/





























































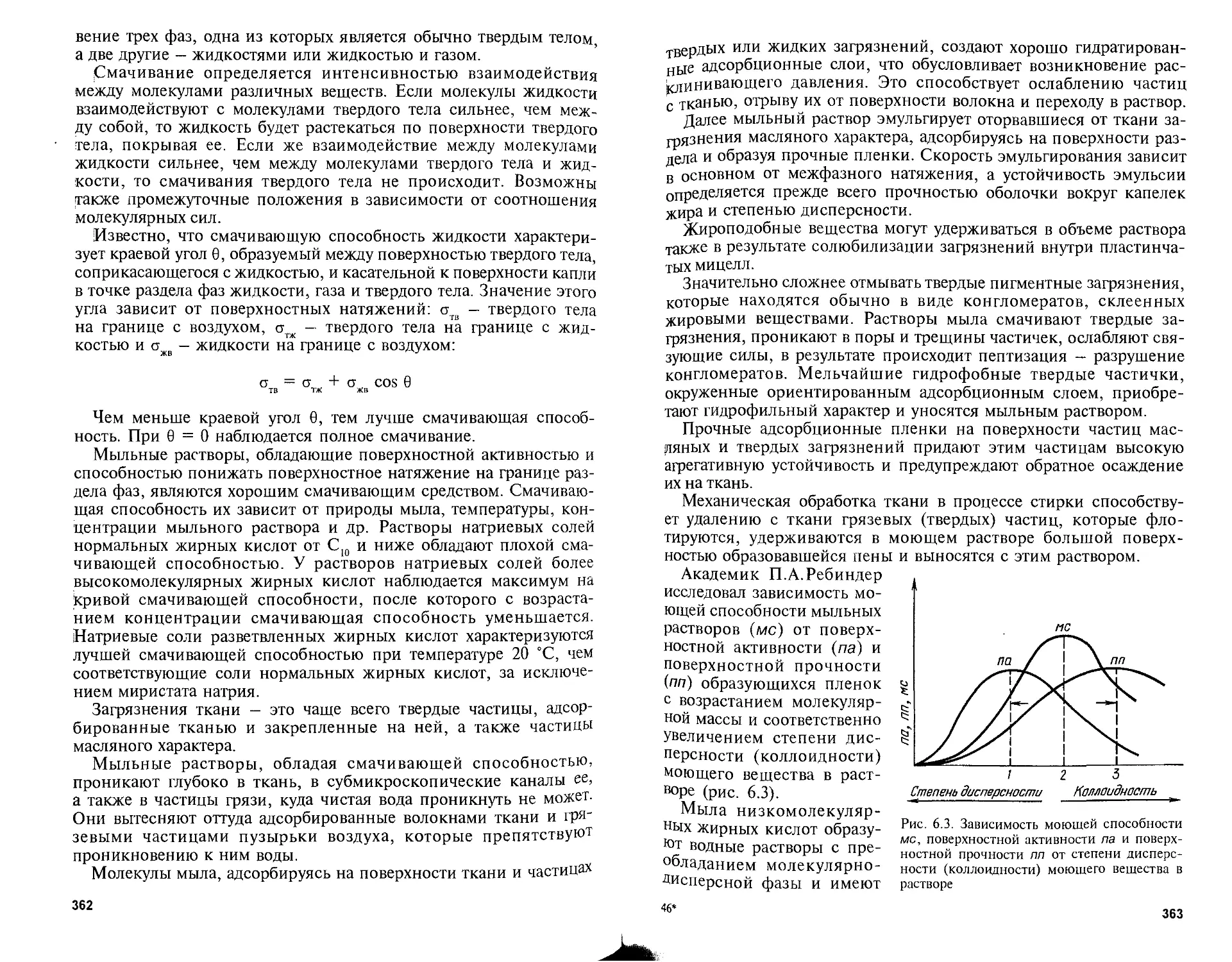
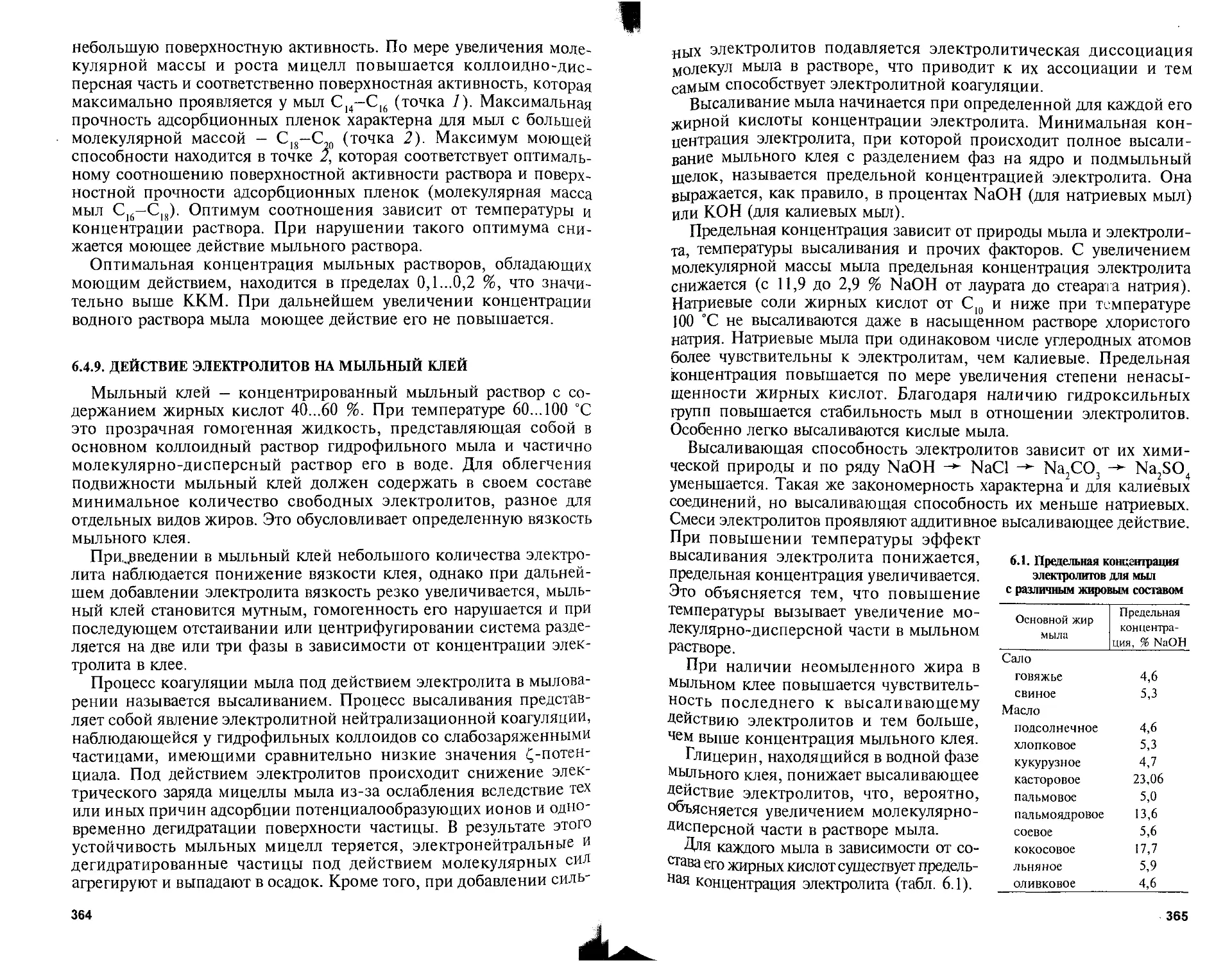















Автор: Арутюнян Н.С.
Теги: масла, жиры и воски растительного происхождения растительные фосфолипиды пищевое производство пищевая промышленность жиры
ISBN: 5-89703-003-0
Год: 1998



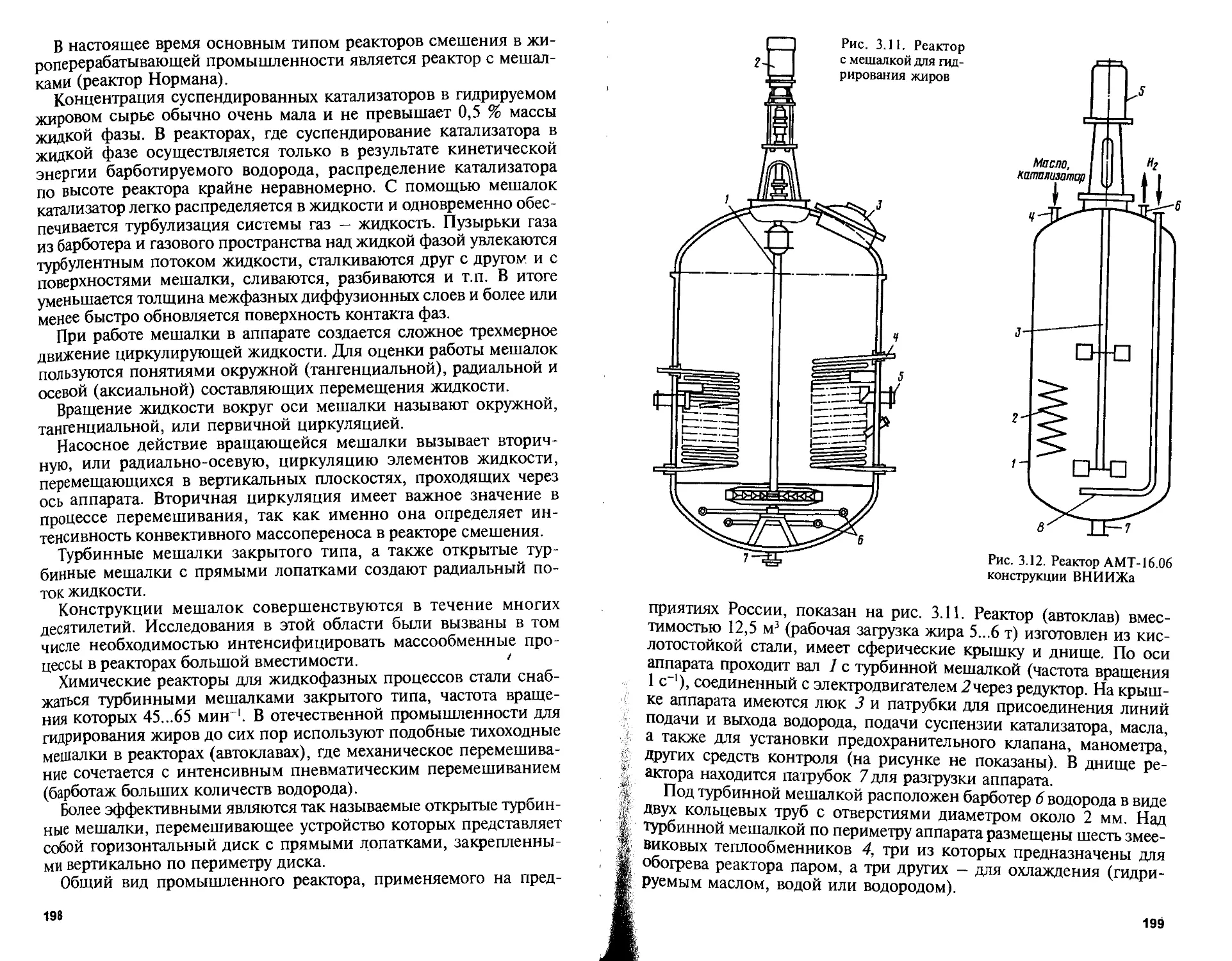
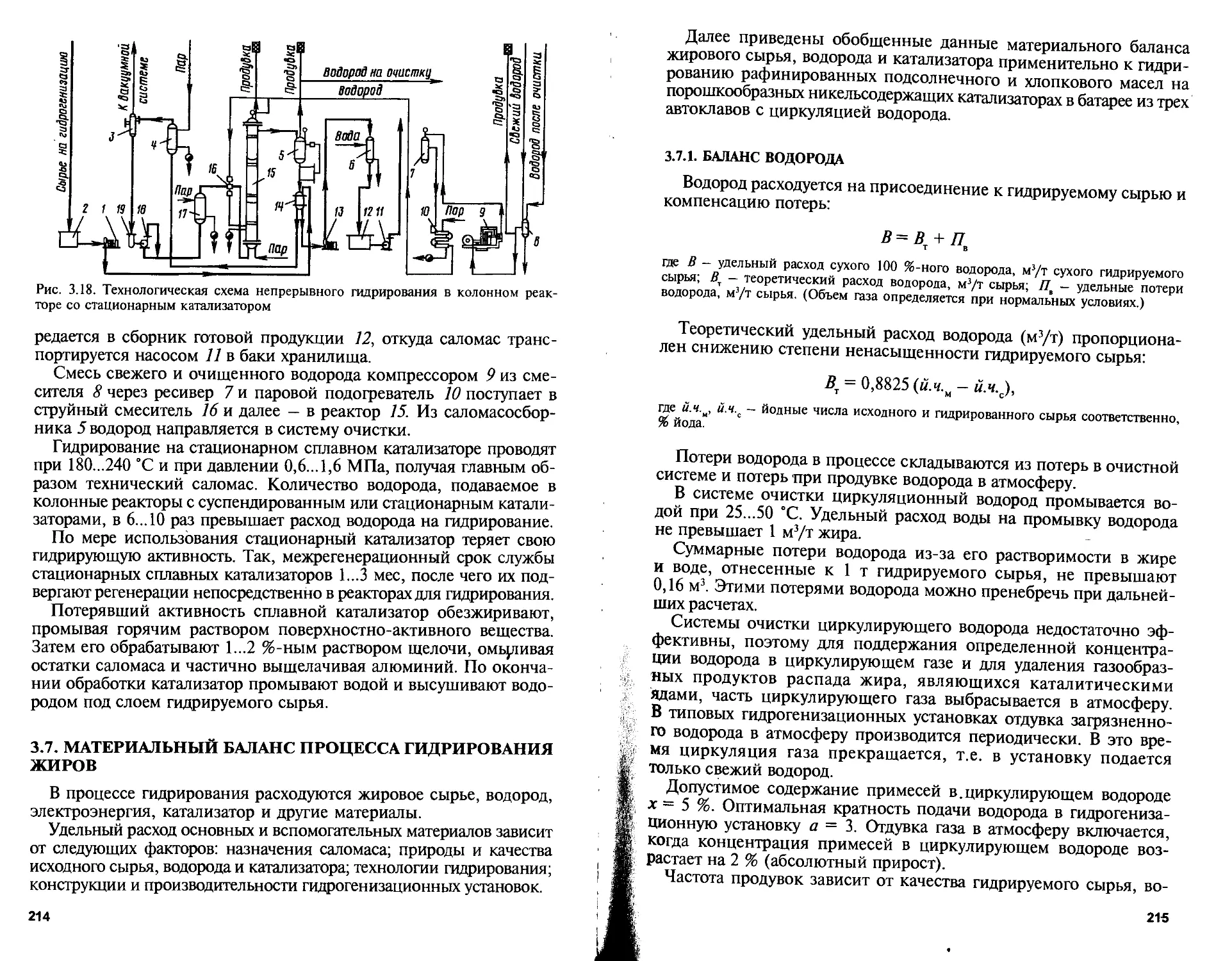
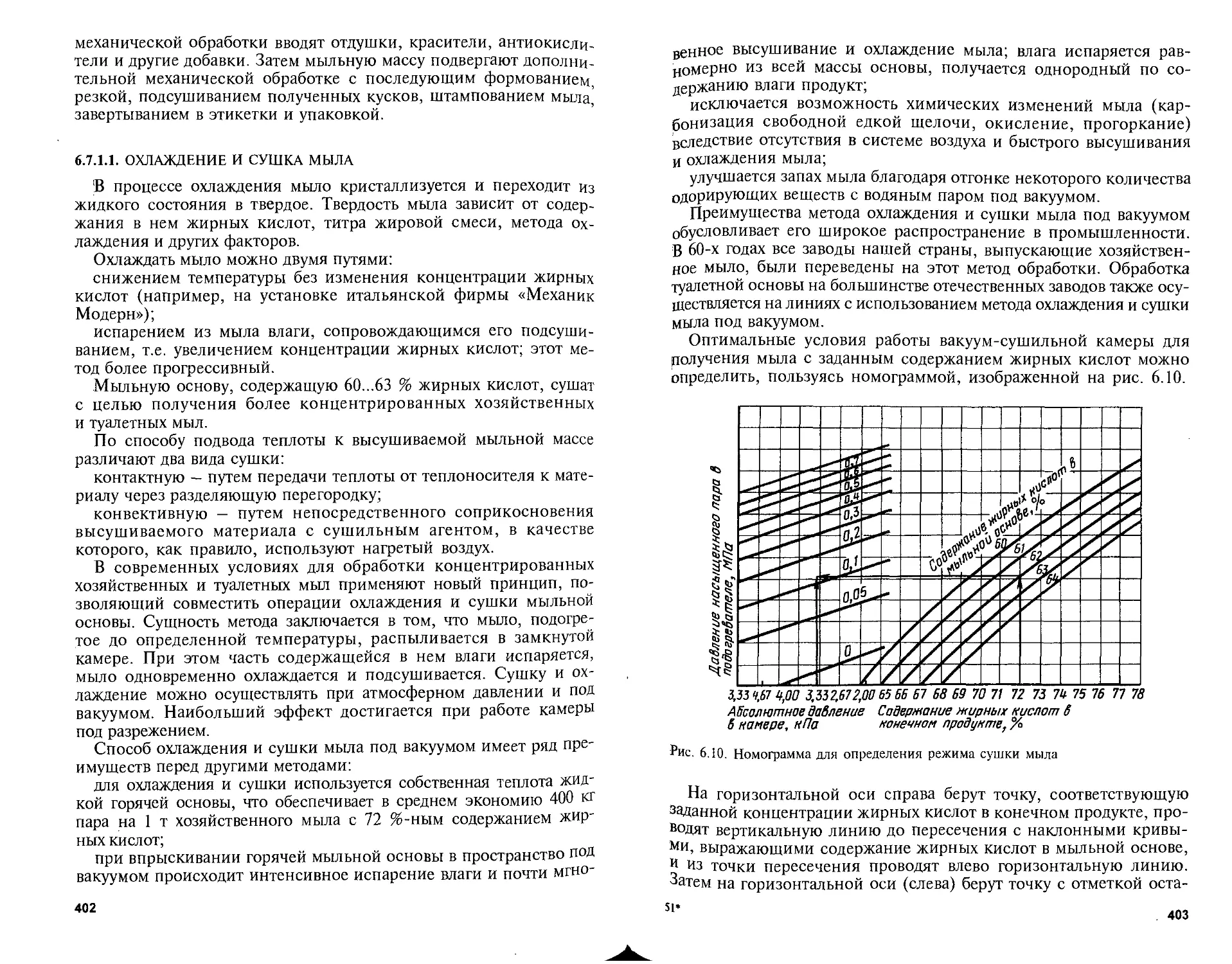
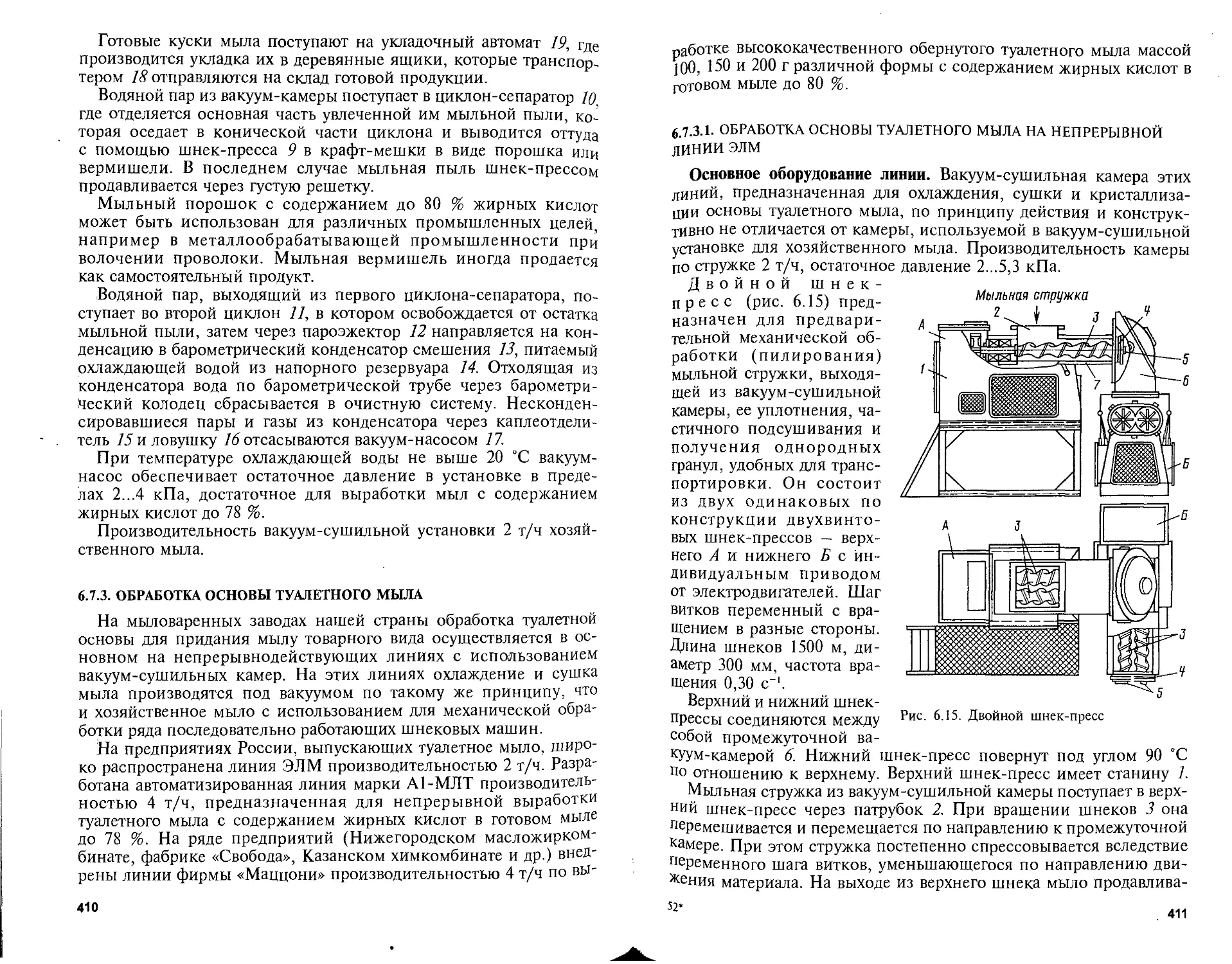
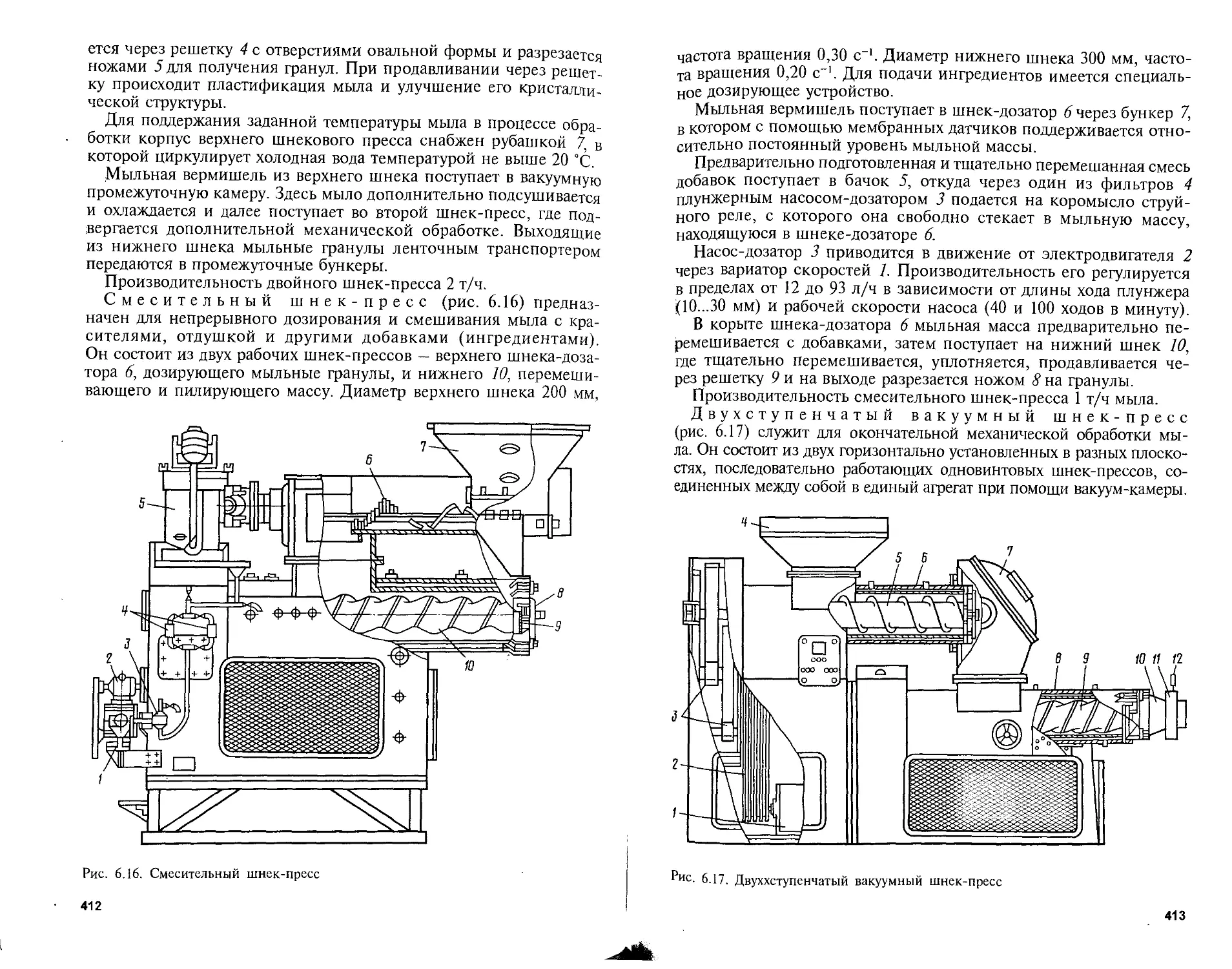
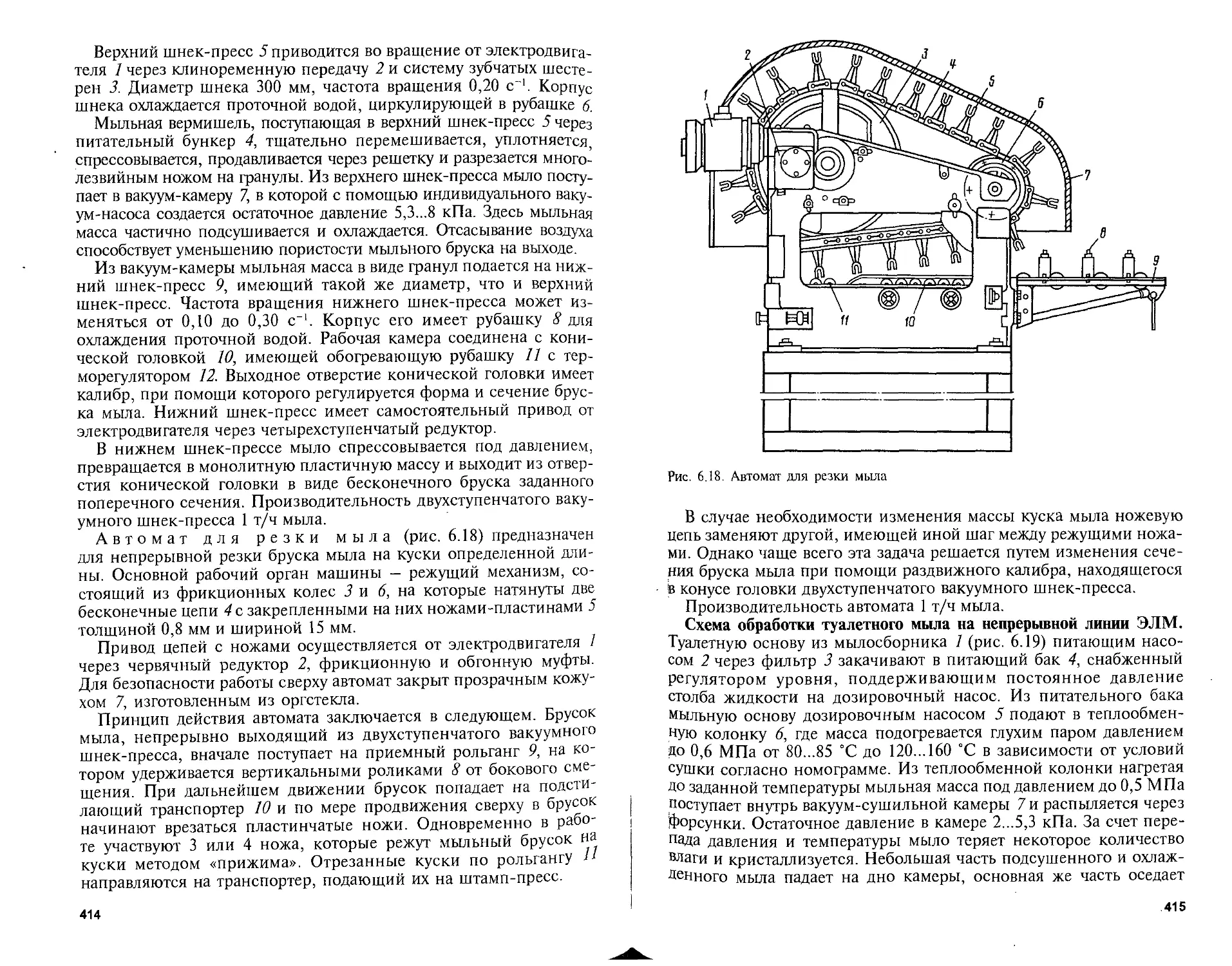
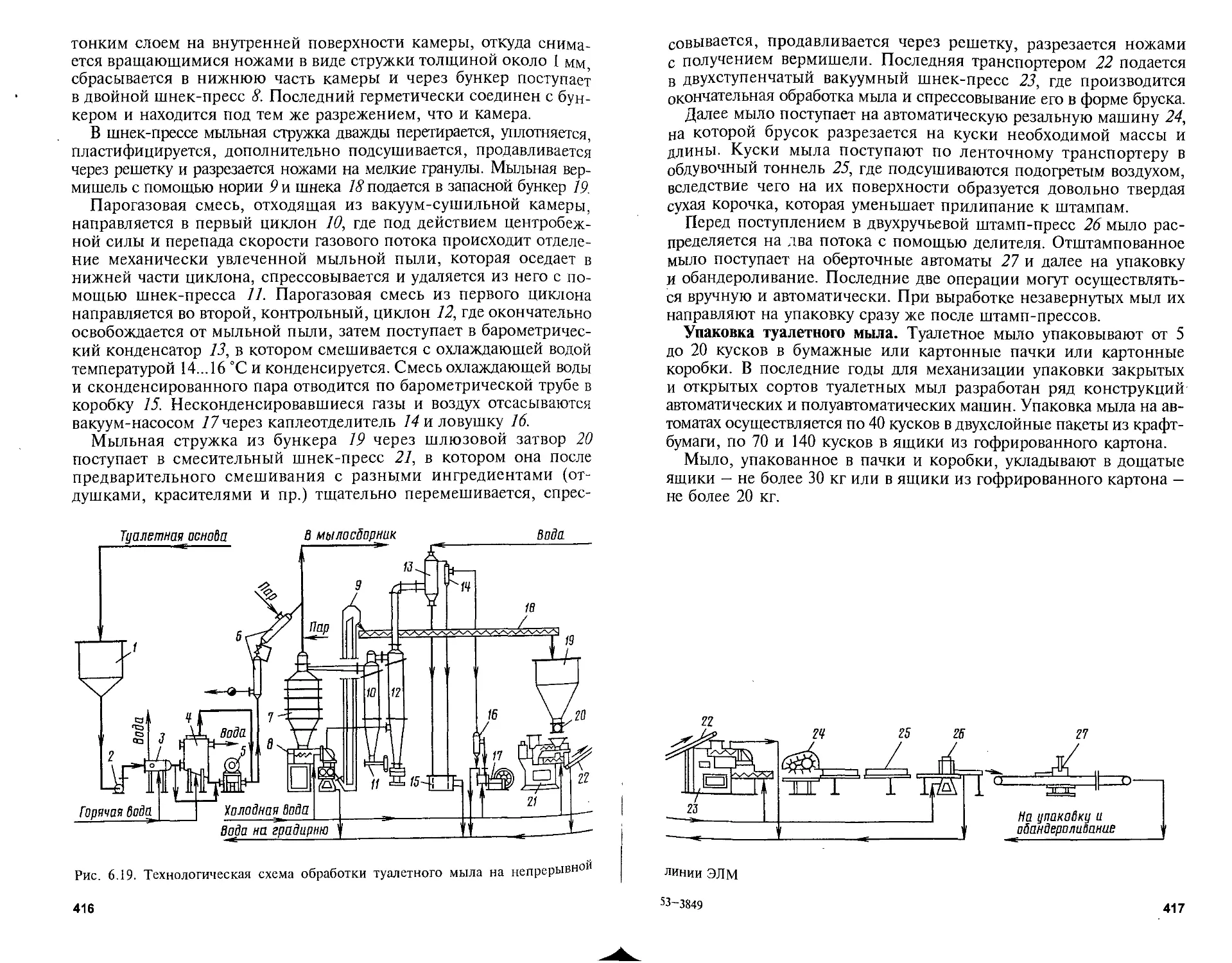
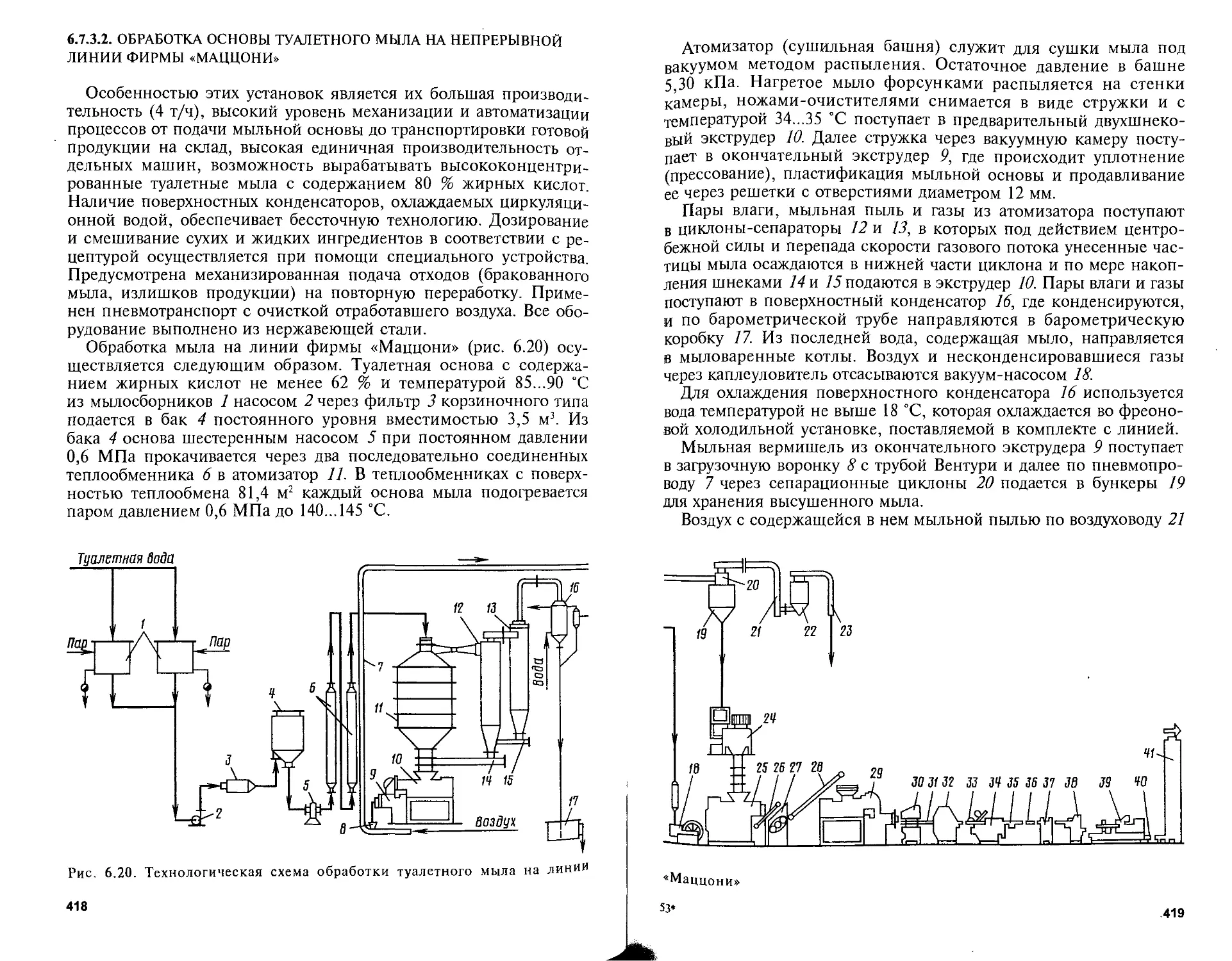
Текст
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ СТУДЕНТОВ
ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
ТЕХНОЛОГИЯ
ПЕРЕРАБОТКИ
ЖИРОВ
Под редакцией Заслуженного деятеля '
науки и техники РФ,
докт. техн, наук, проф. Н.С.Арутюняна
Издание второе, переработанное
и дополненное
Допущено Министерством общего
и профессионального образования РФ
в качестве учебника для студентов вузов,
обучающихся по специальности «Технология жиров»
МОСКВА
ПИЩЕПРОМИЗДАТ
1998
ББК 36.78
Т38
УДК 665.3.011(075)
Рецензенты: Заслуженный деятель науки и техники РФ,
д.т.н., проф. А.П.Нечаев, к.т.н. Н.В.Комаров
Авторы:
д.т.н., проф. Н.С.Арутюнян
д.т.н., проф. Е.П.Корнена
к.т.н., доц. Л.И.Янова
к.т.н., доц. И.И.Захарова
к.т.н., доц. Е.В.Мартовщук
к.т.н., доц. |Е.А.Аришева|
д.т.н., проф. НЛ.Меламуд
д.т.н., проф. А.Ю.Кривова
Технология переработки жиров / Н.С.Арутюнян, Е.П.Корнена,
Т38 А.И.Янова и др. Под ред. проф. Н.С.Арутюняна. - 2-е изд.,
перераб. и доп. — М.: Пищепромиздат, 1998. — 452 с.: ил.
(Учебники и учеб, пособия для студентов высших учебных
заведений)
ISBN 5-89703-003-0
Изложены научные и практические основы промышленных процессов
рафинации, гидрогенизации, переэтерификации, гидролиза жиров, про-
изводства маргариновой продукции, мыла, глицерина и жирных кислот, а
также ПАВ. Во втором издании расширены сведения о составе и свойствах
масложирового сырья, новых катализаторах гидрогенизации, адсорбентах,
эмульгаторах и др. Приведена информация о новых технологических ли-
ниях. Рассмотрена проблема экологии и рационального использования
сырья. Даны рекомендации для организации малого бизнеса и предприни-
мательства.
Для студентов вузов пищевой промышленности.
ББК 36.78
ISBN 5-89703-003-0
© Коллектив авторов,
1998
ПРЕДИСЛОВИЕ
Важнейшая задача масложировой отрасли в условиях перехода
к рыночной экономике — дальнейшее совершенствование техни-
ки и технологии, обеспечение высокой организации производства,
позволяющее вырабатывать конкурентоспособную продукцию,
отвечающую самым высоким требованиям физиологической и
пищевой ценности, и противостоять на рынке непрерывно расту-
щему потоку продовольственных товаров из-за рубежа.
Решить поставленную задачу возможно только при наличии ин-
женерно-технических работников, способных успешно выполнять
свои обязанности в новых условиях как на крупных заводах, так и на
вновь возникающих масложировых предприятиях. Подготовка таких
специалистов и должна осуществляться в высших учебных заве-
дениях страны.
Цель специального курса «Технология переработки жиров», вклю-
чающего изучение рафинационного, гидрогенизационного, мар-
гаринового и майонезного производств, получения глицерина,
жирных кислот, мыла и т.д., — подготовка высококвалифициро-
ванных специалистов инженеров-технологов масложировой про-
мышленности, способных на современном научно-техническом и
практическом уровне организовывать и управлять производством.
Предшествующее изучение студентами цикла общеобразова-
тельных и общеинженерных дисциплин, а также теоретических
курсов по биохимии и товароведению масличного сырья и химии
жиров является той базой, на которую опирается изложение дан-
ного курса.
Усвоение представленного в учебнике теоретического материала,
закрепление знаний при выполнении лабораторных работ, участие
в научных исследованиях, прохождение производственной практи-
ки на предприятиях, выполнение курсовых и дипломных проектов
обеспечат необходимую подготовку специалистов для практичес-
кой деятельности на предприятиях.
Настоящий учебник написан на основе действующей программы
курса «Технология переработки жиров» для высших учебных заве-
дений по специальности 270700 — «Технология жиров».
При подготовке второго издания учебника авторы использовали
I*
3
новые результаты исследований, выполненных во ВНИИЖе, его
Московском и Северо-Кавказском филиалах, на кафедре техно-
логии жиров Кубанского государственного технологического уни-
верситета (КубГТУ) и др.
Во второе переработанное издание внесены изменения, значи-
тельно расширена характеристика растительных масел и жиров -
основного сырья для отрасли. В этот материал включены показате-
ли состава, качества, приведены необходимые справочные данные.
За время, прошедшее после первого издания учебника, в рафина-
ционном и маргариновом производствах внедрены значительные
технологические и технические новшества, в связи с чем соответ-
ствующие разделы учебника значительно переработаны. В матери-
алы по рафинационному и маргариновому производствам включе-
на информация о малых технологических линиях и оборудованию,
рекомендуемых для предприятий малой производительности, что
в свою очередь расширит круг специалистов, которым учебник
сможет оказать помощь в их практической работе.
Авторы выражают глубокую признательность коллективу АО
«Союзмаргаринпром», лично президенту, генеральному директору
АОО «Московский жировой комбинат» проф. М.П.Азнаурьяну,
а также коллективам предприятий отрасли за содействие в подбо-
ре и подготовке материалов для учебника, за их ценные советы
и предложения, дружеское участие и спонсорскую помощь в его
издании.
Авторы выражают глубокую признательность рецензентам
книги — Заслуженному деятелю науки и техники РФ, д.т.н.,
проф. А.П.Нечаеву и директору Московского филиала ВНИИЖ,
к.т.н. Н.В.Комарову за полезные советы и рекомендации, позво-
лившие дополнить и улучшить содержание книги.
Введение
Масложировая промышленность России объединяет комплекс
производств, связанных общностью сырья, последовательностью
стадий или этапов его переработки и назначением вырабатываемой
продукции.
В эту отрасль входят предприятия по производству растительных
масел и предприятия, перерабатывающие эти масла и выпуска-
ющие разнообразную продукцию продовольственного, бытового и
технического назначения.
Предприятия масложировой промышленности вырабатывают:
растительные пищевые и технические масла, широкий ассортимент
маргариновой продукции и майонеза, фосфолипиды, пищевые по-
верхностно-активные вещества, хозяйственные и туалетные мыла,
глицерин, жирные кислоты, стеарин, олеин, олифу, горчицу и
др., поставляют сельскому хозяйству концентрированные белко-
вые корма - жмыхи и шроты.
В Российской Федерации основные мощности масложировой
промышленности характеризуются высокой концентрацией и сосре-
доточены на маслоэкстракционных заводах, масложировых и жировых
комбинатах, осуществляющих как получение растительных масел, так
и их переработку, это рафинационные, гидрогенизационные, марга-
риновые, мыловаренные и другие производства в различном их сочета-
нии. Отрасль представлена также отдельными специализированными
производствами: акционерными предприятиями, товариществами и пр.
В связи с переходом на рыночные отношения стали быстро со-
здаваться предприятия малой мощности: маслобойные, рафинаци-
онные, майонезные и маргариновые. Преимущества мелких пред-
приятий, в том числе и частного бизнеса, — это максимальное
территориальное приближение продукции к ее потребителю, что
позволяет им успешно функционировать в условиях конкуренции.
На предприятиях масложировой промышленности России (по
состоянию на 01.01.96 г.) производят следующую продукцию:
растительные масла — на маслозаводах и в масло цехах, из кото-
рых 43 высокопроизводительных обеспечивают переработку более
85% всего масличного сырья, и более 1000 цехов малой мощности
местного значения;
5
гидрированные масла (саломасы) различного назначения - на
11 предприятиях, годовая мощность которых 700 тыс. т в год;
маргариновую продукцию в ассортименте — на 20 маргариновых
заводах, мощность которых более 1000 тыс. т продукции в год; в
последнее время построено 3 завода: в Мурманской и Ростовской
областях, в Татарстане;
майонез - на 18 крупных маргариновых заводах и в отдельных
цехах мощностью более 200 тыс. т в год и на большом числе вновь
созданных производств малой мощности;
хозяйственное мыло — на 14, а туалетное — на 12 предприятиях,
мощность мыловаренных заводов составляет: хозяйственного мыла
более 300 тыс. т, туалетного около 150 тыс. т в год;
товарные жирные кислоты и глицерин — на 5 предприятиях.
Основные технологические процессы переработки масел и жи-
ров (их модификации) для получения широкого ассортимента
продуктов пищевого и технического (промышленного) назначения
следующие:
рафинация — сложный, многостадийный технологический про-
цесс на основе химических, физико-химических и физических
методов обработки масел и жиров с целью повышения их качества,
пищевой и биологической ценности, а также улучшения их техно-
логических свойств;
каталитическое гидрирование — сложный технологический про-
цесс, направленный на снижение степени ненасыщенности жир-
ных кислот, что приводит к повышению стойкости к окислению и
изменению консистенции (от жидкой, мазеобразной до твердой)
масел и жиров; изменение состава и свойств достигается присоеди-
нением водорода к этиленовым связям и изомеризацией остав-
шихся этиленовых связей в гидрируемом жировом сырье;
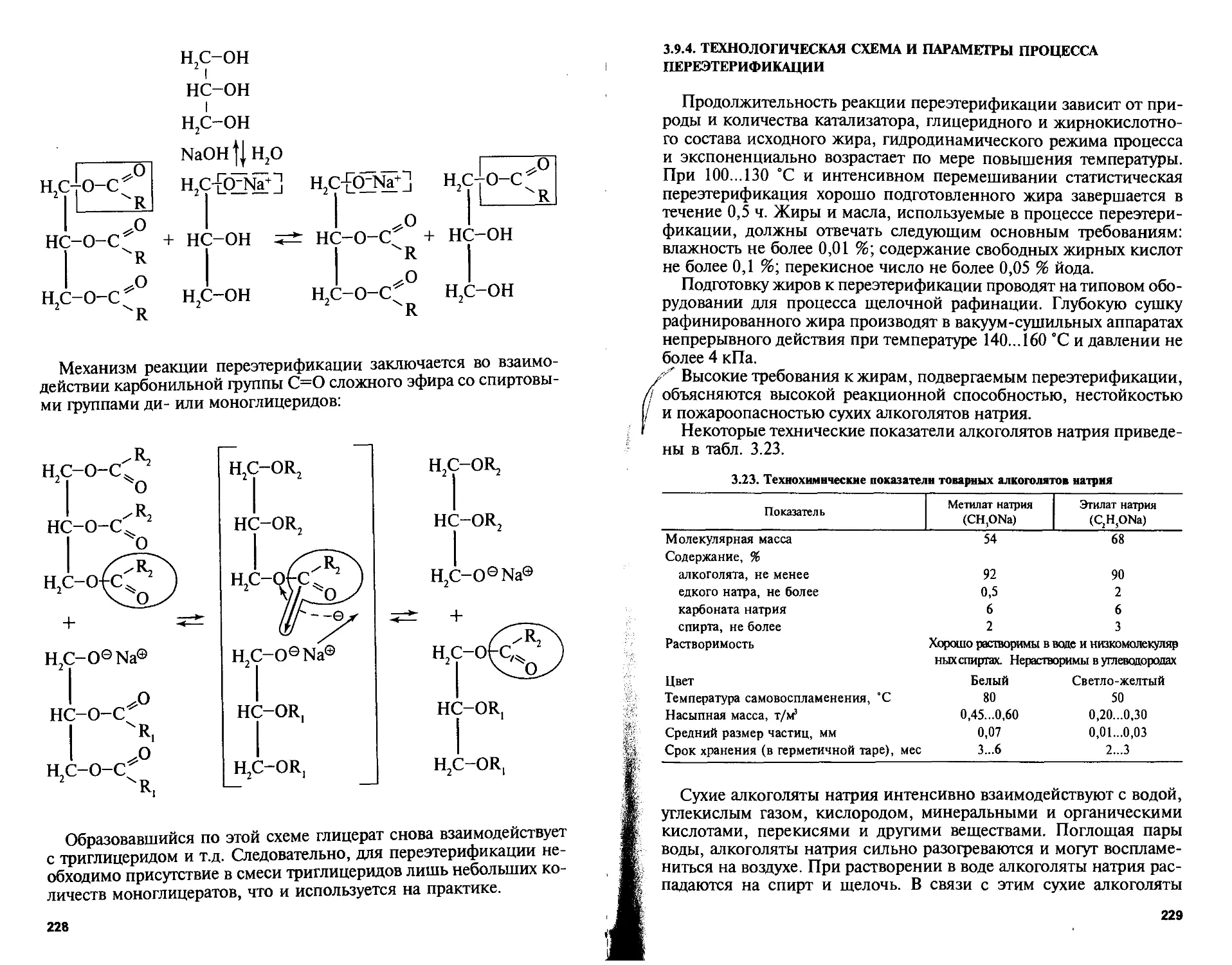
каталитическая переэтерификация глицеридов — перераспределе-
ние ацильных групп в глицеридах переэтерифицированной смеси
масложирового сырья, приводящее к изменению его физических
свойств, прежде всего консистенции, без изменения степени нена-
сыщенности и уровня изомеризации этиленовых связей этой смеси;
эмульгирование жировых композиций — создание стабильных
эмульсий жировой и водной фаз и различных добавок с исполь-
зованием поверхностно-активных веществ для выработки широ-
кого ассортимента маргаринов и майонезов;
смешение жиров и масел разной природы с целью получения без-
водных смесей для производства кулинарных, кондитерских жиров
и смеси растительных масел различной природы и др.;
фракционирование жиров и жирных кислот и выделение отдельных
составляющих этих жиров, обладающих специальными потреби-
тельскими свойствами, — выделение хлопкового пальмитина,
фракционирование пальмового масла и др.;
высокотемпературный гидролиз жиров и масел и выделение со-
ставных компонентов — глицерина и жирных кислот;
6
омыление - щелочная обработка глицеридов или их жирных
кислот с целью получения солей жирных кислот — мыл различного
назначения.
Технический уровень отечественной промышленности и особен-
но жироперерабатывающей отрасли достаточно высок, но в усло-
виях перехода к рыночной экономике наблюдается значительный
спад производства прежде всего из-за сокращения сырьевой базы
и возникшей проблемы реализации вырабатываемой продукции.
В условиях усиливающейся конкурентной борьбы в связи с им-
портом на внутрироссийский рынок большого количества масло-
жировой продукции из ближнего и особенно дальнего зарубежья
для безусловной победы отечественной промышленности необхо-
димо решить в ближайшее время следующие основные задачи:
значительно повысить качество и расширить ассортимент про-
дукции;
.снизить стоимость продукции, обеспечив комплексное и рацио-
нальное использование основного сырья и материалов;
освоить ресурсе- и энергосберегающие технологии;
снизить трудоемкость производства путем интенсификации тех-
нологических процессов, внедрения оборудования большой еди-
ничной мощности, автоматизации процессов;
развивать научно-исследовательские, экспериментальные и про-
?Кгно-конструкторские работы, обеспечивающие интенсивное со-
здание и внедрение новых технологических схем на базе высоко-
производительного оборудования.
Глава 1
Основное жировое сырье
Основное жировое сырье — природные жиры растительного и
животного происхождения. Растительные жиры бывают жидкими
и твердыми, животные — твердыми, последние подразделяются на
жиры наземных животных (запасные жиры и жир молока) и жиры
морских животных.
1.1. ОБЩАЯ ХАРАКТЕРИСТИКА ЖИРОВОГО СЫРЬЯ
Растительные масла классифицируются по природе сырья, из
которого они получены, и способу выработки, например, подсол-
нечное масло прессовое или экстракционное.
Так как свойства масел и жиров и их потребительское значение в ос-
новном определяются составом жирных кислот и их сочетанием в гли-
церидах, целесообразно на основании превалирующего содержания этих
кислот условно разделить масложировое сырье на следующие группы:
линолево-олеиновая группа (масла подсолнечное, хлопковое,
арахисное, кукурузное и др.);
линолево-линоленовая группа (масла соевое, канолы);
олео-пальмитиновая группа (масла оливковое, пальмовое);
лауриновая группа (масла кокосовое, пальмоядровое)^
эруковая группа (масла рапсовое, горчичное и др.);
животные жиры наземных животных (молочный, говяжий, ба-
раний, свиной и костный);
животные жиры морских животных и рыб (китовый, кашалотовый и
рыбный).
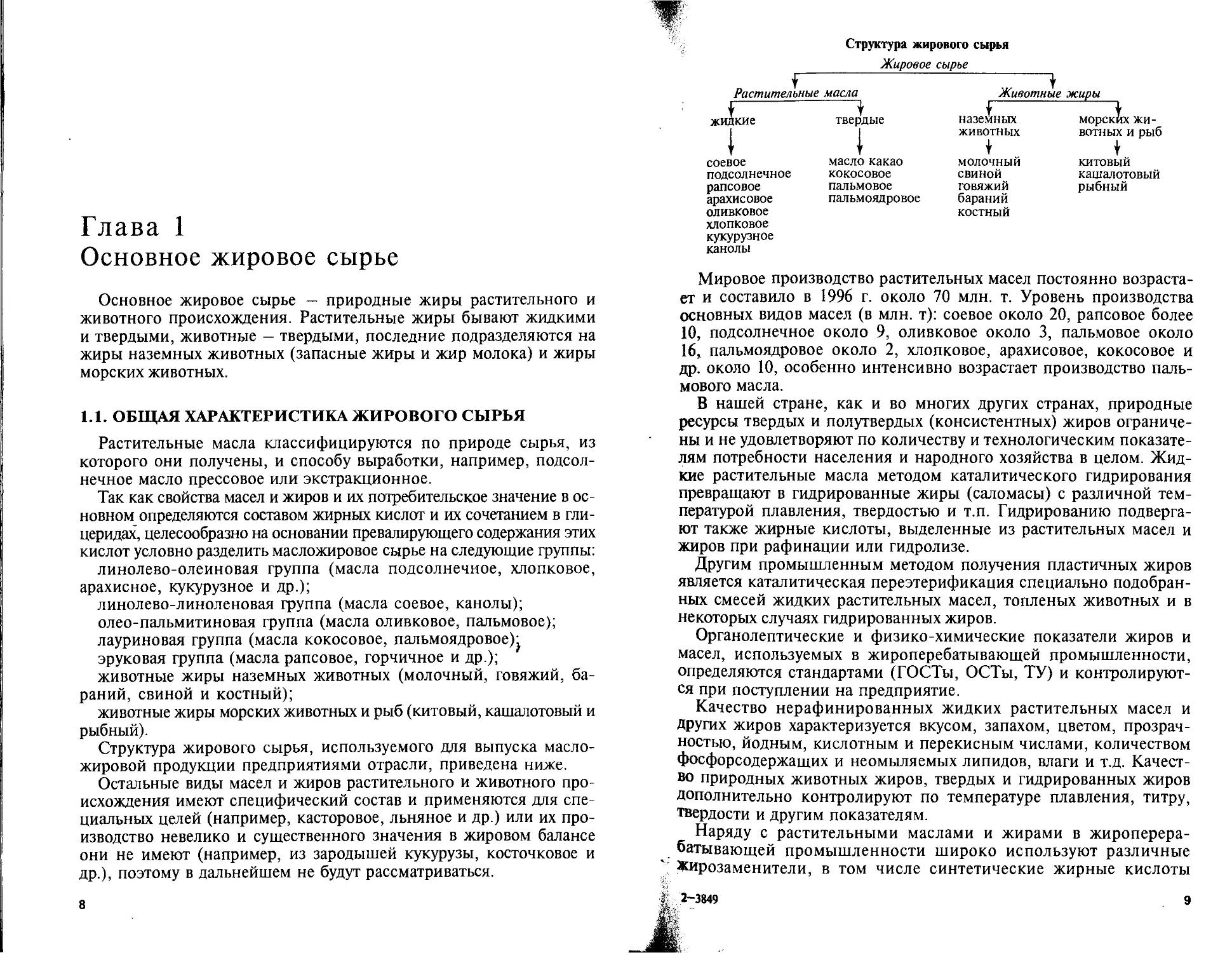
Структура жирового сырья, используемого для выпуска масло-
жировой продукции предприятиями отрасли, приведена ниже.
Остальные виды масел и жиров растительного и животного про-
исхождения имеют специфический состав и применяются для спе-
циальных целей (например, касторовое, льняное и др.) или их про-
изводство невелико и существенного значения в жировом балансе
они не имеют (например, из зародышей кукурузы, косточковое и
др.), поэтому в дальнейшем не будут рассматриваться.
8
Структура жирового сырья
Жировое сырье
f
Растительные масла
Животные жиры
жидкие
I
соевое
подсолнечное
рапсовое
арахисовое
оливковое
хлопковое
кукурузное
канолы
твердые
1
масло какао
кокосовое
пальмовое
пальмоядровое
наземных
животных
i
МОЛОЧНЫЙ
свиной
говяжий
бараний
костный
морскйх жи-
вотных и рыб
i
китовый
кашалотовый
рыбный
Мировое производство растительных масел постоянно возраста-
ет и составило в 1996 г. около 70 млн. т. Уровень производства
основных видов масел (в млн. т): соевое около 20, рапсовое более
10, подсолнечное около 9, оливковое около 3, пальмовое около
16, пальмоядровое около 2, хлопковое, арахисовое, кокосовое и
др. около 10, особенно интенсивно возрастает производство паль-
мового масла.
В нашей стране, как и во многих других странах, природные
ресурсы твердых и полутвердых (консистентных) жиров ограниче-
ны и не удовлетворяют по количеству и технологическим показате-
лям потребности населения и народного хозяйства в целом. Жид-
кие растительные масла методом каталитического гидрирования
превращают в гидрированные жиры (саломасы) с различной тем-
пературой плавления, твердостью и т.п. Гидрированию подверга-
ют также жирные кислоты, выделенные из растительных масел и
жиров при рафинации или гидролизе.
Другим промышленным методом получения пластичных жиров
является каталитическая переэтерификация специально подобран-
ных смесей жидких растительных масел, топленых животных и в
некоторых случаях гидрированных жиров.
Органолептические и физико-химические показатели жиров и
масел, используемых в жироперебатывающей промышленности,
определяются стандартами (ГОСТы, ОСТы, ТУ) и контролируют-
ся при поступлении на предприятие.
Качество нерафинированных жидких растительных масел и
Других жиров характеризуется вкусом, запахом, цветом, прозрач-
ностью, йодным, кислотным и перекисным числами, количеством
фосфорсодержащих и неомыляемых липидов, влаги и т.д. Качест-
во природных животных жиров, твердых и гидрированных жиров
дополнительно контролируют по температуре плавления, титру,
твердости и другим показателям.
Наряду с растительными маслами и жирами в жироперера-
батывающей промышленности широко используют различные
Жирозаменители, в том числе синтетические жирные кислоты
2-3849
(СЖК) и синтетические жирные спирты (СЖС), а также кани-
фоль, нефтяные кислоты, талловое масло. Применение их позво-
ляет сократить расход растительных масел и саломаса на техничес-
кие цели, в том числе и на производство мыла, и направить на
пищевые цели.
В состав жирового сырья входят утилизируемые отходы перера-
ботки масел и жиров. Это прежде всего соапстоки, образующиеся
при щелочной рафинации, жиры ловушечные с производственных
жироловушек и др. Жирно кислотный состав этих жиров различен
и определяется видом перерабатываемого масличного сырья, но
чаще представлен сборными отходами обработки различных ма-
сел и жиров. В естественном виде или обработанные последние
используются в мыловарении или при производстве товарных
жирных кислот.
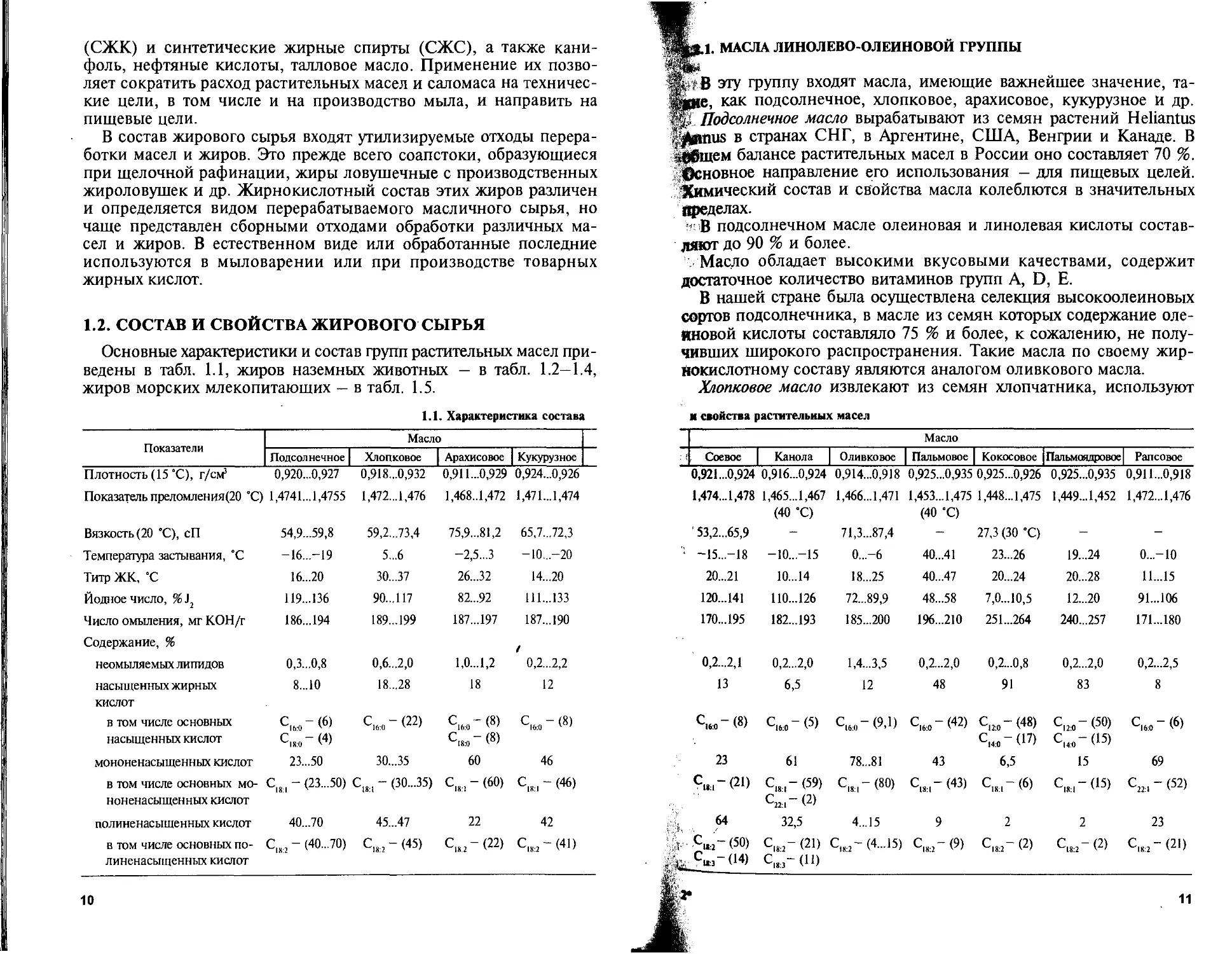
1.2. СОСТАВ И СВОЙСТВА ЖИРОВОГО СЫРЬЯ
Основные характеристики и состав групп растительных масел при-
ведены в табл. 1.1, жиров наземных животных — в табл. 1.2—1.4,
жиров морских млекопитающих — в табл. 1.5.
1.1. Характеристика состава
Показатели Масло
Подсолнечное | Хлопковое | Арахисовое Кукурузное
Плотность (15 °C), г/см1 0,920.-0,927 0,918-0,932 0,911...0,929 0,924...0,926
Показатель преломления(20 °C) 1,4741.-1,4755 1,472...1,476 1,468-1,472 1,471...1,474
Вязкость (20 °C), сП 54,9—59,8 59,2.-73,4 75,9-81,2 65,7-72,3
Температура застывания, °C -16...-19 5...6 —2,5-3 -10...-20
Титр ЖК, °C 16...20 30...37 26...32 14...20
Йодное число, % J2 119...136 90... 117 82...92 111...133
Число омыления, мг КОН/г 186... 194 189...199 187...197 187...190
Содержание, % /
неомыляемых липидов 0,3...0,8 0,6. .2,0 1,0... 1,2 0,2...2,2
насыщенных жирных 8...10 18...28 18 12
кислот
в том числе основных С16:0 - (6) С.™ "(22) С,м,'(8) С|м>-(8)
насыщенных кислот С„:0-(4) С.8:о - (»)
мононенасыщенных кислот 23...50 30...35 60 46
в том числе основных мо- С|8 |-(23...5О) С,8;, - (30...35) с,8:,- (60) с,»:1 - (46)
ноненасыщенных кислот
полиненасыщенных кислот 40...70 45...47 22 42
в том числе основных по- С,,., - (40...70) С18:2- (45) С,8.;-(22) С18:2- (41)
линенасыщенных кислот
10
,1. МАСЛА ЛИНОЛЕВО-ОЛЕИНОВОЙ ГРУППЫ
ж-? В эту группу входят масла, имеющие важнейшее значение, та-
&ие, как подсолнечное, хлопковое, арахисовое, кукурузное и др.
Подсолнечное масло вырабатывают из семян растений Heliantus
litmus в странах СНГ, в Аргентине, США, Венгрии и Канаде. В
-х0бщем балансе растительных масел в России оно составляет 70 %.
Основное направление его использования — для пищевых целей.
Химический состав и свойства масла колеблются в значительных
пределах.
нВ подсолнечном масле олеиновая и линолевая кислоты состав-
ляют до 90 % и более.
Масло обладает высокими вкусовыми качествами, содержит
достаточное количество витаминов групп A, D, Е.
В нашей стране была осуществлена селекция высокоолеиновых
сортов подсолнечника, в масле из семян которых содержание оле-
иновой кислоты составляло 75 % и более, к сожалению, не полу-
чивших широкого распространения. Такие масла по своему жир-
йокислотному составу являются аналогом оливкового масла.
Хлопковое масло извлекают из семян хлопчатника, используют
к свойства растительных масел
Масло
Соевое Канола Оливковое Пальмовое Кокосовое Пальмоядровое Рапсовое
0,921...0,924 0,916...0,924 0,914-0,918 0,925-0,935 0,925-0,926 0,925-0,935 0,911-0,918
1,474...1,478 1,465-1,467 1,466-1,471 1,453-1,475 1,448-1,475 1,449-1,452 1,472-1,476
(40’С) (40 “С)
’ 53,2-65,9 - 71,3.-87,4 - 27,3 (30 °C) - -
"• —15...-18 -10...-15 0...-6 40...41 23-26 19-24 0...-10
20...21 10...14 18...25 40-47 20...24 20...28 11...15
120...141 110-126 72...89,9 48-58 7,0-10,5 12...20 91-106
170-195 182-193 185-200 196-210 251...264 240-257 171...180
0,2-2,1 0,2„.2,0 1,4-3,5 0,2-2,0 0,2-0,8 0,2„.2,0 0,2-2,5
13 6,5 12 48 91 83 8
С,™"® Clfc0-(5) С16:„-(9,1) С|6:О-02) С,и>-(48) С,«- (17) С|М-(50) С,«-05) с16:0-(б)
23 61 78-81 43 6,5 15 69
9и:Г(21) <59) СИ:-(2) С„:| - (80) С,8:,-(43) С,8;|-(6) С18:1-(15) С22;1 - (52)
64 32,5 4...15 9 2 2 23
I С>«- (50) Ctt3-(14) С|8:2- (2D с„:3- (Н) С„:2-(4.-15) С„;2-(9) С1И- (2) С,8;2-(2) С|8:2-(21)
11
его преимущественно для пищевых целей в рафинированном виде,
так как в масле содержится характерный только для хлопчатника
пигмент — госсипол. Путем низкотемпературного фракционирова-
ния из него выделяют твердые фракции — хлопковой пальмитин,
имеющий важное значение.
Арахисовое (арахидное) масло, или масло «земляного ореха», по-
лучают из бобов земляного ореха, произрастающего в южных ши-
ротах — субтропиках. Используют в основном для пищевых целей
как салатное.
Кукурузное масло получают из зародышей кукурузы. Используют
только рафинированным непосредственно в пищу как салатное
или для кулинарных целей. Производство его не велико. Особен-
ностью этого масла является наличие значительного количества
токоферолов — более 0,2 %, природных антиоксидантов и других
жирорастворимых витаминов.
1.2.2. МАСЛА ЛИНОЛЕВО-ЛИНОЛЕНОВОЙ ГРУППЫ
В эту группу входят масло соевое и масло из семян канолы,
получаемое из семян рапса специальной селекции. Для этих ма-
сел характерно значительное содержание линолевой и линолено-
вой кислот.
Соевое масло производят из бобов сои, как правило, спосо-
бом прямой экстракции, оно занимает первое место в мире по
объему производства и использования в масложировой про-
мышлености.
Масло канолы в отличие от масла из обычного рапса практически
не содержит эруковую кислоту и имеет значительно сниженное ко-
личество тиогликозидов.
1.2.3. МАСЛА ОЛЕО-ПАЛЬМИТИНОВОЙ ГРУППЫ
К этой группе масел относится оливковое и пальмовое.
Оливковое масло получают из мякоти и ядра косточек плодов
оливы (маслины), основная доля масла находится в мякбти. Осо-
бенностью масла является высокое содержание олеиновой и паль-
митиновой кислот в структуре глицеридов, что и определило его
использование как салатного, также для производства маргаринов,
кулинарных жиров и др.
Пальмовое масло, как и кокосовое, получают из мякоти пло-
дов пальмы, а из ядра — пальмоядровое. Эти масла значитель-
но различаются составом жирных кислот, пальмовое относится
к олео-пальмитиновой группе, а пальмоядровое — к группе лаури-
новых масел.
Пальмовое масло уступает только соевому по объему произ-
водства. В пальмовом масле основную долю составляют паль-
митиновая и олеиновая кислоты — до 90 % и выше; низкомоле-
12
кулярные твердые — лауриновая и миристиновая кислоты - не
более 2 %. Глицеридный состав пальмового масла отличается
ОТ состава других масел наличием симметричных динасыщенных
и диненасыщенных глицеридов, содержание которых до 35 %.
Для выделения симметричных глицеридов масло фракциони-
руют: отделяют среднюю фракцию, имеющую важное значение
при производстве заменителей масла какао (эквивалентов и его
аналогов), и другие фракции, нефракционированное масло ис-
пользуют в производстве широкого ассортимента масложировой
продукции.
1.2.4. МАСЛА ЛАУРИНОВОЙ ГРУППЫ
Эта группа масел характеризуется содержанием большого коли-
чества насыщенных жирных кислот с числом атомов углерода 12 и
14 (лауриновая и миристиновая кислоты), что определяет их твер-
дую консистенцию, а также наличием низкомолекулярных летучих
кислот с числом атомов углерода 10 и ниже. Промышленное зна-
чение имеют кокосовое и пальмоядровое масла.
Кокосовое масло вырабатывают из высушенной мякоти кокосо-
вой пальмы (копры). Широко используют для пищевых и техни-
ческих целей.
Пальмоядровое масло добывают из ядра плода масличной паль-
мы в отличие от пальмового масла, получаемого из мякоти пло-
да. По своей характеристике пальмоядровое масло близко к
маслу кокосовому. Как и пальмовое, это масло фракционируют
на жидкую и твердую фракции, последнюю (стеариновую) ис-
пользуют как заменитель твердых жиров при производстве масло-
жировой продукции.
1.2.5. МАСЛА ЭРУКОВОЙ ГРУППЫ
К этой группе относятся масла, содержащие эруковую кислоту, —
рапсовое, горчичное, рыжиковое и др. Важнейшим из них является
рапсовое.
Рапсовое масло имеет высокое содержание эруковой кислоты.
Масло производят из семян рапса озимого и ярового посевов. Бла-
годаря высокой урожайности рапса, а также устойчивости к забо-
леваниям культивирование его очень перспективно. Однако из-за
высокого содержания эруковой кислоты и присутствия специ-
фичных гликозинолатов (тиогликозидов) использование его для
пищевых целей ограничено.
В Канаде, Франции и других странах успешно осуществлена се-
лекция рапса, современные сорта содержат менее 5 % эруковой
кислоты, а многие — только следы ее, количество гликозинолатов
не превышает 1,5 %. Селекционеры практически создали новый
сорт масличной культуры и назвали его канолой.
13
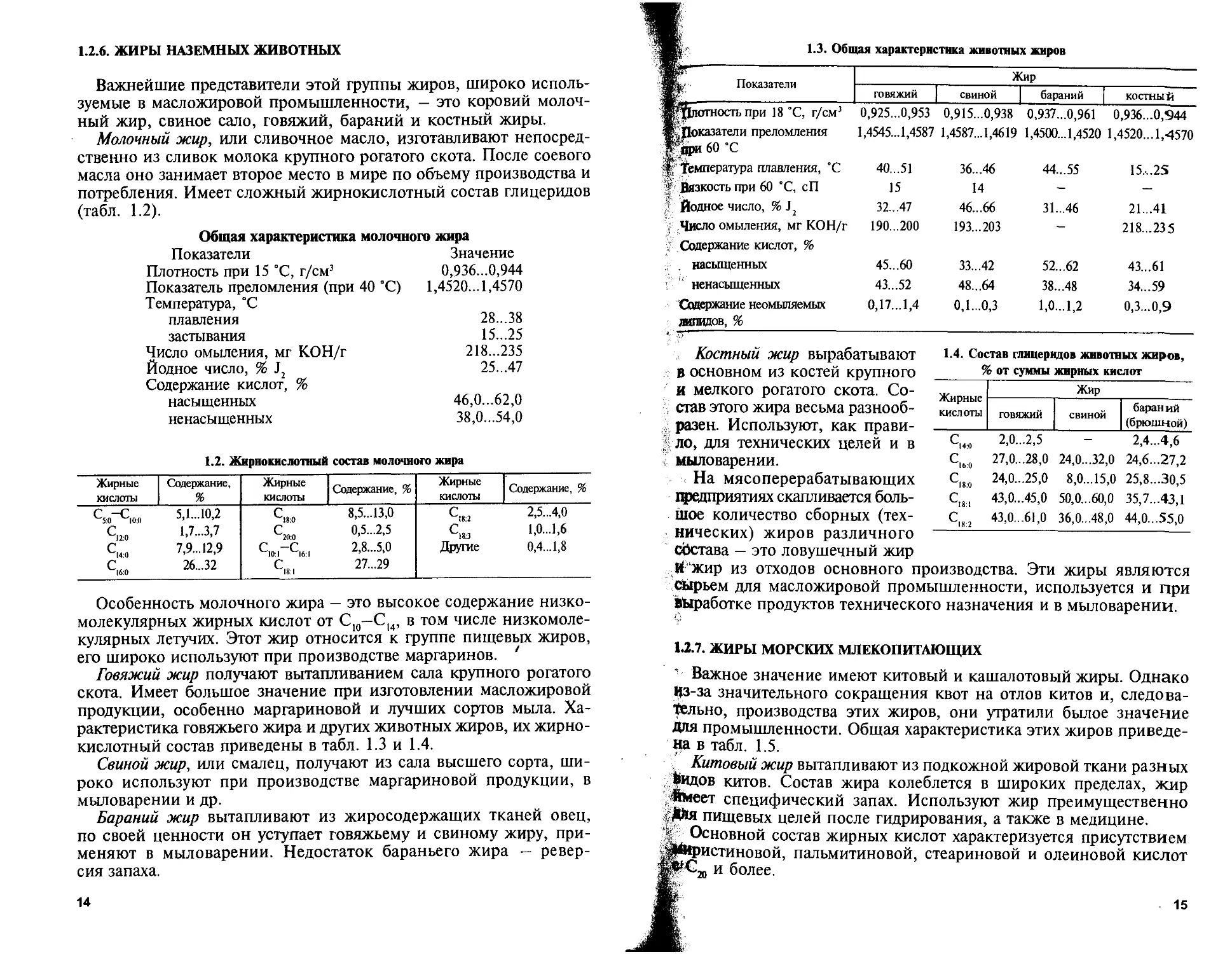
1.2.6. ЖИРЫ НАЗЕМНЫХ ЖИВОТНЫХ
Важнейшие представители этой группы жиров, широко исполь-
зуемые в масложировой промышленности, — это коровий молоч-
ный жир, свиное сало, говяжий, бараний и костный жиры.
Молочный жир, или сливочное масло, изготавливают непосред-
ственно из сливок молока крупного рогатого скота. После соевого
масла оно занимает второе место в мире по объему производства и
потребления. Имеет сложный жирнокислотный состав глицеридов
(табл. 1.2).
Общая характеристика молочного жира
Показатели
Плотность при 15 °C, г/см3
Показатель преломления (при 40 °C)
Температура, °C
плавления
застывания
Число омыления, мг КОН/г
Йодное число, % J2
Содержание кислот, %
насыщенных
ненасыщенных
Значение
0,936...0,944
1,4520-1,4570
28...38
15...25
218...235
25-47
46,0...62,0
38,0...54,0
1.2. Жирнокислотный состав молочного жира
Жирные кислоты Содержание, % Жирные кислоты Содержание, % Жирные кислоты Содержание, %
С -с 5:0 ЮЛ 5,1—10,2 ^|«:0 8,5-13,0 С,«:2 2,5-4,0
1,7-3,7 ^20:0 0,5-2,5 1,0-1,6
14:0 ^-|6:0 7,9... 12,9 26...32 С10:ГС|6:| С18:1 2,8-5,0 27-29 Другие 0,4...1,8
Особенность молочного жира — это высокое содержание низко-
молекулярных жирных кислот от С10—С14, в том числе низкомоле-
кулярных летучих. Этот жир относится к группе пищевых жиров,
его широко используют при производстве маргаринов. z
Говяжий жир получают вытапливанием сала крупного рогатого
скота. Имеет большое значение при изготовлении масложировой
продукции, особенно маргариновой и лучших сортов мыла. Ха-
рактеристика говяжьего жира и других животных жиров, их жирно-
кислотный состав приведены в табл. 1.3 и 1.4.
Свиной жир, или смалец, получают из сала высшего сорта, ши-
роко используют при производстве маргариновой продукции, в
мыловарении и др.
Бараний жир вытапливают из жиросодержащих тканей овец,
по своей ценности он уступает говяжьему и свиному жиру, при-
меняют в мыловарении. Недостаток бараньего жира - ревер-
сия запаха.
14
1.3. Общая характеристика животных жиров
У
Ь/ Показатели Жир
ГОВЯЖИЙ СВИНОЙ бараний костный
^Платность при 18 °C, г/см3 0.925...0.953 0,915...0,938 0,937...0,961 0,936...0,944
^Показатели преломления 1,4545... 1,4587 1,4587...!,4619 1,4500...!,4520 1,4520... 1,4570
Гяри 60 °C
Температура плавления, °C 40...51 36...46 44-55 15,..25
Вязкость при 60 °C, сП 15 14 — —
Йодное число, % J2 32...47 46...66 31...46 21...41
Число омыления, мг КОН/г 190...200 193... 203 — 218...235
Содержание кислот, %
насыщенных 45...60 33...42 52...62 43...61
4 ненасыщенных 43...52 48...64 38...48 34...59
Содержание неомыпяемых 0,17...1,4 0,1 ...0,3 1,0-1,2 0,3...0,9
жпидов, %
Костный жир вырабатывают
в основном из костей крупного
и мелкого рогатого скота. Со-
став этого жира весьма разнооб-
разен. Используют, как прави-
ло, для технических целей и в
мыловарении.
На мясоперерабатывающих
предприятиях скапливается боль-
шое количество сборных (тех-
нических) жиров различного
состава — это ловушечный жир
1.4. Состав глицеридов животных жиров,
% от суммы жирных кислот
Жирные кислоты Жир
говяжий СВИНОЙ бараний (брюшной)
с 14:0 2,0...2,5 - 2,4...4,6
с 16:0 27,0...28,0 24,0...32,0 24,6-27,2
с 18:0 24,0...25,0 8,0...15,0 25,8-30,5
^1«:1 43,0-45,0 50,0...60,0 35,7-43,1
с18:2 43,0...61,0 36,0...48,0 44,0...55,0
И жир из отходов основного производства. Эти жиры являются
сырьем для масложировой промышленности, используется и при
выработке продуктов технического назначения и в мыловарении.
1.2.7. ЖИРЫ МОРСКИХ МЛЕКОПИТАЮЩИХ
' Важное значение имеют китовый и кашалотовый жиры. Однако
Из-за значительного сокращения квот на отлов китов и, следова-
тельно, производства этих жиров, они утратили былое значение
Для промышленности. Общая характеристика этих жиров приведе-
на в табл. 1.5.
, Китовый жир вытапливают из подкожной жировой ткани разных
Видов китов. Состав жира колеблется в широких пределах, жир
ймеет специфический запах. Используют жир преимущественно
сДйя пищевых целей после гидрирования, а также в медицине.
Основной состав жирных кислот характеризуется присутствием
Л^ристиновой, пальмитиновой, стеариновой и олеиновой кислот
и более.
15
Кашалотовый жир по производству и потреблению занимает пер-
вое место среди жиров морских животных, имеет рыбный запах.
Высокое содержание неомыляемых липидов связано с присутствием
высокомолекулярных жирных спиртов, в основном в составе восков.
Выделенные методом низкотемпературной кристаллизации вос-
ковые вещества называются спермацетом. В пищу их практически
не используют, применяют для технических целей, при производ-
стве моющих средств и в медицине.
1.5. Общая характеристика китового и кашалотового жиров
Показатели Жиры
КИТОВЫЙ кашалотовый
„ спермацетоватый туловищным , (полостной)
Плотность при 15 "С, г/см’ 0,9004...0,9307 (20 "С) 0,879...0,900 0,850...0,880 Показатели преломления при 20 °C 1,4633...1,4735 (25 °C) 1,464 1,465...1,466 Вязкость при 40 °C, сП 321 - - Температура плавления, °C 32,1 20...22 28...30 Число омыления, мг КОН/г 181,1. .199,5 125...150 120...150 Йодное число, % J2 99,6... 159,4 62,0...92,0 50,0...68,0 Содержание жирных кислот, % насыщенных 13,6...26,5 12,0 43,0...45,0 ненасыщенных 73,5...90,0 88,0 55,0..57,0 Содержание неомыляемых До 3,5 25...42 32,0...45,0 липидов, %
Определенный интерес представляют рыбные жиры, их частич-
но используют для пищевых целей, однако эффективность их пере-
работки связана с освоением специальных новых технологий. Осо-
бенность рыбных жиров — присутствие большого количества кислот
с тремя и более двойными связями и, как следствие этого, легко
окисляющихся. z
Из-за наличия высоконенасыщенных жирных кислот и продук-
тов их окисления жиры имеют специфический запах, что в значи-
тельной мере затрудняет переработку этого вида сырья.
1.3. НЕЖИРОВЫЕ ПРИМЕСИ И СОПУТСТВУЮЩИЕ
ВЕЩЕСТВА
Полученные в промышленных условиях растительные масла и
другие жиры представляют собой сложные смеси триглицеридов
(триацилглицеринов) жирных кислот, содержащие сопутствующие
вещества и нежировые примеси.
Примеси, содержащиеся в нерафинированных жирах, — это ме-
ханические включения в виде частиц растительных и животных тка-
16
ней (кусочков мезги, жмыха, шрота и др.), влага, попадающая в
масло в процессе подготовки материала к извлечению липидов,
ядохимикаты и другие несвойственные жирам вещества, а также
продукты их превращения. Присутствие последних в маслах и
жирах объясняется тем, что в сельском хозяйстве для борьбы с
вредителями и болезнями растений используют различные ядо-
химикаты (пестициды, гербициды и т.п.). Некоторые из них ус-
ваиваются растениями, накапливаются в жировых тканях и извле-
каются вместе с маслом или жиром. Установлено отрицательное
влияние ядохимикатов на организм человека, поэтому остаточное
содержание таких веществ в маслах и жирах строго ограничивают.
Сопутствующие вещества, хотя и присутствуют в маслах и жирах
в небольших количествах, существенно влияют на их свойства. На-
пример, фосфолипиды, стерины, токоферолы и другие вещества
повышают физиологическую ценность масла, в то же время сво-
бодные жирные кислоты и госсипол снижают его качество. Коли-
чество сопутствующих веществ ограничено стандартами или тех-
ническими условиями.
Сопутствующие вещества растительных масел условно разделя-
ются на две группы:
1 — вещества, образующиеся и накапливающиеся в семенах в
процессе их созревания и переходящие в масло при его извлечении;
2 - вещества, образующиеся в семенах и масле в результате не-
благоприятных условий их хранения или под воздействием техно-
логических факторов — высокой температуры, влаги, кислорода
воздуха - на материал при извлечении масла или его переработке.
Основные представители сопутствующих веществ 1 и 2 групп
приведены ниже.
1 группа
Фосфорсодержащие (фосфолипиды)
Пигменты (каротин, ксантофилл, госси-
пол, хлорофилл)
Воски (восковые вещества)
Токоферолы и другие жирорастворимые
витамины, стеролы (стериды)
Свободные жирные кислоты
Вещества, определяющие вкус и запах
Сульфолипиды, соединения типа глико-
липидов, гликопротеидов, фосфопротеи-
Дов и др.
2 группа
Продукты окислительной
порчи (оксисоединения,
альдегиды, кетоны, низ-
комолекулярные жирные
кислоты и т.п.). Продук-
ты термического и гидро-
литического превращения
глицеридов и сопутствую-
щих веществ (жирные кис-
лоты, продукты полиме-
ризации и др.)
сопутствующих веществ за-
Количественный состав примесей и
висит от природы жирового сырья и его качества. Для нерафиниро-
ванных жиров эти показатели колеблются в широких пределах, на-
пример, кислотное число может варьировать от 0,5 до 2...3 мг КОН/г
и выше, содержание фосфолипидов от 0,2 до 4,5 % и т.д. (табл. 1.6).
3-3849
17
1.6. Состав примесей и сопутствующих веществ масел
Масла Токоферолы, мг% Стерины, % Неомыляемые липиды, % Фосфолипиды, %
Подсолнечное Около 70 0,50...0,91 0,5...0,9 0,20...1,40
Хлопковое 80...100 0,31 0,5...1,5 1,12...2,55
Соевое 90...180 — 0,2...0,3 1,90...4,50
(экстракционное)
Рапсовое Около 50 0,35 0,2...1,0 1,15...!,28
Льняное - 0,42 0,5...1,1 0,1...0,88
Арахисовое 20...50 0,25 0,1.„О,2 0,20...0,28
1.4. ТРАНСПОРТИРОВКА, ПРИЕМ, УЧЕТ И ХРАНЕНИЕ
ЖИРОВОГО СЫРЬЯ
На жироперерабатывающие предприятия поступает различное
жировое сырье. Основное количество прибывает в железнодорож-
ных цистернах. Животные жиры и твердые масла (кокосовое, паль-
мовое и др.) поступают также в металлических или деревянных боч-
ках. Для доставки животных жиров с мясокомбинатов применяют
многооборотные металлические контейнеры и автоцистерны, име-
ющие устройства для разогрева затвердевших жиров.
Все жировое сырье на предприятиях хранят в специальных баках
(жирохранилищах вместимостью от 100 до 1000 м3 и более) раз-
дельно по виду; смешение различных жиров не допускается. Баки
имеют трубопроводы для забора жира из нижней части их или шар-
нирные трубы для забора верхних слоев его, а также имеют змееви-
ки для разогрева.
Жиры в бочках обычно хранят на специальных складах или под
навесом.
Предприятия имеют маслосливное хозяйство, которое пред-
назначено для приема, хранения и отпуска масел и жиров, со-
хранения их качеств при минимальных потерях. Маслосливное
хозяйство включает в себя сливо-наливные устройства' для же-
лезнодорожных цистерн, а также сливное устройство для при-
ема масел и жиров, поступающих в автоцистернах, бочках,
контейнерах.
В районах с устойчивой низкой температурой сливо-наливные
устройства имеют дополнительное оборудование для разогрева
застывших масел и жиров. .
Для быстрого слива и налива вдоль железнодорожного полотна
сооружается сливо-наливная эстакада. На ней устанавливают
подъемные устройства для спуска в цистерну сливных и разо-
гревающих устройств. Под ней расположены трубопроводы для
подачи горячей воды или пара к подогревательным устройствам,
для поступления сжатого воздуха и т.п.
18
Доставляемые в цистернах жидкие жиры сливают самотеком в
приемную коробку, находящуюся ниже уровня рельс. При отсут-
ствии нижнего сливного устройства жидкие жиры из цистерн сли-
вают при помощи сифонной трубы.
Твердые жиры перед сливом расплавляют также методом горя-
чего размыва (рис. 1.1).
Рис. 1.1. Схема горячего размыва жиров
В железнодорожную цистерну 1 (при отсутствии паровой рубаш-
ки) с застывшим жиром через люк (горловину) спускают подогре-
ватель 2, представляющий собой змеевик, внутри которого уста-
новлены две трубы: всасывающая 3 и нагнетательная 4. В змеевик
через гибкий шланг подают горячую воду или пар. Постепенно
подогреватель, расплавляя жир, под собственной тяжестью опус-
кается до дна цистерны. Когда накопится достаточное количество
разогретого жира температурой 45...50 °C, включают систему горя-
чего размыва.
' Для заполнения всасывающей трубы 3 жиром ее через вакуум-
сборник 5 подключают к вакуумной линии или используют для этой
цели ручной насос 11. Жир через переливной бачок 7 насосом 8
подается в теплообменник 6, где нагревается до 60...80 °C, а затем
по нагнетательной трубе 4 возвращается в цистерну, размывая жир.
Накопившийся в достаточном количестве расплавленный жир сли-
вается самотеком через нижнюю сливную трубу 10 в бачок 7 и в
ёмкость Рили насосами откачивается в баки. Часть жира продолжа-
ет циркулировать до тех пор, пока все содержимое цистерны не
будет расплавлено.
3*
19
Для разогрева жира в металлических бочках их опускают в коробки
с нагретой до 50...55 °C водой. После расплавления жира бочки вы-
нимают, вывинчивают пробки и жир сливают в приемные емкости.
Движение жирового сырья на предприятии и внутри производ-
ственных цехов (прием — отпуск) контролируют по массе. Резуль-
таты взвешивания фиксируют в специальном журнале строгой
отчетности.
В процессе хранения или передачи отбирают пробы жиров, в
которых лаборатория определяет основные показатели качества.
Результаты анализов заносят в лабораторный журнал.
На всех предприятиях в соответствии с действующими положе-
ниями не реже одного раза в год проводят инвентаризацию всего
жирового сырья, готовой продукции и жировых полуфабрикатов.
Помимо основного сырья, строгому контролю подлежат и вспо-
могательные материалы.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Дайте общую характеристику масложировому сырью.
2. Как классифицируются жиры по группам?
3. Дайте характеристику каждой группе жиров.
4. Какие нежировые примеси и сопутствующие вещества содержатся в жирах?
5. Как организованы транспортировка, прием, учет и хранение жирового сырья?
Глава 2
Рафинация жиров
Природные масла и жиры представляют собой сложную много-
компонентную систему, состоящую в основном из триацилглице-
ринов (триглицеридов) различного состава, строения и степени
непредельности, из разнообразных сопутствующих веществ, моле-
кулярно- и коллоидно-растворимых в глицеридах. Степень раство-
римости определяется составом и структурой этих веществ, часть
которых является поверхностно-активными веществами, стабили-
зирующими коллоидную растворимость их. Из примесей основную
группу составляет суспензия: твердые механические включения как
результат неполной первичной очистки, влага присутствует в эмуль-
сионном состоянии, химические соединения или продукты их ме-
таболизма, средства защиты растений, растворимые в масле.
Количество сопутствующих веществ невелико, но они определя-
ют качество масел и жиров, в значительной мере влияют на их тех-
нологические свойства. Так, свободные жирные кислоты, некото-
рые пигменты и примеси снижают качество и пищевую ценность
жиров, их содержание регламентировано допустимыми нормами.
Фосфолипиды и вещества белковой природы при хранении коагули-
руют, образуя осадки и тем самым снижая товарный вид масел.
2.1. ЦЕЛЬ РАФИНАЦИИ ЖИРОВ
Для повышения пищевого достоинства и технологических свойств
масел и жиров их подвергают различной степени очистки - рафи-
йации.
Рафинация — это ряд важнейших технологических процессов об-
работки жиров (масел) с целью удаления из них примесей и тех
сопутствующих веществ, которые снижают качество и технологи-
ческие свойства.
В результате рафинации улучшаются качественные показатели
масел и становится возможным перевести некоторые из них из
разряда технических в разряд пищевых. Так, нерафинированные
.соевое, рапсовое, кукурузное и другие масла из-за неудовлетвори-
тельного вкуса и запаха в пищу непригодны, но после рафинации
они становятся пищевыми. Нерафирированное («черное») хлоп-
ковое масло (токсичное из-за присутствия госсипола и его произ-
водных) настолько улучшается по качественным показателям пос-
ле рафинации, что становится одним из лучших в ассортименте
пищевых салатных масел.
Потребителями рафинированных жиров являются многие пи-
щевые отрасли, такие как хлебопекарная, кондитерская, консерв-
ная, пищеконцентратная и др. Рафинированные жиры также ис-
пользуют для технических целей (олифоварение, машиностроение,
химическая, текстильная промышленности и др.).
В масложировой отрасли рафинированные масла являются ос-
новным сырьем для производства маргариновой продукции (гид-
рированных жиров, глицерина, жирных кислот и др.).
Рафинация представляет собой сложный комплекс различных фи-
зических и химических процессов, посредством которых можно из-
бирательно воздействовать на сопутствующие вещества, ослаблять их
связи с триглицеридами и выводить из масла. Характер и последова-
тельность этих процессов определяются, с одной стороны, природой
масел и их качеством, с другой - требуемой глубиной очистки.
В связи с этим большое внимание уделяется выбору таких усло-
вий проведения отдельных этапов рафинации, при которых три-
глицериды максимально предохраняются от неблагоприятного воз-
действия влаги, кислорода воздуха, температуры и химичесских
агентов. Кроме того, цель рафинации — максимальное выведение
из масла наиболее ценных сопутствующих веществ с сохранением
их свойств для использования в качестве самостоятельных продук-
тов. Такими продуктами являются, например, фосфолипиды, сво-
бодные жйрные кислоты, восковые вещества. Они широко приме-
няются в народном хозяйстве для пищевых или технических целей.
Так, в пищевой промышленности используют фосфолипиды, в кос-
метической — восковые вещества, а для технических целей — фосфо-
липиды и свободные жирные кислоты. В результате рафинации
должны быть полностью удалены ядохимикаты из масел, снижено
их содержание ниже предельно допустимого уровня. /
К рафинированным маслам в зависимости от целевого назначе-
ния предъявляется ряд основных требований. Масла и жиры, иду-
щие непосредственно на пищевые цели, должны рафинироваться
по полному циклу, который включает следующие процессы: вы-
ведение фосфорсодержащих и воскоподобных веществ, удаление
свободных жирных кислот, красящих и одорирующих веществ.
Масла, используемые для различных технических целей или на-
правляемые на гидрогенизацию, подвергаются более короткому
циклу рафинации (в этом случае исключается удаление одориру-
ющих веществ).
В настоящее время рафинация стала основным звеном в слож-
ной схеме получения и переработки растительных масел и жиров.
22
2.2. МЕТОДЫ РАФИНАЦИИ ЖИРОВ
Различное качество масел и жиров, поступающих на рафинацию,
а также разнообразные требования, предъявляемые к рафинирован-
ным жирам, указывают на то, что в каждом отдельном случае необ-
ходимо применять разные методы рафинации или же различные их
сочетания. Определяющим фактором является способность приме-
няемых реагентов или методов избирательно воздействовать на от-
дельные сопутствующие вещества, разрушая или ослабляя их связи
между собой и триглицеридами. В результате этого нарушается рав-
новесие в коллоидной системе триглицериды — сопутствующие ве-
щества, снижается растворимость в маслах, что позволяет выделить
эти вещества в виде отдельной фазы.
Например, фосфолипиды выделяют при обработке масел во-
дой или водными растворами электролитов. Этот прием называ-
юуТидратацией/Свободные жирные кислоты могут быть удалены
В виде солей (мыл) при взаимодействии с гидроксидом натрия.
Этот процесс носит название нейтрализации./Красящие вещества
извлекают адсорбционной 'рафинацией — Отбеливанием, одори-
рующие вещества и ядохимикаты - дезодорацией. Однако воз-
действие этих процессов не является полностью избирательным.
Так, при гидратации наблюдается некоторое снижение содер-
жания свободных жирных кислот в масле и частичное его освет-
ление; при нейтрализации достигается также некоторое осветле-
ние масел и т.п.
Таким образом, многообразие состава и свойств масел, жиров и
сопутствующих веществ определяет и многостадийность способов и
Приемов удаления или извлечения их с целью достижения необхо-
димой степени очистки. Для правильного построения технологи-
ческих схем рафинации, выбора оптимальных параметров ведения
Технологических процессов схему рафинации следует представить
как состоящую из отдельных последовательно осуществляемых
модулей, отличающихся по целевому назначению использованных
для этого приемов.
Модуль 1 — гидратация. Назначение — максимально извлечь из
масел фосфолипиды и другие гидрофильные вещества. На гидра-
тацию поступает нерафинированное масло, прошедшее первичную
Очистку, с содержанием механических примесей не более 0,1 %.
После осуществления процесса получают гидратированное масло и
фосфатидный концентрат.
. Нерафинированное Модуль 1
масло * гидратация
Гидратированное товарное масло
Гидратированное масло
на дальнейшую рафинация
Фосфолипидная эмульсия
(фосфатидный концентрат)
23
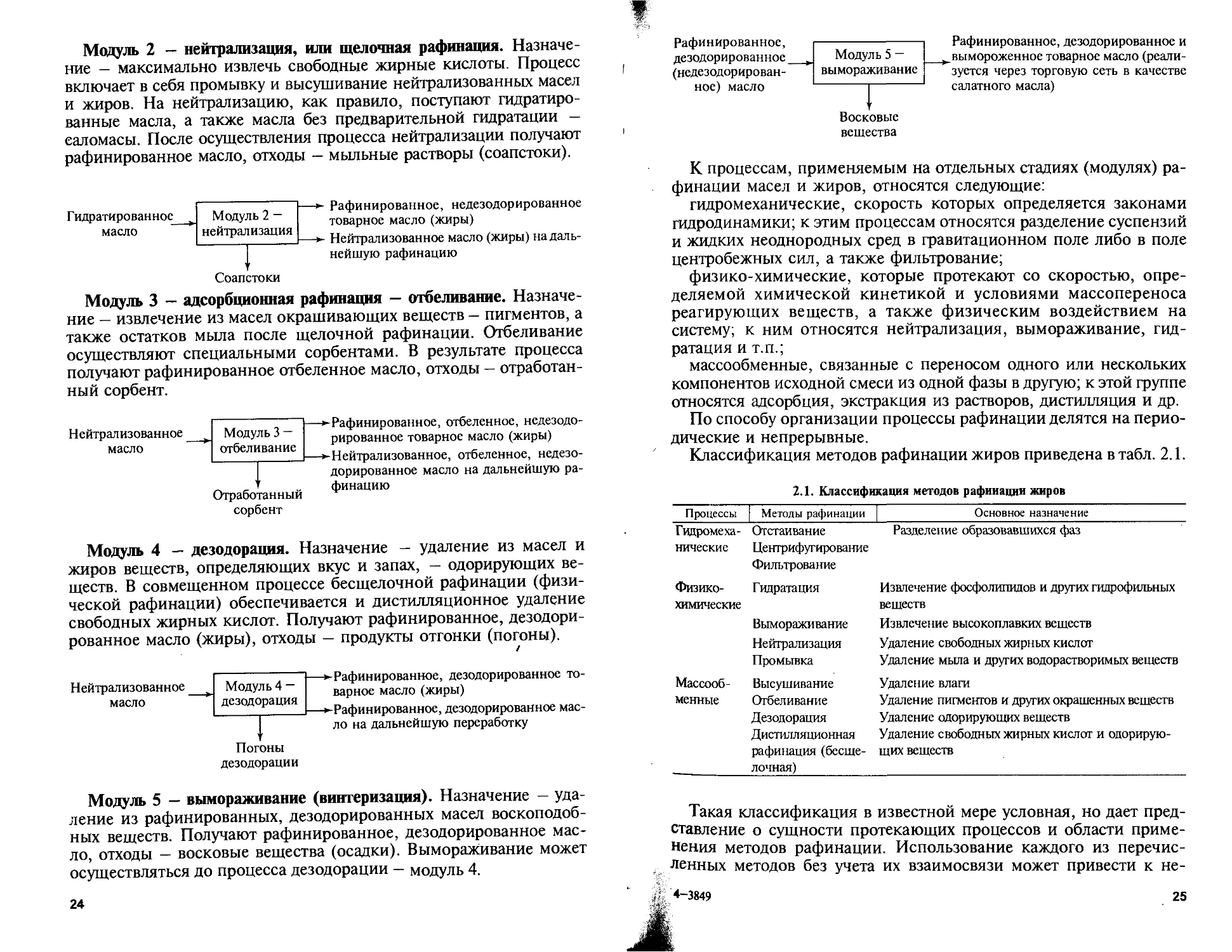
Модуль 2 — нейтрализация, или щелочная рафинация. Назначе-
ние — максимально извлечь свободные жирные кислоты. Процесс
включает в себя промывку и высушивание нейтрализованных масел
и жиров. На нейтрализацию, как правило, поступают гидратиро-
ванные масла, а также масла без предварительной гидратации —
саломасы. После осуществления процесса нейтрализации получают
рафинированное масло, отходы — мыльные растворы (соапстоки).
Гидратированное__ Модуль 2 —
масло нейтрализация
Соапстоки
Рафинированное, недезодорированное
товарное масло (жиры)
Нейтрализованное масло (жиры) на даль-
нейшую рафинацию
Модуль 3 — адсорбционная рафинация — отбеливание. Назначе-
ние — извлечение из масел окрашивающих веществ — пигментов, а
также остатков мыла после щелочной рафинации. Отбеливание
осуществляют специальными сорбентами. В результате процесса
получают рафинированное отбеленное масло, отходы — отработан-
ный сорбент.
Нейтрализованное
масло
Модуль 3 —
отбеливание
Отработанный
сорбент
-Рафинированное, отбеленное, недезодо-
рированное товарное масло (жиры)
-Нейтрализованное, отбеленное, недезо-
дорированное масло на дальнейшую ра-
финацию
Модуль 4 — дезодорация. Назначение — удаление из масел и
жиров веществ, определяющих вкус и запах, — одорирующих ве-
ществ. В совмещенном процессе бесщелочной рафинации (физи-
ческой рафинации) обеспечивается и дистилляционное удаление
свободных жирных кислот. Получают рафинированное, дезодори-
рованное масло (жиры), отходы — продукты отгонки (погоны).
Нейтрализованное
масло
Модуль 4 —
дезодорация
-Рафинированное, дезодорированное то-
варное масло (жиры)
•Рафинированное, дезодорированное мас-
ло на дальнейшую переработку
Погоны
дезодорации
Модуль 5 — вымораживание (винтеризация). Назначение — уда-
ление из рафинированных, дезодорированных масел воскоподоб-
ных веществ. Получают рафинированное, дезодорированное мас-
ло, отходы — восковые вещества (осадки). Вымораживание может
осуществляться до процесса дезодорации — модуль 4.
24
Рафинированное,
дезодорированное
(недезодорирован-
ное) масло
-------------- Рафинированное, дезодорированное и
Модуль 5 — __^вымороженное товарное масло (реали-
вымораживание зуется через торговую сеть в качестве
-------1------ салатного масла)
Восковые
вещества
К процессам, применяемым на отдельных стадиях (модулях) ра-
финации масел и жиров, относятся следующие:
гидромеханические, скорость которых определяется законами
гидродинамики; к этим процессам относятся разделение суспензий
и жидких неоднородных сред в гравитационном поле либо в поле
центробежных сил, а также фильтрование;
физико-химические, которые протекают со скоростью, опре-
деляемой химической кинетикой и условиями массопереноса
реагирующих веществ, а также физическим воздействием на
систему; к ним относятся нейтрализация, вымораживание, гид-
ратация и т.п.;
массообменные, связанные с переносом одного или нескольких
компонентов исходной смеси из одной фазы в другую; к этой группе
относятся адсорбция, экстракция из растворов, дистилляция и др.
По способу организации процессы рафинации делятся на перио-
дические и непрерывные.
Классификация методов рафинации жиров приведена в табл. 2.1.
2.1. Классификация методов рафинации жиров
Процессы | Методы рафинации | Основное назначение
Гидромеха- нические Отстаивание Центрифугирование Фильтрование Разделение образовавшихся фаз
Физико- химические Гидратация Вымораживание Нейтрализация Промывка Извлечение фосфолипидов и других гидрофильных веществ Извлечение высокоплавких веществ Удаление свободных жирных кислот Удаление мыла и других водорастворимых веществ
Массооб- Высушивание Удаление влаги
менные Отбеливание Дезодорация Дистилляционная рафинация (бесще- лочная) Удаление пигментов и других окрашенных веществ Удаление одорирующих веществ Удаление свободных жирных кислот и одорирую- щих веществ
Такая классификация в известной мере условная, но дает пред-
ставление о сущности протекающих процессов и области приме-
нения методов рафинации. Использование каждого из перечис-
ленных методов без учета их взаимосвязи может привести к не-
4-3849
25
правильному построению всего процесса рафинации в целом.
Поэтому обязанностью технолога является четкое знание основ-
ных принципов каждого метода, его потенциальных возможнос-
тей, а также наиболее рациональное сочетание модулей для до-
стижения необходимой степени очистки масла.
Так, при рафинации масел, направляемых на гидрогенизацию
для получения пищевых саломасов, например подсолнечного нера-
финированного масла, блок-схема рафинации будет состоять из
следующих модулей в их последовательности:
Нерафинированное
масло
Рафинированное масло
на производство пище-
вого саломаса
Полученное рафинированное масло отвечает требованиям к
качеству масел, применяемых при выработке пищевого саломаса.
При рафинации масел для производства маргариновой продук-
ции (майонезов, маргаринов, кулинарных жиров и др.) блок-схе-
ма строится по полному циклу.
Нерафиниро-
ванное масло
Рафинированное,
дезодорированное
масло
В случае рафинации при изготовлении салатного масла, реали-
зуемого через торговую сеть в мелкой расфасовке, в указанную блок-
схему добавляется модуль 5 — вымораживание.
Рафинация гидрированных и переэтерифицированных жи-
ров осуществляется по блок-схеме рафинации со следующими
модулями:
Рафинированные, дезодориро-
ванные жиры
Аналогично строятся и другие блок-схемы с учетом природы
и качества исходных жиров, а также требований потребителя к
получаемым рафинированным жирам.
Подбор соответствующих блок-схем осуществляется с учетом до-
стижения высоких экономических показателей рафинации и каче-
ства получаемого продукта.
26
I
2.3. ОТСТАИВАНИЕ, ЦЕНТРИФУГИРОВАНИЕ
И ФИЛЬТРОВАНИЕ ЖИРОВ
Гидродинамические процессы являются вспомогательными и ис-
пользуются на отдельных стадиях рафинации для разделения фаз, об-
разующихся в результате воздействия на масло различных факторов.
Самостоятельное значение эти процессы имеют в случае первичной
очистки масла на маслозаводах при выпуске товарной продукции.
2.3.1. ОТСТАИВАНИЕ ЖИРОВ
Отстаивание представляет собой в широком смысле процесс раз-
деления фаз различной плотности под действием гравитационного
поля (силы тяжести), в частном случае — отделение твердой фазы
от жидкой.
Скорость осаждения условно шарообразной частицы по закону
Стокса равна
v = d2g(pT - р)/18ц,
где v — скорость осаждения, м/с; d — диаметр частицы, м; g — ускорение свобод-
ного падения (9,81 м/с2); рт — плотность частицы, кг/м3; р — плотность сплошной
фазы, кг/м3, ц — динамическая вязкость сплошной фазы, Па • с.
В нерафинированном масле могут находиться примеси и сопут-
ствующие вещества в твердом или жидком состоянии в виде частиц
различной дисперсности, крупных конгломератов и тонкодисперс-
ных взвесей.
Процесс оседания. частиц длителен в основном из-за высокой
вязкости масел. Для повышения скорости осаждения этот процесс
обычно осуществляют при повышенной температуре, однако это
может привести к растворению части дисперсной фазы.
Отстаивание широко применяют на стадиях первичной очистки
масла как самостоятельный процесс для отделения взвешенных и
частично коагулированных веществ. При рафинации отстаивание
используют как вспомогательную операцию и чаще всего в перио-
дических схемах. Созданы отстойники непрерывного действия,
в которых процесс интенсифицирован в результате осаждения
частиц в тонком слое.
Схема работы тарельчатого отстойника непрерывного действия
показана на рис. 2.1. Внутри вертикального цилиндрического аппа-
рата с коническим днищем и крышкой находится пакет конических
тарелок, которые делят пространство аппарата на ряд камер (о и б).
Каждая камера ограничена сверху и снизу тарелками 1 с кольцевым
бортом; она работает как самостоятельный отстойник. Количество
тарелок определяет производительность аппарата. Для эффективной
работы тарелки установлены под углом наклона 35...45°, а толщина
слоя масла на тарелке 30...50 мм.
Принцип действия отстойника заключается в следующем. Сус-
4*
27
Рис. 2.1. Принципиальная
схема действия тарельчатого
отстойника
пензия непрерывно подается по цент-
ральной трубе 4 и через окна 3 поступает
в камеры б. Масло движется в отстойной
камере б, огибая край верхней тарелки,
и поступает в камеру а. Благодаря малой
скорости движения основное количество
тяжелой фазы оседает на наружную плос-
кость тарелок 1, сползает и накаплива-
ется в нижней части отстойника, а ос-
ветленное масло через отверстия 2, рас-
положенные под верхними тарелками в
камере а, выводится в отдельную для
каждой камеры отводную трубу 6. Все
отводные трубы объединены в общий
коллектор. На каждой отводной трубе ус-
тановлен смотровой фонарь 5, что позво-
ляет наблюдать за маслом, вытекающим
из камер. В случае поступления из ка-
кой-нибудь камеры мутного масла ее
отключают либо регулируют количест-
во выходящего масла, а значит и его
скорость движения в камере. Осадок
периодически или непрерывно выводит-
ся через патрубок, расположенный в дни-
ще аппарата. Наружная поверхность ко-
нусных таредок хорошо отполирована.
В зависимости от размеров произво-
дительность отстойников колеблется от
25 до 75 т масла в сутки. Они входят в
схемы гидратации и рафинации.
На кафедре технологии жиров КубГТУ разработана конструкция тон-
кослойного пластинчатого отстойника (рис. 2.2) для отделения фосфо-
липидной эмульсии от гидратированного масла. Отстойник состоит из
входного распределительного устройства 1, содержащего специальные
Рис. 2.2. Тонкослойный пластинчатый отстойник
элементы, обеспечива-
ющие равномерное рас-
пределение жидкости
по сечению отстойника,
разделительной (седи-
ментационной) каме-
ры 2, выходного рас-
пределительного устрой-
ства 3 и бункера 4 для
фосфолипидной эмуль-
сии. В разделительной
камере на расстоянии
20...30 мм друг от друга
28
и под углом к горизонту 45...55° расположены осадительные плас-
тины 5, образующие поверхности тонкослойных элементов. Осаж-
дение частиц происходит в тонком слое жидкости, движущейся
между наклонными поверхностями. Фосфолипидная эмульсия
под действием гравитационных сил перемещается по наклонной
поверхности тонкослойного элемента и скапливается в бункере 4.
Гидратированное масло отводится через выходное распределитель-
ное устройство 3.
2.3.2. ЦЕНТРИФУГИРОВАНИЕ ЖИРОВ
Отстаивание в гравитационном поле — малоэффективно, осу-
ществляется в громоздкой аппаратуре, возможности его интенсифи-
кации ограничены. Значительно эффективнее происходит разделе-
ние фаз в центробежном поле, которое создается в центрифугах (се-
параторах). Сравнить скорости осаждения частиц в центробежном и
гравитационном полях можно, анализируя уравнения движущих сил.
Сила, действующая на частицу:
в центробежном поле
Сц = /то2//?,
в гравитационном поле
С, = mg,
ще Сц, Сг — сила, Н; т — масса частиц, кг; g — ускорение свободного падения, м/с2;
со2/А — центробежное ускорение, м/с2; А — радиус вращения, м; ш — окружная
скорость вращения, м/с.
Соответственно этому скорости осаждения частиц равны:
vu =<?2(рт -р)ф2/(18цЛ), г, = <Z2(pT-p)g/(18p),
ще d — диаметр частиц, м; (рт—р) — разность плотностей разделения фаз, кг/м3;
т — динамическая вязкость сплошной фазы, Па • с.
Отношения С/С и гц/гг показывают, во сколько раз увеличива-
ется сила, действующая на частицу, или скорость ее осаждения в
центробежном поле по сравнению с гравитационным.
Подставив соответствующие значения, получим
Сц/Сг = гц/гг = rf/Rg.
Отношение центробежного ускорения к ускорению свободного
падения называют фактором разделения
0р=<о2Ж (21)
где со = 2л:Ал; п — частота вращения, с
Подставим значение окружной скорости вращения в форму-
лу (2.1), получим
Фр = 4 • Rn\
29
Рис. 2.3. Принципиальная схема действия
сепараторов
Рис. 2.4. Принципиальная схема действия
разделяющего барабана сепаратора
Фактор разделения пропорцио-
нален квадрату частоты вращения
и радиусу вращения. Фактор раз-
деления — важная характеристика
конструкции центробежных ма-
шин, так как при прочих равных
условиях разделяющее действие
центрифуги возрастает пропорци-
онально величине Фр. В промыш-
ленности в зависимости от фактора разделения различают нормаль-
ные и скоростные центрифуги (сверхцентрифуги).
Нормальные центрифуги (сепараторы с Фр < 3500) применяют
главным образом для разделения различных суспензий, зА исклю-
чением тех, которые имеют очень малую концентрацию дисперс-
ной фазы. Сверхцентрифуги (Фр > 3500) служат для разделения
эмульсий и тонкодисперсных суспензий.
Существенным признаком конструкций центрифуг является спо-
соб выгрузки из них осадка, который может осуществляться пери-
одически или непрерывно под действием центробежной силы.
По назначению центробежные машины классифицируют на:
осадительно-осветляющие (кларификаторы) — для разделения
суспензий (рис. 2.3, а);
разделяющие (пурификаторы) — для разделения жидкостей, не-
значительно различающихся по плотностям (рис. 2.3, б).
Принцип действия разделяющего барабана сепаратора показан
зо
на рис. 2.4. Разделяемая жидкость поступает по центральной тру-
бе 4 или снизу через полый вал сепаратора в чашу вращающегося
барабана 2, внутри которого находится пакет конических таре-
лок 7. Под действием центробежной силы более тяжелая жид-
кость отбрасывается к периферии барабана 2, по мере накопления
поднимается кверху и непрерывно выходит из сепаратора через
канал 3. Масло, как более легкая фракция, под действием вновь
поступающей на разделение жидкости продвигается ближе к осе-
вой части сепаратора и выводится через канал 5.
В современных конструкциях разделяющих сепараторов на ли-
нии выхода легкой и тяжелой фракций на валу установлены тур-
бинки, которые под давлением транспортируют каждую фракцию
к выходу. В этих конструкциях можно регулировать степень разде-
ления и качество фракций. Для этого на линии выхода легкой фрак-
ции устанавливают специальное регулирующее запорное устройство,
при помощи которого можно создавать противодавление на выхо-
де. При этом с увеличением давления улучшается степень отделе-
ния тяжелой фракции. Подбирая оптимальное противодавление,
можно обеспечить высокую степень разделения, т.е. практически
освободить легкую фракцию от тяжелой, и наоборот. Такие сепа-
раторы работают в герметических условиях.
При переработке жиров разделяемые жидкости всегда содержат не-
большое количество твердых или вязких включений, которые резко
ухудшают эффект разделения фаз,
вызывая увеличение потерь жира
И снижение производительности
йз-за простоев в работе, посколь-
ку необходимо разбирать и очищать
тарелки сепаратора и его барабан.
Для устранения этих недостатков
созданы конструкции так называе-
мых саморазгружающихся сепара-
торов с высоким фактором разде-
ления. Они оборудованы специаль-
ным автоматическим устройством
с программным управлением для
удаления накопившегося твердого
осадка без остановки сепаратора.
Схема потоков в саморазгружа-
ющемся сепараторе показана на
рис. 2.5. Чаша этого барабана со-
стоит из двух частей: верхней не-
подвижной 8 и нижней подвиж-
ной 4. Нижняя часть чаши при-
жимается к верхней неподвижной
буферной жидкостью (умягченной
водой), циркулирующей в полос-
Рис. 2.5. Схема потоков в саморазгру-
жающемся сепараторе
31
ти барабана, и пружинами 15. Для уплотнения служит кольцо 14.
Сепарируемая смесь подается через патрубок 2 и под действием
центробежной силы устремляется в межтарелочное пространство 13,
где разделяется на две фракции. Жир под давлением выводится из
аппарата через патрубок 10, а соапсток — через патрубок 11.
Сепаратор снабжен патрубками 3 и 1 для подачи раствора щелочи
и промывной воды, патрубками 9 и 12 для подачи и отвода охлаж-
дающей воды. Канал 6 предназначен для подачи и отвода гидрав-
лической жидкости.
Когда в шламовом пространстве чаши накапливается осадок, в
канал 5 нижней подвижной части чаши через патрубок 16 подается
насосом вода под давлением 0,1...0,2 МПа. Давлением этой воды
пружины 15 сжимаются, нижняя часть чаши отходит вниз, откры-
вая прорези 7. В этот момент под действием центробежной силы
из чаши через прорези 7 выводится шлам. Подаваемая через патру-
бок 1 вода размывает осадок шлама и облегчает вывод его из чаши.
Через определенный интервал времени подача воды по патрубку 16
прекращается, пружины 75прижимают нижнюю часть чаши к верх-
ней, и прорези закрываются. Сепаратор, освобожденный от шла-
ма, продолжает работать в обычном режиме.
Такие сепараторы используют на стадии гидратации и нейтрализации.
В различных схемах рафинации применяют сепараторы, произ-
водительность которых колеблется от 80 до 300 т/сут при частоте
вращения барабана сепаратора до 6500 мин-1.
Достоинством центрифуг является кратковременность пребы-
вания разделяемой смеси в барабане, легкость регулирования
процесса сепарирования путем дросселирования потока масла на
линии его выхода при помощи регулирующего клапана, высокая
производительность и др.
2.3.3. ФИЛЬТРОВАНИЕ ЖИРОВ
Этот способ разделения суспензий основан на транспортирова-
нии жидкости через пористую перегородку в результате перепада
давлений до перегородки и после нее. На фильтре остаются части-
цы, размер которых больше пор перегородки.
Фактически фильтрование осуществляется через слой осадка,
который с течением времени накапливается на перегородке.
Удельная скорость фильтрования, отнесенная к единице поверх-
ности, м3/с,
% = bV/S<h.
Основное дифференциальное уравнение фильтрования
6V/Sdi = Ар/ц(Л0С + 7?ф„),
где И— объем фильтрата, м3; 5— поверхность фильтрования, м2; т — продолжитель-
ность фильтрования, с; Др — разность давлений, Н/м2; р — динамическая вязкость
фазы суспензии, Па • с; — сопротивление слоя осадка, м”1; Лфп — сопротивление
фильтровальной перегородки, м_|.
32
Это уравнение — частный случай более общего закона, согласно
которому скорость любого процесса прямо пропорциональна дви-
жущей силе и обратно пропорциональна сопротивлению. В дан-
ном случае разность давлений (напор) представляет собой движу-
щую силу, а общее сопротивление складывается из сопротивлений
осадка и фильтровальной перегородки.
Осадки, полученные при разделении суспензий, классифици-
руют на несжимаемые и сжимаемые. Под несжимаемыми пони-
мают такие осадки, в которых пористость не уменьшается при
повышении разности давлений. Пористость сжимаемых осадков,
наоборот, снижается, а их гидравлическое сопротивление потоку
жидкой фазы возрастает с увеличением разности давлений.
Повысить скорость фильтрования можно увеличением давления,
но эта возможность ограничена как конструкцией фильтра, так и
вероятным ухудшением качества фильтрата из-за проскока отде-
ляемых частиц. Увеличение скорости фильтрования в результате
снижения вязкости масла также ограничено допустимыми тем-
пературными пределами самого процесса. Поэтому иногда для
разделения суспензий методом фильтрования в масло вводят
вспомогательные слабосжимаемые фильтрующие вещества (по-
рошкообразные добавки), благодаря чему создаются условия со-
хранения пористости осадка.
В масложировой промышленности процесс фильтрования осу-
ществляется периодически и непрерывно. В качестве перегородок
используют фильтровальные ткани — хлопчатобумажные (бель-
тинг, диагональ) или синтетические. В некоторых конструкциях
фильтров в качестве перегородки служит металлическая сетка, и
фильтрование осуществляется через слой предварительно нане-
сенного на нее осадка.
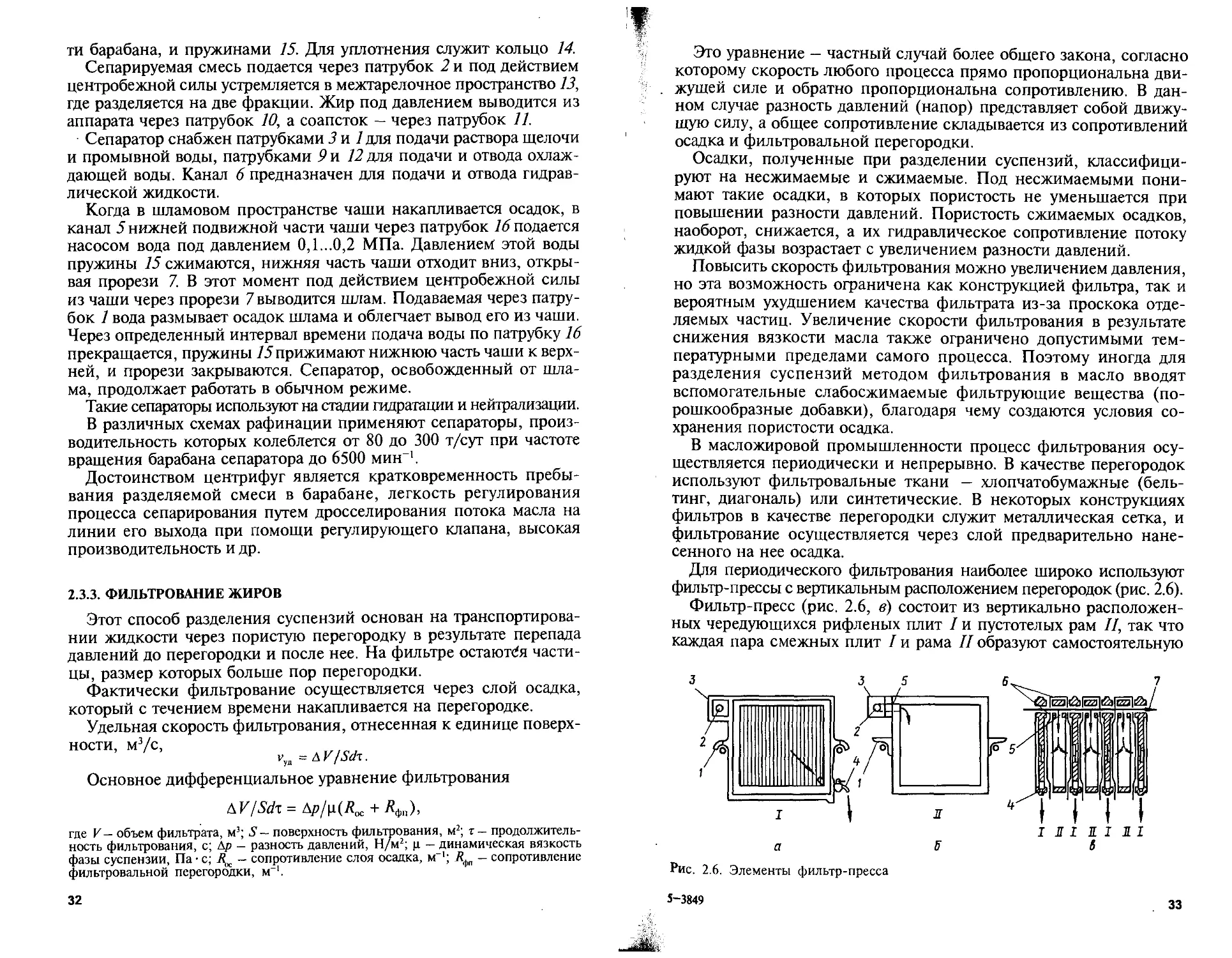
Для периодического фильтрования наиболее широко используют
фильтр-прессы с вертикальным расположением перегородок (рис. 2.6).
Фильтр-пресс (рис. 2.6, в) состоит из вертикально расположен-
ных чередующихся рифленых плит I и пустотелых рам II, так что
каждая пара смежных плит I и рама II образуют самостоятельную
5-3849
33
фильтрующую ячейку. Каждая рама обертывается фильтровальной
тканью. Плиты и рамы имеют боковые приливы 3 (рис. 2.6, о и б)
с отверстиями 2, точно совпадающими при сборке и образующими
канал, по которому фильтруемая жидкость подается в фильтр-пресс.
Плиты и рамы подвешиваются с помощью лап 1 на двух горизон-
тальных балках. Плита (рис. 2.6, а) в нижней части имеет кран 4
для слива жидкости, рама (рис. 2.6, б) имеет канал 5, по которо-
му фильтруемая жидкость поступает внутрь рамы.
Масло поступает в фильтр-пресс (рис. 2.6, в) через сквозной
канал /внутрь рамы //через отверстие 5и заполняет ее. Под давле-
нием масло фильтруется через ткань 6, стекает вниз по рифленой
поверхности плит / и через отверстие 4 сливается в сборный желоб.
В начальный период, когда на ткани еще не образовался филь-
трующий слой осадка, фильтрат вытекает мутным, его собирают
отдельно и возвращают на повторное фильтрование. Давление
при нормальной работе фильтр-пресса не должно превышать
0,15...0,25 кПа. Когда давление фильтрования значительно возрас-
тает, а скорость существенно снижается, процесс прекращают,
осадок частично обезжиривают, продувая инертным газом, а затем
фильтр-пресс разгружают.
Недостатком периодического фильтрования является низкая про-
изводительность.
Известны различные конструкции фильтров с механизирован-
ной и автоматизированной выгрузкой осадка. Для непрерывной
работы обычно устанавливают не менее двух фильтров, которые
работают поочередно и обеспечивают непрерывное фильтрование.
По характеру применяемых фильтрующих элементов современ-
ные фильтры можно разделить на дисковые, патронные, листовые
и др. В качестве фильтрующей перегородки используют несколько
слоев металлической сетки; при этом верхний слой сетки с сечени-
ем 0,2x0,2 мм.
Перед фильтрованием на фильтрующие элементы наносят филь-
трующий слой или создают слой из фильтруемой суспензии.
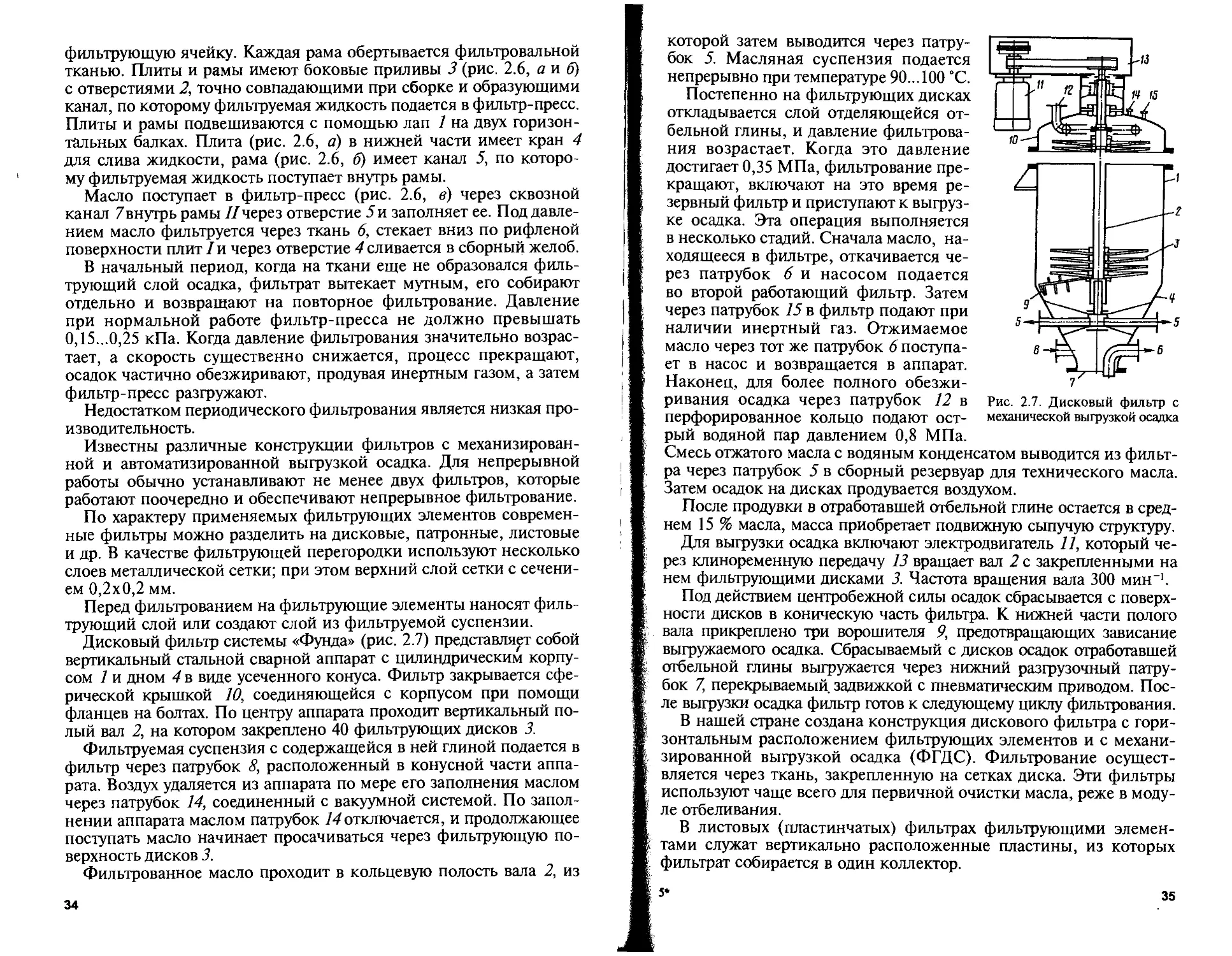
Дисковый фильтр системы «Фунда» (рис. 2.7) представляет собой
вертикальный стальной сварной аппарат с цилиндрическим корпу-
сом / и дном 4 в виде усеченного конуса. Фильтр закрывается сфе-
рической крышкой 10, соединяющейся с корпусом при помощи
фланцев на болтах. По центру аппарата проходит вертикальный по-
лый вал 2, на котором закреплено 40 фильтрующих дисков 3.
Фильтруемая суспензия с содержащейся в ней глиной подается в
фильтр через патрубок 8, расположенный в конусной части аппа-
рата. Воздух удаляется из аппарата по мере его заполнения маслом
через патрубок 14, соединенный с вакуумной системой. По запол-
нении аппарата маслом патрубок 14отключается, и продолжающее
поступать масло начинает просачиваться через фильтрующую по-
верхность дисков 3.
Фильтрованное масло проходит в кольцевую полость вала 2, из
34
Рис. 2.7. Дисковый фильтр с
механической выгрузкой осадка
которой затем выводится через патру-
бок 5. Масляная суспензия подается
непрерывно при температуре 90...100 °C.
Постепенно на фильтрующих дисках
откладывается слой отделяющейся от-
бельной глины, и давление фильтрова-
ния возрастает. Когда это давление
достигает 0,35 МПа, фильтрование пре-
кращают, включают на это время ре-
зервный фильтр и приступают к выгруз-
ке осадка. Эта операция выполняется
в несколько стадий. Сначала масло, на-
ходящееся в фильтре, откачивается че-
рез патрубок 6 и насосом подается
во второй работающий фильтр. Затем
! через патрубок 15 в фильтр подают при
наличии инертный газ. Отжимаемое
масло через тот же патрубок 6 поступа-
ет в насос и возвращается в аппарат.
Наконец, для более полного обезжи-
[ ривания осадка через патрубок 12 в
! перфорированное кольцо подают ост-
I рый водяной пар давлением 0,8 МПа.
। Смесь отжатого масла с водяным конденсатом выводится из фильт-
I ра через патрубок 5 в сборный резервуар для технического масла.
| Затем осадок на дисках продувается воздухом.
I После продувки в отработавшей отбельной глине остается в сред-
[ нем 15 % масла, масса приобретает подвижную сыпучую структуру.
I Для выгрузки осадка включают электродвигатель И, который че-
I рез клиноременную передачу 13 вращает вал 2 с закрепленными на
С нем фильтрующими дисками 3. Частота вращения вала 300 мин'1.
I Под действием центробежной силы осадок сбрасывается с поверх-
I ности дисков в коническую часть фильтра. К нижней части полого
L вала прикреплено три ворошителя 9, предотвращающих зависание
I выгружаемого осадка. Сбрасываемый с дисков осадок отработавшей
К отбельной глины выгружается через нижний разгрузочный патру-
I бок 7, перекрываемый задвижкой с пневматическим приводом. Пос-
I ле выгрузки осадка фильтр готов к следующему циклу фильтрования.
| В нашей стране создана конструкция дискового фильтра с TOPH-
I' зонтальным расположением фильтрующих элементов и с механи-
|. зированной выгрузкой осадка (ФГДС). Фильтрование осущест-
I вляется через ткань, закрепленную на сетках диска. Эти фильтры
I используют чаще всего для первичной очистки масла, реже в моду-
Е ле отбеливания.
I В листовых (пластинчатых) фильтрах фильтрующими элемен-
тами служат вертикально расположенные пластины, из которых
Е фильтрат собирается в один коллектор.
Е 5* 35
В патронных (свечевых) фильтрах фильтрующими элементами
являются вертикально расположенные патроны (свечи), закреплен-
ные внизу в трубе-коллекторе, а вверху соединенные между собой
стальными планками. Процесс фильтрования на этих фильтрах осу-
ществляется аналогично описанному выше. Они устанавливаются
обычно в линиях адсорбционной рафинации.
Полный цикл работы фильтра 4...5 ч, из них собственно фильт-
рование 3...4 ч. Допустимая толщина слоя осадка на поверхности
дисков 25...30 мм.
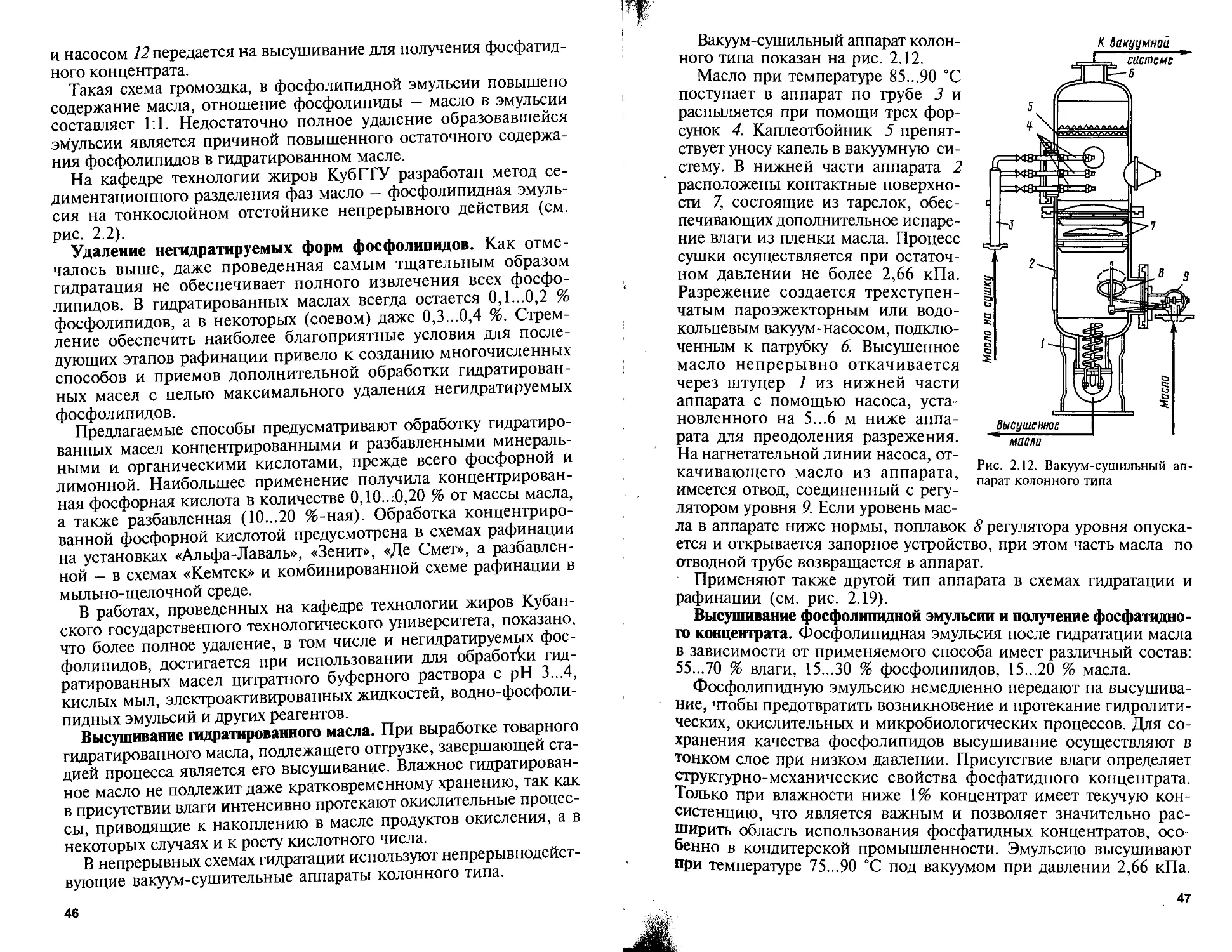
2.4. ГИДРАТАЦИЯ ФОСФОЛИПИДОВ ИЗ МАСЕЛ
Гидратация фосфолипидов представляет собой завершающий этап
в технологии производства растительных масел, позволяющий из-
влечь из них фосфолипиды в виде самостоятельного биологически
ценного продукта, а также подготовить масла к последующим эта-
пам их рафинации и переработки.
2.4.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ГИДРАТАЦИИ
ФОСФОЛИПИДОВ ИЗ МАСЕЛ
Растительные фосфолипиды, их основные свойства. Фосфоли-
пиды составляют наиболее сложную и ценную группу полярных
липидов, сопутствующих триацилглицеринам. В масличных семе-
нах они локализованы преимущественно в нежировой фазе в сво-
бодном и связанном с белками и углеводами состоянии. В зави-
симости от способов и режимов получения растительных масел
степень извлечения фосфолипидов из масличного сырья составляет
от 20 до 90 %.
Содержание фосфолипидов в маслах
Масло Массовая доля фосфолипидов, % в пересчете на стеароолеолецитин
Соевое экстракционное Подсолнечное прессовое экстракционное Хлопковое прессовое экстракционное Рапсовое прессовое экстракционное Кукурузное прессовое ],0...6,0 0,30...0,70 Х 0,70...1,20 0,80...1,60 1,40...2,80 0,40...0,70 0,70...1,30 0,50... 1,20
В состав фосфолипидов растительного происхождения входят гли-
церофосфолипиды, содержащие и несодержащие азот. Несодер-
жащие азот фосфолипиды (пол иол содержащие) делятся на поли-
36
г
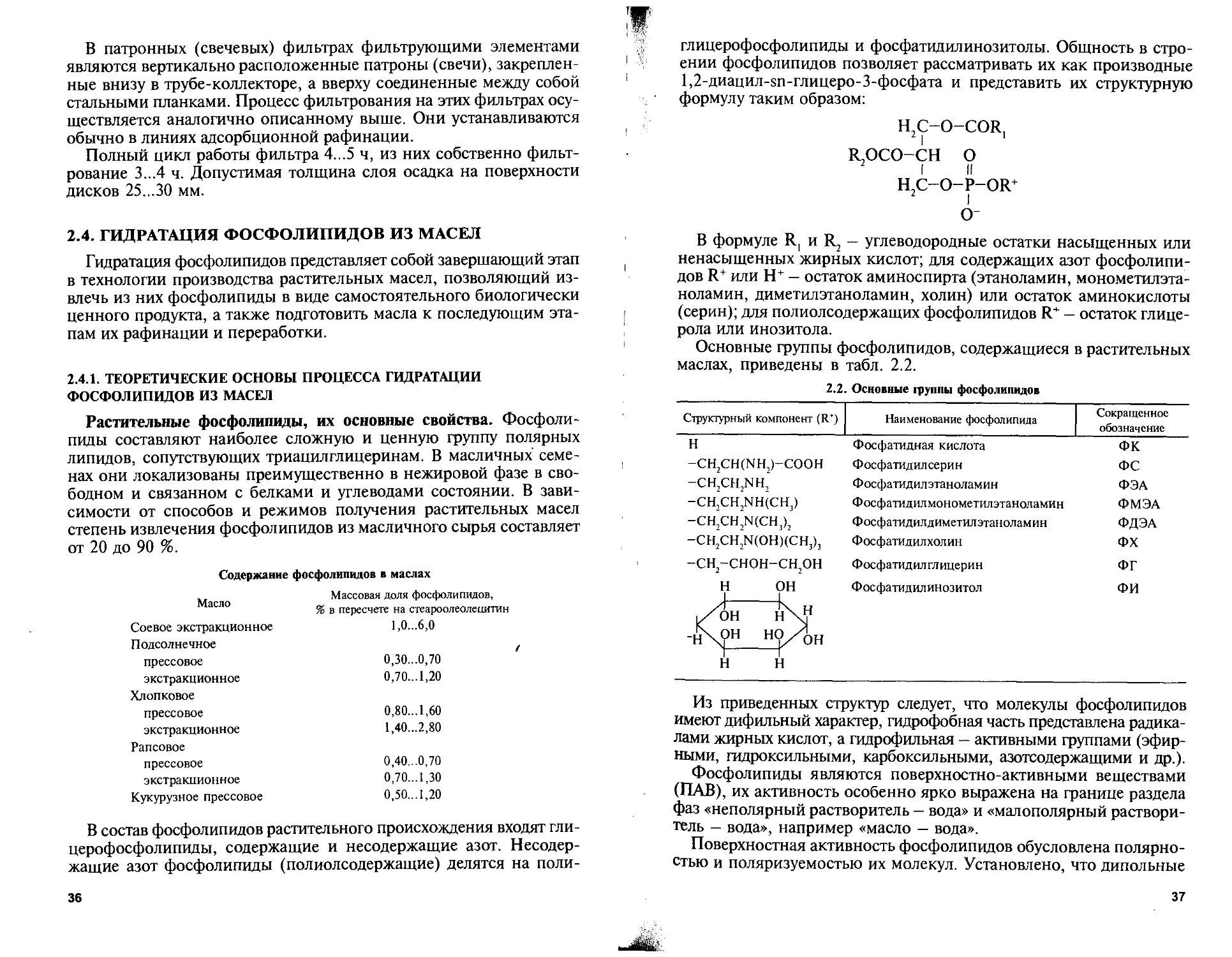
глицерофосфолипиды и фосфатидилинозитолы. Общность в стро-
ении фосфолипидов позволяет рассматривать их как производные
1,2-диацил-8п-глицеро-3-фосфата и представить их структурную
формулу таким образом:
Н2С-О-COR,
R.OCO-CH О
h2c-o-p-or
о-
В формуле R, и R2 — углеводородные остатки насыщенных или
ненасыщенных жирных кислот; для содержащих азот фосфолипи-
дов R+ или Н+ — остаток аминоспирта (этаноламин, монометилэта-
ноламин, диметилэтаноламин, холин) или остаток аминокислоты
(серин); для полиолсодержащих фосфолипидов R+ — остаток глице-
рола или инозитола.
Основные группы фосфолипидов, содержащиеся в растительных
маслах, приведены в табл. 2.2.
2.2. Основные группы фосфолипидов
Структурный компонент (R*) Наименование фосфолипида Сокращенное обозначение
Н Фосфатидная кислота ФК
-CH2CH(NH2)-COOH Фосфатид ил серин ФС
-ch2ch2nh2 Фосфатидил этаноламин ФЭА
-CH2CH2NH(CH3) Фосфатидилмонометилэтаноламин ФМЭА
-CH2CH2N(CH3)2 Фосфатидилдиметил этаноламин ФДЭА
-CH2CH2N(OH)(CH3)3 Фосфатидилхолин ФХ
-CH2-CHOH-CH2OH Фосфатидилглицерин ФГ
H OH J 1 Фосфатидилинозитол ФИ
|/6h h\P
-j^OH HO^QH
1 г H H
Из приведенных структур следует, что молекулы фосфолипидов
имеют дифильный характер, гидрофобная часть представлена радика-
лами жирных кислот, а гидрофильная — активными группами (эфир-
ными, гидроксильными, карбоксильными, азотсодержащими и др.).
Фосфолипиды являются поверхностно-активными веществами
(ПАВ), их активность особенно ярко выражена на границе раздела
фаз «неполярный растворитель — вода» и «малополярный раствори-
тель — вода», например «масло — вода».
Поверхностная активность фосфолипидов обусловлена полярно-
стью и поляризуемостью их молекул. Установлено, что дипольные
37
моменты молекул фосфолипидов различных групп составляют
(10...25)-10-30 Кл-м.
Свойства фосфолипидов определяются не только дифильным
характером молекул, но и их химическим строением и составом.
Такие группы фосфолипидов, как фосфатидилинозитолы,
фосфатидные и полифосфатидные кислоты, способны взаимо-
действовать с одно-, двух- и трехвалентными металлами, фосфа-
тидилсерины - с двух- и трехвалентными металлами, а фосфати-
дилэтаноламины - с одновалентными.
Фосфатидилсерины и фосфатидилэтаноламины в условиях по-
лучения и переработки масел взаимодействуют с моно-, ди- и
трисахаридами. Эти реакции приводят к образованию разнообраз-
ных темноокрашенных соединений — меланофосфолипидов. Име-
ются сведения о сложных соединениях фосфатидных и полифос-
фатидных кислот с алифатическими спиртами и стеролами.
Хотя фосфолипиды присутствуют в маслах сравнительно в не-
больших количествах, они благодаря своей активности сущест-
венно влияют на товарный вид масла и его технологические свой-
ства. Фосфолипиды не устойчивы в нерафинированном масле,
содержащем даже незначительное количество влаги (0,1...0,2 %),
и при его хранении частично отделяются, образуя осадок. На тех
стадиях рафинации, где используется вода или водные раство-
ры, они стабилизируют эмульсии, в результате чего возникают
трудности при разделении фаз. При отбеливании некоторые фос-
фолипиды сорбируются поверхностью сорбента, что приводит к
увеличению его расхода. В процессе гидрогенизации масел фос-
фолипиды взаимодействуют с поверхностью катализатора, снижая
его активность, и осложняют последующее отделение катализа-
тора от гидрируемого жира отстаиванием или фильтрованием.
Все это приводит к необходимости извлекать фосфолипиды из
нерафинированного масла перед его дальнейшей переработкой.
Однако, учитывая высокие физиологические и пищевые досто-
инства фосфолипидов, а также их широкое применение в пищевой
промышленности, медицине, сельском хозяйстве и в других от-
раслях, предусматривается извлечение фосфолипидов с/ целью
производства самостоятельного продукта, так называемых фосфа-
тидных концентратов различного состава и свойств.
Механизм гидратации фосфолипидов. Дифильность молекул
фосфолипидов обусловливает их основные свойства, в том числе
способность взаимодействовать с водой. Это свойство положено в
основу промышленного метода извлечения фосфолипидов, полу-
чившего название «гидратация».
Результаты проведенных исследований позволяют сделать вы-
вод, что решающее влияние на устойчивость таких сложных сис-
тем, как «фосфолипиды - триацилглицерины», «фосфолипиды -
триацилглицерины — вода», оказывает особенность химической
структуры молекул фосфолипидов, которая в свою очередь обу-
38
словливает состояние фосфолипидов в триацилглицеринах масла,
являющегося растворителем с низкой полярностью.
Рассматривая масло как многокомпонентную систему, считают,
что в ней различные группы фосфолипидов находятся в триацил-
глицеринах в следующем виде:
в молекулярно-растворимом состоянии в виде сложных соеди-
нений фосфатидных кислот со стеролами и металлами (Na+, К+),
а также в виде соединений полифосфатидных кислот со стерола-
ми и алифатическими спиртами;
в молекулярно-растворимом состоянии в виде сложных соеди-
нений фосфатидилинозитолов с дисахаридами (мальтозой), три-
сахаридами (рафинозой) и ионами трехвалентных металлов;
в молекулярно-растворимом состоянии в виде внутренних
комплексов фосфатидилэтаноламинов и фосфатидилсеринов,
образованных благодаря внутримолекулярным водородным связям;
в молекулярно-растворимом состоянии в виде комплексов
фосфатидилсеринов и фосфатидилинозитолов с металлами и уг-
леводами, образованных благодаря внутримолекулярным коор-
динационным связям;
в виде димеров, образованных в результате межмолекулярных
координационных связей;
в виде ассоциатов и мицелл более высокого порядка, образован-
ных благодаря межмолекулярным водородным связям;
в виде мицелл различного порядка, образованных в результате
действия межмолекулярных ван-дер-ваальсовых сил.
Учитывая то, что в масле всегда находится некоторое количество
Воды, фосфолипиды в нем могут присутствовать и в виде мицелл,
образованных благодаря ориентации полярных групп их молекул к
водной фазе.
Процесс гидратации фосфолипидов растительных масел пре-
дусматривает введение в них гидратирующего агента, чаще все-
го воды, при температуре 45...65 °C и интенсивном контакти-
ровании.
На практике гидратацию осуществляют не только водой, но и
разбавленными водными растворами солей, кислот, щелочей и др.
Химическое взаимодействие иллюстрируется следующей реакцией
На примере фосфатидилхолина:
ch2ocor,
CHOCOR2 /ОН
СН2ОР=О он
ЮСН2СН21Ч(СН3)3
ch2ocor,
|СН0С01<^^^-0 + нон^±г
СН2ОР=д
^OCH2CH2N(CH3)3
Растворяется в масле
Не растворяется в масле
39
До последнего времени считали, что в результате химического
взаимодействия с водой фосфолипиды переводятся в нераство-
римый в масле осадок. Однако, как было показано в исследова-
ниях А.А. Шмидта, такой механизм не отражает явлений, протека-
ющих в масле при внесении в него воды.
В основу более аргументированного механизма процесса гидрата-
ции, предложенного позднее Якубовским и АА.Шмидтом, положе-
на коллоидная природа фосфолипидов, растворенных в масле. На
основании этих работ, а также экспериментальных и теоретических
разработок кафедры технологии жиров Кубанского государственного
технологического университета механизм гидратации фосфолипидов
можно представить следующим образом.
На поверхности капель воды, внесенных при гидратации в мас-
ло, возникает липидный слой из фосфолипидов и триацилглице-
ринов. Молекулы фосфолипидов, обладающие большей гидро-
фильностью, диффундируют из объема масла к этой поверхности
и постепенно вытесняют триацил глицерины, насыщая слой на
поверхности капли.
Особое значение при гидратации имеет количество введенной
воды — гидратирующего агента.
При малых количествах введенной в масло воды на поверхности
капли образуется насыщенный поверхностный слой, состоящий в
основном из молекул фосфолипидов благодаря ориентации их по-
лярных групп к водной фазе; при этом вода удерживается в объеме
масла; такая система термодинамически устойчива, не происходит
агрегации и выпадения в осадок фосфолипидов.
С увеличением в системе количества воды при соотношении
фосфолипиды — вода (1:1—1:2) в образовании поверхностных
слоев одновременно с фосфолипидами участвуют и молекулы
триацилглицеринов; т.е. образуются смешанные поверхност-
ные слои. Максимум энергии такого взаимодействия в указан-
ных слоях обнаруживается при соотношении фосфолипиды -
триацилглицерины 70:30. В результате этого образуется термо-
динамически неустойчивая система, происходит коагуляция
фосфолипидов, и система разделяется на две фазы (масло'и фос-
фолипидная эмульсия).
Эффективность процесса гидратации зависит от способности
тех или иных групп фосфолипидов участвовать в образовании
смешанных поверхностных слоев «фосфолипиды — триацилгли-
церины» на границе с водой.
Наиболее активно в образовании таких слоев на поверхности
водной фазы участвуют фосфолипиды, для которых характерно
образование мицелл различного порядка в результате возникнове-
ния межмолекулярных водородных связей и ван-дер-ваальсовых сил.
К таким фосфолипидам относятся фосфатидилхолины, неспо-
собные к образованию внутримолекулярных водородных и коор-
динационных связей, гидратируемые фосфатидилэтаноламины,
40
фосфатидилсерины, фосфатидилинозитолы и фосфатидные кислоты.
Фосфолипиды, находящиеся в масле в молекулярно-растворимом
состоянии, такие как соединения фосфатидных кислот со стеролами
и алифатическими спиртами, соединения дифосфатидилглицеринов
с алифатическими спиртами, внутрикомплексные координацион-
ные соединения фосфатидилсеринов и фосфатидилинозитолов с двух-
и трехвалентными металлами и др., в образовании поверхностных
смешанных слоев практически не участвуют, их можно отнести к так
называемым негидратируемым фосфолипидам.
Мала вероятность подхода к поверхности воды и участия в обра-
зовании поверхностных слоев димеров, образованных за счет меж-
молекулярных координационных связей, а также фосфолипидов,
находящихся в масле в молекулярно-растворимом состоянии в виде
внутренних комплексов, образованных в результате внутримолеку-
лярных водородных и координационных связей. Эти группы также
относятся к негидратируемым фосфолипидам.
Если в масло введено воды значительно больше оптимального
количества, возможно образование эмульсии типа жир в воде; в
результате обращения фаз и стабилизации этой эмульсии фосфоли-
пидами такая система трудно разделяется даже в поле центробеж-
ных сил.
Приведенный механизм гидратации фосфолипидов, базирующий-
ся на особенностях их химического строения и состояния в масле,
объясняет наличие в гидратированных маслах некоторого количе-
ства негидратируемых фосфолипидов.
Исследование так называемых негидратируемых фосфолипидов
показало, что наиболее характерными из них являются фосфатид-
ные и полифосфатидные кислоты, фосфатидилсерины, другие
кислые формы фосфолипидов и их соли с металлами (Са2+, Mg2+,
Na+ и др.), а также соединения фосфатидных и полифосфатидных
кислот со стеролами и алифатическими спиртами.
В Кубанском государственном технологическом университете
были изучены основные причины, определяющие устойчивость
негидратируемых фосфолипидов к действию воды. Определение
дипольных характеристик молекул отдельных групп негидратируе-
мых фосфолипидов показало, что их полярность ниже полярности
гидратируемых фосфолипидов. Этот факт подтвердил предполо-
жения, что негидратируемые фосфолипиды находятся в виде ин-
дивидуальных молекул, истинно растворенных в масле (малопо-
лярном растворителе), либо в виде ассоциатов низкого порядка,
димеров с суммарным дипольным моментом, равным или близ-
ким к нулю.
На основании этих работ были определены основные направле-
ния повышения эффективности гидратации путем химической, тер-
мической, электромагнитной активации процесса, а также исполь-
зования в качестве гидратирующих агентов растворов ПАВ, реаген-
тов определенного состава и pH.
6-3849
41
2.4.2. ТЕХНОЛОГИЯ ГИДРАТАЦИИ ФОСФОЛИПИДОВ ИЗ МАСЕЛ
(МОДУЛЬ 1 РАФИНАЦИИ)
В промышленной практике применяют различные условия осу-
ществления гидратации, отличающиеся аппаратурным оформлением
процесса, параметрами и природой перерабатываемого масла.
Однако независимо от способа осуществления технология гидра-
тации включает следующие основные этапы:
смешение масла с гидратирующим агентом (температуру процес-
са и количество агента определяют в зависимости от природы масла
и его качества);
экспозиция смеси масло — гидратирующий агент для обеспече-
ния процесса коагуляции фосфолипидов;
разделение образовавшихся фаз гидратированное масло - фос-
фолипидная эмульсия;
высушивание гидратированного масла и получение товарного
продукта;
высушивание фосфолипидной эмульсии, получение фосфатид-
ного концентрата или растительных пищевых фосфолипидов.
При необходимости предусматривают также удаление негидра-
тируемых форм фосфолипидов.
Смешение масла с гидратирующим агентом и экспозиция смеси.
Количество гидратирующего агента зависит от массовой доли фос-
фолипидов, их состава, структуры и устанавливается с помощью
пробной лабораторной гидратации для каждой партии масла. Опти-
мальное количество гидратирующего агента по отношению к массо-
вой доле фосфолипидов в масле составляет (Г.1)—(1:2). Уменьшение
количества агента приводит к неполной гидратации, а увеличение —
к образованию стабильных эмульсий, что затрудняет разделение фаз.
Так как гидратация фосфолипидов протекает на границе раздела
фаз вода — масло, то для обеспечения наибольшего эффекта, осо-
бенно на начальных этапах процесса, надо максимально развить по-
верхность, что обычно достигается интенсивным перемешиванием.
Оптимальные температурные режимы зависят от природы масла
и его качества. Для подсолнечного и арахисового масел онй состав-
ляет 50...60 °C, для соевого и кукурузного 60...70 °C. Гидратация
протекает с выделением теплоты, поэтому при снижении темпера-
туры можно ожидать большей степени гидратации, но при этом
возрастает вязкость масла, что затрудняет последующее разделение
фаз. Проведение процесса гидратации при температуре выше оп-
тимальной приводит к ухудшению процесса из-за повышения ра-
створимости фосфолипидов в масле.
Эффект отделения коагулированных частиц фосфолипидов тем
выше, чем больше разность между плотностями разделяемых фаз и
крупнее агрегаты частиц. Поэтому необходима некоторая экспози-
ция, которая обычно составляет 10...30 мин при непрерывном пе-
ремешивании системы с целью поддержания фосфолипидов во взве-
42
шенном состоянии. Интенсивность механического воздействия ре-
гулируют так, чтобы не разрушить образовавшиеся коагуляты.
При соблюдении всех требуемых условий гидратации улучшают-
ся некоторые качественные показатели масла:
уменьшается кислотное число на 0,2...0,5 мг КОН/г, в основ-
ном в результате выведения кислых форм фосфолипидов, а так-
же солюбилизации свободных жирных кислот мицеллами фос-
фолипидов;
снижается интенсивность цвета масла, что связано с сорб-
цией пигментов на поверхности фосфолипидов и солюбилиза-
цией фосфолипидами пигментов, а также выведением мелано-
фосфолипидов;
полностью выводятся из масла вещества, нерастворимые в пет-
ролейном эфире.
В различных схемах гидратации для непрерывного дозирования
и смешения гидратирующего агента и масла используют струйные
смесители или реакторы-турбулизаторы (последние обеспечивают
более интенсивный контакт реагирующих фаз).
Реактор-турбулизатор (рис. 2.8) состоит из патрубка 1 для пода-
чи исходного масла, патрубка 2 и регулировочного вентиля для по-
дачи реагента, сопла 3, приемной камеры 4, камеры смешения 5,
перфорированной насадки 6 и патрубка 7 для выхода смеси. Про-
изводительность прямоточного реактора 3...4 т/ч масла.
На кафедре технологии жиров КубГТУ разработана конструкция
электромагнитного активатора (ЭМА), позволяющего не только
интенсифицировать контакт фосфолипидов, находящихся в мас-
ле, с водой, но и повысить полярность фосфолипидов, что приво-
дит к увеличению их гидратируемости.
Электромагнитный активатор (рис. 2.9) состоит из ротора 2,
Рис. 2.9. Электромагнитный активатор
в»
43
установленного в подшипниковом узле на крышках с отверстиями
1 для прохождения смеси. Ротор 2 и статор 3 защищены от контак-
та с обрабатываемой жидкостью гильзами 4 и 5 из магнитопрони-
цаемого материала (специальной нержавеющей стали). При вклю-
чении статора 3 в электрическую сеть ротор 2 под действием вра-
щающегося поля вовлекается во вращение. Смесь масла с гидрати-
рующим агентом, проходя через кольцевой зазор (1...2 мм) между
статором и вращающимся с частотой 50 с-1 ротором, испытывает
интенсивное гидродинамическое и электромагнитное воздействие.
Для гидратации фосфолипидов трудногидратируемых масел и ра-
финации масел, прежде всего хлопковых, наиболее эффективным
является метод с применением механохимической активации про-
цесса, разработанный на кафедре технологии жиров КубГТУ. Про-
цесс смешивания нерафинированного хлопкового масла с гидрати-
рующим агентом, например водным раствором NaCi, проводится в
механохимическом активаторе (МХА). В результате этого получают
гидратированное хлопковое масло и технические фосфолипиды.
Последние применяют в нефтедобывающей промышленности для
подготовки буферных растворов, в кожевенной и других, отраслях.
На рис. 2.10 представлена принципиальная конструкция меха-
нохимического активатора (МХА). Он состоит из цилиндрическо-
го корпуса-статора 4 с установленным в нем на горизонтальной оси
ротором 5, на котором закреплены конические роликовые эле-
менты 2. Контактирующие между собой поверхности роликов, на-
ружных 7 и внутренних 6 колец элемента установлены с зазором
0,01...0,1 мм. Корпус аппарата снабжен водяной рубашкой 3 для
поддержания оптимальной температуры механической активации,
активатор оборудован прижимным устройством 1 для регулирова-
ния зазора между трущимися поверхностями.
В механохимическом активаторе такого типа сочетаются два вида
механического воздействия — раздавливание и истирание на разви-
той поверхности тел качения, обеспечивающих высокую скорость
Рис. 2.10. Механогимический активатор
44
контакта. При таком принципе действия можно расширить сферу
использования аппарата, например для рафинации технических жи-
ров, обработки отходов и т.д.
Конические элементы активатора можно собирать на роторе
в несколько секций, работающих последовательно. В результа-
те этого усиливается эффект контактирования, а следовательно,
эффект механохимической активации и увеличивается произво-
дительность установки.
Разделение фаз масло — фосфолипидная эмульсия. Для осу-
ществления этой операции используют сепараторы, тарельчатые
или пластинчатые отстойники.
Схема гидратации с разделением фаз на тарельчатом отстой-
нике приведена на рис. 2.11. Нерафинированное масло, взвешен-
ное на автоматических весах 1, поступает в бак 2 и далее через
фильтры 3, насос 4, теплообменник 5 и ротаметр 6 в смеситель 8.
Гидратирующий агент через стабилизатор уровня 7 и ротаметр 6
направляется также в смеситель 8. Смесь масла с фосфатидной
эмульсией поступает в экспозитор 9. Объем экспозитора обеспе-
чивает пребывание масла до 30 мин в аппарате. Здесь при пере-
мешивании мешалкой с частотой вращения 0,2 с~' происходит
коагуляция и укрупнение выделившихся хлопьев фосфолипидов.
Затем масло с фосфатидной эмульсией направляется на разде-
ление в тарельчатый отстойник 10. Мутные порции масла посту-
пают из отстойника 10 в бак 2, а гидратированное масло подается
в бак 13, откуда насосом 14 перекачивается на высушивание, если
предприятие отгружает потребителю только гидратированное мас-
ло. Если же масло предназначено для промышленной перера-
ботки, то оно без высушивания может поступать на последующие
этапы рафинации. Фосфолипидная эмульсия собирается в баке 11
Рис. 2.11. Технологическая схема гидратации с разделением фаз на тарельчатом
отстойнике '
45
и насосом 12передается на высушивание для получения фосфатид-
ного концентрата.
Такая схема громоздка, в фосфолипидной эмульсии повышено
содержание масла, отношение фосфолипиды - масло в эмульсии
составляет 1:1. Недостаточно полное удаление образовавшейся
эмульсии является причиной повышенного остаточного содержа-
ния фосфолипидов в гидратированном масле.
На кафедре технологии жиров КубГТУ разработан метод се-
диментационного разделения фаз масло — фосфолипидная эмуль-
сия на тонкослойном отстойнике непрерывного действия (см.
рис. 2.2).
Удаление негидратируемых форм фосфолипидов. Как отме-
чалось выше, даже проведенная самым тщательным образом
гидратация не обеспечивает полного извлечения всех фосфо-
липидов. В гидратированных маслах всегда остается 0,1...0,2 %
фосфолипидов, а в некоторых (соевом) даже 0,3...0,4 %. Стрем-
ление обеспечить наиболее благоприятные условия для после-
дующих этапов рафинации привело к созданию многочисленных
способов и приемов дополнительной обработки гидратирован-
ных масел с целью максимального удаления негидратируемых
фосфолипидов.
Предлагаемые способы предусматривают обработку гидратиро-
ванных масел концентрированными и разбавленными минераль-
ными и органическими кислотами, прежде всего фосфорной и
лимонной. Наибольшее применение получила концентрирован-
ная фосфорная кислота в количестве 0,10....0,20 % от массы масла,
а также разбавленная (10...20 %-ная). Обработка концентриро-
ванной фосфорной кислотой предусмотрена в схемах рафинации
на установках «Альфа-Лаваль», «Зенит», «Де Смет», а разбавлен-
ной — в схемах «Кемтек» и комбинированной схеме рафинации в
мыльно-щелочной среде.
В работах, проведенных на кафедре технологии жиров Кубан-
ского государственного технологического университета, показано,
что более полное удаление, в том числе и негидратируемых фос-
фолипидов, достигается при использовании для обработки гид-
ратированных масел цитратного буферного раствора с pH 3...4,
кислых мыл, электроактивированных жидкостей, водно-фосфоли-
пидных эмульсий и других реагентов.
Высушивание гидратированного масла. При выработке товарного
гидратированного масла, подлежащего отгрузке, завершающей ста-
дией процесса является его высушивание. Влажное гидратирован-
ное масло не подлежит даже кратковременному хранению, так как
в присутствии влаги интенсивно протекают окислительные процес-
сы, приводящие к накоплению в масле продуктов окисления, а в
некоторых случаях и к росту кислотного числа.
В непрерывных схемах гидратации используют непрерывнодейст-
вующие вакуум-сушительные аппараты колонного типа.
46
К вакуумной
масло
Рис. 2.12. Вакуум-сушильный ап-
парат колонного типа
Вакуум-сушильный аппарат колон-
ного типа показан на рис. 2.12.
Масло при температуре 85...90 °C
поступает в аппарат по трубе 3 и
распыляется при помощи трех фор-
сунок 4. Каплеотбойник 5 препят-
ствует уносу капель в вакуумную си-
стему. В нижней части аппарата 2
расположены контактные поверхно-
сти 7, состоящие из тарелок, обес-
печивающих дополнительное испаре-
ние влаги из пленки масла. Процесс
сушки осуществляется при остаточ-
ном давлении не более 2,66 кПа.
Разрежение создается трехступен-
чатым пароэжекторным или водо-
кольцевым вакуум-насосом, подклю-
ченным к патрубку 6. Высушенное
масло непрерывно откачивается
через штуцер 1 из нижней части
аппарата с помощью насоса, уста-
новленного на 5...6 м ниже аппа-
рата для преодоления разрежения.
На нагнетательной линии насоса, от-
качивающего масло из аппарата,
имеется отвод, соединенный с регу-
лятором уровня 9. Если уровень мас-
ла в аппарате ниже нормы, поплавок 8 регулятора уровня опуска-
ется и открывается запорное устройство, при этом часть масла по
отводной трубе возвращается в аппарат.
Применяют также другой тип аппарата в схемах гидратации и
рафинации (см. рис. 2.19).
Высушивание фосфолипидной эмульсии и получение фосфатидно-
го концентрата. Фосфолипидная эмульсия после гидратации масла
в зависимости от применяемого способа имеет различный состав:
55...70 % влаги, 15...30 % фосфолипидов, 15...20 % масла.
Фосфолипидную эмульсию немедленно передают на высушива-
ние, чтобы предотвратить возникновение и протекание гидролити-
ческих, окислительных и микробиологических процессов. Для со-
хранения качества фосфолипидов высушивание осуществляют в
тонком слое при низком давлении. Присутствие влаги определяет
структурно-механические свойства фосфатидного концентрата.
Только при влажности ниже 1% концентрат имеет текучую кон-
систенцию, что является важным и позволяет значительно рас-
ширить область использования фосфатидных концентратов, осо-
бенно в кондитерской промышленности. Эмульсию высушивают
При температуре 75...90 °C под вакуумом при давлении 2,66 кПа.
47
Происходит отгонка части свободных жирных кислот и одориру-
ющих веществ, в результате чего обеспечивается повышение ка-
чества полученного концентрата.
Для высушивания фосфолипидной эмульсии используют го-
ризонтальные непрерывнодействующие ротационно-пленочные
сушильные аппараты; их изготавливают двух типов — цилиндри-
ческие и конические.
На рис. 2.13 представлена схема горизонтального ротационно-
пленочного аппарата конического типа.
Аппарат состоит из конического корпуса <? с наружной нагрева-
тельной рубашкой. Наклон корпуса к оси вращения 2°, на нем уста-
новлены патрубки 9 для подачи греющего пара, 18 и 21 для отвода
конденсата. Подача эмульсии осуществляется через патрубок 6,
а выход высушенного концентрата — через патрубок 19. В конце
корпуса через сепарационную камеру 13 и патрубок 12 аппарат под-
ключают к вакуумной системе. Для освобождения аппарата от эмуль-
сии служит сливной патрубок 22. Внутри корпуса размещен вал 20,
на котором жестко закреплен ротор в виде полого звездообразного
барабана 7, по периметру которого прикреплены пластины с лопас-
тями, зазор между этими лопастями и корпусом барабана регулиру-
ется перемещением всего ротора с помощью штурвала 16. Вал рото-
ра опирается на подшипники 4 и 75. Торцевые уплотнения 5 и 14
вала выполнены из тефлоновых и графитовых колец, которые ох-
лаждают и смазывают водой через патрубки 77 и 23. Перед входом
паров в сепарационную камеру 13 на валу ротора установлены се-
парационный отбойник 10 тарельчатого типа и сепарационное
кольцо 77 с четырьмя лопастями, установленными под углом 45°.
Вращение ротора аппарата осуществляется при помощи электро-
двигателя 7 через редуктор 2 и специальную эластичную муфту 3.
Для создания вакуума могут применяться трехступенчатые паро-
эжекторные вакуум-насосы, чаще рекомендуют вакуум-насосы с
поверхностными конденсаторами, что позволяет сократить расход
воды на охлаждение.
Рис. 2.13. Схема горизонтального ротационно-пленочного аппарата конического типа
48
Фосфатидные концентраты фасуют в банки из белой жести
массой не более 25 кг, во фляги металлические вместимостью 25
и 40 л, в барабаны картонные навивные вместимостью не бо-
лее 50 л, а также в банки и бочки из полиэтилена высокого дав-
ления вместимостью не более 25 л.
Кормовые фосфатидные концентраты также можно упаковывать
в стальные и железные бочки.
Показатели качества фосфатидных концентратов, соответствую-
щие ТУ 10—04—02—59—89, приведены в табл. 2.3.
2.3. Характеристика фосфатидных концентратов
Показатели Концентрат
пищевой сорта кормовой
высшего | первого | второго
Цветное число, мг йода, не более 10 18 18 Не нор- мируется
Массовая доля влаги и летучих веществ, %, не более 1,0 1,0 1,0 3,0
фосфолипидов, %, не менее 60,0 55,0 50,0 40,0
масла, %, не более 40,0 45,0 50,0 60,0
веществ, нерастворимых в этиловом эфире, 1,5 2,0 3,0 5,0
%, не более Кислотное число масла, выделенного из фосфа- 10,0 18,0 18,0 25,0
тидного концентрата, мг КОН/г, не более
Примечание. Для пищевого фосфатидного концентрата, применяемого для производства
хлебобулочных и мучных кондитерских изделий, а также жидкого маргарина для хлебопекарной
и кондитерской промышленности, цветное число должно быть не более 8 мг йода.
В настоящее время ВНИИЖем подготовлен проект новых ТУ на
фосфатидные концентраты, где в соответствии с современными
требованиями указываются не виды фосфатидных концентратов, а
их марки. Например, ПП-1 - фосфатидный концентрат пищевой
подсолнечный марки 1. Этот концентрат соответствует по качеству
пищевому подсолнечному фосфатидному концентрату высшего
сорта. Кроме того, в проекте ТУ введен в перечень физико-хими-
ческих показателей такой важный показатель, как перекисное число
(не более 10 1/2 ммоль О/кг). Этот показатель характеризует биоло-
гическую и физиологическую ценность фосфатидных концентратов.
2.4.3. ПРОМЫШЛЕННЫЕ СХЕМЫ ГИДРАТАЦИИ ФОСФОЛИПИДОВ
ИЗ МАСЕЛ
Кафедрой технологии жиров КубГТУ, специалистами Кропот-
кинского и Лабинского эфиромасличных экстрационных заводов
разработаны технология и отечественная линия гидратации расти-
тельных масел.
Предлагаемая технология предусматривает производство гид-
ратированных масел и пищевых растительных фосфолипидов
на линии гидратации масел с применением метода электромаг-
7-3849
49
нитной активации и метода седиментационного разделения фаз
масло — фосфолипидная эмульсия на тонкослойном отстойнике
непрерывного действия.
Благодаря использованию указанных методов и разработанной
технологии можно получать готовые продукты высокого качества
при более низкой, по сравнению с традиционной технологией,
себестоимости.
Применение воздействия переменного электромагнитного поля,
создаваемого аппаратом электромагнитной активации (см. рис. 2.9)
на стадии смешения гидратирующего агента с нерафинированным
маслом, позволяет увеличить выход фосфолипидов. Это достигается
повышением полярности фосфолипидных молекул, а также усиле-
нием их поверхностной активности на границе раздела фаз масло -
гидратирующий агент, что в целом приводит к увеличению степени
гидратируемости фосфолипидного комплекса. Наряду с этим обес-
печивается высокая степень диспергирования фаз.
Обработка смеси масло - гидратирующий агент — фосфолипиды
в постоянном электромагнитном поле, создаваемом аппаратом
магнитной обработки (АМО), на стадии подготовки ее к экспози-
ции -коагуляции обеспечивает значительную интенсификацию
процесса, которая выражается в увеличении скорости коагуляции
и, соответственно, уменьшении времени процесса в результате
снижения вязкости разделяемой системы. Такая обработка способ-
ствует формированию оптимальной структуры хлопьев фосфо-
липидной эмульсии для обеспечения высокой эффективности по-
следующего отделения ее на тонкослойном отстойнике непре-
рывного действия.
Обработка влажного гидратированного масла и фосфолипидной
эмульсии в зоне постоянного электромагнитного поля в АМО перед
удалением влага нарушает стабильность систем: нейтральные липи-
ды — вода и фосфолипиды — вода, так как вода поляризуется в зна-
чительно большей степени, что способствует снижению энергии ее
связи с компонентами системы. Это приводит к увеличению доли
свободной влага, которая легко испаряется, что позволяет увеличить
скорость процесса и одновременно снизить температуру суп/ки, т.е.
обеспечивает интенсификацию процесса и существенное снижение
числа нежелательных побочных реакций, в том числе окислительной
порчи, отрицательно влияющих на качество конечных продуктов.
На рис. 2.14 приведена технологическая схема гидратации ма-
сел и получения фосфолипидов. Нерафинированное масло после
первичной очистки из бака 1 насосом 23 через теплообменник 22,
где оно нагревается до температуры 60...70 °C, и ротаметр 21 по-
дается в электромагнитный активатор 2. Одновременно насосом
19 через ротаметр 20 в электромагнитный активатор подается
гидратирующий агент (конденсат) и происходит интенсивное сме-
шение масла с гидратирующим агентом во вращающемся электро-
магнитном поле (индукция электромагнитного поля 0,2...0,3 Тл).
50
Рис. 2.14. Технологическая схема получения гидратированного масла и пищевых
растительных фосфолипидов
Смесь масла с гидратирующим агентом через аппарат магнитной
обработки 3 (индукция постоянного магнитного поля 0,9...1,2 Тл)
поступает в коагулятор-экспозитор 4, где в течение 10... 15 мин
формируются хлопья фосфолипидной эмульсии. Далее смесь мас-
ла с фосфолипидной эмульсией поступает в отстойник 5 для раз-
деления фаз.
Гидратированное масло из отстойника 5 сливается в промежуточ-
ный бак 17. Влажное гидратированное масло из бака 7 7 насосом 16
подается в теплообменник 14, где нагревается. Подогретое масло
через аппарат магнитной обработки 8 (индукция постоянного маг-
нитного поля 0,8...1,0 Тл) поступает в вакуум-сушильный аппарат
9 (температура сушки 85...90 °C, остаточное давление 2,66 кПа).
Высушенное гидратированное масло непрерывно откачивается на-
сосом 13 и при необходимости через теплообменник 10, где оно
охлаждается холодной водой, поступает в бак 11 готовой продук-
ции. Гидратированное масло насосом 12 направляется на фасовку
или потребителю.
Отделенная фосфолипидная эмульсия из отстойника 5 сливается
в обогреваемый промежуточный бак 24, откуда насосом 18 подает-
ся через аппарат магнитной обработки 6 (индукция постоянного
магнитного поля 0,8...1,0 Тл) в ротационно-пленочный аппарат 7
(температура сушки 60...75 °C, остаточное давление 2,66 кПа).
Высушенные пищевые растительные фосфолипиды передаются
насосом 75 на фасовку и взвешивание.
Пищевые растительные фосфолипиды, полученные по техно-
логии, описанной выше, должны соответствовать требованиям
ТУ 46-006-003781185-93 (табл. 2.4).
1*
51
Пищевые растительные фосфолипиды являются новым продук-
том и отличаются от фосфатидных концентратов, получаемых по
ТУ 10-04-02-59-89, более высокими физико-химическими пока-
зателями, повышенной поверхностной активностью и антиокси-
дантными свойствами.
Медико-биологические исследования, проведенные Институтом
питания РАМН, показали, что пищевые растительные фосфоли-
пиды обладают высокой биологической активностью, проявляю-
щейся в благоприятном воздействии на липидный обмен, функ-
циональное состояние печени, в снижении гиперхолестеринемии,
повышении антиоксидантного потенциала организма. Благодаря
указанным свойствам можно существенно расширить область
традиционного использования фосфатидных концентратов и рас-
сматривать пищевые растительные фосфолипиды как ценный
профилактический пищевой продукт, как биологическую добавку
при производстве диетических пищевых продуктов. Перспектив-
ной является разработка лекарственных препаратов. На кафедре
технологии жиров КубГТУ освоен выпуск биологически активной
добавки «Витол» и фосфолипидных продуктов «Тонус» и «Супер
Тонус», обладающих лечебно-профилактическим действием.
2.4. Физико-химические показатели пищевых фосфолипидов
Показатели Растительные фосфолипиды
высшего сорта первого сорта
Цветное число, мг йода, не более Массовая доля 5 10
влаги и летучих веществ, %, не более 1,0 1,0
фосфолипидов, %, не менее 60,0 55,0
масла, %, не более 40,0 45,0
веществ, нерастворимых в этиловом эфире, %, не более 1,5 2,0
Кислотное число масла, выдележого из продукта, мгКОН/г, не более 10,0 18,0
Перекисное число масла,'/2 ммольО/кг, не более 5,0 10,0
Межфазное натяжение 0,2 %-ного раствора продукта в модельном масле на границе с водой при температуре 45 "С, 103 Н/м 10,0 ' 10,0
Так, пищевые растительные фосфолипиды успешно применяют
в качестве эмульгатора и биологически ценной добавки при произ-
водстве диетических маргаринов серии «Тонус» и «Супер Тонус»,
заменителя яичного порошка при производстве диетических майо-
незов серии «Тонус» и «Супер Тонус», разжижителя шоколадных
масс, улучшителя муки при производстве хлебобулочных и мака-
ронных изделий, пищевой биологически ценной добавки и стаби-
лизатора желейных кондитерских продуктов.
Из зарубежных схем гидратации известны схемы, осуществляе-
мые на линиях «Лурги-100», «Лурги-250», «Альфа-Лаваль» и др.
52
Для примера приводим схему гидратации на линии «Лурги-100»,
которая эксплуатируется более чем на 15 масложировых пред-
приятиях страны. Технологические схемы гидратации на линиях
«Лурги-100» (производительность 100 т/сут) и «Лурги-250» (про-
изводительность 250 т/сут) различаются не только производи-
тельностью, но и количеством установленных сепараторов, в
линии «Лурги-100» — один сепаратор, а «Лурги-250» — два сепара-
тора. Ниже приведена технологическая схема линии «Лурги-100»
(рис. 2.15).
Нерафинированное масло после первичной очистки из бака 10
вместимостью, рассчитанной на пребывание в нем масла в тече-
ние не более 30 мин, насосом 6 через ротаметр 3 перекачивается
в коагулятор 9. Одновременно во всасывающую линию насоса 6
через ротаметр 7 насосом 2 подается конденсат. На нагнетатель-
ном трубопроводе от насоса 6 находится ротаметр 3 для учета
производительности и специальный смеситель-дифлектор 8.
Смесь в коагуляторе находится 30...40 мин. Для предотвраще-
ния возможности оседания хлопьев фосфолипидов коагулятор
снабжен пропеллерной мешалкой с частотой вращения 7 с-1. Из
коагулятора смесь насосом 11 направляется в герметический само-
разгружающийся сепаратор 14. Насос снабжен вариатором скорос-
тей, позволяющим синхронизировать поступление смеси на сепа-
рирование. Кроме того, конструкция насоса предусматривает
сохранение структуры агрегированных частиц фосфолипидов пе-
ред сепарированием.
В барабане сепаратора смесь разделяется на три фазы: гидрати-
рованное масло, фосфолипидная эмульсия, шлам, который на-
капливается в грязевом пространстве барабана сепаратора. Первые
две фракции выводятся непрерывно, а шлам выгружается 1...2 раза
Рис. 2.15. Технологическая схема гидратации с получением фосфатидного кон-
центрата
53
в смену. Фосфолипидная эмульсия поступает в сборник 16, а гид-
ратированное масло собирается. в сборнике 20, из которого са-
мотеком через подогреватель 22 поступает в вакуум-сушильный
аппарат 19. Разрежение в аппарате создается водокольцевым на-
сосом 23. Пары воды конденсируются в поверхностном конден-
саторе 21 и сливаются в сборник 4. Высушенное масло из вакуум-
сушильного аппарата непрерывно откачивается насосом 24 и
передается на охлаждение в пластинчатый теплообменник 18.
Если гидратированное масло направляется на дальнейшую рафи-
нацию, его откачивают, минуя теплообменник.
Фосфолипидная эмульсия из сборника 16 винтовым насосом 17
передается на высушивание в ротационно-пленочный аппарат 12
конического типа. Перед высушиванием фосфолипидная эмуль-
сия нагревается в сборнике 16 и в коммуникациях от насоса 17
до сушильного аппарата.
Высушенный фосфатидный концентрат насосом 13 перекачива-
ется в промежуточный сборник 15, откуда направляется на фасова-
ние во фляги, банки или бочки.
В схеме устанавливается кольцевой вакуум-насос 1, конденса-
тор для паров 5 и бак для конденсата.
При эксплуатации линии «Лурги» было установлено, что несмотря
на специальную конструкцию насоса 11 образующиеся в коагулято-
рах 9 хлопья фосфолипидов разрушаются и, находясь в тонкодис-
пертном состоянии, трудно отделяются на сепараторе 14. Это при-
водит к повышенному остаточному количеству в гидратированном
масле фосфолипидов — 0,25 % и выше.
Для интенсификации процесса гидратации фосфолипидов из
масел и повышения качества фосфатидных концентратов и в других
схемах гидратации предложено осуществлять смешивание масла и
гидратирующего агента непосредственно в электромагнитном ак-
тиваторе (ЭМА), а также проводить подготовку системы перед
экспозицией в аппарате магнитной обработки (АМО) и подготовку
влажного гидратированного масла и фосфолипидной эмульсии пе-
ред их сушкой в аппаратах магнитной обработки (АМО), которые
различаются некоторыми конструктивными параметрами. В этом
случае получают пищевые растительные фосфолипиды в соответ-
ствии с ТУ 91-46-006-00371185-93.
Кроме того, с целью исключения механического воздействия на
сформировавшуюся систему масло — фосфолипидная эмульсия
экспозицию предлагается проводить в коагуляторе-экспозиторе
под давлением 0,4...1,0 МПа и в течение 10...15 мин, что позволит
исключить из схемы насос, подающий скоагулированную систему
на разделение фаз.
Для гидратации темноокрашенных масел (рапсового, хлопково-
го) в схеме предусматривают установку механохимического ак-
тиватора МХА (см. рис. 2.10) в качестве узла смешения масла с
гидратирующим агентом.
54
2.5. ЩЕЛОЧНАЯ НЕЙТРАЛИЗАЦИЯ ЖИРОВ
Растительные масла всегда содержат некоторое количество сво-
бодных жирных кислот, которое зависит от качества исходного мас-
личного сырья. Недозрелость семян, их высокая дефектность и т.п.
являются причинами получения высококислотных масел. Небла-
гоприятные условия хранения масла, особенно в присутствии
влаги, также ведут к повышению содержания свободных жир-
ных кислот. Это снижает качество масла, ухудшает его пищевое
достоинство. При высоких температурах жирные кислоты вызы-
вают коррозию аппаратуры. Для масел, используемых непо-
средственно в пищу либо направляемых на промышленную пе-
реработку для производства пищевых продуктов, кислотное число
должно быть не более 0,4 мг КОН/г.
Вместе с тем, жирные кислоты представляют самостоятельную цен-
ность как сырье для различных отраслей промышленности. Все это
объясняет необходимость специальной технологической обработки
масел с целью снижения содержания в них свободных жирных кислот.
В промышленности используются следующие способы:
нейтрализация свободных жирных кислот щелочью — щелочная
нейтрализация;
удаление свободных жирных кислот при высокой температуре под
вакуумом — дистилляционная рафинация;
извлечение свободных жирных кислот из масел при помощи селек-
тивных растворителей — экстракционная (экстрактивная) рафинация.
Практическое значение имеют щелочная нейтрализация и дистил-
ляционная рафинация. Селективные растворители в масложировом
производстве не нашли применения.
2.5.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ЩЕЛОЧНОЙ
НЕЙТРАЛИЗАЦИИ ЖИРОВ (МОДУЛЬ 2 РАФИНАЦИИ)
Сущность процесса щелочной нейтрализации. В результате
нейтрализации свободных жирных кислот в маслах водными
растворами гидроксидов образуются практически нерастворимые
в масле соли жирных кислот (мыла), например:
RCOOH + NaOH^ RCOONa + Н2О.
Для того чтобы обеспечить ускорение протекания реакции и сдви-
нуть равновесие в сторону образования мыл, количество гидрокси-
да берут с некоторым избытком по сравнению с теоретически не-
обходимым количеством для нейтрализации свободных жирных
кислот. Это особенно важно учитывать, так как при недостатке
гвдроксида возрастает гидролиз мыла и повышается вероятность
образования кислых мыл, плохо растворимых в воде:
RCOOH + RCOONa RCOOH • RCOONa.
55
При достаточно высокой растворимости кислых мыл в масле зна-
чительно затрудняется последующее отделение мыла от нейтрал и-
| зованного масла. Избыток щелочи необходим также в связи с тем,
1 что часть ее расходуется на взаимодействие с другими сопутствую-
щими веществами, например с кислыми формами фосфолипидов
J и др. В зависимости от условий проведения нейтрализации и при
; наличии избыточной щелочи возможно омыление нейтрального
1 жира. Последнее является нежелательным, так как приводит к ухуд-
шению экономических показателей процесса нейтрализации и к
уменьшению выхода нейтрализованного масла.
Для нейтрализации свободных жирных кислот используют водные
растворы щелочей. При этом образуются мыльные растворы (соап-
стоки), свойства которых существенно влияют на течение процесса.
Мыла в водных растворах проявляют поверхностную активность, воз-
никают мицеллярные структуры. С повышением концентрации мыл
образуются пластинчатые мицеллы, которые увлекают нейтральный
жир в соапсток в результате коллоидного растворения (солюбилиза-
ции) жира в мыльных мицеллах. Это, как и омыление нейтрального
жира, также снижает выход нейтрального жира и увеличивает жиро-
вые отходы тем больше, чем выше концентрация мыла в соапстоке.
Имеются данные, что на поверхности мыл происходит сорбция
пигментов, особенно при нейтрализации концентрированными
растворами щелочи, при этом наблюдается некоторое снижение
цветности масла.
Нейтрализующие агенты и их расход. Экспериментально уста-
новлено, что нейтрализация свободных жирных кислот протекает
достаточно эффективно при использовании многих нейтрализу-
ющих агентов (гидроксидов калия, натрия или кальция, карбоната
натрия, силиката натрия и др.).
При использовании кальцинированной соды (карбоната натрия)
достигается необходимая полнота нейтрализации:
2RCOOH + Na2CO3^2RCOONa + СО2 + Н2О.
В обычных условиях карбонат натрия не омыляет нейтральный
жир, но выделяющийся диоксид углерода захватывается хлопьями
образующегося мыла они становятся пористыми, вследствие чего
плавают в жире и трудно отделяются.
Гидроксид кальция образует тяжелые, хорошо растворимые в
масле мыла, и способен омылять нейтральный жир.
Наибольшая степень омыления нейтрального жира наблюдает-
ся при использовании растворов гидроксида натрия, но степень
увлечения натриевым мылом нейтрального жира меньше, чем при
использовании, например, раствора силиката натрия, который
образует водные гели кремниевой кислоты.
Основным щелочным агентом при нейтрализации свободных
жирных кислот в промышленности является гидроксид натрия.
56
Показателем, характеризующим содержание жирных кислот в
жире, считают кислотное число (к.ч.).
Количество гидроксида калия, необходимое для нейтрализации
свободных жирных кислот, содержащихся в одном грамме (кило-
грамме или тонне) жира, численно равно значению кислотного
числа и выражается соответственно в миллиграммах (граммах или
килограммах).
Так как для нейтрализации применяют гидроксид натрия, рас-
ход щелочи пересчитывают, используя соотношение молекулярных
масс NaOH и КОН, равное 40/56=0,714.
Тогда теоретически потребное для нейтрализации количество
гидроксида натрия, мг (г, кг),
Щт = е-0,714-К.Ч.,
где Q — количество нейтрализуемого масла, г (кг, т).
Как уже было сказано, для полноты нейтрализации, снижения
вероятности образования кислых мыл применяют избыток щелочи.
Избыточное количество щелочи колеблется в широких пределах
в зависимости от природы и качества рафинируемого масла, на-
чального кислотного числа, способа нейтрализации, а также от
других условий нейтрализации, например температуры и концент-
рации раствора щелочи. Чем тщательнее подготовлено исходное
масло, тем меньше избыток щелочи. При использовании щелочи
низкой концентрации избыток меньше и для светлых масел состав-
ляет от 5 до 50 %, для труднорафинируемых (хлопковое) доходит
до 200...300 %.
С учетом принятого избытка необходимое количество гидроксида
натрия, г (кг, т),
,, (100 + %из6)
где К — коэффициент избытка гидроксида натрия; К = --
100
Если перед щелочной нейтрализацией масло обрабатывают фос-
форной или другими кислотами для удаления негидратируемых
фосфолипидов, то учитывают количество щелочи и для нейтрали-
зации остатка введенной кислоты.
Концентрацию раствора щелочи принимают от 10 до 300 г/л в
зависимости от вида, качества масла и способа нейтрализации.
Механизм щелочной нейтрализации. А.А.Шмидт наиболее полно
исследовал процесс нейтрализации, использовав для этого капель-
ный метод, заключающийся в том, что каплю щелочи (определен-
ного размера и концентрации) подают в слой масла и наблюдают
за характером ее движения. Поскольку водный раствор щелочи в
масле не растворяется, то процесс нейтрализации свободных жир-
ных кислот протекает в гетерогенных условиях.
8-3849
57
На поверхности капли щелочи образуется адсорбционный слой
мыла, который под действием сил трения сползает и отрывается в
нижней части капли в виде пленки. Оторвавшиеся пленки («ме-
шочки») частично захватывают масло, втягивают внутрь и щелочь.
На освободившейся поверхности капли щелочи вновь образуется
пленка мыла, которая опять отрывается, и все повторяется много-
кратно, как описано выше, до тех пор, пока либо израсходуется
вся щелочь на реакцию нейтрализации, либо непрореагировавшая
щелочь опустится на дно аппарата.
Наблюдаемые изменения зависят от скорости движения капли,
концентрации щелочи, температуры и вязкости среды (масла),
размеров поверхности капли и т.п.
Мыльные пленки движутся в сплошном масляном слое. При столк-
новении между собой они коагулируют, образуют хлопья, которые
в зависимости от размера могут медленно или быстро оседать в масле.
Внутри пленок мыла при длительном контактировании возмож-
но омыление нейтрального жира. В процессе коагуляции пленок и
образования хлопьев соапстока наблюдается их набухание и капсу-
лирование между пленками капель нейтрального жира. При кон-
такте мыльных пленок и жира наблюдается также солюбилизация,
тем более, чем выше концентрация применяемой щелочи и темпе-
ратура процесса.
При наличии в масле фосфолипидов, белковых соединений
усиливаются структурообразование и прочность мыльных пленок,
повышается эффект солюбилизации, образуются эмульсии и, как
результат, увеличиваются отходы нейтрального жира в соапсток.
Нейтральный жир может увлекаться в соапсток в стенках пленок
мыла вследствие солюбилизации, внутри пленки (мешочка) и ад-
сорбционно на хлопьях мыла, возникших при коагуляции пленок.
На основании этих исследований сформулированы следующие
основные условия нейтрализации свободных жирных кислот, обес-
печивающие наиболее эффективное и экономное ее проведение:
тщательная предварительная подготовка масла к нейтрализации;
использование щелочей возможно более низких концентраций
при минимальном избытке; '
сокращение времени между собственно процессом нейтрализа-
ции и отделением образовавшегося мыла;
исключение условий создания эмульсий, а значит, й снижения
омыления нейтрального жира;
ведение нейтрализации при возможно низких температурах.
Отходы жиров при нейтрализации. Эффективность процесса
нейтрализации определяется качеством нейтрализованного жира
и количеством отходов. Отходами считают те жировые вещества,
которые увлекаются соапстоком из нейтрализуемого жира и могут
быть использованы в масложировой промышленности или в
других отраслях.
Сокращение отходов жира при нейтрализации с соапстоком —
58
важнейшая задача, так как эффективность процесса рафинации в
основном определяется этой стадией.
Жир, содержащийся в отделенном от масла соапстоке, состоит:
из свободных жирных кислот, извлеченных из масла в виде мыла,
и жирных кислот омыленного щелочью жира также в виде мыла - Жк,
из нейтрального жира - Ж.
Жир в соапстоке (в % к его массе) обусловливает жирность соапстока.
Для оценки степени увлечения нейтрального жира в соапсток
определяют отношение количества нейтрального жира Нж к коли-
честву жирных кислот Жк. Чем меньше это отношение, тем эконо-
мичнее протекает процесс нейтрализации, тем меньше нейтраль-
ного жира увлекается в соапсток.
. Количество жиров, увлеченных соапстоком, в % к массе ис-
ходного масла,
ОЖ = К X или К = ОЖ IX,
ОН Н О '
где Кк — коэффициент нейтрализации; X — содержание свободных жирных кислот
в масле, %.
Коэффициент Кя — безразмерная величина, показывающая во
сколько раз количество жира, увлеченного соапстоком, превыша-
ет содержание свободных жирных кислот в масле, поступающем
на нейтрализацию, и зависящая от вида масла, его качества и спо-
соба нейтрализации.
Содержание свободных жирных кислот X (в %) определяется по
кислотному числу:
Х~ 100 • к.ч./ч.н.,
где ч.н. — число нейтрализации жирных кислот рафинированного масла (жира),
мг КОН/г.
Для масел, содержащих кислоты с числом углеродных атомов
18, X— 0,5 к.ч., тогда ОЖс = К *0,5 к.ч.
Если бы отходы жира с соапстоком состояли только из нейтрали-
зованных жирных кислот, то коэффициент нейтрализации был бы
равен единице, но при нейтрализации всегда протекают и другие
процессы, приводящие к уменьшению выхода нейтрализованного
масла (омыление нейтрального жира, его солюбилизация и т.п.),
поэтому коэффициент нейтрализации всегда больше единицы.
Для сокращения отходов нейтрального жира на стадии нейтра-
лизации и стадии промывки, а также для улучшения качества
рафинированного масла в МФ ВНИИЖа была разработана тех-
нология нейтрализации с использованием гидротропных добавок,
которые хорошо растворимы в воде и повышают растворимость
мыл, что способствует более полному отделению их от масла.
В качестве гидротропных добавок рекомендованы сульфат нат-
рия (Na2SO4) и триполифосфат натрия (NasP3O|0). Гидротропные
добавки вводят на стадии нейтрализации в виде водного раствора
вместе со щелочью в количество 3...5 %.
59
2.5.2. ПОДГОТОВКА ЖИРОВ К ЩЕЛОЧНОЙ НЕЙТРАЛИЗАЦИИ
Большинство масел перед нейтрализацией обязательно следует
подвергать гидратации, обеспечивающей извлечение не только фосфо-
липидов, но и других гидрофильных веществ. Эти вещества стаби-
лизируют эмульсии при нейтрализации и резко повышают эффект
солюбилизации нейтральных жиров соапстоком. Такое же отрица-
тельное влияние на нейтрализацию оказывают и остающиеся в масле
негидрируемые фосфолипиды. В современных схемах перед щелоч-
ной нейтрализацией гидратированные масла подвергают обработ-
ке концентрированной фосфорной кислотой (реже разбавленной
10...20 %-ной) в количество 0,1...0,2 % к массе масла в расчете на кон-
центрированную. После интенсивного перемешивания смесь ней-
трализуют. Предполагают, что действие фосфорной кислоты направ-
лено на разрушение кальциевых и магниевых солей фосфатидных
кислот и других кислых эфиров фосфорной кислоты (фосфатидил-
инозитолов, фосфатидилсеринов, фосфатидных производных глико-
липидов и др.). В результате кальций и магний переходят в хорошо
растворимые и извлекаемые водой соединения, а свободные фосфа-
тидные кислоты и другие кислые эфиры фосфорной кислоты удаля-
ются из масел при обработке щелочью или адсорбционной очистке.
Пищевые саломасы перед нейтрализацией обрабатывают лимон-
ной кислотой для полного удаления содержащихся в них никелевых
мыл. Они переводятся в лимоннокислый никель, который легко
выводится из саломасов при нейтрализации вместе с соапстоком.
Лимонную кислоту вводят в виде водного раствора концентрацией
10...20 % в количество около 5 % к массе саломаса, что в среднем
обеспечивает ее избыток 100 % к теоретически необходимому.
2.5.3. СПОСОБЫ И ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ НЕЙТРАЛИЗАЦИИ
ЖИРОВ (МОДУЛЬ 2 РАФИНАЦИИ)
Способы нейтрализации жиров различаются в основном по прин-
ципу разделения фаз нейтрализованное масло — мыльный раствор:
периодические — с разделением фаз в гравитационном поле, с
водно-солевой подкладкой;
непрерывные — с разделением фаз в центробежном поле, в мыль-
но-щелочной среде;
непрерывный и полунепрерывный эмульсионные методы.
Периодический способ нейтрализации жиров. Этот способ считается
классическим; применяют его при рафинации небольших партий жи-
ров и в маргариновом производстве для очистки сборных жиров. Осу-
ществляется в типовых нейтрализаторах вместимостью 5, 10, 20 и 40 т.
Масло поступает в нейтрализатор (рис. 2.16) и подогревается с
помощью паровой рубашки 7 или змеевиков до необходимой темпе-
ратуры при перемешивании мешалкой 2. Через распылители 4 вво-
дят рассчитанное количество щелочи, нагретой до той же темпера-
60
туры, и перемешивают в течение
20...30 мин. Затем повышают тем-
пературу масла, перемешивание
продолжают до образования хоро-
шо оседающих хлопьев соапстока,
который отделяют путем отстаива-
ния. Жир по шарнирной трубе 5
передают на дальнейшую обработ-
ку. Соапсток спускают через па-
трубок 6 в специальный бак. Для
ввода воды или солевого раствора
имеется кольцо с душами 3. В но-
вых конструкциях нейтрализа-
тора применяют вертикальный
привод.
Технологические режимы ней-
трализации масла приведены в
табл. 2.5.
Недостаток способа— необходи-
мость длительного отстаивания
масла с целью максимального уда-
ления из него соапстока. В резуль-
тате солюбилизации и механичес-
кого увлечения масла в соапстоке
всегда содержится значительное
Рис. 2.16. Нейтрализатор периодическо-
го действия
2.5. Технологические параметры нейтрализации масел
Нейтрали- Кислотное Концентра- Избыток Температура Продолжитель-
зуемое масло ЧИСЛО, ция раствора щелочи, нейтрализации, С ность отстаи-
мг КОН/г щелочи, г/л % начальная конечная вания, ч
Подсолнечное До 7 85...1O5 10...20 45...50 55...60 До 6
Соевое Выше 7 125...145 10...20 45...50 60...80 До 6
Рапсовое Выше 5 125...150 До 100 60 70 До 6
Кукурузное То же 180...200 100 50 65 6
количество нейтрального жира, и поскольку процесс растянут во вре-
мени (длительное отстаивание), нейтральный жир омыляется. Жир-
ность соапстока 30...50 %. Коэффициент нейтрализации от 1,5 и выше,
соотношение нейтральный жир — жирные кислоты в среднем 1:1.
В результате всестороннего исследования классического спосо-
ба нейтрализации А.А.Шмидтом был предложен способ, получив-
ший название нейтрализация с водно-солевой подкладкой. Спо-
соб позволил увеличить производительность нейтрализатора в два
раза и более и снизить отходы жира в соапсток.
Установлено, что образовавшиеся при нейтрализации мыльные плен-
ки хорошо растворяются в слабом растворе поваренной соли, при этом
Увлеченный нейтральный жир высвобождается. Этот эффект был
успешно использован на практике; перед вводом щелочи в нейтра-
61
лизатор подается водно-солевой раствор концентрацией до 1,0 %.
Образовавшиеся в результате нейтрализации свободных жирных кис-
лот мыльные пленки, осаждаясь, попадают в водно-солевой раствор,
мыло растворяется, а увлеченный нейтральный жир освобождается.
Максимальный эффект достигается при температуре процесса
90...95 “С (повышается растворимость мыл в солевом растворе). Ко-
личество солевого раствора определяют исходя из кислотного числа
масла так, чтобы максимальная концентрация мыла в водно-соле-
вом растворе была не выше 9... 12 %, концентрация применяемого
раствора щелочи — 40...45 г/л.
В случае осуществления нейтрализации с водно-солевой под-
кладкой при вводе щелочи перемешивание не производят, чтобы
не разрушить образующиеся структуры мыльных хлопьев.
Этот способ успешно используют на маргариновых заводах при
нейтрализации небольших партий светлых масел и жиров с кислот-
ным числом до 5 мг КОН/г, при более высоком содержании
свободных жирных кислот требуется введение больших объемов
солевого раствора, что снижает эффективность способа. Этим спо-
собом можно получить более низкие отходы жира в соапсток по
сравнению с классическим. Коэффициент нейтрализации состав-
ляет 1,5, соотношение нейтральный жир — жирные кислоты в сред-
нем колеблется от 1:2 до 1:5.
Непрерывные способы нейтрализации жиров. Более прогрессивным
является способ разделения фаз нейтральный жир - соапсток в центро-
бежном поле. Нейтрализацию осуществляют путем смешения в специ-
альных реакторах (смесителях) щелочи и масла, последующее разде-
ление системы — на сепараторах. Установки различаются между собой
в основном производительностью и типом применяемых сепараторов.
Эффект сепарации определяется вязкостью системы и разностью
плотностей разделяемых фаз. Поэтому механические усилия, со-
здаваемые центробежным полем, совмещают с подготовкой систе-
мы к разделению. К таким приемам относятся нагрев жиров, раз-
бавление системы водой с целью снижения вязкости соапстока,
изменение противодавления и т.п.
При нейтрализации жиров и масел на установках «Альфа-Лаваль»
и некоторых других, наиболее широко используемых в нашей стра-
не, концентрацию раствора щелочи и ее избыток выбирают в зави-
симости от вида жира и его кислотного числа (табл. 2.6).
2.6. Концентрация н количество щелочи, используемой для нейтрализации масел
Нейтрализуемый жир Кислотное число, мг КОН/г Концентрация ще- лочного раствора, г/л Избыток шелочи, % от теоретического количества
Масло
подсолнечное, соевое До 2 70...90 10...20
То же 2...5 100...130 10...20
» 5...10 До 150 5...10
>> Выше 10 150...170 10...30
Саломас До 1 40... 70 5...10
62
Несмотря на довольно высокие концентрации используемой ще-
лочи, омыление нейтрального жира невелико из-за того, что кон-
тактирование масла со щелочью кратковременное.
Температура нейтрализации 85...90 °C, жирность получаемых со-
апстоков 15...25 %, соотношение нейтральный жир - жирные кис-
лоты не выше 1:2,5, остаточное содержание мыла в масле после
отделения соапстока не более 0,1 %. Коэффициент нейтрализации
Ч для гидратированных масел 1,4, для саломаса 1,5.
Достоинства таких схем — возможность нейтрализации любых
видов масел и жиров, использование сепараторов, работающих под
давлением (что исключает подсос воздуха, а следовательно, окис-
ление жира), сокращение продолжительности контактирования
жира со щелочью, максимальная автоматизация процесса, доста-
точно высокая жирность соапстока (не нужна его дополнительная
обработка в рафинационных цехах с целью концентрирования).
Другой непрерывный способ — нейтрализация в мыльно-щелоч-
ной среде. При этом способе максимально соблюдаются основные
требования ведения процесса нейтрализации:
применение щелочи низкой концентрации и с минимальным ее
избытком;
исключение диспергирования щелочи в масле;
предотвращение тесного контакта образовавшегося мыла с маслом;
совмещение во времени собственно процесса нейтрализации и про-
цесса отделения образовавшегося мыла, что является наиболее важным.
Сущность способа заключается в том, что в отличие от предыду-
\ щих способов реакция нейтрализации осуществляется на поверхнос-
ти капли масла. Для этого нейтрализуемый жир в капельно-диспер-
гированном состоянии распределяется в водно-щелочном растворе
и благодаря разности плотностей поднимается вверх. Свободные
жирные кислоты диффундируют к поверхности капли масла и вза-
имодействуют со щелочью, а образовавшиеся мыла растворяются
в щелочном растворе, образуя мыльно-щелочной раствор. Это
происходит на всем пути движения капли масла в щелочи. Осво-
божденная от свободных жирных кислот капля масла всплывает
наверх, и на границе раздела фаз происходит коалесценция (слия-
ние) масляных капель в сплошной слой.
Для осуществления способа используют модернизированные ти-
повые нейтрализаторы периодического действия различной вмес-
тимости. В аппарате демонтируются мешалка, распределительные
устройства и электропривод. В верхней части цилиндрического
корпуса 4 (рис. 2.17) устанавливается расширитель 7 для увеличе-
ния поверхности раздела фаз масло — мыльно-щелочной раствор.
По высоте цилиндрической части расположены четыре сетчатых
перегородки 77, снижающие эффект продольного перемешивания
сплошной фазы, что обеспечивает противоток фаз.
Аппарат до середины расширенной части заполняется водно-
мелочным раствором. В нижней цилиндрической части выше ко-
бз
раствор
Рис. 2.17. Типовой нейтрализатор перио-
дического действия
нуса 2 находится распредели-
тельное устройство 7 для мас-
ла. Оно состоит из шести сек-
торов, под каждым из которых
имеется распределительная тру-
ба с отверстиями для выхода
масла в расположенный над
ней секторный лепесток. В ле-
пестке просверлено 5000 отвер-
стий диаметром 2 мм. Лепест-
ки устанавливаются в строго
горизонтальном положении.
Масло по трубе 8 подается под
секторные лепестки, откуда че-
рез отверстия в них вытекает в
виде струйки, от которой в даль-
нейшем отрываются мелкие
капли, равномерно распреде-
ляющиеся в щелочном раство-
ре. Капли масла поднимаются
вверх. Содержащиеся в них свободные жирные кислоты нейтрали-
зуются. Образовавшееся на их поверхности мыло растворяется в
щелочи, а масло собирается в расширителе 7, откуда непрерывно
отводится через кольцевой канал 6 и патрубок 5. Мыльно-щелоч-
ной раствор также непрерывно выводится из нейтрализатора через
регулятор раздела фаз 9. Для наблюдения за состоянием границы
раздела фаз в расширителе имеется смотровой фонарь.
Раствор щелочи для компенсации расхода непрерывно поступает
в распределитель 10, который установлен в расширенной части на
200 мм ниже границы раздела фаз, т.е. в мыльно-щелочном раст-
воре. Для поддержания необходимой температуры аппарат снаб-
жен пароводяной рубашкой 3. Для полного опорожнения аппарата
в конусной части имеется патрубок 12.
Отрицательное влияние на процесс нейтрализации оказывает
содержащийся в масле и щелочи воздух, поэтому перед пбступле-
нием в аппарат масло и щелочь деаэрируются. Деаэрация происхо-
дит под вакуумом при давлении 96 кПа.
Рекомендуется снабжать расширитель герметически закрывающей-
ся конусной крышкой. Благодаря этому исключается контакт жира
с окружающим воздухом.
Обязательным условием проведения нейтрализации по этому спо-
собу является тщательная подготовка сырья, которая обеспечивает
не только эффективное осуществление процесса и успешное разде-
ление жировой и водной фаз, но и последующую обработку мыль-
но-щелочных растворов для выделения из них соапсточных липидов.
Лучшие результаты достигаются при концентрации раствора по-
даваемой щелочи 15...30 г/л, температуре масла и мыльно-щелоч-
64
ного раствора 70...95 °C. При этом в сливаемом (отработавшем)
мыльно-щелочном растворе концентрация мыла поддерживается
в пределах 12...20 % при наличии свободной щелочи 1...5 г/л.
Перед началом работы нейтрализатор заполняется щелочным
раствором концентрацией 15...20 г/л. Когда раствор нагреется до
70...95 °C, приступают к подаче нагретого до той же температуры
масла. По мере нейтрализации свободных жирных кислот щелочь
расходуется, и когда ее концентрация в массе раствора снизится
до 1...3 г/л, аппарат переводят на непрерывный режим работы,
концентрацию подаваемого раствора щелочи доводят до 30 г/л.
По этому способу достигается наименьшее количество отходов,
коэффициент нейтрализации 1,25, соответственно отношение Н*.Кх
составляет 1:10 при жирности соапстока 20 %. Остаточное содер-
жание мыла в масле после отделения соапстока около 0,01 %.
Недостатками способа являются большая чувствительность к
содержанию в масле гидрофильных веществ, особенно фосфоли-
пидов, образование больших объемов мыльных растворов, требу-
ющих специальной обработки, трудность рафинации высококис-
лотных и особенно темноокрашенных масел.
Несмотря на перечисленные недостатки, применение этого спо-
соба позволило значительно увеличить производительность ра-
финационных цехов при улучшении всех технико-экономических
показателей работы. Поэтому он широко используется для нейтра-
лизации светлых гидратированных масел и пищевого саломаса.
2.5.4. УДАЛЕНИЕ МЫЛА И ВЛАГИ ИЗ НЕЙТРАЛИЗОВАННЫХ МАСЕЛ
После отделения соапстока в масле всегда содержится некоторое
количество мыла, присутствие которого ухудшает вкусовое достоин-
ство масла, способствует окислению, отрицательно влияет на после-
дующие этапы рафинации: избирательно сорбируется на поверхности
катализатора при гидрогенизации, что снижает его активность. В
результате взаимодействия мыла с оксидами никеля образуются нике-
левые мыла, трудноотделяемые от саломаса. Важным фактором при
выборе способа удаления мыла из нейтрализованных масел и жиров
является содержание оставшегося мыла после отделения соапстока.
Для освобождения от остатков мыла масло либо промывают горячей
водой, либо обрабатывают раствором лимонной кислоты.
Промывку водой осуществляют обычно при содержании мыла
выше 0,05 %, при меньшем количестве допускается обработка ра-
створом лимонной или фосфорной кислоты.
Промывка масла водой. В основу процесса удаления мыла из
масла положена хорошая растворимость его в горячей воде. Для
промывки рекомендуется использовать конденсат либо умягченную
воду. Процесс заключается в смешении масла с горячей водой и
последующем разделении фаз. Промывку масла осуществляют пе-
риодически или непрерывно.
>-3849
65
Рис. 2.18. Промывной и ваку-
ум-сушильный аппарат перио-
дического действия
Для периодической промывки исполь-
зуют промывной и вакуум-сушильный
аппарат с мешалкой (рис. 2.18). Обыч-
но проводят 2...3 промывки, после каж-
дой из них масло отстаивают.
Промывной и вакуум-сушильный ап-
парат периодического действия предназна-
чен для нагревания жиров, смешивания их
с водой, отделения промывной воды, по-
следующего высушивания промытого жира
под вакуумом и отбеливания.
Аппарат стальной, сварной, вертикаль-
ный с цилиндрическим корпусом 1, ко-
ническим дном 5 и сферической гер-
метичной крышкой 7. Нагревается жир
через паровую рубашку 4 при перемеши-
вании лопастной мешалкой 3. Вращение
вертикального вала 2 мешалки осуществ-
ляется от индивидуального привода, со-
стоящего из электродвигателя 9 и редук-
тора 8. Промывная вода распределяется
над слоем масла через душирующие сетки 6.
Производительность аппарата в сутки зависит от его вместимос-
ти (3; 5; 10; 20 т) и продолжительности одного полного цикла, ко-
торая может достигать 8 ч.
В непрерывных схемах для смешения реагирующих фаз исполь-
зуют лопастные и ножевые смесители. Разделение фаз производят
на сепараторах.
При двукратной промывке количество воды составляет 5... 10 % к
массе жира на каждую промывку. С целью экономии воды рекомен-
дуется использовать для первой промывки вторую промывную воду,
а для второй — конденсат. Жирность первой промывной воды - не
более 1,5 %, второй—0,05 %. Отходы жиров при промывке масла во-
дой составляют 0,2 %, потери — 0,2 % к массе рафинированного жира.
Обработка жиров лимонной кислотой. Применение рабтворов
лимонной кислоты позволяет полностью освободить нейтрализо-
ванный жир от остатков мыла. Лимонная кислота разлагает мыло
и связывает ионы железа и никеля (при обработке саломаса):
СН2СООН CH2OONa
НО-С-COOH+2RCOONa HO~C~COOH+2RCOOH.
I I
СН2СООН CH2COONa
Образовавшиеся соли лимонной кислоты нерастворимы в су-
хом масле, они удаляются из него при фильтровании. Поскольку
лимонной кислотой обрабатывают масла с остаточным содер-
жанием мыла 0,01...0,02 %, то образовавшиеся свободные
66
жирные кислоты незначительно повышают кислотное число масла.
Раствор лимонной кислоты концентрацией 10 % вводят при интен-
сивном перемешивании при температуре 90...95 °C из расчета 30...50 г
лимонной кислоты на 1 т жира, после чего масло передают на сушку.
При обработке лимонной кислотой отходов нет, потери состав-
ляют 0,02 %.
Удаление влаги из масла. Удаление влаги из нейтрализованного
и промытого масла — завершающий этап нейтрализации. Высуши-
вание проводят под вакуумом, давление 5,5...6,6 кПа, температура
90...95 °C. При сушке влага интенсивно испаряется и одновремен-
но удаляется воздух, содержащийся в масле.
Высушивание масла осуществляют периодически или непрерыв-
но: периодически — в промывном и вакуум-сушильном аппарате,
непрерывно — в вакуум-сушильном и деаэрационном аппарате.
Вакуум-сушильный и деаэрационный аппарат (рис. 2.19) предназ-
начен для непрерывного высушивания и деаэрации промытого масла,
состоит из цилиндрического корпуса / со сферическими крышкой 9
и днищем 4. В верхнюю часть аппарата введена труба 7, по обе сто-
роны которой установлены форсунки 8 для распыления масла.
Благодаря большой поверхности, образу-
емой каплями тонкораспыленного масла,
высокой температуре и низкому остаточно-
му давлению в аппарате происходит быст-
рое испарение влаги.
Распыленное высушенное масло падает
на горизонтальную перфорированную пере-
городку 6, расположенную в нижней части
аппарата. Эта перегородка обеспечивает
гашение энергии струи падающего масла,
ускоряет деаэрацию и облегчает непрерыв-
ную откачку масла из аппарата. Аппарат
снабжен люком 2 и поплавковым регулято-
ром уровня 3, установлен на лапах 5, имеет
три зоны: испарения и дегазации; сепара-
ции пара; приема масла, из которой проис-
ходит питание откачивающего насоса.
Смесь образующегося вторичного пара и
воздуха отсасывается пароэжекторным ва-
куум-насосом через верхний патрубок.
Производительность аппарата 12 500 кг/ч; влагосодержание мас-
ла: начальное 0,5 %; конечное 0,05 %; температура масла 120 °C.
При высушивании потери составляют 0,05 %, отходов нет.
Для установок меньшей производительности применяют аппарат
колонного типа (см. рис. 2.12). Для создания и поддержания ваку-
ума в сушильно-деаэрационных аппаратах при высушивании рафи-
нированного масла используются многоступенчатые (обычно трех-
СТупенчатые) пароэжекторные вакуумные насосы с промежуточ-
Рис. 2.19. Вакуум-су-
шильный и деаэрацион-
ный аппарат непрерывно-
го действия
Рис. 2.20. Комбинированная эжектор-
ная установка
ными теплообменниками, а так-
же водокольцевые или поршневые
вакуумные насосы.
Пароэжекторные вакуумные на-
сосы потребляют большое коли-
чество пара и оборотной воды.
ТОО «Эжектор» по заказу АО
«Мосжиркомбинат» разработана
комбинированная эжекторная ус-
тановка (рис. 2.20), которая обла-
дает определенными преимущест-
вами по сравнению с пароэжекгор-
ными, водокольцевыми или порш-
невыми вакуумными насосами.
Она имеет две ступени:
первая ступень — паровой
эжектор 2;
вторая ступень — водоструйный
эжектор 7, смонтированный верти-
кально над барометрическим колодцем 4 на высоте не менее 7...8 м.
Работа эжекторной установки происходит следующим образом.
Отсасываемая парогазовая смесь из сушильного аппарата 3 поступа-
ет в приемную камеру парового эжектора 2, сжимается рабочим
паром до давления, при котором температура конденсации пара из
парогазовой смеси превышает температуру оборотной воды не ме-
нее, чем на 10 °C, и эта смесь поступает в приемную камеру водо-
струйного эжектора 7. В нем происходит конденсация пара из па-
рогазовой смеси на струях воды с одновременным их нагревом и
сжатие не конденсирующихся газов (в основном воздуха).
Водогазовая смесь из эжектора поступает в сливную трубу и далее
в барометрический колодец 4, где происходит выделение газов в
атмосферу. Вода из барометрического бака откачивается насосом 5
и подается при необходимости на очистку и далее на охлаждение в
градирню 6. Вода из градирни на вторую ступень подается цирку-
ляционным насосом 7. '
В зимний период, когда температура оборотной воды низкая и пе-
репад температур достаточный для конденсации пара из парогазовой
смеси, поступающей в водоструйный эжектор, подача рабочего пара к
паровому эжектору может быть отключена. В этом случае паровой эжек-
тор выполняет роль трубопровода, по которому парогазовая смесь из
сушильного аппарата поступает к водоструйному эжектору.
Предлагаемая комбинированная эжекторная установка имеет сле-
дующие преимущества по сравнению с многоступенчатыми паро-
эжекторными блоками: меньший расход рабочего пара в летний пе-
риод (в 1,5...2,0 раза); возможность работы без потребления пара в
зимний период; простота конструкции, обеспечивающая неболь-
шой вакуумный объем, что в значительной степени снижает веро-
68
ятность подсоса воздуха, имеется всего два запорных вентиля: для
рабочего пара и рабочей воды; невысокая стоимость. Установка
работает на АО «Мосжиркомбинат».
2.6. ПРОМЫШЛЕННЫЕ СХЕМЫ РАФИНАЦИИ ЖИРОВ
Для рафинации всех жиров и масел используют различные вари-
анты непрерывных и периодических схем. Для хлопкового масла,
кроме того, применяют специальные методы. Из непрерывных схем
наибольшее распространение получили следующие типовые схемы:
рафинация с разделением фаз на сепараторах; рафинация в мыль-
но-щелочной среде (комбинированный вариант).
2 .6.1. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПЕРИОДИЧЕСКОГО СПОСОБА
РАФИНАЦИИ ЖИРОВ
В связи с созданием в последние годы большого количества мас-
ложировых предприятий по всей России, в том числе рафинацион-
ных заводов малой мощности, возникла потребность в комплекта-
ции последних аппаратами для реализации технологических схем
рафинации с оборудованием небольшой производительности.
НПО «Машиностроение» при участии КубГТУ разработали и
изготовили необходимое оборудование и поставляют предприяти-
ям малой мощности комплектные линии рафинации производи-
тельностью от 3 до 20 т/сут рафинированного масла.
Принципиальная схема периодической рафинации приведена
на рис. 2.21.
Масло, направляемое на рафинацию, насосом 1 подается в ней-
трализатор 4 и нагревается до заданной температуры, после чего из
мерника 5 вводится при перемешивании необходимое количество
раствора гидроксида натрия, подогретого до 80...90 °C. Раствор
готовится в емкости 3, в мерник 5 подается насосом 2, в мернике
поддерживается постоянным уровень раствора. Перемешивание
масла с раствором гидроксида натрия продолжается 10...15 мин,
после чего мешалку выключают, а масса отстаивается в нейтрали-
заторе в течение 2...4 ч. Отстоявшееся масло через шарнирную
трубу насосом 21 или под вакуумом передается в промывной и
вакуум-сушильный аппарат 8, где нагревается паром до 95...100 °C.
Отстоявшийся в нейтрализаторе 4 соапсток сливают в соапсточ-
ник' 23 и далее насосом 22 откачивают из производства. При сливе
соапстока следят, чтобы в соапсточник не попало масло. Кипя-
щую промывную воду из мерника 6 подают в аппарат 8 через ду-
шевые устройства в масло при перемешивании в течение 10 мин,
Мешалку останавливают, нагревание прекращают и после отстоя
в течение 1...1,5 ч сливают отстоявшуюся воду в жироловушку 19.
Отстоявшийся жир сливают в емкость 20 и возвращают на рафи-
нацию.
69
Рис. 2.21. Технологическая схема периодической рафинации на линии производи-
тельностью от 3 до 20 т/сут
После контроля промытого масла на присутствие мыла промыв-
ку при необходимости повторяют. Общее количество воды на две
промывки не должно превышать 15...20 % к массе масла. После за-
вершения промывки через люк промывной и вакуум-сушильный
аппарат 8 подключают к вакуумной линии, открывая кран, и при
работающей мешалке масло высушивают при 95...100 °C, поддержи-
вая вакуум в аппарате (давление 3...4 кПа). По завершении сушки
(при сухом масле вакуумная труба от промывного аппарата охлажда-
ется) масло выкачивается насосом 18 через охладитель 9 и при тем-
пературе масла не более 50 °C в коробку 16 и далее насосом 75 -
потребителю. При отбеливании масла, не нарушая вакуума, в
промывной аппарат из емкости 7 засасывается при перемешивании
необходимое количество отбельной глины (0,5...2,0 % к массе мас-
ла), перемешивание продолжается 15 мин, после чего открывается
воздушный кран на крышке аппарата при отключении его от вакуум-
ной системы. Суспензию масла с отбельной глиной насосом 18
через охладитель 9 при температуре 50...60 °C подают в фильтр-
пресс 10, первые мутные порции масла сливают в емкость 77,
а оттуда направляют на повторную фильтрацию, а отфильтрован-
ное чистое масло — в приемник 16 готового масла, а оттуда на-
сосом 75 — потребителю. Вакуум в системе создается по линии:
промывной и вакуум-сушильный аппарат 8 — каплеуловитель 77 —
холодильник 72 — агрегат вакуум-насосов 14 и 13. При повыше-
нии давления в насосе 18 более 0,25 МПа его останавливают и
приступают к очистке фильтр-пресса 10 от отфильтрованной
отбельной глины.
70
2 .6.2. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ НЕПРЕРЫВНОГО СПОСОБА
РАФИНАЦИИ ЖИРОВ
Рафинация с использованием сепараторов. В настоящее время
применяют установки фирм «Альфа-Лаваль» и «Кемтек», а также
отечественную установку А1-ЖРН (табл. 2.7).
2.7. Производительность установок для различных жиров, т/сут
Жиры А1-ЖРН «Альфа-Лаваль» «Кемтек»
Модель I Модель II
Масла растительные с к.ч., мг КОН/г
до 6 120 150 250 180
до 10 80 100 200 120
свыше 10 — 80 160 ПО
Саломас пищевой 140 180 300 180
В этих установках для смешения реагирующих фаз используют
различные конструкции смесителей. При гидратации масел, обра-
ботке их фосфорной кислотой с целью удаления негидратируемых
фосфолипидов применяют лопастные смесители.
Лопастный смеситель (рис. 2.22) имеет вертикальный цилиндри-
ческий корпус 1 со сферически-
ми крышкой и днищем. Внутри
расположен вертикальный вал 2,
на котором неподвижно насаже-
ны лопатки 6, а для удлинения
пути смешиваемых жидкостей
между лопатками расположены
малые 8 и большие 7 диски. На
поверхности их в шахматном по-
рядке находятся отверстия. Ло-
пасти мешалки прогоняют смесь
последовательно через все дис-
ки. Перед включением в работу
смеситель заполняется маслом
через патрубок 10. Воздух вы-
пускается через штуцер 5. При
непрерывной работе масло по-
ступает через патрубок 3, а во-
да — через патрубок 4. Смесь
выводится из аппарата через пат-
рубок 9. Полное опорожнение
может быть произведено снизу
через патрубок 11.
Для смешения масла (жира) со
Щелочью или фосфорной кис-
лотой устанавливается дисковый
Рис. 2.22. Лопастный смеситель
71
Рис. 2.23. Дисковый смеситель
смеситель, который обеспечи-
вает контакт жира с указанны-
ми реагентами за короткий
промежуток времени (2...3 с).
Дисковый смеситель (рис.
2.23) состоит из станины 1,
внутри которой расположен
электродвигатель 2. Смесь жи-
ра со щелочью или фосфорной
кислотой поступает по трубе 5
в рабочую камеру 6, где они сме-
шиваются при помощи быстро
вращающегося диска 3, укреп-
ленного на валу 7. Обработан-
ное масло (жир) выводится из
смесителя через патрубок 4.
Ножевые смесители (рис.
2.24) устанавливаются при
промывке для смешения мас-
ла и воды.
Рис. 2.24. Ножевой
смеситель с различным
расположением ножей:
а — горизонтальным;
б — вертикальным
5
72
Ножевой смеситель с горизонтальным расположением ножей
(рис. 2.24, а) представляет собой герметичный аппарат, состоя-
щий из рабочей камеры, которая имеет сферическую крышку (кол-
пак) 2, соединенную болтами с фланцем 5 на корпусе 7 и рамой 9.
Внутри камеры на вертикальном валу 1 закреплены 20 ромбо-
видных ножей 3, которые обеспечивают интенсивное смешение
масла и воды.
Нагретое до 90 °C масло под давлением до 1 МПа поступает в
смеситель через патрубок 11, а промывная вода — через патрубок 10.
В рабочей камере жир смешивается с водой, смесь выходит из
аппарата через патрубок 12. Патрубки 6 предназначены для подачи
и отвода охлаждающей воды.
Вертикальный вал получает вращение от электродвигателя 13
через ступенчатую клиноременную передачу 8. Сальниковое
уплотнение 4 обеспечивает герметичность смесителя. Все механиз-
мы монтируются на общей раме 9, которая крепится к полу.
Ножевой смеситель с вертикальным расположением ножей по-
казан на рис. 2.24, б. Конструкция этого смесителя отличается от
конструкции других смесителей тем, что 18 ромбовидных ножей 6
насажены на горизонтальный вал 5, который приводится во вра-
щение электродвигателем 9.
Вал с ножами размещается в горизонтальном цилиндре 1 вмес-
тимостью 60 л. Аппарат стальной сварной со сферическими съем-
ной крышкой 3 и приварным дном. Уплотнение вала обеспечива-
ется сальниковым устройством 8.
В патрубок 7 поступает масло, сюда же через боковой патрубок
подается вода, патрубок 4 служит для отвода смеси масло — вода,
патрубок 2 — для слива при опорожнении.
Типовая схема рафинации гидратированного масла, саломаса и смесей
его с маслом на установках производительностью до 150 т/сут фир-
мы «Алъфа-Лаваль», модель I (А1-ЖРН). Представлена на рис. 2.25.
Жир (масло) из коробки 1 насосом 34 подается в пластинчатый
теплообменник 2. При использовании фосфорной кислоты масло
поступает в лопастный смеситель 6; одновременно дозирующим
насосом 5 из бака 4 в масляную линию подается фосфорная кис-
лота. Отсюда смесь поступает в дисковый смеситель 7, куда через
расходомер насосом 29 из бака 30 подается щелочь заданной
концентрации.
Жир, не требующий обработки фосфорной кислотой, из плас-
тинчатого теплообменника 2 по обводной линии насосом 3 на-
правляется в дисковый смеситель 7, где смешивается со щелочью.
Смесь разделяется на сепараторе 8. При необходимости для сни-
жения концентрации соапстока в сепаратор 8 подается горячая
вода. Соапсток насосом 28 перекачивается в сборный бак. Ней-
трализованное масло через пластинчатый теплообменник 9 на-
сосом 10 направляется в ножевой смеситель 11, предварительно
непосредственно в масляную линию перед смесителем вводится
‘о-жд 73
И
oiranin
аоннододпнпйрд
Э)<3
pu
pf
DQog
aifoow aQHHDQodnnndot/an
Рис. 2.25. Технологическая схема рафинации жиров на установке фирмы «Альфа-Лаваль» производитель-
ностью до 150 т/сут
Вода
dou
/ -cou g ото»
шпонщшом
миюивоз'^
74
вода, количество которой регулируется расходомером. Смесь воды
и жира, тщательно перемешанная в смесителе 11, разделяется на
сепараторе 12. Промывная вода сливается в жироловушку 21, а
жир через пластинчатый теплообменник 13 насосом 14 подается
во второй ножевой смеситель 75 для повторной промывки и раз-
деления фаз на сепараторе 16. Отделившаяся вода также направля-
ется в жироловушку 21, а промытый жир — в вакуум-сушильный
аппарат 17. Разрежение в этом аппарате создается трехступенча-
тым пароэжекторным вакуум-насосом 18, вода из конденсаторов
сбрасывается в колодец 19. Высушенный жир насосом 20 пере-
дается в бак рафинированного жира.
В жироловушке 21 промывная вода отстаивается, всплывший
жир переливается в бак 22 возвратного жира и насосом 23 на-
правляется в коробку 1, а вода — в систему очистки сточных вод.
Концентрированная щелочь из бака 33 после смешения с водой
вихревым насосом 32 через измерительную трубу 31 передается
в бак 30 для щелочи нужной концентрации, откуда насосом 29
через расходомер раствор щелочи поступает для нейтрализации.
Для повторной щелочной обработки установлены бак 27 для ще-
лочи и насос 26. Имеется бак 24 для воды и насос 25.
При необходимости рафинировать негидратированные масла
установка снабжается дополнительным лопастным смесителем,
иногда предусматривается обработка жира перед высушиванием
лимонной кислотой.
Схема рафинации масел и жиров на установках производитель-
ностью до 300 т/сут фирмы «Альфа-Лаваль», модель II. На
рис. 2.26 приведена полная схема, включающая и гидратацию (мо-
дуль 1). Нерафинированное масло насосом 1 через фильтр грубой
очистки 2, пластинчатый теплообменник 3 поступает в смеси-
тель 4, куда одновременно для гидратации из бака 28 насосом 26
вводится гидратирующий агент. Смесь подается в коагулятор 5.
Смесь из коагулятора 5 после формирования фосфолипидной
эмульсии насосом 6 через расходомер поступает на разделение в
саморазгружающийся сепаратор 7. Фосфолипидная эмульсия сли-
вается в бак 42, откуда насосом 43 передается на высушивание
для получения фосфатидного концентрата. По заданной програм-
ме происходит автоматическая разгрузка сепаратора от осадка,
который накапливается в барабане. Осадок сбрасывается в ем-
кость 33, куда поступает также первая промывная вода из сепара-
тора 18. Гидратированное масло насосом 39 через пластинчатый
теплообменник 38 (нагрев масла до температуры нейтрализации)
и расходомер поступает в ножевой смеситель 14 для обработки
концентрированной фосфорной кислотой. Фосфорная кислота
насосом 40 через фильтр 12 подается в бак 11 и дозирующим на-
сосом 10 вводится в жировую линию. Концентрированный ще-
лочной раствор насосом 41 через фильтр 8 перекачивается в на-
| порный бак 9, откуда также дозирующим насосом 10 подается в
,,г 75
алэчгИме иеМииииофооф
otran» aoHHOgodnynAndan
Рис. 2.26. Технологическая схема рафинации с применением саморазгружающегося сепаратора на установке
фирмы «Альфа-Лаваль» производительностью до 300 т/сут
76
трубопровод для раствора щелочи, в который через игольчатый
вентиль 13 и расходомер насосом 30 вводится из бака 29 вода
для разбавления концентрированной щелочи до заданной кон-
центрации.
Масло, обработанное в ножевом смесителе 14 фосфорной кис-
лотой, поступает в дисковый смеситель 15, туда же через расходо-
мер вводится щелочной раствор.
Разделение нейтрализованного масла и соапстока производится
на втором саморазгружающемся сепараторе 16. Соапсток откачи-
вается насосом 37 в бак. Нейтрализованное масло насосом 35 через
пластинчатый теплообменник 36 подается в ножевой смеситель 17.
Туда же через расходомер насосом 30 из бака 29 вводится вода на
промывку. Смесь воды и масла далее разделяется на герметическом
сепараторе 18. Промывная вода сливается самотеком в бак 33 и
насосом 34 передается на обработку.
Масло после первой промывки насосом 19 подается в ножевой
смеситель 20. Вода для второй промывки насосом 26 перекачивает-
ся из бака умягченной воды 28 через расходомер. Предварительно
перед поступлением в бак 28 вода проходит фильтр 27. Смесь воды
и масла поступает на сепаратор 21 для разделения. Вторая промыв-
ная вода самотеком отводится в жироловушку 31, из которой отде-
лившийся жир откачивается насосом 32, а вода сливается в бак 29,
где смешивается с чистой умягченной водой и используется для
первой промывки.
Масло из сепаратора 21 поступает в вакуум-сушильный аппа-
рат 24 для высушивания, предварительно оно обрабатывается
раствором лимонной кислоты, который подается насосом 22 из
бака 23.
Высушенное масло откачивается насосом 25.
Вакуум создается трехступенчатым пароэжекторным вакуум-
насосом.
Установка поставляется и без узла гидратации (без модуля 1).
В зависимости от качества рафинируемого жира на установках,
оборудованных тремя герметическими сепараторами, можно про-
водить процесс рафинации по следующим вариантам:
1 - для светлых негидратированных масел: гидратация водой —
обработка фосфорной кислотой - щелочная нейтрализация — од-
нократная промывка — высушивание;
2 - для светлых гидратированных масел или их смесей с салома-
сом: обработка фосфорной кислотой — щелочная нейтрализация —
двукратная промывка — высушивание;
3 — для саломаса или его смесей с маслом: щелочная нейтрализа-
ция — двукратная промывка — обработка лимонной кислотой —
высушивание;
4 — для получения низкокислотных и хорошо осветленных
жиров: двукратная щелочная нейтрализация - однократная про-
мывка — высушивание.
77
Схема непрерывной рафинации масел и жиров на линии фирмы
«Кемтек» производительностью 180 т/сут. Отличием этой линии
является использование для разделения фаз на разных стадиях
горизонтальных сепараторов — супердекантеров, а также много-
позиционного дозирующего насоса.
Нерафинированный жир (масло) из емкостей 1 (рис. 2.27) на-
сосом 2 через фильтры и расходомер 36 подается в подогрева-
тель 37, где нагревается до температуры 70 °C. Температура жира
в теплообменнике задается и поддерживается автоматически.
При использовании фосфорной кислоты с целью удаления не-
гидратируемых фосфолипидов нагретое масло поступает в ем-
кость 35, куда одновременно из емкости 34 дозирующим насо-
сом 32 вводится 10 %-ный раствор фосфорной кислоты в коли-
честве 1...2 % к массе масла.
Для обеспечения контакта масла с фосфорной кислотой пре-
дусмотрена рециркуляция смеси с помощью насоса 33 через
емкость 35 в течение 20...30 мин. Далее масло, обработанное кис-
лотой, через расходомер 11 направляется в смеситель 12, где оно
обрабатывается раствором щелочи заданной концентрации, кото-
рый подается через расходомер 10 дозирующим насосом 7.
Раствор щелочи рабочей концентрации готовят следующим об-
разом: из бака 4 концентрированный 40...42 %-ный раствор ще-
лочи насосом 5 перекачивается в бак 6, в котором поддержива-
ется постоянный уровень. Из этого бака дозирующим насосом 7
с помощью регулирующей головки В подается расчетное коли-
чество щелочи, которая разбавляется до необходимой концентра-
ции умягченной водой, подаваемой насосом 3 и дозирующим
насосом с помощью головки А в трубопровод подачи раствора
щелочи перед линейным смесителем 8.
Жир, не требующий обработки фосфорной кислотой, насосом 2
по обводной линии из подогревателя 37 через расходомер 11
поступает в смеситель 12, где он смешивается со щелочью, пода-
ваемой через расходомер 10 дозирующим насосом 7.
Из смесителя 12 эмульсия поступает в супердекантер 75 для раз-
деления фаз. При необходимости в поток масло - раствор Щелочи
через расходомер 13 может добавляться из смесителя 8 раствор
щелочи, нагретой в теплообменнике 9.
Отделившийся в супердекантере соапсток отводится в бак 31 и
откачивается насосом 30 на обработку.
Нейтрализованный жир направляется в подогреватель 14, где
нагревается до температуры 90 °C, а затем на первую промывку в
смеситель 17, куда одновременно через расходомер 16 подается
умягченная вода, нагретая в подогревателе 14 до 90 °C.
Разделение жировой и водной фаз осуществляется в супер-
декантере 19. Отделяемая промывная вода отводится в бак-се-
паратор (жироловушку) 28, которая состоит из двух частей — «сиг-
нала» и «сепаратора». В случае срыва затвора в супердекантере 19
78
Умпчентя горячая войн
79
и центрифуге 21 весь жир будет отводиться в устройство «сигнал»,
затем поступать в «сепаратор», где разделяются жировая и водная
фазы. Отделившийся жир насосом 29 возвращается в технологи-
ческий процесс.
Однократно промытый жир через подогреватель 18, нагреваясь до
температуры 90 °C, поступает на вторую промывку в смеситель 22,
куда через расходомер 20 подается горячая умягченная вода.
Разделение фаз жир — вода происходит в вертикальной центри-
фуге 21. Вторая промывная вода отводится в жироловушку.
Промытый жир поступает в вакуум-сушильный аппарат 23,
где поддерживается постоянный уровень жира с помощью по-
плавкового клапана. Высушенный жир насосом 27 при необхо-
димости после охлаждения в теплообменнике 25 откачивается
потребителю.
Технологической схемой предусмотрена рафинация темных и
высококислотных масел по следующему циклу: нейтрализация мас-
ла в смесителе 12 с разделением фаз на первом супердекантере 15,
повторная нейтрализация в смесителе 17, куда подается раствор
щелочи через расходомер 16, с разделением фаз на втором супер-
декантере 19 и однократная промывка в смесителе 22 с разделе-
нием фаз на центрифуге 21.
Разрежение в вакуум-сушильном аппарате 23 создается и под-
держивается пароструйным вакуум-насосом 24, состоящим из двух
пароэжекторов и одного барометрического конденсатора смеше-
ния, охлаждаемая вода поступает в колодец 26 и далее на очистку.
Остаточное давление в аппарате должно находиться в пределах
6,65...7,98 кПа.
Рафинация в мыльно-щелочной среде (комбинированная). Схема
является комбинированной, так как в ней узел нейтрализации
осуществляется в мыльно-щелочной среде в сочетании с сепара-
ционной схемой гидратации и промывки. Эта схема широко ис-
пользуется в следующих вариантах:
гидратация — разделение фаз на сепараторах — нейтрализация в
мыльно-щелочной среде — промывка водой — разделение фаз на
сепараторах — высушивание; '
нейтрализация в мыльно-щелочной среде - промывка водой -
разделение фаз на сепараторах — высушивание;
нейтрализация в мыльно-щелочной среде — обработка лимонной
кислотой — высушивание.
Гидратированное масло (саломас) насосом 1 (рис. 2.28) через
теплообменник 2 подается в смеситель 3, где смешивается с
фосфорной кислотой, поступающей из бака 4. Смесь через де-
аэратор 5 поступает в нейтрализатор 6. Концентрированная
щелочь из бака 8 в смесителе 9 смешивается с водой, которая
подается из бака 19 насосом 18. Полученный раствор щелочи
нужной концентрации поступает в деаэратор 7, а затем в ней-
трализатор 6. Нейтрализованное масло самотеком сливается в
80
Рис. 2.28. Технологическая схема рафинации в мыльно-щелочной среде
приемник 10, откуда насосом 11 через теплообменник 12 по-
ступает в дисковый смеситель 13, где смешивается с водой, кото-
рая дозируется расходомером. Разделение фаз осуществляется на
сепараторе 14, далее масло высушивается в вакуум-сушильном
аппарате 75 и насосом 16 откачивается в бак. Отработавший
мыльно-щелочной раствор через регулятор уровня 22 отводится
из нейтрализатора 6 в бак 21 и насосом 20 откачивается на обра-
ботку. Промывная вода из сепаратора 14 сливается в жироловуш-
ку 77. В схеме, где предусматривается вместо промывки обра-
ботка лимонной кислотой, масло смешивается в дисковом сме-
сителе 13 с раствором кислоты и далее передается на высушива-
ние. При рафинации саломаса обработка фосфорной кислотой
не производится.
2.7. РАФИНАЦИЯ ХЛОПКОВОГО МАСЛА
При рафинации хлопкового масла возникают затруднения в ос-
новном из-за присутствия госсипола, особенно его производных
и измененных форм. Продукты изменения госсипола имеют бо-
лее интенсивный спектр поглощения в видимой области света. Они
не содержат функциональных групп кислого характера, поэтому
не взаимодействуют или взаимодействуют слабо даже с концент-
рированными щелочами.
Важным показателем качества хлопкового масла является его цвет.
По ГОСТу рафинированное хлопковое масло оценивается по цвет-
•1-3849
81
ности в красных единицах при постоянных 35 желтых; в зависи-
мости от числа этих единиц различают: высший сорт - 7, пер-
вый — 10, второй — 16.
Таким образом, рафинация хлопкового масла осуществляется для
удаления не только свободных жирных кислот, но и госсипола.
Если масло получено из здоровых семян, то оно содержит мало
измененного госсипола и его рафинацию можно осуществлять
обычной щелочной обработкой. При переработке семян с высо-
кой степенью дефектности, долго хранившихся или подвергших-
ся самосогреванию, масло имеет высокое кислотное число и ин-
тенсивную окраску из-за значительного содержания измененного
госсипола. Однократная щелочная нейтрализация такого масла не
дает необходимого эффекта по снижению цветности. Поэтому не
прекращаются поиски новых способов рафинации хлопкового
масла, в том числе и из низкосортных семян, способов, которые
позволили бы получать светлое масло при высокой экономичности
процесса в целом.
2.7.1. ОБРАБОТКА ХЛОПКОВОГО МАСЛА АНТРАНИЛОВОЙ КИСЛОТОЙ
В.П.Ржехиным с сотрудниками (ВННИЖ) был разработан
метод, предусматривающий предварительное удаление госсипо-
ла антраниловой кислотой. При введении в масло антранило-
вая кислота реагирует с госсиполом и его производными, на-
пример с госсифосфолипидами, в результате чего образуются
плохо растворимые в масле производные. После отфильтровыва-
ния осадка и его обезжиривания получают так называемый антра-
нилат госсипола.
Обработка антраниловой кислотой рекомендуется, если в масле
присутствует нативный госсипол в количестве более 0,5 %. Причем
обработку можно осуществлять как в масле, так и в мисцелле.
Рафинацию в мисцелле обычно производят на маслодобывающих
заводах, где масла получают методом экстракции.
С помощью антраниловой кислоты из масла (мисцеллы) вы-
водится до 90 % госсипола и его производных. Следы антрани-
лата госсипола и непрореагировавшая антраниловая кислота уда-
ляются при последующей обработке масла щелочью. Количество
антраниловой кислоты принимается из расчета 0,53 % на каждый
1 % госсипола.
После выведения госсипола антраниловой кислотой цветность
масла снижается почти в два раза, содержание госсипола уменьша-
ется в 5... 10 раз, кислотное число снижается на 0,5...! мг КОН/г,
фосфолипидов становится меньше в 3...6 раз, такое масло легко
рафинируется в дальнейшем. К сожалению, по ряду причин этот
прогрессивный способ практически не используется.
Имеются предложения по замене на этой стадии антраниловой
кислоты на карбамид (мочевину) (NH2)2CO.
82
2.7.2. ЩЕЛОЧНАЯ РАФИНАЦИЯ ХЛОПКОВОГО МАСЛА
Щелочная рафинация - основной способ рафинации хлопково-
го масла, он имеет различные режимы и аппаратурно-технологи-
ческие схемы. Важнейшими из принятых в настоящее время схем
является непрерывный эмульсионный способ рафинации масла,
разработанный во ВНИИЖе. В основе способа лежит сорбиро-
вание на развитой поверхности концентрированного соапстока
пигментов хлопкового масла, прежде всего различных производ-
ных госсипола. Использование щелочи высокой концентрации
приводит к омылению и гидролизу части этих веществ. Макси-
мальный эффект достигается при интенсивном контакте масла
и щелочи, при тонком диспергировании образующегося концент-
рированного соапстока в масле. Процесс можно осуществлять
периодически и непрерывно.
При непрерывной схеме рафинации для диспергирования при-
меняют струйные реакторы-турбулизаторы (см. рис. 2.8). Они по-
зволяют использовать в случае необходимости высококонцентри-
рованные растворы щелочи, а это обеспечивает меньший расход
ее, повышает выход рафинированного масла при значительном
снижении его цветности.
Для отделения соапстока от масла в этой схеме предусмотрены
разделители непрерывного действия типа тарельчатых отстойников
(см. рис. 2.1). Технологическая схема эмульсионной рафинации
хлопкового масла представлена на рис. 2.29.
Нерафинированное хлопковое масло, при необходимости предва-
рительно обработанное антраниловой кислотой, через автоматичес-
кие весы 1 поступает в баки 2, откуда насосом 3 подается последова-
тельно в два трубчатых теплообменника. В теплообменнике 4 масло
охлаждается водой, а в теплообменнике 5 — рассолом до 25...30 °C.
Охлажденное масло направляется в реактор-турбулизатор 6.
Концентрированный раствор щелочи из бака 34 насосом 33 пере-
качивается через фильтр 32 в бак 31, куда также подается обессолен-
ная вода. Насосом-дозатором 30 через рассольный охладитель 29
раствор щелочи направляется в реактор-турбулизатор 6. Образо-
вавшаяся смесь насосом 7 через подогреватель 8, где нагревается до
температуры 65...70 °C для снижения вязкости получаемого соап-
стока, поступает на разделение в тарельчатый отстойник 28. Мас-
ло непрерывно сливается в бак 27, где производится дополнитель-
ное его отстаивание. Отделившийся в баке 27 соапсток вместе с
основным направляется на обработку. При необходимости перед
тарельчатым отстойником смесь обводняется в обводнителе 9, куда
подается вода. Масло из бака 27 насосом 26 непрерывно передает-
ся на промывку через подогреватель 25 и нагретое до 85...90 °C по-
ступает в ножевой смеситель 10, куда одновременно подается вода.
Смесь разделяется на сепараторе 11. Масло через подогреватель 12
насосом 13 направляется на вторую промывку в ножевой смеси-
Нерафинированное масло
К Вакуумной системе________
Лимонная кислота Вода
Рис. 2.29. Технологическая схема эмульсионной рафинации хлопкового масла
тель 14 и разделяется на сепараторе 75. Промывные воды из сепа-
раторов поступают в жироловушку 23. Отстоявшееся масло насо-
сом 24 перекачивается в бак 2, а вода насосом 22 — в систему
очистки сточных вод. Масло поступает в подогреватель 16, а затем
в вакуум-сушильный аппарат 19. Перед высушиванием масло в
потоке смешивают с раствором лимонной кислоты, который
готовят в баке 17 w дозируют насосом-дозатором 18.
Масло из вакуум-сушильного аппарата 19 откачивается насо-
сом 20 в баки 21 рафинированного масла.
При выборе концентрации раствора щелочи и ее избытка руко-
водствуются данными, приведенными в табл. 2.8.
2.8. Рекомендуемая концентрация NaOH при рафинации хлопкового масла
Масло Кислотное число, мг КОН/г Концентрация раствора щелочи, г/л Ориентировочный избыток щелочи (в % от массы масла) для получения рафинированного масла с плотностью в единицах красного цвета
до 8 I до 12 до 16
Форпрессовое До 4 125...180 0,3 0,5 —
До 7 250...300 1,0 0,7 —
До 14 300...400 — 1,2 1,0
Экстракционное До 4 150...250 0,6 0,5 —
До 7 250...300 0,6 0,5 —
До 14 350...450 0,5 — —
Обезгоссиполенное До 4 100...150 0,5 — —
При рафинации хлопкового масла наблюдаются высокие отхо-
ды жира в соапсток, коэффициент нейтрализации велик и состав-
ляет в зависимости от качества масла от 3 до 6, жирность соапсто-
84
ка 30...40 %. После отделения соапстока остаток мыла в масле
0,3...0,5 %, что требует многократных промывок.
Значительно повысить эффективность рафинации хлопковых ма-
сел возможно при использовании на стадии смешения масла и кон-
центрированного раствора щелочи вместо реактора-турбулизатора
механохимического активатора (см. рис. 2.10).
Учитывая недостатки существующих схем рафинации трудно-
рафинируемого хлопкового масла, в КубГТУ была разработана и
внедрена принципиально новая технология. Изучение свойств
сопутствующих компонентов и их влияния на технологический
процесс позволило разработать способ и конструкцию аппарата,
в котором возможно совмещение процесса рафинации и механи-
ческой активации сопутствующих веществ.
При одностадийной рафинации для масел с кислотным числом
до 14 мг КОН/г параметры процесса следующие: концентрация рас-
твора щелочи 300...500 г/л, время обработки 30...60 с, температура
25...30 °C, избыток щелочи устанавливается расчетным путем. При
двухстадийной рафинации для масел с кислотным числом более
14 мг КОН/г параметры процесса такие: на стадии форрафинации
концентрация раствора щелочи 300...500 г/л, расход щелочи 50...70 %
от теоретически необходимого, на окончательной стадии концент-
рация раствора щелочи 300...500 г/л, расход щелочи 5...7 кг/т, тем-
пература процесса до 30 °C, продолжительность обработки 2 мин.
В результате такого способа рафинации улучшаются показате-
ли процесса: коэффициент нейтрализации 2,5; уменьшается со-
держание нейтрального жира в соапстоке, низкое содержание
(0,01...0,05 %) мыла в масле, что позволяет заменить промывку
обработкой лимонной кислотой.
2.8. ОБРАБОТКА СОАПСТОКОВ
Полученные при щелочной нейтрализации соапстоки имеют слож-
ный и непостоянный состав. Они содержат влагу, мыло, образо-
вавшееся в результате омыления свободных жирных кислот и нейт-
рального жира, увлеченный нейтральный жир (масло), избыточ-
ную щелочь, а при предварительной обработке масла фосфорной
кислотой — ее натриевые соли.
Характеристика соапстоков представлена в табл. 2.9.
2.9. Характеристика соапстоков
Способ нейтрализации Содержание общего жира, % Соотношение H :Ж Ж к (средний показатель)
Непрерывный
в мыльно-щелочной среде 12...20 1:10
с разделением фаз на сепараторах 15...25 1:4
эмульсионный (хлопковое масло) 35...45 1:2
Периодический 35...45 1:1
Периодический с водно-солевой подкладкой 8...10 1:4
85
При рафинации с водно-солевой подкладкой и в мыльно-ще-
лочной среде соапстоки получаются низкой концентрации. Ис-
пользование таких соапстоков в мыловарении представляет боль-
шие неудобства, особенно в тех случаях, когда требуется транс-
портировать их на мыловаренные заводы, территориально раз-
общенные с рафинационными цехами. Поэтому разбавленные
соапстоки подвергают концентрированию непосредственно в ра-
финационных цехах.
Наиболее простой способ концентрирования соапстоков — это
высаливание мыла хлоридом натрия. Выделившееся концентри-
рованное (соапсточное) ядро используют. Этот способ в настоя-
щее время применяется редко.
Более широкое распространение получил способ обработки
разбавленных соапстоков минеральными кислотами, преимущест-
венно серной. В результате разложения мыла выделяется смесь
жирных кислот (2RCOONa + H2SO4 2RCOOH + Na2SO4) и
нейтрального жира, называемая соапсточными липидами.
Соапсточные липиды широко применяют в некоторых отраслях
промышленности. Так, липиды подсолнечного масла используют
в качестве технического олеина, касторовые — в химической про-
мышленности для синтеза себациновой кислоты взамен рафиниро-
ванного касторового масла. К таким соапсточным липидам предъяв-
ляют высокие требования: они должны содержать минимальное
количество примесей — неразложенного мыла, зольных элемен-
тов, свободной минеральной кислоты. Для достижения требуемо-
го качества необходимо соблюдать следующее условие: подвергать
разложению разбавленные соапстоки, используя разбавленную
серную кислоту при интенсивном перемешивании.
В целом технологический процесс разложения соапстоков состо-
ит из следующих основных стадий:
дозирование и смешение мыльных растворов и серной кислоты;
разделение образовавшихся фаз соапсточные липиды - кислые воды;
промывка выделенных липидов водой для удаления серной кислоты;
нейтрализация кислых вод раствором карбоната натрия (Na2CO3).
Для большинства способов технологические режимы аналбгичны:
температура 85...90 °C, концентрация соапстока перед разложением
5... 10 %, концентрация серной кислоты 5... 10 %, при избытке про-
тив теоретически необходимого не более 10 %, количество воды для
промывки соапсточных липидов 10...20 %, концентрация карбоната
натрия для нейтрализации кислых вод 10 %.
Схема разложения соапстоков с разделением фаз на сепараторах
представлена на рис. 2.30.
Соапсток поступает в бак 7, снабженный мешалкой, где разбав-
ляется до концентрации 5... 10 % кислой водой, отделяемой на се-
параторе 4, и подогревается. Из бака 7 соапсток направляется в
смеситель 13. Одновременно из бака 2через ротаметр подается сер-
ная кислота. Полученная смесь насосом 72 перекачивается в экс-
86
Рис. 2.30. Технологическая схема разложения соапстоков с разделением фаз на
сепараторах
позитор 3 с мешалкой, в котором заканчивается реакция разло-
жения мыла.
Смесь липидов и кислой воды насосом 11 направляется на се-
паратор 4 для разделения. Выделенные соапсточные липиды отво-
дятся в бак 6, из которого насосом 9 подаются после промывки
потребителю. Водный кислый раствор частично используют для
разбавления соапстока в баке 1 и серной кислоты, остальной
направляют в жироловушку 10, где его нейтрализуют раствором
карбоната натрия, который готовят в баке 7 и через напорный
бак 5 и дозатор 8 подают в последнюю секцию жироловушки.
Все коммуникации, арматура, насосы и оборудование, име-
ющие контакт с растворами серной кислоты и жирными кисло-
тами, выполняются из коррозионностойкого материала.
2.9. АДСОРБЦИОННАЯ РАФИНАЦИЯ ЖИРОВ
2.9.1. ОСНОВЫ ПРОЦЕССА АДСОРБЦИОННОЙ РАФИНАЦИИ ЖИРОВ
И ПРИМЕНЯЕМЫЕ АДСОРБЕНТЫ
Природные масла и жиры всегда содержат пигменты, окраши-
вающие их в специфический цвет. Так, присутствующие в масле
каротиноиды придают им окраску от желтого (ксантофиллы) до
красного (каротины, особенно (S-каротин) цвета, хлорофиллы -
зеленую, госсипол в хлопковом масле — темно-коричневую.
Каротиноиды достаточно устойчивы к щелочам, поэтому в боль-
шей своей части сохраняются в нейтрализованных маслах. Незна-
чительное осветление происходит в результате сорбции каротинои-
дов соапстоком только при нейтрализации концентрированными
растворами щелочей. Каротиноиды активно сорбируются на по-
87
верхности твердых адсорбентов, это свойство положено в основу
технологии удаления их из масел.
Хлорофиллы, в отличие от каротиноидов, взаимодействуют со
щелочью, омыляются с образованием ряда соединений, в том чис-
ле и щелочных солей хлорофиллинов, однако щелочной рафина-
цией нельзя полностью удалить хлорофиллы из масла.
Эти две группы пигментов в основном присутствуют в маслах
совместно, их соотношение и определяет специфическую окраску
масла. Так, в подсолнечном, соевом и некоторых других маслах в
большом количестве присутствуют каротиноиды, маскируя цвет
хлорофиллов, сообщают маслу окраску от красного до желтого цве-
та. В рапсовом, льняном и других подобных маслах, наоборот,
превалирует окраска, имеющая зеленый оттенок из-за содержания
в большем количестве хлорофиллов.
В хлопковом масле много других пигментов, в том числе каро-
тиноидов и хлорофиллов, но специфическую его окраску от корич-
невой до черной определяет госсипол и всевозможные формы его
изменений и превращений.
Так как рафинированные масла и саломасы, приготовленные
на их основе, должны быть светлыми, возникает необходимость
дополнительной их обработки для снижения цветности. Это осо-
бенно важно при выработке маргарина, так как используют специ-
альные красители, придающие этому продукту цвет, свойствен-
ным летнему сливочному маслу.
Для удаления из масел окрашивающих соединений в технологии
рафинации используют метод адсорбционной очистки.
Адсорбция — это процесс концентрирования вещества из раство-
ра или газа на поверхности твердого тела или жидкости. Адсорбция
происходит под действием молекулярных сил на поверхности ад-
сорбента и ведет к уменьшению свободной поверхностной энергии.
Прочность и избирательность адсорбции зависят от природы и
строения адсорбируемых веществ, природы и строения адсорбен-
та. Неполярные (малополярные) соединения нормального строе-
ния лучше сорбируются на неполярных адсорбентах, например
углях, в то время как молекулы с разветвленными цепями или
непредельными связями и другие более полярные соединения
лучше сорбируются на полярных сорбентах.
Природа и строение окрашивающих веществ в жирах различ-
I ны, однако они все обладают определенной степенью полярности,
поэтому для адсорбционной рафинации обычно применяют по-
лярные адсорбенты, обладающие достаточной избирательностью
и активностью. Для этой цели используют специальные активные
отбеливающие глины, получаемые из природных бентонитовых
глин -т_Д1ДЮМО£Иликатов, реже - активные угли и др. В послед-
ние годы используют высокоактивные сорбенты, поставляемые
зарубежными фирмами.
Основными компонентами бентонитовых глин являются мине-
88
ралы монтмориллонит и бейдедит. Ниже приведена схематично
струкТу!5Т^ф1фОЖ1бгб^люмосиликата на примере ячейки монтмо-
риллонита
—О. О-А1-ОН I
\ / I
Si 9/0Н
-OZ' \)~Si
\>Н II
Одна часть ячейки (I) состоит из водородного иона, присоеди-
ненного к комплексному иону алюминия. Такая комбинация соз-
дает на поверхности кислотное соединение НА1О2, другая (II) —
из гидроксида кремния, связанного с кислородом кислотного
комплекса алюминия. Эти активные центры и обеспечивают те-
чение основных процессов отбеливания.
Установлено, что сорбционной (отбеливающей) способностью
обладают только алюмосиликаты, содержащие обменные кати-
оны А13+, Н+, и природа активных центров связана с этими ком-
понентами.
Адсорбция красящих веществ, фосфолипидов, остатков мыла и I
других соединений протекает преимущественно как хемосорб-
ционный процесс, в котором большую роль играет водородная,
связь. Эти связи могут образовываться не только непосредственно'
с алюмосиликатным скелетом, но и с адсорбированными на его
поверхности веществами, в первую очередь с водой. Поэтому оп-
тимальное количество воды на поверхности сорбента играет поло-
жительную роль.
Адсорбенты, применяемые в масложировой промышленности,
должны удовлетворять следующим требованиям:
иметь высокую адсорбционную емкость и активность, чтобы при
меньшем количестве адсорбента достичь при отбеливании высоко-
го отбеливающего эффекта;
иметь развитую поверхность (пористость) и значительное коли-
чество активных центров;
иметь невысокую маслоемкость (количество масла в процентах,
удерживаемое адсорбентом);
не вступать в химическое взаимодействие с триглицеридами масел;
легко отделяться от масла отстаиванием или фильтрованием.
Природные бентонитовые глины — алюмосиликаты состава
А12О3 • п SiO2 — имеют соотношение между оксидами алюминия и
кремния от 1:2 до 1:4, они малоактивны и для повышения активно-
сти их подвергают специальной обработке — активации. Актива-
цию природных глин осуществляют последовательно кислотой,
а затем обработкой при температуре около 200 °C.
При кислотной обработке достигается увеличение дисперсности
материала, размельчение частиц монтмориллонита при сохранении
12-3849 89
его структуры, полное разрушение мелких кристаллов, обогаще-
ние адсорбента кремнеземом, удаление из кристаллической решет-
ки катионов Са2+, Mg2+, Na+, К+. При термической активации
удаляются также молекулы воды и посторонние загрязняющие
аморфные вещества, что способствует увеличению удельной по-
верхности и активности адсорбента.
В масложировой промышленности используют отечественную
активную глину — асканит — маслоемкостью не более 75 %, а так-
же импортные глины. Активные угли хорошо удаляют из масел
каротиноиды и плохо — хлорофиллы. Они трудно отделяются при
фильтровании. Поэтому рекомендуется при необходимости исполь-
зовать для отбеливания смеси активного угля и активной глины.
Отработавший сорбент рекомендован в корм жвачным животным.
Эффективность процесса отбеливания определяется цветностью
жиров, количеством используемого сорбента, нормой отходов и
потерь и выходом отбеленного масла.
Количество сорбента для отбеливания зависит от содержания
в масле красящих веществ, требуемой степени осветления и ко-
леблется от 0,2 до 2 %.
К сожалению, в России нет промышленного производства каче-
ственных сорбентов. Поэтому большой интерес представляют за-
рубежные образцы, поступающие на предприятия отрасли.
Адсорбционные характеристики отбельных земель зависят от
свойств исходной бентонитовой глины, степени кислотной акти-
вации, профессионализма изготовителя и пр. Учитывая эти фак-
торы и потребности рынка, фирмы-изготовители отбельных земель
поставляют широкую гамму адсорбентов как общего назначения,
так и специально предназначенных для определенной группы ма-
сел или жиров и определенного фильтрационного оборудования.
Так, на АООТ «Московский жировой комбинат» проведены ус-
пешные испытания сорбентов Trisil-ЗОО фирмы Grace (США). Ис-
пытания показали, что, помимо высокого отбеливающего эффек-
та, при использовании Trisil-ЗОО снижается содержание катионов
металлов, в том числе и тяжёлых, ниже норм, рекомендуемых в
ГОСТах, это позволяет полностью освободиться от оставшихся после
промывки мыл и повысить стойкость масел к окислению. Особен-
но высокую сорбционную активность этот сорбент проявляет к пиг-
ментам группы хлорофиллов. Trisil-ЗОО благодаря высоким дренаж-
ным свойствам обеспечивает повышение скорости фильтрования.
Невысокий удельный расход сорбента, его умеренная маслоемкость
обеспечивают снижение отходов жира с отработанным сорбентом.
Характеристика адсорбента Trisil-ЗОО: насыпная масса 0,55 г/см3,
массовая доля свободной кислоты 0,26 % в пересчете на H2SO4,
pH водной вытяжки (суспензии) 3,3, маслоемкость 50...55 %.
Корпорация Engelhard (Голландия) вырабатывает большое число
марок активных глин серии «Filtrol». Основные марки отбельных
земель предназначены для адсорбционной очистки рафинирован-
90
ного щелочью сырья различного качества, а также для адсорбции
пигментов, фосфолипидов из гидратированных масел и гидри-
рованных жиров, направляемых соответственно на физическую
рафинацию и/или дезодорацию.
Область применения активных адсорбентов серии «Filtrol»,
поставляемых корпорацией Engelhard
Марка адсорбента Рекомендуемая область применения
F-1 Адсорбент общего назначения, предназначенный для улучшения
цвета масел, жиров и жирных кислот. Рекомендуется для отбе-
ливания главным образом непищевого сырья
F-1LM Улучшенная модификация марки F-1. Рекомендуется главным
образом для отбеливания технических масел и жиров, жирных
кислот и соапстоков
F-4 Адсорбент для очистки сравнительно легко осветляемых пищевых
масел и жиров. Рекомендуется для отбеливания соевого, куку-
рузного, пальмового, хлопкового, оливкового, арахисового ма-
сел, говяжьего и свиного жиров
F-105 Стандартный адсорбент фирмы. Разработан для осветления со-
евого масла, успешно применяется как отбельная земля для раз-
личных масел (соевое, рапсовое, сафлоровое, пальмовое, куку-
рузное, льняное, кокосовое масла, животные жиры и пр.)
F-105SF Улучшенная модификация адсорбента F-105. Предназначена для
адсорбционной очистки растительных масел, рыбных и других
пищевых жиров. Отличается хорошей фильтруемостью
F-110 Модификация адсорбента F-105, предназначенная для обработ-
ки пищевых и технических масел и жиров, в том числе с вы-
соким содержанием хлорофилла. Эффективно отделяется от
жирового продукта на листовых фильтрах без использования
вспомогательных фильтрующих средств
F-115FF Адсорбент обеспечивает наилучший отбеливающий эффект и об-
ладает очень хорошей фильтруемостью на листовых фильтрах.
Предназначен для обработки пищевых масел и жиров
F-160 Предназначен для адсорбционной очистки трудно отбеливаемых
•--------- масел и жиров, в которых после гидратации и щелочной рафи-
нации остаются значительные количества фосфора, перекисных
соединений, хлорофилла и пр. Рекомендуется к применению в
процессе физической рафинации
F-170 Модификация адсорбента F-160, отличающаяся улучшенной
фильтруемостью. Лучший адсорбент для удаления хлорофилла
из рапсового, соевого и других масел, а также рыбных жиров
Из указанных выше адсорбентов успешно испытан и поставляет-
ся адсорбент F-160. Товарная форма — тонкодисперсный порошок;
состав: фулеровая земля (алюмосиликаты) - 95 %, остальное -
оксид кремния. Высокоэффективен при обработке трудно отбели-
ваемых масел при расходе 0,3...1,0 %.
При отбеливании в присутствии активной глины наблюдается
•2* 91
частичная изомеризация и образование некоторого количества
триглицеридов, содержащих кислоты с сопряженными связями,
что приводит к снижению качества и стойкости отбеленных масел
при хранении. Выше указанное, а также высокая маслоемкость
приводят к необходимости, по возможности, снижать количество
отбельной глины. Продолжительность отбеливания 10...30 мин;
при более длительном контакте адсорбента и масла последнее
может окислиться, приобрести землистый привкус.
2.9.2. СПОСОБЫ ОТБЕЛИВАНИЯ ЖИРОВ (МОДУЛЬ 3 РАФИНАЦИИ)
Отбеливанию подвергают масла после тщательной гидратации,
нейтрализации, промывки и сушки. Для снижения окисления ма-
сел адсорбенты перед вводом в них рекомендуется вакуумировать,
а сам процесс отбеливания проводить под вакуумом.
В периодических схемах рафинации жиров сорбент под вакуумом
подают в вакуум-сушильный отбельный аппарат при температуре
90...95 °C и после перемешивания сорбент отфильтровывают на фильтр-
прессах.
В нашей стране и за рубежом широко применяют установки не-
прерывного отбеливания, в состав которых входят различные по
конструкции герметические фильтры с механизированной выгруз-
кой осадка.
Для всех схем общими являются следующие стадии процесса:
приготовление концентрированной масляной суспензии адсорбента;
деаэрация, предварительное и окончательное отбеливание;
отделение адсорбента на двух или более циклично работающих
фильтрах.
Количество отбельной земли составляет 0,3...2 %, температура
отбеливания 75...80 °C, давление в отбельных аппаратах 4 кПа.
Схема непрерывного отбеливания на установке фирмы «Де Смет».
В эту схему включены: смеситель; аппараты предварительного и
окончательного отбеливания; два вертикальных дисковых фильтра
«Фунда» и др.
Смеситель (рис. 2.31) служит для приготовления суспензии мас-
ла с адсорбентом. Отбеливающие порошки из бункера непрерывно
поступают в смеситель через патрубок 2, а отбеливаемый жир в
количестве 25 % от общей массы — через патрубок 3. Смесь тща-
тельно перемешивается мешалкой 6 и выводится из смесителя при
разрежении по трубе 5. Постоянный уровень суспензии поддержи-
вается при помощи поплавкового регулятора 4. Для опорожнения
смесителя служит патрубок 1.
Деаэрацию жира и предварительное отбеливание осуществляют в
цилиндрическом аппарате со сферическими днищем и крышкой
(рис. 2.32).
Приготовленная суспензия отбеливающих порошков и масла из
смесителя поступает в аппарат через патрубок 3, остальная часть
92
Суспензия порошков в жире
Отбеливаемый жир
Отбеливающие парашки
1 б
Рис. 2.31. Смеситель для приготовле-
ния суспензии
К аппарату Вля окончательного отбеливания
К вакууму
От насоса
Рис. 2.32. Аппарат для деаэрации и
предварительного отбеливания масел на
установке фирмы «Де Смет»
жира (75 %) вводится через патрубки 2 на вращающиеся диски 5.
Под действием центробежной силы смесь разбрызгивается и сме-
шивается. Суспензия стекает в нижнюю часть аппарата, где про-
исходит ее интенсивное пере-
мешивание двумя лопастями-
мешалками 8, и выводится
через патрубок 9. Аппарат
присоединяется к вакуумной
системе с помощью патрубка 6,
имеет паровую рубашку 7,
смотровой люк 4 и поплавко-
вый регулятор уровня 7
Для окончательного отбели-
вания служит колонный аппа-
рат (рис. 2.33). Суспензия жира
из аппарата предварительного
отбеливания поступает через
патрубок 4 в распылитель 7, а
затем на распределительную
тарелку 8. Отсюда в виде тон-
кой пленки суспензия стекает по
нагретой паровой рубашкой 3
поверхности колонны. Отбе-
ленный жир собирается в ниж-
ней части аппарата и выводит-
Рис. 2.33. Аппарат для окончательного
отбеливания масел
93
ся через патрубок 10 насосом, а затем по трубе 1 через клапан
поплавкового регулятора 2 передается на фильтрование. В верхней
части аппарата находится каплеотбойник 5, аппарат подключен к
вакуумной системе с помощью патрубка 6. Патрубок 9 служит для
возврата первых мутных порций фильтруемого масла.
Фильтрование осуществляется на вертикальных дисковых фильт-
рах с механизированной выгрузкой осадка.
Технологическая схема отбеливания представлена на рис. 2.34.
Нейтрализованное, промытое и высушенное масло поступает
в бак /7 и центробежным насосом 16 подается на отбеливание.
Часть жира через расходомер 3 без подогрева направляется в сме-
ситель 14, где смешивается с отбельной глиной, поступающей
непрерывно из бункера 15 через шнековый дозатор. Суспензия
под вакуумом засасывается в аппарат 4 для предварительного
отбеливания и деаэрации. Туда же через расходомер 2 и тепло-
обменник 1 направляется основная часть жира.
Суспензия из нижней части аппарата 4 насосом 13 через тепло-
обменник 5 подается в аппарат 6 колонного типа для окончатель-
ного отбеливания. Во время работы линии уровень жировой сус-
пензии в аппаратах 4 и 6 поддерживается постоянным при помощи
поплавковых регуляторов. Разрежение создается пароэжекторным
вакуум-насосом 7. После отбеливания суспензия насосом 12 по-
дается на дисковые фильтры 8. Для непрерывной работы уста-
новлено два фильтра. Первые мутные порции фильтрата возвра-
щаются в аппарат 6 окончательного отбеливания. За качество^
фильтрата наблюдают через смотровые фонари 9. Чистое npq('
зрачное масло (жир) передается на дальнейшую переработку.
Когда на фильтре образуется значительное количество осадка,
снижается его производительность, повышается давление до
0,35...0,38 МПа, фильтрование прекращают, предварительно вклю-
чив в работу второй фильтр. После остановки из фильтра сливают
оставшееся масло в бак 11, откуда насосом 12 его вновь возвраща-
ют на фильтрование. Осадок на дисках последовательно продувают
на установке фирмы «Де Смет»
94
паром для частичного обезжиривания и горячим воздухом для
подсушивания увлажненного паром осадка. Водно-жировая смесь
сливается в емкость 10, где жир (масло) отстаивается. Осадок с
дисков сбрасывается и выгружается.
Производительность линии до 5 т/ч отбеленного масла.
Схема непрерывного отбеливания на установке фирмы «Альфа-
Лаваль». В установку включены фильтры «Фунда» большой мощ-
ности, вследствие чего увеличилась производительность линии
до 12 т/ч. Особенность этой линии — применение одностадийно-
го отбеливания.
Основной аппарат (рис. 2.35)
имеет цилиндрическую форму
с коническим днищем и сфе-
рической крышкой. В верхней
части расположены четыре
патрубка 3 для отбеливаемого
масла и штуцер 5 для подклю-
чения к вакуумной системе.
Аппарат разделен на четыре
секции, в которых происходит
деаэрация масла, смешение
его с отбельной глиной и соб-
ственно отбеливание. Процесс
осуществляется при непре-
1 ывном перемешивании ме-
шалками 2, перелив из секции
в секцию происходит через во-
ронки 6. В каждой секции
Отбельная К Вакуумной
глина системе
Рис. 2.35. Аппарат для деаэрации и
предварительного отбеливания масел на
установке фирмы «Альфа-Лаваль»
установлены регулирующие
вентили 1. Отбельная глина из
бункера вводится через дози-
рующую камеру 4.
Технологическая схема показана на рис. 2.36. Рафинированное
масло из накопительного бака насосом 1 через пластинчатый подо-
греватель 2 подается в отбельный аппарат 3. Температура нагрева
масла поддерживается на заданном уровне регулятором температу-
ры. Отбельная глина из бункера 6 поступает через деаэрационную
камеру 5 в специальную дозирующую камеру 4. При сигнале низ-
кого уровня глины в деаэрационной камере 5 включаются вибрато-
ры, расположенные на бункере, и наполнительный клапан откры-
вается. Глина поступает в деаэрационную камеру 5, а затем через
определенный интервал времени, установленный на реле, — в до-
зирующую камеру 4 и в отбельный аппарат 3. Расход отбельной
глины регулируется автоматически регулятором, сблокированным
с регулятором подачи масла. При увеличении подачи масла увели-
чивается ввод отбельной глины. Процесс осуществляется в трех
секциях при непрерывном перемешивании суспензии мешалками.
95
Отдельная Вода К Вакуумной системе
Рис. 2.36. Технологическая схема отбеливания масел (жиров) на установке фирмы
«Альфа-Лаваль»
Из последней, нижней секции суспензия отбеленного масла на-
сосом 16 подается в один из двух дисковых фильтров 9. Первые
мутные порции масла возвращаются в отбельный аппарат 3. Про-
фильтрованное масло насосом 12 через холодильник 11 поступает в
сборный резервуар.
Отбельный аппарат и фильтры подключены к вакуумной системе
: через ловушку 7и конденсатор 8, вода из конденсатора вливается в
| коробку 10. После остановки фильтра на регенерацию осадок на
(j дисках последовательно продувают паром и горячим воздухом. Вод-
Ij но-жировая эмульсия через сепаратор 14 для пара поступает в
। жироловушку 13. Масло выкачивается насосом 15 в бак сборного
жира. Продолжительность деаэрации и отбеливания 20...25 мин.
। Содержание жира в глине после обезжиривания до 15 %.
Описанные схемы отбеливания масел в будущем должны
ij полностью заменить применяемые еще в настоящее время пе-
I риодические методы. Осветление перед гидрированием должно
I производиться обязательно для масел, предназначенных для вы-
| работки пищевого саломаса или направляемых для непосредст-
ij венного употребления.
i|
ij 96
!i!
2.10. ДЕЗОДОРИРОВАНИЕ ЖИРОВ
Наиболее ответственной и завершающей стадией рафинации
любого жира является дезодорация, цель которой — удаление из
жиров и масел веществ, определяющих их вкус и запах. Особенно
важное значение имеет дезодорация при подготовке жиров для про-
изводства маргариновой продукции и используемых в консервном
производстве. Полнота дезодорации определяет качество маргари-
на, так как никакие вкусовые добавки не могут замаскировать вкус
и запах некачественно дезодорированного масла или жира.
2.10.1. ВЕЩЕСТВА, ОБУСЛОВЛИВАЮЩИЕ ВКУС И ЗАПАХ ЖИРОВ
Вкус и запах сообщает маслу или жиру сложная смесь плохо
растворимых в воде летучих веществ. К ним относятся низкомо-
лекулярные жирные кислоты (капроновая, каприновая и др.) и
их триглицериды, алифатические углеводороды, природные эфир-
ные масла, терпены, альдегиды, кетоны, оксикислоты, продукты
распада сульфо- и нитросоединений, каротиноидов, стеринов,
витаминов, фосфолипидов.
Специфические запах и вкус могут ощущаться в жире даже
при содержании сотых долей процента (а иногда и меньше) ве-
ществ, действующих на слизистую оболочку носа и вкусовые раз-
дражители.
Так, вкус и запах кокосового масла обусловлены присутствием
низкомолекулярных кислот, метилнеонил-, метилгептил-, метил-
ундециленкетонов и соответствующих спиртов. В рапсовом мас-
ле, как и в других маслах семейства крестоцветных, присутствуют
со специфическим запахом продукты распада тиоклюкозидов, гор-
чичных и эфирных масел; в арахисовом масле — ненасыщенные
низкомолекулярные углеводороды.
При плохой промывке масла ощущается мыльный вкус, а при-
менение большого количества сорбента при отбеливании придает
маслу землистый привкус.
Значительное образование и накопление веществ — носителей
запаха и вкуса — происходит при гидрогенизации и зависит от ре-
жимов осуществления процесса, природы катализатора, чистоты
водорода, его влажности и т.д. 4- с > I ?
Запах саломаса обусловлен образованием низкомолекулярных
альдегидов, жирных кислот, спиртов с 6—9 атомами углерода в
цепи, простых и сложных эфиров, углеводородов.
В результате неполного удаления при рафинации в масле могут
сохраниться в небольшом количестве фосфолипиды и продукты их
взаимодействия с другими компонентами масла, а также белко-
вые слизистые вещества. При высокой температуре они осаждают-
ся на греющих поверхностях дезодоратора, образуя «нагар», кото-
рый является дополнительным источником запаха.
13-3849
97
Отрицательное влияние на качество дезодората оказывает при-
сутствие в жирах металлов и их солей, являющихся катализаторами
окисления. Поэтому перед дезодорацией жиры должны подвергаться
полному циклу рафинации, включая гидратацию, нейтрализацию,
промывку, высушивание, отбеливание. Для инактивации метал-
лов жиры в процессе дезодорации подвергают специальной обра-
ботке лимонной кислотой.
Дезодорация является наиболее радикальным способом удаления
ядохимикатов из масел и жиров.
2.10.2. ОРГАНОЛЕПТИЧЕСКИЕ ПОКАЗАТЕЛИ ДЕЗОДОРИРОВАННОГО ЖИРА
Для дезодорированных жиров большое значение имеют орга-
нолептические показатели. После хорошей дезодорации полу-
ченный жир трудно отличить по вкусу и запаху один от другого.
Поиски физических и химических методов оценки пока не дали
положительных результатов. Поэтому качество дезодората обыч-
но оценивают по 50-балльной шкале по следующим признакам:
совершенно чистый без привкуса и запаха — 47...50 баллов,
вкус дезодорированного жира с едва заметным отклонением —
43...46 баллов, вкус дезодорированного жира со слабовыражен-
ным привкусом — 41...42 балла.
Хорошо дезодорированный жир обычно имеет оценку 44 балла
и выше. Допускается для переработки использовать также жир,
получивший оценку 43 балла, дезодорат с более низкой оценкой
для производства, например маргариновой продукции, применять
не рекомендуется.
2.10.3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ДЕЗОДОРАЦИИ
И УСЛОВИЯ ЕГО ОСУЩЕСТВЛЕНИЯ (МОДУЛЬ 4 РАФИНАЦИИ)
Дезодорация — один из методов перегонки жидкостей (дистилля-
ция). Процесс дезодорации слагается из трех стадий: диффузии
ароматических веществ из слоя жидкости к поверхности испаре-
ния, собственно испарения ароматических веществ и удаления
молекул испарившихся веществ из зоны испарения.
Одорирующие вещества, представляющие собой сложный ком-
плекс различных по количественному и качественному составу
веществ, имеют значительно большую упругость паров, чем три-
глицериды, т.е. обладают летучестью. Эффективность дезбдора-
ции зависит от состава и летучести одорирующих веществ, упруго-
сти их паров и температурных режимов процесса.
При повышении температуры жира увеличивается упругость па-
ров одорирующих веществ, а следовательно, их летучесть. Однако
чрезмерно повышать температуру дезодорации нельзя, так как воз-
никает возможность полимеризации и окисления жира воздухом,
проникающим через неплотности аппаратуры, или воздухом, со-
98
держащимся в жире. При температуре выше 250 °C усиливается
термический распад жира, возрастают его потери в результате дис-
тилляции низкомолекулярных триглицеридов.
Чтрбы снизить температуру отгонки одорирующих веществ, де-
зодорацию ведут под вакуумом при подаче в масло или жир острого
пара. Вещества - носители запаха и вкуса, как правило, хорошо
растворимы в масле и плохо в воде.
Перегонка с водяным паром основывается на свойствах смесей
с взаимно нерастворимыми компонентами. Для таких смесей,
нагреваемых в герметически закрытом сосуде, парциальные дав-
ления не зависят от состава смеси, а зависят только от темпера-
туры, и при этой же температуре теоретически равны упругости
паров отдельных компонентов. Если в жидкость (масло), не сме-
шивающуюся с водой, но кипящую при высокой температуре,
добавить воду, то температура кипения такой смеси при атмо-
сферном давлении будет ниже 100 °C. Такая закономерность
сохраняется и при любом другом давлении.
Важное значение при дезодорации имеет количество впрыскива-
емого острого пара и продолжительность дезодорации. Эти факто-
ры, в свою очередь, зависят от давления в дезодораторе, общего
количества дезодорируемого жира, а также начальной и конечной
концентраций одорирующих веществ.
Для снижения парциального давления одорирующих веществ,
а следовательно, и температуры дезодорации используют острый
пар, имеющий температуру 275...300 °C, т.е. выше температуры
жира в дезодораторе.
Острый водяной пар подается в аппараты через барботеры, струй-
ные смесители и другие парораспределительные устройства, что
способствует интенсивному перемешиванию жидкости, уменьшает
возможность местных перегревов, интенсифицирует теплообмен.
Попадая в жир в виде мельчайших пузырьков, пар образует паро-
жировую смесь с большой поверхностью соприкосновения пузырь-
ков пара с жиром. При этом одорирующие вещества диффундиру-
ют из капли жира к его поверхности и смешиваются с водяным
паром, что ускоряет и облегчает процесс дезодорации. Известны
дезодораторы, в которых процесс удаления одорирующих веществ
происходит в пленке.
Снижение давления при дезодорации приводит к падению тем-
пературы кипения одорирующих веществ и к уменьшению расхода
острого пара.
Глубокий вакуум способствует дроблению пузырьков впрыски-
ваемого пара; происходит значительное расширение его объема,
Что равнозначно увеличению рабочей поверхности пузырьков,
а это повышает коэффициент испарения. Вакуум оказывает ре-
шающее влияние непродолжительность дезодорации, качество
Жира и расход пара.
Из других факторов, влияющих на качество готового продукта,
13*
99
условия ведения процесса дезодорации, следует отметить те, кото-
рые определяются аппаратурными и конструктивными возможнос-
тями установок. Это достижение максимального разрежения при
высокой герметичности всей системы и обеспечение эффективных
условий тепло- и массообмена.
Для каждого вида масел и жиров существуют оптимальные тем-
пературы дезодорации. Это зависит от состава одорирующих ве-
ществ. В таких маслах, как кокосовое, пальмоядровое и подобных
им, содержатся одорирующие вещества с меньшей молекулярной
массой, и для их отгонки температура должна быть ниже, чем для
подсолнечного масла, саломаса и др.
Дезодораторы должны быть тщательно изолированы, чтобы от-
гоняемые с паром одорирующие вещества не конденсировались и
не возвращались в дезодорируемый жир.
Для снижения окисления жир предварительно деаэрируют при
сравнительно невысокой температуре. Чтобы повысить устойчи-
вость жира при дезодорации, в него вводят искусственные анти-
окислители, или синергисты, чаще всего лимонную кислоту. Она
дезактивирует металлы и устраняет их вредное влияние как ката-
лизаторов окисления.
В дезодорированных жирах иногда проявляется тенденция к
реверсии (возврату) вкуса и запаха. Если дезодорация проведена
тщательно, без нарушения технологических режимов, этого не
происходит. При соблюдении всех условий дезодорированный
жир имеет безукоризненные органолептические показатели.
В промышленных дезодорационных установках процесс отгонки
одорирующих веществ производят в объеме, пленке или предвари-
тельно в пленке, а затем в объеме.
Процесс дезодорации можно осуществлять периодически, полу-
непрерывно или непрерывно.
В дезодораторах периодического действия высота слоя масла над
паровым барботером велика, и условия эффективного контактиро-
вания пара с жиром во многом зависят от данной скорости пара
или давления его на входе в дезодоратор. Вместе с тем задаваемые
скорости пара ограничены, так как при этом увеличивается поте-
> ри масла, уносимого паром из дезодоратора.
В дезодораторе непрерывного действия благодаря эффективно-
му контактированию пара и жира в небольших слоях на различных
насадках, тарелках, пластинах удается достигнуть равновесия меж-
ду паровой и жидкой фазами, а следовательно, и равномерности
продувки паром.
При периодической дезодорации температура процесса 170...210 °C,
при непрерывной — до 230 °C и даже выше. Давление в дезодорато-
рах не должно быть больше 0,66 кПа.
При периодической дезодорации для создания вакуума применя-
ют конденсаторы смешения и сухие вакуум-насосы. Такая система
не дает возможности иметь требуемое остаточное давление. Поэто-
100
му в настоящее время преимущественно применяют как при перио-
дической, так и при непрерывной дезодорации пароэжекторные
вакуум-насосы. Их достоинство — простота конструкции и эксплу-
атации из-за отсутствия каких-либо движущихся частей и возмож-
ность создания более глубокого вакуума; недостаток — значитель-
ный расход рабочего пара и охлаждающей воды. Для обслуживания
современных дезодорационных установок необходимо иметь паро-
эжекторные вакуум-насосы, обеспечивающие остаточное давление
в аппаратах не выше 0,13...0,40 кПа. Поэтому применяют много-
ступенчатые пароэжекторные вакуум-насосы.
Рабочий бадяной пар б эжекторы
Рис. 2.37. Принципиальная схема пятиступенчатого пароэжекторного вакуум-насоса
На рис. 2.37 показана схема действия пятиступенчатого паро-
эжекторного вакуум-насоса, состоящего из пяти эжекторов и трех
водяных конденсаторов смешения. Особенностью этой установки
является непосредственное соединение пароэжекторов I и II сту-
пени без промежуточного конденсатора.
Пятиступенчатый блок работает следующим образом. Через соп-
ла 7 во все эжекторы одновременно подается рабочий пар, через
патрубки 2 во все конденсаторы — охлаждающая вода; через патруб-
ки 6 из конденсаторов сливается отработавшая вода по барометри-
ческой трубе в колодец. Парогазовая смесь поступает в эжектор I
ступени, где рабочим паром она сжимается от давления на входе в
эжектор 0,13...0,26 кПа до давления 0,8 кПа. Смесь паров из этого
Эжектора поступает в эжектор II ступени, где компремируется до
давления 4 кПа.
Полученные смеси паров конденсируются водой в первом кон-
ки
денсаторе 3, а несконденсированные поступают в эжектор ///сту-
пени, где они сжимаются до давления 16 кПа. После конденсации
во втором конденсаторе 4 оставшаяся смесь поступает в эжектор IV
ступени, где она сжимается в третьем конденсаторе 5 и поступает в
эжектор V ступени, откуда, сжатая до атмосферного давления,
выбрасывается из аппарата.
Давление рабочего пара, подаваемого во все эжекторы, оди-
наково и равно 0,8...1,0 кПа, рекомендуется использовать слегка
перегретый пар. Значительный перегрев пара приводит к повы-
шенному расходу воды для охлаждения парогазовой смеси.
Устойчивость работы пароэжекторного вакуум-насоса зависит от
постоянства давления пара, поступающего в сопла, и от темпера-
туры охлаждающей воды, подаваемой в конденсатор. Перебои в
питании паром и подача воды температурой выше требуемой вызы-
вают нарушения в работе. Вода должна иметь такую температуру,
чтобы температура смеси воды с образующимся конденсатом не
превышала температуры кипения воды при абсолютном давлении,
создаваемом в диффузоре на выходе из эжектора соответствующей
ступени. С этой целью в современных пароэжекторных вакуум-на-
сосах создают высокую степень сжатия на первой ступени. Чем она
больше, тем выше может быть температура охлаждающей воды.
Последовательное подключение эжекторов / и //ступени приво-
дит к повышению степени сжатия и соответственно к возможности
использования воды более высокой температуры в первом конден-
саторе. В противном случае для конденсации паров потребовалась
бы очень низкая температура охлаждающей воды, что обеспечить
практически невозможно.
Степени сжатия по ступеням эжекторов, параметры давления
паров перед эжекторами и в конденсаторах, а также температу-
ра охлаждающей воды на выходе из конденсаторов приведены
в табл. 2.10.
2.10. Параметры работы эжекторов
Ступени пароэжек- торов Номера конденса- торов Давление (абсолютное), кПа Степень сжатия на ступени, б:а Температура кипения во- ды при фактическом дав- лении в конденсаторе, °C
перед ступенью эжектора (о) после ступени эжектора (б)
I — 0,12 0,8 6,6 —
II — 0,8 4 5,0 —
III 1 4 16 4,0 28
IV 2 16 48 3,0 54
V 3 48 100 2,1 79
Из табл. 2.10 следует, что температура поступающей воды для
конденсации при принятых параметрах работы вакуум-насоса опре-
деляется температурой кипения ее при давлении в первом конден-
саторе и должна быть на входе 20...22 °C, а отходящей — не более
25...26 °C. Для создания условий непрерывного отвода из баро-
метрических конденсаторов смеси конденсата и охлаждающей
102
воды барометрические конденсаторы следует устанавливать на
высоте не менее 10...11 м. Концы барометрических труб погружа-
ют в барометрический колодец.
2.10.4. ДЕЗОДОРАЦИЯ ЖИРОВ ПЕРИОДИЧЕСКИМ СПОСОБОМ
Несмотря на некоторые недостатки периодический способ дезо-
дорации применяют при переработке небольших количеств специ-
альных масел: кокосового, пальмового, пальмоядрового и др.
На рис. 2.38 показана схема
дезодоратора периодического
действия, в котором осущест-
вляется последовательно нагрев
жира, деаэрация, собственно
дезодорация и предваритель-
ное охлаждение. На крышке
дезодоратора расположен су-
хопарник 3 с патрубком 2 для
отвода отработавшего пара с
одорирующими веществами.
Ниже сухопарника укреплен
каплеотбойник 4, с помощью
которого задерживаются кап-
ли жира. На наружной стенке
аппарата вверху находятся
обогревающие змеевики 5.
Обогрев позволяет устранить
конденсацию паров летучих
Веществ на стенках аппарата.
Барботер острого пара 7 рас-
положен в нижней части ап-
парата. Внутри находятся три
двухрядных спиральных змее-
вика 6 с поверхностью на-
грева 10... 12 м2 каждый. Благодаря большой поверхности нагре-
ва обеспечивается быстрое повышение температуры жира до
160...210 °C. Эти же змеевики используются для охлаждения де-
зодорированного жира холодной водой. Жир поступает в аппа-
рат через патрубок 7 и выгружается через патрубок 8. Полная
вместимость дезодоратора 10 м2, полезное заполнение 5,5 т жира.
Дезодоратор также снабжен термометром, вакуумметром и уст-
ройством для отбора проб.
Для слива и охлаждения готового дезодората служит маслоохла-
дитель. Для охлаждения жира внутри маслоохладителя установлен
Двухрядный змеевик, а по обечайке — водяная рубашка. Жир пере-
мешивается многолопастной мешалкой. Маслоохладитель под-
ключается к вакуумной линии дезодоратора.
103
Рис. 2.39. Технологическая схема дезодорации
жиров периодическим способом
Рафинированное
масло из коробки 7
(рис. 2.39) в условиях
вакуума поступает в де-
зодоратор 4. По оконча-
нии процесса дезодора-
ции и предварительного
охлаждения дезодорат
сливается в маслоохла-
дитель 5, где оконча-
тельно охлаждается, и
насосом 6 откачивается
в баки. Вакуум в сис-
теме создается паро-
эжекторным вакуум-на-
сосом 7. Отходящая из
дезодоратора парогазо-
вая смесь в каплеулови-
теле 3 освобождается от
механически увлеченных
капель жира, которые
сливаются в каплесбор-
ник 2. Вода из баромет-
рических конденсаторов
непрерывно отводится
в барометрический ко-
лодец 8. Дезодорацию
ведут следующим об-
разом. Перед началом
работы создают вакуум в дезодораторе, что позволяет заполнить
его жиром до уровня несколько выше змеевиков. Жир нагрева-
ют до 100 °C и, не прекращая нагревания, вводят через барботер
сначала небольшое количество пара для перемешивания жира и
дальнейшего нагрева. По достижении температуры жира 180 °C
подают требуемое количество пара (до 250 кг/ч). Подъем тем-
пературы жира до 180 °C должен продолжаться не более 30 мин.
Давление при работе с эжекционной установкой должно быть
не более 0,65 кПа.
Для улучшения качества получаемого продукта непосредственно
в жир в дезодоратор вводят лимонную кислоту в виде 20 %-ного
раствора в количестве 0,6 л на 1 т жира. Дезодорацию кокосового
масла ведут при температуре 180 °C, для саломаса и других расти-
тельных масел температуру повышают до 210...230 °C. Длительность
собственно дезодорации в зависимости от температуры и давления
в аппарате, количества острого водяного пара в среднем составляет
от 1,5 до 3 ч. Контроль за качеством жира осуществляют органо-
лептически. Если дезодорат не имеет вкуса и запаха, дезодорацию
104
прекращают. Закрывают подачу пара и подают воду в змеевики,
охлаждение ведут до температуры 100...120 °C, после чего дезо-
дорат передают в маслоохладитель, в котором предварительно
создан вакуум, где охлаждают масло до 25...50 °C, саломас до
температуры 10... 12 °C выше температуры плавления.
Производительность периодической установки дезодорации
20...25 т/сут.
2.10.5. ДЕЗОДОРАЦИЯ ЖИРОВ НЕПРЕРЫВНЫМ СПОСОБОМ
В масложировой промышленности применяют несколько линий
для дезодорации жиров, основные из них иностранных фирм —
«Де смет», «Альфа-Лаваль», «Кемтек», «Кирхфельд» и др.
В последние годы большое распространение получили дезодора-
торы тарелочного или полочного типа; в них дезодорация нагретого
до 240...260 °C масла осуществляется в несколько стадий (ступеней)
в слое толщиной 350...450 мм. Такие дезодораторы входят в состав
линий фирм «Альфа-Лаваль», «Кемтек» и др. Для таких высоких
температурных режимов процесса дезодорации необходимо нали-
чие теплоносителя соответствующих параметров.
В первых установках в комплект непрерывных схем дезодорации
входили специальные теплогенераторы, в которых использовался
высококипящий органический теплоноситель с температурой ки-
пения более 300 °C, с электрическим обогревом. Из-за высоких
энергетических затрат, а также ограничений применения такого
теплоносителя со стороны санитарно-гигиенических служб отка-
зались от включения в состав линий этих теплогенераторов.
Новые современные линии комплектуют парогенераторами зам-
кнутого типа высокого давления (6000...8000 кПа), где в качестве
теплоносителя используется водяной пар, а в качестве топлива
в зависимости от конкретных условий эксплуатации — природ-
ный газ, дизельное топливо или электричество. Безопасность
эксплуатации таких установок обеспечивается современной дуб-
лированной системой автоматического контроля и регулирова-
ния. Перегрев острого пара осуществляется, как правило, в элек-
тропароперегревателях.
Установки непрерывной дезодорации, выпускаемые в настоя-
щее время, снабжены системой для улавливания отогнанных
жирных кислот и механически унесенного жира путем сорбции
паров жидким сорбентом - рафинированным маслом. Это тех-
ническое решение позволяет снизить содержание жира в отво-
димых барометрических водах. Благодаря этому стало возмож-
ным при специальной подготовке жиров исключить из техноло-
гической схемы рафинации процесс нейтрализации, а жирные
кислоты извлекать методом их дистилляции, совместив ее с де-
зодорацией масел и жиров, т.е. осуществлять бесщелочную ра-
финацию (физическую рафинацию).
14-3849
105
Дезодорационная установка фирмы «Де Смет». Основные аппа-
раты — деаэратор-теплообменник, дезодоратор колонного типа, хо-
лодильник, пятиступенчатый пароэжекторный вакуум-насос.
В дезодораторе процесс дезодорации ведется комбинирован-
ным способом — сначала в тонкой пленке, а потом в слое тол-
щиной 450 мм.
Рис. 2.40. Дезодоратор непрерывного действия фирмы «Де/Смет»
Дезодоратор (рис. 2.40) состоит из двух частей. Верхняя часть 5
представляет собой цилиндрическую колонну. Дезодорируемый
жир вводится в верхнюю часть колонны через распылитель 7.
Внутри колонны вертикально расположены 38 пластин 6 серпо-
видной формы, создающих большую поверхность, по которой
дезодорируемый жир стекает вниз в виде пленки, здесь он дезодо-
рируется паром, поступающим из нижней части.
Нижняя часть 4 представляет собой куб с коническим днищем,
разделенный вертикальными перегородками 11 (см. разрез) на
семь секций: центральную 10 и шесть радиальных. Перегородка 12
между первой и шестой радиальными секциями глухая. Внутри
106
каждой секции помещен паровой эжектор 7 для барботирования
острого пара. В первой, третьей и пятой секциях находятся паро-
вые змеевики 9 для дополнительного подогрева.
Из колонны жир попадает в сборный желоб 3 и затем сливается в
центральную секцию 10, далее перетекает в первую радиальную
секцию и последовательно (как по лабиринту) проходит через все
шесть секций при интенсивном перемешивании барботируемым
паром. Через переливную трубу 2 в шестой секции жир выводится
из дезодоратора. Острый пар проходит через толщу жира в кубе,
поднимается вдоль поверхности пластин, постепенно насыщаясь
испаряющимися одорирующими веществами, и через патрубок 8
выводится в сепаратор-каплесборник, а затем в вакуумную систе-
му. Имеется специальное устройство для ввода раствора лимонной
кислоты непосредственно в толщу жира, находящегося в кубе. Все
части аппарата, соприкасающиеся с паром и с жиром, изготовле-
ны из кислотостойкой нержавеющей стали. Для обогрева исполь-
зуется пар высокого давления — 4000 кПа.
Технологическая схема дезодорации приведена на рис. 2.41.
Из коробки 3 масло (жир) насосом 2 подается в деаэратор 4,
где деаэрируется и нагревается теплотой отходящего дезодората до
180 °C. Далее масло насосами 14 направляется в теплообменник 7,
Дезодориро-
ванное
®Ис. 2.41 . Технологическая схема дезодорации жиров на установке фирмы «Де Смет»
107
где нагревается до температуры дезодорации 230...240 °C и через
фильтры 9 поступает в дезодоратор 77. Сюда из мерника 10 вво-
дят 20 %-ный раствор лимонной кислоты. Дезодорированное мас-
ло откачивается насосами 13 на охлаждение через деаэратор 4 и
холодильник 8. Охлажденный дезодорат поступает в коробку 5 и
далее потребителю. Парогазовая смесь из дезодоратора через кап-
леуловитель 12 отсасывается пятиступенчатым пароэжекторным
вакуум-насосом б, вода из конденсаторов сливается в колодец 7.
Этот тип установки устаревший, но еще используется на предпри-
ятиях. Сейчас фирма поставляет новый тип дезодоратора (см. рис. 2.52).
Дезодорационная установка фирмы «Альфа-Лаваль» производитель-
ностью 150 т/сут. Особенностью этой установки является приме-
нение дезодоратора колонного типа, скруббера для улавливания
жирных кислот и механически увлеченного жира из парогазовой
смеси, удаляемой из аппарата, спиральных теплообменников и
полировочного фильтра типа «Спарклер».
Дезодоратор — цилиндрической формы, имеет сферическую крыш-
ку и скруббер. Внутри находится восемь тарелок, высота над верх-
ней тарелкой увеличена за счет сферической крышки. Это позволя-
ет уменьшить механический унос нейтрального жира. Каждая тарел-
ка имеет открытый горизонтальный спиральный канал 2 (рис. 2.42).
Острый пар поступает по трубам 4 в барботеры. Верхние шесть таре-
лок снабжены греющими наружными рубашками на уровне жира в
спиральных каналах, теплоноситель — минеральное масло.
Пар
Рис. 2.42. Принципиальная схема дей-
ствия тарелок дезодоратора
В центре каждой тарелки име-
ется центральная труба 3 с окна-
ми для отвода парогазовой сме-
си и поддержания одинакового
давления над каждой тарелкой.
Рядом с центральной трубой на-
ходится трубка 7 для перелива
жира на нижележащую тарелку.
Часть уносимых по трубе 3 паров
конденсируется на ее внутренней
поверхности и по сливйой трубе
(на рисунке не показана) стека-
ет в сборник, которым является
центральная труба восьмой тарел-
ки. Здесь имеется регулятор
уровня, соединенный с насосом
для откачивания этого жира на
верхнюю тарелку дезодоратора.
Жир, нагретый до температу-
ры дезодорации, поступает на
верхнюю тарелку, движется по
спиральному каналу 2 от пери-
ферии к центру и перетекает по
108
переливной трубе 1 в пери-
ферийный канал расположен-
ной ниже тарелки. Одновре-
менно жир обрабатывается
острым паром.
Парогазовая смесь из цент-
ральной трубы поступает в
скруббер (рис. 2.43), пред-
ставляющий собой цилиндри-
ческий сосуд со сферической
крышкой.
Над центральной трубой 5,
входящей в скруббер, нахо-
дится конический отбойник 4,
предохраняющий жир от по-
падания в него высококислот-
ного орошающего масла. На
высоте 1000 мм от крышки де-
зодоратора на решетке 3 размещены кольца Рашига 2 для улавли-
вания отгоняемых жирных кислот и других высококипящих ком-
понентов. Орошающее масло, поступающее через патрубок 1 на
кольца Рашига, подается непрерывно и непрерывно сливается.
Схема дезодорационной установки фирмы «Альфа-Лаваль»
представлена на рис. 2.44.
Рафинированный жир насосом 7 через фильтр 2 и расходомер по-
дается в деаэратор 3. Деаэрированный жир насосом 27 последова-
тельно перекачивается через спиральные теплообменники 20, 19, 13.
В теплообменнике 20 подогрев осуществляется водяным паром
только в период пуска. В теплообменнике 19 жир нагревается за
счет охлаждения дезодорированного жира. В теплообменнике 13
производится окончательный обогрев жира жидким органическим
теплоносителем до температуры дезодорации.
Отсюда жир поступает на верхнюю тарелку дезодоратора 10 и
проходит последовательно все восемь тарелок. Капли задержанно-
го в центральной трубе нейтрального жира насосом 18 возвраща-
ются для повторной дезодорации на верхнюю тарелку дезодора-
тора 10. Основная часть парогазовой смеси из дезодоратора 10
поступает в скруббер 77, в котором через специальное устройство
орошается охлажденным маслом. В скруббере происходит конден-
сация большей части паров жирных кислот и растворение их вместе
с увлеченным нейтральным жиром в орошающем масле. Масло
ДЛЯ орошения циркулирует в системе, включающей бак 4, насос 5,
пластинчатый теплообменник (охладитель) 8, скруббер 77.
Раствор лимонной кислоты готовится в баке 6 и подается дози-
рующим насосом 7 в охлажденный дезодорат непосредственно в
трубу, выходящую из охладителя 19. Дезодорированный жир из
дезодоратора 10 насосом 7 7 направляется на первую стадию охлаж-
109
Рис. 2.44. Технологическая схема дезодорации на установке фирмы «Альфа-Лаваль» производитель-
ностью 150 т/сут
110
дения в спиральный теплообменник 19, а затем на вторую — в теп-
лообменник 14. Отсюда жир поступает на полировочный фильтр 15
и затем в жирохранилище.
Парогазовая смесь после скруббера откачивается пароэжек-
торным вакуум-насосом 12, состоящим из четырех пароструйных
эжекторов, трех барометрических конденсаторов и барометричес-
кого колодца 16. Давление пара 0,8...1,0 МПа. Дополнительно к
основному пароэжекторному вакуум-насосу устанавливается пус-
ковой пароэжектор 9 для ускорения пуска установки.
Температура при дезодорации поддерживается в зависимости от
вида масла: для подсолнечного 190...240 °C, для соевого и других не
ниже 210 °C. Продолжительность дезодорации около 3 ч, произво-
дительность линии 150 т/сут, давление 0,6...1,0 кПа (вакуум).
Дезодорационная установка фирмы «Альфа-Лаваль» производи-
тельностью 100 т/сут. Дезодорация на этой установке (рис. 2.45)
осуществляется в колонном аппарате барботажного типа на трех
тарелках при температуре 210...250 °C и при давлении 399 Па,
продолжительность дезодорации 1,5 ч.
Рафинированный отбеленный жир из сырьевой емкости насо-
сом 1 через фильтр 2 подается в теплообменник 3, где нагревается
дезодорированным жиром до 100 °C. Затем через подогреватель 5
(используется только в период пуска установки) или по обводной
линии подогревателя поступает в деаэратор 6. Здесь при темпера-
туре 100 °C и давлении 6650 Па, создаваемом пароэжекторным ва-
куумным насосом (ПЭВН) 14, из жира удаляются воздух и влага.
Далее деаэрированный жир насосом 4 через расходомер подается
в подогреватель 33 (включается только в период пуска установ-
ки для нагрева жира до 170 °C паром) и по обводной линии подо-
гревателя — в теплообменник 32, где происходит его подогрев до
160 °C в результате теплообмена с дезодорированным жиром.
Для пускового периода (отсутствует дезодорированный жир) пре-
дусмотрена также обводная линия теплообменника, по которой
жир движется непосредственно от подогревателя 33 к окончатель-
ному подогревателю 8. В нем жир нагревается паром давлением
4,6...6,6 МПа до температуры 250 °C. Далее жир поступает на верх-
нюю тарелку дезодоратора 9 и, продвигаясь в горизонтальном
Положении по лабиринту, создаваемому восемью вертикальными
перегородками, последовательно перетекает через переливные
Трубы на две последующие тарелки. Дезодорация осуществляется
При давлении 399 Па. Из переливной трубы третьей тарелки дезо-
доратора 9 жир через распределительное устройство поступает в
охладитель (теплообменник) 30, где при давлении 399 Па охлаж-
дается до 180 °C конденсатом давлением 1,3 МПа и температурой
140 °C, подаваемым из сепаратора пара 28 насосом 29.
В каждую секцию тарелки дезодоратора 9 подается барботирую-
щий пар в количестве около 1,5 % к массе поступающего на уста-
новку жира. В охладитель 30 также направляется острый пар в
111
Pur ? 4S Технологическая схема дезодорации на установке фирмы «Альфа-Лаваль» производитель-
112
ностью 100 т/сут
количестве около 0,1 % к массе жира. Предварительно охлажден-
ный жир из охладителя 30 насосом 31 откачивается через теплооб-
менник 32, где охлаждается в процессе работы установки до 122 °C
в результате теплообмена с деаэрированным жиром, в охлади-
тель 23. При отсутствии деаэрированного жира охлаждение дезо-
дорированного Жира происходит в автоматическом режиме в ох-
ладителе 20 водой температурой 30 °C. При этом жир насосом 31
подается в охладители 23 и 20, минуя теплообменник 32.
После теплообменника 23 жир насосом 21 подается в смеситель 22,
куда одновременно насосом 24 из бака 25 вводится 20...30 %-ный
водный раствор лимонной кислоты из расчета 0,06...0,1 кг сухого ве-
щества на 1 т жира. Дальнейшее охлаждение жира осуществляется
в теплообменнике 3 рафинированным жиром до температуры 52 °C
и в окончательном охладителе 20 водой.
При отсутствии рафинированного жира охлаждение дезодори-
рованного жира до 50 °C производится в окончательном охладите-
ле 20 водой температурой 30 °C. В охладитель 20 дезодорирован-
ный жир поступает как после теплообменника 3, так и по его об-
водной линии, далее — в один из полировочных фильтров 77 и
центробежным насосом 19 перекачивается в жирохранилище.
Для быстрого нагрева растительных масел до температуры де-
зодорации в период пуска установки, а также при смене сырья
предусмотрена внутренняя система циркуляции жира из тепло-
обменника 30 насосом 31 во всасывающую линию насоса 4, ко-
торый должен быть выключен.
Парогазовая смесь из каждой тарелки дезодоратора 9 через верти-
кальный боковой канал отводится к скрубберу (каплеуловителю) 10.
В скруббере происходит конденсация большей части паров летучих
веществ, в том числе свободных жирных кислот, стеринов, токо-
феролов и растворение их вместе с увлеченным нейтральным жи-
ром в охлажденном до 60 °C орошающем масле. Орошающее масло
циркулирует в системе, включающей в себя бак 12, насос 16, ох-
ладитель 75, расходомер 13, скруббер 10.
Уровень орошающего масла в баке 72 поддерживается автома-
тически и по мере заполнения его до нижнего уровня (пример-
но 300 л). Орошающее масло выводится из системы циркуляции
в специальную обогреваемую емкость или в соапсточник.
Несконденсированная парогазовая смесь из скруббера направля-
ется в конденсаторы смешения ПЭВН 14.
Часть парогазовой смеси и механически увлеченного нейтраль-
ного жира, сконденсированного в боковой шахте дезодоратора,
стекает в бак 26, соединенный с вакуумной системой дезодорато-
ра. Периодически, по мере заполнения бака 26, его отключают от
установки, нарушают в нем вакуум и насосом 27жир перекачивают
в сырьевую емкость. Разрежение в установке создается пароэжек-
торным вакуумным насосом 14, состоящим из пяти эжекторов,
трех барометрических конденсаторов и барометрической емкое -
15-3849
113
ти 18. В период пуска установки используется пусковой эжектор 11.
Давление пара, необходимое для работы вакуумной системы,
300 кПа, расход 578...679 кг/ч.
Барометрические трубы конденсаторов и выхлопной трубо-
провод из последнего эжектора опущены в барометрическую ем-
кость 18 на 150...200 мм ниже уровня в ней воды. ПЭВН обеспечи-
вает давление в дезодораторе 300...390 Па, в деаэраторе 6650 Па.
Окончательный нагрев жира до температуры дезодорации
250 °C производится паром высокого давления (соответственно
4600...6600 кПа), который вырабатывается из специально подго-
товленного конденсата в генераторе 7, оборудованном горелкой
для сжигания газа или электронагревателем и щитом управления.
Система высокотемпературного нагрева жира замкнутая с естест-
венной циркуляцией пара и включает в себя генератор 7, оконча-
тельный подогреватель жира 8, соответствующие коммуникации.
Полунепрерывнодействующая дезодорационная установка фирмы
«Кемтек» производительностью 100..Л20 т/сут. Рафинированный
жир из сырьевой емкости насосом 1 (рис. 2.46) подается в деаэра-
тор 2, где при температуре около 60 °C и давлении 2660 Па из жира
удаляются воздух и влага.
Деаэрированный жир насосом 3 через расходомер 4 подается в
предварительный теплообменник 5, в котором нагревается в ре-
зультате теплообмена с дезодорированным жиром до 208...225 °C.
Затем жир последовательно поступает в окончательный подогре-
ватель 7 и в верхнюю камеру дезодоратора 8, циркулируя из нее
опять в окончательный подогреватель.
В процессе рециркуляции жир нагревается паром вначале дав-
лением 1000 кПа, а затем при достижении необходимого уровня
жира в первой камере — паром давлением до 6900 кПа (время на-
грева задается по таймеру). Пар вырабатывается в нагревательной
установке 20 и подается в межтрубное пространство окончатель-
ного подогревателя. 7. Для перемешивания жира в процессе на-
гревания в первую камеру дезодоратора подается острый пар дав-
лением до 350 кПа. '
При достижении требуемой температуры нагрева и уровня жира
в первой камере дезодоратора жир сливается во вторую камеру,
из которой по истечении времени дезодорации, заданной по тайме-
ру, перетекает последовательно в третью, а затем четвертую камеру.
Во второй и третьей камерах дезодоратора 8 в непрерывном
или полунепрерывном режиме при давлении 665 кПа, подаче ост-
рого пара давлением до 350 кПа и температуре процесса 240...260 °C
осуществляется собственно дезодорация жира.
Из четвертой камеры, работающей в непрерывном режиме, де-
зодорированный жир насосом 16 откачивается в теплообменник 5,
где охлаждается в результате теплообмена с деаэрированным жи-
ром до температуры 90 °C.
Затем дезодорированный жир поступает в промежуточный охла-
м»
115
114
дитель 6, в который подается охлаждающая вода в том случае, если
отсутствует охлаждение в теплообменнике 5, и далее последова-
тельно проходит по спиральным каналам пятой камеры дезодора-
тора 8. В четвертую и пятую камеры дезодоратора также подается
острый пар давлением до 350 кПа.
Для повышения устойчивости жира к окислению в пятую ка-
меру дезодоратора 8 из емкости 7 7 дозирующим насосом подается
20 %-ный раствор лимонной кислоты. Из пятой камеры дезодора-
тора жир насосом 15 откачивается в окончательный охладитель 18,
где охлаждается водой до температуры 60 °C и поступает в один из
полировочных фильтров 19.
Парогазовая смесь из каждой камеры дезодоратора поступает
по вакуумной трубе 9 в скруббер 10 и далее в пароэжекторный на-
сос 77 (ПЭВН). Конденсат парогазовой смеси и «унесенные» ве-
щества нейтрального жира стекают по стенкам вакуумной зоны вто-
рой и третьей камер дезодоратора и также поступают в скруббер 10.
Здесь происходит конденсация большей части паров летучих веществ
в орошающем масле. Последнее циркулирует в системе, включа-
ющей в себя скруббер 10, насос 14, охладитель 13, распределя-
ющие устройства в вакуумной трубе 9 и скруббер 10.
Периодически по мере достижения определенного уровня в скруб-
бере (около 0,75 м3) орошающее масло с растворенными в нем
веществами автоматически выводится из системы циркуляции для
дальнейшего использования его на технические цели.
Разрежение в установке создается пароэжекторным вакуумным
насосом (ПЭВН) 77, состоящим из четырех эжекторов и трех баро-
метрических конденсаторов смешения. ПЭВН работает при дав-
лении рабочего пара 1050 кПа. Барометрические трубы конден-
саторов опущены в барометрический колодец 72 на 500 мм ниже
уровня воды.
Непрерывнодействующая дезодорациоиная установка фирмы «Кирх-
фельд» производительностью 100 т/сут. Эта фирма поставляет дезо-
дораторы нового поколения производительности 50... 150 т/сут —
горизонтальные, в которых дезодорация масел и жиров осуществ-
ляется в горизонтальном потоке в слое толщиной 400 мм в бар-
ботажном режиме. Поток разделяется на несколько ступеней
вертикальными перегородками, придающими потоку масла лаби-
ринтное движение. Установка производительностью 100 т/сут ус-
пешно освоена в АОО «Московский жировой комбинат» (рис. 2.47).
При эксплуатации обеспечивается высокая стабильность в рабо-
те, процесс легко регулируется, качество дезодората высокое. В
настоящее время осваивается и другая модель полунепрерывной
установки производительностью 45 т/сут.
Рафинированный жир из сырьевой емкости насосом 13 через
фильтр подается в деаэратор 72, где при температуре 90...95 °C и
давлении 399 Па, создаваемом трехступенчатым пароэжекторным
вакуумным насосом 7, из жира удаляются воздух и влага. Далее
116
прод
Рис. 2.47. Технологическая схема дезодорации жиров на установке фирмы «Кирхфельд» производительностью 100 т/сут
117
деаэрированный жир насосом 77 через фильтр и расходомер пода-
ется в предварительный теплообменник 10, в котором в результате
теплообмена с дезодорированным жиром (в рабочем режиме) на-
гревается до 150 °C, и далее направляется в дезодоратор 4.
Дезодоратор горизонтальный, разделен горизонтальной перего-
родкой на две секции: верхнюю А и нижнюю Б. Секция А служит
для окончательного нагрева жира до температуры дезодорации и
собственно дезодорации. В этой секции расположены змеевики
для нагрева паром давлением 7000 кПа, а в нижней части секции
размещен трубчатый барботер острого пара. Над уровнем жира
установлена вакуумная труба с отверстиями в верхней части для
отвода парогазовой смеси и капель жира. В секции Б завершаются
процессы дезодорации и охлаждения дезодорированного жира ра-
финированным маслом, поступающим через змеевики в этой сек-
ции на дезодорацию в секцию А. Как и в секции А, в секции Б
смонтированы трубчатый барботер и труба для отвода парогазо-
вой смеси. Высота слоя жира в секции А — 400 мм, в секции Б —
500 мм. Жир из секции А сливается в секцию Б через перегородку
в торце аппарата, а полный слив жира из секции А в секцию Б
может осуществляться через специальную пропускную трубу. Уро-
вень масла в секции Б поддерживается регулятором уровня.
Деаэрированный жир поступает в змеевик нижней секции Б
дезодоратора 4, где нагревается в результате теплообмена с дезодо-
рированным жиром до 160...180 °C. Далее деаэрированный жир по-
дается в подогреватель 3, в котором нагревается паром давлением
800 кПа до температуры 160 °C только в период пуска установки,
а затем направляется в секцию А дезодоратора 4. В секции А про-
исходит собственно дезодорация жира при температуре до 250 °C и
давлении 399 Па с подачей острого пара. Температура обеспечи-
вается греющим паром давлением до 7000 кПа, вырабатываемым
в нагревательной установке 5.
Из секции А дезодорированный жир перетекает через вертикаль-
ную перегородку в межтрубное пространство секции Б дезодора-
тора 4, где жир охлаждается до 200 °C.
В секции А и Б дезодоратора подается острый пар, перегретый в
электропароперегревателе до 195 °C, в количестве 1,3 % от массы
жира, поступающего в дезодоратор (54 кг/ч).
Из секции Б дезодоратора 4 дезодорированный жир насосом 9
откачивается в теплообменник 10, где охлаждается деаэрирован-
ным жиром до 144 °C. Дальнейшее охлаждение дезодорирован-
ного жира до 50 °C происходит водой в охладителе 7 или при не-
обходимости сначала в охладителе 8, окончательно до 50 °C -
в охладителе 7. Далее дезодорированный жир поступает в один
из полировочных фильтров 6 и специальным насосом откачива-
ется в жирохранилище.
Парогазовая смесь из секций дезодоратора поступает в ваку-
умную шахту, а затем в вакуумную трубу и в скруббер 2 (ниже
118
расположения насадочного материала демистрол). В скруббере 2
происходит конденсация большей части паров жирных кислот
и растворение их вместе с увлеченным нейтральным жиром в ох-
лажденном до 65 °C орошающем масле. Орошающее масло цирку-
лирует в системе: скруббер 2 - фильтр - насос 14 — охладитель 16-
расходомер — скруббер 2.
Периодически в автоматическом режиме орошающее масло с
растворенными летучими веществами по мере достижения опре-
деленного уровня в скруббере выводится из системы и использу-
ется на технические цели, а взамен в систему вводят такое же
количество масла.
Вакуум в системе создается трехступенчатым пароэжекторным
вакуумным насосом 7, давление пара, подаваемого на эжекторы,
700 кПа, охлаждение паров осуществляется в двух конденсаторах
водой при 22 °C, далее вода отводится через колодец 75 на очистку
и охлаждение и возвращается на охлаждение конденсаторов.
2.11. ИЗВЛЕЧЕНИЕ ИЗ МАСЕЛ ВОСКОВЫХ ВЕЩЕСТВ
(МОДУЛЬ 5 РАФИНАЦИИ)
Восковые вещества представляют собой сложные смеси с пре-
обладающим содержанием растительных восков — эфиров высоко-
молекулярных жирных кислот и одноатомных (реже двухатомных)
высокомолекулярных спиртов, спиртов каротиноидной природы
(цветные воски). В восковую фракцию липидов входят также сво-
бодные высокомолекулярные жирные кислоты и спирты, стеро-
лы, стериды, углеводороды, лактоны, эстолипиды и другие высо-
коплавкие компоненты.
Воски в основном локализованы в оболочке семени и в процессе
извлечения масла переходят в него. Количество восковых веществ
в масле колеблется от 0,01 до 0,3 %.
Наличие восковых веществ в масле в основном* обусловливает
степень его прозрачности.
Вследствие высокой температуры плавления (32...98 °C) воско-
вые вещества образуют в масле при его охлаждении тонкую и очень
стойкую взвесь кристаллов, так называемую сетку, существенно
ухудшающую товарный вид масла. Ни одна из стадий рафинации
.Масла (гидратация, щелочная нейтрализация, отбеливание, дезо-
дорация) практически не приводит к выведению восковых веществ.
Из-за их наличия не только нельзя получить масло с хорошим то-
варным видом, но и возникают трудности при переработке. Вос-
ковые вещества затрудняют процессы полировочного фильтрова-
' ния рафинированных масел. Имеются сведения об их отрицатель-
. ном влиянии на катализаторы гидрирования.
* Помутнение масел при охлаждении объясняется также переходом в нерастворимое
состояние фосфорсодержащих веществ и влаги.
119
Вымораживание, или винтеризация, масел. Для получения са-
латных масел вымораживанию подвергаются подсолнечное, ку-
курузное, а иногда и частично гидрированное соевое масла.
Восковые и другие высокоплавкие вещества в масле обладают оп-
ределенной устойчивостью, создающей трудности при их выве-
дении. Одним из факторов, определяющих эту устойчивость,
является температура.
Значительное отличие свойств восковых веществ от свойств
глицеридов при повышенных температурах позволяет применять
способ вымораживания, или винтеризации, масел для выведения
из них восковых веществ. В основу его положено свойство воско-
вых веществ при относительно низких плюсовых температурах
образовывать в масле кристаллы. Вымораживанию подвергаются
масла, прошедшие полный цикл пищевой рафинации, до или пос-
ле дезодорации.
Технология выведения восковых веществ вымораживанием за-
ключается в медленном охлаждении масла, выдержке его при низ-
кой температуре и последующем отделении осадка фильтрованием.
Вымороженное масло представляет собой малоконцентрирован-
ную суспензию, разделение которой затруднено из-за небольшого
количества кристаллов восковых веществ, повышенной вязкости
масла и сложного состава отделяемого осадка.
- Для интенсификации процесса отделения восковых веществ
фильтрованием в настоящее время используют вспомогательные
фильтровальные порошки, улучшающие дренажные свойства осадка
, (кизельгур, фильтрперлит и др.). Их наносят на поверхность филь-
I тровальной перегородки.
Для отделения осадка используют рамные фильтр-прессы, филь-
тры пластинчатые, дисковые с горизонтальной или вертикальной
фильтрующей поверхностью, вакуум-фильтры.
Схема вымораживания показана на рис. 2.48. Производитель-
ность линии определяется фильтрующей поверхностью установлен-
ных фильтров и может достигать 100 т/сут.
Масло насосом 3 подается в регенерационный теплообменник 4,
где охлаждается вымороженным маслом, затем поступает охлади-
тель 5, в котором температура масла понижается до 4... 12 °C, далее
направляется в кристаллизатор б, а из него самотеком — в экспози-
тор 7. Общее время выдержки до 4 ч, частота вращения мешалок
в кристаллизаторе и экспозиторе 0,25 с_|. Масло из экспозитора 7
насосом 15 через нагреватель 14 перекачивается в фильтры 8. Для
улучшения условий фильтрования масло подогревается горячей во-
дой до 20 °C в нагревателе 14, а на фильтре создают дренажный
слой. Для этого в смеситель 12 подают фильтрованное масло из
фильтров 8 и дренажный материал (обычно кизельгур). Готовят
при перемешивании 3...5 %-ную суспензию дренажного материа-
ла в масле и насосом 13 ее непрерывно подают в линию масла в
количестве 0,1...0,5 % к массе масла, поступающего на фильтро-
120
*6-3849
121
вание. Для создания условий лучшей кристаллизации периоди-
чески в кристаллизатор 6 при помощи насоса 13 подается суспензия
в количестве 0,05...0,1 % к массе масла для образования центров
кристаллизации.
При фильтровании первые мутные порции масла отводятся в
смеситель 12, прозрачное масло поступает в промежуточный сбор-
ник И, откуда насосом 10 через теплообменник 4 подается в ем-
кость 2 и насосом 1 — потребителю.
В зависимости от типа фильтров давление фильтрации может
быть от 0,25...0,50 МПа, при повышении давления фильтр-пресс
отключают для зачистки. При зачистке фильтров осадок сбрасы-
вают в сборник 9. Осадок используют для кормовых целей.
Фильтрованное масло должно быть прозрачным и не мутнеть при
низких температурах (до 5 °C) в течение 24 ч.
Другие способы извлечения восковых веществ. Наиболее перс-
пективными следует признать способы выведения восковых веществ
при температуре 15...35 °C, обеспечивающей мезаморфное состоя-
ние молекул восков. При этом проявляется полярность восков,
что может быть использовано для выведения их сорбцией на разви-
той межфазной поверхности. Для образования такой поверхности
применяют активные добавки с эмульгирующими свойствами, а
также реагенты, обладающие плотностью, превышающей плотность
масляной фазы.
В Кубанском государственном технологическом университете
на кафедре технологии жиров был разработан способ выведения
восковых веществ из подсолнечных масел на геле кремневой кис-
лоты, который обладает развитой поверхностью, высокими ад-
сорбционными свойствами и способен в момент образования
сорбировать полярные органические соединения, в частности вос-
ки. Гель кремневой кислоты может быть получен в результате
реакции взаимодействия разбавленной фосфорной кислоты и си-
ликата натрия. Наиболее эффективной является последователь-
ная обработка подсолнечного масла растворами вначале фосфор-
ной кислоты, затем силиката натрия. Разбавленная фосфорная
кислота воздействует на связи фосфолипидов с восками, высво-
бождая последние, и участвует в образовании геля кремневой
кислоты, на поверхности которого и сорбируются восковые ве-
щества. Плотность образовавшегося мыльно-воскового осадка
значительно превышает плотность жира. Возможность отделения
этого осадка в поле центробежных сил обеспечивает непрерыв-
ность процесса выведения восковых веществ. Разработанная тех-
нология позволяет получить высококачественное масло, сохра-
няющее прозрачность при низких плюсовых температурах, без
вымораживания и холодного фильтрования. Для его осуществле-
ния масло при температуре 20...22 °C и интенсивном перемеши-
вании обрабатывают последовательно 5... 10 %-ным раствором
фосфорной кислоты и раствором силиката натрия плотностью
122
1320... 1340 кг/м3 в количестве 0,70...0,75 % к массе масла, соотно-
шение фосфорная кислота — силикат натрия равно 1:1,3. После
кратковременной экспозиции в течение 5... 15 мин смесь разделяют
на сепараторе или отстаиванием.
Описанный способ позволяет вывести из подсолнечного мас-
ла помимо восковых веществ и фосфолипиды, оставшиеся после
гидратации.
2.12. БЕСЩЕЛОЧНАЯ, ИЛИ ДИСТИЛЛЯЦИОННАЯ,
РАФИНАЦИЯ ЖИРОВ
В настоящее время четко обозначилась тенденция к сокращению
числа операций, связанных с воздействием температуры, кисло-
рода воздуха и других факторов на глицеридную часть жира. В свя-
зи с указанным возникает целесообразность облагораживания ма-
сел и пищевых гидрированных жиров без применения щелочной
обработки, а удаление свободных жирных кислот и одорирующих
веществ совмещать с дистилляционной рафинацией.
Бесщелочная рафинация пищевого саломаса. Нерафинирован-
ный пищевой саломас направляют на рафинацию при кислотном
числе не более 1 мг КОН/г, содержании влаги и летучих веществ
не более 0,2 %, никеля — не более 10 мг/кг.
Процесс бесщелочной рафинации состоит из двух стадий: пер-
вая - подготовка жира, вторая — собственно дистилляционная
отгонка жирных кислот и одорирующих веществ.
Первая стадия включает в себя обработку жира раствором ли-
монной или фосфорной кислоты для удаления никеля и никеле-
вых мыл в виде нерастворимого в саломасе лимоннокислого нике-
ля, промывку конденсатом для выведения основного количества
лимоннокислого никеля, разделение фаз на сепараторе, высуши-
вание, адсорбционную очистку для удаления остатков никеля и
никелевых мыл, а также жирных кислот, не прореагировавших с
лимонной кислотой.
Температура саломаса при обработке лимонной кислотой 90 °C,
Концентрация кислоты 5... 15 %, расход — 25...50 г/т в зависимости
от содержания никеля. Количество адсорбента при отбеливании
0,30...0,5 % от массы жира.
Вторая стадия рафинации пищевых саломасов осуществляется
на непрерывнодействующих дезодорационных установках фирм
«Альфа-Лаваль», «Кемтек», «Кирхфельд» и др., оборудованных
специальным узлом сорбционного улавливания жировых погонов.
Установки могут работать в режиме совмещения дистилляционной
рафинации и основного процесса дезодорации.
Бесщелочная рафинация масел. Этим методом можно с высокой
эффективностью перерабатывать растительные масла кислотностью
10 % и выше, получать рафинированные дезодорированные масла
Т кислотностью менее 0,5 % и дистиллированные жирные кислоты.
16»
123
Основным является тщательная подготовка масел к дистилляции,
включающая глубокую гидратацию и отбеливание. Для осуществ-
ления процесса дистилляционной рафинации имеется ряд уста-
новок. Наиболее распространены линии итальянской фирмы «Джа-
нацца», установка «Физитрон» и др.
Работы, проведенные в АОО «Московский жировой комбинат»,
показали, что использование на завершающей стадии подготовки
масел и пищевого саломаса к бесщелочной рафинации сорбента
Trisil-ЗОО (фирма «Grace») обеспечивает удаление катионов метал-
лов Fe, Си, Mg, Са, Na и др. до следовых количеств, а также
фосфора.
В работах ВНИИЖа показано, что большего эффекта можно
достичь, используя при сорбционной обработке смесь препаратов
Trisil-ЗОО и F-160 в равных долях при вводе 0,3...1,0 % ее.
2.13. КОМПЛЕКСНАЯ СХЕМА РАФИНАЦИИ МАСЕЛ
На рис. 2.49—2.52 приведены схемы отдельных модулей рафи-
нации, комплексное последовательное осуществление которых
обеспечивает получение пищевого дезодорированного, выморожен-
ного и отбеленного масла, направляемого в розничную торговлю
в расфасованном виде для непосредственного употребления в пищу
как салатного. В комплексной схеме предусматривается возмож-
ность глубокой гидратации и последующее удаление из масел сво-
бодных жирных кислот методом бесщелочной рафинации — дис-
тилляцией, совмещенной с дезодорацией масла.
В приведенной на рисунках схеме комплексной рафинации ма-
сел использованы поставляемые фирмой «Де Смет» модули, хоро-
шо зарекомендовавшие себя на предприятиях за рубежом. Анало-
гичная схема может быть собрана и из модулей других фирм.
2.13.1. СТРУКТУРА РАФИНАЦИОННОГО КОМПЛЕКСА
Предлагаемая фирмой «Де Смет» схема комплексной рафинации
позволяет осуществить две различные современные технологии, от-
личающиеся способом удаления свободных жирных кислот:
традиционную технологию щелочной рафинации;
технологию бесщелочной (физической) рафинации масел при
совмещении процесса удаления свободных жирных кислот, одори-
рующих веществ и продуктов окисления.
В состав совмещенной схемы рафинации входят следующие мо-
дули и их сочетания, приведенные в табл. 2.11.
При необходимости выработки товарного гидратированного мас-
ла и фосфатидных концентратов модуль гидратации доукомплекту-
ется отдельным саморазгружающимся сепаратором и сушильным
агрегатом для фосфатидной эмульсии, а собственно гидратация
осуществляется водой.
124
2.11. Состав комплексной схемы рафинации
Модуль Назначение модулей при работе по методу
щелочной рафинации бесщелочной рафинации
Гидратация Совмещенный процесс удаления фос- фолипидов и свободных жирных кислот путем кислотной гидратации и щелочной рафинации Удаление фосфолипидов путем кислотной гидратации
Щелочная рафи- нация Не используется
Адсорбционная рафинация (отбеливание) Удаление пигментов, остатков не- гидратируемых фосфолипидов и мыла, а также, возможно, катионов металлов Удаление пигментов, остат- ков фосфатидов, кислоты и, возможно, катионов металлов
Винтеризация (вымораживание) Удаление восковых веществ с целью сохранения товарного вида масла
Дезодорация Удаление одорирующих веществ и продуктов окисления Удаление свободных жирных кислот, одорирующих веществ и продуктов окисления
В такой комплектации фирма «Де Смет» поставляет технологи-
ческие линии мощностью от 50 до 500 т/сут.
2.13.2. МОДУЛЬ-СХЕМА КИСЛОТНОЙ ГИДРАТАЦИИ ПРИ
КОМПЛЕКСНОМ СПОСОБЕ БЕСЩЕЛОЧНОЙ РАФИНАЦИИ МАСЕЛ
Нерафинированное либо гидратированное масло из емкости 1
(рис. 2.49) подается насосом 2 в кожухотрубный рекуперацион-
ный теплообменник 3, где подогревается до 95 °C за счет теп-
лоты отбеленного масла. При необходимости нагрев до рабо-
чей температуры может осуществляться в пластинчатом теп-
лообменнике 4 паром низкого давления. Подогретое масло по-
ступает в смеситель 5, в котором производится его интенсивное
перемешивание с кислотой (как правило, концентрированной
фосфорной), поступающей в количестве 0,1...0,3 % к массе мыла
из дозирующего устройства 31 (емкость, объединенная с диафраг-
менным насосом-дозатором).
Смесь масла с кислотой из смесителя 5 направляется в реак-
тор б, где происходит взаимодействие кислоты с фосфолипидами
для перевода их в гидратируемую форму. Полнота реакции до-
стигается благодаря достаточно большому объему реактора, обес-
печивающему выдержку смеси в течение около 30 мин. Для коа-
гуляции прореагировавших с кислотой фосфолипидов и пере-
вода их в водную фазу смесь после реактора охлаждается водой
до 40...50 °C в теплообменнике 7, а затем обрабатывается гидрати-
рующим реагентом, в том числе и специальным, полученным по
новой технологии фирмы «Де Смет». Агент приготовляется в
секции бака 29 и насосом 30 подается далее через дозирующее уст-
ройство 10. Для тесного контактирования масла с агентом преду-
смотрен смеситель 11.
Выдержка смеси производится в реакторе-экспозиторе 13. В за-
J 125
д
Рис. 2.49. Технологическая схема совмещенного процесса рафинации (модуль 1 и модуль 2)
126
J
висимости от качества перерабатываемого масла продолжитель-
ность выдержки можно изменять путем регулирования уровня
в экспозиторе. Максимальное время выдержки может состав-
лять 1,7 ч.
Смесь из экспозитора 13 шестеренным насосом 28 через тепло-
обменник 14 подается в сепаратор 15, в котором гидратационный
осадок отделяется от масла и направляется в емкость 27 и далее
насосом 26 откачивается с производства, а при необходимости —
на сушку.
Обработанное кислотой масло промывается водой для удаления
остатков кислоты. Для этого оно при необходимости нагревается
в теплообменнике 16 и насосом 17 подается в статический смеси-
тель 18, где смешивается с горячей водой, перекачиваемой из ем-
кости 22 насосом 23. Смесь масла с водой проходит через проме-
жуточный реактор 19, в котором происходит дополнительное кон-
тактирование масла с водой, и далее направляется на разделение
во второй сепаратор 20. Промывная вода поступает в отстойник-
жироловушку 24. Отстоенное масло насосом 25 вводится в реак-
ционную смесь в смеситель 12 перед экспозитором 13.
Промытое масло подогревается паром в теплообменнике 21 и
высушивается в распылительном вакуум-сушильном аппарате. Для
создания вакуума используется вакуум-насос секции отбеливания.
2.13.3. МОДУЛЬ-СХЕМА СОВМЕЩЕННОЙ КИСЛОТНОЙ ГИДРАТАЦИИ И
ЩЕЛОЧНОЙ РАФИНАЦИИ МАСЕЛ
Для проведения щелочной рафинации используют то же обору-
дование, что и при кислотной гидратации. В этом случае в сме-
ситель 11 (см. рис. 2.49) с помощью дозирующего устройства -
питателя 8 и насоса 9 — подается не раствор гидратирующего аген-
та, а рабочий раствор щелочи, который готовится в одной из сек-
ций бака 29. Для лучшего формирования хлопьев в экспозиторе 13
в смеситель 12 может подаваться вода из емкости 22. Отделение
соапстока производится в первом сепараторе 15. Соапсток на-
правляется в емкость 27 и далее на отгрузку.
Промывка масла осуществляется так же, как и при кислотной
гидратации. Промывная вода направляется в жироловушку 24. Из
нее свободный жир с помощью насоса 15 возвращается в процесс
перед смесителем 12. Далее масло через теплообменник 21 посту-
пает в вакуум-сушильный аппарат 1 модуля 3 (рис. 2.50).
2.13.4. МОДУЛЬ-СХЕМА АДСОРБЦИОННОЙ РАФИНАЦИИ
(ОТБЕЛИВАНИЯ) МАСЕЛ
В дополнение к традиционной схеме отбеливания фирма вклю-
чает еще одну технологическую операцию — обработку масла лимон-
ной кислотой с целью более полного выведения фосфолипидов.
127
вода
Исходное масло после секции кислотной гидратации (щелочной
рафинации), высушенное в вакуум-сушильном аппарате 1, насо-
сом 2 (рис. 2.50) подается в смеситель 4, куда дозирующим уст-
ройством 3 непрерывно подается лимонная кислота. Смесь масла с
кислотой поступает в реактор 8, в котором смешивается с отбель-
ной глиной, подаваемой из бункера 6 с циклоном разгрузителем.
Дозирование глины производится шнеком-дозатором 7 с вариа-
тором скорости. Объем реактора позволяет выдерживать смесь
масла, кислоты и глины в течение 30...40 мин. Продолжительность
контактирования можно регулировать, изменяя уровень смеси
в реакторе.
Из нижней части реактора смесь засасывается под вакуумом
в верхнюю часть 9 отбельного аппарата, где она подогревается
под вакуумом (давление 7,3 кПа) до нужной температуры
(90... 100 °C). Одновременно с нагревом происходит деаэрация
смеси. Далее по переливной трубе в центре аппарата смесь пере-
текает в нижнюю часть 10 отбельного аппарата, в которой пере-
мешивается острым паром в течение 30 мин, и далее насосом 19
подается на фильтрование. Применение острого пара вместо ме-
ханических перемешивающих устройств является отличительной
особенностью линии отбеливания фирмы «Де Смет». Благодаря
отсутствию механических уплотнений в отбельном аппарате мож-
но минимизировать доступ воздуха к маслу, которое в присут-
ствии глины очень подвержено окислению при контакте с воз-
духом. Продолжительность контактирования масла с отбельной
глиной можно регулировать, изменяя уровень смеси в отбельном
аппарате.
Фильтруют суспензию попеременно на одном из двух верти-
кальных герметичных листовых фильтрах 12 марки АМА. Фильт-
ровальным элементом является металлическая сетка. Отфильтро-
ванное масло направляется в сборник 11 отбеленного масла, ра-
ботающий так же, как и отбельный аппарат, под вакуумом для
предотвращения окисления масла. Из сборника 11 оно откачивает-
ся насосом 18 на контрольные фильтры 17 и далее на винтериза-
цию. В качестве фильтровального элемента используются рукава
из синтетической ткани.
По окончании цикла фильтрования (забивание фильтра) масло
из отработанной отбельной глины извлекается путем продувки
осадка паром. Обезжиренная глина сбрасывается с пластин при
помощи специальной вибрационной системы и отводится в бун-
кер 13 для отработанной отбельной глины.
Вакуум в отбельном аппарате создается с помощью двухступен-
чатого пароэжекторного вакуум-насоса 5, одновременно поддер-
живающего разрежение и в сушильном аппарате 1.
Пароводожировая эмульсия при продувке конденсируется в
охладителе 14. Отстоявшееся масло сливается в сборник 16 и на-
сосом 75 откачивается в смеситель (поз. 12 на рис. 2.49).
128
17-3849
129
2.13.5. МОДУЛЬ-СХЕМА ВИНТЕРИЗАЦИИ (ВЫМОРАЖИВАНИЯ) МАСЕЛ
Масло температурой 95 °C, выходящее из секции отбеливания,
предварительно охлаждается до 30...40 °C водой в теплообменнике 7
(рис. 2.51) и подается в исходную емкость 2. В ряде случаев вмес-
то воды для предварительного охлаждения поступающего масла
используется холодное вымороженное масло, выходящее из уста-
новки (рекуперационное охлаждение).
Далее масло насосом 3 перекачивается в кристаллизатор 4, куда
из бункера 5 с помощью шнека-дозатора подается фильтрующая
добавка. В качестве фильтрующей добавки для лучшего дренажа
может использоваться цеолит, кизельгур, перлит и др.
Смесь масла и фильтрующей добавки проходит через кристал-
лизатор 4, в котором смесь постепенно охлаждается с помощью
змеевиков гликолевым раствором, циркулирующим внутри замк-
нутого контура охлаждения, включающего холодильную маши-
ну 14, промежуточный бак 16, циркуляционный насос 15 и охлаж-
дающие змеевики экспозитора 6 и кристаллизатора 4. Продолжи-
тельность пребывания масла в кристаллизаторе составляет 7...8 ч.
Из кристаллизатора масло поступает в экспозитор 6, в котором
происходит дальнейшее выдерживание смеси масла с фильтрую-
щей добавкой для созревания кристаллов восков. Максимальное
время пребывания масла в экспозиторе 3...3,5 ч при температуре
масла около 10 °C.
Далее смесь масла с фильтрующей добавкой и кристаллами восков
направляется насосом 12 в подогреватель 13, где слегка подогревает-
ся теплой водой до 20 °C для улучшения процесса фильтрования.
Подогреватель снабжен системой регулирования температуры.
Слегка подогретая смесь масла, фильтрующей добавки и восков
подается на разделение в один из двух попеременно работающих гори-
зонтальных механизированных фильтров 7 с пакетом из вертикальных
пластин. Фильтровальным элементом является металлическая сетка.
Перед началом фильтрования на пластины наносится слой
фильтрующей добавки, который готовится в емкости 11 с мешал-
кой и подается на фильтр насосом 10. Первые порции мутного мас-
ла сливаются в емкость 77 и насосом 10 возвращаются на фильт-
рование. В эту емкость сливается масло при заполнении корпуса
фильтра и освобождении его от воздуха. Отфильтрованное масло
отводится в бак 8 и из него насосом 9 направляется на дезодорацию.
Когда на фильтрующих пластинах одного из фильтров 7 скапли-
вается толстый слой осадка, затрудняющий фильтрование, подача
суспензии переводится на другой фильтр, масло из корпуса слива-
ется в емкость 77, откуда насосом 10 направляется на один работа-
ющий фильтр. Осадок отжимается от масла сжатым воздухом. За-
тем фильтрующие пластины выдвигаются из корпуса в сторону с
помощью специального устройства, а осадок пневмовибратором раз-
гружается в поддон.
130
Рис. 2.51. Технологическая схема винтеризации (вымораживания) масла (модуль 5)
Дрвнажныи
материал ।
17*
131
2.13.6. МОДУЛЬ-СХЕМА ДЕЗОДОРАЦИИ (ФИЗИЧЕСКОЙ РАФИНАЦИИ)
МАСЕЛ
Схема дезодорации одорирующих веществ или совмещенной
с удалением свободных жирных кислот в способе бесщелочной
(физической) рафинации укомплектована дезодоратором «Юнис-
ток», разработанным фирмой «Де Смет». Дезодоратор 5 (рис. 2.52)
выполнен в виде тарельчатой вертикальной колонны, содержа-
щей встроенные системы рекуперации теплоты и окончательного
нагрева масла. Для рекуперации теплоты нижняя тарелка осна-
щена змеевиками, в которые подается масло, поступающее на де-
зодорацию. Для окончательного нагрева верхняя тарелка содер-
жит несколько змеевиков, в которые из парогенератора 75 пода-
ется пар высокого давления. Средние тарелки предназначены
для дезодорации масла. Количество этих тарелок зависит от про-
изводительности дезодоратора и может быть от двух до пяти. Все
тарелки дезодоратора, включая теплообменные, оснащены бар-
ботерами острого пара и направляющими перегородками, позво-
ляющими избежать перемешивания масла в потоке. Барботеры
представляют собой концентрические перфорированные трубы,
уложенные у днища тарелок. Отверстия для выхода пара из бар-
ботера выполнены с фасками, что позволяет избежать их забива-
ние нагаром. Пары из дезодоратора отводятся по центральной
газоотводной трубе 6.
Исходное не дезодорированное масло подается в рекупераци-
онный кожухотрубный теплообменник 7, в котором нагревается
до 85...95 °C теплотой дезодорированного масла, выходящего из
дезодоратора 5, и далее поступает в деаэратор 2, содержащий рас-
пылительные форсунки и подсоединенный через дезодоратор к
вакуумной системе. В деаэраторе 2 из масла удаляются влага и
воздух. Далее масло насосом 3 подается в змеевики нижней (ре-
куперационной) тарелки дезодоратора 5, в которой продолжа-
ется рекуперационный нагрев недезодорированного масла до
180...220 °C теплотой дезодорированного масла. Выходя из змее-
виков нижней тарелки, масло поступает на верхнюю тарелку, в
которой нагревается до требуемой температуры (240...250 °C) па-
ром высокого давления, поступающим в змеевики верхней тарелки
из парогенератора 75.
Перетекая с тарелки на тарелку, нагретое масло в результате
вытеснения поступающим маслом, подвергается последователь-
ной обработке острым паром под вакуумом. Остаточное дав-
ление в верхней части дезодоратора 0,3...0,4 кПа. На послед-
ней нижней тарелке дезодорированное масло охлаждается до
120... 135 °C, отдавая теплоту исходному маслу, перекачиваемому
по змеевикам этой тарелки. Рекуперационное охлаждение про-
должается в теплообменнике 7, куда масло подается насосом 18
из дезодоратора 5. Далее масло окончательно охлаждается в ко-
132
133
жухообразном теплообменнике 14 водой. Перед этим дезодори-
рованное масло проходит через сетчатые фильтры 17, которые
задерживают основную массу нагара, образующегося при дезо-
дорации.
После окончательного охлаждения масло подается на полиро-
вочные фильтры 13. Дезодорированное масло может насыщать-
ся азотом с помощью специального дозирующего устройства и
смесителя (на схеме не показаны). При такой обработке замед-
ляется окисление масла, что благоприятно сказывается на его со-
храняемости.
Система улавливания погонов (дистиллята) двухступенчатая.
На первом этапе пары, выходящие из дезодоратора по газоот-
водной трубе 6, конденсируется в результате их контактирования
в прямотоке с погонами (дистиллятом), циркулирующими в сис-
теме улавливания. На втором этапе происходит механическое
разделение смеси паров и погонов в безнасадочном сепараторе 7
циклонного типа. По расчетам ВНИИЖа степень улавливания
погонов 99 %.
Вакуум в дезодораторе создается четырехступенчатым пароэжек-
торным вакуум-насосом 8.
Острый пар для дезодорации перегревается в блоке 4 с помощью
электропароперегревателя и подается в аппарат, проходя через
сепаратор пара.
Лимонная кислота при необходимости подается из емкости 16,
оборудованной дозирующим устройством. Погоны дезодорации (в
основном жирные кислоты), предварительно охлажденные в ох-
лаждающем блоке 9, циркулируют в системе конденсации паров
при помощи насоса 10. Уровень их в сепараторе 7 контролируется,
и при его повышении часть погонов автоматически выводится из
системы циркуляции.
Механически увлеченные капельки жира частично улавливаются
в газоотводной трубе 6 дезодоратора 5 и сливаются в сборник 19,
откуда периодически возвращаются в процесс. Охлаждающая вода
с конденсаторов пароэжекторного блока через барометрическую ко-
робку 12 насосом 11 подается после охлаждения на рециркуляцию.
2.14. ФАСОВКА МАСЕЛ ДЛЯ РЕАЛИЗАЦИИ
ЧЕРЕЗ РОЗНИЧНУЮ ТОРГОВУЮ СЕТЬ
,^/Для сохранения качества масел и повышения культуры торговли
в масложировой промышленности в последние годы расширяется
ассортимент масел для непосредственного употребления в пищу,
расфасованных в мелкую тару, бутылки вместимостью 0,5...2,0 л,
изготовленные из стекла, но в основном из полимерного мате-
риала — поливинилхлорида с пробками из полиэтилена высокого
давления.
Наиболее перспективными линиями изготовления, заполнения,
134
укупорки готовых к реализации бутылок является линии немец-
кой фирмы «Крупп - Каутекс» и швейцарской фирмы «Рено пак».
Линия «Крупп — Каутекс» (рис. 2.53) впервые смонтирована
и эксплуатируется на АОО «Московский жировой комбинат». Это
высокопроизводительная линия фасовки растительных масел
экструзионным методом — наиболее перспективным способом —
вытяжкой с раздувом, что дает большую экономию поливинил-
хлорида. (Отходы поливинилхлорида и полиэтилена для крышек
возвращаются в производство для повторного использования). На
этой линии выпускают бутылки круглой и квадратной формы для
различных видов растительных масел.
Сырьем для изготовления бутылок является порошкообразный
поливинилхлорид (ПВХ) марки «Кориент», крышек — полиэтилен
высокого давления. Полимерный материал ПВХ обладает высокой
химической стойкостью и механической прочностью, характеризу-
ется минимальной паро-, газо- и водопроницаемостью, устойчив
к проникновению ароматических веществ, практически лишен
запаха, физиологически безвреден. ПВХ имеет положительные
характеристики, такие как прозрачность, жесткость, механичес-
кая и высокоударная прочность, стерильность, хорошая форму-
емость, что способствует все более широкому использованию его
при изготовлении бутылок для растительных масел.
Порошкообразную композицию поливинилхлорида подают из
мешков 1 в устройство 3 для загрузки, где она просеивается. Из
компрессора 2 композиция ПВХ воздухом нагнетается в бункер 4.
Отходы ПВХ, пройдя магнитную защиту, поступают в дробилку 6
и далее — в бункер 5. Из бункеров 4 и 5 исходная композиция и
дробленный ПВХ (до 30 %) пневмотранспортом распределяется
по машинам 7 изготовления бутылок (на схеме четыре таких маши-
ны). Полученные бутылки после бракеражных автоматов 8 транс-
портером 10 поступают в накопители 19. У каждой машины /име-
ется свой щит управления 9.
Полиэтиленовые колпачки изготовляются на автоматах 13, в
которые пневмотранспортом подается полиэтилен из мешков 12,
а отходы поступают из дробилки 18. Готовые колпачки направля-
ются в накопители 17.
Техническая холодная вода готовится на холодильных установ-
ках 14, для получения сжатого воздуха имеются компрессоры 15 и
рессивер 16. Производительность каждой машины для изготовле-
ния бутылок вытяжкой с раздувом 760 шт. в час.
Масло из емкости 11 поступает в установку 22 для дозирования
и розлива, куда транспортером из накопителей 19 через ориен-
тирующий механизм 20 подаются бутылки, они проходят конт-
роль в устройстве 27 методом продувки сжатым воздухом. За-
полненные бутылки на машине 23 закрываются колпачками,
поступающими из накопителя 17 через устройство 24. Запол-
ненные бутылки, предварительно проверенные на плотность
135
Рис. 2.53. Линия изготовления, заполнения, укупорки
готовых бутылок фирмы «Крупп—Каутекс»
136
укупорки на установке 25, проходят бракераж на устройстве 26.
Заполненные бутылки по конвейеру 28 поступают на стол 29 упа-
ковки, далее в контейнероукладчике 30 формируются контейне-
ры 31, которые электропогрузчиком 32 вывозятся на склад. Для
мойки оборудования предназначен бак моющего раствора 33 и
пневматическая моющая машина 27.
Технологическая линия «Рено пак» предназначена для изготов-
ления бутылок из ленты поливинилхлорида, розлива масла и упа-
ковки заготовленных бутылок для реализации. Линия укомплекто-
вана автоматами: для изготовления дутьем из нагретой ленты и сварки
бутылок; розлива масла в бутылки; закупорки путем сварки отвер-
стия для заполнения; наклейки этикеток; обрубки для разделения
пакета бутылок; упаковки бутылок в коробки.
Линия характеризуется следующими показателями: производитель-
ность 2300...2800 бутылок в час; вместимость бутылки (200...1100 см3)
может регулироваться при настройке. Поставляемая фирмой лента
(фольга) из поливинилхлорида безвредна.
2.15. ОЦЕНКА КАЧЕСТВА МАСЕЛ И ЖИРОВ
Качественные показатели растительных масел, например под-
солнечного (табл. 2.12 и 2.13), определены ГОСТ 1129—93, и в
2.12. Органолептические показатели подсолнечного масла
Пока- Масло
затеяи рафинированное гидратированное сорта нерафинированное сорта
дезодори- недезодо- выс- пер- второго выс- пер- второго
рованное рированное шего вого шего вого
Про- Прозрачное без осадка Легкое по- Наличие Легкое
зрач- ность Запах Без запаха; вкус Свойствен- Свойствен- мугнение или «сетка» не является браковочным фактором Свойствен- «сетки» над помутнение осадком или «сетка» не является не является браковочным браковочным фактором фактором Свойствен- Свойствен-
и обезличенного ные рафи- ные подсол- ное подсол- ные подсол- ные подсол-
вкус масла или нирован- нечному нечному нечному нечному
с приятными ному гидратиро- маслу. маслу, без маслу. Слегка
слабоспеци- подсолнеч- ванному Слегка зат- посторон- затхлый запах
фичными оттен- ному маслу маслу без хлый запах него запаха, и привкус
ками вкуса без посто- посторон- и привкус привкуса легкой горечи
н запаха для роннего него запаха, легкой горе- и горечи не являются
масла, постав- ляемого в тор- говую сеть и на предприятия общественного питания запаха, привкуса и горечи привкуса и горечи чи не явля- ются брако- вочным фактором браковочным фактором
18-3849
137
2.13. Физико-химические показатели подсолнечного масла
Масло
дезодориро- ванное гидратированное сорта нерафиниро- ванное сорта
Показатели дезодор- ированн- ое марки неде- зодо- риро- выс- шего пер- вого вто- рого выс- шего пер- вого вто- рого
д I п ванное
Цветное число, мг йода, не более Кислотное число, мг КОН/г, не более Массовая доля нежировых при- месей, %, не более Массовая доля фосфорсодержа- щих веществ, %, не более: в пересчете на стеароолеолецитин в пересчете на Р2О5 Массовая доля влаги и летучих веществ, %, не более Мыло (качественная проба) Температура вспышки экстрак- ционного масла, °C, не ниже Степень прозрачности, фем, не более Перекисное число, ммоль О/кг , не более: свежевыработанного при хранении 10 12 15 20 30 15 25 35 0,35 0,4 0,4 1,5 2,25 6,0 1,5 2,25 6,0 Отсутствие 0,05 0,10 0,20 Отсутствие 0,001 0,20 0,25 0,40 0,60 0,80 » 0,009 0,018 0,022 0,035 0,053 0,070 0,10 0,10 0,10 0,15 0,30 0,20 0,20 0,30 Отсутствие Не определяется 234 225 225 225 225 225 25 25 40 - 40 5,0 5,0 5,0 5,0 5,0 5,0 10,0 10,0 10,0 10,0 10,0 10,0
зависимости от состава и свойств, полноты очистки должны соот-
ветствовать стандарту по органолептическим и физико-химическим
показателям.
В ГОСТе ограничены показатели содержания пестицидов, ток-
сичных элементов и микотоксинов для всего ассортимента выра-
батываемых и реализуемых масел. '
Для поставки в торговую сеть и на предприятия общест-
венного питания предназначаются рафинированные дезодори-
рованные подсолнечные масла марки П (пищевое) и Д (для
детского и диетического питания), а также прессовое подсол-
нечное масло - рафинированное, недезодорированное, гидра-
тированное высшего и первого сортов, нерафинированное
масло высшего и первого сортов. В соответствии с изменениями
кислотное число для нерафинированных масел допускается до
4,0 мг КОН/г.
По органолептическим и физико-химическим показателям ра-
финированный дезодорированный саломас должен соответствовать
требованиям ТУ 9145—182—00334534—95 (табл. 2.14).
138
2.14. Показатели качества рафинированного дезодорированного саломаса
Показатели Саломас
Марка 1 Марка 2 Марка 3-1 Марка 3-2 Марка 4 Марка 5 Марка 6
Вкус и запах Без вкуса и запаха Цвет при 15...20 °C От белого до светло-жел- Не нор- От белого до того с сероватым оттенком миружя светло-желтого Температура плавления, °C 32...34 34...36 35...37 35...37 Не выше 42...45 Не ниже 27 53 Твердость, г/см 180... 280... Не ни- 400... Небо- Не ни- Не опре- 250 350 же 550 500 лее 50 же 800 деляется Массовая концентрация ни- 0,3 0,3 0,3 0,3 0,3 0,3 0,3 келя, мг/кг, не более Кислотное число, мг КОН/г, 0,2 0,2 0,2 0,2 0,2 0,2 0,2 не более Массовая доля влаги и лету- 0,1 0,1 0,1 0,1 0,1 0,1 0,1 чих веществ, %, не более Мыло (качественная проба) Отсутствие Перекисное число, 10 10 10 10 10 10 10 1/2 ммоль О/кг, не более Йодное число, г J2/100 г: не более - — - - — ' - 1 в пределах 70...85 70...85 70...80 70...80 85...105 55...65 -
2.16. НОРМИРОВАНИЕ ОТХОДОВ И ПОТЕРЬ ЖИРОВ
ПРИ РАФИНАЦИИ
Нормирование отходов и потерь масел и жиров в производстве
масложировой продукции имеет огромное значение, так как в
значительной степени влияет на себестоимость готовых изделий.
Нормы рассчитаны на типовое оборудование, типовые технологи-
ческие схемы и режимы работы.
2.16.1. ХАРАКТЕРИСТИКА ОТХОДОВ И ПОТЕРЬ ЖИРОВ
Основные виды сырья, подлежащие нормированию в рафинаци-
онных цехах, — масла и жиры, к вспомогательным материалам от-
носятся щелочь, лимонная кислота, отбельная глина, серная кис-
лота и т.п. Нормы расхода сырья устанавливают на единицу кон-
кретной продукции — в килограммах на тонну рафинированного жира.
Технологические потери и отходы обусловлены процессом про-
изводства и непосредственно зависят от него. Организационные
18*
139
потери и отходы не зависят от технологического процесса, они свя-
заны с недоиспользованием возвратных отходов, с убылью сырья
при транспортировке и хранении сверх норм естественной убыли и
т.д. В нормы расхода сырья не включают брак продукции, потери
и отходы, вызванные отступлениями от технологических режимов,
сверхнормативную естественную убыль, а также потери и отходы,
обусловленные неисправностью технологического оборудования.
В рафинационном цехе отходом является та часть сырья, кото-
рая не возвращается для использования в производственном про-
цессе. К потерям относятся жиры на салфетках фильтр-прессов,
потери в результате розлива и прилипания жиров к аппаратуре, к
полу, остаток жира в сточных водах, в отбельной глине, в погонах
при высушивании и дезодорации.
Отходы при рафинации зависят от вида, качества и назначения
жиров и масел, режимов процесса и методов рафинации. Суммар-
ное количество отходов и потерь зависит также от того, осущест-
вляется или нет гидратация масла.
2.16.2. ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОТХОДОВ ЖИРОВ НА ОТДЕЛЬНЫХ
СТАДИЯХ РАФИНАЦИИ
Отходы при гидратации. В основу расчета положены данные о содер-
жании фосфолипидов в нерафинированном и гидратированном маслах.
Количество отходов при гидратации, % к массе масла, направляемо-
го на гидратацию,
яг = *г(Ф-фг),
где Кг - коэффициент, показывающий, во сколько раз количество отходов превы-
шает содержание фосфолипидов в исходном масле, и зависящий от принятой схе-
мы удаления фосфолипидов; Ф и Фг — содержание фосфолипидов в нерафиниро-
ванном и гидратированном маслах, %.
Коэффициент К{ может быть определен по содержанию фосфо-
липидов или же по расчету. Установленная норма отходов при гид-
ратации подсолнечного и соевого масел с выпуском фосфатидного
концентрата составляет (в % к массе сырого масла): для схем гидра-
тации с применением сепараторов — 1,7 Ф, с применением от-
стойников - 2 Ф, где 1,7 и 2 — соответствующие коэффициенты Кг.
Отходы при нейтрализации. Отходы жира в соапсток, % к массе
нерафинированного жира,
Н = КХ,
С 7
где К — коэффициент нейтрализации; X — кислотность жира, поступающего на
нейтрализацию, %.
Отходы при промывке. Отходы с промывными водами составля-
ют ту часть жира, которую улавливают в жироловушке в виде так
называемых сборных жиров. Такие жиры содержат эмульгирующие
вещества и другие примеси. При добавлении их к рафинированно-
му маслу нарушается технологический процесс и увеличиваются
140
отходы. Поэтому эти жиры собирают и рафинируют отдельно; если
их много, для них устанавливают норму отходов и потерь.
Отходы при отбеливании. Отходы зависят от вида, количества, мас-
лоемкости применяемого сорбента, условий фильтрования масла (жира).
Отходы, %,
Яо = М4/100,
где А — количество сорбента, % к массе отбеливаемого масла; М — маслоемкость
глины, % (в среднем маслоемкость принимается 40 %).
При использовании фильтров с механической выгрузкой осад-
ка, в которых предусмотрена возможность его обезжиривания, от-
ходы при отбеливании в 2 раза меньше и составляют, %,
Но = МА/(2 • 100).
Отходы при дезодорации. Отходы и потери нормируют в зависи-
мости от вида жира. Для кокосового масла, содержащего больше,
чем другие масла, низкомолекулярных жирных кислот и их тригли-
церидов, потери больше, чем для других жиров. В то же время
отходы здесь меньше, чем у прочих жиров и масел. Это объясняет-
ся тем, что содержащиеся в кокосовом масле летучие вещества в
меньшей мере конденсируются в барометрических конденсаторах,
чем летучие компоненты других масел и жиров.
Общие отходы. В табл. 2.15 приведены основные нормы отхо-
дов и потерь жиров при рафинации, принятые в настоящее время.
2.15. Нормы отходов и потерь жиров при рафинации
Стадия рафинации Способ Количество, % к массе нерафи- нированного жира
ОТХОДОВ потерь
Гидратация светлых масел (подсолнечно- С применением сепараторов 1,7 Ф —
го, соевого, арахисового, кукурузного) С применением отстойников 2 Ф —
Нейтрализация пищевого саломаса и масел Периодический 1,5% 0,1
Нейтрализация хлопкового масла методом эмульгирования Периодический До 5,5% 1,7
Нейтрализация масел и пищевого На линиях с сепараторами 1,4... 1,5 % 0,1
саломаса (непрерывно) В мыльно-щелочной среде 1,25% 0,1
Промывка - 0,2 0,2
Высушивание - - 0,05
Отбеливание Периодический 0,4 А 0,1 А
Дезодорация На механизированных фильтрах 0,2 А 0,1 А
кокосовое масло - 0,05 0,30
прочие жиры и масла — 0,15 0,05
141
2.17. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ ТЕХНИКИ
И ТЕХНОЛОГИИ РАФИНАЦИИ ЖИРОВ И МАСЕЛ
Важнейшие направления совершенствования технологии ра-
финации жиров следующие: создание и освоение нового высо-
копроизводительного оборудования; максимальное применение
средств автоматизации; комплексное использование масел; повы-
шение качества рафината; сокращение энергозатрат, проведение
комплекса работ по экономии водных ресурсов и охране окру-
жающей среды.
Основное направление совершенствования гидратации раститель-
ных масел — оснащение всех маслодобывающих заводов сепараци-
онными линиями производительностью 100 и 250 т/сут, обеспечи-
вающими переработку всего выпускаемого масла. Это позволит
получать фосфатидный концентрат в основном пищевого назначе-
ния для широкого использования непосредственно в масложиро-
вой промышленности в качестве эмульгаторов и полезных добавок
в маргариновую продукцию и майонезы, в кондитерской промыш-
ленности для выработки шоколадных изделий и значительной
экономии масла какао; создать и организовать производство фос-
фолипидных препаратов лечебного и лечебно-профилактического
назначения, эффективных эмульгаторов и др.
Совершенствование технологии гидратации в направлении мак-
симального извлечения из масел фосфолипидов и снижения ос-
таточного содержания в гидратированных маслах так называемых
негидратируемых фосфолипидов должно идти по пути изыскания
новых гидратирующих агентов, оптимизации режимов и др. Все
это обеспечит использование основного объема фосфолипидов для
выпуска продукции специального назначения.
Необходимы разработки высокоэффективных отстойников и филь-
тровальных установок с целью дальнейшего совершенствования
технологии рафинации. В области разделения суспензий главным
является широкое внедрение высокомеханизированных фильтров.
Удаление из масел свободных жирных кислот и в дальнейшем
будет осуществляться в основном методами щелочной рафинации,
но должен интенсивно развиваться и метод удаления их дистил-
ляцией. Для получения пищевого саломаса все большее развитие
приобретает совмещенный процесс дезодорации с отгонкой сво-
бодных жирных кислот.
Дальнейшее внедрение непрерывнодействующих высокотем-
пературных дезодорационных установок даст возможность увели-
чить объем выработки рафинированных дезодорированных масел и
жиров как для непосредственного использования в пищу, так и для
выработки пищевых продуктов на их основе.
Весь объем рафинированных масел для непосредственного упот-
ребления в пищу должен поставляться в торговую сеть расфасован-
ным в мелкую тару.
142
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какова цель рафинации? Рассмотрите рафинацию как совокупность отдельных
модулей.
2. Какие существуют способы разделения фаз?
3. Дайте характеристики процессам отстаивания, центрифугирования и фильт-
рования.
4. Что такое гидратация масел? Какие требования предъявляют к качеству гидра-
тированных масел? Какова технология гидратации фосфолипидов? Укажите па-
раметры осуществления процесса.
5. Как получают фосфатидные концентраты, каковы режимы процесса и качест-
венные показатели концентратов?
6. Как удаляют из масел свободные жирные кислоты?
7. Рассмотрите щелочную рафинацию как основной прием удаления свободных
Мирных кислот.
8. Какова технологическая схема щелочной рафинации с использованием сепара-
, торов на стадии разделения фаз?
9. Рассмотрите технологическую схему щелочной рафинации в мыльно-щелоч-
. ной среде.
10. Какими способами осуществляют промывку и высушивание нейтрализованных
масел и жиров?
11. Каковы особенности рафинации хлопкового масла?
12. Что такое соапстоки? Каков их состав в зависимости от способов рафинации и
их обработки?
13. Рассмотрите адсорбционную рафинацию: назначение, способы осуществления.
14. Какие вы знаете способы отбеливания жиров? Укажите применяемые сорбенты
и режимы процесса.
15. Какие вещества обусловливают вкус и запах масел и жиров?
16. Какова сущность процесса дезодорации, каковы условия и режимы осущест-
вления процесса?
17. Что такое периодическая дезодорация, каковы условия применения, схема
процесса?
18. Рассмотрите непрерывные способы и схемы дезодорации, режимы, дайте их
сравнительную характеристику.
19. Какими способами извлекают из масел восковые вещества?
20. Что такое бесщелочная рафинация масел и пищевых саломасов? Как подготав-
ливают жиры к рафинации, каковы режимы процесса?
21. Рассмотрите модуль-схемы различных способов гидратации и рафинации масел.
22. Назовите основные показатели качества рафинированных масел и жиров.
23. Какие имеются отходы и потери жиров на стадиях рафинации и общие потери?
24. Как расфасовывают масла в мелкую тару для розничной торговли?
Глава 3
Гидрогенизация и переэтерификация жиров
Рафинированные масла и жиры более чем на 99 % состоят из
глицеридов - сложных эфиров глицерина и жирных кислот, при-
чем подавляющая часть глицеридов (не менее 98 %) - это тригли-
цериды - полные эфиры глицерина и жирных кислот.
Химические и физические свойства рафинированных раститель-
ных масел и жиров зависят от их глицеридного состава.
В свою очередь, химические и физические свойства триглице-
ридов определяются их кислотным составом и размещением остат-
ков жирных кислот в молекуле триглицерида.
Модификация жиров - это изменение их первоначальных свойств
путем изменения жирнокислотного и глицеридного состава, что
достигается смешением, фракционированием, гидрированием и
переэтерификацией жиров.
Большинство процессов модификации жиров протекает в гете-
рофазных системах и представляет собой сложное сочетание фи-
зических, физико-химических и химических явлений (массо- и
теплоперенос, растворение, кристаллизация, комплексообразо-
вание, адсорбция и хемосорбция, химические реакции).
В данной главе рассматриваются химия и технология хими-
ческой модификации жиров двумя наиболее распространенными
методами — каталитическое гидрирование и каталитическая пере-
этерификация.
3.1. КРАТКИЕ СВЕДЕНИЯ О РАЗВИТИИ ПРОМЫШЛЕННЫХ
СПОСОБОВ МОДИФИКАЦИИ ЖИРОВ
В последней четверти XIX века промышленное производство
масложировой продукции — мыла, стеарина и других технических
продуктов — стало тормозиться из-за дефицита твердых или полу-
твердых жиров и масел животного и растительного происхожде-
ния. Принципиальное решение этой проблемы было известно -
химическое насыщение жидких растительных масел и жиров мор-
ских животных водородом. Но осуществление такого процесса стало
144
возможным только после открытия гетерогенного гидрогенизаци-
онного катализа в жидкой фазе и создания промышленной техно-
логии получения водорода из воды и углеводородов. Обе проблемы
были технически решены к концу XIX века.
В 1897 г. французский химик П.Сабатье с сотрудниками опуб-
ликовал первые результаты своих исследований взаимодействия
.этилена с металлами и водородом. Было установлено, что метал-
лический никель каталитически ускоряет присоединение молеку-
лярного водорода к двойной углерод — углеродной связи
сн =сн2 + н2 ^сн3-сн3.
Чтобы убедиться в этом, П.Сабатье пропускал над металлическим
никелем смеси водорода с различными ненасыщенными соеди-
нениями в газообразном состоянии. Присоединение водорода
наблюдалось во всех случаях до тех пор, пока катализатор не по-
крывался жидким или твердым слоем исходного вещества или
продукта гидрирования.
П.Сабатье пришел к выводу, что гетерогенный гидрогенизаци-
онный катализ на твердых катализаторах возможен только в газо-
вой фазе. Однако в 1901 г. немецкий инженер-химик В.Норман
экспериментально доказал ошибочность теоретических воззрений
П.Сабатье, не учитывавшего роль диффузионных процессов мас-
сопереноса в кинетике гетерогенных реакций.
В.Норман измельчил никелевый катализатор и использовал
барботаж и механическое перемешивание для диспергирования
катализатора и водорода в жидкой фазе. Чтобы предотвратить
застывание продукта реакции, опыты проводились при темпера-
турах свыше 100 °C.
В итоге впервые удалось осуществить жидкофазное каталити-
ческое гидрирование ненасыщенных органических веществ, в том
числе ненасыщенных жирных кислот растительных масел и жид-
ких жиров.
В 1902—1903 гг. В.Норман получил первые патенты на процесс
гидрирования масел, жиров и свободных ненасыщенных жирных
кислот, описав не только принцип жидкофазного гидрирования,
но и никелевый катализатор, а также реактор для гидрирования.
Первая опытно-промышленная гидрогенизационная установка для
жидкофазного процесса с суспендированным катализатором была
создана в Англии фирмой «Joseph and Sons» в 1906-1907 гг.
В России первая заводская установка для гидрирования жиров и
жирных кислот была построена в 1909 г. известным российским
инженером-химиком М.В.Вильбушевичем. Им же были разрабо-
таны оригинальная конструкция реакторов для жидкофазного гид-
рирования и технология производства восстановленного порош-
кообразного, суспендированного в жире или масле катализатора
типа никель на кизельгуре.
19-3849
145
В США производство гидрированного хлопкового масла на ни-
келевом катализаторе по патенту В.Нормана было организовано в
1909 г. фирмой «Procter and Gamble».
Первое в Западной Европе крупное производство никель-кизель-
гурового катализатора Нормана—Вильбушевича и гидрированных
жиров было создано В.Норманом в 1911 г. на жироперерабаты-
вающем предприятии в Эммерихе (Германия). В этом же году
М.В.Вильбушевич построил в Петербурге самый крупный в Рос-
сии и один из наиболее современных и мощных в то время гид-
рогенизационных заводов — завод «Салолин». К 1916 г. под его
руководством были построены также гидрогенизационные ус-
тановки в Екатерине даре (Краснодаре), Армавире, Казани и
Москве (завод «Стеол»),
Первое применение гидрированных жиров в пищевом про-
дукте было осуществлено фирмой «Procter and Gamble», выпус-
тившей в 1911 г. на рынок США кулинарный жир марки «Crisco»,
жировая основа которого содержала примерно 15 % высоко-
плавкого глубокогидрированного хлопкового масла и 85 % жид-
кого хлопкового масла. До этого времени подобный кулинарный
жир производили в США, смешивая хлопковое масло с живот-
ными жирами.
В 1912 г. впервые было опубликовано сообщение о ступенча-
том, последовательном характере гидрирования этиленовых связей
в полиненасыщенных жирных кислотах и их эфирах:
триен -* диен -* моноен насыщенное соединение.
Это открытие явилось основой создания технологии селективно-
го частичного гидрирования масел и жиров без накопления значи-
тельных количеств насыщенных жирных кислот.
В 1914—1919 гг. было установлено, что частичное селективное
гидрирование жидких растительных масел при достаточно высоких
температурах также приводит к «отверждению» гидрогенизатов из-
за образования и накопления ранее не известных ненасыщенных
кислот с высокой температурой плавления. Позднее эти кислоты
были идентифицированы как позиционные и геометрические изо-
меры мононенасыщенной олеиновой кислоты.
Широкое распространение технологии селективного гидриро-
вания для производства пластичных пищевых жиров с умеренной
температурой плавления связано с опубликованием в 1927 г.
немецким химиком-органиком Г.П.Кауфманном результатов
систематических исследований этого процесса.
Таким образом, примерно с 20-х годов нашего века наибо-
лее широко применяемыми структурообразующими компонен-
тами маргаринов и кулинарных жиров являются растительные
масла и животные жиры, химически модифицированные ката-
литическим гидрированием, так называемые саломасы пищевого
назначения.
146
К началу Второй мировой войны производство гидрирован-
Ишых жиров в странах мира достигло 1 млн т в год. В 1970 г.
^на производство маргариновой продукции во всем мире уже бы-
^ло израсходовано 4 млн т гидрированных растительных масел.
К В настоящее время гидрированию подвергают 30 % мирового про-
Н изводства растительных масел и жиров, используя гидрирован-
ий ные жиры главным образом в рецептурах жировых основ марга-
Н риновой продукции.
И В отличие от гидрирования переэтерификацией можно изме-
В нить молекулярный (триглицеридный) состав жира или смеси
К жиров, не изменяя их жирнокислотного состава. Этот процесс в
9 конечном итоге завершается наиболее вероятным статистическим
Ц' распределением жирных кислот в данной смеси триглицеридов.
X Соответственно изменяются такие физико-химические показате-
) ли, как температура плавления, дилатометрическая характерис-
тика, скорость кристаллизациии и полиморфная форма кристал-
лической фазы жира.
Перераспределение ацильных групп в смесях триглицеридов
при высокотемпературной обработке жиров было обнаружено
в начале XX в.
В 1920—1924 гг. и позднее появились патенты на процесс пере-
этерификации жиров при 200...250 °C в присутствии солей (хлорида
цинка и др.), оксидов металлов (оксида олова и др.), гидроксидов
лития, калия, натрия. В этих условиях протекали побочные реак-
ции изомеризации, полимеризации, гидролиза, термического рас-
щепления триглицеридов, не позволявшие получать переэтери-
фицированные жиры требуемого качества и с хорошим выходом.
Промышленная переэтерификация пищевых жиров стала возмож-
ной после открытия и организации производства высокоактив-
ных низкотемпературных катализаторов этой реакции — метилата
и этилата натрия, натрий-калиевого сплава и др.
Результат переэтерификации зависит от исходного жирнокис-
лотного и глицеридного состава жира или смеси жиров. Вслед-
ствие этого можно использовать процесс переэтерификации для
получения многообразных жиров заданной температуры плавле-
ния и консистенции и в сочетании с гидрированными жирами
различной степени насыщения создавать широкий ассортимент
маргариновой продукции.
Гидрированные жиры и жирные кислоты получили товарное
наименование «саломасы».
3.2. ТРАНСФОРМАЦИЯ ЖИРОВ В ПРОЦЕССЕ
ГИДРИРОВАНИЯ
// Процесс гидрирования жиров представляет собой совокупность
ряда химических реакций, протекающих с участием водорода и
катализатора:
19*
147
1) присоединение водорода к этиленовым связям ненасыщен-
ных жирных кислот, т.е. собственно гидрирование:
-СН2-СН=СН-СН2- + Н2 —>- -СН2-СН2-СН2-СН2- ;
2) образование позиционных изомеров ненасыщенных кислот
(миграция этиленовых связей вдоль углеродной цепи молекулы),
-CH-СН=СН-СН - -СН-СН2-СН=СН- ;
3) образование геометрических изомеров ненасыщенных кислот
(цис-транс-изомерия):
-сн-сн —-сн -сн
II II
-СН2-СН — сн- сн2-;
Ч«с-форма транс-форма
4) перераспределение жирных кислот в триглицеридах (переэте-
рификация).
Преобладающими в процессе гидрирования являются первые три
реакции.
3.2.1. РОЛЬ КАТАЛИЗАТОРА В ПРОЦЕССЕ ГИДРОГЕНИЗАЦИИ
НЕПРЕДЕЛЬНЫХ СОЕДИНЕНИЙ
Многие химические реакции, принципиально возможные по
термодинамическим данным, в практических условиях не происхо-
дят либо протекают с ничтожной скоростью. Катализатор иниции-
рует и ускоряет термодинамически осуществимые процессы.
Основа реакции гидрирования ненасыщенных веществ - разрыв
первоначальных и образование новых межатомных связей:
н2 н + н,
-СН=СН--СН-СН-;
I I
-СН-СН- + Н -СН,-СН- ;
II 2 I
-сн2-сн- + н ^±-сн2-сн2-.
Разрыв межатомных связей в молекулах требует значительных зат-
рат энергии. Энергия разрыва межатомной связи в молекуле водо-
рода равна 436 кДж/моль, разрыва этиленовой связи в мононе-
насыщенной углеродной цепи — 271 кДж/моль. Таким образом,
для гидрирования по указанной последовательной схеме разрыва и
148
создания межатомных связей реагирующая система должна об-
ладать энергией не менее 700 кДж/моль. Такому запасу энергии
соответствует высокая температура, при которой органические
соединения разрушаются.
Однако исследования кинетики и энергетики химических реак-
ций показали, что разрыв старых и образование новых химических
связей протекает через стадии, когда каждая пара сближающихся
молекул сначала образует конфигурацию, промежуточную между
исходным и конечным состоянием системы.
Эта конфигурация реагирующих молекул называется «переход-
ным состоянием», «активированным комплексом»:
-СН= СН- + н-н -СН - -СН- 5=*г-СН,-СН,-
II
н н
активированный
комплекс
В активированном комплексе первоначальные межатомные
связи еще не разорваны, но уже формируются новые химичес-
кие связи, характерные для продукта реакции. Поэтому энер-
гия, необходимая для образования активированного комплекса,
значительно меньше суммы энергий разрыва связей в исходных
молекулах.
Для экзотермической реакции присоединения молекулы водо-
рода к этиленовой связи энергия активации реакции с образова-
нием промежуточного активированного комплекса равна примерно
30 % суммы энергий разрывающихся связей:
Е = 0,3 (436 + 271) = 212 кДж/моль.
При таком значении энергии активации доля молекул реагирую-
щей системы, способных к осуществлению химической реакции,
ничтожно мала. Так, чисто термическая некаталитическая реак-
ция гидрирования при 200 °C не протекает. Даже при 600 °C лишь
одно соударение молекул из 1012 соударений может завершиться
химической реакцией.
Снижение энергии активации реакции и, следовательно, ее зна-
чительное ускорение, происходят под воздействием катализатора.
Исходные молекулы хемосорбируются на каталитической поверх-
ности, образуя активированные комплексы. В результате взаимо-
действия с поверхностью силовые поля активных центров катали-
затора ослабляют межатомные связи адсорбированных молекул
вплоть до их разрыва. В результате этого реакционная способность
активированных молекул возрастает и взаимодействие молекул
становится возможным при меньшем запасе энергии, снижается
энергия активации химической реакции.
Наиболее вероятен механизм гетерогенно-каталитического гид-
149
рирования, при котором оба реагента образуют промежуточные
поверхностные активированные комплексы I и II:
тт катализатор .. 1Т
Н2-*---------► п Н
\ /
4 К7
активированный комплекс I
-сн=сн- <к«™1изатоР> сн^- -с:н
/
\ /
4 к7
активированный комплекс II
I + II ------- -с,н=сн-
\ /
>к<
/ \
Н-----11
активированный комплекс III
III-------► —СН2—СН2~ + катализатор (К).
Современные никельсодержащие гетерогенные катализаторы зна-
чительно снижают энергию активации гидрирования этиленовых
связей. Это позволяет даже в промышленных условиях осущест-
влять с достаточной скоростью процессы гидрирования жиров
уже при 120... 130 °C и давлении водорода 0,05...0,3 МПа при
очень малых концентрациях суспендированного высокодисперс-
ного катализатора в гидрируемом сырье (0,005...0,01 % в пере-
счете на высокоактивный никель).
3.2.2. МАКРОКИНЕТИКА ПРОЦЕССА ГИДРИРОВАНИЯ
Процессы с участием реагентов в разных агрегатных состояниях
протекают в несколько стадий массопереноса и химических пре-
вращений. Применительно к жидкофазному гидрированию жиров
(или жирных кислот) на твердом пористом катализаторе необхо-
димо указать следующие стадии процесса:
растворение водорода в жидкости у поверхности раздела газ -
жидкость;
массоперенос растворенного водорода в объем жидкой фазы;
диффузия растворенного водорода из пограничного слоя жид-
кости вокруг частицы катализатора к его поверхности;
диффузия водорода от внешней поверхности частиц катализа-
тора к поверхности пор;
диффузия триглицеридов к внешней и внутренней поверхностям
частиц катализатора;
150
адсорбция (хемосорбция) реагирующих молекул на катализаторе;
химическая реакция на катализаторе;
десорбция продуктов реакции с катализатора в пограничный слой
жидкости;
массоперенос продуктов реакции в объем жидкой фазы.
Наряду с массопереносом происходит перенос теплоты, выде-
лившейся при реакции, в результате чего выравниваются градиен-
ты температуры как внутри катализатора, так и между его частица-
ми и жидкой фазой.
Гидрирование - экзотермическая реакция с тепловым эффектом
105...109 кДж/моль при разрыве этиленовых связей, что соответ-
ствует выделению теплоты в количестве 3,85...4,10 кДж/кг гидриру-
емого сырья при снижении его йодного числа на единицу.
Например, при гидрировании 1 т масла до саломаса с йодным чис-
лом 80 тепловой эффект реакции может составить 220...250 МДж/т
сырья. Вся эта теплота выделяется на никеле. Вследствие высо-
кой теплоемкости никеля и его низкой концентрации в масле,
температура катализатора возрастает не менее чем на 300 °C по
сравнению с окружающей жидкой фазой; и если не организован
интенсивный отвод теплоты, то на поверхности катализатора про-
исходит деструкция молекул жира, полимеризация и т.д.
Скорость реакции гидрирования на поверхности катализатора
пропорциональна поверхностным концентрациям реагирующих
веществ:
W=kCcc,
п к а н*
где Jtn — константа скорости гидрирования, отнесенная к единице количества ката-
лизатора; С. - количество катализатора; са — концентрация гидрируемого компо-
нента А на поверхности катализатора; сп — концентрация водорода на поверхности
катализатора.
Если истинная скорость химической реакции на поверхности
катализатора больше скорости массопереноса реагента, то его по-
верхностная концентрация резко снизится и скорость процесса
сравняется со скоростью массопереноса. Наоборот, если скорость
реакции в данных условиях меньше скорости подвода какого-либо
реагента, то его концентрация на поверхности достигнет концент-
рации в объеме жидкой фазы и массоперенос снизится до потреб-
ности химической реакции в данном реагенте.
Таким образом, в установившемся режиме скорости последова-
тельных стадий массопереноса и химической реакции уравнивают-
ся. Однако при этом достигнутая скорость процесса будет равна
скорости наиболее медленной, лимитирующей стадии. Например,
гидрирование протекает в диффузионной области по водороду, если
скорость реакции лимитируется переносом водорода из газовой фазы
в жидкость или из жидкой фазы к поверхности катализатора.
Кинетическая область гидрирования характеризует тот случай,
когда хемосорбция, химическая реакция или десорбция продуктов
151
реакции протекают с меньшей скоростью, чем подвод реагентов к
зоне реакции.
При прочих постоянных условиях скорость массопереноса в
первом приближении линейно возрастает с повышением темпе-
ратуры, тогда как скорость химической реакции увеличивается
экспоненциально. Поэтому кинетическая область гидрирования
жиров, как правило, не достигается, поскольку скорость реакции
на поверхности катализатора при реальной температуре процесса
более или менее значительно превышает скорость материального
обмена.
Коэффициент молекулярной диффузии водорода в 60... 100 раз
превышает коэффициент молекулярной диффузии триглицеридов.
Но из-за слабой растворимости водорода его концентрация в жире
в 170...230 раз меньше концентрации гидрируемых триглицеридов.
Поэтому в промышленных условиях гидрирование лимитируется
перемещением водорода к зоне реакции. Только в области малых
значений йодных чисел гидрогенизата (т.е. на конечной стадии
исчерпывающего гидрирования) процесс может перейти в диффу-
зионную область по триглицеридам.
Процессы массопереноса интенсифицируют повышением давле-
ния водорода, развитием поверхности раздела газ - жидкость, бар-
ботажем водорода или механическим перемешиванием, а также
равномерным распределением катализатора при перемешивании.
В результате интенсификации массопереноса возрастает скорость
гидрирования и могут снизиться селективность процесса, а также
накопление изомеров.
3.2.3. СЕЛЕКТИВНОСТЬ ГИДРИРОВАНИЯ ЖИРОВ
В промышленной практике используют два способа гидрирова-
ния растительных масел, животных жиров или свободных жирных
кислот: исчерпывающее и частичное.
Исчерпывающее гидрирование применяют, чтобы получить либо
продукты, содержащие только глицериды насыщенных жирных
кислот, либо смеси насыщенных жирных кислот — стеариновой,
пальмитиновой и др. Исчерпывающему гидрированию подвергают
главным образом свободные жирные кислоты и жиры технического
назначения. Доля полностью насыщенных жиров пищевого назна-
чения невелика.
Большинство жидких растительных масел (соевое, рапсовое,
хлопковое, пальмовое, подсолнечное и др.), а также рыбные жиры
подвергают частичному гидрированию с целью получения гидроге-
низатов с определенным соотношением ненасыщенных и насыщен-
ных кислот в смеси триглицеридов.
Например, соевое масло содержит 7... 10 % трине насыщенной
линоленовой кислоты с 18 атомами углерода, С183. Если соевое
масло подвергнуть частичному гидрированию таким образом,
152
чтобы линоленовая кислота в триглицеридах присоединила только
одну молекулу водорода и превратилась в линолевую кислоту
с„:1 + Н, - с„,
то будет получен аналог подсолнечного масла. Такой процесс не-
глубокого избирательного гидрирования — «подгидрирование» —
применяют для повышения стойкости к окислению соевого,
рапсового масел и рыбных жиров, содержащих глицериды весьма
реакционноспособных полиненасыщенных кислот.
Если рапсовое масло частично прогидрировать таким образом, что-
бы линоленовая кислота и большая часть линолевой кислоты в гли-
церидах селективно превратились практически только в олеиновую
кислоту, то будет получен аналог оливкового масла. Такой процесс
селективного гидрирования также осуществляют в промышленности.
Селективное гидрирование до глицеридов олеиновой кислоты,
сопровождаемое более или менее интенсивным накоплением изоме-
ров этой кислоты, используют для получения жиров с умеренной
температурой плавления и различной твердостью, применяемых в
производстве маргариновой продукции и кондитерских изделий.
Продолжая процесс селективного гидрирования до более вы-
сокой степени насыщения глицеридов олеиновой кислоты, полу-
чают частично гидрированные твердые жиры пищевого и техни-
ческого назначения, температура плавления которых достигает
40 °C и более.
Возможность направленного ведения процесса гидрогенизации с
целью формирования состава и свойств гидрированного продукта
связана с тем, что ацилы жирных кислот с несколькими этилено-
выми связями гидрируются ступенчато и последовательно превра-
щаются в кислоты с меньшим числом этиленовых связей:
Ле Л Ол с
линоленовая линолевая олеиновая стеариновая
кислота кислота кислота кислота
Скорость гидрирования жирных кислот тем выше, чем больше
их степень ненасыщенности, и практически не зависит от строе-
ния триглицеридов. Это означает, что, например, линолевая кис-
лота практически с одинаковой скоростью гидрируется в трили-
нолеине, моноолеодилинолеине, монолинолеодиолеине и других
триглицеридах.
Перечисленные закономерности характеризуют селективность
(избирательность) гидрирования. Применительно к жирам или
смесям жирных кислот селективность гидрирования прежде всего
означает более высокие скорости гидрирования ди- и полиненасы-
щенных жирных кислот по сравнению с мононенасыщенными и
последовательность насыщения этиленовых связей в ди- и поли-
ненасыщенных кислотах (ацильных группах).
20-3849
153
Возможность частичного, избирательного, гидрирования жир-
ных кислот различной степени ненасыщенности определяется ста-
тистическим, термодинамическим и технологическим факторами.
Соответственно этому различают селективность реакции на по-
верхности катализатора и селективность процесса.
В большинстве жидких растительных масел, а также в жидких
животных жирах (рыбные жиры, китовый жир и т.п.) основную
массу жирных кислот (в составе триглицеридов) составляют дине-
насыщенная линолевая кислота, триненасыщенная линоленовая
кислота и еще более ненасыщенные жирные кислоты с 4-6 эти-
леновыми связями.
Так как при постоянном давлении водорода и постоянной кон-
центрации катализатора скорость гидрирования W в общем случае
пропорциональна концентрации С реагирующей кислоты, IV = кС,
где к — константа скорости реакции, то в начальном этапе процесса
гидрированию преимущественно будут подвергаться ди- и полине-
насыщенные жирные кислоты в триглицеридах.
Вероятность реакции пропорциональна количеству реагирующих
центров в гидрируемой молекуле. Следовательно, константа ско-
рости гидрирования линолевой кислоты, имеющей две этиленовые
связи, должна быть по меньшей мере в 2 раза выше константы
скорости гидрирования олеиновой кислоты с одной этиленовой
связью и т.д.
Действительно, в том случае, когда в данных условиях линоле-
вая кислота присоединяет сразу две молекулы водорода без десорб-
ции промежуточно образовавшейся олеиновой кислоты
^"18:2 2Н2 -|С,8:1|адс С18.о,
константа скорости гидрирования линолевой кислоты в 2 раза больше
константы скорости гидрирования олеиновой кислоты: kjkm = 2.
Отношение констант скоростей гидрирования количественно
выражает селективность реакции на поверхности катализатора в
данных условиях. (Также выражают и селективность процесса).
Вероятность одновременного соударения двух или большего
числа молекул водорода с несколькими реакционными центрами
линолевой или более ненасыщенных кислот ничтожно мала, и при-
соединение водорода во всех случаях происходит последовательна
через образование менее ненасыщенных кислот.
Начальной стадией реакции является активированная адсорб-
ция - хемосорбция - водорода и гидрируемого соединения. Ус-
тановлено, что адсорбционная способность ненасыщенных жир
ных кислот и их эфиров более, чем пропорционально, возрастает
с увеличением числа этиленовых связей, если эти связи образу-
ют сопряженную систему
-СН=СН~СН=СН- (сопряженный диен)
154
j
или разделены одной метиленовой группой (-СН2-):
—СН=СН-СН2~СН=СН- (пентадиеновая группировка).
В линолевой кислоте и большинстве полиненасыщенных жирных
кислот этиленовые связи образуют пентадиеновые группировки:
...-сн=сн-сн-сн=сн-сн-сн=сн-...
Подобное первоначальное распределение нескольких этилено-
вых связей вдоль углеродной цепи при хемосорбции переходит в
систему сопряженных связей, более прочно удерживаемую ката-
литической поверхностью по сравнению с хемосорбцией моно-
ненасыщенных кислот и способную гидрироваться с более высо-
кой скоростью.
Константа скорости гидрирования линолевой кислоты в глице-
ридах может превосходить константу скорости гидрирования олеи-
новой кислоты в 80... 100 раз.
В ходе конкурирующей хемосорбции более ненасыщенные кис-
лоты вытесняют с поверхности менее ненасыщенные и реагируют
с хемосорбированным водородом. Образующиеся при этом менее
ненасыщенные кислоты десорбируются с поверхности катализа-
тора в объем жидкой фазы. В итоге, на каталитической поверх-
ности наблюдается селективное гидрирование по схеме последо-
вательных реакций:
гексаены -► пентаены -► тетраены -► триены -► диены -►
-► моноены насыщенные.
Селективность гидрирования жирных кислот различной степени
ненасыщенности не бывает абсолютной. Например, при гидриро-
вании рыбных жиров не удается провести процесс таким образом,
• чтобы все гексаеновые кислоты превратить в пентаеновые, и завер-
шить на этом процесс. Реакционная способность и прочность хемо-
» сорбции всех полиненасыщенных кислот близки, и на практике
^процесс гидрирования рыбного жира протекает по схеме:
полиены диены -* моноены -► насыщенные.
ж. Причем скорость превращения полиенов в диены только в
Л2...3 раза выше скорости гидрирования диенов в моноены. Поэто-
ЖМУ исчезновение полиенов достигается, когда прогидрирована
Я значительная часть диненасыщенных кислот.
Ж Гидрирование линоленовой кислоты в соевом или рапсовом
Ж маслах также не удается остановить на стадии образования лино-
левой кислоты. На никелевых катализаторах линоленовая кислота
2о' i
155
полностью не вытесняет с поверхности образовавшиеся динена-
сыщенные кислоты, и процесс гидрирования протекает по схеме:
триены диены + моноены.
Скорость гидрирования триенов на никелевых промышленных
катализаторах только в 1,5...2,5 раза выше скорости гидрирования
диеновых кислот, и линоленовая кислота исчезает из гидрогениза-
та только после превращения заметного количества линолевой кис-
лоты в мононенасыщенные.
Наибольшие различия наблюдаются в скоростях гидрирования
линолевой и олеиновой кислот. Как уже отмечалось, отношение
констант скоростей насыщения кл и кол этих кислот при их совмест-
ном гидрировании, т.е. коэффициент селективности гидрирова-
ния линолевой кислоты 5Л, может достичь значительного значения:
5 = к/к^ 100.
Л Л' ол
Однако, как только содержание линолевой кислоты в гидрируе-
мом сырье снижается до некоторого минимума, адсорбционное
заполнение каталитической поверхности диенами снижается и ско-
рость гидрирования олеиновой кислоты резко возрастает, о чем
можно судить по увеличению содержания стеариновой кислоты в
гидрогенизате.
Селективность гидрирования на поверхности катализатора за-
висит от его природы.
Палладий и в особенности платина — недостаточно селектив-
ные катализаторы, так как хорошо сорбируют водород даже при
атмосферном давлении. Вместе с тем они довольно прочно сор-
бируют мононенасыщенные соединения. Вследствие такого соче-
тания свойств скорость десорбции моноенов становится сопоста-
вимой со скоростью присоединения водорода. Таким образом,
в данном случае снижение селективности вызвано гидрировани-
ем некоторого количества образовавшегося моноена без десорб-
ции в объем; ,
|моноен| + }Н2| насыщенное соединение.
Медные катализаторы плохо хемосорбируют водород и моно-
еновые, а также диеновые кислоты. На этих катализаторах даже
при несколько повышенном давлении водорода не удается про-
гидрировать моноеновые кислоты до насыщенных. Очень слабо
гидрируются и диненасыщенные кислоты в моноеновые. Но по-
линенасыщенные кислоты (линоленовая и др.) гидрируются до
смеси диненасыщенных и мононенасыщенных кислот, т.е. часть
образовавшихся диеновых кислот без десорбции гидрируется до
моноенов:
156
18:3
lc,X—с
I^18:1Lc
18:2
18:1
Таким образом, на медных катализаторах наиболее селективны
процессы гидрирования полиненасыщенных кислот в смесь ди- и
мононенасыщенных. На никелевых катализаторах с высокой се-
лективностью можно гидрировать линолевую кислоту в мононе-
насыщенные кислоты, но проявляется слабая селективность по
отношению к процессу гидрирования
в диненасыщенные.
На рис. 3.1 графически представ-
лено изменение жирнокислотного
состава подсолнечного масла в про-
цессе высокоселективного гидриро-
вания на никелевом катализаторе.
Как видно из графиков, по мере
снижения содержания линолевой
кислоты (#) почти настолько же
возрастает содержание мононенасы-
' щенных кислот (олеиновой Ол) и
лишь на конечной стадии гидриро-
вания линолевой кислоты селектив-
ность процесса снижается, начина-
полиненасыщенных кислот
Рис. 3.1. Изменение жирнокислот-
ного состава подсолнечного масла в
процессе селективного гидрирова-
ет возрастать концентрация стеари- ния
новой кислоты (С) в триглицеридах.
При одной и той же глубине гидрирования, т.е. одном и том же
снижении йодного числа, чем выше селективность_процесса,. тем
меньше в жире накапливается стеариновой кислоты' и меньше оста-
ется линолевой кислоты. Соответственно этому в частично гидри-
рованных жирах, полученных из жидких растительных масел в ус-
ловиях высокоселективного процесса, меньше содержится ди- и
тринасыщенных высокоплавких глицеридов. Они имеют меньшую
температуру плавления, более однородную, нерасслаивающуюся
консистенцию, практически полностью плавятся в сравнительно
узком температурном интервале (0...35 °C) и не обладают салистым
привкусом, характерным для жиров с большим содержанием вы-
сокоплавких триглицеридов.
В табл. 3.1 сопоставлен глицеридный состав гидрированных
жиров из масла, полученных селективным (5л = 26) и неселектив-
ным (5л = 13) гидрированием до практически одинакового йодного
числа.
Высокой селективности гидрирования на никелевых катализато-
рах отвечают следующие условия процесса: температура не ниже
180 °C, избыточное давление водорода не более 0,2 МПа, высоко-
ДИсперсный широкопористый катализатор, умеренная активность
и повышенная концентрация катализатора в гидрируемом сырье.
157
3.1. Глицеридный состав гидрированных жиров
Показатели Масло
исходное селективно гидрированное неселективно гидрированное
Йодное число, % 12 109,8 71,0 73,2
Температура плавления, “С — 30,6 35,5
Кислотный состав, %
Л 50,3 8,4 18,5
Ол 20,1 60,5 43,8
сумма насыщенных (П) 29,6 31,1 37,7
Глицеридный состав, мол. %
Лз 15,6 0 0
Л;Ол 12,7 0 2,8
лгп 20,6 0,6 7,9
ЛОл2 4,3 7,2 6,9
ЛОлП 16,5 10,9 20,1
Ол, 1,9 20,9 11,1
лп2 12,5 5,7 5,9
Ол2П 7,7 37,5 22,6
ОлП2 7,8 16,6 18,4
п3 0 0,6 4,1
Примечание. Индексами обозначены следующие триглицериды:
Л, - трилинолеин, ЛгОл - олеодилинолеины, Л,П - дилинолеонасыщенные, ЛОл1 - линолео-
диолеины, ЛОлП - линолеоолеонасыщенные, Ол, - триолеин, ЛП2 — линолеодинасышенные,
Ол,П - диолеонасыщенные, ОлП, - олеодинасыщенные, П, - тринасыщенные
3.2.4. ИЗОМЕРИЗАЦИЯ В ПРОЦЕССЕ ГИДРИРОВАНИЯ ЖИРОВ
I Атомы и группировки атомов в молекулах совершают колебатель-
j ные и вращательные движения относительно связей, соединяющих
I атомы.
Вращательное движение вокруг двойной углерод - углерод-
। ной связи возможно, однако, только в том случае, если вторая
из двух связей этиленовой группы будет разорвана (сидьно ос-
лаблена). Прочность этиленовой связи достаточно велика и по
этой причине соединения с этиленовой связью в молекуле из-
вестны в виде двух достаточно стабильных пространственных
конфигураций. Дис-Конфигурация приписана молекулам, атом-
ные группы которых расположены по одну сторону плоскости
этиленовой связи:
-сн2 сн2-
сн=сн.
При /иронс-конфигурации ненасыщенного соединения его атом-
ные группы расположены по разные стороны этиленовой связи:
158
V -СН;
сн=сн
I
СН-.
Цис- Конфигурация энергетически несколько менее выгодна, чем
транс-конфигурация. Однако природные органические соединения
ненасыщенного ряда, в том числе непредельные жирные кислоты
природных растительных масел и животных жиров, в подавляю-
щем большинстве имеют чмс-строение.
Образование транс-форм ненасыщенных соединений проис-
ходит при каталитическом гидрировании и связано со стадийным
механизмом этой реакции. Степень транс-изомеризации ненасы-
щенных соединений, достигаемая в процессе гидрирования, опре-
деляется природой ненасыщенных соединений, природой и состо-
янием катализатора, условиями процесса.
Взаимодействие этиленовой связи с атомарным водородом протекает
ступенчато, причем образование нестабильного промежуточного «полу-
гидрированного» комплекса является обратимой стадией этой реакции:
+Н
-сн=сн-^
—Н
-СН2-СН- или -сн-сн2-
поверхность катализатора
-^-сн-сн-.
I
Вокруг одинарной —С—СН2— связи полугидрированного комп-
лекса возможно свободное вращение углеродных цепей, интенсив-
ность которого зависит от их строения, температуры, природы и
Структуры катализатора.
Равна вероятность присоединения второго атома водорода к полу-
Гвдрированному комплексу с образованием насыщенного соединения
.И дегидрирования полугидрированного комплекса с образованием не-
йасыщенного соединения. В результате дегидрирования (отщепления
цйтома водорода) образуется этиленовая связь в цис- или транс-форме:
R. R, R, R,
'> I Г —н I г
<• сн-сн2 сн=сн
wfi _______J__________+ «ас-форма
Sir поверхность катализатора
tab * 1 -н I
г сн-сн, -* сн=сн,
I I | 2 +Н I
I ___________ *2
F поверхность катализатора /и/иис-форма
159
В полугидрированном комплексе активируются обе метиле-
новые (—СН2~) группы, соседние с хемосорбированным атомом
углерода. Поэтому наряду с ненасыщенным соединением, этиле-
новая связь которого сохранила первоначальное положение в уг-
леродной цепи, образуются соединения, этиленовая связь кото-
рых смещена от первоначальной на один атом углерода в ту или
иную сторону:
r-ch-ch=ch-ch2-r2
+н | t -н
r1-ch-ch-ch-ch2-r2 r-ch2-ch2-ch-ch2-r2
катализатор катализатор
—H|t +н -н |f+H
СН=СН-(СН2)2 R, R, (СН2)2-СН=СН R, R,
Хемосорбция этиленовой связи, ее «полугидрирование», дегид-
рирование полугидрированного комплекса и десорбция образо-
вавшегося ненасыщенного соединения повторяются многократно.
В итоге, если скорость конечной стадии гидрирования невели-
ка и термодинамические условия способствуют реакции мигра-
ции этиленовых связей, то в продуктах частичного гидрирова-
ния ненасыщенных соединений накапливаются позиционные
изомеры со связями, все более удаленными от первоначального
положения.
Термодинамически наиболее выгодна транс-изомеризация эти-
леновой связи при ее миграции вдоль углеродной цепи молекулы,
поэтому г<нс-транс-изомеризация и позиционная изомеризация
этиленовых связей при каталитическом гидрировании генетически
связаны. Для мононенасыщенных кислот с 18 атомами углерода
в молекуле и их эфиров термодинамическое равновесие реакции
гщс-транс-изомеризации теоретически должно наступать при от-
ношении концентрации транс-изомера к гщс-изомеру, равном 2,
что на практике наблюдается при гидрировании на высокоактив-
ных катализаторах. При гидрировании в присутствии увеличенных
количеств малоактивного катализатора и в глубоко диффузионной
области по водороду наблюдается интенсивное накопление по-
зиционных изомеров олеиновой кислоты с сильно смещенными
этиленовыми связями.
Иной механизм образования изомеров олеиновой кислоты (из
олеиновых жирных кислот) при гидрировании линолевой кислоты.
160
В линолевой и линоленовой кислотах этиленовые связи разделе-
ны метиленовой группой — СН2~, реакционная способность кото-
рой (способность отдавать водород) возрастает под воздействием
соседних ненасыщенных связей. При хемосорбции линолевой
кислоты на катализаторе отрыв атома водорода от метиленовой
группы приводит к возникновению пентадиенильного комплекса,
который в результате присоединения атома водорода к крайним
атомам углерода изомеризуется в один из двух возможных бута-
диенов по схеме:
^СН2
-сн=сн сн=сн-
9 10 11 12 13
пенгадиеновая
группировка
-н |f+H
-СН-СН-СН-СН-СН- пентадиеновый
катализатор комплекс
-сн2-сн=сн-сн=сн- 9 10 11 12 13 -сн=сн-сн=сн-сн2- 9 10 И 12 13
10,1 \-транс-, 12,13-^ис- бутадиеновая группировка 9,10-г<«с-, 11,12-транс- бутадиеновая группировка
Как указано на схеме, перемещение этиленовой связи, вызван-
ное отрывом водорода от метиленовой группы пентадиеновой груп-
пировки и его последующим присоединением к одному из крайних
атомов углерода - 9-му или 13-му, сопровождается изменением
Конфигурации мигрирующей связи, т.е. переходом из цис-формы
в /и/?а«с-форму. Изменение конфигурации связи объясняется гео-
метрическим строением углеродной цепи.
Сопряженная линолевая кислота гидрируется во много раз быст-
рее линолевой кислоты, поэтому в гидрируемом жире обнаружива-
ются лишь небольшие количества сопряженных диенов и их кон-
центрация в жире, достигая максимума на начальной стадии гид-
рирования, затем резко снижается.
При прочих равных условиях скорость образования сопряжен-
ных диенов линолевой кислоты и ее эфиров возрастает с повы-
||Вением температуры, и предполагается, что высокая скорость и
•селективность высокотемпературного гидрирования эфиров ли-
нолевой кислоты связаны с ее предварительной изомеризацией
. сопряженные диены:
Л Лсопряж—► мононенасыщенные кислоты.
1-3849
161
Гидрирование сопряженных диенов протекает в целом по тому
же механизму, что и гидрирование изолированной этиленовой свя-
зи. Но в сопряженном диене все четыре атома углерода эквивален-
тны по реакционной способности. Вследствие этого атомы водоро-
да могут присоединяться либо к каждой этиленовой связи, либо
последовательно к двум крайним атомам углерода сопряженной
системы связей.
Например, присоединение двух атомов водорода к 9-му и 10-му
атомам углерода 9,10-цнс- 11,12-траас-октаде кадиеновой кислоты
приводит к образованию 11,12-транс-октадеценовой кислоты:
9 10
сн=сн
I I 12 8 9 10
-СН, СН=СН + 2Н —*- -сн-сн,-сн,
8 2 II | I 12
сн,- сн=сн
13 2 11 I
Присоединение двух атомов водорода к 11-му и 12-му ато-
мам углерода приводит к образованию 9,10-щ/с-октадеценовой
кислоты:
9 10 9 10
сн=сн сн=сн
II II
-СН2 СН=СН + 2Н—СН2 сн2-сн2-сн2-
сн2-
Наконец, присоединение двух атомов водорода к 9-му и 12-му
атомам углерода приводит к образованию 10,11-»?рйас-октадецено-
вой кислоты: ,
сн,-сн,-
ю ।
сн=сн
I п
-сн2-сн2
Из аналогичных рассуждений следует, что при гидрировании вто-
рого сопряженного изомера (10,li-транс-, 12,13-цас-линолевой кис-
лоты) должны образоваться следующие ненасыщенные кислоты:
присоединение водорода к 10-му и 11-му атомам углерода —
12,13-2д/с-октадеценовая кислота;
присоединение водорода к 12-му и 13-му атомам углерода —
10,11 -/ираас-октдцеценовая кислота;
162
присоединение водорода к 10-му и 13-му атомам углерода -
11,12-транс-октадеценовая кислота.
Таким образом, если гидрирование линолевой кислоты прохо-
дит через стадию образования сопряженных диенов, то в продуктах
селективного гидрирования отношение транс-изомеров к цис-изо-
мерам мононенасыщеннх кислот должно быть равно 2; при этом
наряду с олеиновой кислотой (9,10-цис-октадеценовой кислотой)
в гидрогенизатах должны быть обнаружены ее позиционные изо-
меры, этиленовая связь которых расположена между 10-11-ым,
11—12-ым и 12—13-ым атомами углерода.
Характерно, что при указанном механизме гидрирования этиле-
новые связи, первоначально присутствующие в линолевой кислоте
(9,10-цис- и 12,13-цис), остаются в цис-форме, тогда как образую-
щиеся позиционные изомеры олеиновой кислоты имеют только
/и/2<з/л>конфигурацию.
Образовавшиеся при гидрировании линоленовой и линолевых’
кислот позиционные и геометрические изомеры олеиновой кис- ’
лоты гидрируются через полугидрированный комплекс с образова- \
нием как насыщенной кислоты, так и новых изомеров. Скорость
изомеризации в процессе гидрирования зависит от природы ка-
тализатора, его количества, температуры и давления водорода.
Никелевые катализаторы обладают умеренной изомеризующей спо-
собностью, которая заметно проявляется только при повышении
давления водорода. С повышением активности никелевых катали- ।
заторов скорость гидрирования возрастает быстрее, чем скорость
изомеризации. Поэтому гидрирование на активных никелевых
катализаторах приводит к получению селективно гидрированных
жиров мягкой консистенции с умеренным или пониженным содер- j
жанием изомеров мононенасыщенных кислот.
Многократное использование никелевых катализаторов либо их
модификация оксидом никеля сопровождается снижением гидри-
рующей и повышением изомеризующей активности катализаторов.
На применении модифицированных, многократно используемых
никелевых катализаторов основан современный промышленный
способ селективного гидрирования и изомеризации жиров с целью
получения саломасов для маргариновой продукции.
г
3.2.5. ПОБОЧНЫЕ РЕАКЦИИ ПРИ ГИДРИРОВАНИИ ЖИРОВ
Катализаторы гидрогенизации жиров проявляют заметную пе-
реэтерифицирующую активность по отношению к триглице-
ридам. Например, ацилы пальмитиновой кислоты размещены
в основном в среднем положении триглицеридов свиного жира
И в крайних положениях триглицеридов пальмового масла.
В результате гидрирования на никелевых катализаторах при
200...230 °C это распределение изменяется: содержание ацилов
Пальмитиновой кислоты в положении 2 триглицеридов снижается
И* 163
для свиного жира и возрастает в триглицеридах пальмового масла.
Механизм реакции переэтерификации триглицеридов рассмот-
рен далее. Переэтерифицирующая активность никелевых катали-
заторов невелика, проявляется только при высоких температурах
и в среде водорода, а достигаемая степень перераспределения
ацильных групп в смесях триглицеридов не превышает 50...60 %,
т.е. после гидропереэтерификации глицеридный состав жира лишь
частично соответствует статистическому распределению жирных
кислот. Так как скорость переэтерификации (гидропереэтери-
фикации) на активных никелевых катализаторах меньше скорости
гидрирования, для гидропереэтерификации применяют трениро-
ванные (многократно использованные) катализаторы с понижен-
ной гидрирующей активностью.
Возможность сочетания селективного гидрирования, изомериза-
ции и частичной переэтерификации триглицеридов используется в
промышленности для получения пластичных саломасов пищевого
назначения из смесей жидких растительных масел с животными
жирами или пальмовым маслом.
Животные жиры и пальмовое масло содержат около 50 % паль-
митиновой и стеариновой кислот главным образом в виде высо-
коплавких ди- и тринасыщенных глицеридов. Кроме того, они
содержат до 3 % линоленовой кислоты, что резко снижает их стой-
кость к окислению. При смешении этого сырья с гидрированными
жирами нельзя получать композиции, удовлетворяющие требова-
ниям к жировым основам маргариновой продукции. Поэтому
топленые животные жиры не используют в жировых основах мар-
гаринов. Содержание пальмового масла в жировых основах мар-
гариновой продукции также ограничено. Гидрирование смесей
(расплавов) жидких растительных масел с животными жирами или
пальмовым маслом на никелевых катализаторах позволило полу-
чить саломасы для маргариновой продукции, не отличающиеся по
свойствам от саломасов из жидких растительных масел.
Гетерогенные катализаторы гидрирования ускоряют также гид-
ролиз триглицеридов.
। В результате гидролиза в гидрированных жирах накапливаются
свободные жирные кислоты, диглицериды, моноглицериды и гли-
; церин. Часть этих веществ подвергается дальнейшему распаду до
I метана и других углеводородов, акролеина и других альдегидов,
: кетонов, СО2 и т.п. Свободные жирные кислоты реагируют с ката-
лизатором и металлом аппаратуры, образуя никелевые, медные,
железные и другие мыла.
Если гидрирование проводится в условиях, когда ограничен под-
вод водорода к катализатору, на его поверхности происходят реак-
ции димеризации, циклизации, полимеризации ненасыщенных
жирных кислот.
К побочным относятся реакции взаимодействия катализатора
с такими примесями в сырье, как соединения серы, фосфатиды
164
и продукты их распада, натриевые соли жирных кислот, природ-
ные пигменты, первичные продукты окисления жиров и др.
В совокупности перечисленные реакции снижают качество и
выход саломаса, резко усложняют его отделение от катализатора
и последующую рафинацию, снижают производительность гид-
рогенизационных установок, увеличивают расход катализатора
и водорода.
Для подавления побочных реакций необходимы тщательная
очистка гидрируемого сырья и водорода, снижение температуры
гидрирования до 170...200 °C.
3.3. ПРОМЫШЛЕННЫЕ КАТАЛИЗАТОРЫ ГИДРИРОВАНИЯ
ЖИРОВ И ЖИРНЫХ КИСЛОТ
3.3.1. КЛАССИФИКАЦИЯ КАТАЛИЗАТОРОВ
Катализаторы, применяемые в гидрогенизационном производ-
стве, по макроструктуре и технике использования подразделяют на
дисперсные (порошкообразные) и неподвижные (стационарные).
В качестве активных металлов при изготовлении катализаторов
используют металлы VIII группы периодической системы элемен-
тов Д.И.Менделеева — платину, палладий, никель и др. В опреде-
ленных условиях гидрирующую активность проявляют и переход-
ные металлы других групп, в том числе медь. В последние годы
катализаторы гидрогенизации жиров и жирных кислот готовят пре-
имущественно на основе никеля. Чтобы повысить активность, се-
лективность, устойчивость и другие свойства катализаторов, в них
добавляют 0,5...5 % промоторов — оксидов циркония, магния и
некоторых других металлов.
Промоторы — вещества, которые сами по себе могут и не обла-
дать каталитическим действием, но усиливают действие активного
металла - катализатора.
Порошкообразные катализаторы диспергируют в гидрируемом
сырье и отделяют от гидрогенизата фильтрованием. Отфильтро-
ванный катализатор частично возвращают в технологический
процесс гидрирования. Часть отфильтрованного катализатора
отправляют на переработку для извлечения активного металла,
который можно использовать для получения свежего (товарного)
катализатора.
Стационарные катализаторы закрепляют в гидрогенизацион-
ном реакторе и применяют до тех пор, пока сохраняются их ак-
тивность, селективность и механическая прочность.
По способу получения катализаторы подразделяют на пропиточ-
ные, осажденные и сплавные.
Товарная форма катализаторов гидрирования жиров и жирных
кислот зависит от условий их применения. Диспергируемые в
сырье катализаторы выпускают в виде суспензий в твердом жире
« 165
либо порошков, стационарные - в виде гранул или таблеток.
Наибольшее применение в процессах гидрирования жиров и
жирных кислот получили осажденные никельсодержащие ката-
лизаторы на носителе, суспендируемые в гидрируемом сырье.
3.3.2. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА
НИКЕЛЕСОДЕРЖАЩИХ КАТАЛИЗАТОРОВ
Технологическая схема производства осажденных высокодиспер-
сных никельсодержащих катализаторов состоит из следующих ос-
новных стадий.
Первая стадия — осаждение основного карбоната никеля на но-
ситель. В нагретый до 60...80 °C водный раствор карбоната нат-
рия (Na2CO3) загружают тонко измельченные носители — SiO, или
А12О3 — и при интенсивном перемешивании к суспензии с боль-
шой скоростью приливают раствор водорастворимой соли катали-
тического металла — хлорид, нитрат или сульфат никеля, а также
промотор. В этих условиях образуется очень слабо растворимый
в воде мелкокристаллический осадок основного карбоната никеля
на носителе.
Без учета промоторов добавок состав осадка приближенно опи-
сывается формулой:
[xNi(OH)2 • yNiCO3] • SiO2 (или А12О3).
Вторая стадия - термическое разложение основного карбоната ни-
келя. Осадок отмывают на фильтрах от сульфатов, нитратов или хло-
ридов, разбавляют водой и высушивают в распылительных сушилках.
Сухой высокодисперсный порошок подвергают термической
обработке во вращающихся прокалочных печах при температуре
разложения основного карбоната никеля:
xNi(OH)2 • yNiCO3 -«► NiO + СО2 + Н2О.
В прокаленном продукте помимо оксида никеля (NiO) содер-
жатся также силикаты никеля, образовавшиеся при осаждении
(на силикатный носитель) и термическом разложении карбоната,
носитель и промотор.
Третья стадия - восстановление оксида никеля. Оксид никеля
восстанавливают во вращающихся горизонтальных печах горячим
водородом при 450...510 °C:
NiO + Н2 Ni + Н2О.
Восстановление оксида никеля не является исчерпывающим.
Фактически после восстановления катализатор содержит Ni, NiO,
SiO2 или А12О3 и некоторое количество трудно восстанавливаемых
166
i
силикатов никеля (если был использован силикатный носитель).
Четвертая стадия — придание товарной формы катализаторам.
Восстановленные никелевые катализаторы пирофорны. На воздухе
высокодисперсный никель быстро окисляется кислородом со зна-
чительным тепловым эффектом. При этом катализатор полностью
теряет гидрирующую активность, спекается и раскаляется.
Для защиты от интенсивного окисления восстановленный ката-
лизатор загружают в расплавленный глубокогидрированный жир («стеа-
риновый саломас»), после чего суспензию охлаждают и формуют.
Ранее товарная форма катализаторов представляла собой че-
шуйки твердого жира, в которых однородно распределены части-
цы катализатора. В последние годы катализатор формуют в виде
сплюснутых капель. Это позволило снизить расходы на затарива-
ние, хранение и транспортировку катализатора, а также умень-
шить его разрушение, образование пыли при ручных операциях
выгрузки и загрузки катализатора.
Другим способом снижения пирофорности является его пасси-
вирование — дозируемое окисление поверхностного никеля.
Обобщенная техническая характеристика товарных иикельсодержащих катализаторов
для гидрирования масел, жиров и жирных кислот
Показатель Товарная форма Защитная среда Носитель Промотор, активатор, ингибитор Состав, % ' никель и его производ- ные в пересчете на никель носитель промотор, активатор, ингибитор гидрированный жир Соотношение никель/носитель никель/оксид никеля Характеристика Суспензия высокодисперсного катализатора в застывшем высокоплавком жире. Пастилки (сплюснутые капли) черного цвета с коричневым или серым оттенком; диаметр 6...12 мм, в основном 7...8 мм Глубокогвдрированные жиры температурой плавления 52...80 °C; преимущественно стеарин из соевого масла температурой плавления 65...70 °C Кизельгур, аморфный оксид кремния, оксид алюминия, смесь оксидов алюминия и кремния. Размер частиц в основном 1...10 мкм Оксиды магния, циркония, титана; сульфиды никеля, полученные обработкой никеля сероводородом или его производными 8...26; преимущественно 22...24 3...23; преимущественно 5... 11 Оксид магния 0...2; оксид циркония 0...1; оксид тигана 0...0,5; сера 0...1 55...74; преимущественно 60...70 1...5,5; преимущественно 2,5...5 0,65...0,85; преимущественно 0,7...0,8
167
4
Размер частиц катализа- тора, мкм Диаметр пор, нм Удельная поверхность, м2/г Насыпная масса, кг/м3 Температура вспышки (жира), °C Самовоспламенение жира Саморазогревание 5... 15; преимущественно 5...7 2,5... 12; преимущественно 3...5 130...260; преимущественно 180...220 650...900; преимущественно 700...750 Примерно 300 °C Не самовоспламеняется при нагревании до 340...350 °C Катализатор не саморазогревается в течение 24 ч при 140 °C. Очень слабая способность к саморазогреванию
Стабильность Сохраняет активность и товарную форму при хранении в течение двух лет в герметически закрытой таре и при температуре до 30 °C
Упаковка Герметически закрывающиеся бочки объемом 200 л, вмещающие 150... 160 кг катализатора
3.3.3. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА КАТАЛИЗАТОРОВ
Для оценки технологических свойств катализаторов применяют-
ся следующие показатели: гидрирующая активность; селективность;
изомеризующая способность; фильтруемость; прочность и стойкость
к каталитическим ядам. В России и некоторых других странах су-
ществует стандартизированные методы оценки катализаторов.
Гидрирующая активность. По методу ВНИИЖа гидрирующую
активность катализатора оценивают по глубине насыщения сухо-
го рафинированного и отбеленного подсолнечного масла. В лабо-
раторный реактор диаметром 30 мм и рабочим объемом 100 мл
загружают 50 г гидрируемого масла, которое в слабом токе водо-
рода нагревают до 180 °C. В нагретое масло вносят катализатор
в количестве, необходимом для получения суспензии, содержа-
щей 0,05 % никеля. Гидрирование при 200±3 °C и скорости бар-
ботажа водорода 3 л/мин продолжают в течение 1 ч, отбирая про-
бы через 0,5 ч.
Глубину гидрирования оценивают по снижению показателя пре-
ломления масла. В первом приближении снижение показателя
преломления на 0,0001 соответствует снижению йодного числа
масел, образованных глицеридами жирных кислот ряда С|6—С18,
на единицу.
Активность катализатора, %,
Л = («,-«)-100/(лм- 1,4470),
где пи — показатель преломления исходного масла при 60 °C; п. — показатель пре-
ломления гидрированного жира при 60 °C; 1,4470 — показатель преломления три-
стеарина при 60 °C до йодного числа, равного 0.
168
По активности катализаторы на основе никеля подразделяют сле-
дующим образом:
высокоактивные, А - 80...100 % (0,05 % никеля в масле);
активные, А = 70... 100 % (0,1 % никеля в масле);
умеренно активные, А = 45...69 % (0,1 % никеля в масле);
малоактивные, А = 25...44 % (0,1 % никеля в масле).
Для полной оценки гидрирующей активности катализатора также
определяют следующие показатели: наиболее низкую температуру
гидрирования (температуру «зажигания» катализатора); минималь-
ную концентрацию никеля в масле, при которой гидрирование
в течение 1 ч снижает ненасыщенность масла примерно на 50 %;
активность катализатора при повторном использовании (стабильность
катализатора).
Селективность гидрирования. Как уже отмечалось, принимая,
что гидрирование смесей триглицеридов линолевой и олеиновой
кислот протекает по схеме последовательных (консекутивных)
реакций первого порядка,
Л^ Ол С; (Л+ Ол + С= 1 = 100 %),
скорости гидрирования ненасыщенных кислот выражают урав-
нениями:
cUI/dt = -Л • Д dC/dt = -Лол • Ол.
Кинетический коэффициент селективности гидрирования ли-
нолевой кислоты
л - л - л •
Используя интегральную форму этого уравнения, по экспери-
ментальным данным с помощью ЭВМ или по специальным графи-
кам находят кинетический коэффициент селективности.
Теоретически коэффициент селективности должен быть посто-
янным. На практике селективность снижается в области малых кон-
центраций диненасыщенных кислот и ее оценивают при опреде-
ленной степени насыщения масла, когда в гидрогенизате остается
не менее 5 % диненасыщенных кислот. Во ВНИИЖе и других ис-
следовательских центрах коэффициент селективности определяют в
гидрированном подсолнечном масле (или соевом масле) с йодным
числом 80±3 % J2.
Более наглядным, хотя и менее чувствительным методом оценки
селективности гидрирования является расчет отношения прироста
содержания мононенасыщенных кислот к снижению содержания
22-3849 169
4
диненасыщенных кислот в глицеридах гидрированного жира, %:
Сл = (0Лк-0Лн)-100/(Д,-Л)>
где Лп и Оли — начальное содержание линолевой и олеиновой кислот в глицеридах
гидрируемого сырья, %; Лг и Олк — конечное содержание этих кислот, %.
3.2. Оценка селективности
действия катализатора
Показатель
активность селективности
с. % I 5
Очень низкая 25...44 <10
Низкая 45...69 10...15
Средняя 70...80 15...20
Высокая 80... 100 >20
При абсолютно селективном гидрировании (б?лк — Одн) = (Л* — Д.)
и коэффициент селективности С = 1. Более низкой селективности
соответствует значение С меньше единицы.
При гидрировании подсолнечного
масла до йодного числа до 80 % J2
качественная оценка селективности
действия катализатора в данных ус-
ловиях и значение коэффициента
селективности S соотносятся следу-
ющим образом (табл. 3.2).
Как и гидрирующая активность,
селективность катализаторов оце-
нивается в условиях, когда реак-
ция не лимитируется диффузионными затруднениями по водо-
роду или триглицеридам. В диффузионной или переходной
области по водороду активность катализаторов ниже, а их се-
лективность значительно выше приведенной, что и наблюдает-
ся в промышленной практике и подтверждается специальными
опытами.
При степени превращения глицеридов линолевой кислоты до
уровня примерно 85 % между кинетическим коэффициентом се-
лективности кл/кол и концентрационным коэффициентом селектив-
ности С существует следующая зависимость.
S = к/к 10 15 20 30 40 50
л а' аз
С, % 85 90 93 95 96 97
л’
Снижение селективности гидрирования Сл до 85...90 % приво-
дит к существенному приросту содержания глицеридов стеари-
новой кислоты в саломасах при высоком остаточном содержании
глицеридов линолевой кислоты. Подобные саломасы характе-
ризуются следующими свойствами: неоднородным отвердением
(кристаллизацией) при охлаждении до комнатной температуры;
расслаиванием на жидкую и мягкую застывшую фракции при
хранении; повышенной температурой плавления при относи-
тельно пониженной твердости; салистым привкусом застывшего
жира и пр.
Современные никельсодержащие катализаторы проявляют
высокую селективность в широком диапазоне технологических усло-
вий. Данные о селективности катализатора Н-222 фирмы «Engelhard»
приведены в табл. 3.3 (подсолнечное масло, 0,05 % никеля, рас-
170
четная интенсивность барботажа водорода 180 м’/ч на 1 т масла)
и в табл. 3.4 (подсолнечное масло, 200 °C, 0,05 % никеля).
3.3. Селективность катализатора при различных температурах гидрирования
Показатели | Значения
Температура, °C 120 140 160 180 200
Й.ч. саломаса, % J2 86 81 79 81 77
Селективность:
С„, % 90 90 92 93 95
5 = к/к Л л' ол 15 15 17 20 30
3.4. Селективность катализатора при различной иитепсивпости барботажа водорода
Показатели | Значения
Барботаж водорода, 15 30 60 120 180
м3/ч на 1 т масла
Й.ч. саломаса, % J2 81 81 84 79 77
Селективность:
С,, % 97 97 96 96 95
S = к/к Л Л* ол 50 50 40 40 30
Изомеризующая способность. Ее оценивают отношением при-
роста содержания транс-изомеров к снижению концентрации
диненасыщенных кислот в ходе гидрирования:
dT/dJI=(T¥.— Ти)/(Лп-Л^,
где и Г — конечное и начальное содержание /ирлис-изомеров; Лн и 7Z, ~ началь-
ная и конечная концентрация диненасыщенных кислот.
Изомеризующую способность определяют в тех же условиях, в
которых оценивалась селективность катализатора.
Теоретически при 180...200 °C и низком давлении водорода се-
лективное гидрирование линолевой кислоты в глицеридах протека-
ет таким образом, что из каждых трех молекул линолевой кислоты
должны образоваться две молекулы транс-мононенасыщенных и
одна молекула г<иб-мононенасыщенных кислот.
Содержание транс-изомеров в гидрированном жире, %,
Т= 0,67 (Д, - Лу
Данные, характеризующие накопление транс-изомеров в
процессе гидрирования подсолнечного масла на катализаторе
Н-222 при 180 °C и содержании 0,05 % никеля в масле, приве-
дены в табл. 3.5.
Как видно из табл. 3.5, изомеризующая способность промыш-
tlSf 171
3.S. Накопление транс-изомеров в гидрогенизатах подсолнечного масла
Показатели | | Значение
Й.ч. гидрогенизата, % J2 96 92 81 77 73 69
Селективность гидрирования, С, % 98 98 97 95 90 85
Прирост содержания стеариновой кислоты, % 0 0,9 1,6 3,5 6,0 13,8
Остаточное содержание линолевой кислоты, % 21 17 5 3 0 0
Содержание /иронс-изомеров, %
расчетное 30 33 41 43 45 —
фактическое 29 31 38 40 43 42
Температура плавления, °C 25 29 33 34 35 37
Твердость, г/см 70 140 270 300 400 700
ленного никельсодержащего катализатора общего назначения при-
мерно равна теоретической: dT/dJI~ 0,67.
Для производства саломасов повышенной твердости при средней
температуре плавления используют сильно изомеризующие катали-
заторы, у которых изомеризующая способность dT/dJI = 0,8... 1,2.
Во многих случаях приближенная зависимость между приростом
содержания /лрдлс-изомеров и глубиной гидрирования на изомери-
зующих катализаторах может быть выражена формулой:
К - К = А - A; dT/dJi ~ 1.
Данные, характеризующие гидрирование подсолнечного масла
на изомеризующем катализаторе SP-10 фирмы «Engelhard» при
190...220 °C, 0,1 % никеля в масле и слабом барботаже Н2, приве-
дены в табл. 3.6.
3.6. Гидрирование подсолнечного масла на изомеризующем катализаторе
Показатели | Значения
Й.ч. гидрогенизата, % J2 99 95 89 80
Селективность гидрирования, С, % 99 97 96 95
Прирост содержания стеариновой кислоты, % 0 0 3 3
Остаточное содержание линолевой кислоты, % 24 18 12 6
Содержание транс-изомеров, %
расчетное 43 49 5$ 61
фактическое 35 50 55 63
Температура плавления, °C 24 26 29 36
Твердость, г/см — — 150 600
Фильтруемость. При исследовании в лаборатории процесса филь-
трования саломаса от катализатора установлена следующая зави-
симость между количеством отфильтрованного в данных условиях
саломаса и продолжительностью фильтрования:
И= т0'5,
ф ’
где И— объем фильтрата, см3, кф — константа скорости фильтрования, т - продол-
жительность фильтрования, мин.
172
Для оценки фильтруемости катализатора стандартное рафини-
рованное мыло гидрируют при 180 °C в присутствии 0,05 % нике-
ля до получения саломаса с температурой плавления 37...39 °C,
затем фильтруют при 85...90 °C через бумажный фильтр без до-
бавления вспомогательного фильтрующего средства и создания
намывного слоя. Фильтрование осуществляют самотеком под
незначительным избыточным давлением слоя саломаса постоян-
ной высоты (100 мм).
Сравнение скоростей фильтрования саломасов, содержащих
катализаторы Н-222 и ГМ-3, при 85...90 °C дано в табл. 3.7. Здесь
же указано остаточное содержание никеля в фильтрованном
саломасе.
3.7. Фильтруемость саломаса в зависимости от катализатора (85...90 °C)
Показатель | Н-222 . | I гм-з
Константа скорости фильтрования 41 15
Относительная скорость фильтрования, % 100 37
Остаточное содержание никеля в саломасе, мг/кг 8...12 12...16
Катализатор Н-222 фильтруется в 2...3 раза быстрее катализатора
ГМ-3 и позволяет снизить остаточное содержание никеля в фильт-
рованном саломасе.
Поверхность и размер пор. Гетерогенный катализатор воз-
действует на скорость и ход химической реакции своей поверх-
ностью. В связи с этим эффективность катализаторов усилива-
ют как путем повышения каталитической активности единицы
поверхности, так и увеличением доступной поверхности ката-
лизаторов.
Для увеличения удельной поверхности никелевых катализато-
ров гидрирования жиров, повышения устойчивости их текстуры
и улучшения фильтруемости в современных осажденных катали-
заторах используют высокодисперсные носители с оптимальным
размером пор, опытным путем устанавливают условия синтеза
катализаторов.
Очевидно, что поверхность пор работает в том случае, когда она
доступна для реагентов, диаметр пор сопоставим с эффективным
диаметром реагирующих молекул или больше его.
Благодаря весьма малому размеру молекула водорода может
проникнуть в поры практически любого диаметра. Поэтому оп-
тимальный размер пор катализатора определяется структурой
гидрируемого соединения и его химической природой. Нагляд-
но это можно представить на примерах гидрирования смесей
жирных кислот и смесей триглицеридов. Размеры основных
жирных кислот, входящих в структуры триглицеридов наиболее
распространенных масел и гидрированных жиров, показаны
в табл. 3.8.
173
I
3.8. Размеры молекул жирных кислот
Кислота | Длина, нм | | Площадь сечения, нм! | Диаметр, нм
Линоленовая 1,51 0,68 0,47
Линолевая 1,71 0,60 0,44
Олеиновая 1,80 0,57 0,43
Стеариновая 2,46 0,24 0,28
Пальмитиновая 2,19 0,23 0,27
Элаидиновая 2,45 0,24 0,28
Эффективный диаметр молекул жирных кислот около 0,5 нм.
Диаметр молекул триглицеридов в 3...5 раз больше диаметра сво-
бодных (неассоциированных) жирных кислот и примерно равен
1,5 нм. Было установлено экспериментально, что для устране-
ния сопротивления диффузии триглицеридов в порах диаметр
последних должен быть не менее 10 нм, хотя довольно высокая
скорость и селективность гидрирования достигается в порах диа-
метром не менее 3,5 нм при малой длине пор, т.е. при достаточ-
но высокой степени измельчения катализатора.
При измельчении катализатора, когда уменьшается глубина пор,
увеличивается его доступная поверхность, вследствие чего в боль-
шей или меньшей степени устраняется сопротивление диффузии
гидрирующих молекул в порах. Одновременно с этим снижается
сопротивление диффузии гидрируемых молекул к внешней поверх-
ности катализатора, так как увеличивается количество частиц ката-
лизатора, распределенных в сырье, и тем самым снижается путь
молекул из объема жидкой фазы к частице катализатора.
Модификация катализаторов. Чтобы повысить активность и се-
лективность катализаторов при средних температурах гидрирования
(130...170 °C) в них вводят 0,5...3 % промоторов — оксидов магния,
циркония, титана, марганца и некоторых других металлов.
Для повышения изомеризующей активности и селективности
никелевых катализаторов их поверхность модифицируют сульфи-
дами никеля. Для этого незащищенный жиром восстановлен-
ный катализатор обрабатывают сероводородом H2S или другими
соединениями сульфидной серы.
Модификация серой — сложный в технологическом и аппаратур-
ном отношениях процесс. Поэтому осерненные катализаторы яв-
ляются наиболее дорогими. Осернение приводит к снижению гид-
рирующей активности катализатора.
3.3.4. ПРИМЕНЕНИЕ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ
КАТАЛИЗАТОРОВ
На рынок поставляют следующие катализаторы:
активные и селективные общего назначения;
высокоактивные и селективные с пониженной изомеризующей
способностью, предназначенные в том числе и для «подгидрирова-
174
я
ния» соевого, рапсового масел и рыбных жиров при умеренных
температурах;
высокой или средней активности и средней изомеризующей спо-
собности для гидрирования хорошо отрафинированных расти-
тельных масел до саломасов, используемых в производстве мар-
гариновой продукции;
повышенной стойкости к каталитическим ядам и эффективные
при гидрировании труднорафинируемых масел и жиров (рапсовое
масло, рыбные жиры и т.п.), предназначенные для применения в
маргариновом производстве;
умеренно или низкоактивные с максимальной (для никелевых
катализаторов) селективностью, предназначенные для производ-
ства твердых кондитерских жиров из соевого и других масел, а
также из рыбных жиров;
высокоактивные, стойкие к каталитическим ядам, мало или уме-
ренно селективные для глубокого гидрирования жирных кислот,
а также технических масел и жиров.
Многообразие выпускаемых катализаторов объясняется следую-
щими факторами;
широким ассортиментом вырабатываемых гидрированных жи-
ров и гидрированных жирных кислот;
специфическими требованиями к некоторым гидрированным
продуктам;
трудностью очистки некоторых видов жирового сырья от веществ,
снижающих активность и другие свойства катализаторов.
Так, для исчерпывающего гидрирования жиров или жирных
кислот необходимы высокоактивные катализаторы, способные
эффективно гидрировать олеиновую и другие мононенасыщен-
ные кислоты. Очевидно, что в этом случае селективность и изо-
меризующая способность катализатора не имеют значения.
Наиболее разнообразен ассортимент частично гидрированных жи-
ров пищевого назначения.
Температура плавления гидрированных жиров пищевого назначения
Масла и жиры Температура, ‘С
Салатные и кулинарные масла До 20
Текучий кулинарный жир 30...32
Маргарин для хлебопечения 32...34
Маргарин, шортенинг, компаунд, крем 34...36
Жировые эмульсии для хлебопечения 36...38
Маргарин, шортенинг, крем для хлебопечения 40...42
Маргарин для кондитерских изделий 42...44
Жиры для горячих (разогреты^ выпечных изделий 46...52
Жидкие салатные и кулинарные масла получают на катализато-
рах, отличающихся высокой селективностью и активностью при
пониженных температурах гидрирования, когда реакции изомери-
зации протекают с малой скоростью.
175
Гидрированные жиры для маргарина получают на катализато-
рах со средней активностью и селективностью при повышенных
температурах, когда изомеризация протекает с интенсивностью,
требуемой для получения среднеплавких твердых жиров.
Гидрированные жиры кулинарного назначения (шортенинги,
компаунды и т.п.) должны обладать повышенными пластичностью
и температурой плавления при умеренной твердости. Кроме того,
они должны быть стойкими к окислительным и термическим воз-
действиям при кулинарной обработке. Для этой цели используют
катализаторы, имеющие высокую активность при умеренных
температурах гидрирования, так как в этом случае селективность
гидрирования и скорость накопления изомеризованных ненасы-
щенных кислот должна быть умеренной для получения продукта
с необходимой пластичностью и низким остаточным содержанием
глицеридов линолевой кислоты.
Гидрированные жиры для кондитерских, в особенности для
«шоколадных» изделий могут иметь сравнительно невысокую ак-
тивность, но отличаться высокой селективностью гидрирования
и сильной изомеризующей способностью.
Наиболее распространенные отечественные катализаторы — это
катализаторы ГМ-3, ГМ-4 и НМ-4.
Никель-кизельгуровый катализатор марки ГМ-3 - восстанов-
ленный пассивированный осажденный на носителе, содержащий
в среднем 50 % никеля (в восстановленной и окисленной форме)
в виде таблеток, активностью 75...80 %, селективностью более
90 % при изомеризующей способности 0,9... 1,2, начальная тем-
пература гидрирования 150 °C.
Никель-кизельгуровый катализатор марки ГМ-4 — восстанов-
ленный пассивированный осажденный на носителе никелевый
катализатор, промотированный редкоземельными элементами,
активность на 25...30 % выше, чем ГМ-3, начальная температура
гидрирования 130... 140 °C, проявляет высокую селективность и
изомеризующую способность.
Оба катализатора — ГМ-3 и ГМ-4 - содержат некоторое коли-
чество (до 0,5...0,6 %) сульфида никеля. '
Чтобы защитить пирофорный восстановленный катализатор,
его подвергают направленному дозированному окислению смесью
Ni + О2. Образующийся слой окисленных форм Ni делает ката-
лизатор не пирофорным.
Никель-медный катализатор НМ-4 — не восстановленный, осаж-
денный карбонатный никель-медный катализатор (соотношение
Ni:Cu = 2...3 : 1), активность при 200 °C и 0,1 % Ni равна 100 %.
К сожалению, отечественные катализаторы имеют ряд недостат-
ков, что снижает их активность, это прежде всего невысокая ста-
бильность, плохая фильтруемость и пр. Это и явилось причиной
широкого использования отечественной промышленностью ката-
лизаторов зарубежных фирм (табл. 3.9).
176
Отличительными особенностями производства катализаторов
известными зарубежными фирмами являются следующие: ис-
пользование сырья гарантированного химического состава и ка-
чества, специально приготовленного широкопористого оксида
кремния (или оксида алюминия) и современного автоматизи-
рованного оборудования; разработанная на современном науч-
ном уровне химическая технология; исключительно строгий по-
операционный контроль всех стадий производства. Таким образом,
получают катализатор, равномерно распределенный в защитной
среде (высокоплавком жире) и с постоянными значениями фи-
зических показателей.
Общая удельная поверхность катализатора, м2/г 350...400
Удельная поверхность никеля (статический метод), м2/г 130... 150
Удельный объем пор, мл/г 0,40...0,45
Размер частиц катализатора, мкм 5...6
Диаметр пор, нм 15
3.9. Некоторые данные о промышленных, защищенных жиром
никелевых гидрирующих катализаторах
Марка | Фирма | Страна | Назначение катализатора
N-222 (Н-222) Engelhard Голландия, США Катализаторы общего назначения.
Pricat 9910 Unichema ФРГ, США Для гидрирования масел и жиров до
G-53 Sud-Chemie ФРГ, США пищевых и технических саломасов
N-235 Engelhard Голландия, США Катализаторы селективного гидри-
Pricat 9920 Unichema ФРГ, США рования для производства салома-
G-95K Sud-Chemie ФРГ, США са пищевого назначения
SP-10 Engelhard Голландия, США Осерненные катализаторы для про-
Pricat 9908 Unichema ФРГ, США изводства твердых среднеплавких
G-Ш Sud-Chemie ФРГ, США кондитерских жиров
N-140 Engelhard Голландия, США Катализаторы глубокого гидриро-
Pricat 9932 Unichema ФРГ, США вания свободных жирных кислот
KE-FC40 Sud-Chemie ФРГ, США и технических жиров
Массовое использование имеют катализаторы Н-222, Pricat 9910,
Pricat 9920.
3.3.5. СТАЦИОНАРНЫЙ СПЛАВНОЙ КАТАЛИЗАТОР
Стационарный сплавной катализатор получают непосредственно
в гидрогенизационных реакторах из никель-алюминиевых сплавов,
содержащих примерно 50 % никеля, 45...47 % алюминия, а также
различные промоторы и стабилизаторы. Сплав вырабатывается в
виде гранул размером 5... 15 мм.
23-3849
177
Активация сплава заключается в выщелачивании 3...5 % алюми-
ния разбавленным (1...5 %) раствором щелочи:
2А1 + 2NaOH + 2Н2О 2NaA102 + ЗН2.
О степени выщелачивания, проводимом при 50...80 °C, судят по
объему выделившегося водорода. При извлечении 5 % алюминия
из 1 т сплава выделяется 30 нм3 водорода.
Выщелоченный сплав отмывают водой от избытка щелочи и об-
разовавшегося алюмината натрия, после чего покрывают слоем
масла и сушат в токе водорода, постепенно повышая температуру
до 150 °C. Одновременно с удалением влаги начинается гидриро-
вание масла. Сушку и активацию считают законченными, когда
масло начинает гидрироваться с высокой скоростью.
3.4. ПРОИЗВОДСТВО ВОДОРОДА
3.4.1. ОСНОВЫ ПРОЦЕССОВ ПОЛУЧЕНИЯ ВОДОРОДА. КРАТКИЕ
ИСТОРИЧЕСКИЕ СВЕДЕНИЯ
Водород относится к наиболее распространенным химическим
элементам. Однако в природе он встречается практически только
в связанном состоянии. Например, в воде содержится примерно
11 % связанного водорода, а в природном газе и углеводородах
нефти — 25 %. Именно эти вещества и являются сырьевой базой
промышленного производства водорода.
Водород - нетоксичный горючий бесцветный газ, самый легкий
из всех известных газообразных веществ. При атмосферном давле-
нии и температуре 0 °C его плотность равна 0,09 кг/м3. С воздухом
(кислородом) водород образует смеси, легко взрывающиеся при
нагревании, пропускании электрической искры, контакте с заря-
дами статического электричества, облучении прямым солнечным
светом, а также при контакте со многими металлами. Пределы
взрываемости водородно-воздушных смесей (объемные проценты):
нижний - 4 % Н2, верхний - 75 % Н2. >
Водород относится к труднорастворимым газам. В маслах, жи-
рах и жирных кислотах его растворимость незначительна, но возра-
стает с повышением температуры и давления.
Растворимость (5, л/м3) водорода в маслах и жирах в зависи-
мости от температуры (7, °C) и абсолютного давления (р, МПа)
приближенно выражается формулой:
5= (29,5 + 0,497 7)-р.
При избыточном давлении 0,5 МПа и 200 °C в 1 м3 гидрирован-
ного жира растворяется примерно 190 л водорода. По мере ох-
лаждения до 60 °C и снижения давления до атмосферного (условия
178
1
хранения гидрированных жиров) из этого объема жира выделяется
в газовое пространство хранилища примерно 140 л водорода.
Теоретический удельный расход водорода на гидрирование Вт
(в м3/т жира) пропорционален достигнутому снижению степени
насыщенности:
5 = 0,8825(й.</.н — й.ч.^,
где й.ч.п и й.ч.к — соответственно начальное и конечное значения йодного числа
гидрируемого сырья.
Фактический удельный расход водорода на производство сало-
маса значительно выше, так как часть водорода выбрасывается в
атмосферу при периодических продувках гидрогенизационных уста-
новок, теряется через неплотности оборудования и коммуникаций,
с саломасом и пр.
Фактический удельный расход водорода, м3/т жира:
при производстве саломасов пищевого назначения
Вф = (0,95... 1,1)(й.ч.н - й.ч.к);
при производстве саломасов технического назначения
Вф = (1,05...1,25)(й.Ч - й.ч.к).
В реальном процессе количество подаваемого водорода в 2...3 ра-
за больше фактически потребного, это так называемая кратность
подачи водорода.
При избытке водорода обеспечивается сдвиг реакции насыщения,
улучшается гидродинамика процесса гидрирования, катализатор под-
держивается во взвешенном состоянии. Избыток водорода отводит-
ся и после очистки в смеси со свежим водородом возвращается в
Процесс. Этот водород называется циркуляционным.
Сырьевыми источниками водорода служат вода, природный газ,
а также технологические газы — побочные продукты переработки
горючих ископаемых и нефти.
Из технологических газов свободный водород извлекают физи-
ческими методами. Для производства водорода из воды, твердого
топлива и углеводородов применяют химические и электрохими-
ческие методы.
Водород выделяется из воды под воздействием многих металлов.
Условия эффективного протекания этой реакции зависят от приро-
{ДЫ металла и его местоположения в ряду напряжений.
А.Лавуазье (Франция) в 1783 г. сделал открытие, что железо
при высоких температурах выделяет водород из воды (водяного пара)
и превращается в оксиды железа:
железо + водяной пар водород + оксиды железа.
- И*
179
Французские инженеры Кутель и Конте в 1794 г. организова-
ли получение водорода для наполнения воздушных шаров, про-
пуская водяной пар через слой раскаленных железных стружек
в чугунных ретортах. Железо-паровой способ извлечения стал
быстро развиваться после того, как Жилар (Франция) в 1846 г.
изобрел способ восстановления оксидов железа до металла водя-
ным газом.
Водяной газ (Н2+СО) получают взаимодействием водяного пара
с твердым, жидким или газообразным топливом — каменноуголь-
ным коксом, тяжелыми нефтяными остатками, углеводородными
газами.
Железо-паровой способ включает две стадии:
окисление железа водяным паром
Fe + H.O^FeO + Fe3O4 + Н2,
восстановление железа водяным газом
FeO + Fe3O4 + Н2 + CO^Fe + СО2 + Н2О.
Этот процесс потерял свое практическое значение из-за малой
производительности, громоздкости и большого расхода теплоты.
Однако исследования в этой области привели к созданию совре-
менного производства водорода способом паровой конверсии водя-
ного газа, природного газа и других углеводородных газов, а также
физическими методами извлечения водорода из газов, содержащих
свободный водород.
Природный газ газовых месторождений содержит в основном
(95...99 % об.) простейший насыщенный углеводород метан СН4.
Природный газ бесцветен, в отсутствие примесей соединений серы
не обладает запахом, химически малоактивен, но горюч и взрыво-
опасен. Взрывоопасными являются концентрации природного газа
в воздухе от 4,5 до 17 % об.
Во второй половине XIX в. было установлено, что при повы-
шенных температуре и давлении химическая активности насыщен-
ных углеводородов возрастает, и в присутствии катализаторов они
последовательно окисляются водяным паром:
СН4 + Н,0 ЗН, + СО,.
4 2 2 2
Первый патент на непрерывный процесс паровой конверсии ме-
тана был получен в Германии в 1927 г. Вскоре в США была пущена
в эксплуатацию первая промышленная установка для непрерывно-
го производства водорода многоступенчатой паровой конверсией
природного газа.
В настоящее время процессы конверсии (риформинга) угле-
водородных газов являются основными в мировом производстве
180
а
водорода для различных химических процессов, в том числе
для гидрирования жиров и жирных кислот.
Троствик и Дейман (Франция) в 1789 г. обнаружили, что при
прохождении электрического тока вода разлагается на водород и
кислород. Эмпирически установленные М.Фарадеем количест-
венные закономерности электрохимических процессов и теория
электролитической диссоциации в растворах С.Аррениуса приве-
ли к возникновению промышленной электрохимии, в том числе
электрохимического способа производства водорода и кислорода:
2Н2О -* 2Н2 + О2.
Первые патенты на промышленный метод получения водоро-
да электролизом, в частности на электролиз под давлением и со-
ответствующую аппаратуру, были выданы в 1888 г. Д.А.Лачинову
(Россия). В этом же году был оформлен первый патент на фильтр-
прессовую конструкцию аппаратов для электролиза воды.
В 1913 г. водород, полученный электролизом водного раствора,
был впервые использован для гидрирования китового жира и рас-
тительных масел на первом крупном английском гидрогенизаци-
онном заводе.
В настоящее время электролиз воды — наиболее распростра-
ненный метод производства чистого водорода (99,6...99,9 % об.)
в одну технологическую стадию.
3.4.2. ТРЕБОВАНИЯ К КАЧЕСТВУ ТЕХНИЧЕСКОГО ВОДОРОДА
Водород, предназначенный для технологических целей, называ-
ют техническим водородом. Требования к его качеству определя-
ются областью использования. Критерии качества — концентрация
собственно водорода в газе и состав примесей.
Применительно к процессам каталитического гидрирования
жиров и жирных кислот химически инертными примесями яв-
ляются азот, метан, другие низкомолекулярные углеводороды.
Эти примеси не дезактивируют катализатор и не взаимодейству-
ют с гидрируемым сырьем, но снижают парциальное давление
водорода в газовой смеси (техническом водороде) и тем самым
уменьшают скорость гидрирования, так как движущая сила это-
го процесса — разность концентраций водорода в газовой и жид-
кой фазах.
В зависимости от способа получения в техническом водороде
содержатся те или иные примеси, которые не являются инертными
в процессе гидрирования. Это сероводород H2S и другие летучие
соединения сульфидной серы, оксид углерода СО, аммиак NH3,
кислород О2, пары воды, а также диоксид углерода СО2.
Допустимое максимальное содержание примесей в техническом
водороде (% об.): сероводород, аммиак — отсутствие; оксид углеро-
181
да 0,05; диоксид углерода 0,2; кислород 0,3; вода (водяной пар) 0,1;
инертные примеси 0,5.
В современные промышленные установки по производству
водорода включено оборудование для эффективной очистки газа
от примесей, в результате которой получают осушенный техни-
ческий водород чистотой не ниже 99,9 % об.
3.4.3. ПРОИЗВОДСТВО ВОДОРОДА ЭЛЕКТРОЛИЗОМ воды
Два электрода, катод и анод, помещенные в раствор элект-
ролита, образуют простейший аппарат для электролиза — элект-
Рис. 3.2. Принципиальная схема
электролитической ячейки
ролитическую ячейку, принципи-
альная схема которой показана на
рис. 3.2.
Если к катоду 2 и аноду 3 подвес-
ти постоянное напряжение, созда-
ется электрическая цепь: катионы
электролита перемещаются к като-
ду, а анионы — к аноду. Катодную
и анодную части пространства ячей-
ки разделяют диафрагмой 7, про-
ницаемой для раствора, но прак-
тически не пропускающей газы.
Электроны катода взаимодейст-
вуют с молекулами воды с образо-
ванием сорбированного атомарного водорода и гидроксильных
групп, остающихся в растворе (электрохимическое окисление ка-
тионов водорода - протонов):
Н2О + е Н + ОН.
Атомный водород рекомбинирует на поверхности катода в мо-
лекулы, которые диффундируют в раствор электролита и далее
выделяются в газовую фазу: z
2Н Н2.
Аналогичным образом на аноде молекулы воды отдают электро-
ны с образованием кислорода и катионов водорода (электрохими-
ческое окисление анионов кислорода):
Н2О - е О + 2Н+,
20 О2.
Ионы водорода и гидроксида, накопившиеся соответственно в
анодном и катодном пространствах электролитической ячейки,
182
диффундируют в направлении меньших концентраций этих ионов,
чему способствуют перемешивание раствора электролита выде-
ляющимися газами, а также специальные технические приемы.
Взаимодействуя, ионы образуют молекулы воды:
Н+ + ОН' = Н2О.
В итоге суммарная реакция электролитического разложения воды
принимает следующую форму:
2Н2О -эл?-1С1?-олиз-> 2Н2 + О2.
катод анод
Из термодинамических расчетов следует, что для электролити-
ческого разложения воды достаточно приложить к электродам на-
пряжение Ет = 1,23 В (при 25 °C и давлении 0,1 МПа). На практике
напряжение разложения воды с образованием газообразных во-
дорода и кислорода значительно выше и зависит от материала и
состояния поверхности электродов. Разницу между минималь-
ным фактическим и теоретическим напряжением электролиза на-
зывают перенапряжением.
Среди неблагородных металлов наименьшее перенапряжение
наблюдается на катоде из железа и аноде из никеля. На этом ос-
новании катоды электролизеров выполняют из сортов стали с
наименьшим перенапряжением при выделении водорода, а ано-
ды — из никелированной стали, на которых кислород выделяется
с меньшим перенапряжением и которые не так сильно, как сталь,
подвержены анодному окислению.
На гладких поверхностях электродов перенапряжение выше, чем
на шероховатых, так как шероховатость увеличивает работающую
поверхность электродов.
Общее перенапряжение складывается из следующих частей:
омическое падение напряжения в электролите и диафрагме;
падение напряжения на электродах и контактах;
перенапряжение выделения водорода и кислорода на электродах;
концентрационная поляризация.
Омическое падение напряжения
Аю = IR
• ОМ
где Я — сопротивление электролита и диафрагмы; I — ток.
Связанные с этим затраты электроэнергии равны
W = PR
ОМ
и выделяются в процессе в виде теплоты.
183
Развитие техники электролиза связано со снижением омичес-
ких потерь путем повышения температуры процесса, использо-
вания соответствующих диафрагм, электролитов с высокой про-
водимостью, уменьшением расстояния между электродами, их
подбором.
При повышении температуры уменьшается не только теорети-
ческое напряжение разложения воды, но и фактическое, так как
увеличивается скорость электродных процессов и соответственно
снижается перенапряжение на катоде и на аноде. В результате
достигается значительная экономия электроэнергии.
Как уже отмечалось, для разделения полученных в процессе
электролиза газообразных продуктов электролит и газовое простран-
ство электролизера разделяют газонепроницаемой диафрагмой на
анодное и катодное пространства. Коррозионная и температур-
ная стойкость, малый размер пор — требования, предъявляемые
к материалам для изготовления диафрагм (мембран). Современ-
ные диафрагмы обычно изготовляют из асбеста, однако их вы-
полняют и на основе пластических масс.
Наиболее употребительным электролитом в современных промыш-
ленных электролизерах является 25...35 %-ный КОН. Растворы КОН
имеют преимущества перед растворами NaOH благодаря большей
проводимости К+ по сравнению с Na+.
Содержащаяся в растворе щелочь не участвует в разряде, а слу-
жит только для переноса ионов. Ее расход (1...3 г на 1 м3 водорода
при нормальных условиях) обусловлен уносом продуктами элект-
ролиза. В электролит вводят дополнительно К^Сг-Р, (1...3 г/дм3),
чтобы уменьшить коррозию стальных деталей электролизера.
С повышением температуры электролита увеличивается объем
выделяющихся газов из-за их объемного расширения. Одновре-
менно усиливается испарение и унос воды потоками газов. Если
электролиз воды проводится при давлении, близком к атмосфер-
ному, газонасыщение электролита при температурах свыше 95 °C
становится настолько большим, что резко снижается электропро-
водность раствора и возрастает его омическое сопротивление.
Чтобы устранить или ослабить отрицательный
эффект образования газовых пузырей на ход элект-
ролиза, электроды делают перфорированными, их
по возможности сближают, к основным электро-
дам присоединяют выносные электроды (рис. 3.3).
Как видно из рисунка, к основному электроду 2,
выполненному в современных конструкциях
электролитических ячеек в виде стального листа,
с помощью анкеров 4 прикреплены перфориро-
ванные выносные электроды 1 и 3. Один из них
служит катодом, второй - анодом.
При прохождении через электролитическую
ячейку 1 кулона электрического тока (1 А-ч) на
184
катоде теоретически выделяется 0,000419 м3 Н2, а на аноде -
0,0002095 м3 О2 при нормальных условиях (0 °C и 0,1 МПа).
В действительности коэффициент полезного действия электри-
ческого тока (выход по току) в современных электролизерах равен
0,95...0,98, так как часть электричества расходуется на побочные
электрохимические процессы и на компенсацию утечек тока из-за
недостаточной изоляции элементов конструкции электролизеров,
трубопроводов и пр.
Для получения больших количеств водорода и кислорода элект-
ролитические ячейки объединяют в блоки, помещая все ячейки в
общую электролитическую ванну, образующую электролизер.
При многоячеечной конструкции электролизера фактический
выход газов при электролизе воды, м3 при нормальных условиях,
Я2 = 419 • XO^blNt;
О2 = 209,5 • lO^blNi,
где b — выход газов по току, определяемый для каждого электролизера опытным
путем, м3; 1 — сила тока (нагрузка электролизера по току), A; N — число электроли-
тических ячеек в электролизере; т — продолжительность электролиза, ч.
В 1891 г. немецкий инженер Шмидт разработал первую конст-
рукцию биполярного электролизера фильтр-прессового типа для
производства водорода. В этой конструкции электродам придана
форма плит, размещаемых вертикально и разделенных диафраг-
мами. Плиты и диафрагмы стягивали в один блок. Только два
концевых электрода присоединялись к полюсам источника тока,
в результате чего все расположенные между ними плиты-электро-
ды работали биполярно: их стороны, направленные к положи-
тельному концевому электроду, являлись
воположные стороны — анодами.
Схема подключения блока биполяр-
ных электродов показана на рис. 3.4.
В этой схеме концевые электроды 2 и 5
являются монополярными. Между кон-
цевыми электродами размещены бипо-
лярные электроды 1 с прикрепленны-
ми к ним перфорированными вынос-
ными электродами (обозначены пунк-
тирными линиями). Анодная сторона
катодами, а в проти-
Основного листа и, соответственно, вы- Рис 3 4 Схема подключе.
Носной анод никелированы для снижения ния биполярного электрода
перенапряжения на аноде и повышения
устойчивости к коррозии.
Электроды 1 разделены диафрагмами 4, закрепленными в диа-
фрагменных рамах 3. Таким образом, каждый основной электрод 1,
. Разделяя соседние электролитические ячейки, для одной из них
£ 2*-3849 J85
служит катодом, а для другой — анодом. Диафрагма 4 разделяет ка-
тодное и анодное пространства каждой электролитической ячейки.
Общее напряжение на электролизере U равно сумме напря-
жений Ея на последовательно подключенных электролитических
ячейках:
U-N-E.
Я
Работа электрического тока (в кВт • ч) равна произведению на-
грузки по току, напряжению на электролизере и продолжительно-
сти электролиза:
А = Шт.
Следовательно, удельный расход электроэнергии (в кВт • ч)
постоянного тока на производство 1 м3 водорода (и 0,5 м3 кисло-
рода) равен:
W= 2,3866 t//Z>7V.
При нормальных условиях (0 °C, 0,1 МПа) плотность водорода
равна 0,09 кг/м3, а плотность кислорода - 1,429 кг/м3. Следо-
вательно, исходя из стехиометрических соотношений при элект-
ролизе, на образование 1 м3 Н2 и 0,5 м3 О2 необходимо затратить
следующее количество воды:
0,09 + 0,5-1,429 = 0,805 кг.
С учетом воды, пары которой уносятся образовавшимися га-
зами, фактический удельный расход дистиллированной воды на
электролиз примерно равен 0,9 кг/м3 Н2. Дополнительный рас-
ход воды на охлаждение электролизеров (оборотная вода) сос-
тавляет примерно 0,3 т/м3 Н2.
Как уже отмечалось, теоретически для разложения воды доста-
точно приложить к электролитической ячейке постояннбе напря-
жение Ея, равное 1,23 В. Фактическое напряжение разложения
воды составляет 1,9...2,5 В, так как часть напряжения расходует-
ся на компенсацию потерь электроэнергии, преодоление внут-
реннего сопротивления раствора электролита в ячейке, создание
перенапряжений в катоде и аноде, обеспечивающих выделение
водорода и кислорода в газообразном состоянии.
В современных отечественных промышленных электролизерах
низкого давления удельный расход электроэнергии на процесс
электролиза составляет 5,5...6 кВт-ч/м3 Н2. Из этого количества
на электрохимическую реакцию разложения воды расходуется
60...65 %, а остальное тратится на побочные электрохимические
процессы, нагревание электролита и образовавшихся газов, испа-
186
рение воды в электролизере и т.п. Дополнительное количество
энергии расходуется на подготовку воды к электролизу и другие
технологические операции в цехе электролиза воды.
Схема электролизера ФВ показана на рис. 3.5. Корпус электро-
лизера собирают из электролитических ячеек 7, стянутых при по-
мощи концевых плит 2 и стяжного устройства 3.
в атмосферу
Рис. 3.5. Схема электролизера типа ФВ (фильтрованный водород)
' Водород и кислород, поступающие через каплеотделители 6 и кон-
денсатор 7, собираются в газосборнике 4. Конденсатор и газосбор-
Иик разделены на две части (для водорода и кислорода), что позво-
ляет направлять газы раздельно в соответствующие газгольдеры.
В центральной части корпуса электролизера расположена сред-
няя камера 10, предназначенная для охлаждения и перемешивания
электролита. Она разделяет электролизер на две группы электро-
литических ячеек, каждая из которых может работать самостоятель-
но. Боковыми стенками камеры служат электроды, плотно при-
жимаемые к ней при сборке электролизера.
Средняя камера также разделена на две части: одна часть пред-
назначена для охлаждения раствора из анодного пространства яче-
ек электролизера (анолит), а другая — для охлаждения раствора из
катодного пространства (католит). Анолит в результате естествен-
ной циркуляции поступает в среднюю камеру, где охлаждается встро-
енным змеевиком. Благодаря этому из анолита выделяется раство-
ренный кислород, который поступает в газосборник 4, а из него
через отвод 5 — в газгольдер кислорода. Католит охлаждается
змеевиком другой части средней камеры, откуда выделяющийся
24*
187
Рис. 3.6. Схема сборки
электролизера
водород поступает в водородное отделение
газосборника 4, а из него через другой из
отводов 5— в газгольдер водорода.
Охлажденные и освобожденные от газов
анолит и католит смешиваются в средней
камере и проходят фильтр 8, где освобожда-
ются от механических примесей. Затем раст-
вор поступает в смесительную коробку (на
схеме не показана) средней камеры. В сме-
сительной коробке он разбавляется водой и
по питательному каналу 9 равномерно рас-
пределяется по электролитическим ячейкам.
Схема сборки электролитических ячеек в
фильтр-прессовом электролизере приведена
на рис. 3.6.
Электроды каждой ячейки крепятся на
диафрагменной раме 9 через паронитовые
прокладки 1. На раме закрепляется также
собственно диафрагма /(диафрагменное по-
лотно), изготовленная из асбестовой ткани.
В верхней части диафрагменной рамы име-
ются каналы для отвода газов из катодной и
анодной частей раствора.
На рисунке показаны также стальные
кольца 2, трубы 3 и 4 для отвода газов,
электроды: 6— из сплошного стального лис-
та и 5 — выносные дырчатые, полка 8 для
крепления диафрагмы.
На наших гидрогенизационных заводах
используют мощные отечественные фильтр-
прессовые водородные электролизеры ФВ-250
и ФВ-500 номинальной производительно-
стью 250 и 500 м3/ч водорода (табл. 3.10).
При уменьшении нагрузки на электролизер напряжение на ячей-
ках электролизера снижается, выработка водорода уменьшается.
Удельный расход электроэнергии при этом уменьшается.
Удельные расходы материалов на выработку 1 м3 Н2
Дистиллированная вода, кг 0,9
Гидроксид калия или гидроксид натрия, г 1,0...2,0
Пар для получения дистиллята, кг 2,0
Вода для получения дистиллята и охлаждения электролита, л 76,0
Бихромат калия или натрия, мг 40,0
Исследованиями влияния давления на электролитическое разло-
жение воды было установлено, что с повышением давления выделя-
ющихся газов несколько снижается общее напряжение на электро-
188
3.10. Техническая характеристика электролизеров типа ФВ
Показатели | ФВ-250 | ФВ-500
Производительность, м3/ч водорода 250 500
кислорода 125 250
Чистота газов (сухих при 0 °C и 0,1 МПа), %, не ниже: водорода 99,8 99,8
кислорода 98,5 98,5
Количество диафрагменных рам 80 160
Сила тока, А 7500...8000 7500...8000
Площадь проекции электрода на диафрагму, 3 3
Плотность тока, А/м2 2500 2500
Напряжение, В: на одну ячейку 2,3 2,3
на электролизер 184 368
Мощность, кВт 1440 2880
Расход электроэнергии (постоянного тока на 1 м1 5,61 5,61
водорода и 0,5 м3 кислорода), кВт/ч Рабочее давление в электролизере, кПа Не более 9,7
Рабочая температура электролита, ”С 75...85 75.-85
Вместимость электролизера, м1 17,5 35,0
Габаритные размеры, мм 8548x3400x6500 13500x3400x6500
Масса электролизера, кг 57020 99515
литической ячейке в результате снижения перенапряжения на аноде
и катоде, а также снижения омического сопротивление электролита.
При электролизе под давлением снижается удельный расход элект-
роэнергии и вырабатываются газы с минимальным начальным со-
держанием влаги. Повышенное давление позволяет собирать и
транспортировать газы без использования компрессоров, что по-
вышает технико-экономические преимущества применения элект-
ролитического способа производства водорода на гидрогенизаци-
онных заводах масложировых предприятий.
По техническому заданию ВНИИЖа разработан и изготовлен
промышленный образец комплексной электролизной установки
КСУ-500 с электролизером высокого давления.
Техническая характеристика установки КСУ-500
Производительность по водороду, м’/ч 500
Давление, МПа 1,6
Чистота газов, %
водорода 99,99
кислорода 99,5
Содержание влаги, точка росы, "С ~50
Температура электролиза, ’С 90...95
Удельный расход электроэнергии на электролиз, кВт-ч/м! 4,6
Напряжение на ячейке, В 1,85...1,9
Требования надежности:
ресурс до капитального ремонта, тыс. ч 32,5
срок службы, лет 10
189
В установку входит оборудование для адсорбционной и катали-
тической очистки водорода от кислорода и влаги.
Для обеспечения эффективной работы электролизеров в тече-
ние длительного времени (10...20 лет) весьма важным является
применение дистиллированной воды с ничтожным содержанием
примесей железа, хлора, карбонатов и т.д. Присутствие в воде или
накопление в растворе электролита указанных примесей приво-
дит к коррозии элементов электролизера, протеканию побочных
электрохимических реакций, снижению электропроводности раст-
вора и другим явлениям, снижающим выход газов по току и ус-
коряющим износ аппаратуры. По этим же причинам для приго-
товления щелочного раствора необходимо использовать только
химически чистый гидроксид калия. Повышению устойчивости
работы электролизеров и снижению перенапряжения выделения
газов способствует периодическая добавка бихромата калия к
раствору электролита. В среднем каждые 1,5 года вводят в электро-
лизер 2...3 кг бихромата на 1 м3 раствора электролита.
Цех электролиза воды имеет преобразовательную подстанцию
(выпрямительные агрегаты со щитом управления и блоками авто-
матической защиты и стабилизации напряжения, силовые транс-
форматоры), подготовительное отделение (дистилляторы, аппара-
ты для приготовления растворов щелочи и хромпика, аппараты для
воздушного охлаждения оборотной воды из средней камеры элект-
ролизеров и другое оборудование) и отделение электролиза воды
(электролизеры с приборами регулирования и контроля).
Высокая надежность работы электролизеров, высокая чистота
получаемых газов, доступность и низкая стоимость сырья (воды),
минимальный расход воды и вспомогательных материалов, высо-
кий уровень автоматизации процесса и несложность обслужива-
ния аппаратуры — важные преимущества электролитического
способа производства водорода, который наиболее широко при-
меняется на гидрогенизационных заводах масложировых пред-
приятий. Однако недостатком метода является значительный
удельный расход электроэнергии.
/
3.4.4. ПРОИЗВОДСТВО ВОДОРОДА ПАРОВОЙ КОНВЕРСИЕЙ
ПРИРОДНОГО ГАЗА
Природный газ содержит в среднем 96 % метана, а также углево-
дороды с числом атомов углерода до 8 (этан, пропан, бутан и т.д.).
В обычных условиях природный газ химически малоактивен, но
горюч и взрывоопасен. Взрывоопасными являются газовоздуш-
ные смеси, содержащие от 4,5 до 17 % об. природного газа.
В присутствии катализаторов при повышенных температурах
и давлениях углеводороды природного газа становятся более
реакционноспособными и, в частности, окисляются парами
воды. На этой реакции основан промышленный способ получе-
190
А
ния водорода каталитической паровой конверсией углеводородов.
Конверсия метана водяным паром является обратимой реакци-
ей, равновесие которой смещено в сторону образования СО, СО2
и Н2 при повышенных температурах и давлениях. Реакция про-
текает в две ступени. На первой ступени метан конвертируется
главным образом в СО и Н2:
СН4 + Н2О^ СО + ЗН,.
На второй ступени СО окисляется до СО2 за счет восстанов-
ления воды:
СО + Н2О СО2 + Н2.
Перед проведением процесса конверсии природный газ очи-
щают от соединений сульфидной серы с помощью хемосорбен-
тов (оксидов цинка и меди). При температуре 300...400 °C при-
родный газ пропускают через вертикальные реакторы с сорбентом,
где сероводород и другие органические соединения сульфидной
серы взаимодействуют с оксидами металлов по схеме
H2S + ZnO ZnS + Н2О.
Очищенный газ смешивают с водяным паром в соотношении при-
мерно 1:3 при температуре 700...850 °C и под давлением около 0,2 МПа
конвертируют в СО и Н2 над стационарным никелевым катализа-
тором, осажденным на оксиде алюминия (1-я ступень конверсии).
Конвертированный газ затем разбавляют водяным паром до
соотношения 1:1 и при 400...450 °C пропускают через реакторы
со стационарными промотированными железными катализатора-
ми (2-я ступень конверсии). Широко применяют также на этой
ступени стационарные медные катализаторы, которые эффектив-
но работают при пониженных температурах (150...250 °C).
Получаемый после 2-й ступени конверсии газ очищают от
примесей СО2, СО и влаги, что позволяет на современных кон-
версионных установках вырабатывать водород высокой чистоты
(до 99,8 % Н2). Однако при конверсии природного газа по со-
кращенной технологической схеме и очистке газа от СО2 и СО
только абсорбцией раствором моноэтаноламина чистота выраба-
тываемого водорода колеблется в пределах 97,5...98,5 %, и он
содержит до 0,6 % СН4 и до 2 % СО2 и СО.
Основное достоинство метода паровой конверсии — низкая се-
бестоимость водорода. Однако процесс чувствителен к составу
природного газа и глубине его очистки от сульфидной серы, а ка-
чество получаемого технического водорода зависит от эффектив-
ности осуществления стадий очистки конечного и промежуточных
продуктов конверсии от примесей.
3.4.5. ХРАНЕНИЕ ВОДОРОДА
В настоящее время на гидрогенизационных заводах жиропе-
рерабатывающих предприятий водород хранят под давлением
2,7...3,6 кПа в мокрых газгольдерах вместимостью до 3000 м3 газа
(рис. 3.7)
Рис. 3.7. Схема газгольдера водорода
Основным элементом мокрого газгольдера является метал-
лический колокол 1 с эллиптической крышей, погруженный
своей открытой частью в заполненный водой железобетонный
бассейн 2.
Под давлением водорода, поступающего в газгольдер из газо-
вого цеха по трубопроводу 4 и далее по стояку 3, колокол Посте-
пенно поднимается из воды и свободно плавает в бассейне. Высота
подъема колокола зависит от количества газа в газгольдере и с по-
мощью ограничителя верхнего уровня устанавливается такой, что-
бы нижняя кромка колокола была погружена в воду бассейна не
менее чем на 0,2... 0,3 м. Этим предотвращается проскок водорода
в атмосферу через бассейн.
Продувка газгольдера с целью его освобождения от водорода
(перед ремонтом) или воздуха (перед заполнением водородом)
производится через вентиль на крыше колокола.
Из газгольдера водород выходит по стояку 9 и далее по трубо-
проводу 7
Трубопроводы 4 и 7 соединены со стояками 3 и 9 через гидрав-
192
лические затворы 6. В рабочем состоянии они свободны, а
скапливающаяся в них вода (конденсирующаяся из влажного
водорода) должна периодически сливаться в сборные бачки 5.
Однако в тех случаях, когда возникает необходимость полного
отключения газгольдера от газового и гидрогенизационного
цехов, гидроавлические затворы полностью заливают водой из
емкости 8.
3.5. ОСНОВНОЕ ОБОРУДОВАНИЕ И СИСТЕМЫ ГИДРОГЕНИЗАЦИОННЫХ
УСТАНОВОК
Процесс жидкофазного каталитического гидрирования состоит
из трех основных стадий:
перенос водорода через границу раздела газ — жидкость,
перенос водорода и гидрируемых молекул к поверхности катали-
затора,
химическая реакция на поверхности катализатора.
Водород относится к труднорастворимым газам, и в большин-
стве случаев скорость гидрирования определяется переносом водо-
рода из газовой фазы в жидкую — растворением газа.
/ Перенос вещества из одной фазы в другую - массопередача -
происходит путем молекулярной и турбулентной диффузии. Соот-
ветственно этому процессы гидрирования жиров характеризуются
диффузионной кинетикой, т.е. зависят от гидродинамического со-
стояния трехфазной системы: газ — жидкость — твердый катализатор.
При выборе способа гидрирования руководствуются следующи-
ми критериями.
Непрерывный процесс экономически оправдан при производ-
стве продукта с одинаковыми показателями, устойчивом спросе на
данный продукт и стабильности химического состава сырья. В этом
случае выявляются преимущества непрерывного процесса — уме-
ренные требования к качеству сырья, возможность регулирования
процесса, высокая степень рекуперации теплоты реакции, сни-
жение удельных капитальных затрат с увеличением мощности
установки.
Периодический процесс экономически оправдан при значитель-
ном разнообразии химической природы сырья и необходимости
обеспечить широкий ассортимент продукции. Недостатки процес-
са — высокие требования к качеству сырья, трудность обеспечения
воспроизводимости качества продукта от партии к партии, ограни-
ченные возможности регулирования процесса и низкая рекупе-
рация теплоты реакции, капитальные затраты пропорциональны
производительности установок.
Фирмы, поставляющие оборудование для процессов гидроге-
низации жиров и жирных кислот, комплектуют гидрогенизаци-
онные установки по модульному принципу. Простейший модуль,
предназначенный для мелких предприятий, состоит из одного ав-
25-3849
193
токлава и фильтра. Современные установки производительностью
80...250 т/сут саломаса представляют собой сложные химико-тех-
нологические системы, в состав которых входят следующие ос-
новные технологические блоки:
реактор (реакторы) для гидрогенизации;
системы рекуперации теплоты и регулирования температуры
процесса;
системы подачи и циркуляции водорода;
промежуточные емкости для согласования отдельных блоков и
обеспечения оптимальной производительности гидрогенизационных
реакторов;
фильтры для отделения катализатора от гидрогенизата;
оборудование для деметаллизации фильтрованного саломаса;
системы контроля и автоматического управления процессом
гидрирования.
Гидрирование масел, жиров и свободных жирных кислот в подав-
ляющем большинстве случаев осуществляют периодическим спосо-
бом на высокодисперсных катализаторах, суспендируемых в сырье.
3.5.1. РЕАКТОРЫ ДЛЯ ГИДРИРОВАНИЯ ЖИРОВ
Интенсивность взаимодействия труднорастворимых газов с
жидкостью возрастает с увеличением поверхности раздела фаз,
и газожидкостные реакторы в зависимости от способа образо-
вания межфазной поверхности классифицируются на реакторы с
пневматическим и механическим перемешиванием реагирующей
системы, а также реакторы, в которых сочетаются обе системы
перемешивания.
В установках для гидрирования растительных масел, жиров и
жирных кислот применяют различные химические реакторы, ко-
торые подразделяются по следующим признакам:
по организации химико-технологического процесса - реакторы
непрерывного или периодического действия;
по гидродинамическому режиму - реакторы вытеснения или
реакторы смешения; т
по конструкции — реакторы колонные барботажные, с меха-
ническими перемешивающими устройствами или эжекционным
смешением газа и жидкости;
по типу и состоянию твердого катализатора — реакторы с непо-
движным и суспендированным катализатором.
З.5.1.1. РЕАКТОРЫ ВЫТЕСНЕНИЯ
Реакторы полного (идеального) вытеснения - это проточные
аппараты, диаметр которых многократно меньше их длины (высо-
ты). В подобных реакторах движение реагентов носит поршневой
характер, т.е. каждый объем реакционной массы, проходящий че-
194
Рис. 3.8. Колонный реактор для гидрирования жи-
ров на стационарном катализаторе:
а — реактор; б — корзина для катализатора
рез аппарат, не смешивается с последующим, а вытесняется им.
В реакторах идеального вытеснения отсутствует продольное пе-
ремешивание, а происходит локальное перемешивание в направ-
лении, перпендикулярном потоку (радиальное перемешивание).
В результате этого обеспечиваются однородность состава и от-
сутствие градиента температур в каждом поперечном сечении ре-
актора. Теоретически реакторы полного вытеснения наиболее
пригодны для осуществления непрерывных процессов.
Колонные барботажные реакторы со стационарным слоем ката-
лизатора относятся к аппаратам, в которых гидродинамический
режим потока приближается к режиму полного вытеснения. Осу-
ществление процессов непрерывного гидрирования жиров и жир-
ных кислот на стационарных катализаторах по этой и другим при-
чинам признано перспективным, но не нашли решения вопросы
теплоотвода, преодоления проскока сырья, неравномерности по-
крытия катализатора жидкой фазой, стабильности катализатора,
селективности процесса.
Для гидрирования
жиров и жирных кис-
лот используют верти-
кальные (колонные)
барботажные аппара-
ты, высота которых в
10...20 раз больше
внутреннего диаметра.
Колонный реактор
для непрерывного гид-
рирования под давле-
нием до 1,6 МПа со
стационарным ката-
лизатором (рис. 3.8, а)
представляет собой
вертикальный ци-
линдр 6 внутренним
диаметром 0,8 м и
высотой 10 м. На
верхней крышке 5
имеются патрубки для
предохранительного
клапана, подсоедине-
ния контрольно-изме-
рительных приборов
J и трубопровода, по
1 которому реактор мо-
> жет быть освобожден
Ц от водорода (или воз-
L’ духа после ремонта).
25‘ 195
На нижней крышке 9 имеются разгрузочный патрубок 7, а так-
же патрубки для подачи греющего пара в змеевик 8 и подачи
водорода в реактор. Люк 7 предназначен для ревизии колонного
реактора.
Стационарный катализатор загружают в цилиндрические кор-
зины с перфорированным днищем 3 (рис. 3.8, б), которые уста-
навливают в колонне на высоту около 7 м. Высота газового про-
странства над катализатором равна 1...1,5 м.
Сырье и водород поступают в нижнюю часть реактора через
патрубок 2 и выводятся из верхней части через патрубок 4.
В реакторах с неподвижным слоем катализатора массообмен
протекает медленно и возможность его интенсификации огра-
ничена. В местах контакта частиц (гранул) катализатора обра-
зуются застойные зоны с неудовлетворительными условиями
переноса реагентов к внешней поверхности катализатора. Поэто-
му наблюдаемая скорость гидрирования жиров и жирных кислот
на стационарных катализаторах невелика, а сам процесс проте-
кает неселективно.
Рис. 3.9. Схема
колонного реак-
тора для гидри-
рования на сус-
пендированном
катализаторе
На рис. 3.9 схематически изображен колон-
ный реактор для гидрирования масел, жиров и
жирных кислот на суспендированном катализа-
торе под давлением до 1 МПа и при температу-
ре 180...240 °C.
Корпус 7 реактора высотой 10 м и внутрен-
ним диаметром 0,8 м с торцов закрыт съемными
крышками 2 и 6. На верхней крышке монтиру-
ют предохранительный клапан и контрольно-
измерительные приборы. На нижней крышке
расположены патрубки для разгрузки реактора
(а также для подачи дополнительного количест-
ва водорода).
Смесь сырья, водорода и катализатора через пат-
рубок 7 поступает в низ колонны и выходит из
реактора через верхний патрубок 3.
Нижняя часть колонны снабжена наружным
змеевиком 5 для обогрева паром давлением до
3,5 МПа. Для охлаждения реактора его верхняя
часть снабжена рубашкой 4, через которую про-
пускается гидрируемое сырье.
При использовании дисперсного катализатора
создается так называемая квазигомогенная струк-
тура газо-жидкостного потока — псевдоожиженный
слой, - в котором скорость массопереноса на границе раздела фаз
жидкость — твердые частицы возрастает на несколько порядков из-
за уменьшения размера частиц катализатора. В результате этого
гетерогенная реакция значительно ускоряется при замене непод-
вижного катализатора суспендированным.
196
3.5.1.2. РЕАКТОРЫ СМЕШЕНИЯ
Промышленное гидрирование растительных масел, жиров и
жирных кислот осуществляют главным образом в технологических
установках с реакторами смешения.
Реакторами идеального смешения (полного перемешивания) на-
зывают аппараты, в которых реагирующие компоненты мгновенно
и равномерно распределяются, перемешиваются в реакционном
объеме. Процесс заключается в многократном перемещении эле-
ментов среды относительно друг друга под воздействием работы
мешалки, барботажа газа, интенсивной циркуляции жидкости,
вибрации и т.п.
Теоретически состав и температура реагирующей смеси должны
быть одинаковыми во всем работающем объеме реактора идеаль-
ного смешения. В действительности газожидкостные реакторы
смешения с суспендированным катализатором только в первом
приближении обеспечивают равномерное распределение вещества
и теплоты, так как реакция протекает лишь на поверхности ката-
лизатора, занимающего незначительную часть объема реактора,
а ее скорость зависит от площади контакта газовой и жидкой фаз.
Газо-жидкостные реакторы смешения по способу создания меж-
фазной поверхности подразделяют на аппараты с распределением
жидкости в газе (реактор Вильбушевича) или газа в жидкости (ре-
актор Нормана). В реакторе Вильбушевича развитая межфазная
поверхность контакта фаз обеспечивалась диспергированием гид-
рируемого сырья в водороде с помощью различных форсунок.
В зарубежной технической литературе описывается использование
этого способа, например, в петлевых реакторах с замкнутым контуром.
Схематически реактор такой конструкции изображен на рис. 3.10.
Он состоит из цилиндрическо-
го аппарата 4 с эжектором, ус-
тановленным в верхней части
емкости, и имеет два внешних
циркуляционных контура. По
первому через теплообменник 3
интенсивно прокачивается гид-
рируемое сырье с суспенди-
рованным катализатором. По-
ступая в эжектор с большой
скоростью, жидкая фаза дис-
пергируется в водороде, созда-
ется развитая поверхность
фазового контакта и резко
ускоряется гидрирование.
По второму контуру циркулирует водород, проходя систему очист-
ки 2 и теплообменник 7, и путем эжекции дополнительно смеши-
вается с суспензией жир — катализатор.
Пар
конденсат
Саломас
на фильтр
Рециркуляция водорода 1
Рафинированное масло*
* катализатор
Рис. 3.10. Схема петлевого реактора с замк-
нутым контуром
197
В настоящее время основным типом реакторов смешения в жи-
роперерабатывающей промышленности является реактор с мешал-
ками (реактор Нормана).
Концентрация суспендированных катализаторов в гидрируемом
жировом сырье обычно очень мала и не превышает 0,5 % массы
жидкой фазы. В реакторах, где суспендирование катализатора в
жидкой фазе осуществляется только в результате кинетической
энергии барботируемого водорода, распределение катализатора
по высоте реактора крайне неравномерно. С помощью мешалок
катализатор легко распределяется в жидкости и одновременно обес-
печивается турбулизация системы газ — жидкость. Пузырьки газа
из барботера и газового пространства над жидкой фазой увлекаются
турбулентным потоком жидкости, сталкиваются друг с другом и с
поверхностями мешалки, сливаются, разбиваются и т.п. В итоге
уменьшается толщина межфазных диффузионных слоев и более или
менее быстро обновляется поверхность контакта фаз.
При работе мешалки в аппарате создается сложное трехмерное
движение циркулирующей жидкости. Для оценки работы мешалок
пользуются понятиями окружной (тангенциальной), радиальной и
осевой (аксиальной) составляющих перемещения жидкости.
Вращение жидкости вокруг оси мешалки называют окружной,
тангенциальной, или первичной циркуляцией.
Насосное действие вращающейся мешалки вызывает вторич-
ную, или радиально-осевую, циркуляцию элементов жидкости,
перемещающихся в вертикальных плоскостях, проходящих через
ось аппарата. Вторичная циркуляция имеет важное значение в
процессе перемешивания, так как именно она определяет ин-
тенсивность конвективного массопереноса в реакторе смешения.
Турбинные мешалки закрытого типа, а также открытые тур-
бинные мешалки с прямыми лопатками создают радиальный по-
ток жидкости.
Конструкции мешалок совершенствуются в течение многих
десятилетий. Исследования в этой области были вызваны в том
числе необходимостью интенсифицировать массообменные про-
цессы в реакторах большой вместимости. ‘
Химические реакторы для жидкофазных процессов стали снаб-
жаться турбинными мешалками закрытого типа, частота враще-
ния которых 45...65 мин-1. В отечественной промышленности для
гидрирования жиров до сих пор используют подобные тихоходные
мешалки в реакторах (автоклавах), где механическое перемешива-
ние сочетается с интенсивным пневматическим перемешиванием
(барботаж больших количеств водорода).
Более эффективными являются так называемые открытые турбин-
ные мешалки, перемешивающее устройство которых представляет
собой горизонтальный диск с прямыми лопатками, закрепленны-
ми вертикально по периметру диска.
Общий вид промышленного реактора, применяемого на пред-
198
Рис. 3.12. Реактор АМТ-16.06
конструкции ВНИИЖа
приятиях России, показан на рис. 3.11. Реактор (автоклав) вмес-
тимостью 12,5 м3 (рабочая загрузка жира 5...6 т) изготовлен из кис-
лотостойкой стали, имеет сферические крышку и днище. По оси
аппарата проходит вал 1 с турбинной мешалкой (частота вращения
1с1), соединенный с электродвигателем 2 через редуктор. На крыш-
ке аппарата имеются люк 3 и патрубки для присоединения линий
подачи и выхода водорода, подачи суспензии катализатора, масла,
а также для установки предохранительного клапана, манометра,
других средств контроля (на рисунке не показаны). В днище ре-
актора находится патрубок 7 для разгрузки аппарата.
Под турбинной мешалкой расположен барботер 6 водорода в виде
двух кольцевых труб с отверстиями диаметром около 2 мм. Над
турбинной мешалкой по периметру аппарата размещены шесть змее-
виковых теплообменников 4, три из которых предназначены для
обогрева реактора паром, а три других — для охлаждения (гидри-
руемым маслом, водой или водородом).
199
Для гидрирования непрерывным методом реактор имеет пере-
ливные патрубки 5.
Нагрев реактора осуществляется паром давлением 1,5.. 3,5 МПа.
Допустимое рабочее давление в аппарате до 0,5 МПа.
Перспективный реактор АМТ-16.06 (рис. 3.12) общей вмести-
мостью 16 м3, рассчитанный на рабочее давление до 0,6 МПА,
разработан во ВНИИЖе и изготовлен заводом «Уралхиммаш»
для Петербургского гидрогенизационного завода «Салолин».
Рабочий объем реактора 8 м3 гидрируемого жира при темпе-
ратуре до 240 °C, масса аппарата 6 т, масса с загрузкой 14 т;
мощность привода 18 кВт. Мешалка — дисковая турбина откры-
того типа, двухярусная; частота вращения мешалки 125 мин '.
Диаметр турбины 850 мм, расстояние между нижней и верхней
турбинами 1800 мм, расстояние между верхним уровнем жид-
кости (в спокойном состоянии) и верхней турбиной 700 мм.
Для усиления массоотдачи реактор имеет шесть отражательных
перегородок.
Реактор может быть использован в схемах гидрогенизации как с
внешней циркуляцией водорода, так и методом насыщения. Реак-
тор состоит из корпуса 7, системы змеевиков 2 для нагрева и охлаж-
дения, турбинной многоярусной мешалки 3 с электроприводом 5.
Для подачи водорода в нижней части аппарата установлен бар-
ботер 8. Для подачи суспензии масло — катализатор служит пат-
рубок 4, отвод водорода осуществляется через патрубок 6, слив
готового саломаса — через патрубок 7.
В конструкции реактора АМТ-16.06 учтены результаты послед-
них исследований трехфазного перемешивания.
З.5.1.З. СРАВНЕНИЕ РЕАКТОРОВ РАЗЛИЧНЫХ ТИПОВ
Особенности использования отдельных типов реакторов со-
поставлены в табл. 3.11.
3.11. Характеристика реакторов для гидрогенизации жиров и жирных кислот
Тип аппарата | Преимущества | Недостатки'
Непрерывный процесс
Реактор вытеснения:
колонна со стацио-
нарным катализа-
тором
колонна с суспенди-
рованным катализа-
тором
трубчатый
Простота конструкции,
не требуется фильтрование
саломаса от основной
массы катализатора
Простота конструкции,
большая производитель-
ность
Низкие капитальные и экс-
плуатационные расходы
Низкая селективность, по-
слойное отравление катали-
затора, ограниченная управ-
ляемость, плохой теплоотвод
Низкая селективность, огра-
ниченная управляемость
Ограниченная управляемость
200
_________________ Продолжение табл. 3.11.
Тип аппарата | Преимущества______|______Недостатки
Периодический процесс
Реактор смешения: с мешалкой (метод Простота конструкции, Относительно низкая произ-
насыщения) универсальность исполь- водительность, затруднитель-
с мешалкой и внеш- зования Улучшение массопереноса ный контроль температуры Более высокие капиталовло-
ней циркуляцией во- и более высокая скорость жения, более высокий удель-
дорода гидрирования ный расход электроэнергии
петлевой (внешняя Высокая степень переме- Трудность запуска и настрой-
циркуляция газовой шивания, большая ско- ки, механическое разруше-
и жидкой фаз) рость гидрирования, ние структуры катализатора
хорошее использование теплоты реакции
3.5.2. СИСТЕМЫ РЕКУПЕРАЦИИ ТЕПЛОТЫ И РЕГУЛИРОВАНИЯ
ТЕМПЕРАТУРЫ ПРОЦЕССА
Все современные установки и линии гидрогенизации комплекту-
ются системами для рекуперации (утилизации) теплоты реакции.
Гидрирование относится к экзотермическим реакциям. При гид-
рировании жиров или жирных кислот по двойным углерод-углерод-
ным связям положительный тепловой эффект равен 105... 109 кДж/моль
этиленовых связей. Этому соответствует выделение теплоты в
количестве 3,85...4,10 кДж/кг гидрируемого сырья при снижении его
йодного числа на единицу и при отсутствии тепловых потерь приво-
дит к повышению температуры на 1,7 °C. Этого количества теплоты
достаточно, чтобы в процессе гидрирования соевого, подсолнеч-
ного, хлопкового или рапсового масел до саломасов с йодным чис-
лом 75...80 повысить температуру гидрируемой среды на 80...90 °C.
Существуют технические решения для повышения эффективно-
сти использования гидрогенизационных установок. Эти решения
существенно снижают энергозатраты в производстве гидрирован-
ных жиров и заключаются в использовании выделяющейся теплоты
гидрогенизации для предварительной подготовки сырья (подогрев,
осушка) и производства водяного пара низкого давления.
Тепловой баланс гидрогенизационной установки с утилизацией
теплоты реакции (снижение й.ч. на 60 ед.) приведен в табл. 3.12.
3.12. Тепловой баланс гидрогенизационной установки, МДж/т сырья
Технологическая операция | Расход | Приход
Доосушка, деаэрация и нагревание сырья 300 —
до температуры гидрирования Гидрирование — 250
Охлаждение саломаса до температуры фильтрования — 180
Итого: -300 +430
26-3849
201
Для эффективной утилизации теплоты химической реакции при-
меняют различные регенеративные теплообменники «масло — гид-
рогенизат». Теплообменник, например, может представлять собой
емкость с концентрично размещенными змеевиками, по которым
снизу вверх проходит горячий саломас с суспендированным ката-
лизатором. В противотоке через емкость прокачивается масло, на-
правляемое на гидрогенизацию. В теплообменнике за один проход
температура саломаса снижается с 200...210 до 90... 100 °C, а рафи-
нированное масло нагревается до 150 °C и поступает в автоклав, где
досушивается и деаэрируется.
Для рекуперации теплоты можно использовать теплообменники
практически любой конструкции с требуемой поверхностью нагрева.
В современных установках температура гидрирования регулиру-
ется системой охлаждения реакторов маслом или водой, пропуска-
емыми через змеевики аппаратов под заданным давлением.
Температура кипения воды зависит от давления в паровой фазе.
Поддерживая это давление на определенном уровне, обеспечивают
некоторую постоянную температуру воды, циркулирующей через
змеевики реактора и питающую емкость, и, соответственно, по-
стоянную температуру в реакторе, так как при избытке теплоты
усиливается испарение воды, но не меняется ее температура, если
давление пара поддерживается на заданном уровне. Избыток пара
отводится из системы регулирования температуры потребителю.
Расход воды на парообразование компенсируется свежей водой,
подаваемой насосом.
При охлаждении маслом оно поступает в охлаждаемые змеевики
реактора и циркулирует в контуре охлаждения при необходимости
охлаждения в теплообменнике масло — вода.
3.5.3. СИСТЕМЫ ПОДАЧИ И ЦИРКУЛЯЦИИ ВОДОРОДА
Гидрирование в промышленных реакторах с мешалками осуще-
ствляют как методом насыщения под давлением без внешней цир-
куляции жидкой фазы и водорода, так и методом внешней цирку-
ляции значительных избытков водорода. '
При работе методом насыщения реактор находится под давлени-
ем газа, состав которого постепенно меняется. По ходу процесса в
газовом пространстве реактора накапливаются примеси, присут-
ствовавшие в подаваемом водороде и образующиеся при гидриро-
вании (вода, летучие продукты распада триглицеридов и жирных
кислот), в результате чего парциальное давление водорода в га-
зовой фазе постепенно снижается и в такой же мере снижается
скорость гидрирования. Для устранения этого отрицательного эф-
фекта применяют водород чистотой не ниже 99,8 % с остаточным
объемным содержанием паров воды не более 0,1 %. Для обезво-
живания водород компримируют до давления 0,7...1,0 МПа и
охлаждают до 10 °C. Для осушки водорода применяют также ад-
202
сорбционные и мембранные методы, эффективные при более вы-
соких давлениях газа.
Газовое пространство в реакторах большой вместимости, работа-
ющих методом насыщения, составляет примерно 50 % их общего
объема. По окончании периодического процесса гидрирования это
количество водорода сбрасывают в атмосферу. По этой причине
удельный расход водорода на производство саломаса становится
выше теоретически необходимого количества на 15...20 %. Предла-
гаются гидрогенизационные установки и смешанного типа, в кото-
рых сохраняется возможность осуществлять внешнюю циркуляцию
водорода.
Циркуляция водорода улучшает массоперенос в реакторах с ме-
шалками и увеличивает скорость гидрирования, не снижая селек-
тивность процесса при определенном соотношении интенсивнос-
тей механического и пневматического перемешивания (барботажа
водорода).
В установках с внешней циркуляцией газа отработавший водо-
род направляется на очистку, после чего возвращается в техноло-
гический цикл.
Применение хорошо рафинированных высушенных растительных
масел, высококачественного сухого водорода и умеренных темпе-
ратур гидрирования позволяет очистку отходящего водорода свести
к отделению механически увлеченного жира и высушиванию.
; Система очистки и циркуляции водорода усложняет гидрогени-
зационную установку, но делает ее более маневренной и повышает
производительность основного оборудования — гидрогенизацион-
ных реакторов.
В современных установках с циркуляцией газа удельный расход
водорода на производство саломаса только на 5... 10 % превышает
теоретически необходимое количество.
S 3.5.4. ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛЕНИЯ КАТАЛИЗАТОРА
> И ДЕМЕТАЛЛИЗАЦИИ САЛОМАСА
ж Катализатор отделяют от гидрированного продукта на рамных,
Ц! листовых и камерных фильтрах. Перспективными являются непре-
Ц рывнодействующие центробежные и магнитные сепараторы, При-
S. меняемые в химической промышленности для отделения катализа-
Ж 'тора из менее вязких суспензий.
К Отличительная особенность фильтров — наличие пористых пере-
Ж, городок, задерживающих дисперсную и пропускающих сплошную
Ж“фазу. В качестве фильтрующих перегородок используют синтети-
Д^еские ткани, металлические сетки или металлические листы раз-
личной пористости. Выбор перегородки определяется конструк-
В Дней и назначением фильтра.
Ж В современных механизированных фильтрах наиболее широкое
В распространение получили фильтровальные перегородки в виде
В ** 203
металлических сеток из углеродистой или нержавеющей стали,
никеля, титана.
В некоторых конструкциях фильтров применяют также метал-
лические пористые пластины. Изготовленная гальваническим
методом микроперфорированная металлическая пластина имеет
конические отверстия, узкая часть которых обращена в сторону
намывного слоя осадка. Преимущество такой перфорации — ми-
нимальное закупоривание пор твердой фазой суспензии и лег-
кость регенерации фильтровальной перегородки.
Фильтрование гидрированных жиров и гидрированных жир-
ных кислот необходимо осуществлять при температурах не вы-
ше НО °C, как правило при 80...90 °C. В этих условиях можно
использовать в качестве фильтрующих перегородок и синтети-
ческие ткани, обладающие высокой механической прочностью
и незначительно увеличивающие гидравлическое сопротивление
в процессе многократного фильтрования. Тканевые салфетки
применяют на рамных фильтр-прессах и на некоторых листовых
фильтрах.
Традиционные рамные фильтр-прессы с различными усовер-
шенствованиями сохранились на многих предприятиях. Этому
способствуют внедрение фильтрующих тканей с улучшенной тех-
нической характеристикой, фильтровальной бумаги для полиро-
вочной фильтрации, механизация разгрузки фильтров, возможность
контроля работы каждой фильтровальной плиты и замкнутого от-
вода фильтрата (без контакта с воздухом) и пр.
Основное преимущество фильтр-прессов — отсутствие «мерт-
вого», остаточного объема нефильтрованной жидкости. Основ-
ной недостаток — большие затраты ручного труда и грязные ус-
ловия работы.
Герметичные листовые пластинчатые фильтры используют на
всех новых и реконструируемых зарубежных предприятиях жи-
роперерабатывающей промышленности. Листовые фильтры
могут эксплуатироваться и в ручном режиме, но подготовка их,
проведение фильтрования и очистка происходят в полуавто-
матическом или полностью автоматическом режиме. Не требу-
ется интенсивного труда для открытия или сборки фильтра,
выгрузки осадка и повторного приведения фильтра в рабочее
состояние.
Для фильтрования суспензий применяют также дисковые
фильтры с вертикальным или горизонтальным расположением
дисков (см. рис. 2.7).
Полный цикл фильтрования на листовых, дисковых и других
фильтрах с выгрузкой катализатора на переработку (регенерацию
металла) включает следующие стадии:
заполнение объема фильтра гидрированным жиром;
рециркуляция жира с целью образования намывного слоя на
сетках до получения чистого фильтрата;
204
дофильтровывание суспензии, скопившейся в нижней части
резервуара;
продувка осадка катализатора паром для его дополнительного
обезжиривания и предотвращения самовоспламенения;
выгрузка сухого отработавшего катализатора с остаточным со-
держанием жира не более 25 %.
Отличительными особенностями современных никелевых ка-
тализаторов гидрирования жиров являются высокая дисперс-
ность и большая удельная поверхность при пониженном (по срав-
нению с ранее выпускавшимися катализаторами) содержании
носителя.
Характерным является также дополнительное измельчение ката-
лизатора по мере его многократного использования, в результате
чего проницаемость и связанная с ней фильтруемость более или
менее снижаются.
Техническое решение этой проблемы заключается в применении
ускорителей фильтрования — вспомогательных фильтрующих средств
(порошков). Их используют в основном двумя методами: наносят
на фильтровальную перегородку (создают намывной слой) или до-
бавляют его в суспензию. При предварительном нанесении слоя
фильтрующего средства увеличивается эффективность фильтро-
вальной перегородки и предотвращается ее закупоривание дис-
персной твердой фазой суспензии.
Основными вспомогательными фильтрующими веществами '
являются диатомит (кизельгур), перлит и активный уголь. По
фильтрующей способности уголь уступает кизельгуру, но позво- <
ляет улучшить цвет саломаса. С этой целью уголь иногда добав-
ляют к фильтрующему кизельгуру.
Остаточное содержание никеля в саломасах от 5 до 20 мг/кг. i f
Никель находится в фильтрованном саломасе в виде никелевых мыл
и так называемого коллоидального никеля, проходящего во многих j
случаях даже через слой фильтровального картона. |
В последнее время для удаления никеля рекомендуется про- ‘ j
водить деметаллизацию пищевых гидрированных жиров. С этой
целью гидрированный жир обрабатывают под небольшим разре- ,
жением рассчитанным количеством комплексона — водным раст- i
вором лимонной, фосфорной или некоторых других кислот в j
присутствии адсорбента и вспомогательного фильтрующего сред- л
ства. Затем гидрогенизат повторно фильтруют. ’
\ В деметаллизированном пищевом саломасе остаточное содержа- ,
ние никеля не должно превышать 0,5 мг/кг и обычно составляет
0,2...0,3 мг/кг, что позволяет рафинировать такой саломас бес-
ТцелоЧНым способом, совмещая удаление жирных кислот с де-
зодорацией. fj
Оборудование для деметаллизации фильтрованного саломаса вхо-
дит в комплект современных гидрогенизационных установок, по-
ставляемых зарубежными фирмами.
205
3.5.5. СИСТЕМА КОНТРОЛЯ И АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
ПРОЦЕССА
Стандартная система контроля процесса гидрирования обеспе-
чивается расходомерами масла; автоматической системой измере-
ния и регулирования потока водорода и его суммарного расхода;
автоматической системой регулирования давления; автоматическим
регулированием температуры с блокировкой подачи водорода для
снижения скорости гидрирования при повышении температуры.
Используются также автоматизированные рефрактометры для
оценки глубины гидрирования (степени ненасыщенности салома-
са), детекторы уровня и другие средства контроля всех стадий про-
изводства, фильтрования и деметаллизации саломаса, контроля его
показателей.
В автоматизации гидрогенизационных установок развиваются два
направления: первое — применение электронных или пневматичес-
ких регуляторов с обычной блокировкой, централизованной на
пульте управления; второе — использование микропроцессорной
техники.
3.6. ПРОМЫШЛЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ГИДРОГЕНИЗАЦИИ
3.6.1. ГИДРИРОВАНИЕ В РЕАКТОРАХ СМЕШЕНИЯ С ВНЕШНЕЙ
ЦИРКУЛЯЦИЕЙ ВОДОРОДА
Отечественные гидрогенизационные установки оборудованы
реакторами (автоклавами) смешения (реакторами Нормана).
Гидрирование в автоклавах осуществляют периодическим и не-
прерывным методами. Периодический процесс применяется для
производства гидрированных жиров с узким диапазоном допус-
тимых колебаний химико-технологических показателей (саломасы
для кондитерского жира, стеарина и т.п.).
Непрерывный процесс гидрирования является основным в
нашей промышленности при переработке однотипного сырья и
выпуске узкого ассортимента саломасов.
Типовая технологическая схема гидрирования жиров в реакто-
рах (автоклавах) приведена на рис. 3.13.
В схеме три автоклава, и в зависимости от условий и требований
процесс может проводиться как непрерывным, так и периодичес-
ким способом. Рафинированное масло или жиры через суммирую-
щий счетчик 3 поступают в цеховые резервуары 1, из них насосом 2
масло подается в один из автоклавов 7 (при непрерывном ведении
процесса в первый на схеме левый автоклав). Перед поступлением
в автоклавы масло подогревается в регеративном теплообменнике
19 теплотой готового саломаса, подаваемого насосом 20 из салома-
сосборника 21. Из первого автоклава 7, в котором начинается про-
206
цесс гидрирования, жир последовательно и непрерывно перетека-
ет во второй и далее третий автоклавы 7, и по завершении процесса
из последнего автоклава готовый саломас самотеком сливается в
саломасосборники 21. При периодическом процессе в каждом ав-
токлаве ведется процесс до готовности саломаса, который через
нижний слив передается в саломасосборники 21.
Гидрируемый жир подогревается до температуры 180...200 °C
насыщенным паром при давлении не ниже 3 МПа через змееви-
ки. Температура процесса по автоклавам регулируется автома-
тически. Для отвода избыточной теплоты реакции, выделяющейся
в автоклавах, используются исходные жиры, которые по отдельно-
му контуру одним из насосов 2 подаются в охлаждающие змеевики
автоклавов.
При необходимости масло дополнительно охлаждается водой в
теплообменнике 4. Обычно нагретое в змеевиках масло возвраща-
ется в резервуар 1.
Для осуществления процесса в первый автоклав или любой из
автоклавов дозирующим насосом 15 из расходных емкостей 16 по-
дается расходный (паспортный) катализатор — 3...5 % суспензии
смеси свежего и многократно используемого катализатора.
Водород в автоклавы подается компрессорами через подогрева-
тель 8. Избыточный водород из автоклавов поступает в систему
очистки циркуляционного водорода.
При работе по непрерывной схеме саломас из последнего по ходу
процесса автоклава 7, а при периодической — из любого автоклава
поступает в саломасосборник 21. Здесь от саломаса отделяется ув-
леченный водород, после чего саломас насосом 20 через теплооб-
менник 19 подается на охладитель 9. Охлажденный до 100...150 ?С
саломас фильтруется на фильтрах 10, первые мутные порции сало-
маса собираются в емкости 77, откуда возвращаются насосом 18
на повторную фильтрацию. Светлый саломас накапливается в ем-
кости 11, откуда насосом 12 выкачивается на склад. Снятый с
фильтров 10 отделенный катализатор накапливается в мешалках 14
отработавшего катализатора, смешивается с маслом и насосом 13
подается в расходные емкости 16 паспортного катал изатс/ра, где
смешивается со свежим катализатором.
Если в саломасосборниках осаждается катализатор, то его ше-
стеренным насосом 22 перекачивают в расходную емкость 16
катализатора.
Продувка системы в атмосферу производится через специальный
гидрозатвор.
Автоклавы 7 и саломасосборники оборудованы предохранитель-
ными клапанами 6, проба саломаса из автоклава отбирается при
помощи пробоотборника 5.
Отработавший водород, отводимый из автоклавов, содержит
значительное количество примесей. Они придают циркуляционно-
му водороду резкий запах.
208
Для гидрогенизации жиров требуется водород высокой степе-
ни чистоты, поэтому отводимый водород подвергают тщатель-
ной очистке.
В заводской практике известно несколько схем очистки цирку-
ляционного водорода, одна из них, достаточно эффективная, при-
ведена на рис. 3.14.
Отводимый избыточный водород последовательно поступает в кап-
леотделитель 9 полочного типа и далее в центробежный каплеотдели-
тель 8. В них обеспечивается улавливание механически увлеченного
жира и жирных кислот. Далее водород направляется в скруббер 7, где
промывается орошаемой холодной водой и охлаждается. Промытый
водород поступает в щелочной скруббер 5 (на ряде заводов этот скруб-
бер используют также в качестве промывного), где обрабатывается
циркулирующим при помощи насоса 4 раствором гидроксида натрия.
В этом скруббере улавливаются в основном диоксид углерода (СО2) и
другие продукты, имеющие кислую природу. В скруббере 3 водород
освобождается от капелек увлеченной щелочи и далее поступает в сме-
ситель 1. Периодически с целью снижения концентрации не удаляе-
мых при такой очистке примесей из скруббера 3 перед смесителем 1
продувают часть водорода в атмосферу. В смесителе 1 очищенный
Рис. 3.14. Технологическая схема очистки циркуляционного водорода
27-3849
209
Рис. 3.15. Технологическая схема компримирования и осушки водорода
циркуляционный водород смешивается со свежим водородом, по-
ступающим из газгольдера через счетчик 2. Далее смесь поступает в
компрессорное отделение для высушивания и подачи в автоклавы.
Жиры, отделившиеся в каплесборниках 9 и 8, сливаются в сбор-
ник 10. Вода из промывного скруббера 7 через гидрозатвор 6 слива-
ется в жироловушку 11. Отделившийся здесь жир и жир из сборни-
ка 10 насосом 12 откачиваются на склад. Вода из жироловушки на-
правляется в канализацию или систему очистки промышленных стоков.
Технологическая схема компрессорного отделения приведена на
рис. 3.15. Смесь свежего и очищенного циркуляционного водорода
из смесителя поступает во всасывающую линию компрессоров 1.
Сжатый газ из компрессоров 1 через рессивер 3 поступает в холо-
дильник 5, в котором охлаждается ледяной водой (от 1...2 до 5 °C).
Сконденсированная влага отделяется от водорода в отделителе 6 и
сливается наружу через гидравлический затвор 7. Такой же затвор 4
для сброса жидкости имеется и при ресивере 3. Отводимый конден-
сат сбрасывается в очистную систему промышленных стоков. Осу-
шенный водород через газосборник 2 подается в автоклавный цех.
Охзаждающий рассол или ледяная вода циркулируют в системе
холодильной установки, размещенной в машинном отделении
компрессорной станции. Влагосодержание осушенного при 5 °C
и давлении 0,65 МПа водорода около 5 г/м3.
По действующим правилам водородно-компрессорные станции
размещаются в одноэтажном изолированном здании.
210
3.6.2. ГИДРИРОВАНИЕ В РЕАКТОРАХ СПОСОБОМ НАСЫЩЕНИЯ
Наиболее прогрессивная схема гидрирования способом насы-
щения в периодическом режиме представлена в установке фирмы
«Де Смет» в одном автоклаве (реакторе) большой вместимости,
оборудованном многоярусной турбинной мешалкой (рис. 3.16).
Рис. 3.16. Схема гидрогенизационной установки фирмы «Де Смет»
Из реактора 3 саломас самотеком сливается в приемник 10, от-
куда насосом подается в змеевики регенеративного теплообмен-
ника 1 (саломас - масло) и далее на фильтр 4. Часть саломаса
направляют в мешалку 9, где готовится суспензия вспомогатель-
ного фильтрующего средства для создания дренажного слоя на
фильтре 4. В эту же мешалку поступает первая мутная порция
фильтрата — «мутный саломас». Приготовленная суспензия непре-
рывно небольшими порциями подается в поток саломаса, поступа-
ющего на фильтрование.
Отфильтрованный катализатор собирают в приемнике 8, к нему
добавляют свежий катализатор, смесь дозируется в реактор 3.
Фильтрованный саломас, содержащий небольшое количество ни-
келя, поступает в мешалку 7, где обрабатывается под вакуумом ком-
плексоном, например лимонной кислотой (до 50 г/т) и отбельной
глиной (0,3...0,5 %), повторно фильтруется на фильтре 6 и после
охлаждения выкачивается на склад. Обработанный таким образом
саломас без щелочной рафинации поступает на дезодорацию.
Исходное, рафинированное масло поступает в теплообмен-
ник 7, где нагревается в результате теплообмена с горячим сало-
Ж масом до 120...150 °C, высушивается и деаэрируется под вакуумом
Ж и при помощи насоса поступает в приемный танк-накопитель 2,
К 27‘ 211
размещенный выше реактора 3, здесь через змеевики масло нагре-
вается паром высокого давления до температуры гидрирования
180...210 °C. После слива готового саломаса масло из танка-нако-
пителя сливается в реактор 3, куда одновременно подается катали-
затор из приемника 8.
Разрежение в системе создается пароэжекторным вакуумным
насосом 5.
При работающей мешалке в барботер подается водород под дав-
лением 0,5... 1 МПа, водород накапливается над слоем масла в
верхней части реактора 3. Мешалка устроена таким образом, что
нижняя лопасть поддерживает катализатор во взвешенном состоя-
нии и распределяет его равномерно во всем объеме масла. Верх-
ние же лопасти мешалки выполнены так, что захватывают водород
и, направляя его сверху вниз, равномерно распределяют во всем
объеме жира.
По мере расходования водорода давление в реакторе снижает-
ся, и для его выравнивания автоматически через барботер посту-
пает свежая порция водорода.
Так протекает гидрирование без внешней циркуляции водорода.
Готовый саломас сливается в приемник 10. Оставшийся в автокла-
ве излишний водород как загрязненный через вакуумную систему
выбрасывается в атмосферу.
3.6.3. НЕПРЕРЫВНОЕ ГИДРИРОВАНИЕ В КОЛОННЫХ РЕАКТОРАХ
С СУСПЕНДИРОВАННЫМ КАТАЛИЗАТОРОМ
На рис. 3.17 показана одна из технологических схем непрерыв-
ного гидрирования на суспендированном катализаторе в колонных
реакторах под давлением водорода до 1 МПа.
Жир или дистиллированные жирные кислоты из резервуара 1
насосом 2 через регенеративный теплообменник 3 подаются на
дополнительное высушивание в вакуум-сушильный аппарат 4.
В теплообменнике за счет теплоты саломаса сырье перед высуши-
ванием подогревается до 100...120 °C. Из аппарата 4 сырье насосом-
дозатором 5 через трубчатый подогреватель 6 и смеситель 7 поступает
в первый по ходу процесса колонный реактор 8 и далее последова-
тельно в остальные реакторы установки. В подогревателе 6 сырье
паром высокого давления подогревается примерно до 200 °C.
Из верхней части последнего реактора саломас вместе с водоро-
дом и катализатором переходит в газоотделитель 9, где давление
понижается и саломас освобождается от основного количества во-
дорода. Далее саломас переходит в саломасосборник 10, откуда
насосом 11 через теплообменник 3 и трубчатый водяной холо-
дильник 12 поступает в фильтр-пресс 13.
Отфильтрованный саломас собирается в сборнике 17, из кото-
рого насосом 18 транспортируется в баки хранилища.
Смесь свежего и очищенного водорода из смесителя 21 ком-
212
Рис. 3.17. Технологическая схема непрерывного гидрирования в колонных реак-
торах на суспендированном катализаторе
прессором 22 через ресивер высокого давления 19 и трубчатый
подогреватель 20 подается в смеситель 7, откуда вместе с гидри-
руемым сырьем поступает в первый по ходу процесса реактор 8.
В газоотделителе 9 водород отделяется от саломаса и далее пос-
тупает в систему очистки водорода.
Масляная суспензия расходного катализатора из аппарата 75насо-
сом-дозатором 14 направляется в смеситель 7 и далее — в реакторы 8.
С поддонов фильтр-прессов 13 отфильтрованный катализатор,
разбавленный (для транспортабельности) саломасом или маслом,
через вакуум-сборник 16 выгружается в аппарат 75, где готовится
расходная суспензия катализатора. Катализатор, осевший в сало-
масосборнике 10, также периодически спускают в аппарат 75.
3.6.4. НЕПРЕРЫВНОЕ ГИДРИРОВАНИЕ В КОЛОННЫХ РЕАКТОРАХ
СО СТАЦИОНАРНЫМ КАТАЛИЗАТОРОМ
Одна из схем непрерывного гидрирования в реакторе со стацио-
нарным катализатором приведена на рис. 3.18.
Сырье насосом 7 из резервуара 2 через регенеративный тепло-
обменник 14 и паровой трубчатый подогреватель 4 подается в не-
прерывно действующий вакуум-сушильный аппарат 3. Далее оно
из сборника 19 насосом 18 прокачивается через паровой подогре-
ватель 77 в струйный смеситель 16, откуда вместе с водородом
проходит реактор 75, саломасосборник 5 и теплообменник 14.
Далее насосом 13 саломас через трубчатый холодильник 6 пе-
213
Рис. 3.18. Технологическая схема непрерывного гидрирования в колонном реак-
торе со стационарным катализатором
редается в сборник готовой продукции 12, откуда саломас транс-
портируется насосом 11 в баки хранилища.
Смесь свежего и очищенного водорода компрессором 9 из сме-
сителя 8 через ресивер 7 и паровой подогреватель 10 поступает в
струйный смеситель 16 и далее - в реактор 15. Из саломасосбор-
ника 5 водород направляется в систему очистки.
Гидрирование на стационарном сплавном катализаторе проводят
при 180...240 °C и при давлении 0,6... 1,6 МПа, получая главным об-
разом технический саломас. Количество водорода, подаваемое в
колонные реакторы с суспендированным или стационарным катали-
заторами, в 6... 10 раз превышает расход водорода на гидрирование.
По мере использования стационарный катализатор теряет свою
гидрирующую активность. Так, межрегенерационный срок службы
стационарных сплавных катализаторов 1...3 мес, после чего их под-
вергают регенерации непосредственно в реакторах для гидрирования.
Потерявший активность сплавной катализатор обезжиривают,
промывая горячим раствором поверхностно-активного вещества.
Затем его обрабатывают 1...2 %-ным раствором щелочи, омь^ливая
остатки саломаса и частично выщелачивая алюминий. По оконча-
нии обработки катализатор промывают водой и высушивают водо-
родом под слоем гидрируемого сырья.
3.7. МАТЕРИАЛЬНЫЙ БАЛАНС ПРОЦЕССА ГИДРИРОВАНИЯ
ЖИРОВ
В процессе гидрирования расходуются жировое сырье, водород,
электроэнергия, катализатор и другие материалы.
Удельный расход основных и вспомогательных материалов зависит
от следующих факторов: назначения саломаса; природы и качества
исходного сырья, водорода и катализатора; технологии гидрирования;
конструкции и производительности гидрогенизационных установок.
214
Далее приведены обобщенные данные материального баланса
жирового сырья, водорода и катализатора применительно к гидри-
рованию рафинированных подсолнечного и хлопкового масел на
порошкообразных никельсодержащих катализаторах в батарее из трех
автоклавов с циркуляцией водорода.
3.7.1. БАЛАНС ВОДОРОДА
Водород расходуется на присоединение к гидрируемому сырью и
компенсацию потерь:
2? = 2?Т + Я,
где В — удельный расход сухого 100 %-ного водорода, м3/т сухого гидрируемого
сырья; Вт — теоретический расход водорода, м5/т сырья; Пв — удельные потери
водорода, м3/т сырья. (Объем газа определяется при нормальных условиях.)
Теоретический удельный расход водорода (м3/т) пропорциона-
лен снижению степени ненасыщенности гидрируемого сырья:
Вт = 0,8825 (й.ч.м — й.ч.с),
где й.ч.м, «л.с — йодные числа исходного и гидрированного сырья соответственно,
% йода.
Потери водорода в процессе складываются из потерь в очистной
системе и потерь при продувке водорода в атмосферу.
В системе очистки циркуляционный водород промывается во-
дой при 25...50 °C. Удельный расход воды на промывку водорода
не превышает 1 м3/т жира.
Суммарные потери водорода из-за его растворимости в жире
и воде, отнесенные к 1 т гидрируемого сырья, не превышают
0,16 м3. Этими потерями водорода можно пренебречь при дальней-
ших расчетах.
Системы очистки циркулирующего водорода недостаточно эф-
фективны, поэтому для поддержания определенной концентра-
ции водорода в циркулирующем газе и для удаления газообраз-
, ных продуктов распада жира, являющихся каталитическими
ядами, часть циркулирующего газа выбрасывается в атмосферу.
В типовых гидрогенизационных установках отдувка загрязненно-
го водорода в атмосферу производится периодически. В это вре-
. мя циркуляция газа прекращается, т.е. в установку подается
> только свежий водород.
> Допустимое содержание примесей в.циркулирующем водороде
ж х = 5 %. Оптимальная кратность подачи водорода в гидрогениза-
® ционную установку а = 3. Отдувка газа в атмосферу включается,
Ц когда концентрация примесей в циркулирующем водороде воз-
ж растает на 2 % (абсолютный прирост).
ж Частота продувок зависит от качества гидрируемого сырья, во-
215
дорода и катализатора, температуры процесса и ряда других фак-
торов. При подаче в установку трехкратного количества водорода
(по сравнению с теоретическим) в среднем каждый час система
3.13. Расход водорода (м’/т) иа производ-
ство саломаса из подсолнечного масла
Назначение саломаса Расход водорода
теорети- ческий удель- ный
Маргариновая продукция 44 55
Туалетное мыло 60 75
Хозяйственное мыло 70 85
продувается 2 раза.
В среднем потери водорода
при продувках гидрогениза-
ционной установки в зависи-
мости от производительности ее
и назначения изготовляемого
саломаса колеблется в пределах
10... 16 м3/т. Удельный расход
водорода на гидрирование при-
веден в табл. 3.13.
Фактический расход сухого 100 %-ного водорода на гидрирова-
ние с учетом потерь, м3/т,
В = (1,05...1,25)(й.ч.м — й.ч.с).
3.7.2. БАЛАНС КАТАЛИЗАТОРА
Для того чтобы обеспечить стабильность показателей саломаса и
нормативную производительность гидрогенизационных установок,
гидрирование осуществляют при определенном соотношении
количеств повторно использованного (отфильтрованного от сало-
маса) и свежего катализатора. Для этого часть отфильтрованного
катализатора выводят из сферы реакции, заменяя его свежим. Сле-
довательно, удельный расход свежего (товарного) катализатора,
кг на 1т сырья,
к р ’
где /7к — потери катализатора, кг на 1 т сырья; К? — часть отфильтрованного катали-
затора, направляемая на регенерацию, кг на 1 т сырья.
Потери катализатора связаны с его отделением от саломаса филь-
трованием. Фильтрование производится на фильтр-прессах через
ткань типа «Бельтинг Ф». Удельный расход фильтровальной ткани
в среднем 0,5 м на 1 т гидрируемого сырья. При использовании
наиболее распространенных фильтр-прессов фильтрующая по-
верхность 1 м ткани 0,67 м2. Остаточное содержание никеля на
фильтрующей поверхности отработавших салфеток из бельтинга
в среднем равно 0,15 кг/м2.
Остаточное содержание никеля в фильтрованном саломасе в
среднем 0,01 кг на 1 т жира (10 мг/кг саломаса).
Таким образом, удельные потери катализатора в процессе гид-
рирования в пересчете на никель
Пк = 0,15 • 0,67 • 0,5 + 0,01 = 0,06 кг на 1 т сырья.
216
Величина Кр зависит от качества гидрируемого жира (полноты
его рафинации), типа катализатора и его стабильности, ассорти-
мента вырабатываемого саломаса. В каждом процессе значение К
устанавливают отдельно и с учетом принятой нормы потерь ката-
лизатора Пк определяют удельный расход свежего катализатора.
3.7.3. БАЛАНС ЖИРА
Выход фильтрованного саломаса, кг на 1 т сырья,
С= 1000 +В+Р-П-О,
т г ж ж’
где Вг — теоретический удельный расход водорода, кг на 1 т сырья; Р — увеличение
массы жира в результате частичного гидролиза триглицеридов, кг на 1 т сырья;
Пх - потери жира, кг на 1 т сырья; Ож — жировые отходы, кг на 1 т сырья.
Теоретический удельный расход водорода, кг на 1 т сырья,
5 = 0,0794(й.ч.м — й.ч.у
Теоретический выход саломаса (1000 + 5) приведен в табл. 3.14.
3.14. Теоретический выход саломаса, кг иа 1 т сырья
Назначение саломаса Из подсолнечного масла Из хлопкового масла
В + Р 1000 + В + Р В + Р 1000 + В + Р
Маргариновая продукция 4,0 + 0,3 1004,3 2,6 + 0,2 1002,8
Кондитерский жир — — 3,3+ 0,4 1003,7
Туалетное мыло 5,4 + 0,7 1005,61 4,0 +0,7 1004,7
Хозяйственное мыло 6,3+ 1,0 1007,3 5,3+ 1,0 1006,3
Гидрирование жиров сопровождается гидролизом триглицери-
дов в результате взаимодействия с водой, содержащейся в сырье,
водороде и катализаторе, а также образующейся при восстанов-
лении катализатора и при некоторых побочных реакциях.
В результате неполного гидролиза увеличение массы жира Рр
равно 0,03...0,1 % или 0,3... 1 кг. Фактический выход саломаса ниже
из-за потерь жира и образования жировых отходов.
Потери жира складываются из потерь жира при гидролизе 77г,
потерь жировых веществ со сточной водой из системы очистки
циркуляционного водорода Ясв, потерь жира с отработавшим ка-
тализатором, выводимым из процесса, Пк и потерь жира с отра-
ботавшей фильтровальной тканью Пр (табл. 3.15).
Жировые вещества (ЖВ), уносимые потоком водорода из ав-
токлавов, улавливаются в системе очистки циркулирующего во-
дорода. Опытом установлено, что при кратности подачи водоро-
да, равной 3, его избыток, отходящий из автоклавов, содержит
0,02 кг/м3 жировых веществ. В расчете на весь объем отходящего
водорода ЖВ = 0,058 Вт кг/т сырья. За вычетом потерь жировых
28-3849 217
3.15. Потери жира в процессе гидрогенизации жиров, кг на 1 т сырья
Назначение саломаса I п/ 1 ч. 1 Ч 1 П. | Всего
Маргариновая продукция 0,4' 0,5 0,6 0,9 2,4
Кондитерский жир 0,7 0,5 о,6 0,9 2,7
Туалетное мыло 1,2 0,5 0,7 0,9 3,3
Хозяйственное мыло 1,8 0,5 1,5 0,9 4,7
веществ со сточной водой из ^сироловушек (77св) 55...65 % жиро-
вых веществ улавливается в сухих каплеотделителях, 35...45 % —
в орошаемых водой скрубберах и сливаетсяв жироловушки.
Общее количество жировых веществ, собираемых в аппара-
тах системы очистки водород# и представляющих собой отходы
жира, кг на 1 т гидрируемого сырья,
Ож = ЖВ - nat = 0,058 • Я - 0,5.
Отходы и потери возрастают при гидрировании неудовлетво-
рительно отрафинированного сырья, а также при использовании
низкокачественного катализатора и загрязненного водорода.
3.16. Баланс жира при гидриров ании растительных масел до саломасов
различного пидцевого назначения, кг
Статья баланса Саломас для туалетного мыла на основе Саломас на основе
подсолнеч- ного масла хлопкового масла подсолнеч- ного масла хлопкового масла
Расход сухого рафинированного масла 1000 1000 1000 1000
Теоретический выход саломаса 1006,1 1004,7 1004,3 1002,8
Потери жира 3,3 3,3 2,4 2,4
Отходы жира 3,0 2,0 2,0 1,2
Выход фильтрованного саломаса 999,8 999,4 999,5 999,2
Расход масла на 1 т саломаса 1000,2 1001,6 1000,5 1000,8
Данные, приведенные в табл. 3.15 и 3.16, относятся к отдельным
гидрогенизационным установкам, специализированным по видам
саломаса. В современной промышленной практике на большинстве
гидрогенизационных заводов одновременно вырабатывается два и
более видов и марок саломаса (на отдельных установках непрерывно-
го действия, либо в периодически работающих автоклавах). При этом
условии и использовании жиророго сырья одинакового качества сни-
жается расход катализатора, так как часть его, выведенная из одного
процесса (например, производства технического саломаса из рафи-
нированных масел), используется в производстве другого вида (дру-
гой марки) саломаса. Благодаря этому снижаются и потери жиров
с отработавшим катализатором, так как на регенерацию выводится
существенно меньше катализаторной массы.
218
При комбинированном производстве саломасов наиболее ра-
ционально используются отходы жира, улавливаемые в сухих
каплеотд ел ителях, их основное количество непосредственно ис-
пользуется как технический саломас либо дополнительно гидри-
руется до высокотитрового технического саломаса. В итоге сни-
жается расход сырья на производство саломаса.
3.8. АССОРТИМЕНТ И КАЧЕСТВО ГИДРИРОВАННЫХ
ЖИРОВ. ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ ИХ ПОЛУЧЕНИЯ
Вырабатываемые промышленностью гидрированные жиры под-
разделяют на саломасы пищевого и технического назначения.
3.8.1. САЛОМАСЫ ПИЩЕВОГО НАЗНАЧЕНИЯ
В зависимости от физико-химических показателей и основ-
ного назначения саломас пищевой нерафинированный для мар-
гариновой продукции подразделяется на следующие марки
(ТУ 9145-181-00334534-95). Дополнительная область исполь-
зования этих саломасов определяется потребителем.
Ассортимент саломасов пищевого назначения
Марка
Применение
1 и 2 Для маргаринов и кулинарных жиров
3-1, 3-2 Для кондитерских изделий
4 Для хлебопечения и текучих кулинарных жиров
5 Для наливных маргаринов, переэтерифицированных жиров
6 Для пищевых ПАВ, жидкого маргарина, переэтерифицированных жиров
По органолептическим и физико-химическим показателям са-
ломас нерафинированный должен соответствовать требованиям,
указанным в табл. 3.17. В зависимости от дополнительной об-
работки саломасы пищевого назначения выпускают деметалли-
зированными или недеметаллизированными.
Саломасы марки 1 и 2 вырабатывают из широкого ассортимента
растительных масел, кроме растительных масел используют их смеси
с животными жирами высшего и I сортов. За рубежом для этих
целей используют рафинированные рыбные жиры.
Саломасы марки 3 вырабатывают на основе хлопкового или ара-
хисового масел, марки 5 — на основе пальмового масла, остальные
марки - на основе широкого ассортимента масел. Все масла перед
гидрогенизацией подвергают глубокой рафинации, исключая дезо-
дорацию и вымораживание.
При оценки качества саломасов для производства маргаринов
важное значение имеет состав триглицеридов и их структура, так
как они в основном определяют структурно-механические свойства
Й* 219
3.17. Качественные показатели саломасов пищевого назначения
Показатели Марка
1 3-2 4 | 5 6
1 2 1 3-1
Температура плавления, “С 32...34 34...36 35...37 35...37 Не вы- 42...45 Не ни-
Твердость, г/см 180...250 280...350 Не ни- 400...500 ше 27 Не бо- Не ни- же 53 Не опре-
Кислотное число, 0,9 же 550 0,9 2,0 1,5 лее 50 0,8 же 800 2,0 деляется 3,0
мг КОН/г, не более Массовая концентрация никеля, мг/кг, не более в недеметаллизиро- 10 10 15 10 10 15 15
ванном в деметаллиэиро- 0,5 0,5 0,5 0,5 0,5 0,5 0,5
ванном Массовая доля влаги 0,15 0,15 0,15 0,15 0,15 0,15 0,15
и летучих веществ, %, не более Цвет при 15...20 'С недеметаллизирован- От белого до светло-желтого Не От белого до свет-
кого С сероватым оттенком норми- ло-желтого с се-
деметаллизированного Йодное число, г J2/100 г: не более От белого руется роватым оттенком до светло-желтого 1
в пределах 70...85 70...85 70...80 70...80 85... 105 55...65 —
саломасов, а, следовательно, и пластичность изготовляемых мар-
гаринов. Для качественных саломасов эти показатели должны быть
в определенных пределах (табл. 3.18), данные относятся к салома-
сам из соевого, подсолнечного, рапсового масел и их смесей с
пальмовым маслом, свиным жиром, рыбными жирами, а также
для хлопкового масла.
3.18. Жирнокислотный состав, массовая доля твердых триглицеридов, щрвяс-нзомеров
и температура застывания саломаса для маргариновой продукции
Показатель Марка
1 2 3-1 3-2 1 4 5 ’ 6
Содержание жирных кислот, %
насыщенных 15...25 15...25 15...30 10...25 5...15 20...30 96...100
мононенасыщенных 70...75 70...75 65...75 65...75 55...80 65...75 0...4
диненасыщенных 5...10 5...10 3...10 10...15 15...30 2...10 —
Массовая доля транс- 35...45 40...50 60...65 45...S5 Не бо- 35...45 Не опре-
изомеров, % лее 30 деляется
Массовая доля твердых 29...35 29...40 45...70 40...55 Не опре- Не ме- Не опре-
триглицеридов при 20 °C деляется нее 45 деляется
Температура застывания, “С 26...29 26...29 Не ни- Не ни- Не опре- 32...35 Не опре-
же 29 же 29 деляется деляется
220
3.8.2. САЛОМАСЫ ТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ
Для производства туалетного и хозяйственного мыла, техноло-
гических смазок, технической стеариновой кислоты и ряда дру-
гих продуктов используют технический саломас, ассортимент ко-
торого приведен ниже. Дополнительная область применения этих
саломасов определяется потребителем (ТУ-9145—180—00334534—95).
Ассортимент саломасов технического назначения
Марка Применение
1 Для туалетного мыла
2 Для хозяйственного мыла
3 Для косметического стеарина
4 и 5 Для стеарина
Технический саломас различных марок получают гидрированием
растительных масел, технических животных жиров, дистиллиро-
ванных жирных кислот соапстоков.
В зависимости от назначения, физико-химических показателей
используют следующее жировое сырье для получения технического
саломаса различных марок:
1 - саломас для туалетного мыла, получаемый из растительных ма-
сел, животных жиров, из дистиллированных жирных кислот соапстоков;
2 — саломас для хозяйственного мыла, получаемый из расти-
тельных масел и технических животных жиров;
3 , 4 и 5 — саломасы для стеарина различного назначения, по-
лучаемые из растительных масел и технических животных жиров,
а также из пищевого свиного и говяжьего жира.
В табл. 3.19 приведены основные показатели технического са-
ломаса.
3.19. Показатели качества технических саломасов
Показатели Марка саломаса
1 2 3 4 5
Цвет при 15...20 °C, не темнее Светло- Кремо- Кремового кремового вого Сероватый и зеленоватый оттенки не являются браковочными факторами
Титр (температура застывания жирных кислот), "С 39...43 46...50 Не ни- же 53 Не ни- же 58 Не ни- же 54
Кислотное число, мг КОН/г, не более 3,5 5 5 5 5
Массовая доля влаги и летучих веществ, %, не более 0,3 0,3 0,3 0,3 0,3
Массовая концентрация никеля, мг/кг, не более Йодное число, г J2/100 г. 15 20 20 20 20
не более 65 65 6 — —
в пределах — — — Свыше 5 до 17 Свыше 17 до 30
221
Содержание свободных жирных кислот в техническом саломасе
из рафинированных масел и жиров выше, чем в пищевом сало-
масе, что объясняется большей продолжительностью и более жест-
кими условиями гидрирования, способствующими гидролитичес-
кому расщеплению триглицеридов.
В промышленной практике саломас для производства туалет-
ного мыла называют низкотитровым техническим саломасом, а
саломас для производства хозяйственного мыла — высокотитро-
вым саломасом.
3.8.3. ПОДГОТОВКА СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА САЛОМАСА
Требования к сырью определяются назначением саломаса, необ-
ходимостью снижения расхода катализатора и обеспечения макси-
мальной производительности гидрогенизационных установок.
Для производства пищевого саломаса используют растительные
масла и пищевые топленые животные жиры высшего и I сортов,
рыбные жиры, для технического саломаса — растительные масла
II сорта и ниже, технические животные жиры и дистиллирован-
ные жирные кислоты соапстоков.
Из веществ, сопутствующих маслам и жирам, наиболее сильное
дезактивирующее воздействие на катализатор оказывают соедине-
ния сульфидной серы, соли жирных кислот и щелочных металлов,
госсипол и его производные, фосфолипиды. Даже ничтожные ко-
личества сульфидной серы быстро и необратимо отравляют ката-
лизатор. Поэтому, например, гидрирование рафинированных рап-
сового и горчичного масел, даже содержащих 0,001...0,002 % серы,
протекает замедленно и при увеличенном расходе катализатора.
Щелочные мыла, плохо растворимые в жирах и маслах, также
отравляют катализатор, адсорбируясь на его поверхности.
Отрицательное воздействие фосфатидов на ход процесса гидри-
рования связано с тем, что они сравнительно легко разрушают
катализатор, образуя фосфорнокислые соли никеля. Аналогич-
ным образом действуют и низкомолекулярные жирные кислоты.
Высокомолекулярные жирные кислоты медленнее реагируют с
восстановленным катализатором. Поэтому присутствие в гидри-
руемом сырье некоторого количества свободных жирных кислот
(до 10 %) не сопровождается сильным снижением скорости гид-
рирования, особенно при повышенных давлениях водорода.
Вода в условиях высокотемпературного гидрирования стимули-
рует гидролиз глицеридов и окисление катализатора, что снижает
его активность.
Газообразные примеси в водороде — пары воды, аммиак, окси-
ды углерода, кислород, производные серы, низкомолекулярные
кислоты, альдегиды, кетоны и т.д. — также вызывают отравление
или разрушение катализатора.
Поэтому, чтобы уменьшить расход катализатора и водорода, сни-
222
зить температуру гидрирования, уменьшить гидролиз и распад жи-
ров и жирных кислот, необходимо гидрируемое сырье и водород
максимально освободить от перечисленных примесей. С этой целью
осуществляют гидратацию, щелочную, кислотную и сорбционную
рафинацию масел и жиров, дистилляцию свободных жирных кис-
лот, глубокую осушку жирового сырья, очистку и осушку водорода.
После рафинации жиры должны иметь кислотное число не более
0,4 мг КОН/г, остаточное количество фосфатидов не более 0,064 %,
серы — не более 0,0006 %, влаги не более 0,05 %, отсутствие мыла,
для пищевого саломаса эруковой кислоты не более 5 %.
Жирные кислоты, полученные безреактивным гидролизом, и
дистиллированные жирные кислоты соапстоков дополнительной,
перед гидрогенизацией, обработки не требуют.
3.8.4. ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ ПОЛУЧЕНИЯ САЛОМАСОВ
Саломасы для маргариновой промышленности производят
как по непрерывной схеме в батарее из трех автоклавов, так и
по периодической в одном отдельном автоклаве.
В зависимости от марки саломаса готовят для гидрогенизации
рафинированные масла либо их смеси с животными или другими
жирами.
Для примера в табл. 3.20 приведены рецептуры для производ-
ства саломаса для маргариновой продукции.
3.20. Рецептура саломаса для маргариновой продукции
Мар- ка Компонент рецептуры Массовая доля, % Примечание
1 Жидкие растительные масла и их смеси Пальмовое масло 70... 100 0...30 Допускается частичная замена пальмового масла кокосовым
2 Жидкие растительные масла и ихсмес и 65...75 —
Животные жиры 25...35 Допускаются смеси животных жиров
Режимы гидрогенизации определяются качеством и жирно-
кислотным составом гидрируемого сырья, назначением саломаса,
типом гидрогенизационной установки, типом и состоянием ката-
лизатора (табл. 3.21). По этим режимам вырабатывается основное
количество пищевых и технических саломасов из растительных ма-
сел и животных жиров.
В процессе гидрирования контролируют равномерность подачи
масла, катализатора. При непрерывном процессе регулируют по-
дачу водорода: в первый автоклав 50 %, во второй 30 %, в тре-
тий 20 % от общего объема подаваемого водорода. Контролируют
чистоту водорода, не допуская увеличения содержания примесей
в циркуляционном водороде выше 5,0 % (концентрация водо-
рода не ниже 95 %). Контролируют также температуру процесса
в автоклавах и температуру плавления саломаса в автоклавах в
соответствии с маркой вырабатываемого саломаса.
223
3.21. Режимы ненрерывного нроцесса гидрирования в батарее из трех автоклавов
Показатели Саломас
пишевой марки технический марки
1 2 1 2
Производительность установки, т/ч 6...8 6...8 4...6 3...5
Температура, °C (максимальная)
1-й реактор 200 200 200 200
2-й » 210 220 220 230
3-й » 220 230 230 240
Количество водорода, подаваемое в установку, м 3/ч 700.. 1000 700.. 1000
Массовая доля никеля в гидрируемом сырье, % 0,1...0,2 0,1...0,4 0,2...0,3
Соотношение количеств повторно используемого 10:1 20:1 5:1 3:1
и свежего катализаторов Средняя температура плавления гидрогенизатов, °C
1-й реактор 23 27 30 34
2-й » 27 30 37 42
3-й » 32 34 42 47
Если полученный саломас имеет твердость ниже установлен-
ных пределов, процесс регулируют изменением соотношения ко-
личеств свежего и повторно используемого катализаторов. Во всех
случаях для повышения твердости саломаса необходимо в рас-
ходном катализаторе увеличить долю повторно используемого
катализатора.
При периодическом процессе режимы такие же, как и при не-
прерывном, только режимы поддерживают в отдельном реакторе.
Саломас для кондитерского жира вырабатывают методом пе-
риодического гидрирования в автоклавах с мешалками на катали-
заторе в следующем режиме:
Количество загружаемого хлопкового масла, т 6
Массовая доля никеля в масле, % 0,20...0,25
Среднее отношение количества повторно используемого
катализатора к количеству свежего 9:1
Начальная температура процесса, °C 190...210
Максимальная температура, °C 220
Количество подаваемого водорода, м3/ч 120L..240
Средняя продолжительность гидрирования, ч 2,5
Гидрирование технических масел, животных жиров и дистил-
лированных жирных кислот до технического саломаса в непрерыв-
нодействующей установке из трех колонных реакторов с суспенди-
рованным никелевым катализатором осуществляют в следующем
примерном режиме:
Производительность установки, т/ч 2,5...4 (в зависимости
от марки саломаса
и качества сырья)
Давление водорода, МПа 0,5. .0,8
Массовая доля никеля в сырье, % 0,2. .0,4
Доля свежего катализатора, % 50... 100
224
Количество подаваемого водорода, м3/ч 1000... 1500
Средняя температура процесса, °C 220
При получении технического саломаса непрерывным гидрирова-
нием в колонном реакторе со стационарным катализатором про-
цесс проводят в следующем режиме:
Производительность реактора, т/ч 0,6... 1,5
Давление водорода. МПа 0,5...0,8
Количество подаваемого водорода, м3/ч 300...400
Средняя температура, °C 220
В стабильных условиях гидрирования снижение степени не-
насыщенности сырья сопровождается закономерным и взаимо-
связанным изменением свойств саломаса. Это позволяет конт-
ролировать и регулировать ход процесса по расходу водорода и
одному из показателей гидрогенизата, например температуре
плавления или по показателю преломления саломаса, который
пропорционален йодному числу жира, т.е. снижается по мере
гидрирования.
3.9. ПЕРЕЭТЕРИФИКАЦИЯ МАСЕЛ И ЖИРОВ
3.9.1. ПРЕВРАЩЕНИЯ МАСЕЛ И ЖИРОВ ПРИ ПЕРЕЭТЕРИФИКАЦИИ
Переэтерификацией называют перераспределение ацильных
групп в триглицеридах жира. При внутримолекулярной переэте-
рификации изменяется взаимное положение ацильных групп
в триглицериде:
CH,OCOR, CH,OCOR,
CHOCOR, CHOCOR]
CH2OCOR, CH.OCOR,
При межмолекулярной переэтерификации происходит обмен
ацильных групп между триглицеридами:
сн2осо^ ch2ocor4 ch2ocor, ch2ocor4
CHOCOR, + CHOCOR5 CHOCOR5 + CHOCOR,
CH OCOR, CH OCOR CH,OCOR, CH,OCOR,
В результате внутри- и межмолекулярной переэтерификации
расплавленного (жидкого) жира или смеси жиров достигается
статистическое распределение жирных кислот в смеси тригли-
церидов.
Например, если переэтерификации подвергнуть 50 %-ную
29-3849 2 25
смесь двух типов однокислотных триглицеридов А3 и В3, будет
получен продукт следующего триглицеридного состава:
г—А |—В
кА + кВ
la I Lb
।—A I—А ।—А ।—В I—В ।—В
I—А + I—А + I—В + I—А + I—-В + I—В
La Lb La Lb La Lb
Рис. 3.19. Триглицеридный состав двух-
кислотного переэтерифицированного
жира
Если статистической переэтери-
фикации подвергнуть любую
исходную смесь триглицеридов,
образованных двумя кислотами,
А и В, то в итоге глицеридный
состав переэтерифицированно-
го жира будет зависеть только
от доли каждой из кислот в ис-
ходной смеси, как показано на
рис. 3.19.
Если триглицериды жира или
смеси жиров образованы «п»
кислотами, то мольные доли три-
глицеридов в переэтерифициро-
ванном жире можно рассчитать по
следующим формулам (табл. 3.22).
В этих формулах индексами а,
в, с и т.д. обозначен кислотный
состав в мольных долях. Для сме-
3.22. Расчет глицеридного состава переэтернфнката
Тип триглицерида Число индивидуальных триглицеридов Мольная доля
Однокислотные (AAA; ВВВ; СССи т.д.) п в3; 63; с3 ... и3
Двухкислотные (А2В; АВ2; А^; С2А и т.д.) л(л-1) З^Ь; ЗаЬ2', З^с...
Трехкислотные (ABC; ABD; BCD и т.д.) 3-л(л-1)(и-2) О 6abc; 6abd; 6bcd...
Всего: | rf + + |л 6 2 3 -
си кислот с близкими молекулярными массами мольные доли близ-
ко соответствуют массовым долям.
Если температура переэтерификации ниже температуры
плавления какой-либо фракции триглицеридов, то она вы-
деляется в виде твердой фазы и не участвует в реакции. По-
добный процесс называют направленной переэтерификацией.
Направленная переэтерификация продолжается до тех пор,
пока не будет достигнуто термодинамическое равновесие
226
между жидкой и твердой фазами жира при данной температуре.
Направленную переэтерификацию редко осуществляют в промыш-
ленной практике.
3.9.2. КАТАЛИЗАТОРЫ, ПРИМЕНЯЕМЫЕ ПРИ ПЕРЕЭТЕРИФИКАЦИИ,
И ИХ ДЕЙСТВИЕ
В качестве катализаторов переэтерификации используют веще-
ства различной природы, приведенные ниже.
Исходная форма катализаторов для переэтерификации жиров
Тип катализатора Металлы Алкоголяты Щелочи Гидриды Амиды Катализатор Na; К; Na-K-сплавы CH.ONa; СДО№ NaOH + глицерин NaH NaNH,
Распространенными катализаторами служат метилат натрия
CH3ONa, этилат натрия C2H5ONa и гидроксид натрия NaOH в смеси
с глицерином.
Истинным катализатором переэтерификации является замещен-
ный глицерат натрия. Его образование при взаимодействии алко-
голята натрия с триглицеридом описывается схемой:
AHc-jp-Naf]
+
н,с-о-с
I R
I
НС-ОС -------»-
I
I ^о
н,с-о-с
4R
.О
Alk-0-C
"'R
н1с£°^а+3
I
нс-о-с
I
I
н,с-о-с
XR
глицерат натрия
’ (замещенный)
J 3.9.3, МЕХАНИЗМ РЕАКЦИИ ПЕРЕЭТЕРИФИКАЦИИ
Вытесненный из триглицерида остаток жирной кислоты образу-
ж ст в ходе реакции сложный эфир со спиртовым остатком алкого-
Ж лята - метиловй эфир, этиловый эфир.
Ж Образование глицерата натрия происходит также и при взаимо-
ж Действии NaOH и глицерина с триглицеридами. Одновременно
Ц возникает определенное количество моноглицеридов по схеме:
В29* 227
н2с-он
нс-он
I
н2с-он
,______ NaOHflH,O ,______
I то г---, ,______, То
Н,СтО-С H,c£o~Na+J H,c£O"Na+J Н2С£О~С
I I RI Г------------ Г---------- I I R
I /О I I X) I
нс-о-с + нс-он нс-о-с + нс-он
I "'R I I j
I /О I I ,0 I
H,c-O-C H,C-OH H,c-O-C H,c-OH
2 '"R 2 XR
Механизм реакции переэтерификации заключается во взаимо-
действии карбонильной группы С=О сложного эфира со спиртовы-
ми 1руппами ди- или моноглицеридов:
Образовавшийся по этой схеме глицерат снова взаимодействует
с триглицеридом и т.д. Следовательно, для переэтерификации не-
обходимо присутствие в смеси триглицеридов лишь небольших ко-
личеств моноглицератов, что и используется на практике.
228
3.9.4. ТЕХНОЛОГИЧЕСКАЯ СХЕМА И ПАРАМЕТРЫ ПРОЦЕССА
ПЕРЕЭТЕРИФИКАЦИИ
Продолжительность реакции переэтерификации зависит от при-
роды и количества катализатора, глицеридного и жирнокислотно-
го состава исходного жира, гидродинамического режима процесса
и экспоненциально возрастает по мере повышения температуры.
При 100... 130 °C и интенсивном перемешивании статистическая
переэтерификация хорошо подготовленного жира завершается в
течение 0,5 ч. Жиры и масла, используемые в процессе переэтери-
фикации, должны отвечать следующим основным требованиям:
влажность не более 0,01 %; содержание свободных жирных кислот
не более 0,1 %; перекисное число не более 0,05 % йода.
Подготовку жиров к переэтерификации проводят на типовом обо-
рудовании для процесса щелочной рафинации. Глубокую сушку
рафинированного жира производят в вакуум-сушильных аппаратах
непрерывного действия при температуре 140...160 °C и давлении не
более 4 кПа.
''' Высокие требования к жирам, подвергаемым переэтерификации,
объясняются высокой реакционной способностью, нестойкостью
и пожароопасностью сухих алкоголятов натрия.
Некоторые технические показатели алкоголятов натрия приведе-
ны в табл. 3.23.
3.23. Технохимнческие показатели товарных алкоголятов натрия
Показатель Метилат натрия (CH,ONa) Этилат натрия (C2H,ONa)
Молекулярная масса Содержание, % 54 68
алкоголята, не менее 92 90
едкого натра, не более 0,5 2
карбоната натрия 6 6
спирта, не более 2 3
Растворимость Хорошо растворимы в воде и низкомолекуляр ных спиртах. Нерастворимы в углеводородах
Цвет Белый Светло-желтый
Температура самовоспламенения, 'С 80 50
Насыпная масса, т/м5 0,45...0,60 0,20...0,30
Средний размер частиц, мм 0,07 0,01...0,03
Срок хранения (в герметичной таре), мес 3...6 2...3
Сухие алкоголяты натрия интенсивно взаимодействуют с водой,
углекислым газом, кислородом, минеральными и органическими
кислотами, перекисями и другими веществами. Поглощая пары
воды, алкоголяты натрия сильно разогреваются и могут воспламе-
ниться на воздухе. При растворении в воде алкоголяты натрия рас-
падаются на спирт и щелочь. В связи с этим сухие алкоголяты
229
натрия хранят и используют в условиях, предохраняющих от кон-
такта с воздухом, влагой и перечисленными выше соединениями.
’ Процесс переэтерификации осуществляют непрерывным или
периодическим методами, он имеет следующие стадии:
глубокая сушка рафинированной смеси жиров;
смешение с катализатором и переэтерификация при 80... 130 °C в
течение 0,5...1,0 ч (расход катализатора 0,9...1,5 кг на 1 т жира);
дезактивация катализатора;
промывка, сушка, отбеливание и дезодорация готового продукта.
Дезактивация заключается в разложении водой избытка катали-
затора и глицератов натрия. Одновременно жир отмывается от мыла,
образовавшегося при взаимодействии катализатора со свободными
жирными кислотами.
Технологическая схема переэтерификации жиров на непрерывно-
действующей установке производительностью до 150 т/сут продук-
ции с предварительной рафинацией сырья изображена на рис. 3.20.
Нерафинированные расплавленные жиры взвешивают на весах 1
и насосом 2 подают в аппараты 3 и 4, снабженные мешалками и
змеевиковыми подогревателями. В один из них поступают высо-
коплавкие, в другой — жидкие жиры (масла). Из аппаратов 3 и 4
насосом 5 через подогреватель 6 (где смесь подогревается до
90...95 °C) жировой набор поступает в дисковый смеситель 7, где
смешивается со щелочью и нейтрализуется. Отделение соапстока
происходит в сепараторе 8, откуда жир через регенеративный теп-
лообменник 9 проходит в паровой трубчатый подогреватель 10 и
подогревается до 130... 145 °C. Сушка подогретого жира произво-
дится в непрерывнодействующем вакуум-сушильном аппарате 11,
остаточное давление в котором поддерживается на уровне не бо-
лее 4 кПа трехступенчатым пароэжекторным вакуум-насосом.
Сухой жир насосом 12 через регенеративный теплообменник 9
и холодильник 13 (где жир охлаждается до 80...90 °C) передается
в реактор-переэтерификатор 14 (струйный смеситель), куда также
закачивается из смесителя 15 шестеренным насосом-дозатором 16
масляная суспензия катализатора. В смеситель 75 подается катали-
затор; и масло интенсивно перемешивается путем рециркуляции
его насосом 77. Далее реагирующая смесь поступает в проточный
реактор 18, обеспечивающий выдержку жира при 80...90 °C в тече-
ние 0,5... 1 ч, и из него насосом 19 непрерывно подается в подогре-
ватель 20, где температура жира повышается до 90...95 °C. Затем в
ножевом смесителе 21 жир обрабатывается горячей водой и посту-
пает в сепаратор 22 для отделения жира от водного раствора мыла.
Из сепаратора 22 через подогреватель 23 жир, содержащий не
более 0,05 % мыла, подается на вторую промывку в ножевой сме-
ситель 24, где смешивается с горячим конденсатом. Промывная
вода отделяется от жира в сепараторе 25 и сливается в жироло-
вушку, откуда расходуется на первую промывку.
Жир после сепаратора 25 может содержать около 0,01 % мыла,
230
шознэдно)!
пдад
BDHgivwodu
fooaw
ймямАЛтд у
иошзиоод
dnu
Ш
1ЧШ01/ЭПН
поннонш вадшэрд
vgog nDHgnmdu
daguimd
П1ЧНЧ1ЛЧН
Ll|>
<ч>оиэ‘т
I
е
_______rnmifaj
йпж тншадпж
231
которое разрушают в дисковом смесителе 26 5 %-ным раствором
лимонной кислоты. Далее жир высушивается до остаточной
влажности не более 0,2 % в непрерывнодействующем вакуум-
сушильном аппарате 27, после чего готовый продукт насосом 28
откачивают в баки 29 и насосом 30 передают на дезодорацию.
При периодическом процессе вместо проточного реактора-пере-
этерификатора используют емкостные аппараты с мешалками.
3.9.5. СОСТАВ, СВОЙСТВА И ЗНАЧЕНИЕ ПЕРЕЭТЕРИФИЦИРОВАННЫХ
ЖИРОВ
Переэтерификации подвергают главным образом смеси высоко-
плавких жиров (животные жиры, пальмовое масло, пальмовый сте-
арин, гидрированные жиры) с жидкими растительными маслами.
Свойства статистически переэтерифицированных жиров зависят
только от количественного соотношения различных насыщенных и
ненасыщенных жирных кислот, образующих жир. Следовательно,
переэтерифицированный жир с одними и теми же заданными свой-
ствами может быть получен из различных исходных жировых сме-
сей, если только их жирнокислотный состав (включая содержание
изомеров ненасыщенных кислот) будет одинаковым.
Температура плавления и твердость переэтерифицированных
жиров, не содержащих изомеров мононенасыщенных кислот,
медленно возрастают по мере увеличения содержания высокомо-
лекулярных насыщенных кислот в жире.
Массовая доля
насыщенных кислот, %
26
36
40
46
Температура
плавления, °C
28
36
38
42
Твердость,
г/см
20
70
130
220
Переэтерификацией высокоплавких натуральных или гидрирован-
ных жиров и масел с жидкими растительными маслами получают пе-
реэтерифицированные жиры, при использовании которых в Маргари-
новой продукции значительно повышается ее качество и пищевая цен-
ность, снижается содержание в ней изомеризованных ненасыщенных
кислот, биологическая роль которых изучается в течение десятилетий.
Путем переэтерификации, в принципе, можно получать плас-
тичные смеси триглицеридов различной консистенции. Струк-
турообразующими компонентами этих смесей являются смешан-
ные триглицериды насыщенных и неизомеризованных нена-
сыщенных жирных кислот. Такие пластичные жиры необходимы
для производства мягких и брусковых бутербродных маргари-
нов повышенной биологической ценности, диетических мар-
гаринов, продуктов детского питания, в которых содержание
геометрических и позиционных изомеров ненасыщенных кислот
232
не превышает уровень их содержания в сливочном масле.
Перспективные направления применения статистической пере-
этерификации жиров следующие:
создание пищевых жиров (жировых продуктов) со сбалансиро-
ванным по физиологическим данным соотношением между дине-
насыщенными, мононенасыщенными и насыщенными кислотами;
улучшение пластичности жировых основ маргариновой про-
дукции; изменение характера кристаллизации жировых основ и
стабилизация их мелкокристаллической структуры;
снижение содержания или полное исключение из жировых
композиций частично гидрированных изомеризованных жиров.
3.10. ОСНОВНЫЕ НАПРАВЛЕНИЯ ПОВЫШЕНИЯ
ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА САЛОМАСОВ
И ПЕРЕЭТЕРИФИЦИРОВАННЫХ ЖИРОВ
Совершенствование промышленной технологии гидрирования
жиров и жирных кислот развивается в следующих направлениях:
интенсивное освоение технологии получения гидрированных
жиров методом насыщения без внешней циркуляции водорода;
освоение технологии рафинации и гидрирования рыбных жи-
ров как перспективного жирового сырья;
разработка и внедрение новых методов и режимов рафинации
жиров, позволяющих максимально освободить сырье от катали-
тических ядов;
создание новых высокоэффективных порошкообразных и ста-
ционарных катализаторов, селективно гидрирующих при тем-
пературе 140... 180 °C;
создание эффективных катализаторов переэтерификации;
разработка и внедрение гидрогенизационных реакторов вмес-
тимостью до 30 м3, работающих в интенсивном гидродинами-
ческом режиме и при давлениях до 2,5 МПа;
механизация и автоматизация отделения порошкообразного
катализатора от саломаса;
автоматический контроль и регулирование процесса гидроге-
низации.
Повышение качества гидрируемого сырья, водорода и катали-
затора, применение реакторов большой единичной мощности
и автоматизация процесса гидрирования позволяет:
увеличить производительность гидрогенизационных установок
и резко снизить трудоемкость их обслуживания;
уменьшить удельный расход всех видов сырья, водорода, ката-
лизатора, энергии, воды в производстве саломаса, повысить его
качество и пищевую ценность;
увеличить выработку переэтерифицированных жиров с расши-
рением сырьевой базы для производства маргариновой и других
видов пищевой продукции с их использованием.
30-3849 2 33
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какова цель гидрогенизации и переэтерификации масел и жиров?
2. Какие химические изменения масел и жиров происходят в процессе гидрогени-
зации?
3. Что такое селективность гидрирования? Каково ее значение в формировании
качества саломаса? Какими способами ее регулируют?
4. Рассмотрите процессы изомеризации при гидрогенизации жиров: ее значение в
формировании качества саломаса и способы регулирования?
5. Какие катализаторы применяют при гидрогенизации? Как их приготовляют?
Как контролируют качество катализаторов?
6. Рассмотрите производство водорода и требования к его качеству.
7. Дайте характеристику реакторов гидрогенизации: вытеснения, смешения, их
применение.
8. Рассмотрите процесс гидрирования в автоклавах с внешней циркуляцией водо-
рода: схема гидрирования, режимы в зависимости от вида саломаса.
9. Рассмотрите процесс гидрирования в автоклавах методом насыщения: схема,
режимы.
10. Как осуществляют непрерывное гидрирование в колонных аппаратах с суспен-
дированным катализатором?
11. Как осуществляют непрерывное гидрирование в колонных аппаратах со стаци-
онарным катализатором?
12. Как составляют материальный баланс водорода? Как рассчитать потребность в
водороде? Каковы его потери в процессе гидрогенизации?
13. Как составляют материальный баланс катализатора? Каковы его потери?
14. Как составляют материальный баланс жира? Как рассчитать выход саломаса,
потери жира?
15. Рассмотрите ассортимент вырабатываемых саломасов и основные показатели
качества.
16. Какие превращения масел и жиров происходят при переэтерификации? Какова
сущность процесса переэтерификации?
17. Рассмотрите технологию переэтерификации: катализаторы, схема процесса, ре-
жимы.
18. Каковы состав и свойства переэтерифицированных жиров, направления их ис-
пользования?
Глава 4
Производство маргарина, кондитерских,
хлебопекарных, кулинарных жиров
и майонезов
Промышленное производство маргарина было организовано в
' 1870 г. Французский химик Меж-Мурье предложил эмульгировать
низкоплавкую часть топленого говяжьего жира с молоком в присут-
ствии сычужной вытяжки из коровьего желудка. Полученную смесь
охлаждали в ледяной воде и при этом образовывались полутвердые
шарики, имеющие перламутровый блеск. Меж-Мурье назвал их
маргарином, что означает жемчуг.
Для организации отечественного производства маргарина начали
строить маргариновые заводы. Первый такой завод был пущен в
эксплуатацию в июне 1930 г. в Москве, второй — в Ленинграде в
октябре этого же года. В 1932—1935 гг. стали работать маргарино-
вые заводы в Краснодаре, Ростове, Харькове, Гомеле, Евдаково,
J Троицке, Тбилиси. Одновременно три новых гидрогенизационных
£ завода в Москве, Гомеле, Евдаково начали производить саломас
| пищевой из растительных масел — основное сырье для изготовле-
I ния маргариновой продукции.
В В дальнейшем маргариновые заводы размешались в различных
К районах нашей страны. Более 60 % предприятий маргариновой
I’ промышленности входит в состав масложировых и жировых ком-
Ц бинатов. Совершенствовались техника и технология, осуществлялся
В переход на производство маргарина методом переохлаждения. Ре-
Е конструировались и переоснащались действующие предприятия с
увеличением мощности, изменением ассортимента в результате
В Внедрения высокопроизводительных линий выработки твердых и
В мягких видов маргарина.
В Расширен ассортимент отечественной маргариновой продукции
Ви изменилось соотношение в выпуске различных видов маргаринов
Вс учетом имеющейся сырьевой базы, традиционных потребностей
«отдельных регионов страны и различных групп населения. Разра-
ботаны совершенно новые виды маргариновой продукции спе-
235
циального и целевого назначения с использованием различных
сырьевых источников. Это позволяет рассматривать маргарин как
новый жировой продукт, имеющий высокую усвояемость, физио-
логическую и биологическую ценность.
Позже начало развиваться и производство майонезов. Первые
майонезные цеха создавались на маргариновых заводах.
Особенно интенсивное развитие производство маргариновой
продукции и майонезов получило в 90-х годах, в эти же годы про-
изошло перевооружение этой отрасли, на заводах повсеместно
осваивались новые техника и технология.
4.1. ПИЩЕВАЯ ЦЕННОСТЬ ЖИРОВ И ПРОДУКТОВ
НА ИХ ОСНОВЕ
Пищевая ценность жиров определяется их энергетической цен-
ностью и физиологическим действием (табл. 4.1).
4.1. Пищевая ценность жиров
Жир Средняя энергети- ческая ценность, кДж Усвояемость, %
Молочный жир 38,64 93...98
Масло
кокосовое 37,38 94
хлопковое 39,48 95...98
подсолнечное 39,23 95...98
Свиное сало 39,48 95
Маргарин (жировая основа) 40,11 93...98
Гидрогенизированные жиры (пищевой саломас) 40,11 93...96
Как видно из таблицы, усвояемость маргарина такая же, как и
молочного жира, а энергетическая ценность выше.
Исследованиями установлено, что лучше усваиваются организ-
мом те жиры, которые находятся в состоянии тонкой эмульсии.
На усвояемость также влияют температура плавления жира, его вкус
и запах, поэтому используемую для производства маргарина жи-
ровую смесь (жировую основу) подбирают таким образом, чтобы
температура плавления готового продукта была 31...34 °C.
Пищевая ценность жиров и продуктов, полученных на их основе,
зависит от жирнокислотного и глицеридного состава жира и наличия
в нем комплекса физиологически активных веществ, таких как фос-
фатиды, жирорастворимые витамины, стеролы, каротиноиды и др.
Высока физиологическая ценность содержащихся в глицеридах
высоконепредельных эссенциальных жирных кислот, например ли-
нолевой, из которой в организме синтезируется арахидоновая кис-
лота — регулятор работы печени, сердца, сосудистой системы.
Полиненасыщенные кислоты изменяют содержание холестерина в
крови и активизируют метаболические процессы. Олеиновая кисло-
та хотя и не обладает физиологической активностью, но существен-
236
но влияет на превращение линолевой кислоты в арахидоновую.
Необходимы и насыщенные жирные кислоты, в том числе высоко-
молекулярные, являющиеся энергоресурсом для работы сердца.
Исследованиями ВНИИЖа показано, что биологически полно-
ценный жир для питания здорового организма должен содержать
20...30 % линолевой кислоты, 40...60 % олеиновой и не более 30 %
насыщенных жирных кислот, в составе которых средне- и высоко-
молекулярные жирные кислоты находятся в соотношении 1:1.
Для диетического питания людей с нарушениями жирового об-
мена и больных атеросклерозом необходимы жиры с повышенным
содержанием линолевой кислоты (не менее 40 %), в которых соот-
ношение между насыщенными и полиненасыщенными жирными
кислотами приближается к 1:2.
При производстве маргариновой продукции можно получить
широкий ассортимент с заранее заданными свойствами. Прибли-
жаясь по составу и структуре к сливочному маслу, маргарины
превосходят его по содержанию полиненасыщенных кислот. Недо-
статком рафинированных жиров, используемых для получения
маргарина, является отсутствие витаминов. Однако некоторые виды
маргариновой продукции витаминизируют.
Майонез - один из перспективных продуктов питания, его при-
меняют в качестве приправы к разнообразным кулинарным блюдам
для повышения их питательности и облагораживания вкуса, что
способствует возбуждению аппетита и улучшению пищеварения.
Таким образом, совершенствуя производство маргариновой
продукции и майонеза, можно решить проблему направленного и
сбалансированного питания людей различного возраста, а также
проблему диетического питания, в первую очередь с целью норма-
лизации широко распространенных нарушений липидного обмена
(атеросклероз, ишемическая болезнь, ожирение, гепатит и др.).
4.2. ПРОИЗВОДСТВО МАРГАРИНОВОЙ ПРОДУКЦИИ
4.2.1. АССОРТИМЕНТ МАРГАРИНОВОЙ ПРОДУКЦИИ
Маргариновая продукция подразделяется на маргарины, представ-
ляющие собой пластифицированную эмульсию пищевых жиров и
масел в водной (водно-молочной) фазе и жиры кондитерские, хле-
бопекарные и кулинарные. Различают также твердые брусковые,
мягкие (наливные) и взбитые маргарины. По массовой доле жира
маргарины могут быть: высокожирные — 82 %, пониженной жир-
ности — 70 % и низкокалорийные — 40...60 %.
В зависимости от назначения и рецептуры выделяют следующие
группы маргаринов: столовые и марочные (бутербродные); для про-
мышленной переработки и сети общественного питания; с вкусовыми
добавками. За рубежом для приготовления хлеба, кексов, бисквитов,
а также для жарения изготовляют газонаполненные жиры (шоргенинги).
237
Комбинируя жировые составы, полученные различными метода-
ми технологической обработки (гидрогенизацией, переэтерифика-
цией), маргариновая промышленность вырабатывает разнообразные
виды кондитерских, хлебопекарных жиров со специфическими тех-
нологическими свойствами.
Мягкие маргарины сохраняют пластические свойства при низких
положительных температурах, благодаря чему их можно исполь-
зовать как бутербродные жиры. Жидкие маргарины применяют в
хлебопечении при производстве мучных кондитерских изделий.
Столовые маргарины предназначены в качестве бутерброд-
ного продукта, а также для приготовления кондитерских и ку-
линарных изделий. «Столовый» (молочный), «Новый», «Эра»,
сливочный маргарины изготовляют с содержанием жира не менее
82 %. К этой группе относятся также маргарины марочные,
бутербродные («Экстра», «Особый», «Славянский») и столовые
(«Российский» и «Любительский»).
В состав марочных маргаринов входит широкий жировой набор,
включающий в себя несколько видов саломасов, кокосовое или паль-
моядровое масло, переэтерифицированные жиры и другие добавки.
Низкокалорийные маргарины («Радуга», «Солнечный», «Город-
ской» и др.) содержат от 40 до 75 % жира, в том числе от 23 до
40 % жидкого растительного масла, сюда вводят смесь пищевых
саломасов с различными температурой плавления и твердостью, а
также переэтерифицированные жиры. Разработан также маргарин
диетический «Здоровье», содержащий переэтерифицированные
жиры и фосфатидный концентрат.
Маргарины, предназначенные для промышленной переработки в кон-
дитерской и хлебопекарной промышленности, в сети общественного
питания, также вырабатывают с содержанием жира не менее 82 % -
это кондитерские маргарины: молочный, сливочный, для слоеного
теста, безмолочный, жидкий для хлебопекарной промышленности.
Маргарины с вкусовыми добавками и содержанием жира не ме-
нее 62 % представлены продукцией с вводом какао порошка и
повышенного содержания сахара. Это шоколадные маргарины -
молочный, сливочный, «Новый», они используются как бутер-
бродные, а также для приготовления кондитерских изделий.
В связи с ростом потребления маргариновой продукции важ-
ной задачей становится улучшение ее ассортимента и качества.
Органолептические показатели маргарина должны быть такими,
чтобы можно было широко использовать этот продукт в качестве
бутербродного жира. Исследования показали, что решение этой
задачи может быть достигнуто выпуском наливных маргаринов.
Тенденция к существенному увеличению выработки мягких марга-
ринов, фасованных в коробочки из полимерных материалов, четко
прослеживается во всех промышленно развитых странах. Доля таких
маргаринов составляет от 70 до 90 % общего производства столовых
маргаринов. Изготовляют также диетические мягкие бутербродные
238
маргарины, в состав жировой основы которых (до 50 %) входят гли-
цериды физиологически активной линолевой кислоты.
В последние годы за рубежом повышают требования к жирам бутер-
бродного назначения. Основное требование - легкая намазываемость
при использовании непосредственно из холодильника (10 °C) и сохра-
нение твердости при комнатной температуре (20 °C). Такие намазыва-
ющиеся столовые жиры (жировые пасты) называют «спрэды». Они могут
изготовляться на основе молочного жира или не содержать его. Жир-
ность спрэдов колеблется от 20 до 95 %, преимущественно 20...40 %,
что требует ввода в них специальных загустителей (мальтодекстрины,
желатин и др.) За рубежом выпускают их под фирменными знаками.
Кондитерские, хлебопекарные и кулинарные жиры представляют
собой саломасы или их смеси с добавкой переэтерифицированных
жиров, говяжьего, свиного и бараньего сала, растительного жидко-
го и твердого масла (кокосового, пальмоядрового). В некоторые
рецептуры входят фосфатидный концентрат, эмульгатор, краситель.
Кондитерские жиры выпускают в следующем ассортименте: для
печенья; для шоколадных изделий, конфет и пищевых концент-
ратов; для вафельных и прохладительных начинок; жир твердый
на основе переэтерифицированных жиров для кексов.
Хлебопекарные жиры изготовляют для хлебобулочных изделий
с вводом фосфолипидов и для хлебопечения — в жидком виде.
Кулинарные жиры имеют наиболее разнообразный состав. Наряду
с продукцией, используемой для промышленной переработки и об-
щественного питания, их можно применять и в домашних условиях.
Эта продукция представляет собой смеси саломасов различных марок
с переэтерифицированным жиром с вводом твердого и жидкого рас-
тительного масла, пальмового и хлопкового пальмитина; в некоторые
виды добавляют животные жиры — свиной, говяжий, бараний.
Маргарины и жиры кондитерские, хлебопекарные и кулинар-
ные выпускают как в мелкой фасовке — в пачках массой 200,
250 и 500 г, так и в крупной (монолит) - в ящиках до 25 кг.
Объем продукции в мелкой фасовке должен составлять не менее
90 % объема розничной реализации. Продукцию целевого назна-
чения выпускают в жидком виде, ее транспортируют в цистернах
непосредственно на предприятие-потребитель.
4.2.2. ОСНОВНОЕ СЫРЬЕ Д ЛЯ ПОЛУЧЕНИЯ МАРГАРИНОВОЙ
ПРОДУКЦИИ
Основное сырье для производства маргариновой продукции —
жиры и молоко. Структура и органолептические достоинства гото-
вой продукции определяются главным образом жировым набором.
Из-за присутствия ароматических и красящих веществ, присущих
исходному жиру, а также свободных жирных кислот трудно полу-
чить продукцию высокого качества. Поэтому все жиры должны
быть рафинированными по полной схеме, включая отбеливание
239
и дезодорацию, и иметь кислотное число не выше 0,6 мг КОН/г.
Животные жиры пищевых сортов подвергают рафинации редко,
так как их используют в натуральном виде (только высших сортов).
Молоко — важный компонент маргариновой продукции, оно
обусловливает ее приятный вкус и аромат, повышает потреби-
тельскую ценность.
4.2.2.1. ЖИРОВОЕ СЫРЬЕ
Растительные масла применяют в жидком и гидрированном виде,
животные жиры — как в натуральном, так и в виде переэтерифици-
рованных и гидропереэтерифицированных жиров.
Качество и физико-химические показатели жиров регламентиро-
ваны соответствующими ГОСТами, ТУ и т.д.
Жидкой жировой составляющей маргаринов могут быть раз-
личные растительные масла в зависимости от традиций и геогра-
фического расположения предприятий — подсолнечное, соевое,
рапсовое, хлопковое, арахисовое.
В рецептуры многих видов маргаринов вводят твердые расти-
тельные масла и их фракции — пальмовое, пальмоядровое, кокосо-
вое, пальмовый стеарин. Эти масла характеризуются наличием
большого количества насыщенных кислот: лауриновой, миристи-
новой, пальмитиновой и в небольших количествах стеариновой.
Вводя в рецептуру пальмовое и кокосовое масла, можно получить
пластичную консистенцию маргарина.
Кроме указанных масел, используют также хлопковый пальми-
тин, который получают фракционированием рафинированного
хлопкового масла при температуре 7,5...8 °C. Он содержит в основ-
ном глицериды пальмитиновой кислоты и используется в дезодо-
рированном виде, температура плавления 19...25 °C.
Гидрированные жиры — главный компонент в рецептуре марга-
риновой продукции. Основными качественными показателями их
являются цвет, органолептические характеристики, температура
плавления и твердость, влияющие на консистенцию и пластичность
продукции.
В связи со значительным увеличением производства пальмового
масла и его фракционированием стало возможным использовать в
качестве твердых жиров, заменяющих саломас, пальмовый стеа-
рин (пальмитин). Это позволяет снизить в маргаринах содержание
/л/>алс-изомеров, даже полностью исключить их.
Переэтерифицированные жиры и саломасы, изготовленные из
смесей растительных масел и животных жиров, используемые на-
равне с саломасами из растительных масел, во многих отношениях
их превосходят: отсутствуют или содержатся в меньших количествах
тданс-изомеры олеиновой кислоты, консистенция жиров может
быть от мазеобразной до твердой в зависимости от требований и
определяется содержанием твердых и жидких глицеридов.
240
Из животных жиров применяют сливочное и топленое масла,
говяжий, бараний и свиной топленые жиры. Коровье масло ис-
пользуют только высшего сорта с оценкой по вкусу и запаху для
сливочного 42 балла, для топленого - 41 балл. Нельзя применять
сливочное масло, имеющее пороки вкуса и запаха.
Вкус и запах животных жиров должны соответствовать данному
виду (без посторонних привкусов и запахов). Кислотное число для
пищевого говяжьего и свиного жира - не более 1,1 мг КОН/г.
Д.2.2.2. МОЛОКО
Для производства маргарина используют молоко пастеризован-
ное в свежем виде, сквашенное молочнокислыми заквасками или
коагулированное лимонной кислотой. Количественное соотноше-
ние вводимого пастеризованного и биологически сквашенного
молока определяется рецептурой того или иного вида маргарина.
Сквашенное молоко не только обогащает вкус маргарина, но и
обеспечивает его стойкость при хранении. Водно-молочная фаза
маргарина должна иметь pH 5,0...5,5 (в такой слабокислой среде
замедляются нежелательные микробиологические процессы во
время хранения маргарина).
Состав и свойства молока. Цельное молоко имеет сложный хи-
мический состав, колеблющийся в широких пределах в зависимос-
ти от породы скота, условий его содержания и кормления.
В молоке находятся все необходимые для нормального развития
живого организма аминокислоты.
Количество казеина, относящегося к группе фосфопротеинов,
достигает 80 % от общего содержания белков. Казеин в молоке
присутствует в коллоидном состоянии в виде казеината кальция.
Это достаточно прочное соединение по отношению к высоким
температурам и непрочное к кислотам, в том числе молочной и
лимонной. Среди других белков молока следует отметить альбу-
мин. В его молекулу в отличие от казеина не входит фосфор. Аль-
бумин хорошо растворяется в молоке, но при нагревании, начиная
с 60 °C, частично может коагулировать и образовывать на греющих
поверхностях трудноснимаемые нагары. Белки молока являются
Хорошей питательной средой для развития микроорганизмов.
Молочный сахар придает сладковатый вкус молоку. Под влия-
J нием ферментов, вырабатываемых микроорганизмами, молочный
I сахар сбраживается с образованием молочной кислоты.
Стойкость молока при кипячении обусловливается равновесием,
Ц Которое поддерживается солями лимонной кислоты. Содержание
Ж свободной молочной и лимонной кислот определяет важный по-
Ягказатель молока — кислотность. Эти кислоты присутствуют даже
И в свежевыдоенном молоке, при хранении количество их увеличи-
И/вается и кислотность возрастает.
Ир Сухой остаток характеризует питательную ценность молока.
И1'"3849 241
При производстве маргарина необходимо знать, какое количест-
во сухих веществ содержится в молоке, которое вводится в ре-
цептуру. Наибольшее влияние на содержание сухих веществ в
молоке оказывает жир, поэтому на практике чаще пользуются
показателем сухого обезжиренного остатка. Уменьшение сухо-
го остатка свидетельствует о разбавлении молока водой.
В молоке содержатся как жирорастворимые, так и водораство-
римые витамины A, D, В, Е и С; количество их непостоянно.
Ниже приведены требования к молоку, поступающему на марга-
риновые заводы.
Внешний вид и консистенция Однородная жидкость без осадка
Вкус и запах Чистые, без посторонних, не свойствен-
ных свежему молоку привкусов и запахов
Цвет Белый со слегка желтоватым оттенком
Содержание, %
жира, не менее 3,2
сухого обезжиренного остатка, не менее 8,1
Кислотность, "Т, не более 21
Плотность, кг/м3, не менее 1027
Применяют как цельное, так и обезжиренное молоко. Кроме
того, используют молоко сухое распылительной сушки, как цель-
ное, так и обезжиренное. Содержание влаги 4...7 %, сухой остаток
после растворения не должен превышать 0,3...0,8 %, кислотность
восстановленного молока 21...22 °Т.
Микрофлора молока. Молоко является прекрасной средой для
развития микроорганизмов, некоторые из них в процессе своей
жизнедеятельности могут в значительной степени изменить его
химический и биологический состав. Микрофлора молока в ос-
новном представлена бактериями, дрожжами и плесенями.
Бактериальные клетки чувствительны к воздействию температур,
и небольшая их часть отмирает при нагревании молока выше 60 °C.
Однако некоторые бактерии способны образовывать споры, кото-
рые длительное время сохраняют жизнеспособность и дажб выдер-
живают быстрый нагрев до 120 °C.
Различают бактерии кишечной группы, гнилостные, масляно-
кислые и молочнокислого брожения. В санитарном отношении
наличие бактерий кишечной группы является показателем фе-
кального загрязнения, отдельные виды их могут вызвать серьез-
ные кишечные заболевания.
Бактерии гнилостной группы размножаются при антисани-
тарных условиях получения и транспортировки молока, могут
быть причиной появления неприятного и постороннего вкуса -
горечи. Некоторые представители этой группы активно исполь-
зуют лимонную кислоту, что отрицательно отражается на даль-
нейшем процессе сквашивания молока. Гнилостные бактерии
242
вызывают глубокий распад белков; некоторые продукты, образую-
щиеся при этом, обладают неприятным запахом. В эту группу вхо-
дят споровые аэробные бактерии, которые быстро развиваются,
свертывают молоко с образованием слабого сгустка почти без
повышения кислотности, затем его пептизируют.
Маслянокислые бактерии интенсивно сбраживают сахара и
молочную кислоту с образованием преимущественно масляной
кислоты, обладающей характерным прогорклым запахом. Они
чувствительны к кислой среде, уничтожение их достигается путем
нагревания молока выше 100 °C.
Дрожжи в процессе сквашивания молока могут вызвать брожение
сахара с выделением углекислоты и спирта. При интенсивном раз-
витии дрожжей сквашенное молоко приобретает дрожжевой привкус.
Клетки плесеней попадают в молоко из воздуха с пылью, с
шерсти животного и т.п. Плесени развиваются значительно мед-
леннее, чем бактерии и дрожжи, и предпочитают кислую среду.
Они расщепляют белки до аммиака, а некоторые виды — жиры
до жирных кислот и глицерина, способны поглощать молочную
кислоту. Молоко, пораженное плесенью, быстро портится. При
недостаточной пастеризации матовый бархатистый налет пле-
сени может появиться на сквашенном молоке.
Бактерии, вызывающие молочнокислое брожение, обладают
одним общим свойством — они сбраживают углеводы с образо-
ванием молочной кислоты. Ее способны накапливать и другие
микроорганизмы, но у них она является побочным продуктом
брожения. Молочнокислые бактерии широко используют при из-
готовлении кисломолочных продуктов. Но присутствие этих бак-
терий в молоке для производства маргарина указывает на недо-
статочную бактериальную чистоту, так как они обусловливают
повышение кислотности молока и возможность частичного выпа-
дения белков при тепловой обработке.
л В зависимости от температуры хранения в молоке могут разви-
i ваться различные представители указанной микрофлоры. В моло-
t ке, имеющем температуру 20 °C и выше, происходит развитие
/ молочнокислых бактерий и бактерий кишечной группы, их жизне-
jl деятельность задерживается при снижении температуры хранения.
В В то же время пониженная температура не препятствует жизне-
ll деятельности некоторых гнилостных бактерий. При последующей
яв тепловой обработке бактерии погибают, но продукты их жизне-
к деятельности остаются, первоначальный состав молока не вос-
Ж станавливается.
К На маргариновом заводе должны строго соблюдаться все ме-
ж роприятия, направленные на быстрейшую тепловую обработку
Ж молока, и строгий санитарный режим.
И Быстрая тепловая обработка способствует гибели микроорганиз-
мов, спор и предотвращает повышение кислотности молока. При
И кислотности около 23 °Т тепловую обработку не производят, так
К31' 243
как нарушается коллоидное равно-
весие белковой фазы, а иногда и
выпадает осадок белков.
Прием молока. На маргарино-
вые заводы молоко поступает в
автоцистернах. Перед сливом от-
бирают пробу, в которой опреде-
ляют кислотность. Затем молоко
передают в приемные танки для
хранения (рис. 4.1). Танки снаб-
жены мешалкой 3 и системой ох-
лаждения. Между внутренним 4
и внешним 5 цилиндрами имеется
кольцевой зазор для прохода ох-
лаждающей воды, которая пода-
ется в патрубок 2 и выходит через
патрубок 6. На боковой стенке на-
ходится люк 1 и смонтированный
на нем датчик автоматического
контроля температуры.
4.2.3. ПОНЯТИЕ ОБ ЭМУЛЬСИЯХ
Маргарин представляет собой застывшую мелкодисперсную
водно-жировую эмульсию. Под эмульсией понимают однородные
по внешнему виду системы, одна из которых распределена в дру-
гой в виде мельчайших частиц (капель).
Различают два типа эмульсий: прямая — неполярная жидкость (мас-
ло) в полярной жидкости (воде), т.е. М - В; обратная - полярная
жидкость (вода) в неполярной жидкости (масле), т.е. В — М.
Известны эмульсии смешанного типа, которые образуются при вы-
сокой концентрации масла (жира) в воде, например сливочное масло.
Эмульсии агрегативно неустойчивы из-за избытка свободной энер-
гии на межфазной поверхности, что проявляется в самопроизволь-
ной коалесценции отдельных капель жидкости друг с другом. На
практике это приводит к полному разрушению и разделению эмуль-
сий на два слоя. Для повышения агрегативной устойчивости исполь-
зуют специальные стабилизаторы — эмульгаторы (ПАВ). Гидрофиль-
ные эмульгаторы лучше растворимы в воде и способствуют образова-
нию эмульсий типа М — В, а гидрофобные (олеофильные) лучше
растворимы в маслах и стабилизируют эмульсии типа В — М.
С термодинамической точки зрения эмульгатор, адсорбируясь на гра-
нице раздела фаз в виде тончайших адсорбционных оболочек, понижает
межфазное поверхностное натяжение, препятствует коалесценции час-
тичек дисперсной фазы и удерживает их в дисперсионной среде, чем и
обеспечивает агрегативную устойчивость эмульсии. Поскольку толщина
адсорбционных слоев невелика, то и эмульгатора требуется мало.
244
Молекулы эмульгаторов дифильны, они состоят из углеводо-
родного радикала (неполярная часть) и полярных групп. Их эмуль-
гирующее действие тем эффективнее, чем лучше сбалансированы
в молекуле полярные и неполярные группы. Хорошо сбалансиро-
ванной дифильной молекулой является фосфатидилхолин (леци-
тин), аналогично которому стремятся синтезировать промышлен-
ные эмульгаторы.
Эмульгаторы, используемые для производства маргарина, должны:
обладать пищевыми достоинствами и быть физиологически
безвредными;
стабилизировать высокодисперсную и устойчивую эмульсию;
способствовать удержанию влаги в маргарине при механической
обработке в процессе производства;
обладать антиразбрызгивающими свойствами;
обеспечивать стойкость маргарина при хранении.
Кроме основного назначения - стабилизировать эмульсию -
эмульгаторы улучшают пластичность маргарина, придают жирам
для хлебопечения некоторые специфические свойства (способству-
ют увеличению пористости мякиша и объема готового изделия).
При производстве маргарина стремятся получить высоко- или
низкоконцентрированные эмульсии типа вода — масло, мелкодис-
персные, устойчивые при высоких температурах. В маргариновом
производстве используют следующие эмульгаторы (ПАВ): Т-1 — смесь
моно- и диглицеридов, содержащая 42...45 % моноглицеридов;
МД — смесь моно- и диглицеридов, содержащая 45...50 % моно-
глицеридов; ТФ - смесь эмульгатора Т-1 и фосфатидных кон-
центраторов; МГ — высококонцентрированные моноглицериды
насыщенных и ненасыщенных жирных кислот; МГД — моно- и
диглицериды дистилированные; фосфатидный концентрат; расти-
тельные пищевые фосфолипиды и синтетические фосфолипиды
ФОЛС 1 и ФОЛС 2; а также большое количество импортных эмуль-
гаторов различного состава и свойств. Наиболее перспективными
являются эмульгаторы на основе моно- и диглицеридов.
При получении мягких маргаринов в качестве эмульгаторов при-
меняют дистиллированные моноацилглицеролы и диацилглицеролы
гидрированных и жидких растительных масел, животных жиров, сме-
S си их с лецитином, эфиры моноацилглицеролов с оксикислотами,
ж Наиболее распространенные жирорастворимые эмульгаторы —
» дистиллированные моноглицериды с содержанием моноэфира
Ц до 90 % и различным жирнокислотным составом.
Ж В отечественной практике при производстве мягких маргаринов
w используют смеси моно- и диацилглицеролов с йодным числом
Ж 50...70 г йода на 100 г и содержанием моноэфира около 50 % (так
Л называемые мягкие моноацилглицеролы), дистиллированные мо-
ж ноацилглицеролы с йодным числом от 1 до 34 г йода на 100 г и
ж, содержанием моноэфира около 90 %, а также их композиции с
И пищевыми фосфолипидами.
245
4.2.4. СОСТАВЛЕНИЕ РЕЦЕПТУР МАРГАРИНА
Товарный вид, вкусовые качества, технологические свойства
маргариновой продукции определяются физико-химическими
характеристиками жировой основы, соотношением и составом
отдельных компонентов.
Водно-молочная фаза должна обеспечивать получение высо-
ких органолептических показателей маргарина, приближающегося
к сливочному маслу.
4.2.4.1. РЕЦЕПТУРЫ ЖИРОВОЙ ОСНОВЫ
Свойства жировой основы, как преобладающей в составе марга-
рина, определяют его потребительские достоинства как столового
продукта.
Жировая основа маргарина представляет собой многоком-
понентную смесь глицеридов различных физико-химических
свойств. Важнейшие показатели жировой основы: температура
плавления, твердость и содержание твердой фазы обеспечивают
структурно-реологические характеристики маргарина.
Температура плавления зависит от состава жировой основы. Твер-
дые жиры, в том числе молочный жир, саломасы, имеют твердые
и жидкие фракции. Накопление однокислотных высокоплавких
глицеридов в твердой фракции жиров придает маргарину повышен-
ную твердость, даже хрупкость, а разнокислотных — мягкость.
В молочном жире содержатся в основном разнокислотные три-
глицериды, в состав которых входит небольшое количество низ-
комолекулярных жирных кислот, таких, как лауриновая, мири-
стиновая, а также пальмитиновая. У жировых основ маргарина
необходимое количество разнокислотных триглицеридов дости-
гается тогда, когда вводят переэтерифицированные жиры. Важ-
ным показателем жировой основы маргарина является легко-
плавкость, пластичность и намазываемость.
Легкоплавкость характеризуется температурой полного расплав-
ления, она зависит от содержания и количественного соотноше-
ния твердой и жидкой фракций: чем больше содержится твердой
высокоплавкой фракции, тем -ниже легкоплавкость.
Пластичность является свойством тела препятствовать де-
формации, т.е. способность сохранять форму после снятия на-
пряжения. Это свойство жиров при определенной температу-
ре определяется отношением количества твердой фракции жира
к количеству жидкой. Жир с хорошей пластичностью не меня-
ет в широком температурном интервале соотношения содер-
жания твердых и жидких глицеридов. Высокие упругоплас-
тические свойства сливочного масла определяются составом
его твердой фракции, она неоднородна и переходит в жидкое
состояние в широком интервале температур. Поэтому сливоч-
246
ное масло легко деформируется при механическом воздействии.
/ Установлено, что хорошей пластичностью и намазываемостью
I обладают жиры, у которых количество твердых глицеридов
! 15...30 % и это соотношение не изменяется в интервале темпе-
! ратур от 10 до 30 °C. Если твердых глицеридов более 30 %, то
; жир плотный и непластичный, в излишне мягких жирах их ко-
\ личество 10... 12 %.
Структурно-реологическая характеристика маргаринов опреде-
ляется областью их использования и методом фасовки. При тем-
пературе 20...35 °C маргарины по физическим свойствам должны
быть близки к сливочному маслу, а при более низких температу-
рах превосходить его по пластичности.
Важнейшим критерием качества маргаринов является способность
сохранять в течение длительного времени мелкокристаллическую
структуру и однородную пластичную консистенцию в широком
’ диапазоне температур. Для получения пластичной консистенции
маргаринов желательно иметь жировую основу, содержащую ши-
рокую гамму глицеридов.
Жировые основы маргарина можно рассматривать как сус-
пензии: при охлаждении жировой основы высокоплавкие гли-
цериды начинают выделяться из расплава и, кроме жидкой,
появляется твердая фаза. В таких суспензиях непрерывной дис-
персионной средой является смесь жидких при данных темпе-
ратурах глицеридов, а дисперсной фазой - кристаллы твердых
глицеридов.
П.А.Ребиндер указывал, что механические свойства твер-
дых тел обусловлены их кристаллическим строением, дейст-
вующими в них силами сцепления. В связи с этим различа-
ют конденсационно-кристаллизационные и коагуляционные
структуры.
Конденсационно-кристаллизационные структуры возникают
' при образовании нескольких кристаллов из одного центра или
при срастании соприкасающихся кристаллов. В процессе обра-
\ зования прочность этих структур увеличивается; после механи-
ческого разрушения они не восстанавливаются.
Коагуляционные структуры возникают путем взаимодейст-
вия отдельных кристаллов через прослойки жидкой среды;
они представляют собой пространственные сетки беспорядоч-
но сцепленных под действием Ван-дер-Ваальсовых сил крис-
таллов. Каждый из них является отдельной частицей, и мо-
жет двигаться независимо от других. Специфическое свойство
коагуляционных структур — тиксотропия, т.е. способность са-
мопроизвольно восстанавливаться, при этом прочность их воз-
растает.
Если при комнатной температуре и определенных условиях
кристаллизации количество твердой дисперсной фазы в жировой
основе будет больше оптимального, то на поверхности кристал-
247
лов образуются столь тонкие пленки непрерывной среды (жидкой
фазы), что они не могут помешать массовому хаотическому сра-
щиванию кристаллов друг с другом. В этом случае будет наи-
большая твердость жировой основы, крошливая консистенция и
неудовлетворительные пластичные свойства. Образуется конден-
сационно-кристаллизационная структура. Если при комнатной
температуре жидкие пленки непрерывной среды будут оптималь-
ными по толщине и не будут создаваться условия для сращива-
ния кристаллов при хранении и механическом воздействии на
систему, то будет образовываться коагуляционная структура,
имеющая наилучшие пластические свойства.
Для получения оптимальных структур вводят несколько видов
саломасов с различной температурой плавления, переэтерифи-
цированные жиры и значительное количество жидких расти-
тельных масел.
Жировая основа высококачественного брускового маргарина дол-
жна удовлетворять следующим требованиям.
Температура плавления, “С 31 ±2
Твердость, г/см 100±20
Содержание твердых триацилглицеролов, %, при температурах, °C:
О 27±2
10 27+2
20 16±2
30 Не более 6
35 Не более 3
Групповой глицеридный состав, %:
тринасыщенные триацилглицерины Не более 3
всего высоко- и среднеплавкихтриацилглицеринов 43...48
Устойчивая полиморфная форма р'
Для других видов маргаринов, в том числе мягких и диетиче-
ских, различных кулинарных жиров состав и свойства жировой
основы определяются областью и условиями применения. Так,
для мягких маргаринов, отличающихся особенно пластичной
консистенцией и повышенным содержанием жидкой фазы, необ-
ходимо создать мелкокристаллическую и однородную консис-
тенцию, поэтому содержание твердых триацилглицеринов при
температуре 10...30 °C должно быть 10... 12 %.
Кулинарные жиры должны обладать высокой термической ста-
бильностью, однородной консистенцией и достаточной биоло-
гической ценностью. Содержание твердой фазы в жировой ос-
нове при 35 °C не должно превышать 5 %, а при 40 °C должно
быть равно 0.
При составлении жировых рецептур маргаринов в общем количе-
стве жиров учитывают жир, вводимый с эмульгатором, с молоком
и сливочным маслом (при изготовлении сливочного маргарина).
Для придания маргарину цвета летнего сливочного масла в жиро-
248
вую основу вводят пищевые красители, а также добавляют аро-
матизаторы, витамины и др.
Жировые рецептуры жиров кондитерских, хлебопекарных и
кулинарных составляют в зависимости от назначения продукции.
В отдельные виды для придания им специфических свойств до-
бавляют топленый говяжий, свиной и бараний пищевые жиры,
их вводят либо в натуральном, либо частично в гидропереэтери-
фицированном виде.
Д.2.4.2. РЕЦЕПТУРЫ ВОДНО-МОЛОЧНОЙ ФАЗЫ
В состав маргарина входят молоко, соль, сахар, вода и дру-
гие водорастворимые добавки. В действующих рецептурах
на маргарины столовые, марочные, для промышленной пере-
работки и сети общественного питания количество водно-мо-
лочной фазы составляет 17,75 %. В другие виды продукции,
например в различные сорта шоколадных маргаринов, вод-
но-молочной фазы вводится больше (до 37,8 %), в низкока-
лорийные маргарины «Городской», «Радуга» и др. — до 30 %.
Чтобы обеспечить маргарину необходимые вкус и запах, вводят
молоко в сквашенном виде или же применяют эффективные
ароматизаторы. В зависимости от вида и назначения продук-
ции количество вводимого молока составляет от 4,5 до 18 %.
Например, в шоколадные сорта маргарина вводят до 18 %,
в марочные бутербродные — до 15 %, в столовые — от 4,5
до 9 %.
В композиционный состав отдельных видов маргаринов входят
вкусовые добавки: соль и сахар. Однако следует учитывать, что
ввод соли и сахара может отрицательно влиять на поверхностные
J свойства эмульсии из-за возможного образования при низких
Ч температурах перенасыщенных растворов, приводящих к массовой
кристаллизации твердой фазы с образованием крошливой струк-
|туры маргарина.
Для придания маргарину легкого солоноватого вкуса и в качестве
консерванта используют поваренную соль в количестве 0,15...1,2 %.
Соль также способствует снижению эффекта разбрызгивания при
тепловой обработке пищевых продуктов.
В маргарины кондитерский, для крема, шоколадный и жиры
кондитерские, хлебопекарные и кулинарные соль не вводят.
Сахар, кроме основного назначения - повышать пищевую цен-
ность готовой продукции, смягчать ее вкус, обеспечивает образо-
вание на обжариваемом продукте корочки приятного бурого цвета
в результате карамелизации при 200 °C. Сахар вводят в количест-
ве 0,3...0,5 % в основные сорта маргарина, в шоколадные до 18 %,
в жидкий маргарин для хлебопекарной промышленности и
в «Солнышко» сахар не вводят. В маргарин «Здоровье» добавля-
ют лимонную кислоту.
32-3849 249
При производстве маргарина используют воду для растворе-
ния соли, сахара, сухого молока, для замены молока при выпус-
ке безмолочного маргарина или маргарина с уменьшенной до-
зой молока.
Вода должна быть бактериально чистой и не содержать раство-
ренных солей и соединений железа, так как последние ускоряют
процессы окисления готовой продукции.
В последние годы, особенно за рубежом, для улучшения вкусо-
вых свойств и повышения сроков хранения маргаринов широко
используют специальные добавки, красители, ароматизаторы, ста-
билизаторы, эмульгаторы и др.
4.2.4.3. ПРИМЕР СОСТАВЛЕНИЯ РЕЦЕПТУРЫ
В настоящее время каждое предприятие, подготовив соответ-
ствующую нормативно-техническую документацию, имеет возмож-
ность разрабатывать рецептуры и изготовлять собственные виды
маргариновой продукции, исходя из имеющихся сырьевых ресур-
сов и традиционного спроса региона (табл. 4.2).
4.2. Рецептура (%) маргариновой продукции
Компоненты Маргарин Жир кулинарный «Новинка»
столовый бутербродный мягкий «Молочный» «Экстра» «Столичный»
Саломас марки 1 (tn =31...34 ”С, 69,00-54,00 30,00...32,00' 10,00... 18,00 40,00...60,00 твердость 160... 320 г/см) Саломас марки 2 (tm=34...36 “С, - 22,00... 18,00 12,00-7,00 твердость 300...450 г/см) Переэтерифицированный жир _ _ _ 60,00...40,00 марки 2 (t|in=25.,.35°C, твер- дость 30... 130 г/см) Кокосовое или пальмоядро- — 18,00...20,00 7,00...10,00 - вое масло Растительное жидкое масло, 13,01...27,66 11,70...11,47 29,95—24,05 — в том числе для растворения эмульгатора Краситель пищевой 0,05...0,20 0,05...0,20 0,3...0,4 Эмульгатор МГД 0,05...0,10 0,05...0,10 — — Моноглицериды мягкие — — 0,8...0,6 — Фосфатидный концентрат — — 0,2 — пищевой Сахар-песок 0,30...0,50 0,30...0,40 — — Соль 0,30-0,70 0,30...0,40 0,3-0,7 Молоко коровье 4,50...9,00 14,00...15,00 - - Лимонная кислота — — 0,01...0,02 - Вода 12,79-7,84 3,60-2,43 39,44-39,03 Итого 100,00 100,00 100,00 100,00 В том числе жиров, включая 82,25 82,25 60,25 молочный жир
250
4.2.5. ПОДГОТОВКА РЕЦЕПТУРНЫХ КОМПОНЕНТОВ
4.2.5.1. ПОДГОТОВКА КОМПОНЕНТОВ ЖИРОВОЙ ОСНОВЫ
Хранение и подготовка жиров. Рафинированные жиры нестойки
при хранении, так как из них удалено основное количество при-
родных антиокислителей. Поэтому рафинированные дезодориро-
ванные жиры хранят не более 24 ч и раздельно по видам.
Баки-хранилища снабжены рубашками, обогреваемыми теплой
водой для поддержания постоянной температуры. В баках-хранили-
щах температура жидких масел должна быть не выше 25 °C, а твердых
жиров и масел на 5...6 °C выше их температуры плавления.
Для повышения стойкости рафинированных жиров рекомендует-
ся хранить их в атмосфере инертного газа. В качестве таких газов
на заводах чаще всего используют азот или диоксид углерода. Ими
заполняют свободный объем в герметизированных баках, вытесняя
воздух.
Приготовление раствора эмульгатора. В производстве марга-
рина с содержанием жира 82 % количество вводимого эмуль-
гатора (Т-1, Т-Ф, МД, МГД) составляет 0,1...0,5 %, а при
производстве маргарина с содержанием жира 75 % и ниже —
до 0,8 %. Для равномерного распределения в жировой основе
и повышения эффективности действия эмульгаторы раство-
ряют в дезодорированном масле при 60...65 °C в соотноше-
нии 1:4, эмульгатор МГД растворяют при 90 °C в соотноше-
нии 1:10.
Для производства мягкого маргарина в качестве эмульгаторов
применяют моноглицериды дистиллированные, моноглицериды
мягкие и фосфатидный концентрат. Моноглицериды дистилли-
рованные растворяют в дезодорированном растительном масле в
соотношении 1:10 при 80...85 °C.
Моноглицериды мягкие растворяют в дезодорированном рас-
тительном масле в соотношении 1:10 при 55...60 °C. В этот же
раствор вводят фосфатидный концентрат в количестве, предусмот-
ренном рецептурой.
Подготовка красителей и витаминов. Для окрашивания марга-
рина используют масляные растворы Р-каротина или аннато.
Масляный раствор p-каротина (провитамина А) получают путем
экстракции красящих веществ моркови и витаминной тыквы ра-
финированным подсолнечным маслом. В настоящее время при-
меняют микробиологический P-каротин, полученный в процессе
биосинтеза культурой гриба Blaceslea trispora с последующей экст-
ракцией биомассы, содержащей каротин, рафинированным под-
солнечным маслом.
Краситель аннато получают растворением в растительном масле
пигментов, содержащихся в кожуре семян индийского кустарника
Oriean tree.
32*
251
Красители поступают в виде масляных растворов в банках из бе-
лой жести или флягах. Масляный раствор 0-каротина содержит в 1 кг
2...2,4 г сухого 0-каротина, а масляный раствор аннато - 1...1.2 г.
Витамины обязательно используются при выработке марочных и
диетических сортов маргаринов, кулинарных жиров специального
назначения с целью повышения биологической ценности. Кон-
центрат витамина А вводят в марочные маргарины «Экстра», «Осо-
бый», «Славянский» и «Здоровье» в количестве 50 М. Е. на 1 г.
В качестве международной единицы (М. Е.) измерения массы
витамина принимается биологическая активность 0,Зу (1у = 10~3 г)
чистого кристаллического витамина А, что соответствует 0,68у
чистого 0-каротина, растворенного в масле. Витамин Е в ко-
личестве 300 мг на 1 кг вводится в маргарин «Здоровье»,
предназначенный для лиц пожилого возраста с возможными
нарушениями обмена. Витамины А и Е растворяют в дезодори-
рованном масле в соотношении 1 : 10 и вводят одновременно с
жирами. Витамин С также используют в производстве диетиче-
ских маргаринов в количестве 1 кг на 1 т продукции в виде
50 %-ного водного раствора.
Подготовка ароматизаторов. Ароматизаторы применяют для улуч-
шения органолептических достоинств маргариновой продукции: для
придания ей вкуса и аромата, близких к коровьему маслу с различ-
ными оттенками (кислосливочного, сладкосливочного и топленого).
Для ароматизации маргарина используют жиро- и водораство-
римые ароматизаторы, которые представляют собой смеси (ком-
позиции) различных органических веществ.
Жирорастворимые ароматизаторы в концентрированном виде
имеют резкий запах, водорастворимые композиции — мягкий,
не резко выраженный аромат, их вводят с жирорастворимыми
ароматизаторами. .
ВНИИЖем разработано несколько композиций ароматизато-
ров. Так, для массовых сортов (столового молочного, столового
«Эра» и др.) используют ароматизаторы, придающие этим марга-
ринам молочный вкус и аромат; для марочных бутербродных сор-
тов («Экстра», «Славянский», «Особый» и др.) применяю^ аро-
матизаторы, обеспечивающие более выраженные вкус и аромат
сливочного или топленого масла.
Ароматизаторы вводят в строго заданных количествах (1,2...100 г
на 1 т) непосредственно в жировую основу или водно-молочную
фазу. Если используют концентрированные масляные арома-
тизаторы, то требуемое количество ароматизатора растворяют в
дезодорированном масле в закрытой эмалированной или алю-
миниевой посуде, тщательно перемешивают и используют. Разре-
шается готовить рабочие растворы только на одну смену.
Подготовка сливочного масла. Масло вводят в сливочные сорта
маргаринов в количестве 10 %. Предварительно перед использо-
ванием его освобождают от тары и пергамента, ножом снимают
252
наружный слой, который имеет худшие органолептические пока-
затели и содержит больше микрофлоры, чем остальная масса. Рез-
ку монолита масла осуществляют на маслорезке на куски массой
не более 2...3 кг и расплавляют при температуре 40 °C в специаль-
ном котле.
4.2.5.2. ПОДГОТОВКА КОМПОНЕНТОВ ВОДНО-МОЛОЧНОЙ ФАЗЫ
Подготовка молока. Первый этап подготовки молока — его теп-
ловая обработка для удаления посторонней микрофлоры.
Известны два способа обработки — пастеризация при темпера-
туре до 120 °C и стерилизация при 130 °C. В результате пастери-
зации погибают вегетативные формы бактерий, но бактериаль-
ные споры сохраняются; при стерилизации уничтожаются все
формы бактерий.
При нагревании до высокой температуры образуется необрати-
мая аминно-карбонильная связь лактозы с белками и некоторыми
свободными аминокислотами (реакция меланоидинообразования),
что вызывает покоричневение молока (топленое молоко). Молоч-
ный жир мало изменяется при тепловой обработке, но теряется
активность ферментов и витаминов. Все эти изменения наиболее
интенсивно происходят при длительном воздействии температуры.
Быстрое нагревание до высоких температур не вызывает существен-
ных изменений качества.
Наиболее эффективной тепловой обработкой является вы-
сокотемпературная пастеризация при 120 °C без последующей
выдержки. Когда температура обработки молока ниже, осущест-
вляют последующую выдержку его, например, при 60 °C в тече-
ние 30 мин. Пастеризованное или стерилизованное молоко сле-
дует сразу охладить.
Для высокотемпературной обработки молока используют серий-
но выпускаемые автоматизированные установки П8-ОУВ. Возможна
также тепловая обработка молока на трубчатых пастеризаторах
ПТ-5 производительностью
5000 л/ч при температуре 110 °C
с последующей выдержкой.
Установка П8-ОУВ (рис. 4.2)
состоит из трубчатого двухци-
линдрового пастеризатора 2,
регенератора 3 в виде двух
малых цилиндров, трубчатого
двухцилиндрового охладителя 4
и бачка 5. В торцы цилиндров
для пастеризации и регенера-
ции вварены трубные решетки,
в которые ввальцованы трубы.
. Решетки имеют каналы, соеди-
Рис. 4.2. Схема пастеризационной уста-
новки П8-ОУВ
253
няющие торцы труб попарно, которые образуют змеевик. Трубча-
тый охладитель устроен аналогично.
Уравнительный бачок 5 с поплавком предназначен для автома-
тического поддержания в процессе работы установки постоянной
производительности насоса 6 и стабильного заданного давления
в системе.
Молоко из бачка 5 насосом 6 последовательно прокачивается
через цилиндры регенератора 3, где нагревается в результате
теплообмена с пастеризованным молоком. Из второго цилиндра
молоко насосом 1 подается последовательно в цилиндры пас-
теризатора 2. После второго цилиндра оно прокачивается через
регенератор 3 и цилиндры охладителя 4, где охлаждается до тре-
буемой температуры.
Цилиндры пастеризатора обогреваются паром, горячее пасте-
ризованное молоко в первом цилиндре охладителя 4 охлаждается
водой, а во втором — рассолом.
Технологические параметры работы установки: температура пас-
теризации 120 °C, охлаждения 4...7 °C; производительность 3000 л/ч.
Рис, 4.3. Пастеризатор
Т1-ОУК
На многих маргариновых заводах уста-
новлен трубчатый пастеризатор Т1-ОУК
(рис. 4.3). Пастеризатор не имеет охла-
дителя, регенератора и уравнительного
бачка. Он состоят из двух горизонталь-
ных цилиндров — теплообменников 2, в
которых находятся 24 трубчатки 4. В каж-
дом теплообменнике молоко проходит
последовательно по 48 трубам нижнего
и верхнего цилиндров и нагревается па-
ром, который поступает в межтрубное
пространство цилиндров. Молоко посту-
пает через патрубок 7, а выходит через
патрубок 3.
Во время пастеризации молоко про-
гревается до температуры 85...95 °C. Ус-
тановка Т1-ОУК может использовать-
ся для охлаждения водой и рассолом.
Конденсат отводится через патрубок 6.
С торцов теплообменники имеют откры-
вающиеся крышки 5.
В настоящее время для замены автоматической установки
П8-ОУВ рекомендуется равноценная сборная высокотемператур-
ная пастеризационная установка, состоящая из трех последова-
тель-но соединенных трубчатых пастеризаторов Т1-ОУК. Принцип
работы предусматривает использование трех верхних цилиндров
для последовательного нагрева молока: до температуры 45...50 °C
в первом цилиндре, до 80...90 °C во втором и до 125±5 °C в
третьем цилиндре. Для охлаждения молока используют три ниж-
254
них цилиндра: два охлаждаются водой, а третий — рассолом до
4...6 °C. При таком режиме тепловой обработки молока гаранти-
руется стабильность его качества и соответствие требованиям по
микробиологическим показателям.
Трубчатая пастеризационно-охладительная установка ТПУ-2,5М
предназначена для моментальной пастеризации при температуре
85...90 °C и охлаждения молока до 4...6 °C. Установка включает в себя
секции: пастеризации, регенерации, водяного охлаждения, рассоль-
, ного охлаждения, а также уравнительный бак и насос для молока.
Молоко, предназначенное для сквашивания, направляется на
выдержку, а молоко, вводимое в маргарин в несквашенном виде
или используемое для разбавления сквашенного молока, поступает
на хранение, откуда дозируется по рецептуре.
Второй этап подготовки молока — сквашивание, которое можно
осуществлять биологическим путем или кислотной коагуляцией.
При биологическом сквашивании получают сквашенное мо-
локо с выраженными кисломолочным вкусом и ароматом, од-
нородной сметанообразной консистенцией и кислотностью
70... 100 °Т (при более высокой кислотности его разбавляют све-
жим пастеризованным молоком).
В основе биологического сквашивания молока лежит процесс
брожения молочного сахара под действием молочнокислых бак-
терий. Предварительно молочный сахар расщепляется на глюкозу
и галактозу, последняя брожению не подвергается, а под дейст-
вием ферментов превращается в производное глюкозы. Затем
глюкоза и ее производное через ряд промежуточных продуктов
& переходят в пировиноградную кислоту, которая восстанавливает-
< ся до молочной кислоты.
Д В начале брожения одновременно с гидролитическим расщепле-
ж нием молочного сахара происходит его изомеризация с образовани-
ям ем полимеров декстранов, которые вместе с белками обусловливают
В сметанообразную, вязкую консистенцию сквашенного молока.
В Сквашивание осуществляется путем ввода в свежее пастери-
Ж зованное молоко специально приготовленных молочнокислых
В культур различных штаммов - заквасок. По характеру образуемых
В продуктов брожения молочнокислые бактерии подразделяются
В на гомо- и гетероферментативные.
В К гомоферментативным относятся молочнокислые бактерии,
В сбраживающие молочный сахар исключительно в молочную кис-
В лоту. Последняя и присутствующая лимонная обеспечивают по-
В вышение кислотности молока. В результате казеинат кальция
В разрушается и освободившийся казеин коагулирует, образуется
В ровный сметанообразный сгусток с пустым невыраженным вкусом.
В К гетероферментативным относятся такие молочнокислые бак-
В терии, которые кроме молочной кислоты вырабатывают спирт,
В уксусную и другие летучие кислоты.
В Молоко, отличающееся хорошим качеством, должно содержать
В 255
до 10 % уксусной кислоты от общей титруемой кислотности;
0,2 % этилового спирта, а оптимальное количество углекислоты
придает молоку освежающий вкус. Летучие кислоты и спирт со-
здают возможность образования при сквашивании небольших
количеств эфиров, в основном этилацетата.
Аромат в сквашенном молоке в значительной степени опре-
деляется присутствием диацетила СН3СОСОСН3 и ацетоина
СН3СНОНСОСН3, в их образовании принимают участие глюкоза
д лимонная кислота. При этом ацетоин получается всегда в пре-
обладающих количествах. Значение имеет не только образование
диацетила, но и сохранение его стабильности. Он является ве-
ществом нестойким, и при его распаде образуются ацетоин и
2,3-бутиленгликоль — СН3СНОНСНОНСН3. Этим объясняется
дот факт, что интенсивный аромат молока сразу же после сква-
щивания может через 2...3 дня совершенно исчезнуть; 2-3-бути-
денгликоль запаха не имеет.
Для сквашивания молока применяют молочнокислые заквас-
ки, в состав которых входит 60...70 % Ctreptococus diacetilactis
И 30...40 % Streptococus cremoris. Заквасочные наборы готовятся
до ВНИИЖе и рассылаются на заводы в сухом виде в гермети-
чески упакованных флаконах.
Перспективным является замена производственных заквасок бак-
териальными концентратами, которые имеют высокую активность
И бактериальную чистоту, что улучшает качество сквашенного мо-
дока. Из этих наборов готовят маточную закваску в микробиологи-
ческой лаборатории или в цеховом заквасочном отделении. Для
сквашивания используют металлические бидоны с крышками.
Бидоны с сырым молоком плотно закрывают и стерилизуют.
Затем в стерилизованное молоко вводят закваску в количестве
0,5...1, % по отношению к объему молока и термостатируют при
30 °C до его свертывания. Затем бидоны помещают в холодиль-
ник, где выдерживают при 0...4 °C не менее 18 ч. Кислотность
даточной закваски должна быть 60...80 °Т, активность такой
закваски сохраняется в течение 6 дней при 0...4 °C.
На заводах небольшой мощности, перерабатывающих около
4000 л молока, разрешается применять для сквашиваний непо-
средственно маточную закваску. Использовать ее можно не бо-
дее 3...5 дней. При переработке больших количеств молока готовят
Производственную закваску.
Производственную закваску приготовляют на натуральном
дельном молоке. Для этого применяют заквасочники или ванны
небольшой вместимости. После пастеризации молоко выдержи-
вают в горячем состоянии 1 ч, затем охлаждают до 28...30 °C, вно-
сят не менее 1 % маточной закваски, перемешивают и оставляют
до полного сквашивания, которое наступает через 9...12 ч. Гото-
вую производственную закваску кислотностью 60...70 °Т охлаждают
до 6...8 °C и перед использованием перемешивают.
256
Для сквашивания молока и
его хранения используют уни-
версальные танки или танки-
культиваторы.
Танк-культиватор (рис. 4.4)
имеет мешалку 4, чтобы ис-
ключить отстаивание сливок,
а при сквашивании равномер-
но распределить закваску в
объеме молока, термоизоля-
цию 2, водяную рубашку 3 и
трубчатый змеевик 1 для рас-
сольного охлаждения. Днище
выполнено с уклоном в сто-
рону сливного патрубка.
Биологическое сквашива-
ние молока может осущест-
вляться стационарным или
ускоренным методом и не-
прерывно.
Под стационарным скваши-
Рис. 4.4. Танк-культиватор
ванием понимается сквашивание молока молочнокислыми куль-
турами в замкнутом объеме без перемешивания до полной его
готовности. При стационарном сквашивании в пастеризованное
молоко, охлажденное до 28...30 °C, при перемешивании вводят
0,5...1 % маточной закваски или 3...5 % производственной. Пере-
мешивают 5 мин, после этого мешалку останавливают; скваши-
вание продолжается 9... 12 ч и процесс считается законченным
при кислотности молока 70...80 °Т. Затем его немедленно охлаж-
дают до 15...20 °C и используют.
При необходимости хранения сквашенное молоко подверга-
ют глубокому охлаждению при перемешивании до 8...10 °C и
при этой температуре хранят не более 48 ч.
Ускоренное сквашивание основано на активации процесса
молочнокислого брожения. Во ВНИИЖе селекционным путем
получены специальные закваски, содержащие термотолерант-
ные молочнокислые культуры, обеспечивающие сквашивание
молока за 4 ч. Эти культуры имеют высокую биохимическую
активность при температуре 40...42 °C и быстро накапливают в
достаточном количестве молочную кислоту, вкусовые и аромати-
ческие вещества.
Особенностью этого метода сквашивания является быстрое на-
копление вкусовых и ароматических веществ только до момента
свертывания молока и достижения кислотности 60...70 °Т, после
чего при температуре 40...42 °C происходит быстрое их разрушение.
Поэтому в основу метода ускоренного сквашивания молока поло-
жено обязательное быстрое охлаждение его после свертывания, что
33-3849
257
обеспечивает накопление в молоке вкусовых и ароматических
веществ даже в процессе хранения маргарина.
В танк подают молоко после пастеризации при температуре
70...90 °C, без выдержки, быстро охлаждают до 42 °C и немедлен-
но при перемешивании вводят 1 % маточной закваски, приго-
товленной на термотолерантных культурах. Затем молоко пере-
мешивают еще 5 мин и выдерживают при температуре 40...42 °C
в покое. При кислотности 60 °Т его немедленно с перемешива-
нием охлаждают до 15...20 °C и используют.
Непрерывное сквашивание основано на культивировании молоч-
нокислых бактерий в потоке молока в фазе их активного роста.
Этот метод имеет ряд преимуществ: микроорганизмы культиви-
руют в условиях постоянного пополнения питательной средой,
повышается их активность, в 4...5 раз увеличивается единичная
производительность оборудования, создаются условия для авто-
матизации процесса.
Технологическая схема переработки молока методом непрерыв-
ного сквашивания представлена на рис. 4.5.
Рис. 4.5. Технологическая схема переработки молока методом непрерывного
сквашивания
Молоко из автоцистерны насосом 1 подается в танк 2 для хра-
нения, затем через уравнительный бак 3 насосом 4 направляется
в пастеризатор 5, где циркулирует при помощи насоса б, и далее
в охладитель 7. При непрерывном сквашивании молоко темпера-
турой 70...90 °C, минуя охладитель 7, поступает в танк-культива-
тор 8. При этой температуре оно выдерживается в течение 1 ч,
после чего охлаждается до 30 °C. Затем в молоко при перемешива-
нии вносят 1 % маточной закваски, перемешивание продолжают
еще 5 мин и оставляют в покое до достижения заданных кислот-
ности и pH. Одновременно с этим через охладитель 7 поступает
в танки 12 и 13 молоко температурой 4...6 °C. При достижении
кислотности молока 58...59 °Т и pH 4,8...4,9 в танке-культиваторе
процесс стационарного сквашивания переводят на непрерывный.
Для этого включают мешалку в танке-культиваторе 8, из которого
периодически отбирают порции сквашенного молока. После каж-
дой забранной порции в танк-культиватор 8 автоматически при
непрерывно работающей мешалке из танков 12 и 13 насосом И
258
подают равную забранной порцию пастеризованного молока, подо-
гретого в теплообменнике 10 до температуры 30 °C.
Циркуляционный насос 9 служит для поддержания оптималь-
ной температуры в рубашке танка-культиватора.
Один танк-культиватор вместимостью 4000 л обеспечивает вы-
работку 500 л/ч сквашенного молока.
Кислотную коагуляцию применяют при приготовлении мас-
совых сортов маргарина, а также твердых и мягких маргаринов,
в которые вводят ароматизаторы. Она заключается в подкисле-
нии молока 10 %-ным водным раствором лимонной кисло-
ты. Для этого пастеризованное при 120 °C и охлажденное до
v 4...6 °C молоко подогревают в теплообменнике горячей водой
до 15...20 °C. Раствор лимонной кислоты вводят в водно-молоч-
ную фазу, приготовленную на весах, после внесения растворов
сахара и соли.
Расход лимонной кислоты 200...300 г на 1 т маргарина в виде
10 %-ного раствора. При использовании молока, подвергнуто-
го кислотной коагуляции с добавлением 10 % биологически
• сквашенного молока, расход лимонной кислоты равен 100 г на 1 т
I маргарина.
1 При переработке сухого молока для его восстановления в
Ц ванну наливают 30...35 % воды от потребного количества, на-
I, гревают до 40...50 °C и при тщательном перемешивании вводят
«' предварительно просеянное сухое молоко, добавляя остальную
В1 воду. Температуру повышают до 85...90 °C и выдерживают
Ц 20 мин, быстро охлаждают и сразу же заквашивают. Восста-
д новленное молоко сквашивается так же, как и свежее, но аро-
11 мат его менее выражен.
В Приготовление растворов соли и сахара. Для производства марга-
В рина используется водный раствор поваренной соли сорта «Экстра».
К Раствор соли приготовляют непрерывно в трехсекционном Co-
В. лерастворителе или солерастворителе Мельникова. Получают
В насыщенный раствор соли плотностью 1170...1200 кг/м3, кон-
В, центрацией 24...26 %.
В| Сахар с содержанием сахарозы не менее 99,77 % применяют в
В виде водного раствора 30 %-ной концентрации. Предварительно
В просеянный и взвешенный сахар загружают в бак и растворяют
В в горячей воде при перемешивании, пастеризуют при 90 °C, за-
jB тем охлаждают.
В Подготовка воды. Для производства маргарина используют
В сырую, пастеризованную и умягченную воду. Сырая вода долж-
! В на иметь чистый вкус, быть без запаха, прозрачной при общей
В; жесткости до 2 мг • экв/л. При наличии небольшого количества
'Be взвеси ее отфильтровывают. Если жесткость воды 2...4 мг-экв/л
и содержание хлора более 0,3 мг/л, ее пастеризуют на тех же пас-
теризаторах, что и молоко. При большей жесткости используют
' В^ катионитовые фильтры для умягчения воды.
33* 259
4.2.6. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПОЛУЧЕНИЯ
МАРГАРИНОВОЙ ПРОДУКЦИИ
В основе технологии маргарина лежат процессы переохлаж-
дения маргариновой эмульсии с одновременной механической
обработкой. Схема получения продукции может включать раз-
личные технологические операции в зависимости от того, в какой
товарной форме будет выпускаться готовая продукция: твердой,
наливной или жидкой.
Технология твердых маргаринов предполагает осуществление сле-
дующих процессов: дозирование; смешение с получением грубой
эмульсии; переохлаждение, совмещенное с механической обработ-
кой, в интервале температур, близких к температуре застывания
жировой основы маргарина; структурирование в кристаллизаторах
и фасовка.
Технология мягких (наливных) маргаринов основывается на
следующих процессах: получение эмульсии (для низкожирных
маргаринов предусматривается двухстадийное эмульгирование);
пастеризация эмульсии; переохлаждение ее с одновременной ме-
ханической обработкой, пластификация путем декристаллизации
и кристаллизации переохлажденной эмульсии и фасовка.
Получение продукции в жидком виде исключает операции
кристаллизации, фасовки, продукция в переохлажденном текучем
состоянии отгружается в автоцистернах.
Жиры кондитерские, хлебопекарные и кулинарные получают
так же, как и маргарин, однако тщательное эмульгирование здесь
необязательно, так как эта продукция представляет собой в основ-
ном жировые смеси.
4.2.6.1. ДОЗИРОВАНИЕ РЕЦЕПТУРНЫХ КОМПОНЕНТОВ
При изготовлении маргариновой продукции непрерывным спо-
собом большое значение имеет дозирование жировой и водно-
молочной фазы. На большинстве заводов осуществляют автома-
тическое дозирование рецептурных компонентов по заданной
программе, что позволяет стабилизировать состав продукта и по-
высить его качество.
Дозирование по массе. Такое дозирование обеспечивает точный
набор компонентов рецептуры и сокращение числа работающих.
В непрерывных высокопроизводительных линиях приготовле-
ния мягких и твердых маргаринов для взвешивания компонентов
применяют автоматические весы, укомплектованные баками для
дозирования жировой и водно-молочной фазы. Весы имеют
прямоугольную раму, к которой крепятся на рычажных системах
два бака взвешивания. Каждая рычажная система подсоединена
к тензометрическим весовым датчикам.
Бак для взвешивания водно-молочной фазы — цилиндрической
260
формы с коническим или наклонным дном и центральным вы-
пускным отверстием. В верхней части бака расположено четыре
впускных патрубка, три из них служат для основных компонентов,
а четвертый предназначен для дозирования водных добавок.
Бак для взвешивания жировой фазы снабжен водяной рубаш-
кой, в коническом (наклонном) днище расположено централь-
ное выпускное отверстие. В верхней части бака имеется шесть
впускных патрубков, пять из них используют для подачи жировых
компонентов, а шестой — для дозирования добавок.
Объемное дозирование. Для дозирования применяют насосы-
дозаторы двух типов — бесклапанные и клапанные. Бесклапанные
насосы-дозаторы относятся к поворотно-поршневым насосам,
они укомплектованы несколькими дозирующими цилиндрами с
поршнями различных диаметров и общим двигателем. Количество
поршней соответствует количеству рецептурных компонентов.
Объем жидкости, подаваемый каждым поршнем, регулируется
специальным устройством, меняющим ход поршня. Клапанные
насосы-дозаторы — многоступенчатые.
Преимуществом объемного дозирования является возможность
использования одного насоса-дозатора для нескольких техноло-
гических линий.
4.2.6.2. СМЕШЕНИЕ РЕЦЕПТУРНЫХ КОМПОНЕНТОВ
Жировую основу и водно-молочную фазу готовят и дозируют
отдельно. Поэтому они должны быть хорошо смешаны. По усло-
виям производства молоко вводят
при 15...20 °C, а жиры - при
температуре на 4...5 °C выше их
температуры плавления. Смеше-
ние осуществляют при одновре-
менном темперировании смеси
при 38...40 °C, что важно для
последующего эмульгирования.
При смешении также достигается
предварительное эмульгирование.
Вертикальный цилиндрический
смеситель (рис. 4.6) имеет кор-
пус 10 с днищем 1, расположен-
ным с уклоном к спускному пат-
рубку 12. На крышке 5 смонтиро-
ваны редуктор 6 и электродвига-
тель 7, которые крепятся на раме.
Продукт поступает через штуцер &
Внутри цилиндрической части
имеется винтовая мешалка 2,
частота вращения ее 0,99 с-1.
Рис. 4.6. Вертикальный цилиндри-
ческий смеситель
261
Параллельно образующим внутри цилиндра прикреплены отбой-
ники 9, которые не позволяют смеси закручиваться по ходу враще-
ния мешалки. Смеситель снабжен пароводяной рубашкой 3 (вода
из рубашки переливается через патрубок 4) и регулятором уров-
ня 77. Смесители такого типа применяют в непрерывных схемах
производства твердой маргариновой продукции.
В линиях производства мягких маргаринов применяют смесители
для перемешивания жировых и водно-молочных компонентов и по-
лучения грубой эмульсии. Смеситель оборудован мешалкой специ-
альной конструкции (анкерного типа). Для интенсификации пере-
мешивания на внутренней поверхности смесителя приварены тела
сопротивления. Требуемая температура нагрева эмульсии поддержи-
вается пароводяной смесью, подаваемой в рубашку смесителя.
4.2.6.3. ПЕРЕОХЛАЖДЕНИЕ И КРИСТАЛЛИЗАЦИЯ МАРГАРИНОВОЙ
ЭМУЛЬСИИ
Технология производства маргарина заключается в том, что жид-
кую маргариновую эмульсию охлаждают и кристаллизуют в строго
контролируемых условиях и полученной таким образом пластичной
массе придают необходимую товарную форму. Важнейшие качест-
венные показатели готовой продукции — консистенция, диапазон
пластичности, температура полного расплавления — определяются
кристаллической структурой жировой основы.
При охлаждении маргариновой эмульсии происходит сложный
процесс кристаллизации и рекристаллизации с переходом менее
устойчивых кристаллических форм (метастабильных) через проме-
жуточные к устойчивым (стабильным) кристаллическим модифи-
кациям (явление полиморфизма).
Типы образующихся кристаллических структур принято обозна-
чать соответственно а, 0', 0 : а — наиболее низкоплавкая, менее
устойчивая (метастабильная) форма; 0' - средняя и 0 - наиболее
высокоплавкая (стабильная).
Формирование кристаллической структуры маргарина зависит от
следующих факторов: '
скорости охлаждения — при значительном увеличении скорости
охлаждения образуется неустойчивая кристаллическая модификация;
скорости перемешивания — при быстром перемешивании обра-
зуется более мелкая кристаллическая структура;
содержания насыщенных и ненасыщенных глицеридов - чем
больше в жировой фазе ненасыщенных глицеридов, тем больше
образуется неустойчивых кристаллических модификаций.
При медленном охлаждении маргариновой эмульсии происходит
последовательная кристаллизация глицеридов в соответствии с их
температурой застывания. В результате образуются крупные крис-
таллы, характерные для наиболее высокоплавкой устойчивой кри-
сталлической 0-формы, которая обусловливает неоднородность
262
структуры, придающей продукту грубость вкуса, «мучнистость»,
«мраморность» и т.д. В процессе хранения маргарин приобретает
хрупкость, и происходит дальнейшее упрочнение структуры.
При быстром охлаждении наблюдается переохлаждение систе-
|мы, и образование кристаллов начинается при более низкой тем-
пературе, чем температура застывания. При достаточно высокой
скорости охлаждения температура понижается до такой степени,
что становится возможным образование более низкоплавких, ме-
нее устойчивых кристаллических форм. В этом случае в первой
фазе кристаллизации, когда молекулы глицеридов переходят из
жидкого состояния в твердое, образуется кристаллическая решет-
ка с наиболее низкой температурой плавления (a-форма). Под
действием сил межмолекулярного взаимодействия молекулы в
кристаллической решетке сближаются, и метастабильная а-форма
самопроизвольно переходит в более стабильные формы, при этом
выделяется скрытая теплота кристаллизации, и температура сис-
темы повышается. Кристаллы жира в маргарине обычно при-
сутствуют в Р'-форме, переход в (3-форму отрицательно влияет
на консистенцию маргарина из-за образования более крупных
кристаллов. Этот переход может произойти в случае хранения мар-
гарина при повышенных температурах.
Кристаллические решетки маргарина при колебаниях тем-
пературы могут подвергаться фазовым превращениям другого
типа - рекристаллизации. В результате происходит перегруп-
пировка кристаллов, сопровождающаяся снижением легкоплав-
кости за счет перехода низкоплавких триглицеридов смешанных
кристаллов в жидкую фазу и обогащения твердой фазы высоко-
плавким компонентом.
Для достижения однородной структуры маргарина после глу-
бокого охлаждения необходимо интенсивное перемешивание и
относительно длительная механическая обработка. При этом мел-
кодиспергированные кристаллы твердой фазы образуют в жидкой
фазе коагуляционные структуры. Кристаллизация без предварит-
ельного перемешивания приводит к возникнованию кристалли-
зационно-коагуляционной структуры. Поэтому в современных
схемах производства маргарина после переохладителя устанавли-
вают аппараты для декристаллизации структуры. В результате это-
го маргарин при хранении менее подвержен образованию твердых
кристаллических модификаций.
Таким образом, используя способность жиров и маргарина к пе-
реохлаждению, можно получить мелкокристаллическую структуру,
обладающую высокой пластичностью, легкоплавкостью, хорошей
консистенцией и необходимыми органолептическими свойствами.
Основным аппаратом при производстве маргарина методом пере-
охлаждения является переохладитель, обеспечивающий тонкое
эмульгирование, охлаждение и механическую обработку маргари-
новой эмульсии.
263
Рис. 4.7. Схема цилиндра пере-
охладителя
Широкое распространение получили трех- и четырехцилиндро-
вые переохладители.
Переохладитель состоит из нескольких одинаковых цилиндров теп-
лообменников, работающих последовательно.
Основными узлами переохладители
являются блок цилиндров и аммиач-
ная система охлаждения. Цилиндр 4
(рис. 4.7) представляет собой тепло-
обменный аппарат типа «труба в тру-
бе» с изоляцией 8. Первая внутренняя
труба 2 является рабочей камерой,
в ней находится полый вал 5, в кото-
рый вводится горячая вода температу-
рой около 50 °C для предотвращения
налипания маргариновой эмульсии.
На валу 5 по всей длине крепятся 12
ножей 7 с диаметрально противопо-
ложных сторон. Закрепление ножей
нежесткое, они могут иметь некоторое смещение в вертикаль-
ной и горизонтальной плоскости. При частоте вращения вала
8,33 с~’ под действием центробежной силы ножи 7 прижима-
ются к внутренней поверхности трубы 2. Пространство 7 меж-
ду трубами 2 и 6, представляет собой испарительную камеру 7,
в которой находится желоб 3 для охлаждающего жидкого агента
(аммиака). Благодаря охлаждению в результате испарения ам-
миака маргариновая эмульсия кристаллизуется на внутрен-
ней поверхности трубы 2 и равномерно снимается со стенок
ножами 7.
Температура переохлажденной маргариновой эмульсии на вы-
ходе из третьего цилиндра 12... 13 °C. Производительность трех-
цилиндрового переохладителя 2,5...2,8 т/ч.
Четырехцилиндровый охладитель имеет четыре цилиндра,
работающих последовательно. Устройство цилиндров, холодо-
снабжение такие же, как в трехцилиндровом охладителе. Произ-
водительность до 5 т/ч. '
Для разделения переохлажденной маргариновой эмульсии на
два потока и равномерной подачи к двум кристаллизаторам уста-
навливают распределительное устройство. Основные узлы его -
привод и пробковый кран. Пробковый кран состоит из неподвиж-
ного корпуса с двумя патрубками, через которые маргарин посту-
пает в трубопроводы, подающие его к кристаллизаторам. Пробка
имеет на цилиндрической поверхности окно, которое при ее вра-
щении совпадает с отверстиями патрубков на корпусе. Продукт
вводится в торцовую часть неподвижного корпуса.
Для получения необходимой кристаллической структуры, требу-
емой твердости, однородности и пластичности для фасовки мар-
гарина в линиях производства твердого маргарина устанавливают
264
кристаллизатор (рис. 4.8). Основные узлы его — фильтр-гомоге-
низатор и несколько последовательно соединенных на фланцах
цилиндрических секций. Фильтр служит для улавливания случайно
попавших в эмульсию механических примесей и ее дополнительной
обработки.
Рис. 4.8. Кристаллизатор с компенсирующим устройством
Внутренняя полость входной секции 13 кристаллизатора 11
выполнена в виде конуса. Другие секции представляют собой ци-
линдры, соединенные переточными каналами 12 для обогреваю-
щей воды. Маргариновая эмульсия поступает через патрубок 1.
Диаметр кристаллизатора больше, чем диаметр подводящего
патрубка, поэтому снижается скорость движения эмульсии, и
она медленно передвигается к выходу и далее через коническую
насадку 4 поступает в формующую камеру фасовочного ав-
томата. Температура маргарина на выходе из кристаллизатора
несколько возрастает вследствие выделения теплоты кристалли-
зации и составляет 16...20 °C. На последней секции 3 кристал-
лизатора установлено компенсирующее устройство для преоб-
разования непрерывного процесса получения маргарина в пе-
риодический при подаче его на фасовочный автомат, работающий
циклично.
Компенсирующее устройство состоит из корпуса 6, подвижного
поршня 10 и неподвижного шпинделя 9. Последний соединен с
воздушным регулятором давления 8, к которому по трубе 7 под-
водится сжатый воздух. При превышении давления на выходе из
кристаллизатора поршень 10 поднимается, открывает выходной
канал 5, и часть маргарина отводится в бак возврата.
Кристаллизаторы можно размещать горизонтально на стойках 2,
вертикально или горизонтально над фасующими автоматами.
Для подачи эмульсии от смесителя в переохладитель до фасовоч-
ного автомата в линиях производства маргарина устанавливают на-
сос высокого давления (максимально 6 МПа), что обеспечивает нор-
34-3849
265
мальное функционирование линии и дополнительное эмульгирова-
ние. Стабильная работа насоса высокого давления, действующего
под заливом, поддержание постоянного уровня маргариновой
эмульсии в смесителях в линии производства твердого маргарина
обеспечивается уравнительным бачком с наклонной пропеллерной
мешалкой, с электродвигателем и редуктором. Постоянный уро-
вень регулируется поплавковым регулятором. Прием эмульсии про -
изводится поочередно из двух смесителей.
При выработке маргарина в виде монолита, который упако-
вывается в короба, и при производстве мягких маргаринов не-
обходимо, чтобы продукт обладал хорошей дозируемостью и
подвижностью при наливе в тару, быстро принимал форму по
окончании формообразования, имел ровную однородную кон-
систенцию и был высокопластичным. Для этого после переох-
лаждения производят дополнительную механическую обработку
для декристаллизации структуры. В результате маргарин при
хранении менее подвержен образованию твердых пространствен-
ных структур, что способствует получению высокопластичного
продукта, приближающегося к коагуляционной структуре. Твер-
дая и жидкая фракции жира распределяются равномерно, готовый
маргарин не теряет текучести и при наливе в короба приобретает
пластичную консистенцию, сохраняющуюся длительное время при
температуре 5...7 °C.
Рис. 4.9. Декристаллизатор
Декристаллизатор (рис. 4.9) состоит из трех горизонтальных
цилиндров 2, смонтированных на опорной раме 6. Внутри кор-
пуса цилиндра 2 крепятся неподвижно била 3, на валу 7 внутри
цилиндра также укреплены била 8. Между билами маргарино-
вая продукция тщательно перемешивается. Продукт, поступаю-
щий через патрубок 4, последовательно проходит три цилиндра,
которые соединяются патрубками 1. Частота вращения валов
1,73 с-1, имеется привод 5.
266
4.2.6 4 ФАСОВКА И УПАКОВКА ПРОДУКЦИИ
Для фасовки маргариновой продукции используют пергамент,
кашированную фольгу, бумагу с покрытием из полимерной плен-
ки и полимерную пленку, пакеты, коробочки, стаканчики из по-
лимерных пленок. Наиболее эффективной при фасовке твердого
маргарина является кашированная фольга. Тара в виде стаканчи-
ков, коробочек экономична и целесообразна при фасовке низко-
плавких и высокопластичных маргаринов.
На маргариновых заводах для фасовки маргарина в пачки массой
200...250 г установлены фасовочные автоматы фирмы «Бенхиль»
производительностью 95...210 пачек в минуту. Основная часть
такого автомата — непрерывно вращающийся барабан с шестью
фасующими камерами с поршнями. Поршень отводится назад,
когда камера находится под питающим трубопроводом, и после
заполнения ее продвигается вперед, проталкивая сформированный
брусок маргарина в завертывающую секцию.
Для автоматической укладки пачек маргарина в короба устанав-
ливают агрегат для раскрывания короба и укладки в него пачек
маргарина, он связан с фасовочным автоматом транспортером.
Плоские заготовки коробов (30 шт.) штабелем закладываются в
укладочную машину. Во время работы нижняя заготовка передви-
гается в секцию формирования. Сформировавшийся раскрытый
короб перемещается в секцию загрузки. Пачки маргарина из фасо-
вочного автомата попадают на ленточный транспортер, движутся
по нему непрерывно и поступают на приемную площадку секции
загрузки. После набора четырех рядов пачек они перемещаются
в кассету, на которую предварительно надет короб. После запол-
нения пачками продукта короб автоматически заклеивается.
Фасовочный автомат фирмы «Хамба» предназначен для напол-
нения маргарином и закупоривания полиэтиленовых стаканчиков
вместимостью 250 г. В линии предусмотрены две фасовочные
машины, состоящие из фасующего блока и приводной секции.
Приводная секция имеет узел загрузки столбиков стаканчиков и
крышек, устройство для запечатывания стаканчиков и печатный
механизм для нанесения даты, транспортные элементы.
Четыре стаканчика одновременно транспортируются к дозатору,
который дозирует маргарин под давлением поступающего про-
дукта. Точность наполнения стаканчика ±2 г. Подаваемое коли-
чество маргарина должно на 5 % превышать потребность фасо-
вочного автомата. Избыток маргарина поступает в бак возврата
через буферное устройство.
Наполненные стаканчики закупориваются в узле запечатывания
стаканчиков, проходят печатный механизм, где на их дно нано-
сится дата, и направляются к упаковочной машине.
Упаковочную машину устанавливают непосредственно
за фасовочным автоматом, она предназначена для форми-
34*
267
рования коробов, заполнения их стаканчиками и заклеивания.
Маргарин в виде монолита фасуют в короба на непрерывно-
действующем автомате с одновременным наполнением маргарином
коробов и взвешиванием.
Автомат работает по принципу гравиметрического заполнения,
т.е. по массе. Он состоит из правых и левых циферблатных весов,
смонтированных на одной раме. Весы снабжены электронными
блоками, электромагнитными клапанами, разливочными устройст-
вами, регулятором скорости подачи, трехходовым краном.
Работают весы следующим образом. На взвешивающей платфор-
ме устанавливается в раскрытом виде выложенный пергаментом или
мешком из полиэтиленового материала короб. Для заполнения пра-
вого короба автоматически открывается электромагнитный питаю-
щий клапан разливочного устройства. Клапан остается открытым
до тех пор, пока стрелка весов не укажет заданную массу продукта,
и работа переключается на левые весы, а из правого разливочного
устройства маргарин сливается в подставленный короб. Заполнен-
ная тара с площадки весов поступает на роликовый транспортер.
Регулятор скорости может изменять количество поступающего в раз-
ливочное устройство продукта при изменении вместимости короба.
Производительность агрегата 2,5...5,0 т/ч. Продукт может фасо-
ваться в короба вместимостью 10, 15, 20 кг.
В том случае, когда упаковка производится в бочки, маргарино-
вая продукция непосредственно из переохладителя сливается в тару.
4.2.7. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПОЛУЧЕНИЯ МАРГАРИНОВОЙ
ПРОДУКЦИИ
В нашей стране для выработки твердых маргаринов применяют
линии как импортные (фирмы «Джонсон»), так и отечественные
(А1-ЖЛП и А1-ЖЛК). Производительность линий в целом ли-
митируется суммарной охлаждающей поверхностью цилиндров
переохладителя и производительностью фасовочных автоматов.
Для получения мягких маргаринов используются высокопроиз-
водительные линии фирм «Кемтек», «Шредер», «Альфа-Лаваль»
производительностью до 5 т/ч.
4.2.7.1. ПОЛУЧЕНИЕ ТВЕРДОГО МАРГАРИНА
НА ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ ЛИНИИ
Технологическая схема получения маргарина показана на рис. 4.10.
Рафинированные жиры, эмульгатор из бака 9 насосом 10, масло-
растворимые добавки (краситель, ароматизатор) из бака 11 насо-
сом-дозатором 12 подаются в бак 14 на весах. Молоко из бака 6
насосом 5, вода из бака 3 насосом 4, солевой раствор из бака 1
насосом 2, водорастворимые добавки (сахар и др.) из бака 7 насо-
сом 8 перекачиваются в бак 15 на весах.
268
Рис. 4.10. Технологическая
схема получения маргарина
на высокопроизводительной
линии фирмы «Джонсон»
Сжатый.
Воздух
Ванне и на
склад
Взвешенные компоненты насосами 13 и 16 направляются в
первые два смесителя 77. Полученную смесь подвергают рецир-
куляции с помощью насоса-эмульсатора 18 в течение 15 мин.
Температура в смесителях устанавливается в зависимости от рецеп-
туры. Приготовленную смесь насосом-эмульсатором 18 направ-
ляют в третий смеситель 17. Отсюда насосом 19 через двойной
фильтр 20 она подается в уравнительный бак 21. Передача
эмульсии в четырехцилиндровый переохладитель 23 осуществля-
ется при помощи насоса высокого давления 22.
В начальный период работы линии, когда еще не установился
стабильный режим, маргариновая эмульсия из переохладителя 23
направляется в бак возврата 31. Когда температура маргариновой
эмульсии на выходе из переохладителя достигнет заданного пока-
зателя, ее подают в распределительное устройство 30, где она
269
разделяется на два потока. Затем через фильтры-структураторы 29
и кристаллизаторы 28 эмульсия поступает на два фасовочных
автомата 26. Пачки маргарина транспортером 25 подаются к упа-
ковочным автоматам 24, которые выполняют формовочно-укла-
дывающую и обандероливающую операции.
Избыток продукта отводится через компенсирующее устроф^
ство 27 в бак возврата 31, откуда расплавленная эмульсия насо-
сом 32 перекачивается в третий смеситель 17.
При выработке маргарина в монолите переохлажденная эмульсия,
минуя распределительное устройство, через фильтр 35 поступает
в декристаллизатор 34, в котором в результате выделения скрытой
теплоты температура маргарина повышается на 2...3 °C.
Из декристаллизатора маргарин направляется в автомат 33 для
наполнения и взвешивания коробов. Вначале до достижения не-
обходимых параметров маргариновая эмульсия поступает в бак
возврата 31. Короба с продуктом по транспортеру идут на обан-
дероливающую машину и затем в склад готовой продукции.
Основные технологические параметры работы линий приведены
ниже.
Температура, °C
эмульсии
в смесителях 38...40
на входе в переохладитель 38...4O
на выходе из переохладителя 10...13
маргарина на выходе
из кристаллизатора 14...16
из декристаллизатора 13...16
испарения аммиака -10.. -15
4.2.7.2. ПОЛУЧЕНИЕ МЯГКИХ (НАЛИВНЫХ) МАРГАРИНОВ
В настоящее время широкое развитие получило производство
мягких (наливных) маргаринов преимущественно бутербродного
назначения. Они представляют собой мелкодисперсные эмульсии
типа «вода в масле», по вкусу, запаху и консистенции напоми-
нающие сливочное масло.
Мягкие маргарины имеют повышенную биологическую цен-
ность и однородную пластичную консистенцию, способность
легко намазываться даже при низких температурах. Поэтому
мягкие маргарины используют для профилактического и лечебно-
го питания, а также как бутербродный продукт.
Содержание жировой фазы в рецептурах наливных маргаринов
изменяется в очень широких пределах — от 40 до 82 %, а в отече-
ственном ассортименте — 60 и 82 %. Наиболее перспективными дол-
жны быть низкокалорийные маргарины. Структурные свойства и
пищевая ценность мягких маргаринов определяется составом и фи-
зико-химической характеристикой жирового сырья. Поэтому в мяг-
270
ких маргаринах используют многокомпонентные жировые основы.
В качестве жирового сырья применяют гидрированные жиры с
температурой плавления 28...44 °C, жидкие и твердые растительные
масла (причем, доля последних значительно выше, чем в твердых
маргаринах), переэтерифицированные жиры.
В некоторые жировые композиции в качестве пластифицирую-
щего компонента вводят пальмовое или кокосовое масло в коли-
честве 8... 10 %. В диетические мягкие маргарины бутербродного
назначения в состав жировой основы входит до 50 % триацилгли-
церинов физиологически активной линолевой кислоты. Поэтому
в рецептуры мягких маргаринов, вырабатываемых за рубежом,
включают преимущественно соевое масло. Для придания мягким
маргаринам оптимальных структурно-вязкостных и потребитель-
ских свойств жировые основы должны содержать 10...15 % твер-
дых глицеридов и иметь температуру плавления 25...27 °C.
В табл. 4.3 приведены рецептуры некоторых мягких маргаринов.
4.3. Рецептурный состав мягких маргаринов, %
Компоненты | «Солнышко» | «Столичный» I «Здоровье»
Саломас марки I (Ти=31...34 °C, твердость 180...220 г/см) 28,00... 18,00 10,00... 18,00
Саломас марки 2 (Ти=34...36 °C, твердость 350...450 г/см) 10,00... 15,00 12,00... 7,00 —
Масло кокосовое 10,00 7,00...10,00 --
Переэтерифицированный жир марки 2 Ц|ь1=29...34 °C, твердость 30...70 г/см) — — 79,55.„78,87
Масло растительное жидкое, в том числе 33,35—38,17 29,95...24,05 1,7.„2,2
для растворения эмульгатора Концентрат фосфатидный пищевой 0,20 0,20 0,4
Эмульгатор МГД 0,05...0,10 — 0,05...0,10
Моноглицериды мягкие — 0,8...0,6 °-
Красители пищевые 0,20...0,30 0,30...0,40 0,10...0,20
Соль 0,20 0,3...0,7 0,15...0,20
Сахар — — 0,15...0,20
Молоко коровье цельное 14,00... 75,00 — 14,00...15,00
Вода 4,00...3,03 39,44...39,03 3,89...2,81
Лимонная кислота — 0,01...0,02 0,01...0,02
Витамин А, ME на 1 кг маргарина 50000 — 100000
Витамин Е, мг на 1 кг маргарина 300 — 300
Итого 100,00 100,00 100,00
В том числе жиров, включая молочный жир 82,25 60,25 82,25
В рецептуры диетического маргарина «Здоровье» и мягкого мар-
гарина «Столичный» входит молоко коровье цельное, сквашенное
методом кислотной коагуляции. Раствор лимонной кислоты учи-
тывают в балансе воды.
В рецептуру маргарина «Солнышко» включают молоко свежее и
биологически сквашенное в соотношениях в зависимости от кис-
лотности сквашенного молока.
271
Рис. 4.11. Технологическая схема производства мягких маргаринов на линии фирмы «Кэмтек»
272
В состав мягкого маргарина «Столичный» вводят ароматизато-
ры жирорастворимые в количестве 10... 15 г/т и водорастворимые -
50...70 г/т, в качестве эмульгатора разрешается добавлять смесь
мягких моноглицеридов с дистиллированными моноглицеридами
в соотношении 1:1.
Кроме того, используют эмульгаторы, стабилизаторы на жиро-
вой основе с добавлением растительных фосфолипидов.
Технологический процесс производства мягких маргаринов на не-
прерывной линии фирмы «Кемтек» производительностью 4...5 т/ч
состоит из следующих операций: темперирование дезодорирован-
ных жиров; подготовка красителя, эмульгатора и жировых добавок;
подготовка воды, соли, водных добавок; дозирование по массе
рецептурных компонентов; смешение и темперирование рецеп-
турного набора; эмульгирование смеси; охлаждение эмульсии;
пластификация в декристаллизаторе и фильтрах-структураторах;
кристаллизация; фасовка в полимерные стаканчики; укладывание
стаканчиков в картонные короба и обандероливание.
На линии фирмы «Кемтек» (рис. 4.11) процесс производства
мягкого маргарина осуществляется следующим образом.
Подготовленные жировые компоненты — темперированные са-
ломас и растительные масла — из емкостей 11, раствор эмульга-
торов из емкости 4 и краситель из бака 5 перекачивающими насо-
сами 3 направляются в приемный бак 8 автоматических весов.
Водорастворимые компоненты — молоко, раствор сахара, раст-
вор соли — из емкости 1 и вода из емкости 2 подаются в бачок 9
системы автоматического дозирования.
Остальные жиро- и водорастворимые добавки из емкостей 6 и 7
перекачиваются насосами-дозаторами 10 в приемные бачки весов.
Взвешенные компоненты жировой и водно-молочной фаз пере-
качиваются насосами 3 в смеситель 24, где происходит механичес-
кое смешивание компонентов в течение 5...10 мин. Чтобы повы-
сить степень дисперсности эмульсии, при помощи центробежного
насоса-эмульсатора 25 ее подвергают рециркуляции в системе в те-
чение 5... 10 мин. Из смесителя 24 маргариновая эмульсия подается
через двойной фильтр 23 в пастеризатор 20, в котором она автома-
тически нагревается горячей водой до 85...90 °C, а затем охлажда-
ется холодной водой до 40 ..45 °C. Пастеризованная маргариновая
эмульсия насосом высокого давления 19 направляется в четырех-
цилиндровый вытеснительный охладитель 17.
Для того, чтобы предотвратить образование в процессе охлаж-
дения крупных кристаллов, переохлажденную маргариновую
эмульсию подвергают пластификации путем дополнительной ме-
ханической обработки в двухцилиндровом декристаллизаторе 18.
В начальный период работы, пока еще не установился стабиль-
ный режим, маргариновая эмульсия после декристаллизатора
направляется в систему 21—22 вторичной обработки, из которой
насосом 3 перекачивается в смеситель 24.
35-3849
273
Рис. 4.12. Технологическая схема производства мягких маргаринов на линии фирмы «Шредер»
274
После стабилизации режима эмульгирования и охлаждения мар-
гарин направляется к распределительному устройству 16, в ко-
тором продукт разделяется на два параллельных потока. Далее
маргариновая эмульсия через фильтры-структураторы 15 посту-
пает в кристаллизаторы 14. Из них полузастывший, но еще не по-
терявший подвижность маргарин подводится к фасовочным ав-
томатам 13, куда одновременно подаются стаканчики и крышки.
Избыток маргарина отводится в систему 27-22 вторичной обработ-
ки, откуда расплавленная эмульсия перекачивается в смеситель 24.
Стаканчики из поливинилхлорида вместимостью 250 г наполня-
ются маргарином, плотно закрываются крышками и по конвейеру
направляются к упаковочному автомату 12. Автомат снимает ста-
канчики с маргарином с конвейера, укладывает их по 36 штук
в картонные короба, и после обандероливания они передаются
на склад готовой продукции.
Технологическая схема производства мягкого маргарина на ли-
нии фирмы «Шредер» приведена на рис. 4.12.
Жировые и водно-молочные компоненты мягких маргари-
нов дозируются с помощью микропроцессорной техники по спе-
циальной программе в автоматическом режиме. Рафинированные
дезодорированные жиры и масла, гидрированные жиры, раствор
красителя из подготовительного отделения, а масляные растворы
эмульгатора из емкости 6 через фильтр 4 насосом 5 подаются в
емкость 7 для жировых компонентов автоматических весов.
Молоко пастеризованное, раствор лимонной кислоты, раствор
сахара, вода после соответствующей подготовки и насыщен-
ный раствор соли концентрацией 24...26 % из емкости 3 через
фильтр 4 насосом 5 подаются в емкость 7 для взвешивания вод-
но-молочной фазы. Все компоненты жировой и водно-молочной
фаз отвешиваются в количествах, предусмотренных рецептурой,
и насосом 5 последовательно перекачиваются в смеситель 7.
При этом первый компонент водно-молочной фазы поступает
в смеситель только после подачи одного или двух жировых ком-
понентов и раствора эмульгатора. Подача в смеситель всех ком-
понентов жировой и водно-молочной фаз должна заканчиваться
одновременно либо так, чтобы последней сливалась одна из вод-
ных составляющих. После окончания взвешивания в смеситель
вручную вводят жировые и водные добавки (ароматизаторы, ви-
тамины). Взвешенные компоненты тщательно перемешиваются
в смесителе 7 при температуре 39...43 °C с помощью мешалки.
Подготовленная эмульсия из смесителя 7 насосом-эмульсато-
ром 5 перекачивается в расходный смеситель 8. Из него однород-
ная эмульсия поступает в трехцилиндровый насос высокого дав-
ления 9 и под давлением 1,0...5,0 МПа подается в пастеризатор 10,
где пастеризуется при 80...85 °C и затем охлаждается в нем до
' 39...43 °C. Температура нагрева поддерживается автоматическим
устройством регулирования. До стабилизации режима работы
5 35*
275
3. Технологическая схема производства мягких маргаринов на линии фирмы «Альфа-Лаваль»
Охлаждающая Горячая Вада
боба I----------
276
пастеризатора эмульсия направляется в бак возврата 12, откуда
насосом 5 подается в смеситель 8.
Из пастеризатора маргариновая эмульсия поступает в комбина-
тор 11, состоящий из трех охлаждающих цилиндров и одного ци-
линдра для дополнительной механической обработки, где охлаж-
дается до температуры 10... 13 °C в результате испарения жидкого
аммиака при температуре -10...-20 °C.
В цилиндре для дополнительной обработки в процессе интен-
сивного перемешивания происходит перекристаллизация марга-
рина с выделением скрытой теплоты кристаллизации и соот-
ветственно повышением температуры на 2...3 °C.'Далее маргарин
через кристаллизаторы 15 поступает на фасовочные автоматы 14,
где расфасовывается в стаканчики из поливинилхлорида вмести-
мостью 250 г. Стаканчики и крышки подаются на фасовочные
автоматы вручную.
Наполненные и закрытые крышкой стаканчики транспортиру-
ются по наполнительному конвейеру в упаковочные автоматы 13,
которые выполняют формовочно-укладочную и обандероливающую
операции.
Избыток продукта, поступающий на фасовочные машины, от-
водится через буферное устройство в бак возврата 12, где расплав-
ляется и с температурой не ниже 40 °C насосом 5 перекачивается в
расходный смеситель 7.
Для поддержания необходимого температурного режима в тру-
бопроводах и аппаратах линии предусмотрена подводка воды оп-
ределенной температуры из подготовителей 2. Вода температурой
25...30 °C подается в рубашки кристаллизатора и цилиндр допол-
нительной механической обработки комбинатора.
Ножевые валы охлаждающих цилиндров комбинатора подогре-
ваются водой температурой 40...50 °C, вследствие чего предот-
вращается образование на валах в местах крепления ножей за-
стывшего продукта. Оптимальная температура воды 40 °C.
Воду температурой 60 °C используют для обогрева трубопроводов
подачи раствора эмульгаторов, всех возвратных трубопроводов,
рубашки бака весов жировой фазы.
Линия получения мягкого маргарина фирмы «Альфа-Лаваль»
приведена на рис. 4.13. Приготовленные жировые и водно-молоч-
ные компоненты в зависимости от выбранной рецептуры подаются
в баки 3 и 13 с тензометрическими датчиками, подключенны-
ми к системе автоматического дозирования исходных компо-
нентов. Система автоматического дозирования может хранить
до 30 рецептур.
Из подготовительного отделения компоненты подаются насо-
сами через изолированные подогреваемые камеры 1 и 75. Перед
началом дозирования в бачках 2 и 14 растворяются жирораство-
римые и водные добавки соответственно в растительном масле
и воде. После слива добавок в баки 3 и 13 в бачок 2 поступает
277
растительное масло, а в бачок 14 — вода для ополаскивания, мас-
ло и вода также сливаются в баки 3 и 13.
Водно-молочные компоненты из бака 13 насосом 4 перека-
чиваются в бак 3. После окончательного перемешивания всех ком-
понентов в баке 3 приготовленная грубая маргариновая эмульсия
перекачивается в смеситель 5. В баке 3 и смесителе 5 поддержива-
ется температура 39...43 °C.
Из смесителя 5 насосом 4 грубая эмульсия передается в пятисек-
ционную установку 6 непрерывной пастеризации, где в секции
нагрева исходная эмульсия, смешенная с возвратной, подогрева-
ется горячей водой до 50 °C. В секции регенерации в результате
теплообмена в противотоке с пастеризованным продуктом темпе-
ратурой 80...85 °C пастеризуемая эмульсия нагревается до 72...75 °C.
В другой секции регенерации температура пастеризованной
эмульсии понижается до 60 °C. В последней секции маргарино-
вая эмульсия охлаждается холодной водой до 39...43 °C и насо-
сом высокого давления 7 подается в трубчатый охладитель 8, где
эмульсия охлаждается до 10... 15 °C (в первой секции аммиаком
при температуре испарения —15...—20 °C, во второй при темпе-
ратуре испарения -2...-10 °C). Валы охлаждающих цилиндров
обогреваются водой температурой 40...50 °C.
Переохлажденная эмульсия направляется в машину 9 со штиф-
товым ротором для механической обработки. Маргарин из ма-
шины 9 через распределитель 10 направляется на фасовочные
автоматы 11, где фасуется в стаканчики из поливинилхлорида
вместимостью 250 г. Избыток продукта через буферное уст-
ройство возвращается в пластинчатый пастеризатор.
Заполненные стаканчики транспортируются к машинам 12 для
упаковки в картонные короба.
Для плавления сливочного масла предназначены маслотопи-
тельный барабан 17, стол 18 для подготовки масла, насос 4 для
перекачивания расплавленного масла и бак 16 для хранения масла.
4.2.7.3. ПОЛУЧЕНИЕ КОНДИТЕРСКИХ, ХЛЕБОПЕКАРНЫХ ,
И КУЛИНАРНЫХ ЖИРОВ
Эти жиры не содержат водно-молочной фазы и целиком состоят
из смеси растительных масел, гидрированных, переэтерифициро-
ванных и гидропереэтерифицированных жиров, а также животных
жиров и в зависимости от назначения могут содержать такие добав-
ки, как эмульгатор, краситель, витамины и ароматизаторы.
Технология изготовления этих жиров проще, так как отсутству-
ют операции, связанные с подготовкой водно-молочной фазы.
Для производства готовой продукции как в мелкой, так и круп-
ной фасовке успешно применяют метод переохлаждения. При вы-
работке продукции в мелкой фасовке (пачках массой 200...250 г)
можно использовать установку фирмы «Джонсон» производи-
278
тельностью 5,0 т/ч и отечественную установку А1-ЖЛП произ-
водительностью 2...2,5 т/ч.
При выпуске продукции в монолите массой 10, 15 и 20 кг для
и снижения температуры поступающей жировой смеси после урав-
/ нительного бака перед переохладителем рекомендуется устанав-
ливать предварительный охладитель, в котором температура смеси
снижается на 3...5 °C. Для сохранения текучести смеси после пере-
охладителя в схемах устанавливается декристаллизатор.
В промышленности используют отечественные линии А1-ЖЛК
v производительностью 2...2,5 т/ч с фасовкой в короба. Для запол-
нения коробов в линиях устанавливают такой же автомат, как и
; в линии выпуска маргарина в монолите.
Жиры упаковывают в такую же тару, как и для маргарина.
Картонные короба применяют только новые. На каждую едини-
цу тары наносят те же реквизиты, что и на этикетки с фасован-
. ной продукцией.
4.2.8. ХРАНЕНИЕ И ТРАНСПОРТИРОВКА МАРГАРИНОВОЙ ПРОДУКЦИИ
‘i При длительном хранении или транспортировке маргариновая
л продукция портится. Жиры кондитерские, хлебопекарные, кули-
ж. нарные более стойки. Однако они могут окисляться кислородом
воздуха, в результате чего накапливаются перекисные соединения
и свободные жирные кислоты. Быстрое ухудшение качества мар-
Ш гарина обусловлено также тем, что водно-молочная фаза поража-
® ется плесенями и другими микроорганизмами. Плесени особенно
вк быстро развиваются при повышенной влажности воздуха в склад-
w ских помещениях.
S Маргарин, приготовленный на сквашенном молоке с исполь-
зованием хорошо подобранных заквасок, обладает большей со-
хранностью. На этот показатель также влияет технологический
режим приготовления продукции, состав жировой основы, плот-
зК ность упаковки тары и т.д.
Маргариновая продукция легко поглощает посторонние запахи,
поэтому ее надо хранить в специальных помещениях, не допуская
Щ присутствия других продуктов (кроме сливочного масла).
Щ Действующими государственными стандартами определены
|В гарантийные сроки хранения маргариновой продукции в зависи-
К мости от температуры (табл. 4.4). Как видно из этой таблицы,
Щ сохранность маргарина, упакованного в кашированную фольгу,
выше, чем упакованного в пергамент.
И| Гарантийный срок хранения маргарина фасованного и нефа-
Н| сованного, выработанного с вводом консервантов, увеличивается
St при температуре от 5 до 15 °C на 10 дней. Жидкие маргарины хра-
Mi. нят не более 48 ч при периодическом перемешивании при 10...25 °C.
Оптимальная температура хранения маргариновой продукции
Н' 0 °C при относительной влажности воздуха не более 80 %.
279
4.4. Гарантийные сроки хранения маргариновой продукции, дни
Температура, еС Маргарин Жиры кулинарные, хлебопекарные и др.
монолит упакованный
в пергамент в кэширо- ванную фольгу без антиоки- слителей с антиоки- слителями
-20.. -10 90 60 75 — —
-9...0 75 45 60 130 270
0...4 60 35 45 120 180
5...10 45 20 30 60 90
11...15 30 15 20 30 45
Погрузочно-разгрузочные работы по перемещению продукции,
складированию и разборке штабелей механизируют при помощи
штабелеукладчиков, транспортеров, автопогрузчиков и т.д.
Бочки и ящики с продукцией размещают так, чтобы обеспечить
лучшую циркуляцию воздуха и предупредить плесневение. Про-
дукция помещается на решетки-поддоны не выше 5 рядов для
картонных и 7...8 рядов для деревянных ящиков и не более чем
в 3 ряда для бочек. Между штабелями должны быть проходы ши-
риной не менее 1,25 м.
Температура маргариновой продукции, отгружаемой со склада,
не должна быть выше 10 °C.
4.2.9. ОЦЕНКА КАЧЕСТВА МАРГАРИНОВОЙ ПРОДУКЦИИ
Качество маргариновой продукции оценивают в соответствии
с действующими государственными и отраслевыми стандартами
по органолептическим и физико-химическим показателями.
4.2.9.1. ПОКАЗАТЕЛИ КАЧЕСТВА МАРГАРИНА
Органолептические показатели. Все группы маргаринов должны
удовлетворять требованиям стандарта по этим показателям. Запах
чистый, вкус чистый, выраженный молочный или кисломолоч-
ный со сливочным оттенком. Посторонние привкусы и запахи не
допускаются. Легкоплавкий.
Консистенция маргарина должна быть пластичной, плотной и
однородной, поверхность среза блестящей и сухой на вид. Цвет
для окрашенных маргаринов светло-желтый однородный по всей
массе, для шоколадного — от шоколадного до темно-шоколадного.
Упаковка производится в сухую неповрежденную тару. Пачки или
стаканчики маргарина не должны быть помятыми, этикетку нано-
сят четко и ясно.
Физико-химические показатели. Они обусловливают пищевое
достоинство маргарина. Существующими государственными и от-
раслевыми стандартами строго ограничиваются содержание жира,
влаги и летучих веществ, температура плавления и кислотность.
280
Ж Содержание жира определяет энергетическую ценность и пита-
f тельность продукта и колеблется в зависимости от назначения,
b Влага в маргарине представлена влагой, содержащейся в моло-
? ке и вводимой с раствором сахара и соли. По государственно-
му стандарту в большинстве видов продукции содержание влаги
составляет около 17 %, для низкокалорийных твердых — не бо-
лее 24 %, мягких — не более 40 %.
Температура плавления жира, выделенного из маргарина, в ос-
новном от 27 до 32 °C, допускается до 35 °C при вводе в рецептуру
пальмового стеарина. Кислотность маргарина от 2 до 2,5 градусов
f Кеттсторфера. В результате нарушения технологического режима
могут быть различные отклонения качества готовой продукции от
fi требований стандарта.
? 4.2.9.2. ПОРОКИ КАЧЕСТВА МАРГАРИНА
й- Пороки вкуса и запаха. Маргарин со слабым ароматом и пустым
невыраженным вкусом получают при использовании несквашен-
г ного молока без ввода ароматизатора. Неудовлетворительные сла-
1 бовыраженные, трудно определяемые привкусы объясняются вво-
Ж дом в рецептуру плохо дезодорированных жиров, некачественных
Ж' ароматизаторов и молока неудовлетворительного вкуса. Горький
® вкус придают продукции плохая соль или горечь в молоке. Из-
Ди лишне кислый вкус появляется при вводе молока повышенной
Я кислотности. Стеариновый привкус придает маргариновой про-
Д дукции плохо дезодорированный жир, длительно хранившийся
W высокоплавкий саломас. Сальный вкус объясняется попаданием
Ж в маРгаРин говяжьего или бараньего сала. Появление олеистого
ш привкуса объясняется вводом плохо дезодорированного расти-
W тельного масла. Сырный, творожистый привкус придает марга-
ж рину сквашенное молоко с использованием недостаточно чистых
В культур или переквашенного молока. Металлический привкус
Я появляется при длительном хранении продукции в металличес-
Я кой таре. Привкус олифы придает растительное масло, хра-
ЯИ нившееся при высокой температуре, а также плохой масляный
flf краситель и недостаточно чистый фосфатидный концентрат.
Я Мыльный вкус обусловлен использованием жиров, содержащих
Я следы мыла.
Я Пороки консистенции. Мягкая, твердая, крошливая консис-
Я тенция объясняется тем, что либо неправильно составлена жи-
Я ровая рецептура, либо высока твердость жирового набора. При-
Я чинами появления крупки, мучнистости, мажущейся салистой
Я консистенции могут быть неправильный режим охлаждения,
Я излишняя механическая обработка маргарина, приводящая к
Я чрезмерному измельчению кристаллов. Мутная слеза (мутные
К капельки воды) обнаруживается часто при работе на несква-
К шенном или плохо сквашенном молоке, а также при несоблюде-
36-3849 281
нии порядка ввода эмульгатора. Крупная слеза (стекающая влага)
объясняется недостатком эмульгатора или его плохим качеством.
Пороки цвета и упаковки. Пятнистость, мраморность, полоса-
тость появляются в результате неравномерного охлаждения эмуль-
сии; бледный цвет зависит от плохого качества красителя либо
от его недостатка. Обнаружение у готовой продукции серовато-
го, буроватого цвета объясняется плохим отбеливанием жиров.
Иногда при хранении маргариновой продукции обнаруживается
намокшая тара, что свидетельствует о недостаточной стойкости
маргариновой эмульсии.
4.2.9.3. ОЦЕНКА КАЧЕСТВА КОНДИТЕРСКИХ, ХЛЕБОПЕКАРНЫХ
И КУЛИНАРНЫХ ЖИРОВ
Вкус и запах жиров обусловливаются видом продукции и ее
рецептурным составом. Если изготовляют жиры с вводом фосфа-
тидных концентратов, то они должны иметь привкус фосфатидов.
Для жиров «Украинский», «Белорусский», «Восточный» этот по-
казатель определяется вкусом и запахом, характерным для введен-
ного животного жира.
Жиры для печенья, шоколадных изделий, прохладительных
начинок и кексов должны иметь чистый вкус без посторонних
привкусов и запахов, при вводе ароматизаторов — обусловленный
ими аромат.
Цвет должен быть равномерным по всей массе продукта от
белого до желтого.
Консистенция обусловливается видом выпускаемого жира и
может быть подвижной, мазеобразной и твердой; жиры должны
быть прозрачными в расплавленном состоянии.
Содержание влаги и летучих веществ не более 0,3 %; кислотное
число колеблется от 0,4 до 1 мг КОН; температура плавления жи-
ров, используемых при производстве вафель и прохладительных
начинок, 26...30 °C и «фритюрного» 18...25 °C.
4.3. ПРОИЗВОДСТВО МАЙОНЕЗА И САЛАТНЫХ ПРЙПРАВ
Майонез — один из перспективных продуктов питания. Его
применяют в качестве приправы к разнообразным кулинарным
блюдам для повышения их питательности и облагораживания
вкуса, что способствует возбуждению аппетита и улучшению
пищеварения.
В результате научного подхода к созданию рецептурных составов
и технологии приготовления майонезов их можно использовать не
только как приправу, но и как самостоятельный продукт. В про-
тивоположность маргарину майонез представляет собой эмульсию
типа масло — вода, где дисперсионной средой является вода, а
дисперсной фазой — масло.
282
4.3.1. ОСНОВНОЕ СЫРЬЕ Д ЛЯ ПОЛУЧЕНИЯ МАЙОНЕЗА
Сырьем для производства майонеза являются растительные рафи-
нированные дезодорированные масла, сухое молоко, яичный поро-
шок, сахар, соль, горчица и другие пищевые и вкусовые добавки.
При изготовлении майонеза используют в основном жидкое подсол-
нечное масло, реже соевое и светлое хлопковое. Попадание даже незна-
чительного количества саломаса недопустимо, так как способность са-
ломаса кристаллизоваться приводит к разрушению майонезной эмульсии.
В качестве эмульгаторов применяют сухое молоко и яичный
порошок, растительные фосфолипиды. Сухое молоко использу-
ют одновременно и как структурообразователь, белки молока в
присутствии влаги способны к набуханию, а это помогает влаго-
удержанию и обеспечивает структурирующее действие на все
компоненты, входящие в майонез.
Горчичный порошок — вкусовая добавка, а содержащиеся в нем
белки также обеспечивают эмульгирование и структурообразование.
Соль придает вкус продукту и оказывает консервирующее
действие; пищевая сода поддерживает определенный pH, благо-
даря чему улучшается процесс набухания белков молока.
Сахар — вкусовая добавка, уксусная кислота выполняет ту же
функцию и, кроме того, повышает бактерицидные свойства май-
онеза. Фосфатный кукурузный крахмал (сложный эфир крахмала
и фосфорной кислоты) используют как структурообразователь и
стабилизатор низкоконцентрированных майонезов.
Вода при производстве майонеза необходима для растворения
соли и сахара, для растворения и набухания белков молока и
других рецептурных компонентов.
К жидким растительным маслам, сухому молоку, сахару-песку
и поваренной соли предъявляют те же требования, что и при про-
изводстве маргариновой продукции. Яичный порошок используют
в порошкообразном виде, он не должен иметь посторонних запаха
и привкуса. Горчичный порошок должен быть сухим, обладать ос-
трым запахом аллилового масла и не темнеть. В горчичной пасте
не должно ощущаться затхлости и не свойственной свежей горчице
горечи, прелости. Уксусную кислоту применяют марки «пищевая».
I Кроме перечисленных основных компонентов в майонез вводят
р зависимости от рецептуры различные добавки: полуфабрикат
томатно-масляный 60 %-ной жирности, пюре красного перца,
чеснок, экстракты пряноароматических веществ. Последние
добавляют при изготовлении салатных приправ.
И.3.2. АССОРТИМЕНТ И РЕЦЕПТУРЫ МАЙОНЕЗОВ
| Майонезы в зависимости от калорийности подразделяют на три
[вида: высококалорийные с массовой долей жира более 55 %, сред-
некалорийные, содержащие 40...55 % жира, и низкокалорийные —
36*
283
менее 40 % жира. По назначению и составу майонезы делят на
столовые, с пряностями, с вкусовыми и желирующими добавка-
ми, диетические и для детского питания (табл. 4.5).
Столовые майонезы («Провансаль», «Любительский», «Молоч-
ный», «Тонус») обладают нежным кисловатым вкусом, хорошей
вязкостью и консистенцией. Майонезы с пряностями (укропный
«Весна», с перцем, с тмином, «Дружба», «Ароматный», «Кавказ-
ский» и др.) имеют вкусовые свойства майонеза «Провансаль»,
но обогащены вкусом и запахом пряностей. Эти виды майонезов
можно использовать в качестве приправы для салатов, овощных,
рыбных и мясных блюд.
Майонезы с вкусовыми и желирующими добавками выпуска-
ются острыми и сладкими: к острым относятся «Горчичный»,
«Праздничный», «Огонек» и т.д., к сладким — «Апельсиновый»,
«Медовый» и др. Эти майонезы обладают сладким привкусом
соответствующих эссенций. В качестве желирующей добавки они
содержат фосфатный крахмал и предназначены для приправы
фруктовых салатов. Их также применяют для детского питания
и как бутербродные продукты.
Майонезы диетические («Диабетический», «Кубанский») харак-
теризуются нежным вкусом, в майонез «Диабетический» вместо j
сахара вводят ксилит. Эта майонезы используют в детском и диети- I
ческом питании.
Основными тенденциями расширения ассортимента и разработ-
ки новых рецептур майонезов являются снижение калорийности
путем уменьшения содержания жиров и сахара, повышение био-
логической ценности путем полной или частичной замены тра-
диционных компонентов натуральными биологически и физио-
логически активными веществами.
4.5. Содержание комионентов (в %) в майонезах
Компоненты Столовый «Провансаль» Диетический «Кубанский» С вкусовыми добавками «Горчичный» «Тонус»
Масло растительное 65,4 55,50 35 0 65,4
Яичный порошок 5,0 4,0 6,0 2Л
Молоко сухое обезжиренное 1,6 1,6 2,5 1,6
Молоко сухое цельное — — —
Сахар-песок 1,5 1,5 3,5 1,5 :
Соль поваренная 1,1-1,3 1,2... 1,3 2,0 1,1
Сода пищевая 0,05 0,05 0,05 0,05
Горчичный порошок 0,75 — 2,5 0,75
Уксусная кислота 80 %-ная 0,55-0,75 0,5-0,7 1,25 0,55
Полуфабрикат томатно-масляный 6,0 — -
60 %-ной жирности
Фосфолипиды пищевые — — — 2,0 < л с 1
Крахмал — — — 0,5 1
Вода 23,65-24,05 29,65-29,35 47,2 23,85 ,
С учетом этих направлений на кафедре технологии жиров
КубГТУ разработаны рецептуры новых видов майонеза: «Тонус»
и «Кубанский».
Майонез «Тонус» представляет собой высококалорийный био-
логически ценный продукт, в который вводятся физиологически
активные пищевые растительные фосфолипиды, благодаря чему
наряду с повышением пищевой ценности в два раза уменьшается
количество холестерина.
Новый вид майонеза «Кубанский» отличается пониженным со-
держанием жира, высокой физиологической ценностью благодаря
вводу томатно-масляного полуфабриката, содержащего Р-каротин,
фосфолипиды, токоферолы, протеин и выполняющего функции
витаминной добавки, красителя, белкового обогатителя и замени-
теля горчицы.
4.3.3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПОЛУЧЕНИЯ МАЙОНЕЗА
И САЛАТНЫХ ПРИПРАВ
4.З.З.1. ПОЛУЧЕНИЕ МАЙОНЕЗА НА ПОЛУНЕПРЕРЫВНОЙ ЛИНИИ
ФИРМЫ «ШРЕДЕР»
Технологический процесс производства майонеза на полуне-
прерывной линии фирмы «Шредер» складывается из следующих
операций: подготовка сухих и жидких компонентов; дозирование
компонентов и приготовление фаз 1, 2, 3, 4; дозирование фаз;
температурная обработка фаз 2 и 4; предварительное эмульгиро-
вание; получение готового майонеза; фасовка майонеза в поли-
мерную тару; упаковка в короба; транспортирование на склад и
хранение готовой продукции.
Распределение компонентов по фазам на примере майонеза сто-
лового «Провансаль» приведе-
но В табл. 4.6. 4.6. Состав ио фазам столового майонеза
Порошкообразные компонен- «Провансаль»
ты (яичный порошок, сухое № Компоненты Содер-
обезжиренное молоко, горчич- жание, %
1 Растительное масло 48 4
ный порошок, сахарный песок, 2 Растительное масло 12,0
соль, сода) просеивают и осво- бождают от металлических при- 3 Яичный порошок Уксусная кислота 80 %-ная 5,0 0,55-0,75
месей. Порошкообразные компо- 4 Вода Растительное масло 3,85-5,25 5,0
ненты дозируют по массе, рас- Молоко сухое обезжиренное 1,6
тительное масло — по объему. Горчичный порошок 0,75
Следующим этапом техноло- Сахарный песок 1,5
гического процесса произвол- Соль пищевая сорт «Экстра» 1,0... 1,3
ства майонеза является под- Сода пищевая 0,05
готовка четырех фаз рецептур- Вода 20,3-18,4
ного набора. Итого 100,0
284
285
Рис. 4.14. Технологическая схема производства майонеза на линии фирмы «Шредер»
286
Фаза 1 — растительное масло — подогревают в пластинчатом
теплообменнике до 20±2 °C.
Фаза 2 — суспензия яичного порошка в растительном масле —
яичный порошок смешивается с растительным маслом, пода-
ваемым через счетчик объема, при температуре 65±2 “С. Темпе-
ратурную и механическую обработку фазы 2 проводят в течение
15...20 мин при частоте вращения мешалки 0,33 с-1 и циркуляции
смеси центробежным насосом. После тепловой и механической
обработки передают в распределительную емкость для фазы 2 пе-
ред насосом-дозатором.
Фаза 3—10 %-ный раствор уксусной кислоты — готовят смеше-
нием 80 %-ной уксусной кислоты и воды.
Фаза 4 — растительное масло, сухое обезжиренное молоко, гор-
чичный порошок и сода - все компоненты смешивают при 20±5 °C
и частоте вращения мешалки 0,83 с-1. После образования го-
могенной суспензии подают воду, сахарный песок и соль. Для
улучшения перемешивания осуществляют циркуляцию с помощью
центробежного насоса в течение 10...15 мин, после чего фаза 4
перекачивается в распределительную емкость перед насосом-
дозатором.
На полунепрерывной линии фирмы «Шредер» майонез получа-
ют следующим образом.
В емкость 1 (рис. 4.14) поступает рафинированное дезодориро-
ванное растительное масло. Просеянные сухид компоненты (яич-
ный порошок, сухое обезжиренное молоко, горчичный порошок,
сахарный песок, соль, сода пищевая) взвешиваются на весах
в соответствии с распределением рецептурного набора по фазам
и направляются в емкости 6 и 7 для приготовления фаз 2 и 4.
Для приготовления фазы 2 из емкости 1 насосом 4 через счет-
чик объема 5 и теплообменник 3 подается в емкость 6 раститель-
ное масло температурой (65±2) °C и загружается яичный порошок,
происходит перемешивание и пастеризация фазы 2. Далее фаза 2
поступает в распределительную емкость 14, из которой насосом-
дозатором 11 направляется на охлаждение до (15±5) °C в охлаж-
дающий цилиндр комбинатора-теплообменника 8 и далее в ком-
I' бинатор-эмульсатор (гомогенизатор) 15.
!В емкость 7 для приготовления фазы 4 из емкости 1 насосом 4
через счетчик объема 5 перекачивается растительное масло и подают-
ся предварительно взвешенные сухое обезжиренное молоко, горчич-
ный порошок и сода. Затем подается вода через счетчик объема 5
и вводятся остальные сухие компоненты (сахарный песок и соль).
После перемешивания фаза 4 направляется в распределительную
емкость 9, откуда насосом-дозатором 11 — на пастеризацию в на-
| гревательный цилиндр комбинатора-теплообменника 8. Пастери-
,' зация производится при (82±2) °C с выдержкой при этой темпера-
туре в течение 6 мин. Затем во втором охлаждающем цилиндре
I комбинатора-теплообменника 8 фаза 4 охлаждается до (15±5) °C.
287
Давление на выходе из охлаждающих цилиндров должно быть
0,15...0,20 МПа. Из комбинатора-теплообменника фаза 4 направ-
ляется в комбинатор-эмульгатор 15.
Фазу 3—10 %-ный раствор уксусной кислоты — готовят в баке 2.
Растительное масло (фаза 1) через пластинчатый теплообмен-
ник 12 и распределительную емкость 13 насосом-дозатором И
подается в комбинатор-эмульсатор 15. Образующаяся в нем
предварительная эмульсия направляется для гомогенизации
в виско-ротор 16, где смешивается с 10 %-ным раствором ук-
сусной кислоты (фаза 3), подаваемым насосом-дозатором 11 из
емкости 10. Майонезная эмульсия гомогенизируется в виско-
роторе 16 путем продавливания через зазор между статором и
ротором (от 0,1 до 1,5 мм) при частоте вращения вала ротора
13,3...15,0 с’1.
Готовый майонез после виско-ротора 16 поступает в емкость 17,
откуда винтовым насосом 18 подается в дозатор фасовочной ма-
шины 19, которая разливает майонез в стаканчики из ПВХ вмес-
тимостью 250 г: Из фасовочной машины стаканчики с майонезом
направляются на автомат 20 для укладки в ящики из гофрирован-
ного картона. Автомат укладывает по 4 стаканчика сверху в 3 ряда и
3 слоя (36 шт.) в каждый ящик. Обандероленные ящики направля-
ются на склад, где готовая продукция хранится до отправления
потребителю при температуре 0...18 °C и относительной влажности
воздуха не более 76 %.
4.3.3.2. ПРОИЗВОДСТВО МАЙОНЕЗА НА УСТАНОВКЕ «КОРУМА»
Установка «Корума» (Германия) предназначена для получения
майонезов, соусов и кетчупов. На Московском жировом комбина-
те установку используют в производстве майонеза периодическим
способом.
Способ и технологическая схема производства майонеза на ус-
тановке «Корума» обеспечивают выработку его по традиционной
рецептуре, но продукт имеет более густую консистенцию. Про-
изводительность до 1 т/ч. За один цикл работы вырабатывают
600 кг готового майонеза.
Технологический процесс производства майонеза на этой уста-
новке включает следующие операции: подготовка сухих и жидких
компонентов; приготовление майонезной пасты; дозирование мас-
ла, уксуса и гомогенизация эмульсии; передача готового майонеза
в бак готовой продукции; фасование; транспортирование на склад
и хранение.
Сухие компоненты (соль, сода, сахар, сухое обезжиренное мо-
локо, яичный и горчичный порошки) поступают в цеховой склад
в упакованном виде, где их подготавливают, просеивают и взве-
шивают в соответствии с рецептурой.
Майонезную эмульсию приготовляют в специальной емкости -
288
расходном баке-смесителе
(рис. 4.15), представляю-
щем собой цилиндричес-
кий аппарат с коническим
днищем и сферической
крышкой. Для нагрева и
охлаждения эмульсии пре-
дусмотрена рубашка. Ап-
парат установлен на опо-
рах и крепится к базовой
раме 10. Внутри аппарата
установлена мешалка 3 с
электроприводом 4. К валу
мешалки крепятся перфо-
рированные лопасти 2, к
внутренней поверхности
цилиндра - неподвижные
пластины 6, кроме того
сверху установлен непо-_
движный стержень 5, к
которому прикреплены
неподвижные перфориро-
ванные лопасти 7, распо-
ложенные между лопастя-
ми 2 мешалки. Благодаря
такому перемешивающему
устройству обеспечивается
Рис. 4.15. Схема расходного бака-смесителя
установки «Корума»
получение в аппарате первоначальной эмульсии. В нижней части
аппарата сливной патрубок соединен с насосом-гомогенизато-
ром 9. Для создания вакуума в аппарате имеется вакуум-насос 8.
Автоматическое управление осуществляется при помощи пульта 1.
Аппарат обеспечен патрубками для ввода и вывода компонентов,
датчиками уровня, давления и температуры. В комплект установ-
ки входят расходные емкости и дозирующие устройства. В целом
работа по приготовлению майонеза осуществляется по следующей
технологической схеме (рис. 4.16).
Рафинированное дезодорированное масло закачивают в рас-
ходный бак 4. Уксусную концентрированную кислоту из бутылей
вакуумным насосом передают в емкость 5, куда предварительно
залито требуемое для приготовления 9 %-ного раствора коли-
чество воды. Готовый раствор расходуется на производство май-
« онеза и дозируется автоматически. Можно использовать также
Д 70...80 %-ную пищевую уксусную кислоту.
f; В расходный бак-смеситель 3, оснащенный мешалкой для
3 интенсивного перемешивания, через дозирующее устройство из
Ж емкости 6 подается требуемое количество воды, заданное в рецеп-
Ж туре, и нагревается до 40 °C. Указанная температура воды дости-
Ж 37-3849 289
Рис. 4.16. Схема производства майонеза на установке «Корума»
гается путем подачи пара в рубашку бака-смесителя при рабо-
тающих мешалке и гомогенизаторе 9.
При достижении температуры воды 40 °C в условиях вакуума,
создаваемого насосом 8, из смесителя 7 для сыпучих компонентов
поступает горчичный порошок (если его предварительно не запа-
ривают). После подачи горчичного порошка при работающей
мешалке и рециркуляции горчичной смеси температуру ее дово-
дят до 50 °C затем подают также под вакуумом из смесителя 7
сыпучие компоненты — сухое молоко, соль, сахарный песок, соду.
Для лучшего растворения и пастеризации компонентов молочно-
горчичную смесь доводят до температуры 65...70 °C, затем охлажда-
ют до 50...45 °C и подают через смеситель 7 для сыпучих компонен-
тов яичный порошок. По окончании подачи яичного порошка для
улучшения дисперсности компонентов пасту пропускают через гомо-
генизатор 9 на рециркуляцию. В схеме предусмотрена возможность
предварительной запарки горчичного порошка, для этого имеются
бак 12, бак 10 для жидких компонентов и перекачивающий насос 11.
Из бака 10 компоненты под вакуумом поступают в бак-смеситель 3.
Приготовленная майонезная паста охлаждается до 40 °C, и при
непрерывном перемешивании и рециркуляции в нее через дозатор
из емкости 4 вводится растительное масло температурой 20...25 °C.
Затем через дозирующее устройство из емкости 5 подают заданное
количество раствора уксусной кислоты, все перемешивают 1...2 мин
и готовый майонез перекачивают в бак 2 и далее насосом 1 — на
фасовку. Эту операцию производят немедленно после выработки
в упаковку любого типа. Упакованный в гофрокороба майонез
передают на склад для хранения.
290
4.3.3.3. ПОЛУЧЕНИЕ МАЙОНЕЗА НА ЛИНИЯХ МАЛОЙ МОЩНОСТИ
В настоящее время создается большая сеть малых предприятий
по производству майонеза. В таких условиях для обеспечения ста-
бильности качества готовой продукции, отвечающей требованиям
стандарта, необходимо применять не только качественное сырье,
но и оборудование, обеспечивающее получение однородной стой-
кой эмульсии с соблюдением технологических режимов и санитар-
но-гигиенических требований.
В отечественном производстве для гомогенизации грубой май-
- онезной эмульсии разработан и внедрен активатор «Багри». Конст-
руктивно аппарат состоит из конического ротора, вращающегося
с частотой 50 с_| в статоре. Степень дисперсности эмульсии регу-
лируется зазором между ротором и статором.
Конструкционные возможности оборудования позволяют изготов-
лять майонез высокого качества, степень дисперсности гарантирует
получение стабильной коллоидной структуры с заданными структур-
но-механическими свойствами, вязкостью, стойкостью эмульсии.
На основании активатора «Багри» разработана серия линий
«Малыш» различной производительности, которыми рационально
оснащать малые предприятия (табл. 4.7).
4.7. Техническая характеристика линий
Показатели | «Малыш 1» | | «Малыш 2» | «Малыш 3»
Производительность, т/сут 1,2 2,1 "3,2
Производственная площадь, м2 14 16 60
Мощность установки, кВт 25,0 28,2 43,0
Расход воды, м’/мин 8 30 70
Количество персонала, чел 1 2 3
Технологическая схема производства майонеза на линии «Ма-
лыш» представлена на рис. 4.17.
Сухие компоненты взвешиваются на весах 1 и подаются в смеси-
тель 2, где смешиваются с водой в количестве, требуемом по ре-
цептуре. В полученную смесь вводят предварительно взвешенный
яичный порошок. Полученную майонезную пасту насосом 3 пере-
качивают в смеситель 4 и вводят рецептурные количества расти-
тельного масла из емкости 6 и раствора уксуса.
Майонезную эмульсию через блок фильтров 5 насосом 3 перека-
чивают в активатор «Багри» 8. Полученная тонкодисперсная майо-
незная эмульсия направляется в емкость 7 для готовой продукции и
; затем на фасовочный автомат.
Увеличение срока хранения майонеза, полученного на линии типа
«Малыш», достигается благодаря созданию асептических условий
производства путем поточной пастеризации и последующей асеп-
тической упаковки. Такие условия обеспечиваются специальными
i смесителями «Бакелин», представляющими собой ванну для дли-
тельной пастеризации (до 60 мин). Эти аппараты имеют четыре
37*
291
Мама растительное
электронагревателя водяной рубашки типа 0,86—0,1 мощностью
3,15 кВт, с помощью которых осуществляется подогрев и пасте-
ризация при температуре не более 95 °C.
Асептическая расфасовка предусматривает обязательную обработку
упаковочных материалов перед использованием. В мировой прак-
тике для этих целей предусмотрены следующие методы стерили-
зации: перекисью водорода; ультрафиолетовыми и гамма-лучами;
сухим горячим воздухом; пламенная стеклянных емкостей. Все
рекомендуемые методы имеют свои достоинства и недостатки
применительно к каждому упаковочному материалу и расфасо-
вываемому продукту. Асептическая технология позволяет произ-
водить пищевые продукты с улучшенными органолептическими
свойствами, отвечающие физиологическим нормам питания.
В отечественной практике используется в основном импортное
асептическое оборудование для расфасовки.
4.3.3.4. ПОЛУЧЕНИЕ САЛАТНЫХ ПРИПРАВ
Процесс изготовления салатных приправ состоит из трех стадий:
получение майонезной основы на линии производства Майонеза,
крахмального клейстера на линии приготовления салатных приправ,
смешение майонезной основы и крахмального клейстера в задан-
ном соотношении.
4.3.4. ОЦЕНКА КАЧЕСТВА МАЙОНЕЗА
По органолептическим показателям майонезы должны соответ-
ствовать следующим требованиям.
Внешний вид, консистенция — однородный сметанообразный
продукт с единичными пузырьками воздуха, наличие частиц вво-
димых пряностей, частиц добавок, точечные вкрапления от горчи-
цы в соответствии с конкретным наименованием майонеза.
292
Вкус и запах должен соответствовать конкретному виду майонеза.
Цвет белый или кремовато-желтый, одинаковый по всему про-
дукту с оттенками, характерными для конкретных видов майонезов.
Физико-химические показатели майонезов должны соответство-
вать требованиям, указанным в табл. 4.8.
4.8. Физико-химические показатели майонезов
Показатели Майонез
высокока- среднека- низкока-
лорийный лорийный лорийный
Массовая доля, %
жира Более 55 40...55 Менее 40
влаги В соответствии с техническим описанием
для майонеза конкретного наименования
Кислотность в пересчете на уксусную В соответствии с техническим описанием
или лимонную кислоту, % для майонеза конкретного наименования
Стойкость, % неразрушенной эмульсии, 98 98 97
не менее
Содержание токсичных элементов, афлатоксинов, пестицидов,
а также микробиологические показатели не должны превышать до-
пустимые уровни, установленные медико-биологическими и сани-
тарными нормами качества продовольственного сырья и пищевых
продуктов.
Маргарин
4.9. Нормы отходов и потерь,
% к количеству жиров _______________
Показатели | Отходы | Потери
фасованный 0,30 0,28
монолит 0,15 0,10
Жиры кондитерские и др.
фасованный 0,35 0,30
монолит 0,15 0,10
4.4. ОТХОДЫ И ПОТЕРИ ПРИ ПОЛУЧЕНИИ
МАРГАРИНОВОЙ ПРОДУКЦИИ
При производстве маргариновой продукции затраты сырья нор-
мируются по рецептурам с учетом отходов и потерь по техноло-
гическим процессам.
Z При изготовлении марга-
/ рина отходы и потери про-
исходят при фасовке, мойке
аппаратуры, инвентаря, по-
I мещений, размазывании по
I аппаратуре, полу и т.п., при
растопке твердых жиров. От-
ходы при фасовке включают
отходы, собираемые при за-
чистке пергамента, вытапливаемые из забракованных пачек и ста-
канчиков, а также санитарные и не учтенные. Отходы при мойке
аппаратуры, вспомогательного инвентаря, помещений собирают-
ся с промывными водами в жироловушках.
В табл. 4.9 приведены нормы отходов и потерь при выработке
маргариновой продукции (без рафинации) непрерывным методом.
При производстве жиров кондитерских, хлебопекарных и ку-
линарных отходы и потери- имеются при разливе и размазывании
293
по аппаратуре, при упаковке, мойке аппаратуры и помещений.
Санитарные отходы (санитарный брак) могут быть на разных ста-
диях технологического процесса. Их собирают в основном при за-
чистке аппаратуры перед ее мойкой.
4.5. САНИТАРНО-ГИГИЕНИЧЕСКИЙ РЕЖИМ НА ЗАВОДАХ
Выпуск доброкачественных и стойких при хранении маргари-
новой продукции и майонезов в значительной степени зависит от
строгого соблюдения санитарно-гигиенического режима на заводе.
Санитарное состояние помещений. Производственные помеще-
ния должны иметь много естественного света; окна выполняются
с фрамугами, обеспечивающими достаточное проветривание
помещений, летом затягивают сетками, ограничивающими доступ
мухам — основным носителям микробов.
Молочное отделение, к которому предъявляются особенно
жесткие требования по чистоте, изолируют, и доступ посторон-
ним туда не разрешается.
Стены на высоту не менее 2 м выкладывают кафельными плит-
ками или красят масляной краской и моют не реже одного раза
в неделю. Полы во всех помещениях делают водонепроница-
емыми, из метлахских плиток с уклоном к канализационным
трапам, их моют несколько раз в день. При появлении плесени
стены и потолки перед побелкой обрабатывают специальными
антисептиками. Двери производственных помещений и ручки
ежедневно моют горячей водой с мылом. Производственные по-
мещения не должны непосредственно сообщаться с бытовыми
помещениями.
В складах-холодильниках основной причиной, вызывающей
порчу продуктов, является жизнедеятельность микрофлоры,
поэтому принимают специальные меры для поддержания высо-
кого санитарно-гигиенического режима. Склады периодичес-
ки дезинфицируют, предварительно полностью освобождая от
продукции.
Санитарное состояние оборудования. От санитарногб состоя-
ния оборудования в большей степени зависит качество получаемой
продукции. Для обеспечения бактериальной чистоты оборудо-
вание моют сразу же после прекращения работы. Вначале его
освобождают от остатков жира, молока, сахарного сиропа, мар-
гариновой эмульсии или маргарина. Мойка оборудования осу-
ществляется с помощью циркуляции моющих растворов в замк-
нутых циклах.
Личная гигиена рабочих. При поступлении на маргариновый
завод каждый рабочий проходит медицинский осмотр, который
затем повторяется один раз в квартал. Каждый работающий на
маргариновом заводе сдает санитарный техминимум, и в его сани-
тарную книжку заносят результаты сдачи и медицинского осмотра.
294
4.6. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ
ПРОИЗВОДСТВА МАРГАРИНОВОЙ ПРОДУКЦИИ
Развитие маргариновой промышленности в дальнейшем будет
происходить в основном в направлении расширения ассорти-
мента маргаринов и майонезов целевого назначения, улучшения
их качества, а для торговой сети — улучшение упаковки, кра-
сочных этикеток и пр. Прирост мощностей отрасли будет про-
исходить в основном путем создания мелких производств мест-
ного значения, максимально приближенных к регионам по-
требления.
Такое развитие требует усиления санитарно-гигиеническо-
го контроля на всех предприятиях, особенно мелких, квалифи-
цированного контроля качества маргаринов и майонезов не
только на завершающей стадии производства, но и промежу-
точного контроля сырья, материалов и технологических про-
цессов.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какова пищевая ценность жиров, в том числе маргаринов и майонезов?
2. Каков ассортимент маргариновой продукции? Каково назначение отдельных
видов маргаринов?
3. Рассмотрите основное жировое сырье и вспомогательные материалы для произ-
водства маргаринов, требования к их качеству.
4. Как подготавливают к производству компоненты жировой основы и водно-
молочной фазы?
5. Рассмотрите производство твердого маргарина на высокопроизводительной
линии.
6. Рассмотрите технологическую схему производства мягких маргаринов.
7. Как производят кулинарные жиры, жиры для кондитерской и хлебопекарной
промышленности?
8. Рассмотрит^ качественные показатели маргаринов, пороки качества и способы
их устранения.
9. Каковы состав и назначение майонезов и салатных приправ, их ассортимент?
10. Рассмотрите основное сырье и материалы для производства майонезов, требо-
вания к качеству, рецептуры.
11. Опишите технологическую схему получения майонеза на линии фирмы «Шредер».
12. Рассмотрите технологическую схему производства майонеза на установке
«Корума».
13. Рассмотрите линии малой мощности для получения майонеза.
14. По каким показателям оценивают качество майонеза?
15. Каковы нормы отходов и потерь при получении маргариновой продукции?
Глава 5
Производство глицерина и жирных кислот
Глицерин был впервые получен в 1779 г. Шееле при омылении
оливкового масла в присутствии оксида свинца. Однако промыш-
ленное производство его начало развиваться в середине XIX в.
Потребность в глицерине с каждым годом возрастает в связи с раз-
витием ряда отраслей промышленности, в частности производства
пластических масс (эпоксидные и полиамидные смолы, полиэтилен
и пр.), специальных лаков и красок, пищевых (производство моно- и
диглицеридов), парфюмерно-косметических и фармацевтических про-
дуктов. В косметической промышленности глицерин используют в
качестве добавки для кремов, помады и других средств, в парфюмер-
ной — как вспомогательное средство при экстракции эфирных масел.
Глицерин широко применяют при изготовлении тканей, специ-
альных сортов бумаги, резины, копировальных чернил, печатной
краски, клея и желатина, для смазки часов и машин, консервиро-
вания анатомических препаратов, в фотографии и т.д.
Жирные кислоты используют для получения различных видов мыл,
высших жирных спиртов, в производстве алкидных и глифталевых
смол, алифатических аминов, сиккативов, в качестве пластифика-
торов при изготовлении резинотехнических изделий, замасливате-
лей для шелковых, шерстяных и хлопчатобумажных тканей и др.
В основном применяют смеси жирных кислот. Для удовлетво-
рения потребностей химической, резинотехнической, легкой
промышленности и т.д. вырабатывают также техническую олеино-
вую и техническую стеариновую кислоты. Производство инди-
видуальных жирных кислот широкого распространения пока не
получило.
Глицерин и жирные кислоты в нашей стране получают в основ-
ном из жиров путем гидролиза.
Способы осуществления процесса гидролиза весьма разнообраз-
ны: ферментативный гидролиз с использованием жирорасщепляю-
щих энзимов (ферментов), в частности липазы; щелочное омыление
жиров; кислотный гидролиз; гидролиз с использованием гетероген-
ных катализаторов — оксидов металлов; безреактивный гидролиз.
296
Переработку жиров с целью получения глицерина и жирных кис-
лот (или солей жирных кислот) преимущественно осуществляют
двумя способами.
Первый способ — безреактивный гидролиз жиров с получением
жирных кислот и глицериновых вод. Последние после очистки от
примесей концентрируют, получая сырой глицерин. Для выработ-
ки высококачественных сортов глицерина и жирных кислот сырой
глицерин и сырые жирные кислоты подвергают дистилляции.
Второй способ — щелочное омыление жиров с получением мыл
и подмыльных щелоков и извлечение из последних глицерина.
Однако этот способ сейчас практически не применяют (за исклю-
чением фабрики «Свобода», г. Москва), так как варка мыла в на-
шей стране производится в основном из жирных кислот.
На большинстве предприятий нашей страны, вырабатывающих
глицерин и жирные кислоты, гидролиз жиров проводят безреак-
тивным методом, что обусловлено более высоким качеством полу-
чаемого глицерина и снижением потерь его в процессе производ-
ства по сравнению с методом щелочного омыления жиров. Кроме
того, для варки мыла из свободных жирных кислот используют каль-
цинированную соду, более дешевую, чем каустическая.
В связи с освоением производства синтетических жирных кис-
лот и синтетических моющих средств гидролиз жиров и соответ-
ственно выработка из них глицерина и натуральных жирных кислот
в последние годы были уменьшены.
В системе химической промышленности организовано производ-
ство синтетического глицерина и его заменителя. Большинство мето-
дов получения синтетического глицерина основано на использовании
пропилена в качестве исходного продукта. Хлорированием С3Н6 при
450...500 °C получают аллилхлорид СН2СНСН2С1, при присоединении
к последнему хлорноватистой кислоты НС1О образуются хлоргидри-
ны, например СН2ОНСНОНСН2С1, которые при омылении NaOH
превращаются в глицерин. Известен также метод получения глицери-
на окислением пропилена до акролеина; при пропускании смеси па-
ров акролеина и изопропилового спирта через смешанный ZnO — MgO
катализатор образуется аллиловый спирт, который при 60...70 °C в
водном растворе Н2О2 превращается в глицерин.
Синтетические жирные кислоты получают путем окисления парафи-
новых углеводородов кислородом воздуха в присутствии катализатора
(0,2 %-ного перманганата калия или водной суспензии активированных
оксидов марганца). При этом образуется смесь низко- и высокомолеку-
лярных жирных кислот, а также других кислородсодержащих продуктов
(альдегидов, кетонов, жирных спиртов и пр.). Эту смесь омыляют каль-
цинированной содой. Из омыленного продукта отгоняют спирт и пара-
фин, мыла разлагают серной кислотой с выделением жирных кислот,
которые после промывки разделяют на фракции методом дистилляции.
Синтетические жирные кислоты вырабатывают на предприятиях
нефтехимической и химической промышленности страны.
38-3849
297
5.1. ГИДРОЛИЗ ЖИРОВ
5.1.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ГИДРОЛИЗА ЖИРОВ
Гидролиз (омыление) жиров — процесс химического взаимодей-
ствия глицеридов с водой. Конечный результат гидролиза тригли-
церидов может быть выражен уравнением реакции
CH,OCOR СН,ОН
I I
CHOCOR + ЗН,О^± СНОН + 3RCOOH
I I
ch2ocor снон
Установлено, что гидролиз триглицеридов протекает ступен-
чато, с образованием промежуточных продуктов ди- и моногли-
церидов
ch2ocor сн он сн,он
CHOCOR— *- CHOCOR—* CHOCOR 1 \ j \
ch2ocor\ ch2ocor\ ch2oh \ch2oh \ch2ocor \ch2oh J’choh CHOH -CHOH^ CH2OH ch2ocor ch2ocor
лот
Продолжительность гидролиза
Рис. 5.1. Изменение содержания глицеридов,
глицерина и жирных кислот при гидролизе жиров
Изменение содержания глицеридов, глицерина и жирных кис-
при омылении триглицеридов показано на рис. 5.1.
Количество триглице-
ридов (7) в системе по-
степенно уменьшается.
Содержание х(иглицери-
дов (2) в первый момент
резко возрастает, а затем
постепенно уменьшается
благодаря переходу их в
моноглицериды. Измене-
ние количества последних
изображено кривой 3.
Содержание в смеси
свободного глицерина (4)
и свободных жирных кис-
лот (5) нарастает. Из сопоставления этих кривых следует, что при
образовании ди- и моноглицеридов в системе появляются свобод-
298
J
ные жирные кислоты, но глицерин не выделяется. Только по мере
дальнейшего омыления указанных промежуточных продуктов коли-
чество глицерина резко возрастает (4).
В различных жирах содержится от 9,7 до 13 % глицерина.
Теоретический выход глицерина из жира при его гидролизе, %,
X = (ч.о. - к.ч.) 0,0547,
где ч.о. - число омыления жира, мг КОН/г; к.ч. — кислотное число жира, мг КОН/г;
0,0547 — коэффициент, показывающий, что расход 1 мг гидроксида калия при полном
омылении нейтрального жира эквивалентен выделению 0,0547 мг глицерина.
Фактический выход глицерина всегда меньше теоретического в
связи с потерями на различных технологических этапах его произ-
водства: в результате неполноты гидролиза и образования моно- и
диглицеридов в жировой массе; за счет влажности товарных жир-
ных кислот; вследствие потерь при очистке и концентрировании
глицериновых растворов и пр.
Чем выше степень гидролиза, тем меньше содержится в жирных
кислотах нейтрального жира и неполных глицеридов, тем меньше
теряется с ними глицерина. Установлено, что при гидролизе жира
на 95 % потери глицерина с моно- и диглицеридами равны 1,5 %; при
•глубине гидролиза 98 % эти потери составляют всего лишь 0,5 %.
> Основным показателем, характеризующим технический уровень
глицеринового производства, является выход 88 %-ного глице-
•; рина, выраженный в процентах к массе безводного жира, посту-
пающего на гидролиз. Норма выхода глицерина в пересчете на
й‘ 88 %-ный при безреактивном гидролизе пищевых животных
J Жиров, растительных масел-, натуральных и гидрированных, ко-
Ij леблется в пределах 9,40... 10,59, при гидролизе технических жи-
№ вотных жиров - 7... 10,2 %.
В На скорость гидролиза влияют различные факторы: химическая
К природа исходного жира (жирнокислотный состав, положение
В Жирнокислотных радикалов в молекуле глицерида), температура,
В катализаторы. Установлено, что скорость гидролиза эфирной свя-
В зи для низкомолекулярных жирных кислот выше, чем для высоко-
№ молекулярных, а для насыщенных — больше, чем для равных им
№ по молекулярной массе ненасыщенных жирных кислот.
В Это объясняется следующим. При омылении триглицеридов мо-
К лекулы располагаются на поверхности жир — вода, ориентируясь
В таким образом, что полярные (сложноэфирные) группы занимают
В определенную площадь на поверхности воды, а неполярные груп-
В пы (углеводородные радикалы) располагаются перпендикулярно к
ней в жировой фазе. Причем молекула триглицеридов, содержа-
В Щая радикалы непредельных жирных кислот, касается воды не толь-
В ко карбоксильной группой, но также и по месту двойной связи.
В Поэтому площадь, занимаемая одной молекулой, например три-
В стеарина, равная 66- 10“16 см2, в два раза меньше, чем триолеина
В< 38* 299
(132 • 10-16 см2). Удельное содержание (число) омыляющихся слож-
ноэфирных групп на единицу поверхности соприкосновения фаз в
первом случае больше, чем во втором, следовательно, скорость
гидролиза тристеарина будет больше, чем триолеина.
Влияние на скорость гидролиза молекулярной массы жирнокис-
лотных радикалов, входящих в состав триглицеридов, объясняется
различной растворимостью в воде. Известно, что низкомолеку-
лярные кислоты растворяются лучше, чем высокомолекулярные.
В связи с этим поверхность соприкосновения жировой и водной
фаз в случае низкомолекулярных глицеридов выше и, как след-
ствие, скорость гидролиза их больше по сравнению с высокомоле-
кулярными глицеридами.
Гидролиз жира — процесс каталитический. Катализаторами дан-
ной реакции являются ионы водорода и гидроксид-ионы. Их или
вводят в систему жир — вода, добавляя кислоты или другие веще-
ства, диссоциация которых приводит к образованию ионов Н+ и
ОН-, или же повышают концентрацию этих ионов в системе, со-
здавая условия для увеличения степени диссоциации воды.
Поскольку система жир — вода гетерогенная, то основной
фактор, влияющий на скорость реакции омыления, — развитие
поверхности соприкосновения фаз. Это достигается различными
путями: механическим перемешиванием, повышением темпера-'
туры, введением в систему жир — вода поверхностно-активных
веществ.
Исследованиями М. В. Иродова установлено, что омыление жира
протекает преимущественно в жировой фазе, поэтому решающее
влияние на скорость данной реакции оказывает растворимость
воды в жире. При температурах ниже 100 °C растворимость воды
0 50 100 150 200 250 300 350
Температура, °C
Рис. 5.2. Изменение растворимости воды в жир-
ных кислотах кокосового масла (Ди сала (2)
при разных температурах
в жире и жирных кислотах
незначительна. Например,
в пальмитиновой кислоте
при 61,8 °C растворяется
1,25 % воды, в стеариновой
кислоте при 68,7 °C - 0,92 %,
а при 92,4 °C — 1,02 % воды.
При 150 °C растворимость
воды в жирных кислотах
повышается до 3...6 %, а при
250 °C до 12...25 % (рис. 5.2).
При дальнейшем увели-
чении температуры раст-
воримость повышается в
связи с уменьшением по-
верхностного натяжения
на границе раздела фаз жир — вода, т.е. межфазного натяжения,
приближенное значение которого согласно правилу Антонова, равна
разности поверхностных натяжений обеих жидкостей:
300
°Н0 ^масла’
Из этого следует, что чем выше температура, тем меньше меж-
фазное натяжение и больше взаимная растворимость жира и воды.
При некоторой «критической» температуре межфазное натяжение
становится равным нулю, поверхность раздела исчезает и про-
исходит полное взаимное растворение компонентов. Система из
гетерогенной переходит в гомогенную, что значительно ускоряет
реакцию гидролиза жира.
«Критическая» температура жирных кислот сала животного
равняется 320 °C, а жирных кислот кокосового масла 293 °C.
Проведение процесса гидролиза при таких высоких температу-
рах нецелесообразно по двум причинам: во-первых, в условиях
полного растворения жира в воде и воды в жире затруднен про-
цесс разделения фаз глицериновая вода - жирные кислоты; во-
вторых, ухудшаются качественные показатели и снижается выход
жирных кислот и глицерина в результате термического распада
жира и структурных элементов глицеридов, а также ускоряются
окислительные процессы. Поэтому предельно допустимая тем-
пература гидролиза 260 °C.
Ускорение процесса гидролиза с повышением температуры
объясняется не только увеличением растворимости воды в жире.
Большую роль играет также резкое повышение степени диссоциа-
ции воды с ростом температуры. Так, при 25 °C ионное произведе-
ние воды равно 1,04-10-14 мол/л, а при 200 °C — 46-10-14 мол/л.
Такой концентрации ионов водорода и гидроксид-ионов достаточ-
но, чтобы обеспечить высокую скорость гидролиза без добавления
специальных ускорителей.
На скорость гидролиза в начальный момент химического взаимо-
действия влияют промежуточные продукты реакции - моно- и ди-
глицериды. Эти соединения более полярны, чем триглицериды,
из-за наличия в их молекулах гидроксид-ионов. Это обусловливает
большую растворимость воды в жире и, следовательно, большую
I скорость гидролиза. Кроме того, обладая поверхностно-активны-
/ ми свойствами, они способны образовывать водно-жировые эмуль-
сии, что увеличивает поверхность контакта жировой и водной фаз
и также способствует ускорению реакции омыления. Иными сло-
У вами, скорость гидролиза увеличивается по мере образования моно-
f и диглицеридов. Этим объясняется автокаталитический характер
к гидролиза жиров.
В Кинетическая характеристика процесса гидролиза жира имеет
В вид S-образной кривой, что является характерным для автоката-
Ц литических процессов (рис. 5.3).
В Гидролиз - процесс обратимый, наряду с основной реакцией
В протекает обратная - реакция этерификации жирных кислот и
В глицерина. В начальный момент скорость реакции гидролиза
В невелика, что обусловлено характером реакции в гетерогенной
301
системе при низкой раст-
воримости воды в жире
(см. рис. 5.3, отрезок
кривой аб). По мере на-
копления в системе ди-
и моноглицеридов ско-
рость реакции резко
возрастает (отрезок кри-
вой бв). С увеличением
концентрации продуктов
гидролиза (глицерина и
свободных жирных кис-
лот) скорость реакции
этерификации уменьша-
ется. Наконец, когда ско-
Продолжительность гидролиза
Рис. 5.3. Протекание реакции гидролиза жиров
роста прямой и обратной реакций уравновешиваются, наступает
период химического равновесия системы.
Приближение системы к равновесному состоянию характери-
зуется участком кривой вг, асимптотически приближающейся к
линии, параллельной оси абсцисс.
Количественно полноту гидролиза жира на любой стадии реак-
ции омыления триглицеридов характеризуют величиной глубины
гидролиза жира. Глубина гидролиза — это содержание свободных
жирных кислот в расщепленном жире, выраженное в процентах.
В момент химического равновесия системы глубина гидролиза
достигает определенного постоянного для данных условий зна-
чения. Для его повышения необходимо изменить внешние условия
с целью нарушения равновесия и смещения его вправо.
Известно, что равновесие подавляющего числа химических
реакций сдвигается при изменении температуры. Фактором, оп-
ределяющим направление смещения, является знак теплового
эффекта реакции.
По данным М.В.Иродова, тепловой эффект реакции гидролиза
равен нулю. Следовательно, температура не влияет на сдвиг гид-
ролитического равновесия, а значит, и на глубину гидролиза жира.
Повышение температуры лишь ускоряет достижение химического
равновесия благодаря повышению скорости реакции.
Решающий фактор, влияющий на сдвиг гидролитического рав-
новесия, — количество воды в системе. Вода — химический реа-
гент при гидролизе жира. Согласно принципу Ле Шателье при
увеличении концентрации какого-либо из веществ, участвующих
в равновесии, равновесие смещается в сторону расхода этого ве-
щества. Следовательно, увеличение количества воды в системе при-
водит к сдвигу химического равновесия вправо - в направлении
течения прямой реакции гидролиза.
Количество воды, необходимое для полного омыления глице-
ридов, в среднем составляет 6 % к массе жира. Однако на прак-
302
j
тике расход воды значительно выше. Это связано с тем, что вода
является при высоких температурах одновременно и поставщиком
ионов Н+ и ОН- — катализаторов реакции гидролиза. Вода - это
также хороший растворитель глицерина и обусловливает конечную
концентрацию глицеринового раствора, которая оказывает ре-
шающее влияние на глубину гидролиза: чем ниже концентрация
глицерина в воде, тем более полному гидролизу подвергается жир.
Но использование больших количеств воды приводит к значи-
тельному уменьшению концентрации глицеринового раствора, что
увеличивает энергетические затраты на его выпаривание. Напри-
мер, при проведении процесса гидролиза с соотношением воды и
жира 2:1 концентрация глицериновой воды не превышает 4,8 %.
Вполне понятно, что выпаривание такого раствора экономически
нецелесообразно. На практике соотношение воды и жира при гид-
ролизе 6:10.
В реальных условиях сдвиг равно- <
весия и наибольшая глубина гидро-
лиза достигаются путем проведения
гидролиза в два и более периодов
{рис. 5.4). При этом, не добиваясь £
равновесного состояния, процесс гид- §
ролиза прерывают, глицериновый §
раствор удаляют и на второй период 2
подают свежую воду, не содержащую
глицерина. Выведение одного из
продуктов реакции (глицерина) из
сферы реакции смещает химическое
, равновесие вправо, что приводит, Ри
. как показано на рис. 5.4, к увели- ги;
чению глубины гидролиза жира. пе|
В 5.1.2. РАФИНАЦИЯ ЖИРОВ ПЕРВД ГИДРОЛИЗОМ
Ж 5.1.2.1. ЦЕЛЬ РАФИНАЦИИ ЖИРОВ
В На гидролиз поступают жиры различной степени чистоты. Из-за
ж наличия в них таких веществ, как фосфатиды, белковые вещества
К и углеводы, в значительной степени замедляется процесс гид-
В ролиза, так как они концентрируются на границе раздела фаз
В жир — вода и тем самым уменьшают возможности контакта реаги-
В. рующих веществ. Фосфатиды и белки способствуют образованию
К стойких водно-жировых эмульсий, что затрудняет процесс раз-
В деления фаз (глицериновой воды и жирных кислот). В условиях
В безреактивного гидролиза жиров вещества, сопутствующие жирам,
В претерпевают глубокие термические превращения, приводящие к
В накоплению темноокрашенных соединений, что влияет на качест-
В во глицерина и жирных кислот, прежде всего на их цвет. Часть
Продолжительность гидролиза
с. 5.4. Протекание процесса
1ролиза жира при работе в два
303
сопутствующих веществ подвергается гидролизу. Образующиеся
при этом соединения переходят в продукты реакции гидролиза,
снижая их качество. Поэтому одной из главных задач, направлен-
ных на улучшение качества глицерина и жирных кислот, является
рафинация жиров перед гидролизом.
Выбор метода рафинации зависит от вида и качества жирового
сырья, поступающего на гидролиз. Так, саломасы, полученные
при гидрировании рафинированных масел, а также пищевое сало
и светлые растительные масла перед гидролизом не подвергают
рафинации. Технические животные жиры, поступающие с мя-
сокомбината, клеевых (костеобрабатывающих), кожевенных,
желатиновых, меховых предприятий, и утилизированные жиры
содержат значительное количество веществ, нерастворимых в ди-
этиловом эфире, азот- и фосфорсодержащих соединений, а также
веществ, обусловливающих зольность, цветность и запах. Объем
производства технических животных жиров, поступающих на
гидролиз, с каждым годом увеличивается. Основное количество
их составляют клеевые жиры, особенно богатые сопутствующими
веществами и примесями. Ассортимент жиров и количество жи-
вотных жиров III сорта влияют на качество получаемого сырого
глицерина, его выход и технике-экономические показатели,
характеризующие работу гидролизно-глицериновых цехов. Поэто-
му при гидролизе технических животных жиров их предварительно
рафинируют.
5.1.2.2. СПОСОБЫ РАФИНАЦИИ ЖИРОВ
Обработка серной кислотой. Действие разбавленной серной
кислоты объясняется тем, что она коагулирует некоторые колло-
идно-растворимые сопутствующие вещества, а также способству-
ет гидролизу белков и слизей с образованием водорастворимых
продуктов. Обработку жира ведут концентрированной серной
кислотой в количестве до 5 % от массы жира в течение 3...4 ч
при перемешивании острым паром температурой 140... 150 °C с
последующим отстаиванием системы. Сопутствующие Вещества
и примеси удаляются этим методом достаточно эффективно,
но жир приобретает очень темную окраску.
Под действием концентрированной серной кислоты происходит
разрушение и осмоление белковых и слизистых веществ и разруше-
ние красящих соединений. В процессе обработки жира концентри-
рованной серной кислотой образуются также сложные эфиры сер-
ной кислоты и сульфокислот. Последние в свою очередь склонны к
реакциям полимеризации с получением черных смолообразных про-
дуктов. Установлено, что сульфированные жирные кислоты образу-
ются уже при 30...35 °C. Поэтому температура жира во избежание
нежелательного действия на него крепкой кислоты должна быть не
выше 20...25 °C. Расход кислоты — от 0,5 до 2,5 % к массе жира.
304
После разделения системы с целью удаления остатков минераль-
ной кислоты жир многократно промывают водой.
Отстаивание и центрифугирование. Удаление из жира механичес-
ких примесей, а также сопутствующих веществ, которые по той
или иной причине находятся в жире во взвешенном состоянии,
может быть осуществлено путем естественного осаждения. Однако
этот метод длителен и требует громоздкой аппаратуры.
Более эффективна обработка жира на сепараторах, позволяю-
щая быстрее и лучше очистить жир от примесей и влаги. По дан-
ным ВНИИЖа, центрифугированием технического животного
жира при частоте вращения 92 с_| можно снизить содержание ве-
ществ, нерастворимых в диэтиловом эфире, более чем на 80 %;
веществ, обусловливающих зольность - на 70...90 %; фосфор-
содержащих веществ — на 85 %. При этом наблюдается резкое
снижение содержания в жире воды, улучшение цвета и качества
получаемого жира.
Каждый из перечисленных методов имеет свои достоинства и
недостатки, однако ни один из них не обеспечивает необходимой
степени очистки.
Исследования ВНИИЖа показали, что наиболее эффектив-
ной является рафинация технического животного жира, осущест-
вляемая по схеме: центрифугирование -► обработка фосфорной
кислотой -► отбеливание. Количество фосфорной кислоты на
обработку - 0,1...0,2 %, сорбента - до 1...2 % к массе жира.
Благодаря отсутствию операции обработки жира серной кис-
лотой, а следовательно, и промывки значительно сокращается
технологический цикл, снижается коррозионное действие, исклю-
чается процесс нейтрализации кислых вод и сушки жира перед
адсорбционной рафинацией.
5.1.3. СПОСОБЫ ГИДРОЛИЗА ЖИРОВ
5.1.З.1. ХАРАКТЕРИСТИКА ПРОМЫШЛЕННЫХ СПОСОБОВ ГИДРОЛИЗА
ЖИРОВ
На раннем уровне развития гидролизного производства в качест-
ве основного процесса использовался метод сернокислого гидроли-
за жиров, заключающийся в том, что сухой жир нагревали до
105...ПО °C, смешивали с концентрированной серной кислотой
в количестве 3...5 % к массе жира, затем добавляли воду и кипя-
тили в течение нескольких часов с последующим отстаиванием
системы. Полученные глицерин и жирные кислоты имели низкий
выход и плохое качество, что требовало дополнительной очистки
их, поэтому способ применялся сравнительно недолго.
Более широкое распространение получил метод с использова-
нием в качестве ускорителей оксидов металлов: CaO, MgO, ZnO
и пр. Процесс гидролиза осуществляли в автоклавах под давле-
39-3849
305
нием 0,6...0,8 МПа в присутствии катализатора в количестве
0,1...3 % к массе жира. Образующиеся при взаимодействии окси-
дов с жирными кислотами металлические мыла, труднораство-
римые в глицериновой воде, но хорошо растворяющиеся в жире
и жирных кислотах, способствовали ускорению гидролиза. Для вы-
деления жирных кислот из мыл использовали разбавленные
растворы серной кислоты. Метод громоздкий и не обеспечивал
хорошего качества как глицерина, так и жирных кислот. В на-
стоящее время он утратил свое значение.
По методу Кребица жиры обрабатывали известковым молоком
с образованием кальциевых мыл и глицерина. После разделения
системы кальциевые мыла действием на них углекислого натрия
переводили в натриевые. Последние после отделения углекислого
кальция разлагали серной кислотой с получением жирных кислот.
Широкое распространение и длительное использование (свы-
ше 60 лет) получил контактный (реактивный) способ гидролиза,
который проводили при температуре 100 °C в присутствии ката-
лизаторов — контакта Петрова (сульфонефтяные кислоты) или
реактива Твитчеля (бензосульфостеариновая кислота) и серной
кислоты. В настоящее время этот метод почти не находит при-
менения, так как получаемые жирные кислоты имеют темный
цвет, а глицерин содержит значительное количество минераль-
ных и органических примесей. Кроме того, в последние годы
нефтехимическая промышленность практически полностью пре-
кратила выработку контакта Петрова.
Прогрессивным является безреактивный метод гидролиза жиров,
осуществляемый в автоклавах при температуре 200...225 °C и давле-
нии 2...2,5 МПа без применения катализаторов. Способ обеспечи-
вает получение продуктов гидролиза высокого качества и высокий
выход глицерина и жирных кислот. Еще более совершенные за-
рубежные установки (аппараты колонного типа) работают под
давлением 4 МПа и температуре до 250 °C.
В настоящее время безреактивный метод внедрен почти на всех
предприятиях отрасли и дал большой экономический эффект.
В 1950 г. за разработку и внедрение этого метода П.В.Науменко,
М.В.Иродову и П.Н.Чукову была присуждена Государственная
премия СССР в области науки и техники.
Перспективным следует считать ферментативный (энзиматичес-
кий) гидролиз. Метод энзиматического гидролиза технических
жиров с помощью препаратов липазы, полученных из семян кле-
щевины, был создан в начале XX в. и в 20-х годах имел довольно
широкое распространение в Германии. Процесс гидролиза осущест-
вляли при температуре около 40 °C в присутствии фермента, ко-
личество которого в зависимости от природы жира варьировали в
пределах 7... 10 % к массе жира. Метод позволяет получить светлые
жирные кислоты при малых затратах теплоты. Однако большие
количества препарата фермента и его высокая стоимость, а также
306
большая длительность процесса и неприменимость его для гид-
ролиза высокоплавких жиров препятствовали его широкому рас-
пространению.
В настоящее время, когда энзимология достигла больших ус-
пехов на основе фундаментальных исследований этой науки в ря-
де стран, в том числе и в России, производство ферментных
препаратов получает широкое развитие. Возвращение к энзима-
тическому методу гидролиза с помощью липаз из микроорганиз-
мов является вполне оправданным.
5.13.2. ПЕРИОДИЧЕСКИЙ БЕЗРЕАКТИВНЫЙ СПОСОБ ГИДРОЛИЗА ЖИРОВ
Основное оборудование для гидролиза жиров. Периодически про-
цесс гидролиза жиров под давлением проводят в автоклавах.
Автоклав (рис. 5.5) представляет собой цилиндрический аппа-
рат со сферическим днищем
и крышкой, внутри которого
расположена циркуляционная
труба 1. В нижнюю часть
трубы 1 через форсунку 4
подается острый пар давле-
нием до 2,5 МПа. Жир и вода
поступают по трубе 2, опу-
щенной до дна автоклава.
По этой же трубе осущест-
вляется выгрузка глицери-
новой воды после первого
периода гидролиза. Труба 3
служит для выгрузки жир-
ных кислот после второго
периода. На верхней сфери-
ческой поверхности имеют-
ся штуцера труб 2 и 3, шту-
цер для отвода пролетного
пара и для подведения пара
высокого давления в свобод-
ное пространство автоклава
с целью поддержания необ-
ходимого давления в авто-
клаве при выгрузке кислот,
а также штуцера для конт-
рольно-измерительных при-
боров. В промышленности
широко используют авто-
клавы из кислотоупорной
Рис. 5.5. Автоклав для гидролиза жиров
вместимостью 9,5 м3
стали марки Х18Н9Т вмес-
тимостью от 9,5 до 20 м3.
39* 307
Процесс гидролиза жиров в автоклавах осуществляют в два
периода с соблюдением замкнутого потока глицериновых вод,
при котором основное количество воды после второго периода
используют для гидролиза в первом периоде. Во втором периоде
используют конденсат.
При проведении первого периода гидролиза в автоклавах вмес-
тимостью 10 м3 на остаток второй глицериновой воды от пре-
дыдущей партии (1700... 1800 кг) загружают жир в количестве
4000 кг. Систему нагревают острым паром давлением 2,4...2,5 МПа
до 220...225 °C. По достижении этой температуры и давления в
автоклаве до 2,5 МПа смесь кипятят в течение 3 ч при непре-
рывном отводе пролетного пара с целью перемешивания содер-
жимого автоклава.
Глубина гидролиза жира после первого периода должна быть
не менее 85 %.
После кратковременного отстаивания (0,25 ч) система разде-
ляется на две фазы: первую глицериновую воду, содержащую
10...14 % глицерина, выдавливают из автоклава под давлением
пара по трубе 2 в аппарат для понижения давления (понизитель),
частично расщепленный жир остается в автоклаве.
Для проведения второго периода гидролиза в автоклав добавляют
конденсат в количестве 1200... 1400 кг, содержимое автоклава на-
гревают до температуре 220...225 °C и кипятят в течение 2 ч с после-
дующим разделением системы отстаиванием на две фазы: вторую
глицериновую воду, содержащую 4...5 % глицерина, и жирные кис-
лоты. Последние выгружают из автоклава под давлением пара по
короткой трубе 3 и направляют в аппарат для понижения давления.
Глубина гидролиза жира после второго периода 95...96 %.
Общая продолжительность полного цикла при гидролизе сало-
маса, растительных масел, животных жиров I сорта и использо-
вании пара давлением 2,5 МПа составляет 8 ч. Производительность
автоклава при загрузке 4 т жира 10... 10,8 т/сут жирных кислот.
При гидролизе низкосортных жиров, а также при использовании
пара давлением 2,0 МПа время полного оборота автоклава уве-
личивается и производительность его соответственно уменьшает-
ся до 8...9 т/сут жирных кислот.
Производительность автоклава вместимостью 20 м3 при загруз-
ке 8 т жира составляет 16... 17 т/сут жирных кислот
Если жирные кислоты и глицериновую воду из автоклава,
где они находятся при температуре 220...225 °C и давлении до
2,5 МПа, направлять в коробку, находящуюся под атмосферным
давлением, то произойдет мгновенное испарение воды, а вместе
с ней и значительной части глицерина, перегоняемого с водя-
ным паром. Кроме того, жирные кислоты при высокой темпе-
ратуре, соприкасаясь с воздухом, окисляются с образованием
темноокрашенных соединений. Чтобы избежать этого по выходе
из автоклава с помощью выпускного вентиля давление жирных
308
Вода
г
Пролетный
пар
Жирные
кислоты
Глицерина-
Ван Вода
жирные
кислоты
Рис. 5.6. Теплообменник для понижения
давления
Конденсат
пролетного
пара
кислот и глицериновой воды редуцируется до 1,5... 1,7 МПа, а за-
тем в понизителе давления оно снижается до атмосферного.
Известно несколько типов аппаратов для понижения давления:
сепаратор, аппарат с соплом, теплообменник. Последний полу-
чил наиболее широкое распространение в промышленности.
Теплообменник для пони-
жения давления (рис. 5.6)
представляет собой цилинд-
рический сосуд, внутри кото-
рого размещены змеевики:
2 для глицериновой воды,
3 для жирных кислот, 1 для
пролетного пара. Глицерино-
вая вода, пройдя змеевик,
сливается в теплообменник,
где частично упаривается. Об-
разующийся пар удаляется по
вытяжной трубе 4. Жирные
кислоты, отдавая теплоту на
испарение глицериновой во-
ды, охлаждаются до 102... 105 °C
и отводятся в сборник. Для
удаления глицериновой воды
перед выполнением ремонтных
работ служит сливной кран 5.
Корпус теплообменника и все находящиеся в нем змеевики вы-
полнены из стали марки Х18Н9Т. При изготовлении его из стали
марки Ст. 3 внутри аппарата имеется кислотоупорное покрытие.
Преимуществами данной конструкции перед другими типами
аппаратов для понижения давления являются простота ее устрой-
ства и создание условий для рационального использования теп-
лоты пролетного пара, глицериновой воды и жирных кислот, что
обеспечивает повышение концентрации глицериновой воды от 10
до 20 %. Кроме того, жирные кислоты при соприкосновении с
воздухом не темнеют.
Промывка жирных кислот. Жирные кислоты после разделения
фаз содержат некоторое количество растворенного и заэмульги-
рованного глицерина. С целью снижения потерь глицерина их
подвергают промывке горячим водным конденсатом в количестве
10 % к массе жирных кислот. Жирные кислоты чаще всего про-
мывают в специальных отстойниках-промывниках при темпера-
туре 95 °C и перемешивании механической мешалкой с после-
дующим разделением системы отстаиванием.
Жирные кислоты после промывки должны содержать не более
0,5 % глицерина от общего его количества в исходном жире. Про-
мывные воды, содержащие до 2 % глицерина, используют вместе
со второй глицериновой водой на первый период гидролиза.
309
Схема безреактивного гидролиза жиров в автоклавах. Жиры после взве-
шивания на весах 16 (рис. 5.7) через сливную воронку 15 поступают
в коробку 14 для хранения, откуда насосом 13 их подают в мерники 2.
Для конденсата и второй глицериновой воды служат мерники 1. Из
мерников 7 и 2 насосом высокого давления 72 подают в автоклав 3 необ-
ходимые количества жира и воды, предварительно подогретых до темпе-
ратуры 90...95 °C. Нагрев до 220...225 °C и перемешивание массы в авто-
клаве осуществляется острым паром высокого давления, поступающим
в нижнюю часть автоклава, при постоянном отводе пролетного пара.
Рис. 5.7. Технологическая схема гидролиза жиров в автоклавах периодическим
способом
Первую глицериновую воду и жирные кислоты выдавливают в
аппарат для понижения давления — теплообменник 4, в котором
глицериновая вода упаривается за счет теплоты проходящих через
змеевики жирных кислот, глицериновой воды и пролетного пара и
по переливной трубе через ловушку 6 поступает в сборник 7 глице-
риновых вод, а затем на переработку с целью получения глицери-
на. Отстоявшийся жир и жирные кислоты из сборников 7 спуска-
ют в бак 10 и возвращают на гидролиз.
Жирные кислоты из теплообменника 4 поступают в отстойники 8,
откуда после промывки передаются на дальнейшую переработку.
Промывные воды из отстойников 8 через жироловушку 9 спускают
в сборник 77 и используют на первый период гидролиза.
Пролетный пар из автоклава 3 направляется в теплообменник 4,
в котором проходит по змеевику, расположенному в нижней части
аппарата, и отдает теплоту глицериновой воде. Образовавшийся
конденсат через жироловушку 5 спускают в сборник 77 и исполь-
зуют для гидролиза жира.
Жиры из ловушек 5, 6 и 9 собирают в баке 10 и подают через
мерники 2 на гидролиз.
310
5.1.З.З. НЕПРЕРЫВНЫЕ СПОСОБЫ ГИДРОЛИЗА ЖИРОВ
При осуществлении процесса гидролиза жиров в автоклавах
периодическим методом мощность их используется лишь на 60 %,
в то время как 40 % времени уходит на выполнение вспомогатель-
ных операций: загрузка автоклава, нагрев массы до температуры
реакции, отстаивание системы, удаление из аппарата продуктов
гидролиза. Уменьшение или полное исключение этих операций с
целью повышения производительности оборудования для гидро-
лиза жиров возможно лишь при непрерывном гидролизе.
Попытки разработать аппараты для гидролиза жиров непрерыв-
ным способом были давно. Первые установки имели вид змееви-
ков, обогреваемых паром высокого давления, через которые насо-
сом прокачивали смесь жира и воды с катализатором или без него.
Такая установка была создана в 1936 г. инж. С.М.Константино-
вым на Казанском жиркомбинате. Гидролиз жиров осуществлялся
в змеевике длиной 100 м, рассчитанном на давление до 1,4 МПа.
Объем реакционного пространства примерно 1 м3. При температу-
ре внутри змеевика 170... 180 °C в присутствии катализатора (ZnO
или СаО) глубина гидролиза жира достигала 92...95 %.
В установках автоклавного типа непрерывный гидролиз может
осуществляться как в одном автоклаве, так и в батарее из несколь-
ких автоклавов. При использовании одного автоклава он оборуду-
ется устройствами, улучшающими течение процесса.
Перспективными являются установки колонного типа, рабо-
тающие на заводах в США, Англии, Италии, Швеции.
Основным поставщиком установок колонного типа является
итальянская фирма «Бернардини», производительность их опреде-
ляется заказчиком. На рис. 5.8 приведена типовая схема, в соответ-
ствии с которой гидролиз осуществляется в колонне 4 при температу-
ре 255...265 °C под давлением 5,5...6,5 МПа в противотоке вода — жир.
Подготовленный к гидролизу жир (масло) или смесь жиров нагре-
вается в паровом теплообменнике 2 до 100...120 °C, затем поступает
в деаэратор /, в котором при помощи вакуум-насоса 8 и каплеуло-
вителя 7 поддерживается давление 6...10 кПа (разрежение). Деаэри-
рованный жир насосом 20 прокачивается через фильтры 19, затем
насосом высокого давления 18 подается в распылитель, располо-
женный в колонне 4 на высоте 1,0...1,2 м от днища. Конденсат или
деминерализованная вода при температуре 120... 130 °C насосом 14
пропускается через фильтры 12 и далее насосом высокого давле-
ния 15 под давлением 5,5...6,5 МПа подается через распределитель
в верхнюю часть колонны 4. Температура в колонне 255...256 °C
поддерживается путем подачи острого пара, поступающего из па-
рогенераторной установки в три зоны по высоте колонны. Регу-
лирование подачи острого пара по зонам позволяет поддерживать
градиент температуры по высоте колонны.
Образовавшиеся в результате гидролиза жирные кислоты накаплива-
311
Рис. 5.8. Технологическая схема непрерывного гидролиза на установке фирмы «Бернардини»
312
J
кугся в верхней части колонны и через аппарат для понижения давле-
ния 3 после предварительного охлаждения водой в теплообменнике 9
отводятся в сборники 10 жирных кислот, где промываются при необ-
ходимости водой, и затем насосом 11 откачиваются на дистилляцию.
Отстоявшаяся в нижней части глицериновая вода под давлением в
колонне через аппарат для понижения давления 5, в котором упаривает-
ся до концентрации 16 %, сливается в сборник 77глицериновой воды.
Конденсат паров воды, поступающих из аппаратов 3 и 5, через ре-
генеративный теплообменник 6 сливается в сборники конденсата 13.
Из сборников 77 глицериновая вода насосом 16 подается в реге-
неративный теплообменник 6, где за счет теплоты паров воды из
аппаратов 3 и 5 нагревается до 120... 130 °C, и через систему сепара-
торов пара (на схеме не показана) концентрацией 25 % передается
на дальнейшую переработку.
Установка непрерывного гидролиза снабжена системой автома-
тического контроля и регулирования производительности, темпе-
ратуры процесса, поддержания необходимого давления, уровня в
аппаратах, а также границы раздела фаз.
Благодаря непрерывному удалению из системы образующихся про-
дуктов реакции достигается более высокая глубина гидролиза жира
в колонне (98...99 %) по сравнению с автоклавами при одинаковом
соотношении воды и жира (6:10) в обоих аппаратах.
Процесс гидролиза в колонном аппарате осуществляется при
температуре 255...265 °C и давлении 5,5...6,5 МПа. В этих условиях
в результате повышения растворимости воды в жире и повыше-
ния степени диссоциации воды скорость реакции омыления жира
Значительно возрастает по сравнению с реакцией в автоклаве.
Поскольку скорость встречных потоков жира и воды обусловлена
только разницей их плотностей, для достижения максимальной глу-
' бины гидролиза необходимо обеспечить достаточное количество вре-
мени нахождения жира в колонне. Поэтому она имеет большую
высоту (до 21 м), диаметр колонны достигает 1,5 м и более.
Установки колонного типа являются экономически и техноло-
гически более эффективными, чем автоклавы, так как позволяют
повысить производительность труда почти на 40 % и сокращают
расход пара, электроэнергии и воды на 10... 15 %.
5.2. ОЧИСТКА ГЛИЦЕРИНОВЫХ ВОД
5.2.1. ЦЕЛЬ ОЧИСТКИ ГЛИЦЕРИНОВЫХ ВОД
Глицериновые воды безреактивного гидролиза жиров, кроме
глицерина и воды, содержат примеси органической и минеральной
природы, количество и состав которых весьма разнообразны и обус-
ловлены в основном ассортиментом и качеством гидролизуемых
жиров. Большую часть примесей составляют липиды, преимущест-
венно жирные кислоты, содержание которых колеблется в широких
40-3849 . 313
пределах — 0,3... 1,5 % к массе глицериновой воды. Кроме того, в
состав глицериновых растворов входят аминосоединения в количест-
ве 0,05...0,10 %, в том числе аминокислоты 0,02...0,04 %, карбониль-
ные соединения 0,04...0,08 %, углеводы 0,004...0,008 %, минеральные
соли и пр. Большинстве этих соединений обладает поверхностно-
активными свойствами, что способствует образованию стойких вод-
но-жировых эмульсий, затрудняющих переработку глицериновых вод.
Перед концентрированием глицериновых растворов последние
подвергают очистке от примесей. Это обусловлено необходимостью,
во-первых, получения глицерина, отвечающего требованиям стандар-
та, во-вторых, обеспечения наиболее благоприятных технологических
условий выпаривания (уменьшение образования накипи на трубках по-
догревателей, предотвращение сильного вспенивания глицерина в ваку-
ум-аппарате и др.), в-третьих, предохранения аппаратуры от коррозии.
5.2.2. СПОСОБЫ ОЧИСТКИ ГЛИЦЕРИНОВЫХ ВОД
Глицериновые воды безреактивного гидролиза жиров - сложные
гетерогенные системы, в состав которых входят примеси различ-
ной природы, находящиеся в истинно- и коллоидно-растворимом
состоянии, а также в виде эмульсий. Чтобы очистить такие воды от
примесей, необходимо осуществить ряд технологических операций:
нарушить устойчивость коллоидной системы; разрушить эмульсию
липидов с глицериновой водой; удалить липиды, водорастворимые
ионогенные и неионогенные соединения и пр. Известно несколь-
ко методов очистки глицериновых вод.
Отстаивание, кипячение и охлаждение. Отстаивание основано на
разности плотностей глицериновой воды и жирных кислот: послед-
ние (как более легкие) всплывают на поверхность глицеринового
раствора и удаляются с нее тем или иным способом.
При кипячении глицериновой воды происходит разрушение вод-
но-жировой эмульсии с выделением жирных кислот, нейтрального
жира и последующим разделением системы отстаиванием.
Охлаждение глицериновой воды приводит к снижению раство-
римости примесей, кристаллизации и агрегированию трУднораст-
воримых жирных кислот, которые всплывают на поверхность и
могут быть удалены с нее отстаиванием или фильтрованием.
Нейтрализация глицериновых вод гидроксидом кальция. В осно-
ве метода лежит химическая реакция
2RCOOH + Са(ОН)2 —KRCOO)2Ca| + 2Н2О.
Образующиеся при этом мыла, обладая развитой поверхностью,
частично адсорбируют на ней красящие вещества (каротиноиды,
хлорофиллы и пр.) и другие сопутствующие вещества и примеси.
Для нейтрализации используют водную суспензию гидроксида
кальция (известковое молоко). Процесс нейтрализации производят в
314
нейтрализаторах при перемешивании паром, воздухом или механичес-
кой мешалкой при температуре около 80 °C. Известковое молоко
подают в количестве, обеспечивающем достижение слабощелочной
реакции среды. Избыток его определяют методом титрования пробы:
на титрование 25 мл нейтрализованной глицериновой воды должно
расходоваться от 3 до 5 мл 0,01 н. раствора соляной кислоты, что соот-
ветствует избытку щелочи 0,003. ..0,005 % в пересчете на оксид кальция.
По окончании нейтрализации систему отстаивают, удаляют с
поверхности всплывшую пену и часть кальциевых мыл, глицерино-
вую воду перемешивают и фильтруют на рамных фильтр-прессах.
Шлам (кальциевые мыла) промывают на фильтрах горячей водой
для снижения потерь глицерина, затем продувают сжатым возду-
хом или паром. Допустимые потери глицерина со шламом не дол-
жны превышать 0,1 % к содержанию глицерина в исходном жире.
Шлам подвергают разварке при кипячении раствором кальцини-
рованной соды для перевода кальциевых мыл в натриевые:
(RCOO)2Ca + Na2CO3 -*2RCOONa + СаСО3^.
Метод, несмотря на широкое распространение, имеет ряд недостат-
ков. Так, растворимость кальциевых мыл в глицериновой воде, по
данным М.В.Иродова, выше, чем жирных кислот, из которых они об-
разованы. Присутствие кальциевых мыл в глицериновой воде ведет к
вспениванию при дистилляции. Кроме того, несовершенство дозиров-
ки известкового молока и связанное с этим чрезмерное увеличение ще-
лочности глицериновых вод может стимулировать пептизацию кальцие-
вых мыл и других взвесей и, как следствие, повышать содержание золы
и органических веществ в глицериновых растворах после их обработки.
В процессе нейтрализации глицериновые воды обогащаются
минеральными примесями в результате растворимости в них окси-
да и гидроксида кальция, гипса, магнезиальных и других солей,
присутствующих в технической извести. Указанные недостатки
ограничивают применение этого метода как самостоятельного при
очистке и концентрировании глицериновых растворов.
Очистка глицериновых вод сепарированием. Очистка осущест-
вляется на тарельчатых разделяющих сепараторах, например на
сепараторе ЭСВ. Производительность сепаратора 2,5...3 т/ч гли-
цериновой воды; частота вращения барабана 83 с_|, температура
сепарирования 70...80 °C; давление глицериновой воды на выходе
из аппарата до 0,3 МПа.
Применяя сепаратор, можно снизить содержание липидов в
глицериновой воде до 0,04...0,08 %, повысить выход глицерина,
поскольку потери его с липидами меньше, чем с кальциевыми мы-
лами, создать непрерывность процесса, улучшить условия труда.
Кислотная обработка глицериновых вод. Этот способ предусмат-
ривает удаление поверхностно-активных веществ (ПАВ) из глицери-
новых вод путем обработки последних минеральной кислотой. При этом
40* 315
поверхностно-активные вещества, представляющие в основном раст-
воримые в глицериновых растворах кальциевые и прочие соли низко-
молекулярных жирных кислот, разлагаются с образованием свобод-
ных кислот и труднорастворимых сульфатов соответствующих металлов.
Разложение ПАВ осуществляют обработкой обезжиренной глице-
риновой воды крепкой серной кислотой при температуре 80...95 °C
и механическом перемешивании с последующим отделением обра-
зовавшихся сульфатов фильтрованием. Низкомолекулярные жирные
кислоты, образующиеся при разложении ПАВ, удаляются затем
отгонкой с водяным паром при концентрировании очищенных гли,-
цериновых растворов на вакуум-выпарных установках.
Кислотная обработка целесообразна при очистке глицериновых вод,
полученных путем гидролиза низкосортных животных жиров и со-
держащих значительное количество поверхностно-активных веществ.
Ионообменный метод. Метод предназначен для очистки глице-
риновых вод от ионогенных примесей с помощью ионообменных
смол (ионитов). Последние представляют собой продукт кон-
денсации или полимеризации высокомолекулярных органических
соединений. Это твердые, практически нерастворимые в воде ве-
щества, способные при соприкосновении с раствором обменивать
свои ионы на ионы, находящиеся в растворе.
По типу ионогенных групп в молекулах ионитов их подразделяют на
катиониты и аниониты. Катиониты, имеющие активные ионообмен-
ные группы с подвижным ионом водорода Н+, способны обменивать
его на катионы, находящиеся в глицериновой воде: Fe2+, Са2+, Mg2+ и
пр. В молекулах анионитов активными группами являются группы
основного характера с подвижным гидроксид-ионом ОН-. Аниониты
способны обменивать ионы ОН- на анионы, находящиеся в растворе:
SO2-, СГ и пр.
При последовательном пропускании глицериновой воды через
катионит и анионит происходит деминерализация ее по схеме:
И-катионит-Н+ + Ме+А- —*-R- катионит -Ме+ + Н+А-,
/
И-анионит+ОН~ + Н+А“—► R-анионит +А“ + Н+ОН-.
По мере насыщения активных групп катионами и анионами из
раствора иониты теряют способность к ионообмену. Для восста-
новления начальной активности ионообменных смол их подверга-
ют регенерации: катиониты — водным раствором соляной или сер-
ной кислоты, аниониты — водным раствором каустической соды.
Процесс регенерации ионитов протекает по схеме:
R-катионит- Ме+ + Н+С1~—»-R-катионит “Н+ + Ме+СГ,
R-атионит+А- + Na+OH“—► R-атионит + ОН~ + Na+A~.
316
Каждая ионообменная смола эффективна для удаления данной
группы растворимых в воде диссоциирующих соединений и опреде-
ленного их количества. Иначе говоря, иониты имеют ограничен-
ную обменную емкость, т.е. способность принять из раствора лишь
некоторое количество ионов, подлежащих удалению.
При очистке глицериновых вод в качестве катионитов ис-
пользуют смолы марки КУ-1 (продукт конденсации фенолсуль-
фокислоты и формальдегида) и КУ-2 (продукт сульфирования
сополимера стирола и дивинилбензола). В качестве анионитов
применяют ионообменные смолы марки ЭДЭ-10П (продукт
конденсации полиэтиленполиаминов с эпихлоргидрином) и
АВ-17 (продукт хлорметилирования сополимеров стирола и ди-
олефинов).
Одним из недостатков вырабатываемых в настоящее время
ионитов является их неустойчивость при температурах выше 40 °C.
Поэтому процесс очистки глицериновых вод с помощью ионо-
обменных смол проводят при температуре воды не выше 35 °C.
Очистка глицериновых вод ионообменными смолами имеет спе-
цифические особенности.
Концентрация глицерина в очищаемых растворах не должна быть
больше 30...35 %, в ином случае значительно возрастает вязкость
раствора и ухудшается фильтрация его через слой ионитов.
Неионогенные вещества ионитами не извлекаются, а удаление
слабодиссоциирующих соединений из растворов путем ионообмена
происходит довольно медленно. Находящиеся в глицериновой воде
жирные кислоты, триглицериды и продукты их частичного гидро-
лиза, а также белковые вещества и продукты их распада обволаки-
вают поверхность зерен ионообменных смол, снижая их обменную
емкость. Поэтому липиды, белки, углеводы и прочие малодис-
социирующие и недиссоциирующие соединения должны быть
предварительно максимально удалены из глицериновых вод, под-
вергаемых очистке ионообменными смолами.
Некоторые красящие вещества, содержащиеся в глицериновой
воде, необратимо поглощаются анионитами и не отделяются при
их регенерации. В результате изменяется цвет смолы от желтого
до темно-коричневого и уменьшается обменная емкость анионита,
что обусловливает необходимость предварительной адсорбцион-
ной очистки глицериновых вод перед использованием ионооб-
менных смол. .
При значительном содержании в исходной глицериновой воде
растворимых диссоциирующих минеральных солей удаление их
из раствора ионообменным способом сопряжено с определенны-
ми трудностями и существенными затратами. В связи с этим
ионообменная очистка глицериновых вод, полученных из низ-
косортных жиров, технического животного жира II и III сорта,
содержащих большое количество примесей, экономически нецеле-
сообразна.
317
Ионообменный метод - наиболее эффективный и перспектив-
ный способ очистки, позволяющий получить дистиллированный
глицерин выпариванием очищенных растворов, т.е. без дистил-
ляции сырого глицерина.
Метод был разработан М.В.Иродовым и В.М.Махиня, впервые
внедрен на Киевском мыловаренном заводе в 1963 г.
5.2.3. СХЕМА ОЧИСТКИ ГЛИЦЕРИНОВЫХ ВОД
В связи с разнообразием сопутствующих веществ и примесей в
глицериновых водах технологические схемы очистки их, как пра-
вило, включают в себя несколько методов в различных сочетаниях
и последовательности: отстаивание — охлаждение — фильтрование;
отстаивание - сепарирование; отстаивание — сепарирование — об-
работка известковым молоком — фильтрование и пр.
Наиболее распространенная в промышленности технологическая
схема очистки глицериновых вод представлена на рис. 5.9.
Глицериновая вода
Очищенная глицериновая
вода на выпаривание
Рис. 5.9. Технологическая схема очистки глицериновых вод /
Схема предусматривает отстаивание и охлаждение глицериновой
воды до температуры 70...80 °C с целью частичного обезжирива-
ния в баке 7. Более глубокое обезжиривание осуществляется на
сепараторе ЭСВ 3, куда глицериновая вода подается насосом 2.
Отделившиеся на сепараторе жирные кислоты и нейтральный жир
собирают в бак 15 и вместе с липидами из бака 1 направляют на
повторный гидролиз.
Обезжиренная глицериновая вода из сепаратора 3 вначале по-
ступает в промежуточную емкость 4, а затем насосом 5 ее подают
в нейтрализатор 6, в который из мерника 7 поступает водная сус-
пензия гидроксида кальция (известковое молоко). Последнюю
318
готовят в баке 14 гашением обожженной извести. Для отделения
механических примесей и посторонних включений известковое
молоко перед подачей в нейтрализатор насосом 13 пропускают
через сетчатый фильтр.
Нейтрализованную глицериновую воду из нейтрализатора 6
насосом 8 передают на рамный фильтр-пресс 9 для отделения
кальциевых мыл, фильтрат собирают в коробку 10 и направляют
на выпаривание, а шлам (кальциевые мыла) после промыв-
ки фильтр-пресса водой и продувки сжатым воздухом или паром
спускают в бак 12 и обрабатывают при кипячении раствором
кальцинированной соды с целью получения натриевых мыл.
Образующуюся суспензию насосом 11 передают в мыловаренный
котел.
Типовая схема очистки глицериновых вод с использованием ионо-
обменных смол приведена в разделе 5.4 на с. 332.
5.3. ПРОИЗВОДСТВО СЫРОГО ГЛИЦЕРИНА
Для получения сырого глицерина концентрацией 86...88 % очи-
щенную глицериновую воду выпаривают (концентрируют). При
выпаривании глицерин частично перегоняется с водяным паром,
' и эти потери тем выше, чем выше температура и больше концен-
/ трация глицерина. Повышение температуры приводит также к
термическим превращениям глицерина, что неблагоприятно влия-
§ ет на его цвет и уменьшает выход готового продукта.
g Глицериновые растворы высокой концентрации являются
весьма вязкими, поэтому при проведении процесса выпарива-
ж- ния необходимо обеспечить интенсивную циркуляцию. Чтобы
Ж ограничить испарение глицерина и уменьшить его термический
ж распад, глицериновые воды выпаривают под вакуумом и при
Ж интенсивной циркуляции жидкости в вакуум-выпарных уста-
ft новках.
В В процессе выпаривания глицериновая вода сильно пенится. Это
ж обусловливает большие потери глицерина в результате перебросов
V его в вакуумную систему. Поэтому для концентрирования глице-
S риновых вод применяют только вертикальные аппараты с достаточ-
В но большим паровым пространством и ловушкой для улавливания
К. и возвращения увлеченных паром капелек жидкости.
На масложировых предприятиях применяют вакуум-аппараты
различной конструкции и размеров. Наибольшее распространение
1 jB получили аппараты с выносными подогревателями, которые могут
[ работать как однокорпусные, так и многокорпусные установки.
г Последние экономически более эффективны, поскольку работа их
' ведется непрерывным способом и организована таким образом, что
вторичный пар, выходящий из испарителя предыдущего корпуса,
S может быть использован в качестве греющего в подогревателе сле-
дующего корпуса.
319
5.3.1. ПРИМЕНЕНИЕ ДВУХКОРПУСНОЙ ВЫПАРНОЙ УСТАНОВКИ
НЕПРЕРЫВНОГО ДЕЙСТВИЯ «ПОДЪЕМНИК»
Установка имеет два одинаковых по конструкции и размерам
вакуум-выпарных аппарата с выносными подогревателями.
Первый корпус установки состоит из выносного подогревателя
и испарителя и рассчитан на работу под давлением 0,1 МПа; вто-
рой корпус также состоит из выносного подогревателя и испари-
теля и работает под вакуумом 86...90 кПа.
Подогреватели обоих корпусов представляют собой кожухотруб-
ные теплообменники (рис. 5.10), имеющие стальной корпус 2
с вваренным компенсатором 3. Внутри подогревателя закреплены
две латунные решетки 7, в которые ввальцованы нагревательные
трубки 5. На корпусе подогревателя имеется штуцер 6 для предо-
хранительного клапана, рассчитанного на максимальное давле-
ние 0,8 МПа; штуцер /служит для соединения с циркуляционной
трубой, выходящей из конуса испарителя. Нагретая глицерино-
вая вода перед выходом из подогревателя попадает на наклонно
установленный лист, который сообщает потоку жидкости нужное
направление (в испарителе). Штуцер 4 служит для соединения с
циркуляционной трубой головной части испарителя.
Испарители (рис. 5.11) состоят из цилиндрической испаритель-
ной камеры с коническим дном и сферической крышкой. Нагре-
тая глицериновая вода из подогревателя поступает в испаритель по
трубе 5. В нижней части аппарата имеется переливной стакан 4, в
котором собирается более концентрированный раствор глицерина.
Рис. 5.10. Подогреватель
320
Эвакуация вторичного пара из испарителя осуществляется по тру-
бе 7, под которой находится цилиндр 6 с решетчатым дном для
стока жидкости, отделяющейся от паров. В корпусе испарителя име-
ются штуцера: 1 для циркуляционной трубы, 13 vl 8 для указателей
уровня, 12 для обратной трубы из ловушки каплеотделителя, И для
регулятора плотности, 10 для манометра, 9 для предохранительного
клапана, 2 для регулятора подачи и 3 для выпуска готового продукта.
Процесс выпаривания на установке ведется по непрерывной схе-
ме. Очищенная глицериновая вода (рис. 5.12) из промежуточной
коробки 14 центробежным насосом 15 через регулятор подачи 3
первого корпуса непрерывно подается в трубное пространство
подогревателя 1, где она нагревается до кипения глухим паром
давлением 0,5...0,8 МПа. Перегретая жидкость поступает затем
в испаритель 2, где происходит испарение воды из раствора.
Полуупаренная глицериновая вода концентрацией 30...35 % из
Рис. 5.12. Технологическая схема двухкорпусной вакуум-выпарной установки не-
прерывного действия «Подъемник»
41-3849
321
испарителя 2 через регулятор подачи 7 второго корпуса поступает
в подогреватель 9, обогреваемый вторичным паром. Готовый
сырой глицерин непрерывно удаляется из испарителя 8 второго
корпуса установки при помощи отводчика 12 готового продукта.
Концентрация глицерина автоматически поддерживается в необ-
ходимых пределах регулятором плотности. Конденсат вторичного
пара из Подогревателя 9 выводится через отводчик конденсата 11.
Вторичный пар из испарителя второго корпуса через ловушку-
каплеотделитель 6, где происходит отделение механически увле-
ченных капель глицерина от пара, воздуха и газов, поступает на
конденсацию в барометрический конденсатор 5; несконденсиро-
вавшиеся пары и газы отсасываются эжектором первой ступени
и направляется в барометрический конденсатор 4. Воздух и газы
эжектором второй ступени выбрасываются в атмосферу. Отхо-
дящая из конденсаторов 4 и 5 вода по барометрическим трубам
поступает в барометрический колодец 13. В момент пуска установ-
ки для создания вакуума в системе используют вакуум-насос 10.
Имеются установки двух типов: с поверхностями испарения по-
догревателей 30 м2 (2x15 м2) и 60 м2 (2x30 м2). По устройству и
принципу действия они идентичны.
Удельный съем пара зависит от температуры греющего пара и
достигает 45 кг/ч с 1 м2 площади поверхности теплообмена при дав-
лении греющего пара 0,8 МПа. Средняя производительность каж-
дой установки по 88 %-ному глицерину соответственно 4 и 8 т/сут.
Сырой глицерин, полученный при упаривании глицериновых вод,
нейтрализованных известковым молоком, фильтруют на рамных
фильтр-прессах для отделения кальциевых и других солей жирных
кислот, выпадающих в осадок при концентрировании.
Для улучшения цвета глицерина проводят адсорбционную рафи-
нацию путем обработки его активным углем в количестве 0,25...0,50 %
к массе сырого глицерина. Процесс осуществляют при темпера-
туре 75...80 °C и интенсивном механическом перемешивании с пос-
ледующим отделением адсорбента фильтрованием. Угольный шлам
промывают конденсатом для снижения потерь глицерина.
/
5.3.2. ПРИМЕНЕНИЕ ПЛЕНОЧНЫХ ИСПАРИТЕЛЕЙ ДЛЯ УПАРИВАНИЯ
ГЛИЦЕРИНОВЫХ ВОД
Для концентрирования термолабильных и вязких растворов все
более широкое применение находят пленочные роторные аппара-
ты, в которых достигается интенсивный теплообмен при неболь-
шом уносе жидкости вторичным паром. Упаривание глицериновых
вод с использованием этих аппаратов целесообразно осуществлять
на конечной стадии концентрирования в связи с большим содер-
жанием воды в промышленных глицериновых растворах.
Пленочный ротационный аппарат для упаривания глицериновых
вод был освоен сотрудниками ВНИИЖа и Ленинградского ком-
322
бината СМС имени Карпова. Вертикальный пленочный испаритель
с поверхностью нагрева 1,2 м2 был включен в батарею выпарных
аппаратов типа «Подъемник». Согласно технологической схеме по-
лучения сырого глицерина упаривание глицериновых вод от 10... 12 %
до 50 % осуществляется на двухкорпусной вакуум-выпарной уста-
новке, а от 50 до 86...88 % — на ротационно-пленочном аппарате.
Удельный съем пара достигает 180 кг/ч с 1 м2 поверхности нагре-
ва пленочного испарителя, что в 4 раза больше, чем на действую-
щей выпарной установке. Остаточное давление в аппарате 6,65 кПа,
давление греющего пара 0,25 МПа, производительность по готово-
му продукту 7 т/сут.
Применение ротационно-пленочных аппаратов позволяет в
значительной степени интенсифицировать процесс выпаривания
глицериновых вод и увеличить производительность действующих
установок на 30...35 %.
5.3.3. ПОКАЗАТЕЛИ КАЧЕСТВА СЫРОГО ГЛИЦЕРИНА
В зависимости от показателей качества сырой глицерин выпус-
кают I, II и III сортов.
По органолептическим показателям сырой глицерин I и II сорта
должен быть прозрачным, без пены на поверхности и иметь цвет от
светло-желтого до светло-коричневого. В сыром глицерине III сорта
допускается слабая муть; цвет его должен быть не темнее коричне-
вого. Как III сорт оценивают глицерин, полученный из подмыль-
ных щелоков.
По составу сырой глицерин должен соответствовать требовани-
ям, указанным в табл. 5.1.
5.1. Состав сырого глицерина (массовая доля)
Показатели Глицерин сорта
! 1 " L III
Чистый глицерин, %, не менее 86 86 78
Зола, %, не более 0,35 1,8 9,5
Нелетучий органический осадок, %, не более 0,85 2,0 4,0
ПАВ, мл 0,1 н. раствора НС1, не более 2 5 Не нор- мируется
5.4. ПРОИЗВОДСТВО ДИСТИЛЛИРОВАННОГО ГЛИЦЕРИНА
Дистиллированный глицерин по сравнению с техническим име-
ет более высокую концентрацию (до 98 %) и высокое качество,
обусловленное незначительным содержанием в нем примесей.
Известны два способа получения дистиллированного глицерина:
дистилляция сырого глицерина; ионообменная очистка глицерино-
вых вод с последующим концентрированием их.
41*
323
5.4.1. ДИСТИЛЛЯЦИЯ СЫРОГО ГЛИЦЕРИНА
5.4.1.1. ХАРАКТЕРИСТИКА ПРОЦЕССА ДИСТИЛЛЯЦИИ ГЛИЦЕРИНА
Очистку сырого глицерина от примесей осуществляют перегон-
кой его с водяным паром под вакуумом.
Температура кипения чистого глицерина 290 °C. При такой тем-
пературе глицерин разлагается с образованием акролеина, различ-
ных кислот и других продуктов. Поэтому осуществление процесса
перегонки при атмосферном давлении привело бы к значительному
ухудшению качества глицерина и уменьшению его выхода. В свя-
зи с этим основной задачей является проведение процесса при бо-
лее низких температурах с тем, чтобы устранить опасность терми-
ческого разложения и снизить потери при дистилляции, а также
обеспечить возможность использования пара низких параметров в
качестве источника теплоты и тем самым способствовать экономии
пара высокого давления.
Снизить температуру перегонки глицерина можно двумя путями:
во-первых, проведением процесса дистилляции с водяным паром,,
во-вторых, созданием пониженных давлений при дистилляции.
При дистилляции сырого глицерина с водяным паром снижается
парциальное давление паров глицерина и, как следствие, умень-
шается его температура кипения. Поскольку глицерин обладает
неограниченной растворимостью в воде, то для дистилляции мож-
но использовать только перегретый пар.
Создание пониженного давления при дистилляции с водяным
паром дает возможность уменьшить температуру кипения еще боль-
ше, чем это возможно в случае применения каждого из этих факто-
ров в отдельности. Так, совместное использование перегретого пара
и вакуума позволяет проводить процесс дистилляции глицерина при
170... 180 °C, вследствие чего повышаются его выход и качество.
При дистилляции вместе с парами воды частично перегоняются
также свободные жирные кислоты, которые образуются в резуль-
тате гидролиза солей жирных кислот, содержащихся в сыром
глицерине в результате неполной очистки глицериновой воды.
Жирные кислоты при взаимодействии с глицерином в паровой
фазе образуют сложные эфиры, которые в большинстве своем
конденсируются с парами глицерина. Чтобы уменьшить образо-
вание сложных эфиров, сырой глицерин, направленный на дис-
тилляцию, подщелачивают.
Состав кубового остатка (1удрона) при дистилляции глицерина весь-
ма разнообразен и зависит главным образом от качества сырого гли-
церина и режима дистилляции. Он содержит глицерин (40...60 %),
полиглицерины, триметиленгликоль, жирные кислоты, азотсодер-
жащие вещества и прочие соединения. Недистиллируемый остаток,
называемый гудроном, используют для изготовления мягкой кров-
ли, дорожных покрытий и пр., а также в качестве связующей добав-
324
ки при изготовлении стержневых смесей в литейном производстве.
Количество гудрона и потери глицерина с ним находятся в пря-
мой зависимости от степени чистоты дистиллируемого глицерина.
Для получения глицерина высшего и I сорта дистиллированный
глицерин подвергают отбеливанию древесным активным углем
с целью улучшения цвета и запаха, а также незначительного сни-
жения содержания жирных кислот, сложных эфиров, нелетучего
органического остатка и минеральных примесей.
Количество активного угля зависит от качества исходного дис-
тиллята и составляет 0,25...0,75 % к массе глицерина.
Процесс отбеливания проводят при температуре около 80 °C
и непрерывном перемешивании в течение 2...3 ч с последующим
отделением угля на фильтр-прессе. При необходимости в мешал-
ку добавляют расчетное количество конденсата для разбавления
глицеринового раствора до 94 %-ной концентрации, соответ-
ствующей требованиям стандарта на дистиллированный глицерин
высшего и I сорта.
Активный уголь промывают водой (в отдельной мешалке или
на фильтр-прессе), которую направляют на выпаривание. Отра-
ботавший активный уголь не должен содержать более 2 % гли-
церина. Повторно уголь можно использовать лишь после реге-
нерации, заключающейся в тщательной промывке его, сушке при
100...НО °C и измельчении.
5.4.1.2. УСТАНОВКИ ДЛЯ ДИСТИЛЛЯЦИИ СЫРОГО ГЛИЦЕРИНА
На масложировых предприятиях России, выпускающих дистил-
лированный глицерин, широко распространена дистилляционная
установка фирмы «Руймбек»; на некоторых заводах внедрена уста-
новка для дистилляции, дезодорации и обесцвечивания глицерина
фирмы «Маццони».
Установка для дистилляции глицерина фирмы «Руймбек». Основ-
ной аппарат этой установки — дистилляционный куб, снабженный
змеевиками для подогрева глицерина и барботером для острого пара.
Образующаяся при дистилляции глицерина паровая смесь, со-
стоящая из паров глицерина и воды, подвергается постепенной или
фракционной конденсации с использованием воздушных и водя-
ных поверхностных конденсаторов. При этом в первую очередь кон-
денсируется высококипящий компонент — глицерин, в то время
как несконденсировавшиеся пары обогащаются низкокипящим
компонентом (водой), что и позволяет получить после воздушных
конденсаторов глицерин высокой концентрации — 98 % и более.
Сырой глицерин из бака 11 (рис. 5.13) вследствие разрежения
засасывается в подогреватель 9, где глухим паром низкого давления
0,2 МПа подогревается до 80...90 °C, затем поступает в дистил-
ляционный куб 8. Пары воды, образующиеся в подогревателе в
результате частичного упаривания глицерина, направляются в
325
вода на охлаждение
Рис. 5.13. Технологическая схема дистилляции глицерина на установке фирмы «Руймбек»
326
конденсатор 3. В дистилляционном кубе глицерин глухим паром
высокого давления 1,4...1,5 МПа нагревается до 175...176 °C. Через
барботер, расположенный на дне куба, в глицерин впрыскивается
предварительно дросселированный и подогретый до этой же
температуры острый пар, подаваемый из пароперегревателя 10.
Подогрев острого пара низкого давления, проходящего по змееви-
ку пароперегревателя, осуществляется вследствие подачи в меж-
трубное пространство пара высокого давления, поступающего из
змеевиков дистилляционного куба 8. Давление вспрыскиваемого
в куб пара должно быть в пределах 0,02...0,08 МПа.
Смесь паров глицерина и воды из дистилляционного куба 8
через ловушку-каплеотделитель 7 поступает в конденсационную
систему, состоящую из двух групп воздушных конденсаторов 6,
каждая из которых имеет четыре или пять вертикально располо-
женных и последовательно соединенных друг с другом конденса-
торов (полых цилиндров со сферическими боковыми стенками).
Сконденсировавшийся глицерин стекает в сборники-концентра-
торы 13, где в результате нагрева глухим паром до 117...120 °C
избыток влаги испаряется с доведением концентрации дистил-
лята до 98,5...98,7 %. Дистиллированный глицерин собирается
в сборниках 14 и 15.
Пары глицерина и воды, несконденсировавшиеся в воздушных
конденсаторах 6, поступают последовательно в трубчатые конден-
саторы 3, 4 и 7, охлаждаемые водой. Конденсат из первого водя-
ного конденсатора 3 — «первая сладкая вода» — собирается в сбор-
ник 16. Затем пары поступают во второй водяной конденсатор 4,
соединенный со сборником 5 для «второй сладкой воды»; «сладкая
вода» из сборника 5 и 16 собирается в бак 77, откуда направляется
на выпаривание. Пары и газы из сборника 5 через ловушку-кап-
леотделитель 2 направляются в третий водяной конденсатор 7,
из которого «третья сладкая вода», содержащая лишь следы гли-
церина, собирается в сборник 18 и используется затем при гид-
ролизе жиров. Незначительная часть несконденсировавшихся па-
ров и газовоздушная смесь из системы откачиваются с помощью
вакуум-насоса 19 и направляются в атмосферу. Остаточное дав-
ление в установке поддерживается в пределах 2,2...2,6 кПа.
Температура воды, выходящей из водяных конденсаторов,
должна быть равна (в °C): в первом 35...45, во втором 30...35,
в третьем 15...20.
Система конденсации позволяет получить почти весь глицерин
высокой концентрации — выход глицерина составляет 95 % к массе
пошедшего на дистилляцию, считая на 100 %-ный, 2 % глицерина
получается в виде разбавленных растворов, концентрирование
которых неэкономично.
Процесс дистилляции по мере накопления недистиллируемого
остатка (гудрона) в кубе прерывают для спуска остатка в бак 72.
В случае малой подвижности гудрона перед выгрузкой из аппара-
327
та его обрабатывают горячей водой, разваривают, а затем сливают.
Производительность установки в зависимости от качества сы-
рого и дистиллированного глицерина колеблется в пределах от
6,3 до 8,6 т/сут.
Установка для дистилляции, дезодорации и обесцвечивания гли-
церина фирмы «Маццони». Особенность этой установки - при-
менение дистиллятора непрерывного действия колонного типа,
горячего и холодного конденсаторов для конденсации паров
глицерина, дезодоратора для удаления одорирующих веществ
дистиллированного глицерина. Для производства дистиллиро-
ванного глицерина высшего сорта предусматривается закрытая
система его адсорбционной очистки.
Дистиллятор цилиндрической формы с коническим дном и
сферической крышкой оснащен двумя верхними тарелками пе-
регонки, устройством для отделения уносов и распределителями
для подачи острого пара и сырого глицерина.
В рабочем режиме в дистилляторе с помощью пневмоавтомати-
ки поддерживается определенный уровень дистиллируемого глице-
рина. В установке предусмотрен наружный подогрев глицерина
до температуры дистилляции в кожухотрубчатом теплообменнике
и распыление его в испарительной камере дистиллятора путем
непрерывной циркуляции дистиллируемого глицерина. Это обес-
печивает кратковременный контакт глицерина с горячей поверх-
ностью, что сводит к минимуму такие нежелательные процессы,
как полимеризация и разложение его. Кроме того, в результате
устранения гидростатического давления в зоне испарения дистил-
лятора глицерин дистиллируется при более низкой температуре.
Сырой глицерин при температуре не выше 50 °C центробежным
насосом 29 (рис. 5.14) непрерывно подается на верхнюю тарелку
дистиллятора 4. Подогрев глицерина до температуры 165 °C произ-
водится в подогревателе 3, через который с помощью насоса 27
осуществляется непрерывная циркуляция глицерина. Сырой гли-
церин, опускаясь с нижней тарелки к испарительной камере, встре-
чается противоточно с поднимающимися навстречу парами глице-
рина в потоке острого пара с последующим теплообменЬм между
двумя фазами.
Процесс дистилляции ведется при температуре 165 °C и остаточ-
ном давлении 0,66...0,80 кПа.
Образующиеся при дистилляции пары глицерина и воды посту-
пают на конденсацию и охлаждение в горячий конденсатор 7, внутри
которого расположено два яруса колец Рашига, где орошаются го-
рячим дистиллированным глицерином. Последний накапливается
в резервуаре б, снабженном змеевиком для нагрева глухим паром
в случае необходимости. Температура дистиллированного гли-
церина в резервуаре поддерживается автоматически в пределах
100 °C. Отсюда часть дистиллированного глицерина центробеж-
ным насосом 24 подвергается циркуляции через холодильник 5
328
воздух
Рис. 5.14. Технологическая схема дистилляции, дезодорации и обесцвечивания глицерина на установке фирмы «Маццони» произво
дительн остью 1000 кг/час
42-3849
329
и подается в горячий конденсатор на орошение, другая часть
поступает на дезодорацию.
Несконденсировавшиеся пары глицерина и воды поступают
затем в холодный конденсатор 8, охлаждаемый водой. Полу-
ченный разбавленный глицерин концентрацией 75 % в коли-
честве 20... 30 л/ч собирается в резервуаре 9, откуда при до-
стижении определенного уровня насосом 23 перекачивается на
выпаривание.
Дезодорация глицерина осуществляется в дезодораторе 12,
укомплектованном распределителем острого пара и устройством
для отделения уносов. Процесс дезодорации ведется при темпе-
ратуре 130... 140 °C и остаточном давлении 0,8 кПа при подаче
небольшого количества острого пара. По мере поступления
дистиллированного глицерина в дезодоратор выполняется его
рециркуляция в подогреватель 13 с помощью насоса 22.
С целью отбеливания дистиллированный глицерин из дезодо-
ратора шестеренным насосом 21 через холодильник 15 подается
в смесители обесцвечивания 16, которые работают попеременно.
Процесс отбеливания глицерина осуществляется активным углем
при температуре 70...80 °C и перемешивании. Количество угля
разное в зависимости от его качества и требуемой степени обес-
цвечивания дистиллированного глицерина, составляет в сред-
нем 0,5...1,0 % к массе глицерина. Продолжительность отбели-
вания 6 ч. Затем смесь ротационным насосом 18 перекачивается
на фильтр-пресс 17. Первые порции фильтрованного продукта,
содержащие взвешенные частицы, возвращаются в смесители
обесцвечивания.
Недистиллируемый остаток из дистиллятора 4 собирается в сбор-
никах 26 для кубового остатка, откуда шестеренным насосом 25
перекачивается в дистиллятор 1 для остатка. Сюда же шесте-
ренным насосом 28 перекачивается примерно 10 % сырого гли-
церина, подаваемого в дистиллятор непрерывного действия, с
целью снижения содержания тяжелых металлов в растворе гли-
церина, рециркулируемом в дистиллятор.
Дистиллятор 1 для остатка оснащен змеевиком для* нагрева
глухим паром, распределителем острого пара и устройством для
отделения уносов. Температура дистилляции 165 °C, остаточное
давление 0,8 кПа.
Пары глицерина, выходящие из дистиллятора 1 для остатка,
конденсируются при температуре 140 °C в смешанном (воздух —
вода) конденсаторе 2, в верхней части которого размещен змее-
вик для охлаждающей воды. Сконденсированный глицерин рецир-
кулируется в дистиллятор 4.
Установка снабжена узлом дозировки каустической соды.
Вакуум в системе создается с помощью пароэжекторного ваку-
умного насоса 77 и барометрического (поверхностного) конден-
сатора 14. Для отделения уносов глицерина из паровоздушной
ззо
смеси, поступающей на термокомпрессор, предусматривается се-
паратор 10, оснащенный устройством для отделения примесей.
Температура воды, сливаемой из поверхностного конденсатора в
барометрическую чашу 20, не должна превышать 38 °C в самое
теплое время года и 29 °C в самое холодное время года. В момент
пуска установки вакуум создается вакуум-насосом 19.
Производительность установки 1000 кг/ч дистиллированного
глицерина.
5.4.2. ПРОИЗВОДСТВО ДИСТИЛЛИРОВАННОГО ГЛИЦЕРИНА
С ИСПОЛЬЗОВАНИЕМ ИОННООБМЕННОЙ ОЧИСТКИ
ГЛИЦЕРИНОВЫХ ВОД
Производство дистиллированного глицерина методом ионо-
обменной очистки глицериновых вод осуществляется по схеме:
глубокая очистка ионообменными смолами предварительно
обезжиренной глицериновой воды с последующим концентри-
рованием очищенного глицеринового раствора на модернизиро-
, ванной вакуум-выпарной установке «Подъемник».
Этим способом в зависимости от степени очистки глицериновой
воды можно получить дистиллированный глицерин, отвечающий
. требованиям стандарта на глицерин динамитный и высшего сорта.
| При производстве дистиллированного глицерина высшего сорта
К, используют двухступенчатую систему ионообменных фильтров: пер-
ж вая ступень - 1-й фильтр катионитовый (смола КУ-2), 2-й фильтр
® анионитовый (смола ЭДЭ-10П); вторая ступень- 3-й фильтр кати-
ж онитовый (смола КУ-2), 4-й фильтр анионитовый (смола АВ-17).
® Для получения динамитного глицерина достаточна очистка
Ж глицериновой воды на фильтрах первой ступени.
5.4.2.1. СХЕМА ОЧИСТКИ ГЛИЦЕРИНОВЫХ РАСТВОРОВ
К ИОНООБМЕННЫМИ СМОЛАМИ
к Обезжиренную и профильтрованную глицериновую воду из
К бака 13 (рис. 5.15) насосом 12 подают в поверхностный теплооб-
К менник 1, в котором она охлаждается до 35 °C проточной водой,
В циркулирующей в межтрубном пространстве. Затем с целью удале-
нию мелкодисперсных взвесей и красящих веществ глицериновую
В воду пропускают через осветлительные фильтры 2, заполненные
В березовым активным углем марки БАУ. Фильтры периодически
В промывают горячей водой, направляемой снизу вверх, а через че-
В рез 10... 15 дней заменяют сорбент. Обезжиренную, охлажденную
В и обесцвеченную глицериновую воду направляют в батарею ионо-
В обменных фильтров, состоящую из трех пар фильтров 3.
В Катионитовые фильтры К{, Кгм К3 заполнены смолой марки
К КУ-2, два анионитовых фильтра Д и Аг — смолой ЭДЭ-10П, а тре-
В тий Л3 - смолой АВ-17. Первые две пары фильтров Kt - и Кг - А2
В <2* 331
Водопрободная бода._ Водопроводная вода
Рис. 5.15. Технологическая схема очистки глицериновых вод ионообменными смолами
332
служат в качестве первой ступени очистки. Степень удаления солей
из раствора на этой ступени достигает 90 %. На третьей паре филь-
тров Х3 — А3 практически происходит полное обессоливание глице-
риновой воды.
Схема предусматривает различные варианты подключения фильт-
ров в зависимости от содержания солей в очищаемой глицерино-
вой воде и сорта выпускаемого глицерина.
Очищенную глицериновую воду собирают в бак 5 и насосом 6
подают в вакуум-выпарную установку.
При потере активности смолы регенерируют. Перед регенера-
цией фильтры промывают от глицерина водой, обессоленной на
вспомогательных фильтрах 4 — Д,). Промывные воды направ-
ляют в бак 13.
Регенерацию катионитовых фильтров осуществляют 5 %-ным
раствором соляной кислоты, подаваемым на фильтры насосом 11
из баков 10, с последующей промывкой смолы от кислоты обес-
соленной водой. Последние порции кислоты и промывные
воды используют при следующих регенерациях. Первые пор-
ции кислого раствора нейтрализуют в бачке 7 и сбрасывают в
канализацию.
Регенерацию анионитовых смол проводят 5 %-ным раствором
каустической соды, который готовят в баках 9 и насосом 8 подают
на фильтры. Отработавший раствор щелочи используют для нужд
мыловарения. Промывные воды, получаемые при промывке
анионитовых фильтров от щелочи после регенерации, направляют
в баки 9 для приготовления раствора NaOH.
5.4.2.2. КОНЦЕНТРИРОВАНИЕ ГЛИЦЕРИНОВЫХ РАСТВОРОВ,
ОЧИЩЕННЫХ ИОНООБМЕННЫМИ СМОЛАМИ
Процесс концентрирования глицериновой воды до содержа-
ния глицерина 90 % осуществляют на двухкорпусной выпарной
установке «Подъемник» (см. рис. 5.12). Дальнейшее повышение
концентрации глицерина до 94...98 % проводят на специальной
установке (рис. 5.16).
Глицерин 90 %-ной концентрации из второго корпуса вакуум -
выпарной установки насосом 1 подается в вакуум-концентратор 2,
состоящий из подогревателя и испарителя. Подогреватель обогре-
вается свежим паром давлением 0,25...0,35 МПа. Процесс выпари-
вания осуществляется при температуре 105... НО °C и остаточном
давлении 2,6...4,0 кПа. Циркуляция глицерина, имеющего при этой
концентрации высокую вязкость, осуществляется циркуляционным
насосом 9.
Вторичный пар из испарителя вакуум-концентратора 2 на-
правляется через ловушку 3 в поверхностный конденсатор 4,
охлаждаемый водой. Конденсат вторичного пара и глицерин из
ловушки 3 по барометрическим трубам стекают в сборник 7, от-
333
куда поступают на выпарива-
ние во второй корпус установ-
ки «Подъемник». Готовый
глицерин из вакуум-концентра-
тора 2 отводится насосом 8
в сборник 6, из которого на-
сосом 5 транспортируется на
склад готовой продукции.
Производительность выпарной
установки, включая вакуум-
концентратор, около 200 кг/ч
98 %-ного глицерина.
Ионнообменный метод
имеет ряд существенных пре-
имуществ по сравнению с
дистилляционным. Так, зна-
чительно сокращаются поте-
ри глицерина. По данным
М.В.Иродова и В.М.Махиня,
потери глицерина при пере-
работке глицериновой воды
дистилляционным методом
составляют 7 % от общего
содержания его в исходной
глицериновой воде; потери
при ионообменном методе
равны всего лишь 4 %, т.е.
сокращаются на 40 %.
Рис. 5.16. Схема установки для повы-
шения концентрации глицерина от 90
до 98 %
Качество получаемого при ионообменном способе глицерина
значительно выше, чем при дистилляционном. Это объясняется
тем, что на протяжении всего процесса исключено действие вы-
соких температур на глицерин: при ионообменном способе са-
мая высокая температура не превышает ПО °C (при упаривании
глицерина до концентрации 98 %).
В связи с исключением процесса дистилляции сокращается об-
щий расход пара примерно на 45 %: на выработку 1 т 98 %-ного
глицерина общий расход пара в среднем составляет 9,4 т, при ионо-
обменном способе — 5,3 т; общий удельный расход воды умень-
шается более чем в 2 раза (70 м3 против 144 м3 при дистилляци-
онном методе).
При выпаривании обессоленного глицеринового раствора
практически исключается необходимость чистки трубок вакуум-
выпарных аппаратов и повышается их производительность.
Улучшаются условия труда работающих, так как температура
в помещении не превышает 20...25 °C, а в воздухе отсутствует
акролеин и другие вредные примеси, получаемые при высоких
температурах и отрицательно влияющие на здоровье человека.
334
5.4.3. ОЦЕНКА КАЧЕСТВА ДИСТИЛЛИРОВАННОГО ГЛИЦЕРИНА
По основным физико-химическим показателям дистиллированный
глицерин должен удовлетворять требования, указанные в табл. 5.2.
5.2. Физико-химические показатели дистиллированного глицерина
Показатели Глицерин
дина- высшего т |Т „ 1 сорта И сорта митныи сорта
Содержание чистого глицерина, %, не менее 98 94 94 88 золы, %, не более 0,14 0,01 0,02 0,25 органического нелетучего остатка, %, не более 0,10 0,02 0,04 0,25 Коэффициент омыления (сложные эфиры) . н 0,7 0,65 Не нормируется на 1 г глицерина, мг КОН, не более F
5.5. ПРОИЗВОДСТВО ЖИРНЫХ кислот
Сырьем для получения жирных кислот служат натуральные и
гидрированные растительные масла и животные жиры, а также
соапстоки. Извлечение жирных кислот из соапстоков и других
жировых отходов имеет важное значение, их использование
позволяет значительно уменьшить расход на эти цели пищевых
растительных масел и жиров.
5.5.1. ПОЛУЧЕНИЕ ЖИРНЫХ КИСЛОТ ИЗ СОАПСТОКОВ
Широкий ассортимент перерабатываемых масел и жиров, а так-
же применение при их нейтрализации различных технологических
схем обусловливает получение соапстоков различного состава.
Соапстоки, образующиеся при нейтрализации масел и жиров, в
том числе хлопкового масла, которые характеризуются высоким
содержанием темноокрашенного общего жира, направляют на пере-
работку с целью облагораживания. Сначала соапсток подвергают
доомылению щелочью для перевода нейтрального жира в мыло,
после чего его направляют на разложение серной кислотой.
Различают два метода омыления соапстоков — клеевой и посред-
ством ядра.
По первому, клеевому, методу в нагретый до температуры кипе-
ния соапсток вводят раствор каустической соды концентрацией
30...40 %. Процесс доомыления ведут в течение 4 ч. В омыленной
массе должно содержаться 0,2...0,25 % свободной щелочи, не исче-
зающей после 30-минутного контрольного кипения. Затем полу-
ченную клеевую массу без отстоя передают на разложение серной
кислотой.
Второй метод заключается в доомылении соапстоков раствором
каустической соды такой же концентрации с последующим отсали-
335
ванием мыльной массы сухой поваренной солью и разделением фаз
на ядро и подмыльный щелок. Ядро направляют на мыловарение
или на разложение серной кислотой.
Сырые жирные кислоты, полученные при разложении соапсто-
ков серной кислотой, для улучшения их качества подвергают дис-
тилляции или ректификации.
5.5.2. ДИСТИЛЛЯЦИЯ ЖИРНЫХ КИСЛОТ
5.5.2.1. ХАРАКТЕРИСТИКА ПРОЦЕССА ДИСТИЛЛЯЦИИ ЖИРНЫХ КИСЛОТ
Цель дистилляции - получение жирных кислот с минимальным
содержанием примесей.
Дистиллированные жирные кислоты (ДЖК) саломасов приме-
няют в производстве туалетного мыла, резинотехнических изделий,
хлопчатобумажных тканей, эмульгаторов, косметических изделий
и др. Жидкая фракция жирных кислот с содержанием чистой
олеиновой кислоты не ниже 75 %, йодным числом не выше 94 % J2
и содержанием железа не более 0,001 % (олеин) используется в про-
изводстве химических волокон (лавсана, нейлона и т.д.). Техниче-
ская стеариновая кислота (стеарин) находит широкое применение
при изготовлении автопокрышек и фотопленок, ударопрочного по-
листерола и т.д.
При атмосферном давлении жирные кислоты (стеариновая, паль-
митиновая, линолевая и линоленовая) имеют высокую температу-
ру кипения, в связи с чем дистилляция кислот при атмосферном
давлении связана с их полимеризацией и разложением.
Для снижения температуры кипения процесс дистилляции
жирных кислот проводят под вакуумом: чем ниже остаточное
давление в аппарате, тем значительнее снижение температуры
кипения жирных кислот. Температуру дистилляции можно снизить
в присутствии инертного компонента — водяного пара.
Современные установки для дистилляции жирных кислот ра-
ботают в условиях глубокого вакуума при подаче в дистилляци-
онный куб острого перегретого пара. '
Дистилляцию жирных кислот проводят периодическим или
непрерывным способом.
При периодическом способе сырые жирные кислоты загружают
в дистилляционный куб и нагревают до кипения. Образующиеся
над кипящей жидкостью пары удаляются и конденсируются.
Полученный продукт перегонки (дистиллят) представляет собой
смесь наиболее летучих свободных жирных кислот, отделенных
от высококипящих органических красящих веществ, труднолетучих
жирных кислот и нелетучих продуктов осмоления, оксикислот,
металлических мыл, минеральных солей и недорасщепленного
нейтрального жира. Недистиллируемый остаток в кубе называется
гудроном.
336
Состав дистиллята и остатка в кубе при дистилляции непрерывно
меняется. По истечении определенного времени остаток в кубе
удаляют и загружают следующую партию сырья, после чего начи-
нается новый цикл дистилляции.
При непрерывном способе дистилляции сырье подается в
установку непрерывно и так же непрерывно отводятся остаток
и дистиллят. Скорости движения их поддерживаются такими,
чтобы жирные кислоты не накапливались и не убывали в кубе.
При этом, если температура и остаточное давление в установ-
ке постоянные, то во время всего процесса дистилляции соста-
вы паров и жидкостей (дистиллята и остатка в кубе) почти
не меняются.
5.5.2.2. ДИСТИЛЛЯЦИЯ ЖИРНЫХ КИСЛОТ НА РЕКОНСТРУИРОВАННОЙ
УСТАНОВКЕ «КОМСОМОЛЕЦ»
Почти все предприятия отрасли получают дистиллированные
жирные кислоты на реконструированных установках непрерывного
действия «Комсомолец» производительностью 20...30 т/сут пере-
рабатываемых сырых жирных кислот. Перспективными являются
установки для непрерывной дистилляции жирных кислот произво-
дительностью до 100 т/сут, которые в настоящее время внедряются
в производство.
Центральным аппаратом установки является дистилляционный
куб непрерывного действия (рис. 5.17).
Куб представляет собой цилиндрический сварной сосуд, в дни-
ще которого расположены девять выносных секций (камер) 1,
обогреваемых через трубки парами высококипящего органического
теплоносителя (ВОТ) или электрообогревателями 5. Для впрыски-
вания острого пара давлением 0,3 МПа служат форсунки 6. Сырые
жирные кислоты последовательно перетекают из центральной
в последующие восемь секций, периферийно расположенных по
окружности куба, подвергаясь дистилляции в токе барботирующего
острого водяного пара. Перелив кислот из секций в секцию осуще-
ствляется через штуцеры 2. В верхней части куба для отделения
механически увлеченных капелек жирных кислот вмонтированы
S два конусообразных отбойника 3 и решетки из угольников с зазо-
рами 5 мм. Для выхода паров жирных кислот в системе конден-
сации имеется патрубок 4. Кубовый остаток непрерывно отводится
из последней секции аппарата.
Куб изготовлен из кислотоупорной стали и имеет поверхность
теплообмена 11,85 м2.
Осушитель-подогреватель (рис. 5.18) предназначен для удале-
ния влаги из жирных кислот, поступающих на дистилляцию.
В днище аппарата расположены три выносные камеры 1, в ко-
торых установлены трубки 2 с нагревательными элементами 3
и колпачки-отбойники 4. В каждую секцию подается греющий пар
43-3849 337
Рис. 5.17. Дистилляционный куб непрерывного
действия
Рис. 5.18. Осушитель-подогре-
ватель
давлением 1 МПа и острый пар давлением 0,3 МПа.
Поступающие в подогреватель-осушитель жирные кислоты по-
следовательно проходят все три камеры и из последней самотеком
переливаются в дистилляционный куб. Образующиеся водяные пары
и пары легколетучих жирных кислот удаляются из аппарата через
насадку 5 из колец Рашига, которая препятствует уносу жирных
кислот с водяными парами.
Дистилляцию жирных кислот на реконструированной установ-
ке (рис. 5.19) осуществляют следующим образом. Сырые жир-
ные кислоты из бака 25 насосом-дозатором 20 подается через
338
339
паровой подогреватель 1 в вакуум-сушильный аппарат 2, где
при температуре 80... 100 °C и давлении 6 кПа происходит деаэра-
ция жирных кислот и частичное удаление из них влаги. Затем
жирные кислоты насосом-дозатором 20 через паровой подо-
греватель 3 подаются в секционный подогреватель-осушитель 4.
Высушенные и нагретые до 140 °C жирные кислоты засасыва-
ются в первую секцию дистилляционного куба 6 и из нее про-
ходят последовательно все секции. В процессе дистилляции
поддерживают давление в кубе не выше 1,33 кПа. Температура
жирных кислот в отдельных секциях дистилляционного куба
постепенно повышается от первой секции к последней, при-
чем температура в каждой секции может изменяться в широком
диапазоне, что определяется природой исходных жирных кислот.
Так, во второй секции она колеблется в пределах 195...210 °C,
а в девятой секции — от 225 до 240 °C.
В каждую секцию с целью повышения эффективности дистил-
ляции впрыскивается острый пар, количество которого также уве-
личивается по мере перетекания кислот из секции в секцию.
Смесь паров из вакуум-сушильного аппарата 2 и секционного
подогревателя 4 поступает в поверхностный конденсатор 5, откуда
после охлаждения водяным конденсатом летучие компоненты сте-
кают в бак 23, а затем насосом 24 они откачиваются в сборник для
последующей реализации.
Образовавшаяся в дистилляционном кубе 6 парогазовая
смесь поступает в кожухотрубный конденсатор 7, охлаждаемый
водяным конденсатом, который подается из уравнительного
бачка 12 или бака 14, через холодильник 19 с помощью насо-
са 18. Несконденсировавшиеся пары кислот из конденсатора 7
поступают в промывной аппарат 8, в который из бака 21 на-
сосом 22 через холодильник 10 подаются охлажденные ди-
стиллированные жирные кислоты. Дистиллированные жирные
кислоты из конденсатора 7 и промывного аппарата 8 стекают
в бак 21.
Кубовый остаток, содержащий еще до 60 % свободных жирных
кислот (кислотное число не более 80 мг КОН), из девятой секции
куба самотеком поступает в куб 15 для остатка, где при том же
давлении, что и в кубе 6, но при несколько более высокой темпе-
ратуре (245...250 °C) и вводе острого пара производится дальней-
шая отгонка жирных кислот. Пары жирных кислот из этого куба
поступают в холодильник 9, где охлаждаются водяным конденса-
том, и дистиллированные жирные кислоты насосом-дозатором 20
перекачиваются в бак 26.
Гудрон из куба 15 стекает в холодильник 16, а из него насосом-
дозатором 20 качается в сборник 17 для реализации.
Вакуум в системе создается трехступенчатым пароэжекторным
вакуум-насосом И. Вода после конденсаторов и водоотделителя
сливается в барометрический бак 13.
340
5.5.2.3. ДИСТИЛЛЯЦИЯ ЖИРНЫХ КИСЛОТ
НА НЕПРЕРЫВНОДЕЙСТВУЮЩЕЙ УСТАНОВКЕ
Непрерывнодействующая установка производительностью до
100 т/сут (рис. 5.20) предусматривает возможность работы в две
ступени: последовательно или параллельно. При последовательной
работе на первой ступени отгоняется 60 % общего количества жир-
ных кислот без применения острого пара при остаточном давлении
в кубе 0,26 кПа и температуре до 250 °C. На второй ступени отго-
няются оставшиеся жирные кислоты более тяжелых фракций в
условиях «мягкого» режима с применением острого перегретого
водяного пара — температура 230 °C и остаточное давление в аппа-
рате 0,66 кПа.
Сырые жирные кислоты из бака 1 насосом-дозатором 20 пода-
ются через паровой подогреватель 2 в распылительный вакуум-
сушильный аппарат 4. В этом аппарате при температуре 100... 104 “С
и давлении 6,65 кПа из жирных кислот удаляется влага. Пары воды
с незначительным количеством легколетучих жирных кислот кон-
денсируются в поверхностном конденсаторе 3 и самотеком стекают
в бак 19. Высушенные жирные кислоты насосом-дозатором 20
через паровой подогреватель 21, где их температура повышается
до 160 °C, поступают в сепаратор 5 с выносным испарителем 6.
В этих основных аппаратах первой ступени дистилляции процесс
осуществляется при давлении 0,26 кПа и температуре 250 °C.
Нагрев жирных кислот до этой температуры производится элек-
тронагревателями либо в другом варианте — парами ВОТ или
водяным паром высокого давления.
Из циркуляционного контура испаритель 6 — сепаратор 5 - на-
сос 18 при помощи дозатора 17 регулярно отбирается определен-
ное количество жирных кислот и подается в дистилляционный
куб 9 на вторую ступень дистилляции. Этот аппарат имеет 13 сое-
диненных последовательно секций. Дистилляция проводится при
температуре 230 °C, давлении в аппарате 0,66 кПа и впрыскива-
нии острого перегретого пара.
Парогазовая смесь из сепаратора 5 охлаждается в поверхностном
конденсаторе 7 до 90... 100 °C. Образовавшийся дистиллят самоте-
ком стекает бак 14. Несконденсировавшиеся пары жирных кислот
поступают в специальные уловители 8, работающие попеременно
в режиме охлаждения конденсатом температурой 27 °C и после-
дующего разогрева осевшего на поверхности твердого продукта
насыщенным водяным паром.
Освобожденная от паров жирных кислот парогазовая смесь из
уловителей 8 отсасывается четырехступенчатым пароэжекторным
вакуум-насосом, поверхностные конденсаторы которого охлажда-
ются циркулирующим конденсатом начальной температурой 27 °C
и конечной 35 °C.
Парогазовая смесь из дистилляционного куба 9 поступает в по-
341
К Ьакуцмной системе
Рис. 5.20. Технологическая схема дистилляции жирных кислот на нёпрерывнодействующей установке производительностью 100 т/сут
342
верхностный конденсатор 10, охлаждаемый циркулирующим
конденсатом температурой 60...80 °C, откуда дистиллят самотеком
поступает в бак 14. Несконденсировавшиеся в конденсаторе 10
пары жирных кислот и газы перед поступлением в пароэжектор-
ный вакуум-насос проходят полочный конденсатор-уловитель 11,
в который насосом 13 подаются жирные кислоты из бака 14
через холодильник 12.
Гудрон температурой 230 °C непрерывно отводится из куба в
холодильник 16, где охлаждается до 90 °C, и подается в бак 15.
5.5.3. ПРОИЗВОДСТВО ТЕХНИЧЕСКОГО ОЛЕИНА И СТЕАРИНА
Техническая олеиновая кислота (олеин) представляет собой смесь
жидких жирных кислот, преимущественно олеиновой, содержащую
небольшие количества насыщенных кислот и органических при-
месей в виде продуктов распада и полимеризации жирных кислот
(альдегидов, кетонов, углеводородов и т.д.).
У нас в стране вырабатывают техническую олеиновую кислоту
трех марок - А, Б и В. Олеин марок А и Б — дистиллированный,
марки В — недистиллированный. Основные качественные показа-
тели представлены в табл. 5.3.
5.3. Показатели качества олеина
Показатели Олеин марки
А Б | в
Содержание жирных кислот в безводном продукте, %, не менее — 95,0 92,0
суммы жирных, в том числе не более 15 % нафтеновых 95,0 —
кислот в безводном продукте, %, не менее неомыляемых и неомыленных веществ, %, не более 3,5 3,5 6,5
Йодное число, % J2 80...90 80...105 —
Температура застывания, ’С, не более 10,0 16,0 34,0
Исходным сырьем для производства олеина марки Б служит смесь
из двух или трех растительных масел. Смесь составляют так, чтобы
температура застывания полученных кислот была 14... 18 °C и йод-
‘ ное число 90... 105 % J2. Подготовленную смесь расщепляют безре-
; активным методом до глубины гидролиза не менее 95 %. Жирные
' кислоты, не содержащие следов серной кислоты, высушивают, про-
; веряют на соответствие техническим условиям по температуре зас-
] тывания, кислотному и йодному числам и дистиллируют.
- Технология производства олеина марки А такая же, только в
дистиллят жирных кислот вводится до 15 % нафтеновых кислот.
Олеин марки В представляет собой смесь промытых и высушен-
ных недистиллированных жирных кислот растительных масел или
соапстока.
В техническую олеиновую кислоту, предназначенную для ис-
' пользования в текстильной промышленности, с целью предо-
343
хранения от самоокисления, приводящего к самовозгоранию
промасленных ею тканей, добавляют 0,5 % р-нафтола.
Техническая стеариновая кислота (стеарин) представляет собой
смесь насыщенных жирных кислот, в основном стеариновой и
пальмитиновой, и небольшого количества непредельных кислот,
в основном олеиновой и изоолеиновой.
Стеарин в зависимости от назначения вырабатывается различ-
ных сортов, главные качественные показатели которых представ-
лены в табл. 5.4.
5.4. Показатели качества стеарина
Показатели Стеарин
особый I сорта II сорта
марка А марка Б
Цвет Белый Белый Белый Белый со слегка желтым опенком
Йодное число, % J2, не более 3,0 10,0 18,0 32,0
Температура застывания, °C, не более Содержание, %, не более 65,0 59,0 58,0 53,0
неомыляемых веществ 0,5 0,5 0,5 0,7
влаги 0,2 0,2 0,2 0,2
золы 0,2 0,2 0,2 0,2
В промышленности стеарин в основном получают из глубоко
гидрированных растительных масел, животных жиров после гидро-
лиза и дистилляции промытых и высушенных кислот.
Стеарин можно получать гидрированием жирных кислот хлоп-
кового соапстока, при этом готовый продукт имеет более низкое
качество: желтый цвет, содержание неомыляемых веществ 0,9 %,
влажность 0,5 %, эфирное число 3...5 мг КОН.
Стеарин отпускают потребителю в железнодорожных цистернах или
в виде чешуек в крафт-мешках. В последнем случае дистиллирован-
ные жирные кислоты при температуре не выше 70 °C (для стеарина
марки А - 80...90 °C) направляют в холодильный барабан, представля-
ющий собой два стальных цилиндра, вставленных один в другой, между
которыми циркулирует охлаждающая вода. Стеарин, снятый в виде
чешуек с холодильного барабана ножами, транспортируется в пита-
тель полуавтоматических весов, из которых его фасуют в крафт-мешки.
5.6. НАПРАВЛЕНИЕ РАЗВИТИЯ ПРОИЗВОДСТВА
ГЛИЦЕРИНА И ЖИРНЫХ КИСЛОТ
Основное развитие производства глицерина и жирных кислот будет
связано с техническим перевооружением отрасли, широким вне-
дрением ресурсе- и энергосберегающих технологий, расширением
сырьевой базы, в основном в результате использования низкосорт-
ных масел и жиров, соапстоков и пр.
344
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Рассмотрите промышленные способы гидролиза. Основы безреактивного высо-
котемпературного гидролиза. Технологическая схема режима периодического
гидролиза.
2. Как производят технический глицерин? Как устроена двухкорпусная выпарная
установка? Какие сорта технического глицерина вы знаете?
3. Рассмотрите производство дистиллированных сортов глицерина. Опишите непре-
рывную технологическую линию фирмы «Маццони». Назовите сорта дистилли-
рованного глицерина.
4. Как производят дистиллированные жирные кислоты? Рассмотрите дистилляцию
жирных кислот на установке непрерывного действия.
5. Рассмотрите производство технических сортов олеина и стеарина.
44-3849
Глава 6
Производство мыла
Использование мыла и мылоподобных веществ относится к глу-
бокой древности (I—II в. н. э.).
Значительное развитие промышленного мыловарения относится к
XVIII—XIX вв. Этому способствовали исследования состава жиров,
проведенные Шеврелем, разработка и внедрение промышленных
методов приготовления кальцинированной и каустической соды.
Первоначально основным сырьем для производства мыла служили
животные жиры. Темпы роста мыловарения были ограничены из-за
недостатка сырья. Сырьевая проблема была разрешена только после
освоения процесса гидрирования жидких растительных жиров и рас-
тительных масел и создания гидрогенизационной промышленности.
В дореволюционной России производство мыла было на срав-
нительно низком уровне и не превышало 200 тыс. т в год (в пере-
счете на 40 %-ное содержание жирных кислот), из них 12 тыс. т
(в натуре) — туалетного. В стране насчитывалось около 1000 мел-
ких мыловаренных предприятий.
Начиная с 1927 г., ученые и специалисты России активно зани-
мались изысканием возможностей замены пищевых жиров, расхо-
дуемых на производство мыла. Вместо натуральных жиров были
успешно применены такие жирозаменители, как канифоль, кани-
фольное мыло, талловое масло, асидол, мылонафт. '
Организация в 50-е годы промышленного производства синте-
тических жирных кислот и использование их в рецептуре мыл
позволили высвободить значительное количество пищевых жиров
и использовать их в пищевой промышленности.
Большую роль в развитии производства и применения синте-
тических жирных кислот сыграли ученые: чл. корр. АН СССР
П.А.Мошкин, проф. Б.Н.Тютюнников и др.
До 50-х годов XX в. мыло было почти единственным моющим
средством для бытовых и промышленных целей. Успехи в области
физико-химии и технологии поверхностно-активных веществ,
а также развитие промышленности нефтехимического синтеза
привели к созданию и организации массового производства синте-
346
тических моющих средств, имеющих значительные преимущества
перед жировыми мылами.
В решение этой важной проблемы большую роль сыграли ака-
демик П.А.Ребиндер, П.В.Науменко и др.
В настоящее время в нашей стране туалетное мыло вырабаты-
вается на 12 предприятиях, хозяйственное — на 11. Основные
объемы синтетических моющих средств (СМС) производятся на
предприятиях химической промышленности.
6.1. НАЗНАЧЕНИЕ, ВИДЫ И АССОРТИМЕНТ МЫЛ
Мыла - соли высокомолекулярных жирных, смоляных и наф-
теновых кислот; главным образом это соли натрия, реже калия,
а также щелочноземельных и других металлов.
Основные объемы производства составляют мыла щелочных ме-
таллов, полученные из смеси жирных кислот с числом углеродных
атомов от 10 до 20. Водные растворы таких мыл обладают моющим
действием, причем наилучшей способностью отличаются натриевые
и калиевые соли жирных кислот С|2~С18. Щелочные соли жирных
кислот, содержащих менее 10 и более 20 углеродных атомов, моющим
действием не обладают: соли низкомолекулярных жирных кислот хо-
ь рошо растворимы в воде, соли жирных кислот, углеводородная цепь
которых содержит более 20 атомов углерода, практически нераство-
t римы в воде. Соли щелочноземельных и тяжелых металлов в связи с
w их плохой растворимостью в воде моющей способностью не обладают.
Ц В зависимости от назначения мыла делят на хозяйственные
ж и туалетные.
® Хозяйственное твердое мыло применяют для стирки изделий из
Ж различных тканей, а также санитарно-гигиенических и промыш-
К ленных целей. В зависимости от концентрации жирных кислот и
S рецептуры хозяйственное мыло подразделяют на группы: I, II, III.
S В каждой группе выпускают мыла с различным товарными на-
v. именованиями. Так, хозяйственное твердое мыло под наимено-
К ванием 72 %-ное относится к I группе, 70 %-ное - ко II группе,
S 65 %-ное - к III группе. Ко II группе относится также хозяйствен-
В ное твердое мыло «Новое» (отдушенное). Хозяйственное твердое
В мыло выпускают в виде кусков номинальной массой до 500 г.
В' Жидкое хозяйственное мыло для хозяйственных и технических
В целей изготовляют с содержанием жирных кислот 40 и 60 %.
В Туалетные мыла, предназначенные для поддержания чистоты
В кожи рук, лица и пр., содержат 73...80 % жирных кислот. В зави-
И симости от рецептуры их подразделяют на группы: «Экстра»,
К «Детская» (Д), I, II. Высшие сорта туалетных мыл относятся
В к группе «Экстра» и I группе.
В Туалетные мыла выпускают, как правило, отдушенными в виде
В кусков номинальной массой до 300 г в обертке или без нее (кроме
В мыла группы «Экстра»). <
44*
347
Особую группу туалетных мыл составляют мыла специального
назначения, используемые для гигиенических целей, в промыш-
ленности, сельском хозяйстве, медицине и пр. Среди них широ-
кое распространение получили мыла, содержащие различные
полезные добавки: пережиривающие вещества, дезинфицирующие
и лечебно-профилактические.
6.2. СПОСОБЫ ПОЛУЧЕНИЯ МЫЛ
Известно несколько способов получения мыл.
,1. Нейтрализация жирных (природных и синтетических), смо-
ляных и нафтеновых кислот углекислым натрием (кальцинирован-
ной содой)
2RCOOH + Na2CO3 = 2RCOONa + CO2f + Н2О.
2. Нейтрализация жирных (природных и синтетических), смо-
ляных и нафтеновых кислот гидроксидом натрия (каустической
содой)
RCOOH + NaOH = RCOONa + Н2О.
3. Омыление нейтрального жира гидроксидом натрия
ch2ocor сн2он
CHOCOR + 3NaOH = СНОН + 3RCOONa.
I I
ch2ocor ch2oh
При производстве жидких мыл используют углекислый калий
(поташ) и гидроксид калия.
Мыла могут быть получены также реакцией обменного разложения.
При любом способе получения мыл процесс омыления проводят
при избытке щелочи во избежание образования кислых \1ыл:
RCOONa + RCOOH = RCOONa • RCOOH.
6.3. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА МЫЛ
6.3.1. плотность мыл
Плотность безводного мыла близка к 1000 кг/м3. Мыла низкомо-
лекулярных кислот (до миристиновой включительно) имеют плот-
ность больше, остальные меньше 1000 кг/м3. В зависимости от
природы, условий охлаждения и температуры плотность мыл ко-
леблется в пределах 960... 1020 кг/м3.
348
6.3.2. ТЕМПЕРАТУРА ПЛАВЛЕНИЯ МЫЛ
Температура плавления чистых безводных мыл находится в пре-
делах 225...270 °C. С повышением содержания влаги в мыле тем-
пература плавления его понижается. Так, температура плавления
60 %-ного хозяйственного мыла ниже 100 °C.
6.3.3. ГИГРОСКОПИЧНОСТЬ И РАСТВОРИМОСТЬ мыл
Мыла способны поглощать влагу, набухать и увеличиваться
в объеме, выделяя при этом теплоту. Калиевые мыла более гигро-
скопичны, чем натриевые.
Мыла щелочных металлов хорошо растворимы в воде, калиевые
лучше, чем натриевые. Увеличение числа углеродных атомов в мо-
лекуле мыла приводит к снижению его растворимости. Мыла нена-
сыщенных жирных кислот растворяются лучше мыл насыщенных кис-
лот. С повышением температуры растворимость мыл увеличивается.
Мыла щелочноземельных металлов, труднорастворимые в воде,
хорошо растворяются в спирте, особенно горячем, образуя истин-
ные растворы.
В сухом диэтиловом эфире, бензине, ацетоне и других подоб-
ных органических растворителях мыла щелочных металлов прак-
тически не растворяются. С добавлением воды растворимость их
в этих веществах повышается. Кислые мыла в воде труднораст-
воримы, но проявляют повышенную растворимость в неполярных
растворителях.
6.3.4. СПОСОБНОСТЬ МЫЛ К ГИДРОЛИЗУ
В водных растворах мыла подвергаются гидролизу и ведут себя
как соли слабой кислоты и сильного основания:
RCOONa + Н2О^ RCOOH + NaOH,
в ионной форме
RCOO- + НОН RCOOH + ОН-.
Накопление гидроксид-ионов обусловливает щелочную реакцию
мыльного раствора.
Степень гидролиза зависит от природы мыла, концентрации раст-
вора, температуры и др. С увеличением молекулярной массы жир-
ных кислот гидролиз усиливается. Мыла насыщенных жирных кис-
лот гидролизуются несколько больше, чем ненасыщенных, более
сильных кислот. Мыла смоляных кислот подвергаются большей
степени гидролиза, чем мыла жирных кислот.
При понижении концентрации мыльного раствора гидролиз уси-
349
ливается, в системе накапливаются свободные жирные кислоты,
вызывающие помутнение раствора. Этим объясняется тот факт,
что мыльный клей (концентрированный прозрачный раствор) мут-
неет при разбавлении его водой.
С повышением температуры увеличивается степень гидролиза
мыла. Так, возрастание температуры мыльного раствора, содер-
жащего 0,25 % мыла, от 20 до 90 °C приводит к повышению со-
держания свободной щелочи более чем в 20 раз.
Введение в мыльный раствор щелочей замедляет гидролиз.
Подавление или даже полное прекращение его достигается вве-
дением в мыльный раствор этилового спирта. Количество спирта
обусловлено природой мыла. Для более высокомолекулярных мыл,
склонных к гидролизу, требуется больше спирта. Чаще всего для
устранения гидролиза в растворе должно быть не менее 60 % спирта.
6.3.5. ЭЛЕКТРОПРОВОДНОСТЬ МЫЛ
Мыла щелочных металлов, а также их водные растворы способ-
ны проводить электрический ток под действием внешнего электри-
ческого поля. Это явление обусловлено диссоциацией молекул мыла
на ионы как в расплавленном состоянии, так и в растворе:
RCOONa^RCOO- + Na+.
Электропроводность расплавленных безводных мыл с повы-
шением температуры увеличивается до определенного предела,
обусловленного полной диссоциацией электролита. При дальней-
шем повышении температуры электропроводность не увеличи-
вается. С повышением температуры электропроводность водных
растворов мыл, особенно разбавленных, увеличивается.
С введением электролита в мыльный раствор повышается его
электропроводность до определенного предела. При большой
концентрации введенного электролита электропроводность раст-
вора понижается и становится ниже электропроводности чистого
электролита. Это явление объясняется, во-первых, снйжением
степени гидролиза под действием электролитов; во-вторых, умень-
шением дисперсности системы.
6.3.6. вязкость мыл
Разбавленные мыльные растворы обладают вязкостью, мало
отличающейся от вязкости воды. С повышением концентрации
мыла вязкость резко возрастает.
С увеличением молекулярной массы жирных кислот в значитель-
ной степени повышается вязкость раствора. Мыла насыщенных
кислот обладают большей вязкостью, чем мыла ненасыщенных
кислот с тем же числом углеродных атомов.
350
С понижением температуры концентрированных мыльных раст-
воров вязкость сильно возрастает.
Ввод значительных количеств электролитов резко повышает
вязкость мыльных растворов с последующим разделением системы
на ядро и подмыльный щелок.
6.3.7. ВЗАИМОДЕЙСТВИЕ МЫЛ С КИСЛОТАМИ
Под действием минеральных кислот мыло разлагается с выде-
лением свободных жирных кислот:
RCOOH + НС1 = RCOOH + NaCl.
Выделяющиеся жирные кислоты могут реагировать с нейтраль-
ным мылом с образованием кислых мыл. Для полного разложения
мыла требуется длительное кипячение.
6.3.8. РЕАКЦИЯ ОБМЕННОГО РАЗЛОЖЕНИЯ
В водных растворах мыла могут вступать в реакции обмена. Так,
при обработке натриевого мыла карбонатом калия оно частично
переходит в калиевое:
2RCOONa + К2СО3 = 2RCOOK + Na2CO3.
Действием раствора карбоната на кальциевые мыла последние
превращаются в натриевые:
(RCOO)2Ca + Na2CO3 = 2RCOONa + СаСОД.
6.3.9. ПОЛИМОРФИЗМ МЫЛА
Товарные твердые мыла, состоящие из кристаллов натриевых
солей жирных кислот, в зависимости от способа получения, обра-
ботки и других факторов могут существовать в виде нескольких
полиморфных модификаций, отличающихся формой и размерами
образующихся кристаллов и обладающих различной твердостью,
плотностью, растворимостью, температурой плавления и пр.
В связи с этим физические свойства мыл зависят от соотношения
полиморфных разновидностей солей жирных кислот.
Вопрос о полиморфизме мыл изучен недостаточно. Есть сведе-
ния о том, что натриевые мыла следует отнести к энантиотропным
полиморфным веществам, у которых превращение полиморфных
модификаций, протекающее в твердом состоянии при температу-
рах ниже температуры плавления стабильной модификации, про-
исходит, например, при нагревании в одном направлении, при
охлаждении в обратном, но со значительно меньшей скоростью.
351
Установлено существование четырех полиморфных превраще-
ний мыла: а, р, 5 и «. Каждая из этих модификаций стабильна
в определенной области температур, обладает определенными
свойствами, и преимущественное накопление одной из них в мыле
существенно влияет на его качество.
В обычных товарных мылах наблюдается смесь р, 5 и («-модифи-
каций. а-Модификация - кристаллическая форма малогидратиро-
ванного мыла, которая легко переходит в р-модификацию путем
полной дегидратации.
Товарное мыло можно получить и с преимущественным содер-
жанием одной из трех указанных модификаций путем технологи-
ческой обработки его при строго определенных условиях.
Существенное влияние на превращение одной модификации
в другую оказывает температура обработки.
р-Модификация, устойчивая и на холоду, образуется при мед-
ленном охлаждении ниже критической температуры (около 70 °C)
или при механической обработке холодного мыла в «-форме.
P-Модификация обнаружена преимущественно в пилированных
мылах. С повышением молекулярной массы жирных кислот со-
держание р-модификации в мыле увеличивается. Мыла низко-
молекулярных кислот, особенно мыла из кокосового и пальмо-
ядрового масел, превращаются в р-модификацию очень медленно.
Мыла в р-модификации обладают повышенной растворимостью,
хорошей пенообразующей способностью. Они более тверды, чем
мыла в 5- и («-модификациях, мало набухают, более экономно
расходуются. На поверхности такого мыла не образуется мягкого
слизистого слоя в отличие от мыл, содержащих «-модификацию.
При высыхании мыло сохраняет форму, не образует трещин и
не расслаивается.
«-Модификация устойчива при температуре выше 70 °C. Обра-
зованию ее способствует также низкая влажность мыла и низкая
молекулярная масса содержащихся в мыле жирных кислот. При
механическом воздействии «-модификация переходит в р-модифи-
кацию. Мыла в «-модификации плохо пенятся, так как скорость
растворения их невелика. Они более мягки, чем мыла p-модифи-
кации.
5-Модификация образуется при низких температурах (около 30 °C)
и большом содержании влаги в мыле (более 50 %). Мыла 5-моди-
фикации занимают промежуточное положение по названным
свойствам между мылами в р- и «-модификациях.
Таким образом, тепловая стабильность полиморфных модифика-
ций мала, по ряду 5 -*- р -*- « увеличивается. В таком же порядке
происходит их превращение с повышением температуры.
Накопление p-модификации зависит также от скорости охлаж-
дения мыла. Так, при высушивании мыльной массы воздухом
на ленточных сушилках при температуре 30...50 °C полиморфных
превращений мыла не происходит. При получении мыла на ваку-
352
fyjtf-сушильной установке в результате его быстрого охлаждения
образуется в начале наименее стабильная a-модификация, которая
• : быстро превращается в р-модификацию. Процесс превращения
" Интенсифицируется при подогреве жидкого мыла перед вакуум-
- сушильной башней до 120... 160 °C.
( Механическое воздействие — пилирование (перетирание мыла,
’сильное сжатие, перемешивание, продавливание через узкие щели
решетки) в строго определенных условиях (температура мыльного
бруска, выходящего из шнековых прессов, давление при прессова-
нии) способствуют обогащению мыла р-модификацией.
6.4. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ВОДНЫХ
РАСТВОРОВ МЫЛ
6.4.1. ПРИРОДА ВОДНЫХ РАСТВОРОВ МЫЛ
Исследованием природы водных растворов мыл занимались мно-
гие ученые, но до сих пор единого мнения в этом вопросе нет.
Одни исходят из признания водных мыльных растворов коллоид-
ными растворами, т.е. двухфазными системами, в которых мель-
чайшие частички мыла (дисперсная фаза) распределены в воде,
д являющейся дисперсионной средой. Другие рассматривают водные
©' растворы мыл как однофазные системы, т.е. истинные или моле-
Ц кулярные растворы.
Первая точка зрения подтверждается большой вязкостью кон-
|| Центрированных растворов мыл, тем, что не увеличивается темпе-
Ж ратура кипения с повышением концентрации раствора, и другими
Ж свойствами, которые характерны для типичных коллоидных сис-
Ж тем. С другой стороны, электропроводность водных растворов мыл,
Г обусловленная их электролитической диссоциацией, химическое
S’. взаимодействие мыла с водой (гидролиз) и т.д. являются доказа-
w Тельством молекулярных свойств мыльных растворов.
В Такое сочетание коллоидных и молекулярно-дисперсных свойств
В Мыльных растворов находит свое объяснение в следующем.
ж Мыла, как и все поверхностно-активные вещества, являются ди-
К фильными соединениями, молекулы которых состоят из гидрофоб-
ж| ной и гидрофильной частей
К. CH3(CH2)n - COONa
Гидрофобная Гидрофиль-
1 часть ная часть
С увеличением молекулярной массы мыла нарастают его гидро-
Ф°бные свойства и наоборот. Соотношение гидрофильных и гидро-
jMI фобных свойств определяется гидрофильно-гидрофобным балансом.
Щк Строение молекулы мыла и его физико-химические свойства
являются основой, определяющей структуру (состав) водных мыль-
^В" ных растворов.
45-3849
353
Состав водных растворов мыл довольно сложен, его характери-
зуют следующие факторы:
возможность в результате гидролиза мыла одновременного при-
сутствия в водном растворе RCOONa, RCOOH и NaOH;
наличие в водном растворе мыла и жирных кислот, что приводит
к образованию и содержанию в мыльном растворе кислых мыл -
RCOONa -RCOOH;
частичная диссоциация находящихся в растворе жирных кислот
с образованием ионов RCOO- и Н+;
возможность присутствия мыла в водных растворах в виде ассо-
циатов (ионных или молекулярных).
В зависимости от концентрации мыльного раствора, природы
жирных кислот и температуры состав компонентов в значи-
тельной мере изменяется. Установлено, что в очень разбавлен-
ных растворах (10~5...10~3 моль/л) мыла находятся в виде истин-
ного раствора и содержат в основном анионы жирных кислот,
катионы натрия и молекулы недиссоциированного мыла.
При увеличении концентра-
ции раствора образуются ион-
ные ассоциаты (ионные мицел-
лы или мицеллярные ионы).
Последние, так называемые
мицеллы Гартли (рис. 6.1, а),
имеют шарообразную форму,
они образуются в результате
ассоциации анионов жирных
кислот, обусловленной взаим-
ным притяжением углеводо-
родных радикалов, которые в
полярном растворителе (воде)
ориентируются к центру ми-
целлы; карбоксильные груп-
пы СОО“ обращены наружу
(в воду). На поверхности та-
кой мицеллы, имеющей отрицательной заряд, ориентируются
положительные ионы металла. Ионные мицеллы сильно гидра-
тированы диполями воды. Электрический заряд и гидратная обо-
лочка придают устойчивость мыльной мицелле, предотвращая
агрегирование и выпадение ее из растворов. Число молекул по-
верхностно-активных веществ (ПАВ) в одном таком сферическом
агрегате обычно находится в пределах 50... 100, но может доходить
и до 1000; диаметр мицеллы, по Гартли, примерно вдвое больше
длины молекулы ПАВ, из которого он образован.
Основной причиной возникновения в водных растворах мицелл
из углеводородных цепей, по Гартли, являются когезионные силы
между молекулами воды, которые больше, чем взаимное притяже-
ние молекул воды и углеводородных цепей. Молекулы воды как бы
354
«вытесняют» углеводородные цепи из раствора, что сопровожда-
ется уменьшением энтальпии системы.
Поливалентность ионной мицеллы обусловливает ее повышен-
ную электропроводностью, большую подвижность в электрическом
поле по сравнению с отдельными ионами мыла. Именно образо-
ванием шарообразных ионных ассоциатов объясняется тот факт,
что электропроводность мыльных растворов с увеличением кон-
центрации после резкого падения достигает минимума, а затем
несколько повышается, в то время как электропроводность ис-
тинных растворов с повышением концентрации падает.
Между ионными мицеллами и анионами кислот устанавливается
равновесие, зависящее от концентрации анионов кислот.
Сферические мицеллы существуют только в достаточно разбав-
ленных растворах.
В более концентрированных растворах мицеллы имеют уже иное
строение: в результате межмолекулярного взаимодействия обра-
зуются ассоциаты недиссоциированных молекул мыла - плас-
тинчатые мицеллы (рис. 6.1, б); их часто называют мицеллами
Мак-Бена. Такие ассоциаты в отличие от шарообразных прак-
тически нейтральны или имеют небольшой заряд. В зависимости
от природы мыла, температуры раствора и других факторов они
могут содержать от 30 до 200 молекул.
Переход от ионной структуры к пластинчатым мицеллам ха-
рактеризуется изменением некоторых физико-химических свойств
мыльного раствора, в частности, поверхностного натяжения, про-
водимости, осмотического давления и др.
Между ионными и пластинчатыми мицеллами также существует рав-
новесие в растворе. Таким образом, состав водных мыльных растворов,
в значительной мере зависящий от концентрации их, представлен рядом
компонентов, находящихся в равновесии друг с другом, по схеме
Молекулы мыла Ионы мыла
Ассоциированные молекулы __Ассоциированные ионы
(пластинчатые мицеллы) "* (шарообразные мицеллы)
В зависимости от концентрации раствора, природы мыла, тем-
пературы и прочего равновесие может быть смещено в том или ином
направлении.
6.4.2. КРИТИЧЕСКАЯ КОНЦЕНТРАЦИЯ МИЦЕЛЛООБРАЗОВАНИЯ
Образование и накопление в мыльных растворах при изменении
их концентрации ионных и пластинчатых мицелл в значительной
степени влияют на свойства этих растворов. Исследованиями уче-
ных установлено наличие резких изломов на кривых зависимости
«физико-химическое свойство - концентрация».
45*
355
Концентрация раствора мыла, при которой наблюдается резкое
изменение его свойств вследствие образования мицелл, называется
критической концентрацией мицеллообразования (ККМ). По совре-
менным представлениям она соответствует той минимальной кон-
центрации раствора мыл, при которой обнаруживаются мицеллы.
Каждой мицеллярной структуре соответствует своя критическая
концентрация мицеллообразования: переход от истинного раствора
к ионным ассоциатам характеризуется ККМ)? от структуры шаро-
образной к пластинчатым мицеллам - ККМ2.
В настоящее время считают, что существует несколько ККМ
(ККМ,, ККМ2, ККМ3), при которых резко изменяются свойства
растворов. Это связано, по-видимому, с изменением степени ас-
социации молекул, формы, размера и гидратации мицелл.
Критическая концентрация мицеллообразования - величина не-
постоянная и зависит от природы мыла, температуры мыльного
раствора и наличия электролита.
На значение ККМ существенно влияют электролиты. Слабые
концентрации электролитов в мыльных растворах несколько повы-
шают ККМ: мицеллы образуются при более высоких концентра-
циях. Повышение же концентрации интенсивно снижает ККМ,
а достижение так называемой предельной концентрации элек-
тролита вообще приводит к нарушению гомогенности мыльного
раствора вплоть до образования двух фаз (высаливание мыла).
С увеличением длины алкильной цепи в молекуле мыла ККМ
уменьшается. Калиевые и натриевые мыла с одним и тем же чис-
лом углеродных атомов в цепи, хотя и обладают различной раст-
воримостью, имеют одно и то же значение ККМ.
С повышением температуры раствора ККМ незначительно уве-
личивается. Введение в мыльный раствор полярных растворителей,
таких, как спирт, значительно повышает ККМ, что связано с хо-
рошей растворимостью мыла в спирте.
Величина ККМ - один из важных показателей свойства мыл,
имеющий практическое значение. Концентрации растворов мою-
щих веществ, применяемые на практике, находятся в области
критических концентраций мицеллообразования или выше их.
Мыльные растворы концентрацией ниже ККМ не обладают
моющим действием.
6.4.3. СОЛЮБИЛИЗИРУЮЩАЯ СПОСОБНОСТЬ РАСТВОРОВ МЫЛ
Достаточно концентрированные растворы мыл и других поверх-
ностно-активных веществ способны коллоидно растворять (солю-
билизировать) практически нерастворимые в воде органические
вещества (жиры и масла, алифатические и ароматические угле-
водороды и пр.). В результате солюбилизации образуются почти
прозрачные термодинамически устойчивые растворы.
Солюбилизация - важное свойство растворов мыл, которое свя-
356
зано с их мицеллярной структурой, в основном с образованием
пластинчатых мицелл. При солюбилизации органическое вещество
внедряется в слои между гидрофобными концами молекул мыла
(при этом происходит расширение молекулы). Правильность такой
точки зрения подтверждается рентгенографическими исследова-
ниями, показавшими,
что при солюбилиза-
ции расстояние между
молекулами мыла в
мицелле увеличива-
ется. Изменение стро-
ения пластинчатых
мицелл при солюби-
лизации изображено
на рис. 6.2.
С повышением кон-
центрации мыльного
раствора солюбилизи-
рующая способность
его увеличивается.
Солюбилизация тем
выше, чем больше
молекулярная масса
мыла. Наличие двой-
ной связи в радикале
кислоты понижает со-
Рис. 6.2. Солюбилизация бензола в мицелле олеата
натрия
любилизирующую способность. Катионы К+ и Na+ незначитель-
но влияют на солюбилизацию. Присутствие свободных жирных
кислот в растворе мыл повышает солюбилизацию. Солюбили-
зирующая способность поверхностно-активных веществ повы-
шается также с увеличением температуры.
6.4.4. ПОВЕРХНОСТНАЯ АКТИВНОСТЬ И ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ
РАСТВОРОВ МЫЛ
В водных растворах дифильные молекулы мыла адсорбируются
на границе раздела фаз вода — воздух, вода - жидкость, вода —
твердое тело, образуя ориентированные поверхностные слои,
благодаря чему происходит снижение межфазного натяжения,
т.е. снижение свободной поверхностной энергии на границе
раздела фаз. Частицы мыла располагаются плотно, компактно,
в моно- или полимолекулярном сдое, ориентируясь своей по-
лярной группой к воде и гидрофобной — перпендикулярно вод-
ной фазе. Накапливаясь в значительном количестве в этом ад-
сорбционном слое, частицы мыла при достаточной толщине
адсорбционной пленки (2...3 нм) обусловливают значительную
ее прочность.
357
Академик П.А.Ребиндер, оценивая свойства мыл и мыльных
растворов, определил, что потребительское значение мыл и мыль-
ных растворов стало возможным благодаря их способности про-
являть поверхностную активность с образованием поверхностных
плотных слоев.
Именно поверхностная активность с образованием плотных ад-
сорбционных слоев определяет следующие свойства растворов мыл:
способность гидрофилизировать гидрофобные поверхности, в ре-
зультате чего они смачиваются водой; способность стабилизировать
пены эмульсии, проявлять пептизирующие и солюбилизирующие
свойства - свойства, которые лежат в основе моющих качеств вод-
ных растворов мыл.
Одним из важных свойств является способность мыла понижать
поверхностное натяжение на границе фаз вода - воздух. Причиной
снижения поверхностного натяжения является накопление на по-
верхности раствора молекул мыла, в результате чего поверхность
раздела вода — воздух заменяется поверхностью углеводород — воз-
дух, а поверхностное натяжение углеводородов ниже поверхност-
ного натяжения воды. Поверхностное натяжение воды на границе
с воздухом при температуре 20 °C равно 77,75 кН/м (77,75 дин/см).
Наименьшее значение поверхностного натяжения водного раство-
ра мыла может достигать 25 кН/м.
С повышением концентрации мыла поверхностное натяжение
понижается, достигает определенного минимума и в дальнейшем
практически не изменяется. Между растворами мыл нет ярко
выраженного различия в значении достигаемого минимального
поверхностного натяжения, но наблюдается различие в концент-
рации мыла, при которой достигается этот минимум, - кон-
центрация понижается с возрастанием молекулярной массы мыла.
С повышением температуры поверхностное натяжение раствора
мыл, хорошо растворимых в воде, понижается, поверхностное
натяжение труднорастворимых мыл при увеличении температуры
возрастает до определенного максимума, а затем уменьшается.
Спиртовые растворы мыл - это истинные растворы. При вве-
дении спирта в водные растворы мыла мицеллы разрушаются с об-
разованием простых молекул, поверхностная активность раствора
падает, а при содержании спирта в нем до 45 % вообще исчезает.
6.4.5. ПЕНООБРАЗОВАТЕЛЬНАЯ СПОСОБНОСТЬ РАСТВОРОВ МЫЛ
Пена - ячеистая дисперсная система, в которой пузырьки возду-
ха (газа) окружены мыльной пленкой сложного строения. Пена
представляет собой типичную трехкомпонентную систему: воздух -
вода — поверхностно-активное вещество.
Образование пены, связанное с большим возрастанием поверх-
ности, возможно только тогда, когда поверхностное натяжение
мало. Однако пенообразующая способность определяется не толь-
358
ко поверхностной активностью, но и высокой механической проч-
ностью и вязкостью образующихся пленок пены.
Пенообразовательная способность мыльных растворов как раз и
обусловлена их способностью снижать поверхностное натяжение
воды с образованием на границе раздела жидкость - воздух проч-
ной адсорбционной пленки, что обеспечивает устойчивость пены.
Это свойство мыльных растворов характеризуется пенным числом.
Прочность образующейся вокруг пузырька воздуха пленки оп-
ределяет устойчивость пены, которая выражается отношением
объема пены, разрушенной через 5 мин, к первоначальному объему.
Пенообразовательная способность и пеноустойчивость мыльных
растворов зависит от ряда факторов: природы мыла, концентра-
ции, температуры, pH растворов, наличия электролита и пр.
Мыла насыщенных высокомолекулярных кислот (пальмитино-
вой, стеариновой и др.) дают прочную адсорбционную пленку с
образованием мелкозернистой устойчивой пены. В растворе мыл
низкомолекулярных кислот пена образуется крупноячеистая, круп-
нозернистая, но малоустойчивая. Мыла из смоляных и низкомо-
лекулярных нефтяных кислот пенятся слабо.
Температура влияет на пенообразовательную способность раст-
воров в зависимости от природы их. Так, пенообразовательная
способность высокомолекулярных жирных кислот увеличивается
при нагревании. Мыло из кокосового масла обладает весьма сла-
бой пенообразовательной способностью при повышенной темпе-
ратуре. Олеат натрия проявляет лучшую пенообразовательную
способность при 20...40 °C; напротив, при высоких температурах
пенообразовательная способность разбавленных растворов гораздо
выше концентрированных.
Калиевые мыла высокомолекулярных кислот пенятся лучше, чем
натриевые. Наоборот, калиевые мыла низкомолекулярных кислот
обладают худшей пенообразовательной способностью, чем натриевые.
Введение небольшого количества электролитов благоприятно
действует на пенообразовательную способность разбавленных
мыльных растворов.
Способность к пенообразованию - важнейшая особенность мыль-
ных растворов. Из большого числа показателей свойств растворов
мыл и других моющих средств в нормативные показатели качества
введена только пенообразовательная способность.
6-4.6. ЭМУЛЬГИРУЮЩЕЕ ДЕЙСТВИЕ РАСТВОРОВ МЫЛ
Эмульгирующее действие мыльных растворов обусловлено способ-
ностью снижать поверхностное натяжение воды с образованием проч-
ных адсорбционных пленок мыла на границе вода — масло (жир). Как
и пена, эмульсия представляет собой дисперсную трехкомпонентную
систему: вода - масло - поверхностно-активное вещество. Эмульги-
рующее действие возрастает с увеличением молекулярной массы мыла.
359
Влияние концентрации мыльных растворов на эмульгирующую
способность незначительно. В разбавленных растворах мыл с уве-
личением концентрации до определенного предела эмульгирующее
действие увеличивается. При дальнейшем повышении концентра-
ции достигается оптимум его, после чего эмульгирующее действие
уменьшается. Для каждого мыла существует своя оптимальная
концентрация, выше и ниже которой эмульгирующая способность
понижается. По разным данным для отдельных мыл она состав-
ляет 0,1...1 %.
Повышение температуры неодинаково влияет на мыла из раз-
личных кислот: менее благоприятно — на мыла из низкомолеку-
лярных ненасыщенных кислот, более благоприятно — на мыла из
высокомолекулярных, насыщенных кислот.
При введении небольших количеств щелочных электролитов,
как правило, повышается эмульгирующая способность мыльных
растворов. Водные растворы щелочных мыл преимущественно
стабилизируют эмульсии типа масло в воде. Эмульсия типа вода
в масле образуется при использовании металлических мыл.
6.4.7. ПЕПТИЗИРУЮЩАЯ СПОСОБНОСТЬ РАСТВОРОВ МЫЛ
Мыльные растворы способны также снижать поверхностное
натяжение на границе вода - твердое тело.
Образование ориентированных слоев из молекул ПАВ на гра-
нице раздела создает условия для гидрофилизации твердой по-
верхности, смачивания ее жидкостью. Благодаря этому мыльный
раствор легко проникает в поры, трещины твердой частицы,
раздробляет, пептизирует ее, образуя тонкую суспензию.
Разрушению твердых частиц способствует расклинивающее
давление тончайших слоев водных мыльных растворов, обнару-
женное и изученное Б.В.Дерягиным. Последнее представляет
собой избыточное давление тонкого слоя жидкости, разделяющей
поверхности двух твердых тел (или вообще двух любых адсорби-
ровавших ионы фаз), способное препятствовать дальнейшему
утоньщению слоя под действием внешних сил. В результате рас-
клинивающего действия увеличиваются размеры и поверхность
щелей как внутри частицы, так и на границе ее с субстратом, что
усиливает пептизирующую способность мыльных растворов.
Образование механически прочной пленки в результате адсорб-
ции мыла на поверхности раздела способствует стабилизации пеп-
тизированных частиц в растворе, удерживанию их во взвешенном
состоянии.
Пептизирующая и стабилизирующая способность зависит от при-
роды мыла, температуры, степени дисперсности твердого тела и пр-
При введении небольших количеств щелочных электролитов
увеличивается пептизирующее действие мыльных растворов. В при-
сутствии значительных количеств электролитов (соотношение
360
электролит - мыло 1:1 и более) пептизирующая способность
мыльных растворов, по данным проф. Б.Н.Тютюнникова, подав-
ляется частично или полностью.
Водные растворы мыла в отличие от большинства синтетиче-
ских ПАВ обладают достаточным стабилизирующим действием,
препятствующим повторному осаждению загрязнений на ткань.
6.4.8. МОЮЩЕЕ ДЕЙСТВИЕ РАСТВОРОВ МЫЛ
Мылом как моющим средством человечество пользуется уже
много столетий, но до настоящего времени не существует все-
объемлющей теории моющего действия, которая могла бы дать
объяснение всем отдельным операциям, составляющим моющий
процесс. Это объясняется сложностью состава и свойств мыль-
ных растворов.
физико-химические исследования растворов мыла и других
моющих средств были начаты только в начале XX в. В этом
направлении много ценных работ было выполнено академиком
П.А.Ребиндером с сотрудниками (А.Б.Таубман, А.А.Трапезников,
Е.К.Вентрем) и проф. Б.Н.Тютюнниковым с сотрудниками
(М.П.Беспятов, Н.Касьянова и др.).
Теория моющего действия впервые была предложена академи-
ком П.А.Ребиндером в 30-х годах XX в. Согласно этой теории мо-
ющая способность мыльных растворов обусловлена комплексом
физико-химических свойств, связанных с поверхностной актив-
ностью этих растворов и прочностью адсорбционных слоев на гра-
нице раздела фаз. В более поздних работах академик П.А.Ребиндер
показал, что кроме поверхностно-активных свойств мыльных
растворов в моющем процессе большое значение имеет солюбили-
зирующая способность.
В работах проф. Б.Н.Тютюнникова отмечается, что большую
роль в отмывании загрязнений, особенно твердых частиц, играют
заряды, появляющиеся на поверхности субстрата и загрязнений в
результате адсорбции на ней компонентов мыльных растворов.
Исследования, проведенные нашими и зарубежными учеными,
дали возможность в достоверной степени определить различные
факторы, влияющие на моющее действие, и оценить в определен-
ной степени их значение.
Конечный результат моющего процесса зависит от многих
переменных факторов: очищаемой поверхности, в частности от
природы ткани, характера и интенсивности загрязнения, состава
моющего средства и его концентрации, степени жесткости воды,
ее температуры, механического воздействия на очищающую по-
верхность и др.
Необходимой первоначальной ступенью в моющем процессе
является смачивание обрабатываемой ткани.
Смачивание — явление, наблюдаемое на границе соприкосно-
46-3849 4А1
вение трех фаз, одна из которых является обычно твердым телом,
а две другие — жидкостями или жидкостью и газом.
Смачивание определяется интенсивностью взаимодействия
между молекулами различных веществ. Если молекулы жидкости
взаимодействуют с молекулами твердого тела сильнее, чем меж-
ду собой, то жидкость будет растекаться по поверхности твердого
тела, покрывая ее. Если же взаимодействие между молекулами
жидкости сильнее, чем между молекулами твердого тела и жид-
кости, то смачивания твердого тела не происходит. Возможны
также промежуточные положения в зависимости от соотношения
молекулярных сил.
Известно, что смачивающую способность жидкости характери-
зует краевой угол 0, образуемый между поверхностью твердого тела,
соприкасающегося с жидкостью, и касательной к поверхности капли
в точке раздела фаз жидкости, газа и твердого тела. Значение этого
угла зависит от поверхностных натяжений: о.гв — твердого тела
на границе с воздухом, отж — твердого тела на границе с жид-
костью и ожв — жидкости на границе с воздухом:
о = о + о cos 0
ТВ тж жв
Чем меньше краевой угол 0, тем лучше смачивающая способ-
ность. При 0 = 0 наблюдается полное смачивание.
Мыльные растворы, обладающие поверхностной активностью и
способностью понижать поверхностное натяжение на границе раз-
дела фаз, являются хорошим смачивающим средством. Смачиваю-
щая способность их зависит от природы мыла, температуры, кон-
центрации мыльного раствора и др. Растворы натриевых солей
нормальных жирных кислот от С10 и ниже обладают плохой сма-
чивающей способностью. У растворов натриевых солей более
высокомолекулярных жирных кислот наблюдается максимум на
кривой смачивающей способности, после которого с возраста-
нием концентрации смачивающая способность уменьшается.
Натриевые соли разветвленных жирных кислот характеризуются
лучшей смачивающей способностью при температуре 20 °C, чем
соответствующие соли нормальных жирных кислот, за исключе-
нием миристата натрия.
Загрязнения ткани - это чаще всего твердые частицы, адсор-
бированные тканью и закрепленные на ней, а также частицы
масляного характера.
Мыльные растворы, обладая смачивающей способностью,
проникают глубоко в ткань, в субмикроскопические каналы ее,
а также в частицы грязи, куда чистая вода проникнуть не может.
Они вытесняют оттуда адсорбированные волокнами ткани и гря-
зевыми частицами пузырьки воздуха, которые препятствуют
проникновению к ним воды.
Молекулы мыла, адсорбируясь на поверхности ткани и частицах
362
твердых или жидких загрязнений, создают хорошо гидратирован-
ные адсорбционные слои, что обусловливает возникновение рас-
клинивающего давления. Это способствует ослаблению частиц
с тканью, отрыву их от поверхности волокна и переходу в раствор.
Далее мыльный раствор эмульгирует оторвавшиеся от ткани за-
грязнения масляного характера, адсорбируясь на поверхности раз-
дела и образуя прочные пленки. Скорость эмульгирования зависит
в основном от межфазного натяжения, а устойчивость эмульсии
определяется прежде всего прочностью оболочки вокруг капелек
жира и степенью дисперсности.
Жироподобные вещества могут удерживаться в объеме раствора
также в результате солюбилизации загрязнений внутри пластинча-
тых мицелл.
Значительно сложнее отмывать твердые пигментные загрязнения,
которые находятся обычно в виде конгломератов, склеенных
жировыми веществами. Растворы мыла смачивают твердые за-
грязнения, проникают в поры и трещины частичек, ослабляют свя-
зующие силы, в результате происходит пептизация — разрушение
конгломератов. Мельчайшие гидрофобные твердые частички,
окруженные ориентированным адсорбционным слоем, приобре-
тают гидрофильный характер и уносятся мыльным раствором.
Прочные адсорбционные пленки на поверхности частиц мас-
ляных и твердых загрязнений придают этим частицам высокую
агрегативную устойчивость и предупреждают обратное осаждение
их на ткань.
Механическая обработка ткани в процессе стирки способству-
ет удалению с ткани грязевых (твердых) частиц, которые фло-
тируются, удерживаются в моющем растворе большой поверх-
ностью образовавшейся пены и выносятся с этим раствором.
Академик П.А.Ребиндер
исследовал зависимость мо-
ющей способности мыльных
растворов (мс) от поверх-
ностной активности (па) и
поверхностной прочности
(пп) образующихся пленок
с возрастанием молекуляр-
ной массы и соответственно
увеличением степени дис-
персности (коллоидности)
моющего вещества в раст-
воре (рис. 6.3).
Мыла низкомолекуляр-
ных жирных кислот образу-
ют водные растворы с пре-
обладанием молекулярно-
дисперсной фазы и имеют
Рис. 6.3. Зависимость моющей способности
мс, поверхностной активности ла и поверх-
ностной прочности пп от степени дисперс-
ности (коллоидности) моющего вещества в
растворе
46*
363
небольшую поверхностную активность. По мере увеличения моле-
кулярной массы и роста мицелл повышается коллоидно-дис-
персная часть и соответственно поверхностная активность, которая
максимально проявляется у мыл С14-С16 (точка 7). Максимальная
прочность адсорбционных пленок характерна для мыл с большей
молекулярной массой - С|8—С20 (точка 2). Максимум моющей
способности находится в точке 2, которая соответствует оптималь-
ному соотношению поверхностной активности раствора и поверх-
ностной прочности адсорбционных пленок (молекулярная масса
мыл С16-С18). Оптимум соотношения зависит от температуры и
концентрации раствора. При нарушении такого оптимума сни-
жается моющее действие мыльного раствора.
Оптимальная концентрация мыльных растворов, обладающих
моющим действием, находится в пределах 0,1 ...0,2 %, что значи-
тельно выше ККМ. При дальнейшем увеличении концентрации
водного раствора мыла моющее действие его не повышается.
6.4.9. ДЕЙСТВИЕ ЭЛЕКТРОЛИТОВ НА МЫЛЬНЫЙ КЛЕЙ
Мыльный клей — концентрированный мыльный раствор с со-
держанием жирных кислот 40...60 %. При температуре 60... 100 °C
это прозрачная гомогенная жидкость, представляющая собой в
основном коллоидный раствор гидрофильного мыла и частично
молекулярно-дисперсный раствор его в воде. Для облегчения
подвижности мыльный клей должен содержать в своем составе
минимальное количество свободных электролитов, разное для
отдельных видов жиров. Это обусловливает определенную вязкость
мыльного клея.
Прщдведении в мыльный клей небольшого количества электро-
лита наблюдается понижение вязкости клея, однако при дальней-
шем добавлении электролита вязкость резко увеличивается, мыль-
ный клей становится мутным, гомогенность его нарушается и при
последующем отстаивании или центрифугировании система разде-
ляется на две или три фазы в зависимости от концентрации элек-
тролита в клее.
Процесс коагуляции мыла под действием электролита в мылова-
рении называется высаливанием. Процесс высаливания представ-
ляет собой явление электролитной нейтрализационной коагуляции,
наблюдающейся у гидрофильных коллоидов со слабозаряженными
частицами, имеющими сравнительно низкие значения ^-потен-
циала. Под действием электролитов происходит снижение элек-
трического заряда мицеллы мыла из-за ослабления вследствие тех
или иных причин адсорбции потенциалообразующих ионов и одно-
временно дегидратации поверхности частицы. В результате этого
устойчивость мыльных мицелл теряется, электронейтральные и
дегидратированные частицы под действием молекулярных сил
агрегируют и выпадают в осадок. Кроме того, при добавлении силь-
364
ных электролитов подавляется электролитическая диссоциация
молекул мыла в растворе, что приводит к их ассоциации и тем
самым способствует электролитной коагуляции.
Высаливание мыла начинается при определенной для каждой его
мирной кислоты концентрации электролита. Минимальная кон-
центрация электролита, при которой происходит полное высали-
вание мыльного клея с разделением фаз на ядро и подмыльный
щелок, называется предельной концентрацией электролита. Она
выражается, как правило, в процентах NaOH (для натриевых мыл)
или КОН (для калиевых мыл).
Предельная концентрация зависит от природы мыла и электроли-
та, температуры высаливания и прочих факторов. С увеличением
молекулярной массы мыла предельная концентрация электролита
снижается (с 11,9 до 2,9 % NaOH от лаурата до стеарата натрия).
Натриевые соли жирных кислот от С|0 и ниже при температуре
100 °C не высаливаются даже в насыщенном растворе хлористого
натрия. Натриевые мыла при одинаковом числе углеродных атомов
более чувствительны к электролитам, чем калиевые. Предельная
концентрация повышается по мере увеличения степени ненасы-
щенности жирных кислот. Благодаря наличию гидроксильных
групп повышается стабильность мыл в отношении электролитов.
Особенно легко высаливаются кислые мыла.
Высаливающая способность электролитов зависит от их хими-
ческой природы и по ряду NaOH -► NaCl -► Na2CO3 -► Na2SO4
уменьшается. Такая же закономерность характерна и для калиевых
соединений, но высаливающая способность их меньше натриевых.
Смеси электролитов проявляют аддитивное высаливающее действие.
При повышении температуры эффект
высаливания электролита понижается,
предельная концентрация увеличивается.
Это объясняется тем, что повышение
температуры вызывает увеличение мо-
лекулярно-дисперсной части в мыльном
растворе.
При наличии неомыленного жира в
мыльном клее повышается чувствитель-
ность последнего к высаливающему
Действию электролитов и тем больше,
чем выше концентрация мыльного клея.
Глицерин, находящийся в водной фазе
мыльного клея, понижает высаливающее
действие электролитов, что, вероятно,
объясняется увеличением молекулярно-
дисперсной части в растворе мыла.
Для каждого мыла в зависимости от со-
става его жирных кислот существует предель-
ная концентрация электролита (табл. 6.1).
6.1. Предельная концентрация
электролитов для мыл
с различным жировым составом
Основной жир мыла Предельная концентра- ция, % NaOH
Сало
говяжье 4,6
свиное 5,3
Масло
подсолнечное 4,6
хлопковое 5,3
кукурузное 4,7
касторовое 23,06
пальмовое 5,0
пальмоядровое 13,6
соевое 5,6
кокосовое 17,7
льняное 5,9
оливковое 4,6
365
В зависимости от отношения мыла к действию электролитов жиры
и жирозаменители, применяемые в мыловарении, подразделяют
на ядровые и клеевые. Жиры, мыла которых очень чувствительны
к электролитам и высаливаются при небольших концентрациях по-
следних, называются ядровыми. К ним относятся саломасы, мас-
ла подсолнечное, соевое, хлопковое, кукурузное, пальмовое, льня-
ное, оливковое, саломасная фракция синтетических жирных кис-
лот С|7—С20 и канифоль. Жиры, мыла которых малочувствительны
к электролитам и требуют для высаливания больших концентраций
электролитов, называются клеевыми. К ним относятся кокосовое,
пальмоядровое, касторовое масла, фракции синтетических жир-
ных кислот С1П-С., и С.,-С.,.
Высаливание мыл может быть полным и неполным:
полное высаливание - когда в мыльный клей вводят электро-
литы в количестве, обеспечивающем достижение предельной
концентрации, с последующим разделением системы на ядро
и подмыльный щелок;
частичное высаливание — когда концентрация электролитов
ниже предельной, при этом в зависимости от концентрации
электролитов в мыльной массе система разделяется на две или
три фазы (ядро и подмыльный клей или ядро, подмыльный клей
и подмыльный щелок).
После полного высаливания мыльного клея практически все
мыло переходит в ядровую фазу. При этом концентрация жир-
ных кислот в мыле (ядре) увеличивается от 48 до 63 %. В под-
мыльный щелок уходит основная часть электролитов (строгих
закономерностей соотношения электролита между ядром и под-
мыльным щелоком нет), а также различные сопутствующие веще-
ства и примеси. Подмыльный щелок содержит 0,5...1 % раство-
ренного мыла (преимущественно низкомолекулярных кислот).
Состав ядра и подмыльного щелока зависит от режима высали-
вания, состава жировой смеси и пр. Чем выше концентрация
электролитов, тем больше содержание в ядре электролита и жир-
ных кислот. Увеличение температуры процесса высаливания так-
же приводит к возрастанию содержания в ядровой фазе жирных
кислот и электролитов. На состав ядра и подмыльного щелока
влияет природа жирных кислот. Так, увеличение количества
клеевых жиров в рецептуре мыла является следствием повышен-
ного содержания жирных кислот в подмыльном щелоке благодаря
лучшему растворению в нем мыл низкомолекулярных кислот.
Количество получаемого ядра и подмыльного щелока в основ-
ном зависит от концентрации мыльного клея: чем она выше, тем
больше выход ядра и меньше подмыльного щелока. При содержа-
нии в клее 50 % жирных кислот количество подмыльного щелока
составляет 15...20 %, при меньшем содержании жирных кислот
количество подмыльного щелока увеличивается до 20...25 % оТ
массы мыльного клея перед отсолкой.
Збб
При частичном высаливании также происходит очистка мыла,
так как основная масса сопутствующих веществ и примесей перехо-
дит в подмыльный щелок и подмыльный клей. Однако в этом слу-
чае в ядро переходит не все мыло, часть его остается в подмыльном
клее, содержащем 27...30 % жирных кислот. При таком методе
высаливания мыльного клея, состоящего из смеси разных жирных
кислот, происходит незначительное их фракционирование с пере-
ходом более высокомолекулярных жирных кислот в ядровую фазу
мыла. Менее чувствительные к электролитам малоценные мыла
оксикислот, низкомолекулярных кислот и других остаются в под-
мыльном клее. Это приводит к облагораживаю ядра с точки зрения
жирнокислотного состава мыла. При повышении концентрации
электролита фракционирование усиливается.
На практике процесс высаливания мыла чаще всего осуществля-
ют в два этапа: полное высаливание мыльного клея с последующим
разделением фаз на ядро и подмыльный щелок, затем полученное
ядро шлифуют слабыми растворами электролитов с получением
ядра и подмыльного клея. Полное высаливание осуществляют кон-
центрированными растворами NaCl и NaOH, а частичное (шли-
фование) - разбавленными растворами электролитов (чаще всего
раствором NaOH концентрацией 1...3 %) или горячей водой.
При шлифовании достигается дальнейшая очистка мыла от
примесей, снижение содержания электролитов в ядре, получен-
ном при полном высаливании, и улучшение структуры мыла.
До шлифования ядро состоит из отдельных зерен, представляет
собой неоднородную массу, после шлифования превращается в
гладкую гомогенную массу с несколько большим содержанием
воды и меньшим содержанием электролитов.
Отношение ядра к подмыльному клею колеблется в пределах
от 2:1 до 3:1.
6.5. ЖИРОВОЕ СЫРЬЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
6.5.1. ЖИРОВОЕ СЫРЬЕ
Качество мыла обусловлено не только его физико-химическими
показателями, но в значительной степени зависит и от качества
используемых жиров и жирозаменителей. Существенное влияние
на цвет готовых хозяйственных и туалетных мыл оказывает цвет
исходного жирового сырья.
При изготовлении мыла трудно удаляется запах окисленных
растительных масел и сильно прогоркших жиров, а также спе-
цифический запах плохо очищенных синтетических жирных кислот.
Содержащиеся в жирах белковые, слизистые и другие сопут-
ствующие вещества могут стать причиной прогоркания мыла.
При наличии механических примесей также снижается качество
сырья и получаемого из него мыла.
367
Наиболее высокие требования к цвету, запаху и содержанию
примесей предъявляются к сырью, применяемому для выработки
туалетного мыла. Жировое сырье, имеющее темный цвет и непри-
ятный запах, рекомендуется использовать для производства хозяй-
ственного мыла после тщательного его облагораживания, в том числе
методом дистилляции жирных кислот.
Животные пищевые жиры. Говяжий, бараний, свиной и кост-
ный жиры - наиболее ценное сырье для получения мыл, особенно
туалетных. Эти жиры содержат от 40 до 60 % насыщенных жирных
кислот, из них около 50 % пальмитиновой и от 36 до 55 % олеино-
вой кислот. Натриевые мыла, полученные из этих жиров, облада-
ют достаточной твердостью, хорошей растворимостью в теплой воде
с образованием устойчивой мелкозернистой пены и высоким мою-
щим действием. Лучшим из них является говяжий жир. Свиное
сало, содержащее до 8 % линолевой и около 2 % линоленовой и
арахидоновой кислот, из-за их быстрого окисления и прогоркания
применяется в мыловарении ограничено.
Технические животные жиры. Эти жиры получают вытаплива-
нием, экстрагированием и прессованием из любых видов жиро-
содержащего сырья, непригодного для пищевых целей. Их при-
меняют для варки как хозяйственных, так и туалетных мыл в
натуральном виде или в виде жирных кислот. Темные сорта тех-
нических животных жиров используют только после тщательной
очистки различными реагентами или в дистиллированном виде.
Растительные масла. Их применяют в мыловарении в натураль-
ном и гидрированном виде. Наиболее ценными являются кокосовое
и пальмоядровое масла, содержащие до 52 % лауриновой и до 19 %
миристиновой кислот. Из них получают твердые натриевые мыла,
которые обладают хорошей растворимостью в холодной воде с обра-
зованием обильной крупноячеистой пены. Ввод этих масел в жиро-
вую рецептуру способствует созданию необходимой пластичности при
его механической обработке, поэтому кокосовое и пальмоядровое
масла — ценное сырье для производства туалетных мыл. Однако
из-за наличия в жирнокислотном составе значительного количества
(до 15 %) низкомолекулярных кислот ограничивается применение
этих масел в рецептуре туалетных мыл (не более 25 %): мыла низко-
молекулярных кислот вызывают раздражение и сухость кожи.
Пальмовое масло резко отличается от пальмоядрового и кокосо-
вого отсутствием низкомолекулярных кислот и высоким содержа-
нием олеиновой кислоты (40...50 %). По жирнокислотному составу
оно приближается к животным жирам и является ценным сырьем
для туалетного мыла, особенно выделенный из него путем низко-
температурного фракционирования пальмовый стеарин (пальмитин)-
Жидкие растительные масла (подсолнечное и соевое) вводят
в рецептуру хозяйственных мыл в небольшом количестве для сни-
жения титра. Их используют также для варки всех видов жидких
хозяйственных и туалетных мыл.
368
Более ценным из жидких растительных масел для целей мыло-
варения следует считать хлопковое масло, в состав которого входит
до 30 % насыщенных кислот, в основном пальмитиновой.
Широко используют при производстве мыла гидрированные
растительные масла (саломасы). Для получения хозяйственных мыл
применяют саломас с титром 46...50 °C, туалетного мыла - с тит-
ром 39.-.43 °C. Гидрированные жиры используют преимущественно
в виде жирных кислот (сырых или дистиллированных).
Жировые отходы. Соапстоки, баковые отстой, жир из отработав-
ших отбельных глин, жир жироловушек и прочее применяют при
варке хозяйственного мыла. Кроме жиров, они содержат разнооб-
разные сопутствующие вещества и примеси, многие из которых
имеют темный цвет и неприятный запах. Такие жиры перед ис-
пользованием в мыловарении необходимо предварительно очищать.
6.5.2. ЖИРОЗАМЕНИТЕЛИ
Синтетические жирные кислоты (СЖК). Их широко используют
в мыловарении для замены природных жиров. Как уже отмеча-
лось ранее, фракцию С10~С16 (С|2-С|6) (кокосовую) применяют
в рецептурах мыл взамен кокосового масла, фракцию С|?-С20
(саломасную) - взамен твердых жиров.
Существенный недостаток синтетических жирных кислот — на-
личие примесей, которые ухудшают физико-химические свойства
и моющую способность мыл. Так, фракция СЖК С|0~С|6 содержит
4...5 % низкомолекулярных кислот С5~С9, натриевые соли которых
не пенятся и не обладают моющим действием: они хорошо раство-
ряются в воде и подмыльном щелоке и по этой причине в значи-
тельной мере теряются с ним; кроме того, водные растворы этих
мыл раздражают кожные покровы рук и тела.
Фракции С1?-С20 содержат в своем составе до 15...20 % высоко-
молекулярных жирных кислот (до С25), натриевые соли которых
вследствие плохой растворимости обладают невысокими физико-
химическими показателями и слабым моющим действием.
Обе фракции имеют повышенное по сравнению с натуральны-
ми жирными кислотами содержание неомыляемых (от 2,2 % для
С,0~С16 до 4,5 % для С1ГС20), а также изокислоты, натриевые соли
которых обладают пониженной моющей способностью, и дикарбо-
Новые кислоты, растворы мыл которых не пенятся и не моют.
Подобные синтетические жирные кислоты не являются полно-
ценными заменителями натуральных жирных кислот в мыловаре-
нии. Для получения высококачественных мыл необходимы более
Узкие фракции синтетических жирных кислот С|2~С16 и С1?-С|8,
практически свободных от перечисленных выше примесей.
Природные жирозаменители. Канифоль, талловое масло, неф-
тяные кислоты используют при варке некоторых видов хозяйст-
венных мыл.
47-3849
369
Канифоль - твердая смолообразная от светло-желтого до
темно-коричневого цвета масса, представляет смесь смоляных
ненасыщенных кислот, основу которых составляет абиетиновая
кислота С|9Н29СООН. Канифоль вводят в рецептуру хозяйствен-
ных мыл в количестве 10... 15 % к массе жировой смеси с целью
повышения растворимости и пластичности мыла. При введении
больших количеств канифоли мыло становится липким, и его мо-
ющее действие снижается.
Талловое масло — жидкая смолообразная масса тем-
ного цвета с резким неприятным запахом, образующаяся при раз-
ложении серной кислотой сульфатцеллюлозных щелоков (отходов
целлюлозной промышленности). Оно состоит из смеси примерно
одинаковых количеств жирных (пальмитиновой, олеиновой,
линолевой и пр.) и смоляных кислот. Применяют при выработке
твердого и жидкого хозяйственного мыл только в дистиллиро-
ванном виде в количестве 3...5 %.
Нефтяные (нафтеновые) кислоты входят в
состав керосинового, газойлевого и солярового дистиллятов нефти.
При обработке этих нефтепродуктов раствором NaOH и последую-
щем высаливании образующихся нефтяных мыл поваренной солью
получают мылонафт (натриевые соли нефтяных кислот). При обра-
ботке мылонафта серной кислотой в зависимости от ее количества
получают асидолмылонафт (кислый мылонафт) - смесь примерно
равных количеств нефтяных кислот и их натриевых солей или
асидолтехнические нефтяные кислоты. При дистилляции асидола
получают дистиллированные нафтеновые кислоты.
Нефтяные кислоты в отличие от жирных представляют смесь али-
циклических карбоновых, большей частью одноосновных насыщен-
ных кислот, содержащих пятичленные углеродные циклы общей
формулы СлН2п_2О2. При добавлении их в рецептуру хозяйст-
венного мыла в количестве 3...5 % повышается его растворимость,
пластичность, а также устойчивость мазеообразных жидких хо-
зяйственных мыл при хранении в обычных условиях.
По ряду объективных причин жирозаменители в последние годы
практически не используются в мыловарении. /
6.5.3. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Едкий натр (NaOH, гидроксид натрия), товарное назва-
ние — каустическая сода.
Едкий натр поступает на заводы в твердом виде в металлических
барабанах, чаще - в жидком (в железнодорожных цистернах в виде
концентрированны растворов). Твердый едкий натр в зависимости
от сорта содержит от 96 до 98 %, а жидкий - 43...45 % NaOH.
Едкое кали (КОН, гидроксид калия) применяют при вы-
работке жидких, мазеобразных и некоторых видов специальных мыл.
Едкое кали выпускают в твердом виде с содержанием едких щело-
370
чеЙ в пересчете на КОН 95...99 % и в жидком - концентрацией
раствора 52...50 %. ~
Углекислый натрий (Na2CO3, карбонат натрия), то-
варное название - кальцинированая сода. Применяют при выра-
ботке твердых мыл из жирных, смоляных и нефтяных кислот.
Углекислый натрий вводят также для повышения подвижности
расплавленного мыла. Углекислый натрий - твердый продукт,
содержащий в зависимости от вида и марки до 99 % Na СО3.
Углекислый калий (К2СО3, карбонат калия), товарное
название - поташ. Применяется для выработки жидких, мазеоб-
разных и специальных мыл из жирных кислот, а также в качестве
добавки для повышения подвижности расплавленного мыла. Твер-
дый товарный продукт в зависимости от вида и сорта содержит
92,5...98 % углекислого калия.
Силикат натрия — кремнекислый натрий, продукт не-
постоянного состава Na2O • wSiO2, где п — число молекул диоксида
кремния, колеблющееся от 1 до 4. Силикат натрия поступает на
заводы в виде растворов концентрацией 38,5...45 % (жидкое стек-
ло). Введение его в хозяйственное и туалетное мыло в количестве
0,1...0,5 % замедляет потемнение и прогоркание продукта. Кроме
того, силикат натрия усиливает действие антиокислителей, добав-
ляемых в мыло. Жидкое стекло используют в производстве куско-
вого недорогого мыла, мыльной вермишели, стружки, чешуек и
других гранул для повышения их моющей способности.
Натрий хлористый (NaCl, хлорид натрия), товарное
название - соль поваренная. Поступает на заводы в твердом виде
с содержанием 98,4...97,0 % NaCl. Ее используют в производстве
хозяйственных и туалетных мыл для очистки жирового сырья, для
высаливания мыльного клея с целью получения более концентри-
рованного и чистого ядра, для придания мыльной массе большей
подвижности и большей твердости готовому мылу.
Красители применяют для окрашивания туалетных мыл.
С этой целью используют красители трех типов — водораство-
римые, жирорастворимые и пигменты.
В качестве водорастворимых анилиновых красителей использу-
ют родамин (красный), метанил (желтый), бирюзовый светопроч-
ный (голубой), флюоресцеин (лимонный), коричневый прямой
(коричневый) и др. Для окрашивания туалетных мыл в различные
тона применяют смеси двух-трех красителей.
Водорастворимые красители должны полностью растворяться в
в°№, быть устойчивыми к действию солнечного света и щелочам,
при пользовании мылом не должны окрашивать пену. Однако эти
Требования удовлетворяются далеко не полностью. Так, большин-
ство водорастворимых красителей частично обесцвечиваются на свету
и окрашивают мыльную пену. Поэтому в дальнейшем рекоменду-
йся перейти к использованию жирорастворимых красителей (крас-
ные марки Ж и С, желтые марки Ж и др.) и водорастворимых
47*
371
пигментов (желтый светопрочный, синий, зеленый, коричневый
и др.). Эти красители более светощелочеустойчивы, чем водо-
растворимые, и при пользовании мылом не окрашивают обра-
зующейся мыльной пены.
Цвет светлых сортов мыл улучшается при добавлении к мылу оп-
тических отбеливателей в количестве 1...3 кг на 1 т мыла. Послед-
ние представляют собой бесцветные или слабоокрашенные органи-
ческие соединения, способные поглощать ультрафиолетовые лучи
в области 300...400 нм и преобразовать их в синий цвет с длиной
волны 400...500 нм.
Излучаемый этими веществами синий цвет флуоресценции ком-
пенсирует недостаток синих лучей в отражаемом желтоватой тканью
свете. Ткани, обработанные незначительным количеством оптичес-
ких отбеливателей, приобретают белизну и повышенную яркость.
Для устранения прозрачности при выработке белого туалетного
мыла и улучшения цветового фона окрашенных мыл в них добав-
ляют белила, цинковые или титановые, в количестве от 2 до 10 кг
на 1 т мыла.
Ароматизаторы (отдушки) вводят в туалетное и в спе-
циальные сорта хозяйственного мыл для обеспечения приятного
запаха. Ароматизаторы для мыла представляют собой парфюмерные
композиции различных душистых веществ, натуральных (эфирные
масла) и синтетических, образующих определенный букет. Послед-
ний воспроизводит запах цветов или растений (сирени, розы, хвои,
лаванды и др.) или образует отвлеченный, произвольный запах.
Отдушки для мыла должны обладать приятным, тонким и стой-
ким запахом, не изменяющимся и полностью не исчезающим в
течение гарантийного срока хранения ароматизированного мыла
(в течение года), устойчивостью к свету и щелочам, не должны
вызывать или ускорять процесс прогоркания мыла, потемнение
или изменение цвета его и не должны раздражать кожу при мытье.
Количество отдушек для туалетных мыл различных наимено-
ваний колеблется в пределах 5... 15 кг на 1 т готовой продукции.
Антиоксиданты (антиокислители) - вещества, задержи-
вающие процессы окисления и прогоркания мыла. Окисление
и прогоркание сопровождается изменением запаха и цвета, по-
темнением куска мыла или появлением на его поверхности
темных пятен и других дефектов.
Основная причина прогоркания мыла — окисление ненасыщен-
ных жирных кислот, содержащихся в исходной жировой смеси,
кислородом воздуха или под действием микроорганизмов. Процесс
окисления мыла ускоряется под действием света и влаги, а также
в присутствии тяжелых металлов, в частности меди, кобальта,
железа и др. Кроме того, окисление может быть вызвано плохо
подобранными отдушками.
Благодаря применению антиоксидантов увеличивается срок
хранения мыла без заметных его изменений.
372
Антиокислители для мыла должны быть эффективными в ма-
лых дозах, растворяться в жире и щелочи, не действовать раз-
дражающе на кожу, не должны окрашивать мыло и придавать ему
посторонний запах, быть инертными к действию воды и щелочи,
не должны заметно повышать стоимость мыла.
Пластификаторы устраняют хрупкость и обеспечивают
мылу пластические и упругие свойства.
Стабилизаторы увеличивают стойкость отдушки, введен-
ной в мыла, и устойчивость образующейся в водных растворах
мыльной пены.
В настоящее время вырабатываются препараты, обладающие
сложным действием, выполняя одновременно роль пластифика-
торов и антиоксидантов.
Из существующих отечественных антиоксидантов (пластифи-
каторов) в мыловаренной промышленности нашли применение
«Антал П-2» и «Алапласт-3». Их вводят в туалетное мыло в коли-
честве 2...5 кг на 1 т.
Пережиривающие добавки вводят в туалетное мыло,
предназначенное для лиц с повышенной сухостью кожи, посколь-
ку они предохраняют ее от обезжиривания.
В качестве пережиривающих веществ используют: высшие жир-
ные спирты, получаемые из гидрированного кашалотового жира;
спермацет - животный воск, выделенный из кашалотового жира;
ланолин - очищенный шерстный жир (сложная смесь, состоящая
из спиртов и восков), получаемый при промывке овечьей шерсти;
крем питательный косметический - эмульсия, состоящая из воды,
ланолина, спермацета, косточкового или оливкового масла (его
вводят в мыло «Косметическое» и «Любимое»); парфюмерное
масло, не имеющее запаха и вкуса (применяют при выработке
вазелинового мыла).
Дезинфицирующие добавки - вещества, при вве-
дении которых усиливается и ускоряется антисептическое действие
водных раствором мыл. В качестве дезинфицирующих добавок
используют: гексахлорофен для туалетного мыла «Гигиена»; фенол
(карболовая кислота) для карболового мыла; тимол вместе с бор-
ной кислотой для борнотимолового мыла.
Лечебно-профилактические добавки вводят
в некоторые специальные мыла, которые должны обладать профилак-
тическими свойствами против различных заболеваний кожи. К ним
относятся: берестовый деготь, который используют для изготовле-
ния дегтярного и сернодегтярного мыла, применяемого против пер-
хоти; серный цвет — продукт, получаемый при термической возгонке
комковой серы, добавляется в сернодегтярное мыло; хвойная хлоро-
филлокаротиновая паста, содержащая в своем составе биологически
активные вещества (хлорофилл, каротин и пр.), которые способству-
ет заживлению ран и язв, восстановлению верхних тканей кожи;
паста применяется при выработке мыла «Лесное»; хна, добавление
373
которой в мыло («Гаяне») способствует укреплению волос и их росту.
В последнее время широко применяют экстракты из раститель-
ного сырья: экстракты растений масляные, СО2-экстракты комп-
лексные, экстракты растений стабилизированные и др.
За рубежом в качестве дезинфицирующих и лечебно-профилак-
тических добавок используют различные патентованные средства.
6.5.4. ХРАНЕНИЕ И ПОДГОТОВКА ЖИРОВОГО СЫРЬЯ
И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ
Для обеспечения нормальной работы варочного отделения в от-
ношении соблюдения рецептуры жирового набора нельзя допускать
смешивания сырья одного вида или сорта с другим. Жиры и жиро-
заменители следует хранить раздельно по видам и сортности, ис-
пользуя стальные емкости для нейтральных жиров и кислотостой-
кую аппаратуру для жирных натуральных и синтетических кислот.
Все жиры, поступающие на варку мыла, должны быть свободны
от воды и механических примесей. В связи с этим компоновка
баков должна обеспечить возможность подогрева, фильтрации
жиров и слива отстоявшейся влаги. Смеси жиров согласно рецеп-
туре мыла готовят в композиционном баке с мешалкой лопастно-
го, турбинного или пропеллерного типа, обеспечивающей интен-
сивное и равномерное перемешивание, и греющими змеевиками.
Бак и змеевики изготовлены из кислотостойкой стали.
Растворы кальцинированной и каустической соды готовят в сталь-
ных баках, оборудованных мешалкой и паровым барботером.
Поваренную соль растворяют с получением 20 %-ного раствора,
который в случае необходимости фильтруют на рамном фильтр-
прессе. Из-за высокой температуры плавления канифоль применя-
ют в производстве мыла в виде сплава с жирами или жирными
кислотами. Его готовят в котле, имеющем механическую мешал-
ку, ложное дырчатое дно и змеевики для глухого пара. В котел
загружают жирные кислоты или жиры (из расчета 1...2 части на
1 часть канифоли) и нагревают их при перемешивании до 70...80 °C.
При этой температуре, не прекращая перемешивания, постепенно
небольшими порциями загружают канифоль, которая растворя-
ется в жирах и в жирных кислотах. Полученный однородный
достаточно подвижной сплав перекачивают в мыловаренный
котел. Ложное дно препятствует попаданию в насос кусков не-
растворившейся канифоли или механических включений.
Можно также нейтрализовать канифоль перед подачей ее в мы-
ловаренный котел. Для этого в аппарат загружают раствор каль-
цинированной соды с избытком 50 % против необходимого для
нейтрализации канифоли и, подогревая острым паром, загружают
постепенно измельченную канифоль. Полученное мыло выкачи-
вают в мыловаренный котел, куда подают затем жирные кислоты
для осуществления процесса карбонатного омыления.
374
6 6. ПРИГОТОВЛЕНИЕ ОСНОВЫ ХОЗЯЙСТВЕННОГО
И ТУАЛЕТНОГО МЫЛА
6.6.1- СОСТАВЛЕНИЕ ЖИРОВЫХ РЕЦЕПТУР ТВЕРДЫХ МЫЛ
Общие требования. От рационально составленной рецептуры
жирового сырья зависят физико-химические и потребительские
свойства мыла, технология его изготовления и себестоимость, по-
этому составление жировых рецептур — важный этап организации
мыловаренного производства.
При составлении жировых рецептур твердых мыл из различных
ридов сырья для каждого вида мыла необходимо подобрать такие жиры
и жирозаменители, чтобы мыла были достаточно твердыми и плас-
тичными, обладали умеренной растворимостью в воде и экономно
расходовались, были достаточно устойчивы при хранении в различ-
ных условиях (температура, влажность и пр.), имели хорошую мою-
щую способность и в то же время невысокую себестоимость.
При составлении рецептур учитывают свойства индивидуальных
жирных кислот, входящих в состав жирового сырья, содержание
в нем жирных кислот, вид мыла, его назначение и условия при-
менения, а также требования к запаху, цвету, пластичности и
стойкости при хранении.
Основные физико-химические показатели, характеризующие
свойства жирных кислот (нейтральных жиров) как сырья для
производства мыла, следующие:
титр, по которому косвенно можно судить о твердости, пластич-
ности и растворимости мыла в воде;
число нейтрализации жирных кислот (число омыления жира),
определяющего расход содопродуктов на мыловарение;
йодное число — показатель степени ненасыщенности жирных кис-
лот, свидетельствующий о стойкости к окислению и прогорканию;
средняя молекулярная масса, влияющая на моющую способность
мыла, концентрацию электролитов при высаливании и пр.
На практике при составлении жировых рецептур руководствуются
титром жировой смеси, который рассчитывают по эмпирической
формуле
Т = (Т.С,+ 7IC, + ... + ТС )/100,
см v 1 I 2 2 о п' 1 ’ w
где Tt, Тг, Тп - титры компонентов жировой смеси, ’С; Ср С,, ..., С - содер-
жание компонентов в жировой смеси, %.
Расчетный титр должен соответствовать требованиям стандарта
по этому показателю на соответствующий вид мыла.
Жировые рецептуры хозяйственного мыла. Для производства
хозяйственных мыл в нашей стране используют:
жирные кислоты технического саломаса;
жирные кислоты животного жира недистиллированные I сорта
и Дистиллированные;
375
жирные кислоты растительных масел;
синтетические жирные кислоты фракций С(0~С|( и С -С ;
стеарин пальмовый импортный;
масло кокосовое;
соапстоки растительных масел, саломаса и животных жиров
подвергнутые облагораживанию; ’
жирные кислоты хлопкового соапстока дистиллированные;
канифоль, талловое масло и кислоты нефтяные дистиллированные
Средние (примерные) рецептуры жирового состава для произ-
водства твердого хозяйственного мыла приведены в табл. 6.2.
Жировой набор для хозяйственного мыла должен иметь титр для
I группы 36...42 °C, для II и III групп — 35...42 °C.
6.2. Жирнокислотный состав (%) рецептур твердого хозяйственного мыла
Сырье Хозяйственное мыло
I группа II группа III группа (72 %-ное) (70 %-ное) (65 %-ное)
Жирные кислоты технического саломаса 20...26 12 .22 12...22 (среднее 23) (среднее 17) (среднее 17) технического животного жира недистил- 28...26 27. .17 22...12 лированные I сорта и дистиллированные (среднее 27) (среднее 22) (среднее 17) пальмового стеарина 10...20 18. .22 17...21 (среднее 15) (среднее 20) (среднее 19) синтетические фракции С -Си 14...10 12 .6 11.„7 (среднее 12) (среднее 9) (среднее 9) синтетические фракции С|;-См 6...2 4...12 10...12 (среднее 4) (среднее 8) (среднее 11) Соапстоки светлых растительных масел, сало- 12.. .14 18. .10 14...22 масов и животных жиров, жирные кислоты (среднее 13) (среднее 14) (среднее 18) соапстоков светлых масел и жиров Жирные кислоты хлопкового масла и других 10...2 9.. 11 14...4 темноокрашенных масел и жиров (среднее 6) (среднее 10) (среднее 9)
Жировые рецептуры туалетных мыл. Туалетное мыло в отличие
от хозяйственного предназначено для использования в холодной
и теплой воде. При этом оно должно обладать хорошим моюшим
действием, давать обильную стойкую пену, не раскисать и не рас-
трескиваться при высыхании на мыльнице, экономно расходо-
ваться, что обусловливает необходимость введения в жировой
состав туалетных мыл наряду с ядровыми клеевых жиров.
Существенным требованием при составлении рецептур туалет-
ных мыл является обеспечение хорошей пластичности получаемо-
го после высушивания мыла, нормальной механической обработки
и штампования.
Так как пальмитат натрия придает мылам пластичность, одно-
376
одность и хорошую растворимость в воде, то для производства
Р,адетного мыла рекомендуется использовать говяжье сало, имею-
щее в жирнокислотном составе до 30 % пальмитиновой кислоты.
Принятая в нашей стране и за рубежом классическая жиро-
вая рецептура туалетного мыла высших сортов содержит 80...85 %
говяжьего топленого жира (с титром жирных кислот 41...43 °C) и
15 -20 % кокосового масла. Она обеспечивает наличие в жировой
смеси 20...22 % стеариновой, 23...25 % пальмитиновой, 11.115 %
миристиновой и лауриновой и 35...37 % олеиновой кислот, что улуч-
шает физико-химические показатели и потребительские свойства
готового продукта, а также создает благоприятные условия для
механической обработки мыла. Такая рецептура применяется в
нашей стране при выработке мыл «Экстра» и I группы.
При разработке жировых составов для других групп туалетного мыла
классическую рецептуру принимают за эталон для жировых смесей,
в которых в зависимости от ресурсов сырья говяжье сало и кокосовое
масло заменяют частично или полностью другими жирами. Так,
в качестве ядровых жиров используют технический саломас для
туалетного мыла или жирные кислоты технического саломаса дистил-
лированные или недистиллированные цветом не менее желтого; жир-
ные кислоты саломаса из хлопкового масла дистиллированные; паль-
мовый стеарин или жирные кислоты пальмового стеарина; животные
технические жиры I сорта или кислоты жирные технического живот-
ного жира дистиллированные I сорта. В рецептуре мыла II группы
кокосовое масло может быть заменено синтетическими жирными
кислотами фракции С|0—С|6. В жировой набор мыл «Экстра», I груп-
пы и группы «Детская» синтетические жирные кислоты не вводят.
Примерные рецептуры жирового состава туалетных мыл пред-
ставлены в табл. 6.3.
6.3. Жирнокислотный состав (%) рецептур туалетных мыл
Сырье
__________________Туалетное мыло______________________
«Экстра» | 1 группа | 11 группа | III группа
17..23 20...30 20...30
(среднее 20) (среднее 25) (среднее 25)
Саломас технический для туалет-
ного мыла или жирные кислоты
технического саломаса
Жиры животные топленые пище- 65...75 43...37 15...5 49—39
вые или жирные кислоты пище- (среднее 70) (среднее 40) (среднее Ю) (среднее 44)
®°го животного жира
Пальмовый стеарин или жирные
кислоты пальмового стеарина
Жиры животные технические
С0Рта или жирные кислоты
Технического животного жира
^стиллированные I сорта
Масло кокосовое
12...8
(среднее 10)
13...19 7...15
(среднее 16) (среднее 11)
18...22 34...24
(среднее 20) (среднее 29)
22...18 ' 18...22 24...16
23...17
(среднее 20) (среднее 20) (среднее 20) (среднее 20)
48-3849
377
6.6.2. ОСНОВЫ ПРОЦЕССА ВАРКИ МЫЛА
Омыление нейтральных жиров. При варке мыла из нейтральных
жиров омыление их осуществляют едкими щелочами (NaOH, КОН).
Нейтральные жиры не омыляются карбонатами в обычных условиях.
При омылении нейтральных жиров растворами едких щелочей
одновременно протекают две химические реакции: гидролиз тригли-
церидов и нейтрализация щелочью выделяющихся жирных кислот.
Жир — раствор щелочи — система гетерогенная, скорость хими-
ческой реакции в которой зависит, как известно, от поверхности
соприкосновения фаз. Для увеличения контакта жира со щелочью
необходимо интенсивное перемешивание системы, а также наличие
эмульгатора. В качестве последнего служит мыло, образующееся в
начальный период омыления или специально вводимое в аппарат.
Присутствие в системе мыла как поверхностно-активного вещества
способствует образованию тонкодисперсной устойчивой водно-жи-
ровой эмульсии, что приводит к ускорению процесса омыления.
Резко возрастает скорость реакции омыления триглицеридов
по мере накопления в мыльной массе мыла в количестве 20 %
и более, что обусловлено коллоидным растворением жира в плас-
тинчатых мицеллах, образующихся в мыльных растворах при этих
концентрациях.
Повышение температуры увеличивает скорость реакции омыле-
ния, но в то же время приводит к разрушению эмульсии. Поэтому
в начале процесса, когда скорость реакции определяется в основ-
ном устойчивостью образующейся эмульсии, температура процес-
са должна быть сравнительно невысокой (60...80 °C), затем по мере
накопления мыла ее повышают до 100... 105 °C.
С увеличением концентрации раствора щелочи согласно закону
действия масс также повышается скорость омыления, однако при-
менение высоких концентраций может вызвать высаливание мыла
и разрушение эмульсии. Поэтому концентрация раствора щелочи
должна быть оптимальной. В начальный период омыления (пери-
од образования эмульсии) применяют растворы щелочи относи-
тельно невысокой концентрации (примерно в два раза ниже пре-
дельной), затем по мере накопления мыла в массе (20 % и более)
концентрацию раствора щелочи увеличивают.
Скорость реакции омыления жира тем выше, чем меньше средняя
молекулярная масса триглицерида, что связано с большей раство-
римостью такого жира как в щелочном, так и мыльном растворе.
Реакция взаимодействия триглицеридов со щелочью является экзо-
термической: тепловой эффект равен 315 кДж/кгжира. Это необходи-
мо учитывать при организации технологического процесса омыления
с целью обеспечения экономии пара, предотвращения выбросов мыль-
ной массы из котла и создания нормальных условий для работающих.
Омыление нейтральных жиров проводят при обязательном на-
личии в мыльной массе избытка щелочи (не менее 0,1 % NaOH).
Нейтрализация жирных кислот. При варке мыла из жирных
кислот нейтрализацию их можно осуществлять не только одними
щелочами, но и более дешевыми углекислыми солями. Процесс
нейтрализации жирных кислот растворами карбонатов называется
карбонатным омылением.
Химизм карбонатного омыления заключается в следующем:
карбонат натрия (калия) как соль слабой кислоты и сильного
основания подвергается гидролизу в водном растворе:
Na2CO3 + Н2О NaHCO3 + NaOH;
гидроксид натрия (калия) взаимодействует с жирными кислота-
ми с получением мыла:
RCOOH + NaOH RCOONa + Н2О;
бикарбонат натрия (калия) при нагревании разлагается:
2NaHCO3 Na2CO3 + CO2f + Н2О.
Таким образом, при нейтрализации жирных кислот растворами
углекислых солей жирные кислоты взаимодействуют с гидрокси-
дом натрия (калия). Количество последнего в системе определяет-
ся степенью гидролиза карбоната, которая тем больше, чем выше
температура. Поэтому процесс карбонатного омыления с повыше-
нием температуры ускоряется.
Приведенные уравнения нейтрализации жирных кислот угле-
кислыми солями определяют теоретическую возможность ис-
пользования их для омыления триглицеридов в условиях высоких
температур (160...200 °C), т.е. под давлением.
Образующаяся при карбонатном омылении углекислота может
частично разлагать мыло с выделением жирных кислот. Эта опасность
возрастает при низких температурах, при которых растворимость диок-
сида углерода в воде увеличивается. В связи с этим нейтрализацию жир-
ных кислот карбонатом следует проводить при высокой температуре (тем-
пературе кипения) и возможно более высокой концентрации раствора.
При карбонатном омылении следует полнее разлагать бикарбонат
и Удалять образующийся углекислый газ, так как при последующем
каустическом доомылении мыльной массы будут протекать реакции:
NaHCO3 + NaOH Na2CO3 + Н2О,
СО2 + 2NaOH Na2CO3 + Н2О.
Для этого потребуются дополнительный расход каустической
с°ды на варку мыла и увеличится содержание углекислой соли
в готовом мыле. Поэтому мыльную массу интенсивно перемеши-
вают при кипячении мыльного раствора.
Практически довести до конца нейтрализацию жирных кис-
лот углекислыми солями в нормальных условиях очень трудно.
Обычно не менее 70 % жирных кислот нейтрализуют карбона-
том натрия (калия), а остальные, в основном высокомолеку-
лярные жирные кислоты и находящийся в них нейтральный
жир (4...8 %), обрабатывают раствором едких щелочей (NaOH
или КОН). Этот процесс в мыловарении называют каустическим
доомылением.
Процессы карбонатного омыления и каустического доомыления
растворами содопродуктов проводят при незначительном избытке
их в мыльной массе (0,1...0,3 %), в противном случае образуются
кислые мыла.
При образовании кислых мыл, плохо растворимых в воде, в
мыльной массе появляются сгустки «свернувшегося» мыла, кото-
рое затем очень трудно перевести в растворимое состояние (путем
длительного кипячения массы с избытком щелочи).
Расход содопродуктов на омыление жиров рассчитывают сле-
дующим образом. Теоретическое количество едкого натра, необ-
ходимое для омыления 1 т жировой смеси,
где ч.о. - число омыления жировой смеси; 0,714 - коэффициент пересчета КОН
на NaOH.
При выработке мыла из жирных кислот определяют:
расход углекислой соды на нейтрализацию жирных кислот,
содержащихся в 1 т жировой смеси, кг,
<а!сО1 = <аон- 1,32/100,
расход едкого натра на каустическое доомыление оставшихся
в жировой смеси жирных кислот и нейтрального жира, кг,
(1»о - W1“.
где К - глубина карбонатного омыления, %; 1,32 - коэффициент пересчета NaOH
на Na,CO3.
При определении расхода содопродуктов на омыление жировой
смеси учитывают остаточное содержание свободных щелочей в
готовом мыле согласно стандарту.
6.6.3. СПОСОБЫ ВАРКИ МЫЛА
В зависимости от применяемого сырья, вида и сорта мыла,
а также требований к его качеству варку ведут различными
способами, среди них различают два основных: прямой и кос-
венный.
380
Прямой способ заключается в том, что путем нейтрали-
зации жировой смеси растворами соответствующих содопродуктов
получают мыльный клей, который по концентрации жирных кис-
лот и содержанию электролитов соответствует пределам, установ-
ленным техническими условиями. Сваренное таким образом мыло
направляют на дальнейшую обработку без дополнительных опера-
ций. Прямой метод широко применяют при варке хозяйственного
мыла из хорошо очищенного жирового сырья.
Косвенный способ заключается в том, что сваренный
прямым методом мыльный клей обрабатывают растворами элек-
тролитов, под действием которых происходит разделение мыль-
ной массы на две фазы (ядро и подмыльный щелок или ядро
И подмыльный клей) или на три фазы (ядро, подмыльный клей
и подмыльный щелок).
Полученное в результате высаливания мыльное ядро с содер-
жанием 60...63 % жирных кислот в виде мыла подвергают затем
охлаждению, сушке и механической обработке, как и мыло, сва-
ренное прямым методом.
Косвенный способ применяют при варке хозяйственных мыл из
жирового сырья, содержащего различные примеси, при использо-
вании соапстоков, темных сортов технических животных жиров и
пр.; при варке мыла из нейтральных жиров, что дает возможность
утилизировать глицерин, переходящий в подмыльный щелок;
при выработке всех видов туалетных мыл из жирных кислот и
нейтральных жиров.
6.6.4. ПРИГОТОВЛЕНИЕ ОСНОВЫ ХОЗЯЙСТВЕННОГО МЫЛА
6.6.4.1. ПРИГОТОВЛЕНИЕ ОСНОВЫ ТВЕРДОГО ХОЗЯЙСТВЕННОГО МЫЛА
ПЕРИОДИЧЕСКИМ СПОСОБОМ
Варка мыла. При периодическом способе процесс осуществля-
ют в котлах вместимостью 200 м3.
Мыловаренный котел (рис. 6.4) состоит из стального цилиндри-
ческого корпуса 7 с коническим днищем и крышкой плоской или
шатровой формы, снабженной вытяжной трубой 5 для отвода в ат-
мосферу водяных паров и углекислого газа и люком 6 для наблюде-
ния за процессом. Котлы оборудованы следующими устройствами:
кольцевыми душами 3 и 4 для подачи жиров или жирных кислот,
растворов каустической и кальцинированной соды, поваренной
соли и воды (сухую поваренную соль забрасывают через смотровой
люк 6); шарнирной сифонной трубой 7 для откачивания ядра; руч-
ной лебедкой 2 для подъема или спуска шарнирной трубы; перфо-
рированными змеевиками 8 для нагрева и перемешивания реак-
ционной массы острым паром; имеется штуцер 9 для откачивания
Мыла, сваренного прямым способом или подмыльного клея при
косвенном способе варки, а также для спуска подмыльного щелока.
381
Подмыльный, щелок,
подмыльный клей
Рис. 6.4. Мыловаренный котел
Приготовление основы хо-
зяйственного мыла в аппарату-
ре периодического действия
осуществляют прямым или
косвенным способом, как пра-
вило, из расщепленных жиров
и жирозаменителей. Нейтрали-
зацию жирных кислот жировой
смеси проводят в чистом котле
или на облагороженном соап-
сточном ядре, или на остатке
мыла от предыдущей варки.
Прямой способ вар-
ки мыла заключается в про-
ведении двух последователь-
ных операций:
карбонатное омыление раст-
вором углекислой соды;
нейтрализация остающихся
жирных кислот и омыление
нейтрального жира раствором
едкой щелочи (каустическое
доомыление).
При карбонатном омылении
в котел загружают расчетное ко-
личество раствора кальцини-
рованной соды рабочей концентрацией 28...30 %, нагревают
острым паром до кипения и вводят горячие жирные кислоты:
вначале натуральные жирные кислоты и жирозаменители, затем
синтетические жирные кислоты. При наличии в рецептуре мыла
нафтеновых кислот и канифоли их рекомендуют вводить в первую
очередь, так как образующееся при этом мыло обладает неболь-
шой вязкостью, что облегчает удаление из него углекислого газа.
Во избежание выброса мыльной массы из аппарата в результате
образования больших количеств углекислого газа кислоты вводят
постепенно при тщательном перемешивании и кипячении массы.
Обратный порядок загрузки, т.е. сначала жирные кислоты,
а затем раствор соды, недопустим из-за возможного образования
в этом случае кислых мыл.
Поскольку реакция нейтрализации жирных кислот протекает
с выделением теплоты, то реакционную массу подогревают толь-
ко в начале процесса. Для перемешивания и облегчения удаления
углекислоты в котел периодически подают острый пар или сжатый
воздух. По окончании ввода жировой смеси массу кипятят неко-
торое время при умеренной подаче пара, добиваясь полноты
удаления углекислого газа.
Окончание карбонатного омыления характеризуется следуюши-
382
мИ признаками: объем мыльной массы после прекращения подачи
острого пара не изменяется и на ее поверхности отсутствуют пу-
зырьки газа. Карбонатное омыление считается законченным при
содержании в карбонатной массе углекислой соды не более 0,5 %.
При большей концентрации карбоната натрия производят кор-
ректирование путем добавления жирных кислот по расчету или
дополнительным кипячением. Содержание жирных кислот в кар-
бонатной массе должно быть 67...70 %.
По окончании карбонатного омыления производят доомыление
раствором каустической соды концентрацией 40...42 %, которую
вводят в котел отдельными порциями при кипячении и перемеши-
вании массы паром. В процессе омыления поддерживают избыток
щелочи в омыляемой массе, чтобы исключить образование кислых
мыл, но не более 0,1...0,2 % в период окончания процесса.
При доомылении в первую очередь происходит нейтрализация
оставшихся в котле жирных кислот (а также кислых мыл и бикарбо-
ната натрия, если они имеются), а затем омыляется нейтральный
жир. Каустическое доомыление считается законченным, когда после
контрольного кипячения мыльной массы в течение 30 мин содер-
жание свободной едкой щелочи в ней не изменяется.
Сваренный таким образом мыльный клей должен представлять
подвижную, однородную и в тонком слое прозрачную массу с со-
держанием жирных кислот не менее 60 %, едкого натра не более
0,2 % и углекислой соды не более 1 %. Его откачивают в мыло-
сборники и направляют на охлаждение, сушку и механическую
обработку.
Косвенный способ варки мыла применяется в
связи с более высокими требованиями к цвету и запаху готового
продукта.
Технологический процесс варки хозяйственного мыла косвен-
ным способом включает следующие последовательные операции:
омыление, частичное высаливание мыльного клея с разделе-
нием системы на ядро и подмыльный клей при использовании
очищенного жирового сырья;
омыление, полное высаливание с получением ядра и подмыль-
ного щелока, шлифование (частичное высаливание) ядра с раз-
делением системы на ядро и подмыльный клей при применении
неочищенного жирового сырья.
Процесс омыления осуществляют так же, как и при прямом
методе, т.е. вначале проводят карбонатное омыление, затем каус-
тическое доомыление с получением мыльного клея, содержащего
не менее 52 % жирных кислот в виде мыла.
Частичное высаливание мыльного клея проводят электролитами
(растворами поваренной соли или каустической соды). Для этого в
мыльный клей при кипячении и тщательном перемешивании ост-
рым паром подают порциями расчетное количество электролита
(чаще всего 20 %-ного раствора соли). После ввода каждой порции
383
мыльную массу кипятят и тщательно перемешивают для равно-
мерного распределения электролита в массе.
Концентрацию электролитов, обеспечивающую разделение
системы на ядро и подмыльный клей, устанавливают в соответ-
ствии с концентрацией жирных кислот и рецептурой жировой
смеси. Ниже приводятся оптимальные концентрации электро-
литов при частичном высаливании мыла, сваренного по обычным
жировым рецептурам.
Содержание жирных кислот в мыльной массе, % 52...54 54...56 56...58
Концентрация электролитов в мыльной массе 1,3 1,0 0,8
(сумма NaCl и NaOH), %, не более
Содержание NaOH в конце высаливания должно быть не более 0,3 %,
При правильном проведении частичного высаливания масса в
котле кипит ровно, на поверхности ее видны пластины шириной
20...25 см, со стального шпателя клей стекает тонким слоем, остав-
ляя верхнюю половину его сухой, а нижнюю покрытой тонким слоем
прозрачного мыла.
По окончании процесса частичного высаливания мыльную массу
отстаивают в течение нескольких часов с получением двух фаз: ядро,
содержащее 60...63 % жирных кислот (готовая мыльная основа),
и подмыльный клей с содержанием 25...30 % жирных кислот.
Длительность отстаивания мыла после частичного высаливания
зависит от жирового состава, концентрации и вместимости кот-
лов. Например, при использовании котла вместимостью 50 м3
мыльная масса отстаивается в течение 20...30 ч.
Соотношение выходов основы (ядра) и подмыльного клея со-
ставляет 65...70 % и 35...30 % соответственно.
При содержании в ядре не менее 60 % жирных кислот, не более
0,2 % свободной щелочи и не более 1 % углекислой соды готовую
основу откачивают в мылосборники и далее направляют на ох-
лаждение, сушку и механическую обработку, а подмыльный клей
через нижний штуцер выгружают в отдельный котел для после-
дующей обработки с целью его очистки.
При использовании неочищенного жирового сырья, а также
соапсточного ядра для варки мыла сваренный мыльный клей
подвергают полному высаливанию растворами электролитов.
Для этого в мыльный клей при кипячении и интенсивном пере-
мешивании острым паром вводят порциями 20 %-ный раствор
поваренной соли в количестве, обеспечивающем разделение сис-
темы на ядро и подмыльный щелок.
Полное высаливание считается законченным, если в пробе на
шпателе отчетливо видны зерна ядра, между которыми стекает
прозрачная жидкость (подмыльный щелок). По окончании про-
цесса высаливания мыльную массу отстаивают (в котле вмести-
мостью 50 м3 в течение 2...4 ч) с получением двух фаз (ядра и под-
мыльного щелока). Последний спускают в отдельную коробку ДДЯ
384
последующей обработки, а ядро шлифуют с целью повышения
качества основы, снижения содержания в ней электролитов и
улучшения цвета.
Операция шлифования заключается в том, что ядро вначале пре-
вращают в мыльный клей путем кипячения острым паром с добав-
лением в него воды. Полученный в результате разварки мыльный
клей, содержащий 50...55 % жирных кислот, подвергают частич-
ному высаливанию с последующим разделением системы на ядро
и подмыльный клей.
Обработка подмыльного клея. Подмыльный клей содержит до 30 %
жирных кислот в виде мыла, до 1 % свободной едкой щелочи, разное
количество других электролитов (кальцинированной соды, поварен-
ной соли), а также сопутствующие вещества и примеси, перешедшие
в клей из жирового сырья и материалов для мыловарения.
Обработка подмыльного клея перед использованием его для
последующей варки мыла с целью улучшения его качества заклю-
чается в нейтрализации содержащихся в нем свободных щелочей
и высаливании полученной мыльной массы поваренной солью.
Нейтрализацию свободной едкой щелочи и углекислой соды
осуществляют жирными кислотами при интенсивном кипячении
с доведением остаточной щелочности в мыльной массе до 0,05 %.
Полученный мыльный клей высаливают при кипячении сухой
солью. После двухчасового отстаивания подмыльный щелок сли-
вают и подвергают дальнейшей обработке, а очищенное мыльное
ядро используют для очередной варки мыла.
Для достижения более глубокого эффекта очистки подмыльного
(клея выделившееся при разделении системы ядро разваривают
с водой до мыльного клея и повторяют операцию высаливания.
Обработка подмыльных щелоков. Подмыльный щелок, полу-
ченный в процессе приготовления основы хозяйственного мыла
косвенным методом, а также при обработке подмыльных клеев
и других жировых отходов, содержит в среднем 8...9 % хлористого
натрия, 0,1 % свободного едкого натра, до 0,8 % жирных кислот
в виде мыла.
Подмыльный щелок обрабатывают с целью снижения потерь
дорогостоящей каустической соды и жирных кислот.
Для отделения увлеченного мыла подмыльный щелок охлаж-
дают до 50 °C. При этом извлекается до 50 % омыленных жир-
ных кислот, содержащихся в исходном щелоке.
Дальнейшее снижение содержания жирных кислот и извлечение
содопродуктов из подмыльного щелока достигается методом ожи-
ривания. Сущность его заключается в том, что подмыльный щелок
нейтрализуют жирными кислотами в количестве, превышающем
на 15...20 % необходимое для полного связывания едкой и углекис-
лой щелочи. В этих условиях образуются труднорастворимые кис-
лые мыла, которые могут быть удалены из подмыльного щелока
тем или иным способом.
49-3849
385
Нейтрализацию подмыльного щелока осуществляют жирными
кислотами технического жира, соапстока или СЖК фракции С ~С
при температуре 80...85 °C и непрерывном перемешивании с по-
следующим отстаиванием массы в течение 3...4 ч.
Всплывшие в верхней части бака (котла) кислые мыла собирают
и направляют на основные варки, а подмыльный щелок реализуют
(продают строительным организациям) или же сливают через
жироловушку в очистную систему предприятия.
Расход жирных кислот на нейтрализацию составляет в среднем
100... 130 кг на 1 т подмыльного щелока.
Схема приготовления основы хозяйственного мыла периодичес-
ким способом. Растворы кальцинированной и каустической
соды, поваренной соли и вода поступают в котлы 8, 9 и 10
(рис. 6.5) из мерников 1, 3, 4 и 7. Приготовление растворов
осуществляется в коробках 24, 21 и 18, из которых насосами 23,
20 и 19 они перекачиваются в соответствующие мерники. Жир-
ные, синтетические и нефтяные кислоты из хранилищ закачи-
вают в коробки 2, 5 и 6, откуда они самотеком поступают в
мыловаренные котлы. Приготовление сплава канифоли с жир-
ными кислотами осуществляется в мешалке 15, из которой насо-
сом 16 его подают в котлы.
В мыловаренных котлах 8 и 9 производят облагоражива-
ние жировых отходов. Осветленное ядро из этих котлов отка-
чивают в мыловаренный котел 10 насосом 14. Подмыльный клей
Рис. 6.5. Технологическая схема приготовления основы хозяйственного мыла
периодическим способом
386
и подмыльный щелок из одного вспомогательного котла (<? или 9)
в другой перекачивают насосом 12. Этим же насосом подмыль-
ный клей из основного котла 10 передается на обработку в котлы 8
и 9. Подмыльный щелок из котлов 8 и 9 поступает в короб-
ку 75, откуда после снятия мыла его направляют на дальнейшую
обработку.
Карбонатное омыление и каустическое доомыление жирных,
синтетических и нефтяных кислот проводят в чистом котле 10
или на осветленном ядре в котлах 9 и 10. Готовую основу из кот-
лов 9 и 10 через фильтр насосом 77 откачивают в мылосборник 77,
откуда насосом 22 подают на охлаждение, сушку и механическую
обработку.
6.6.4.2. ПОЛУЧЕНИЕ ЖИДКИХ ХОЗЯЙСТВЕННЫХ МЫЛ
Жидкое (мазеобразное) мыло для хозяйственных и техничес-
кий целей готовят с содержанием 40 и 60 % жирных кислот.
Это мыло варят в основном из жирных кислот растительных
масел (подсолнечного, соевого, кориандрового и др.). В рецеп-
туру мыла вводят также облагороженные соапстоки и другие
жирсодержащие отходы, а также канифоль, талловое масло и
нефтяные кислоты.
В зависимости от степени чистоты применяемого сырья варку
мыла осуществляют прямым или косвенным способом. В качестве
щелочей для нейтрализации жирных кислот применяют растворы
кальцинированной соды или поташа либо их смесь, а для доомы-
ления мыльной массы — растворы едкого кали или едкого натра
либо их смеси.
Для снижения вязкости и придания мыльной массе необходимой
[текучести в состав ее вводят от 1 до 3 % электролитов (поташа или
хлористого калия).
Специальное жидкое 40 %-ное хозяйственное мыло применяют
главным образом в сельском хозяйстве для приготовления раство-
ров для опрыскивания растений, а также для ветеринарных целей.
Его варят прямым способом из нейтральных жиров жидких рас-
тительных масел (конопляного, льняного, подсолнечного) или
из светлых жирных кислот этих масел. Жирозаменители в состав
этого мыла не вводят. Для омыления жировой смеси использу-
ет поташ и едкое кали. С целью снижения вязкости мыльного
клея в него вводят до 2,5 % поташа или хлористого калия. Гото-
вое мыло содержит 40 % жирных кислот, не более 0,1 % свобод-
ной едкой щелочи.
Если калийное мыло изготовляют из жировой смеси, содержа-
щей конопляное масло, смесь приобретает зеленую окраску, по-
этому такое мыло называют зеленым.
Жидкое мыло разливают в деревянные бочки или чистые желез-
нодорожные цистерны.
49* 387
6.6.4.3. ПОЛУЧЕНИЕ СОАПСТОЧНОГО ЯДРА
Соапстоки, баковые отстой и другие жирсодержащие отходы
перед использованием в мыловарении облагораживают. Лучший путь
при этом - выделение из сырья жирных кислот с последующей
дистилляцией их. Кроме того, из жирсодержащих отходов получа-
ют соапсточное ядро, которое затем в соответствии с рецептурой
добавляют к основной массе мыла, приготовленного из других
компонентов жировой смеси.
При получении соапсточного ядра омыление производят раст-
вором каустической соды. Затем мыльную массу подвергают пол-
ному высаливанию концентрированным раствором поваренной
соли с разделением системы на ядро и подмыльный щелок, в
который переходит большая часть примесей. Подмыльный щелок
спускают в отдельную коробку, в которой он охлаждается до
температуры 40...50 °C. После снятия всплывшего мыла под-
мыльный щелок сбрасывают в очистную систему предприятия.
Ядро разваривают с водой до мыльного клея с содержанием
50...52 % жирных кислот и высаливают повторно концентриро-
ванным раствором поваренной соли. Такую обработку повторяют
несколько раз с целью получения светлого ядрового мыла, которое
затем подвергают частичному высаливанию с получением соап-
сточного ядра и подмыльного клея.
6.6.4.4. ПРИГОТОВЛЕНИЕ ОСНОВЫ ХОЗЯЙСТВЕННОГО МЫЛА
НЕПРЕРЫВНЫМ СПОСОБОМ
Применение непрерывных методов приготовления основы хозяй-
ственного мыла позволяет значительно сократить длительность тех-
нологического процесса (примерно в 10 раз), расход греющего пара
за счет использования теплоты реакции омыления и эффективного
теплообмена, металлоемкость оборудования и уменьшить произ-
водственную площадь по сравнению с варкой в аппаратах периоди-
ческого действия. При этом создаются условия для механизации
и автоматизации производственного процесса, а также утилизации
углекислоты, выделяющейся при нейтрализации жирных кислот
кальцинированной содой.
В нашей стране создано и внедрено в промышленность несколь-
ко оригинальных конструкций оборудования для непрерывного
мыловарения и разработаны эффективные технологические схемы
непрерывной варки хозяйственных твердых мыл прямым способом.
Первая промышленная установка ТНБ-1 была предложена в 50-х
годах Б.Н.Тютюнниковым, П.В.Науменко и М.П.Беспятовым.
В ней предусматривалось лишь карбонатное омыление смеси с
последующим каустическим доомылением ее в котлах.
В настоящее время в промышленности эксплуатируется мо-
дернизированная установка этих авторов ТНБ-2, в которой
388
последовательно осуществляются процессы нейтрализации жир-
ных кислот кальцинированной содой и каустическое доомыление
мыльной массы.
Позднее были разработаны другие отечественные аппараты для
непрерывного приготовления основы хозяйственного мыла: БШМ
(авторы С.Ф.Байков, Е.В.Шевелев, Л.А.Магницкий) и «Дон»,
конструкция которого предложена работниками ВНИИЖа и рос-
товского масложиркомбината «Рабочий».
Технологический процесс варки мыла на этих установках скла-
дывается из нескольких последовательных операций:
подготовка жирового сырья и содопродуктов к омылению;
дозирование и нагревание жирных кислот и растворов содо-
продуктов;
нейтрализация жирных кислот кальцинированной содой (карбо-
натное омыление) и удаление образующегося углекислого газа;
обработка карбонатной массы раствором каустической соды
(каустическое доомыление);
корректирование мыльного клея с обеспечением физико-химичес-
ких показателей мыла, предусмотренных техническими условиями.
Технологические схемы приготовления мыльной основы прямым
Непрерывным способом отличаются конструкцией омылительных
аппаратов.
Непрерывная варка мыла с использованием аппарата ТНБ-2.
Омылительный аппарат этой системы (рис. 6.6) состоит из четы-
рех горизонтальных барабанов 3, снабженных паровыми рубашка-
ми 77 для компенсации тепловых потерь, ленточными спиральны-
ми мешалками 9 с индивидуальными приводами от электродвига-
телей 7 через редуктор 2. В нижней части барабанов 3 установлены
паровые барботеры 10 для улучшения отделения СО2 и перемеши-
вания мыльной массы.
Все барабаны соединены между собой переточными патрубка-
ми. В вертикальном патрубке 13, соединяющем второй и третий
барабаны, размещен ороситель для введения раствора едкой щело-
чи в перепускаемую через него карбонатную массу.
Над первым барабаном установлен реактор-смеситель 8 цилинд-
рической формы, внутри которого размещен стакан с турбинной
мешалкой 7, имеющей индивидуальный привод от редуктора 6 с
электродвигателем 5. В днище стакана введены патрубки для по-
дачи жирных кислот и раствора кальцинированной соды. Карбо-
натная масса, образующаяся при смешивании жирных кислот и
содового раствора турбинной мешалкой, поднимается вверх, пере-
ливается через край стакана и поступает в кольцевой зазор между
Цилиндром и стаканом, откуда попадает в расположенный внизу
первый барабан.
Первый и второй барабаны оборудованы газосборниками 4 для
Удаления образующегося в процессе карбонатного омыления угле-
кислого газа. Для поддержания уровня заполнения третьего и чет-
389
Рис. 6.6. Омывательный аппарат ТБН-2
вертого барабанов выпуск омыленной массы из четвертого бара-
бана осуществляется через гидрозатвор 12. Производительность
аппарата ТНБ-2 - 7... 10 т/ч. _
Технологическая схема установки ТНБ-2 приведена на РиС-Ь- •
Жировая смесь, состоящая из натуральных жирных кислот, СЖК,
390
смоляных и нефтяных кислот, подается из попеременно действую-
щих композиционных баков 3 насосом-дозатором 1 в трубчатый теп-
лообменник 7, где подогревается до температуры 104... 115 “С, и
далее поступает в смеситель омылительного аппарата 11. В этот же
смеситель с помощью насоса-дозатора 1 из напорного бака 4 через
трубчатый подогреватель 6 непрерывно поступает приготовленный
и профильтрованный раствор кальцинированной соды концентра-
цией 27...30 %, подогретый в теплообменнике до 95 °C. В смеси-
теле происходит карбонатное омыление жировой смеси, которое
заканчивается в первом барабане аппарата ТНБ-2. Карбонатная
масса перемешивается ленточной мешалкой и продувается острым
паром с интенсивным выделением углекислого газа, который из
газосборника первого барабана через пеноловушку 10 направля-
ется в поверхностный холодильник 9 и далее в цех углекислоты
на очистку и компримирование.
Рис- 6.7. Схема установки ТБН-2
Карбонатная масса из первого барабана омылительного аппарата
поступает во второй, где при перемешивании и продувке острым
паром полностью отделяется углекислый газ, который из газосбор-
ника второго цилиндра через пеноловушку 10 также направляется
в холодильник 9.
Из второго барабана аппарата 11 карбонатная масса поступает
в третий нижний барабан — доомылитель через вертикальный
391
патрубок, в котором она орошается раствором щелочи концентра-
цией 39...42 %. Последний из бака 5 насосом-дозатором 1 подается
в аппарат через подогреватель 8, где нагревается до температуры
90...95 °C. В третьем барабане при перемешивании осуществляется
доомыление нейтрального жира и нейтрализация оставшихся жир-
ных кислот с получением мыльной массы, которая затем по гори-
зонтальному патрубку перетекает в четвертый барабан, где она так-
же перемешивается мешалкой и может продуваться острым паром.
При наличии соапсточного ядра его подают в третий или четвер-
тый барабан омылительного аппарата из бака 2 насосом-дозатором 1.
Мыльный клей из четвертого барабана через гидрозатвор сли-
вается в котел-корректировщик 12, в котором осуществляют
корректировку качества мыла путем добавления электролитов или
жирных кислот при нагревании и перемешивании паром.
Мыльную основу, содержащую не менее 60 % жирных кислот,
не более 0,2 % свободной едкой щелочи и не более 1 % свободной
углекислой соды, насосом 13 направляют в мылосборники и далее
на охлаждение, сушку и механическую обработку.
Непрерывная варка хозяйственного мыла с использованием аппарата
БШМ. Омылительный аппарат системы БШМ состоит из трех аппа-
ратов: двухступенчатого смесителя, в котором происходит карбонат-
ное омыление; газоотделителя для отделения углекислого газа; доомы-
лителя для осуществления процесса каустического доомыления.
Инжекционный смеситель (рис. 6.8, а) состоит из двух камер
с инжекторами. Принцип его работы заключается в следующем.
Дозированное количество жировой смеси, подогретой до 115...125 °C,
поступает в первую камеру смешения 7. Сюда же, через сопло 2,
подается острый водяной пар, при смешивании которого с жир-
ными кислотами образуется парожировая эмульсия. Последняя
давлением пара передается в конус диффузора 3. Здесь скорость
потока уменьшается, давление его увеличивается, в результате чего
парожировая эмульсия проходит в сопло 4 второй камеры сме-
шения 5. В этой камере эмульсия смешивается с дозированным
количеством раствора кальцинированной соды концентрацией
27...30 %, предварительно подогретого до температуры 85...95 °C.
Полученная карбонатная масса через диффузор 6 поступает в
газоотделитель аппарата БШМ для отделения углекислого газа.
Газоотделитель (рис. 6.8, б) представляет собой цилиндричес-
кую камеру-сепаратор 3 с тангенциально врезанными в него соп-
лом 2 и барботером 4 на дне камеры. Перегретая карбонатная мас-
са, образующаяся в инжекционном смесителе 7, под давлением
через сопло 2 выбрасывается в газоотделитель в тонкораспыленном
состоянии, что способствует более полному отделению углекис-
лого газа. Перегрев мыльной массы благоприятствует также раз-
ложению бикарбоната натрия. Карбонатная масса стекает в низ
аппарата по наклонному днищу, продувается острым паром с це-
лью интенсификации удаления из нее углекислого газа, а затем
392
Рис. 6.8. Омылительный аппарат БШМ: а — инжекционный смеситель; б - газоот-
делитель с доомылителем
специальным лопастным дозатором 5 передается в доомылитель
для каустического доомыления.
Доомылитель 8 (см. рис. 6.8, б) - горизонтальный цилиндричес-
кий аппарат, снабженный паровой рубашкой, паровым барботером
и лопастной мешалкой 7, имеющей индивидуальный привод.
При переходе из газоотделителя в доомылитель карбонатная
масса подвергается обработке нагретым до 90...95 °C раствором
едкого натра концентрацией 40...42 °C с помощью оросителя 6.
Р доомылителе завершается нейтрализация оставшихся жирных
кислот и омыление нейтрального жира. Сюда же при необходи-
мости добавляется соапсточное ядро. Остаток углекислого газа
отводится из доомылителя через газосборник 9. Мыльная масса из
аппарата через гидрозатвор направляется в котел-корректировщик
и далее в мылосборники. Производительность аппарата 7... 10 т/ч.
В табл. 6.4 приведены технико-экономические показатели ра-
боты установок для непрерывной варки мыла прямым способом.
Из таблицы следует, что производительность и удельный рас-
ход пара для приведенных установок непрерывной варки хозяйст-
венного мыла прямым способом примерно одинаковы. Установка
£НБ-2 занимает большую производственную площадь, требует
большого расхода электроэнергии и имеет большую металлоем-
5°~3849
393
кость по сравнению с аппаратами БШМ и «Дон». С другой сто-
роны, установка ТНБ-2 имеет более устойчивые технологические
показатели работы.
К недостаткам отечественных установок следует отнести отсут-
ствие надежной системы автоматического регулирования качества
омыляемой массы и дозирования поступающих на мыловарение
реагентов.
6.4. Технические характеристики установок для непрерывной варки мыла
Показатели | ТНБ-2 | БШМ | «Дон»
Производительность, т/ч Расход 7...10 7...10 7...10
пара, кг/т 190 180 160
электроэнергии, кВт • ч/т 7 4 3
Занимаемая площадь, м2 90 85 70
6.6.5. ПРИГОТОВЛЕНИЕ ОСНОВЫ ТУАЛЕТНОГО МЫЛА
Основу туалетного мыла приготовляют как из нейтральных жи-
ров, так и жирных кислот преимущественно косвенным способом
путем частичного высаливания мыльного клея и шлифования ядра
с использованием оборудования периодического и непрерывного
действия. За рубежом известны установки для приготовления
туалетной основы прямым способом (например, установки фирмы
«Маццони», Италия). В нашей стране в настоящее время туалет-
ную основу получают только косвенным способом в аппаратуре
периодического действия (в котлах).
Технология приготовления основы зависит от вида используемо-
го жирового сырья.
6.6.5.1. ПРИГОТОВЛЕНИЕ ОСНОВЫ ТУАЛЕТНОГО МЫЛА
ИЗ НЕЙТРАЛЬНЫХ ЖИРОВ КОСВЕННЫМ ПЕРИОДИЧЕСКИМ СПОСОБОМ
Приготовление основы из нейтральных жиров в котлах состоит
из ряда последовательных операций: первое омыление, первое
высаливание мыльного клея раствором поваренной соли, второе
омыление, второе высаливание раствором едкого натра, промывка
и третье высаливание, шлифование, отстаивание и слив основы.
Первое омыление проводят как в чистом котле, так
и на клеевом остатке от предыдущих варок. При осуществлении
процесса омыления в чистом котле в него загружают 1/4... 1/3 часть
предусмотренных рецептурой жиров (кроме кокосового и пальмо-
ядрового масел, синтетических жирных кислот фракции С]0_С|6
и прочих клеевых жиров, которые дают на второе омыление),
нагревают их и при перемешивании острым паром вводят второй
подмыльный щелок в количестве, достаточном для полного омы-
394
ления загруженного жира. Затем при кипячении полученного
мыльного клея (или подмыльного, если омыление ведут на клее-
вом остатке) загружают остальное количество жиров, за исключе-
нием 1,5...2 %, необходимое для корректирования мыльной массы
(в конце омыления. Одновременно в котел вводят второй под-
мыльный щелок, количество которого составляет до 60 % от мас-
сы омыляемых жиров. По мере протекания процесса омыления
добавляют раствор едкого натра концентрацией 35...40 %.
После омыления примерно половины всей жировой смеси в
мыльной массе регулируют концентрацию электролитов, поддер-
живая содержание хлористого натрия 0,5...0,6 % и едкого натра
0,3...0,4 %, что необходимо для обеспечения нормальной вязкости
мыльной массы, при которой она достаточно подвижна. Для этого
в мыльную массу вводят расчетное количество 20 %-ного раствора
поваренной соли.
В течение всего процесса омыления концентрацию свободной
едкой щелочи поддерживают не ниже 0,3 %. К концу омыления
содержание ее снижают до 0,15...0,20 %, затем для нейтрализации
излишка щелочи в котел при кипячении мыльной массы добавля-
ют остальные 1,5...2 % жиров. Первое омыление считают закон-
ченным при содержании в мыльном клее жирных кислот 47...49 %
свободной едкой щелочи — не более 0,05 %.
Первое высаливание проводят для извлечения из сва-
ренного мыльного клея глицерина, полученного при омылении три-
глицеридов, а также очистки мыльной массы от сопутствующих
веществ и примесей.
С этой целью осуществляют полное высаливание мыльного клея
насыщенным раствором поваренной соли при кипячении и пере-
мешивании с последующим отстаиванием и разделением системы
на две фазы: ядро и первый подмыльный щелок.
В горячем подмыльном щелоке должно быть жирных кислот в
виде мыла не более 0,8 %, хлористого натрия около 9 %, едкого
натра не более 0,1 % и глицерина 8... 10 %.
Выход первого подмыльного щелока составляет около 90 % от
Жировой загрузки. Его используют для получения глицерина.
Второе омыление проводят с целью омыления клеевых
жиров (кокосового и пальмоядрового масел, синтетических жир-
ных кислот фракции С|О~С16 и др.). Омыление этих жиров отдель-
но от ядровых обусловлено тем, что клеевые жиры требуют для
высаливания образующихся из них мыл высокой предельной кон-
центрации электролитов, что затрудняет последующую переработ-
ку первого подмыльного щелока с целью извлечения из него глице-
рина. Кроме того, ввод кокосового масла и синтетических жирных
Кислот в процессе второго омыления позволяет несколько увели-
чить полезную загрузку мыловаренного котла.
При проведении второго омыления ядро, полученное после
Первого высаливания, переводят в мыльный клей, нагревая его
50*
395
острым паром до кипения и одновременно добавляя раствор каус-
тической соды, горячую воду, кокосовое масло, синтетические
жирные кислоты и другие клеевые жиры. Количество едкого натра
вводят с таким расчетом, чтобы избыток свободной щелочи со-
ставил 1...1,5 % от мыльной массы. После ввода жиров и едкого
натра мыльную массу кипятят 20...30 мин, затем проводят второе
высаливание.
Содержание жирных кислот в мыльном клее перед высалива-
нием должно быть в пределах 52...55 %, а неомыленного жира
не более 0,2 %.
Второе высаливание проводят раствором каустичес-
кой соды концентрацией 40 %, который вводят в котел постепен-
но, порциями, при интенсивном кипячении мыльной массы до
появления признаков полного высаливания. Затем систему отстаи-
вают в течение 2...3 ч с получением ядра и второго подмыльного
щелока, который сливают в отдельную емкость и полностью ис-
пользуют на первое омыление.
Выход второго подмыльного щелока 20...30 % от загрузки жира,
щелок содержит 6...8 % едкой щелочи и 3 % хлористого натрия.
Промывка и третье высаливание осуществ-
ляются с целью более полного извлечения глицерина из мыла.
Для этого оставшееся в котле ядро вновь переводят в клей, до-
бавляя в него при кипячении воду в таком количестве, чтобы
содержание жирных кислот в мыльной массе находилось в пре-
делах 52...55 %.
Высаливание мыльного клея производят раствором едкого нат-
ра с добавлением насыщенного раствора поваренной соли. Отсто-
явшийся в течение 1,5...2 ч третий подмыльный щелок смешивают
со вторым и возвращают в производственный цикл на первое
омыление.
Шлифование - завершающая стадия приготовления
туалетной основы. При проведении шлифования мылу придаются
свойства, облегчающие его последующую механическую обработку.
Шлифование производят горячей водой или растворами щелочи
и поваренной соли, которые дают отдельными порциями при ки-
пячении массы острым паром. Содержание свободной едкой ще-
лочи поддерживают в пределах 0,5...0,8 %, содержание хлористого
натрия - от 0,7 до I % (применение раствора соли для шлифования
менее желательно, так как способствует повышению содержания
ее в готовом мыле, повышая его хрупкость).
Шлифование заканчивают через час интенсивного кипяче-
ния после загрузки в котел последней порции воды или раст-
вора электролитов. По окончании шлифования в мыльном
клее должно содержаться 50...54 % жирных кислот. Мыльная
масса должна быть легкоподвижной, при легком кипячении
волнисто переливаться от центра котла к периферии, взятая на
стальной горячий шпатель проба мыла должна стекать медленно
396
отдельными крупными пластами, оставляя совершенно чистой
его поверхность.
Отстаивание мыльной массы после шлифова-
ния производится длительно, с разделением на две фазы — ядро
(туалетная основа) и подмыльный клей. Длительность отстаива-
ния не менее 30 ч при использовании котлов вместимостью 60 м3
и не менее 36 ч - котлов вместимостью до 100 м3.
Готовая туалетная основа должна иметь следующий состав:
содержание жирных кислот не менее 61,5 %, свободного едкого
цатра 0,06...0,12 %, неомыленного жира не более 0,2 %, хлористого
натрия не более 0,4 %.
При обработке подмыльного клея с целью об-
лагораживания его применяют те же приемы, что и при выработке
хозяйственного мыла косвенным способом: нейтрализация свобод-
ной едкой щелочи частью жировой смеси в количестве, снижаю-
щем щелочность до 0,05 %, и последующее полное высаливание
мыльной массы сухой поваренной солью. В зависимости от степе-
ни чистоты подмыльного клея операцию высаливания повторяют
несколько раз.
После двухчасового отстаивания подмыльный щелок, содер-
жащий свободного едкого натра не более 0,15 % и жирных кис-
лот не более 0,8 %, сливают в отдельную коробку, как описано
выше, а ядро используют при омылении свежей партии жировой
смеси.
Подмыльные клеи постепенно обогащаются более темными
оксикислотами и низкомолекулярными жирными кислотами.
Их периодически выводят из производственного цикла, используя
для выработки низкосортных туалетных или хозяйственных мыл.
6.6.5.2. ПРИГОТОВЛЕНИЕ ОСНОВЫ ТУАЛЕТНОГО МЫЛА ИЗ ЖИРНЫХ
КИСЛОТ КОСВЕННЫМ ПЕРИОДИЧЕСКИМ СПОСОБОМ
Процесс приготовления туалетной основы этим способом сла-
гается из следующих технологических операций: карбонатное
омыление и последующее каустическое доомыление жировой
Смеси; высаливание мыльного клея; шлифование, отстаивание
и слив туалетной основы.
Карбонатное омыление проводят как в чистом
котле, так и на клеевом остатке. В котел загружают расчетное
количество раствора соды концентрацией 28...30 % и постепенно
при энергичном кипячении острым паром подают жирные кисло-
ты. Для предотвращения свертывания мыльной массы в процессе
нейтрализации и снижения ее вязкости в котел добавляют 1...2 %
Поваренной соли в виде 20 %-ного раствора. После загрузки всей
смеси кипячение продолжают в течение 1,5...2 ч.
По окончании карбонатного омыления содержание угле-
кислой соды в мыльной массе не должно превышать 0,5 %;
397
поверхность мыла темнеет, на ней не видно лопающихся пу-
зырьков газа.
Каустическое доомыление карбонатной массы
осуществляют раствором каустической соды с целью нейтрализа-
ции оставшихся жирных кислот и омыления нейтрального жира.
Раствор едкой щелочи концентрацией 40...44 % вводят в котел
порциями при непрерывном кипячении мыльной массы острым
паром. Омыление проводят при постоянном наличии избытка
свободной щелочи для предотвращения образования кислого мыла.
Каустическое омыление считается законченным, когда содержа-
ние свободной едкой щелочи в мыльной массе после контрольного
кипячения (в течение 30 мин) не изменяется.
Высаливание мыльного клея производят насы-
щенным раствором поваренной соли с целью очистки мыла от
сопутствующих веществ и примесей. При этом в зависимости
от степени чистоты используемого жирового сырья мыльный клей
подвергают или частичному высаливанию с последующим разде-
лением на две фазы (ядро и подмыльный клей) или, если жиры
недостаточно чистые и светлые, полному высаливания с получе-
нием после отстаивания ядра и подмыльного щелока.
Шлифование ядра, отстаивание мыльной
массы после шлифования и слив готовой
туалетной основы осуществляют так же, как и в случае
приготовления основы из нейтральных жиров.
Обработка подмыльного клея проводится по сле-
дующей схеме: отбеливание клея 30 %-ным раствором перекиси
водорода при перемешивании паром или воздухом, нейтрализация
осветленной массы жирными кислотами с целью уменьшения
содержания свободной щелочи, высаливание мыльной массы
сухой поваренной солью (одно- или многократное в зависимос-
ти от получаемого эффекта очистки), отстаивание с разделением
системы на ядро и подмыльный щелок. Подмыльный щелок,
содержащий хлористого натрия 8...9 %, свободной едкой ще-
лочи не более 0,1 %, жирных кислот не более 0,8 %, направ-
ляют на дальнейшую обработку, а ядро используют на основ-
ные варки туалетного мыла III группы и 72 %-ного хозяйтвен-
ного мыла.
6.6.5.3. ПРИГОТОВЛЕНИЕ ОСНОВЫ ТУАЛЕТНОГО (ХОЗЯЙСТВЕННОГО)
МЫЛА ИЗ НЕЙТРАЛЬНЫХ ЖИРОВ ИЛИ ЖИРНЫХ КИСЛОТ КОСВЕННЫМ
НЕПРЕРЫВНЫМ СПОСОБОМ НА УСТАНОВКАХ ФИРМЫ «МАЦЦОНИ»
Итальянская фирма «Маццони» является ведущей в раз-
работке прогрессивных технологий и оборудования мыло-
варенного производства. В последние годы в ряде стран
были внедрены непрерывные технологические схемы приго-
товления мыльной основы с последующей обработкой ее на
398
автоматизированных линиях с вакуум-сушильными установками.
На рис. 6.9 приведена технологическая схема непрерывного при-
готовления мыльной основы из нейтральных жиров, жирных кис-
лот или их смесей на линии фирмы «Маццони».
Смесь жиров и жирных кислот в соответствие с принятой рецеп-
турой из расходных баков 1 температурой около 100 °C через
напорные емкости 2 поступает в многокомпонентный насос-
дозатор 25. Одновременно в его секции поступают 50 %-ный
раствор гидроксида натрия, 20 %-ный раствор хлорида натрия
и вода, предварительно подогретые в расходных баках 7 до
(температуры 70...90 °C. Дозированные количества растворов
гидроксида натрия и хлорида натрия, а также частично воды после
предварительного смешения в смесителе 24 поступают в авто-
клав 23, где происходит основное омыление жиров гидроксидом
натрия при температуре 120 °C и давлении 0,2 МПа. Омыленная
масса после прохождения всех секций автоклава насосом 22 пе-
редается в охлаждаемый смеситель 21, где завершается процесс
омыления при температуре 90 °C. Часть омыленной массы воз-
вращается и циркулирует через статический смеситель 24, авто-
клав 23, насос 22.
Смесь омыленной массы под давлением насоса 22 из автоклава 23
поступает в статический сепаратор 4, в котором отстоянное мыль-
ное ядро отделяется от подмыльного шелока и стекает в резервуар 5
с постоянным уровнем жидкости, откуда насосом 20 направ-
ляется в нижнюю часть промывочной колонны 7 (на уровне 1... 1,5 м
от днища), где промывается в противотоке горячей водой (или
смесью растворов гидроксида и хлорида натрия), подаваемой на-
сосом-дозатором 25.
Подмыльный щелок из статического сепаратора 4 накапли-
вается в уравнительном бачке 3 и подается на обработку (при
омылении нейтральных жиров из него извлекают глицерин).
Отстоявшийся при промывке подмыльный щелок из колон-
ны 7 накапливается в бачке 6 с постоянным уровнем жидкости,
из которого самотеком сливается в расходный бак 7, затем
насосом-дозатором 25 подается в автоклав 23 и используется
для омыления жиров. Процесс регулируется таким образом,
что отстоявшийся подмыльный щелок (глицериновый), отводи-
мый из статического сепаратора, содержит не более 0,1 % сво-
бодной едкой щелочи.
Отстоявшееся и промытое ядро из промывочной колонны 7
через резервуар 8 перекачивается насосом 19 в теплообмен-
ник 18, где нагревается до температуры 100 °C, и далее подает-
ся в центробежный сепаратор 13 для отделения избыточного про-
мывного раствора, который затем возвращается в верхнюю часть
колонны 7.
Мыло из сепаратора, содержащее 60...62 % жирных кислот и
°коло 0,2 % свободного гидроксида натрия, поступает в сме-
399
Рис. 6.9. Технологическая схема непрерывного омыления нейтральных жиров, жирных кислот и их смесей для приготовления
мыльной основы на установке фирмы «Маццони»
400
ситель-нейтрализатор 10, откуда через проточную камеру И,
рнабженную электрическим устройством для определения сво-
бодного гидроксида натрия, насосом 12 подается в турбодиспер-
гатор (смеситель) 14. В последний при помощи системы электро-
цневматических датчиков и регуляторов непрерывно в автома-
тическом режиме насосом-дозатором 25 подается необходимое
количество кокосового масла (или жирных кислот), что обеспе-
чивает получение мыла с заданным количеством свободной едкой
щелочи. Готовое мыло в режиме рециркуляции отводится на
дальнейшую обработку.
В схеме предусмотрено также непрерывное отбеливание мыла
раствором дитионита натрия (Na2S2O4) в количестве 0,05 % к массе
мыла, который дозируется шнековым микродозатором 15 в ме-
шалку 16 для приготовления водного раствора, подаваемого в
колонну 7 насосом-дозатором 17. Дозирующее устройство имеет
по два блока раздельного дозирования растворов гидроксида на-
трия и хлорида натрия, а также воды для омыления в автоклаве 23
и для промывки в колонну 7. Для централизованного управления
процессом служит пульт 9. Узел сбора конденсата включает в
себя приемник 26, сборник 27 и насос 28.
Состав мыльной основы (в %): жирных кислот 60...62, свободно-
го гидроксида натрия не более 0,1, неомыленного жира не более
0,1, глицерина 0,2...0,4. Содержание глицерина в подмыльном
щелоке (при омылении нейтральных жиров) 25...30 %, едкой ще-
лочи в отводимых водах не более 0,2 %.
Линия непрерывного омыления экономична и обеспечивает ста-
бильные показатели работы. Производительность можно регулиро-
вать в широких пределах. В зависимости от требований заказчика
фирма «Маццони» поставляет установки одно- и двустадийного
омыления жирных кислот прямым методом.
6.7. ОБРАБОТКА МЫЛА ДЛЯ ПРИДАНИЯ ЕМУ ТОВАРНОЙ
ФОРМЫ
6-7.1. ОСНОВНЫЕ ПРОЦЕССЫ ОБРАБОТКИ МЫЛА
Для придания мылу товарной формы мыльную основу, приго-
товленную прямым или косвенным способом в котлах или уста-
новках непрерывного действия, подвергают различной обработке,
зависящей от вида и сорта мыла.
Хозяйственное мыло охлаждают и подсушивают, подвергают
Механической обработке и формованию, режут, на куски опре-
деленного товарного размера, на поверхности которых наносят
соответствующие реквизиты, предусмотренные стандартом (штам-
пуют); готовые куски мыла упаковывают в тару. При производ-
стве отдушенного мыла в него после сушки добавляют отдушки.
В туалетные мыла после охлаждения, сушки и предварительной
51-3849 .401
механической обработки вводят отдушки, красители, антиокисли-
тели и другие добавки. Затем мыльную массу подвергают дополни-
тельной механической обработке с последующим формованием
резкой, подсушиванием полученных кусков, штампованием мыла'
завертыванием в этикетки и упаковкой.
6.7.1.1. ОХЛАЖДЕНИЕ И СУШКА МЫЛА
В процессе охлаждения мыло кристаллизуется и переходит из
жидкого состояния в твердое. Твердость мыла зависит от содер-
жания в нем жирных кислот, титра жировой смеси, метода ох-
лаждения и других факторов.
Охлаждать мыло можно двумя путями:
снижением температуры без изменения концентрации жирных
кислот (например, на установке итальянской фирмы «Механик
Модерн»);
испарением из мыла влаги, сопровождающимся его подсуши-
ванием, т.е. увеличением концентрации жирных кислот; этот ме-
тод более прогрессивный.
Мыльную основу, содержащую 60...63 % жирных кислот, сушат
с целью получения более концентрированных хозяйственных
и туалетных мыл.
По способу подвода теплоты к высушиваемой мыльной массе
различают два вида сушки:
контактную — путем передачи теплоты от теплоносителя к мате-
риалу через разделяющую перегородку;
конвективную — путем непосредственного соприкосновения
высушиваемого материала с сушильным агентом, в качестве
которого, как правило, используют нагретый воздух.
В современных условиях для обработки концентрированных
хозяйственных и туалетных мыл применяют новый принцип, по-
зволяющий совместить операции охлаждения и сушки мыльной
основы. Сущность метода заключается в том, что мыло, подогре-
тое до определенной температуры, распыливается в замкнутой
камере. При этом часть содержащейся в нем влаги испаряется,
мыло одновременно охлаждается и подсушивается. Сушку и ох-
лаждение можно осуществлять при атмосферном давлении и под
вакуумом. Наибольший эффект достигается при работе камеры
под разрежением.
Способ охлаждения и сушки мыла под вакуумом имеет ряд пре-
имуществ перед другими методами:
для охлаждения и сушки используется собственная теплота жид-
кой горячей основы, что обеспечивает в среднем экономию 400 кг
пара на 1 т хозяйственного мыла с 72 %-ным содержанием жир-
ных кислот;
при впрыскивании горячей мыльной основы в пространство под
вакуумом происходит интенсивное испарение влаги и почти мгно-
402
венное высушивание и охлаждение мыла; влага испаряется рав-
номерно из всей массы основы, получается однородный по со-
держанию влаги продукт;
исключается возможность химических изменений мыла (кар-
бонизация свободной едкой щелочи, окисление, прогоркание)
вследствие отсутствия в системе воздуха и быстрого высушивания
и охлаждения мыла;
улучшается запах мыла благодаря отгонке некоторого количества
одорирующих веществ с водяным паром под вакуумом.
Преимущества метода охлаждения и сушки мыла под вакуумом
обусловливает его широкое распространение в промышленности.
В 60-х годах все заводы нашей страны, выпускающие хозяйствен-
ное мыло, были переведены на этот метод обработки. Обработка
туалетной основы на большинстве отечественных заводов также осу-
ществляется на линиях с использованием метода охлаждения и сушки
мыла под вакуумом.
Оптимальные условия работы вакуум-сушильной камеры для
ролучения мыла с заданным содержанием жирных кислот можно
определить, пользуясь номограммой, изображенной на рис. 6.10.
Рис. 6.10. Номограмма для определения режима сушки мыла
На горизонтальной оси справа берут точку, соответствующую
заданной концентрации жирных кислот в конечном продукте, про-
водят вертикальную линию до пересечения с наклонными кривы-
ми, выражающими содержание жирных кислот в мыльной основе,
и из точки пересечения проводят влево горизонтальную линию.
Затем на горизонтальной оси (слева) берут точку с отметкой оста-
51*
403
точного давления в вакуум-камере и из этой точки проводят вер-
тикальную линию до пересечения с проведенной горизонтальной
линией. Полученная точка пересечения определяет давление на-
сыщенного пара, поступающего в теплообменную колонку, с обес-
печением заданного содержания жирных кислот в готовом мыле.
6.7.1.2. МЕХАНИЧЕСКАЯ ОБРАБОТКА (ПИЛИРОВАНИЕ) МЫЛА
Механическую обработку (пилирование) осуществляют путем
Тщательного и многократного перетирания высушенной мыльной
стружки с целью получения плотной монолитной массы, обогаще-
ния мыла р-модификацией и повышения его пластических свойств.
Для механической обработки мыла применяют вальцовые и шне-
ковые машины.
Согласно работам проф. Б.Н.Тютюнникова при обработке мыла
на вальцовых машинах, кроме перетирания, происходит ориента-
ция кристаллических агрегатов мыльной массы. При прохождении
через отверстия в решетке, расположенной в конусе шнековой ма-
шины, кристаллические агрегаты вытягиваются в нити в направле-
нии движения мыльной массы. Чем меньше диаметр отверстий в
решетке и чем меньше сечение выходного отверстия мундштука
Шнековой машины, тем больше эта ориентация и выше качество
мыла — улучшается его растворимость, пенообразовательная спо-
собность и пр. Ориентация кристаллических агрегатов влияет на
механические свойства готового мыла, в частности на его пластич-
ность и способность к пластической деформации.
Качество механической обработки мыла (пилирование) сильно
зависит от температуры. Повышение температуры мыла, проходя-
щего через шнековую машину, может вызвать его рекристаллиза-
цию, появление в нем аморфной массы стекловидного полупроз-
рачного мыла.
Чрезмерное давление на выходе из шнековой машины, со-
провождающееся перегревом мыльной массы, также приводит
к рекристаллизации мыла.
Температуру пилирования устанавливают в зависимости от
жирового состава мыла, его концентрации, титра жирных кислот
и других факторов. Температура мыльного бруска, выходящего
из шнековой машины, находится в пределах 35...42 °C.
Пилирование - очень важный этап производства туалетного мыла.
Правильно пилированное мыло имеет блестящую равномерную
поверхность, без полос, трещин, чешуи, шероховатости и зади-
ров, без вкраплений на поверхности бруска пятен краски, налета
и других пороков. Брусок мыла, выходящий из шнековой ма-
шины, должен быть достаточно пластичным, т.е. способным
подвергаться скручиванию и изгибанию без разрывов. В разрыве
мыльный брусок должен быть одинаково уплотнен по всему сече-
нию без наличия неуплотненной сердцевины.
404
6.7.2. ОБРАБОТКА ОСНОВЫ ХОЗЯЙСТВЕННОГО МЫЛА
6 7.2.1. ВЫСУШИВАНИЕ, ОХЛАЖДЕНИЕ, ПЛАСТИФИКАЦИЯ
и ФОРМОВАНИЕ ОСНОВЫ МЫЛА
В нашей стране обработку основы хозяйственного мыла осу-
ществляют под разрежением с последовательным проведени-
ем процессов высушивания, охлаждения, пластификации и
формования основы. Для этой цели используют непрерывно-
действующие вакуум-сушильные установки (ВСУ) отечественного
производства.
Вакуум-сушильная
камера (рис. 6.11) является
центральным аппаратом всей
установки, в котором происхо-
дит охлаждение и сушка рас-
пыленной горячей мыльной
основы благодаря интенсив-
ному испарению из нее влаги
в условиях вакуума.
Камера представляет собой
вертикальный цилиндрический
корпус 1 диаметром 1500 мм
и высотой 4000 мм со сфери-
ческой крышкой J, конусом 7
и переходным кольцом 8,
которым камера опирается на
двухрукавный бункер. По оси
камеры проходит пустотелый
вал 4, который приводится во
вращение с частотой 0,20 с-1 от
электродвигателя через редук-
тор с червячной передачей.
К валу прикреплены две фор-
сунки 2 для распыления горячего
мыла, поступающего внутрь по-
лого вала, и три фигурных сталь-
ных ножа 5 для снятия мыла
Рис. 6.11. Вакуум-сушильная камера
с внутренних стенок камеры,
Днища и крышки аппарата.
Зазор между стенками камеры и ножами не должен превы-
шать 0,1 мм.
Цилиндрическая часть камеры имеет рубашку 6, в которую
ПРИ выработке высококонцентрированных мыл подают горячую
воду температурой от 60 до 98 °C.
Вакуумные шнек-прессы (пелотезы) (рис. 6.12) пред-
назначены для механической обработки мыла, пластифика-
405
ции, прессования и формирования бруска из мыльной струж-
ки. Основной рабочей частью шнековой машины являются
два вращающихся в противоположных направлениях чугунных
шнека 5 диаметром 250 мм и длиной 1270 мм с переменным
шагом витков от 200 до 140 мм. Частота вращения шнеков
0,18...0,20 с"1.
Шнеки помещены в прессовую камеру 6, установленную на ста-
нине 7. Мыльная стружка поступает в шнек-пресс через загру-
зочное отверстие 7, соединенное с бункером вакуум-сушильной
камеры. При вращении шнеков стружка перемещается в сторону
конической головки 2. Благодаря переменному шагу витков и
сопротивлению, которое оказывает решетка 3 поступательному
движения материала, мыльная стружка постепенно уплотняется.
Полученная уплотненная масса продавливается через решетку с
отверстиями диаметром 20 мм, при этом она перетирается, затем
поступает в коническую головку 2. Здесь вследствие постепен-
ного уменьшения живого сечения мыло дополнительно спрес-
406
созывается, уплотняется и выходит из шнек-пресса в виде бес-
конечного бруска. На выходе из головки машины установлена
прямоугольная шайба, которая придает соответствующую форму
бруску мыла.
Чтобы избежать чрезмерного перегрева мыльной массы при
движении ее в прессующей камере, последняя имеет рубашку 4,
в которой циркулирует холодная вода температурой 12...15 °C.
Для придания бруску мыла гладкой и блестящей поверхности без
трещин и задиров коническая головка имеет рубашку для горячей
воды, температура которой варьирует в пределах от 30 до 90 °C
и регулируется автоматически с помощью терморегулятора.
Производительность шнек-пресса 1 т/ч.
6.7.2.Z. МАРКИРОВКА И РЕЗКА БРУСКОВ МЫЛА
Для этой цели применяется маркировочно-резальный автомат
конструкции инженера О.Я.Пронина (рис. 6.13).
Принцип действия автомата заключается в следующем. Выходя-
щий из вакуумного шнек-пресса брусок мыла 5, движущийся по
рольгангу 4, подводится к двум барабанам 3, на цилиндрической
Рис- 6.13. Маркировочно-резальный автомат конструкции инженера О.Я.Пронина
407
поверхности которых симметрично укреплены пластины 2 с вы-
пуклым рисунком и шрифтом. Эти пластины (матрицы) вдав-
ливаются в брусок мыла и оставляют на его поверхности оттиск
рисунка и текста. Два регулировочных винта 6 служат для регулиро-
вания глубины и четкости рельефа при изменении высоты бруска.
Каждый из них имеет правую и левую резьбу. На резьбовую часть
винтов надеты ходовые гайки 15, которые служат опорами для осей
накатывающих барабанов. Шарнирно закрепленные планки 14
обеспечивают постоянное зацепление зубчатых колес 1 с зубча-
тыми колесами накатывающих барабанов при регулировании
зазора между матрицами.
Далее брусок мыла по роликовому транспортеру поступает
на режущий барабан 11. По его окружности с обеих сторон
шарнирно закреплены рычаги 7, между которыми натянута ре-
жущая проволока диаметром 0,8 мм. С одной стороны бара-
бана рычаг 7 имеет два плеча. На плече 9 укреплен ролик 10,
прижимаемый к неподвижному кулачку 8. Это устройство обес-
печивает синхронное продольное и вертикальное движение про-
волоки и бруска, что в свою очередь обеспечивает ровный срез
кусков мыла.
Брусок мыла 5, двигаясь между накатывающими барабанами 3,
вращает их, а вместе с ними через цепную передачу 12 и режу-
щий барабан. Готовые куски мыла отводятся транспортером 13
на упаковку. Массу куска регулируют изменением высоты брус-
ка, выходящего из шнековой машины, при помощи выходного
калибра (шайбы).
Производительность машины до 3 т/ч мыла.
6.7.2.3. УПАКОВКА ХОЗЯЙСТВЕННОГО МЫЛА
Хозяйственное мыло выпускают без завертки, упаковывают в
деревянные ящики (преимущественно вручную), что является
одним из «узких мест» мыловаренного производства.
В последние годы усилия инженеров, конструкторов и рацио-
нализаторов масложировой промышленности были направ-
лены на создание автоматических укладочных машин для мыла.
Один из таких автоматов разработан на Краснодарском масло-
жиркомбинате под руководством инж. О.Я.Пронина. В на-
стоящее время такие автоматы внедрены на ряде предприятий
страны, где они установлены на линиях ВСУ после маркировоч-
но-резальных машин.
Принцип действия автомата заключается в послойной укладке
кусков мыла в деревянные ящики при помощи вакуумного захвата,
который совершает перемещение в горизонтальном и вертикаль-
ном направлениях.
Производительность автомата при укладке кусков мыла массой
400 г в ящик № 16 составляет 250 кусков в минуту.
408
6.7. Z.4. ОБРАБОТКА ОСНОВЫ ТВЕРДОГО ХОЗЯЙСТВЕННОГО МЫЛА
НА ВАКУУМ-СУШИЛЬНОЙ УСТАНОВКЕ
Основа хозяйственного мыла, приготовленная периодическим
(прямым или косвенным) или непрерывным способом, из пи-
тающего бака 1 (рис. 6.14) проходит через обогреваемый фильтр 2
и под давлением около 0,3 МПа дозировочным насосом 3 подается
в теплообменную колонку 4, в которой подогревается от 80...90 °C
до 120... 165 °C в зависимости от условий сушки, определенных
по номограмме.
Из теплообменной колонки 4 горячее мыло под тем же давле-
нием поступает в вакуум-сушильную камеру 5, где распыливает-
ся с помощью двух форсунок, прикрепленных к валу. При этом
мыло быстро теряет часть влаги, охлаждается и подсушивается.
Оседающее на стенках камеры в виде тонкой пленки мыло сни-
мается укрепленными на валу скребками (ножами) и в форме
стружки подается в двухрукавный бункер 6, который распределяет
его между двумя вакуумными шнек-прессами (пелотезами) 7.
В шнек-прессах мыло пластифицируется, спрессовывается в
плотную массу и выходит из машины в виде бесконечного брус-
ка прямоугольной формы, который далее поступает в маркиро-
вочно-резальный автомат 8, где на его поверхности при помощи
вращающихся накатных валиков наносятся с двух сторон соответ-
ствующие техническим условиям реквизиты, а затем брусок мыла
разрезается на куски товарного размера.
Рис. 6.14. Технологическая схема обработки основы хозяйственного мыла на ваку-
УМ-сушильной установке
52-3849
409
Готовые куски мыла поступают на укладочный автомат 19, где
производится укладка их в деревянные ящики, которые транспор-
тером 18 отправляются на склад готовой продукции.
Водяной пар из вакуум-камеры поступает в циклон-сепаратор Ю
где отделяется основная часть увлеченной им мыльной пыли, ко-
торая оседает в конической части циклона и выводится оттуда
с помощью шнек-пресса 9 в крафт-мешки в виде порошка или
вермишели. В последнем случае мыльная пыль шнек-прессом
продавливается через густую решетку.
Мыльный порошок с содержанием до 80 % жирных кислот
может быть использован для различных промышленных целей,
например в металлообрабатывающей промышленности при
волочении проволоки. Мыльная вермишель иногда продается
как самостоятельный продукт.
Водяной пар, выходящий из первого циклона-сепаратора, по-
ступает во второй циклон 11, в котором освобождается от остатка
мыльной пыли, затем через пароэжектор 12 направляется на кон-
денсацию в барометрический конденсатор смешения 13, питаемый
охлаждающей водой из напорного резервуара 14. Отходящая из
конденсатора вода по барометрической трубе через барометри-
ческий колодец сбрасывается в очистную систему. Несконден-
сировавшиеся пары и газы из конденсатора через каплеотдели-
тель 15 и ловушку 16 отсасываются вакуум-насосом 17.
При температуре охлаждающей воды не выше 20 °C вакуум-
насос обеспечивает остаточное давление в установке в преде-
лах 2...4 кПа, достаточное для выработки мыл с содержанием
жирных кислот до 78 %.
Производительность вакуум-сушильной установки 2 т/ч хозяй-
ственного мыла.
6.7.3. ОБРАБОТКА ОСНОВЫ ТУАЛЕТНОГО МЫЛА
На мыловаренных заводах нашей страны обработка туалетной
основы для придания мылу товарного вида осуществляется в ос-
новном на непрерывнодействующих линиях с использованием
вакуум-сушильных камер. На этих линиях охлаждение и сушка
мыла производятся под вакуумом по такому же принципу, что
и хозяйственное мыло с использованием для механической обра-
ботки ряда последовательно работающих шнековых машин.
На предприятиях России, выпускающих туалетное мыло, широ-
ко распространена линия ЭЛМ производительностью 2 т/ч. Разра-
ботана автоматизированная линия марки А1-МЛТ производитель-
ностью 4 т/ч, предназначенная для непрерывной выработки
туалетного мыла с содержанием жирных кислот в готовом мыле
до 78 %. На ряде предприятий (Нижегородском масложирком-
бинате, фабрике «Свобода», Казанском химкомбинате и др.) внед-
рены линии фирмы «Маццони» производительностью 4 т/ч по вЫ-
410
работке высококачественного обернутого туалетного мыла массой
100, 150 и 200 г различной формы с содержанием жирных кислот в
готовом мыле до 80 %.
6.7.3- 1. ОБРАБОТКА ОСНОВЫ ТУАЛЕТНОГО МЫЛА НА НЕПРЕРЫВНОЙ
ЛИНИИ ЭЛМ
Основное оборудование линии. Вакуум-сушильная камера этих
линий, предназначенная для охлаждения, сушки и кристаллиза-
ции основы туалетного мыла, по принципу действия и конструк-
тивно не отличается от камеры, используемой в вакуум-сушильной
установке для хозяйственного мыла. Производительность камеры
по стружке 2 т/ч, остаточное давление 2...5,3 кПа.
Двойной шнек-
пресс (рис. 6.15) пред-
назначен для предвари-
тельной механической об-
работки (пилирования)
мыльной стружки, выходя-
щей из вакуум-сушильной
камеры, ее уплотнения, ча-
стичного подсушивания и
получения однородных
гранул, удобных для транс-
портировки. Он состоит
из двух одинаковых по
конструкции двухвинто-
вых шнек-прессов - верх-
него А и нижнего Б с ин-
дивидуальным приводом
от электродвигателей. Шаг
витков переменный с вра-
щением в разные стороны.
Длина шнеков 1500 м, ди-
аметр 300 мм, частота вра-
щения 0,30 с-1.
Верхний и нижний шнек-
прессы соединяются между
собой промежуточной ва-
Рис. 6.15. Двойной шнек-пресс
куум-камерой 6. Нижний шнек-пресс повернут под углом 90 °C
по отношению к верхнему. Верхний шнек-пресс имеет станину 1.
Мыльная стружка из вакуум-сушильной камеры поступает в верх-
ний шнек-пресс через патрубок 2. При вращении шнеков 3 она
перемешивается и перемещается по направлению к промежуточной
камере. При этом стружка постепенно спрессовывается вследствие
переменного шага витков, уменьшающегося по направлению дви-
жения материала. На выходе из верхнего шнека мыло продавлива-
52*
411
ется через решетку 4 с отверстиями овальной формы и разрезается
ножами 5 для получения гранул. При продавливании через решет-
ку происходит пластификация мыла и улучшение его кристалли-
ческой структуры.
Для поддержания заданной температуры мыла в процессе обра-
ботки корпус верхнего шнекового пресса снабжен рубашкой 7, в
которой циркулирует холодная вода температурой не выше 20 °C.
Мыльная вермишель из верхнего шнека поступает в вакуумную
промежуточную камеру. Здесь мыло дополнительно подсушивается
и охлаждается и далее поступает во второй шнек-пресс, где под-
вергается дополнительной механической обработке. Выходящие
из нижнего шнека мыльные гранулы ленточным транспортером
передаются в промежуточные бункеры.
Производительность двойного шнек-пресса 2 т/ч.
Смесительный шнек-пресс (рис. 6.16) предназ-
начен для непрерывного дозирования и смешивания мыла с кра-
сителями, отдушкой и другими добавками (ингредиентами).
Он состоит из двух рабочих шнек-прессов — верхнего шнека-доза-
тора 6, дозирующего мыльные гранулы, и нижнего 10, перемеши-
вающего и пилирующего массу. Диаметр верхнего шнека 200 мм,
Рис. 6.16. Смесительный шнек-пресс
412
частота вращения 0,30 с-1. Диаметр нижнего шнека 300 мм, часто-
та вращения 0,20 с"1. Для подачи ингредиентов имеется специаль-
ное дозирующее устройство.
Мыльная вермишель поступает в шнек-дозатор 6 через бункер 7,
в котором с помощью мембранных датчиков поддерживается отно-
сительно постоянный уровень мыльной массы.
Предварительно подготовленная и тщательно перемешанная смесь
добавок поступает в бачок 5, откуда через один из фильтров 4
плунжерным насосом-дозатором 3 подается на коромысло струй-
ного реле, с которого она свободно стекает в мыльную массу,
находящуюся в шнеке-дозаторе 6.
Насос-дозатор 3 приводится в движение от электродвигателя 2
через вариатор скоростей 1. Производительность его регулируется
в пределах от 12 до 93 л/ч в зависимости от длины хода плунжера
(10...30 мм) и рабочей скорости насоса (40 и 100 ходов в минуту).
В корыте шнека-дозатора 6 мыльная масса предварительно пе-
ремешивается с добавками, затем поступает на нижний шнек 10,
где тщательно перемешивается, уплотняется, продавливается че-
рез решетку 9 и на выходе разрезается ножом 8 на гранулы.
Производительность смесительного шнек-пресса 1 т/ч мыла.
Двухступенчатый вакуумный шнек-пресс
(рис. 6.17) служит для окончательной механической обработки мы-
ла. Он состоит из двух горизонтально установленных в разных плоско-
стях, последовательно работающих одновинтовых шнек-прессов, со-
единенных между собой в единый агрегат при помощи вакуум-камеры.
Рис. 6.17. Двуххступенчатый вакуумный шнек-пресс
413
Верхний шнек-пресс 5 приводится во вращение от электродвига-
теля 1 через клиноременную передачу 2 и систему зубчатых шесте-
рен 3. Диаметр шнека 300 мм, частота вращения 0,20 с-1. Корпус
шнека охлаждается проточной водой, циркулирующей в рубашке 6.
Мыльная вермишель, поступающая в верхний шнек-пресс 5 через
питательный бункер 4, тщательно перемешивается, уплотняется
спрессовывается, продавливается через решетку и разрезается много-
лезвийным ножом на гранулы. Из верхнего шнек-пресса мыло посту-
пает в вакуум-камеру 7, в которой с помощью индивидуального ваку-
ум-насоса создается остаточное давление 5,3...8 кПа. Здесь мыльная
масса частично подсушивается и охлаждается. Отсасывание воздуха
способствует уменьшению пористости мыльного бруска на выходе.
Из вакуум-камеры мыльная масса в виде гранул подается на ниж-
ний шнек-пресс 9, имеющий такой же диаметр, что и верхний
шнек-пресс. Частота вращения нижнего шнек-пресса может из-
меняться от 0,10 до 0,30 с-1. Корпус его имеет рубашку 8 для
охлаждения проточной водой. Рабочая камера соединена с кони-
ческой головкой 10, имеющей обогревающую рубашку 11 с тер-
морегулятором 12. Выходное отверстие конической головки имеет
калибр, при помощи которого регулируется форма и сечение брус-
ка мыла. Нижний шнек-пресс имеет самостоятельный привод от
электродвигателя через четырехступенчатый редуктор.
В нижнем шнек-прессе мыло спрессовывается под давлением,
превращается в монолитную пластичную массу и выходит из отвер-
стия конической головки в виде бесконечного бруска заданного
поперечного сечения. Производительность двухступенчатого ваку-
умного шнек-пресса 1 т/ч мыла.
Автомат для резки мыла (рис. 6.18) предназначен
для непрерывной резки бруска мыла на куски определенной дли-
ны. Основной рабочий орган машины - режущий механизм, со-
стоящий из фрикционных колес 3 и 6, на которые натянуты две
бесконечные цепи 4 с закрепленными на них ножами-пластинами 5
толщиной 0,8 мм и шириной 15 мм.
Привод цепей с ножами осуществляется от электродвигателя 1
через червячный редуктор 2, фрикционную и обгонную муфты.
Для безопасности работы сверху автомат закрыт прозрачным кожу-
хом 7, изготовленным из оргстекла.
Принцип действия автомата заключается в следующем. Брусок
мыла, непрерывно выходящий из двухступенчатого вакуумного
шнек-пресса, вначале поступает на приемный рольганг 9, на ко-
тором удерживается вертикальными роликами 8 от бокового сме-
щения. При дальнейшем движении брусок попадает на подсти-
лающий транспортер 10 и по мере продвижения сверху в брусок
начинают врезаться пластинчатые ножи. Одновременно в рабо-
те участвуют 3 или 4 ножа, которые режут мыльный брусок на
куски методом «прижима». Отрезанные куски по рольгангу Н
направляются на транспортер, подающий их на штамп-пресс.
414
В случае необходимости изменения массы куска мыла ножевую
цепь заменяют другой, имеющей иной шаг между режущими ножа-
ми. Однако чаще всего эта задача решается путем изменения сече-
ния бруска мыла при помощи раздвижного калибра, находящегося
6 конусе головки двухступенчатого вакуумного шнек-пресса.
Производительность автомата 1 т/ч мыла.
Схема обработки туалетного мыла на непрерывной линии ЭЛМ.
Туалетную основу из мылосборника 1 (рис. 6.19) питающим насо-
сом 2 через фильтр 3 закачивают в питающий бак 4, снабженный
регулятором уровня, поддерживающим постоянное давление
столба жидкости на дозировочный насос. Из питательного бака
мыльную основу дозировочным насосом 5 подают в теплообмен-
ную колонку 6, где масса подогревается глухим паром давлением
До 0,6 МПа от 80...85 °C до 120... 160 °C в зависимости от условий
сушки согласно номограмме. Из теплообменной колонки нагретая
До заданной температуры мыльная масса под давлением до 0,5 МПа
поступает внутрь вакуум-сушильной камеры 7 и распыляется через
форсунки. Остаточное давление в камере 2...5,3 кПа. За счет пере-
пада давления и температуры мыло теряет некоторое количество
влаги и кристаллизуется. Небольшая часть подсушенного и охлаж-
денного мыла падает на дно камеры, основная же часть оседает
415
тонким слоем на внутренней поверхности камеры, откуда снима-
ется вращающимися ножами в виде стружки толщиной около I мм
сбрасывается в нижнюю часть камеры и через бункер поступает
в двойной шнек-пресс 8. Последний герметически соединен с бун-
кером и находится под тем же разрежением, что и камера.
В шнек-прессе мыльная стружка дважды перетирается, уплотняется,
пластифицируется, дополнительно подсушивается, продавливается
через решетку и разрезается ножами на мелкие гранулы. Мыльная вер-
мишель с помощью нории 9 и шнека 18 подается в запасной бункер 79.
Парогазовая смесь, отходящая из вакуум-сушильной камеры,
направляется в первый циклон 10, где под действием центробеж-
ной силы и перепада скорости газового потока происходит отделе-
ние механически увлеченной мыльной пыли, которая оседает в
нижней части циклона, спрессовывается и удаляется из него с по-
мощью шнек-пресса 77. Парогазовая смесь из первого циклона
направляется во второй, контрольный, циклон 12, где окончательно
освобождается от мыльной пыли, затем поступает в барометричес-
кий конденсатор 13, в котором смешивается с охлаждающей водой
температурой 14... 16 °C и конденсируется. Смесь охлаждающей воды
и сконденсированного пара отводится по барометрической трубе в
коробку 15. Несконденсировавшиеся газы и воздух отсасываются
вакуум-насосом 77через каплеотделитель 14 и ловушку 16.
Мыльная стружка из бункера 19 через шлюзовой затвор 20
поступает в смесительный шнек-пресс 21, в котором она после
предварительного смешивания с разными ингредиентами (от-
душками, красителями и пр.) тщательно перемешивается, спрес-
вода на градирню
Рис. 6.19. Технологическая схема обработки туалетного мыла на непрерывной
416
совывается, продавливается через решетку, разрезается ножами
с получением вермишели. Последняя транспортером 22 подается
в двухступенчатый вакуумный шнек-пресс 23, где производится
окончательная обработка мыла и спрессовывание его в форме бруска.
Далее мыло поступает на автоматическую резальную машину 24,
на которой брусок разрезается на куски необходимой массы и
длины. Куски мыла поступают по ленточному транспортеру в
обдувочный тоннель 25, где подсушиваются подогретым воздухом,
вследствие чего на их поверхности образуется довольно твердая
сухая корочка, которая уменьшает прилипание к штампам.
Перед поступлением в двухручьевой штамп-пресс 26 мыло рас-
пределяется на два потока с помощью делителя. Отштампованное
мыло поступает на оберточные автоматы 27 и далее на упаковку
и обандероливание. Последние две операции могут осуществлять-
ся вручную и автоматически. При выработке незавернутых мыл их
направляют на упаковку сразу же после штамп-прессов.
Упаковка туалетного мыла. Туалетное мыло упаковывают от 5
до 20 кусков в бумажные или картонные пачки или картонные
коробки. В последние годы для механизации упаковки закрытых
и открытых сортов туалетных мыл разработан ряд конструкций
автоматических и полуавтоматических машин. Упаковка мыла на ав-
томатах осуществляется по 40 кусков в двухслойные пакеты из крафт-
бумаги, по 70 и 140 кусков в ящики из гофрированного картона.
Мыло, упакованное в пачки и коробки, укладывают в дощатые
ящики - не более 30 кг или в ящики из гофрированного картона -
не более 20 кг.
линии ЭЛМ
53-3849
417
6.13.1 . ОБРАБОТКА ОСНОВЫ ТУАЛЕТНОГО МЫЛА НА НЕПРЕРЫВНОЙ
ЛИНИИ ФИРМЫ «МАЦЦОНИ»
Особенностью этих установок является их большая производи-
тельность (4 т/ч), высокий уровень механизации и автоматизации
процессов от подачи мыльной основы до транспортировки готовой
продукции на склад, высокая единичная производительность от-
дельных машин, возможность вырабатывать высококонцентри-
рованные туалетные мыла с содержанием 80 % жирных кислот.
Наличие поверхностных конденсаторов, охлаждаемых циркуляци-
онной водой, обеспечивает бессточную технологию. Дозирование
и смешивание сухих и жидких ингредиентов в соответствии с ре-
цептурой осуществляется при помощи специального устройства.
Предусмотрена механизированная подача отходов (бракованного
мыла, излишков продукции) на повторную переработку. Приме-
нен пневмотранспорт с очисткой отработавшего воздуха. Все обо-
рудование выполнено из нержавеющей стали.
Обработка мыла на линии фирмы «Маццони» (рис. 6.20) осу-
ществляется следующим образом. Туалетная основа с содержа-
нием жирных кислот не менее 62 % и температурой 85...90 °C
из мылосборников 1 насосом 2 через фильтр 3 корзиночного типа
подается в бак 4 постоянного уровня вместимостью 3,5 м3. Из
бака 4 основа шестеренным насосом 5 при постоянном давлении
0,6 МПа прокачивается через два последовательно соединенных
теплообменника 6 в атомизатор 77. В теплообменниках с поверх-
ностью теплообмена 81,4 м2 каждый основа мыла подогревается
паром давлением 0,6 МПа до 140... 145 °C.
Рис. 6.20. Технологическая схема обработки туалетного мыла на линии
418
Атомизатор (сушильная башня) служит для сушки мыла под
вакуумом методом распыления. Остаточное давление в башне
5,30 кПа. Нагретое мыло форсунками распыляется на стенки
камеры, ножами-очистителями снимается в виде стружки и с
температурой 34...35 °C поступает в предварительный двухшнеко-
вый экструдер 10. Далее стружка через вакуумную камеру посту-
пает в окончательный экструдер 9, где происходит уплотнение
(прессование), пластификация мыльной основы и продавливание
ее через решетки с отверстиями диаметром 12 мм.
Пары влаги, мыльная пыль и газы из атомизатора поступают
в циклоны-сепараторы 12 и 13, в которых под действием центро-
бежной силы и перепада скорости газового потока унесенные час-
тицы мыла осаждаются в нижней части циклона и по мере накоп-
ления шнеками 14 и /5 подаются в экструдер 10. Пары влаги и газы
поступают в поверхностный конденсатор 16, где конденсируются,
и по барометрической трубе направляются в барометрическую
коробку 17. Из последней вода, содержащая мыло, направляется
в мыловаренные котлы. Воздух и несконденсировавшиеся газы
через каплеуловитель отсасываются вакуум-насосом 18.
Для охлаждения поверхностного конденсатора 16 используется
вода температурой не выше 18 °C, которая охлаждается во фреоно-
вой холодильной установке, поставляемой в комплекте с линией.
Мыльная вермишель из окончательного экструдера 9 поступает
в загрузочную воронку 8 с трубой Вентури и далее по пневмопро-
воду 7 через сепарационные циклоны 20 подается в бункеры 19
для хранения высушенного мыла.
Воздух с содержащейся в нем мыльной пылью по воздуховоду 21
«Маццони»
53*
419
направляется в рукавный фильтр 22 с поверхностью фильтра-
ции 284 м2. Очистка фильтра осуществляется автоматически сжа-
тым воздухом давлением 0,5...0,75 МПа. Разрежение для системы
пневмотранспорта создается воздуходувкой. Очищенный воздух
по воздуховоду 23 выбрасывается в атмосферу.
Обработка мыла в установке осуществляется на двух потоках
производительностью по 2 т/ч. Оборудование этих потоков может
быть одинаковым или разным. Так, в случае производства двух
сортов мыла при использовании одной и той же мыльной основы
потоки комплектуются разным набором оборудования для дозиро-
вания компонентов и разных способов обработки туалетной массы.
По одному из предлагаемых фирмой вариантов мыльная вер-
мишель из бункера 19 поступает в смеситель 24 типа БДМ, куда
вводятся добавки (отдушка, белила, раствор красителя, антиокси-
дант-пластификатор и др.). Узел БДМ предусматривает раздельное
дозирование жидких и сыпучих добавок в мыло и перемешивание
мыльной вермишели с этими добавками. Жидкие ингредиенты
готовят в резервуарах, снабженных мешалками и обогреваемых
ТЭНами для поддержания температуры в пределах 50...60 °C.
Заданное количество добавок плунжерными насосами-дозаторами
непрерывно подается в смеситель, откуда мыльная основа по-
ступает в одношнековый экструдер 25 для рафинирования, где
происходит пилирование мыла.
Из экструдера 25 мыльная вермишель диаметром 8 мм ленточным
транспортером 26 подается на трехвальцовые вальцовки 27, на
которых осуществляется дальнейшее пилирование массы с полу-
чением «лепестка». Последний по ленточному транспортеру 28
направляется в экструдер «Дуплекс» 29 для окончательной обра-
ботки мыльной массы и формирования бруска.
Выходящие из конуса экструдера две мыльные штанги разре-
заются на куски на резальной машине 30 производительностью
200 кусков в минуту. Транспортером 31 куски мыла направляются
в двухручьевый штамп-пресс 32, на котором происходит штампов-
ка мыла с получением кусков прямоугольной формы массой 100
и 200 г, овальной - массой 150 г и фигурной формы/
Для придания куску мыла блеска и предотвращения прилипания
его к поверхности матриц последние охлаждают 55 %-ным раст-
вором этиленгликоля от автономной фреоновой холодильной
установки. Температура охлаждающей жидкости зависит от титра
мыла и свойств добавок: для мыл с высоким титром и без доба-
вок она должна быть (-10)...(-12) °C, а для мыл с низким титром
и пережиривающими добавками (-25)...(-30) °C.
Лишние или бракованные куски мыла после резки и штамп-пресса
возвращаются системой транспортеров в экструдер 29.
Отштампованные куски мыла двумя транспортерами 33 подаются
на мылооберточные машины 34 фирмы «Акма» («Акма-711»), пред-
назначенные для обертывания кусков мыла в один, два или три
420
слоя. Трехслойная обертка необходима при выпуске мыла массой
100 и 150 г; 200-граммовое мыло может заворачиваться в один или
два слоя. Производительность машины для кусков массой 100 г -
170... 180, 150 г — 140, 200 г — 120 кусков в минуту.
Для оклеивания этикеток применяется поливинилацетатная эмуль-
сия. С целью ускорения сушки заклеенных этикеток куски мыла
поступают на обогреваемые транспортеры 35. Два потока обер-
нутого мыла ленточным транспортером 36 направляются в груп-
пировочную систему 37, где формируются в один поток и пода-
ются в укладочный автомат 38 фирмы «Акма» («Акма-773-5-2Т),
служащий для укладки кусков мыла в ящики из гофрированного
картона. Размеры упаковок для кусков массой 100 г - 140 кусков;
150 г - 96; 200 г - 108 кусков.
Картонные коробки с мылом подаются в обандероливающую
машину 39 («Акма-784-N-TB).
Ящики с мылом ленточным транспортером 40 при помощи
подъемника 41 подаются на склад готовой продукции.
6.8. ПОКАЗАТЕЛИ КАЧЕСТВА ХОЗЯЙСТВЕННОГО
И ТУАЛЕТНОГО МЫЛА
Одним из основных показателей качества мыл всех видов — со-
держание жирных кислот. Для определения товарной полноцен-
ности мыла введен показатель «качественное число» — к.ч.
Качественное число - это гарантируемое изготовителем коли-
чество жирных кислот в куске мыла номинальной массы.
Качественное число (в г) - массу жирных кислот в пересчете
на номинальную массу куска 100 г, вычисляют по формуле:
к.ч. = Х-т/т{,
где X - масса жирных кислот в 100 г мыла, г; т - фактическая масса куска, г;
т: - номинальная масса куска, г.
Согласно государственному стандарту качественное число
хозяйственных мыл должно быть не менее 70,5 г для I группы,
69 г для II группы и 64 г для III группы. Качественное число
туалетных мыл должно быть не менее 78 г для группы «Экстра»,
74 г для групп I, II и «Детская». Чтобы получить необходимое
качественное число в зависимости от содержания жирных кислот
в мыле, регулируют массу куска его (/и).
т = к - ч- mJX.
Важный показатель качества мыл - титр - температура застыва-
ния жирных кислот, выделенных из мыла. Для хозяйственных мыл
титр находится в пределах 36...42 °C для I группы, 35...42 °C для II
и III групп, а для туалетных — 36...41 °C. Снижение титра приводит
421
к повышению растворимости мыла и неэкономному его расходо-
ванию, а повышение — к уменьшению растворимости и ухуд-
шению моющего действия мыл.
В хозяйственном мыле массовая доля свободной едкой щелочи
не должна превышать 0,15 %, кроме мыл III группы, где этот пока-
затель должен быть не более 0,20 %; массовая доля свободной угле-
кислой соды должна быть до 1%. В туалетном мыле массовая доля
содопродуктов в пересчете на NaOH должна быть не более 0,20 %
для мыл групп «Экстра» и «Детская», 0,22 % для I группы,
0,25 % для II группы. Увеличение содержания щелочи по сравне-
нию с нормой вызывает сухость кожи, приводит к разрушению
ткани и пр. С другой стороны, наличие небольшого количество
свободной щелочи способствует полноте омыления жира и пре-
дохранению мыла от прогоркания.
В туалетном мыле ограничивают также содержание хлористого
натрия, которое не должно превышать 0,40 % для групп «Экстра»
и «Детская», 0,50 % — для I группы и 0,70 % — для II группы.
Превышение этой нормы ухудшает пластичность мыла, приводит
к появлению трещин на поверхности мыла при его механической
обработке.
Йодное число туалетных мыл во избежание прогоркания не
должно быть больше 55...60 % J2.
Содержание неомыляемых органических веществ и неомы-
ленного жира для хозяйственных мыл составляет 2...3,5 %, для
туалетных — 1...2 % к массе жирных кислот.
Существенный показатель качества мыла — его пенообразова-
тельная способность в водном растворе, которая характеризуется
высотой столба пены, образующейся при встряхивании 0,5 %-ного
водного раствора мыла. Первоначальный объем пены для хо-
зяйственных мыл должен быть не менее 300 мл, для туалет-
ных - 300...350 мл в зависимости от группы мыла.
6.9. НОРМИРОВАНИЕ РАСХОДА ЖИРОВОГО СЫРЬЯ
В ПРОИЗВОДСТВЕ МЫЛА
Нормы расхода жирных кислот на получение 1 т хозяйственных
и туалетных мыл определяются заданным содержанием жирных
кислот в мыле и количеством отходов и потерь в производстве.
В производстве мыла имеются следующие отходы и потери:
при варке мыла в результате уноса с отходящей парогазовой смесью;
с подмыльными щелоками при косвенном способе варки;
при сушке в результате уноса с паровоздушной смесью;
механические потери (розлив, размазывание по полу, оборудо-
ванию и пр.).
Нормирование и учет всех видов жирового сырья в мыло-
варенном производстве ведется в пересчете на 100%-ные
жирные кислоты.
422
В табл. 6.5 приведены средние
нормы расхода жирных кислот
для выработки различных видов
мыла.
При вводе в рецептуру мыла
синтетических жирных кислот
фракции С)0-С16 (кокосовая
фракция) к норме расхода жир-
ных кислот на 1 т мыла добав-
ляются дополнительные потери
жирных кислот в зависимости
от количества вводимых СЖК
кокосовой фракции.
6.5. Норма расхода жирных кислот
при варке мыла, кг/т
Мыло Непрерыв- ный способ Периодиче- ский способ
Хозяйственное
65 %-ное 651,9 652,5
70 %-ное 701,8 702,1
72 %-ное 721,8 722,5
Туалетное
75 %-ное — 755,9
80 %-ное — 806,0
6.10- ОСНОВНЫЕ НАПРАВЛЕНИЯ ПОВЫШЕНИЯ
ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА МОЮЩИХ СРЕДСТВ
Наряду с дальнейшим увеличением объемов производства мыла
и моющих средств, важными задачами на перспективу являются 'i
улучшение качества выпускаемой продукции и разработка новых,
более эффективных ее видов; замена пищевых жиров высокока-
чественными жирными кислотами, в том числе гидрированными
из соапстоков; сокращение трудовых и энергетических затрат при
производстве всех моющих средств; создание бессточной техноло-
гии и исключение загрязнения окружающей среды.
Прирост мощностей по производству туалетных и хозяйствен-
ных мыл будет достигнут в основном в результате расширения,
реконструкции и технической перевооруженности действующих
предприятий и создания предприятий малой мощности.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Каковы назначение и ассортимент мыла, способы получения мыл?
2. Опишите физико-химические свойства мыл.
3. Рассмотрите физико-химические свойства водных растворов мыл.
4. Каково моющее действие мыльных растворов?
5. Рассмотрите процесс варки мыла, прямой и косвенный способы.
6. Как готовят основу хозяйственного мыла периодическим способом?
7. Как готовят основу туалетного мыла?
8. Как обрабатывают основу твердого хозяйственного мыла на вакуум-сушильной
установке?
9. Как обрабатывают основу твердого туалетного мыла на непрерывной линии
фирмы «Маццони»?
10. Дайте оценку качеству хозяйственного и туалетного мыла.
Глава 7
Производство пищевых
поверхностно-активных веществ
Поверхностно-активное вещество (ПАВ) — это химические
соединения, которые при растворении или диспергировании в
жидкости избирательно адсорбируются на границе раздела фаз,
снижая поверхностное и межфазное натяжение.
При получении устойчивых эмульсий первого и второго рода ПАВ
выполняют роль эмульгаторов и стабилизаторов. Они не только
способствуют снижению межфазной энергии, тем самым облегчая
диспергирование одной жидкости в другой, но и предохраняют
образовавшиеся капельки от слипания, стабилизируя таким обра-
зом полученную эмульсию.
К природным ПАВ относятся фосфолипиды, белки, углеводы,
смолы, воски, ланолин и др. Большая потребность в ПАВ
обусловила необходимость получения их синтетическим путем.
В настоящее время известны синтетические ПАВ, обладающие
более высоким эффектом действия, чем природные.
По характеру диссоциации в воде синтетические ПАВ делятся
на катионоактивные, анионоактивные, неионогенные и другие,
которые образуют истинные или коллоидные растворы в воде.
7.1. ПРИМЕНЕНИЕ ПАВ В ПИЩЕВОЙ ПРОМЫШЛЕННОСТИ
Выделяют два класса ПАВ, различающихся характером адсорб-
ции и механизмом стабилизации дисперсных систем. К первому
классу относятся низкомолекулярные соединения дифильного ха-
рактера, ко второму — высокомолекулярные соединения, в кото-
рых чередуются гидрофильные и гидрофобные группы, распреде-
ленные по всей длине.
К низкомолекулярным эмульгаторам, используемым в пищевой
промышленности, относятся фосфолипиды, моноглицериды жир-
ных кислот и продукты их этерификации уксусной, молочной,
лимонной, винной или диацетилвинной и другими кислотами.
424
Эти эмульгаторы обладают большей поверхностной активностью
и, следовательно, лучшим диспергирующим эффектом, поэтому
их используют преимущественно для получения эмульсий обрат-
ного типа (маргаринов).
Высокомолекулярные эмульгаторы — белки растительного и
животного происхождения, они находят применение в произ-
водстве эмульсий прямого типа (майонезов).
Перспективы использования ПАВ в пищевой промышленности
велики. При производстве хлебобулочных изделий в зависимости
от состава ПАВ, вводимые как пищевые добавки в количестве от
0,5 до 2 %, улучшают хлебопекарные свойства муки и обеспечива-
ют получение объемного, пористого, долго не черствеющего хле-
ба. При производстве тортов пищевые ПАВ не только повышают
качество готового продукта, но и позволяют снизить расход яйце-
продуктов с одновременной интенсификацией процесса сбивания
бисквитного теста. Это не только снижает себестоимость готового
продукта, но и за счет снижения холестерина, вводимого с яйца-
ми, повышает физиологическую ценность продукта.
При использовании ПАВ в макаронных изделиях уменьшается
их клейкость, увеличивается прочность, облегчается процесс прес-
сования с одновременным улучшением качества.
Введение ПАВ в шоколадную массу предохраняет ее от «посе-
дения» поверхности, так называемого «цветения» шоколада.
Все большее применение находят ПАВ в сахарной, консервной,
мясной и молочной промышленности.
Незаменима роль ПАВ в производстве маргарина и кулинарных
жиров. Добавление их в продукт увеличивает дисперсность и стой-
кость эмульсии, способствует лучшему усвоению жиров организ-
мом. При производстве высокожирных маргаринов, используемых
в основном для жарения, в качестве эмульгатора применяют дис-
тиллированные моноглицериды (МГД). В процессе жарения при
плохой влагоудерживающей способности эмульгатора происходит
сильное разбрыгивание капелек жира и воды. Поэтому важнейшим
критерием оценки действия эмульгаторов является их влагоудер-
живающая способность. В низкокалорийные маргарины в про-
цессе приготовления вводят фосфатидный концентрат вместе с
моноглицеридами. Однако фосфатидный концентрат, получаемый
по традиционной технологии, обладая свойствами эмульгатора
прямого и обратного типов, характеризуется слабым эмульгиру-
ющим эффектом.
Пищевые растительные фосфолипиды (ПРФ), полученные по
новой технологии, разработанной кафедрой технологии жиров
Кубанского государственного технологического университета,
с использованием электромагнитных воздействий и мягких тех-
нологических режимов, обладают высокими физико-химическими
показателями и могут служить эффективным эмульгатором в про-
изводстве маргарина. Кроме того, определены условия, при кото-
54-3849
425
рых они проявляют свойства эмульгатора прямого типа и могут
служить эффективным заменителем яичного порошка в произ-
водстве майонеза. Как установлено, структурирующие свойства
фосфолипидов увеличиваются со временем в процессе хранения
майонеза. Промышленные испытания пищевых растительных
фосфолипидов показали, что их можно эффективно использовать
в качестве самостоятельного эмульгатора как в производстве мар-
гаринов различной жирности, так и в производстве майонезов.
Доказано, что при создании майонезной эмульсии ПРФ необхо-
димо вводить не в виде масляного раствора как при создании мар-
гариновой эмульсии, а в виде водно-фосфолипидной эмульсии.
Наряду с фосфолипидами, выделенными из природных расти-
тельных масел, известны их синтетические аналоги.
Московским государственным университетом пищевых произ-
водств разработан способ получения синтетических фосфолипи-
дов — эмульгаторов ФОЛС-1, 2, 3. Эти эмульгаторы представляют
собой смесь аммониевых солей фосфолипидных кислот с глице-
ридами высших жирных кислот. Содержание фосфоглицеридной
фракции не менее 70 %. Как и природные эмульгаторы, ФОЛС
обладают высокой поверхностной активностью и антиоксидант-
ными свойствами, их можно использовать для производства как
майонеза, так и маргаринов.
В маргариновой промышленности в настоящее время использу-
ют эмульгаторы Т-1, Т-Ф, МГД, а также зарубежные ПАВ.
Учитывая непрерывно повышающийся спрос на пищевые ПАВ,
на жиркомбинате в Нижнем Новгороде пущен в эксплуатацию
завод по производству ПАВ. Готовой продукцией завода являются
90 %-ные моноглицериды и их производные.
7.2. ПОЛУЧЕНИЕ ЭМУЛЬГАТОРОВ Т-1 (ТВЕРДЫЙ 1) И Т-Ф
Эмульгатор Т-1 получают:
этерификацией глицерина жирными кислотами
сн2он CHjOCOR ' t, катализатор 1
СНОН + RCOOH : СНОН + Н2О;
СН2ОН СН2ОН
переэтерификацией триглицеридов глицерином (глицеролиз)
ch2ocor, СН2ОН ch2ocor123
chocor2 1 tt катализатор : ЗСНОН
+ 2 СНОН -
ch2ocor3 СН2ОН СН2ОН
426
Параллельно с образованием моноглицеридов получается опре-
деленное количество диглицеридов. Чем больше избыток глицери-
на в реакционной смеси, тем больше образуется моно глицеридов.
При получении эмульгатора методом этерификации в качестве
сырья используют дистиллированный динамитный глицерин и
дистиллированный концентрат стеариновой кислоты в соотно-
шении реагирующих веществ 26,2 и 73,8 % соответственно. Тех-
нологическая схема приведена на рис. 7.1. Жирные кислоты из
бака 2 подаются насосом 77 через подогреватель 16 в струйный
смеситель 3, куда из бака 1 насосом 18 через подогреватель 19 вво-
дится глицерин. Из смесителя 3 смесь поступает в этерификатор 4.
Для удаления образующейся воды и для ускорения процесса реак-
ционная смесь из этерификатора 4 непрерывно подается насосом 14
через подогреватель 13 в испаритель 5, из которого, стекая по
тарелкам самотеком, возвращается в этерификатор 4. Выделив-
шиеся в испарителе 5 пары воды и увлеченные пары глицерина
поступают на конденсацию. Возможно также отключение испари-
теля 5, тогда пары непосредственно из этерификатора 4 поступают
на конденсацию.
Рис. 7.1. Технологическая схема получения эмульгаторов Т-1 (твердый 1) и Т-Ф
методом этерификации
По окончании процесса этерификации эмульгатор насосом 15
подается в охладитель 6, а из него при температуре 90...95 °C в
центробежный сепаратор 7 для отделения непрореагировавшего
глицерина, который перекачивается в сборник И и насосом 12
возвращается в бак 1. Эмульгатор сливается в бак 9 и затем насо-
сом 10 подается на охлаждение и фасовку в тару. При получении
эмульгатора Т-Ф из бака 8 в бак 9 добавляют фосфатидный кон-
центрат. Процесс проводят при температуре 210...220 °C и интен-
сивном перемешивании в среде инертного газа.
Эмульгатор Т-1 получают также переэтерификацией глицерином
рафинированных жиров (говяжьего или свиного), а также из сало
54‘ .427
масов из хлопкового или подсолнечного масла. Катализатором
служит гидроксид калия или оксид кальция. Жир и глицерин
насосом 1 (рис. 7.2) через теплообменник 2 подаются в реактор 8.
По этой же линии вводится в реактор катализатор — 10 %-ный
раствор гидроксида калия в глицерине. Оксид кальция приме-
няется в виде порошка и в случае использования его загружают
в реактор вручную. По окончании реакции смесь, состоящая из
моно-, ди- и триглицеридов, свободных жирных кислот и глице-
рина перекачивается насосом 9 через охладитель 10 в отстойник 3.
Избыток глицерина, не вступивший в реакцию, и остаток ката-
лизатора отделяются на центрифуге 4. Эмульгатор направляется
в сборник 5 и насосом 6 передается в бак 7, откуда поступает
на охлаждение и фасовку. На протяжении всего процесса обес-
печивается хорошее перемешивание. Полученный продукт содер-
жит 42...45 % моноглицеридов.
Рис. 7.2. Технологическая схема получения эмульгаторов Т-1 (твердый 1) и Т-Ф
методом глицеролиза
Технологический режим: температура процесса 210...220 °C,
количество катализатора 0,3 % от массы жира, остаточное давле-
ние в аппарате 30...38 кПа. Температура готового продукта после
охладителя не более НО °C.
Эмульгатор Т-1 способствует улучшению пластических свойств
маргарина, но недостаточно прочно удерживает влагу при повы-
шенных температурах и, следовательно, обладает слабыми анти-
разбрызгивающими свойствами.
Эмульгатор Т-Ф получают смешением эмульгатора Т-1 и фосфа-
428
тидных концентратов в соотношении 3:1. Для этого в аппарат с гото-
вым эмульгатором Т-1 подают фосфатидный концентрат, смесь при
80...90 °C тщательно перемешивают и охлаждают (см. рис. 7.1 и 7.2).
Эмульгатор Т-Ф не только сохраняет все положительные свой-
ства эмульгатора Т-1, но и повышает их. Фосфатиды, прояв-
ляющие высокие гидрофильные свойства, способны более прочно
удерживать влагу при повышенных температурах, переходя в гид-
ратированную форму, и тем самым придают эмульгатору антираз-
брызгивающие свойства.
7.3. ПОЛУЧЕНИЕ МОНОГЛИЦЕРИДОВ И ИХ ПРОИЗВОДНЫХ
Моноглицериды получают глицеролизом жиров с последующим
разделением смеси продуктов реакции (непрореагировавшего
глицерина, диглицеридов, продуктов побочных реакций) центри-
фугированием и молекулярной дистилляцией. В качестве сырья
используются дистиллированный глицерин и саломас температу-
рой плавления не менее 59 °C при йодном числе не более 1 % J2.
Катализатором процесса является оксид кальция.
7.3.1. ГЛИЦЕРОЛИЗ ЖИРОВ
Глицеролиз жиров осуществляется по схеме, приведенной на
рис. 7.3. Саломас из бака 7 при температуре 80 °C насосом 27
через теплообменник 20, где он подогревается до 160 °C, подается
в реактор 4. Реактор выполнен из нержавеющей стали, имеет
пропеллерную мешалку и выносной холодильник 7. После за-
Ортофосфорная
кислота
К Вакуумной системе
Рис. 7.3. Технологическая схема глицеролиза жиров для получения моноглицеридов
429
грузки жира при включенной мешалке насосом 9 из бака 8 через
теплообменник 11 в реактор подается свежий глицерин, а из ба-
ка 10 насосом 12 через этот же теплообменник — возвратный
(повторно используемый) глицерин. Глицерин хранится в баках 8
и 10 при температуре 50 °C, после теплообменника его темпе-
ратура повышается до 160 °C. По окончании загрузки глицерина
в реакторе создается разрежение 50 кПа и через загрузочную во-
ронку из бака 3 подается расчетное количество оксида кальция.
Затем с помощью теплоносителя, прокачиваемого через наружные
и внутренние змеевики реактора, смесь саломаса, глицерина и
катализатора нагревают до 245 °C. Процесс глицеролиза протекает
в течение 0,5 ч, после чего отключается обогрев реактора и снима-
ется разрежение. Реакционная масса быстро охлаждается до 125 °C
путем многократного прокачивания ее насосом 5 через водяной
теплообменник 6, после чего в реакторе создается разрежение
и через воронку из бака 2 вводят строго необходимое количество
ортофосфорной кислоты для нейтрализации катализатора.
Полученная масса сливается в промежуточную емкость 19. Смесь
представляет собой двухкомпонентную систему (глицерин с не-
большим количеством растворенных глицеридов и триглицериды
с некоторым количеством глицерина).
Для разделения фаз и отделения катализаторного шлама смесь
насосом 17 подают на центрифугу 18. Глицерин сливают в бак 10
возвратного глицерина и используют для глицеролиза, а фрак-
цию моно- и диглицеридов с содержанием моноэфиров не ме-
нее 50 % и глицерина не более 10 % через промежуточный бак 16
насосом 15 принимают в бак 14, где поддерживается темпера-
тура 70...80 °C. Эту фракцию насосом 13 передают на двухсту-
пенчатую молекулярную дистилляцию для получения 60 %-ных
моноглицеридов или на трехступенчатую для получения 90 %-ных
моноглицеридов. В зависимости от жирнокислотного состава
моноглицериды могут быть мягкой и твердой консистенции.
7.3.2. ПРОЦЕСС МОЛЕКУЛЯРНОЙ ДИСТИЛЛЯЦИИ ,
Молекулярная дистилляция — способ фракционной перегонки
высокомолекулярных жидкостей в условиях глубокого разрежения,
основанный на разной скорости испарения молекул различной
молекулярной массы. Процесс проводится при температуре гораз-
до ниже температуры кипения жидкости, что исключает терми-
ческие превращения исходной смеси. Удаление испарившихся с
поверхности молекул и последующая их конденсация препятствуют
наступлению равновесия системы жидкость — пар.
Процесс молекулярной дистилляции состоит из диффузии молекул
более летучего компонента из глубины слоя жидкости к ее поверхно-
сти, испарения молекул, перехода их на поверхность конденсации и
последующей конденсации. Количество пара, удаляемого с единицы
430
поверхности испарения в единицу времени, есть скорость испарения.
I Различают две стадии молекулярной дистилляции:
| дегазация — осуществляется в пленочном испарителе, где отде-
ляются из смеси газообразные продукты, вода и частично глице-
рин. Аппарат работает под остаточным давлением 0,13...0,26 кПа,
температура процесса 140 °C;
деглицеринизация - используется тонкопленочный испаритель,
работающий в условиях глубокого разрежения. Остаточное дав-
ление в аппарате 0,013...0,039 кПа создается многоступенчатым
пароструйным вакуум-насосом. Для создания предварительного
разрежения служит многоступенчатый диффузионный насос.
Между вакуумным насосом и тонкопленочным испарителем, что-
бы предотвратить попадание механически увлеченных капелек
жидкости из аппарата в вакуумную систему, установлена охлаж-
дающая ловушка.
На второй стадии дистилляции при температуре 160 °C отгоняют-
ся глицерин, свободные жирные кислоты, часть короткоцепочных
моноглицеридов и короткоцепочных жирных кислот (ниже С|6).
Отгоняемый глицерин конденсируется и собирается в баки вмес-
те с легколетучей фракцией после первой ступени дистилляции.
В процессе отстаивания смесь разделяется на две фракции. В ниж-
ней части бака как более тяжелый накапливается глицерин, со-
бираемый для повторного использования. В верхней части бака
концентрируются жирные кислоты и легколетучие моноглице-
риды, которые используют в мыловарении.
Выходящий из испарителя после отгонки продукт представляет
собой 60 %-ные моноглицериды. Насосом они прокачиваются для
охлаждения через пластинчатый теплообменник и собираются в баки.
7.3.3. ПОЛУЧЕНИЕ 90 %-НЫХ МОНОГЛИЦЕРИДОВ
90 %-ные моноглицериды получают на трехступенчатой установ-
ке молекулярной дистилляции, отличающейся от двухступенчатой
тем, что реакционная масса со второй ступени дистилляции по-
дается на третью. Для этого также используют тонкопленочный
испаритель, в котором поддерживают температуру в пределах
205...210 °C, остаточное давление в аппарате 0,0013...0,0039 кПа.
При получении твердых 90 %-ных моноглицеридов дистиллят с
третьей ступени дозирующим устройством в виде капель распреде-
ляется на движущуюся стальную ленту. Внутренняя поверхность
ленточного транспортера охлаждается путем распыления холодной
водой, а внешняя поверхность — потоком холодного воздуха. Пе-
решедшие в кристаллическую форму 90 %-ные моноглицериды в
виде таблеток падают в бункер, откуда упаковываются в картонные
коробки, установленные на автоматических весах. По достижении
определенной массы коробка поступает на обандероливающую ма-
шину и транспортером направляется на склад готовой продукции.
431
7.3.4. ПОЛУЧЕНИЕ ЭФИРОВ МОНОГЛИЦЕРИДОВ
И ДИАЦЕТИЛВИННОЙ КИСЛОТЫ
Процесс образования диацетилвинной кислоты (ДАВА-эфиров)
протекает в две стадии:
1 стадия — получение ангидрида диацетилвинной кислоты по схеме
ноос-сн-сн-соон сн3со.
II +3 ,О^±ОС-СН-СН-СО + 4СН.СООН-
он он сн3со I I
винная кислота уксусный Н3СОСО ОСОСН3
ангидрид
2 стадия — этерификация моноглицерида ангидридом диацетил-
винной кислоты по схеме
ос-сн-сн-со CH,OCOR 1 2 ch2ocor
1 1 н3сосо ососн3 + снон - *снон
ангидрид диацетил- винной кислоты сн2он СН (ЭСО-СН--СН- СООН 2 1 1
моноглицерид н3сосо ососн3
эфир моноглицерида
и диацетилвинной кислоты
(ДАВА-эфир)
ДАВА-эфиры применяют в качестве улучшителей хлебопекар-
ной промышленности. Добавление их в тесто способствует равно-
мерному распределению жиров, предотвращает клейстеризацию
клейковины и крахмала при выпечке.
ДАВА-эфиры выпускаются твердой консистенции в виде таб-
леток и мягкой консистенции в виде вязкой массы желтого или
коричневого цвета.
Сырьем для производства ДАВА-эфиров являются:
моноглицериды 60 %-ные и 90 %-ные, содержащие не более 1,5 %
свободных жирных кислот и не более 1,5 % глицерина;
винная кислота (кристаллизованная) с содержанием основного
продукта не менее 99,2 % и нерастворимых веществ не более 0,01 %;
уксусный ангидрид температурой плавления 73 °C и с содержа-
нием основного продукта не менее 98,5 %;
85 %-ная ортофосфорная кислота.
В реактор, обогреваемый паром, из баков через весы загружают
винную кислоту и уксусный ангидрид в количественном соотно-
шении 1:2. Включают мешалку реактора (частота вращения 10 с-1)
и повышают температуру до 100 °C. Затем через воронку в реактор
подают катализатор (ортофосфорную кислоту) в количестве 0,1 %
432
от массы реагентов. В реакторе с помощью вакуум-насоса создают
остаточное давление 57,33 кПа. Реакция ацетилирования винной
кислоты уксусным ангидридом экзотермическая. Когда темпера-
тура в реакторе в результате выделяющейся теплоты реакции
поднимается до НО °C, в системе понижают остаточное давление
до тех пор, пока масса начнет бурно кипеть.
Образующаяся в результате реакции уксусная кислота частично
отгоняется, конденсируется и поступает в сборник. По мере за-
вершения реакции температура в реакторе снижается до 75 °C.
При этой температуре реакционная масса представляет собой
двухфазную систему, состоящую из выкристаллизованного ангид-
рида диацетил винной кислоты в неотогнанной уксусной кислоте.
Для проведения этерификации моноглицеридов в массу диаце-
тилвинного ангидрида с незначительным количеством уксусной
кислоты подают расплавленные моноглицериды при 80...82 °C.
При получении ДАВА-эфиров мягкой консистенции используют
60 %-ные моноглицериды, а при получении ДАВА-эфиров твер-
дой консистенции — смесь 60 %-ных и 90 %-ных моноглицеридов
в равном количестве. Затем в реакторе повышают температуру
до 138 °C и ведут этерификацию 1,5 ч (этого времени достаточно
для полной отгонки уксусной кислоты), после чего ДАВА-эфиры
мягкой консистенции охлаждают на ленточном охладителе, упако-
вывают в тару и складируют. ДАВА-эфиры твердой консистенции
сушат, как 90 %-ные моноглицериды, и в виде таблеток фасуют.
73.5. ПОЛУЧЕНИЕ ЛАКТИЛИРОВАННЫХ МОНОГЛИЦЕРИДОВ (ЛАКТО-ЭФИРОВ)
Сырьем для производства лакто-эфиров являются моноглице-
риды с содержанием основного продукта не менее 60 % и молоч-
ная кислота с содержанием основного продукта не менее 80 %.
Процесс ведут по реакции
CH,OCOR 1 2 CHOCOR 1 2
сноп 1 сн2он + соон-сн-сн3- он *снон + 1 сн2ососнсн3 он Н2О
моноглицерид молочная кислота эфир моноглицерида и молочной кислоты (лакто-эфир) вода
При производстве лакто-эфиров в реактор, снабженный мешал-
кой, вакуумной, азотной линиями и имеющий масляный обогрев,
загружают последовательно молочную кислоту и расплавленные
моноглицериды в соотношении 1:4. Включают мешалку, подают
азот и начинают нагрев реакционной массы до 180 °C. В аппарате
55-3849
433
с помощью вакуумного насоса создают разрежение 84,5 кПа, что-
бы реакционная смесь все время находилась в кипящем состоянии.
Реакция длится около 6 ч. В конце процесса с целью удаления
остатков воды и непрореагировавшей молочной кислоты из реак-
ционной массы в аппарате с помощью двухступенчатого эжектора
снижают остаточное давление до 0,26...0,65 кПа.
Лакто-эфиры откачивают в бак, откуда они поступают на ленточ-
ный охладитель и в виде таблеток подаются на фасовку. Лакто-эфи-
ры применяют в кондитерской и хлебопекарной промышленности.
7.3.6. ПОЛУЧЕНИЕ ГИДРАТА МОНОГЛИЦЕРИДОВ
Гидрат моноглицеридов представляет собой эмульсию дистил-
лированных моноглицеридов в воде. По внешнему виду это од-
нородная пластичная масса белого цвета, обладающая слабым
запахом уксусной кислоты.
Гидрат моноглицеридов применяют в производстве хлебобу-
лочных и макаронных изделий. Он образует с крахмалом, со-
держащимся в пшеничной муке, сложные соединения, которые
препятствуют черствению хлеба. Эти сложные соединения могут
образовывать только дистиллированные моноглицериды с пол-
ностью насыщенными радикалами жирных кислот.
Сырьем для производства гидрата моноглицеридов являются
90 %-ные моноглицериды, ДАВА-эфиры мягкие, гидроксид калия
с содержанием его не менее 85 %, лимонная кислота с содержани-
ем ее не менее 99,5 %, пропионовая кислота с содержанием ее не
менее 89,5 % и уксусная кислота с содержанием ее не менее 99,4 %.
Гидрат моноглицеридов получают интенсивным смешением ком-
понентов. В аппарат с турбинной двухскоростной мешалкой за-
гружают питьевую воду, лимонную кислоту, гидроксид калия,
ДАВА-эфиры мягкие и при перемешивании нагревают. Затем при
дальнейшем перемешивании вводят моноглицериды и в конце
пропионовую и уксусную кислоты. После тщательного переме-
шивания до однородной массы продукт охлаждают прокачива-
нием через водяной теплообменник, термостатируют в* аппарате
с мешалкой при 80 °C, а затем насосом через охладитель (вота-
тор) с фреоновым охлаждением подают на фасовку в барабаны
массой до 50 кг.
7.3.7. ПОЛУЧЕНИЕ ХЛЕБОПЕКАРНОГО УЛУЧШИТЕЛЯ
Продукт представляет собой смесь 60 %-ных мягких моногли-
церидов, мягких ДАВА-эфиров, хлопкового масла, саломаса из
растительных масел, сахара.
Масло хлопковое должно содержать свободных жирных кислот
не более 0,05 %, в саломасе (для маргариновой продукции) коли-
чество свободных жирных кислот должно быть не более 0,5 %.
434
Хлебопекарный улучшитель получают путем смешивания компо-
нентов до однородной массы, которую затем перекачивают в проме-
жуточный бак. Из него продукт подают на охладитель (вотатор), где
его температура снижается до 20...22 °C, и на фасовку в барабаны.
7.3.8. ПОЛУЧЕНИЕ ПАСТЫ ДЛЯ СБИВАНИЯ
Паста для сбивания представляет собой композицию поверх-
ностно-активных веществ в водном растворе сахара. По внешнему
виду это однородная пастообразная масса белого цвета с перла-
мутровым блеском.
Сырьем для производства пасты для сбивания являются 90 %-ные
моноглицериды, эфиры полиглицерина с жирными кислотами с
кислотным числом продукта не более 1 мг КОН/г, 1,2-пропилен-
гликоль, сорбиновокислый калий, питьевая сода и сахар-песок.
В рецептуру пасты включают вспомогательный эмульгатор, назна-
чение которого — переводить моноглицериды в гелеобразную и
в а-кристаллическую форму. Вспомогательный эмульгатор полу-
чают из химически чистых стеаратов калия и натрия, пропилен-
гликоля, гидроксида натрия и калия. В смесь этих веществ добав-
ляют чистые жирные кислоты. В результате в реакторе образуются
калиевые и натриевые мыла соответствующих жирных кислот,
которые и выполняют роль вспомогательного эмульгатора.
Пасту для сбивания получают путем интенсивного перемешива-
ния компонентов в смесителе с турбинной мешалкой. В аппарат
загружают предварительно приготовленный раствор сахара, воду,
раствор сорбиновокислого калия, пропиленгликоля, вспомогатель-
ного эмульгатора и при периодическом перемешивании нагревают
до температуры 75 °C. Затем при интенсивном перемешивании
вводят смесь эфиров полиглицерина с жирными кислотами и
моноглицериды. Содержимое нагревают до 80...85 °C при пере-
мешивании до получения однородной массы, после чего ее пере-
качивают в аппарат с тихоходной мешалкой для термостатирова-
ния при 80 °C. Через 0,5 ч массу перекачивают через охладитель
на фасовку в барабаны или банки.
Продукт предназначен для использования в производстве муч-
ных кондитерских изделий (бисквитов, рулетов, пирожных и т.д.).
При этом улучшаются хлебопекарные свойства муки и качество
приготовленных продуктов.
7.4. ПОЛУЧЕНИЕ ЭМУЛЬГАТОРОВ ФОСФОЛИПИДОВ
СИНТЕТИЧЕСКИХ
Выпускают эмульгаторы фосфолипидов синтетических ФОЛС-1,
ФОЛС-2, ФОЛС-3.
Эмульгатор ФОЛС-1 получают реакцией фосфорилирования мо-
ноглицеридов мягких (МГМ) с последующей нейтрализацией об-
55*
435
разевавшихся кислотных форм фосфоглицеридов газообразным
аммиаком:
CH-OCOR 1 1 CH-OCOR
сн-он + 1 CH-OCOR РД фосфорный
сн-он СН2ОН ангидрид
моноглицерид диглицерид
СН,—OCOR CH-OCOR CH-OCOR CH,-OCOR
I I 1 2 I 2
СН-ОН + CH-OCOR + CH-OCOR CH-OCOR +
I I ^0 I ^О I
СН-ОР-ОН СН-О-Р-ОН СН-О-Р-ОСН,
чон чон чон
кислые фосфоглицериды
CH-OCOR
CH-OCOR
I
CH-OCOR
триацилглицерид
ch2-ocor
сн-он +
I ^o
CH-O-P-OH
40NH
CH-OCOR
CH-OCOR
I
CH-O-P-OH
4ONH4
кислые аммониевые соли фосфоглицеридов
CH-OCOR СН,—OCOR CH,-OCOR
I I I
CH-OCOR CH-OCOR + CH-OCOR
I I I
CH-O-P-O-CH, CH-OCOR
XONH,
кислые аммониевые соли фосфоглицеридов
Процесс осуществляют по схеме, приведенной на рис. 7.4.
60 %-ные мягкие моноглицериды загружают в емкость 1 с ме-
шалкой, где они перемешиваются в течение 10 мин, затем насо-
сом 2 через расходомер 3 перекачиваются в реактор 4, имеющий
рубашку, в которую подают теплоноситель. Температура смеси
в реакторе поднимается до 80 °C. По достижении этой темпера-
туры в реактор начинают одновременно загружать порциями фос-
форный ангидрид и воду (примерно по 1/5 части) с такой скорос-
тью, чтобы обеспечить тщательное перемешивание фосфорного
ангидрида. В результате экзотермической реакции фосфорилиро-
436
Рис. 7.4. Технологическая схема производства фосфолипидов синтетических ФОЛС-1
вания температура реакционной смеси повышается до 130... 140 °C.
После введения реагентов в необходимом количестве с помощью
регулятора температуры устанавливают в реакторе температуру
100 °C и выдерживают реакционную смесь при непрерывном
перемешивании при этой температуре 1 ч. Затем снижают тем-
пературу реакционной смеси до 60 °C и подают в реактор газооб-
разный аммиак в течение 6 ч со скоростью, обеспечивающей его
равномерное поглощение. По достижении кислотного числа го-
тового продукта 80 мг КОН/г отключают мешалку реактора и
передают продукт в обогреваемую емкость 5, из которой эмуль-
гатор ФОЛС-1 в виде вязкой массы коричневого цвета темпе-
ратурой плавления 38,5 °C фасуется в картонные короба с вкла-
дышем из полиэтиленовой пленки.
Эмульгатор ФОЛС-1 предназначен для использования в качест-
ве добавки ПАВ в производстве низкокалорийных маргаринов и
других продуктов питания.
Процесс получения эмульгатора ФОЛС-2 отличается от процес-
са получения ФОЛС-1 тем, что в качестве исходного продукта
Для фосфорилирования используют смесь мягких моноглицеридов
и дистиллированных моноглицеридов в соотношении 1:1.
Кроме того, газообразный аммиак подают в реакционную смесь,
имеющую температуру не 60, а 70 °C. Готовый продукт — эмуль-
гатор ФОЛС-2 — из обогреваемой емкости поступает на ленточ-
ный охладитель, а затем в виде таблеток температурой плавления
55...65 °C фасуется в картонные ящики с полиэтиленовыми вкла-
дышами.
437
ФОЛС-3 представляет собой таблетированную смесь эмульга-
тора ФОЛС-1 и дистиллированных моноглицеридов в соотноше-
нии 1:1. Температура плавления 57...67 °C.
Эмульгаторы ФОЛС-2 и ФОЛС-3 применяют для производства
высокожирных маргаринов. При изготовлении низкожирных низ-
кокалорийных маргаринов и майонезов рекомендуется вводить их
с углеводными добавками (пектин и др.). В этом случае анало-
гично природным фосфолипидам синтетические фосфолипиды
проявляют совокупность эмульгирующих, стабилизирующих и
антиразбрызгивающих свойств.
Зарубежные фирмы в качестве эмульгаторов для производства
маргаринов и майонезов широко используют растительные фос-
фатиды, их составляющие компоненты, полученные путем фрак-
ционирования фосфолипидов, и прочие вещества под различными
фирменными марками.
7.5. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ
ПРОИЗВОДСТВА ПИЩЕВЫХ ПАВ
Перспективным является разработка новых пищевых ПАВ на
натуральном пищевом сырье, характеризующихся широким диапа-
зоном действий, а также стабилизирующих эмульсий прямого и
обратного типа. Необходимо создать производство пищевых ПАВ
путем фракционирования и выделения узких фракций расти-
тельных фосфолипидов, обладающих высокой эмульгирующей
способностью при выработке маргаринов и майонезов, полно-
ценно заменяющих яичный порошок и др.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Рассмотрите пищевые ПАВ, их ассортимент и назначение.
2. Как получают моноглицериды и другие ПАВ на их основе?
3. Охарактеризуйте фосфолипиды природные и синтетические как перспектив-
ные пищевые ПАВ.
/
Глава 8
Очистка сточных вод
В масложировой промышленности для производственных и хозяй-
ственно-бытовых нужд используют воду питьевую, техническую и обо-
ротную, повторно направляемую в производство без промежуточной
обработки и охлаждения. Отработавшая вода, сбрасываемая в водоем
после предварительной очистки или без нее, называется сточной водой.
Под нормой водопотребления понимается удельный расход
оборотной, повторно используемой технической и питьевой воды
в кубических метрах на производственные, вспомогательные и
хозяйственно-питьевые нужды, отнесенные к единице получаемой
продукции или единице перерабатываемого сырья.
Под нормой водоотведения понимается количество выпускаемых
в водоем сточных вод (производственных и хозяйственно-бытовых)
при данной норме водопотребления.
Предприятия масложировой промышленности ежегодно сбрасы-
вают в канализацию большое количество жирсодержащих стоков.
При этом сильно загрязняются водные объекты страны (моря, реки,
озера, искусственные водоемы). Это отрицательное воздействие
на природу возрастает по мере увеличения производства и расши-
рения ассортимента продукции масложировых предприятий.
Очистка сточных вод, образующихся на различных стадиях
производства, является завершающей технологической операцией
переработки масел и жиров.
Основной тенденцией развития способов очистки и обезвреживания
сточных вод является извлечение из этих вод ценных компонентов с
Целью дальнейшего их использования и возврат очищенной воды в про-
изводство. Принцип объединения цеховых жиросодержащих стоков жир-
комбината одной канализационной сетью с последующей очисткой об-
щего стока не оправдывает себя. Это связано с тем, что цеховые стоки
Различных производств различаются как по количеству, так и по соста-
ву. Отдельные стоки с высокой концентрацией и специфическими свой-
ствами примесей даже в небольших количествах ухудшают состав общих
стоков. В результате для очистки их следует разбавлять свежей или дру-
гой водой, которая может быть использована для нужд производства.
439
8.1. СОСТАВ СТОЧНЫХ ВОД
Загрязнения сточных вод подразделяют на три класса: минераль-
ные, органические, бактериальные или биологические. К мине-
ральным загрязнениям относятся частицы глины, песка, растворы
минеральных солей и т.д. К органическим принадлежат загрязнения
растительного и животного происхождения, различные углеродистые
соединения и др. В класс бактериальных и биологических загрязнений
входят дрожжевые и плесневые грибки, мелкие водоросли, бактерии,
простейшие организмы и биологические наросты в градирнях.
Сточные воды предприятий масложировой промышленности,
кроме механических загрязнений, содержат нейтральный жир,
жирные кислоты в основном в виде мыла и разнообразные примеси
в виде растворенных минеральных кислот, щелочей, глицерина,
поваренной соли, красящих веществ, углеводородов.
Содержание веществ жирового характера в сточных водах ха-
рактеризуется общим содержанием веществ, растворимых в ди-
этиловом эфире.
Загрязненность сточных вод органическими веществами опре-
деляется биохимическим потреблением кислорода (БПК), которое
выражают в миллиграммах на литр кислорода, расходуемого на окис-
ление этих веществ в аэробных условиях при температуре 20 °C в
результате происходящих в сточной воде биологических процессов.
Так как расход кислорода на минерализацию органических соедине-
ний происходит неравномерно в течение всего процесса, то опреде-
ляют БПК через каждые 5 сут после обработки сточной воды (БПВЦ
и полную величину БПКполн. БПК5 соответствует минерализации
68...70 % органических веществ, содержащихся в сточных водах.
Химическое потребление кислорода (ХПК), или окисляемость,
характеризует общее содержание в воде неорганических и орга-
нических веществ, реагирующих с сильными окислителями (его
выражают в миллиграммах на литр кислорода).
В сточных водах, сбрасываемых в канализацию, допускается
содержание веществ, растворимых в диэтиловом эфире, не более
50 мг/л, БПК - не более 500 мг/л, взвешенных веществ - не бо-
лее 500 мг/л. Однако местные органы по охране окружающей
среды эти нормы часто снижают.
8.2. СПОСОБЫ ОЧИСТКИ СТОЧНЫХ ВОД
8.2.1. ХАРАКТЕРИСТИКА СПОСОБОВ ОЧИСТКИ СТОЧНЫХ ВОД
Для очистки сточных вод применяют механические, физико-хи-
мические, химические, биохимические и другие способы.
Механические способы обычно предшествуют другим способам
и предусматривают очистку сточных вод путем отстоя, процежива-
ния, центрифугирования и фильтрования. Содержащиеся в очист-
440
ной воде грубодисперсные частицы и коллоидные примеси плотно-
стью, превышающей плотность воды, осаждаются под действием
сил тяжести в отстойниках, жироловушках различного типа.
Жироловушки бывают цеховые и дворовые, по форме прямо-
угольные или цилиндрические. Внутри жироловушек устанавли-
вают поперечные перегородки, не доходящие до дна. Назначение
их - изменять скорость движения и увеличивать время пребывания
сточных вод в жироловушке с целью более полного отделения
примесей. Цеховые жироловушки по размерам значительно мень-
ше дворовых, и продолжительность отстаивания промстоков в
них 5... 10 мин. Дворовые жироловушки рассчитаны на пребыва-
ние в них стоков не менее 2 ч. Всплывшие на поверхность жиро-
вые и другие примеси, отделяемые от основной массы сточных
вод вручную, с помощью скребков или пневматических устройств,
собирают в специальный сток жироловушки или бак, откуда пери-
одически откачивают на мыловаренный завод, а осевший шлам
сжигают.
Для очистки сточных вод от частиц суспензий можно приме-
нять фильтрацию через различные ткани или зернистые материа-
лы (фильтры). Однако эффективность очистки механическими
методами невелика (для жироловушек не превышает 50 %). По-
этому после механической очистки сточных вод следует исполь-
зовать другие способы для выведения из них тонкодиспергиро-
ванных, коллоидных и растворенных примесей.
К физико-химическим способам очистки относятся различные
виды флотации (импеллерная, через пористые пластины, электро-
флотация), коагуляция, аэрация, ионный обмен и др.
Импеллерная флотация сточных вод осуществляется путем меха-
нического диспергирования воздуха с помощью вращающейся тур-
бинки. При флотации через пористые пластины (фильтросы) воздух
подается в очищенную среду воздуходувками или компрессорами.
Биологический способ очистки сточных вод основан на жизнеде-
ятельности микроорганизмов, производящих минерализацию орга-
нических загрязнений, находящихся в сточных водах.
Ультрафильтрация, или мембранный способ очистки, можно
применять для доочистки зажиренных сточных вод после установок
напорной флотации. Частично очищенная сточная вода под давле-
нием 0,2 МПа поступает на установку с мембранами, способными
задерживать загрязнения под действием осмотического давления.
8.2.2. НАПОРНАЯ ФЛОТАЦИЯ
Перспективным способом очистки сточных вод является напор-
ная флотация. Сточные воды обрабатывают специальным реаген-
том (коагулянтом) и воздухом под давлением. В качестве коагу-
лянта чаще всего используют сернокислый алюминий, который в
результате гидролиза образует гидроксид алюминия, обладающий
56-3849
441
свойством адсорбировать на своей поверхности загрязнения. Мель-
чайшие пузырьки воздуха, выделяющиеся из жидкости при сниже-
нии давления, прилипают к жировым частицам и выносят их на
поверхность сточных вод. Очистку можно производить в одну или
две ступени.
Схема очистки сточных вод способом напорной флотации в одну
ступень представлена на рис. 8.1.
Сточные воды при температуре 35 °C из накопительного бака 1
насосом 2 перекачиваются в напорный резервуар 4. Во всасы-
вающую линию этого насоса из бака 10 насосом-дозатором 11
подается 10 %-ный водный раствор коагулянта (сернокислого алю-
миния) в количестве 0,5 %, а из бака 8 насосом 9 — 42 %-ный
раствор гидроксида натрия в количестве 0,01 % от объема поступа-
ющих стоков. Сжатый воздух в количестве 3 % нагнетается в сточ-
ные воды с помощью водовоздушного эжектора 3, установленного
между всасывающим и напорным патрубками насоса 2. В напор-
ном резервуаре воздух при избыточном давлении 0,3...0,4 МПа
в течение 2...3 мин растворяется в воде, в результате получается
водовоздушная эмульсия. Такая эмульсия поступает во флотатор 5,
где при снижении давления до атмосферного жировые примеси
флотируются пузырьками воздуха и накапливаются на поверхнос-
ти. Скребковым механизмом, расположенным в верхней части
флотатора, пену снимают и направляют в сборник 6, откуда насо-
сом 7 откачивают на мыловаренный завод. Очищенные сточные
воды направляются для охлаждения на градирню или в проме-
жуточный бак и на вторую ступень очистки. В напорный бак и
флотатор второй ступени стоки подают так же, как и в первую
ступень. Только подача коагулянта производится по мере необхо-
димости в зависимости от характера и степени загрязнения сточных
вод, поступающих после первой ступени очистки.
Недостаток способа напорной флотации — необходимость иметь
реагентное хозяйство, усложняющее эксплуатацию очистных со-
оружений.
442
8.2.3. ЭЛЕКТРОФЛОТАЦИЯ
Перспективным методом в технологии очистки сточных вод
является метод электрофлотации. При работе электрофлотатора
из воды выделяется только водород, а кислород, образующийся
при электролизе воды, вступает в реакцию с растворенными под
действием электрического тока алюминиевыми электродами:
6Н2О + 2А1 ^±2А1(ОН)3 + ЗН2.
С целью экономии электроэнергии на очистку направляют
сточные воды после предварительного усреднения реакции среды.
Регулируя степень дисперсности и гранулометрический состав
пузырьков водорода изменением силы тока, с помощью пузырьков
водорода и гидроксида металла можно извлекать из сточных вод
жировые частицы любых размеров.
8.2.4. УЛЬТРАФИЛЬТРАЦИЯ
Ультрафильтрация относится к перспективному мембранному
способу очистки сточных вод. Этот способ применяют в системах
локальной обработки сточных вод при небольших расходах для кон-
центрирования и разделения жирсодержащих примесей и сточной
воды. Жировые погоны используют в мыловарении. Очищенная
вода как техническая в системе водооборота возвращается в произ-
водство или сливается в канализацию.
Основной рабочий орган установки — ультрафильтр прямоуголь-
ной или круглой формы. Фильтрующий элемент состоит из опор-
но-дренажной пластины или трубки, воспринимающей высокое
давление и обеспечивающей отвод фильтрата, и полупроницаемой
мембраны, через которую и происходит фильтрация сточной воды.
Опорно-дренажные пластины или трубки выполняют пористыми
(из прессованных порошков полимеров, металлов, керамики, а
также из сочетания различных материалов) или сплошными (из
винипласта) с каналами для отвода фильтрата. В качестве полу-
проницаемых мембран обычно используют полимерные пленки:
ацетатцеллюлозные, нитроцеллюлозные, найлоновые; находят
применение также пористое стекло, металлическая фольга, ионо-
обменные и другие материалы. Фильтрующие элементы собира-
ются в секцию, в которую входит семь и более опорно-дренажных
пластин или трубок с мембранами. Две параллельно соединенные
секции составляют ультрафильтрационный модуль; на входных
и выходных коллекторах модуля устанавливают манометры для
контроля перепада напора сточной воды, а на выходных еще и
термометры. Давление на входе в модуль 0,35...0,4 МПа, на выхо-
де из модуля 0,10...0,15 МПа.
Эффективность работы ультрафильтрационного модуля обес-
56*
443
печивается установкой перед ним фильтров предварительной
очистки. Фильтр предварительной очистки состоит из корпуса,
внутри которого помещается стакан, обтянутый фильтрующим
материалом, прижимаемый к корпусу крышкой. При засорении
фильтра крышку снимают и фильтрующий материал очищают от
примесей.
Принципиальная схема очистки сточных вод методом ультрафиль-
трации (Краснодарский масложиркомбинат) приведена на рис. 8.2.
Сточные воды из пятисекционной жироловушки 3 прокачи-
ваются насосом 4 через фильтры предварительной очистки 5 и
заполняют емкость 8 для исходного раствора. Здесь сточные воды
нагреваются водяным паром до 40...45 °C. Из емкости 8 сточные
воды насосами 13 и 6 подаются в модули 7. Насосы 12 и 13
обеспечивают рециркуляцию реальных стоков под давлением в
модулях 7. Благодаря рециркуляции достигается большая объем-
ная степень очистки разделяемой смеси. Часть реальных стоков,
являющихся концентратом, отводится в емкость 8, получаемый
фильтрат — в канализацию или возвращается как техническая
вода в производство. Концентрат с повышенным содержанием жи-
ра из емкости 8 сливается в емкость 11 для жирсодержащих при-
месей и насосом 10 откачивается на мыловаренный завод. Улов-
ленные в жироловушке жирсодержащие примеси собираются в
емкости 2 и насосом 1 также передаются на мыловаренный завод.
При понижении производительности ультрафильтрационного
модуля, что определяется по манометру на входном коллекторе,
444
производится его промывка моющим раствором, который гото-
вится в емкости 9. Для этого емкость наполняется конденсатом
и смешивается с раствором щелочи. Смесь подогревается до 45 °C
и раствор прокачивается через модули 7 в течение 2...3 ч. Далее
цикл повторяется: 8...10 ч работы по очистке сточных вод, 2...3 ч
регенерация.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Дайте характеристику состава и объемов сточных вод масложировых пред-
приятий.
2. Какие способы очистки сточных вод вы знаете?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Абрамзон А.А. Поверхностно-активные вещества: свойства и при-
менение. - Л.: Химия, 1981. - 304 с.
Арутюнян Н.С., А р и ш е в а Е.А., Янова Л.И. и др. Техноло-
гия переработки жиров. - М.: Агропромиздат, 1985. - 368 с.
Арутюнян Н.С., Кор йена Е.П. Фосфолипиды растительных
масел. — М.: Агропромиздат, 1986. — 256 с.
Гринберг Г., Щепаньская Г. Модифицированные жиры. —
М.: Пищевая промышленность, 1973. — 194 с.
Касаткин А. Г. Основные процессы и аппараты химической техно-
логии, 9-е изд. М.: Химия, 1973. - 750 с.
М а ч и г и н В.С., Щербакова Л.Н. Очистка сточных вод пред-
приятий масло-жировой промышленности. — М.: АгроНИМИТЭИПП,
выпуск 7, 1988. — 28 с.
Руководство по технологии получения и переработки раститель-
ных масел и жиров/Под ред. А.Г.Сергеева и др. - Л.: ВНИИЖ. - т. II,
1973, 350 с., т. III, кн. 1, 1983, 288 с.; т. III, кн. 2, 1977, 351 с.; т. IV,
1975, 544 с.; т. V, 1981, 296 с.; т. VI, 1989, 360 с.
Павлоцкая Л.Ф., Дуденко Н.В., Эйдельман М.М. Фи-
зиология питания. — М.: Высшая школа, 1989. — 368 с.
Тютюнников Б.Н., Гладкий Ф.Ф. и др. Химия жиров. М.:
Колос, 1992. - 448 с.
Шмидт А.А. Теоретические основы рафинации растительных
масел. — М.: Пищевая промышленность, 1960. — 340 с.
Шмидт А.А., Дудина З.М., Чекмарева И.Б. Производство
майонеза. - М.: Пищевая промышленность, 1976. - 136 с.
Эвенштейн Э.М. Здоровье и питание. — М.: Знание, 1987. — 386 с.
Якименко Л.М., Моды женская И.Д., Ткачук З.А. Элек-
тролиз воды. — М.: Химия, 1970.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ.......................................3
ВВЕДЕНИЕ...........................................5
ГЛАВА 1. ОСНОВНОЕ ЖИРОВОЕ СЫРЬЕ
1.1. Общая характеристика жирового сырья......................8
1.2. Состав и свойства жирового сырья........................10
1.2.1. Масла линолево-олеиновой группы...................11
1.2.2. Масла линолево-линоленовой группы.................12
1.2.3. Масла олео-пальмитиновой группы.....•.............12
1.2.4. Масла лауриновой группы...........................13
1.2.5. Масла эруковой группы.............................13
1.2.6. Жиры наземных животных............................14
1.2.7. Жиры морских млекопитающих........................15
1.3. Нежировые примеси и сопутствующие вещества..............16
1.4. Транспортировка, прием, учет и хранение жирового сырья .18
ГЛАВА 2. РАФИНАЦИЯ ЖИРОВ
2.1. Цель рафинации жиров...................................21
2.2. Методы рафинации жиров.................................23
2.3. Отстаивание, центрифугирование и фильтрование жиров ...27
2.3.1. Отстаивание жиров................................27
2.3.2. Центрифугирование жиров..........................29
2.3.3. Фильтрование жиров...............................32
2.4. Гидратация фосфолипидов из масел........................
2.4.1. Теоретические основы процесса гидратации
фосфолипидов из масел....................................
2.4.2. Технология гидратации фосфолипидов из масел
(модуль 1 рафинации).....................................'
2.4.3. Промышленные схемы гидратации фосфолипидов
из масел.................................................‘
2.5. Щелочная нейтрализация жиров............................
2.5.1. Теоретические основы процесса щелочной
нейтрализации жиров......................................
2.5.2. Подготовка жиров к щелочной нейтрализации.........
2.5.3. Способы и технологические режимы нейтрализации
жиров (модуль 2 рафинации)................................60
2.5.4. Удаление мыла и влаги из нейтрализованных масел......65
2.6. Промышленные схемы рафинации жиров......................69
2.6.1. Технологическая схема периодического способа
рафинации жиров...........................................69
2.6.2. Технологические схемы непрерывного способа
рафинации жиров...........................................71
2.7. Рафинация хлопкового масла..............................81
2.7.1. Обработка хлопкового масла антраниловой кислотой..82
2.7.2. Щелочная рафинация хлопкового масла...............83
2.8. Обработка соапстоков....................................85
2.9. Адсорбционная рафинация жиров.......................... 87
2.9.1. Основы процесса адсорбционной рафинации жиров
и применяемые адсорбенты..................................87
2.9.2. Способы отбеливания жиров (модуль 3 рафинации)....92
2.10. Дезодорация жиров......................................97
2.10.1. Вещества, обусловливающие вкус и запах жиров.....97
2.10.2. Органолептические показатели дезодорированного
жира................................................... 98
2.10.3. Теоретические основы процесса дезодорации и условия
его осуществления (модуль 4 рафинации)..................98
2.10.4. Дезодорация жиров периодическим способом........103
2.10.5. Дезодорация жиров непрерывным способом..........105
2.11. Извлечение из масел восковых веществ (модуль 5 рафинации). 119
2.12. Бесщелочная, или дистилляционная, рафинация жиров ....123
2.13. Комплексная схема рафинации масел.....................124
2.13.1. Структура рафинационного комплекса..............124
2.13.2. Модуль-схема кислотной гидратации при комплексном
способе бесщелочной рафинации масел....................125
2.13.3. Модуль-схема совмещенной кислотной гидратации
и щелочной рафинации масел............................ 127
2.13.4. Модуль-схема адсорбционной рафинации
(отбеливания) масел....................................127
2.13.5. Модуль-схема винтеризации (вымораживания) масел ....130
2.13.6. Модуль-схема дезодорации (физической рафинации)
масел..................................................132
2.14. Расфасовка масел для реализации через розничную сеть..135
2.15. Оценка качества масел и жиров.........................137
2.16. Нормирование отходов и потерь жиров при рафинации.....139
2.16.1. Характеристика отходов и потерь жира............139
2.16.2. Определение количества отходов жиров на отдельных
стадиях рафинации..................................... 140
2.17. Основные направления развития техники и технологии
рафинации жиров и масел......................................142
ГЛАВА 3. ГИДРОГЕНИЗАЦИЯ И ПЕРЕЭТЕРИФИКАЦИЯ ЖИРОВ
3.1. Краткие сведения о развитии промышленных способов
модификации жиров....................................144
3.2. Трансформация жиров в процессе гидрирования........147
446
447
3.2.1. Роль катализатора в процессе гидрогенизации
непредельных соединений.................................148
3.2.2. Макрокинетика процесса гидрирования..............150
3.2.3. Селективность гидрирования жиров.................152
3.2.4. Изомеризация в процессе гидрирования жиров.......158
3.2.5. Побочные реакции при гидрировании жиров..........163
3.3. Промышленные катализаторы гидрирования жиров
и жирных кислот.............................................165
3.3.1. Классификация катализаторов......................165
3.3.2. Технологическая схема производства никельсодержащих
катализаторов...........................................166
3.3.3. Технологические свойства катализаторов...........168
3.3.4. Применение отечественных й зарубежных катализаторов .... 174
3.3.5. Стационарный сплавной катализатор............... 177
3.4. Производство водорода..................................178
3.4.1. Основы процессов получения водорода. Краткие
исторические сведения.................................. 178
3.4.2. Требования к качеству технического водорода......181
3.4.3. Производство водорода гидролизом воды............182
3.4.4. Производство водорода паровой конверсией
природного газа.........................................190
3.4.5. Хранение водорода............................... 192
3.5. Основное оборудование и системы гидрогенизационных
установок...................................................193
3.5.1. Реакторы для гидрирования жиров............. 194
3.5.2. Системы рекуперации теплоты и регулирования
температуры процесса....................................201
3.5.3. Системы подачи и циркуляции водорода.............202
3.5.4. Оборудование для отделения катализатора
и деметаллизации саломаса...............................203
3.5.5. Система контроля и автоматического регулирования
процесса................................................206
3.6. Промышленные технологические схемы гидрогенизации .....206
3.6.1. Гидрирование в реакторах смешения с внешней
циркуляцией водорода....................................206
3.6.2. Гидрирование в реакторах способом насыщения......211
3.6.3. Непрерывное гидрирование в колонных реакторах
с суспендированным катализатором........................212
3.6.4. Непрерывное гидрирование в колонных реакторах
со стационарным катализатором...........................213
3.7. Материальный баланс процесса гидрирования жиров........214
3.7.1. Баланс водорода..................................215
3.7.2. Баланс катализатора..............................216
3.7.3. Баланс жира......................................217
3.8. Ассортимент и качество гидрированных жиров.
Технологические режимы их получения.........................219
3.8.1. Саломасы пищевого назначения.......................
3.8.2. Саломасы технического назначения...................
3.8.3. Подготовка сырья для производства саломаса.........
3.8.4. Технологические режимы получения саломасов..........
3.9. Переэтерификация масел и жиров...........................
448
3.9.1. Превращения масел и жиров при переэтерификации......225
3.9.2. Катализаторы, применяемые при переэтерификации,
и их действие...........................................227
3.9.3. Механизм реакции переэтерификации.................227
3.9.4. Технологическая схема и параметры процесса
переэтерификации........................................229
3.9.5. Состав, свойства и значение переэтерифицированных
жиров.................................................. 232
3.10. Основные направления повышения эффективности
производства саломасов и переэтерифицированных жиров....233
ГЛАВА 4. ПРОИЗВОДСТВО МАРГАРИНА, КОНДИТЕРСКИХ,
ХЛЕБОПЕКАРНЫХ, КУЛИНАРНЫХ ЖИРОВ И МАЙОНЕЗОВ
4.1. Пищевая ценность жиров и продуктов на их основе........236
4.2. Производство маргариновой продукции....................237
4.2.1. Ассортимент маргариновой продукции................237
4.2.2. Основное сырье для получения маргариновой продукции.239
4.2.3. Понятие об эмульсиях..............................244
4.2.4. Составление рецептур маргарина....................246
4.2.5. Подготовка рецептурных компонентов................251
4.2.6. Основные технологические процессы получения
маргариновой продукции..................................260
4.2.7. Технологические схемы получения маргариновой
продукции...............................................268
4.2.8. Хранение и транспортировка маргариновой продукции.279
4.2.9. Оценка качества маргариновой продукции............280
4.3. Производство майонеза и салатных приправ.............. 282
4.3.1. Основное сырье для получения майонеза.............283
4.3.2. Ассортимент и рецептуры майонезов................ 283
4.3.3. Технологические схемы получения майонеза и салатных
приправ.................................................285
4.3.4. Оценка качества майонеза..........................292
4.4. Отходы и потери при получении маргариновой продукции...293
4.5. Санитарно-гигиенический режим на заводах.....294
4.6. Основные направления развития производства маргариновой
продукции.................................................. 295
ГЛАВА 5. ПРОИЗВОДСТВО ГЛИЦЕРИНА И ЖИРНЫХ КИСЛОТ
5.1. Гидролиз жиров........................................ 298
5.1.1. Теоретические основы процесса гидролиза жиров... 298
5.1.2. Рафинация жиров перед гидролизом................. 303
5.1.3. Способы гидролиза жиров...........................305
5.2. Очистка глицериновых вод............................ 312
5.2.1. Цель очистки глицериновых вод.....................312
5.2.2. Способы очистки глицериновых вод.......314
5.2.3. Схема очистки глицериновых вод....................318
5.3. Производство сырого глицерина......................... 319
5.3.1. Применение двухкорпусной установки непрерывного
действия «Подъемник»................................... 320
57-3849
449
5.3.2. Применение пленочных испарителей для упаривания
глицериновых вод.................................. 322
5.3.3. Показатели качества сырого глицерина............ 323
5.4. Производство дистиллированного глицерина...............323
5.4.1. Дистилляция сырого глицерина.................... 324
5.4.2. Производство дистиллированного глицерина с исполь-
зованием ионообменной очистки глицериновых вод.....331
5.4.3. Оценка качества дистиллированного глицерина.......335
5.5. Производство жирных кислот..............................335
5.5.1. Получение жирных кислот из соапстоков............ 335
5.5.2. Дистилляция жирных кислот.........................336
5.5.3. Производство технического олеина и стеарина........343
5.6. Направление развития производства глицерина и жирных кислот .... 344
ГЛАВА 6. ПРОИЗВОДСТВО МЫЛА
6.1. Назначение, виды и ассортимент мыла....................
6.2. Способы получения мыл...................................
6.3. Физико-химические свойства мыл.........................
6.3.1. Плотность мыл.....................................
6.3.2. Температура плавления мыл.........................
6.3.3. Гигроскопичность и растворимость мыл..............
6.3.4. Способность мыл к гидролизу.......................
6.3.5. Электропроводность мыл............................
6.3.6. Вязкость мыл......................................
6.3.7. Взаимодействие мыл с кислотами....................
6.3.8. Реакция обменного разложения......................
6.3.9. Полиморфизм мыла..................................
6.4. Физико-химические свойства водных растворов мыл.........
6.4.1. Природа водных растворов мыл......................
6.4.2. Критическая концентрация мицеллообразования.......
6.4.3. Солюбилизирующая способность растворов мыл........
6.4.4. Поверхностная активность и поверхностное натяжение
растворов мыл............................................
6.4.5. Пенообразовательная способность растворов мыл.....
6.4.6. Эмульгирующее действие растворов мыл..............
6.4.7. Пептизирующая способность растворов мыл...........
6.4.8. Моющее действие растворов мыл.....................
6.4.9. Действие электролитов на мыльный клей.............
6.5. Жировое сырье и вспомогательные материалы...............
6.5.1. Жировое сырье.....................................
6.5.2. Жирозаменители....................................
6.5.3. Вспомогательные материалы.........................
6.5.4. Хранение и подготовка жирового сырья
и вспомогательных материалов.............................
6.6. Приготовление основы хозяйственного и туалетного мыла...
6.6.1. Составление жировых рецептур твердых мыл..........
6.6.2. Основы процесса варки мыла........................
6.6.3. Способы варки мыла................................
6.6.4. Приготовление основы хозяйственного мыла..........
6.6.5. Приготовление основы туалетного мыла..............
6.7. Обработка мыла для придания ему товарной формы..........
6.7.1. Основные процессы обработки мыла..................
6.7.2. Обработка основы хозяйственного мыла..............
347
348
348
348
349
349
349
350
350
351
351
351
353
353
355
356
357
358
359
360
361
364
367
367
369
370
374
375
375
378
380
381
394
402
402
405
450
6.7.3. Обработка основы туалетного мыла..................410
6.8. Показатели качества хозяйственного и туалетного мыла....421
6.9. Нормирование расхода жирового сырья в производстве мыла..422
6.10. Основные направления повышения эффективности
производства моющих средств..................................423
ГЛАВА 7. ПРОИЗВОДСТВО ПИЩЕВЫХ ПОВЕРХНОСТНО-АКТИВНЫХ
ВЕЩЕСТВ
7.1. Применение ПАВ в пищевой промышленности.............. 424
7.2. Получение эмульгаторов Т-1 (твердый 1) и Т-Ф..........426
7.3. Получение моноглицеридов и их производных.............429
7.3.1. Глицеролиз жиров................................429
7.3.2. Процесс молекулярной дистилляции................430
7.3.3. Получение 90 %-ных моноглицеридов...............431
7.3.4. Получение эфиров моноглицеридов и диацетилвинной кислоты .. 432
7.3.5. Получение лактилированных моноглицеридов (лакто-эфиров) ...433
7.3.6. Получение гидрата моноглицеридов................434
7.3.7. Получение хлебопекарного улучшителя.............434
7.3.8. Получение пасты для сбивания....................435
7.4. Получение эмульгаторов фосфолипидов синтетических.....435
7.5. Основные направления развития производства пищевых ПАВ .438
ГЛАВА 8. ОЧИСТКА СТОЧНЫХ ВОД
8.1. Состав сточных вод.................................440
8.2. Способы очистки сточных вод........................440
8.2.1. Характеристика способов очистки сточных вод...440
8.2.2. Напорная флотация.............................441
8.2.3. Электрофлотация...............................443
8.2.4. Ультрафильтрация..............................443
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ.........................445
57*
Учебное издание
Арутюнян Норайр Степанович,
Корнена Елена Павловна,
Янова Лидия Ивановна,
Захарова Ирина Ивановна,
Мартовщук Евгения Владимировна,
|Аришева Евгения Алексеевна],
Меламуд Наум Лазаревич,
Кривова Анна Юрьевна
ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ ЖИРОВ
Учебник для вузов
Редактор Л. М.Богатая
Художественный редактор Г.И.Архипова
Технический редактор М.И.Бусарева
Компьютерная верстка М.Ю.Архипов
Лицензия № 064938 от 20 января 1997 г.
Подписано в печать 19.02.98 г.
Формат бумаги 60x90 '/16 Бумага офсетная № 1
Печать офсетная. Печ. л. 28,5 /
Тираж 1000 экз. Заказ 3849
Пищепромиздат
107807, Москва, Б-78, ул. Садовая-Спасская, 18
Отпечатано с готовых диапозитивов
в Производственно-издательском комбинате ВИНИТИ,
140010, г. Люберцы, Московской обл., Октябрьский пр-т, 403.
Тел. 554-21-86