/
















































































































































Автор: Шуляк В.С.
Теги: отдельные машиностроительные и металлообрабатывающие процессы и производства виды литья метод литья газовый режим литейной формы
ISBN: 978-5-91259-011-5
Год: 2007




Текст
В.С.ШУЛЯК
ЛИТЬЁ
ПО ГАЗИФИЦИРУЕМЫМ
МОДЕЛЯМ
КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ТОЧНОГО ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
ЗАВОД АРМАТУРЫ КОНТАКТНОЙ СЕТИ ЖГ"
тел. (812) 324-85-55/53 http://www.zakc.ru
В.С. Шуляк
ЛИТЬЕ
ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
Санкт-Петербург
НПО «Профессионал»
2007
ББК 34.61
Ш95
Рецензенты:
президент Ассоциации литейщиков России,
доктор технических наук, профессор И. А. Дибров;
профессор кафедры «Литейное производство» МГИУ,
доктор технических наук И.В. Матвеенко
Шуляк В.С.
Ш95 Литье по газифицируемым моделям. — СПб.: НПО «Профес-
сионал», 2007. — 408 с.
ISBN 978-5-91259-011-5
Книга посвящена технологическому процессу производства отливок по
газифицируемым моделям, который в конце XX в. получил широкое при-
менение в промышленно развитых странах и в настоящее время считается
одним из самых перспективных способов литья. В книге приведены харак-
теристики материалов, применяющихся для получения газифицируемых
моделей, а также технология их изготовления в условиях единичного и
крупносерийного производств отливок. Излагается современная теория ли-
тья по газифицируемым моделям, анализируются физико-химическое
взаимодействие модели с расплавленным металлом и влияние продуктов
термодеструкции модели на формирование структуры и качества отливок
из черных и цветных сплавов. Представлены теоретические основы меха-
ники литейной формы из сыпучих материалов, в том числе с применением
вакуума. Излагается технология производства отливок различными спосо-
бами литья с применением газифицируемых моделей. Подробно дана тех-
нология формовки при различной серийности производства, приводятся
характеристики технологических, механических, тепловых и физических
свойств формовочных материалов. Представлены многочисленные мате-
риалы по оборудованию для подготовки полистирола, изготовлению моде-
лей, их сборке, нанесению противопригарных покрытий, формовке, залив-
ке и выбивке форм. Описаны установки для регенерации материала формы
после их выбивки и каталитического дожигания продуктов термодеструк-
ции модели, рприменение которых позволяет создать экологически чистое
производство отливок. Представлены материалы внедрения технологии на
некоторых предприятиях России и экономика применения ЛГМ.
Книга предназначается для широкого круга специалистов-литейщиков,
работающих в промышленности, в научно-исследовательских и проектно-
конструкторских организациях. Она также может служить учебным посо-
бием для студентов, обучающихся по специальности «Машины и техноло-
гия литейного производства», и аспирантов.
ББК 34.61
ISBN 978-5-91259-011-5
© В.С. Шуляк, 2007
ОГЛАВЛЕНИЕ
Глава I. РАЗВИТИЕ МЕТОДА ЛИТЬЯ
ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ................................5
Глава П. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ..................................22
2.1. Модельные материалы..............................22
2.2. Полистирол и его свойства........................29
2.2.1. Основные свойства полистирола................29
2.2.2. Определение основных свойств пенополистирола.40
2.3. Изготовление моделей в серийном производстве.....48
2.3.1. Предварительная переработка суспензионного
полистирола........................................48
2.3.2. Технология изготовления моделей..............54
2.3.3. Сборка моделей...............................66
2.3.4. Качество моделей.............................70
2.3.5. Конструкция пресс-форм.......................78
2.4. Изготовление моделей из пенополистирола в единичном
производстве отливок.................................82
2.5. Подготовка моделей к формовке....................90
Глава III. ГАЗОВЫЙ РЕЖИМ ЛИТЕЙНОЙ ФОРМЫ.................99
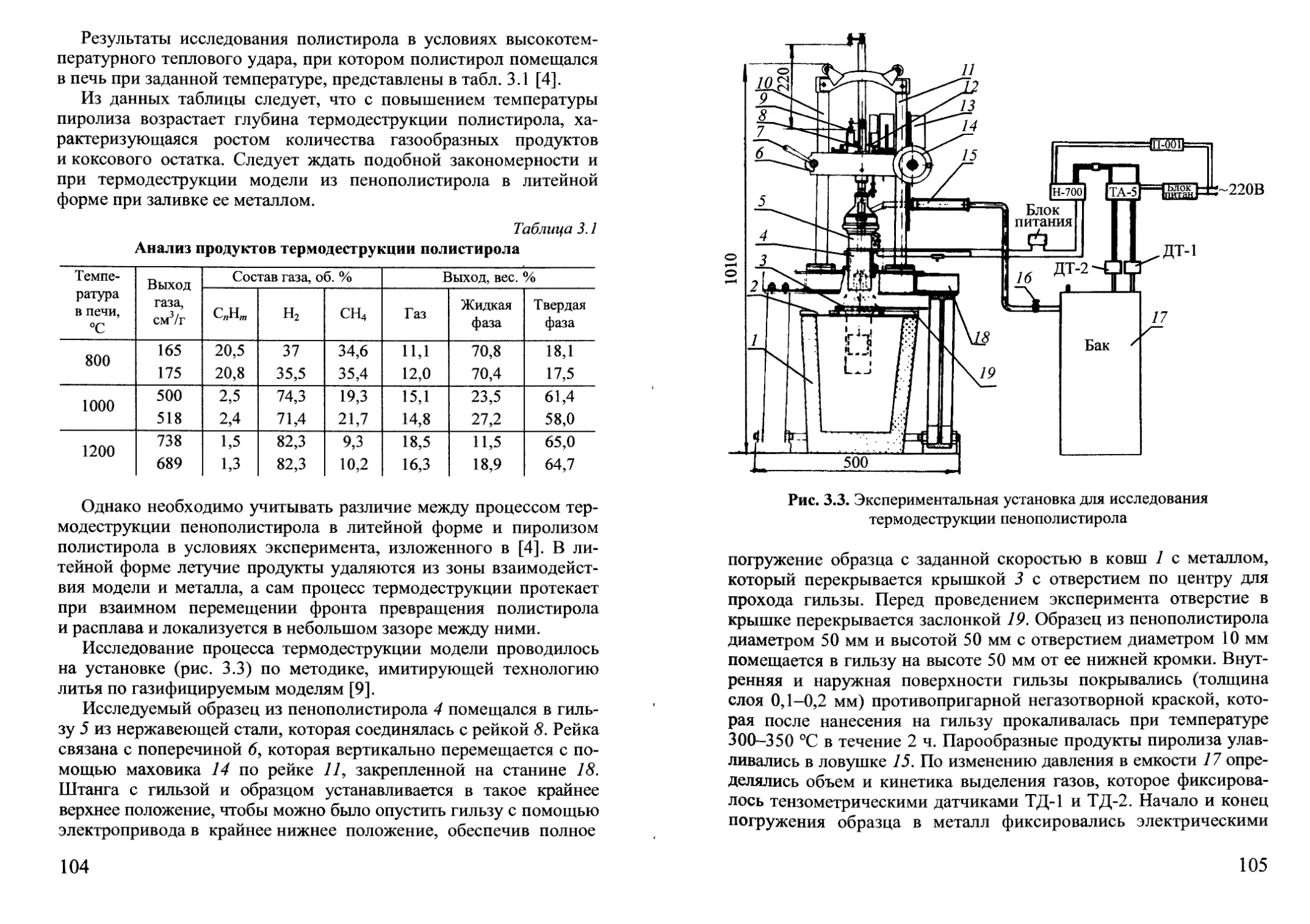
3.1. Термо деструкция моделей из пенополистирола......99
, 3.2. Кинетика фазовых превращений....................116
3.3. Физическая модель процесса ЛГМ..................125
3.4. Математическая модель ЛГМ.......................132
Глава IV. ФОРМИРОВАНИЕ ОТЛИВКИ ПРИ ЛГМ.................143
4.1. Заполняемость литейной формы металлом...........144
4 4.2. Усадочные процессы при формировании отливки.....150
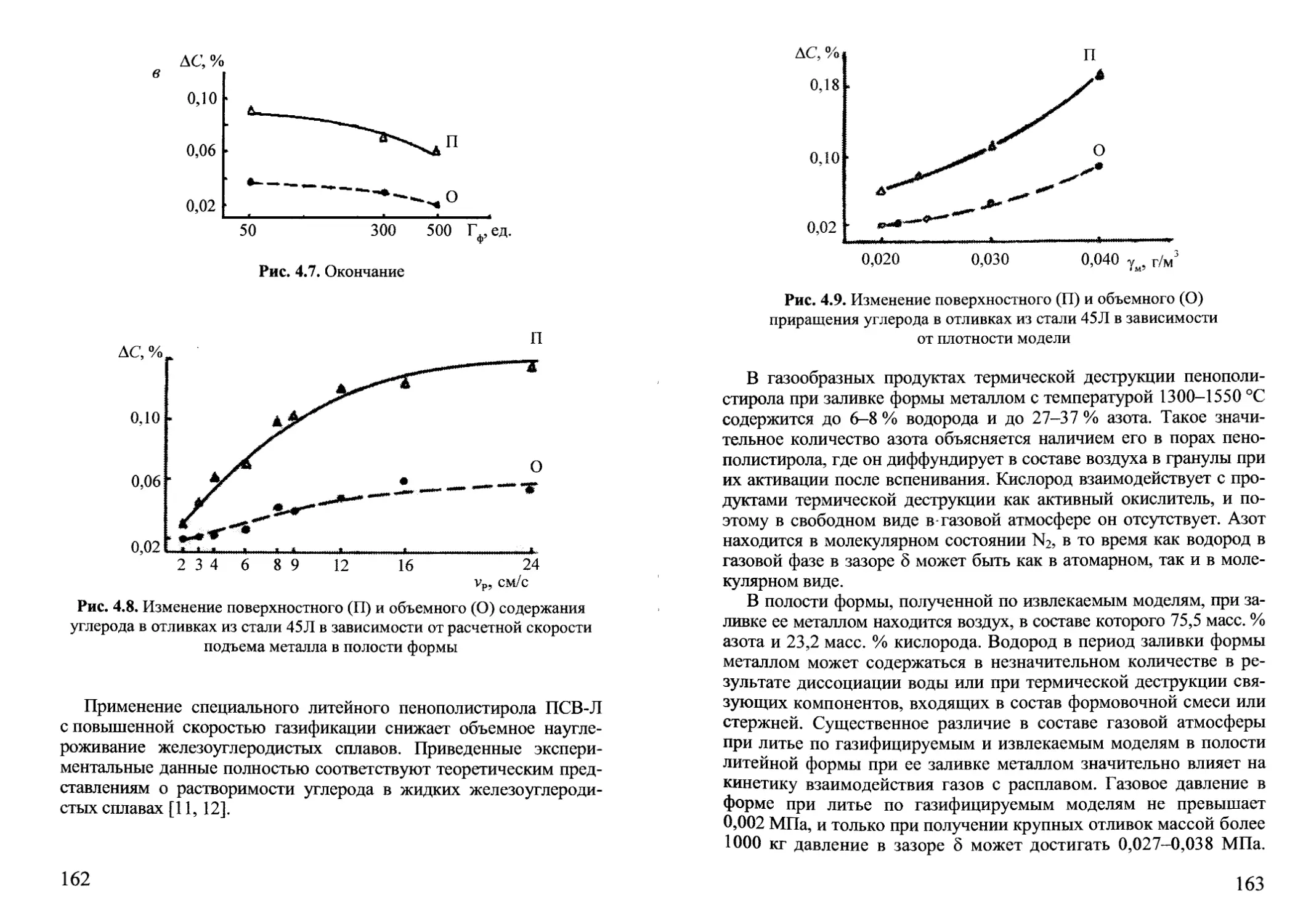
* 4.3. Взаимодействие жидкого металла с продуктами
термодеструкции модели из пенополистирола........156
4.4. Взаимодействие продуктов термодеструкции с отливкой
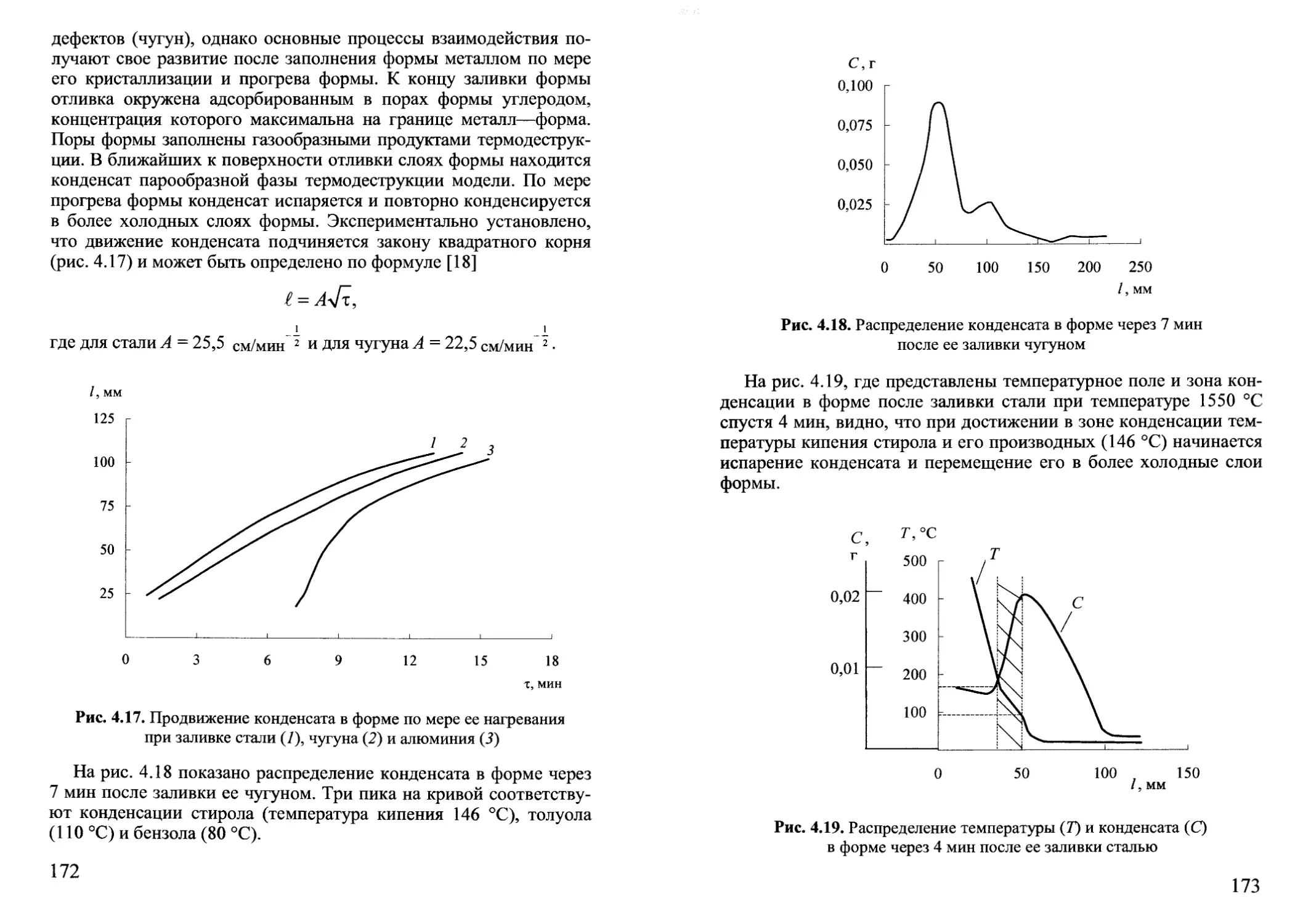
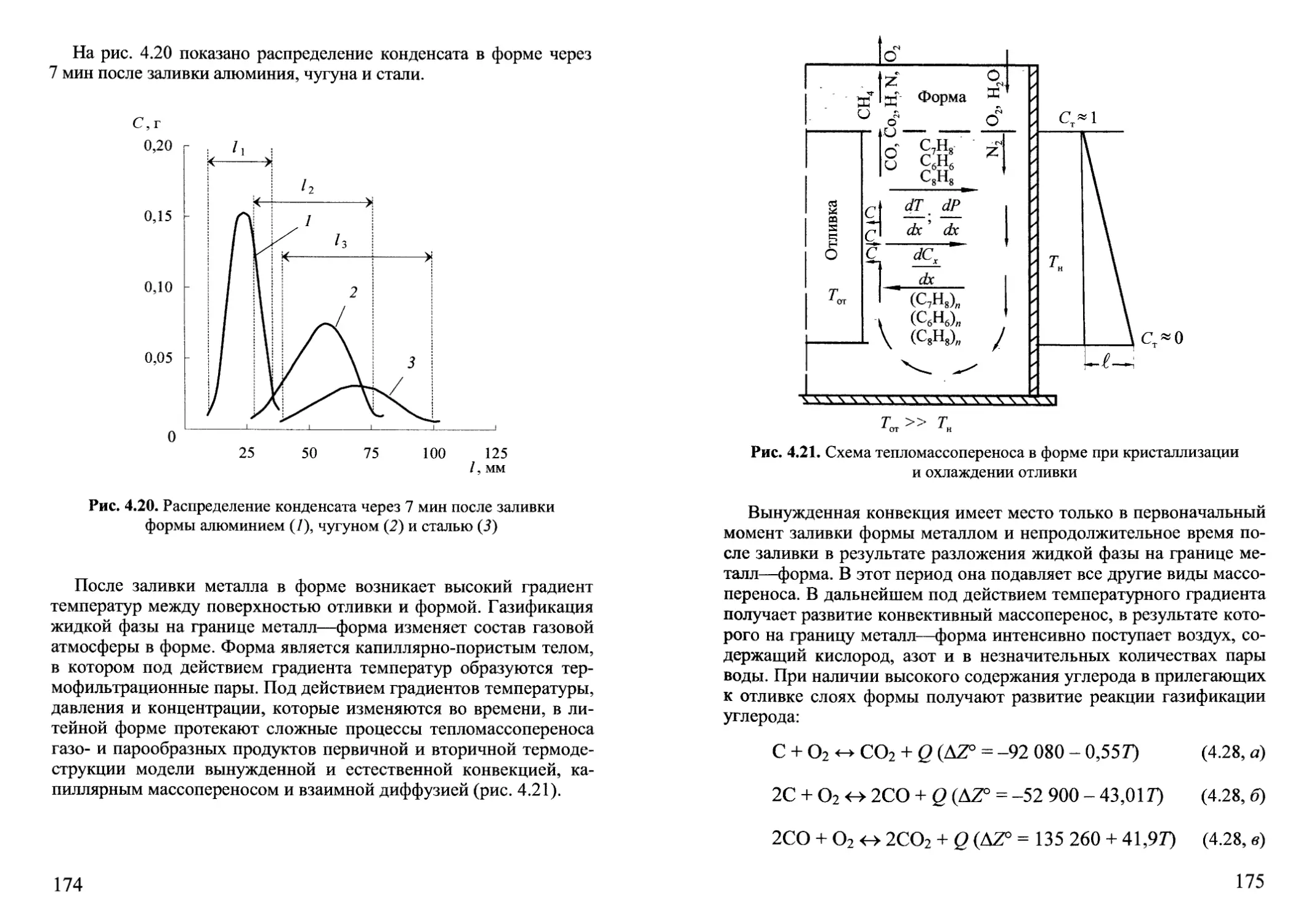
при ее затвердевании и охлаждении ..................169
4.5. Механические свойства отливок...................192
Глава V. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ФОРМООБРАЗОВАНИЯ.......................................198
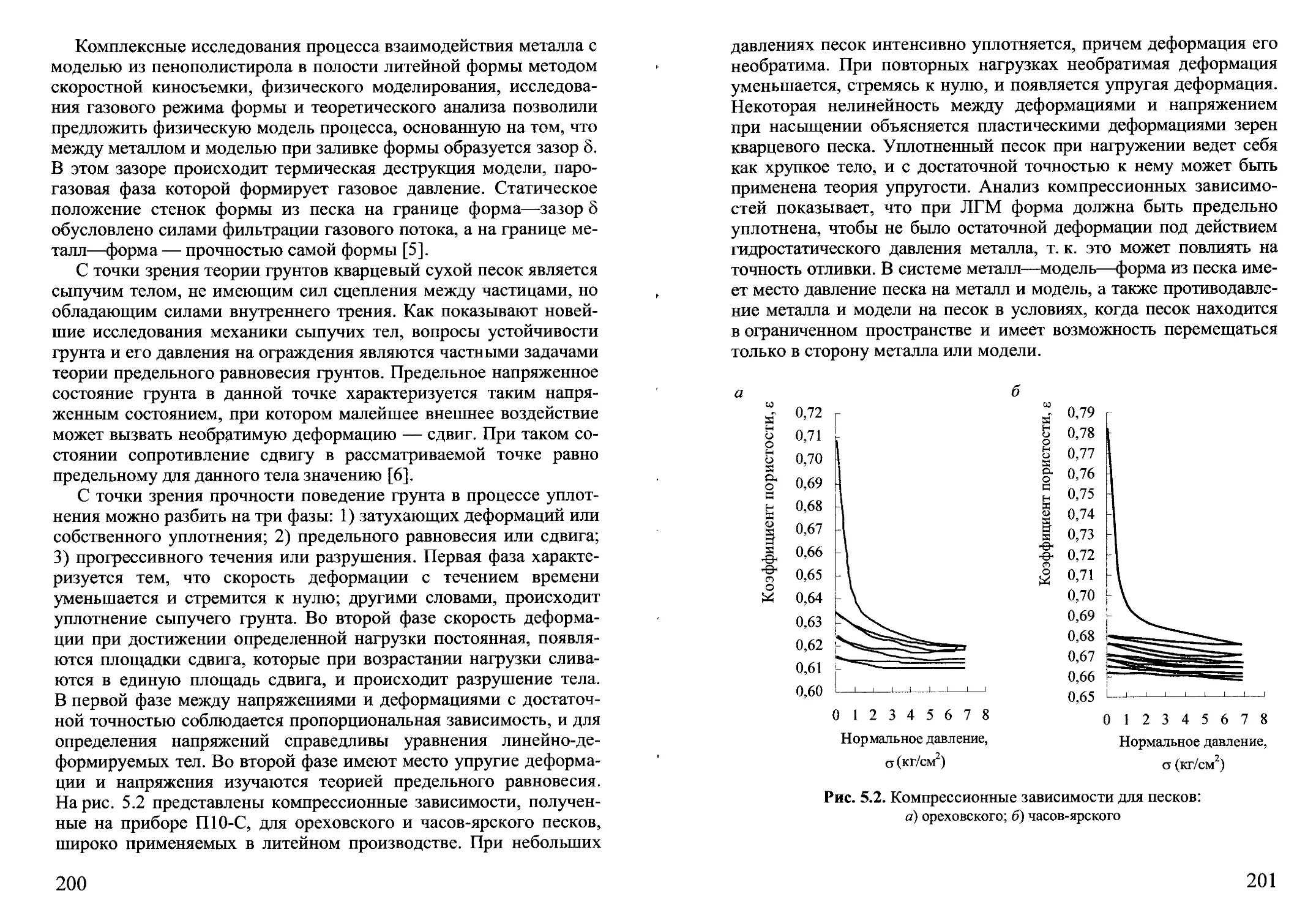
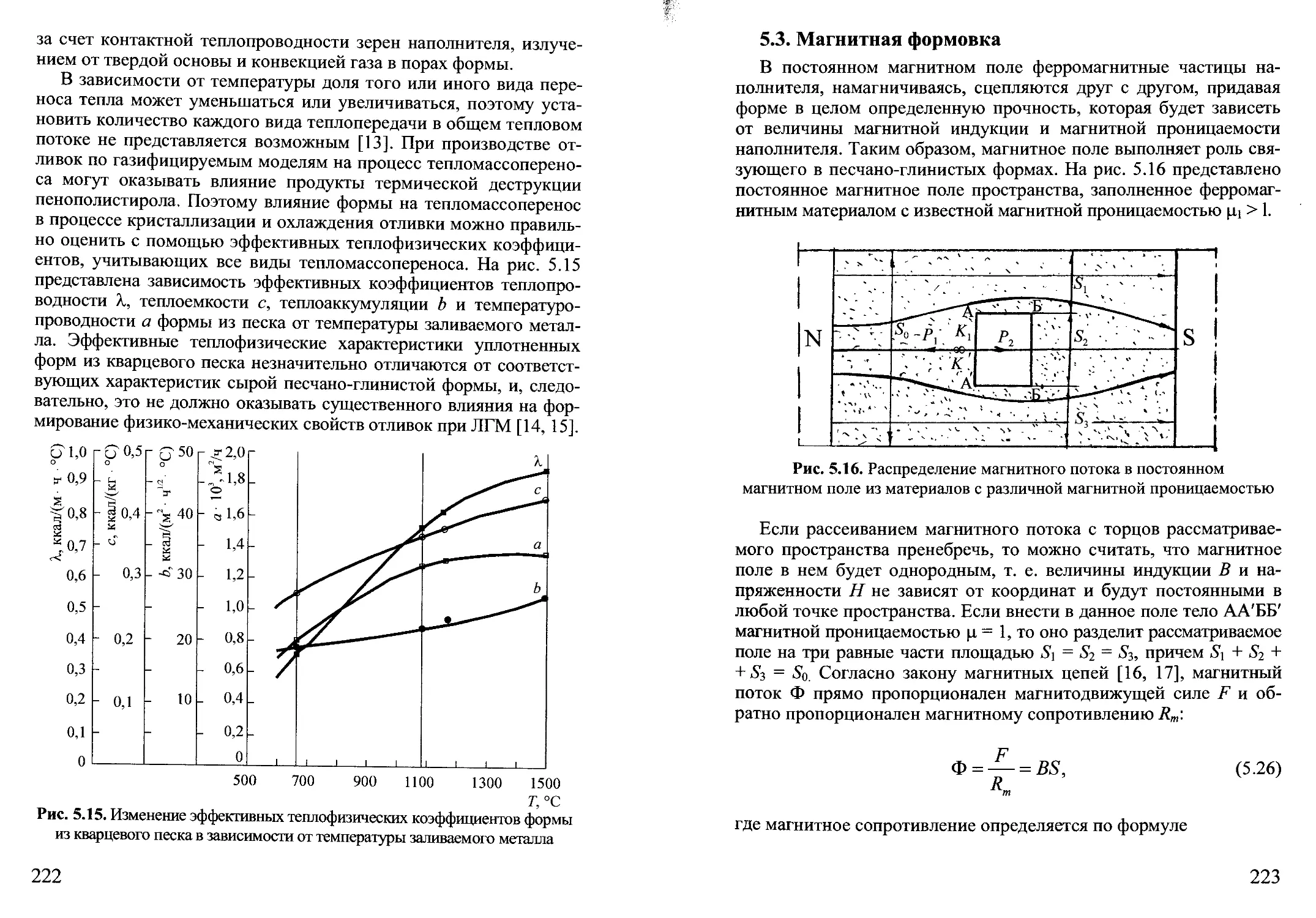
5.1. Изготовление формы из кварцевого песка..........198
5.2. Исследование структурно-механических
и теплофизических свойств кварцевых песков..........214
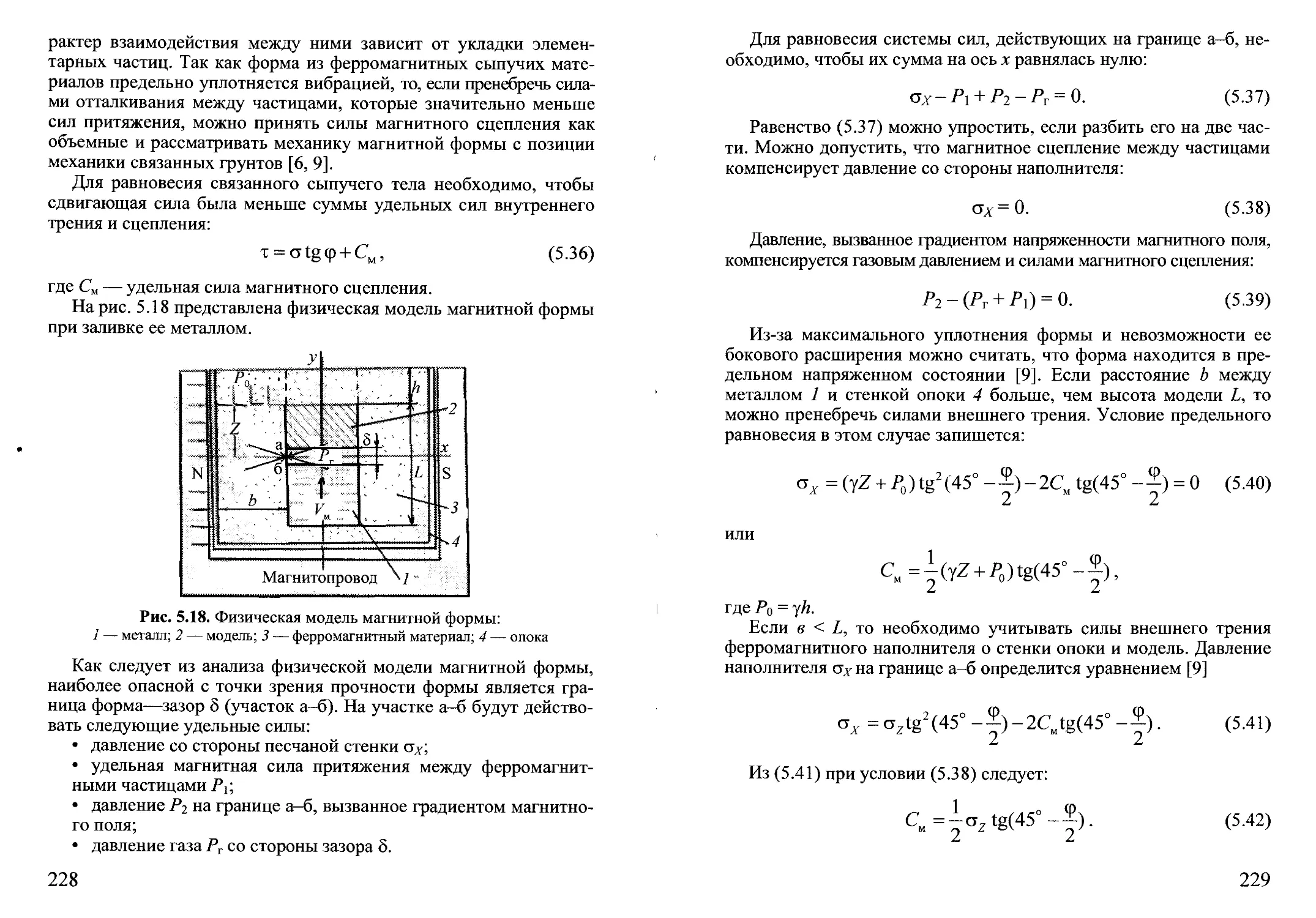
5.3. Магнитная формовка..............................223
3
Глава VI. ИЗГОТОВЛЕНИЕ ОТЛИВОК...........................243
6.1. Технологичность конструкции детали................245
6.2. Разработка чертежа отливки........................247
6.3. Выбор способа формовки............................249
6.4. Определение положения отливки в форме.............249
6.5. Расчет и конструирование литниковой системы.......250
6.6. Разработка чертежа модели.........................261
6.7. Технология изготовления формы в единичном
и мелкосерийном производствах.........................262
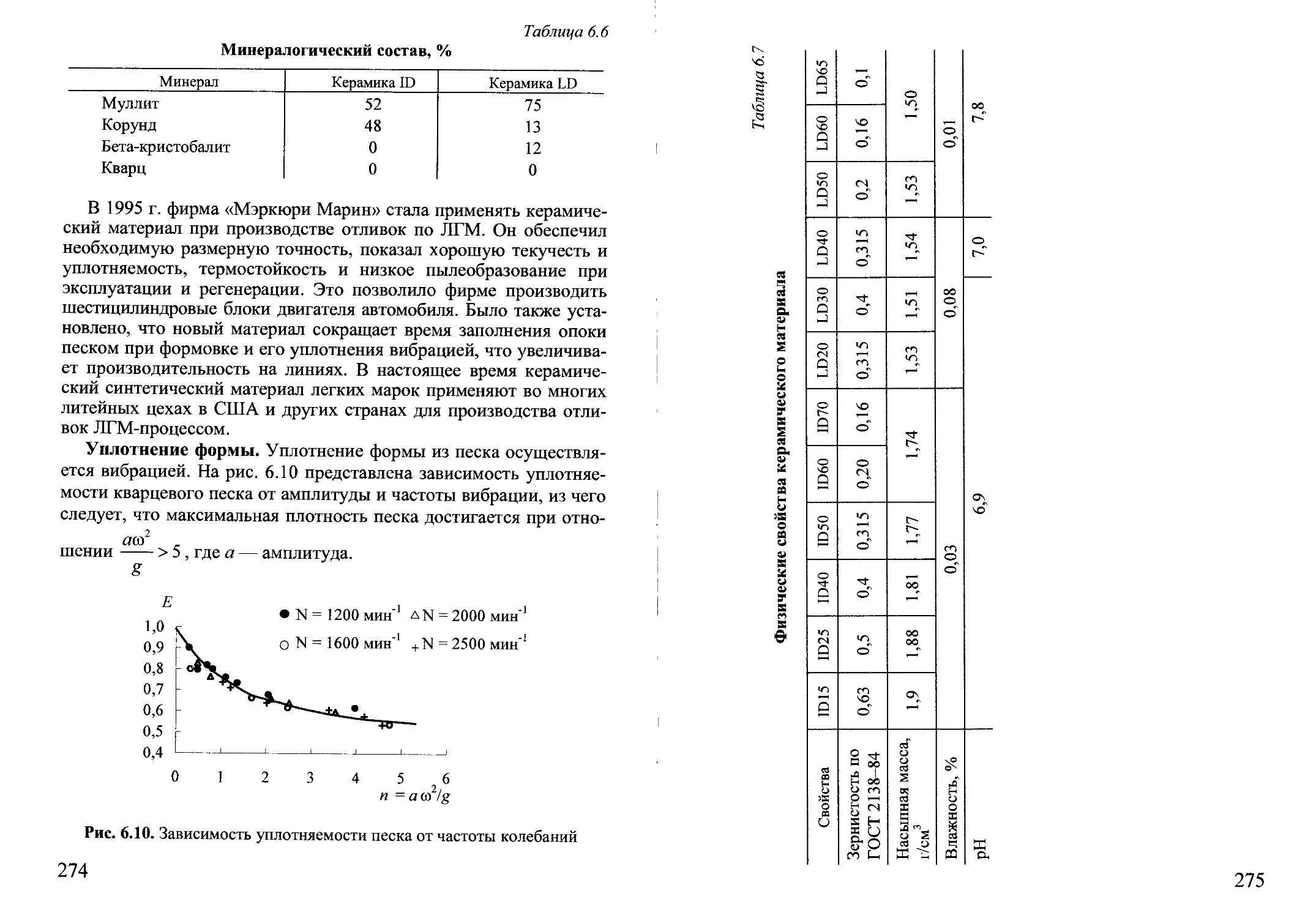
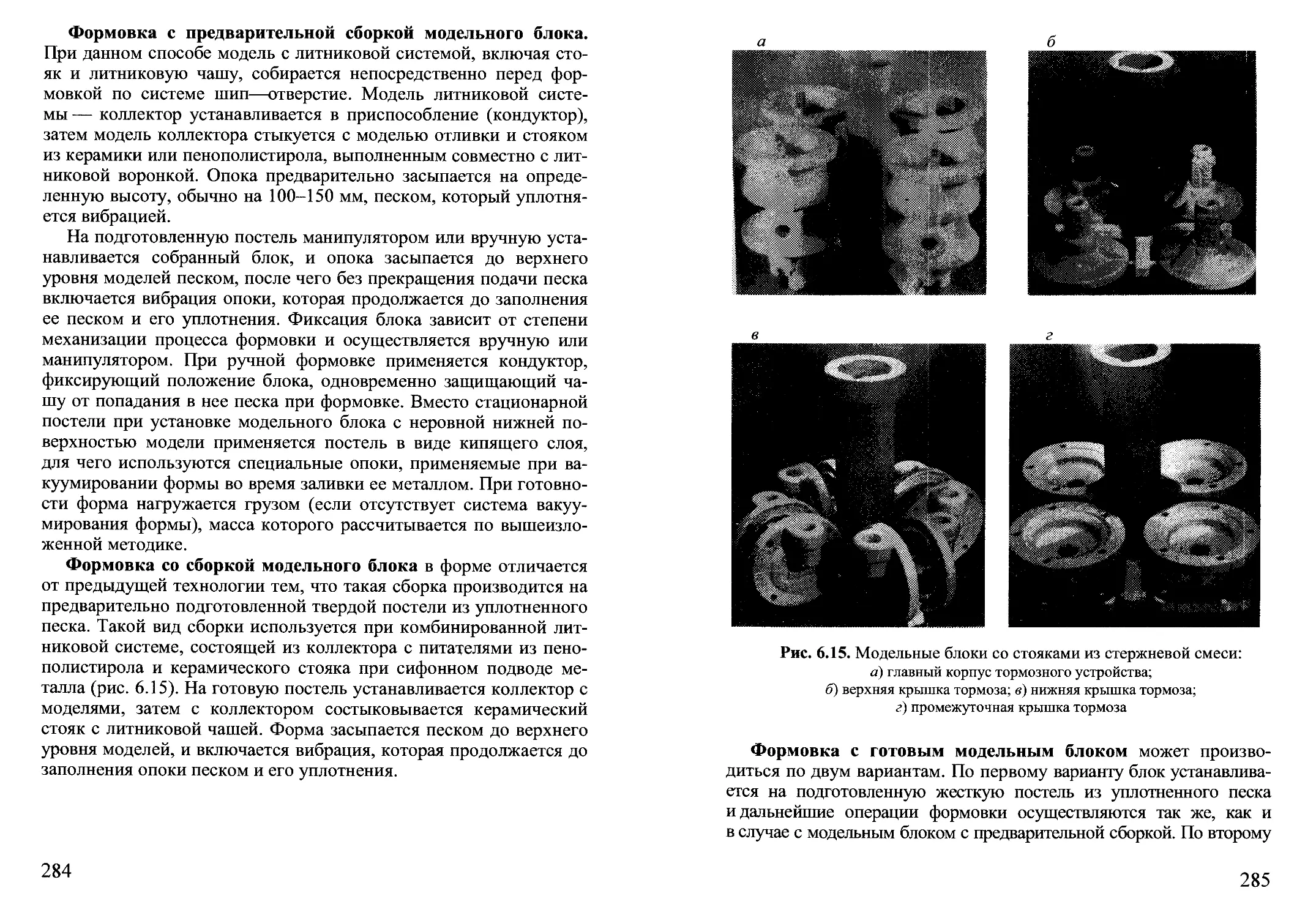
6.8. Технология формовки в серийном производстве.......271
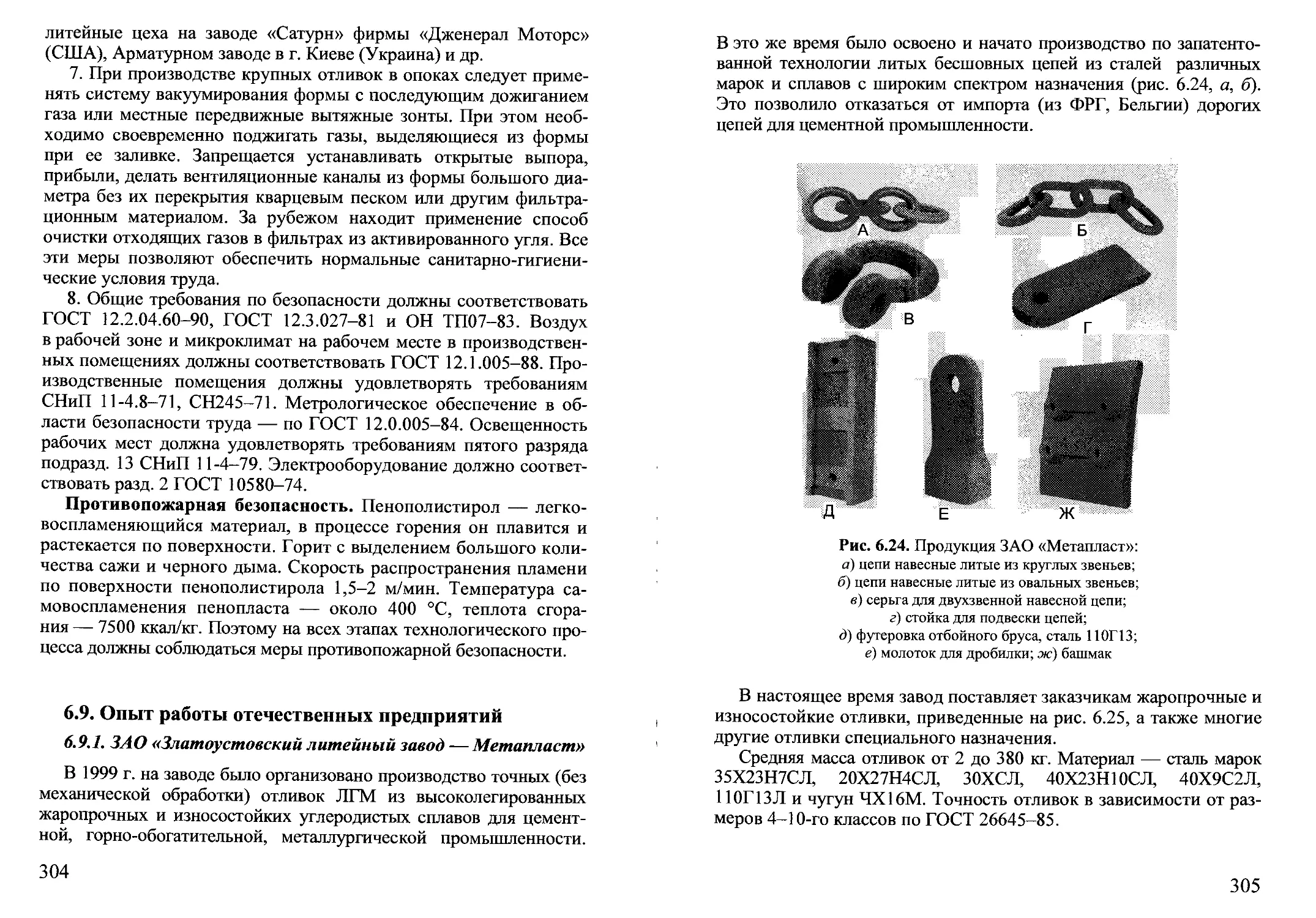
6.9. Опыт работы отечественных предприятий.............304
6.9.1. ЗАО «Златоустовский литейный завод — Метапласт».304
6.9.2. ОАО «Специальное машиностроение и металлургия»,
ОАО «Волжский завод точного литья» (ВЗТЛ)...........307
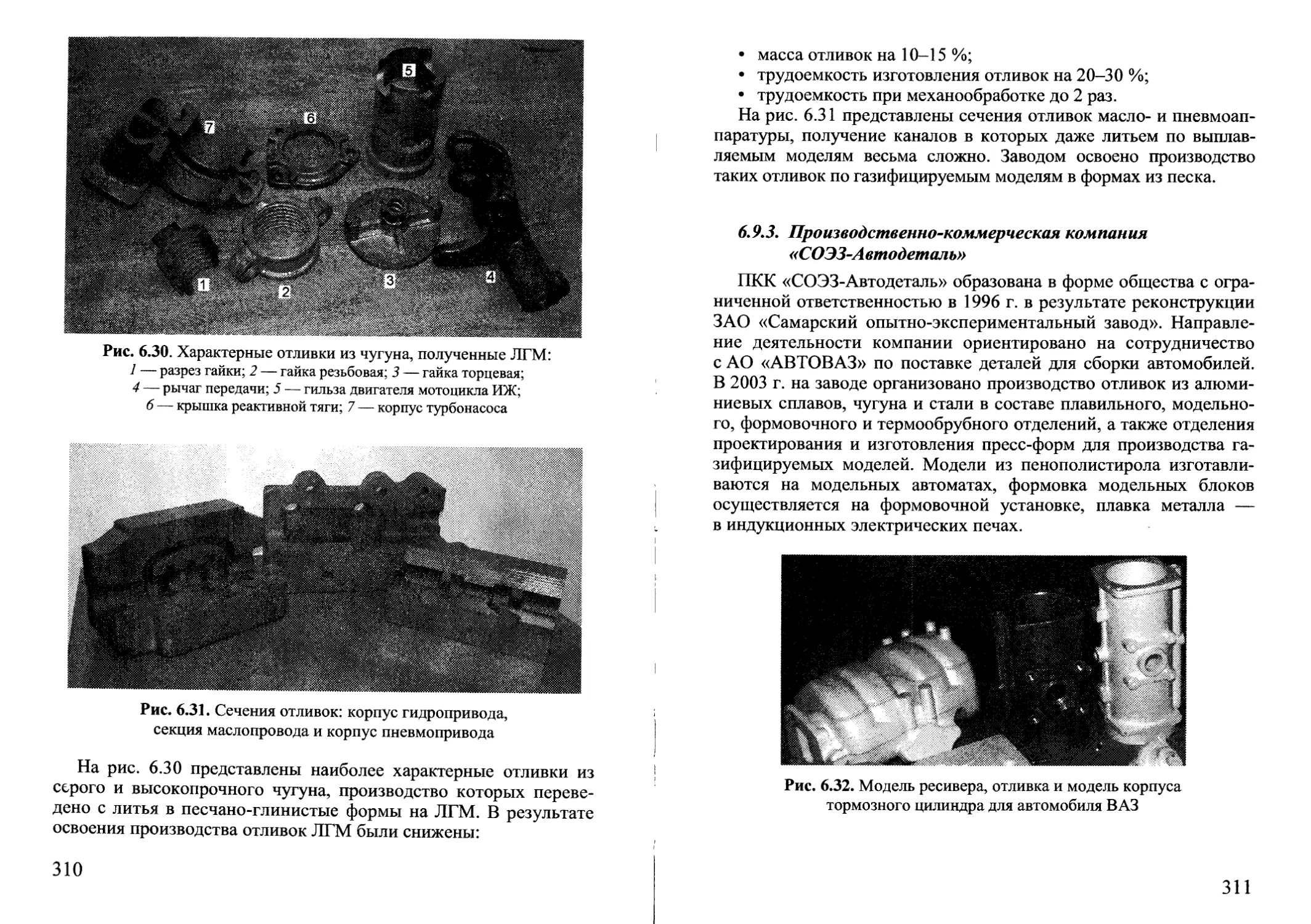
6.9.3. Производственно-коммерческая компания
«СОЭЗ-Автодеталь»...................................311
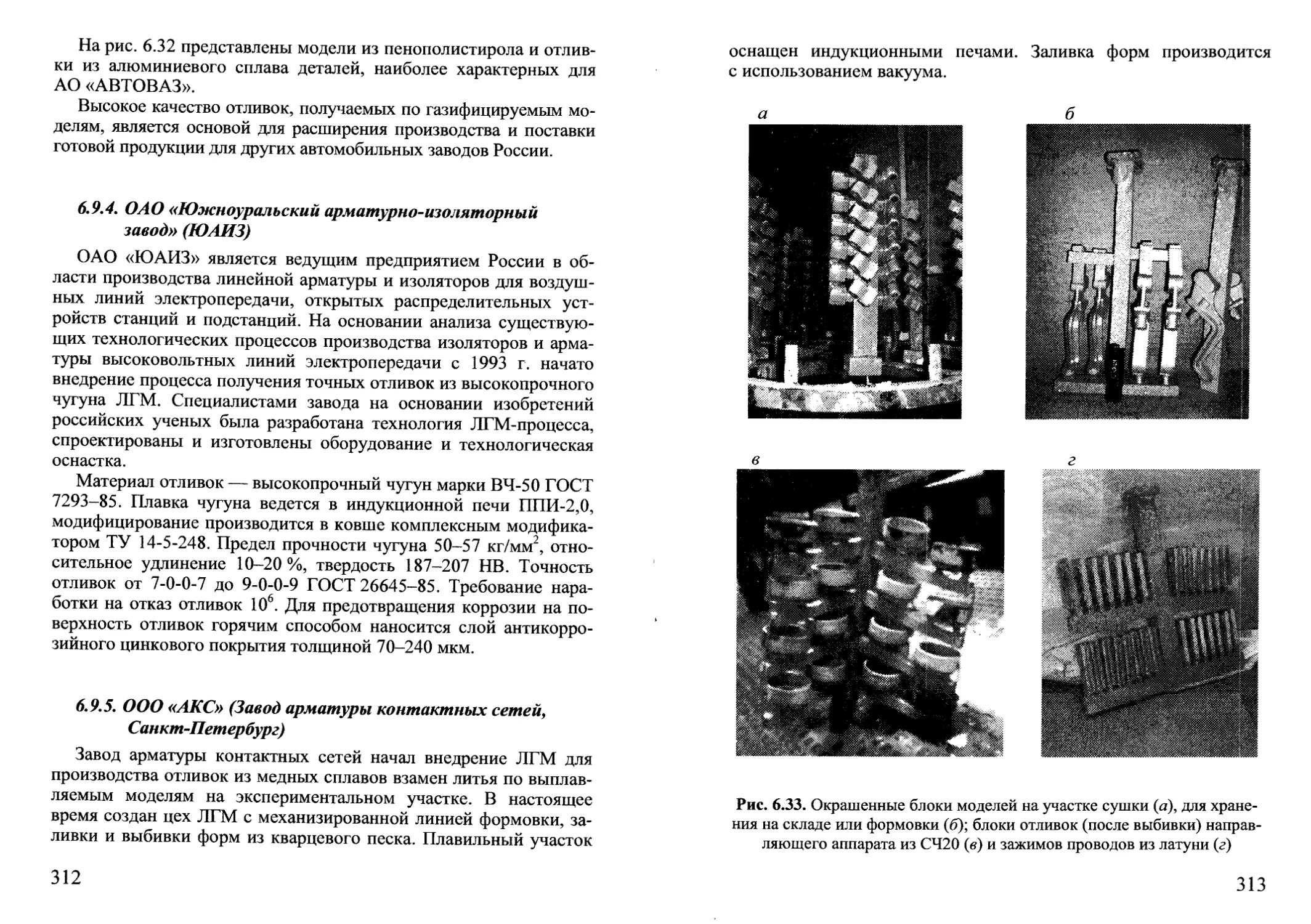
6.9.4. ОАО «Южноуральский арматурно-изоляторный
завод» (ЮАИЗ)........................................312
6.9.5. ООО «АКС» (Завод арматуры контактных сетей,
С.-Петербург).......................................312
6.9.6. ООО «МЕГАЛИТ»................................316
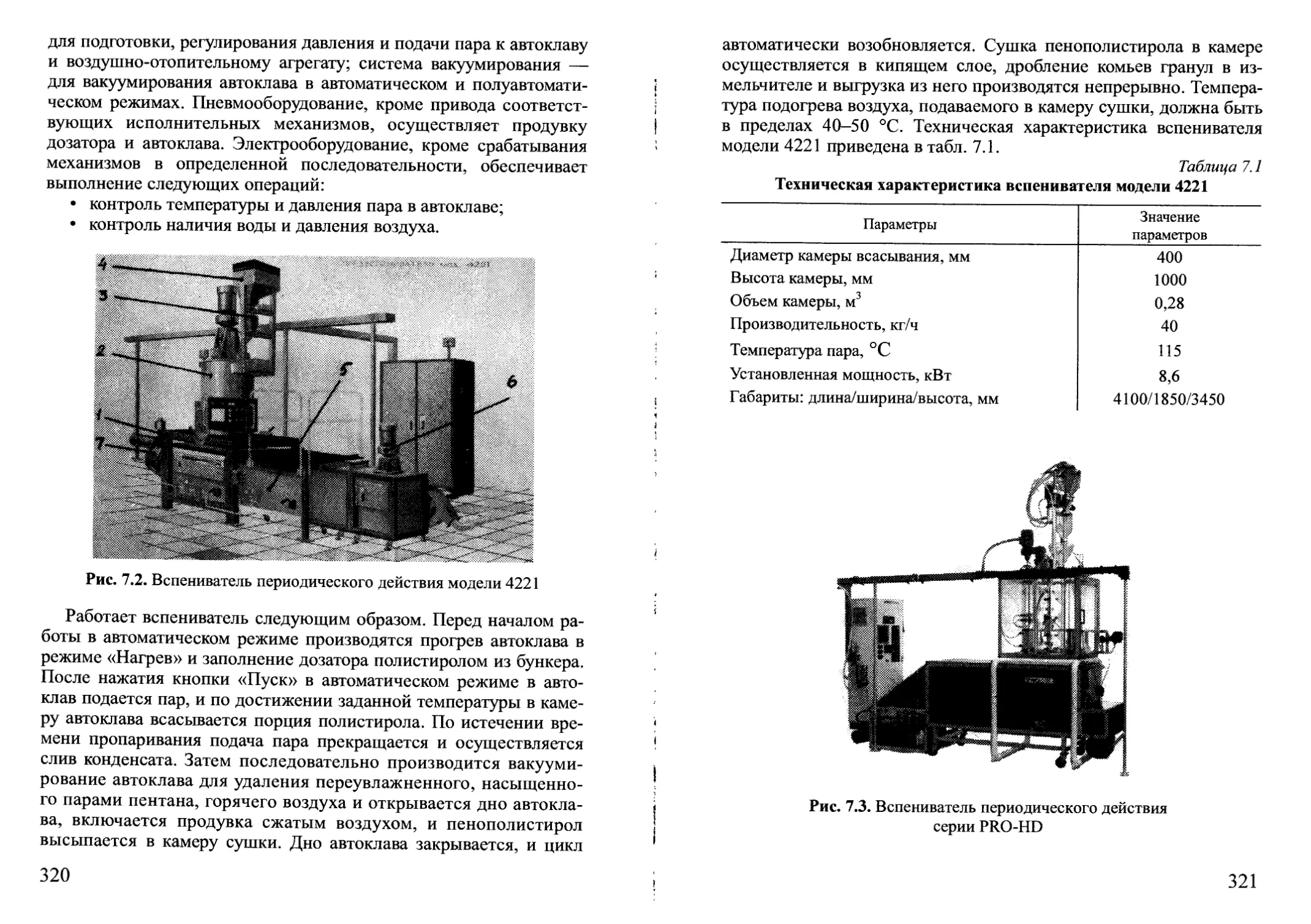
Глава VII. ОБОРУДОВАНИЕ ДЛЯ ЛГМ..........................318
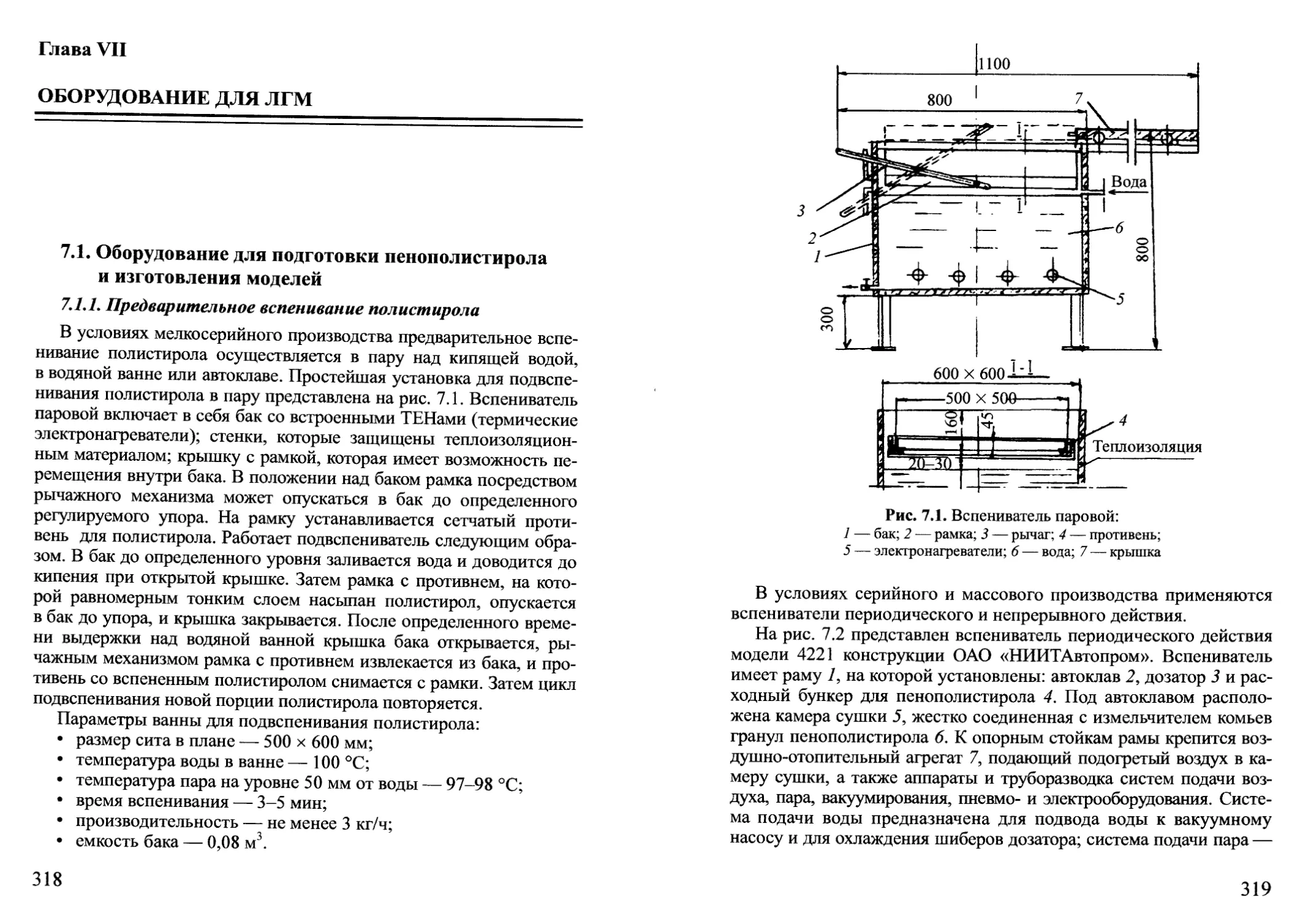
7.1. Оборудование для подготовки пенополистирола
и изготовления моделей................................318
7.1.1. Предварительное вспенивание полистирола......318
7.1.2. Хранение пенополистирола после предварительного
вспенивания.........................................329
7.1.3. Изготовление моделей.........................330
7.1.4. Сборка моделей и модельных блоков............349
7.1.5. Оборудование для окраски моделей и модельных блоков... 358
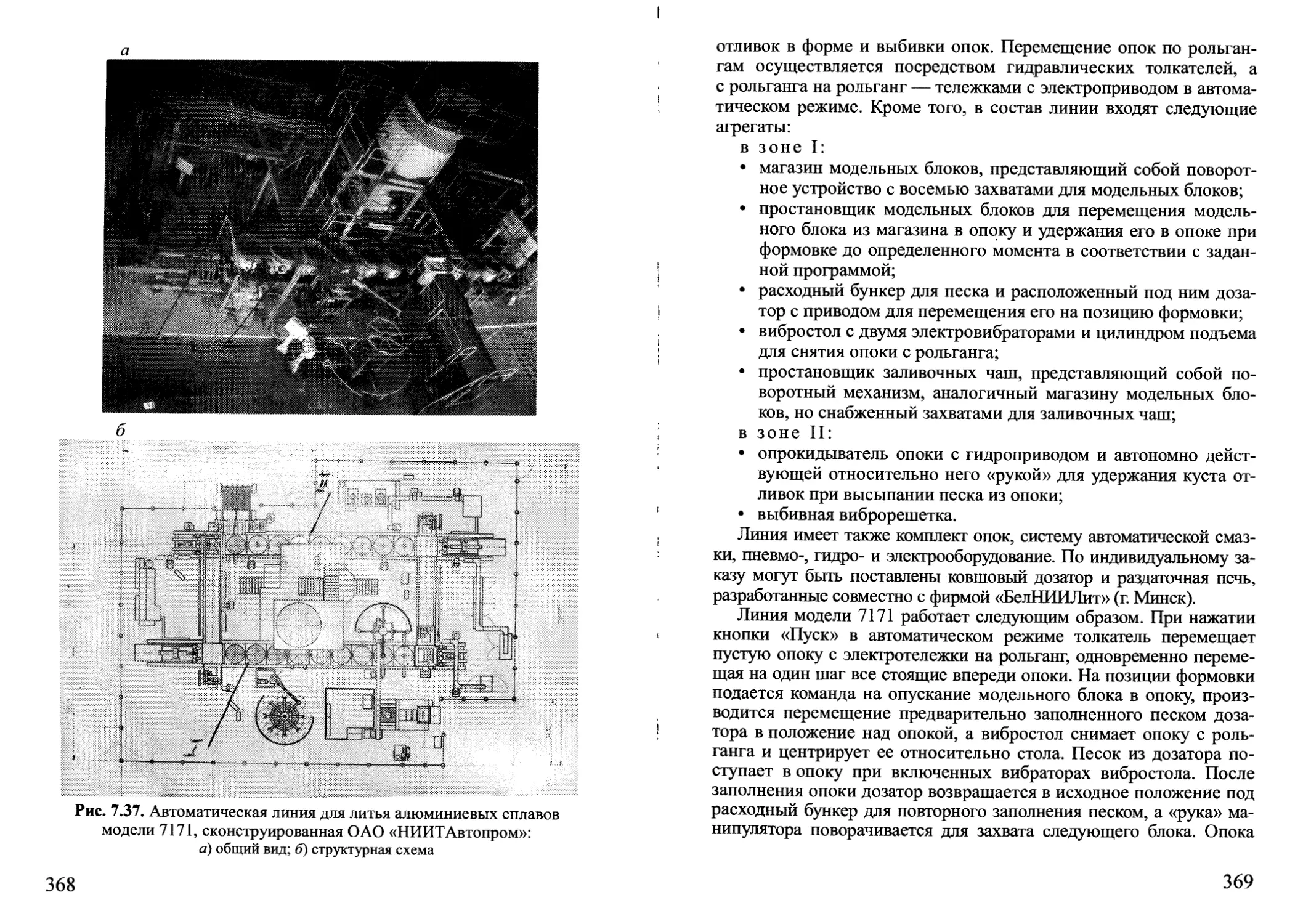
7.2. Оборудование для формовки, заливки, охлаждения и выбивки
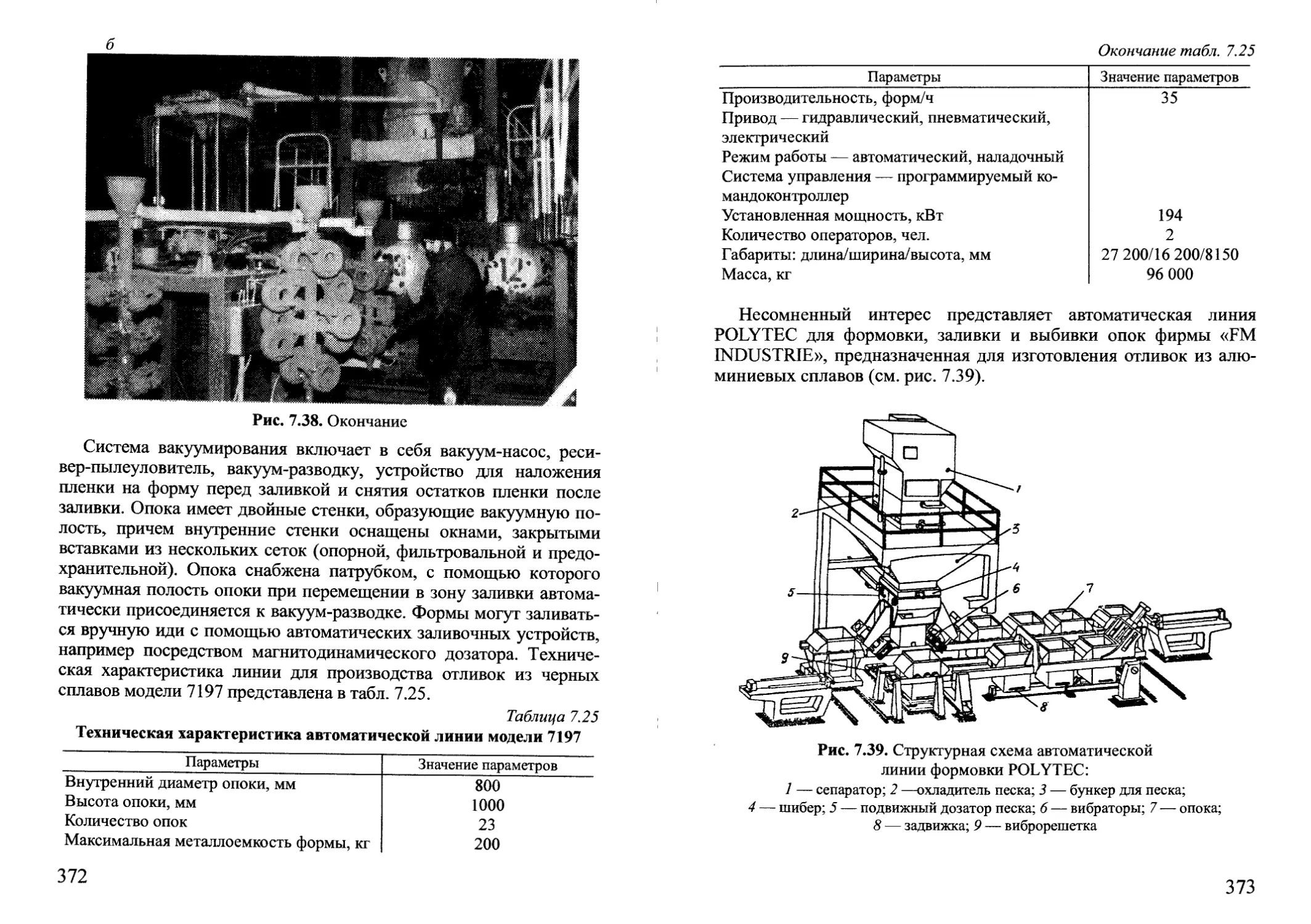
отливок...............................................361
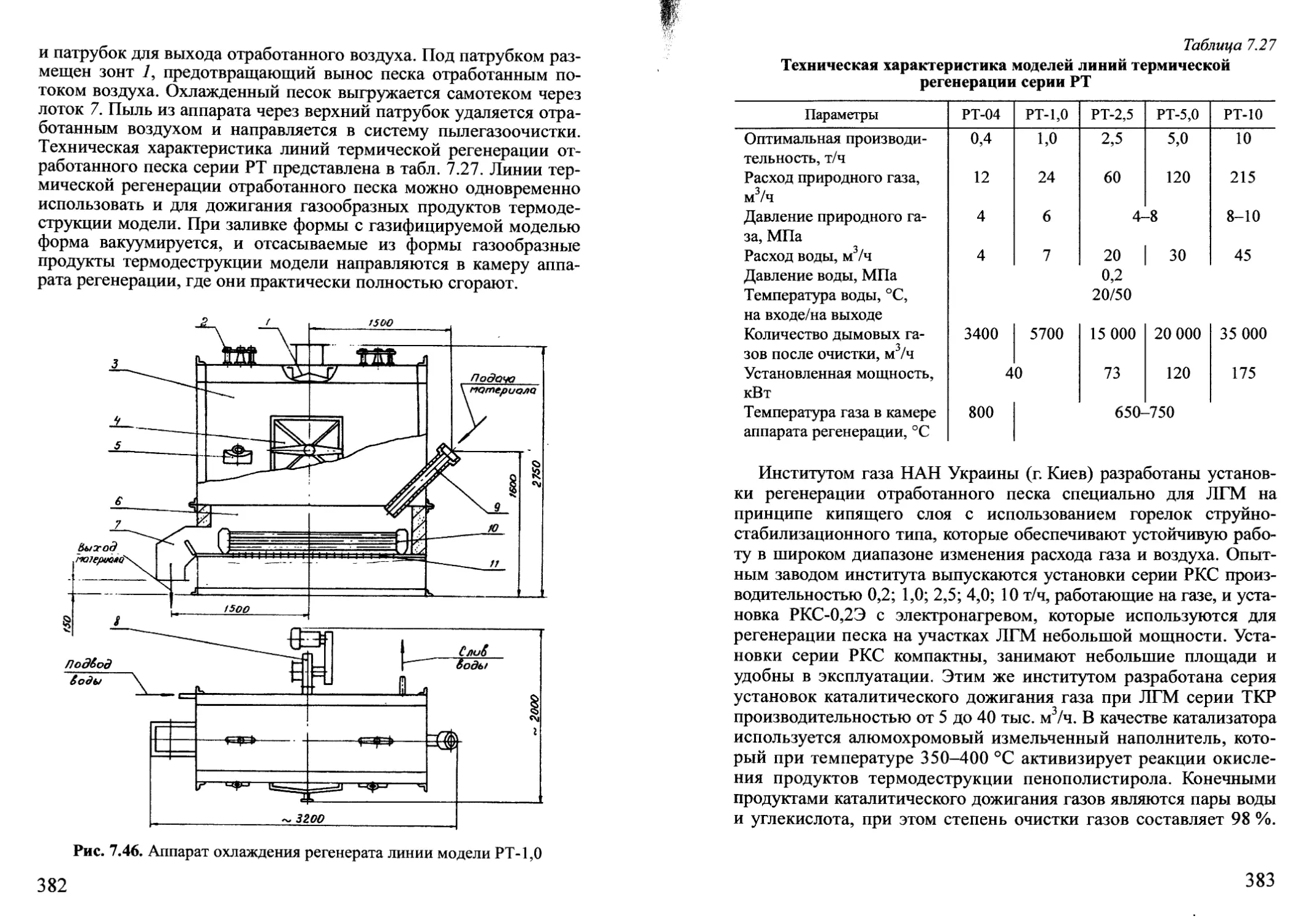
7.3. Оборудование для регенерации песка и утилизации продуктов
термической деструкции модели.........................378
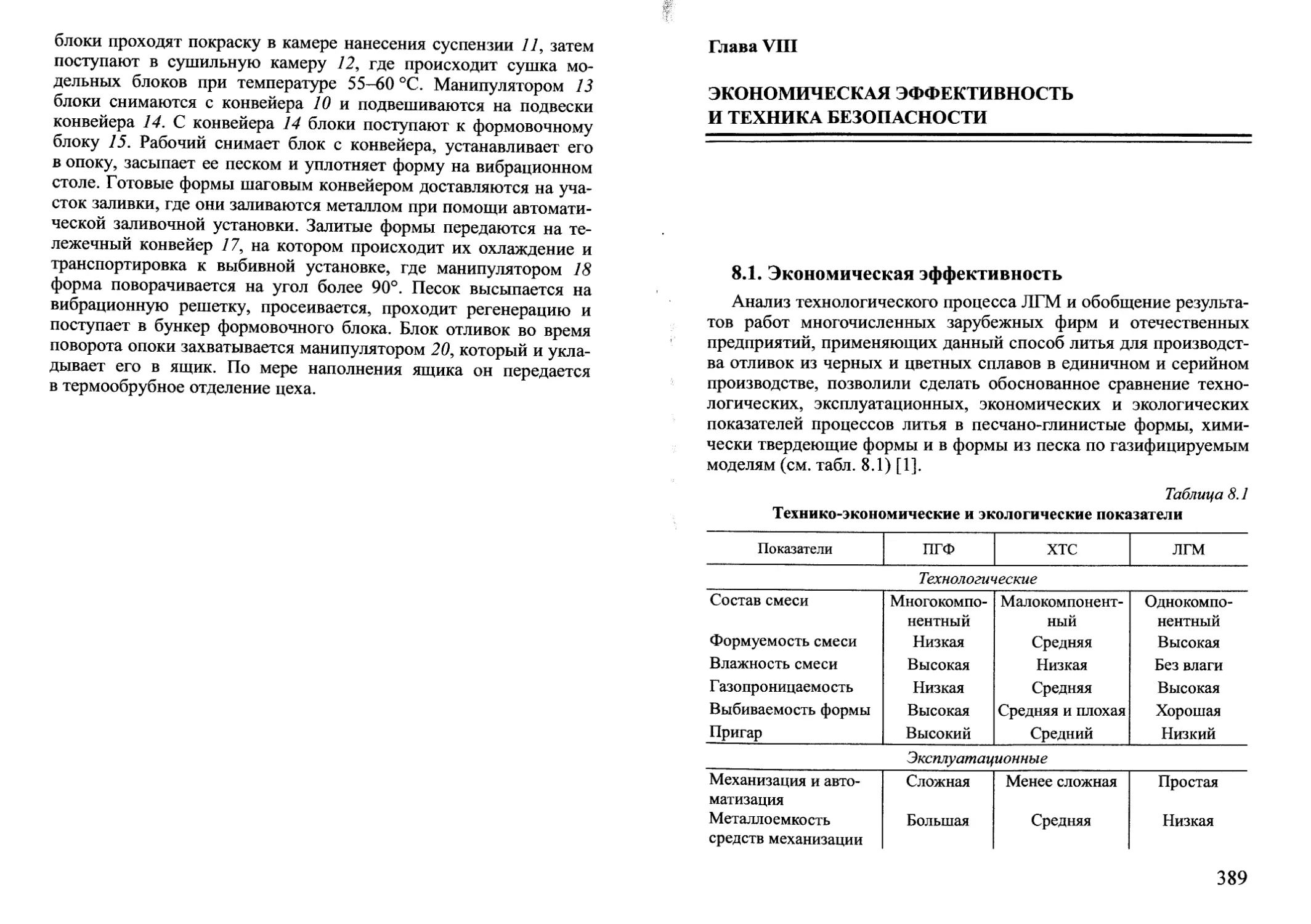
Глава VIII. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
И ТЕХНИКА БЕЗОПАСНОСТИ..................................389
8.1. Экономическая эффективность.......................389
8.2. Техника безопасности..............................397
ЛИТЕРАТУРА...............................................399
4
Глава I
РАЗВИТИЕ МЕТОДА ЛИТЬЯ
ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
Литье по газифицируемым моделям (ЛГМ) является одним из
новейших способов производства отливок, появившихся в резуль-
тате научно-технической революции во второй половине XX в. на-
ряду с такими технологическими процессами, как вакуум-
пленочная формовка, непрерывное литье, литье под низким давле-
нием, импульсная формовка и др. Однако наибольший интерес
у литейщиков вызвало сообщение о способе литья по моделям,
которые не удаляются из формы, а остаются в ней и газифициру-
ются под действием тепловой энергии металла, заливаемого в
форму. Такая технология, названная литьем по газифицируемым
моделям, решала важнейшую задачу литейного производства —
повышение точности отливок до уровня литья по выплавляемым
Моделям при издержках производства литья в песчано-глинистые
формы (рис. 1.1).
Но прежде чем ЛГМ-процесс стал промышленной технологией,
был проделан значительный объем научно-исследовательских и
опытно-конструкторских работ, в результате которых были созда-
ны специальные модельные материалы и противопригарные по-
крытия, технология и оборудование для изготовления моделей,
инженерная методика проектирования технологического процесса,
Оборудование для изготовления форм и т. д.
Основоположником ЛГМ был американский архитектор
Г. Шроер, который в 1956 г. применил модели из пенополистирола
для получения художественной отливки. В 1958 г. он получил па-
тент США на способ Cavityls Castings Mold and Method for Making
Same. В том же году архитектор А. Дука в лаборатории Массачу-
сетсского технологического института получил первую художест-
венную отливку из бронзы скульптуры «Пегас» массой 150 кг.
В 1961 г. английский архитектор Кларк применил данный способ
5
для получения отливки чугунной мачты массой 3500 кг для коло-
кола. Однако промышленное применение ЛГМ-процесса началось
только спустя четыре года после его изобретения [1,2].
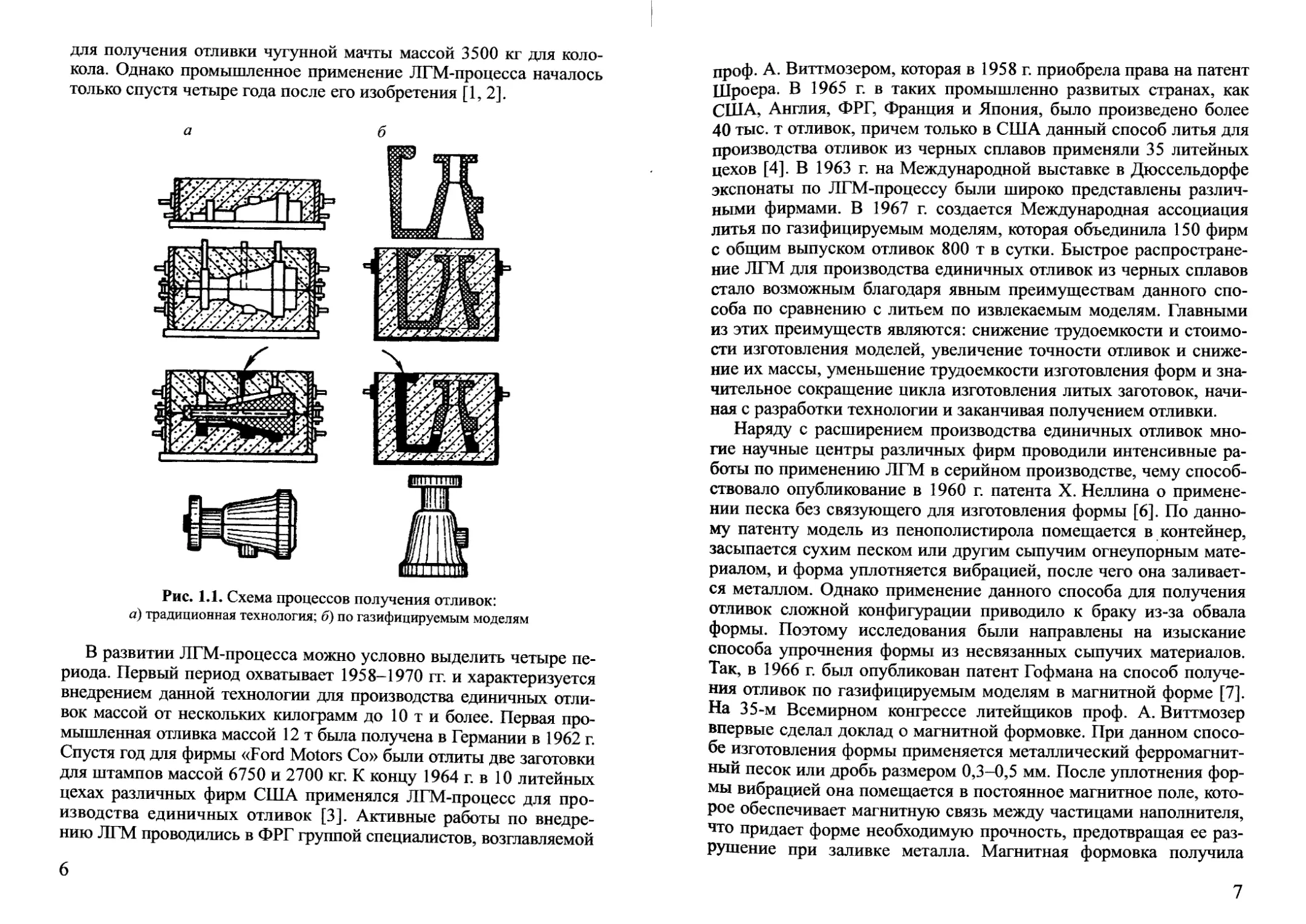
Рис. 1.1. Схема процессов получения отливок:
а) традиционная технология; б) по газифицируемым моделям
В развитии ЛГМ-процесса можно условно выделить четыре пе-
риода. Первый период охватывает 1958-1970 гг. и характеризуется
внедрением данной технологии для производства единичных отли-
вок массой от нескольких килограмм до Юти более. Первая про-
мышленная отливка массой 12 т была получена в Германии в 1962 г.
Спустя год для фирмы «Ford Motors Со» были отлиты две заготовки
для штампов массой 6750 и 2700 кг. К концу 1964 г. в 10 литейных
цехах различных фирм США применялся ЛГМ-процесс для про-
изводства единичных отливок [3]. Активные работы по внедре-
нию ЛГМ проводились в ФРГ группой специалистов, возглавляемой
6
проф. А. Виттмозером, которая в 1958 г. приобрела права на патент
Шроера. В 1965 г. в таких промышленно развитых странах, как
США, Англия, ФРГ, Франция и Япония, было произведено более
40 тыс. т отливок, причем только в США данный способ литья для
производства отливок из черных сплавов применяли 35 литейных
цехов [4]. В 1963 г. на Международной выставке в Дюссельдорфе
экспонаты по ЛГМ-процессу были широко представлены различ-
ными фирмами. В 1967 г. создается Международная ассоциация
литья по газифицируемым моделям, которая объединила 150 фирм
с общим выпуском отливок 800 т в сутки. Быстрое распростране-
ние ЛГМ для производства единичных отливок из черных сплавов
стало возможным благодаря явным преимуществам данного спо-
соба по сравнению с литьем по извлекаемым моделям. Главными
из этих преимуществ являются: снижение трудоемкости и стоимо-
сти изготовления моделей, увеличение точности отливок и сниже-
ние их массы, уменьшение трудоемкости изготовления форм и зна-
чительное сокращение цикла изготовления литых заготовок, начи-
ная с разработки технологии и заканчивая получением отливки.
Наряду с расширением производства единичных отливок мно-
гие научные центры различных фирм проводили интенсивные ра-
боты по применению ЛГМ в серийном производстве, чему способ-
ствовало опубликование в 1960 г. патента X. Неллина о примене-
нии песка без связующего для изготовления формы [6]. По данно-
му патенту модель из пенополистирола помещается в контейнер,
засыпается сухим песком или другим сыпучим огнеупорным мате-
риалом, и форма уплотняется вибрацией, после чего она заливает-
ся металлом. Однако применение данного способа для получения
отливок сложной конфигурации приводило к браку из-за обвала
формы. Поэтому исследования были направлены на изыскание
способа упрочнения формы из несвязанных сыпучих материалов.
Так, в 1966 г. был опубликован патент Гофмана на способ получе-
ния отливок по газифицируемым моделям в магнитной форме [7].
На 35-м Всемирном конгрессе литейщиков проф. А. Виттмозер
впервые сделал доклад о магнитной формовке. При данном спосо-
бе изготовления формы применяется металлический ферромагнит-
ный песок или дробь размером 0,3-0,5 мм. После уплотнения фор-
мы вибрацией она помещается в постоянное магнитное поле, кото-
рое обеспечивает магнитную связь между частицами наполнителя,
что придает форме необходимую прочность, предотвращая ее раз-
рушение при заливке металла. Магнитная формовка получила
7
применение в США, Японии и в странах Западной Европы для
производства серийных отливок из различных сплавов. В 1970 г.
в разных странах работало более 10 полуавтоматических устано-
вок магнитной формовки. Швейцарская фирма «Brown Bovery»
организовала серийное производство полуавтоматических устано-
вок магнитной формовки. В Бельгии одна из фирм применяла маг-
нитную формовку для отливки стальной цепи из 40 тыс. звеньев, в
Англии другая фирма получала тормозные колодки для железно-
дорожного транспорта, в ФРГ изготавливались магнитной формов-
кой тройники из серого чугуна массой до 20 кг и муфты из высо-
копрочного чугуна, в Нидерландах — сложные тонкостенные от-
ливки из чугуна [8]. В Японии работала линия магнитной формов-
ки производительностью 20 форм в час при металлоемкости одной
формы до 70 кг [9]. Однако магнитная формовка не получила
должного применения, т. к. использование дорогостоящего метал-
лического песка (дроби) сводило на нет экономические преимуще-
ства ЛГМ относительно традиционных способов литья, хотя и
обеспечивало более высокое качество отливок. Этому способство-
вало и появление в 1968 г. патента на способ получения отливок по
газифицируемым моделям в формах из песка с применением ва-
куума [10]. Согласно патенту, для формовки используется специ-
альный контейнер, оборудованный системой вакуумирования. Га-
зифицируемая модель заформовывается в кварцевом песке, кото-
рый уплотняется вибрацией. Сверху на форму накладывается по-
лиэтиленовая пленка, после чего форма вакуумируется и заливает-
ся металлом. Считается, что вакуум предохраняет форму от разру-
шения во время ее заливки расплавом.
Второй период развития ЛГМ пришелся на 1970-е гг. и характе-
ризуется накоплением опыта изготовления сложных отливок, тех-
нологической и технической подготовкой их серийного производ-
ства. Создаются региональные научно-производственные объеди-
нения и исследовательские центры в составе промышленных фирм
и в технологических институтах, которые проводят работы по
совершенствованию технологии ЛГМ и оказанию помощи пред-
приятиям во внедрении данной технологии для серийного произ-
водства отливок из различных сплавов взамен традиционных спо-
собов литья. Так, в 1970 г. Общество литья по газифицируемым
моделям и фирмы «Correcto Werke», «Grunweid and Hartman», a
также «Группа магнитной формовки» (А. Виттмозер и Р. Гофман)
подписали соглашение об организации нового объединения под
8
сокращенным названием «W». Данное объединение обладало
правами на 100 патентов и патентных заявок по ЛГМ в европей-
ских странах. Оно обслуживало около 50 европейских фирм, ока-
зывало им помощь в совершенствовании и внедрении ЛГМ.
В научно-исследовательском центре фирмы «Ford Motors»
проводились работы по применению ЛГМ для получения отливок
из серого и высокопрочного чугунов и алюминиевых сплавов
широкой номенклатуры деталей автомобиля (сплошные и полые
коленвалы, зубчатые колеса, шатуны, коллекторы, головка и блок
цилиндров и др.). Соответствующие работы проводились фирма-
ми «Fiat», «General Motors», «Jut Board Marine», «Deereand Co»,
«Агсо» и мн. др.
К концу 1970-х гг. уже более чем в 70 литейных цехах различ-
ных фирм технология ЛГМ находилась на стадии внедрения или
осуществлялся выпуск серийных отливок в промышленных мас-
штабах [12]. Накопленный за это десятилетие научный и практиче-
ский опыт применения ЛГМ для получения отливок из черных и
цветных сплавов стал основой для внедрения данной технологии
в серийном производстве широкой номенклатуры отливок в раз-
личных отраслях машиностроения в 1980-е гг., которые определя-
ют третий период в развитии ЛГМ-процесса. Наибольшие успехи
во внедрении ЛГМ были достигнуты автомобильными фирмами.
Фирма «Ford Motors» в 1980 г. освоила промышленную установку
для производства отливок впускного коллектора из алюминиевого
сплава и выпустила 25 000 коллекторов высокого качества. В 1984 г.
в этом же цехе была установлена вторая полуавтоматическая линия
производительностью 180 форм в час, на которой производство
коллекторов было доведено до 3 млн в год, при этом максималь-
ный брак литья составлял около 5 %. На старой установке было
освоено производство отливок из чугуна: корпус водяного насоса,
тормозной диск, выхлопной коллектор, полый коленвал. Данный
цех имел производственную площадь 2700 м2 и являлся в то время
самым крупным литейным цехом по производству отливок ЛГМ
[13]. Фирма «General Motors» в 1982 г. на предприятии «Сатурн»
установила автоматическую линию производства ЛГМ головки и
блока цилиндров из алюминиевого сплава для дизельного двигате-
ля в количестве 1000 отливок в сутки при трехсменной работе.
В настоящее время в цехе работают две автоматические линии. На
второй линии получают отливки из чугуна: коленвал, корпус диф-
ференциала, впускной коллектор и др. В цехе автоматизированы
9
все технологические операции, за исключением заливки форм ме-
таллом. Отмечается высокое качество отливок, которые по точно-
сти соответствуют литью под давлением, а по качеству поверхно-
сти — литью в кокиль. Фирма успешно решила экологическую
проблему. При вакуумировании форм во время заливки их метал-
лом продукты термодеструкции модели поступают в установку
каталитического дожигания газов до углекислого газа и паров во-
ды. В цехе работает 180 человек (по 60 в каждой смене). Цех рас-
положен под одной крышей с механическим цехом, что говорит об
экологической чистоте производства отливок ЛГМ [14]. Фирма
«Robert’s Со» изготовила и освоила шестипозиционную установку
производительностью 180 форм в час. Модельные блоки подаются
по монорельсу и манипулятором устанавливаются в опоку-
контейнер, который засыпается сухим кварцевым песком посред-
ством телескопической трубы-дозатора. Форма уплотняется вибра-
цией с регулируемым направлением и величиной амплитуды. По-
сле заливки формы и извлечения отливки из нее песок поступает
в установку кипящего слоя, в которой он обеспыливается, а содер-
жащиеся в нем продукты термодеструкции модели дожигаются.
После охлаждения песок вновь поступает на формовку [15]. Эта
же фирма заключила соглашение с фирмой «Badine Aluminum»
о создании совместного предприятия по производству отливок из
алюминиевых сплавов. Новое предприятие оснащено формовочной
линией производительностью 30 форм в час с размером контейнера
в плане 1016x813 мм. Предприятие обеспечивает литьем свыше
10 потребителей, которые производят строительные машины, элек-
тродвигатели и детали для ЭВМ.
По мнению американских специалистов, ЛГМ-процесс является
одним из лучших современных способов литья, который может
удовлетворить потребности крупносерийного производства отли-
вок высокой точности. В сочетании с системой автоматического
управления на базе микропроцессорной техники и роботов приме-
нение данного способа литья позволит создать гибкое производст-
во отливок. Такое положение основано на единой опоке, в которой
используется весь ее объем, в отличие от разъемной формы, еди-
ном формовочном материале — песке, простоте формовки, не-
ограниченном сроке хранения моделей и недорогой оснастке [15].
В 1990-е гг. ЛГМ находит широкое применение в Японии, Корее
и Китае. В Японии около 200 фирм используют ЛГМ для произ-
водства отливок из различных сплавов. Фирма «Morikawa Sandino»
10
в кратчайший срок приобрела репутацию лидера в производстве
отливок ЛГМ и стала ведущей фирмой в разработке технологии и
оборудования для данного способа производства отливок. В 1984 г.
она начала проводить исследования данного процесса, а уже
в 1985 г. стала производить в промышленном масштабе втулки
подшипника для двигателя «Honda», гильзы цилиндров из фос-
форванадиевого чугуна, коробку дифференциала из высокопрочно-
го чугуна, впускные коллекторы из алюминиевого сплава [16].
В КНР создано специализированное предприятие по производству
отливок соединительных деталей трубопровода [17]. Фирма «Dong
Кик» (Корея) освоила производство фитингов из высокопрочного
чугуна по газифицируемым моделям. В 1988 г. в промышленно
развитых странах производство отливок ЛГМ осуществлялось бо-
лее чем в 100 литейных цехах с месячным выпуском 400 т чугун-
ного и 2000 т алюминиевого литья. Еще в 100 литейных цехах ве-
лись опытно-промышленные работы по освоению производства
отливок из различных сплавов [18]. В Англии в конце 1980-х гг.
было сдано в эксплуатацию шесть опытно-промышленных устано-
вок для изготовления отливок данным способом. По данным за-
рубежных специалистов, количество цехов, работающих по тех-
нологии ЛГМ, в ближайшие несколько лет будет ежегодно удваи-
ваться [18].
Расширению объемов производства отливок ЛГМ в различных
странах способствовало дальнейшее совершенствование техноло-
гии и оборудования. Так, фирмы «Castek» (Англия) и «Teksid»
(Италия) разработали технологический процесс под фирменным
названием Policast, который включает в себя технологию изготов-
ления моделей, сборку модельных блоков, их окраску и формовку,
заливку формы металлом. Фирмы «FATA» и «Fiat Teksid» построи-
ли в Италии два цеха для производства коллекторов автомобиль-
ных двигателей по /’o//cas7-riponcccy. В одном цехе выпускаются
выхлопные коллекторы из серого чугуна на автоматической линии
производительностью 40 форм в час, причем в форме одновремен-
но отливаются 8 коллекторов. В другом цехе на автоматической
линии производительностью 50 форм в час отливаются впускные
коллекторы из алюминиевого сплава.
Ассоциация «SCRATA» (Steel Casting Rusers and Trade
Association) разработала технологический процесс ЛГМ под фир-
менным названием Replicast в двух вариантах. При Replicast-FM
модель из пенополистирола с литниковой системой устанавливается
11
в контейнер и засыпается сухим песком, который затем уплотняет-
ся вибрацией. Верх контейнера закрывается полиэтиленовой плен-
кой, и в форме создается вакуум порядка 0,04-0,05 МПа, после
чего форма заливается металлом. Такая технология ЛГМ позволя-
ет получать отливки в форме из песка массой до 2 т, что значи-
тельно расширяет область применения ЛГМ-процесса. Способ
Replicast-CS (Shell moulding refractory) разработан для производст-
ва отливок из высококачественных малоуглеродистых сталей и
других сплавов, которые чувствительны к продуктам термоде-
струкции пенополистирола. По данному способу на модель из пе-
нополистирола повышенной плотности (40-50 кг/м3) наносится
керамическая оболочка из 4-5 слоев, как при литье по выплавляе-
мым моделям. Толщина оболочки составляет 3,2^4,7 мм. Затем
полученная керамическая форма помещается в печь, где при тем-
пературе 9300 °C происходит спекание оболочки и выгорание мо-
дели. Полученная керамическая оболочка помещается в контей-
нер, засыпается кварцевым песком, который уплотняется в кон-
тейнере вибрацией, затем полученная форма накрывается поли-
этиленовой пленкой, и перед заливкой формы металлом в ней со-
здается вакуум порядка 0,04-0,05 МПа. Такая технология позволя-
ет получать точные и качественные отливки из низкоуглеродистых
марок стали без поверхностного и объемного науглероживания.
Ассоциация «SCRATA» передала все права на продажу лицензии
по Лс/?//са$7-процсссу фирме «Foseco International», которая за ко-
роткое время реализовала 13 лицензий. Фирма «Glencast Ltd» по
лицензии фирмы «Foseco» производит до 90 % заготовок штампов.
Аналогичные отливки данным способом получает фирма «Haffer-
sley Neuman Hender» [20]. Фирма «Bradey and Foster» (Англия) на
линии производительностью 6 форм в час получает литьем по га-
зифицируемым моделям в вакуумируемые формы из песка круп-
ные отливки из жаро- и износостойких чугунов. Это позволило ей
полностью отказаться от стержней, а в ряде случаев и от механи-
ческой обработки, при этом трудозатраты на очистку отливок со-
кратились на 29 %, на формовку — на 28 %, на механическую об-
работку — на 9 %. Точность отливок возросла на 13 % [20].
Фирма «Wolverhampton Iron Founders» производит отливки ЛГМ
массой от 0,22 до 70 кг. Модели из пенополистирола поставляет
фирма «Foseco». На модели наносится противопригарное покры-
тие, и затем с литниковой системой они устанавливаются в кон-
тейнер емкостью 1 м3, в котором заформовываются сухим песком.
12
формовка, заливка формы металлом, охлаждение отливки в форме
и ее выбивка производятся на горизонтально замкнутом конвейере.
На позициях заливки и охлаждения формы вакуумируются. Цикл
изготовления одной формы составляет 7 мин. Применение ЛГМ
позволило в 3 раза повысить точность отливок и на 40 % сократить
трудоемкость финишных операций. Фирма освоила производство
отливок из высокопрочного чугуна и легированной стали [20].
Английская фирма «Неггу Bar Metal Со» заменила технологиче-
ский процесс литья в кокиль на ЛГМ для производства отливок из
алюминиевых сплавов. Фирма поставляет впускные коллекторы,
корпуса водяных насосов и другое литье автомобильным предпри-
ятиям. Опыт работы фирмы показал высокую эффективность ЛГМ
при получении сложных тонкостенных отливок повышенной точ-
ности, при этом стоимость пресс-форм для моделей из пенополи-
стирола соизмерима со стоимостью кокиля [20].
В литейном цехе фирмы «Peugeot» установлена автоматиче-
ская линия производительностью 60 форм в час для ЛГМ 4-ци-
линдрового блока дизельного двигателя. Линия имеет три пози-
ции формовки. На первой позиции контейнер засыпается на
1/3 высоты сухим кварцевым песком, который затем приводится
в псевдожидкое состояние за счет подачи воздуха под давлением
в нижнюю часть контейнера. Блок, состоящий из двух моделей
и литниковой системы, манипулятором погружается в кипящий
слой песка. На второй позиции контейнер засыпается песком до-
верху, и форма уплотняется вибрацией. На третьей позиции кон-
тейнер досыпается песком, и сверху формы устанавливается груз.
Заливка форм производится при помощи автоматической зали-
вочной установки при строгом контроле температуры металла.
При заливке форма вакуумируется (без наложения пленки). Перед
выбивкой форма продувается воздухом, и выделяющиеся газы
поджигаются постоянно горящим газовым факелом. Модели из
пенополистирола поставляет фирма «Saplest», которая специали-
зируется на производстве различных изделий из пенополистиро-
ла. В литейном цехе фирмы «Sitroen» ЛГМ отливаются рычаги
подвески автомобиля. Фирма «Passavant Werke» (Германия) имеет
цех ЛГМ мощностью 7600 т в год, в котором производятся отливки
нефтяных сепараторов трех типоразмеров массой 90, 190 и 250 кг
в количестве 48 тыс. комплектов. При переходе на ЛГМ с песча-
но-глинистой формовки по извлекаемым моделям количество
брака снизилось с 8-10 до 3-5 % [20].
13
Общество «SAFAM» впервые в Европе разработало и внедрило
автоматическую линию для производства отливок из ковкого чугу-
на по газифицируемым моделям. Линия состоит из горизонтально
замкнутого конвейера, автоматов для изготовления форм и их вы-
бивки после охлаждения отливок, установки регенерации песка
в кипящем слое. Контейнер размером 840 х 840 х 920 мм заполня-
ет песком специальный быстродействующий распределитель. Про-
изводительность линии 120 форм в час. Отливки имеют повышен-
ную размерную точность и низкую шероховатость поверхности,
сокращены операции обрубки, очистки литья и значительно улуч-
шились условия труда [21]. В научно-исследовательском центре
«Voreppe» фирмы «Pechiney Group» в г. Гренобле разработана тех-
нология литья по газифицируемым моделям с применением изо-
статического прессования металла в процессе его кристаллизации,
что позволило значительно снизить пористость отливок из алюми-
ниевых сплавов. Отливки изготавливаются на 8-позиционной кару-
сельной установке производительностью 80 форм в час. Отмечается,
что данная технология снижает себестоимость литья на 20 % [22].
Широкое внедрение ЛГМ в крупносерийном производстве стало
возможным благодаря созданию высокопроизводительного автома-
тизированного оборудования и систем управления технологиче-
ским процессом на основе применения микропроцессорной техники
и ЭВМ. Так, например, фирмы «Fiat Teksid» и «FATA ALUMINIUM»
создали комплекс оборудования для производства отливок по тех-
нологии Policast. Модели изготавливаются на специальных авто-
матах производительностью 40-50 съемов в час. Склейка моде-
лей посредством термоклея происходит на вакуумном прессе
производительностью 50 циклов в час. Сборка модельных блоков
осуществляется на карусельной установке производительностью
120 циклов в час методом сварки при температуре 150 °C. Модель-
ный блок роботом-манипулятором окрашивается методом окуна-
ния в баке с противопригарным покрытием, содержащим тиксо-
тропные добавки. Другой манипулятор устанавливает готовые мо-
дельные блоки в опоки и поддерживает их при формовке сухим
кварцевым песком. Заливка формы металлом, охлаждение отливки
и выбивка формы происходят на автоматической линии. В процес-
се выбивки манипулятор извлекает блок отливок из опоки и укла-
дывает в специальную тару, которая по мере заполнения транспор-
тируется на участок финишной обработки [20]. Технология Poli-
cast и весь комплекс оборудования демонстрировались фирмами на
14
международных выставках в Москве (1968) и в Дюссельдорфе
(1989). В настоящее время многие зарубежные фирмы выпускают
специализированное оборудование для производства отливок
ЛГМ, среди которых следует назвать следующие: «Robinson Foun-
drey», «Vulcan Engineering», «Intermets Research Foundrey», «Ford
Motors», «Plant Robert», «Arco», «Founder Automation», «CS Cast»
в США, «Pechiney» во Франции, «Wolverhampton Iron Founders» в
Англии и мн. др. Крупным производителем литейного оборудова-
ния, в том числе для ЛГМ, является фирма «Maverey Group», в ко-
торую входят такие фирмы, как «Moverek Fordath», «Marerex Inter-
national», «International Keting Accociates», «Movertnem Engineering»,
«Bobrek Engineering», «Parts and Servic» и др. [20, 23]. В 1980-е гг.
ЛГМ окончательно утвердилось в серийном и массовом производ-
стве отливок ответственного назначения, потеснив традиционные
способы литья, и в первую очередь в песчано-глинистые формы по
извлекаемым моделям.
Представители многих зарубежных фирм этот факт объясняют
следующими преимуществами ЛГМ [20]:
• уменьшаются затраты на оборудование и материалы;
• исключаются из производственного процесса стержневое,
формовочное и смесеприготовительное оборудование;
• применение в качестве материала формы сухого кварцевого
песка и упрочнение формы вакуумом;
• снижение требований к квалификации рабочего персонала;
• возможность комплексной автоматизации всего технологиче-
ского процесса;
• сокращение числа технологических операций и оборудова-
ния для финишной обработки отливок;
• использование недорогой и сравнительно простой оснастки;
• значительное улучшение условий труда.
Для 1990-х гг. характерны дальнейшее расширение объема
производства отливок ЛГМ, появление крупных фирм и объеди-
нений, комплексно решающих вопросы внедрения технологии и
оборудования, создание новых технологий на основе ЛГМ. Анг-
лийская фирма «Avto Ellois» начала свою деятельность по иссле-
дованию ЛГМ в 1988 г. и через несколько лет стала одной из ве-
дущих фирм по внедрению данной технологии в различных стра-
нах мира, за что Британский институт литья наградил ее культо-
вым мечом. В 1989 г. на коммерческих началах фирма внедрила
технологию ЛГМ в Австралии, в 1994 г. — в Северной Америке,
15
в 1995 г. — в Индии. Разработанному технологическому процессу
производства отливок по газифицируемым моделям фирма дала
название Stirocast. Особенностью этого процесса является гаран-
тия получения отливок высокого качества при низких капиталь-
ных затратах. Фирма считает, что ЛГМ станет основной техно-
логией производства высококачественных отливок в XXI в. [24].
В г. Эйндховен (Голландия) компания «ГЕМКО» проводит работы
по технологии, проектированию участков и цехов, оснащению их
оборудованием для производства отливок ЛГМ. В 1997 г. в Центре
разработки и внедрения технологии была освоена установка литья
по газифицируемым моделям производительностью 40 съемов в час
при металлоемкости одной формы до 160 кг, которая предназнача-
лась для демонстрации технологии ЛГМ заказчикам. Эта фирма
проводит активную работу по внедрению данной технологии в раз-
личных странах, в том числе и в России [21].
В конце 1990-х гг. в США работало 75 литейных цехов, которые
производили более 115 тыс. т отливок в год ЛГМ, в Европе свыше
100 цехов выпускали более 125 тыс. т, в Японии и Китае более
200 цехов и участков производили около 100 тыс. т литья в год. По
данным фирмы «Vulcan Engineering Со», в 1997 г. общий объем
производства отливок по газифицируемым моделям составил
460 тыс. т в год [18, 25].
В СССР исследования ЛГМ были начаты в 1963 г. инженером
А. Чудновским в Научно-исследовательском институте специаль-
ных способов литья (г. Одесса), и в том же году ему было выдано
авторское свидетельство на отечественный вариант ЛГМ [21]. Про-
мышленное применение данная технология получила уже в 1965 г.
на Горьковском автомобильном заводе, где была получена первая пар-
тия отливок (227 наименований, общая масса около 100 т). В первом
полугодии 1966 г. на этом же заводе было произведено 600 отливок
массой от 18 до 3500 кг (общая масса более 420 т). В середине
1960-х гг. активизируются работы по исследованию технологии
ЛГМ в различных научно-исследовательских институтах и в вузах.
В первую очередь надо отметить следующие организации, в кото-
рых научно-исследовательские и опытно-конструкторские работы
получили приоритетное развитие: НИИСЛ (г. Одесса), МВТУ
им. Баумана, ВНИИЛитмаш, Московский автомеханический инсти-
тут (МАМИ), Московский авиационно-технологический институт
(МАГИ), ЦНИИТМаш (г. Москва), ВПКТИСтройдормаш (г. Киев),
Харьковский филиал ВНИИЛитмаш. В 1965 г. при Научно-техни-
16
ческом обществе машиностроительной промышленности был соз-
дан Комитет литья по газифицируемым моделям под руководством
д. т. н., проф. Г.Ф. Баландина, который существует и по настоящее
время в составе Российской ассоциации литейщиков. В те годы
комитет сыграл значительную роль в координации научно-
исследовательских работ и пропаганде нового способа производст-
ва отливок. В то время советскими учеными-литейщиками были
разработаны теоретические основы производства отливок в фор-
мах из песка без связующих компонентов [4, 27], теория формиро-
вания отливок [27, 28], технологические основы проектирования
ЛГМ, создан специальный литейный пенополистирол ПСВ-Л для
газифицируемых моделей [29].
В 1970-е гг. в СССР сформировались научно-технические центры
по разработке технологии и оборудования для ЛГМ в Институте
проблем литья Академии наук Украины (г. Киев), в ВПКТИСтрой-
дормаш (г. Киев), в Харьковском филиале ВНИИЛитмаш. В эти
годы началось внедрение ЛГМ в единичном и серийном производ-
стве отливок. В 1971 г. был пушен первый в стране цех серийного
Производства отливок по газифицируемым моделям в г. Прилуки
{Полтавская обл.) мощностью 200 т литья в год. Участки и цеха
различной мощности создаются на Ивановском автокрановом за-
воде, Гомельском экскаваторном заводе, Брянском заводе иррига-
ционных машин, Могилевском лифтостроительном заводе, Мос-
ковском заводе «Динамо», Электростальском заводе тяжелого ма-
щиностроения, Волжском автомобильном заводе и др. Создаются
первые цеха магнитной формовки на Курганском арматурном заво-
де и Белоцерковском заводе сельхозмашиностроения. Проводятся
работы по производству крупных стальных отливок на Невском
машиностроительном заводе. Технология ЛГМ внедряется на
Дрогобыческом автокрановом заводе, Курганском машинострои-
тельном заводе, Белопольском заводе пищевого машиностроения,
Одесском заводе «Центролит». Наряду с внедрением технологии
литья по газифицируемым моделям в научно-производственных
центрах проводятся работы по ее совершенствованию. Так,
в НИИСЛе (г. Одесса) на основе ЛГМ был разработан новый тех-
нологический процесс получения отливок в вакуумируемые формы
из песка массой до 2000 кг под фирменным названием ГАМОЛИВ,
который был успешно внедрен на Одесском заводе «Центролит».
В ИПЛ АН УССР (в настоящее время Физико-технический институт
металлов и сплавов) был разработан процесс ЛГМ с применением
17
вакуума и заливки формы металлом под регулируемым давлением,
который получил название ГАМОДАР. В Москве в НИИТАвто-
проме организуется новый научно-технический центр по ЛГМ, ко-
торый в 1990-е гг. становится основным разработчиком технологии
и оборудования в России.
В конце 1980-х и начале 1990-х гг. разрабатываются крупные
проекты цехов серийного производства отливок ЛГМ для ряда за-
водов России, Украины, однако в связи с резким спадом производ-
ства в результате распада СССР работы по реализации данных
проектов сворачиваются. Резко сокращается финансирование на-
учно-исследовательских работ, закрывается ряд научно-техниче-
ских центров, затем научно-исследовательские работы практиче-
ски прекращаются. Однако достигнутые в предшествующие годы
успехи в области технологии и оборудования вызывают интерес зару-
бежных производителей литья. Так, АО «Камет» (старое название —
ВПКТИСтройдормаш) успешно внедрил технологию и оборудование
для производства отливок ЛГМ в Судане, АО «НИИТАвтопром» —
в Болгарии, ФТИМС (бывший ИЛЛ АН УССР)— в Румынии и
Польше. Интерес к работам по ЛГМ проявляют фирмы Турции,
Ирана, Вьетнама, Индии и других стран. В середине 1990-х гг. на-
метилась тенденция роста заинтересованности промышленных
предприятий и фирм к технологии ЛГМ, что объясняется возрос-
шими требованиями к качеству отливок со стороны потребителей
литья, а также гибкостью данной технологии при сравнительно
низких капитальных затратах на ее внедрение. На ряде заводов
Украины создаются мелкие участки производства отливок ЛГМ,
оснащенные системой вакуумирования формы при ее заливке ме-
таллом, установками каталитического дожигания продуктов тер-
модеструкции модели и регенерации отработанного песка. В Рос-
сии на ОАО «Волжский литейно-механический завод» (ныне —
ОАО «Волжский завод точного литья») создан цех, оснащенный
высокопроизводительным оборудованием отечественного изготов-
ления для производства отливок из серого и высокопрочного чугуна
мощностью 5 тыс. т в год. В цехе предусмотрены регенерация отра-
ботанного песка и каталитическое дожигание продуктов термоде-
струкции модели. Работы по завершению процесса внедрения обо-
рудования и технологии проводились на заводе на основании про-
граммы Правительства Российской Федерации НИИЛитмаш, МГИУ
и ОАО «СММ» (Специальное машиностроение и металлургия).
В 1993 г. по технология ЛГМ на ОАО «Южноуральский арматурно-
18
изоляторный завод» пущен цех по производству изоляторов и ар-
матуры высоковольтных линий электропередачи из высокопроч-
ного чугуна мощностью 500 т. В конце 2000 г. технология ЛГМ
внедряется на ЗАО «Златоустовский литейный завод ’’Метапласт”»,
на заводе «СОЭЗ-Автодеталь» для производства отливок из алю-
миниевых сплавов для ВАЗа, на ООО «АКС» (С.-Петербург) для
производства отливок из медных и углеродистых сплавов взамен
литья по выплавляемым моделям. ООО «АКС» в настоящее время
является единственным в России разработчиком и поставщиком
механизированных линий формовки, заливки и выбивки форм и
другого оборудования для цехов и участков литья по газифици-
руемым моделям. Отливки из медных сплавов производятся на
ООО «Металит» (г. Ижевск). Научно-исследовательские работы по
данному процессу проводятся на кафедре литейного производства
МГИУ под руководством автора. Технология ЛГМ в настоящее
время внедряется на многих предприятиях Российской Федерации.
За последние 40 лет на основе применения газифицируемой мо-
дели были разработаны технологические процессы, которые предо-
пределили широкое внедрение ЛГМ в промышленность (табл. 1.1).
Таблица 1.1
Перечень различных способов литья по газифицируемым моделям
Способы ЛГМ Область применения
Литье по газифицируемым моде- лям (ЛГМ) Обобщенное название всех спосо- бов литья по газифицируемым мо- делям
ЛГМ в формах из сухого песка без связующих компонентов Единичное, серийное и крупносе- рийное производство отливок из СЧ, ВЧ, КЧ и стали, медных и алю- миниевых сплавов при массе отли- вок до 50 кг
ЛГМ в формах из песчано- глинистой формовочной смеси Единичное производство отливок из черных и цветных металлов мас- сой до 500 кг
ЛГМ в формах из жидких само- твердеющих смесей Единичное производство отливок из черных металлов массой до 5000 т
19
Продолжение табл. 1.1
Способы ЛГМ Область применения
ЛГМ в формах из холоднотвер- деющих формовочных смесей ЛГМ в формах из ферромагнит- ных сыпучих материалов в маг- нитном поле, магнитная формов- ка Единичное производство отливок из черных металлов массой до 30 г Серийное и крупносерийное про- изводство отливок из черных и цветных сплавов массой до 50 кг
ЛГМ в формах из песка с приме- нением вакуума Единичное, серийное и массовое производство отливок из черных и цветных сплавов массой по чугуну до 2000 кг
ТЛЛ/СМТЙВ-процесс — фирменное название ЛГМ в формах из песка с применением вакуума ТЛЛЮДЛР-процесс — фирменное название ЛГМ в формах из песка с применением вакуума и регули- руемого давления при заливке металла Производство серийных отливок из чугуна массой до 2000 кг В серийном производстве отливок из черных и цветных сплавов мас- сой по чугуну до 20 кг
Policast — фирменное название ЛГМ-процесса, при котором мо- дели собираются в куст на стояке Replicast-FM— фирменное на- звание производства отливок в формах из песка с применением вакуума jRep/zcasr-CS-процесс — фирмен- ное название процесса литья с применением пенополистиро- ловой модели, которая предвари- тельно удаляется из керамической формы при ее прокаливании. За- тем оболочка заформовывается в песке и форма вакуумируется Серийное и крупносерийное про- изводство отливок в основном из алюминиевых сплавов Серийное и крупносерийное про- изводство отливок из черных и цветных сплавов Серийное производство отливок из низкоуглеродистых и легированных сталей
20
Окончание табл. 1.1
Способы ЛГМ Область применения
ЛГМ с заливкой формы методом вакуумного всасывания ЛГМ с применением изостатиче- ского давления в процессе крис- таллизации металла Литье по газифицируемым моде- лям по St irocas t-процессу (гаран- тия качества) В серийном производстве отливок из черных и цветных сплавов мас- сой до 5 кг Серийное производство отливок из алюминиевых сплавов Серийное производство отливок из черных и цветных сплавов
Глава II
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ
2.1. Модельные материалы
На первоначальной стадии освоения ЛГМ использовались пли-
ты из пенополистирола повышенной плотности, из которых путем
механической обработки получали модели. Так, например, модель
скульптуры «Пегас» была изготовлена из пенополистирола плот-
ностью 80-110 кг/м3 [1]. В Англии для изготовления моделей ис-
пользовался полистирол марки Styrosell, который применялся для
изготовления изделий для строительства, бытовой техники и упа-
ковки [2]. При освоении ЛГМ для производства промышленных
отливок были сделаны попытки использовать для изготовления
моделей и другие пенопласты, такие как пенополиуретан, фторо-
пласт и пенополиэтилен. Однако применение этих материалов для
получения отливок привело к значительному ухудшению их качест-
ва из-за появления на поверхности большого количества коксового
остатка, образующегося после газификации модели. В табл. 2.1 пред-
ставлены результаты исследования термофизических свойств пе-
нопластов при высоких температурах.
Таблица 2.1
Термофизические свойства пенопластов
Свойства пенопласта Пенопо- листирол Пенопо- лиуретан Фторопласт ФРП-1
Температура начала полимери- зации, °C 120 190 140
Температура начала испарения (деполимеризации), °C 320 230 400
Температура горения, °C 560 580 780
22
Окончание табл. 2.1
Свойства пенопласта Пенопо- листирол Пенопо- лиуретан Фторопласт ФРП-1
Негазифицируемый остаток, % 0,015 14 44
Удельное газовыделение при 1000 °C, см3/г 105 730 600
Время горения образца, с 10-20 30-40 65-110
Из данных табл. 2.1 следует, что пенополистирол в наибольшей
степени удовлетворяет требованиям к пенопластам для изготовле-
ния газифицируемых моделей [3]. Однако применение обычного
пенополистирола также не обеспечивало требуемого качества от-
ливок. Опыт освоения ЛГМ позволил сформулировать перечень
основных требований к материалу для газифицируемых моделей:
• при заливке формы металлом модель должна полностью га-
зифицироваться с минимальным поглощением тепла;
• материал при низкой плотности должен обладать достаточ-
ной механической прочностью при изготовлении модели, ее
транспортировке и формовке;
• материал должен обеспечить получение качественной поверх-
ности модели при ее тепловой или механической обработке;
• модели не должны терять свои технологические, механиче-
ские и теплофизические свойства при длительном хранении;
• материал для производства моделей и отливок не должен
быть дорогим и токсичным.
Исследовательские работы по созданию специального модель-
ного материала проводились в разных странах на основе улучше-
ния свойств полистирола. В 1962 г. фирмой «BASF» (ФРГ) был
получен патент под названием Exporit, который был разработан по
заданию фирмы «Grunweid and Hartman». Модели из этого мате-
риала при объемной массе 15-20 кг/м3 имели качественную по-
верхность, достаточно высокую прочность и повышенную ско-
рость газификации [4]. Английская фирма «Shell» первоначально
поставляла полистирол для газифицируемых моделей марки Моп-
topire, а затем специальный полистирол марки Stirofoom, извест-
ный как «голубой полистирол», который наряду с хорошими тех-
нологическими свойствами обладал высокой скоростью газифика-
ции при температурах заливки форм металлом и незначительным
23
коксовым остатком по сравнению с уже известными марками по-
листирола [7]. В ГДР фирма «VEB Chemishe Werke Buna» постав-
ляла для литейного производства полистирол марки Polystyrol-
shaum. В США для газифицируемых моделей фирма «Dow Chemi-
cal» разработала сополимер стирола и акрилонитрила взамен ши-
роко известной марки Stirofoom. Специальный полистирол для мо-
делей поставляли фирмы Японии, Чехословакии и других стран.
В настоящее время фирма «Агсо» поставляет специальный поли-
стирол марок 271Г и 271Х, фирма «BASF» — VR 520, VR 555, VR 2555,
фирма «CDF Chimia» — 25С и 35С. Все специальные марки поли-
стирола для изготовления моделей отличаются от строительного
более высоким содержанием порообразователя (до 7-9,5 %), спе-
циальными присадками, которые увеличивают скорость газифика-
ции модели под воздействием температуры заливаемого в форму
металла (красители, радикалообразующие вещества и т. д.), рав-
номерным гранулометрическим составом. Это позволяет изготав-
ливать модели сложной конфигурации с толщиной стенок до 2 мм
и объемной их плотностью 17-22 кг/м3.
В СССР для изготовления моделей первоначально применялся
строительный полистирол марки ПСБ-А. В 1966 г. ВНИИПластпо-
лимер (г. Ленинград) разработал специальный полистирол марки
ПСВ-Л, производство которого было освоено Кусковским хим-
комбинатом (г. Москва), а позднее его производство было органи-
зовано на Узловском комбинате АО «Пластик» (Тульская обл.) [6].
В 1989 г. ВНИИПластполимер разработал новый литейный ма-
териал на основе полистирола трех марок: ПСВ-ГМ409, ПСВ-
ГМ406 и ПСВ-ГМ404, которые прошли испытание в литейных ла-
бораториях ВНИИТАвтопрома (г. Москва) и ВПКТИСтройдор-
маша (г. Киев). Промышленное производство нового литейного по-
листирола было организовано на химическом комбинате в г. Шев-
ченко (Казахстан).
Применение специальных марок полистирола для изготовления
моделей значительно улучшило их качество, однако не исключило
причины образования специфических дефектов на поверхности отли-
вок из чугуна в виде раковин, заполненных коксовым остатком.
Поэтому многие фирмы продолжали работы по созданию но-
вых полимерных материалов для моделей и улучшению уже суще-
ствующих марок литейного полистирола. В Японии был получен
материал для моделей, который представлял собой сополимер
циклопентаноксида, циклогексаноксида и циклогептаноксида или
24
изобутиленоксида при взаимодействии с СО2. Структурная фор-
мула нового материала имеет следующее строение:
НО--СН—СН—О—С—О--СН—СН—ОН
(СН2)„
о
(СН2)„
где и — 3, 4 или 5.
Сополимер на основе изобутиленоксида имеет структуру:
В обеих формулах х = ЗОО-КЗ 50, молекулярная масса поликар-
бонатов 30 000-50 000. Температура стеклования 125 °C, начала
деполимеризации 280 °C. Содержание порообразователя в грану-
лах поликарбонатов (н-пентана) 7 %. Гранулы вспенивались в ат-
мосфере пара при нормальном давлении до объемной массы
0,03 г/см3. При повторном вспенивании их объемная масса умень-
шалась до 0,016 г/см . Промышленное испытание нового материа-
ла при производстве отливок из чугуна показало отсутствие на их
поверхности следов коксового остатка.
В [9] сообщается о применении для моделей пенополипропиле-
на, который был опробован при получении отливок из стали. Ре-
зультаты исследования качества отливок показали значительное
снижение дефектов, связанных с остатками неполной газификации
материала модели. Новый материал был рекомендован для произ-
водства отливок из чугуна и стали.
Особый интерес у производителей отливок вызвало сообщение
фирмы «Dow Chemical» (США), сделанное в 1986 г., о разработке
нового материала для моделей на основе полиметилметакрилата
(РММА) [10]. Работа была выполнена по заданию фирмы «Auto
Alloys Foundries». Испытание нового материала проводила фирма
«General Motors». Сравнительные испытания РММА при различных
скоростях нагрева до температуры 1400 °C представлены в табл. 2.2.
25
Таблица 2.2
Сравнительные результаты испытания материалов
Наименование модельного материала и условия эксперимента Остаток по массе при скорости нагрева, %
1 °С/с 700 °С/с
Пенополистирол 6,2 15,1
Сополимер стирола с акрилонитрилом 9,8 11,55
Полиметилметакрилат (РММА) 0,3 18
Выдержка при температуре в процессе опыта, с 6,7 18
Атмосфера при опыте Воздух Азот
Из данных, приведенных в табл. 2.2, следует, что РИМА обладает
высокой скоростью газификации при минимальном кокосовом
остатке, который в 20 раз меньше, чем у литейного полистирола.
Такие свойства нового материала вытекают из строения его струк-
туры:
СН3
~ —СН2—с— ~
СООСНз
Наличие в структуре связанного кислорода и отсутствие тяже-
лых радикалов способствуют быстрому протеканию процесса вы-
сокотемпературной окислительной термодеструкции РММА с вы-
делением главным образом газов при незначительном количестве
свободного углерода. Это было подтверждено натурными испыта-
ниями при получении отливок из углеродистой стали. При объем-
ной плотности модели 20-27 кг/м3 объемное науглероживание
стальной отливки не превышало 0,05 %, в то время как при литье
по моделям из пенополистирола объемное науглероживание до-
стигало 0,3 %. Вспенивающий агент (углеводородное соединение)
имеет меньшую подвижность, чем пентан, и не выделяется из гра-
нул так быстро, как пентан из пенополистирола, что увеличивает
сроки хранения и уменьшает усадку моделей после их изготовле-
ния. Усадка моделей из РММА составляет 0,2-0,4 %, из пенополи-
стирола 0,7-1,0 %. Исходный материал может храниться до 6 ме-
сяцев без существенной потери вспенивающего агента в гранулах.
26
После вспенивания гранулы могут храниться в нормальных усло-
виях несколько дней до их применения для изготовления моделей.
Температура стеклования РММА на 5 °C выше, чем у полистирола,
поэтому вспенивание гранул необходимо производить при более
высокой температуре. Однако РММА имеет существенные недо-
статки: модели из него отличаются низкой механической прочно-
стью и легко деформируются под нагрузкой, поэтому плотность
моделей необходимо повышать в 2-3 раза, а это приводит к увели-
чению объема выделения газов, а также свободного углерода. Вы-
сокая скорость термодеструкции моделей из РММА при производ-
стве отливок из черных металлов затрудняет применение форм из
кварцевого сухого песка, т. к. при заливке формы металлом обра-
зуется значительный зазор между расплавом и моделью, что при-
водит к обвалу формы. Поэтому форма и покрытие должны иметь
высокую газопроницаемость для предотвращения выброса металла
из формы во время ее заливки. Необходимо применять сифонный
подвод металла, повышенный гидростатический напор металла
при его заливке в форму и вакуум. Следует также учитывать, что
стоимость РММА в 8-10 раз выше стоимости литейного пенополи-
стирола. В результате по вышеуказанным причинам новый мате-
риал еще не получил широкого применения для производства мо-
делей. Однако, по данным фирмы «Saplest» (Франция), добавление
в небольших количествах РММА в литейный пенополистирол су-
щественно улучшает термодеструкционные свойства моделей и
приводит к улучшению качества отливок из чугуна. Работы в этом
направлении привели к разработке и поставке новых материалов
для изготовления моделей.
Китайская фирма «Castchem LTD, Mrs. Ling Hung» поставляет
для изготовления моделей сополимер Cast Pro™, состоящий из
полиметилметакрилата (70 %) и полистирола (30 %). Основные
свойства данного материала приведены в табл. 2.3.
Таблица 2.3
Физико-механические свойства сополимера Cast Pro
Марка, сополи- мера Зернистость, мм Количество вспенивателя, % Рекомендуемая плотность, г/л Количество смазки, %
СР2 0,466-0,605 8,0-9,5 20-23 0,32
СРЗ 0,358-0,466 8,5-9,5 21-25 0,32
СР4 0,284-0,358 9,5-10 23-28 0,32
По данным фирмы, материал рекомендуется для производства
отливок из чугуна и всех марок стали. Он значительно снижает
затраты на производство отливок и повышает их качество. При его
применении происходит реальное снижение дефектов, обуслов-
ленных углеродом, и улучшается качество поверхности отливок.
Материал поставляется в металлических бочках в полиэтиленовой
упаковке по 125 кг. Срок годности материала 6 месяцев при тем-
пературе хранения не выше 10 °C.
Японская фирма «ISP Corporation» поставляет на рынок для из-
готовления моделей сополимер двух марок: Cleapor CL500A и
Cleapor CL600A, содержащий 70 % полиметилметакрилата и 30 %
полистирола. Гранулометрический состав 0,5-0,4 мм. Рекомен-
дуемая плотность моделей 22-28 кг/м3. Основное назначение —
для применения моделей при производстве отливок из чугуна и
стали с целью значительного снижения влияния углерода термоде-
струкции модели на качество отливок. Материал поставляется
в металлических бочках по 125 кг. По своим технологическим и
физическим параметрам мало чем отличается от Cast Pro, постав-
ляемого китайской фирмой.
Фирмой «Foseco» разработан новый материал для изготовления
моделей — сополимер марки НМС-30, который является химиче-
ской смесью мономеров (70 % полистирола и 30 % полиметил-
метакрилата), заключенных в одной грануле. По данным фирмы,
он имеет формовочные характеристики, близкие пенополистиролу,
хорошие механические свойства, обеспечивает чистую поверх-
ность отливок, снижает и устраняет в большинстве случаев угле-
родистые дефекты на отливках из чугуна и стали, имеет значи-
тельный срок хранения как в необработанном, так и во вспененном
состоянии. Рекомендуемая плотность моделей — 24 кг/м . Матери-
ал поставляется в гранулах размером 0,35-0,5 мм. Усадка моделей
из НМС-30 составляет 0,35-0,45 %. Содержание вспенивающего
агента в пределах 6,5-8,5 %. В отличие от пенополистирола для
вспенивания необходима более высокая температура, время вы-
держки после вспенивания для активизации гранул должно быть
не менее 24 ч, время охлаждения моделей после их изготовления и
стабилизации размеров увеличивается на 10-20% по сравнению
с пенополистиролом. При производстве стальных отливок реко-
мендуется сифонный подвод металла к модели. Предварительные
результаты, представленные фирмой, дают основание предполо-
жить, что данный материал обеспечивает лучшее качество отливок
из чугуна и стали и должен заменить пенополистирол.
28
2.2. Полистирол и его свойства
2.2.1. Основные свойства полистирола
Исходным продуктом для получения полистирола является
стирол, который имеет структурную формулу СбН5СН=СН2. Мо-
лекулярная масса стирола 104,15; плотность 0,906; температура
плавления -30,63 °C; температура кипения +145,2 °C. Стирол труд-
но растворим в воде, но хорошо растворяется в этиловом эфире,
этиловом и метиловом спиртах, ацетоне. Полистирол для вспени-
вания получают суспензионной полимеризацией стирола. Сущ-
ность метода состоит в том, что мономер диспергируют в воде пу-
тем механического перемешивания со стабилизатором, предот-
вращающим коалесценцию частиц, с последующей полимеризаци-
ей и образованием капель полимера. Полимеризацию проводят
в присутствии порообразователя, инициатора, эмульгатора и ста-
билизатора, которым является сополимер метилметакрилата и
метакрилатовой кислоты. Для придания полимеру негорючести в
автоклав перед полимеризацией вводят 3-5 % антипиренов, в ка-
честве которых используются различные бром- и хлорсодержащие
органические соединения. Полимеризация происходит при темпе-
ратуре 70 °C и давлении 0,35 МПа в течение 18-20 ч. Образую-
щийся полимер в виде бисерного порошка в водном растворе по-
сле отстаивания в течение 30 мин всплывает на поверхность, и его
легко отделяют от дисперсионной среды. После промывания в во-
де и сушки гранулы полистирола подвергаются классификации и
затем упаковываются в полиэтиленовые мешки массой по 15-20 кг
или в металлические бочки с герметично закрывающейся крышкой
массой по 200 кг. В качестве эмульгатора применяется 10% рас-
твор поливинилового спирта в воде, инициатором служит 5% рас-
твор порофора 4X3-57 в спирте. В качестве порообразователей
применяются высокомолекулярные углеводородные соединения с
низкой температурой кипения, например изопентан (Тк - 27,9 °C)
или пентан (Тк = 36,7 °C). В процессе полимеризации для придания
требуемых технологических свойств добавляются соответствую-
щие ингредиенты, например дикумил.
Полистирол для вспенивания получают также суспензионной
полимеризацией стирола в водной среде с добавкой в реактор по-
рообразователя в конце процесса. В реактор первоначально загру-
жается смесь следующего состава, масс. %: стирол — 100; перок-
сид бензоила — 0,23; н-бутилпербензоат — 0,1; вода — 108;
29
Na4P2O7 — 0,05 и оксиэтилцеллюлоза — 0,15. Полимеризация про-
изводится в реакторе ступенчато, с изменением температуры от 92
до 115 °C и давления от 0,44 до 5,6 МПа. Полученный бисер поли-
стирола промывают в проточной воде, сушат, классифицируют и
упаковывают в полиэтиленовые мешки или металлические бочки.
Полистирол содержит не более 0,2 % стирола, 0,32 % влаги и око-
ло 6 % порообразователя [11].
Полистирол относится к карбоцепным предельным углеводо-
родным соединениям, которые имеют линейную структуру, т. е.
полимеризуются по принципу «голова» к «хвосту», причем дан-
ный порядок соблюдается по всей длине цепи полимера [24]. Про-
цесс полимеризации происходит по радикальному механизму за
счет активации одной из четырех связей углерода по схеме:
СН=СН2 СН=СН2 СН=СН2
с6н5 + с6н5 +...+ С6Н5
—сн—сн2—сн—сн2----------
С6Н5 С6Н5
В результате образуется полистирол, который имеет следую-
щую структурную формулу:
—СН— СН2— СН— СН2— СН— СН2-
с6н5
С6Н5
С6н5
— п
Длина цепи полимера зависит от технологии полимеризации
стирола и составляет от 30 до 70 тыс. звеньев. Каждый атом угле-
рода в полимерной цепи соединен поочередно с двумя атомами
водорода и одним атомом углерода бензольного кольца, двумя
другими связями — с соседними атомами углерода. Все атомы уг-
лерода в полимерной цепи образуют по четыре о-связи, причем
крайние атомы углерода имеют три о-связи и одну я-связь, кото-
рая энергетически менее прочная, чем о-связь. Атомы углерода в
бензольном кольце соединяются с водородом и двумя о-связями
30
с соседними атомами углерода. Кроме того, два атома углерода
попарно образуют в бензольном кольце три о-связи. Расстояние
между атомами углерода в бензольном кольце составляет 1,397 А с
энергией связи 116,4 ккал/моль. Длина связи между углеродом и
водородом в бензольном кольце равна 1,084 А с энергией связи
100,7 ккал/моль. Энергия л-связи в бензольном кольце около
50 ккал/моль. Расстояние между атомами углерода в главной цепи
составляет 1,516 А с энергией связи 83,8 ккал/моль, а между угле-
родом и водородом в главной цепи расстояние 1,07-1,06 А с энер-
гией связи 96,7-99,4 ккал/моль. Полистирол может быть выражен
химической формулой (CSHS)V. где х — количество мономера в по-
лимерной цепи. Теоретически полистирол содержит 92 масс. %
углерода и 8 масс. % водорода, однако фактически в его составе
присутствуют сера, азот, кислород. Химический анализ полисти-
рола марки Экспорит показал, что он содержит, масс. %: 90,49 С;
8,0 Н2; 0,18 N и 1,2 О2. Полистирол при нормальной температуре
представляет собой твердое аморфное стекловидное тело, которое
при 80 °C переходит в эластичное состояние и начинает плавиться
при 239 °C. Теплота плавления полистирола АНП = 2000 ккал/моль,
а энтропия ASn = 3,9 ккал/(моль • град.).
0
81
239
Температура, °C
Рис. 2.1. Изменение агрегатного состояния полистирола
в зависимости от температуры
31
На рис. 2.1 представлена деформация полистирола в зависимо-
сти от температуры, согласно которой полистирол до температуры
81 °C находится в стеклообразном твердом состоянии, в интервале
температур 81-239 °C — в высокоэластическом состоянии, а при
температуре выше 239 °C полистирол переходит в вязкотекучее
жидкое состояние. При температуре выше 300-320 °C начинается
необратимая деполимеризация полистирола, и при температуре выше
575 °C он горит на воздухе сильно коптящим пламенем [6, 12]. При
производстве газифицируемых моделей применяется двухстадий-
ная тепловая переработка суспензионного вспенивающегося поли-
стирола. На первой стадии гранулы полистирола определенной фрак-
ции подвергаются тепловой обработке при температурах 97-105 °C.
Для вспенивания 1 кг полистирола требуется расходовать 0,3-0,5 кг
пара. При этих температурах полистирол переходит в высокоэла-
стическое состояние, а порообразователь — в газообразное, создавая
давление в замкнутых ячейках гранул полистирола, под действием
которого гранулы расширяются, увеличиваясь в объеме в 30-50 раз;
насыпная масса гранул полистирола при этом снижается с 640 до
18-25 кг/м3. При последующем охлаждении полистирол переходит
в твердое стеклообразное состояние, фиксируя при этом конечное
состояние гранул. При дальнейшем снижении температуры ниже
температуры кипения порообразователя последний конденсируется
в порах вспененных гранул полистирола. Получение технологиче-
ски необходимой объемной массы пенополистирола зависит от
качества исходного материала, температуры, вида, расхода тепло-
носителя и времени тепловой обработки. При температуре тепло-
носителя выше 105 °C процесс вспенивания гранул полистирола
ускоряется, но появляется опасность выхода паров порообразова-
теля из гранул полистирола и их усадки. При нормальных режимах
вспенивания теряется 1,0-2,0 % исходного порообразователя. При
длительной выдержке гранул в теплоносителе при 97-105 °C про-
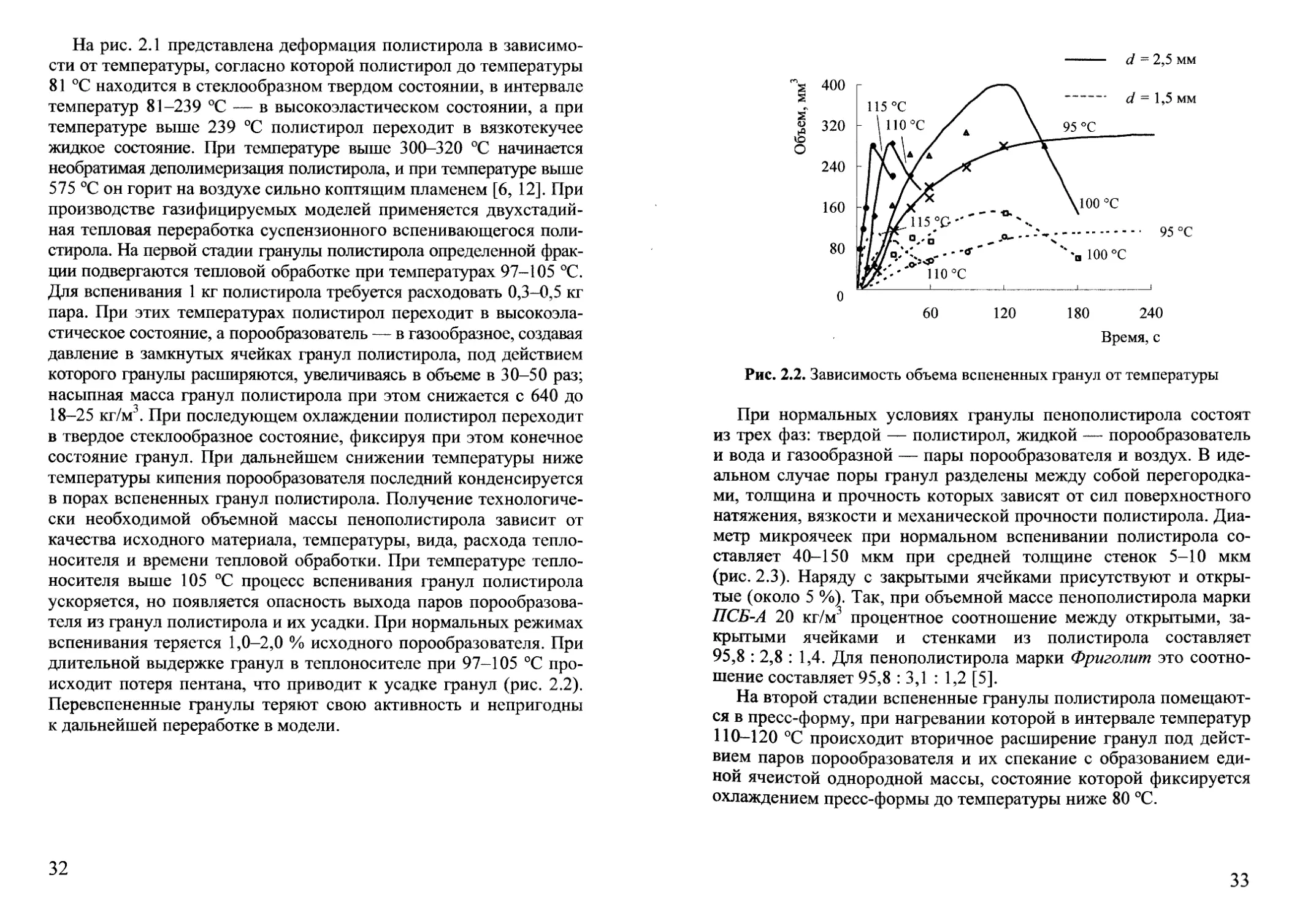
исходит потеря пентана, что приводит к усадке гранул (рис. 2.2).
Перевспененные гранулы теряют свою активность и непригодны
к дальнейшей переработке в модели.
32
d = 2,5 мм
Рис. 2.2. Зависимость объема вспененных гранул от температуры
При нормальных условиях гранулы пенополистирола состоят
из трех фаз: твердой — полистирол, жидкой — порообразователь
и вода и газообразной — пары порообразователя и воздух. В иде-
альном случае поры гранул разделены между собой перегородка-
ми, толщина и прочность которых зависят от сил поверхностного
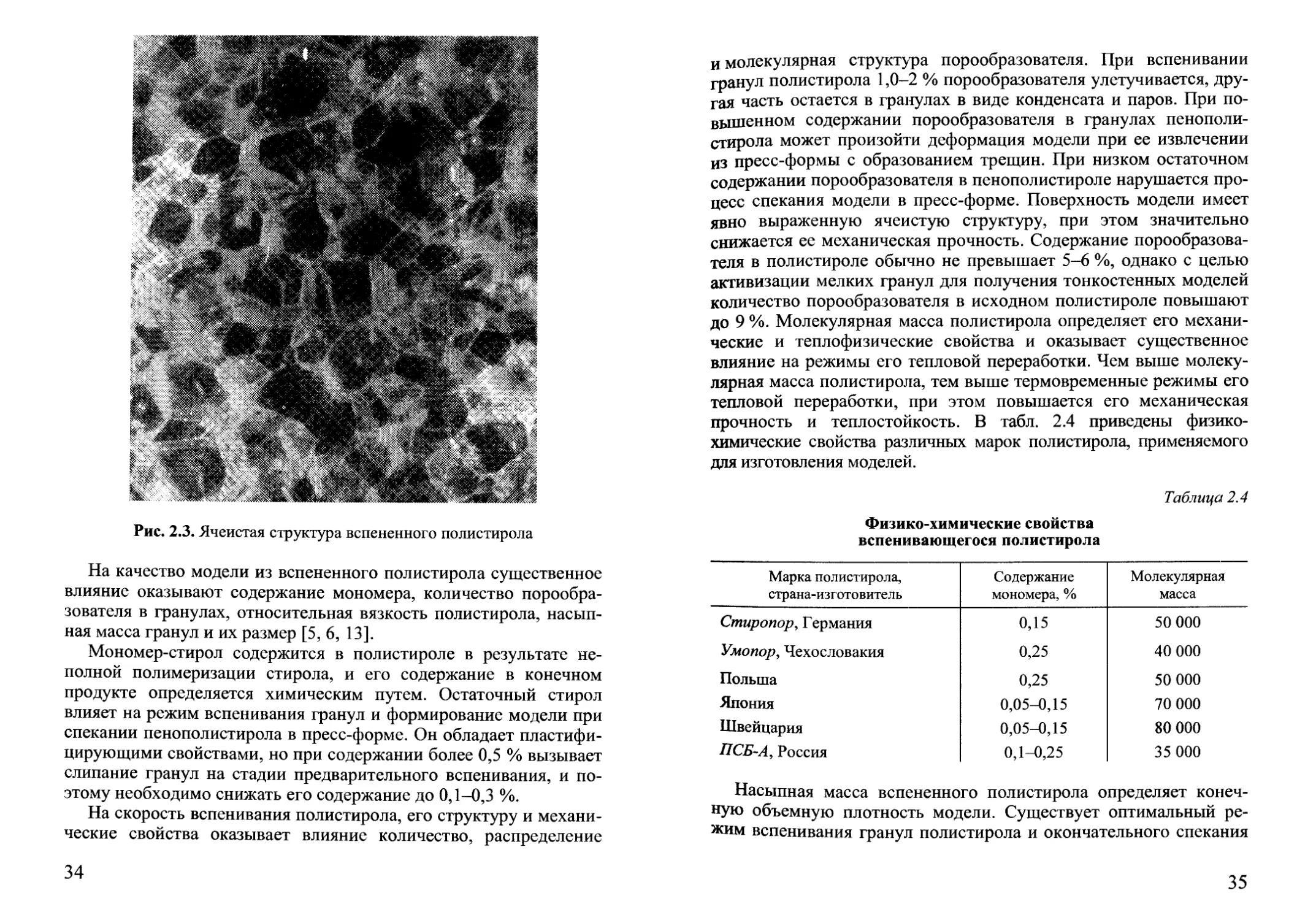
натяжения, вязкости и механической прочности полистирола. Диа-
метр микроячеек при нормальном вспенивании полистирола со-
ставляет 40-150 мкм при средней толщине стенок 5-10 мкм
(рис. 2.3). Наряду с закрытыми ячейками присутствуют и откры-
тые (около 5 %). Так, при объемной массе пенополистирола марки
ПСБ-А 20 кг/м3 процентное соотношение между открытыми, за-
крытыми ячейками и стенками из полистирола составляет
95,8 : 2,8 : 1,4. Для пенополистирола марки Фриголитп это соотно-
шение составляет 95,8 : 3,1 : 1,2 [5].
На второй стадии вспененные гранулы полистирола помещают-
ся в пресс-форму, при нагревании которой в интервале температур
110-120 °C происходит вторичное расширение гранул под дейст-
вием паров порообразователя и их спекание с образованием еди-
ной ячеистой однородной массы, состояние которой фиксируется
охлаждением пресс-формы до температуры ниже 80 °C.
33
Рис. 2.3. Ячеистая структура вспененного полистирола
На качество модели из вспененного полистирола существенное
влияние оказывают содержание мономера, количество порообра-
зователя в гранулах, относительная вязкость полистирола, насып-
ная масса гранул и их размер [5,6, 13].
Мономер-стирол содержится в полистироле в результате не-
полной полимеризации стирола, и его содержание в конечном
продукте определяется химическим путем. Остаточный стирол
влияет на режим вспенивания гранул и формирование модели при
спекании пенополистирола в пресс-форме. Он обладает пластифи-
цирующими свойствами, но при содержании более 0,5 % вызывает
слипание гранул на стадии предварительного вспенивания, и по-
этому необходимо снижать его содержание до 0,1-0,3 %.
На скорость вспенивания полистирола, его структуру и механи-
ческие свойства оказывает влияние количество, распределение
34
и молекулярная структура порообразователя. При вспенивании
гранул полистирола 1,0-2 % порообразователя улетучивается, дру-
гая часть остается в гранулах в виде конденсата и паров. При по-
вышенном содержании порообразователя в гранулах пенополи-
стирола может произойти деформация модели при ее извлечении
из пресс-формы с образованием трещин. При низком остаточном
содержании порообразователя в пенополистироле нарушается про-
цесс спекания модели в пресс-форме. Поверхность модели имеет
явно выраженную ячеистую структуру, при этом значительно
снижается ее механическая прочность. Содержание порообразова-
теля в полистироле обычно не превышает 5-6 %, однако с целью
активизации мелких гранул для получения тонкостенных моделей
количество порообразователя в исходном полистироле повышают
до 9 %. Молекулярная масса полистирола определяет его механи-
ческие и теплофизические свойства и оказывает существенное
влияние на режимы его тепловой переработки. Чем выше молеку-
лярная масса полистирола, тем выше термовременные режимы его
тепловой переработки, при этом повышается его механическая
прочность и теплостойкость. В табл. 2.4 приведены физико-
химические свойства различных марок полистирола, применяемого
для изготовления моделей.
Физико-химические свойства
вспенивающегося полистирола
Таблица 2.4
Марка полистирола, страна-изготовитель Содержание мономера, % Молекулярная масса
Стир опор, Германия 0,15 50 000
Умопор, Чехословакия 0,25 40 000
Польша 0,25 50 000
Япония 0,05-0,15 70 000
Швейцария 0,05-0,15 80 000
ПСБ-А, Россия 0,1-0,25 35 000
Насыпная масса вспененного полистирола определяет конеч-
ную объемную плотность модели. Существует оптимальный ре-
жим вспенивания гранул полистирола и окончательного спекания
35
модели в пресс-форме, которые регламентируются не только объ-
емной массой модели, но и качеством ее поверхности. На качество
модели оказывает существенное влияние скорость набора темпе-
ратуры в автоклаве или, другими словами, расход пара. На спека-
ние 1 кг модели расходуется от 4 до 40 кг пара. Парогенератор
должен обеспечить постоянный расход 1 кг пара в минуту при его
температуре 110-120 °C. При нормальном режиме спекания моде-
ли теряется всего 1,5-2 % пентана. Если не обеспечить необходи-
мый расход пара, то время формирования модели увеличится, что
приведет к избыточной потере пентана и ухудшению качества мо-
дели. Режимы переработки вспенивающегося полистирола опре-
деляются экспериментально для каждой партии, поступающей от
изготовителя.
Для изготовления моделей в России используются различные
марки литейного и строительного полистирола. В качестве литей-
ного полистирола применяются полистирол для вспенивания ма-
рок ПСВ-Л и ПСВ-ГМ, основные свойства которых представлены
в табл. 2.5 и 2.6. Полистирол марки ПСВ-Л1 имеет повышенную
прочность и скорость газификации, ПСВ-Л1С — повышенную
пластичность и меньшее выделение сажи. Для повышения скоро-
сти газификации в полистирол при его полимеризации вводят
0,5-0,75 % дикумила, который является радикалообразующим ин-
гредиентом. Для уменьшения выделения сажи используется анти-
пирины, которые также вводятся в полистирол в процессе его по-
лимеризации.
Полистирол ПСВ-ГМ отличается от ПСВ-Л более равномерным
гранулометрическим составом, однако наличие гранул большего раз-
мера, регламентируемого в ТУ в количестве 6-9 %, требует рассева
гранул, особенно при машинном способе изготовления моделей.
Из строительных марок полистирола могут использоваться для
изготовления моделей ПСВ-65С и ПСВ-55С, свойства которых
представлены в табл. 2.7.
Таблица 2.5
Свойства суспензионного полистирола ПСВ-Л
(ОСТ-301-05-202-92Е)
Показатели ПСВ-Л 1 ПСВ-Л 1С
А Б А Б
Внешний вид Полупрозрачные Белые непрозрачные
36
Окончание табл. 2.5
Показатели ПСВ-Л 1 ПСВ-Л 1С
А Б А Б
Содержание остаточного моно- мера, %, не менее 0,3
Содержание порообразователя, %, не менее 5,5-6,6 5,5-6,5 5,0
Относительная вязкость в 1,0% растворе бензола, не менее 1,8 1,7
Гранулометрический состав, % остатка после просеивания на сите с сеткой : № 5, не менее № 2, 5, не более № 2, 5, не менее 70 10 80 70 10 80
Насыпная масса вспененных гра- нул, г/л, не более 20 30
Слипаемость гранул по классам 0, 1,2,3 0-1
Скорость газификации при теп- ловом ударе (900 °C), г/с, не менее 9,0 • 10”3
Скорость плавления при тепло- вом ударе (900 °C), см/с, не менее 2 1,6
Содержание активного кислоро- да, %, не менее 0,03
Изготовление газифицируемых моделей в единичном произ-
водстве осуществляется механической обработкой из пенополи-
стироловых плит, получаемых как из литейных, так и из строи-
тельных марок суспензионного полистирола для вспенивания.
В табл. 2.8 представлены свойства пенополистирола в плитах из
различных марок вспенивающегося полистирола. В соответствии
с ГОСТ 15588-70 плиты из пенополистирола выпускаются сле-
дующих размеров:
длина, мм — 900, 1000, 2000, 3000;
ширина, мм — 800,1000;
толщина, мм — 10, 25, 50, 100, 120, 150, 200.
37
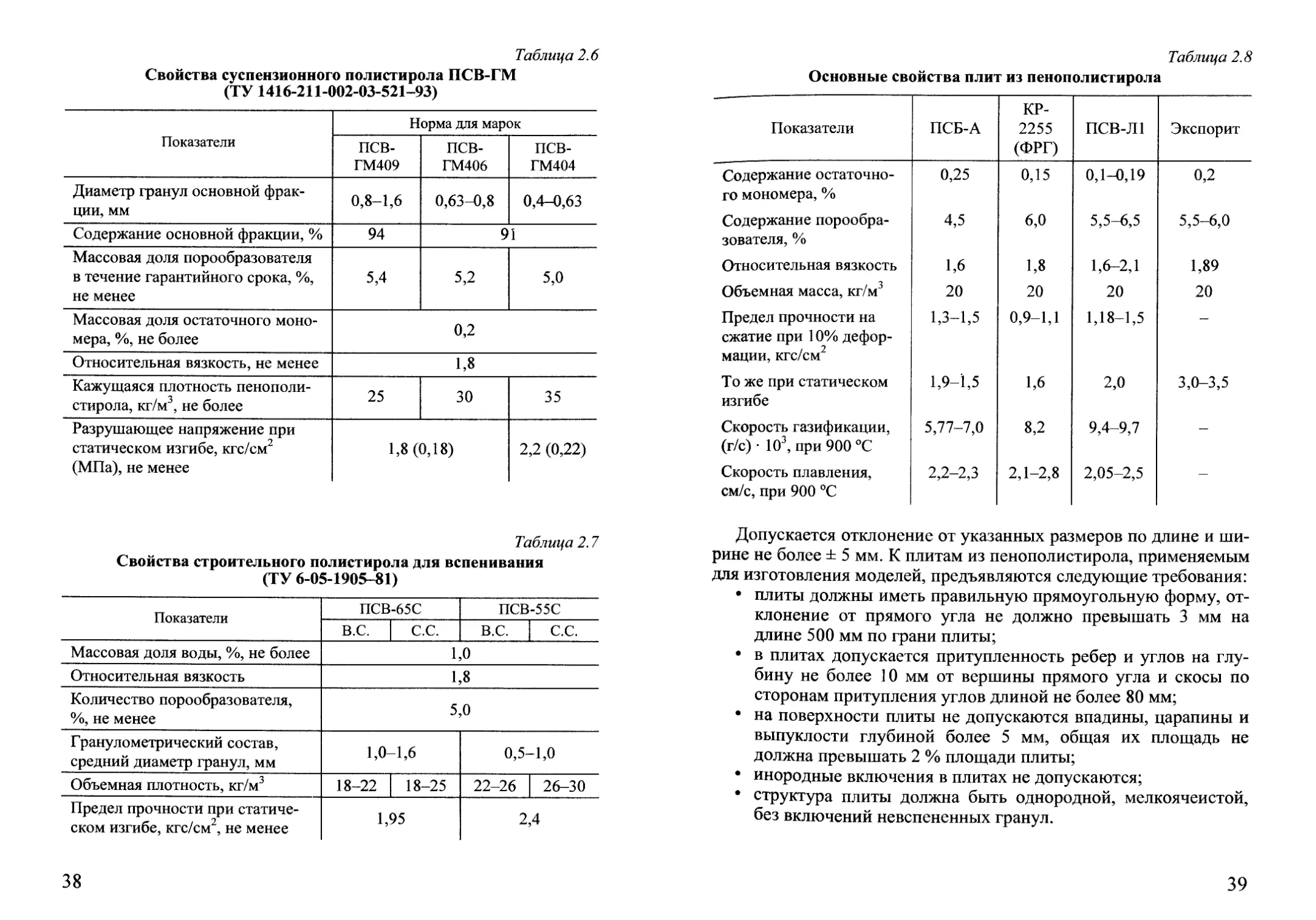
Таблица 2.6
Свойства суспензионного полистирола ПСВ-ГМ
(ТУ 1416-211-002-03-521-93)
Показатели Норма для марок
ПСВ- ГМ409 псв- ГМ406 псв- ГМ404
Диаметр гранул основной фрак- ции, мм 0,8-1,6 0,63-0,8 0,4-0,63
Содержание основной фракции, % 94 91
Массовая доля порообразователя в течение гарантийного срока, %, не менее 5,4 5,2 5,0
Массовая доля остаточного моно- мера, %, не более 0,2
Относительная вязкость, не менее 1,8
Кажущаяся плотность пенополи- стирола, кг/м3, не более 25 30 35
Разрушающее напряжение при статическом изгибе, кгс/см2 (МПа), не менее 1,8 (0,18) 2,2 (0,22)
Таблица 2.7
Свойства строительного полистирола для вспенивания
(ТУ 6-05-1905-81)
Показатели ПСВ-65С ПСВ-55С
В.С. С.С. В.С. С.С.
Массовая доля воды, %, не более 1,0
Относительная вязкость 1,8
Количество порообразователя, %, не менее 5,0
Гранулометрический состав, средний диаметр гранул, мм 1,0-1,6 0,5-1,0
Объемная плотность, кг/м3 18-22 18-25 22-26 26-30
Предел прочности при статиче- ском изгибе, кгс/см2, не менее 1,95 2,4
38
Таблица 2.8
Основные свойства плит из пенополистирола
Показатели ПСБ-А КР- 2255 (ФРГ) ПСВ-Л1 Экспорит
Содержание остаточно- го мономера, % 0,25 0,15 0,1-0,19 0,2
Содержание порообра- зователя, % 4,5 6,0 5,5-6,5 5,5-6,0
Относительная вязкость 1,6 1,8 1,6-2,1 1,89
Объемная масса, кг/м3 20 20 20 20
Предел прочности на сжатие при 10% дефор- мации, кгс/см2 1,3-1,5 0,9-1,1 1,18-1,5
То же при статическом изгибе 1,9-1,5 1,6 2,0 3,0-3,5
Скорость газификации, (г/с) 103, при 900 °C 5,77-7,0 8,2 9,4-9,7 -
Скорость плавления, см/с, при 900 °C 2,2-2,3 2,1-2,8 2,05-2,5 —
Допускается отклонение от указанных размеров по длине и ши-
рине не более ± 5 мм. К плитам из пенополистирола, применяемым
для изготовления моделей, предъявляются следующие требования:
• плиты должны иметь правильную прямоугольную форму, от-
клонение от прямого угла не должно превышать 3 мм на
длине 500 мм по грани плиты;
• в плитах допускается притупленность ребер и углов на глу-
бину не более 10 мм от вершины прямого угла и скосы по
сторонам притупления углов длиной не более 80 мм;
• на поверхности плиты не допускаются впадины, царапины и
выпуклости глубиной более 5 мм, общая их площадь не
должна превышать 2 % площади плиты;
• инородные включения в плитах не допускаются;
• структура плиты должна быть однородной, мелкоячеистой,
без включений невспененных гранул.
39
2.2.2. Определение основных свойств пенополистирола
Полистирол, применяемый для изготовления газифицируемых
моделей, должен подвергаться контролю как со стороны постав-
щика, так и со стороны потребителя. Особенно важно вести кон-
троль по мере его переработки с учетом срока поставки и хране-
ния, т. к. свойства полистирола со временем изменяются в основ-
ном за счет уменьшения содержания порообразователя. Контроль
качества полистирола следует производить по методикам, изло-
женным в ТУ, а также по специально разработанным нормативам
для определения его технологических свойств как литейного мате-
риала для производства отливок [5, 6].
Содержание влаги в исходных гранулах полистирола определя-
ется следующим образом. В буксу, предварительно высушенную и
взвешенную с точностью до 0,0002 г, помещается полистирол
в гранулах, масса которого определяется с аналогичной точно-
стью. Открытую буксу с навеской помещают в сушильный шкаф
и выдерживают в течение 4 ч при температуре (32 ± 2) °C, а затем
помещают в эксикатор на 13-20 мин, после чего буксу взвеши-
вают с точностью до 0,0002 г. Содержание влаги определяется по
формуле
y = G°~Gnc100,
G„
где Gn и Gnc — масса полистирола до и после сушки соответст-
венно.
За результат берут среднее арифметическое двух параллельных
измерений влажности при допустимой разности между двумя
определениями не выше 0,1 %. Содержание влаги не должно пре-
вышать 5 %, т. к. более высокая влажность исходного полистирола
затрудняет рассев гранул и заполнение ими пресс-формы.
Гранулометрический состав полистирола имеет важное значе-
ние для получения моделей с качественной поверхностью. Для из-
готовления тонкостенных моделей сложной конфигурации исполь-
зуется полистирол с размером гранул 0,3-0,5 мм, однако при этом
желательно иметь более узкий интервал. В технических условиях
на поставку полистирола для получения моделей гранулометриче-
ский состав строго лимитируется. Определяется гранулометриче-
ский состав путем отбора навески массой 50 г из хорошо переме-
40
шанной партии полистирола. Проба подвергается сушке и затем
помещается в стандартный ситовой прибор модели 029, на кото-
ром просеивается в течение 15 мин. Взвешиванием остатков на
ситах с точностью до 0,01 г определяют гранулометрический со-
став по формуле
X =-SL100,,
Со
где X — остаток на соответствующем сите, %; Q\ — масса поли-
стирола на соответствующем сите, г; Qq — масса навески, г.
По сумме трех измерений определяется гранулометрический
состав полистирола.
Насыпная масса пенополистирола имеет важное значение для
получения моделей необходимой объемной плотности с качест-
венной поверхностью. Она зависит как от первичных свойств по-
листирола, так и от режимов его тепловой переработки. Методика
определения насыпной массы состоит в следующем. Навеска по-
листирола массой 60-90 г помещается на противень с сетчатым
днищем из капроновой ткани, который затем помещается в авто-
клав, где выдерживается определенное время при температуре
(100 ± 2) °C. Вспененные гранулы сушат и выдерживают не менее
4 ч, а затем помещают в предварительно взвешенный с точностью
до 0,01 г цилиндр (ГОСТ 1770-64) емкостью 100 мл. Пенополи-
стирол уплотняют путем постукивания по цилиндру, после чего
снова взвешивают с точностью до 0,01 г. Насыпная масса X (г/л)
определяется по формуле
^=(m-mi)10,
где 7И1 — масса пустого цилиндра, г; т — масса цилиндра со вспе-
ненными гранулами, г.
Насыпная объемная масса пенополистирола зависит от времени
вспенивания, с увеличением которого она первоначально умень-
шается, а затем растет. Рост насыпной массы связан с усадкой (пе-
ревспениванием) гранул, которая происходит вследствие разрыва
межпоровых перемычек и выхода паров порообразователя из гра-
нул. Минимальная насыпная масса соответствует началу ее роста
при увеличении времени вспенивания гранул, что видно из графи-
ков, приведенных на рис. 2.4.
41
О 2 4 6 8 10 12 14 16
Время вспенивания, мин
Рис. 2.4. Зависимость насыпной массы вспененного полистирола
от времени вспенивания
Механические свойства пенополистирола определяются на спе-
циально подготовленных образцах. Первоначально получают вы-
шеописанным способом пенополистирол с насыпной массой
20 г/л, затем гранулами заполняют полость алюминиевой пресс-
формы с внутренними размерами 300x160x50 мм. Съемная крыш-
ка и стенки пресс-формы закрепляются откидными болтами. Тол-
щина стенок пресс-формы 5 мм. Стенки пресс-формы перфориро-
ваны отверстиями диаметром 1,0 мм с шагом 1,0 см. Пресс-форму
с гранулами помещают в автоклав и выдерживают при температу-
ре 105-110 °C в течение 15-17 мин. Отсчет времени производится
от начала подачи пара в автоклав до момента извлечения из него
пресс-формы, которая затем охлаждается до температуры 40 °C.
После охлаждения пресс-форма разбирается, и полученный обра-
зец извлекается. Образец сушится при температуре 40-60 °C в
течение 4 ч, затем определяется его объемная масса. Из получен-
ной пластины вырезаются образцы для испытания на сжатие (раз-
мером 50 x 50x 50 мм) и на изгиб (размером 130 х 40 х 40 мм).
42
Предел прочности при сжатии осж (кгс/см2) определяется при 10%
деформации образца по формуле
_ Р_
°сж ~ ’
где Р — нагрузка при 10% деформации, кг; S — площадь образца,
см2.
Предел прочности при изгибе определяется при плавном на-
гружении со скоростью не более 50 мм/мин. Образец устанавлива-
ется между двумя опорами, расстояние между которыми 120 мм.
Края опор и наконечника, передающего усилие, должны быть за-
круглены радиусом 8 мм. Образец перед испытанием обмеривает-
ся с погрешностью не более 0,5 мм. Предел прочности при стати-
ческом изгибе оиз (кгс/см2) определяется по формуле
ЗР1
СТиз “ 2bh2 ’
где Р — разрушающая нагрузка, кг; I — расстояние между опора-
ми, см; h — толщина образца, см; b — ширина образца, см.
Предел прочности при изгибе определяется как среднее значе-
ние из пяти испытаний.
Твердость поверхности образца из пенополистирола определя-
ется твердомером 071 как среднее значение по пяти точкам замера.
Твердость поверхности моделей из пенополистирола зависит от
размера вспененных гранул и объемной массы образца. .
Относительная вязкость полистирола характеризует его моле-
кулярную массу. Для ее определения берется навеска полистирола
массой 0,5 г с точностью до 0,0002 г, которая затем растворяется
в 50 мл бензола (ГОСТ 8448-61). Относительная вязкость опреде-
ляется по вискозиметру Освальда — Пишкевича с диаметром ка-
пилляра 0,6 мм. В широкую трубку вискозиметра вводят 15 мл
раствора и погружают его в водный или масляный термостат при
температуре (20 ±0,5) °C на 10 мин. Затем раствор из широкой
трубки переливают во второе колено вискозиметра. Время истече-
ния раствора от верхней до нижней метки фиксируется секундо-
мером. В той же последовательности определяется истечение чис-
того бензола. Относительная вязкость рассчитывается по формуле
43
I - >
т2
где Ti — продолжительность истечения 1,0% раствора полисти-
рола в бензоле, с; i2 — продолжительность истечения чистого бен-
зола, с.
Молекулярная масса полистирола определяется по формуле
Штаудиндера
где г| — относительная вязкость; К — коэффициент, равный
1,8 • Ю 4 для 1,0% раствора полистирола в бензоле; С — молярная
концентрация полистирола, равная 0,096 моль/л.
Содержание остаточного мономера стирола определяется рас-
творением 0,5 г полистирола в 25 мл бензола при добавлении 15 мл
раствора Кауфмана. По истечении 30 мин добавляется 10% рас-
твор йодистого калия и затем оттитровывается выделившийся иод
0,lN раствором гипосульфата. В той же последовательности про-
водится холостой опыт с таким же количеством реактивов. Про-
центное содержание остаточного мономера определяется по фор-
муле
= F 0,0052
‘ С
где ср и q2 — количество 0,1N раствора гипосульфида, затраченно-
го соответственно на титрование холостой пробой и с навеской
полистирола, мл; F — фактор 0,lN раствора гипосульфида;
0,0052— количество стирола, соответствующее 1,0 мл 0,lN рас-
твора гипосульфида, г; С — навеска полистирола, г.
Содержание порообразователя в исходных гранулах полисти-
рола вычисляется по формуле
где Qq — общее содержание летучих, %; Qc — содержание моно-
мера в гранулах, %; Qn — содержание влаги в гранулах, %.
44
Для определения общего содержания летучих в % берется 1,0 г
исходных гранул полистирола и помещается в чашку Петри. После
взвешивания чашка с навеской помещается под инфракрасную
лампу мощностью 500 Вт. Расстояние между лампой и навеской
должно быть 0,5 см, время выдержки — 4 мин. Затем чашка по-
мещается в эксикатор для охлаждения и взвешивается на аналити-
ческих весах. Содержание в % общего количества летучих рассчи-
тывается по формуле
а=“1о°,
где <71 и — масса чашки Петри с навеской соответственно до
и после сушки, г; С—навеска исходных гранул пенополистирола, г.
Слипаемость гранул определяется по следующей методике.
В воду при температуре 95-97 °C опускают навеску так, чтобы на
1 м2 поверхности приходилось 0,25 кг полистирола. Гранулы вы-
держивают в воде в течение 2 мин при постоянном перемешива-
нии. В продолжение вспенивания часть гранул спекается в комки,
другая остается свободной. По количеству и размеру образовав-
шихся комков визуально определяют класс слипаемости: 0 — гра-
нулы не слипаются; 1 — слабая слипаемость, образуются комки
размером до 20 мм в поперечном размере; 2 — повышенная сли-
паемость, образуются комки размером от 20 до 70 мм; 3 — силь-
ная слипаемость, образуются комки размером более 70 мм.
Скорость испарения и газификации пенополистирола опреде-
ляется по методу испарения капель, который заключается в том,
что образец пенополистирола помещается на нагретую до задан-
ной температуры поверхность и определяется время газификации
от момента его контакта с поверхностью до конца исчезновения
[6]. Для проведения испытания образца на скорость газификации
в МВТУ им. Баумана был разработан специальный прибор, общий
вид которого представлен на рис. 2.5 [6]. Прибор состоит из печи 1,
внутри которой помещен металлический или графитовый блок 2
диаметром 40-50 мм. В блоке на расстоянии 0,2-0,3 мм от поверх-
ности установлена термопара 3, показания которой фиксируются
милливольтметром 4. На расстоянии 0,8-1,0 мм от поверхности
блока закреплена термопара 5, показания которой фиксируются
самописцем.
45
3
Рис. 2.5. Прибор для определения скорости газификации
пенополистирола
При достижении на поверхности блока заданной температуры
на него помещается навеска пенополистирола, и печь закрывается
кварцевым стеклом. Моменты начала и конца газификации фикси-
руются термопарой 5. Скорость газификации и испарения qr (г/с)
определяется по формуле
G
т
где G — масса образца, г; т — время газификации, с.
За результат принимается среднее значение из 5 определений,
причем отклонения данных опыта более чем на 15 % от среднего
результата не учитываются.
Скорость плавления пенополистирола определяется по времени
плавления образца определенной длины, помещенного на нагре-
тый до заданной температуры нагреватель, от момента контакта
образца с грузом до полной потери им исходного состояния [6].
Определение скорости плавления образца производится на прибо-
ре, который представлен на рис. 2.6.
46
Прибор состоит из печи 1 и нагреваемого в ней массивного ме-
таллического блока 2, температура поверхности которого измеря-
ется зачеканенной в нем термопарой 3. Показания термопары фик-
сируются гальванометром 4. Образец из пенополистирола 5 разме-
ром 15 х 15 х 200 мм закрепляется на острие конца металлическо-
го штока 6 и помещается в кварцевую трубку 7. Перед испытанием
металлический блок разогревается до заданной температуры, а
кварцевая трубка закрепляется на штативе 9. Образец приводится
в соприкосновение с нагретым блоком. Перемещение образца
фиксируется датчиком 8 и регистрируется осциллографом 10.
В трубку подается инертный газ для предотвращения горения пе-
нополистирола.
Рис. 2.6. Прибор для определения скорости плавления
пенополистирола
Скорость плавления полистирола vn;i (мм/с) определяется по
формуле
где /об — длина образца, мм; тпл — время плавления образца, с.
47
За окончательный результат скорости плавления полистирола
принимается среднее арифметическое пяти измерений.
2.3. Изготовление моделей в серийном производстве
В серийном производстве модели изготавливаются из вспенен-
ного полистирола в две стадии. На первой стадии гранулы исход-
ного полистирола вспениваются до заданной насыпной массы и
выдерживаются в течение определенного времени для созревания.
На второй стадии осуществляется нагрев вспененных гранул
в замкнутом объеме пресс-формы, в результате которого происхо-
дит формирование модели с заданными технологическими и меха-
ническими свойствами. Однако как первая, так и вторая стадия
технологического процесса изготовления модели включает в себя
целый ряд операций, каждая из которых оказывает существенное
влияние на формирование модели надлежащего качества. Весь
технологический процесс изготовления моделей можно разделить
на два этапа: предварительная переработка суспензионного поли-
стирола и изготовление моделей в пресс-формах.
2.3.1. Предварительная переработка суспензионного
полистирола
Предварительная переработка гранул полистирола для вспени-
вания является важной составной частью технологического про-
цесса изготовления моделей и включает следующие операции:
классификация гранулометрического состава, вспенивание гранул,
сушка и активизация вспененных гранул. Каждая из этих операций
существенно влияет на получение моделей с заданными эксплуа-
тационными свойствами. Качество моделей зависит от первичных
(молекулярной массы, количества порообразователя и остаточного
стирола, наличия влаги и размера гранул) и вторичных (размера
вспененных гранул, их активности, слипаемости, влажности)
свойств вспененных гранул.
С одной стороны, модель должна иметь необходимую техноло-
гическую прочность, чтобы при выполнении операций транспор-
тировки, сборки моделей, покраски модельных блоков, их сушки и
формовки не происходило нарушение геометрических параметров
модели. С другой — при заливке формы металлом модель не
должна существенно влиять на заполняемость формы, при этом
48
должно выделяться минимальное количество продуктов термоде-
струкции полистирола, которые оказывают влияние не только на
формирование отливки, но и на окружающую среду.
В первом случае модель должна иметь повышенную объемную
массу, во втором — минимально допустимую. Получение моделей
с заданной, технологически необходимой объемной массой и явля-
ется главной задачей их производства. Многочисленными иссле-
дованиями и практикой установлено, что при вспенивании гранул
полистирола различных партий одного и того же производителя
при одинаковых режимах можно получать модели из пенополи-
стирола с объемной массой, величина которой колеблется в значи-
тельных пределах.
Поэтому необходимо контролировать свойства исходного по-
листирола и экспериментально определять технологические пара-
метры первичной его переработки для получения качественных
моделей. Гранулометрический состав исходного полистирола опре-
деляется в зависимости от толщины стенки модели, т. к. вспенен-
ные гранулы должны не только заполнить полость пресс-формы,
но и обеспечить необходимую объемную массу и качество ее по-
верхности. В табл. 2.9 представлены рекомендации различных за-
рубежных фирм по выбору размера исходных гранул полистирола
в зависимости от толщины стенки модели [6].
Из приведенных данных в табл. 2.9 следует, что отечественный
полистирол марок ПСВ-Л и ПСВ-ГМ409, а также строительные
марки полистирола необходимо дополнительно просеивать на си-
тах для выполнения указанных рекомендаций (см. табл. 2.5-2.7),
и только полистирол марок ПСВ-ГМ406 и ПСВ-ГМ404 соответст-
вует рекомендациям и может применяться без дополнительного
рассеивания.
Таблица 2.9
Рекомендуемый размер исходных гранул
Толщина стенки модели, мм Размер гранул, мм Объемная масса модели, кг/м3
Более 14 1,2-1,8 13-30
10-14 1,1-1,3 15—40
8-10 0,7-0,9 17-40
6-8 0,3-0,7 17-40
4-6 0,2-0,5 22-44
49
Вспенивание гранул полистирола можно производить различ-
ными способами: в горячей воде, паровой ванне, потоке пара, по-
токе горячего воздуха и электромагнитном поле высокой частоты.
Вспенивание в горячей воде осуществляется при температуре
95-100 °C. Гранулы полистирола засыпаются тонким слоем в ко-
роб, который закрывается крышкой. Днище короба и крышка вы-
полнены из капроновой ткани или медной сетки. Короб с гранула-
ми погружается в кипящую воду на такую глубину, чтобы верх
короба был перекрыт кипящей водой. После выдержки в воде в
течение заданного времени короб извлекается и помещается в су-
шило, температура в котором 25-30 °C. Сушку можно производить
и на противнях при комнатной температуре. Съем вспененного
полистирола с 1 м2 поверхности водяной ванны составляет 0,5-
1,0кг/ч. Процесс вспенивания в водяной ванне отличается ста-
бильностью, т. к. поддерживать заданную температуру воды срав-
нительно легко. Однако в связи с низкой производительностью
процесса вспенивания в водяной ванне, высокой остаточной влаж-
ностью гранул (до 250 %) и комкованием (слипанием) в процессе
вспенивания данная технология не получила промышленного
применения. Зависимость насыпной массы вспененного полисти-
рола от времени его выдержки в кипящей воде представлена на
рис. 2.7.
Вода 100 °C
0,07
0,06
св
У 0,05
СЗ ’
S
й 0,04
| 0,03
д 0,02
0,01
1 —фр. 0,5-1,0 мм
2 —фр. 1,0-1,6 мм
3 —фр. 1,6-2,5 мм
4 — фр. 2,5-5,0 мм
5 — без рассева
0 4 8 12 16 20
Время вспенивания, мин
Рис. 2.7. Зависимость насыпной массы гранул полистирола
от продолжительности вспенивания в кипящей воде
50
Вспенивание паром гранул полистирола производится при тем-
пературе 95-105 °C тремя способами: статическим, кинетическим
и динамическим. При статическом способе исходные гранулы рав-
номерным слоем засыпаются в противень с днищем из капроновой
или медной сетки, который помещается в бак над кипящей водой.
Бак закрывается крышкой, вследствие чего температура пара над
кипящей водой стабилизируется в пределах 96-98 °C. Противень
выдерживается в паровой ванне заданное время, которое исчисля-
ется после закрытия ванны крышкой. Вспенивание гранул в паро-
вой ванне требует большего времени, чем в кипящей воде, но за
счет значительного сокращения времени сушки общий цикл пере-
работки полистирола значительно сокращается. Статическое вспе-
нивание паром гранул полистирола можно производить в автокла-
ве. В этом случае противень с гранулами помещают в автоклав,
после закрытия которого в него подается пар при температуре
100-105 °C. После заданного времени выдержки, исчисление кото-
рого начинается после закрытия автоклава и подачи в него пара,
противень извлекается. Вспенивание гранул полистирола в авто-
клаве позволяет получить вспененные гранулы с низкой влажно-
стью и значительно сократить время сушки. Однако вспенивание
в автоклаве применяется крайне редко из-за сложности обслужи-
вания автоклава.
Кинетическое вспенивание гранул полистирола осуществляется
несколькими способами. Одним из них является способ вспенива-
ния гранул во встречном потоке гранул и пара, при котором по
трубопроводу инжектируются воздухом гранулы полистирола и
подается пар под давлением по ходу движения гранул. Нагрев гра-
нул и их вспенивание происходят в совместном движении паро-
воздушной среды и гранул полистирола. Производительность та-
кой установки зависит от взаимной скорости перемещения паро-
воздушного потока и гранул [11].
При кинетическом способе вспенивание гранул осуществляется
в лопастных и шнековых мешалках, в камеру которых подаются
непрерывно или дискретно гранулы полистирола и острый пар
при давлении 50-180 кПа. На вспенивание 1 кг гранул полистиро-
ла необходимо обеспечить расход не менее 0,3-0,5 кг пара. По
мере вспенивания гранулы перемещаются лопастями мешалки
или шнеком к разгрузочному окну. Насыпная масса пенополисти-
рола регулируется или положением разгрузочного окна, или ско-
ростью перемещения гранул в процессе вспенивания. Установки,
51
работающие по такому принципу, имеют высокую производитель-
ность и применяются в цехах средней и большой мощности. В со-
временных автоматических установках вспенивание гранул поли-
стирола и последующая их сушка происходят в одном агрегате,
что значительно сокращает общий цикл подготовки пенополисти-
рола.
Динамический способ вспенивания гранул полистирола осно-
ван на непрерывном течении пара через неподвижный объем гра-
нул при атмосферном давлении с удалением отработанного пара.
При таком процессе поверхность гранул освобождается от конден-
сата, который затрудняет теплообмен между паром и гранулами;
кроме того, отсутствие избыточного давления в камере способст-
вует свободному расширению гранул, что позволяет получать мо-
дели с минимальной объемной массой (рис. 2.8) [12].
Рис. 2.8. Зависимость насыпной массы гранул полистирола
при динамическом способе вспенивания паром при температуре:
1 — 135 °C; 2 — 120 °C; 3 — 105 °C; пунктиром показана зависимость
при статическом вспенивании в паровой ванне
Предварительное вспенивание гранул полистирола можно про-
изводить в потоке горячего воздуха при температуре 100-110 °C,
однако цикл вспенивания при таком процессе более длителен, чем
в водяной ванне или паром, ввиду низкого коэффициента тепло-
обмена [11].
Разработан способ вспенивания гранул полистирола в электро-
магнитном поле высокой частоты (ТВЧ), при котором гранулы
52
предварительно смачиваются водой, содержащей электролит.
Преимущество способов вспенивания в потоке горячего воздуха и
ТВЧ по сравнению с другими состоит в том, что после вспенива-
ния не требуется последующая сушка [11].
Все вышеприведенные способы вспенивания гранул полисти-
рола не всегда обеспечивают требуемое качество моделей. Для
получения гранул необходимой насыпной массы используются
различные способы внешнего воздействия на гранулы в процессе
их вспенивания. По данным [14, 15], для получения качественных
моделей регламентируется их объемная плотность в пределах 16-
24 кг/м3. Для получения моделей с такой плотностью используются
два способа вспенивания. По первому способу вспенивание произ-
водится паром в вакууме, что обеспечивает снижение насыпной
плотности гранул до 16-20 кг/м3. Модели из таких гранул приме-
няют для получения отливок из стали, ковкого и серого чугунов.
При втором способе в процессе вспенивания используется повы-
шенное давление, создаваемое сжатым воздухом, что позволяет
получать гранулы пенополистирола с насыпной плотностью 20-
21 кг/м3. Модели из такого пенополистирола рекомендуется при-
менять для получения отливок из алюминиевых сплавов и чугуна.
После вспенивания гранулы полистирола подвергаются сушке
и активации. Сушка осуществляется или в потоке теплого воздуха
при температуре 25-30 °C, или стационарно при нормальной тем-
пературе под вытяжным зонтом. Процесс активации гранул связан
с изменением агрегатного состояния порообразователя и диффу-
зионными процессами, протекающими в объеме гранул после их
вспенивания. При охлаждении гранул порообразователь конден-
сируется, вследствие чего в порах гранул образуется вакуум, кото-
рый заполняется воздухом; в результате возрастает способность
гранул к повторному расширению, которое обеспечивает их спе-
кание при повторном нагреве в замкнутом объеме пресс-формы.
Процесс активации гранул протекает во времени при взаимной
диффузии воздуха вовнутрь гранул и паров порообразователя из
гранул. Первоначально процесс диффузии воздуха превалирует
над процессом обратной диффузии порообразователя из гранул,
однако по мере заполнения вакуума эти процессы сначала взаимно
уравновешиваются, а затем начинает превалировать процесс диф-
фузии порообразователя. Процесс активации гранул продолжает-
ся от 2 до 12 ч, после чего в течение 12 ч пенополистирол сохра-
няет свою активность, а затем она начинает падать. Исследования
53
и практика показывают, что хранение пенополистирола более 24 ч
снижает его активность и делает непригодным для получения ка-
чественных моделей. Для уменьшения потерь порообразователя
применяют вещества с большой молекулярной массой, такие как
изопентан (СН3)2СН СН2СН3 с молекулярной массой 72,5 и пентан
СН3(СН2)3СН3 с молекулярной массой 72,15.
Для активации гранул с целью получения моделей с низкой
плотностью и качественной поверхностью применяются различ-
ные способы внешнего воздействия на гранулы в процессе их вы-
держки. Для уменьшения насыпной массы гранул применяют по-
вторное вспенивание их после активации, что позволяет получать
модели с объемной плотностью 14-16 кг/м3. В [16] предлагается
предварительно вспенивать гранулы до минимальной насыпной
массы 12-14 кг/м3, а затем, после активации, подвергать их обжа-
тию в резиновых вальцах до сокращения первоначального объема
на 20 %. При изготовлении моделей из таких гранул в пресс-
формах время их спекания сокращается в 2 раза, улучшается плот-
ность модели и качество ее поверхности. Данный способ актива-
ции гранул был практически осуществлен для изготовления круп-
ных моделей при использовании исходной фракции полистирола
от 1,0-1,5 до 2,5-3,0 мм.
2.3.2. Технология изготовления моделей
Производство моделей основано на процессе вторичной тепло-
вой обработки гранул в замкнутом объеме пресс-формы. Техноло-
гический процесс изготовления моделей состоит из следующих
операций: подготовка гранул пенополистирола, подготовка пресс-
формы, заполнение пресс-формы гранулами пенополистирола,
тепловая обработка пресс-формы, охлаждение пресс-формы, из-
влечение модели из пресс-формы, сушка модели, выдержка моде-
ли после сушки и контроль качества модели. Существенным недо-
статком вспененных гранул полистирола является их склонность
к комкованию, которое происходит из-за химического (слипание)
или электрического взаимодействия между гранулами. Оба эти
фактора затрудняют нормальное заполнение пресс-формы грану-
лами. Слипание гранул может происходить по двум причинам:
высокое содержание свободного стирола в полимере или недоста-
точная промывка водой гранул полистирола после его полимери-
зации. Обе эти причины являются результатом нарушения техно-
54
логического процесса производства полистирола. Для устранения
слипаемости гранул в процессе вспенивания они обрабатываются
0,02-0,2% раствором поверхностно-активного вещества, например
стеарата кальция или цинка, в воде [11].
Возникновение электрических зарядов на поверхности гранул
обусловлено различными внешними факторами, которые сопутст-
вуют технологическому процессу изготовления моделей. Главной
причиной является трение гранул между собой и о стенки трубо-
проводов, в бункерах их хранения, при сушке гранул, рассеивании
и других видах транспортировки. В табл. 2.10 представлена зави-
симость электролизации гранул от скорости их перемещения и вы-
соты падения. Значительное влияние на электронизацию гранул из
полистирола оказывает материал трубопроводов, по которым
транспортируются гранулы, что видно из результатов исследова-
ния, приведенных в табл. 2.11.
Таблица 2.10
Электролизации гранул полистирола при движении
Диаметр гра- нул, мм Усредненное значение потенциала датчика, кВ
Высота падения, мм Скорость движения, см/с
250 500 70 90
3,0 3,6 4,0 1,2 2,9
4,0 2,7 3,0 1,0 2,9
5,0 1,4 1,5 0,6 1,6
Таблица 2.11
Влияние материала трубопровода на электролизацию гранул
из полистирола
Размер гранул, мм Усредненное значение потенциала датчика, кВ
Поливинилхлорид Медь
0,5 7,7 6,515
0,5-1,0 6,9 3,15
1,0-1,5 6,8 2,52
При исследовании зависимости характера электролизации гра-
нул полистирола от диэлектрических свойств контактирующих
материалов было установлено, что контакт с полистиролом
55
и поливинилхлоридом способствует образованию положительного
заряда на поверхности гранул, а с медью, стеклом, алюминиевыми
сплавами — отрицательного [11].
Учитывая способность гранул полистирола к накоплению ста-
тического электричества, необходимо принимать специальные ме-
ры техники безопасности, которые заключаются в использовании
токопроводящих систем транспорта и хранения полистирола при
их надежном заземлении. После вспенивания и сушки гранул пе-
нополистирола их следует обрабатывать антистатиком для сниже-
ния статического заряда электричества и улучшения заполняемо-
сти пресс-форм.
Для предотвращения адгезии пенополистирола к стенкам пресс-
формы их необходимо периодически смазывать разделительным
составом, например водной эмульсией мыла и талька следующего
состава: на 1 л воды по 25 г талька и хозяйственного мыла. При-
менение в качестве разделительного покрытия кремнийорганиче-
ской жидкости позволяет многократно использовать пресс-формы
для изготовления модели.
Заполнение пресс-формы гранулами пенополистирола является
операцией, влияющей непосредственно на качество модели.
Пресс-формы заполняются гранулами путем эжектирования их
сжатым воздухом при помощи специального устройства или руч-
ным пистолетом-эжектором. На процесс заполнения пресс-формы
гранулами оказывают влияние давление воздуха, подводимого к
эжектору, и наличие отверстий (вент) в пресс-форме или щели по
ее разъему для выхода отработанного воздуха. Для удаления воз-
духа из пресс-формы в ее стенках устанавливаются венты или де-
лаются отверстия диаметром 0,5-1,0 мм. На модельных автоматах
кроме перфорации пресс-формы применяется ее вакуумирование
при заполнении пресс-формы гранулами. Под действием сжатого
воздуха происходит деформация гранул в пресс-форме за счет сил
фильтрации, величина которых пропорциональна разности давле-
ний на входе и выходе воздуха из пресс-формы. Обычно давление
воздуха, подаваемого к задувному устройству, составляет 0,3-
0,5 МПа, но при этом необходимо учитывать, что чем выше давле-
ние воздуха, тем плотнее получаются модели при одной и той же
насыпной плотности гранул пенополистирола.
Активность гранул или их способность к максимальному рас-
ширению при повторном нагреве в пресс-форме имеет решающее
влияние на качество модели при равных условиях заполнения
56
пресс-формы и термовременных режимов ее обработки. Актив-
ность гранул можно определить по формуле
А= 1 -
Y
где Ymin — минимальная объемная плотность вспененного поли-
стирола, кг/м2; у — расчетная объемная плотность модели, кг/м2.
При равенстве минимальной и расчетной плотностей А = 0, и
получить качественную модель в таком случае не представляется
возможным.
В зависимости от теплоносителя и его воздействия на процесс
спекания гранул пенополистирола в пресс-форме различают сле-
дующие способы производства моделей: ванный, автоклавный,
внешний тепловой удар, внутренний тепловой удар, ТВЧ и комби-
нированные.
Ванный способ изготовления моделей отличается простотой,
не требует сложного оборудования, и поэтому он получил примене-
ние на ранней стадии получения моделей и освоения ЛГМ. При
данном способе пресс-форма, заполненная гранулами пенополи-
стирола, погружается в водяную ванну при температуре 100 °C и
выдерживается в ней определенное время, в течение которого
происходит спекание модели. Для повышения температуры воды
в ванне в нее добавляют водорастворимые соли. Многочисленные
исследования ванного способа изготовления моделей показали,
что получить модель удовлетворительного качества данным спо-
собом можно только при высокой активности гранул, т. е. с увели-
ченной объемной плотностью в пределах 30-40 кг/м3. Это объяс-
няется особенностями тепломассопереноса в системе вода—пресс-
форма—модель и пластическими свойствами полистирола. При
ванном способе передача тепла от воды к пенополистиролу осуще-
ствляется через стенки пресс-формы за счет теплопроводности.
При нагревании пресс-формы первоначально формируется поверх-
ностный слой модели, который в силу низкой теплопроводности
пенополистирола препятствует нагреву внутренних слоев модели,
температура которых находится в пределах 75-85 °C, т. е. является
близкой к стеклованию полистирола. Максимальная деформация
полистирола в области пластического состояния находится в ин-
тервале температур 120-135 °C. При температуре 100 °C величина
пластической деформации составляет 20-30 % от максимальной.
57
Зависимость деформации полистирола от температуры представ-
лена на рис. 2.9.
Температура, °C
Рис. 2.9. Деформация полистирола в зависимости от температуры
Время выдержки пресс-формы в кипящей воде при ванном спо-
собе изготовления моделей можно определить по формуле [6]
где 8 — половина толщины стенки модели, мм; а — коэффициент
температуропроводности, м2/ч.
При добавлении солей кальция температуру кипения воды
можно поднять до НО °C. Это дает возможность получать модели
с качественной поверхностью объемной плотностью 20-25 кг/м\
однако при толщине стенки модели более 20 мм гранулы в сред-
них слоях ее остаются слабо спеченными и образуют рыхлую
структуру, что существенно снижает механические свойства моде-
ли. Существенным недостатком ванного способа изготовления мо-
делей является их высокая влажность после извлечения из пресс-
формы (до 20 %). Поэтому модели, получаемые данным способом,
должны проходить длительную сушку.
При автоклавном способе изготовления модели пресс-форма,
заполненная гранулами пенополистирола, помещается в автоклав,
в который подается острый пар при температуре 110-120 °C под
давлением 0,13—0,145 МПа. Для получения качественных моделей
58
необходимо обеспечить постоянную подачу 1,0 кг пара в минуту.
На 1 кг модели расходуется от 4 до 40 кг пара в зависимости от
толщины стенок модели. Пресс-форма выдерживается в автоклаве
необходимое время для спекания модели, после чего пар стравли-
вается из автоклава, и пресс-форма извлекается. Затем пресс-фор-
ма охлаждается в воде при температуре 15-20 °C, и модель извле-
кается. В автоклаве процесс теплообмена осуществляется как за
счет проникновения перегретого пара внутрь пресс-формы через
венты, установленные в ее стенках, так и за счет теплопроводно-
сти через стенки пресс-формы. Для качественного спекания моде-
ли необходимо, чтобы площадь отверстий вент составляла не ме-
нее 2 % от рабочей поверхности пресс-формы. Наличие конвек-
тивного и стационарного процессов теплопередачи к гранулам пе-
нополистирола и высокой температуры теплоносителя в автоклаве
обеспечивает получение моделей высокого качества при объемной
массе 18-22 кг/м3. Продолжительность цикла изготовления модели
в автоклаве определяется экспериментально для каждой партии
полистирола в зависимости от толщины стенки модели, конструк-
ции пресс-формы, температуры и давления пара. На рис. 2.10 пред-
ставлена зависимость продолжительности спекания моделей от
давления пара и толщины стенок модели в медицинском автоклаве
при расходе пара менее 0,2 кг/мин. При увеличении расхода пара
до 1 кг/мин время спекания моделей снижается более чем в 10 раз
при значительном улучшении качества.
При толщине стенок модели менее 10 мм пресс-форма может не
иметь перфорации. Процесс спекания модели в этом случае осу-
ществляется за счет передачи тепла через стенки пресс-формы,
т. е. теплопроводности. Воздух при заполнении пресс-формы гра-
нулами выводится через ее разъем.
Время цикла изготовления модели автоклавным способом tu (с)
определяется суммарным временем подготовительных и рабочих
операций:
+ 6 + ^4 + /5 + ^6 + ^7?
где /| 7 — соответственно время сборки пресс-формы, заполнения
пресс-формы гранулами, загрузки пресс-формы в автоклав, спека-
ния модели в автоклаве, извлечения пресс-формы из автоклава,
охлаждения пресс-формы, разборки пресс-формы и извлечения
модели.
59
Наиболее продолжительными операциями изготовления моде-
лей автоклавным способом являются операции спекания модели
и охлаждения пресс-формы. Если время спекания модели в авто-
клаве определяется экспериментально, то время охлаждения
пресс-формы т (мин) можно определить по формуле [6]
т = 0,21^3Т,
где 5 — приведенная толщина стенки модели, мм.
Рис. 2.10. Оптимальные режимы изготовления моделей автоклавным
способом из ПСВ-Л фракции 1-1,6 мм в зависимости от толщины стенки:
1 — 10 мм; 2 — 20 мм; 3 — 40 мм ; 7 — 80 мм
Автоклавный способ формирования модели позволяет исполь-
зовать пресс-формы с необходимым количеством разъемов и отъ-
емных частей для получения сложных по конфигурации моделей
в одной пресс-форме. Он позволяет получать качественные модели
с толщиной стенок до 40 мм и более при объемной плотности 18-
25 кг/м3. Однако все вспомогательные операции при данном спо-
собе выполняются вручную, поэтому данная технология изготов-
ления моделей применяется в мелкосерийном и серийном произ-
водствах отливок ЛГМ.
60
Способ внутреннего теплового удара заключается в подаче пе-
регретого пара под давлением 0,2-0,25 МПа через инжектор во
внутреннюю полость пресс-формы, предварительно заполненную
гранулами пенополистирола (рис. 2.11). Формирование модели
происходит в результате фильтрации перегретого пара через поры
между гранулами в пресс-форме, при которой пар, расширяясь,
передает свое тепло гранулам, частично конденсируясь на их по-
верхности. Расширение гранул происходит наиболее интенсивно
в районе инжектора и постепенно затухает у стенок пресс-формы,
в результате образующийся конденсат оттесняется вспененными
гранулами к периферии и удаляется через отверстия (венты) в стен-
ках пресс-формы.
Рис. 2.11. Изготовление моделей внутренним тепловым ударом:
/ — нижняя часть пресс-формы; 2 — верхняя часть пресс-формы;
3 —- инжектор
61
Такой процесс вспенивания приводит к неоднородности объем-
ной плотности по сечению модели, что иллюстрируется на
рис. 2.11. Процесс внутреннего теплового удара саморегулируе-
мый. По мере расширения и спекания гранул пенополистирола
прекращаются процессы как выхода пара через отверстия в стен-
ках пресс-формы, так и процессы поступления, что говорит об
окончании процесса спекания модели. Важной операцией техноло-
гического процесса изготовления моделей тепловым ударом явля-
ется охлаждение пресс-формы по окончании изготовления модели.
Преждевременное извлечение модели из пресс-формы может при-
вести к ее разрушению за счет внутренних напряжений, которые
образуются в процесс расширения гранул полистирола при нагре-
вании. Время охлаждения пресс-формы в воде при температуре
15-20 °C можно определить по формуле
d2
т = 0,16 —,
«м
где R — приведенная толщина стенки модели, мм; ам — темпера-
туропроводность пенополистирола, м2/ч.
Инжектор представляет собой трубку диаметром 10-20 мм, в
стенках которой имеются отверстия диаметром 1-2 мм, суммарная
площадь которых равна площади сечения инжектора. Стенки
пресс-формы перфорированы за счет установки вент или сверле-
ния отверстий диаметром 0,5-1,5 мм с шагом 20-25 мм, причем
суммарная площадь сечений входных отверстий должна соответ-
ствовать площади выходных отверстий. Расположение отверстий в
стенках пресс-формы должно обеспечить равномерное распреде-
ление пара по всему объему пресс-формы. Зона действия пара от
инжектора описывается радиусом около 100 мм. Процесс изготов-
ления моделей внутренним тепловым ударом скоротечен, он про-
сто механизируется и автоматизируется, поэтому его успешно
можно применять как при мелкосерийном, так и при серийном
производстве для получения моделей с толщиной стенок более
40 мм. Данный способ стал основным при изготовлении шаровых
прибылей (рис. 2.12) для питания отливок из стали, высокопрочно-
го чугуна.
62
Рис. 2.12. Модели шаровых прибылей
Рис. 2.13. Пресс-форма для изготовления моделей
внешним тепловым ударом:
1 — подача пара, воды, воздуха; 2 — отверстие для заполнения пресс-формы
гранулами пенополистирола; 3 — камера; 4 — выход пара, воды и воздуха;
5 — венты; 6 — водяные форсунки; 7 — модель из пенополистирола
63
При внешнем тепловом ударе пресс-форма окружена рубашкой,
которая образует камеру (рис. 2.13), куда подается острый пар при
скорости 1 кг/мин под давлением 0,2-0,35 МПа при температуре
110-1120 °C.
Из паровой камеры пар поступает через венты в пресс-форму,
которая предварительно заполняется гранулами вспененного по-
листирола. Пар, конденсируясь, отдает свое тепло гранулам пено-
полистирола, в результате чего происходят его расширение и фор-
мирование модели. Существует несколько вариантов применения
данного способа для изготовления моделей, один из которых пред-
ставлен на рис. 2,14 [17].
Рис. 2.14. Последовательность технологических операций при
изготовлении моделей внешним тепловым ударом:
7 — подача пара; 2 — выход отработанного пара; 3 — подача воздуха
в задувное устройство; 4 — подача гранул в задувное устройство;
5 — подача воды; 6 — выход воды; 7 — подача воздуха;
8 — толкатель; 9 — вторая камера; 70 — первая камера
Перед заполнением пресс-формы гранулами она предваритель-
но прогревается паром до 100 °C (рис. 2.14, а). После прогрева
пресс-форма выдерживается для выхода конденсата и высыха-
ния. Затем пресс-форма смыкается, и происходит заполнение ее
гранулами через задувные устройства, количество которых зависит
от размеров модели. Потом сначала в одну полость пресс-формы,
64
а затем в другую подается пар под давлением 0,1 МПа (рис. 2.14, б)
в течение 10 с, и происходит предварительное спекание модели.
Затем пар подается в обе камеры пресс-формы, наступает авто-
клавный режим ее работы, который продолжается не более 10 с
при давлении пара 0,35 МПа, и происходит окончательное спека-
ние модели (рис. 2.14, в). В этот период стенки пресс-формы про-
греваются до 110-120 °C. После автоклавного цикла и снятия дав-
ления пара стенки пресс-формы интенсивно охлаждаются водяным
обрызгиванием до температуры 40-50 °C (рис. 2.14, г). Затем
пресс-форма продувается воздухом для удаления воды (рис. 2.14, б),
она раскрывается (рис. 2.14, е), и модель под действием давления
воздуха извлекается из пресс-формы. Продолжительность опера-
ций и их последовательность контролируются по давлению пара и
температуре в различных частях пресс-формы. Время цикла изго-
товления модели на специализированном оборудовании не пре-
вышает 90-120 с. Для получения качественных моделей внешним
тепловым ударом необходимо применять сухой пар, в противном
случае модель будет содержать повышенный процент влаги, что
увеличивает время ее последующей сушки и усадки.
Технологический процесс изготовления моделей внешним теп-
ловым ударом обеспечивает их высокое качество при объемной
плотности от 16 кг/м3 . На основе данного способа создано высо-
копроизводительное автоматическое оборудование, вследствие
чего стало возможным использовать технологию ЛГМ в крупносе-
рийном и массовом производстве отливок из черных и цветных
сплавов взамен традиционных методов литья.
При изготовлении моделей в электрическом поле высокой час-
тоты (ТВЧ) пресс-форма, заполненная гранулами пенополистиро-
ла, помещается в поле высокочастотного конденсата, степень на-
грева гранул в котором зависит от диэлектрической проницаемо-
сти материала. Энергия переменного электрического поля вслед-
ствие диэлектрических потерь превращается в тепловую. Пенопо-
листирол имеет низкое значение тангенса угла диэлектрических
потерь tg8, который равен 0,0001, поэтому нагрева сухих гранул
в поле высокой частоты практически не происходит. Для повыше-
ния величины диэлектрических потерь производится предвари-
тельная обработка гранул электролитом, в качестве которого ис-
пользуется вода с добавлением 4-8 г/л поверхностно-активного
вещества для равномерного распределения влаги по поверхности
65
гранул. Тонкий слой воды или водного раствора под воздействием
ТВЧ нагревается и передает свое тепло гранулам, в результате
происходят их расширение и спекание по всему объему пресс-
формы, что позволяет получить модели с равномерной плотно-
стью. В отличие от других способов, при формировании моделей
в электрическом поле высокой частоты образуется незначительное
количество конденсата, и модели получаются практически сухими.
Для получения качественных моделей необходимо пресс-форму
изготавливать из материалов с низким значением тангенса диэлек-
трических потерь и коэффициентом теплопроводности. При высо-
кочастотном нагреве напряженность поля на отдельных участках
сложной по конфигурации модели будет неодинаковой, что при-
водит к получению моделей с различной объемной плотностью.
Для получения моделей с однородной и плотной структурой необ-
ходимо выравнивать напряженность магнитного поля, регулируя
зазор между пластинами высокочастотного конденсатора и стен-
ками пресс-формы, или применять конденсаторы с фигурными
пластинами. Для высокочастотного нагрева могут использоваться
установки с мощностью лампового генератора от 5 до 40 кВт и
частотой от 5 до 30 МГц при напряженности поля от 500 до
1000 В/см. Продолжительность цикла формирования модели в по-
ле ТВЧ составляет 10-60 с и зависит от размера модели, материала
пресс-формы и подготовки гранул пенополистирола [6]. Несмотря
на простоту процесса изготовления моделей ТВЧ, он не нашел
должного применения, т. к. для получения моделей сложной кон-
фигурации весьма трудно создать равномерно напряженное элек-
трическое поле. Кроме этого, данный способ изготовления моде-
лей является энергоемким.
2.3.3. Сборка моделей
ЛГМ в серийном и массовом производствах применяется для
получения отливок III—V классов сложности, которые характери-
зуются наличием плоских криволинейных наружных поверхно-
стей, бабышек, фланцев с отверстиями, углублениями сложной
конфигурации, внутренними полостями закрытого или полузакры-
того типа с криволинейными поверхностями. Традиционными ме-
тодами литья такие сложные отливки получают с применением
одного или нескольких стержней. Получить цельную модель из
пенополистирола для производства таких отливок на модельных
66
автоматах, имеющих, как правило, один разъем, не представляется
возможным. Поэтому сложные модели изготавливают из несколь-
ких частей в пресс-формах с одним разъемом, а затем из них соби-
рают цельную модель при помощи клея или сварки в кондукторе.
В массовом производстве, когда это экономически целесообразно,
применяются специальные модельные автоматы, обеспечивающие
разъем модели в двух и более плоскостях.
Наиболее распространенный способ сборки моделей состоит из
соединения ее частей при помощи клея, к которому предъявляются
следующие требования: клей не должен растворять пенополисти-
рол, при нанесении тонкого слоя на разъем модели он должен
обеспечивать прочное соединение, сравнительно быстро затверде-
вать и не оставлять коксового остатка после термодеструкции пе-
нополистирола. Клеи для пенополистироловых моделей применя-
ются двух видов: жидкие при нормальной температуре и твердые,
которые предварительно расплавляются при температурах 110—
140 °C и быстро затвердевают при охлаждении. Термоплавкие
клеи — это твердые термопластики, расплавляемые при примене-
нии и твердеющие при охлаждении. Типичные термоплавкие клеи
изготавливаются на основе полимеров, они содержат крепители,
модификаторы и стабилизаторы. В качестве полимерной основы
обычно применяют полипропилен, полиэтилен, синтетический
каучук и этиленвинилацетат. Они обеспечивают прочность и же-
сткость склеивания. Крепителями являются низкомолекулярные
смолы, добавляемые для улучшения адгезионных свойств клея.
В качестве модификаторов используются воск и масла, которые
регулируют вязкость и теплостойкость клея. Неорганические на-
полнители в этих клеях не используются. Для сохранения свойств
клея применяются стабилизаторы и антиоксиданты В качестве
твердого расплавляемого клея можно рекомендовать клей марки
ГИПК 25-28.
Жидкие быстросохнущие клеи применяются чаще всего при
ручной сборке моделей, расплавленные клеи — при машинной, а
также и при ручной для соединения частей модели с небольшой
плоскостью разъема.
Для ручной сборки моделей рекомендуется применять клеи,
растворителем в которых является бензин или спирт, например
ВИАМ-3, № 61 и др. Технология соединения частей моде-
лей при помощи клея включает следующие операции: подготовку
поверхностей соединяемых частей моделей; нанесение тонкого
67
слоя клея на подготовленные поверхности; выдержку на воздухе
смазанной поверхности для удаления растворителя; соединение
частей модели при незначительном их сжатии. Следует учитывать
при работе с клеем влажность и температуру воздуха в помеще-
нии, которые должны соответствовать нормальным условиям.
При машинной сборке модели устанавливаются в кондуктор, за-
тем на соединительную поверхность, валиком или копиром нано-
сится расплавленный клей, и половинки моделей быстро соединя-
ются при некотором внешнем давлении. После кратковременной
выдержки готовая модель извлекается из кондуктора. Все более
широкое применение находит технология сборки моделей с помо-
щью сварки, при которой используется способность самого поли-
стирола в расплавленном состоянии обладать хорошей клеящей
способностью и образовывать прочное соединение. Существуют два
способа соединения моделей из пенополистирола при помощи свар-
ки: контактный и бесконтактный нагрев соединяемых поверхно-
стей.
При контактной сварке места соединения двух частей модели
оплавляют разогретой проволокой или ножом и соединяют при
небольшом давлении. После выдержки в течение 1-2 с соединение
приобретает прочность, сравнимую с прочностью самой модели.
Такой способ сварки применяется при соединении поверхностей
небольшой протяженности, например при соединении модели
с литниковой системой.
При бесконтактной сварке соединяемые части модели уклады-
ваются в верхний и нижний кондукторы, между которыми вводит-
ся медный контур, воспроизводящий форму соединяемых поверх-
ностей модели и разогретый до температуры 300-350 °C. После
оплавления стыка моделей за счет теплоизлучения контур быстро
удаляется из разъема, и модели соединяются между собой под не-
большим давлением. Модель выдерживается в течение 1-3 с, затем
извлекается из кондуктора. Данный способ требует изготовления
специальной дорогостоящей оснастки и поэтому применяется
только при массовом производстве сложных отливок, например
воздушно охлаждаемого тормозного диска автомобиля.
При соединении частей моделей по замкнутому контуру при-
меняется сборка без клея, основанная на использовании упругих
свойств пенополистирола. При этом способе размеры сопрягаемых
частей модели назначаются с небольшим допуском для получения
соединения с натягом. Достаточная прочность соединения частей
68
Рис. 2.15. Модель статора
электродвигателя
Рис. 2.16. Модель воздушно-
охлаждаемого тормозного диска
автомобиля
модели достигается при допуске 1,5-1,0 мм на размер 100 мм со-
единительного элемента, при этом соединяемые поверхности вы-
полняются с уклоном 1-1,5°. На рис. 2.15 показана модель статора
электродвигателя, собранная в кондукторе из четырех элементов
при помощи расплавленного клея.
На рис. 2.16 — модель воздушно-охлаждаемого тормозного
диска легкового автомобиля, полученная сваркой из двух половин,
а на рис. 2.17 представлены модели корпуса вентиля, которые из-
готовлены на модельном автомате в пресс-форме с тремя плоско-
стями разъема. Внутренний платик в корпусе выполнен отдельно
и соединен с моделью корпуса при помощи прессовой посадки.
Рис. 2.17. Модель корпуса вентиля Ду-150
69
2.3.4. Качество моделей
Качество модели определяется шероховатостью ее поверхно-
сти, размерной точностью, равномерностью структуры пенополи-
стирола, ее объемной плотностью и механической прочностью.
Шероховатость поверхности модели зависит от качества рабо-
чей поверхности пресс-формы, активности вспененных гранул
полистирола и термовременных параметров формирования мо-
дели в пресс-форме. При нормальной активности гранул, но при
недостаточной температуре теплоносителя поверхность модели
формируется с четко выраженной гранулометрической структурой
с наличием углублений по границам гранул. При применении гра-
нул с низкой активностью и при нормальном тепловом режиме
спекания модели в пресс-форме получаются аналогичные резуль-
таты, т. е. поверхность модели имеет грубую шероховатость. Об-
работка гранул в пресс-форме при повышенной температуре теп-
лоносителя приводит к усадке гранул, при этом структура поверх-
ностного слоя модели характеризуется выступами по границам
гранул. При всех этих режимах спекания модели ее поверхность
характеризуется высокой шероховатостью, и она не пригодна для
получения качественных отливок. Качество поверхности модели
при прочих равных условиях зависит от шероховатости рабочей
поверхности пресс-формы. В табл. 2.12 представлены результаты
исследования шероховатости поверхности модели из пенополи-
стирола объемной плотностью 25 кг/м3 в зависимости от качества
поверхности пресс-формы [6].
Таблица 2.12
Шероховатость модели объемной плотностью 25 кг/м3
в зависимости от качества рабочей поверхности пресс-формы
Класс шероховатости пресс-формы 3 4 5 6 7 8
Класс шероховатости модели 3 4 4 5 5 6
По другим данным [18], модель из пенополистирола марки
ПСВ-Л объемной плотностью 20 кг/м3, полученная автоклавным
процессом при температуре пара 110-115 °C и времени спекания
10-15 мин, имела шероховатость поверхности, зависимость кото-
рой от качества пресс-формы выглядит несколько иначе, чем сле-
дует из табл. 2.12. Однако тенденция снижения шероховатости
модели с улучшением качества рабочей поверхности пресс-формы
сохраняется (табл. 2.13).
70
Таблица 2.13
Шероховатость модели объемной плотностью 20 кг/м3
в зависимости от качества рабочей поверхности пресс-формы
Класс шероховатости пресс-формы
Класс шероховатости модели
4____5____6____7_____8
3 3 4 4 5
2
2
Из данных табл. 2.12 и 2.13 следует, что шероховатость по-
верхности модели ухудшается с понижением объемной плотности
пенополистирола и улучшается с повышением класса чистовой
обработки рабочей поверхности пресс-формы.
Точность модели определяется разностью размеров рабочей
полости пресс-формы и соответствующих размеров модели с уче-
том ее фактической усадки. Усадка моделей из пенополистирола
нестабильна, она зависит как от свойств исходного полистирола,
так и от термовременных параметров его дальнейшей переработки.
Исследования показали, что усадка пенополистирола при двухста-
дийной переработке его в модели протекает в четыре стадии
(рис. 2.18) [16]. Первая стадия усадки модели протекает непосред-
ственно в пресс-форме после ее тепловой обработки до извлечения
из пресс-формы. Полистирол как основа гранул при нагревании
расширяется в объеме, переходит в пластическое состояние и про-
должает расширяться, но уже под действием давления паров поро-
образователя. При охлаждении пресс-формы величина усадки мо-
дели будет определяться суммарным воздействием сжимающих
усилий уменьшающегося в размерах каркаса гранул из пенополи-
стирола и остаточного давления паров порообразователя в замкну-
тых ячейках гранул.
Рис. 2.18. Зависимость усадки модели из пенополистирола от времени
71
С увеличением плотности модели, что равносильно увеличе-
нию содержания полистирола, усадка растет, однако при увеличе-
нии порообразователя в гранулах пенополистирола она уменьша-
ется или, другими словами, расширяющее действие порообразова-
теля в данном случае тормозит объемную усадку полистирола.
По данным [17, 19], после извлечения модели усадка ее состав-
ляет 0,32 %, что совпадает с результатами, представленными на
рис. 2.18.
Вторая стадия усадки получает развитие после извлечения мо-
дели из пресс-формы и продолжается в течение нескольких ча-
сов. Она характеризуется ростом объема модели и снижает вели-
чину ее усадки, имевшей место на первой стадии, протекающей
в пресс-форме. Увеличение размеров модели связано с недоста-
точным охлаждением пресс-формы. После извлечения модели из
пресс-формы в ее внутренних слоях сохраняется высокое давле-
ние порообразователя, под действием которого и происходят
увеличение объема модели и снижение величины ее усадки.
В [20] показано, что при охлаждении модели в пресс-форме до
температур ниже температуры кипения порообразователя увели-
чение размеров модели после ее извлечения из пресс-формы не
происходит.
Третья стадия усадки начинается после предусадочного расши-
рения модели (если оно имело место) и протекает в течение 3-
7 суток. Эта стадия характеризуется наиболее интенсивным рос-
том усадки и, по многочисленным исследованиям, составляет 75-
80 % общей усадки моделей (см. рис. 2.18). На этой стадии идет
испарение остаточной влаги из внутренних слоев модели и утечка
порообразователя, что и приводит к снижению внутрипорового
давления в гранулах и остаточных напряжений в твердой основе
гранул — полистироле.
Четвертая стадия усадки (рис. 2.18) происходит в течение по-
следующих 10-12 дней, когда размеры модели полностью стаби-
лизируются. По данным [19], величина усадки на этой стадии со-
ставляет 20-25 % от общей усадки. На этой стадии происходит
дальнейшее снижение давления внутри гранул за счет уменьшения
порообразователя в результате его диффузии из гранул и внутри-
молекулярная стабилизация полистирола. Исследования амери-
канских ученых показали, что усадка моделей зависит от плотно-
сти моделей и размера гранул (рис. 2.19).
72
Усадка, %
16,0 19,2 22,4 25,6 28,8 32,0 35,2
Плотность модели, кг/м3
• —0,2-0,5 мм ▲ — 0,58—1,2 мм
— 0,35-0,7 мм Старение 28 дней
Рис. 2.19. Усадка моделей в зависимости от размера гранул
и плотности модели
Срок хранения вспененных гранул до спекания моделей также
влияет на усадку (рис. 2.20).
0 60 120 180 240 300 360 420 480 1176
Время хранения моделей после изготовления, ч
Выдержка гранул
48 ч --------- 72 ч
Рис. 2.20. Влияние срока хранения модели на ее усадку
73
Таким образом, величина усадки модели зависит как от
первичных свойств исходного полистирола, так и от режимов его
термовременной обработки при изготовлении моделей (рис. 2.21)
и поэтому должна определяться для каждой новой партии поли-
стирола. По данным различных исследователей, общая усадка
моделей из пенополистирола изменяется в зависимости от
вышеизложенных причин в пределах 0,7-0,8 % [5, 6, 17, 19, 20].
Структурная неоднородность моделей из пенополистирола ока-
зывает существенное влияние на их механические свойства и газо-
вый режим при заливке формы металлом. В зонах повышенной
плотности модели следует ожидать появления местных специфи-
ческих дефектов на поверхности отливок из чугуна и стали.
Рис. 2.21. Зависимость
усадки модели от режи-
мов тепловой обработки
тпв и свойств пенополи-
стирола:
а) т] = 1,72, П = 5,12 %;
б) л = 1,91, П = 6,75 %;
в) л = 1,82, П = 6,29 %;
(Л — вязкость полистиро-
ла; П — содержание пен-
тана в пенополистироле;
тов — время
окончательного
вспенивания)
74
Наличие посторонних при-
месей может привести к
концентрации неметалличе-
ских включений в отливках
и снизить их механические
свойства. Для получения
однородной структуры в мо-
делях из пенополистирола
следует использовать для их
изготовления гранулы од-
ного размера, а при полу-
чении ответственных отли-
вок применять рассеивание
гранул после их предвари-
Рис. 2.22. Зависимость размера гранул
пенополистирола
от толщины стенки модели
тельного вспенивания через
сито с размером ячеек в 1,5 раза больше размера гранул. Диаметр
вспененных гранул необходимо определять, исходя из минималь-
ной толщины стенки модели, для чего можно воспользоваться за-
висимостью размера гранул от толщины стенки модели, представ-
ленной на рис. 2.22 [12].
Ориентировочно, размер исходных вспененных гранул должен
быть не более 1/3-1/4 толщины стенки модели. Пресс-форма
должна иметь хорошую перфорацию, что достигается установкой
вент или сверлением отверстий диаметром 0,5-1,0 мм с шагом
1-1,5 см, при этом необходимо обеспечить нормальное заполнение
пресс-формы гранулами пенополистирола при их подаче воздуш-
ным потоком.
Качество моделей обеспечивается строгим соблюдением всего
технологического процесса их производства, который должен по-
стоянно контролироваться. Каждую вновь поступающую партию
полистирола для вспенивания необходимо проверять на соответст-
вие ТУ. Все термовременные параметры технологического про-
цесса вспенивания гранул и изготовления моделей должны кон-
тролироваться, а результаты контроля фиксироваться в специаль-
ном журнале. Готовые модели, в зависимости от контролируемого
параметра, должны подвергаться выборочному или подетальному
контролю. Модель после извлечения из пресс-формы подвергается
контролю, при котором визуально определяется наличие явных
дефектов, таких как оплавление гранул, вмятины, задиры, трещи-
ны и др. Выборочному контролю подлежат объемная плотность
75
модели, однородность структуры пенополистирола, наличие по-
сторонних примесей, шероховатость поверхности, размерная точ-
ность, остаточная влажность и усадка. Объемная плотность моде-
ли определяется выборочно взвешиванием на аналитических ве-
сах. Для определения плотности модели можно использовать зави-
симость между твердостью поверхности модели и ее плотностью,
которая представлена в табл. 2.14.
Таблица 2.14
Зависимость твердости поверхности модели
от ее объемной плотности
Объемная плотность модели, кг/м3 20-25 26-30 31-35 36-40
Твердость по твердо- меру модели 071 62-72 72-78 76-80 78-85
Структурная неоднородность моделей проверяется на просвет
на специальном устройстве, которое состоит из короба со стеклян-
ной крышкой и электролампы в качестве источника света. Осталь-
ные свойства модели из пенополистирола определяются по стан-
дартным методикам (см. подразд. 2.2.2) [5, 6].
В табл. 2.15 представлена классификация дефектов, которые
могут образовываться при изготовлении модели, указаны причины
их образования и даны рекомендации по их устранению.
Таблица 2.15
Дефекты моделей, причины их образования и способы устранения
Вид дефекта Причина образования Способ устранения
Недооформ- Полость пресс-формы за- Установить дополни-
ление отдель- ных частей полнена частично, образо- вание воздушных пробок тельные венты
модели Увеличенный размер гра- нул Низкое давление воздуха в задувном устройстве Высокая влажность гранул Большой статический заряд электричества Уменьшить размер гранул Повысить давление воздуха при заполне- нии пресс-формы Просушить гранулы Обработать гранулы антистатиком
76
Окончание табл. 2.15
Вид дефекта Причина образования Способ устранения
Недооформ- ление отдель- ных частей модели Повышенное содержание остаточного стирола Низкая активность гранул Проверить содержание остаточного стирола Проверить активность гранул, при низкой активности заменить пенополистирол
Грубая по- верхность мо- дели, явно выраженная ячеистая структура по- верхности Низкая активность гранул Перевспененные исходные гранулы Недостаточно плотное за- полнение пресс-формы гра- нулами Повысить активность гранул Увеличить время или температуру при фор- мировании модели Увеличить давление воздуха, установить дополнительные венты
Оплавление поверхности модели, усад- ка гранул Высокая температура теп- лоносителя Завышено время тепловой обработки Резкое охлаждение пресс- формы в холодной воде Снизить температуру теплоносителя Уменьшить время тепловой обработки Повысить температуру воды до 15-20 °C
Коробление модели, тре- щины Недостаточное время охлаждения пресс-формы Высокая активность гранул Увеличить время охлаждения пресс- формы Снизить активность гранул или заменить их
Завышена объемная плотность моделей Завышена насыпная плот- ность вспененных гранул Высокое давление воздуха в задувном устройстве Очень мелкие исходные гранулы Увеличить время или температуру вспенива- ния гранул, увеличить их активность Снизить давление воз- духа в задувном уст- ройстве Увеличить размер ис- ходных гранул для вспенивания
77
2.3.5. Конструкция пресс-форм
Для изготовления пресс-форм применяются различные кон-
струкционные материалы, которые имеют хорошую теплопро-
водность, высокую коррозионную стойкость в атмосфере пара и
в воде, достаточную механическую прочность и хорошо обраба-
тываются режущим инструментом. При изготовлении моделей
ванным способом, тепловым ударом и в автоклаве пресс-формы
изготавливаются, как правило, из алюминиевых сплавов. Заго-
товками для деталей пресс-форм могут быть как прокат, так и
отливки. Чтобы получить качественные модели, желательно
применять для изготовления рабочих частей пресс-формы про-
кат из алюминиевых сплавов марок АМг5, АМг2, АМгб, Д16,
18К6 и др., которые имеют достаточную прочность, высокую
плотность и хорошо обрабатываются режущим инструментом.
Крепежная часть пресс-формы и запирающие устройства вы-
полняются из нержавеющей стали марки 30Х12Н9Т, соедини-
тельные втулки изготавливаются из бронзы или из нержавею-
щей стали, венты — из алюминиевых сплавов, идентичных ос-
новным частям пресс-формы.
Итальянская фирма «Fiat Teksid» накопила значительный опыт
изготовления пресс-форм из пористых пластмасс, рабочая поверх-
ность которых покрывается медью или никелем способом гальва-
нопластики. При этом отпадает необходимость в установке вент
и значительно сокращается цикл изготовления пресс-формы [17].
При применении метода ТВЧ пресс-формы изготавливаются из
материалов-диэлектриков с низким значением тангенса угла ди-
электрических потерь, но с теплостойкостью выше температуры
вспенивания полистирола. В качестве таких материалов применя-
ются пластики на основе полипропилена, эпоксидных и поли-
эфирных смол [11].
Пресс-формы для производства моделей ванным или автоклав-
ным способами по своей конструкции подобны металлическим
стержневым ящикам, которые применяются при пескодувном про-
цессе, однако они должны иметь равноутолщенные стенки для
обеспечения одинакового теплового потока от теплоносителя к
гранулам пенополистирола. Элементы модельной оснастки, вы-
полняющие углубления, отверстия и другие поднутрения, долж-
ны, по возможности, выполняться полыми с толщиной стенок на
30-50 % меньше, чем наружные стенки пресс-формы. Для простых
78
по конфигурации моделей толщина стенок основных частей пресс-
формы зависит от толщины стенок модели: при толщине стенок
модели до 6; 6-20 и 20-40 мм толщина стенок пресс-формы со-
ставляет соответственно 5-6; 6-8 и 8-12 мм.
Уклоны в пресс-форме при высоте модели до 20 мм не выпол-
няются, при большей высоте стенок они делаются в пределах 0,5°.
Венты устанавливаются в стенках пресс-формы с прорезями ши-
риной 0,1—0,3 мм, направление которых должно совпадать с из-
влечением модели из пресс-формы. При установке вент шаг между
ними равен удвоенному диаметру венты. Вместо вент можно ис-
пользовать перфорацию стенок пресс-формы отверстиями диамет-
ром 0,5-1,0 мм с шагом 1-1,5 см по всей рабочей поверхности
пресс-формы. Общая площадь отверстий в вентах должна быть не
менее 2 % от рабочей площади пресс-формы. Диаметр задувного
отверстия в пресс-форме зависит от размера вспененных гранул и
выполняется диаметром от 6 до 12 мм, но не больше толщины стен-
ки модели. Сверху задувного отверстия делается внутренняя фаска
глубиной 5 мм под углом 45° для обеспечения плотного прилегания
задувного устройства. Диаметры сборочных штырей, втулок, кре-
пежа, стопорного устройства задувного отверстия должны быть
нормализованы. Для определения конструкции крепежных элемен-
тов модельной оснастки можно использовать РТМ 10-60 «Пресс-
формы для литья по выплавляемым моделям» или МН 4300-82—
МН 4342-62. Шероховатость рабочей поверхности пресс-формы
должна быть в пределах 9-11-го классов по ГОСТ 2789-73. Размерная
точность рабочей полости пресс-формы должна быть не ниже 4-5-го
классов по ГОСТ 26645-85. Рабочие размеры полости пресс-
формы назначаются с учетом усадки металла отливки и материала
модели. Усадку модели следует учитывать при изготовлении от-
ливок повышенной точности. Усадка отливок из серого чугуна за-
висит от материала литейной формы и для формы из сухого песка
составляет 1,0-1,2 %, из металлической дроби— 1,25-1,4%. Для
отливок из углеродистой стали при литье в формы из песка линей-
ная усадка металла 2,0-2,3 %.
Стенки пресс-формы необходимо проверять на прочность.
Конструкция пресс-формы должна быть жесткой, т. к. при задуве
гранул в пресс-форму давление достигает 0,3-0,4 МПа. Кроме то-
го, при спекании модели стенки пресс-формы испытывают давле-
ние со стороны пенополистирола.
79
Давление в пресс-форме Р (кгс/см2) определяется по формуле
Р = Ра + ЛИ+Рд£-1,03,
где Ра — давление насыщенного пара при конечной температуре
формирования модели; Рв — давление воздуха при конечной тем-
пературе спекания модели; V — объем газов в модели, равный
процентному содержанию пустот в ней; Рд — давление оставшего-
ся в гранулах порообразователя; Е — поправочный коэффициент,
зависящий от объемной плотности модели (для модели плотно-
стью 16 кг/м3 Е = 1,01, плотностью 32 кг/м3 Е = 1,03). Давление Рл
зависит от температуры теплоносителя и изменяется для темпера-
тур 100-130 °C от 1,03 до 2,75 кгс/см2. Давление Ръ при тех же
условиях изменяется от 1,28 до 1,39 кгс/см2. Объем пор V зависит
от плотности модели. Давление Ра изменяется в зависимости от
температуры и процента оставшегося порообразователя в пределах
от 0,069 до 0,376 кгс/см2 [11]. Суммарное давление в полости
пресс-формы при температурах теплоносителя от 100 до 120 °C
составляет 0,84-1,48 кгс/см2, но при этом необходимо учитывать
кратковременное давление воздуха при заполнении пресс-формы
гранулами пенополистирола. Расчетное давление в пресс-форме
при ее конструировании принимается 4 МПа. Для повышения
прочности пресс-формы в случае необходимости следует приме-
нять оребрение стенок, при этом толщина их должна быть вдвое
меньше толщины стенок пресс-формы. Конструкция пресс-формы
для получения моделей внутренним тепловым ударом отличается
от пресс-форм автоклавного процесса обязательным наличием
вент в ее стенках.
Пресс-формы для внешнего теплового удара применяются для
машинного изготовления моделей, поэтому в отличие от других
типов пресс-форм они имеют закрытую камеру коробчатой фор-
мы, к которой герметично присоединяется модельная плита. В ка-
меру по заданному режиму подаются последовательно пар, вода
и воздух (см. рис. 2.14).
По своей конструкции паровая камера бывает коробчатой
(рис. 2.20, а) и контурной формы (рис. 2.23, б). Более сложная кон-
струкция пресс-формы с трубчатыми каналами в ее стенках, по
которым подается пар в полость пресс-формы при изготовлении
модели, представлена на рис. 2.23, в.
80
Рис. 2.23. Разновидности
конструкций пресс-форм
для машинного
изготовления моделей
внешним тепловым
ударом:
а) коробчатая;
б) контурная;
в) с трубчатыми каналами
в стенках:
7 — загрузка гранул;
2 — отверстие для ввода пара,
воды и воздуха;
3 — отверстие для вывода
отработанного пара, воды
и воздуха; 4 — венты;
5 — водяные форсунки;
б — плита машины;
7 — камера
При машинном изготовлении моделей паровая камера является
принадлежностью машины, а модельная плита крепится к камере
болтовым соединением и является съемной. На модельной плите
располагаются одна или несколько вставок, формирующих модель
или ее отдельные части. Модельная плита делается из нержавею-
щей стали с гнездами под модельные вставки, которые изготавли-
ваются из термостойкой пластмассы с гальваническим покрытием
медью или никелем или из алюминиевых сплавов. Важным эле-
ментом пресс-формы является перфорация модельной вставки,
которая должна обеспечить направленный поток воздуха при за-
полнении полости пресс-формы гранулами и нормальную подачу
пара при изготовлении модели. При использовании вакуума для
улучшения процесса заполнения полости пресс-формы гранулами
и обработки их паром модельные плиты смыкаются плотно, гер-
метизируя полость пресс-формы. При отсутствии вакуума для
81
улучшения заполнения полости гранулами между плитами при их
запирании сохраняется небольшой зазор (0,25 мм), который после
заполнения полости гранулами ликвидируется за счет плотного
смыкания модельных плит. Конструктивные элементы модельных
вставок выполняются в соответствии с требованиями, которые
предъявляются к модельной оснастке для автоклавного способа.
2.4. Изготовление моделей из пенополистирола
в единичном производстве отливок
В единичном производстве отливок модели изготавливаются из
пенополистироловых плит механической обработкой на дерево-
обрабатывающих станках или на специальных установках горя-
чим инструментом, в качестве которого используется нагретая
проволока. Заготовка для модели вырезается из пенополистиро-
ловой плиты на станках ленточными пилами с шириной полотна
12-35 мм и с профилем зубьев в виде прямоугольника с углом за-
острения 60-65° или дисковыми пилами, имеющими зубья в виде
равнобедренного или равностороннего треугольника с углом за-
острения 50-60°. Развал зубьев на сторону составляет 0,1-0,15 мм.
Рекомендуемые режимы резания плит представлены в табл. 2.16.
Таблица 2.16
Режимы резания заготовок из плит пенополистирола
Наименование станка Скорость резания, м/с Подача, м/мин
Ленточнопильный 20-30 1,0-1,5
Круглопильный 30-80 3,0—1,0
Таблица 2.17
Инструмент и режимы обработки на фуговочных
и рейсмусных станках
Наименование инструмента Скорость резания, м/с Подача, м/мин Глубина резания, мм Шерохова- тость поверхности, Ra, мкм
Строгальные ножи с углом заострения 36—45° с прямоуголь- ной кромкой резания 25-35 1,7-2,2 2,0 60-80
82
Окончание табл. 2.17
Наименование инструмента Скорость резания, м/с Подача, м/мин Глубина резания, мм Шерохова- тость поверхности, 7?а, мкм
Вал с наклеенным 10-15 1,0-1,5 До ю 10-20
наждачным полотном зернистостью 40-80 ед. Вал с набором абразивных кругов с зернистостью 40-80 ед. 6,0-20 1,5-2,0 До 10 10—40
Вал с насечками (профиль зуба напиль- ника Д-400, № 1 по ГОСТ 1465-69, высота зуба 0,5-1,0 мм) 15-20 1,5-2,0 До 15 20-80
Плоская поверхность заготовок обрабатывается на фуговочных,
рейсмусных станках, режимы резания и применяемый инструмент
для которых приведены в табл. 2.17.
На фрезерных станках заготовки из пенополистирола обраба-
тываются фрезами с углом заострения кромки зуба 25-30° или аб-
разивными кругами, марка и размеры которых представлены
в табл. 2.18. Режимы резания на фрезерных станках заготовок из
пенополистирола приведены в табл. 2.19.
Таблица 2.18
Марка и размеры абразивных кругов
Марка круга Размеры круга, мм
Наружный диа- метр Внутренний диа- метр Ширина
Э9А40С1К7 60 20 50
Э9А50СМ16КБ 70 20 40
Э9А40С11Б 40 13 40
83
Таблица 2.19
Режимы фрезерования заготовок из пенополистирола
Наименование инструмента Режимы резания Шероховатость поверхности, 7?а, мкм
Скорость резания, м/мин Подача, м/мин Глубина резания, мм
Пластинчатая фреза 360-1200 0,5-1,0 — 10-80
Шлифовальные круги диаметром 40-70 мм 360-900 0,5-0,8 До 10-20 10-80
Оправка диаметром 50 мм с наклеен- ным наждачным полотном с зерни- стостью 40-80 ед. (ГОСТ 36 47-71) 300-700 0,5-0,8 До 10-20 10 40
Фрезы с насечкой диаметром 16 мм 300 0,5-1,0 — 10 40
Для обработки тел вращения из пенопласта применяются то-
карные и токарно-лобовые станки. Для черновой обработки можно
применять обычные токарные резцы по дереву, для чистовой —
деревянные резцы, обклеенные наждачной шкуркой на тканевой
основе с зернистостью 40-80 ед., при следующих режимах реза-
ния: скорость — 15-30 м/с, подача — 1,0 м/мин, глубина реза-
ния — до 2,0 мм. Крепление заготовок из пенопласта при их обра-
ботке на токарных станках осуществляется на планшайбе шурупа-
ми с помощью переходников (рис. 2.24), переходников и кресто-
вин (рис. 2.25) и на крестовинах болтами (рис. 2.26).
Рис. 2.24. Крепление заготовок
на планшайбе с помощью
переходников:
1 — планшайба; 2 — шуруп;
3 — деревянная колодка переходника;
4 — клей; 5 — заготовка;
6 — пенополистироловая колодка
переходника
84
Рис. 2.25. Крепление
заготовки при помощи
переходников
и крестовин:
] — винт; 2 — планшайба;
3 — гвоздь; 4 — крестовина;
5 — подкладка; 6 — клей;
7 — заготовка;
8 — переходник
При обработке глухих и сквозных отверстий малых диаметров
рекомендуется применять пластинчатые фрезы, шлифовальные
камни и головки, фрезы с насечкой и другой инструмент.
Пенопласт хорошо обраба-
тывается на специальных уста-
новках, на которых в качестве
режущего инструмента приме-
няется нагретая до 450-500 °C
проволока из нихрома диамет-
ром 0,5-0,8 мм. По проволоке
пропускают ток силой 3-5 А,
величина которого регулируется
при помощи трансформатора.
Напряжение тока составляет
12-14 В (рис. 2.27). Устройство
станка позволяет производить
обработку заготовок под разны-
ми углами, в том числе получать
сложные фигурные поверхности
по предварительной разметке
или по шаблону из термостой-
кого материала.
Для получения чистой и ров-
ной поверхности заготовки не-
обходимо обеспечить подачу
пенопласта со скоростью в пре-
делах 4—6 см/с. Способ обработки
Рис. 2.26. Крепление заготовки
на крестовине болтами:
7 — планшайба; 2 — шуруп;
3 — крестовина; 4 — болт;
5 — шайба с гайкой; 6 — заготовка;
7 — прокладка
85
пенопласта горячей проволокой отличается от механической. При
резании проволокой происходит оплавление гранул полистирола,
в результате чего поры затягиваются пленкой, которая образует
поверхность с низкой шероховатостью, не требующей последую-
щей чистовой обработки. Для получения замкнутых профилей
внутри заготовки в ней делается отверстие, через которое пропус-
кается проволока и производится обработка заготовки по разметке.
По окончании обработки проволока отключается от источника тока
и извлекается из замкнутого контура.
В настоящее время применяются специальные обрабатываю-
щие центры горячей проволокой с числовым программным управ-
лением, которые позволяют на порядок увеличить производитель-
ность при получении высокого качества модели. Например, станок
модели СРП-3220 фирмы «Теплозол» (г. Кемерово).
При механической резке плит из пенополистирола на заготовки
и их последующей обработке из-за низкого качества пенопласта
могут иметь место различные дефекты: выпадание плохо спечен-
ных гранул, впадины или углубления по месту реза, вырывы час-
тиц пенопласта и др. В этом случае поверхность заготовки допол-
нительно обрабатывается на ленточно-шлифовальных станках или
наждачной мелкозернистой шкуркой вручную.
Рис. 2.27. Станок для резки плит из пенополистирола
нагретой проволокой:
1 — стол; 2 — плита; 3 — стойка; 4 — ползун; 5 — нихромовая нить;
6 — пружина; 7 — подставка; 8 — трансформатор; 9 — пенопласт
86
Грубые поверхностные дефекты
могут быть исправлены следующими
приемами: разделкой дефекта и уста-
новкой вставок или пробок из пено-
полистирола; нанесением на дефект-
ное место клеящей бумаги типа
«скотч»; заполнением глубоких вмя-
тин парафином, воском или шпаклев-
кой на основе полиметилметакрилата
и др. Небольшие дефекты могут за-
крываться липкой полиэтиленовой
лентой (ГОСТ 18578-73). Галтели ра-
диусом менее 8 мм оформляются лип-
кой полиэтиленовой лентой, клеящей-
ся бумагой. Галтели радиусом более
8 мм оформляются отдельными встав-
ками с посадкой на клей (рис. 2.28).
Для сборки модели из отдельных
клей на спиртовом или бензиновом растворителе. Клей наносится
кистью на подготовленные поверхности заготовок, которые после
удаления растворителя соединяются между собой под небольшим
давлением. На рис. 2.29 представлена модель корпуса подшипни-
ка, на рис. 2.30 — модель станины кузнечного молота, на
рис. 2.31 — модель стола формовочной машины и на рис. 2.32 —
модель кузнечных козел. Все они были изготовлены из заготовок,
полученных из плит пенополистирола механической обработкой.
ее
Рис. 2.28. Оформление ра-
диуса сопряжения вставкой
из пенополистирола:
1 — модель; 2 — вставка;
3 — клей
элементов используется
Рис. 2.29. Модель корпуса подшипника
87
Рис. 2.30. Модель станины кузнечного молота
Рис. 2.31. Модель стола формовочной машины
88
Рис. 2.32. Модель кузнечных козел
При механической обработке плит из пенополистирола могут
быть выявлены дефекты, причины образования и способы устра-
нения которых представлены в табл. 2.20.
Таблица 2.20
Виды дефектов, причины их образования и способы устранения
при механической обработке пенопласта
Вид и причины образования
дефектов
Выкрашивание гранул с поверхно-
сти пенопласта при обработке ре-
жущим инструментом.
Недостаточная прочность соедине-
ния гранул между собой (нарушена
технология изготовления плит).
Содержание в плитах посторонних
примесей с повышенной прочно-
стью.
Недостаточная скорость резания,
большая подача, неправильная за-
точка инструмента
Меры предупреждения
и устранения дефектов
Применить плиты из пенополи-
стирола в соответствии с ТУ.
Повысить скорость резания,
применить нормальный инстру-
мент, уменьшить подачу инст-
румента.
Дефекты исправляются шпак-
левкой, заделываются клеящейся
бумагой, изоляционной пленкой
89
Окончание табл. 2.20
Вид и причины образования дефектов Меры предупреждения и устранения дефектов
Волнистость поверхности. Наличие в пенополистироле посто- ронних примесей, неравномерная подача инструмента, низкая темпе- ратура при резке проволокой, сла- бое ее натяжение Применить плиты из пенополи- стирола в соответствии с ТУ. Обработку проволокой произво- дить при равномерной подаче и при заданной температуре, сле- дить за натяжением проволоки. Волнистость устраняется после- дующим шлифованием
Вмятины на поверхности плит и на заготовках модели. Образуются в результате непра- вильного хранения, при транспор- тировке и обработке Соблюдать меры предосторож- ности при хранении, транспор- тировке и при выполнении опе- раций механической обработки
Большая шероховатость поверхно- сти заготовок. Неправильный выбор режущего Заменить инструмент, изменить режимы резания. Исправляется шлифованием
инструмента и режимов резания
2.5. Подготовка моделей к формовке
Заключительной операцией перед формовкой модели или мо-
дельного блока является нанесение противопригарного покрытия,
к которому при ЛГМ предъявляются особые требования, выте-
кающие из технологии производства отливок и процессов, проис-
ходящих в формах при заливке их металлом. Противопригарное
покрытие наносится на поверхность модели, которая имеет низ-
кую шероховатость, поэтому покрытие должно хорошо смачивать
материал модели, образуя с поверхностью прочную адгезионную
связь. При формовке модели и уплотнении формы формовочный
материал непосредственно воздействует на противопригарное по-
крытие, поэтому оно должно обладать высокой стойкостью к исти-
ранию и достаточной когезионной прочностью. При заливке формы
металлом модель дестругирует с образованием парогазовой фазы,
которая должна свободно транспортироваться из зоны взаимодей-
ствия модели с металлом через противопригарное покрытие, поэто-
90
му покрытие должно обладать достаточной газопроницаемостью.
Однако необходимо, чтобы пористость покрытия не снижала его
технологическую прочность и при сохранении необходимой газо-
проницаемости обеспечивала получение отливок без пригара.
Свойства противопригарных покрытий, которые применяются при
изготовлении разовых форм по извлекаемым моделям, не соответ-
ствуют вышеизложенным требованиям, поэтому их не должны
использовать при ЛГМ [5, 6, 14, 15].
Определение газопроницаемости покрытия является техноло-
гически сложной задачей. Сообщение о газопроницаемости по-
крытия без указания методики ее определения не может воспри-
ниматься достоверно. Ряд исследователей используют для опре-
деления газопроницаемости покрытия стандартные образцы из
холоднотвердеющих песчаных смесей с известной газопроницае-
мостью. Такая методика дает искаженные результаты, т. к. при на-
несении на такой образец покрытие проникает в его поры, закупо-
ривает их и снижает газопроницаемость самого образца. Кроме
того, по такой методике невозможно получить истинное значение
толщины покрытия. По заданию фирмы «Teksid» в Миланском
политехническом институте был разработан специальный прибор
для определения газопроницаемости покрытия при комнатной
температуре. Из стеклянного резервуара определенный объем сжа-
того воздуха пропускается через комбинированное отверстие под
тонкую пленку отвержденного покрытия. Время падения давления
в резервуаре до атмосферного принимается за меру газопроницае-
мости. Была установлена прямая связь между газопроницаемостью
покрытия и качеством отливок из высокопрочного и серого чугу-
нов [17].
Исследования, проведенные в институте проблем литья АН
УССР (в настоящее время Физико-технический институт металлов
и сплавов НАН Украины), показали, что на газопроницаемость
покрытия существенное влияние оказывает физическое состояние
его компонентов: скорость удаления дисперсной фазы, природа
связующего, свойство огнеупорного наполнителя, его дисперс-
ность и толщина слоя [21]. На рис. 2.33 показана зависимость га-
зопроницаемости покрытия на водной и спиртовой основах от
толщины его слоя и вида огнеупорного наполнителя.
91
Рис. 2.33. Газопроницаемость красок на водной (а)
и спиртовой (б) основах в зависимости от толщины слоя покрытия
и вида огнеупорного наполнителя:
7 — перлит; 2 — тальк; 3 — пирофилит; 4 — трепел; 5 — циркон;
6 — дистен силлиманит; 7 — перлит и маршалит; 8 — графит;
9 — пылевидный кварц; 10 — без наполнителя
На рис. 2.34 представлено влияние газопроницаемости покрытия на
заполняемость формы при различных температурах заливки металла
для бронзы и латуни. Зависимость величины давления в зоне взаимо-
действия модели с расплавленным металлом при его заливке в форму
от газопроницаемости покрытия представлена на рис. 2.35.
Приведенные результаты исследования показывают, что проти-
вопригарное покрытие не только обеспечивает качество поверхно-
сти отливки, но и непосредственно влияет на основные параметры
процесса ЛГМ: скорость заполнения формы металлом, температу-
ру заливки, заполняемость формы. Следовательно, свойства про-
тивопригарного покрытия при прочих равных условиях предопре-
деляют формирование отливки, ее качество. В подтверждение ска-
занного в работе [10] установлено, что с увеличением толщины
слоя противопригарного покрытия и снижением его газопрони-
92
цаемости увеличивается поверхностное науглероживание отливок
из стали. Установлено [10, 11], что толщина слоя покрытия на мо-
дели должна быть тем больше, чем больше пористость формы из
песка, чем выше температура металла и его гидростатический на-
пор при заливке формы. Рекомендуется найосить на модель слой
покрытия толщиной 0,25-1,5 мм. Чем выше температура металла и
металлостатический напор, тем толще должен быть слой краски
при сохранении ее газопроницаемости. Взвешивание блока моде-
лей до окрашивания и после сушки покрытия дает массу сухого
покрытия, что является важнейшей информацией о стабильности
условий нанесения покрытия. Отмечается, что качество наносимо-
го на модель слоя покрытия зависит от его вязкости, седиментаци-
онной устойчивости и плотности. Поэтому перед нанесением по-
крытия на модель рекомендуется его тщательно перемешивать.
Если перемешивание краски остановить на 10 мин, то получить
равномерный слой покрытия на модели практически невозможно.
Газопроницаемость покрытия должна устанавливаться на основа-
нии равновесия скорости образования парогазовой фазы при тер-
модеструкции модели и скорости ее удаления из зоны взаимодей-
ствия модели с металлом с целью минимального влияния продук-
тов термодеструкции на скорость заливки формы металлом.
0 5 10 15 20 25 30
Кп, см4/(г • с)
Рис. 2.34. Влияние газопроницаемости покрытия на заполняемость
формы при различных температурах заливки бронзы (а) и латуни (б):
Q — температура перегрева металла
0 5 10 15 20 25 30
Кп, см4/(г • с)
93
Рис. 2.35. Влияние газопроницаемости покрытия на давление
газа в форме при заливке металла с 1393 К:
1 — газопроницаемость 31 см4/(г • с); 2 — газопроницаемость 1 см4/(г • с)
К противопригарному покрытию при ЛГМ предъявляются и требо-
вания, которые при традиционных способах литья не свойственны
ему. Покрытие должно повышать жесткость модели, увеличивать
ее прочность, уменьшать возможность деформации стенок моде-
ли и элементов литниковой системы при формовке. Исследова-
ния показали, что увеличение прочности покрытия до 2,5 МПа
увеличивает прочность модели на изгиб при ее плотности 20 кг/м3
в 4 раза. Получено уравнение прочности модели с покрытием
в зависимости от прочности самого покрытия:
Е = 2,7 + 1,35Jfi + 3,7Х2+ 3,4Аз + 2,5Х2Х3 + 2,6^2,
где Лц — прочность покрытия на изгиб; Х2 — толщина слоя по-
крытия; X, — объемная плотность модели.
Из уравнения следует, что прочность системы модель—покры-
тие в большей степени определяется прочностью покрытия. Для
мелкого стального и чугунного литья хорошо зарекомендовали
94
себя быстросохнущие покрытия на основе раствора поливинилбу-
тираля в спирте, состав которых приведен в табл. 2.21 [7].
Таблица 2.21
Состав быстросохнущих красок
на основе поливинилбутираля, масс. %
Огнеупорный наполнитель Поли- винил- бутираль Гидро- лизный спирт Плотность краски, г/см3 Вид литья
Циркон Черный графит Кристал- лический графит Марша- лит
— 35 10 — 2,5 52,5 1,1-1,25 Чугун
60 — — — 2,5 37,5 1,7-1,85 Сталь
- - - 50 2,5 47,5 1,25-1,4 »
Таблица 2.22
Состав и свойства быстросохнущих покрытий
на основе смолы Ml 01
Состав краски Содер- жание, масс. % Плот- ность, г/см3 Вяз- кость по ВЗ-4, с Время сушки, ч Отстой Металл отливок
через 7ч через 24 ч
Цирконовый кон- центрат Смола 101М Клей 45-08 Бензин «калоша» 67 2,0 10 21 1,6- 1,65 98 15-20 20 40 Сталь
Графит кристал- лический Графит аморфный Смола 101М Клей 45-08 Бензин «калоша» 10 33 5 10 42 1,1- 1,2 58 20 35 42 Чугун
Тальк Смола 101М Клей 45-08 Бензин «калоша» 46 6 5 43 1,1- 1,14 56 20-25 13 28 Цвет- ное литье
95
Для крупных моделей можно применять быстросохнущие про-
тивопригарные покрытия на основе смолы М101, составы которых
приведены в табл. 2.22 [6].
Для чугунных отливок предлагается покрытие с высокой газо-
проницаемостью, когезионной и адгезионной прочностью на основе
органических термостойких смол следующего состава, масс. % [22]:
фенолформальдегидная смола 9-10;
борная кислота 0,06-0,08;
поливинилбутираль 2-3;
вспученный фильтровальный перлит 7-9;
этиловый спирт гидролизный остальное.
Для стальных отливок вместо вспученного перлита применяет-
ся термообработанный маршалит.
Для отливок из серого и высокопрочного чугунов рекомендует-
ся водное покрытие на основе цирконовой пасты ЦП-2
(ГОСТ 10772-78) следующего состава, об. %:
концентрат цирконовый 50;
декстрин кислотный 15;
бентонит 15;
вода техническая 20.
Сверх 100 % в краску добавляют формалин технический из рас-
чета 40 г на 100 кг краски [21].
Повышенной газопроницаемостью и прочностью обладают про-
тивопригарные покрытия, состав которых приведен в табл. 2.23 [21].
Таблица 2.23
Состав водных противопригарных покрытий
Наименование компонентов Объемная доля, %
для нанесения кистью для пульве- ризатора
Водный раствор натрий карбоксиметил- 38 55
целлюлоза (Na-КМЦ) массовой концен- трации 30-35 г/см3
Смола СФЖ-309 8 12
Спирт гидролизный 4 6
Огнеупорный наполнитель 50 25
В качестве огнеупорного наполнителя для стальных отливок
используются: маршалит, дистен-силлиманит, цирконовый кон-
96
центрат; для чугунных отливок — дистен-силлиманит, графит
(скрытокристаллический 80 % и кристаллический 20 %), перлит
вспученный; для цветного литья — перлит вспученный, тальк, гра-
фит кристаллический. Газопроницаемость покрытия увеличивает-
ся с увеличением зернистости огнеупорного наполнителя в краске.
Для неответственных мелких отливок можно применять водные
покрытия на основе паст ГП-1, ГП-2 для чугунных отливок и ТП-1,
ТП-2 для отливок из цветных сплавов [23].
Нанесение противопригарного покрытия на модель осущест-
вляется следующими способами: окунанием, обливом, с пульвери-
затора и кистью. Выбор способа нанесения покрытия определяется
конструктивными параметрами модели, ее габаритами, жестко-
стью, прочностью и серийностью производства. Мелкие модели,
собранные в блоки, и отдельные модели, обладающие достаточной
жесткостью, красятся окунанием. При окунании модели в емкость
с покрытием на нее действует архимедова сила выталкивания,
равная объему вытесненной жидкости, поэтому необходимо при-
нимать специальные меры для предохранения модели от деформа-
ции и разрушения. Модель необходимо погружать в краску мед-
ленно, строго вертикально, с опорой на всю верхнюю плоскость
или применять специальные приспособления-кондукторы. При
крупносерийном производстве для этой цели используются авто-
матические манипуляторы, которые кроме погружения моделей в
краску после их извлечения из емкости производят манипуляции
по заданной программе для слива излишков краски из внутренних
полостей моделей. Так, в фирме «Peugeot» нанесение покрытия на
модель 4-цилиндрового блока двигателя осуществляется роботом
методом окунания. Модели охлаждаемых тормозных дисков ок-
рашиваются при их вращении вокруг горизонтальной оси медлен-
ным погружением в бак с краской на специальной полуавтомати-
ческой линии. Метод полива применяется для моделей или мо-
дельных блоков, имеющих недостаточную жесткость и прочность,
при серийном производстве. Крупные модели красятся из пульве-
ризатора или кистью вручную.
Сушка противопригарного покрытия является заключительной
операцией перед формовкой модели или модельного блока. При-
меняются три способа сушки противопригарного покрытия: есте-
ственная, принудительная тепловая и комбинированная. При есте-
ственной сушке модель после покраски помещается под вытяжной
зонт, где и выдерживается до удаления растворителя. Процесс
97
сушки ускоряется, если создается воздушный поток теплого сухо-
го воздуха. Естественная сушка применяется главным образом при
нанесении на модель быстросохнущих покрытий на спиртовом
или бензиновом растворителе. Время сушки зависит от плотности
краски, толщины ее слоя и составляет для одноразового покрытия
2-2,5 ч. Необходимо также учитывать, что на продолжительность
процесса сушки существенное влияние оказывают влажность
и температура воздуха в помещении.
Тепловая сушка применяется для водных покрытий. Она произ-
водится в тупиковых или проходных сушилах в потоке горячего
воздуха при температуре 55-60 °C. Время сушки составляет 1-10 ч
и зависит от толщины слоя покрытия и его состава. Так, сушка
водного покрытия на модели впускного коллектора автомобильно-
го двигателя в потоке горячего воздуха при температуре 50 °C по-
казала, что 97 % влаги было удалено за 125 мин, остальные 3 % —
за 252 мин, или общее время сушки составило около 6,5 ч [10].
При применении покрытий с хорошей газопроницаемостью воз-
можно применение моделей с покрытием, содержащим остаточ-
ную влагу до 3-4 масс. %, что позволяет резко сократить время
тепловой сушки.
Комбинированные способы сушки применяются в серийном
производстве отливок с целью сокращения времени удаления вла-
ги при применении водных противопригарных покрытий. При дан-
ном способе окрашенная модель первоначально подвергается
сушке в воздушном потоке при температуре 50-60 °C в течение
30-90 мин, при этом удаляется 60-80 % влаги. На втором этапе
модель помещается в микроволновую печь на 6-15 мин для удале-
ния оставшейся воды. Расход электроэнергии при этом составляет
0,52 кВт/м2 объема камеры или 0,9-2,0 кВт на один модельный
блок, состоящий из 4-8 моделей впускного коллектора к автомо-
бильному двигателю [24].
Глава III
ГАЗОВЫЙ РЕЖИМ ЛИТЕЙНОЙ ФОРМЫ
3.1. Термодеструкция моделей из пенополистирола
Формирование поверхности отливки, ее геометрии и физико-
механических свойств при ЛГМ происходит в результате сложных
процессов массо- и теплопереноса в системе модель—металл—
форма. Наличие модели в форме, которая газифицируется под дей-
ствием расплавленного металла, меняет сложившиеся теоретиче-
ские и технологические представления о процессах формирования
отливки. Как ни в одном из ранее существующих технологических
способов производства отливок, продукты термической деструк-
ции модели предопределяют качество отливки. Очевидно, что
главная роль в процессах формирования отливки при данном спо-
собе литья принадлежит газовому режиму литейной формы.
Под газовым режимом литейной формы следует понимать ко-
личественное и качественное изменение во времени продуктов
термической деструкции модели в полости формы, на границе ме-
талл—форма и в стенках формы во время заливки металла, его
кристаллизации, охлаждения и взаимодействие этих продуктов
с металлом на всех стадиях формирования отливки.
Установлено [2], что если при нагреве вещества с низкой теп-
лопроводностью выше температуры его разрушения происходят
фазовые и химические превращения, то, согласно теории тепло- и
массопереноса, процесс термодеструкции вещества локализуется в
узком фронте превращения, а скорость продвижения в глубь веще-
ства будет определяться мощностью источника тепловой энергии
и теплофизическими свойствами самого вещества. Пенополисти-
рол при объемной массе 20-30 кг/м3 обладает низкой теплопро-
водностью (Х= 1,35 Вт/(м • К)), теплоемкостью (с = 444,45 Дж/К)
и температуропроводностью (а = 5,7 • 107 Вт/(м • К)), поэтому про-
цесс термодеструкции модели в полости формы под воздействием
99
тепловой энергии расплавленного металла будет локализоваться в
узком фронте взаимодействия модели с металлом, скорость пере-
мещения которого будет определяться теплофизическими свойст-
вами материала модели, гидравлическими свойствами формы,
температурой и скоростью заливки формы расплавом (рис. 3.1). На
рис. 3.2, а представлены результаты исследования процесса тер-
модеструкции модели из пенополистирола плотностью 25 кг/м3
при заливке формы алюминиевым сплавом (Тзал = 750 °C) [16].
Термопара была расположена в модели вертикально и фиксирова-
ла все процессы фазовых превращений в ней на границе модель—
металл при подъеме расплава и замещении им модели в плоскости
средней ее части. Результаты изменения температуры в зоне нача-
ла и конца взаимодействия металла и модели показывают, что про-
цесс имеет пять стадий. На I стадии происходят усадка модели и
образование зазора между моделью и металлом; на II — плавление
Рис. 3.1. Физическая модель процесса:
1 — форма; 2 — модель из пенополистирола; 3 — расплавленный металл
100
модели; на III стадии протекает термодеструкция модели с выде-
лением газовой, паровой, жидкой и твердой фаз; на IV стадии за-
фиксирован процесс термодеструкции жидкой фазы на зеркале
металла; волнистость на температурной кривой на V стадии харак-
теризует падение капель жидкой фазы с фронта разложения моде-
ли на зеркало жидкого металла и температуру самого металла, т. е.
продвижение зоны взаимодействия металл—модель. При скорости
подъема металла 4,35 см/с величина зазора между моделью и метал-
лом составила 4,35 • 0,2 = 0,87 (см).
Время, с
Рис. 3.2. Изменение температуры в зазоре между моделью и металлом:
а) при плотности модели 25 кг/м3:1 — усадка модели и образование зазора;
II — плавление модели; III — термодеструкция модели; IV — плавление жидкой
фазы; V — температура металла; б) при плотности модели 36 кг/м3:1 —
усадка модели; II — переход в эластичное состояние и начало плавления модели;
П1 — плавление и термодеструкция модели; IV — термо деструкция жидкой фазы
на зеркале металла; V — температура металла (см. также с. 102)
101
Время, с
Рис. 3.2. Окончание
На рис. 3.2, б представлена температурная зависимость для мо-
дели из пенополистирола плотностью 36 кг/м3 при идентичных
условия заливки формы металлом.
При плотности модели 36 кг/м3 более четко фиксируются фазо-
вые переходы термодеструкции модели: усадка и переход поли-
стирола в эластичное состояние (зона I), плавление и начало депо-
лимеризации полистирола (300 °C) (зона II), образование и накоп-
ление жидкой фазы и ее термодеструкция до паровой и газовой
фаз со значительным поглощением тепла (зона III). С увеличением
плотности модели увеличивается и расход тепловой энергии ме-
талла. Так, при плотности модели 25 кг/м3 температура металла
при дальнейшем продвижении зоны взаимодействия модель—
металл составила 650 °C, а при плотности модели 36 кг/см2 она
снизилась еще на 40° и составила 610 °C. Величина зазора также
увеличилась и при скорости подъема металла в форме 3,33 см/с
составила 3,33 • 0,3 = 0,99 (см). Таким образом, полученные ре-
зультаты исследования процесса взаимодействия модели и метал-
ла при заливке формы подтверждают предлагаемую физическую
модель процесса ЛГМ (рис. 3.1).
102
Между скоростью подъема металла в полости формы Кмет, ско-
ростью продвижения фронта термодеструкции модели Км и скоро-
стью удаления продуктов при термическом разрушении модели И,
существует термодинамическое равновесие, которое определяет
величину фронта превращения модели зазор 5 между расплавом
и моделью и давление в полости зазора Очевидно, что опреде-
ляющим в этой динамической системе следует считать кинетику
процесса термодеструкции пенополистирола, т. е. скорость проте-
кания химических и фазовых превращений.
Путем многочисленных исследований установлено, что терми-
ческая деструкция пенополистирола сопровождается сложными
фазовыми и химическими превращениями, в результате которых
образуются жидкие, паро- и газообразные, а также твердые про-
дукты, причем глубина протекания процесса разрушения модели
при прочих равных условиях определяется только температурой
источника тепловой энергии [1, 3, 4, 5].
При нагреве пенополистирола выше 81 °C он переходит в вы-
сокоэластическое состояние, при котором происходит его увели-
чение в объеме за счет внутреннего давления паров порообразова-
теля; при дальнейшем нагреве до 239 °C пенополистирол перехо-
дит в вязкотекучее состояние; при 300 °C начинается процесс де-
полимеризации полистирола. Установлено, что при нагреве поли-
стирола до 350 °C разрушение его происходит с выделением четы-
рех фракций [3]. Самая летучая фракция состоит из оксида углеро-
да, который образуется в результате химического взаимодействия
полистирола с адсорбированным кислородом. Две другие фракции
имеют одинаковую молекулярную массу (263-264), но обладают
различной летучестью. Одна фракция летуча как при температуре
реакции (350-420 °C), так и при комнатной (20 °C); она состоит из
92-94 % стирола, 4-8 % толуола и содержит следы этилбензола и
метилстирола. Вторая летуча только при температуре реакции и
содержит наряду со стиролом димер стирола (19,32 %), тример
стирола (32,08 %) и тетрамер стирола (3,85 %). Жидкая фракция
нелетуча и состоит из осколков полимерной цепи с молекулярной
массой около 2000. При нагреве полистирола до 500 °C деструкция
его идет в основном до мономера и небольшого количества диме-
ра. При нагреве выше 500 °C происходит интенсивный рост газо-
выделения и появляется негазифицируемый остаток.
103
Результаты исследования полистирола в условиях высокотем-
пературного теплового удара, при котором полистирол помещался
в печь при заданной температуре, представлены в табл. 3.1 [4].
Из данных таблицы следует, что с повышением температуры
пиролиза возрастает глубина термодеструкции полистирола, ха-
рактеризующаяся ростом количества газообразных продуктов
и коксового остатка. Следует ждать подобной закономерности и
при термодеструкции модели из пенополистирола в литейной
форме при заливке ее металлом.
Таблица 3.1
Анализ продуктов термодеструкции полистирола
Темпе- ратура в печи, °C Выход газа, см3/г Состав газа, об. % Выход, вес. %
C„Hm н2 СН4 Газ Жидкая фаза Твердая фаза
800 165 20,5 37 34,6 Н,1 70,8 18,1
175 20,8 35,5 35,4 12,0 70,4 17,5
1000 500 2,5 74,3 19,3 15,1 23,5 61,4
518 2,4 71,4 21,7 14,8 27,2 58,0
1200 738 1,5 82,3 9,3 18,5 11,5 65,0
689 1,3 82,3 10,2 16,3 18,9 64,7
Однако необходимо учитывать различие между процессом тер-
модеструкции пенополистирола в литейной форме и пиролизом
полистирола в условиях эксперимента, изложенного в [4]. В ли-
тейной форме летучие продукты удаляются из зоны взаимодейст-
вия модели и металла, а сам процесс термодеструкции протекает
при взаимном перемещении фронта превращения полистирола
и расплава и локализуется в небольшом зазоре между ними.
Исследование процесса термодеструкции модели проводилось
на установке (рис. 3.3) по методике, имитирующей технологию
литья по газифицируемым моделям [9].
Исследуемый образец из пенополистирола 4 помещался в гиль-
зу 5 из нержавеющей стали, которая соединялась с рейкой 8. Рейка
связана с поперечиной 6, которая вертикально перемещается с по-
мощью маховика 14 по рейке 11, закрепленной на станине 18.
Штанга с гильзой и образцом устанавливается в такое крайнее
верхнее положение, чтобы можно было опустить гильзу с помощью
электропривода в крайнее нижнее положение, обеспечив полное
104
Рис. 3.3. Экспериментальная установка для исследования
термодеструкции пенополистирола
погружение образца с заданной скоростью в ковш 1 с металлом,
который перекрывается крышкой 3 с отверстием по центру для
прохода гильзы. Перед проведением эксперимента отверстие в
крышке перекрывается заслонкой 19. Образец из пенополистирола
диаметром 50 мм и высотой 50 мм с отверстием диаметром 10 мм
помещается в гильзу на высоте 50 мм от ее нижней кромки. Внут-
ренняя и наружная поверхности гильзы покрывались (толщина
слоя 0,1-0,2 мм) противопригарной негазотворной краской, кото-
рая после нанесения на гильзу прокаливалась при температуре
300-350 °C в течение 2 ч. Парообразные продукты пиролиза улав-
ливались в ловушке 15. По изменению давления в емкости 17 опре-
делялись объем и кинетика выделения газов, которое фиксирова-
лось тензометрическими датчиками ТД-1 и ТД-2. Начало и конец
погружения образца в металл фиксировались электрическими
105
контактами. Для учета влияния гильзы на давление в емкости 17
проводился эксперимент без пенополистирола. Объем выделяю-
щихся газов определялся по формуле
V = 600—2^
273 +Г
где Р0Сц — давление, фиксируемое осциллографом; t — температу-
ра газа в емкости.
Масса парообразных продуктов пиролиза определялась по раз-
ности массы фильтра в ловушке до и после эксперимента. Количе-
ство твердых продуктов определялось по разности массы образца
и суммарной массы газа и конденсата. Количественный и качест-
венный анализ производился на хромотографе ХЛ-2, анализ кон-
денсата — на хромотографе «Цвет-2». Результаты исследования
пенополистирола марок ПСВ-Л и ПСБ-А плотностью 25 кг/м3 при
температуре металла 700, 1300 и 1550 °C при скорости погружения
образца 1 и 2,5 см/с представлены в табл. 3.2 и 3.3. Из табл. 3.3
следует, что глубина пиролиза зависит от температуры, с повыше-
нием которой увеличивается выход газообразных продуктов и
коксового остатка, что качественно согласуется с результатами,
приведенными в табл. 3.1. Наличие кислорода в пенополистироле,
как адсорбированного, так и свободного в порах пенопласта, при-
водит к окислительной термодеструкции полистирола с образова-
нием СО. Реакцию окисления полистирола можно представить
следующим образом:
~СН2—С—СН2-----► ~СН2— С— СН2~
СбНз СЦЦ
Так как энергия связи О—Н составляет около 104 ккал/моль, а
О—О — 45 ккал/моль, то при нагреве полистирола происходит
разрыв связи О—О с образованием радикала *ОН. Энергия связи
С—О составляет 75-79 ккал/моль, а энергия связи третичного
углерода ослаблена бензольной группой и составляет около
106
60 ккал/моль, поэтому при нагревании происходит разрыв данной
связи с образованием активного радикала *СбН5. При разрыве свя-
зи С—С6Н5 образуется двойная связь---С=О, энергия которой
составляет 175-191 ккал/моль, в то время как энергия связи между
С—С в главной цепи полистирола равна 85,7 ккал/моль, вследст-
вие чего происходит разрыв углерод-углеродных связей с образо-
ванием молекулы СО и двух полимерных радикалов:
wCgHg —> х С gHg+(n -х) С gHg (В)
или радикала и полимолекулы:
«CgHg —> xCgHg + (л - х) С gHg
(Bi)
Но радикалы, образованные под действием окислительной тер-
модеструкции по реакции (В), будут подвергаться дальнейшей
окислительной деструкции по реакции (А), что приведет к умень-
шению количества мономера в полимерной цепи полистирола до
его полной деполимеризации.
Таблица 3.2
Состав газообразных продуктов термодеструкции
пенополистирола в зависимости от температуры
и скорости заливки металла
Состав газа ПСВ-Л ПСБ-А
700 °C 1300 °C 1550 °C 700 °C 1300 °C 1550 °C
и 25,9 54,3 68,5 22,6 53,3 57,5
П2 23,1 52,2 60,0 20,6 50,1 55,4
го 20,4 9,7 8,5 26,2 7,95 21,3
29,3 11,5 17,0 30,0 15,1 29,6
ГЛ. 27,9 12,4 9,76 13,1 13,0 8,53
19,7 13,0 8,7 15,7 14,7 8,24
17,7 9,23 3,37 23,5 7,35 2,1
'—2П4 16,7 8,1 3,7 14,6 10,2 2,14
с2н6 1,56 8,61 5,3 2,74 12,5 4,68
5,3 8,59 7,0 5,68 4,81 2,1
107
Окончание табл. 3.2
Состав газа псв-л ПСБ-А
700 °C 1300 °C 1550 °C 700 °C 1300 °C 1550 °C
с2н2 0,25 0,4 0,3 0,3 0,16 0,29
0,27 0,4 0,4 0,33 0,33 0,1
с3н6 — 0,83 0,76 0,3 0,21 0,74
— 0,99 0,5 1,0 0,73 0,4
с3н8 — 0,12 0,43 — 0,03 0,06
— 0,11 0,12 — 0,28 0,06
z-C5H12 6,31 4,63 3,27 11,3 5,54 4,5
6,6 5,15 2,4 12,6 3,65 1,91
Примечание. Верхняя строка -— результаты анализа при скорости подъема ме-
талла в форме 2,5 см/с, нижняя строка — 1,0 см/с.
Таблица 3.3
Состав продуктов термодеструкции при у = 25 кг/м3, вес. %
Продукты термодеструк- ции ПСВ-Л ПСБ-А
700 °C 1300 °C 1550 °C 700 °C 1300 °C 1550 °C
Парообразные продукты термодеструкции
с6н6 13,0 13,15 2,35 2,25 0,11 0,12 13,05 13,50 2,18 2,00 0,16 0,08
с7н8 4,35 1,60 0,09 4,35 0,72 0,08
4,35 1,15 0,03 4,50 1,35 0,04
с8н8 69,40 11,85 0,20 69,70 11,70 0,56
70,10 11,25 0,25 71,90 10,05 0,28
Итого: 86,75 15,80 0,40 87,10 14,60 0,80
87,60 15,00 0,40 89,90 13,40 0,40
Газообразные продукты термодеструкции
0,28 0,75 2,56 0,25 0,75 1,43
1Х2 0,22 0,72 2,11 0,15 0,95 1,90
со 2,94 1,89 4,34 4,19 1,56 7,20
3,74 2,24 9,43 3,36 3,89 14,35
n2 - 4,67 7,25 - 3,94 10,22
— 3,06 3,91 — 1,18 3,56
сн4 2,19 1,34 2,95 1,19 1,45 1,76
1,49 1,52 2,50 0,90 2,30 2,26
108
Окончание табл. 3.3
Продукты термодеструк- ции ПСВ-Л ПСБ-А
700 °C 1300 °C 1550 °C 700 °C 1300 °C 1550 °C
С2Н4 2,74 1,79 1,75 0,38 1,43 0,70
2,12 1,57 1,86 1,37 2,72 1,05
с2н6 0,25 2,30 2,95 0,47 2,56 1,73
0,75 1,76 3,78 0,60 1,37 1,09
С2Н2 0,02 0,07 0,15 0,04 0,03 0,09
0,03 0,07 0,19 0,03 0,08 0,06
С3Н6 — 0,25 0,55 0,09 0,06 0,35
— 0,38 0,41 0,15 0,31 0,25
с3н8 — 0,04 0,41 — 0,01 0,04
— 0,21 0,33 — 0,13 0,12
Z-C5H12 2,38 2,25 2,30 3,17 4,40 3,08 4,19 3,25 2,82 2,67 3,98 3,26
Итого: 10,80 15,40 27,30 10,80 14,60 27,50
10,60 14,60 27,60 9,80 15,60 27,90
Углерод 3,25 68,80 72,30 2,10 70,80 71,70
1,80 70,40 72,00 1,30 71,00 71,70
Всего: 100 100 100 100 100 100
Примечание. Верхняя строка — результаты анализа при скорости подъема ме-
талла в форме 1,0 см/с, нижняя строка — 2,5 см/с.
Радикалы ОН могут вступать в реакцию замещения с водоро-
дом, образуя нейтральную молекулу воды (пара):
ОН* + Н2 —> Н2 О + Н* + 14 (ккал/моль)
Реакция (В) при высоких температурах может протекать само-
стоятельно, без участия кислорода, как реакция деполимеризации,
с образованием активных радикалов, молекул стирола и его произ-
водных.
В работе [3] показано, что деполимеризация полистирола идет
по закону цепной реакции и имеет три стадии: инициирование,
рост и обрыв цепи. Инициирование рассматривается как разрыв
углерод-углеродных связей главной цепи, при этом на концах мо-
лекул образуются радикалы. Образованные радикалы взаимодей-
ствуют с реакционноспособным атомом водорода главной цепи по
109
внутримолекулярному (1) или межмолекулярному (2) механизму
реакции:
Н (Ц) Н НН
~С-С-С-С*-^~С —С*
Н СбН5 Н СбН5
I /
н С6Н5
н н н н
1111
+ с = с —с = с
I / I /
н С6Н5 н С6Н5
(1)
I / I /
Н Н Н Н Н Н Н
11/11 I I I I
СОг-ССС - С-СН -С С
II III II / I
Н С6Н5 с6н5 Н С6Н5 Н С6Н5 С6Н5 н
н н
I I
•с-с~
I \
с6н5 н
(2)
Внутримолекулярный механизм реакции рассматривается Сим-
хом, Уоллом и Блату как причина образования больших, чем мо-
номер, летучих осколков цепи — димера, тримера и тетрамера.
В результате окислительной деструкции полистирола образу-
ются радикалы *СбН5; *ОН; Н«; *С8Н8; *С8Н7, а также молекулы СО,
Н2 и Н2О. Таким образом, в результате деполимеризации полисти-
рола при высоких температурах образуются активные радикалы
мономера и его производных. В реальных условиях литейной
формы, при наличии кислорода в порах формы и пенополистиро-
ла, термодеструкция полистирола будет происходить в результате
как окислительных реакций, так и деполимеризации.
На основании данных табл. 3.1-3.3 можно предположить, что
рассмотренный выше механизм термической деструкции характе-
рен при заливке форм сплавами с температурой 700-800 °C, на-
пример алюминием. Наличие значительного количества бензола
в продуктах термодеструкции можно объяснить реакцией реком-
бинации радикалов фенола с водородом:
•с6н5 + Н* С6Н6 (3.1)
или реакцией замещения:
•СбН5 + Н2->СбН6 + Н’ (3.2)
Реакция рекомбинации идет с нулевым значением энергии ак-
тивации и является экзотермичной (82 ккал/моль). Для протекания
110
этой реакции необходимо интенсивно отводить тепло, поэтому
следует предположить, что реакция (3.1) протекает интенсивно
в порах литейной формы, стенки которой ввиду высокой теплоем-
кости песка являются хорошим аккумулятором тепла. Константа
скорости реакции замещения (3.2) определяется по формуле [6]
6500
К2 =9,3-loVsr . (3.3)
Высокое значение константы скорости реакции говорит о том,
что реакция (3.2) интенсивно развивается в зоне высоких темпера-
тур, что имеет место при непосредственном взаимодействии моде-
ли из пенополистирола с расплавом в полости литейной формы
при ее заливке.
Образующиеся в результате деполимеризации пенополистирола
молекулы стирола при высоких температурах могут распадаться
по следующей схеме:
С6Н5СНСН2 -> С6Н5СН С Н + Н- - 98 (ккал) (3.4)
С6Н5СНСН2-> С 6Н5 + С 2Н3 - 60 (ккал) (3.5)
Первая реакция более экзотермична, поэтому при средних тем-
пературах будет наблюдаться реакция (3.5). Константа скорости
этой реакции имеет вид [7]:
6000
К5 =1013e’sr . (3.6)
Если принять за основу реакцию (3.5), то последующий радикаль-
ный процесс пиролиза стирола можно представить таким образом:
С2Нз + Н2^С2Н4 + Н- (3.7, а)
С 2Н3 + С2Н4 С4Н6 + Н- (3.7, б)
2С2Н4 —> С 2Нз + C2Hs — 65 (ккал) (3.7, в)
С2Н5 + Н2^С2Н6 + Н- (3.7, г)
111
С2Н6 -> 2СНз (3.7, д)
•С6Н5 + СНз^С7Н8 + б (3.7, в)
•с6н5 + Н2 -> С6Н6 + Н- (3.7, ж)
Н Н2 + Q (ЗЛ, и)
Константа скорости указанных выше реакций имеет вид:
6800
К7а = 0,5•10|3е‘ят ,
9300
К76 = 0,5-Ю12/ ю ,
65 000
К7в=1О13е~ю ,
10 800
К7г= 0,3-1012е и' ,
86 000
К7д= 7-10,4е .
Реакции обрыва цепи (3.7, е) и (3.7, и) идут с нулевой энергией
активации и экзотермичны, однако их протекание вполне вероят-
но, т. к. выделившаяся энергия поглощается эндотермическими
реакциями разрыва связей при пиролизе полистирола и его произ-
водных. Наличие экзотермических реакций в зоне взаимодействия
модели с металлом в литейной форме уменьшает потери тепловой
энергии расплава на процесс газификации пенополистирола, чем
объясняется сравнительно хорошая заполняемость формы при ЛГМ.
В результате термической деструкции стирола и его производ-
ных в газообразных продуктах реакций содержатся молекулы во-
дорода, этилена, этана, бензола, толуола и активные радикалы
•СНз, «С6Н5, ’СгНз, «С2Н5 и *Н. Взаимодействие активного метиль-
ного радикала с другими радикалами и молекулами приводит
к образованию новых радикалов и молекулярных соединений:
С Н3 + Н2 —* СН4 + -Н; IgA = 13,24; Е = 9100 (кал) (3.8, а)
С Н3 + «И СН4 + 109 ккал; Е « 0
(3.8,6)
112
с Нз + Н2о СН4 + ОН; IgA = 13,1; £ * 22 500 (кал) (3.8, в)
С Н3 + С2Н5 СН4 + С2Н2; Е » 0 (3.8, г)
С Нз + <2Н4 -> СН4 + С2Н3; IgA = 10; £ - 7000 (кал) (3.8, 0)
С Н4 + С6Н6 СН4 + С 6н5; IgA = 10; Е = 9000 (кал) (3.8, ё)
Анализ приведенных реакций показывает, что наиболее вероят-
ным источником образования метана являются реакции (3.8, а, д и ё)
или реакции замещения радикалов, идущие с высокими скоростя-
ми с незначительной величиной энергии активации. Остальные
реакции либо требуют высокой энергии активации (3.8, в), либо
весьма экзотермичны, и поэтому их протекание возможно в про-
цессе фильтрации газовой фазы через поры литейной формы. Пи-
ролиз метана при высоких температурах, но ниже 1600 К протекает
по цепному механизму. Кассель установил, что пиролиз метана
является реакцией 1-го порядка с константой скорости [7]:
79 000 ± 6000
К=1013е RT с“'
и предложил следующий механизм цепной реакции:
СН4^ СН2 + Н2 (3.9, а)
•СН2 + СН4-> С2Н6 (3.9,6)
С2Н6^С2Н4 + Н2 (3.9, в)
С2Н4^С2Н2 + Н2 (3.9, г)
С2Н2—*2С + Н2 (3.9,0)
Таким образом, термическая деструкция метана по цепному
механизму протекает с высокими скоростями и конечными про-
дуктами реакций являются углерод и водород. Это полностью со-
ответствует данным, приведенным в табл. 3.2, из которых видно,
113
что с повышением температуры значительно увеличивается со-
держание углерода и водорода в составе конечных продуктов.
При температуре выше 800 °C происходит цепная реакция раз-
ложения бензола с образованием ацетилена, водорода и углерода,
причем последний является катализатором пиролиза бензола.
Цепной механизм образования ацетилена из бензола выглядит
следующим образом [3]:
с6н6 —> с 6н5+ н« (3.10, а)
•С6Н5 —> 2С2Н2 + С 2Н (3.10,0
•с2н + с6н6^ с6н5 + с2н2 (3.10, в)
2 С 2Н —> обрыв цепи (3.10, г)
Скорость цепной реакции образования ацетилена из определяется по уравнению бензола
—/7ГС И 1 59 000 2 —L 6 6 =1О3|5е~ RT [С2Н6]2 <Ут (З.Н)
Углерод, образовавшейся по реакции (3.9), выступает циатор разложения ацетилена: как ини-
С2 + С2Н2 —> 2 С 2Н (3.12, 0
С2Н2+ С2Н^ с4н3 (3.12,0
С2+ С4Н3-^С4Н2+ С2Н (3.12, в)
2С2Н—>С4Н2 (3.12, г)
С2+С4Н2^ С2Н+ С4Н (3.12, 0
С4Н + С2Н2-^ С6Нз (3.12, в)
114
с2+ с6Нз^ с2н + с6н2
(3.12, ж)
С 4Н + С 2Н —> С6Н2 и т. д. (3.12, з)
Развитие реакций по радикальному механизму приводит к об-
разованию высокоуглеродистых соединений — сажи, а на под-
ложке — пироуглерода со структурой С8Н. Распад ацетилена при
наличии зародышей углерода может происходить по реакциям:
С2 + С2Н2 —► С4 + Н2 (3.13, а)
С4 + С2Н2 —> Се + Н2 и т. д. (3.13, б)
Изложенный механизм распада ацетилена приводит к полиме-
ризации углерода и образованию углеродно-водородных комплек-
сов, выделяющихся в виде сажи и пироуглерода.
Содержащийся в полистироле изопентан (пентан) под действи-
ем высокой температуры образует несколько активных радикалов:
С5Н12^ С5Нц + Н'
(3.14)
Установлено [8], что при температуре 600 °C радикальная реакция
пиролиза изопентана идет с образованием следующих соединений:
С 5Нц С3Н6 + 0,9С2Н6 + 0,1 С2Н4 + 0,1Н2 (3.15, а)
Скорость реакции определяется уравнением
4с5н121 в -^г
L --— = 103е "г [С5Н12] (3.15, б)
Таким образом, продукты термодеструкции пенополистирола
в полости литейной формы при заливке ее металлом образуются
в результате протекания радикально-цепных реакций и окисли-
тельного пиролиза.
Углерод (пироуглерод и сажа) образуются в результате терми-
ческой деструкции полистирола за счет радикально-цепных реакций
бензола, ацетилена, диацетилена и метана, причем основным источ-
ником образования углерода следует считать реакции пиролиза
115
ароматических углеводородов. Установлено [8], что углерод
в газовой фазе может существовать в виде многоатомных частиц:
С2, Сз, С4 и т. д., причем с возрастанием числа атомов в частице уг-
лерода энергия отщепления атома от частицы возрастает. Так, если
энергия связи двухатомного углерода составляет 71,59 ккал/грамм-
атома, то для шестиатомного — 124,25 ккал/грамм-атома. При Ci6
(С1б = Ci5 + С) энергия отщепления атома углерода составит
146,84 ккал/грамм-атома. Энергия диссоциации многоатомных
молекул будет соответственно: 143,17; 745,47 и 2210,57 ккал/моль.
Поэтому при средних температурах в газовой фазе могут нахо-
диться двух- и трехатомные соединения углерода. Многоатомные
углеродные соединения конденсируются, причем диссоциация их
практически ничтожна.
3.2. Кинетика фазовых превращений
Фазовый состав продуктов термодеструкции модели определяет
количественные параметры газового режима литейной формы в
период заливки ее металлом и оказывает непосредственное влия-
ние на формирование механических свойств и качество поверхно-
сти отливок.
700 800 900 1000 1100 1200 1300 1400 1500
Температура, °C
о — Имет - см/с; д— Кмет = 2,0 см/с; Имет = 1,0 см/с
Рис. 3.4. Зависимость фазового состава продуктов термодеструкции
пенополистирола от температуры заливаемого в форму металла
116
Из рис. 3.4 следует, что фазовый состав продуктов термической
деструкции пенополистирола при прочих равных условиях опре-
деляется температурой заливаемого в форму металла. На рис. 3.5
представлены зависимости выделения паровой и газовой фаз при
термодеструкции модели от скорости подъема металла в полости
формы и его температуры [9]. Установлено [10], что кинетика па-
ре- и газовыделения (объем газа Qv, см3) при термодеструкции мо-
делей описывается уравнением
Qr = aFxm, (3.16)
где F — площадь взаимодействия модели с расплавом, см2 (см.
рис. 3.1); т — время заливки формы металлом, с; а — относительный
---- Им = 4,0 см/с ----- Им=1,0см/с
Им = 2,5 см/с
Рис. 3.5. Кинетика газовыделения при термодеструкции
пенополистирола в зависимости от температуры металла
и скорости подъема металла в форме
117
коэффициент газовыделения, см/с "'; т — показатель степени, ха-
рактеризующий кинетику газовьщеления.
Относительный коэффициент газовыделения а и показатель
степени т зависят от температуры заливаемого в форму металла,
скорости заливки и объемной массы модели из пенополистирола.
Процесс выделения паровой и газовой фаз при термодеструк-
ции модели, представленный на рис. 3.5, можно разбить на два
временных периода. Первый период соответствует объему выде-
лившейся парогазовой фазы за время заливки формы расплавом
(т3), второй начинается после заливки формы и заканчивается пол-
ной газификацией модели. Если обозначить через Q\ объем газа,
который выделился за время заливки формы т3, а через Qq — объ-
ем газа, выделившийся при полной газификации модели (только
газовая фаза), то степень газификации модели из пенополистирола
п за период заливки формы т3 определится отношением
п=& (3.17)
Изменение фазового состава продуктов термодеструкции моде-
ли происходит по следующей схеме. При первичном взаимодейст-
вии металла с моделью в полости литейной формы процесс термо-
деструкции пенополистирола протекает с образованием жидкой,
паровой, газовой и твердой фаз, соотношение между которыми
определяется температурой заливаемого металла (см. рис. 3.4). По
мере продвижения фронта фазовых превращений под действием
скоростного напора расплавленного металла происходит дальней-
шая термодеструкция модели, но полная газификация жидкой фа-
зы происходит со скоростью меньшей, чем скорость подъема ме-
талла, что приводит к накоплению жидкой фазы на поверхности
расплава. После окончания заливки формы жидкая фаза, отжатая
металлом на границу металл—форма, продолжает дестругировать
с образованием газовой и твердой фаз. Коэффициент накопления
жидкой фазы можно определить по формуле
£=1-и. (3.18)
Зависимость величины степени газификации модели п и коэф-
фициента накопления жидкой фазы с от скорости заливки формы
металлом для алюминия (7), чугуна (2) и стали (3) представлены
на рис. 3.6.
118
twt
м /у-
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
Скорость металла в форме, Гм, см/с
Рис. 3.6. Изменение величины степени газификации п и коэффициента
накопления жидкой фазы е в зависимости от скорости заливки:
1 — алюминиевые сплавы; 2 — чугун; 3 — сталь
На рис. 3.7 приведены зависимости степени газификации п от
скорости подъема металла и его температуры. Результаты экспе-
риментального исследования кинетики фазовых превращений,
приведенных на рис. 3.6 и 3.7, показывают, что при скорости за-
ливки формы металлом выше 4 см/с степень газификации зависит
только от температуры. С повышением температуры металла при
скорости заливки в пределах 1-4 см/с степень газификации имеет
максимум в интервале температур 1100-1350 °C, что соответству-
ет температурам заливки бронзы и чугуна. При заливке металла со
скоростью выше 1 см/с степень газификации модели резко пони-
жается при температуре металла более 1300 °C и возрастает коли-
чество жидкой фазы. Эта закономерность, вытекающая из теоре-
тического анализа термической деструкции пенополистирола, хо-
рошо согласуется с практикой получения отливок из стали.
С повышением температуры глубина термодеструкции полисти-
рола должна увеличиваться, следовательно, мелкие отливки из стали
должны иметь лучшее качество поверхности, чем такие же отливки
из чугуна. Практически получается наоборот. Мелкие отливки, как
правило, заливаются с большей скоростью, поэтому при получении
стальных отливок выделяется больше жидкой фазы, что и приводит
к ухудшению их качества. Чугунные отливки можно получать при
119
Температура, °C
Рис. 3.7. Изменение степени газификации для различных
скоростей подъема металла в полости формы в зависимости
от температуры металла
режимах заливки, которые соответствуют высокой степени газифи-
кации, что значительно уменьшает количество внешних дефектов.
Установлено [9], что полная газификация модели за время за-
ливки формы металлом в интервале температур 700-1350 °C про-
исходит при скорости подъема металла в полости формы 0,5 см/с и
в интервале 1550-1600 °C — 0,625 см/с. Абсолютная скорость га-
зификации пенополистирола при температуре 700-1350 °C состав-
ляет 0,24 г/с, при 1550-1600 °C — 0,3 г/с.
На рис. 3.8 представлены графики изменения относительной и
абсолютной газотворности пенополистирола в зависимости от тем-
пературы.
Зависимость относительной газотворности пенополистирола от
скорости заливки представлена на рис. 3.9.
120
Рис. 3.8. Изменение относительной (7, 2) и абсолютной (3)
газотворности пенополистирола в зависимости от температуры
Рис. 3.9. Изменение относительной газотворности пенополистирола
в зависимости от скорости подъема металла в полости формы
121
Если известна абсолютная газотворность пенополистирола @о,
то относительную газотворность q (см3/г) можно определить по
формуле
q = Qon. (3.19)
Кинетику фазовых превращений при термодеструкции пенопо-
листирола при заливке формы металлом можно представить в виде
приведенной ниже схемы (рис. 3.10):
Рис. 3.10. Схема кинетики фазовых превращений при термо деструкции
пенополистирола при заливке формы металлом
Процесс термодеструкции модели соответствует закономерно-
сти ее газификации и определяется уравнением
Qa=bF-e". (3.20)
Если разделить уравнение (3.20) на уравнение газовыделения
G
(3.16) с учетом QM =——, где GM — масса модели, ум — объемная
Ум
плотность модели, то коэффициент b равен:
Ь = -^— = ——. (3.21)
Ум?м Ум2о«
Весовое количество модели, которое полностью дестругируется
в процессе заливки формы металлом, равно:
G'„=4MbFe. (3.22)
122
Весовое количество жидкой фазы определяется как разность
между исходной массой модели и массой модели, подверженной
термодеструкции за время заливки формы металлом:
= GM - G'M, или вж = GM - ум bFF1.
Количество парообразной фазы определяется по формуле
Gn = KynaFTm, (3.23)
где К — отношение между паровой и газовой фазами, определяе-
мое по графикам рис. 3.4. Количество газовой фазы определяется
в соответствии с (3.16):
Gr = yraFxm. (3.24)
Количество твердой фазы определяется как разность между мас-
сой модели и суммарной массой жидкой, паровой и газовой фаз:
Gm=M-e(KY„+Yr)]7;’T'”. (3.25)
На основании уравнений кинетики фазовых превращений по-
строены монограммы термодеструкции модели из пенополистиро-
Gx их
ла в безразмерных координатах —- и — для температур заливки
&о то
алюминиевых сплавов (рис. 3.11, а), чугуна (рис. 3.11, б) и стали
(рис. 3.11, в), где Gx — масса фазовых составляющих термодеструк-
ции при времени заливки тх; Gq — исходная масса модели; То — вре-
мя полной газификации модели, которое определяется по формуле
где hM — высота модели по ее расположению в форме; Wq — ми-
нимальная скорость заливки формы металлом, при которой проис-
ходит полная газификация модели.
123
Рис. 3.11. Кинетическая диаграмма фазового состояния продуктов
термодеструкции пенополистирола при температурах заливки алюминие-
вых сплавов, чугуна и стали, °C:
а) 700-750; б) 1300-1350; в) 1500-1600 (см. также с. 125)
124
Рис. 3.11. Окончание
При назначении скорости заливки формы металлом следует ис-
ходить из оптимального соотношения фаз термодеструкции; при
этом необходимо учитывать, что жидкая фаза является основным
источником образования дефектов на поверхности отливок, осо-
бенно из чугуна и стали. В [10] предложен критерий качества от-
ливок Кк:
К = ^<0,01, (3.27)
к S
м
где SM — поверхность модели, см2.
3.3. Физическая модель процесса ЛГМ
Анализ процесса термодеструкции модели из пенополистирола
под действием тепловой энергии металла дает возможность пред-
ставить физическую модель процесса ЛГМ следующим образом.
При заливке формы металлом между расплавом и моделью обра-
зуется зазор 5 (рис. 3.12, а), через который происходит удаление
продуктов термодеструкции модели.
125
Рис. 3.12. Варианты физической модели процесса ЛГМ в зависимости
от режима заливки формы металлом:
«)Гмет<Гм ; 6)VM^<VM ; в) Гмет<Им ; г) Гмет>Им
Процесс фазовых и химических превращений локализуется на
поверхности модели а\ - а\ с образованием газовой, паровой,
жидкой и твердой фаз.
В соответствии с принятой физической моделью скорость про-
движения фронта превращения модели Км будет зависеть от теп-
лового потока через зазор 5. Этот поток определяется суммарным
количеством тепла #, передаваемым от зеркала металла Ь\ - Ь\,
включающим в себя теплопроводность (^м) продуктов термоде-
струкции и теплоизлучение (^л) [11]:
q = Ям + #л;
где 1 — коэффициент теплопроводности парогазовой фазы,
ккал/(м • ч); f и t" — температура поверхности металла и фронта
126
превращения модели, °C; С — приведенный коэффициент лучеис-
пускания поверхности модели и металла; Г и Т" — температура
металла и фронта превращения модели, К.
Зазор 3 определяется разностью скоростей продвижения фронта
превращения модели Км и подъема металла в полости литейной
формы Име/
8 = (Км- Кмет)т.
Скорость продвижения фронта превращения модели зависит от
многих факторов, и прежде всего от суммарного теплового потока
от зеркала металла, который, в свою очередь, зависит от темпера-
туры и скорости подъема металла в полости формы, состава и ко-
личества продуктов термодеструкции в зазоре 3, газопроницаемо-
сти формы и ее теплофизических свойств.
Скорость подъема металла в полости формы определяется по
уравнению
F I ( Л
^=^j2g Н,—*~
г V V .
мод , \ / мет /
где Fni!T и Люд — соответственно поперечное сечение питателя
и полости формы (модели); ц — коэффициент расхода; Нр — гид-
ростатический напор металла; умет — массовая плотность металла;
Рф — газовое давление в зазоре 8.
На рис. 3.12 представлены различные модификации физической
модели процесса ЛГМ. Модель из пенополистирола обладает вы-
соким термическим сопротивлением, которое определяет макси-
мальную при данной температуре скорость Км продвижения
фронта превращения модели щ - а\ под действием тепловой энер-
гии металла. Если фактическую скорость подъема металла в по-
лости формы обозначить через Кмет, то можно выделить три воз-
можных режима заливки формы металлом: I — Кмет < Им ,11 —
К<ет = ЕМти, III — Гмет > VMmax. Третий режим предусматривает, что
расчетная скорость подъема металла в полости формы больше, чем
предельно возможная скорость термодеструкции модели.
Первый режим заливки формы металлом можно разбить на два
периода. В первом периоде фактическая скорость подъема металла
127
Кмет меньше скорости полной газификации модели Кг. Он характе-
ризуется отсутствием жидкой фазы в продуктах термодеструкции
модели, т. к. она успевает разложиться на парогазообразную и твер-
дую фазы на поверхности модели сц - а{. Парогазовая фаза форми-
рует в зазоре 5 определенное давление Рф в силу большего зазора 8.
которое оказывает слабое сопротивление гидростатическому напору
металла, поэтому расчетная скорость заливки формы близка по сво-
ей величине к фактической (рис. 3.13 — I период). В этот период
величина зазора 5 достигает максимальной величины. При дости-
жении равенства скоростей подъема металла Имет и газификации
модели Vr начинается второй период, характерный началом накоп-
ления жидкой фазы, количество которой растет по мере увеличения
скорости заливки. Жидкая фаза, формируясь на поверхности модели
а\ — а/, под действием силы гравитации отрывается от модели и
опускается на зеркало жидкого металла; при этом между металлом
и жидкой фазой образуется парогазовая прослойка.
Под действием парогазовых сил, поверхностного натяжения и
движения металла в форме частицы жидкой фазы, не успевшие дестру-
гировать на поверхности жидкого металла до газовой, паровой и твер-
дой фаз, перемещаются на границу металл—форма (рис. 3.12, б), где
продолжают разлагаться. По мере сокращения разности скоростей
Kier-К,,_ количество жидкой фазы увеличивается как на зеркале
Рис. 3.13. Зависимость фактической скорости заливки
формы металлом от расчетной при ЛГМ
128
металла, так и на границе металл—форма, при этом зазор 3
уменьшается, а давление Рф растет. Увеличиваются и удельная
скорость, и объем газовыделения, т. к. происходит увеличение
контакта жидкого металла с продуктами термодеструкции модели
в связи с накоплением жидкой фазы на границе металл—форма.
Однако газовое давление формируется лишь непосредственно в
зазоре 3, поэтому оно хоть и растет, но оказывает слабое противо-
давление гидростатическому напору металла. Характерной для
данного режима является прямая зависимость скорости продвиже-
ния фронта термодеструкции модели Км от скорости подъема ме-
талла Кмет, при этом вследствие слабого противодействия газового
давления в зазоре 3 фактическая скорость заливки Кмет незначи-
тельно отличается от расчетной. Первый режим заливки можно
назвать режимом кинетического равновесия.
При достижении фактической скоростью подъема металла в
полости литейной формы Имет максимально возможной скорости
продвижения фронта термодеструкции модели начинается
Второй режим заполнения формы, при котором происходит интен-
сивное накопление жидкой фазы (рис. 3.12, б) вследствие того, что
V на порядок выше скорости газификации модели Кг.
Это приводит к значительному росту удельного газовыделения,
увеличению газового давления Рф в зазоре 8 при уменьшении са-
мого зазора. Уменьшение зазора 8 приводит к повышению плотно-
сти парогазовой фазы, что наряду с накоплением в зазоре жидкой
фазы снижает тепловой поток от зеркала металла к фронту термо-
деструкции модели. Это приводит, с одной стороны, к снижению
скорости разрушения модели, с другой — к значительному росту
газового давления Рф, которое создает противодавление гидроста-
тическому напору металла (рис. 3.13 — II период), стабилизируя
фактическую скорость подъема металла Кмет, независимо от увели-
чения расчетной скорости.
При дальнейшем увеличении расчетной скорости металла Имет
скорость продвижения фронта термодеструкции модели достигает
критической величины Им , которая характеризуется не только
теплофизическими константами полистирола, но и механической
прочностью модели. Известно, что при давлении на модель
0,2 кг/см2 она деформируется при плотности пенополистирола
129
20-25 кг/м3 на 2 %. При заливке формы чугуном для получения
такого давления достаточен гидростатический напор металла око-
ло 300 мм, что имеет место при производстве мелкого и среднего
по массе литья.
Увеличения скорости заливки металла в литейную форму мож-
но достигнуть за счет увеличения площади сечения питателей или
металлостатического напора. В нашем случае экспериментально
установлено, что увеличение расчетной скорости за счет площади
сечения питателей практически не приводит к росту фактической
скорости подъема металла в полости литейной формы (рис. 3.13) и
она стабилизируется на уровне 4,5-5,2 см/с. Так, увеличение рас-
четной скорости при заливке формы чугуном с 5,85 до 12,5 см/с,
т. е. на 220 %, увеличивает фактическую скорость только на 10 %.
Таким образом, если КМти характеризует термическое сопро-
тивление модели из пенополистирола, то V — термомеханиче-
ское. На рис. 3.12,в представлена физическая модель процесса
ЛГМ при достижении критической скорости термодеструкции мо-
дели . Второй режим заливки формы металлом характеризует-
ся постоянством скоростей термодеструкции модели и подъема
металла в полости литейной формы, поэтому данный режим за-
ливки можно назвать режимом термомеханического равновесия.
Он известен еще как режим замещения. В практике чаще всего ис-
пользуется при производстве отливок ЛГМ именно второй режим
заливки форм металлом.
При достижении фактической скоростью металла Имет значения
критической скорости продвижения фронта термодеструкции мо-
дели начинается третий режим заливки формы, при котором
происходят деформация модели в наиболее слабом месте на гра-
нице модель—форма и охват модели расплавом с одной или со
всех ее сторон (рис. 3.12, г). В результате охвата модели металл
двигается по линии наименьшего сопротивления за счет тепловой
усадки модели, в связи с чем фактическая скорость возрастает и
практически достигает значения расчетной скорости (рис. 3.13 —
III период). Охват модели нарушает газовый режим, давление Рф
резко падает и не оказывает сопротивления движению металла.
Однако такое заполнение формы металлом не сокращает время
заливки, т. к. охват модели происходит раньше, чем успевает про-
изойти ее термодеструкция. При полном охвате модели металлом
жидкая фаза и часть модели окажутся внутри металла, заполнив-
130
шего полость формы. Протекание процесса может иметь два про-
должения. Разложение жидкой фазы и термодеструкция остатков
модели в замкнутом объеме жидкого металла приведут к созданию
высокого газового давления, под действием которого в случае со-
хранения жидкого состояния металла произойдет его выброс через
стояк. При образовании затвердевшей корочки металла на границе
металл—форма и в питателе внутри будущей отливки образуется
значительных размеров газовая раковина.
Однако полный охват модели металлом может и не произойти,
и средняя часть модели по мере ее деструкции полностью запол-
нится металлом. В этом случае жидкая фаза соберется в верхней
части отливки, что приведет к образованию открытой глубокой
раковины. Таким образом, данный режим заливки формы метал-
лом характеризуется кинетической и тепловой нестабильностью, и
ОН не должен иметь места как с точки зрения качества отливки, так
и техники безопасности.
Однако скорость движения металла в узких горизонтальных се-
чениях литниковой системы и горизонтально расположенных стен-
ках модели отличается от его скорости движения по вертикали при
сифонной заливке. На рис. 3.14 представлена схема движения ме-
талла в горизонтальных стенках модели, или в каналах литниковой
системы [15].
Рис. 3.14. Течение металла в горизонтальных каналах:
Тус — скорость термодеструкции модели; Рф — газовое давление
продуктов термодеструкции модели; Им — скорость усадки модели;
ТМсг — скорость течения металла под действием
гидростатического напора уН
131
Исследования проводились при заливке формы из песка алю-
миниевым сплавом АК9 при 750 °C. В качестве модели использо-
вался пенополистирол массой 25 и 36 кг/м3. При заливке формы
вакуумировались до 0,05 МПа. Обработка результатов экспери-
ментов показала, что течение металла в горизонтальных стенках
модели происходит под воздействием силы гидростатического
давления металла уН, противодействия газового давления в зазоре
Рф и гравитационной силы mg. При движении метала за счет теп-
лоты расплава происходит первоначально усадка модели, и металл
под действием указанных сил устремляется в образовавшийся за-
зор между моделью и формой, т. е. течение металла происходит в
режиме нижнего охвата модели (рис. 3.12, г). Модель по вертикали
дестругирует с предельной скоростью 5,5 см/с. Движение металла
в горизонтальном направлении определяется предельной скоро-
стью усадки модели, которая равна 26,6 см/с и не зависит от плот-
ности модели и величины вакуума. Изменение гидростатического
давления металла от 70 до 250 см не влияло на скорость движения
головного потока металла при сохранении его перегрева выше
температуры ликвидуса. При дальнейшем движении металла ско-
рость его в силу снижения температуры в головной части ниже
температуры ликвидуса уменьшалась вплоть до остановки потока.
Однако вакуумирование формы при 0,05 МПа увеличивало ее за-
полняемость примерно в 2 раза по сравнению с заливкой формы
без вакуума.
3.4. Математическая модель ЛГМ
Математическая модель процесса литья по газифицируемым
моделям основана на физической модели взаимодействия расплав-
ленного металла с моделью из пенополистирола в полости литей-
ной формы (рис. 3.12, a-в) и устанавливает зависимость между
теплофизическими свойствами модели, металла и формы и техно-
логическими параметрами процесса литья. При выводе математи-
ческой модели были сделаны следующие допущения [10]:
• литейная форма является однородным изотропным пористым
телом;
• фильтрация парогазовой фазы осуществляется только через
зазор 5 между зеркалом металла и фронтом термодеструкции
модели при их взаимном перемещении;
132
• в форме имеет место одномерная параллельная ламинарная
фильтрация парогазовой фазы;
• газопроницаемость формы остается постоянной в процессе ее
заливки металлом;
• температурное поле формы остается постоянным в период
фильтрации парогазовой фазы и ее температура равна темпе-
ратуре формы;
• температура парогазовой фазы в зазоре 3 остается постоян-
ной в процессе заливки формы металлом;
• между расчетной и фактической скоростями подъема метал-
ла в полости формы соблюдается линейная зависимость
(рис. 3.13 — I период).
Массовое приращение парогазовой фазы (в дальнейшем —
газа) dGi в объеме зазора 3 за промежуток времени t/т опреде-
ляется разностью между количеством газа, образующегося в
процессе термодеструкции модели JG’M за время и количест-
вом газа, которое удаляется из зазора 3 за то же самое время:
dGi = dGM - dGr. (3.28)
Объемное приращение газа в зазоре 3 согласно уравнению
(3.28) можно записать так:
dQ\=dQM-dQT\ (3.29)
где ун — объемная масса газа при нормальных условиях (Р =
= 0,1 МПа и Т= 15 °C).
Количество газа, которое удаляется из зазора 3 за время <7т, опре-
деляется уравнением
Жг = угКг5Шт,
(3.30)
где уг — объемная масса газа; Vv — скорость фильтрации газа;
П — периметр модели в зоне взаимодействия ее с металлом.
133
Скорость фильтрации газа Иг определяется уравнением Дарси:
г n Sy ’
(3.31)
где Рф — давление газа в зазоре 5; с — проницаемость формы в
единицах Дарси; ц — кинематическая вязкость газа; у — направ-
ление фильтрации газа, перпендикулярное к границе форма—
зазор 3.
Плотность газа определяется по формуле
где 7ф — температура формы, К; R — газовая постоянная.
С учетом (3.31) и (3.32) уравнение (3.30) примет вид:
с8П с>Рф
2ПГФД Sy
(3.33)
В условиях одномерной фильтрации газа в литейной форме
можно принять, что
где { — длина пути фильтрации; Pq — начальное давление газа
в форме, которое равно атмосферному давлению.
После подстановки (3.34) в (3.33) уравнение выхода газа из
объема в зазоре 3 запишется:
<ЮГ 273с8П(рф2-Ро2)
Y» 2П7ФР„^
где Рн = 1,0 кг/см2 — нормальное давление.
Ун
(3.35)
134
Объем газа, который выделяется при термодеструкции модели
за время dx, определяется уравнением
dQM = maF^x m~ldx. (3.36)
С учетом (3.35) и (3.36) уравнение (3.29) примет окончательный
вид:
dQ\ = [maF^xт 1
273с8П(Рф2-Р2)
------1-----]«Т.
2nW
(3-37)
Объемное приращение газа в зазоре 5 можно определить по
приращению массы газа за промежуток времени dx:
dQ, = 5Ру2-8ГТ,
Ун
(3.38)
учитывая, что
где У1, у2 — объемная масса газа в зазоре 5 в моменты времени т и
т + Jr; Р\ и Р2 — давление газа в то же самое время; Тг — темпера-
тура газа, К, а также что изменение давления газа в зазоре 5 за
время dx равно dP^ = Р2- Р\, уравнение (3.38) можно записать:
2736F
dg, =
(3.39)
Так как dQ\ = dQ2 по условию, то, приравняв уравнения (3.37) и
(3.39), после преобразования получим дифференциальное уравне-
ние газового режима литейной формы, которое характеризует ди-
намику газового давления в зазоре 5 при заливке формы металлом:
135
dP, т
__Ф_ _
di 2738F
ОТ
maFx"-'
273с5п(Рф2-Р„2)
2nW
(3.40)
Решение уравнения (3.40) при помощи рядов Тейлора дает
формулу для определения величины газового давления в зазоре 3
в любой промежуток времени заливки формы металлом:
Ф
amFTqfy
2738сП
1-е
сТтП \
FT^X
тт 1
(3.41)
При оптимальной скорости подъема металла в полости формы
в пределах 1-5 см/с показатель степени m равен: для стали 1, чугу-
на 0,5 и алюминия 0,75. В этом случае при получении отливок из
стали Рф (кг/см2) определяется по формуле
aFT/i\
2738сП
сТгП \
(3.41, а)
из чугуна:
_ 0,5аКуц
ф 2735сП
Wn
т
(3.41,6)
из алюминиевых сплавов:
0,75aFT.(ri
Рф=--------
Ф 2738сП
1-е
--0,25
Т
(3.41, в)
Относительный коэффициент газовыделения можно определить
из равенства
aFx™ = Fh ум Ям
или
136
,<-Г’
а = , (3.42)
где h — высота модели по положению в форме, см; ум — объемная
плотность модели, г/см3; — относительная газотворность пено-
полистирола для заданной температуры и скорости заливки формы
металлом, см3/г, определяемая по графикам (рис. 3.8); т3 — время
заливки формы металлом, которое определяется по формуле
Тэ=/- (3-43)
*оп
При выводе уравнения (3.41) величина зазора 5 была принята
постоянной. Фактически она переменна и зависит от тех же пара-
метров, что и величина давления Рф. По своей физической природе
величина зазора 5 есть разность между продвижением фронта тер-
модеструкции модели и зеркалом металла при заполнении формы:
db = ( Км - КмегХт. (3.44)
Линейная скорость термодеструкции модели определяется из
уравнения (3.36):
^ = тЬтт-', (3.45)
dx
, h
I где Z> = —.
с
К Время заливки формы определяется по формуле (3.43), причем для
, h , h 1 h
. стали b = —, чугуна b = —т= и алюминиевого сплава о = —.
Т Jx 4/т3
3 VL3
Скорость подъема металла в полости формы определяется
уравнением гидравлики:
137
1 м
(3.46)
где ц — коэффициент расхода, учитывающий местные сопротив-
ления движению металла в каналах литниковой системы и в по-
лости формы; Fn, FM — площадь сечения питателей и модели, см2.
Расчетный гидростатический напор металла Нр определяется
с учетом противодавления продуктов термодеструкции модели Рф
по формуле
#р=я;~— • (3.47)
Кет
Для нижнего подвода металла Нр' определяется по формуле
j_Tt _ ^max max ^min zq д q\
где Hmax и Нтт — гидравлический напор металла в начале и в кон-
це заливки формы металлом.
Если подставить в формулу (3.44) значения входящих в нее ве-
личин, которые определяются формулами (3.45) и (3.46), то вели-
чину зазора 3 можно определить по уравнению
8=йт'”-ц^->/2^т. (3.49)
м
Для расчета давления Рф можно использовать среднюю величи-
ну зазора 3:
1 Ътт F I-------
5Ср=-(5Л = ^--ц-^>/2^г3. (3.50)
т3 J т + 1 2F„ N
Уравнения (3.41), (3.46) и (3.49) определяют основные техноло-
гические параметры процесса литья в зависимости от теплофизи-
ческих свойств модели, гидравлических свойств формы и гидро-
138
динамических свойств металла и, по существу, являются матема-
тической моделью ЛГМ-процесса.
В [12] на основании математической обработки результатов
экспериментов предложено уравнение для определения макси-
мального РфШах (кПа) и установившегося давления Рф в зазоре 5:
= 6,7 + 0,04-----*-------
0,008^+1,403-1 (3.51)
+ 803 -0,13Кп;
Рф =0,4£п+(0,8-0,5Кп)03-
- (0,26 + 0, ЗО3)-
-----------------+ 3,65,
(1,403+0,008Кп-1)
(3.52)
где Кп — газопроницаемость покрытия в интервале от 1 до
31 см4/(г • с); 03 — относительная температура заливки:
Л с
где Т3, Тс, Тл — соответственно температура заливки, среды и лик-
видуса сплава.
В экспериментах относительная температура заливаемого спла-
ва варьировалась в пределах 1,05-1,15. Фактическая скорость подъ-
ема металла в полости формы W\ определялась по уравнению
= (-1 + 0,008£п+ 1,403)^p, (3.52, а)
где Жр — расчетная скорость; W\ — фактическая скорость, которая
изменялась в экспериментах в пределах 10-50 мм/с. При скорости
подъема металла в полости формы более 50 мм/с уравнения (3.51)
и (3.52) применять нельзя.
Давление Рф оказывает непосредственное влияние на фактиче-
скую скорость заливки формы металлом, и его величина при про-
чих равных условиях существенно зависит от суммарной газопро-
ницаемости противопригарного покрытия и материала формы.
139
На рис. 3.15 представлены зависимости газового давления
в объеме зазора 5 от суммарной газопроницаемости формы при
постоянных параметрах технологии литья (гидростатический на-
пор 32,5 см; площадь сечения питателей 3,0 см2; температура ме-
талла 1550 °C; габаритные размеры модели: высота 250 мм, шири-
на 100 мм, толщина 40 мм; плотность модели из пенополистирола
20 кг/м3). Снижение суммарной газопроницаемости увеличивает
газовое давление Рф в зазоре 8, что приводит к удлинению времени
заливки формы металлом или к остановке потока металла в полости
(рис. 3.15, А" = 10,3).
Рис. 3.15. Кинетика давления Р$ в зоне взаимодействия модели
с металлом в зависимости от газопроницаемости формы:
7 — 55 см4/(г • с); 2 — 50 см4/(г • с); 3 — 20 см4/(г • с); 4 — 10,5 см4/(г • с);
Пульсирующий характер давления Рф связан с каплеобразова-
нием жидкой фазы при термодеструкции модели и ее падением на
зеркало жидкого металла. На рис. 3.16 представлена зависимость
скорости подъема металла в полости формы от ее суммарной газо-
проницаемости. Зависимость изменения давления в форме Рф и
величины зазора 5 от суммарной газопроницаемости показана на
рис. 3.17.
140
О 40 80 120 160 200 240 280 320 360
Газопроницаемость, К, см4/(г • с)
Рис. 3.16. Зависимость скорости подъема металла
в полости формы от ее газопроницаемости:
формы модели с противопригарным покрытием: 1 — из стальной
дроби ДСК-0,5, 2 — из кварцевого песка марки 1 КОБ,
3 — из жидкостекольной формовочной смеси;
4 — форма модели без покрытия из ДСК-05
0 20 40 60 80 100 120 140
Газопроницаемость, К, см4/(г • с)
Рис. 3.17. Зависимость давления Рф и величины зазора 8
от газопроницаемости формы
141
На рис. 3.18 приведены экспериментальные (7, 2) и расчетные
(1а, 2а) по уравнению (3.41) значения кинетики газового давления
Т’ф в зазоре 5 и расчетные значения величины зазора 8 (16, 26) при
заливке чугуном (1350 °C) формы, в которой находился образец из
пенополистирола плотностью 20 кг/м3 и размером 250x100x40 мм.
Суммарная газопроницаемость формы составляла 350 ед. (кривая 7)
и 130 ед. (кривая 2).
Приведенные результаты экспериментальных и расчетных дан-
ных изменения давлений и величины зазора 5 показывают их
удовлетворительное совпадение, что позволяет рекомендовать
уравнения (3.41)-(3.49) для применения их в инженерных расчетах
при проектировании технологического процесса литья по газифи-
цируемым моделям.
Рис. 3.18. Кинетика давления и величины зазора 8:
1,2 — экспериментальные давления Р§, 1а, 2а — расчетные Р$;
16, 26 — расчетная величина зазора 5
142
Глава IV
ФОРМИРОВАНИЕ ОТЛИВКИ ПРИ ЛГМ
Формирование поверхности отливки, ее геометрической точно-
сти и физико-механических свойств при ЛГМ происходит в ре-
зультате сложных процессов тепломассопереноса в системе мо-
дель—металл—форма. Наличие газифицируемой модели в форме,
которая дестругируется под действием расплавленного металла и
постепенно замещается им, меняет сложившиеся представления
о процессе формирования отливки, т. к. продукты термической де-
струкции непосредственно взаимодействуют с металлом как в про-
цессе заливки формы, так и при кристаллизации и последующем
охлаждении отливки.
Определяющим фактором процесса формирования отливки яв-
ляется газовый режим литейной формы, который следует разделить
на два периода. Первый период определяется временем заливки
формы металлом. Он характеризуется термодеструкцией пенополи-
стирола в узком зазоре между металлом и моделью с образованием
жидкой, парогазообразной и твердой фаз. Парогазообразная фаза
формирует давление в зазоре, которое, с одной стороны, оказывает
противодавление гидростатическому напору металла, с другой —
определяет скорость фильтрации парогазовой фазы во внутренние
слои формы. Содержащиеся в газовой фазе углерод и водород непо-
средственно взаимодействуют с жидким металлом и в зависимости
от термодинамических условий системы газ—металл растворяются
в расплаве, оказывая влияние на структуру и механические свойства
отливки. Жидкая фаза, перемещаясь на границу металл—форма,
создает замкнутые зоны вторичной термодеструкции жидкой фазы
с образованием парогазовой и твердой фаз, которые оказывают воз-
действие на формирование поверхности отливки и на свойства ме-
талла в прилегающих слоях. Твердая фаза отфильтровывается в по-
верхностных слоях формы и становится источником диффузионного
насыщения поверхностного слоя отливок из низкоуглеродистых
143
сплавов. Второй период газового режима начинается после заливки
формы металлом; он характеризуется продолжением процесса тер-
модеструкции жидкой фазы на границе металл—форма и сконден-
сированной паровой фазы в близлежащих слоях формы по мере ее
прогрева тепловым потоком от охлаждающейся отливки. В этот пе-
риод протекают процессы, оказывающие непосредственное влияние
на формирование поверхности отливки.
4.1. Заполняемость литейной формы металлом
При ЛГМ ухудшается заполняемость формы при ее заливке ме-
таллом (рис. 4.1), что объясняется двумя факторами: частичным
снятием теплоты перегрева расплава, которая расходуется на термо-
деструкцию модели, и противодавлением газообразных продуктов
термодеструкции в зазоре 5 гидростатическому напору металла. За-
полняемость — это комплекс технологических факторов, характери-
зующих заполнение формы при ее заливке металлом; ее не следует
отождествлять с жидкотекучестью. Заполняемость формы возрастает
при ее вакуумировании (рис. 4.2) [25].
а
Температура, °C
Рис. 4.1. Заполняемость форм при заливке стали (д) и бронзы (б):
1 — формы с газифицируемой моделью; 2 — полые формы
900 1000 1100 1200
Температура, °C
144
Величина разрежения, МПа
Рис. 4.2. Заполняемость формы при заливке алюминиевых сплавов
(температура 750 °C)
Заполняемость литейной формы определяется уравнением [23]
А<
R2 ~
. DH 2gH
AAt + B— —
(4.1)
где Л — жидкотекучесть; R — гидравлический радиус; t — пере-
грев металла над точкой ликвидуса; А и В — постоянные для дан-
ного сплава; Н — расчетный гидростатический напор; — сум-
ма местных сопротивлений истечению металла.
Уравнение (4.1) указывает на связь между жидкотекучестью
сплава и характерным размером отливки. Поэтому жидкотекучесть
является составной частью технологического комплекса, опреде-
ляющего заполняемость формы металлом. При ЛГМ заполняе-
145
мость литейной формы снижается из-за потери тепловой энергии
металла на термодеструкциию модели. Используя уравнение
Г.Ф. Баландина для определения заполняемости узких каналов ме-
таллом с учетом потери тепла на термодеструкцию, можно опре-
делить величину этих потерь, найдя величину заполняемости узко-
го канала формы по уравнению (4.1) [25, 26]:
Z = (^1^”)2 c1p1(v5„-v„)-9p1+(l-v)x
, / С1Р1~^С2Р2
ОП /
т + 1
(4.2)
где / — длина залитой пробы, м; 7?0 — приведенный радиус отлив-
ки, м; Uq — средняя скорость течения расплава, м/с; Ь< —
коэффициент тепловой аккумуляции формы, Дж/(м2 • К • с/г); Ci —
удельная теплоемкость расплава, Дж/(кг • К); pi — плотность рас-
плава, кг/м3; узал — избыточная температура заливки, К; von — из-
быточная температура остановки потока, К; q — удельная теплота
термодеструкции модели, Дж/кг; у — относительное количество
твердой фазы в затвердевшем сплаве; ул — избыточная температу-
ра ликвидуса, К; т — коэффициент затвердевания; с2 — удельная
теплоемкость металла отливки, Дж/(кг • К); р2 — плотность отлив-
ки, кг/м3; L — удельная теплота кристаллизации, Дж/(кг • К); vE —
избыточная температура солидуса, К.
В результате экспериментов по заливке алюминиевого сплава
А9 по уравнению (4.2) была получена величина удельной теплоты
термодеструкции пенополистирола при температуре заливаемого
в форму металла 750 °C, равная 7924,7 Дж/кг [25].
Удельную теплоту термодеструкции модели можно определить,
учитывая снижение теплоты перегрева металла, по уравнению [5]
Q= ИумеС'С^п- Тк),
(4.3)
где V — объем отливки, м3; уМе — плотность металла, кг/м3; с' —
теплоемкость металла, Дж/(кг • К); Тп и Тк — температуры пере-
грева и кристаллизации сплава, К.
146
Если Q\ = КумеС'(71 - Гк) — теплота перегрева металла к концу
заливки в полую форму, a Q2 = - Тк) — в форму с гази-
фицируемой моделью при идентичных условиях заливки, то раз-
ность \Q = Q\ - Q2 (Дж/(кг °C)) будет характеризовать теплоту
термо деструкции модели:
А2=КумеС'(Г1-Т2). (4.4)
В табл. 4.1 представлены изменения температуры металла при
его одновременной заливке в форму, в которой находились две
полости (одна из них — с газифицируемой моделью). На основа-
нии этих изменений с помощью уравнения (4.4) получены значе-
ния тепловых потерь на термодеструкцию модели для различных
сплавов [5, 21, 24].
Таблица 4.1
Теплота термодеструкции модели из пенополистирола
Вид сплава Температура заливки, =С Разница температур Тх - Г2, °C Удельная теплота термодеструкции, кДж/кг
Бронза 1100 31 9200
Чугун 1300 35 10 118
Сталь 1550 55 11 131
Как следует из табл. 4.1, с повышением температуры заливае-
мого металла увеличиваются тепловые потери на термодеструк-
цию модели, что соответствует теории термической диссоциации
полимерных материалов [7]. Рекомендации по температуре залив-
ки форм с газифицируемой моделью чугуном и сталью при плот-
ности пенополистирола 25 кг/м3 с учетом снятия перегрева метал-
ла при ЛГМ приведены в табл. 4.2.
Таблица 4.2
Рекомендуемые температуры заливки форм при ЛГМ, °C
Толщина стенки, мм Серый чугун Среднеуглеродистая сталь
До 5 1400-1500 -
5-10 1375-1465 1595-1635
10-20 1355-1435 1595-1605
147
Окончание табл. 4.2
Толщина стенки, мм Серый чугун Среднеуглеродистая сталь
20-50 1335-1414 1595-1600
50-100 1265-1375 1575-1585
100-200 1235-1335 1565-1585
Более 200 1215-1315 1555-1585
В табл. 4.3 приведены рекомендуемые при ЛГМ температуры
заливки форм медными сплавами.
Таблица 4.3
Рекомендуемые температуры заливки медных сплавов, °C
Медные сплавы Средняя толщина стенок отливки, мм
10 20 40
Бр. ОЦСНЗ-7-5-1 1120-1170 1100-1150 1100-1120
Бр. АМц 90-2 1130-1180 1100-1150 1100-1130
ЛК 80-ЗЛ 980-1030 950-1000 950-980
Для алюминиевых сплавов рекомендуется устанавливать темпе-
ратуру заливки формы в пределах 730-780 °C, для магниевых —
750-800 °C. Вторым фактором, влияющим на заполняемость литей-
ной формы, является газовое давление Рф продуктов термодеструк-
ции модели в зоне взаимодействия модели с металлом (рис. 4.3).
КМе, мм/с
Рис. 4.3. Заполняемость
формы с газифицируемой
моделью при сифонной
заливке в зависимости
от скорости подъема
металла
в полости формы
при ее газопроницаемости:
1 — 125 см4/(г • мин);
2 — 350 см4/(г • мин)
148
Скорость подъема металла КМе (м/с) в полости литейной формы
определяется уравнением:
Л.Т V I '
(4.5)
Уме >
где Fn, F0T — соответственно площадь сечения питателя и отливки
в направлении движения металла, м; ц — коэффициент расхода;
7/р — расчетный гидростатический напор металла, м; — газовое
давление в зазоре между моделью и металлом, Па; уме — плот-
ность металла, кг/м3.
Из уравнения (4.5) следует, что чем выше давление Рф, тем ни-
же скорость подъема металла в полости формы и тем больше вре-
мени потребуется на ее заполнение. Увеличение времени заливки
формы увеличивает тепловые потери металла на теплообмен с ма-
териалом формы и вторичную термодеструкцию продуктов пиро-
лиза модели, что дополнительно влияет на заполняемость формы
металлом. Совокупное действие вышеперечисленных факторов
может привести к остановке потока металла и незаполняемости
формы. На рис. 4.3 представлены зависимости заполняемости
формы чугуном при температуре заливки 1623 °C от суммарной
газопроницаемости формы и скорости подъема металла, которые
показывают, что при скорости подъема металла 10 мм/с и суммар-
ной газопроницаемости Ку = 125 ед. (форма с покрытием) полость
формы оказалась незаполненной (кривая 7). С увеличением скоро-
сти заливки до 40 мм/с полость формы была заполнена металлом.
Снижение скорости заливки происходит как за счет снижения га-
зопроницаемости формы (покрытия), так и за счет увеличения
плотности модели из пенополистирола. В том и другом случаях
возрастает противодавление Рф в зазоре 5, что и приводит к ухуд-
шению заполняемости формы. Применение вакуума при заливке
формы металлом значительно увеличивает заполняемость формы
металлом, что видно из рис. 4.4.
149
03
0,12 0,17 0,22 0,27 0,32 0,37 0,42 0,47 0,52 0,57 0,62 0,67 0,72
Заполняемость формы, м
Рис. 4.4. Заполняемость узких каналов литейной формы
при вакуумировании:
1 — без вакуума; 2 — вакуум 0,02 МПа; 3 — вакуум 0,04 МПа;
4 — вакуум 0,05 МПа
4.2. Усадочные процессы при формировании отливки
Усадка отливки (изменение объема и линейных размеров) про-
исходит на всех стадиях формирования отливки из жидкого ме-
талла. Она оказывает влияние на образование усадочных раковин
и пористости, литейных напряжений, горячих и холодных трещин,
на размерную и весовую точность отливки, ее герметичность и
плотность [23, 24]. Усадочные процессы, протекающие при фор-
мировании отливки, определяются химическим составом металла,
температурой его перегрева над линией ликвидуса, фазовыми пе-
реходами в жидком и твердом состояниях, наличием примесей в
металле и скоростью отвода тепла как при кристаллизации распла-
ва, так и при дальнейшем его охлаждении в форме.
150
В общем случае объемная усадка металла £гп определяется:
ег =ег +ЕГ ±ЕГ_, (4-6)
*п КЖ F3 7
где с,, и е — объемная усадка металла соответственно
'ж ’ '3 Ии
в жидком состоянии, при кристаллизации и охлаждении.
В свою очередь,
еГж =аж(Гж (4.6, а)
Ч =а3(^л-^с); (4.6, б)
= -То)’ (4.6, в)
где аж,а3, а— коэффициенты объемной усадки в жидком со-
стоянии металла, при кристаллизации и охлаждении; Тж — темпе-
ратура перегрева металла; Тя, Тс — температуры ликвидуса и соли-
дуса соответственно; То — температура формы в начале заливки ее
металлом.
С учетом (4.6, a-в) уравнение (4.6) примет вид:
Ч = «ж -Тл) + а3 (Тл - Тс)± % (Тс -То). (4.7)
Уравнение (4.7) носит весьма общий характер. Если аж можно
считать величиной постоянной, то а и а, зависят от фазовых пере-
m
ходов и скорости кристаллизации, содержания примесей и силово-
го взаимодействия металла с формой. Так, при усадке чугуна раз-
личают: усадку в жидком состоянии; предусадочное расширение,
связанное с выделением графитовой фазы при кристаллизации
расплава; доперлитную усадку; усадку при перлитном превращении,
обусловленную переходом yFe -> aFe, и послеперлитную усадку.
Для определения объема усадочной раковины при получении
отливок из чугуна Н.Г. Гиршович приводит следующую формулу:
К = аж (Тж - Тл) + Ч -1,5а„ (Т3 - То). (4.8)
Анализ формулы (4.8) показывает, что снижение температуры
перегрева металла приводит к уменьшению объема усадочных
дефектов, увеличение усадки при затвердевании способствует
151
увеличению плотности отливки. При ЛГМ температура металла
снижается при заливке чугуна на 35 °C и стали на 55 °C за счет
потери тепловой энергии расплава на термическую деструкцию
модели. Справедливо при этом случае формулу (4.6, а) записать с
учетом снижения температуры перегрева металла непосредственно
в полости формы в следующем виде:
для чугуна ч=а,[(Тж-35)-Т„]; (4-9)
для стали е,, = а. [(Тж -55)- Т, ]. (4.10)
Потери тепловой энергии металлом на термодеструкцию изме-
няют условия усадки (если металл находится в жидком состоянии,
уменьшают ее). Для стали необходимо учитывать процесс наугле-
роживания жидкого металла при ЛГМ, что несколько снижает ли-
нию ликвидуса. Однако увеличение содержания углерода в рас-
плаве уменьшает объемную усадку, что компенсирует увеличение
усадки за счет снижения температуры ликвидуса. На рис. 4.5 пред-
ставлены результаты исследования усадки отливки из чугуна в за-
висимости от материала формы по газифицируемым моделям (в пес-
чано-глинистой форме по извлекаемым моделям), а в табл. 4.4 да-
ны численные значения различных этапов усадки.
При литье по газифицируемым моделям уменьшается приуса-
дочное расширение за счет снятия теплоты перегрева металла
и значительное увеличение послеперлитной усадки, особенно в
формах из несвязанных сыпучих материалов. Этот факт можно
объяснить двумя причинами: увеличением скорости охлаждения
металла в результате плотного контакта материала формы и от-
ливки и хорошей податливостью формы из несвязанных материа-
лов, кварцевого и металлического песка. В результате общая усад-
ка отливки в условиях охлаждения в форме из металлического
песка составляет 1,3-1,36 %, т. е. равна свободной усадке для дан-
ной марки чугуна, в то время как усадка в форме из песчано-
глинистой смеси почти в 2 раза меньше. Значительное увеличение
общей усадки при затвердевании отливки должно привести к уве-
личению ее плотности и уменьшению усадочной пористости.
152
Рис. 4.5. Усадка отливок из чугуна при ЛГМ:
1,2 — песчано-глинистая форма; 3 — форма из кварцевого песка;
4 — форма из металлического песка
Этапы усадки отливок из чугуна, %
Таблица 4.4
№ кривой на рис. 4.5 Материал формы Способ фор- мовки Епр £ДИ ^пп &об
1 Песчано- По извле- 0,30- 0,30- 0,025- 0,73- 0,71-
глинистая сырая каемым моделям 0,35 0,35 0,035 0,75 0,74
2 Песчано- глинистая ЛГМ 0,32- 0,37 0,28- 0,33 0 0,74- 0,76 0,73- 0,76
3 Кварцевый песок ЛГМ 0,17- 0,24 0,40- 0,42 0,06- 0,07 0,92- 0,98 1,06- 1,12
153
Окончание табл. 4.4
№ кривой на рис. 4.5 Материал формы Способ формовки ^пр £дп ^пп £об
4 Металличе- ский песок (дробь) ЛГМ 0,10- 0,15 0,44- 0,46 0,09- ОЛ! 1,05- 1,10 1,3- 1,36
С учетом влияния процесса термодеструкции модели и техно-
логии формы на процесс усадки для определения усадочной рако-
вины в отливках из чугуна при ЛГМ можно использовать формулу
Н.Г. Гиршовича с внесением поправок, учитывающих особенности
данной технологии:
Гр=а,[(Гж-35)-Т_]+^ -2,1а„(Т,-Т„). (4.11)
Уменьшение объема усадочных пор при ЛГМ повышает плот-
ность отливок из чугуна и стали. Это видно из приведенных дан-
ных в табл. 4.5 и 4.6 [5]. Однако при получении отливок из чугуна
эффект повышения плотности металла выражен менее четко, что
связано с особенностями графитизации чугуна. В табл. 4.7 приве-
дены результаты исследования состояния графита в отливках из
чугуна, полученных в песчано-глинистой сырой форме по газифи-
цируемым и извлекаемым моделям. Из данных таблицы видно,
что при ЛГМ увеличивается содержание общего углерода за счет
свободного графита. Это происходит в результате диффузии угле-
рода термодеструкции модели в жидкий металл при его заливке
в форму, что и приводит к снижению влияния вышеизложенных
факторов на увеличение плотности металла.
Таблица 4.5
Сравнительные данные по плотности стальных отливок
Марка стали Плотность конуса, г/см3
общая в нижней части
Ст.35Л 8,013 7,608 8,097 7,820
154
Окончание табл. 4.5
Марка стали Плотность конуса, г/см3
общая в нижней части
Ст.20Л 7,664 7,765
6,771 6,418
Ст. ЮЛ 8,123 7,854
6,716 7,154
Примечание. Верхняя строка — отливка получена по газифицируемым моде-
лям, нижняя — по извлекаемым моделям.
Таблица 4.6
Плотность чугунных отливок
Марка чугуна Плотность, г/см3
общая низа отливки малого конуса
СЧ 21-40 7,186 7,183 7,167 6,960 7,187 7,110
СЧ 24-44 Примечание. Be 7,178 7,187 >хняя строка — отлг 7,215 7,164 1вка получена по газ 7,012 6,906 ифицируемым моде-
лям, нижняя — по извлекаемым моделям.
Таблица 4.7
Состояние углерода в чугуне
№ опыта Извлекаемые модели Газифицируемые модели
Углерод, % Графит, % Углерод, % Графит, %
общий связан. общий связан.
1 3,17 0,32 2,85 3,20 0,51 2,69
2 3,17 0,55 2,62 3,19 0,31 2,85
3 3,20 0,42 2,78 3,24 0,40 2,84
Среднее 3,18 0,43 2,75 3,21 0,42 2,79
155
4.3. Взаимодействие жидкого металла с продуктами
термодеструкции модели из пенополистирола
Наиболее активными компонентами газовой фазы термодеструк-
ции пенополистирола в процессе заливки формы металлом явля-
ются углерод и водород. Углерод образуется в результате ради-
кально-цепных реакций бензола, ацетилена и метана. Установлено
[7], что углерод в газовой фазе может состоять в виде атомов и
многоатомных частиц, причем с возрастанием числа атомов в час-
тице углерода энергия отрыва связи их возрастает, т. е. диссоциа-
ция их затруднена. В условиях литейной формы при ЛГМ в газо-
вой фазе содержится углерод в атомарном виде, однако с повыше-
нием температуры заливаемого металла увеличивается количество
трехатомных частиц. В общем случае переход атомарного углеро-
да из газовой фазы в раствор жидкого металла имеет три стадии:
• образование атомарного углерода в газовой фазе в результате
термической деструкции полистирола;
• адсорбция углерода на поверхности расплава (если молеку-
лярный углерод, то диссоциация его на поверхности металла);
• диффузия атомарного углерода в расплав.
В зависимости от скорости этих процессов лимитирующим зве-
ном может быть каждая из вышеуказанных стадий перехода угле-
рода в жидкий металл.
Скорость выделения углерода при термической деструкции по-
листирола можно описать уравнением химической реакции перво-
го порядка:
^ = ^(G0-Gy), (4.12)
(7ф
где Go — максимальное количество выделившегося углерода при
данной температуре; Gx — текущее значение весовой концентра-
ции углерода в газовой фазе; К — константа скорости реакции,
которая определяется по формуле
Е
K = AeRT. (4.13)
156
С учетом (4.13) уравнение (4.12) можно записать так:
^L = Ae^(G0-Gx).
ах
(4.14)
Энергия активации е = 22,3, а коэффициент А - 230 [10], поэто-
му уравнение (4.14) примет окончательный вид:
22 300
^ = K(Go-Gx) = 23Oe (Ga-Gx).
ах
(4.15)
После интегрирования уравнения (4.15) количество выделив-
шегося углерода в зависимости от времени протекания реакции
определяется по формуле
Gx = Gq 1 - exp
22 300
-230/ RT x
(4.16)
Анализ уравнений (4.15) и (4.16) показывает, что выделение уг-
лерода при термодеструкции пенополистирола идет с высокой ско-
ростью. Коэффициент диффузии углерода в железоуглеродистых
сплавах определяется по уравнению [9]
D - 5-10 2 ехр---
I RT
(4.17)
Из анализа уравнений (4.17) и (4.15) следует, что константа
скорости образования углерода при термодеструкции полистирола
на порядок выше скорости его диффузии и, следовательно, стадия
выделения углерода из газовой фазы не является лимитирующим
звеном растворения углерода в жидком металле.
Скорость перехода углерода из газовой фазы на поверхность
расплава описывается суммарным процессом адсорбции углерода
и десорбции его с поверхности сплава:
К=£гС(1-0)-£2(0), (4.18)
где К} и Кг — константы адсорбции и десорбции; 0 — поверхность
раздела системы металл—газ, занятая атомарным углеродом.
157
Если предположить, что скорости адсорбции и десорбции рав-
ны, то
„ Хс
0 = 7--, (4.19, а)
1 + Хс
где X = —1---коэффициент адсорбции или
К2
-Q
X = AeRI\ (4.19,6)
где Q — теплота адсорбции.
В сплавах железо-углерод на процессы адсорбции углерода
оказывают сильное влияние поверхностно-активные элементы,
такие как кислород, сера, фосфор и азот, которые уменьшают сво-
бодную поверхность расплава, снижая тем самым скорость ад-
сорбции углерода.
При ЛГМ в газовой фазе практически отсутствует свободный
кислород, количество азота ограниченно, поэтому на адсорбцию
углерода могут оказывать влияние в основном растворенные в сплаве
поверхностно-активные элементы.
Учитывая высокую скорость выделения атомарного углерода в
процессе термической деструкции, можно считать, что адсорбци-
онная стадия не будет являться лимитирующим звеном в процессе
растворения углерода [10].
Процесс растворения углерода термодеструкции в металле сле-
дует рассматривать как молекулярную диффузию атомарного уг-
лерода с поверхности металла в процессе его заливки в форму и
последующего выравнивания концентрации углерода по объему
кристаллизующего расплава за счет развития конвективного теп-
ломассопереноса. Скорость растворения углерода в железоуглеро-
дистом сплаве подчиняется первому закону Фика и определяется
уравнением [14]
W, = цГ(Сп - С,) = 10-2 G , (4.20)
ат
где ц — коэффициент массопереноса (в данном случае коэффици-
ент молекулярной диффузии углерода в жидкий металл); F — по-
верхность раздела металл—зазор; Сп — предельная растворимость
158
углерода в металле; Ст — содержание углерода в металле к момен-
ту т; G — объем металла.
Количество углерода, перешедшего в металл за время его за-
ливки в форму, можно определить, если проинтегрировать уравне-
ние (4.20) при начальных условиях т = 0, С = Со, где Со — исход-
ная концентрация углерода в металле:
, F
, . -103и—т
С,=С„-(С„-С0)е °. (4.21)
Предельное насыщение металла углеродом зависит от темпера-
туры расплава и термодинамической активности углерода, которая
зависит от наличия примесей в железоуглеродистом сплаве, и мо-
жет быть определено по уравнению [10]
%С = 3,61 + 1,07(10”3 7)-[8,06-4,96(10”37)]Si + 0,08Mn-
- 0,02Р - [5,68 - 3,56( 1О3Т)] S. (4.22)
В табл. 4.8 представлены расчетные данные о предельной рас-
творимости углерода в различных железоуглеродистых сплавах, из
которых следует, что с повышением содержания кремния и угле-
рода в исходном сплаве предельная растворимость углерода
в жидком металле уменьшается.
Таблица 4.8
Предельная растворимость углерода
Марка сплава Содержание основных элементов, вес. %
Сп Si Мп Р S
Сталь ЮЛ 5,19 0,30 0,45 0,025 0,02
Сталь 45Л 5,16 0,37 0,55 0,034 0,025
Сталь У ЮЛ 5,19 0,27 0,30 0,021 0,018
Чугун СЧ 21-40 4,04 2,18 0,73 0,07 0,031
Коэффициент массопереноса определяется по уравнению [16]
( Е \
^усл
P = PoexP
k )
(4.23)
где Е — энергия активации, величина которой в значительной степе-
ни зависит от исходного содержания кремния и углерода в сплаве
159
и изменяется в пределах 12-20 ккал/моль; R — газовая постоянная;
Т — абсолютная температура, К; Цо — коэффициент массоперено-
са при определенной температуре, г/(см2 • ч) , может быть рассчи-
тан по уравнению [16]:
цо= Ю"1 {22,6 - (10“3Т)-[4,15- (1О'Г) - 5,3 l]Si-
- 0,27Mn + 1,04Р} - [60,6 -36,9 • (10'37)]S - 30,32}. (4.24)
Результаты расчета растворимости углерода по уравнению
(4.21) с учетом уравнения (4.24) и данных табл. 4.8 для образцов
отливок размером 20 х 80 х 200 мм и массой 2400 г приведены
в табл. 4.9.
Таблица 4.9
Объемное науглероживание железоуглеродистых сплавов
Марка сплава Коэффи- циент массопе- реноса Время залив- ки, с Темпе- ратура заливки, °C Содержание углерода
исходное при ЛГМ расчет- ное при ЛГМ
Сталь ЮЛ 1,028 5,04 1550 0,12 0,19 0,21
Сталь 45 Л 1,012 5,04 1550 0,44 0,51 0,46
Сталь У ЮК 1,037 5,04 1550 0,98 1,02 1,02
Чугун СЧ 21-40 0,310 10,08 1350 3,08 3,09 3,09
На рис. 4,6 представлены расчетные и экспериментальные дан-
ные поверхностного и объемного приращений углерода в отливках
в зависимости от исходного содержания его в сплаве.
Установлено [5, 8], что технологические параметры ЛГМ суще-
ственно влияют на растворимость углерода в жидком металле. По-
вышение температуры металла при заливке его в форму увеличи-
вает количество растворимого углерода в отливке (рис. 4.7, а), уве-
личение площади взаимодействия жидкого металла с моделью из
пенополистирола приводит к росту объемного науглероживания
(рис. 4.7, б).
160
Рис. 4.6. Изменение поверхностного (П) и объемного (О) приращений
углерода в зависимости от его исходного содержания в металле
Повышение газопроницаемости формы снижает парциальное
давление углерода в газовой фазе, что снижает объемное наугле-
роживание расплава (рис. 4.7, в), и наоборот, увеличение скорости
заливки формы металлом, плотности модели увеличивает парци-
альное давление углерода в газовой фазе и соответственно количе-
ство растворимого углерода в отливке (рис. 4.8 и 4.9).
Рис. 4.7. Изменение поверхностного (П) и объемного (О) приращений
углерода в отливках из стали 45Л в зависимости:
а) от температуры заливки; б) от толщины стенки отливки;
в) от газопроницаемости формы (см. также с. 162)
8, мм
161
Рис. 4.8. Изменение поверхностного (П) и объемного (О) содержания
углерода в отливках из стали 45 Л в зависимости от расчетной скорости
подъема металла в полости формы
Применение специального литейного пенополистирола ПСВ-Л
с повышенной скоростью газификации снижает объемное наугле-
роживание железоуглеродистых сплавов. Приведенные экспери-
ментальные данные полностью соответствуют теоретическим пред-
ставлениям о растворимости углерода в жидких железоуглероди-
стых сплавах [11, 12].
162
Рис. 4.9. Изменение поверхностного (П) и объемного (О)
приращения углерода в отливках из стали 45Л в зависимости
от плотности модели
В газообразных продуктах термической деструкции пенополи-
стирола при заливке формы металлом с температурой 1300-1550 °C
содержится до 6-8 % водорода и до 27-37 % азота. Такое значи-
тельное количество азота объясняется наличием его в порах пено-
полистирола, где он диффундирует в составе воздуха в гранулы при
их активации после вспенивания. Кислород взаимодействует с про-
дуктами термической деструкции как активный окислитель, и по-
этому в свободном виде в-газовой атмосфере он отсутствует. Азот
находится в молекулярном состоянии N2, в то время как водород в
газовой фазе в зазоре б может быть как в атомарном, так и в моле-
кулярном виде.
В полости формы, полученной по извлекаемым моделям, при за-
ливке ее металлом находится воздух, в составе которого 75,5 масс. %
азота и 23,2 масс. % кислорода. Водород в период заливки формы
металлом может содержаться в незначительном количестве в ре-
зультате диссоциации воды или при термической деструкции свя-
зующих компонентов, входящих в состав формовочной смеси или
стержней. Существенное различие в составе газовой атмосферы
при литье по газифицируемым и извлекаемым моделям в полости
литейной формы при ее заливке металлом значительно влияет на
кинетику взаимодействия газов с расплавом. Газовое давление в
форме при литье по газифицируемым моделям не превышает
0,002 МПа, и только при получении крупных отливок массой более
1000 кг давление в зазоре б может достигать 0,027-0,038 МПа.
163
При таких давлениях растворимость двухатомных газов в жидком
металле подчиняется закону Сивертса [12]
сл = (4.25)
где Рп — парциальное давление газа; К — постоянная, практиче-
ски не зависимая от парциального давления.
Процесс растворимости газа в жидких металлах проходит те же
стадии, что и процесс растворимости углерода: диффузия молекул
газа к границе металл—газ, адсорбция газа на поверхности метал-
ла, диссоциация молекул газа на атомы и переход из адсорбиро-
ванного состояния в абсорбированное.
В реальных растворах, которыми являются железоуглероди-
стые сплавы, на растворимость газов значительное влияние ока-
зывают посторонние примеси. Поэтому растворимость газов рас-
сматривают с позиций термодинамической активности их, ис-
пользуя теорию регулярных и разбавленных растворов [12, 14].
Азот и водород образуют в железоуглеродистых сплавах раство-
ры внедрения, т. к. отношение их атомных радиусов к атомному
радиусу железа менее 0,59. Азот не является поверхностно-
активным веществом, поэтому присутствие в металле поверхно-
стно-активных элементов, таких как кислород, сера, может зна-
чительно уменьшить его растворимость. Азот характеризуется
низкой диффузионной подвижностью атомов в растворе железа,
что обусловлено силами его химического взаимодействия с ком-
понентами сплава; в результате этого могут выделяться нитрид-
ные фазы. Предельная растворимость азота в y-Fe может быть
определена по уравнению
375
lg[N%] = -^r-1,154.
В зависимости от сил химической связи между атомами N-R,
где R — металл, растворимость азота может увеличиваться или
уменьшаться. Так, Мп, Cr, V образуют прочные связи N-R, увели-
чивают растворимость азота, в то время как связь В, С, Р и Si с
азотом значительно слабее, чем с N-Fe, и они уменьшают раство-
римость N в y-Fe сплавах. Элементы, образующие растворы вне-
дрения в железоуглеродистых сплавах, также уменьшают раство-
римость азота. Коэффициент диффузии азота при малых концен-
164
трациях посторонних примесей мало зависит от концентрации азота
в газовой фазе и является величиной постоянной [10].
В отличие от азота водород обладает высокой диффузионной
подвижностью атомов. Так, при 1600 °C для водорода =
= 3,51 • 10’ см2/с, в то время как для азота Dn = 5,5-3,78 • 10”3 см2/с,
а для кислорода Do = 1,22 • 10 4 см2/с, что объясняется значительно
меньшим радиусом атома водорода и его слабым химическим
взаимодействием с примесями в железоуглеродистых сплавах. При
температурах 1535-2000 °C и атмосферном давлении предельная
растворимость водорода в железе определяется уравнением [15]
lg[H%] = -^-1,677.
Углерод и кремний уменьшают растворимость водорода в же-
лезе, т. к. они заполняют дырки в a-зоне железа, уменьшая тем
самым абсорбцию металлом водорода. Сера и фосфор незначи-
тельно влияют на растворимость водорода, марганец и хром не-
сколько увеличивают его растворимость в железе, а медь не ока-
зывает практически никакого влияния. При рассмотрении кинети-
ки растворения водорода в сплавах железа при низкой концентра-
ции примесей для отливок с толщиной стенок до 60 мм необходи-
мо учитывать значительное снижение коэффициента диффузии
водорода с увеличением в сплаве содержания углерода [10]:
lgD(ic-c) = lgDH-0,47(%C).
где D„ = 7,8 -10 4 exp(-2400/RT), см2/с.
Таким образом, растворимость азота и водорода в железоугле-
родистых сплавах при ЛГМ должна увеличиваться по сравнению
с производством отливок по извлекаемым моделям, т. к. парциаль-
ное давление водорода значительно выше в полости формы, а от-
сутствие кислорода в газовой фазе способствует адсорбции N2 и Н2
на поверхности расплава. С другой стороны, наличие адсорбиро-
ванного углерода повышенной концентрации в поверхностном
слое расплавленного металла в зоне его взаимодействия с газовой
фазой уменьшает растворимость газов.
При ЛГМ технологические параметры оказывают значительное
влияние на процесс растворения газов в жидком металле, т. к. они
изменяют термодинамические параметры самого процесса.
165
На рис. 4.10-4.13 приведены усредненные данные многочис-
ленных экспериментальных исследований содержания газов в от-
ливках из железоуглеродистых сплавов в зависимости от техноло-
гических параметров формы при температурах заливки металла
1350 °C (чугун) и 1560 °C (сталь). На рис. 4.10 видно, что содер-
жание азота и водорода несколько выше в отливках при ЛГМ, чем
в контрольных, полученных по извлекаемым моделям в сырых
песчано-глинистых формах. Содержание кислорода в обоих случа-
ях остается практически на одном и том же уровне. Увеличение
газопроницаемости формы при ЛГМ уменьшает количество азота.
Количество водорода с увеличением толщины стенки отливки воз-
растает. Повышение содержания азота в отливках из чугуна по
сравнению с контрольной объясняется отсутствием кислорода
в газовой атмосфере в полости литейной формы, что увеличивает
адсорбцию азота на поверхности металла и приводит к увеличе-
нию его растворимости [17]. Увеличение газопроницаемости фор-
мы снижает общее и парциальное давление газов в полости фор-
мы, что в соответствии с законом Сивертса снижает их раствори-
мость в металле. Повышение количества водорода в отливках
с толщиной стенки 40 мм можно объяснить увеличением числа Re
и, следовательно, увеличением доли конвективного массопереноса
в общем процессе растворения водорода в металле.
Рис. 4.10. Растворимость N2,
Н2, О2 в чугуне
в зависимости
от газопроницаемости
формы
и толщины стенки
отливки:
1 — контрольный образец,
2 — газифицируемая модель
166
Рис. 4.11. Растворимость
N2> Н2, О2 в стали ЗОЛ в
зависимости
от газопроницаемости
формы при скорости
подъема металла
в полости формы
1,6 и 6,0 см/с:
1 — контрольный образец;
2 — газифицируемая
модель с покрытием;
3 — газифицируемая мо-
дель без покрытия
[N], %
200 400
К, см4/(г • мин)
Растворимость Н2, N2 и О2 в стали ЗОЛ в зависимости от газопро-
ницаемости формы и наличия противопригарного покрытия пред-
ставлена на рис. 4.11, где видно, что растворимость азота с ростом
газопроницаемости снижается до уровня контрольной отливки.
Как и следовало ожидать, применение противопригарного
покрытия повышает растворимость азота в металле. Значитель-
но снижается растворимость водорода по сравнению с контроль-
ной отливкой, что связано с наличием повышенной концентрации
углерода в головной части потока металла. Отсутствие кислорода
в газовой атмосфере практически не изменяет его содержание в
опытной отливке. С увеличением скорости подъема металла в по-
лости литейной формы уменьшается количество растворенных
газов в отливках, т. к. сокращается время взаимодействия газо-
вой атмосферы с расплавом. Однако применение противопри-
гарных покрытий на модели приводит к росту парциального
давления газов в полости литейной формы и повышению рас-
творимости водорода (рис. 4.12).
При высокой газопроницаемости формы с увеличением скоро-
сти заливки ее металлом повышается растворимость кислорода и
водорода и снижается растворимость азота в отливке, что объясня-
ется возрастающей долей конвективного массопереноса в общем
процессе диффузионного растворения газов (рис. 4.13).
167
v3, см/с
Рис. 4.12. Растворимость
N2, Н2, О2 в стали ЗОЛ
в зависимости
от скорости подъема
металла в полости формы:
В — верхняя часть отливки;
Н — нижняя часть отливки
Применение противопригарного покрытия повышает раствори-
мость водорода и кислорода и снижает растворимость азота в свя-
зи с ростом на поверхности расплава адсорбированного углерода.
При высокой газопроницаемости формы увеличение скорости за-
ливки ее металлом повышает растворимость кислорода и водорода
и снижает растворимость азота в отливке, что объясняется возрас-
тающей долей конвективного массопереноса в общем процессе
диффузионного растворения газов (рис. 4.13).
Рис. 4.13. Растворимость N2, Н2,
О2 в стали ЗОЛ в зависимости от
скорости подъема металла в по-
лости формы
при ее газопроницаемости
300 единиц:
1 — верх отливки с покрытием про-
тивопригарной краской;
2 — верх отливки без покрытия;
3 — низ отливки с покрытием про-
тивопригарной краской; 4 — низ
отливки без покрытия
168
4.4. Взаимодействие продуктов термодеструкции
с отливкой при ее затвердевании и охлаждении
После заливки формы металлом процесс взаимодействия про-
дуктов термодеструкции получает свое дальнейшее развитие на
границе металл—форма. Во время заливки формы металлом обра-
зующаяся жидкая фаза деструкции модели, перемещаясь с зеркала
жидкого металла на границу металл—форма, продолжает дестру-
гировать с выделением паро- и газообразной, а также твердой фаз
(рис. 4.14).
Рис. 4.14. Фрагмент литейной формы:
1 — жидкая фаза; 2 — парогазовая фаза; 3 — углерод; 4 — конденсат;
5 — кварцевый песок; 6 — покрытие на модели
Углерод термо деструкции при заливке формы металлом адсор-
бируется на зернах кварцевого песка в близлежащих к отливке
слоях формы. Паровая фаза, состоящая в основном из стирола, то-
луола и бензола, конденсируется в холодных слоях формы и по
мере их нагрева тепловым потоком от отливки перемещается в бо-
лее глубокие слои формы. Газообразная фаза, фильтруясь через
поры песчаной формы, вытесняет воздух и частично удаляется за
пределы формы в атмосферу цеха.
169
Выход газовой фазы
Жидкая
фаза
Направление
снижения объема
жидкой фазы
в процессе ее
деструкции
Выход газовой
фазы
—С~-5[С0
Зазор.
Рис. 4.15. Разложение жидкой фазы на границе металл—форма
Модель к
Парообразная
>аза
УСГ-
7, Зазор
Жидкая
фаза
Фронт
кристаллизации
Металл
На рис. 4.15 представлена схема процесса деструкции жидкой
фазы на границе металл—форма и диффузия углерода в поверх-
ностный слой отливки.
Процесс растворения углерода протекает в локальной области, его
можно рассматривать как одномерную нестационарную диффузию:
dCx d2C
<7т dx
(4-26)
Решение уравнения (4.26) при граничных условиях
С(х, T)^f= о Сн» С(х, т)х—>оо Со
имеет вид
С -Со
С -сп
н О
(4.27)
где С — исходная концентрация углерода в металле; Сн — концен-
трация предельного насыщения; т — время.
170
Уравнение (4.27) позволяет экспериментально определить ко-
эффициент диффузии углерода в поверхностный слой отливки при
ее кристаллизации и последующем охлаждении. Для стали ЮЛ
было получено значение коэффициента диффузии углерода
D = 16- 10 6 см2/с [5].
В толстостенных отливках получает развитие капиллярный
массоперенос углерода в жидкий металл при его кристаллизации,
схема которого представлена на рис. 4.16.
Рис. 4.16. Капиллярный массоперенос углерода в жидкий металл
В общем случае скорость движения расплава в капилляре опре-
деляется градиентом температур:
где К = f (огм, г, ц, Т) и зависит от поверхностного натяжения
расплава пм, радиуса и длины капилляра г, I, вязкости ц и темпе-
ратуры металла Т. Время капиллярного массопереноса ограничено
скоростью кристаллизации металла, однако с повышением содер-
жания углерода в сплаве температура начала его кристаллизации
снижается, а интервал кристаллизации возрастает, что способству-
ет увеличению времени протекания капиллярного массопереноса
углерода и повышению его концентрации в металле при получе-
нии отливок из низкоуглеродистых марок стали.
Локальные процессы взаимодействия продуктов термодеструк-
ции модели с поверхностными слоями отливки приводят к мест-
ному изменению структуры металла (сталь) или к формированию
171
дефектов (чугун), однако основные процессы взаимодействия по-
лучают свое развитие после заполнения формы металлом по мере
его кристаллизации и прогрева формы. К концу заливки формы
отливка окружена адсорбированным в порах формы углеродом,
концентрация которого максимальна на границе металл—форма.
Поры формы заполнены газообразными продуктами термодеструк-
ции. В ближайших к поверхности отливки слоях формы находится
конденсат парообразной фазы термодеструкции модели. По мере
прогрева формы конденсат испаряется и повторно конденсируется
в более холодных слоях формы. Экспериментально установлено,
что движение конденсата подчиняется закону квадратного корня
(рис. 4.17) и может быть определено по формуле [18]
£ = Лл/т,
где для стали А = 25,5 см/мин 2 и для чугуна А = 22,5 см/мин 2
Рис. 4.17. Продвижение конденсата в форме по мере ее нагревания
при заливке стали (7), чугуна (2) и алюминия (3)
На рис. 4.18 показано распределение конденсата в форме через
7 мин после заливки ее чугуном. Три пика на кривой соответству-
ют конденсации стирола (температура кипения 146 °C), толуола
(ПО °C) и бензола (80 °C).
172
Рис. 4.18. Распределение конденсата в форме через 7 мин
после ее заливки чугуном
На рис. 4.19, где представлены температурное поле и зона кон-
денсации в форме после заливки стали при температуре 1550 °C
спустя 4 мин, видно, что при достижении в зоне конденсации тем-
пературы кипения стирола и его производных (146 °C) начинается
испарение конденсата и перемещение его в более холодные слои
формы.
Рис. 4.19. Распределение температуры (7) и конденсата (Q
в форме через 4 мин после ее заливки сталью
173
На рис. 4.20 показано распределение конденсата в форме через
7 мин после заливки алюминия, чугуна и стали.
Рис. 4.20. Распределение конденсата через 7 мин после заливки
формы алюминием (7), чугуном (2) и сталью (3)
После заливки металла в форме возникает высокий градиент
температур между поверхностью отливки и формой. Газификация
жидкой фазы на границе металл—форма изменяет состав газовой
атмосферы в форме. Форма является капиллярно-пористым телом,
в котором под действием градиента температур образуются тер-
мофильтрационные пары. Под действием градиентов температуры,
давления и концентрации, которые изменяются во времени, в ли-
тейной форме протекают сложные процессы тепломассопереноса
газо- и парообразных продуктов первичной и вторичной термоде-
струкции модели вынужденной и естественной конвекцией, ка-
пиллярным массопереносом и взаимной диффузией (рис. 4.21).
174
т » т
от н
Рис. 4.21. Схема тепломассопереноса в форме при кристаллизации
и охлаждении отливки
Вынужденная конвекция имеет место только в первоначальный
момент заливки формы металлом и непродолжительное время по-
сле заливки в результате разложения жидкой фазы на границе ме-
талл—форма. В этот период она подавляет все другие виды массо-
переноса. В дальнейшем под действием температурного градиента
получает развитие конвективный массоперенос, в результате кото-
рого на границу металл—форма интенсивно поступает воздух, со-
держащий кислород, азот и в незначительных количествах пары
воды. При наличии высокого содержания углерода в прилегающих
к отливке слоях формы получают развитие реакции газификации
углерода:
С + О2 <-> СО2 + Q (AZ° = -92 080 - 0,557) (4.28, а)
2С + О2 <-> 2СО + Q (AZ° = -52 900 - 43,01 Т) (4.28, б)
2СО + О2 <-> 2СО2 + Q (AZ° = 135 260 + 41,97) (4.28, в)
175
С + С02 <-> 2СО2 - Q (AZ° = 41 180 - 42,461) (4.28, г)
Реакции полного горения углерода (4.28, а) и догорания СО
(4.28, в) имеют место в окислительных условиях. Реакции непол-
ного горения (4.28, б) и (4.28, г) получают свое развитие в восста-
новительной атмосфере при избытке углерода. Направление хода
реакций определяет их термодинамический потенциал. Большое
отрицательное значение AZ° реакций (4.28, а) и (4.28, б) в области
высоких температур указывает на большое сродство углерода к
кислороду при образовании СО и СО2 и невозможность образова-
ния свободных С и О2 из СО2 и СО. Однако при температурах ни-
же 1000 °C становится возможным распад СО с образованием С и
СО2 и невозможной диссоциация СО с выделением свободного
кислорода (4.28, г).
Вторым источником газообразования является окислительная
деструкция бензола, стирола и толуола, пары которых поступают
за счет диффузии из зоны конденсации парообразной фазы в зону
высоких температур. В зоне конденсации окислительная термоде-
струкция невозможна в связи с низкой температурой на данном
участке формы. Окислительная термодеструкция, наряду с ради-
кально-цепными реакциями высокотемпературного пиролиза па-
ровой фазы, приводит к появлению в газовой фазе атмосферы формы
водорода, метана и этана. В табл. 4.10 дан состав газовой фазы на
границе металл—форма через определенные промежутки времени
после заливки формы сталью при температуре металла 1550 °C.
Таблица 4.10
Содержание газа (об. %) на границе металл—форма после
заливки формы сталью при температуре 1550 °C
Составляющие газовой атмосферы Время после заливки, мин
ОД 2 5 10 15 20
н2 42,0 57,8 51,7 47,1 27,8 41,0
о2 2,85 2,1 1,7 2,3 7,4 2,7
N2 12,1 10,1 11,4 17,9 42,0 31,0
со 39,5 28,1 31,8 29,3 18,3 21,5
со2 1,29 0,6 0,5 0,6 0,9 1,2
сн4 2,05 0,8 2,1 2,1 3,2 2,3
с2н4 0,81 0,3 0,8 0,6 0,4 0,3
Температура, °C 840 1105 1170 1060 970 880
176
Если не учитывать этан, парциальное давление которого состав-
ляет тысячные доли атмосферы, и азот, который в данных условиях
не вступает в реакции, то окислительно-восстановительный по-
тенциал газовой атмосферы в форме будет определяться следую-
щим составом газа:
СО - СО2 - Н2-СН4-О2
(4.29)
Углеродный потенциал газовой атмосферы определяется урав-
нением
J»2 р
л ССГ СН,
(4.30)
со, н.
где РСо, РСо2> ^со4 и 42— парциальное давление компонентов
газовой атмосферы; Кр — суммарная константа равновесия реак-
ций (4.28) и реакции диссоциации метана: С + 2Н2^^ СН4. Кон-
станта равновесия определяется по формуле
Для анализа диффузионных процессов углерода из газовой фа-
зы в металл удобно использовать понятие термодинамической ак-
тивности углерода; ее для газовой фазы можно определить по фор-
муле
Результаты расчета по уравнению (4.32) представлены в виде
графика на рис. 4.22, в.
\Т1
О 2 4 6 8 10 12 14 16 18 20
г
Кислородный
0 2 4 6 8 10 12 14 16 18 20
т, мин
Рис. 4.22. Кинетика состава газовой атмосферы
в форме после заливки:
а) температура на границе металл—форма;
б) состав газовой атмосферы;
в) активность углерода в газовой фазе и металле;
г) изменение кислородного потенциала
178
Кислородный потенциал тг0 определяется по парциальному дав-
лению его в газовой фазе:
до = ЯЛпРо2. (4.33)
Результаты расчета кислородного потенциала по уравнению
(4.33) и данным табл. 4.10 представлены на рис. 4.22, г.
На этом же рисунке приведена зависимость отношения Т^о^со2
от времени, которая характеризует направление реакции (4.28, г)
и окислительно-восстановительные свойства газовой фазы.
Формирование газовой фазы на границе металл—форма при
кристаллизации и охлаждении отливки происходит в результате:
окислительно-восстановительных реакций, обусловленных нали-
чием продуктов термической деструкции пенополистирола в виде
твердой, паровой и жидкой фаз, расположенных в близлежащих
к отливке слоях формы; конвективного массопереноса газообраз-
ных продуктов и воздуха, возникающего из-за высокого темпера-
турного градиента между отливкой и формой; диффузионного
массопереноса парообразных продуктов под действием концен-
трационного градиента. При получении отливок из углеродистых
сплавов формирование их поверхности в процессе кристаллизации
и охлаждения зависит от термодинамического потенциала углеро-
да в сплаве, который определяется уравнением [10]
1пяс =
2105
Т
-0,6735 +
317 Nc
Т 1-NC
1 Nc
+ lg---—,
1-5NC
(4.34)
где Nc — мольная доля углерода в сплаве; Т — температура спла-
ва, К.
На рис. 4.22, в приведены графики изменения термодинамиче-
ской активности углерода в сталях 45Л и ЮЛ, рассчитанных по
уравнению (4.34). Из графиков, приведенных на рис. 4.22, в и
4.22, г, следует, что в начале процесса охлаждения отливки проис-
ходит интенсивный рост термодинамической активности углерода
в газовой фазе, величина которого значительно превосходит ак-
тивность углерода в сталях 45Л и ЮЛ. В результате происходят
поверхностное науглероживание отливок и, как следствие, рост
приращения углерода Спр в сплавах, однако уже через 8 мин имеют
место резкое падение активности углерода в газовой фазе и рост
179
кислородного потенциала tiq, что приводит к процессу обезугле-
роживания поверхности отливки из стали 45Л. Активность угле-
рода в сплаве ЮЛ остается ниже активности углерода в газовой
фазе, поэтому в данном случае возможны процессы как обезугле-
роживания, так и науглероживания, что зависит от температуры
(толщины стенки отливки). Начиная с 12 мин происходит незначи-
тельный рост активности углерода в газовой фазе, что приводит
к повторному процессу науглероживания поверхностного слоя от-
ливок, однако он будет постепенно затухать по мере снижения тем-
пературы на границе металл—форма. Тонкостенные стальные от-
ливки с содержанием углерода более 0,3 % будут иметь обезугле-
роженный поверхностный слой (рис. 4.23, а) и переходную перлит-
ную зону с повышенным содержанием углерода (до 0,8 %).
Рис. 4.23. Структура поверхностного слоя отливки
из стали ЗОЛ при толщине стенки:
а) 10 мм; б) 20 мм
При толщине стенки отливки более 10 мм второй этап роста ак-
тивности углерода в газовой фазе при сохранении высокой темпе-
ратуры на границе металл—форма приведет к вторичному наугле-
роживанию обезуглероженного слоя и дальнейшему росту содержа-
ния углерода в поверхностном слое отливки (рост Сп) (рис. 4.23, б).
Сталь с содержанием менее 0,3 % углерода может иметь обез-
углероженный слой только в тонких сечениях отливки. Так как
180
фасонные стальные отливки имеют стенки различной толщины и
процесс их охлаждения неодинаков, то и степень науглероживания
их будет различна. На процесс поверхностного науглероживания
отливок из стали существенное влияние оказывают технологиче-
ские параметры процесса литья. Повышение газопроницаемости
формы, увеличение скорости заливки металлом, повышение его
температуры непосредственно влияют на интенсивность массопе-
реноса и формирование окислительно-восстановительного потен-
циала атмосферы в форме (рис. 4.6-4.9 — с индексом П).
Устранение или уменьшение зоны поверхностного науглеро-
живания может осуществляться двумя способами: изменением
термодинамического потенциала углерода в газовой фазе или тер-
мической обработкой отливки. В первом случае в противопригар-
ное покрытие вводятся компоненты, которые при заливке формы
металлом диссоциируют с образованием углекислого газа и кисло-
рода и связывают углерод, уменьшая таким образом углеродный
потенциал газовой атмосферы в форме. В качестве таких компонен-
тов рекомендуются СаСО3 и смесь, состоящая из 50 % MgCO3 и
50 % маршалита [22]. Изменение термодинамического потенциала
углерода и кислорода газовой атмосферы в форме возможно за счет
непосредственного воздействия путем подачи в форму воздуха или
СО2 после ее заливки металлом для окисления углерода термоде-
струкции в прилегающих к отливке слоях формы и удаления из нее
продуктов реакции:
СО2 + С -> 2СО и С + О2 -+ СО2
Однако необходимо управлять процессом окисления углерода
таким образом, чтобы не допустить обезуглероживания поверхно-
сти отливки. Заливка металла в вакуумируемые формы при ЛГМ
значительно уменьшает как поверхностное, так и объемное науг-
лероживание отливок из углеродистых сталей, а также раствори-
мость в них водорода.
Во втором случае устранение поверхностного науглероживания
отливок достигается диффузионным отжигом 1-го рода, при кото-
ром стальные отливки нагреваются до температуры 1000-1100 °C
с последующим медленным охлаждением их совместно с печью.
Следует заметить, что поверхностное науглероживание имеет
существенное значение только для тонкостенных мелких отливок.
При получении крупных отливок массой более 500 кг эта пробле-
ма не возникает, т. к. при нормализации поверхностное науглеро-
живание практически устраняется.
181
При заливке чугуна формирование газовой фазы в форме и ее
взаимодействие с отливкой происходят иначе, чем при заливке
стали. Высокая термодинамическая активность углерода в чугуне
практически предотвращает диффузию как первичного, так и вто-
ричного углерода, выделяющегося из газовой фазы в процессе
охлаждения отливки. Более низкий градиент температур в форме
изменяет картину массопереноса.
Таблица 4.11
Содержание газа (об. %) на границе металл—форма
после заливки формы чугуном при температуре 1350 °C
Состав газовой фазы в форме на границе металл—форма Время после заливки, мин
0,1 5,0 20,0
н2 47,97 43,32 28,21
N2 11,01 11,19 20,35
О2 2,29 1,72 2,42
со 23,89 31,69 37,47
со2 4,42 4,16 5,05
сн4 5,12 5,61 4,74
С2Н4 5,36 3,20 1,75
Температура, °C 640 1095 870
В составе газовой фазы (табл. 4.11) увеличено содержание этана,
метана и водорода — продуктов вторичной термодеструкции
сконденсированной фазы. Отсутствие процесса диффузии углеро-
да первичной термодеструкции в поверхностные слои отливки на
границе металл—форма, постоянное выделение углерода вторич-
ной термодеструкции приводят к избытку свободного углерода на
границе металл—форма. При температуре в указанной зоне выше
900 °C на границе металл—форма происходит конденсирование
углерода с образованием пироуглерода, который формируется
слоями параллельно подложке. Он обладает большой анизотроп-
ностью свойств вдоль осей С и А. По мере увеличения толщины
пленки пироуглерода происходит падение температуры его по двум
причинам: снижение температуры металла за счет теплоаккумуля-
ции тепла формой и теплового сопротивления самого пироуглерода
в связи с низким коэффициентом теплопроводности его в направле-
нии, перпендикулярном поверхности отливки (ось Q. При дости-
жении определенной толщины пленки пироуглерода температура
182
его поверхности, противоположной поверхности отливки, стано-
вится ниже 900 °C. Это приводит к накоплению на поверхности пи-
роуглерода атомарного углерода, который выделяется из газовой
фазы, и образованию рыхлого сажеобразного аморфного углерода.
Продукты термической деструкции модели, образующиеся как
на стадии заливки формы металлом, так и в период кристаллиза-
ции и охлаждения отливки, являются причиной не только струк-
турных изменений в поверхностном слое отливки, но и формиро-
вания поверхностных дефектов на отливке. Особенно подвержена
дефектообразованию поверхность чугунных отливок, что объясня-
ется наличием высокого содержания жидкой фазы в продуктах
термодеструкции модели. Характерными дефектами поверхности
чугунных отливок являются волнистость, углеродистые раковины,
выпот, металлические плены и газовые раковины.
Волнистость — вид дефекта (рис. 4.24, а), который характерен
для боковых и верхних поверхностей отливки. Он образуется
в результате стекания жидкой фазы на границу металл—форма и
дальнейшей ее термодеструкции; при этом тонкие плены пироугле-
рода обладают высокой адгезией к металлу. Пироуглерод при темпе-
ратуре кристаллизации чугуна обладает высокой прочностью. Так,
при 1400 °C его предел прочности при сжатии вдоль оси А состав-
ляет 700 кг/см2, а коэффициент расширения 0,31 • 10”6 1/град. В то
же время чугун при 1100 °C имеет прочность около 4,6 кг/см2
и коэффициент расширения 3,5 • 10 6 1/град. В результате совмест-
ного охлаждения прочно связанной системы пироуглерод—металл
возникают напряжения сжатия в пленке пироуглерода и растяже-
ния в поверхностной закристаллизовавшейся корочке металла,
сжатие которой происходит за счет образования волны. Волни-
стость является характерным дефектом тонкостенных чугунных
отливок, в том числе и при литье по удаляемым моделям при на-
личии в песчано-глинистой смеси молотого угля.
Выпот (рис. 4.24, б) — дефект, характерный для боковых по-
верхностей толстостенных отливок. Он представляет собой скоп-
ление на поверхности отливки металлических капель застывшей
легкоплавкой эвтектики, которая появляется при обратной ликва-
ции металла во время кристаллизации отливки.
Выпот находится, как правило, в неглубокой раковине, покры-
той пленами блестящего пироуглерода, сверху которого находится
аморфный сажистый углерод. Природа его образования такая же,
как и у волнистости: она основана на совместной деформации пи-
роуглерода и прилегающего к нему слоя закристаллизовавшегося
183
металла при получении толстостенных отливок (более 30 мм). При
формации поверхностного слоя металла из-за его низкой прочно-
сти происходит разрыв тонкой корочки металла, и в образовав-
шуюся щель поступает наиболее подвижная, обогащенная фосфо-
ром железоуглеродистая жидкая фаза — ликвад, который и за-
твердевает на поверхности отливки в виде плен или капель.
Рис. 4.24. Дефекты на поверхности чугунной отливки:
а} волнистость; б) выпот и металлические плены; в) углеродистая раковина
(см. также с. 185)
184
Рис. 4.24. Окончание
Рис. 4.25. Газовая раковина
в верхней части
чугунной отливки
Углеродистые раковины, заполненные сажистым углеродом
(рис. 4.24, в), — вид дефекта, чаще встречающийся на верхних по-
верхностях отливки, реже — на боковых. Нижняя часть таких ра-
ковин покрыта пленами блестящего углерода. Данный вид дефекта
образуется в результате значительного скопления в верхней части
отливки жидкой фазы при высокой скорости заливки формы ме-
таллом. Раковины достигают иногда значительных размеров (глу-
бина до 5 мм и более), что приводит к окончательному браку.
Газовые раковины (рис. 4.25) образуются в результате захвата
металлом жидкой фазы термодеструкции модели, которая затем
продолжает дестругировать в замкнутом объеме приповерхностно-
го слоя отливки. Они образуются, как правило, в верхней части
отливки в результате быстрой заливки формы.
Количество и вид поверхностных дефектов на чугунных отлив-
ках зависят от скорости подъема металла в полости формы
(рис. 4.26), температуры заливки металла и толщины стенки от-
ливки (рис. 4.27).
185
Рис. 4.26. Зависимость количества дефектов на поверхности чугунной
отливки от скорости подъема металла в полости формы
а
1200 1250 1300 1350 1400 1450 1500 1550
Г3, °C
Рис. 4.27. Количество дефектов на поверхности
чугунной отливки при толщине стенки: а) 10 мм; б) 20 мм; в) 40 мм:
1, 2 и 3 — чистая, волнистая и дефектная поверхности при применении противо-
пригарного покрытия на модели;
1а и 2а — чистая и дефектная поверхности без покрытия модели
(см. также с. 187)
186
б
в
Рис. 4.27. Окончание
187
Толщина стенки отливки, мм
Рис. 4.28. Зависимость оптимальных скоростей подъема металла
в полости формы от толщины стенки отливок из чугуна и стали:
1 — сталь; 2 — чугун
На рис. 4.28 даны оптимальные скорости подъема металла в
полости формы в зависимости от толщины стенки отливки, обес-
печивающие наилучшее качество ее поверхности [20].
При получении отливок из стали из-за высокой активности угле-
рода в металле образования дефектов, характерных для чугунного
литья, не происходит. Однако для стальных отливок характерны
локальные зоны повышенной науглероженности, вплоть до образо-
вания цементита. Характерными дефектами стальных отливок яв-
ляются подкорковые газовые раковины (рис. 4.29), которые могут
быть закрыты с поверхности тонким слоем металла.
Подкорковые газовые раковины могут поражать любую по-
верхность отливки, но наибольшее количество их расположено на
верхней (по положению отливки в форме) поверхности. Механизм
образования указанных дефектов связан с жидкой фазой термоде-
струкции модели. Капли жидкой фазы перемещаются с поверх-
ности зеркала металла на границу металл—форма, однако значи-
тельная ее часть прижимается к верхней части формы или накры-
вается расплавом в нижней ее части в начале поступления жидко-
го металла в форму, до того как образуется сплошной поток подъ-
ема металла в форме. Так как скорость газификации жидкой фазы
188
Рис. 4.29. Поверхностные дефекты стальных отливок с толщиной
стенки 20 мм при расчетной скорости заливки:
а) 2-4 см/с; б) 8 см/с; в) 12 см/с;
г) 16 см/с; д) 24 см/с
189
на порядок ниже скорости термодеструкции модели до газообраз-
ного состава продуктов и скорости заливки формы металлом, тер-
модеструкция жидкой фазы может продолжаться и после оконча-
ния заливки. По мере термодеструкции жидкой фазы происходит
выделение атомарного углерода, который, растворяясь в металле,
снижает температуру кристаллизации сплава и увеличивает его
жидкотекучесть. Расчеты показывают, что при температуре залив-
ки среднеуглеродистых сталей (ЗОЛ, 45Л) 1500-1550 °C содержа-
ние углерода в прилегающем к жидкой фазе слое металла может
превысить 4,0 %, что снизит температуру начала кристаллизации
на 200-250 °C. В результате при полном затвердевании основной
массы металла в зоне термо деструкции жидкой фазы металл будет
находиться в жидком состоянии, и под действием газового давле-
ния в этой зоне будут формироваться газовые раковины закрытого
(при малых объемах жидкой фазы) или открытого (при больших
накоплениях жидкой фазы на границе металл—форма) типа. На
образование газовых раковин существенное влияние оказывают
плотность пенополистирола, скорость заливки формы металлом
и толщина стенки отливки (рис. 4.30) [5].
Рис. 4.30. Зависимость поверхностных (а) и объемных (б) дефектов
на стальных отливках от скорости заливки при толщине стенок:
1 —10 мм; 2 — 20 мм; 3 — 40 мм
(5пи Ип — площадь поверхности и объем отливки, пораженные дефектами;
So и Ио — общая площадь и общий объем отливки)
190
При получении отливок из сплавов на медной основе жидкая
фаза термодеструкции модели смачивает поверхность расплавлен-
ного металла и равномерно растекается по всей границе металл—
форма, образуя защитную парогазовую прослойку с восстанови-
тельными свойствами газовой среды, что способствует предот-
вращению окисления металла как в процессе его заливки, так и
при последующей кристаллизации и охлаждении отливки. Уста-
новлено, что, несмотря на хорошую растворимость водорода в
сплавах на медной основе, газонасыщенность отливок при опти-
мальных скоростях заливки формы не превосходит газонасыщен-
ности отливок при их получении в песчано-глинистых формах по
извлекаемым моделям. Если температура заливки бронзы
БрОЦСН 3-7-5-1 равна 1200 °C, а толщина стенки находится в преде-
лах 10-40 мм, максимальная растворимость водорода составляет 1,74—
2,18 см3/100 г (в контрольных отливках, полученных по извлекаемым
моделям, 0,94—1,15 см/100 г). Аналогичные результаты были получены
при изготовлении отливок из бронзы БрАМц 9-2 и латуни ЛК80-30Л.
При производстве отливок из алюминиевых сплавов основной
составляющей продуктов термодеструкции модели является жидкая
фаза, которая смачивает расплав, равномерно распределяясь по по-
верхности отливки, не образуя поверхностных дефектов. Незначи-
тельное количество газовой фазы имеет явно выраженные восстано-
вительные свойства, которые предохраняют сплавы на основе алю-
миния от окисления при их заливке в форму, последующей кри-
сталлизации, а также при охлаждении отливки. Однако при скоро-
сти заливки, превышающей оптимальную, в режиме охвата модели
возможны захват металлом
части жидкой фазы и образо-
вание крупных внутренних га-
зовых раковин (рис. 4.31). При
низкой температуре заливки,
без учета потерь тепла на тер-
модеструкцию модели, могут
образовываться спаи (4.32). Не-
раскислснный и холодный ме-
талл приводит к образованию
газовой пористости (рис. 4.33),
недоливам и другим дефек-
там, характерным при заливке
формы холодным металлом.
Рис. 4.31. Газовая раковина,
образовавшаяся в результате захвата
части жидкой фазы термодеструкции
модели жидким металлом
191
Рис. 4.32. Дефекты отливки из алюминиевого сплава:
1 — газовая пористость; 2 — металл; 3 — спай
1 2
Рис. 4.33. Пористость металла отливки из алюминиевого сплава:
1 — газовые поры; 2 — металл
4.5. Механические свойства отливок
На формирование механических и служебных свойств отливок
при ЛГМ оказывают влияние три фактора: изменение химического
состава металла, в основном углеродистых сплавов, в процессе за-
ливки его в форму; снятие теплоты перегрева заливаемого сплава,
192
идущей на термодеструкцию модели, и теплофизические свойства
формы, определяющие скорость отвода тепла от отливки.
Скорость затвердевания отливки или нарастание твердой короч-
ки металла при его кристаллизации определяется по уравнению
(4.35)
где X — толщина затвердевшего слоя металла за время т; К — ко-
эффициент затвердевания, который определяется по формуле:
1,128^(7-7)
9 ф V П ф /
(4.36)
где £ме — удельная теплота кристаллизации сплава; рме — массо-
вая плотность сплава; сме — удельная теплоемкость сплава; 7П —
температура поверхности отливки; Т3 — температура заливки
сплава в форму; Тк — температура кристаллизации сплава; Т$ —
температура формы.
Для сплава, который кристаллизуется в интервале температур,
Тк определяется по формуле
(4.36, а)
где Тн.к , Тк,к — температура соответственно начала и конца кри-
сталлизации сплава. Температура поверхности отливки определя-
ется по формуле
(4.36, б)
где />Ме, />ф — коэффициенты аккумуляции тепла расплавом и фор-
мой.
Расчет по уравнениям (4.35) и (4.36) с использованием данных
[4] и результатов теплофизических свойств формы (гл. V) приве-
дены в табл. 4.12.
193
Таблица 4.12
Значение коэффициента затвердевания К, см/с'/г
Материал формы Значение коэффициента затвердевания
Чугун Сталь
Дробь чугунная колотая марки ДЧК-05 0,126 0,15
Дробь стальная колотая марки ДСК-0,5 0,1 0,11
Кварцевый песок 1К02А 0,081 0,09
Песчано-глинистая смесь, форма сырая 0,07-0,09 0,1
В отличие от кристаллизации отливок в формах из песчано-
глинистых смесей, в которых при затвердевании сплава в связи с
его усадкой образуется зазор между формой и отливкой, при при-
менении сыпучих огнеупорных материалов для формы при ЛГМ
обеспечивается постоянный плотный контакт между отливкой и
формой в процессе всего периода кристаллизации металла и охла-
ждения отливки. Поэтому коэффициент затвердевания К для фор-
мы из песка выше, чем при использовании песчано-глинистых
смесей при литье по извлекаемым моделям. В табл. 4.13 приведе-
ны сравнительные характеристики механических свойств отливок
из чугуна марки СЧ20, полученных при одинаковых условиях за-
ливки форм из различных формовочных материалов, откуда сле-
дует, что увеличение теплопроводности формы способствует по-
вышению механической прочности, поверхностной твердости и
снижению ударной вязкости серого чугуна. Сравнительные дан-
ные механических свойств отливок из чугуна, полученных литьем
по газифицируемым и извлекаемым моделям, при прочих равных
условиях представлены в табл. 4.14. Повышение механических
свойств отливок при ЛГМ объясняется снижением теплоты пере-
грева металла непосредственно в форме, увеличением теплопро-
водности формы и более высоким коэффициентом усадки.
Механические свойства отливок из сталей различных марок,
полученных по газифицируемым и извлекаемым моделям при
одинаковых условиях заливки формы металлом, представлены в
табл. 4.15, откуда следует, что при литье по газифицируемым моде-
лям за счет объемного и поверхностного науглероживания повы-
шается механическая прочность отливок при снижении пластиче-
ских характеристик, причем с повышением исходного содержания
углерода в металле разница в механических свойствах уменьшается.
194
Таблица 4.13
Зависимость механических свойств отливок из чугуна СЧ20
от материала формы
Материал формы Толщина отливки, мм Прочность на разрыв, кг/мм2 Ударная вязкость, кг • м/м2 Твердость, НВ, кг/мм2
Металлическая дробь 10 27,3 0,14 246
колотая ДСК-05 20 26,4 0,19 240
Кварцевый песок 10 24,3 0,28 192
марки 1К016А 20 23,5 0,29 200
Песчано-глинистая 10 26,2 0,29 208
смесь, влажность 20 24,2 0,27 207
4,5 % Механи* зеские св ойства отлив ок из чугуна Таблица 4.14
Способ получения № пар- Стрела Прочность на Твердость
отливки тии прогиба, мм изгиб, кг/см2 НВ, кг/мм2
ЛГМ 1 4,1 39 207
2 4,1 43 207
3 4,6 44,26 217,3
Среднее 4,26 42,26 210,3
Литье по извлекаемым 1 4,6 44,3 217
моделям в песчано- 2 4,6 40,0 217
глинистые сырые 3 4,2 40,3 207
формы Среднее 4,46 41,53 213,6
Таблица 4.15
Механические свойства стальных отливок
Механические характеристики Марка стали и способ формовки
Сталь ЮЛ Сталь 45Л Сталь У ЮЛ
ПГФ ЛГМ ПГФ ЛГМ ПГФ ЛГМ
Твердость, кг/мм2 137 153 168 193 201 230
Ударная вязкость, кг • м/см2 8,0 7,0 6,5 4,5 1,5 1,2
Предел текучести гс/мм2 33,5 40,5 47,0 48,5 49,5 52,0
195
Окончание табл. 4.15
Механические характеристики Марка стали и способ формовки
Сталь ЮЛ Сталь 45 Л Сталь У ЮЛ
ПГФ ЛГМ ПГФ ЛГМ ПГФ ЛГМ
Предел прочности ав, кгс/мм2 49,0 56,0 74,0 78,5 66,5 65,5
Удлинение 8, % 18,5 16,5 17,0 17,0 15,0 10,0
Сужение у, % 32,0 27,5 37,5 36,0 25,5 22,0
Примечания'. 1. ПГФ — песчано-глинистая форма (извлекаемая мо-
дель), ЛГМ — песчано-глинистая форма (газифицируемая модель).
2. Термическая обработка: нормализация при 880 °C, последующий
отпуск при 600 °C.
В табл. 4.16 приведены сравнительные показатели механиче-
ских свойств отливок из сплавов на медной основе в зависимости
от способа литья и материала формы, откуда следует, что отливки,
полученные ЛГМ, значительно превосходят по механическим
свойствам отливки, полученные по извлекаемым моделям, особен-
но по пластическим свойствам (независимо от материала формы).
Это можно объяснить отсутствием окисления сплава при получе-
нии отливок ЛГМ в связи с восстановительной атмосферой в фор-
ме; при литье по извлекаемым моделям атмосфера в полости фор-
мы имеет явно выраженный окислительный характер.
В цветных сплавах причиной снижения механических свойств
являются оксиды металлов, которые образуются в процессе залив-
ки формы в результате взаимодействия струи жидкого металла
с кислородом воздуха.
При ЛГМ продукты термодеструкции уже на стадии заливки об-
разуют восстановительную атмосферу, что предохраняет цветные
сплавы от окисления. Применение в качестве материала формы
металлических песков при ЛГМ позволяет на 15-20 % улучшить
механические свойства сплавов, в том числе плотность и герме-
тичность, что является перспективным направлением в производ-
стве отливок ЛГМ из медных сплавов.
196
Таблица 4.16
Механические свойства отливок из медных сплавов
Материал формы, способ литья Толщина стенки отливки, мм Проч- ность, кгс/мм2 Удлине- ние, % Твердость, НВ, кгс/мм2 Плот- ность, г/см3
Бронза ОЦСНЗ-7-5-1
ЛГМ, дробь стальная 10 25,0 24,8 81 8,81
ДСК-05 20 22,1 22,3 78 8,76
40 19,2 16,7 75 8,55
ЛГМ, песок кварце- 10 24,1 20,7 76 8,56
вый 1К02А 20 19,6 18,8 72 8,54
40 17,5 14,6 74 8,49
ЛГМ, 10 22,2 18,4 67 8,50
песчано-глинистая 20 20,4 19,1 65 8,53
40 18,1 14,7 58 8,40
Извлекаемая модель, 10 18-20 8 60
песчано-глинистая
Бронза БрАМц9-2
ЛГМ, дробь стальная 10 54,2 26,6 117 7,78
ДСК-05 20 52,3 25,7 144 7,76
40 50,8 24,5 112 7,15
ЛГМ, песок кварце- 10 49,3 21,4 111 7,54
вый 1К02А 20 50,2 19,3 112 7,50
40 47,8 19,7 104 7,53
ЛГМ, песчано- 10 50,7 24,3 112 7,57
глинистая 20 47,5 21,1 108 7,49
40 49,2 20,3 103 7,52
Извлекаемая модель, 10 40,0 20,0 80,0
песчано-глинистая
Латунь ЛК-80
ЛГМ, дробь стальная 10 46,0 32,2 117 8,32
ДСК-05 20 43,6 28,3 114 8,26
40 41,2 25,6 110 8,13
ЛГМ, песок кварце- 10 43,8 23,2 108 8,21
вый 1К02А 20 39,3 25,1 109 8,17
40 35,4 21,6 98 8,19
ЛГМ, песчано- 10 38,5 24.3 101 8,23
глинистая 20 38,3 21,3 104 8,18
40 34,7 20,8 92 8,11
Извлекаемая модель, 10 25,0 10,0 100 —
песчано-глинистая
197
Глава V
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ФОРМООБРАЗОВАНИЯ
Для изготовления литейной формы при ЛГМ используются как
традиционные формовочные смеси (сырые песчано-глинистые,
само- и холоднотвердеющие, жидкие самотвердеющие), так и не-
связанные сухие сыпучие материалы (кварцевый песок, металли-
ческая дробь). Технологический процесс изготовления литейной
формы из формовочных смесей во многом подобен процессу фор-
мовки по извлекаемым моделям и отличается некоторыми техно-
логическими приемами; это обусловлено применением неизвле-
каемой, легко деформируемой и газифицируемой модели.
Изготовление литейной формы из несвязанных огнеупорных
сыпучих материалов стало возможным только благодаря примене-
нию газифицируемой модели и является принципиально новым
технологическим процессом формообразования.
5.1. Изготовление формы из кварцевого песка
Промышленному применению технологии производства отли-
вок по газифицируемым моделям в формах из песка предшество-
вали многочисленные научно-исследовательские и эксперимен-
тальные работы, проведение которых было обусловлено, с одной
стороны, новизной технологии, с другой — повышенным браком
литья из-за обрушения формы в процессе заливки ее металлом.
Первое теоретическое обоснование процесса литья в формах из
песка было сделано в 1964 г. американским исследователем
Г. Диттером, который разработал физическую модель процесса
(рис. 5.1) [1,2].
Систему металл—модель—форма ученый разбивает на ряд
температурных зон: испарения полистирола, кристаллизации ме-
талла на границе металл—форма, конденсации продуктов испаре-
ния модели. На основании анализа физической модели он пришел
198
к заключению, что песок в статическом положении на границе ме-
талл—форма удерживается продуктами конденсации паров моде-
ли, которые связывают его в более холодных слоях, предохраняя
форму от обрушения. Батлер и Поопе применили для исследова-
ния данного процесса киносъемку и сделали вывод, что получение
отливок в формах из песка обеспечивается беззазорным вытесне-
нием модели металлом в процессе его заливки в форму [3].
Р. Вебстер, исследуя данный процесс по оригинальной методике,
установил наличие зазора между металлом и моделью, величина
которого зависит от температуры металла и скорости его заливки в
форму. Для проверки физической модели Диттера он испарял поли-
стирол в пламени горелки и пропускал пары через песок, ограни-
ченный стенками. После удаления стенок песок не удерживался в
статическом положении и обрушивался. В глубине слоя песка Веб-
стер обнаружил слой сконденсированных продуктов термодеструк-
ции модели, который практически не имел прочности. Эти опыты
поставили под сомнение теоретические положения Диттера [4].
Рис. 5.1. Физическая модель ЛГМ в форме из песка Г. Диттера
199
Комплексные исследования процесса взаимодействия металла с
моделью из пенополистирола в полости литейной формы методом
скоростной киносъемки, физического моделирования, исследова-
ния газового режима формы и теоретического анализа позволили
предложить физическую модель процесса, основанную на том, что
между металлом и моделью при заливке формы образуется зазор 5.
В этом зазоре происходит термическая деструкция модели, паро-
газовая фаза которой формирует газовое давление. Статическое
положение стенок формы из песка на границе форма—зазор 5
обусловлено силами фильтрации газового потока, а на границе ме-
талл—форма — прочностью самой формы [5].
С точки зрения теории грунтов кварцевый сухой песок является
сыпучим телом, не имеющим сил сцепления между частицами, но
обладающим силами внутреннего трения. Как показывают новей-
шие исследования механики сыпучих тел, вопросы устойчивости
грунта и его давления на ограждения являются частными задачами
теории предельного равновесия грунтов. Предельное напряженное
состояние грунта в данной точке характеризуется таким напря-
женным состоянием, при котором малейшее внешнее воздействие
может вызвать необратимую деформацию — сдвиг. При таком со-
стоянии сопротивление сдвигу в рассматриваемой точке равно
предельному для данного тела значению [6].
С точки зрения прочности поведение грунта в процессе уплот-
нения можно разбить на три фазы: 1) затухающих деформаций или
собственного уплотнения; 2) предельного равновесия или сдвига;
3) прогрессивного течения или разрушения. Первая фаза характе-
ризуется тем, что скорость деформации с течением времени
уменьшается и стремится к нулю; другими словами, происходит
уплотнение сыпучего грунта. Во второй фазе скорость деформа-
ции при достижении определенной нагрузки постоянная, появля-
ются площадки сдвига, которые при возрастании нагрузки слива-
ются в единую площадь сдвига, и происходит разрушение тела.
В первой фазе между напряжениями и деформациями с достаточ-
ной точностью соблюдается пропорциональная зависимость, и для
определения напряжений справедливы уравнения линейно-де-
формируемых тел. Во второй фазе имеют место упругие деформа-
ции и напряжения изучаются теорией предельного равновесия.
На рис. 5.2 представлены компрессионные зависимости, получен-
ные на приборе П10-С, для ореховского и часов-ярского песков,
широко применяемых в литейном производстве. При небольших
200
давлениях песок интенсивно уплотняется, причем деформация его
необратима. При повторных нагрузках необратимая деформация
уменьшается, стремясь к нулю, и появляется упругая деформация.
Некоторая нелинейность между деформациями и напряжением
при насыщении объясняется пластическими деформациями зерен
кварцевого песка. Уплотненный песок при нагружении ведет себя
как хрупкое тело, и с достаточной точностью к нему может быть
применена теория упругости. Анализ компрессионных зависимо-
стей показывает, что при ЛГМ форма должна быть предельно
уплотнена, чтобы не было остаточной деформации под действием
гидростатического давления металла, т. к. это может повлиять на
точность отливки. В системе металл—модель—форма из песка име-
ет место давление песка на металл и модель, а также противодавле-
ние металла и модели на песок в условиях, когда песок находится
в ограниченном пространстве и имеет возможность перемещаться
только в сторону металла или модели.
0,60 -1-1-1-1-1-1-1-1 Q ।।)j||||
012345678 012345678
Нормальное давление, Нормальное давление,
о (кг/см2) а (кг/см2)
Рис. 5.2. Компрессионные зависимости для песков:
а) ореховского; б) часов-ярского
201
На рис. 5.3 представлена физическая модель процесса литья
в форме из песка. Условия статического равновесия системы фор-
ма—модель—металл во время ее заливки рассматриваются в трех
зонах.
Рис. 5.3. Физическая модель ЛГМ в форме из песка (а);
схема действующих сил на границе модель—металл—форма (б);
схема к расчету силы фильтрации газа в форме (в):
1 — модель; 2 — кварцевый песок; 3 — опока; 4 — металл
Первая зона — участок а-б на рис. 5.3, б. Условие недефор-
мируемости границы модель—форма можно записать без учета
сил трения песка о модель:
(5.1)
где Ом — допустимое напряжение сжатия материала модели; FM —
площадь взаимодействия формы с моделью; Пг — боковое давле-
ние со стороны формы.
Между боковым а2 и вертикальным О] давлениями в условиях
предельного напряженного состояния существует соотношение [8]:
202
£l = 5 = tg2 45°-| . (5.2)
ai к 2)
С учетом (5.2) условие (5.1) запишется:
a„=YZtg2f45°-£). (5.3)
Если принять у = 1,7 г/см3, ср = 46°, ам= 1 кг/см2, то расчет по
уравнению (5.3) даст величину Z = 3,6 м, что не встречается в
практике литья по газифицируемым моделям. Следовательно, не-
деформируемость модели обеспечивается ее жесткостью.
Вторая зона — участок б-в. Условием недеформируемости
границы форма—зазор 5 будет неравенство
(5.4)
где Ф — объемная сила фильтрации газа; F6 — площадь поверхно-
сти взаимодействия формы в зазоре 8; £ — путь фильтрации.
Для определения силы фильтрации выделим в стенке формы
трубку тока (рис. 5.3, в) длиной dS, площадью со и рассмотрим си-
лы, действующие на скелет трубки при фильтрации газа:
• давление газа Рсо в сечении т, где Р — давление на единицу
площади;
Г „ др л
• давление газа Р +—dS со в сечении п трубки, где
V OS )
дР
Р -I--dS — приращение давления газа на длине dS;
OS
• воздействие скелета песка на газ или тормозящая сила FmdS,
где F — интенсивность тормозящей силы, a cocZS — объем эле-
ментарной трубки тока.
Так как плотность и скорость газа невелики, инерционными и
гравитационными силами можно пренебречь. Если спроектировать
все действующие силы в трубке тока на ось у, то получится урав-
нение:
( дР }
Рсо- Р +—dS \^ + FadS = Q.
I dS )
203
После раскрытия скобок и упрощения получится простое диф-
ференциальное уравнение
решение которого при начальных условиях = О, F = 0 будет
иметь вид:
Р,
Ф = -Р=-*-. (5.6)
С учетом (5.6) уравнение (5.4) примет окончательный вид:
Рф > = yZtg2 ^45°Y (5.7)
Если принять Z= 30 см, у = 1,7 г/см3, ср = 46°, то Рф = 83 мм вод. ст.
Такое давление в зазоре 5 при данном методе литья вполне реально.
Третья зона — участок формы в-г. Равновесие границы ме-
талл—форма имеет важное значение, т. к. недеформируемость
этой зоны определяет точность отливки. По аналогии с действую-
щими силами в первой и второй зонах условие равновесия в дан-
ной зоне запишется:
(5.8)
Анализ неравенства (5.8) показывает, что если выполняется
условие (5.7), то условие (5.8) выполняется автоматически, т. к.
плотность металла больше плотности песка. Условия (5.3), (5.7) и
(5.8) являются необходимыми, но не достаточными, т. к. в случае
высокого давления газа или газа и гидростатического напора ме-
талла может произойти разрушение формы.
В соответствии с теорией механики грунтов напряжение в этом
случае будет пассивным. Используя уравнение (5.2) и повторив
в том же порядке анализ трех зон на границе металл—модель—
форма, необходимые и достаточные условия сохранения статическо-
го положения границ раздела металл—форма—модель запишутся:
204
форма—модель (а-б):
yZtg2 ( 45° -у 1 < ам < yZtg2 f 45° + у
форма—зазор (б-в):
yZtg2(45° < Рф < yZtg2М5° + у
(5.9)
(5.Ю)
форма—металл (в-г):
YZtg2 ^45° -£| < Рф + уМеХ < yZtg2 ^45° +£]. (5.11)
Давление в зазоре 8 определяется по уравнению (3.41). Нера-
венство (5.11) является основным расчетным уравнением для опре-
деления параметров литейной формы и технологии литья.
Анализ уравнения (5.11) показывает, что при выполнении усло-
вия (5.10) левая часть неравенства (5.11) выполняется. Что касает-
ся правой части неравенства, то при Рф = 0 оно запишется:
ТмЛ = YZtg2(45° +^.
X 3 3
Отношение — при условии УМе= 7,0 г/см , у = 1,7 г/см , ср =
== 46° будет равно 1,5, что противоестественно, т. к. Z > X, ибо Z =
~Х+ h, где h — расстояние от верхнего уровня заливаемого в фор-
му металла до верха формы. Следовательно, правая часть неравен-
ства (5.11) всегда выполняется. Из изложенного следует, что при
условии высокой плотности формы из песка в ней можно получать
крупногабаритные отливки. Левая часть неравенства (5.10) должна
быть обеспечена расчетными параметрами литейной формы;
в противном случае может произойти обвал стенки из песка и от-
ливка получиться с песочными раковинами [8].
По окончании заливки формы металлом наиболее опасным ме-
стом в форме следует считать границу раздела металл—форма
205
в верхней ее части. Условие равновесия верхней части формы за-
пишется:
уМеС, <уС l-tg<ptg2(45°--^) < Рф. (5.12)
2
Правая часть неравенства выполняется в случае выполнения
левой части неравенства (5.10), т. к. С — расстояние от верха фор-
мы до отливки значительно меньше Z. Левая часть неравенства
(5.12) может быть выполнена только за счет специальных техниче-
ских приемов, т. к. YMe > У и Ci > С + Со, где Со — гидростати-
ческий напор металла в литниковой чаше. Если Со = 0, то Ci = Сп.
Простое нагружение формы грузом равносильно увеличению уС, и
в этом случае правая часть неравенства может быть нарушена, т. к.
С может быть больше Z. Правильным приемом может быть при-
менение верхней крышки на опоку, которая предотвращала бы вы-
давливание верхней части формы. С учетом сказанного неравенст-
во (5.12) примет окончательный вид:
Р^уС 1 _tg<ptg2(45°--|)
(5.12, а)
и оно является дополнительным проверочным условием к нера-
венству (5.10).
Неравенства (5.10) и (5.11) справедливы при условии, что рас-
стояние между стенками опоки и модели равно или больше высо-
ты модели. Это условие соблюдается только при получении мел-
ких отливок ЛГМ. При производстве крупных отливок необходи-
мо учитывать арочный эффект, который характеризуется наруше-
нием прямолинейной зависимости между давлением <т. и высотой
Z при расстоянии между стенками опоки и модели меньше высоты
модели (рис. 5.4).
Система сил, действующих в узком пространстве между опокой
и моделью при условии, когда расстояние между ними меньше
высоты модели, представлена на рис. 5.4, а. На выделенный эле-
мент формы толщиной dZ и длиной 2Ь действуют следующие силы:
• сила давления вышележащего слоя формы: Pb = 26<jz;
• сила давления нижележащего слоя формы: Рн = 26(crz + б/о>);
206
• масса выделенного элемента формы: G = 2bydZ;
• сила трения материала формы о стенку опоки и модель:
р;=<зх t^dz,
где epi — угол трения песка о стенку опоки; а у == Xaz — напряже-
ние по оси х, равное боковому давлению; X — коэффициент боко-
вого давления.
С учетом изложенного сила трения запишется:
Рт' = (JZA tg (pjtZZ
Аналогичное выражение имеет сила трения формы о модель:
Рт* = qzX tg (p2dZ,
где <р2 — угол трения песка о модель.
Рис. 5.4. Фрагмент литейной формы:
а) схема к расчету действующих сил в канале между опокой и моделью;
б) распределение давления <yz в форме по ее высоте
207
Суммарная сила трения Р, = Р + Р примет окончательный вид:
Рт = сгЛdZ( tg <р1 4- tg <р2) .
Равновесие выделенного элемента формы будет в том случае,
если сумма действующих сил в плоскости Z будет равна 0:
+ 2bydZ- 2b(&z + d&z) - 2Xqz tg(pv dZ, (5.13)
где 2tg(ps = tgcpi + tg(p2.
После раскрытия скобок и упрощения уравнение (5.12) примет
вид:
ybdZ-bd<5z -fas^gty^dZ = 0. (5.14)
Выражение (5.14) представляет собой линейное дифференци-
альное уравнение первого порядка:
(5Л5)
dZ ' Ь 2
решение которого при начальных условиях: Z = 0, = Pz имеет
вид:
(5.16)
Xtg<p£
При отсутствии нагрузки на форму Pz и вакуума уравнение
(5.16) запишется:
(5.17)
Atgets
Решение уравнения (5.17) при значении (Z-й) > 2Ь показывает,
что напряжение (Г/ практически не зависит от Z и имеет постоян-
ное значение (рис. 5.4, б):
cz=-by . (5.18)
Xtg(p2
208
В этом и состоит арочный эффект в узких сечениях формы из
песка. Уравнение (5.17) известно как уравнение Янсена, получен-
ное им в 1895 г. для расчета нагрузок на подземные сооружения,
однако в уравнении Янсена ср является внутренним коэффициен-
том трения грунта (песка), а в данном случае это коэффициент тре-
ния материала формы о стенки опоки.
Для подтверждения теоретического анализа сил, действующих
в форме при ЛГМ, были проведены специальные исследования на
стенде, имитирующем ЛГМ-процесс в форме из сухого кварцевого
песка (рис. 5.5).
Рис. 5.5. Стенд для моделирования процесса литья по газифицируемым
моделям в форме из кварцевого песка
На жестком основании смонтирован контейнер, передняя стен-
ка которого выполнена из оргстекла. Боковые стенки 4 съемные и
могут устанавливаться от модели 2 на различном расстоянии.
Кроме этого, стенки 4 м. 1 могут быть как газопроницаемыми, так и
газонепроницаемыми. Полый выступ 3 имел перфорированный
верх. Через трубопровод 7 в полость 3 подавали газ СО2, который
имел вязкость, близкую к вязкости газа термодеструкции модели
из пенополистирола. Газ СО2 через отверстия поступал в зазор
между моделью 2 и выступом 3, который имитировал металл. Во-
дяным манометром 6 измеряли давление в зазоре, а манометром
5 — давление в стенках формы на различных расстояниях от зазо-
ра. Высота формы изменялась в экспериментах от 300 до 375 мм.
209
Песок в контейнере уплотняли вибрацией, плотность песка опре-
деляли делением объема контейнера на массу песка в нем. В по-
лость выступа 3 подавался газ под давлением 0,05 МПа, и затем
модель выдвигалась для образования зазора 10-20 мм. В зазоре
устанавливали определенное давление, которое удерживало пес-
чаную стенку в равновесии (без обрушения). В дальнейшем при
одних и тех же зазоре и давлении проводили два эксперимента.
Сначала давление в зазоре уменьшали до величины, при которой
происходило разрушение одной из стенок формы. Это означало,
что давление со стороны формы было больше, чем силы фильтра-
ции газового потока. Затем при равновесии системы давление в
зазоре повышали до тех пор, пока не происходило повторное раз-
рушение стенки формы. В этом случае фильтрационные силы га-
зового потока превосходили давление со стороны формы. Таким
образом определяли минимально допустимое ЛпШ и максимально
допустимое 7’тах давления, при которых сохранялось равновесие
системы форма—зазор. На рис. 5.6 показано распределение дав-
ления по сечению формы при газонепроницаемых стенках кон-
тейнера и давлении в зазоре Pmin (кривая 7) и Ртах (кривая 2).
мм
Рис. 5.6. Распределение давления газа по сечению формы
при газонепроницаемых стенках опоки
210
На рис. 5.7 представлены диаграммы распределения давления
в сечении формы, проходящей через зазор в двух измерениях, при
газопроницаемых и газонепроницаемых стенках контейнера, где
видно, что во втором случае в углах модели образуются зоны по-
вышенного давления; это должно привести к более быстрому раз-
рушению песчаной стенки формы в районе зазора. Сравнение тео-
ретических расчетов и полученных экспериментальных данных
о влиянии фильтрационных сил газового потока на равновесие
в системе форма—зазор 8 показало их полное совпадение.
Рис. 5.7. Диаграммы
распределения давления
газа в форме в плоскости
зазора 8 при стенках опоки:
а) газопроницаемых;
б) газонепроницаемых
211
Исследование термодеструкции модели (табл. 3.3) показало,
что при температуре заливаемого металла 700 °C выделяется более
85 % жидких продуктов, значительная часть которых нелетуча при
температуре формы и конденсируется в ее холодных слоях. Сле-
довательно, возможно, что при литье алюминиевых сплавов эта
фракция сконденсируется в песке на границе металл—форма
и будет препятствовать обрушению формы в процессе продвиже-
ния фронта взаимодействия модели с металлом; в дальнейшем под
действием температуры металла она может испаряться, деструги-
ровать на паро- и газообразные составляющие и частично конден-
сироваться в более глубоких слоях формы. Для проверки предпо-
лагаемого механизма упрочнения формы были проведены специ-
альные исследования [21]. На рис. 5.8 представлена схема прове-
дения эксперимента при заливке формы алюминиевым сплавом
с температурой 750 °C.
к ЭВМ
Рис. 5.8. Схема определения слоя конденсации
при заливке алюминиевого сплава:
1 — опока; 2 — песок; 3 — модель из пенополистирола;
4 — литниковая чаша; 5 — стопорная пробка;
б — стеклянная трубка;
7 — электрический контакт
212
Форма заливалась алюминиевым сплавом через чашу 4 из-под
пробки 5. Трубка 6 перекрывалась с обеих сторон металлической
сеткой, песок в трубке 6 уплотнялся. Время извлечения трубки
Рис. 5.9. Уточненная физическая модель
при литье низкотемпературных сплавов:
1 — опока; 2 — песок; 3 — модель; 4 — расплав; 5 — упрочненный слой формы
из песка; б — литниковая чаша; I — зона прогревания модели и ее усадка;
II — зона плавления модели и начало деполимеризации;
Ш — зона термодеструкции; IV — зона термодеструкции жидкой фазы
на зеркале металла; V — температура металла
213
при заливке металлом формы фиксировалось электрическим кон-
тактом 7. После извлечения трубки четко фиксировался упрочнен-
ный слой песка толщиной 6 мм, прочность которого на сжатие со-
ставляла около 65 г/см2. Расчеты показывают, что такая прочность
может выдержать боковое давление песка высотой 400 мм. Экспе-
рименты Батлера [3] оказались неудачны, т. к. наличие упрочнен-
ного слоя определялось после заливки формы металлом, когда тя-
желые продукты термодеструкции под действием тепла затверде-
вающей отливки разрушали данный слой.
На рис. 5.9 представлена физическая модель ЛГМ при заливке
формы низкотемпературными сплавами. Упрочненный слой фор-
мы 5 уже через 2 с начинает разрушаться и теряет свою прочность,
а через 20 с он полностью разрушается. Полученные результаты не
изменяют принципиально математическую модель процесса ЛГМ
низкотемпературных сплавов в форме из песка, т. к. газовое дав-
ление в зазоре металл—модель, формируя фильтрационный поток,
дополнительно препятствует обрушению формы на границе фор-
ма—зазор. Поэтому основное уравнение равновесия системы фор-
ма—зазор (5.10) сохраняет свое значение, но следует дополни-
тельно учитывать прочность упрочненного слоя о, кг/см2:
yZ tg2 ^45° - < Рф + о < yZ tg2 ^45° +
5.2. Исследование структурно-механических
и теплофизических свойств кварцевых песков
Песок кварцевый представляет собой сыпучее несвязанное тело.
Уплотнения его можно достичь статическим и динамическим спо-
собами. При статическом прессовании закон уплотнения в теории
механики грунтов выражается уравнением [9]
Sj-82 = a(P2-Pi)9 (5.19)
где £1 и Е2 — коэффициенты пористости соответственно при дав-
лении Р] и Р2; а — коэффициент уплотнения (является величиной
переменной и определяется тангенсом угла наклона компресси-
онной кривой) (рис. 5.2). В соответствии с уравнением (5.19) в
случае применения неуплотненных форм при ЛГМ под действием
214
фильтрационных сил газового потока и гидростатического напора
металла на границе металл—зазор—форма произойдет деформа-
ция песчаной стенки. При этом коэффициент бокового давления
будет равен единице и, следовательно, давление песчаной стенки в
направлении зазора 5 и металла резко возрастет, что приведет
к необратимой деформации формы на границе зазор—металл—
форма и к браку отливки. Предотвратить деформацию формы
можно только в том случае, если форма будет предельно уплотнена,
т. е. если приращение Ei - е2 ~ 0. Однако применение пенополисти-
рола исключает статические методы уплотнения формы, т. к. это
приведет к деформации модели.
Единственным способом уплотнения литейной формы из сыпу-
чих материалов при ЛГМ является динамическое уплотнение виб-
рацией или встряхиванием. Виброуплотнение сыпучих материалов
зависит от массы материала и ускорения частиц при вибрации, ко-
торые определяют инерционные силы. Исследования показали, что
уплотняемость песка не зависит от направления вектора колебаний
и при постоянной частоте зависит только от амплитуды [10]. Диф-
ференциальное уравнение виброуплотнения сыпучих материалов
имеет вид:
3- = Р(8-ЕХ), (5.20)
ап
где п — отношение ускорения колебаний к ускорению силы тяже-
сти; Ех — пористость при предельном уплотнении грунта; р —
коэффициент виброуплогняемости песка.
Интегрирование уравнения (5.20) при начальных условиях
£L=o ~ ео ’ где £° — максимальная пористость сыпучего материала,
дает окончательный вид уравнения уплотняемости песка:
£ = s„ + (s0-EIO)e_|J". (5.21)
Уплотняемость песчаной формы D характеризуется изменением
пористости:
£0-£ос
(5.22)
215
С учетом (5.21) формула (5.22) запишется:
D = \-e~?,n. (5.23)
Коэффициент р определяется опытным путем по кривым виб-
роуплотнения:
Р = -Ь.~£" ? (5.23, а)
tg«o
где tgao — угол наклона кривой е = e(v) при п = 0.
При определенных значениях п несвязанные сыпучие материа-
лы приобретают свойства тяжелой жидкости и переходят в псев-
дожидкое состояние. Внутреннее трение сыпучих материалов в
псевдожидком состоянии характеризует вибровязкость материала.
Вибровязкость кварцевого песка марки 1К02А составляет
0,63 гк • с/см2 [10].
Среди сыпучих материалов наибольшее применение для ЛГМ
находят кварцевые пески. Структурно-механические свойства их
зависят от минералогического состава, размера и формы зерен,
влажности. Глинистая составляющая уменьшает газопроницае-
мость песка, влага увеличивает напряжение сдвига, т. к. появляют-
ся силы сцепления. Влажные глинистые пески плохо уплотняются
вибрацией и имеют низкую газопроницаемость. Поэтому для ли-
тейной формы при ЛГМ применяются кварцевые малоглинистые
(менее 2 % глины) пески. Структурно-механические и технологи-
ческие свойства таких песков зависят главным образом от грану-
лометрического состава и формы зерна [11].
В табл. 5.1 приведены характеристики трех наиболее распро-
страненных марок кварцевого песка.
Таблица 5.1
Характеристики некоторых марок кварцевого песка
Наименование горно-обогатительного комбината Марка песка по ГОСТ 2138-56 Глинистая составляющая, % Форма зерна
Гусаровский Т04Б 2,76 Округлая
Ореховский 1К016А 0,26 Полуокруглая
Часов-Ярский 1К016А 0,26 Остроугольная
216
В табл. 5.2 представлены некоторые структурно-механические
свойства кварцевого песка [12].
Таблица 5.2
Структурно-механические свойства кварцевого песка
Пористость, %
Угол внут-
реннего
трения, ...
Объемная
масса, г/см3
2
&
&
39
2,64
35
35
46
16,1
1,45
1,73
45
s
я
Гусаровский
Ореховский
Часов-ярский
2,64
2,64
1,11
1,47
1,39
1,70
1,63
45
47
36
33
38,4
43,5
35
37
49
52
13,5
14,7
0,276
0,182
На рис. 5.10 приведены зависимости уплотняемости песков от
величины статического давления (до 7 кг/см2), характер которых
соответствует ветви нагружения компрессионных характеристик.
е
0,5 '------1-------1------'-------1
0 2 4 6 8
Р, кг/см2
Рис. 5.10. Уплотняемость песков при статическом нагружении:
1 — гусаровского; 2 — ореховского; 3 — часов-ярского
217
На участках А'-А и В-С деформация песка близка к линейной
зависимости от нагрузки. На участке А'-А имеет место быстрый
рост необратимой деформации при сравнительно малых нагрузках.
В дальнейшем величина деформации уменьшается и становится
близкой к 0. Это говорит о том, что система перешла в область
упругих деформаций. Исследования показывают, что пески с ост-
роугольными зернами хуже уплотняются, чем пески с овальной
формой зерна. Чем больше глины в песках, тем хуже они уплотня-
ются в сухом состоянии. При статическом уплотнении максималь-
ный и минимальный коэффициенты пористости для песков равны:
гусаровского — £о ~ 0,82; ех = 0,64;
ореховского — е0 = 0,82; гх = 0,62;
часов-ярского — е0 = 0,89; = 0,66.
На рис. 5.11 приведены зависимости виброуплотняемости пес-
ков от отношения ускорения вибрации а к ускорению силы тяже-
сти g. Ускорение вибрации а определяется по формуле
/ \2
л 2 А ли 1
а - Авз = А\ — ,
<30 J
где А — амплитуда; со — угловая частота колебаний; п — число
оборотов в минуту.
Рис. 5.11. Вибро-
уплотняемость песков:
1 — гусаровского;
2 — ореховского;
3 — часов-ярского
218
Анализ зависимостей, представленных на рис. 5.11, показывает,
что часов-ярские остроугольные пески имеют меньшую уплотняе-
мость при вибрации, т. к. они обладают наибольшей величиной
внутреннего трения.
При виброуплотнении максимальный и минимальный коэффици-
енты пористости для песков имеют следующие значения:
гусаровского — е 0 - 0,82; = 0,54;
ореховского — 80 = 0,82; = 0,56;
часов-ярского — е0 = 0,89; гж = 0,61.
На основании анализа графических зависимостей виброуплот-
няемости песков были получены коэффициенты виброуплотняе-
мости; для указанных марок песка они соответственно равны: pi =
= 2,3; 02 = 2,7 и Рз = 2,1. С учетом приведенных значений пористо-
сти песков и коэффициентов виброуплотняемости уравнение (5.21)
для указанных песков примет вид:
Е1 = 0,54 + 0,28s-2’3"; (5.24, а)
62 = 0,56 + 0,26s-2’7"; (5.24, б)
s3 = 0,61 + 0,28s-2’1". (5.24, в)
Из графиков виброуплотняемости следует важный вывод: мак-
симальное уплотнение формы из песка вибрацией достигается при
соотношении между ускорением вибрации и силой тяжести, рав-
ном 6 или более. Это дает возможность по формуле
А®2
п = 6 =---- (5.25)
g
подбирать необходимую частоту и амплитуду вибрации для полу-
чения максимальной плотности формы из песка при ЛГМ. При час-
тоте колебаний 50 Гц оптимальная амплитуда составляет 0,6 мм.
На рис. 5.12 представлена зависимость пористости песка трех
марок от объемной плотности, откуда следует, что часов-ярский
песок имеет наибольшую пористость при наименьшей плотности,
т. к. его зерно более крупное. Гусаровский песок имеет минималь-
ную пористость ввиду увеличенного содержания глинистой со-
ставляющей.
219
Газопроницаемость песков в зависимости от плотности пред-
ставлена на рис. 5.13. Пески с большей пористостью имеют и
большую газопроницаемость. Изменение плотности песков в зави-
симости от времени их вибрации показано на рис. 5.14, где видно,
что пески хорошо уплотняются вибрацией и уже через 20 с дости-
гается их максимальная плотность.
Значения угла внутреннего трения песков в зависимости от их
плотности для различных материалов представлены в табл. 5.2.
Рис. 5.12. Изменение пористости гусаровского (7), ореховского (2)
и часов-ярского (3) песков в зависимости от объемной плотности
Рис. 5.13. Изменение газопроницаемости гусаровского (7), ореховского (2)
и часов-ярского (3) песков в зависимости от объемной плотности
220
Рис. 5.14. Изменение объемной плотности гусаровского (/), ореховского (2)
и часов-ярского (3) песков в зависимости от времени виброуплотнения
Пески с остроугольной формой зерна имеют максимальное
внутреннее трение, что объясняет их сравнительно плохую уплот-
няемость. Однако они значительно лучше противостоят внешнему
давлению, имеют хорошую газопроницаемость и могут наряду с
песком, имеющим округленную форму зерна, применяться для
производства литейных форм при ЛГМ.
Таблица 5.3
Угол внешнего трения песка
Наименование материала Гусаровский Ореховский Часов-ярский
неуплот- ненный уплот- ненный неуплот- ненный уплот- ненный неуплот- ненный уплот- ненный
Сталь нержа- веющая 14°20" 27°30" 9°50" 25°40" 8° 22°40"
Дюраль 17°50" 31°30" 14°30" 29°20" 11° 23°20"
Пенополистирол плотностью 25 кг/м3 27°10" 36°10" 17°40" 33°5О" 14°40" 28°40"
Пенополистирол с покрытием 28°10" 40° 18°40" 35°40" 16°30" 34°40"
В табл. 5.3 представлены значения угла внешнего трения пес-
ков о материалы, которые применяются при данном методе литья.
Форма из кварцевого песка относится к типу капиллярно-
пористых тел, процесс переноса тепла в которых осуществляется
221
за счет контактной теплопроводности зерен наполнителя, излуче-
нием от твердой основы и конвекцией газа в порах формы.
В зависимости от температуры доля того или иного вида пере-
носа тепла может уменьшаться или увеличиваться, поэтому уста-
новить количество каждого вида теплопередачи в общем тепловом
потоке не представляется возможным [13]. При производстве от-
ливок по газифицируемым моделям на процесс тепломассоперено-
са могут оказывать влияние продукты термической деструкции
пенополистирола. Поэтому влияние формы на тепломассоперенос
в процессе кристаллизации и охлаждения отливки можно правиль-
но оценить с помощью эффективных теплофизических коэффици-
ентов, учитывающих все виды тепломассопереноса. На рис. 5.15
представлена зависимость эффективных коэффициентов теплопро-
водности X, теплоемкости с, теплоаккумуляции b и температуро-
проводности а формы из песка от температуры заливаемого метал-
ла. Эффективные теплофизические характеристики уплотненных
форм из кварцевого песка незначительно отличаются от соответст-
вующих характеристик сырой песчано-глинистой формы, и, следо-
вательно, это не должно оказывать существенного влияния на фор-
мирование физико-механических свойств отливок при ЛГМ [14,15].
Рис. 5.15. Изменение эффективных теплофизических коэффициентов формы
из кварцевого песка в зависимости от температуры заливаемого металла
222
5.3. Магнитная формовка
В постоянном магнитном поле ферромагнитные частицы на-
полнителя, намагничиваясь, сцепляются друг с другом, придавая
форме в целом определенную прочность, которая будет зависеть
от величины магнитной индукции и магнитной проницаемости
наполнителя. Таким образом, магнитное поле выполняет роль свя-
зующего в песчано-глинистых формах. На рис. 5.16 представлено
постоянное магнитное поле пространства, заполненное ферромаг-
нитным материалом с известной магнитной проницаемостью щ > 1.
Рис. 5.16. Распределение магнитного потока в постоянном
магнитном поле из материалов с различной магнитной проницаемостью
Если рассеиванием магнитного потока с торцов рассматривае-
мого пространства пренебречь, то можно считать, что магнитное
поле в нем будет однородным, т. е. величины индукции В и на-
пряженности Н не зависят от координат и будут постоянными в
любой точке пространства. Если внести в данное поле тело АА'ББ'
магнитной проницаемостью ц = 1, то оно разделит рассматриваемое
поле на три равные части площадью S| = 52 = 5з, причем 5*1 + S2 +
+ S3 = 5о. Согласно закону магнитных цепей [16, 17], магнитный
поток Ф прямо пропорционален магнитодвижущей силе F и об-
ратно пропорционален магнитному сопротивлению Rm:
F
Ф = — = BS,
(5.26)
где магнитное сопротивление определяется по формуле
223
<5-27>
где I — расстояние между полюсами магнита; 5 — сечение магни-
топровода.
В соответствии с принятой схемой на рис. 5.16 можно записать:
Фо=Ф|+Ф2+Ф3=-^- + -^+-^-. (5.28)
m2
Так как магнитодвижущая сила одинакова для всех участков,
а магнитное сопротивление различно, величина магнитного потока
будет определяться соотношением
ФЛ,2 = <М„2 •
Если подставить значения Ф| = и Ф2 = B2S2 и раскрыть ве-
личину Rm, то после упрощения получится соотношение
Mi М2
Таким образом, при внесении в магнитное поле тела с отличной
от поля проницаемостью величина магнитной индукции в теле и
в поле будет прямо пропорциональна магнитной проницаемости. Это
значит, что магнитная индукция на участках S) и 5”3 будет в ц раз
больше, чем на участке S2. В этом случае величины В (х, у) и Н(х, у)
будут функциями координат, т. е. всякое внесенное в магнитное по-
ле тело с другой магнитной проницаемостью будет искажать маг-
нитное поле. Под действием внешнего магнитного поля Н ферро-
магнитная частица К, намагничиваясь, создает собственное магнит-
ное поле Но, противоположное внешнему магнитному полю [16, 17].
Результирующее магнитное поле будет иметь напряженность h\
h H -Hq. (5.30)
Величина собственного поля Но пропорциональна интенсивно-
сти намагничивания J:
Hq=NJ, (5.30, а)
где N — коэффициент размагничивания, который определяется
формой частицы. Для шара N- 1/3.
224
Интенсивность намагничивания определяется из уравнения [17]:
J= ЦохЯ= цо(м ~ 1)Я, (5.31)
где х — магнитная восприимчивость; Цо — абсолютная магнитная
проницаемость, равная 4,0 • Ю 7 Гн/м.
С учетом (5.30, а) и (5.31) уравнение (5.30) запишется:
h (5.32)
Между выделенной частицей К и рядом лежащей частицей К',
расположенной слева от границы раздела А-А', будет действовать
сила магнитного притяжения, которая в общем случае определяет-
ся по формуле [17]:
Fl=-\i(l\i2H2S = ~B2S. (5.33)
2 2ц0
В таком случае величина давления влево от границы А-А'
определяется уравнением:
= V- = | ИоМ12^2 [1 - Ио(И. ' W] • (5.34)
С другой стороны, частица К под действием градиента напря-
dH - _
жения --- будет стремиться переместиться в сторону большей
dl
напряженности, т. е. вправо от границы раздела А-А'. Величина
этой силы определяется уравнением [18]
dPJ
F2=^XVH—, (5.35)
dl
где V — объем частицы.
После интегрирования уравнения (5.35) давление Р2, создавае-
мое силой определится по формуле
^=|но(М1-1)(Я2-#2), (5.35,а)
225
где Нм — напряженность магнитного поля справа от границы А-А',
т. е. в модели, а Нп — напряженность магнитного поля в наполни-
теле, т. е. слева от границы А-А'.
Разность между Pi и Р2 будет определять положение частицы
на границе раздела двух сред. На величину Р2 будет оказывать
влияние упаковка зерен наполнителя. Если сделать допущение,
что ферромагнитный наполнитель состоит из шаров одинакового
размера, то при заполнении контейнера шары могут укладываться
в три системы (рис. 5.17). Каждая система характеризуется своим
координационным числом.
б
в
ZP P. Р, ЪР = Р2- 4P1cos а ЪР = Р2 - 3P,cos а
Рис. 5.17. Изменение величины давления на границе двух сред в магнит-
ном поле в зависимости от системы укладки ферромагнитных частиц:
а) кубическая; б) призматическая; в) пирамидальная
Координационное число п кубической упаковки, наименее
плотной, равно 6, призматической — 8 и пирамидальной — 12.
Оно характеризует количество контактов между шарами при дан-
ной системе упаковки. Ферромагнитный шар в магнитном поле,
намагничиваясь, становится элементарным магнитом, который
будет иметь собственное магнитное поле, направленное противо-
положно внешнему полю. При кубической системе расположения
шаров силы взаимного притяжения будут испытывать шары 1-5-8.
В этом случае шар 1 будет испытывать давление, равное Р2 - Р\ - +Р,
которое в зависимости от величины будет стремиться переместить
шар в ту или другую сторону от линии раздела А-А'. При распо-
226
ложении шаров в призматической системе каждый контактирую-
щий шар будет расположен относительно других шаров под неко-
торым углом а = 45°, что приведет к перекрытию полюсов S и N
близлежащих шаров и, следовательно, к их магнитному притяже-
нию. Однако сила притяжения в связи с рассеиванием собственно-
го магнитного поля будет меньше, чем между полюсами, лежащи-
ми на одной магнитной линии. Приближенно можно считать, что
сила притяжения будет прямо пропорциональна косинусу угла
между осями шаров, совпадающими с направлением линии маг-
нитной индукции. При наиболее плотной упаковке шаров каждый
шар на границе А-А' будет контактировать с шестью шарами под
углом а = 90° и тремя шарами под углом гц = 35°. Результирую-
щее давление Е /’ = 3/, cos а , т. е. оно больше, чем при кубической
укладке шаров, и, следовательно, для нарушения равновесия на
границе А-А' необходимо иметь значительно больший градиент
напряженности. При Р2 > Р\ шар станет перемещаться в сторону
большей напряженности, т. е. в сторону модели, оказывая на нее
давление Р = Р2- Р\. Этому будут также оказывать содействие от-
талкивающие силы, которые имеют место между одноименными
полюсами элементарных магнитов (шаров).
Если модель убрать, то шар начнет перемещаться в свободную
полость, при этом каждый шар будет увлекать за собой шары, нахо-
дящиеся в контакте с ним. В результате свободная полость А-А'-
В-В' будет перекрыта конусообразным потоком шаров, навстречу
которому с границы раздела В-В' будет двигаться подобный кону-
сообразный поток. При полном зарастании полости ферромагнит-
ным материалом градиент напряженности падает до нуля, и систе-
ма приходит в равновесное состояние. По этой причине все по-
пытки получить форму сложной конфигурации из ферромагнит-
ных материалов в постоянном магнитном поле по извлекаемым
моделям терпели неудачу, т. к. в случае значительного лобового
сопротивления магнитному потоку возникал градиент напряжен-
ности поля, и свободная полость заполнялась ферромагнитным
материалом формы. Этим же объясняются пробои отливок ферро-
магнитным наполнителем при их получении в магнитной форме по
газифицируемым моделям, когда магнитное поле имеет завышен-
ную напряженность. Анализ магнитного взаимодействия ферро-
магнитных частиц в постоянном магнитном поле показал, что ха-
227
рактер взаимодействия между ними зависит от укладки элемен-
тарных частиц. Так как форма из ферромагнитных сыпучих мате-
риалов предельно уплотняется вибрацией, то, если пренебречь сила-
ми отталкивания между частицами, которые значительно меньше
сил притяжения, можно принять силы магнитного сцепления как
объемные и рассматривать механику магнитной формы с позиции
механики связанных грунтов [6, 9].
Для равновесия связанного сыпучего тела необходимо, чтобы
сдвигающая сила была меньше суммы удельных сил внутреннего
трения и сцепления:
T = atgcp + CM, (5.36)
где См — удельная сила магнитного сцепления.
На рис. 5.18 представлена физическая модель магнитной формы
при заливке ее металлом.
Рис. 5.18. Физическая модель магнитной формы:
1 — металл; 2 — модель; 3 — ферромагнитный материал; 4 — опока
Как следует из анализа физической модели магнитной формы,
наиболее опасной с точки зрения прочности формы является гра-
ница форма—зазор 5 (участок а-б). На участке а-б будут действо-
вать следующие удельные силы:
• давление со стороны песчаной стенки <зх',
• удельная магнитная сила притяжения между ферромагнит-
ными частицами Р\,
• давление Рг на границе а-б, вызванное градиентом магнитно-
го поля;
• давление газа Рг со стороны зазора 5.
228
Для равновесия системы сил, действующих на границе а-б, не-
обходимо, чтобы их сумма на ось х равнялась нулю:
сх-Р1 + Р2-Л = 0. (5.37)
Равенство (5.37) можно упростить, если разбить его на две час-
ти. Можно допустить, что магнитное сцепление между частицами
компенсирует давление со стороны наполнителя:
ах=0. (5.38)
Давление, вызванное градиентом напряженности магнитного поля,
компенсируется газовым давлением и силами магнитного сцепления:
Л-(Л + А) = 0. (5.39)
Из-за максимального уплотнения формы и невозможности ее
бокового расширения можно считать, что форма находится в пре-
дельном напряженном состоянии [9]. Если расстояние b между
металлом 1 и стенкой опоки 4 больше, чем высота модели Z, то
можно пренебречь силами внешнего трения. Условие предельного
равновесия в этом случае запишется:
=(YZ + P0)tg2(45o-^)-2CMtg(45o-^) = 0 (5.40)
ИЛИ
C„=|(YZ + P0)tg(45°-|),
где Ро = у/г.
Если в < L, то необходимо учитывать силы внешнего трения
ферромагнитного наполнителя о стенки опоки и модель. Давление
наполнителя на границе а-б определится уравнением [9]
= oztg2(45°-y)-2CMtg(45°-у). (5.41)
Из (5.41) при условии (5.38) следует:
CM=|aztg(45°-^). (5.42)
229
При наличии сил внешнего трения oz определяется уравнением
(5.17), и уравнение (5.42) примет вид:
by .. -^tg<pr~ ( (р
1 -(1-е И tg 45 - —
's J \
С =-
м 2|_Xtgcp;
2Г (5'43)
tg(p, +tg(D7
где tg(pz = ; <Pi, Фг, Ф — соответственно углы внешнего
трения о стенку опоки, о модель и внутреннего трения.
Анализ уравнения (5.43) показывает, что при отношении — > 3
b
величина магнитного сцепления при прочих равных условиях
стремится к постоянному значению:
1 by
2А^фх
tg(45°-|).
(5.44)
При малых значениях Z и больших b магнитное сцепление бу-
дет определяться уравнением (5.40) и внешним трением можно
пренебречь. Магнитное сцепление См связано с напряженностью
магнитного поля //уравнением (5.34), однако для расчета магнит-
ного поля проще оперировать магнитной индукцией. Учитывая,
что В = ЦдН, и подставив значение См из уравнений (5.40) и (5.43)
в (5.34), получим:
B1=X0(YZ + 7,„)tg(45°-^);
(5.45)
---— (1-е Л)
^фх
(5-46)
Уравнения (5.45) и (5.46) являются основными уравнениями
для определения индукции магнитного поля формы и расчета маг-
нитопровода, причем для мелкого литья, когда расстояние между
отливками, отливкой и опокой соизмеримо с высотой отливки,
можно использовать уравнение (5.45), а для среднего литья, где
230
соответствующие расстояния меньше высоты модели, нужно ис-
пользовать уравнение (5.46).
Условие равновесия (5.39) запишется с учетом значения Рг:
Р — Р <
Г2 Г1 —
. СТгПт
amFT,lv\ >
------^-2 (1-е Гф^)т^’
2738С77
(5.47)
На рис. 5.19 представлены характер изменения удельных сил
сцепления между частицами материала Р{, давления на модель под
действием градиента напряженности Р2 и разность этих давлений
Рг - Р\ = ±Р. Зависимость изменения разности давлений +Р имеет
три экстремальные точки. В центре модели действует максималь-
ное давление 20 г/см2; второй максимум (15 г/см2) имеет место на
расстоянии 1/4 от края модели. На концах модели суммарное давле-
ние отрицательное, т. е. удельная сила сцепления более чем в 5 раз
превосходит давление на
модель. Распределение
давления на границе мо-
дель—форма в данном
случае таково, что без мо-
дели полость формы под
действием давления Р2
зарастет ферромагнитным
материалом. Расчеты для
данного конкретного слу-
чая показывают, что для
предотвращения зараста-
ния полости формы необ-
ходимо выполнить усло-
вие: Р2- Pi = Рг, или газо-
вое давление в зазоре 5
должно быть не менее
20 г/см2. Такое давление
вполне реально, и полу-
чить его можно, если вос-
пользоваться уравнением
(5.47) для определения
соответствующих парамет-
ров технологии литья.
Рис. 5.19. Изменение величины давления
на модель в магнитной
форме на границе модель—форма
231
Для изготовления магнитной формы используются различные
ферромагнитные материалы: литые чугунные и стальные дроби
ДЧЛ и ДСК (ГОСТ 11964-Л4), стальные и чугунные колотые дро-
би ДЧК и ДСК (ГОСТ 11964-66), железные порошки ПЖ-1 и ПЖ-5.
Выбор ферромагнитного материала для литейной формы опреде-
ляется технологическими и санитарно-гигиеническими условиями
производства. Для получения отливок из чугуна и стали следует
применять стальные и чугунные литые и колотые дроби различно-
го фракционного состава, выпускаемые отечественной промыш-
ленностью.
Дробь чугунная колотая состоит из плотных пирамидальных
остроугольных зерен, в стальной колотой дроби остроугольные
грани зерен притуплены, а сами зерна содержат множество уса-
дочных раковин.
В табл. 5.4 представлены основные физико-механические свой-
ства применяемых ферромагнитных материалов для производства
отливок из черных и цветных металлов в магнитных формах при
ЛГМ. Металлические колотые дроби обладают высокой газопро-
ницаемостью, хорошо уплотняются вибрацией и имеют высокое
значение угла внутреннего трения в уплотненном состоянии. Ли-
2,7 2,9 3,1 3,3 3,5 3,7 3,9 4,1 4,3
у, г/см3
Рис. 5.20. Изменение газопроницаемости
чугунной и стальной дробей
в зависимости от их объемной плотности
тые дроби, имея округ-
лую форму частиц,
обладают низким зна-
чением угла внутрен-
него трения и в этом
отношении менее пред-
почтительны, чем ко-
лотые, т. к. увеличи-
вают давление со сто-
роны формы на мо-
дель, а следовательно,
необходимы более вы-
сокое магнитное сцеп-
ление или более высо-
кая индукция магнит-
ного поля. Зависимость
газопроницаемости ме-
таллической дроби ДЧК
и ДСК от объемной
плотности формы пред-
232
ставлена на рис. 5.20. Несмотря на резкое снижение газопрони-
цаемости металлической колотой дроби с увеличением ее объем-
ной плотности, она остается довольно высокой.
На рис. 5.21 представлена зависимость виброуплотняемости
металлических дробей от отношения ускорения колебаний к уско-
рению силы тяжести, откуда следует, что максимальная плотность
формы достигается для стальной колотой дроби при п = 5 и для
чугунной при п = 6.
а
Рис. 5.21. Зависимость виброуплотняемости стальной (а)
и чугунной (б) колотых дробей от отношения ускорения колебаний
к ускорению силы тяжести
Таблица 5.4 Физико-механические и технологические свойства ферромагнитных наполнителей ‘чхэонх<1эяоц квнчггэДд оо <о Tj- rf £2 ос щ '
Угол внутреннего трения, ...° после вибро- уплотне- ния О П сч сч СЧ O1 40 O n
при сво- бодной засыпке — ^Г^ТЧОПШОО— n m n n n n n tF n
Газопроницае- мость, см4/(г • мин) после вибро- уплот- нения noggooggo
при сво- бодной засыпке (y-.ooo^.ooooo gnnccgno©© n n “ n '
Пористость, % после вибро- уплот- нения 'очочочог-ппш0^- ГЭ
при сво- бодной засыпке ccr-r-n — — чошЧ 4->lT>lT>lr>4C>\©lr>lr>O
Относительная уплотняемость, % при вибро- уплотне- нии 40 40 Щ П — 0O4~>lT> — con 1 n n n n n n — —
при ста- тической нагрузке ТГ n Г" -- 4O — П T3- oc тУ n Т-Ч 1—4 T-Ч T—( н Т-Ч
Объемная масса, г/см3 после вибро- уплотне- ния 40^ чо чо чо oo oe о о m n m n n? n гГ тг тг
при сво- бодной засыпке п с© о — n n п чо п п ооооооппчо П Ш Ш Ш Ш Ш п пР пР
‘вээви КВНЧИЭЬХ iry ЧГ> ЧГ> 3 чсР чо чо чо n n К
Марка песка ппоооппоооп UOOOtrtTFt??
Уплотняемость металлических дробей подчиняется уравнению
(5.23) при значениях коэффициента р, указанных в табл. 5.5.
Таблица 5.5
Значения коэффициента виброуплотняемости 0
для дробей различных марок
ДСК-03 ДСК-05 ДСК-08 ДЧК-03 ДЧК-05 ДЧК-08 ДЧЛ-05
1,07 0,92 0,75 0,74 0,62 0,28 1,2
Эксплуатационная долговечность ферромагнитных сыпучих
материалов является важнейшей экономической и технологиче-
ской характеристикой процесса производства отливок в магнит-
ных формах. В процессе заливки формы металлом ферромагнит-
ные материалы подвергаются тепловым нагрузкам, особенно в
контактной зоне с металлом. Они взаимодействуют с продуктами
термической деструкции модели и с кислородом воздуха при вы-
соких температурах. Это должно привести к изменению их струк-
туры, гранулометрического состава, формы и поверхности зерен,
что должно повлиять на структурно-механические свойства.
В табл. 5.6 представлены физико-механические и технологические
характеристики ферромагнитных материалов после 30 циклов за-
ливки форм металлом, откуда следует, что структурно-механиче-
ские свойства металлической дроби в процессе их эксплуатации
заметно изменяются. Снижается величина объемной плотности,
пористости, газопроницаемости, угла внутреннего трения, увеличи-
вается содержание газотворных продуктов термической деструкции
пенополистирола, удельная поверхность зерен и неметаллических
включений. Поверхность отработанных дробей уже после 10 цик-
лов практически вся плакирована углеродом термической деструк-
ции полистирола. Плакирование зерен ферромагнитных материа-
лов имеет два положительных эффекта: углерод предохраняет зерна
от окисления и предотвращает их спекание и комкование, особен-
но в высокотемпературной зоне формы. Накопление газотворных
примесей в ферромагнитном материале является фактором неже-
лательным, однако количество таких примесей стабилизируется
после 30 циклов на уровне 0,4 см3/г. После регенерации металли-
ческих дробей их основные структурно-механические и технологи-
ческие свойства восстанавливаются (см. табл. 5.6).
235
234
Изменение физико-механических и технологических
свойств наполнителей в процессе эксплуатации
ч/£иэ ‘чхэон -doaroEBJ квнчиэИ/; До регенерации после 20 циклов о ~ <4 Ч о о о о Регенерированный песок о ч, ч ч o' o' o' о
% ‘чхэоиэкиэияо О (N > о" о" о" о" Illi
% ‘Ч1ЭОНЧИО£ 0,00 0,12 0,17 0,17 llll
‘Ч1ЭОН -xdoaou квнчиэГ/; 440 440 550 770 840 о о о о о о о о
% ‘ЯЮОННЭ(1ОЭВ£ . СЧ Оу СЧ СП СП тГ ЧП 1111
Угол внутрен- него трения, ...° КИН9Н1О1ШХ -odgne эиэоп — О О'- оо оо ЧП ЧП 'Г ЧП ЧП
ЭЯШЧЭВЕ ионйодоаэ ndn О© О© ЧП СП СП 'Т СП СП СП СП 37 37 37 38
Пористость, % КИНЭН1О1ШХ -odgna эиэоп Гу О О <О Г-" О© О© Ч <4 ч ч, о© о© ©o' о©
ЭЯШЧЭВЕ ионГодоао ndn о, ® °. Г-" \£Г ЧП ЧП ЧП ЧП ЧП ЧП ЧП ЧП ч ч ч ч ч©" \© ч©" ч© ЧП ЧП ЧП ЧП
Объемная плотность, г/см3 кинэнхоипХ -odgna эиэоп 3,51 3,48 3,34 3,34 3,30 о о о о ЧП ЧП ЧП ЧП СП СП СП СП
эяшчэвь ионГодоаэ ndn О ЧП ЧП ТГ СЧ Оу о© О© С© 'З- сч" сч" сч" сч" сч" ЧП ЧП ЧП ЧП Оу Оу О\ Оу сч" сч" сч" сч"
Коэффициент газопроницае- мости кинэнгоипХ -odgna эиэоп ° О О ° ° °® о § о о о о 0© ЧП г— О О\ О Оч
эяшчэвя ионГодоаэ ndu а о о о о О О© \© тг о о© Г" сп о сч СЧ СЧ СЧ СЧ —- о о о о о о о о 0© О© О© 00 сч сч сч сч
£иэ/г ‘вээви КЯНЧИЭГГД 'Ч. ^7 § ч©' \сГ \©~ ч©4 \© СП СП СП СП чо" \О Ч©'
ЯОИЯИП ОЯ1ЭЭЪИИО)[ <=> 2 8 S 5 10 20 30
Магнитная проницаемость и остаточная намагничиваемость
ферромагнитных сыпучих материалов зависит от величины поля,
вида материала, его дисперсности, плотности и циклов заливки
формы металлом. На рис. 5.22 представлена зависимость магнитной
индукции от напряженности магнитного поля колотых дробей при
различной объемной плотности, откуда следует, что при увеличе-
нии объемной плотности материала магнитная индукция возрастает.
а 7?,Тл
Рис. 5.22. Изменение магнитной индукции в зависимости от напряженности
магнитного поля колотых дробей при различной объемной плотности
а) ДЧК-05 (7 — у = 3,05 г/см3; 2—у = 3,9 г/см3);
б) ДСК-05 (7 — у = 3,25 г/см3; 2—у = 3,65 г/см3)
236
237
На магнитную индукцию оказывает влияние дисперсность ма-
териала (рис. 5.23). Магнитная проницаемость чугунной дроби
ДЧК несколько меньше, чем стальной, но у обеих дробей она срав-
нительно низкая, что объясняется размагничивающим фактором
дисперсных материалов (рис. 5.24).
Рис. 5.23. Изменение магнитной индукции в зависимости
от напряженности магнитного поля для колотых дробей различной
дисперсности
Если учесть, что чем ниже магнитная проницаемость материа-
ла, тем меньше градиент напряженности на границе металл—
форма, а значит, и давление со стороны формы, то низкая магнит-
ная проницаемость металлических дробей является положитель-
ным фактором. В процессе повторного использования ферромаг-
нитные материалы изменяют свои магнитные свойства. На
рис. 5.25 представлена зависимость магнитной индукции в форме
от состояния металлической дроби, откуда следует, что после
30 циклов заливки формы магнитные характеристики дроби ухуд-
шаются, однако после регенерации они практически полностью
восстанавливаются.
238
04812 16 20 24 28 32 36 40
Н, кА/м
Рис. 5.24. Магнитная проницаемость колотых дробей:
7 —ДСК-02+ПЖ: 2 — ДСК-05; 3 — ДСК-08; 4 — ДСК-1,0;
5 — ДЧК-01; 6 — ДЧК-03; 7 — ДЧК-05; 8 — ДЧК-08; 9 — ДЧК-1,0
Н, кА/м
Рис. 5.25. Изменение магнитной индукции металлической дроби
после 30 циклов заливки формы металлом:
1 — чистый материал; 2 — отработанный материал;
3 — материал после регенерации
239
Незначительное изменение свойств дроби происходит в резуль-
тате изменения химического состава, обусловленного диффузион-
ным насыщением частиц углеродом термодеструкции модели. На
рис. 5.26 представлена зависимость изменения индукции ферро-
магнитных материалов от степени их засоренности неметалличе-
скими включениями (остатками от противопригарных покрытий
модели), анализ которой показывает, что при содержании 50 %
немагнитной составляющей магнитная индукция падает более чем
в 2,5 раза. Чрезмерная засоренность ферромагнитных материалов
неметаллическими включениями ухудшает их магнитные, физико-
механические и технологические свойства, поэтому такие мате-
риалы необходимо периодически подвергать регенерации.
Рис. 5.26. Изменение магнитной индукции металлической колотой дроби
от степени ее засоренности немагнитным материалом:
7 — 100 %; 2 — 95 %; 3 — 90 %; 4 — 85 %; 5 — 80 %; 6 — 75 %;
7 — 50 % металлической основы
На рис. 5.27 представлена зависимость эффективных теплофи-
зических свойств от температуры магнитной формы из различ-
ных ферромагнитных материалов. В табл. 5.7 даны эффективные
теплофизические коэффициенты форм из металлических дробей
ДСК-08 и ДЧК-05. Там же для сравнения приведены теплофизиче-
ские свойства формы из песчано-глинистой смеси и кокиля.
240
a
ОД
500 700 900 1100 1300 1500
Рис. 5.27. Измене-
ние в зависимости
от температуры
заливаемого метал-
ла эффективных
теплофизических
коэффициентов:
а)теплопроводности;
б) теплоаккумуляции;
в) теплоемкости;
7—ДЧК-05;
2 —ДЧК-03;
3 — Д СК-03;
4 — ДСК-05
T, °C
Из данных табл. 5.7 следует, что теплопроводность форм из
ДЧК и ДСК в 4 раза выше, чем песчано-глинистых, но в 30 раз
меньше, чем из кокиля. Такие условия теплопроводности обеспе-
чивают улучшение физико-механических свойств отливок из чер-
ных и цветных металлов и сплавов (см. гл. IV).
241
Q
S'
S
£
.G
242
Глава VI
ИЗГОТОВЛЕНИЕ ОТЛИВОК
Согласно табл. 1.1 существует несколько технологических про-
цессов производства отливок по газифицируемым моделям, кото-
рые отличаются в основном способом изготовления литейной
формы. Применение того или иного технологического процесса
определяется главным образом серийностью производства, массой
отливки, ее конструктивными параметрами и техническими требо-
ваниями к качеству литья. Однако независимо от выбранного спо-
соба формообразования существуют общие закономерности, кото-
рые должны учитываться при разработке технологического про-
цесса, т. к. они основываются на применении не извлекаемой из
формы газифицируемой модели. К таким закономерностям отно-
сятся разработка чертежа отливки и модели, определение положе-
ния отливки в форме, расчет и конструирование литниковой сис-
темы, подготовка модели или модельного блока к формовке и др.
ЛГМ является универсальным способом производства отливок.
Он применяется в единичном, серийном и массовом производстве
отливок из цветных и черных сплавов массой от нескольких грамм
до десятков тонн. Однако, как и любой другой способ производст-
ва отливок, ЛГМ имеет рациональную область применения, кото-
рая определяется конструктивной сложностью детали, ее габари-
тами, видом сплава и требованиями к качеству.
В единичном производстве целесообразно применять ЛГМ для
получения отливок 1-3-й групп сложности при серийности не бо-
лее 3-4 шт. в год и массой до 5 т, хотя в отдельных случаях можно
получать отливки и большей массы. При использовании для изго-
товления моделей из плит пенополистирола автоматической мно-
гострунной установки для резки горячей проволокой серийность
отливок можно увеличить в 10 раз и более. При подборе номен-
клатуры литых деталей в единичном производстве нужно исхо-
дить из следующих характеристик будущей отливки: вид сплава,
243
конструктивная сложность, равностенность и жесткость модели из
пенополистирола, трудоемкость изготовления модели и формы,
наличие необходимого оборудования и материалов.
Равностенность модели определяет ее жесткость и точность,
материал литой детали — возможность получения ее литьем по
газифицируемым моделям. Наиболее рационально использовать
ЛГМ для получения отливок для ремонтных нужд, эксперимен-
тальных отливок, литья инструментальной и штамповой оснастки.
В массовом и серийном производствах при выборе номенклату-
ры литых деталей следует руководствоваться следующими поло-
жениями:
• отливки должны быть 2-5-й групп сложности, которые при
их производстве по извлекаемым моделям требуют примене-
ния не менее одного сложного стержня;
• толщина стенок детали должна быть в пределах 5-20 мм, но
не менее 3 мм на 10-кратной длине. Внутренние замкнутые,
открытые и полуоткрытые полости должны иметь проемы и
отверстия, которые обеспечивали бы их заполнение сыпучим
материалом при формовке;
• желательно, чтобы отношение объема отливки к ее поверх-
ности было бы меньше единицы или близко к ней;
• чистота поверхности отливки должна быть не выше Rz40,
размерная и весовая точность не выше 5т класса (ГОСТ
26645-85);
• рационально применять ЛГМ для получения отливок из алю-
миниевых и медных сплавов, из серого, высокопрочного и
легированного чугуна, среднеуглеродистых и хромистых
сталей, нецелесообразно — из низкоуглеродистых и легиро-
ванных сталей;
• наиболее эффективно применять ЛГМ для получения отли-
вок по массе: из чугуна — до 50 кг, стали — до 10 кг, алюми-
ниевых сплавов — до 20 кг, из медных сплавов — до 50 кг.
При применении вакуума возможно получение отливок про-
стой конфигурации массой до 2000 кг.
Окончательное решение о применении ЛГМ для производства
отливок из черных и цветных сплавов должно приниматься после
технико-экономического обоснования с учетом вышеприведенных
положений, технических возможностей производства, капитало-
вложений и экологии.
244
Наибольшая рентабельность применения ЛГМ достигается при
производстве отливок в автомобильной, электротехнической
промышленности, для сельскохозяйственного и тракторного ма-
шиностроения, т. е. именно в тех отраслях промышленности, где
конструкционная сложность деталей сочетается с повышенными
требованиями к геометрической и весовой точности и чистоте
поверхности.
6.1. Технологичность конструкции детали
Конструкция литой детали должна быть технологичной, т. е.
обеспечивать получение качественной отливки при экономичном
осуществлении всего технологического процесса, включая меха-
ническую обработку. Это достигается совместной работой кон-
структора и технологов, литейщика и механика. Требования по
технологичности литой детали при ЛГМ имеют свою особенность,
которая обусловлена тем, что модели не извлекают из формы при
ее заливке. Однако основные технологические требования к кон-
струкции литой детали остаются в силе. Это касается сочетания в
детали стенок различной толщины, радиусов сопряжения и пере-
ходов от одной поверхности к другой, расположения и формы ба-
бышек и ребер жесткости, конструкции массивных узлов и т. д.
Если при рассмотрении конструкции литой детали при литье по
извлекаемым моделям основное внимание обращается на возмож-
ность ее формовки с минимальным количеством стержней, то при
ЛГМ — на возможность изготовления модели с минимальным ко-
личеством ее составных частей.
Изготовление разовой модели при ЛГМ является наиболее тру-
доемкой и ответственной частью всего технологического процесса
производства отливки, т. к. качество модели, ее геометрическая
точность определяют качество литой детали. Поэтому от техноло-
гичности литой детали зависит трудоемкость и качество газифици-
руемой модели. Количество составных частей модели зависит от
способа ее изготовления, который, в свою очередь, определяется
серийностью производства. Следовательно, технологичность литой
детали при ЛГМ необходимо увязывать со способом изготовления
модели.
При единичном производстве отливок к литой детали предъяв-
ляют такие же требования, как и при литье в песчано-глинистые
формы по извлекаемым моделям, с учетом неизвлекаемости модели
245
при формовке и литье. Модель в этом случае выполняется из плит
пенополистирола механической обработкой, поэтому требования
к конструкции детали должны учитывать трудоемкость изготовле-
ния модели и формы. Необходимо обращать внимание главным
образом на жесткость модели, ее равностенность, отсутствие внут-
ренних, труднодоступных для ручной формовки полостей, участ-
ков сложной конфигурации, трудоемких для механической обра-
ботки плит. При ЛГМ как глухие, так и сквозные отверстия в от-
ливке следует выполнять литыми без стержней. Наименьший раз-
мер отверстий в отливках из чугуна следует назначать согласно
нижеследующим данным:
Диаметр отверстия, мм......25 26-30 31-40 41-80 81-120
Протяженность отверстия, мм....25 26-40 42-100 100-200 200-800
Наибольший диаметр отверстия для стальных отливок можно
принимать, используя опыт ВАЗа:
Диаметр
отверстия, мм..30-60 61-70 71-90 91-140 141-280 281-360
Протяженность
отверстия, мм до 60 25-50 50-100 100-200 200-400 400-1000
Диаметр глухих отверстий увеличивается на 20 %. Тепловые
узлы в отливках следует разгружать отверстиями и полостями.
Расстояние между смежными стенками должно зависеть от их
протяженности и возможности уплотнения формовочной смеси
между ними ручными трамбовками, без разрушения или деформа-
ции модели. Нельзя допускать расположение на деталях ребер,
бабышек и других выступающих частей, затрудняющих усадку
отливки в форме при ее охлаждении после заливки. Большие верх-
ние плоские поверхности целесообразно заменять наклонными или
располагать ребра жесткости так, чтобы уменьшить возможность
образования углеродистых раковин на чугунных отливках и газо-
вых — на стальных. Не допускаются резкие переходы от одной
стенки детали к другой при их разной толщине, острые углы со-
членения стенок детали.
При серийном производстве отливок следует предъявлять к кон-
струкции детали требования с учетом технологии изготовления
модели и формы из сыпучих несвязанных огнеупорных материа-
лов. В зависимости от серийности производства модели могут из-
246
готавливаться автоклавным или машинным способом. В том и дру-
гом случаях модели изготавливаются в пресс-формах. Однако если
при автоклавном процессе пресс-форма может иметь несколько
разъемов и отъемных частей, то при машинном производстве, как
правило, только один разъем. Поэтому и требования
к конструкции литой детали различные.
При изготовлении модели автоклавным способом необходимо
стремиться к такой конструкции детали, чтобы модель отливки
можно было полностью выполнить в одной пресс-форме с мини-
мальным количеством разъемов и отъемных частей.
При машинном изготовлении модели конструкция детали
должна быть такой, чтобы ее можно было выполнить в пресс-
форме с одним простым плоским разъемом. Если это невозможно,
то следует проработать конструкцию литой детали таким образом,
чтобы модель отливки разделялась на минимальное количество
простых элементов, последующая сборка которых в единую мо-
дель не требовала бы применения сложных кондукторов и других
приспособлений.
Учитывая, что форма изготавливается из сыпучих материалов,
необходимо предусмотреть возможность заполнения внутренних
полостей детали и отверстий сыпучим формовочным материалом
(песком). В случае невозможности изменения конструкции детали,
имеющей закрытые полости и отверстия или отверстия, проемы
в полости, через которые невозможно заполнить их песком, надо
предусмотреть технологические отверстия, которые впоследствии
подлежат заварке или заделке пробками.
6.2. Разработка чертежа отливки
Чертеж отливки при данном способе литья отличается от чер-
тежа детали припуском на механическую обработку и отдельными
технологическими элементами, которые не предусматриваются в
конструкции. Это галтели, технологические отверстия, утолщение
стенок для создания условий направленной кристаллизации от-
дельных мест в отливке, уклоны на отдельных элементах отливки,
которые получаются при изготовлении модели в пресс-форме.
Припуск на механическую обработку назначается по ГОСТ
26645-85 по 4-7-му классам точности для отливок из алюминие-
вых сплавов и по 5-8-му классам точности для отливок из черных
сплавов.
247
При литье инструментальной и штамповой оснастки припуск на
механическую обработку можно назначать с учетом опыта завода
ВАЗ согласно табл. 6.1.
При изготовлении моделей механической обработкой из плит пе-
нопласта уклоны не делаются. При изготовлении моделей в пресс-
формах уклоны назначаются в соответствии с ГОСТ 3212-57
с уменьшением величины уклона в 2 раза. Желательно применять
минусовые уклоны, если позволяет толщина тела отливки, с целью
снижения ее массы. На чертеже отливки указываются остатки пи-
тателей, выпоров и прибылей. Линия отрезки выполняется в соот-
ветствии со способом удаления: сплошной линией — при отрезке
механическим способом, волнистой — при огневой резке. Для
проб на механические испытания, вырезаемых из тела отливки,
указываются размеры и места вырезки. Назначение пробы указы-
вается на поле линии-выноски. Радиус сопряжения стенок отливки
назначается в соответствии с РТМ12-60 [1]. Величина припуска на
механическую обработку указывается цифрой перед знаком шеро-
ховатости поверхности детали или величиной уклона и линейными
размерами. Припуск указывается цифрой со знаком плюс (+) или
минус (-) и буквой Т (технологический). Технические условия на
отливку разрабатываются в соответствии с ГОСТ 2.115-70 и от-
раслевыми стандартами. При необходимости на чертеже отливки
указывается класс шероховатости поверхности по ГОСТ 2789-73,
который обозначается в соответствии с ГОСТ 2.301-73.
Таблица 6.1
Припуски на механическую обработку деталей штамповой оснастки
Наибольший габаритный размер детали, мм Положение поверхности при заливке Припуск на механиче- скую обработку, мм
До 250 Верх 8
Низ 6
261-800 Верх 12
Низ, бок 8
801-2000 Верх 15
Низ, бок 10
2001-5000 Верх 20
Низ, бок 15
5001-8000 Верх 30
Низ, бок 15
248
6.3. Выбор способа формовки
Выбор способа формовки зависит от серийности производства,
габаритных размеров, массы отливки и технических условий. При
серийном производстве отливок для изготовления формы исполь-
зуются сыпучие огнеупорные материалы, в основном кварцевый
песок. В зависимости от технических требований и сложности от-
ливки формовку сочетают с вакуумом или с заливкой формы под
давлением. При специальных механических и эксплуатационных
требованиях следует применять магнитную формовку с использо-
ванием в качестве формовочного материала чугунной или сталь-
ной колотой дроби.
При единичном производстве отливок из чугуна массой до
2000 кг и сложности 1-11-го классов можно использовать формов-
ку в кварцевый песок с применением вакуума. При отсутствии ва-
куума изготовление формы производится из традиционных фор-
мовочных материалов и смесей: песчано-глинистых, самотвер-
деющих, химически твердеющих, холоднотвердеющих и жидких
самотвердеющих.
Для получения отливок массой более 500 мг следует использо-
вать двухслойные формы. В качестве первого слоя применяются
облицовочные холоднотвердеющие, самотвердеющие или химиче-
ски твердеющие (СО2-процесс) смеси, а для второго — кварцевый
песок при наличии вакуума или сырая песчано-глинистая смесь.
6.4. Определение положения отливки в форме
При определении положения отливки в форме необходимо ру-
ководствоваться следующими правилами:
• модель в форме следует располагать таким образом, чтобы
отношение поперечного сечения ее относительно движения ме-
талла при заливке к периметру в этом сечении было минималь-
ным. Согласно этому положению, которое вытекает из напря-
женности газового режима литейной формы при ее заливке ме-
таллом, модель должна располагаться в форме вертикально от-
носительно большего ее размера;
• модель необходимо располагать таким образом, чтобы все
отверстия или проемы, соединяющие внутренние закрытые или
полузакрытые полости модели, находились в верхней ее части
или располагались под углом, который должен быть больше угла
249
внутреннего трения кварцевого песка или другого формовочно-
го сыпучего материала, применяемого для изготовления формы.
Исключение из первого правила делается для отливок, у кото-
рых два габаритных размера (длина и ширина) значительно пре-
восходят третий (высоту). К таким отливкам относятся плиты, ра-
мы, столы и другие литые детали, главным образом штамповой,
литейной и инструментальной оснастки, а также ремонтного ли-
тья. Такие модели следует формовать горизонтально относительно
большего размера, применяя разветвленную литниковую систему
или двухстороннюю заливку формы металлом.
6.5. Расчет и конструирование литниковой системы
При ЛГМ к литниковым системам наряду с общепринятыми
требованиями при изготовлении отливок традиционными спосо-
бами литья предъявляются дополнительные требования, которые
обусловлены особенностями данной технологии [2]. Одним из ос-
новных правил заливки формы металлом при ЛГМ является усло-
вие создания плоского фронта взаимодействия металла с моделью,
способствующего постепенному замещению ее расплавом. Эти
условия можно выполнить только при сифонном рассредоточен-
ном подводе металла в полость формы. Это условие необходимо
соблюдать при получении отливок в форме из песка, а также при
производстве среднего и крупного литья из железоуглеродистых и
медных сплавов. При получении мелких и тонкостенных отливок
из этих сплавов массой до 1 кг возможно применение любого спо-
соба подвода металла. При изготовлении отливок из алюминиевых
сплавов возможно применение различных вариантов литниковой
системы с подводом металла сифоном, в разъем, сверху или в два
яруса и более, т. к. при температуре заливки таких сплавов термо-
деструкция модели идет в основном с выделением жидкой фазы
(см. гл. V) и процесс вытеснения модели металлом происходит
в режиме замещения. Из традиционных требований к проектиро-
ванию литниковой системы необходимо выделить два требования,
которые имеют важное значение при ЛГМ.
При конструировании литниковой системы необходимо обес-
печить отсутствие разряжения в ее элементах при заливке формы
металлом. Процесс горения полистирола в полости литейной фор-
мы нежелателен, т. к. при этом значительно увеличивается выде-
ление газообразных продуктов и сажистого углерода. Это приводит
250
к появлению газовых раковин в отливках, а при литье стали — и
к увеличению объемного науглероживания металла. При примене-
нии стояка из пенополистирола в формах из песка разряжение в
стояке приводит к разрушению формы в зоне стояка и образованию
песочных раковин в отливке или к полному обвалу формы в этой
зоне и браку отливки.
Другим важным фактором является обеспечение оптимальной
скорости заливки формы металлом, т. к. нарушение этого режима
приводит к снижению качества отливки, особенно из черных спла-
вов. При этом необходимо учитывать минимально допустимые ско-
рости подъема металла в полости формы для получения отливок по
извлекаемым моделям в песчано-глинистых формах, ниже которых
в отливках получаются спаи, недоливы и другие дефекты [3].
Для чугунных отливок при литье в песчано-глинистые формы
по извлекаемым моделям рекомендуются следующие минимально
допустимые скорости подъема металла в полости литейной формы
при нормальных температурах его заливки [3]:
Толщина стенки отливки, мм......10-40 4-10 1,5^4
Минимально допустимое значение
скорости металла, мм/с..........20-10 30-20 100-30
При получении стальных отливок минимальная скорость подъ-
ема металла в полости литейной формы имеет следующие значения:
Толщина стенки отливки, мм......7-10 11-40 более 40
Минимально допустимое
значение скорости металла, мм/с.20 20-10 8-10
При ЛГМ кроме оптимальной существуют максимально допус-
тимые скорости заливки формы металлом, при превышении кото-
рых получение качественной отливки как из черных, так и из
цветных сплавов практически невозможно. В табл. 6.2 приведены
оптимальные и максимально допустимые скорости подъема ме-
талла в полости литейной формы при получении отливок из чер-
ных металлов.
В настоящее время существуют и предлагаются различные мето-
дики расчета элементов литниковой системы для различных спла-
вов, однако все они основаны на создании оптимального режима
заливки формы металлом с учетом коррекции его температуры.
251
Таблица 6.2
Скорость подъема металла в полости литейной формы, мм/с
Толщина стенки отливки, мм Оптимальная скорость Максимально допустимая скорость
Чугун Сталь Чугун Сталь
До 10 40 60 50 75
11-20 25 50 40 70
21-40 20 40 30 55
41-450 15 30 25 50
Более 60 12 25 20 40
Предлагается методика проектирования и расчета литниковой
системы с учетом противодавления Рф в зазоре 5, которая сводится
к следующему [4].
Исходя из оптимальной скорости заливки Роп, определяется
время заливки формы металлом по формуле
(6.1)
Н
Тз~7 ’
оп
где Н— высота отливки по положению ее в форме при заливке.
При получении плоских отливок типа плиты и их горизонталь-
ного расположения в форме принимается длина отливки или ши-
рина в зависимости от подвода металла, однако следует учиты-
вать, что скорость течения металла в горизонтальных стенках
формы на порядок выше, чем по вертикальным.
Определяется величина среднего давления Рф в зазоре 8 при со-
вместном решении уравнений (3.41) и (3.50). В уравнении (3.50)
значения ц, Нр и Рп определяются, исходя из условий заливки ме-
талла в полую форму, причем Нр в случае простой отливки опре-
деляется по формуле:
р
р2
2С ’
(6.2)
где Н — высота стояка выше места подвода металла к отливке;
С— высота отливки; Р — высота отливки выше места подвода
металла.
252
При сифонной заливке формы металлом Нр определяется:
г _ у/^тах. V^min
Р ~
(6.3)
2
где 7/тах — максимальный гидростатический напор металла, рав-
ный высоте стояка и металла в чаше; Нтт — минимальная высота
гидростатического напора металла, которая определяется разно-
стью между максимальным напором металла и высотой отливки.
При сложной конфигурации отливки расчетную высоту гидро-
статического напора металла следует определять по формуле
(6.4)
где Qp — объем отливки; S — поперечное сечение отливки при
переменном напоре h; Sdh — элемент объема.
Суммарная площадь узкого сечения литниковой системы при
заливке чугуна определяется по формуле Озана:
---- 9
11^0,—
N Умет
(6.5)
где ц — коэффициент расхода литниковой системы, равный в
среднем 0,35-0,4; G — масса отливки, кг; умет — плотность зали-
ваемого в форму металла, г/см3.
При отсутствии необходимых данных для расчета давления в
зазоре 5 расчет суммарной площади узкого сечения литниковой
системы можно производить по методике для литья по извлекаемым
моделям в песчано-глинистые формы, но с учетом потерь, связан-
ных с термодеструкцией модели по следующей методике [5].
Площадь узкого сечения литниковой системы для любого спла-
ва определяется по формуле (6.6) с учетом коэффициента потерь
расхода металла, обусловленных наличием газифицируемой моде-
ли в форме:
253
1000G
SFn =---------г==,
^зУмеТНг72^Яр
(6.6)
где умет — плотность металла; т3 — время заливки формы метал-
лом, определяется по формуле (6.1); G — масса металла, кг; Нр —
расчетный гидростатический напор металла; ц — коэффициент
сопротивления течению металла в литниковой системе. Коэффи-
циент потерь расхода цг зависит от температуры перегрева метал-
ла при его заливке в форму 03 и газопроницаемости покрытия Кп.
Для железоуглеродистых сплавов коэффициент цг определяется
по формуле:
при температуре перегрева металла 1,15 > 03> 1,05
Цг =-0,8 +1,303 + (0,03103 - 0,03)Кп; (6.7)
при перегреве металла 03 > 1,15
цг = 0,72 + 0,007Кп. (6.7, а)
Для отливок из цветных металлов цг определяется следующим
образом:
при температуре перегрева металла 1,15 > 03> 1,01
цг =-1 + О,ОО8Кп+1,403; (6.8)
при температуре перегрева металла 03> 1,15
цг = 0,54 + 0,008Кп. (6.8, а)
Температура перегрева 03 определяется по формуле
Т -Т
0., =-?-+ (6.9)
Lsi -*Ф
где Т3, 7ф, Тл — температуры заливки, формы и ликвидуса соответ-
ственно. Температуру заливки металла при ЛГМ следует принимать
с учетом потерь на термодеструкцию модели по данным табл. 4.1-
4.3 или по формулам [5]:
254
для железоуглеродистых сплавов
т =Т' + 10,1-103-^; (6.10)
С1Р1
для цветных металлов и сплавов:
Гэ=т; + 9,2-103-^2-, (6.10,я)
С1Р1
где Т'3 — рекомендуемая температура заливки в песчано-
глинистые формы по извлекаемым моделям [3]; cls pi — соответ-
ственно теплоемкость и плотность сплава, Дж/(кг • °C) и кг/м3;
Р5 — объемная масса модели, кг/м3.
Можно также использовать методики, изложенные в [2]-[4]
с учетом формул (6.7), (6.7, а), (6.8), (6.8, а).
При получении единичных отливок массой более 500 кг для рас-
чета литниковой системы можно использовать методику, применяе-
мую на заводе ВАЗ при получении отливок штамповой оснастки.
Сущность методики состоит в следующем: первоначально
определяется время заливки формы металлом по уравнению (6.1).
Затем рассчитывается массовая скорость заливки М3 делением
массы отливки Мо на время заполнения формы металлом т3:
М3=^-. (6.11)
По массовой скорости заливки подбирается диаметр стакана
стопорного ковша по табл. 6.3.
Диаметр стояка определяется в зависимости от диаметра стака-
на стопорного ковша по следующей зависимости:
Диаметр стопорного стакана, мм.30 35 40 50 55 60 70
Диаметр стояка, мм ............40 45 50 60 70 80 90
Остальные элементы литниковой системы определяются из со-
отношения их площадей поперечного сечения:
для крупных стальных отливок
FCT : Клх : Fn = 1,6 : (R2): (U2);
255
для чугунных отливок
Fct : ^лх Fn = 1,0 : 1,3 : 1,5,
где FCT, Fnx, Fn — соответственно площадь сечения стояка, литни-
кового хода (шлакоулавливателя) и питателя.
Таблица 6.3
Диаметр стакана стопорного ковша
Уровень металла в ковше, мм Объем ковша, т Массовая скорость заливки (кг/с) при диаметре стопорного стакана, мм
30 35 40 45 50 55 60 70
300 8,0 10,7 14,5 18,9 24 29,6 35,8 42,7 58,1
600 8,0 15,1 20,5 26,7 33,8 41,8 50,7 60,2 82
1600 10,20 24,7 33,4 43,7 55,3 68,3 95,5 95,5 134,0
Конструкция литниковой системы зависит от вида сплава, габа-
ритов отливки, ее массы и способа формовки.
При единичном производстве крупных отливок из черных
сплавов литниковая система состоит из стояка, литникового хода и
питателя. Количество литниковых ходов и питателей зависит от
габарита отливки и ее массы. Как правило, все элементы литнико-
вой системы выполняются из керамики (сифонного припаса), а
литниковая чаша делается из формовочной (стержневой) смеси
или применяется керамическая воронка. Литниковая система вы-
полняется только сифоном с подводом металла в самые нижние
поверхности отливки.
При серийном производстве отливок литниковая система со-
стоит из питателей, шлакоулавливателя, коллектора, стояка и ча-
ши. В зависимости от массы отливки (отливок) и вида сплава лит-
никовая система выполняется из пенополистирола, включая стояк
и чашу, или из керамики и других огнеупорных материалов; она
может быть и комбинированной: питатели, шлаковик и коллектор
выполняются из пенополистирола, а стояк и чаша — из керамики
или из стержневой смеси. К конструкции литниковой системы при
ЛГМ предъявляются определенные требования, которые обуслов-
лены особенностями данной технологии.
Литниковая система из пенополистирола должна быть доста-
точно прочной и жесткой, обеспечивающей цельность модельного
блока при его покраске, транспортировке, хранении и формовке.
256
Сборка элементов литниковой системы должна быть простой и
надежной, желательно без применения сварки и клея. Предпочти-
тельно секционное исполнение литниковой системы, при котором
каждая секция состоит из коллектора и части стояка, что позволяет
производить быструю сборку модельного блока.
Питатели должны составлять с моделью единое целое и изго-
тавливаться в одной пресс-форме с моделью или ее частью.
Элементы литниковой системы из пенополистирола должны
изготавливаться в простой пресс-форме с одним разъемом.
На рис. 6.1 представлены конструкции модельных блоков, со-
бранных из элементов литниковой системы с моделями, наиболее
часто применяемых при ЛГМ. Вертикальные ряды отличаются ис-
полнением стояка: ряд 1 — стояк керамический из сифонного при-
паса или стержневой смеси; ряд 2 — стояк трубчатый пустотелый
из пенополистирола или из огнеупорных волокнистых материалов;
ряд 3 — стояк кольцевой из пенополистирола. Горизонтальные
ряды отличаются способом сборки моделей в блок и подводом ме-
талла к отливкам. На рис. 6.2 показаны некоторые схемы сложных
коллекторов литниковой системы, которые применяются для
сборки модельных блоков. При производстве отливок из черных
сплавов необходимо литниковую чашу выполнять из керамики
или из стержневой смеси.
При выполнении технологических операций транспортировки,
покраски или формовки на модельный блок действуют силы, которые
вызывают деформацию элементов модельного блока. Максимальные
внешние нагрузки испытывают питатели и коллектор, которые свя-
зывают модели со стояком. Так, при транспортировке на коллектор и
питатели действуют силы тяжести модели и стояка, при покраске мо-
дельного блока окунанием — выталкивающая сила веса вытесненной
жидкости, при формовке — давление со стороны формовочного ма-
териала. Если под действием внешних сил в элементах литниковой
системы возникнут напряжения, превосходящие предельно допусти-
мые для пенополистирола, то модельный блок разрушится. Это чаще
всего происходит при покраске и формовке модельного блока.
Противопригарное покрытие после сушки увеличивает проч-
ность элементов литниковой системы и жесткость модельного
блока. Следовательно, необходимо производить расчет прочности
элементов литниковой системы на изгиб в наиболее опасном сече-
нии как до нанесения противопригарного покрытия, так и после
его нанесения и сушки. До нанесения на модель противопригарного
257
покрытия прочность элементов литниковой системы определяется
прочностью пенополистирола, которая зависит от его объемной
массы. Предел прочности пенополистирола можно определить по
эмпирической формуле [5]:
[а, ]' = 40р“'7 МПа. (6.12)
Рис. 6.1. Литниковые системы (см. также стр. 259)
258
Рис. 6.1. Окончание
Предел прочности пенополистирола, с учетом покрытия, зави-
сит от дисперсионной среды и определяется по эмпирическим
формулам [5]:
для покрытия на спиртовой основе
[°»1с =1’5
1
4,5К/-3,6rfn+ 0,03рм +
1
+(0,17pM+4,3KjXn-0,49
(6.13)
259
для покрытия на водной основе
[а ]" =1,5[29-3,7<7 +0,05р +
(6.14)
+ (0,17рм +3,2К;’Н-0,49],
где Кп — газопроницаемость покрытия; <7П— толщина слоя покры-
тия; рм — объемная масса модели, кг/м3.
Прочность элементов литниковой системы будет достаточной,
если выполняется условие:
|">К
ff
И [СТи]
(6.15)
W' ’
м
где , WJ — соответствующие моменты сопротивления при изгибе
пенополистирола без покрытия и с покрытием; М’к, М” — изги-
бающие моменты в опасном сечении элементов литниковой системы.
Рис. 6.2. Коллекторы литниковых систем
260
При недостаточной прочности литниковой системы следует
увеличить наиболее опасное сечение или применить пенополисти-
рол, пригодный для повышенной плотности данного элемента.
При невозможности увеличить прочность элементов литниковой
системы надо изменить способ нанесения противопригарного по-
крытия на модель или применить кондуктор при покраске модель-
ного блока окунанием. Возможна и раздельная покраска моделей и
элементов литниковой системы. При формовке следует изменить
способ заполнения опоки формовочным материалом, обеспечить
равномерное распределение его вокруг модели и модельного блока
в целом.
Для питания тепловых узлов отливки, как и при литье по извле-
каемым моделям, применяются боковые или верхние прибыли.
Однако при ЛГМ применяются прибыли только закрытого типа
наиболее экономичной шаровой формы (рис. 2.11). Для расчета
объема прибылей и определения их размера существуют специ-
альные методики [6].
6.6. Разработка чертежа модели
При единичном производстве чертеж модели отличается от чер-
тежа отливки размерами (учитывается усадка отливки), наличием
элементов модели и указанием их соединения, элементами литни-
ковой системы и прибылями с указанием их соединения с моделью.
Как правило, все эти указания выполняются непосредственно на
чертеже отливки, и поэтому чертеж модели не разрабатывается.
В серийном производстве разработка чертежа модели и ее эле-
ментов обязательна, т. к. он является основой для разработки до-
кументации на пресс-формы. Разработка чертежа модели и ее час-
тей состоит из следующих этапов:
• по чертежу отливки определяется возможность изготовления
модели в одной пресс-форме при выбранном способе произ-
водства моделей;
• если изготовление модели в одной пресс-форме невозможно,
то модель разбивается на такое количество простых частей,
чтобы каждая из них могла быть получена в одной пресс-
форме; при этом следует стремиться к минимальному коли-
честву составных частей модели; на чертеж модели наносят-
ся линии ее разъема;
261
• разрабатываются чертежи литниковой системы из пенополи-
стирола, определяется возможность ее изготовления совме-
стно с моделью или ее частями в одной пресс-форме, а также
способ соединения элементов литниковой системы с моде-
лью, вносятся соответствующие изменения в чертеж модели
или ее частей;
• при разработке чертежей модели или ее частей и элементов
литниковой системы учитываются дополнительные припус-
ки и допуски на сборку модели и модельного блока в целом,
уклоны и другие технологические изменения;
• на чертежах модели и ее частей указываются линия разъема
пресс-формы, места задува гранул, расположение и количе-
ство вент, класс точности и шероховатости поверхности,
технические условия контроля качества модели;
• если модель состоит из нескольких частей, то составляется
технологическая карта сборки модели или модельного блока
с указанием вида и порядка сборки, а также необходимых
приспособлений для сборки.
6.7. Технология изготовления формы в единичном
и мелкосерийном производствах
Технология формовки в единичном и мелкосерийном произ-
водствах зависит от габаритов, массы и сложности отливки. Для
формовки могут применяться: цельные модели из пенополистиро-
ла, не извлекаемые из формы; разъемные газифицируемые модели;
извлекаемые модели из пенополистирола; частично извлекаемые и
комбинированные модели, состоящие из деревянной извлекаемой
модели с отъемными частями из пенополистирола или модели из
деревянного каркаса, облицованного пенополистиролом. В по-
следних двух случаях полистироловые вставки не извлекаются из
формы, а внутренняя часть отливки выполняется в стержнях.
В зависимости от габаритов отливки и ее массы формовка может
осуществляться в двух или нескольких опоках или в кессоне. Для
формовки применяются песчано-глинистые, самотвердеющие, хо-
лоднотвердеющие, химически твердеющие и жидкие самотвердею-
щие смеси (ЖСС). Для формовки по моделям из пенополистирола
применяются облицовочные и наполнительные смеси. К облицо-
вочным смесям предъявляются особые требования, обусловленные
низкой прочностью моделей. Смесь должна иметь низкую сырую
262
прочность, хорошую текучесть и формуемость, высокую газопро-
ницаемость (не менее 180 ед.) и прочность после затвердевания.
Этим условиям соответствуют самотвердеющие смеси на жидком
стекле с феррохромистым шлаком, химически твердеющие смеси
(ССЬ-процссс) и холоднотвердеющие смеси на органических смо-
лах. В промышленно развитых странах используются в основном
холоднотвердеющие смеси на фурановых смолах. На ВАЗе успешно
применяют холоднотвердеющие смеси на связующем, состоящем из
смол ФФ-65 и КФ-90 в соотношении 4 : 1. В Японии для изготовле-
ния крупных отливок в качестве материала формы применяют сы-
пучие песчано-цементные смеси. Применение жидких самотвер-
деющих смесей снимает проблемы уплотнения формы и ее газопро-
ницаемости, увеличивает производительность труда, однако их
применение сдерживается ухудшением выбиваемости формы при
литье чугунных отливок и повышением пригара.
Облицовочная смесь наносится послойно на модель толщиной
80-200 мм в зависимости от габаритов и массы отливки, и каждый
слой уплотняется ручным формовочным инструментом. После за-
твердевания облицовочного слоя остальная часть объема опоки
или кессона заформовывается послойно наполнительной песчано-
глинистой смесью, которая уплотняется пневматическими трам-
бовками, или формовка производится пескометом. При примене-
нии специальных опок для вакуумирования формы наполнитель-
ную песчано-глинистую смесь рационально заменить сухим квар-
цевым песком, уплотнение которого производится переносными
вибраторами. Такая технология позволяет значительно сократить
время изготовления формы, одновременно удалить из формы газо-
образные продукты термодеструкции моделей и улучшить сани-
тарно-гигиенические условия труда в литейном цехе.
Важным условием получения качественной отливки при ЛГМ
является хорошая вентиляция формы, обеспечивающая свободный
выход газа при термо деструкции модели в процессе заливки. Од-
нако вентиляционная система формы должна не только обеспечи-
вать свободный выход газообразных продуктов термодеструкции,
но и фильтровать их от твердых продуктов термодеструкции (са-
жи), выделение которой при заливке формы металлом недопусти-
мо, т. к. это приводит к значительному ухудшению экологической
обстановки в цехе и за его пределами. Поэтому необходимо, не-
смотря на хорошую газопроницаемость облицовочной смеси, про-
изводить наколы диаметром 6-10 мм с шагом 50-100 мм, которые
263
Рис. 6.3. Устройство закрытого
выпора:
1 — модель из пенополистирола;
2 — форма; 3 — полый выпор;
4 — вставка из высокогазопроницае-
мой стержневой смеси
не должны доходить до модели
на 30-50 мм. В наполнительном
слое формы делают вентиляци-
онные каналы диаметром 10-
20 мм с шагом 100-80 мм, кото-
рые затем заполняют кварцевым
песком. При получении крупных
отливок следует располагать за об-
лицовочным слоем специальные
колодцы сечением 200x200 мм и
более, которые затем заполня-
ются гарью, керамзитом и свер-
ху засыпаются кварцевым пес-
ком. Выпоры и прибыли приме-
няются только закрытыми. По-
лые выпоры перекрываются га-
зопроницаемыми пробками из
стержневой смеси (рис. 6.3).
Загрузка формы производит-
ся с учетом газового давления,
которое образуется в полости
литейной формы при термодеструкции модели. Массу груза рас-
считывают по формуле
л - ч) >
где Gt — масса груза; умет — плотность металла; 77р — гидростати-
ческий напор металла; 5Ф — площадь сечения формы в наиболее
опасном сечении; 5 ф — поверхность формы, на которую действует
подъемная сила металла; Рф — газовое давление в форме; F$ —
максимальное сечение модели; аф — предел прочности формовоч-
ной смеси на растяжение; Сф — масса формы выше опасного сече-
ния; К — коэффициент запаса, учитывающий гидравлический
удар металла в конце заливки, равный 1,3-1,5.
На рис. 6.4 представлена технология формовки по разъемной
газифицируемой модели в двух опоках. Модель 1 помещается на
подмодельную плиту 3, на которую устанавливается нижняя опока 2.
Затем в опоку порциями подается песчано-глинистая смесь, кото-
рая послойно уплотняется ручными трамбовками; пятка их обли-
цована резиной. После изготовления нижней полуформы в ней
264
производятся наколы диаметром 6-8 мм
с шагом 50-80 мм. Затем нижнюю по-
луформу с моделью снимают с подмо-
дельной плиты, переворачивают на 180°,
снова устанавливают на подмодельную
плиту и на нее ставят верхнюю опоку и
вторую часть модели (в данном случае
прибыль), после чего производится
формовка верхней полуформы. Стояк
литниковой системы 4 выполняется из
керамических трубок или по деревянной
модели. По готовности в верхней полу-
форме делаются наколы диаметром 6-
8 мм с шагом 40-50 мм, которые затем
засыпаются кварцевым песком. Сверху
устанавливается керамическая воронка
или чаша из формовочной смеси. На
форму устанавливается груз, и она зали-
вается металлом. Как следует из техно-
логии формовки, при наличии разъема
модели форма практически не имеет
разъема, а отливка получается без укло-
нов, стержней и заливов. При производ-
стве отливок более 500 кг из железоуг-
леродистых сплавов при формовке при-
меняются облицовочные смеси.
На рис. 6.5 представлена технология
формовки по неразъемной газифици-
руемой модели [7]. В данном случае
нижнюю полуформу можно формовать к
те, так и на формовочном плацу. Во втором случае в опоку перво-
начально засыпают наполнительную смесь, уплотняют пневмати-
ческими трамбовками, затем устанавливаются элементы литнико-
вой системы из керамических трубок, и после выполнения венти-
ляционных наколов в наполнительной смеси остальная часть
нижней опоки заполняется облицовочной смесью, которая после
уплотнения выравнивается линейкой заподлицо с опокой. Далее
устанавливаются модель, стояк из керамических трубок или его де-
ревянная модель. На модель устанавливаются грузы 5, и произво-
дится формовка вручную облицовочной смесью послойно (толщина
2\
Рис. 6.4. Формовка
по разъемной модели
в двух опоках:
1 — модель из пенополисти-
рола; 2 — нижняя опока
с формовочной смесью;
3 — подмодельная плита;
4 — литниковая система;
5 — прибыль; 6 — опока
с на подмодельной пли-
265
Рис. 6.5. Формовка
по цельной модели
без разъема формы:
1 — модель; 2 — литниковая
система из керамических
трубок; 3 — нижняя опока;
4 — формовочная смесь;
5 — грузы; 6 — верхняя
опока; 7 — прибыль;
8 — вставка
70-120 мм). После затвердевания смеси
груз снимается, и продолжается формов-
ка с применением облицовочной и на-
полнительной смесей. По мере заполне-
ния верхней опоки устанавливается отъ-
емная часть модели прибыли 7.
В верхней полуформе производятся на-
колы, которые засыпаются кварцевым
песком, устанавливается литниковая
чаша из формовочной смеси или кера-
мическая воронка, на форму укладыва-
ется груз, и производится заливка ее ме-
таллом.
На рис. 6.6 представлена технология
формовки по газифицируемой неразъем-
ной модели в трех опоках на Горьков-
ском автозаводе [8]. На подмодельную
плиту 6 устанавливается опока 4, газифи-
цируемая модель 7, керамический стояк 9
и отводы 5 под выпора. Модель и отводы
облицовываются вручную самотвердею-
щей смесью 8 толщиной 40-70 мм.
Одновременно присоединяют литни-
ковую систему 1 к модели, которую об-
лицовывают самотвердеющей смесью. Во
избежание размыва смеси напротив стоя-
ка укладывается керамическая плитка 2.
Оставшийся объем опоки заформовывается наполнительной песча-
но-глинистой смесью. На опоку 4 устанавливается опока 3 с кресто-
винами 76, которая заформовывается смесью 10. Опоки совместно
с подмодельной плитой поворачивают на 180°, устанавливают на
плац, подмодельная плита снимается, и устанавливается верхняя
опока 77 с крестовиной. Карманы и полости в верхней части модели
заполняются самотвердеющей смесью, которая уплотняется ручны-
ми трамбовками. Затем устанавливают выпора 72, деревянную мо-
дель стояка 73, и опока заполняется наполнительной формовочной
смесью, которая уплотняется над моделью ручными трамбовками.
266
Рис. 6.6. Формовка в трех опоках по цельной модели
из пенополистирола:
а) формовка нижней полуформы; б) форма в сборе
При готовности верхней полуформы в ней делаются вентиля-
ционные наколы, модель стояка извлекается, затем устанавливает-
ся литниковая чаша 14, и производится заливка формы металлом.
На рис. 6.7 представлена технология формовки с частичным
удалением модели для получения отливки «козлы раскатные» чер-
ным весом 21 т в кессоне. Модель 1 (рис. 2.32) устанавливается
стойками вниз на подготовленную заранее жесткую постель в кес-
соне. Стойки из пенополистирола фиксируются между собой че-
тырьмя металлическими стяжками 2. Затем нижние части стоек об-
лицовываются вручную самотвердеющей смесью 7 толщиной 100—
200 мм и на высоту 200-250 мм, которая уплотняется вручную.
Предварительно, при подготовке постели, укладываются элементы
литниковой системы 15 и 16 из керамических трубок и газоотвод-
ная труба 6 из постели. Затем на постель устанавливаются прямо-
угольные деревянные модели вентиляционных колодцев 4 и пода-
ется наполнительная песчано-глинистая смесь 5, которая послойно
уплотняется пневматическими трамбовками на высоту облицовочного
267
Рис. 6.7. Формовка в кессоне с частичным удалением модели
268
слоя. Формовка продолжается до середины моделей стоек, после
чего верхняя часть модели снимается, и формовка продолжается
до разъема модели. По разъему модели устанавливаются электро-
контакты Ki и К2, соединенные с источником тока П и электриче-
ской лампочкой Л. По мере формовки модели колодцев переме-
щаются вверх. По окончании формовки стоек на них устанавлива-
ется отъемная часть модели, и формовка продолжается до линии
разъема формы, совпадающей с верхом кессона. Затем устанавли-
ваются деревянная модель прибыли 9, элементы литниковой си-
стемы 16, металлические прутки для формовки воздушных кана-
лов 8 и опока верха 10. На модель прибыли после ее облицовки эк-
зотермической смесью устанавливается модель колодца 77. В оболоч-
ке из экзотермической смеси делаются вентиляционные каналы 8
(рис. 6.7). После окончания формовки верхней опоки 10 она сни-
мается, и модель прибыли извлекается. Затем удаляется верхняя
часть модели из пенополистирола, и форма собирается. Из верхней
полуформы извлекается модель колодца, на низ колодца устанав-
ливается металлическая решетка, и он засыпается керамзитом и
кварцевым песком, а на форму накладывается крышка с отвер-
стиями для выхода газов 14. Перед сборкой формы из ее нижней
части извлекаются модели колодцев, производятся наколы 3 из
колодцев в сторону модели и колодцы засыпаются керамзитом 13,
который уплотняется трамбовками. На верхнюю форму устанав-
ливают литниковую воронку 20, элементы литниковой системы 18,
19, воронку 21 и грузы 12. Форма заливается из стопорного ковша
первоначально через воронку 20. После того как заполнится ме-
таллом нижняя часть формы, о чем просигналит лампочка Л, за-
ливка продолжается через литниковую воронку 21 непосредствен-
но в прибыльную часть формы. Во время заливки формы металлом
идущие из выпоров и вентиляционных каналов газы поджигаются.
Заливка формы протекает спокойно, без выделения сажи и дыма.
На рис. 6.8 представлена отливка «козлы раскатные» в обруб-
ном цехе после ее извлечения из кессона. На рис. 6.9, а — отливка
станины кузнечного молота (модель на рис. 2.30), на рис. 6.9, б —
отливка стола формовочной машины (модель на рис. 2.31), на
рис. 6.9, в — отливка корпуса подшипника (модель на рис. 2.29).
269
Рис. 6.9. Стальные отливки:
а) станина кузнечного молота из стали ЗОЛ массой 8 т; б) стол формовочной ма-
шины из стали ЗОЛ массой 4 т; в) корпус подшипника из стали 45Л массой 380 кг
(см. также с. 271)
270
в
Рис. 6.9. Окончание
6.8. Технология формовки в серийном производстве
В серийном производстве применяются формы из сыпучих ог-
неупорных материалов, к которым предъявляются следующие тре-
бования:
• формовочный материал должен обладать хорошей текуче-
стью, обеспечивать заполнение отверстий и внутренних по-
лостей модели при вибрации;
• гранулометрический состав сыпучего огнеупорного мате-
риала должен после вибрации обеспечить максимальную
271
плотность формы при минимальной пористости и высокую
газопроницаемость;
• материал должен обладать минимальным пылеобразованием
в процессе формовки и последующей регенерации, содержа-
ние фракций размером менее 0,05 не допускается или должно
быть предельно минимальным (не более 0,5 %);
• влажность материала не должна быть более 1,0 %;
• огнеупорность материала должна быть выше температуры
заливаемого в форму металла;
• материал должен быть недефицитным и недорогим;
• материал не должен оказывать вредного влияния на здоровье
человека.
Вышеперечисленным требованиям в большей степени удовле-
творяет кварцевый песок класса 061К-063К и 1К-ЗК зернистостью
0,20 и 0,16 (ГОСТ 2138-74) категории А или Б с остроугольной или
округлой формой зерна. Для повышения плотности формы при
виброуплотнении применяются смешанные пески двух фракций
0,315 и 0,16 в соотношении 1:1, при этом при низкой пористости
сохраняется высокая газопроницаемость. Для получения отливок с
повышенными механическими свойствами применяются металличе-
ские колотые и литые дроби марок ДСК-03 и ДЧК-03, которые соот-
ветствуют фракционному составу кварцевого песка марки 1К0315.
При производстве отливок из стали применяют цирконовые
пески, которые обладают высокой огнеупорностью (до 2000 °C),
низким коэффициентом теплового расширения и более высокой по
сравнению с кварцевым песком теплопроводностью [9]. Некото-
рые зарубежные фирмы применяют для формовки оливиновые
пески, которые имеют повышенную огнеупорность, низкую хими-
ческую активность, не вызывают заболеваний силикозом.
Однако использование природных сыпучих огнеупорных мате-
риалов (песков) при ЛГМ показало, что они не полностью соответ-
ствуют вышеперечисленным требованиям. Кварцевые пески име-
ют повышенный коэффициент расширения при нагревании, что
приводит как к снижению точности отливок, так и к образованию
поверхностных дефектов при литье из черных сплавов. Кроме то-
го, в силу своей угловатости эти пески плохо уплотняются в узких
каналах, для них характерно повышенное пылеобразование в про-
цессе эксплуатации.
В 1994 г. университетом Бирмингема (шт. Алабама, США) были
представлены материалы по разработке двух марок синтетического
272
огнеупорного керамического материала, специально созданного
для ЛГМ-процесса. Исходным сырьем являются порошкообразные
алюмосиликаты, из которых при помощи связующего и воды фор-
мируют мелкие округлые частицы, потом гранулы сушатся и спе-
каются при температуре 1470-1649 °C. Затем материал рассеива-
ется по фракциям. В процессе спекания материал зерна приобрета-
ет кристаллическую структуру, высокую твердость, износостой-
кость и термическую стабильность, низкий коэффициент термиче-
ского расширения и высокую способность к регенерации. Округлая
форма зерен обеспечивает хорошую текучесть и уплотняемость
вибрацией. Были представлены две разновидности керамического
материала: ID и LD, химический состав которых представлен в
табл. 6.4, термические свойства — в табл. 6.5, минералогический
состав — в табл. 6.6, физические свойства — в табл. 6.7. Исследова-
ние гранулометрического состава и газопроницаемости проводи-
лось по системе компьютерного моделирования литейных процес-
сов AFS, принятой в США. Всего было представлено по 6 марок
каждого материала, которые отличались зерновым составом и соот-
ветствовали отечественным пескам зернистостью от 0,63 до 0,16.
Таблица 6.4
Химический состав керамических материалов, %
Минерал Керамика ID Керамика LD
А12О3 75 48
SiO2 11 48
TiO2 3 2
Fe2O3 9 1
Прочие 2 1
Таблица 6.5
Термические свойства керамических материалов
Свойства Керамика ID Керамика LD
Расширение линейного изменения, % 0,65 0,61
Коэффициент теплового расширения, 6 5,56
1 • 10 6 дюйма/(дюйм • °C)
Теплопроводность, Вт/(см • °C) 0,0066 0,0068
Теплоемкость, Вт/(с г °C) 1,142 1,180
Температуропроводность, см/с2 0,0028 0,0033
273
Таблица 6.6
Минералогический состав, %
Минерал Керамика ID Керамика LD
Муллит 52 75
Корунд 48 13
Бета-кристобалит 0 12
Кварц 0 0
В 1995 г. фирма «Мэркюри Марин» стала применять керамиче-
ский материал при производстве отливок по ЛГМ. Он обеспечил
необходимую размерную точность, показал хорошую текучесть и
уплотняемость, термостойкость и низкое пылеобразование при
эксплуатации и регенерации. Это позволило фирме производить
шестицилиндровые блоки двигателя автомобиля. Было также уста-
новлено, что новый материал сокращает время заполнения опоки
песком при формовке и его уплотнения вибрацией, что увеличива-
ет производительность на линиях. В настоящее время керамиче-
ский синтетический материал легких марок применяют во многих
литейных цехах в США и других странах для производства отли-
вок ЛГМ-процессом.
Уплотнение формы. Уплотнение формы из песка осуществля-
ется вибрацией. На рис. 6.10 представлена зависимость уплотняе-
мости кварцевого песка от амплитуды и частоты вибрации, из чего
следует, что максимальная плотность песка достигается при отно-
шении-----> 5, где а — амплитуда.
g
Рис. 6.10. Зависимость уплотняемости песка от частоты колебаний
274
275
Загрузка формы из песка при вибрации снижает уплотняемость,
причем уплотнение песка начинается при определенном значении п,
которое зависит от удельного давления груза на форму (рис. 6.11).
Снижение плотности формы при наличии груза объясняется уве-
личением сопротивления сдвигу песка при вибрации, величина
которого определяется уравнением [10, 11]
т = то^/(й-ао),
где т0 — сопротивление сдвигу при статической нагрузке; а — уско-
рение колебаний при данной возмущающей силе; aQ — начальное
ускорение, при котором происходит сдвиг; f — постоянный коэф-
фициент, равный для песка 0,003 с2/см. Напряжение сдвига описы-
вается уравнением
где — нормальное напряжение, которое для песка определяется
как az =ynZ, где уп — плотность песка; Z — расстояние от верха
формы до расчетного сечения. При наличии груза G удельное дав-
п G
ление на песок составит Р = —, где F — площадь, занятая грузом.
F
Следовательно, az = ynZ + Р , т. е. напряжение сдвига увеличива-
ется, уплотняемость песка уменьшается (см. рис. 6.11). Необходи-
мо при этом учитывать, что с увеличением О/ увеличивается ко-
эффициент внутреннего трения tgcp. Поэтому загрузка формы при
уплотнении ее вибрацией не допускается.
Для уплотнения формы из песка вибрацией применяются два
способа: со свободным положением формы на столе вибратора и
жестким креплением ее к вибростолу механическими или гидрав-
лическими захватами. В зависимости от устройства вибростола и
положения опоки на нем процессы уплотнения будут неадекватны.
Для уплотнения форм используются в основном электровибра-
торы с самобалансом, в которых изменение ускорения колебаний
достигается регулированием амплитуды при постоянном числе обо-
ротов дебалансов. При этом могут использоваться вибраторы как на
жесткой основе (амортизаторы), так и на мягкой (пружины). Вибра-
ционный стол на пружинном основании (рис. 6.12) при закрепленной
276
О 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
п = a oa/g
Рис. 6.11. Зависимость уплотняемости формы из песка
от предварительной нагрузки
Рис. 6.12. Вибрационный стол:
1 — стол; 2 — вибратор с дебалансами; 3 — пружинное основание;
4 — опока; 5 — прижимы; 6 — песок
277
на столе опоке будет совершать вынужденные колебания под дей-
ствием возмущающей силы вибратора Р, которая изменяется по
гармоническому закону Р = Pisin((o, t), где Р\ — инерционная сила
дебаланса; со — частота вынужденных колебаний.
Если X обозначить вертикальное перемещение системы за вре-
мя т, то согласно принципу Д'Аламбера получим дифференциаль-
ное уравнение [10]
—+ CfX = РА sin(atf), (6.16)
где Cf — коэффициент жесткости пружинного основания; G —
р
масса системы. Вертикальный сдвиг системы = — или
Cf
Ру = a\Cf, но т. к. Cf= wco2, уравнение (6.16) примет вид:
d2x 2
dt2 1
= aIa>02 sm(co, t).
(6.17)
Решением уравнения (6.17) будет:
(6.18)
Из уравнения (6.18) следует, что колебания системы можно раз-
ложить на две части:
Х1 =—sin(o)/). (6.19)
1 ю 1
“2о
Уравнение (6.19) описывает вынужденные колебания системы
с цикловой частотой св и амплитудой
, а
а =-----= Na, (6.20)
1 ю 1
1 2
со о
где N— усиливающий фактор.
278
Вторая часть уравнения (6.18) запишется:
X” = —8т(со/) = axN—sin(co0/). (6.21)
_ CDj C0Q C02
1 2
Данное уравнение описывает собственные колебания системы,
Ю1 ГТ ®1
которые зависят от отношения —L. Если значение —L очень не-
со0 cd0
большое или частота собственных колебаний системы очень вели-
ка по сравнению с вынужденными колебаниями, то система будет
совершать колебания, тождественные вынужденным колебаниям
при усиливающем факторе N = 1. При очень большом значении
— усиливающий фактор будет равен 0 и система будет совер-
со0
шать колебания с частотой со0 и очень маленькой амплитудой
со.
а—L. При —- = 1 амплитуда возрастает до бесконечности, т. е.
“о (Оо
наступает резонанс незатухающих вынужденных колебаний. Если
частота колебаний coi приближается к частоте собственных коле-
баний соо, то колебания системы приобретают характер биения с
циклической частотой coi. При применении вибраторов инерцион-
ного типа на жестком или мягком основании необходимо соблю-
дать условие, при котором частота собственных колебаний систе-
мы стол—опока была бы меньше частоты вынужденных колеба-
ний или стремилась бы к нулю или отношение вынужденных ко-
лебаний <»! к частоте собственных колебаний (й0 равнялось бы це-
лому числу, отличному от единицы.
Как следует из уравнения (6.18), инерционные вибраторы не
обеспечивают постоянство амплитуды колебаний, т. к. она зависит
от массы системы стол—опока и жесткости основания. Следова-
тельно, амплитуда будет изменяться по мере заполнения опоки пес-
ком и конечная плотность формы может быть недостаточной. Более
приемлемы для формовки вибраторы с эксцентриковым приводом,
у которых амплитуда колебаний определяется величиной эксцен-
трика вала и является величиной постоянной. Частота колебаний
279
зависит от числа оборотов двигателя, и, следовательно, система
стол—опока независимо от нагрузки (в пределах мощности приво-
да) совершает гармонические колебания с постоянной частотой и
амплитудой, что обеспечивает при п > 5 максимальную плотность
литейной формы из песка. Однако при жестком креплении опоки на
столе происходит быстрое затухание вибрации в форме из песка по
мере удаления от источника вибрации. Поэтому общепринято по-
ложение о свободном расположении опоки на вибрационном столе.
При свободном расположении опоки на вибростоле процесс
уплотнения формы будет отличаться от процесса уплотнения при
жесткой связи опоки со столом. При условии работы вибратора в
режиме п > 1 и возмущающей силе Р > F, где F — масса формы,
процесс уплотнения песка будет происходить в результате соуда-
рения формы и стола под действием инерционных сил с периодом
вынужденных колебаний, но со сдвигом по фазе. При этом живая
сила этих соударений будет определяться суммарной скоростью
падения опоки и движения стола:
1 + /?2
~ 2g (1 + й)2’
где G — масса формы; R — коэффициент восстановления скоро-
сти при упругом соударении формы и стола [12]. Работа стола в
режиме п < 1 и Р > F будет происходить, как и при вибрации опо-
ки, жестко связанной с вибростолом, но при этом форма будет не-
доуплотнена. При амплитуде колебаний, соизмеримой с размером
частиц кварцевого песка, при условии п > 5 и Р > F уплотнение
формы будет максимальным.
При уплотнении формы с модельным блоком возникает про-
блема заполнения внутренних полостей и отверстий в модели пес-
ком и его уплотнения.
Ряд зарубежных фирм с этой целью используют вибростолы
с регулируемым направлением вибрации в трех плоскостях, причем
для каждой конкретной модели экспериментально подбирается опти-
мальный режим работы вибростола, сочетающий вертикальную и го-
ризонтальную вибрации формы. Согласно теории механики сыпучих
грунтов уплотнение песка не зависит от направления вибрации, оно
зависит только от частоты и амплитуды [10]. В данном случае гори-
зонтальное направление вибрации должно способствовать переме-
щению песка в закрытые полости модели или горизонтально распо-
ложенные отверстия и поднутрения модели, однако конкретных данных
280
по режиму вибрации в зарубежной литературе не приводится. Следует,
однако, предположить, что заполнение закрытых полостей и поднутрении
в модели будет способствовать созданию такого режима вибрации, при
котором песок приобретает свойства тяжелой псевдожидкости. При этом
движение песка будет определяться направлением вибрации.
Исследования уплотняемости песка в зависимости от направле-
ния вибрации были проведены в США [20]. Опоки заполняли пес-
ком и уплотняли в вертикальном и горизонтальном направлениях с
помощью электрогидравлического возбудителя. Такой привод по-
зволял производить цифровую установку частоты и амплитуды,
причем вибрация происходила под электронным контролем. Было
установлено, что с увеличением п, т. е. с увеличением частоты ко-
лебаний и уменьшением амплитуды, уплотняемость песка увели-
чивается, причем при горизонтальной вибрации время уплотнения
формы сокращается, а уплотняемость песка увеличивается по
сравнению с вертикальной вибрацией (рис. 6.13).
а 1840
* 1760
g 1680
я
о 1600
ч
С 1520
Г оризонтальная
Вертикальная
50 100 150
2S 1840
“ 1760
£
g 1680
S 1600
1520
Г оризонтальная
Вертикальная
0 50 100 150
0
Частота вибрации, Гц
Частота вибрации, Гц
г 1840 Г
й
£ 1760 -
| 1680 -
о
с 1600 -
1520 -
0
Г оризонтальная
Вертикальная
50 100 150
Частота вибрации, Гц
Рис. 6.13. Влияние частоты и направления вибрации на плотность формы
а®2
из песка в зависимости от коэффициента гравитации п =----:
g
а) п= 1; б) п = 2; в) п = 4
281
В процессе вибрации опоки с песком следует учитывать коле-
бания, возникающие в ее стенках. В жестко связанной системе
стол—опока под действием возмущающей силы Р в стенках опоки
возникают продольные и поперечные колебания, образование ко-
торых можно объяснить, исходя из теории распространения про-
дольных и поперечных колебаний под действием импульса силы в
изотропной упругой среде. Скорость распространения продольной
волны описывается уравнением [10, 19]
у(1 -ц-2И2) ’
(6.22)
где Е — модуль упругости; ц — коэффициент Пуассона; у — объ-
емная масса материала опоки; g — ускорение силы тяжести.
Поперечные волны распространяются со скоростью Vs-
Наиболее сильно колебания проявляются в верхней, наименее
жесткой части опоки, причем поперечные колебания стенок опоки
вызывают горизонтальные колебания прилегающих к опоке слоев
песка, направление которых не совпадает с вынужденными коле-
баниями опоки. Результирующий эффект сложения вынужденных
вертикальных и поперечных колебаний проявляется в образовании
околостеночных потоков песка, направленных от стенки формы к
ее центру и совершающих кругообразное движение с образовани-
ем восходящих потоков песка, что приводит к разуплотнению
формы. При уплотнении формы соударением ее со столом при
свободном расположении опоки на вибростоле в стенках опоки
возникает бегущая волна деформации со скоростью [13]:
Это также приводит к возникновению поперечных колебаний
стенок опоки и снижению конечной плотности формы из песка.
Поэтому для формовки модельных блоков в песке вибрацией сле-
дует использовать опоки повышенной жесткости, особенно в верх-
ней части, за счет оребрения их стенок. На рис. 6.14 представлена
282
конструкция опоки для формовки газифицируемых моделей, кото-
рая имеет высокую жесткость. Наиболее подходящим материалом
для изготовления опок при данном методе литья считается чугун
с учетом его демпфирующей способности.
Из анализа уплотняемости песка при вибрации следует:
• опока должна свободно устанавливаться на вибрационный
стол;
• опока должна быть жесткой;
• уплотнение песка в опоке должно быть при п > 4, причем чем
выше частота вибрации и меньше амплитуда, тем выше плот-
ность;
• время уплотнения песка в опоке должно быть минимальным.
Рис. 6.14. Опока для формовки вибрацией
Технология формовки определяется серийностью производст-
ва и степенью готовности модельного блока. Серийность произ-
водства определяет степень механизации и автоматизации фор-
мовки. По степени готовности модельного блока к формовке она
может быть: с предварительной сборкой модельного блока, с при-
менением готового модельного блока и со сборкой модельного
блока непосредственно в процессе формовки.
283
Формовка с предварительной сборкой модельного блока.
При данном способе модель с литниковой системой, включая сто-
як и литниковую чашу, собирается непосредственно перед фор-
мовкой по системе шип—отверстие. Модель литниковой систе-
мы — коллектор устанавливается в приспособление (кондуктор),
затем модель коллектора стыкуется с моделью отливки и стояком
из керамики или пенополистирола, выполненным совместно с лит-
никовой воронкой. Опока предварительно засыпается на опреде-
ленную высоту, обычно на 100-150 мм, песком, который уплотня-
ется вибрацией.
На подготовленную постель манипулятором или вручную уста-
навливается собранный блок, и опока засыпается до верхнего
уровня моделей песком, после чего без прекращения подачи песка
включается вибрация опоки, которая продолжается до заполнения
ее песком и его уплотнения. Фиксация блока зависит от степени
механизации процесса формовки и осуществляется вручную или
манипулятором. При ручной формовке применяется кондуктор,
фиксирующий положение блока, одновременно защищающий ча-
шу от попадания в нее песка при формовке. Вместо стационарной
постели при установке модельного блока с неровной нижней по-
верхностью модели применяется постель в виде кипящего слоя,
для чего используются специальные опоки, применяемые при ва-
куумировании формы во время заливки ее металлом. При готовно-
сти форма нагружается грузом (если отсутствует система вакуу-
мирования формы), масса которого рассчитывается по вышеизло-
женной методике.
Формовка со сборкой модельного блока в форме отличается
от предыдущей технологии тем, что такая сборка производится на
предварительно подготовленной твердой постели из уплотненного
песка. Такой вид сборки используется при комбинированной лит-
никовой системе, состоящей из коллектора с питателями из пено-
полистирола и керамического стояка при сифонном подводе ме-
талла (рис. 6.15). На готовую постель устанавливается коллектор с
моделями, затем с коллектором состыковывается керамический
стояк с литниковой чашей. Форма засыпается песком до верхнего
уровня моделей, и включается вибрация, которая продолжается до
заполнения опоки песком и его уплотнения.
284
Рис. 6.15. Модельные блоки со стояками из стержневой смеси:
а) главный корпус тормозного устройства;
б) верхняя крышка тормоза; в) нижняя крышка тормоза;
г) промежуточная крышка тормоза
Формовка с готовым модельным блоком может произво-
диться по двум вариантам. По первому варианту блок устанавлива-
ется на подготовленную жесткую постель из уплотненного песка
и дальнейшие операции формовки осуществляются так же, как и
в случае с модельным блоком с предварительной сборкой. По второму
285
варианту блок удерживается в опоке в заданном положении мани-
пулятором (на автоматических линиях) или вручную и произво-
дится заполнение опоки песком при одновременной ее вибрации
до полной готовности формы. При таком варианте формовки мо-
дельного блока он может быть собран на керамическом стояке или
стояке из стержневой смеси (рис. 6.16), а также на пустотелом
стояке из пенополистирола (рис. 6.17), что зависит от вида металла
и массы отливок.
Рис. 6.16. Модельный блок на
стояке из стержневой смеси
Рис. 6.17. Модельный блок на
стояке из пенополистирола
Применение ферромагнитной литой или колотой дроби в каче-
стве формовочного материала не изменяет технологию формовки,
но позволяет использовать магнитное поле как фактор, стабилизи-
рующий статическое положение системы модель—металл—форма,
и предотвращает ее разрушение под воздействием фильтрацион-
ных сил газового потока и динамическое разрушение формы от
заливаемого в нее металла.
Заполнение опоки песком. Важнейшей технологической опе-
рацией изготовления формы является заполнение песком опоки с
модельным блоком в процессе формовки. К процессу заполнения
286
опоки при формовке модельного блока или модели предъявляются
два основных противоположных требования:
• песок при заполнении опоки не должен деформировать мо-
дель или модельный блок, а тем более разрушать его;
• время заполнения опоки песком и уплотнения формы должно
быть минимальным.
В настоящее время существуют четыре способа заполнения
песком опоки с модельным блоком: вручную (при помощи гибкого
шланга), боковой, щелевой и струйный (при помощи дозатора).
Заполнение опоки песком из гибкого шланга производится рабо-
чим, от квалификации которого зависит равномерность ее запол-
нения при сохранении цельности модельного блока.
Остальные способы заполнения опоки песком связаны с меха-
ническими дозаторами с ручным или автоматическим управлением.
Боковая загрузка осуществляется через периферийные щели доза-
тора, в результате плоская струя песка направляется между стен-
кой опоки и модельным блоком. В этом случае песок перемещает-
ся от периферии к центру и оказывает давление на модельный
блок, деформируя модели в сторону стояка. Совмещение заполне-
ния опоки песком с вибрацией уменьшает боковое давление на
модели, но возникает опасность (при клеевом соединении моделей
с литниковой системой) разрушения блока от вибрации.
При щелевом заполнении опоки песком используется дозатор,
днище которого имеет щели определенного размера по всей плос-
кости. При открывании щелей песок заполняет опоку, при этом
часть песка падает непосредственно на модель, что приводит к ее
деформации или к разрушению модельного блока. Уменьшение
кинетической энергии струи за счет ширины щели увеличивает
время заполнения опоки песком и снижает производительность
формовки. Однако при применении крупных моделей и жестких
модельных блоков с сифонной литниковой системой такой способ
заполнения опоки формовочным материалом вполне допустим.
Струйный способ заполнения опоки формовочным материалом
является наиболее рациональным и производительным. Суть спо-
соба: песок проникает в опоку через перфорированное днище до-
затора с отверстиями диаметром 10-20 мм, расположенными та-
ким образом, чтобы песок не падал на модель, а равномерно за-
полнял пустое пространство как вокруг модели, так и внутри нее.
С учетом небольшой кинетической энергии струи песка при не-
большом диаметре отверстия и количества отверстий допускается
287
попадание песка и на отдельные части модели, т. к. это не приво-
дит к ее деформации и разрушению модельного блока.
Истечение сыпучего материала из отверстия зависит от плотно-
сти материала, высоты его слоя над отверстием и сечения отвер-
стия. Скорость истечения песка через круглое сечение можно
определить по формуле
r = xj2g-,
N У
Р
где о =----среднее давление песка на площадь отверстия со, при
со
этом P = yh , где у — плотность песка; h — слой песка над отвер-
стием; X — коэффициент истечения, который для сухого песка ра-
вен 0,65.
Расход песка через отверстие площадью со равен
6 = ©к
Скорость свободного истечения песка через отверстие можно
определить по формуле
п
где К? =— — гидравлический радиус отверстия при величине
L
периметра Z; f— коэффициент внутреннего трения; g — ускоре-
ние силы тяжести.
Policast-процесс. Технология разработана фирмами «Teksid»
(Италия) и «Castek» (Англия) и является разновидностью ЛГМ
в формах из песка. Суть технологии: сборка моделей в блок произ-
водится непосредственно на стояке, без шлакоулавливателя и кол-
лектора. При этом стояк является базой для автоматизации всего
технологического процесса производства отливок: сборки модель-
ного блока, нанесения противопригарного покрытия, транспорти-
ровки и сушки блока, его хранения и формовки, заливки и выбив-
ки форм. По мнению специалистов этих фирм, данная технология
наиболее приемлема для получения отливок из алюминиевых
сплавов (см. рис. 6.17).
288
Replicast-процесс разработан британской исследовательской и
производственной ассоциацией стального литья «SCRATA» со-
вместно с фирмами «Thyne Castics» и «Fosece» и имеет два вари-
анта: Replicast-FM и Replicast-CS. Replicast-FM-процесс отличает-
ся от обычного процесса ЛГМ вакуумированием формы из песка
в процессе заливки ее металлом. Применение вакуума существен-
но влияет на процесс ЛГМ: повышается сопротивление формы из
песка сдвигу, что расширяет возможности ЛГМ для получения бо-
лее крупных отливок в формах из песка; удаляются продукты тер-
модеструкции модели при заливке формы металлом, что улучшает
санитарно-гигиенические условия труда в цехе. Вакуумирование
формы влияет на скорость ее заливки металлом, существенно ви-
доизменяет физическую картину взаимодействия модели с распла-
вом в полости литейной формы, и заливку формы металлом можно
производить без применения груза, давление которого заменяется
атмосферным.
На рис. 6.18 представлена физическая модель процесса ЛГМ
при вакуумировании формы. При отсутствии вакуума равновесие
системы в наиболее опасном сечении формы в зазоре 5 определя-
ется неравенством (5.10), в котором ctz = yZ. При создании вакуу-
ма на форму будет оказывать давление атмосфера; величина его
определяется разностью между внешним давлением Ро и давлени-
ем в форме Рв (или Р = Pq- Рв), следовательно, выражение (5.10)
с учетом вакуума примет вид:
(az + P)tg2(45° -|) < Рф < (аг +P)tg2(45° +|), (6.23)
где Рф — давление в зазоре 5 при наличии вакуума.
Увеличение давления на форму из песка увеличило его сопро-
тивление сдвигу от гидростатического напора металла на границе
металл—форма, что дало возможность расширить рамки примене-
ния формы из песка для получения отливок массой до 2000 кг. На
основе этого в Одесском институте специальных способов литья
разработан вариант производства крупных отливок из чугуна по
газифицируемым моделям в вакуумируемые формы из песка —
ГАМОЛИВ-процесс, который был успешно внедрен на одесском
Центролите для производства отливок станков массой до 1500 кг.
289
Рис. 6.18. Физическая модель ЛГМ с применением вакуума:
1 — опока; 2 — полиэтиленовая пленка; 3 — модель из пенополистирола;
4 — металл; 5 — песок; ВН — вакуум-насос
Вакуумирование формы изменяет режим ее заливки, увеличи-
вает массовую скорость заполнения формы металлом, что может
изменить характер взаимодействия металла с моделью, привести
к нарушению равновесия системы форма—металл—модель. По-
этому при расчете литниковой системы следует учитывать вели-
чину вакуума. Если учесть, что вакуум способствует значительно-
му снижению величины давления Рф в зазоре 5 и практически за-
ливка формы металлом происходит в режиме замещения, при ко-
тором величина зазора 5 близка к 0, то уравнение (3.49) с учетом
вакуума можно записать:
б = йг”-ц^- 2g(7/p-^ + ^)t = 0. (6.24)
b V у у
ОТ I « М 4 М
290
Учитывая, что b = Г“ - Л1 ", уравнение примет вид:
5 = V"h'-mTm)т = 0. (6.24, а)
\ Гм Гм
После преобразования уравнения (6.24) величина вакуума для
создания режима замещения при заливке формы металлом опреде-
лится:
Ръ=К + Рф-НрУи, (6.25)
где
Т/2ю r(l-w)2 г2
JQ _ Г ОП 1 ОТ
“ 2g^F^2 '
После определения Рв по уравнению (6.25) необходимо по
уравнению (6.23) с учетом вакуума определить величину давления
на форму и его влияние на равновесие системы форма—зазор 5.
Газовое избыточное давление в зазоре 5 при вакуумировании фор-
мы практически может быть меньше или больше 0, т. к. величина
вакуума по абсолютному значению выше Рф. Скоростной поток
газов из зазора 5 будет определяться перепадом давления в форме
Рв - Рф или (при Рф « 0) давлением вакуума:
(Y„Z + Р) tg2 (45° -|) < Р„ < (y„Z + Р) tg(45° +. (6.26)
Учитывая значительное увеличение сопротивления формы
сдвигу при ее вакуумировании, равновесие системы модель—
металл—форма будет обеспечено. Однако необходимо учитывать
переменность сечения модели по высоте в направлении подъема
металла в полости формы. Применение вакуума саморегулирует
процесс подъема металла в полости формы. В режиме замещения
металл поднимается в полости формы со скоростью, близкой
к критической; она определяется термомеханическим сопротивле-
нием модели. При увеличении толщины стенки модели скорость
подъема металла под действием вакуума должна увеличиться, од-
нако, с учетом инерции движения металла, могут произойти крат-
ковременное нарушение режима замещения и образование зазора 8,
291
давление в котором может быть отрицательным, что приведет
к нарушению левой части неравенства (6.26), и произойдет об-
рушение стенки формы. Такие случаи имеют место при получе-
нии отливок с переменным сечением по высоте без предвари-
тельного расчета величины вакуума и скорости заливки формы
металлом.
При применении вакуума расчет узкого сечения литниковой
системы следует производить по методике, изложенной в данной
главе, но с учетом вакуума. Для отливок из чугуна суммарное се-
чение питателей определяется по уравнению
X =--------------1G <«-27>
р Л
цт30,31 Я + ^-—
V Ум Ум
При получении мелких и средних отливок значение можно
не учитывать и уравнение (6.27) упростится:
Е =--------------J"...— • (6-27, а)
Цт30,31 17/ + —
V Ум
При расчете по уравнению (6.27, а) за величину Рв следует при-
нимать опытно-статистическую в пределах 0,4-0,6 кг/см2 или
0,04-0,06 МПа. Затем по уравнению (6.25) определяют расчетную
величину Ръ и проверяют расчет узкого сечения литниковой сис-
темы по уравнению (6.27, а). При этом необходимо обеспечить
заливку формы металлом в режиме замещения, не допуская пре-
вышения критической скорости. Один из способов предотвраще-
ния заливки формы в режиме «охвата» — это применение литни-
ковой системы с небольшим гидростатическим напором металла
(низкий стояк), но его не всегда возможно использовать. По этой
причине некоторые фирмы применяют во время заливки вакууми-
рование формы с открытым верхом. В этом случае вакуум исполь-
зуется только для удаления продуктов термодеструкции из формы
с целью их дальнейшей утилизации. При производстве отливок
массой более 100 кг применение вакуума необходимо, однако не-
обходим также индивидуальный подход к технологичности каж-
дой отливки.
292
Replicast-CS (Ceramic shell), по существу, не относится к ЛГМ,
т. к. модель из формы предварительно перед заливкой удаляется
(выжигается). По данной технологии модель или блок моделей
покрывается несколькими слоями огнеупорного покрытия, как при
литье по выплавляемым моделям. Затем оболочка прокаливается,
при этом происходит удаление модели. Обжиг длится 5-10 мин
при температуре 900-1000 °C. Перед заливкой оболочка заформо-
вывается в контейнере песком и форма вакуумируется. Качество
отливки, полученной таким способом в тонких (2-3 мм) керамиче-
ских оболочках, соответствует литью по выплавляемым моделям.
Модель изготавливается при данном способе литья плотностью
35-40 кг/м3 с целью получения чистой поверхности и повышенной
прочности. Сочетание прочной оболочки с вакуумом обеспечивает
жесткость формы и ее прочность при заливке, благодаря чему и
достигаются высокая точность отливки и чистота ее поверхности
[14]. Удельные затраты на материалы при производстве 1 т годно-
го литья данным способом по сравнению с другими технологиями
представлены в табл. 6.8.
Кроме приведенных данных следует учитывать, что при Repli-
cast-CS не применяются стержни, нет линии разъема и сборки
формы, что значительно снижает трудоемкость финишных опе-
раций, в том числе по сравнению с литьем по выплавляемым мо-
делям. Данный способ нашел применение для производства от-
ливок из качественных сталей, для которых как поверхностное,
так и объемное науглероживание не допускается.
Таблица 6.8
Технология Отношение масс формы и отливки Стоимость 1 кг формовочных материалов, фунты стерлингов Стоимость материалов на 1 кг отливок, фунты стерлингов
Литье в оболочковые 1 : 10 0,34 0,034
формы 1,5 : 1 0,09 0,135
Литье в формах из ХТС на фурановых смолах 3 : 1 0,027 0,81
ГАМОДАР-процесс. Способ литья по газифицируемым моде-
лям в формах из песка с применением вакуума и заливкой формы
под регулируемым давлением, разработанный в Институте проблем
литья АН УССР (в настоящее время — ФТИМС НАН Украины).
293
Рис. 6.19. Физическая модель процесса ЛГМ с вакуумированием
формы (а) и заливкой ее под давлением (б)
На рис. 6.19 представлена физическая модель данного процесса
литья [15]. Первоначально в контейнер 1 устанавливается газифи-
цируемая модель 2, которая заформовывается кварцевым песком 3.
После чего форма герметизируется и состыковывается пуансоном 4
с футерованной камерой выжимания 5, которая заполняется необ-
ходимой дозой жидкого металла 6. Камера, перемещаясь относи-
тельно контейнера 1, выдавливает металл в полость литейной
формы при заданной скорости заливки. После расстыковки кон-
тейнера с камерой 5 в ней остается небольшой пресс-остаток. При
данном способе литья исключается применение традиционных
конструкций литниковых систем. По утверждению разработчиков,
скорость заливки формы металлом не зависит от изменения сече-
ния формы по ходу движения металла. Качество поверхности от-
ливок при данном способе литья обеспечивается равномерным вы-
теснением жидкой фазы из зоны взаимодействия металла с моде-
лью на границу металл—форма. Однако следует заметить, что раз-
работчики не учитывали инерционные силы заливаемого в форму
металла, которые препятствуют мгновенному изменению скорости
заливки при увеличении поперечного сечения модели. В этом слу-
чае возможны образование зазора достаточной величины между
моделью и зеркалом металла и накопление в ней жидкой фазы,
294
которая, попадая на границу металл—форма в значительном объе-
ме, локализуется там. Дальнейшая термодеструкция жидкой фазы
в локальном объеме на границе металл—форма приведет к образо-
ванию специфических дефектов на отливке.
В работе [16] утверждается, что при заливке формы под давле-
нием выполняются условия Рм » Рф и Рм » Р1М, где Рм — гидро-
статическое давление металла, Р$ — давление газов в зазоре 5 и
Рты — термомеханическое сопротивление модели, обусловленное
низкой теплопроводностью пенополистирола и его механической
прочностью на сжатие. Что касается первого неравенства, то оно
выполняется и при гравитационной заливке формы без вакуума
(иначе форма не заполнилась бы металлом), а при вакууме Рф = О,
и, следовательно, это неравенство выполняется. Что касается вто-
рого неравенства, то при его выполнении заливка должна проис-
ходить в режиме «охвата», при котором металл устремляется по
границе модель—форма, охватывая модель со всех сторон или
с одной из сторон. В том и другом случае жидкая фаза будет скап-
ливаться в верхней части отливки или на ее боковой поверхности,
а на поверхности отливки будут формироваться углеродистые или
газовые раковины. При полном охвате модели газовое давление
может привести к выбросу металла из камеры через зазор ее с пу-
ансоном. Поэтому и при данном методе литья давление металла не
должно превосходить термомеханического сопротивления модели,
но из этого не следует, что фактическая скорость заливки не может
быть больше критической скорости при гравитационной заливке
формы металлом. Преимуществом данной технологии являются
возможность снижения поверхностных дефектов на отливках из
чугуна, увеличение выхода годного до 85 % и повышение механи-
ческих свойств отливки за счет использования давления в процес-
се затвердевания металла.
На рис. 6.20 представлены отливки, полученные ЛГМ в маг-
нитные формы из металлического песка, а на рис. 6.21 — блок
отливок гильз двигателя СМД сразу после выбивки магнитной
формы.
295
Рис. 6.20. Чугунные отливки, полученные из металлического
песка в магнитном поле:
а) блок крышек запорной арматуры из высокопрочного чугуна сразу после вы-
бивки формы; б) блок чугунных отливок тормозного цилиндра автомобиля ГАЗ;
в) чугунный корпус тормоза железнодорожного вагона; г) чугунный корпус элек-
тродвигателя; д) чугунная гильза двигателя СМД-14; е) чугунные рабочие колеса
грязевых насосов
296
Рис. 6.21. Блок отливок гильз
двигателя СМД из серого чугуна,
полученных магнитной формовкой
На рис. 6.22 представлены
образцы отливок зарубежного
производства для двигателя ав-
томобиля. Даже по приведен-
ным рисункам можно судить о
широких возможностях приме-
нения вариантов технологии
ЛГМ для производства сложных
отливок из различных сплавов
для разных отраслей машино-
строения.
Рис. 6.22. Автомобильное литье:
а) коллектор; б) коленчатый вал; в) головка блока цилиндров;
г) блок цилиндров; д) блок отливок впускного коллектора автомобиля
«фиат» из алюминиевого сплава (см. также с. 298)
297
Рис. 6.22. Окончание
Заливка форм. При заливке форм металлом при ЛГМ необхо-
димо соблюдать следующие требования:
• температура металла должна назначаться с учетом потерь
тепла на термодеструкцию модели согласно табл. 4.1 и 4.3,
отклонение от заданной температуры допускается в пределах
10 °C;
• заливка металла должна производиться с оптимальной ско-
ростью подъема его в полости литейной формы (табл. 6.2);
• заливку формы металлом через чашу и стояк из пенополи-
стирола следует производить сначала слабой струей, а затем,
по мере выхода газов, продолжать ее при заполненных стояке
и чаше;
• форму с керамическим стояком и чашей необходимо зали-
вать быстро при заполненной металлом чаше;
• при заливке формы из песка не допускается прерывания
струи;
• заливку металла следует производить из чайниковых ковшей,
а заливку стали — из стопорных ковшей для предотвращения
попадания шлака в форму;
298
• на автоматических и поточных линиях рационально осуще-
ствлять заливку металла при помощи заливочных установок
на базе индукционных тигельных и канальных печей, обес-
печивающих постоянство температуры и весовой расход ме-
талла.
Выбивка, очистка, обрубка и зачистка отливок. Выбивка от-
ливок в серийном производстве значительно упрощена и сводится
к извлечению их из формы во время освобождения опоки от песка.
В единичном производстве крупных отливок процесс выбивки
формы идентичен процессу при литье в песчано-глинистые формы
по извлекаемым моделям.
Очистка отливок в серийном производстве осуществляется по
сокращенному циклу в дробеметных барабанах для удаления с по-
верхности отливок остатков противопригарного покрытия. Время
обработки устанавливается в 2-2,5 раза меньше, чем рекомендует-
ся в техническом паспорте дробеметного оборудования. Зачистке
подвергаются только остатки от литниковой системы после ее от-
деления от отливки. Для отделения литниковой системы и прибы-
лей от отливки применяется такое же оборудование, как и при тра-
диционных способах литья.
При производстве крупных разовых отливок возможны поверх-
ностные дефекты, которые образуются в результате недоуплотне-
ния облицовочной смеси вокруг модели, что может увеличить тру-
доемкость обрубки. Однако общая трудоемкость обрубки и очист-
ки снижается, т. к. на отливке отсутствуют заливы, которые обра-
зуются при литье по извлекаемым моделям по разъему формы и по
контуру стержневых знаков.
Регенерация отработанных формовочных материалов. По-
сле многократного использования формовочных материалов при
ЛГМ в них происходит накопление продуктов термодеструкции
модели, остатков противопригарного покрытия, керамических час-
тиц от литниковой системы, металлических включений и мелкой
пылевидной фракции кварцевого песка — результатов его терми-
ческого разрушения. Установлено, что после 10-20 циклов оборо-
та песка в нем содержится от 0,24 до 0,48 % сконденсированных
продуктов термо деструкции. Все это ухудшает технологические и
физико-механические свойства сыпучих формовочных материа-
лов, в частности песка. Поэтому формовочные сыпучие материалы
должны подвергаться регенерации. Процесс регенерации включает
следующие операции: магнитную сепарацию, просеивание песка
299
на вибрационном сите с ячейкой 2x2 мм и тепловую обработку
при температуре 650-700 °C. Как показали исследования, прове-
денные ИПЛ АН УССР и Института газа АН УССР, время терми-
ческой обработки кварцевого песка составляет 5-10 мин при тем-
пературе 650-700 °C, после чего песок приобретает естественный
цвет, а суммарное содержание углеводородов в отходящем газе не
превышает 0,001 %. Одновременно с этим в процессе термической
регенерации в кипящем слое из песка удаляются мелкие пылевид-
ные фракции. Так, содержание фракции менее 0,1 мм снижается
в 5 раз, что полностью восстанавливает технологические и физико-
механические свойства исходного кварцевого песка [17].
Рис. 6.23. Схема установки регенерации оборотного песка
в кипящем слое
На рис. 6.23 представлена схема термической регенерации
отработанного песка, на основе которой созданы промышленные
установки производительностью 0,2; 1,0; 2,5; 4,0 и 10 т/ч. Уста-
новка состоит из печи регенерации 2, двухзонного охладителя 3 и
рекуператора 4. Отработанный песок питателем из бункера 1 пода-
ется в печь регенерации 2, где происходит выгорание примесей и
обеспыливание. Теплоноситель и одновременно окислитель в виде
продуктов сгорания природного газа, разбавленного воздухом до
температуры 1100-1200 °C, подается под газораспределительную
300
решетку печи регенерации. Далее регенерат поступает в охлади-
тель песка 3 с воздухоохладительным трубчатым теплообменни-
ком, где он охлаждается до 40-5 0°С и выгружается из нижней зо-
ны охладителя. Для псевдоожижения используется воздух от вен-
тилятора. Таким же вентилятором воздух подается в рекуператор 4,
где он нагревается отходящими из печи регенерации газами до
температуры 400 °C и поступает далее в горелку СГ-40. Отходя-
щие газы после рекуператора смешиваются с воздухом, охлажда-
ются и направляются в систему пылеулавливателя. Установку ре-
генерации песка можно использовать для дожигания отходящих
при заливке формы газов, для чего они направляются вакуум-
насосом на вход вентилятора печи регенерации [17]. Для регене-
рации отработанных формовочных материалов можно также ис-
пользовать установки регенерации холоднотвердеющих смесей на
смоляных связующих, разработанных Челябинским конструктор-
ско-технологическим институтом механизации и автоматизации
в автомобилестроении (КТИАМ).
Экология и техника безопасности. При производстве отли-
вок ЛГМ происходит выделение продуктов термодеструкции мо-
дели в виде газов, паров и сажи. Состав продуктов представлен
в табл. 3.2 и 3.3 и зависит от температуры. Вредные вещества вы-
деляются также при хранении и переработке полистирола, при
приготовлении противопригарных покрытий на спиртовой основе,
их нанесении на модель и при последующей сушке модельных
блоков. При формовке в песок происходит выделение пыли, со-
держащей оксид кремния, вызывающий заболевание силикозом.
Поэтому при организации производства отливок по газифицируе-
мым моделям следует строго выполнять «Методические рекомен-
дации по гигиене труда, технике безопасности при изготовлении
точного литья по газифицируемым и предварительно удаляемым
моделям из пенополистирола», разработанные Харьковским науч-
но-исследовательским институтом гигиены труда и профзаболева-
ний и утвержденные Ученым советом Минздрава УССР в 1973 г.,
и «Санитарные правила по устройству, оборудованию и эксплуата-
ции цехов производства литья по пенополистироловым моделям»,
утвержденные Минздравом СССР в 1979 г.
ГОСТ 12.1.005-76 устанавливает предельно допустимые кон-
центрации вредных веществ (ПДК) в воздухе рабочей зоны, кото-
рые при ежедневной работе любой производительности (но не бо-
лее 41 ч в неделю) в течение всего рабочего стажа не могут вызвать
301
заболевание или отклонение в состоянии здоровья, обнаруживае-
мых современными методами исследования в процессе работы.
Для выделяемых при ЛГМ вредных веществ установлены сле-
дующие ПДК, мг/м . для стирола и бензола 5; толуола 50; оксида
углерода 20; углеводородов летучих 300; пыли, содержащей более
70 % свободного оксида кремния, — 1, а от 10 до 70 % — 2; паров
изопропилового спирта 10; этилового спирта 1000; сажи — макси-
мально разовая 0,15, среднесуточная 0,05. Частица пыли кремне-
зема, которая не должна попадать в легкие человека в рабочей зо-
не, имеет размер менее 100 мкм или 0,1 мм. Кроме ПДК, в рабочей
зоне при длительном пребывании рабочего устанавливается мак-
симально разовая концентрация вредных веществ, мг/м3: для сти-
рола 20, бензола 15, толуола 50. Предельно допустимые концен-
трации по выделениям вредных веществ при ЛГМ, установленные
в России, более жестки, чем в промышленно развитых странах Ев-
ропы, что видно из табл. 6.9 [18].
Таблица 6.9
Максимально допустимые концентрации
вредных веществ в рабочей зоне, мг/м3
Наименование Франция Германия США Россия
Бензол 16 16 32 15
Стирол 215 85 213 20
Толуол 375 380 377 50
Общие требования по технике безопасности в цехах ЛГМ сво-
дятся к следующим мероприятиям.
1. При хранении исходного полистирола для вспенивания в от-
крытой таре при повышении температуры в помещении (выше
25 °C) выделяются изопентан и свободный стирол. Поэтому поли-
стирол следует хранить до вспенивания в закрытой таре при нор-
мальной или пониженной температуре вдали от источников тепла.
Подвспененный полистирол следует перерабатывать при его мак-
симальной активности. Хранить пенополистирол следует в не-
отапливаемом помещении при температуре не выше 15 °C. При
хранении пенополистирола в плитах вредные выделения отсутст-
вуют. Помещение, где хранится полистирол до и после вспенива-
ния, должно быть оборудовано приточно-вытяжной вентиляцией.
302
2. При обработке пенопласта на деревообрабатывающем обо-
рудовании, особенно шлифовальным инструментом, выделяется
пыль, которая при концентрации выше 25 г/м3 взрывоопасна.
Оборудование для обработки плит из пенополистирола должно
иметь местные отсосы для удаления мелких отходов. После рабо-
ты необходимо удалять пыль с электрооборудования. При резке
плит горячим инструментом следует предусмотреть местную вы-
тяжку со скоростью воздушного потока 0,7-1,0 м/с.
3. При вспенивании полистирола и изготовлении моделей про-
исходит выделение изопентана и свободного стирола, концентра-
ция которых при отсутствии вентиляции может достигнуть ПДК.
Поэтому оборудование для вспенивания полистирола и производ-
ства моделей тепловой обработкой в пресс-формах должно иметь
отсасывающие устройства, а помещение оборудовано приточно-
вытяжной вентиляцией при скорости отсоса от мест выделения
вредностей не менее 1,0 м/с.
4. Установки для приготовления противопригарного покрытия
на спиртовой основе должны быть оборудованы вытяжными зон-
тами со скоростью воздушного потока 0,7 м/с. Окраску и сушку
модельных блоков следует производить в местах, оборудованных
вытяжной вентиляцией.
5. Формовка модельных блоков песком сопровождается выде-
лением пыли, содержащей оксид кремния. При ручной формовке
рабочее место должно быть оборудовано вытяжной вентиляцией
со скоростью вытяжки воздуха 1,0-1,5 м/с.
6. При заливке формы металлом происходит интенсивное вы-
деление продуктов термодеструкции модели, количество и кон-
центрация которых зависят от температуры, массы отливки и спо-
соба формовки. В серийном производстве отливок следует приме-
нять открытое или закрытое вакуумирование формы в процессе ее
заливки и охлаждения отливки. При отсутствии вакуумирования
перед выбивкой форму следует продувать воздухом, а выделяю-
щиеся газы поджигать. При вакуумировании формы удаляемые
газы необходимо дожигать в установках регенерации отработан-
ного песка или каталитического дожигания газов. Применение ва-
куума при заливке формы металлом, оборудования для регенера-
ции отработанного песка и каталитического дожигания газов по-
зволяет организовать экологически чистое производство отливок
ЛГМ. Примерами создания таких производств могут служить
303
литейные цеха на заводе «Сатурн» фирмы «Дженерал Моторе»
(США), Арматурном заводе в г. Киеве (Украина) и др.
7. При производстве крупных отливок в опоках следует приме-
нять систему вакуумирования формы с последующим дожиганием
газа или местные передвижные вытяжные зонты. При этом необ-
ходимо своевременно поджигать газы, выделяющиеся из формы
при ее заливке. Запрещается устанавливать открытые выпора,
прибыли, делать вентиляционные каналы из формы большого диа-
метра без их перекрытия кварцевым песком или другим фильтра-
ционным материалом. За рубежом находит применение способ
очистки отходящих газов в фильтрах из активированного угля. Все
эти меры позволяют обеспечить нормальные санитарно-гигиени-
ческие условия труда.
8. Общие требования по безопасности должны соответствовать
ГОСТ 12.2.04.60-90, ГОСТ 12.3.027-81 и ОН ТП07-83. Воздух
в рабочей зоне и микроклимат на рабочем месте в производствен-
ных помещениях должны соответствовать ГОСТ 12.1.005-88. Про-
изводственные помещения должны удовлетворять требованиям
СНиП 11-4.8-71, СН245-71. Метрологическое обеспечение в об-
ласти безопасности труда — по ГОСТ 12.0.005-84. Освещенность
рабочих мест должна удовлетворять требованиям пятого разряда
подразд. 13 СНиП 11-4-79. Электрооборудование должно соответ-
ствовать разд. 2 ГОСТ 10580-74.
Противопожарная безопасность. Пенополистирол — легко-
воспламеняющийся материал, в процессе горения он плавится и
растекается по поверхности. Горит с выделением большого коли-
чества сажи и черного дыма. Скорость распространения пламени
по поверхности пенополистирола 1,5-2 м/мин. Температура са-
мовоспламенения пенопласта — около 400 °C, теплота сгора-
ния — 7500 ккал/кг. Поэтому на всех этапах технологического про-
цесса должны соблюдаться меры противопожарной безопасности.
6.9. Опыт работы отечественных предприятий
6.9.1. ЗАО «Златоустовский литейный завод — Метапласт»
В 1999 г. на заводе было организовано производство точных (без
механической обработки) отливок ЛГМ из высоколегированных
жаропрочных и износостойких углеродистых сплавов для цемент-
ной, горно-обогатительной, металлургической промышленности.
304
В это же время было освоено и начато производство по запатенто-
ванной технологии литых бесшовных цепей из сталей различных
марок и сплавов с широким спектром назначения (рис. 6.24, а, б).
Это позволило отказаться от импорта (из ФРГ, Бельгии) дорогих
цепей для цементной промышленности.
Рис. 6.24. Продукция ЗАО «Метапласт»:
а) цепи навесные литые из круглых звеньев;
б) цепи навесные литые из овальных звеньев;
в) серьга для двухзвенной навесной цепи;
г) стойка для подвески цепей;
д) футеровка отбойного бруса, сталь 110Г13;
е) молоток для дробилки; ж) башмак
В настоящее время завод поставляет заказчикам жаропрочные и
износостойкие отливки, приведенные на рис. 6.25, а также многие
другие отливки специального назначения.
Средняя масса отливок от 2 до 380 кг. Материал — сталь марок
35Х23Н7СЛ, 20Х27Н4СЛ, ЗОХСЛ, 40Х23Н10СЛ, 40Х9С2Л,
110Г13Л и чугун ЧХ16М. Точность отливок в зависимости от раз-
меров 4-10-го классов по ГОСТ 26645-85.
305
Литейный цех завода оснащен современным оборудованием
(рис. 6.26). На плавильном участке установлены среднечастотные
индукционные печи. Заливка форм металлом производится на
технологической линии. Модельный цех для изготовления гази-
фицируемых моделей из пенополистирола оснащен автоматами
и автоклавами.
В настоящее время данным способом завод выпускает более
3000 т отливок в год.
Рис. 6.25. Отливки из жаропрочных и износостойких материалов:
а) плита порога печей; б) бронефутеровочная плита для мельниц;
в) башмак порога; г) сектор щелевой; д) колосник для холодильников;
е) плита футеровочная; ж) приспособление для
изготовления отводов труб
306
Модельный
участок
(автоклавы)
Рис. 6.26. Производственные участки литейного цеха ЗАО «Метапласт»
6.9.2. ОАО «Специальное машиностроение и металлургия»,
ОАО «Волжский завод точного литья» (ВЗТЛ)
ОАО «ВЗТЛ», созданное в 1994 г. на базе Волжского литейно-
механического завода, специализируется на производстве отливок
для автотракторного производства, машиностроения и коммуналь-
ного хозяйства.
Действующее производство ЛГМ в формах из кварцевого песка
включает:
• склад формовочных и шихтовых материалов;
• плавильное отделение (индукционные печи ИЧТ-2,5
и ИСТ-0,25);
307
• формовочное отделение (автоматизированная линия формов-
ки, заливки и выбивки форм с системой вакуумирования
форм при их заливке металлом и охлаждении отливок и сис-
темой регенерации оборотного кварцевого песка);
• модельное отделение (автоматическая линия вспенивания
полистирола и модельные автоматы);
• очистное отделение (дробеметные барабаны и станки для за-
чистки отливок);
• ремонтно-механическое отделение.
Техническая характеристика действующего производства:
♦ максимальный объем производства отливок — 5,5 тыс. т в год;
♦ минимальная и максимальная массы отливок — от 1 до 120 кг;
♦ максимальные габаритные размеры отливок составляют
600 х 630 х 630 мм;
♦ минимальная толщина стенок отливок —- 2-3 мм;
♦ марки чугунов для отливок: ВЧ-50, ВЧ-60, СЧ-15, СЧ-20,
СЧ-25.
На рис. 6.27 представлен склад готовых окрашенных моделей
корпуса турбонасоса для автомобиля КамАЗ.
Рис. 6.27. Склад готовых окрашенных моделей корпуса турбонасоса
для автомобиля КамАЗ
308
На рис. 6.28 представлена автоматизированная линия ЛГМ
ОАО «НИИТАвтопром», а на рис. 6.29 — участок заливки форм
металлом на формовочной линии.
Рис. 6.28. Автоматизированная линия ЛГМ в вакуумированные формы
из кварцевого песка конструкции ОАО «НИИТАвтопром»
Рис. 6.29. Участок заливки форм металлом на формовочной линии
309
5
Рис. 6.30. Характерные отливки из чугуна, полученные ЛГМ:
I — разрез гайки; 2 — гайка резьбовая; 3 — гайка торцевая;
4 — рычаг передачи; 5 — гильза двигателя мотоцикла ИЖ;
6 — крышка реактивной тяги; 7 — корпус турбонасоса
Рис. 6.31. Сечения отливок: корпус гидропривода,
секция маслопровода и корпус пневмопривода
На рис. 6.30 представлены наиболее характерные отливки из
серого и высокопрочного чугуна, производство которых переве-
дено с литья в песчано-глинистые формы на ЛГМ. В результате
освоения производства отливок ЛГМ были снижены:
310
• масса отливок на 10-15 %;
• трудоемкость изготовления отливок на 20-30 %;
• трудоемкость при механообработке до 2 раз.
На рис. 6.31 представлены сечения отливок масло- и пневмоап-
паратуры, получение каналов в которых даже литьем по выплав-
ляемым моделям весьма сложно. Заводом освоено производство
таких отливок по газифицируемым моделям в формах из песка.
6.9.3. Производственно-коммерческая компания
«СОЭЗ-Автодеталь»
ПКК «СОЭЗ-Автодеталь» образована в форме общества с огра-
ниченной ответственностью в 1996 г. в результате реконструкции
ЗАО «Самарский опытно-экспериментальный завод». Направле-
ние деятельности компании ориентировано на сотрудничество
с АО «АВТОВАЗ» по поставке деталей для сборки автомобилей.
В 2003 г. на заводе организовано производство отливок из алюми-
ниевых сплавов, чугуна и стали в составе плавильного, модельно-
го, формовочного и термообрубного отделений, а также отделения
проектирования и изготовления пресс-форм для производства га-
зифицируемых моделей. Модели из пенополистирола изготавли-
ваются на модельных автоматах, формовка модельных блоков
осуществляется на формовочной установке, плавка металла —
в индукционных электрических печах.
Рис. 6.32. Модель ресивера, отливка и модель корпуса
тормозного цилиндра для автомобиля ВАЗ
311
На рис. 6.32 представлены модели из пенополистирола и отлив-
ки из алюминиевого сплава деталей, наиболее характерных для
АО «АВТОВАЗ».
Высокое качество отливок, получаемых по газифицируемым мо-
делям, является основой для расширения производства и поставки
готовой продукции для других автомобильных заводов России.
6.9.4. ОАО «Южноуральский арматурно-изоляторный
завод» (ЮАИЗ)
ОАО «ЮАИЗ» является ведущим предприятием России в об-
ласти производства линейной арматуры и изоляторов для воздуш-
ных линий электропередачи, открытых распределительных уст-
ройств станций и подстанций. На основании анализа существую-
щих технологических процессов производства изоляторов и арма-
туры высоковольтных линий электропередачи с 1993 г. начато
внедрение процесса получения точных отливок из высокопрочного
чугуна ЛГМ. Специалистами завода на основании изобретений
российских ученых была разработана технология ЛГМ-процесса,
спроектированы и изготовлены оборудование и технологическая
оснастка.
Материал отливок — высокопрочный чугун марки ВЧ-50 ГОСТ
7293-85. Плавка чугуна ведется в индукционной печи ППИ-2,0,
модифицирование производится в ковше комплексным модифика-
тором ТУ 14-5-248. Предел прочности чугуна 50-57 кг/мм2, отно-
сительное удлинение 10-20 %, твердость 187-207 НВ. Точность
отливок от 7-0-0-7 до 9-0-0-9 ГОСТ 26645-85. Требование нара-
ботки на отказ отливок 106. Для предотвращения коррозии на по-
верхность отливок горячим способом наносится слой антикорро-
зийного цинкового покрытия толщиной 70-240 мкм.
6.9.5. ООО «АКС» (Завод арматуры контактных сетей,
Санкт-Петербург)
Завод арматуры контактных сетей начал внедрение ЛГМ для
производства отливок из медных сплавов взамен литья по выплав-
ляемым моделям на экспериментальном участке. В настоящее
время создан цех ЛГМ с механизированной линией формовки, за-
ливки и выбивки форм из кварцевого песка. Плавильный участок
312
оснащен индукционными печами. Заливка форм производится
с использованием вакуума.
а
Рис. 6.33. Окрашенные блоки моделей на участке сушки (а), для хране-
ния на складе или формовки (б); блоки отливок (после выбивки) направ-
ляющего аппарата из СЧ20 (в) и зажимов проводов из латуни (г)
313
На модельном участке производятся изготовление моделей в
автоклавах, сборка моделей в блоки, покраска и сушка блоков. На
рис. 6.33 представлены блоки моделей и блоки отливок.
На рис. 6.34 представлен формовочный участок линии установ-
ки модельных блоков в опоку, на рис. 6.35 — заполнение опоки
песком на формовочном блоке, на рис. 6.36 — заливка формы ме-
таллом, на рис. 6.37 — выбивка формы и на рис. 6.38 — участок
линии выбитых опок.
Рис. 6.34. Установка модельных блоков в опоку
на формовочном участке линии
Рис. 6.35. Заполнение опоки кварцевым песком из струйного
дозатора на формовочном блоке линии
314
Рис. 6.36. Заливка формы металлом на участке формовочной линии
Рис. 6.37. Выбивка формы на линии
Замена технологии литья по выплавляемым моделям произ-
водства арматуры контактных сетей на ЛГМ позволила заводу
уменьшить затраты на вспомогательные материалы в 3-5 раз, со-
кратить трудоемкость производства отливок в 2-4 раза, снизить
потребление энергии в 2-3 раза, уменьшить производственные
площади в 2 раза.
315
Рис. 6.38. Участок выбитых опок на линии
В настоящее время ООО «АКС» не только производит отливки
для различных отраслей промышленности, но и является единст-
венной организацией в России, которая занимается проектирова-
нием и поставкой оборудования для новых и реконструируемых
литейных цехов и участков, включая разработку технологии и по-
лучения опытной партии отливок ЛГМ для вновь создаваемых про-
изводств. (Об автоматизированной линии для ЛГМ конструкции
ООО «АКС» см. в гл. 7.)
6.9.6. ООО «МЕГАЛИТ»
Это единственное предприятие в России, которое производит
ЛГМ отливки из бронз ремонтных комплектов, отдельных запас-
ных частей для производства и ремонта оборудования. Для полу-
чения отливок применяются бронзы: БрО5Ц5С5, БрО4Ц4С17,
БрО8С12 и др. Все отливки перед передачей заказчику проходят
100% предварительную механическую обработку. Предприятие
для получения качественных отливок использует современное обо-
рудование и технологии. Для плавки металла применяется «печь-
ковш» (от 0,7 до 2,5 т) постоянного тока с продувкой расплава
инертным газом на протяжении всей плавки, производится
316
вакуумирование форм при ЛГМ и др. Продукцией предприятия
являются: втулки, кольца, подшипники скольжения (диаметр SO-
25 00 мм); единичное крупное литье (масса до 3000 кг); плиты,
квадраты (максимальный размер 1200 х 800 х 100 мм) и другие
изделия. На рис. 6.39 представлена отливка втулки из бронзы
(масса 900 кг, диаметр 1220 мм, высота 650 мм, толщина стенки
42,5 мм).
Рис. 6.39. Бронзовая втулка
Глава VII
ОБОРУДОВАНИЕ ДЛЯ ЛГМ
7.1. Оборудование для подготовки пенополистирола
и изготовления моделей
7.1.1, Предварительное вспенивание полистирола
В условиях мелкосерийного производства предварительное вспе-
нивание полистирола осуществляется в пару над кипящей водой,
в водяной ванне или автоклаве. Простейшая установка для подвспе-
нивания полистирола в пару представлена на рис. 7.1. Вспениватель
паровой включает в себя бак со встроенными ТЕНами (термические
электронагреватели); стенки, которые защищены теплоизоляцион-
ным материалом; крышку с рамкой, которая имеет возможность пе-
ремещения внутри бака. В положении над баком рамка посредством
рычажного механизма может опускаться в бак до определенного
регулируемого упора. На рамку устанавливается сетчатый проти-
вень для полистирола. Работает подвспениватель следующим обра-
зом. В бак до определенного уровня заливается вода и доводится до
кипения при открытой крышке. Затем рамка с противнем, на кото-
рой равномерным тонким слоем насыпан полистирол, опускается
в бак до упора, и крышка закрывается. После определенного време-
ни выдержки над водяной ванной крышка бака открывается, ры-
чажным механизмом рамка с противнем извлекается из бака, и про-
тивень со вспененным полистиролом снимается с рамки. Затем цикл
подвспенивания новой порции полистирола повторяется.
Параметры ванны для подвспенивания полистирола:
• размер сита в плане — 500 х 600 мм;
• температура воды в ванне — 100 °C;
• температура пара на уровне 50 мм от воды — 97-98 °C;
• время вспенивания — 3-5 мин;
• производительность — не менее 3 кг/ч;
• емкость бака — 0,08 м3.
318
Рис. 7.1. Вспениватель паровой:
1 — бак; 2 — рамка; 3 — рычаг; 4 — противень;
5 — электронагреватели; 6 — вода; 7 — крышка
В условиях серийного и массового производства применяются
вспениватели периодического и непрерывного действия.
На рис. 7.2 представлен вспениватель периодического действия
модели 4221 конструкции ОАО «НИИТАвтопром». Вспениватель
имеет раму 1, на которой установлены: автоклав 2, дозатор 3 и рас-
ходный бункер для пенополистирола 4. Под автоклавом располо-
жена камера сушки 5, жестко соединенная с измельчителем комьев
гранул пенополистирола 6. К опорным стойкам рамы крепится воз-
душно-отопительный агрегат 7, подающий подогретый воздух в ка-
меру сушки, а также аппараты и труборазводка систем подачи воз-
духа, пара, вакуумирования, пневмо- и электрооборудования. Систе-
ма подачи воды предназначена для подвода воды к вакуумному
насосу и для охлаждения шиберов дозатора; система подачи пара —
319
для подготовки, регулирования давления и подачи пара к автоклаву
и воздушно-отопительному агрегату; система вакуумирования —
для вакуумирования автоклава в автоматическом и полуавтомати-
ческом режимах. Пневмооборудование, кроме привода соответст-
вующих исполнительных механизмов, осуществляет продувку
дозатора и автоклава. Электрооборудование, кроме срабатывания
механизмов в определенной последовательности, обеспечивает
выполнение следующих операций:
• контроль температуры и давления пара в автоклаве;
• контроль наличия воды и давления воздуха.
Рис. 7.2. Вспениватель периодического действия модели 4221
Работает вспениватель следующим образом. Перед началом ра-
боты в автоматическом режиме производятся прогрев автоклава в
режиме «Нагрев» и заполнение дозатора полистиролом из бункера.
После нажатия кнопки «Пуск» в автоматическом режиме в авто-
клав подается пар, и по достижении заданной температуры в каме-
ру автоклава всасывается порция полистирола. По истечении вре-
мени пропаривания подача пара прекращается и осуществляется
слив конденсата. Затем последовательно производится вакууми-
рование автоклава для удаления переувлажненного, насыщенно-
го парами пентана, горячего воздуха и открывается дно автокла-
ва, включается продувка сжатым воздухом, и пенополистирол
высыпается в камеру сушки. Дно автоклава закрывается, и цикл
320
автоматически возобновляется. Сушка пенополистирола в камере
осуществляется в кипящем слое, дробление комьев гранул в из-
мельчителе и выгрузка из него производятся непрерывно. Темпера-
тура подогрева воздуха, подаваемого в камеру сушки, должна быть
в пределах 40—50 °C. Техническая характеристика вспенивателя
модели 4221 приведена в табл. 7.1.
Таблица 7.1
Техническая характеристика вспенивателя модели 4221
Параметры Значение параметров
Диаметр камеры всасывания, мм 400
Высота камеры, мм 1000
Объем камеры, м3 0,28
Производительность, кг/ч 40
Температура пара, °C 115
Установленная мощность, кВт 8,6
Габариты: длина/ширина/высота, мм 4100/1850/3450
Рис. 7.3. Вспениватель периодического действия
серии PRO-HD
321
На рис. 7.3 представлен вспениватель серии PRO-HD фирмы
«STIROLOGIC» (Германия), который получил широкое распро-
странение среди производителей моделей из пенополистирола бла-
годаря своим преимуществам:
• разработан специально для литейного производства;
• камера вспенивания изготовлена из прозрачного термостой-
кого материала;
• автоматический контроль плотности пенополистирола;
• полная автоматизация процесса;
• минимальная плотность пенополистирола (19-21 г/л) при
мелких гранулах;
• компактность конструкции вспенивателя.
Техническая характеристика вспенивателей модели PRO2-HD
представлена в табл. 7.2.
Таблица 7.2
Техническая характеристика вспенивателей
периодического действия модели PRO2-HD
Параметры PRO2-HD 500 PRO2-HD 1000
Диаметр камеры вспенивания, мм 400
Высота камеры вспенивания, мм 500 1000
Максимальное рабочее давление, МПа 0,06
Производительность при плотности пенополистирола 18-24 г/л, кг/ч 39-63 66-83
На рис. 7.4 представлен вспениватель периодического действия
модели PED-200 фирмы «BERNDORF» (Италия). Фирма занимает-
ся производством оборудования для переработки пенополистирола
и изготовления из него изделий. Переработка пенополистирола
осуществляется путем периодической зафузки, вспенивания и вы-
грузки дозы полистирола. В состав вспенивателя входят:
• система загрузки полистирола;
• система подготовки пара;
• камера вспенивания с мешалкой и механизмом выгрузки;
• ванна для сушки гранул вспененного полистирола в кипящем
слое;
• механизм измельчения комьев;
• вибросито;
• релейная система управления.
322
a
Рис. 7.4. Вспениватель периодического действия модели PED-200:
а) общий вид; б) вид на камеру вспенивания и пульт управления
323
Техническая характеристика вспенивателя модели PED-200
фирмы «BERNDORF» приведена в табл. 7.3.
Таблица 7.3
Техническая характеристика вспенивателя
периодического действия модели PED-200
Параметры Значение параметров
Диаметр камеры вспенивания, мм Высота камеры вспенивания, мм Объем камеры вспенивания, м3 Максимальное рабочее давление, МПа Производительность при плотности пенополистирола 20 г/л, кг/ч 650 1500 0,5 0,07 176
Многие фирмы применяют вспениватели непрерывного дейст-
вия серии РЕ фирмы «BERNDORF» (Италия). Это полностью ав-
томатизированные установки, в которых полистирол вспенивается
до плотности, задаваемой оператором на пульте управления. Полу-
чаемая плотность зависит от типа сырья, и ее минимальная вели-
чина может быть 14 г/л. В результате второй фазы вспенивания
плотность может снизиться до 9 г/л. Основные особенности вспе-
нивателей описываемой серии:
• корпус камеры всасывания из нержавеющей стали с тепло-
изоляцией из стекловолокна;
• большой люк для чистки камеры вспенивания;
• возможность быстрой замены лопастей мешалки;
• закрытая камера вспенивания с клапаном для автоматическо-
го сброса пара;
• шнек для подачи полистирола в подвспениватель с регули-
руемой скоростью;
• пневмотранспорт в кипящем слое, снабженный вентилятором
и секторным разгрузчиком пенополистирола.
Вспениватель серии РЕ снабжен цифровым терморегулятором
для контроля плотности пенополистирола. Регулирование темпера-
туры на вспенивателях моделей РЕ 600 и РЕ 800 ручное, модели
РЕ 1250 автоматическое. Кроме того, во избежание ошибки опера-
тором при пуске и остановке осуществляется автоматический кон-
троль подачи воздуха, пара и материала. Рабочий цикл прерывает-
ся автоматически при отсутствии воздуха или перегрузке. На пане-
ли управления (рис. 7.5) представлена мнемосхема с указателями
324
всех рабочих функций подвспенивателя. В случае аварии или пере-
грузки подается звуковой сигнал.
Рис. 7.5. Панель управления вспенивателя
серии РЕ
Пневмотранспорт снабжен вентилятором с регулируемой пода-
чей воздуха, что позволяет избежать образования заторов материа-
ла на входе в пневмотранспорт. Нижняя часть его, представляющая
собой камеру с переменным сечением и регулируемым распреде-
лением воздуха, снабжена алюминиевым листом с отверстиями,
являющимися днищем пневмотранспорта. Секторный разгрузчик и
вентилятор обеспечивают правильное опорожнение пневмотранс-
порта и подачу материала в бункера хранения пенополистирола.
Вспениватель имеет дополнительные устройства, такие как агрегат
повторного вспенивания пенополистирола для получения низкой
его плотности (до 9 г/л), система подачи сырья посредством всасы-
вания, автоматическая система контроля заданной плотности пенопо-
листирола. Техническая характеристика вспенивателей серии РЕ при-
ведена в табл. 7.4.
325
Таблица 7.4
Техническая характеристика вспенивателей
непрерывного действия серии РЕ
Параметры РЕ 600 РЕ 800 РЕ 1250
Диаметр камеры вспенивания, мм Высота камеры вспенивания, мм Объем камеры вспенивания, м3 635 1900 0,6 800 2400 1,2 1250 3600 4,4
Производительность в зависимости от плотности пенополистирола, первое вспенивание, г/л-кг/ч 20—400 25-700 20-850 25-1400 20-2500 25-3000
Производительность второго вспени- вания при плотности пенополистирола 9 г/л, м3/ч 25 60 150
Габариты, мм: длина высота 5130 3400 7000 4250 8500 5700
Широкое распространение получили также вспениватели пе-
риодического и непрерывного действия серий VSD и V фирмы
«KURTZ» (Германия), приведенные на рис. 7.6 и 7.7.
Рис. 7.6. Вспениватель периодического действия серии VSD
326
Рис. 7.7. Вспениватель непрерывного действия
серии V
Особенностями вспенивателей фирмы «KURTZ» являются:
• возможность переработки материалов с низким содержанием
пентана и сополимеров;
• равномерное распределение плотности по всему объему;
• быстрая переналадка на другие плотности, от 8 до 100 г/л,
благодаря равномерному подмешиванию воздуха;
• полная очистка резервуара от остатков материала;
• простота обслуживания.
К дополнительному оборудованию, которым комплектуются эти
вспениватели, относятся:
♦ сушка в кипящем слое;
♦ вибросито;
♦ шнековый питатель;
♦ вентилятор для транспортировки материала;
♦ инжекторная воздуходувка;
♦ система автоматического регулирования плотности;
♦ система контроля для полностью автоматизированного про-
изводства с программированием различных плотностей
327
и транспортировкой в соответствующие бункера для хране-
ния пенополистирола.
Система управления в зависимости от требований может по-
ставляться в различных исполнениях — от задания параметров
вручную до полного автоматического контроля за плотностью ма-
териала. При оснащении вспенивателя программируемым коман-
доконтроллером имеется возможность:
• отражения на дисплее всех протекающих процессов при
вспенивании полистирола;
• воспроизведения, при необходимости, одной из нескольких
программ протекания технологического процесса, заложен-
ных в памяти контроллера.
В табл. 7.5 и 7.6 приведена производительность вспенивателей
периодического и непрерывного действия серий VSD и V в зави-
симости от требуемой плотности материала.
Отличительными признаками вспенивателей серии VSD явля-
ются:
♦ быстрая переналадка вспенивателя на другой вид сырья
и другую плотность пенополистирола;
♦ получение низкой плотности за один рабочий цикл подвспе-
нивания полистирола;
♦ точное соблюдение заданных параметров;
♦ возможность переработки специального полистирола.
Таблица 7.5
Производительность вспенивателей серии VSD, кг/ч
Плот- ность, г/л VSD 700 VSD 1000 VSD 1400 VSD 3000 VSD 4600 VSD 6300
13 210 300 420 900 1600 2600
15 300 450 680 1400 2100 3400
20 420 580 770 1650 2600 3800
25 550 800 1100 2000 3000 4200
Отличительными признаками вспенивателей серии V являются:
♦ высокая производительность;
♦ система автоматического контроля за плотностью пенополи-
стирола с начала и до конца рабочего цикла;
♦ устройство по вторичному вспениванию пенополистирола,
которое поставляется по требованию заказчика.
328
Таблица 7.6
Производительность вспенивателей серии V, кг/ч
Плотность, г/л V600 V800 V 1000 V 1300
15 180 400 1000 2000
20 350 650 1400 2300
25 600 900 1850 2600
7,1.2. Хранение пенополистирола после предварительного
вспенивания
На рис.7.8 представлен бункер для пенополистирола модели
4222 конструкции ОАО «НИИТАвтопром».
Бункер представляет собой минимальный модуль, состоящий из
двух емкостей. В зависимости от программы заказывается необхо-
димое количество модулей. Бункер состоит из двух сшитых из
прочной воздухопроницаемой ткани и изолированных друг от дру-
га мешков 7, закрытых тканевыми крышками и подвешенных на
петлях внутри сварно-сборочного каркаса 2. Мешки заужены
в нижней части и снабжены шиберными устройствами 3.
Рис. 7.8. Бункер для пенополистирола модели 4222
329
В крышках предусмотрены окна, через которые осуществляется
загрузка мешков. Загрузка пенополистирола и выгрузка его из
мешков после выдержки в течение определенного технологическо-
го времени осуществляются попеременно. Загрузка пенополисти-
рола производится воздушным потоком от вентилятора вспенива-
теля модели 4221. Этим же потоком осуществляется и сушка его
в мешках. Для транспортировки пенополистирола от вспенивателя
до бункера и выдачи его из бункера ОАО «НИИТАвтопром» разра-
ботана система пневмотранспорта модели 4224, а от бункера до
установки для изготовления моделей — тележка-бункер модели
4223 с полезным объемом 0,4 м3. Загрузка пенополистирола в те-
лежку-бункер и выгрузка из нее производятся автоматически при
ее подключении к бункеру с пенополистиролом или к установке
для изготовления моделей. Техническая характеристика бункера
модели 4222 представлена в табл. 7.7.
Таблица 7.7
Техническая характеристика бункера
для пенополистирола модели 4222
Параметры Значение параметров
Полезный объем одной емкости, м3 Общий объем, м3 Масса пенополистирола в бункере при плот- ности 20-100 г/л Габариты: длина/ширина/высота, мм 8,5 17 340-1700 4000/2200/4000
7.1.3. Изготовление моделей
В условиях мелкосерийного производства модели из пенополи-
стирола изготавливаются автоклавным способом. При этом ручная
пресс-форма заполняется гранулами пенополистирола с помощью
специального задувного устройства и затем помещается в автоклав.
После тепловой обработки пресс-форма извлекается из автоклава,
охлаждается в водяной ванне, разбирается, и модель извлекается.
Затем цикл повторяется. Для изготовления моделей могут использо-
ваться медицинские автоклавы моделей ГПД-400, ГПД-600 и др.
На рис. 7.9 представлено задувное устройство, которое состоит
из корпуса 1 и рукоятки 2. Воздух от цеховой сети подается через
штуцер 9 в камеру смешивания, куда поступает пенополистирол в
гранулах через штуцер 6. В корпусе расположено сопло 11, поло-
жение которого относительно рабочего сопла 7 регулируется резь-
330
бовым соединением. Корпус 1 соединен с рукояткой 2 гайкой 4.
Рабочее сопло 7 регулируется относительно сопла 11 и фиксирует-
ся гайкой 3. Герметизация камеры смешивания достигается рези-
новыми прокладками 17 и 18. В рукоятке расположен клапан, со-
стоящий из пружины 14, осей 6 и 13, втулки 5, курка 10, соединен-
ного с пружиной осью 75. Прокладки 13, 12 и пробка 16 гермети-
зируют клапан подачи воздуха в камеру смешивания. Задувное
устройство работает следующим образом. При нажатии курка 10
ось 6 перемещается в сторону пружины, сжимает ее, и воздух через
штуцер 9 по каналам в рукоятке 2 поступает в камеру смешивания
и далее в канал рабочего сопла 7. В камере смешивания образуется
разрежение, в результате которого по каналу штуцера 8 поступают
гранулы пенополистирола, которые увлекаются воздушным пото-
ком в рабочее сопло 7 и далее через отверстие в пресс-форме в ее
полость. Штуцер 8 соединен с бункером пенополистирола про-
зрачным полиэтиленовым шлангом, что позволяет визуально на-
блюдать за ходом заполнения пресс-формы гранулами пенополи-
стирола. Для прекращения работы задувного устройства отпуска-
ется курок, который под действием пружины возвращается в ис-
ходное положение, перекрывая канал поступления воздуха.
Рис. 7.9. Задувное устройство для ручного заполнения
пресс-форм пенополистиролом
331
ай*»5» *
Рис. 7.10. Установка для изготовления моделей
из пенополистирола модели 4220
В условиях серийного и массового производства модели изго-
тавливаются на полуавтоматических и автоматических установках.
На рис. 7.10 представлена автоматическая установка для изготов-
ления моделей из пенополистирола с вертикальной плоскостью разъ-
ема оснастки модели 4220, сконструированная ОАО «НИИТАвто-
пром». Установка включает в себя сварную раму с решетчатыми па-
нелями и дверцами, а также подвижную и неподвижную подмо-
дельные рамки, которые после крепления к ним половинок пресс-
форм, образуют соответственно подвижную и неподвижную паро-
вые камеры со встроенными трубопроводами для подачи пара, воз-
духа, воды для охлаждения пресс-формы, создания вакуума и сброса
конденсата. Подвижная подмодельная рамка перемещается по четы-
рем направляющим, закрепленным на раме установки, с помощью
гидроцилиндра, который служит и для запирания пресс-формы во
время формообразования модели. На раме закреплены также рас-
ходный бункер для пенополистирола и манипулятор для извлечения
модели. Кроме того, в состав установки входит система подачи пара,
воды, вакуумирования, а также пневмо-, гидро- и электрооборудова-
332
ние. Для заполнения пресс-формы пенополистиролом используются
специальные задувные устройства — инжекторы.
Установка модели 4220 работает следующим образом. С нача-
лом автоматического цикла подвижная рама быстро, а в конце хода
медленно перемещается до смыкания половинок пресс-форм. Од-
новременно с началом цикла в паровые камеры подается пар для
разогрева пресс-формы. По истечении заданного времени подача
пара прекращается. После слива конденсата и вакуумирования па-
ровых камер открывается шибер, и пенополистирол под давлением
сжатого воздуха из бункера подается в пресс-форму. Подача пара
для спекания модели, вакуумирование паровых камер, подача воды
для охлаждения пресс-формы и ее слив в зависимости от техноло-
гического процесса осуществляются одним из способов, преду-
смотренных на установке. При раскрытии пресс-формы в подвиж-
ную паровую камеру подается воздушный импульс для прижатия
модели к неподвижной части пресс-формы. Далее подвижный за-
хват манипулятора, снабженный вакуумными присосками, посред-
ством пневмоцилиндров подводится вплотную к модели, извлекает
ее из пресс-формы и, вынося за пределы установки, укладывает в
специальную тару или на цеховой транспортер. Установка может
поставляться по требованию заказчика без манипулятора. Извле-
чение моделей в этом случае производится сжатым воздухом или
механическими выталкивателями. Техническая характеристика
автоматической установки для изготовления моделей из пенополи-
стирола модели 4220 представлена в табл. 7.8.
Таблица 7.8
Техническая характеристика установки модели 4220
Параметры Значение параметров
Размер базовой плиты, мм 1145 x725
Размер паровой камеры в свету, мм 1105 х625
Глубина неподвижной паровой камеры, мм 260^410
Производительность, съемов/ч До 30
Усилие запирания, кН 180
Давление рабочей жидкости в гидросистеме, МПа 4-15
Максимальное количество инжекторов 24
Установленная мощность, кВт 16
Система управления — программируемый ко-
мандоконтроллер
Габариты: длина/ширина/ высота, мм 4200/2250/3100
333
Основные особенности установки модели 4220:
♦ простота конструкции (при наличии всех необходимых уст-
ройств для получения качественных моделей);
♦ жесткость конструкции с четырьмя направляющими, обеспечи-
вающая стабильность и высокую точность изготовления моделей;
♦ компактное расположение аппаратуры для подачи пара, сжа-
того воздуха и воды, обеспечивающее легкий доступ для
осмотра и обслуживания;
♦ наличие манипулятора с вакуумными присосками для съема
моделей, приспособленного для работы с различными пресс-
формами.
На установке модели 4220 можно также изготавливать:
• фасонную упаковку для хранения и транспортировки теле-,
аудио-, видеоаппаратуры, всевозможных бытовых приборов
и т. д.;
• легкую прочную и безвредную тару многоразового использо-
вания для сбора, транспортировки и хранения в подвалах и
холодильных камерах овощей, фруктов и другой сельскохо-
зяйственной продукции;
• декоративные и шумоизолирующие панели с торцевым зам-
ком и габаритными размерами 500 х 500 х 15 мм;
• теплоизолирующие панели с торцевым замком для жилищного
строительства с габаритными размерами 1000 х 500 х 20-100 мм.
На рис. 7.11 представлен автомат для изготовления моделей из
пенополистирола модели ПМ-ЗМ, сконструированный Специаль-
ным проектно-конструкторским и технологическим бюро Института
проблем литья АН УССР (сейчас Физико-технический институт ме-
таллов и сплавов НАН Украины) в 1974 г. Кроме главного верти-
кального разъема автомат имеет четыре дополнительных пневмати-
ческих цилиндра, что дает возможность иметь еще два разъема в
горизонтальной и два в вертикальной плоскости. Такая конструкция
автомата позволяет изготавливать сложные модели за один цикл и
избежать последующей сборки модели при помощи клея. Слева на
рисунке показана группа моделей корпуса вентиля, изготовление
которого на автоматах с одной плоскостью разъема не представляет-
ся возможным. На данный момент это единственный из сущест-
вующих модельный автомат с дополнительными плоскостями разъ-
ема. Техническая характеристика модельного автомата модели
ПМ-ЗМ приведена в табл. 7.9.
334
Рис. 7.11. Автомат для изготовления моделей
из пенополистирола модели ПМ-ЗМ
Таблица 7.9
Техническая характеристика модельного автомата модели ПМ-ЗМ
Параметры Значение параметров
Производительность, съемов/ч ЗО^Ю
Количество плоскостей разъема пресс-формы, шт. 5
Количество пневматических цилиндров, шт. 5
Максимальные габариты пресс-формы, мм 600 х 600 х 500
Давление пара, МПа 0,18-0,5
Рабочее давление воздуха, МПа 0,4-0,5
Расход пара, кг/ч 20-30
Расход воздуха, м3/ч 3
Расход воды, м3/ч 1,5
Установленная мощность, кВт 1,0
Габариты: длина/ширина/высота, мм 1710/2100/1600
Масса, кг 1160
Режим работы — наладочный, автоматический
Система управления — микропроцессор
На рис. 7.12 представлена автоматическая установка для изготов-
ления моделей из пенополистирола с вертикальной плоскостью
разъема оснастки серии МРН, а на рис. 7.13 — установка с горизон-
тальной плоскостью разъема пресс-формы серии MPV-F производ-
ства фирмы «STIROLOGIC».
335
Рис. 7.12. Установка для изготовления
моделей из пенополистирола серии МРН:
а) вид спереди; б) вид сзади
Основные особенности установок этих серий:
• высокопроизводительная вакуумная система, обеспечиваю-
щая сухую поверхность моделей, остаточную влажность
в пределах 4-6 %, ускоренную стабилизацию моделей и вы-
полняющая повторную сушку моделей;
• электронная система управления GE-FANUC;
• возможность замены пресс-формы за 15-20 мин;
336
компактный энергетический блок;
система заполнения пресс-формы под давлением, обеспечи-
вающая получение тонкостенных моделей (3 мм);
Рис. 7.13. Установка для изготовления
моделей из пенополистирола серии MPV-F:
а) вид спереди; б) вид сзади
337
• точная регулировка предварительного зазора по разъему
пресс-формы для эвакуации воздуха при ее заполнении пено-
полистиролом;
• встроенный манипулятор для безопасности извлечения моде-
лей;
К дополнительным устройствам относятся:
♦ специальный инжектор для подачи пенополистирола в пресс-
форму;
♦ полуавтоматическое устройство для замены пресс-формы за
5-7 мин.
Техническая характеристика установок серий МРН и MPV-F
приведена в табл. 7.10.
Таблица 7.10
Техническая характеристика установок серий МРН и MPV-F
Параметры МРН 80/50 МРН 100/80 МРН 160/100 МРУ 60/40-F MPV 80/60-F
Размер паро- вой камеры в свету, мм 800 х 500 1000 х х 800 1600 X х 1000 600 х 400 800 х 600
Глубина под- вижной и непо- движной паро- вых камер, мм 180 190 200 180
Расстояние ме- жду подвижной и неподвижной паровыми камерами, мм 650 800 650
Установленная мощность, кВт 8,0 8,0 14,5 8,0 10,0
Фирма «STIROLOGIC» разработала также специальные уста-
новки модели FORAM с горизонтальной плоскостью разъема
пресс-формы для изготовления моделей из пенополистирола в усло-
виях мелкосерийного производства (рис. 7.14).
338
Рис. 7.14. Установка для изготовления моделей из пенополистирола
в условиях мелкосерийного производства модели FORAM
Основные особенности этой установки:
• возможность изготовления высокоточных моделей и их час-
тей сложной конфигурации;
• отсутствие потерь времени при замене пресс-формы;
• возможность изготовления одновременно нескольких моделей;
• механизированное раскрытие пресс-формы.
Техническая характеристика установки модели FORAM приве-
дена в табл. 7.11.
Таблица 7.11
Техническая характеристика установки модели FORAM
Параметры Значение параметров
Максимальный размер модели, мм Максимальное расстояние между подвижной и неподвижной камерами, мм Минимальное расстояние между подвижной и неподвижной камерами, мм Установленная мощность, кВт 750 х 450 х 200 400 150 3,0
339
Фирмой «BERNDORF» (Италия) разработан ряд установок для
изготовления моделей с вертикальной линией разъема пресс-
формы с использованием модульного принципа.
Базовая установка укомплектована:
• загрузчиком пенополистирола для быстрого заполнения
пресс-формы под давлением сжатого воздуха;
• автоматической системой подачи материала из бункера;
• вакуумным насосом;
• гидравлической системой закрытия и открытия пресс-формы;
• электронным щитом управления с программируемым коман-
доконтроллером и запоминанием восьми различных режимов
обработки пенополистирола паром.
К дополнительным устройствам, обеспечивающим более высо-
кую степень автоматизации, относятся:
♦ съемщик моделей с автоматическим приводом;
♦ электрическая или ручная таль для обеспечения операции
смены пресс-формы.
Кроме того, установки для изготовления моделей могут быть
оснащены компьютером, дающим возможность:
- контролировать все функции установки параметров техноло-
гического цикла: величину давления, время, положение по-
движной камеры и т. д.;
- запоминать параметры, относящиеся к различным пресс-
формам, при двадцати режимах;
- программировать технологические параметры технологиче-
ского процесса с помощью клавиатуры и дисплея на пульте
управления;
- осуществлять связь с центром посредством печатающего уст-
ройства или компьютера.
На рис. 7.15 представлена одна из установок серии АССА 0-90
фирмы «BERNDORF» для изготовления моделей из пенополи-
стирола. Технические характеристики автоматических устано-
вок серий АССА 0-90 и АССА 150 приведены соответственно
в табл. 7.12 и 7.13.
340
a
Рис. 7.15. Установка для изготовления моделей
из пенополистирола модели АССА 0-90/2:
а) общий вид; б) вид на раскрытую пресс-форму
341
Таблица 7.12
Техническая характеристика установок серии АССА 0-90
Параметры АССА 0-90/0 АССА 0-90/2 АССА 0-90/5
Размер базовой плиты, мм 925 х 725 1145 x725 1360 х 725
Размер паровой камеры в свету, мм 885 х 685 1105 х685 1320 х 685
Глубина базовой камеры, мм 210-450 210-450 210-450
Максимальное количество инжекторов, шт 12 24
Габариты: длина/ширина/высота, мм 4300/2100/3000 4300/2300/ 3000
Примечание, Для всех установок: усилие запирания пресс-формы — 180 кН;
давление рабочей жидкости в гидросистеме — 15 МПа; установленная мощ-
ность — 10 кВт; высота с талью — 370 мм.
Таблица 7.13
Техническая характеристика установок серии АССА 150
Параметры АССА 150-0 АССА 150-2 АССА 150-5
Размер базовой плиты, мм 1450 х 925 1450х1145 1450 х 1360
Размер паровой камеры в свету, мм 1410x885 1410х1105 1105 х 1320
Примечание. Для всех установок: глубина базовой камеры — 165-550 мм;
усилие запирания пресс-формы — 300 кН; давление рабочей жидкости —
15 МПа; максимальное количество инжекторов — 24; установленная мощ-
ность— 15 кВт.
342
Рис. 7.16. Установка для изготовления
моделей из пенополистирола модели К68
Рис. 7.17. Установка для изготовления
моделей из пенополистирола модели К1014
343
На рис. 7.16 и 7.17 представлены автоматические установки для
изготовления моделей из пенополистирола с вертикальной линией
разъема пресс-формы моделей К68 и К1014 фирмы «KURTZ». Ос-
новные особенности этих установок:
• простота обслуживания благодаря микропроцессорной си-
стеме управления;
• широкий выбор вариантов программ;
• возможность настройки движения паровой камеры на всех
этапах с пульта управления;
• точная остановка подвижной паровой камеры, допуск на за-
зор не более 0,1 мм;
• короткий цикл работы за счет применения клапанов и трубо-
проводов большого сечения и экономичной вакуумной сис-
темы охлаждения конденсата;
• центральное распределение рабочих сред: воздуха, пара и ва-
куума;
• электронный контроль за рабочими средами;
• экономия электроэнергии за счет точного дозирования охла-
ждающей воды;
• большой ход открытия паровой камеры для объемных моде-
лей;
• специальная «куртц-система» быстрой смены пресс-форм
при помощи механических или гидравлических зажимов;
• возможность встраивания систем автоматизированного съема
моделей и их укладка.
К дополнительным устройствам относятся:
♦ манипулятор для съема моделей и их укладки в тару;
♦ запоминающее устройство с дискетами.
В табл. 7.14 приведена техническая характеристика установок
для изготовления моделей с вертикальной плоскостью разъема
пресс-формы, а в табл. 7.15 — параметры паровых камер всех
установок серии К фирмы «KURTZ».
Таблица 7.14
Техническая характеристика установок серии К
Параметры К68 K710LF К813 К1014 К1214
Размер паро- вой камеры в свету, мм 800 х 600 1000 х 700 1300 х 800 1400 х1000 1400 х1200
344
Окончание табл. 7.14
Параметры К68 K710LF К813 К1014 К1214
Максимальное расстояние между подвиж- ной и непо- движной ка- мерами, мм 1270 1320 1520
Усилие запи- рания, кН 95 150 240 490
Установленная мощность, кВт 7 8,5 10 14 16
Габариты, мм: длина/ ширина/ высота Примечание. Дл низкое — 4,5 МПа, 3470/ 2180/ 3485 [я всех уста высокое — 4366/ 2835/ 2765 новок: давле 25 МПа; кол 3655/ 3300/ 4275 ние рабочей ичество инж 4310/ 3685/ 4360 жидкости в ги екгоров — 6-' 4470/ 3685/ 4560 дросистеме: J0.
Таблица 7.15
Параметры паровых камер установок серии К
Модель Размеры паровой камеры в свету, мм Максимальное расстояние между камерами, мм
К57 700x500
К68 800x600
К710 100x700 1250
К810 100x800
К813 1300x800
К912 1200x900
К1013 1300x1000
К1014 1400x1000 1500
К1015 1500x1000
К1214 1400x1200
К1018 1800x1000
К1317 1700x1300 2000
К1318 1800x1300
К13.517 1700x1350
345
a
Рис. 7.18. Установка для изготовления
моделей из пенополистирола модели МЗЗ:
а) позиция выдачи готовых моделей; б) позиция смены пресс-формы
На рис. 7.18 представлена автоматическая установка для изго-
товления моделей из пенополистирола с вертикальной плоско-
стью разъема модели МЗЗ фирмы «SAPLEST» (Франция), а
в табл. 7.16 приведена техническая характеристика установок се-
рии М этой фирмы.
346
Таблица 7.16
Техническая характеристика установок серии М
Параметры МЗЗ М86 Ml 08
Размер паровой камеры в свету, мм 300 х 300 800 х 600 1080 х 800
Минимальный ход подвижной 150 11 10
паровой камеры, мм
Максимальный ход паровой 650 ОПП
камеры, мм
Ход паровой камеры, транс-
портирующей модель на пози- 700 1150 1400
цию съема, мм
Установленная мощность, кВт 6 8,5
Габариты: длина/ ширина/ 3400 х 2300 х 4300 х 3250 х 4300 х 3800 х
высота, мм х2500 х 3400 х 3600
Фирмой «SAPLEST» была разработана технология изготовле-
ния модели из пенополистирола блока цилиндров автомобиля
фирмы «PEUGEOT», для чего были изготовлены специальная ав-
томатическая установка и сложная пресс-форма, имеющая шесть
плоскостей разъема. Это позволило за один цикл изготавливать
основную часть модели блока цилиндров. Производительность
автоматической установки — 12-16 съемов/ч.
Фирмой «FATA» по лицензии фирмы «SAPLEST» был разрабо-
тан ряд установок для изготовления газифицируемых моделей се-
рии SF/M. Установка модели SF/M108 представлена на рис. 7.19.
В табл. 7.17 приведены технические характеристики установок этой
серии.
Основные особенности установок серии:
• перемещение подвижных частей на шариковых направляющих;
• хранение вспененного пенополистирола в бункерах на уста-
новке;
• возможность размещения инжекторов с обеих сторон пресс-
формы;
• автоматический съем моделей манипулятором и их установка
на ленточный транспортер;
• быстрая замена пресс-форм сверху с применением ручных
зажимов или гидравлики;
• прозрачная кабина с дверцами, полностью закрывающая
установку в целях безопасности.
347
Таблица 7.17
Техническая характеристика установок серии SF/M
Параметры SF/M33 SF/M86 SF/M108
Минимальный ход
подвижной паровой камеры, мм 150 180 240
Максимальный ход камеры, мм 650 9( )0
Размер паровой камеры, мм Ход паровой камеры 390 х 390 850 х 580 1080 х 800
на позицию съема, мм 700 1400 1700
Установленная мощ- ность, мм 6 18
Габариты: длина/ ширина/высота, мм 2300/3400/2500 4492/3670/2900 4650/4213/2900
Рис. 7.19. Установка для изготовления газифицируемых моделей
модели SF/M108
348
7.1.4. Сборка моделей и модельных блоков
В условиях мелкосерийного производства сборка пенополи-
стироловых моделей из отдельных частей и моделей в блоки
производится вручную с применением кондуктора и клея. В условиях
серийного и массового производства применяются полуавтоматиче-
ские установки для склейки и сварки моделей из отдельных частей и
моделей в блоки. На рис. 7.20 представлена полуавтоматическая
установка для склеивания пенополистироловых моделей из двух и
более частей с горизонтальной плоскостью разъема кондукторов
модели 4191, сконструированная ОАО «НИИТАвтопром».
Установка представляет собой жесткую рамную конструкцию,
на основании которой смонтированы: механизм подъема нижнего
кондуктора с пневмоцилиндра; ванна с клеем-расплавом, в днище
которой смонтированы ТЕНы; механизм перемещения копира для
нанесения клея на модель; механизм перемещения верхнего кондук-
тора в положение над ванной и обратно с приводом от пневмоцилинд-
ра; система автоматической смазки трущихся пар; пневмо- и электро-
оборудование. Установка со всех сторон закрыта ограждением,
включающим решетчатые панели и дверцы для доступа к агрегатам
Рис. 7.20. Установка для склеивания моделей
из двух и более частей модели 4191:
а) общий вид; б) вид на оснастку для склеивания
частей модели корпуса электродвигателя (см. также с. 350)
349
б
Рис. 7.20. Окончание
установки при обслуживании.
Исключение составляет под-
вижная передняя дверца, кото-
рой оператор пользуется каж-
дый раз в цикле для установки
частей модели и съема готовой
продукции.
Установка модели 4191 ра-
ботает следующим образом.
Оператор вручную устанавли-
вает склеенные части модели в
нижний и верхний кондукторы,
в которых они затем удержи-
ваются за счет вакуумирова-
ния. После нажатия кнопки
«Пуск» верхний кондуктор пе-
ремещается в положение над
ванной, затем подвижный ко-
пир, выходя из клея-расплава,
перемещается вверх до сопри-
косновения с поверхностью
разъема модели, на которой
остается тонкий слой клея-
расплава, перешедший с копира за время его выдержки в верхнем
положении. Далее копир опускается в ванну с клеем-расплавом, а
верхний кондуктор возвращается в первоначальное положение. После
этого нижний кондуктор перемещается вверх до соприкосновения
склеиваемых частей модели. По истечении времени выдержки клей-
расплав затвердевает, и готовая модель извлекается оператором из
нижнего кондуктора. Техническая характеристика полуавтоматиче-
ской установки для склеивания пенополистироловых моделей из двух
и более частей с горизонтальными плоскостями разъема кондуктора
модели 4191 представлена в табл. 7.18.
Таблица 7.18
Техническая характеристика установки модели 4191
Параметры
Размеры верхнего и нижнего кондукторов
максимальные, мм:
длина
ширина
высота
Значение параметров
950
500
180
350
Окончание табл. 7.18
Параметры Значение параметров
Производительность, сьемов/ч Привод — пневматический Нагрев ванны с клеем — электрический Система управления — программируемый командоконтроллер Установленная мощность, кВт Габариты: длина/ширина/высота, мм 100 40 4500x4100x2600
Основные особенности установки модели 4191:
• жесткость конструкции, обеспечивающая стабильность и вы-
сокую точность склеивания моделей;
• простота и удобство размещения и фиксации моделей в верх-
нем и нижнем кондукторах;
• возможность одновременного склеивания нескольких мо-
дельных частей одной модели.
Рис. 7.21. Установка для склеивания пенополистироловых
моделей серии IFT
351
Рис. 7.22. Структурная схема установки для склеивания
пенополистироловых моделей серии IFT:
1 — нижний кондуктор; 2 — верхний кондуктор;
3 — копир для нанесения клея; 4 -— система вакуумирования;
5 — ванна с клеем; 6 —металлоконструкция; 7 — мешалка
На рис. 7.21 представлена полуавтоматическая установка для
склеивания пенополистироловых моделей серии IFT с горизонталь-
ной плоскостью разъема оснастки фирмы «FATA ALUMINIUM»,
а на рис. 7.22 — структурная схема этой установки.
Особенности установки серии IFT:
• перемещение подвижных частей на шариковых направляющих;
• разогрев клея и поддержание соответствующей температуры
с помощью нагретой жидкости, циркулирующей между
двойными стенками ванны для клея;
• универсальная система для установки и крепления кондукторов;
• быстрая замена кондукторов сверху с применением ручных
захватов.
Установки серии IFT поставляются с пневматическим (модель Р)
или с гидравлическим (модель I) приводами. Установка модели Р
имеет производительность 57 съемов/ч при мощности 16 кВт,
а установки модели I имеют производительность 72 съемов/ч при
мощности 30 кВт (максимальное давление рабочей жидкости —
3,5 МПа). Некоторые параметры установок для сборки моделей из
отдельных частей серии IFT приведены в табл. 7.19.
352
Таблица 7.19
Размеры установок серии IFT
Параметры 2L/P 2L/I 2LS/P 2LS/I 3L/P 3L/1 3LS/P 3LS/I
Габариты, мм: длина ширина высота 2550 2185 3535 2800 2635 3985
Расстояние между плос- костями кон- дуктора, мм 550 750 550 750
На рис. 7.23 представлена полуавтоматическая установка модели
4193 для сварки двух половинок пустотелого пенополистиролового
стояка, сконструированная ОАО «НИИТАвтопром». Установка со-
стоит из сварной станины, на которой смонтированы: механизм пе-
ремещения нижнего кондуктора с приводом от пневмоцилиндра;
механизм поворота верхнего кондуктора с ручным приводом; элек-
тронагреватель для термопластины; механизм перемещения термо-
пластины с приводом от пневмоцилиндра; пневмо- и электрообору-
дование. Электронагреватель включает в себя алюминиевую нагре-
вательную плиту со встроенными ТЕНами и теплоизолирующий
кожух, в котором предусмотрена щель для введения термопластины.
Установка со всех сторон закрыта ограждением, состоящим из пане-
лей с дверцами. Открытыми остаются зоны установки половинок
стояка в верхний и нижний кондукторы и система подготовки воздуха.
Установка модели 4193 работает следующим образом. Оператор
вручную устанавливает половинки моделей стояка в нижний и
верхний кондукторы, которые удерживаются в кондукторах за счет
вакуума, и вручную поворачивает верхний кондуктор в положение
над нижним. После нажатия кнопки «Пуск» нижний кондуктор пе-
ремещается к верхнему, при этом между частями моделей стояка
остается зазор, в который входит предварительно нагретая до задан-
ной температуры термопластина. После определенной выдержки,
в течение которой происходит подплавление поверхностей полови-
нок моделей стояка, термопластина возвращается в электронагрева-
тель для подогрева, а части модели стояка прижимаются друг к дру-
гу и выдерживаются в течение заданного времени до затвердевания
шва. Готовая модель стояка извлекается оператором вручную из
нижнего кондуктора.
353
б
Рис. 7.23. Установка для сварки стояка
из пенополистирола модели 4193:
а) общий вид;
6) вид спереди на кондуктор
354
Техническая характеристика установки для сварки стояка из
пенополистирола модели 4193 приведена в табл. 7.20. Следует от-
метить простоту и удобство размещения и фиксации половинок
моделей в верхнем и нижнем кондукторах.
Таблица 7.20
Техническая характеристика установки модели 4193
Параметры Значение параметров
Максимальная высота стояка, мм 950
Производительность, съемов/ч Привод — пневматический Нагрев термопластины — электрический Система управления — программируемый командоконтроллер 100
Установленная мощность, кВт 11
Габариты: длина/ширина/высота 4150/1600/2100
На рис. 7.24 представлена полуавтоматическая установка модели
4192 для сборки моделей в блоки путем приваривания к стояку из
пенополистирола по двум взаимно перпендикулярным осям четы-
рех моделей в ярусе, сконструированная ОАО «НИИТАвтопром».
Число ярусов зависит от размера модели. Установка включает
в себя жесткую рамную конструкцию, в которой смонтированы:
механизм перемещения в горизонтальной плоскости двух кондук-
торов с моделями (перемещение их происходит от пневмоцилинд-
ров); механизм перемещения в вертикальной плоскости кондукто-
ра с моделью стояка с приводом от пневмоцилиндра; электрона-
греватель для двух термопластин; механизм перемещения в верти-
кальной плоскости термопластин с приводом от пневмоцилиндра;
пневмо- и электрооборудование.
Установка модели 4192 работает следующим образом. Оператор
вручную устанавливает пенополистироловый стояк в центральный
кондуктор, а модели — в два боковых кондуктора, расположенные
по обе стороны от центрального и ниже его. После нажатия кнопки
«Пуск» кондуктор со стояком опускаются в нижнее положение, а
боковые кондукторы перемещаются к стояку и фиксируются с за-
зором между ними и стояком для ввода нагретой термопластины.
Нагретые термопластины перемещаются от электронагревателя,
расположенного в нижней части установки и в конце хода, вверх,
попадают в зазор между стояком и моделями. После выдержки,
355
в течение которой происходит подплавление свариваемых поверх-
ностей, термопластины выходят из зазора, и срабатывает механизм
поджатия моделей к стояку. После некоторой выдержки, достаточ-
ной для сварки, механизм протяжки моделей поднимает блок с
двумя моделями и стояком в верхнее положение, а боковые кон-
дукторы возвращаются в исходное положение. Для приваривания
второй пары моделей к стояку оператор вручную устанавливает
модели в боковые кондукторы и поворачивает центральный кон-
дуктор на 90°. Нажатием кнопки «Пуск» воспроизводится анало-
гичный цикл сварки моделей со стояком. Готовый модельный блок,
состоящий из стояка и четырех моделей, извлекается оператором
из центрального кондуктора. Техническая характеристика установ-
ки для сборки модельных блоков термосваркой модели 4192 при-
ведена в табл. 7.21.
Рис. 7.24. Установка для сборки модельных блоков термосваркой
модели 4192
Таблица 7.21
Техническая характеристика установки модели 4192
Параметры
Максимальная высота модели, мм
Максимальная высота стояка, мм
Производительность, съемов/ч
Значение параметров
800
950
60
356
Окончание табл. 7.21
Параметры Значение параметров
Привод — пневматический Нагрев термопластины — электрический Система управления — программируемый командоконтроллер Установленная мощность, кВт Габариты: длина/шир ина/высота, мм 9 3650/3700/3450
Особенностями установки модели 4192 являются:
• возможность сваривать модельные блоки со стояками значи-
тельной высоты за счет специальной конструкции механизма
перемещения термопластины;
• жесткость конструкции, обеспечивающая стабильность и вы-
сокую точность сваривания моделей со стояком, что особенно
важно при протяженных стояках.
Фирмой «FATA» разработаны полуавтоматические установки
для сборки модельных блоков двумя способами: термосваркой и
склеиванием. Структурные схемы установок представлены на
рис. 7.25 и 7.26.
Рис. 7.25. Структурная схема установки для сборки модельных блоков
термосваркой фирмы FATA
357
Рис. 7.26. Структурная схема установки сборки модельных блоков
склеиванием фирмы FATA:
1 — нижний кондуктор; 2 — верхний кондуктор; 3 — копир для нанесения клея;
4 — мешалка; 5 — ванна с клеем; б — челнок; 7 — металлоконструкция
Установка имеет габаритные размеры: при сборке термосвар-
кой: длина 2000 мм, ширина 1100 мм и высота 2500 мм; при сборке
склеиванием: длина 2720 мм, ширина 2910 мм и высота 2330 мм.
7.1.5. Оборудование для окраски моделей и модельных блоков
Для серийного и массового производства ОАО «НИИТАвтопром»
разработана полуавтоматическая установка для окраски модельных
блоков модели 4205, которая представлена на рис. 7.27. Установка
включает в себя раму, на которой смонтированы: окрасочный бак,
предназначенный для текущего расхода краски; бак хранения
краски, предназначенный для поддержания находящейся в нем
краски в рабочем состоянии и восполнения потерь краски в окра-
сочном баке; подъемник, предназначенный для закрепления мо-
дельного блока, его равномерного окунания в краску и извлечения
из бака; пневмо- и электрооборудование.
Баки имеют одинаковую конструкцию, снабжены крышками
с приводами от пневмоцилиндров, мешалками для краски с элек-
троприводами и насосами для перекачки краски.
Установка модели 4205 работает следующим образом. Готовая
краска заливается в окрасочный бак и в бак хранения краски. Блок
моделей вручную устанавливается и фиксируется в захвате на кон-
соли подъемника. Включением пневмоцилиндра производится
опускание модельного блока в бак и его подъем из бака. Затем
358
вручную осуществляется съем окрашенного блока моделей с захва-
тов консольного подъемника. По мере расходования краски в про-
цессе окрашивания блоков по команде сигнализатора уровня краска
из бака хранения перекачивается в окрасочный бак. В целях преду-
преждения оседания компонентов краски и поддержания необходи-
мой консистенции мешалка в баке хранения работает постоянно, а
в окрасочном баке включается при нахождении консоли подъемни-
ка в верхнем положении и отключается при срабатывании захвата
блока. Техническая характеристика установки для окраски модель-
ных блоков модели 4205 приведена в табл. 7.22.
Рис. 7.27. Установка для окраски модельных блоков модели 4205
Таблица 7.22
Техническая характеристика установки модели 4205
Параметры Значение параметров
Максимальные размеры модельного блока: диаметр описанной окружности/ высота, м 700/950
Производительность, блоков/ч Привод — пневматический Система управления — релейная 60
Установленная мощность, кВт 10
Габариты: длина/ширина/высота, мм 2900/3300/3200
359
Следует отметить наличие в установке модели 4205 специаль-
ного устройства, позволяющего погружать в краску без деформа-
ции ажурные модельные блоки.
Рис. 7.28. Структурная схе-
ма установки для окраски
модельных блоков фирмы
«FATA ALUMINIUM»:
1 — модельный блок; 2 — бак
с краской; 3 — узел крепления
модельного блока; 4 — меха-
низм перемещения модельного
блока
На рис. 7.28 представлена структурная схема установки фирмы
«FIAT ALUMINIUM» для окраски модельных блоков, аналогичной
установке, описанной выше, но только с одним баком. Габаритные
360
размеры установки без электрошкафа: длина 1550 мм, шири-
на 1250 мм, высота 2500 мм.
7.2. Оборудование для формовки, заливки, охлаждения
и выбивки отливок
Для изготовления литейных форм из сухого кварцевого песка
применяются вибрационные столы различной конструкции. Про-
стейший вибростол, структурная схема которого представлена на
рис. 7.29, включает в себя плиту 1 с двумя электрическими вибра-
торами 3 вращающего действия, установленную с помощью пружин
6 на втулках 2 основания 7. На плите 1 предусмотрены ограничители 5
для установки опоки и подкладки 4 из твердой резины для умень-
шения шума при работе стола. Вибраторы вращаются в разные сто-
роны и установлены так, что результирующая сила приложена к
середине линии, соединяющей центры вибраторов, и всегда перпен-
дикулярна к ней. На механизированных линиях обычно вместо огра-
ничителей используют центрирующие штыри и во избежание отры-
ва опоки от опорной поверхности плиты 1 применяют устройства
для закрепления опоки во время вибрации, чаще всего гидрозажимы.
Рис. 7.29. Структурная схема вибростола
для изготовления формы из песка
361
На рис. 7.30 представлен опытно-промышленный вариант виб-
ростола фирмы «FM INDUSTRIE» (Франция), включающего в себя
также опоку-контейнер квадратного сечения жесткой конструкции.
Особенностями этого стола являются: верхнее расположение (от-
носительно опоки) двух высокочастотных вибраторов; наличие
камеры для вакуумирования опоки, расположенной в нижней ее
части; применение пневмопружины с регулируемой жесткостью и
подвижного дна на опоке для ее освобождения от песка после за-
ливки формы металлом и охлаждения отливки.
На рис. 7.31 представлен вибростол с регулируемой частотой
вибрации фирмы «GENERAL KINEMATICS» (США) с двумя гори-
зонтально расположенными вибраторами; грузоподъемность Ют
и мощность 375 кВт.
Рис. 7.30. Опытно-промышленный
вибростол с опокой фирмы
«FM INDUSTRIE»
Рис. 7.31. Вибростол фирмы
«GENERAL KINEMATICS»
с двумя вибраторами
На рис. 7.32 представлен вибростол с измененным направлени-
ем вибрации с одним вертикально расположенным вибратором
с регулируемой по вертикали и горизонтали амплитудой той же
фирмы. Общим для конструкции обоих столов являются трехто-
чечные опоры для опок, снабженные специальными профильными
362
шумопоглощающими захватами, которые точно позицируют и
поддерживают опоку во время уплотнения. Компьютерное управ-
ление позволяет выполнить вибрацию по специальной программе
для каждой модели. По мере заполнения опок благодаря обратной
связи автоматически производится коррекция, учитывающая увели-
чение массы, для поддержания требуемых параметров вибрации.
Рис. 7.32. Вибростол с одним вибратором фирмы
«GENERAL KINEMATICS»
На рис. 7.33 представлен один из вариантов компоновки формо-
вочно-заливочного модуля конструкции ОАО «НИИТАвтопром»
для мелкосерийного производства отливок из черных и цветных
металлов. Формовочно-заливочный модуль включает в себя вибро-
стол 7, бункер для песка 2, опрокидыватель 3, неприводные ролики
4, 5 и две опоки 6. Для отделения отливки от песка предусмотрены
вибросито 7, емкости для отливок и песка 8 и 9 соответственно. При
изготовлении отливок из черных сплавов в состав модуля входят
также система вакуумирования опок, включающая в себя вакуумный
насос 10, ресивер-пылеуловитель И и трубопровод с устройством
для быстрого соединения системы вакуумирования с опоками на
позиции заливки. Внутри опоки в этом случае размещается коллек-
тор, соединяющий опоку с системой вакуумирования.
363
Рис. 7.33. Вариант компоновки формовочно-заливочного модуля
конструкции ОАО «НИИТАвтопром»
Работа указанного модуля осуществляется следующим образом.
Оператор с помощью соответствующих кнопок на пульте управле-
ния включает вибраторы и цилиндр подъема вибростола, в резуль-
тате чего опока, находящаяся на позиции вибростола под бунке-
ром, поднимается над рольгангом. Открывается шиберная заслон-
ка, и песок поступает в опоку до образования в ней уплотненной
подушки из песка высотой до 50 мм. Затем опока опускается на
рольганг и вручную перемещается от бункера на свободную пози-
цию. Здесь оператор устанавливает куст моделей на песчаную по-
стель и во избежание опрокидывания куста фиксирует его относи-
тельно опоки с помощью специального приспособления. Далее
опока перемещается оператором под бункер, вибро стол поднимает
опоку, и при включенных вибраторах производится засыпка песка
и его уплотнение в опоке. После формовки опока перемещается
оператором в зону заливки, минуя позицию опрокидывания. Ана-
логичным образом после формовки в зоне заливки устанавливает-
ся вторая опока. В случае изготовления отливок из черных сплавов
опоки соединяются оператором с системой вакуумирования, после
чего производится заливка их металлом. После выдержки для осты-
вания отливок опоки перемещаются на позицию опрокидывания, где
опока освобождается от песка и отливки, и цикл повторяется.
Для увеличения производительности работа может быть орга-
низована иначе. После формовки и заливки опоки тельфером сни-
маются с рольганга формовочно-заливочного модуля и устанавли-
ваются на плацу цеха для остывания отливок. В этом случае может
364
быть задействовано большое количество опок. Производительность
при этом увеличивается до 10 съемов в час. Техническая характери-
стика формовочно-заливочного модуля приведена в табл. 7.23.
Таблица 7.23
Техническая характеристика формовочно-заливочного модуля
Параметры Значение параметров
Внутренний диаметр опоки*, мм 700
Высота опоки, мм 800
Количество опок 2 и более
Максимальная металлоемкость формы, кг: чер- ные сплавы/алюминиевые сплавы 100/44
Производительность, форм/ч Привод — пневмо-, гидроэлектрический Режим работы — наладочный 2-10
Система управления — релейная Установленная мощность, кВт 30
Количество операторов, чел. 1
Габариты: длина/ширина/высота, мм 8150/4950/4400
Масса, кг 12 000
*Возможен вариант квадратной опоки с размером в плане 700 х 700 мм.
К достоинствам модуля можно отнести простоту конструкции
и обслуживания, отсутствие специального фундамента и подвалов.
Аналогичный формовочно-заливочный модуль для опытно-
промышленного производства модели PROTOFOAM фирмы
«VULCAN» (США) представлен на рис. 7.33.
Особенно сто данного модуля:
• регулируемая дождевального типа система дозирования песка
в опоку;
• возможность установки индивидуального шаблона;
• сетка для подачи песка в опоку при переходе от одних моде-
лей к другим;
• наличие вибростола с мощными вибраторами;
• контроль за процессом дозирования и уплотнения песка;
• возможность преобразования формовочно-заливочного мо-
дуля в формовочную линию.
365
Интересный вариант формовочно-заливочного модуля для мел-
косерийного производства предлагает фирма «GENERAL
KINEMATICS» (см. рис. 7.35).
Рис. 7.34. Формовочно-заливочный модуль
модели PROTOFOAM фирмы«VULCAN»
В Е
wjf
Рис. 7.35. Формовочно-заливочный модуль
фирмы «GENERAL KINEMATICS»
366
Расположенные вертикально друг
над другом агрегаты для подготовки,
хранения и уплотнения песка в опоках
существенно экономят площадь и свя-
заны между собой гибкими уплотне-
ниями, что исключает необходимость
вентиляции в этой зоне. Опоки пере-
мещаются вручную по замкнутому
рольгангу. Компьютеризированная сис-
тема управления отслеживает техно-
логический процесс путем сравнения
действительной работы с запрограм-
мированными данными и вносит при
необходимости корректировку. Фор-
мовочно-заливочный блок может быть
по желанию заказчика транспортиро-
ван в автоматизированную линию. На
рис. 7.36 схематично представлена по-
зиция формовки, входящая в состав
данного модуля. Она включает в себя
вибросито 1, шибер 2, охладитель пес-
ка 3, распределительное устройство 4,
вибростол 5 и манипулятор 6. Виброси-
то расположено сверху на раме уста-
новки и обеспечивает заданный грану-
лометрический состав песка, удаляя
нежелательную мелкую фракцию. Шибер с пневмоприводом рас-
положен под бункером-накопителем песка и позволяет произво-
дить его разгрузку без отключения системы. Ребристый охлади-
тель песка измеряет температуру на входе песка и автоматически
охлаждает его до заданной температуры. Распределительное уст-
ройство регулирует расход и направление засыпаемого песка в
опоку, что исключает повреждение моделей и блока в целом при
формовке. Манипулятор с пневмоприводом устанавливает и удер-
живает модель в опоке при формовке и уплотнении на вибростоле.
На рис. 7.37 представлена автоматическая линия модели 7171
конструкции ОАО «НИИТАвтопром» для изготовления отливок из
алюминиевых сплавов в серийном и массовом производстве. Линия
включает в себя два непрерывных рольганга (I и П), из которых один
предназначен для формовки и заливки, а другой — для охлаждения
1
Рис. 7.36. Структурная
схема позиции формовки
формовочно-заливочного
модуля фирмы «GENERAL
KINEMATICS»
367
a
Рис. 7.37. Автоматическая линия для литья алюминиевых сплавов
модели 7171, сконструированная ОАО «НИИТАвтопром»:
а) общий вид; б) структурная схема
368
отливок в форме и выбивки опок. Перемещение опок по рольган-
гам осуществляется посредством гидравлических толкателей, а
с рольганга на рольганг — тележками с электроприводом в автома-
тическом режиме. Кроме того, в состав линии входят следующие
агрегаты:
в зоне I:
• магазин модельных блоков, представляющий собой поворот-
ное устройство с восемью захватами для модельных блоков;
• простановщик модельных блоков для перемещения модель-
ного блока из магазина в опоку и удержания его в опоке при
формовке до определенного момента в соответствии с задан-
ной программой;
• расходный бункер для песка и расположенный под ним доза-
тор с приводом для перемещения его на позицию формовки;
• вибростол с двумя электровибраторами и цилиндром подъема
для снятия опоки с рольганга;
• простановщик заливочных чаш, представляющий собой по-
воротный механизм, аналогичный магазину модельных бло-
ков, но снабженный захватами для заливочных чаш;
в зоне II:
• опрокидыватель опоки с гидроприводом и автономно дейст-
вующей относительно него «рукой» для удержания куста от-
ливок при высыпании песка из опоки;
• выбивная виброрешетка.
Линия имеет также комплект опок, систему автоматической смаз-
ки, пневмо-, гидро- и электрооборудование. По индивидуальному за-
казу могут быть поставлены ковшовый дозатор и раздаточная печь,
разработанные совместно с фирмой «БелНИИЛит» (г. Минск).
Линия модели 7171 работает следующим образом. При нажатии
кнопки «Пуск» в автоматическом режиме толкатель перемещает
пустую опоку с электротележки на рольганг, одновременно переме-
щая на один шаг все стоящие впереди опоки. На позиции формовки
подается команда на опускание модельного блока в опоку, произ-
водится перемещение предварительно заполненного песком доза-
тора в положение над опокой, а вибростол снимает опоку с роль-
ганга и центрирует ее относительно стола. Песок из дозатора по-
ступает в опоку при включенных вибраторах вибро стола. После
заполнения опоки дозатор возвращается в исходное положение под
расходный бункер для повторного заполнения песком, а «рука» ма-
нипулятора поворачивается для захвата следующего блока. Опока
369
с заформованным модельным блоком перемещается на следующую
позицию. На позиции заливки простановщик устанавливает на фор-
му заливочную чашу. Ковш автоматического дозатора заполняется
жидким металлом из раздаточной печи и перемещается на позицию
заливки формы, заливает ее и перемещается в исходное положение.
При отсутствии автоматического дозатора заливка форм металлом
производится вручную. Поворотное устройство простановщика чаш
снимает горячую чашу со стояка залитой формы и, поворачиваясь,
дает команду на установку очередной чаши из четырех, которые на-
ходятся в захватах простановщика. Затем форма передается на элек-
тротележку, которая перемещает ее на охладительный рольганг П.
В определенный момент времени опока с остывшей отливкой по-
ступает в опрокидыватель, в котором опока поворачивается, при
этом песок просыпается через виброрешетку в промежуточный бун-
кер для последующей передачи в систему регенерации и охлажде-
ния, а куст отливок остается в «руке» опрокидывателя, с которой он
может быть снят вручную или с помощью специального манипуля-
тора. Техническая характеристика линии для изготовления отливок
из алюминиевых сплавов модели 7171 приведена в табл. 7.24.
Таблица 7.24
Техническая характеристика линии модели 7171
Параметры Значение параметров
Внутренний параметр опоки, мм 1000
Высота опоки, мм 1000
Количество опок 19
Максимальная металлоемкость формы, кг 100
Производительность, форм/ч Привод — гидравлический, пневматический, электрический Режим работы — наладочный, автоматический Система управления — программируемый ко- мандоконтроллер 60
Установленная мощность, кВт 85
Количество операторов, чел. 2
Габариты: длина/ширина/высота, мм 20 150/15 550/8150
Масса, кг 77 000
Особенности данной линии:
• отсутствие нагрузок на фундамент от сил, действующих в го-
ризонтальной плоскости, из-за жесткого соединения рольган-
гов и рельсовых путей электротележек в единую конструкцию;
370
• надежная и точная фиксация опок на позициях формовки, за-
ливки и выбивки благодаря наличию специальных доводоч-
ных устройств;
• компьютерное управление, позволяющее выполнять все опе-
рации по заданной программе;
• возможность установки индивидуального шаблона или дру-
гого распределительного устройства при засыпке опоки пес-
ком при переходе от одного модельного блока к другому, от-
личному по своей конфигурации и сложности;
• высокий уровень унификации узлов и агрегатов;
• простота обслуживания и ремонта.
На рис. 7.38 представлена автоматическая линия для изготовле-
ния отливок из черных сплавов в серийном и массовом производ-
стве модели 7197 конструкции ОАО «НИИТАвтопром», которая
разработана на базе линии модели 7171 и отличается от нее боль-
шой протяженностью участка охлаждения отливок и наличием
системы вакуумирования форм, разработанной совместно с ЦНИИ
материалов (Санкт-Петербург).
Рис. 7.38. Автоматическая линия для производства отливок из черных
сплавов с системой вакуумируемых форм модели 7197:
а) общий вид; б) участок формовки модельных блоков
(см. также с. 372)
371
б
Рис. 7.38. Окончание
Система вакуумирования включает в себя вакуум-насос, реси-
вер-пылеуловитель, вакуум-разводку, устройство для наложения
пленки на форму перед заливкой и снятия остатков пленки после
заливки. Опока имеет двойные стенки, образующие вакуумную по-
лость, причем внутренние стенки оснащены окнами, закрытыми
вставками из нескольких сеток (опорной, фильтровальной и предо-
хранительной). Опока снабжена патрубком, с помощью которого
вакуумная полость опоки при перемещении в зону заливки автома-
тически присоединяется к вакуум-разводке. Формы могут заливать-
ся вручную иди с помощью автоматических заливочных устройств,
например посредством магнитодинамического дозатора. Техниче-
ская характеристика линии для производства отливок из черных
сплавов модели 7197 представлена в табл. 7.25.
Таблица 7.25
Техническая характеристика автоматической линии модели 7197
Параметры Значение параметров
Внутренний диаметр опоки, мм 800
Высота опоки, мм 1000
Количество опок 23
Максимальная металлоемкость формы, кг 200
372
Окончание табл. 7.25
Параметры
Производительность, форм/ч
Привод — гидравлический, пневматический,
электрический
Режим работы — автоматический, наладочный
Система управления — программируемый ко-
мандоконтроллер
Установленная мощность, кВт
Количество операторов, чел.
Габариты: длина/ширина/высота, мм
Масса, кг
Значение параметров
—
194
2
27 200/16 200/8150
96 000
Несомненный интерес представляет автоматическая линия
POLYTEC для формовки, заливки и выбивки опок фирмы «FM
INDUSTRIE», предназначенная для изготовления отливок из алю-
миниевых сплавов (см. рис. 7.39).
Рис. 7.39. Структурная схема автоматической
линии формовки POLYTEC:
1 — сепаратор; 2 —охладитель песка; 3 — бункер для песка;
4 — шибер; 5 — подвижный дозатор песка; б — вибраторы; 7 — опока;
8 — задвижка; 9 — виброрешетка
373
Формовка на линии осуществляется в жестких опоках квадрат-
ного сечения с использованием решений, заложенных в конструк-
ции вибростола этой же фирмы. Во время заливки опока вакууми-
руется. В табл. 7.26 приведена техническая характеристика раз-
личных моделей линий типа POLYTEC.
Таблица 7.26
Техническая характеристика моделей
автоматических линий типа POLYTEC
Параметры AL66 AL88 AL110 AL 120
Размер опоки в свету, мм 600 х 600 800 х 800 1000 х 1000 1200 х 1200
Высота опоки, мм 850 900 1100 1200
Масса опоки с песком, 460 860 1650 2600
кг
Количество опок 10 14 16 20
Производительность, форм/ч 10 20 30 50
Особенности линий данного типа:
• применение для формовки высокочастотной вибрации с ма-
лой амплитудой, направленной сверху вниз по одной оси, по-
зволяет заполнить песком внутренние полости модели и пре-
дохранить ее от разрушения;
• установка вибраторов под углом к горизонтальной плоскости
опоки позволяет поднимать песок вверх на 30-50 мм, причем
время вибрации составляет 25-30 с и не зависит от модели;
• использование специальной добавки в песок для понижения
коэффициента трения с 1,43 до 0,38 способствует уменьше-
нию мощности вибраторов, времени вибрации и получению
необходимой плотности формы без деформации модели, при
этом одновременно ослабляется зависимость текучести песка
от накопления в нем продуктов термодеструкции модели;
• использование подвижного дна опоки для ее освобождения
от песка при выбивке формы.
На рис. 7.40 представлена структурная схема полуавтоматиче-
ской линии PROTOFOAM фирмы «VULCAN ENGINEERING» для
изготовления отливок из черных и цветных сплавов в серийном и
массовом производстве, а на рис. 7.41 — автоматическая линия
формовки TRUFOAM.
374
Рис. 7.40. Структурная схема полуавтоматической линии PROTOFOAM:
1 — бункер для песка; 2 — дозатор песка; 3 — опока; 4 — вибростол;
5 — заливочный ковш; б — опрокидыватель; 7 — вибролоток;
8 — элеватор; 9 — охладитель песка; 10 — магнитный сепаратор;
11 — сито; 12 — транспортер песка
Рис. 7.41. Автоматическая линия формовки TRUFOAM
375
Линия PROTOFOAM состоит из горизонтально-замкнутого
тележечного конвейера, бункера с дозатором песка, вибростола,
опрокидывателя опок и вибролотка. Кроме этого, в состав линии
входят оборудование для регенерации и транспортировки песка.
Тележечный конвейер перемещается гидроприводом, что позволя-
ет осуществлять точное позицирование платформ конвейера. Свар-
ные, жесткой конструкции опоки с помощью специальных трехто-
чечных опор в нижней части опоки точно устанавливаются на те-
лежках конвейера. Управление линией осуществляется програм-
мируемым командоконтроллером, обеспечивающим выполнение
заданного технологического процесса. На линии работают два че-
ловека: оператор и рабочий, отделяющий отливки от литниковой
системы после выбивки формы. Оператор осуществляет установку
модельного блока в опоку на предварительно засыпанную и уп-
лотненную постель толщиной 50-100 мм и с помощью специаль-
ного приспособления фиксирует его относительно опоки. После
окончания засыпки песка и уплотнения формы она последователь-
но проходит все последующие операции: заливку, охлаждение и
выбивку. После выбивки формы песок, пройдя магнитную и воз-
душную сепарацию, поступает в охладитель и далее в бункер на
позицию формовки. На линии применяются круглые опоки с внут-
ренним диаметром 900 мм и высотой 1200 мм. Линия имеет про-
изводительность 30-40 форм/ч при времени охлаждения отливок
в форме не более 30 мин. К достоинствам линии следует отнести:
простоту и жесткость конструкции, точное позицирование опок на
конвейере, возможность монтажа оборудования для формовки,
заливки и выбивки формы на любой позиции конвейера в зависи-
мости от условий заказчика.
Разработанная фирмой «OSBORN» автоматическая линия для
формовки, заливки и выбивки форм успешно работает в литейном
цехе фирмы «PEUGEOT» (Франция). На линии производятся слож-
ные отливки из серого чугуна. Для формовки применяются опоки
размером в свету 900 х 750 мм и высотой 800 мм. Одновременно
в опоке могут формоваться два четырехцилиндровых блока автомо-
бильного двигателя, или шестнадцать выпускных коллекторов, или
шестнадцать тормозных вентилируемых дисков. Формовка произво-
дится в несколько стадий. На первой позиции, где манипулятором
устанавливается модельный блок, производится засыпка песка на 1/3
высоты опоки и путем продувки через днище сжатым воздухом в ней
создается кипящий слой, в который опускается модельный блок на
376
1/3 своей высоты. Затем опоки перемещаются в зону двух вибросто-
лов, где они окончательно заполняются песком и уплотняются вибра-
цией. Каждый стол оснащен четырьмя мощными вибраторами, при-
чем два из них обеспечивают вибрацию в горизонтальной, а два дру-
гих — в вертикальной плоскости. Линия оснащена приводными роль-
гангами, устройством для установки на форму груза и его снятия,
системой выбивки опок, вакуумной установкой для вакуумирования
форм в процессе заливки, позицией дожигания газообразных продук-
тов термодеструкции модели перед выбивкой, пневматическим доза-
тором заливки формы металлом из-под стопора и автоматической
системой постоянного контроля температуры металла на заливочном
желобе. Производительность автоматической линии составляет в за-
висимости от номенклатуры отливок 60-80 форм/ч.
Фирмой «FATA ALUMINIUM» разработаны и внедрены в произ-
водство различные виды оборудования для формовки, заливки и вы-
бивки форм от опытно-промышленных установок производительно-
стью несколько форм в час до полностью автоматических линий
производительностью 60-120 форм/ч с компьютеризированным
управлением для производства отливок из черных и цветных спла-
вов. На рис. 7.42 представлен макет действующей линии данной
фирмы для изготовления блоков цилиндров. Формовка на линии
производится последовательно на трех позициях, оснащенных виб-
ростолами. Линия снабжена автоматическим заливным устройст-
вом, манипуляторами для извлечения отливок после выбивки форм,
устройством для отделения отливок от литниковой системы.
Рис. 7.42. Макет автоматической линии формовки
фирмы «FATA ALUMINIUM»
377
Схема автоматизированной формовочно-заливочной линии
ЗАО «АКС» (Санкт-Петербург) представлена на рис. 7.43.
Рис. 7.43. Схема автоматизированной
формовочно-заливочной линии ЗАО «АКС»:
1 — узел выбивки форм; 2 — рольганг — накопитель опок после выбивки;
3 — формовочный блок; 4 — рольганг — накопитель форм;
5 — участок заливки форм; 6 — участок охлаждения форм;
7 — участок регенерации песка после выбивки форм
Линия поставляется заказчику в механизированном и автомати-
зированном вариантах. Конструктивное построение линии выпол-
няется по требованию заказчика.
7.3. Оборудование для регенерации песка и утилизации
продуктов термической деструкции модели
В процессе циклического применения кварцевого песка в качест-
ве материала формы при производстве отливок по газифицируемым
моделям он изменяет свои технологические и физико-механические
свойства. Под действием высокой температуры металла, заливаемо-
го в форму, песок растрескивается, измельчается, засоряется мелко-
дисперсными продуктами противопригарных покрытий. Кроме того,
в нем накапливаются продукты термической деструкции пенополи-
стирола в виде сажистого углерода и конденсата углеводородов,
включая стирол, толуол и бензол. Все это приводит к снижению
378
газопроницаемости формы из песка, ухудшению его текучести, уплот-
няемости и увеличению газотворности. Поэтому песок перед по-
вторным применением должен проходить магнитную сепарацию,
обеспыливание и термическую регенерацию. Для обезвреживания
газообразных продуктов термодеструкции пенополистирола, кото-
рые выделяются при заливке формы металлом и в процессе охлаж-
дения отливки в форме, применяются установки каталитического
дожигания газов совместно с системой вакуумирования форм.
Челябинским конструкторско-технологическим институтом ав-
томатизации и механизации в автомобилестроении (КТИАМ) раз-
работан ряд линий термической регенерации отработанных песча-
но-глинистых и холоднотвердеющих смесей производительностью
0,4; 1,0; 2,5 и 10 т/ч, которые могут быть использованы для регене-
рации кварцевого песка в процессе его применения в качестве ма-
териала литейной формы при ЛГМ. Схема линии термической ре-
генерации РТ-1,0 представлена на рис. 7.44.
Линия включает в свой состав: аппарат термической регенера-
ции 3; аппарат охлаждения регенерата /; систему подвода воздуха
6 к аппарату термической регенерации; рекуператор 2; систему по-
дачи газа 7 и воды 10 к теплообменнику аппарата охлаждения;
электрооборудование 9 с системой КИП и автоматику; систему
очистки отходящих газов, состоящую из циклона 5, пылеуловите-
ля 4 и вентилятора 8.
Аппарат термической регенерации (рис. 7.45) работает по прин-
ципу кипящего слоя и состоит из камеры кипящего слоя 4, осади-
тельной камеры 3, зонта 2 и ремонтной точки 6. В камере кипяще-
го слоя установлена воздухораспределительная решетка 9. Стенки
камеры зафутерованы огнеупорной массой или шамотным кирпичом.
К корпусу камеры крепится горелка 8 с запально-зажигательным
устройством. Загрузка отработанного песка осуществляется через
патрубок 7, выгрузка регенерата — через патрубок 5. В верхней
части камеры имеется крышка 1 с патрубком для выхода отрабо-
танных газов. Отработанный песок поступает в камеру 4, в которой
он приводится в состояние кипящего слоя за счет подвода воздуха из
рекуператора под распределительную решетку 9. В камере 4 проис-
ходит сжигание природного газа, продукты которого, смешиваясь с
воздухом, поступающим из-под решетки, имеют температуру 700-
800 °C. Под действием высокой температуры газовоздушной сре-
ды происходит сгорание содержащегося в песке конденсата про-
дуктов термодеструкции модели, в том числе сажистого углерода.
Из аппарата термической регенерации песок поступает в аппарат
379
000 01
А-А
Рис. 7.44. Схема линии термической регенерации модели РТ-1,0
380
Рис. 7.45. Схема агрегата термической регенерации линии модели РТ-1,0
охлаждения (рис.7.46), который состоит из рабочей камеры 6 и
осадочной камеры 3. В камере 6 установлена решетка 11 с колпач-
ками для образования кипящего слоя и равномерного распределе-
ния песка по всей площади решетки. Воздух под решетку 11 пода-
ется вентилятором 8 для создания кипящего слоя. Над решеткой 11
установлен водяной трубчатый теплообменник 10 для дополни-
тельного охлаждения песка. Камера 2 имеет загрузочный лоток 9,
глазок 5 и люк 4 для обслуживания аппарата. В верхней части каме-
ры установлены светильник для внутреннего освещения аппарата
381
и патрубок для выхода отработанного воздуха. Под патрубком раз-
мещен зонт 1, предотвращающий вынос песка отработанным по-
током воздуха. Охлажденный песок выгружается самотеком через
лоток 7. Пыль из аппарата через верхний патрубок удаляется отра-
ботанным воздухом и направляется в систему пылегазоочистки.
Техническая характеристика линий термической регенерации от-
работанного песка серии РТ представлена в табл. 7.27. Линии тер-
мической регенерации отработанного песка можно одновременно
использовать и для дожигания газообразных продуктов термоде-
струкции модели. При заливке формы с газифицируемой моделью
форма вакуумируется, и отсасываемые из формы газообразные
продукты термодеструкции модели направляются в камеру аппа-
рата регенерации, где они практически полностью сгорают.
Рис. 7.46. Аппарат охлаждения регенерата линии модели РТ-1,0
382
Таблица 7.27
Техническая характеристика моделей линий термической
регенерации серии РТ
Параметры РТ-04 РТ-1,0 РТ-2,5 РТ-5,0 РТ-10
Оптимальная производи- тельность, т/ч 0,4 1,0 2,5 5,0 10
Расход природного газа, м3/ч 12 24 60 120 215
Давление природного га- за, МПа 4 6 4—8 8-10
Расход воды, м3/ч Давление воды, МПа Температура воды, °C, на входе/на выходе 4 7 20 0,2 20/50 30 45
Количество дымовых га- зов после очистки, м3/ч 3400 5700 15 000 20 000 35 000
Установленная мощность, кВт Температура газа в камере аппарата регенерации, °C 4 800 0 73 650- 120 -750 175
Институтом газа НАН Украины (г. Киев) разработаны установ-
ки регенерации отработанного песка специально для ЛГМ на
принципе кипящего слоя с использованием горелок струйно-
стабилизационного типа, которые обеспечивают устойчивую рабо-
ту в широком диапазоне изменения расхода газа и воздуха. Опыт-
ным заводом института выпускаются установки серии РКС произ-
водительностью 0,2; 1,0; 2,5; 4,0; 10 т/ч, работающие на газе, и уста-
новка РКС-0,2Э с электронагревом, которые используются для
регенерации песка на участках ЛГМ небольшой мощности. Уста-
новки серии РКС компактны, занимают небольшие площади и
удобны в эксплуатации. Этим же институтом разработана серия
установок каталитического дожигания газа при ЛГМ серии ТКР
производительностью от 5 до 40 тыс. м3/ч. В качестве катализатора
используется алюмохромовый измельченный наполнитель, кото-
рый при температуре 350-400 °C активизирует реакции окисле-
ния продуктов термодеструкции пенополистирола. Конечными
продуктами каталитического дожигания газов являются пары воды
и углекислота, при этом степень очистки газов составляет 98 %.
383
Установки серии ТКР следует использовать при вакуумировании
форм во время заливки металлом и последующего их охлаждения.
Фирмой «FATA ALUMINIUM» разработаны установки регене-
рации песка серии НОТ-REC (рис. 7.47), техническая характери-
стика которых представлена в табл. 7.28. Особенности этих печей:
смешивание воздуха и газа происходит непосредственно внутри
камеры сгорания; автоматическое управление обеспечивает безо-
пасную работу как в обычном режиме, так и в чрезвычайной си-
туации; отсутствуют огнеупоры, что позволяет осуществлять уско-
ренный выход в рабочий режим и экономить электроэнергию.
Таблица 7.28
Техническая характеристика
моделей установок серии HOT-REC
Параметры
Номинальная производи-
тельность, т/ч
Потери при прокаливании,
%
Расход газа, ккал/т
Расход электроэнергии, кВт
Расход воздуха, нм3/ч
Габариты: длина/ши-
рина/высота, мм
1/А 2/А 6/А
1 2 6
0,1
220 000
11 14 16
4 5 6
5 000/10 800/10 000 5 800/12 500/11 500
На рис. 7.48 представлена планировка цеха ЛГМ для производ-
ства отливок из серого чугуна мощностью 10 тыс. т годного литья
в год. Полистирол в гранулах со склада поступает на участок 2, где
установлен подвспениватель периодического действия. После под-
вспенивания пенополистирол пневмотранспортом передается для
стабилизации в матерчатые бункера. Из бункеров по мере надоб-
ности пенополистирол поступает пневмотранспортом в бункера
модельных автоматов 3. После изготовления модели или их эле-
менты проходят сушку при температуре 50-55 °C в проходном су-
шиле 5 на подвесном конвейере 4. После сушки модели, состоящие
из двух и более частей, соединяются в единую модель при помощи
термоклея на полуавтомате 6, после чего с помощью подвесного
толкающего конвейера они поступают на сборку 7 в модельные блоки,
проходят покраску на полуавтоматических установках 8 водным
покрытием, сушку в проходном сушиле 9 при температуре 60-65 °C.
384
Отработанная
формовочная
смесь
Рис. 7.47. Структурная схема установки термической
регенерации фирмы «FATA ALUMINIUM»:
1 — загрузка песка; 2 — печь прокаливания; 3 — переохлаждение;
4 — охлаждение; 5 — финишное просеивание
При необходимости модельные блоки проходят вторичную покра-
ску и последующую сушку. Готовые модельные блоки хранятся на
складе на цепном подвесном толкающем конвейере, откуда они по
заданной программе поступают на автоматическую формовочную
линию 11. Установка блока в опоку, его формовка, заливка и выбив-
ка происходят в автоматическом режиме, для чего линия оборудова-
на соответствующими манипуляторами и заливочной автоматиче-
ской установкой. При заливке формы вакуумируются. После выбив-
ки форм песок проходит регенерацию на установке 12. Участок
плавки оборудован среднечастотными печами 13, установками по-
догрева шихты 14. В цехе имеются соответствующие вспомога-
тельные участки и производственные отделения. Здесь есть обору-
дование 1 для получения пара с заданными параметрами и поме-
щение 10 для приготовления противопригарного покрытия.
385
Рис. 7.48. Схема планировки чугунолитейного цеха
по газифицируемым моделям
На рис. 7.49 представлена схема полуавтоматического комплекса
ЛГМ, разработанного фирмой «FATA ALUMINIUM» для производ-
ства отливок поликаст-процессом.
Полистирол в гранулах для вспенивания засыпается в бункер
ситового классификатора, в котором происходит рассев гранул по
фракциям. Нужная фракция полистирола подается во вспениватель 2,
где гранулы вспениваются паром при давлении 0,1 МПа и темпе-
386
ратуре 100-105 °C. Вспененные гранулы пневмотранспортом дос-
тавляются в матерчатый бункер 3, где они выдерживаются не ме-
нее 2 ч для созревания и сушки. Готовые гранулы пневмотранс-
портом засыпаются в бункера установок для изготовления моде-
лей 4. В установках для изготовления моделей гранулы посредст-
вом инжекции заполняют пресс-формы, где они спекаются при
нагревании пресс-формы паром до температуры 115-135 °C и дав-
лении пара 0,2-0,25 МПа. Готовые модели по конвейеру 6 переда-
ются на стол комплектации и контроля 5 и распределяются по кор-
зинам, которые по цепному толкающему конвейеру передаются на
участок сборки моделей. Модели, состоящие из двух частей и бо-
лее, собираются при помощи клея на установках 7. Готовые моде-
ли и стояки передаются цепным конвейером 8 на установку сборки
модельных блоков 9 способом горячей сварки. Готовые модельные
блоки подвешиваются рабочим на цепной конвейер 10, на котором
Рис. 7.49. Схема полуавтоматического комплекса ЛГМ
для производства отливок:
7 — классификатор исходных гранул полистирола; 2 — вспениватель;
3 — накопительный бункер; 4 — установки для изготовления моделей;
5 — стол комплектации и контроля; 6,8,10,14,17,19 — цепной подвесной
толкающий конвейер; 7 — полуавтомат для склейки моделей; 9 — полуавтомат
для изготовления модельных блоков; 77 — установка для покраски модельных
блоков; 72 — проходное камерное сушило для сушки модельных блоков;
13, 18,20 — манипуляторы; 15 — формовочный блок;
16 — установка для заливки форм металлом
387
блоки проходят покраску в камере нанесения суспензии 11, затем
поступают в сушильную камеру 12, где происходит сушка мо-
дельных блоков при температуре 55-60 °C. Манипулятором 13
блоки снимаются с конвейера 10 и подвешиваются на подвески
конвейера 14. С конвейера 14 блоки поступают к формовочному
блоку 15. Рабочий снимает блок с конвейера, устанавливает его
в опоку, засыпает ее песком и уплотняет форму на вибрационном
столе. Готовые формы шаговым конвейером доставляются на уча-
сток заливки, где они заливаются металлом при помощи автомати-
ческой заливочной установки. Залитые формы передаются на те-
лежечный конвейер 17, на котором происходит их охлаждение и
транспортировка к выбивной установке, где манипулятором 18
форма поворачивается на угол более 90°. Песок высыпается на
вибрационную решетку, просеивается, проходит регенерацию и
поступает в бункер формовочного блока. Блок отливок во время
поворота опоки захватывается манипулятором 20, который и укла-
дывает его в ящик. По мере наполнения ящика он передается
в термообрубное отделение цеха.
Глава VIII
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
И ТЕХНИКА БЕЗОПАСНОСТИ
8.1. Экономическая эффективность
Анализ технологического процесса ЛГМ и обобщение результа-
тов работ многочисленных зарубежных фирм и отечественных
предприятий, применяющих данный способ литья для производст-
ва отливок из черных и цветных сплавов в единичном и серийном
производстве, позволили сделать обоснованное сравнение техно-
логических, эксплуатационных, экономических и экологических
показателей процессов литья в песчано-глинистые формы, хими-
чески твердеющие формы и в формы из песка по газифицируемым
моделям (см. табл. 8.1) [1].
Таблица 8.1
Технико-экономические и экологические показатели
Показатели ПГФ ХТС ЛГМ
Технологические
Состав смеси Формуемость смеси Влажность смеси Г азопроницаемо сть Выбиваемость формы Пригар Многокомпо- нентный Низкая Высокая Низкая Высокая Высокий Малокомпонент- ный Средняя Низкая Средняя Средняя и плохая Средний Однокомпо- нентный Высокая Без влаги Высокая Хорошая Низкий
Эксплуатационные
Механизация и авто- матизация Металлоемкость средств механизации Сложная Большая Менее сложная Средняя Простая Низкая
389
Окончание табл. 8.1
Показатели ПГФ ХТС ЛГМ
Энергоемкость техно- логии Текущая эксплуатация Занимаемая площадь оборудования Большая Тяжелая Большая Большая Тяжелая Средняя Низкая Намного легче Малая
Экономические
Капиталовложения Время освоения мощ- ностей Стоимость изготовле- ния оборудования Стоимость обслужи- вания Высокие Продолжи- тельное Высокая » Высокие Менее продол- жительное Высокая » Низкие Короткое Низкая »
Экологические
Шум Запах Количество газов Вибрация Выделение тепла Загрязнение воды Выделение пыли Примечание. ПГФ - твердеющая смесь. Сильный Малый Среднее Сильная Слабое Среднее Много — песчано-гли Средний Сильный Сильное Средняя Среднее Сильное Много нистая форма; Хг Низкий Малый Среднее Слабая Слабое Отсутствует Мало С — холодно-
Анализ затрат на изготовление отливок по газифицируемым мо-
делям в формах из песка и песчано-глинистых формах по извле-
каемым моделям приведен в табл. 8.2.
Таблица 8.2
Затраты в условных единицах
Технологические операции Технология
ПГФ ЛГМ-П
Подготовка шихтовых материалов 100 100
Подготовка формовочных материалов 100 10
Приготовление формовочных и стержне- вых смесей 100 0
390
Окончание табл. 8.2
Технологические операции Технология
ПГФ ЛГМ-П
Производство литейной формы 100 50
Производство стержней 100 0
Изготовление оснастки 100 50
Изготовление газифицируемых моделей 0 100
Плавка и заливка металла 100 100
Финишные операции 100 50
Регенерация формовочной смеси 100 10
Утилизация отходов 100 20
Итого: 1200 530
На основании анализа затрат при производстве 1,5 млн отливок
корпуса планетарного редуктора из высокопрочного чугуна массой
4,4 кг по газифицируемым моделям и в сырые песчано-глинистые
формы на автоматической линии производительностью 120 форм/ч
ведущая американская фирма «Robinson Foundry» приводит дан-
ные по затратам, приходящимся на одну отливку (см. табл. 8.3), из
которых следует, что снижение затрат при ЛГМ происходит за счет
ликвидации стержней, повышения точности отливок по размерам и
массе и значительного снижения затрат при последующей механи-
ческой обработке. Общая экономия при технологии ЛГМ составля-
ет 34,5 %.
Высокая экономическая эффективность достигается при приме-
нении ЛГМ в единичном производстве отливок из черных сплавов,
что подтверждается широким использованием данного способа для
получения литых заготовок крупных штампов в автомобилестрое-
нии, отливок для ремонта машин и оборудования, эксперимен-
тальных и уникальных отливок в станкостроении.
Таблица 8.3
Затраты на одну отливку, марки ФРГ
Наименование затрат ЛГМ ПГФ
Изготовление стержней 0,01 4,2
Стоимость модельной оснастки 2,8 0,01
Стоимость модели и формы, формовка 1,1 0,02
391
Окончание табл. 8.3
Наименование затрат ЛГМ ПГФ
Покраска моделей и стержней 0,5 0,01
Износ оснастки 0,3 0,65
Энергозатраты 0,23 0,6
Стоимость формовочных материалов 0,01 1,2
Стоимость металла на отливку 2,7 3,2
Брак 0,4 1,2
Очистка отливок 0,25 0,8
Механообработка 0,2 1,2
Итого: 8,5 13,09
Экономическая эффективность достигается за счет снижения
расхода древесины на изготовление моделей и стержневых ящиков,
лакокрасочных материалов, стального проката и крепежа. В [2]
приведен перечень стоимости деревянных и газифицируемых мо-
делей из пенополистирола механической обработкой в количестве
14 модельных комплектов. Стоимость деревянных моделей соста-
вила 14 375 долл. США, в то время как моделей из пенополистиро-
ла — 2532 долл., или более чем в 5,6 раза дешевле.
В табл. 8.4 представлен экономический анализ производства
3000 отливок общей массой 4000 т.
Таблица 8.4
Снижение трудоемкости изготовления отливок при ЛГМ
по сравнению с песчано-глинистой формой по извлекаемым моделям [2]
Технологические операции Снижение трудоемкости в зависимости от массы отливки, %
500 кг 500- 1000 кг 1000- 2000 кг 2000- 5000 кг Более 5000 кг
Изготовление форм 24,5 19 28 41 24,5
и стержней Очистка отливок 20 28 26 32 2,5
Общая трудоемкость 24 21 20 38 20
Максимальное количество единичных отливок в год, которое
экономически выгодно производить ЛГМ, можно определить по
формуле
392
К=^(С1Р1-С2Р2),
где Сд — себестоимость деревянного модельного комплекта; С„ —
себестоимость изготовления моделей из пенополистирола механи-
ческой обработкой; С] и С2 — цеховая себестоимость изготовления
1 т годного литья по деревянным и газифицируемым моделям; Pi и
Р2 — масса отливок, изготовляемых по газифицируемым и дере-
вянным моделям, кг.
Средний расход пенополистирола в плитах на изготовление мо-
делей зависит от сложности и габаритных размеров отливки:
Группа сложности отливки 1 2 3 4 5 6 7
Расход пенополистирола, % от объема модели 95 90 85 80 70 60 50
Масса отливок при их производстве ЛГМ снижается на 10-20 %
за счет отсутствия формовочных уклонов, допуска на операцию
сборки формы, уменьшения припуска на механическую обработку
и технологических напусков. В табл. 8.5 приведен анализ влияния
различных технологических операций при производстве отливок
ЛГМ и в песчано-глинистые формы по извлекаемым моделям [4].
Таблица 8.5
Отклонения размеров отливки в зависимости
от технологических операций их изготовления
Технологические операции Отклонения, мм
ПГФ ЛГМ
Изготовление стержней (модели) 0,5-1,2 0,2-0,8
Изготовление формы 0,3-1,2 0
Простановка стержней в форму 0,8-3,0 0
Сборка формы (площадь 450-25 000 см2) 0,2 0,4 0
Износ модели (пресс-формы) 0,1-0,3 0,01-0,02
Деформация формы при заливке 0,8-2,2 0,1-0,4
Охлаждение отливки в форме 1,0-2,0 0,5-1,0
Итого: 3,7-13,9 0,81-2,22
Из табл. 8.5 следует, что точность отливок при ЛГМ возрастает
в 2-5 раз, что приводит к уменьшению массы отливки, трудоемкости
393
ее последующей механической обработки и повышению коэффи-
циента использования металла в машиностроении.
Г. Дитер на основании анализа работы различных фирм пред-
ложил определять экономическую целесообразность перевода
производства отливок с традиционных способов литья на ЛГМ по
«Контрольной карте», которая представлена в виде табл. 8.6.
Для определения эффективности применения ЛГМ необходимо
определить затраты по статьям М, С, Ф, К по старой технологии и
их сумму Ti. Затем, в зависимости от партии отливок, определить
Тх (где х — 2, 3, 4, 5), и если Тх < то перевод производства отли-
вок на ЛГМ экономически оправдан.
Предварительный расчет экономической эффективности при-
менения ЛГМ взамен литья в песчано-глинистые формы можно
определить по изменяющимся статьям себестоимости производст-
ва отливок на основании известных статистических данных:
Э={(Д-С+Мд С1+Тд С2+Фд Сз):(П Со+Мп-С4+Тп С5+Фп Сб)} Р,
где Д, П — расход дерева и пенополистирола на 1 т отливок; Гд,
Тп — общая трудоемкость 1 т литья по старой и новой технологи-
ям; Фд, Фп — расход формовочных материалов по старой и новой
технологиям; С, Со, Ci - Сб — соответственно стоимость по старой
и новой технологиям; Р — годовой объем производства отливок, т.
Таблица 8.6
Контрольная карта
Наименование отливки Масса Металл
Стоимость одной модели на отливку М
Стоимость стержней на одну отливку С
Стоимость формовки на одну отливку Ф
Стоимость очистки на одну отливку К
Старая технология Единичное производст- во От 2 до 500 отливок в год 500-1000 отливок в год Свыше 1000 отливок в год
М 0,5М 50М ЗОМ ЮМ
С 0,8С 0,1С 0,1С 0,1С
Ф 0,8Ф 0,5Ф 0,5Ф 0,2Ф
К 0,88К 0,5К 0,5К 0,1К
Т1 т2 Т3 т4 т5
394
Фирма «Robinson Foundry» (США) на основании обобщения
многочисленных данных производителей отливок ЛГМ приводит
сравнительные данные качественных показателей для трех спосо-
бов литья при серийном производстве, которые представлены
в табл. 8.7.
Таблица 8.7
Сравнительные показатели качества, %
Способ производст- ва отливок Стоимость оснастки Плотность металла отливки Стой- кость оснастки Шерохова- тость по- верхности, Rz
Литье в песчано- глинистые формы 18 81 38 100
Литье в кокиль 88 88 12 82
ЛГМ 82 100 100 42
Литье под давле- нием 100 35 18 30
По данным той же фирмы, значительный экономический эф-
фект получается за счет снижения массы отливки в результате по-
вышения ее точности и приближения конфигурации отливки к чер-
тежу детали, а также последующих затрат на механическую обра-
ботку. Так, при изготовлении отливки чугунного статора электро-
двигателя ЛГМ масса его снизилась на 40 % по сравнению с лить-
ем в песчано-глинистые формы, а трудоемкость механической об-
работки — в 2 раза. При производстве блока цилиндров из алюми-
ниевого сплава на предприятии «Сатурн» («General Motors») масса
его уменьшилась на 15 %, а трудоемкость механической обработ-
ки — на 50 % по сравнению с литьем в стержнях из ХТС.
Обобщая многочисленные данные технико-экономических [6] и
экологических показателей производства отливок ЛГМ и традицион-
ными способами литья с учетом данных, приведенных в табл. 8.1-8.7,
можно рекомендовать при проведении предварительного эконо-
мического расчета производства отливок ЛГМ пользоваться сле-
дующими значениями технико-экономических показателей:
• стоимость изготовления пресс-форм для производства моде-
лей из пенополистирола машинным способом соизмерима со
стоимостью изготовления кокильной оснастки и несколько вы-
ше модельной оснастки для машинной формовки при литье
395
в песчано-глинистые формы, но стойкость пресс-форм на по-
рядок выше;
• масса отливок при ЛГМ на 10-20% ниже, чем при литье
в кокиль или в песчано-глинистые формы;
• трудоемкость формовки снижается при производстве еди-
ничных отливок ЛГМ в формах из ХТС на 10-20 %, при изго-
товлении серийных отливок в формах из песка — на 40-50 %
по сравнению с литьем по извлекаемым моделям;
• трудоемкость изготовления стержней при ЛГМ снижается на
85-100%;
• трудоемкость финишных операций при ЛГМ сокращается на
10-20 % при единичном и на 40-60 % при серийном произ-
водстве отливок;
• производственные площади при серийном изготовлении от-
ливок ЛГМ сокращаются в 2-4 раза за счет исключения
стержневого, смесеприготовительного отделений, участков
подготовки оборотных формовочных смесей; вдвое сокраща-
ется термообрубное отделение, на 20-30 % формовочное от-
деление, соответственно сокращаются складские площади
исходных формовочных материалов; в 2 раза снижается рас-
ход электроэнергии;
• капитальные затраты при строительстве цеха ЛГМ сокраща-
ются в 1,5-2,5 раза по сравнению с цехом литья в песчано-
глинистые формы.
По данным фирмы «Robinson Foundry», стоимость цеха чугун-
ного литья мощностью 3000 т в год для производства отливок в
песчано-глинистые формы с применением автоматической линии
«Disamatic» составила 7 млн долл. США, в то время как цех
ЛГМ — 3,5 млн долл., или в 2 раза дешевле.
При окончательном расчете экономической эффективности
применения ЛГМ взамен традиционных способов литья необходи-
мо учитывать сокращение затрат на приобретение и эксплуатацию
технологического оборудования, уменьшение расхода энергоноси-
телей, технологических отходов производства, снижение затрат на
вентиляцию, отопление и охрану окружающей среды. Для расчета
экономической эффективности следует использовать «Методику
определения годового экономического эффекта, получаемого в ре-
зультате внедрения новой техники» [3]:
Э = (Сс + £хКс) - (Сн + £хКн),
396
где Сс и Сн — затраты на изготовление отливок по старой и новой
технологам, Е — отраслевой нормативный коэффициент сравни-
тельной эффективности капитальных затрат равный, 0,15; Кс и Кн —
капитальные затраты по старой и новой технологиям.
8.2. Техника безопасности
При изготовлении отливок ЛГМ следует руководствоваться
«Санитарными правилами по устройству, оборудованию и экс-
плуатации цехов производства литья по пенополистироловым мо-
делям», утвержденными Минздравом СССР 10.05.1979 г.
В процессе освоения ЛГМ следует выполнять следующие до-
полнительные рекомендации [5]:
• естественное и искусственное освещение рабочих мест при
изготовлении моделей, их сборке из отдельных элементов и
с литниковой системой в модельные блоки должно удовле-
творять требованиям «Санитарных норм проектирования
промышленных предприятий» (СН-245-71);
• хранение пенополистирола должно осуществляется в изоли-
рованном помещении и в закрытой таре при температуре не
выше 20 °C на расстоянии не менее 1,5 м от источников теп-
ловыделения;
• при переработке пенополистирола необходимо предусмот-
реть ее механизацию; в местах загрузки, транспортировки и
выгрузки сырья и готового продукта необходимо предусмот-
реть устройства, исключающие загрязнение воздуха произ-
водственных помещений пылью;
• оборудование в цехе должно быть размещено с учетом обес-
печения направленных непересекающихся грузопотоков ма-
териалов и полуфабрикатов (моделей, модельных блоков
и др.) внутри цеха;
• при использовании оборудования, передающего вибрацию,
должна осуществляться виброизоляция, обеспечивающая на
рабочем месте нормальные условия и предельно допустимые
величины вибрации;
• для уменьшения шума, производимого сжатым воздухом при
изготовлении моделей на автоматических установках, а также
шума, возникающего при работе привода пресс-форм, должна
предусматриваться возможность выведения выхлопов отра-
ботанного воздуха за пределы цеха;
397
• в помещениях, где установлено оборудование для просева
гранул полистирола, подвспенивания полистирола, изготов-
ления моделей автоклавным и машинным способами произ-
водства, приготовления противопригарного покрытия, фор-
мовки модельных блоков в сухом кварцевом песке, должна
быть установлена местная вытяжная вентиляция (скорость
удаляемого воздуха 0,7-1,2 м/с);
• для удаления конденсата продуктов термодеструкции модели,
сажи и пыли из кварцевого песка необходимо применять тер-
мическую регенерацию отработанного песка при температуре
600-650 °C;
• для нейтрализации газообразных продуктов термической де-
струкции модели, которые образуются при заливке формы
металлом, необходимо в условиях серийного производства
отливок вакуумировать формы в процессе заливки и охлаж-
дения, а отсасываемые газы направлять в установку термиче-
ской регенерации песка или применять установки каталити-
ческого дожигания газов;
• в единичном производстве крупных отливок следует приме-
нять боковые отсосы или зонты, при этом газы, выделяю-
щиеся из формы во время ее заливки металлом, следует под-
жигать.
При выполнении вышеуказанных правил техники безопасности,
а также соблюдении общепринятых норм санитарно-гигиениче-
ских условий труда в литейных цехах обеспечивается высокая
культура производства и экологическая чистота технологического
процесса ЛГМ.
Литература
К главе I
1. Dietter Н.В. Binderies dry-send moulds И Foundry Trade Journal.
1964. 2505.
2. Shroyer H.F. Пат. ФРГ № 1108861: 12.04.58.
3. Dietter Н.В. // Материалы региональной конференции в Мичи-
гане 27 октября 1972 г.
4. Dietter Н.В. // Modem Castings. 1965. August. Р. 89-93.
5. Olive М. И Fonderia Ital. 1967. 16. № 6.
6. NellenH. Англ, патент № 1127327: 18.09.68.
7. Hofmann R. Патент ФРГ № 1301439: 11.11.66.
8. Wittmoser A., Hofmann R. 35 Congr. Intemat. Fouderie. Kioto,
1968. 1073. № 9. P. 11-14.
9. Кедзо Я. Тютандзо каст и форг. 1973. № 9. С. 11-14.
10. Кржижановский Е. Патент ФРГ. № 1301440: 03.02.68.
11. Gisseray. 1970. 23 апреля. № 9.
12. Metal Production. 1984. 22. № 7. Р. 49-50.
13. Modem Cast. 1985. 75. № 3. Р. 64-68.
14. Modem Metals. 1988. 44. № 7. P. 103-105.
15. Modem Cast. 1988.78. № 8. P. 20-27.
16. Ibid. P. 40.
17. Foundry Trade J. 1989. 163. № 3383. P. 18-19.
18. The Foundryman. 1988. 81. № 12. P. 560-566.
19. Foundry Trade J. Int. 1987. 10.№35.P. 106, 110-111.
20. Экспресс-информация. Cep. 3. Вып. 21. M., 1986.
21. Fonderie. 1989. 87. P. 49-50.
22. Foundry Manag. and Technol. 1984. 17. № 3. P. 52-55.
23. Foundry Trade J. 1989. 163. № 3400. P. 788-790.
24. Литье и металлургия. И.Б. 7. 08.09.97. Белоруссия.
25. Foundry Manag. and Technol. 1992. 120. № 5. P. 5.
26. Авторское свидетельство СССР № 136014. 1963.
27. Озеров В.А., Шуляк В.С., Плотников Г.А. Литье по моделям из
пенополистирола. М.: Машиностроение, 1970.
28. Степанов Ю.А. и др. Литье по газифицируемым моделям. М.:
Машиностроение, 1976.
29. Литье по газифицируемым моделям: Сб. Киев: ИПЛ АН УССР,
1973. С. 24-28.
399
30. Шуляк В.С., Рыбаков С.А., Григорян К.А. Производство отли-
вок по газифицируемым моделям. Инженерная монография.
М.: РИЦ МГИУ, 2001.
К главе П
1. Light Metal Age. 160. 18. № 3^1.
2. Foundry Trade J. 1961. 3. № 2338.
3. Васильев B.A., Кирпиченков В.И. // Производство отливок
по пенополистироловым моделям. М.: НИИМАШ, 1966.
С. 47-54.
4. Патент ФРГ № 1845226.
5. Озеров В.А., Шуляк В.С., Плотников.А. Литье по моделям из
пенополистирола. М.: Машиностроение, 1970.
6. Степанов Ю.А. и др. Литье по газифицируемым моделям. М.:
Машиностроение, 1976.
7. The Foundryman. 1988. № 2. Р. 60-65.
8. Патент США. № 4773466.
9. Umono J. Gap Foundryman's. 1987. 59. № 12.
10. Modem Cast. 1988. 78. № 8. P. 20-24.
11. Павлов В.А. Пенополистирол. M.: Химия, 1973.
12. Литье по газифицируемым моделям. Киев: Изд-во ИПЛ АН
УССР, 1975. С. 3-19.
13. Производство литья по газифицируемым моделям. М.:
НИИМАШ, 1968.
14. Foundry Manag. and Technol. 1982. № 12. P. 22-25.
15. Modem Casting. 1986. № 1. P. 31-34.
16. Литье по моделям из пенополистирола — технология. РТМЗ1.
5007-75. Одесса: ЦПКТБ.
17. Gesserei. 1987. 12 января. 74. № 1.
18. Литье по газифицируемым моделям. Киев: Изд-во ИПЛ АН
УССР, 1973.
19. Foundry Trade J. 1985. September. № 12. P. 177-187.
20. Шуляк В.С. и др. // Литейное производство. № 10. 1971.
21. Исследование и разработка технологического процесса произ-
водства отливок из цветных сплавов в формах из сыпучих
ферромагнитных материалов. Отчет по теме № 83. ИПЛ АН
УССР. 1978.
400
22. Авторское свидетельство СССР № 346012. 27.04.72.
23. Патент США №4728531.
24. Мадорский С. Термическое разложение органических поли-
меров. М.: Мир, 1987.
25. Expendable Pattern Casting. Vol. 1: Process Manual. An Ameri-
can Foundrymens Society Publication.
К главе III
1. Мадорский С. Термическое разложение органических полиме-
ров. М.: Мир, 1967.
2. Канторович Б.В. Введение в теорию горения и газификации
твердого топлива. М.: Металлургиздат, 1961.
3. Грасси Н. Химия процессов деструкции полимеров. М.: Ино-
странная лит-ра, 1959.
4. Мащенко М.Л. и др. Исследование пиролиза линейных поли-
меров под действием теплового удара // Газификация и пиро-
лиз топлива. М.: Наука, 1964.
5. Тагер А.Н. Физика-химия полимеров. М.: Химия, 1968.
6. Кондратьев В.Н. Константы скорости газообразных реакций:
Справ. М.: Наука, 1971.
7. Магарил Р. Механизм и кинетика гомогенных термических
превращений углеводородов. М.: Химия, 1970.
8. Куликов И.С. Термическая диссоциация соединений. М.: Ме-
таллургия, 1966.
9. Шуляк В.С. Основы теории и технологии формирования ли-
тейных форм по газифицируемым моделям: Дис. / МВТУ
им. Баумана. М., 1977.
10. Шуляк В.С. Исследование метода литья по газифицируемым
моделям из пенополистирола: Дис. / МАМИ. М., 1967.
И. Степанов Б.А. и др. Литье по газифицируемым моделям. М.:
Машиностроение, 1976.
12. Шинский О.И., Зяхор С.Ф. // Литье по газифицируемым моде-
лям. Киев: Изд-во ИПЛ АН УССР, 1979. С. 12-20.
13. Шинский О.И., Шуляк В.С., Зяхор С.Ф. // Литье по газифици-
руемым моделям. Киев: Изд-во ИПЛ АН УССР. 1979. С. 32-44.
14. Вейник А.И. Теория затвердевания отливки. М.: Машгиз, 1960.
401
15. Шуляк В.С., Граблев А.Н. Исследование динамики течения
расплава в узких каналах формы при литье по газифицируемым
моделям алюминиевых сплавов // Литейщик России. 2002. № 5.
16. Граблев А.Н. Дис. ... канд. техн. наук. МГИУ, 2002.
17. Авторское свидетельство СССР, № 346012. 27.04.72.
18. Патент США №4728531.
19. Мадорский С. Термическое разложение органических полиме-
ров. М.: Мир, 1987.
20. Expendable Pattern Casting. Vol. 1: Process Manual. An American
Foundrymens Society Publication.
К главе IV
1. Степанов Ю.А. и др. Литье по газифицируемым моделям. М.:
Машиностроение, 1976.
2. Dieter Н.В. // Foundry Trade Journal. 1964. 117. № 2505. Р. 757-
758.
3. Srinageah К., Naraganan К. // The British Foundryman. 1991.
8 March.
4. Вейник А.И. Теория затвердевания отливки. М.: Машгиз, 1961.
5. Шуляк В.С. Дис. ... д-ра техн. наук. М.: МВТУ им. Баумана,
1977.
6. Шинский О.И. Автореф. дис. ... д-ра техн. наук. Киев:
ФТИМС НАН Украины. 1997.
7. Куликов И.С. Термическая диссоциация соединений. М.: Ме-
таллургия, 1966.
8. Шуляк В.С. и др. // Литье по газифицируемым моделям. Киев:
Изд-во ИПЛ АН УССР, 1975. С. 58-67.
9. Карпин В.П., Григорян В.А. Кинетика растворения пироугле-
рода в железоуглеродистых сплавах // Известия ВУЗов. Черная
металлургия. 1965. № 5.
10. Моргунов В.М. Термодинамика железоуглеродистых сплавов.
М.: Металлургия, 1972.
И. Криштал М.А. Механизм диффузии в железных сплавах. М.:
Металлургия, 1972.
12. Морозов А.И. Водород и азот в сплавах. М.: Металлургия,
1968.
402
13. Рабинович Б.В. Введение в литейную гидравлику. М.: Маши-
ностроение, 1966.
14. Вертман А.А., Самарин А.М. Свойства расплавов железа. М.:
Наука, 1969.
15. Бурылев Б.П. // Известия ВУЗов. Черная металлургия. 1961.
№ 6, 10; 1963. № 2, 7, 9; 1964. № 3, 4; 1965. № 2.
16. Суровский В.М., Некрасов Н.Б. // Известия ВУЗов. Черная ме-
таллургия. 1973. № 7.
17. Кунин Л.Л. Проблемы дегазации газов. М.: Наука, 1972.
18. Литье по газифицируемым моделям: Сб. Киев: Изд-во ИПЛ АН
УССР, 1975. С. 43—44.
19. Там же. С. 20-25.
20. Житник А.С. Дис. ... канд. техн. наук. Киев: Изд-во ИПЛ АН
УССР, 1976.
21. Лазаренков А.М. Дис. ... канд. техн. наук. Минск: БПИ, 1974.
22. Литье по газифицируемым моделям. Киев: Изд-во ИПЛ АН
УССР, 1975. С. 67-74.
23. Гуляев Б.Б. Литейные процессы. М.: Машиностроение, 1976.
24. Гиршович Н.К. Чугунное литье. М.: Машиностроение, 1949.
25. Баландин Г.Ф. Теория формирования отливки. М.: Машино-
строение, 1998.
26. Граблев А.И. Гидродинамика при литье по газифицируемым
моделям алюминиевых сплавов: Дис. ... канд. техн. наук.
МГИУ, 2006.
К главе V
1. Dietter Н.В.//Foundry Trade Journal. 1964.117. №2505. Р. 757-758.
2. Dietter Н.В. // Modem Castings. 1976. June.
3. Butles K.D., Pope R.J. // Modem Castings. 1965. 48. № 1.
4. Weister P.D. // Brit. Foundryman. 1965. 52. № 11. P. 424-427.
5. Шуляк В.С. Исследование метода литья по газифицируемым
моделям из пенополистирола: Дис. ... канд. техн, наук /
МАМИ. М., 1967.
6. Флорин В.А. Основы механики грунтов. М.: Машгиз, 1959.
7. Лейбензон А.С. Движение природных жидкостей и газов
в пористой среде. М.: Гостехиздат, 1974.
403
8. Шуляк В.С. Литье по газифицируемым моделям // Литейное
производство. 1968. № 8.
9. Цитович Н.А. Механика грунтов. М.: Высшая школа, 1973.
10. Баркан Д.Д. Устройство оснований и сооружений с примене-
нием вибрации. М.: Машстройиздат, 1949.
11. Берг П.П. Формовочные материалы. М.: Машгиз, 1963.
12. Шуляк В.С. Основы теории и технологии формирования ли-
тейных форм по газифицируемым моделям: Дис. ... д-ра техн,
наук / МВТУ им. Баумана. М., 1978.
13. Васильев Л.Л., Танеева С.А. Теплофизические свойства по-
ристых материалов. М.: Наука и техника, 1971.
14. Вейник А.И. Теория затвердевания отливок. М.: Машгиз,
1960.
15. Анисович. Г.А. Метод определения теплофизических свойств
формовочных материалов. Проблемы теплообмена при литье.
Минск: БПИ, 1960.
16. Вонсовский С.В. Магнетизм. М.: Наука, 1971.
17. Говорков В.А. Электрические и магнитные поля. М.: Наука,
1968.
18. Деркач К.Г. и др. Электромагнитные вопросы обогащения. М.:
Металлургиздат, 1942.
19. Зальцман Ю.А. Расчет магнитной формы // Литейное произ-
водство. 1973. № 1, 5.
20. Литье по газифицируемым моделям. Киев: Изд-во ИПЛ АН
УССР, 1975. С. 110-114.
21. Шуляк В.С., Граблев А.Н. Механика литейной формы при
литье по газифицируемым моделям // Литейщик России. 2002.
№5.
К главе VI
1. Гиршович А.Г. Справочник по чугунному литью. М.: Маши-
ностроение, 1978. С. 268-326.
2. Рабинович Б.В. Введение в литейную гидравлику. М.: Маши-
ностроение, 1966.
3. Дубицкий. Г.М. Литниковые системы. М.: Машгиз, 1962.
4. Озеров В.А., Шуляк В.С., Плотников. Г.П. Литье по моделям
из пенополистирола. М.: Машиностроение, 1970.
404
5. Шинский О.И. Газогидродинамика и технология литья желе-
зоуглеродистых и цветных сплавов по газифицируемым моде-
лям: Автореф. дис. ... д-ра техн, наук / ВТИМС НАН Украи-
ны. Киев.
6. Рыжиков А.А. Технологические основы литейного производ-
ства. М.: Машгиз, 1962.
7. Литье по моделям из пенополистирола. Технология.
РТМЗ 1.5007-75. Одесса: Изд-во ЦПКБ, 1976.
8. Чудновский А.Р. Изготовление отливок по моделям из пено-
полистирола. М.: НИИМаш, 1970.
9. Иванов В.Н. Словарь-справочник по литейному производству.
М.: Машиностроение, 1990.
10. Терцаги К. Теория механики грунтов. М.: Госстройиздат,
1961.
11. Баркан Д.Д. Устройство оснований сооружений с применени-
ем вибрации. М.: Машстройиздат, 1949.
12. Аксенов П.Н. Оборудование литейных цехов. М.: Машино-
строение, 1977.
13. Хайкин С.Э. Физические основы механики. М.: Наука, 1971.
14. Особенности развития способа литья по газифицируемым мо-
делям // Экспресс-информация. Сер. 3. Вып. 21. М., 1986.
15. Шинский О.И. Новое в теории и практике литья по газифици-
руемым моделям // Литейное производство. 1998. № 7.
16. Он же. Механизм формирования качества отливок, получае-
мых по газифицируемым моделям // Литейное производство.
1991. № 1.
17. Шуляк В.С., Шинский О.И., Хвостухин Ю.И. Экологические
аспекты литья по газифицируемым моделям // Литейное про-
изводство. 1993. № 7.
18. Сзматула Е. и др. Влияние метода литья по газифицируемым
моделям на окружающую среду И Международный конгресс
литейщиков. Краков, 1991.
19. Беляев Н.М. Сопротивление материалов. М.: Гостехиздат, 1958.
К главе VII
В данной главе использовались материалы, изложенные в моно-
графии Шуляка В.С., Рыбакова С.А., Григоряна К.А. «Производство
405
отливок по газифицируемым моделям» (МГИУ, 2001), а также в про-
спектах следующих фирм: ОАО «АКС», ОАО «НИИТАвтопром»,
ОАО «КТИАМ» (Россия), «Stirologic» (Германия), «Berndorf» (Италия),
«Kurtz» (Германия), «Saplest» (Франция), «FATA ALUMINIUM»
(Италия), «General Kinematics» (США), «Vulcan» (США) и др.
К главе УШ
1. Gieserei. 1976. № 8. Р. 185-192.
2. Foundry Manag. and Technol. 1982. № 12. P. 22-25.
3. Литье в формы с газифицируемыми моделями. М.: Изд-во
НИИМаш, 1969. С. 55-65.
4. Шуляк В.С. Метод литья по газифицируемым моделям. Киев:
Изд-во ИПЛ АН УССР, 1971.
5. Литье по моделям из пенополистирола. Технология. РТМ
31.5007-756.
6. Шуляк В.С., Рыбаков С.А., Григорян К.А. Производство отли-
вок по газифицируемым моделям. М.: Изд-во РИЦ МГИУ.
2002. 324.
Шуляк Валентин Саввович
ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
Ответственный за издание А.А. Полуда
Ответственный за выпуск Н.В. Емельянова
Ответственный за подготовку Л.В. Белканова
Редактор-корректор С.Е. Парфенова, Л.Д. Чернухо
Компьютерная верстка Я. В. Коробова, О. С. Фадеева
Техническое сопровождение Т. И. Жадобина
Оператор цифровой печати М.А. Бухтарова
Издание подготовлено в НПО «Профессионал»
197341, Санкт-Петербург, ул. Горная, д. 1, корп. 1, оф. 22-Н.
Тел.(факс): (812) 601-30-70, 601-32-49, 715-14-35
mail@naukaspb.ru
http://www.naukaspb.ru
Подписано в печать 15.05.07
Формат 60x90/16. Бумага офсетная.
Объем 25,5 печ. л. Тираж 500 экз.
Отпечатано в центре цифровой печати НПО «Профессионал»
Завод АКС производит и поставляет полный
комплекс обпрддования для точного питья
по газифицируемым моделям.
Применение нашего оборудования поможет Вам:
- уменьшить затраты в 3 - 5 раз;
- сократить трууозатраты в 2 - 4 раза;
- снизить потребление электро-
энергии в 2 - 3 раза;
- оптимальна исппльзовать производствен-
ные площади.
Дополнительно ООО «Завод АКС» выполняет:
1. Проектные работы;
2. Привязку оборууования к условиям заказчика;
3. Шеф-монтаж линии формовки и изготовления
моделей;
4. Проектирование и изготовление пресс-форм;
5. Отработку технологии с получением опытной
партии отливпк;
G. Подготовку персонала к работе на комплексе.
Мы будем рады видеть Вас
гпрпи ualiiiiv гпгтрй и зятчнш
lllll
Завод Арматуры Контактной Сенн
Санкт-Петерйура, ул. Михайлова, д.11
Wmen. [812] 324-85-55/5!
E-mail: maiKSzavodakc.sph.ru
inlDlSzakc.ru
http://www.zakc.ri