = 5 бар)
Гт- Длит ель ность затвор деваиия Коэффициент аккумуля дни ь2 Коэффициент теплопро- водности м • град Удельная теплоемкость Коэффициент температуро- проводиости
I елии 42,5 1031 0,585 1100 0 316
Аргон 50,5 99-1 0,561 1070 0 316
Углекислый 58,3 858 0,405 1100 0,293
газ 71 ,2 800 0,360 1070 0,293
Причина этого результата заключается в существенном воз-
действии свойств газа па конвективную составляющую теплопро-
водности формы Количественная сторона изменения эффектив-
ной теплопроводности газа в зависимости от его состава опреде-
ляется уравнением (302)
290
С увеличением подвижности молекул газа его охлаждающая
способность возрастает Поэтому наибольшее повышение интен-
сивности теплообмена дает гелий (еще сильнее ускоряет процесс
водород) При давлении 5 бар отливка затвердевает в форме с
Юлием с такой же скоростью (73 = 42,5 сек), как в форме с азо-
том при давлении 30 бар (13 = 42 сек)
Приведенные опытные данные косвенно подтверждают выска-
занную ранее мысль о том, что при воздействии давления ско-
рость затвердевания металла не зависит от изменения свойств
отливки (в противном случае различные газы, находящиеся при
одинаковых давлениях, приводили бы к одному и тому же ре-
зультату), а определяется изменением свойств формы При этом
более подвижные (обладающие большей теплопроводностью) га-
зы приводят к более заметному изменению свойств формы
§ 32. ВАКУУМ
1, Результаты экспериментов
Термофизические коэффициенты песчаной формы, находя-
щейся в вакууме, определяются па прежней установке (см
рис 173 и 174) Условия экспериментов те же, что и при повы-
шенном давлении.
Рис 182 и 183 иллюстрируют количественную сторону влия-
ния степени разрежения газа па интенсивность теплообмена меж-
Рпс. 182 Втияпие пони-
женною давления азота
па время затвердевания
алюминиевом отливки
размером 10 х 100 X
X 100 ««
Рис 183 Влияние пони
женного давления азота
па коэффициент аккуму
ляпни тепла формы
ду отливкои и формой и па эффективный коэффициент аккуму-
ляции тепла Значения других термофизических коэффициентов
для вакуумированной формы даны в табл 21
Приведенные результаты свидетельствуют о снижении скоро-
сти затвердевания отливки с падением р Это объясняется умепь-
19* 291
Термофизические коэффициенты песчаной формы в атмосфере
разреженного азота
Давление р в мм рт ст Давление Коэффициент Длиюль 1 жкумуляцни кость тепла затвер- 1)п Коэффи гсплопро воцкостп теплеем- Коэффпцпсш температуре проводности в м~,'сек
в Д 1 вт сек ' “
Ж-грЩ
760 1 0 10г> 67 5 830 0 384 1080 0 214
570 0 758 10-> 67 7 820 0 381 1060 0,217
380 0 504 Ю'> 68, ,5 805 0 370 1060 0,210
190 0 252 102 * * * * * 8 7() 0 800 0 365 1060 0,208
1 133 3 71 0 790 0 355 1060 0 202
шепнем величины конвективном сощавляющей i силового потока,
переходящего из отливки в форму
Эффективная теплопроводность iasa в порах формы опреде-
ляется критериальным уравнением (302), которое найдено с уче-
том давлений как больших, так и меньших, чем атмосферное (см
рис 181) Формула (302) теряет силу лишь при очень больших
разрежениях iasa, ког щ длина свободного пробега молекул ста-
новится соизмеримой с размерами пор (п отливки) При этом
в критерий Gr в качестве определяющего размера прихоти гея
подставлять пе размер (высоту) (млпвкн [как эго сделано в вы-
ражении (302)], а некоторый условный размер, выбираемый по
особым правилам [54]
2. Анализ результатов
Для теории п практики очень важно знать, какая доля в об-
щем потоке теплоты в песчапо-глпппстой форме приходится па
теплопроводность скелета, лучеиспускание и конвекцию в порах
Этот вопрос можно решить экспериментально путем последова-
юлыюго исключения из общего потока отдельных частных по-
токов
Выполненный выше анализ показывает, что при стремлении
давления газа к пулю исключается конвективная составляющая
теплового потока, причем изменение давления пе отражается па
теплопроводности скелета и лучеиспускании Таким способом ус-
танавливается роль конвекции (необходимые экспериментальные
данные приведены в табл 19 и 21)
Очевидно, разность коэффициентов теплопроводности формы
при данном давлении таза (Д) и при i лубоком вакууме (До)
%2к Д — До вт/ (лг град)
292
определяет приращение теплового потока благодаря цейшвню
конвекции Эту разность можно считать приближенно равной
разности
ДХГ .-= Хг — Хг вт!(м град),
т е
== ДХ1 вт/(м град), (303)
откуда
Эф = Хг ! = Хг + вт/(м град), (304)
эм величина входиг в критерий Нуссельта [формула (201)]
Если эффективное значение коэффициента теплопровоцности
формы л2 опрецеляегся методом заливки (§ 9), то путем сниже-
ния температуры кристаллизации Др мсилла (величина Д р
толжна стремиться к Т2ил,}) знается исключить оцповремепгю
конвекцию н лучеиспускание (из-за уменьшения разности темпе-
ратур ДГ2 в сечении формы) При этом тепловой погок в форме
целиком характеризуется теплопроводностью а2 = Х2] ее скелета
(влиянием теплопроводности гоза можно пренебречь) Для более
точного определения величины Х2г малые ДТ2 можно сочетать с
вакуумом Таким образом устанавливается роль теплопровоцно-
стп скелета
Приближенно можно считать, что эффективная (полная) теп-
лопроводное ib л2 формы склацывается из ее частных значении,
определяемых теплопроводностью скелета (Ди), лучеиспускани-
ем в порах (Х2л) и конвекцией (Х21), т е
X, == Х21 ! ; Дк втЦм град) (305)
В общей величине /,2 ущельный вес составляющей Х2т возрас-
тает прн наличии в форме примесей (воды, глины, связующих и
т л), составляющей Д2л— при высоких температурах, и состав-
ляющей л2| — прн больших давлениях газа
В заключение необходимо отметить, что па практике находят
широкое применение процессы литья в автоклавах с применени-
ем повышенного цавлеппя газа и вакуума [17, 19, 26, 27, 96, 189]
§ 33. ПРЕССФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
1. Термодинамические особенности
процесса
Наиболее характерно влияние па процесс формирования от-
ливки давления проявляется при литье под давлением В настоя-
щее время этот виц технологии получает все большее распрост-
ранение, он вытесняет па производстве многие другие виды литья
цветных металлов п сплавов В некоторых промышленно разви-
тых странах более половины всего объема цветного литья произ-
водят таким способом
293
В мировой литературе литью под давлением посвящено боль-
шое количество исследований прикладного п теоретического ха-
рактера [16, 40, 87, 131, 132, 140, 188, 202, 205, 241] Особой фун-
даментальностью отличаются исследования Бартона [189—196],
которые охватывают все основные проблемы литья под давлени-
ем и содержат решения главных задач, возникающих перед прак-
тикой Весьма обстоятельный обзор теорий литья под давлением
приведен в работе Нусси и Копдика [222]
Основная термодинамическая особенность процесса лшья под
давлением состоит в том, что металл отливки заполняет пресс-
форму и затвердевает под большим давлением (порядка сотен
бар) Благодаря этому достигается хорошая заполняемость
сложных по конфигурации отливок, металл приобретает высокие
механические свойства, точно выдерживаются размеры отливки,
не требуется механическая обработка поверхности и т д.
Исключительно быстрый впуск металла в форму, длящийся
в среднем сотые доли секунды, и высокая интенсивность тепло-
обмена между металлом, который находится под давлением, и
формой создают целый ряд специфических трудностей Главные
трудности связаны с осущсств пением правильного заполнения,
вентиляцией и повышением стойкости прессформы, которая под-
вергается размывающему действию струи металла и испытывает
механический и тепловой удары
Ниже обсуждаются пути преодоления перечисленных трудно-
стей, основанные на термодинамическом анализе проблемы
В частности, изучаются условия осуществления двух различных
принципов заполнения прессформы металлом — с максимальным
и минимальным трением
2. Принцип максимального трения
Очень подробно принципы максимального и минимального
трения обсуждаются в обзоре Нусси и Копдика [222] Соответст-
вующие оригинальные данные содержатся в работах Бартона
[189], Закса [231], автора [40, 239—241] и т д
Максимальное трение в системе возникает при использовании
топкого (щелевого) питателя, через который с большой силой
проталкивается расплав Металл заполняет форму с высокой
скоростью, беспорядочно, причем только около половины газа,
находящегося в форме, успевает выйти наружу через вентиля-
ционные каналы и стыки Другая половина газа остается в фор-
ме, смешиваясь с металлом отливки и литниковой системы Эта
смесь металла с газом представляет собой эмульсию, которая
оказывает исключительно важное влияние на процесс формиро-
вания свойств отливки
Например, при литье цинкового сплава по опытным данным
А. А Рыжикова и С 3 Злотипа [154] из полости прессформы
294
в окружающую среду выделяется примерно 40—70% (в зависи-
мости от температуры сплава и скорости прессования) первона-
чального количества газа Остальной газ распределяется в мегал-
те отливки (85%) и литниковом системы (15%)
Необходимо отметить, что только благодаря наличию газа
в металле удастся получать качественные отливки стожпои кон-
фигурации, с различными выступами, перегородками, кармана-
ми и т. д Газ, рассредоточенный по всему объему металла и нахо-
цящийся под давлением прессующего поршня, распирает отлив-
ку и чеканит (формирует) ее конторы В результате получается
очень хорошая поверхность и точные размеры (сжатый газ
уменьшает усадку отливки). Недостатком такой технологии яв-
ляется невозможность термообрабатывать изделие при нагреве
металл теряет прочность, и сжатый газ, находящийся в порах,
раздувает отливку Впервые физическим механизм описанного
эффекта был объяснен Л С Константиновым [146], который
установил положительную роль мелких рассредоточенных га-
зовых включений, находящихся в отливке под большим дав-
лением
Таким образом, при максимальном трении пористость в от-
ливке не только неизбежна, по и обязательна Без определенного
минимального количества газовых пор невозможно получить юд-
пую отливку Из анализа опытных данных Л С. Константинова
следует, что наилучшие механические свойства отливки получа-
ются, если металл содержит от Vssoooo ДО Фзвооо части первона-
чального количества газа, содержащегося в форме при атмосфер-
ных условиях
Чем лучше перемешаны между собой металл и газ (чем мель-
че газовые пузыри), тем однороднее по объему структура и свой-
ства отливки По данным А А Бочвара [26—29] микропорис-
тость, равномерно распределенная по всему объему отливки,
практически не ухудшет механических свойств металла Одно-
временно с этим другой фактор — кристаллизация под давлени-
ем — способствует повышению механических свойств.
Хорошее перемешивание металла с газом достигается приме-
нением топких сечений впуска и повышенного рабочего давления
машины Простое уменьшение сечения впуска не может дать
3довчетворителыюго результата, так как при этом растет общее
время Г] заполнения формы и соответственно увеличивается коли-
чество тепла, отданною металлом [40, 239—241] В результате ме-
талл затвердевает раньше, чем заполнится вся форма, в отливке
появляются недоливы, неслитипы и другие дефекты
С уменьшением сечения впуска должно соответственно воз-
растать прессующее давление, с тем чтобы время заполнения
формы осталось примерно неизменным Отсюда понятно стремле-
ние литеищиков делать тонкие сечения питателя и повышать ра-
бочее давление машины Это стремление характерно для амери-
295
капской практики литья пот, давлением Чем сложнее конфигура-
ция огливки, тем более высоким должно быть давление.
Для каждого данного давления машины существует опреде-
ленная оптимальная толщина питателя, обеспечивающего нуж-
ный тепловой режим охлаждения отливки Уменьшение толщины
питателя по сравнению с оптимальной приводит к нарушению
тепловою режима (увеличению времени запивки) и браку, уве-
личение толщины питателя — к упорядочению процесса течения
металла, ухудшению перемешивания металла с юзом, появле-
нию крупных пор, раковин п т д
Максимальное допустимое время 1Г заливки нахотптся по
формулам работы [40], i де имеются примеры практических рас-
9пТ°о МоЖ11° воспользоваться также формулами работ [16, 198,
-07, „22, 231, 239] По вычисленному времени ф определяется ми-
нимальная допустимая толщина питателя, обеспечивающею ие-
ооходимую продолжительность заполнения прессформы
При расчете принимается во внимание, что топкий щелсвоп
питатель сразу же после заполнения формы перемерзает (затвер-
девает) п дальнейшее затвердевание отливки происходит без
влияния прессующею давления пуансона, т е без питания отлив-
ки через^ лиIвикову ю систему и питатель Это является характер-
ной особенностью принципа максимально!о трепня оп снимает
с повестки дня вопрос о ппташш отливки при ее затвердевании,
а также вопрос о пеооходпмости паправ leinioro затвердевания
металла (в паправтении к пптатетю) Па металл отливки давит
тишь газ, заключенный в порах Усадка затвердевающего метал-
ла частично компенсируется расширением газа
Отмеченным обстоятельством оправдывается применение мно-
гоступенчатого процесса прессования Очевидно, максимальное
давление машина должна развивать п сохранять в период от мо-
мента окончания заливки и до момента замерзания питателя
В период, исчисляемый тысячными долями секунды, таз в порах
приобретает необходимое давление, под которым затем находит-
ся отключенная от питателя затвердевающая отливка С увели-
чением давления в этом период уменьшается объем пор в отлив-
ке Бо тее позднее повышение давления бесполезно, так как пере-
мерзший питатель изолирует оглнвку от максимально!о давле-
ния Более раннее повышение давления увеличивает скорость
струп металла, что вредно отражается' на стойкости формы, по
вместе с тем улучшат ус ювпя формирования поверхности из-
делия
3. Формирование поверхности
Интересной особенностью литья с максимальным трением яв-
ляется то, что поры получаются во всем объеме отливки, кроме
поверхности [188, 190] Причину отсутствия пор в поверхностном
296
слое легко попять, если проследить за движением эмульсии в пе-
риод заполнения формы Эго движение хорошо описано в рабо-
тах [190, 222] При соударении с поверхностью формы в жидком
металле возникает большое давление (вызванное ускорением),
которое выдавливает газовые включения внутрь отливки Физи-
ческому механизму этою выдавливания может быть дано не-
сколько толковании
Впервые уплотнение поверхности отливки объяснил Л С Кон-
стантинов движением газовых пузырьков в ноле ускорении (при
титье под давлением большие ускорения эмульсии возникают
в момент се соударения со стенкой прессформы, при центробеж-
ном литье поле ускорении обусловлено вращением металла)
Придадим этому обьяснепшо количественное выражение [241]
Для этою найдем путь \л, который успевает пройти газовый пу-
зырек за время А/ (oi момента начала удара эмульсии о стенку
до момента окончания у дара, когда прекращается щйствие ус-
корения) Очевидно, эют путь должен быть примерно равен тол-
щине ПЛОТНО!! корки
Согласно известному закону Стокса, \ становившаяся ско-
рость падения шарика в вязкой жидкости (или скорость всплы-
вания юзовою пузырька) [145, 172]
2 Э(Р1 — pr)g
9 г)
радихс шара или пузырька в м,
— плотность жидкою металла в KajMp
Pt — плотность газа в кг/м-g
g — ускорение силы тяжести в м!сек2,
т] — динамическая вязкость в и-се/с/л2
При литье под давлением основное действие на газовый пузы-
рек оказывает ие ускорение силы тяжести g, а ускорение а, вы-
званное упругим соударением эмульсии и прессформы (величина
а Д> g) Поэтому окончательно расчетная формула принимает
ви 1,
здесь плотность рг газа пренебрежимо мала по сравнению с плот-
ностью о j металла
Разберемся подробнее в физическом смысле !зеличии а и А/,
входящих в формулу (306) Их можно найти на основе анализа
процесса соударения эмульсии и прессформы (благодаря пузырь-
кам газа эмульсия приобретает свойства весьма упругого тела)
Уравнение, связывающее импульс силы Ро и изменение коли-
чества движения струи, записывается в виде
(307)
297
где Ра—сила, действующая па прессформу со стороны струи,
в н,
М — длительность соударения в сек,
та—масса пропорции струи, ударяющейся о поверхность
прессформы, в кг,
l\w — изменение скорости струи в процессе соударения
в м/сек
При абсолютно упругом соударении частицы металла отска-
кивают от поверхности прессформы со скоростью W-, (коэффи-
циент восстановления скорости равен единице) Для этих усло-
вий изменение скорости эмульсии
Аж = жэ — (— жэ) = 2жэ м/сек.
При абсолютно пеупругом соударении (коэффициент восста-
новления равен пулю) частицы останавливаются, и изменение
скорости
Аж =- жу м/сек
В общем случае можно записать
Аж == щжэ м/сек, (308)
где коэффициент щ принимает значения от 2 (абсолютно упругое
соударение) до 1 (абсолютно пеупругое соударение).
В реальных условиях соударение пе является яш абсолютно
упругим, ни абсолютно неупругим, поэтому множитель с{ имеет
значение меньше 2 и больше 1.
Искомое ускорение эмульсии при соударении [формулы (307)
и 308)]
а = — = м/сек2, (309)
А/ та
или
а с'~ м/сек2 (310)
А/
Длительность удара (приближенно)
М = 2 Сек, (311)
wa
где АхЛ— величина деформации порции эмульсии в период из-
менения скорости от жэ до нуля (множитель 2 осред-
пяет скорость па пути Ахд) в м
Из формул (310) и (311) получаем
а ~=м/сек2. (312)
298
Введем понятие относительной пористости эмульсии (отноше-
ние объема Уг газа к объему эмульсии):
(313)
V,
где AXj — толщина порции (пристеночного слоя) эмульсии, де-
формирующейся па величину Ахд (предполагается,
что при деформации эмульсии ее объем уменьшается
примерно па величину Vr объема газа), в м
В первом приближении принимается, что толщина Ахэ про-
порциональна толщине Хп щелевого питателя, т. е
Ax3^c2X„a (314)
где с2 — коэффициент пропорциональности
Из формул (312) — (314) окончательно находим
а -= 2—м/сек? (315)
Такой же результат можно получить с помощью выраже-
ния (309). Для этого в формулу (307) надо подставить массу
пристеночного слоя эмульсии
тэ =- FsAxsp3 кг, (316)
где Д — площадь сечения струи в л2,
Pj — плотность эмульсии (опа несколько меньше плотности
р( жидкого металла) в кг/м5.
В результате из формул (307), (308), (311), (313) и (316)
определяется давление на стенку прессформы
Рэ = ~= 2_ н/м?. (317)
Сопоставление формул (309), (314), (316) и (317) дает преж-
нее выражение (315).
Сравнение формул (306) и (310) или (306), (311) и (315) по-
казывает, что произведение величии akt в выражении (306) рав-
но CiW3, т. е. изменению скорости эмульсии Ада в процессе соуда-
рения со стенкой прессформы [формула (308)] В результате ис-
ходная формула (306) принимает вид
. 2 г2(р] — рг)сщц
Ах =--------------<- м. (318)
9 т]
Недостаток приведенного объяснения эффекта образования
плотной поверхностной корки, под которой располагается пори-
стость, состоит в следующем. Даже при тех больших ускорениях
299
эмульсии, которые существуют в прсссформс, расстояние Ах,
пройденное газовым пузырьком ja время А/ удара (в течение
времени Л/ действуют ускорения), оказывается значительно
меньше, чем радиус / самого пузырька Сделаем необходимый
прпкпдочпып расчет по формуле (318)
Предположим, чго газовый пузырек обладает радиусом , =
= 0,1 мм = 0,0001 м Скорость движения эмульсии
= 100 м/сек, коэффициент щ = 2 (принимаем заведомо завышен-
ные значения величин) Тогца для алюминиевон отливки (при
Pj = 2380 кг/м3, у] = 2810 н сек/м? [43]) получаем Ах =
= 0,00038 мм, а для ципковои (при р, — 6700 кг/м3, -q =-
= 3180 н-сек/м2 [43]) Ax = 0,00094 мм Как видим, радиус пу-
зырька в первом случае (алюминий) превышает пройденный путь
в 263 раза, а во втором (цинк) в 106 раз Эти цифры возрастают
с уменьшением радиуса пузырька.
Для получения плотной поверхностной корки толщиной Ах =
= 0,02 мм = 0,00002 м скорость впуска алюминия должна быль
равна 5300 м/сек, а цинка — 2100 м/сек Это означает, что для
срабатывания механизма всплывания газового пузырька требу-
ются космические скорости впрыска эмульсии
Очевидно, движение (всплывание) газовых пузырьков в поле
ускорений может дать заметный эффект лишь в том случае, если
время М действия ускорений нс ограничивается длительностью
удара Такне условия имеют место, например, при центробежном
литье, где пет никакого удара и ускорение сохраняется в течение
всего периода затвердевания металла В результате в направле-
нии к осп отливки выдавливаются (всплывают) более лешие га-
зовые и неметаллические включения
По-видимому, эффект образования плотной корки надо объяс-
нять не всплыванием пузырьков, а их захлопыванием под дейст-
вием давления рэ [формула (317)] в момент удара о поверхность
прессформы Физическая суль механизма захлопывания заклю-
чается в следующем
При соударении со струси часть поверхности прессформы со-
прикасается с металлом, часть — с газом, который содержится
в металле в виде отдельных вкраплении Чем выше пористость II
эмульсии, тем больше газовых пятен находится па этой поверхно-
сти п больше суммарная площадь, которую они занимаю!
В начальный момент соударения высокое давление возникает
лишь па поверхности соприкосновения с металлическими части-
цами, обладающими много большей плотностью, чем газовые
[формула (317)] На поверхности соприкосновения с газовыми
пузырьками давление практически по отличается ол такового
в свободной струе (составляет несколько бар) Под действием
появившейся разности давлении (между металлическими и газо-
выми частицами) металл растекается по поверхности" прсссфор-
зоо
мы, отжимая каждый даипыи пузырек газа внутрь и сжи-
мая его
Суммарная площадь соприкосновения формы с газом быстро
уменьшается до пуля и поверхностной пористости не образуется,
если скорость впрыска превышает определенный предел В пер-
вом приближении минимальная скорость струп, еще обеспечиваю-
щая плотную поверхность, может быть найдена из условия, со-
гласно которому движущиеся навстречу друг щугу поверхност-
ные струйки (в виде клиньев) растекающегося металла (он об-
нимает- захлопывает — газовый пузырек) обладают достаючио
высокими температурой и кинетической энергией, чтобы слиться
(свариться) при встрече Аналогичную идею рассматривал
В В Фро iob применительно к соударению пузырька с металлом
и ш двух капелек [40, 240]
Сваривание краев (клиньев) металла происходит, если его
скоростной напор превышает лапласово давление внутри клипа
(если преодолеваются силы поверхностного натяжения) Рас-
сматривая крап металла (острие клипа) как цилиндрическую по
верхность радиуса /, получаем
где а — коэффициент поверхностного натяжения в н/м
Скоростной напор дает давление
i 2
где w - скорость металла, растекающегося по поверхности
прессформы (приближенно скорость ш можно считать
равной щ,), в м/сек
Эта формула аналогична выражению (317) Сопоставление
двух последних равенств приводит к решению
м/сек
С помощью этого выражения определяется минимальная по-
требная скорость впзека, обеспечивающая появление плотной
корки толщиной Лх = 2г па поверхности отливки
Например, при радиусе края / = 0,01 мм = 0,00001 м (толщи-
на плотной корки Ах = 0,02 мм) для алюминиевой отливки (о =
= 0,505 н/м, р) = 2380 кг/м3) получаем Win = 6,5 м/сек для
ципковои (а = 0,769 н/ж, Pi = 6700 кг/м3) а>1П1П = 4,8 м/сек Как
видим, механизм захлопывания пузырька реализуется при значи-
тельно мепыпеи скорости впуска, чем механизм всплывания.
С увеличением радиуса г потребная скорость Wm умень-
шается
301
^Найденная величина ®mm должна быть проверена с учетом
соблюдения температурных условий захлопывания. Очевидно, за
время г\1 = сек (где г — радиус газового пузырька в м)
металл, попавший на поверхность прессформы, не должен охла-
диться настолько, чтобы потерять способность течь (ч свари-
ваться; В противном случае скорость щтш должна быть увели-
чена Температура металла проверяется (рассчитывается) с по-
мощью формул тепловой теории [40, 207, 240 и т д]
Из предыдущего становится ясно, что если в реальных усло-
виях на отдельных участках отливки возникает поверхностная
(газовая) пористость, то ее можно устранить путем направления
прямой или отраженной струи металла па эти участки
4. Разогрев эмульсии
В заключение анализа особенностей принципа максимального
трения рассмотрим вопрос о разогреве эмульсии при ее впрыске
в прессформу
Как известно, в момент остановки прессующего поршня про-
исходит интенсивное сжатие эмульсии (удар) Кинетическая
энергия поршня частично гасигся запирающим механизмом фор-
мы и частично эмульсией. Работа L деформации эмульсии пе-
реходит в теплоту, которая разогревает сжатый металл.
По мнению некоторых авторов, этот разогрев весьма значи-
телен и приводит к существенному повышению температуры ме-
талла Ниже показывается, что разогрев металла, вызванный
уларом прессующего форшия, пренебрежимо мал по сравнению
с разогревом, который обусловлен проталкиванием расплава че-
рез узкое сечение впуска (питатель)
Найдем повышение температуры металла от удара вначале
теоретически. Для этого предположим, что газ, заключенный в от-
ливке, сжимается изотермически при температуре Тза:1 (разогрев
от изотермического сжатия выше, чем от адиабатного) Кроме
того, оудем считать, что при ударе вся энергия прессующего
поршня полностью поглощается металлом (пренебрежение коли-
чеством энергии, которую поглощает запирающий механизм, так-
же ведет к завышению полученных результатов)
В рассматриваемых условиях работа изотермического сжатия
(равная удельной теплоте q) эмульсии [54]
q =- Д73
док! кг,
где К — газовая постоянная в дж/ (кг-град),
Рымх — максимальное давление эмульсии в момент удара
в м/м2,
Ро начальное давление газа в прессформе в н/м2.
302
Масса газа /Иг, заключенного в эмульсии,
Л4Г Vrpr = П Му. рг кг>
где рг — плотность газа в kzJm?,
Л1| — масса отливки в кг.
Полное количество тепла, выделившегося в объеме отливки,
Q = RT.^IIM, In дж
Щ Ро
Эта теплота разогревает металл, причем приращение его тем-
пературы ДТ находится из формулы
Q - МХС\\Т дж,
где Cj —удельная теплоемкость расплава в дж/(кг• град).
Сопоставление двух последних выражении дает искомую ве-
личину
АТ - R П %% ] п Ад” г/мд (319)
с) рj Ро
Если предположить, что относительная пористость исходной
эмульсии II = 0,5 (50%), повышение давления газа в момент
улара рэшах/Ро = Ю00 и газовая постоянная R = 287 дж/(кг X
X град) (для воздуха), то при заливке цинка формула (319)
даст повышение температуры ДТ = 0,37 град, а при заливке
алюминия — ДТ = 0,55 град
Как уже отмечалось, эти результаты являются несколько за-
вышенными (из-за пеучета поглощения энергии запирающим
механизмом и т д).
Найдем теперь величину ДТ по экспериментальным данным
На рис 184 приведены исключительно интересные кривые, поз-
воляющие провести детальный анализ процесса заполнения
прессформы металлом Эти кривые заимствованы из работы Бар-
тона и Сакуи [196] Они имеются также в обзоре Нусси и Кон-
ди к а [222]
Из хода кривых, характеризующих изменение давления и пе-
ремещение пуансона, видно, что в момент удара (на рис 184 мо-
мент начала впрыска металла в прессформу отмечен вертикаль-
ной прямой /, а момент окончания— удара — прямой II) плун-
жер перемещается па расстояние около 2 мм, а усилие прессова-
ния изменяется примерно от 2,5 до 4 т (среднее усилие равно
3,25 г) Следовательно, работа деформации L = 6,5 кГ-м дй
65 дж Соответствующий этой работе разогрев металла опре-
деляется по формуле
ДТ -= —-— град. (320)
Мрр
303
Для цинка при массе отливки 0,5 кг формула (320) дает повы-
шение температуры расплава А?’ = 0,31 град Как впл.им, этол
результат полученный на основе опытных данных, хорошо согла-
суегся с результатом теоретического расчета В обоих случаях
найденное изменение температуры расплава является крайне пе
значительным (п завышенным, так как предполагается, что вся
знергия прессующего поршня целиком поглощается отливкои)
Определим теперь повышение температуры металла от грепия
в топком питателе В работе [40] показано, что это повышение мо-
жет ппогщ достигать нескольких десятков градусов Там же при
ьодякя примеры соответствующих (теоретических) расчетов
По-прежнему воспользуемся кривыми, изображенными на
рис 184 Предполагается, что основное гидродинамическое сопро-
тивление системы составляет сечение впуска Это предположение
подтверждается почти линейным изменением положения плунже-
ра со временем и почти постоянным значением усилия в течение
вжго перио та заполнения Общий ход плунжера при заливке со-
ставляет 24 мм, а среднее значение усилия — 2,3 т, что соответ-
ствует работе заполнения L = 55 кГ • м Вся эта работа превра-
щается в ^теплоту и разогревает расплав на 2,6 град [формула
(320)] Как видим, в рассматриваемом конкретном случае
(рис 184) разогрев жидкого металла от трения в питателе почти
в 10 раз выше разогрева того же металла от удара
5. Принцип минимального трения
Увеличение площади сечения питателя сопровождается упо-
рядочением процессов течения металла и удаления газа Прн
304
этом газовые включения оказываются крупнее, их становится
меньше и они уже пе могут выполнять описанных выше функции
Появляются усадочные раковины в утолщенных местах отливки
Однако при минимальном трении, когда питатель плавно
переходит в тело отливки, проявляются новые положительные сто-
роны процесса Удается осуществить так называемый направ-
ленный процесс затвердевания отливки, когда последним затвер-
девает питатель При этом жидкии металл в течение всего перио-
да затвердевания находится под давлением прессующего поршня
Отливка получается плотной, с высокими механическими свойст-
вами Газовая и усадочная пористость отсутствует Потребное
давление прессования существенно снижается, литеиное обору-
дование упрощается [40]
Для правильного осуществления принципа минимального тре-
ния надо уделять внимание двум основным вопросам хорошему
газоудалению (вентиляции формы) и направленности процесса
затвердевания
Направленность затвердевания обеспечивается путем соответ-
ствующего расположения отливки в форме, правильного выбора
места подвода металла и расположения промывников, охлажде-
ния (водой, воздухом или специальными теплоносителями) уча-
стков формы с наиболее удаленными и более массивными эле-
ментами отливки и т д [16, 131, 132, 140]
Однако не во всех случаях удается легко осуществить нужную
направленность процесса затвердевания металла (в направле-
нии к литнику). Особенно это касается отливок сложной
конфигурации Поэтому метод минимального трения является
более ограниченным, чем метод максимального трения Он осо-
бенно эффективен лишь для отливок простой конфигурации
6. Вентиляция прессформы
Что касается газоудаления, то при минимальном трении жела-
тельно удалять, по возможности, весь газ (воздух, продукты сго-
рания смазки ит д), находящийся в форме Он выходит через
особые вентиляционные каналы, а также через зазоры между
сочленяющимися деталями формы. Заполнение формы происхо-
дит очень быстро, поэтому вентиляционные каналы должны обес-
печить необходимую пропускную способность для выходящего
газа Если проходное сечение вентиляционных каналов оказы-
вается недостаточным, то часть газа не успеет удалиться из фор-
мы п в результате получится брак по газовым включениям Кро-
ме того, значительная часть газа может перейти в раствор, что
также приводит к образованию микропористости Вопросам вен-
тиляции прессформ и образования пористости посвящено большое
число исследовании [16, 40, 44, 146, 154, 190, 192, 202, 227, 231
и т д]
20 Зака. 915 305
Па процесс удаления газа существенное влияние оказывает
характер течения расплавленного металла в прессформе. Этот
характер различен при использовании принципов максимального
и минимального трения
В первом случае, когда заливка происходит неспокойно, при
незаполненном сечении отливки, струя металла, ударяясь о про-
тивоположную стенку формы, дробится, забивает вентиляцион-
ные каналы и смешивается с неуспевшими выйти газами В ре-
зультате могут образоваться пористость и раковины.
Во втором случае заполнение прессформы металлом происхо-
дит через питатель большого сечения, плавно переходящий в те-
ло отливки Очевидно, при этом имеется больше шансов добиться
хорошей вентиляции формы, ибо процесс течения металла легче
организовать в направлении от питателя к вентиляционной
щели
Для обеспечения необходимой пропускной способности венти-
ляционных каналов необходимо в каждом конкретном случае
уметь вычислить их суммарное проходное сечение Вентиляцион-
ные каналы рассчитываются обычными методами классической
термодинамики. При решении поставленной задачи в соответст-
вии с общепринятыми допущениями предполагается, что истече-
ние газа из вентиляционных каналов является адиабатным и
происходит без трения Нагревом газа в полости прессформы
в период заполнения ее металлом пренебрегают, т е считается,
что заливаемый металл воздействует па вытесняемый им газ как
поршень В случае спокойной заливки это предположение оправ-
дывается В случае щелевой заливки газ в полости формы разо-
гревается втекающими струями металла, однако анализ показы-
вает, что этот начальный разогрев приводит к возникновению
повышенного давления и к более быстрому истечению газа в на-
чальный период процесса и, как следствие, сопровождается не-
которым понижением конечных (максимальных) значений дав-
ления (в период окончания заливки) Следовательно, пренебре-
жение разогревом газа дает несколько завышенные результаты
для максимального давления, т е приводит к повышению надеж-
ности расчета
Для вывода расчетных формул воспользуемся соотношения-
ми, справедливыми для закрптического режима истечения Со-
гласно термодинамической теории [54], секундный расход газа
через канал сечением F
М ~ FA J//” кг/сек, (321)
2-^—М V-1 ; (322)
Г /г ; I МИ I /
306
рг — переменное давление газа в полости прессформы в н/м2;
V, — премепнын удельный объем газа в прессформе в м31кг,
Vr = м3/кг;
Vr— объем газа в прессформе в м3,
МГ— масса газа в прессформе в кг,
k — показатель адиабаты.
Для воздуха и двухатомных газов k = 1,4 п А = 0,68
За время dl масса МГ газа, находящегося в прессформе, из-
меняется на величину
dMr -= - Mdl = - FA dl кг (323)
Состояние газа в прессформе изменяется в соответствии
с уравнением адиабаты
рщ* = pt)v'Q; (324)
здесь индексом 0 отмечены начальные значения параметров со-
стояния газа в прессформе (перед заливкой)
Из трех переменных МГ, Vr и I в формулах (323) и (324) мож-
но исключить величину Vr па основе следующих соображении
В работе [241] теоретически показано, что при любых усло-
виях заливки (с максимальным и минимальным трением) ско-
рость заполнения прессформы металлом мало изменяется в про-
цессе заливки Это видно также из рис 184 (кривая /), па кото-
ром приведены экспериментальные данные. Следовательно, вели-
чины Уг и t могут быть связаны линейным соотношением
Vr =- Vn — Fuwul м3, (325)
где Vo— величина, включающая в себя объем Vi отливки и объ-
ем V, литникового капала, в ж3,
Fn — площадь сечения питателя в м2,
— скорость течения металла через питатель в м)сек
Исключив из выражении (323)-—(325) объем Vv и решив по-
лученное дифференциальное уравнение, для воздуха и двухатом-
ных газов (/г = 1,4) найдем
или
где Мо— начальная масса газа (в объеме ]/0) в кг,
— длительность залпвкп в сек,
в ... А' __ А r Vjvi±
FnWn Н>
Формула (326) связывает массу МГ газа в прессформе со вре-
менем t, а формула (327) —с объемом Пг
Давление рг газа в прессформе находится с помощью формул
(324), (326), (327) и уравнении состояния газа
Мг = К2’ (329)
Мо = кг (330)
Имеем
Формула (331) связывает давление рГ газа в прессформе с его
объемом Vi Для практики наибольший интерес представляет
возможность определения максимального давления ртах, возни-
кающего к концу заливки Это давление находится путем подста-
новки в формулу (331) значения Vr = 0
Ртах = С Y Н/М\ (332)
7 0 \ /
где для воздуха п двухатомных газов
С- руфГб = 3>55 Ю~8 сек? град^/м1 (333)
По максимальному допустимому (на практике) значению
Ртах вычисляется минимальная потребная площадь сечения вен-
тиляционных каналов
Fmln - D Н \гф (334)
где для воздуха и двухатомных газов
D = = 0,086 сек град'1 /м (335)
Необходимо отметить, что в расчетные формулы (332) и (334)
давления и площади входят в виде отношений Следовательно,
давления и площади можно подставлять в любых единицах изме
рений, это нс должно влиять на значения коэффициентов
С и D
308
Из расчетной формулы (334) видно, что площадь сечения вен-
тиляционных каналов возрастает с увеличением скорости залив-
ки и начального давления газа в прессформе, а также с уменьше-
нием начальной температуры газа (которая практически равна
начальной температуре прессформы) и допустимого давления
в прессформе в конце заливки
Анализ формулы (331) показывает, что давление газа в пресс-
форме вначале изменяется незначительно, а затем резко повы-
шается к концу процесса, достигая значения ртах [формула (332)]
Это объясняет, почему при проектировании прессформы особое
внимание следует уделять вопросам вентиляции. При очень боль-
ших давлениях газы легко смешиваются с металлом, частично
растворяются в нем, и в результате в отливке образуется газовая
пористость.
Из формулы (332) следует, что на величину рта\ огромное
влияние оказывают скорость заливки и площадь сечения венти-
ляционных каналов (обе эти величины входят в формулу в седь-
мой степени). Для улучшения вентиляции надо увеличивать пло-
щадь F При этом небольшого повышения F достаточно для того,
чтобы резко уменьшилось давление ртах-
При расчетах вместо скорости wa и площаци F„ питателя
в формулы можно подставлять скорость и площадь любого дру-
гого сечения потока на основе условия о постоянстве секундного
объемного расхода металла
F„wn = Ftwt = F,w2 -= . . мР/сек (336)
Кроме того, справедливо соотношение [формула (325)]
Fnwn = — м3/сек. (337)
Начальная масса газа подсчитывается по формуле (330).
Можно пользоваться также выражением
Л10 -= ргК0 кг, (338)
где рц — плотность газа при начальных условиях (например, при
атмосферном давлении п начальной температуре То
прессформы) (рис 185) в кг{м?.
Сопоставление изложенного аналитического метода расчета
вентиляционных каналов с более точным методом конечных раз-
ностей (который учитывает закритический и докритический ре-
жим истечения), опубликованным в работе [40], показывает, что
оба метода дают практически совпадающие результаты Разница
заключается в том, что метод конечных разностей неизмеримо бо-
лее громоздок В частности, из-за резкого повышения давления
газа в конце процесса для достаточно точного определения ртах
время ф заливки иногда приходится разбивать на 100 отрезков
и более и выполнять затем соответствующее количество расчетов.
Аналитический метод свободен от этого недостатка [44]
309
Изложенные соображения иллюстрируются рис 186, где кри-
вая 2 рассчитана по формуле (331), а точки соответствуют расче-
ту по методу конечных разностей Для кривой 2 ртах = 52 бар
Пример взят из работы [40] Для сравнения па рис 186 приведе-
на кривая /, которая соответствует истечению газа из прессфор-
мы при его интенсивном разогреве расплавленным металлом (бы-
ло принято, что в предельном случае газ в прессформе сразу же
принимает температуру расплавленного металла)
При проектировании прессформы
фактическую площадь А сечения бак ।
вентиляционных каналов нелссооб i
Рис 183 Зависимость плотности
воздуха от температуры при л
мосферпом давлении
О 002 ООО 000 008 ЦКсек
Рис 186 Изменение давле-
ния газа в прессформе
разно выбирать несколько больше ДШ)1, что обусловлено возмож-
ной закупоркой каналов разбрыз! пваемым металлом Следова-
тельно, потребная площадь
F = nFmi„ м2, (339)
1дс п — коэффициент запаса.
С целью получения необходимых сведении для практических
расчетов (в частности, для определения коэффициента запаса п)
были теоретически обработаны экспериментальные данные по
лнтыо реальных производственных деталей 1 Эти данные собра-
ны в лпгеипых цехах на Ижевском механическом заводе и па
ЗИЛе Они касаются литья под давлением алюминиевых (АЛ2,
АЛЗВ н АЛ4В) и цинковых (ЦАМ4 in д) сплавов Масса отли-
вок колеблется от 0,076 до 2,23кг, площадь сечения вентиляцион-
ных каналов — от 0,48 до 18 мм2 (табл 22) Во всех случаях от
нивки получаются годными
1 Соответствующие материалы бы ш любезно предоставлены автору
Л К Бепопуховым
310
а б л и ц a 22
Сравнение расчетных и опытных значений площади сечения
вентиляционных каналов
Анализ производственных данных показывает, что макси-
мальное расчетное давление рта\ газа в прессформе нс должно
превышать 5 бар (при начальном давлении р0 = 1 бар) Это зна-
чение ртлх хорошо согласуется с данными А А Додонова (по
Л А Додонову, давление газа в прессформе обычно не превы-
шает 2—3 бар), а также с данными А А Рыжикова и С 3 3ло-
гина
При расчете потребной площади F сечения вентиляционных
каналов по формулам (334) и (339) для отливок, приведенных
в табл 22, было принято, что коэффициент запаса п = 1 и мак-
симальное допустимое давление газа ртах = 5 бар Из лабл 22
видно, что результаты расчетов удовлетворительно согласуются
с данными, имеющимися па практике В отдельных случаях опыт-
ные значения F несколько занижены по сравнению с расчетными
Эю объясняется тем, что в реальных условиях эксплуатации за-
водских прессформ дополнительная вентиляция происходит по
липни разъема, что увеличивает фактическое значение F Венти-
ляцию по разъему учесть довольно трудно
311
Сравним теперь полученные результаты с данными других ав-
торов Для этого в формуле (334 (положим polpmi\ = 5/в Тогда
опа принимает вид
fmln = 0,0684^^. (340)
Расчетную формулу Закса [231] можно записать следующим
образом
F 0,164 -^Д м\ (341)
/ Д
Расчетная формула Дрейпера и Пикерта [202] приводится
к виду
F = 0,0328 -^Д л2 (342)
У То
Сопоставление выражении (340) — (342) показывает, что они
различаются только постоянными коэффициентами Сравнение
этих коэффициентов с опытными данными позволяет уточнить
величину коэффициента запаса п в формуле (339)
Например, по данным Бабингтона и Клеппингера [188] хоро-
шие отливки получаются, если площадь сечения F примерно
в 4 раза превышает величину F, найденную по формуле (341).
Следовательно, коэффициент запаса п = 10
По данным Дрейпера для металлов с низкой температурой
плавления и отливок простои конфигурации площадь F должна
быть больше F в формуле (341) в 5—10 раз. Это значит, что
коэффициенту запаса надо приписать значения п = 12 — 24
По сообщению Дрейпера значения площади F, вычисленные
с помощью эмпирического правила Бартона [192] и Рирвина [227]
(согласно этому правилу площадь F = —Fo), оказываются сильно
завышенными по сравнению с опытными
Имеющееся расхождение между значениями п, полученными
на основе опыта работы наших заводов и опыта работы амери-
канских фирм, объясняется наличием существенной дополнитель-
ной вентиляции по линии разъема у прессформ в первом случае
(см. табл 22), а также значительно более высокой интенсивно-
стью заполнения прессформ — во втором
7. Применение вакуума
В настоящее время успешно применяются машины для литья
под давлением с откачкой газа из полости прессформы (с приме-
нением вакуума) [16, 121, 222] Из формул (330), (332) и (334)
видно, что с уменьшением начального давления ро пропорцио-
нально уменьшаются противодавление, а также масса газа, со-
312
держащегося в форме Поэтому применение вакуума является
очень эффективным средством уменьшения пористости отливок
п повышения механических свойств металла. Достаточно хоро-
ших результатов можно добиться даже при использовании обыч-
ных форвакуумных насосов (они позволяют снизить давление до
нескольких миллиметров ртутного столба, т. е в сотни раз)
Однако следует иметь в виду, что для принципа минимально-
го трения глубина вакуума не имеет ограничений. Дчя принципа
максимального трения имеется граница разрежения, за которой
эффективность метода снижается Например, по данным
Л С Константинова применение вакуума в прессформе внача-
ле (примерно до давлений ро = 0,674-2,7 н/м2 = 0,05 —
— 0,02 мм рт ст) повышает механические свойства отливки (из-
за снижения пористости), а затем, при более глубоком вакууме,
сопровождается уменьшением механических свойств В послед-
нем случае количество газа недостаточно для образования эмуль-
сии с равномерно распределенными мелкими газовыми включе-
ниями п для распирания (чеканки контуров) отливки В металле
возникают значительные усадочные поры, заметно снижающие
его прочность
8. Применение специальных газов
С целью решения проблемы вентиляции иногда форму запол-
няют различными газами. В одном случае газ выбирается так,
чтобы он легче удалялся, чем воздух. Например, по данным
А А Рыжикова и С 3. Злотина, при прочих равных условиях
(свободный объем прессформы уменьшается с 300 до 50 см3)
аргон при истечении из формы создает конечное противодавле-
ние, равное 4,2 бар, воздух —4,0 бар, гелии —3,3 бар, водород —
2,2 бар. Как видим, наилучшие результаты дает водород, однако
его применение связано с большими неудобствами (необходи-
мость герметизации формы, опасность воспламенения и т. д.).
В другом случае используется агрессивный газ, вступающий
в химические соединения с металлом отливки Те же авторы при-
меняли для этой цели кислород, который не ухудшает механиче-
ских свойств отливок из алюминиевого сплава, но зато заметно
снижает противодавление газа в прессформе и улучшает процесс
ее заполнения расплавом
9. Применение пористых вставок
Опыт показывает, что кардинальным решением вопроса о вен-
тиляции формы является применение вставок (пакетов) из зака-
ленных стальных иголок (отрезков проволоки) диаметром 0,3—
0,8 мм Такие пакеты хорошо пропускают газ и не пропускают ме-
талл (§ 24).
313.
Игольчатые формы находят применение в промышленности.
Они отличаются большой газопроницаемостью и исключительно
высокой стойкостью Способы крепления иголок в пакетах и ман-
жетах, газопроницаемость, теплопроводность и другие свойства
игольчатых форм описаны в работе [47]
Один или несколько пакетов, изготовленных из стальных иго-
лок, встав 1яются в форму литья под давлением и обеспечивают
ее идеальную вентиляцию Суммарная потребная площадь сече-
ния вентиляционных каналов между иголками рассчитывается по
формулам (334) и (339). При этом отношение давлений ръ!ртл\.
принимается равным единице
Поверхность иголок, соприкасающаяся с жидким металлом,
обрабатывается абразивным инструментом и обеспечивает необ-
ходимую чистоту отливки Стойкость игольчатых вставок во мно-
го раз выше стойкости сплошного металла формы Поэтому они
могут применяться также на ответственных участках формы с це-
лью повышения ее стойкости
В качестве пористых вставок могут быть использованы метал-
локерамические материалы и прессованные порошки Одпако
опыт показывает, что такие вставки обладают меньшей газопро-
ницаемостью, чем игольчатые
10. Стойкость прессформы
Высокие стоимость и трудоемкость изготовления и малый
срок службы прессформы делают весьма актуальным вопрос об
изыскании эффективных путей улучшения ее стойкости Из всех
многочисленных методов воздействия па стойкость прессформы
[16, 140, 195] здесь затрагиваются только два.
Первый метод состоит в дроблении рабочей поверхности фор-
мы Суть этого метода изложена в § 19, 23 и 24, а также в рабо-
те [47].
Как уже упоминалось, пористые (игольчатые) вставки в со-
стоянии обеспечить не только идеальную вентиляцию, ио и боль-
шую стойкость особо нагруженных в тепловом отношении участ-
ков прессформы С помощью игольчатых пакетов легче всего мо-
гут быть оформлены простые по конфигурации элементы отлив-
ки В частности, при конструировании прессформ целесообразно
иметь набор цилиндрических пакетов разных диаметров с пло-
ской рабочей поверхностью Они встраиваются в сгонки формы
против плоских элементов отливки Опыт показываем что стой-
кость таких пакетов выше стойкости сплошного металла
Пакет пределавляег собой стакан, заполненный иголками (от-
резками проволоки), оси которых расположены параллельно оси
стакана С одного конца иголки упираются в дно стакана, а с дру-
гого— образуют рабочую поверхность пакета, установленную за-
подлицо с рабочей поверхностью прессформы Стакан крепился
314
к стенке формы с помощью резьбы, фланца и т д Вентиляция
происходит через радиальные отверстия, просверленные в боко-
вой сгенке стакана вблизи его дна
Второй метод заключается в применении специальных покры-
тии для рабочей поверхности прессформы 1 Основанием для это-
го метода служит тот факт, что в момент удара (впрыска металла)
главную тепловую нагрузку песет лишь очень тонкий слои формы
(порядка 0,2—0,3 мм), который нагревается до высокой темпе-
ратуры Если этому слою придать особые свойства (отличные от
свойств основного материала), которые рассчитаны па тяжелые
термические условия работы, то стойкость прессформы должна
заметно возрасти
Па рис 187 приведены исключительно интересные данные
Бартона [193], иллюстрирующие огромные градиенты темпера-
туры, которые возникают на рабочей поверхности формы Эти
градиенты вызывают появление больших термических напряже-
ний (§19)
Заметим, кстати, что использование метода дробления рабочей
поверхности особенно эффективно тогда, когда толщина нормали-
зованного элемента значительно меньше толщины напряженного
слоя При литье под давлением слои, в котором образуются
1 Из совместно!! работы с аспирантом Г В Королевым
315
большие термические напряжения, невелик (об этом можно са-
дить по рис 187), поэтому нормализованные элементы должны
быть топкими (типа иголок).
Метод покрытий изучен па примере применения таких техно-
логических процессов обработки рабочей поверхности прессфор-
мы, как никелирование, хромирование, твердое хромирование,
цианирование, воронение, хромирование с последующей карби-
дизацией слоя хрома и т д Стойкость материалов испытывается
в лабораторных (па образцах из стали ЗХ2В8, погруженных
в ванну с расплавленным алюминием) п производственных усло-
виях
Заводская эксплуатация реальной шестиместпои прессформы
из стали ЗХ2В8 при заливке цинкового сплава показывает, что
паилучшей стойкостью обладает вороненая поверхность (выдер-
жала 11000 заливок до появления трещины в опасном сечении
формы) В совершенно одинаковых хсловиях планированная по
верхпость дает 9000 заливок, хромированная с карбидизациеп
слоя — 8000 Наихудшие результаты получены при хромировании,
твердом хромировании и никелировании (5000—6000 заливок)
Проведенные исследования свидетельствуют о том, что при-
менение защитного покрытия есть эффективная мера повышения
стойкости прессформы Установлено, что в вопросах стойкости
важную роль играет эффект смачивания Если покрытие не сма-
чивается расплавом (воронение и т д ), то стойкость прессформы
резко возрастает.
ПРИЛОЖЕНИЕ 1
317
Продолжение при лож I
Сокращенные обозначения единиц
Наименования ветчин | измерений Коэффициенты пересчета единиц измерений
। Прежняя система Система СИ
П ютность к Г сек2/ «4 кг/ч3 1 к Г сед2/«4 = 9,80665 кг/ч3
а г /л кг/я.3 1 к г/л = 1000 кг/м3
Объем г /см3 к г/м3 1 г/с и3 — 1000 кг/ч3
и3 1 л = 10-3 м3
Удельный объем к Г/м3 к Г/л и3 1 га I юн = 4,545963 ИГ 3 м3
Удельный вес 4/3 /кг 1 л/кг = 10"3 м3/кг
н / 1 кГ/ и3 = 9,80665 н/ч3 1 кГ/л = 9,80665 1 03 н/м3
н/м3
Вязкость динамическая Г/с ч3 н/м3 1 Г/см3 = 9,80665-103 н/м3
кГ сек / и2 н сек/ м2 н сек/м2 1 /гз — 1 г/(см сек) -0,1 н-сек/ч2 1 кГ сек/м2 = 9,80665 н сек/ч2
Вязкость кинема птческая ст ч2/сек 1 ст - 1 см2/сек~10 4 м2/сек
Коэффициент темперал л ропроводносл и Работа, энергия ч2/ч м2/ч ч2/сек ч2/сек дж 1 ч2/ч~ 2,77778 10~~4 и2/сед 1 м2/ч- 2,77778 10~4 ч2/сек 1 дж= 1 н я = 1 вт сек =1 в а сек
киловатт-час дж 1 кГ-м = 9,80665 дж
кв tn ч дж 1 квт-ч = 3,6 106 дж
ЭР2 дж 1 эрг ~ 10~~7 дж
эпектронволы Мощном ь эв дж 1 эв = 1,6 10~~19 дж
вт 1 вт = 1 дж/сек = 1 н ч /сек = \ в а
лошадиная сила вт 1 кГ ч/сек — 9,80665 вт
Мощность теплового источника кал, (см3 сек) вт 1 л с ~ 15 кГ-м/сек ~ 735,499 вт3
Количество тепла вт / м3 1 кал/(сч3 сек) = 4,1868 10е вт/ч
Удельные теплоты испарения (конденсации) 1 ккал ~ 4186,8 дж
и плав тения (затвердевания), теплотвор-
ность топлива ккал/кг дж/кг J 1 ккал/кг — 4186,8 дж/кг
Удельные спектральные теплоты испарения
(конденсации)и плавления (затвердевания)
Термический заряд, энтропия, теплоемкость
Удельные термический заряд, энтропия,
ряду (гермоемкость), энтропиеемкость
Удельные емкость по отношению к терми-
ческом} заряду (термоемкость), энтропие-
емкость
Удельный теп ювои поток
Коэффициент тепюогдачи
I ерническое сопротивление теп юотдаче
Коэффициент теплопроводности
Удельное термическое сопротив тение лепю-
проводностп
Проводимость по отношению к термическо-
му заряд} (термопроводность), энтропие-
проводность
Коэффициент аккумуляции теплоты
Коэффициент проницаемости
Коэффициент фильтрации Дарси
Газопроницаемость
ккал!(кг град)
ккал/град
ккал/(кг град)
ккал /град1
ккал/(кг град2)
ккал/(м- ч)
ккал/(ч2 ч град)
и2 ч град/ккал
ккал/(ч ч град)
v ч град/ккал
ккал/(м ч град2)
ккал/(ч2 ч'/г X
X град)
с»2
ч/ч
с id/(Г мин)
дж/(кг град)
дж/град
дж/(кг град)
дж/град2
дж/(кг град2)
вт / ч2
вт/(м2 град)
м2 град/вт
вт/(м град)
и град/вт
вт/(м град2)
вт сек 2 /(лг2Х
X град)
ч2
ч/сек
ч4/(н сек)
1 ккал/(кг град) = 4186,8 дж/(кгу
У град)
1 ккал/град — 4186,8 дж/град
1 ккал/(кг град) = 4186,8 дж/(кгу,
1 ккал/град2 == 4186,8 дж/град2
1 ккал/(кг град2) = 4186,8 дж/(кгУ
X град2)
1 ккал/(ч2 ч) = 1,163 вт/м2
1 ккал/(м2 ч град) = 1,163 вт/(ч2у
У гра д)
1 и2 ч град/ккал = 0,8599 и2 град/вт
1 ккал/(ч ч град) = 1,163 вт/(ч град)
1 м ч град/ккал = 0,8599 м град/вт
1 ккал/(м ч град2) = 1,163 вт/(му
У град2)
1 ккал / (я2 ч1 2 град) = 69,78 вту
Ужек!г /(и2 град)
1 с«2-- 10~1 ч2
1 ч/ч~ 2,77778 10~4м/сек
1 си4/(/ чин) = 0,017 10~6 Д/(их
ПРИЛОЖЕНИЕ II
Таблица приставок для образования кратных и дольных единиц измерений
Образование кратных единиц Образование дольных единиц
Кратность Пристзвкз Обозначение Д0Л1 11ОС1Ь | Приставка Обозначение
10 дека да 10 ' деци д
102 гекто Q 10Д сана и Q
103 кило К 10^3 милли м
10е мега м 10Д микро мк
10» гига Г 10-9 нано н
10« тера т 10“ ! ПИКО 11
— — — io^'5 * фемто ф
— — 10“’8 атто а
И р и м о ч 1 и ) я 1 Нрпмеоы применения кратных и дольных единиц измерении
х нанометров = х нм = х • I 0 и,
у мегаграммов — у Мг — у 10° г ~ у 103 кг
2 . Не допускается применение двух или более приставок одновременно Например
нельзя присоединять приставку к наименованию килограмм Надо добавлять приставку
к наименованию грамм (миллиграмм, мегаграмм).
3 . Расчеты выполняются в единицах СИ; применение кратных и дольных единиц до-
пустимо лишь в окончательных результатах.
4 В знаменателе производных единиц измерении не допускается применение кратных
и дольных единиц Например нельзя написать: и/ож2; г/см3-, надо писать* нЗн2, г/м3 (или
5 Примеры разлп шых способов правильного сокращенного обозначения производных
единиц измерении:
ЛИТЕРАТУРА
1 . Адамс М К Физика и химия поверхностей Перев с англ М, Тех-
тсорстиздат, 1947.
2 А к и м с п к о Л Д К о р о т к о в К П., М а й о р о в II П , С к в о р-
чов А Л., Шейдеров Л Б Освоение непрерывной разливки стали Л,
Судпромгиз, 1960
3 Аксенов П II Литейное производство Изд 3-е М, Машгиз, 1950
4 Аксенов П II Некоторые вопросы теории машин литейного произ-
водства М Машгиз 196°
5 Амбарцумян В А Галактики Сб «Глазами ученого» М Изд во
АП СССР 1963
6 А и и с о в и ч Г А , А ш р а ф ь я и Э Б , В е и н и к А И., Мана
кии А. М Затвердевание стального слитка в тонкостенной изложнице Сб.
«Приложения теплофизики в литейном производстве» Минск, изд во «Вышэй-
шая школа», 1966
7 А н и с о в и ч Г А , А ш р а ф ь я п Э Б , В с и н и к А И , Мана-
нин А М., Ткаченко В Р. Литье стальных слитков в формы из жаро-
стойкого бетона Сб. «Приложения теплофизики в литейном производстве»
Минск, изд-во «Вышэйшая школа», 1966
8 . А п и с о в и ч Г А , В е й н и к А И Исследование процессов переноса
тепла и влаги в литсипои форме. Сб «Приложения теплофизики в питейном
производстве» Минск, изд-во «Вышэйшая школа», 1966
9 А н и с о в и ч Г А , Г р и п к е в и ч Р II Метод определения термофи
зических свойств формовочных материалов Сб «Проблемы теплообмена при
питье» Минск, ред.-издат отдел БПИ, 1960
10 А и и с о в и ч Г А., Г р и н к е в и ч Р II, Кравченко Е В Опреде-
ление термофизнческих коэффициентов неметаллических материалов Сборник
научных трудов Физико-технического института АН БССР, вып VI, Минск
изд во АП БССР, 1960
11 Аносов В Я, Погодин С А Основные начала физико-химиче
ского анализа М, изд-во АН СССР, 1947.
12 Архангельский Б А Пластические массы Справочник М, Счд-
иромгиз 1961
13 Баландин Г Ф Литье намораживанием М., Машгиз, 1962
14 Ба чан ди п Г Ф. Формирование кристаллического строения отливок
М, изд во «Машиностроение», 1965
15 . Балашов М И Сера в поверхностных слоях стальных огливок
«Лилейное производство», 1960, № 10
16 Бело пуховА К , В ин б е р г Л И, ДудинА А, Заслав-
ский М Л, М о с к в п и П П Лигье под давлением М., Машгиз 1962
17 Белоусов II Н Затвердевание отливок из цветных сплавов в усло-
виях приложения давления Сб. «Затвердевание металлов» М, Машгиз. 1958
18 Б е л о у с о в Н Н., В е й п и к А И., Г о л ь д м а н И А Влияние дав
ления газа па термофизические свойства песчано-глинистой формы Сб «При-
ложения теплофизики в литейном производстве» Минск, изд-во «Вышэйшая
школа», 1966
21 Злып 915
321
19 Белоусов Н Н, Додонов А Л. Кристаллизация отливок из
цветных сплавов в условиях приложения давления Сб «Кристаллизация ме-
таллов» М , изд-во АН СССР, 1960
20 Б е р 1 П П Формовочные материалы М , Машгиз, 1963
21 Би дул я П И Технология стальных отливок М, Металлург-
издат, 1961
22 Богданов С В Методика измерений куметром емкости и потерь
иа высоких частотах. «Приборы и техника эксперимента», 1957, № 3
23 Богородицкий!! П Пасынков В В Та реев Б II Эле<-
тротсхпические материалы М —Л, Госэнергоиздат, 1961
24 . Б о й ч е н к о М С , Ру л е с В С.. II и к о л а с в Н Л Непрерывная
разлпвк-i стали М , изд-во АП СССР, 1956
25 . Б о р с к а я Ь А Безмаспяный связующий крепитель П Сб <Фор
мовочные материалы» М, Машгиз, 1954
26 Б о ч в а р А. А Полезный эффект кристаллизации сплавов под дав ло-
пнем в зависимосп-i от состава сплава «Известия АН СССР, ОТН», 1940, № 7
27 Б о ч в а р А. А К вопросу о возможных изменениях в технологии
литья в связи с внедрением метода кристаллизации под давлением. «Известия
АП СССР, ОТН», 1942, № 9
28 Бочвар А А Металловедение М Металлур!издам 1956.
29 Бочвар Л. Л.Жадаева О С Теория усадочных явлении в цвет
пых сплавах «Литейное дело», 1941, № 5
30 Брицын II Л Нагрев в электрическом поле высокой частоты
Изд 2 с М —Л, Машгиз, 1957
31 . Б р ю х а п о в А Е Получение стальных отливок с поверхностями, на-
сыщенными хромом, марлинем и другими элементами «Металлург», 1934, № 5
32 . Б у г а ч е в В М, В ей п и к А И. К вопросу о периодическом затвер-
теваппп отливки Сб «Теплофизика в литейном производстве» Минск изд-во
АП БССР, 1963.
33 Бугачев В М., ГрузипВ Т Легирование поверхности отливок
при затвердевании «Литейное производство», 1957, № 5
34 Б у р д а к Н. П., Н е т у ш и л А В Измерение с н tg о полупроводни-
ков в полях высокой частоты Труды МЭИ вып 9 М- Л. Гдсэпсщои.здат
1952
35 Б у т к е в и ч io с Н А Зависимость температурных напряжении от ус
ловий теплообмена и закрепления кокиля Сб. «Приложения теплофизики в ли
тейпом производстве» Минск, пзд-во «Вышэйшая школа», 1966
36 В а й с б е р г е р А П р о с к а у э р Э Риддик Лж Tine Э
Органические растворители. Перев. с англ М., ИИ Л 1958
37 . Вейник A II Тепловые основы теории литья М, Машгиз, 1953.
38 В си ин к А. И Теория и расчет процесса затвердевания огливки в
неметаллической форме Сб «Технология литейной формы» М. Машгиз 1954.
39 . В е и и н к А И Испытания кокильных красок па теплопроводность,
М Майи из, 1956.
40 Вейник А И Теория особых видов литья М , Машгиз, J958
41 В е и пи к А И Теплообмен между слитком и изложницей М, Метал
лургиздат, 1959
42 В си п и к А. И Приближенный расчет процессов теплопроводности
М — Л , Госэнергоиздат, 1959.
43 Вейник А И Теория затвердевания отливки. М, Машгиз 1960.
44 Вейник А И Термодинамический расчет вентиляционных каналов
прессформы «Айашипостроенис», Киев, 1960, № 5
45 В е и п и к А И Термодинамика Минск, изд-во МВСС и ПО БССР,
46 Вейник А И Развитие теории теплоты «Вестник АН СССР»,
1962. № 4
47 В е и п и к А И Расчет отливки М., изд-во «Машиностроение», 1964
48 В е й п и к А И Литье в метал пдческие формы Мипск, изд-во «Вы<
шая школа» 1964
322
49 Вейник Л И Литье намораживанием Минск. изд во «Высшая шко-
ла» 1964
50 . В с и и и к Л И Усадочные явления и питание отливок. Минск, изд-во
«Высшая школа», 1964
51 Вейник Л. И Расчет структуры чугуна Минск, изд-во «Высшая
школа», 1964
52 Вейник \ И Термодинамика Изд 2-е Минск, изд-во «Высшая
школа», 1965.
53 . Вей и и к А И. Об ошибочном понимании термодинамики «Известия
высших учебных заведений. Энергетика», 1965, № 3
54 Вейник А И Техническая термодинамика и основы теплопередачи
Изд 2 е М., изд во «Металлургия», 1965
55 Вейник \. И Анализ и применение высокочастотной сушки литей-
ных стержней. «Известия высших учебных заведений Машиностроение»,
1965, № 3
56 В с й п и к Л. И Новая система термодинамики обратимых и необрати-
мых процессов Минск изд-во «Высшая школа», 1966
57 . Вейник А И 1ермодинамика необратимых процессов Минск, изд во
«Наука и техника», 1966
58 Вей и и к А И Общая феноменологическая теория переноса. Сб «Теп-
лофизика в литейном производстве» Минск, изд-во «Наука и техника», 1967
59 В е й н и к А И , М и х а л е в и ч А. А , И и т я к о в Н Г Исследование
технологического процесса сушки литейных стержней в электрическом поле
высокой частоты Сб «Технология автомобилестроения» Вып 15, М,
НИИТЛВТОПРОМ, 1965 „ тт „
60 В е р я т и и УД, М а ш и р с в В П , Рябцев Н Г , Т а р а-
совВ И. РоюзкпнБ Д, Коробов II В 1ермодинамическис свойст
ва неорганических веществ Справочник М , Атомиздат, 1965
61 Винер Н Кибернетика Перов с англ М, изд-во «Советское ра-
дио», 1958
62 Волков 10 А Определяющие факторы процесса поверхностного ле-
гирования отливок Сб «Приложения теплофизики в литейном производстве».
Минск изд-во «Вышэйшая школа», 1966
63 ’ Гейтвуп Б Е Температурные напряжения Перев с англ м,
ИЛ 1959 „ ,QR,
64 Герасимов Я И Курс физической химии М, I осхимиздат, 19оо
65 Гермаин Э Непрерывное литье Перев с нем М, Металлург
издат, 1961 мп
66 Гиббс Дж В Термодинамические работы Перев с англ м — ю,
1И1ТЛ 1950 ,, ,
67 Тиршович II Г Чущпное литье М—Л, Металлургиздаг, 1949
68 ГлухановН П, Б р и ч ы и Н. Л, Федоров а И Г Б у д а р и-
на В Е Высокочастотная сушка стержней «Литейное производство»,
1963 № 9 г-, м
69 ГолдсмидГ Применения термоэлектричества Перев с англ М
ГИФМЛ, 1963
и . а и Л Б Влияние толшииы стенки чу-
гунных кокилей па х стойкость «Литейное производство», 1963, У» 10.
71 Г о р ш к о в А. А , Р а б и п о в и ч Е И т"т~"
стальных отливок М. — Свердловск, Машгиз, 1950
72 \Г радштейпИ С и Р ы ж и к И М Т;
рядов и произведений Изд 4-е, М, ГИФМЛ. 1963
73 Грозин Б Д, Голова п в II А Литой биметалл «Литсииос дело»,
интегралов, сумм,
74 Де Гроот С Термодинамика необратимых процессов
с англ М , ГИТТЛ, 1956
75’Де Гроот С, Мазур П Неравновесная термодинамика
Перев
Перев
с англ М, изд-во «Мир», 1964
76 Гулиев Б Б Литейные процессы М — Л
Mamins, 1960
323
77 Гу хм ан А А Об основаниях термодинамики Алма Ата, изд во
АП КазССР, 1947
78 Д е п б п г К Термодинамика стационарных необратимых процессов
Перев с англ М., ИЛ, 1954.
79 Дитятк овский Я М, Куратов П Р, Матвеев В Н Меха-
низированная сушка стержней токами высокой частоыы Сб «Механизация и
передовая технология питейного производства» Л , Лениздат, 1961
80 Д о б а т к и п В И Непрерывное литье и лигейные свойства сплавов
М , Оборонгиз, 1948.
81 ДоджБ Ф Химическая термодинамика в применении к химическим
процессам и химической технологии. Перев с англ М, ИИЛ, 1950
82 Дубинин Н П Производство кокильного литья М, Машгиз, 1947
83 Дубинин Н П Кокильное чугунное литье М., КОИЗ, 1949
84 Д у б и и и п Н П Чугунное литье в металлических формах М , Маш-
гиз, 1956
85 Есьмап Р И. Взаимное влияние потоков энтропии, массы и объема
при питании отливки жидкой фазой. Сб «Приложения теплофизики в литей-
ном производстве», Минск, изд во «Вышэйшая школа», 1966.
86 Ж м а к и и Н П Тепло- п массообмен при высокочастотном нагреве
влажных тел Сб «Проблемы теплообмена при литье». Минск, ред-издат от
дел БПИ, 1960
87 Заславский АЗ Л Прочность сцепления арматуры с металлом от-
ливки «Лигснпое производство», 1966 X1'» 3
88 И в а и о в В Г.. X а х а л п п Б Д., Ш и я и В Г С гальпые фс рмы для
центробежного литья груб М„ пзд-во «Металлургия» 1964
89 . И в а п о в II. П Расчет процесса термодпффузпи. Сб «Приложения
гсплофишкп в литейном производство» Минск изц во «Вышэйшая школа»
90 Иванцов Г П Теплообмен между с штком и изложницей. М, Me
сьыи с1щ]Д1 1 pubdliuoic isuiMUin mnnux, « x л л -----
92 . Капа буш кин В С Многослойные металлические формы со
«Литье в металлические формы» ВНИТОЛ М , Машгиз, 1952
93 К а л а б ушки н В С Податливый кокиль для литья разрывных об
разцов «Литейное производство», 1954 № 4
94 К апица П. Л Исследование механизма теплопередачи в гелии И
ЖЭТФ, И, вып 1, 1941 яя 1QKQ
95 Кириченко В С Водоохлаждаемые кокили. М., Машгиз, шов
96 Колобнев И Ф Методы борьбы с газовой пористостью в алюми
ниевых отливках «Техника воздушного флота», 1937, № 2
97 Константинов Л С. Внутренние напряжения в отливках в оолас
ти пластического состояния металла «Литейное производство», 19о6, №1
98 Константинов Л С. Расчет термических напряжении и деформа-
ций отливок постоянного сечения «Литейное производство», 1Эг>9, № 11
99 . Ко н ст а и т и н о в Л С Механизм возникновения температурных на-
пряжении и деформации в отливках. «Литейное производство», 1 )od, и
100 Коцюбинский О Ю Пластичность чугуна при повышенных тем-
пературах «Литейное производство», 1958 №8
101 К о ц ю б и п с к и й О 10 Температурные напряжения в плоских ме-
таллических формах «Литейное производство», 1959, № 3
102 Коцюбинский О Ю Коробление чугунных отливок от остаточ-
ных напряжений. М, изд-во «Машиностроение», 1965
103 Кривошеев А Г Литые валки М„ Металлургиздат, 1957.
104 Куманин И Б, Л ясс А М Связующие материалы для стержней
М , Оборонгиз, 1949.
105 К. у м а п п н И Б , М а т в п с п к о Л Г Движение жидкого металла
внутри затвердевающей отливки Сб «Теплообмен между отливкой и формой»
Минск, пзц-во «Вышэйшая школа» 1967
324
106 Кунин Л Л Поверхностные явления в металлах М, Металлург-
издат 1955 п
107 Кур паков Н С Введение в физико-химическим анализ М — Л,
Из i во АН СССР. 1940.
108 Лакедемонский А В Биметаллические отливки АЛ, изд-во
«Машиностроение» 1964
109 ЛашкоН Ф Лашко-Ав а к я и С В Металловедение сварки
М , Машгиз, 1954
НО Лебедев П Д Сушка инфракрасными лучами М, Госэпергоиздат,
1955
111 Лебедев П Д Высокотемпературная сушка материалов под дей-
ствием внутреннего градиента давления пара Труды МЭИ, вып 30, М Л,
Госэпергоиздат, 1958
112 Лебедев П Д. Методика теплового расчета радиационных суши-
ток Сб «Всесоюзное научно-техническое совещание по интенсификации про-
цессов и улучшению качества материалов при сушке в основных отраслях
промышленности и сельском хозяйстве Энергетическая секция» М, ироср-
пздат 1958
113 Лебедев П Д Расчет и проектирование сушильных установок
М —Л, Госэпергоиздат, 1960
114 . Лисенков А А., Нет уши л А В Измерение температур ди-
электриков и полупроводников в полях высокой частоты «Электричество»,
1953 № 2
115 Л ясс А М Быстротвердеющие формовочные смеси М, изд-во «Ма-
шиностроение», 1965
116 Максименко П., Полянский Ю Радиочастоты для промыш
ленных и медицинских высокочастотных установок «Радио», 1963, № 5
117 МейнкеХ ГундлахФ В Радиотехнический справочник Перев
с нем Т I М — Л., Госэпергоиздат, 1961
118 Me и шутки и Б II Указатель двойных органических систем
Петерб Политехи инет, 1918
119 М и к р ю к о в В Е Курс термодинамики М , изд-во МГУ, 1955
120 Михайлов А М, Серебрякова М И Поверхностное легиро-
вание фасонных отливок «Литейное производство», 1957, № 5
121 Неверов Л И., Белоусов Н Н Применение вакуума при литье
под давлением и штамповке жидкого металла Л, НТО Машпром, 1966
122 НетушилА В Некоторые задачи теории высокочастотного пагре
ва «Электричество», 1952, № 8
123 Нет уши л А В. Условия сосуществования установившихся тепловых
и электрических полей ЖТФ, 21, вып 4, 1951
124 НетушилА В Электротспловые поля в нелинейных средах Тру-
ды МЭИ, вып 14 М —Л, Госэпергоиздат, 1953
125 НетушилА В, Дегтев В М,Мал кинаХ Э, ПуховА П,
Устинов В. В Сушка в электрическом поле Сб «Всесоюзное научно-техни-
ческое совещание по интенсификации процессов и улучшению качества мате-
риалов при сушке в основных отраслях промышленности и сельском хозяйстве
Э1 ергетическая секция», М , Профиздат, 1958
126 НетушилА В, Жуховицкий Б Я, Кудин В Н, Пари-
н и Е П Высокочастотный нагрев диэлектриков и полупроводников Изд 2 е,
М —Л, Госэпергоиздат, 1959
127 НетушилА В, Кудин В В Электрические свойства промышлен-
ных материалов при высоких частотах и особенности их измерений Сб «Про-
мышленное применение токов высокой частоты». Рига, 1957
128 Пехендзи 10 А Стальное литье М , Металлургиздат, 1948.
129 Н е х е и д з и Ю А Влияние вакуумирования па свойства сплавов в
литом состоянии Л., общ во «Знание», 1963
130 . Ни л опеки и И А Изготовление стальных литых лемехов с легиро-
ванной режущей кромкой «Литейное производство» 1955, № 8
325
131 Новиков В П Теплотехническая задача регулирования темпера-
турного режима прессформ литья под давлением Сб. «Приложения теплофи-
зики в литейном производстве» Минск, изд-во «Вышэйшая школа», 1966.
132 Новиков В П. Регулирование температуры формы па машинах с
горячей камерой прессования «Литейное производство», 1966, № 3
133 . Новиков П Г Температурное поле плоской стенки при изменении
агрегатного состояния Сб «Тепло- и массообмен в капиллярпопористых те
лах» М.— Л, Госэнергоиздат, 1957
134 Новиков П Г, Грузии В Г Сокращение выдержки отливок
в форме средство мобилизации резервов литейных цехов «Литейное пронз-
водство», 1953, № 9
135 Перельман В И Краткий справочник химика М, Госхимиз-
дат, 1963
136 Петриченко Л М Литье в кокиль М —Киев, Машгиз, 1952
137 Петриченко Л М Практика литья в металлические формы М —
Киев, Машгиз, 1954
138 Петриченко Л М Тонкостенные кокильные отливки Киев — М,
Машгиз, 1957
139 Петриченко А М Повышение, стойкости кокилей Сб «Кокиль-
ное литье в машиностроении». М , ЦИНТИАМ, 1964
140 ПляцкииВ М Литье под давлением Изд Зе М, Оборонгиз, 1957
141 ПляцкииВ М Штамповка из жидкою металла М — Л, изд-во
«Машиностроение», 1964
142 Попов А. Д, Сом и некий 3 А, Хахали и Б Д, Эль-
берт С М Непрерывное литье чугуна М —Свердловск, Машгиз, 1961
143 П ржи бы л И Затвердевание и питание отливок Перев с чешек
М Машгиз, 1957
144 Пригожин И Введение в термодинамику необратимых процессов
Перев. с англ М, ИИЛ, 1960
145 П у т и л о в К А Курс физики Т 1 Изд 8-е, М , ГИТТЛ, 1957.
146 Рабинович Б В, Константинов Л С Литейные свойства
чугуна НТО Машпром Общественный университет М, 1957
147 РаддлР У Затвердевание отливок Перев с англ М , Машгиз, 1960
148 Р а з у м о в В Н , С о к и р к о Л А Практика эксплуатации охлаж-
даемых механизированных кокилей Сб «Теплофизика в литейном произвол
стве». Минск, изд-во АН БССР, 1963.
149 Ребиндер П А Физико хпмпческа i механика Серн i IV № 39/40
М, изд-во «Знание», 1958
150 Робертс Дж Теплота и термодинамика Перев с англ М — Л,
ГИТТЛ, 1950
151 Рубцов Н Н Специальные виды литья М, Машгиз, 1955
152 Рубцов П Н, Балабин В В Воробьев М И Лилейные
фермы М , Машгиз, 1959
153 Рыжиков А. А Теоретические основы литейного производства
М —Свердловск, Машгиз, 1954
154 РыжиковА А., 3 л о ти и С 3. Исследование плотности и газона-
сыщешюсти литья под давлением «Литейное производство», 1964 № 7
155 . Семенченко В К Поверхностные явления в металлах и сплавах
М, ГИТТЛ, 1957
>56 Сергеич ев Ф Н Податливый кокиль «Литейное производство»,
157 Силин Л Л, Б а л а и д и н Г Ф, Коган М Г Ультразвуковая
сьарка М, Машгиз, 1962
158 Ска р би некий М Конструирование отливок Перев с польск
М —Л, Машгиз, 1961
159 Скворцов А А, Акименко А. Д Теплопередача и затвердева-
ние стали в установках непрерывной разливки М, «Металлургия», 1966
160 Спасский А Г Основы литейного производства М, Металлург-
326
161 Справочник по разцспсиию газовых смесей Изд 2-е М, Госхим-
ИЗДЯ1Г62^С т е п а н о в А В Новый способ получения изделии непосредственно
из расплава ЖТФ, XXIX, вып 3, 1959 м
163 Степанов Ю. А, Ги пи Э И , Соколов Е. Л, Мат вей-
к о Ю П Литье тонкостенных конструкций ЛА., изд-во «Машиностроение» 1У66
164 . ГарасутинТ Г Метод определения термофизических коэффини
ентов неметаллической литейной формы. Сб «Теплофизика в литейном произ
водстве». Минск, изд-во АН БССР, 1963 п
165 . Теплофизические свойства веществ Справочник М — Л , 1 осэиерго
Д 166 Термодинамика необратимых процессов Лекции в петлеймеждуна-
родной школе физики им Энрико Ферми Перев с англ М ИИ Л, 1962.
167 Троянский Е А Металлы кот построения М—Л , «Энергия», 1964.
168 УдерманЭ Г Измерения емкости и угла потерь при высокочастот-
ном нагреве «Электричество» 1950, № 6
169 Ушаков АДК вопросу об антизадирных свойствах сернистого
чугуна «Литейное производство», 1960, № 10
У 170. Фейгин Н И Повышение стойкости кокилей для колее I рпффина
«Литейное дело», 1933, № 10 „ч.р0
171 Физико-химические свойства этеменгов Справочник Киев, из т
гиз, 1959
178 Чу л
ГИТТЛ, 1954
<<На П2В%Ти ш^С Э^Тниоревэ А В Курс общей физики Т I Изд 8-е,
М ’ 173Т™у р м5а п И. И Поверхностное легирование стальных и чугунных
отливок серой «Литейное производство», 1960, № 10
174 Хвори но в Н Затвердевание отливок М„ ИЛ, 1955 _
175 Хиппе ль А Р Диэлектрики и их применение Перев с англ М
Л ’ П6ЭНЧРеГст3е р'дж'^Т сория необратимых процессов Перев с англ М ,
изд 19ЕЛ Теплофизические свойства веществ, М, Физмат
о веки и А Ф Теплообмен в дисперсных средах М,
беки и В И, Индербом В Л Применение куметра тпя
измерения емкости, диэлектрической проницаемости и диэлектрических потер
на высокой частоте «Заводская лаборатория». 1jo4 ' ппоизгопстве
180 ТТТ и п и л и и Б И Изготовление стержней в литеипом произьод
М —Свердловск, Л4аШ1 из, 1953 п 1917
181 Шепни X Галактики Перев с англ, М —Л , Гостехиздат, 1J
182 Ши И Р Метод поверхностного легирования стальных т
С Л Коитлктнии »»»«>’=» М-Л
Г“’й' ш“*Л « П М , Ш . » , а „ „ , I Д О «.««« «А
трующих металлов в жидком железе «Металлурги
1964i85>e Эпштейн П С Курс термодинамики Перев с ашл М-Л
ОГИ138Г AdVm s Гм Thermal Considerations in Ггее/mg ASM S.mpos.um
°п ьтж^г^тгхр^Тт^.
"•W. ВД! ЦКт
Effect of Process Variables on their Properties ASTM Proceed g
189 Barton H К Met Ind., Feb., 80, 1952. ,
190 Barton II К Causes and Effects ol Die Castings I oiosily Aacl
пегу, 94, March 25, 1959
327
icry, Aug 28, 1963 ' и,КГП11ОП 'la
J91 Bai ton II K. Operational Diecasting Machines on a Fulh Antonia
^ycle Mass Production. 39 1963 № 10
>9\ B a ' 1° п н К What Happens When a Diecasting Die Erodes’ Foiin
J9® В a i t о n II К and Sakin S Machinery 96 Apr, 27 1960
t> in/i Bjunchubci E Stop Steam Reaction With Glycol Modem Cisting,
43 1963, Mb 2
198 . Buecknei II Hoivay G Ileal—Transfer Coefficient ol Inviscid
lliiKl rieezing Onto a Moving Heat Sink Iiansactions of the А8МГ Jonrn
ol Heat Transf, Aug., 1963
199 Coies for Pucision non—fcnous Casting Cured in Conmon/cd Dnlec
trie Oven Industrial Heating, 27. i960 № 5
200 Czikcl I Die p sc h lag E Die Giegtechmk von Halbzeug und
Foimgufi 2 Auflagc, Halle (Saale), Veb Wilhelm Knappo Verlag 1954
201 D c i n a f о w i cz I Suszaika poemnosciowa do rdzeni fornuci skich
Przeglad elekti otechniczny, 36, 1960, № 5
202 Draper A. В and Peikeit F W. An Analytical Approach to Die
Venting Pioceedings ol the Second National Die Casting Exposition and Con-
gress. Detroit. Michigan USA, 1962
203 Dvorak L Vyznam dielektnckeho ohzevy pro vyrobu slevarenskych
jader a jcho specificke vlastnosti Slevarenstvi, 7, 1959, № 1
201 Golecki J Naprezenia cieplne w odlewach Arch Huth XI Zes-
7V-7 J 1 QfiR ’ ’
20o G о г п у Z Proces wipelniania formy odlewniczei cieklym metalem
Piaca zbiorowa — «Theoria procesow technologicznych w odlewnictwie metah»
Warszawa. Wyd Naukawo techn, 1965
206 Giassmann H C Gusskeintrocknung mit Hochfieguenzofen
Elektrowarme 18, 1960, Nv 10
207 Hillier M J Thermal Model for the Fluidity of Metals m Cast n°-
Jouin Mechanical Eng Sc, 8, 1966, № 1
. с,Й98 Hoivay G Freezing of a Giowing Liquid Column Trans of the
ASME, Journ oi Heat Transfer, Febr., 1960
209 Ilorvay G Flow of Liquid Metal Past a Poious Flat Plale Journ
of Appl Meeh , Dec 1960
210 Ilorvay G The Tension Field Created py a Sphencal Nucleus Free
zing into its less Dense Undercooled Melt Int J Heat Transfer, 8, 1965
211 Ilorvay II, EdsallR H The Interface Temperature of Two Media
m Pool Thermal Contact Tians of the Metallurgical Society of AIME, Oct 1960
212 II о i v a у G., II c n z e 1 J G Freezing of Liquid Metal in a Mold
Tians of the Metalluigical Society of AIME, 215, Apr., 1959
213 Kacirek M Diclektricke suseni slevarenskych forem a jader Sleva-
renstvf, 9, 1961, 11
214 Kacirek M Zkusenosti s dielektnckym susenim forem a lader Slc-
varcnstvi, 12, 1964, № 4
215 Kniaginin G., Longa W Mechanizm pzegrbewama metalu w
nadlewach egzotcrmicznych oraz ustaleme melody pormaru wydajnosci cicplncy
mas na otuliuy egzotermiczne Arch Hutn, VII, 1962 № 1
216 Kokilengufi fur Eisenmetalle. Herausgeber F Naumann Leipzig, Veb
Deutscher Verlag fur Grundstoffindustne, 1961
217 . Krupkowski A Zasady Termodynamiki i ich zastosowanie w me-
taluigii i mctaloznawstwie Krakow, Panstw wyd naukowe, 1958.
218 Longa W Krzepniecie i stugniecic odlewow Piaca zbiorowa — «Tco-
ria procesow technologicznych w odlewnictwie metah» Warszawa, Wyd Nau
kowo -techn, 1965
328
219 Marek С T Effect of transfoimation Zones on Casting problems
Mod Cast, 47, 1965 № 5
220 Miller D G Theimod>namic Theory of Irteversible Processes
Amer J Phys, 23 1956 № 6
221 Miller D G Thermodynamics of Irreversible Processes. The Expe-
rimental Verification of the Onsager Reciprocal Relations Chemical Reviews
60, 1960, № 1
222 Nusseyl D , К о n di с V A Review of the Theories of the Pressu-
re Die —Casting Piovess Metallurgia Sept and Oct, 1964
223 Nynkowski W Suszenie sdzeni metoda dielektryczna (pojem-
nosciowa) Przeglad odlewnictwa 10, 1960, № 3
224 Onsager L Reciprocal Relations in Irreversible Processes—I
and II Physical Review, 37, p 405 and 38 p 2265, 1931
225 P rib у 1 J Nektere problemy odlevanf sede litmy do kokil SborniK
vedeckvch praci Vysoke skoly banske v Ostravd V, 1959, № 1
226 Pribyl J Kvalitativni vhv vehkostniho cinitele na pnuti \ odhtcich
Sbornik vedeckych praci Vysoke skoly banske v Ostrave VL, 1960, № 3—4.
227 Rear win F W Gating of Aluminum Die Castings Foundry Nov
1960
228 . Reboux J Les etuves dielectriques dans I’mdustrie Ingenieurs et
tcchniciens, 1961, № 140, 142
229 Reboux J Le stufe a perdite dielectriche neell’industna La fonderia
itahana, 12, 1963, № 4
230 RothW Uber die Abkuhlung von Blocken in Kokillen, msbesondere
von Messing-blocken m wassergekiihlten Kokillen Gicsserei 1933 №37 und 38
231 Sachs В Analytical Study of the Die Casting Process University
Microfilms, Inc, Ann Arbor, Michigan, USA, 1951
232 Schreyer G W, Breilbarth H Erprobung ешег II F—Qiesse-
reikerntrockenanlage sowie Auswahl und gegebenenfalls Entwicklung geeigne-
ter Kernsandmischungen Giefiereitechnik, 7, 1961, № 6
233 Schulz E Das Baken von Giessereikernen im elektnschen Kondcn-
satorfeld Gicfiereitechnik, 6, 1961, № 7
234 . Skarbinski M Oprzyrzadowanie odlewnic/e dla produkcji seryj-
ne| Warszawa, Wvdawn. nankowo-techn., 1964.
235 Szieniawski J Rozklad wilgotnosci w piaskovej iormie odlew-
mczej w zale/nosci od czasu przebywania w niej metaiu Arch Hutn, 10,
1965 № 1
236 T r i b u s M Thermostatics and Thermodynamics Toronto, New York,
London D Van Nostrand Comp, Inc, 1961
237 Tribus M Information Theory as the Basis for Thermostatics and
thermodynamics Trans ASME Ser E J Appl Meeh, 28, 1961, № 1
238 Tribus M., Shannon P T, Evans R В Why Thermodynamics
is a Logical Consequence of Information Iheoiy A I Ch E Journal, March,
p 244, 1966
239 V e i n i к Л I Analysis of Metal Flow in Die Casting Dies Machi
nery 99, Dec. 27, 1961
240 . Veinik A I Theory of Special Casting Methods Tians] G IIorvay,
M Tribus N Y, ASME, 1962
241 Veinik Л I Thermodynamic Factors m Metal Injection Effect of
Friction on Gas Content and Quality. Proceedings of the Fourth National Die
Casting Exposition and Congress Cleveland, Ohio, USA, 1966
242 . Walter E Ilochfrequenz—trocknen und Kunstharzkernen dec Gies-
serei, 43, 1956, № 5
243 W i rt a К Dielektrischcs Trocken von Kei nen Gicsserei 42, 1955 № 3
329
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Авогадро закон 64, 72
Аккумулятор электрический 33
Аписович Г А 104 264, 270
Анодированного слоя толщина 229
231
Ашрафьян Э Б 264 270
Б
Бабингтоп 312
Бартон 294 303
Бартона правило 312, 315
Белопухов А К 310
Белоусов Н Н 286
Бочвар А А 295
Бугачев В М 241
Буткевичус Н А 211
В
Ваитман Б Г 277
Вентиляция прессформы 305
Вентиляционных каналов сечение 308
Вибрации 46
Видемана франуа н Лоренца закон
28, 29
Влажность абсолютная 87
Волков Ю А 179
Выбивка ранняя 283
Высокочастотное электрическое поле
48
Высокочастотной сушки автоматиза-
ция 14 8
-----интенсивность 108, 114, 120
-----к п д. 115
----- расход электроэнергии 115
----- стадии 120
-----стоимость 116
-------- технико-экономические пока-
затели 114
Гагсна— Пуазеиля закон 19
Газ идеальный 14
----- Клапейрона 14
-----обычный 14
-----особый 14
Гальванический элемент 33
Гиббсы парадокс 24
—' уравнение 11
Гипотеза о постоянстве мольных ем-
костей 56 57
Гольдман И А 286
330
Горобец Г М 225
Граничное условие 24
— — рода второго 24
------ первого 24
------ третьего 25
Д
Давление газа в прессформе макси-
мальное 308
Давление газа в стержне 127—130
148
Деибига метод 40
Джоуля и Коппа закон 57, 61
— опыт 23
Джоуля-Томсона эффект 23
Динамика 25 41
Диссипации закон 22
— работа 22
— теплота 22
Дифференциальное калорическое
уравнение состояния 10
— уравнение переносы 17
Диффузия в жидкости 186
----- твердом теле 186
Диэлектрические свойства воды 135
-----глины 137
----- катализаторов 144
----- песка 135
-----связпощих 137—140
-----стержневой смеси 161
-----технологических добавок 110
Диэлектрического нагрева отпорот
ность 172
Диэлектрической постоянной опреде-
ление 173
Додонов А А 311
Доиде де метод 40
Допплера эффект 50, 51
Драйср 113, 153 158
— двухслойный 160 163
Дрейпер 312
Дюлонга и Пги закон 57 64
Е
Емкость 15
Есьман Р И 277
Ж
Жмакин П П 277
3
Закон Авогадро 64, 72
— взаимности 19 21
— Видемана-Франца и Лоренца 28
29
— второй 11
— Гагепа— Пуазеиля 19
— движения отливки 257
— Джоуля и Коппа 57, 64
— диссипации 22
— Дюлонга п Пти 57, 61
— ' отношения проводимостей 28. 56
— ' первый 10
— переносы 15. 17
— Планка 49
— пятый 22
— состояния 11
— сохранения 8
— — заряда 11
— — энергии 10
— термоупругости 27
— Стефана — Больцмана 104
— Стокса 297
Закон третий 15
—' увлечения 21
— Фика второй 41
— Фурье 18
- Хаббла 50
— четвертый Ю
Закс 312
Заполнение прессформы 291
— — с трением максимальным 294
_ — ------минимальным 294, 304
Заполняющая среда 152
---двухслойная Г58
Заряд 8
— термический 22, 57
— — газов 57
---жидкостей 72
Засоры 195 197
Затвердевания направленность 305
Зеебска термопара 32
Злотип С 3 294 311, ЗВ
Зонная плавка 37
И
Изложница бетонная 269
— тонкостенная 261
— трехслойная 267
Информация 51
Испарение неравновесное 64
— равновесное 54
К
Калориметрическое среднее значение
потенциала 39
Капилляр 33
Катализаторы 172
Квазидинамических аналогий метод
78
Квазикииематических аналогий метод
77
Кинетика 25. 27
Кииетодипамика 23. 41
Кипения диаграмма 123
---двойных систем 124
— интервал температур 121, 123—
126 137
— режим пленочный 227, 231, 233
---ядерпый 227, 231, 233
— температура 122
—' теплота спектральная 126
Клапейрона газ идеальный 14
— уравнение '14
Клеппингер 312
Кнудсеновское течение 34
Кокиль алюминиевый водоохлаждае-
мый 231
--- вытряхнои 236
---массивный 233
•--разъемный 236
— водоохлажтаемый плоский 217
218
— — — стальной 218
-----------составной 218
— двухслойный 223 225
— игольчатый 241
Кокиль из нормализованных элемен
тов 277, 280
— плоский 210
— цилиндрический 210
— — неразъемный 220
— шаровой 210
Кокиля алюминиевого анодирование
228
— обрамление 210
— ребра жесткости 210
— стойкость 219 220
— цилиндрического выпучивание
222, 223
---толщина 221
— частные случаи закрепления 210
211
Конвекция газа в порах формы 83
289 292 293
— —--------— вынужденная 83, 85
----------- естественная 83 85
Кондик 294. 303
Константинов Л С 295, 297, 313
Королев Г В 223, 241, 315
Коэффициент аккумуляции тепла эф-
фективный 89
— затухания 47
— основной 12 17
— отдачи 48
— перекрестный 12, 17
— переноса 17 66
— теплоотдачи эффективный 67
— теплопроводности 18, 19
— термовлагопроводности 82
— увлечения 17
331
— термопроводпости (энгропне-
проводпости) 18. ]9
Кравченко Е В. 253 264
Красное смещение спектра 50
Кристаллизатор 252
Кристаллизаторы коробление 261
-- охлаждение 262
_ — профилирование 252, 251 260
Кристаллизации теплота спектраль-
ная 126
Критерии необратимости 23
„ — стационарности 37
Кр\ новая циркуляция газа в форме
83. 85
Кучерявый А Г 277
Кюри теорема 18
Л
Лапласа формула 35
Легирование отливки поверхностное
179 225
-----— серой 206
Легирования механизм 182—187
— моделирование 190
— частные случаи 182
— частный случай второй 184, 198
-----первый 182, 197
-----третий ]84, 193, 199
Легированного слоя толщина 183—
185, 199 204
Легирующая обмазка 201
-----двухслойная 201, 204
Легирующего элемента концентрация
187 205
Ликвация 37 205
Литья скорость 259
Лучеиспускание в порах 292, 293
М
Манакпн Л М 264 270
Масса фазовая 53
-----химическая 53
Материи форма движения 8
Метод аналогий квазидипампческнх
78
----- квазикипетическпх 77
— Ден бига 40
— Донде. де 40
— заливки 96
— засыпки стержня 152 153
— намораживания 253
Механика 43
— квантовая 43
Милов А. М 277
Мпхалевич Л А 109
Н
Намораживания метод 253
Напряжения в плоском кокиле 211
— — станинах 274
— термические 239. 240 245
— фазовые 240 245
Начальное условие 24
Необратимости критерий 23
Необратимый процесс 23
Нусси 294 303
О
Обратимый процесс
Однозначности условия 24
Онзагср 7
Оизагера соотношения взаимности 21
—' термодинамика 7 27
Основной постулат теории 8
Отдулины 197
П
Парадокс Гиббса 24
Перенос влаги 81 83
Петриченко А М 213
Пикерт 312
Питатель блуждающий 218
Плавка зонная 37 187 205
Плавление неравновесное 69
— равновесное 69
Планка закон 49
— постоянная 49
Поверхностные явления 188
Пористость в отливке 295
— поверхностная 296—302
— эмульсии 299
--- относительная 299
Пористые вставки в прессформе 313
Потапов А А 245
Потенциал 10
Поток 16 18
Почанип Ю С 241
Правило Бартона 312 315
— Рнрвина 312
— Трутона 62 69, 72
Прессформы вакуумирование 312
— вентиляция 305
— заполнение газом 313
— — — агрессивным 313
— стойкость 314
Пригар 195. 197
Проводимость 17 18
— обобщенная 15
Процесс необратимый 23
— обратимый
Р
Работа 10
Рирвина правило 312
Ровкач В Р 227
Рыжиков А А 294 311, 313
332
Сакул 303
Свойства геометрические 24
— Физические 24
Серебро В С 211, 225
Сила 16 18
— обобщенная 10
Система 8
—1 термомеханическая 13
Смачивание 188 189, 200 201
Соре эффект 82
Состояния координата 8
Соударение абсолютно пеупругое 298
— — упругое 298
Статика 25, 26
Статодииамика 25 37
Стационарности критерии 37
Степени свободы внешние 9
—‘ — внутренние 9
Стержня газопроницаемость 95, 128
— длительность сушки 134, 152
------ нагрева 134
- конфигурация 149
— неоднородность нагрева 150
— прочность 95, 127, 128, 143 162
171
------ электрическая 148
— температурное поле 130—134
Стефана — Больцмана закон 104
Стефана формула 35
Стокса закон 297
Сушка радиаторных стержней 161,
162
-------- — высокочастотная 162
— — — конвективная 162
------ новая технология 167
— — — оптимальный режим 166
Т
Тангенс угла потерь 173
Тело 8
— идеальное 13, 14 16, 21
Теорема взаимности 20
— Кюри 18
Теплоемкость 13
Теплопроводность скелета формы 292
293
Теплота удельная испарения 126
---— изотермического 127
Термо! раднентпый коэффициент 82
Термодинамики начало первое 11
Гермодинамическая пара 31
--- фильтрационная 33
Ткаченко В Я 270
Томсона соотношение второе 32
--- первое 32
— теория термоэлектричества 32
Трутона правило 62, 60 72
Тутов В И 253
Ульянов Б А 201
Упругие волны 46
Уравнение Гиббса 11
— закона Дарси 17, 19
---- Ома 17
— — Фика 17
----Фурье 17
Ф
Фактор интенсивности 10
— экстенсивности 8
Фика закон второй 41
Фильтрация при легировании 186, 193
— термическая 202
---- гелия 202
Флюс 188 189, 200
Формула Лапласа 35
— Стефана 35
Фролов В В, 188, 301
Фурье дифференциальное уравнение
41
— закон 18
X
Хаббла закон 50
Химическая реакция неравновесная
76
_---равновесная 76
Химическое сродство 40 78
Ч
Чигир И Д 277
Ш
Шеннона функция 51
Э
Эйнштейна эффект 51
Электродов высокочасто! нон уста-
новки конфигурация 164, 165
Электроды высокочастотной уставов
кп 112, 151
Электромагнитные волны 49
Эмульсии пористость 299
— разогрев 302—304
Эмульсия 294
Энергия внутренняя 9
Энтропиеемкость 13
Эффект выжимания 82
— Джоудя— Томсона 23
— Допплера 50, 51
— контактной теплоты 31 201 203
---- разности потенциалов 31
— линейный 31
— разделения 33
— Соре 82
— циркуляция заряда 31
Я
Явление единичное 24
Явлений класс 24
ОГЛАВЛЕНИЕ
Предисловие
Основные обозначения
Глава I Основные положения термодинамики необратимых (реальных]
процессов 7
§ 1 Главные законы термодинамики . 7
§ 2 Частные случаи применения законов термодинамики к ре
шению практических задач 26
§ 3 Примеры выбора зарядов и потенциалов 44
§ 4 Испарение и конденсация 52
§ 5 Плавление и затвердевание 68
§ 6 Химические реакции 72
Глава II Перенос теплоты и влаги в песчано-глинистой литейной форме 79
§ 7 Термодинамический механизм переноса 79
§ 8 Перепое теплоты и влаги при взаимодействии отливки и
формы 82
§ 9 Определение термофизических свойств материала 96
Глава III Высокочастотная сушка стержней .... 108
§ 10 Опыт эксплуатации промышленных установок 108
S И Термодинамический механизм процесса сушки 118
§ 12 Теоретический расчет процесса 128
§ 13 Методы управления технологическим процессом 135
§ 14 Опыт производственного внедрения диэлектрической
сушки . 161
§ 15 Определение электрофизических свойств материала 173
Глава IV Поверхностное легирование отливок 179
§ 16 Термодинамический механизм процесса легирован ,я 179
§ 17 Теория процесса 194
§ 18 Резулыаты экспериментов 200
I лава V Свойства кокилей и изложниц 209
§ 19 Плоении кокиль 209
§ 20 Цилиндрический кокиль 220
§ 21 Двухслойный кокиль 223
§ 22 Алюминиевый кокиль 227
§ 23 Кокиль из нормализованных элементов . 239
§ 24 Игольчатый кокиль 244
§ 25 Кристаллизатор 252
§ 26 1онкостенная изложница 264
§ 27 Бетонная изложница 269
334
Глава VI Кокильная установка для литья станин . ... 274
§ 28. Термодинамические особенности установки 274
§ 29. Выбор теплового режима . . 276
§ 30. Производственные испытания . 281
Глава VII. Влияние давления на свойства формы 285
§ 31 Повышенное давление газа . 285
§ 32 Вакуум . 291
§ 33 Прессформа для питья под давлением 293
Приложение I. Таблица перевода единиц измерений 317
Приложение II. Таблица приставок для образования кратных и дольных
единиц измерений 320
Литература 321
Алфавитный указатель 330
термодинамика литеинои формы
Сдано в производство 28/III 1967 г
Подписано к печати 21/XII 1967 1
Т 16163. Тираж 4500 экз. Печ. л 21
bjM л 10,5. Уч.-изд. л 20. Формат 60X90 /,
Цена 2 р. 01 к Зак. № 915
Издательство «МАШИНОСТРОЕНИЕ».
Москва, Б-66, 1-й Басманный пер , 3
ВНПИПИ