/


















































































































































































































































Текст
М. М. САХНОВСКИЙ
ТЕХНОЛОГИЧНОСТЬ
СТРОИТЕЛЬНЫХ
СВАРНЫХ
СТАЛЬНЫХ
КОНСТРУКЦИЙ
БИБЛИОТЕКА СТРОИТ
М. М. САХНОВСКИЙ
ТЕХНОЛОГИЧНОСТЬ
СТРОИТЕЛЬНЫХ
СВАРНЫХ
СТАЛЬНЫХ
КОНСТРУКЦИЙ
Издание 3-е,
переработанное и дополненное
Сканировал и обрабатывал
Лукин А.О.
КИЕВ «БУД1ВЕЛБНИК» 1980
ББК 38.54
6С4.05
С22
УДК 624.014.25
Технологичность строительных сварных стальных конструкций/
Сахновский М. М.—3-е изд., перераб. и доп. — Киев: Буд1вельник,
1980.— 264 с.
В книге рассматриваются основные требования, предъявляемые
к технологичности строительных сварных стальных конструкций.
Приводятся данные по выбору металлопроката для конструкций,
экономичному применению сталей, а также описаны технологические
возможности изготовления, транспортирования и монтажа стальных
конструкций, которые необходимо учитывать при проектировании.
Даются расчеты зависимости между сварочными деформациями,
технологией сборочно-сварочных работ и конструктивными формами.
Новое издание дополнено сведениями об основных и дополнительных
показателях технологичности. Нормативные материалы приведены
по состоянию на 1 мая 1979 г.
Книга рассчитана на инженерно-технических работников проект-
ных и строительных организаций.
Ил. 108. Табл. 66. Библиогр. список: с. 260 —261.
Рецензент И. А. Нечаев
Редакция литературы по специальным и
монтажным работам в строительстве
Заведующая редакцией 3. Н. Конеева
30205-036
М203(04)-80 2109000000
Издательство «Буд1вельник», 1980
ПРЕДИСЛОВИЕ
В капитальном строительстве СССР запланирован значитель-
ный рост производства строительных сварных стальных кон-
струкций, обеспечивающий дальнейшее развитие тяжелой индуст-
рии — основы материальной базы коммунизма.
Увеличение выпуска строительных сварных стальных кон-
струкций будет производиться как за счет ввода в эксплуатацию
новых и реконструкции действующих заводов металлоконструкций,
так и за счет повышения производительности труда, совершенство-
вания технологии изготовления конструкций.
Важнейшим источником повышения производительности тру-
да, а также эффективности и качества при производстве и эксплу-
атации строительных сварных стальных конструкций является
отработка конструктивных решений на технологичность — ком-
плексное конструктивно-технологическое проектирование кон-
струкций совместно с разработкой технологии их изготовления
и монтажа.
Ориентировочные подсчеты показывают, что отработка на тех-
нологичность даже в общепринятых конструктивных решениях
может снизить трудоемкость изготовления и монтажа стальных
конструкций в отдельных случаях в 1,5—2 раза при одновремен-
ном повышении их качества, снижении себестоимости и сокраще-
нии сроков производства работ по изготовлению и монтажу,
улучшению и удешевлению эксплуатации зданий и сооружений.
Конструктор, проектировщик строительных конструкций
должен четко представлять себе технологию изготовления, мон-
тажа и условия эксплуатации проектируемого сооружения, что-
бы при проектировании и конструировании наиболее полно ис-
пользовать технологические возможности, учитывать ограничения
современной технологии производства конструкций и требования
их эксплуатации. Целью настоящей работы и является оказание
практической помощи в данном вопросе.
1*
3
При написании 3-го издания были использованы работы по
отдельным вопросам технологичности сварных стальных конструк-
ций Н. П. Мельникова, Г. А. Николаева и Н. С. Стрелецкого,
А. А. Абаринова, В. А. Балдина, В. А. Винокурова, Я. М. Лихтар-
никова, Н. О. Окерблома, Г. В. Раевского, Б. И. Беляева,
В. В.Кузнецова, Р. Н. Лановского, А. 3. Цифриновича и других, а
также работы автора, опубликованные ранее.
Ряд положений и вопросов технологичности сварных стальных
конструкций требует дальнейших, более глубоких исследований
и разработок не только научными работниками, но и проектиров-
щиками, производственниками.
В третьем издании по просьбе ряда организаций и лиц поме-
щены дополнительные материалы и справочные данные, необхо-
димые при отработке строительных сварных стальных кон-
струкций на технологичность, а также приведены условия постав-
ки и цены стального металлопроката, введенные с 1 января 1977 г.
ОТРАБОТКА ПРОЕКТА СТРОИТЕЛЬНЫХ СВАРНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ НА ТЕХНОЛОГИЧНОСТЬ
ПОНЯТИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ И ОТРАБОТКА
ПРОЕКТНЫХ РЕШЕНИЙ НА ТЕХНОЛОГИЧНОСТЬ
Темпы изготовления и монтажа, себестоимость, качество,
надежность, экономичность и долговечность эксплуатации строи-
тельных сварных стальных конструкций в значительной степени
зависят от конструктивных решений, принятых при разработке
рабочих (КМ) и деталировочных (КМД) чертежей.
В процессе проектирования должны быть наиболее полно ис-
пользованы современные возможности передовой технологии
изготовления и монтажа, а также учтены технологические огра-
ничения в производстве стальных конструкций и условия эк-
сплуатации сооружения.
Для создания оптимальных конструкций следует развивать
систему конструктивно-технологического проектирования, т. е.
параллельно вести разработку конструктивных решений и тех-
нологии их производства (изготовления и монтажа) и рекоменда-
ций по эксплуатации.
Впервые конструктивно-технологическое проектирование стро-
ительных стальных конструкций было введено в 1934—1935 гг.
на наиболее крупных в то время отечественных заводах металло-
конструкций в Днепропетровске и Верхней Салде, где были орга-
низованы конструкторские отделы, разрабатывающие деталиро-
вочные чертежи (КМД) всех изготовляемых заводом стальных
конструкций в тесной увязке с технологией их изготовления
(в отделе подготовки производства). Положительный опыт этих
заводов был использован при организации скоростного строи-
тельства оборонных объектов в 1941—1945 гг. По приказу Нарком-
строя СССР в декабре 1941 г. на всех заводах стальных конструк-
ций системы Главстальконструкции были организованы кон-
структорские отделы, обеспечивавшие технической документацией
изготовление стальных конструкций из наличного на заводе ме-
таллопроката.
С этих пор разработка деталировочных чертежей (КМД) всех
изготавливаемых стальных конструкций возложена на завод-
изготовитель, а стоимость разработки этих чертежей включена
в прейскурантную стоимость конструкций, при этом заказчик
обязан представлять заводу-изготовителю только рабочий проект
стадии КМ.
5
Как показал многолетний опыт, перенос разработки деталиро-
вочных чертежей (КМД) на за вод-изготовитель лишь частично
решил задачу конструктивно-технологического проектирования,
так как конструкторские отделы заводов, всесторонне учитывая
требования и условия изготовления, не всегда достаточно полно
удовлетворяют требования технологии монтажа и условия эксплу-
атации конструкций.
Для дальнейшего развития конструктивно-технологического
проектирования необходим переход к комплексному проектирова-
нию стальных конструкций в проектном институте, где парал-
лельно с рабочими чертежами (КМ) должны разрабатываться тех-
нологическая документация по изготовлению и монтажу этих
конструкций и указания по их эксплуатации.
По аналогии с ГОСТ 18831-73 для строительных стальных кон-
струкций можно определить технологичность, как совокупность
свойств, проявляемых в возможности минимальных затрат труда,
средств, материалов и времени при изготовлении, транспортиро-
вании, монтаже и эксплуатации.
Предлагаемое определение достаточно полно характеризует тер-
мин «технологичность» применительно к строительным стальным
конструкциям и согласуется с предложенной ранее и развитой
в последующем формулировкой, что технологичным конструктивным
решением строительных стальных конструкций является такое,
которое обеспечивает наиболее простое, быстрое и экономичное из-
готовление, транспортирование и монтаж, надежную и экономич-
ную их эксплуатацию при обязательном обеспечении прочности,
устойчивости, выносливости, стойкости против агрессивных воздей-
ствий и других требований соответствующих СНиП.
Приведенные понятия технологичности и технологичных конст-
руктивных решений универсальны, и их можно рекомендовать для
всех видов строительных конструкций — как металлических, так
и железобетонных, деревянных и других, изготавливаемых в ин-
дустриальных условиях механизированных заводов стройиндустрии
и монтируемых современными методами при комплексной механиза-
ции монтажных работ.
Учет элементов технологичности при разработке проектов строи-
тельных стальных конструкций является одной из особенностей
советской школы проектирования. Еще в начале 30-х годов осново-
положником отечественной школы проектирования металлоконст-
рукций профессором Н. С. Стрелецким были предложены три нача-
ла, которым должна отвечать оптимальная конструктивная форма
[36]: минимальный вес, наименьшая трудоемкость производства
и наибольшая скорость монтажа.
В современных условиях наименьшая трудоемкость производства
и наибольшая скорость монтажа обеспечиваются при отработке
проекта конструкций на технологичность, которая выдвигает,
кроме этого, еще ряд существенных условий и требований. Таким
образом, критериями оптимальной конструктивной формы строи-
6
тельных стальных конструкций практически можно считать мини-
мальный вес и максимальную технологичность.
Снижение собственной массы конструкций является одной из
главных и постоянных задач проектировщика, так как масса конст-
рукции определяется по «теоретической» или «чистой» массе всех
деталей, сварных швов, болтов, приспособлений для транспорти-
рования и других деталей, входящих в спецификацию на чертеже,
подсчитанную по теоретической массе сортаментов металлопроката.
Несколько иное понятие «металлоемкости» конструкций, опре-
деляющее массу всего израсходованного металла в «черной» или
фактической массе. Разность между металлоемкостью и теоретиче-
ской массой конструкции по проекту является отходом, составляю-
щим от 3 до 10%. Следовательно, снижение металлоемкости конст-
рукций зависит не только от проектного решения, но и от его тех-
нологичности по раскрою металла, и поэтому оно включено в пере-
чень требований технологичности.
В книге рассмотрена технологичность только сварных конструк-
ций, составляющих около 99% общего объема производства строи-
тельных стальных конструкций в СССР. Такое развитие сварных
конструкций в отечественном капитальном строительстве объяс-
няется их значительными преимуществами по сравнению с кле-
паными конструкциями. К этим преимуществам относятся:
снижение массы конструкций на 8—12% в результате отсутствия
ослабления отверстиями в растянутых зонах несущих элементов;
снижение трудоемкости изготовления на 30—50% в результате
устранения операций по разметке и образованию отверстий в де-
талях, рассверливанию их в пакетах, а также замены трудоемкого
процесса клепки — менее трудоемкой сваркой;
монолитность сварной конструкции и отсутствие остаточных
прогибов;
высокая технологичность.
Однако сварные конструкции имеют и некоторые серьезные
недостатки, такие как повышенная склонность к хрупкому и ус-
талостному разрушениям; образование в ряде случаев значитель-
ных сварочных деформаций, остаточных напряжений. Влияние
этих недостатков может быть значительно снижено при учете их
в ходе конструктивно-технологического проектирования.
Массовый, практически полный переход на прогрессивные
сварные стальные конструкции является одной из главных осо-
бенностей развития отечественного металлостроительства. По объе-
му производства сварных конструкций с начала 70-х годов СССР
прочно занимает первое место в мире.
Главными задачами совершенствования строительных сварных
стальных конструкций является снижение металлоемкости и созда-
ние предпосылок для повышения производительности труда при их
изготовлении и монтаже. Эти задачи решаются по разным направ-
лениям, таким как увеличение объема применения сталей повышен-
ной прочности; расширение производства эффективных тонкостен-
7
ных, трубчатых, коробчатых профилей, широкополочных двутав-
ров и тавров и т. п.; разработка новых экономичных конструкций
(предварительнонапряженных, висячих, объемно связанных и др.);
развитие типизации конструктивных элементов, узлов и деталей;
специализация заводов металлоконструкций и монтажных органи-
заций для перехода на поточно-конвейерное, высокопроизводи-
тельное механизированное производство; повышение уровня техно-
логичности конструктивных решений.
Последнее направление создает значительные предпосылки для
повышения производительности труда при изготовлении и монтаже
8
по монтажу
во эксплуатации
Минимум Максимум
Минимум Максимум
конструкций и наименьших затрат при их эксплуатации. Поэтому
при разработке проектов сварных стальных конструкций на стадии
рабочих чертежей (КМ) в проектных институтах и на стадии детали-
ровочных чертежей (КМД) в конструкторских отделах заводов-из-
готовителей наряду с обычными проверками (соответствию расчет-
ным сечениям и соединениям, а также геометрическим размерам
элементов; увязкой несущего стального каркаса с архитектурной
и технологической частями проекта здания или сооружения) необ-
ходима отработка конструктивных решений на технологичность,
целью которой является достижение оптимальных качественных
9
и количественных характеристик по основным этапам —изготовле-
нию, транспортированию, монтажу, эксплуатации. Общая схема
отработки на технологичность строительных сварных стальных
конструкций приведена выше.
При отработке на технологичность рекомендуется также учиты-
вать ряд общих условий и требований.
Рассмотрим наиболее общие условия и требования технологич-
ности проектных конструктивных решений:
I. Конструктивная форма должна способствовать получению
наименьших стоимости и расхода (в «черной» массе) металлопрока-
та как путем снижения массы деталей конструкции, так и примене-
ния наиболее экономичных марок стали и категорий поставки (по
гарантируемым свойствам), эффективных прокатных профилей,
а также проката стандартных размеров и рационального раскроя
заготовок (с минимальными неиспользуемыми отходами).
II. Конструктивные решения должны содержать необходимые
предпосылки для получения наибольшей скорости, наименьших
трудоемкости и стоимости переделов изготовления и монтажа кон-
струкций.
Соблюдение этого условия можно обеспечить в результате оп-
тимального использования современных и перспективных техноло-
гических возможностей завода-изготовителя и монтажной организа-
ции, а также учета технологических ограничений на отдельных пере-
делах изготовления и монтажа.
К основным предпосылкам для удовлетворения этого условия
можно отнести:
наибольшую типизацию конструктивных элементов и нормали-
зацию деталей по стандартам заводов-изготовителей, обеспечиваю-
щих изготовление конструкций на поточных и конвейерных ли-
ниях;
максимально возможный перенос трудоемких операций сборки
и сварки элементов с монтажной площадки на заводы-изготовители,
т. е. поставку крупноблочными элементами;
возможно больший перенос трудоемких операций сборки и свар-
ки с «верховых» работ (в проектном положении) на «низовые» на пло-
щадках укрупнительной сборки, т. е. обеспечение скоростных по-
точно-блочного и конвейерного методов монтажа;
применение передовой техники и технологии изготовления и мон-
тажа — автоматической и полуавтоматической сварки и кислород-
ной резки, кондукторной сборки и образования монтажных отвер-
стий, изготовления холодногнутых деталей (взамен составных свар-
ных) безвыверочного монтажа и т. п.
III. Конструктивные решения должны обеспечивать при изго-
товлении и монтаже конструкций условия, необходимые для полу-
чения высокого качества и надежности сварных и болтовых соедине-
ний, путем расположения сварных швов и болтов в удобных для
производства работ местах, доступных для контроля как в процес-
се изготовления и монтажа конструкций, так и при эксплуатации
10
сооружения. Без соблюдения этого условия даже передовая техни-
ка и технология сварки и установки болтов не всегда может обеспе-
чить высокое качество и надежность этих ответственных соединений,
низкая фактическая несущая способность которых может вызывать
переход конструкций в предельное состояние как при монтаже,
так и при эксплуатации.
IV. Конструктивная форма должна обеспечивать условия для
выполнения сварки всех заводских и монтажных швов с наимень-
шими остаточными сварочными напряжениями и деформациями,
которые зависят не только от технологии (последовательности и ре-
жимов) сварки, но и от типа и размера сечений, швов и расположе-
ния их в конструкции. Особо велики остаточные напряжения от
сварки в местах пересечений швов, а сварочные деформации — при
резко несимметричном расположении сварных швов относительно
нейтральной оси.
V. Конструктивные решения должны предусматривать рацио-
нальную разбивку конструкций на транспортабельные отправоч-
ные и крупноблочные монтажные элементы при максимально воз-
можном (по условиям транспортабельности) объеме сборочных
и сварочных работ на заводе-изготовителе.
Отработка этого условия часто затруднена противоречивостью
требований: с одной стороны — отгрузки с завода-изготовителя
наиболее укрупненных элементов, и с другой — максимального ис-
пользования грузоподъемности подвижного состава, обеспечивае-
мого погрузкой в вагон большого количества мелких отправочных
элементов с минимальной степенью готовности. Оптимальная увяз-
ка этих противоречивых условий может быть достигнута соответ-
ствующими технико-экономическими расчетами с обязательным
учетом фактора времени, особенно на монтажные работы.
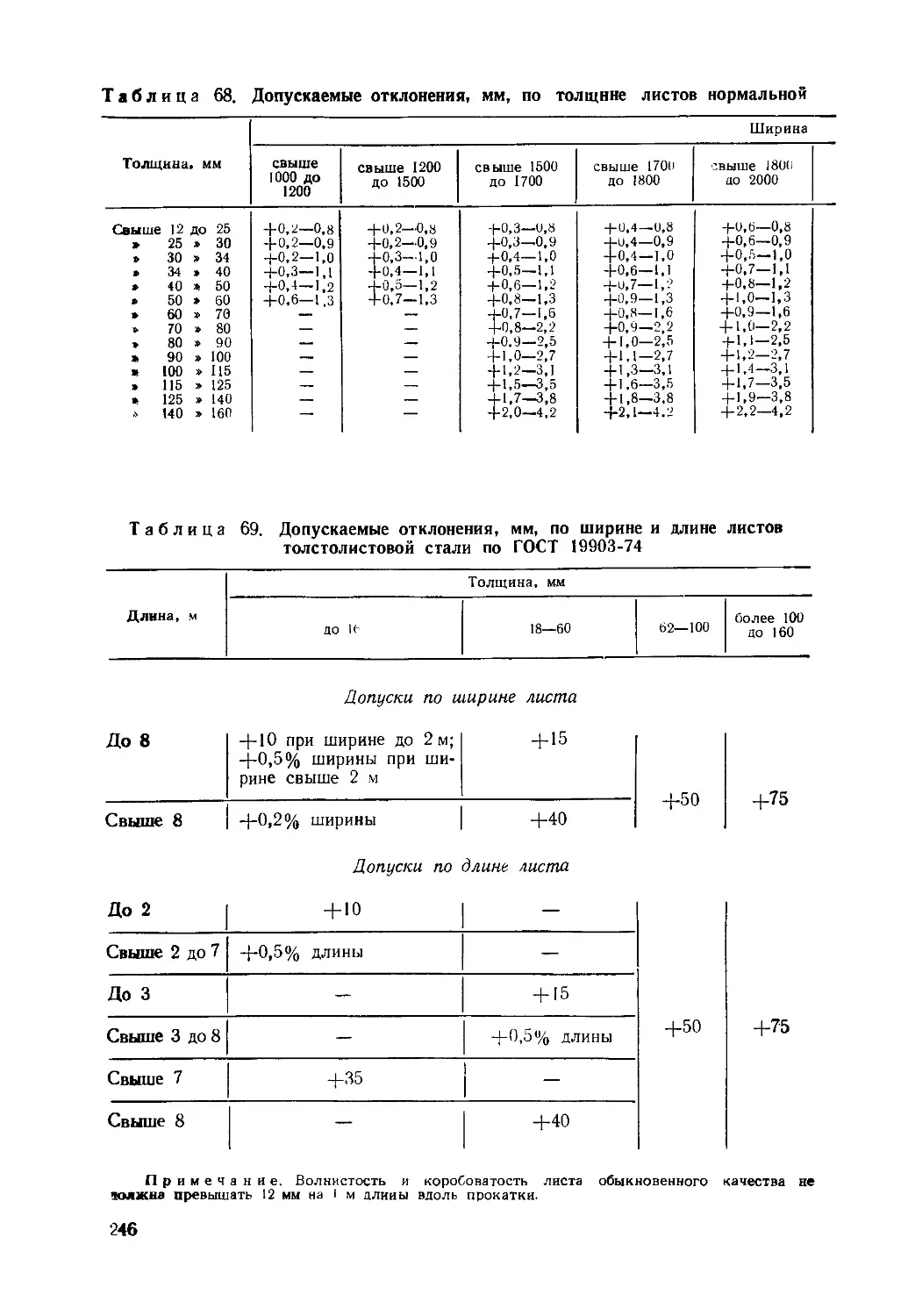
VI. Конструктивные формы элементов и узлов должны учиты-
вать допуски на прокатку металла, изготовление и монтаж кон-
струкций, а также на общестроительные подготовительные работы,
предшествующие монтажу, так как недостаточный учет допусков
в проекте может вызывать трудоемкие длительные подгоночные ра-
боты, снижение темпа и ухудшение качества монтажа.
Это условие направлено на получение высокой точности гео-
метрической формы и размеров смонтированного сооружения, со-
тоящего из относительно «неточных» (в пределах допусков) элемен-
тов, наиболее простыми и малотрудоемкими способами.
В ряде случаев целесообразно применять монтажные узлы, об-
ладающие «компенсационной» способностью погашать неточности
в размерах и форме соединяемых элементов. Однако во многих слу-
чаях более технологичным является назначение в проекте требова-
ний повышенной точности изготовления элементов стальных кон-
струкций (фрезеровка торцов, образование монтажных отверстий
по объемным и связанным кондукторами и т. п.), а также повышен-
ной точности подготовительных к монтажу строительных работ
(установка опорных плит или анкерных болтов по кондукторам,
11
возведение фундаментов на проектную отметку низа опорной плиты
с повышенной точностью и т. п.). Применение того или иного реше-
ния должно быть увязано с технологическими возможностями заво-
да-изготовителя, монтажной и общестроительной организации,
а также с учетом фактора времени.
VII. Конструктивное решение должно обеспечивать условия на-
дежной (безотказной) эксплуатации на весь расчетный срок эксплу-
атации сооружения, минимальные трудовые и денежные затраты
на ремонт, текущее содержание, а также реконструкцию и усиление
конструкций при увеличении эксплуатационных нагрузок и воздей-
ствий.
Это условие имеет особо важное значение так как в современном
капитальном строительстве около двух третей средств направляется
на техническое перевооружение и реконструкцию действующих
предприятий. При отработке в проекте этого условия технологич-
ности должны предусматриваться:
доступность для регулярных осмотров всех узлов и стыков,
особенно тех, от которых зависят несущая способность и надеж-
ность эксплуатации сооружения;
минимальная площадь элементов и их сопряжений в узлах кар-
касов зданий и сооружений, подвергающихся воздействию агрессив-
ной среды и доступность их для регулярных осмотров и окраски;
возможность простого, быстрого и экономичного (без остановки
производства и демонтажа конструкций) осуществления работ по
реконструкции элементов и узлов с целью повышения их грузоподъ-
емности для зданий производств, перспективное развитие которых
сопряжено с увеличением эксплуатационных нагрузок на несущие
конструкции;
дополнительные детали и элементы, обеспечивающие простоту
и быстроту рихтовки стального каркаса при неравномерных осад-
ках, для зданий, расположенных на просадочных грунтах.
VIII. Конструктивная форма должна обеспечивать осуществле-
ние такой технологии изготовления и монтажа отдельных элемен-
тов и сооружения в целом, которая не снижала бы усталостную
прочность и не повышала склонность конструкций к хрупким раз-
рушениям, а также не снижала несущую способность по прочности
и устойчивости, т. е. обеспечивала действительную (технологиче-
скую) прочность конструкций, зависящую от технологии изготовле-
ния и монтажа сварных элементов, не ниже проектной прочности
(соответствующей требованиям СНиП).
Опыт проектирования строительных сварных стальных конструк-
ций показывает, что одновременное удовлетворение проектного ре-
шения всем перечисленным качественным и количественным усло-
виям и требованиям технологичности во многих случаях практиче-
ски невозможно из-за противоречивых способов и приемов учета
каждого из них. Так, например, минимальная металлоемкость мо-
жет привести к увеличению трудоемкости; минимальные сварочные
деформации могут вызывать значительные сварочные напряжения
12
(и наоборот), поставка крупноблочными элементами усложняет
и удорожает транспортировку и т. п. Однако даже простой учет
этих условий при отработке конструктивных решений на качествен-
ную сторону технологичности с внесением соответствующих коррек-
тив в так называемые «общепринятые решения» для достижения
реального сочетания противоречивых условий и требований неизмен-
но значительно улучшает проект, повышая технологичность кон-
струкций, т. е. приводит в конечном счете к снижению трудоемкости
и повышению производительности труда в металлостроительстве.
Поэтому целью отработки проектных решений конструкций на
технологичность является оптимальный учет и соблюдение всех
указанных условий и требований с максимально возможным удовлет-
ворением каждого из них.
ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ СВАРНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Отработка качественной стороны технологичности проектных
решений должна сочетаться с определением некоторых основных
и дополнительных количественных показателей технологичности
конструкций.
Для строительных сварных стальных конструкций по аналогии
с машиностроением (по ГОСТ 18831-73) основными показателями
технологичности следует считать трудоемкость изготовления и мон-
тажа (как суммарную трудоемкость технологических переделов за-
вода-изготовителя и монтажной организации) и технологическую
себестоимость конструкций в деле (слагаемую из стоимости изго-
товления, транспортирования и монтажа).
Уровень технологичности по трудоемкости определяется как
сумма трудозатрат на переделы изготовления и монтажа кон-
струкций. Методика определения трудоемкости изготовления
и монтажа строительных стальных конструкций описана ниже.
Технологическая себестоимость конструкций может быть опре-
делена на основе смет или по методикам, описанным в работах [13,
141 и др. Полученные основные показатели технологичности кон-
струкций сравнивают с базовыми показателями — отраслевыми
нормативами, принятыми при разработке прейскурантов оптовых
цен и сметных норм в металлостроительстве, а также уровнем мини-
мальной трудоемкости и себестоимости строительных стальных кон-
струкций, достигнутым передовыми заводами и монтажными орга-
низациями.
Отраслевые нормативы стоимости и коэффициенты трудоемкости
изготовления ряда сварных стальных конструкций, принятые
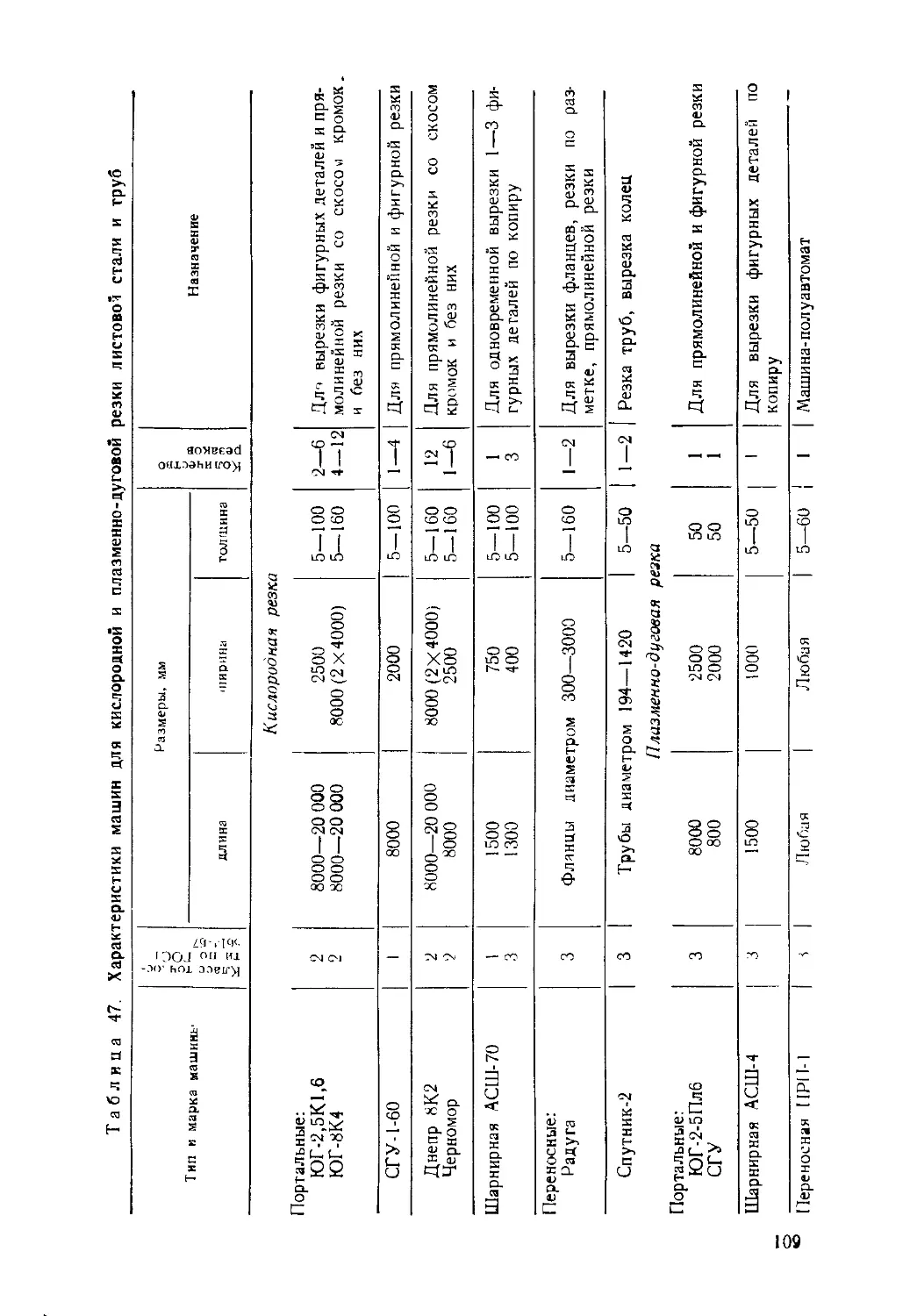
в прейскуранте 01-09 (1976 г.), приведены в табл. 1—5.
Трудоемкость изготовления 1 т стальных конструкций приведе-
на на графике (рис. 1), составленном А. Ф. Кузнецовым 1101 по ис-
следованиям, проведенным на передовых Уральских заводах
13
металлоконструкций. Графики разработаны для конструкций наста-
ли класса С 38/23. При определении удельной трудоемкости для
конструкций из сталей повышенной и высокой прочности получен-
ные показатели следует умножать на соответствующие коэффи-
циенты трудоемкости /ст по табл. 1—5.
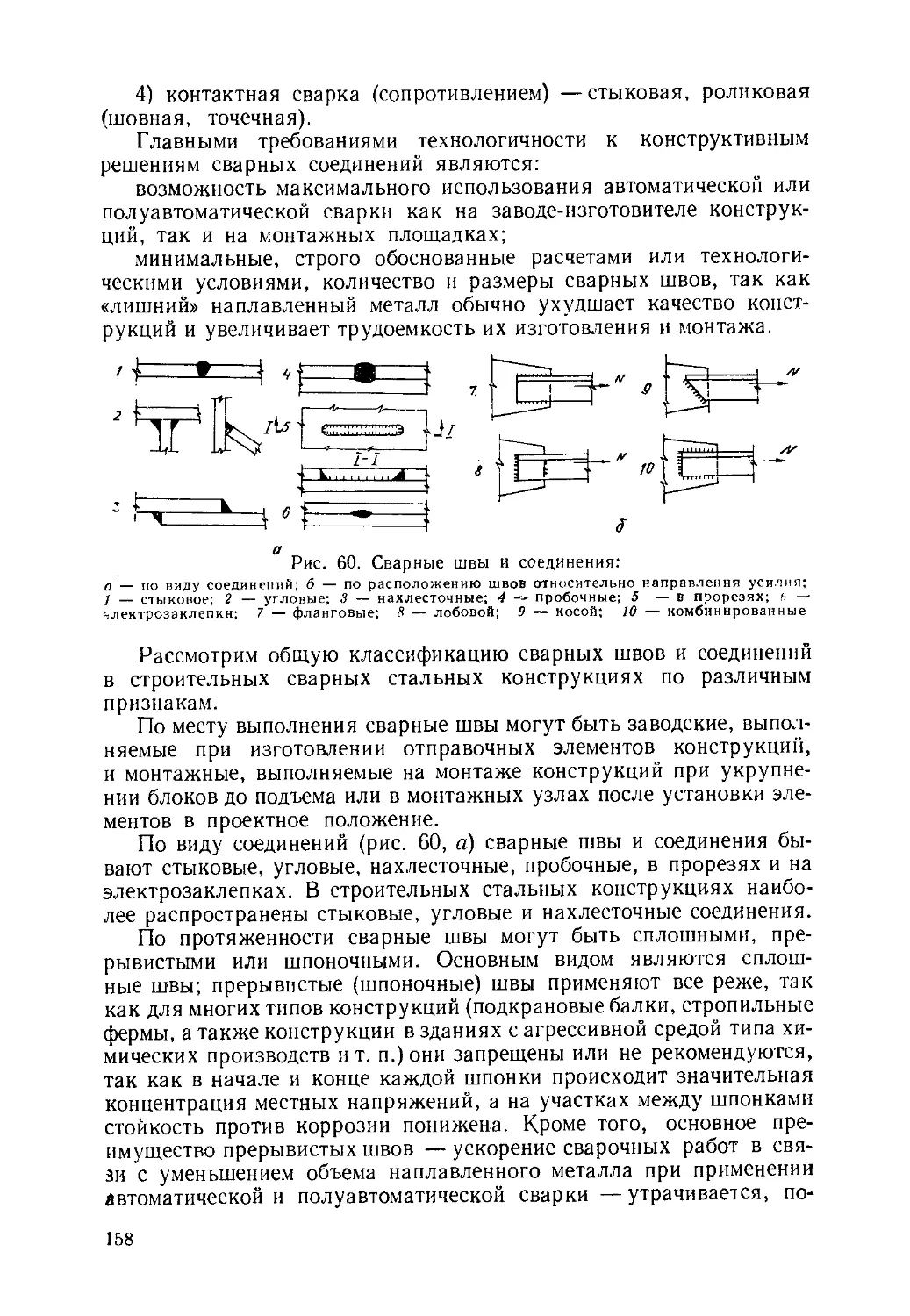
Рис. 1. Трудоемкость изготовления 1 т стальных конст-
рукций Т из стали класса С 38/23 в зависимости от массы
Q отправочного элемента:
1 — башни; 2 — решетчатые мосты; 3 — фермы; 4 *— сварные
балкн; 5 — сплошные колонны; £ — клепаные балки; 7 •— ре-
зервуары; 8 решетчатые колонны.
Базовую трудоемкость изготовления 1 т стальных конструкций
можно определять умножением единичной удельной трудоемкости
(например 5 чел.-ч на 1 т) на соответствующий табличный коэффи-
циент кт.
Оптовые цены на стальные конструкции в прейскуранте 01-09
(1976 г.) определены для следующих степеней готовности стальных
конструкций промышленных зданий и сооружений:
степень 11—элементы (детали) стальных конструкций полно-
стью обработанные, с разделанными под сварку кромками, с мон-
тажными отверстиями, выполненными на проектный диаметр,
с установленными фиксаторами для соединения со смежными дета-
лями и элементами, но без сварки или клепки деталей;
степень IV — части конструкций в виде отправочных элементов,
состоящих из нескольких деталей, сваренных или склепанных меж-
ду собой, с подготовленными под сварку кромками или монтажными
отверстиями, выполненными на проектный диаметр, для соединения
смежных элементов в монтажных узлах;
степень V — конструкции полностью сваренные или склепан-
ные в виде монтажных элементов (блоков);
степень VI — конструкции те же, что и для степени V, но со
специальными (дополнительными) испытаниями прочности, дефор-
мативности, плотности и др.
14
Таблица I. Стоимость 1т и коэффициенты трудоемкости изготовления
колони из стали марки ВСтЗкп2 (группа Ж) по прейскуранту
01-09 (1976 г.)
Стальные колонны
Масса колонны, т одноветвевые со сплошной стенкой, сварные двух-четырехветвевые Н-образного, короб- чатого сечення, со- единенные стенкой или решеткой решетчатые с двумя ветвями из двутавров или швеллеров, со- единенных решеткой нз уголков
§ прейс- куранта Стои- мость, руб. прейс- куранта Стои- мость, руб. •Г § прейс- куранта л к н • о 'О ь о > О S о.
Одноэтажные промышленные здания
До 1,5 1,51—3,0 1 2 223 214 2,5 2,2 8 8 241 241 3,1 3,1 12 13 210 204 2,3 2,1
3,01—5,0 3 210 2,05 8 241 3,1 14 198 1,9
5,01—10,0 4 206 1,9 8 241 3,1 15 192 1,7
10,1 — 15,0 5 200 1,7 8 241 3,1 16 188 1,55
15,1—25,0 6 191 1,4 9 232 2,8 17 183 1,4
Более 25 6 191 1,4 10 225 2,55 17 183 1,4
Многоэтажные здания
Любая I 7 | 203 | 1,8
Примечание. Характеристику групп конструкций по видам прокатной стали см. в
табл. 41.
Таблица 2. Стоимость 1т и коэффициенты трудоемкости изготовления кт
стальных подкрановых конструкций по прейскуранту 01-09 (1976 г.)
Подкрановые конструкции § прейс- куранта Масса. Стоимость, >уб КТ
Одностенчатые со сплошной стен- 28 До 1 234 2,1
кой из стали марки ВСтЗспЗ 29 1,01—3 216 1,5
(группа Ж) 30 3,01—5 213 1,4
31 5,01 — 10 210 1,3
32 10,1 — 15 207 1,2
33 15,1—25 213 1,4
34 Более 25 216 1,5
Из прокатных двутавров из стали 25 До 0,5 192 1,1
марки ВСтЗспб (группа Д) без ре- 26 0,51 — 1 183 0,8
бер 27 1,01—3 177 0,6
Решетчатые шпренгельные из угол- 35 10—15 216 1,7
ков из стали марки ВСтЗспб (груп- па Б) 36 15,1—25 211 1,55
Габаритные коробчатого сечения из стали марки ВстЗсп5 (группа Ж) 37 Любая 229 1,95
15
Продолжение табл. 2
Подкрановые конструкции § прейс- куранта Масса, т Стои- мость» руб. *т
Подкраново-подстропильные фермы 38 До 15 253 2,75
из стали марки ВСтЗспб (группа Ж) 39 15,1—25 247 2,55
40 Более 25 253 2,75
Тормозные из стали марки ВСтЗспб: сплошные (группа Ж) 41 173 0,6
решетчатые (группа Б) 42 — 172 0,8
Таблица 3. Стоимость 1 т и коэффициент трудоемкости изготовления кт
стропильных ферм из стали марки ВСтЗпсб по прейскуранту 01-09 (1976 г.)
Нагрузка, тс/м Пролет, м
18 24 30 36
§ прейску- ранта Стоимость, руб. § прейску- ранта Стоимость, руб § прейску- ранта Стоимость, РУб. § прейску- ранта Стоимость, руб. Е»
Прокатные профили (группа В)
До 2 49 237 2,95 56 228 2,65 63 224 2,5 70 216 2,25
3 50 231 2,75 57 218 2,3 64 212 2,1 71 206 1,9
4 51 225 2,55 58 215 2,2 65 209 2,0 72 201 1,75
5 52 221 2,40 59 212 2,1 66 206 1,9 73 200 1,7
6 53 213 2,15 60 209 2,0 67 203 1,8 74 198 1,65
8 54 209 2,0 61 203 1,8 68 197 1,6 75 194 1,50
Свыше 8 55 208 1,85 62 200 1,7 69 194 1,5 76 191 1,40
Гнутые профили (группа И)
До 2 77 246 3,2 84 237 2,9 91 231 2,7 98 223 2,45
3 78 240 3,0 85 226 2,55 92 217 2,25 99 211 2,05
4 79 232 2,75 86 222 2,40 93 214 2,15 100 207 1,9
5 80 228 2,6 87 219 2,30 94 211 2,05 101 205 1,85
6 81 220 2,35 88 216 2,20 95 208 1,95 102 204 1,8
8 82 214 2,15 89 210 2,0 96 202 1,75 103 198 1,6
Свыше 8 83 210 2,0 90 205 1,85 97 198 1,60 104 195 1,5
Таблица 4. Стоимость 1 т и коэффициенты трудоемкости изготовления к ’
подстропильных ферм из стали марки ВСтЗпсб (группа В) по прейскуранту
01-09 (1976 г.)
Нагрузка, тс/м Пролет, м
12 более 12
§ прейс- куранта Стои- мость, руб. «т § прейс- куранта Стои- мость, руб. кт
До 100 106 207 1,95 109 203 1,8
101—170 107 197 1.6 НО 194 1,5
Свыше 170 108 194 1,5 111 191 1,4
16
Таблица 5. Стоимость 1 т и коэффициенты трудоемкости изготовления
различных элементов стальных конструкций по прейскуранту 01-09 (1976 г.)
$ прей- ску- ранта Конструкции Марка стали Стои- мость, руб. *т
134 Фонари светоаэрационные (группа В) ВСтЗкп2 225 2,75
445 Переплеты стальные Ригели и балки перекрытий: ВСтЗкп2 250 2,3
435 из одиночных двутавров или швеллеров (группа Д) ВСтЗкп2 156 0,6
136 из нескольких двутавров или швеллеров при массе одиночных профилей до 1 т ВСтЗкп2 183 1,4
137 то же более 1 т ВСтЗкп2 174 1,1
138 из двутавров или швеллеров, усиленных полосой (группа Д), массой до 1 т ВСтЗкп2 186 1,6
439 то же более 1 т ВСтЗкп2 175 1,25
140 из составных сварных двутавров (груп- па Ж) без ребер жесткости ВСтЗкп2 195 1,55
441 то же с ребрами жесткости ВСтЗкп2 216 2,25
142 коробчатого сечения (группа Ж) Мачты на вантах: ВСтЗкп2 223 2,5
511 квадратного сечения из сортовой стали (группа Б) ВСтЗспб 233 2,3
512 то же из труб Ст20 282 2,6
513 треугольного сечения из труб (группа К) Ст20 291 2,9
514 треугольного сечения из круглой стали (группа Б) ВСтЗспб 259 3,2
515 круглого сечения из листовой стали (группа Ж) с диаметром ствола до 1600 мм Башни прямоугольного сечеиия высотой до 120 м: ВСтЗспб 267 3,2
518 из труб (группа К) Ст20 279 2,5
519 из сортовой стали Башни: ВСтЗспб 222 1,9
520 высотой до 200 м из труб Ст20 273 2,3
521 » до 350 м с вертикальным решетчатым стволом из труб (группа К) Ст20 269 2,15
522 то же со стволом из трубы диаметром 4 м из листовой стали (группа Ж) Ст20 252 2,7
€40 Опоры канатных дорог из сортовой стали (группа В) Опоры ЛЭП 750 кВ (группа В): ВСтЗспб 259 3,15
€71 промежуточные ВСтспб 222 2,45
€72 анкерные ВСтспб * 225 2,55
Цены на стальные конструкции в прейскуранте 01-09 определены
для габаритных отправочных элементов длиной до 13,77 м, т. е.
отгружаемых в один четырехосный вагон и установлены «франко-
вагон станция отправления»;
При определении цены «франко-вагон станция назначения»
к прейскурантной цене следует добавлять стоимость перевозки
(табл. 6,7).
Дополнительные показатели технологичности характеризуют
ряд Дбполйительйых характеристик для группы конструкций,
2 0-5П
17
Таблица 6. Показатели перевозки стальных конструкций по железной
дороге по прейскуранту 01-09 (1976 г.)
Стальные конструкции
Наименование пока- зателей । пролетные строения желез- нодорожных и автодорожных । мостов i комплексов доменных печей элементы каркасов промзда- ний (кроме ферм), этажерки, рабочие площадки, негаба- ритные бункеры трубопроводы диаметром 0,4—1,4 м, конструкции кок- сохнмзаводов, стальные пе- реплеты : радиобашни, градирни, опо- ры канатных дорог, метал- локонструкции шахт стропильные и подстропиль- ные фермы опоры ЛЭП и контактной се- ти, трубы диаметром более 1,4 м, мачты на вантах, ан- тенны, габаритные бункеры
Нормативная за- 5,0
грузка вагона, т Нормативный коэф- фициент использо- вания грузоподъем- 21,6 19,8 16,8 15,0 12 10,8
ности Средняя стоимость перевозки 1 т конст- рукций, руб.—коп., при расстоянии, км: 0,35 0,32 0,27 0,242 0,194 0,175 0,081
до 100 2—10 2—30 2—70 3—10 3—80 4—30 8—50
101—200 2—70 2—90 3—40 3—90 4—80 5—40 10—70
201—300 3—20 3—50 4—20 4—70 5—80 6—50 13—00
301—600 5—00 5—40 6—40 7—10 8—90 9—90 20—00
601—800 6—10 6—70 7—90 8—80 11—00 12—20 24—40
801 — 1000 7—30 7—90 9—40 10—50 13—10 14—50 29—10
1001 — 1200 8—40 9—20 10—80 12—10 15—20 16—80 33—70
1201 — 1500 10—10 11—10 13—00 14—60 18—20 20—30 40—60
1501 — 1800 11—80 12—80 15—10 16—90 21—20 23—50 47—00
1801—2100 13—50 14—80 17—40 19—50 24—30 27—00 54—10
2101—2500 15—80 17—30 20—40 22—80 28—50 31—70 63—30
2501—3000 18—80 20—40 24—10 27—00 33—80 37—50 75—00
3001—3500 21—70 23—60 27—00 31—20 39—00 43—30 86—70
3501—4000 24—60 26—80 31—60 35—40 44—20 49—20 98—30
4001—4500 27—50 30—00 35—40 39—60 49—50 55—00 110—00
4501—5000 30—40 33—10 39—10 43—70 54—70 60—70 121—00
5001—5500 33—30 36—30 42—80 47—90 59-90 66—60 133—00
5501—6100 36—50 39—80 46—90 52—50 65—70 73—00 146—00
6101—6500 38—80 42—40 49—90 55—90 69—90 77—70 155—00
6501—7100 42—30 46—20 54—40 60—90 76—20 84—60 169—00
7101—7500 44—60 48—70 57—40 64—30 80—30 89—30 179—00
7501—8100 48—20 52—50 61—90 69—30 86—70 96—30 193—00
8101—8500 50—50 55—10 64—90 72—70 90—80 101—00 202—00
8501—9100 54—00 58—90 69—40 77—70 97—20 108—00 216—00
9101—9500 56—30 61—40 72—40 81—10 101—00 113—00 225—00
9501—10100 59—80 65—20 46—80 86—10 108—00 120—00 240—00
10101 — 10500 62—10 67—80 79—90 89—50 112—00 124—00 249—00
10501 — 11100 65—60 71—60 84—40 94—50 118—00 131—00 262—00
11101—11500 68—00 74—10 87—40 97—90 122—00 136—00 272—00
11501 — 11900 70—30 76—70 90—40 101—00 126—00 141—00 281—00
18
Таблица 7. Стоимость перевозки 1т стальных конструкций длиной до Зм,
руб. — коп., автотранспортом [42]
Расстояние, км РСФСР УССР БССР
До 5 0—40 0—45 0—43
10 0—63 0—70 0—68
15 0—86 0—92 0—92
20 1—04 1 — 12 1—15
30 1—33 1—44 1—48
40 1—69 1—74 1—88
50 1—99 2—04 2—21
60 2—20 2—27 2—44
70 2—45 2—56 2—72
80 2—63 2—86 2—92
90 2—81 3—15 3—12
100 2—99 3—35 3—32
За каждый 1 км
свыше 100 0—03 0—03,35 0—03,4
Примечание. За перевозку крупногабаритных конструкций взимаются надбав и,
проц.: по РСФСР н УССР при длине свыше 3 м — 25; свыше 6,5—40: свыше 12—60, по БССР
соответственно 15,20 и 40%
Таблица 8 Удельное количество сборочных марок, деталей и наплавленного
металла на 1 т конструкций из стали класса С 38/23
Конструкции Сборочные марки, шт. Детали,- шт. Наплавленный металл, кг
По данным fl. М. Лихтарникова [J3.14] и М. М. Сахновского [29]
Колонны с решетчатой нижней частью массой, т: до 10 10—25 8—9 4—5 20—25 10—12 7—8 7—8
Колонны сплошные массой, т:
до 3 10—14 25—30 8—10
свыше 3 до 10 2—4 15—20 8—9
Подкрановые балки с тормозной конст-
рукцией:
прокатные 8—10 15—20 6—8
сварные 4—6 10—12 8—10
Балки рабочих площадок:
прокатные 15—20 30—40 3—4
сварные 8—10 20—25 9—10
Фермы стропильные, подстропильные:
из уголков 15—20 40—45 6—7
из гнутых профилей 8—10 18—22 4—5
из труб 8—9 16—20 4—5
Фонари из уголков 20—30 30—35 4—6
По данным А. А Абаринова | 2]
Колонны сплошные массой, т:
до 5 8 23 16,1
5-10 5 11 15,8
10—15 3 11 13,6
15—25 2 10 12,1
2*
19
Продолжение табл. 8
Конструкции Сборочные марки, шт Детали» шт. Наплавленный металл, кг
Колонны с решетчатой нижней частью массой, т: до 5 10 31 14,7
5—10 5 18 12,2
10—15 5 14 11,2
15—25 4 12 10,1
Подкрановые балки: прокатные 7 5 0,6
сварные массой, т: до 1 9 26 14,5
1—3 2 7 5,8
3—5 2 7 8,9
5—10 3 8 8,7
10—15 2 7 6,9
Блоки подкрановых балок (балки, тор- мозные конструкции, связи) массой, т: 5—10 2 9 8,8
10—15 2 6 6,7
15—25 1 4 5,2
Тормозные конструкции: сплошные 6 17 2,6
решетчатые 10 40 6,6
Связи по колоннам: диагональные 20 55 8,3
портальные 9 18 4,2
Фермы стропильные длиной, м: 18 при массе 1 м 0,10 т 12 45 7,4
то же 0,20 8' 26 5,4
24 при массе 1 м 0,12 т 12 39 6,8
то же 0,24 5 20 •5,2
30 при массе 1 м 0,14 т 10 41 5,2
то же 0,28 5 21 4,8
36 при массе 1 м 0,16 т 8 37 6
то же 0,32 4 19 4,7
Фонари 16 33 2,8
Связи по фермам: диагональные 6 35 2,3
распорки 6 40 4,3
Прогоны массой, т: 0,1 2 15 0,6
0,2 2 10 6,6
0,3 3 10 8,9
20
объединенных общими конструктивными признаками. Дополнитель-
ными показателями технологичности по изготовлению можно счи-
тать удельное количество сборочных марок, деталей и наплавлен-
ного металла на 1 т проектируемой конструкции, степень механи-
зации сварочных работ, типизации элементов. Эти показатели кос-
венным образом характеризуют трудоемкость основных технологи-
ческих операций передела изготовления.
Примерные значения таких базовых дополнительных показате-
лей как удельное количество сборочных марок, деталей и наплав-
ленного металла приведены в табл.8.
Аналогичные базовые дополнительные показатели технологич-
ности по изготовлению для стальных конструкций из сталей повы-
шенной и высокой прочности можно определить путем умножения
данных табл. 8 на 1/ам, где <хм — коэффициент снижения массы
конструкций по сравнению с такими же из стали класса С 38/23
по табл. 12 или путем более точных аналитических расчетов.
Показатель степени механизации сварочных работ можно опре-
делять по приведенной трудоемкости (методика ИЭС им. Е. О. Па-
тона):
А>СВТ
псв т м__________ И)
I *м.т Т д. ь т ' ' 1 '
1 нм Т «т1 м
где Тм, Тнм — трудоемкость сварочных работ, нормочасы, выпол-
няемых механизированным и немеханизированным способами;
— коэффициент приведения трудоемкости сварки механизи-
рованным способом к трудоемкости ручной дуговой сварки; значе-
ния 1г? при различных видах сварки следующие:
Автоматическая под флюсом при режимах:
обычных ............................................. 3,0
форсированных........................................ 5,0
Полуавтоматическая:
под флюсом........................................... 1,5
в среде защитного газа............................ 2,0
Электрошлаковая.......................................... 4,0
Контактная............................................ 3,5
При нескольких видах механизированной сварки
М’Т 1 /.СВ'Т' । lCB'T' I * '
1 нм “1” Ят1 1 м1 “Г ят2 1 м2 “1”
где ^ть ^т2, .... Тм1, Тм2—соответственно коэффициенты приве-
дения и трудоемкость работ при различных механизированных спо-
собах сварки.
Приближенные показатели механизации сварочных работ, проц.,
можно определять:
по массе наплавленного металла
П“ = 100, (3)
+ <7ПМ
21
где qM, qнм —объемы или масса наплавки при сварке механизи-
рованным и немеханизированным способами;
по площади продольных сечений швов
П“ = -р ЮО, (4)
г м т Г нм
где FM, FHM — площади продольных сечений швов при сварке ме-
ханизированным и немеханизированным способами.
Показатель относительной массы заводской сварки, проц.,
можно найти по выражению
где q3, qM — объем или масса наплавленного металла при сварке,
выполняемой при изготовлении и монтаже.
Показатель типизации элементов (колонн, балок, ферм и т. п.)
И? =------------------100,
(6)
где п}, ql —количество и масса типовых элементов данной конструк-
тивной группы, принятых по альбомам Госстроя СССР; п", qi —
то же нетиповых.
Показатель серийности, следует определять раздельно по груп-
пам конструктивных элементов:
п‘- - '»»• р>
где — общее количество отправочных элементов данного наиме-
нования конструкций; Smt —общее количество отправочных ма-
рок в данной группе элементов одного наименования.
ТРУДОЕМКОСТЬ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ
Трудоемкость изготовления строительных конструкций на ста-
дии деталировочных чертежей (КМД) определяется при разработке
технологической документации (в отделе подготовки производства)
путем непосредственного расчета трудозатрат по нормам или гра-
фикам [35].
Трудоемкость изготовления при отработке конструкций на тех-
нологичность при рабочем проектировании (КМ) в проектных
институтах может быть определена с достаточной точностью по мето-
дике, описанной в работах [13, 14], а более точно на ЭВМ по про-
граммам, разработанным И. С. Ковнером (ЦНИИ проектсталькон-
струкция).
Трудоемкость изготовления строительных сварных стальных кон-
струкций, чел.-ч, рассчитывают по формуле, приведенной в работе
22
(141;
Ти — //сер//нфт{Л Qoch^och» (8)
где /гсер —коэффициент серийности (табл. 9); kn —коэффициент
повышения удельной трудоемкости изготовления при применении
Таблица 9. Коэффициент серийности строительных сварных стальных
конструкций
Количество элементов в се- рии, шт. 3 5 7 11 20 30 40 50 более 50
^сер 1.7 1,3 1,15 1,0 0,9 0,88 0,85 0,82 0,8
Таблица 10. Коэффициент повышения удельной трудоемкости изготовленяя
ки (к стали С 38/23) по [10J
Конструкции Класс прочности стали
С 44/29 С 46/33 С 52/40 С 60/45 С 70/60 С 85/75
Фермы:
из уголков 1,09 1,13 1,23 1,30 1,40 1,52
из труб Колонны: 1,08 1,15 1,26 1,33 1,47 1,62
решетчатые 1,12 1,19 1,29 1,37 1,48 1,67
сплошные Балки: 1,08 1,12 1,21 1,27 1,37 1,50
сварные 1,09 1,13 1,24 1,32 1,44 1,60
клепаные 1,05 1,08 1,13 1,18 1,26 1,43
Резервуары и газгольдеры Кожухи: 1,07 1,11 1,20 1,28 1,38 1,56
домен 1,05 1,07 1,13 1,19 1,25 1,39
воздухонагревателей 1,08 1,12 1,21 1,28 1,39 1,62
Башни 1,13 1,21 1,32 1,40 1,56 1,73
Мачты Пролетные строения мостов: 1,12 1,22 1,36 1,46 1,64 1,83
решетчатые 1,07 1,11 1,18 1,23 1,32 1,50
сплошные 1,05 1,08 1,12 1,17 1,25 1,41
сталей повышенной или высокой прочности по табл. 10, составлен-
ной по данным А. Ф. Кузнецова [10]; в случаях, когда конструктив-
ный элемент спроектирован из сталей нескольких классов прочнос-
ти, /ги определяют из выражения
, _ + ^ + ••• .
ки - 2(?z .
где йИ1, &И2, ...— коэффициенты повышения удельной трудоемкости
изготовления для каждого класса стали; q±, q2, ... — масса деталей
из стали каждого класса прочности; фт —строительный коэффицп-
23
ент трудоемкости изготовления
Фт = 1 + -%- Г(ЛСТР- l)d; (10)
«и
|х, р, d —коэффициенты, которые определяют по табл. 11 в зави-
симости от вида конструкции 114]; посв —количество основных де-
талей; £стр —строительный коэффициент массы конструкций,
рассчитываемый по выражению
*етр = 1 + ф2- , (11)
**оси
Свеп —масса вспомогательных детален; Q0CH —масса основных
(расчетных) деталей.
Строительный коэффициент массы конструктивного элемента
из стали повышенной или высокой прочности
ьу — 1
*?ТР=1+^---------, (12)
где /гсутр — строительный коэффициент массы конструктивного эле-
мента из стали класса С 38/23; ам — коэффициент снижения массы
конструкции, принимаемый как
ам = -7^. (13>
^ОСН
где Сосн, Qoch —масса основных деталей из сталей повышенной
и обычной прочности (с 38/23), определяемые по расчету.
Коэффициент ам можно принимать по табл. 12 или из проектных
вариантов.
Пример 1. Определить трудоемкость изготовления стропильной фермы про-
летом 30 м из труб общей массой 2,8 т, в том числе пояса из стали класса С 44/29
массой qt — 1,85 т, решетка из стали класса С 38/23 массой q2 = 0,95 т. Масса
основных деталей QOCH = 2,67 т, вспомогательных QBcn = 0,23 т, количества
основных деталей посн = 22; в серию входит 24 шт. фермы.
Коэффициент серийности (по интерполяции из табл. 9) для 24 шт. &сер =
= 0,892.
Коэффициент повышения удельной трудоемкости изготовления по (9)
, 1,08 • 1,85 + 1,0 0,95
’----- 2 8 -----------= ’°5’
где 1,08 и 1,0 коэффициенты &и| и £и2 по табл. 10.
Строительный коэффициент массы по (11) фермы из одной стали
О 94
^₽ = 1 + -Ьг = 1’086-
Строительный коэффициент массы биметаллической фермы по формуле (12)
где 0,86 — ам по табл. 12 и 1,086 — ^тр = йстр.
24
Таблица 11. Коэффициенты ц, Р, d к формулам (8), (10)
Конструкции U (1
Фермы: 1,5 1,49 2,6
из уголков
из труб 3,4 0,80 1,0
из открытых гнутых профилей 2,1 1,14 1,0
из гнутосварных замкнутых профилей 4,1 5,4 1,0
Подкрановые балкн и сплошные надкрановые части сквозных колонн при сборке: 4,0 0,85 4,5
по разметке
в кондукторе 3,5 0,96 6,5
Подкрановые части сквозных колонн: 4,5 0,82
из листа 8
из листа и уголка 4,4 0,84 8
с одной ветвью из прокатного профиля 3,4 1,07 12
с двумя ветвями из прокатных профилей 1,6 2,22 24
Таблица 12. Коэффициент снижения массы конструкций ам
Класс прочности стали
Конструкции СО 04 сл 04 се о О <£> 1Л
во
СО ш 0*
О О О О о О о
Фермы пролетом 24—36 м из
уголков биметаллические 1,0 0,93 0,90 0,86 0,83 0,81 0,78
В том числе пояса:
сжатые 1,0 0,91 0,87 0,84 0,82 0,80 0,78
растянутые 1,0 0,81 0,73 0,62 0,55 0,48 0,40
Фермы пролетом 24—36 м из
труб биметаллические 1,0 0,86 0,80 0,74 0,71 0,66 0,60
В том числе пояса:
сжатые 1,0 0,80 0,73 0,67 0,64 0,57 0,52
растянутые 1,0 0,81 0,73 0,62 0,55 0,48 0,48
Колонны для частей:
низ решетчатый 1,0 0,83 0,74 0,67 0,62 0,58 0,52
верх сплошной 1,0 0,89 0,85 0,80 0,78 0,74 0,71
Подкрановые балки 1,0 0,87 0,81 0,73 0,68 0,61 0,54
Листовые конструкции (резервуа-
ры, газгольдеры, кожухи до-
менных печей) 1,0 0,81 0,73 0,62 0,55 0,48 0,40
Башни (пояса) высотой, м:
120 1,0 0,81 0,75 0,69 0,66 0,61 0,56
180 1,0 0,88 0,83 0,79 0,77 0,73 0,70
Мачты высотой 235—350 м 1,0 0,81 0,73 0,62 0,57 0,50 0,45
Пролетные строения железнодо-
рожных мостов 33—105 м:
решетчатые пояса 1,0 0,81 0,74 0,69 0,67 0,61 0,56
раскосы 1,0 0,87 0,82 0,79 0,76 0,73 0,70
сллошностенчатые 1,0 0,87 0,81 0,73 0,68 0,61 0,54
25
Строительный коэффициент трудоемкости изготовления при р = 0,80, d =*
= 1,0 (по табл. 11) по формуле (10)
о я _____________
Фт = 1 + -г^-/(1,1 -1) 1 = 1,24.
Трудоемкость изготовления фермы по выражению (8) при р = 3,4 (табл. 11).
Ти = 0,892 • 1,05 • 1,24 . 3,4 /2,67 • 22 = 30,5 чел.-ч.
По рис. 1 трудоемкость изготовления 1 т фермы массой 2,8 составляет 14 чел.-ч,
т. е. общая трудоемкость Ти = 2,8 • 14 = 39 чел.-ч.
По табл. 3 для стропильной фермы из прокатной стали пролетом 30 м с на-
грузкой до 2 тс/м /гт = 2,5, а по табл. 10 коэффициент повышения удельной тру-
доемкости для ферм из труб из стали класса С 44/29 /ги — 1,08.
Базовая удельная трудоемкость на 1 т для рассматриваемой фермы (напри-
мер, при Ти = 5 чел.-ч на 1 т)
Т® = 5 • 2,5(1,08 1,85 + 0,95) = 37 чел.-ч.
Таким образом, базовая трудоемкость (37 чел.-ч) несколько превышает рас-
четную (30,5 чел.-ч), т. е. проект имеет хороший показатель технологичности по
трудоемкости изготовления.
Пример 2. Определить трудоемкость изготовления биметаллической подкра-
новой балки пролетом 12 м (с тормозной конструкцией) общей массой 5,52 т,
в том числе из стали класса С 46/33—2,1 т, класса С 38/23—2,7 т и в тормозной
конструкции 0,72 т. Масса основных деталей Q0CH = 4,55 т, вспомогательных
QBCn = 0,87 т, количество основных деталей посн = 6, в серию входит 36 балок.
Коэффициент серийности (по интерполяции из табл. 9) для 36 шт. Асер =
= 0,862.
Коэффициент повышения удельной трудоемкости изготовления по (9)
где 1,13 и 1,0 — коэффициенты &и1 и /ги2 по табл. 10.
Строительный коэффициент массы балки из одной стали по (11)
k — 1 О’**? — 1 19
йстр—*+ 4)55 *>1У-
Строительный коэффициент массы биметаллической балки по формуле (12)
119__________________________________1
^Тр=1 + = 1.235,
где 0,81 — ам по табл. 12 и 1,19 — ^тр = feCTp.
Строительный коэффициент трудоемкости изготовления по формуле (10) при
Р = 0,85 и d = 4,5 (по табл. 11)
Фт = 1 + 441- /(1,235 - 1)4,5 = 1,835.
1 ,мЭ
Трудоемкость изготовления балки по формуле (8) при р = 4,0 (по табл. 11)
Ти = 0,862- 1,05- 1,835. 4/4,55 • 6 = 34,6 чел.-ч.
По рис. 1 трудоемкость изготовления 1 т подкрановой балки массой 5,52 т
составляет 12,5 чел.-ч, а общая трудоемкость
Ти = 12,5 • 5,52 = 69 чел.-ч.
26
Таблица 13. Коэффициенты для определения трудоемкости изготовления
конструкций
Конструкции ^тапы изготовления
обработка сборка сварка
° с d, b. Р | т. ь
Колонны, сплошные решетчатые Подкрановые балки режима: легкого среднего тяжелого Фермы: стропильные подстропильные пролетом 12—18 м то же более 18 м тормозные связевые (ветровые) Балки перекрытий: прокатные сварные Монорельсы: прямолинейные криволинейные Элементы площадок Элементы фонарей: аэрационных световых Элементы фахверка: стойки из листовой стали » из профильной стали рпгели Надколонники Плиты, базы колонн Связи по колоннам: крестообразные в виде стержней Связи по фермам: крестообразные в виде стержней в виде ферм 7,17 7,79 4,57 6,35 8,80 6,13 4,93 4,93 3,10 3,61 1,06 4,09 4,64 4,51 9,01 н.з 5,90 4,99 4,99 4,19 4,98 2,92 4,40 4,40 1,35 4,40 1,38 0,25 0,31 0,40 0,51 0,57 0,56 0,57 0,57 0,08 0,08 0,68 0,32 0,23 0,51 0,23 0,44 0,80 0,16 0,16 0,22 0,16 0,68 0.35 0,35 0,61 0,35 0,61 0,09 0,09 0,07 0,10 0,09 0,05 0,03 0,04 0,014 0,03 0,03 0,09 0,014 0,02 0,02 0,09 0,02 0,02 0,06 0,06 0,04 0,06 0,07 0,05 0,11 0,015 0,07 0,010 1,99 1,94 1,33 2,40 3,74 0,72 0,27 0,37 0,71 0,60 0,49 0,29 0,71 0,73 0,73 0,82 1,28 1,28 3,05 2,54 0,21 3,05 0,12 0,35 0,05 0,20 0,06 0,67 0,76 0,84 0,67 0,67 0,54 0,63 0,67 0,67 0,62 0,29 0,75 0,48 0,62 0,62 0,82 0,56 0,56 0,42 0,45 0,71 0,42 0,89 0,78 0,58 1.0 0,62 0,80 0,03 0,05 0,02 0,02 0,016 0,02 0,02 0,02 0,06 0,06 0,09 0,02 0,07 0,03 0,06 0,05 0,05 0,14 0,04 0,11 0,10 0,02 0,03 0,03 0,03 0,09 0,03 10,2 5,35 13,3 13,3 8,1 1,84 1,84 1,84 0,15 0,15 1,46 13,30 2,57 4,20 2,50 0,33 0,33 2,95 9,45 0,05 1,37 0,33 0,08 0,08 0,08 0,08 0,45 0,17 0,35 0,47 0,47 0,48 0,30 0,30 0,30 0,95 0,95 0,82 0,47 0,35 0,13 0,62 0,91 0,91 0,79 0,28 0,92 0,63 0,80 0,93 0,93 0,93 0,93 0,75
Примечание. Для определения коэффициентов использованы данные сборников
«Укрупненные нормативы времени для промышленных предприятий» [38—40].
По табл. 2 (§ 31) для сварной подкрановой балки массой более 5 т Ат = 1,3,
а по табл. 10 коэффициент повышения удельной трудоемкости изготовления для
подкрановых балок из стали класса С 46/33 ka = 1,13.
Базовая удельная трудоемкость на 1 т для рассматриваемой подкрановой
балки (при Ти = 5 чел.-ч на 1 т и kr = 1,3)
Т® = 5 • 1,3(1,13 - 2,1 + 2,7 + 0,72) = 37,6 чел.-ч.
Базовая трудоемкость (37,6 чел.-ч) несколько больше, чем по расчету (34,6
чел.-ч), т. е. проект имеет хороший показатель технологичности по трудоемкости
изготовления.
27
Удельную трудоемкость на 1 т массы конструкций из стали клас-
са С 38/23 по основным этапам изготовления можно определить как
путем прямого нормирования по разработанному чертежу, так
и приближенно по графикам, приведенным в работе [35] или по фор-
мулам [12]
гр а -р сп "f' dy
lo6 = _Q^; сб = —'
т рп. -f- тг
СВ= Qb ’
где Тоб, Тсб, Тсв — удельная трудоемкость на 1 т соответственно
обработки деталей, сборки и сварки элемента, чел.-ч; Q—масса
элемента конструкции, т; п —количество деталей, шт.; а, Ьх, с,-
dlt b2, р, mit b3 — коэффициенты по табл. 13.
Пример 3. Определить удельную трудоемкость по основным этапам изготов-
ления стропильной фермы пролетом 24 м из стальных труб. Масса конструкции
1,9 т, количество деталей 34.
По табл. 13 определяем коэффициенты: а= 6,13; = 0,56; с= 0,05; <4 =
= 0,72; Ь2 = 0,63; р = 0,02; /п, = 1,84; Ь3 = 0,30.
Удельная трудоемкость обработки 1 т деталей
Т - =------= 4,28 чел.-ч.
। g0.5b
Удельная трудоемкость сборки на 1 г
Тео = t °’72- = > ’62
со । дО.63 *
чёл.-ч.
Удельная трудоемкость сварки на 1 т
__ 0,02 • 34 + 1,84
св 1,90,3
= 2,08
чел.-ч.
Для определения общей удельной трудоемкости изготовления следует учесть
отделочные и вспомогательные операции.
ТРУДОЕМКОСТЬ МОНТАЖА КОНСТРУКЦИЙ
Наиболее точно трудоемкость монтажа строительных сварных
стальных конструкций можно определить при разработке проекта
организации и технологии производства монтажных работ путем
непосредственного расчета объемов работ по всем технологическим
операциям передела монтажа по нормам.
На стадии проектирования (КМ) и (КМД) трудоемкость монтажа
можно определить приближенно по методике [13, 14] пользуясь
выражением
Тм = МвсП(Тук + Тует + Тм.с), (14)
где кы —коэффициент повышения удельной трудоемкости монта-
жа конструкции из сталей повышенной и высокой прочности
(табл. 14); kacn—коэффициент, учитывающий вспомогательные и траи-
28
Таблица 14. Коэффициент повышения удельной трудоемкости монтажа
конструкций кы [10]
Конструкции Клас с прочности стали
038/23 C44/2S. 046/33 С52/40 С60/45 С70/60 085/75
Фермы: из уголков 1,о 1,07 1,10 1,16 1,21 1,25 1,32
из труб 1,0 1,07 1,14 1,21 1,27 1,37 1,49
Колонны: решетчатые 1,0 1,09 1,13 1,23 1,30 1,37 1,47
сплошные 1,0 1,08 1,13 1,19 1,23 1,29 1,39
Балки: сварные 1,0 1,07 1,12 1,20 1,25 1,32 1,43
клепаные 1,0 1,04 1,07 1,10 1,13 1,15 1,19
Резервуары и газгольдеры 1,0 1,12 1,20 1,31 1.41 1,54 1,66
Кожухи: доменных печей 1,0 1,02 1,03 1,05 1,06 1,08 1.11
воздухонагревателей 1,0 1,02 1,04 1,06 1,08 1,11 1,15
Башни 1,0 1,12 1,16 1,22 1,25 1,31 1,36
Мачты 1,0 1,15 1,22 1,35 1,43 1,57 1,67
Пролетные строения мостов: решетчатые 1,0 1,09 1,12 1,15 1,17 1,20 1,25
сплошные 1.0 1,08 1,09 1,13 1,16 1,21 1,27
спортные операции, принимается приближенно 1,3; Тук—трудоем-
кость укрупнительных работ до подъема:
Тук = QyKtn -|- byKQg, (15)
«у1!, by,, —коэффициенты по табл. 15, принимаемые в зависимости
от вида и типа конструкции; т — количество отправочных элемен-
тов в монтажном элементе пли блоке; Qe — масса монтажного
элемента или блока; Туст —трудоемкость установки, подъема,
временного закрепления и выверки монтажного элемента или блока:
Туст = «уст + (\ctQq /э.ж» (15)
«уст, Ьу„ — коэффициенты по табл. 15; (э.ж —трудоемкость уста-
новки временных монтажных элементов жесткости, если это пре-
Таблица 15. Коэффициенты к формулам (15), (16)
конструкции °ук 6ук ЧуС1 6VCT
Колонны:
решетчатые 3,7 1,1 4,6 1,06
сплошные 3,0 0,9 4,5 1,06
Подкрановые балки 2,1 1,0 5,5 1,03
Фермы (стропильные, подстропильные) 3,9 1,05 4,1 5,6
Укрупненный пространственный блок 1,55 1,35 12,7 1,72
29
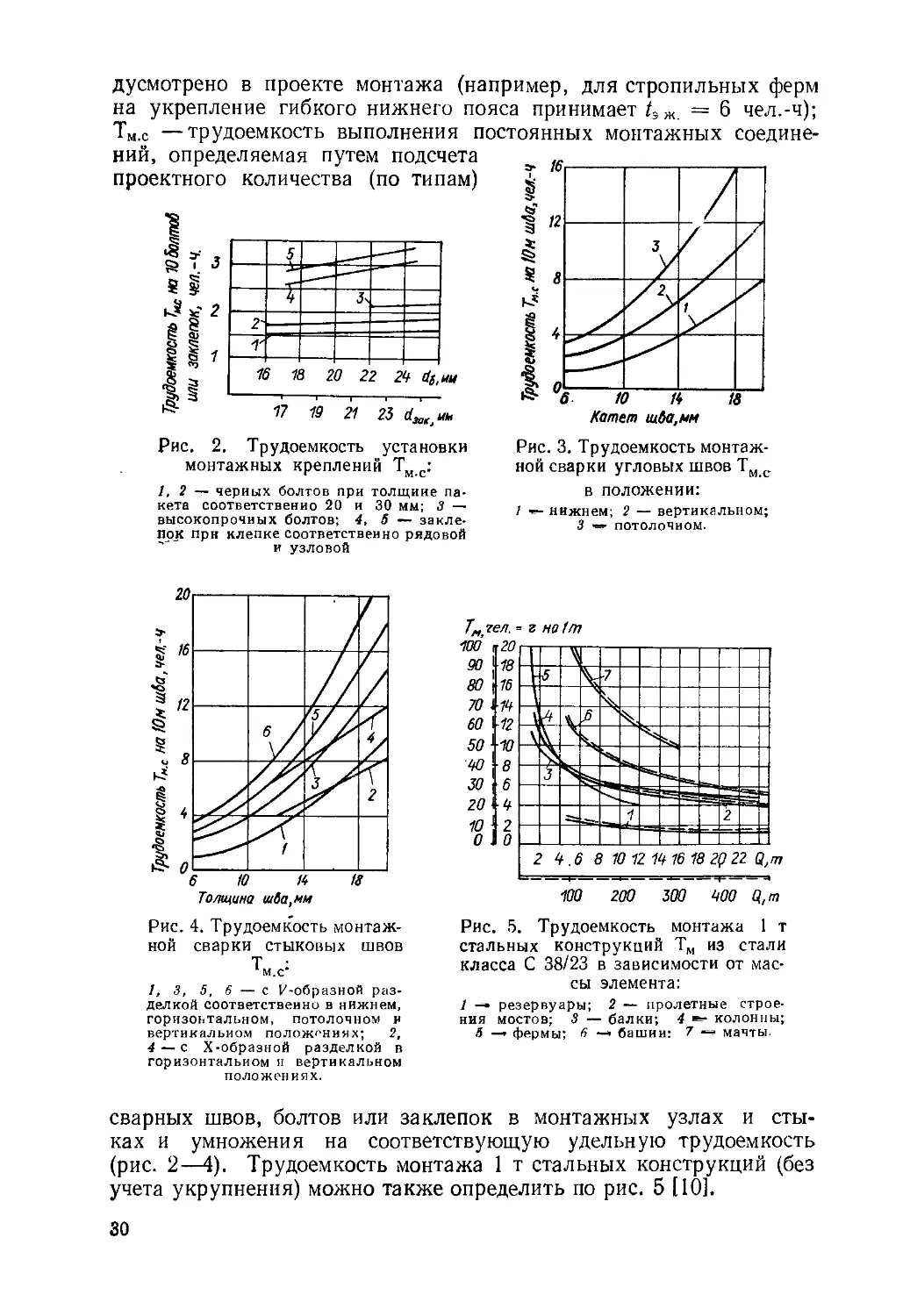
дусмотрено в проекте монтажа (например, для стропильных ферм
на укрепление гибкого нижнего пояса принимает /эж = 6 чел.-ч);
Тм.с —трудоемкость выполнения постоянных монтажных соедине-
ний, определяемая путем подсчета
проектного количества (по типам)
Рис. 3. Трудоемкость монтаж-
ной сварки угловых швов Тм с
в положении:
/ — нижнем; 2 — вертикальном;
3 потолочном.
Рис. 2. Трудоемкость установки
монтажных креплений Тм с:
1.2 — черных болтов при толщине па-
кета соответственно 20 и 30 мм; 3 —
высокопрочных болтов; 4, 5 — закле-
пок при клепке соответственно рядовой
и узловой
Рис. 4. Трудоемкость монтаж-
ной сварки стыковых швов
Т :
М.с
1, 3, 5. 6 — с У-образной раз-
делкой соответственно в нижнем,
горизонтальном, потолочном и
вертикальном положениях; 2,
4—с Х-образной разделкой в
горизонтальном и вертикальном
положениях.
Рис. 5. Трудоемкость монтажа 1 т
стальных конструкций Тм из стали
класса С 38/23 в зависимости от мас-
сы элемента:
1 —» резервуары; 2 — пролетные строе-
ния мостов; 3 — балки; 4 колонны;
б —» фермы; 6 —» башни: 7 мачты.
сварных швов, болтов или заклепок в монтажных узлах и сты-
ках и умножения на соответствующую удельную трудоемкость
(рис. 2—4). Трудоемкость монтажа 1 т стальных конструкций (без
учета укрупнения) можно также определить по рис. 5 [10].
30
Пример 4. Определить трудоемкость монтажа блока стропильных ферм из
стали класса С 38/23, состоящего из двух ферм массой 6,0 т и 24 элементов связей
массой 3,2 т (всего Qq = 9,2 т). Монтажные соединения — черные болты d6 —
= 20 мм (60 шт.), угловые сварные швы в нижнем положении hlu — 6 мм длиной
12 м и Лш = 10 мм длиной 4,4 м. Дополнительные элементы жесткости не устанав-
ливаются.
Трудоемкость укрупнительных работ при аук = 1,55, Ьук = 1,35 (по табл.
15) по формуле (15)
Тук = 1,55(6 + 24) + 1,35 • 9,2 = 58,9 чел.-ч.
Трудоемкость установки блока на место при ауст = 12,7, Ьуст = 1,72
(по табл. 15) и /эж = 0 по формуле (16)
Туст = 12,7 + 1,72 • 9,2 = 28,6 чел.-ч.
Трудоемкость выполнения монтажных соединений: по рис. 2 удельная трудо-
емкость установки 10 черных болтов диаметром <7б = 20 мм составляет 1,75 чел.-ч,
по рис. 3 иа 10 м углового шва в нижнем положении при = 6 мм требуется
1,6 чел.-ч, при Дш = 10 мм — 2,2 чел.-ч.;
т 1,75 . 1,6 , 2,2 л л „
тм.с = —jo" 60 + —[у 12 + “Io- 4,4 = 3 чел ’4'
Общая трудоемкость монтажа блока при kM— 1,0 (для С 38/23) и feBcn = 1,3
по формуле (14)
Тм= 1,0- 1,3 (58,9 + 28,6 + 3) = 128,5 чел.-ч.
Собственно трудоемкость монтажа (без учета укрупнения) Тм = 1,0 • 1,3 (28,6 +
+ 3) = 41 чел.-ч, а по рис. 5 Тм — 4,8 • 9,2 = 44,1 чел.-ч, т. е. базовая трудо-
емкесть больше расчетной трудоемкости.
ТЕХНОЛОГИЧЕСКАЯ СЕБЕСТОИМОСТЬ КОНСТРУКЦИИ
В технической документации металлостроительства стоимость
конструкций может быть выражена по-разному. Так, для планиро-
вания, финансирования, учета и отчетности исходным показателем
является сметная стоимость, определяемая по соответствующим
прейскурантам и СНиПам с учетом района строительства и других
факторов.
Рентабельность работы предприятий характеризуется себесто-
имостью конструкций, определяемой по фактическим затратам на
их производство и сравниваемой с отпускной ценой (например, по
прейскуранту 01-09).
При отработке проектов конструкций на технологичность в ка-
честве второго основного показателя технологичности (считая пер-
вым — трудоемкость) возможно принять технологическую себесто-
имость конструкций «в деле» как переменную часть общей приведен-
ной стоимости конструкций, наглядно отражающую достигнутый
уровень технологичности рассматриваемого проектного решения.
Технологическую себестоимость строительных стальных кон-
струкций «в деле» можно определять по следующему выражению
113, 14], уточненному по действующим нормам:
Ск.д = (СЛ -ф- Си) kukyA, (17)
31
где Си — заводская технологическая стоимость конструкции с уче-
том транспортирования; kn —плановые накопления (kn = 1,144);
См —технологическая себестоимость монтажа; kH —учет общих
накладных расходов (k„ = 1,083); kya —удорожание работ в зим-
нее время (/гуд — 1,03).
Заводская технологическая себестоимость строительных сталь-
ных конструкций с учетом транспортирования к месту монтажа
С„ = (Сосн.м 4- Сз.с) Тиаи (1 -J- k» р) 4—~~ j -f- Ст, (18)
где Q —масса конструкций; Сосн.м —стоимость основных материа-
лов на 1 т (см. табл. 41); С3.-с —заготовительно-складские расходы
на 1 т, которые принимают равными 1р. 50 к., ак —среднечасовая
зарплата на за воде-изготовителе (ои == 0,56 р. в 1 ч); &ир —коэф-
фициент учета накладных расходов к основной зарплате (&Н.Р =
= 3,75); Н — условно-постоя иные расходы по изготовлению
конструкций (примерно 11 р. на 1 т); ам —коэффициент снижения
массы при использовании сталей повышенной и высокой прочности
по табл. 12; Лр, /?„с —коэффициент учета рентабельности произ-
водства и отчисления на научно-исследовательские работы, преми-
рование и т. д. (принимают k,, = 1,144 и &ис = 1,00539); Ст —сто-
имость транспортирования проектируемых строительных конструк-
ции от завода к месту монтажа, может приниматься приближенно
пэ табл. 6, 7.
Технологическую себестоимость монтажа пооперационно можно
определять по СНиПам и ЕНиРам или приближенно по формуле
[13, 14]
См = °мТм^и м 4~ Сэ м, (19)
где аы — среднечасовая зарплата при монтаже (аыя» 0,6 р. на
1 чел. в 1 ч); Тм —трудоемкость монтажа по (14); &н м —коэффи-
циент учета накладных расходов на заработную плату при монта-
же (&и.м « 1,8); Сэм—себестоимость эксплуатации монтажных
механизмов:
С _ 4м урукС^ , Тустс;р\ Tn..pQC“Pp .
Сэм ~ ЖГ + + "Жл..р ’
фм — коэффициент, учитывающий работу механизмов на монтаже
вспомогательных конструкций, по рис. 6 в зависимости от строитель-
ного коэффициента массы сооружения йстр:
0е
^ТР=1 4--—; (21)
^-ОС1
<2оси, <2всп —масса основных и вспомогательных элементов соору-
жения; k.A,м — коэффициент использования монтажных механизмов
(принимается k„.№ = 0,6); Тук, . Туст —трудоемкость соответственно
укрупнительных работ и установки конструкций в проектное поло-
жение по формулам (15), (16); СУк, СуРт> С£р.р —стоимость машино-
32
смены кранов соответственно при укрупнении и установке кон-
струкций и на погрузочно-разгрузочных работах; при отсутствии
конкретных данных стоимость машино-смены кранов можно прини-
мать по табл. 16 [41]; пук, луст, лп..Р —количество монтажников
в звене (бригаде) соответственно при укрупнении, установке и по-
грузочно-разгрузочных работах, принимаемое 5, 7 и 3 рабочих;
Тп.-р — средняя удельная трудоемкость
погрузочно-разгрузочных работ, прини-
маемая 0,6 чел.-ч; Q —масса всех мон-
тируемых конструкций.
В полной, так называемой приведен-
ной стоимости конструкции, учитываются
эксплуатационные расходы, капиталь-
ные вложения, а также эффективность
производства отрасли:
Спр = Ск.д + Е (Ксп.рк + та + 4 , (22)
где Ск.д — стоимость конструкции «в де-
ле» по формуле (17); Е—нормативный
коэффициент эффективности (0,15); КсР,
Рис. 6. Зависимость коэффи-
циента фм от строительного
коэффициента массы соору
КмРп—удельные капитальные вложения, жения kcc.
приведенные к моменту окончания строи-
тельства заводов стальных конструкций и металлургических пред-
приятий:
к-пр
*\с.к
— ^4 с кКс.к!
(23)
КмРп = ЛмпКмп!
(24)
Иск = 1,21; Лм.п = 1,07 —коэффициенты, учитывающие сроки
строительства заводов стальных конструкций и металлургических
предприятий; Кс.к — 243 р. на 1 т; Кмп = 180 р. на 1 т — норма-
тивы удельных капитальных вложений в заводы стальных конструк-
ций и металлургические предприятия —поставщики металлопрока-
та; Э —эксплуатационные расходы, принимаемые
Э = + Ск ДА ; (25)
‘ к
Тк —срок службы стальных конструкций, принимаемый равным
60 лет (кроме подкрановых балок, для которых Тл — 20 лет);
Ар — коэффициент, учитывающий затраты на текущий и капиталь-
ный ремонты, принимаемый для стальных конструкций 0,012 (кро-
ме подкрановых балок, для которых Ар = 0,018).
При отработке проекта строительных сварных стальных кон-
струкций на технологичность можно принять основным показате-
лем технологичности стоимость конструкции «в деле» по формуле
(17), так как последующие составляющие «приведенной» стоимости
в формуле (22) являются постоянными для всех видов строительных
3 0-511
33
Таблица 16. Стоимость маш.-смены кранов на строительно-монтажных
работах для 1—6,10 территориальных районов
Краны Грузо- подъем- ность, т Стоимость маш.-сме- ны, руб,—коп Краны Г рузо- подъем- ность, т Стоимость маш .-сме- ны, руб.—коп
Автомобильные До 3 5 7,5 10 15—16 14—30 17—10 18—60 24—60 30—50 Козловые пролетом до 38 м, высотой подъема до 10,5 и до 18—24 м (со звездочкой) 12 15 20 25* 30 40 45* 50 2x30* 29—10 28—49 27—80 45—03 34—80 33—90 46—00 34—50 46—50
На пневмоходу 10—13 25 25—10 40—60
Мачтово-стреловые высотой подъема до 39—48 м 5 10 15 25 40 11—40 20—70 25—90 28—00 36-40
На железнодорож- ном ходу 25 50 75 34—00 48—90 72—00
Кабель-краны пе- редвижные проле- том, м: 400—500 1100 10 15 25 100—00 118—00 193—00
На гусеничном хо- ДУ 5 10 15 20 25—30 40 50—63 100 13—90 18—90 21—70 27—70 41—80 44—70 67—00 85—00
Кабель-краны ста- ционарные проле- том 400 м 5 34—70
Башенные 0,5—1 2 1,5—3 2—4 3—5 5 5,5—8 13—25 15—40 16—50 25—75 8г—40 12—50 12—80 15—40 17—60 19—50 29—00 72—00 82—00 107—00 137—00 Ползучие (само- подъемные) 0,5 2 9—90 19—60 19-00 21—50 30—80 45—50
Подвесные ползу- чие 1 2,5 25—10 32—70
Портально-стрело- вые 10 50—30
Консольные 80 130 150—00 220—00
Лебедки 5 12,5 7—80 18—00
34
стальных конструкций, независимо от технологичности их про-
ектных решений, т. е. не могут объективно влиять на оценку техно
логичности.
НЕКОТОРЫЕ НЕТЕХНОЛОГИЧНЫЕ КОНСТРУКТИВНЫЕ РЕШЕНИЯ
В проектах строительных сварных стальных конструкций иног-
да встречаются нетехнологичные решения общего характера, за-
трудняющие производство работ, повышающие трудоемкость и сто-
имость изготовления и монтажа, снижающие качество и надежность
эксплуатации конструкций.
Ниже приведены некоторые наиболее часто встречающиеся слу-
чаи нетехнологичных решений строительных сварных стальных кон-
струкций.
Сталь для конструкций. Основными недостатками при выборе
марок стали и профилей металлопроката являются:
неоправданное назначение в проекте для малонапряженных
деталей сталей более высоких классов прочности, чем это необхо-
димо по условиям неразрушимости и рекомендациям СНиП, усло-
виям эффективности применения сталей повышенной прочности;
не всегда правильный выбор категории поставки стального про-
ката, зависящей, главным образом, от условий эксплуатации (ста-
тические или динамические нагрузки, положительные или отрица-
тельные температуры при эксплуатации и т. п.), что определено
в СНиП П-В.3-72* (см. табл. 26);
назначение разных марок стали (по классу проката и категориям
поставки) для детален из профилей одного калибра металлопроката,
что может повлечь ошибочное укомплектование конструктивных
элементов (с применением стали более высокого класса прочности
для малонапряженных деталей и менее высокого класса прочности
для наиболее напряженных деталей);
назначение размеров, не увязанных со стандартными и склад-
скими размерами металлопроката, например, применение деталей
с размерами, отличающимися от кратных стандартных размеров лис-
товой и универсальной стали, что вызывает либо значительные при-
платы за заказ листов нестандартных размеров, либо приводит к зна-
чительным сверхнормативным отходам, образующимся при раскрое
листов стандартных размеров; назначение таких размеров сечений,
при которых необходима резка и строжка продольных кромок уни-
версальной широкополосной стали, что увеличивает трудоемкость
изготовления конструкций; применение в одном конструктивном
элементе близких по размерам профилей из стали одной марки,
например, полосы 100 х 6 и 100 х 5, уголков 90 X 7 и 90 X 8,
что может привести к ошибкам при укомплектовании таких элемен-
тов металлопрокатом;
3*
35
назначение непрокатываемых профилей, что приводит к необхо-
димости замены их при укомплектовании наличным металлом и сле-
довательно к утяжелению конструкции и перерасходу металла.
Сварные стыки и узлы. В проектах сварных стальных конструк-
ций иногда недостаточно используется одно из основных преиму-
ществ сварных соединений —возможность непосредственной переда-
чи усилий в стыках без промежуточных деталей (стыковых накладок,
прокладок и т. п.). Так, вместо непосредственного соединения де-
талей сварными швами встык, что экономично по расходу основ-
ного и наплавленного металла, а также более благоприятно для
плавности прохождения силового потока напряжений в стыке и не
вызывает резких местных концентраций напря-
жений, применяют нетехнологичные стыки о
накладками и стыки внахлестку.
Однако в некоторых случаях стыки вна-
хлестку и с накладками оказываются более
технологичными, например, в монтажных сты-
ках, где необходима компенсация неточностей
в размерах и геометрической форме отпра-
вочных элементов при общей сборке их при
геометрической схемы сооружения. Примером
такой высокой технологичности является использование стыка вна-
Рис. 7. Косой стык (за-
штрихована область
«винтообразной» де-
формации).
монтаже и выверке
хлестку в полотнищах корпусов резервуаров (при толщине стенки
3—8 мм), изготавливаемых методом рулонирования. Здесь при на-
хлесточном соединении отпадает необходимость в разметке и точной
обработке кромок листовых деталей, производимых при соединении
встык. Сборку полотнища при соединении внахлестку можно про-
изводить из полученных заводом стальных листов стандартных раз-
меров без их обработки, что, несмотря на увеличение объема сварки
в целом, значительно снижает трудоемкость и ускоряет производ-
ство работ. Примером технологичности сварных стыков с накладка-
ми могут служить монтажные стыки фасонных частей трубопрово-
дов больших диаметров, в которых практически невозможно выдер-
жать требуемую для стыковых швов точность и равномерность
зазора без трудоемких подгоночных работ (часто в неудобных местах
и на большой высоте) после установки в проектное положение.
При оценке технологичности сварного стыка встык, внахлестку
пли с накладками в каждом конкретном случае следует учитывать
все производственные факторы.
Весьма нетехнологичны «косые» стыки (рис. 7), использование
которых явилось следствием определенного недоверия к надежнос-
ти сварных стыковых соединений в довоенные годы, выраженного
в пониженных допускаемых напряжениях в них, установленных в до-
военных нормах проектирования стальных конструкций Для полу-
чения проектной «равнопрочности» сварного стыка его длину уве-
личивали путем расположения шва под острым углом (45—60°)
к оси силового потока в соединяемых деталях.
Основными недостатками «косых» стыков по технологичности
36
являются повышенный расход основного и наплавленного металла
(так как косо обрезанные при раскрое концы заготовок деталей
часто не могут быть использованы и отходят в металлолом, объем
наплавленного металла в косом шве значительно больше, чем в пря-
мом), а также возникновение трудноисправимых винтообразных де-
формаций, особенно при толщине деталей менее 16 мм.
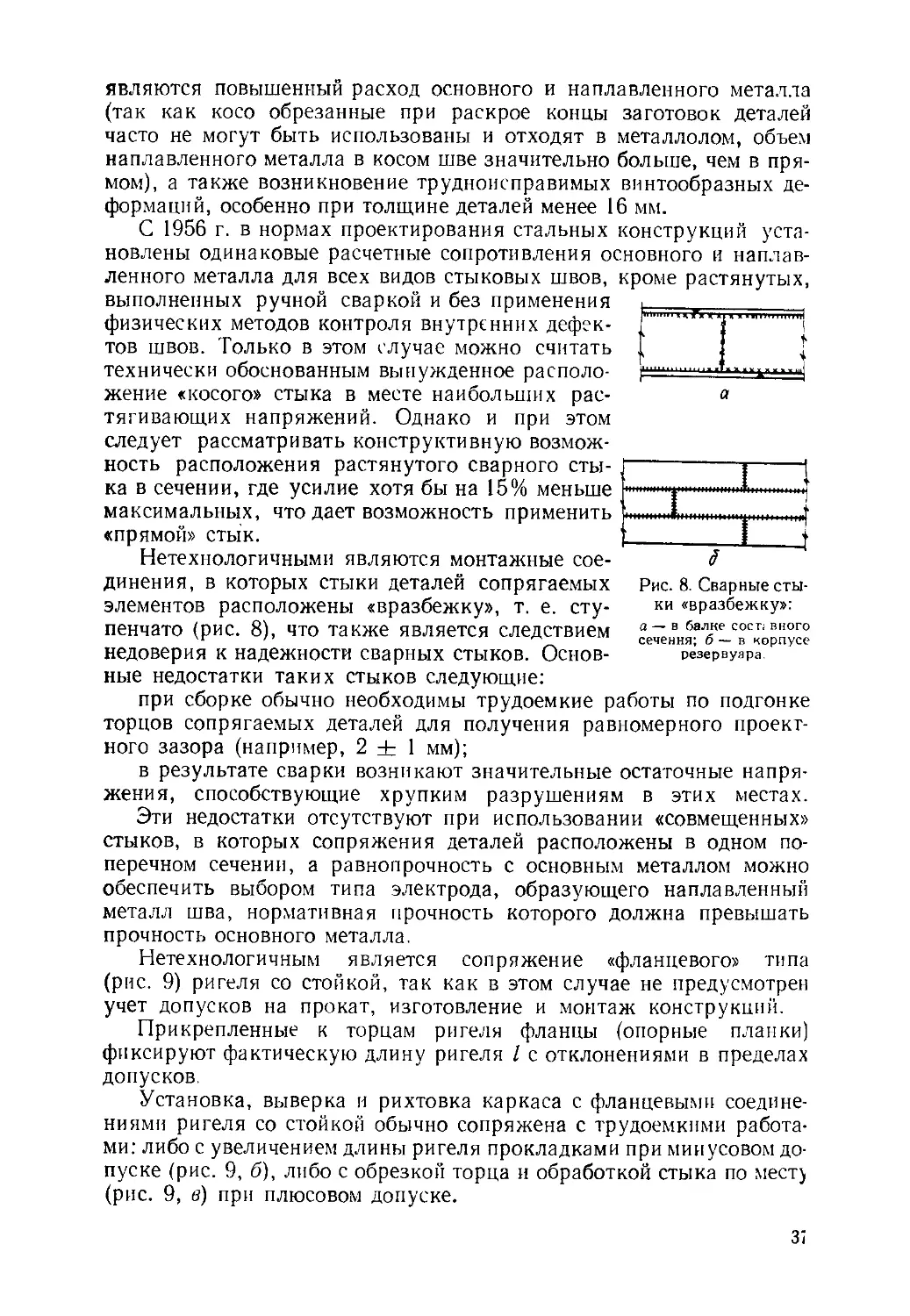
С 1956 г. в нормах проектирования стальных конструкций уста-
новлены одинаковые расчетные сопротивления основного и наплав-
ленного металла для всех видов стыковых швов, кроме растянутых,
выполненных ручной сваркой и без применения
физических методов контроля внутренних дефек-
тов швов. Только в этом случае можно считать
технически обоснованным вынужденное располо-
жение «косого» стыка в месте наибольших рас- а
тягивающих напряжений. Однако и при этом
следует рассматривать конструктивную возмож-
ность расположения растянутого сварного сты-
ка в сечении, где усилие хотя бы на 15% меньше
максимальных, что дает возможность применить
«прямой» стык.
Нетехнологичными являются монтажные сое-
динения, в которых стыки деталей сопрягаемых
элементов расположены «вразбежку», т. е. сту-
пенчато (рис. 8), что также является следствием
недоверия к надежности сварных стыков. Основ-
Рис. 8. Сварные сты-
ки «вразбежку»:
а — в балке сосг; вного
сечения; б — в корпусе
резервуара.
ные недостатки таких стыков следующие:
при сборке обычно необходимы трудоемкие работы по подгонке
торцов сопрягаемых деталей для получения равномерного проект-
ного зазора (например, 2 ± 1 мм);
в результате сварки возникают значительные остаточные напря-
жения, способствующие хрупким разрушениям в этих местах.
Эти недостатки отсутствуют при использовании «совмещенных»
стыков, в которых сопряжения деталей расположены в одном по-
перечном сечении, а равнопрочность с основным металлом можно
обеспечить выбором типа электрода, образующего наплавленный
металл шва, нормативная прочность которого должна превышать
прочность основного металла.
Нетехнологичным является сопряжение «фланцевого» типа
(рис. 9) ригеля со стойкой, так как в этом случае не предусмотрен
учет допусков на прокат, изготовление и монтаж конструкций.
Прикрепленные к торцам ригеля фланцы (опорные планки)
фиксируют фактическую длину ригеля I с отклонениями в пределах
допусков.
Установка, выверка и рихтовка каркаса с фланцевыми соедине-
ниями ригеля со стойкой обычно сопряжена с трудоемкими работа-
ми: либо с увеличением длины ригеля прокладками при минусовом до-
пуске (рис. 9, б), либо с обрезкой торца и обработкой стыка по мест)
(рис. 9, в) при плюсовом допуске.
31
Технологичными узлами являются стыки с компенсационными
зазорами или изготовление стоек и ригелей с опорными планками
(в виде фланцев) с повышенной точностью, что исключает подго-
ночные работы при монтаже.
Не следует назначать приварку на заводе к отправочным элемен-
там стыковых деталей, образующих «вилку» в монтажном стыке,
Рис. 9. Монтажный узел «фланцевого» типа:
а — по проекту; б, в — при ригеле соответственно с минусо-
вым и плюсовым допусками; 1 — прокладка («по месту»);
2 — обрезка торца ригеля и приварка «по месту»; /н, /ф — но-
минальная н фактическая длина ригеля.
Рис. 10. Нетехнологичное прикрепление деталей, образующих «вилку»:
а — фасонок к Н-образному элементу; б — стыковых накладок к спаренным уголкам.
например, узловых фасонок к элементам Н-образного и коробчатого
сечений, либо прикрепление всех стыковых накладок к одному из
отправочных элементов из уголков, швеллеров и т. п. (рис. 10).
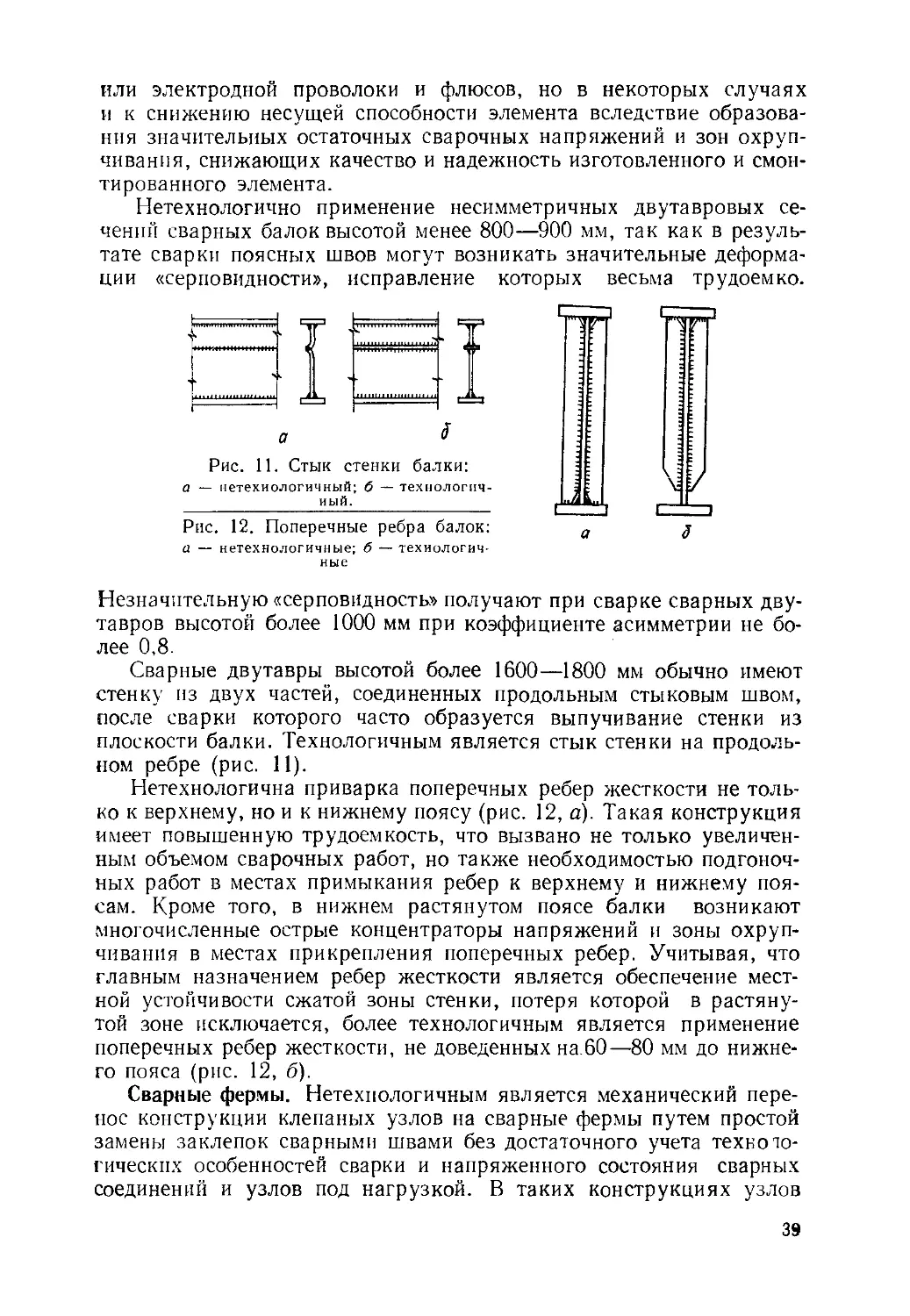
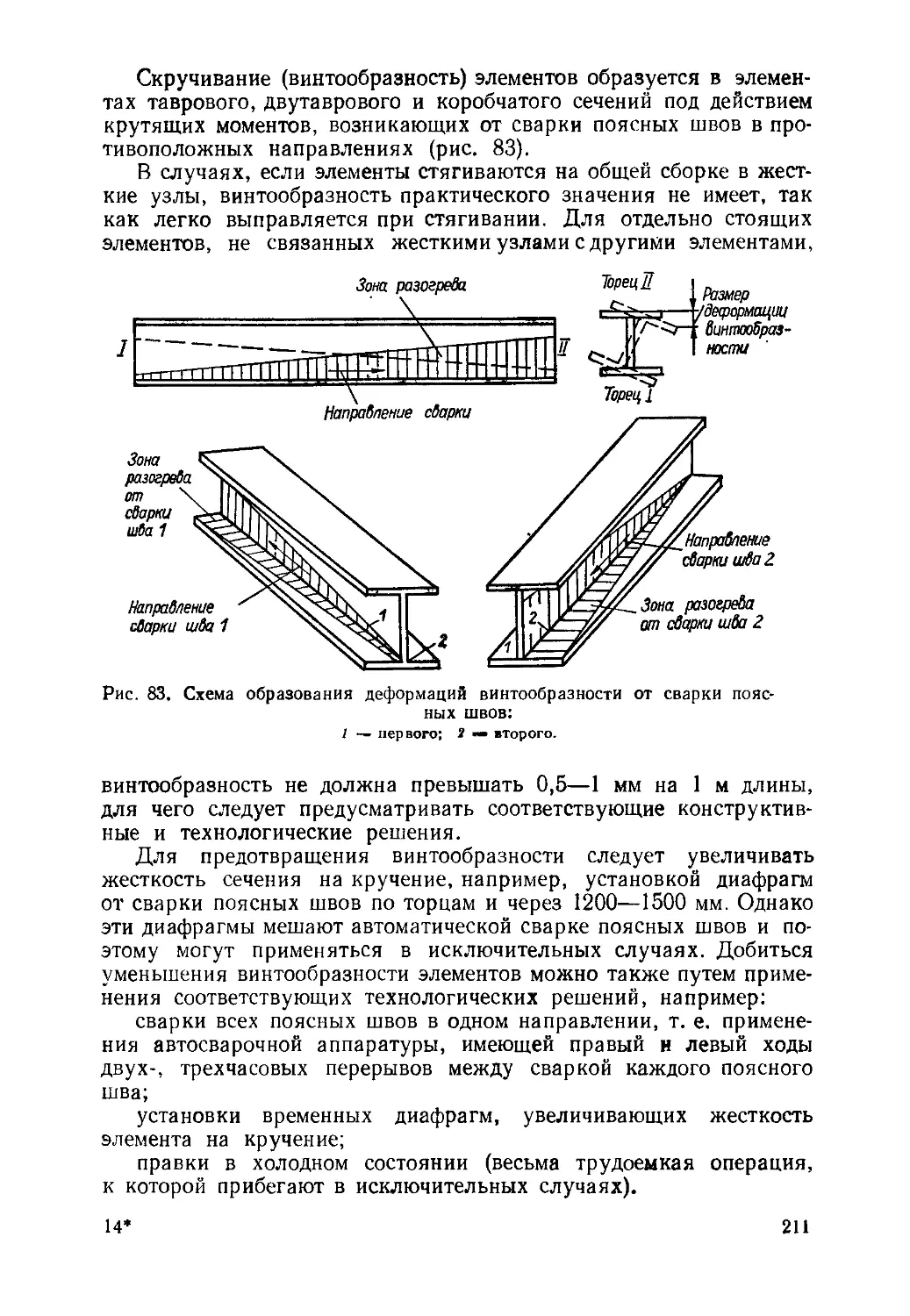
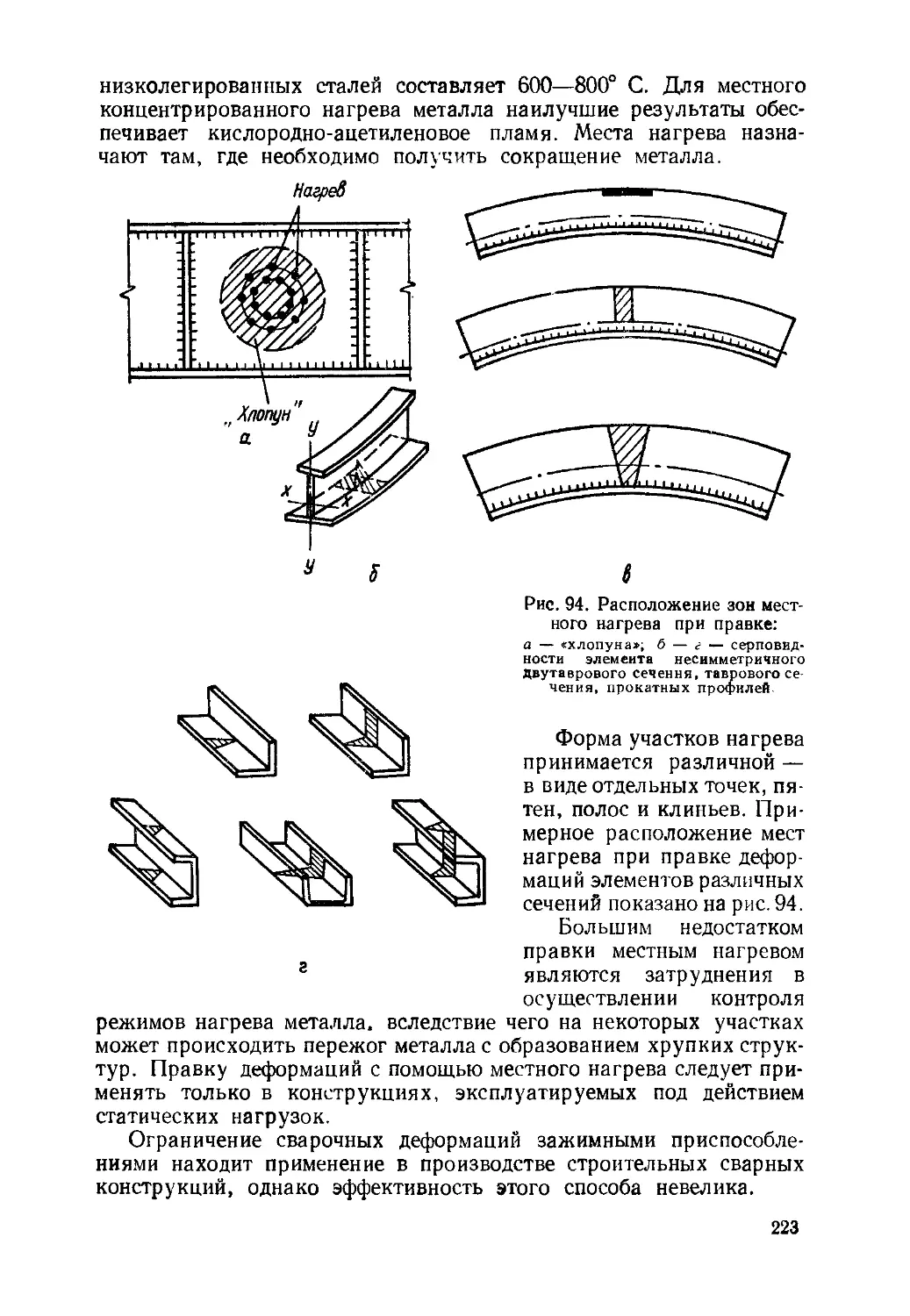
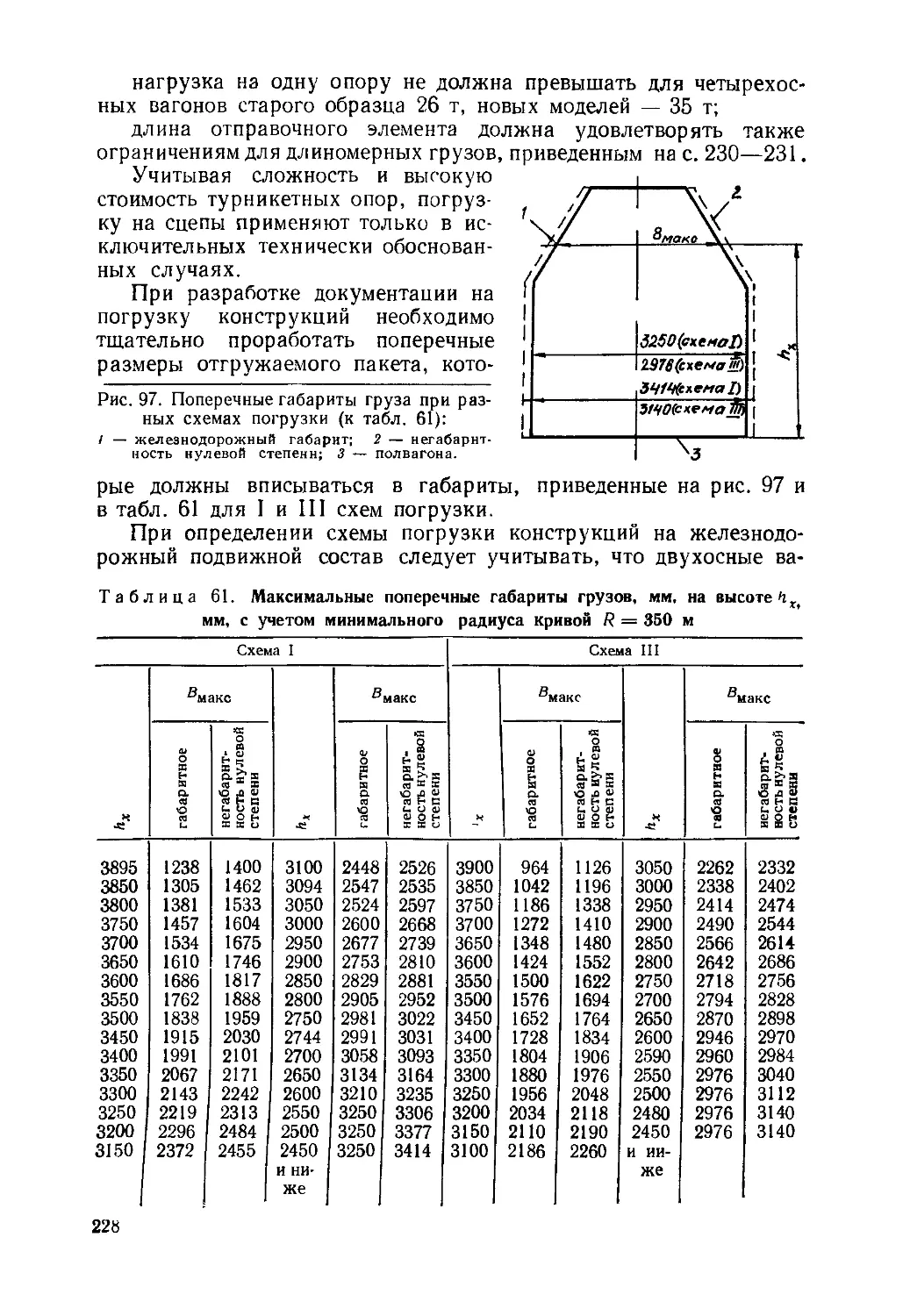
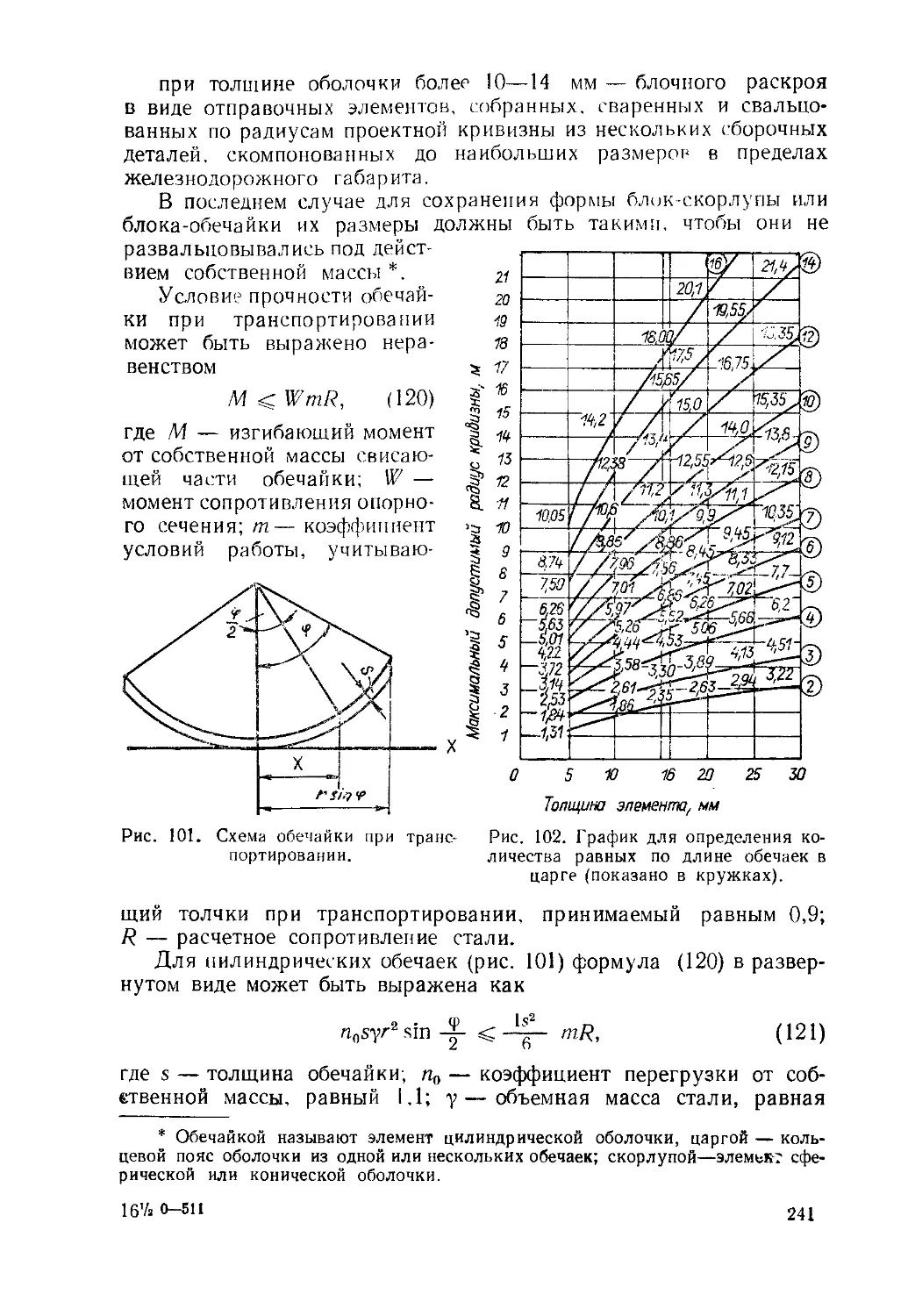
Сварные балки. Нетехнологичным является назначение разме-
ров угловых швов (поясных, для прикрепления ребер жесткости
и др.) больших, чем необходимо по расчету или по технологическим
условиям (так, редко применяют швы высотой 5 мм вместо 6 и 7 мм
вместо 8, где это возможно по расчетным и технологическим усло-
виям). Это приводит не только к неоправданному увеличению тру-
доемкости сварочных работ и повышенному расходу электродов
38
или электродной проволоки и флюсов, но в некоторых случаях
и к снижению несущей способности элемента вследствие образова-
ния значительных остаточных сварочных напряжений и зон охруп-
чивания, снижающих качество и надежность изготовленного и смон-
тированного элемента.
Нетехнологично применение несимметричных двутавровых се-
чений сварных балок высотой менее 800—900 мм, так как в резуль-
тате сварки поясных швов могут возникать значительные деформа-
ции «серповидности», исправление которых весьма трудоемко.
Рис. И. Стык стенки балки:
а — нетехиологичный; б — технологич-
ный.
Рис. 12. Поперечные ребра балок:
а — нетехнологичные; б — технологич-
ные
Незначительную «серповидность» получают при сварке сварных дву-
тавров высотой более 1000 мм при коэффициенте асимметрии не бо-
лее 0,8.
Сварные двутавры высотой более 1600—1800 мм обычно имеют
стенку из двух частей, соединенных продольным стыковым швом,
после сварки которого часто образуется выпучивание стенки из
плоскости балки. Технологичным является стык стенки на продоль-
ном ребре (рис. 11).
Нетехнологична приварка поперечных ребер жесткости не толь-
ко к верхнему, но и к нижнему поясу (рис. 12, а). Такая конструкция
имеет повышенную трудоемкость, что вызвано не только увеличен-
ным объемом сварочных работ, но также необходимостью подгоноч-
ных работ в местах примыкания ребер к верхнему и нижнему поя-
сам. Кроме того, в нижнем растянутом поясе балки возникают
многочисленные острые концентраторы напряжений и зоны охруп-
чивания в местах прикрепления поперечных ребер. Учитывая, что
главным назначением ребер жесткости является обеспечение мест-
ной устойчивости сжатой зоны стенки, потеря которой в растяну-
той зоне исключается, более технологичным является применение
поперечных ребер жесткости, не доведенных на 60—80 мм до нижне-
го пояса (рис. 12, б).
Сварные фермы. Нетехнологичным является механический пере-
нос конструкции клепаных узлов на сварные фермы путем простой
замены заклепок сварными швами без достаточного учета техното-
гическпх особенностей сварки и напряженного состояния сварных
соединений и узлов под нагрузкой. В таких конструкциях узлов
39
сварных ферм возникают многочисленные острые концентраторы
напряжений и зоны охрупчивания, а также значительные остаточ-
ные сварочные напряжения, что вызывает хрупкие разрушения при
неблагоприятных условиях эксплуатации, например, при отрица-
тельных температурах, динамических нагрузках и т. п. Технологич-
ными являются безфасоночные фермы из трубчатых и коробчатых
элементов, а также с поясами из прокатных или сварных тавров.
Результатом неполной отработки проекта на технологичность
является недостаточная унификация профилей в фермах и других
решетчатых элементах, что затрудняет укомплектование их метал-
лом при изготовлении. Так, в фермах пролетом 30—36 м должно
быть не более 5—6 различных калибров профилей.
Встречаются проектные решения симметричных ферм, в которых
«левые» и «правые» элементы имеют разные отправочные марки,
главным образом, по конструкции деталей укрупнительных стыков
при монтаже. Это затрудняет комплектование отправочных элемен-
тов ферм при их укрупнении, увеличивает трудоемкость монтажа.
Следует конструировать монтажные узлы так, чтобы «левая» и «пра-
вая» отправочные марки были одинаковы, взаимозаменяемы. Не-
обходимо также максимально унифицировать фермы на весь пере-
крываемый участок здания, проектировать одинаковыми фермы,
опирающиеся на колонны и на подстропильные фермы, а также фер-
мы с фонарями и безфонарные и т. п., т. е. создавать условия для
полной взаимозаменяемости всех отправочных элементов, что при-
ведет к снижению трудоемкости и повышению скорости монтажа.
Пока недостаточно типизированы мелкие детали ферм (узловые
фасонки, соединительные планки, детали для крепления прогонов
и плит и др.). Для повышения технологичности конструкций ферм
следует применять во всех проектах одинаковые унифицированные
по размерам мелкие детали (по стандартам завода-изготовителя).
Сварные стойки и колонны. До сих пор находят применение ме-
таллоемкие и трудоемкие базы стоек и колонн траверсного типа
с многочисленными мелкими деталями, что требует установки стоек
и колонн с индивидуальной выверкой и подливкой цементным рас-
твором под опорный лист (рис. 13, а). Технологичными являются ба-
зы плитного типа, у которых передача усилий осуществляется через
фрезерованный торец стержня стойки или колонны на толстую
(60—200 мм) плиту (рис. 13, б). Такие базы обеспечивают производ-
ство безвыверочного монтажа. Они имеют невысокую трудоемкость
при изготовлении и монтаже, а по расходу металла примерно оди-
наковы с базами траверсного типа.
Нетехнологичными являются сопряжения надкрановых и под-
крановых частей колонн в переходных частях закрытого типа с на-
ружными траверсами (рис. 14, а), затрудняющими сборку, сварку
и окраску. Более технологичны переходные части колонн откры-
того типа с центральной траверсой (рис. 14, б).
Не всегда предусматриваются в колоннах приспособления для
рихтовки опорных сечений подкрановых балок, а также для пери-
40
одического подъема колонн в зданиях с просадочными грунтами,
что затрудняет эксплуатацию здания.
В некоторых проектах не предусматривают «столиков» для опи-
рания ферм на верхушки колонн при монтаже каркасов промыш-
ленных зданий, что повышает трудоемкость и увеличивает длитель-
ность монтажа.
Общие недостатки конструирования сварных конструкций.
Иногда проектные решения сварных конструкций и их сопря-
жений при монтаже не обеспечивают удобства для сварки завод-
ских и монтажных соединений и контроля их качества как при мон-
Рис. 13. Базы стоек и колонн тра-
версного (а) и плитного (б) типов.
Рис. 14. Переходные части колонн
закрытого (а) и открытого (б) типов
таже, так и при эксплуатации (расположение швов в тесных местах,
недоступных для полуавтоматической сварки, назначение размеров-
сечений, недостаточных для прохода сварочных автоматов и полу-
автоматов, неоправданно большие объемы «потолочной» сварки
и т. п.).
В некоторых проектах недостаточно учитываются сварочные
деформации, что повышает трудоемкость и длительность процессов-
изготовления и монтажа вследствие дополнительных трудоемких
праврчных работ. Кроме того, эти правочные работы могут серьез-
но ухудшить качество конструкций, вызывая возникновение зон
охрупчивания, а иногда и появление хрупких трещин. Во многих
проектах сварных конструкций не применяются расчетные методы
определения ожидаемых сварочных деформаций и не предусмотре-
ны соответствующие конструктивные меры борьбы с ними.
В проектируемых сварных конструкциях, рассчитанных на ра-
боту под динамической и вибрационной нагрузкой, встречаются мно-
гочисленные острые концентраторы напряжений и значительные
зоны охрупчивания, что снижает качество и надежность конст-
рукций.
Многими проектами стальных конструкций не предусматривают-
ся приспособления для транспортировки (строповки и закрепления
конструкций на подвижном составе) от завода-изготовителя до мес-
та монтажа, подъема и установки в проектное положение. Отсутствие
41
транспортных приспособлений на отправочных элементах часто
приводит к появлению местных вмятин и искривлению конструк-
ций, что вызывает необходимость трудоемких правочных работ при
монтаже, ослабляет элементы и способствует хрупким разрушениям.
Довольно часто применяются нетехнологичные системы марки-
ровки отправочных элементов, а сами марки ставят на элементах
конструкций в неудобных для чтения местах, так как в проектах
отсутствуют указания о местах маркировки. Технологичной явля-
ется фиксирующая маркировка, определяющая самими наименова-
ниями марок места установки элементов в сооружении, что является
существенным элементом НОТ при изготовлении и монтаже.
При проектировании не всегда учитываются допуски на прокат
металла, изготовление и монтаж конструкций, что вызывает трудо-
емкие подгоночные работы.
Одним из недочетов проектов стальных конструкций является
их недостаточная отработка на технологичность по условиям эксплуа-
тации (большая поверхность соприкосновения конструкций с аг-
рессивной средой, вызывающей усиленную коррозию; труднодо-
ступность сечений и узлов, требующих систематической очистки
и окраски при эксплуатации сооружения; конструкция сечений
и узлов, при которой затрудняется их ремонт, усиление и рекон-
струкция при изменении эксплуатационных нагрузок и воздействий
и т. п.; отсутствие смотровых приспособлений (стремянки, трапики
и др.) для регулярных осмотров основных узлов, от которых зависит
надежность эксплуатации конструкции).
Перечисленные примеры естественно не исчерпывают всех случа-
ев нетехнологичных решений, встречающихся в реальных проектах
сварных стальных конструкций. Чем полнее будут учитываться
требования технологичности при разработке рабочих (КМ) и дета-
лировочных (КМД) чертежей, тем меньше будет подобных решений.
СТАЛЬ ДЛЯ СТРОИТЕЛЬНЫХ СВАРНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
виды КОНСТРУКЦИОННЫХ СТАЛЕЙ
Для строительных стальных конструкций применяют углеродис-
тую сталь обыкновенного качества и низколегированную сталь.
В нормах проектирования (СНиП П-В.3-72) конструкционные
стали подразделяют на условные классы прочности, обозначаемые
в виде дроби, в которой числитель — минимальное гарантируемое
временное сопротивление разрыву (о") в кгс/мм2, знаменатель —
минимальный гарантируемый предел текучести (а?) в кгс/мм2.
Например С 46/33 обозначает сталь, у которой ст" > 46 кгс/мм2,
<тг' > 33 кгс/мм2.
42
Нормативные механические свойства конструкционных сталей
различных классов прочности по СНиП П-В.3-72* приведены
в табл. 17.
Каждому классу стали соответствует ряд марок конструкционных
сталей, выбираемых в зависимости от назначения конструкции и ус-
ловий ее эксплуатации.
Для строительных конструкций сталь поставляется в основном
по трем ГОСТам: ГОСТ 380-71 — углеродистая сталь обыкновен-
ного качества, ГОСТ 19281-73 и ГОСТ 19282-73 — низколегирован-
ные стали. Новые виды конструкционных сталей по соответствую-
щим временным техническим условиям (ТУ, ЧМТУ и др.) перио-
дически включают в основные ГОСТы.
Углеродистая сталь обыкновенного качества, поставляемая по
ГОСТ 380-71*, подразделяется на три группы:
группа А — с гарантированными механическими свойствами —
включает марки СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб;
группа Б — с гарантированным химическим составом — вклю-
чает марки БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб;
группа В — с гарантированными механическими свойствами
и химическим составом — включает марки ВСт1, ВСт2, ВСтЗ,
ВСт4. ВСт5.
Степень раскисления стали во всех группах указывается индек-
сом: «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная
сталь. Кроме того, в обозначении стали указывают категорию
поставки, характеризующую гарантированные характеристики
(табл. 18). Например, ВСтЗкп2 обозначает: сталь группы В, марки 3,
кипящая, 2-й категории и т. п.
В строительных сварных стальных конструкциях применяют
только сталь группы В (ВСтЗ), механические свойства и химический
состав которой приведены в табл. 19—21.
ГОСТ 380-71* содержит требования на прокатку стали мартенов-
ской и кислородно-конверторной выплавки и не распространяется на
сталь, изготовленную бессемеровским способом, которую не допус-
кается применять для строительных сварных стальных конструкций.
Марка стали по ГОСТ 19281-73 и ГОСТ 19282-73 обозначает при-
ближенно ее химический состав. Цифры перед буквами обозначают
среднее содержание углерода в проц., увеличенное в 100 раз, циф-
ры после букв — содержание соответствующего компонента в проц.,
увеличенное до целого числа (1 % обычно не обозначается). Напри-
мер, марка 16Г2АФД обозначает: 16 — углерода 0,16% (в среднем),
Г2 — марганца до 2%, АФ — нитрида ванадия до 1%, Д — меди
до 1 % .
Характер влияния отдельных компонентов на свойства стали
приведен в табл. 22.
В зависимости от гарантируемых характеристик для низколе-
гированных сталей установлено 15 категорий поставки. Для строи-
тельных конструкций применяют стали 6-, 9-, 12-, и 15-й категорий
(табл. 23).
43
Таблица 17. Нормативные механические свойства конструкционных статей
Класс Прочности стали Временное сопротивление ав не менее П редел текучести от Fie менее Относи- тельное удли- нение 6Б. "А, Основные расчетные сопротивления R
кгс/мм2 МПа кгс/мм‘ МПа кгс/см2 МПа
С 38/23 38 380 23 230 25 2100 210
С 44/29 44 440 29 290 21 2600 269
С 46/33 46 460 33 330 21 2900 290
С 52/40 52 520 40 400 19 3400 340
С 60/45 60 600 45 450 16 3800 380
С 70/60 70 700 60 600 12 4400 440
С 85/75 85 850 75 750 10 5300 . 530
Таблица
18. Категории поставки стали группы В
Кате- Марка стали
горня всех степенен раскисления
ВСт1 — ВСт5
ВСт2 — ВСт5
ВСтЗ — ВСт4
4 ВСтЗ
5 ВСтЗ
6 ВСтЗ
Гарантированные характеристики
химический состав временное сопротивле- ние ов предел текучести от относительное удлине- ние 6F И ЗГИ* в ХОЛОДНОМ состо- янии ударная ВЯЗКОСТЬ
при тем- пературе, °C после механиче- ского старения
4 7
+ + + + + + + + 4- + 4- + 1+++++ ++++++ ++++++ 1 1 + 1 1 1 1 ++ 1 1 1 1 1 1 1 I++
1
2
3
Примечание. Знак «-{-» означает, что показатель гарантируется, знак «—» означа-
ет, что показатель не гарантируется
Таблица 19. Механические свойства стали ВСтЗ
Марка стали Временное сопро- тивление ов, кгс/мм2 Предел текучести а”, кгс/мм2, прн толщине, мм Относительное удлинение бь, %, при толщине, мм Илги? на 180' при толщине, мм
до 20 свыше 20 до 40 свыше 40 до 100 + 3 о а о о — до 20 Свыше 20 до 40 <и 3 2 « о до 20 свыше 20'
не менее
ВСтЗкп ВСтЗ не ВСтЗсп ВСтЗГпс 37—47 38—49 38—50 24 25 25 23 24 24 22 23 23 20 21 21 27 26 26 26 25 25 24 23 23 d - = 0,5s dувеличивать на толщину §
Примечания: I. Допускается превышение верхнего предела временного сопротивле-
ния ав на 3 кгс/мм2 при условии соблюдения остальных норм.
2. Для листовой н универсально 1 широкополосной сталей всех тол'цнн и фасонно! ста-
ли толщиной более 20 мм допускается снижение предела текучести от на 1 кгс/мм
3, Для листовой стали тол циной 8—4 мм допускается снижение относительного удлине-
ния б5 на 1% на каждый мм уменьшения толщины (менее 8 мм); кроме того, для всех видов
металлопроката всех тол цнн допускается снижение бб на 1%.
4. s — толщина проката; d — диаметр оправки.
44
Таблица 20. Нормативная ударная вязкость стали ВСтЗ
Марка стали Вид проката Расположе- ние обра ща ОТНОСИ!ельчо проката 1 олщина, мм Ударная вязкость ак, кгс-м/см2, не менее
при температуре, ’С после механиче- ского старения
4-20 —20
Листовая сталь Поперек 5—9 10—25 26—40 8 7 5 4 3 4 3
ВСтЗпс; ВСтЗсп Широкополосная уни- версальная сталь Вдоль 5—9 10—25 26—40 10 8 7 5 3 5 3
Сортовой и фасонный прокат Вдоль 5—9 10—25 26—40 11 10 9 5 3 5 3
Листовая сталь Поперек 5—9 10—30 31—40 8 7 5 4 3 4 3
ВСтЗГ пс Широкополосная уни- версальная сталь Вдоль 5—9 10—30 31—40 10 8 7 5 3 5 3
Сортовой и фасонный проказ Вдоль 5—9 10—30 31—40 11 10 9 5 3 5 3
Таблица 21. Химический состав стали ВСтЗ, проц.
Марка стали Углерод Марганец Кремний Фос- фор Сера Хром Ни- кель Медь Мышь- як
не юл ее
ВСтЗкп 0,14—0,22 0,30—0,60 До 0,07 0,04 0,05 0,30 0,30 0,30 0,08
ВСтЗпс 0,14—0,22 0,40—0,65 0,05—0,17 0,04 0,05 0,30 0,30 0,30 0,08
ВСтЗсп 0,14—0,22 0,40—0,65 0,12—0,30 0,04 0,05 0,30 0,30 0,30 0,08
ВСтЗГпс 0,14—0,22 0,80—0,22 До 0,15 0,04 0,05 0,30 0,30 0,30 0,08
Примечания; I, В стали, выплавляемой на базе Керченских руд, допускается со»
держание мышьяка до 0,15, фосфора до 0,05%
2. При раскнслемин полуспокойиой стали алюминием, титаном и другими раскислителями
допускается содержание кремния менее 0,05%
3. Для проката нз стали всех степеней раскисления толщиной 12 мм н менее допускается
снижение содержания марганца на 0,10%
4. Содержание азота в готовом прокате не более 0,008%.
б. Допускаются следующие отклонения по химическому составу в готовом прокате, проц.)
Кипящая сталь Полуспокойная
н спокойная стали
Углерод ......................................... ±0,03 4-0,03—0,02
Марганец................................ 4-0,05—0,01 4-0.05—0,03
Кремний............................................ — 4-0,03—0,02
Фосфор.......................................... 4-0,005 4-0,005
Сера............................................ 4-0,006 4-0,005
6. Допускается снижение ударной вязкости при 4-20" С листовой стали толщиной 5—9 мм#
прокатываемой на непрерывных станах, на 2 кгс-м/смг.
45
Таблица 22. Влияние различных компонентов на свойства стали
Компоненты стали Обозначения Свойства
механические технологические
временное сопро- тивление предел текучес- ти относительное удлинение твердость удельная вяз- кость усталостная прочность свариваемость стойкость против коррозии хладостойкость красноломкость
У глерод У ++ + — ++ 4“ 0 0 0
Марганец г + 4- — + — 0 + + 0 0
Кремний с + + — + — 0 — — 0 0
Никель н + + 0 4- + 0 + 4- 0 0
Хром X 4- — ++ + 0 — 0 0
Медь д 0 0 0 0 0 0 0 ++ 0 0
Ниобий Б -|—(- + + — -4- 0 + 4- и 0
Ванадий Ф 4- + — 0 ++ + + 6 0
Молибден м 4- + — Ф 0 + + 4- Г 0 0
Бор р -|—р — т — 4“ + 0 0 0
Титан т Б + 0 + — 0 + 0 0 0
Алюминий ю 0 0 0 и — 0 и 0 0 0
Сера — —— — 0 — — — — — — —
Фосфор п 4- + — 4- — 0 — — — 0
Мышьяк — — — —- 0 — — — 0 0 0
Азот А + + — ++ — — — 0 0 0
Кислород — — 4- — — — — — —
Примечание. Знаки в таблице обозначают: «4-» повышает, улучшает; «++» еначи-
тельно повышает, улучшает; «—> снижает; «-> значительно снижает, «О» — ие оказывает
заметного влияния.
Таблица 23. Категория поставки сталей по ГОСТ 19281-73
и ГОСТ 19282-73 (для строительных конструкций)
Нормируемые характеристики Категория поставки
6 9 12 15
Химический состав •4- 4- 4- 4-
Механические свойства при растяжении и изгиб в холодном состоянии 4- + 4- 4-
Ударная вязкость при температуре, °C: —40 4- —
—70 — 4- — —
Ударная вязкость после механического старения при температуре, °C: —40 4-
—70 — — 4-
46
Таблица 24. Механические свойства низколегированных сталей
по ГОСТ 19281-73 и ГОСТ 19282-73
Марка стали Толщина проката, мм Временное сопротив- ление кгс/мм2 Предел текучести кгс/мм2 Относительное удли- нен не дь, % Ударная вязкость ак, кгС’М/см2, прн температуре. °C, не менее
для листа для профилей
+20 —40 —70 +20 —40 —70
Без термоупрочнения
09Г2; 09Г2Д 4 45 31 21 — — — — — —
5—9 45 31 21 — 3,5 — — 4,0 3,0
10—20 45 31 21 — 3,0 — — 3,0 3,0
21—32 45 30 21 — 4,0 — — 3,0 —
4 50 35 21
5—9 50 35 21 6,5 4,0 3,5 6,5 4,0 3,5
10—20 48 33 21 6,0 3,5 3,0 6 3.5 3,0
09Г2С; 09Г2СД 21—32 47 31 21 6,0 3,5 3,0 6 3,5 —
33—60 47 29 21 6,0 3,5 3,0 6 3,5 —
61—80 45 28 21 6,0 3,5 3,0 6 3,5 —
S1 —160 44 27 21 6,0 3,5 3,0 6 3,5 —
4 47 34 21 —
14Г2 5—9 47 34 21 — 3,5 — — 3,5 3,5
10—20 46 33 21 — 3,0 — — 3,0 3,0
21—32 46 33 21 — 3,0 — — 3,0 —
4 50 36 21 — —
5—9 50 35 21 6,5 4,0 3,0 6,5 4,0 3,0
10—20 49 34 21 6,0 3,0 2,5 6,0 3,0 2,5
10Г2С1; 10Г2С1Д 21-32 48 33 21 6,0 3,0 2,5 6,0 3,0 —
33—60 46 33 21 6,0 3,0 2,5 6,0 3,0 —
61—80 44 30 21 6,0 3,0 2,5 6,0 3,0 —
81 — 100 44 30 21 6,0 3,0 2,5 6,0 3,0 —
5—9 56 40 18 4,0 — — — —
15Г2СФ; 15Г2СФД 10—20 56 40 18 — 3,5 — —- 4,0 —
21—32 56 40 18 — 3,5 — —~ 3,5 —
4 55 40 20 .
14Г2АФ; 14Г2АФД 5—9 10—32 55 55 40 40 20 20 — 4,5 4,0 3,5 3,0 — — —
33—50 55 40 20 4,0 3,0
47
Продолжение табл. 24
Марка стали Толщина проката, мм Временное сопротнв- ление о", кгс/мм2 Предел текучести а”, кгс/мм2 Относительное удли- нение б5%. Ударная вязкость <7К, кгс-м/см2, при температуре, °C, не меиее
для листа для профилей
4-20 —40 —70 4-20 —40 —70
4 66 45 20
16Г2АФ; 16Г2АФД 5—9 10—32 60 60 45 45 20 20 4,5 4,0 3,5 3,0 —
33—60 58 42 20 — 4,0 3,0 — — —
4 60 45 19 — —
18Г2АФпс; 5—9 60 45 19 — 4,5 3,5 — — —
18Г2АФДпс 10—20 ео 45 19 — 4,0 3,0 — — —
21—32 60 45 19 — 4,0 3,0 — — —
4 50 35 22 — — __
14ХГС 5—9 50 35 22 — 4,0 — — — —
10 50 35 22 — 3,5 — — — —
4 54 40 19 —
5—9 54 40 19 — 5,0 3,5 — 5,0 3,5
1 охСИД 10—15 54 40 19 — 4,0 3,0 — 4,0 3,0
16—32 54 40 19 — 5,0 3,0 —- — ——
33—40 52 40 19 — 5,0 3,0 — — —
4 50 35 21 __ __
15ХСНД 5—9 50 35 21 4 3 4 3,5
10—20 50 35 21 — 3 3 — 3 3
21—32 50 35 21 — 3 3 — 3 —
4 55 40 19 — __
15Г2АФДпс 5—9 55 40 19 -- 4,5 3,5
10—20 55 40 19 — 4 3 — —
21—32 55 40 19 — 4 3 — — —
10ХНДП 4 48 35 20 — — — — —
5—9 48 35 20 | — 4 — — — —
После тер ноупрочнения (закалки с отпуском)
14Г2 | 10—32 54 ч 40 18 1 "I 4 | 31 ~ 1 —
10Г2С1; 10Г2С1Д 10—40 54 40 19 — 5 3 — — —
О9Г2С; 09Г2СД 10—32 33—60 50 46 37 42 19 21 — 5 5 3 3 — — —
15Г2СФ; 15Г2СФД | 10—32 60 45 17 — 4 3 1 —• — —
Примечания: I. Для проката толщиной менее 8 мм допускается понижение отно-
сительного удлинения на !% на каждый мм уменьшения толщины, для проката толщиной бо-
лее 20 мм — уменьшение на 0,25% на каждый мм увеличения толщины, но не более, чем на 2%.
2 Значение ударной вязкости при температуре — 20*С должно быть не меньше нормы
при —10° С, а при — 50вС и 60*С не ниже норм при —- 70*0.
48
* Таблица 25. Химйч?СкчЙ tottaa низколегированны-'. сталей, проц., По ГОСТ 19281-73 и 19282-73
о 1 сл X Марка стали Углерод Кремний Марганец Хром Никель Медь Ванадий Другие элементы
09Г2 До 0,12 0,17—0,37 1,4—1,8 До 0,30 До 0,30 До 0,30 -
09Г2Д До 0,12 0,17—0,37 1,4—1,8 До 0,30 До 0,30 До 0,30 — —
09Г2С До 0,12 0,5—0,8 1,3—1,7 До 0,30 До 0,30 До 0,30 — —
09Г2СД До 0,12 0,5—0,8 1,3- -1,7 До 0,30 До 0,30 0.15—0,30 — —
14Г2 0,12—0,18 0,17—0,37 1,2—1,6 До 0,30 До 0,30 До 0,30 — —
10Г2С1 До 0,12 0,8—1,1 1,3—1,65 До 0,30 До 0,30 До 0,30 — —
10Г2С1Д До 0,12 0,8—1,1 1,3- -1,65 До 0,30 До 0,30 0,15—0,30 — —
15Г2СФ 0,12—0,18 0,4—0,7 1,3- -1,7 До 0,30 До 0,30 До 0,30 0,05—0,10 —
15Г2СФД 0,12—0,18 0,4—0,7 1,3—1,7 До 0,30 До 0,30 0,15—0,30 0,05—0,10 —
14Г2АФ 0,12—0,18 0,3—0,6 1,2—1,6 До 0,40 До 0,30 До 0,30 0,07—0,12 Азот 0,015—0,025
14Г2АФД 0,12—0,18 0,3—0,6 1,2—1,6 До 0,40 До 0,30 0,15—0,30 0,07—0,12 » 0,015—0.025
16Г2АФ 0,14—0,20 0,3—0,6 1,3—1,7 До 0,40 До 0,30 До 0,30 0,08—0,14 » 0,015—0,025
16Г2АФД 0,14—0,20 0,3—0,6 1,3—1,7 До 0,40 До 0,30 0,15—0,30 0,08—0,14 » 0,015—0,025
18Г2АФпс 0,14—0,22 До 0,17 1,3—1,7 До 0,30 До 0,30 До 0,30 0,08—0,15 » 0,015—0,030
18Г2АФДпс 0,14—0,22 До 0,17 1,3—1,7 До 0,30 До 0,30 0,15—0,30 0,08—0,15 » 0,015—0,030
14ХГС 0,11—0,16 0,4—0,7 0,9—1,3 0,5—0,8 До 0,30 До 0,30 — —
10ХСНД До 0,12 0,8—1,1 0,5—0,8 0,6—0,9 0,5—0,8 0,4—0,6 — —
15ХСНД 0,12—0,18 0,4—0,7 0,4—0,7 0,6—0,9 0,3—0,6 0,2—0,4 —. —
15Г2АФДпс 0,12—0,18 До 0,17 1,2—1,6 До 0,30 До 0,30 0,2—0,4 0,08—0,15 Азот 0,015—0,030
10ХНДП До 0,12 0,17—0,37 0,3—0,6 0,5—0,8 0,3—0,6 2,3—0,5 — Фосфор 0,07—0,12; Алюминий 0,08—0,15
Допускаемые от- клонения в готовом прокате ±0,02 ±0,05 ±0,10 ±0.05 ±0,05 ±0,05 + 0,02—0,01 Ниобий +0,010 — 0,05; Азот +0,005; Сера +0,005; Фосфор +0,005
Примечания: 1. Содержание серы в сталях всех марок не более С,040, фосфора до 0»03о. мышьяка до 0,08%.
с© 2. В стали 18Г2АФпс плюсовое отклонение содержания углерода ие допускается
Нормы механических свойств низколегированных сталей по
ГОСТ 19281-73 (профиль) и ГОСТ 19282-73 (лист), применяемых
для строительных конструкций, приведены в табл. 24, хими-
ческого состава —в табл. 25.
Для увеличения долговечности строительных стальных конструк-
ций рекомендуется применять сталь с добавками меди, повышающей
стойкость стали против коррозии (09Г2Д, 09Г2С1Д и др.), и другие
антикоррозийные конструкционные стали типа «кор-тэн», осваива-
емые металлургической промышленностью (например 10ХНДП).
ОБЛАСТИ ПРИМЕНЕНИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ
В СТРОИТЕЛЬНЫХ КОНСТРУКЦИЯХ
Выбор в проекте марок сталей и категории их поставки опреде-
ляется требуемым классом прочности, видом конструкции и усло-
виями эксплуатации.
Таблица 26. Области применения конструкционных сталей
по СНиП П-В.3-72
Толщина
проката,
мм
4—40 4—30
4—30 4—30
ВСтЗпсб 6 + + — — — + Ill 11, 111 III, IV VII До —30 До —40 —30 до —4 0 До —40 5—25 5—10 5—25 5—25 5—25 5—10 5—25 5—25
ВСтЗспб 5 + + + — — + I II Ill IV До —40 До —40 —30 до —4С —40 до —65 5—25 11—25 11—25 5—25 5—25 11—25 11—25 5—25
ВСтЗГпсб 5 + + + — — + 1 11, VII HI VI До —40 До —40 —30 до —40 —40 до —65 5—30 10—30 10—30 5—30 5—30 10—30 10—30 6—30
09Г2С-6 09Г2С-12 09Г2С-15 6 12 15 + + + + + + — I++ + + + IV II II —40 до —50 До —40 —40 до —65 61 — 160 61—160 61 — 160 61—160
С 44/29 09Г2-6 6 + + — + — — IV VII —40 до —50 До —40 4—32 4—32 4—32 4—32
60
n
10Г2С1-12 10Г2С1Д-12 10Г2С1-12 10Г2С1-15 10Г2С1-9 10Г2С1-6 । 09Г2С-12 09Г2С-9 09Г2-6 14Г2-12 14Г2-12
СП ГО ГО ГО со СП S3 © © to О'.
-i—1- ~HF + 4- + + + + +
++ ++ -1- Ч~ + -1- + + +
II II 1 1 1 1 1 1 1
1 + ++ 1 + + 1 + + +
+ 1 1 1 -1- 1 1 + 1 1 1
-H- ++ 1 1 4- 1 1 + 1
1,11 ' I, II VII, VIII 11 << < < < <<_ 111. IV, VII, VIII
До —40 До —40 —40 до —65 —40 до —65 —40 до —50 —50 до —65 —40 до —65 До —40 —40 до —65 —50 до —65 —40 до —50 До —40 —40 до —65 До —40
4— И 12—40 4—32 4—11 09—1 09—13 т © гг со м ог—I 4—32 н го to 4—32
4-11 12—40 4—32 4—11 51 4—11 | 4—20 4—20 1—1! г 4—32 и го to 4—32
n
44/29 Класс прочности стали
10Г2С1-6 09Г2С-15 09Г2С-12 i 09Г2С-9 0УГ2С-6 09Г2-12 Марка стали
- КЗ «5 05 to Категория поставки
-1- + + + + + химический состав | Нормируемые характеристики
+ + + + + + механические свой- ства
1 1 1 1 1 1 —20 при тем- пературе, °C ударная вязкость
+ 1 1 + + 1 1 + 4- 1 + 1 —40 —70
1 + + 1 1 после меха- нического старения
< 1, 11, 111 1 1 VII, VIII << < 111 VII, VIII Группа конструкций
—40 до —50 —40 до —65 До —40 '—40 до —65 —40 до —50 —50 до —65 —40 до —50 —40 до —65 —40 До —65 Расчетная температура эксплуатации, °C
61—160 21—60 21—60 21 —32 1 to н о о Г to 4—10 4—20 листового Толщина проката, мм
1 1 21—60 21—32 1 1 4—32 4—10 4—20 сортового
Продолжение табл. 26
Продолжение табл. 26
Нормируемые характеристики
Ударная
вязкость
при тем-
пературе.
Толщина
проката,
мм
С 46/33
10Г2С1Д-15
15ХСНД-9
15ХСНД-12
15ХСНД-15
12—60
4—32
4—32
4—32
4—1!
4—32
4—32
С 52/40
10ХСНД-9
10ХСНД-12
10ХСНД-15
14Г2АФ-6
14Г2АФ-9
14Г2АФ-12
14Г2АФ-15
+
+
+
+
+
+
+
—50 до —65
До —40
—40 до —65
До —40
—40 до —65
До —40
— 40 до —65
11—40
4—40
4—40
4—50
4—50
4—50
4—50
4—15
1—11
С 60/45 16Г2АФ-6 16Г2АФ-9 6 9 + + + + - + + - 111, IV IV До —40 —40 До —65 4—50 4—50 -
16Г2АФ-12 12 + + + + II До —40 4—50
16Г2АФ-15 15 + + + + 11, 111 —40 до —65 4—50 —
Примечания. 1, За расчетную температуру принимается при строительстве в райо-
нах с температурой наружного воздуха —40° С. и выше температура, при которой конструкция
эксплуатируется, а в районах с температурой наружного воздуха ниже—40° С — температура
наружного воздуха данного района, определяемая как средняя температура наиболее холодной
пятидневки согласно СНиП по строительной климатологии и геофизике.
2. За толщину профильного проката типа швеллеров и двутавров условно принимается
толщина стенки. При толщине проката менее 5 мм приведенные марки стали применяются без
требований по ударной вязкости, что оговаривается в чертежах КМ и КМД.
3. Для конструкций всех групп, кроме I и II, при температурах выше—50е С допускает-
ся применять прокат толщиной 4 мм и менее из «кипящей» стали марки ВСтЗкп2
4. Допускается применение стали марки В18Гпс (по ТУ 14-2-173-75) соответствующих ка-
тегорий вместо сталей марок ВСтЗГпс и ВСтЗсп
В СНиП П-В.3-72 (с дополнением от 12.09,1975 г.) установлены
следующие группы строительных стальных конструкций для выбо-
ра марок сталей (табл. 26):
группа I — сварные конструкции, работающие в особо тяжелых
условиях и подвергающиеся непосредственному воздействию дина-
мических или вибрационных нагрузок, например, балки рабочих
площадок главных зданий мартеновских и конвертерных цехов;
элементы конструкций бункерных и разгрузочных эстакад (непо-
средственно воспринимающие нагрузки от подвижных составов);
подкрановые балки и т. п., а также фасонки стропильных и подстро-
пильных ферм;
группа II — сварные конструкции, находящиеся под непосред-
ственным воздействием динамических или вибрационных нагрузок
(кроме перечисленных в группе I), например, пролетные строения
52
наклонных мостов доменных печей, пролетные строения и опоры
транспортерных галерей и т. п.;
группа III— сварные конструкции перекрытий и покрытий,
например, фермы (за исключением фасонок), ригели рам, главные
балки перекрытий и т. п.;
группа IV — сварные конструкции, не подвергающиеся непо-
средственному воздействию подвижных или вибрационных нагрузок,
например, колонны, стойки, прогоны покрытий, опорные плиты,
конструкции, поддерживающие технологическое оборудование и тру-
бопроводы, сварные балки, бункеры и т. п.;
группа V — конструкции I, II, III и IV групп, монтируемые
при расчетной температуре не ниже —40° С и эксплуатируемые в теп-
лых помещениях,— применяются все марки стали, рекомендуемые
для перечисленных групп в районах с расчетной температурой ниже
—40° С, с заменой категорий 9- и 15-п на 6- и 12-ю по ГОСТ
19281-73 и ГОСТ 19282-73;
группа VI — вспомогательные конструкции зданий и сооруже-
ний — связи, элементы фахверка, лестницы и площадки, опоры
и светильники и т. п., а также слабо нагруженные конструкции
и элементы с напряжением менее 0,47? с применением сварки и без
сварки;
группа VII — конструкции, относящиеся к группам I, II и III
при выполнении их клепаными;
группа VIII — конструкции, относящиеся к группе IV при вы-
полнении их клепаными, а также элементы конструкций, не имею-
щие сварных соединений;
группа IX — конструкции, относящиеся к группе VI, но не имею-
щие сварных соединений.
В описаниях I—IX групп приведен лишь примерный перечень
конструкций для использования аналогий.
В табл. 26 указано 40 разновидностей марок конструкци-
онных сталей, что вызывает затруднения при заказе заводом-изго-
товителем металлопроката, ограниченной нормативным запасом,
повагонной нормой и выделяемыми фондами. Поэтому, в проектах
строительных стальных конструкций часто применяют следующий
унифицированный перечень марок стали, составленный по материа-
лам ЦНИИпроектстальконструкция без учета конструкций
«в северном» исполнении (т. е. эксплуатируемых при —40° С >
> t > —65° С):
Класс прочности
стали
Марка стали
С 38/23 ............... ВСтЗкп2; ВСтЗпсб, ВСтЗспэ; ВС.тЗГпс5
С 44/29 ............... 09Г2-6 (12); 09Г2С-6 (12) толщиной 21 —
60 мм
С 46/33 ............... 14Г2-6 (12); 10Г2С1-6 (12); 09Г2С-6 (12)
толщиной 5—20 мм
С 52/40 ............... 15Г2АФДпс-6 (12); 14Г2АФ-6 (12)
С 60/45 ............... 16Г2АФ-6(12)
53
СОРТАМЕНТ МЕТАЛЛОПРОКАТА
ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Рис. 15. Виды листовой стали:
а — толстолистовая; б — универсальная
широкополосная; в — сляб; / — обрезные
кромки; 2 — прокатные кромки.
В строительных стальных конструкциях применяют следующие
виды металлопроката:
листовую сталь (лист, универсальная широкополосная, рулон-
ная, рифленая, слябы);
сортовую сталь (угловая равнополочная и неравнополочная,
полоса, круглая сталь общего назначения и квадратная);
балочную сталь (двутавры
обычные, широкополочные и
тонкостенные, тавры, швелле-
ры);
фасонную сталь(разновиднос-
ти специальных профилей, в том
числе для строительных конст-
рукций — оконно-рамные и др.);
трубы (бесшовные горячека-
таные и холоднотянутые, а так-
же сварные);
рельсы (железнодорожные
широкой колеи, узкоколейные,
рудничные, трамвайные, крано-
вые) ;
гнутые профили (холоднофор-
мованные) — угловые равнополочные и неравнополочные, швелле-
ры, зеты, прямоугольные и квадратные гнуто-сварные трубы, про-
филированный настил и др.
Листовая сталь (рис. 15, а) по ГОСТ 19903-74 имеет ширину
700—3800, длину 2000—12 000 и толщину 0,5—3,9 (тонколистовая)
и 4—160 мм (толстолистовая).
Сортамент листов складских (стандартных) размеров из горя-
чекатаной толсто- и тонколистовой стали по ГОСТ 19903-74 приве-
ден в табл. 27, 28, из холоднокатаной тонколистовой стали
по ГОСТ 19904-74 — в табл. 29.
Для строительных конструкций обычно применяется листовая
сталь шириной до 2200—2400 мм, прокатываемая на большинстве
листопрокатных станов заводов металлургической промышленности.'
Более широкие листы могут быть прокатаны только на немногих спе-
циальных станах, что вызывает ограничения для ее заказа, кроме
того, большая ширина листов не всегда экономически оправдана
из-за повышенной стоимости.
Рулонная листовая сталь весьма технологичный для конструк-
ций Вид прокатной стали, позволяющий избегать стыков в элементах
значительной длины. Сортамент рулонной стали по ГОСТ 19903-
74 приведен в табл. 30.
Применение рулонной листовой стали следует согласовывать
с заводом изготовителем конструкций, так как не все заводы
54
Таблица 27. Складские размеры горячекатаной толстолистовой стали по ГОСТ 19903-74
Ширина листа, мм Пределы толщины листов, мм, при длине, мм
2000 | 2200 | 2500 | 2800 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6000 | 6500 7000 7500 8000 | 9000 | 10 000 | 11 000 | 12 000
700; 710; 750; 800: 850; 900; 950 4—10 — — — — — — — —
1000; 1100 4—12 4—25 13—25 — — — — — — —
1250; 1400 4—12 4—160 13—160 13—40
1420 4—12 4—40 4—160 13—160 13—40
1500 4—12 4—40 4—160 8—160 8—40
1600; 1700 4—7 4—12 4—160 8—160 8—40 8—12; 26—40
1800 4—7 4—12 4—160 8—160 8—40 8—12; 26—40
1900; 2000 6—7 6—12 6—160 8—160 8—40 8—12: 26—40 8—40
2100 2200 — — — — 8—12 8—12; 42—160 8—160 8—10; 26—40
2300 — — — — 8—12 8—12 и 42—160 | 8—160 8—10; 26—40 —
2400 — — — — — 42—160 8—160 8—10; 26—40 —
2500 — — — — 8—12; 26—160 8—160 8—10; 26—40 —
2600; 2700: 2800 1 - - — 42—160 13—160 26—40 — —
2900: 3000 — — — 26—160 26—40 — —
3100; 3400; 3600 — — — — | 26—160 — — — —
3800 — 1 — — — | — | 42—160 | — — — — 1
. Примечание. Рекомендуемые градации толщины, мм, для листов всех размеров следующие: 4: 4,5; 5; 6; 7; 8; 9; 10; 11; 12; 14; 16; 18; 20;
UI 22; 25; 26; 28; 30; 32; 36; 40; 42: 45; 50; 52; 53; 60; 65; 70: 75; 80; 85; 90; 95; 100; 105; 110; 120; 125; 130; 140; 150; 160.
Таблица 28. Складские размеры горячекатаной тонколистовой стали по ГОСТ 19903-74
Ширина листа, мм Предела» толщина, листов, мм, при алине, мм
1200 1400 1420 1500 1600 1700 1800 1900 2000 2200 2500; 2800 3000 3500: 4000; 4500; 5000; 5500: ^000
600 0,5—0,6 — — — —- — — 0,65—3,9 — — —
650 — 0,5—0,6 — — — — — — 0,65—3,9 — — —
700 — — 0,5—1 — — — — — 1,2—З.» 2—3,9
710 — — 0,5—1 — — — — — 1,2—3,9 1,5—1,8
750 — — — 0,8—1 — — — 1,2—3,9 1,5—3,9
800 — — — 0,8—0,9 1,0 — — — 1,2—3,9 1,5—3,9
850 — — *— — — 1,0 — — 1,2—3,9 1,5—3,9
900 — — — — — — 1,0 — 1,2—3,9 1,5—3,9
950 — — — — — — — 1,0 1,2—3,9 1,5—3,9
1000 — — — — — — — — 1—3,9 1,5—3,9
1100 — - - - — 1,2—3,9 1.5—3,9
1250 - - - - 1,2—3,9 1,5—3,9 1,2—3,9 1.5—3,9
1400; 1420 1500 1 ~ 1 — — 1 - — — 1 — 1 ~ 1,5- -3,9
1600, 1700 1800 1 - 1 - 1 — 1 - 1 - - 1 - 3- -3,9
Примечание. Градации толщины, мм, для листов всех размеров следующие. 0,5; 0,55; 1*8* 2,0; 2,2; 2,5; 2,8; 3,0* 3,2; 3,5; 3,8; 3,9. 0,6; и,о5; 0,7; 0,75; 0,8; 0.9; 1,0; 1,2; 1,а; 1,4; l.o; i.g;
Таблица 29. Складские размеры холоднокатаной тонколистовой стали по ГОСТ 19904-74
Ширина листа, мм Пределы толщины листов, мм, при слине, мм
1000 1100 1200 1300 1400 1500 2000 2200 2500 2500; 3000 3500 4000 4500, 5000. 5500: 6000
500 0.5—3,2 - — — - 0.5—3,2 0,8—3,2 - — —
5.с0 - 0,5—3,2 — — - 0,5—3,2 о.а—з,2 — — —
600 - - 0,5—3,2 — — 0,5—3,2 0,8—3,2 — — —
650 — — 0,5—3,2 — 0,5—3,2 0,8—3,2 — — —
700 - — — 0,5—3,2 0,5—3,2 0,8—3,2 — -
710 — - 0.5—3,2 0,5—3,2 0,8—3,2 —
750; 800. 850 - - - — 0,5—3,2 0,8—3,2 — - -
900 1 - - - - - 0,5—3,2 0,8—1,3 — —
950 1 - — - - 0,5—3,2 1 - — —
1000: 1100 1 - — - - 0,5—3,2 0,8—3,2 1.4—3,2 —
1250 1 - — 1 “ 1 — 1 - 0,э—3,2 0,55—0 0,8—5 1,4—5
1400: 1420 1 “ — - - 0,7—5 1,4—5
1500 1 - — 1 — — — 0,8— 5 1.4—5
1600: 1700: 1800 1 — — — — — 4—3 | 1,1—5 11,1—4,5 | 1,1—2,5 1.4—2,5
1900; 2000. 2100; 2200; 2300 1 _ — — — — 4 —5 | 4—4,5 1
Примечания: 1. Градации толщины, мм, для листов всех размеров следующие: 0,5: 0,55; 0,6; 0,65: 0,7; 0,75; 0,8: 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5;
1,6; 1,7; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3.5; 3,8; 3.9: 4,0; 4,2, 4,5; 4,8; 5,0.
"4 2. В таблицу не вошли следующие складские размеры: 2300 х (1600—2300) X (4,8—5): 2700 X (1800—2300) X (2,8—3,9); 2750x1600 X (3,5—3,9).
Таблица 30. Складские размеры рулонной стали по ГОСТ 19903-74
Ширина рулона, мм Пределы толщины, мм Ширина рулона, мм Пределы толщины, мм Ширина рулона, мм Пределы толщины, мм
500 1,2—12 850 1,5—12 1600 3—12
530 1,2—12 900 1,5—12 1700 3—12
550 1,2—12 950 1,5—12 1800 3—12
600 1,2—12 1000 1,2—12 1900 6—10
630 1,2—12 1100 1,2—12 2000 6—10
650 1,5—12 1250 1,2—12 2100 7—10
670 1,5—12 1400 1,5—12 2200 7—10
700 1,5—12 1420 1,5—12 ——. —
800 1,5—12 1500 1,5—12 — —
Примечание. Градации толщины, мм, следующие: 1,2; 1,3; 1,4: 1,5; 1,6; 1,8; 2; 2,2;
2,5; 2,8; 3; 3,2; 3,5; 3,8; 3,9; 4; 4,5; 5,3; 6; 6,3: 7: 7,5; 8; 9; 10; 11; 12.
-строительных конструкций имеют установки для разворачивания
рулонов.
Универсальная широкополосная сталь по ГОСТ 82-70 (рис. 15, 6)
является наиболее экономичным и технологичным видом проката для
строительных стальных конструкций. Это самый дешевый вид про-
катной стали. Для обработки деталей из универсальной стали
требуются минимальные затраты труда — только поперечная рез-
ка по длине без обработки прокатных продольных кромок. Стандарт-
ные поперечные размеры универсальной широкополосной стали
см. в табл. 38, нормальная длина составляет 5—12, предельная —
19 м.
Рифленая листовая сталь имеет выпуклости (рифы), препятству-
ющие скольжению при ходьбе. В ГОСТ 8568-77 приняты два ри-
сунка рифов — ромбический и чечевичный из стали марок СтО-2
и СтЗ-З (ГОСТ 380-71 *). Обе разновидности применяются для устрой-
ства настилов рабочих площадок, ступеней лестниц, тормозных кон-
Таблица 31. Рифленая сталь листовая по ГОСТ 8568-77
Толщина листа, мм Ширина листа, мм Масса 1 м2 листа, кг, с рифлением
ромбическим 1 чечевичным
2,5 3,0 600—1500 21,9 26,3 20,3 24,4
4,0 5,0 6,0 8,0 10,0 12,0 600—2200 34,1 43,2 51,0 74,6 98,1 129,5 32,3 40,8 48,6 73,0 96,5 127,9
Примечание. Для листов всех толщин градация ширины через 50 мм, длина листов
.от 1400 до 8000 мм с градацией через 50 мм.
-58
струкций подкрановых балок и других конструкций, предназначен-
ных для хождения людей. Сортамент рифленой листовой стали при-
веден в табл. 31.
Слябы (рис. 15, в) — полуфабрикат прокатного производства,
полученный путем первичной прокатки слитков, выплавленных
в мартеновской печи или конвертере, на мощном листопрокатном
стане — слябинге. В результате первичной прокатки получают
плиту толщиной 60—220 мм, шириной 600—1300 (1400) мм и длиной,
обусловленной максимальной массой слитка (10—12 т).
В строительных конструкциях слябы начали применять в 1948 г.
в качестве опорных плит каркасов высотных зданий, под колонны
доменных печей и колонны со значительными сжимающими уси-
лиями (до 3000 тс на одну колонну). Технологичным явилось при-
менение слябов для стоек каркасов мартеновских печей и других
тяжелых конструкций.
Сталь угловая равнополочная поставляется по ГОСТ 8539-72.
Номер уголка обозначает размер полок b в см, но в чертежах строи-
тельных стальных конструкций принято равнополочную угловую
сталь обозначать как b X s (ширина X толщина) в мм. В сортамент
угловой равнополочной стали входят уголки размером от 20 X 3
до 250 X 30.
Сталь угловая неравнополочная поставляется по ГОСТ 8510-72.
Номер уголка обозначает размеры полок В/b в см (большая / мень-
шая), но в чертежах строительных стальных конструкций принято
неравнополочную угловую сталь обозначать как В X b X s (боль-
шая полка X меньшая полка X толщина) в мм. В сортамент угло-
вой неравнополочной стали входят уголки размером от 25 X 16 X 3
до 250 X 160 X 20.
Однако применение равнополочных и неравнополочных угол-
ков всех размеров, входящих в сортамент, привело бы к назначению
в проектах уголков разного размера, но одинаковых или близких
по площадям поперечного сечения часто с худшими геометрически-
ми характеристиками. Это влечет нерациональное использование
стали, увеличение количества профилеразмеров, затрудняющее
заказ стали в повагонных нормах и комплектование конструкций
наличным металлом заводов стальных конструкций.
Для устранения приведенных недостатков Госстрой СССР уста-
новил сокращенные сортаменты угловой стали, рекомендованные
к применению всем проектным организациям для разработки рабо-
чих (КМ) и деталировочных (КМД) чертежей строительных стальных
конструкций (табл. 32).
Полосовая сталь по ГОСТ 103—76 шириной 12—200 мм, толщи-
ной 4—60 мм применяется как наиболее технологичный вид проката
для ребер жесткости, диафрагм, полок сварных тавров и двутавров
и т. п. Главным технологическим преимуществом полосовой стали
является невысокая трудоемкость обработки деталей путем попе-
речной резки по длине (без обработки кромок). Сортамент полосовой
стали приведен в табл. 33.
59
Таблица 32. Сокращенный сортамент угловой стали
Размеры полок
Ь, мм
1олщина з, мм
4 | 5 | 5,5 | 6 | 7 | 8 | 9 | 10 | II | 12 | 13 | 14 | 16 | 20 | 25 | 30
50x50
56X56
63x63
70x70
75x75
80x80
90x90
100X100
110Х НО
125x125
140X140
160x160
180x180
200x200
220x220
250x250
75x50
90X56
100x63
110x70
125x80
140x90
160X100
180X110
200X125
Равнополочные уголки по ГОСТ 8509-72
Круглая сталь (круг) общего назначения по ГОСТ 2590-71 в стро-
ительных стальных конструкциях применяется для тяжей, связей,
элементов решеток легких ферм и т. п., а также для метизов (закле-
пок, болтов). Кроме круглой стали общего назначения, металлурги-
ческая промышленность выпускает большое количество арматурной
стали (для железобетонных конструкций) различных видов и марок.
ГОСТ 2590-71 включает круглую сталь общего назначения диа-
метром от 5 до 250 мм. При этом рекомендуется применять сталь
диаметрами 5; 5,5; 6; 6,3; 6,5; 7; 8; 9; 10; 11: 12; 13; 14; 15: 16; 17;
Таблица 33. Сортамент полосовой стали по ГОЛ I03-7j
Толщина, мм 4; 5; 6; 7: 8 9: 10 11; 12 14; 16 18- 20 22; 25 28 30; 32 36 Ю: 45 50- 56 п0
Пределы ширины, мм 12—200 16—200 20—200 25—200 30—200 40—200 45—200 60—200 30—200 85—200
Примечание. Градации ширины, мм, следующие. 12: 14 16; 18. 20 22: 25; 28; 30: 32;
36; 40; 45; 50; 56: 60 63; 65; 70; 75; 80: 85: 90. 95. 100. 105: ПО. 120 125 130. 140; 150. 160; 170;
180: 190. 200
60
18; 19; 20; (21); 22; 24; 25; 26; 28;30; 32; (34); 36; 38; 40; 42, 45; 50;
(53j; 56; 60; 63; 65; 70; 75; 80; 85; 90; 95; 100; 105; 110; 120; 125;
130; 140; 150; 160; 170; 180; 190; 200; 210; 220; 240; 250 мм (в скоб-
ках приведены нетиповые диаметры).
Квадратная сталь по ГОСТ 2591-71 имеет сторону квадрата от
5 до 200 мм, при этом до размера а < 100 мм сопряжения граней
под прямым углом, при а > 100 мм кромки закругленные (г =
= 0,15 а) Квадратная сталь находит некоторое применение в стро-
ительных конструкциях например, размерами от 8 X 8 до 25 х
х 25 мм для тяжей, перил, ограждений, трапиков и ступеней лест-
ниц и т. п. размерами 40 X 40 до 120 X 120 в качестве подкрано-
вых рельсов, когда по каким-либо причинам не представляется воз-
можным применить специальные крановые рельсы.
Балки двутавровые по ГОСТ 8239-72* обозначаются номерами
по высоте двутавра в см. Для строительных стальных конструкций
двутавровые балки поставляются всех номеров, кроме № 33, т. е.
№ 10; 12; 14; 16; 18; 20; 22; 24; 27; 30; 36; 40; 45; 50; 55 и 60. В сорта-
мент входят двутавры с индексом «а» (20а, 22а, 24а 27а, 30а), име-
ющие более толстые и широкие полки, однако двутавры этих номе-
ров пока не прокатываются, и в проектах предусматривать их без
согласования с заводом изготовителем не следует
Балки двутавровые по ГОСТ 19425-74 для подвесных путей
(монорельсов) обозначаются номерами соответственно высоте в см
с индексом «М». Они поставляются номеров 24М; ЗОМ; 36М; 45М.
В 1978—1979 гг. на первой очереди универсального балочного
стана Нижне-Тагильского металлургического комбината осваивал-
ся выпуск ряда номеров широкополочных двутавров по ТУ
14-2-24-72, из сортамента которых поставляются пока профи-
ли, указанные в табл. 34. До освоения прокатки тавров их можно
получать путем роспуска широкополочных двутавров (табл. 35).
Во избежание серповидности тавров роспуск двутавров следует
производить секционным способом, как сварных двутавров (стр.
106 и рис. 22)
Швеллеры по ГОСТ 8240-72 прокатывают от № 5 до № 40 в двух
вариантах: с уклоном внутренних граней полок и с параллельными
гранями полок. Поставляются швеллеры всех номеров, кроме № 33
и 36, а именно: 5; 6, 5; 8; 10; 12; 14; 14а; 16; 16а; 18; 18а; 20; 22;
24; 27, 30; 40. Заказ швеллеров с уклоном внутренних граней не
ограничен, а с параллельными гранями принимается только при
наличии монтажной нормы (оправдывающей время на перевалков-
ку стана), что не реально для проектов отдельных объектов.
Фасонную сталь по ГОСТ 7511-73 в строительных стальных кон-
струкциях применяют ограничено, главным образом для изготов-
ления оконных (стеновых и фонарных) переплетов.
Трубы стальные бесшовные горячекатаные по ГОСТ 8732-70*
имеют наружный диаметр от 25 до 530 мм (550 мм) и толщину стенок
до 75 мм. Эти трубы применяют только для специальных сооруже-
ний типа радиобашен и радиомачт, когда одной из главных нагрузок
61
Таблица 34. Сокращенный сортамент двутавров с параллельными гранями по ТУ 14-2-24-72
1/ Высота профиля, мм Допуски, мм:
— 200—400 Свыше 400 до Свыше 600 до 600 ... 1000 . . . по высоте ±3 ±4 ±5 по ширине ±3 _i_Q
х ±3
Л 7? L ——
ь У
Размеры, мм Пло- щадь, см2 Ось X - - X Ось У — У
Номер профиля Масса 1 м, кг h ь а 1 R /д-.см* Ю^СМ’ 1 х, см «я о /у,См« W У* см3 lv. СМ
26Б1 26Б2 26БЗ 27,7 30 33,1 257,6 260 262,2 120 120 120,5 5,6 5,6 6,1 Нор 8,5 9,7 10,8 малый. 13 te двуп 35,3 38,2 42,2 гаеры 4020 4500 6020 312 346 383 10,7 10,9 10,9 176 195 216 246 280 316 40,9 46,7 52,4 2,64 2,71 2,74
30Б1 30Б2 ЗОБЗ 32,6 35,2 38,8 297,6 300 302,2 140 140 140,5 5,8 5,8 6,3 8,5 9,7 10,8 13 41,5 44,9 49,5 6320 7070 7880 424 471 521 12,3 12,5 12,6 239 264 293 390 445 500 55,7 63,5 71,2 3,06 3,15 3,18
35Б1 35Б2 35БЗ 38,2 42,4 46,7 346,6 350 352,4 166 155 155,5 6 6 6,5 8,8 10,5 11,7 14 48,7 54 59,5 10000 11600 12930 577 663 734 14,3 14,7 14,7 325 371 411 547 653 735 70,6 84,2 94,5 3,36 3,48 3,52
40Б1 40Б2 40БЗ 47,2 52,6 57,7 395,8 400 402,4 165 165 165,6 6,8 6,8 7,4 9,8 11,9 13,1 16 60,1 67 78,4 15810 18560 20480 799 928 1020 16,2 16,6 16,7 453 522 573 736 893 994 89,2 108 120 3,5 3,65 3,68
1’1 111
1 1
45Б1 58,5 445,4 180 7,6 11 77,6 24690 1110 18,2 629 1070 119 3,79
45Б2 65 450 180 7,6 13,3 18 82,8 28840 1280 18,7 722 1300 144 3,96
45БЗ 71,5 452,8 180,7 83 14,7 91 31950 1410 18,7 797 1450 160 3,99
50Б1 72,1 496,6 200 8,4 12,2 91,8 37670 1520 20,3 863 1630 163 4,22
50Б2 79 500 200 8,4 14,4 20 101 43120 1720 20,7 972 1920 192 4,37
50БЗ 86,4 503,2 200,6 9 16 НО 47790 1900 20,8 1070 2160 215 4,43
55Б1 86,3 545,2 215 9,2 13,7 110 54480 2000 22,3 1030 2280 212 4,55
55Б2 94,4 550 215 9,2 16,1 20 120 62220 2260 22,7 1280 2670 249 4,71
55БЗ 103 553,2 215,8 10 17,7 132 68580 2480 22,8 1400 2970 275 4,75
60Б1 103 594,2 230 10 15,4 131 77430 2610 24,3 1480 3130 272 4,88
60Б2 114 600 230 10 18,3 22 145 89320 2980 24,8 1680 3720 323 5,07
60БЗ 124 603,4 231 11 20 159 98230 3260 24,9 1840 4120 357 5,10
70Б2 140 700 260 11,5 18,7 178 146000 4170 28,6 2370 5490 422 5,55
70БЗ 154 705,6 260,5 12 21,5 24 196 165440 4690 29 2650 6350 488 5,69
70Б4 169 709,6 261,6 13,5 23,5 215 182060 5130 29,1 2910 7040 538 5,72
100Б1 227 990 320 15,5 21 289 442460 8940 39,1 5180 11510 720 6,31
100Б2 252 1000 320 15,5 26 30 321 521660 10430 40,3 5970 14250 890 6,66
100БЗ 281 1008 321,1 16,6 30 358 595560 11820 40,8 6760 16610 1030 6,81
100Б4 312 1014 323,1 18,6 33 Hlupoi сополо 397 шые дв 662170 у тавры 13060 40,8 7500 18620 1150 6,85
26Ш1 42,8 250,8 180 6,8 10,2 16 54,6 6280 501 10,7 278 993 110 4,27
26Ш2 47,4 253,6 180,3 7,1 11,6 60,4 7130 562 10,9 312 ИЗО 126 4,34
30Ш1 53,2 291 200 7,5 11,2 67,7 10460 719 12,4 399 1500 150 4,7
30Ш2 59,3 294,6 200,2 7,7 13 18 75,5 12040 818 12,6 454 1740 174 4,8
ЗОШЗ 66,4 297,8 201,8 8,6 14,6 84,6 13650 916 12,7 511 1980 197 4,84
30Ш4 72,7 300,6 201,9 9,4 16 92,6 15090 1000 12,8 563 2200 218 4,87
Продолжение табл. 34
Номер профиля Масса 1 м. кг Размеры, мм Пло- щадь, CM4 Ось X — X Ось У — У
h h d t R 'x,™4 W x ,см3 'x- CM I"3 r 2 /j,,cM< CM3 CM
36Ш1 73,8 338,6 250 8,5 12,8 94 19960 1180 14,6 651 3340 267 5,96
35Ш2 80,9 341 250,9 9,4 14 20 103 21990 1290 14,6 716 3690 294 5,98
35IH3 88,8 345 250,9 9,4 16 113 24940 1450 14,8 802 4220 336 6,10
35Ш4 98,6 348,6 251,9 10,4 17,8 126 28010 1610 14,9 895 4750 377 6,15
40Ш1 97 388,6 300 9,5 14,2 124 34850 1790 16,8 988 6400 426 7,19
40Ш2 105 391,8 300 £f,5 15,8 22 133 38500 1970 17 1080 7120 474 7,31
40ШЗ 111 391,8 302 11,5 15,8 111 39500 2020 17 1120 7260 481 7,18
40Ш4 124 397,6 302 11,5 18,7 124 46330 2330 17,1 1290 8590 569 7,36
50Ш1 112 484,2 300 10,4 15 143 60510 2500 20,6 1390 6760 45 i 6,88
50Ш2 125 489,8 300 10,4 17,8 160 70470 2880 21 1590 8020 535 7,08
50ШЗ 140 489,8 303,8 14,2 17,8 26 178 74190 3030 20,4 1710 8340 54 Э 6,84
50Ш4 155 496,2 303,8 14,2 21 198 86010 3470 20,8 1950 9830 647 7,05
50Ш5 172 503,2 303,8 14,2 24,5 219 99280 3950 21,3 2210 11470 755 7,23
60Ш1 140 579,4 320 11,6 17 179 106520 3680 24,4 2050 9300 581 7,21
60Ш2 153 584,6 320 11,6 19,6 195 120610 4130 24,8 2290 10720 670 7,41
60ШЗ 169 588,4 321,4 13 21,5 28 216 133440 4540 24,9 2530 11920 742 7,43
60Ш4 196 588,4 325,9 17,5 21,5 242 141080 4800 24,1 2730 12440 764 7,17
60Ш5 211 596,4 325,9 17,5 25,5 268 163960 5500 24,7 3110 14750 905 7,41
60Ш6 234 605,4 325,9 17,5 30 298 190490 6290 25,3 3550 17350 1060 7,63
70Ш1 167 683 320 12,8 19,2 213 I7166Q 5030 28,4 10510 10510 657 7,02
70Ш2 185 689,4 320,3 13,1 22,4 236 196590 5700 28,9 12290 12290 768 7,22
70ШЗ 204 694 321,7 14,5 24,7 260 218110 6290 29 13740 13740 854 7,27
70Ш4 225 699 323,2 16 27,2 30 287 241890 6920 29 15340 15340 949 7,32
70Ш5 246 704 324,7 17,7 29,7 313 266130 7560 29,1 16990 16990 1050 7,36
70Ш6 263 704 327,7 20,5 29,7 335 274860 7810 28,7 17490 17490 1070 7,23
70Ш7 287 713,6 327,7 20,5 34,5 366 314370 8810 29,3 20300 20300 1240 7,45
70Ш8 314 720,6 329,2 22 38 400 348540 9670 29,5 22680 22680 1380 7,53
IlS-0 S
Колонные двутавры
26К2 66,6 255,2 260,8 7,8 12,4 84,8 10610 831 11,2 45? 3670 281 6,58
26К 75 258,4 261,7 8,7 14 16 95,5 12110 838 11,3 518 4180 320 6,62
26К4 82 261 262,5 9,5 15,3 104 13380 1030 11,3 569 4620 352 6,65
26К5 89,6 263,8 263,4 10,4 16,7 114 14780 1120 11,4 625 5090 387 6,68
ЗОЮ 83,7 295,6 300 8,5 13,5 107 17970 1220 13 666 6080 405 7,55
30К2 90,5 297,8 300,7 9,2 14,6 115 19580 1310 13 723 6620 440 7,58
3GK3 99 300,6 301,5 10 16 126 21640 1440 13,1 795 7310 485 7,61
30К4 109 303,8 302,5 11 17,6 16 139 24080 1590 13,2 879 8130 537 7,65
30К5 120 307,4 303,5 12 19,4 153 26870 1750 13,3 974 9050 596 7,69
30К6 131 311 304,7 13,2 21,2 167 29780 1910 13,3 1070 10 000 657 7,73
30К7 145 315,2 306 14,5 23,3 184 33250 2110 13,4 1190 11 140 728 7,77
30К8 160 319,8 307,5 16 25,6 203 37210 2330 13,5 1320 12 420 808 7,82
35К1 108 343 350 9,3 15 138 31430 1830 15,1 1000 10 720 613 8,83
35К2 121 346,6 351,2 10,5 16,8 154 35590 2050 15,2 ИЗО 12 140 691 8,87
35КЗ 135 350,6 352,4 11,7 18,8 173 40290 2300 15,3 1270 13 720 779 8,92
35К4 150 354,6 353,6 12,9 20,8 191 45120 2540 15,4 1410 15 340 867 8,96
35К5 165 358,6 354,9 14,2 22,8 20 210 50110 2790 15,5 1560 17 000 958 9,00
35 К 6 181 363 356,2 15,5 25 230 55710 3070 15,6 1720 18 850 1060 9,05
35К7 198 367,8 357,7 17 27,4 253 62040 3370 15,7 1900 20 920 1170 9,10
35К8 219 373,4 359,4 18,7 30,2 279 69660 3630 15,8 2120 23 390 1300 9,16
40К 119 388,2 399,2 10 14 152 44320 2280 17,1 1240 14 850 744 9,89
40К1 136 392,6 400 10,8 16,2 173 51410 2620 17,3 1430 17 290 864 10
40К2 150 396,6 400,6 11,4 18,2 191 57950 2920 17,4 1600 19 510 974 10,1
40КЗ 166 400,6 401,8 12,6 20,2 212 64960 3240 17,5 1780 21 850 1090 10,2
40К4 185 405,2 403,2 14 22,5 22 236 73240 3610 17,6 2000 24 590 1220 10,2
40К5 206 410,2 404,7 15,5 25 262 82480 4020 17,7 2240 27 640 1370 10,3
40 Кб 227 415,2 406,2 17 27,5 289 91900 4430 17,8 2480 30 740 1510 10,3
40К7 252 421,2 408 18,8 30,5 321 103770 4930 18 2770 34 550 1690 10,4
40К8 277 427,2 409,8 20,6 33,5 353 115950 5430 18,1 3070 38 460 1880 10,4
40К9 308 434,2 412,2 23 37 392 130890 6030 18,3 3440 43 240 2100 10,5
Примечание. Настоящий сокращенный сортамент составлен на основании данных, приведенных в «Бюллетене строительной техники»,
1978, № 9 и «Руководстве по применению двутавров и тавров с параллельными гранями полок», подготовленном ЦНИИ «Проектстальконструк-
ция» в 1977 г.
сл
Таблица 35. Сортамент товаров; получаемых путем разрезки двутавров с параллельными гранями (по ТУ 14-2-24-72)
Тавры «БТ» из нормальных двутавров «Б»
13БТ1 13,9 128 120,0 5,6 8,5 17,7 252 25,3 86,7 3,78 123 20,5 2,64 2,91
13БТ2 15,0 130 120,0 5,6 9,7 13 19,1 264 25,9 94,1 3,72 140 23,3 2,71 2,81
13БТЗ 16,5 130 120,5 6,1 10,8 21,1 293 28,6 103 3,73 158 26,2 2,74 2,85
15БТ1 16,3 148 140,0 5,8 8,5 20,8 405 35,2 120 4,42 195 27,8 3,06 3,37
15БТ2 17,6 150 140,0 5,8 9,7 13 22,4 424 36 131 4,34 222 31,8 3,15 3,23
15БТЗ 19,4 150 140,5 6,3 10,8 24,7 468 39,5 143 4,35 250 35,6 3,18 3,26
17.5БТ1 19,1 173 155,0 6,0 8,3 24,4 660 49,4 166 5,21 274 35,3 3,35 3,98
17.5БТ2 21,2 175 155,0 6,0 10,5 14 27 699 50,9 186 5,09 326 42,1 3,48 3,75
17.5БТЗ 23,3 176 155,5 6,5 11,7 29,7 770 55,7 204 5,09 367 47,2 3,52 3,76
20БТ1 23,6 197 165,0 6,8 9,8 30,1 1090 72,4 231 6,02 368 44,6 3,50 4,73
20БТ2 26,3 200 165 6,8 11,9 16 33,5 1160 74,8 262 5,89 446 54.1 3,65 4,44
20БТЗ 28,8 201 165,6 7,4 13,1 36.7 1280 82 285 5,91 497 СО 3,68 4,50
22,5БТ1 29,3 222 180 7,6 11,0 37,3 1730 102 320 6,8 536 59,6 3,79 5,39
22.5БТ2 32,5 225 180 7,6 13,3 18 41,4 1840 105 363 6,66 648 72 3.96 5,07
22.5БТЗ 35,7 226 180,7 8,3 14,7 45,5 2030 116 395 6,68 725 80,2 3,99 5,14
25БТ1 36 247 200 8,4 12,2 45,9 2630 140 439 7,57 816 81.6 4,22 5,99
25БТ2 39,5 250 200 8,4 14,4 20 50,3 2780 144 489 7,43 962 96,2 4,37 5,68
25БТЗ 43,2 251 200,6 9,0 16,0 55 3030 156 533 7,42 1080 108 4,43 5,69
27.5БТ1 43,2 272 215 9,2 13,7 55 3820 185 577 8.34 1140 106 4,55 6,62
27.5БТ2 47,2 275 215 9,2 16,1 20 60,2 4040 190 642 8,19 1340 124 4.71 6,29
27.5БТЗ 51,7 276 215,8 10,0 17,7 65,6 4440 208 698 8,21 1490 138 4,75 6,36
30БТ1 51,5 297 230 10,0 15,4 65,7 5390 239 750 9,06 1570 136 4,88 7,18
30БТ2 56,8 300 230 10,0 18,3 22 72,3 5710 246 841 8,89 1869 162 5,07 6.80
ЗОБТЗ 62,2 301 231 11,0 20,0 79,3 6330 272 912 8,93 2060 178 5,10 6,94
35БТ2 70,0 350 260 11,5 18,7 89,2 10 130 382 1200 10,7 2750 211 5,55 8,45
35БТЗ 77,1 352 260,5 12,0 21,5 24 98,2 10 970 406 1330 10.6 3180 244 ,5,69 8,25
35БТ4 84,5 354 261,7 13,2 23,5 108 12 150 449 1440 10,6 3520 260 5,72 8,42
50БТ1 113 495 320 15,5 21 145 35 750 998 2610 15,7 5760 360 6,31 13,7
50БТ2 126 500 320 15,5 26 161 38 550 1040 ЗОЮ 15,5 7120 445 6,66 12,8
50БТЗ 140 504 321 16,6 30 30 179 42 620 ИЗО 3370 15,4 8300 517 6,81 12,6
50БТ4 156 507 323 18,6 33 199 47 930 1270 3700 15,5 9310 576 6,85 12,9
Т авры «ШТ» из широкополочных. двутавров «Ш»
13ШТ1 21,4 125 180 6,8 10,2 16 27,3 305 29,9 130 3,34 487 55,2 4,27 2,34
13ШТ2 23,7 126 180,3 7,1 11,6 30,2 330 31,9 141 3,31 567 62,9 4,34 2,33
15ШТ1 26,6 145 200 7,5 11,2 33,9 524 44,4 190 3,93 748 74,8 4,70 2,76
15ШТ2 29,6 147 200,2 7,7 13 18 37,8 562 46,7 208 3,86 871 87 4,80 2,71
15ШТЗ 33,2 148 201,1 8,6 14,6 42,3 640 52,9 228 3,89 991 98,6 4,84 2,80
15ШТ4 36,4 150 201,9 9,4 16 46,3 710 58,5 246 3,92 1000 109 4,87 2,88
17.5ШТ1 36,9 169 250 8,5 12,8 20 47 952 68,7 310 4,50 1670 134 5,96 3,07
17.5ШТ2 40,5 170 250,9 9,4 14 1.6 1060 76,6 335 4,54 1850 147 5,98 3,17
Продолжение табл. 35
Номер профиля Масса 1 м, кг Размеры, мм Пло- щадь, см2 Ось A —.V Ось У—У Zo, см
h ь d 1 К см4 W X МИН’ см3 U7 w х макс* см3 1х> см см4 W £/’ см3 см
17.5ШТЗ 44,4 172 250,9 9,4 16 20 56,6 1110 78,5 361 4,43 2110 168 6,10 3,08
17.5ШТ4 49,3 174 251,9 10,4 17,8 62,8 1250 87,9 393 4,47 2370 188 6,15 3,18
20ШТ1 48,5 194 300 9,5 14,2 61,8 1630 102 473 5,13 3200 213 7,19 3,44
20ШТ2 52,3 195 300 9,5 15,8 22 66,6 1680 104 503 5,03 3560 237 7,31 3,35
20ШТЗ 55,3 195 302 11,5 15,8 70,5 1960 123 529 5,27 3630 240 7,18 3,71
20ШТ4 62,2 198 302 11,5 18,7 79,3 2080 127 582 5,12 4300 285 7,36 3,57
25ШТ1 56,1 242 300 10,4 15 71,5 3320 171 691 6,81 3380 225 6,88 4,80
25ШТ2 62,7 244 300 10,4 17,8 79,9 3500 176 767 6,62 4012» 267 7,08 4,56
25ШТЗ 70 244 303,8 14,2 17,8 26 89,2 4460 233 831 7,07 4170 275 6,84 5,36
25ШТ4 77,7 248 303,8 14,2 21 98,9 4720 240 919 6,91 4920 324 7,05 5,14
25ШТ5 86 251 303,8 14,2 24,5 ПО 5000 247 1000 6,75 5730 378 7,23 4,97
30ШТ1 70,2 289 320 11,6 17 89,4 6220 271 1030 8,34 1650 291 7,21 6,03
30ШТ2 76,7 292 320 11,6 19,6 97,7 6510 277 ИЗО 8,16 5360 335 7,41 5,77
ЗОШТЗ 84,7 294 321,4 13 21,5 28 108 7330 312 1230 8,24 5960 371 7,43 5,96
30ШТ4 95,1 294 325,9 17,5 21,5 121 9190 408 1330 8,71 6230 382 7,17 6,92
30ШТ5 105 298 325,9 17,5 25,5 134 9780 422 1480 8,54 7380 453 7,41 6,63
30ШТ6 117 302 325,9 17,5 30 149 10 400 436 1630 8,36 8670 532 7,63 6,40
351DT1 83,6 341 320 12,8 19,2 107 1 0890 411 1430 Ю,1 5260 328 7,02 7,63
35ШТ2 92,5 344 320,3 13,1 22,4 118 1 1660 430 1590 9,5 6150 384 7,22 7,35
35ШТЗ 102 347 321,7 - 14,5 24,7 130 1 3020 479 1730 10 6870 427 7,27 7,53
35ШТ4 113 349 323,2 16 27,2 143 1 4520 533 1890 10,1 7670 475 7,32 7,70
35ШТ5 123 352 324,7 17,5 29,7 30 157 1 6050 587 2040 10,1 8500 523 7,36 7,87
35ШТ6 131 352 327,7 20,5 29,7 167 1 8070 677 2130 10,4 8740 534 7,23 8,49
35ШТ7 144 356 327,7 20,5 34,5 183 1 9170 698 2330 10,2 10 150 620 7,45 8,22
35ШТ8 157 360 329,2 22 38 200 2 1030 760 2520 10,3 11 340 680 7,53 8,34
Тавры «КТ» из колонных двутавров «К»
13КТ2 33,3 127 260,8 7,8 11 42,4 390 36,2 195 3,03 1830 141 6,58 2,00
13KT3 37,5 129 261,7 8,7 12,4 47,8 445 41,1 214 3,05 2090 160 6,62 2,08
13КТ4 41 130 262,5 9,6 14 16 52,2 495 45,5 230 3,08 2310 176 6,65 2,16
13КТ5 44,8 131 263,4 10,4 15,3 57,1 552 50,5 246 3,11 2550 193 6,68 2,24
15КТ1 41,8 147 300 8,5 13,5 53,3 664 53,2 291 3,53 3040 203 7,55 2,29
15КТ2 45,3 148 300,7 9,2 14,6 57,6 728 58,1 310 3,55 3310 220 7,58 2,35
15КТЗ 49,5 150 301,5 10 16 63,1 806 63,9 332 3,57 3660 243 7,61 2,43
15КТ4 54,5 151 302,5 11 17,6 18 69,4 003 71,3 358 3,61 4060 269 7,65 2,52
15КТ5 60 153 303,5 12 19,4 76,4 1010 79 385 3,63 4520 298 7,69 2,62
15КТ6 65,7 155 304,7 13,2 21,2 83,7 ИЗО 88,3 414 3,68 5000 328 7,73 2,73
15КТ7 72,3 157 306 14,5 23,2 92,2 1270 98,8 447 3,72 5570 364 7,77 2,85
15КТ8 79,8 159 307,5 16 25,6 102 1440 111 483 3,77 6210 404 7,82 2,99
17.5КТ1 54 171 350 9,3 15 68,8 1150 78,7 442 4,06 5360 306 8,83 2,59
17.5КТ2 60,6 173 351,2 10,5 16,8 77,2 1310 90 484 4,13 6070 346 8,87 2,71
17.5КТЗ 67,7 175 352,4 11,7 18,8 86,3 1500 102 529 4,16 6860 389 8,92 2,83
17.5КТ4 74,9 177 353,6 12,9 20,8 95,5 1680 114 572 4,20 7670 434 8,96 2,94
17.5КТ5 82,3 179 354,9 14,2 22,8 20 106 1890 127 610 4,25 8500 479 9,0 3,07
17.5КТ6 90,3 181 356,2 15,5 25,0 115 2110 141 662 4,28 9420 529 9,06 3,19
17.5КТ7 99,2 183 357,7 17,0 27,4 126 2370 158 713 4,33 10 460 585 9,10 3,38
17.5КТ8 110,0 186 359,4 18,0 30,2 140 2690 177 770 4,39 И 690 651 9,16 3,49
20КТ 59,6 194 399,2 10,0 14,0 76 1780 109 587 4,84 7430 372 9,89 3,03
20КТ1 67,8 196 400,0 10,8 16,2 86,3 1980 120 650 4,79 8640 432 10 3,05
20КТ2 75,0 198 400,6 11,4 18,2 95,2 2150 128 700 4,75 9750 487 10,1 3,07
20КТЗ 83,2 200 401,8 12,6 20,2 106 2420 144 760 4,78 10 930 544 10,2 3,18
20КТ4 92,6 202 403,2 14,0 22,5 118 2750 162 827 4,82 12 300 610 10,2 3,32
20КТ5 103,0 205 404,7 15,5 25,0 131 3110 182 898 4,898 13 820 683 10,3 3,46
20 К Тб 113,0 207 406,2 17,0 27,5 144 3490 203 968 4,91 15 370 757 10,3 3,60
20КТ7 126,0 210 408,0 18,0 30,5 160 3960 229 1050 4,97 17 280 847 10,4 3,77
20КТ8 139,0 213 409,8 20,6 33,5 176 4460 256 ИЗО 5,03 19 230 939 10,4 3,95
20КТ9 154,0 217 412,2 23,0 37,0 196 5130 293 1230 5,12 21 620 1050 10,5 4,17
Таблица 36. Сортамент холодногнутых сварных
профилей квадратного сечения
Размеры, мм Площадь сечения, см2 Ось X — X Масса 1 М, КР
Ъ 8 7? не более 1х, см* Wx, см3 1х, см Зх, см3
Череповецкий металлургический завод
3 6 8,85 85,3 21,3 3,10 12,6 6,95
80 4 8 11,5 100,7 26,6 3,05 16,0 9,01
5 10 13,9 124,0 31,1 2,99 19,0 10,90
3 6 11,3 173 34,6 3,92 20,2 8,83
100 4 8 14,7 219 43,9 3,87 26,0 11,50
5 10 17,9 260 52,0 3,81 31,2 14,10
6 12 21,0 296 59,1 3,75 36,0 16,50
3 6 13,7 293 48,8 4,64 27,9 10,75
120 4 8 17,9 382 63,7 4,63 36,0 14,05
5 10 21,9 467 77,7 4,62 44,1 17,20
6 12 25,8 545 90,8 4,58 52,2 20,30
3 6 16,1 496 70,8 5,56 40,9 12,6
4 8 21,1 638 91,1 5,5 53,1 16,5
140 5 10 25,9 769 110,0 5,45 64,6 20,4
6 12 30,6 890 127,0 5,39 75,5 24,0
7 14 35,1 999 143,0 5,33 85,6 27,6
8 16 39,6 1099 157,0 5,27 95,1 31,0
4 8 24,3 969 121,0 6,23 70,3 19,1
5 10 29,9 1174 147,0 6,26 85,8 23,5
160 6 12 35,4 1365 171,0 6,21 101,0 27,8
7 14 40,7 1542 193,0 6,15 115,0 32,0
8 16 45,9 1705 213,0 6,09 128,0 36,0
4 8 27,5 1399 155,0 7,14 89,0 21,6
5 10 33,9 1702 189,0 7,08 110,0 26,6
180 6 12 40,2 1986 221,0 7,03 129,0 31,6
7 14 46,3 2252 250,0 6,97 148,0 36,4
8 16 52,3 2500 278,0 6,91 165,0 41,1
Молодечненский завод легких металлоконструкций
3 9 9,27 85,3 21,30 3,10 12,6 7,28
80 4 12 12,30 100,7 26,60 3,05 16,0 9,63
5 15 15,20 124 31,10 2,99 19,0 12,00
6 18 18,10 139 34,80 2,93 21,6 14,20
70
Продолжение табл. 36
Размеры» мм Площадь сечения, см2 Ось X — X Масса 1 м, кг
b s R ие более 1 х, см* Wx, см" Zx, см Sx, см3
3 9 11,60 173 34,8 3,92 20,2 9,13
100 4 12 15,40 219 43,90 3,87 26,0 12,10
5 15 19,20 260 52,00 3,81 31,2 15,00
6 18 22,80 296 59,10 3,75 36,0 17,90
3 9 14,00 293 48,80 4,64 27,9 11,0
120 4 12 18,60 382 63,70 4,63 36,0 14,60
5 15 23,10 467 77,70 4,62 44,1 18,10
6 18 27,50 545 90,80 4,58 52,2 21,60
3 9 16,30 496 70,80 5,56 40,9 12,80
4 12 21,70 638 91,10 5,50 53,1 17,00
140 5 15 27,00 769 ПО 5,45 64,6 21,20
6 18 32,30 890 127 5,39 75,5 25,30
7 21 37,50 999 143 5,33 85,6 29,40
8 24 42,60 1099 157 5,27 95,1 33,50
4 12 24,80 969 121 6,32 70,3 19,50
5 15 30,90 1174 147 6,26 85,8 24,30
160 6 18 37,00 1365 171 6,21 101 29,00
7 21 43,00 1542 193 6,15 115 33,70
8 24 48,90 1705 213 6,09 128 38,40
4 12 28,00 1389 155 7,14 89,9 22,00
5 15 34,90 1702 179 7,08 ПО 27,40
180 6 18 41,70 19,86 221 7,03 129 32,70
7 21 48,50 2252 250 6,97 148 38,00
8 24 55,20 2500 278 6,91 165 43,30
Таблица 37. Сортамент холодногнутых
сварных профилей прямоугольного сечения
з
-----X
Размеоы, мм Площадь сечения, м2 Ось X — X Ось У — У Масса 1 м» кг
b S R не более 1X' см4 Wx, см9 1Х’ см см8 'у см* Ь s Ь ° ‘у см 5У’ см3
Череповецкий металлургический завод
60 3 6 8,85 117 23,4 3,64 14,4 51 17 2,4 9,6 6,95
100 4 в 11,5 145,6 29,1 3,56 19 65 22,6 2,38 12,4 9,01
5 10 13,9 169,4 33,9 3,49 21,7 77 25,7 2,36 15,2 10,9
71
Продолжение табл. 37
Размеры, мм ощадь (еиия. Ось X — X Ось Y — У
О> it ,X' wx. lX' sx. wy. ‘и- SV' <я a *
h 5 Of >g 5 i- CoS CM4 CM3 CM CM3 CM4 CM3 CM CM3 S-
з 6 10,1 145 29 3,79 17,3 103 25,7 3,19 14,6 7,8»
Ifin 80 4 8 13,1 182,4 36,5 3,74 21,4 129 32,3 3,14 19,6 10,3
5 10 15,9 214,6 42,9 3,67 26,5 152 38 3,09 22,2 12.5
6 12 18,6 243 48,6 3,6 30,3 171,9 43 3,04 27,2 14,6
3 6 10,1 178 29,7 4,21 18,2 61 20,3 2,46 11,2 7,8»
120 60 4 8 13.1 229 38,2 4,18 23,8 78 26 2,44 14,6 10,3
5 10 15,9 279 46,5 4,18 32,„ 93 31 2,42 17,6 12,5
6 12 18,6 325 54,2 4,17 34,1 105 35 2,38 20,3 14,6
3 6 16,1 602 75,3 6,11 44,6 364 60,7 4,75 34,2 12,6
4 8 21,1 775 97 6,07 57,8 472 78,8 4,72 44,1 16,5
1 АО 120 5 10 25,9 934 116 6,02 70,4 576 96,1 4,70 54,9 20,4
6 12 30,6 1080 135 5,97 82,1 678 112,9 4,68 64,8 24
7 14 35,1 1214 152 5,9 93,2 768 128,1 4,68 74,6 27,6
8 16 39,6 1380 173 5,9 102,5 860 143,2 4,65 84,7 31
4 8 17,9 656 72,8 6,05 47,6 65,7 21,9 1,92 20,5 14
10 21,9 781 86,7 5,97 57,6 79,2 26,4 1,9 25 17,2
180 60 G 12 25,8 893 99,2 5,88 66,7 93,6 31,2 1,9 29,3 20,3
7 14 29,5 994 110,3 5,81 74,6 106,2 35,4 1,9 33,4 23,2
8 16 33,1 1079 119,9 5,72 82,3 118,8 39,6 1,89 37,1 26
4 8 21,1 90! 100,4 6,54 61,7 368 73,6 4.18 41,3 16,5
10 25,9 1089 121 6,49 75,1 431 86,2 4,12 50,3 20,4
180 100 6 12 30,6 1259 no 6,42 87,6 508 101,6 4,08 58,6 24
7 14 35,1 1413 157,1 6,35 98,9 669 113,8 4,02 56,3 27,6
16 39,6 1553 172,8 6,28 109,8 622 124,3 3,96 72 31
4 8 24,3 1151 127,9 6,87 75,8 786 112,2 5,68 65 19,1
10 29,9 1395 155 6,82 92,6 952 136 5,63 78,2 23.5
180 140 6 12 35,4 1622 180,1 6,77 107,8 1105 157,9 5,58 91,5 27,8
7 14 40,7 1832 203,6 6,72 123,1 1247 178,1 5,53 104,7 32
8 16 45,9 2027 225,2 6.65 137,3 1379 197 5,48 116,4 36
4 8 24,3 1325 132,5 7,38 80,5 568 94,6 4,84 53,1 19.1
10 29,9 1606 160,6 7,32 98,2 693 115,5 4,81 64,8 23,5
200 120 6 12 35,4 1866 186,6 7,24 116,3 819 136,6 4,8 77,4 27,8
7 14 40,7 2208 210,8 7,18 131,5 931 165,1 4,73 89,1
8 16 45,9 2329 232,9 7,11 146,7 1034 172,2 4,75 99,9 36
4 8 27,5 1633 163,3 7,7 96,1 1164 145,6 6,5 82,8 21,6
10 33,9 1986 198,6 7,65 117,8 1415 176,8 6,46 101,3 26,6
200 160 6 12 40,2 2318 231,8 7,58 137,7 1650 206,3 6,4 118,8 31,6
7 14 2628 262,8 7,52 158,5 1870 233,8 6,36 136,3 36,4
8 16 52,3 2919 291,9 7,45 177,3 2075 259,8 6,3 151,8 41,1
6 12 35,4 2089 190,1 7,70 120,6 614 122,8 4,17 69,9 27,8
220 100 7 14 40,7 2366 214,2 7,62 137,6 691 138,2 4,22 79,4 32
8 16 45,9 2601 226,3 7,53 254,2 743 148,6 4,03 85,5 36
6 12 40,2 2638 239,8 8,03 116,2 1071 153 5,15 90,4 31,6
220 140 7 14 46,3 2991 272 8,0! 167,1 1207 172,4 5,1 103,3 36,4
8 16 52,3 3321 302 7,97 187 1333 190,3 5,05 114,8 41,4
72
Продолжение табл. 37
Размеры, мм Площадь сечения, м? Ось X — X Ось У - У Масса 1 м, кг
ft ь S £ & 1 ч О ‘х- СМ4 S см см3 ‘у СМ* wy см3 ‘у см sy’ см3
Молодечненский зал од легких металлоконструкций
100 60 3 4 5 6 9 12 15 18 9,27 12,30 15,20 18,10 117,0 115,0 169,4 204,62 23,40 29,10 33,90 40,92 3,64 3,56 3,49 3,37 14,4 19,0 21,7 23,1 51,0 65,0 77,0 108,7 17,0 21,6 25,7 36,2 2,40 2,38 2,36 2,46 9,6 12,4 15,2 17,35 7,28 9,63 12,00 14,20
120 80 3 9 11,60 214,0 35,70 4,34 21,6 114,0 28,5 3,18 16,2 9,13
4 12 15,40 278,0 46,30 4,33 28,1 147,0 36,7 3,16 21,1 12,10
5 15 19,20 337,0 56,20 4,33 34,2 178,0 44,5 3,15 25,7 15,00
6 18 22,80 396,0 66,00 4,33 40,3 206,0 51,5 3,13 30,1 17,90
4 12 23,30 1073,0 119,30 6,76 58,30 570,7 95,10 4,92 48,68 18,30
5 15 29,00 1307,9 145,30 6,Ь9 72,30 690,0 115,10 4,87 60,10 22,80
180 120 6 18 34,70 1526,6 169,60 6,62 86,00 801,0 133,50 4,81 71,11 27,20
7 21 40,30 1728,9 192,10 6,54 99,30 900,4 150,06 4,72 81,68 31,60
8 24 45,80 1913,8 212,60 6,46 112,20 989,1 164,85 4,63 91,73 36,00
4 12 21,70 901,0 100,4 6,54 61,70 968,0 73,6 4,18 41,3 17,00
5 15 27,00 1089,0 121,0 6,49 75,10 131,0 86,2 4,12 50,3 21,20
180 100 6 18 32,30 1259,0 140,0 6,42 87,60 508,0 101,6 4,08 58,6 25,30
7 21 37,50 1413,0 157,1 6,35 98,90 569,0 113,8 4,02 66,30 29,40
8 24 42,60 1553,0 172,8 6,28 109,80 622,0 124,3 3,96 71,0 33,50
4 12 24,80 1151,0 127,9 6,87 75,80 786,0 112,2 5,68 65,0 19,50
5 15 30,90 1395,0 155,0 6,82 92,60 952,0 136,0 5,63 78,2 24,30
180 140 6 18 37,00 1622,0 180,1 6,77 107,80 1105,0 157,9 5,58 91,5 29,00
7 21 43,00 1832,0 203,6 6,72 123,10 1247,0 178,1 5,53 104,7 33,70
8 24 48,90 2027,0 225,2 6,65 137,30 1379,0 197,0 5,48 116,4 33,40
является ветровой напор и необходимо максимально снизить
аэродинамический коэффициент. Кроме того, эффективно примене-
ние бесшовных труб для стреловых кранов, транспортерных мостов
и т. п.
Трубы стальные электросварные по ГОСТ 1070-76 диаметром
от 22 до 1620 мм тонкостенные с толщиной стенки до 16 мм являются
достаточно экономичными и эффективными для легких стальных кон-
струкций, а также для трубопроводов различного назначения. Этот
вид профилей может быть заменен не менее экономичными и техно-
логичными холодногнутыми сварными профилями квадратного и
прямоугольного сечений по ГОСТ 12336-66 (рис. 16. а, б). Рекомен-
дуются для практического применения также холодногнутые свар-
ные профили сортамента Череповецкого металлургического завода
и Молодечненского завода легких металлоконструкций (табл. 36, 37).
Кроме замкнутых сварных холодногнутых (холодноформованных)
профилей, металлургическими заводами и заводами строительных
стальных конструкций на стационарных кромкогибочных прес-
сах изготавливаются открытые (незамкнутые) профили.
В сортамент холодногнутых профилей из стали с временным со-
противлением до 47 кгс/мма, поставляемых металлургической
73
промышленностью, входят уголки стальные гнутые равнополочные
по ГОСТ 19771-74* (рис. 16, в); уголки стальные гнутые неравнопо-
лочные по ГОСТ 19772-74* (рис. 16, г); швеллеры стальные гнутые
по ГОСТ 8278-75* (рис. 16, д); стальные оцинкованные гофрированные
стен промышленных зданий по ТУ 34-5898-73 и для
профили ДЛЯ
65 т 200
а
. 16. Виды стандартных холодногнутых профилей:
а, б — замкнутые сварные квадратные и прямоугольные; в, с —• уголки равнополочные
н иеравноиолочные; д — швеллеры.
Рис. 17. Примеры замены составных сечений холодно-
гнутыми профилями:
а — ступень лестницы; б — элемент настила рабочей пло-
щадки; в — течка бункера; в — деталь гиба.
утепленных кровель по ТУ 34-5891-71 (Куйбышевского завода
«Электрощит») и по ТУ 67-54-74 (Челябинского завода профилиро-
ванного стального настила).
Кроме перечисленных профилей, применяются холодногнутые
профили, изготавливаемые заводами строительных стальных кон-
струкций самых различных сечений, эффективно заменяющие свар-
ные элементы составного сечения (рис. 17), что снижает трудоемкость
изготовления, а иногда и монтажа конструкций в результате зна-
чительного уменьшения объема сварочных работ.
ФОРМЫ И УСЛОВИЯ ЗАКАЗА МЕТАЛЛОПРОКАТА
Требования технологичности к выбору марок и категорий по-
ставки стали, видов проката и условий его заказа удовлетворяются
при получении минимальной стоимости металлопроката.
Цены на металлопрокат по прейскурантам 01-02, 01-04 и др.
зависят от марки стали, вида металлопроката, категории поставки,
дополнительных требований к стали и металлопрокату.
Указанные параметры должны назначаться в проекте с учетом
условий эксплуатации и технологичности конструкций, а также
74
с учетом того, что каждое дополнительное требование неизменно
влечет дополнительные приплаты к основной цене, а следовательно
и увеличение себестоимости конструкций.
Для листовой стали в прейскуранте 01-02 (1976 г.) как и ранее
(с 1957 г.) приняты следующие формы и условия заказа:
Ф1 — заказ листов складских (стандартных) размеров, указан-
ных в ГОСТ 19903-74 для горячекатаной толстолистовой (см. табл. 27)
и тонколистовой (см. табл. 28), а также рулонной стали (см. табл. 30),
в ГОСТ 19904-74 для холоднокатаной тонколистовой стали (см.
табл. 29) и в ГОСТ 82-70 для универсальной широкополосной ста-
ли (см. табл. 38).
При заказе листовой стали складских размеров устанавливается
основная цена без приплат. При этом не менее 80% листов поставля-
ется заказанного размера и до 20% листов трех других размеров по
ширине и длине (заказанной толщины) — по выбору поставщика.
Пример записи заказа: —10 X 1800 X 6000 Ф1 — 10 шт.— 8,7 т;
ФП — заказ листов по толщине без указания определенных раз-
меров по ширине и длине. При этом листы поставляются со скидкой
15% к основной цене размерами по выбору поставщика (в том числе
и маломерных- размеров). Пример записи заказа:— 10 ФП — 20 т;
ФШ — заказ листов кратных размеров (по раскрою). Произво-
дится в случаях, если размеры деталей в несколько целых раз мень-
ше складских размеров листов (по ширине и длине). Листы склад-
ских размеров (кратных основному заказанному размеру) поставля-
ются по основной цене без приплат. Пример записи: — 10 кр 900 кр
2000 ФШ — 14,2 т;
Ф1У — заказ листов мерных (определенных) размеров. Произво-
дится, когда нужно получить все 100% листов заказанного склад-
ского (стандартного) размера, а также в случаях, когда имеется
техническая необходимость в применении листов нестандартных раз-
меров. В этом случае к основной цене начисляют следующие при-
платы, проц.:
Листовая сталь размеров:
складских ........................................... 4
нестандартных в пределах складских ................ 6
нестандартных, выходящих за пределы наименьших или
наибольших складских размеров:
за превышение по ширине или длине................ 8
то же по ширине и длине: 11
Универсальная широкополосная сталь:
в пределах нормальной длины (5—18 м) .............. 4
мерная с остатками ................................ 1,5
Примеры записи заказа: — 10 X 1600 X 6000 ФГУ — 10 шт.
— 7,55 т; — 32 X 2000 X 5300 ФГУ — 10 шт,— 26,6 т; — 40Х
X 600 X 9000 ФГУ — 10 шт,— 17 т.
В проектах стальных конструкций рекомендуется предусматри-
вать использование, как правило, листов складских (стандартных)
размеров, что создает возможность заказа листов по наиболее
75
экономичной форме Ф1, либо с минимальными доплатами по форме
Ф1У, если необходимо получить 100% листов заказанного раз-
мера.
Только в исключительных случаях, когда при раскрое листов
складских (стандартных) размеров будут получены значительные
сверхнормативные отходы (например, криволинейные элементы
кожуха доменной печи и т. п.), допускается применение листов не-
стандартных размеров, заказываемых по форме Ф1У, при этом не
рекомендуется, чтобы они превышали наибольшие складские раз-
меры.
Заказ листов длиной, превышающей максимальную складскую
длину, неэкономичен, так как стоимость выполнения поперечного
стыка с помощью автоматической сварки обычно значительно мень-
ше приплат за увеличение длины листов.
Для заказа сортовой, фасонной и балочной стали приняты сле-
дующие формы и условия:
заказ «нормальными длинами» предусматривает поставку по ос-
новной цене без приплат разномерного (по длине) проката в преде-
лах нормальных длин (4—13 м) с допускаемым количеством мало-
мерных отрезков;
при заказе проката мерной длины, а также ограниченной длины
с разбегом 1 м и менее взимают приплату 6%, если заказанная длина
в пределах нормальной, и по 1 % за каждый метр длины сверх нор-
мальной;
за заказ проката мерной длины с остатками (длиной до 3 м)
в количестве до 5% партии взимают приплату 4%;
заказ проката кратной длины предусматривает поставку прока-
та длиной, кратной заказанной, с приплатой 4%, а за заказ кратной
длины с остатками (длиной до 3 м) в количестве до 5% партии взи-
мают приплату 3%;
за заказ проката ограниченной длины в пределах нормальной
с разбегом по длине более 1 м берется приплата 2,5%.
Для получения минимальных отходов при раскрое деталей для
строительных стальных конструкций сортовой и балочный прокат
обычно заказывают мерной длины. Если при этом заранее неизвест-
на требуемая длина, то заказывают прокат длиной 12 м, кратной при-
нятому укрупненному модулю 3 м.
За заказ прокатной углеродистой и низколегированной стали
с термоупрочнением взимаются следующие приплаты на 1 т, руб.:
при одинарном термоупрочнении листовой стали — 6, сортовой и ба-
лочной стали — 7; при двойном термоупрочнении листовой стали —
10, сортовой и балочной стали — 13.
Оптовые цены на низколегированную сталь по ГОСТ 19281 (2)-73
установлены для 2-й категории поставки. Для более высоких кате-
горий применяют приплаты: для 6-й — 6; 7—9-й — 10; 12-й — 9;
13—15-й — 13%. При этом за поставку 6—15-й категорий низко-
легированных сталей в термически обработанном виде приплаты
не начисляют.
76
В проектах стальных конструкций стадий КМ и КМД следует
унифицировать применяемые профили металлопроката для получе-
ния минимального количества их позиций.
Для сооружений, масса стальных конструкций которых превы-
шает 2—3 тыс. т, рекомендуется соблюдать минимальные транзит-
ные нормы заказа металлопроката, т. е. повагонную норму 62 т,
для каждой позиции (калибра) проката.
При компоновке элементов стальных конструкций выбор профи-
лей металлопроката должен удовлетворять ряд требований и усло-
вий технологичности, обусловливающих как наименьшую стоимость
металлопроката, удобство и быстроту укомплектования металлом
для пуска в производство конструкций, так и минимальную трудо-
емкость переделов изготовления и монтажа конструкций, ремонто-
пригодность, усиление и реконструкцию при эксплуатации соору-
жений. Так, например:
1) нельзя применять непрокатываемые профили металлопроката,
т. е. не включенные в ежегодный перечень Союзглавметалла, как
нереальные для заказа и получения. Например, не прокатываются
в течение многих лет балки двутавровые № 33 по ГОСТ 8239-72*;
балки двутавровые для подвесных путей № 18М по ГОСТ 19425-
74; швеллеры с уклоном внутренних граней полок № 20а, 22а,
33, 36 по ГОСТ 8240-72, а швеллеры с параллельными гранями по-
лок по этому ГОСТу могут быть заказаны лишь при наличии мон-
тажной нормы на каждый номер, что возможно только в масштабе
отрасли, а не отдельного проекта;
2) форма и размеры листовых деталей должны обеспечивать наи-
более экономичный раскрой листовой и универсальной широкополос-
ной стали складских размеров, при этом следует учитывать, что за-
водские стыки, выполняемые автоматической сваркой, дешевле,
чем приплаты за заказ листов размерами, превышающими нор-
мальные;
3) выбор размеров листовых деталей рекомендуется производить
по данным табл. 38 и соответствующих ГОСТов. Для листовых дета-
лей большой длины толщиной до 12 мм крупносерийных элементов
по согласованию с заводом-изготовителем рекомендуется применять
рулонную сталь (см. табл. 30). Применение толстолистовой стали
шириной более 2500 мм должно быть согласовано с заводом-изго-
товителем конструкций и поставщиком проката;
4) в одном конструктивном элементе нельзя применять калиб-
ры металлопроката, разность размеров которых трудно различить
«на глаз» (т. е. без измерительного инструмента), а именно:
детали из угловой стали с одинаковой шириной полок, но отлича-
ющиеся по толщине менее чем на 3—4 мм (например, не следует
применять в одной ферме угловую равнополочную сталь 100 X 10
и 100 х 12 мм, лучше использовать равновеликие по площади угол-
ки 125 х 8 и 100 х 12 мм и т. п.);
двутавцы и швеллеры одного номера, но с разной толщиной
и шириной полок (например, двутавры № 30 и 30 а и т. п.);
77
Таблица 38. Рекомендуемые типовые размеры листовых деталей
Ширина прокатной стали, мм Вид проката Стандартные размеры, мм
ширина толщина (по всем видам проката)
До 200 Полосовая сталь по ГОСТ 103-76 20: 22; 25; 28; 30; 32; 36; 40; 45; 50; 56: 60' 65; 70; 75; 80; 85; 90; 95; 100; 105; НО: 120: 125; 130; 140; 150; 160: 170; 180: 190: 200 4; 5; 6; 7; 8; 9: 10; И; 12: 14: 16: 18; 20; 22; 25; 28: 30; 32: 36: 40: 45: 50: 56: 60
200—1050 Универсальная широкополосная сталь по ГОСТ 82-70 200; 210; 220; 240; 250; 260; 280: 300; 320. 340; 360; 380; 400; 420; 450; 480; 500; 530: 560; 600; 630; 650; 670: 700; 750: 800: 850; 900; 950; 1000; 1050 4; 6; 7; 8; 9: 10; 11; 12; 14. 16 18; 20; 22: 25; 28: 30; 32; 36: 40; 45: 50; 55; 60
1000 и более Толстолистовая сталь по ГОСТ 19903-74 1000; 1100 4—25 (градацию см. по табл. 27)
1250: 1400; 1420; 1500; 1600; 1700; 1800 Листы 4—60 Плиты 60—160 (градацию см по табл. 27)
1900; 2000 6—160 (градацию см. по табл. 27)
2100; 2200; 2300: 2400; 2500 8—160 (то же)
2600; 2700; 2800 — по согласованию 1.3—160 (»)
2900: 3000; 3200 —по согласованию 26—160 (»)
До 1500 Горячекатаная тонколистовая сталь по ГОСТ 19903-74 700: 710; 750; 800; 850; 900: 950; 1000; 1100: 1250: 1400: 1420; 1500 1,5 — 3,9 (градацию см по табл. 28)
До 2200 Горячекатаная рулонная сталь по ГОСТ 19903-74 500; 530; 550; 600: 630 1.2—12 (градацию см. по табл 30)
650; 670: 700; 800; 850; 900: 950: 1000: 1100: 1250; 1400; 1420 1500 1,5—12 (то же)
1600; 1700; 1800 3-12 М
1900; 2000 н—12 (»)
2100; 2200 7-12 {»)
листовые детали одинаковой ширины, но отличающиеся по тол-
щине менее чем на 3—4 мм (например, полосы 500 х 30 и 500 х 32
и т. п.);
5) в одном конструктивном элементе нельзя применять одинако-
вые калибры (номера) профилей из стали разных классов и марок,
например, уголок 100 х 10 из стали марки ВСтЗпсб и такой же уго-
лок 100 х 10 из стали марки 10Г2С1-6 и т. п.;
6) длину деталей между заводскими и монтажными стыками в де-
талировочных чертежах КМД следует назначать по наличному ме-
таллу завода-изготовителя, а в рабочих чертежах КМ —в пределах
нормальных длин, но не более, мм: из листовой стали 7000—8000;
из универсальной широкополосной, угловой и балочной стали до
12 000; холодноформованных (гнутых) профилей поставки металлур-
гических заводов 12 000, собственного изготовления заводов сталь-
ных конструкций (нетиповых) до 6000—6500;
7) при конструировании элементов сквозных (решетчатых)
конструкций следует унифицировать применяемый сортамент
с целью получения минимального количества позиций (калибров)
различных профилей. Например, в фермах рекомендуется в одном
элементе применять для пролетов до 36 м не более 5—6, для проле-
тов до 48 м —7—8 различных профилей;
8) для поясов ферм технологичным является тавровое сечение,
получаемое путем разрезки широкополочных прокатных двутавров
(см. табл. 35) или сварных двутавров. Тавровое сечение поясов
дает возможность конструировать узлы ферм без фасонок, что
снижает трудоемкость и металлоемкость этих конструкций. Наибо-
лее технологичны фермы из труб и гнутых сварных профилей ко-
робчатого сечения.
Для оформления заказа на металлопрокат составляют последо-
вательно три основных документа:
Техническую спецификацию стали, являющуюся составной час-
тью проекта КМ, по которой планирующие органы выделяют соот-
ветствующие ресурсы (фонды) металлопроката для изготовления
стальных конструкций данного объекта и составляются последую-
щие заказные и коммерческие спецификации;
заказную спецификацию стали, составляемую конструкторским
отделом (бюро) завода-изготовителя в соответствии с планируемой
программой изготовления конструкций, очередностью и сроками
поставки конструкций данного объекта;
коммерческую спецификацию стали, разрабатываемую отделом
заказа металла (ОЗМ) завода-изготовителя на основании заказных
спецификаций конструкторского отдела с учетом наличного металла
и ожидаемого перехода его на начало планируемого периода, группи-
рования заказываемых профилей по транзитным нормам (62 т)
с разбивкой поставки каждого профиля по месяцам и т. п.
Заказную и коммерческую спецификацию составляют по ис-
ходным данным технической спецификации стали (в проекте КМ),
поэтому техническую спецификацию следует компоновать раздельно
79
Таблица 39. Техническая спецификация стали на объект_______________________,
Вид проката,
сечение или
номер
ряд
А
Листовая сталь
Итого . . . Универсальная — + — + — +
+ + + + + +
+ + + + + +
Итого . . . — + — + - +
Сортовая сталь Уголки равнопо-
лочные + — + — +
— + — + — +
. . . — + — + — +
Итого . . . — + — + — +
Уголки неравно- полочные + _ + +
. . - — + —— + — +
— + — + — +
Итого . . . — + — + — +
-Балочная сталь
Швеллеры + + + + + +
+ + + + + +
44 т о г о . . • — + — + — +
.Двутавры
. . - + + + + + +
- - - + +- + +
. . . + + + + + +
Итого . . . — + — + — +
Трубы рельсы и ДР- — + — + — +
Итого . • • — + — + — +
Всего . •, — + — + — +
колонны со
связями
Потребность в металлопрокате
подкрановые конструкции стропильные фермы
про- про- про- про-
лет лет лет лет
А —Б Б -в А- -Б Б- -в
А и а f- а а е- а н а ь
+ + + + + + + + + + + +
+ + + + + + + + + + +
+ + + + + + + + + + + +
— + — + — + — + — + — +
+ + + + + + + + + + + +
+ + + + + + + + + + + +
- + — + — + — + + — +
+ + + . + + +
+ — + — + — + — + — +
— + — + — + — + — + — +
— + — + — + — + — + — +
+ + + + — + +
— + — + — + —- + — + — +
— + — + — + — + — + — +
— + — + — + — + — — +
+ + + + + + + + + + + +
+ + + + + + + 4- + +
— + — + — + — + — + — +
+ + + + + + + + + + + +
+ + + + + + + + + + + +
+ + + + + + + + + + +
— + — + — + — + — + — +
— — + — + — + — + — +
— + — + — + — + — + — +
— + — + — + — + — + — +
Примечание. Заполнять графы, обозначенные знаком
£0
____________________(примерная форма)
на конструктивные элементы
прогоны и связи фахверки
про- лет про- лет торец ря; А -
А - Б Б - - в
3 3 н 3 н 3 г- 3 н 3 к а н 3 t- 3 f- 3
+ + 4- 4- 4- 4- 4- 4- 4- 4- 4- -1- 4- 4- 4- + 4- 4- 4- 4-
+ + 4- + + + + + 4- 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4-
+ + + + + + + + 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4-
- + - + — + — 4- — 4- — 4- — 4- — 4- — 4- — 4-
4- + + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
+ + + + + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
— + — + — 4- — + — 4- — 4- — 4- — 4- — 4- — 4-
+ + + + 4- 4- . 4- 4- 4- 4-
— + + —— + —— + — 4- —- 4- — 4- —— 4- 4- — 4-
— + — + — + — + — 4- — 4- — 4- — 4- — 4- — 4-
— + - + — 4- — 4- — 4- — 4- — 4- — 4- - 4- — 4-
+ + + + 4- 4- 4- 4- 4- 4-
— + — 4- — + — + — 4- 4- —— 4- — 4- 4- —— 4-
— + — + — + — + — 4- — 4- — 4- — 4- — 4- — 4-
— 4- — + — + — + — 4- — 4- — 4- — 4- — 4- — 4-
+ + 4- + + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
+ + 4- + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
— + — 4- — + — + — 4- — 4- — 4- — 4- — 4- — 4-
+ + + + + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
+ + + + + + + + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
+ + 4- + + 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
— + — + - + — + — 4- — 4- — 4- — 4- — 4- — 4-
— 4- — 4- — + — + — 4- — 4- — 4- — + - 4- - 4-
— + — + — 4- — 4- — 4- — 4- — 4- — 4- — 4- — 4-
— 4- - 4- — 4- — + — 4- — 4- — 4- — 4- — 4- — 4
6 0-511
81
по конструктивным элементам с учетом очередности строитель-
ства и последовательности монтажа, чтобы обеспечить возможность
расчленения заказа и комплектование конструкций частями по гра-
фику монтажа. Примерная форма технической спецификации стали
приведена в табл. 39.
ЭКОНОМИЧНОСТЬ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ МАРОК СТАЛИ
и видов металлопроката
В общей стоимости изготовленной и смонтированной конструкции
стоимость металлопроката составляет до 40—50%, поэтому приме-
нение экономичных марок стали и видов металлопроката может су-
щественно влиять на снижение себестоимости конструкций.
Усредненные цены на металлопрокат, включенные в калькуля-
цию стоимости основных материалов для стальных конструкций,
для определения оптовых цен стальных конструкций в прейскуран-
те 01-09 (1976 г.) приведены в табл. 40.
В усредненных ценах учтены приплаты за мерность и т. п.:
для уголков, швеллеров и двутавров 6, для толстолистовой и рулон-
ной стали 4%.
Стоимость основных материалов (металлопроката, электродов,
метизов и огрунтовки), учтенная в оптовой цене стальных конструк-
ций по прейскуранту 01-09, приведена в табл. 41.
Наиболее дешевыми являются универсальная широкополосная
и балочная стали, а наиболее дорогими —листовая и угловая стали,
Таблица 40. Усредненные цены, руб.— коп., 1976 г. на стальной
Листовая сталь |
Марка стали толщиной, мм
до 4 | более 4
Углеродистая сталь по
ВСгЗкп2 117—30 109—23 108—85
ВС гЗпсб 118—36 114—33 113—90
ВСтЗспб 127—96 127—37 126—74
СтЗмост 127—50 122—30
М16С — 137—48 131—74
Низколегированная сталь по
141 2 144—18 136—05 135—04
09Г2 145—34 137—22 136—21
09Г2С 147—66 139—56 138—51
10Г2С1 149—98 141—90 140—88
151 Ф 152—30 144—24 143—21
15ХСНД 181—30 174—37 173—18
юхснд 212—62 204—79 203—56
16Г2АФ — 175—83 174—74
Примечание. Для определения стоимости низколегированных сталей 6-й категории
тегории — 1,037
82
а также трубы, применение которых должно иметь специальное тех-
нико-экономическое обоснование.
Прейскурантную стоимость передела изготовления Си можно
определять из выражения
си = С - Сосн м, (26)
где С — прейскурантная стоимость 1 т конструкций; Сосн м —стои-
мость 1 т основных материалов для данной группы конструкций
по табл. 41.
Пример 5. Определить стоимость передела изготовления 1 т стальной стро-
пильной фермы из угловой стали марки ВСтЗпсб пролетом 36 м под нагрузку
5 тс/м. По табл. 3 (§66) стоимость 1 т такой фермы С = 206 р., стоимость 1 т основ-
ных материалов — угловой стали ВСтЗпсб по табл. 41 Сосн м = 127 р. Стоимость
передела изготовления
Си= 206 — 127 = 79 р.
Экономическую целесообразность применения сталей повышен-
ной и высокой прочности в строительных стальных конструкциях
можно определить по критерию, предложенному Б. И. Беляевым,
)акт
(27)
где Рфакт —относительное удорожание стали:
акт
осн.м t
СУ ’
осн.м
(28)
прокат для строительных стальных конструкциЧ
Угловая сталь Двутавры Швеллеры Сортовая сталь
средний угопок крупный утолок
ГОСТ 38Т71* и ГОСТ 6713-75
112—62 108—59 107—09 108—48 107—90
118—15 113—81 112—29 113—73 113—17
131—87 127—16 124—81 126—45 125—87
— 126—16 — 115—77 —
— 135—91 — 134—42 —
ГОСТ 19281 (2)-73 12-й категории
136—97 132—37 130—07 131—68 129—25
138—12 133—52 131—22 132—83 130—43
140—12 135—82 133—52 135—13 132—76
142—72 138—12 135—82 137—43 135—11
145—02 140—42 138—12 139—73 137—45
172—66 166—87 165—72 167—33 164—35
202—52 197—69 195—62 197—23 195—96
— — — — —
следует умножать табличные значения на коэффици'нт 0.973: 9-й категории — 1,01;
15-ii ка-
6
83
Таблица 41. Стоимость 1 т оснорных материалов, руб.;
Группа Характеристика металлопроката в СМ «5
конструкций конструкции X С
5 5
И и
Б Равномерное соотношение различных про-
филей 120 126
В Преобладание угловой стали 121 127
д » швеллеров и двутавров 117 122
Е » тонколистовой стали 132 134
Ж » тонколистовой стали и уни-
версала 126 132
Е + Ж Листовая сталь всех толщин 129 138
3 Оконно-рамные профили 154 160
И Холодногнутые профили 125 128
к Трубы бесшовные горячекатаные 168 170
Примечание. Стоимость низколегированных сталей принята по 12-й категории
для 6-й 0,973; для 9-й 1,01; для 15-й 1,037.
Сосны. Соси.м — стоимость 1 т основных материалов стали повышен-
ной прочности и заменяемой углеродистой стали обыкновенного
качества (по табл. 41); рнакс —предельно допустимое относительное
удорожание стали повышенной прочности для рассматриваемой
конструкции, определяемое из выражения
о ______ Сосн.м 4" Си + См ам (йиСи -|- ЙМСМ)
Рмакс---------------------- ----------------, W
О'мЦэсН.М
где Си, См—стоимость переделов изготовления и монтажа, опреде-
ляемые по (18), (19) или для См — по соответствующим ценникам
на монтаж; kw, kM — коэффициенты повышения удельной трудоем-
кости по табл. 10, 14; ам — коэффициент снижения массы конструк-
ции по (13), который также можно приближенно определять по опыт-
ным проектировкам, данным табл. 12, а также по формулам:
для растянутых элементов
„р . .. .
м QP yk?F> k?R„ ’
для центрально и внецентренно сжатых элементов
„с* __ Q? _ _ С-Му .
Q7 у^жГсЖ ’
(30)
(31)
84
учтенная в цене стальных конструкций прейскуранта 01-09 (1976 г.)
Марка стали
ВСтЗспд СТЗмост М16С 14Г2 09Г2 09Г2С 10Г2С1 15ГФ 15ХСНД 10ХСНД 16Г2АФ
139 137 148 146 147 149 152 154 184 216
140 139 150 146 147 150 152 155 183 215 —
136 138 114 141 142 145 147 150 179 210 —
144 — — 161 162 164 167 169 200 233 —
146 146 157 155 156 159 161 164 196 228 198
145 — — 153 15Э 161 164 166 198 231 —
173 — — — — — — — — — —
139 — — — — — — — — — —
175 — — — — — — — — — —
поставки; для других категорий стоимость следует умножить на следующие коэффициенты:
для изгибаемых элементов
Л1ИЗ „ьизриз .ИЗ Г г>2
из _ Fn _ k.„ 1 / «у /о9\
М Q"3 уйизГиз k"3 V R2 ' '
Ху |T'vy 1 у ,vy 4'Л
В формулах (30) — (32) обозначено: QS, <2лЖ, <2л3. <2у, <2уЖ, Qv* —
масса растянутых, сжатых и изгибаемых элементов из стали повышен-
ной прочности (л) и обыкновенной углеродистой (у); F%, F™, У7"3,
Fy, F™, Fy3—площади сечений растянутых, сжатых и изгибае-
мых элементов из стали повышенной прочности (л) и обыкновенной
углеродистой (у); <рл, <ру —коэффициенты снижения несущей спо-
собности при центральном или внецентренном сжатии рассматри-
ваемых сталей; Дл, Ry — расчетные сопротивления сравниваемых
сталей; k„, k™, k„3, ky, ky™, k"y —строительные коэффициенты
массы для растянутых, сжатых и изгибаемых элементов из стали
повышенной прочности и обыкновенной углеродистой (типа СтЗ),
определяемые по формуле (11).
Для некоторых видов элементов стальных конструкций из мало-
углеродистой стали группы СтЗ получены следующие строительные
коэффициенты массы элементов £стр [29]:
Колонны:
низ решетчатый, верх сплошной (Н-сбразный)................ 1,7
сплошные ступенчатые................................... 1,5
сплошные постоянного сечения........................... 1,45
стойки фахверка................................. 1,2
85
Балки сварные:
сплошные двутаврового сечения пролетом 6—18 м:
без тормозных конструкций......................... 1,15
с тормозными конструкциями........................ 1,35
то же пролетом 24—30 м:
без тормозных конструкций ........................ 1,15
с тормозными конструкциями........................ 1,3
решетчатые пролетом 18—30 м:
без тормозных конструкций.......................... 1,2
с тормозными конструкциями........................ 1,40
Фермы стропильные и подстропильные пролетом до 33 м из
угловой стали.......................................... 1,3
Радиобашни и радиомачты решетчатые из труб.............. 1,3
Арки и рамы сварные:
сплошного сечения..................................... 1,25
решетчатые........................................... 1,7
Отношения k„/ky в формулах (30) — (32) в зависимости от ссм
и Астр можно определять по рис. 18.
Для биметаллических конструкции отношения kn/ky близки
к определенным по рис. 18 и с достаточной для практических целей
точностью могут быть приняты по этому графику.
Учитывая, что одной из главных задач отработки проекта на тех-
нологичность по изготовлению является снижение материалоемкости
без общего удорожания конструкции при замене обычной стали клас-
са С 38/23 на сталь более высокого класса прочности, эффективность
такой замены можно определять
приближенно только по переделу
изготовления, т. е. по условию
Рис. 18. График зависимости kn/ky
от «м и fetTp.
конструкции из стали
(С: 38/23).
повышенной
СУ(2У>СЛ9Л. (33)
Заменяя отношение (33) на QJQy=
= ам, получим
СА<СУ. (34)
Тогда эффективность, проц.,
Э = Су~КмСп-100, (35)
Су
где С,,, Су — стоимость 1 т стальной
прочности и обыкновенной
Стоимость конструкции при замене стали, принятой в прейску-
ранте 01-09 (1976 г.), на сталь более высокого класса прочности
можно определить по выражению
Сл = Су + АСст + ДСпер&т, (36)
где АСст, АСпер — приплаты или скидки за изменение стоимости
стали (табл. 42) или стоимости передела изготовления (табл. 43);
fe, —коэффициент трудоемкости по табл. 1—3.
Применение сталей повышенной и высокой прочности целесооб-
разно, если Э > 0.
86
Таблица 42. Приплаты (-[-) и скидки (—) ДССг, руб.,' за 1 т стальной
конструкции при замене стали
Группа кон- струкций по стали Марка стали, учтенная в прейскуранте Замена на сталь марки
ВСтЗкп2 с X ВСтЗспб СтЗмост М16С 09Г2; 1472 09Г2С 10Г2С1 15ГФ 15ХСНД юхснд 16Г2АФ
Б В д ВСтЗкп2 ВСтЗпсб ВСтЗспэ 0 —6 — 19 +6 0 -13 + 19 + 13 0 + 17 + 11 —2 +28 +22 +9 +25 + 19 +6 +29 + 23 + 10 +31 +25 + 12 +34 + 28 + 15 +63 + 57 + 44 4-95 4-89 4-76 -
Е ВСтЗкп2 ВСтЗспэ 0 — 12 -ио 4-12 0 — - 4-29 -Н7 4-32 4-20 + 35 р 23 +37 +25 4-68 -1-56 -4-101 4-89 —
ж ВСтЗкп2 ВСтЗпсб ВСтЗспЗ 10Г2С1 0 —6 —20 -35 +6 0 — 14 —29 4-20 4-14 0 — 15 4-20 4-14 0 — 15 +31 4-25 + 11 —4 4-29 4-23 -1-9 —6 +33 +27 + 13 +35 +29. + 15 0 4-38 4-32 4-18 +3 4-70 4-64 -Н50 4-35 + 102 +'« +82 +67 +72 + 66 +52 +37
3 ВСтЗкп2 0 +6 + 19 —
и ВСтЗкп‘2 ВСтЗпсб 0 —3 4-3 0 4-14 ^11 -
< ВСтЗспб —7 —5 0 — - — —
Примечание. Приплата указана для низколегированных стале i 12-й категории по-
ставки
Таблица 43. Приплаты АСпер; руб., к ценам конструкций из стали С 38/23
за 1 т стальной конструкции при замене стали (на единицу трудоемкости)
Класс прочности стали Замена на сталь марки Исполнение конструк- ции
обычное «северное»
С 38/25 ВСтЗкп2; ВСтЗпсб; ВСтЗспб; СГЗмост; М16; сталь для сварных резервуаров 0 5
С 46/35 09Г2; 14Г2; 09Г2С; 10Г2С1; 15ХСНД; 15ГФ 7 15
С 52/40 ЮХСНД 13 22
С 60/45 16Г2АФ 14 24
Пример б. Определить технико-экономическую эффективность замены стали
ВСтЗспб (Ry — 2100 кгс/см-) сталью класса С 46/33 (R, = 2900 кгс/см2) марки
10Г2С1-12 в подкрановых балках пролетом 12 м, массой до 30 т в основном сече-
нии - сварном двутавре.
По табл 2 (§ 29) определяем стоимость 1 т заданной подкрановой балки Су =
= 216 р., коэффициент трудоемкости /гт = 1,5. Стоимость основных материалов
для 1 т подкрановой балки (по табл. 41) из стали марки ВСтЗспб группы Ж
СУ.н м = 146 р., из стали марки 10Г2С1-12 С*сн м = 161 р., стоимость передела
изготовления 1 т подкрановой балки из стали ВСтЗспб
Си = 216 — 146 = 70 р.
87
Стоимость монтажа 1 т подкрановой балки массой до 3 т по сборнику 14 ЕРЕР
(1975 г.) См = 10 р. 40 к.
Коэффициенты повышения трудоемкости при замене стали класса С 38/23
сталью класса С 46/33 в сварной балке: по изготовлению (см. табл. 10) kH =
= 1,13; по монтажу (см. табл. 14) kM = 1,12.
Для определения коэффициента изменения массы изгибаемого элемента —
балки — принимаем строительный коэффициент сварной балки (без тормозной
конструкции) — 1,15 и, задавшись предварительно ам = 0,85, находим по
рис. 18
Тогда по формуле (32) коэффициент изменения массы
Предельно допустимое относительное удорожание стали повышенной проч-
ности для рассматриваемой балки по (29)
о 146 + 70 + 10,4 —0,828 (1,13 • 70 +1,12 • 10,4)
Рмакс --------------------0,828 - 146---------------~ = ’’24'
Коэффициент фактического удорожания
₽факт = = 1,105 < рмакс = 1,24,
т. е. замена в рассматриваемой балке стали марки ВСтЗспб на сталь марки 10Г2С1
экономически выгодна.
Определим также эффективность заданной замены по переделу изготовления.
Принимаем по табл. 12 ам = 0,81 и проверяем неравенство (34). Стоимость
1 т подкрановой балки из стали марки ВСтЗспб по § 29 прейскуранта 01-09 —
216 р., коэффициент трудоемкости kT = 1,5. Для определения стоимости такой же
подкрановой балки из стали марки 10Г2С1-12 принимаем по табл. 42 приплату
ДСст = 12 р. и по табл. 43 приплату за изменение стоимости передела изготовле-
ния ДСпер = 7 Р-
По формуле (36) стоимость 1 т подкрановой балки из стали марки 10Г2С1
Сл = 216 + 12 + 7 • 1,5 = 238 р. 50 к.
Проверяем неравенство (34):
Слам = 238,5 • 0,81 = 193 < Су = 216 р.
Эффективность замены по переделу изготовления по (35)
Э = 216 ~ 193 100 = 10,6%,
210
т. е. при замене стали марки ВСтЗспб на сталь марки 10Г2С1 подкрановая балка
будет после изготовления легче на 19% (ам = 0,81) и дешевле на 10,6%.
Пример 7. Определить технико-экономическую эффективность частичной за-
мены стали марки ВСтЗпсб сталью класса С 46/33 марки 09Г2С-12 в поясах и опор-
ных раскосах стропильных ферм из уголков (группа В) пролетом 36 м под нагруз-
ку 4 тс/м в «северном» исполнении.
Пояса и раскосы составляют 55% массы фермы, где необходимо применить
сталь марки 09Г2С-12, в остальных элементах (45%) остается сталь ВСтЗпсб.
Цена 1 т стропильных ферм пролетом 36 м из стали марки ВСтЗпсб под нагруз-
ку 4 тс/м 201 р., коэффициент трудоемкости kT = 1,75 по табл. 3 (§ 72).
При замене стали марки ВСтЗпсб на сталь марки 09Г2С-12 производятся
приплаты: по табл. 42 для группы В (уголковой стали) ДСст = 23 р., по табл. 43
88
за «северное» исполнение элементов ферм из стали марки ВСтЗпсб ЛСпер = 5 р.,
а из стали марки 09Г2С-12 ЛСпер = 15 р. Стоимость 1 т фермы из стали марки
ВСтЗпсб
Су = 201 + 5 • 1,75 = 209 р. 75 к.
Стоимость 1 т биметаллической фермы (55% из стали марки 09Г2С-12 и 45% из
стали марки ВСтЗпсб)
Сл = 201 + 23 • 0,55 + 15 1,75 • 0,55 + 5 - 1,75 • 0,45 = 232 р.
Проверяем неравенство (34):
амСл = 0,9 • 232 = 209 р. Су = 209 р 75 к.,
т. е. при изготовлении биметаллической фермы заданных параметров в «север-
ном» исполнении будет получена экономия металла 10% (ам =0,9) без изменения
общей стоимости фермы.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ
ИЗГОТОВЛЕНИЯ, УЧИТЫВАЕМЫЕ
ПРИ ПРОЕКТИРОВАНИИ
СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
РАЗВИТИЕ КОНСТРУКТИВНЫХ ФОРМ И ТЕХНОЛОГИИ
ПРОИЗВОДСТВА КОНСТРУКЦИЙ
Развитие конструктивных форм строительных сварных стальных
конструкций обусловлено многочисленными факторами, среди ко-
торых ведущими являются снижение металлоемкости конструк-
ций с целью экономии расхода металла в строительстве; повышение
технологичности конструктивных решений с целью экономии тру-
да и сокращения сроков строительства; повышение эффективности
и качества конструкций.
Учитывая, что рост потребностей в черном металле всех отрас-
лей быстро развивающегося народного хозяйства СССР постоянно
опережает рост производства металлургической промышленности,
условия снижения металлоемкости и экономии металла являются
ведущими при проектировании строительных стальных конструк-
ций. Однако оптимальное конструктивное решение должно быть
не только экономичным по расходу металла, но и технологичным,
т. е. обеспечивать быстрое и экономное изготовление и монтаж, на-
дежную и экономичную эксплуатацию конструкций.
При оценке технологичности конструкции, следует учитывать,
что всякая новая оптимальная форма конструкции неизбежно про-
ходит три этапа производства:
I этап — собственно разработка нового, экономичного по расхо-
ду металла, конструктивного решения;
II этап —освоение по переделам изготовления и монтажа пер-
вых (иногда опытных) элементов новой конструкции;
III этап —массовое изготовление и монтаж освоенной на II эта-
пе новой конструкции.
89
Иногда производственники судят о технологичности новых кон-
струкций по результатам II этапа —периода освоения, когда новая
конструкция не редко более трудоемка при изготовлении и требует
больше времени для монтажа, чем аналогичные, ранее освоенные
конструкции. Такая оценка не может быть объективной, так как
во многих случаях новая конструкция не может быть эффективной
в изготовлении при старой технологии.
Новая конструктивная форма может вызвать необходимость
в новой технологии, дополнительной оснастке для обработки дета-
лей, сборки и сварки, специальной подготовке к монтажу и новых
монтажных механизмах и т. п.
Можно привести много примеров, когда новые виды конструк-
ций, казавшихся нетехнологичными в процессе освоения произ-
водства первых образцов, после освоения и перехода на массовое
изготовление и монтаж по новой технологии стали технологичными.
Так, например, было в 1948—1949 гг. при переходе на цельносвар-
ные конструкции комплексов доменных печей, в 1949—1959 гг.
при освоении цельносварных пролетных строений мостов, при из-
готовлении и монтаже первых стальных типовых радиомачт и башен,
каркасов высотных зданий в Москве и многих других стальных
конструкций.
Бывают случаи, когда новая конструктивная форма остается
нетехнологичной и на III этапе (массового изготовления). Это про-
исходит тогда, когда новая конструктивная форма не явилась оп-
тимальной и не могла найти распространения. Такими были, на-
пример, траверсная база колонны (с многочисленными ребрами
и диафрагмами), монтажные косые стыки и сопряжения, имеющие
вилки, предварительно напряженные балки и фермы с затяжками
и др.
С позиции заводского изготовления строительные металлокон-
струкции можно разделить на две основные группы: А —крупно-
серийные типовые; Б —мелкосерийные и индивидуальные.
К группе А относятся, главным образом, те конструкции, в ко-
торых на современном уровне либо невозможно, либо нецелесообраз-
но применять железобетон, а именно: металлические подкрановые
балки всех пролетов и грузоподъемностей; стропильные фермы про-
летами 30 м и более в отапливаемых зданиях, а также 18 м и более
в неотапливаемых зданиях и при легких кровлях; колонны высотой
более 14,4 м, а также любой высоты при использовании кранов гру-
зоподъемностью 50 т и более; типовые легкие несущие и ограждаю-
щие стальные конструкции комплектной поставки, светоаэрационные
фонари; металлические оконные переплеты; опоры для антенн радио-
и телецентров, а также радиорелейных линий; высокие опоры линий
мощных и сверхмощных высоковольтных электропередач (ЛЭП);
резервуары для хранения нефти и нефтепродуктов; трубопроводы
и сосуды, работающие под высоким давлением жидкостей и газов;
пролетные строения типовых железнодорожных мостов; большин-
ство металлоконструкций, изготовляемых заводами по кооперирован-
90
ным поставкам для тяжелого машиностроения (мосты электрокра-
нов, башенных и козловых кранов, каркасы котлов, легкие
металлоконструкции и т. п.) и др.
К группе Б относятся каркасы промышленных зданий и граждан-
ских сооружений с большими (нетиповыми) пролетами, тяжелыми
нагрузками и режимами эксплуатации; большинство конструкций
зданий заводов черной и цветной металлургии, обогатительных ком-
бинатов и фабрик, химических заводов, объектов горнорудной про-
мышленности; нетиповые пролетные строения городских мостов;
многие гидротехнические и подобные сооружения, где железобетон
не может быть применен.
С развитием железобетонных конструкций из легких и высоко-
прочных бетонов удельный объем изготовления стальных конструк-
ций группы А несколько снижается, а группы Б —увеличивается,
а в настоящее время крупносерийные конструкции составляют ме-
нее половины объема общего выпуска стальных конструкций.
Технологию изготовления крупносерийных конструкций группы
А совершенствуют, главным образом, путем специализации отдельных
цехов и пролетов на крупных и средних заводах стальных кон-
струкций, организации поточного производства с комплексной меха-
низацией и автоматизацией поточных линий как в заготовительных
цехах обработки деталей, так и. в сборочно-сварочных цехах (16—.18).
Одной из особенностей такой узкой специализации по изготовле-
нию крупносерийных конструкций являются некоторые нудности
в комплектной поставке одним заводом всех конструкций для
данного сооружения. Например, радиомачты и радиобашни
должны поставляться в комплекте—ствол, лестницы, площадки,
монтажные метизы; резервуары — корпус, днище, кровля, лазы,
лестницы, площадки и т. п. Исключение составляют только стандарт-
ные металлические переплеты, изготавливаемые на нескольких спе-
циализированных заводах, поставляющих переплеты для всех строек
СССР, и типовые лестницы и площадки для промышленных зданий.
Узкая специализация отдельных цехов и пролетов способствует
повышению производительности труда и снижению трудозатрат бла-
годаря комплексной механизации и автоматизации всех переделов
изготовления, устройству поточных линий для обработки деталей,
сборочных, сварочных и отделочных работ. Кроме того, при этом
обеспечивается высокое качество и точность геометрической формы
и размеров конструкций, подготовки отправочных элементов к мон-
тажным сопряжениям.
Одной из задач дальнейшего совершенствования технологии
изготовления строительных стальных конструкций является раз-
работка и внедрение универсальных «гибких» поточных линий для
механизированного изготовления мелкосерийных и индивидуальных
конструкций группы Б, для более широкой специализации цехов
и пролетов, например, по номенклатуре каркасы промышленных
зданий, листовые конструкции, мостовые конструкции и т. п. Это
предложение не затрагивает действующих узкоспециализированных
91
цехов и пролетов, регулярно выпускающих конструкции группы
А — крупносерийные типовые конструкции, дальнейшее совершен-
ствование и развитие которых должно производиться наряду с ос-
воением «гибких» поточных линий.
Поскольку таких универсальных поточных линий пока нет,
можно определить только общие требования и направления для их
разработки:
а) универсальная «гибкая» поточная линия предназначается
для механизированного изготовления группы однотипных по но-
менклатуре мелкосерийных конструкций — решетчатых конструк-
ций (ферм) покрытий промышленных зданий, колонн и стоек, лис-
товых конструкций (габаритных или негабаритных) и т. п.;
б) оснастка этих линий должна быть высокомеханизирована
автоматизирована и быть легко перестраиваемой на различные ге-
ометрические схемы и сечения отправочных элементов заданного
вида конструкций;
в) универсальные «гибкие» поточные линии следует устраивать
в цехах обработки для изготовления деталей конструкций по видам
металлопроката (обработка листовых, сортовых и мелких деталей)
и в сборочных цехах (для сборки, сварки и отделки конструкций);
г) универсальная «гибкая» поточная линия для сборки и сварки
тяжелых, крупногабаритных металлических конструкций может
быть построена по схеме, как бы «обратной» обычному конвейеру,
т. е. поточное изготовление будет производиться не при непрерыв-
ном передвижении изготавливаемых элементов вдоль неподвижных
рабочих мест, а при передвижении рабочих и механических
роботов к элементам, расположенным на легко перестраиваемых
для производимых операций универсальных сборочно-сварочных
кондукторах-кантователях или иных приспособлениях. В этом слу-
чае должна быть предусмотрена отдельная линия для транспорти-
рования собранных и сваренных тяжелых отправочных элементов
на отделочные и другие операции;
। д) на универсальных «гибких» поточных линиях должна полу-
чить дальнейшее развитие заводская подготовка отправочных эле-
ментов к скоростному монтажу — максимальное укрупнение от-
правочных элементов в пределах габаритов, установленных для
транспортировки; повышение точности заводского изготовления от-
правочных элементов, исключающее на монтаже подгоночные рабо-
ты; замена заводской огрунтовки окраской элементов, что ликвиди-
рует эту трудоемкую операцию на монтаже.
Отметим еще одну особенность совершенствования строительных
стальных конструкций: если для крупносерийных конструкций
важно улучшение типовых элементов, направленное на получение
наибольшей экономии металла и повышение технологичности кон-
структивных решений, то для мелкосерийных и индивидуальных
конструкций существенное значение имеет использование типовых
или нормализованных крупносерийных деталей и элементов, а так-
же организация потока в их производстве.
92
Разработка вопросов типизации в проектах стальных конструк-
ций должна включать три стадии:
I — нормализация отдельных деталей как для типовых, так и
для унифицированных и индивидуальных конструкций;
II — унификация конструктивных элементов данного сооруже-
ния, если нельзя применить типовые конструкции по альбомам;
III — применение типовых конструкций (по альбомам, утверж-
денным Госстроем СССР).
Оптимальным решением является компоновка сооружения из
типовых элементов конструкций по альбомам, утвержденным Гос-
строем СССР, однако, если нет такой возможности, то производят
только унификацию элементов и деталей для проектируемого ин-
дивидуального сооружения. Унификации элементов предшествует
унификация узлов, при которой для одиночных элементов типизи-
руют сопряжения (прикрепления) в узлах. При разработке унифи-
цированных узлов необходимо:
применять минимальное количество типов рисунков монтаж-
ных отверстий (при болтовых соединениях), соответствующих типо-
вым размерам дорожек и шагов, обеспечивающих возможность об-
разования отверстий по кондукторам (см. с. 130—135);
возможно больше применять нормализованные детали в узлах
и унифицировать однотипные'детали (по стандартам заводов-изго-
товителей);
типизировать размеры, привязывающие элементы к геометриче-
ским и разбивочным осям сооружения;
обеспечивать в необходимых местах «компенсационную» способ-
ность узлов для погашения неточностей в пределах допусков на про-
кат, изготовление и монтаж конструкций.
Развитие конструктивных форм неразрывно связано с развитием
технологии изготовления и монтажа конструкций. Основными на-
правлениями в развитии технологии изготовления и монтажа стро-
ительных конструкций в СССР после массового перехода на сварные
соединения были:
1) развитие механизированной кислородной резки, холодной
гибки и штамповки, как основных технологических процессов обра-
ботки стальных деталей;
2) разработка, освоение и развитие механизированных поточных
линий обработки деталей элементов стальных конструкций; сборки
и сварки отправочных элементов;
3) механизация сварочных работ—все более полный переход
на автоматическую и полуавтоматическую сварку как на заводах
изготовителях, так и на монтажных площадках;
4) массовая заводская подготовка элементов конструкций к ско-
ростному монтажу путем переноса значительной части трудоемких-
сборочно-сварочных работ с монтажной площадки на завод-изгото-
витель конструкций (при изготовлении более крупных отправочных
элементов), а также повышения точности изготовления конструкций,
исключающей трудоемкие подгоночные работы при монтаже, ос-
93
нащенпя отправочных элементов сборочными приспособлениями
и фиксаторами;
5) разработка и освоение технологии изготовления и монтажа
сварных стальных конструкций из низколегированных сталей;
6) максимальное укрупнение конструкций до подъема и уста-
новки их в проектное положение, что уменьшает объем трудоемких
сборочно-сварочных работ на высоте; переход на конвейерный
монтаж конструкций;
7) внедрение прогрессивных способов осуществления монтажных
соединений с помощью вертикальной электрошлаковой сварки,
полуавтоматической сварки порошковой проволокой и в среде за-
щитных газов высокопрочных предварительно-напряженных сдви-
гоустойчивых болтов.
Совершенствование технологии производства и монтажа дало
возможность для разработки и внедрения новых прогрессивных
сварных стальных конструкций.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ИЗГОТОВЛЕНИЯ
СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
При проектировании и изготовлении стальных конструкций
принята следующая терминология:
деталь —первичный элемент стальных конструкций, состоящий
из прокатной стали'одного профиля (лист, угловая сталь, швеллер,
двутавр и т. д.);
парные детали —детали, форма которых взаимозеркальна
(обратна);
сборочная марка — условный знак, присваиваемый одинаковым
деталям, обозначается обычно цифрами (1, 2, 3, ...), а для типовых
деталей —буквами (а, б, в, ...) или буквами с цифрами (al, а2,
аЗ, ...). Парным деталям присваивают одну сборочную марку с ин-
дексами «т» — так, и «н» —наоборот, например, Зт, Зн;
отправочный элемент —единица конструкции, состоящая из
одной или нескольких деталей, собранных и сваренных (или скле-
панных) на заводе до отгрузки на монтаж;
отправочная марка — условный знак, присваиваемый отдельным
отправочным элементам, принимается обычно в виде заглавных букв
и цифр, например, Ф1, Ф2, ФЗ и т. д. Парным отправочным элемен-
там присваивают разные марки, например, Ф4, Ф5 (обратно Ф4)
и т. п.;
монтажный элемент (блок) —один или несколько отправочных
элементов, собранных на площадке укрупнения до подъема и уста-
новки в проектное положение;
монтажная марка —условный знак, присваиваемый монтажно-
му узлу (блоку); состоит из одной или нескольких заглавных букв
и цифр, например, Al, А2, ..., АФ1, АФ2...
94
Технологический процесс передела изготовления сварных стро-
ительных конструкций состоит из таких основных операций, как
подготовка металлопроката (укомплектование наличным металлом);
разметка (изготовление шаблонов) и наметка или настройка приспо-
соблений (упоров и др.); обработка деталей конструкций; сборка
и сварка отправочных элементов конструкций; отделочные операции;
огрунтовка или окраска конструкций и отгрузка их под монтаж.
Подготовка металлопроката заключается в подборе назначенного
(укомплектованного) металлопроката для изготовления конструк-
ций, правке его и, иногда, первоначальной резке по длине заготов-
ки во избежание больших объемов «встречных» перевозок металла
из цеха подготовки и обрезков из цеха обработки. Основным требо-
ванием технологичности к подготовке металла является сокраще-
ние количества различных марок стали и категорий поставки (по
гарантируемым характеристикам), а также профилей металлопрока-
та, применяемых в конструкциях.
Разметка состоит в вычерчивании детали в натуральную величи-
ну для изготовления шаблона (приспособления, изображающего
деталь в натуральную величину) или непосредственной обработки
детали.
Наметка заключается в переносе линий и знаков с шаблона на
металлопрокат, из которого будут изготавливаться детали. Эта опе-
рация применяется все реже в связи со все большим переходом на
безнаметочную обработку деталей по упорам, универсальным шаб-
лонам и другим приспособлениям. Такому переходу способствует
всемерная унификация конструктивных форм, нормализация дета-
лей и типизация элементов.
Обработка деталей конструкций производится в заготовитель-
ных цехах (обработки) и предусматривает механическую и кислород-
ную резку, холодную гибку и штамповку, подготовку кромок дета-
лей к сварке, образование в деталях отверстий.
Сборку и сварку отправочных элементов конструкций произво-
дят в сборочных цехах и пролетах, специализированных по видам
конструкций (например, решетчатые стержневые, листовые толсто-
стенные, листовые тонкостенные, изготовляемые рулонами, мосто-
вые и т. п.). Специализация сборочно-сварочных цехов создает
условия для ьомпле! сной механизации сборочных и сварочных работ
на поточных линиях, что особенно эффективно при типизации эле-
ментов и деталей конструкций каждого вида.
Отделочные операции заключаются в подготовке конструкций
к скоростному монтажу путем повышения точности изготовления,
увеличения степени готовности элемента и т. д. К ним относятся фре-
зерование торцов и кромок элементов, образование монтажных от-
верстий в элементах на проектный диаметр, производство общих
и контрольных сборок.
Огрунтовка или окраска конструкций и отгрузка их под монтаж
являются заключительными операциями изготовления. Существен-
ные взаимные связи между технологией изготовления и конструк-
95
Таблица 44. Примерные технологические возможности и ограничения заводов стальных конструкций
Технологическая операция Оборудование и его [араметры Годовая мощность завода, тыс. т
до 30—50 до 80—100 до 100—200
Правка металла: листового Листоправильные вальцы для правки лис- тов размером (толщина X ширина), мм — 32x2500 —40x3200 —40x3200
углового Углоправильные вальцы для правки угол- ков до размеров (ширина полки х толщи- на), мм 160x20 200x30 200X30
балочного Кулачковые правильно-гибочные прессы для правки: двутавров на стенку (№) » на полку (№) уголков до размера (ширина X толщи- на) , мм 36 60 200x20 45 60 250x20 45 60 250x20
грибовидности полок сварных двутавров Правильные вальцы двутавров размером (высота стенки X ширина полки X толщи- на полки) мм, до — 2000x600x40 2000x600x40
Холодная гибка деталей (СтЗ): листовых Листогибочные вальцы для гибки цилин- дрических и конических деталей размером (толщина X ширина), мм, до — 25x2500 — 20x6000 — 40x3500 — 32 X 8000 (32—40) X 8000
Кромкогибочные прессы для гибки холод- ноформованных профилей из листов разме- ром (толщина X ширина), мм — 4x5200 — 16X1300 — 6 Х5800 — 20х 1650 — 6x5800 — 20x1650
1 1
? уголковых Углогибочные вальцы и кулачковые прессы размером (ширина полки х толщина), мм, до 160x20 200X30 250x20 200x30 250x20
трубчатых Гибка труб высокочастотными установка- ми (на специализированных заводах) диа- метром, мм, до 300 300 300
Штамповка деталей Штамповочные прессы давлением, тс — 500 800
Резка деталей (СтЗ): листовых Гильотинные ножницы для резки листов размером (толщина X ширина), мм, до —25x3200 —32x3200 —32 х 3200
Автоматы и полуавтоматы для кислород- ной резки листов толщиной, мм, до 160 160—400 160—400
балочных Пресс-ножницы для резки двутавров и швеллеров до № включительно — 40 40
Зубчатая пила для резки любого профи- ля сечением, мм, до — 500X780 500x780
трубчатых Газорезательные аппараты для резки труб, сопрягаемых под углом (для специализи- рованных заводов), диаметром, мм, до 200 300—400 300x400
Образование отверстий в деталях (СтЗ) <о Одноштемпельные дыропробивные прессы для пробивки отверстий (толщина х диа- метр), мм, до 20x27 20x50 30x50
Технологическая операция Оборудование и его параметры
Образование отверстий в деталях (СтЗ) Многоштемпельные дыропробивные прессы для пробивки отверстий (толщина X диа- метр), мм, до Стационарные одношпиндельные радиаль- но-сверлильные станки для сверления от- верстий диаметром, мм Передвижные радиально-сверлильные стан- ки для сверления отверстий диаметром, мм
Фрезерование торцов (СтЗ) Торцефрезериые машины для торцов раз- мером (ширина X высота), мм, до
Сварка элементов Универсальные автоматы для сварки под флюсом (преимущественно ИЭС им. Е. О. Патоиа АН УССР) Автоматы для электрошлаковой вертикаль- ной сварки (на специализированных заводах) деталей толщиной, мм Универсальные полуавтоматы (преимущест- венно для сварки в защитном газе)
Продолжение табл. 44
Годовая «мощность завода, тыс. т
до 30—50 до 80—100 до 160—200
— 20X27 20x27
27 100 100
27 50 50
3000x1200 3600х1800 3600х1800
Есть Есть Есть
— 400 400
Есть Есть Есть
*# Ручная сварка (в нижнем положении)
Клепка элементов (на специализированных за- водах) Клепальная пневматическая скоба: давление, тс вылет, мм диаметр заклепок, мм, до
Погрузочно-разгрузочные работы Мостовые электрокраны грузоподъ- емностью, т (числитель) и высотой подъ- ема, м (знаменатель): на складе металла, в цехе подготов- ки в заготовительных цехах (обработки) в сборочных цехах в цехах общей сборки и маляро-по- грузки на заводах общего профиля то же специализир >ванных
co
» » >
80 80 80
1000 1000 1000
32 32 32
10 10+10 10+10
7,5 9 9
5 5+5 5+5
7,5 9 9
20 20+20 20+20
7,5 9 9
20 20+20 20+20
7,5—9 9 9
До 60 До 60 До 60
9—15 15 15
о
1ехнологическа* операция Оборудование и его параметры —
Общие и контрольные сборки Максимальные габариты, м: длина
ширина
высота
Транспортировка Максимальные габариты и масса отправоч- ного элемента: на заводах общего профиля: длина, м
масса, т
на специализированных заводах: длина, м
масса, т
Продолжение табл. 44
Годовая мощность завода, тыс. т
до 0— ,0 до 80—100 ' до 160—20
60 100 100
20 24 24
6—12 7,5—12 7.5—12
18 24 24
20 40—60 60
24 27 27
60 60 60
тивными решениями вызывают необходимость при проектировании
оптимально учитывать требования технологичности. Для этого про-
ектировщики и конструкторы должны располагать сведениями о тех-
нологических возможностях и ограничениях завода-изготовителя
конструкций и монтажной организации.
Необходимо, чтобы проектные организации и конструкторские
отделы заводов получали следующие сведения о технологических
возможностях завода-изготовителя конструкций:
о предполагаемых источниках снабжения металлопрокатом (за-
воды-поставщики), а также о возможности использования налично-
го металла;
об оборудовании и технологии холодной гибки и штамповки де-
талей;
об оборудовании и технологических возможностях для механи-
ческой и кислородной резки металла;
о наличии и типах (альбом) инвентарных шаблонов и кондукто-
ров для образования монтажных отверстий;
альбом заводских нормалей на типовые детали, стыки, узлы
и сопряжения (стандарты завода-изготовителя);
о типах приспособлений и кондукторов для механизации сбороч-
ных работ, применяемых на данном заводе металлоконструкций;
о типах и марках электродов, применяемых на заводе -изготови-
теле, оборудования для автоматической, электрошлаковой и полу-
автоматической сварки; проволоке и флюсах;
'о типах торцефрезерных станков и габаритах торцов элементов,
подлежащих фрезерованию;
о предельных габаритах и массе отправочных элементов, завися-
щих от грузоподъемности кранов и габаритов сборочных и маляр-
но-погрузочных цехов, виде транспорта для перевозки отправочных
элементов с завода-изготовителя на монтажную площадку.
Некоторые общие данные о технологических возможностях и ог-
раничениях заводов стальных конструкций приведены в табл. 44.
УЧЕТ ПРИ КОНСТРУИРОВАНИИ ОСОБЕННОСТЕЙ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ СТАЛИ
• Основным способом вырезки деталей строительных стальных кон-
струкций наряду с механической является кислородная резка.
Ее преимуществами являются возможность вырезки деталей прак-
тически любой толщины, т. е. при проектировании отпадают техно-
логические ограничения по толщине проектируемых деталей; вы-
резки деталей практически любой формы, т. е. отпадают технологи-
ческие ограничения в конфигурации деталей; одновременной раз-
делительной резки и подготовки кромок под сварку, что значительно
повышает производительность труда по сравнению с механической
резьой и строжкой кромок; организации участка кислородной рез-
ки, что при незначительных затратах (в десятки раз меньше, чем
для механической резки и строжки) обеспечивает высокую произво-
161
дительность труда и большой съем продукции с 1 м2 производ-
ственной площади.
Все действующие заводы стальных конструкций стройиндустрии
оснащены установками для кислородной резки стали толщиной
до 160—200 мм, а крупные заводы имеют оборудование для резки
стали еще большей толщины (до 400 мм). Особенно эффективна кис-
лородная резка для листовых деталей, так как в этом случае возмож-
но применение кислородорежущих машин-автоматов или полуавто-
матов (секаторов). Сортовой и балочный металлопрокат пока раз-
резают кислородом вручную, что ограничивает применение кисло-
родной резки для этих профилей и вызывает не-
обходимость в большинстве случаев применять
механическую резку на прессах.
При разработке проекта стальных конструк-
ций нередко приходится определять возмож-
ность применения кислородной резки для обра-
ботки стальных деталей. Рассмотрим в общих
1
Рис. 19. Схема процесса кислородной резки:
1 — режучций кислород; 2 — горючая, смесь; 3 — мундштук ре-
зака; 4 — подогревающее пламя; 5 — ореол пламени; 6 — вы-
резаемая деталь; 7 — плоскость реза; 8 — продукты горения.
чертах технологические возможности процесса кислородной резки
и условия ее осуществления, учитываемые при проектировании.
Процесс кислородной резки заключается в сжигании стали
в струе кислорода (рис. 19) и состоит из следующих стадий: подогре-
ва металла до температуры воспламенения в чистом кислороде;
сжигания металла в струе кислорода; выдувания продуктов горе-
ния (окислов-шлаков) из полости реза.
Для осуществления процесса кислородной резки металла необ-
ходимо соблюдение таких условий:
температура воспламенения металла в кислороде должна быть
ниже температуры плавления, иначе произойдет плавление, а не го-
рение металла в струе кислорода;
температура плавления окислов также должна быть ниже тем-
пературы плавления, иначе окислы нельзя будет удалить из полос-
ти реза;
образующиеся окислы должны быть жидкотекучими, легко вы-
дуваемыми из полости реза;
в процессе сгорания металла в струе кислорода должно выделять-
ся тепло, необходимое для прогрева последующих слоев металла,
что обеспечивает непрерывность процесса резки;
металл не должен иметь слишком большую теплопроводность,
иначе тепло будет рассеиваться и нельзя будет достигнуть темпера-
туры его воспламенения;
должно быть ограничено содержание примесей, затрудняющих
или препятствующих процессу кислородной резки (углерода, крем-
ния, хрома и др.).
102
Все марки конструкционных углеродистых и низколегированных
сталей, применяемых в строительных стальных конструкциях, со-
ответствуют этим условиям и хорошо поддаются кислородной резке.
Для подогревающего пламени служит смесь кислорода с горю-
чим газом (ацетилен, пары бензина, а также водород, метан, све-
тильный, коксовый, доменный, природный и нефтяной газы).
Наиболее высококалорийным, а следовательно, и высокопроизво-
дительным для кислородной резки является ацетилен, получивший
широкое распространение на заводах стальных конструкций. В по-
следние годы все большее применение находят также природные
газы. В монтажных условиях широко применяются для кислород-
ной резки пары бензина и керосина.
Более правильно кислородную резку называть по наименованию
горючего газа, например, ацетилено-кислородная, бензино-кисло-
родная, керосино-кислородная резка и др.
Кислородная резка оказывает некоторое влияние на механиче-
ские свойства и химический состав стали в зоне реза, что в значитель-
ной степени зависит от режима реза. При избытке в подогревающем
пламени ацетилена (> 1,3 О2) происходит науглероживание кромок
и последующая воздушная закалка с образованием по кромке твер-
дых и хрупких закалочных структур. При недостатке ацетилена
(<1 О2), т. е. избытке в подогревающем пламени кислорода, про-
исходит не менее вредное окисление. Только при правильно подо-
бранном составе —- «нейтральном» подогревающем пламени — эти
отрицательные изменения химического состава стали по кромке
реза не возникают.
Вследствие местного подогрева в районе реза происходят также
структурные изменения. Общая зона изменения структуры и хими-
ческого состава стали имеет незначительную глубину, которую мож-
но определить приближенно по эмпирической формуле В. С. Чер-
няка,
а = 0,65 + 0,03s, (37)
где а — глубина зоны изменения структуры и химического состава,
мм; s — толщина разрезаемой детали, мм.
В стали, особенно «кипящей», при нагреве до температуры 250—
300° С рядом с указанной зоной образуется зона термического ох-
рупчивания шириной до 10—30 мм. При кислородной резке спокой-
ной и полуспокойной стали эта зона термического охрупчивания
образуется реже.
При учете в конструктивных решениях технологических воз-
можностей кислородной резки следует также принимать во внима-
ние такие требования:
1. Кислородная резка может быть применена без ограничений
для любых деталей из конструкционных малоуглеродистых и низ-
колегированных сталей всех классов прочности. Согласно СНиП
III-18-75 строжка или фрезеровка кромок, не подвергающихся свар-
ке или не полностью проплавляемых при сварке, назначается в
проекте в следующих случаях:
103
а) после ручной кислородной резки — для всех деталей из низ-
колегированных сталей класса до С 52/40 включительно или из тер-
моупрочненной углеродистой стали. Для деталей из стали класса
С 38/23 механическую обработку кромок назначают технологи при
шероховатостях более 1 мм, а для конструкций, эксплуатируемых
при температурах ниже —40° С до —65° С,— при шероховатостях
более 0,5 мм;
б) после машинной кислородной резки — при шероховатостях
размерами более 0,3 мм в деталях из сталей всех классов до С 60/45
включительно, работающих на растяжение, а также для всех рас-
четных деталей в конструкциях, непосредственно воспринимающих
динамические или вибрационные нагрузки или эксплуатируемых
в районах с температурой ниже —40 ° С (до —65° С).
В деталях из углеродистой стали класса С 38/23 шероховатости
размерами более 0,3 мм допускается исправлять зачисткой абра-
зивным кругом. В деталях конструкций, работающих на ста-
тическую нагрузку, кромки с выхватами после кислородной резки
допускается исправлять заваркой (по специальной технологии)
с последующей зачисткой абразивным кругом.
2. При проектировании деталей криволинейной формы, выреза-
емых с помощью кислородной резки, учитывая высокие трудоемкость
и стоимость изготовления шаблонов (копиров), количество типов
криволинейных деталей должно быть минимальным, а их серий-
ность — максимальной. Опыт заводов стальных конструкций сви-
детельствует о том, что применение кислородной резки криволи-
нейных деталей рентабельно, если соблюдены такие условия для
изготовления:
а) один криволинейный шаблон изготовляется не менее чем на
10—15 т конструкций;
б) повторяемость криволинейных деталей в зависимости от их
массы следующая:
Количество деталей,
Масса, кг шт., не менее
До 2 ..................................... 300—400
» 10.................•............. 100—200
» 50 ....................................... 50—80
» 100 20—30
Более 100........................... 10—15
3. При конструировании скосов кромок (фасок) необходимо
иметь в виду, что при наличии притупления (рис. 20, а, б), кисло-
родную резку следует производить в два приема: сначала прямой,
затем косой рез. Минимальный угол скоса ограничивается тем, что
косой рез должен отстоять на 6—8 мм от первоначального прямо-
го реза. Это ограничение отпадает, если не предусматривать притуп-
ления (рис. 20, в, г), что возможно при углах скоса менее 20—25°.
Максимальный угол скоса для обычных кислороднорежущих ма-
шин составляет 55—60° (рис. 20, д).
1в4
4. Поперечную резку швеллеров и двутавров производят обыч-
ной ручной кислородной резкой. Для прямых срезов, перпендику-
лярных к оси, никаких ограничений нет. Для косых срезов (рис. 21)
необходимо сначала осуществлять прямые резы в пределах полки
и радиуса закругления стенки, а косой рез предусматривать только
Рис. 20. Углы скоса (фаски) кромок
при кислородной резке:
а. б — минимальный при V- и К-образ-
ной разделке с притуплением; в, г — то
же бе.: притупления; д — максималь-
ный
в пределах стенок (рис. 21, б), так
как сквозной косой рез (рис. 21,а)
практически осуществить очень
сложно.
Рис. 21. Косые резы в двутаврах:
а» в — иетехнологичные; б, г — техно-
логичные
5. Конструктивное оформле-
е концов двутавров (рис. 21, в)
нетехнологично потому, что кислородная резка в одной плоскости
со стенкой невозможна. В этой конструкции, оправдываемой только
при больших расчетных перерезывающих силах, вначале необходи-
мо производить косой срез полки, а затем трудоемкую срезку пнев-
матическим зубилом заусенка, иногда значительно науглероженного
Таблица 45. Средняя ширина реза, мм
Толщина де- тали, мм Резка Толщина де- тали, мм Резка
ручная машинная ручная машинная
5—25 26—50 51 — 100 3—4 4—5 5—6 2,5—3 3—4 4—5 101—200 201—300 6—8 8—10 5—6,5 6,5—8
и получившего воздушную закалку. Во всех случаях примыканий
к главным балкам, где это возможно по расчетным предпосылкам,
следует принимать конструкцию двутавров по рис. 21, г.
6. При определении размеров заготовки для вырезки стальных
деталей следует учитывать среднюю ширину кислородного реза по
данным табл. 45.
7. В процессе кислородной резки стали происходит значитель-
ный концентрированный местный нагрев кромок в результате
!•&
а
Рис. 22. Схема секционной резки:
а — полос; бл— прорезей; в — вилок; 1 — сек-
ции реза; 2 — перепонки; 3 — отверстия диа-
метром 4—5 мм (просверлить заранее); 4 — от-
верстие диаметром, равным ширине прорези
(просверлить заранее)
которого образуются усадоч-
ные деформации, аналогичные
происходящим при сварке
конструкций. Для предупреж-
дения деформаций возможны
следующие приемы: одновре-
менная резка двумя, тремя и
более резаками, что уравнове-
шивает деформации кромок
вырезаемых полос; примене-
ние метода секционной резки,
схема которой показана на
рис. 22.
Перепонки между секция-
ми разрезают через сутки и
более после резки самих секций, при этом для ускорения релакса-
ции усадочных напряжений производят легкое простукивание руч-
ником (молотком массой до 1 кг) вдоль линии реза. Стрелку прогиба
Рис. 23. Номограмма ЛПИ им. Калинина и ЦНИИ речного флота для определе-
ния стрелок прогиба полос, вырезаемых кислородной резкой.
Ширина полосы с двумя
одрезанными кромками Д мм
полосы после кислородной резки можно приближенно определять
по номограмме (рис. 23), в которой учтены влияние ширины и дли-
ны отрезаемой полосы и последовательность резки, но не учтено
влияние толщины заготовки.
Пример 8. Определить стрелку прогиба полосы шириной Ь = 200 мм
и длиной I = 5,9 м при вырезке одним кислородным резом.
По рис. 23 на левой шкале (при одном резе) находим ординату для полосы
шириной 200 мм независимо от ширины и толщины заготовки, и иа пересечении
этой ординаты с абсциссой х = 5,9 м определяем расчетную стрелку прогиба f =»
— 22 мм.
Пример 9. Определить стрелку прогиба полосы шириной Ь = 200 мм и дли-
ной I = 5,9 м при вырезке последовательно двумя резами из заготовки шириной
В-600 мм.
106
По рис. 23 на правой шкале (при двух резах) находим ординату для полосы
шириной 200 мм при ширине заготовки 600 мм и на пересечении с абсциссой х =
= 5,9 м определяем расчетную стрелку прогиба f— 1,4 мм.
Повышение эффективности и качества кислородной резки воз-
можно на основе совершенствования аппаратуры и технологии.
Например, при «смыв-процессе» производится многоструйная пода-
ча кислорода, что увеличивает скорость резки в 1,5—2 раза и умень-
шает шероховатость кромки. Зона термического влияния при
«смыв-процессе» увеличивается, но она имеет меньшую степень за-
калки с небольшим увеличением твердости против первоначальной.
При резке «кислородной завесой» режущая струя кислорода
окружена кольцевой завесой кислорода, выходящей из мундштука,
изолирующей режущую струю от атмосферы и продуктов горения.
При таком способе повышается скорость резки,
улучшается чистота кромок до 1 класса, но ши-
рина реза увеличивается в 1,3—1,5 раза против
обычного при кислородной резке.
Рис. 24. Схема плазменного резака — плазмотрона.
1 — вольфрамом ый электрид; 2 — головка; b — струя нейтраль-
ного газа; 4 — каналы; 5 — заготовка; 6 — электрическая дуга.
Все большее распространение получает плазменная резка. Плаз-
менный резак — плазмотрон (рис. 24) имеет головку с вольфрамо-
вым электродом. Между электродом и заготовкой возбуждают элек-
трическую дугу, которую сжимают конической струей нейтраль-
ного газа. Температура струи плазмы (электрического разряда
в ионизированном газе), полученной в дуге, достигает 10 000—
15 000° С. Струю плазмы используют для разделительной резки,
так как она очень быстро расплавляет металл удаляемый из по-
лости реза давлением струи нейтрального газа смеси аргона
(70—80%) и водорода (20—30%) или др. Головка имеет водяное
или воздушное охлаждение в каналах, вольфрамовый электрод ох-
лаждается струей проходящего в сопло нейтрального газа.
Так как для резки используется дуга «прямого действия», спо-
соб называют «плазменно-дуговой» резкой или резкой «проникаю-
щей дугой». Преимуществами плазменной резки являются высокая
скорость резки, отсутствие шлака, незначительность деформаций
и более точная форма вырезанных деталей. К недостаткам следует
отнести значительное выделение вредных газов, высокую стоимость
материалов и сложность обслуживания оборудования.
Плазменная резка применяется не только для резки конструк
ционных сталей, но и для вырезки фигурных деталей из нержавею-
щих и высокоуглеродистых сталей, чугуна, алюминия и других цвет-
ных металлов, температура воспламенения в чистом кислороде ко-
торых выше температуры плавления.
При конструировании деталей, вырезаемых с помощью кисло-
родной или плазменно-дуговой резки, следует учитывать допуски
107
Таблица 46. Допуски, мм, при кислородной и плазменно-дуговой резке
Допуск Класс точности
1 1 2 | 3
Резка
кислородная и плазмеино- дуго- вая кисло- родная пламен- но-дуг 0- вая
Отклонение в размерах детален по ГОС! 14792-69 при номинальных габаритах, мм: до 630 631—2000 2001—2500 2501—4000 4001—4500 4501—6300 6301—10 000 ±0,9 ±1 ±1,1 ±1,1 ±1,4 ± 1,4 ±1,4 ±1,4 ±1,5 ±1,8 ±2 ±2 ±2,5 ±2,5 ± 2 ±2,3 ±2,5 ±2,5 ±2,5 ±2,8 ±2,8 ±3,5 ±4 ±4 ±4,5 ±4,5 ±4,5 ±5
Максимальная неперпендикулярная по ГОСТ 10386-63 при толщине деталей, мм: 5—15 16—30 31—50 0,2 0,3 0,4 1,0 1,2 1,6 1,2 1,2 1,6 2,3 3,0 4,0
Максимальная шероховатость реза по ГОСТ 2789-59 при толщине деталей, мм: 5—15 16—30 31—50 0,04 0,08 0,16 0,08 0,16 0,32 0,16 0,32 0,64 0,16 0,32 0,16
(табл. 46) и технологические характеристики термически режуще-
го оборудования (табл. 47).
Для ручной кислородной резки получили распространение реза-
ки типа РВР-62; УР, РР, которыми можно резать сталь толщиной
до 200—300 мм.
Для плазменно-дуговой ручной и машинной резки стальных
деталей толщиной до 50 мм применяют плазмотроны УДР, РПД-2-65;
РМП-1; ВПР-7; РПД-1; РПД-2; РПД-1-64 и др.
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ГНУТЫХ ДЕТАЛЕЙ
В строительных стальных конструкциях применяют три вида
гнутых деталей: гнутые в горячем состоянии для элементов, под-
верженных непосредственным воздействиям тяжелых динамических
и вибрационных нагрузок, где недопустим наклеп; гнутые в холод-
ном состоянии со значительными радиусами гиба в конструкциях,
где допустим незначительный наклеп; гнутые в холодном состоянии
с малыми радиусами гиба (1,2—2,5 толщины детали) в кон-
струкциях, где допустима зона значительного наклепа.
Ю«
Таблица 47. Характеристики машин для кислородной и плазменно-дуговой резки листовой стали и труб
Тип и марка машинь1 Класс точ .ос- ти по ГОС1 •>bl-1 -J5/ Размеры, мм . Количество резаков Назначение
длина «пирнна толщина
Кислородная резка
Портальные: ЮГ-2,5К1,6 ЮГ-8К4 2 2 8000—20 000 8000—20 000 2500 8000(2x4000) 5—100 5—160 2—6 4—12 Для вырезки фигурных деталей и пря- молинейной резки со скосом кромок и без них
СГУ-1-60 I 8000 2000 5—100 1—4 Для прямолинейной и фигурной резки
Днепр 8К2 Черномор 2 2 8000—20 000 8000 8000(2X4000) 2500 5—160 5—160 12 1—6 Для прямолинейной резки со скосом кромок и без них
Шарнирная АСШ-70 I 3 1500 1300 750 400 5—100 5—100 1 3 Для одновременной вырезки 1—3 фи- гурных деталей по копиру
Переносные: Радуга 3 Фланцы диаметром 300—3000 5—160 1—2 Для вырезки фланцев, резки по раз- метке, прямолинейной резки
Спутник-2 Портальные: ЮГ-2-5Пл6 СГУ 3 3 Трубы диамет / 8000 800 )ом 194—1420 Тлазменно-дуговая р 2500 2000 5-50 езка 50 50 1 1-2 1 1 | Резка труб, вырезка колец Для прямолинейной и фигурной резки
Шарнирная АСШ-4 3 1500 1000 5—50 Для вырезки фигурных деталей по копиру
Переносная HPII-I Любая | Любая 5—60 1 Машина-полу автомат
Горячую (кузнечную) гибку производят при нагреве деталей
из стали классов С 38/23 — С 46/33 до температуры 900—1000° С,
классов С 52/40 — С 60/45 — до температуры 900-950° С (от крас-
ного до оранжевого цвета каления) и прекращают при температуре
не ниже 700°С (вишневый цвет каления). Охлаждение должно быть
достаточно медленным, исключающим закалку, коробление, появле-
ние трещин и надрывов.
Термически упрочненная сталь при нагреве выше 700° С снижает
прочность, что следует учитывать при проектировании деталей из
такой стали путем назначения резки в горячем состоянии если не-
допустимо разупрочнение.
В связи с небольшими объе-
мами работ по кузнечной гибке
деталей на многих заводах строи-
тельных стальных конструкций
нет кузнечных отделений, а там,
где они есть, кузнечную гибку
производят полукустарным спосо-
бом, так как приобретение и уста-
Рис. 25. Минимальные радиусы холод-
ной гибки разных видов металлопро-
ката:
а — лист; б — швеллер; в — двутавр; г, д —
сталь угловая равнополочная и неравио-
полочная
/?
V458
»-Л-
Ъ
новка оборудования для механизации кузнечно-гибочных работ не-
рентабельна. При больших объемах кузнечно-гибочных работ заводы
строительных стальных конструкций прибегают к кооперированным
поставкам гнутых деталей машиностроительными заводами, что зна-
чительно удорожает и усложняет изготовление конструкций. По-
этому технологичность по изготовлению требует не назначать
в проектах строительных конструкций деталей, для изготовления
которых необходимо применять кузнечную гибку. Конструктив-
ные решения, предусматривающие использование кузнечно-гнутых
деталей, должны иметь специальное технико-экономическое обосно-
вание, рассматриваемое при отработке проекта на технологичность.
Холодную гибку деталей с большими радиусами гиба осуществля-
ют на листогибочных вальцах (для листовой стали) и на углогибоч-
ных вальцах и кулачковых прессах (для сортовой и балочной стали).
Во избежание значительного наклепа минимальный радиус гиб-
ки по п. 1.14 СНиП Ш-18-75 (рис. 25) ограничивают условием,
что относительное удлинение крайних волокон не должно превы-
шать 2%. При этом минимальные радиусы кривизны листовых де-
талей, воспринимающих статические нагрузки, разрешается при-
нимать размером до 25 толщин.
Холодную гибку листовых деталей оболочек (цилиндрических,
конических и сферических) производят на трех- или четырех вал-
ковых гибочных вальцах (рис. 26).
ИС
Гибку деталей цилиндрических оболочек осуществляют давле-
нием рабочего валка на листовую заготовку, прокатываемую
на вальцах, при этом возникающий изгибающий момент вызывает
в заготовке пластические деформации.
Рис. 26. Схема ли-
стогибочных трех-
валковых (а) и че-
тырехвалковых (б)
вальцев:
1—3 — валок соот-
ветственно рабочий,
опорный и прижим-
ной.
Заводы стальных конструкций стройиндустрии оснащены раз-
нообразными листогибочными вальцами, основные технологические
характеристики которых приведены в табл. 48.
Таблица 48. Характеристики листогибочных вальцев
Марка Количест- во валков Максимальные разме- ры листа, мм Мини- мальный радиус гиба, мм Диаметр верхнего валка
ширине толщина
ИА2222 3 2000 16 220 280
ИА2224 3 3150 25 340 500
ИА2424 4 3150 25 340 500
ИА2426 4 3150 25 480 630
367П 4 2500 25 300 450
201П 4 3500 40 750 600
XZM600/21 * (ЧССР) 4 6000 21 475 530
XZM800/32* (ЧССР) 3 8000 32 650 750
HBBDK 40/400 (ГДР) 3 4000 40 360 425
Вагнер модель В4 (ФРГ) 3 3150 40 — 450
4000 36 — 500
5000 32 — 550
6300 28 — 600
8000 25 — 650
Вагнер модель Bv (ФРГ) 4 3150 40 500
4000 38 — 580
5000 34 630
6300 32 — 710
8000 28 — 760
Примечание. °веэдочкой обозначены вальцы для гибки листов из стали с ов <
< 70 кгс/мм-. Остальные вальцы предназначены для гибки листов из стали с оь § 50 кгс/мм*.
111
Таблица 49 Значения коэффициен
0 0.05 0,10 o.l 0.20
ГОСт/ЛТ 0 0,054 0,1176 0,1932 0,284
fe, 1,00 0,925 0,850 0,777 0,704
''г/'Ч 0,60 0,65 0,70 0,72 0,74
^ОСТ 2,885 4,00 5,76 6,78 8,08
k, 0,208 0,1623 0,1215 0,1061 0,0926
Минимальный диаметр вальцовки зависит от диаметра верхне-
го валка, наибольшего сближения центров верхнего и нижнего вал-
ков, толщины вальцуемого листа и класса стали. Минимальный
остаточный радиус гибки можно определить по диаметру верхнего
валка, принимая предельный радиус гибки равным радиусу вал-
ка, по формуле Б. И. Беляева [36]
г()СТ = , (38)
где г„ст — остаточный радиус гибки; гг — радиус в процессе гибки;
kr — коэффициент по табл. 49 в зависимости от параметра rjrx,
где г, — радиус кривизны при напряжениях в крайних волокнах,
равных пределу текучести:
’ <39>
s — толщина листа, см.
Пользуясь выражением (38), можно определить также радиус
гибки при вальцовке, обеспечивающий заданный остаточный радиус
кривизны
Гг = Voct, (40)
где kr — удобно определять по параметру г0„/гл (табл. 49).
Пример 10. Определить минимальный остаточный радиус гибки обечайки
из листовой стали класса С 38/23 толщиной s = 10 мм при радиусе рабочего валка
гв = 250 мм (£)в = 500 мм). Принимаем приближенно минимальный радиус гиб-
ки гг = г, = 25 см и определяем г, по формуле (39)
1-2100 000 JC„
~2 • 2300 = 456 СМ
г 25
Параметр -у— = = 0,0458. По табл. 49 для этого параметра (по линейной
интерполяции) fer — 0,931. Минимальный остаточный радиус кривизны
25 - 97
— 0,931 27 СМ‘
112
та fcr к формулам (38) — (40)
0,25 0,30 0.35 0,40 0,45 0,50 0,55
0,395 0,532 0,705 0,926 1,214 1,600 2,13
0,633 0,564 0,496 0,432 0,3706 0,3125 0,2582
0,76 0,78 0,80 0,82 0,84 0,86 0,88
ч,56 11,59 14,29 17,97 23,11 30,68 42,4
0,0795 0,0673 0,0560 0,0456 0,0364 0,0280 0,0207
Пример 11. Определить радиус гибки листов толщиной 10 мм из стали класса
С 46/33 для получения остаточной кривизны гост = 100 см.
По формуле (39)
1 2 100 000 О1О
2: ззоо-" = 318 см-
Параметр = 0,314. По табл. 49 (по линейной интерполяции) kr =
Гу 31 о
= 0,685. Радиус гибки при вальцовке гг = 0,685 100 = 68,5 см.
При вальцовке деталей конических оболочек рабочий валок рас-
полагают под некоторым углом к опорным валкам, что приводит
к переменному давлению и соответственно переменному радиусу
по образующей детали.
При конструировании эле-
ментов конических оболочек не-
обходимо учитывать следующие
ограничения геометрической фор-
мы конуса (рис. 27), связанные с
предельным перекосом рабочего
валка: при углах основания р от
50 до 90° холодная вальцовка
производится хорошо;
при углах р от40 до 50° холодная вальцовка удовлетворительная;
при углах р менее 40° холодная вальцовка, хотя и возможна,
но весьма затруднительна.
Холодная гибка конических поверхностей без указанных огра-
ничений осуществима на кромкогибочных прессах при соответству-
ющей форме штампов.
Вальцовку деталей сферических оболочек осуществляют на лис-
тогибочных вальцах со специальным приспособлением. Например,
на Орском заводе металлоконструкций (1947 г.) на рабочий валок
8 0—-511
113
надевали «бочку», а на опорные валки —«седла» (рис. 28). На челя-
бинском заводе металлоконструкций им. С Орджоникидзе вместо
«седла» на нижних валках применяли нижний поддон с матрицей
сферической формы, прикрепленной к толстому листу.
Максимальную ширину заготовки определяют геометрически
в зависимости от радиуса гиба сферы гг и возможной по конструк-
Рис. 28. Схема оборудования вальцев
для вальцовки элементов сферической
оболочки.
ции вальцев стрелки выгиба Л
Оборудование вальцев при-
способлениями для изготовления
элементов сферической поверх-
ности рентабельно только при
серийном выпуске однотипных
сферических оболочек (с одина-
ковым радиусом кривизны), обе-
спечивающем полную загрузку
вальцев на длительный срок —
не менее месяца.
Минимальным радиусом сферической оболочки элемента при хо-
лодной вальцовке на заводах стройиндустрии следует считать ра-
диус 3500 мм. При меньших радиусах сферы холодная вальцовка
хотя и возможна, но требует небольшой ширины элементов Вг (ме-
нее 1000 мм), что приводит к увеличению концентрации усадочных
напряжений, особенно в верхней части, где ширина лепестков ме-
нее 100 мм. Элементы сферических оболочек с радиусом менее
3500 мм, особенно габаритных (г0„ 1600 мм), изготавливают
путем горячей штамповки по кооперированным поставкам заводов
тяжелого машиностроения.
Холодную гибку сортового и балочного металлопроката осуще-
ствляют на кулачковых прессах (горизонтальных правильно-ги-
бочных прессах) путем создания в обрабатываемых деталях пластиче-
ских деформаций под действием изгибающих моментов, возникаю-
щих при плавных толчках бойка по обрабатываемой заготовке,
опертой на раздвижные упоры. Расстояние между упорами пресса
Таблица 50. Технические характерно
Наименование характеристик Единица измерения Механиче
гпззо И1330А И1332Б III334A
Номинальное давление Т 100 100 160 250
Длина (числитель), ширина ММ 2500 4050 5050 3400
(знаменатель) 200 200 250 320
Ход ползуна Расстояние от оси ползуна » 80 80 100 100
до станины » 250 250 320 320
Мощность двигателя кВт 15,1 14,5 18,5 32
114
переменно и устанавливается в зависимости от жесткости обрабаты-
ваемой заготовки. На кулачковых прессах осуществляют холодную
гибку и правку двутавров, швеллеров, квадратной, круглой и угло-
вой стали при применении специальных приспособлений, обеспе-
чивающих неизменность формы по-
перечных сечений в процессе гибки.
Рис. 29. Габариты гибочных прессов фирмы «Пельс» (а) и ограничения ширины
первого гиба (б):
} — верхний штамп (пуансон); 2 — нижний штамп (матрица); 3 —проем в стойках'станины
пресса
Пресс для холодной гибки листовой стали с малыми радиусами
гиба дает возможность получить на заводах стальных конструкций
различные холодногнутые профили собственного изготовления.
тики листогибочных прессов
ские прессы Гидравлические прессы
И1334Б И1336 АР-80 АР-КО АР-315 И1430 И1432А И1434А
250 400 80 160 315 100 160 250
5050 4050 2600 5100 5650 2550 5050 5050
320 400 — 230 348 200 320 320
100 120 100 100 100 160 160 200
320 400 250 300 400 250 320 320
20 40 — 13 24 18,1 22 32,2
8* 115
В настоящее время почти все заводы стальных конструкций
оснащены кромкогибочными (продольногибочными) прессами фирмы
«Пельс» (ГДР) — ЛР-80, ЛР-160 и ДР-315 (29) или отечественными
серии И (табл. 50).
При конструировании холодногнутых деталей рекомендуется
учитывать следующие технологические требования и условия:
1) толщина заготовок не должна превышать 18 мм для пресса
ЛР-160 и 24 мм для пресса ДР-315, что ограничивается как их мощ-
ностью, так и значительным снижением пластических свойств в зо-
не гиба при увеличении толщины заготовок (аналогично для других
прессов);
2) размеры гнутых деталей, изготавливаемых на том или ином
оборудовании, определяются следующими зависимостями:
требуемое рабочее давление пресса
р _ l,2oBs2/r . ....
•максимальная длина гиба (ширина детали)
/макс < i (42)
ширина ручья по верху матрицы (рис. 30)
с>Г2оЛ; (43)
~макс
предельное временное сопротивление стали для заданных раз-
меров деталей
(44>
предельная толщина детали при заданных длине гиба, марке
стали и давлении пресса
. ч / ^макс^ , л г,
8макс < |/ 12/г(7в • (45)
В формулах (41) — (45) обозначено; Рмякс — номинальное пре-
дельное давление пресса, кгс; s— толщина детали, см; /г — длина
гиба (ширина детали), см; С— ширина ручья по верху матрицы,
см; ов — временное сопротивление стали, кгс/см2.
Учитывая, что при гибке с малым радиусом (1,2—1,8 s) образу-
ются весьма значительные местные деформации крайних волокон
и соответствующие фибровые напряжения, намного превышающие
предел текучести, расчеты по формулам (41) — (45) производят по
максимально возможному временному сопротивлению, принимае-
мому
ств=1,15ст?, (46)
где ст? — нормативное минимальное временное сопротивление,
кгс/см2, по ГОСТу на данную сталь; 1,15 — максимальное увеличе-
ние ств по статистическим данным.
Н6
Рис. 30. Холодная гибка листовых деталей:
а — схема гибки; б — гнутый профиль; в — график зависимости удлинения заготовки от
ее толщины и радиуса гиба для стали типа СтЗ; 1 — верхний штамп (пуаисои); 2—ниж-
ний штамп (матрица)
Пример 12. Определить необходимое давление и марку пресса для гибки
листовых деталей из стали марки ВСтЗкп2 по ГОСТ 380-72 при<Тв = 1,15 3800 =
= 4400 кгс/см2; s= 2 см; /г = 200 см; С = 18 см.
Г....- -23S000 кге = 235
т. е. возможна гибка на прессе И1334А или ИВ34Б Рмакс = 250 тс.
Пример 13. Определить наибольшую длину гиба, возможного на прессе АР-315
(Рмакс ~ 315 тс) для листовых деталей толщиной s = 20 мм из стали марки
10Г2С1 при о" = 4900 кгс/сма (по ГОСТ 19282-73), и <тв = 1,15 • 4900 = 5600/см2,
С= 18 см.
315 000-18
'макс 1,2 5600 • 22 — 2ШСМ-
Пример 14. Определить ширину ручья по верху матрицы для гиба листовой
детали толщиной s = 20 мм из стали марки 09Г2 при <та = 4500 кгс/см2 (по ГОСТ
117
19282-73); <тв = 1,15 • 4500= 5200 кгс/см2, 1Г — 200 см на прессе И1336
= 400 тс)-
Принимаем рабочее давление Рмакс = 0,7 400 = 280 тс. Тогда по формуле
(43)
_ 1,2 • 5200 • 22 • 200
С=---------280000------= 17’8 СМ
Принимаем С = 18 см.
Пример 15. Определить предельную толщину листовых деталей из стали
марки 10ХСНД при о“ = 5400 кгс/см2 (по ГОСТ 19282-73), св = 1,15 5400 =
= 6200 кгс/см2, /г = 240 см, С = 18 см на прессе АР-315 (Рыакс = 315 кгс).
По формуле (45)
-./ 315 000 • 18 _
5макс— |/ 1,2 - 240-6200 ’8 СМ 8 ММ
Инструкция по эксплуатации кромкогибочных прессов включа-
ет таблицы рекомендуемых толщин, длины гиба, размеров матриц
для массовой гибки деталей, при этом предусмотрено рабочее дав-
ление пресса (0,65—0,7) Рмакс. Полное максимальное давление
пресса используют для гибки только мелкосерийных деталей.
Длина гиба ограничивается также длиной нижнего стола /„,
если гнутая деталь размещается в проеме стоек станины пресса
и расстоянием /с между стойками пресса, если габарит детали пре-
вышает габарит проема в стойках станины;
Таблица 51. Минимальный радиус гиба листовых деталей
Нагрузки Класс прочности стали
С38/23 С44/29 — С52/40 C60/45
Статические 1,2s 1,8s 3,0s
Динамические 2,5s 3,75s 3,75s
Примеча ние. s — толщина листовой детали.
3) минимальные радиусы гиба с внутренней стороны в соответ-
ствии со СНиП Ш-18-75 принимают по данным табл. 51;
4) минимальная ширина отгиба (рис. 30, а)
Ь,тн>—^Чг+10- (47)
2 sin —
2
где С — ширина ручья по верху матрицы (нижнего штампа); для
деталей толщиной до 5 мм С — 50 мм, до 10 мм С = 100 мм. более
10 мм С = 160 4- 180 мм; а — угол гиба;
5) наибольшая ширина первого отгиба зависит от ширины вто-
рого участка и угла второго отгиба и может быть определена по гра-
фику (рис. 29, б), при этом длина гнутой детали должна быть в пре-
делах габаритного размера между стойками станины пресса /с.
118
При большой длине детали ширина отгибов ЬА, Ь2 ограничивается
размерами проема в стойках станины пресса (см. рис. 29).
Пример 16. Определить наибольшую ширину до первого гиба под углом
= 90° в детали при длине гиба 300 мм, ширине второго участка Ь2 — 400 мм
и угле второго отгиба а2 = 45°; гибку производят на прессе АР-315.
По рис. 29, б для заданных условий следует принять
Ь, 120— 10= НО мм;
6) ширину заготовки для холодногнутой детали определяют
с учетом вытяжки металла в месте гиба (см. рис. 30) по формуле
В = S&j — 2k (A, (48)
где В — ширина заготовки; Ь4 — ширина участков по наружному
обмеру; k — коэффициент, зависящий от угла гиба: при а = 90°
kx = 1,0; при а = 45° k2 = 1,5; при а = 135° k3 — 0,5. Для проме-
жуточных значений а значение k определяют по интерполяции;
А — удлинение, мм, на один гиб при а — 90°, принимаемое для ма-
лоуглеродистой стали по рис. 30, в; удлинения при внутренних ра-
диусах более 26 мм определяют по формуле
А = А26 + 43 (г — 26), (49)
где А26 — удлинение при радиусе 26 мм; г—радиус гиба, мм.
Так как удлинение в местах гиба в значительной степени зависит
от пластичности стали (относительного удлинения), изменяющейся
в широких пределах для одной и той же марки стали, но разных пар-
тий, то ширину заготовки В для деталей массового изготовления
следует уточнять опытными гибками.
Пример 17. Определить ширину заготовки В из стали марки ВСтЗпс для
изготовления профиля, показанного на рис. 30. б, толщиной 6 мм при г = 10 мм,
ширине полос Ь4 = 30, Ь2 = 80, Ь3 = 180. Ь4 = 220, Ьь— 100 и Ье = 40 мм
с углами гиба оц = 135°, a2 = a3 = a4 = = 90°, ae = 135°.
В — b4 b2 4- Z'sH- 4“ — 4 kj A—2 k3 A = 30 80 4* 220 4* 100 4-
4- 40 — 4 • 1 12 — 12 0,5 12 = 830—48—12 = 770 мм;
7) при изготовлении листовых деталей из низколегированных
сталей до гибки предусматривают строжку кромок, пересекающих
линии гиба, а также удаление заусенцев.
ПРИМЕНЕНИЕ ХОЛОДНОЙ ШТАМПОВКИ
При изготовлении мелких деталей серийных стальных конструк-
ций, а также мелких типовых деталей (по нормалям завода) для ин-
дивидуальных конструкций все большее распространение получает
холодная штамповка. Этот технологический процесс, весьма рас-
пространенный в машиностроении, обеспечивает высокие качества
и точность деталей, механизацию и автоматизацию поточного про-
изводства строительных стальных конструкций.
119
В процессе холодной штамповки деталей стальных конструкций
осуществляют несколько операций: вырезку, вырубку, пробивку
отверстий, гибку, зачистку кромок и др. При крупносерийном про-
изводстве машиностроительных заводов эти операции обычно вы-
полняют раздельно на нескольких штамповочных прессах, оборудо-
ванных штампами простого действия. На заводах строительных
стальных конструкций такие участки нерентабельны. Только на
крупных заводах имеются один-два штамповочных пресса, на кото-
рых устанавливают штампы последовательно-совмещенного действия.
Для внедрения холодной штамповки при изготовлении мелко-
серийных конструкций разработаны и внедрены универсально-сбор-
ные штампы (УСШ) и универсально переналаживаемые штампы
(УПШ), один комплект которых заменяет десятки обычных штам-
пов, что существенно снижает себестоимость штампованных деталей
даже при мелких сериях конструкций.
Технологические возможности штамповочного пресса опреде-
ляют из выражения Р = 1,32/st, (50)
где Р — давление пресса, кгс/см2; 2/ — общая длина (периметр)
вырубки, см; s — толщина детали, см; т — сопротивление срезу,
кгс/см2, определяемое как
т = 0,8ов, (51)
где ов — временное сопротивление, кгс/см2, по формуле (46).
Холодная штамповка особенно рациональна для повышения
технологичности конструктивных решений легких стальных кон-
струкций комплектной поставки.
УЧЕТ ПРИ ПРОЕКТИРОВАНИИ СПОСОБОВ МЕХАНИЗАЦИИ
ЗАВОДСКИХ СРОЧНЫХ РАБОТ
Сборка сварных конструкций является одной из самых трудоем-
ких операций изготовления, примерно равной по трудозатратам свар-
ке. Поэтому трудоемкость изготовления сварных конструкций
во многом зависит от степени механизации сборочных работ. Совре-
менной технологией изготовления непоточных строительных
сварных конструкций освоены следующие способы механизации
сборочных работ:
сборка решетчатых (сквозных) конструкций по копирам и в ста-
ционарных кондукторах;
сборка составных Н-образных и двутавровых составных элемен-
тов в механизированных кондукторах (винтовых и с пневматическими
или электрическими прижимами);
сборка листовых конструкций (габаритных и негабаритных)
с помощью клиновых приспособлений;
сборка трубопроводов и других габаритных цилиндрических
емкостей с помощью механической скобы на механизированном пово-
ротном стеллаже.
При разработке проекта стадии КМ и деталировочных чертежей
120
КМД сварных конструкций выбор сечений элементов и узлов дол-
жен давать возможность для сборки элементов описанными выше
механизированными способами.
Сборка решетчатых (сквозных) конструкций (ферм, колонн,
связей и т. п.) по копиру заключается в том, что вначале по индиви-
дуальной разметке собирают копир, состоящий из натуральных
деталей изготавливаемой партии однотипных элементов, по которо-
му методом наложения повторяют все остальные элементы. Копир
используется для изготовления последнего элемента данной партии.
Сборка сварных элементов по копиру целесообразна даже в том слу-
чае, если в партии всего два однотипных элемента, поскольку при
этом для сборки второго элемента не требуются трудоемкие разме-
точные работы.
Собирать решетчатые (сквозные) конструкции этим способом
возможно в таких случаях: если стержни (пояса, решетки) имеют
сечения, составленные из спаренных уголков или спаренных швел-
леров; при этом с копира снимают половину элементов, которую
затем дособирают, прилагая парные детали к собранным по ко-
пиру;
если стержни состоят из одиночных профилей (например, из
труб или гнутых коробчатых профилей), имеющих примерно одина-
ковые поперечные габариты, что обеспечивает достаточно близкое
прилегание всех стержней к копиру; в данном случае с копира сни-
мают полностью собранный элемент.
Таким образом, условием технологичности при конструировании
решетчатых (сквозных) элементов является обеспечение сборки их
по копиру путем применения парных деталей, либо исключение
боковых деталей, препятствующих прилеганию к копиру элементов
из одного профиля (например, трубы, элементы коробчатого, тав-
рового сечения и т. п.).
Сборку крупносерийных решетчатых конструкций типа стеновых
и фонарных металлических переплетов производят в стационарных
кондукторах с упорами и винтовыми или другими прижимами,
однако устройство их экономически оправдывается только для пар-
тий однотипных элементов, измеряемых несколькими сотнями или
тысячами штук.
Сборку составных Н-образных и двутавровых элементов осуще-
ствляют в механизированных кондукторах. Наиболее простым яв-
ляется сборочный кондуктор с винтовыми прижимами, на котором
собирают элементы высотой от 400 до 2200 мм. При сборке элемен-
тов высотой 1000 мм и более необходимо прижимать стенку к постели,
так как при стяжке сечения стенка может потерять устойчивость.
На крупных заводах металлоконструкций (Днепропетровском
заводе металлоконструкций им. В. И. Бабушкина, Челябинском за-
воде металлоконструкций им. С. Орджоникидзе и др.) имеются
высокомеханизированные сборочные кондукторы, в которых стяжка
сечения производится пневматическими прижимами или от электро-
привода. Такие сборочные кондукторы являются высокопроизводн-
121
М2
Cm3
СтЗ
Отпра- оочная марка N! Сечение, мм Длина, мм К-Во Масса, кг Приме- чание Ош перш № Сечение, мм Длина, мм Масса, кг
1шт общ марки К-6о 1шт. общ марки
М1 1 -50*16(18) 55 1 0,3 0,3 0,3 Штам- повка М2 2 030*8 200 1 0,6 0,6 0,6
a S
Cm3
Отпра- вочная марка № Сечение, мм Длина, мм К-Зо Масса, кг Примеча- ние
1шт общ марки
мн 6 1135*122 ЧОО 1 8,6 8,6 8,6 изГдаэдя
д
Рис. 31. Клиновые сборочные приспособления (Ждановского ЗМК):
а, б — типовые шайба и клин; в, г — типовая и нетиповая стяжная планка; д, е — типо-
вой и нетиповой стяжной тавр.
55 X50MQ , 40 t[/~X
7 5 5
Отпра- вочная марка № Сечение, мм Длина, мм К-бо Масса,кг Примечание
1шт. общ. марки
М5 С200Ч6 150 { 5,8 5,6 7,7 Вырез
? -184 42 184 f f <Р.л.
3 °40‘40 45 2 0,45 Ofi Снятыраску
а
Рис. 32. Клиновые угловые сборочные приспособления и скобы (Ждановского
ЗМК):
а, б — типовой и нетиповой стяжные уголки; в — типовая накладка; с — типовая скоб**
для подвески кронштейнов; д — уголковые клинья для выравнивания деплаиаций
тельными сборочными машинами, решающими задачу комплексной
механизации сборочных работ при поточном изготовлении.
Для эффективного использования сборочных кондукторов и сбо-
рочных машин требованием технологичности к Н-образным и состав-
ным двутавровым элементам является минимальное количество
их типоразмеров в проектируемом сооружении, что дает возможность
производить меньше настроек на разные габариты сечений.
Сборку листовых негабаритных конструкций производят с помо-
щью клиновых стяжных приспособлений, предусматриваемых
в проектах стальных консгрукций стадий КМ и КМД, где указыва-
ется их расстановка в конструкции и производится заказ на изго-
товление полного комплекта приспособлений (или части комплекта
с учетом наличия сборочных приспособлений в монтажной органи-
зации). Набор приспособлений, применяемых для сборки негаба-
ритных листовых конструкций, имеющих детали толщиной до 50 мм,
приведены на рис. 31, 32.
Типовые сборочные шайбы (рис. 31, а) приваривают заранее к
собираемым деталям в местах, указанных на рабочих чертежах.
Для сборки вертикальных стыков на шайбы надевают стяжные
планки (рис. 31, в) и прижимают их забивкой клиньев в шайбы,
а стык стягивают забивкой клиньев между шайбой и упором план-
ки. Для сборки горизонтальных стыков на шайбы надевают стяжной
тавр (рис. 31, д, е), прижимаемый к деталям; при этом сближение
происходит за счет движения под действием собственного веса сты-
куемых деталей.
Для сборки листовых деталей, расположенных под углом, при-
меняют специальные стяжные уголки (рис. 32, а, б). Зазор между
стыкуемыми деталями регулируют прокладками (рис. 32, в) толщи-
ной 2, 3 и 4 мм. Депланации в сопрягаемых деталях выравнивают
уголковыми клиньями (рис. 32, д).
Для монтажной сборки и сварки на конструкции должны быть
установлены подмости, которые удобно располагать на инвентар-
ных кронштейнах, при различных уклонах к горизонту собираемых
деталей оболочек. Кронштейны подвешивают к типовым скобам
(рис. 32, г), расположенным в местах, указанных проектом.
Опытным путем установлены следующие правила установки сбо-
рочных приспособлений (рис. 33):
1) стяжные планки в вертикальных стыках устанавливают на
расстоянии 700—1300 мм; при высоте стыка до 1800 мм — две, при
большей высоте — три планки;
2) стяжные тавры устанавливают равномерно вдоль горизонталь-
ного стыка через 1000—1500 мм, при этом расстояние от оси край-
ней детали тавра до вертикального стыка должно быть равным по-
ловине принятого шага;
3) прокладки, регулирующие проектный зазор, устанавливают
по числу стяжек и тавров, т. е. на каждую планку или тавр — соот-
ветствующую прокладку;
4) скобы для кронштейнов подмостей устанавливают равномерно
124
вдоль горизонтального стыка (на 850 мм ниже стыка) через 1000—
1200 мм;
5) уголковые клинья ставят только в местах, где необходимо вы-
ровнять депланацию.
Клиновые сборочные приспособления должны быть инвентар-
ными. После поставки первого комплекта приспособлений для
последующих конструкций должны изготавливаться только шайбы,
скобы и нетиповые сборочные приспособления, а типовые — достав-
ляться в количестве, заказанном монтажной организацией с учетом
а М7
мз i_
4-
1000*1500
Равномерно по
окружности
М4
, . (-100041200
I <+| Рабноыерно па
/'‘Т1 окружности
Скобы для подмостей М7
М4
'М7
М3
М3
Шайбы М!
Шайбы Mt
70
и ’ /Прокладка Мб
Стяжные тавры М4
Стяжная манка М3
Мб
' у
Мб
М7
t.
Мб
М4
4 а |Г
“•"I Тн
ri мб Нг
ПриНк. 1800-2 стяжные планки М3
ПриН>1600-3 стяжные манки М3
М7
М4
М7
Мб
1
к
*
и
Рис. 33. Основные правила расстановки клиновых сборочных приспособлений.
имеющихся в наличии от прежних комплектов. Возможен и дру-
гой вариант: после монтажа все сборочные приспособления, кроме
шайб и скоб, должны быть возвращены заводу-изготовителю кон-
струкций, который каждый раз поставляет ко всем конструкциям
полный комплект сборочных приспособлений, количество которых
определяется в технологических картах проекта производства мон-
тажных работ. Масса комплекта сборочных приспособлений не дол-
жна превышать 0,5—1,0% общей массы собираемых конструкций.
Описанные клиновые сборочные приспособления могут быть при-
менены также для механизации заводских сборок габаритных лис-
товых конструкций (бункеров, фасонных частей газопроводов и т. п.).
Сборку трубопроводов и других габаритных цилиндрических ем-
костей производят на поворотном роликовом стенде. Для сборки
отдельных царг из обечаек продольные стыки собирают на клиновых
стяжных планках; для сборки цилиндров из ранее собранных царг
кольцевые стыки собирают, пользуясь либо стяжными планками
и уголковыми клиньями (для устранения депланаций), либо скобами
типа клепальных, с помощью которых достигается соосность в от-
дельных точках сопрягаемых элементов.
125
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ЭЛЕМЕНТОВ
С ФРЕЗЕРОВАННЫМИ ТОРЦАМИ
Фрезерование торцов элементов стальных конструкций применя-
ют в следующих случаях:
при передаче сжимающих усилий в стойках и колоннах на ниже-
расположенный элемент или опорную плиту через смятие торца;
при необходимости выдержать длину элемента или угол примы-
кания его к другим элементам с повышенной точностью;
при технической необходи-
мости получить гладкую по-
верхность торца элемента, из-
готовленного из деталей, ре-
занных на ножах или ручной
кислородной резкой.
В первых двух случаях
фрезерование торцов назнача-
ется в проектах, в третьем —
при разработке технологии
изготовления конструкций.
Рис. 34. Схемы торцефрезерных ма-
шин (типы):
а — старый (с планшайбой); б — Ра-
менского завода; в — Горьковского
станкозавода.
На заводах металлоконструкций стройиндустрии имеются тор-
цефрезерные машины, схемы которых показаны на рис. 34.
Для быстрой и точной установки элементов под фрезерование
торцов, а также для соблюдения расстояний между фрезерованными
торцами с повышенной точностью рекомендуется следующая систе-
ма упоров (рис. 35), разработанная и примененная на днепропетров-
ском заводе металлоконструкций им. В. И. Бабушкина в 1949 г. при
изготовлении колонн каркасов для высотных зданий Москвы.
Два боковых упора устанавливают таким образом, чтобы соб-
людать перпендикулярность (или иной заданный в проекте угол)
между плоскостью фрез и осью элемента. Упоры имеют выступы
против стенки сечения обрабатываемых элементов, что устраняет
влияние грибовидности и перекосов полок на точность установки
элемента. Элемент, подлежащий фрезерованию, устанавливают на
два столика и прижимают к выступам боковых упоров двумя вин-
тами. Столики и прижимные винты расположены в плоскости попе-
речных сечений элемента, равноудаленных от торцов элементов, что
обеспечивает параллельность противоположных фрезерованных тор-
цов и исключает влияние продольной кривизны на точность установ-
ки элемента под фрезерование.
126
Для соблюдения номинальной длины элемента (между фрезеро-
ванными торцами) с повышенной точностью устанавливают задний
опускной упор и контрольную планку на станине машины. Расстоя-
ние между строгаными плоскостями заднего упора и планки равно
L — номинальному размеру элемента после фрезеровки.
Сначала элемент устанавливают только по боковым упорам
(задний упор опущен) и производят фрезеровку первого торца,
L-проектный размер
Рис. 35. Схема расположения упоров для установки элементов, фрезеруемых на
один нли два торца под прямым углом:
1 — задний отпускной упор; 2 — боковой упор; 3 — винт; 4 — планшайба с фрезами;
5 — контрольная плаика; 6 — столнк.
затем на пробках устанавливают на место задний упор, в который
упирают ранее отфрезерованный торец, и фрезеровку второго торца
продолжают до тех пор, пока резцы не прикоснутся к строганой плос-
кости контрольной планки.
Для разных номинальных длин элементов устанавливают соот-
ветствуй щее количество задних упоров или используют один передви-
жной (на пробках) упор. На двухколонной торцефрезерной машине
(см. рис. 34, в) вместо заднего упора устанавливают вторую контроль-
ную планку на станине второй колонны.
При фрезеровании элементов, установленных по описанной си-
стеме упоров, расстояние между фрезерованными торцами получают
с точностью ±1 мм независимо от длины элемента.
При конструировании элементов с фрезерованными торцами
следует учитывать такие технологические особенности:
габариты фрезерованного торца не должны превышать размеров
машины, имеющейся на заводе-изготовителе конструкций;
127
в деталировочных чертежах КМД необходимо предусматривать
припуск по длине на фрезеровку торцов при механической резке
заготовок деталей по 5 мм на каждый торец, при кислородной резке
заготовок деталей толщиной до 25 мм 7—8 мм, толщиной более
25 мм — по 10 мм на каждый торец;
в примечаниях и пояснительных записках следует оговаривать,
что после фрезеровки торцов собранных и сваренных элементов за-
прещаются сварочные работы в изготовляемом элементе, так как де-
формации от сварки могут изменить положение фрезерованных тор-
цов. После фрезеровки разрешается проводить только работы, не
связанные с местным нагревом (сверление отверстий, маркировку
и т. п.).
НАЗНАЧЕНИЕ В ПРОЕКТЕ ЗАВОДСКИХ ОБЩИХ
И КОНТРОЛЬНЫХ СБОРОК СВАРНЫХ КОНСТРУКЦИЙ
Общую сборку конструкций в плоские или пространственные
узлы сооружения, состоящие из групп отправочных элементов, про-
изводят на заводе-изготовителе. При этом:
проверяют точность изготовления отправочных элементов;
при необходимости производят подгонку отправочных элементов
в монтажных узлах;
производят, где это необходимо, подгонку кромок для монтажных
сварных соединений;
рассверливают на полный диаметр (проектный) отверстия для
болтов в собранных монтажных узлах;
создают условия для быстрого и точного повторения заводской
общей сборки на монтаже путем индивидуальной маркировки,
установки фиксаторов и т. п.
Общую сборку назначают во всех случаях, когда технология
изготовления не может обеспечить требуемую точность геометричес-
ких форм и размеров отправочных элементов и точное совпадение
отверстий для болтов в монтажных узлах.
Контрольная сборка — это такая общая сборка, при которой про-
изводят только проверку точности изготовления отдельных элемен-
тов, точности кондукторов и приспособлений. На контрольных
сборках не производят подгоночные работы, не делают индивидуаль-
ную маркировку и не устанавливают фиксаторы, так как точно из-
готовленные однотипные элементы должны быть взаимно заменяе-
мыми. Контрольные сборки назначают в объеме 5—15% общего
количества изготавливаемых элементов.
В стержневых конструкциях (колонны, стойки, балки, фермы)
во всех случаях, когда монтажные отверстия для установки болтов
нормальной точности имеют по проекту диаметр на 3—5 мм больше
номинального диаметра болта, общие и контрольные сборки не на-
значаются.
128
Для негабаритных листовых конструкций (оболочек) общую
заводскую сборку обычно назначают для следующих узлов:
сферических и конических днищ и переходов к ним с примыка-
ющими цилиндрическими царгами (при отсутствии прокладного по-
яса) или без них (при наличии прокладного пояса);
плоскостей негабаритных бункеров при соединениях в стык
(в виде отдельных плоскостных сборок или общей пространствен-
ной сборки всего бункера в зависимости от габаритов бункера).
ВидА
Рис. 36. Типы фиксаторов, устанавливаемых на общих заводских сборках.
Общие сборки цилиндрических элементов обычно не производят,
поскольку современная технология их изготовления обеспечивает
высокую точность геометрической формы и размеров негабаритных
цилиндрических листовых деталей.
Объем общей или контрольной сборок, назначенных в проекте,
должен соответствовать габаритам и другим технологическим воз-
можностям сборочного цеха завода-изготовителя (см. табл. 44).
Общую сборку осуществляют на хорошо выверенных стелла-
жах, а результаты ее фиксируют так, чтобы создать условия для
быстрого и точного повторения расположения элементов при мон-
тажной сборке.
В монтажных узлах, в которых предусмотрены болтовые или
заклепочные соединения, на общей сборке рассверливают отверстия
9 0-511 129
на полный проектный диаметр и производят соответствующую ин-
дивидуальную маркировку элементов, прошедших заводскую общую
сборку, что и является фиксацией взаимного положения элементов.
В монтажных узлах цельносварных конструкций, не имеющих от-
верстий, после проверки геометрической формы и размеров собран-
ной части сооружения, а также производства подгоночных работ
(в необходимых местах) взаимное расположение элементов за-
крепляют установкой специальных фиксаторов. Некоторые наибо-
лее распространенные типы фиксаторов приведены на рис. 36.
Фиксатор состоит из двух деталей, прикрепляемых к двум эле-
ментам. На общую сборку фиксаторы должны поступать в собранном
3 фиксатора на длинную сторону
листа (незабисино от длины)
Рис. 37. Расстановка фиксаторов в ли-
стовых конструкциях.
виде (на болтах нормальной точ-
ности и точеных пробках). По-
сле приварки фиксатора на мес-
то болты и пробку удаляют, а
конструкцию расчленяют на от-
правочные элементы, отгружае-
мые раздельно на монтаж.
Фиксаторы устанавливают по
схеме, приведенной в деталиро-
вочных чертежах КМД без точ-
ной разметки мест их прикрепле-
ния, чтобы каждый элемент при
монтажной сборке мог быть установлен только на то место, где он
был на общей заводской сборке, а установка его на другое место
была бы невозможна из-за несовпадения фиксаторов.
Правила расстановки фиксаторов в листовых конструкциях (обо-
лочках) разработаны опытным путем (рис. 37). Расстановка фикса-
торов в монтажных стыках сварных двутавровых, Н-образных,
тавровых и других элементов должна предусматривать фиксацию
не менее трех точек в стыке.
При конструировании фиксаторы рекомендуется предусматри-
вать массивными жесткими и прочными, чтобы избежать поврежде-
ний при подъемно-транспортных работах.
Фиксаторы — инвентарные приспособления и подлежат возвра-
ту на завод-изготовитель конструкций для повторного использова-
ния (10—20-кратного и более).
КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ
С МОНТАЖНЫМИ ОТВЕРСТИЯМИ
В стальных каркасах промышленных зданий и сооружений,
наряду с цельносварными конструкциями, проектируют конструк-
ции с монтажными соединениями на болтах нормальной точности
(обычных и высокопрочных сдвигоустойчивых). Изредка еще при-
меняют заклепочные соединения.
130
Монтажные отверстия для болтовых и заклепочных соединений
в отправочных элементах стальных конструкций просверливают
на заводах как правило на полный (проектный) диаметр. Изготовле-
ние элементов конструкций с отверстиями меньшего против проект-
ного диаметра с последующей рассверловкой их на монтаже допус-
кается как исключение лишь для малоповторяющихся элементов
и в сопряжениях, для которых рассверловка монтажных отверстий
на полный диаметр на заводах металлоконструкций технически
сложна и экономически невыгодна по сравнению с выполнением этой
работы после общей сборки на монтаже.
Рис. 38. Основные эталоны кондукторов днепропетровского завода металлоконст-
рукций им. В. И. Бабушкина.
Отверстия на полный диаметр рассверливают на общей заводской
сборке или по кондукторам. При общей сборке монтажные отверстия
образуют так. Изготовленные отправочные элементы с монтажными
отверстиями, просверленными на 2—6 мм меньше проектного диа-
метра, собирают в плоскостные, а при необходимости и, если позво-
ляют габариты сборочных цехов,— в пространственные общие сбор-
ки; после проверки геометрической формы и размеров по окончании
всех подгоночных работ, производят рассверловку на полный диа-
метр всех монтажных отверстий в собранных пакетах и последующую
индивидуальную маркировку отправочных элементов в соответствии
с чертежом схемы общей сборки, входящим в состав чертежей КМД.
Однако такой способ образования монтажных отверстий явля-
ется устаревшим и применяется теперь в исключительных случаях
для индивидуальных неповторяющихся конструкций, так как сопря-
жен с трудоемкими работами по их общей сборке и не обеспечивает
взаимозаменяемости однотипных элементов.
9*
131
Образование монтажных отверстий в отправочных элементах
по кондукторам, предусмотренных в проектах, обеспечивает высо-
кую точность расположения отверстий и взаимозаменяемость одно-
типных элементов при высокой производительности труда.
Кондуктор представляет собой металлическую плиту с располо-
женными на ней втулками, служащими направляющими для сверл
в процессе сверления монтажных отверстий. Для изготовления кон-
дукторов используют кондукторы-эталоны, по которым сверлят
отверстия в кондукторных плитах для запрессовки с них втулок.
Два кондуктора-эталона, по которым изготовляют все кондукторы
Рис. 39. Накладные кондукторы
к узлу клепано-сварного пролет-
ного строения железнодорожно-
го моста:
а — общий вид узла; б — г — кон-
дукторы для поясов и раскосов; для
подвесок, стоек и поперечных ба-
лок; для узловых фасонок.
f20
а'
для сверления монтажных отверстий диаметром 23 мм (рис. 38),
обеспечивают 15 типоразмеров дорожек (от 70 до 340 мм) при типовом
шаге 80 (160) мм и шаге в стыке 120 мм. Для изготовления кондукто-
ров с многорядным расположением отверстий сначала сверлят два
ряда, затем последовательными наложениями кондукторов-эталонов
с закреплением их точеными пробками в ранее образованные от-
верстия сверлят отверстия в остальных рядах.
Для сверления монтажных отверстий при изготовлении строи-
тельных стальных конструкций применяют кондукторы накладные
(плоские одиночные, плоские связанные и пространственные свя-
занные) и объемные стационарные.
Плоские одиночные кондукторы (рис. 39) могут быть частные
и общие. Частные кондукторы имеют только одну группу монтаж-
ных отверстий при параллельных продольных рисках, расположен-
ных по одной или нескольким дорожкам (рис. 39, б, в). Общие кон-
дукторы имеют несколько групп монтажных отверстий, оси которых
расположены под различными углами друг к другу (рис. 39, г).
Плоские одиночные кондукторы устанавливают или по заранее
размеченным на сборочном элементе рискам, или по упорам к стро-
ганым или фрезерованным кромкам, от которых заданы точные рас-
стояния до первого ряда отверстий (обрезы).
Плоские связанные кондукторы (рис. 40) обеспечивают не только
132
точность расположения отверстии в группе, но и точность расстоя-
ний между группами. Например, такой тип кондуктора может быть
принят для сверления отверстий в опорных планках нижнего и верх.
него опорных углов стропильной
фермы и в верхушке колонны.
Пространственные связанные
кондукторы обеспечивают высо-
кую точность расположения от-
верстий как в отдельных груп-
пах, так и между группами, рас-
положенными в разных плоско-
стях сборочного элемента.
Накладные кондукторы ши-
Рис. 40. Плоский связанный кондуктор
для сверления отверстий в опорных
планках стропильных ферм н соответ-
ствующих участках стальных колонн.
роко применяются на всех заво-
дах металлоконструкций для мае
сового сверления монтажных отверстий на полный диаметр в отпра-
вочных элементах строительных стальных конструкций. Недостат-
ками их являются трудоемкие разметочные работы для нанесения
установочных осей и возможные неточности в расстояниях между
группами отверстий в элементах, где нельзя применять плоские
связанные кондукторы.
Рис. 41. Объемный стационарный кондуктор:
] — торцовый упор; 2 — прижимы; 3 — направляющая для заводки элемента в кондуктор;
4 — рассверливаемый элемент; 5 — рама кондуктора; б — стойка упорной плиты. 7 —«
упорная плита; 8 — передвижной упор для хвостовика сверлильной машиики; 9 — плос-
кий кондуктор; 10 — установочная плита; 11 — опорный столик.
133
Этих недостатков лишены объемные стационарные кондукторы,
в которых элементы устанавливают по упорам, а кондукторные пли-
ты укреплены на общей раме (рис. 41). Монтажные соединения с от-
верстиями, просверленными в объемных кондукторах, имеют не толь-
ко высокую точность расположения отверстий в отдельных группах,
но и точность расстояний между группами отверстий и их взаимным
расположением в пространстве, т. е. в разных плоскостях отпра-
вочного элемента. Кроме того, при использовании объемных кон-
дукторов отпадают трудоемкие работы по разметке установочных
осей.
Недостатком объемных стационарных кондукторов типа, изоб-
раженного на рис. 41, является необходимость сверления отверстий
в вертикальных плоскостях элемента ручными пневматическими или
электрическими сверлильными машинками вместо применения ра-
диально-сверлильных станков, используемых для сверления по
большинству типов накладных кондукторов. Этот недостаток мож-
но устранить, если стационарные кондукторы сделать поворотными
вокруг продольной оси, что технически возможно.
Для применения кондукторов требованием технологичности
является расположение монтажных отверстий по типовым рисункам
(дорожкам, шагам), например, для d = 23 мм (см. рис. 38), с макси-
мальным использованием инвентарных типовых кондукторов по
альбому завода-изготовителя.
Объемные стационарные кондукторы экономически целесообраз-
ны только для крупносерийных элементов конструкций, когда на
одном кондукторе будут просверлены монтажные отверстия в пар-
тии однотипных элементов общей массой не менее 800—1000 т.
В остальных случаях экономически выгоднее применять накладные
кондукторы.
Рабочие чертежи на типовые кондукторы входят в состав детали-
ровочных чертежей КМД, разрабатываемых конструкторским отде-
лом завода металлоконструкций. При сверлении монтажных отвер-
стий в кондукторах производят выборочную проверку путем кон-
трольной сборки первых и каждых десятых однотипных элементов,
при этом калибр диаметром на 1 мм меньше номинального диаметра
отверстий должен проходить не менее чем в 85% отверстий каждой
группы. Если это условие не соблюдено, то производят повторную
контрольную сборку, но если и в этом случае калибр не проходит
в 85% отверстий каждой группы, то кондукторы необходимо пере-
делать. Исправляют дефекты отверстий только с разрешения кон-
структорского отдела завода следующим образом:
рассверловкой на больший диаметр с внесением соответствующих
изменений в рабочие чертежи, при этом, если шаги, дорожки и обре-
зы соответствуют минимальным размерам, установленным в табл. 49
СНиП П-В. 3-72* для нового, большего диаметра, то количество
рассверливаемых отверстий не ограничивается; в противном случае
допускается рассверливание не более 25% общего количества отвер-
стий в группе, но не более 50% в одном поперечном сечении;
134
заваркой отверстий, предпочтительно полуавтоматической свар-
кой или вручную с соответствующими типами электродов (для дан-
ного класса прочности основного металла), и последующим повтор-
ным сверлением с обработкой поверхности деталей шлифовальной
машинкой. Не рекомендуется заварка отверстий в растянутых се-
чениях, где действует полное расчетное усилие и номинальные на-
пряжения близки к расчетному сопротивлению (т. е. отверстия край-
ние со стороны середины растянутого элемента). Для сжатых эле-
ментов или сжатых зон изгибаемых элементов такое ограничение
можно не вводить.
Условием технологичности является расположение монтажных
отверстий в стыках по типовым дорожкам и шагам, что обеспечивает
сверление их на полный диаметр по кондукторам. Например, для
отверстий диаметром от 19 до 25 мм включительно по данным этало-
нов днепропетровского завода металлоконструкций им. В. И. Ба-
бушкина типовые дорожки равны: 70, 80, 100, 120, 140, 150, 160,
180, 200, 220, 260, 270, 340 мм; типовые шаги — 80 и 160 мм; типовой
шаг в стыке—120 мм. Применение тех или иных нетиповых дорожек
и шагов согласовывается с заводом-изготовителем конструкций.
МАРКИРОВКА ОТПРАВОЧНЫХ ЭЛЕМЕНТОВ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Стальной каркас здания или сооружения в проекте расчленя
ют на отправочные элементы, состоящие из одной или нескольких
деталей, собираемых на заводах-изготовителях. Каждому отправоч-
ному элементу присваивают в соответствии с проектом условный
знак — отправочную марку, которую наносят в таких местах, чтобы
ее можно было легко прочитать на элементах, сложенных в штабель,
а также после установки их в сооружении. Обычно в этих местах
ставят также и личные клейма сварщиков и работников ОТК, при-
нявших данный элемент. Марку (буквы и цифры высотой 8—12 см)
наносят белилами по трафарету примерно в такой последовательнос-
ти: -—где Ф14— отправочная марка элементов по монтажной
схеме и рабочему чертежу; 104 — номер заводского заказа (объекта);
17 — номер деталировочного чертежа (КМД), по которому был из-
готовлен отправочный элемент.
Места с обозначенной маркой элемента и клейма обводят рамкой
(белой краской) и не грунтуют.
В крупногабаритных конструкциях марки наносят в двух местах,
например, в колоннах на подошве опорной плиты (для чтения марки
в штабеле) и на внутренней ветви (для чтения марки при установке).
Существует три системы маркировки: общая, индивидуальная
и фиксирующая.
Марка общей маркировки является только условным обозначе-
нием однотипных элементов и наносится в любых местах элементов
без определенной системы.
135
Индивидуальную маркировку применяют только для элементов,
прошедших заводскую общую сборку, при этом однотипные элемен-
ты имеют разные марки, обозначающие место элемента в общей сбор-
ке. Кроме марок, на элементах ставят ориентирующие знаки, об-
легчающие монтажную сборку. Обозначения индивидуальных ма-
рок и ориентирующих знаков указывают на чертежах общих завод-
ских сборок, входящих в состав — деталировочных чертежей КМД.
Например, элементы пояса конической оболочки, прошедшие за-
водскую общую сборку, могут иметь следующие индивидуальные
ЗК7
5М 3KS
5°5 ЗК9
-•? Эго
ЗК4
5Р4 505 ~5Р6
ЗК5 П ЗК6 „
Фтг-
5Р!
ЗК2
, U-
1
4
а
Марка.
ЗКЗ
Марка I
Ориентирующий
знак
б
ч Ориентирующий
Знак
б
Рис. 42. Основные правила фиксирую-
щей маркировки элементов каркасов
многоэтажных зданий:
а — места маркировки (в плане), б — ко-
понна; в — ригель
марки для элементов одного из
поясов: 7Г1, 7Г2, 7ГЗ, 7Г4, 7Г5,
7Г6 ит. п., где цифра 7 перед
буквой Г обозначает номер поя-
са, а цифры после букв — по-
рядковые номера элементов —
последовательность их установ-
ки на общей сборке (Г — услов-
ная буква для всех элементов
данной оболочки). Ориентирую-
щими знаками в этом случае яв-
ляются фиксаторы, установлен-
ные без строгой разметки, и
условная ось, нанесенная через
все пояса белой линией.
Фиксирующая маркировка является не только условным обозна-
чением элемента, но также указывает на непосредственное место
элемента и ориентировку его положения в сооружении. Так, на
рис. 42, где представлены основные правила фиксирующей марки-
ровки элементов каркасов высотных зданий, марки ригелей 5Р1,
5Р2, 5РЗ, ..., обозначают: цифра, стоящая перед буквой — номер
этажа, буква Р — ригель, цифра после буквы — порядковый номер
марки ригеля данного этажа; аналогично марки колонны 3KJ, 2К2,
ЗКЗ ... Такую систему можно применить и для каркасов одноэтаж-
ных промышленных зданий, именуя марки элементов так, чтобы они
обозначали место элемента в сооружении. Например: колонны ряда
А — Al, А2, АЗ,; ряда Б — Б1, Б2, БЗ, ...; фермы пролета А — Б —
АБ1, АБ2, АБЗ, ...; подкрановые балки ряда А в пролете АБ —
ПАБ1, ПАБ2, ПАБЗ; подкрановые балки ряда Б в пролете АБ —
ПБА1, ПБА2; ПБАЗ; фонари пролета АБ — ФАБ1, ФАБ2, ФАБЗ,...
.. и т. д.
Марки следует писать с лицевой стороны элементов, обращен-
ных в середину пролета (для колонн и балок), и с правой стороны
ферм, фонарей, когда наблюдатель стоит на оси 1 и смотрит по ходу
нумерации осей.
Применение фиксирующей маркировки способствует четкой
организации процесса изготовления и монтажа стальных конструк-
ций, поставке их по ходу монтажа и значительно ускоряет монтаж.
Следует отметить, что маркировке элементов иногда уделяют мало
136
внимания, не учитывают ее важность при отработке конструкций
на технологичность.
Обязательным требованием технологичности при любой системе
маркировки является указание в чертежах отправочных элементов
о нанесении марок в местах, удобных для чтения их как при склади-
ровании и транспортировке, так и после установки в проектное
положение.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ
ПО МОНТАЖУ СТРОИТЕЛЬНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ,
УЧИТЫВАЕМЫЕ ПРИ ПРОЕКТИРОВАНИИ
СОВРЕМЕННАЯ ТЕХНОЛОГИЯ МОНТАЖА
СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Монтаж — завершающая стадия изготовления строительных
стальных конструкций, после окончания которой наступает период
эксплуатации.
В совершенствовании организации и технологии монтажа стро-
ительных стальных конструкций определяющим является фактор
времени, т. е. стремление к сокращению сроков выполнения монтаж-
ных работ.
На скорость монтажа значительно влияют конструктивные ре-
шения. Поэтому отработка проекта стальных сварных конструкций
на технологичность по монтажу является весьма важной и проект-
ные решения заранее увязывают с проектом организации и техно-
логии производства монтажных работ.
Монтаж строительных сварных стальных конструкций состоит
из следующих основных процессов: разгрузки и складирования от-
правочных элементов; подготовки и укрупнения элементов в узлы
и блоки перед подъемом; установки элементов, узлов и блоков
в проектное положение; выверки и закрепления конструкций в мон-
тажных узлах постоянными соединениями (болтами, заклепками,
сварными швами).
Разгрузку и складирование отправочных элементов конструкций,
прибывающих с завода-изготовителя, производят на специализиро-
ванных складах — общеплощадочных или приобъектных. Конструк-
ции разгружают складскими кранами, при этом максимальная
масса отдельных отправочных элементов не должна превышать грузо-
подъемности этих кранов, что следует оговаривать в «особых усло-
виях» договора на изготовление конструкций, учитываемых при раз-
работке чертежей КМД в конструкторском отделе завода.
Складирование должно обеспечить сохранность геометрической
формы элементов и целостность заводских соединений деталей,
а также удобство комплектовки и последовательной подачи
137
элементов к месту монтажа. Для этого отправочные элементы укла-
дывают в штабеля по группам однотипных конструктивных эле-
ментов, располагая их так, чтобы из проходов была хорошо видна
маркировка и было возможно легко отбирать и подавать элементы
по ходу монтажа.
Для производства погрузочно-разгрузочных работ в отправоч-
ных элементах предусматривают специальные транспортные при-
способления, так как при строповке без них могут возникать мест-
ные погнутости, вмятины, рванины кромок и прочие дефекты,
трудоемкие при исправлении и снижающие несущую способность
элементов.
Укрупнение элементов в узлы и блоки перед подъемом и уста-
новкой в проектное положение производят с целью ускорения мон-
тажа путем переноса трудоемких «верховых» сборочно-сварочных
работ на «низовые», выполняемые на специально оборудованных
укрупнительных стендах и площадках.
Конструктивное решение укрупненного узла или блока соору-
жения разрабатывается при рабочем проектировании (стадии
КМ и КМД). Оно должно быть согласовано с ППР по монтажу и
давать возможность для максимальной механизации сборочно-сва-
рочных работ, а также содержать в необходимых случаях указа-
ния об использовании специальных или инвентарных приспособле-
ний для сборки, кантовки, строповки при подъеме на монтаже,
выверки и закреплении конструкций в проектном положении.
Особые требования к конструктивным решениям блоков предъяв-
ляются при крупноблочном конвейерном монтаже, когда блок дол-
жен иметь до подъема полную готовность смонтированных несущих
и ограждающих конструкций.
Подъем и установка элементов, узлов и блоков в проектное по-
ложение являются одними из наиболее ответственных операций мон-
тажа, осуществляемых с помощью подъемно-транспортных меха-
низмов.
При конструировании монтажных элементов, узлов и блоков
следует наиболее полно учитывать технологические возможности,
а иногда и ограничения конкретной монтажной организации, кото-
рая будет производить монтаж проектируемого сооружения. Одна-
ко не всегда целесообразно строго ограничивать проектировщиков
существующим парком технологического оборудования и освоенной
технологией монтажа аналогичных объектов. При надлежащем
технико-экономическом обосновании возможно предусматривать
новые эффективные виды конструкций, для монтажа которых
может потребоваться новое оборудование или оснастка, что долж-
но окупаться общей эффективностью разработанных новых кон-
струкций.
Выверка и закрепление конструкций в проектном положении —
заключительные операции монтажа, в значительной степени оп-
ределяющие эксплуатационные качества смонтированных кон-
струкций.
138
Для ускорения этих работ и улучшения их качества широкое
применение получили способы безвыверочного и крупноблочного
конвейерного монтажа.
Основными требованиями технологичности к выверке и за-
креплению конструкций являются простота конструкции монтаж-
ных узлов; устойчивость ферм и положения элементов в процессе
монтажа; возможность получения требуемой точности геометричес-
кой формы каркаса сооружения наименее трудоемкими и наиболее
быстрыми способами.
СПОСОБЫ МОНТАЖА СТРОИТЕЛЬНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Современные способы монтажа строительных конструкций мно-
гообразны, и выбор того или иного способа зависит, прежде всего,
от вида конструкций, классифицируемых по конструктивной схеме:
А. Стержневые системы — каркасы одноэтажных промышлен-
ных зданий; каркасы многоэтажных промышленных и гражданс-
ких зданий; покрытия большепролетных зданий; высотные соору-
жения (мачты, башни различного назначения — опоры, радио- и те-
левизионных антенн, линий электропередачи, канатных дорог,
копры, нефтяные вышки и др.); пролетные строения городских,
автодорожных и железнодорожных мостов; специальные сооруже-
ния различного назначения.
Б. Сплошные системы — трубопроводы; оболочки сооружений
доменных комплексов (кожухи доменных печей, воздухонагревате-
лей, газоочистки и др.) и коксохимических батарей; резервуары
габаритные (цистерны) и негабаритные; гидротехнические сооруже-
ния (шлюзовые ворота, затворы и др.); оболочки аппаратов, работа-
ющих под высоким давлением (габаритные и негабаритные).
Хотя способы монтажа перечисленных конструкций специфич-
ны для каждого вида 17, 25, 35, 44], однако они могут быть обобщены
и классифицированы по следующим признакам:
1. По количеству одновременно поднимаемых элементов:
а) поэлементный монтаж, т. е. подъем и установка в проектное
положение раздельно каждого отправочного элемента; это наименее
производительный, наиболее трудоемкий и длительный способ, по-
этому с каждым годом он применяется все реже;
б) блочный монтаж, т. е. подъем и установка в проектное поло-
жение собранных в блок перед подъемом нескольких однотипных
конструктивных элементов с постоянными или временными связями
(спаренные стропильные фермы, подкрановые балки с тормозными
конструкциями);
в) крупноблочный монтаж, когда в крупногабаритный узел со-
оружения перед подъемом собраны смежные конструктивные эле-
менты с постоянными или временными связями, например, несколь-
ко стропильных ферм с фонарями и плитами покрытия, купол до-
менной печи со свечами;
139
г) конвейерный крупноблочный монтаж, при котором на кон-
вейере собирают блок из несущих и ограждающих конструкций
и после подъема и установки производят только заделку стыков
и установку постоянных креплений;
д) монтаж сооружения в целом виде, т. е. собранного целиком
в нижнем положении с единовременным подъемом и установкой
в проектное положение, например, монтаж башен, дымовых труб,
обелисков и прочих конструкций методом опрокидывания, а так-
же монтаж целых опор линий электропередач с помощью верто-
летов.
2. По очередности монтажа:
а) очередность по видам конструктивных элементов, т. е.,
например, сначала все или группа колонн, затем подстропильные
и стропильные фермы, потом подкрановые балки и т. д.;
б) комплексный монтаж одновременно всех разноименных не-
сущих и ограждающих элементов на каждой поперечной оси или
между ними (в отсеке);
3. По последовательности монтажных работ в плане — попе-
речное, продольное или комбинированное (продольное и попереч-
ное) движение монтажных кранов или подъемников.
Выбор очередности и последовательности монтажа в плане зави-
сит от принятых решений общего проекта организации строительно-
монтажных работ;
4. По последовательности монтажных работ по вертикали встре-
чаются следующие разновидности монтажа (рис. 43):
а) способ наращивания, т. е. последовательный подъем и уста-
новка элементов или блоков снизу вверх (рис. 43, а);
б) способ подращивания — сборка всех блоков снизу с после-
довательным подъемом законченных монтажом групп элементов,
начиная с верхних (рис. 43, б);
в) совмещенный монтаж — одновременное выполнение монтаж-
ных работ на различных уровнях (рис. 43, в);
г) способ опрокидывания вокруг шарниров с помощью лебедок
или тягачей — применяется для высотных сооружений башенного
типа, когда сооружение, имеющее малые размеры в плане и боль-
шую высоту, монтируется в горизонтальном положении и путем
поворота у основания на 90° устанавливается в проектное положе-
ние (рис. 43, г);
д) монтаж башен с помощью «падающих» стрел или шевров
(рис. 43, д) — применяют при подъеме методом поворота вокруг
шарниров с помощью лебедок или тягачей;
е) подъем башен методом «выжимания» при повороте вокруг
шарниров (рис. 43, ж), при этом первоначальный подъем осуществ-
ляют кранами, а дальнейшее движение — подвижным поворотным
стержнем (толкателем);
ж) подъем башен методом «скольжения» (рис. 43, з), когда башню
собирают в горизонтальном положении, а затем стреловым передвиж-
ным краном поднимают, перемещая основание в сторону фундамента.
140
Рис. 43. Последовательность монтажа по вертикали:
а — наращивание; б — подращивание; в — совмещенный монтаж; а — опрокидывание;
д — падающей стрелой (/ — тяговый полиспаст; 2 — падающая стрела; 3 — тормозной
полиспаст; 4 — раздвигающие тяги); ж — метод «выжимания»; з — метод скольжения.
Выбор того или иного способа монтажа осуществляется с учетом
особенностей конструкции данного сооружения, конкретных усло-
вий монтажной площадки и требуемых сроков монтажа.
План
Надвижка
А ппптетиг» пплпхершю
положения
в
Рис. 44. Способ монтажа по ме-
тоду сборки и направлению ус-
тановки:
а — подъем; б — передвижка; в —
надвижка.
5. По месту предварительной сборки блоков перед подъемом
и направлению их передвижения к месту установки в проектное
положение (рис. 44):
а) предварительная сборка в нижнем положении и вертикаль-
ный подъем для установки в проектное положение (рис. 44, а);
б) сборка блоков или всего сооружения параллельно проектной
оси и последующая поперечная передвижка (рис. 44, б) для уста-
Подмости Монтируемая Опорное
кольцо^
новки в проектное положение;
в) сборка блоков или всего
сооружения на продолжении про-
ектной продольной оси и после-
дующая надвижка вдоль оси в
проектное положение (рис. 44, в);
6. По статической схеме эле-
ментов или блоков (рис. 45):
Монтируемый
д
Монтируемая Монтируемая
г
д
Рис. 45. Способы монтажа по статиче-
ской схеме в процессе монтажной сбор-
ки:
а — на сплошных подмостях; б — с вре-
менными промежуточными опорами; в — на-
весная сборка; г — полуиавесная сборка;
д — временная висячая система.
а) на сплошных подмостях, при этом каждый элемент в про-
цессе монтажа воспринимает усилия, главным образом, от собст-
венного веса (рис. 45, а);
142
б) на постоянных или временных опорах, подразделяющих
каркас монтируемого сооружения на постоянные или временные
балочные системы (рис. 45, б);
в) навесной способ монтажа (рис. 45, в) — группа отправочных
элементов или блоков при монтаже образует временную консоль-
ную систему, заделанную в опору, или ранее смонтированные эле-
менты;
г) полунавесной способ монтажа (рис. 45, г), когда в процессе
монтажа устанавливают дополнительные опоры и временная кон-
соль навесного способа превращается в однопролетную систему или
балку с консолью и т. п.;
д) монтаж с помощью временных висячих (тросовых) систем
(рис. 45, д) — применяется для большепролетных сооружений при
невозможности устройства временных промежуточных опор.
Проектировщику строительных стальных конструкций следует
учитывать принятую при монтаже статическую схему для соответ-
ствующих расчетов прочности и устойчивости сооружения в процес-
се монтажа, а также для проектирования, в необходимых случаях,
дополнительных деталей, узлов и приспособлений, необходимых
для осуществления монтажных работ по принятому способу.
7. По способу получения требуемой точности геометрической
формы смонтированного сооружения;
а) монтаж с выверкой (рихтовкой) элементов перед установкой
постоянных монтажных креплений в узлах;
б) безвыверочный монтаж, т. е. установка элементов без после-
дующей их рихтовки, что возможно при повышенной точности как
изготовления отправочных элементов стальных конструкций, так
и выполнения подготовительных к монтажу общестроительных
работ.
Безвыверочный монтаж обеспечивает наиболее высокие темпы
и качество работ.
Конструктивные решения должны наиболее полно учитывать
технологические особенности предполагаемого способа монтажа,
обеспечивая соответствующее расчленение сооружения на отпра-
вочные и монтажные единицы, технологичные монтажные узлы,
удобство транспортирования, строповки и монтажа, прочность и
устойчивость как отдельных элементов, так и блоков на всех ста-
диях.
ОСНОВНЫЕ ВИДЫ И ТИПЫ МОНТАЖНЫХ МЕХАНИЗМОВ
Для подъема и установки элементов и блоков в проектное поло-
жение применяются различные грузоподъемные механизмы: мон-
тажные мачты, несамоходные и самоходные стреловые, башенные,
самоподъемные, козловые краны, кабель-краны и т. д.
Монтажные мачты — самые старые грузоподъемные механизмы
(рис. 46, а). Теперь их применяют очень редко, в основном для
143
одиночных подъемов в случаях, когда применение кранов либо невоз-
можно, либо неэкономично. Монтажные мачты бывают трубчатые
(сплошного сечения) или решетчатые (квадратного сечения), высо-
той до 60 м, грузоподъемностью до 100 т. Недостатком монтажных
мачт является то, что с их помощью можно осуществлять только
вертикальный подъем (горизонтальное перемещение возможно лишь
а о 6 s
Рис. 46. Простейшие грузоподъемные механизмы:
43 — мачта; б — портальный подъемник; в — шевр; г — вантовый кран; 1 — якорь;
2 — ванта; 3 — подъемный полиспаст.
в пределах небольших наклонов мачты), а перемещение монтируе-
мых элементов совместно с мачтой — трудоемко и длительно.
Для монтажа тяжелых элементов и блоков применяют спарен-
ные мачты в виде портального подъемника или шевра (рис. 46, б, в),
с помощью которых возможно поднимать блоки массой до 300 т.
Рис. 47. Эволюция стреловых кранов:
а — мачта; б — монтажная стрела; в, г — вантовый и мачтовый стреловые краны;
д — кран-вертушка; в — башенный кран
Небольшие горизонтальные перемещения грузов этими механиз-
мами осуществляют путем поворота их вокруг нижнего шарнира.
Потребность в значительных перемещениях монтажных элемен-
тов и блоков в плане с целью ускорения монтажа привело к созда-
нию стреловых кранов, схема эволюции которых приведена на
рис. 47.
В стреловом кране грузовой полиспаст подвешивается к по-
движной стреле, вылет которой изменяется стреловым полиспастом,
прикрепленным, как и основание стрелы, к поворотной мачте, баш-
не, раме и т. п. Грузоподъемность стреловых кранов переменная:
максимальная — при наименьшем вылете стрелы и минимальная —
при размещении груза на конце горизонтально расположенной
стрелы.
144
Для каждого стрелового крана постоянной характеристикой
является расчетный грузовой момент
Л4гр — Qkp (1х *оп) ^стр>
(52)
где QKp — масса груза при заданном вылете стрелы; 1Х — вылет
стрелы; хоп — расстояние от центра опорного шарнира стрелы
до вертикальной оси, проходящей
через центр тяжести крана в рабо-
чем состоянии; Л4стр — момент от
собственной массы стрелы, полис-
пастов, крюка, тросов относитель-
но оси крана.
Самоподъемная стрела (рис. 47, б),
прикрепляемая к элементам и уз-
лам монтируемого сооружения, яв-
ляется простым, но эффективным
монтажным механизмом, удачно ис-
пользуемым при монтаже сооруже-
ний значительной высоты, но при
небольшой массе монтажных эле-
ментов.
Если мачта закреплена в верти-
кальном положении гибкими ван-
тами (оттяжками, расчалками), то
такие подъемники называют ванто-
выми. В зависимости от места креп-
ления низа стрелы к мачте раз-
личают следующие разновидности
вантовых стреловых кранов: ванто-
вый деррик-кран — низ стрелы при-
креплен к низу мачты (рис. 47, в),
мачтовый деррик-кран — низ стре-
лы закреплен в средней части мач-
ты (рис. 47, г); кран-мачта или вер-
тушка — низ стрелы расположен
выше крепления оттяжек (рис. 47,6).
Недостатком вантовых стрело-
вых кранов является наличие оття-
жек, затрудняющих и замедляющих
транспортно-подъемные операции
Рис. 48. Башенный кран БК 1425В.
при монтаже. Этот недостаток уст-
ранен в мачтовых деррик-кранах,
в которых гибкие ванты заменены жесткими подкосами. Однако
эти краны не являются полноповоротными, так как их стрела мо-
жет делать поворот в плане лишь до 270°.
Мачтовые деррик-краны имеют значительную собственную
массу и являются стационарными кранами. Теперь они уже не
Ю 0—511
145
изготавливаются, а имеющиеся в наличии используются, главным
образом, на складах конструкций.
Современный стреловой кран — башенный стационарный или
передвижной (рис. 47, е).
Для монтажа строительных конструкций зданий и сооружений
предприятий тяжелой промышленности широко применяются башен-
ные краны серии БК (рис. 48). В марках кранов этой серии цифры
обозначают предельный грузовой момент, например БК-300 — кран
с грузовым моментом 300 тс • м. В серию БК входят краны марок
БК-180, БК-300, БК-406, БК-900, БК-1000, БК-1425 (QMaKC = 75 т).
Цифры в марках кранов серии «КП» обозначают предельную гру-
зоподъемность, а в иных марках — номер модели и год утвержде-
ния проекта и т. п.
Для монтажа высотных зданий применяют «прислонные» ба-
шенные краны (рис. 49), в которых башня прикрепляется к мон-
тируемому каркасу, что увеличивает грузовой момент крана.
Распространены также самоподъемные башенные краны (рис. 50),
например, самоподъемный башенный кран с горизонтальной
стрелой СКБ-10-5 (грузоподъемность 5 т, вылет стрелы 27 м),
УБК-5-50 (грузоподъемность 5 т, вылет стрелы 37,5 м), УБК-15-49
Рис. 49. Прислонный башенный кран:
а — БК-300 (Q = 20 т, I = 12 м); б —
КП-16 (Q = 16 т, I = 20 м): в — КП-10 (Q =
= Ют, Z = 20 м)
Рис. 50. Самоподъемный башенный
кран.
14b
(грузоподъемность 15 т, вылет стрелы 36,8 м). Самоподъемные ба-
шенные краны с подъемной стрелой как, например, СКВ-10 (гру-
зоподъемность 10 т, вылет стрелы 17 м) имеют большой минималь-
ный вылет стрелы, из-за чего вокруг башни образуются большие
Рис. 51. Автомобильный кран МКА-16.
«мертвые зоны», что затрудняет монтаж. Поэтому более эффектив-
ны краны с горизонтальными стрелами.
Кроме того, в строительстве применяются стреловые самоход-
ные краны —.железнодорожные, автомобильные, пневматические
и гусеничные.
Самоходные железнодорожные стреловые краны являются наи-
более старыми передвижными монтажными механизмами. В совре-
менных условиях они применяются редко, в основном для погру-
зочно-разгрузочных работ на складах конструкций. Наибольшую
10:
147
грузоподъемность имеет монтажный железнодорожный кран
К-501: 50 т при вылете 12,5 м и 7,5 т при вылете стрелы 32,5 м.
Наиболее распространенными были железнодорожные краны СК-30
(30 т при вылете стрелы 15 м и 15 т при вылете стрелы 25 м) и СК-25
(25 т при вылете стрелы 15 м и 5 т при вылете стрелы 45 м).
4500
Рис. 52. Пневмоколесный кран КС-5361 (К-255).
Для погрузочно-разгрузочных работ и монтажа элементов не-
больших габаритов и массы применяют стреловые автомобильные
краны грузоподъемностью до 16 т (рис. 51). Например, автокран
марки ЛАЗ-690 имеет грузоподъемность 3 т и вылет стрелы 6,2 м;
К-67 — соответственно 6,3 т и 8,4 м, а также 3 т и 12,4 м; МКА-16 —
соответственно 16 т и 10 м, а также 8,2 т и 18 м.
Маневренные самоходные пневматические и гусеничные стрело-
вые краны широко применяют для монтажа самых различных сталь-
ных конструкций.
Пневматические колесные краны (рис. 52) имеют грузоподъем-
ность до 100 т при вылете стрелы до 15 м и 15 т при вылете стрелы
45 м. В марке кранов серии «К» первые две цифры обозначают грузо-
подъемность в т, например, К-123 — кран грузоподъемностью 12 т.
148
В эту серию входят краны марок К-123, К-124, К-161, К-166,
К-255, К-401, К-406, К-631, К-1001 (QKp = 100 т). В марке кранов
серии МКП цифрами также обозначена грузоподъемность, напри-
мер, МКП-16 — кран грузоподъемностью 16 т. В эту серию входят
краны марок МКП-16, МКП-20, МКП-25, МКП-30, МКП-40,
МКП-50.
Рис. 53. Гусеничный
кран СКГ-63 А.
Рис. 54. Универсаль-
ный подвесной кран:
1 — монтируемая башня;
2 — подвесной кран; 3 —
оттяжка.
Гусеничные краны (рис. 53) имеют грузоподъемность до 160 т
при вылете стрелы 30 м. В марке крана цифры после букв обозна-
чают грузоподъемность в т, например, СКГ-25 — кран грузоподъем-
ностью 25т. В эту группу входят краны серии МКГ иСКГ: МКГ-6,3;
МКГ-10, МКГ-16, МКГ-20, МКГ-25, МКГ-100; СКГ-25, СКГ-30,
СКГ-40, СКГ-63, СКГ-100, СКГ-160.
Для монтажа башен эффективны универсальные подвесные
краны (рис. 54), например, УПК-2,5 (грузоподъемность 2,5 т, вы-
лет стрелы 11,37 м) и УПК-4 (грузоподъемность 4 т, вылет стрелы
11,5 м), а также ползучие краны с постоянным вылетом стрелы —
ПКР-2, ПКР-4, ПКР-5, ПКР-7 (соответственно грузоподъемность
149
2, 4, 5 и 7 т) и с переменным вылетом стрелы (от Гдо 6 м) — СПК-5
(грузоподъемность 5 т), СПК-8 (8 т) и СПК-12 (12 т) и др.
Для монтажа трубчатых мачт удобны «ползучие» краны —
ПКТ-5 (грузоподъемность 5 т), ПКТ-6 (6 т) и ПКТ-8 (8 т).
На складах металлоконструкций, площадках укрупнения, а
также для собственно монтажа зданий и сооружений с развитым
подземным хозяйством, где нельзя применить передвижные башен-
Рис. 55. Козловый кран.
ные и подвижные пневматические и гусеничные краны, широко
используют козловые краны (рис. 55).
В марке козловых кранов серии «К» первыми двумя цифрами
обозначена грузоподъемность в т, например К-182 — кран грузо-
подъемностью 18 т и т. п. В эту серию входят краны марок К-182,
К 183, К-184, К-253, К-305Н, К-308, К-405Н, К-451, К-505Н
пролетами 20, 26, 32, 38 и 44 м с высотой подъема крюка 10,5 — 24 м.
В марках козловых кранов серии «У КП» последние две цифры
обозначают пролет в м, например, УКП-50-44 — кран с пролетом
44 м. В серию «УКП» (без предварительного напряжения) вклю-
чены краны марок УКП-50-44 (грузоподъемность 18 т, высота 36 м),
У КП-50-50 (соответственно 15 т и 36 м), У КП-40-56 (соответственно
18 т и 56 м).
В серии «УКП» (с предварительным напряжением) грузоподъем-
ность увеличена до 50 т (УКП-50-50), пролет — до 74 м (УКП-25-74).
Пример расстановки монтажных кранов при монтаже стального
каркаса здания прокатного цеха приведен на рис. 56.
Для монтажа сооружений больших пролетов применяются ка-
бель-краны пролетом до 200-300 м и более (рис. 57). Преимуществом
150
этих кранов является то, что они, как и козловые краны, располо-
жены вне сооружения, и возможно совмещение монтажа строитель-
ных конструкций с другими строительно-монтажными работами
внутри здания. Для перемещения кабель-крана вдоль сооружения
Рис. 56. Расстановка монтажных кранов при монтаже стального каркаса здания
прокатного цеха:
1 — башенный кран; 2 — козловый кран, 3 — железнодорожный кран.
устраивают подвижные опоры, в качестве которых возможно исполь-
зовать, например, башенные краны.
К недостаткам кабель-кранов следует отнести небольшую гру-
зоподъемность (5—10 т) и невысокий темп производства работ.
Однако при определенных условиях кабель-краны могут быть
применены эффективно при монтаже стальных конструкций про-
мышленных и гражданских зданий и сооружений.
151
ОСНОВНЫЕ ТРЕБОВАНИЯ ТЕХНОЛОГИИ МОНТАЖА
К ПРОЕКТНЫМ РЕШЕНИЯМ СТРОИТЕЛЬНЫХ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Для отработки проектных решений строительных стальных кон-
струкций на технологичность по монтажу проектировщик должен
иметь следующие данные, получаемые от организаций, проектирую-
щих и выполняющих монтаж:
предполагаемый способ монтажа проектируемого сооружения;
максимальная масса и габариты отправочных элементов и мон-
тажных блоков, зависящая от грузоподъемности и других техни-
ческих характеристик монтажных кранов на складе конструкций,
площадке укрупнения, а также кранов для подъема и установки
элементов конструкций в проектное положение;
потребность в специальных приспособлениях для сборки, стро-
повки, выверки и других операций при монтаже;
дополнительные требования к конструктивным решениям, обес-
печивающие безвыверочный конвейерный или иной вид скоростного
монтажа;
технологические возможности для укрупнительной сборки мон-
тажных блоков, а также всех других видов монтажных работ;
возможность осуществления монтажа соединений на высоко-
прочных сдвигоустойчивых (предварительно напряженных) болтах;
возможности осуществления монтажной автоматической и полу-
автоматической сварки;
целесообразность изготовления части элементов конструкций
(наименее сложных) непосредственно при монтаже или в мастерских
монтажной организации.
Конструктивные решения отрабатывают на технологичность по
монтажу для каждого объекта одновременно с разработкой про-
екта организации и технологии работ по монтажу. Однако, кро-
ме разработки отдельных вопросов технологичности по каждому
объекту, необходимо учитывать следующие общие требования тех-
нологии монтажа к конструктивным решениям всех видов стальных
конструкций:
1. Сопряжения элементов в монтажных узлах должны быть
наиболее простыми и обеспечивать минимальную трудоемкость
и максимальную скорость монтажа, удовлетворять требования тех-
ники безопасности монтажных работ.
По сложности и трудоемкости выполнения монтажа современ-
ные способы соединения элементов в монтажных узлах можно рас-
положить в такой последовательности: заклепочные соединения;
соединения высокопрочными сдвигоустойчивыми (предварительно-
напряженными) болтами; сварные соединения; соединения болтами
нормальной точности (обычными). Соединения болтами нормаль-
ной точности обычно наименее трудоемки и выполняются в мини-
мальные сроки, заклепочные соединения наиболее сложны, трудо-
емки и длительны по срокам их выполнения.
152
Следует избегать конструкций монтажных узлов, в которых
необходима заводка элементов для совмещения отверстий на весу,
так как это сложно и опасно.
Для быстрого, точного и безопасного сопряжения вертикальных
с горизонтальными или наклонными элементами при монтаже реко-
мендуется предусматривать установку на стойках монтажных сто-
ликов, на которые опирают элементы для установки и стягивания
узла болтами. Часто на эти монтажные столики целесообразно
передавать полную расчетную реакцию элемента от эксплуатацион-
ной нагрузки.
Необходимо также избегать конструкций узлов, имеющих вил-
кообразное или ступенчатое сопряжение отдельных деталей, что
сопряжено со значительными подгоночными работами.
Современная технология сварки обеспечивает полную равно-
прочность сварных соединений с основным металлом, в том числе
и в случаях, когда стык всех деталей расположен в одном попереч-
ном сечении, что является наиболее технологичным решением, а
также создает минимальные сварочные (усадочные) напряжения.
Кроме того, конструкцию каждого монтажного узла следует
проверять на доступность и удобство работ при сбалчивании, свар-
ке и клепке.
2. Конструкция монтажных узлов должна обеспечить легкую
выверку при установке их в проектное положение с тем, чтобы из
сравнительно неточных элементов (в пределах допусков на прокат,
изготовление и монтаж) возможно было собрать сооружение с доста-
точно высокой точностью. Это условие удовлетворяется при кон-
струировании узлов, обладающих компенсационной способностью
погашать неточности в размерах элементов, и не удовлетворяется
при использовании сопряжений фланцевого типа т. е. без компен-
сационной способности (рис. 58).
3. Предпочтительными являются проектные решения, которые
дают возможность для применения способа безвыверочного поэ-
лементного или конвейерного монтажа, что возможно при конст-
руктивных формах, позволяющих простыми способами (резка по
упору, фрезеровка, кондукторное сверление и т. п.) достичь как
повышенной точности изготовления стальных элементов, так и
повышенной точности производства подготовительных к монтажу
общестроительных работ.
4. Проектные решения должны предусматривать заводскую
подготовку элементов металлоконструкций к скоростному монтажу,
исключающую подгоночные работы на монтаже — изготовление
отправочных элементов с повышенной точностью, производство,
при необходимости, общих сборок с установкой фиксаторов, свер-
ление монтажных отверстий на полный диаметр с применением
кондукторов и т. п.
В необходимых случаях в проектах стадий КМ и КМД разраба-
тывают приспособления для монтажной сборки, сварки, строповки
и т. п.
153
a
Рис. 58. Монтажные узлы:
а, б — сопряжение фермы с колонной без компенсационной способности и с компенсаци-
онной способностью; в, г — сопряжение ригеля с колоииой без компенсационной способ-
ности и с компенсационной способностью; д — сопряжение фасонных частей трубопрово-
дов без компенсационной способности и с компенсационной способностью.
5. Проектные решения должны предусматривать максимальное
укрупнение отправочных элементов на заводе-изготовителе, т. е.
перенос наибольшей части трудоемких сборочно-сварочных работ
с монтажной площадки на завод. Для этого рекомендуется:
элементы стержневых и негабаритных листовых конструкций
проектировать максимальных размеров' и массы, ограниченных,
главным образом, условиями транспортабельности, грузоподъем-
ности кранов в выпускающих цехах завода и на складах конструк-
ций монтажных организаций;
негабаритные листовые конструкции толщиной до 12-14 мм
проектировать преимущественно в виде отправочных элементов,
изготовляемых методом рулонирования;
154
предусматривать предельное укрупнение отправочных элемен-
тов негабаритных листовых конструкций толщиной более 12-14 мм
на заводе-изготовигеле в карты, габариты которых после сборки,
сварки и гибки вписывались бы в предельные габариты для тран-
спортирования от завода до монтажной площадки. Перспективной
является также технология сворачивания и разворачивания ру-
лонов и листовой стали толщиной до 25—30 мм.
6. В проектах стальных конструкций стадий КМ и КМД следует
предусматривать:
минимальное количество наименований отправочных марок,
т. е. максимальную типизацию одноименных элементов;
применение системы фиксирующей маркировки, способствующей
высокому уровню организации работ по изготовлению и монтажу;
комплектную поставку по ходу монтажа и скоростной монтаж
конструкций;
разбивку сооружения в деталировочных чертежах стадии КМД
на партии элементов, комплектных по ходу монтажа;
нанесение марок отправочных элементов (независимо от приня-
той системы маркировки) в удобных для обзора местах, видимых
при складировании, укрупнении и установке при монтаже.
7. Конструктивные решения должны обеспечивать наибольшую
механизацию сварочных работ на монтаже (электрошлаковая свар-
ка, автоматическая и полуавтоматическая сварка под флюсом,
полуавтоматическая сварка в среде защитных газов или проволо-
кой с порошковым сердечником и т. п.).
8. Проект стальных конструкций на стадии КМ необходимо
выполнять в увязке с ППР по монтажу с учетом взаимной связи
конструктивных решений и технологии монтажа конструкций.
В состав ППР по монтажу включается разработка дополнительных
технических условий на изготовление стальных конструкций, в
которых указывают:
требуемую последовательность поставки стальных конструк-
ций по принятому ППР ходу монтажа;
типы и количество поставляемых заводом приспособлений для
монтажной сборки и строповки, а также объем возврата на завод
типовых сборочных приспособлений и фиксаторов;
технологию приспособлений для транспортирования наиболее
крупных отправочных элементов;
объем и состав заводских общих и контрольных сборок;
дополнительное, против проекта, укрупнение элементов конст-
рукций на заводе;
допуски на отдельные элементы, если они не содержатся в тех-
нических условиях, по СНиП III-18-75;
особые требования к испытаниям, контролю качества конструк-
ций и соединений;
прочие особые технические условия, не оговоренные в СНиП
III-18-75. Дополнительные технические условия должны быть
согласованы с заводом-изготовителем конструкций и утверждены
155
a S
Рис. 59. Схемы строповки фермы при
монтаже:
а — в одной точке; б — в двух точках.
где Qkd — критическая погонная
организацией, которой подчинены завод и монтажные управления,
т, е. главным управлением.
9. Длинномерные решетчатые элементы типа стропильных и
подстропильных ферм должны быть проверены на устойчивость при
монтаже, по методике изложенной в «Указаниях по обеспечению
устойчивости стальных покрытий
зданий в процессе монтажа»
СН 194-68. Заслуживает внима-
ния также методика, разрабо-
танная К. И. Лукьяновым в Ново-
сибирском инженерно-строитель-
ном институте.
Запас устойчивости стальной
фермы при подъеме (рис. 59) оп-
ределяют по формуле
0м
> ^ст, (53)
нагрузка, вызывающая потерю
устойчивости, определяемая по выражению
<7кР = 160ру--; (54)
₽ = 2<?н(+ QP ; (55)
<2и. Qp. <?ф — массы нижнего пояса, решетки и всей фермы;
в
Т = 20(1 — а) — 5 (1 — а)4 — 9 ’
а = ; (57)
13 —расстояние между узлами прикрепления строп; I —пролет
фермы; Е —модуль упругости, кгс/см2; h —высота фермы посере-
дине пролета; 1у, /“ — моменты инерции верхнего и нижнего пояса
из плоскости фермы; /г“ст — коэффициент запаса устойчивости
при подъеме на монтаже, принимаемый для стали класса С 38/23
равным 1,6, для низколегированных сталей —1,7.
Пример 18. Проверить устойчивость при подъеме стальной фермы пролетом
I = 36 м, высотой Л= 3,69 м. Исходные данные: = 1200 кг; Qp — 1705 кг;
<2ф = 4470 кг; I" = 645 см4; /® = 1520 см1.
Первый случай — строповка в одной точке (посередине) по рис. 59, а. При
этом 13 = 0; а = 0; у ~ 1,0.
2 1200 + 1705 _
Р 4470
Критическая погонная нагрузка по (54)
= 160 • 0,915 • l.O2--1-106-^2^6^ = 1,47 кгс/см = 147 кгс/м.
156
Фактическая масса 1 м фермы
</ф = 4470 : 36 = 124 кгс/м.
Коэффициент запаса устойчивости
^VCT= 147 124= 1,18<^ст1,6,
т. е. подъем фермы за одну точку недопустим.
Второй случай — строповка в двух точках на расстоянии 13 — 12 м
(рис. 59, б), тогда
а = 12 : 36 = 0,33;
- 6 — 6 — 1 76
20 (1 — а) — 5 (1 — а)4 — 9 — 20 (I — 0,33) — 5 (1 — О.ЗЗ)4 — 9 —
Критическая погонная нагрузка
у"р = 160 • 0,915 • 1,76
2,1 10е • 369 (1520+ 645)
36004
— 2,58 кгс/см = 258 кгс/м.
Коэффициент устойчивости
feVCT= 258- 124 = 2,1 > feyCTl ,6,
т. е. при подъеме за две точки устойчивость фермы обеспечена.
СВЯЗЬ КОНСТРУКТИВНЫХ ФОРМ С ТЕХНОЛОГИЕЙ
СВАРКИ И ОСТАТОЧНЫМИ СВАРОЧНЫМИ
ДЕФОРМАЦИЯМИ
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
В СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЯХ
Общая классификация сварных швов и соединений. На каче-
ство сварных соединений и производительность труда при выпол-
нении сварочных работ влияет ряд факторов, в том числе и завися-
щие от проектных решений, как, например: тип и марка электро-
дов; объем наплавленного металла, определяемый проектными
размерами сварных швов; положение сварного шва в пространстве
при выполнении сварочных работ; доступность и удобство выполне-
ния сварки и контроля качества сварных соединений и др.
При изготовлении и монтаже строительных стальных конструк-
ций применяются такие способы сварки:
1) ручная сварка толстообмазанными (качественными) электро-
дами — обычная, скоростная (например, методом опертого элект-
рода, сварка пучком электродов, 'трехфазной дугой, спаренными
электродами);
2) полуавтоматическая сварка —в среде углекислого газа или
иного защитного газа, под слоем флюса, проволокой с порошко-
вым сердечником;
3) автоматическая сварка — под слоем флюса или электрошла-
ковая, с принудительным формированием шва;
157
4) контактная сварка (сопротивлением) — стыковая, роликовая
(шовная, точечная).
Главными требованиями технологичности к конструктивным
решениям сварных соединений являются:
возможность максимального использования автоматической или
полуавтоматической сварки как на заводе-изготовителе конструк-
ций, так и на монтажных площадках;
минимальные, строго обоснованные расчетами или технологи-
ческими условиями, количество и размеры сварных швов, так как
«лишний» наплавленный металл обычно ухудшает качество конст-
рукций и увеличивает трудоемкость их изготовления и монтажа.
Рис. 60. Сварные швы и соединения:
а — по виду соединений; б — по расположению швов относительно направления усилия:
1 — стыковое; 2 — угловые; 3 — нахлесточные; 4 пробочные; 5 — в прорезях; ь —
электрозаклепки; 7 — фланговые; 3 — лобовой; 9 — косой; 10 — комбинированные
Рассмотрим общую классификацию сварных швов и соединений
в строительных сварных стальных конструкциях по различным
признакам.
По месту выполнения сварные швы могут быть заводские, выпол-
няемые при изготовлении отправочных элементов конструкций,
и монтажные, выполняемые на монтаже конструкций при укрупне-
нии блоков до подъема или в монтажных узлах после установки эле-
ментов в проектное положение.
По виду соединений (рис. 60, а) сварные швы и соединения бы-
вают стыковые, угловые, нахлесточные, пробочные, в прорезях и на
электрозаклепках. В строительных стальных конструкциях наибо-
лее распространены стыковые, угловые и нахлесточные соединения.
По протяженности сварные швы могут быть сплошными, пре-
рывистыми или шпоночными. Основным видом являются сплош-
ные швы; прерывистые (шпоночные) швы применяют все реже, так
как для многих типов конструкций (подкрановые балки, стропильные
фермы, а также конструкции в зданиях с агрессивной средой типа хи-
мических производств ит. п.)они запрещены или не рекомендуются,
так как в начале и конце каждой шпонки происходит значительная
концентрация местных напряжений, а на участках между шпонками
стойкость против коррозии понижена. Кроме того, основное пре-
имущество прерывистых швов — ускорение сварочных работ в свя-
зи с уменьшением объема наплавленного металла при применении
автоматической и полуавтоматической сварки — утрачивается, по-
158
скольку прерывание процесса сварки в сварочных автоматах, как
правило, увеличивает общее время сварки, т. е. непрерывную свар-
ку длинного шва можно провести значительно быстрее, чем сварку
прерывистого шва той же длины. При ручной сварке экономия
времени при выполнении прерывистых швов незначительна и не
компенсирует описанных выше недостатков. В конструкциях, где
допустимы прерывистые швы, для повышения технологичности
лучше применять сплошные швы с меньшей высотой катета вместо
прерывистого шва с большими катетами.
Рис. 61. Положения сварных швов в пространстве при их выполнении.
По расположению сварных швов относительно направления
усилия (рис. 60, б) швы бывают фланговые, лобовые, косые и ком-
бинированные (как для угловых, так и для стыковых соединений).
По применяемым электродам сварные соединения и швы опре-
деляются двумя видами маркировки электродов:
тип электродов по ГОСТ 9467-75 обозначает гарантируемые ми-
нимальные механические характеристики выполненных ими свар-
ных швов и соединений;
технологическая марка электродов обозначает тип обмазки их,
являясь обычно шифром организации, разработавшей данную об-
мазку, и порядковыми или иным номером обмазки.
В проектах сварных конструкций тип электрода конструкторы
указывают по ГОСТу, т. е. обусловливают механические характе-
ристики сварных швов и соединений, а технологическую марку
устанавливают технологи в зависимости от наличия тех или иных
электродов на данном производстве.
По положению в пространстве при выполнении сварочных ра-
бот сварные швы могут быть нижние, полувертикальные, верти-
кальные, полупотолочные, потолочные, горизонтальные и «в ло-
дочку» (рис. 61). Положение сварки на монтаже после установки
элементов на место в сооружении строго определяется проектным
положением монтажных узлов и может быть любым, однако в
159
Таблица 52. Типы электродов для сварки стальных конструкций по ГОСТ 9467-75 и соответствующие марки электродов
и сварочных материалов
Тип ‘лектродя Механические свойства при нормаль- ной температуре Технологические мар- ки электродов Сварочные материалы для сварки
металла шва или на- плавленного металла сварного сое- динения при диаметре электрода ме- нее 3 мм полуавтоматической автоматической
временное сопро- тивление разры- ву о , кгс/мм? относительное удлинение % ударная вяз- кость, кгс м/см? временное сопро- тивление разрыву о , кгс - м/мм2 угол загиба, град порошковая про- волока проволока для сварки в углекис- лом газе под флюсом проволокой
Э38 38 14 3 38 60 Меловые, ОЦ-1, АН-1, К-3 — — — —
Э42 42 18 8 42 150 АНО-1, АНО-5А, АНО-6М, АНО-17, ОЗС-бс, ОММ5, СМ-5 Св-08ГС
Э46 46 18 8 46 150 АНО-3, АНО-4, АН0-4ж, АНО-13, АНО-14, АНО-18, АНО-20, МР-3, РБУ-4, РБУ-5 ОЗС-З, ОЗС-4, ОЗС-6, ЗРС-1 ПП- 1ДСК Св-08Г2С АН-348-А, АН-348-АМ, ОСЦ-45 Св-08
Э50 50 16 7 50 120 К-51, К-52, ВСП-2, ВСЦ-3, АНО-19 — Св-08ГА, Св-10Г2
о rl Э42А 42 22 15 42 180 УГГ-1/45, УП-2/45, ОЗС-2, АНО-7
Э46А 46 22 14 46 180 УОНИИ13/45, СМ-11, Э1Э8/45Н, АНО-8, ОЗС-7
Э50А 50 20 13 50 150 УОНИИ 13/55, ДСК-50, АНО-7, АНО-9, АНО-10, АНО-11, АНО-15, АНО-16, УП-1/55, УП-2/55
Э55 55 20 12 55 150 УОНИИ 13/55У, У340/55
Э60 60 18 10 60 120 УОНИИ 13/65, У340/65, ВОФ-65
Э70 70 14 6 — — 48Н-1, АНП-2, К-70, Л КЗ-70
Э85 85 12 5 — — УОНИИ13/85, ЦЛ-18, ЦЛ-18МО
Э100 100 10 5 — — ЦЛ19-63
Э125 125 8 4 — — НИАТ-3
СП Э150 150 6 4 -
Св-08Г2,
Св-10Г2
ПП-2ДСК, ПП-АНЗ (7), АН348-А,
(И), (12) Св-08Г2С АН348-АМ, ОСЦ-4,5 АН-47 Св-08ГА,
Св-10Г2,
Св-08МХ
— Св-10, ХГ2СМА, Св-08Н2, СМН, Св-08ХГС, МФА АН-47, АН-22, АН-17М Св-08МХ, Св-08Н2М
АН-22, АН-17М Св-08ХМА
— — — —
— — — —
— -
проектном решении должен быть предусмотрен минимальный объем
сварочных работ в неудобных положениях, особенно в потолочном.
Заводские же швы должны быть только нижними или «в лодочку»,
так как в процессе изготовления элементов их можно переворачи-
вать (кантовать). Наибольшая производительность и наименьшая
стоимость сварочных работ обеспечиваются при сварке в нижнем
положении и «в лодочку». Наименьшая производительность и наи-
большая стоимость сварочных работ — при сварке в потолочном
положении. Остальные положения при ручной сварке имеют про-
межуточные показатели. При автоматической сварке под флюсом
необходимо обеспечивать нижнее положение или «в лодочку».
Несколько сложнее автоматическая сварка в горизонтальном поло-
жении (наклонным электродом). Для автоматической электрошла-
ковой сварки с принудительным формированием шва конструктив-
ное решение должно предусматривать только вертикальное поло-
жение швов с отклонением не более чем на 10—15° от вертикали.
Как показали контрольные испытания заводских и монтажных
соединений, механические свойства сварных швов практически не
зависят (при прочих равных условиях) от положения сварки, по-
скольку в более трудных положениях сварку производят сварщики
более высокой квалификации, обеспечивающие надлежащее качест-
во при любых положениях швов.
Электроды для сварки конструкций. Электроды для сварки
строительных стальных конструкций изготовляются в соответ-
ствии с требованиями ГОСТ 9466-75 (классификация) и ГОСТ
9467-75 (типы).
Классификация электродов по ГОСТ 9466-75 содержит деле-
ние электродов по основным характеристикам, указываемым в пас-
портах на электроды и помещаемым в этикетках на упаковках па-
чек электродов, соответствующими условным обозначениям.
По назначению электроды подразделяют на такие виды:
У —для сварки углеродистых и низколегированных конструк-
ционных сталей с пределом прочности на разрыв до 60 кгс/мм2;
Л — для сварки легированных сталей с пределом прочности
на разрыв свыше 60 кгс/мм2;
В —для сварки высоколегированных сталей;
Н —для наплавочных работ.
Тип электродов обозначается по ГОСТ 9467-75 и указывает на
гарантируемые механические свойства сварного шва и соединения
(табл. 52). Например, электрод типа Э42 должен обеспечивать
временное сопротивление сварного шва разрыву не менее 42 кгс/мм2,
относительное удлинение не менее 18% и ударную вязкость 8 кгс/см2
и более. Индекс «А» в обозначении типа электрода указывает на нор-
мируемую повышенную пластичность сварного шва, например,
электрод типа Э42А обеспечивает тот же предел прочности свар-
ного шва на разрыв, что и электрод типа Э42 (42 кгс/мм2), но относи-
тельное удлинение не менее 22% и ударную вязкость не менее
14 кгс • м/см2.
162
Электроды Э42А, Э46А, Э50А обязательны для сварки конструк-
ций, непосредственно воспринимающих тяжелые динамические
воздействия (пролетные строения мостов, подкрановые балки под
краны тяжелого режима эксплуатации и т. п.), а также трубопро-
водов и сосудов, работающих под воздействием высоких избыточ-
ных давлений.
Марка электрода обозначает зашифрованное наименование орга-
низации или автора, разработавшего данную обмазку, например,
Таблица 53. Обозначение электродов по
полярности и роду тока
Обозначе- ния электродов Полярность постоян- ного тока Напряжение холостого хода источника тока, В
номиналь- ное отклонения
0 Обратная Только ДЛЯ ного тока постоян-
1 2 3 Любая Прямая Обратная 50 ±5
4 5 6 Любая Прямая Обратная 70 ±10
7 8 9 Любая Прямая Обратная 90 ±5
буквы в марке электродов СМ-11 обозначают трест Стальмонтаж,
в марке ДСК-50 —трест Днепростальконструкция и т. п.
Каждому типу электродов по ГОСТ 9467-75 соответствует несколь-
ко технологических марок (см. табл. 52).
По толщине покрытия электроды классифицируют в зависи-
мости от отношения полного диаметра D к диаметру стержня d:
М —с тонким покрытием (D/d < 1,20); С —со средним покрытием
(1,20 < D/d < 1,45); Д —с толстым покрытием (1,45 <Dld <
< 1,80); Г —с особо толстым покрытием (£>/(£>1,80).
По качеству электродов в части точности изготовления, состоя-
ния поверхности покрытия, сплошности металла шва и содержа-
ния серы и фосфора в наплавленном металле электродам присваи-
вают группу качества 1, 2 и 3, при этом группа 3 —наивысшего
качества, а 2 и 1 —соответственно более низкого качества.
По видам покрытия электроды подразделяют на следующие ви-
ды: А — с кислым покрытием; Б — с основным покрытием; Ц —
с целлюлозным покрытием; Р — с рутиловым покрытием; П —
с прочими видами покрытий. Для электродов с покрытиями смешан-
11* 163
ного вида устанавливают обозначение соответствующими двумя
буквами. При введении в состав обмазки более 20% железного
порошка к обозначению вида обмазки добавляют букву Ж (напри-
мер, АЖ, БЖ, РЖ).
По допустимым пространственным положениям сварки или
наплавки электроды подразделяют на группы: 1 —для всех поло-
жений; 2 —для всех положений, кроме вертикального сверху вниз;
3 —для нижнего, горизонтального на вертикальной плоскости и
вертикального снизу вверх; 4 —для нижнего и нижнего «в ло-
дочку».
По роду полярности применяемого при сварке тока, а также по
номинальному напряжению холостого хода источника тока электро-
ды обозначают в соответствии с данными табл. 53.
В паспорте электродов и на этикетках указывают соответствую-
щей группой индексов минимальные значения показателей меха-
нических свойств: первые два цифровые индекса обозначают вре-
менное сопротивление разрыву и относительное удлинение, а тре-
тий — температуру, при которой гарантирована ударная вязкость
3,5 кгс • м/см2. Если третий индекс не совпадает с сочетанием пер-
вых двух в одной строке, то его указывают соответственной циф-
рой в скобках: (0) —температура не регламентирована, (1) +20° С;
(2) 0° С; (3) —20° С; (4) —30° С; (5) —40° С; (6) —50° С; (7)
—60° С.
Условные обозначения групп индексов механических свойств
по ГОСТ 9467-75 приведены в табл. 54.
Последовательность написания условных обозначений класси-
фикационных признаков электродов по ГОСТ 9466-75 следующая:
числитель —тип —марка —диаметр —назначение, толщина
покрытия, группа качества;
знаменатель —механические свойства —вид покрытия, поло-
жение сварки, полярность.
„ Э42А УОНИИ 13/45—4,0—УД2 г„гт _ __ г„гт
Например.------£ 43 ; (5) _ Б|0------ ГОСТ9466-75 ГОСТ
9467-7 следует расшифровать так:
числитель: Э42А —тип электрода по ГОСТ 9467-75;
УОНИИ 13/45 —технологическая марка; 4,0 —диаметр (по стерж-
ню), мм; У —для сварки углеродистых и низколегированных сталей
(ав < 60 кгс/мм2); Д —толстое покрытие; 2 —вторая группа ка-
чества;
знаменатель: группа индексов после буквы Е цифрами
43 2 (5) по табл. 54 обозначает гарантии — прочности 430 Н/мм2
(или 44 кгс/мм2); относительного удлинения 22%; (5) —ударной
вязкости 3,5 кгс • м/см2 при температуре —40° С; Б —основное,
покрытие; 1 — сварка во всех положениях; 0 — сварка только
постоянным током обратной полярности.
Технологичность стыковых и угловых швов. Рассмотрим взаимо-
связи между технологией и конструктивными формами основных
164
Таблица 54. Индексы для обозначения механических свойств сварных швоз
Группа ин- дексов Минимальные значения показателей механи- ческих свойств наплавленного металла и ме- талла шва при нормальной температуре Максимальная температура Г, °C, при которой ударная вязкость металла шва и на- плавленного металла * со- ставляет не менее 3,5 кгс*м/см2
временное сопротивление разрыву относитель- ное удлине- ние, %
Н/мм? кгс/мм?
37 0 370 38 При любом При любом значении
значении
41 0 410 42 Менее 20 Не регламентирована
41 1 410 42 20 +20
41 2 410 42 22 0
41 3 410 42 24 —20
41 4 410 42 24 —30
41 5 410 42 24 —40
41 6 410 42 24 —50
41 7 410 42 24 -60
43 0 430 44 Менее 20 Не регламентирована
43 1 430 44 20 + 20
43 2 430 44 22 0
43 3 430 44 24 —20
43 4 430 44 24 —30
43 5 430 44 24 —40
43 6 430 44 24 —50
43 7 430 44 24 —60
51 0 510 52 Менее 18 Не регламентирована
51 1 510 52 18 +20
51 2 510 52 18 0
51 3 510 52 20 —20
51 4 510 52 20 —30
51 5 510 52 20 —40
51 6 510 52 20 —50
51 7 510 52 20 —60
* При испытании образцов типа IX по ГОСТ 6996-66.
видов (в строительных конструкциях) сварных швов —стыковых
и угловых.
Стыковые швы могут быть выполнены без разделки (скоса)
(рис. 62, а) и с разделкой кромок (рис. 62, б, в).
Стыковые швы без скоса кромок имеют наименьший объем наплав-
ленного металла. Их применяют: при ручной сварке—для деталей
толщиной до 6—8 мм; при автоматической сварке под флюсом —
для деталей толщиной до 50 мм; при электрошлаковой сварке с
принудительным формированием шва —для деталей практически
любой толщины (институтом электросварки им. Е. О. Патона разра-
ботана аппаратура и технология электросварки деталей толщиной
до 1000 мм и более).
Стыковые швы со скосом кромок применяют главным образом
для ручной сварки деталей толщиной более 6—8 мм.
165
Разделка кромок для стыковых швов имеет только технологи-
ческое значение. Ее выполняют для того, чтобы:
конец электрода мог находиться на расстоянии нормальной
длины сварочной дуги от основания шва, чем обеспечивается про-
вар корня шва;
открыть доступ действию сварочной дуги на кромки деталей,
чем обеспечивается провар по сечению шва;
облегчить всплывание шлака на поверхность шва во избежание
шлаковых включений в наплавленном металле.
Рис. 62. Формы разделки кромок в стыковых швах:
а — прямая; б — V-образная; в — Y-образиая (чашеобразная).
Для выполнения этих функций предусматривают углы скоса
кромок р, образующие общий угол разделки а. Притупление р
предохраняет кромки от оплывания и прожогов в начале сварки.
Притупление обычно принимают для ручной сварки 2—3, для ав-
томатической — 4—8 мм. При углах р < 20° притупление можно
не делать.
Угол разделки а зависит от диаметра электрода, применяемого
для наложения первого слоя (корня шва), и зазора. При обычном
зазоре 2 мм угол разделки а принимают равным при диаметре элект-
родов 4 мм 40—45°, при диаметре 5 мм 50—60°. Для заводских
стыковых швов, выполненных ручной сваркой, применяют углы
разделки а — 50—60° (d = 5-нб мм), а для монтажных стыковых
швов а = 40—45° (d = 4 мм).
Существует две основных формы разделки кромок в стыковых
швах:
V-образная (см. рис. 62, б) и Y-образная (см. рис. 62, в). При
Y-образной разделке кромок получают меньший объем наплавлен-
ного металла, чем при V-образной. Особенно эффективна Y-образ-
ная разделка кромок для свариваемых деталей большой толщины
(более 25—30 мм). Однако для ее осуществления необходим специ-
альный инструмент (фигурные резцы для кромкострогального
станка) или специальные машины кислородной резки, поэтому
Y-образную форму разделки кромок следует предусматривать толь-
ко по согласованию с заводом-изготовителем конструкций.
166
При толщине стыкуемых деталей более 25—30 мм применяют
двусторонние разделки, являющиеся производными формами
основных:
симметричную Х-образную (рис. 63, а), являющуюся двусто-
ронней V-образной разделкой,— для «поворотных» стыков, т. е.
таких стыков, которые можно в процессе сварки кантовать;
несимметричную Х-образную разделку кромок (рис. 63, б) —
для «неповоротного» монтажного стыка для уменьшения объемов
потолочной сварки;
Рис. 63. Производные формы подготовки кромок стыковых швов:
о. б — симметричная и несимметричная Х-образные; в, г — симметричная н несимметрич-
ная К-образные; д, е — двусторонняя симметричная и несимметричная Y-образная.
К-образные разделки кромок (рис. 63, в, г) —для горизонталь-
ных монтажных стыков;
двустороннюю симметричную и несимметричную Y-образные
разделки кромок (рис. 63, д, е) —для тех случаев, что и Х-образные
разделки.
В котлостроении получили распространение заводские стыковые
швы, выполняемые сваркой под флюсом без разделки кромок с
заданным зазором А = 0,2s + 1 мм. Сварку первого слоя произ-
водят на флюсовой подушке; второго слоя (с противоположной сто-
роны) — по корню первого. С каждой стороны слой шва наносят
за один проход автомата независимо от толщины свариваемых де-
талей. Эту конструкцию стыковых швов, хорошо освоенную в тяже-
лом машиностроении, рекомендуется применять в строительных
еварных конструкциях.
Для монтажных швов, выполняемых в вертикальном положе-
нии, большое распространение получила электрошлаковая сварка
с принудительным формированием шва, позволяющая осуществ-
лять стыки без разделки кромок для любой толщины стыкуемых
деталей.
167
В зависимости от угла к направлению усилий по оси стыкуе-
мых деталей различают прямые (рис. 64, а) и косые (рис. 64, б)
стыки. Косые стыки являются нетехнологичной конструкцией
сварного соединения, так как имеют ряд существенных недостат-
ков. Поэтому применяют их только для растянутых стыков,
расположенных в сечениях с расчетными напряжениями, близкими
к расчетным сопротивлениям, при выполнении сварки вручную
Рис. 64. Схема сварки сты-
ков с выводными планка-
ми:
а — прямого; б — косого;
1,2 — начало и конец свар-
ки. 3 — выводные планки.
Рис. 65. К основным правилам конструирования стыковых сварных
швов:
а, б — стык деталей соответственно разной толщины и ширины; в — дву-
сторонний стык; г — односторонний стык с подварочиым швом; д — обра-
ботка валиков стыковых швов; е — расположение стыкового шва в балке
с ребрами; ж, з— пересечение стыковых швов соответственно в разных се-
чениях и одном сечей ни (стрелками н цифрами показана последователь-
ность сварки).
без усиленного контроля. Во всех остальных случаях рекомендует-
ся проектировать прямые стыки.
В начале сварки, когда основной металл еще недостаточно про-
грелся, возможен непровар корня шва, а в конце сварки при обры-
ве дуги — кратер. Эти некачественные участки необходимо выво-
дить за пределы рабочей части стыковых швов на выводные план-
ки, которые по окончании сварки удаляют, а торцы швов зачищают
пневматической шлифовальной машинкой. Выводные планки могут,
кроме того, служить для контроля сварных швов, и в этом случае
им придают размеры, достаточные для получения образцов, слу-
жащих для механических испытаний стыковых швов (ширина не
менее 50, длина —по 120—150 мм с каждой стороны шва). При
удовлетворительных результатах испытаний образцов, изготовлен-
ных из выводных планок, где расположены наименее качественные
168
участки шва (начало и конец сварки), можно быть уверенным в вы-
соком качестве рабочей части стыкового шва.
При конструировании стыковых швов необходимо соблюдать
следующие основные правила:
1. Металл сварного шва должен иметь прочность не меньшую,
чем основной металл стыкуемых деталей, что обеспечивается выбо-
ром соответствующего типа электрода (например, для стали марки
СтЗ —электрод Э42 или Э42А, марки 10Г2С1 —Э50, Э50А и т. п.).
2. Для уменьшения остроты «надрезов» при стыкованиии дета-
лей разной толщины (на 4 мм и более) следует предусматривать
скос более толстой детали с уклоном 1 : 5 (рис. 65, а), такие же ско-
сы делают при стыковании деталей разной ширины (рис. 65, б).
3. В элементах, подверженных динамическим и вибрационным
воздействиям, следует предусматривать стыковые швы двусторон-
ние (рис. 65, в) —для поворотных стыков—или односторонние
(рис. 65, г) с обязательным подварочным швом —для неповорот-
ных стыков. В стыках поясов балок при динамических нагрузках
рекомендуется выступающий валик шва срезать и зашлифовывать
заподлицо с поверхностью детали (рис. 65, д), при этом борозды
после механической обработки должны быть направлены вдоль
силового потока. Такая срезка валиков обязательна только в поя-
сах подкрановых балок тяжелого режима эксплуатации.
4. Во избежание концентрации усадочных напряжений стык
стенки составного сечения должен быть расположен на расстоянии
не менее 10$ст от ближайшего ребра жесткости; при пересечении
стыкового шва ребрами жесткости прикрепляющие швы не доводят
до стыка на 40—50 мм (рис. 65, е).
5. Пересечение стыковых швов и последовательность их сварки
следует принимать, как указано на рис. 65, ж, з.
6. Форма разделки кромок, назначаемая в проекте, должна
соответствовать толщине соединяемых деталей, положению шва
в пространстве при сварке и принятому способу сварки.
Угловые швы бывают следующих типов: заводские в тавровых
соединениях —обычные, без сплавления корней шва (рис. 66, а),
и с полным проваром корней шва (рис. 66, б); монтажные с подва-
рочным потолочным швом (рис. 66, в) и без подварочного шва —на
остающейся прокладке (рис. 66, г).
Угловые швы в тавровых соединениях с полным проваром —
сплавлением корней шва —обязательны только в сопряжениях
деталей, непосредственно воспринимающих динамическую нагруз-
ку, например, в швах, прикрепляющих верхний пояс подкрано-
вой балки к стенке или в местах, где требуется гидронепроницае-
мость. В остальных случаях применяют обычные заводские угло-
вые швы, т. е. без полного провара стенки.
Угловые монтажные швы на остающейся прокладке более тех-
нологичны, чем монтажные с подварочным швом, так как при этой
конструкции исключается трудоемкая потолочная сварка, но в зоне
остающихся прокладок может возникнуть значительная концент-
1С»
Рис. 66. Типы угловых швов:
41, б — заводской при ручной и автоматической сварке; в — монтажный с К-образноЙ
разделкой; г — монтажный на остающейся прокладке; д — соединение угловой стали,
двутавров н швеллеров с листом внахлестку.
Таблица 55. Минимальные катеты
Группа конструкций Сварка Соединение
Все Ручная Тавровое с двусторонни- ми угловыми швами; нахлесточное н угловое
» Автоматическая и полу- автоматическая То же
III, IV VI (крепление ре- бер жесткости, диафрагм, стенок с полками в дву- тавровых и коробчатых сечениях) То же Тавровое с односторон- ними угловыми швами
Примечание. При расчетных температурах ниже —40е С йш следует увеличивать
170
рация местных напряжении, поэтому их можно рекомендовать
только при статических нагрузках на сопрягаемые элементы.
При конструировании угловых швов в нахлесточных соедине-
ниях профиля с листом следует учитывать, что в прокатных профи-
лях типа угловой стали, двутавров, швеллеров кромки закруглены
и катет шва должен быть несколько меньше толщины полки, что
показано на рис. 66, д. Катет углового шва кш назначают по дан-
ным расчета и по технологическим требованиям. При этом макси-
мальный катет должен быть следующим:
Угловые профили Двутавры Швеллеры
Толщина s, мм /гш, мм Номер /гш, мм Номер Лш, мм
10—12......................................4 5—8.........4
До 6 .......s—1 14—16...........5 10—14..........5
18—27 ........ 6 16—27 6
7—16............s—2 30—40 ......... 8 30 ............8
18 и более . . .s—4 45 10 40 ...........10
50—60 ........12
В проекте следует принимать размеры угловых швов, как пра-
вило, строго по расчету. Однако для получения сварных швов,
обладающих пластическими свойствами, примерно одинаковыми с
основным металлом (что зависит от скорости охлаждения), установ-
лены минимальные размеры катетов угловых однопроходных швов
в зависимости от толщины свариваемых деталей (табл. 55), которые
следует принимать в проекте, даже если по расчету требуются швы
с меньшими катетами.
Рекомендуется следующая градация проектных высот кате-
тов угловых швов /гш: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16,
(тотщины) угловых швов по СНиП П-В. 3-72
Класс стали Толщина более толстого из свариваемых элементов, мм
4—5 6—10 11—16 17—22 23—32 33—40 41—80
С 38/23 — С 52/40 4 5 6 7 8 9 10
С 60/45 5 6 7 8 9 10 12
С 38/23 — С 52/40 3 4 5 6 7 8 9
С 60/45 4 5 6 7 8 9 10
С 38/23 — С 46/33 4 5 6 7 8 9 10
на 1 мм при толщине деталей до 40 мм и на 2 мм при толщине более 40 мм.
171
Рис. 67. Габариты для ручной и
полуавтоматической сварки швов:
а — угловых; б — стыковых
18, 20, 22, 25, 30 мм. Проек-
тировщику, конструктору сле-
дует учитывать, что объем на-
плавочных работ с увеличе-
нием катета шва hm возраста-
ет пропорционально квадрату
высоты и каждый лишний
миллиметр высоты катета шва
против расчета или техноло-
гических требований вызыва-
ет значительное увеличение
трудоемкости сварочных ра-
бот, при этом несущая способ-
ность шва возрастает по ли-
нейному закону. Например,
6
при увеличении катета углового шва с 6 до 8 мм несущая способ-
ность шва увеличивается в 1,3 раза, а объем наплавки — в 1,8 раза.
Проектные решения должны предусматривать удобство и до-
ступность выполнения сварочных работ и контроля качества свар-
ных соединений.
Рис. 68. Габариты для автоматической сварки (по ТС17М).
172
Наплавка внутреннего подварочного шва
при Иг-бООмм или длине труды 1<D
Рис. 69. Примеры ограничений габаритов сечений и узлов конструкций для осу-
ществления сварки.
Минимальные габариты, свободные от деталей для ручной и
полуавтоматической сварки, приведены на рис. 67. При автомати-
ческой сварке свободные габариты, необходимые для ее осуществле-
ния, зависят от аппаратуры, которой располагает завод-изгото-
витель конструкций.
Для наиболее распространен-
ных на заводах стальных конст-
рукций сварочных тракторов ти-
па ТС 17, ТС17М габариты сва-
риваемых Н-образных сечений
должны удовлетворять услови-
ям, показанным на рис. 68.
Рис. 70. К основным правилам конст-
руирования угловых швов:
а — минимальный и максимальный катеты
углового шва; б — максимальная расчет-
ная длина углового шва; в — плавные пе-
реходы шва на основной металл; г — раз-
меры катетов угловых швов в нахлесточных
соединениях при динамических нагрузках.
173
Таблица 56. Основные типы стыковых швов при ручной, автоматической и электрошлаковой сварке для строительных
конструкций
Наименование шва по ГОСТу Условные обозначения Подготовка кромок Шов Размеры, мм
по ГОСТу КМД
Швы ручной сварки по ГОСТ 5264-69
Односторонний шов без скоса кромок С2 1 СМ п СО 7Г5 4—- 1 s = 2 4-3: b= 1 ± 1; s = 4-r- 6; b = 2±^5
Двусторонний шов без скоса кромок С4 Од . 1 iS-2-g 1=8=1 b CO CO II II о to •I- -1- po СЛ F F ND ND * L± H-
Двусторонний шов со скосом двух кромок С18 Q cs-c=s <Z> О s = 3-8; g = 0,5±^; s= 10 ч-28; § = 0,5^2. s = 30 -50; g = 0,5+g -
Двусторонний шов с криволи- нейным скосом двух кромок С19 с: со 1 S’ 16-\100 0‘<Г s = 15 4- 28; g = О,5±о>5. s = 30-т-58; g = 0,5^5. s = 60 4- 100; g = 0,5±g S;
"*ТТ
Двусторонний шов с симметрич- ными скосами двух кромок С21 о s= 12ч-30; & = 0,5^5. s = 32 4г 60; g = 0,5±g 5.
XS W f/ \
Двусторонний шов с двумя сим- метричными криволинейными скосами двух кромок С22 15 К6’1 •* / ПЛ I s = 30 4- 60; g = 0,5±^i5; s = 62 4- 100; g = 0,5jl^5
Двусторонний шов со скосом одной кромки С8 8* и s = 4 4-8; g = 0,5±'li5; s = 10 4- 26; g = 0,5±gt5
Продолжение табл. 56
Наименование шва по ГОСТу Условные обозначения Подготовка кромок Шов Размеры, мм
по ГОСТу кмд
Двусторонний шов с криволи- нейным скосом одной кромки С9 US .SZ & 10-60 -- I' ~°'5 it тт'^ \—*г s= 15-Н29; g = 0,5±2>5; s — 30 -т- 60; g = 0,5±^5
Двусторонний шов с двумя сим- метричными скосами одной кромки СП KS 8 • / 2-60 s = 12 -ь 30; g = 0,5±§>5; s = 32-т-60; g = O,5±o>5
'tf X «м
1 Т
Двусторонний шов с двумя сим- метричными криволинейными скосами одной кромки С12 s = зо-юо ? = 30 -г- 60; g = O,5to>5; s = 62 -г-100: g = О,5Го,5
KS . ~ ч/ & Г Г 0
U- [|1 CM
1
12 0-511
Швы автоматической и полуавтоматической сварки по ГОСТ 8713-70
Двусторонний шов без скоса кромок С2 ^=4 1^2-20 Г s = 2 —3; g = 1,5±1; s = 4 -т-9; g = 2± 1,5; s = 16-г-20; g = 1,5—2
Двусторонний шов без скоса кромок на флюсовой подушке С2 сЦ СМ Ат * 1L - \jfb*2i.2 ip’Vi b !» s = 3-4-10; g = 2+,‘ ; s= 12-1-22; gs=2,5±2
Двусторонний шов со скосами двух кромок С13 А/7 5т 75 Й g = 2± 1,5
II ill ||
Двусторонний шов со скосом двух кромок на флюсовой по- душке С14 <i > 1 j^s* 14-22 ч ^-0-1 s= 14; g= 2±1,5; s = 16 -г- 24; g = 25j^
Продолжение табл. 56
Наименование шва по ГОСТу Условные о по ГОСТу бозначеиия КМД Подготовка кромок Шов Размеры, мм
Двусторонний шов с криволи- нейными скосами двух кромок С21 «о A in YS ; d 1 — —f L и—*—Г (Кр s = 24 4-60: а = 13е; /? = 5±1; g = 2,5±р; s = 70 н- 100; а = 12е; R = 8± 1; g = 2,5±з’5; s = 110 4- 160; а= 10е; R = 10± 1;
Двусторонний шов с двумя сим- метричными скосами двух кромок СЗО х > J >5*20-60 S' й 4} S = 20 4- 38; g = 2.5+а’> s = 40 4- 60; g = 2,5^’5
Двусторонний шов с двумя сим- метричными скосами двух кро- мок на флюсовой подушке С31 он- |lr ^2 g = 2.5±*
I
Двусторонний шов с двумя сим-
метричными криволинейными ско-
сами двух кромок
сзз
s = 50 -i- 80; g = 2,5±J>;
s = 90 ч-160; g = 2,5j^-* 5
Швы электрошлаковой сварки по ГОСТ 15164-69
Сварной шов без скоса кромок
шэ
KS
s Ьр
16—30 .... 18
30—80 .... 22
80—500 .... 26
Сварной шов без скоса кромок
на привариваемой прокладке
шэ
JCS
S 6р
16—30 .... 18
30—80 .... 22
80—500 .... 26
s т X п
16—30 . . . .60X25
30—500 . . . .80X30
Таблица 57. Основные типы угловых швов при ручной, автоматической и электрошлаковой сварке для строительных
конструкций
Наименование шва по ГОСТу Условное обозначение Подготовка кромок Шов Размеры, мм
по ГОСТу КМД
Швы ручной сварки по ГОСТ 5264-69
Двусторонний шов с двумя сим-
метричными скосами одной кром-
ки
T9
s= 12 ч- 18; g = 3±3;
s= 20 4-26; g = 5±3;
s = 28ч-34; g = 6±3;
6 = 46; g = 9±3;
s == 48 4-54; g= 11 ±3
Двусторонний шов с двумя сим-
метр ичными кр ивол инейными
скосами одной кромки
s = 30 4-48; g = 6±3;
s = 50 Ч-64; g = 8± 3;
s = 66 4- 100; g = 10±3
Двусторонний шов, соединение
под углом с одним скосом од-
ной кромки
У12
Двусторонний шов, соединение
под углом с двумя скосами од-
ной кромки и скосом другой
кромки
У13
XS
Продолжение табл. 57
Двусторонний шов таврового
соединения без скоса кромок
Наименование шва по ГОСТу
Условное обозначение Подготовка кромок Шов
по ГОСТу КМД
Швы автоматической сварки по ГОСТ 8713-70
Двусторонний шов таврового соединения с двумя скосами од- ной кромки Т10
Двусторонний шов таврового соединения с одним скосом одной кромки и предварительным на- ложением подварочного шва Т13
US
Размеры, мм
! = 3ч5; Ь = 0+1* + 3;
s = 6 ч- 10; b = 0+1,5* >4;
s = 12 ч- 16; b = 0+1,5* >5;
s= 18ч-40; * =0+1,5* > 0,35s
S = 164- 18; g = 4-
S = го ч- 22; g = 5
S = 24 ч- 26; g=6
s = 28 ч- 30; g = 7
S = 32 ч- 34; g = 8
S = 38 ч- 40; g = 9
s= 16 ч-18; g = 6; k = 8;
s = 20; g = 6; k = 9;
s = 22; g = 7; * = 9;
s = 24ч-26; g= 1; *=10;
s = 28 4- 20; g = 8; * = 10
Двусторонний шов таврового
соединения с двумя криволи-
нейными скосами одной кромки
Т12
«4
s = 30 н- 40; g = 6;
s = 42 50; g = 7;
s = 55 = 60; g = 8
Швы электрошлаковой сварки по ГОСТ 15164-69
Тавровое соединение без скоса
кромок с нормальной галтелью
Тавровое соединение без скоса
кромок, с увеличенной галтелью
s = 16-г-30; fep= 18;
s = 30-t-80; ftp = 22;
s = 80 -H 500; ftp = 26
s = 16 -T- 30; ftp = 18;
s = 30 = 80; ftp = 22;
s = 80 = 500; ftp = 26
«9
Продолжение табл. 51
Наименование шва по ГОСТу Условное обозначение Подготовка кромок Шов Размеры, мм
по ГОСТ у КМД
Тавровое соединение без скоса
кромок на привариваемой под-
кладке
ТЗ
s — 16 -5- 30; Ьр — 18; т х п — 40x25;
= 30 -г- 80; fep = 22; т X п — 60 х 35;
s = 80 -=- 500; др = 26; т х п =
= 60x35
Таблица 58. Расчетные плошади и масса элементов сварных швов
Элемент шва (раз- меры в см) Площадь. см? Масса 1 м, кг Элемент шва (размеры в см) а, град Площадь, см2 Масса 1 м. кг
ЙЬ 0,786s S а 0,5s2 tg а 0,390s2 tg а
V)
0,75ой 0.585ай 13 0,116s2 0,91s2
6 <•— — 18 0,163s2 0.127 s2
С 2 VCT 0.78ЭА3*уС1
0.433/12 0.338/12
Г h | 0.25Л2 0,195/г2
//Л Т /? _ 1 0.433/12 0.336Л2
Примечание. Для угловых швов
25 0,233s2 0,182s2
27 0,255s2 0,200s2
30 0,274s2 0,214s2
45 0,500s2 0,390s2
50 0,596 s2 0,265s2
55 0,714s2 0,556s2
60 0,866s2 0,676s2
= 1,0: при ручн ой сварке:
принимают при автоматической сварке /густ
/?ш, MM 3—4 5—6 7—10 12—20
00 *уст 15 1,35 1,25 1 | 1.15
Таблица 59. Масса 1 м
Катет шва или толщи- на де- талей, мм Угловые швы Стыковые
заводские при сварке монтажные без разделки кромок V-об
ручной автома- тиче- ской V-образные К-образные
45е 50° 60° 45е 50* одно- сто- рон - НИЙ дву- сто- рон- НИ Ч 45*
2 3 4 5 6 7 8 10 0,035 0,060 0,093 0,13 0,18 0,24 0,31 0,46 0,09 0,12 0,18 0,25 0,32 0,51 0,47 0,68 0,22 0,28 0,36 0,46 0,54 0,68 0,94 1,13 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0,038 0,064 0,14 0,17 0,23 0,29 0,31 0,11 0,29 0,32 0,40 0,42 0,53 0,62 0,66 0,81
12 14 16 18 20 0,65 0,92 1,17 1,46 1,85 0,73 1,00 1,30 1,64 2,04 0,80 1,44 1,46 1,78 2,13 0,84 1,33 1,64 2,03 2,58 1,48 1,99 2,45 2,96 3,70 1,23 1,41 1,62 0,86 1,06 1,68 1,91 2,19 — — 0,99 1,32 1,63 1,92 2,22
22 24 25 26 28 30 2,21 2,60 2,81 — 2,50 2,92 3,39 3,04 3,55 4,10 4,39 4,91 5,62 1,87 2,12 2,23 2,34 2,96 2,46 2,73 3,36 3,75 4,09 — 1 1 1 1 1 1 2,55 2,88
32 34 36 38 40 — 1 1 1 1 1 — 3,26 3,58 3,92 4,29 4,65 4,49 4,88 6,40 6,87 7,33 1 1 1 1 1 1 1 1 1 1
42 44 46 48 50 — — — — — 5,05 5,45 5,87 6,30 6,75 7,84 8,38 8,89 10,57 11,16 — 1 1 1 1 1 1 1 1 1 1
Примечание. В таблице приведена масса сварных швов прн ручной сварке [43].
Примеры пользования габаритными данными для установления
ограничительных размеров, которые необходимо соблюдать при конст-
руировании сварных соединений сечений и узлов, показаны на рис. 69.
При конструировании угловых сварных швов необходимо соблю-
дать следующие основные правила (рис. 70):
1) минимальный катет углового шва назначается не менее
4 мм (кроме сварки деталей толщиной менее 4 мм), а также с уче-
том рекомендаций табл. 55;
сварного шва; кг [30; 43]
швы
разные У-об- раз- ные X-образные 2Y- образ- чые Г оризонтальиые Катет шва или тол- щина дета- лен, мм
V-образные К-образные
55° 60' 45° 55° 60- 45° 50° 45е 50'
2
0,17 0,28 3 4
0,22 0,35 — — — — — — — — — 5
0,28 0,43 — — — — — — — — — 6
0,35 0,51 — — — — — — — — — 7
0,43 0,61 — — — — — — 0,65 — — 8
0,61 0,89 — — — — — — 0,94 — — 10
0,82 1,13 — 0,66 — 1,21 — 1,13 12
1,09 1,48 — — 0,82 — — — 1,60 — 1,33 14
1,37 1,79 — — 0,97 1,38 — 1,67 1,95 1,25 1,64 16
1,68 2,18 — — 1,17 1,57 — 1,99 2,34 1,45 1,87 18
2,07 2,65 1,79 1,73 1,37 1,80 — 2,34 2,89 1,67 2,14 20
2,46 3,08 2,03 1,94 1,60 1,98 2,72 3,40 1,90 2,46 22
2,89 3,59 2,26 2,15 1,83 2,30 3,13 3,94 2,12 2,77 24
25
3,36 4,14 2,35 2,38 2,26 2,83 — 3,57 4,52 2,41 3,20 26
— — 2,81 2,62 2,53 3,14 — 4,04 — 2,69 3,55 28
— — 3,12 2,86 2,84 3,47 3,20 4,55 — 2,98 3,94 30
3,43 3,14 3,16 3,82 3,47 5,08 3,29 4,37 32
3,82 3,42 3,47 4,18 3,75 5,65 — 3,62 4,79 34
— 4,14 3,70 3,86 4,56 4,02 6,25 — 3,96 5,31 36
— — 4,44 4,07 4,21 4,97 4,29 6,88 — 4,31 5,81 38
— — 4,80 4,34 4,60 5,39 4,52 7,54 — 4,68 6,28 40
5,23 4,67 5,26 5,82 4,80 8,23 5,07 — 42
5,62 5,02 5,66 6,28 5,11 8,95 —. 5,47 — 44
— 5,91 5,37 6,12 6,75 5,38 9,70 — 5,89 —— 46
6,44 5,73 6,59 7,25 5,74 10,49 — 6,33 — 48
— — 6,79 6,13 7,06 7,76 6,09 11,31 — 6,78 — 50
Теоретическая масса различных типов сварных швов по ГОСТам указана а работе [35].
2) металл шва должен быть равнопрочным с основным металлом,
что обеспечивается назначением соответствующего типа электродов;
3) максимальная высота катета углового шва во избежание
пережога основного металла не должна превышать 1,2$! (sj — мень-
шая из толщин сопрягаемых деталей, рис. 70, а);
4) минимальная расчетная длина углового шва должна быть
равной 4/гш, но не менее 40 мм в соединительных решетках и 60 мм
в фермах;
187
5) максимальная расчетная длина углового шва — до 60 мм
(рис. 70, б), даже если конструктивная длина шва превышает этот
размер;
6) при динамических и вибрационных воздействиях должны
быть обеспечены плавные переходы угловых швов на основной ме-
талл, что достигается при ровной или вогнутой поверхности швов-
(рис. 70, в). Выпуклые валики швов являются резкими концентра-
торами напряжений, понижающих усталостную прочность сварной
конструкции;
7) для снижения концентрации местных напряжений лобовые
швы в нахлесточных соединениях при динамических нагрузках
принимают со скосом 1 : 1,5 (рис. 70, г), фланговые швы с катетами
1 : 1 как при динамических, так и при статических нагрузках.
В последнем случае лобовой шов может быть также с катетами 1:1;
8) конструкция стыковых и угловых швов должна соответство-
вать ГОСТ 5264-69, ГОСТ 8713-70, ГОСТ 15164-69 (табл. 56, 57).
Площади сечения и масса 1 м швов приведены в табл. 58, 59.
ПРОЦЕСС ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ ОТ СВАРКИ
При сварке конструкций происходит неравномерный концент-
рированный местный нагрев (до температуры плавления стали)
с последующим охлаждением узких полос швов и прилегающих
зон основного металла, в результате которого возникают свароч-
ные напряжения, вызывающие сварочные деформации.
При нагревании стали происходят изменения ее механических
свойств. В расчетах обычно принимают условную кривую измене-
ния предела текучести стали от при нагревании по ломаной линии,
предполагая, что предел текучести до температуры 500° С постоян-
ный, а при 600° С становится равным нулю.
Процесс возникновения деформаций и напряжений в металли-
ческом стержне при равномерном нагреве и остывании показан на
схемах, разработанных проф. В. П. Вологдиным (рис. 71).
В первом случае — при равномерном нагревании и охлаждении
стержня, закрепленного одним концом,— происходит свободное
удлинение и укорочение стержня до первоначальной длины (при
охлаждении до начальной температуры) и никакие остаточные де-
формации или напряжения в таком стержне не возникнут
(рис. 71, а).
Во втором случае — при равномерном нагревании и охлаждении
стержня с одним защемленным концом и второй опорой, препятст-
вующей удлинению стержня,— при некоторых условиях происхо-
дит укорочение стержня, так как удлинению стержня при повыше-
нии температуры препятствует неподвижная опора и вместо удли-
нения может произойти только пластическая деформация металла,
а при охлаждении — свободное укорочение стержня против перво-
начальной длины.
188
Образование напряжений, вызывающих пластичность, можно
проследить по графику (рис. 71, б), показывающему изменение
предела текучести и напряжений в стержне при изменении темпе-
ратуры. При нагревании, поскольку удлинению стержня препят-
ствует несмещаемая связь, в стержне возникнут сжимающие напря-
жения, возрастающие с повышением температуры. При достиже-
нии напряжениями предела текучести (на графике в точке Л) даль-
нейшее повышение температуры вызовет пластическую деформа-
Рис. 71. Деформации и графики изменения напряжений при нагревании и осты-
вании стержней:
а — защемленного одним концом; б — то же с упором на другом конце; в — защемлен-
ного двумя концами.
цию, при этом напряжения будут изменяться в пределах кривой
изменения предела текучести (участок А—В).
При остывании напряжения снижаются (по прямой ВС) до ну-
ля, при дальнейшем охлаждении происходит укорочение стержня
без остаточных напряжений.
Определим приближенно температуру, при которой в стальном
стержне наступит текучесть. По закону Гука напряжение пропор-
ционально деформации
о = Ее, (58)
где Е = 2,1 X 10” кгс/см2 — модуль упругости стали; е — относи-
тельное удлинение, определяемое из выражения
Д/ cc-ylT1 rrt
е = — = -у- = ат7\ (59)
где ат — коэффициент линейного расширения (для стали ат =
= 0,000012); Т — температура нагрева, т. е. 7\— То (То — на-
чальная температура).
Подставляя формулу (59) в уравнение (58), получим
а = агТЕ. (60)
189
С повышением температуры коэффициент линейного расшире-
ния ат увеличивается, а модуль упругости Е уменьшается; прибли-
женно можно считать, что при нагревании до температуры 200—
300° С произведение
const, (61)
тогда, полагая, что о = сгт, температура, при которой сталь пере-
йдет в пластическое состояние
Т пт _____________2800_____ _ 1 осо с1
атЕ ~ 0,000012- 2,1 • 10е — ’
При определении Т принято среднестатистическое значение
предела текучести стали марки СтЗ от = 2800 кгс/см2. Таким обра-
зом, для стали марки ВСтЗ при начальной температуре 20° С нагре-
вание закрепленного стержня до температуры Т = 125 + 20 =
= 145° С создает напряжения, равные пределу текучести стали.
В третьем случае—при нагревании и охлаждении стержня,
защемленного по обоим концам связями, препятствующими не толь-
ко удлинению, но и укорочению, возникают остаточные напряже-
ния, которые могут достигать предела текучести (рис. 71, в).
При нагревании вследствие того, что тепловому удлинению стерж-
ня препятствуют несмещаемые связи, в стержне возникают напря-
жения, возрастающие пропорционально нагреву (на графике пря-
мая ОА). Увеличение напряжений прекращается при достижении
ими предела текучести (на графике в точке Л). При дальнейшем
нагревании напряжения изменяются по кривой изменения предела
текучести (участок АВ), а в стержне происходят пластические дефор-
мации, результатом которых является утолщение стержня.
При остывании напряжения снижаются до нуля (в точке С),
а при дальнейшем охлаждении стержень должен укорачиваться,
однако этому препятствуют несмещаемые опоры, в результате чего
возникают растягивающие напряжения, образующие при полном
остывании напряжения либо менее предела текучести, либо дости-
гающие предела текучести в зависимости от температуры нагрева-
ния. Однако в сварных конструкциях происходят местный нерав-
номерный нагрев и остывание узкой полосы металла, поэтому де-
формации и напряжения от тепловых воздействий несколько отли-
чаются от деформаций и напряжений по описанным схемам.
Процесс возникновения деформаций и напряжений в пластине,
на кромку которой наплавляют сварной шов, рассмотрим по схемам
проф. Н. О. Окерблома (рис. 72).
При наплавке на кромку пластины сварного шва происходит
местное нагревание кромки до температуры плавления стали
(1530° С), причем по мере удаления от кромки температура нагре-
вания снижается, как это показано на графике (рис. 72, а).
Разделим пластину условно на две полосы: полоса I нагрева до
температуры более 600° С, т. е. выше температуры, когда = 0,
и находится в пластическом состоянии; полоса II нагрета до тем-
пературы ниже 600° С и обладает упругими свойствами.
190
При нагревании, т. е. при наплавке шва (рис. 72, б) полоса 1
должна была получить тепловое удлинение /+, = /0 + ат/0Г,
однако холодная полоса II сдерживает свободное удлинение полосы
I, и последняя получит меньшее удлинение, т, е. длина полосы I
после нагревания l+t будет меньше /+<) а разность l'+t — 1+1 пога-
шается пластическими деформациями полосы I, как и в случае рав-
номерного нагревания. Полоса II вследствие непрерывной связи
с полосой I получит деформации изгиба, при этом, поскольку она
находится в упругом состоянии, следует предположить действующей
гипотезу плоских сечений (т. е. сечения плоские до изгиба остаются
плоскими и после изгиба).
Эпюра напряжений, возни-
кающих в пластине при наплавке
сварного шва на кромку, будет
иметь очертание, аналогичное
фигурам, ограниченным кривой
Рис. 72. Деформации и напряжения в
пластине при наплавке шва на кром-
ку:
а — схема пластины н распределение- тем-
ператур; б, в — деформации при нагрева-
нии (в процессе сварки) и при остывании
(остаточные)
свободных тепловых удлинений атТ и действительных удлинений Дн,
если предположить при изгибе поворот плоского сечения.
При остывании (рис. 72, в) полоса I, если бы была свободна,
уменьшилась бы до длины = l+t — aTl+tT. Однако такому
уменьшению длины полосы I препятствует полоса II, в результате
чего полоса I сократится до длины (_/ > /_(, а полоса II получит
изгиб в противоположную сторону по сравнению с изгибом от
нагревания. Соответственно изменится характер эпюры напряже-
ний.
Сравнивая эпюры напряжений при нагревании (см. рис. 72, б)
и при остывании (см. рис. 72, в), следует отметить, что при наплав-
ке шва зона сварки получает сжимающие, а прилегающий основной
металл — растягивающие напряжения, но после остывания знаки
остаточных напряжений меняются на обратные, т. е. зона шва
всегда растянута, а околошовная зона всегда сжата.
Остаточные напряжения называют также «собственными», т. е.
напряжениями, существующими в элементе при отсутствии внеш-
них сил. Различают три вида собственных (или остаточных) напря-
жений [4J: первого рода — уравновешивающиеся в макрообъ-
емах; второго рода— уравновешивающиеся в пределах одного или
нескольких зерен и третьего рода — отражающие искажения кри-
сталлической решетки.
Остаточные напряжения могут быть одноосные, двухосные
(плоскостные) и трехосные (пространственные или объемные). Наи-
более опасными являются двухосные и трехосные растягивающие
остаточные напряжения у оснований концентраторов (надрезов)
и в зонах охрупчивания.
Остаточные напряжения от сварки определяют приближенно
ввиду сложности этого явления, при этом принимают ряд допуще-
ний, как например [4]:
предполагают действующей гипотезу плоских сечений; остаточ-
ные напряжения считают одноосными;
применяют упрощенную диаграмму зависимости предела теку-
чести от температуры;
упрочнение металла при пластической деформации не учиты-
вают;
теплофизические константы считают условно постоянными в
широком диапазоне изменения температуры;
температуру принимают равномерной по толщине металла и др.
В работе [23] приводится построение эпюры сварочных напря-
жений при наплавке валика на кромку пластины (рис. 73). При
этом эпюра временных сварочных деформаций и напряжений пред-
ставляет разность ординат кривой температурных удлинений
ат7’, которые должны были произойти, и фактического плоского
поворота сечений по прямой т — проведенной из условия ра-
венства площадей растянутых и сжатых участков эпюры (косой
перекрестной штриховкой показана область
пластических деформаций). На рис. 73, б
показана эпюра остаточных сварочных де-
формаций и напряжений, построенная ана-
логичным путем. Для получения численных
значений сварочных напряжений значения
деформаций, показанные на эпюрах, сле-
дует умножить на модуль упругости Е.
На рис. 73, в показана общая остаточ-
ная деформация пластины 6 наплавленным
Рис. 73. Продольные деформации и напряжения при
сварке узких пластин:
а — распределение температур р деформаций в сечении
[—I, б — эпюра остаточных деформаций в пластине; в —
остаточный прогиб полосы после остывания-
на кромку валиком, имеющая вогнутую сторону всегда со сторо-
ны сварного шва.
Влияние остаточных сварочных напряжений на прочность и
надежность эксплуатации сварных стальных конструкций при
определенных условиях велико. Высокие остаточные напряже-
ния у основания надреза и в зоне охрупчивания могут способство-
вать началу усталостной трещины при переменных нагрузках
или хрупкого разрушения при статической нагрузке и пониженной
температуре эксплуатации. Высокие остаточные напряжения мо-
гут также значительно понижать жесткость сварных стальных
элементов, так как участки, в которых остаточные напряжения
достигли значения предела текучести, выключаются из рабочей
192
части сечений при определении расчетной площади и момента инер-
ции, т. е. EF и EI уменьшаются. Сжимающие остаточные напряже-
ния от сварки снижают сопротивление элемента потере устойчивости
и могут приводить к самопроизвольной потере местной устойчивости
до приложения внешней нагрузки или к снижению сопротивле-
ния общей устойчивости сжатого стержня. Растягивающие оста-
точные напряжения от сварки могут достигать не только предела
текучести, но и предела прочности, что может приводить к самопро-
извольному разрушению сварных элементов до приложения эксплуа-
тационных нагрузок.
Требованием технологичности к сварным конструкциям являет-
ся разработка такого расположения сварных швов и технологии их
гыполнения, при которых остаточные напряжения от сварки мини-
мальны.
УЧЕТ ПРИ КОНСТРУИРОВАНИИ ДЕФОРМАЦИЙ
ОТ СВАРКИ СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Общая классификация. Деформации от сварки бывают вре
менные, происходящие в процессе сварки, и остаточные, образую-
щиеся после полного остывания сварной конструкции.
Остаточные сварочные деформации являются результатом плас-
тических деформаций, происходящих в процессе сварки конструк-
ций в околошовных зонах. Если бы было возможно производить
сварку без образования зон пластических деформаций, то не было бы
остаточных деформаций от сварки конструкций.
Остаточные сварочные деформации влияют не только на геомет-
рическую форму сооружения, но иногда и на несущую способность
элементов конструкций (например, коробление сжатых элементов
или стенки балки способствует потере устойчивости).
Размер остаточных сварочных деформаций зависит как от тех-
нологии сборочно-сварочных работ, так и от конструктивных форм,
которые иногда могут оказывать решающее влияние на тот или
иной вид сварочных деформаций.
Проектировщику, конструктору должны быть заранее известны
как характер ожидаемых деформаций от сварки, так и их пример-
ные размеры, например, при установлении допусков и припусков
на элементы несущих и ограждающих конструкций и т. п.
Для определения остаточных сварочных деформаций разработан
ряд расчетных методик, из которых наибольшее практическое при-
менение получили методики ЛПИ им. Калинина [24], и МВТУ
им. Баумана 14, 23]. В этих методиках применен принцип одновремен-
ной заварки шва по всей длине, на основе предположения, что
пластические деформации возникают одновременно по всей длине
элементов, но размеры и распределение их принимаются такими,
какими они будут фактически при неодновременной заварке швов.
Это предположение не оказывает заметного влияния на точность
расчетов в случаях, когда деформации на отдельных участках не
13 о-su
193
зависят или мало зависят от деформации, возникающих при сварке
других участков элемента. Например, деформация «серповидности»
пластины с наплавкой по кромке (рис. 73, в) образуется вследствие
поворотов отдельных сечений на небольшие у!лы, которые не влия-
ют на еще незаверенные участки пластин и общая остаточная дефор-
мация будет примерно такой же, как она была бы при одновремен-
ном повороте всех сечений по длине пластин, т. е. при одновремен-
ной наплавке всей кромки.
Принцип одновременной заварки шва является только расчет-
ным приемом, означающим, что пластические деформации во всех
сечениях одинаковы, и его не
следует отождествлять с высокими
скоростями сварки.
В методике МВТУ им. Баума-
на 141 определение сварочных дефор-
маций и перемещений расчленяет-
ся на две задачи: термомеханиче-
скую (определение усадочной силы)
и деформационную (определение
деформаций и перемещений конст-
рукции в целом).
Рис. 74. Деформации серповидности (саб-
левидности) от сварки:
а — при несимметричном сечении; б — при
приварке односторонних наружных деталей;
в — при несимметричной приварке мелких де-
талей по стенке сечения.
В методике ЛПИ им. Калинина [24] остаточные сварочные
деформации определяют непосредственно как сумму остаточных
пластических деформаций сжатия, полученных сварным элементом
в процессе сварки к моменту полного остывания.
Рассмотрим общую классификацию наиболее часто встречаю-
щихся деформаций, возникающих при сварке строительных конст-
рукций.
Деформации собственно сварных швов бывают продольные и по-
перечные. Усадку швов по высоте не учитывают как не оказыва-
ющую влияния на деформации конструкций.
Деформации стальных конструкций от сварки могут быть двух
видов: общие (характерны для сварного элемента в целом) и мест-
ные (образуются в пределах одной или нескольких деталей либо на
части одной из деталей конструкции).
К наиболее часто встречающимся в строительных стальных кон-
струкциях общим деформациям от сварки следует отнести: серпо-
видность (саблевидность) элементов; продольное и поперечное уко-
рочение элементов; скручивание (винтообразность) элементов; гри-
бовидность полок сплошных тавровых, двутавровых, Н-образных
и т. п. элементов; перекос полок сплошных составных сечений.
Серповидность (саблевидность) элементов (рис. 74) возникает
под действием изгиба от неравномерных продольных усадочных
деформаций, например;
194
при несимметричных сечениях сплошных сварных элементов
(рис. 74, а);
при приварке наружных деталей, расположенных несимметрич-
но относительно нейтральной оси сечения элементов (рис. 74, б);
при несимметричном расположении по стенке сечения мелких
деталей относительно нейтральной оси сечения элементов (рис.
74, в).
Продольное укорочение элемента является следствием продоль-
ного укорочения от сварки поясных швов, усадки поперечных сты-
Рис. 75. Схема зон нагрева основного метал-
ла при сварке угловых швов.
ков, швов, прикрепляющих ребра
жесткости, и др.
Деформации серповидности (про-
гиба) и продольного укорочения от
сварки поясных швов рассчитывают
по методике ЛПИ им. Калинина в
такой последовательности [241:
1. Определяют погонную энергию, кал на 1 см, поясного угло-
вого шва. При наложении одного углового шва:
для ручной сварки
<7ni = 9500/4 (62)
для автоматической сварки
<7ni = 7520/4 (63)
где /гш — катет шва, см.
При наложении двух угловых швов в тавровом соединении:
Qn2 — ^nQnlt
(64)
где mi2 — коэффициент увеличения погонной энергии от наплавки
второго шва, определяемый по формуле
mi2 = 1 Н-----; (6о)
Sct, sn — толщина стенки и полки (рис. 75); — площадь зоны
пластических деформаций растяжения от наложения первого шва,
определяемая по формуле
FS1 =-------+-------
1 У] 340
F h ?П1
F — общая площадь элемента; уг — расстояние от нейтральной
оси до центра тяжести сварного шва; 1Х — момент инерции всего
сечения.
(66)
13'
195
Для элементов с большой площадью сечения (более 200—250 см2)
можно приближенно найти
<67)
где qn — полная погонная энергия.
2. Продольное укорочение элемента от сварки поясных швов
определяют из выражения
АПр = /Д„ (68)
где I — длина элемента; А] — относительное укорочение, рассчи-
тываемое в зависимости от отношения а именно: при -А- <
< 150 кал/см2 (в большинстве стро-
ительных сварных конструкций)
Ai = — 3,53 • Ю-6-^-, (69)
где qn = qni — при одном поясном
шве; qn = qn2 = m12^ni — при двух
поясных швах; при-у->150 кал/см2
относительное укорочение А] опре-
деляют по графику (рис. 76).
Рис. 76. График зависимости относитель-
ного укорочения нейтральной оси элемен-
та Д, от параметра q„!F.
3. Расчетный прогиб от сварки поясных швов находят как
ординату эпюры моментов от фиктивной нагрузки (кривизны) С:
С = . (70)
Для элементов с поясными швами, расположенными по всей
длине:
для тавровых сечений
/ = (71)
для двутавровых сечений
f = -А-8Сн) Р , (72)
где Св, Са —фиктивная нагрузка от сварки швов по верхнему и
нижнему поясам балки.
Пример 19. Определить серповидность (стрелку прогиба) элемента длиной
5 м таврового сечения из двух полос — 150 X 10 мм (рис. 77, а), сваренного
поясными швами = 6 мм автоматической сваркой.
Расчетные характеристики сечения:
общая площадь
F = 2 • 15 • 1 = 30 см2,
196
статический момент относительно оси Y(l — 'Vo
5»
= 15 • 1 •
135 см»;
расстояние до
г =А
о г
центра тяжести сечения (нейтральной оси)
135
——- = 4,5 см;
30
центра тяжести шва до нейтральной осн
0,6
— = 3,3 см;
3
расстояние от
У1 — го sn
момент инерции сечения
1 - 153
12 +
v г is ;2
Х 1 ~2-------(4’5 ~ П
/.
Г 1 I2
1 4,5------ =763 см4.
I 2 J
Рис. 77. Сечения элементов:
а — к примеру 19; б — к примеру 20.
= 4,5—1
3
-200*20
№0
15
X
а
^-150*10
15 I3
12
200*10
6
Погонная энергия от наплавки первого шва автоматической сваркой
<7П) + 7250/zj^ = 7250 0,6» = 2610 кал/см.
х,
Площадь зоны пластических деформаций от наплавки первого шва по (06)
si
1 3,32
Зб”+ 763
340
2610
0,033 + 0,0142 4-0,130 5,65 СМ*'
Коэффициент увеличения погонной
ти — । +
энергии от наплавки второго шва по (65)
(0,6+J) 1 = 1,238.
5,65
Погонная энергия от наплавки двух поясных швов по (64)
qn = 1,238 • 2610 = 3360 кал/см.
Критерий
оп 3360
= ——— =112 кал/см < 150 кал/см,
и прогиб определяем по формулам (68)—(70).
укорочение:
т. е. укорочение
Продольное
к 3360
Д, = — 3,53 • 10~б------= — 0,000396;
' 30
Дпр = — 500 • 0,000396 = — 0,2 см = — 2 мм.
Фиктивная нагрузка (кривизна) по (70)
— 0,000396 • 30 • 3,3 й
С -------!--------------— = -51,4- 10~6.
763
197
Расчетный прогиб от наплавки двух поясных швов
£ 51,4 • КГ6 • 5002
f =----------5------- = — 1,0 СМ = — 16 мм.
о
Пример 20. Определить укорочение и серповидность (стрелку прогиба)
элемента длиной 9 м несимметричного двутаврового сечения: пояса — 200 X 20
и —200 X 10, стенка — 670 X 10 мм (рис. 77, б). Швы, прикрепляющие верхний
пояс, йш в = 1 см, швы по нижнему поясу йш и = 0,6 см, сварка автоматическая
под слоем флюса.
Расчетные характеристики сечения:
F = 20 • 2 + 67 • 1 4- 20 • 1 = 127 см2;
So = 20 • 2 1 4- 67 4-
• 1 (67 + 1) + 20 • 1 — = 5080 см3;
S„ 5080
Ун = — = ——— = 39,5 см;
«и /*127
ув = 67 -|- 1 4- 2 — 39,5 = 30,5 см;
/г = 20 • 2
39,5 —1 —
ух = 30,5 — 2 --------= 28,2 см;
3
0,6
у2 = 39,5 — I-----— = 38,3 см;
2 \2 1,673
’ 2 / "* 12 1
4-20-1 ^39,5 — = 91970 см4.
Погонная энергия от наплавки поясных швов:
по верхнему поясу по (63)
<7П в = 7250 • I2 = 7250 кал/см;
площадь зоны пластических деформаций по (66)
f,lB = 1 28^ 340 = 0,0079 4- 0,0087 4- 0,0469= 15,75 см>!
127 + 91970 + 7250
второго шва по (65) и (64)
= 1 + ~"lt 752 = 1,254:
1<Jt I о
<7П в = 1,254 • 7250 = 9100 кал/см;
по нижнему поясу
<7п1н = 7250 • 0,62 = 2610 кал/см;
FslH = 1 38J32 34б“ = 0,0079 4- 0,0160 4- 0,130 = 6,5 СМ*1
127 + 91970 + 2610
Щ1а = 1 + О...± W = 1,246;
ОуО
?п.н = 1,246 • 2610 = 3270 кал/см.
п.в
198
Проверка критерия:
по верхнему поясу
<7п.в 9100 „ е 1СП
—=— = — = 71,6 кал/см < 150 кал/см;
г 127
по нижнему поясу
^п.н
3270
— 25,8 кал/см < 150 кал/см.
Продольное укорочение:
по верхнему поясу по формулам (69) и (68)
= — 3,53 • 10~6 --’ГС = — 253 • 10-
Дир в = 1Д1в = - 900 (— 253 • Ю~6) = 4-2,3 см = + 23 мм;
по нижнему поясу
Д1в = _3,53 • 10-
п.в
Д1Н = -3,53 10-6 = - 3,53 • 10-6 = -
Лпрн = — 900 (— 91 ' 10-6) = °’8 см = 8 мм-
(кривизна) по (70)
-253. IO-6- 127.28,2
Фиктивная нагрузка
Св =
91970
Сн =
— 91 • 10-” 127 • 38,3 .о
-------И970--------- =-48’ ‘°
Расчетный прогиб от сварки поясных швов по (72)
/ =
а
— 4,13 см 41 мм.
4. Определяют продольные укорочения и стрелки прогиба от
приварки ребер жесткости поперечными швами.
Части погонной энергии от приварки ребра к стенке qn.at и полке
qa.n сечения будут:
2s
^ = 2Г^Г^’ (73)
ZSC1 ' Sp
___________________________ 2sn
qn n - 2s., + Sp
где <7n — полная погонная энергия, определяемая по формулам
(62)—(64); $сТ, $п, sp — толщина стенки, полки и ребра.
Укорочение элементов от приварки коротких поперечных ре-
бер (рив. 78) определяют из выражений:
от швов по вертикальной стенке
Лпр.В = р. Qn.CT р ^в> (74)
от швов, прикрепляющих ребра к поясу,
Дирл ~ И Qn.n р (75)
199
п • lb -I
Рис. 78. Схема образования серповидности (саблевидности) от приварки
коротких ребер.
Соответственно углы поворота <р и прогибы / будут:
от швов по вертикальной стенке
<рв = р'^п.ст -у- /в;
f = ф I .п1 (п' +') •
/в ТВ1Р 2 ’
(76)
от поперечных швов на поясе
Общее значение угла поворота и прогиба
В формулах (74)—(78) приняты следующие обозначения: р' —
коэффициент, определяемый по графику (рис. 79), зависящий от
относительной жесткости т:
для стенки сечения
«ст = -4—; (79)
Летает
для пояса элемента
= -х4- ’ (80)
А1ГП
200
где Хст, Хп — длина изотермы для стенки и пояса, в пределах
которой металл находится в пластическом состоянии:
X = 8,1 • 1СГ6 (-М* исв, (81)
где Ss = 2scT + sp — для стенки; Ss = 2$п + sp — для пояса;
1>св — скорость сварки, задаваемая технологическим процессом
или определяемая по формуле
' (82)
Рис. 79. График зависимости коэффициента р' от отно-
сительной жесткости сечения tn.
аи — коэффициент наплавки, принимаемый 8—12 г/А ч при
ручной сварке и 14 г/А • ч при автоматической сварке; /св —
сила сварочного тока:
при ручной сварке
/св 50d3; (83)
d. — диаметр электродов (для приварки ребер d3 = 5 4- 6 мм);
при автоматической и полуавтоматической сварке
(84)
/ — плотность тока, зависящая от диаметра электрода d3:
d3, мм /, А/мм2
2 €0—150
3 50—85
4 . . ' 35—60
5 . . . ’ 30—40
F„ — площадь наплавленного металла, которая для угловых швов
= -у- &усТ; (85)
/густ — коэффициент, принимаемый по табл. 58; /р — шаг ребер
жесткости; п — число ребер в балке; nL — число пар ребер в полу-
201
I l\
пролете I — I, включая шов, совпадающий с осью симметрии;
1В, 1Г — длина швов по стенке (вертикали) и поясу (горизонтали).
Пример 21. Определить серповидность (стрелку прогиба) от приварки корот-
ких ребер к балке, имеющей сечение, заданное в примере 20. Схема расположе-
ния ребер жесткости и их размеры приведены на рис. 80. Катет шва Лш = 6 мм*
сварка ручная электродами с d3 = 5 мм, коэффициент наплавки а = 9 г/А - ч.
Расчетные характеристики сечения принимаем по данным примера 20.
Рис. 80. Схема сварной балки к примеру 21.
Определяем погонную энергию от наплавки вертикальных швов, прикреп-
ляющих ребра к стенке:
погонная энергия от наплавки первого шва по (63)
<?п) = 7250 0,62 = 2610 кал/см;
часть энергии, приходящаяся на стенку,
, 2 1
<7п.ст = 2610 р+ 0 8 = 1860 кал/см;
площадь зоны пластических деформаций от наплавки первого шва по (66)
р _ ________________J______________ _______________J___________ = 5 17 см*'
sl 1 15,5 340 0,0079 + 0,0026 + 0,183
127 + 91970 + 1860
коэффициент увеличения погонной энергии от наплавки второго шва по (65)
т _ , , (0,6+ 1)0,8 _
— 1 + g jy — 1,155,
расчетная погонная энергия от приварки одного ребра
<?п.Ст = 1,155 • 1860 = 2150 кал/см;
погонная энергия от приварки одной пары ребер в стенке
“7п.ст = 2<?п.ст = 2 • 2150 = 4300 кал/см.
Определим погонную энергию от сварки горизонтальных швов, прикрепляю-
щих ребра к верхнему поясу по формуле (73):
2 . 2
Чп.п = ~2 • 2 + 0,8~ 2610 = 2180 КаЛ/СМ‘’
202
Fs> 1 28,32 340 0,0079 + 0,0087 + 0,156 5-8 CM“:
127 + 91970 + 2180
m , (0.6 + 2) 0,8
m12 — 1 -|-------g-g----- — l,3t>0,
</nn = 1,358 • 2180 = 2980 кал/см;
погонная энергия от приварки одной пары ребер к верхнему поясу
п = 2</п п = 2 • 29t 0 = 5960 кал/см.
Для определения коэффициента р' находим параметры к графику (см. рис. 79):
сила сварочного тока
/св = 50d3 = 50 5 = 250А;
площадь поперечного сечения наплавленного металла шва йш = 0,6 см при
йуст= 1,35;
0 62
FH = 1,35 = 0,243 см2;
скорость сварки при а„ = 9 г/а ч и /св = 250 А по (82)
9 • 250
°св — 3600 • 7,8 0,243 — 0,33 СМ/С’
для швов, прикрепляющих ребра к вертикальной стенке,
Es = 2 • 1 + 0,8 = 2,8 см;
длина изотермы, в пределах которой металл находится в пластическом состоя-
нии по (81)
Хст = 8,1 + 10-6 0,33 = 6,3 см;
относительная жесткость по (79)
т _ 127
ст _ 6,3-1 ~ Ы’2'
По рис. 79 (при т„ = 20,2) р' = —6,7 10“6 см2/кал.
Аналогично производим расчеты для горизонтальных швов, прикрепляющих
ребра к верхнему поясу:
2s = 2 • 2 + 0,8 = 4,8 см;
Хп = 8,1 IO-6 0,33= 6,3 см;
\ 4,0 /
127
_ 6,3-2 ““ °:
р' = — 7,5 • 10 (по рис. 79).
Определяем деформации от приварки ребер жесткости к стенке:
продольное укорочение по (74)
дг,р.ст = - 6,7 - 10-6 4300 -8 ' 20 +72 • 65 = -0,66 см да —7 мм.
где 8- 20+ 2- 65 — длина швов коротких и опорных ребер;
угол поворота от приварки одной пары ребер по (76)
<Рв = ~ 6,7 • IO”6 4300 - 15>5П 20 = - 97,5 • 10~G рад;
203
стрелка прогиба по (76)
/в = - 97,5 10-6 100 5(5 +!) да —о,15 см = — 1,5 мм.
Определяем деформации от приварки ребер жесткости к верхнему поясу:
ЛПр.п = — 7>9 ' 10-6 • 5960 '° = -0,6 см = —6 мм;
<рп = — 7,9 • 10~6 • 5960 93[°^0 (8 4- 8) = - 254 • 10“6 рад;
f„ = — 254 • IO-6 100 5 (5 + 1} = — 0,76 см = — 7,6 мм.
Общие деформации балки от приварки ребер — укорочение и прогиб:
Дпр — — 7 — б = — 13 мм;
/ = — 1,5 — 7,6= —9,1 мм,
с учетом деформаций от поясных швов (см. пример 20):
f = — 41 — 9 = — 50 мм.
В работах МВТУ им. Баумана 14, 231 для определения остаточ-
ных сварочных деформаций предлагается метод фиктивных сил.
Действие внутренней усадочной силы заменяется действием фиктив-
ной внешней силы, от которой, пользуясь элементарными форму-
лами сопротивления материалов, находят искомые перемещения,
являющиеся остаточными сварочными деформациями.
В сварных элементах составного сечения из малоуглеродистых
и низколегированных сталей усадочная сила одного углового шва,
кгс, определяется из выражения
Рус=1»7—• (86)
исв
Для усадочной силы от двух поясных швов, зоны пластических
деформаций которых перекрываются, принимается коэффициент
1,15, т. е.
РУс = 1,15 • 1,7 -3— • (87)
усв
В формулах (86) и (87) погонная энергия при наложении угло-
вого шва с достаточной для практических целей точностью будет
= Dhl, (88)
^СВ
где D = 3000 — при автоматической сварке, D = 4000 — при руч-
ной сварке; 1гш — катет углового шва, см.
Деформация
те (рис. 81):
для
для
серповидности (саблевидности) в сварном элемен-
Г Pyeft/2
таВр°в
f (^ус.В^В ^ус.Н^н)
двутавров f =--------У---------------
(89)
204
Угловой поворот концов элемента
Ру&>*
для тавров <р = —--------•
Рус яе1 Рус и?2
для двутавров ф = —-------gy —
(90)
Рис. 81. Расчетная схема для определения серповидности:
а — сварного тавра; б — сварного двутавра с короткими ребрами.
Продольное укорочение элементов вдоль пояса
дПР=4?-- <91>
В формулах (89)—(91) обозначено: Рус—усадочная сила, кгс,
определяемая по (86) или (87); I — длина элемента, см; еи е2, ев, еи —
эксцентрицитеты, см (расстояние от центра тяжести поясного шва
до центра тяжести сечения элемента); Рус.в, Рус.н — усадочные
силы, кгс, верхних и нижних поясных швов; F — площадь, см2;
1Х — момент инерции, см4, всего сечения элемента.
Угол поворота от сварки отдельного поперечного короткого ребра
Ф1 = (Д„.оп) -±- , (92)
•х
где Дп — пластическая деформация, вызываемая сопротивлением
поперечного сечения балки, принимаемая в практических расче-
тах обычно равной нулю; — статический момент части сечения,
205
где расположен шов, прикрепляющий короткое ребро, Дпоп —
поперечная усадка шва, выполненного в незакрепленном состоянии,
определяемая по формуле
(93>
г св ст
где ат — 0,000012 — коэффициент температурного расширения
малоуглеродистой и низколегированной стали; Су 5 дж/см®/град
объемная теплоемкость стали. В действительности ат и Су изме-
няются с изменением температуры, однако их отношение в рас-
сматриваемом интервале температур можно считать постоянным
I ат 0,000012 ,\ л
(j. е. = —g— const ) , прогиб элемента от сварки всех угло-
вых швов, прикрепляющих короткие ребра (рис. 81, б)
f = 2/. = *₽!«! + <P22ai + ФзЗй! + • • + <P„nai. (94)
Пример 22. Определить по методике МВТУ им. Баумана серповидность
(стрелку прогиба) сварного таврового элемента длиной 5 м из двух полос —
150 X 10 с поясными швами Лш = 6 мм, выполненными автоматической сваркой.
Расчетные характеристики такого сечения определены в примере 19 (см. рис.
77, а): площадь сечения F = 30 см2; расстояние от центра тяжести поясного
шва до центра тяжести сечения е, = ух = 3,3 см, момент инерции I х = 763 см4.
Погонная энергия, вводимая при автоматической сварке поясного шва по (88),
—- 30 000 0,62 = 10 800 Дж.
"св
Усадочная сила от двух поясных швов по (87)
Рус = 1,15 • 1,7 • 10 800 = 21 000 кгс.
Стрелка прогиба (серповидность) после сварки тавра по (89)
, 21 000 • 3,3 • 5002
' - 8 21 000000 763
= 1,36 см 14 мм
(в примере 19 по методике ЛПИ им. Калинина /= 16 мм).
Продольное укорочение элемента по (91)
. izi ион • эии _
Л"Р — 2 100 000 • 30 =0>167 см<=! 2 мм
(в примере 19 по методике ЛПИ им. Калинина Дпр = 2 мм).
Пример 23. Определить по методике МВТУ им. Баумана серповидность (стрел-
ку прогиба) сварного элемента длиной 9 м несимметричного двутаврового сечения
(по данным примера 20). Верхний пояс — 200 X 20, нижний пояс — 20 X 10,
общая площадь сечения F= 127 см2. Верхние поясные швы йш = 10 мм, нижние
Лш н = 6 мм. Момент инерции всего сечения 1Х = 91970 см4, расстояние от нейт-
ральной оси до центра тяжести швов; ев = 28,2 см; еи = 38,3 см.
Погонные энергии от наплавленных поясных швов по (88):
по верхнему поясу
-22- = 30 000 • I2 = 30 000 Дж;
усв
по нижнему поясу
-2и_ = 30 000 • 0,6а = 10 800 Дж.
^св
206
Соответственно усадочные силы по (87);
верхних поясных швов
Рус в = 1,15 - 1,7 - 30 000 = 58 800 кгс;
нижних поясных швов
Руси = 1.15 • 1,7 . 10 800 = 21 000 кгс.
Стрелка прогиба (серповидности) от сварки всех поясных швов по (89)
, (58 800 28,2 — 21 000 • 38,3) S002
f = --------а-2 100 000 91 970-------- = 4'48 СМ * 45 ММ
(в примере по методике ЛПИ им. Калинина f= 41 мм).
Продольное укорочение по верхнему поясу по (91)
v 58 800 900
Лпр в 2 100 000-127 2 ™ 20 ММ
(в примере 18 по методике ЛПИ им. Калинина Дпр = 23 мм).
Продольное укорочение по нижнему поясу
. 21 000 - 900
Апр.н 2 100000-127 ~0,7 см^7 мм
(в примере 18 по методике ЛПИ им. Калинина Дпр н ~ 8 мм).
Пример 24. Определить по методике МВТУ им. Баумана серповидность
(стрелку прогиба) от приварки коротких ребер к балке (по данным примера 20).
Схема расположения ребер показана на рис. 81. Короткие ребра имеют высоту
260 мм со скосом высотой 60 мм и приварены ручной сваркой при катете углового
шва й„, = 0.6 см.
Основные характеристики сечения
балки (по примеру 20): положение ней-
тральной оси ув= 30,5 см; уа — 39,5 см;
момент инерции /х = 91970 см4. Сече-
ния верхнего пояса — 200X20, нижне-
го пояса — 200 X 10, стенки — 670 X
X 10, ребра жесткости — 95 X 8.
1. Деформация от приварки корот-
ких ребер к верхнем)' поясу балки:
погонная энергия от сварки одно-
го шва Лш = 0,6 см ручной сваркой
—Я— = 40 000 • 0,62 = 14 400 Дж;
"св
Рис. 82. График для определения доли
перехода тепла в полку и стенку бал-
ки от приварки ребра Кп.
количество тепла, поступающего в пояс толщиной sn = 2 см при толщине ребра
sD = 0,8 см, определяем с помощью коэффициента перехода до рис. 82 kn =
= 0,74:
(—'l =йп—^— =0,74 • 14 400 = 10 700 Дж;
\ v I v
\ св /п св
поперечное сокращение пояса от одного углового шва в предположении свободного
сокращения пояса (Дп = 0) по аналогии с формулой (93)
1,2- 10—ь 10 700
----=------- -----г--=0,0155 см.
5 2
207
поперечное сокращение пояса от приварки ребра двумя швами
Лпоп.п = 2ДпоП) = 2-0,0155 = 0,0310 см.
2. Поперечное сокращение стенки балки определяем с учетом того, что к стен-
ке приваривают два симметричных ребра четырьмя угловыми швами.
При сварке первого ребра в стенку поступает доля тепла (кст = 0,66 при
sp = 0,8 и sCT = 1 см по рис. 80)
= 0,66 14 400 = 9 500 Дж;
осв
от приварки первого ребра одним швом
12 - 10-6 9500 _
-----=---- • —;---- = 0,0274 см;
5 1
стенки от приварки первого ребра двумя швами
Дпоп2 = 2 • 0,0274 = 0,0548 см.
-ч =*
\ св /ст
поперечное сокращение
стенки
Дпоп 1
= 1,2
поперечное сокращение
Предположим, что при приварке второго ребра в стенку поступает количество
тепла пропорционально с сопрягаемыми толщинами деталей, т. е.
= 14 400 = 8 000 Дж.
fCT 1 + 0,8
SCT
SCT + SP
Поперечное сокращение стенки от приварки второго ребра одним швом
^2- = 0,023 см.
д' = , 2 12 10-6
п П1 5
Поперечное сокращение стенки от приварки второго ребра двумя швами
Д„оп2 = 2 • 0,023 = 0,046 см.
Полное поперечное сокращение стенки от приварки пары ребер
Лпоп.ст = Лпоп2 + дпоп2 = 0,0548 + 0,046 = 0,1008 см.
3. Определяем общие остаточные сварочные деформации элемента:
статический момент верхнего пояса балки
sB п = 20-2 (30,5 — 1) = 1 180 см3;
угол поворота, вызванный сокращением пояса от приварки коротких ребер,
Фп1 = Дпоп.п = 0.031 = 0,0004 рад;
статический момент участка стенки, где расположены швы, прикрепляющие
короткое ребро (длина 20 см, шов не доходит до верхнего пояса на 6 см),
/ 20 \
Sp = 20 • 1 130,5 — 2 — 6----— \ = 250 см»;
угол поворота, вызванный приваркой пары коротких ребер,
с окл
Фк1 = Дпоп.ст = 0.1008 = 0,00027 рад;
общий угол поворота балки, вызванный приваркой пары ребер,
q>j = <рп) 4- <рк1 = 0,004 + 0,00027 = 0,00067 рад.
208
Прогиб от приварки коротких ребер
f = 0,00067 (100 4- 200 + 300 + 400) = 0,67 см да 7 мм
(в примере 21 по методике ЛПИ им. Калинина f = 0,91 см = 9,1 мм).
Продольное сокращение по верхнему поясу от приварки восьми пар корот-
ких ребер Дп = 8 (0,1 + 0,03) = 1,04 см (в примере 21 по методике ЛПИ
им. Калинина Дп = 1,2 см).
Деформации серповидности (прогиба) и продольного укороче-
ния от наплавки на элементах сварных швов, как показывают при-
меры 19—24, могут достигать значительных размеров, если не
предусмотреть определенных конструктивных или технологиче-
ских мероприятий по их предупреждению. Например, для предотв-
ращения сварочных деформаций серповидности там, где эю ре-
ально, следует;
применять, как правило, для сварных двутавровых и Н-образ-
ных элементов высотой до 1000—1200 мм симметричные сечения.
Для более жестких двутавров высотой более 1000—1200 мм до-
пускается небольшая асимметричность — в пределах до 20% раз-
ности площадей верхнего и нижнего поясов;
избегать, по возможности, несимметричного (одностороннего)
прикрепления мелких деталей, а в случае необходимости — урав-
новешивать деформации приваркой с противоположной стороны
аналогичных фальшдеталей.
При разработке технологических процессов следует предусмат-
ривать следующее:
1) в элементах несимметричных сечений более мощный пояс
сваривать первыми швами, что обеспечит меньшие деформации от
последующей сварки более удаленных от оси швов, так как сече-
ние будет более жестким;
2) ручную сварку поясных швов и прикреплений ребер жесткос-
ти или диафрагм производить от середины к краям обратно-ступен-
чатым способом;
3) мелкие детали, особенно при их несимметричном расположе-
нии, приваривать электродами малых диаметров, избегая значитель-
ных односторонних нагревов от сварки;
4) применять обратный выгиб элемента перед сваркой поясных
швов и приваркой мелких деталей; размер обратного выгиба (стрел-
ку) следует принимать примерно равным от ожидаемой расчетной
стрелки прогиба;
5) элементы двутаврового, Н-образного и коробчатого сечений
высотой до 800—1000 мм, получившие недопустимые по размерам
деформации серповидности, как исключение, править в холодном
состоянии (грузами, винтовыми или иными приспособлениями на
специальных вальцах и т. п.). Однако эта операция приводит к зна-
чительному повышению стоимости конструкций и образованию зон
наклепа, недопустимым при непосредственных динамических и
вибрационных воздействиях на элемент.
14 0-511
209
Таблица 60. Припуски, мм, на длину деталей сварных элементов
(по данным автора) [29]
Детали конструкций Конструкции
сплошных состав- ных сечений легкие (типа стро- пильной фермы) средние (типа колонн с прокатными ветвя- ми) тяжелые (типа колонн с составными ветвя- ми) листовые (ти- па резервуа- ров, домен- ных печей и т. п.)
Н < 1000; s < 25 Н « 1000; s > 25; Н> 1000; s-= 10-S-50 <£> 91 <
Стейка и пояс от каждого продоль- ного шва 0,1 иа 1 м 0,05 иа 1 м — — — — —
Один из стыкуе- мых элементов на каждый поперечный стыковой шов 1 2 1 1 По сплош- ным состав- ным сече- ниям — —
Стенка и пояс от каждой пары ребер жесткости 1 0,5 — — — — —
Пояс: от каждого сварного узла от поясных швов и стыков — — 0,75 0,5 0,25 По сплошным составным сечениям — —
На высоту царг от поперечной усадки каждого кольцевого шва — — — — — 1 —
На длину царг от поперечной усадки каждого шва по об- разующей — — — — — 1 2
Примечания: 1. Я— высота балок; s — толщина поясов; sCT — толщина стенкя .
2. Припуски на усадку швов указываются в цепочке размеров и спецификации со зна*
ком например: 8060 4- 20
Поперечное укорочение сварных элементов практически незна-
чительно и не требуют специальных мероприятий по их предупреж-
дению; нет необходимости и в определении их расчетных значений.
Во избежание продольных укорочений от сварки элементов по
длине деталей добавляют припуски, определяемые расчетными ме-
тодами, описанными выше, или приближенно по опытным данным,
приведенным в табл. 60.
210
Скручивание (винтообразность) элементов образуется в элемен-
тах таврового, двутаврового и коробчатого сечений под действием
крутящих моментов, возникающих от сварки поясных швов в про-
тивоположных направлениях (рис. 83).
В случаях, если элементы стягиваются на общей сборке в жест-
кие узлы, винтообразность практического значения не имеет, так
как легко выправляется при стягивании. Для отдельно стоящих
элементов, не связанных жесткими узлами с другими элементами,
Торец Ц
Зона, разогрева
I
Зона
разогрева
от
сварки
шва 1
Размер
4 -/деформации
виштбраз-
' ности
Торец!
Направление сборки
Направление
сварки шва 1
Зона разогрева
от сварки шва 2
Рис. 83. Схема образования деформаций винтообразности от сварки пояс-
ных швов:
1 — первого; 2 второго.
Направление
сварки шва 2
винтообразность не должна превышать 0,5—1 мм на 1 м длины,
для чего следует предусматривать соответствующие конструктив-
ные и технологические решения.
Для предотвращения винтообразности следует увеличивать
жесткость сечения на кручение, например, установкой диафрагм
от сварки поясных швов по торцам и через 1200—1500 мм. Однако
эти диафрагмы мешают автоматической сварке поясных швов и по-
этому могут применяться в исключительных случаях. Добиться
уменьшения винтообразности элементов можно также путем приме-
нения соответствующих технологических решений, например:
сварки всех поясных швов в одном направлении, т. е. примене-
ния автосварочной аппаратуры, имеющей правый и левый ходы
двух-, трехчасовых перерывов между сваркой каждого поясного
шва;
установки временных диафрагм, увеличивающих жесткость
элемента на кручение;
правки в холодном состоянии (весьма трудоемкая операция,
к которой прибегают в исключительных случаях).
14* 211
Расчетные методы определения деформаций скручивания эле-
ментов коробчатого сечения разработаны В. А. Винокуровым [4].
Грибовидность полок основного сечения является общей дефор-
мацией сварных двутавровых и Н-образных элементов, происхо-
дящей по всей длине элемента под действием поперечной усадки
поясных швов, и зависит, главным образом, от толщины поясов
и высоты катета поясного шва (рис. 84).
Угол поворота поясного листа можно определить по прибли-
женной формуле, разработанной Б. И. Беляевым, хорошо согла-
сующейся с измерениями этих деформаций при массовом изготовле-
а грибовидность от сварки поясных швов; б — перекос при разной последовательности
наплавки поясных швов (последовательность указана цифрами).
нии сварных Н-образных элементов на днепропетровском заводе
металлоконструкций им. Бабушкина,
х 0,075Лщ (Ь1 sn),
й, 0,075i>i + sn + 3 -
\ Ь1 /
стрелка грибовидности определяется как
f = 0,5В tg а. (96)
Здесь а — угол поворота поясного шва; — высота катета пояс-
ного шва; Ьх — ширина полосы наплавленного металла, принимае-
мая при автоматической сварке,
а
+ -f- ; (97)
при ручной сварке
&х = /^ + 0,1; (98)
sn — толщина поясного листа; Sot — толщина стенки сечения;
В — ширина пояса балки.
Более точный расчет грибовидности разработан С. А. Кузьми-
новым и приводится в работе |4|.
Пример 23. Определить грибовидность верхнего сечения (см. пример 20)
при следующих данных: В X sn = 200 X 20 мм, sCT = 10 мм, катет шва при авто-
матической сварке Лш = 10 мм.
212
Ширина наплавленного металла
Ь, = 1,0 4- = 1,5 см.
1 2
По формулам (95) и (96) получим:
угол поворота
1g а =------ 0.075-10(1,5 + 2)в
I 1 . 23 \
1,5 (0,075 • 1,5 + 2 + 3 - j-gr-l
стрелка грибовидности
f = 0,5 • 20 - 0,019 = 0,19 см = 1,9 мм.
Грибовидность полок сварных двутавровых и Н-образных эле-
ментов практически не оказывает влияния на несущую способность
элементов и поэтому в большинстве случаев допустима при любых
размерах. Ограничения грибовидности следует вводить только
в тех случаях, когда она влияет на точность примыкания смежных
элементов и деталей, а именно:
в местах передачи усилий через фрезерованный торец одного эле-
мента на торец другого элемента, а также для опорных сече-
ний балок и при сопряжении элементов в узлах с помощью накла-
док следует устанавливать допуск f < 0,05-|-;
более жесткий допуск необходимо устанавливать для грибовид-
ности верхнего пояса сварных подкрановых балок по условиям
опирания подкрановых рельсов;
в местах примыкания смежных элементов к поясу на торцовых
опорных планках грибовидность пояса не допускается.
Для предотвращения грибовидности при конструировании и
разработке технологии изготовления следует предусматривать:
установку временных диафрагм или ребер жесткости в местах,
где недопустима грибовидность;
применение жестких кассет, не допускающих деформации гри-
бовидности на время сварки поясных швов;
предварительный выгиб полок в обратную сторону от ожидае-
мой грибовидности с помощью приспособлений, аналогичных кас-
сетам;
холодную правку на специальных роликовых прессах.
Перекос полок основного сечения может происходить при любой
последовательности наложения швов (рис. 84, б). Этот перекос
алгебраически суммируется с деформацией грибовидности.
Причиной образования перекосов следует считать то обстоя-
тельство, что угловой деформации от поперечной усадки первого
шва сопротивляются только сборочные прихватки, в то время, как
деформации от усадки второго шва с противоположной стороны
сопротивляется ранее наложенный поясной шов. Перекос полок
недопустим в тех же местах, что и грибовидность.
Для предотвращения перекоса полок рекомендуются:
установка до сварки поясных швов временных либо постоянных
ребер или диафрагм в местах, где недопустим перекос полок;
213
установка в процессе сборки увеличенного числа надежных уси-
ленных сборочных электроприхваток;
сборка сечений элементов с предварительным обратным переко-
сом полок;
холодная правка в местах, где перекос полок недопустим.
Наиболее распространенными в строительных стальных конст-
рукциях местными деформациями от сварки являются: коробление
части плоскости листовых деталей — «хлопуны», коробление сво-
бодных кромок длинных листовых или полосовых деталей; короб-
ление в зоне стыковых швов, искажение плоскости фрезерованных
или строганых торцов при приварке вблизи них мелких деталей;
.untrntfn' 120+150 ff
vcnj
а
Рис. 85. Схема местных деформаций
тонкой стенки — «хлопунов>:
а — в сварной балке; б — в стенке бун-
кера
грибовидность полок мелких де-
талей составного сечения; откло-
нение плоскостей отдельных де-
талей от заданного в проекте уг-
ла примыкания к основному се-
чению.
Коробление части плоскости
листовых деталей в виде так на-
зываемых «хлопунов» может воз-
никать как по торцам элемента,
так и в его средней части (рис. 85).
В элементах составного сечения при отношении высоты стенки
к ее толщине более 100 4- 120 поперечная усадка швов, приварива-
ющих крайние ребра на расстоянии более 10—15 толщин стенки,
может вызвать коробление крайнего участка стенки (рис. 85, а),
трудно поддающегося правке, вследствие того, что поверхность
деформированного участка получила пластические деформации
и стала по площади поверхности больше площади (в плане) дефор-
мированного участка. При отношениях высоты стенок к ее тол-
щине 120 4- 150 «хлопуны» могут возникать от поперечной усадки
швов, прикрепляющих ребра и в средней части балок. Подобные
«хлопуны» вызываются приваркой ребер, перпендикулярных к сво-
бодной (не окаймленной) кромке торца, например, в отдельных
элементах негабаритных бункеров (рис. 85, б).
Поскольку «хлопуны» являются в большинстве случаев недо-
пустимым дефектом конструкции, а правка их очень трудоемка,
необходимо заранее предусматривать следующие конструктивные
и технологические мероприятия:
установку торцовых ребер на расстоянии не более 10 вот от
края (рис. 86, а);
установку окаймляющих ребер (рис. 86, б), т. е. не оставлять
свободными кромки стенок;
оставлять незаверенными на 300—500 мм участки ребер, распо-
ложенные перпендикулярно к свободной кромке (рис. 86, в); эти
участки приваривать после полной сборки элемента на монтаже;
применение ребер жесткости из угловой стали, швеллеров,
двутавров (рис. 86, в), рассредотачивающих швы, крепящих ребра
214
к стенке; при этом швы следует недоваривать до свободной кромки
на 200—300 мм;
применение тонких («ниточных») швов йш — 3 -ь 4 мм для креп-
ления ребер к стенке;
при односторонних ребрах — установку с противоположной
стороны временных планок (рис. 86, д);
Рис. 86. Конструктивные и технологические решения для предот-
вращения «хлопунов»:
а — установка опорного ребра Г, б — установка окаймляющего ребра 2;
в — элемент стенки бункера с ребрами 3; г — установка в листовых элемен-
тах ребер жесткости; д — установка временных планок 4 размером 80 X
X 150 — 80 X 250.
в конструкциях, где «хлопуны» недопустимы, не применять тон*
ких стенок, имеющих отношение высоты к толщине более 100 —
4-120.
Коробление свободных кромок длинных листовых деталей (вол-
толщине полок менее 14—16 мм
нистость кромок) происходит при
и отношении вылета полки к ее
толщине более 10—12 (рис. 87).
Этот вид деформации является
следствием продольной усадки
поясных швов и прилегающей
зоны разогрева основного метал-
ла, вызывающей такие сжимаю-
щие напряжения, в результате
которых происходит потеря мест-
ной устойчивости полок по сво-
бодным кромкам. Волнистость
кромок может возникать и в бо-
Рис. 87. Коробление свободных кромок
тонких поясов Н- и Т-образных сече-
ний.
лее толстых листах в местах приварки ребер жесткости или диа-
фрагм к поясу вследствие поперечной усадки прикрепляющих швов
(своего рода грибовидность).
215
Местная волнистость свободных кромок является серьезным
дефектом конструкции, ухудшающим местную устойчивость сжа-
того пояса балки, и может быть допущена для высоты волны в пре-
делах 0,1—0,2 толщины пояса.
Наиболее эффективным предупреждением волнистости кромок
является применение вылета полки не более 10—12 толщин на од-
ну сторону.
Приварку ребер жесткости к полкам следует предусматривать
тонкими швами (/гш = 4 н- 5 мм) с пристрожкой ребра к полке в
необходимых случаях для передачи сосредоточенных нагрузок.
Рис. 88. Схемы коробления:
а, б — в прямом и косом стыках; в — предварительный выгиб концов
стыкуемых деталей
При статических нагрузках можно приваривать ребра жесткости
односторонним швом.
Во избежание волнистости кромок технологией должна предус-
матриваться сварка поясных швов, особенно при толщине по-
лок меньше 16 мм с вылетом более 10—12 толщин, в последователь-
ности, обеспечивающей минимальный нагрев деталей, например,
обратноступенчатым способом при ручной и секционным — при
автоматической сварке.
Коробление в зоне стыковых швов (рис. 88) проявляется при
Х-образной или несимметричной Х-образной разделке кромок и
особенно заметно при косых стыках даже при симметричных X-
образных разделках кромок (рис. 88, б).
Этот вид коробления, как и волнистость свободных кромок,
должен быть незначительным (до 0,1—0,2, толщины пояса). Поэто-
му при конструировании стыков в сварных элементах рекомендуется:
избегать применения косых стыков как вызывающих наиболь-
шее коробление и, к тому же, неэкономичных по раскрою металла;
предусматривать для поперечных стыков поясов автоматиче-
скую сварку без разделки кромок с заданным зазором либо симмет-
ричную X-образную разделку кромок для ручной сварки при тол-
щине поясов, начиная с 16 мм.
При разработке технологии сварки стыков в местах, где недопус-
тимо коробление, следует применять холодную проковку при мно-
216
гослойной ручной сварке или предварительный выгиб при V-образ-
ной разделке кромок (рис. 88, в).
Искажение плоскости фрезерованных торцов наблюдается в
таких случаях:
при приварке диафрагм, расположенных на расстоянии 50—
100 мм от торца (рис. 89, а), образуется стрелка прогиба в торце
f = 0,2 4- 0,4 мм;
при приварке мелких деталей, распо-
ложенных по одну сторону продольной
Рис. 89. Искажение плоскости фрезерован-
иого торца при приварке:
а торцовой диафрагмы; б — мелких деталей.
Рис. 90. Деформация гри-
бовидности в мелких дета-
лях.
оси элемента (рис. 89, б), создается уклон с tg а > 1/1500.
Показанные на рис. 89 искажения фрезерованных торцов не
допускаются. Во избежание искажения торцов фрезеровку сле-
дует производить только после сварки всех швов в элементе.
Грибовидность полок мелких деталей составного сечения —
таврового или двутаврового — может быть значительной при выле-
те полок более 10 толщин (рис. 90). В местах, где эта грибовид-
ность недопустима, следует принимать вылет полки -^- = 5ч-6
Рис. 91. Отклонение деталей от заданного угла примыкания:
а — в примыкающем столике; б — предварительный перекос столика; в — деформация
выступа плиты; г — установка временных или постоянных ребер; / — сборка с предвари-
тельным перекосом; 2 — временные или постоянные ребра.
толщин, или конструировать эти детали из обрезков прокатных
двутавров.
Предупредить грибовидность в мелких деталях можно, прида-
вая полкам обратный выгиб, что, однако, является трудоемкой
операцией.
217
Отклонение плоскости отдельных листовых деталей от заданного
в проекте угла примыкания к основному сечению может быть в
таких случаях:
при примыкании в тавр столика или фасонки, особенно при
V-образной разделке кромок (рис. 91, а);
при выходе части листовой детали за пределы основного сече-
ния в виде консоли, например, опорная плита на базе колонны
(рис. 91, в).
В первом случае возможно применение Х-образной разделки
либо угловых швов без разделки кромок в местах, где это не вызы-
вает неудобной потолочной сварки, а также установка ребер или
подкосов, фиксирующих угол примыкания (рис. 91, г). Техноло-
гией монтажа следует предусматривать:
сборку с предварительным перекосом (рис. 91, б);
холодную проковку при V- и Х-образной разделке кромок и мно-
гослойной ручной сварке;
установку временных ребер или подкосов.
Во втором случае следует допускать выступы опорных плит,
равные не более 5—6 их толщинам, а при необходимости в большем
вылете предусматривать вертикальные или наклонные ребра (рис.
91, г), что, однако, увеличивает трудоемкость изготовления конст-
рукций и расход металла. Устранить коробление опорных плит
можно также фрезерованием опорной поверхности после сварки
всей базы, для чего следует принимать толщину опорной плиты на
5—10 мм больше, чем по проекту. Однако следует учитывать, что
это увеличивает расход металла и трудоемкость изготовления кон-
струкций и может быть применено только в исключительных слу-
чаях, например: для монтажа колонн на фундаментах, возведен-
ных на проектную отметку без подливки; при толстых (по условиям
комплектовки наличным металлом) опорных плитах и т. п.
В ряде случаев допускается отклонение угла примыкания в
пределах tg а < 0,01, что должно быть оговорено в проекте.
ОБЩИЕ СПОСОБЫ БОРЬБЫ С ОСТАТОЧНЫМИ НАПРЯЖЕНИЯМИ
И ДЕФОРМАЦИЯМИ ОТ СВАРКИ
Кроме описанных выше способов предупреждения отдельных
видов деформаций от сварки и остаточных напряжений, сущест-
вуют общие способы борьбы с ними.
В современной технике сварочного производства используются
три основных пути уменьшения сварочных напряжений и деформа-
ций [3, 4—29]:
1) уменьшение пластической деформации укорочения и умень-
шения объема металла, подверженного пластической деформации
при сварке, путем регулирования термических воздействий при
сварке (уменьшением количества швов и их размеров, предваритель-
ным подогревом свариваемого узла и т. п.) или механическими спо-
собами (растяжением или изгибом элемента при его сварке и т. п.);
218
2) образование пластических деформаций растяжения после
сварки путем проковки (проколачивания) наплавленного металла
шва, прокатки после сварки (элементов, оболочек); удлинения
элемента или его частей при помощи растяжения или изгиба после
сварки, жесткого закрепления элемента или узла при производст-
ве сварочных работ, высокого отпуска после сварки;
3) создание искусственных деформаций в элементе, его части
или узле противоположного знака и величины против ожидаемых
искривлений после сварки, а также термическая правка после
сварки.
Во многих случаях приме-
няют одновременно несколь-
ко из описанных способов, что
может дать значительный эф-
фект.
Рассмотрим несколько по-
дробнее основные технологи-
ческие способы снижения ос-
таточных напряжений и де-
формаций по данным, приве-
денным в работах [3, 4, 23,
24, 29, 30].
Для снижения остаточных
напряжений нашли практи-
ческое применение ряд опи-
санных ниже способов.
Рис. 92. Схемы:
а — тупого зубила; б, в — установления сте-
пени проковки иа образце и в конструкции.
Предварительный и сопутствующий низкотемпературный подо-
грев при сварке (до 200° С) снижает остаточные растягивающие
напряжения до 50% в результате уменьшения площади зон основ-
ного металла, нагреваемых при сварке, а следовательно, уменьше-
ния объема металла, подверженного пластическим деформациям
укорочения. Особенно эффективен предварительный низкотемпера-
турный подогрев для снижения остаточных напряжений, возни-
кающих в некоторых разновидностях легированных сталей, в кото-
рых нижняя температура структурных превращений менее темпе-
ратуры, при которой сталь переходит из пластического состояния
в упругое.
Проковка (проколачивание или «пининг») многослойных свар-
ных швов является одним из универсальных средств, в значитель-
ной степени снижающих одновременно и остаточные напряжения
и остаточные деформации. Проковке можно подвергать только мно-
гослойные швы. При этом первый и последний слои во избежание
образования микротрещин не проковываются.
Для проковки применяют пневматические чеканочные молотки
с тупыми зубилами (рис. 92), Под действием частых сильных уда-
ров тупого зубила (вставленного в чеканочный молоток) проис-
ходит осадка металла в направлении удара и расширение его в двух
других направлениях, т. е. снижение растягивающих остаточных
219
напряжений. Действие проковки распространяется в направлении
ударов на глубину до 10 мм.
Необходимая степень проковки устанавливается опытным путем
на образцах или на самой конструкции.
В первом случае берут две пластинки толщиной и с формой
разделки, как в деталях, для которых будет применена проковка.
Одну из пластин прикрепляют прихватками к стеллажу, вторую
укладывают на стеллаж без закрепления. После наложения и осты-
вания слоя шва незакрепленная пластина будет расположена под
некоторым углом к стеллажу (рис. 92, б). Проколачивание произво-
дится до тех пор, пока приподнятая пластина не вернется в перво-
начальное (до сварки) положение. Отмечают количество проходов
(вперед — назад) и примерную скорость передвижения зубила
для каждого промежуточного слоя (кроме первого и последнего,
которые не проколачивают). Полученные результаты режима про-
ковки переносят на конструкцию.
Для определения режима проковки на конструкции наносят
керном знаки на одном перпендикуляре (рис. 92,в) к сварному
шву на расстоянии 20—30 мм от шва. После нанесения очередного
слоя шва и его остывания произойдет сдвижка кернов, а проколачи-
вание должно вернуть их в начальное положение (до сварки). Полу-
ченный режим проковки (количество ходов и скорость передвиже-
ния зубила) переносят на остальные участки шва.
Проковку (проколачивание) следует производить при темпера-
туре наплавки ниже состояния синеломкости (ниже 200° С). После
ударов тупого зубила на поверхности слоя шва должны оставаться
следы (вмятины).
Существует мнение, что эффективность проковки монтажных
многослойных швов, выполняемых ручной сваркой, снижает напря-
жения и деформации примерно в той же степени, что и заводской
термический отпуск сварных элементов.
Прокатка (вальцовка) зоны сварного соединения элементов
листовых конструкций на листоправильных или листогибочных
вальцах не только устраняет сварочные деформации, но и значитель-
но снижает остаточные растягивающие напряжения. При опреде-
ленных условиях прокатки (вальцовки) можно получить вместо
растягивающих остаточных напряжений сжимающие. Положитель-
ным свойством этого способа является одновременная равномерная
пластическая деформация растяжения по всей длине сварного шва.
Приложение нагрузок к сварным элементам и соединениям как
во время сварки, так и после окончания сварочных работ может
значительно снижать остаточные сварочные напряжения, однако
применение этого способа в ряде случаев ограничено ввиду техни-
ческих затруднений. Одной их разновидностей способа приложения
нагрузок является приложение переменных усилий циклического
характера. Особенно значительным является понижение остаточ-
ных напряжений при достижении переменными напряжениями пре-
дела выносливости.
220
Местный нагрев является очень эффективным способом перерас-
пределения остаточных напряжений. Вокруг зоны этого нагрева,
сопровождающегося пластической деформацией, после остывания
образуется поле остаточных сжимающих напряжений.
Термомеханический метод Линде для снятия остаточных свароч
ных напряжений состоит в том, что по обе стороны сварного шва
вдоль границы пластических деформаций производят движущимися
горелками или индуктором нагрев пятен до температуры 150—
200° С, которые сразу после нагрева охлаждаются водой. Эти два
движущихся нагретых пятна металла расширяются и дополнительно
растягивают зону пластиче-
ских деформаций, а после ос-
тывания максимальные оста-
точные растягивающие напря-
жения оказываются снижен-
ными.
Высокий отпуск при тем-
пературе нагрева 600—800° С
является практически единст-
венным способом, который сни-
мает не только остаточные
Рис. 93. Примеры к способам снижения
остаточных сварочных деформаций:
а — схема сечения несимметричной сварной
балки; 6 — расположение деталей до сварки
под углом; в — предварительный выгнб полки;
е — предварительный выгнб элемента таврово-
го сечения
напряжения первого рода и
наклеп, но и напряжения вто-
рого и третьего родов. Сте-
пень снятия остаточных на-
пряжений при высоком отпус-
ке достигает 85—90% равно-
мерно по всему элементу или
узлу, подвергнутому отпуску независимо от сложности конструк-
ции. Высокий отпуск сварных элементов и узлов распростра-
нен в машиностроении [4j. Применение высокого отпуска для
строительных сварных конструкций встречает значительные за-
труднения вследствие больших габаритов элементов конструкций
и высокой стоимости этой технологической операции. К тому же
в малоуглеродистых и низколегированных конструкционных ста-
лях высокими являются только остаточные напряжения первого
рода, которые можно снижать более простыми способами.
Способы снижения остаточных сварочных деформаций следующие:
1) до сварки:
рациональное конструирование — уменьшение объемов наплав-
ки до возможного минимума по расчетным и технологическим тре-
бованиям, симметричное расположение швов относительно центра
тяжести сечения или соблюдение равенства статических моментов
сечений швов в несимметричных сечениях (рис. 93, а)
Р^УВ = № (99)
где Рвш, Fm — сечения верхних и нижних поясных швов; ув, у„ —
расстояния от центров тяжести швов до нейтральной оси;
221
назначение размеров деталей сварных элементов с припусками
на усадку и взаимного расположения с учетом ожидаемой дефор-
мации (рис. 93, б);
создание деформаций отдельных деталей и их сопряжений,
обратных по знаку ожидаемым сварочным напряжением (рис.
93, в, г)\
использование поля напряжений, малоизменяющегося в резуль-
тате сварки, например, наложение швов по кромкам деталей, ре-
занных кислородом;
2) в процессе сварки:
снижение погонной энергии сварки путем применения электро-
дов и электродной проволоки малых диаметров, соответствующих
режимов сварки и т. п.;
закрепление в зажимных приспособлениях, препятствующих
сварочным деформациям в процессе сварки и при остывании;
выбор такой последовательности сборочных и сварочных работ,
при которой остаточные сварочные деформации будут минималь-
ными;
растяжение кромок, подвергающихся сварке;
уменьшение площадей зон пластических деформаций путем
охлаждения водой в процессе сварки, например, при контактной
и газоэлектрической сварке;
проковка (проколачивание) многослойных швов, что не только
снижает остаточные напряжения, но также уменьшает усадочные
деформации (см. выше);
3) после сварки:
создание в элементе пластических деформаций, обратных по
знаку полученным сварочным деформациям, путем растяжения,
изгиба, прокатки в роликовом правочном прессе или други-
ми способами;
образование пластических деформаций, обратных сварочным,
путем местного нагрева;
применение высокого отпуска сварных элементов или узлов
в зажимных приспособлениях.
Правка стальных элементов местным нагревом является наи-
более простым и экономичным способом, так как не вызывает необ-
ходимости в устройстве сложной оснастки и позволяет производить
эффективную правку практически любой сложной металлической
конструкции.
Для осуществления правки местный нагрев должен быть быст-
рым, концентрированным в «пятне» так, чтобы окружающий металл
был мало нагрет, хорошо сопротивлялся расширению нагретого
«пятна», в котором должны происходить пластические деформации,
обеспечивающие сокращение «пятна» после охлаждения. Некон-
центрированный нагрев может вызвать дополнительные выпучи-
вания, а не правку.
Нагрев «пятна» производится до температуры перехода в плас-
тическое состояние, что для малоуглеродистых и конструкционных
222
низколегированных сталей составляет 600—800° С. Для местного
концентрированного нагрева металла наилучшие результаты обес-
печивает кислородно-ацетиленовое пламя. Места нагрева назна-
чают там, где необходимо получить сокращение металла.
у Б 6
Рис. 94. Расположение зон мест-
ного нагрева при правке:
а — «хлопуна»; б — г — серповид-
ности элемента несимметричного
двутаврового сечения, таврового се-
чения, прокатных профилей
Форма участков нагрева
принимается различной —
в виде отдельных точек, пя-
тен, полос и клиньев. При-
мерное расположение мест
нагрева при правке дефор-
маций элементов различных
сечений показано на рис. 94.
Большим недостатком
правки местным нагревом
являются затруднения в
осуществлении контроля
режимов нагрева металла, вследствие чего на некоторых участках
может происходить пережог металла с образованием хрупких струк-
тур. Правку деформаций с помощью местного нагрева следует при-
менять только в конструкциях, эксплуатируемых под действием
статических нагрузок.
Ограничение сварочных деформаций зажимными приспособле-
ниями находит применение в производстве строительных сварных
конструкций, однако эффективность этого способа невелика.
223
Для ограничения остаточной сварочной деформации сварен-
ная конструкция должна остывать зажатой в жестком приспособ-
лении. Эффективность зажимных приспособлений для снижения
сварочных деформаций можно рассчитать следующим образом.
Кривизну элемента после остывания без приспособления мож-
но определить по формуле
с — рус* •
E(h-ln) '
при наличии зажимного приспособления
Q _____________ ^>усг^’ Ц* ^п)
Е (1Х - /п) Д (1-J ’if-}
Здесь Рус — усадочная сила; г — расстояние от усадочной силы до
нейтральной оси элемента; 1х1п1пр — моменты инерции элемента
зоны пластических деформаций сечения элемента и приспособле-
ния.
Предположив условно, что жесткость приспособления /пр =
= со, влияние зажимного приспособления на кривизну можно
выразить сомножителем lx~1п , т. е. долей момента инерции зоны
•X
пластических деформаций в моменте инерции элемента. Таким
образом, если сварной элемент достаточно жесткий, а зоны пласти-
ческих деформаций малы и /п = (0,10 4- 0,15) 1Х, что имеет место
в сварных таврах и двутаврах, то зажимное приспособление сни-
зит остаточную деформацию всего на 10—15%.
Эффективность зажимных приспособлений возрастает с умень-
шением жесткости элемента и увеличением зоны пластических де-
формаций.
УЧЕТ ПРИ КОНСТРУИРОВАНИИ
ТРАНСПОРТАБЕЛЬНОСТИ, ДОПУСКОВ НА ПРОКАТ,
ИЗГОТОВЛЕНИЕ, МОНТАЖ И УСЛОВИИ
ЭКСПЛУАТАЦИИ
ТРАНСПОРТАБЕЛЬНОСТЬ ЭЛЕМЕНТОВ СТАЛЬНЫХ КОНСТРУКЦИЙ
Конструктивные элементы стальных конструкций по условиям
транспортирования их от завода-изготовителя на монтажную
площадку по железной дороге могут быть:
габаритными, если размеры конструктивных элементов нахо-
дятся в пределах габаритов грузов, перевозимых железнодорож-
ными составами, и поэтому могут транспортироваться в собранном
виде;
негабаритными, если размеры конструктивных элементов пре-
вышают железнодорожные габариты, и перевозить их необходимо
частями — отправочными элементами.
224
При решении вопроса о разбивке сооружения на отправочные
элементы (единицы конструкции, отгружаемые с завода-изгото-
вителя в собранном виде) следует предусматривать их максималь-
ное укрупнение. При этом предел укрупнения их ограничивается
следующими условиями: транспортабельностью, грузоподъемностью
и пролетами кранов в сборочно-сварочных цехах завода-изготови-
теля и на складе конструкций монтажной площадки, а также
принятым способом монтажа.
г
Рис. 95. Поперечные габариты грузов для перевозки по железным до-
рогам СССР (а) и негабаритность 0 и I (б), II ( в), III (а) и IV степе-
ни (д).
Основными условиями технологичности конструкций по тран-
спортабельности являются:
вписывание поперечных размеров отправочных элементов в
железно- или автодорожный габарит как на прямых, так и на кри-
вых участках пути;
рациональное использование грузоподъемности подвижного со-
става;
удобство погрузки и закрепления отправочных элементов на
подвижном составе во время перевозки, а также удобство разгрузки
на монтажной площадке.
Основные поперечные габариты грузов для перевозки по желез-
ной дороге приведены на рис. 95.
Высота погруженных конструкций не должна превышать уста-
новленных железнодорожных габаритов. Ширина груза может
несколько превышать нормальный габарит (3250 мм), однако за
15 0-5П 225
негабаритность различных степеней взимаются значительные при-
платы, проц., к основному тарифу:
Нулевой и первой (ширина груза 3400 и 36000 мм) ... 50
Второй (ширина груза 3800 мм)........................ 100
Третьей (ширина груза 4000 мм)....................... 200
Четвертой (ширина груза 4450 мм)..................... 300
Перевозка негабаритных элементов конструкций (кроме нега-
баритности нулевой степени) должна быть согласована проектной
организацией с Министерством путей сообщения и дорогами следо-
вания. При этом приходится ограничивать скорость движения со-
става, возникает необходимость в специальных сопровождающих
и т. п. '
Учитывая сложность и высокую стоимость перевозки негабарит-
ных грузов, при проектировании стальных конструкций рекомен-
дуется принимать ширину габарита погруженного отправочного
элемента с учетом проезда на кривых не более нормального желез-
нодорожного габарита 3250 (предельно до 3414 мм— негабаритность
нулевой степени), и только в исключительных случаях при над-
лежащем технико-экономическом обосновании можно использо-
вать возможность перевозки негабаритных грузов.
Если мелкие детали отправочных элементов (шпальные уголки,
столики, консоли и т. п.) выходят за пределы поперечного габарита
по высоте или создают негабаритность выше нулевой степени по
ширине, то их не следует приваривать на заводе-изготовителе,
а перенести эту работу на монтажный участок. В этом случае на
время транспортирования мелкие детали должны быть обязатель-
но прикреплены к отгружаемому элементу временными болтами
или проволокой, так как требованием технологичности является
поставка на монтаж каждого отправочного элемента комплектно
с мелкими деталями.
Основные схемы погрузки отправочных элементов на железно-
дорожные платформы и транспортеры приведены на рис. 96.
Применение тяжелых отправочных элементов с отгрузкой тран-
спортерами должно быть согласовано с Министерством путей сооб-
щения, заводом-изготовителем конструкций и монтажной организа-
цией.
Кроме приведенных схем, возможна также погрузка элементов
длиной 24 000 мм на сцепы из двух четырехосных вагонов, при этом
должны быть соблюдены дополнительные условия:
опоры под грузом должны быть поворотными (турникетными)
и устанавливаться посередине каждого вагона;
Рис. 98. Основные схемы погрузки строительных конструкций на железнодорож-
ные платформы и транспортеры (размеры в мм):
/ — в один четырехосный вагон — современный грузоподъемностью 63 т (а), устаревшего
типа грузоподъемностью 60—62 т (б), специализированный контейнерный (в); II — в один
универсальный полувагон —четырехосный грузоподъемностью 63 т (а), шестиосный
грузоподъемностью 97 т (б), восьмиосный грузоподъемностью 125 т (в); III — на одну
четырехосную платформу с прикрытием порожними вагонами; IV — иа транспортеры
грузоподъемностью 100 т (а), 120 т (б), 200 т (в) и 480 т (е).
226
13300
12800
18300
12000
14550
Платформа
прикрытия
м
15’
нагрузка на одну опору не должна превышать для четырехос-
ных вагонов старого образца 26 т, новых моделей — 35 т;
длина отправочного элемента должна удовлетворять также
ограничениям для длиномерных грузов, приведенным на с. 230—231.
Учитывая сложность и высокую
стоимость турникетных опор, погруз-
ку на сцепы применяют только в ис-
ключительных технически обоснован-
ных случаях.
При разработке документации на
погрузку конструкций необходимо
тщательно проработать поперечные
размеры отгружаемого пакета, кото-
Рис. 97. Поперечные габариты груза при раз-
ных схемах погрузки (к табл. 61):
/ — железнодорожный габарит; 2 — негабарит-
ность нулевой степени; 3 — полвагона.
рые должны вписываться в габариты, приведенные на рис. 97 и
в табл. 61 для I и III схем погрузки.
При определении схемы погрузки конструкций на железнодо-
рожный подвижной состав следует учитывать, что двухосные ва-
Таблица 61. Максимальные поперечные габариты грузов, мм, на высоте ЧГ1
мм, с учетом минимального радиуса кривой R = 350 м
Схема I Схема III
^макс В макс ®макс ®макс
о» О X а о А * О) »§, О ж . S Д 01 о Ж о л о S 5 8 X Ж о Д о Я 5
а-s я я = ® ®
О. ю л и ’ёЙё о. о.
О U U <у ю и b S о и о о и о V
U X X и е х X о С_ X X О е* L. X X о
3895 1238 1400 3100 2448 2526 3900 964 1126 3050 2262 2332
3850 1305 1462 3094 2547 2535 3850 1042 1196 3000 2338 2402
3800 1381 1533 3050 2524 2597 3750 1186 1338 2950 2414 2474
3750 1457 1604 3000 2600 2668 3700 1272 1410 2900 2490 2544
3700 1534 1675 2950 2677 2739 3650 1348 1480 2850 2566 2614
3650 1610 1746 2900 2753 2810 3600 1424 1552 2800 2642 2686
3600 1686 1817 2850 2829 2881 3550 1500 1622 2750 2718 2756
3550 1762 1888 2800 2905 2952 3500 1576 1694 2700 2794 2828
3500 1838 1959 2750 2981 3022 3450 1652 1764 2650 2870 2898
3450 1915 2030 2744 2991 3031 3400 1728 1834 2600 2946 2970
3400 1991 2101 2700 3058 3093 3350 1804 1906 2590 2960 2984
3350 2067 2171 2650 3134 3164 3300 1880 1976 2550 2976 3040
3300 2143 2242 2600 3210 3235 3250 1956 2048 2500 2976 3112
3250 2219 2313 2550 3250 3306 3200 2034 2118 2480 2976 3140
3200 2296 2484 2500 3250 3377 3150 2110 2190 2450 2976 3140
3150 2372 2455 2450 3250 3414 3100 2186 2260 И ИИ-
И НИ- же
же 1
228
гоны практически изъяты из эксплуатации железных дорог СССР
и заменены четырех- и шестиосными.
Размеры и габариты отправочных элементов должны обеспечи-
вать максимальное использование грузоподъемности подвижного
состава, не менее предусмотренной в прейскуранте оптовых цен на
стальные конструкции.
В прейскуранте оптовых цен на стальные конструкции 01-09
(1976 г.) тарифы за перевозку их к месту монтажа включены в
Таблица 62. Основные габариты, мм, железнодорожных платформ,
используемых для перевозки металлоконструкций
Габариты Платформы четырехосные грузопод ъемностью, т Полувагоны (гондолы) грузо- подъемностью, т
60 (кон- тейнер- ная) 63 60—62 (старый тип) 63—74 четырех- осные 97 шес- тносные 125 вось- мносные
База по осям шкворней 14 720 9720 9294 8650 10 440 12 070
Высота пола под головкой
рельса 1340 1302 1270 1414 1418 1460
Ширина пола между бортами 2870 2770 2770 2826 2918 2846
Длина пола платформы 18 400 13 400 12 874 12 088 14 650 18 748
Высота бортов — — — 2060 2365 2510
Длина по осям автосцепки 19 480 14 620 14 194 12 700 15 180 20 240
Максимальная длина груза 18 300 13 300 12 800 12 000 14 550 18 650
отпускную стоимость стальных конструкций при коэффициентах
использования грузоподъемности железнодорожного подвижного
состава kr (отношение массы погруженных конструкций к грузо-
подъемности вагона), указанных в табл. 6.
В прейскуранте 01-09 1976 г. kr уменьшены по сравнению с прей-
скурантом 1967 г., что отражает повышение степени готовности
(укрупнения) элементов на заводе-изготовителе.
Если фактически использованная грузоподъемность вагонов
из-за принятых габаритов отправочных элементов будет ниже
приведенных, то неизбежно увеличится себестоимость конструк-
ций. Средняя стоимость перевозок 1 т стальных конструкций,
принятая в прейскуранте 01-09 1976 г., приведена в табл. 6, а
стоимость перевозки стальных конструкций автотранспортом —
в табл. 7.
Основные габариты железнодорожных платформ, применяе-
мых для перевозки металлоконструкций, приведены в табл. 62.
При прохождении груза по кривым средняя часть и концы его
могут выходить за пределы железнодорожного габарита (рис. 98),
поэтому при разработке схемы погрузки металлических конструк-
ций на отдельные вагоны и сцепы следует проверять соблюдение
установленных габаритов на кривых.
229
Стрелки fi (выход на наружную сторону кривой) и f2 (выход
на внутреннюю сторону кривой) определяют по выражениям
_ £2 + Z2 .
~ 8R
f
12 8R
(102)
где L — длина груза, см; / — база платформы (см. табл. 62) или
расстояние между турникетными опорами при погрузке на сцеп;
Рис. 98. Схема положения груза на кривой:
1 — ось груза; 2 — ось пути; 3 — основной габарит; 4 — габарит на кривой.
(103)
R — расчетный минимальный радиус, принимаемый для железных
дорог СССР равным 350 м.
Габаритность груза на кривых проверяют по следующим нера-
венствам:
+ fl + kx < -j—F «г!
+ ft < —F °r>
где b — ширина пакета погруженных конструкций, мм; k* —
разбег ходовых частей вагона, мм, определяемый по формуле
kx = 57,5 (Ц- — 1,41) ; (104)
В — установленный габарит для погрузки на железнодорожный
состав (3250 мм) или согласованная негабаритность; Ор — принятое
увеличение железнодорожного габарита на кривых, равное 105 мм.
Габаритность груза на кривых можно не проверять, если длина
конструкций L при ширине пакета в пределах нормального габарита
не превышает следующих значений при погрузке на платформы:
Отдельную............................... 13,0
Четырехосную с базой, м:
9,294 .............................. 17,5
9,72................................ 18,0
230
Сцеп четырехосных с базой, м:
9,294 ...................................... 23,3
9,72 ............................................... 23,8
Сцеп двух двухосных................................... 19,1
Для перевозки металлоконструкций автотранспортом габариты
отправочных элементов и пакетов погруженных конструкций не
должны превышать размеров, указанных на рис. 99.
Длина элементов в зависимости от типа автоприцепов или тран-
спортеров (трайлеров) может быть до 18—24 м.
При проектировании конструкций, перевозимых автотранспор-
том с завода-изготовителя на монтажную площадку, должны быть
заданы типы и габариты автомашин
с прицепами. Для перевозки речным
и морским транспортом габариты от-
правочных элементов согласовывают-
ся с соответствующими пароходствами
в зависимости от типов и габаритов
выделяемых судов. Поскольку обычно
речной и морской транспорт исполь-
зуется совместно с железнодорожным,
то габариты отправочных элементов
и в этом случае не должны превышать
железнодорожных.
Рис. 99. Примерные габариты для перевозки
металлических конструкций автотранспортом.
Перспективным является транспортирование и монтаж металло-
конструкций вертолетами, особенно для сооружений в труднодос-
тупных местах, где высокая стоимость перевозки компенсируется
переносом основных сборочно-сварочных работ на завод-изготови-
тель. В этом случае практически нет ограничений по габаритам
отправочных элементов, пределом которых является только масса,
соответствующая грузоподъемности вертолета.
Некоторые технологические возможности транспортирования
и монтажа вертолетами приводятся ниже:
МИГ8 МИ6 мию-к
Масса груза, перевозимого на внешней подвеске, т . . . 3,0 8,0 11,0
Максимальная грузоподъем- ность при монтаже, т . . . 2,5 7,0 9,0
Крейсерская скорость, км/ч 120 130 130
Потолок динамический, м . . . 4000 4500 3000
Максимальная дальность по- лета, км Максимальная продолжитель- ность полета, ч 600 1000 650
2,5 5,0 3,5
Продолжительность висеиия в точке монтажа, мин . . . 15 15 15
Тариф на монтажные работы в 1 ч, руб 1000 2200 2200
231
Транспортирование и монтаж стальных конструкций вертоле-
тами открывает новые технологические возможности для повыше-
ния эффективности и качества сооружения в труднодоступных
местах.
ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНЫХ РАЗМЕРОВ
ОТПРАВОЧНЫХ ЭЛЕМЕНТОВ
Одним из главных требований технологичности конструктив-
ных решений по обеспечению скоростных методов монтажа являет-
ся максимальное укрупнение отправочных элементов на заводе-
изготовителе с тем, чтобы перенести выполнение наибольшего
количества трудоемких сборочных и сварочных операций с монтаж-
ной площадки на заводы. В результате этого при небольшом увели-
чении трудоемкости изготовления конструкций значительно сни-
жается трудоемкость монтажа, и в целом достигается общее сниже-
ние трудозатрат, что видно, например, из табл 63, составленной
по опытным данным Днепропетровского завода металлоконструкций
им. Бабушкина и треста Днепростальконструкция, изготавлива-
ющих и монтировавших стальные конструкции комплексов доменных
печей при различной степени укрупнения отправочных элементов.
Существенным требованием технологичности конструктивных
решений является минимальная стоимость перевозки от завода-
изготовителя к месту монтажа, которая может быть получена при
высоком уровне использования грузоподъемности вагонов.
За перевозку металлоконструкций по железной дороге взимает-
ся повагонный тариф независимо от веса погруженного пакета кон-
Таблица 63. Трудозатраты, чел-дни, при мелких и укрупненных
отправочных элементах
Технологический передел Оболочки воздухонагрева- телей при раскрое Кожухи доменных печей при раскрое
пол истовом рулонном полистовом блочном
Изготовление 5,75 20,3 12,5 14,4
Монтаж 42,5 15,3 37,3 18,3
Всего . . . 48,25 35,6 49,8 32,7
струкций (в пределах грузоподъемности вагона), поэтому чем боль-
ше конструкций размещено на вагоне, тем меньше себестоимость
их перевозки на 1 т. Поскольку стоимость перевозки по железной
дороге включена в оптовые цены за 1 т металлоконструкций (см.
табл. 6), то в снижении себестоимости перевозок заинтересован,
прежде всего, завод-изготовитель. Такого снижения можно достичь
232
в результате уменьшения размеров отправочных элементов. При
укрупнении отправочных элементов по требованиям монтажных
организаций загрузка вагонов, как правило, уменьшается и стои-
мость перевозки, отнесенная на 1 г конструкций, увеличивается.
Для рациональной разбивки элементов на отправочные элемен-
ты следует производить технико-экономические расчеты при той
или иной степени заводского укрупнения элементов.
Укрупнение отправочных элементов, погружаемых в один вагон
сверх степени готовности, при снижении коэффициента использова-
ния грузоподьемности вагона kT следует принимать по прейску-
ранту, если соблюдается критерий
Су.м-Су.3>-Ь---Ь-, (105)
где Су.м, Су.з — стоимость укрупнения 1 т элементов конструкций
на монтажной площадке и на заводе сверх степени готовности, преду-
смотренной в прейскуранте; Тв — тариф за провоз груза в одном
железнодорожном вагоне, Qt, Q2 — вес пакета конструкций, погру-
женных в один вагон, при изготовлении их в соответствии со степенью
готовности по прейскуранту и в укрупненном виде.
В случае, когда укрупнение отправочных элементов вызывает
необходимость в погрузке на сцепы вагонов, технико-экономическое
обоснование его может быть обосновано удовлетворением критерия
(CV.M — Су.з) Q > Тв (п2 — nJ, (106)
где Q — вес конструкций после укрупнения; пъ п2 — количество
вагонов для погрузки мелких и укрупненных конструкций.
Повагонный тариф за перевозку металлоконструкций по желез-
ной дороге в одном вагоне установлен в зависимости от дальности
перевозки для четырехосного вагона по следующей формуле, выве-
денной по данным прейскуранта 10-01 (1974 г.):
Тв = 0,124/+36 р. (107)
Здесь / — дальность перевозки, км.
Так как двухосные вагоны снимаются из обращения по желез-
ным дорогам СССР, то расчеты критерия по формулам (105) и (106)
следует производить, исходя из тарифов на перевозку металлокон-
струкций в четырехосных вагонах (табл. 64).
Обозначив разницу в стоимости укрупнения стальных конструк-
ций на монтаже и на заводе
Су.м-Су.з = АС, (108)
и подставив формулы (107), (108) в неравенство (106), получим
предельное расстояние, км на которое экономически выгодно
отгружать в четырехосных вагонах более укрупненные на заводе
отправочные элементы:
/пр С - 290- (109)
233
Таблица 64. Тариф за перевозку металлоконструкций в одном
четырехосном вагоне (по прейскуранту 10-01 1974 г.)
Расстояние, км Тариф, РУб. Расстояние, км Тврнф, руб. Расстояние, км Тариф, РУб.
До 50 40 1201—1250 188 4801—4900 644
Ы 60 41 4901—5000 656
61—70 42 1251—1300 194
71—80 43 1301 — 1350 201 5001—5100 669
81—90 45 1351—1400 1401—1450 207 213 5101—5200 5201—5300 682 694
91—100 46 1451—1500 219 5301—5400 707
101—120 121—140 48 5401—5500 719
50 1501—1600
229
141—160 53 1601—1700 241 5501—5700 738
161—180 55 1701—1800 254 5701—5900 763
1801—1900 1901—2000 267 279 5901—6100 788
181—200 58 6101—6300 6301—6500 814 839
201—220 221—240 241—260 261—280 60 2001—2100 292
63 65 68 2101—2200 304 6501—6700 864
2201—2300 317 6701—6900 889
2301—2400 329 6901—7100 914
281—300 2401—2500 342 7101—7300 939
70 7301—7500 964
301—330
73 2501—2600 2601—2700 2701—2800 355
331—360 361—390 77 81 367 380 7501—7700 990
391—450 89 2801—2900 2901—3000 392 405 7701—7900 7901—8100 1015 1040
8101—8300 1065
451—480 92 8801—8500 1090
481—510 96 3001—3100 417
511—540 100 3101—3200 430 8501—8700 1115
541—570 104 3201—3300 443
571—600 107 3301—3400 455 8701—8900 1141
3401—3500 468 8901—9100 1166
9101—9300 1191
601—640 641—680 681—720 112 117 122 9301—9500 1216
3501—3600 480
3601—3700 3701—3800 493 505 9501—9700 1241
721—760 127 3801—3900 518 9701—9900 1266
761—800 132 3901—4000 531 9901—10 100 10 101—10 300 10 301—10 500 1291 1317 1342
801—840 137 4001—4100 4101—4200 4201—4300 4301—4400 4401—4500 543 556 568 581 594
841—880 881—920 921—960 961—1000 142 147 152 157 10 501—10 700 10 701—10 900 10 901 — 11 100 11 101—11 300 11 301 — 11 500 1367 1392 1417 1442 1468
1001—1050 163 4501—4600
1051—1100 169 606
1101—1150 175 4601—4700 619 11 501 — 11 700 1493
1151—1200 182 4701—4800 631 11 701—11 900 1518
234
Для расчетов критериев по формулам (105) и (106) определяют
стоимость укрупнения конструкций на монтажной площадке
Су.м = Ссе 4" Сев + СкР + Сн.р, (1Ю)
где Ссб, Сев — заработная плата сборщиков и сварщиков, СкР —
стоимость работы крана; Сн.р — накладные расходы, принимаемые
в среднем 80% от заработной платы рабочих на монтаже.
Заработную плату сборщиков можно приближенно определить
как
Ссб = <2сбИ 4“ bceQ. (111)
где п — число элементов в укрупненной единице; Q — общая
масса укрупненных элементов; йсб, дСб — коэффициенты, завися-
щие от вида конструкций:
Осб Ьсб
Фермы . . . . 1,98 0,58
Балки сплошные . . . . 1,07 0,51
» решетчатые . . . . 1,37 0,64
Колонны сплошные . . . . 1,52 0,46
» решетчатые . . . . 1,88 0,56
Заработную плату сварщиков можно определить из выражения
Сев = 1,2*! (ОсбП + boeQ), (112)
где 1,2 — отношение средних тарифных коэффициентов сварщиков
и сборщиков; — коэффициент, принимаемый для укрупнения
решетчатых конструкций — 0,1, сплошных конструкций — 0,2.
Стоимость крана можно принять пропорциональной заработной
плате сборщиков
Сир 0,059^.™ (йСбП 4" &ceQ)> (113)
Где Ckp.ch — стоимость одной крано-смены по табл. 16 или другим
данным.
Подставив формулы (111), (112) и (114) и прибавив 80% наклад-
ных расходов в (ПО), получим окончательную стоимость укрупне-
ния конструкций на монтаже
Су.м = (1,8 4" 2,16fej 4" 0,059Скр.см) (Осей 4~ ^ceQ). (114)
Стоимость укрупнения тех же конструкций на заводе-изготови-
теле можно определить из выражения
Су.з = Ссб 4- ССв + Сн р, (115)
где Ссб. Сев — заработная плата сборщиков и сварщиков на заво-
де, Сн.р — общезаводские и цеховые накладные расходы, состав-
ляющие примерно 320% зарплаты основных рабочих.
Для практических расчетов с достаточной точностью можно
принять стоимость укрупнения конструкций на заводе пропорцио-
нальной стоимости укрупнения на монтаже:
Су.з 0,25Су.„. (116)
235
Тогда разницу в стоимости определим приближенно по формуле
ДСу = Су.м — Су.з «
=«(1,35+1,62ft, + 0,0443Скр.см) + дсб) • (117)
При определении количества укрупненных элементов, размеща-
емых в одном пакете, следует учитывать также ограничения в массе
длиномерных грузов:
Максимальная Масса,
длина груза, м т, до
16,0 60
16,5 55
17,0 50
17,9 45
19,0 40
Максимальная Масса
длина груза, м т, до
20,3 35
22,0 30
24,1 25
27,0 20
Пример 25. Определить технико-экономическую целесообразность укрупне-
ния на заводе стропильных ферм пролетом 24 м, массой 3,8 т (под тяжелую теплую
кровлю). На платформу грузится пакет из четырех ферм (или половин ферм) по
условию соблюдения железнодорожного габарита в верхней части. Масса укруп-
няемых четырех ферм
Q = 4 • 3,8 = 15,2 т.
Разница в стоимости укрупнения двух половин ферм на монтаже козловым
краном грузоподъемностью 12 т (Скр см = 29—90 по табл. 16), отнесенная на
1 т конструкций, по формуле (117)
ДСу = (1,35+ 1,62 0,1 +0,0443 29,9) + 0,5з) = 4р. 49 к.
Платформа
прикрытия^*
1=2«юо
НО.
£Ю.
ОО ОО ОО ОО
а
Платформа
-прикрытия
> 'бож^ ооноо~ оо‘
1= 18 -20000 , Ппатаюрма прикрытия
QQ QQ
2fl-
Для погрузки целых ферм потре-
буется л2=3 платформы (рис. 100, а),
из них две платформы прикрытия, а
для погрузки восьми полуферм пг = 2
платформы.
Максимальное расстояние, на ко-
торое выгодно отгружать укрупненные
фермы в четырехосных вагонах,
, 8,06 4,49 15,2 _ _
пр з _ 2
= 260 км.
Рис. 100. Схемы погрузки:
а— укрупненных ферм (к примерам 25—26);
б — подкрановой балки (к примерам 27—
28), в — укрупненных колонн (к примерам
29—30).
§5
_QQ.
7=24000
В
При одновременной погрузке большого количества ферм загрузка вагонов
может быть увеличена, так как вагоны прикрытия будут использованы с двух
сторон, т. е. для двух пакетов по четыре фермы нужно пять платформ, для трех
пакетов (12 ферм) — семь платформ, для четырех пакетов (16 ферм) — девять
платформ и т. д., на одну платформу больше, чем при погрузке ферм поло-
винкамив каждый вагон, т. е. п2 — п2= 1,0.
236
Тогда предельное расстояние для отгрузки укрупненных ферм при п2 — пг =
= 1,0, можно определить из выражения
1 = 8,06 ДСуфп — 290 км, (118)
где Q — масса одного пакета конструкций, т; т — количество одновременно
отгруженных пакетов ферм (в данном примере кратно 4 шт.).
Для рассматриваемого примера при отгрузке двух пакетов
( = 8,06 • 4,49 2 • 15,2 — 290 = 810 км;
трех пакетов
1 = 8,06 • 4,49 • 3 • 15,2 — 290 = 1360 км;
четырех пакетов
1 = 8,06 • 4,49 • 4 • 15,2 — 290 = 1910 км.
Пример 26. Определить те же показатели, что н в примере 25, для укрупне-
ния легких ферм пролетом 24 м, массой 1,46 т. По условиям соблюдения желез-
нодорожных габаритов на одну платформу можно погрузить шесть ферм.
Разница в стоимости укрупнения по формуле (117)
/ I 98.2 \
ДСу = (1,35 + 1,62 • 0,1 + 0,0443 - 29,9) I —y-jg-F 0,531 = 9 р. 16 к.
Предельно выгодное расстояние перевозки укрупненных ферм
8,06 • 9,16 1,46-6
пр ~ з — 2
— 290 = 356 км.
Соответственно по формуле (118) при отгрузке двух пакетов
(пр = 8,06 • 9,16 • 1,46 • 2 • 2 — 290 = 1009 км;
трех пакетов
I = 8,06 • 9,16 • 1,46 • 6 • 3 —290 = 1650 км;
четырех пакетов
I = 8,06 • 9,16 • 1,46 - 6 4 — 290 = 2296 км.
Пример 27. Определить технико-экономическую эффективность укрупнения
на заводе-изготовителе сплошных подкрановых балок пролетом 24 м, массой 24 т
(рис. 100, б).
Для укрупнения применяют козловый кран грузоподъемностью 30 т (Скр см =
= 34 р. 80 к. по табл. 16).
Для погрузки двух блоков из половин необходимо две платформы, для погруз-
ки двух собранных балок без монтажного стыка — 5 платформ (3 из них для при-
крытия), т. е. отгрузка без турнирных опор.
Разница в стоимости укрупнения
I 1 07 • 2 \
ДСу = (1,35 + 1,62 • 0,2 + 0,0443 34,8) —Нут----к 0,5 = 1р. 89 к.
\ 24 /
Предельное расстояние для перевозки укрупненных балок
, 8,06-1,89.24-2 ._
<пр = —------------------ 290 = 243 — 290 = —47 км
т. е. отгрузка одного пакета экономически невыгодна при любом расстоянии пере-
возки.
При большом количестве одновременно отгружаемых балок экономическую
эффективность их укрупнения следует рассчитывать по формуле
= 8,06ACyQm _ 290.
^2 —
237
В рассматриваемом примере для отгрузки трех укрупненных пакетов нужно
семь платформ, а без укрупнения — три платформы, т. е.
8,06 - 1,89 24 - 2 3
—------!----------------290 = 258 км.
Znp 7 — 3
Для отгрузки четырех укрупненных пакетов — девять платформ, а без укруп-
нения — четыре платформы, т. е.
, 8,06 - 1,89 • 24 • 2 • 4 опп
' — ’------------------— 290 = 294 км.
пр 9 — 4
Пример 28. Определить технико-экономическую целесообразность укрупне-
ния на заводе двухпролетных неразрезных балок 2 X 12 м общей массой 7,7 т.
Укрупнение производят гусеничным краном грузоподъемностью 15 т
(QKpcM = 21 Р- 70 к- п0 табл- 16>-
При длине отправочных элементов 12 м на две платформы погружают семь
балок (14 половин), т. е. — 2; при длине отправочных элементов 24 м для
погрузки этих же семи балок нужно п2 = 3 платформы.
Разница в стоимости укрупнения иа, 1 т конструкций
/ 1 07 • 2 \
ДСу = (1,35+ 1,62 • 0,2 + 0,0443 21,7) ^--’77 + 0,51 ) =2р. 05 к.
Предельно выгодное расстояние перевозки укрупненных элементов
8,06 • 2,05 -7-7,7
—------!----------— — 290 = 600 км.
ZnP 3 — 2
При отгрузке двух укрупненных пакетов (пг — п,\ «= 1)
/пр = 8,06 2,05 • 7,7 • 7 • 2 — 290 = 1490 км;
трех укрупненных пакетов (га2 — гц = 1)
1пр = 8,06 2,05 • 7,7 • 7 • 3 — 290 = 2380 км.
Пример 29. Определить технико-экономическую целесообразность отгрузки
решетчатых колонн высотой 18,4 м без монтажного стыка массой 7,6 т. Укрупне-
ние колони с монтажными стыками производят гусеничным краном грузоподъем-
ностью 30 т (Скр см = 41 р. 80 к. по табл. 14).
На четырехосный вагон можно погрузить шесть колонн с монтажными сты-
ками, т. е. rij = 1. При изготовлении колонн без монтажного стыка для отгрузки
шести колонн нужно две четырехосные платформы, т. е. л2 = 2.
Разница в стоимости укрупнения на монтаже и заводе
ДСу = (1,35+ 1,62 • 0,2 + 0,0443 • 41,8)( -
Предельно выгодное расстояние перевозки укрупненных колонн
8,06 • 3,63 • 7,6 • 6 опп
—------?-------------290 = 1366 км
= 3р. 63 к.
Znp 2=1
При отгрузке большой партии каждые 12 колонн можно погрузить иа три
платформы (рис. 100, в), из них две — груженые и одна — прикрытие, а с мон-
тажным стыком эти же 12 колонн размещаются на двух платформах. В этом слу-
чае (л2 — «! = 1)
/пр = 8,06 • 3,63 • 7,6 • 7 • 2 — 290 = 2823 км.
Пример 30. Определить технико-экономическую целесообразность отгрузки
тяжелых решетчатых колонн массой 12, 6 т, высотой 18,4 м без монтажных стыков.
В случае отгрузки с завода колонн с двумя отправочными элементами укрупне-
238
ние будет производиться гусеничным краном грузоподъемностью 40 т (Скр см =
= 44 р. 70 к. по табл. 16).
При отгрузке колонн с монтажным стыком двумя отправочными элементами
для трех колонн требуется одна четырехосная платформа, а при отгрузке колонн
без монтажных стыков для трех колонн необходимо две платформы (см. рис.
100, г).
Разница в стоимости укрупнения на монтаже и на заводе
АСу = (1,35 + 1,62 • 0,2 + 0,0443 • 44,7) (-^g'2 + 0,5б) = 2 р. 92 к.
Предельно выгодная дальность перевозки укрупненных иа заводе колонн
При одновременной отгрузке большого количества колонн без монтажных
стыков каждые шесть укрупненных колонн будут отгружены на три четырехос-
ных вагона, а шесть колонн с монтажными стыками — на две платформы.
Предельно выгодное расстояние перевозки по формуле (118) с учетом п2 —
~П!= 1
1пр = 8,06 + 2,92 • 12,6 • 7 • 2 — 290 = 1489 км.
Если результаты решения примеров 25—30 свести в таблицу
(табл. 65), станет видно, что во всех рассмотренных случаях укруп-
нение ферм, балок и колонн до целых элементов (вместо общепри-
нятых отправочных элементов — половинок ферм, балок, колонн)
имеет технико-экономическую целесообразность при определенной
дальности перевозки по железной дороге; с увеличением расстояния
перевозки экономическая выгодность укрупнения отправочных
элементов снижается.
Следует, однако, отметить, что окончательное решение о разбив-
ке сооружения на отправочные элементы с учетом требований тех-
нологичности по монтажу в части наибольшего укрупнения элемен-
тов на заводе-изготовителе должно быть обосновано не только
технико-экономическими расчетами по приведенной выше методи-
ке, но и сокращением сроков монтажных работ, особенно, если это
может ускорить ввод объекта в эксплуатацию. Например, укруп-
нение на заводе элементов кожуха доменной печи и переход на
изготовление оболочек воздухонагревателей в виде рулонов способ-
ствовали не только снижению общей трудоемкости (см. табл. 63),
но и значительному сокращению сроков монтажа:
в первом случае рабочих дней с 45 до 22, т. е. более чем в два
раза;
во втором (на один аппарат) — с 20 до 5 рабочих дней, т. е.
в четыре раза.
Рациональная разбивка цилиндрических стальных оболочек на
отправочные элементы может быть получена следующими путями:
при толщине оболочки до 10—14 мм — рулонного раскроя
в виде отправочных элементов, собранных, сваренных и свернутых
в рулоны до максимального размера по технологическим возмож-
ностям завода-изготовителя, габаритности и грузоподъемности
подвижного состава;
239
240
Таблица 65. Предельно выгодные расстояния перевозок укрупненных и расчлененных отправочных элементов
(по данным примеров 25—30)
Конструкции Длина,м Масса од- ного эле- мента, т Укрупнение на монтаже Разница в стоимости укрупне- ния ДСу руб.-к оп. на 1 т Количест- во одно- временно отгружае- мых эле- ментов Количество вагонов для отгрузки партии Предельно вы- годное рас- стояние пере- возки целых (укрупненных) элементов- км
тип крана (грузо- подъемность, т) стоимость крано- смены, руб. целых элемен - тов с монтаж- ными сты- ками
Стропильные фер- мы под кровлю: тяжелую 24 3,8 Козловый (12) 29—90 4—49 4 8 12 16 3 5 7 8 2 4 6 7 260 810 1360 1910
легкую 24 1,46 То же 29—90 9—16 6 12 18 24 5 5 7 8 2 4 6 7 356 1009 1650 2296
11одкрановые балки массы: средней 2 X 12 7,7 Гусеничный (30) 41—80 3—63 7 14 21 3 5 7 2 4 6 600 1490 2380
тяжелой 24 24 Козловый (30) 34—80 1—89 2 3 4 3 7 9 2 3 4 —47(невы- годна) 258 294
Колонны массы: средней 18,4 7,6 Гусеничный (30) 41—80 3—63 12 24 2 3 1 2 1366 2823
тяжелой 18,4 12,6 Гусеничный (40) 44—70 2—92 3 6 2 3 1 2 599 1489
при толщине оболочки более 10—14 мм — блочного раскроя
в виде отправочных элементов, собранных, сваренных и свальцо-
ванных по радиусам проектной кривизны из нескольких сборочных
деталей, скомпонованных до наибольших размеров в пределах
железнодорожного габарита.
В последнем случае для сохранения формы блик-скорлупы или
блока-обечайки
их
размеры
должны
развальцовывались под дейст-
вием собственной массы *.
Условие прочности обечай-
ки при транспортировании
может быть выражено нера-
венством
/И < WtnR, (120)
где /И — изгибающий момент
от собственной массы свисаю-
щей части обечайки; И7 —
момент сопротивления опорно-
го сечения; т— коэффициент
условий работы, учитываю-
Рис. 101. Схема обечайки при транс-
портировании.
быть такими.
чтобы они не
О 5 Ю 16 20 25 30
Толщина элемента, мм
Рис. 102. График для определения ко-
личества равных по длине обечаек в
царге (показано в кружках).
щий толчки при транспортировании, принимаемый равным 0,9;
R — расчетное сопротивление стали.
Для цилиндрических обечаек (рис. 101) формула (120) в развер-
нутом виде может быть выражена как
nnsyr2 sin rn.R, (121)
где s — толщина обечайки; пп — коэффициент перегрузки от соб-
ственной массы, равный 1,1; у — объемная масса стали, равная
* Обечайкой называют элемент цилиндрической оболочки, царгой — коль-
цевой пояс оболочки из одной или нескольких обечаек; скорлупой—элемент сфе-
рической или конической оболочки.
167s 0—511
241
7800 кг/м3; г — радиус обечайки; <р — половина центрального
угла, рад.
Для сталей, имеющих расчетное сопротивление R =
2100 кгс/см2, класса С 38/23 максимально допустимый радиус
вальцовки
3,85s
Ysln-|-
(122)
При R — 2900 кгс/см2 для сталей класса С 46/33
(123)
Практически определение количества обечаек в царге (поясе)
для стали класса С 38/23 при заданных толщине листов и радиусе
вальцовки можно производить по рис. 102. Например, при толщине
листов 16 мм для сосуда с г = 3,2 м царгу (пояс) следует разделить
не менее чем на три части (обечайки) и т. п.
ПРИСПОСОБЛЕНИЯ ДЛЯ ТРАНСПОРТИРОВАНИЯ ЭЛЕМЕНТОВ
СТАЛЬНЫХ КОНСТРУКЦИЙ
Для выполнения подъемно-транспортных операций во время
погрузки, разгрузки, укрупнения и подъема элементов в проект-
ное положение, а также чтобы избежать погнутостей, вмятин во
время этих операций и для закрепления элементов на подвижном
составе отправочные элементы должны быть снабжены транспорт-
ными проушинами или иными приспособлениями, установленными
Рис. 103. Транспортные проушины легкого типа грузоподъемностью, т (для пары):
а — до 0.5; б — до 2; в — до 3.
в местах, указанных в рабочих чертежах и включенных в специфи-
кации отправочного элемента.
Транспортные проушины легкого типа грузоподъемностью до
2—5 т показаны на рис. 103. Проушины большей грузоподъемности
следует рассчитывать и конструировать в зависимости от особеннос-
тей проектного решения отправочного элемента.
242
При расположении транспортных проушин на отправочных
элементах (рис. 104) необходимо соблюдать следующие условия:
проушины должны быть расположены так, чтобы при прикреп-
лении к ним стропов для погрузки элемента на вагон и разгрузки
6
Рис. 104. Примеры расположения транспортных проушин (/—4):
а — в трубах больших диаметров; б — в элементе стенки бункера, в — в тя-
желых колоннах; г — в элементах шлюзовых ворот
его на монтаже отправочный элемент принимал горизонтальное или
вертикальное положение;
расположение проушин должно обеспечивать удобное закрепле-
ние элемента на вагоне скрутками проволоки;
проушины должны быть прикреплены так, чтобы к ним было
удобно крепить стропы при монтаже для установки элемента в
проектное положение.
УЧЕТ В КОНСТРУКТИВНЫХ РЕШЕНИЯХ
ДОПУСКОВ НА ПРОКАТ, ИЗГОТОВЛЕНИЕ И МОНТАЖ
СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Металлопрокат, применяемый для изготовления строительных
сварных конструкций, имеет определенные допуски на размеры
против номинальных по сортаменту, которые достигают иногда
больших значений, например, в толстолистовой стали до ±10%
заказной толщины листов.
Стальные конструкции изготовляют на заводах с точностью не
выше VI класса, а строительные работы по возведению опор для
монтажа стальных конструкций производят еще с гораздо меньшей
точностью. Поэтому повышение класса точности общестроительных
и специальных работ при возведении сооружений, изготовлении
16V2* ,43
и монтаже строительных конструкций является одним из главных
вопросов в решении проблемы повышения эффективности и качест-
ва строительства при одновременном сокращении его сроков.
Повышение класса точности изготовления строительных сталь-
ных конструкций и деталей означает прежде всего ликвидацию под-
гоночных работ при монтаже, что должно способствовать улучше-
нию качества сооружения при снижении трудоемкости и сокращении
сроков производства работ.
В повышении класса точности строительных сварных стальных
конструкций большую роль играют конструктивные решения,
особенно монтажных узлов, которые должны обладать компенсаци-
онной способностью погашать неточности размеров металлопрока-
та, допусков на изготовление и монтаж смежных конструкций,
а также неточности общестроительных работ по возведению опор
и примыкающих к монтируемым элементам деталей сооружения.
Конструктивное решение должно обеспечивать наибольшую точ-
ность геометрической формы сооружения, состоящего из относитель-
но «неточных» элементов при минимальных затратах труда и вре-
мени.
Общепринятые конструктивные решения примыкания ферм и
ригелей к колоннам с помощью торцовых опорных планок типа
фланцевого соединения, показанные на рис. 58, не создают даже
самой малой компенсации на фактические размеры /ф (длины
фермы или ригели и расстояния между опорными плоскостями
стоек). Поскольку длина фермы и расстояние между стойками
имеют определенные допуски, которые к тому же бывают с противо-
положными знаками в натуре (например, ригель 4-5 мм, а расстоя-
ние между опорами —10 мм), монтаж конструкций с такими узла-
ми чрезвычайно трудоемок, ибо сопряжен с весьма сложными под-
гоночными работами по укорочению или удлинению ригелей, ферм,
изменению опорных столиков на стойках и т. п.
Все эти трудоемкие работы отпадают при выполнении узлов,
обладающих компенсационной способностью погашать фактические
допуски на размеры элементов при помощи регулирования компен-
сационного зазора между торцом ригеля или опорной фасонки
фермы и плоскостью стойки.
Прямые участки трубопроводов имеют обычно технологичные
прямые сопряжения в стык, однако такие сопряжения становятся
нетехнологичными в так называемых фасонных трубопроводах с
ломаной осью (см. рис. 58). Изготовление на заводах элементов
фасонных трубопроводов не обеспечивает точности подготовки соп-
ряжений в стык с равномерным зазором 2 ± 1 мм, что вызывает
при монтаже весьма трудоемкие подгоночные работы после осущест-
вления такого стыка. Для монтажных стыков фасонных элементов
трубопроводов технологичным является сопряжение при монтаже
на стыковых накладках, которые хотя и увеличивают количество
монтажных швов, расход металла, но полностью ликвидируют тру-
доемкие подгоночные работы.
244
Таблица 66. Допускаемые отклонения, мм, по толщине горячекатаной рулонной стали по ГОСТ 8597-57
Ширина ленты, мм
свыше 200 до 500 свыше 500 до 750 свыше 750 до 1100 | свыше 1100 до 1500 свыше 1500 до 2000 । свыше 2000
Аолщина денты, мм
1очность прокатки
А Б А Б А | Б 1 А 1 Б А Б А Ь
1.2 ± 0,09 ±0,11 ±0,10 ±0,12 ±0,11 ±0,18 —
Свышб 1,2 до 1,4 ±0,10 ±0,12 ±0,11 ±0,13 ±0,12 ±0,16 ±0,13 ±0,16 — —— ——
£ 1,4 до 1,8 1,8 ДО 2,0 ±0,12 ±0,14 ±0,13 ±0,15 ±0,14 ±0,16 ±0,15 ±0,17 —— —
±0,13 +'1,11—0,15 ±0,14 4-0,15—0,16 ±0,15 4-0.15—0,18 ±0,16 4-0,16—0,20 ±0,18 4-0,17—0,23
» 2,0 до 2,2 ±0,14 -Н 11—0,16 ±0,15 4-0,15—0,17 ±0,16 4-0,15—0,19 ±0,17 4-0,17—0,21 ±0,19 4-0,18—0,24
2.2 до 2,5 ±0,15 4-0,11—0,18 ±0,16 4-0,15—0,19 ±0,17 4-0,16—0,20 ±0,18 4-0,17—0,23 ±0,20 4-0,19—0,25
> 2,5 до 3,0 ±0,16 -{-0,15—0,19 ±0,17 4-0,16—0,20 ±0,18 4-0,17—0,22 ±0,19 4-9.18—0,24 ±0,21 4-0,20—0,26 ±0 24 -0,22—0,24
» 3,0 до 3,5 ±0,17 -НО, 16—0,20 ±0,19 4-0,17—0,23 ±0,20 4-0,18—0,25 ±0,22 4-0,22—0,28 ±0.25 4-0 24 —0,32 ±0,27 -0,26—0,34
» 3,5 до 3,8 ±0,10 4-0,18—0,24 ±0,21 4-0,20—0,26 ±0,22 4-0,20—0.30 ±0,25 4-0.25—0,33 ±0,30 4-0.28—0,38 ±0.34 -0,32—0,44
3,8 до 5,5 — 4-0,20—0,30 4-0,20—0,36 — 4-0,20—0,40 — 4-0,28—0,40 — 4-0,32—0,44 —— -0,38—0,48
£ 5,5 до 7,0 —- -j-G,20—0,38 — 4-9,20—0,44 — 4-0,20—0,52 4-0,20—0,52 4-0,36—0,54 •— 4-0.44—0,5
» 7,0 до 10,0 — 4-0,20—0,48 — 4-9,22—0.56 — 4-0,24—0,66 <1— 4-0.32—0,64 — 4-0.40—0.62 — 4-0,46—0,6
При м е ч а н и е. Точность прокатки А — повышенная, Б — нормальная.
Таблица 67. Допускаемые отклонения, мм, по толщине листов и рулонов нормальной точности толщиной 0,5—12 мм
из стали по ГОСТ 19903-74
Толщина, mn (ЛИСТ и рулоны) Ширина листов, мм
свыше 500 до 750 свыше 750 до 1000 свыше 1000 до 1500 свыше 1500 до 2000 свыше 2000 до 2300 свыше 2300 до 2700 свыше 2700 до 3000
0,50 ±0,07
Свыше 0,50 до 0,60 ±0,08
0.60 » 0,75 ±0,09 ±0,09
0,/5 » 0,90 ±0,10 ±0,10 ___,
0,90 » 1,10 ±0,11 ±0,12 —_
1.Ю » 1,20 ±0,12 ±0,13 ±0.15 __
1,20 » 1,30 ±0,13 ±0,14 ±0,15 __
> 1,30 » 1,40 ±0,14 ±0,15 ±0,18
» 1,40 » 1,60 ±0,15 ±0,15 ±0,18 __
» 1,60 > 1,80 ±0,15 ±0,17 ±0,18 •—
» 1,80 . 2,0 ±0,16 ±0.17 ±0,18 ±0.20 __ __
2,0 s 2,2 ±0,17 ±0,18 ±0,19 ±0,20
» 2,2 » 2,5 ±0,18 ±0,19 ±0,20 ±0,21
» 2,5 » 3,0 ±0,19 ±0,20 ±0,21 ±0,22 ±0,25 __
> 3,0 » 3,5 ±0,20 ±0,21 ±0,22 ±0,24 ±0,29 __
» 3,5 » 3,9 ±0.22 ±0,23 ±0.24 ±0,26 ±0,31
> 3,9 » 5,5 4-0,20—0,40 4-0,30—0,40 4-0,30—0,50 4-0,40—0,50 4-0,45—0,50 __
> 5,5 » 7,5 4-0.10—0,50 4-0,20—0,60 4-0,25—0,60 4-0,40—0,50 4-0,45—0,60 __ __
» 7,5 » 10 4-0,10—0,80 4-0,20—0,80 4-0,30—0,80 4-0,35—0,80 4-0,45—0,80 4-0,60—0,80
10 » 12 4-0,20—0.80 4-0.20—0,80 4-0.30—0.80 4-0.40—0.80 4-0,50—0,80 4-0,70—0,80 4-1,0—0,8
Таблица 68. Допускаемые отклонения, мм, по толщине листов нормальной
Толщина» мм Ширина
свыше 1000 до 1200 свыше 1200 до 1500 свыше 1500 до 1700 свыше 1700 до 1800 свыше 1800 до 2000
Свыше 12 до 25 > 25 » 30 » 30 > 34 » 34 » 40 » 40 » 50 » 50 > 60 » 60 » 70 » 70 » 80 » 80 » 90 » 90 » 100 » 100 » 115 » 115 » 125 * 125 » 140 .> 140 > 160 ++++++ сосссс 4- СО Ю 60 К 1 1 1 1 1 1 1 1 1 1 1 1 1 1 — ——-ро СО 60 — О ОС 4-0,2—0,8 4-0,2—0,9 4-0,3—1,0 4-0.4—1,1 4-0,5—1,2 4-0.7—1,3 4-0,3—0,8 4-0,3—0,9 _|_0,4—1,0 4-0,5—1,1 4-0,6—1,2 4-0,8—1,3 4-0.7—1,6 4-0,8—2,2 4-0.9—2,5 4-1,0— 2,7 4-1,2—3,1 4-1,5—3,5 4-1,7—3,8 4-2,0—4,2 ++++++++++++++ to — — — — — О О О С О О С С •— QO С0> — о'£' х Ф О £ 4> 1 1 1 1 1 1 1 1 1 1 1 1 1 1 4- « W W Ю NO - — — — — ОС КООСл — -JCntoOCOO— оооо 4-0,6—0,8 4-0,6—0,9 4-0,5—1,0 4-0,7—1,1 4-0,8—1,2 4-1,0—1,3 4-0,9—1,6 4-1,0—2,2 4-1,1—2,5 4-1» 2—2,7 4-1,4—3,1 4-1,7—3,5 4-1,9—3,8 4-2,2—4,2
Таблица 69. Допускаемые отклонения, мм, по ширине и длине листов
толстолистовой стали по ГОСТ 19903-74
Длина, м Толщина, мм
ДО 16 18—60 (49 1ЛП б°Лее 100 02—100 цо |g0
Допуски по ширине листа
До 8 4-10 при ширине до 2 м; -j-0,5% ширины при ши- рине свыше 2 м + 15 +50 +75
Свыше 8 4-0,2% ширины +40
Допуски по длине листа
До 2 +ю —
Свыше 2 до 7 +0,5% длины —
До 3 — + 15
Свыше 3 до 8 — +0,5% длины +50 +75
Свыше 7 +35
Свыше 8 +40
Примечание. Волнистость и коробоватость листа обыкновенного качества не
должна превышать 12 мм на I м длины вдоль прокатки.
246
точности толщиной свыше 12 до 160 мм из стали по ГОСТ 19903-74
ЛИСТОВ, мм
свыше 2000 до ‘2300 свыше 2300 до 2500 свыше 2500 до 2600 свыше 2600 до 2800 свыше 2800 до 3000 свыше 3000 до 3200 свыше 3200 до 3400 свыше 3400 до 3600
+ <,8—U,б 4-о,«—о,б + 1,0—о.б + 1,1—0,8 + 1,2—0,8
4-0,8—0,9 4-0,9—0,9 4-1,0—0,9 + 1.1—0,9 + 1.2-0.9 —— __ а—
4-0,8—1,0 4-0.9—1,0 ±1,0 + 1,2—1,0 + 1.3—1,0 —— —
4-0,9— 1,1 4-1,0—1.1 ±1,1 + 1,3—1,1 + 1,4—1,1
4-1,0—1,2 4-1,1—1,2 ±1,2 + 1,4—1,2 + 1,5—1,2 — а—
4-1,1—1,3 + 1,2—1,3 ±1,3 + 1.4—1,3 + 1,5—1,3 __ ——
4-1,0—1,6 + 1,1 —1,6 + 1.2—1,6 + 1,3—1,6 + 1,4—1,6 + 1,5—1,6 +1,6—1,6 4-1,7—1,Ь
4-1 > 1—2»-’ + 1,2—2,2 + 1,3—2,2 + 1,4—2,2 4-1,5—2,2 + 1,6—2,2 +1,6—2,2 +1,8—2»2
4-1,2—2,5 4-1,3—2,5 + 1,4—2,5 + 1,5—2,5 4-1,6—2,5 + 1,7—2,5 4-1,8—2,5 + 1,9—2,5
+ 1.3-2.7 + 1.4—2,7 + 1,5—2,7 + 1,6—2,7 + 1,7—2,5 + 1,8—2,7 --1,9—2,7 +2,0—2,7
4-1/—3,1 + 1,6—3,1 + 1,7—3,1 + 1,8—3,1 + 1.9—3,1 +2,0—3.1 --2,1—3,1 4-2,2—3,4
4-1,8—3,5 + 1,9—3,5 + 2,0—3,5 +2.1-3.5 +2,2—3,5 +2,3—3,5 --2,4—3,5 +2,5—3.5
4-2,0—3,8 +2.1-3.8 +2,2—3,8 +2,3—3,8 +2,4—3,8 +2,5—3,8 --2.6—3,8 +2,8—3,8
+2.3-4.2 4-2,4—4,2 + 2.5-4.2 4-2,6—4,2 +2.7-4.2 4-2.8—4.2 4-2,9—4,2 +3.0—4.2
Допускаемые отклонения, мм, от номинальных размеров
широкополосной универсальной стали
(в соответствии с ГОСТ 82-70*)
По толщине полос при толщине, мм:
до 20 включительно............................... +0,3—0,5
до 22—30 » ....................... -|-( ,4—0,6
32—55 ....................... -|-0,5—0,7
56—60 ....................... -]-0,6—0,8
По ширине полос при ширине, мм:
до 400 включительно.............................. -|-2—2,5
от 420 до 800 » ....................... -|-2—3,0
от 850 до 1050 » ....................... -|-2—4,0
По длине полос по, мм:
до 12 включительно .............................. —|—12—15
от 14 до 25 » ....................... 4-12—15
от 28 до 60 » ....................... -|-15—20
Ребровая кривизна на 1 м длины, не более, для
класса точности:
А................................................... 1
Б................................................... 2
Таблица 70. Допускаемые отклонения от номинальных размеров балок
двутавровых по ГОСТ 8239-72 *
№ профиля Допуски, мм
по высоте по ширине полки по толщине полки
10—14 ±2,0 ±2,0 —0,06 толщины полки.
16—18 ±2,5 ±2,5 плюсовые отклонения не
20—30 ±3,0 ±3,0 ограничиваются
33—60 ±4,0 ±4,0
247
Таблица 71. Допускаемые отклонения от номинальных размеров
швеллеров по ГОСТ 8240-72
№ профиля Допуски, мм
по высоте по ширине полки по толщине полки
5—8 ±1,5 ±1,5 —0,06 толщины полки,
10—14 ±2,0 ±2,0 плюсовые отклонения не
16—18 ±2,5 ±2,5 ограничиваются
20—30 ±3,0 ±3,0
33—40 ±3,5 ±3,5
Таблица 72. Допускаемые отклонения номинальных размеров равнополочных
уголков по ГОСТ 8509-72 *
№ профиля Допуски, мм
по ширине полки по толщине полки при толщине, мм
6 и менее 6,5—9 10 и более
2—4,5 ±1,0 4-0,3—0,4 —
5—9 ±1,5 4-0,3—0,5 4-0,3—0,6 —
10—14 ±2,0 — 4-0,3—0,6 4-0,4—0,7
16—20 ±0,3 — — 4-0,5—0,8
22—25 ±0,4 — — 4-0,5—0,9
Таблица 73. Допускаемые отклонения от номинальных размеров
неравнополочиых уголков по ГОСТ 8510-72 *
№ профиля Допуски, мм
по ширине ПОЛ К11 по толщине полки при толщине, мм
(> и менее 6,5—9 10 и более
2,5/1,6—5/3,2 ±1,0 4-0,3—0,4
5,6/3,6—9/5,6 ±1,5 4-0,3—0,5 4-0,3—0,6 —
10/6,3—16/10 ±2,0 4-0,4—0,5 4-0,4—0,6 4-0,4—0,7
18/11—20/12,5 ±3,0 — — 4-0,5—0,8
25/16 ±4,0 — — 4-0,5—0,9
Таблица 74. Допускаемые отклонения от проектных линейных ратмеров
отправочных элементов, ± мм (по СНи 1 III-18-75)
№ п/п Размеры и технология выполнения операций Интервалы размеров, м
до 1,5 включи- тельно свыше 1,5 до 2,5 свыше 2,5 до 4.5 свыше 1.5 до 9,0 свыше 9,0 до 15,0 свыше 15 до 21,0 свыше 21 до 27,(1 свыше 27,0|
1 1. Детали, отправ- ляемые на монтаж А. Длина и ширина детали: отрезанной кис- лородом вруч- ную по наметке 2,5 3 3,5 4 4,5 5
248
Продолжение табл. 74
№ п/л Размеры и технология выполнения операций Интервалы размеров, м
ДО 1,0 включи- тельно свыше 1*5 до 2,5 свыше 2,5 до 4,5 свыше 4,5 до 9,0 свыше 9,0 до 15,0 свыше 15 до 21,0 свыше 21 до 27,0 свыше 27,0
2 отрезанной кис- лородом полу- автоматом и ав- томатом по шаблону либо на ножницах или пилон по наметке 2,5 2 2,5 3 3,5 4
3 отрезанной на ножницах или пилой по упору или на поточ- ных линиях 1 1,5 2 2,5 3 3,5
4 обработанной на кромкостро- гальном или фрезерном станке 0,5 1 1,5 2 2,5 3
5 Б. Разность длин диагоналей листо- вых деталей: подлежащих сварке в стык — — 4 5 6
6 подлежащих сварке внах- лестку 6 8 10
7 В. Расстояние меж- ду центрами отвер- стий, образованных по наметке: крайних 2 2 2,5 3 3,5 4
8 смежных 1,5 1 __ __
9 Образованных по шаблону с втулками: крайних 1 1,5 2 2,5 3
10 смежных 0,7 — — __ __
II 11. Габариты отпра- вочных элементов конструкции после окончательного изготовления Собираемых на стеллажах по раз- метке на болтах 3 4 5 7 10 12 14 15
12 Собираемых в кон- дукторах и других приспособлениях с укреплением фик- саторами, а также по копиру с фикса-
17 0-511
249
Продолжение табл. 74
Хе п/п Размеры и технология выполнения операций Интервалы размеров, м
до 1,5 включи- тельно 1 свыше 1.5 до 2,5 свыше 2*5 до 4,5 свыше 4,5 до 9.0 свыше 9.0 до 15,0 свыше 15 до 21,0 свыше 21 до 27.0 свыше ?7,0
торами 2 2 3 5 7 8 9 10
13 Размеры (длина, ширина) между фре- зерованными по- верхностями 0,5 1 1,5 2 2,5 3 3,5 4
14 Ширина полотнища листовых конструк- ций, изготовляемых рулонным способом, свариваемых на монтаже: встык 7 10 12
15 внахлестку — — — 11 16 19 — —
16 Длина полотнища листовых конструк- ций, изготовляемых рулонным способом, свариваемых на монтаже: встык + 10 ф-20
17 внахлестку (не- зависимо от длины — — - — — —п —0 +5—0
18 III. Расстояния между группами монтажных отвер- стий (в готовых элементах) Образованных при обработке в отдель- ных деталях, уста- навливаемых по раз- метке 3 4 5 7 10 1 14 15
19 Образованных при обработке в отдель- ных деталях, уста- новляемых на сбор- ке с помощью фик- саторов 2 2 3 5 7 8 9 10
20 Просверленных по кондукторам в за- конченных изготов- лением элементах 0,5 1 1,5 2 2,5 3 3,5 4
Примечания: i Для измерения по поз 3—5, 7—14,- 16, 18—-20 должны применять»
ся рулетки 2-го класса точности, а по другим позициям — 3-го класса точности.
2. Для свободных кромох по поз. 1—4 допускается отклонение до +5 мм
250
Следует, однако, иметь в виду, что стыки с манжетами на пря-
мых участках трубопроводов нетехнологичны, так как вызывают
неоправданное увеличение объемов сварки и повышают расход
металла.
Установленные допуски на размеры металлопроката приведены
в таблицах соответствующих ГОСТов, а на изготовление и монтаж
конструкций — в СНиП Ш-18-75 (см. с. 245—250).
При определении размеров компенсационных зазоров в монтаж-
ных узлах назначение допусков на элементы или собранное соору-
жение и в других случаях учета допусков возникает необходимость
в расчете возможных отклонений от номинальных размеров собран-
ных пакетов и смонтированных сооружений. Эти возможные откло-
нения определяют по формулам теории вероятностей (33).
Номинальная толщина пакета sn из п деталей
«п= 2 1)с, (124)
;=1
где St — толщина сопрягаемых деталей, с — неплотность между
деталями.
Отклонение толщины пакета от номинального размера
Asn = jZ Д + (« - 1) Л (125)
При одинаковой толщине листа пакета
Asn = Уп (As? + Ас2) — Ас2 , (126)
где Аз,-, Ас — допустимые отклонения толщины отдельных деталей
и зазора.
Пример 31. Определить допустимое отклонение толщины пакета, состоящего
из двух уголков 100 X 10 мм и листа толщиной 12 и шириной 1600 мм (рис. 105, а).
Допустимое отклонение толщины
уголков (по ГОСТ 8509-72*, табл. 72)
+0,4—0,7 мм, толщины листа (по
ГОСТ 19903-74) +0,4—0,8 мм.
Допускаемое отклонение зазора
Дс = ±0,15 мм, т. е. зазор в пакете
может быть 0+0,3 мм (п. 1.27
СНиП 111-18-75, табл. 74).
Рис. 105. Сечения элементов:
а — пакет из двух уголков и листа; б — дву-
тавровая балка составного сечеиия
Номинальная толщина собранного пакета по формуле (124) при средней тол-
щине уголков 10 мм и листа 11,8 мм будет
sn = 11,8 + 2 • 10 + (3 — 1) 0,3 - 32,4 мм.
17*
251
Отклонение толщины пакета по формуле (125) положительное
As,, = /(2 • 0,4)2 + (0,4)2 + (3 — 1) 0,152 = 4-0,72 мм;
отрицательное
Asn = V(2 • 0,7)2 + (0,8)2 + (3 — 1) 0,152 =—1,52 мм.
При номинальной высоте двутавровой балки составного сече-
ния
h = /гст + 2 (sn + с) (127)
отклонение высоты балки от номинального размера определяют по
формуле
Д/г = ]/Д/г?т 4- 2 (Asn + Дс2), (128)
где /гст, Д/гсг — высота и допустимое отклонение высоты стенки.
Пример 32. Определить допуски на сварные балки, состоящие из стенки
— 200 X 14 и поясов — 500 X 36 мм (рис. 105, б).
Допускаемое отклонение высоты стенки 2000 мм при резке на ножах ±5 мм
(по СНиП Ш-18-75, табл. 74), отклонения толщины поясов +0,5—0,7 мм (по
ГОСТ 82-70, т. е. Asn = ±0,6 мм.
Зазор между листом пояса и стенкой при сварке в тавр 0 + 2 мм (по ГОСТ
5264-69, табл. 57), т. е. Дс = ± 1 мм.
Номинальная высота балки по (127)
h = 2000 + 2 • 36 + 2 • 1 = 2074 мм.
Допускаемое отклонение высоты балки по (128)
ДЛ = /1,5 + 2 (0,6 + I)2 = ±2,11 мм.
Допускаемая разница в высоте двух смежных балок
ДЛС = /2ДЛ2* = /2 • 2,П2 = 3,0 мм.
Для решетчатых элементов при номинальной длине фермы
п п-|-1
/ = S h + S (129)
1=1 i=1
отклонение длины фермы от номинального размера определяют по
формуле ____________________
Д/ = J/ пД/? + (я + 1) Дс?, (130)
где п — количество панелей; lt — длина панели; Д/( — допусти-
мое отклонение длины панели; с( — допустимые зазоры (или иная
неточность) в узле; Дс,- — допустимое отклонение зазора.
Пример 33. Определить отклонение длины негабаритной фермы пролетом
84 м, имеющей 12 панелей длиной по 6 м.
Элементы фермы собирают на заводе на стеллажах, допускаемое отклонение
длины Д/г — ±7 мм (по СНиП Ш-18-75, табл. 74); монтажные узлы — на высо-
копрочных болтах, допускаемое отклонение расстояния между вертикальными
рисками болтов Дс; = ±1,5 мм.
Отклонение длины фермы по (130)
Д1 = /12 • 72 + (12 + 1) 1,52 = ± 30 мм.
252
ТЕХНОЛОГИЧНОСТЬ СТРОИТЕЛЬНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
ПО УСЛОВИЯМ ЭКСПЛУАТАЦИИ
При проектировании строительных стальных сварных конструк-
ций следует учитывать, что период изготовления и монтажа их
весьма кратковремен по сравнению с длительным периодом эксплу-
атации. Поэтому отработка проектных решений на технологичность
должна обязательно предусматривать наиболее полное удовлетворе-
ние таких условий, ограничений и требований эксплуатации как
максимальные надежность, долговечность, удобство эксплуатации,
простота усиления и реконструкции при развитии и совершенство-
вании технологического процесса, связанного с техническим пере-
вооружением производства по ходу современного научно-техниче-
ского прогресса, а также минимальные затраты труда и средств на
эксплуатацию конструкций, текущий и капитальный ремонты.
Особые меры следует предусматривать в проекте для обеспече-
ния надежной и длительной эксплуатации с учетом коррозии. Ста-
тистика показывает, что до 10—12% массы строительных конструк-
ций, по отношению к ежегодному объему производства выходит из
строя по причинам физического износа от коррозии и требует заме-
ны. Это означает, что, каждая десятая доменная печь работает
только на восстановление (замену) коррозированных конструкций.
Скорость коррозии, мм в год, зависит от агрессивности сред, кото-
рые по ГОСТ 5272-68* разделены на три группы: I — слабой агрес-
сивности— до 0,1, II средней агрессивности — 0,1—0,5, III —
сильной агрессивности — более 0,5.
По методике А. И. Кикина [8] минимальная толщина сечения
элемента, по условиям коррозии и обеспечения нормативной на-
дежности в конце расчетного срока эксплуатации, определяется
из выражения
вмин>УаГ, (131)
где v — расчетная скорость коррозии, мм/год, а — 4,3 для ферм
легких покрытий (до 100 кгс/м2) и а = 5,6 для остальных несу-
щих конструкций, Т — расчетный срок службы. Например, при
расчетном сроке службы 20 лет в сильноагрессивной среде с влаж-
ностью до 60% (и— 0,10 мм/год) минимальная толщина уголков
в фермах под легкую кровлю
Хмнн >0,10 4,3 • 20 = 8,6 мм « 9 мм,
минимальная толщина деталей колонн и подкрановых балок
Змии >0,10 • 5,6 • 20 = 11,2 мм « 11 мм.
Для Н-образных и двутавровых сечений ограничение мини-
мальной толщины следует относить к «приведенной» толщине.
2sn* + sCT/iCT
Snp “ 2b + hCT
где sn, b — толщина и ширина полок, sCT, /гст — толщина и высота
стенки.
253
Скорость коррозии зависит также [8] от формы сечения и его
положения в конструкции (табл. 76).
Устойчивость отдельных сечений против коррозии характеризует
относительный коэффициент слитности Рол, определяемый как от-
ношение площади сечения F к периметру профиля р [8]:
За условную «единицу» принят рсл = 0,383 — коэффициент
слитности равнополочных уголков 75 х 8. Чем выше рсл, тем выше
сопротивление элемента коррозии, например:
]Г 75 х 8.......... 1,0
1Г ЮО X 12......... 1,49
К 100 X 12......... 2,98
1Г 200 X 25 ....... 5,92 и т. п.
Для предохранения стальных конструкций от коррозии наиболее
распространены защитные покрытия красками, эмалями, лаками.
Долговечность защитных покрытий, кроме качества покрытия,
зависит от подготовки поверхности. По данным (5), двухслойная
окраска при пескоструйной очистке служит более 6 лет, после
травления — 4,6 года, после очистки металлическими щетками —
1,2 года.
Отработка проектных решений строительных стальных конструк-
ций на технологичность по условиям снижения поражения корро-
зией должна предусматривать:
выбор оптимальной конструктивной формы сечения с макси-
мальным коэффициентом сплошности. В агрессивных средах пред-
почтительны сплошностенчатые, а не решетчатые конструкции:
соблюдение соответствующих минимальных толщин в несущих
элементах в зависимости от агрессивности и влажности среды;
назначение в конструкциях, предназначенных для эксплуатации
в агрессивных средах, сталей повышенной стойкости протйв корро-
зии. Наименее стойки против коррозии стали группы СтЗ независимо
от способа выплавки и степени раскисления. Более стойки низколе-
гированные стали, содержащие никель, хром и особенно со специаль-
ной антикоррозионной добавкой меди: 09Г2Д, 10Г2С1Д, 14Г2АФДпс,
15Г2АФДпс, 15ХСНД, ЮХСНД и др. Несколько увеличивает стой-
кость против коррозии термообработки низколегированных ста-
254
лей [5]. Особой антикоррозионной стойкостью обладают конструк-
ционные стали типа «кор — тен» (10ХНДП), содержащие никель
(0,65%), хром (0,94%), медь (0,41%), магний (до 0,65%);
назначение в проекте стальных конструкций лакокрасочного
покрытия соответствующего агрессивной среде*, и соответствующей
подготовки поверхности (пескоструйной, дробеструйной, травле-
нием);
удобство и доступность сечений элементов и конструкции уз-
лов для сплошной очистки и окраски как после монтажа, так и в
процессе ухода за конструкциями при их эксплуатации. Особо не-
технологичны по эксплуатации сечения из спаренных уголков,
недоступные для качественной очистки и окраски в щелях между
сопрягаемыми полками, а технологичны сечения из труб, замкну-
тых коробчатых гнутых профилей прокатных и сварных двутавров
и тавров и др. не имеющие «щелей».
Надежность и долговечность эксплуатации строительных кон-
струкций зависит не только от проектной, но и от фактической
несущей способности элементов и узлов их сопряжений.
В каждом сооружении имеются особо ответственные узлы несу-
щих конструкций, в которых наступление предельного состояния
может повлечь полное разрушение сооружения или значительной
его части. Так, в металлических каркасах промышленных зданий
такими узлами следует считать:
опорные узлы стропильных ферм — ригелей поперечных рам;
места опирания прогонов и крупнопанельных плит кровли на
верхний пояс стропильных ферм;
узлы прикрепления стропильных ферм к подстропильным и к
колоннам, а также опорные узлы подстропильных ферм;
узлы прикрепления связей, обеспечивающих устойчивость сжа-
тых элементов стропильных и подстропильных ферм, а также узлы
прикрепления вертикальных связей к колоннам;
стыки растянутых поясов ферм;
узлы опирания подкрановых балок, сопряжения надкрановой
и подкрановой частей колонн, прикрепление тормозных конструкций
к подкрановой балке и колоннам;
монтажные стыки подкрановых балок;
места закрепления анкерных болтов к базам колонн и др.
Перечисленные узлы металлического каркаса должны быть
доступны к регулярным осмотрам и ремонтам работниками службы
эксплуатации зданий и сооружений действующего предприятия.
Однако в современных проектах металлоконструкций промыш-
ленных зданий и сооружений не всегда предусматриваются соот-
ветствующие смотровые приспособления и подходы к узлам конструк-
ций, как, например, в проектах железнодорожных и автодорожных
* См. Руководство по защите строительных металлоконструкций, работаю-
щих в агрессивных средах и различных климатических условиях. М., Стройиздат,
1974 и др.
255
мостов, которые не принимают в эксплуатацию без наличия таких
приспособлений.
Смотровые приспособления состоят из площадок (трапиков)
и подходов к ним в виде различных лестничных устройств и стремя-
нок. Следует отметить, что осмотр узлов и стыков металлических
стропильных ферм часто осуществляют с мостового крана и в необ-
ходимых случаях, со сборно-разборных подвесных подмостей,
стремянок, устанавливаемых на мостах кранов или фермах.
Для осмотра узлов сопряжений надкрановой и подкрановой
частей колонн и опорных узлов подкрановых балок необходимо
предусматривать лазы в тормозных конструкциях; скобы для спус-
ка на смотровые площадки, устанавливаемые ниже опорных узлов
подкрановых балок.
Для осмотров и ремонтов опорных узлов металлических стро-
пильных и подстропильных ферм можно рекомендовать проектиро-
вать специальные площадки (типа «голубятен») ниже этих узлов
за пределами габарита мостового крана. Доступ к этим площадкам
обеспечивается установкой скоб вдоль вертикальной оси надкрано-
вой части колонны, начиная с тормозной площадки.
Крепление анкерных болтов к базам колонн должно быть выше
уровня (нулевой отметки) пола, доступно к наблюдению и, в необ-
ходимых случаях для «подтяжки» гаек.
В металлических конструкциях транспортерных галерей, вы-
сотных сооружений, газгольдерах, резервуарах, бункерных эста-
кадах и т. п. также необходимо для удовлетворения условий техно-
логичности по эксплуатации проектировать смотровые приспособ-
ления.
Надежная и длительная эксплуатация металлических конструк-
ций промышленных зданий и сооружений обеспечивается соблюде-
нием правил технической эксплуатации. Однако каждое здание и
сооружение имеет те или иные индивидуальные особенности как
в проектных решениях, так и по условиям эксплуатации, о кото-
рых должны быть достаточно информированы работники службы
эксплуатации. Именно нарушения в выполнении правил технической
эксплуатации тех или иных металлоконструкций в ряде случаев
может приводить к серьезным авариям [311. Поэтому, при отработке
проекта металлоконструкций промышленных зданий и сооружений
на технологичность по эксплуатации, авторам проектов следует
составлять указания по технической эксплуатации проектируемых
конструкций, примерное содержание которых предлагается в рабо-
те [19].
Работники службы эксплуатации и цеховой персонал должны
располагать наиболее полной информацией о технических ограни-
чениях и возможностях несущих металлоконструкций каркаса
промышленного здания или сооружения, необходимой как для ре-
шения текущих вопросов технологического процесса, так и при
его изменении по ходу технического перевооружения и реконструк-
ции производства.
256
Весьма нетехнологичными являются «общепринятые» конструк-
тивные решения креплений подкрановых балок к колоннам, при
которых опорные сечения неподвижно закреплены к колоннам и
рихтовка рельсов осуществляется перемещением их относительно
оси стенки балки. Такая конструкция значительно усложняет эксп-
луатацию подкрановых путей, создает большие эксцентрицитеты и
соответствующее местное кручение верхнего пояса и поясных швов,
Рис. 106. Подвижное крепление
подкрановой балки к колонне.
приводящее к преждевременному износу подкрановых балок, появ-
лению трещин в местах сопряжения стенки с верхним поясом.
Заслуживает внимание предложение 1221, предусматривающее
подвижное крепление опорных сечений балок к колоннам длинными
болтами, при котором рельс закреплен к верхнему поясу балки
(без эксцентрицитета), а рихтовка подкрановых путей осуществля-
ется передвижением концов балки (рис. 106)
При таком решении прикрепление тормозных конструкций к
колоннам также подвижное. Применение этою предложения значи-
тельно упростит и удешевит эксплуатацию подкрановых путей,
повысит долговечность подкрановых балок.
Для производства текущего и капитального ремонта оборудо-
вания, во многих случаях производят подвязку блоков к стропиль-
ным фермам, а так как это не предусмотрено в конструкции ферм,
то блоки прикрепляют между узлами, при этом происходит мест-
ный прогиб, а иногда и рванины элементов поясов. Во избежание
этого, по согласованию с авторами технологической части проекта,
257
в местах, где возможна потребность в местных подъемах небольших
грузов, следует предусматривать в узловых фасонках соответствую-
щие выпуски (рис. 107).
Временные узловые нагрузки 1—3 тс обычно не вызывают уве-
личения расчетных сечений элементов ферм, если они приложены
Р - 1-5 тс
Рис. 107. Фасонка узла нижнего пояса
фермы с выпуском для подвески груза.
в отсутствие временных снеговых
и пылевых нагрузок, что следует
оговаривать в указаниях по экс-
плуатации данного каркаса зда-
ния.
Значительные трудности воз-
никают при эксплуатации сталь-
ных подкрановых балок при тя-
желых режимах работы кранов.
Малоуглеродистые и низколе-
гированные стали при сущест-
вующих конструктивных реше-
ниях сварных подкрановых ба-
лок выдерживают до 2—5 млн.
циклов загружения; после чего
возникают массовые усталостные
трещины, обычно в верхних поясных швах и примыкающих участках
стенки и поясов, вблизи поперечных ребер жесткости, а также в
нижних поясах, в местах «надрезов» (концентраторов напряжений).
Рис. 108. Варианты конструкций подкрановых балок для кранов тяжелого режи-
ма работы:
а — установка <ламелей»; б — дополнительные короткие ребра из уголков; в — допол-
нительные поясные уголки; г — коробчатые сварные балки.
Разрушаются крепления балок и тормозных конструкций к колон-
нам и узлы прикрепления тормозных листов или решетки к верх-
нему поясу балок.
В зданиях тяжелого режима эксплуатации, по данным [8],
2—5 млн. циклов загружения возможны в течение 4—6 лет, после
чего происходит массовый выход из строя как сварных, так и кле-
паных подкрановых балок.
Заслуживают внимания предложения авторов работы [8],
которые с целью разгрузки верхних поясных швов и уменьшения
258
кручения от боковых сил и эксцентрицитетов рельсов после рих-
товки предлагают следующие способы проектирования и усиления
сварных балок для тяжелого режима работы кранов (рис. 108):
а) установку «ламелей» — вертикальных полос, прикрепляе-
мых у кромок верхнего пояса и к вертикальным ребрам жесткости;
б) установку дополнительных коротких ребер из равнополоч-
ных уголков, примыкающих полками к стенке, а строгаными тор-
цами к верхнему поясу и внизу, без строжки торцов,— к продоль-
ному ребру;
в) установку ниже верхнего пояса продольных уголков с целью
выноса поясных швов (воспринимающих только сдвигающие уси-
лия) к кромкам пояса; в этом случае верх стенки должен быть при-
строган к верхнему поясу и воспринимать без швов (через смятие),
местные давления от колес крана;
г) повышенную усталостную прочность дают коробчатые подкра-
новые балки, у которых поясные швы расположены вдоль кромок
верхнего пояса, а местные давления от колес кранов воспринимают
через смятие торца, поперечные диафрагмы или специальная про-
дольная балочка, опертая на диафрагмы и не прикрепленная к верх-
нему поясу.
Применение описанных конструкций подкрановых балок не-
сколько увеличивает разовый расход металла на их изготовление.
Однако, если учесть, что менее металлоемкие «общепринятые» конст-
рукции подкрановых балок в цехах тяжелых режимов эксплуата-
ции через 4—6 лет нужно капитально ремонтировать, вплоть до
замены, то удлинение срока службы в 1,5—2 раза более экономич-
но, чем разовые утяжеления балок на 10—15%.
Приведенные данные учета технологичности элементов сталь-
ных конструкций по условиям эксплуатации, естественно, не исчер-
пывают всех требований и условий современного производства,
изучение и обобщение которых является актуальным в науке о ме-
таллоконструкциях.
Более подробно некоторые вопросы технической эксплуатации
стальных конструкций промышленных зданий изложены в работах
18, 19].
СПИСОК ЛИТЕРАТУРЫ
1. Абаринов А. А., Петров В. П. Технология изготовления стальных конст-
рукций. М., Стройиздат, 1969.
2. Абаринов А. А. Составление деталировочных чертежей металлических
конструкций. М., Стройиздат, 1977.
3. Веретник Л. Д. Правка сварных конструкций. Харьков, Прапор, 1966.
4. Винокуров В. А. Сварочные деформации и напряжения. М., Маш-
гиз, 1968.
5. Голубев А. И. Антикоррозийная защита металлических конструкций
(обзор). М., ЦИНИС Госстроя СССР, 1975.
6. Кабанов И. А., Рабинович С. Ю., Сахновский М. М., Титов А. М. Новая
технология изготовления и монтажа листовых конструкций доменной печи. К.,
Буд1вельник, 1960.
7. Калинин Б. П., Копп Л. М., Мойжес В. Я., Соколова А. Д. Монтаж ме-
таллических и железобетонных конструкций. М., Стройиздат, 1972.
8. Кикин А. И., Васильев А. А., Кошутин Б. Н. Повышение долговечности
металлических конструкций промышленных зданий. М., Стройиздат, 1969.
9. Корниенко В. С., Поповский Б. В., Линевич Т. В. Изготовление и монтаж
стальных резервуаров и газгольдеров. М., Стройиздат, 1964.
10. Кузнецов А. Ф. Строительные конструкции из сталей повышенной и высо-
кой прочности. М., Стройиздат, 1975.
11. Золотарев И. А., Окара В. Г., Коваленко И. М. Производство стальных
сварных конструкций. Днепропетровск, Пром1нь, 1976.
12. Лапина Л. Г., Кузнецов А. Ф. Трудоемкость изготовления в функции
массы и числа деталей.— В кн.: Сборник научных трудов Челябинского поли-
технического института. Металлические конструкции. Челябинск, 1977, № 198.
13. Лихтарников Я. М. Металлические конструкции. Методы технико-эко-
номического анализа при проектировании. М., Стройиздат, 1968.
14. Лихтарников Я- М. и др. Руководство по вариантному проектированию
металлических конструкций. Донецкий политехи, ин-т, 1971.
15. Мамлин Г. А. Изготовление конструкций стальных мостов. М., Транс-
порт, 1976.
16. Мельников Н. П. Пути прогресса в области металлических конструкций.
М., Стройиздат, 1974.
17. Мельников Н. П. Основные направления комплексной автоматизации
и механизации поточного производства сварных строительных конструкций.—
Промышленное строительство, 1977, № 11.
18. Мельников Н. П. Перспективы развития металлических конструкций
в десятой пятилетке.— В ки.: Материалы по металлическим конструкциям. М.,
Стройиздат, 1977, вып. 19.
19. Металлические конструкции (техническая эксплуатация). Под ред.
М. М. Сахновского. К., Буд1вельник, 1976.
20. Металлические конструкции. Под. ред. Е. И. Беленя. М., Строй-
издат, 1975.
21. Муханов К- К. Металлические конструкции. М., Стройиздат, 1976.
22. Нежданов К. К., Мишанин И. Н. Крепление стальных подкрановых
балок к колоннам, допускающее рихтовку.— Промышленное строительство,
1972, № 8.
260
23. Николаев Г. А., Куркин С. А., Винокуров В. А. Расчет, проектирование
и изготовление сварных конструкций. М., Высшая школа, 1971.
24. Окерблом Н. О., Демьянцевич В. П., Байкова И. П. Проектирование
изготовления сварных конструкций. Л., Судпромгиз, 1963.
25. Персион А. А., Седых Ю. И., Маркман Ю. Н. Справочник монтажника
специальных сооружений. К., Буд1вельник, 1976.
26. Пешковский О. И. Технология изготовления металлических конструк-
ций. М., Стройиздат, 1978.
27. Сивицкий Е. С. Нормативы оптовых цен на стальные конструкции.—
Монтажные и специальные работы в строительстве, 1976, № 6.
28. Сахновский М. М. К вопросу технологичности сварных строительных
конструкций,— В кн.: Сборник докладов научно-технической конференции
сварщиков. М., Машгиз, 1953.
29. Сахновский М. М. Технологичность строительных сварных стальных
конструкций. 2-е изд., К-, Буд1вельник, 1970.
30. Сахновский М. М. Справочник конструктора строительных сварных
конструкций. Днепропетровск, Пром1нь, 1975.
31. Сахновский М. М., Титов А. М. Уроки аварий стальных конструкций.
К., Буд1вельник, 1969.
32. Справочник — каталог. Вагоны СССР. М., НИИинформтяжмаш, 1975.
33. Справочник по специальным работам. Изготовление стальных конструк-
ций. Под ред. Б. И. Беляева. М., Стройиздат, 1963.
34. Справочник по специальным работам. Справочник разметчика стальных
конструкций. Под ред. Б. И. Беляева. М., Стройиздат, 1966.
35. Справочник монтажника. Изготовление стальных конструкций. Под ред.
В. М. Краснова. М., Стройиздат, 1978.
36. Стрелецкий Н. С. Избранные труды. М.—Л., Стройиздат, 1975.
37. Стальные конструкции. Под ред. Н. С. Стрелецкого. М., Стройиздат,
1948.
38. Укрупненные нормативы времени для промышленных предприятий.
Заготовительные работы по металлоконструкциям. М., ЦНИИБ, 1972, сб. 4,
вып. 2.
39. Укрупненные нормативы времени для промышленных предприятий.
Электросварочные работы. М., ЦНИИБ, 1974, сб. 3, вып. 3.
40. Укрупненные нормативы времени для промышленных предприятий.
Слесарно-сборочные работы по металлоконструкциям. М., ЦНИИБ, 1973, сб. 5,
вып. 4.
41. Ценник № 2 машино-смен строительных машин и оборудования. М.,
Стройиздат, 1962.
42. Ценник № 3 сметных цен на перевозку грузов для строительства. М.,
Стройиздат, 1968.
43. Центральное бюро промышленных нормативов по труду при НИИ труда.
Нормативы времени на ручную электродуговую сварку. Л., Судпромгиз, 1959.
44. Цифринович А. 3. Монтаж зданий повышенной этажности. Изд. МИСИ
им. В. В. Куйбышева. М., 1976.
ОГЛАВЛЕНИЕ
Предисловие ......................................................... 3
Отработка проекта строительных сварных стальных конструкций на техноло-
гичность
Понятие технологичности конструкций и отработка проектных решений на
технологичность ..................................................... 5
Показатели технологичности сварных стальных конструкций............ 13
Трудоемкость изготовления конструкций .............................. 22
Трудоемкость монтажа конструкций ................................... 28
Технологическая себестоимость конструкций ;......................... 31
Некоторые нетехиологичные конструктивные решения.................... 35
Сталь для строительных сварных стальных конструкций
Виды конструкционных сталей ........................................ 42
Области применения конструкционных сталей
в строительных конструкциях ........................................ 50
Сортамент металлопроката для строительных конструкций............... 54
Формы и условия заказа металлопроката............................... 74
Экономичность применения различных марок стали и видов металлопроката 82
Технологические возможности изготовления; учитываемые при проектирова-
нии сварных стальных конструкций
Развитие конструктивных форм и технологии производства стальных конст-
рукций ............................................................. 89
Основные технологические операции изготовления сварных стальных конст-
рукций ............................................................. 94
Учет при конструировании особенностей кислородной и плазменно-дуговой
резки стали ........................................................101
Особенности конструирования гнутых деталей...........................108
Применение холодной штамповки .......................................119
Учет при проектировании способов механизации заводских сборочных работ 121
Особенности конструирования элементов с фрезерованными торцами .... 126
Назначение в проекте заводских общих и контрольных сборок сварных кон-
струкций ...........................................................128
Конструирование узлов и деталей с монтажными отверстиями.............130
Маркировка отправочных элементов стальных конструкций................135
Технологические возможности по монтажу строительных стальных конст-
рукций, учитываемы? при проектировании
Современная технология монтажа строительных стальных конструкций 137
Способы монтажа строительных стальных конструкций ..................139
Основные виды и типы монтажных механизмов ......................... 143
Основные требования технологии монтажа к проектным решениям строитель-
ных стальных конструкций............................................152
262
Связь конструктивных форм с технологией сварки и остаточными свароч-
ными деформациями
Технологичность сварных соединений в строительных стальных конструк-
циях ..............................................................157
Процесс возникновения деформаций и напряжений от сварки............188
Учет при конструировании деформаций от сварки строительных стальных
конструкций....................................................... 193
Общие способы борьбы с остаточными напряжениями и деформациями от
сварки.............................................................218
Учет при конструировании транспортабельности, допусков на прокат, из-
готовление, монтаж и условий эксплуатации
Транспортабельность элементов стальных конструкций ................224
Определение рациональных размеров отправочных элементов............232
Приспособления для транспортирования элементов стальных конструкций 242
Учет в конструктивных решениях допусков на прокат, изготовление и монтаж
строительных стальных конструкций .................................243
Технологичность строительных стальных конструкций по условиям эксплу-
атации .......................................................... 253
Список литературы .................................................260
БИБЛИОТЕКА СТРОИТЕЛЯ
СЕРИЯ «ТЕХНИЧЕСКИЙ ПРОГРЕСС В СТРОИТЕЛЬСТВЕ»
Михаил Михайлович Сахновский
Технологичность строительных
сварных стальных конструкций
Издание 3-е, переработанное и дополненное
Редактор Т. Ю. Копачевская
Художественный редактор Т. С. Преснякова
Технические редакторы 3. П. Золотарева, О, Г. Шульженко
Корректоры Н М Мирошниченко, Л. К. Нименко
Информ, бланк № 650
Сдано в набор 23.05.79. Подписано в печать 22,01.80. БФ 07511. Формат
60Х90'/1в. Бумага типографская № 1. Гарнитура литературная. Печать вы-
сокая. Усл. печ. л. 16,5. Уч.-изд. л. 17,20. Тираж 13000 экз. Изд. Xs 58—78.
Зак. № 0—511. Цена 1 р. 10 к.
Издательство «Буд1вельиик». 252053, Кисв-53, ул. Обсерваторная, 25.
Напечатано с матриц Головного предприятия республиканского производ-
ственного объединения «Полиграфкнига» Госкомиздата УССР, 252057,
Киев-57, Довженко 3. на Киевской фабрике печатной рекламы, 252067,
Киев-67. Выборгская, 84.