/























Текст
ОГЛАВЛЕНИЕ
Введение 3
1. РОЛЬ ПИГМЕНТОВ И НАПОЛНИТЕЛЕЙ В ЛАКОКРАСОЧНЫХ 6
ПОКРЫТИЯХ
1.1. Структура наполненных полимерных покрытий 6
1.2. Деформационно-прочностные свойства покрытий 13
1.3. Защитные свойства покрытий 18
1.3.1. Проницаемость 18
1.3.2- Адгезионная прочность 22
1.3.3. Противокоррозионные свойства 25
1.4. Свето- и термостойкость покрытий 34
1.5. Придание покрытиям специальных свойств 36
1.5.1. Огнестойкие покрытия 36
1.5- 2. Электропроводящие покрытия 38
1.5.3. Прогивообрастающие покрытия 38
1.6. Декоративные свойства покрытий 39
1.7. Кристалличность пигментов 40
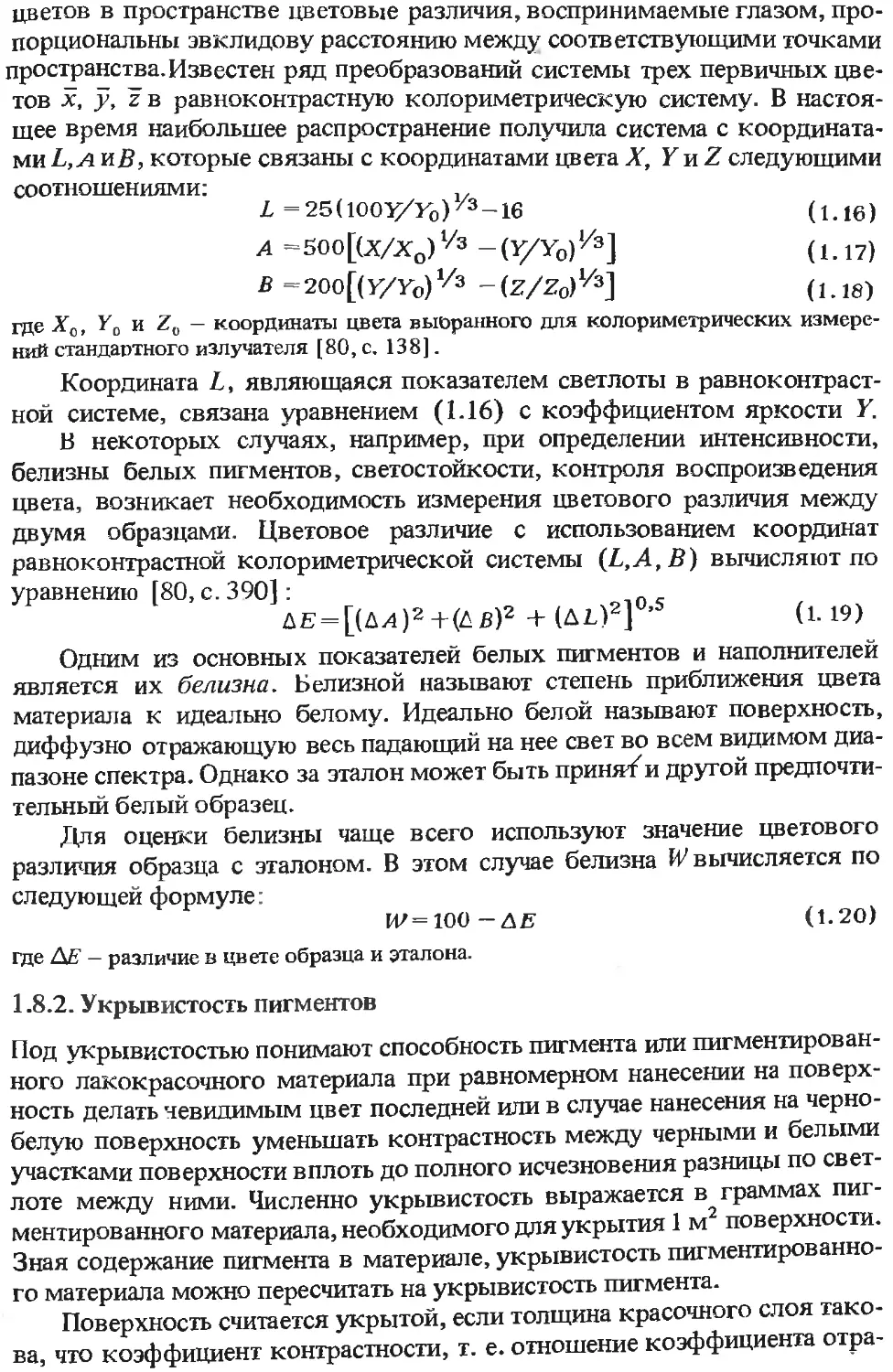
1.8. Оптические свойства пигментов 43
1.8.1. Цвет пигментов 43
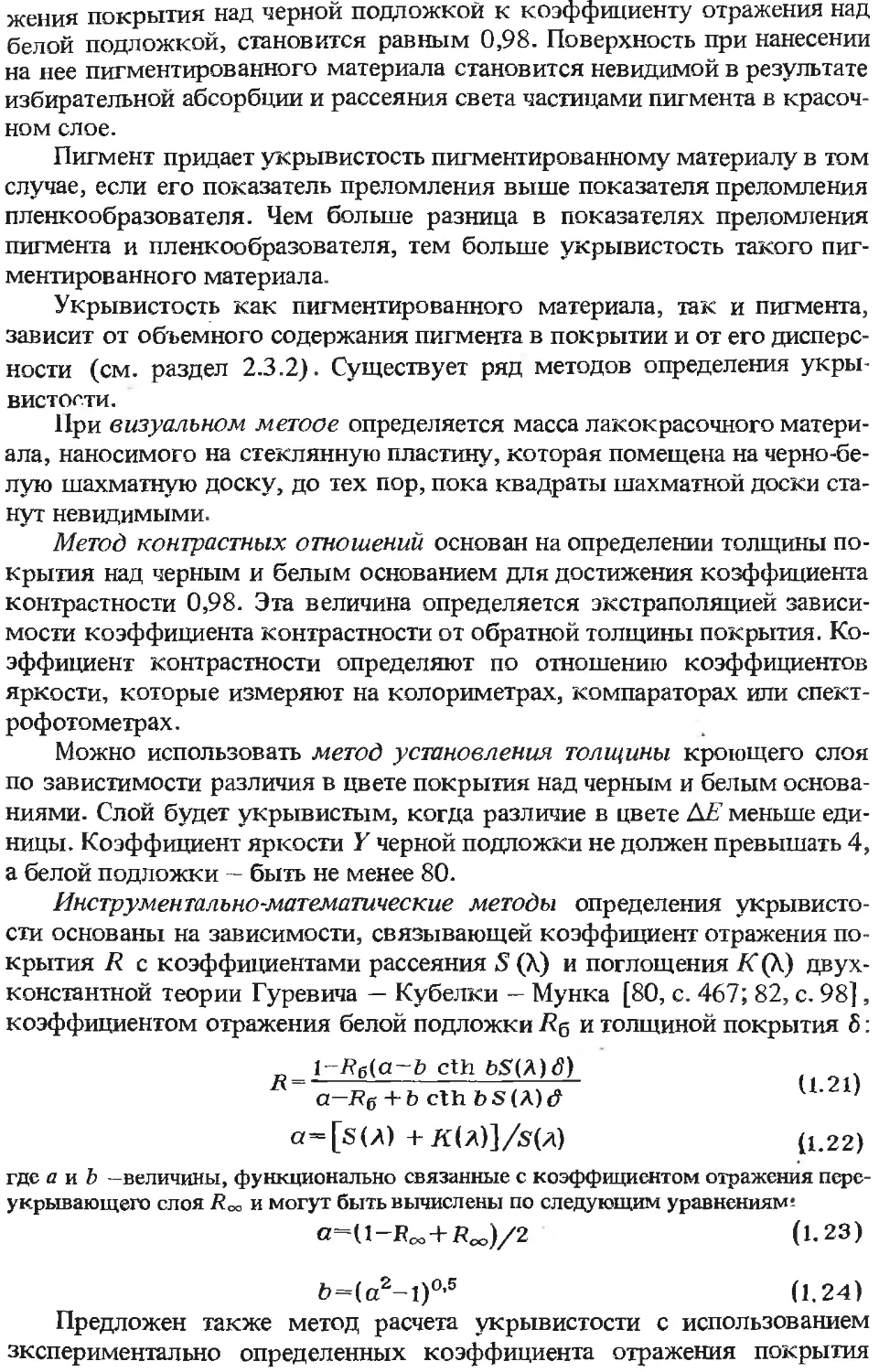
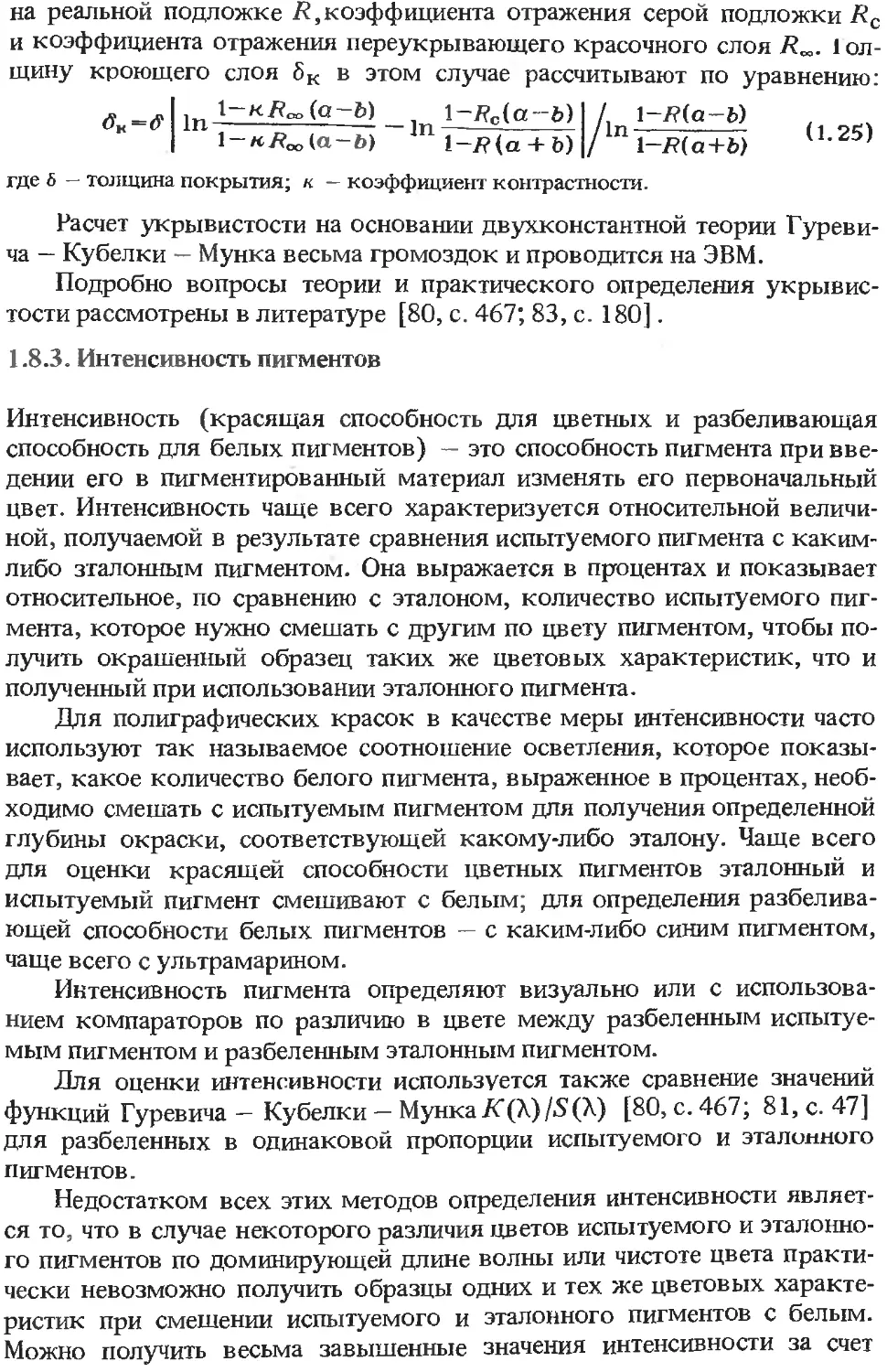
1.8.2. Укрывистость пигментов 49
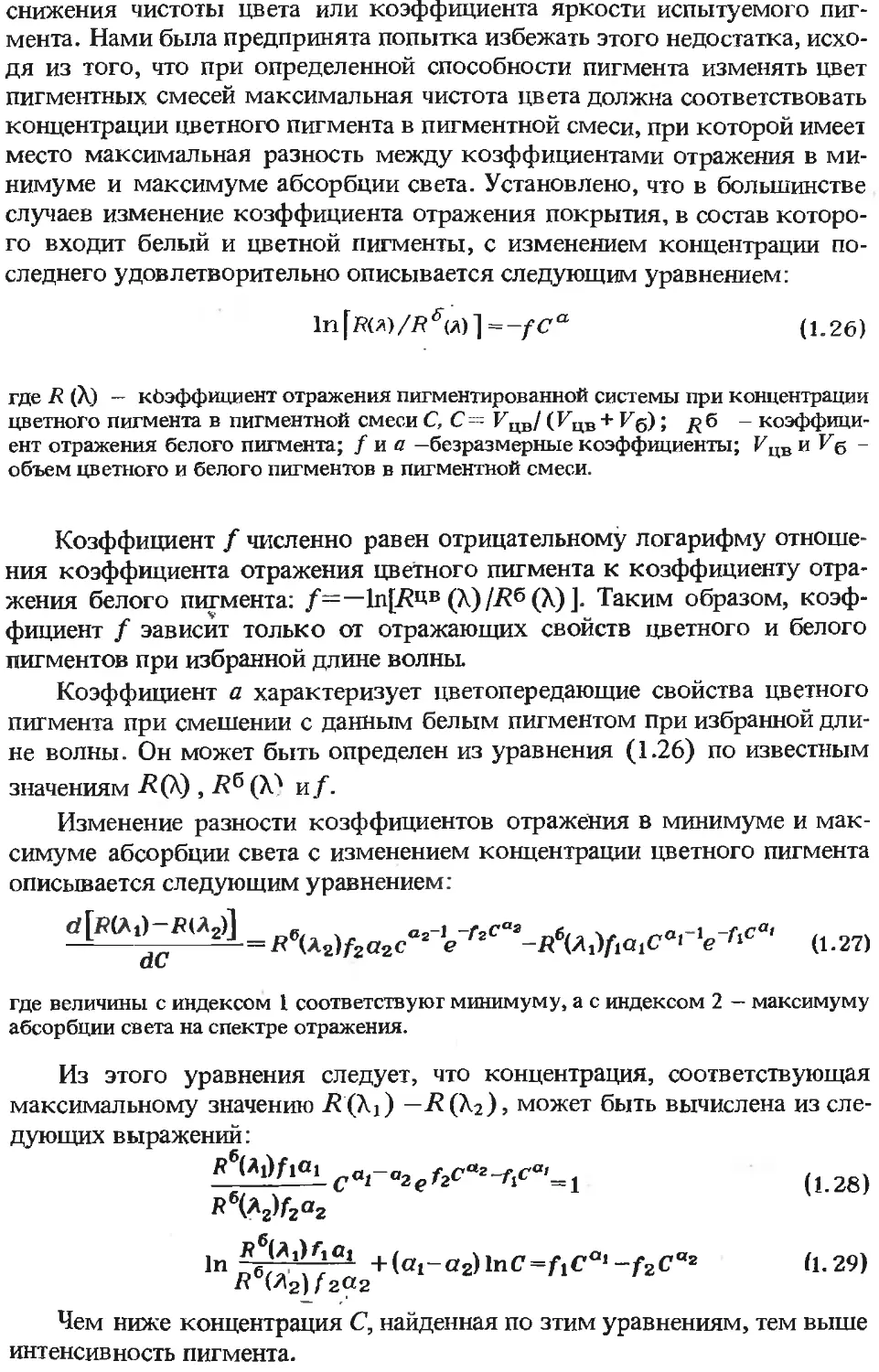
1.8.3. Интенсивность пигментов 51
1.9. Свойства поверхности пигментов 53
1.9.1. Энергетическая характеристика 53
1.9.2. Кислотно-основные свойства 56
1.9.3. Электрический заряд поверхности 60
2. ДИСПЕРГИРОВАНИЕ ПИГМЕНТОВ 61
2.1. Механизм процесса диспергирования 63
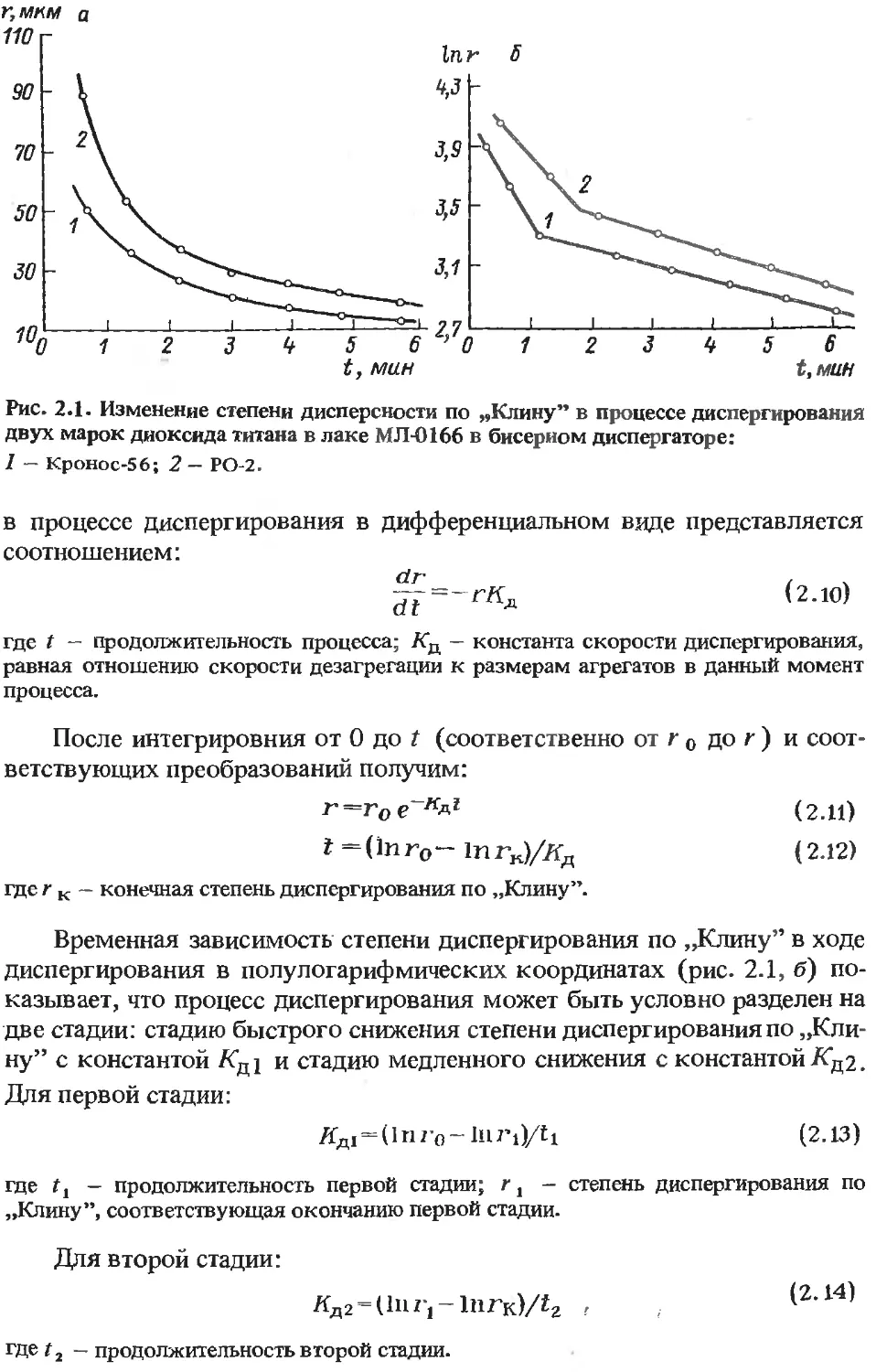
2.2. Скорость диспергирования пигментов в растворах пленкообразо- 69
вателей
2.3. Изменение свойств пигментированной системы в процессе дисперги- 74
рования
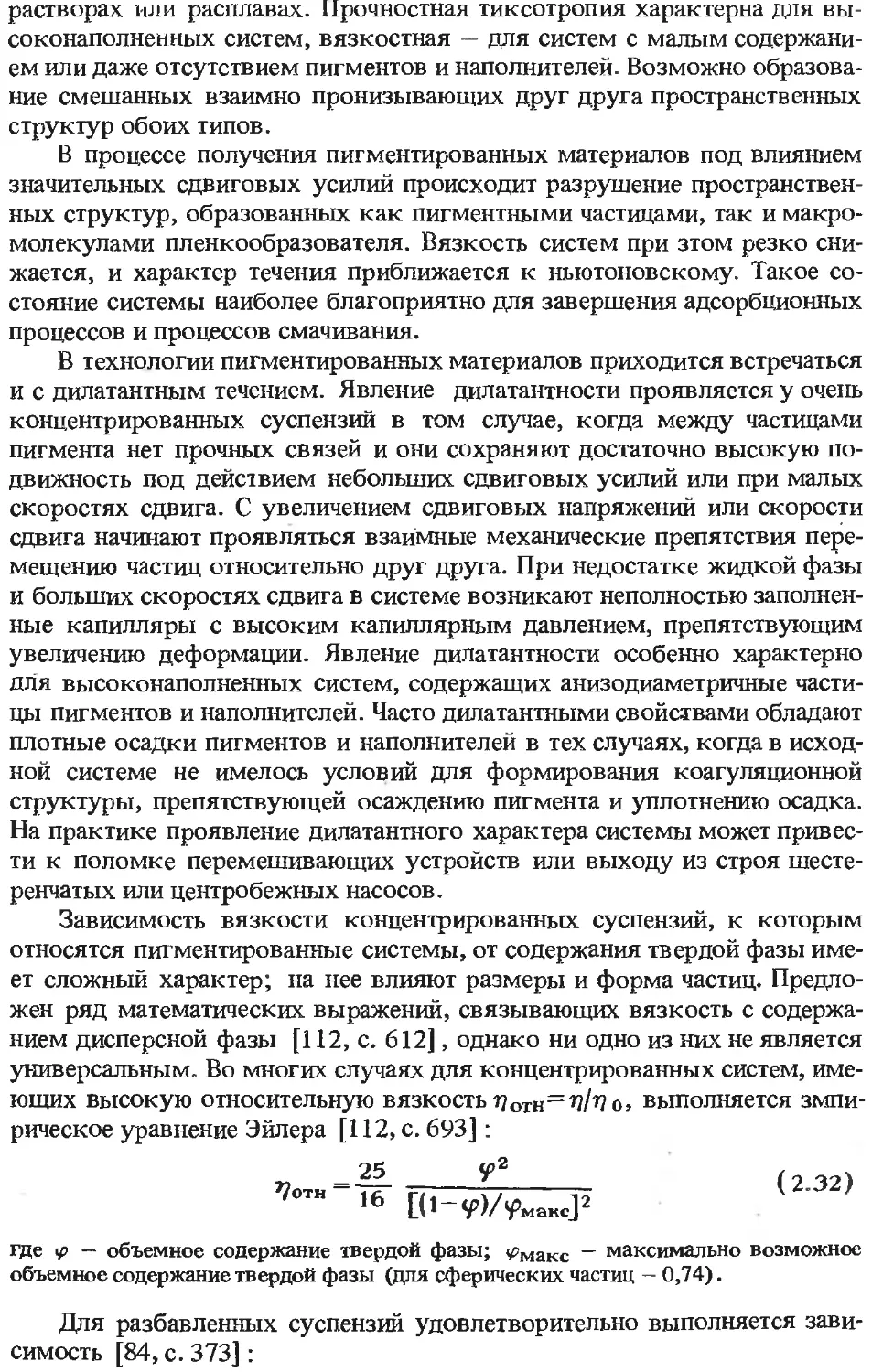
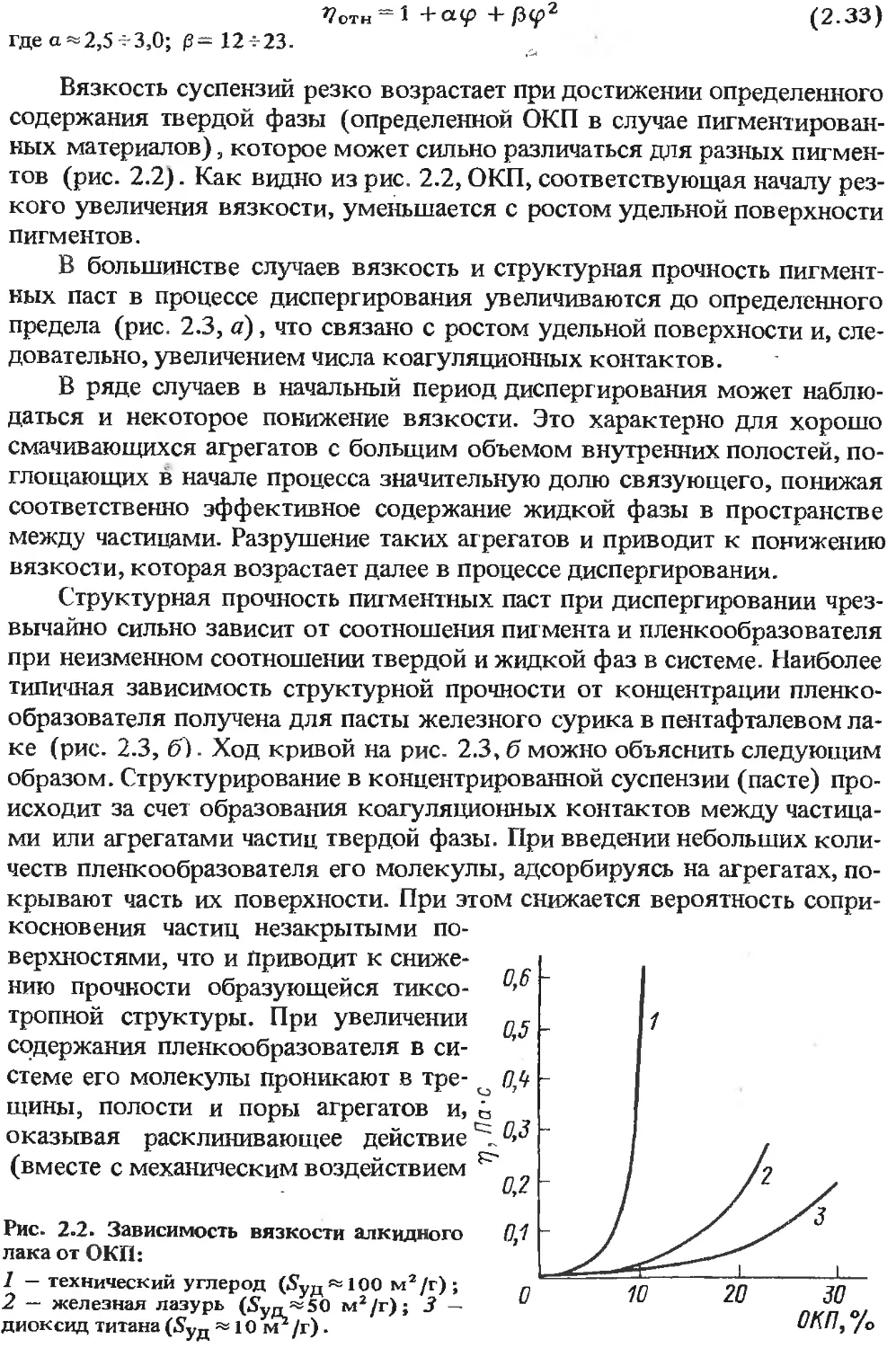
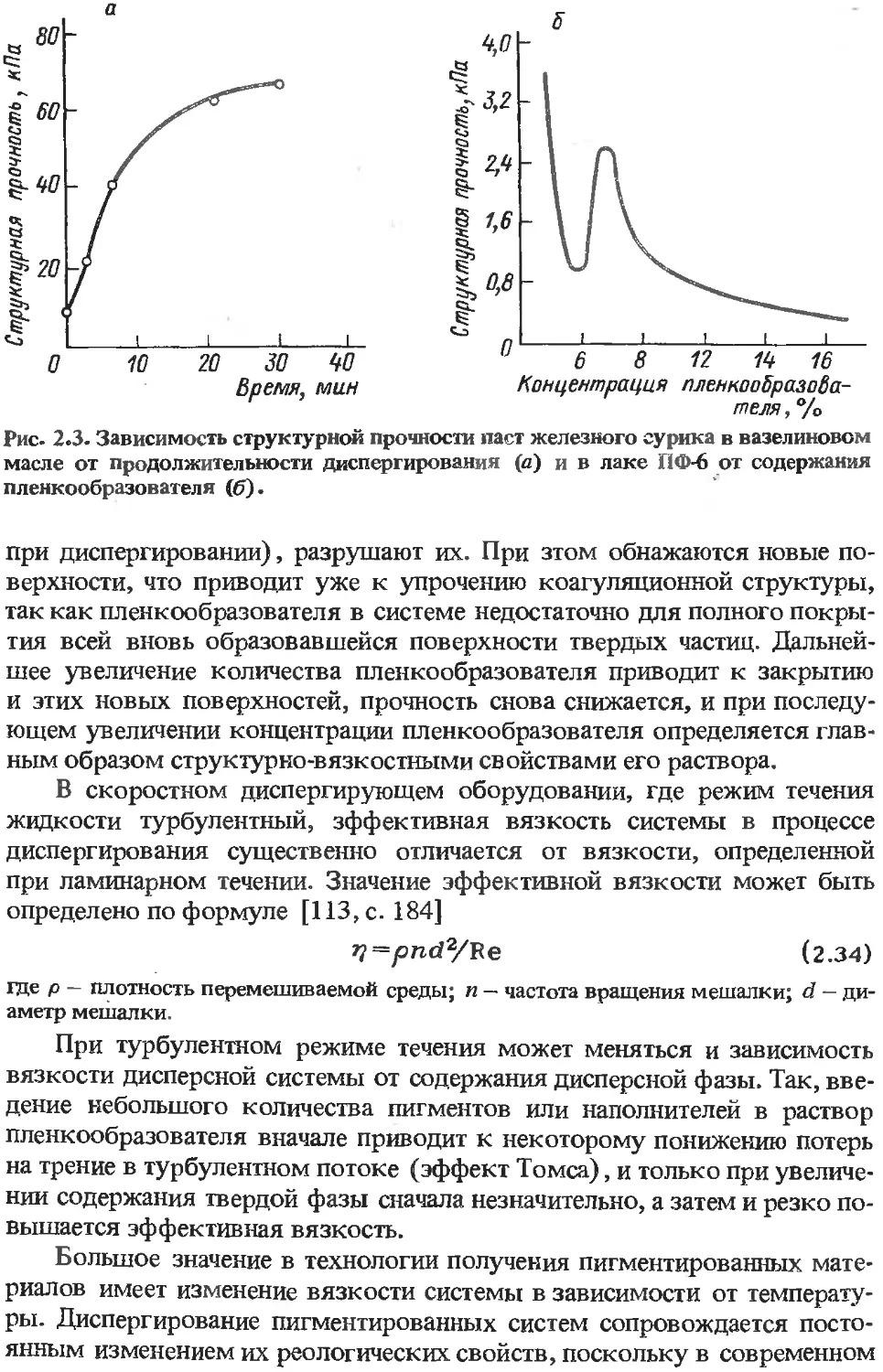
2.3.1. Реологические свойства 75
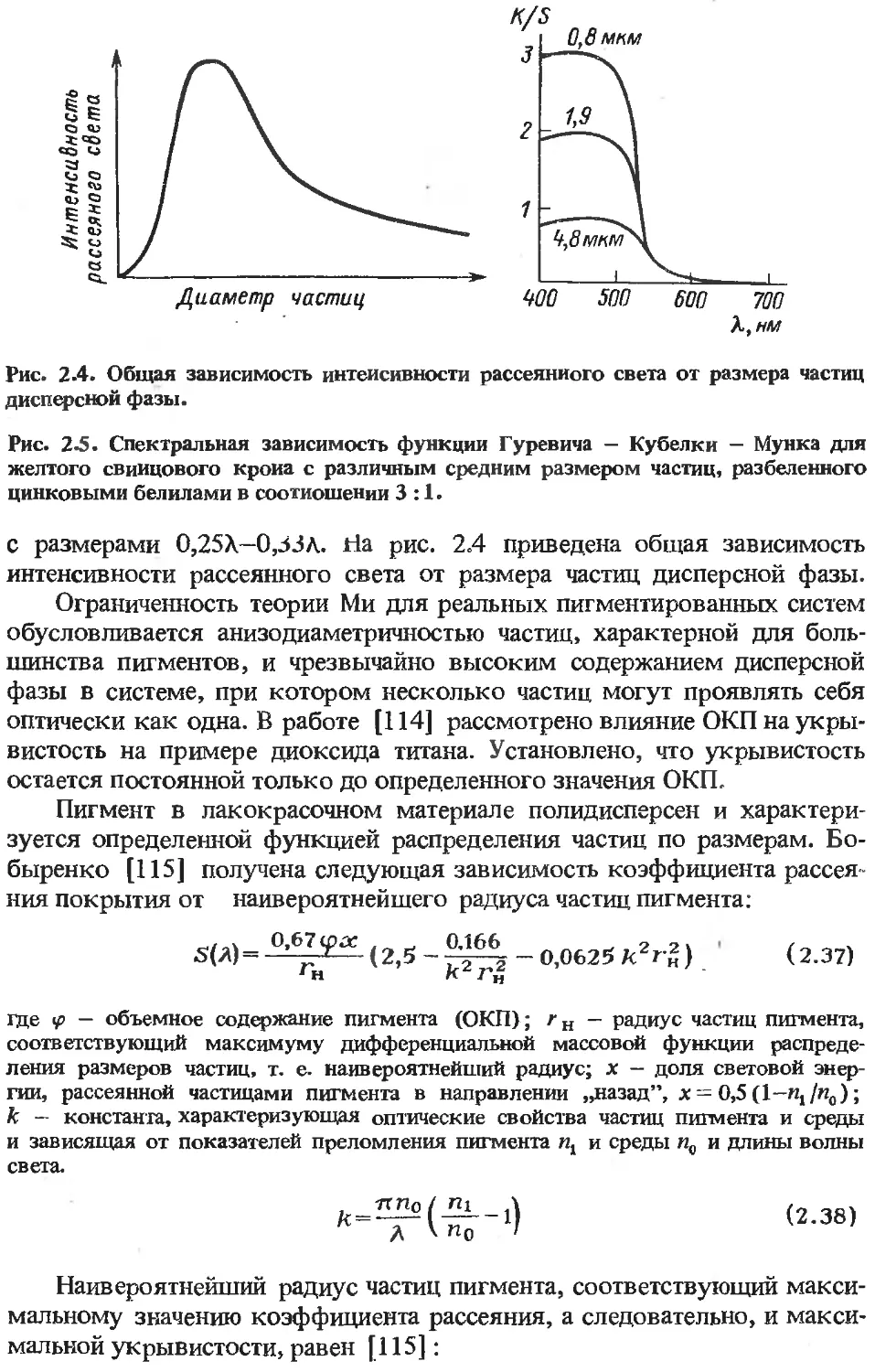
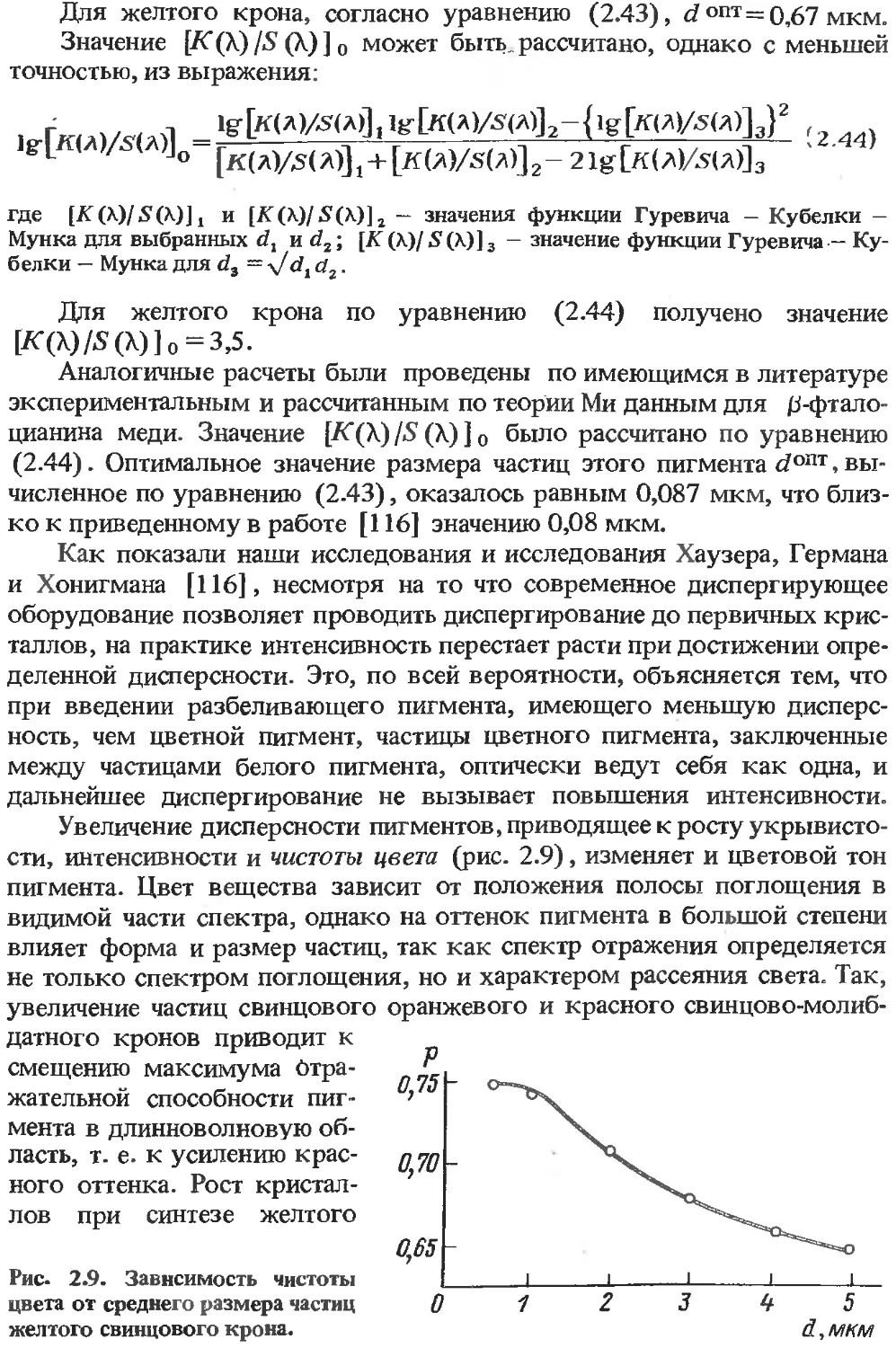
2.3.2. Оптические свойства 79
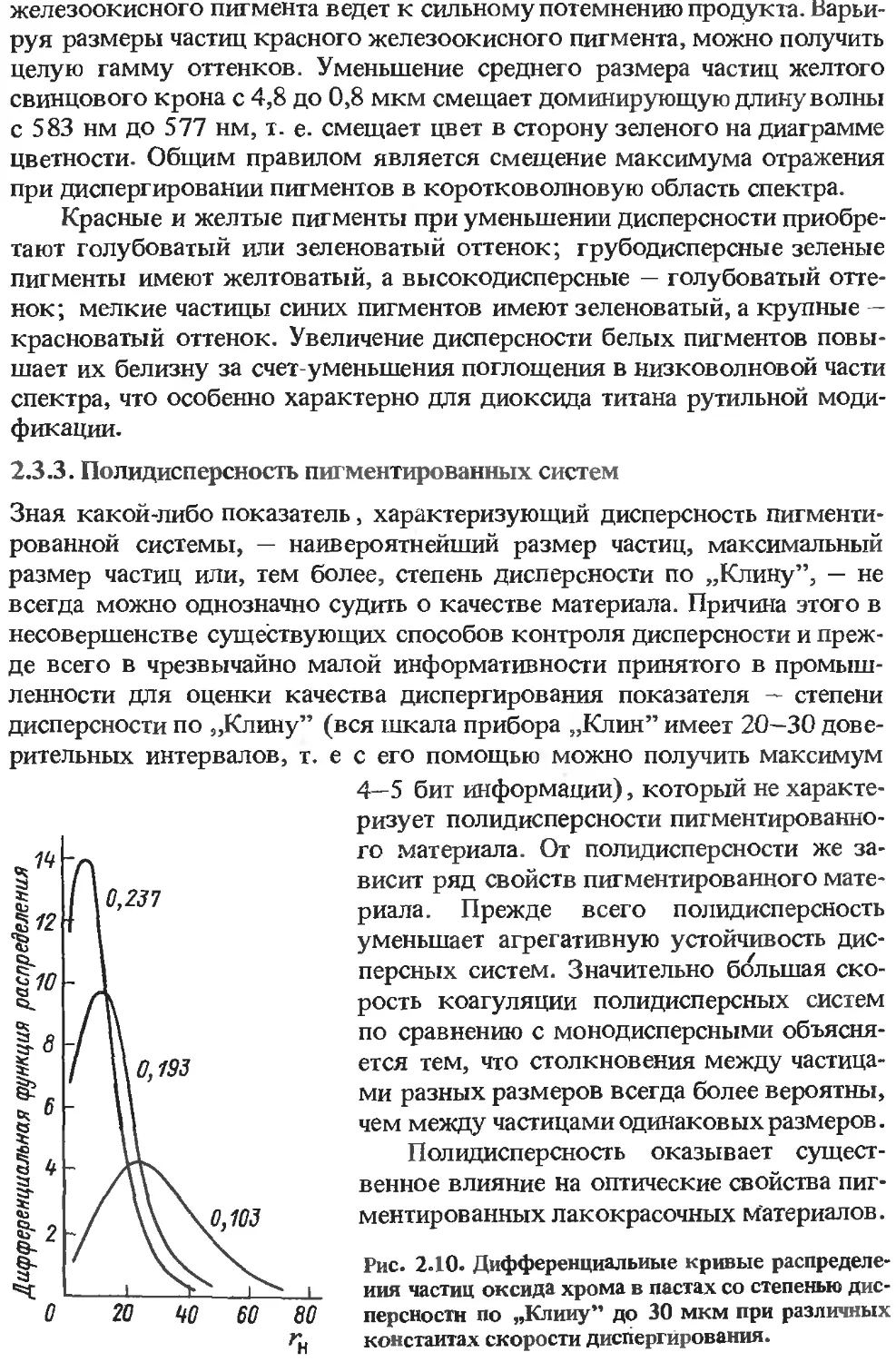
2.3.3. Полидисперсность пигментированных систем 84
3. УПРАВЛЕНИЕ ПРОЦЕССОМ ДИСПЕРГИРОВАНИЯ 85
3.1. Гидродинамика процесса диспергирования 85
3.2. Оптимизация состава паст для диспергирования 88
3.3. Интенсификация процессов диспергирования введением поверхностно- 92
активных веществ
3.4. Применение ультразвука и магнитной обработки для диспергиро- 95
вания пигментов
4. МОДИФИЦИРОВАНИЕ ПИГМЕНТОВ КАК ФАКТОР 100
ИНТЕНСИФИКАЦИИ ПРОЦЕССА ДИСПЕРГИРОВАНИЯ
4.1. Поверхностная обработка пигментов 101
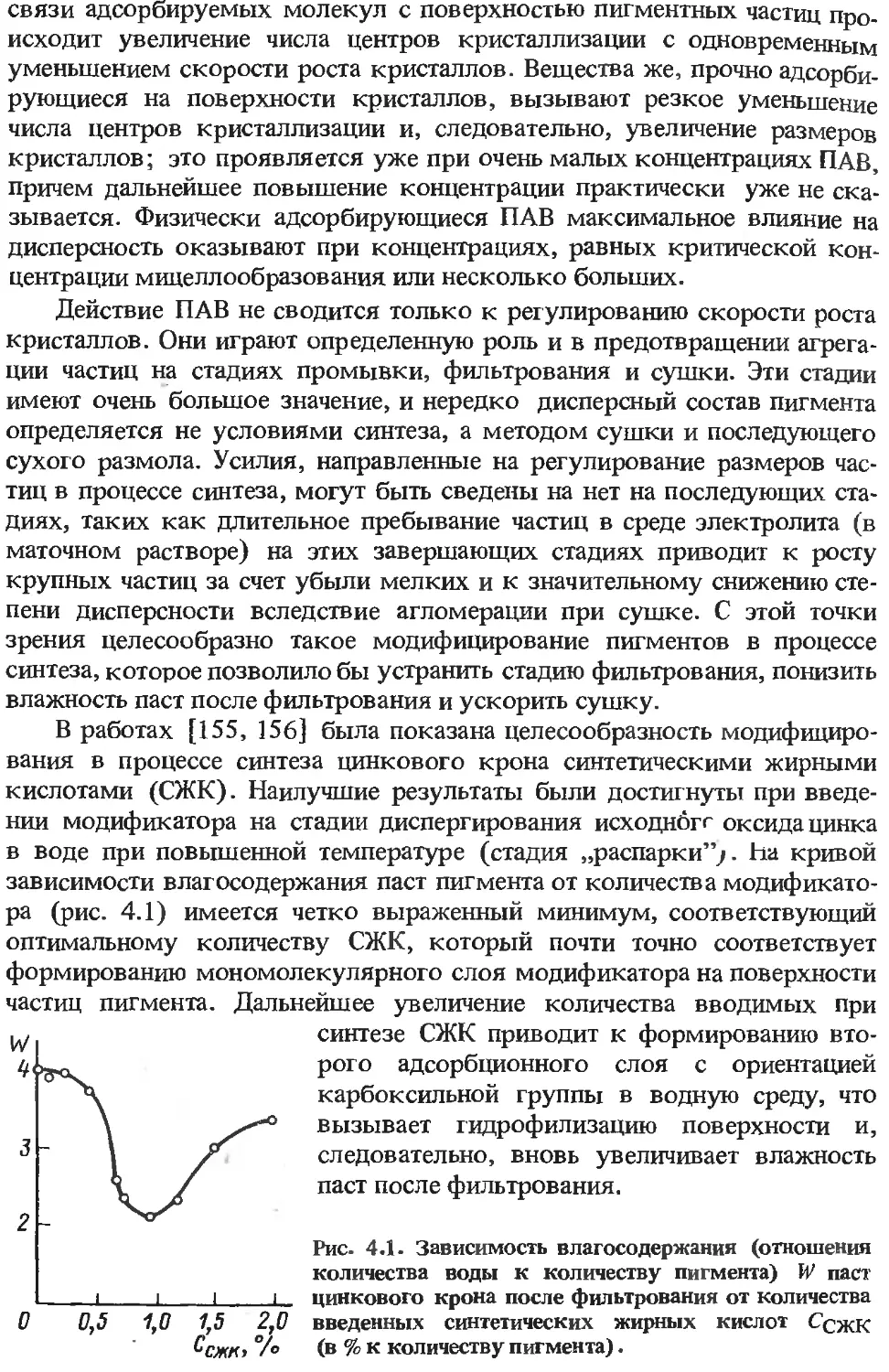
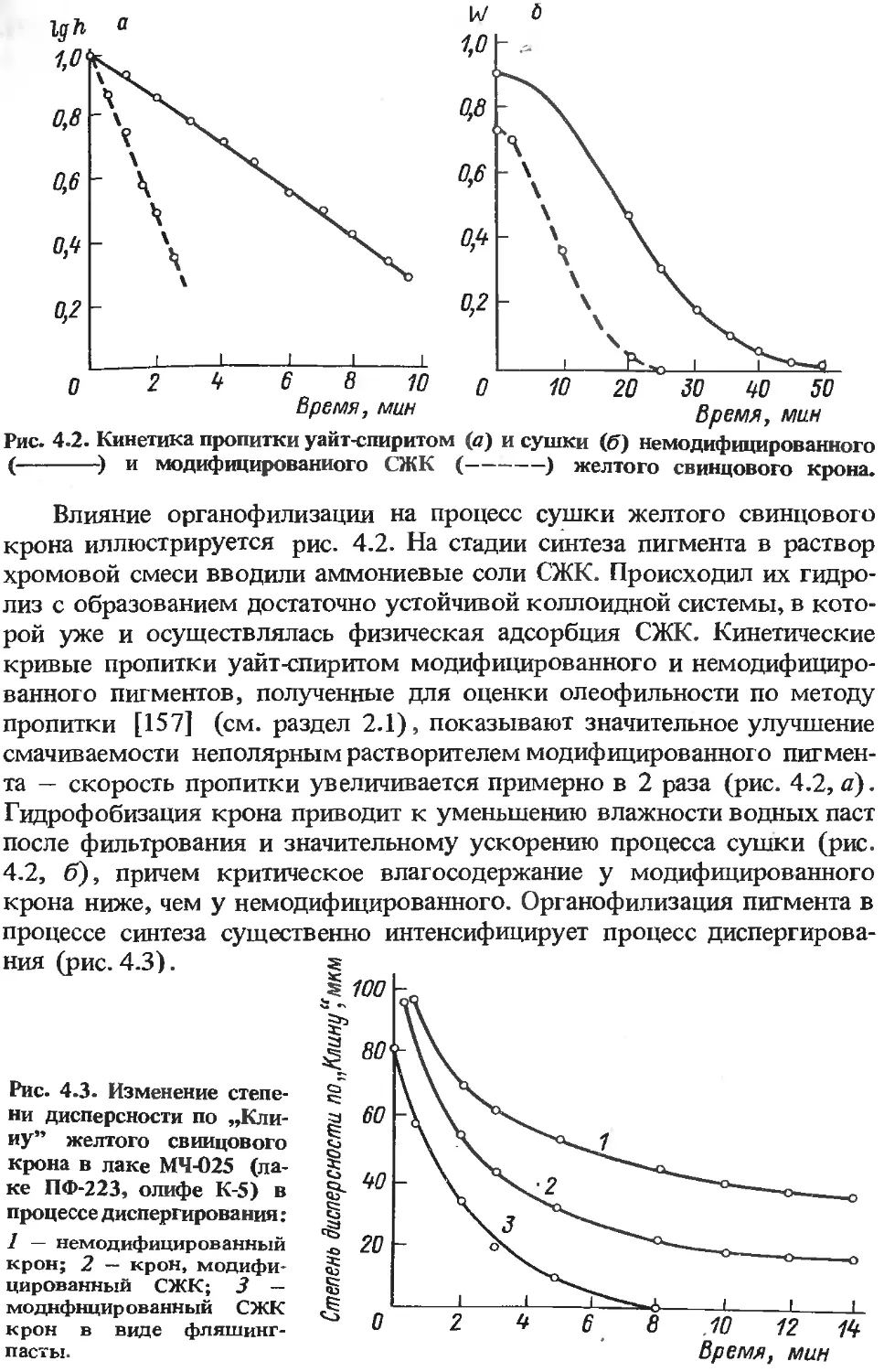
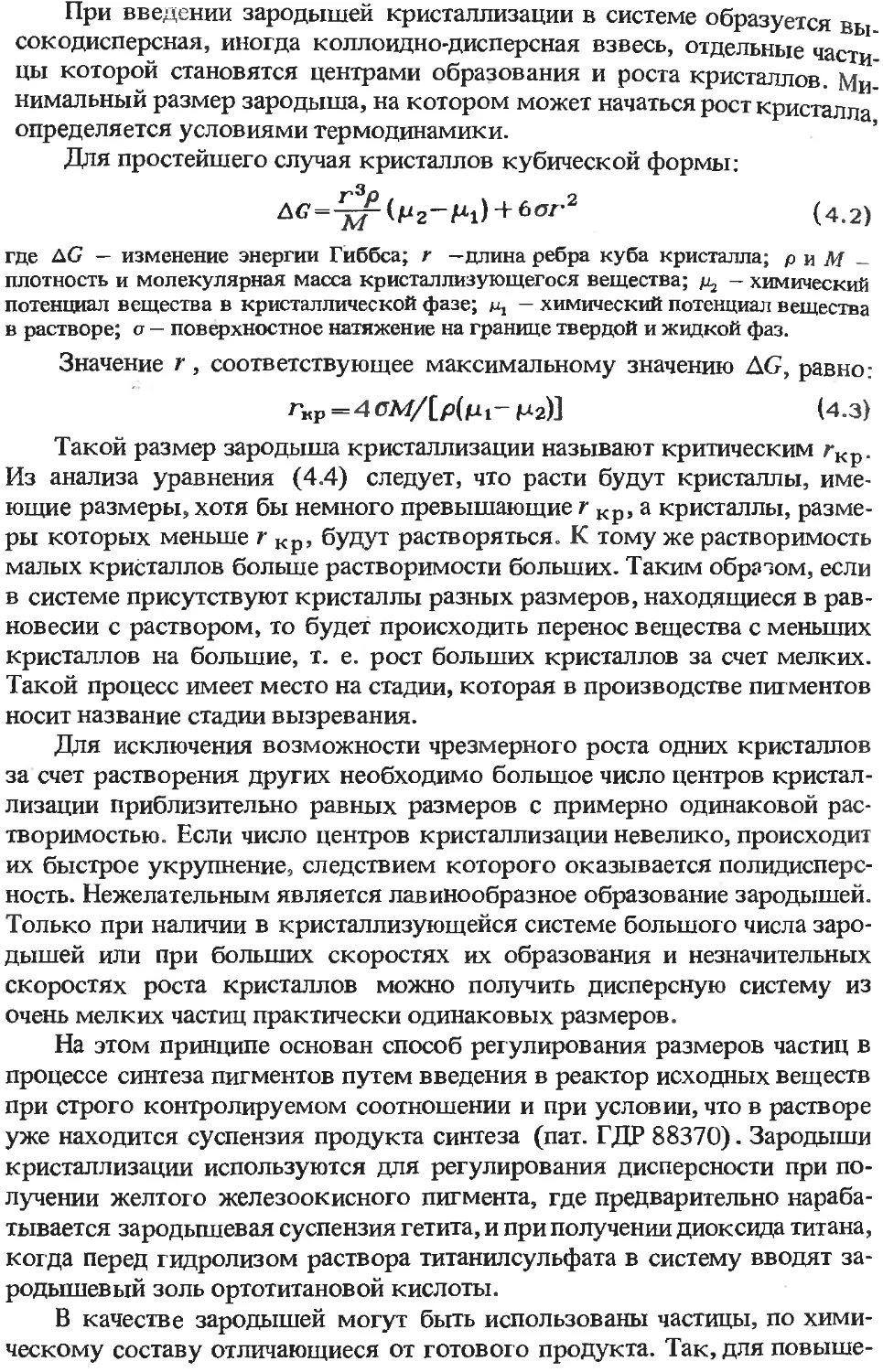
4.2. Модифицирование пигментов в процессе синтеза 105
4.3. Фляшинг-процесс 109
4.4. Влияние модифицирования пигментов на свойства лакокрасочных 113
материалов
5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПИГМЕНТИРОВАННЫХ 117
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
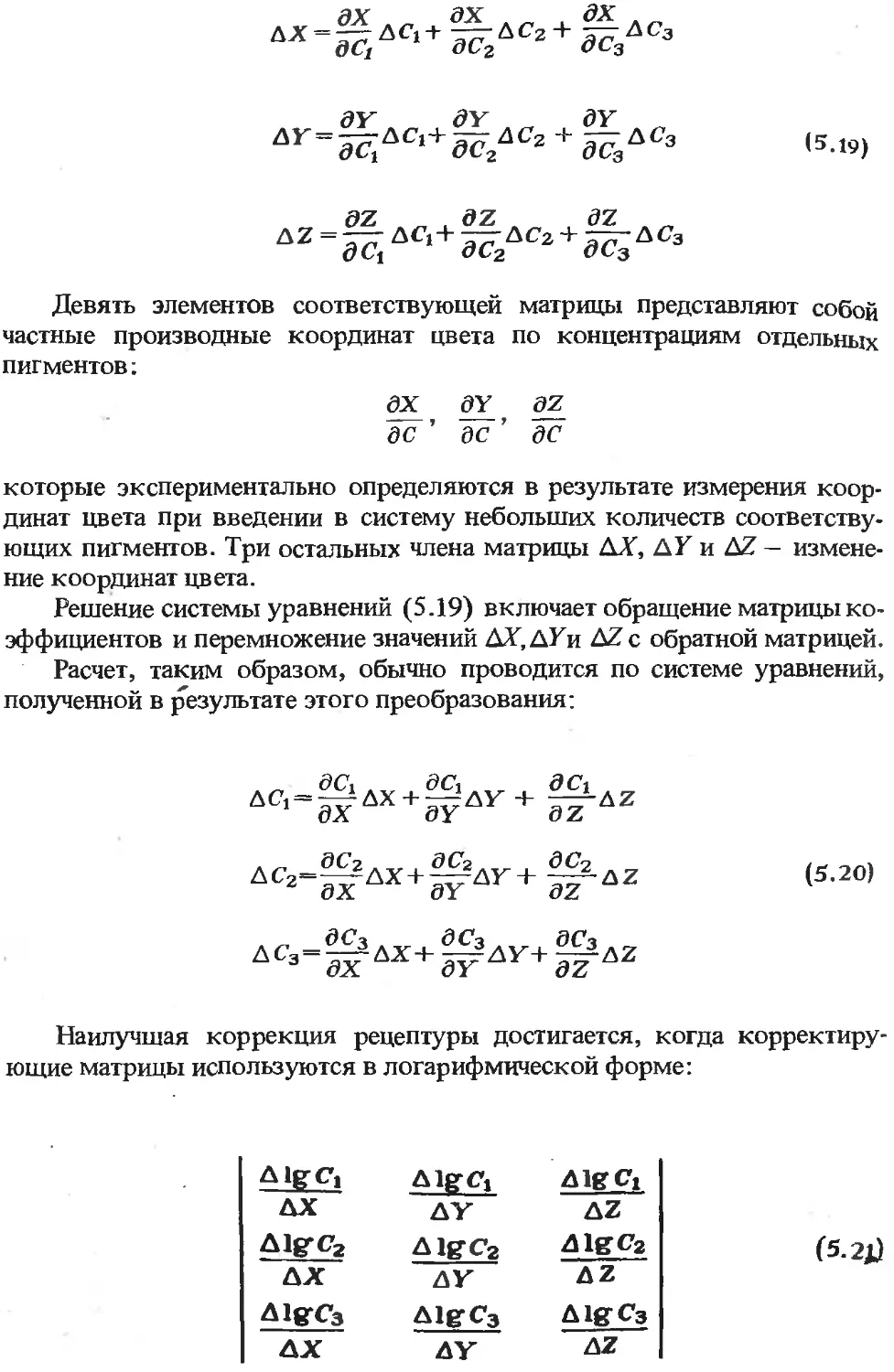
5-1- Обоснование выбора пигментов и определение их количества 117
5.2. Получение лакокрасочных материалов на основе многопигментных 122
и однопигментных паст
5.3. Оборудование для диспергирования пигментов 128
5.3.1. Краткая характеристика основных видов диспергирующего 128
оборудования
5.3.2- Конструктивные особенности бисерных диспергаторов 133
5.3.3- Оптимизация режимов диспергирования 138
5.3.4. Расчет бисерных диспергаторов и дисольверов 141
Литература 151
Предметный указатель 155
ВВЕДЕНИЕ
Интенсивное развитие народного хозяйства и особенно таких его отрас-
лей, как машиностроение, радиоэлектроника, производство транспорт-
ных средств и бытовой техники, вызывает необходимость увеличения
объема производства лакокрасочных материалов с улучшенными качест-
венными показателями. Основная часть продукции лакокрасочной про-
мышленности, предназначенной для непосредственного использования
в народном хозяйстве, — это пигментированные лакокрасочные матери-
алы — краски, эмали, грунтовки. Цеха, изготовляющие пигментирован-
ные материалы, — основные цеха лакокрасочных заводов.
Эта книга имеет целью ознакомить работников промышленности
и исследователей с современными представлениями в области теории
и практики процессов пигментирования лакокрасочных материалов,
методами определения оптимальных технологических параметров этих
процессов и установления рабочих рецептур для диспергирования, учиты-
вающих физико-химические явления, сопровождающие этот процесс.
Применение пигментированных лакокрасочных материалов с целью
противокоррозионной защиты и придания изделиям соответствующего
товарного вида непрерывно расширяется. Это вызывает необходимость
увеличения объемов производства и расширения ассортимента высоко-
качественных пигментированных лакокрасочных материалов, которые
представляют собой высококонцентрированные суспензии пигментов и
наполнителей в растворах или дисперсиях пленкообразующих веществ.
Требования различных отраслей народного хозяйства (автомобиле-
строения, сельскохозяйственного машиностроения, судостроения, транс-
портного машиностроения, мебельной промышленности и т. д.) к пиг-
ментированным лакокрасочным материалам постоянно растут и изменя-
ются. Это обусловило появление широкого ассортимента синтетических
пленкообразователей, создание новых высокопроизводительных спосо-
бов получения пигментированных лакокрасочных материалов. В произ-
водстве этих материалов наиболее трудоемкие и энергоемкие операции
связаны с диспергированием пигментов в растворах, дисперсиях или рас-
плавах пленкообразователей. На выполнение этих технологических опе-
раций расходуется от 75 до 90% всей электрической энергии, затрачивае-
мой на изготовление пигментированных лакокрасочных материалов.
В соответствии с современными представлениями эффективное
диспергирование пигментов в среде пленкообразователя достигается
направленным регулированием физико-химического взаимодействия
компонентов на поверхности раздела фаз, рациональным использованием
поверхностной активности дисперсионной среды. Действие всех видов
внутренних и внешних сил в лакокрасочной системе, начиная с процессов
смачивания и образования хемосорбированного слоя пленкообразователя
на поверхности пигментных частиц, имеет определяющее значение не
только для образования пигментированных лакокрасочных систем, но и
для свойств покрытий, получаемых на их основе.
Технические схемы производства пигментированных лакокрасочных
материалов составляются прежде всего в зависимости от типа применяе-
мого пленкообразователя. Различают: жидкие однофазные пленкообразу-
ющие системы — лаки, жидкие олигомеры; жидкие двухфазные пленко-
образующие системы — водные дисперсии или органодисперсии пленко-
образователей; порошковые пленкообразующие системы, в которых
диспергирование осуществляется либо в расплавах пленкообразователя,
либо путем смешения пигментов с тонкоизмельченным пленкообразова-
телем. Поскольку в настоящее время наиболее широко применяются
пигментированные системы на основе лаковых пленкообразователей,
процессы диспергирования пигментов в однофазных пленкообразующих
системах имеют наибольшее распространение.
Аппаратурное оформление процесса диспергирования зависит от тре-
бований, предъявляемых к качеству пигментной дисперсии, соотноше-
ния между количеством пигмента и раствора пленкообразователя в пасте,
технико-экономических требований к организации процесса. Чем выше
концентрация пигмента в пасте, тем (с учетом последующего разбавле-
ния растворами пленкообразователей) выход целевого продукта будет
больше, а стоимость переработки ниже. В связи с этим особое значение
имеют реологические свойства пигментных паст. Повышение качества и
экономичности лакокрасочных покрытий требует более полного исполь-
зования оптической эффективности пигментов. Эта задача решается регу-
лированием кристаллической структуры и дисперсности пигментов на
стадии их получения, модифицированием поверхности пигментов, опти-
мизацией дисперсного состава суспензий в процессе изготовления пиг-
ментированных материалов, регулированием взаимодействия пигментов
со связующими и предотвращением флокуляции пигментов после дис-
пергирования, т. е. приданием стабильности красочным системам.
Со времени выхода в свет монографии II. И. Ермилова „Диспергиро-
вание пигментов” (М., Химия, 1971) прошло почти пятнадцать лет. За это
время накоплен обширный теоретический и экспериментальный материал,
прежде всего в области оптимизации процессов диспергирования —
теоретически обоснованного выбора рецептур для диспергирования и ре-
жимов его проведения» В значительно большей степени выявилась роль
выпускных форм пигментов в процессах получения пигментированных
материалов, а также влияние способов обработки пигментов и их дис-
персного состава на свойства лакокрасочных материалов и покрытий.
За последние полтора десятка лет произошло значительное обновле-
ние машинного парка цехов, производящих пигментированные лакокра-
сочные материалы. Широкое распространение получили бисерные маши-
ны, которые в короткое время в большинстве производств вытеснили
традиционно применявшиеся в промышленности трехвалковые краско-
терочные машины и шаровые мельницы Поэтому именно бисерным
диспергаторам в настоящей книге уделяется наибольшее внимание. Из
процессов диспергирования авторы детально рассматривают диспергиро-
вание пигментов в жидких средах — наиболее типичный случай в техно-
логии пигментированных лакокрасочных материалов, не касаясь пиг-
ментирования порошковых красок, подробно описанного в книге
А. Д. Яковлева, В. Ф. Здора, В. И. Каплана „Порошковые полимерные
материалы и покрытия на их основе” (Л., Химия, 1979).
Разделы 1.1—1.6 написаны докт. техн, наук И. А. Толмачевым;
разделы 1.7—1.9, 3.4, 44-4.4 — канд. хим. наук Е. А. Индейкиным;
разделы 2.1, 3.1 и 5.3 - канд. техн, наук Л. Н. Лейбзоном; разделы
2.2, 2.3, 3.2, 3.3, 5.1 и 5.2 — совместно Л. Н. Лейбзоном и Е. А. Индей-
киным.
1. РОЛЬ ПИГМЕНТОВ И НАПОЛНИТЕЛЕМ
В ЛАКОКРАСОЧНЫХ ПОКРЫТИЯХ
Введение пигментов в лакокрасочные материалы является основным
методом регулирования декоративных свойств покрытий — цвета и не-
прозрачности. Исследования в области наполненных полимерных систем,
в том числе и наполненных полимерных покрытий, показали, что введе-
ние минеральных пигментов и наполнителей позволяет регулировать и
другие важнейшие свойства композиционных материалов — деформаци-
онно-прочностные, изолирующие, противокоррозионные, адгезионную
прочность, а также получать покрытия со специальными свойствами —
электропроводящие, электроизолирующие, теплостойкие, огнезадержи-
вающие, антифрикционные, противообрастающие и т. д.
1.1. СТРУКТУРА НАПОЛНЕННЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ
Влияние ригментов и наполнителей на структуру покрытия и изменение
его свойств обусловлено действием двух факторов: 1) наполнением по-
лимерной органической фазы дисперсной минеральной фазой и характе-
ром ее распределения в полимерной матрице (механический или реоло-
гический фактор); 2) взаимодействием дисперсных частиц минеральной
фазы с пленкообразующим веществом (физико-химический или хими-
ческий фактор). Наиболее общие представления о действии этих факто-
ров на структуру полимерных композиционных систем развиты в рабо-
тах Липатова [1] иКулезнева [2].
Во многом структурные особенности наполненных полимерных
систем определяются физико-химическим взаимодействием полимерной
фазы с поверхностью пигментных частиц. Мерой такого взаимодействия
является работа адгезии между фазами, количественно определяемая
термодинамическим уравнением Дюпре — Юнга:
1Га= o(l + cos©) (1.1)
где Wa — работа адгезии; о - межфазное натяжение; 0 - краевой угол смачивания
полимером поверхности пигмента.
Из уравнения (1.1) следует, что сила взаимодействия между полиме-
ром и пигментом определяется поверхностной энергией пигментной фа-
зы и,следовательно, зависит от химического состава пигмента типа крис-
таллической решетки, ее геометрических и энергетических параметров.
Вторым параметром, входящим в уравнение Дюпре — Юнга и определя-
ющим работу адгезии является способность полимерного пленкообразо-
вателя смачивать пигментные частицы cos ©
cos© = (отг-отж)ожг (1.2)
пленкообразующие вещества гидрофобию, а
что обусловливает низкие значения of, ож,
где »rr> °тж> °жг _ межфазное натяжение на границе пигмент - воздух, пигмент -
пленкообразователь, пленкообразователь - воздух.
Как видно из этого выражения, помимо отг основным параметром,
регулирующим cos ®, является отж, которое по Гуду - Овенсу - Вендту
можно представить следующим соотношением:
Отж = °т+ °ж-2(°т °ж)°’S-2(°?°ж)0,5 0-3)
где сж, of °* ~ ДиспеРСИ0ННЬ1е и полярные составляющие поверхностного на-
тяжения сосуществующих фаз.
В соответствии с этим, чем меньше птж, тем больше cos® и, соответ-
ственно, работа адгезии. Таким образом, чем ближе по полярности пиг-
ментная и полимерная фазы, тем в большей степени они взаимодейству-
ют друг с другом.
В большинстве случаев
пигменты — гидрофильны,
of, of, высокое межфазное натяжение, малые значения cos®и низкую
работу адгезии на границе пигмент — пленкообразователь. Поэтому
большое значение имеет поверхностная обработка пигментов, имеющая
целью гидрофобизацию поверхности пигментных частиц и увеличение
сродства фаз в пигментированном полимерном покрытии.
Помимо энергетических параметров, существенную роль в смачива-
нии пигментов играют энтропийные параметры, определяющиеся по-
движностью макромолекул. Низкомолекулярные пленкообразователи
(степень полимеризации около 20), имеющие гибкие молекулы, с раз-
мером первичных структурных элементов 4—4,5 нм смачивают агрегаты
кристаллов пигментов, контактируя со всей межфазной поверхностью;
более высокомолекулярные (особенно жесткоцепные) с ограниченной
подвижностью цепей смачивают поверхность пигментных агрегатов не
полностью. Эффективность смачивания пленкообразователем пигмент-
ных частиц определяет структурные параметры покрытия, в частности
объемную концентрацию пигментов (ОКП), отвечающую оптимальной
структуре и свойствам покрытия [3, с. 24], и, соответственно, степень
оптимизирующего действия пигментов на свойства покрытий.
Во многих случаях, при наличии в пленкообразователе реакционно-
способных электронодонорных групп, способных вступать во взаимо-
действие с гидроксилированной поверхностью пигментов и наполнителей,
взаимодействие пигментов с пленкообразователями носит химический
характер, описываемый с позиций кислото-основного взаимодействия.
Практически это реализуется при сочетании пигментов основного харак-
тера (цинковые и свинцовые белила, крона и др.) с пленкообразователя-
ми, содержащими карбоксильные группы. В случае амфотерных пигмен-
тов .(титановые белила) также обнаружено образование „солеобразных”
соединений карбоксилсодержащих пленкообразователей с пигментами
в результате замещения гидроксилов [4]. Химические связи ионного
или координационного типа образуются в полиакриламиде, наполненном
бентонитом, оксидами алюминия, кремния, магния [5], в эпоксидном
олигомере, наполненном алюминиевой пудрой, при температуре более
200 °C за счет раскрытия эпоксидных групп [6; 7, с. 356]:
СН2— СН—R—СН—СН2
О
^//////////////////////////////,
Al А1
СН2—СН—R—СН—СН2
О О
Al А1
Химическое взаимодействие пигментной и полимерной фаз в покры-
тиях имеет место в случае пигментов, генерирующих в покрытии (в про-
цессе его эксплуатации) окисляющие или комплексообразующие ионы.
Это характерно для пигментов на основе хроматов и фосфатов металлов,
свинецсодержащих пигментов.
Существенное влияние на химическое взаимодействие пигментов
и пленкообразователей оказывает поверхностная модификация пигмен-
тов [7, с. 347].
Вследствие взаимодействия пигмента и пленкообразователя в по-
крытиях имеет место существенное изменение термодинамического со-
стояния пленкообразователя и его структуры [8, с. 41]. В общем случае
взаимодействие между пигментом и пленкообразователем приводит к
ограничению сегментальной подвижности макромолекул вблизи поверх-
ности пигментных частиц, повышению их жесткости, температуры стек-
лования полимерной матрицы и изменению релаксационных переходов в
ней [1, с. 12]. Так, скачкообразное изменение термодинамического со-
стояния макромолекул пленкообразователя при переходе в граничный
слой показано для олигоэтиленгликольадипината, наполненного аэроси-
лом [9]. Изменение температуры стеклования и других параметров,
характеризующих сегментальную подвижность полимеров, при введении
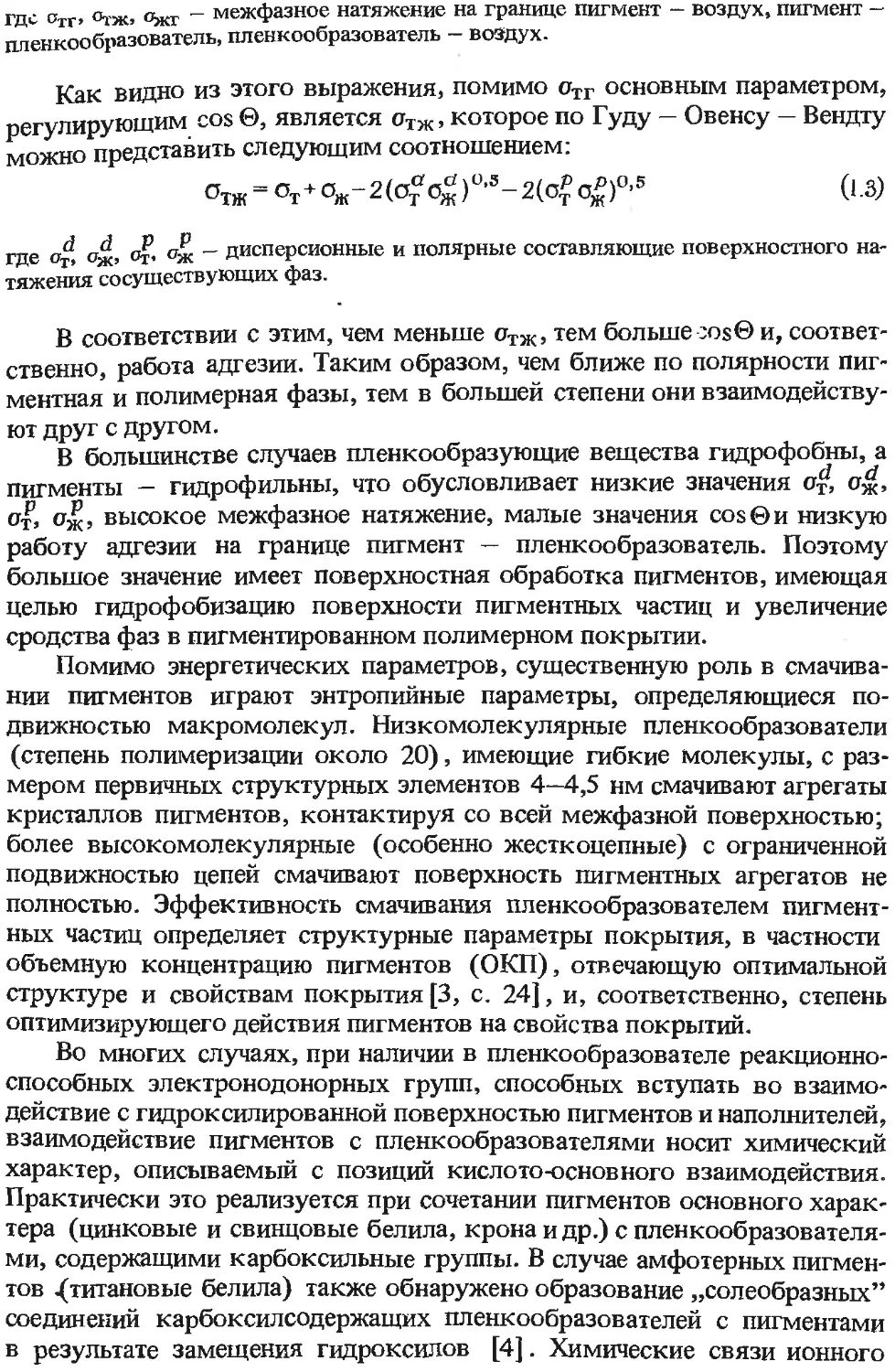
наполнителей отмечено для ряда олигомерных и полимерных систем, на-
пример, для полистирола, наполненного диоксидом кремния [10],
эпоксидного олигомера, наполненного частицами меди [11, с. 80], поли-
этилена, наполненного различными пигментами и наполнителями (массо-
вая доля 24%) [12]:
Без наполнителя
Аэросил
Технический углерод
Оксид алюминия
Диоксид титана
Ср при Тс, Дж/ ( ° С • г)
0,30
0,18
0,18
0,18
0.18
Тс°С
62,5
68
75
74
72
сополимера винилхлорида и винилацетата, наполненного диоксидом
кремния (5УД = 50-^-300 м2/г, массовая доля наполнителя - 5—40%)
[13]. В случае наполнения этого сополимера диоксидом титана в неболь-
шом количестве наблюдается уменьшение температуры стеклования,
что объясняют адсорбцией ацетатных групп на полярных участках
поверхности пигмента, в результате чего уменьшается число водородных
связей между полимерными цепями. Увеличение степени наполнения при-
водит к тому, что число адсорбированных ацетатных групп становится
достаточно большим и подвижность макромолекул сополимера снижает-
ся, в результате чего температура стеклования возрастает.
При исследовании сегментальной подвижности бутадиен-стирольного
сополимера, наполненного диоксидом кремния с удельной поверхностью
130—380 м2/г, установлено, что эффективное действие наполнителя пада-
ет при уменьшении содержания стирола в составе сополимера. Это объяс-
няют уменьшением взаимодействия атомов кремния, имеющих три сво-
бодные орбитали, и тт-электронов ароматического ядра [14].
Существенное изменение подвижности макромолекул и структуры
полимеров вблизи поверхности пигментных частиц отмечается как для
линейных, так и пространственно-сшитых пленкообразователей [15].
В некоторых случаях, например, для полиизобутилена и бутадиен-
стирольных сополимеров, наполненных техническим углеродом, влияние
наполнителей на температуру стеклования полимеров не обнаружено
[16].
Жесткость межфазных слоев в наполненных композициях понижают
за счет модификации поверхности пигментов органическими соединения-
ми, пластифицирующими межфазные слои. Примечательно, что такие
пластифицированные („мягкие”) межфазные слои оказывают сущест-
венное влияние на свойства композиций при сравнительно небольшом их
содержании в системе, а жесткие — только при высоком [11, с. 59].
В общем случае при введении наполнителей интенсивность простран-
ственного превращения реакционноспособного пленкообразователя
должна замедляться, вследствие либо снижения подвижности макромо-
лекул вблизи поверхности пигментных частиц, либо экранирующего
действия молекул-модификаторов поверхности пигментных частиц. Так,
при наполнении эпоксиолигомера 15—20% (по массе) диоксида титана
имеет место нарастание дефектности пространственной сетки в результа-
те экранирования реакционноспособных групп олигомера и отвердителя
поверхностью пигментных частиц, а при большей степени наполнения
(более 30%) сильнее сказывается влияние адсорбционного связывания
олигомолекул твердой поверхностью, т. е. уменьшение их сегментальной
подвижности [15]. Аналогичные эффекты уменьшения скорости про-
странственного превращения имеют место в системах эпоксиолигомер —
диоксид кремния, для которых время стабилизации свойств покрытий
составляет более 28 сут, эпоксиолигомер — стеклянное волокно, где ин-
гибирующий эффект наполнителя обусловлен взаимодействием гидрок-
сильных групп пленкообразователя с активными группами наполнителя,
эпоксиолигомер — кварц, где эффект обусловлен взаимодействием
гидроксильных групп с гидроксилированной поверхностью кварца,
эпоксиолигомер — карбонизованный фосфат целлюлозы, где эффект
обусловлен взаимодействием гидроксильных групп с фосфатными груп-
пами [7, с- 347].
В ряде случаев пигменты и наполнители оказывают катализирующее
влияние на пространственные превращения пленкообразователей. В част-
ности, такой эффект обнаружен для пленкообразователей, содержащих
карбоксильные и эпоксидные группы, при наполнении их оксидом хро-
ма (III) и красным железоокисным пигментом. Это связывают с проте-
канием адсорбционных и химических процессов на поверхности частиц
пигментов. Так как на поверхности данных пигментов имеются центры
кислотного характера, то можно ожидать адсорбции эпоксидных групп.
В этом случае ускорение процесса трехмеризации происходит за счет
создания переходного комплекса, что приводит к ослаблению связи
углерод — кислород в эпоксидной группе и снижению энергии активации и
температуры реакции отверждения [17]. Аналогичный эффект имеет мес-
то при термообработке (более 200 °C) эпоксидных покрытий, наполнен-
ных алюминиевой пудрой. В этих условиях алюминиевая пудра способ-
ствует раскрытию эпоксидного кольца. Роль катализаторов этого процесса
играют оксиды алюминия (преимущественно у-оксид), присутству-
ющие на поверхности частиц алюминиевой пудры. По своей каталитичес-
кой активности оксиды алюминия располагаются в ряд [6]: у-А12О3>
>7-(Э-А12О3 >а-А12О3 >бемит. Экспериментально показано влияние
ряда пигментов (свинцовые белила, бланфикс, синий Кобальт) на окис-
лительную полимеризацию льняного масла [18].
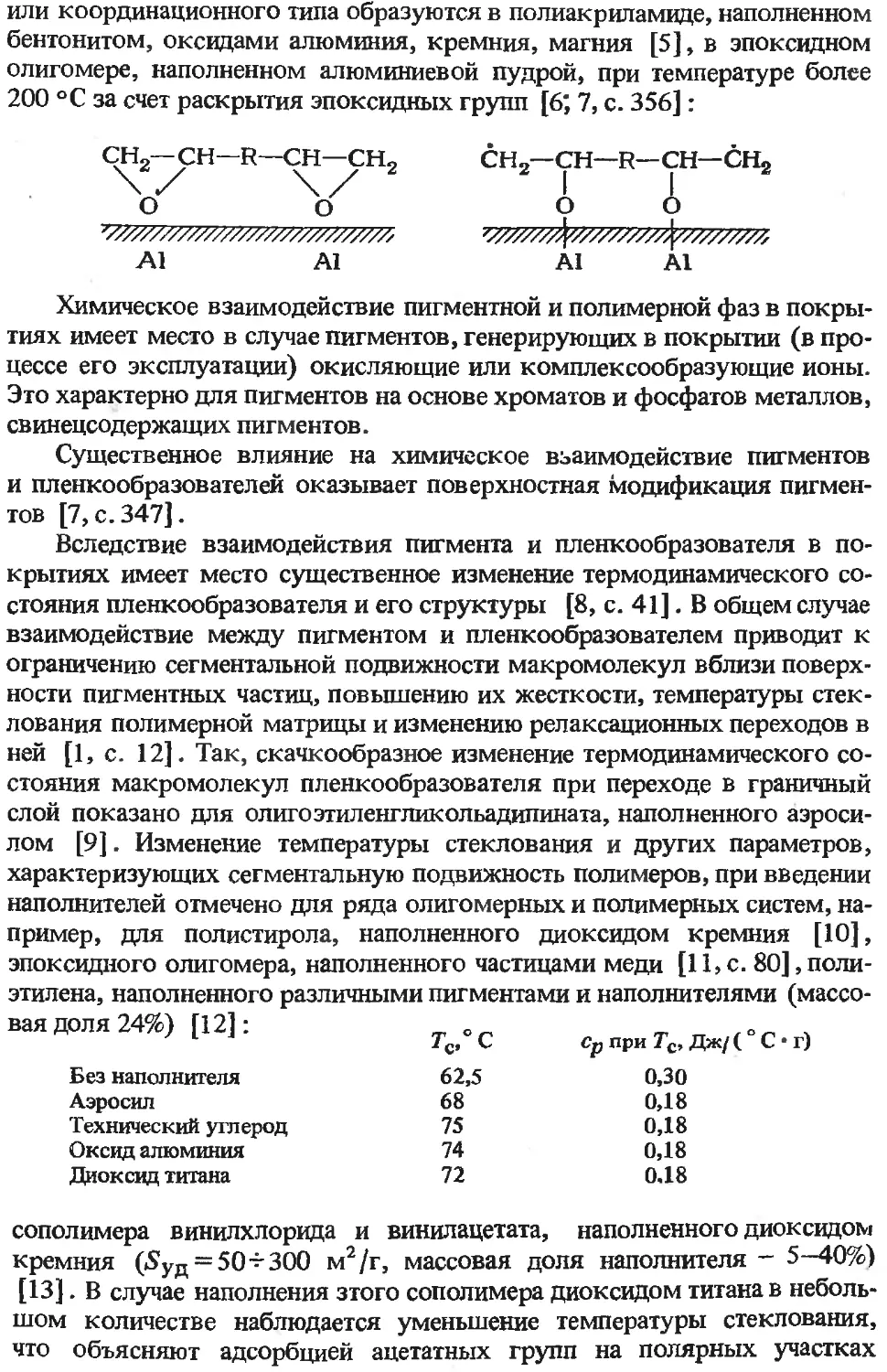
Пигменты и наполнители оказывают существенное влияние на фото-
отверждение лакокрасочных покрытий. Влияние природы пигментов на
интенсивность этого процесса показано для композиции гексаметиленди-
изоцианатбиурета, триакрилата пентаэритрита и акрилового мономера в
присутствии инициатора фотоотверждения — 2-изопропилтиоксантона при
толщине покрытий 40 мкм (на покрытия воздействовали излучением
ртутной лампы мощностью 80 Вт/см на расстоянии 40 см) [19]; ниже
приведена скорость отверждения, м/мин:
Красный железоокисный 2,5 Технический углерод 3,5
пигмент Хинакридоновый красный 3,0
Желтый железоокисный 1,0 Изоиндолиновый желтый 0,75
пигмент Антрапиримидиновый 0,75
Свинцово-молибдатный 2,0 желтый
крон Фталоцианиновый зеленый 0,75
Желтый свинцовый крон 0,75 Фталоцианиновый синий 0,75
Оксид хрома 3,5 Диоксазиновый 3,5
Берлинская лазурь 3,5 фиолетовый
Диоксид титана (рутил) 2,0
Изменение подвижности молекул пленкообразователя, скорости и
глубины химических превращений в поле действия пигментных частиц
приводит к изменению структуры надмолекулярных образований в по-
крытиях. Отмечается трансформация глобулярной структуры эпоксид-
ных олигомеров при их наполнении частицами меди [11, с. 80]. В случае
наполнения диоксидом титана имеет место формирование фибриллярной,
более упорядоченной и плотной структуры [8, с. 41].
Существенное влияние на структурообразование в пигментирован-
ных покрытиях оказывает подложка. В случае тонкослойных покрытий
наиболее сильное изменение структуры пленкообразователя (исследова-
лись ненасыщенные полиэфиры, алкиды и полиэфиракрилаты) вокруг
поверхности частиц активного наполнителя (диоксид титана) обнаруже-
но для слоев покрытия, контактирующих с воздухом, так как подложка
оказывает аналогичное структурирующее действие, приводящее к умень-
шению подвижности молекул пленкообразователя [8, с. 29]. Характер-
но, что формирование фибриллярных структур в эпоксидном олигомере
в присутствии активного наполнителя обнаружено только в тонкослой-
ных покрытиях, но не в блоке [8, с. 114].
Введение пигментов и наполнителей приводит к изменению структу-
ры надмолекулярных образований в кристаллизующихся полимерах,
особенно сильному при наличии химического взаимодействия между
фазами. Полагают, что это обусловлено действием дисперсных частиц
как зародышей кристаллизации, причем роль зародышей могут играть
отдельные участки поверхности наполнителя [2], возникновением
механических напряжений на межфазной границе и дальнодействием
сил твердой поверхности, т. е. созданием условий ориентированной
(эпитаксиальной) кристаллизации [20]. Установлено, что для осуществ-
ления такой кристаллизации не обязательна близость параметров крис-
таллических решеток пигмента и пленкообразователя, более важным
является ориентирующее влияние расположенных в определенной после-
довательности ионов и поверхностных дислокаций в кристалле [21,
с. 97]. Перечисленные эффекты приводят к возрастанию скорости
зародышеобразования, уменьшению индукционного периода и скорости
кристаллизации [22].
Экспериментальное исследование влияния пигментов и наполнителей
на процесс кристаллизации полимеров проведено для полипропилена,
наполненного частицами слюды, полиэтилена, содержащего различные
наполнители. При введении в полиэтилен небольших количеств кальцита
(массовая доля менее 5%) наблюдается изменение структуры полимера.
В частности, исчезает исходная сферолитная структура и появляется зер-
нистая структура, происходит рост ламелей перпендикулярных поверх-
ности частиц пигмента (в области 300—400 нм от поверхности), и различ-
ных по строению на разных участках поверхности частиц наполнителя
[20]. Высказано предположение, что такие ламели в случае кальцита,
талька и каолина зарождаются вдоль ряда положительных ионов в крис-
таллической решетке наполнителя [23]. Сообщается о влиянии наполни-
телей на процессы кристаллизации в цис-1,4-полибутадиене и цис-1,4-по-
лиизопрене, наполненных техническим углеродом [22]. С другой сторо-
ны, имеются данные о невлиянии наполнения на кристаллизационное
структурообразование в полимерах (полиэтилен высокой плотности,
наполненный мелом и стеклянными сферами) [24], а также о снижении
степени кристаллизации при наполнении, проявляющемся тем сильнее,
чем больше молекулярная масса полиэтилена [20].
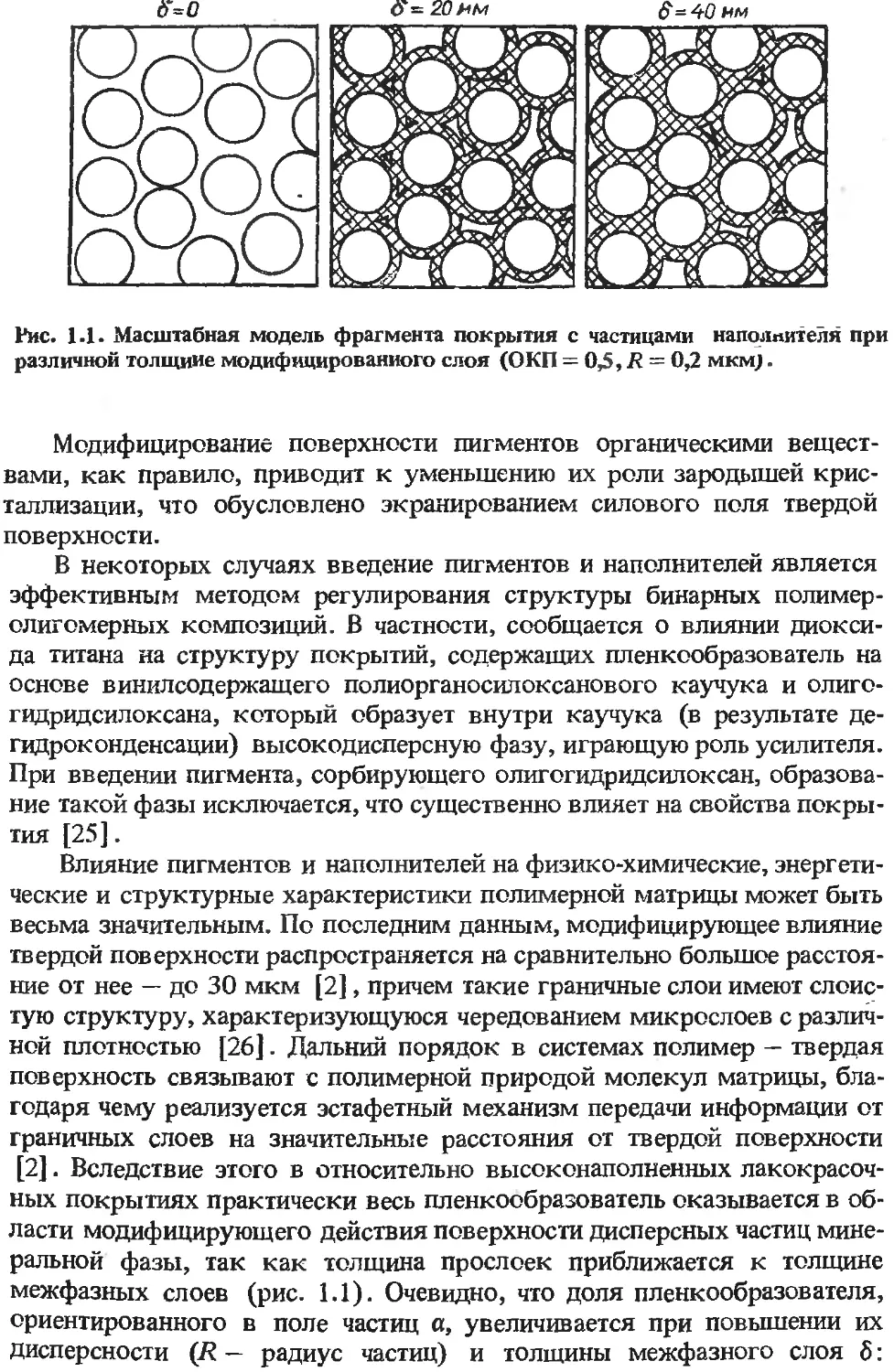
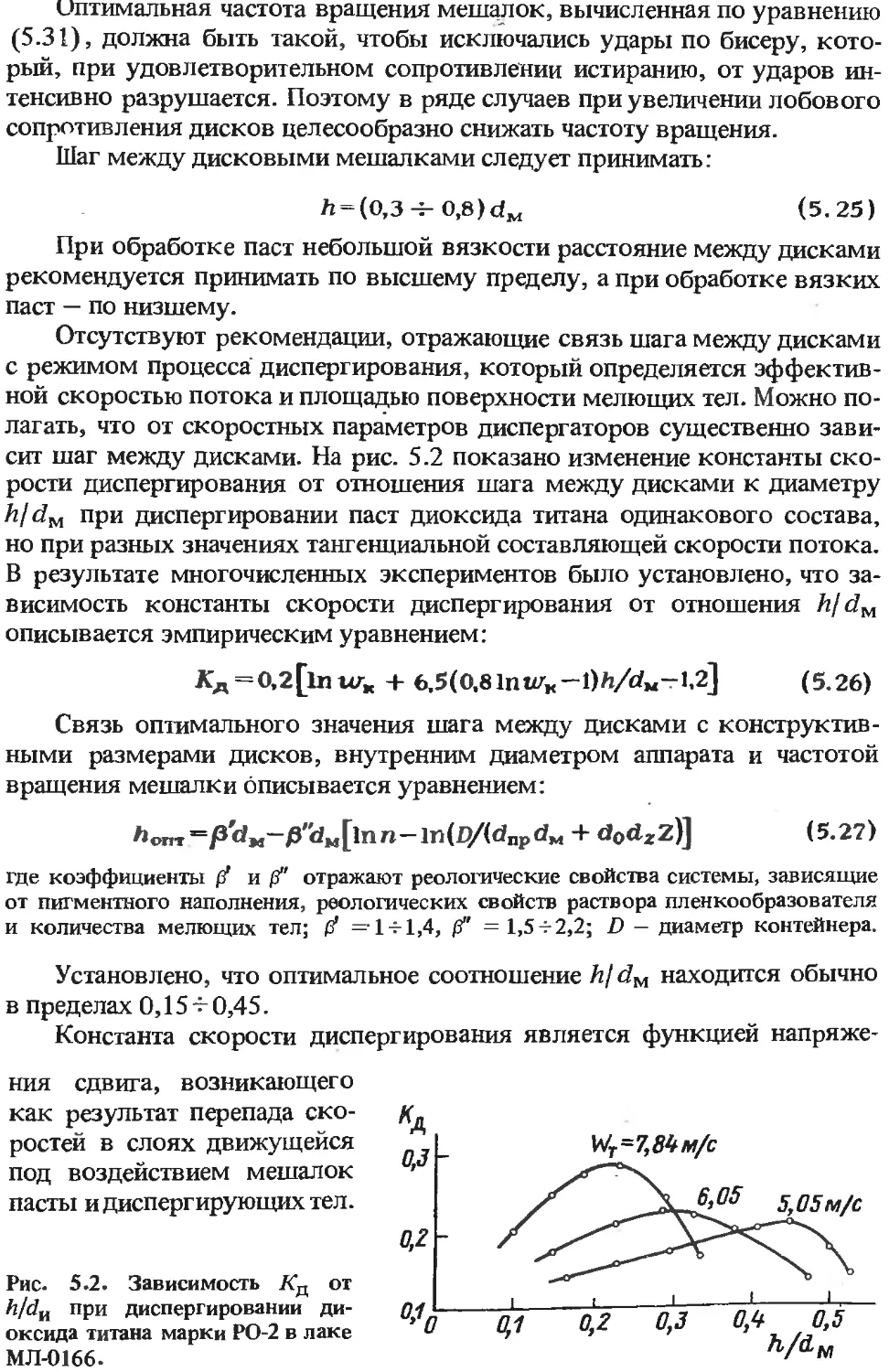
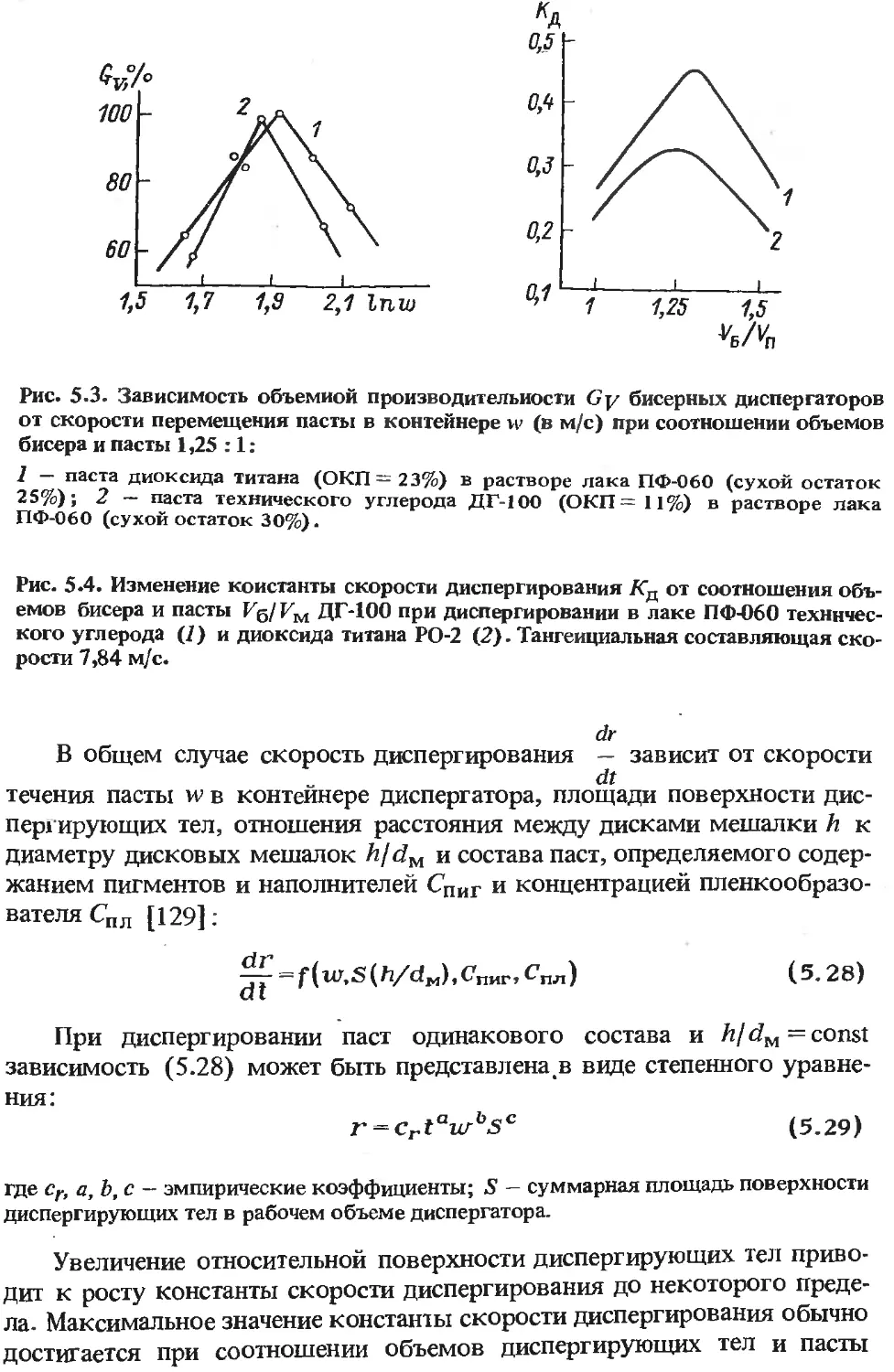
Рис. 1-1. Масштабная модель фрагмента покрытия с частицами наполнителя при
различной толщине модифицированного слоя (ОКП = 0,5, Я = 0,2 mkmj .
Модифицирование поверхности пигментов органическими вещест-
вами, как правило, приводит к уменьшению их роли зародышей крис-
таллизации, что обусловлено экранированием силового поля твердой
поверхности.
В некоторых случаях введение пигментов и наполнителей является
эффективным методом регулирования структуры бинарных полимер-
олигомерных композиций. В частности, сообщается о влиянии диокси-
да титана на структуру покрытий, содержащих пленкообразователь на
основе винилсодержащего полиорганосилоксанового каучука и олиго-
гидридсилоксана, который образует внутри каучука (в результате де-
гидроконденсации) высокодисперсную фазу, играющую роль усилителя.
При введении пигмента, сорбирующего олигогидридсилоксан, образова-
ние такой фазы исключается, что существенно влияет на свойства покры-
тия [25].
Влияние пигментов и наполнителей на физико-химические, энергети-
ческие и структурные характеристики полимерной матрицы может быть
весьма значительным. По последним данным, модифицирующее влияние
твердой поверхности распространяется на сравнительно большое расстоя-
ние от нее — до 30 мкм [2], причем такие граничные слои имеют слоис-
тую структуру, характеризующуюся чередованием микрослоев с различ-
ной плотностью [26]. Дальний порядок в системах полимер — твердая
поверхность связывают с полимерной природой молекул матрицы, бла-
годаря чему реализуется эстафетный механизм передачи информации от
граничных слоев на значительные расстояния от твердой поверхности
[2]. Вследствие этого в относительно высоконаполненных лакокрасоч-
ных покрытиях практически весь пленкообразователь оказывается в об-
ласти модифицирующего действия поверхности дисперсных частиц мине-
ральной фазы, так как толщина прослоек приближается к толщине
межфазных слоев (рис. 1.1). Очевидно, что доля пленкообразователя,
ориентированного в поле частиц а, увеличивается при повышении их
Дисперсности (R — радиус частиц) и толщины межфазного слоя 8:
R, мкм • 50 5 0,5
апри6 = 20нм 0,001.5, 0,0156 0,177
6, нм 10 20 30 40
а при R = 0,1 мкм 0,21 0,45 0,70 0,97
Модификация пленкообразоватепя вблизи поверхности пигментных
частил является причиной значительного изменения деформационно-
прочностных, изолирующих, адгезионных и других свойств лакокрасоч-
ных покрытий при введении пигментов и наполнителей.
1.2. ДЕФОРМАЦИОННО-ПРОЧНОСТНЫЕ СВОЙСТВА ПОКРЫТИЙ
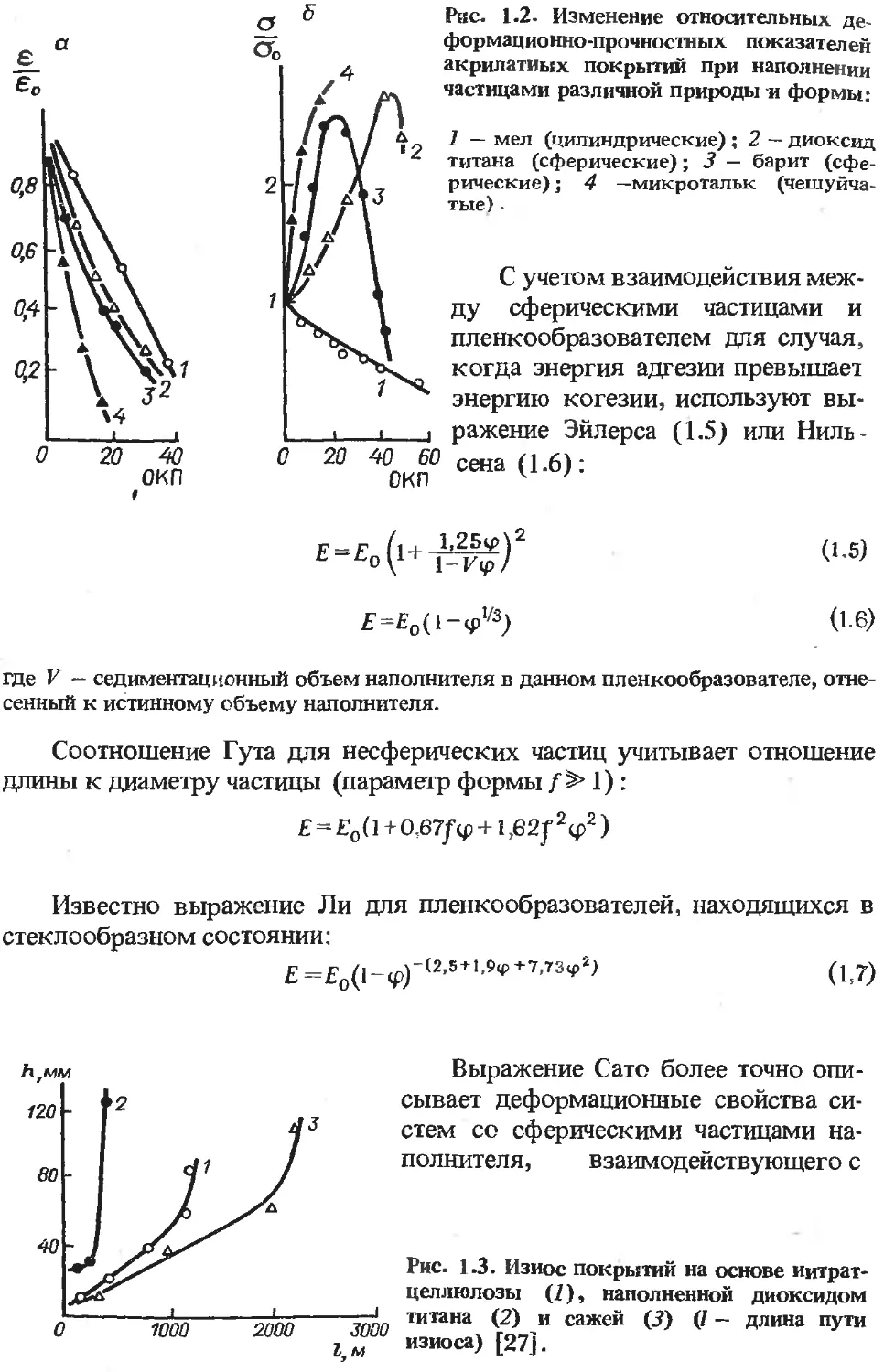
При наполнении существенное изменение (как повышение, так и пониже-
ние) претерпевают все деформационно-прочностные характеристики
покрытия: модуль упругости Е, прочность при разрыве о и относитель-
ное удлинение е (рис. 1.2), износостойкость h , внутренние напряжения
°вн> прочность при изгибе и ударе, долговечность. Это влияние проявля-
ется для олигомерных и полимерных пленкообразователей. Так, при
наполнении полиакрилатного пленкообразоватепя различными наполни-
телями имеет место как рост, так и падение прочности покрытий (рис.
1.2, б) [16]. Различное влияние на нитратцеллюлозное покрытие оказы-
вают диоксид титана (уменьшение износостойкости) и технический угле-
род (увеличение износостойкости) (рис. 1.3) [27]. При наполнении
полиэтилена высокой плотности мелом деформационно-прочностные
характеристики растут только при небольшой степени наполнения [24]:
окп
Е/.Е0
о/о,
3
3,7
2,2
6
4,8
2,3
8
11,9
3,7
Сильное изменение деформационно-прочностных свойств обнаруже-
но при введении небольших количеств (0,03—0,5%). органических пиг-
ментов в эпоксидный олигомер. Полагают, что это обусловлено химичес-
ким взаимодействием органических пигментов, содержащих аминные,
карбонильные и азогруппы, с гидроксильными и эпоксидными группами
пленкообразоватепя [28].
Предпринимаются попытки аналитического описания изменения
деформационно-прочностных свойств при наполнении, с учетом действия
различных факторов на структуру наполненных систем [1, с. 159].
Простейшие уравнения, связывающие степень наполнения и деформаци-
онные свойства полимеров, имеют в основе реологическое уравнение
Гута, справедливое для сферических частиц, не взаимодействующих с
пленкообразователем, при изменении ОКП ('/’) от 0 до 0,1:
Е=£0а + 2,2ф + 14,1<₽2) (д,4)
где Ей Ev - модуль упругости наполненного и ненаполненного полимера.
£-£0 (1 +
Рис. 1.2. Изменение относительных де-
формационно-прочностных показателен
акрилатных покрытии при наполнении
частицами различной природы и формы:
1 — мел (цилиндрические); 2 — диоксид
титана (сферические); 3 — барит (сфе-
рические) ; 4 —микротальк (чешуйча-
тые) .
С учетом взаимодействия меж-
ду сферическими частицами и
пленкообразователем для случая,
когда энергия адгезии превышает
энергию когезии, используют вы-
ражение Эйлерса (1.5) или Ниль-
сена (1.6):
1,25ч>)2
1-Г<р/
£=£0( 1 -Ф1/3)
(1-5)
(16)
где V — седиментационный объем наполнителя в данном пленкообразователе, отне-
сенный к истинному объему наполнителя.
Соотношение Гута для несферических частиц учитывает отношение
длины к диаметру частицы (параметр формы 1):
Е = Ео (1 + 0.67/ф +1,6 2 f 2 (р2)
Известно выражение Ли для пленкообразователей, находящихся в
стеклообразном состоянии:
£=Ео(НФ)-(2’5+,'^+7’73^ (1,7)
Выражение Сато более точно опи-
сывает деформационные свойства си-
стем со сферическими частицами на-
полнителя, взаимодействующего с
Рис. 1.3. Износ покрытий на основе иитрат-
целлюлозы (7), наполненной диоксидом
J титана (2) и сажей (5) (/ - длина пути
износа) [27].
полимерной азои:
чг 1 z/2v£
£=£°|1 + (н^з
(I-8?
где J- _ параметр, характеризующий адгезионное взаимодействие, f= 0 при полной
адгезии, f= 1 при отсутствии адгезии; у3 = <Р', (у3 /3) (1+у-у2)/(1 -у+у2)2.
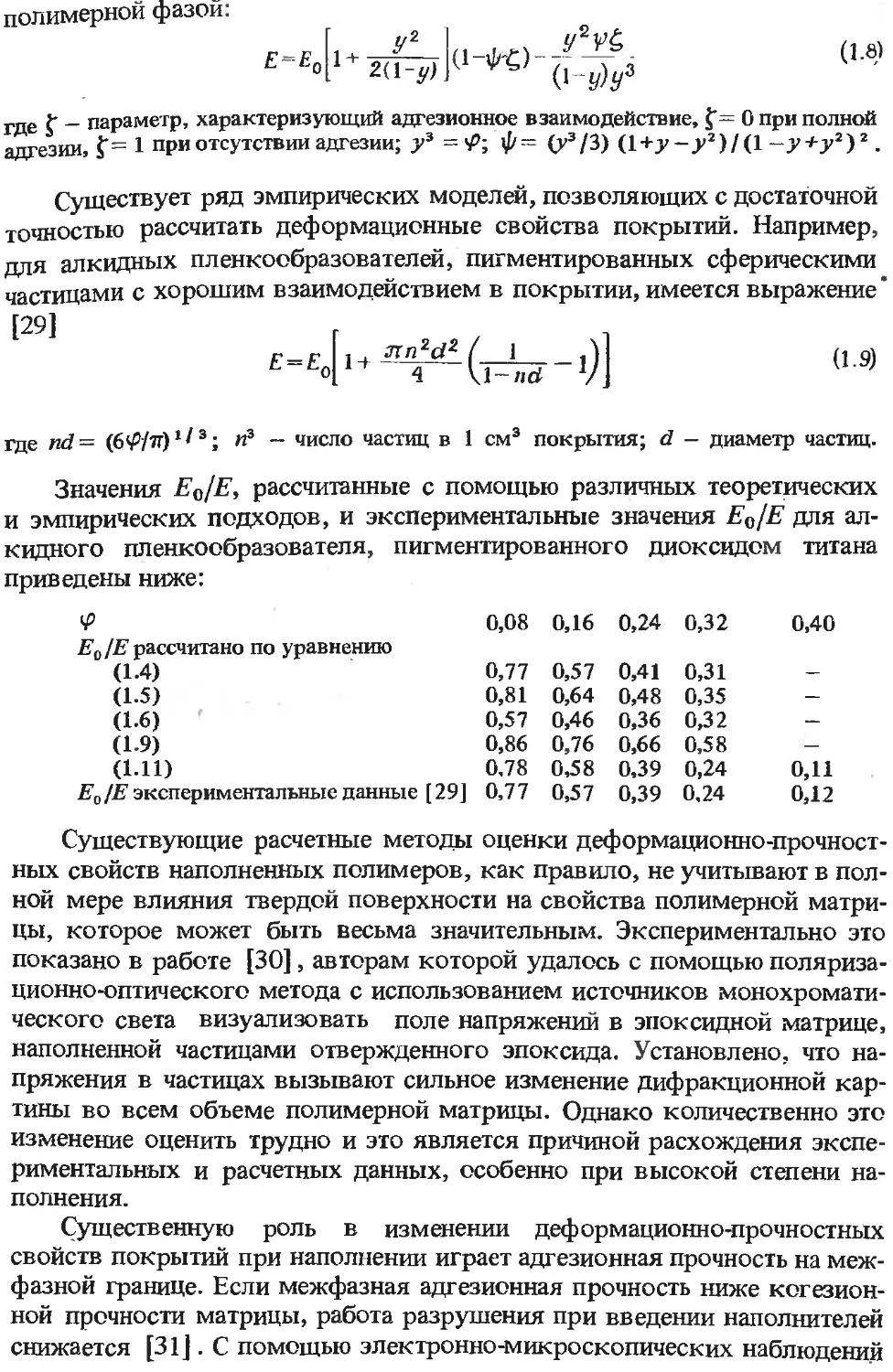
Существует ряд эмпирических моделей, позволяющих с достаточной
точностью рассчитать деформационные свойства покрытий. Например,
для алкидных пленкообразователей, пигментированных сферическими
частицами с хорошим взаимодействием в покрытии, имеется выражение’
[29]
£>Ео|1+^£ (1.9)
где nd = (б'Р/тг) *13; и3 — число частиц в 1 см3 покрытия; d — диаметр частиц.
Значения Ео/Е, рассчитанные с помощью различных теоретических
и эмпирических подходов, и экспериментальные значения Ео/Е для ал-
кидного пленкообразователя, пигментированного диоксидом титана
приведены ниже:
SP 0,08 0,16 0,24 0,32 0,40
Е^/Е рассчитано по уравнению
(1.4) 0,77 0,57 0,41 0,31 —
(1.5) 0,81 0,64 0,48 0,35 —
(1.6) 0,57 0,46 0,36 0,32 —
(1-9) 0,86 0,76 0,66 0,58 —
(1.11) 0,78 0,58 0,39 0,24 0,11
Ео/Е экспериментальные данные [29] 0,77 0,57 0,39 0,24 0,12
Существующие расчетные методы оценки деформационно-прочност-
ных свойств наполненных полимеров, как правило, не учитывают в пол-
ной мере влияния твердой поверхности на свойства полимерной матри-
цы, которое может быть весьма значительным. Экспериментально это
показано в работе [30], авторам которой удалось с помощью поляриза-
ционно-оптического метода с использованием источников монохромати-
ческого света визуализовать поле напряжений в эпоксидной матрице,
наполненной частицами отвержденного эпоксида. Установлено, что на-
пряжения в частицах вызывают сильное изменение дифракционной кар-
тины во всем объеме полимерной матрицы. Однако количественно это
изменение оценить трудно и это является причиной расхождения экспе-
риментальных и расчетных данных, особенно при высокой степени на-
полнения.
Существенную роль в изменении деформационно-прочностных
свойств покрытий при наполнении играет адгезионная прочность на меж-
фазной границе. Если межфазная адгезионная прочность ниже когезион-
ной прочности матрицы, работа разрушения при введении наполнителей
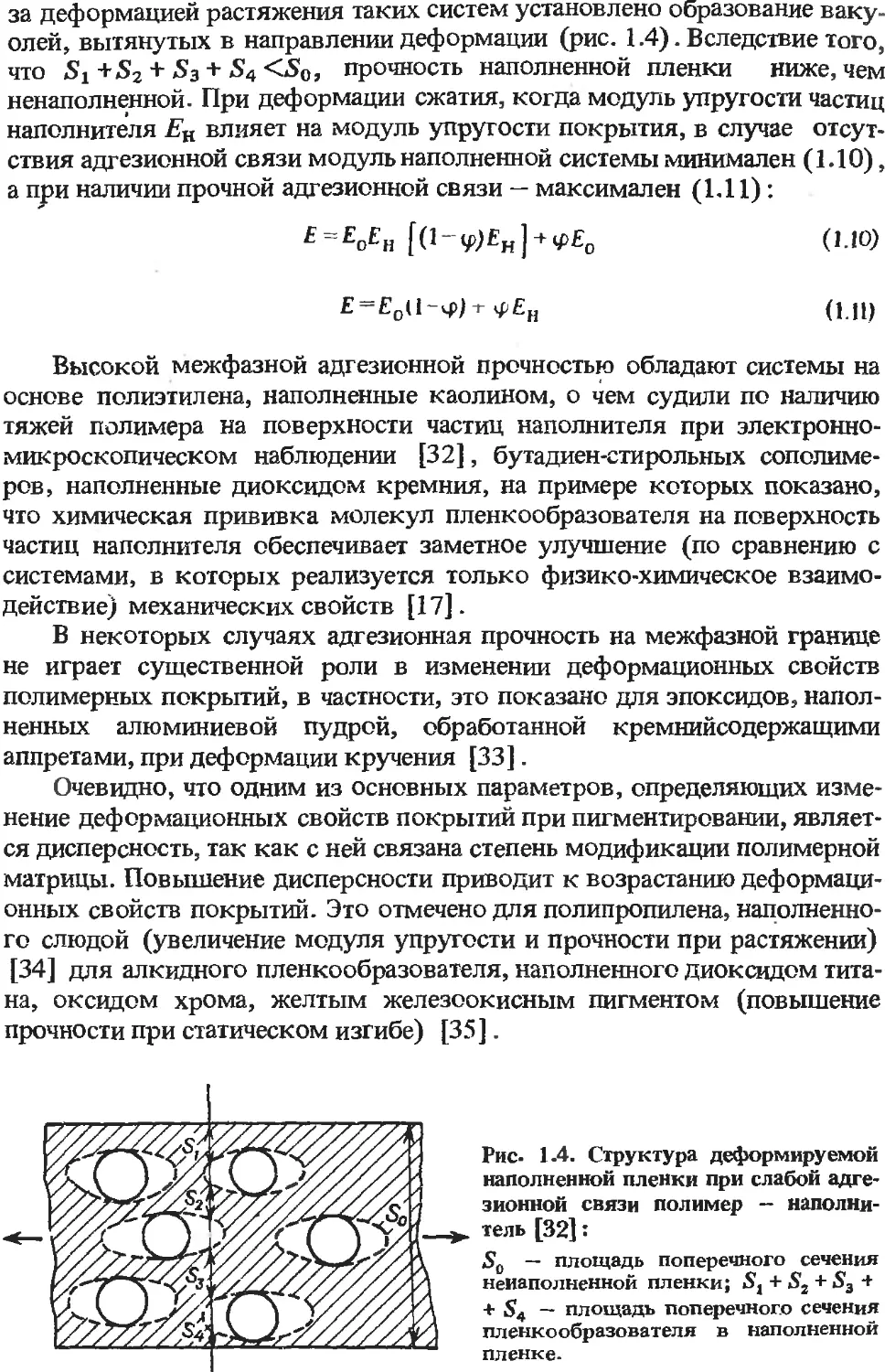
снижается [31]. С помощью электронно-микроскопических наблюдений
за деформацией растяжения таких систем установлено образование ваку-
олей, вытянутых в направлении деформации (рис. 1.4). Вследствие того,
что 51 +52 + $з + S4 <50, прочность наполненной пленки ниже, чем
ненаполненной. При деформации сжатия, когда модуль упругости частиц
наполнителя Ен влияет на модуль упругости покрытия, в случае отсут-
ствия адгезионной связи модуль наполненной системы минимален (1.10),
а при наличии прочной адгезионной связи — максимален (1.11):
£=Vh [0~v9£h]+ 4>£о (1-1Q)
Е = Е0(1-Ч>)т (1.11)
Высокой межфазной адгезионной прочностью обладают системы на
основе полиэтилена, наполненные каолином, о чем судили по наличию
тяжей полимера на поверхности частиц наполнителя при электронно-
микроскопическом наблюдении [32], бутадиен-стирольных сополиме-
ров, наполненные диоксидом кремния, на примере которых показано,
что химическая прививка молекул пленкообразоватепя на поверхность
частиц наполнителя обеспечивает заметное улучшение (по сравнению с
системами, в которых реализуется только физико-химическое взаимо-
действие) механических свойств [17].
В некоторых случаях адгезионная прочность на межфазной границе
не играет существенной роли в изменении деформационных свойств
полимерных покрытий, в частности, это показано для эпоксидов, напол-
ненных алюминиевой пудрой, обработанной кремнийсодержащими
аппретами, при деформации кручения [33].
Очевидно, что одним из основных параметров, определяющих изме-
нение деформационных свойств покрытий при пигментировании, являет-
ся дисперсность, так как с ней связана степень модификации полимерной
матрицы. Повышение дисперсности приводит к возрастанию деформаци-
онных свойств покрытий. Это отмечено для полипропилена, наполненно-
го слюдой (увеличение модуля упругости и прочности при растяжении)
[34] для алкидного пленкообразоватепя, наполненного диоксидом тита-
на, оксидом хрома, желтым железоокисным пигментом (повышение
прочности при статическом изгибе) [35].
Рис. 1.4. Структура деформируемой
наполненной пленки при слабой адге-
зионной связи полимер — наполни-
тель [32]:
SQ — площадь поперечного сечения
ненаполненной пленки; S, + S2 + S3 +
+ S4 — площадь поперечного сечения
пленкообразователя в наполненной
пленке.
В наполненных покрытиях при деформации имеет место (эолее равно-
мерное распределение напряжений в полимерной матрице, структуриро-
ванной дополнительно поверхностью частйц пигмента, изменение харак-
тера распространения микротрещин, увеличение их извилистости. Все это
способствует повышению прочности при разрыве, ударной прочности
[16]. Кроме того, в наполненных покрытиях могут образовываться ар-
мирующие структуры из частиц наполнителя, что приводит к повышению
стойкости покрытий к сжатию и ударным нагрузкам. В результате увели-
чивается деформационная долговечность покрытий [36] -
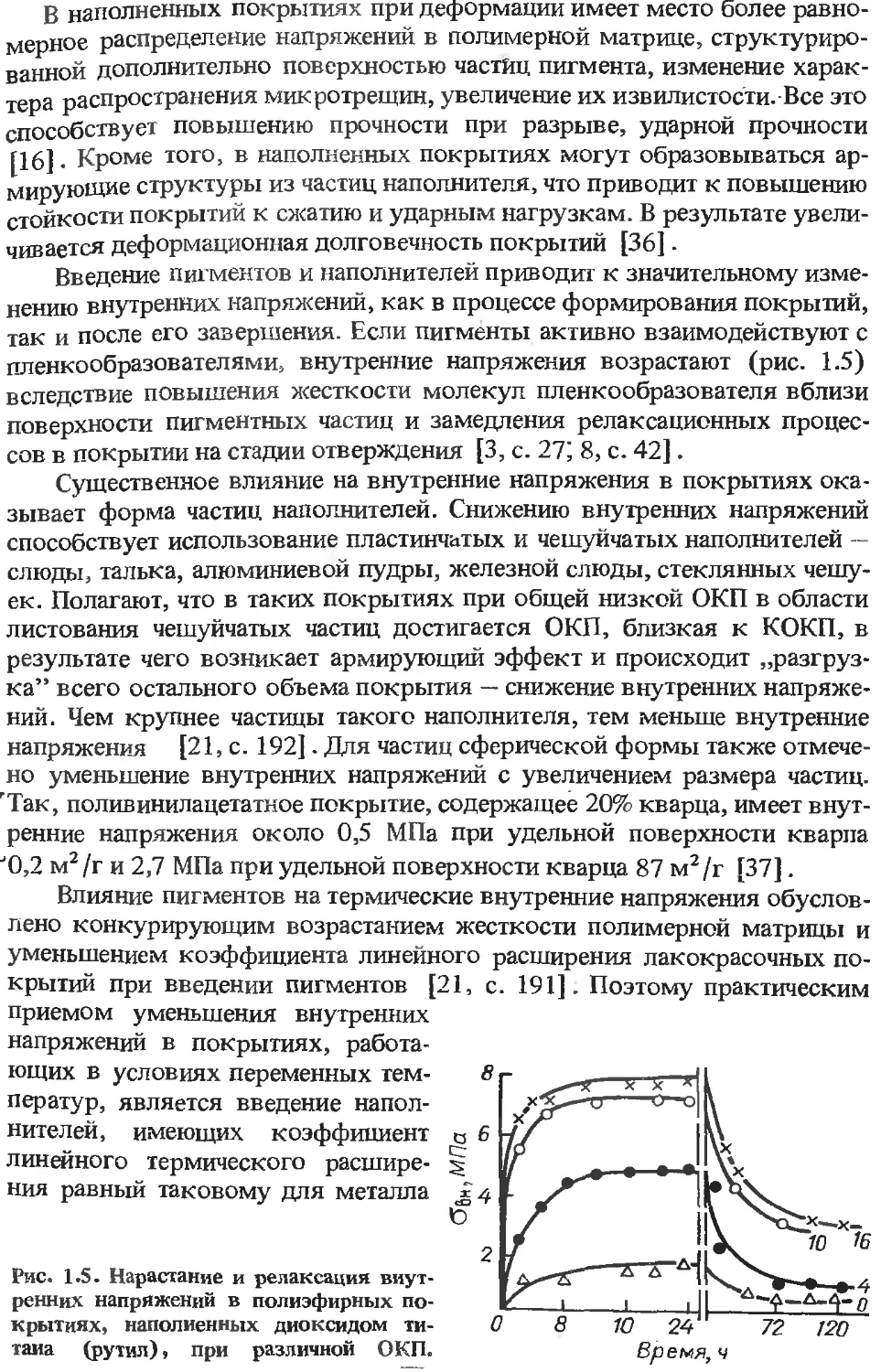
Введение пигментов и наполнителей приводит к значительному изме-
нению внутренних напряжений, как в процессе формирования покрытий,
так и после его завершения. Если пигменты активно взаимодействуют с
пленкообразователями, внутренние напряжения возрастают (рис. 1.5)
вследствие повышения жесткости молекул пленкообразователя вблизи
поверхности пигментных частиц и замедления релаксационных процес-
сов в покрытии на стадии отверждения [3, с. 27; 8, с. 42].
Существенное влияние на внутренние напряжения в покрытиях ока-
зывает форма частиц наполнителей. Снижению внутренних напряжений
способствует использование пластинчатых и чешуйчатых наполнителей —
слюды, талька, алюминиевой пудры, железной слюды, стеклянных чешу-
ек. Полагают, что в таких покрытиях при общей низкой ОКП в области
листования чешуйчатых частиц достигается ОКП, близкая к КОКП, в
результате чего возникает армирующий эффект и происходит „разгруз-
ка” всего остального объема покрытия — снижение внутренних напряже-
ний. Чем крупнее частицы такого наполнителя, тем меньше внутренние
напряжения [21, с. 192]. Для частиц сферической формы также отмече-
но уменьшение внутренних напряжений с увеличением размера частиц.
Так, поливинилацетатное покрытие, содержащее 20% кварца, имеет внут-
ренние напряжения около 0,5 МПа при удельной поверхности кварпа
0,2 м2/г и 2,7 МПа при удельной поверхности кварца 87 м2/г [37].
Влияние пигментов на термические внутренние напряжения обуслов-
лено конкурирующим возрастанием жесткости полимерной матрицы и
уменьшением коэффициента линейного расширения лакокрасочных по-
крытий при введении пигментов [21, с. 191]. Поэтому практическим
приемом уменьшения внутренних
напряжений в покрытиях, работа-
ющих в условиях переменных тем-
ператур, является введение напол-
нителей, имеющих коэффициент
линейного термического расшире-
ния равный таковому для металла
Рис. 1.5. Нарастание и релаксация внут-
ренних напряжений в полиэфирных по-
крытиях, наполненных диоксидом ти-
тана (рутил), при различной ОКП.
подложки. Наполнители для эпоксидных покрытии по способности
уменьшать внутренние напряжения можно расположить в следующем
порядке [38]: стекловолокно > пылевидный кварц > диоксид титана >
> нитрид бора >/3-эвкриптит (разновидность ситалла — стекла кристал-
лической структуры).
1.3. ЗАЩИТНЫЕ СВОЙСТВА ПОКРЫТИЙ
Защитное действие лакокрасочного покрытия определяется его диффу-
зионными, адгезионными и противокоррозионными свойствами. Во
многом эти свойства покрытий зависят от их структуры, претерпева-
ющей существенные изменения при введении пигментов и наполнителей,
однако часто проявляется действие и других, не связанных со структу-
рой факторов.
1.3.1. Проницаемость
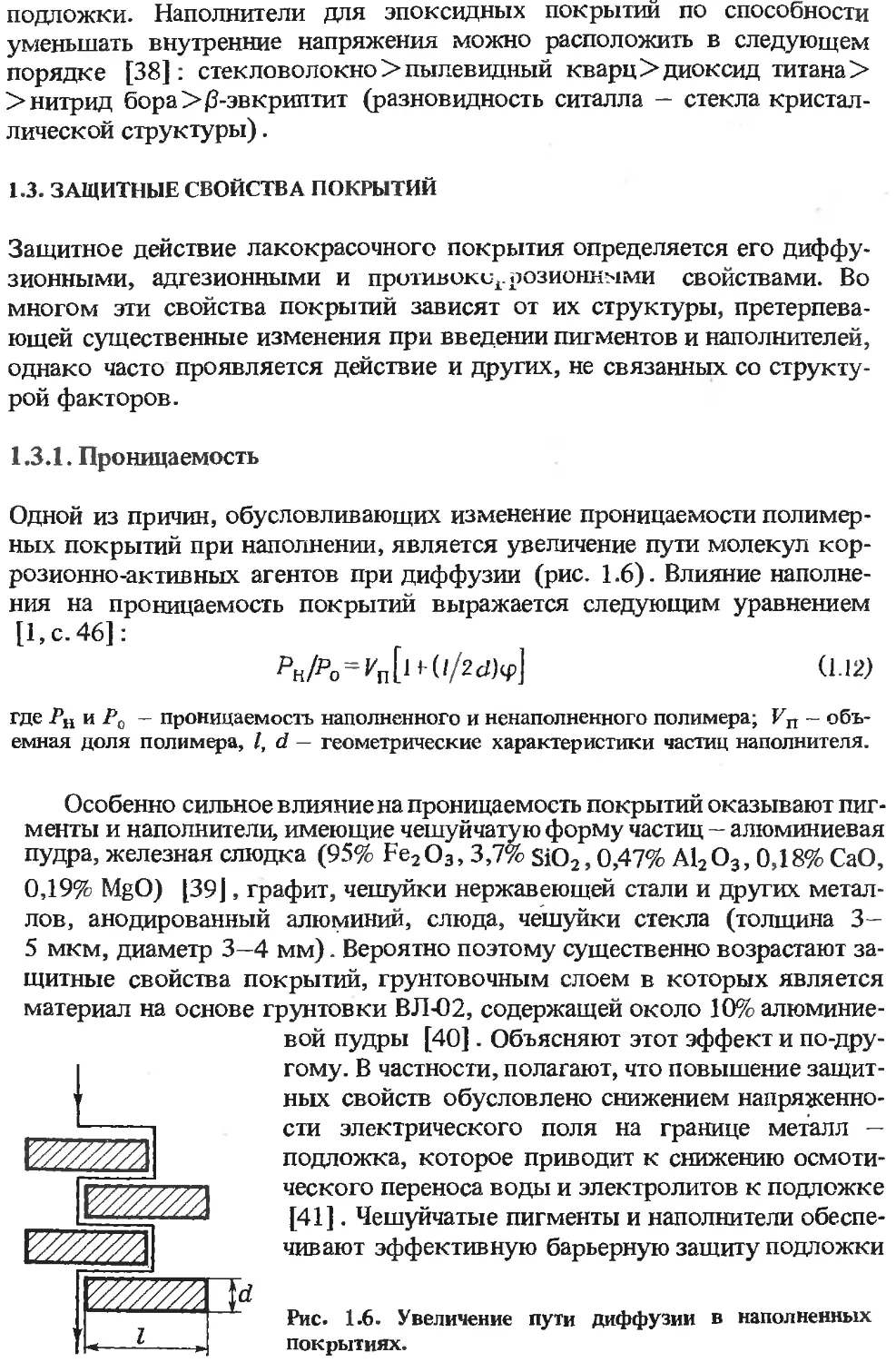
Одной из причин, обусловливающих изменение проницаемости полимер-
ных покрытий при наполнении, является увеличение пути молекул кор-
розионно-активных агентов при диффузии (рис. 1.6). Влияние наполне-
ния на проницаемость покрытий выражается следующим уравнением
[1, с. 46]:
^н/Ро = Гп[1 Е(//2с/)Ф] (1.12)
где Рн и Ро - проницаемость наполненного и ненаполненного полимера; Еп — объ-
емная доля полимера, I, d — геометрические характеристики частиц наполнителя.
Особенно сильное влияние на проницаемость покрытий оказывают пиг-
менты и наполнители, имеющие чешуйчатую форму частиц — алюминиевая
пудра, железная слюдка (95% Fe2O3,3,7% SiO2,0,47% А12О3,0,18%СаО,
0,19% MgO) [39], графит, чешуйки нержавеющей стали и других метал-
лов, анодированный алюминий, слюда, чешуйки стекла (толщина 3—
5 мкм, диаметр 3—4 мм). Вероятно поэтому существенно возрастают за-
щитные свойства покрытий, грунтовочным слоем в которых является
материал на основе грунтовки ВЛ-02, содержащей около 10% алюминие-
вой пудры [40]. Объясняют этот эффект и по-дру-
шш
тому. В частности, полагают, что повышение защит-
ных свойств обусловлено снижением напряженно-
сти электрического поля на границе металл —
подложка, которое приводит к снижению осмоти-
ческого переноса воды и электролитов к подложке
[41]. Чешуйчатые пигменты и наполнители обеспе-
чивают эффективную барьерную защиту подложки
Рис. 1.6. Увеличение пути диффузии в наполненных
покрытиях.
от газооОразных и жидких коррозионно-активных агентов, включая рас-
творы электролитов (рис. 1.7) [42].
Большую роль в изменении проницаемости покрытий при наполне-
нии играет характер изменения структуры пленкообразователя вблизи
поверхности пигментных частиц (уплотнение или разрыхление), т. е.
изменение дефектности структуры пленкообразователя, межфазная адге-
зионная прочность.
Так как при эксплуатации покрытий в различных условиях наиболее
распространенным коррозионно-активным агентом является вода, боль-
шинство исследований посвящено изменению водопроницаемости и во-
допоглощения покрытий в зависимости от природы и содержания пиг-
ментов и наполнителей. Межфазные слои вследствие рыхлой упаковки
макромолекул пленкообразователя вблизи поверхности пигмента из-за
уменьшения их сегментальной подвижности характеризуются большим
свободным объемом по сравнению с немодифицированным пленкообра-
зователем, поэтому в процессе диффузии воды они способны аккумули-
ровать значительное количество воды. Это подтверждено для алкидных,
эпоксидных, карбамидных пленкообразователей, пигментированных
диоксидом титана, цинковыми белилами и другими пигментами. Анало-
гичный эффект — образование кластеров растворителя вокруг частиц
технического углерода — обнаружен при набухании в керосине бутадиен-
стирольных каучуков [43].
Объем аккумулированной межфазной границей воды существенно
зависит от межфазной адгезионной прочности. При достаточно высоком
значении этого показателя, т. е. при £адг>£ког> объем аккумулирован-
ной воды близок к нулю и межфазная граница не влияет на проницае-
мость покрытия. Как правило, в этом случае водопоглощение уменьша-
ется при увеличении ОКП. Такими свойствами обладают покрытия на
основе алкидного пленкообразователя, пигментированного техническим
углеродом, мочевино-формальдегидного пленкообразователя, пигменти-
рованного цинковыми белилами и техническим углеродом (диаметр
частиц 0,013 мкм) [44]. Если же Елдг = ЕКОТ, водопоглощение с ростом
ОКП не изменяется; так ведут себя системы на основе мочевино-форм-
альдегидного и эпоксидно-полиамидного пленкообразователей, пигмен-
тированных диоксидом титана с диаметром частиц 0,18 мкм. Если Еадг <
<~^ког> количество аккумулированной воды может быть значительным,
Рис. 1.7. Изменение электрического
сопротивления эпоксидно-фенольно-
го покрытия в 2%-ной серной кисло-
те при 80 ° С:
1 — ненаполненное покрытие; 2 —
15% графита; 3 — 25% маршаллита.
Вода
Рис. 1.8. Проникновение воды через пигментированное
покрытие в случае аккумулирования воды межфазным
слоем.
что существенно изменяет проницаемость покры-
тий. В этом случае при достижении некоторой
ОКП, немного меньшей КОКП и при определен-
ном критическом расстоянии между частицами
пигментов происходит слияние гидрофилизо-
ванных оболочек пленкообразоватепя и образо-
вание разветвленной системы капилляров (рис.
1.8), что приводит к сильному возрастанию во-
допроницаемости и потере покрытием защитно-
[45]. Так ведут себя в процессе эксплуатации
изолирующих СВОЙСТВ
покрытия на основе алкидного и эпоксидно-полиамидного ппенкообра-
зователей, пигментированные цинковыми белилами в сочетании с хин-
акридоновым красным и фталоцианиновым голубым, полибутилмет-
акрилат, наполненный диоксидом титана (рутил) и азопигментами
[44], поливинилхлорид, наполненный стеклянными чешуйками (при
содержании 2,5—5%) [46].
В связи с капиллярным механизмом водопроницаемости пигменти-
рованных покрытий существенное значение имеют дисперсность, степень
флокуляции и форма частиц пигмента. Уменьшение дисперсности, с од-
ной стороны, должно приводить к повышению водопроницаемости
(рис. 1.9), а с другой стороны, некоторая агломерация пигментных
частиц должна способствовать увеличению прослоек пленкообразоватепя
вокруг флокулянтов (/2 >/i) и уменьшению опасности образования си-
стемы капилляров (рис. 1.10). С этой точки зрения „опасной” формой
частиц является игольчатая при беспорядочной ориентации частиц в
покрытии.
В большинстве работ, посвященных влиянию дисперсности на защит-
ные и изолирующие свойства покрытий, отмечается, что увеличение
Рис. 1.9. Влияние дисперсности пигментов на водопроницаемость пигментирован-
ного покрытия.
° ° о с> °
О °°о О 0 о
ОО qo° <0
5
Рис. 1.10. Расположение пигментных частиц в нефлокулированной (д) и флокули-
рованной (б) системах при равных ОКП.
дисперсности приводит к улучшению изолирующих свойств покрытий.
Например, это показано для алкидного, пленкообразователя, пигменти-
рованного титановыми и цинковыми белилами [35]. Вероятно, в этом
случае описываются сравнительно грубодисперсные системы. В более
диспергированных системах, при достижении степени дисперсности
пигментных частиц 0,02—0,03 мкм имеет место заметное ухудшение
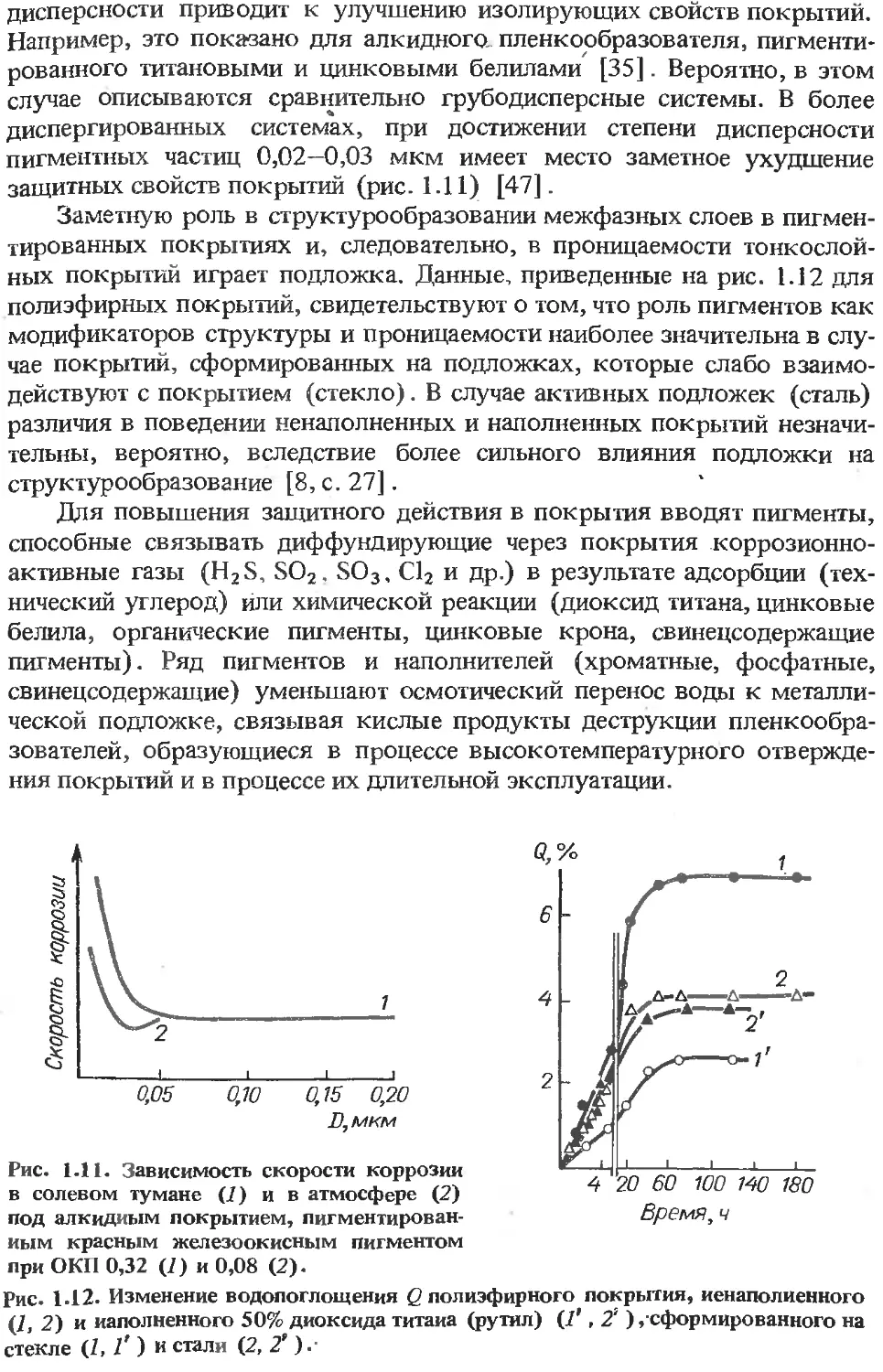
защитных свойств покрытий (рис. 1.11) [47].
Заметную роль в структурообразовании межфазных слоев в пигмен-
тированных покрытиях и, следовательно, в проницаемости тонкослой-
ных покрытий играет подложка. Данные, приведенные на рис. 1.12 для
полиэфирных покрытий, свидетельствуют о том, что роль пигментов как
модификаторов структуры и проницаемости наиболее значительна в слу-
чае покрытий, сформированных на подложках, которые слабо взаимо-
действуют с покрытием (стекло). В случае активных подложек (сталь)
различия в поведении ненаполненных и наполненных покрытий незначи-
тельны, вероятно, вследствие более сильного влияния подложки на
структурообразование [8, с. 27].
Для повышения защитного действия в покрытия вводят пигменты,
способные связывать диффундирующие через покрытия коррозионно-
активные газы (H2S, SO2. SO3, С12 и др.) в результате адсорбции (тех-
нический углерод) или химической реакции (диоксид титана, цинковые
белила, органические пигменты, цинковые крона, свинецсодержащие
пигменты). Ряд пигментов и наполнителей (хроматные, фосфатные,
свинецсодержащие) уменьшают осмотический перенос воды к металли-
ческой подложке, связывая кислые продукты деструкции пленкообра-
зователей, образующиеся в процессе высокотемпературного отвержде-
ния покрытий и в процессе их длительной эксплуатации.
Рис. 1.11. Зависимость скорости коррозии
в солевом тумане (7) и в атмосфере (2)
под алкидным покрытием, пигментирован-
ным красным железоокисным пигментом
при ОКП 0,32 (7) и 0,08 (2).
Рис. 1.12. Изменение водопоглощения Q полиэфирного покрытия, иенаполиенного
(7, 2) и наполненного 50% диоксида титана (рутил) (7', 2' ) . сформированного на
стекле (7, 1' ) и стали (2, 2’ )
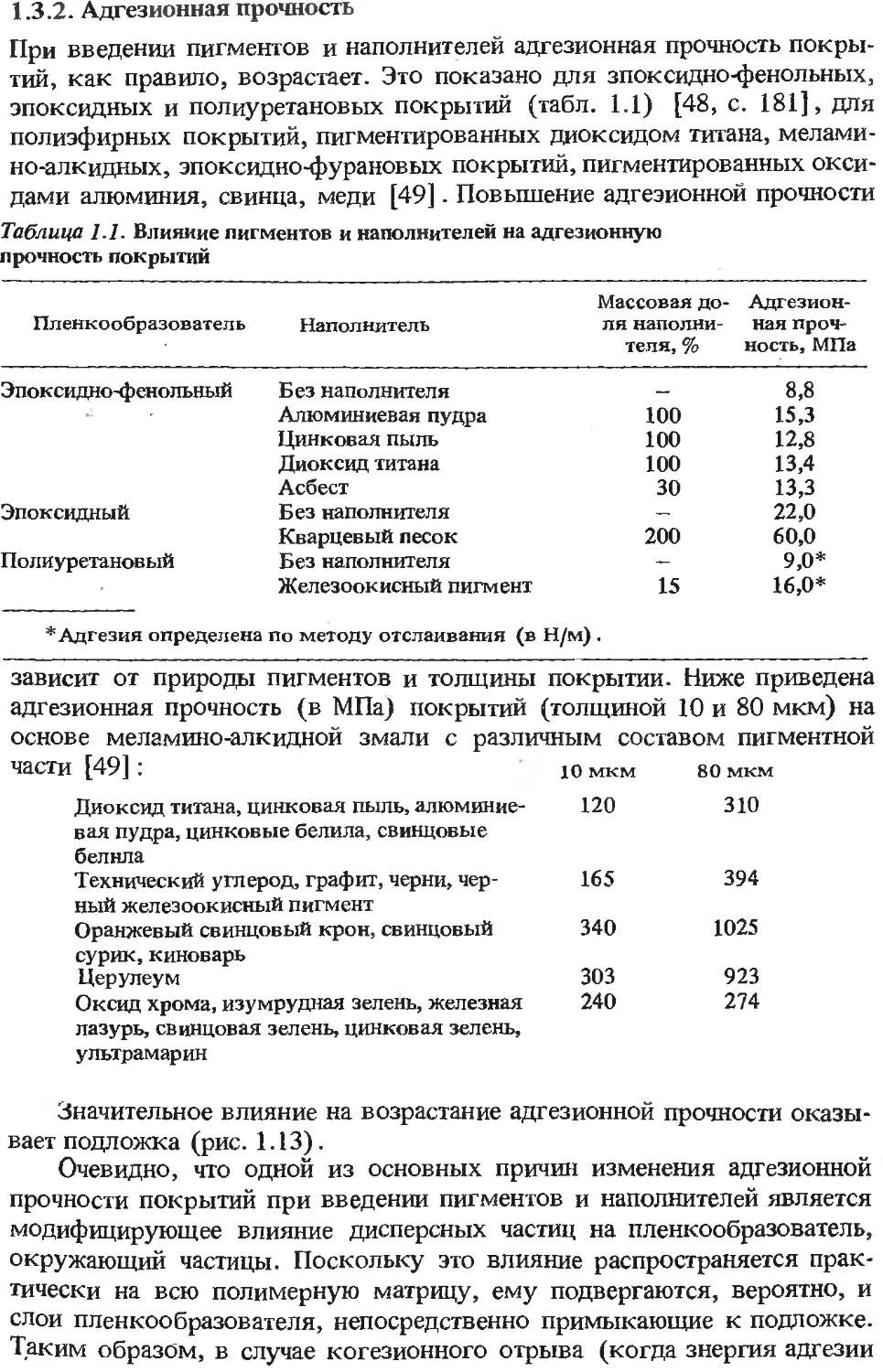
1.3.2. Адгезионная прочность
При введении пигментов и наполнителей адгезионная прочность покры-
тий, как правило, возрастает. Это показано для зпоксидно-фенольных,
эпоксидных и полиуретановых покрытий (табл. 1.1) [48, с. 181], для
полиэфирных покрытий, пигментированных диоксидом титана, мелами-
но-алкидных, эпоксидно-фурановых покрытий, пигментированных окси-
дами алюминия, свинца, меди [49]. Повышение адгезионной прочности
1.1. Влияние пигментов и наполнителей на адгезионную
гь покрытий
Пленкообразователь Наполнитель Массовая до- ля наполни- теля, % Адгезион- ная проч- ность, МПа
оксидно-фенольный Без наполнителя — 8,8
Алюминиевая пудра 100 15,3
Цинковая пыль 100 12,8
Диоксид титана 100 13,4
Асбест 30 13,3
оксидный Без наполнителя — 22,0
Кварцевый песок 200 60,0
лиуретановый Без наполнителя — 9,0*
Железоокисный пигмент 15 16,0*
* Адгезия определена по методу отслаивания (в Н/м) .
зависит от природы пигментов и толщины покрытии. Ниже приведена
адгезионная прочность (в МПа) покрытий (толщиной 10 и 80 мкм) на
основе меламино-алкидной змали с различным составом пигментной
части [49]: 10 мкм 80 мкм
Диоксид титана, цинковая пыль, алюминие- вая пудра, цинковые белила, свинцовые белила 120 310
Технический углерод, графит, черни, чер- ный железоокисный пигмент 165 394
Оранжевый свинцовый крон, свинцовый сурик, киноварь 340 1025
Церулеум 303 923
Оксид хрома, изумрудная зелень, железная 240 274
лазурь, свинцовая зелень, цинковая зелень,
ультрамарин
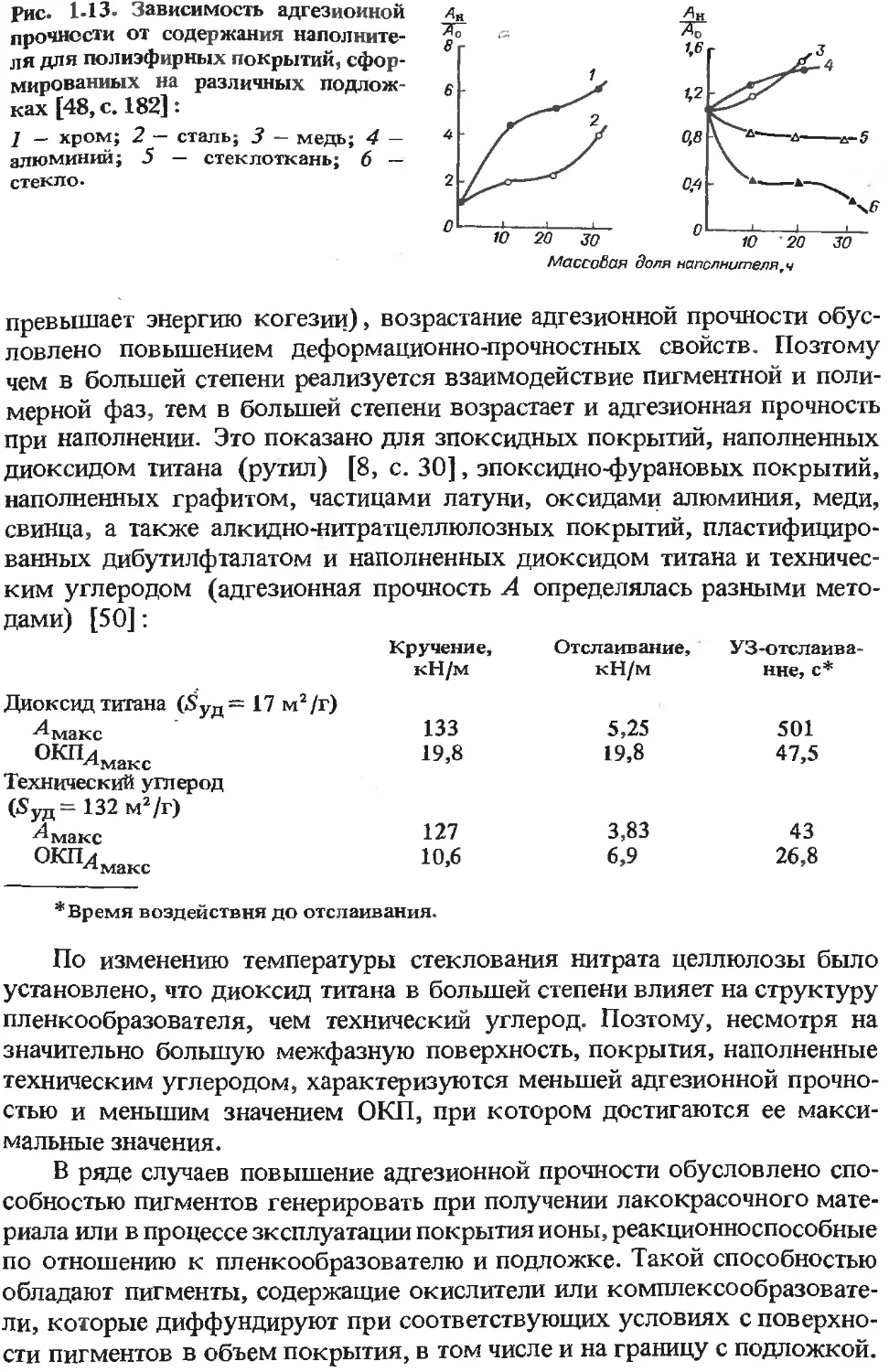
Значительное влияние на возрастание адгезионной прочности оказы-
вает подложка (рис. 1.13).
Очевидно, что одной из основных причин изменения адгезионной
прочности покрытий при введении пигментов и наполнителей является
модифицирующее влияние дисперсных частиц на пленкообразователь,
окружающий частицы. Поскольку это влияние распространяется прак-
тически на всю полимерную матрицу, ему подвергаются, вероятно, и
слои пленкообразователя, непосредственно примыкающие к подложке.
Таким образом, в случае когезионного отрыва (когда энергия адгезии
рис. 1.13. Зависимость адгезионной
прочности от содержания наполните-
ля для полиэфирных покрытий, сфор-
мированных на различных подлож-
ках [48, с. 182]:
1 — хром; 2 — сталь; 3 — медь; 4 —
алюминий; 5 — стеклоткань; 6 —
стекло-
превышает энергию когезии), возрастание адгезионной прочности обус-
ловлено повышением деформационно-прочностных свойств. Поэтому
чем в большей степени реализуется взаимодействие пигментной и поли-
мерной фаз, тем в большей степени возрастает и адгезионная прочность
при наполнении. Это показано для эпоксидных покрытий, наполненных
диоксидом титана (рутил) [8, с. 30], эпоксидно-фурановых покрытий,
наполненных графитом, частицами латуни, оксидами алюминия, меди,
свинца, а также алкидно-нитратцеллюлозных покрытий, пластифициро-
ванных дибутилфталатом и наполненных диоксидом титана и техничес-
ким углеродом (адгезионная прочность А определялась разными мето-
дами) [50]:
Кручение, кН/м Отслаивание, кН/м УЗ-отслаива- нне, с*
Диоксид титана С$уД = 17 м2 /г) ''l макс 133 5,25 501
ОКПд лмакс 19,8 19,8 47,5
Технический углерод (5уд= 132 м2/г) ^макс 127 3,83 43
ОКП и 71 макс 10,6 6,9 26,8
* Время воздействия до отслаивания.
По изменению температуры стеклования нитрата целлюлозы было
установлено, что диоксид титана в большей степени влияет на структуру
пленкообразоватепя, чем технический углерод. Поэтому, несмотря на
значительно большую межфазную поверхность, покрытия, наполненные
техническим углеродом, характеризуются меньшей адгезионной прочно-
стью и меньшим значением ОКП, при котором достигаются ее макси-
мальные значения.
В ряде случаев повышение адгезионной прочности обусловлено спо-
собностью пигментов генерировать при получении лакокрасочного мате-
риала или в процессе эксплуатации покрытия ионы, реакционноспособные
по отношению к пленкообразователю и подложке. Такой способностью
обладают пигменты, содержащие окислители или комплексообразовате-
ли, которые диффундируют при соответствующих условиях с поверхно-
сти пигментов в объем покрытия, в том числе и на границу с подложкой.
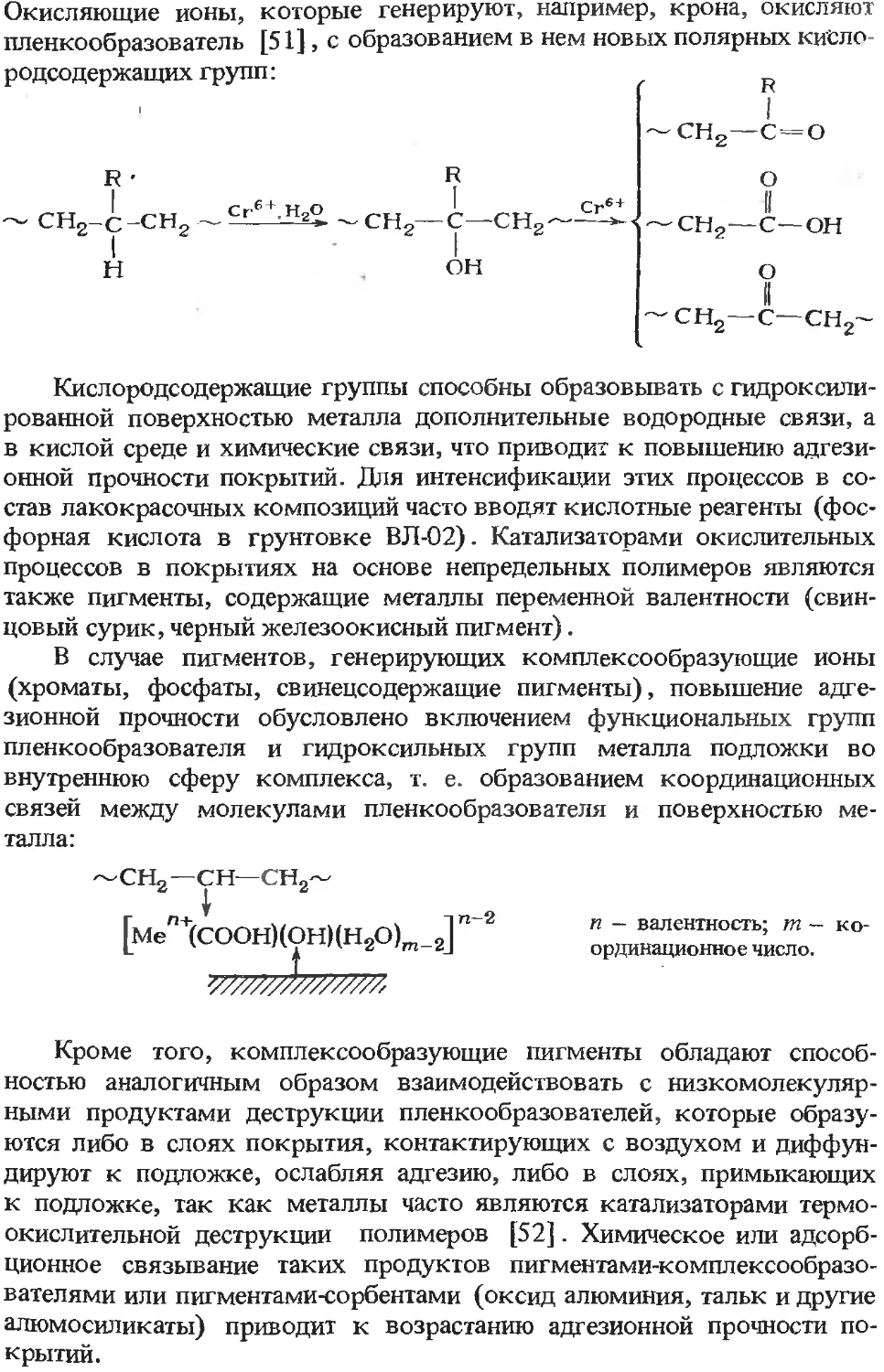
Окисляющие ионы, которые генерируют, например, крона, окисляют
пленкообразователь [51], с образованием в нем новых полярных кисло-
родсодержащих групп:
~СН2—С=о
R • R о
~ сн2-с-снг ~Cr -JsS. -снг—С—CHg----- С—он
н он О
II
— сн2—с—сн2~
Кислородсодержащие группы способны образовывать с гидроксили-
рованной поверхностью металла дополнительные водородные связи, а
в кислой среде и химические связи, что приводит к повышению адгези-
онной прочности покрытий. Для интенсификации этих процессов в со-
став лакокрасочных композиций часто вводят кислотные реагенты (фос-
форная кислота в грунтовке ВЛ-02). Катализаторами окислительных
процессов в покрытиях на основе непредельных полимеров являются
также пигменты, содержащие металлы переменной валентности (свин-
цовый сурик, черный железоокисный пигмент).
В случае пигментов, генерирующих комплексообразующие ионы
(хроматы, фосфаты, свинецсодержащие пигменты), повышение адге-
зионной прочности обусловлено включением функциональных групп
пленкообразователя и гидроксильных групп металла подложки во
внутреннюю сферу комплекса, т. е. образованием координационных
связей между молекулами пленкообразователя и поверхностью ме-
талла:
СН2—СН—СН2~
[ме"+(СООН)(ОН)(Н2О)т_2]
п — валентность; т — ко-
ординационное число.
Кроме того, комплексообразующие пигменты обладают способ-
ностью аналогичным образом взаимодействовать с низкомолекуляр-
ными продуктами деструкции пленкообразователей, которые образу-
ются либо в слоях покрытия, контактирующих с воздухом и диффун-
дируют к подложке, ослабляя адгезию, либо в слоях, примыкающих
к подложке, так как металлы часто являются катализаторами термо-
окислительной деструкции полимеров [52]. Химическое или адсорб-
ционное связывание таких продуктов пигментами-комплексообразо-
вателями или пигментами-сорбентами (оксид алюминия, тальк и другие
алюмосиликаты) приводит к возрастанию адгезионной прочности по-
крытий.
Согласно одной из последних гипотез, повышение адгезии при наполне-
нии полимеров (полиэтилен, пентапласт, поликапроамид) металлическими
пигментами и оксидами металлов (оксиды железа, меди) обусловлено рас-
творением и диффузией ионов металлов в полимерную матрицу. В плен-
ках, контактирующих с металлической подложкой, через 6 мес (при ком-
натной температуре) обнаружены ионы металла на расстоянии до 100 мкм
от подложки [И, с. 68; 53]. В результате в покрытии образуется твер-
дый раствор кристаллического полимера и оксидов металла, что при
когезионном характере отрыва приводит к возрастанию адгезии.
Для кристаллических полимеров в некоторых случаях имеет место
уменьшение адгезии при наполнении, что объясняют эффектом „рафини-
рования” — вытеснением на поверхность раздела пленка — подложка
низкомолекулярных или ограниченно совместимых с полимером ве-
ществ. Если пигментные частицы являются эффективными зародышеоб-
разователями, процесс рафинирования усиливается, что приводит к
ослаблению адгезионной связи [48, с. 180].
Во многих случаях изменение адгезионной прочности покрытий
связывают с изменением внутренних напряжении при введении пигмен-
тов и наполнителей [54], т. е. изменением сдвиговых усилий на границе
пленка — подложка. При введении пигментов, обладающих магнитными
свойствами, возрастание адгезии при наполнении объясняют увеличением
электростатической составляющей адгезионной связи покрытия с метал-
лом подложки [39].
1.3.3. Противокоррозионные свойства
Влияние пигментов на противокоррозионные свойства покрытий прояв-
ляется главным образом в электрохимических процессах, происходящих
под лакокрасочным покрытием на границе металл пленка, так как
диффузия в покрытии, хотя и сказывается на скорости развития корро-
зионного процесса, не является его определяющим фактором. Это обус-
ловлено тем, что при эксплуатации покрытий в различных условиях
(атмосфера, водные растворы) основные коррозионно-активные агенты
(вода и кислород) через сравнительно небольшое время от начала экс-
плуатации покрытия оказываются на границе пленка — металл в количе-
стве, достаточном для развития коррозионного процесса. Так, для раз-
вития коррозии на стальной поверхности необходимо поступление воды
в количестве 0,008—0,023 г/см2 в год и кислорода — 0,002—0,003 г/см2
в год. Экспериментально установлено, что под покрытиями различной
природы, как наполненными, так и ненаполненными, после года эксплу-
атации содержание воды и кислорода вполне достаточно для развития
коррозионного процесса [55]:
[H2OJ, [OJ,
г/см1 г/см
Льняное масло - литопон 1,125
Полиэфир — карбонат свинца или 1,122
оксид цинка
Алкид — красный железоокисный пигмент
Эпоксиполиамид - красный железоокис-
ный пигмент
Хлоркаучук — красный железоокнсный
пигмент
1,8 0,003
1,8 0,002
1,3 0,006
Однако коррозионный процесс при наличии достаточного количества
воды и кислорода не развивается, так как лакокрасочное покрытие
(в том числе и пигмент) оказывает большое влияние на электрохимичес-
кие процессы, протекающие на границе пленка — металл. В общем случае
эти процессы и условия их протекания могут быть описаны с позиций
микроэлектродной теории коррозии, представляющей поверхность ме-
талла, в силу его структурной неоднородности, как комбинацию микро-
катодов и микроанодов. Наличие лакокрасочного покрытия создает
дополнительную неоднородность различных участков поверхности метал-
ла. Установлено, что при любом пленкообразователе, пигменте, режиме
получения и отверждения покрытий между металлом и покрытием оста-
ется слой сорбированной воды толщиной около 1 нм. На некоторых
участках (впадины между неровностями) между покрытием и подлож-
кой остаются газовые прослойки, имеющие толщину, которая соответ-
ствует средней высоте микрошероховатостей поверхности, т. е. около
1 мкм. Чаще всего такие прослойки образуются при получении покры-
тий методом злектроосаждения. Неоднородность межфазного слоя спо-
собствует образованию микроанодных (под воздушной прослойкой,
содержащих сорбированную воду) и микрокатодных (с хорошей адге-
зией) участков [56]. Очевидно, что между микроанодными и микрока-
тодными участками возникает разность потенциалов ДА, определяемая
в общем виде соотношением:
£ = p5(l/sa-4/3K)i6Sa (1.13)
где р — удельное электрическое сопротивление пленки, насыщенной коррозионно-
активными агентами; 6 — толщина покрытия; Sa и SK — площади анодных и ка-
тодных участков; /а — плотность тока на анодных участках.
Хотя величина ia мала, ток вызывает изменение параметров корро-
зионной среды, особенно на катодных участках, где происходит заметное
подщелачивание (pH возрастает до 10—13), приводящее к снижению ад-
гезионной прочности в результате гидролиза пленкообразователй и от-
слаиванию покрытия. На анодных участках происходит подкисление,
способствующее ускорению коррозионного процесса и разрушению адге-
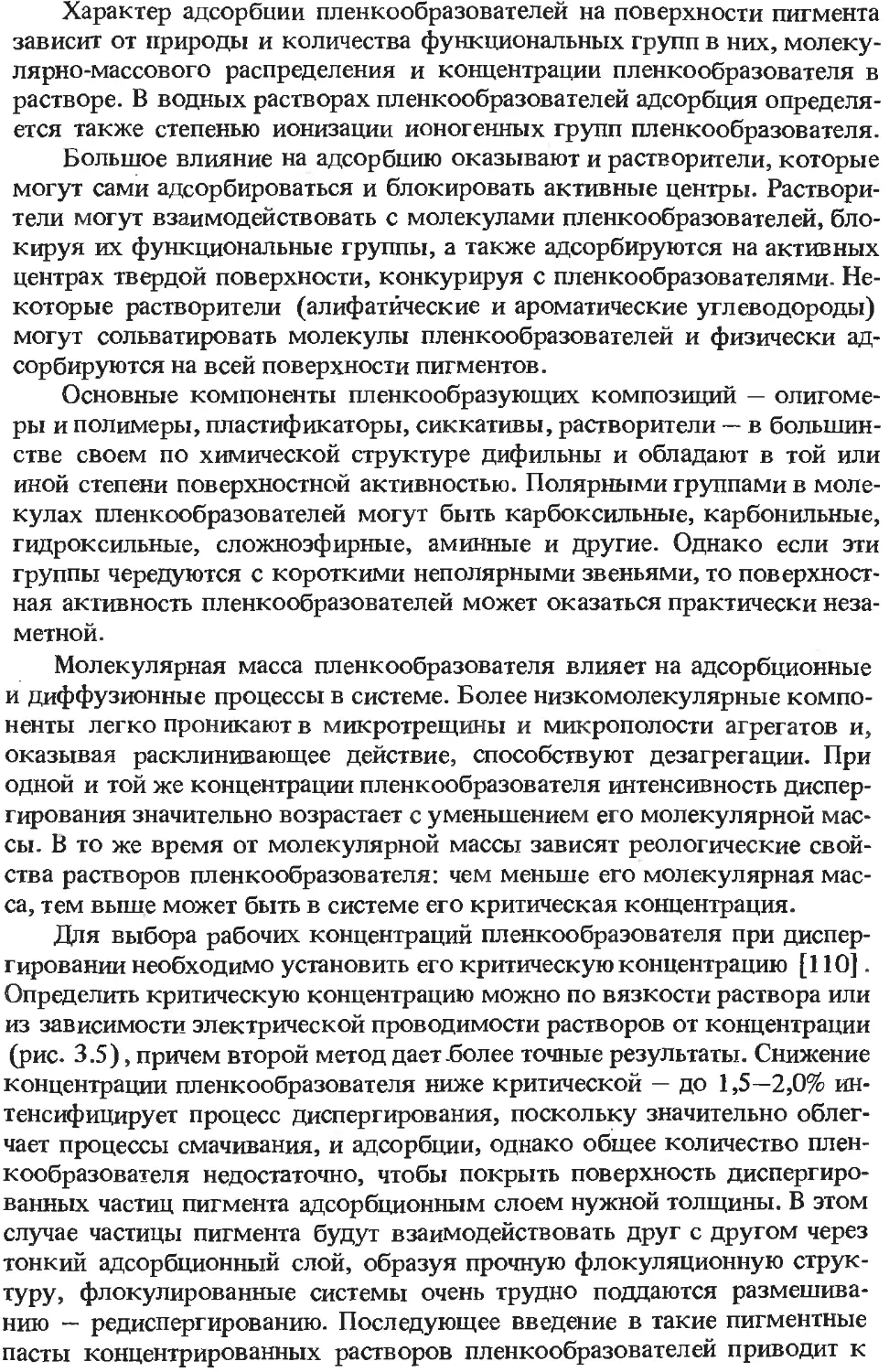
зионной связи между металлом и покрытием. Таким образом, коррози-
онную ячейку в системе лакокрасочное покрытие — металл можно пред-
ставить в виде комбинации в различной степени аэрированных микрока-
тодов и микроанодов (рис. 1.14), на которых происходят различные
электрохимические процессы [57].
Область 1 — слабоаэрированный катод (pH = 7 4- 9, Е = 0,2В):
О2 + 2Н2О+4е —> 4О1-Г
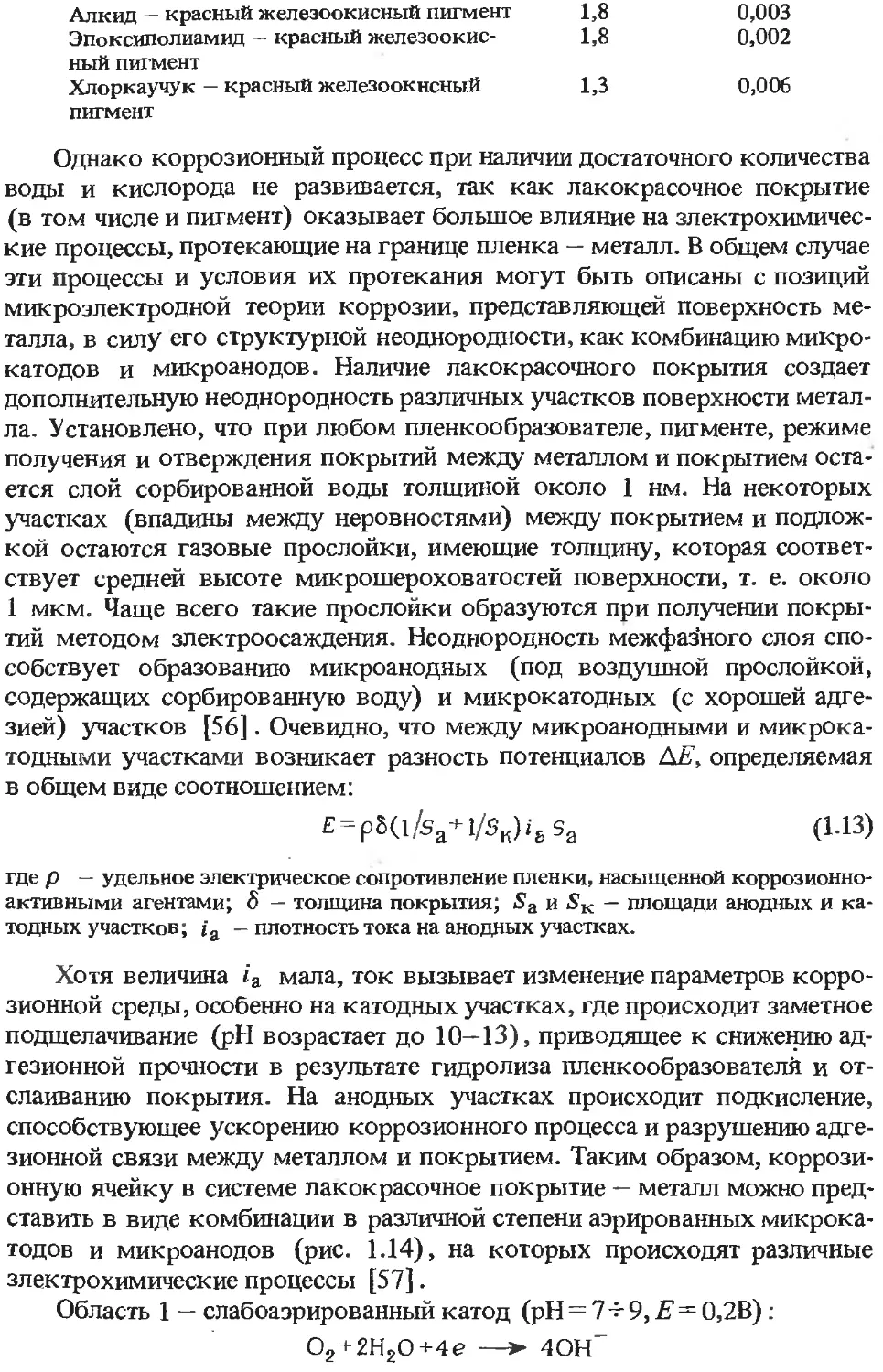
Рис. 1.14. Схема коррозионной ячейки под лакокрасочным покрытием.
Области 2, 3 — де- и слабоаэрированный анод (pH = 24- 4, Е= —0,5В) :
Fe Fe2++2e; Fe2+ Fe3’’+e; Fez++H2O FeOH++H+
Fe2++ 2Fe3"+4H2O Fe3O4 + 8H+; 2HT+2e H2
Область 4 — аэрированный анод (pH = 24-3):
Fe3++3H2O Fe(OH)3+3H+
Область 5 — аэрированный катод (pH= 104- 13,Е~ 0,2В):
02+2Н20+4е
* 4 ОН-
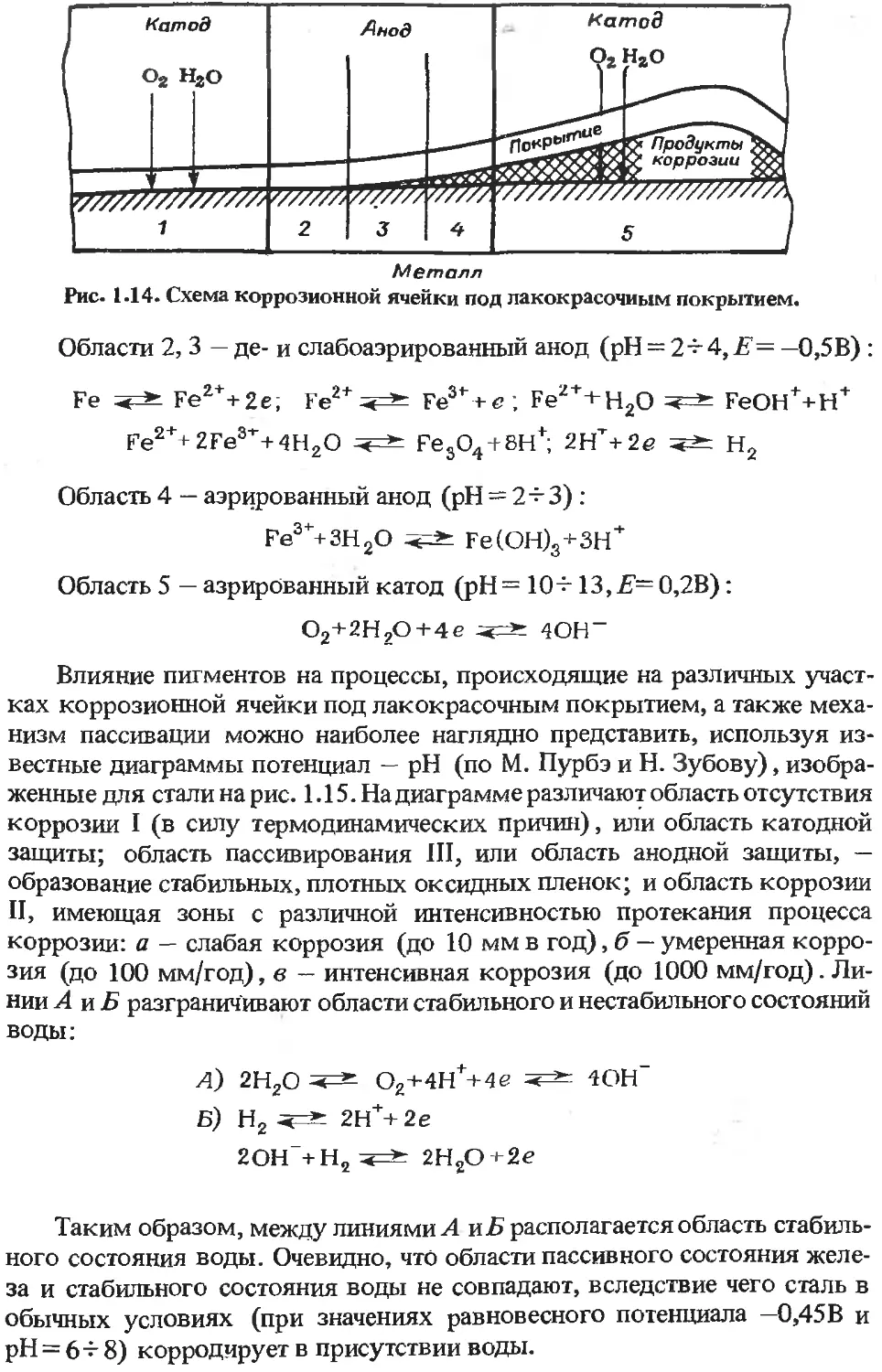
Влияние пигментов на процессы, происходящие на различных участ-
ках коррозионной ячейки под лакокрасочным покрытием, а также меха-
низм пассивации можно наиболее наглядно представить, используя из-
вестные диаграммы потенциал — pH (по М. Пурбэ и Н. Зубову), изобра-
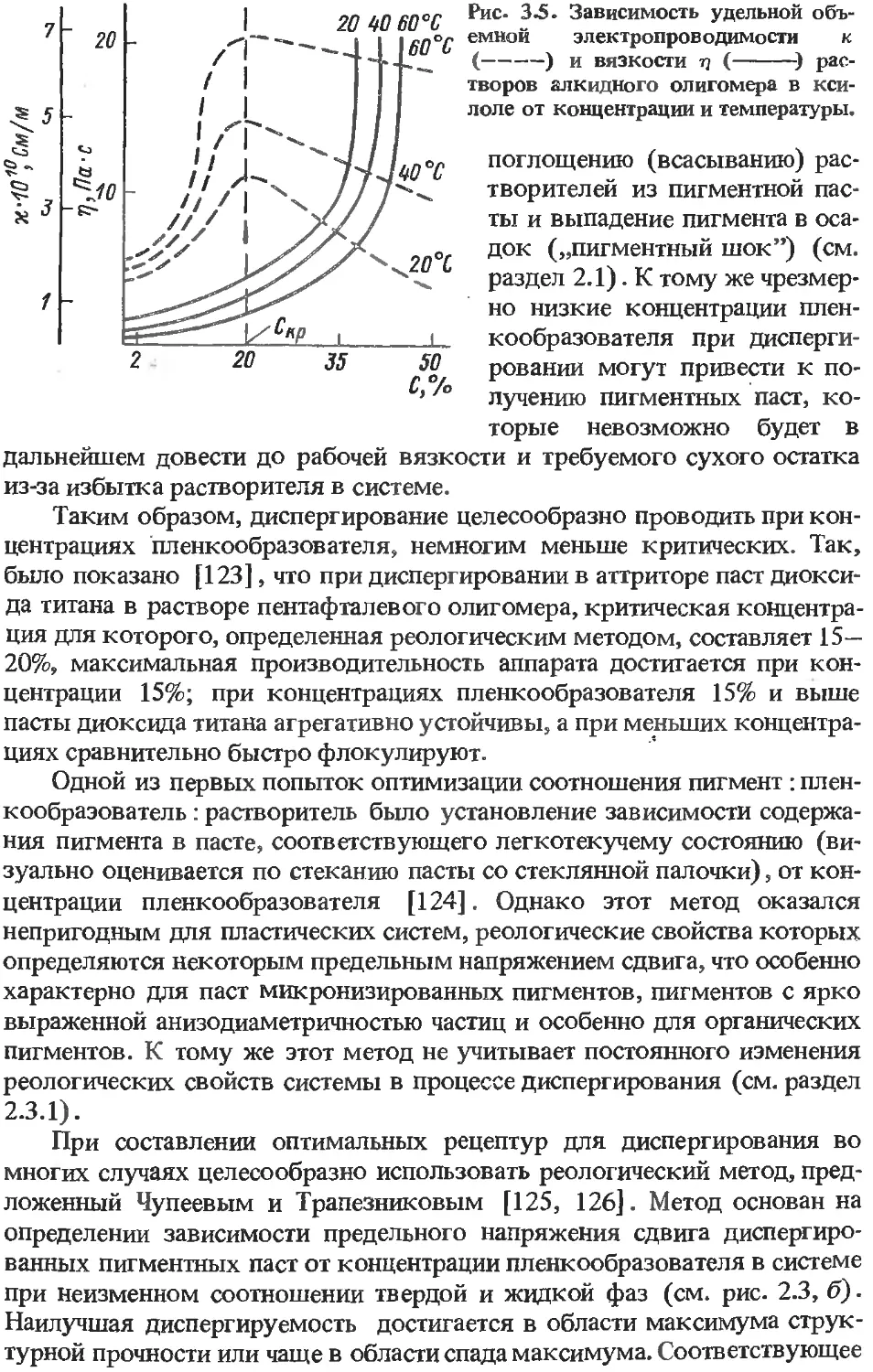
женные для стали на рис. 1.15. На диаграмме различают область отсутствия
коррозии I (в силу термодинамических причин), или область катодной
защиты; область пассивирования III, или область анодной защиты, —
образование стабильных, плотных оксидных пленок; и область коррозии
II, имеющая зоны с различной интенсивностью протекания процесса
коррозии: а — слабая коррозия (до 10 мм в год), б — умеренная корро-
зия (до 100 мм/год), в — интенсивная коррозия (до 1000 мм/год). Ли-
нии А и Б разграничивают области стабильного и нестабильного состояний
воды:
А) 2Н2О О2+4Н++4е 4ОН
Б) Н2 2Н++2е
2ОН +Н9х=* 2НгО+2е
Таким образом, между линиями Л и Б располагается область стабиль-
ного состояния воды. Очевидно, что области пассивного состояния желе-
за и стабильного состояния воды не совпадают, вследствие чего сталь в
обычных условиях (при значениях равновесного потенциала —0,45В и
pH = 64- 8) корродирует в присутствии воды.
Рис. 1-15. Диаграмма потенциал — pH для стали в
присутствии воды.
Механизм противокоррозионного дей-
ствия пигментов, как правило,включает целый
ряд процессов, связанных с воздействием на
анодный процесс или смещением потенциала
в область катодной защиты, смещением pH в
щелочную область, образованием оксидных
пленок и ингибирующих комплексов, изме-
нением диффузионных характеристик покры-
тий и т. д. Поэтому целесообразно рассмотреть механизм противокорро-
зионного действия отдельных групп пигментов и наполнителей.
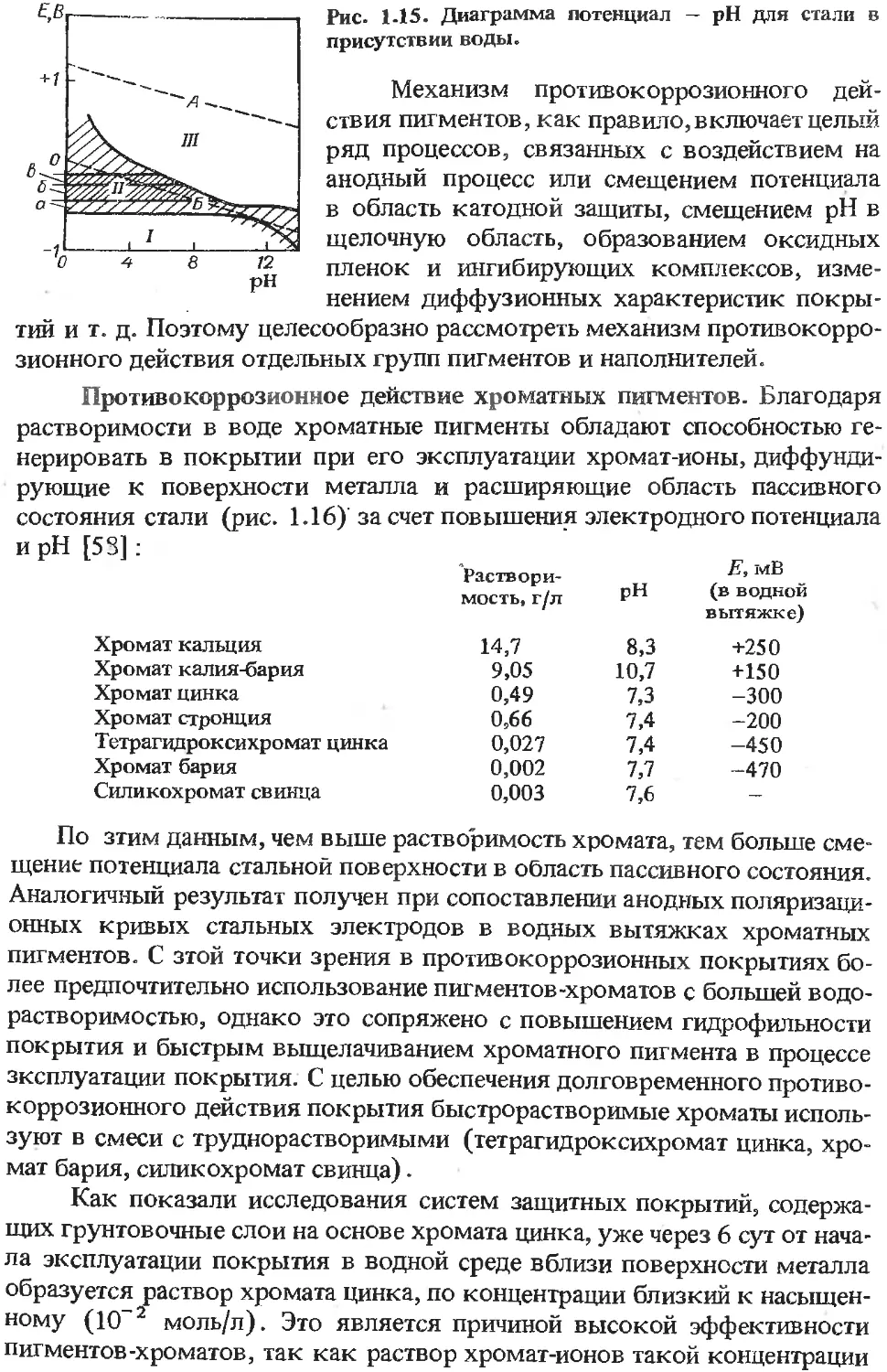
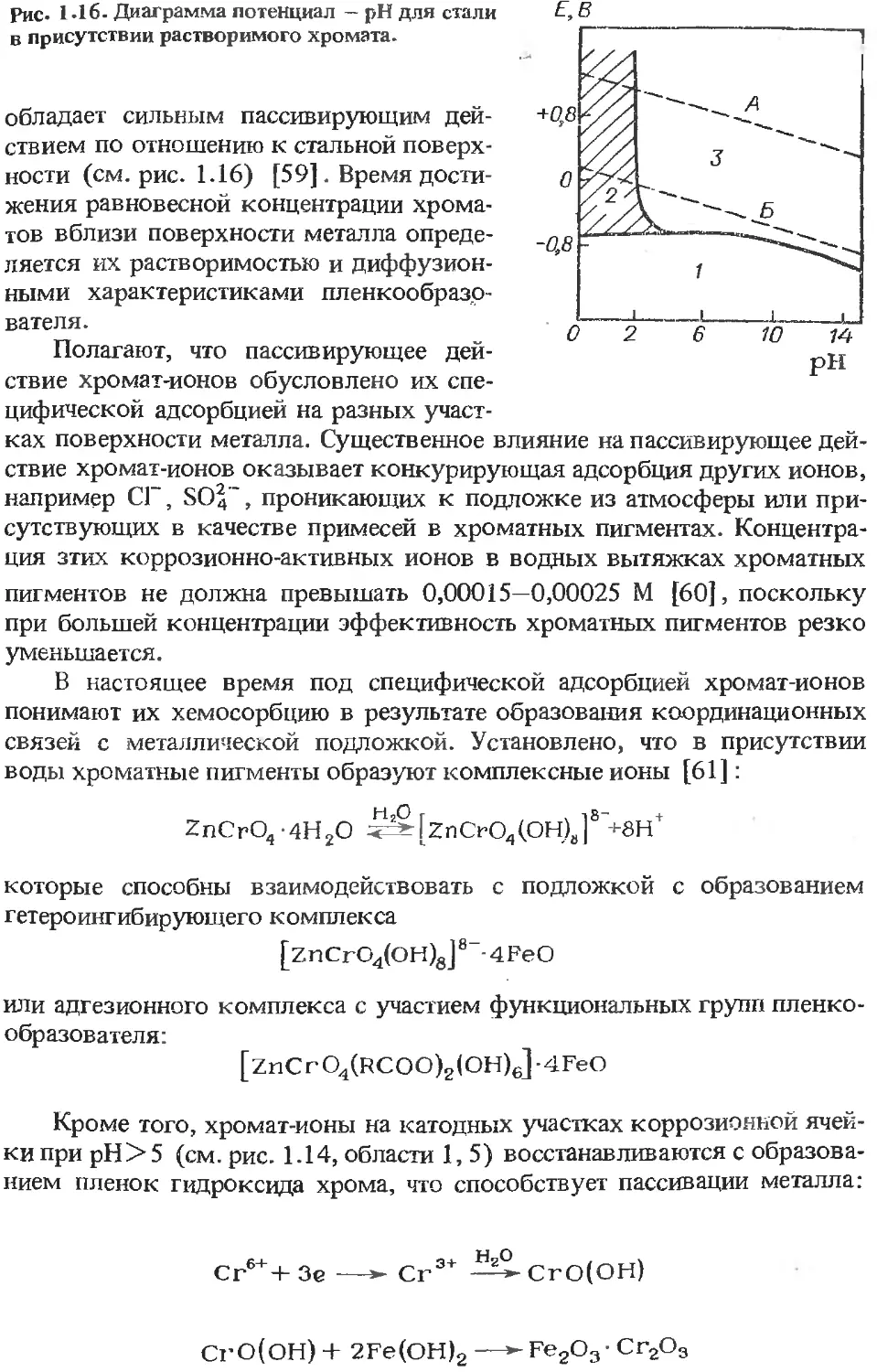
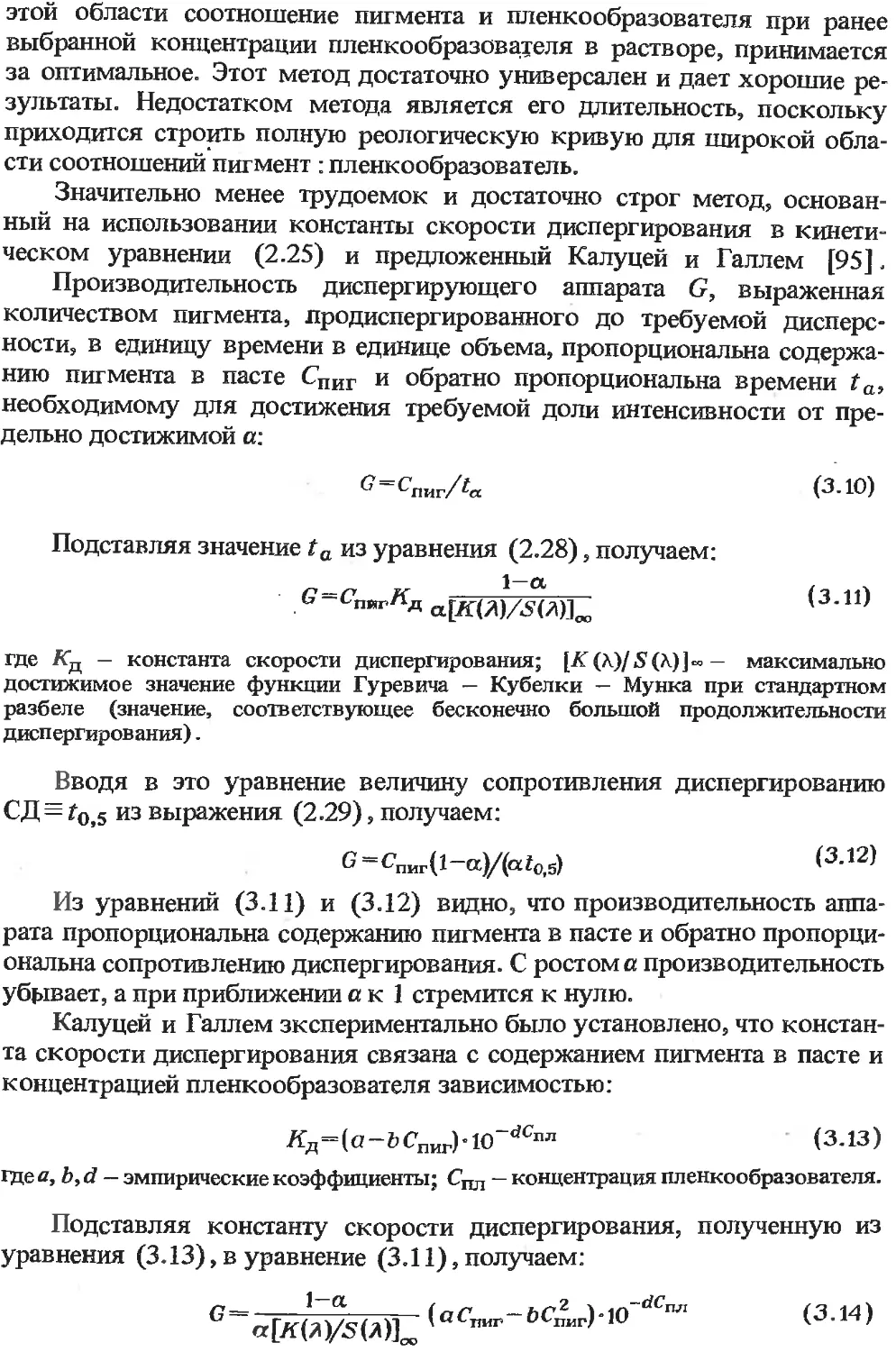
Противокоррозионное действие хроматных пигментов. Благодаря
растворимости в воде хроматные пигменты обладают способностью ге-
нерировать в покрытии при его эксплуатации хромат-ионы, диффунди-
рующие к поверхности металла и расширяющие область пассивного
состояния стали (рис. 1.16) за счет повышения электродного потенциала
Раствори- мость, г/л pH Е, мВ (в водной вытяжке)
Хромат кальция 14,7 8,3 +250
Хромат калия-бария 9,05 10,7 +150
Хромат цинка 0,49 7,3 -300
Хромат стронция 0,66 7,4 -200
Тетрагидроксихромат цинка 0,027 7,4 -450
Хромат бария 0,002 7,7 -470
Силикохромат свинца 0,003 7,6 —
По этим данным, чем выше растворимость хромата, тем больше сме-
щение потенциала стальной поверхности в область пассивного состояния.
Аналогичный результат получен при сопоставлении анодных поляризаци-
онных кривых стальных электродов в водных вытяжках хроматных
пигментов. С этой точки зрения в противокоррозионных покрытиях бо-
лее предпочтительно использование пигментов-хроматов с большей водо-
растворимостью, однако это сопряжено с повышением гидрофильности
покрытия и быстрым выщелачиванием хроматного пигмента в процессе
эксплуатации покрытия. С целью обеспечения долговременного противо-
коррозионного действия покрытия быстрорастворимые хроматы исполь-
зуют в смеси с труднорастворимыми (тетрагидроксихромат цинка, хро-
мат бария, силикохромат свинца).
Как показали исследования систем защитных покрытий, содержа-
щих грунтовочные слои на основе хромата цинка, уже через 6 сут от нача-
ла эксплуатации покрытия в водной среде вблизи поверхности металла
образуется раствор хромата цинка, по концентрации близкий к насыщен-
ному (КГ2 моль/л). Это является причиной высокой эффективности
пигментов-хроматов, так как раствор хромат-ионов такой концентрации
Рис. 1.16. Диаграмма потенциал — pH для стали
в присутствии растворимого хромата.
обладает сильным пассивирующим дей-
ствием по отношению к стальной поверх-
ности (см. рис. 1.16) [59]. Время дости-
жения равновесной концентрации хрома-
тов вблизи поверхности металла опреде-
ляется их растворимостью и диффузион-
ными характеристиками пленкообразр-
вателя.
Полагают, что пассивирующее дей-
ствие хромат-ионов обусловлено их спе-
цифической адсорбцией на разных участ-
t,6
pH
ках поверхности металла. Существенное влияние на пассивирующее дей
ствие хромат-ионов оказывает конкурирующая адсорбция других ионов
например СГ, SO4”, проникающих к подложке из атмосферы или при
сутствующих в качестве примесей в хроматных пигментах. Концентра
ция этих коррозионно-активных ионов в водных вытяжках хроматные
пигментов не должна превышать 0,00015—0,00025 М [60], поскольку
при большей концентрации эффективность хроматных пигментов резке
уменьшается.
В настоящее время под специфической адсорбцией хромат-ионоь
понимают их хемосорбцию в результате образования координационные
связей с металлической подложкой. Установлено, что в присутствие
воды хроматные пигменты образуют комплексные ионы [61]:
Н г . 18~ +
ZnCrO4-4H2O <=»dZnCrO4(OH)e] +8Н
которые способны взаимодействовать с подложкой с
гетероингибирующего комплекса
[znCrO4(OH)8]8“-4FeO
или адгезионного комплекса с участием функциональных групп пленко
образователя:
[znCr04(RCOO)2(OH)6]-4FeO
Кроме того, хромат-ионы на катодных участках коррозионной ячей-
ки при pH>5 (см. рис. 1.14, области 1, 5) восстанавливаются с образова-
нием пленок гидроксида хрома, что способствует пассивации металла:
Сг6++ Зе —Сг3+ -^-СгО(ОН)
CrO(OH)+ 2Fe(OH)2—^Fe2O3- Сг2О3
Как видно из диаграммы потенциал — pH (см. рис. 1.16), хроматы
не эффективны в кислой среде при рН< 4 и даже усиливают коррозию
за счет повышения потенциала железа в зоне коррозии (зоны а, б на рис.
1.15).
Таким образом, наиболее существенными параметрами, определя-
ющими эффективность хроматных пигментов, являются их раствори-
мость и pH коррозионной среды под лакокрасочным покрытием. Регули-
рование противокоррозионного действия хроматов осуществляется
путем их комбинации с пигментами, изменяющими их растворимость и
pH водной вытяжки, в частности, с фосфатами [62]:
Массовый состав пигментной
части покрытия, %
тетрагидроксихромат цинка 100 70 60 30 10 0
фосфат хрома 0 30 40 70 . 90 100
[СгСЦ~],г/л 0,05 0,95 1,97 5,94 2,19 0,0
fZn2+], г/л 0,2 0,6 1,0 2,5 1,3 0,0
рн 7,15 6,5 6,25 5,84 4,64 5,45
Увеличение растворимости хроматных пигментов при определенном
содержании фосфата хрома (первоначально зто связывали с уменьшени-
ем pH водной вытяжки) обусловлено реакциями замещения между хро-
матом и натрийсодержащими примесями фосфата хрома (сульфаты и
фосфаты натрия) с образованием хорошо растворимого хромата натрия.
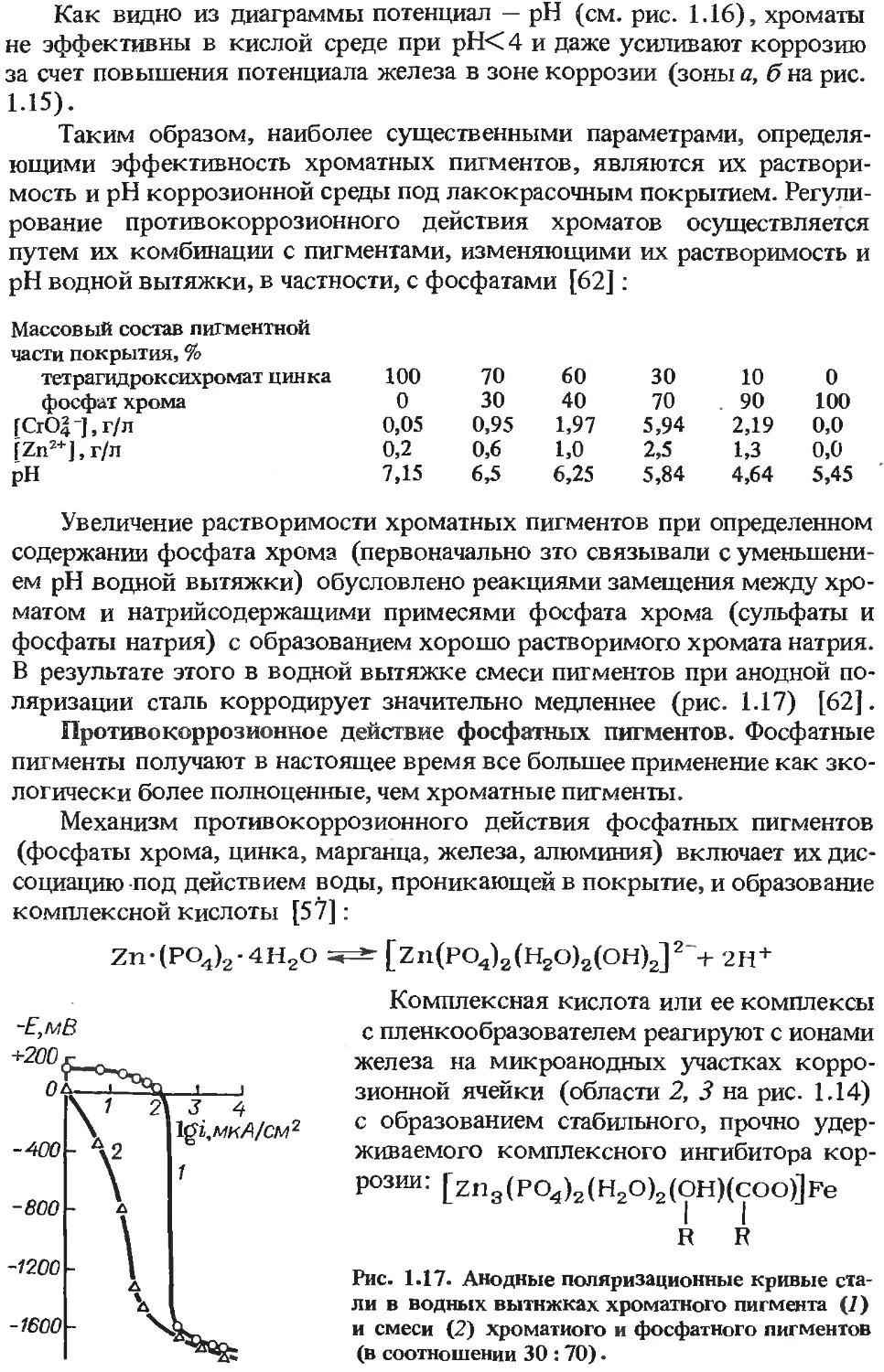
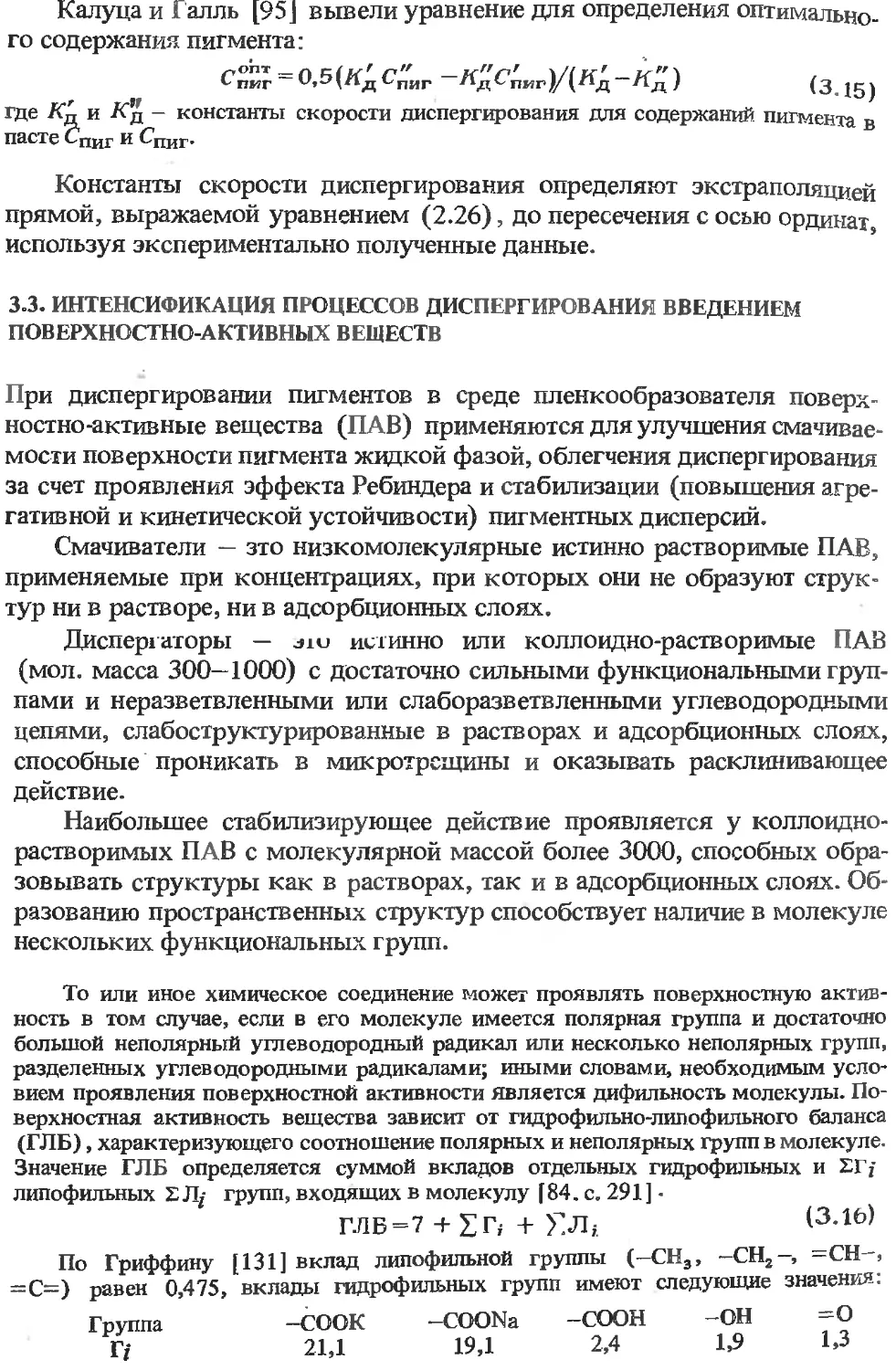
В результате этого в водной вытяжке смеси пигментов при анодной по-
ляризации сталь корродирует значительно медленнее (рис. 1.17) [62].
Противокоррозионное действие фосфатных пигментов. Фосфатные
пигменты получают в настоящее время все большее применение как эко-
логически более полноценные, чем хроматные пигменты.
Механизм противокоррозионного действия фосфатных пигментов
(фосфаты хрома, цинка, марганца, железа, алюминия) включает их дис-
социацию под действием воды, проникающей в покрытие, и образование
комплексной кислоты [57]:
Zn• (РО4)2 4Н2О [Zn(PO4)2(H2O)2(OH)2]2 + 2Н +
-Е,мВ
Комплексная кислота или ее комплексы
с пленкообразователем реагируют с ионами
железа на микроанодных участках корро-
зионной ячейки (области 2, 3 на рис. 1.14)
с образованием стабильного, прочно удер-
живаемого комплексного ингибитора кор-
розии: [zn3(P04)2(H20)2(0H)(C00)]Fe
В R
Рис. 1.17. Анодные поляризационные кривые ста-
ли в водных вытнжках хроматного пигмента (7)
и смеси (2) хроматного и фосфатного пигментов
(в соотношении 30 : 70).
Если с подложкой взаимодействуют комплексы фосфатов с пленко-
образователем, возрастание противокоррозионных свойств покрытий,
пигментированных фосфатами, связано и с повышением адгезионной
прочности. Благодаря более сильной комплексообразующей способно-
сти фосфатные пигменты лучше, чем хроматные пигменты, защищают
подложки, содержапдие следы ржавчины.
По некоторым данным [60, 63], фосфатные пигменты не обладают
пассивирующим действием. В частности, это установлено для фосфата
хрома и обусловлено наличием в нем в качестве примесей ионов SO^“;
концентрация сульфат-ионов в водной вытяжке пигмента в 3 раза пре-
вышает концентрацию фосфат-ионов. Результаты ускоренных испытаний
покрытий, пигментированных фосфатом хрома, показывают их неудо-
влетворительную водостойкость [62]. Поэтому фосфат хрома рекомен-
дуется использовать в смеси с ингибиторами коррозии [63] или с хро-
матными пигментами. Смеси фосфатных и хроматных пигментов прояв-
ляют синергизм, так как окислительное действие хроматов ведет к
образованию пленки оксида железа (III), необходимой для эффективно-
го ингибирующего действия фосфатов.
Заметное влияние на противокоррозионное действие фосфатных
пигментов оказывает дисперсность: чем она выше, тем выше ингибиру-
ющее действие пигментов, что обусловлено более интенсивным взаимо-
действием с пленкообразователем.
Противокоррозионное действие свинцового порошка. Механизм
противокоррозионного действия металлического свинца включает
катодную защиту, так как в областях коррозионной ячейки, имеющих
высокие значения pH (области 1, 5 на рис. 1-14), свинец является анодом
по отношению к железу и проявляет протекторное действие. Кроме того,
свинец в высокодисперсном состоянии обладает весьма высокой хими-
ческой активностью по отношению к агентам, вызывающим коррозию
стали (кислород), а также к ионам и газам, способствующим развитию
коррозионного процесса. Он активно взаимодействует с сульфат-ионами,
проникающими в покрытие при их эксплуатации в промышленной атмо-
сфере, давая нерастворимый сульфат свинца, а это приводит к уплотне-
нию покрытия и уменьшению его проницаемости. Свинец реагирует с
углекислым газом с образованием карбоната, еще менее растворимого,
чем сульфат; поэтому введение карбоната кальция заметно улучшает за-
щитные свойства покрытий, наполненных металлическим свинцом. Ана-
логичным образом свинец связывает и весьма коррозионно-активные
хлорид-ионы.
Существенную роль в противокоррозионном действии свинцового
порошка играет образование свинцовых мыл с карбоксилсодержащими
пленкообразователями. Это увеличивает непроницаемость пленок,
связывает полярные группы, повышает стойкость пленкообразователей
к гидролизу и, следовательно, адгезионную прочность покрытия на мик-
рокатодных участках (области с высоким значением pH), что затрудняет
восстановление кислорода и тормозит коррозионный процесс. Свинец
реагирует также с жирными низкомолекулярными кислотами С6—С8,
образующимися в результате деструкции алкидов в процессе сушки и
эксплуатации покрытий и являющимися сравнительно сильными кор-
розионными агентами. При этом получаются продукты, которые явля-
ются адсорбирующимися ингибиторами в области значений pH 4—6. Они
мигрируют и адсорбируются на поверхности микроанодов, создавая
защитную пленку, блокирующую анод от внешней среды. Установлено,
что адсорбционный слой свинцовых мыл не изменяет электрохимическо-
го потенциала железа, поэтому свинецсодержащие пигменты не являются
опасными с точки зрения ускорения процесса коррозии [57].
Противокоррозионное действие свинцового сурика. Свинцовый су-
рик РЬ3О4 ведет себя как щелочной окислитель (при pH 9—10), восста-
новление которого на микрокатодных участках электрохимической кор-
розионной ячейки (область 1 на рис. 1.14.) приводит к образованию
весьма реакционноспособного и хорошо растворимого оксида свинца:
РЬ3О4+ Н2О + 2ё—* ЗРЬО + 2ОН
При его растворении образуются ионы свинца, механизм противо-
коррозионного действия которых рассмотрен выше [57].
Ионизация свинцового сурика происходит также в результате разры-
ва связи кислород — свинец (II):
Образующийся продукт реагирует с гидроксидом железа на микро-
анодных участках коррозионной ячейки (области 2, 3 на рис. 114) с
образованием устойчивого комплексного соединения.
В некоторых работах механизм противокоррозионного действия
свинцового сурика связывают с образованием в качестве продукта
гидролиза комплексной кислоты [57]:
2
О
О=РЬ\ ^РЬ(НаО)(ОН)2 + 2Н +
О
Такая кислота способна образовывать с ионами железа стабильный
комплексный ингибитор коррозии без участия (I) или при участии (II)
функциональных групп пленкообразователя.
О
O=Pt>/ /РЬ(Н2О)(ОН)2 Fe ;
О
I
О
^Pb(H2O)(RCOO)2 Fe
О
II
O=Pb
Кроме того, свинцовый сурик — пигмент основного характера, рас-
ширяющий область пассивного состояния стальной подложки (см, рис.
1.15). В процессе эксплуатации покрытий, пигментированных свинцо-
вым суриком, на поверхности стальных подложек методом Оже-спектро-
скопии обнаружены следы металлического свинца. Микрофаза свинца
облегчает катодное восстановление кислорода на поверхности оксида
железа, что приводит к повышению плотности тока на анодных участках
коррозионной ячейки, особенно в местах повреждения пассивирующей
оксидной пленки. В результате постепенно устраняется дефектность
структуры оксидной пленки и сохраняются стабильные противокоррози-
онные свойства покрытия [55].
Противокоррозионное действие цинковой пыли. Электрохимический
потенциал цинка ниже, чем железа (—760 и 440 мВ соответственно), по-
этому в электрохимической паре цинк — железо, возникающей в покры-
тиях в присутствии воды, частицы пигмента выполняют роль анода и
растворяются в процессе эксплуатации покрытия:
Zn-2e Zn2+
Металлическая подложка выполняет функцию катода:
2Н2О + О2 + 4е 4ОН-
В результате имеет место пассивация стали за счет подщелачивания.
Полагают, что электрохимическое (протекторное) действие цинковой
пыли является первой стадией процесса, происходящего в цинкнапол-
ненном покрытии [64], после чего следует стадия уплотнения структу-
ры покрытия вследствие взаимодействия ионов цинка с диоксидом и
оксидом углерода. Эта стадия сопровождается образованием нераство-
римых продуктов, выделение которых на подложке приводит к появле-
нию защитных слоев, препятствующих коррозии, а выделение их в объ-
еме покрытия — к его уплотнению и усилению.
Противокоррозионное действие пигментов основного характера.
Пигменты, имеющие щелочную водную вытяжку, расширяют область
пассивного состояния железа (см. рис. 1.15) и в большинстве случаев
увеличивают противокоррозионное действие покрытий. Одним из усло-
вий успешного применения таких пигментов является создание в коррози-
онной ячейке под лакокрасочным покрытием концентрации гидроксиль-
ных ионов, достаточной для перевода железа в пассивное состояние,
но не превышающей концентрацию, при которой становится возможным
гидролиз пленкообразователей. На этом основано противокоррозионное^
действие свинцовых и цинковых белил; карбонатных наполнителей;
метабората бария, образующего под лакокрасочным покрытием буфер-
ные растворы с pH ~ 9,3; ферритов цинка и кальция, образующих, кро-
ме того, мыла с пленкообразователями алкидного типа, что уменьшает
гидролиз отвержденного пленкообразователя в области микрокатодов
коррозионной ячейки; плюмбата кальция, формирующего на подложке
ингибирующие комплексные соединения.
К пигментам-ингибиторам катодного процесса относится гидрид
кремния SiHx, содержащий 10-80% водорода, обеспечивающего восста-
новление гидроксильных групп на катодных участках (яп- пат. 55—46078).
14. СВЕТО- И ТЕРМОСТОЙКОСТЬ ПОКРЫТИЙ
Влияние пигментов и наполнителей на процессы, происходящие при све-
то- и термостарении покрытий, сводится к двум противоположным эф-
фектам.
С одной стороны, частицы пигментов и наполнителей оказывают
экранирующее действие в отношении УФ- и ИК-излучения и тем самым
предохраняют внутренний объем покрытия от разрушения. Наиболее
эффективно свето- и термоэкранирующее действие проявляется в случае
чешуйчатых пигментов, способных к листованию (алюминиевая пудра,
железная слюдка, слюда). Установлено, что чешуйчатые пигменты повы-
шают термостойкость покрытий на 50-100 °C [65]- При термическом
воздействии оказываются эффективными оксид железа, кварц, графит,
оксид и гидроксид алюминия, технический углерод, асбест, стеклянные
микросферы, каолин, порошки цинка, алюминия, марганца, свинца, ста-
ли, различных сплавов; оксиды алюминия, кремния, железа особенно
эффективны при полимеризационном наполнении пленкообразователей.
Наполнители практически не влияют на скорость химических реакций,
протекающих при высокотемпературном окислении, проявляя только
экранирующее и теплоотводящее действие [66]. Однако в некоторых
случаях введение наполнителей способствует замедлению скорости де-
струкции макромолекул и окислительных процессов, так как значитель-
ная часть реакционноспособных групп пленкообразователя участвует во
взаимодействии с поверхностью наполнителя (например, это показано для
полиэфирного пленкообразователя и диоксида кремйия) [67]. .Эффек-
тивным светостабилизатором часто является оксид Динка, способный
поглощать УФ-излучение [68]. В присутствии оксида цинка замедляется,
в частности, деструкция покрытий на основе сополимера винилацетата с
винилхлоридом, эксплуатируемых в атмосферных условиях [69].
С другой стороны, нередко пигменты оказываются фотохимически-
ми сенсибилизаторами окислительно-восстановительных процессов в
пленкообразователе, т. е. проявляют фотохимическую активность в от-
ношении окружающего пигментные частицы пленкообразователя.
В основе этого эффекта лежит образование в фотохимически активных
пигментах электронно-дырочных пар при освещении в области собствен-
ного поглощения, которые мигрируют к поверхности кристаллов и взаи-
модействуют с адсорбированными молекулами кислорода, воды и плен-
кообразователя [70]. В случае фотохимически активных форм диоксида
титана с гидроксилированной поверхностью это приводит к образованию
реакционноспособных ионов или радикалов [71]:
[Т14+—Н2о] [Т13+— Н2о] —*- [Т13+—ОН] +Н +
[Ti3+— он] [Т13+] + но"
В алкидных пленкообразователях деструкция идет за счет присоеди-
нения радикалов, образования и накопления пероксидных и гидропер-
оксидных групп, что сопровождается окислительным структурировани-
ем или деструкцией. Кроме того, окислительная деструкция пленкообра-
зователей происходит и под действием ионов кислорода, которые обра-
зуются при адсорбции кислорода на фотохимически восстановленной по-
верхности диоксида титана |72]:
[т13+] + О,—> [т14+] + О2
При длительной эксплуатации покрытия в условиях светового воз-
действия фотохимическая активность пигментов является причиной об-
разования вокруг пигментных частиц слоя деструктированного пленко-
образователя, что приводит к эрозии покрытия — мелению. Обычно этот
макропроцесс контролируют по изменению блеска покрытий в процессе
старения. Геометрическая модель для расчета уменьшения глянца при
мелении (рис. 1.18), учитывающая фотохимическую активность пигмен-
тов, может быть представлена в следующем виде [71]:
&r=G-o{i-o,75fe5P[(x/r)2-i/3(A-/r)3]}
где Go, Gx — глянец при х = 0 (рис. 1.18) и х Ф 0; к - коэффициент, учитывающий
деструктирующее влияние пигмента на пленкообразователь, f - объемное содер-
жание пигмента в покрытии.
Фотохимическую активность пигментов можно снизить путем созда-
ния условий для рекомбинации генерированных светом дырок и элект-
ронов до их вовлечения в поверх-
ностные химические реакции, т. е.
созданием адсорбционных слоев,
способных захватывать электроны
и дырки без образования реакци-
онноспособных радикалов [70].
Рис. 1.18. Геометрическая модель для
расчета потери глянца при различной
глубине эрозии х покрытия (х0 - тол-
щина иепигмеитированиого слоя) [71].
ГлянцеЬое Рассеянное
кодификаторами поверхности могут служить неорганические соедине-
ния алюминия, кремния, цинка. Полагают, что действие модификаторов
связано с образованием твердого раствора замещения:
0,5OgS3 + 2е + 2Al'(TiO2)
где А1' — катионный узел титана в кристаллической решетке диоксида
титана, замещенный алюминием.
Для сохранения электронейтральности элементарной ячейки эквива-
лентно должно уменьшиться чисто свободных электронов, т. е. число
ионов титана. Этот процесс должен вызвать падение восприимчивости к
свету, что и наблюдается на опыте [72].
1.5. ПРИДАНИЕ ПОКРЫТИЯМ СПЕЦИАЛЬНЫХ СВОЙСТВ
Современная техника ставит перед технологией органических покрытий
задачи по разработке материалов с определенными специфическими
свойствами. В ряде случаев эти задачи успешно решаются путем исполь-
зования пигментов и наполнителей.
1.5.1 Огнестойкие покрытия
Повышение огнестойкости органических покрытий при введении мине-
ральных наполнителей обусловлено уменьшением относительного содер-
жания горючей составляющей покрытия, изменением его теплофизичес-
ких характеристик, а также условий тепло- и массообмена при горении.
Такое действие оказывают практически все инертные, заметно не разла-
гающиеся при температуре пламени минеральные пигменты и наполните-
ли, из которых наибольшее применение получили технический углерод,
диоксид титана, оксид кремния, каолин, тальк, слюда, графит, вермику-
лит, асбест, стеклянные микросферы и чешуйки, перлит, керамзит.
Ряд наполнителей (гидроксид алюминия А1(0Н)3 -6Н2 О, оксалаты и
карбонаты металлов, борная кислота и ее соли, фосфаты, содержащие
кристаллизационную воду) проявляет свойства антипиренов. Огнезадер-
живающее действие наполнителей-антипиренов обусловлено выделением
паров воды при разложении в пламени. Ниже приведена температура
разложения наполнителей-антипиренов [73, с. 142]:
Гидроксид алюминия 180-200
Борная кислота 185
Гидроксид железа 150—200
Кристаллогидрат карбоната магния 170
Оксалат кальция 200
Гидроксид стронция 200—300
Выделение паров воды приводит к охлаждению зон горения. В неко-
торых случаях происходит образование оксидной пленки на горящей
поверхности [74, с. 240J, выделение газов, не поддерживающих горение:
СаС2О4-Н2О =й-СаС2О4 ^-СаСОз СаО
4Н3ВО3 4НВО3 Н2Б4О7 2В2О3
2А1(ОН)3 —*- А12О3 + ЗН2О
K2Al2Si6O16 + СО2 + 2Н2О —>- К2СО3 + 4SiO2 + H4Al2Si2O9
H4A12S12O9 —>- А12О3 + 2SiO2 + 2Н2О
Наиболее эффективным наполнителем-антипиреном является гидр-
оксид алюминия, значительно повышающий кислородный индекс поли-
меров (рис. 1.19).
Пламягасящее действие борсодержащих наполнителей обусловлено
преимущественным образованием оксидной пленки В2О3, плавящейся
при температуре ниже температуры пламени. Снижение температуры
приводит к неполному сгоранию полимерного материала. Выделяющие-
ся пары и газы (Н2О и СО2) создают на поверхности пенный слой, пре-
пятствующий протеканию окислительной деструкции поверхностных
слоев покрытия, затрудняют тепло- и массоперенос из поверхностной
зоны в пламенную.
К наполнителям-антипиренам можно отнести также оксид сурь-
мы (III) Sb2O3, который является синергистом галогенсодержащих
органических антипиренов. Действие оксида сурьмы (III) обусловлено
образованием оксихлоридов сурьмы при взаимодействии с хлороводо-
родом, выделяющимся при разложении хлорсодержащих антипиренов.
Дальнейшее разложение оксихлоридов сурьмы приводит к образованию
летучих галогенидов сурьмы, которые реагируют с радикалами Н’ и
НО’ в зоне пламени:
5SbOC1 Sb4O5Cl2 + SbClg
4Sb4O5Cl25i3T575sr 5Sb3O4Cl + SbCl3
3Sb3°4C1 ^0-505^ 4Sb2°3 + SbC13
В качестве добавки, повышающей огнестойкость
покрытий, в последнее время находят применение
волокнистые наполнители из титаната калия (К20
•4ТЮ2 -4Н20, К20-6ТЮ2 -4Н2О) с диаметром
Рис. 1.19. Изменение кислородных индексов Jq^ наполнен-
ных эпоксидных покрытий при увеличении массовой доли
оксида алюминия (2), кремния (2) и гидроксида алюми-
ния (5) [73].
частиц 0 1—2 мкм, пламягасящее де ствие которого о условлено взрыв-
ным характером выделения летучих компонентов („адиабатические по-
крытия”) (Яп. пат. 57-102967)
Эффективность наполнителеи-антипиренов возрастает с увеличением
дисперсности, что связывают с влиянием физико-химических свойств по-
верхности (наличие активных центров) на адсорбцию продуктов разло-
жения полимеров и уменьшением дымообразования, а также с увеличе-
нием поверхности контакта с пленкообразователем.
1.5.2. Электропроводящие покрытия
Пигменты и наполнители существенно влияют на электрические свойства
полимерных материалов [75, с. 76], поэтому их использование — один из
основных путей получения электропроводящих покрытий. В электропро-
водящих покрытиях используют технический углерод, графит, порошки
серебра, золота, меди, алюминия, олова, железа, никеля, керн-пигменты
на основе посеребренного никеля и углеродистого железа, которые
представляют собой металлическое ядро с оболочкой из материала,
обладающего стабильной электрической проводимостью [76]. В случае
наполнителей, на поверхности которых находится слой оксидов, умень-
шающий электрическую проводимость, в состав покрытия вводят не-
большое количество добавок (для меди —0,23 — 1,5%антрацена), кото-
рые при нагревании покрытия (например, в процессе отверждения) рас-
творяют поверхностный оксидный слой (яп. пат. 56—103260).
Электрическую проводимость наполненных покрытий связывают с
образованием цепочечных структур частиц токопроводящего наполните-
ля. При сближении частиц в таких „цепочках” на расстояние 1—10 нм
(массовая доля наполнителя 10—40%) имеет место скачкообразное воз-
растание электрической проводимости на 8—10 порядков. Цепочечные
структуры легче образуются из частиц, имеющих форму, вытянутую в
направлении прикладываемого электрического поля. Установлено, что
частицы ацетиленового, лампового и печного технического углерода
образуют цепочечные структуры, а термический и канальный техничес-
кий углерод такой способностью не обладает. Полагают, что оптимум
электрических и физико-механических свойств электропроводящих по-
крытий достигается, когда в покрытии присутствуют две взаимопрони-
кающие фазы — непрерывная сетка из электропроводящего наполнителя
и сетка предельно ориентированного в нем пленкообразователя.
1.5.3. Противообрастающие покрытия
Одним из направлений получения лакокрасочных покрытий, устойчивых
к обрастанию морскими растениями и животными является введение в
состав покрытий пигментов, выделяющих в морскую воду токсичные ве-
щества. В качестве таких пигментов используют неорганические соедине-
ния меди, ртути, цинка; наибольшее применение в противообрастающих
покрытиях получил оксид меди 1 . При взаимодействии с солями, со-
держащимися в морской воде, оксид меди (I) образует легкораствори-
мую в воде соль [3, с. 641]:
Сы2О + 2NaCl + Н2О ----->- Си2С12 + 2NaOH
В результате выщелачивания ионов меди вблизи поверхности покры-
тия достигается концентрация токсичных ионов, достаточная для гибели
микроорганизмов.
Некоторым токсичным действием обладают подвергнутые специаль-
ной обработке при 600—900 °C цинковые белила. Эффективность проти-
вообрастающих покрытий на основе оксида меди (I), содержащих оксид
цинка, обусловлена также тем, что под действием УФ-света оксид меди (I)
может переходить в малоэффективный оксид меди (II), а оксид цинка
является активным поглотителем УФ-излучения.
1.6. ДЕКОРАТИВНЫЕ СВОЙСТВА ПОКРЫТИЙ
При введении пигментов и наполнителей в покрытия существенно изме-
няются их оптические характеристики — непрозрачность (кроющая спо-
собность), цвет, глянец — показатели, определяющие декоративность
лакокрасочного покрытия.
Влияние пигментов на кроющую способность покрытий обусловлено
явлениями рассеяния, поглощения и отражения света, происходящими в
пигментированном покрытии. Аналитическое описание этих процессов
дается известными уравнениями Френеля, Гуревича — Кубелки — Мунка
и Ми. Важнейшими характеристиками пигмента, определяющими кро-
ющую способность покрытий, являются показатель преломления (коэф-
фициент рефракции), ОКП, дистГерсность, коэффициенты поглощения,
рассеяния и отражения света [3, с. 50]. Высокая кроющая способность
достигается при введении микронизированных наполнителей, частицы
которых, располагаясь между частицами пигментов, снижают „оптичес-
кое слияние”, вызываемое флокуляцией пигментных частиц или их
чрезмерным сближением при повышении ОКП [35]. Это позволяет
заменить без ущерба для кроющей способности покрытия значительную
часть белого пигмента (до 25%) менее дорогим наполнителем, причем
чем выше дисперсность наполнителя, тем в большем количестве его
можно ввести в смесь, не снижая кроющей способности покрытия [77].
Исследованием кроющей способности покрытий на основе алкидного
лака, пигментированного диоксидом титана, оксидом хрома, желтым
железоокисным пигментом в интервале 5’уд = 4^ 10 м2/г, установлено,
что дисперсность этих пигментов (особенно промышленных образцов)
недостаточна для достижения максимальной кроющей способности и,
следовательно, существует реальная возможность улучшения этого
показателя путем повышения степени диспергирования [35].
Влияние пигментов на цвет покрытий связано с поглощением ими
определенной части спектра, т. е. субстративным формированием
цветового потока. Частота колебании светового излучения, поглощаемого
пигментом, и интенсивность поглощения определяются типом и интен-
сивностью электронных переходов, происходящих в пигменте при воз-
действии света [3, с. 51], а следовательно, химическим составом и крис-
таллической структурой пигмента. Дисперсность пигмента также сказы-
вается на цветовых характеристиках покрытия и определяет в большой
степени красящую способность пигмента. При увеличении дисперсности
красящая способность возрастает до определенного значения, после чего
остается постоянной. Так, постоянное значение красящей способности
антрахинонового красного достигается при размере частиц 0,07—0,09 мкм.
Полагают, что в этом интервале дисперсности адсорбция света макси-
мальна, а рассеяние мало и постоянно, в результате чего функция Гуре-
вича — Кубелки — Мунка становится постоянной и не зависит от дис-
персности [78].
Глянец покрытий при пигментировании изменяется незначительно
при условии качественного диспергирования (отсутствие флокуляции,
высокая дисперсность), ОКП меньше КОКП и толщине покрытий не
менее 50 мкм. В некоторой мере глянец пигментированных покрытий
зависит от вида диспергирующего оборудования, на котором получали
лакокрасочный материал. Лакокрасочные материалы, диспергированные
на шаровой мельнице и аттриторе, дают покрытия с большим глянцем,
чем материалы, изготовленные на трехвалковой краскотерочной машине
или в диссольвере [79]. Существенное влияние на глянец пигментиро-
ванных покрытий оказывает изменение дисперсности пигментов (диок-
сид титана, оксид хрома, желтый железоокисный пигмент) в интервале
Sya от 4 до 10 м2/г [35] и модификация поверхности пигментов органи-
ческими веществами.
1.7. КРИСТАЛЛИЧНОСТЬ ПИГМЕНТОВ
Большинство технических свойств пигментов в значительной степени
определяется их кристаллическим состоянием. Получение пигментов в
необходимой кристаллической модификации, с заданными формой и
размерами частиц — важнейшая задача синтеза.
В зависимости от преобладающего вида связи между структурны-
ми единицами, образующими кристалл (атомами, ионами, молекулами),
кристаллы подразделяются на ионные, атомные, молекулярные и метал-
лические. Преобладающий характер связи определяет многие свойства
кристалла — твердость, температуру плавления, электрические, магнит-
ные и др. Чаще всего связи в кристаллах неорганических пигментов, по
своей природе являющихся солями, оксидами или гидратированными
оксидами, имеют ковалентный или ионно-ковалентный характер. Моле-
кулярные кристаллы наиболее характерны для органических пигментов.
В качестве пигментов находят применение и некоторые металлы.
Многие кристаллические вещества проявляют полиморфизм, т. е.
способность существовать в двух или нескольких кристаллических
модификациях. Каждая модификация стабильна в определенном темпе-
ратурном интервале. Переход из одной модификации в другую сопро-
вождается тепловым эффектом (теплота полиморфного превращения).
Переход высокотемпературной модификации в низкотемпературную
происходит с выделением теплоты, обратный переход — с поглощением.
Переход из одной кристаллической модификации в другую характеризу-
ется обычно очень высоким значением энергии активации. Поэтому в
случае перегрева вблизи температуры полиморфного превращения, а в
случае переохлаждения даже при очень большом удалении от нее, число
атомов (ионов, молекул или их группировок), обладающих достаточной
энергией для перестройки в пространстве, невелико и, следовательно,
вероятность полиморфного превращения незначительна. Таким образом,
при данных условиях могут существовать метастабильные кристалличес-
кие модификации, т. е. модификации относительно устойчивые, но тер-
модинамически неравновесные.
Явление полиморфизма, а также возможность существования мета-
стабильных модификаций имеют существенное значение в технологии
пигментов. Очень многие химические соединения, применяемые в каче-
стве пигментов, проявляют полиморфизм и часто используются в мета-
стабильной модификации. Явление полиморфизма характерно для окси-
дов железа (a-Fe2O3 — гематит, ?-Fe2O3 — маггемит и 5-Fe2O3), для
хромата свинца, который может существовать в модификациях, соответ-
ствующих ромбической, тетрагональной и моноклинной сингониям. Ди-
морфны сульфид кадмия (кристаллизуется в кубической и гексагональ-
ной сингониях) и желтый железоокисный пигмент (модификации — гетит
и лепидокрокит ; зто модификации одной и той же сингонии, различа-
ющиеся размерами элементарной ячейки). Диоксид титана используется
в качестве пигмента в виде двух кристаллических модификаций одной и
той же тетрагональной сингонии — рутил и анатаз; брукит (ромбическая
модификация) — неустойчив и в качестве пигмента не применяется. По-
лиморфизм проявляется у сульфида цинка, входящего в состав литопона
(сфалерит и вюртцит). Различают до пяти кристаллических модификаций
фталоцианина меди (а, у, 5 и е). Полиморфны многие полицикличес-
кие органические пигменты.
Знание и использование возможных полиморфных превращений
того или иного химического соединения, применяемого в качестве пиг-
мента, позволяет правильно регулировать его физико-химические свой-
ства, которые у разных модификаций могут сильно различаться. Ближе
по свойствам кристаллы в том случае, если они относятся к одной и той
же категории симметрии и, тем более, к одной и той же сингонии. Так,
хромат свинца, входящий в состав свинцовых кронов, имеет ромбичес-
кую модификацию в лимонных кронах, моноклинную — в желтых и тет-
рагональную в оранжевых и красных. Ромбическая и моноклинная моди-
фикации относятся к низшей категории симметрии, а тетрагональная —
к средней. Переход от низшей категории симметрии к средней вызывает
в этом случае резкое расширение полосы поглощения света в длинновол-
новую область, что вызывает значительное изменение цвета пигмента.
Лимонные и желтые крона, характеризующиеся сравнительно близкими
спектрами отражения, переходят в красный. Кристаллические модифика-
ции оксида железа, относящиеся к разным категориям симметрии, силь-
но различаются по магнитным свойствам. Гематит — от красного до фио-
летового цвета — парамагнитен, магнетит — коричневого цвета — ферри-
магнитен. Полиморфные модификации, относящиеся к одной сингонии,
могут довольно значительно отличаться друг от друга по ряду физико-
химических свойств — по плотности, показателю преломления, твердости
и прочности кристаллов. Например, оксид титана анатазной модифика-
ции имеет плотность 3,84 г/см3 и показатель преломления 2,3, а рутиль-
ной модификации — 4,2 г/см3 и 2,6 соответственно. Рутил характеризует-
ся большей твердостью, чем анатаз и большей склонностью к фототропии
(обратимому изменению окраски под действием света в присутствии не-
больших количеств примесей). В то же время анатаз проявляет большую
фотохимическую активность, нежели рутил.
Получая в результате синтеза ту или иную кристаллическую модифи-
кацию или смесь модификаций, можно в довольно широких пределах
варьировать свойства пигмента.
Некоторые соединения, близкие по химическому составу, могут
образовывать одинаковые кристаллические структуры. Это явление
называется изоструктурностью. Если соответствующие структурные
единицы (атомы, ионы или молекулы) изоструктурных соединений
способны к образованию близких по характеру связей и мало отличают-
ся по объему, то эти вещества могут образовывать смешайные кристал-
лы. Такие химические соединения называются изоморфными. Явления
изоструктурности и изоморфизма широко используют при синтезе
пигментов для управления процессами кристаллизации и для повышения
устойчивости метастабильных кристаллических модификаций (например,
при синтезе лимонного свинцового крона для стабилизации ромбичес-
кой модификации хромата свинца его соосаждают с изоморфным ему
сульфатом свинца).
В реальных кристаллах строгая пространственная периодичность
расположения структурных единиц не распространяется на весь объем
кристалла. Она нарушается из-за наличия различных дефектов. К дефек-
там кристаллической структуры относятся микротрещины, которые
могут выходить на поверхность кристалла или заключаться в его объеме.
Наличие микротрещин и определяет главным образом прочность крис-
талла. Микротрещины служат причиной проявления эффекта Ребиндера
(адсорбционного понижения прочности) в присутствии поверхностно-
активных веществ (ПАВ).
В процессе образования и роста кристаллов могут возникать линей-
ные дефекты — дислокации, т. е. сдвиг атомных плоскостей в крис-
талле относительно друг друга. Такие дефекты возникают из-за механи-
ческих помех при росте кристалла, причем дислокация может распро-
страняться не на всю плоскость, а только на какой-то ее участок; в
результате возникновения напряжений в соседних областях дислокация
может перемещаться в кристалле. Наличие, дислокаций оказывает влия-
ние на оптические, электрические, магнитные и прочностные свойства
кристаллов. При деформациях кристаллов дислокации и их скопления
могут перерастать в микротрещины.
В ходе кристаллизации некоторые узлы решетки остаются незаняты-
ми, появляются так называемые вакансии. Вакансии могут возникать
также и за счет испарения с поверхности кристалла атомов, имеющих
аномально высокую кинетическую энергию. Вакансия на поверхности
может быть занята атомом из объема кристалла, на месте которого воз-
никает новая вакансия, следовательно, вакансии могут мигрировать с
поверхности в объем кристалла. Такие дефекты кристаллической решет-
ки носят название дефектов по Шоттки. Если происходит испарение ато-
ма в объеме кристалла, то он переходит в межузлие. Дефект, представ-
ляющий собой атом, находящийся в межузлии, и вакансию на его осво-
бодившемся месте, называется дефектом по Френкелю. Дефекты по
Шоттки и по Френкелю относятся к точечным дефектам. Они оказыва-
ют влияние на цвет кристаллов, показатель преломления, электрическую
проводимость и другие свойства. В результате слияния дефектов по
Шоттки могут возникать микротрешины. Наличие точечных дефектов
кристаллической решетки приводит к проявлению у кристаллов свой-
ства полупроводимости. Некоторые химические соединения, используе-
мые в качестве пигментов, являются типичными полупроводниками
(сульфиды цинка и кадмия, оксид цинка, селенид кадмия и др.).
Наличие в кристаллической решетке посторонних атомов, даже в
очень малых количествах, может приводить к фототропии — обратимому
изменению свойств кристалла под действием светового излучения. Так,
диоксид титана, содержащий незначительное количество ионов железа,
хрома и никеля, под действием света приобретает коричневую окраску,
исчезающую в темноте.
1Л. ОПТИЧЕСКИЕ СВОЙСТВА ПИГМЕНТОВ
1.8.1. Цвет пигментов
Ощущение цвета возникает в результате воздействия на органы зрения
человека электромагнитных колебаний с частотой от 4,0 • 1014 до
7,5 • 1014 с-1 (длина волны 76СК400 нм). При этом, если воздействует
вся совокупность колебаний в этом интервале, то получается ощущение
белого цвета, если воздействуют только отдельные участки спектра, то
возникает ощущение какого-либо цвета (табл. 1.1).
Тело кажется белым, если оно в одинаковой степени отражает лучи
всей видимой части спектра, черным — когда полностью их поглощает,
серым — когда в одинаковой степени, но не полностью, поглощает их.
Если вещество поглощает какую-то часть спектра, то оно будет окрашено,
в дополнительный цвет к поглощенному. Дополнительными называют
цвета, способные при сложении давать белый цвет.
/./.Влияние поглощенного света на цвет вещества
Цвет поглощённого света Длина волны, нм Цвет вещества
Фиолетовый 400-435 Желто-зеленый
Синий 435-490 Желтый
Голубовато-зеленый 490-510 Красный
Зеленый 510-560 Пурпурный
Желто-зеленый 560-580 Фиолетовый
Желтый 580-595 Синий
Оранжевый 595-610 Зеленовато-голубой
Красный 610-750 Сине-зеленый
Как известно, свет определенной длины волны (определенной часто-
ты или, следовательно, определенной энергии) поглощается в том случае,
если его знеогия соответствует энергии перехода электрона в более высо-
кое энергетическое состояние. Такие переходы могут иметь различный
характер.
Электронные переходы, обусловливающие цвет пигментов. Частота электро-
магнитных колебаний, которые могут вызвать переход электрона с более низкого
энергетического уровня на более высокий, определяется вторым квантовым урав-
нением Бора, так называемым частотным уравнением: Е, — Е2 — hv, где Е1 —
энергия атома в исходном состоянии; Е2 — энергия атома в возбужденном со-
стоянии; h - постоянная Планка; v - частота.
В любом случае для того, чтобы соединение было окрашенным, необходимо
наличие электронов в атоме, которые могут быть подняты на более высокий
уровень, т. е. чтобы частота v из второго квантового уравнения Бора соответство-
вала области видимого света. Поскольку энергия видимого света сравнительно
невелика, то, следовательно, необходимым условием окрашенности соединения
является наличие так называемых рыхлосвязанных электронов. Как правило,
легче возбуждаются электроны в ионах с незавершенной электронной оболочкой,
т. е. в том случае, когда есть неспаренные электроны. Так, почти все соединения
элементов побочных подгрупп периодической системы, у которых валентность
обычно не совпадает с номером группы, являются окрашенными, т. е. окрашенны-
ми обычно являются соединения элементов с незавершенными (7-орбиталями.
Каждый электронный слой с главным квантовым числом 3 имеет набор из
пяти d-орбиталей, отличающихся пространственным расположением. Если катион
«’-элемента не находится в окружении заряженных групп, то все пять орбиталей
энергетически эквивалентны. Таким образом, <7-электрон может с одинаковой
вероятностью находиться на любой из пяти орбиталей. Однако если катион нахо-
дится под влиянием электростатического поля отрицательных зарядов, окружа-
ющих его, расположенных в вершинах октаэдра, тетраэдра или занимающих в про-
странстве другие фиксированные положения, d-орбитали не будут энергетически
эквивалентны. Наиболее энергетически выгодными будут орбитали, максимально
удаленные от отрицательных зарядов, т. е. будет иметь место так называемое
расщепление d-орбиталей в электростатическом кристаллическом поле на уровни
разной энергии. Переход электрона с нижнего уровня на высший сопровождается
поглощением энергии, соответствующей разнице в энергии уровней. Если эта
разница соответствует частоте электромагнитных колебаний в видимой части
спектра, то соединение будет окрашенным. Такой переход электрона с одного
уровня на другой, возникающий за счет расщепления d-орбиталей в электростати-
ческом поле, носит название d — d-перехода, d — «/-Переходом обусловлена зеленая
окраска оксида хрома (III) и изумрудной зелени, где ион Сг3+ имеет строение
внешнего электронного слоя 3s25f^3d3 и его основное состояние расщепляется в
поле лигандов на три уровня. Таким переходом вызвана окраска медянки, где ион
Си2+ имеет строение внешнего электронного слоя 3s2 Зр6 3d9 и его основное состоя-
ние расщепляется на двй уровня. При синтезе диоксида титана предгидролиэный
раствор имеет интенсивную фиолетовую окраску, вызванную присутствием ионов
[Ti(H2O)6 ]3+, где конфигурация внешнего электронного слоя у титана 3s2 3p63d2.
Ион титана находится в октаэдрическом поле лигандов, и его d-орбиталь расщепля-
ется на два уровня.
Причиной поглощения света может являться переход электрона в возбужден-
ное состояние с орбитали, почти полностью сконцентрированной у одного атома, на
орбиталь, которая почти полностью принадлежит другому атому. Такой переход
называют переходом с переносом заряда (ПЗ-переходом). Окраска многих крис-
таллических соединений обусловлена переходом электрона с лиганда на ион метал-
ла, происходящим под действием электромагнитных колебаний, соответствующих
видимой части спектра. Этот переход обычно наиболее энергетически возможен,
если кристаллическая решетка состоит из сильно поляризующих катионов и сильно
поляризующихся анионов. Для этого нужно, чтобы катионы имели небольшой ион-
ный радиус и высокую валентность, а анионы-большой ионный радиус и низкую
валентность. Увеличение поляризуемости аниона и поляризующей способности
катиона приводит к снижению энергии, необходимой для осуществления перехода,
т. е. сдвигает максимум поглощения света в длинноволновую область (батохром-
ный эффект). Так, происходит углубление окраски при переходе от РЪО к РЬО2,
вызванное уменьшением ионного радиуса свинца от 1,26 до 0,76 и увеличением
степени окисления свинца. Такое же явление наблюдается при переходе от Fe(OH)2
к Fe(OH)3 (ионные радиусы железа 0,8 и 0,67 соответственно). ПЗ-Переходом
обусловлена окраска таких важнейших групп хроматических пигментов, как крона
и железоокисные пигменты.
Пигменты, в состав которых входят металлы в разных валентных состояниях,
всегда сильно окрашены. К таким пигментам относится свинцовый сурик РЬ3О4,
представляющий собой свинцовую соль ортосвинцовой кислоты; черный железо-
окисный пигмент Fe3O4, кристаллическая решетка которого представляет собой
кубическую плотную упаковку ионов кислорода, в пустотах которой распределены
ионы Fe2* и Fe3+; железная лазурь A'xFej)[Fc(CN)6 ]2 • иН2О, которая образует
кубическую решетку, в центре которой располагается ион К* , ионы Fe2+ окружены
атомами углерода, а ионы Fe3+ — атомами азота. Во всех этих соединениях окраска
обусловлена переходом электрона с иона более низкой валентности на йон более
высокой валентности. В кристалле черного железоокисного пигмента ион Fe2+
находится в октаэдрическом окружении ионов кислорода, имеет конфигурацию
внешнего электронного слоя 3s2 Зр6 3d6 и его основное состояние под действием
октаэдрического поля расщепляется на два уровня. Ионы Fe3+ в кристалле находят-
ся как в октаэдрическом, так и в тетраэдрическом поле и имеют конфигурацию
внешнего электронного слоя 3s2 Зр6 3ds. Согласно теории кристаллического поля,
основное состояние с пятью d-электронами не расщепляется. Таким образом, в том
соединении, где имеются ионы Fe2+ н Fe3+, есть нерасщепленный уровень, который
располагается по энергетическому состоянию между двумя уровнями, получающи-
мися от расщепления основного состояния иона Fe2+. В этом случае возможен
переход электрона не только с нижнего на верхний уровень в ионе Fe2+, но и на
уровень, соответствующий основному состоянию иона Fe3+. Это сильно расширяет
полосу поглощения в области видимого света.
В железной лазури ионы Fe2+ и Fe3+ находятся в октаэдрическом поле лиган-
дов (углерода и азота соответственно). Интенсивная синяя окраска этого соедине-
ния обусловлена переходом электрона с иона Fe2+ на ион Fe3+.
Как уже говорилось выше, цвет ионов металлов обусловлен поглощением
квантов света соответствующей энергии при переходе электронов на более высо-
кий уровень. Для щелочных металлов, с их устойчивой конфигурацией электрон-
ных облаков, энергия, необходимая для возбуждения электронов до наиболее до-
ступной свободной ороитали, может оыть сооощена только квантами дальней
УФ-области спектра. Однако образование окрашенных центров в кристаллической
решетке может быть вызвано наличием свободных электронов и вакансий (дефек-
тов по Шоттки). Цвет появится вследствие перехода электронов с одних энергети-
ческих уровней на другие, а именно в вакансии (дырки), которые захватывают эти
электроны. Такой же эффект вызывает и небольшой избыток атомов, образующих
катионы и электроны, занимающие дырки, в которых должны бы находиться ато-
мы при совершенном кристалле.
К этой группе окрашенных веществ принадлежит ультрамарин, кристалличес-
кая решетка которого представляет собой решетку алюмосиликата. Она состоит из
атомов кислорода, общих для двух тетраэдров, и чередующихся атомов кремния
и алюминия. Из-за меньшей валентности алюминия алюмосиликатный каркас заря-
жен отрицательно,, катионы натрия, уравновешивающие отрицательный заряд кар-
каса, равномерно распределены внутри него. Кроме катионов внутри каркаса со-
держится сера в форме ионов или радикалов. Установлено, что наличие серы в
пустотах кристаллической решетки ультрамарина приводит к появлению широкой
полосы поглощения в длинноволновой области видимой части спектра.
Цвет органических соединений. В соответствии с теорией молекулярных
орбиталей, образование а- и я-связей в молекуле в общем случае приводит к реали-
зации набора молекулярных орбиталей, характеризующегося различным распреде-
лением электронных плотностей между ядрами атомов. Орбитали с максимальной
электронной плотностью между атомами обладают меньшей энергией, нежели орби-
тали с минимальной электронной плотностью. Орбитали с меньшей энергией назы-
вают связывающими (о, я), орбитали с большей энергией - разрыхляющими (а*,
я*). В первую очередь происходит заполнение связывающих орбиталей. Если в мо-
лекуле имеются атомы со свободными электронными парами, не принимающими
участия в образовании связей, то они находятся на несвязывающей орбитали (и).
Энергетические уровни соответствующих орбиталей возрастают в следующем
порядке: <?< л < п < л*<сг*
Поглощение света молекулой вызывает переход электронов в ней на более
высокий энергетический уровень. Вещество будет поглощать свет в видимой части
спектра, если возможны переходы электрона под действием электромагнитного
излучения соответствующей энергии. Переход о — о*, наиболее характерный для
насыщенных углеводородов, совершается с поглощением энергии,соответствующей
дальней УФ-области спектра, я - я*Переходы, характерные для ненасыщенных
органических соединений, требуют меньших энергий. Однако при наличии изолиро-
ванных двойных связей поглощение света происходит в УФ-области. И лишь при
наличии сопряжения повышение энергии я-уровня может привести к такому сниже-
нию энергии я — тг*-перехода, что он будет происходить под действием света види-
мой части спектра. Удлинение системы сопряжения вызывает батохромный эффект.
В гетероорганических соединениях неподеленные электроны азота, кислорода,
серы способны к и — я- и и - а*-переходам, требующим сравнительно малых энер-
гий. По этой причине большинство гетероорганических соединений поглощают свет
в видимой и ближней УФ-области.
Присоединение к системе сопряжения поляризующих заместителей, смеща-
ющих я-электроны в невозбужденном состоянии по цепи сопряжения, приводит к
снижению энергии я — я*-перехода и вызывает батохромный эффект. Такие замес-
тители могут быть электронодонорными (например, —ОН, —NH2, —SH) и электро-
ноакцепторными (например, — NO2, -NO, ^С=О). Введение в молекулу таких
заместителей, кроме смещения полосы поглощения в длинноволновую область,
вызывает также и повышение максимума абсорбции света (гиперхромный эффект).
Батохромный эффект вызывает также и образование комплексных и внутрикомп-
лексных соединений красителей с металлами. Реакции комплексообразования
оксиантрахинонов (ализарина, пурпурина) с ионами трехвалентных (Al, Fe, Сг) и
двухвалентных (Са, Ва, Со) металлов лежит в основе получения крапплаков. ьнед-
рение в комплекс того или иного трехвалентного металла дает возможность варьи-
ровать цвет пигмента. Комплексообразование имеет место при получении фтало-
цианиновых и азопигментов.
На цвет органических соединений оказывают влияние и пространственные фак-
торы. Так, искажение формы молекулы (углов между направлениями связей) по-
вышает энергетический уровень молекулы в основном состоянии, снижает энергию
перехода в возбужденное состояние и вызывает тем самым батохромный эффект.
Однако если возможен поворот одной части молекулы относительно другой, и
введение какого-либо заместителя привело к нарушению плоскостной структуры
молекулы красителя, то это приводит к гипсохромному эффекту из-за разобщения
отдельных участков цепи сопряжения.
На цвет пигментов значительное влияние оказывает кристаллическая
модификация в случае полиморфизма. Зависит цвет пигмента и от его
дисперсности (см. раздел 2.3.2).
В современной теории цветности любой цвет рассматривается как
совокупность трех линейно независимых цветов, т. е. таких трех цветов,
из которых ни один не может быть получен сложением двух других.
Общепринятым является в настоящее время рассматривать любой цвет
как совокупность синего, зеленого и красного, являющихся линейно не-
зависимыми. Однако существует бесчисленное множество других комби-
наций из трех линейно независимых цветов.
Количественная и качественная характеристика цвета как излуча-
ющих, так и пропускающих, отражающих или диффузно рассеивающих
свет объектов в настоящее время основывается на использовании трех
координат цвета X, У и Z, являющихся модулями в векторной сумме
трех первичных цветов, характеризуемых единичными векторами —
x,ynz: _
P^Xx+Vy + Zz
Координаты цвета характеризуют количества трех первичных цве-
тов, позволяющих воспроизвести данный цвет.
Отношения каждой координаты цвета к сумме всех трех координат
называют координатами цветности:
x=X + Y + z ; y==X + Y+z ' 2=1 X + Y+Z
Очевидно, что
X + у + Z=1
В отличие от координат цвета, координаты цветности взаимно линей-
но зависимы. Координаты цветности остаются неизменными при пропор-
циональном увеличении или уменьшении координат цвета, поэтому зна-
чения координат цветности не дают оценки количественной стороны
цвета и характеризуют только его цветность.
Для качественной оценки цвета пользуются также такими понятия-
ми, как цветовой тон, или доминирующая длина волны, и чистота цвета.
Доминирующая длина волны \ — это длина волны монохроматичес-
кого цвета, который при сложении в определенной пропорции с ахрома-
гической составляющей дает данный цвет. Для пурпурных цветов, для
которых в спектре нет соответствующих монохроматических цветов,
цветовой тон характеризуется дополнительной длиной волны Л'. Допол-
нительная длина волны — это длина волны монохроматического светово-
го потока, при смещении которого в определенной пропорции с данным
световым потоком суммарный световой поток превращается в ахрома-
тический.
Чистота цвета р — зто величина, характеризующая количество моно-
хроматической составляющей в данном цвете. Количественно она равна
отношению яркости монохроматической составляющей к сумме яркос-
тей монохроматической и ахроматической составляющих. Различают
колориметрическую (рс) и условную (ре) чистоту цвета. Они связаны
между собой соотношением (1.14) или (1.15):
Ре/Ре = Уд/Х, U.14)
Рс/Ре =УЛ/Уа U-15)
где У\ и у\ — координаты цвета и цветности монохроматической составляющей;
У а и У а ~ координаты цвета и цветности данного цвета.
Определение доминирующей длины волны и чистоты цвета подробно
рассмотрены в литературе [80, с. 201, 81, с. 33].
Как пара координат цветности, так и доминирующая длина волны в
совокупности с чистотой цвета характеризуют цвет лишь качественно.
Для того чтобы дать полную, в том числе и количественную, характерис-
тику цвета вместе с парами х и у, Л и р используют координату цвета Y —
характеризующую яркость и называемую в этом случае коэффициентом
яркости. Дело в том, что функции сложения цветов х, у и z выбраны та-
ким образом, что яркости первичных цветов х и z приняты равными ну-
лю, а функция у идентична спектральной чувствительности человеческо-
го глаза при дневном освещении. Поэтому для характеристики яркости
достаточно одной координаты цвета Y.
Таким образом, цвет можно характеризовать тремя способами, ис-
пользуя в любом случае для его качественной и количественной оценки
три величины: координаты цвета X, Y и Z, координаты цветности х и у
в соввкупности с коэффициентом яркости Y и цветовой тон Л, колорис-
тическую или условную чистоту цвета также в совокупности с коэффи-
циентом яркости Y.
При измерении цвета основной задачей является определение коор-
динат цвета, так как все остальные величины вычисляются по их значе-
ниям. Координаты цвета могут быть либо определены непосредственно
при помощи трехцветных колориметров или компараторов цвета, либо
вычислены на основании спектров диффузного отражения или пропуска-
ния. Применяемые приборы и методы расчета цвета подробно рассмотре-
ны в литературе [80, с. 222; 81, с. 93].
В ряде случаев возникает необходимость использования равнокон-
трастных колориметрических систем. Равноконтрастные колориметри-
ческие системы — это системы, в которых при векторном изображении
цветов в пространстве цветовые различия, воспринимаемые глазом, про-
порциональны эвклидову расстоянию между соответствующими точками
пространства. Известен ряд преобразований системы трех первичных цве-
тов х, у, z в равноконтрастную колориметрическую систему. В настоя-
щее время наибольшее распространение получила система с координата-
ми L, А и В, которые связаны с координатами цвета X, Y и Z следующими
соотношениями:
Л =25 (loo v%)1/3-16 (1.16)
А =500[(Х/Хо) */з - (1/У0)*/з] (t 17)
В = 200[(У/Уо)*/з -(Z/ZO)Уз] (1-18)
где 10, Уо и Z, - координаты цвета выоранного для колориметрических измере-
ний стандартного излучателя [80, с. 138].
Координата L, являющаяся показателем светлоты в равноконтраст-
ной системе, связана уравнением (1.16) с коэффициентом яркости Y.
В некоторых случаях, например, при определении интенсивности,
белизны белых пигментов, светостойкости, контроля воспроизведения
цвета, возникает необходимость измерения цветового различия между
двумя образцами. Цветовое различие с использованием координат
равноконтрастной колориметрической системы (L,A,B) вычисляют по
уравнению [80, с. 390]:
ДЕ = [(ДЛ)2+(ДВ)2 + (Д£)2]0,5 (1. 19)
Одним из основных показателей белых пигментов и наполнителей
является их белизна. Белизной называют степень приближения цвета
материала к идеально белому. Идеально белой называют поверхность,
диффузно отражающую весь падающий на нее свет во всем видимом диа-
пазоне спектра. Однако за эталон может быть приняв и другой предпочти-
тельный белый образец.
Для оценки белизны чаще всего используют значение цветового
различия образца с эталоном. В этом случае белизна W вычисляется по
следующей формуле:
И/=100-ДЯ (1.20)
где АЕ - различие в цвете образца и эталона.
1.8.2. Укрывистость пигментов
Под укрывистостью понимают способность пигмента или пигментирован-
ного лакокрасочного материала при равномерном нанесении на поверх-
ность делать невидимым цвет последней или в случае нанесения на черно-
белую поверхность уменьшать контрастность между черными и белыми
участками поверхности вплоть до полного исчезновения разницы по свет-
лоте между ними. Численно укрывистость выражается в граммах пиг-
ментированного материала, необходимого для укрытия 1 м поверхности.
Зная содержание пигмента в материале, укрывистость пигментированно-
го материала можно пересчитать на укрывистость пигмента.
Поверхность считается укрытой, если толщина красочного слоя тако-
ва, что коэффициент контрастности, т. е. отношение коэффициента отра-
жения покрытия над черной подложкой к коэф ициенту отражения над
белой подложкой, становится равным 0,98. Поверхность при нанесении
на нее пигментированного материала становится невидимой в результате
избирательной абсорбции и рассеяния света частицами пигмента в красоч-
ном слое.
Пигмент придает укрывистость пигментированному материалу в том
случае, если его показатель преломления выше показателя преломления
пленкообразователя. Чем больше разница в показателях преломления
пигмента и пленкообразователя, тем больше укрывистость такого пиг-
ментированного материала.
Укрывистость как пигментированного материала, так и пигмента,
зависит от объемного содержания пигмента в покрытии и от его дисперс-
ности (см. раздел 2.3.2). Существует ряд методов определения укры-
вистости.
При визуальном метоое определяется масса лакокрасочного матери-
ала, наносимого на стеклянную пластину, которая помещена на черно-бе-
лую шахматную доску, до тех пор, пока квадраты шахматной доски ста-
нут невидимыми.
Метод контрастных отношений основан на определении толщины по-
крытия над черным и белым основанием для достижения коэффициента
контрастности 0,98. Эта величина определяется экстраполяцией зависи-
мости коэффициента контрастности от обратной толщины покрытия. Ко-
эффициент контрастности определяют по отношению коэффициентов
яркости, которые измеряют на колориметрах, компараторах или спект-
рофотометрах.
Можно использовать метод установления толщины кроющего слоя
по завистимости различия в цвете покрытия над черным и белым основа-
ниями. Слой будет укрывистым, когда различие в цвете Д£" меньше еди-
ницы. Коэффициент яркости Y черной подложки не должен превышать 4,
а белой подложки — быть не менее 80.
Инструментально-математические методы определения укрывисто-
сти основаны на зависимости, связывающей коэффициент отражения по-
крытия R с коэффициентами рассеяния 5 (Л) и поглощения К (Л) двух-
константной теории Гуревича — Кубелки — Мунка [80, с. 467; 82, с. 98],
коэффициентом отражения белой подложки R§ и толщиной покрытия 8:
1-R6(a~b cth bS(A)d)
a-R6+bcthbS(A)d UZI'
a=[g(A) + (1.22)
где а и b —величины, функционально связанные с коэффициентом отражения пере-
укрывающего слоя и могут быть вычислены по следующим уравнениям•
a=(l-RTO + K«,)/2 (1.23)
&=(a2-l)0,5 (1.24)
Предложен также метод расчета укрывистости с использованием
экспериментально определенных коэффициента отражения покрытия
на реальной подложке R, коэффициента отражения серой подложки Rc
и коэффициента отражения переукрывающего красочного слоя R„. 1 ол-
щину кроющего слоя 6К в этом случае рассчитывают по уравнению:
I l-K/i00(a-b) +
' l-R(a-b)
In----—----
1- P(a+t>)
(1.25)
где 6 — толщина покрытия; к — коэффициент контрастности.
Расчет укрывистости на основании двухконстантной теории Гуреви-
ча — Кубелки — Мунка весьма громоздок и проводится на ЭВМ.
Подробно вопросы теории и практического определения укрывис-
тости рассмотрены в литературе [80, с. 467", 83, с. 180].
1.8.3. Интенсивность пигментов
Интенсивность (красящая способность для цветных и разбеливающая
способность для белых пигментов) — это способность пигмента при вве-
дении его в пигментированный материал изменять его первоначальный
цвет. Интенсивность чаще всего характеризуется относительной величи-
ной, получаемой в результате сравнения испытуемого пигмента с каким-
либо эталонным пигментом. Она выражается в процентах и показывает
относительное, по сравнению с эталоном, количество испытуемого пиг-
мента, которое нужно смешать с другим по цвету пигментом, чтобы по-
лучить окрашенный образец таких же цветовых характеристик, что и
полученный при использовании эталонного пигмента.
Для полиграфических красок в качестве меры интенсивности часто
используют так называемое соотношение осветления, которое показы-
вает, какое количество белого пигмента, выраженное в процентах, необ-
ходимо смешать с испытуемым пигментом для получения определенной
глубины окраски, соответствующей какому-либо эталону. Чаще всего
для оценки красящей способности цветных пигментов эталонный и
испытуемый пигмент смешивают с белым; для определения разбелива-
ющей способности белых пигментов — с каким-либо синим пигментом,
чаще всего с ультрамарином.
Интенсивность пигмента определяют визуально или с использова-
нием компараторов по различию в цвете между разбеленным испытуе-
мым пигментом и разбеленным эталонным пигментом.
Для оценки интенсивности используется также сравнение значений
функций Гуревича — Кубелки — Мунка К(X) /S (X) [80, с. 467; 81, с. 47]
для разбеленных в одинаковой пропорции испытуемого и эталонного
пигментов.
Недостатком всех этих методов определения интенсивности являет-
ся то, что в случае некоторого различия цветов испытуемого и эталонно-
го пигментов по доминирующей длине волны или чистоте цвета практи-
чески невозможно получить образцы одних и тех же цветовых характе-
ристик при смешении испытуемого и эталонного пигментов с белым.
Можно получить весьма завышенные значения интенсивности за счет
снижения чистоты цвета или коэффициента яркости испытуемого пиг-
мента. Нами была предпринята попытка избежать этого недостатка, исхо-
дя из того, что при определенной способности пигмента изменять цвет
пигментных смесей максимальная чистота цвета должна соответствовать
концентрации цветного пигмента в пигментной смеси, при которой имеет
место максимальная разность между коэффициентами отражения в ми-
нимуме и максимуме абсорбции света. Установлено, что в большинстве
случаев изменение коэффициента отражения покрытия, в состав которо-
го входит белый и цветной пигменты, с изменением концентрации по-
следнего удовлетворительно описывается следующим уравнением:
1п[мя)/ЯгГ(а)]=-/с“ (1.26)
где R (X) — коэффициент отражения пигментированной системы при концентрации
цветного пигмента в пигментной смеси С, С— Кцв/ (Кцв + Kg); б - коэффици-
ент отражения белого пигмента; f и а —безразмерные коэффициенты; Кцв и Kg -
объем цветного и белого пигментов в пигментной смеси.
Коэффициент f численно равен отрицательному логарифму отноше-
ния коэффициента отражения цветного пигмента к коэффициенту отра-
жения белого пигмента: /=—1п[7?чв (X)/7?6 (X) ]. Таким образом, коэф-
фициент f зависит только от отражающих свойств цветного и белого
пигментов при избранной длине волны.
Коэффициент а характеризует цветопередающие свойства цветного
пигмента при смешении с данным белым пигментом при избранной дли-
не волны. Он может быть определен из уравнения (1.26) по известным
значениям 7?(Х) , 7?6 (Х^ и /.
Изменение разности коэффициентов отражения в минимуме и мак-
симуме абсорбции света с изменением концентрации цветного пигмента
описывается следующим уравнением:
Я6(Лг)/2а2саг’е_ГгС’“а-Яб(Л1У1а1Со>’1е_/'1С'<" (1.27)
GC
где величины с индексом 1 соответствуют минимуму, а с индексом 2 - максимуму
абсорбции света на спектре отражения.
Из этого уравнения следует, что концентрация, соответствующая
максимальному значению -R (Xj) —Т?(Х2), может быть вычислена из сле-
дующих выражений:
/?6(Л1)Ла£ <?а,-°2с t (12g)
R6(A2)f2a2
ln +(al-a2)lnC=f1Ca‘-f2C^ (1.29)
К (^2)12«2
Чем ниже концентрация С, найденная по этим уравнениям, тем выше
интенсивность пигмента.
Вычисление интенсивности по этому методу целесообразно осущест-
влять с использованием ЭВМ. Этот метод дает возможность сравнивать
интенсивности пигментов, сильно отличающихся по цвету.
Изменение концентрации цветного пигмента в смеси с белым по-раз-
ному изменяет спектр отражения пигментированного материала в зави-
симости от того, способен или нет цветной пигмент рассеивать свет в ка-
кой-либо части спектра, что определяется спектральной зависимостью
комплексного показателя преломления теории Ми. При разбеле цветного
пигмента, практически не способного рассеивать свет или имеющего
низкий коэффициент рассеяния для всего видимого диапазона спектра,
в большей степени происходит увеличение коэффициента отражения в
минимуме абсорбции света, и только при приближении к максимально
возможному коэффициенту отражения в этой части спектра будет замет-
но увеличиваться коэффициент отражения в максимуме абсорбции света.
При разбеле цветного пигмента, рассеивающего свет в какой-либо части
спектра, Происходит повышение коэффициента отражения преимущест-
венно в максимуме абсорбции. В минимуме абсорбции, где неразбелен-
ный пигмент сам имеет высокий коэффициент отражения, добавка бело-
го пигмента приводит к незначительному его увеличению. В любом слу-
чае интенсивность хроматических пигментов тем выше, чем выше их
коэффициент поглощения в. максимуме абсорбции света. Интенсивность
пигментов очень сильно зависит от их дисперсности (см. раздел 2.3.2).
1.9. СВОЙСТВА ПОВЕРХНОСТИ ПИГМЕНТОВ
Пигментированные лакокрасочные материалы — это микрогетерогенные
системы с чрезвычайно развитой поверхностью раздела фаз. Многие
свойства таких систем определяются физико-химическими процессами,
протекающими именно на поверхности раздела фаз.
1.9.1. Энергетическая характеристика
Для гетерогенной системы объединенное уравнение первого и второго
начал термодинамики можно записать следующим образом [84, с. 22]:
dU=TdS—pdV + О ds Jr'Lp.idni + Kdq
i
где U — внутренняя энергия; Т — температура; 5 - энтропия; р — давление; V —
объем; о — поверхностное натяжение; s — площадь поверхности; м/ — химический
потенциал компонента; тц — число молей компонента; f — электрический потен-
циал; <7 — количество электричества.
Если поверхность характеризуется избыточными термодинамически-
ми параметрами, полная поверхностная энергия выражается уравнением:
дС
где о - поверхностное натяжение, выражаемое через изобарный потенциал: о =
Точная энергетическая характеристика поверхности кристаллических
тел усложняется их анизотропией. Большинство свойств кристалла, в том
числе и поверхностное натяжение, зависит от направления их измерения.
При оценке энергетических свойств поверхности порошкообразных ма-
териалов теми или иными способами получаются усредненные значения.
Следует отметить, что в случае анизодиаметрических кристаллов в соот-
ветствии с тем, что скорости роста граней кристаллов в направлении от
центра пропорциональны их удельным поверхностным энергиям (прин-
цип Гиббса — Кюри — Вульфа), значительно большая доля поверхности
кристаллов будет иметь меньшее поверхностное натяжение. Кроме того,
по граням, характеризующимся высоким поверхностным натяжением,
происходит агрегация с последующим срастанием, особенно во время
термических стадий синтеза.
В зависимости от поверхностного натяжения на границе с воздухом
твердые поверхности условно делят на низкоэнергетические (о=6^
-5-100 мДж/м2) и высокоэнергетические (о= 1004-1000 мДж/м2). К вы-
сокознергетическим поверхностям относятся поверхности всех неорга-
нических пигментов в том случае, если они не модифицированы органи-
ческими веществами.
Поверхностное натяжение низкоэнергетических поверхностей может
быть определено из условий смачивания, в частности по значению крити-
ческого поверхностного натяжения. Критическое поверхностное натяже-
ние — это максимальное поверхностное натяжение жидкости, при котором
она полностью смачивает твердую поверхность. Критическое поверхност-
ное натяжение определяется экстраполяцией зависимости косинуса крае-
вого угла от поверхностного натяжения смачивающей жидкости до пере-
сечения с прямой cosS = 1. Такая зависимость может быть эксперимен-
тально определена только в том случае, если применяемая для смачивания
жидкость образует при контакте с твердой поверхностью определенные
равновесные краевые углы, т. е. имеет место ограниченное смачивание.
Значение критического поверхностного натяжения зависит главным об-
разом от свойств твердой поверхности, а не от свойств смачивающей
жидкости; Значение критического поверхностного натяжения близко к
значению поверхностного натяжения твердого тела. Определить поверх-
ностное натяжение высокознергетических поверхностей из условий
смачивания практически невозможно.
Понятие критического поверхностного натяжения чрезвычайно по-
лезно при выборе органических веществ для модифицирования или
капсулирования пигментов. Так, для поверхностей фторсодержащих
углеводородов по мере уменьшения степени фторирования критическое
поверхностное натяжение меняется от 6 до 28 мДж/м2, для поверхностей
хлорсодержащих углеводородов увеличение степени хлорирования
увеличивает критическое поверхностное натяжение с 39 до 41 мДж/м2
[86]. При выборе материала оболочки для микрокапсулирования пиг-
ментов следует учитывать приводимые ниже значения критического
поверхностного натяжения для поверхностей различных полимеров,
мДж/м2 [85, с. 35]:
Нолиметакриловая 10,6 'Поливинилфторид 28
кислота Полиэтилен 31
Перфторгептилметил- 12,0 Политрифторхлорэтилен 31
метакрилат Полистирол 33
Полигексафторпропилен 16,2 Поливиниловый спирт 37
Политетрафторэтилен 18,5 Полиметиленметакрилат 39
Политрифторэтилен 22,0 Поливинилиденхлорид 40
Поливинилиденфторид 25 Полигексаметилен 76
Наличие дефектов по Шоттки и по Френкелю (см. раздел 1.7 ) вы-
зывает нестехиометричность соединения, как в объеме кристалла, так и
на его поверхности и в приповерхностных слоях. В частности, такая не-
стехиометричность характерна для диоксида титана, в котором из-за
дефектов по Шоттки содержание кислорода в кристаллической решетке
может быть меньше стехиометрического на 0,1 моль. Нестехиометрич-
ность возрастает с ростом температуры прокалки этого пигмента. Несте-
хиометричность характерна для оксида цинка, в котором содержание
кислорода может превышать стехиометрическое, для других оксидных
пигментов — оксидов железа, свинца и др.
Существенно влияет на поверхностные свойства пигментов и присут-
ствие в кристаллической решетке посторонних ионов, так как даже при
наличии иона, имеющего одинаковый заряд с ионом кристаллической
решетки, но отличающегося от него по ионному радиусу и поляризуемо-
сти, наблюдается деформация решетки. Доказано [89, с. 132], что кон-
центрация таких дефектов возрастает у поверхностй. Это приводит к
появлению участков с повышенной поверхностной энергией, что влияет
на адсорбционные свойства поверхности, а также на светостойкость
пигментов.
Поверхность большинства реальных кристаллов мозаична и характе-
ризуется неравномерным распределением поверхностной энергии Гиббса.
Кроме того, даже в случае идеальной поверхности ионы, расположенные
на ребрах кристаллов, а тем более на его вершинах, являясь координаци-
онно ненасыщенными, вызывают энергетическую неоднородность поверх-
ности. Отдельные кристаллы, стремясь снизить запас поверхностной
энергии, при сближении друг с другом образуют вторичные частицы —
агрегаты в виде плотных образований или рыхлых каркасных структур,
в полостях которых находится воздух. При термических стадиях процес-
са синтеза некоторых пигментов наблюдается спекание агрегатов в мес-
тах контактов с образованием твердой матрицы. Причиной спекания при
отсутствии посторонних примесей является поверхностная и объемная
подвижность твердого тела. Спекание интенсивно происходит при темпе-
ратурах, превышающих температуру Таммана, т. е. температуру, выше
которой может происходить перенос вещества за счет того, что дефекты
в объеме кристалла становятся подвижными [89, с. 146]. Подвижность
дефектов в объеме кристалла наступает при температуре 0,37Тпл—
0,5Гпп (Гпл — температура плавления), подвижность поверхностных
дефектов - при 0,ЗГпл. Подобные температуры достигаются в большин-
стве случаев на стадиях прокалки, проводимых с целью дегидратации и
полиморфного превращения при получении диоксида титана, дегидрата-
ции при получении красного железоокисного пигмента из желтого, раз-
ложения и окисления при получении красного железоокисного пигмента
из железного купороса, полиморфного превращения при получении лито-
пона, оксида хрома и ряда других пигментов. Стремление снизить запас
поверхностной энергии проявляется и в адсорбции на поверхности частиц
газов и парив из окружающей среды.
1.9.2. Кислотно-основные свойства
Практически все неорганические твердые тела и многие органические по
химическому характеру их поверхности могут быть отнесены к твердым
кислотам или основаниям. Поверхности многих из них обладают амфо-
терными свойствами. Так, например, такие пигменты и наполнители, как
диоксид титана TiO2, оксид хрома Сг2О3, сульфид цинка ZnS, сульфат
бария BaS04, сульфат кальция CaS04, относятся к твердым кислотам.
Оксид магния MgO является твердым основанием. Поверхности оксида
цинка ZnO, оксида алюминия А12О3, оксида кремния SiO2, карбоната
кальция СаСО3, силиката алюминия А12О3 *«SiO2 обладают амфотерны-
ми свойствами. Наличие на поверхности пигментов труднорастворимых
фосфатов, основных сульфатов придает ей кислотный характер. Многие
смешанные оксиды, такие, как оксиды магния и кремния, цинка и крем-
ния, сурьмы и кремния, образующиеся на поверхности пигментов при не-
которых способах модифицирования, проявляют амфотерный характер.
Кислотно-основные свойства поверхности пигментов имеют сущест-
венное значение в процессах пигментирования, так как они во многом
определяют адсорбционные явления в системе. Особенно важно их зна-
чение при пигментировании водоразбавляемых материалов. В ряде случа-
ев сильно выраженные кислотные или основные свойства исключают
применение того или иного пигмента в среде анион- или катионактивных
пленкообразователей или воднодисперсионных красок. Постоянное рас-
ширение ассортимента пленкообразователей требует все большей и боль-
шей специализации пигментов, в том числе и по их поверхностным
свойствам.
Для теоретически обоснованного выбора пигментов при получении пигменти-
рованных материалов необходима характеристика их поверхности и целенаправлен-
ное ее изменение.
Для полной характеристики кислотно-основных свойств поверхности необхо-
димо знать число активных центров, отнесенное к единице массы или единице по-
верхности пигмента, распределение этих центров по силе и их тип. Силу кислотных
и основных центров оценивают по способности поверхности твердого тела перево-
дить адсорбированные молекулы основания в кислотную форму или, соответствен-
но, молекулы кислоты в сопряженную основную за счет реакций с переносом про-
тона в случае кислотных или основных центров бренстедовского типа или за счет
перехода электронной пары в случае льюисовских центров. Сила центров оценива-
ется функцией кислотности Гаммета Но. Для бренстедовских центров она равна:
Но= +f ъ/fbn +)
где Off — активность протона; /g — коэффициент активности основания; /Вц* -
коэффициент активности сопряженной кислоты.
Для льюисовских центров:
Но=—lg( Од fB /Гав )
где ад — активность кислоты Льюиса; /jj — коэффициент активности основания;
/дВ ~ коэффициент активности сопряженной кислоты.
Сила кислотных или основных центров оценивается при помощи индикаторов
Гаммета [87, с. 14, С. 46J визуальным или спектрофотометрическим методом. Для
этой цели используют также методы адсорбции газообразных соединений и их тер-
мической десорбции. Концентрацию кислотных центров определяют с помощью
метода аминного титрования с индикаторами Гаммета или с использованием для
построения кривой титрования калориметрического метода (87, с. 27].
Для измерения бренстедовской кислотности и основности применяют метод,
заключающийся в измерении числа протонов или гидроксильных ионов, перешед-
ших в водный раствор при взаимодействии твердой поверхности с водными раство-
рами нейтральных солей, таких, как хлорид натрия или калия, ацетат аммония.
Известен и ряд других методов оценки силы и концентрации кислотных и основ-
ных ценров [81, с. 20; 88, с. 79].
Химические свойства поверхности пигмента определяются как его
химическим составом и кристаллическим строением, так и предысторией
пигмента, методом его получения и модифицирования, а также условиями
хранения. Так, поверхность диоксида титана обладает кислотными груп-
пами бренстедовского типа, причем анатазная модификация характери-
зуется большей кислотностью, чем рутильная. Еще большей кислотно-
стью обладает поверхность диоксида титана, полученного гидролизом
тетрахлорида титана. На поверхности образца, прокаленного при 500 °C;
обнаружено [87, с. 69] 0,06 ммоль/г кислотных центров с силой Но <
< +4,8, 0,05 ммоль/г кислотных центров с силой Но < +3,3 и 0,03 ммоль/г
с силой Но <+1,5. С ростом температуры прокалки резко убывает кис-
лотность поверхности. При 600 °C полностью исчезают кислотные цент-
ры с силой 77О <+1,5, при 800 °C — и к ислотные центры с силой Но <+3,3.
Изменение химических свойств поверхности диоксида титана можно
рассматривать [89, с. 147], предполагая образование мостиковых (I) и
концевых (И) гидроксильных групп, возникающих при диссоциации
адсорбированной воды на поверхности:
—°х —ох
>i /н /Т1—О—Н
об + об —об
,Ti—О ХН /Т1—О--Н
—OZ I —о/ | 1
Ti Ti
Поверхность оксида цинка, полученного окислением паров металли-
юского цинка кислородом воздуха, характеризуется слабой кислотнос-
тью [87, с. 67]. На ней содержится всего 0,004 ммоль/г кислотных центров
с силой 4,8</70 <6,8. Однако прокаливание оксида цинка на воздухе
при температуре выше 300 °C в 2,5 раза увеличивает число кислотных
центров на поверхности. Это связано, по всей вероятности, с обогаще-
нием поверхностных слоев кристалла атомами кислорода и нарушени-
ем стехиометричности. В то же время поверхность оксида цинка, полу-
ченного гидролизом хлорида цинка и прокаленного при 400 °C, облада-
ет сильным кислотным характером: более 2 ммоль/г кислотных центров
с силой Но <+6,8, около 2 ммоль/г с силой Но <+4,8, около 0,5 ммоль/г
с силой Но <+3,3 и 0,25 ммоль/г с силой HQ <+1,5. Оксид цинка, прока-
ленный при температуре выше и ниже 400°С, характеризуется значитель-
но меньшей кислотностью. Кислотные центры на поверхности оксида
цинка, в отличие от диоксида титана, являются льюисовскими. На по-
верхности оксида цинка обнаружены и основные центры умеренной
силы.
При синтезе диоксида титана сернокислотным способом соединения
цинка используются как в качестве рутилизирующих добавок, вводи-
мых на стадии солевой обработки метатитановой кислоты, так и в каче-
стве модифицирующих добавок на стадии поверхностной обработки.
Поэтому поверхностные слои кристаллической решетки содержат атомы
цинка, т. е. практически представляют собой смешанные оксиды титана
и цинка. Поверхность такого смешанного оксида значительно отличается
по кислотно-основным свойствам от поверхности индивидуальных окси-
дов. В отличие от поверхности индивидуальных оксидов поверхность
смешанного оксида характеризуется наличием кислотных центров как
бренстедовского, так и льюисовского типа; концентрация кислотных
центров выше, а сами центры имеют значительно большую силу даже при
общем содержании оксида цинка в смешанном оксиде около 5%. На по-
верхности смешанного оксида имеются кислотные центры с силой Но <
<+3,3, Но < 1,5 и Но <— 3. Применение для модифицирования поверхно-
сти диоксида титана соединений магния приводит к появлению основ-
ных центров, а введение фосфорной кислоты на стадии солевой обработ-
ки метатитановой кислоты при получении анатазной модификации уси-
ливает кислотный характер поверхности пигмента.
Кислотность поверхности сульфида цинка также в значительной
степени зависит от температуры прокаливания. При повышении темпера-
туры прокаливания от 300 до 650 °C значительно снижается количество
кислотных центров: с силой 770^+6,8 с 2,8 до 0,06 ммоль/г, с силой
Но <+4,8 с 2,5 до 0,06 ммоль/г, с силой Но <+4 с 1,5 до 0,01 ммоль/г.
Непрокаленный сульфид цинка имеет на поверхности значительно мень-
шее количество кислотных центров.
Кислотность оксида хрома зависит от того, в какой атмосфере,
окислительной или восстановительной, проводилась термическая обра-
ботка пигмента. В любом случае оксид хрома обладает весьма сильным
кислотным характером поверхности, на которой обнаружены центры с
кислотной силой Яо<+3, Яо<—3 и Но<—8. Образцы, прокаленные в
атмосфере кислорода при температуре 500 °C, имеют на поверхности
вдвое больше кислотных центров, чем образцы, прокаленные в атмосфе-
ре водорода. Высказано предположение [87, с. 70], что кислотные свой-
ства оксида хрома, прокаленного в атмосфере кислорода, вызваны де-
фектами кристаллической структуры, которые ответственны и за полу-
проводниковые свойства оксида хрома.
Способы получения и последующей обработки оказывают очень
сильное влияние на поверхностные свойства технического углерода.
Свойства поверхности технического углерода определяются наличием на
ней фенольных, лактоновых, хиноидных, карбоксильных и других групп.
На поверхности технического углерода присутствую! также остатки не-
разложившегося сырья в виде полициклических углеводородов. Высо-
кая реакционная способность поверхности технического углерода приво-
дит к значительной хемосорбции некоторых пленкообразователей, а
также солей тяжелых металлов, используемых в качестве сиккативов.
Наличие на поверхности фенольных групп ингибирует полимеризацию
по радикальному механизму. Это,’ а также хемосорбция сиккативов в
ряде случаев затормаживает процессы отверждения лакокрасочных по-
крытий и увеличивает расход сиккативирующих добавок.
Повышенное содержание связанного кислорода на поверхности
технического углерода благоприятно сказывается на его диспергируе-
мое™ в среде пленкообразователей и улучшает ряд свойств лакокрасоч-
ного покрытия, в частности блеск и степень черноты (что связано с луч-
шей диспергируемостью и меньшей склонностью к флокуляции). Для
увеличения количества связанного кислорода на поверхности техничес-
кого углерода разработаны различные способы его окисления.
На свойства поверхности пигментов очень сильное, а иногда реша-
ющее влияние оказывают примеси в готовом продукте исходных веществ
или побочных продуктов, образующихся в ходе синтеза. Так, сильный
кислотный характер железоокисных пигментов, получаемых гидролизом
или термическим разложением сульфатов железа, чаще всего обусловлен
наличием на поверхности плохо растворимых основных сульфатов. По
этой причине оксиды и гидратированные оксиды железа имеют высокую
гидрофильность, вызывающую значительное поглощение влаги из возду-
ха. Это ухудшает ряд свойств железоокисных пигментов, в частности их
циспергируемость в органических средах, приводя к сильному проявле-
нию флокуляции. Применение этих пигментов для водоразбавляемых
лакокрасочных материалов требует их тщательной отмывки и модифи-
цирования.
С целью модифицирования поверхности ряда пигментов, таких, как
циоксид титана, железоокисные пигменты, свинцовые крона, их обраба-
гывают солями алюминия и кремниевой кислоты. При этом на поверхно-
сти формируется модифицирующий слой, состоящий из смешанных
оксидов алюминия и кремния с различным алюмосиликатным модулем.
На поверхности оксида алюминия имеются как кислотные, так и
основные центры. Кислотные центры льюисовского типа, характеризу-
ющиеся силой Но < +3,3, Но <+1,5 и Но <—3 обусловлены наличием на
поверхности не полностью координированных атомов алюминия, кото-
рые при гидратации превращаются в кислотные центры бренстедовского
типа [87, с. 58]:
—О—А1+—О— + НОН------- -о—А1—О—
z’x д'!4
Основными центрами на поверхности оксида алюминия являются
способные к обмену адсорбированные гидроксильные группы.
На поверхности оксида кремния имеются силоксановые группы (I),
проявляющие слабую льюисовскую основность, и силанольные группы
(П), имеющие кислотный характер (Яо < +4,8):
ОН ОН
I I
---Si — -Si—
/|\ I! /|\
После прокаливания кислотно-основные свойства поверхности окси-
Ха кремния сильно понижаются, и она становится гидрофобной.
Силикаты алюминия, в отличие от индивидуальных оксидов алюми-
хия и кремния, характеризуются наличием кислотных центров очень
зольшой силы (Но 8,2). В этом случае, как и в случае двойных солей
читана и цинка, наблюдается увеличение кислотного характера поверхно-
:ти по сравнению с индивидуальными оксидами.
На поверхности силиката алюминия имеются кислотные центры как
зренстедовского так и льюисовского типа. Льюисовским кислотным
(ентром является координационно-ненасыщенный атом алюминия, а
зренстедовским — гидратированный льюисовский центр.
Концентрация кислотных центров на поверхности смешанных окси-
(ов алюминия и кремния зависит от алюмосиликатного модуля. С рос-
ом содержания кремния в алюмосиликате содержание льюисовских
центров убывает, а содержание бренстедовских центров проходит через
заксимум, соответствующий 70%-ному содержанию SiO2.
.9.3. Электрический заряд поверхности
Большое влияние на адсорбционные процессы в пигментированных си-
стемах оказывает электрический заряд поверхности частиц пигмента.
Особенно велико влияние заряда поверхности пигментов в водораство-
римых и воднодисперсионных материалах, проявляется оно и в органи-
ческих, особенно полярных, средах.
Гамманом [90] установлено, что заряд частиц неорганических пиг-
ментов зависит от природы пленкообразоватепя, в то время как многие
органические пигменты обладают собственным зарядом, практически не
зависящим от природы пленкообразоватепя. В частности, частицы таких
пигментов, как диоксид титана, оксид цинка, желтый свинцовый крон,
красный железоокисный пигмент, свинцовый сурик, в бензольных
растворах льняного масла и олигозпоксиэфира жирных кислот заряжены
отрицательно, а в растворах этилцеллюлозы, алкидных и алкидно-фе-
нольных олигомеров — положительно. В растворе полистирола заряд не
обнаружен. В то же время такие органические пигменты, как голубой
фталоцианиновый и хромофталь красный, во всех этих средах заряжены
положительно. Установлено, что даже очень малые примеси неорганичес-
ких солей, вносимых в систему с пленкообразователем или пигментом,
могут вызвать инверсию заряда.
Величина заряда и его знак оказывают влияние на диспергируемость
пигментов в различных средах и на устойчивость пигментных суспензий.
Наличие в системе пигментов, приобретающих в используемом пленко-
образователе противоположные заряды, приводит к флокуляции. Одним
из методов регулирования способности поверхности пигментов приобре-
тать тот или иной заряд является модифицирование ее оксидами алюми-
ния и кремния, когда на поверхности формируется алюмосиликат с не-
обходимым модулем. Известно, что с ростом количества оксида кремния
в алюмосиликате увеличивается отрицательное значение £-потенциала в
водной среде.
Все перечисленные причины приводят к тому, что силовое поле по-
верхности пигментов складывается из регулярных центров, обусловлен-
ных распределением электронной плотности в основной идеальной ре-
шетке, и из нерегулярных, обусловленных наличием дефектов и различ-
ных групп на поверхности. При этом радиус действия нерегулярных
центров больше, чем регулярных, и именно наличие нерегулярных цент-
ров и определяет в подавляющем большинстве случаев свойства поверх-
ности. Неравномерное по знаку, величине и дальнодействию, а также
распределению по поверхности пигмента силовое поле приводит в ре-
зультате адсорбции компонентов среды, в которую введен пигмент, к
формированию адсорбционных слоев в соответствии со свойствами
поверхности, которая является своеобразной матрицей. Энергетическая
неоднородность разных участков поверхности вызывает адсорбцию на
них различных веществ и с различной энергией связи. Под влиянием
поверхности твердого тела изменяется ориентация прилегающего слоя
жидкости, за счет чего он по свойствам будет значительно отличаться от
слоев, удаленных от поверхности. При высоком наполнении свойства
большей части жидкой фазы в пигментированном материале значительно
изменены действием силового поля тех или иных участков поверхности
пигмента.
2. ДИСПЕРГИРОВАНИЕ ПИГМЕНТОВ
Обязательным условием получения качественных пигментированных ла-
кокрасочных материалов является равномерное распределение частиц
твердой фазы в дисперсионном среде. Необходимые эксплуатационные
свойства покрытий, сформированных из пигментированных лакокрасоч-
ных материалов, достигаются при условии определенной степени дис-
персности частиц пигмента и наполнителя [91].
О степени дисперсности пигментированных систем в производствен-
ных условиях судят по показаниям прибора „Клин” (за рубежом соот-
ветствующий прибор называют гриндометром или прибором Хегмана).
Однако степень дисперсности по „Клину” не отражает истинного дисперс-
ного состава системы, он свидетельствует лишь о размерах наиболее
крупной фракции или о наличии посторонних примесей, в то время как
большинство эксплуатационных свойств покрытия определяется прежде
всего более дисперсными фракциями. Предпринимались попытки устано-
вить связь между значениями степени дисперсности по „Клину” и истин-
ным распределением частиц по размерам, определенным оптическим
методом [92] или методом седиментации [91]. К сожалению, в настоя-
щее время нет надежного метода непрерывного контроля дисперсности
пигментных суспензий, весьма необходимого для организации автомати-
зированной технологии получения пигментированных материалов.
Известно, что оптическая эффективность пигментов в красочной
пленке увеличивается с уменьшением размеров частиц [93]. С ростом
дисперсности пигментов улучшаются их укрывистость, интенсивность и
чистота цвета, повышаются блеск, защитные свойства и долговечность
покрытий. Экономический анализ на примере серой змали МЛ-1156
показал [93], что при уменьшении размеров пигментных частиц с 70 до
3 мкм затраты на окраску уменьшаются на 40%, однако при этом значи-
тельно снижается производительность диспергирующего оборудования.
Так, повышение дисперсности пигментов в такой эмали с 20 до 5 мкм
понижает производительность диспергирующего оборудования в 2,1 ра-
за. При этом следует учитывать, что в данном примере достигаемый
размер частиц не является оптимальным. Расчеты на основе теории рас-
сеяния и отражения света и экспериментальные исследования показали,
что оптическая эффективность пигментов достигает максимума только
при определенных размерах частиц, различных для каждого вида пигмен-
тов, но находящихся в пределах 0,05—0,80 мкм [93; 94, с. 51; 95]. В
частности, для диоксида титана рутильной модификации — 0,16—0,20 мкм,
анатазной — 0,2—0,25 мкм.
Максимальное значение такого важного технического показателя
пигментированного материала, как укрывистость, соответствует раз-
мерам частиц, соизмеримым с половиной длины волны падающего
света, и зависит от соотношения коэффициентов преломления пигмен-
та и пленкообразователя.
Следует отметить, что при использовании современного дисперги-
рующего оборудования вряд ли имеется опасность достижения разме-
ров частиц, меньше оптимальных. Основная задача диспергирования
с этой точки зрения — максимально равномерное распределение пиг-
ментных частиц в красочной пленке.
|По определению П. А. Ребиндера, диспергирование — это тонкое измель-
чение твердых или жидких тел в окружающей среде. Применительно к
пигментированным материалам в результате диспергирования получают
микрогетерогенные коллоидные системы — высококонцентрированные
суспензии, в которых дисперсионной средой является пленкообразова-
тель или его раствор, а дисперсной фазой — пигменты и наполнители.
Целью диспергирования является разрушение агрегатов первичных
частиц пигментов (дезагрегация) с замещением газовой адсорбционной
оболочки на жидкостную (смачивание), достижение равномерного рас-
пределения первичных частиц в объеме пленкообразователя и предотвра-
щение вторичных процессов флокуляции (стабилизация).
Частицы вещества твердой фазы характеризуются поверхностью
раздела с газом или жидкостью и точечными контактами с подобными
же образованиями твердой фазы [99, с. 21]. Эти контакты имеют вто-
ричное происхождение, г. е. появляются в результате соприкосновения
ранее разделенных частиц. Каждая из таких частиц может очень прочно
соединяться с подобными ей в более крупные образования, неоднород-
ные по составу и строению и менее прочные, чем первичные частицы.
Группы частиц, скрепленные между собой контактами и ведущие себя
как единое целое, называют агрегатами.
При диспергировании обычно не происходит разрушения первичных
частиц, в пределе может достигаться лишь степень дисперсности пигмен-
та, соответствующая полученной в результате синтеза. Исключение со-
ставляют сильно анизодиаметричные частицы, например игольчатые час-
тицы свинцовых кронов. Однако в большинстве случаев их разрушение
происходит на стадии сухого измельчения при производстве пигмента.
Форма и размер частиц, полученные при синтезе, сохраняются только
в том случае, если пигменты выпускаются в виде водных суспензий,
предназначенных либо для „отбивки”, либо для пигментирования водо-
разбавляемых или воднодисперсионных систем.
К понятию „диспергирование” подходят по-разному [96, с. 191].
Одни исследователи отдельно рассматривают процесс смешения порош-
ков твердой фазы с дисперсионной средой как заключающийся только в
изменении первоначального распределения компонентов в объеме, а к
диспергированию относят совокупность процессов, в результате которых
происходит существенное изменение физических характеристик одного
или нескольких компонентов смеси. По мнению Других исследователей,
диспергирование — это процесс из нескольких последовательно осуще-
ствляемых, но частично накладывающихся во времени друг на друга ста-
дий: смачивание дисперсионной средой агрегатов и первичных частиц
твердой фазы, вытеснение с твердой поверхности адсорбированных газов
и влаги, пептизация агрегатов и флокул в результате адсорбционного
блокирования компонентами среды большей части коагуляционных ак-
тивных центров, стабилизация дисперсии пигментных частиц в среде в
результате образования адсорбционных оболочек. В третьем случае под
процессами диспергирования в лакокрасочной промышленности понима-
ют [100, с. 7] трехстадийный процесс, каждая стадия которого наклады-
вается на последующую: а) смачивание твердой фазы, б) разрушение скоп-
лений частиц, в) флокуляция диспергированных частиц твердой фазы.
Очевидно, что невозможно четко разграничить по времени все явле-
ния, имеющие место в процессе диспергирования. Можно отметить толь-
ко, что в любом случае вначале происходит смачивание агломератов или
агрегатов частиц, и лишь после этого начинается процесс их разрушения
на первичные частицы, который возможен при условии понижения проч-
ности сцепления первичных частиц за счет смачивания. В то же время сма-
чивание вновь образовавшихся поверхностей и проникновение жидкой
фазы в обнажившиеся внутренние полости агрегатов происходит в про-
должение всего процесса диспергирования.
Подробно физико-химические основы и механизм процесса смачива-
ния рассматриваются в монографиях [85, 101].
Диспергирование протекает успешно, когда выполняются термоди-
намические условия смачивания поверхности пигмента жидкой фазой,
т. е. когда работа адгезии На, характеризующая взаимодействие твердой
и жидкой фаз, больше работы когезии жидкости (случай полного
смачивания) или, по крайней мере, больше ее половины. Скорость сма-
чивания v см или скорость пропитки порошкообразного материала
описывается уравнением Уошберна:
си _ г ож.гсозе
2vT~ (21)
Где г — эквивалентный радиус порового пространства; ож#г — поверхностное натя-
жение смачивающей жидкости на границе с воздухом; ч ~ вязкость жидкости; в —
равновесный краевой угол смачивания; / — путь, пройденный жидкостью в слое
порошка за время т; с - коэффициент, характеризующий упаковку частиц, форму
и извилистость каналов.
Следует отметить, что это кинетическое уравнение применимо толь-
ко для случая, когда WK> Ha>0,5(VKl так как при полном смачивании
(lVa> Иу теряет смысл понятие равновесного краевого угла.
Для опйсания кинетики смачивания реальных порошков может
быть применена следующая полуэмпирическая зависимость [85, с. 112]:
(2.2)
где h0 и h - первоначальная и текущая высота столба жидкости в слое порошка;
к — константа скорости смачивания.
Смачиваемость порошкообразных материалов в значительной степе-
ни зависит от дисперсионного состава, формы частиц или агрегатов, не-
однородности (мозаичности) химического состава поверхности, микро-
рельефа и пористости. Процесс смачивания пигментов и наполнителей
растворами олигомеров и полимеров осложняется предшествующим ему
процессом адсорбции и сопровождается микрохроматографией в капил-
лярах и полостях агрегатов.
В процессе диспергирования изменяются физико-химические свой-
ства материалов в связи с увеличением их удельной поверхности 5 [ 102]:
S=-0(l-₽-fcT) (2.3)
где iS'c — исходная удельная поверхность; т продолжительность Диспергирова-
ния; к - константа скорости диспергирования.
При диспергировании наблюдается и образование вторичных агрега-
тов, уменьшающих конечную степень дисперсности.
Высокое качество пигментированных лакокрасочных материалов со-
ответствует такому состоянию системы, когда мелкие частицы пигмен-
тов имеют стабильные оболочки из пленкообразоватепя, не разруша-
ющиеся при механическом воздействии. Это достигается пропусканием
пигментных паст через диспергирующие контакты, возникающие в кото-
рых напряжения сдвига соизмеримы с когезионной прочностью пигмент-
ных агрегатов.
Наиболее отчетливо эффект действия сдвиговых напряжений в дис-
пергирующих контактах проявляется в валковых краскотерочных ма-
шинах, а также в недавно разработанных роторно-пленочных аппаратах
[103]. Многократное пропускание пигментных паст в зазорах между
цилиндрическими валками краскотерочной машины, имеющими различ-
ные частоты вращения и, соответственно, различные линейные скорости
поверхностей, создает сдвиговые усилия в пасте, вызывающие разруше-
ние агрегатов.
Гидродинамическую теорию диспергирования пигментных паст на
валковых краскотерочных машинах разработал Козулин [97, с. 319].
Основные положения этой теории базируются на теории трения и смазки.
Наилучшие условия диспергирования на валковых краскотерочных ма-
шинах соответствуют наибольшему трению в элементарных слоях пасты.
При этом сдвиговые усилия в пасте зависят от силы нормального прижа-
тия валков и градиента скоростей в зазоре между валками.
Существенный вклад в изучение процессов диспергирования пиг-
ментных паст в шаровых мельницах внесли Горловский [97, с. 300] и
Регачек [104]. Регачек ввел понятие активного мелющего объема шаров
и в модели элементарного процесса диспергирования принимал во вни-
мание только мелющий эффект поверхности шаров, а процесс в целом
рассматривал как вероятностный. Градиент скорости сдвига в массе
пасты, находящейся в активном мелющем объеме, имеет такой же поря-
док (в среднем 10ь с” *), как и в зазоре между валками краскотерочных
машин. Диспергирующее действие шаровой мельницы является результа-
том каскадного движения шаров, их падения, а также трения качения и
трения скольжения шаров по образующей цилиндра барабана шаровой
мельницы и между отдельными шарами. Режим каскадного движения
шаров дает наибольший эффект. Каждый пигментный агрегат имеет оди-
наковую вероятность попадания в активный мелющий объем, а время,
которое требуется для достижения заданной степени дисперсности, про-
порционально объему пасты. Однако нельзя рассматривать процесс
диспергирования как чисто механическое измельчение без учета адсорб-
ционных факторов.
В аппаратах со свободно движущимися диспергирующими телами,
к которым относятся шаровые мельницы, число контактов п между дис-
пергирующими сферическими телами выражается зависимостью [97]:
п=Г(1/63) (2.4)
где 6 — диаметр диспергирующих тел.
Между активным объемом пигментной пасты Уакт, заключенном в
единице объема шаров, и диаметром этих шаров существует взаимосвязь:
I'Wfil/fi2) (2.5)
При прочих равных условиях производительность аппаратов со сво-
бодно перемещающимися диспергирующими телами обратно пропорцио-
нальна диаметру диспергирующих тел 6 и прямо пропорциональна пло-
щади их скатывания. Производительность G шаровой мельницы можно
выразить уравнением
G=t?Fn0,4/<5 (2-Ь)
где а — коэффициент, зависящий от индивидуальных свойств обрабатываемой пас-
ты; п — частота вращения барабана мельницы; F — площадь скатывания шаров,
F = Lc (L — длина барабана; с — длина хорды скатывания шаров).
При изучении процессов диспергирования сферических тел из не-
хрупких материалов в роторно-пульсационных аппаратах установлено
[105], что эти тела разрушаются в результате среза между кромками
прорезей роторных и статорных цилиндров. При этом мягкие материалы,
как правило, разрезаются на две части, а хрупкие дробятся на множество
частиц присущей таким материалам острокромчатой формы. Частицы,
размер которых меньше зазора, диспергированию не поддаются.
Несмотря на существенные различия в механизме разрушения частиц,
закономерности, определяющие вероятность попадания частиц в зону
действия сдвиговых усилий, имеют общий характер. Статистический ха-
рактер процесса позволяет численное распределение частиц по размерам
описать функцией плотности распределения [105]:
где г — размер частиц; е - параметр распределения, зависящий от геометрических
размеров аппарата и технологических условий его работы.
Важнейшее условие получения высококачественных пигментирован-
ных материалов — предохранение их при диспергировании и при последу-
ющей переработке от вторичных явлений коагуляции и флокуляции,
т. е. предотвращение образования агрегатов в результате как непосред-
ственного контакта между частицами пигментов и наполнителей, так и
образования связи через прослойки жидкой фазы или адсорбционные
слои пленкообразователей.
Высококонцентрированные микрогетерогенные системы, к которым
относятся пигментированные лакокрасочные материалы, являются тер-
модинамически неустойчивыми системами, характеризующимися боль-
шим запасом поверхностной энергии, на увеличение которой в процессе
диспергирования и расходуется большая часть затрачиваемой полезной
работы W [105]:
W=kV+ аД8
(2.8)
где к — коэффициент, равный работе деформирования единицы объема конденси-
рованного тела; V — объем тела; о — поверхностное натяжение на границе раздела
твердой и жидкой фаз; Д5 — приращение поверхности.
Для частиц малых объемов, характерных для пигментированных ла-
кокрасочных материалов, первым членом уравнения (2.8) можно пре-
небречь, т. е. в этом случае практически вся полезная работа расходует-
ся на прирост удельной поверхности.
Частицы пигментов и наполнителей самопроизвольно образуют ко-
агуляционные структуры или флокулы с меньшим запасом поверхност-
ной энергии. Это делает систему агрегативно неустойчивой. Другим ви-
дом неустойчивости является кинетическая, или седиментационная, свя-
занная с постепенным осаждением твердых частиц под влиянием силы
тяжести. Если не принимать специальных мер для увеличения устойчи-
вости пигментных дисперсий, то либо вообще невозможно получить ка-
чественный пигментированный материал, либо он быстро теряет свои
первоначальные свойства.
Неустойчивость пигментированного материала проявляется прежде
всего в нарастании вязкости, вызванном образованием коагуляционных
структур в объеме системы. В процессе диспергирования может произой-
ти затир — резкое уменьшение дисперсности твердой фазы, обусловлен-
ное коагуляцией достаточно мелких, но дестабилизированных частиц, а
при разбавлении растворителями до необходимой вязкости и сухого
остатка — „пигментный шок” — резкая флокуляция, сопровождаемая
выпадением осадка. Флокуляция пигментов в процессе испарения рас-
творителя при формировании покрытия вызывает появление либо разно-
оттеночности на различных участках покрытия, либо так называемых
ячеек Бенарда [91, 96]. Ниже перечислены основные причины флокуля-
ции [106]: 1) плохая смачиваемость пигментов растворами пленкообра-
зователей и несоответствие донорно-акцепторных свойств поверхности
пигментов и молекул пленкообразоватепя; 2) диспергирование пигмен-
та в смеси двух связующих, придающих поверхности пигмента противо-
положные электрические заряды; 3) слишком энергичное механическое
диспергирование при недостатке поверхностно-активных компонентов;
4) разведение пигментных паст, диспергированных в разбавленных плен-
кообразователях („тощих паст”), высококонцентрированными раство-
рами тех же пленкообразователей (в результате перераспределения рас-
творителя имеет место пигментный шок); 5) диспергирование пигментов
в растворах пленкообразователей с недостаточным количеством высоко-
молекулярных фракций, способных стабилизировать дисперсии; 6) раз-
ведение пигментных паст большим количеством растворителя; 7) разве-
дение теплой пигментной пасты более холодным лаком („температур-
ный шок”); 8) диспергирование влажных пигментов в малополярных
пленкообразователях, приводящее к коалесценции водных оболочек;
9) чрезмерно большие скорости сдвига при перемешивании и нанесении
пигментированных материалов; 10) наличие водорастворимых солей в
пигментах; 11) неправильно подобранный растворитель, испаряющийся
с большой скоростью при формировании покрытия (образование турбу-
лентных потоков при испарении вызывает появление ячеек Бенарда).
Основные принципы стабилизации пигментных дисперсий вытекают
из современных представлений об устойчивости коллоидных систем. Для
пигментированных лакокрасочных материалов наибольшее значение
представляет стабилизация, обусловленная стуктурно-механическими
свойствами адсорбционных слоев. Адсорбционные слои, особенное слу-
чае образования пространственных структур, оказывают стерические
препятствия сближению частиц пигментов до расстояния эффективного
действия сил притяжения между ними, а также снижают запас поверх-
ностной энергии, взаимодействуя с активными центрами твердой поверх-
ности частиц. Кроме того, при сближении пигментных частиц и перекры-
вании адсорбционно-сольватных оболочек имеет место повышение кон-
центрации пленкообразователя в зоне перекрывания, где возникает
осмотическое расклинивающее давление. Большую роль в механизме
защитного действия адсорбционно-сольватных оболочек играет так назы-
ваемое энтропийное отталкивание. Теория энтропийного отталкивания
исходит из того, что макромолекулы, адсорбированные на поверхности
пигмента, сохраняют некоторую подвижность углеводородных цепей,
ориентированных в жидкую фазу. Сближение адсорбционно-сольватных
слоев, а тем более их перекрывание, приводит к снижению термодинами-
ческой вероятности реализации тех или иных пространственных конфи-
гураций макромолекул, т. е. к снижению энтропии. В соответствии со
вторым законом термодинамики без подвода энергии такой процесс не
может осуществиться: это равносильно наличию энергетического барьера
при сближении частиц.
Эти принципы стабилизации являются универсальными и не зависят
от используемой среды для диспергирования, т. е. действуют как в орга-
но-, так и в водоразбавляемых системах.
Для водоразбавляемых систем существенное значение имеет также
электростатическое отталкивание за счет образования двойного электри-
ческого слоя на поверхности частиц при адсорбции пленкообразователей,
содержащих ионогенные группы. В соответствии с теорией Дерягина,
Ландау, Фервея и Овербека, в зависимости от баланса сил притяжения
между частицами и сил электростатического отталкивания в прослойке
жидкости между сближающимися частицами возникает либо расклинива-
ющее давление, препятствующее их сближению, либо давление, приво-
дящее к утончению прослойки и образованию контакта между частица-
ми. Потенциал отталкивания f определяется диэлектрической проницае-
мостью среды е, радиусом частицы г , электрическим потенциалом двой-
ного электрического слоя на поверхности частиц хр, величиной к, обрат-
ной толщине ионной атмосферы, и расстоянием между частицами R:
<p = 0,5er i^2ln[l + exp(-- «.К)] (2.9)
Как следует из уравнения (2.11), эффективное действие электроста-
тического отталкивания проявляется в среде с высокой диэлектрической
проницаемостью при условии достаточной толщины двойного электри-
ческого слоя, которая зависит от ионной силы раствора. Введение элект-
ролита в систему вызывает уменьшение толщины двойного электричес-
кого слоя и, следовательно, потерю устойчивости системы. Поэтому к
пигментам, вводимым в водоразбавляемые краски, предъявляются
жесткие требования по содержанию водорастворимых солей.
Структура и свойства адсорбционного слоя на поверхности пигмент-
ных частиц определяются характером поверхности пигмента и адсорбци-
онными свойствами пленкообразователя. Необходимо учитывать специ-
фичность взаимодействия разных пленкообразователей с поверхностью
пигментов различной природы: не может быть как универсальных пиг-
ментов, пригодных для пигментирования любых пленкообразователей,
так и универсальных пленкообразователей, обеспечивающих получение
стабильных дисперсий любых пигментов.
В ряде случаев целесообразно не вообще предотвращать флокуля-
цию пигментов, а управлять процессом флокуляции. Так, при получении
систем, пигментированных смесью органического и неорганического пиг-
ментов, полностью избежать флокуляции органического пигмента невоз-
можно. В этом случае следует, вызывая софлокуляцию пигментов раз-
личной природы, стараться достичь такого соотношения степеней флоку-
ляции, чтобы система имела оптимальные свойства. Управление процессом
софлокуляции осуществляется варьированием соотношения пигментов
и их объемного содержания, состава жидкой фазы (соотношения пленко-
образователя и растворителей), а также использованием ПАВ, по-разно-
му влияющих на скорость и степень флокуляции пигментов различной
природы.
2.2. СКОРОСТЬ ДИСПЕРГИРОВАНИЯ ПИГМЕНТОВ В РАСТВОРАХ
ПЛЕНКООБРАЗОВАТЕЛЕЙ
Важнейшими технологическими показателями любого диспергирующего
оборудования являются его производительность, удельные затраты энер-
гии и предельное значение достижимой степени дисперсности пигменти-
рованного материала, точнее определенного дисперсного состава, так как
получаемая в результате диспергирования система неоднородна.
В большинстве случаев для контроля процесса диспергирования ис-
пользуется степень дисперсности по „Клину” г (рис. 2.1). Изменение г
Рис. 2.1. Изменение степени дисперсности по „Клину” в процессе диспергирования
двух марок диоксида титана в лаке МЛ-0166 в бисерном диспергаторе:
1 — Кронос-56; 2 — РО-2.
в процессе диспергирования в дифференциальном виде представляется
соотношением:
rfr , .
(2.10)
где t — продолжительность процесса; Кл — константа скорости диспергирования,
равная отношению скорости дезагрегации к размерам агрегатов в данный момент
процесса.
После интегрировния от 0 до t (соответственно от г 0 до г ) и соот-
ветствующих преобразований получим:
г=гое~к*г (2.11)
i =(lnr0- 1пгк)/йд (2.12)
Где г к — конечная степень диспергирования по „Клину”.
Временная зависимость степени диспергирования по „Клину” в ходе
диспергирования в полулогарифмических координатах (рис. 2.1, б) по-
казывает, что процесс диспергирования может быть условно разделен на
две стадии: стадию быстрого снижения степени диспергирования по „Кли-
ну” с константой КД] и стадию медленного снижения с константойКЯ2.
Для первой стадии:
ЯщЧШгд- HiJ’O/ti (2.13)
где tt — продолжительность первой стадии; г, - степень диспергирования по
„Клину”, соответствующая окончанию первой стадии.
Для второй стадии:
Кд2-(1П11-1ПГк)/«г , , (2Л4)
где f2 - продолжительность второй стадии.
Общая, или приведенная константа скорости диспергирования К™Р
равна- а
+ (2.15)
или
Кдр= Лц2 + 1(Кд1-Лд2) (2.16)
rp.ei = tl/(ti + tj.
Значение А^Р в основном зависит от значения Ад2> так как обычно
i = 0,155-0,40. Стремление достичь максимальной дисперсности приво-
дит к увеличению общего времени процесса, при этом доля уменьша-
ется и значение 2 приближается к Л^р.
Пигментные агрегаты в пастах представляют собой скопление пер-
вичных частиц пигмента, соединенных между собой в результате дей-
ствия различных сил (молекулярных, электростатических и др.) точеч-
ными, линейными и плоскостными контактами. На первой стадии про-
цесса агрегаты разрушаются преимущественно по менее прочным связям,
характерным для точечных и линейных контактов, и относительная ско-
рость дезагрегации, как правило, довольно высока. Одновременно про-
исходит смачивание вновь открывающихся поверхностей контакта пиг-
ментных частиц и адсорбция пленкообразователей на этих поверхностях.
На второй стадии процесса происходит разрушение агрегатов по бо-
лее прочным связям, характерным для плоскостных контактов. При
.этом получаются первичные частицы и некоторое количество мелких, но
более устойчивых агрегатов. Скорость дезагрегации ниже, чем на первой
стадии, к тому же диспергирование замедляется из-за вторичных процес-
сов агрегации высокодисперсных частиц, обладающих большим запасом
поверхностной энергии. Протекающие при этом адсорбционные процессы
способствуют стабилизации суспензии. Обе стадии по времени наклады-
ваются друг на друга, поэтому и переход процесса из первой стадии во
вторую является условным. Если говорят о явлениях, протекающих в
каждой стадии процесса диспергирования, имеют в виду превалирующие
явления.
Объемная производительность Gv диспергирующего аппарата непре-
рывного действия (бисерного диспергатора или аттритора) прямо про-
порциональна приведенной константе скорости диспергирования;
Си=ЕЯдр/(1пг0-1пгк) (2.17)
где V — объем пигментной пасты, находящейся в контейнере непрерывно работа-
ющего диспергатора.
Как отмечено выше, использование для контроля дисперсности
пигментированных материалов степени дисперсности по „Клину” не
отражает истинного дисперсного состава системы, который характе-
ризуется определенной функцией распределения частиц иди агрегатов
по размеру.
При изучении изменения этой функции в процессе диспергирования Доман-
ский с сотрудниками [92, 107J исходили из следующих допущений: к моменту на-
чала диспергирования все основные адсорбционные процессы завершились и пиг-
мент полностью смочен жидкой фазой; агломераты пигмента состоят из большого
количества мелких (0,05—0,5 мкм) частиц и образованы лишь за счет межмолеку-
лярных сил; прочность агломерата обратно пропорциональна площади его попереч-
ного сечения. Ими введено понятие предельного размера агломерата, названного
пределом агрегирования ха, устойчивого в потоке с касательным напряжением т:
л-а=|к/г|°,Б (2.18)
где К — коэффициент, имеющий размерность силы и учитывающий прочностные
свойства, геометрическую форму и взаимодействие агломерата с потоком сплош-
ной среды.
Если процесс диспергирования рассматривать как нелинейный марковский
процесс рождения и гибели, его можно описывать системой уравнений Колмогоро-
ва - Чепмана:
Pz(t +Д?) =
= [1-ZU(A2+M2)Jpz(?) + Л2-1Рг_1(7)дг+д2+1Р2+1(0Д(+С(Д1) (2-19)
z е z0, zK
где Pz(t) — вероятность существования z частиц в момент времени t; 0(ДГ) — ве-
личина более высокого порядка малости.
Интенсивности рождения Az и гибели д2 были определены как
(2.20)
lxz=AxaT'f'z2 (2.21)
где X — эмпирический коэффициент; т — напряжение сдвига; -у — скорость сдвига.
Так как скорость образования новых частиц пропорциональна их количеству
в системе, скорость гибели (агрегирование) пропорциональна квадрату их количе-
ства н обе скорости пропорциональны диссипации энергии в системе.
Исходя из предположения, что наряду с детерминированными изменениями
состояния системы имеются случайные изменения скорости диспергирования, пос-
ле ряда допущений и упрощений было найдено приближенное уравнение, описыва-
ющее изменение интегральной функции распределения F частиц по размерам в
процессе диспергирования: х/ь+
(2.22>
/ехр(-i/2/2-?7*/7?) drj
о
где £* — масштаб линейного размера агломератов; п — безразмерный диаметр агло-
мерата (п*—его текущее значение).
(2.23)
где х*— текущее линейное значение размера агломерата.
На основе анализа функции распределения частиц по размерам и степени дис-
персности по „Клину” было предложено уравнение, описывающее изменение степе-
ни дисперсности по „Клину” г в процессе диспергирования:
f exp - (ч2/2 - d n
=2*________________________+ 2 „
exp(-l,5?3*)
(2.24)
Ставашем (92) показано, что рассмотренная выше математическая модель
процесса диспергирования не зависит от типа оборудования, а определяется лишь
физико-химическими свойствами обрабатываемой системы. В его работе эта мате-
матическая модель была конкретизирована и проверена для процесса диспергиро-
вания в роторно-пленочном диспергаторе [92,103'].
Более объективно осуществлять контроль дисперсности в процессе
диспергирования по изменению оптической эффективности (интенсив-
ности) пигментов. Многочисленными экспериментами установлено
[108, с. 98], что интенсивность, определенная по значению функции Гу-
ревича — Кубелки — Мунка (см. раздел 1.8.3), изменяется в процессе
диспергирования в соответствии со следующим уравнением:
Я(А)_ KAt (2.25)
Кд!
1 +
где Кд — константа скорости диспергирования; [К(Л)/5(Л)]<х> — максимально дости-
жимое значение функции Гуревича — Кубелки — Мунка, соответствующее беско-
нечно большой продолжительности диспергирования.
Уравнение (2.25) может быть представлено в виде:
----t---=-------------1------------ . _L (2.26)
K(A)/S(A)--------------------------------Яд
Из уравнения (2.26) по экспериментальным данным легко определя-
ется значение [Я"(Л.) /S (X) ] оо как величина обратная угловому коэффи-
циенту.
Уравнение (2.25) может быть переписано следующим образом:
Я(Л)=я t ЯД[Я(Л)/5(Л)]1
5(A) д [HW/SW],,, '2-27)
Из этого уравнения видно, что при малых значениях К (X) /5 (Л.) и
t К (X) /S (X) изменяется пропорционально времени, а при больших зна-
чениях t, когда К(Х)/5(Х) приближается к [K(X)/S (X)] оо, изменение
функции Гуревича — Кубелки — Мунка в процессе диспергирования за-
медляется. Таким образом, и при рассмотрении изменения оптической
эффективности пигмента в процессе его диспергирования также просле-
живается условная двухстадийность процесса.
На основании приведенных зависимостей введено [108, с. 98] поня-
тие сопротивления диспергированию (СД), под которым понимают вре-
мя, необходимое для достижения 0,5 [K(X)/S(X) ] со.
Заменив в уравнении (2.25) или (2.27) Я”(X) /S (X) на а [Я"(Х) IS (X) ,
где а — доля интенсивности от предельно достижимой, можно вычислить
время ta, соответствующее требуемому значению а:
_ Сс[К(Л)/3(Л)]ж (2 28)
Из уравнения (2.28) видно, что t 5, численно равное сопротивлению
диспергирования (?0 5=СД), определяется лишь значением двух постоян-
(2.29)
ных величин [/С(Л.) /S (X) ] оо и Л"д:
_[К(Л)/5(л)],
°-5 ~К~
Понятие „сопротивление диспергированию” весьма полезно для
оценки диспергируемости как разных пигментов в одном пленкообразо-
вателе, так и одного и того же пигмента в разных пленкообразователях
и при различных условиях.
2.3. ИЗМЕНЕНИЕ СВОЙСТВ ПИГМЕНТИРОВАННОЙ СИСТЕМЫ
В ПРОЦЕССЕ ДИСПЕРГИРОВАНИЯ
Многие свойства пигментированных систем в процессе диспергирования
претерпевают значительные изменения. Прежде всего, как уже отмеча-
лось, увеличение дисперсности сопровождается ростом запаса поверх-
ностной энергии системы, что непосредственно связано с ее устойчи-
востью. При диспергировании, а также при дальнейшей переработке и
хранении меняются реологические свойства пигментных систем, причем
эти изменения нередко имеют весьма сложный характер и определяются
свойствами как пигментов и наполнителей, так и жидкой фазы. Дисперс-
ность влияет также практически на все оптические показатели пигмента
и пигментированной системы: меняются цветовой тон и чистота цвета,
интенсивность и укрывистость.
От конечной дисперсности пигментированного материала зависят
защитные и физико-механические свойства лакокрасочных покрытий
[91]. Увеличение дисперсности в процессе диспергирования снижает
паро- и водопроницаемость покрытий. В работе [91] приведены данные
о снижении паропроницаемости покрытий, пигментированных диокси-
дом титана и оксидом цинка, с ростом их дисперсности. Показано, что
дисперсность пигментов и наполнителей влияет на защитно-диффузион-
ные свойства покрытий — в большинстве случаев с увеличением дисперс-
ности защитное действие лакокрасочных покрытий повышается. Для
некоторых пигментов, таких, как железоокисные, существует оптималь-
ное значение дисперсности с точки зрения защитного действия пигменти-
рованных ими покрытий. Однако необходимо учитывать, что с ростом
дисперсности повышается фотоактивность пигментов, проявляющих это
свойство, например оксида цинка и диоксида титана. Направленное изме-
нение дисперсности пигментов и наполнителей позволяет регулировать
физико-механические свойства покрытий, в том числе внутренние напря-
жения, от которых в значительной степени зависит долговечность покры-
тий. Оптимальное значение дисперсности пигментов и наполнителей су-
ществует, вероятно, для большинства свойств покрытий, однако оно
находится чаще всего в области высокой дисперсности, лежащей за пре-
делами чувствительности прибора „Клин”.
Знание закономерностей изменения различных свойств пигментиро-
ванных систем в процессе диспергирования необходимо как для прогно-
зирования конечных свойств пигментированного материала и сформиро-
ванного из него покрытия, так и для обоснованного составления рецеп-
тур, выбора физико-химических условий и режимов диспергирования.
2.3.1. Реологические свойства
Реологические свойства пигментированных систем — микрогетерогенных
систем с высоким содержанием дисперсной фазы — определяются как
реологическими свойствами жидкой фазы — растворов олигомеров и
полимеров [109, гл. 12, гл. 13], так и прочностными свойствами коагу-
ляционно-флокуляционной структуры, образованной частицами пигмен-
та. Для начала течения пигментированных систем необходимо приложить
определенное напряжение для разрушения образовавшейся структуры.
Это напряжение носит название предела текучести или предельного на-
пряжения сдвига 7*0. Течение отличается от ньютоновского, т. е. градиент
скорости сдвига не пропорционален приложенному напряжению. Течение
таких систем описывается уравнением:
Г=То + >?пл(^Г (2.30)
где чпл — пластическая вязкость; п — показатель степени, характеризующий свой-
ства системы; градиент скорости сдвига.
<йс
Течение систем, имеющих конечное значение предельного напряже-
ния сдвига и п< 1, называют пластическим, если т0 близко к нулю, тече-
ние называют псевдопластическим, если п> 1 — пластическим дилатант-
ным. При п — 1 уравнение (2.30) переходит в уравнение Бингама, такие
тела называют бингамовскими.
Пластическая вязкость т?Пл в уравнении (2.30) отличается от ньюто-
новской тем, что она не учитывает прочности структуры. Для бингамов-
ской жидкости соотношение между ньютоновской и пластической вязко-
стью может быть выражено зависимостью [84, с. 364]:
Пространственные структуры, образованные частицами пигментов
и наполнителей через прослойки дисперсионной среды, по классифика-
ции П. А. Ребиндера относятся к коагуляционным структурам [84].
При предельном напряжении сдвига т0 происходит их разрушение, вслед-
ствие чего вязкость систем резко снижается. По окончании механического
воздействия в системе постепенно образуются новые связи и возникает
структура, аналогичная разрушенной. Этот обратимый процесс называет-
ся тиксотропией и имеет очень большое значение в технологии получения
как пигментированных материалов, так и лакокрасочных покрытий.
Тиксотропия характеризуется периодом релаксации — временем, необхо-
димым для восстановления структуры. Различают прочностную тиксо-
тропию , обусловленную образованием коагуляционной или флокуляци-
онной сетки (структуры) из взаимодействующих друг с другом твердых
частиц и вязкостную, обусловленную образованием пространственных
надмолекулярных структур пленкообразователя в концентрированных
растворах или расплавах. Прочностная тиксотропия характерна для вы-
соконаполненных систем, вязкостная — для систем с малым содержани-
ем или даже отсутствием пигментов и наполнителей. Возможно образова-
ние смешанных взаимно пронизывающих друг друга пространственных
структур обоих типов.
В процессе получения пигментированных материалов под влиянием
значительных сдвиговых усилий происходит разрушение пространствен-
ных структур, образованных как пигментными частицами, так и макро-
молекулами пленкообразователя. Вязкость систем при этом резко сни-
жается, и характер течения приближается к ньютоновскому. Такое со-
стояние системы наиболее благоприятно для завершения адсорбционных
процессов и процессов смачивания.
В технологии пигментированных материалов приходится встречаться
и с дилатантным течением. Явление дилатантности проявляется у очень
концентрированных суспензий в том случае, когда между частицами
пигмента нет прочных связей и они сохраняют достаточно высокую по-
движность под действием небольших сдвиговых усилий или при малых
скоростях сдвига. С увеличением сдвиговых напряжений или скорости
сдвига начинают проявляться взаимные механические препятствия пере-
мещению частиц относительно друг друга. При недостатке жидкой фазы
и больших скоростях сдвига в системе возникают неполностью заполнен-
ные капилляры с высоким капиллярным давлением, препятствующим
увеличению деформации. Явление дилатантности особенно характерно
для высоконаполненных систем, содержащих анизодиаметричные части-
цы пигментов и наполнителей. Часто дилатантными свойствами обладают
плотные осадки пигментов и наполнителей в тех случаях, когда в исход-
ной системе не имелось условий для формирования коагуляционной
структуры, препятствующей осаждению пигмента и уплотнению осадка.
На практике проявление дилатантного характера системы может привес-
ти к поломке перемешивающих устройств или выходу из строя шесте-
ренчатых или центробежных насосов.
Зависимость вязкости концентрированных суспензий, к которым
относятся пигментированные системы, от содержания твердой фазы име-
ет сложный характер; на нее влияют размеры и форма частиц. Предло-
жен ряд математических выражений, связывающих вязкость с содержа-
нием дисперсной фазы [112, с. 612], однако ни одно из них не является
универсальным. Во многих случаях для концентрированных систем, име-
ющих высокую относительную вязкость т?отн=т?/т?0> выполняется эмпи-
рическое уравнение Эйлера [112, с. 693]:
_ 25 У2
’7°™ 16 [(1-у)/фмакср
(2.32)
где — объемное содержание твердой фазы; <£макс — максимально возможное
объемное содержание твердой фазы (для сферических частиц — 0,74).
Для разбавленных суспензий удовлетворительно выполняется зави-
симость [84, с. 373]:
^?ОТН 1 +<Х<Р +
где а =2,5= 3,0; (3= 12:23
(2.33)
Вязкость суспензий резко возрастает при достижении определенного
содержания твердой фазы (определенной ОКП в случае пигментирован-
ных материалов), которое может сильно различаться для разных пигмен-
тов (рис. 2.2). Как видно из рис 2.2, ОКП, соответствующая началу рез-
кого увеличения вязкости, уменьшается с ростом удельной поверхности
пигментов.
В большинстве случаев вязкость и структурная прочность пигмент-
ных паст в процессе диспергирования увеличиваются до определенного
предела (рис. 2.3, а), что связано с ростом удельной поверхности и, сле-
довательно, увеличением числа коагуляционных контактов.
В ряде случаев в начальный период диспергирования может наблю-
даться и некоторое понижение вязкости. Это характерно для хорошо
смачивающихся агрегатов с большим объемом внутренних полостей, по-
глощающих в начале процесса значительную долю связующего, понижая
соответственно эффективное содержание жидкой фазы в пространстве
между частицами. Разрушение таких агрегатов и приводит к понижению
вязкости, которая возрастает далее в процессе диспергирования.
Структурная прочность пигментных паст при диспергировании чрез-
вычайно сильно зависит от соотношения пигмента и пленкообразователя
при неизменном соотношении твердой и жидкой фаз в системе. Наиболее
типичная зависимость структурной прочности от концентрации пленко-
образователя получена для пасты железного сурика в пентафталевом ла-
ке (рис. 2.3, 6}. Ход кривой на рис. 2.3, б можно объяснить следующим
образом. Структурирование в концентрированной суспензии (пасте) про-
исходит за счет образования коагуляционных контактов между частица-
ми или агрегатами частиц твердой фазы. При введении небольших коли-
честв пленкообразователя его молекулы, адсорбируясь на агрегатах, по-
крывают часть их поверхности. При этом снижается вероятность сопри-
косновения частиц незакрытыми по-
верхностями, что и Приводит к сниже-
нию прочности образующейся тиксо-
тропной структуры. При увеличении
содержания пленкообразователя в си-
стеме его молекулы проникают в тре-
щины, полости и поры агрегатов и, й
оказывая расклинивающее действие
(вместе с механическим воздействием
Рис. 2.2. Зависимость вязкости алкидного
лака от ОКП:
1 — технический углерод (5уд = 100 м2/г);
2 — железная лазурь (Л’уд = 5О м2/г); 3 —
диоксид титана (£уд = 10 м2/г).
10
20 30
окп,°/0
о
Время, мин Концентрация пленкооБразоВа-
теля, %
Рис. 2.3. Зависимость структурной прочности паст железного сурика в вазелиновом
масле от продолжительности диспергирования (я) и в лаке ПФ-6 от содержания
пленкообразователя (б).
при диспергировании), разрушают их. При этом обнажаются новые по-
верхности, что приводит уже к упрочению коагуляционной структуры,
так как пленкообразователя в системе недостаточно для полного покры-
тия всей вновь образовавшейся поверхности твердых частиц. Дальней-
шее увеличение количества пленкообразователя приводит к закрытию
и этих новых поверхностей, прочность снова снижается, и при последу-
ющем увеличении концентрации пленкообразователя определяется глав-
ным образом структурно-вязкостными свойствами его раствора.
В скоростном диспергирующем оборудовании, где режим течения
жидкости турбулентный, эффективная вязкость системы в процессе
диспергирования существенно отличается от вязкости, определенной
при ламинарном течении. Значение эффективной вязкости может быть
определено по формуле [113, с. 184]
J?=pnc?2/Re (2.34)
где р — плотность перемешиваемой среды; п — частота вращения мешалки; d — ди-
аметр мешалки.
При турбулентном режиме течения может меняться и зависимость
вязкости дисперсной системы от содержания дисперсной фазы. Так, вве-
дение небольшого количества пигментов или наполнителей в раствор
пленкообразователя вначале приводит к некоторому понижению потерь
на трение в турбулентном потоке (эффект Томса), и только при увеличе-
нии содержания твердой фазы сначала незначительно, а затем и резко по-
вышается эффективная вязкость.
Большое значение в технологии получения пигментированных мате-
риалов имеет изменение вязкости системы в зависимости от температу-
ры. Диспергирование пигментированных систем сопровождается посто-
янным изменением их реологических свойств, поскольку в современном
диспергирующем оборудовании, характеризующемся большими напря-
жениями и скоростями сдвига, происходит значительный разогрев мате-
риала и охлаждение его на дальнейших стадиях.
2.3.2. Оптические свойства
Укрывистость, интенсивность, а также такие колористические показате-
ли пигментов, как доминирующая длина волны и чистота цвета, при не-
изменном химическом составе и кристаллической модификации зависят
прежде всего от их дисперсности.
Укрывистость. Рассеяние света частицами пигмента обусловлено раз-
ностью показателей преломления пигмента и среды, в которой он диспер-
гирован. В случае крупных частиц, т. е. частиц, размеры которых значи-
тельно превышают длины волн видимого света, рассеяние сводится к
многократному зеркальному отражению светового потока поверхностя-
ми частиц. Если же частицы соизмеримы с длинами волн света, его рас-
сеяние имеет другой механизм.
При прохождении света через однородную среду все 4ai ищы подвергаются по-
ляризации, зависящей от частоты электромагнитных колебаний. В результате поля-
ризации образуются диполи с переменным электрическим моментом, которые сно-
ва излучают свет, т. е. сами являются источником электромагнитных колебаний.
Согласно принципу Гюйгенса, -свет, излучаемый диполями, распространяется в том
же направлении, что и падающий поток, с интенсивностью подающего потока. Если
в системе присутствуют частицы, поляризуемость и показатель преломления кото-
рых отличаются от поляризуемости и показателя преломления среды, то и диполи,
получающиеся в результате поляризации, имеют другие дипольные моменты. Излу-
чение этих диполей не равно излучению остальной среды. Такое некомпенсирован-
ное излучение наблюдается в виде рассеянного света, интенсивность которого Is
для сферических, непоглощающих свет частиц определяется уравнением Рэлея:
9тт(1 + cos2ot) 2.
2Е2Я4 \n?+2ng/ V о
(2.35)
где а — угол между направлениями потоков рассеянного и падающего света; L —
расстояние до частицы; Л — длина волны падающего света; л, и nQ — показатели
преломления частицы и среды; V — объем частицы; IQ — интенсивность падающего
света.
Уравнение Рэлея справедливо только для непоглощающих свет частиц, разме-
ры которых не больше 0,07 X.
Теория рассеяния света поглощающими свет частицами разработана Ми. Урав-
нения для расчета интенсивности рассеянного света Is по теории Ми имеет следу-
Д2 Г Т1
pa’™’^’cosa)j ’Jo
ющий вид:
(2.36)
где а = Indp ', d — диаметр частицы; m — комплексный показатель преломления;
m =п1 [7 - 1К(К) ]; К(X) - коэффициент поглощения.
Таким образом, по теории Ми интенсивность рассеянного света для данной
длины волны и данного размера частиц определяется не только соотношением
показателей преломления частиц и среды, но и коэффициентом поглощения.
Для частиц с размерами менее 0,07Х, когда действует закон Рэлея, светорас-
сеяние прямо пропорционально шестой степени размера частиц.
Согласно теории Ми, зависимость светорассеяния от размеров частиц
выражается кривой с максимумом, который наблюдается для частиц
Рис. 2.4. Общая зависимость интенсивности рассеянного света от размера частиц
дисперсной фазы.
Рис. 25. Спектральная зависимость функции Гуревича - Кубелки - Мунка для
желтого свинцового крона с различным средним размером частиц, разбеленного
цинковыми белилами в соотношении 3:1.
с размерами 0,25Х—0,ЗЗЛ. На рис. 2.4 приведена общая зависимость
интенсивности рассеянного света от размера частиц дисперсной фазы.
Ограниченность теории Ми для реальных пигментированных систем
обусловливается анизодиаметричностью частиц, характерной для боль-
шинства пигментов, и чрезвычайно высоким содержанием дисперсной
фазы в системе, при котором несколько частиц могут проявлять себя
оптически как одна. В работе [114] рассмотрено влияние ОКП на укры-
вистость на примере диоксида титана. Установлено, что укрывистость
остается постоянной только до определенного значения ОКП.
Пигмент в лакокрасочном материале полидисперсен и характери-
зуется определенной функцией распределения частиц по размерам. Бо-
быренко [115] получена следующая зависимость коэффициента рассея-
ния покрытия от наивероятнейшего радиуса частиц пигмента:
= (2.37)
'н к
где — объемное содержание пигмента (ОКП); гн — радиус частиц пигмента,
соответствующий максимуму дифференциальной массовой функции распреде-
ления размеров частиц, т. е. наивероятнейший радиус; х — доля световой энер-
гии, рассеянной частицами пигмента в направлении „назад”, х = 0,5 (!-«,/«„);
к — константа, характеризующая оптические свойства частиц пигмента и среды
и зависящая от показателей преломления пигмента и, и среды п0 и длины волны
света.
'-=?(€-) (2М>
Наивероятнейший радиус частиц пигмента, соответствующий макси-
мальному значению коэффициента рассеяния, а следовательно, и макси-
мальной укрывистости, равен [115]:
rH = 0,447 Л/л ( и 1 - n0)
(2.39)
Из уравнения (2.39) следует, что оптимальный наивероятнейший ра-
диус частиц пигмента зависит от их показателя преломления. Макси-
мальная укрывистость для пигментов, имеющих больший показатель
преломления, соответствует меньшим размерам, частиц:
г опт н И1
Диоксид титана, рутил 0,08-0,10 2,9
Диоксид титана, анатаз 0,10-0,13 2,3
Оксид цинка 0,17-0,20 2,0
Для монодисперсных пигментов Бобыренко приводит следующее
уравнение [115]:
гн —О,725Л/тт(п1-гго)
(2.40)
Из сравнения уравнений (2.40) и (2.39) следует, что оптимальный
наивероятнейший размер частиц полидисперсного пигмента в 1,8 раза
меньше, чем для монодисперсного. Уравнение (2.39) выведено для поли-
дисперсности, характеризуемой константой полидисперсности Qm = 1,04-^
1,06, наиболее характерной для пигментов.
Интенсивность пигментов также основана на оптических явлениях,
характерных для коллоидных систем, и при прочих равных условиях
зависит от дисперсности пигмента: с ростом дисперсности пигмента ин-
тенсивность повышается. По изменению интенсивности пигментов в про-
цессе диспергирования, как указывалось в разделе 2.2,можно судить об
изменении размера частиц. Для ряда пигментов (красного и желтого же-
лезоокисного, кадмиевых пигментов) показано, что нарастание интен-
сивности в процессе диспергирования описывается гиперболической
функцией.
На рис. 2.5 приведены спектральные зависимости функции Гуреви-
ча — Кубелки — Мунка для желтого свинцового крона. В минимуме аб-
сорбции света значение функции KQCjjS (X) практически не зависит от
среднего размера частиц пигмента, в то время как в максимуме абсорб-
ции (для Х = 450 нм) уменьшение среднего размера частиц в 6 раз вызы-
вает более чем трехкратное возрастание значения функции К (X) /5 (X).
Зависимость функции Гуревича — Кубелки — Мунка от среднего
размера частиц S в максимуме абсорбции света (рис. 2.6) выражается
уравнением:
Д(Л)/5(л) = [я(л)/5(Л)]о e~bdC (2.41)
где d — диаметр частиц; [X" (X)/ S' (X)] 0 — предельное значение функции Гуревича —
Кубелки — Мунка; Ъ и с — коэффициенты.
Значение [/С(Х)/5(Х)]о может быть определено из зависимости
обратного значения функции К(X) /5 (X) от г-1 (где т — продолжитель-
ность диспергирования) путем экстраполяции к бесконечно большой
Рис. 2.6. Зависимость функции Гуре-
вича — Кубелки — Мунка в максиму-
ме поглощения света для желтого
свинцового крона от среднего разме-
ра частиц.
продолжительности диспергиро-
вания (рис. 2.7). Таким об-
разом, для желтого крона, раз-
беленного цинковыми белила-
ми, [K(X)/S(X) ]о =3,3. Для
вычисления коэффициентов Ъ
и с экспериментальные данные обрабатывали по методу наименьших
квадратов, представляя уравнение (2.41) в виде:
1g-
Л(Л)/5(Л)
& [Я(Л)/5(Л)]0
= lg 10,434 b|+ clg-d
(2.42)
Получены значения: Ъ — 0,2 и с = 1,35.
Интенсивность пигмента повышается с ростом дисперсности, однако
при приближении к определенному значению KQC)/S (X) это повышение
резко замедляется и дальнейшее диспергирование становится уже нецеле-
сообразным. Такое значение /f(X)/5(X) следует считать оптимальным.
„ К(Х)/5(Х)
При достижении значения ----------
[*(X)/S]0
вание практически уже не влияет на
интенсивность пигмента. Оптималь-
0,9 (см. рис. 28), диспергиро-
ный размер частиц, исходя из этого,
может быть вычислен по уравнению:
Рис. 2.7. Зависимость обратного значения функции Гуревича — Кубелки — Мунка
от обратного значения продолжительности диспергирования желтого свинцового
крона.
n., ,о d[K(h)/S(h] К(X)/5(Х)
гис. 2.8. Зависимость-—————- от ——--- — • , для желтого свинцового
крона. Лт [К (X) IS (X) ]0
Для желтого крона, согласно уравнению (2.43), donT= 0,67 мкм.
Значение [А- (X) jS (X) ] 0 может быть, рассчитано, однако с меньшей
точностью, из выражения:
St / Jo [K(A)/S(X)]1 + [K(^)/S(z)]2-21g[A(X)/5(Z)]3
2
— 12.44)
где [X(X)/S'(X)]1 и [X(X)/S'(X)]1 - значения функции Гуревича - Кубелки -
Мунка для выбранных d1 и d2; [К (X)/ S' (X)] 3 - значение функции Гуревича - Ку-
белки — Мунка для d3 ~\/dld.2.
Для желтого крона по уравнению (2.44) получено значение
[А-(Х)/5(Х)]0 =3,5.
Аналогичные расчеты были проведены по имеющимся в литературе
экспериментальным и рассчитанным по теории Ми данным для /3-фтало-
цианина меди. Значение [A'(X)/S(X)]0 было рассчитано по уравнению
(2.44). Оптимальное значение размера частиц этого пигмента dom, вы-
численное по уравнению (2.43), оказалось равным 0,087 мкм, что близ-
ко к приведенному в работе [116] значению 0,08 мкм.
Как показали наши исследования и исследования Хаузера, Германа
и Хонигмана [Н6], несмотря на то что современное диспергирующее
оборудование позволяет проводить диспергирование до первичных крис-
таллов, на практике интенсивность перестает расти при достижении опре-
деленной дисперсности. Это, по всей вероятности, объясняется тем, что
при введении разбеливающего пигмента, имеющего меньшую дисперс-
ность, чем цветной пигмент, частицы цветного пигмента, заключенные
между частицами белого пигмента, оптически ведут себя как одна, и
дальнейшее диспергирование не вызывает повышения интенсивности.
Увеличение дисперсности пигментов, приводящее к росту укрывисто-
сти, интенсивности и чистоты цвета (рис. 2.9), изменяет и цветовой тон
пигмента. Цвет вещества зависит от положения полосы поглощения в
видимой части спектра, однако на оттенок пигмента в большой степени
влияет форма и размер частиц, так как спектр отражения определяется
не только спектром поглощения, но и характером рассеяния света. Так,
увеличение частиц свинцового оранжевого и красного свинцово-молиб-
датного кронов приводит к
смещению максимума Отра-
жательной способности пиг-
мента в длинноволновую об-
ласть, т. е. к усилению крас-
ного оттенка. Рост кристал-
лов при синтезе желтого
Рис- 2.9. Зависимость чистоты
цвета от среднего размера частиц
желтого свинцового крона.
железоокисного пигмента ведет к сильному потемнению продукта, варьи-
руя размеры частиц красного железоокисного пигмента, можно получить
целую гамму оттенков. Уменьшение среднего размера частиц желтого
свинцового крона с 4,8 до 0,8 мкм смещает доминирующую длину волны
с 583 нм до 577 нм, т. е. смещает цвет в сторону зеленого на диаграмме
цветности. Общим правилом является смещение максимума отражения
при диспергировании пигментов в коротковолновую область спектра.
Красные и желтые пигменты при уменьшении дисперсности приобре-
тают голубоватый или зеленоватый оттенок; грубодисперсные зеленые
пигменты имеют желтоватый, а высокодисперсные — голубоватый отте-
нок; мелкие частицы синих пигментов имеют зеленоватый, а крупные —
красноватый оттенок. Увеличение дисперсности белых пигментов повы-
шает их белизну за счет-уменьшения поглощения в низковолновой части
спектра, что особенно характерно для диоксида титана рутильной моди-
фикации.
2.3.3. Полидисперсность пигментированных систем
Зная какой-либо показатель, характеризующий дисперсность пигменти-
рованной системы, — наивероятнейший размер частиц, максимальный
размер частиц или, тем более, степень дисперсности по „Клину”, — не
всегда можно однозначно судить о качестве материала. Причина этого в
несовершенстве существующих способов контроля дисперсности и преж-
де всего в чрезвычайно малой информативности принятого в промыш-
ленности для оценки качества диспергирования показателя — степени
дисперсности по „Клину” (вся шкала прибора „Клин” имеет 20—30 дове-
рительных интервалов, т. е
с его помощью можно получить максимум
4—5 бит информации), который не характе-
ризует полидисперсности пигментированно-
го материала. От полидисперсности же за-
висит ряд свойств пигментированного мате-
риала. Прежде всего полидисперсность
уменьшает агрегативную устойчивость дис-
персных систем. Значительно большая ско-
рость коагуляции полидисперсных систем
по сравнению с монодисперсными объясня-
ется тем, что столкновения между частица-
ми разных размеров всегда более вероятны,
чем между частицами одинаковых размеров.
Полидисперсность оказывает сущест-
венное влияние на оптические свойства пиг-
ментированных лакокрасочных материалов.
Рис. 2.10. Дифференциальные кривые распределе-
ния частиц оксида хрома в пастах со степенью дис-
персности по „Клииу” до 30 мкм при различных
константах скорости диспергирования.
При увеличении полидисперсности наблюдается значительное снижение
чистоты цвета пигмента, так как изменение размеров частиц приводит к
изменению доминирующей длины волны рассеянного света, т. е.к изме-
нению цветового тона. В результате субтрактивного смешения цветов
снижается доля монохроматической составляющей в суммарном свето-
вом потоке, рассеянном всей совокупностью частиц. Полидисперсность
влияет также на упаковку частиц пигментов в красочной пленке.
Характер распределения частиц пигмента по размерам при одной
и той же степени дисперсности по „Клину” определяется режимом дис-
пергирования. Так, увеличение константы скорости диспергирования
приводит к значительному росту монодисперсности и уменьшению
наивероятнейшего радиуса частиц г н при постоянном значении степени
дисперсности по „Клину” (рис. 2.10).
3. УПРАВЛЕНИЕ ПРОЦЕССОМ ДИСПЕРГИРОВАНИЯ
3.1. ГИДРОДИНАМИКА ПРОЦЕССА ДИСПЕРГИРОВАНИЯ
Различают три режима, характеризующих поведение частиц твердой фазы
в жвдкой среде [117]. При малом содержании твердой фазы влияние
столкновений частиц невелико, и поведение частиц определяется вяз-
костью среды. При некотором промежуточном содержании частиц число
столкновений между ними увеличивается,-инерционные силы становятся
более заметными по сравнению с вязкостью среды. При высоком содер-
жании частиц твердой фазы их перемещения настолько тормозятся, что
в динамическом поведении среды преобладает межчастичный контакт.
Если в пасту вводится небольшое количество диспергирующих тел сфе-
рической формы, то в результате разрушения структуры несколько сни-
жается эффективная вязкость системы — эффект Томса, с увеличением
количества этих тел они становятся составляющими новых структурных
образований. Относительное смещение мелющих тел разрушает эти обра-
зования и происходит снижение эффективной вязкости с одновремен-
ным разрушением пигментных агрегатов.
Предполагается,Ачто в диспергаторах, в которых течение системы
(паста и диспергирующие тела) осуществляется под внешним воздей-
ствием, процесс имеет вероятностный характер и зависит от вида тече-
ния, которое определяется конструктивными особенностями диспергиру-
ющего аппарата.
Для описания гидродинамических процессов в цилиндрических аппаратах с
мешалками предложена [118; 119, с. 11] двухконтурная циркуляционная модель
с переменной структурой. Эта модель составляется следующим образом;
1. Зона мешалки, где наблюдается наибольшая степень турбулизации, пред-
ставляется в виде одной ячейки идеального смешения. Эта зона геометрически
представляется цилиндром, симметричным оси и положению мешалки (рис. 3.1),
объем ее можно определить по уравнению:
Vb= У12 7tb(5D2 + dn + DdM) (3-1)
2. Весь остальной объем аппарата разделяется положением мешалки на две зо-
ны: верхнюю и нижнюю, которые соединены двумя циркуляционными контурами,
пересекающимися в зоне мешалки. В зависимости от положения мешалки каждая
зона аппроксимируется переменным числом ячеек. Общий объем ячеек в каждом
из контуров можно определить из соотношений:
Va=0,25 7tD2(ff-h)-0,5Vb (3.2)
Fc = 0,25 ftD2h~ 0,5 Vb (3.3)
3. Поток, создаваемый мешалкой, делится на два вторичных потока, образу-
ющих верхний и нижний циркуляционные контуры. Эти вторичные потоки нахо-
дят из соотношения:
qx/q2 = h/(H-h) (3.4)
Основной поток <?, создаваемый мешалкой, вычисляют по уравнению насосной
производительности. Для мешалок с лопастями:
q=knd2b (3-5)
где к — коэффициент, зависящий от числа лопаток мешалки; п — частота вращения
мешалки.
Количество жидкости, притекающей к гладкому диску в осевом направлении,
определяется из условия:
<7 = 0,219/?3wRe~°'2 (3.6)
где R — радиус диска; со — его угловая скорость.
Кратность циркуляции, являющаяся отношением насосной производительно-
сти к объему среды, определяет качество обработки и отражает затраты работы на
обработку единицы объема среды. Между условиями работы мешалок и свойства-
ми создаваемого ими потока существует непосредственная связь, отражающаяся на
интенсивности протекающих процессов.
В цилиндрических сосудах с лопастными мешалками течение рассматривается
как комбинированный вихрь Ренкина, который представляет собой совокупность
цилиндрического вихря конечной длины и вихря, уходящего в бесконечность
области динамического вращения жидкости вокруг него. Радиус цилиндрического
вихря зависит от радиуса окружности, охватываемой мешалкой. Зависимость ради-
уса центрального вихря г в от центробежного критерия Рейнольдса Reu при радиусе
мешалки г м можно представить выражением:
гв/ги =Кец/(103+ 1,6Кец) (3.7)
Эпюра изменения окружной скорости по-
тока wT отражает ее возрастание с ростом ра-
диуса потока в пределе до г = г м и последу-
ющее снижение в связи с внутренним трением
(рис. 3.2). Характер движения жидкости в ци-
линдрических сосудах с дисковыми и диско-
зубчатыми мешалками отражается на давлении
Рис» ЗЛ. Схема двухконтурной циркуляцион-
ной модели.
Рис. 3.4. Изменение текущего радиуса-вектора.
потока р в зоне сосуда, находящейся под мешалкой (рис. 3.3) [94, с. 78]. В центре
зоны вращения дисковой мешалки возникает разрежение. По мере удаления от оси
сосуда нарастает давление, которое достигает наибольшего значениия на периферии
диска, а затем снижается (в пределе до нуля) у стенок сосуда.
Градиент скорости и, следовательно, напряжение сдвига от действия мешалок
зависит не только от степени т отклонения течения данной системы от ньютонов-
ского, но и от конструктивных особенностей аппарата, характеризуемых отношени-
ем диаметра мешалки к диаметру сосуда: Гр =гм/гс. На границе зон скорость сдви-
га приобретает значение:
^,2/тп
Тт 1-Гг2/та
(3.8)
Направленность линии токов как для гомогенных, так и для гетерогенных
систем не зависит от частоты вращения перемешивающего устройства и его типа
[118;119,с. 11]. Превалирующие тангенциальные токи деформируются радиальной
составляющей, и результирующая линия токов приобретает вид логарифмической
спирали. Значение текущего радиуса-вектора описывается в конечном виде урав-
нением:
г =/?exp(-ctg-0,y>) (3.9)
где 0 — угол между касательной к проекции спирали на плоскость, перпендикуляр-
ную оси вращения, и радиусом-вектором в данной точке проекции (рис. 3.4).
Гидродинамика флокулированных и вязко-пластичных систем описана в рабо-
тах [120; 121; 122].
Скорость сдвига и соответствующее ей напряжение сдвига в объеме
цилиндрического аппарата — величина переменная. В поперечном сечении
аппарата наибольшая скорость сдвига достигается в кольцевой плоско-
сти, осевая линия которой совпадает с концом мешалки. По мере удале-
ния от плоскости действия мешалок в результате внутреннего трения в
перемешиваемой системе и торможения потока скорость сдвига и соот-
ветствующее напряжение сдвига уменьшаются. Следовательно, для одной
и той же системы при неизменной частоте вращения мешалок диспергато-
ра напряжение^сдвига различно в разных точках пространства и зависит от
радиуса дисковых мешалок и шага между ними.
В бисерных диспергаторах количество циркуляционных контуров и
ячеек идеального смешения зависит от количества дисков на сборных
мешалках. Гидродинамика потока здесь усложняется передвижением
пасты под действием шестеренчатых насосов, а также изменением ее фи-
зических свойств в результате дезагрегации и изменения температуры.
На гидродинамику потока и реологические особенности пигментных паст
весьма значительно влияет наличие диспергирующих тел, которые нару-
шают сплошность структуры пасты, что вызывает изменение ее вязко-
упругих свойств. Напряжение сдвига здесь определяется кажущейся вяз-
костью системы паста — диспергирующие тела, которая, в свою очередь,
определяется эффективной вязкостью пигментной пасты, физическими
свойствами диспергирующих тел (плотностью, размерами, способностью
смачиваться растворами пленкообразователей) и адгезионными свойст-
вами пасты.
3.2.ОПТИМИЗАЦИЯ СОСТАВА ПАСТ ДЛЯ ДИСПЕРГИРОВАНИЯ
Основной задачей при составлении рецептур пигментированных материа-
лов для осуществления процесса диспергирования является установле-
ние концентрации пленкообразователя в растворе ц содержания пигмен-
тов и наполнителей (соотношения пигмент : пленкообразователь). При
этом необходимо учитывать, что варьирование возможно только в рам-
ках конечной рецептуры лакокрасочного материала, которая разрабаты-
вается с целью получения необходимого комплекса эксплуатационных
свойств покрытия. Меняя соотношение пигмент: пленкообразователь и
концентрацию пленкообразователя, необходимо предусматривать воз-
можность доведения системы на последующих стадиях до необходимых
значений вязкости и сухого остатка.
Нередко пленкообразователь, входящий в состав пигментированно-
го материала и обусловливающий требуемые свойства лакокрасочного
покрытия, отнюдь не оптимален с точки зрения диспергирования. В.этом
случае приходится вводить лишь те или иные добавки, которые могут
влиять и на свойства пигментированного покрытия, что также следует
учитывать при составлении рецептур для диспергирования. Важно не
только получить высокодисперсный материал после стадии диспергиро-
вания, но и придать ему необходимую стабильность при дальнейшей пере-
работке и хранении. Основные принципы выбора активных сред для дис-
пергирования подробно рассмотрены в монографии Ермилова [96, с. 213J.
Главным условием успешного проведения процесса диспергирования
является качественное и количественное соответствие между функцио-
нальными группами пленкообраэующих веществ и активными центрами
поверхности пигментов и наполнителей. О свойствах поверхности пигмен-
тов уже говорилось в разделе 1.7.5. Следует отметить, что одинаковые по
химическому составу пигменты могут обладать различными поверхност-
ными свойствами в зависимости от условий их производства, введения
добавок-модификаторов и последующей поверхностной обработки.
Характер адсорбции пленкообразователей на поверхности пигмента
зависит от природы и количества функциональных групп в них, молеку-
лярно-массового распределения и концентрации пленкообразователя в
растворе. В водных растворах пленкообразователей адсорбция определя-
ется также степенью ионизации ионогенных групп пленкообразователя.
Большое влияние на адсорбцию оказывают и растворители, которые
могут сами адсорбироваться и блокировать активные центры. Раствори-
тели могут взаимодействовать с молекулами пленкообразователей, бло-
кируя их функциональные группы, а также адсорбируются на активных
центрах твердой поверхности, конкурируя с пленкообразователями. Не-
которые растворители (алифатические и ароматические углеводороды)
могут сольватировать молекулы пленкообразователей и физически ад-
сорбируются на всей поверхности пигментов.
Основные компоненты пленкообразующих композиций — олигоме-
ры и полимеры, пластификаторы, сиккативы, растворители — в большин-
стве своем по химической структуре дифильны и обладают в той или
иной степени поверхностной активностью. Полярными группами в моле-
кулах пленкообразователей могут быть карбоксильные, карбонильные,
гидроксильные, сложноэфирные, аминные и другие. Однако если эти
группы чередуются с короткими неполярными звеньями, то поверхност-
ная активность пленкообразователей может оказаться практически неза-
метной.
Молекулярная масса пленкообразователя влияет на адсорбционные
и диффузионные процессы в системе. Более низкомолекулярные компо-
ненты легко проникают в микротрещины и микрополости агрегатов и,
оказывая расклинивающее действие, способствуют дезагрегации. При
одной и той же концентрации пленкообразователя интенсивность диспер-
гирования значительно возрастает с уменьшением его молекулярной мас-
сы. В то же время от молекулярной массы зависят реологические свой-
ства растворов пленкообразователя: чем меньше его молекулярная мас-
са, тем выше может быть в системе его критическая концентрация.
Для выбора рабочих концентраций пленкообразователя при диспер-
гировании необходимо установить его критическую концентрацию [110].
Определить критическую концентрацию можно по вязкости раствора или
из зависимости электрической проводимости растворов от концентрации
(рис. 3.5), причем второй метод дает-более точные результаты. Снижение
концентрации пленкообразователя ниже критической — до 1,5—2,0% ин-
тенсифицирует процесс диспергирования, поскольку значительно облег-
чает процессы смачивания, и адсорбции, однако общее количество плен-
кообразователя недостаточно, чтобы покрыть поверхность диспергиро-
ванных частиц пигмента адсорбционным слоем нужной толщины. В этом
случае частицы пигмента будут взаимодействовать друг с другом через
тонкий адсорбционный слой, образуя прочную флокуляционную струк-
туру, флокулированные системы очень трудно поддаются размешива-
нию — редиспергированию. Последующее введение в такие пигментные
пасты концентрированных растворов пленкообразователей приводит к
дальнейшем довести до рабочей
Рис- 3.5. Зависимость удельной объ-
емной электропроводимости к
(-----) и вязкости ч (-----) рас-
творов алкидного олигомера в кси-
лоле от концентрации и температуры.
поглощению (всасыванию) рас-
творителей из пигментной пас-
ты и выпадение пигмента в оса-
док („пигментный шок”) (см.
раздел 2.1). К тому же чрезмер-
но низкие концентрации плен-
кообразователя при дисперги-
ровании могут привести к по-
лучению пигментных паст, ко-
торые невозможно будет в
>сти и требуемого сухого остатка
из-за избытка растворителя в системе.
Таким образом, диспергирование целесообразно проводить при кон-
центрациях пленкообразователя, немногим меньше критических. Так,
было показано [123], что при диспергировании в аттриторе паст диокси-
да титана в растворе пентафталевого олигомера, критическая концентра-
ция для которого, определенная реологическим методом, составляет 15—
20%, максимальная производительность аппарата достигается при кон-
центрации 15%; при концентрациях пленкообразователя 15% и выше
пасты диоксида титана агрегативно устойчивы, а при меньших концентра-
циях сравнительно быстро флокулируют.
Одной из первых попыток оптимизации соотношения пигмент : плен-
кообраэователь: растворитель было установление зависимости содержа-
ния пигмента в пасте, соответствующего легкотекучему состоянию (ви-
зуально оценивается по стеканию пасты со стеклянной палочки), от кон-
центрации пленкообразователя [124]. Однако этот метод оказался
непригодным для пластических систем, реологические свойства которых
определяются некоторым предельным напряжением сдвига, что особенно
характерно для паст микронизированных пигментов, пигментов с ярко
выраженной анизодиаметричностью частиц и особенно для органических
пигментов. К тому же этот метод не учитывает постоянного изменения
реологических свойств системы в процессе диспергирования (см. раздел
2.3.1).
При составлении оптимальных рецептур для диспергирования во
многих случаях целесообразно использовать реологический метод, пред-
ложенный Чупеевым и Трапезниковым [125, 126]. Метод основан на
определении зависимости предельного напряжения сдвига диспергиро-
ванных пигментных паст от концентрации пленкообразователя в системе
при неизменном соотношении твердой и жидкой фаз (см. рис. 2.3, б).
Наилучшая диспергируемость достигается в области максимума струк-
турной прочности или чаще в области спада максимума. Соответствующее
этой области соотношение пигмента и пленкообразователя при ранее
выбранной концентрации пленкообразователя в растворе, принимается
за оптимальное. Этот метод достаточно универсален и дает хорошие ре-
зультаты. Недостатком метода является его длительность, поскольку
приходится строить полную реологическую кривую для широкой обла-
сти соотношений пигмент: пленкообразователь.
Значительно менее трудоемок и достаточно строг метод, основан
ный на использовании константы скорости диспергирования в кинети-
ческом уравнении (2.25) и предложенный Калуцей и Галлем [95].
Производительность диспергирующего аппарата G, выраженная
количеством пигмента, лродиспергированного до требуемой дисперс-
ности, в единицу времени в единице объема, пропорциональна содержа-
нию пигмента в пасте Спиг и обратно пропорциональна времени ta,
необходимому для достижения требуемой доли интенсивности от пре-
дельно достижимой «:
G=cnm/ta (3.10)
Подставляя значение ta из уравнения (2.28), получаем:
^^пигЛц а[К(Л)/5(Л)]„ (З Л1)
где Кя — константа скорости диспергирования; [К(X)/S— максимально
достижимое значение функции Гуревича — Кубелки — Мунка при стандартном
разбеле (значение, соответствующее бесконечно большой продолжительности
диспергирования).
Вводя в это уравнение величину сопротивления диспергированию
СД = (015 из выражения (2.29), получаем:
G=CnBr(l-a)/(aio,s) (ЗЛ2)
Из уравнений (3.11) и (3.12) видно, что производительность аппа-
рата пропорциональна содержанию пигмента в пасте и обратно пропорци-
ональна сопротивлению диспергирования. С ростом а производительность
убывает, а при приближении а к 1 стремится к нулю.
Калуцей и Галлем экспериментально было установлено, что констан-
та скорости диспергирования связана с содержанием пигмента в пасте и
концентрацией пленкообразователя зависимостью:
Кд=(а-г>Спиг)-10'‘,Спл (злз)
где с, b,d — эмпирические коэффициенты; СГО1 — концентрация пленкообразователя.
Подставляя константу скорости диспергирования, полученную из
уравнения (3.13), в уравнение (3.11), получаем:
G==a[K(^)/S(3)]co (ЬСП2ИГ)-Ю пл (3.14)
Калуца и Галль [95J вывели уравнение для определения оптимально-
го содержания пигмента:
Спиг ~ 0,5(Кд Спиг — Лд^пиг|/(Лд ~Лд) (3.15)
где Кд и К'д - константы скорости диспергирования для содержаний пигмента в
пасте Спиг и ^пиг-
Константы скорости диспергирования определяют экстраполяцией
прямой, выражаемой уравнением (2.26), до пересечения с осью ординат
используя экспериментально полученные данные.
3.3. ИНТЕНСИФИКАЦИЯ ПРОЦЕССОВ ДИСПЕРГИРОВАНИЯ ВВЕДЕНИЕМ
ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
При диспергировании пигментов в среде пленкообразователя поверх-
ностно-активные вещества (ПАВ) применяются для улучшения смачивае-
мости поверхности пигмента жидкой фазой, облегчения диспергирования
за счет проявления эффекта Ребиндера и стабилизации (повышения агре-
гативной и кинетической устойчивости) пигментных дисперсий.
Смачиватели — зто низкомолекулярные истинно растворимые ПАВ,
применяемые при концентрациях, при которых они не образуют струк-
тур ни в растворе, ни в адсорбционных слоях.
Диспергаторы — ли истинно или коллоидно-растворимые ПАВ
(мол. масса 300—1000) с достаточно сильными функциональными груп-
пами и неразветвленными или слаборазветвленными углеводородными
цепями, слабоструктурированные в растворах и адсорбционных слоях,
способные проникать в микротрещины и оказывать расклинивающее
действие.
Наибольшее стабилизирующее действие проявляется у коллоидно-
растворимых ПАВ с молекулярной массой более 3000, способных обра-
зовывать структуры как в растворах, так и в адсорбционных слоях. Об-
разованию пространственных структур способствует наличие в молекуле
нескольких функциональных групп.
То или иное химическое соединение может проявлять поверхностную актив-
ность в том случае, если в его молекуле имеется полярная группа и достаточно
большой неполярный углеводородный радикал или несколько неполярных групп,
разделенных углеводородными радикалами; иными словами, необходимым усло-
вием проявления поверхностной активности является дифильность молекулы. По-
верхностная активность вещества зависит от гидрофильно-липофильного баланса
(ГЛБ), характеризующего соотношение полярных и неполярных групп в молекуле.
Значение ГЛБ определяется суммой вкладов отдельных гидрофильных и
липофильных 2Л/ групп, входящих в молекулу [84. с. 291] •
ГЛБ =7 + £Г; + >?Л;. (3.16)
По Гриффину [131] вклад липофильной группы (-СН3, -СН2-, =СН-,
=С=) равен 0,475, вклады гидрофильных групп имеют следующие значения:
Группа -COOK —COONa -СООН -ОН =О
П 21,1 19,1 2,4 1,9 1,3
Молекулы большинства пленкоооразователеи являются дифильны-
и могут в большей или меньшей степени проявлять поверхностную
активность, особенно зто относится к водоразбавляемым ионогенным
олигомерам, которые ло строению и способности к диссоциации могут
быть отнесены к анионо- и катионоактивным ПАВ. Пластификаторы,
представляющие собой эфиры ароматических, алифатических карбоно-
вых кислот или фосфорной кислоты, чаще всего являются смачивателя-
ми или диспергаторами.
Низкомолекулярные фракции олигомеров являются достаточно
сильными диспергаторами, а высокомолекулярные — стабилизаторами
[132], поэтому для получения пигментированных материалов целесооб-
разно специально синтезировать олигомеры-диспергаторы и олигомеры-
стабилизаторы .
Пленкообразователи, в молекулах которых регулярно чередуются
полярные и сравнительно небольшие неполярные группы, не обладают
или обладают слабой поверхностной активностью. Практически не облада-
ют поверхностной активностью акриловые олигомеры, поливинилацетат,
поливиниловый спирт, эфиры целлюлозы, поливинилхлорид и неко-
торые типы каучуков. В то же время частично гидролизованные сополи-
меры винилхлорида с винилацетатом проявляют значительную поверх-
ностную активность. Перхлорвиниловые олигомеры с неравномерным
расположением атомов хлора по цепи проявляют большую поверхност-
ную активность, чем поливинилхлорид [96,с. 102].
При недостаточной поверхностной активности пленкообразователей
для успешного диспергирования пигментов целесообразно дополнитель-
но вводить ПАВ. Сравнительно давно в качестве диспергаторов при полу-
чении пигментированных систем на основе органорастворимых пленко-
образователей использовали мыла органических аминов, а также метал-
лические мыла нафтеновых кислот, синтетических жирных кислот и
нефтяных сульфонатов. Широко применяли в качестве диспергаторов
природные фосфатиды типа лецитина.
Толстая и Шабанова [133, с. 88] рекомендуют применять ПАВ в сре-
дах, как адсорбционно не взаимодействующих с пигментом, так и со-
держащих пленкообразователи, адсорбирующиеся на поверхности пиг-
ментов и способствующие стабилизации дисперсий. В адсорбционно
неактивных средах диспергирование пигментов без введения ПАВ во-
обще практически невозможно. В случае адсорбирующихся высокомоле-
кулярных пленкообразователей с малым содержанием полярных групп
из-за плохого смачивания поверхности пигмента диспергирование проте-
кает только при введении в систему низкомолекулярных ПАВ. Добавки
ПАВ-диспергаторов облегчают диспергирование пигментных паст и в
случае пленкообразователей с высокой адсорбционной способностью.
Введение ПАВ предотвращает флокуляцию частиц в пигментирован-
ных материалах и повышает их седиментационную устойчивость. Для
предупреждения расслаивания пигментных дисперсий применяют различ-
ные производные канифоли, в частности канифольно-малеиновые адцук-
ты, сульфоэтерифицированные масла, силиконы, соли жирных кислот
длинноцепных предельных моно- или диаминов. В качестве антифлоку-
лянтов эффективны соли низкомолекулярных аминоспиртов и жирных
кислот, способные адсорбироваться на поверхности пигмента и служить
промежуточным слоем, улучшая условия адсорбции молекул пленкооб-
разователя [134]. Весьма эффективными антифлокулянтами являются
высокомолекулярные вещества, способные образовывать толстые ад-
сорбционно-сольватные слои [106].
Совершенно необходимо применение ПАВ при диспергировании пиг-
ментов в водных средах при получении воднодисперсионных красок и не-
которых водоразбавляемых лакокрасочных материалов, поскольку даже
гидрофильные пигменты плохо смачиваются водой [135]. Поэтому в боль-
шинстве случаев при получении водоразбавляемых пигментированных ма-
териалов пигменты диспергируют в растворе пленкообразователя в орга-
ническом растворителе, смешивающемся с. водой (в изопропиловом,
бутиловом или этиловом спирте, этилцеллозольве, метилзтилкетоне и
др.), а затем после введения нейтрализующего агента, разбавляют водой.
В ряде случаев, при получении красок, не содержащих органических
растворителей или содержащих их в минимальных количествах, диспер-
гирование приходится проводить в водных растворах полиэлектролитов,
а при этом возможно сильное пенообразование. Для устранения ценооб-
разования диспергирование пигментных паст рекомендуется проводить
при максимально возможной вязкости с постепенным введением осталь-
ного связующего.
Для воднодисперсионных материалов нельзя воспользоваться таким
приемом. Водные дисперсии полимеров малоустойчивы к механическим
воздействиям, поэтому диспергировать пигменты непосредственно в дис-
персии полимера невозможно. Диспергирование проводят в водных рас-
творах диспергаторов (полиметафосфат натрия, поливиниловый спирт,
казеин и др.), эмульгаторов (соли жирных кислот, алкилсульфаты, ал-
килсульфонаты), стабилизаторов (регуляторы pH) и антисептиков. По-
лученные после диспергирования пигментные пасты при перемешивании
вводят в дисперсию полимера. Изменение порядка введения пигментной
пасты может вызвать коагуляцию. Для колеровки применяют пигмент-
ные пасты, уже разбавленные латексами. В воднодисперсионные краски
не вводят весьма высокодисперсные пигменты. Необходимо, чтобы гло-
булы полимера, имеющие средний размер 0,2 мкм, распределялись на
частицах пигмента, а не наоборот. Распределение частиц пигмента на час-
тицах полимера приводит к тому, что максимально плотная упаковка
системы в сформировавшемся покрытии будет иметь место при очень
низком содержании пигмента. Кроме этого, из-за различия в адсорбцион-
ной способности высокодисперсных пигментов и глобул полимера мо-
жет произойти перераспределение ПАВ на поверхности частиц разной
природы и вызвать коагуляцию латекса [111, с. 199].
Для определения оптимального количества ПАВ при диспергирова-
нии пигментов в органических средах наиболее широко применяется
дологический метод [125, 126, 133],основанный на построении зависи-
Р ости структурной прочности пигментных паст от содержания в них ПАВ
(см рис. 2.3). Наилучшая диспергируемость достигается при концентра-
ции ПАВ, соответствующей максимуму или спаду после максимума, т. е.
при условиях, когда не наступила полная лиофилизация поверхности час-
тиц пигмента, вызывающая образование коагуляционной структуры.
Толстая и Шабанова [133] объясняют оптимум условий диспергирования
пигментов при достаточно высокой, но не полной лиофилизации поверх-
ности частил тем, что такая концентрация ПАВ хотя и достаточна для вы-
сокой степени пептизации частиц, но еще сохраняются контакты по сво-
бодным участкам твердой поверхности пигментных частиц, что способ-
ствует их дезагрегированию при механических воздействиях за счет
сдвиговых напряжений; к тому же на некоторых участках поверхности
возможна адсорбция молекул пленкообразователя, что повышает устой-
чивость системы. Некоторое проявление тиксотропности при структури-
ровании, имеющем обратимый характер, целесообразно для повышения
агрегативной и кинетической устойчивости системы.
При диспергировании наиболее эффективны ПАВ, хемосорбирующие-
ся на поверхности пигментов [133] .С целью подбора необходимого коли-
чества ПАВ для диспергирования пигментов в водных средах пользуются
расчетными или экспериментальными методами [135].
Расчет количества ПАВ х проводится по уравнению:
х=а$М/(5ыХ)
(3.17)
где а — количество пигмента; S — удельная поверхность пигмента; М — молекуляр-
ная масса ПАВ; SM - молекулярная площадка ПАВ; N— число Авогадро.
Степень адсорбционной насыщенности поверхности при этом должна
быть не менее 70%.
Экспериментальные методы основаны на адсорбционном титровании
навески пигмента растворами ПАВ и исследовании влияния их концент-
рации на реологические свойства водных суспензий пигментов [136].
Для неорганических пигментов рекомендуется применять ПАВ с
ГЛБ = 18-^20, для органических пигментов ПАВ с ГЛБ=10^14. При
диспергировании в водных средах необходимо учитывать изменение по-
верхностной активности ПАВ при изменении pH. В многокомпонентные
системы, содержащие различные пигменты (в том числе гидрофобные и
гидрофильные) рекомендуется вводить ПАВ, способные адсорбировать-
ся на различных поверхностях [135].
ЗА. ПРИМЕНЕНИЕ УЛЬТРАЗВУКА И МАГНИТНОЙ ОБРАБОТКИ
ДЛЯ ДИСПЕРГИРОВАНИЯ ПИГМЕНТОВ
Ультразвук находит применение для диспергирования вообще и для дис-
пергирования пигментов в частности [86, 137, 140]. В Ярославском по-
литехническом институте в 1969—1971 гг. П. И. Ермиловым, А. И. Кор-
ниловым, Е. А. Индейкиным и В. И. Евстигнеевым проводились обширные
исследования диспергирования неорганических и органических пигмен-
тов с применением ультразвука для определения оптимальных условий
ведения процесса.
Сила трения между частицей и средой зависит от относительной
скорости:
vOTtt = v—u =puosin(ivt + у>2) (3.18)
где г - скорость колеблющейся частицы; и - скорость среды; р - коэффициент
обтекания; и0 — амплитуда скорости; о>— угловая частота колебаний; >р2 — сдвиг
по фазе.
Коэффициент увлечения а частиц пигмента можно определить по
уравнению:
а л--—- • —тт~ (3.19)
J/1 +[гготн pDz/( 16 '/)]
где р — плотность частицы пигмента (или эффективная плотность агрегата); D - диа-
метр частицы; ц — вязкость суспензии пигментов.
Из уравнения (3.19) видно, что мелкие частицы увлекаются средой,
т. е. колеблются почти с такой же амплитудой и почти в той же фазе.
Крупные частицы не увлекаются средой — находятся почти в покое. Пе-
реход от частиц, увлекаемых средой к неувлекаемым, происходит в
небольшом интервале диаметров частиц. Условно можно считать, что
критический диаметр частицы Окр соответствует коэффициенту увлече-
ния а= 0,50. Следовательно:
ЯкР/7=5//э (3-20)
При больших скоростях трение не подчиняется закону Стокса. В
работе [137] показано, что в режимах, характеризующихся 3<Re<400,
движение очень мелких и очень крупных частиц происходит практически
так же, как и в режиме Стокса (где Re< 1), а критический диаметр час-
тиц повышается примерно в 2—3 раза за счет того, что рост сил трения
вызывает увлечение средой более крупных частиц.
При больших амплитудах акустического давления в жидкости воз-
никают явления кавитации. При отрицательном давлении образуются
пустоты (кавитационные пузырьки), при положительном давлении эти
пузырьки захлопываются. При этом возникают огромные импульсные
давления. Резкое изменение давления равносильно действию звука зна-
чительно большей частоты. Так как моменты захлопывания кавитацион-
ных пузырьков примерно совпадают всегда с одной и той же фазой изме-
нения давления (и скорости) в звуковой волне, то спектр кавитационного
шума в основном должен состоять из частот, кратных частоте звука в
генераторе (гармоник). В экспериментально определяемом акустичес-
ком спектре кавитационного шума [138] наблюдается около 30 гармо-
ник и небольшой непрерывный фон. В соответствии с формулой (3.20)
зто означает, что критический размер частиц при наличии кавитации
жеН уменьшаться в несколько (5-6) раз. При работе в кавитацион-
Д°м режиме та же дисперсность частиц пигмента может быть получена с
помощью установок более низкой частоты.'
Развитие кавитации зависит от свойств системы. Так, удаление газа из
жидкости затрудняет, а наличие в ней твердых частиц облегчает развитие
кавитации. Акустический спектр кавитационного шума при этом не изме-
няется. При высоких частотах явление кавитации может и не развиться.
Работа сил трения в среднем за период равна нулю. Эта работа точно
соответствует изменению кинетической энергии колеблющейся частицы.
Поэтому нельзя считать, что диспергирование происходит в результате
трения частиц о среду в звуковом поле. Кавитация также не является
причиной разрушения частиц. Роль кавитации сводится к изменению
давления с большой частотой. Все перепады давления пропорциональны
коэффициенту обтекания [см. уравнение (3.18)].
Разрушение частиц происходит в результате деформаций, которые
вызывает звуковая волна, распространяющаяся внутри частицы, и пере-
пада давления на границе раздела частица — жидкость. Причиной разру-
шения могут также быть столкновения частиц различного размера, увле-
каемых и не увлекаемых звуковой волной. Однако при столкновениях
возможен и обратный процесс — коагуляция. В любом случае дисперги-
рование происходит лишь тогда, когда в системе имеются частицы, диа-
метр которых больше критического. Если диаметр частиц меньше крити-
ческого, то звук (ультразвук) не разрушает их.
Любые среды поглощают звук. При поглощении звука жидкостью и
коэффициент поглощения, и доля поглощаемой энергии пропорциональ-
ны вязкости. Вязкость суспензий выше, чем вязкость чистых жидкостей,
и определяется объемным содержанием твердой фазы (см. раздел 2.3.1).
Доля поглощаемой частицами пигмента звуковой энергии W растет
примерно пропорционально числу частиц п в суспензии, так как объем-
ная доля пигмента пропорциональна числу его частиц в системе:
dW^ndl
(3.21)
В установившемся режиме поглощенная энергия расходуется на раз-
рушение частиц или агрегатов, а также на нагревание системы.
Формула (3.21) справедлива и для агрегатов, состоящих из одинако-
вых частиц; в этом случае п означает число частиц в агрегате. При разруше-
нии число отделившихся частиц пропорционально поглощенной энергии:
dn=-Kndt (з.22)
где к — коэффициент, зависящий от энергии связи частиц в агрегате, или от доли
энергии, расходуемой на разрушение агрегатов.
Из выражения (3.22) следует экспоненциальное уравнение умень-
шения со временем числа частиц в агрегате и диаметра агрегата:
nt=noe~Kt (3.23)
parp==narpg^/3'‘' (3.24)
Полидисперсность пигментированной системы и ряд других причин
приводят к усложнению уравнений (3.23) и (3.24), выражающих изме-
нение диаметра агрегата в звуковом поле. Однако качественно характеп
этого изменения сохраняется: вначале происходит быстрое уменьшение
диаметра частиц, а затем более медленное.
При выборе рабочей частоты ультразвука можно опираться на фор.
мулу (3.20). Так как точное значение постоянной неизвестно, то найден-
ная частота будет лишь ориентировочной. Желательно, чтобы частицы
пигмента в системе на превышали определенного диаметра. Приняв этот
диаметр равным критическому, находим некоторое значение частоты. В
звуковом поле большей частоты должны разрушаться более мелкие час-
тицы. Так как в случае возникновения кавитации акустический спектр
содержит гармоники, то рабочая частота может быть выбрана в несколь-
ко раз меньшей.
При равных амплитудах звукового давления потребляемая мощность
растет пропорционально частоте, поэтому установки большой частоты дол-
жны иметь большую мощность. Использование ультразвуковой установки
как основной (или даже единственной) диспергирующей машины эконо-
мически невыгодно из-за слишком большого расхода энергии и длитель-
ности процесса. Гораздо перспективнее применение ультразвуковой
установки в комплексе с диспергирующими машинами других типов,
например с бисерными диспергаторами.
Диспергирующее действие звука зависит от вязкрсти среды и содер-
жания пигмента в пасте. Увеличение вязкости ухудшает условия диспер-
гирования. Вязкость может быть несколько снижена повышением темпе-
ратуры, что касается содержания пигмента в пасте, то имеется оптимальное
значение этой величины, соответствующее наилучшим условиям диспер-
гирования (рис. 3.6). Как видно из рис. 3.6, увеличение содержания пиг-
мента выше ~56% резко снижает его диспергируемость из-за увеличения
вязкости системы. Для большинства пигментов, в том числе и органичес-
ких, целесообразно проводить диспергирование пасты до степени дис-
персности по „Клину” 30—40 мкм в бисерном диспергаторе, а дальнейшее
диспергирование с применением ультразвука (рис. 3.7).
Природа обрабатываемых пигментов, их структура, физическое со-
стояние играют большую роль при ультразвуковом диспергировании
[141,142], поэтому универсального режима работы ультразвуковой
установки, так же как и других диспергаторов, подобрать невозможно.
Следует отметить, что во многих случаях в пастах, обработанных ультра-
звуком, не образуется плотного осадка пигментов при хранении в тече-
ние двух и более месяцев.
Источники получения звуковых и ультразвуковых колебаний и
ультразвуковое оборудование можно классифицировать следующим
образом [143, с. 121].,
1. Механические эксцентриковые вибраторы применяются для полу-
чения колебаний с частотой до 200 Гц.
мил
Рис. 3.6. Зависимость диспергируемости диоксида титана марки РО-2 за одну мину-
ту диспергирования при различных частотах ультразвука от массовой доли пигмен-
та в лаке ПФ-069.
Рис. 3.7. Диспергирование змали ПФ-233 (красная) в бисерном диспергаторе
(-------) и додиспергирование ультразвуком (--------) при частоте 15 кГц.
2. Электромеханические вибраторы применяются для получения ко-
лебаний с частотой 6—8 кГц.
3. Аэродинамические излучатели, к которым относятся газоструй-
ные излучатели (до 120 кГц) и сирены (до нескольких десятков кило-
герц). Достоинством аэродинамических излучателей является возмож-
ность получения больших акустических мощностей и сравнительно невы-
сокая стоимость.
4. Гидродинамические излучатели применяются для получения коле-
баний с частотой 2—50 кГц. В этих излучателях на пути струи, вытека-
ющей из сопла, помещается клиновидная пластина, вокруг которой по-
переменно возникают вихревые потоки, создающие периодические повы-
шения давления и приводящие пластину в колебательное движение. Такие
излучатели использовались для получения эмалей в полупроизводствен-
ных условиях [140].
5. Пьезоэлектрические излучатели, в которых электрические колеба-
ния, вырабатываемые ламповыми генераторами, преобразуются в интен-
сивные механические колебания в результате пьезоэлектрического эф-
фекта. Излучатели такого типа применяются для получения высоких
частот.
6. Магнитострикционные излучатели, в которых вырабатываемый
генератором переменный ток высокой частоты преобразуется в механи-
ческие колебания за счет эффекта магнитострикции. Это наиболее распро-
страненный тип излучателей для диспергирования.
В работе [139] приведены результаты исследований процесса ультра-
звукового диспергирования цинковых белил с использованием в качестве
источника ультразвука магнитострикционного и пьезоэлектрического
преобразователей. Была показана целесообразность замены шаровых
мельниц и краскотерочных машин ультразвуковыми установками с час-
тотой 18 кГц и интенсивностью 3 Вт/см2. С помощью ультразвука дис-
пергировали водные дисперсии диоксида титана [86].
В последние годы большое внимание привлекает использование маг-
нитного поля для изменения некоторых свойств гетерогенных систем.
Наиболее подробно изучено действие магнитного поля на гетерогенные
водные системы [144, с. 191] .Магнитная обработка значительно изменяет
адсорбцию ПАВ на границе раздела раствор — газ, что вызывает изменение
поверхностного натяжения, которое находится в периодической зависи-
мости от напряженности магнитного поля. Наиболее сильно сказывается
магнитная обработка на поверхностном натяжении растворов ПАВ с кон-
центрациями ниже критической концентрации мицеллообразования. Маг-
нитная обработка оказывает влияние и на адсорбцию ПАВ на твердой по-
верхности. Имеются данные о влиянии магнитной обработки на адсорб-
цию олеата натрия некоторыми твердыми поверхностями. Магнитная об-
работка водных растворов влияет на смачиваемость твердой поверхности.
Представляет интерес изменение значения зарядов частиц суспензий,
вплоть до смены знака заряда, в результате магнитной обработки [145,
с. 10], и изменение адгезионно-когезионных свойств влажных паст [146].
Исследовано влияние магнитной обработки на свойства некоторых
воднодисперсионных и водоразбавляемых лакокрасочных материалов
и процесс их получения [145, с. 97; 147]. Под действием магнитного по-
ля уменьшается поверхностное натяжение растворов и эмульсий, снижа-
ется энергия активации вязкого течения, улучшается смачиваемость твер-
дых компонентов. Намагничивание оказывает влияние и на неводные рас-
творы, содержащие в качестве растворителя зтилцеллозольв. В результа-
те несколько ускоряется процесс диспергирования или появляется воз-
можность повысить оптимальную степень наполнения паст твердой фазой.
В работах [145, с. 41; 148, с. 122] приведены сведения о типах аппара-
тов для магнитной обработки, перспективах их производства, принципах
их расчета и конструирования. И хотя широких исследований в области
применения магнитной обработки в технологии получения пигментиро-
ванных материалов пока не проводилось, есть теоретические предпосыл-
ки, что такая обработка может быть эффективна, особенно для водораз-
бавляемых и воднодисперсионных материалов.
4. МОДИФИЦИРОВАНИЕ ПИГМЕНТОВ
КАК ФАКТОР ИНТЕНСИФИКАЦИИ ПРОЦЕССА
ДИСПЕРГИРОВАНИЯ
В широком смысле понятие модифицирования применительно к пигмен-
там означает направленное изменение их свойств в результате изменения
формы и размеров частиц, кристаллической структуры и химической
ппироды поверхности. Целью модифицирования может быть: а) измене-
ние цвета пигмента; б) улучшение таких его оптических показателей,
как чистота цвета, интенсивность и укрывистость; в) повышение свето-,
термо-, атмосфере- и химической стойкости; г) снижение пыления пиг-
ментов при их получении и использовании; д) интенсификация самого
процесса синтеза пигментов за счет ускорения стадий отстаивания, фильт-
рования и сушки; е) улучшение диспергируемости пигментов в среде
пленкообразователей; ж) обеспечение возможности непосредственного
перевода пигмента из водной среды в среду пленкообразователя за счет
инверсии смачивания, минуя стадию сушки (процесс отбивки воды, или
„фляшинг-процесс”) • Основные методы модифицирования пигментов
довольно подробно рассмотрены в работах [96, с. 114; 149].
4.1. ПОВЕРХНОСТНАЯ ОБРАБОТКА ПИГМЕНТОВ
С целью улучшения диспергируемости пигментов проводится органофи-
лизация их поверхности путем модифицирования различными органичес-
кими веществам [96, с. 114; 133, с. 88; 149]. При этом также повышается
устойчивость пигментной дисперсии к флокуляции как в процессе диспер-
гирования, так и на дальнейших стадиях переработки и при хранении.
Ермилов [96, с. 114] разделяет модифицирование поверхности на
адсорбционное и химическое. Адсорбционное модифицирование поверх-
ности осуществляется за счет адсорбции анионоактивных ПАВ на пигмен-
тах с основным характером поверхности и катионоактивных ПАВ на пиг-
ментах с кислотным характером поверхности. Мозаичность поверхности
пигментов, т. е. наличие на ней адсорбционных центров различной при-
роды, делает необходимой комплексную модификацию.
Следует отметить, что при модификации пигментов органическими
веществами, с целью органофилизации отнюдь не достигается универ-
сальная совместимость пигмента с любыми видами пленкообразователей
[133, с. 82], поскольку может совершенно отсутствовать способность к
сольватации отдельных групп в поверхностном слое модификатора моле-
кулами пленкообразователя или растворителя. В большинстве случаев
для придания устойчивости концентрированным пигментным суспензи-
ям необходимо, чтобы степень покрытия поверхности пигмента адсорб-
ционным слоем была меньше единицы (0,5—0,7) для адсорбции молекул
пленкообразователя непосредственно на поверхности частиц пигмента,
с одной стороны, и для образования обратимых коагуляционных струк-
тур! с другой.
Химическое модифицирование пигментов достигается проведением
на поверхности химических реакций. Так, модифицирование поверхнос-
ти кремнийорганическими соединениями осуществляется в результате
реакций алкоксилирования, этерификации и др. Обработка поверхности
пигмента органическими веществами может проводиться либо при синте-
зе пигмента, обычно после стадии осаждения или промывки, либо при
диспергировании уже готовых пигментов в среде пленкообразователя
введением ПАВ. В отечественной промышленности наиболее распростра-
нен второй способ [149].
Оксидные пигменты и наполнители, такие, как диоксид титана, крас-
ный железоокисный пигмент, оксид цинка, аэросил, белая сажа, для
улучшения совместимости с пленкообразователем и улучшения диспер-
гируемости рекомендуется (а. с. ЧССР 153754) подвергать комплексно-
му модифицированию органическими и неорганическими веществами.
Для этого пигмент диспергируют в воде в присутствии силиката натрия,
фосфата натрия, этаноламина или изопропаноламина, а затем обрабаты-
вают солями алюминия, цинка или бария. На поверхности пигмента осаж-
дается нерастворимый в воде органофильный модифицирующий слой.
Иногда для модифицирования используют прием, основанный на
разрушении эмульсии нерастворимого в воде органического соединения;
при этом скоагулированное органическое вещество образует на поверх-
ности пигмента модифицирующий слой. Необходимым условием являет-
ся наличие в жидкой фазе растворимого органического вещества, способ-
ного адсорбироваться на поверхности пигмента. Так, диоксид титана для
улучшения диспергируемости рекомендуется (пат. ФРГ 1467479) обра-
батывать несмешивающимся с водой диэфиром двухосновной карбоно-
вой кислоты ДСООД' (где R = Aik С4 -Cj 0, R* — Aik С4 — С i е ) и водорас-
творимым диолом или полиолом с последующим фильтрованием, про-
мывкой и сушкой.
Модифицирование пигментов неорганическими добавками с целью
улучшения цвета, повышения светостойкости, интенсивности и других
показателей чаще всего приводит к гидрофилизации поверхности и, сле-
довательно, к ухудшению совместимости с пленкообразователями. Кроме
того, наличие на поверхности пигмента низкомолекулярных модифика-
торов может стать причиной эпитаксиального срастания частиц при суш-
ке, что еще больше затрудняет диспергирование . Поэтому модифициро-
вание пигментов неорганическими веществами должно сопровождаться
модифицированием органическими веществами. Например, такое после-
довательное модифицирование диоксида титана проводят следующим
образом (пат. Великобритании 1368601). Диоксид титана суспендируют
в воде и вводят в суспензию сульфат алюминия или алюминат натрия.
Сначала повышают pH суспензии для осаждения на поверхности диокси-
да титана гидроксида алюминия, а затем понижают pH суспензии для
растворения примерно половины осажденного гидроксида алюминия и
вводят в суспензию соль цинка, олова, кремния, сурьмы, висмута, церия,
циркония или титана (или смесь этих солей в различных сочетаниях).
После этого pH снова повышают и осаждают смешанные гидроксиды
алюминия и перечисленных металлов. В суспензию вводят ПАВ, способ-
ное хемосорбироваться на осажденных на поверхности пигмента гидрок-
сидах. Для облегчения хемосорбции процесс проводят при температурах
выше 50 °C.
Для придания олеофильности поверхности пигмента на нее последо-
вательно наносят различные ПАВ. Так, для улучшения совместимости
пигментов с полимерными и олигомерными пленкообразователями и
улучшения диспергируемости в водную суспензию пигмента рекоменду-
ется (пат. Великобритании 1395700) вводить стеариновую кислоту, стеа-
раты магния, цинка и алюминия, затем обрабатывать пигмент диолом
С8-С27 и после этого вводить в систему катионоактивное ПАВ, напри-
мер хлорид четвертичного аммониевого основания.
Для улучшения диспергируемости пигментов и повышения стабиль-
ности водоразбавляемых материалов после обработки пигментов неорга-
ническим модификатором предлагается (заявка ФРГ 2402694) вводить
в суспензию пигмента при 60 °C нейтрализованный щелочью триметилен-
диаминдиолеат, а затем после промывки декантацией — раствор водорас-
творимого меламиноформальдегидного олигомера. После промывки и
фильтрования пигмент сушат и выдерживают в течение 4 ч при 120 °C.
Такая обработка рекомендуется при получении пигментированных ал-
кидномеламиноформальд егидных материалов.
Для повышения стабильности эмали, в которой пленкообразовате-
лем служит смесь акрилового сополимера (продукта сополимеризации
в изопропиловом спирте акриловой кислоты, винилацетата и бутилацета-
та) и меламиноформальдегидного олигомера (метоксилированный
продукт конденсации меламина и формальдегида), предлагается (а.с.
СССР 1060659) проводить обработку пигмента при температуре
90—100 °C 3%-ным водно-спиртовым раствором нейтрализованного три-
зтиламином акрилового сополимера, взятого в количестве 2—4% от
массы пигмента.
Известны выпускные формы пигментов, пигментные частицы в ко-
торых заключены в толстую оболочку полимера. Так, высокодисперсные
пигменты с олеофильной поверхностью получают суспензионной ради-
кальной полимеризацией полимеров винилового ряда в среде органиче-
ских растворителей в присутствии обрабатываемого пигмента (заявка
Франции 2234359). Масса оболочки частиц пигмента может достигать
70% от его массы. Пигменты с полимерной оболочкой частиц могут быть
получены при конденсации циклогексанона или его смеси с метилцикло-
гексаноном в присутствии пигмента (заявка ФРГ 2400194). Такие мето-
ды получения выпускных форм пигментов можно отнести к микрокап-
сулированию. Они довольно широко применяются для модифицирования
пигментов с целью улучшения совместимости их с пленкообразователем
и снижения пылящей способности.
Все методы микрокапсулирования можно разделить на три большие группы
[150,с. 17]:
1) физико-механические методы — формирование оболочек из расплава, цент-
рифугирование, напыление в псевдоожиженном слое, вакуумное напыление, кон-
денсация паров и экструзия;
2) химические методы — полимеризация или поликонденсация на поверхности
раздела фаз с образованием на частицах пигмента полимерной оболочки;
3) коллоидно-химическое осаждение полимеров из раствора на поверхности
частиц пигмента; процесс обычно идет через стадию образования полимерного
коацервата вокруг капсулируемых частиц с последующим его отверждением [151].
Для модифицирования пигментов в настоящее время чаще всего ис-
пользуют первые две группы методов. Выбор метода определяется преж-
де всего свойствами капсулируемого пигмента и требованиями, предъ-
являемыми к капсульному продукту [152].
С помощью физико-механических методов капсулируют пигменты
в газовой камере или под вакуумом. Один из способов заключается в
распылении дисперсии капсулируемого вещества в растворе пленкообра-
зователя горячим потоком инертного газа-носителя и высушивания. Раз-
работан способ электростатического микрокапсулирования, в котором
противоположно заряженные частицы пигмента и раствор полимера
оболочки распыляются навстречу друг другу с противоположных концов
электростатической камеры, при столкновении происходит формирова-
ние, а при охлаждении — отверждение оболочек капсул. При капсулирова-
нии с применением вакуума полимерный материал оболочки испаряется
в камере и конденсируется на охлажденных частицах капсулируемого
пигмента, который находится в постоянно перемешиваемом состоянии
под вакуумом. При капсулировании в псевдоожиженном слое капсулиру-
емый пигмент поддерживают в вертикальном потоке газа-носителя во
взвешенном состоянии и напыляют на него полимер из расплава или
раствора.
С помощью химических методов микрокапсулирования на частицах
пигментов формируют полиуретановые, полисилоксановые, полиамид-
ные, полиэфирные, карбамидные или эпоксидные оболочки. Так, при кап-
сулировании хромата свинца на поверхность его частиц наносят жидкий
полисилоксан с последующим его отверждением при нагревании (пат.
США 3849152). Можно растирать хромат свинца с полиэтиленом или по-
липропиленом с молекулярной массой менее 30000 и диспергировать
его в воде; после введения в суспензию органического растворителя и
катионоактивного ПАВ часть растворителя отгоняют с водяным паром и
высушивают продукт (заявка Франции 22317716). Капсулирование мож-
но проводить также синтетическим воском с предварительным нанесени-
ем на поверхность оксида кремния.
В обзоре Маковской и Столяровой [153], посвященном применению
микрокапсулирования в лакокрасочной технологии, приведены сведения
о микрокапсулировании таких пигментов и наполнителей, как диоксид
титана, технический углерод, оксид магния, аэросил и др.
Микрокапсулирование открывает возможность применения в качест-
ве своеобразных пигментов веществ, по своей природе пигментами не
являющихся. Так, микрокапсулирование термохромных жидких крис-
таллов позволяет применять их для пигментирования водоразбавляемых
и воднодисперсионных материалов, дающих термоиндикаторные лако-
красочные покрытия [151].
Необходимо отметить, что микрокапсулирование, как и все методы
поверхностной обработки пигментов, специфично; поверхностные свой-
ства микрокапсул должны соответствовать свойствам пленкообразовате-
ля, для которого предназначается капсулированный пигмент.
4.2. МОДИФИЦИРОВАНИЕ ПИГМЕНТОВ В ПРОЦЕССЕ СИНТЕЗА
Синтез неорганических соединений, используемых в качестве пигментов,
следует рассматривать как направленный рост кристаллов с приданием
им необходимых поверхностных свойств, а не просто как получение
соединений определенного химического состава.
Наилучшие результаты в достижении определенных физико-техни-
ческих свойств пигментов могут быть получены, если проводить моди-
фицирование непосредственно в процессе синтеза пигментов на стадии
начала кристаллизации первичных частиц. Особенно это относится к пиг-
ментам, получаемым методом осаждения из растворов. Меркль [154],
рассматривая три основных способа получения пигментов в легко дис-
пергируемой форме, наряду с преддиспергированием и регулированием
фракционного состава важное место отводит поверхностной обработке
в процессе синтеза для предотвращения агломерации и агрегации частиц
пигментов.
Понизить скорость роста кристаллов в процессе их образования пу-
тем добавления веществ, адсорбирующихся на поверхности кристаллов
и тем самым препятствующих их росту, и введением зародышей. При
синтезе пигментов методом осаждения регулировать форму и размер
кристаллов можно путем варьирования основных параметров процесса:
концентрация исходных веществ, порядка и способа сливания исходных
растворов, температуры, а также количества и размеров специально вво-
димых зародышей и добавки ПАВ. Размеры получающихся кристаллов
зависят от соотношения скоростей образования зародышей кристаллиза-
ции и роста кристаллов. Скорость роста кристалла зависит от пересыще-
ния раствора относительно твердой фазы — отношения превышения кон-
центрации вещества С над его растворимостью Cs к растворимости:
dr
(C—CS)ICS. Изменение скорости роста кристаллов — с пересыщением
„ dt
при высоком пересыщении подчиняется линейному закону:
dr _ C—Cs
at л Cs
Механизм действия ПАВ [133, с. 65] при кристаллизации из раство-
ров сводится к уменьшению скорости роста кристаллов за счет формиро-
вания тонких адсорбционных слоев на их гранях, что приводит к образо-
ванию большого числа центров кристаллизации. Однако в ряде случаев
применение ПАВ при синтезе пигментов вызывает не уменьшение, а уве-
личение частиц, так как снижение растворимости из-за формирования
адсорбционных слоев постепенно снижает степень пересыщения раствора
относительно твердой фазы, так что большинство возникших зародышей
как бы выбывает из строя.
Для повышения дисперсности пигментов — уменьшения размеров
кристаллов при синтезе следует использовать ПАВ, физически адсорби-
рующиеся на поверхности пигментов [133, с. 71]. Химическая адсорбция
ПАВ приводит к снижению дисперсности, так как только при слабой
(4.0
связи адсорбируемых молекул с поверхностью пигментных частиц про-
исходит увеличение числа центров кристаллизации с одновременным
уменьшением скорости роста кристаллов. Вещества же, прочно адсорби-
рующиеся на поверхности кристаллов, вызывают резкое уменьшение
числа центров кристаллизации и, следовательно, увеличение размеров
кристаллов; это проявляется уже при очень малых концентрациях ПАВ,
причем дальнейшее повышение концентрации практически уже не ска-
зывается. Физически адсорбирующиеся ПАВ максимальное влияние на
дисперсность оказывают при концентрациях, равных критической кон-
центрации мицеллообразования или несколько больших.
Действие ПАВ не сводится только к регулированию скорости роста
кристаллов. Они играют определенную роль и в предотвращении агрега-
ции частиц на стадиях промывки, фильтрования и сушки. Эти стадии
имеют очень большое значение, и нередко дисперсный состав пигмента
определяется не условиями синтеза, а методом сушки и последующего
сухого размола. Усилия, направленные на регулирование размеров час-
тиц в процессе синтеза, могут быть сведены на нет на последующих ста-
диях, таких как длительное пребывание частиц в среде электролита (в
маточном растворе) на этих завершающих стадиях приводит к росту
крупных частиц за счет убыли мелких и к значительному снижению сте-
пени дисперсности вследствие агломерации при сушке. С этой точки
зрения целесообразно такое модифицирование пигментов в процессе
синтеза, которое позволило бы устранить стадию фильтрования, понизить
влажность паст после фильтрования и ускорить сушку.
В работах [155, 156] была показана целесообразность модифициро-
вания в процессе синтеза цинкового крона синтетическими жирными
кислотами (СЖК). Наилучшие результаты были достигнуты при введе-
нии модификатора на стадии диспергирования исходнбгг оксида цинка
в воде при повышенной температуре (стадия „распарки”,,. На кривой
зависимости влагосодержания паст пигмента от количества модификато-
ра (рис. 4.1) имеется четко выраженный минимум, соответствующий
оптимальному количеству СЖК, который почти точно соответствует
формированию мономолекулярного слоя модификатора на поверхности
частиц пигмента. Дальнейшее увеличение количества вводимых при
W синтезе СЖК приводит к формированию вто-
рого адсорбционного слоя с ориентацией
я, карбоксильной группы в водную среду, что
\ вызывает гидрофилизацию поверхности и,
Ъ ~ 1 уЛ следовательно, вновь увеличивает влажность
\ / паст после фильтрования.
2 -
Рис. 4.1. Зависимость влагосодержания (отношения
количества воды к количеству пигмента) W паст
______। I______|___। цинкового крона после фильтрования от количества
О 0,5 1,0 1,5 2,0 введенных синтетических жирных кислот Ссжк
% (в % к количеству пигмента).
Рис. 4.2. Кинетика пропитки уайт-спиритом (а) и сушки (б) немодифицированного
(-------) И модифицированного СЖК (---------) желтого свинцового крона.
Влияние органофилизации на процесс сушки желтого свинцового
крона иллюстрируется рис. 4.2. На стадии синтеза пигмента в раствор
хромовой смеси вводили аммониевые соли СЖК. Происходил их гидро-
лиз с образованием достаточно устойчивой коллоидной системы, в кото-
рой уже и осуществлялась физическая адсорбция СЖК. Кинетические
кривые пропитки уайт-спиритом модифицированного и немодифициро-
ванного пигментов, полученные для оценки олеофильности по методу
пропитки [157] (см. раздел 2.1), показывают значительное улучшение
смачиваемости неполярным растворителем модифицированного пигмен-
та — скорость пропитки увеличивается примерно в 2 раза (рис. 4.2, а).
Гидрофобизация крона приводит к уменьшению влажности водных паст
после фильтрования и значительному ускорению процесса сушки (рис.
4.2, б), причем критическое влагосодержание у модифицированного
крона ниже, чем у немодифицированного. Органофилизация пигмента в
процессе синтеза существенно интенсифицирует процесс диспергирова-
ния (рис. 4.3).
Рис. 4.3. Изменение степе-
ни дисперсности по „Кли-
ну” желтого свинцового
крона в лаке МЧ-025 (ла-
ке ПФ-223, олифе К-5) в
процессе диспергирования:
1 — немодифицированный
крон; 2 — крон, модифи-
цированный СЖК; 3 —
модифицированный СЖК
крон в виде фляшинг-
пасты.
При введении зародышей кристаллизации в системе образуется вы
сокодисперсная, иногда коллоидно-дисперсная взвесь, отдельные части
цы которой становятся центрами образования и роста кристаллов. Ми'
нимальный размер зародыша, на котором может начаться рост кристалла
определяется условиями термодинамики.
Для простейшего случая кристаллов кубической формы:
t \ о,
+ (4.2)
где AG — изменение энергии Гиббса; г —длина ребра куба кристалла; р и М -
плотность и молекулярная масса кристаллизующегося вещества; р, — химический
потенциал вещества в кристаллической фазе; м, — химический потенциал вещества
в растворе; о — поверхностное натяжение на границе твердой и жидкой фаз.
Значение г, соответствующее максимальному значению AG, равно:
гкр=4<ТМ/[р(М1-М2)] (4.3)
Такой размер зародыша кристаллизации называют критическим гкр.
Из анализа уравнения (4.4) следует, что расти будут кристаллы, име-
ющие размеры, хотя бы немного превышающие г кр, а кристаллы, разме-
ры которых меньше г кр, будут растворяться. К тому же растворимость
малых кристаллов больше растворимости больших. Таким образом, если
в системе присутствуют кристаллы разных размеров, находящиеся в рав-
новесии с раствором, то будет происходить перенос вещества с меньших
кристаллов на большие, т. е. рост больших кристаллов за счет мелких.
Такой процесс имеет место на стадии, которая в производстве пигментов
носит название стадии вызревания.
Для исключения возможности чрезмерного роста одних кристаллов
за счет растворения других необходимо большое число центров кристал-
лизации приблизительно равных размеров с примерно одинаковой рас-
творимостью. Если число центров кристаллизации невелико, происходит
их быстрое укрупнение, следствием которого оказывается полидисперс-
ность. Нежелательным является лавинообразное образование зародышей.
Только при наличии в кристаллизующейся системе большого числа заро-
дышей или при больших скоростях их образования и незначительных
скоростях роста кристаллов можно получить дисперсную систему из
очень мелких частиц практически одинаковых размеров.
На этом принципе основан способ регулирования размеров частиц в
процессе синтеза пигментов путем введения в реактор исходных веществ
при строго контролируемом соотношении и при условии, что в растворе
уже находится суспензия продукта синтеза (пат. ГДР 88370). Зародыши
кристаллизации используются для регулирования дисперсности при по-
лучении желтого железоокисного пигмента, где предварительно нараба-
тывается зародышевая суспензия гетита, и при получении диоксида титана,
когда перед гидролизом раствора титанилсульфата в систему вводят за-
родышевый золь ортотитановой кислоты.
В качестве зародышей могут быть использованы частицы, по хими-
ческому составу отличающиеся от готового продукта. Так, для повыше-
интенсивности свинцовых кронов рекомендуется при синтезе вводить
НИ^рОмовую смесь сульфат алюминия с последующим осаждением алю-
миния в виде гидроксида.
Расчет необходимого количества вводимых или синтезируемых заро-
дышей может быть выполнен следующим образом. Если / - размер син-
тезируемых кристаллов (длина игольчатого кристалла, ребро куба, сред-
ний диаметр частицы, близкой к сферической, и т. д.), <р - фактор формы
для игольчатых кристаллов, равный отношению длины кристалла к по-
перечному размеру, для кубического кристалла - единице, для частицы,
близкой к сферической, х/ё/тг и р — плотность, то масса кристалла т равна •
т — 13р/<р2 (4.4)
Если концентрация пигмента в получаемой в результате синтеза сус-
пензии С, то частичная концентрация его будет равна:
v=<V7(r>) (4Л)
Принимая форму частиц зародышевого золя близкой к сферической
с диаметром d и плотностью р3 и учитывая, что частичная концентрация
зародышей должна быть равна частичной концентрации продукта синтеза
(при условии полного использования зародышей), можно выразить кон-
центрацию зародышей С3, необходимую для получения кристаллов с за-
данным размером I, и массовую долю зародышей е (в % к массе пигмен-
та) следующими уравнениями:
C3=-nd3p3C<p2/(bl3p) (4.6)
e=itd3p3 у2-100/(613р)
4.3. ФЛЯШИНГ-ПРОЦЕСС
(4.7)
Наиболее энергоемкой стадией синтеза пигментов является стадия суш-
ки. При сушке происходят нежелательные процессы агломерации, приво-
дящие к образованию прочных структур из первичных частиц. Возможен
также процесс переконденсации, т. е. рост крупных кристаллов за счет
убыли мелких, обусловленный различной растворимостью кристаллов
разных размеров, причем повышенная температура при сушке увеличи-
вает растворимость мелких кристаллов больше, чем крупных. При суш-
ке наблюдается также процесс зарастания микрополостей в месте кон-
такта кристаллов из-за переноса вещества с участков большей кривизны
на плоскости, вызванного большей растворимостью кристаллов на углах
и ребрах. Имеет место и перераспределение водорастворимых веществ,
содержащихся в пигментах по порам разного диаметра: водораство-
римые соли переносятся из крупных пор в мелкие в результате разного
капиллярного давления.
При сухом размоле пигментов, даже при микроизмельчении в струй-
ных мельницах различных типов не достигается полного разрушения
агрегатов частиц. Порошкообразный материал и после такого размола
представляет собой совокупность агрегатов, но меньшего размера. Эти
новые агрегаты характеризуются значительно оольшими силами сцепле-
ния, обусловленными межплоскостным и эпитаксиальным срастанием
первичных частиц. Кроме того, при сухом измельчении может происхо-
дить аморфизация поверхности, т. е. некоторое нарушение упорядочен-
ности расположения структурных единиц на поверхности частиц (появ-
ление так называемого квазиаморфного слоя, или слоя Бейлби). Это
приводит к увеличению запаса поверхностной энергии Гиббса, что оказы-
вает сильное влияние на адсорбционные свойства пигментов, агрегативную
устойчивость пигментированных систем и на взаимодействие пигментов
с пленкообразователями как в процессе получения пигментированных
материалов, так и в процессе формирования покрытий.
Все эти процессы чрезвычайно затрудняют смачивание агрегатов
раствором пленкообразователя, тем более что поверхность агрегатов
становится весьма неоднородной по адсорбционной способности и, сле-
довательно, по способности смачиваться [85, с. НО; 158, с. 152].
Из этого следует, что чрезвычайно желательным было бы устранение
стадий сушки и размола, осуществление непосредственного перевода
пигмента из водной среды в среду пленкообразователя. Это позволило
бы сохранить первоначальную форму и размер кристаллов пигмента,
полученные при синтезе.
Важнейшим способом непосредственного перевода пигментов из
водных паст, полученных после фильтрования, в среду пленкообразова-
теля является отбивка, или фляшинг-процесс.
Впервые на это явление, основанное на избирательной смачиваемости
пигмента пленкообразователем, обратил внимание и описал его для
свинцовых белил Д. И. Менделеев в „Основах химии”: „Замечательно,
что между маслом и свинцовыми белилами существует некоторый род
особого притяжения, которое видно из следующего опыта, повторяемого
нередко при изготовлении свинцовых белил для окрашивания. В воде
растирают свинцовые белила. Хотя они и тяжелее воды, но могут неко-
торое время висеть в воде и размачиваются водою хорошо, так что раз-
мельчение производится полное; тогда прибавляют вареного масла и
взбалтывают. При этом отстаивается на дне сосуда смесь масла со свин-
цовыми белилами. Хотя масло гораздо легче, чем вода, оно не всплывает,
а удерживается белилами и с ними тонет под водою. При этом, однако,
нет никакого растворения. Если полученную смесь обливают потом эфи-
ром или какою-либо другою жидкостью, могущую растворять масло,
оно переходит в раствор и оставляет неизменные белила”.
И в настоящее время основная масса свинцовых белил из-за их
чрезвычайной токсичности выпускается не в порошкообразном состоя-
нии, а в виде масляной пасты, получаемой в результате отбивки из вод-
ной пасты после фильтрования.
Необходимым условием осуществления процесса отбивки является
гидрофобность поверхности пигмента или ее гидрофобизация в ходе
процесса. Фляшинг-процесс заключается в непосредственном смешении
НОЙ пасты пигмента с пленкообразователем. При этом вода вытесня-
|в0Д с поверхности пигмента пленкообразователем, и пигмент переходит
^органическую среду. Незначительное количество остаточной воды уда-
ляется вакуумированием.
Термодинамические основы процесса отбивки рассмотрены в работе
[146] Работа переноса пигмента из водной среды в среду пленкообразо-
вателя Нравна [159]:
и> = (1п-в-ап-пл
гео в и оп_пл ~ поверхностное натяжение на границе раздела пигмент - вода и
пигмеи?— пленкообразователь соответственно.
Изменение энергии Гиббса в ходе процесса переноса частиц из водной
среды в среду пленкообразователя составляет:
---TJ" = 2ГГ Г(г*—h)СТцл—в "Г Г"(ОП—в <7П—rrji)l (4.9)
ап
где Одл—в — поверхностное натяжение, на границе раздела пленкообразователь — во-
да- г — радиус частицы пигмента, форма которой принята условно сферической;
h — расстояние, на которое сферическая частица проникла в среду пленкообразова-
теля.
В процессе перехода частицы пигмента из водной среды в органичес-
кую различают пять стадий [146].
1. Начало контакта поверхностей раздела, когда h < г:
dG ,
27ТГ'(О'ПЛ_В 4- (7П—в Оп—[ui) (4.10)
2. Начало проникновения частицы в среду пленкообразователя, ког-
да h <r: aG
(G. 2л[(г И)(7ПЛ—в 4" /’(o,L—в <7П—njI)J (4.11)
3. Средняя стадия, когда h ^г:
dC ^ ,
2ггг’(°п—в пл) (4.12)
4. Дальнейшее проникновение, когда h >г:
dG г
d/l“27TL~lr-hl<7nn-B +г(<7п_в-оп_плу (4.13)
5. Конец процесса, когда h ^ '2г:
dh ^г<г\ Лпл-в + <?п—в Сп—пл) (4.14)
Достаточно подробно процесс отбивки воды, требования к ПАВ, при-
меняемым для осуществления этого процесса, и методы органофилиза-
ции поверхности пигмента освещены в работах [96, с. 129; 133, с. 80; 159].
Авторы работы [159] рассматривают несколько вариантов введения ПАВ
для отбивки воды: 1) впроцессе получения пигментов: 2) путем предвари-
тельной гидрофобизации поверхности пигмента непосредственно после
синтеза; 3) одновременно с введением пленкообразователя или после пе-
ремешивания с водной пастой; 4) комбинация первых трех вариантов.
К ПАВ, которые можно применять для осуществления процесса от-
бивки, по литературным данным, предъявляются весьма противоречивые
требования. Для различных пигментов и пленкообразователей можно
использовать многие ПАВ, относящиеся к разным классам органических
соединений; алифатические и ароматические амины и их соли (лаурилпи-
ридинийхлорид, алкилдиметиламмонийхлорид, диаминдиолеат, полиэти-
ленполиамин, октадециламин и др.), жирные кислоты и их соли, алкил- и
арилсульфаты, органосилоксаны и органосилоксанаты щелочных метал-
лов, производные изоцианатов и др. Противоречивость требований к ПАВ
объясняется прежде всего тем, что каждая пара пигмент - пленкообразо-
ватель отличается определенным характером адсорбционного взаимодей-
ствия. Имеют значение также применяемый растворитель, концентрация
пленкообразователя, реологические свойства его растворов. Основным
требованием при выборе ПАВ для процесса отбивки является их способ-
ность химически адсорбироваться на поверхности пигмента и придавать
ей органофильность Поскольку хемосорбция ПАВ происходит уже при
весьма малых их концентрациях, следует избегать их избытка, вызыва-
ющего нежелательные явления эмульгирования воды в пленкообразо-
вателе или пленкообразователя в воде. Выбор ПАВ зависит также от то-
го, применяется оно во время синтеза пигмента, после синтеза, непосред-
ственно перед процессом отбивки или в ходе этого процесса.
В процессе отбивки пигменты из водной среды переводятся в различ-
ные органические среды, не смешивающиеся с водой: растительные и
минеральные масла, растворы алкидных, мочевино- и меламиноформаль-
дегидных олигомеров, пластификаторы, например дибутилфталат и три-
крезилфосфат, алифатические и ароматические растворители.
Для проведения процесса отбивки обычно используют двухлопаст-
ные смесители с Z-образными лопастями [97, с. 338], работающие в пе-
риодическом режиме. Смесители должны иметь рубашку для подогрева,
быть герметичными и оснащенными системой вакуумирования. Опти-
мальная температура для процесса отбивки воды 40—60 °C, частота вра-
щения мешалок — во избежание эмульгирования — не более 1,5 с-1. От-
делившаяся в результате отбивки вода сливается, а остаточная влага
удаляется вакуумированием при 60—70 °C.
Для той же цели,- что и фляшинг-процесс, может быть использован
метод центрифугирования водных суспензий пигмента в присутствии
растворителя, плотность которого выше
плотности воды. При центри-
фугировании пигмент осаж-
дается в органический рас-
Рис. 4.4. Зависимость полноты
удаления воды из пасты цинко-
вого крона при гетерогенной
азеотропной отгоике' (----) и
отбивке (------) от количества
модификатора — СЖК.
рис. 4Л. Изменение степени
дисперсности по „Клину” в
процессе диспергирования
желтого свинцового крона
сухого (-----~) и в виде
фляшииг-пасты (-------) в
различных связующих:
/ — олифа К-5; 2 — лак
МЧ-025; 3 - ПФ-223.
творитель. Вода может
быть извлечена из пигмен-
та многократной отмыв-
кой смешивающимися с
водой органическими рас-
творителями [159]. В некоторых случаях, например при получении ок-
сида меди (I) или при удалении воды из паст цинкового крона [155],
может быть применен метод гетерогенной азеотропной отгонки воды из
водных паст пигмента. Все эти методы могут быть осуществлены только
при условии органофилизации поверхности пигмента, причем оптималь-
ные количества ПАВ для органофилизации поверхности пигмента при
отбивке и гетерогенной азеотропной отгонке воды практически совпада-
ют. На рис 4.4 приведены зависимости полноты удаления воды при гете-
рогенной азеотропной отгонке и отбивке от количества ПАВ — СЖК, ис-
пользуемых для органофилизации цинкового крона в процессе синтеза.
Оптимальное количество ПАВ, как и в случае фильтрования (см. рис. 4.1),
соответствует формированию хемосорбционного мономолекулярного
слоя на поверхности пигмента.
Наиболее широкое применение вследствие наибольшей технологич-
юсти получил способ отбивки. Однако меньшая универсальность фля-
пинг-паст по сравнению с порошкообразными пигментами несколько
сдерживает распространение способа отбивки в промышленности.
Применение фляшинг-паст позволяет значительно интенсифициро-
вать процесс диспергирования пигмента в среде пленкообразователя и
получать пигментированные материалы с более высокой дисперсностью.
Это подтверждают данные, приведенные на рис. 4.5. В некоторых случаях
циспергирование с применением фляшинг-паст можно проводить не в
аппаратах с мелющими телами, а в быстроходных смесителях (дисоль-
верах) .
4.4. ВЛИЯНИЕ МОДИФИЦИРОВАНИЯ ПИГМЕНТОВ НА СВОЙСТВА
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Структурное модифицирование пигментов позволяет расширить цвето-
вую гамму пигментированных лакокрасочных материалов. Так, оно ши-
роко используется при производстве свинцовых кронов для варьирова-
ния их цветов путем изменения соотношения в кристаллической решетке
пигмента хромат- и сульфат-ионов; при синтезе кадмиевых пигментов
Рис. 4.6. Кинетика газовыделения п
смачивании водой (7) и уайт-спиритом
(2) модифицированного СЖК (------
и немодифицированного (----) Же^_
того свинцового крона.
получают широкую гамму желтых
и красных пигментов в результате
внедрения в кристаллическую ре-
шетку сульфида кадмия различ-
ных количеств селенида кадмия
или сульфида цинка [149]. Струк-
турное модифицирование с помо-
щью легирующих добавок и поверхностное модифицирование путем бло-
кирования поверхностных центров пигмента, участвующих в окислитель-
но-восстановительных реакциях, позволяет повысить светостойкость пиг-
ментов и, следовательно, срок эксплуатации лакокрасочного покрытия.
Пигменты, модифицированные неорганическими добавками, по по-
ведению в пигментированных материалах не очень сильно отличаются от
обычных пигментов. Некоторые свойства, по которым они превосходят
немодифицированные пигменты, объясняются лишь их более высокой
дисперсностью и большей удельной поверхностью. Пигменты, модифици-
рованные органическими ПАВ, проявляют ряд свойств, резко отличающих
их от немодифицированных пигментов. Прежде всего, олеофильный ха-
рактер поверхности изменяет смачиваемость пигментов, резко ухудшая
смачиваемость водой и улучшая смачиваемость органическими раствори-
телями и растворами пленкообразователей в этих растворах. Улучшение
смачиваемости значительно способствует проникновению раствора плен-
кообразователя в микропоры и полости агрегатов, ускоряет вытеснение
из них воздуха (рис. 4.6) и, следовательно, интенсифицирует процесс
Рис. 4.7. Зависимость скорости сдвига от напряжения сдвига для паст в олифе К-5
(с) и в лаке МЧ-0251 (б), желтого свинцового крона, немодифицированного (7),
модифицированного СЖК (2) и в виде фляшинг-пасты (5).
Рис. 4.8. Зависимость вязкости от напряжения сдвига для паст в олифе К-5 (а) и
в лаке МЧ-025 (б) желтого свинцового крона, немодифицированного (7), модифи-
цированного СЖК (2) и в виде фляшинг-пасты (3).
диспергирования. Как видно из рис. 4.6, модифицирование вызывает ин-
версию смачивания.
Модифицирование пигментов приводит к изменению реологических
свойств пигментных дисперсий, особенно резкие изменения реологичес-
ких свойств проявляются у систем, пигментированных фляшинг-пастами
(рис. 4.7, 4.8). Как видно из рис. 4.7 и 4.8, реологическое поведение паст
желтого свинцового крона в связующем при модифицировании крона
изменяется. У паст, пигментированных немодифицированным кроном,
несколько увеличивается вязкость с ростом напряжения сдвига, что го-
ворит о проявлении дилатансии; о дилатансии свидетельствуют кривые
зависимости скорости сдвига от напряжения. Проявление дилатантных
свойств в высококонцентрированных суспензиях свинцового крона, по
всей вероятности, — следствие ярко выраженной анизодиаметричности
его частиц. В такой системе увеличение напряжения сдвига вызывает
переориентацию частиц, приводящую к образованию более прочных кон-
тактов. Дилатантные свойства исчезают при использовании для пигменти-
рования модифицированного крона. Это можно объяснить наличием
адсорбционно-сольватных оболочек, препятствующих образованию кон-
тактов между частицами при увеличении сдвиговых усилий и облегча-
ющих перемещение частиц относительно друг друга. В изученном диапа-
зоне скоростей сдвига течение паст органофилизованного крона практи-
чески ньютоновское.
Системы, полученные с использованием фляшинг-паст, при одинако-
вых напряжениях сдвига характеризуются значительно большей вязко-
стью, чем пигментированные порошкообразными пигментами и имеют
свойства псевдопластических систем (по классификации Бингама). Фля-
Рис. 4.9. Зависимость относительной деформации от напряжения сдвига для фля-
шинг-паст свинцового крона в олифе К-5 после разного времени тиксотропного
восстановления.
Рис. 4.1U. Зависимость объема седиментации от продолжительности хранения
лакокрасочных материалов, пигментированных желтым свинцовым кроном,
немодифицированным (7), модифицированным СЖК (2) и в виде фляшинг-
пасты (5).
шинг-пасты проявляют тиксотропные свойства (рис. 4.9). Образование ко-
агуляционных структур во фляшинг-пастах, вероятно, вызвано наличием
в них остаточной влаги, а также более высокой степенью дисперсности
пигмента, так как отсутствие стадии сушки исключает агломерацию час-
тиц и дисперсность пигмента в пастах сохраняется практически такой же,
какая была после синтеза. Тиксотропия фляшинг-паст передается пиг-
ментированным ими лакокрасочным материалам, а это весьма желатель-
ное свойство. Пигментированные лакокрасочные материалы, облада-
ющие тиксотропными свойствами, могут наноситься достаточно толстым
слоем даже на вертикальные поверхности. Для этого разрушенная в ре-
зультате механического воздействия структура должна вновь достаточно
быстро восстанавливаться после нанесения лакокрасочного материала на
поверхность.
Образование тиксотропных структур — один из наиболее важных
методов повышения стабильности пигментированных лакокрасочных
материалов при хранении. Во многих случаях, особенно при использова-
нии пигментов, не вызывающих значительного структурирования систем,
таких, как диоксид титана, в пигментированный материал вводят специ-
альные структурирующие добавки: стеараты, олеаты, нафтенаты алюми-
ния, цинка или кальция. Широко используются для этой цели такие
наполнители, как аэросил и бентонит, модифицированный аминами
(цетилдиметилбензиламмонийхлорвдом, диметилдигидроксиоктадецил-
аммонийхлоридом и др.); последний набухает в органических средах,
вызывая сильное структурирование системы. Как видно из рис. 4.10,
максимальная стабильность пигментированных лакокрасочных материа-
лов наблюдается при использовании пигмента в виде фляшинг-паст.
Прочностные свойства пигментированных красочных пленок зави-
сят от плотности упаковки в них частиц пигмента, которая, в свою оче-
редь, зависит от полидисперсности пигмента и смачиваемости его пленко-
образователем. Повышение полидисперсности пигмента может приводить
Рис. 4.11- Зависимость от ОКП прочности при раз-
пыве свободных пленок на основе олифы К-5,
пигментированных желтым свинцовым кроном,
немодифицированным (J), модифицированным
СЖК (2) и в виде фляшииг-пасты (5).
к увеличению плотности упаковки вслед-
ствие распределения мелких частиц в про-
странстве между более крупными. Однако,
как отмечалось выше, полидисперсность
нежелательна, так как вызывает ухудшение
колористических свойств пигмента и агрега-
тивной устойчивости системы. О КП, °/о
Максимальная прочность пленки при разрыве соответствует КОКП,
т. е. максимально плотной упаковке частиц пигмента (рис. 4.11). Как
следует из рис. 4.11, модифицирование желтого свинцового крона СЖК
приводит к увеличению КОКП по сравнению с немодифицированным
пигментом и к повышению прочности пленки. Применение фляшинг-пас-
ты несколько снижает значение КОКП (вероятно, из-за меньшей поли-
дисперсности пигмента), но существенно повышает прочность пленок
при тех же ОКП. Покрытия, содержащие модифицированные пигменты,
отличаются улучшенными декоративными свойствами, что связано с
большей дисперсностью пигмента и стойкостью к флокуляции.
5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПИГМЕНТИРОВАННЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
5.1. ОБОСНОВАНИЕ ВЫБОРА ПИГМЕНТОВ И ОПРЕДЕЛЕНИЕ
ИХ КОЛИЧЕСТВА
Выбор пигментов определяется назначением лакокрасочного покрытия
(защитное, декоративно-защитное, декоративное), а также видом и
свойствами пленкообразователя. В состав грунтовочных материалов
для окраски металла обычно вводят противокоррозионные пигменты
или их смесь с каким-либо пигментом или наполнителем. Цвет грунто-
вочных слоев лакокрасочного покрытия имеет второстепенное значение.
Для наружных слоев покрытия наряду с защитными свойствами важны
и декоративные свойства, прежде всего цвет.
Необходимым условием при выборе пигментов является их хими-
кая совместимость с пленкообразователем и друг с другом. Так, в
«кообразователи с высоким кислотным числом нельзя вводить
:ид цинка и цинковые крона во избежание образования нераствори-
х цинковых мыл, вызывающих желатинизацию системы. Не рекомен-
тся совместное введение оксида цинка и железной лазури, так как в
ой смеси происходит сильное выцветание последней. В системе долж-
быть качественное и количественное соответствие между активными
играми поверхности пигментов и наполнителей и функциональными
При выборе пигментов нео ходимо учитывать условия отверждения
и эксплуатации покрытий. Многие пленкообразователи отверждаются
при повышенных температурах (100—200 °C), тогда как даже кратко-
временный нагрев может привести к разрушению некоторых органи-
ческих пигментов и изменению цвета у ряда неорганических пигментов
вследствие их дегидратации или полиморфных превращений.
Выбор пигментов должен быть и экономически обоснованным. В на-
стоящее время высококачественные неорганические пигменты по сто-
имости сопоставимы с пленкообразователями, а в ряде случаев и превос-
ходят их; органические пигменты, как правило, гораздо дороже пленко-
образователей. Однако для получения необходимых декоративных и
защитны^ свойств покрытий предпочитают использовать малые количе-
ства хотя и дорогостоящих, но высококачественных пигментов, допол-
няя их также высококачественными наполнителями. Необходимо учиты-
вать и интенсивность пигментов. Если используется смесь пигментов, то
экономически нецелесообразно добиваться высокой интенсивности для
более дешевых пигментов, тогда как для дорогостоящих пигментов вы-
годна максимальная интенсивность.
Количественное соотношение между пигментами (в том числе и
функциональными пигментами-наполнителями) и пленкообразовате-
лем в покрытии определяется КОКП. При КОКП наблюдается резкое
изменение хода зависимости большинства свойств покрытия от содержа-
ния пигмента в нем. Чаще всего по мере увеличения содержания пигмен-
та в покрытии большинство его свойств изменяется постепенно вплоть
до достижения КОКП. При наполнениях, превышающих КОКП, происхо-
дит либо более резкое изменение того или иного показателя с ростом
содержания пигмента, либо дальнейшее увеличение наполнения уже не
вызывает значительных изменений.
При изменении содержания пигмента изменяются газо- и влагопрони-
цаемость покрытия, его блеск и цвет, укрывистость, твердость, проч-
ность свободной пленки при разрыве и относительное удлинение при
разрыве. Характер зависимостей этих свойств от ОКП может иметь
различный вид. Так, газо- и влагопроницаемость чаще всего несколько
падают с ростом наполнения вплоть до КОКП, а затем резко возрастают.
Если содержание- пигмента больше КОКП, резко уменьшается блеск и
стойкость покрытия к истиранию. Укрывистость пигментированного ма-
териала при наполнениях, значительно меньших КОКП, практически ли-
нейно возрастает с ростом содержания пигмента, этот рост замедляется
при содержании пигмента, близком к КОКП, и при дальнейшем увели-
чении наполнения укрывистость, пройдя через максимум, убывает. В
области линейной зависимости укрывистости пигментированного матери-
ала от ОКП собственная укрывистость пигмента (укрывистость, пересчи-
танная на пигмент), не зависит от его содержания в покрытии. При боль-
ших же содержаниях пигмента в покрытии укрывистость пигмента резко
уменьшается. Это связано с тем, что с ростом ОКП наблюдается увеличе-
ние коэффициента рассеивания пигментированного материала, а для
сильно поглощающих свет пигментов — коэффициента поглощения. Од-
нако при очень малых расстояниях между частицами (высокая ОКП)
сблизившиеся частицы оказывают воздействие на световой поток как
одна крупная частица, т. е. имеет место снижение эффективной частичной
концентрации пигмента в пленке. Эффективная интенсивность пигмен-
та также проходит через максимум вблизи КОКП.
В большинстве случаев в области КОКП наблюдается максимальная
прочность свободной пигментированной пленки при разрыве; относи
тельное удлинение при разрыве существенно уменьшается с ростом на-
полнения, а при наполнениях, близких к КОКП, становится весьма незна-
чительным. Резкое изменение хода зависимостей большинства свойств
покрытия от ОКП в области КОКП объясняется тем, что при КОКП име-
ет место максимально плотная упаковка частиц пигмента, частицы пиг-
мента контактируют друг с другом через адсорбционные оболочки, а
пространство между частицами заполнено пленкообразователем. Именно
такому состоянию отвечают максимальные значения прочности при раз-
рыве и стойкости к истиранию и минимальные значения газо- и влагопро-
ницаемости.
Пленкообразователь в области КОКП либо не образует непрерывной
фазы, сплошность которой нарушается каркасом из частиц пигмента,
либо непрерывность этой фазы сохраняется лишь за счет адсорбционных
оболочек. Наличие пигментного каркаса оказывает влияние на свойства
покрытия не только чисто механически, так как пленкообразователь, на-
ходясь в адсорбционном поле поверхности частиц пигмента, меняет свои
физико-механические свойства, причем это зависит от химических и фи-
зических свойств поверхности пигмента. Во многих случаях пигменты са-
ми участвуют в процессах пленкообразования.
Максимально плотная упаковка монодисперсных частиц в простран-
стве, полученная геометрическим расчетом, зависит только от формы
частиц и не зависит от их размера. Сферические частицы при максималь-
но плотной гексагональной упаковке занимают 72% объема пространства,
частицы цилиндрической формы — 95% объема, частицы в форме куба
или параллелепипеда — до 100% объема. В реальных условиях макси-
мально плотная упаковка никогда не достигается. В случае сухих порош-
ков пигмента более 80% объема составляет воздух, заполняющий про-
странство между частицами. Когда порошок пигмента смачивается связу-
ющим, объем пространства между частицами сокращается благодаря
смазке их поверхности и увеличению вследствие этого их подвижности
относительно друг друга. Мелкие частицы занимают промежутки между
крупными. Процесс диспергирования также способствует более плотной
упаковке и упорядочению расположения частиц в пространстве. Среда, в
которой диспергируется пигмент, частично адсорбируется (имеет место
избирательная адсорбция ее компонентов), частично проникает в микро-
поры и полости частиц пигмента или его агрегатов и занимает промежут-
ки между частицами. Поверхность частиц пигмента, распределенного в
связующем, покрыта адсорбционным слоем той или иной толщины,
поэтому даже при максимально плотной упаковке частицы ш мента не-
посредственно не контактируют между собой.
Наличие адсорбционных оболочек, толщина которых зависит от раз-
мера частиц, не дает возможности сделать однозначный вывод о влиянии
полидисперсности на КОКП. С ростом полидисперсности КОКП может
как увеличиваться, так и уменьшаться.
Способы определения КОКП. Легко показать, что для сферических частиц
значение КОКП связано с размерами частиц и толщиной адсорбционной оболочки
следующим соотношением:
КОКП= 0,72[d/(d + <?)]3 (5.1)
где d — диаметр сферической частицы; 6 — толщина адсорбционной оболочки.
Для цилиндрических частиц, длина которых значительно превышает диаметр
(игольчатых): г
КОКП = 0,95 [d/(d + d)]2 (5.2)
где d — диаметр цилиндрической частицы.
Для стержнеобразных частиц, имеющих в сечении квадрат со стороной d\
KOKn = [d/(d + d)]2 (5.3)
Если обозначить а отношение толщины оболочки к размеру частиц а = б/d, то
вышеприведенные выражения для КОКП можно записать следующим образом:
КОКП = 0,72(1+а)-3 (5.4)
КОКП = 0,95(1 + а)-2 (5.5)
КОКП=(1 + а)“2 (5.6)
Лишь при а, значительно меньших единицы, значение КОКП не зависит от раз-
мера частиц. Практически это имеет место в том случае, когда толщина адсорбцион-
ного слоя более чем на два порядка меньше размера частиц.
В реальной полидисперсной системе наряду с частицами наивероятнейшего
размера существуют частицы больших размеров (с меньшим значением а) и мень-
ших размеров (с большим значением а). Все частицы вносят вклад в суммарную
(среднюю) плотность упаковки пигмента в системе, причем частицы, размеры ко-
торых меньше наивероятнейшего размера, существенно уменьшают среднюю плот-
ность упаковки (значение а велико). Снижение КОКП с ростом полидисперсности
характерно для высокодисперсных систем, особенно с анизодиаметрическими час-
тицами, даже в случае их правильной ориентации в наполненной системе. В систе-
мах с невысокой дисперсностью КОКП с ростом полидисперсности может увеличи-
ваться в результате заполнения промежутков между крупными частицами значи-
тельно более мелкими частицами.
КОКП зависит также от текстуры поверхности пигмента и ее адсорбционных
свойств, от химического состава пленкообразователя и растворителя, поскольку
все эти факторы определяют формирование адсорбционных оболочек и степень
структурирования системы. На характер упаковки частиц существенное влияние
оказывает также явление флокуляции, снижающее значение КОКП.
Известно много способов определения КОКП. Авторы работы [160] подраз-
деляют их на три группы: 1) определение КОКП недиспергированных пигментных
паст по маслоемкости; 2) определение КОКП по свойствам пигментированного
покрытия; 3) определение КОКП в диспергированной пигментной пасте либо по
объему осадка, полученного фильтрованием или центрифугированием, либо по
структурной прочности пасты.
По маслоемкости КОКП может быть приближенно вычислена следующим
образом: КОКП=100/(100 + р„М) (5.7)
е _ плотность пигмента; М — маслоемкость первого рода.
ГДе Более обоснованным можно считать метод, предложенный Бобыренко [96,
2111- Он основан на том, что маслоемкость первого рода складывается из коли-
чества пленкообразователя, необходимого для образования адсорбционного слоя
и граничного слоя, обеспечивающего возможность скольжения частиц пигмента
друг относительно друга, и количество пленкообразователя, необходимого для
заполнения микропустот внутри частиц или неразрушенных агрегатов, а также
промежутков между частицами или агрегатами. Исходя из этого, предложено
уравнение для расчета маслоемкости первого рода:
М-Лрпл/рп + ЮОрплЗуд^ (5.8)
где Рпл и Рп ~ плотность пленкообразователя и пигмента; А: — коэффициент плотно-
сти упаковки частиц, к = 43.
Для расчета КОКП Бобыренко предложил уравнение, связывающее КОКП\
о ^уп* Рп И 6 -
КОКП = 100/(1,43 -I- 2Sy/lpn6) (5.9)
Если из уравнения (4.22) найти значение SypS и подставить его в формулу
(4.23), принимая р^ — 1 и к = 43, то она примет вид:
КОКП = ЮО/(1 + 0,01Муэп) (5.10)
Следует отметить, что простой и быстрый метод определения КОКП по масло-
емкости недостаточно точен, так как дисперсный состав системы при определении
маслоемкости сильно отличается от дисперсного состава в сформированном по-
крытии.
Наиболее достоверные результаты дают способы, основанные на зависимости
содержания пигмента в пигментированной пленке от ее свойств: газо- и влагопро-
ницаемости, прочности при разрыве, твердости. Заслуживает внимания реологичес-
кий способ определения КОКП, основанный на зависимости прочности структуры
пигментной пасты от содержания в ней пигмента [160]. Такие зависимости имеют
разко выраженный максимум, соответствующий КОКП. В ряде случаев успешно ис-
пользуется метод определения КОКП по зависимости удельного объема пигментиро-
ванного материала от содержания пигмента. При содержании пигмента в покрытии,
соответствующем КОКП, чаще всего наблюдается ярко выраженный минимум.
Быстрым и достаточно точным методом определения КОКП является метод
центрифугирования. Этот метод заключается в измерении объема осадка, получен-
ного прн центрифугировании продиспергированного пигментированного материала.
В осадке содержится пигмент с адсорбированным на нем пленкообразователем и
пленкообразователем, заполняющем пустоты, который не удаляется при центрифу-
гировании. Метод не требует использования многочисленных образцов с различным
наполнением. Если мы имеет пигментированный материал с точно известной рецеп-
турой, то отношение ОКП во взятом для центрифугирования образце к объему
осадка, полученного удалением при центрифугировании свободного (несвязанно-
го) пленкообразователя, будет равно КОКП. Центрифугирование проводят при
частоте вращения ротора 100—200 с"1 в течение 30 мин. Центрифугат сливают, а
осадок в пробирке заливают растворителем и снова центрифугируют. Промывку
растворителем повторяют 2—3 раза. После этого замеряют объем осадка, в некото-
рых случаях для этого осадок удобно предварительно подсушить. Этот метод мож-
но использовать при исследовании влияния как свойств пигмента на КОКП, так и
свойств или концентрации пленкообразователя.
Во многих случаях удобнее (а часто и правильнее) пользоваться для характе-
ристики наполнения не объемным, а массовым содержанием пигмента в лакокра-
сочном материале. Авторы работы [160] справедливо отмечают некорректность
пересчета массового содержания пигмента в объемное и обратно в области КОКП и
близкой к ней прежде всего из-за изменения плотности пленкообразователя в ад-
сорбционном слое.
Следует коротко остановиться на применении наполнителей в пиг-
ментированных лакокрасочных материалах и их влиянии на технологи-
ческие свойства пигментных дисперсий и пигментированных лакокрасоч-
ных покрытий.
Наполнители или пигменты-наполнители, — это высокодисперсные,
чаще всего неорганические вещества, имеющие показатель преломления,
близкий к показателю преломления пленкообразователя, и слабо погло-
щающие свет в видимой части спектра. Наполнители применяются в пиг-
ментированных лакокрасочных материалах для регулирования реологи-
ческих свойств, повышения устойчивости пигментированных систем,
повышения атмосфере- и светостойкости покрытий и ряда других целей.
К наполнителям предъявляются следующие требования: дешевизна и до-
ступность сырья, высокая дисперсность и белизна, малая твердость и
абразивность, низкая маслоемкость, высокая атмосферостойкость,
минимальное содержание водорастворимых солей.
Некоторые наполнители проявляют структурирующее действие,
приводящее к повышению вязкости и придающее системе тиксотропные
свойства. Такие наполнители как барит и слюда, наоборот, при замене
ими части пигмента снижают вязкость пигментированных материалов.
Наполнители с анизодиаметричными частицами, такие, как асбест и вол-
ластонит, имеющие волокнистые или игольчатые частицы, слюда и тальк,
имеющие пластинчатые или чешуйчатые частицы, армируют пленку, по-
вышая ее прочностные свойства. Эти наполнители уменьшают влагопро-
ницаемость покрытий и увеличивают их атмосферостойкость.
Особенно следует отметить влияние наполнителей на укрывистость
пигментированного материала. Сами наполнители кроющей способ-
ностью не обладают, однако в случае значительно большей дисперсности
наполнителей по сравнению с пигментами, их введение в систему может
приводить к увеличению укрывистости. Грубодисперсные наполнители
снижают укрывистость.
Выбор наполнителей для получения пигментированных лакокрасоч-
ных материалов так же, как и выбор пигментов, определяется назначе-
нием покрытия, типом пленкообразователя, требованиями к защитным
и декоративным свойствам покрытия.
5.2. ПОЛУЧЕНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ НА ОСНОВЕ
МНОГОПИГМЕНТНЫХ И ОДНОПИГМЕНТНЫХ ПАСТ
В настоящее время используется несколько схем получения пигментиро-
ванных лакокрасочных материалов [97, с. 275; 161, с. 341].
1. При наиболее старом многопигментном способе производства
пигментированных лакокрасочных материалов все количество сухих
пигментов и наполнителей, пленкообразователей и растворителей, входя-
щих в конечную рецептуру пигментированного материала, загружается в
смеситель. Смесь перемешивается до однородной пасты и далее подверга-
ется диспергированию в аппаратах периодического (шаровых мельницах,
„иторах) или непрерывного цэисерных диспергаторах, валковых
а аскотерочных машинах) действия. Однако диспергирование пигмен-
*ов по такой схеме чаще всего неэффективно, прежде всего из-за нера-
ционального использования диспергирующего оборудования. Дисперги-
уемость пигментов в смеси различна, поэтому процесс лимитирует наи-
более труднодиспергируемый пигмент. Пигмент, необходимая степень
дисперсности которого уже достигнута, но находящийся в объеме дис-
пергатора вместе с труднодиспергируемым пигментом, практически бес-
полезно заполняет объем диспергатора. Кроме того, через аппарат про-
пускается весь пленкообразователь, что также снижает производитель-
ность аппарата по пигменту.
2. Диспергирование многопиг'ментных паст можно проводить с ис-
пользованием рецептур, составление которых рассмотрено в разделе
3.2. В оптимальных для диспергирования рецептурах содержится значи-
тельно меньшее, по сравнению с конечной рецептурой количество плен-
кообразователя и соответственно большее количество пигмента и рас-
творителя. Естественно, рабочая рецептура для диспергирования не дол-
жна выходить из рамок конечной рецептуры. Необходимо учитывать,
что в дальнейшем система должна быть доведена до необходимой вязко-
сти и сухого остатка. Этот способ имеет безусловные преимущества пе-
ред предыдущим, однако в нем сохраняются недостатки, присущие
диспергированию многопигментных паст. Следует учитывать при этом и
определенную сложность оптимизации рецептуры многопигментных
паст, связанную с различной адсорбционной способностью пигментов,
входящих в пигментную смесь.
3. Наиболее прогрессивным является непрерывное производство
раздельно базовых белых эмалей и однопигментных колеровочных паст
с последующим их смешением для выпуска цветных эмалей. Использова-
ние модифицированных пигментов и наполнителей для приготовления
базовых белых паст (эмалей) и колеровочных паст и проведение процес-
са их получения по оптимальной рецептуре и в оптимальном режиме дает
возможность с минимальными затратами энергии добиваться получения
высококачественных пигментированных материалов.
При получении лакокрасочных материалов по последнему способу
вначале готовят базовую белую пасту. Сыпучие и жидкие компоненты
непрерывно дозируются; смешиваются и преддиспергируются в верти-
кальном смесителе непрерывного действия, например двухступенчатом
проходном смесителе с дискозубчатой мешалкой. Далее однопигментная
паста через дисольвер , который наряду с преддиспергированием выпол-
няет функцию промежуточной емкости, поступает в бисерный дисперга-
тор. Целесообразно предусмотреть в технологической линии два последо-
вательно работающих диспергатора. Поскольку в процессе диспергирова-
ния происходит изменение реологических свойств системы, на начальной
и завершающей стадиях диспергирования оптимальными будут различ-
ные режимы. Из бисерных диспергаторов паста поступает в смеситель,
куда вводится недостающее количество пленкообразователя в виде
раствора лее высокой концентрации, чем используемый для дисперги
рования. В этом смесителе пигментная паста доводится до требуемой
вязкости и сухого остатка. Полученная базовая белая паста передает^
в емкость-приемник с мешалкой.
Составление готовых эмалей производится в смесителе, куда вво-
дятся необходимые количества колеровочных паст. Если расход колеро-
вочных паст велик, то их получают по непрерывной технологии. К таким
пастам относятся пасты свинцовых и цинковых кронов, красных и жел-
тых, железоокисных пигментов и некоторых других неорганических
пигментов. Если расход колеровочных паст невелик (не более несколь-
ких килограммов на 1 т готовой эмали), то целесообразнее получать их
по периодической схеме. К таким пастам можно отнести пасты железной
лазури, технического углерода, фталоцианиновых и других органических
пигментов.
Сложной задачей при составлении рецептур эмалей из однопигмент-
ных паст является расчет соотношений отдельных компонентов с целью
получения готового продукта определенного цвета. Методика расчета
рецептур для получения эмалей заданного цвета основана на теории
Гуревича — Кубелки — Мунка [80, с. 484]. Расчет проводится с использо-
ванием ЭВМ. В память вычислительной машины закладываются основ-
ные оптические характеристики накрасок всех исходных красочных паст
с заданным содержанием в них пигментов. Координаты цвета и значения
функции Гуревича — Кубелки — Мунка рассчитываются по спектрам
диффузного отражения образца, цвет которого необходимо воспроизве-
сти. Эти данные вводятся в ЭВМ и на основании оптических характерис-
тик исходных компонентов, хранящихся в памяти машины, рассчитыва-
ются количества исходных паст для получения эмали заданного цвета.
Расчет рецептуры основан на аддитивности коэффициентов рассея-
ния и поглощения двухконстантной теории Гуревича — Кубелки — Мунка:
К(А)=С1Х’1(Л) + С'2К2(А) + ...+ CtKi(A) (5.11)
S(A) = C151(A) + C2S2(A) + ...+ CiSi(A) (5.12)
(. /
Отсюда:
KW C1K1(A) + c2k2(a) + ... + CjKiW l513)
5(A) CISl(A)+C'252(A) + ...+ Q5i(A)
Коэффициенты рассеяния могут быть определены несколькими спо-
собами [80, с. 467] (см. также раздел 1.8.2). Можно измерить коэффи-
циент отражения покрытия известной толщины 8 и коэффициент отраже-
ния покрытия такой толщины, при которой свет не достигает подложки,
и вычислить S(X) по уравнению:
1 . „ а-/? ., а-7?б
5(А)<? = -у (arcth—&-arcth
(5.14)
г, — коэффициент отражения белой подложки; а и b определяются по уравне-
(1-23) и (1.24).
Если измерение проводилось на черной подложке при Дч О, то коэф-
можно вычислить по уравнению:
= arc th (5.15)
Коэффициент рассеяния лессирующих пигментов можно вычислить,
воспользовавшись измеренным значением пропускания Т слоя известной
толщины S
S(z)d"=-^(ar6h-|r-arsh Ь) (5.16)
По известным значениям коэффициентов рассеяния и функции Гуре-
вича — Кубелки — Мунка можно рассчитать коэффициенты поглощения
по формуле:
ЛЧЛ)/5(Л) = (1-/?)г/2Я (5.17)
Если в рецептуре эмали содержится небольшое количество цветных
пигментов, коэффициент рассеяния от их введения меняется незначи-
тельно и остается близким к коэффициенту рассеяния белого пигмента,
то в формулу (5.13) могут быть подставлены относительные коэффици-
енты поглощения и рассеяния (отнесенные к коэффициенту рассеяния
белого пигмента). В этом случае знаменатель в уравнении (5.13) обраща-
ется в единицу, что значительно упрощает расчет.
Для уточнения расчета во всех выражениях, в которые входит коэф-
фициент отражения покрытия, следует использовать его значение с по-
правками на внутреннее и внешнее отражение светового потока. Эти по-
правки учитывают отражение от поверхности, обусловленное разностью
коэффициентов преломления пленкообразователя и воздуха, и отраже-
ние светового потока, падающего на нижнюю сторону верхней границы
покрытия. Исправленное значение коэффициента отражения можно вы-
числить по уравнению:
+(1-р)(1-/’1-)Л']/(1-/’гД) (5-18)
где р и р} - коэффициенты, учитывающие внешнее и внутреннее отражение соот-
ветственно.
Если коэффициент преломления пленкообразователя меняется в
пределах 1,4-1,6, то р ~0,04^-0,07, а р/ —0,5^0,7.
После расчета рецептуры определяются ее цветовые показатели и,
если они отличаются от эталонных, проводится уточнение рецептуры.
Необходимые добавки тех или иных компонентов вычисляются на
основании следующей системы уравнений:
лх-^лс1+^лс2+ ^лс3
dCj 0С2 &сз
dY dY dY
АГ = ^САС^дёАС^1^эАСз
(5.19)
dZ „ ,<>Z dZ xл
A Z = — A Ci + — A C2 + — A C3
dCi 0C2 0C3
Девять элементов соответствующей матрицы представляют собой
частные производные координат цвета по концентрациям отдельных
пигментов:
дХ dY dZ
dC ' дС ’ дС
которые экспериментально определяются в результате измерения коор-
динат цвета при введении в систему небольших количеств соответству-
ющих пигментов. Три остальных члена матрицы ДХ, ДУ и ДИ — измене-
ние координат цвета.
Решение системы уравнений (5.19) включает обращение матрицы ко-
эффициентов и перемножение значений ДХ, ДУи ДИ с обратной матрицей.
Расчет, таким образом, обычно проводится по системе уравнений,
полученной в результате этого преобразования:
дС, дС, dCi
(5.20)
Наилучшая коррекция рецептуры достигается, когда корректиру-
ющие матрицы используются в логарифмической форме:
AlgCj AlgCi AlgCi
АХ ДУ AZ
AlgC2 AlgC2 AlgCz
AX ДУ AZ
AlgC3 AlgC3 AlgCs
AX AY AZ
(5.21)
Очевидно, что однозначным решение может быть только в том слу-
, если число цветных паст не превышает трех. Если в рецептуре боль-
ше’трех цветных пигментов, то коррекцию проводят только по трем
компонентам, концентрации остальных компонентов остаются неиз-
менными.
Системы автоматического контроля и регулирования цвета рассмот-
рены в книге Манусова [82, с. 102].
В некоторых случаях диспергирование пигментов в среде пленкооб-
разователей может быть осуществлено непосредственно в дисольверах.
Таким образом можно диспергировать суховальцованные пасты, полу-
ченные предварительным сухим вальцеванием — преддиспергированием
пигментов с пластификаторами и пленкообразователями без раствори-
телей в разогретом состоянии, что исключает возможность повторной
коагуляции. Этот метод широко применяется в производстве нитроэма-
лей и некоторых других эмалей на основе пленкообразователей полиме-
ризационного типа. Во многих случаях диспергирование в дисольверах
может обеспечить необходимую степень дисперсности при использовании
фляшинг-паст.
Следует коротко остановиться на особенностях пигментирования
водных дисперсий полимеров и водорастворимых пленкообразователей
[111, с. 105] (см. также раздел 2.2). Для пигментирования водных дис-
персий полимеров и водорастворимых пленкообразователей можно
использовать только химически инертные пигменты. Пигменты не долж-
ны содержать солей, вызывающих коагуляцию дисперсий полимеров и
снижающих растворимость пленкообразователей.
Введение пигментов в водоразбавляемые материалы оказывает
существенное влияние на их электрическую проводимость, электричес-
кую проводимость формирующегося покрытия и, следовательно, на
проникающую (рассеивающую) способность лакокрасочного материала
при электроосаждении. Это влияние пигментов определяется главным
образом избирательной адсорбцией поверхностью пигментов анионов и
катионов, присутствующих в системе. Максимальное изменение прово-
димости исходной системы наблюдается в случае преимущественной
адсорбции полиионов. Поэтому кислотно-основный баланс поверхности
пигментов является одним из основных критериев при выборе пигмен-
тов для материалов, которые наносят на поверхность методом анодного
или катодного электроосаждения.
При получении латексных красок необходимо хорошее смачивание
пигментов водой для дезагрегации и последующей стабилизации диспер-
сий. Даже при использовании гидрофильных пигментов в системы следу-
ет вводить диспергаторы. Гидрофобные пигменты при наличии в красках
пластификаторов могут входить в фазу пластификатора и флокулиро-
вать. Нежелательно применение органических пигментов, способных рас-
творяться в пластификаторах.
Так как большое значение для устойчивости микрогетерогенных си-
стем в водных средах имеет электростатическое отталкивание, необходи-
мо, чтобы значение pH дисперсионной среды отличалось от изоэлектри-
ческой точки дисперсии.
5.3. ОБОРУДОВАНИЕ ДЛЯ ДИСПЕРГИРОВАНИЯ ПИГМЕНТОВ
5.3.1. Краткая характеристика основных видов
диспергирующего оборудования
Аппараты, используемые для диспергирования пигментов в среде плен-
кообразователей, можно подразделить на две большие группы [127].
К первой группе относятся машины с жестко закрепленными рабочими
телами, скорость движения которых не зависит от вязкости обрабаты-
ваемой пигментной пасты (валковые машины и резиносмесители). Эф-
фективность действия машин этой группы растет с повышением вязкос-
ти обрабатываемой пасты. В эту же группу входят и высокоскоростные
дисковые машины, и аппараты с перемешивающими устройствами. Ко
второй группе относятся аппараты, в которых рабочие тела свободно
движутся в пигментной пасте, причем скорость их движения определяет-
ся вязкостью пасты (шаровые мельницы, бисерные и песочные мельни-
цы, аттриторы и др.). Максимальная эффективность этих аппаратов
достигается при определенной (оптимальной) вязкости.
Используемые для получения пигментированных матерйалов аппара-
ты можно классифицировать в зависимости от вязкости перерабатывае-
мой на них пигментной пасты [96, с. 257]. Это машины для паст с высо-
кой вязкостью (10—104 Па • с), средней (0,5—10 Па • с) и низкой (менее
0,5 Па • с).
Диспергирование высоковязких паст происходит главным образом
за счет возникновения чрезвычайно высоких напряжений сдвига в слое
обрабатываемого материала. Высоковязкие системы характеризуются
ограниченной подвижностью и требуют для обработки большой затраты
энергии. Тем не менее, способ диспергирования пигментов в чрезвычайно
вязких средах нашел применение для получения суховальцованных паст,
твердых при обычной температуре и размягчающихся при нагревании
дисперсий пигментов в термопластичных полимерах с добавкой пласти-
фикаторов. Суховальцованные пасты (чипсы) в течение многих лет ус-
пешно применяются для получения эмалей различных цветов на основе
поливинилхлорида, поливинилбутираля, коллоксилина и других термо-
пластичных пленкообразователей. Получение эмалей с использованием
суховальцованных паст сводится к их интенсивному перемешиванию в
высокоскоростных смесителях в среде соответствующего растворителя.
Для производства суховальцованных паст используют фрикционные
вальцы и Z -образные смесители.
При обработке на фрикционных вальцах паста постепенно втягивает-
ся в зазор между валками, испытывая при этом значительное давление.
В зазоре развиваются большие сдвиговые напряжения в результате
разности окружных скоростей валков. Зазор между валками можно из-
менятъ перемещением одного из них. Давление, развиваемое валками,
колеблется от 40 до 120 МПа. При установившемся непрерывном режи-
ме производительность G (в кг/ч) может быть выражена уравнением:
С = 3600л£>пЬ/р (5.22)
где D — диаметр валка, с которого производится съем продукта, м; п — частота
вращения валка, с"’; Ь - длина линии съема, м; i — зазор между валками, м; р —
плотность пасты, кг/м3.
Эти машины оборудуются приспособлениями для нагревания и
охлаждения валков.
Машины с Z-образными мешалками и червячные машины находят
применение для предварительного смешения компонентов пигментной
пасты и для ее диспергирования, а также для получения густотертых
красок и для отбивки воды из водных пигментных паст. Корпус таких
машин оснащается рубашкой, позволяющей охлаждать или нагревать
обрабатываемую пасту. Предусматривается также охлаждение валов
подачей воды через цапфу. Производительность G (в кг/ч) одночервяч-
ной машины при постоянном угле наклона винтовой линии можно при-
ближенно определить из уравнения:
G=60 nkD2hf>n sin у cosy (5.23)
где к — коэффициент заполнения цилиндра пастой; D — диаметр червячного вала,
м; h — глубина нарезки червяка, м; р — плотность пасты, кг/м3; п — частота вра-
щения вала, с"1; <₽ - угол наклона винтовой линии червяка.
Наиболее эффективны для диспергирования двухчервячные машины
с переменным шагом и переменным направлением нарезки червяка. Все
эти машины не пригодны для диспергирования высокоабразивных пиг-
ментов из-за сильного износа рабочих органов и корпуса.
Для диспергирования пигментных паст со средней вязкостью приме-
няются валковые краскотерочные машины (в последние годы весьма
ограничено), шаровые мельницы различных конструкций, бисерные дис-
пергаторы, аттриторы; начинают использоваться электромагнитные аппа-
раты со свободно движущимися рабочими телами.
Валковые краскотерочные машины, которые длительное время яв-
лялись основным диспергирующим оборудованием, сейчас используются
для изготовления шпатлевок, некоторых масляных красок, художест-
венных красок. Краскотерочные валковые машины небольщой произво-
дительности применяются для получения подколеровочных однопиг-
ментных паст. Производительность валковых краскотерочных машин
зависит от окружных скоростей вращения валков, зазора между ними и
длины линии контакта. Обычно паста снимается с помощью ножа, прижа-
того к валку, обладающему наибольшей линейной скоростью. Макси-
мальная производительность валковой краскотерочной машины достига-
ется при отношении частот вращения смежных валков 2,82 [97, с. 319].
Для достижения лучших технико-экономических показателей рабо-
ты валковой машины рекомендуется обрабатывать пасты с высоким со-
держанием пигмента. Если в рецептуре предусмотрена возможность при-
менения нескольких связующих, то следует выбирать связующее, явля-
ющееся хорошим диспергатором, с низкой вязкостью и увеличивать
содержание пигмента для повышения вязкости. Обрабатывать низковяз-
кие пасты на валковых машинах нецелесообразно также из-за опасности
их разбрызгивания и образования натеков на торцах валков.
Чаще всегоприменяютсямашины с тремя валками. В пятивалковых
машинах отношение частот вращения валков значительно ниже оптималь-
ного, а скорость съемного валка ограничивается для предотвращения
разбрызгивания краски. Применяются (в последнее время также ограни-
ченно) одно- и двухвалковые машины. Они предназначены в основном
для фильтрования паст. В одновалковых машинах паста подается через
загрузочную воронку на валок и при прохождении между ними и перети-
рочным брусом подвергается фильтрованию и незначительному диспер-
гированию. Перетирочный брус прижимается к валку под давлением до
5 МПа. Валок машины помимо вращательного имеет также и возвратно-
поступательное движение, что способствует растиранию агрегатов, по-
падающих в зазор между валком и перетирочным брусом. Двухвалковые
фильтрующие машины отличаются тем, что они снабжены дополнитель-
ным валком небольшого диаметра, который находится в загрузочном
бункере. Этот валок имеет только вращательное движение и прижат к
основному рабочему валку. Существенным недостатком валковых ма-
шин является невозможность их герметизации, что при брльшой поверх-
ности испарения делает их непригодными для диспергирования паст, со-
держащих летучие растворители.
Для диспергирования пигментов в средневязких средах довольно
широко применяются в настоящее время шаровые мельницы, особенно
мельницы со стальной броней и стальными шарами. Поскольку в резуль-
тате намола металла белые пасты в таких мельницах загрязняются, для
обработки белых паст применяются мельницы, внутренние полости кото-
рых футерованы фарфором, стеатитом или другими материалами, намол
которых не вызывает изменения цвета пасты. Соответственно выбирает-
ся и материал для изготовления шаров. При трении происходит сильное
истирание шаров и футеровки барабана. Для уменьшения износа в бара-
бане устанавливают продольные брусья квадратного или круглого сече-
ния, приваренные к поверхности барабана. Это способствует также и
повышению производительности мельниц.
Поскольку в шаровой мельнице работает только верхний скатыва-
ющий слой шаров, резервом повышения ее эффективности является
либо вовлечение в действие значительно большего объема шаров, либо
увеличение поверхности скатывания. Эти принципы осуществлены в
диспергаторах ЛТИ-1 и ЛТИ-2 [97, с. 315]. Диспергатор ЛТИ-1 представ-
ляет собой вращающийся барабан, внутри которого неподвижно закреп-
лен вал с мешалками. Это позволяет вовлечь в работу всю массу мелющих
тел. В корпусе диспергатора^!ГИ-2 имеются перегородки с отверстиями
для перетока пигментной пасты, образующие во вращающемся барабане
ячейки, которые заполнены мелющими телами. Это позволяет увеличить
поверхность скатывания и увеличить эффективность работы такого ап-
парата по сравнению с обычной шаровой мельницей.
Необходимость вовлечения максимального количества мелющих
тел в эффективную работу измельчения привела к созданию вертикаль-
ных шаровых мельниц с лопастными мешалками, так называемых атгри-
торов. Аттритор представляет собой вертикальный цилиндр, заполнен-
ный металлическими шарами с размерами От 2 до 15 мм в зависимости
от объема контейнера. В аппаратах непрерывного действия применяются
шары диаметром 2—3 мм. Внутри корпуса вращается вал с лопастями,
имеющими круглое сечение и расположенными на валу по спирали. Име-
ются модели аттриторов как с верхним, так и с нижним приводом ме-
шалки. Мешалка вращается с частотой 1—5 с-1. Контейнер аттритора
оснащен рубашкой для регулирования температуры паст. Очень часто
для поддержания необходимой вязкости в начальном периоде работы
аттритора рубашку используют для разогрева пасты до 60—70 °C (конеч-
но, если позволяет состав пасты) с целью понижения вязкости без умень-
шения пигментного наполнения или сухого остатка пленкообразователя .
В установившемся режиме осуществляют отвод теплоты ввиду сильного
разогрева аттритора. Регулирование вязкости необходимо, чтобы устра-
нить вовлечение во вращение с той же частотой, что и мешалка, всего со-
держимого аппарата.
Используются аттриторы как периодического, так и непрерывного
действия. Аттриторы являются эффективными диспергирующими аппа-
ратами, однако их широкому применению препятствует чрезвычайно
сильный износ мелющих тел и контейнера. Они непригодны для диспер-
гирования паст, содержащих абразивные пигменты, и для получения
эмалей светлых тонов. Наиболее широкое распространение аттриторы
получили для диспергирования полиграфических красок, в частности,
черных типографских красок, пигментированных техническим углеро-
дом, — труднодиспергируемым, но неабразивным пигментом.
Основным типом диспергирующего оборудования, применяемого
для получения пигментированных материалов, в настоящее время явля-
ются бисерные диспергаторы. Они состоят из контейнера, расположенно-
го вертикально (в последнее время появились бисерные машины и с
горизонтальным расположением контейнера) и заполненного мелющими
телами с размерами от 0,6 до 3 мм, которые приводятся в движение
установленными на валу дисковыми мешалками различной конструк-
ции. Мелющими телами служат шарики из стекла, стали, фарфора, карби-
да вольфрама, силикокальцита, оксида циркония и других материалов,
стойких к износу; в качестве мелющих тел используют также кварцевый
песок с размерами частиц 0,6—1,2 мм. Частота вращения вала с мешалка-
ми меняется от 8 до 40 с“1 в зависимости от диаметра контейнера. Кон-
тейнеры бисерных машин оснащены рубашками для регулирования
температуры. В промышленности бисерные диспергаторы работают
всегда в непрерывном режиме.
Сравнительно недавно разработаны [98] аппараты для диспергирова-
ния пигментов в связующих с использованием энергии магнитных рабо-
чих тел, движущихся под действием переменного магнитного поля. Та-
кие аппараты были названы электромагнитными измельчителями
(ЭМИ). Аппарат состоит [98] из цилиндрического контейнера, заполнен-
ного мелющими телами, в качестве которых используются сферические
магниты из керамики на основе гексаферрита бария; диаметр мелющих
тел 1,5—5 мм. Рабочая камера имеет электрическую обмотку, состоящую
из отдельных секций, и контур водяного охлаждения, выполненный в
виде змеевика. Степень защиты ЭМИ допускает его эксплуатацию во
взрывоопасных помещениях. Под действием переменного тока в объеме
рабочей камеры создается переменное магнитное поле, воздействующее
на каждый рабочий элемент. При определенных параметрах магнитного
поля каждый рабочий элемент вращается с частотой, равной частоте
создаваемого индуктором поля. Подаваемый насосом материал в рабо-
чей камере подвергается воздействию мелющих тел, интенсивно движу-
щихся по сложным траекториям, диспергируется и сливается через вы-
ходной патрубок.
Достоинствами аппаратов подобного типа является отсутствие дви-
жущихся механических частей, отсутствие вибраций и практическая бес-
шумность в работе, герметичность рабочей камеры, простота обслужива-
ния и эксплуатации. Аппарат может применяться для диспергирования
труднодиспергируемых пигментов.
Для диспергирования низковязких пигментированных материалов
используются различного типа быстроходные мешалки. Наибольшее
распространение получили дисковые мешалки, называемые дисольвера-
ми. Рабочий орган таких мешалок — импеллер — представляет собой
диск с отогнутыми в противоположные стороны зубцами, которые
сообщают среде движение, направленное под углом к касательной диска,
равным 30—50°. Частота вращения мешалки может достигать 50 с-1
при окружной скорости периферии диска до 2000 м/мин. Современные
дисольверы оснащаются вариаторами для изменения частоты вращения
рабочего органа на разных стадиях процесса диспергирования. Зона наи-
более высокой турбулентности и соответственно наиболее интенсивного
диспергирования находится вблизи периферии диска, на расстоянии не
более 50 мм. Остальной объем материала подвергается хорошему пере-
мешиванию.
Дисольверы как непрерывного, так и периодического действия ис-
пользуются для предварительного смешения пигментов и пленкообразо-
вателей, осуществления процессов смачивания и предварительной дезаг-
регации перед подачей пигментной пасты в бисерные диспергаторы.
Применяют их также для смешения пасты, выходящей из бисерного дис-
пергатора, с недостающими до рецептурного количествами пленкообра-
зователя и растворителя. Дисольверы могут служить и самостоятельными
диспергирующими аппаратами в том случае, если не требуется высокой
степени дисперсности. Нельзя использовать дисольверы для обработки
пигментных паст, склонных к тиксотропии, так как в этом случае воз-
можно неполное вовлечение пасты в рабочую зону.
Для диспергирования низковязких паст можно использовать также
коллоидные мельницы и аппараты „Кейди-Милл” [96, с. 281]. В колло-
идных мельницах пигментная, дисперсия поступает в пространство перед
ротором. Под влиянием центробежных сил дисперсия проталкивается
в узкий конический зазор между ротором и статором, где под действием
сдвиговых усилий происходит диспергирование пигмента. Частота враще-
ния ротора коллоидных мельниц очень велика — 50—300 с~1. Это вызы-
вает весьма сильный износ рабочих органов. Действие аппаратов „Кейди-
Милл” основано на том, что дисперсия вталкивается в центральное отвер-
стие дискового ротора и через пазы, направленные под небольшим углом
к его радиусу, выбрасывается под действием центробежных сил. Выхо-
дящая из пазов ротора дисперсия ударяется с большой силой о кольце-
вой статор, при этом происходит разрушение пигментных агрегатов. Через
радиальные щели статора дисперсия поступает в емкость, в которую по-
гружена диспергирующая головка. Частота вращения ротора 90—270 с-1.
Элементы диспергирующей головки быстро изнашиваются даже при дис-
пергирования слабоабразивных пигментов. Коллоидные мельницы и аппа-
раты „Кейди-Милл” в настоящее время применяются весьма ограниченно.
5.3.2. Конструктивные особенности бисерных диспергаторов
История появления и внедрения в промышленное производство бисер-
ных диспергаторов сравнительно коротка и насчитывает 20—25 лет. Пер-
воначально появились диспергаторы с наборными плоскими мешалками.
В 1956 г. были запатентованы диски, оснащенные радиальными спицами,
а несколько позднее — диски в виде кулачковых шайб и элементов спи-
рали, вызывающих увеличение аксиальной составляющей скорости пото-
ка в направлении к днищу контейнера. В этот же период начинают приме-
няться диски, оснащенные вырезами и отверстиями. Шелевидная сетка
для пропуска пасты и задержки диспергирующих тел в контейнере маши-
ны в некоторых конструкциях заменяется на щелевое устройство, состо-
ящее из подвижного и неподвижного дисков, в зазоре между которыми
проходит паста, но задерживаются диспергирующие тела. Некоторые
конструкции машин выпускаются с двух- или трехкамерными контейне-
рами. Появились машины, в контейнере которых помещаются две сбор-
ные дисковые мешалки.
Значительное внимание уделяется выбору диспергирующих тел. Ши-
роко используется стеклянный бисер, бисер из оксида циркония, оксида
алюминия, стальные шарики и т. д. Изыскание материалов, наиболее при-
годных для изготовления диспергирующих тел, продолжается.
Известно, что от дисковых мешалок крутящий момент передается
содержимому контейнера силами адгезии, а между смежными слоями —
Таблица 5.1. Влияние конструкции дисков на коистаиту скорости
диспергирования
Пигмент Массовая доля пигмента в пасте, %
I II III IV
Диоксид титана 71 0,102 0,186 0,226 0,310
68 0,101 0,127 0,165 0,195
Технический углерод ДГ-100 6,1 0,078 0,150 0,216 0,288
14 0,080 0,180 0,243 0,311
18 0,086 0,180 0,278 0,314
силами когезии. Уменьшение поверхности смачивания дисков вследствие
устройства в них вырезов и отверстий ведет к уменьшению адгезионных
сил, но возникающие при этом лобовые сопротивления вызывают образо-
вание дополнительных локальных потоков, что положительно отражается
на интенсивности диспергирования. Это подтверждается данными табл. 5.1,
в которой приведены значения константы скорости диспергирования паст
диоксида титана и технического углерода в лаке ПФ-060 (сухой остаток
25%) при использовании дисков гладких (I), кулачковых (II), с четырьмя
(III) и шестью (IV) отверстиями (рис. 5.1). Наибольшая эффективность
диспергирования наблюдается при использовании дисков с отверстиями,
причем увеличение числа отверстий приводит к повышению константы
скорости диспергирования.
Зона локальных потоков зависит от проекции площади лобового
сопротивления мешалки на плоскость, перпендикулярную направлению
потока, от расстояния центра сопротивления до оси вращения мешалок
и количества этих сопротивлений в каждом диске. Установлено, что
условная скорость потока в контейнере диспергатора wK от действия
дисковых мешалок с отверстиями или вырезами аппроксимируется
формулой:
WK=nn
dod
(5.24)
"Р D
где п — частота вращения
мешалки; d„p=xfd^d^z-
диаметр дисковой мешал-
ки; dv — диаметр отвер-
стий в дисках мешалки;
г — число отверстий в каж-
дом диске; dz — диаметр
центровой линии отвер-
стий в мешалке; D — внут-
ренний диаметр контейне-
ра диспергатора.
Рис. 5.1. Конструкция ку-
лачковых дисковых меша-
лок (а) и дисковых ме-
шалок с отверстиями (б).
оптимальная частота вращения мешалок, вычисленная по уравнению
(5.31), должна быть такой, чтобы исключались удары по бисеру, кото-
рый, при удовлетворительном сопротивлении истиранию, от ударов ин-
тенсивно разрушается. Поэтому в ряде случаев при увеличении лобового
сопротивления дисков целесообразно снижать частоту вращения.
Шаг между дисковыми мешалками следует принимать:
Л = (0,3 4-0,8) dM (5.25)
При обработке паст небольшой вязкости расстояние между дисками
рекомендуется принимать по высшему пределу, а при обработке вязких
паст — по низшему.
Отсутствуют рекомендации, отражающие связь шага между дисками
с режимом процесса диспергирования, который определяется эффектив-
ной скоростью потока и площадью поверхности мелющих тел. Можно по-
лагать, что от скоростных параметров диспергаторов существенно зави-
сит шаг между дисками. На рис. 5.2 показано изменение константы ско-
рости диспергирования от отношения шага между дисками к диаметру
hjdM при диспергировании паст диоксида титана одинакового состава,
но при разных значениях тангенциальной составляющей скорости потока.
В результате многочисленных экспериментов было установлено, что за-
висимость константы скорости диспергирования от отношения hfdM
описывается эмпирическим уравнением:
Кд =0,2[ln wK + 6,5(0,81narK-l)h/rfM->.2] (5.26)
Связь оптимального значения шага между дисками с конструктив-
ными размерами дисков, внутренним диаметром аппарата и частотой
вращения мешалки описывается уравнением:
Л<шт=р«/м-р''дм[1пп-1п(1У(<*пр<*м + dodzZ)] (5.27)
где коэффициенты f! и 0’ отражают реологические свойства системы, зависящие
от пигментного наполнения, реологических свойств раствора пленкообразователя
и количества мелющих тел; (S’ =141,4, /3" = 1,5 4 2,2; D — диаметр контейнера.
Установлено, что оптимальное соотношение h/ dM находится обычно
в пределах 0,15 -г 0,45.
Константа скорости диспергирования является функцией напряже-
ния сдвига, возникающего
как результат перепада ско-
ростей в слоях движущейся
под воздействием мешалок
пасты и диспергирующих тел.
Рис. 5.2. Зависимость Ка от
h/dK при диспергировании ди-
оксида титана марки РО-2 в лаке
МЛ-0166.
Перепад скоростей имеет место в горизонтальной и вертикальной плос-
костях сечения контейнера диспергатора.
Напряжение сдвига в горизонтальной плоскости контейнера изменя-
ется от нуля в центре вращения дисковых мешалок до наибольшего зна-
чения в кольцевой зоне контейнера, ограниченной периферией дисковых
мешалок и отверстиями в дисках. С ростом частоты вращения дисковых
мешалок кольцевая зона интенсивной дезагрегации сдвигается к центру
вращения мешалок. Уменьшение частоты вращения мешалок и, следова-
тельно, снижение тангенциальной составляющей скорости приводит к
смещению зоны интенсивной дезагрегации от центра вращения к перифе-
рии дисковых мешалок и приближению этой зоны к плоскости дисков.
При установившейся скорости течения системы в контейнере диспер-
гатора константа скорости диспергирования линейно возрастает при
увеличении отношения hjcl^viS (площади поверхности диспергирующих
тел) до их оптимального значения при данной wK, после чего убывает
также линейно. При определенном значении 5 и отношении й/с?м кон-
станта скорости диспергирования возрастает по логарифмической зави-
симости при увеличении и>к до оптимального значении, после чего уныва-
ет также по логарифмической зависимости.
Повышение вязкости паст с ростом дисперсности пигментных частиц
требует для поддержания высокой интенсивности процесса уменьшения
шага между дисковыми мешалками. Однако поскольку выделяющаяся
в процессе диспергирования теплота в полной мере не отводится, а вяз-
кость паст с ростом температуры снижается, необходимо увеличивать
шаг между дисками по ходу продвижения пасты в контейнере дисперга-
тора.
Эти положения экспериментально подтверждены в опытах по дис-
пергированию некоторых пигментных паст на основе лака ПФ-060 (су-
хой остаток 30%; массовая доля пигмента в пасте 70%) в полупромыш-
ленном диспергаторе с контейнером вместимостью 3 • 10-3 м3 и диско-
выми мешалками с постоянным и переменным шагом (табл. 5.2). Дан-
ные, приведенные в табл. 5.2, свидетельствуют в пользу установки дис-
ков сборных мешалок с переменным шагом, возрастающим снизу вверх
при сохранении общего числа дисков в комплекте.
Учитывая, что скорость сдвига и соответствующее ей напряжение
сдвига зависят от тангенциальной составляющей потока, а последняя
в центральной зоне контейнера стремится к нулю, можно ожидать, что в
центральной зоне контейнера дезагрегация практически не происходит.
Для исключения центрального объема целесообразно оснастить сборные
мешалки бисерных диспергаторов утолщенными распорными втулками
между дисками. Диаметр втулок рекомендуется принимать равным:
dB-dz — d0 (5.28)
Результаты диспергирования паст технического углерода ПМ-15 и
диоксида титана РО-2 в различных лаках в полупромышленных диспер-
гаторах с обычными и утолщенными втулками (табл. 5.3) показали
Таблица 5.2. Сравнительные показатели диспергирования пигментных паст
в диспергаторах с постоянным (I) и переменным (II) шагом
между дисками мешалок
Пигмент Тип мешал- ки Кд при И'к> м/с
13,4 7,3 4,67
Диоксид титана I 0,087 0,428 0,160
II 0,148 0,615 0,145
Красный железоокисный пигмент I 0,117 0,123 0,118
II 0,202 0,178 0,129
увеличение константы скорости диспергирования с 0,123 до 0,256 мин~1,
т. е. возрастание интенсивности процесса более чем в 2 раза. Эти данные
подтверждают целесообразность установки распорных втулок увеличен-
ного диаметра между дисками мешалок. Сочетание этого приема с ис-
пользованием мешалок с переменным шагом между дисками позволяет
значительно интенсифицировать процесс диспергирования, так как зона
интенсивной дезагрегации при этом формируется в условиях, близких к
оптимальным.
Можно сформулировать следующие общие требования к конструк-
тивному оформлению диспергаторов (127].
1) Частота вращения сборных дисковых мешалок должна регули-
роваться;
Таблица 5.3. Сравнительные показатели диспергирования пигментных паст
з диспергаторах непрерывного действия, оснащенных между дисками Мешалок
распорными втулками обычными (III) и утолщенными (IV)
Состав пасты 1 Конечная степень дис- персности по „Клину”, мкм III IV
пигмент массовая доля пигмента, % связующее сухой остаток, % . "s ъ L 15 ч чо ь т-ч с ы <Т» =• £ £ 4 «о со о « W4 -о L 7 О
Технический углерод ПМ-15 Диоксид тита- на РО-2 15 15 15 68 68 68 Лак ПФ-053 Лак ПФ-060 Лак ПФ-046 Лак ПФ-060 Лак ПФ-053 Лак ГФ-046 23 25 33 25 23 33 20 20 25 20 20 25 5,72 6,06 5,82 13,40 11,75 14,10 6,3 6,0 7,5 4,8 5,6 5,1 7,56 4,3 7,38 4,9 7,02 4,8 13,50 4,1 14,65 4,1 16,00 4,0
2) Дисковые мешалки должны быть снабжены отверстиями, выре-
зами и другими устройствами, создающими локальные потоки, но при
этом необходимо исключить разрушение диспергирующих тел от воз-
можных ударов;
3) Для формирования зоны интенсивной дезагрегации и исключения
малоэффективной застойной зоны в центре контейнера диспергатора
целесообразно устанавливать распорные утолщенные втулки между дис-
ками мешалок, зазор между стенками контейнера и периферией диско-
вых мешалок должен исключать заклинивание диспергирующих тел, но
иметь минимальные размеры:
4) Изменение реологических свойств системы в процессе дисперги-
рования обусловливает целесообразность устройства сборных дисковых
мешалок с шагом, возрастающим снизу вверх. Охлаждение контейнера
диспергатора целесообразно осуществлять против опотоком с вводом
охлаждающей воды в среднюю часть контейнера. Более высокая темпе-
ратура пасты на выходе из контейнера способствует лучшему отделению
диспергирующих тел от пасты.
5.3.3. Оптимизация режимов диспергирования
Режим работы бисерного диспергатора характеризуется следующими
основными факторами: частота вращения сборных дисковых мешалок,
заполнение контейнера диспергирующими телами и температура пере-
рабатываемого материала. Все эти факторы, поддающиеся регулированию
при эксплуатации диспергатора, существенно влияют на эффективность
диспергирования. Изучение процесса диспергирования пигментных паст
в машинах со свободно перемещающимися диспергирующими телами
позволило установить [128], что объемная производительность бисерно-
го диспергатора с увеличением частоты вращения мешалок повышается
(при неизменных прочих условиях и одинаковой конечной степени дис-
персности паст) до оптимального значения, характерного для данной
системы, после чего начинает падать (рис. 5.3). Подобная зависимость
получена также для вибрационных мельниц, атгриторов и дисольверов.
В результате математической обработки результатов экспериментов
получены следующие выражения для объемной производительности
Gy бисерного диспергатора:
npHW<wonT:
вг = 60Г(к11пщ-к2)/Д1п г (5.26)
При w>wonT
Gv = 60 К( т2 - т ii In ш)/Д In г (5.27)
где V — объем пасты в контейнере диспергатора; w — скорость перемещения пасты
в контейнере; г — степень дисперсности по „Клину” (Д1пг = 1пгнач-1пгкон);
klf кг — коэффициенты, характеризующие индивидуальные свойства паст; т1г
т, — коэффициенты, характеризующие степень заполнения контейнера бисером.
^v>/°
1,5 1,7 1,9 2,1 Inw
Рис. 5.3. Зависимость объемной производительности Gy бисерных диспергаторов
от скорости перемещения пасты в контейнере w (в м/с) при соотношении объемов
бисера и пасты 1,25 :1:
1 ~' паста диоксида титана (ОКП — 23%) в растворе лака ПФ-060 (сухой остаток
25%); 2 - паста технического углерода ДГ-100 (ОКП=П%) в растворе лака
ПФ-060 (сухой остаток 30%).
Рис. 5.4. Изменение константы скорости диспергирования Ка от соотношения объ-
емов бисера и пасты Vq)Vm ДГ-100 при диспергировании в лаке ПФ-060 техничес-
кого углерода (/) и диоксида титана РО-2 (2). Тангенциальная составляющая ско-
рости 7,84 м/с.
dr
В общем случае скорость диспергирования — зависит от скорости
dt
течения пасты w в контейнере диспергатора, площади поверхности дис-
пергирующих тел, отношения расстояния между дисками мешалки h к
диаметру дисковых мешалок hfdM и состава паст, определяемого содер-
жанием пигментов и наполнителей Спиг и концентрацией пленкообразо-
вателя Спл [129]:
^ = f(w,S(h/d„),Cmr,Cnn} (5.28)
При диспергировании паст одинакового состава и й/<7м= const
зависимость (5.28) может быть представлена в виде степенного уравне-
ния:
г — crtaurbsc (5.29)
где сг, а,Ъ,с — эмпирические коэффициенты; 5 — суммарная площадь поверхности
диспергирующих тел в рабочем объеме диспергатора.
Увеличение относительной поверхности диспергирующих тел приво-
дит к росту константы скорости диспергирования до некоторого преде-
ла. Максимальное значение константы скорости диспергирования обычно
достигается при соотношении объемов диспергирующих тел и пасты
1,2-i-1,4 (рис. 5.4). Максимальная производительность аттриторов дости-
гается при равенстве объема загружаемой пасты и свободного объема
между шарами [130].
Количество бисера Gg, которое необходимо загрузить в контейнер
диспергатора для достижения наибольшей интенсивности процесса, опре-
деляется по формуле [129]:
Go=OA7p6D2H(l-x) -Ь* + lnP~ln(dnpdM + etpdz (5.30)
' b2+lnP-ln(cinpdM+ dodzt)-lnn
Оптимальное значение wonT достигается при следующей частоте вра-
щения «опт (вс-1) сборных дисковых мешалок:
1,66 -vt2d
П — ~—л—, — exp
^пр^м + dodzz
Ь1Р2Н(\~х)~ЪгУб
0,785P2H(1-x)-V6
(5.31)
где pg - плотность материала бисера, кг/м3; D — диаметр контейнера, м; Н — вы-
сота контейнера, м; х — доля объема контейнера, занятого дисковыми мешалками
с валом; dM — диаметр дисковых мешалок; — диаметр отверстий в дисках, м;
z - число отверстий в каждом диске; dz — диаметр центровой окружности отвер-
стия; ^пр \^м“^о 2 > м; bt, Ъ2 — коэффициенты, отражающие индивидуальные
свойства паст; P'g — объем бисера.
Строго говоря, оптимальные значения частоты вращения мешалки и
наполнения бисером различаются на первой и второй стадиях дисперги-
рования (см. раздел 2.2), что отражается на значениях коэффициентов
и Ь2. Для паст высокодисперсных пигментов на второй стадии процес-
са диспергирования wonT на 4—6% меньше, чем на первой, а 5ОПТ на
5—10% больше. Для паст грубодисперсных пигментов wonT на второй
стадии диспергирования увеличивается в 2—4 раза, а £Опт уменьшается
на 7—8%.
Экстремальный характер зависимости константы скорости дисперги-
рования от тангенциальной составляющей скорости потока, несмотря на
практически линейную зависимость мощности, потребляемой приводом
дисковых мешалок, от скорости w, приводит к тому, что в области мак-
симума константы скорости диспергирования имеет место минимум
удельных энергозатрат (рис.
5.5) [129].
При диспергировании вслед-
ствие диссипации энергии про-
исходит значительный разогрев
Рис. 5.5. Зависимость константы ско-
рости диспергирования Кд (-----),
удельных энергозатрат EyR (----)
и мощности, потребляемой приводом
дисковых мешалок, N (—° —• —° )
для паст диоксида титана от танген-
циальной составляющей скорости.
пасты. Для регулирования температуры в контейнере диспергаторы обыч-
но оснащаются рубашкой с водяным охлаждением. Необходимо отме-
тить, что в большинстве случаев повышение температуры до 50—70 °C
приводит к интенсификации процесса диспергирования главным образом
за счет повышения концентраций, соответствующих началу структуриро-
вания раствора пленкообразователя, роста поверхностной активности
пленкообразователя и снижения эффективной вязкости системы. Естест-
венно, при этом необходимо учитывать свойства пленкообразователя и
летучесть применяемых растворителей. Пасту после диспергирования
перед доведением до необходимых значений вязкости и сухого остатка
следует охлаждать, так как различие температур пасты и добавляемого
в нее раствора пленкообразователя может вызвать флокуляцию („тем-
пературный шок”).
5.3.4. Расчет бисерных диспергаторов и дисольверов
Расчет бисерного диспергатора и выбор необходимых размеров машин для осуще-
ствления процесса диспергирования паст заданного состава проводится на основании
удельной производительности qуд [в кг/ (ч • м3 ) ], определенной на лабораторном
бисерном диспергаторе. Диспергирование осуществляется до заданной степени
дисперсности по „Клину”. По установленной экспериментально удельной произво-
дительности определяют объем контейнера машины VK (в м3), который может
обеспечить необходимую производительность Gp установки:
Ук=6р/<)Гуд (5.32)
По рассчитанному объему контейнера определяют его внутренний диаметр D
и высоту Н:
P-63FK1/3; H-4D (5.33)
Диаметр дисковых мешалок rfM находят следующим образом:
du^D-75 (при И > 150 мм) (5.34)
dM=0,5D (при О <450 мм) (5.35)
Шаг между дисками мешалок Л принимают равным:
ft = 0,5dM-b (5.36)
где b - толщина диска /?= (0,05 < 0,08)dM.
От дна контейнера до первого диска расстояние должно быть /г, — 1,67г; число
дисков сборной мешалки вычисляют по формуле:
zA = (/y-72i-72)/h (5.37)
Расчетные значения окружной скорости и|, и частоты вращения Ир сборных
дисковых мешалок определяют по формулам:
и/р=1б,4 (dz • 1О“3)05 (5.38)
Пр = Щр • Ю3/nD (5.39)
Потребляемую приводом диспергатора мощность рассчитывают по
формуле:
Np=KNd^O'4S^°,5^/(2’32 ‘103) (5‘40)
'Значение коэффициента К /у определяют в зависимости от числа Рейнольдса:
Re = npnpd*/io6-77) (5.41)
где р — плотность пасты; т; — вязкость пасты. Если Re\/z^<2,5 ° 10s, то принимают
KN= 50.
В принятом расчете свойства системы только частично учитываются при опре-
делении мощности привода. При расчете не выдвигается требование оптимизации
режима диспергирования с целью интенсификации процесса, не учитываются инди-
видуальные свойства заданной пасты.
Количество движения от дисковых мешалок к системе передается в контейне-
ре бисерного диспергатора с помощью сил адгезии, а внутри самой системы — сил
когезии. Возникновение добавочных потоков за счет местных сопротивлений в
дисках мешалок повышает количество движения и кратность циркуляции, что
способствует интенсификации процесса. Тангенциальная составляющая трехмер-
ного потока в зазоре между дисками и стенкой контейнера уменьшается с увели-
чением расстояния от периферии дисков и у стенки контейнера в пределе становит-
ся равной нулю. Следовательно, зазор между дисками мешалки и стеикой контей-
нера ощутимо сказывается на скорости сдвига. Поэтому, исходя из соотношения
действующих в контейнере диспергатора гидродинамических сил, оптимальный
диаметр дисковых мешалок при гладких дисках рекомендуется рассчитывать в
зависимости от внутреннего диаметра контейнера по следующей формуле:
<4«-D<’’99[l-lgr(I)-100)/180] (5.42)
При моделировании размеров диспергаторов рекомендуется исходить из
следующего равенства отношений:
€\хр(~8,3-10 с?м)мод Омод (5 43)
8,3*10 Дм)раб 0раб
Эти формулы не учитывают индивидуальных свойств обрабатываемых систем
и применяемых диспергирующих тел, поэтому выполняются не всегда.
Основным технологическим показателем бисерных диспергаторов в производ-
стве пигментированных лакокрасочных материалов является их производитель-
ность при определенной конечной степени дисперсности паст. В результате статисти-
ческой обработки многочисленных данных по производительности бисерных
машин при обработке одинаковых по составу однопигментных паст в машинах с
контейнерами различных размеров было установлено, что объемная производитель-
ность бисерного диспергатора может быть вычислена по формуле:
^=^О^ехр(р,м7к-р2) (5-44)
Значения коэффициентов pt и р2 для ряда пигментов представлены ниже
(в скобках указана массовая доля пигмента в пасте) : Pi Pi/Pa
Pi
Диоксид титана (70%) 0,76 10,2 13,4
Оксид цинка (70%) 0,53 6,72 12,7
Технический углерод ПМ-15 (20%) 0,49 6,08 12,4
Железная лазурь (40%) 0,49 6,22 12,7
Крон свинцовый лимонный (70%) 0,27 3,94 14,6
Крон свинцовый желтый (70%) 0,60 7,68 12,8
Красный железоокнсный пигмент (70%) 1,03 14,9 14.5
Желтый железоокисный пигмент (50%) 1,17 13,1 12,7
Красный пигмент С (40%) 0,51 6,52 12,8
Зависимость (5.44) может быть представлена в виде равенства:
4-3600Gv z Рг\ /е
,П-^Й- = Р1(^-^ (5‘45)
Рис. 5.6. Номограмма для определения про-
изводительности бисерного диспергатора
при получении одиопигментных паст:
1 — железная лазурь; 2 — технический
углерод ПМ-15; 3 — оксид цинка; 4 — ди-
оксид титана марки РО-2; 5 — желтый же-
лезоокисный пигмент.
На основании этой зависимости постро-
ены номограммы (рис. 5.6), по которым
можно определить производительность дис-
пергатора для некоторых пигментов при
установленном значении н>к, которое рас-
считывают по формуле (5.24).
Отношение р,/р2 для всех паст имеет
значение, близкое к среднему 13,2 с откло-
нением + 10%. Если пренебречь этим откло-
нением, то можно записать:
Gr=4^3600 еХР ~13’2) (5-46>
Это уравнение позволяет по результа-
там лабораторных испытаний (Gyfln, #л>
ivg), в процессе которых рассчитывают зна-
чение р,, определить ожидаемую производите
пр
производственной машины Gy.
(5.47)
Приведенные уравнения справедливы для расчета производительности при
диспергировании пасты до степени дисперсности по „Клину” примерно 25 мкм.
Анализ статистических данных по производительности одних и тех же. диспер-
гаторов при обработке одинаковых по составу паст до конечной степени дисперсно-
сти по „Клину” менее 10 мкм показывает, что производительность машин в этом
случае может быть вычислена по уравнению:
^=4Г^^ехр^С11пг-С2) (3-48)
Коэффициенты с, и с2, отражающие индивидуальные свойства пасты, для
случая диспергирования ряда пигментов в лаке ПФ-060 приведены в табл. 5.4.
Производительность диспергатора во второй стадии процесса Gy^ при дис-
пергировании пасты от степени дисперсности по „Клину” г, до г 2 может быть
определена по формуле:
GVl “Ср, exp(ln r2 — In Fj) (5.49)
Отношение производительности диспергатора в конечной стадии процесса
к его производительности при степени диспергирования по „Клину” 25 мкм равно:
Срг exp(<?i 1пг-с2) (5.50)
Ср, exp(ptujK-p2)
Если известна производительность в первой стадии процесса Cp(, то во вто-
рой стадии она будет уменьшаться и составит:
Gr2=Gpj expfciln r—cz ~Pi wk + 13,2Р1)
(5.51)
Таблица 5.4. Значение коэффициентов с, ис2 в уравнении (5.48)
Пигмент Характеристика пасты ci
массовая до- ля пигмен- та, % сухой оста- ток лака, %
Диоксид титана 70 25 3,26 3,20
70 30 3,60 4,00
70 40 4,18 5,11
Оксид цинка 70 25 5,84 6,46
70 30 3,48 3,59
70 40 6,72 8,63
Технический углерод ДГ-100 10 30 4,02 4,23
20 30 3,10 3,00
Технический углерод ПМ-15 36 30 2,04 2,16
36 25 2,06 1,59
Железная лазурь 40 30 2,90 1,79
32 30 2,77 2,83
Крон свинцовый желтый 70 25 3,00 3,25
70 30 3,58 3,56
Крон свинцовый лимонный 70 30 3,18 3,46
-1,0
На рис. 5.7 приведена номограмма для определения производительности
диспергатора на конечных стадиях процесса, составленная по зависимости, пре-
образованной из уравенения (5.48) :
In [сг/(0,785 Р2Я)]=с11п г-сг (5-52)
Если предварительно определена константа скорости диспергирования KR,
то производительность диспергатора может быть вычислена по уравнению;
Gy=Va/l^VaK„/(lnr0-lnrK) (5.53)
Объем пасты в контейнере диспергатора Еп можно представить как разницу
между объемом контейнера диспергатора Ек, объемом, который занимают диспер-
гирующие тела Vq и сборные дисковые мешалки Ем:
ГЛ=ГК-ГМ-Г6 (5.53)
Объем, который занимают сборные дисковые мешалки, можно выразить как
долю объема контейнера;
Гм= жУк (обычно ДС =0,20 4- 0,25) (5.54)
Отношение объема диспергирующих тел к объему пасты в контейнере дис-
пергатора = Ед/ Fn является величиной,
Оу определяющей эффективность процесса
ВгН диспергирования. Выразив объем контей-
2,0 г нера через его определяющие размеры и
осуществив подстановки, получаем:
1,0 ~ Vn=^D2H/4-x^D2H/4->fVn (5.55)
Рис. 5.7. Номограмма для определения
производительности бисерного диспер-
гатора при диспергировании диоксида
титана в лаке ПФ-060 с различным су-
хим остатком до определенной степе-
ни дисперсности по „Клииу” г.
О
-L---1------1--1___I___L
0,9 1,0 1,1 1,2 43 1,4 1,5
Цг
Отсюда:
^n(l + y)=0,25nD2//(i-^) (5.56)
После подстановки в уравнение (5.53) значения объема пасты, находящейся
в контейнере диспергатора, определенного из формулы (5.56), получим:
Cr= l,3-10-2D2/7(l-^)X«/[(l + y)(lnr0-lnrK)] (5.57)
где Кд — константа скорости диспергирования, мин"1. Пр
Следовательно, производительность производственного диспергатора Gy
может быть определена на основании лабораторных данных из следующего отно-
шения:
„пр Л /Рпр\2 Л/„р(1-х)пр(И- ф)л(1п Гр —1пгк)лКдР
v Г\РЛ/ /7л(1-х)л(1 + ф)пр(1пг0-1пгк)ПрКд
Формула (5.58) может быть представлена в несколько ином виде:
Gv = l,310-2D2H(l~xV[(l +sp)t] (5.59)
где t — суммарная продолжительность первой и второй стадий диспергирования.
При значительном разнообразии конструктивного оформления бисерных
диспергаторов для них характерно то, что контейнер перегорожен в поперечном
сечении дисковыми мешалками и при этом образуются как бы отдельные ячейки,
которые сообщаются сочлененными кольцевыми зазорами, образующимися между
стенками контейнера и периферией дисков. По этим зазорам паста перетекает из
нижней ячейки в верхнюю, а в каждой отдельной ячейке образуется условно замк-
нутый контур течения системы. Это дает право рассматривать диспергатор как
аппарат ячеечной модели, т. е. как аппарат, в котором происходит последовательное
перемещение системы из одной ячейки в другую, что характерно для аппаратов
идеального вытеснения.
Задача инженерного расчета процесса диспергирования заключается в опреде-
лении размеров диспергатора и конструкции его перемешивающего устройства,
обеспечивающих производство заданного количества конечного продукта (краски,
эмали, грунтовки) до степени дисперсности по „Клину” г, соответствующей предъ-
являемым к продукту требованиям. Ниже приводится последовательность лабора-
торных исследований и расчетов.
1. Определение концентрации пленкообразователя, обеспечивающей интенсив-
ное диспергирование и достаточную стабильность системы. Эта концентрация уста-
навливается реологическим способом или по электропроводимости так, как описа-
но в разделе 3.2. При этом следует учитывать возможность дальнейшего доведения
системы до рабочей вязкости и сухого остатка. Ниже приведен рекомендуемый су-
хой остаток некоторых лаков в пастах для диспергирования:
Растворитель Пленкообразова- тель Сухой остаток, %
Ксилол : уайт-спирит = 1 : : 1 ПФ-060 25
ПФ-053 23
ПФ-050 33
ПФ-046 32
ФЛ-056 34
ФЛ-032н 33
ФЛ-0114 32
Ксилол : бутанол =1:1 МЧ-025 35
МЧ-061 25
МЧ-0123 25
МЛ-0148 32
Сольвент МЛ-0166 32
Ксилол : ацетон : бутил- ММФ-5
ацетат = 4:3 :3 : 3
Толуол: ацетон =1:1 Э-41р 30
Ксилол: сольвент = 1 :1 ВМЛ-0110 32
Сольвент ГФ-070 39
Ксилол ГФ-070 25
Сольвент: этилцелло- ГФ-070 36
зольв =1:1
Водный полуфабрикат на основе смолы ММФ-050 14
Водный полуфабрикат на основе смолы ПФ-020 12
2. Определение доли твердой фазы в пасте для диспергирования. Содержание
пигмента в пасте для диспергирования определяют одним из методов, описанных
в разделе 3.2. При известной массовой доле пигмента в пасте определяют произво-
дительность диспергатора, необходимую для обеспечения заданного выпуска ко-
нечного продукта с учетом последующего разведения.
3. Определение зависимости кд от ivK и установление оптимального значения
н>к (см. раздел 5.3.3).
Если пасты составлены из высокодисперсных пигментов, то оптимальное
значение н>к находится в пределах 6,5 5- 7,5 м/с при Vn= 1,25 = 1,4 и hl d м = 0,25 4-
5-0,35, а для паст, содержащих грубодисперсные пигменты, wK = 9-5-12 м/с при
Е6/ Еп = 1,2 = 1,3 и h/dM = 0,3 5-0,4.
В процессе выполнения лабораторных экспериментов при известных значениях
н>к определяют продолжительность первого периода диспергирования и соответ-
ствующее ему значение г ,.
4. Определение общей продолжительности Го диспергирования пасты установ-
ленного состава до конечной степени дисперсности по „Клину” г к:
, , , Inro-lnr, inrj-lnrK ( ,
Г0 = ?1 + ?2 =-r--------1-----F------- (5.60)
ЛД1 ЛД2
5. Определение диаметра контейнера диспергатора D (в м), обеспечивающего
расчетную производительность Gy (в м3/ч) :
D .3/GUl + yH0 (5.61)
V 188(1—я1)
Если процесс диспергирования предполагается осуществлять по стадиям, ис-
пользуя для этого два диспергатора, то диаметры их контейнеров рассчитывают по
формулам: ____________
yGHH-yMlnro-lnrJ
1 v №в(1-х)КВ1
(5.63)
2 V 188(1-яг)КДг
6. Расчет диаметра дисковых мешалок dM проводят по формуле:
dM=D°'99[l
lg-(z> -1001
180 J
(5.64)
При этом должно быть 0,5 (D~dM) > 36, где 6 — средний диаметр бисера.
7. По конструктивным соображениям принимают следующие значения диа-
метра отверстий d0 (в м) в дисках мешалок, толщины дисков Ъ (в м) и диаметра
центровой линии отверстий в дисках dz (в м) :
do =(1/5 4-1/6) (5.65)
b = (0,054-0,1) dM (5.66)
dz= dM~d0~2b (5.67)
8. Шаг между дисковыми мешалками/г (в м) равен:
h =(0,25 -г- 0,35) dM (5.68)
9. Число дисков i определяют по формуле:
i = (tf-h)/(h + b) (5.69)
где H=4D, м.
10. Частота вращения сборных дисковых мешалок п (вс”1) находят по Лоо-
муле: v 1
n = 0,318 DurK/(d„pdM + dod2z) (5.70)
11. Расчет мощности 7V (в кВт) проводят по формуле:
/\Л-=М 1 + (i — 1)(0,3 4- 0,4)1 (5.71)
где TV, ^KNpn3d^.
Коэффициент мощности KNзависит от состава пасты, So, h/dM и wK. Так для
пасты диоксида титана с ОКП 23% в лаке ПФ-060 с сухим остатком 25% KN равно:
Kff = [l+ 6,25(2,52 -So)(3,75ft/dM-l)(i-l)] х
X exp[(l,9-0,34So)-(0,625-0,075So)urK] (5.72)
Для таких же паст, но с сухим остатком лака 15%:
Kjv = [1 +1.63(1,15 -SO)(3,75 h/dM-l)(i-1)] х
X ехр [1,96-0,334^0)-(0,625-0,075 5О) (5.73)
Для таких же паст, но с ОКП 19,3% и с сухим остатком лака 25% или 15%:
^ = [1 + 3,43 (3,33-5o)(3,75h/dM-l)(i-l)] X
х exp(2,24-0,34So)-(0,87-0,1575o)urK] (5.74)
Проверочный расчет диспергатора предусматривает определение производит
тельности диспергатора по ранее определенному составу пасты. Ниже приводится
последовательность выполнения расчетов.
1. Определение н>к (в м/с) по расчетным конструктивным размерам переме-
шивающего устройства и частоте мешалок:
н>к =да(т/прс?мД?+^о^2г/0) (5.75)
2. При определенных значениях wK и h/dM в лабораторных условиях определя-
ют зависимость AT^=f(So). По рассчитанному ик находят So, соответствующее
области экстремальных значений Дд и Кд2, а также Г, иг,.
3. Определяют время, необходимое для достижения заданной дисперсности
пасты (см. уравнение (5.60) ].
4. Производительность диспергатора при разовом пропуске пасты через кон-
тейнер 6[Л (в м3/ч) составляет:
П2Н(1-х)
6^=47.,, ----
(1 + ф) to
(5.76)
Производительность в каждой стадии процесса:
_ Р2Н(1~х)КЯ1
Gvi ^(l+yKlnro-lnrj)
Г2 47(l+v)(lnr1-lnrK)
(5.77)
(5.78)
5. Масса диспергирующих тел (в кг), которая подлежит загрузке в контей-
нер диспергатора, составляет:
С76 = О,78.5рб(» ~x)P2Hy/(y + 1) (5.79)
где <р = (So - 0,9) /0,6 = Кб/Кп.
Для стеклянного бисера, чаще всего используемого в настоящее время, урав-
нение (5.79) имеет вид:
Сб = 1256(1-х)£>277^/(^ + 1) (5.80)
В технологических схемах получения пигментированных материалов, когда
диспергирование осуществляется в бисерных диспергаторах, основному аппарату
обычно предшествует дисольвер - цилиндрический аппарат, внутри которого
помещена дисково-зубчатая мешалка-импеллер. Дисольверы относятся к много-
функциональным машинам. В них происходит процесс смешения пигмента с плен-
кообразователем, смачивание пигмента, а также процесс первичного диспергиро-
вания. От тщательности выполнения этих операций в дисольвере зависит эффектив-
ность диспергирования в последующих аппаратах, в том числе в быстроходных
бисерных диспергаторах. Качество исходных паст для диспергирования определяет-
ся тщательностью перемешивания. Достаточно хорошее перемешивание, при кото-
ром паста достигает однородности, необходимой для ее диспергирования в быстро-
ходных диспергаторах, наступает тогда, когда пигмент (или наполнитель) не
только хорошо смачивается и перемешивается со связующим, но и принимает
определенную степень дисперсности в результате разрушения крупных коагуляци-
онных структур.
При перемешивании высоковязких жидкостей образуется течение, в зоне
которого возникают наибольшие значения сдвиговых усилий и наиболее эффектив-
ное перемешивание и диспергирование. Это течение устанавливается в сравнительно
небольшой части объема аппарата, а именно в зоне, непосредственно примыкающей
к зубьям импеллера, имеющим обычно окружную скорость 18—25 м/с. Число
циркуляций т содержимого дисольвера, необходимое для достижения определен-
ной степени перемешивания, можно выразить соотношением:
jn-t г7н/г7п (5.80)
где t — время, с; 0н — насосное действие мешалки, м3 /с; йп — общий полезный
объем жидкости в сосуде.
Насосное действие дисково-зубчатых мешалок можно определить в общем
случае как радиальный эффект турбинных мешалок с открытыми лопастями:
17н=тт2лс?2б(/1-/32 (5.81)
где и — частота вращения мешалки; dM — диаметр мешалки; Ь — толщина диска;
/3 — постоянная, зависящая от того, какое течение преобладает в сосуде — танген-
циальное или радиальное, с^ж/^м (о>ж -угловая скорость жидкости; сэм -
угловая скорость мешалки); в непосредственной близости к периферии мешалки
значение /3 можно принять равным нулю, считая, что течение имеет чисто радиаль-
ный характер.
Расход мощности на перемешивание, затрачиваемой быстроходными мешалка-
ми, определяют по уравнению:
(5.82)
где р - плотность перемешиваемой среды; К]у - коэффициент мощности, равный:
KN=c/Re°£ (5.83)
где с - величина, постоянная для мешалок, обладающих одинаковыми конструк-
тивными особенностями; Кец — центробежный критерий Рейнольдса.
(5.84)
где м — вязкость среды.
Для дисково-зубчатой мешалки критерий Рейнольдса, зависящий от частоты
пульсации жидкой системы, может быть записан как:
Ре='уэ<72р/р. (5.85)
где р — частота пульсации, p-nz (z — число зубьев дисково-зубчатой мешалки).
Величина с, входящая-в формулу (5.83), для мешалок с гладкими дисками
равна 57,5, а для дисково-зубчатых мешалок может быть определена по следующе-
му эмпирическому уравнению:
c = 0,lz2-l,6z + 2,3 h/д + 24,5 (5.86)
где h — длина зуба, м; 6 — толщина зуба, м.
Коэффициент мощности может быть также определен по формуле:
KA. = cFrI(’^1?R<,4)A (5.87)
где Ггц - центробежный критерий Фруда, Fru = пгд.м^^
Для дисольверов с отношением внутреннего диаметра сосуда к диаметру
импеллера 2,5 <-3,0 а = 1 и Ь = 40.
Вследствие изменения реологических свойств системы мощность, потребляемая
мешалкой в течение цикла работы дисольвера периодического действия, постоян-
но меняется (рис. 5.8). Увеличение потребляемой мощности в первый период свя-
зано с ростом вязкости системы в процессе загрузки пигмента. Длительность этого
периода определяется только длительностью загрузки. Нежелательность чрезмерно
быстрой загрузки пигмента связана с возможностью его осаждения на дно контей-
нера. Взмучивание осевшего пигмента представляет определенные трудности и
связано со значительным удлинением всего процесса и увеличением затрат энергии
на единицу продукции. Постепенное уменьшение потребляемой мешалкой мощно-
сти после окончания загрузки происходит главным образом из-за снижения вязко-
сти системы. Вязкость системы снижается в процессе перемешивания прежде всего
по причине довольно значительного повышения температуры, поскольку большая
часть энергии, затрачиваемой импеллерной мешалкой, превращается в тепловую.
Потребляемая импеллером мощность в процессе диспергирования может
уменьшаться в 2—3 раза по сравнению с максимальной. Для повышения эффектив-
ности работы дисольвера периодического действия частоту вращения дисково-зуб-
чатой мешалки по мере перемешивания целесообразно увеличивать, т. е. дисольвер
должен быть оснащен вариатором. Это способствует более полному использованию
мощности электродвигателя, ускорению процесса перемешивания, а также, в ре-
зультате увеличения сдвиговых усилий, к большей
эффективности процесса диспергирования (или пред- §
диспергирования). и —.
Для дисольверов периодического действия ре- Ц- / \
комендуются следующие конструктивные размеры: g / \
Z) = (2-F2,8)dM; h, = (0,5 4-1,0) dM; § /
/72 “(1,о н-2,0) dM; (5.84) | /
Рис. 5.8. Изменение мощности, потребляемой мешал- _____________________
кой во время цикла работы дисольвера периодичес- Время
кого действия.
где D — внутренний диаметр сосуда; h , — расстояние от дна сосуда до импеллера;
h, — расстояние от импеллера до уровня пасты.
Цикл работы дисольвера складывается из затрат времени на загрузку компо-
нентов в сосуд t3, продолжительности перемешивания — обычно 20—30 мин и вре-
мени передачи пасты в промежуточный смеситель tB, т. е. общая продолжитель-
ность цикла 1О (в ч) равна:
fo=«3 + tB + (0,3-н 0,5) (5.89)
Коэффициент загрузки дисольвера, вследствие образования при перемешива-
нии воронки около вала мешалки, не должен превышать 0,65 4 0,70.
Производительность дисольвера составляет:
GV “(8,08,5)с*м/г (5.90)
По значению производительности вычисляют- диаметр импелпера и по нему,
используя соотношения (5.88) — остальные конструктивные размеры. Частота
вращения импеллера равна:
п*(б,5 -4- 8,0)/dM (5.91)
В конструкции дисольверов непрерывного действия необходимо учитывать
особенности процессов, происходящих на каждой стадии. Совмещение порошко-
образных материалов с жидкой фазой более интенсивно осуществляется при тур-
булентном режиме движения системы во всем объеме сосуда и при введении
порошка в воронку, образующуюся вблизи вала мешалки. В малых объемах
процесс смешения протекает активнее. Дисольвер должен представлять собой
ряд последовательно расположенных камер. Процесс будет более эффективен,
если из центра одной камеры паста будет подаваться на периферию последующей.
Размер первой, наименьшей, камеры вычисляют, исходя из того, что коэффи-
циент заполнения ее принимается равным 0,6. Остальные размеры рекомендуется
принимать следующие:
Р =(1,8 4-2,0)dM; h»=(0,60 4-o,75)dM; h2^(>,5 4-2,0)dM (5.92)
Конструктивные размеры последующих камер принимаются равными:
D = (2,2 4-2,8)rfM; П1 = (0,8 4-l,0)dM (5.93)
Диаметр импеллера в этих камерах в 1,2 41,3 раза больше диаметра импеллера
в первой камере.
Обычно дисольверы непрерывного действия выполняются трехкамерными.
Время пребывания системы в первой камере 7—10 мин, в последующих 10—15 мин.
ЛИТЕРАТУРА
1. Липатов Ю. С. Физическая химия наполненных полимеров. М.: Химия, 1977.
304 с. 2. Кулезнев В. Н. — Колл, ж., 1983, т. 45, № 4, с. 627—635. 3. Беленький Е. Ф.,
Рискин И. В. Химия и технология пигментов. Л.: Химия, 1974.656 с. 4. Уваров А. В.,
Александрова Н. А. — ЛКМ, 1971, № 2, с. 1—3. 5. Покровский Е. И., Новичкова Л. М.,
Ростова Е. Н. — ДАН СССР, 1970, т. 194, № 2, с. 370—372. 6. Яковлев А. Д., Шито-
ва Т. А., Евтюков Н. 3. — Высокомол. соед., 1982, т. 24 (Б),№ 11, с. 803—806.
7. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М.: Химия, 1974. 392 с.
8. Зубов П. И., Сухарева Л. А. Структура и свойства полимерных покрытий. М.:
Химия, 1972. 256 с. 9. Липатов Ю. С., Привалко В. П., Недря Н. Л. и др. — ДАН
УССР, 1983, т. I, № 3, с. 44—47. 10. Сухарева Л. А., Воронков В. А., Годило П. В.
и др. - Механика полимеров, 1968, № 6, с. 1127—1129.
11. Поверхностные явления в полимерах: Тез. докл. 5-го Респ. симпозиума.
Киев, 1982. 146 с. 12. Howard G. L., Shanks R. А. — J. Macromol Sci., 1981, v. 19 (B),
№ 2, p. 167-176. 13. Howard G. L„ Shanks R. A. - Ibid., 1982, v. 17 (A), № 2, p. 287-
295. 14. Diaz-Barrios A., Paredes E. - J. Appl. Polym. Sci., 1982,
v. 27, № 11, p. 4387-4398.15. Смехов Ф. M„ Грибкова H. Я., Ницберг Л. В.
и др. — ЛКМ, 1973, № 6, с. 31—33. 16. Toussaint А. — Progress in Organic Coating,
1974, v. 2, № 3, p. 237-267. 17. Круба Л. 3., Козлов Л. В., Богданова Г. С. и др. -
ЛКМ, 1983, № 4, с. 14-16. 18. Nachitigal М., Zelinder J. - Sb. VSCH Praze, 1981,
S. 6, s. 119—176. 19. Noomen A. - J. of Radiation Curing, 1982, №10, p. 16-23.
20. Chacko V. P., Karasz F. E., Farris R. J. a. o. — J. Polym. Sci., 1982, v. 20, № 12,
p. 2177-2195.
21. Басин В. E. Адгезионная прочность. M.: Химия, 1981. 208 с. 22. Севери-
на Н. Л., Юрцева Е. С., Бчхина М. Ф. — Высокомол. соед., 1983, т. 25 (Б), № 8,
с. 557-559. 23. Rybnikar Ё - J. Macromol. Sci., 1981, v. 19 (В), № 1,р. 1-11.24. Bad-
таи Я. At, Gaferasfcr Л., KrjezewsW At, —J. Appl. Polym. Set, 1982, v. 27,№10,p. 3669—
3681. 25. Ушанов С. M., Плавник Г. M., Нанушьян С. Р. и др. — Высокомол. соед.,
1983, т. 25 (1), № 8, с. 587. 26. Липатов Ю. С., Привалко В. П, Шаров А. Н. - ДАН
СССР, 1982, с. 263, № 6, с. 1403-1406. 27. Зубов П. И., Кодыров М. Ш., Грозин-
ская 3. П. - ЛКМ, 1965, № 3, с. 36-39. 28- Секерина Н. В., Соколова Ю. А., Вос-
кресенский В. А. - ЛКМ, 1975, № 1, с. 10-11. 29. Lawrence Е. - J. Appl. Phys.,
1970, v. 41’, № 11, р. 4626. 30.Глотова Ю. К, Бугаков И. И., Демидова И. И. и др. —
Высокомол. соед., 1983, т. 25 (А), № 9, с. 1938—1943.
31. Friedrich К., Karsch U. А. - Fibre Sci. and Technol., 1983, v. 18, № 1, p. 37—52.
32. Dolakova V. - J. Macromol. Set, 1982, v. 21 (B), № 2, p. 231-292. 33. Stieger H. R„
Molonez A. C., Kausch H. H. — J. Mater. Sci., 1983, v. 18, № 1, p. 208—216. 34. Tausz
Susan E._ Chaffez G. E. - J. Appl. Polym. Sci., 1982, v. 7 (R), № 11, p. 4493-4500.
35. Горловский И. А., Гаринова Г. H, Зубкина 3. Д. и др. — ЛКМ, 1981, № 1, с. 19—
21. 36. Ратнер С. Б., Ярцев В. П. - ДАН СССР, 1982, т. 264, № 3, с. 639-644.
37. Крус Г. И., Санжаровский А. Т. - ЛКМ, 1970, № 4, с. 44-47. 38. Липская В. А.,
Волосков Г. А.. Гончарова О. В. и др. - ЛКМ, 1983, № 5, с. 26-28. 39. Штерн М. А.,
Цибизов А. Н. - ЛКМ, 1974, № 5, с. 21-23. 40. Андрова В. В., Ламака Т. А. - ЛКМ,
1979, № 2, с. 26 -28.
41. Розенфельд И. Л., Бурьяненко В. Н., Воробьева Н. Н. и др- — ЛКМ, 1983,
№ 1, с. 34—35. 42. Анциперова В. П., Романова И. С., Бергман А. Г. — ЛКМ, 1973,
№ 2, с. 40-42. 43. Hassan Н. Н„ Nasr G. М. - J. Macromol. Set, 1982, v. 18 (A),N-4,
р. 535—543. 44. Funke W. - J. Oil and Colour Chem. Ass., 1967, v. 50, № 10, p. 942—
971.45. Kresse P. — Polym. Paint and Colour J., 1978, v. 162, № 3972 (5/IV), p. 314-323.
46. Higashide Fukuji, Ohmura Yukio, Nozawa Yasuo - Kobunshi ronbunshu, 1981,
v. 31, №9, p. 611-614. 41.KresseP. - Anti-Korros. Meth, and Mater., 1979, v. 26, № 1,
p. 5—8; № 2, p. 16—20. 48. Белый В. А., Егоренков H. И., Плескачевский Ю. М. Адге-
зия полимеров к металлам. Минск: Наука и техника, 1971. 288 с. 49. Понизов-
ский В. Н., Тимофеева Т. С. - ЛКМ, 1982, № 5, с. 52. 50. Isubota М„ Oyabu Н„
UekeK. — Farbe und Lack, 1980, Bd. 86,№ 1, S. 12—18.
51. Охрименко И. С., Калаус Э. Э. - ЛКМ, 1972, № 1, с. 5-6. 52. Егорен-
ков Н. И., Кузавков А. И., Докторова В. А. - Высокомол. соед., 1982, т. 24 (А),
№ 12, с. 2475. 53. Тишков Н. И. - Колл, ж., 1983, т. 45, № 4, с. 809. 54. Семенчен-
ко В. К, Санжаровский А. Т. — ЛКМ, 1974, № 2, с. 21. 55. Mayne 1. Е. — Ochrona
przed korozja, 1974, t. 17, № 3, s. 82—88. 56. Bambara G., Lunazzi G. C., MartiniB. —
Werkst. und Konos., 1982, Bd. 33, № 11, S. 610—(>Y1.51. Lambert X. — Double Liason,
1976, v. 23, № 256, p. 19-36.58. Розенфельд И. Л., Золотова С. А., Рубинштейн Ф. И,—
ЛКМ, 1971, № 4, с. 37-40. 59. Зобов Е. В., Шинник Г. М. - ЛКМ, 1981, № 2, с. 8-10.
60. Савицкая Н И., Ницберг Л. В., Якубович С. В. — ЛКМ, 1972, № 1, с. 40—42.
61. Meyer G. - Deut. Farb.Z., 1966, Bd. 20,№11,p.526-531.62.РозенфельдИ. Л.,
Золотова С. А., Рубинштейн Ф. И. и др. — ЛКМ, 1975, № 1, с. 27-29; 1976, № 3,
с. 10—12. 63. Рубинштейн Ф. И., ЗолотоваСА. - ЛКМ, 1981,№ 1, с. 50-51. 64. Ку-
зин В. А., Орлов В. А., Клименко В. С. — ЛКМ, 1977, № 6, с. 31—33. 65.Шайна Л. И.,
Макарова Л. В., Васильев В. С. — ЛКМ, 1981, № 2, с. 4—6. 66. Фирсов В. А., Арте-
мов В. Н., Лукьяненко Л. В. и др. — ЛКМ, 1983, № 2, с. 17—18. 67. Зубов П. И.,
Киселев А. В., Крылова Л. М. и др. — ЛКМ, 1970, № 3, с. 22—26. 68. Baum В. -
Elastomers, 1976, v. 109, №3, р. 31—36.69. Изральянц Е. Д., Тихонович Л. И., Празд-
нова А. И. и др. — ЛКМ, 1982, № 5, с. 34. 70. Изидинов С. О., СинюшинМ. Н., Черн-
ов С. М. - ЛКМ, )973, № 5, с. 36-37;
71. Lindberg В. - J. Oil and Colour Chem. Ass., 1975, v. 58, № 11, p. 399-413.
72. Мазуркевич H. С, Смогоржевский А. В., Федотова И. M. и др. - ЛКМ, 1971,
№ 1, с. 13—16. 73. Кодолов В. И. Замедлители горения полимерных материалов.
М.: Химия, 1980. 143 с. 74. Асеева Р. М., Зайков Г. Е. Горение полимерных мате-
риалов. М.: Наука, 1981. 241 с. 75. Гуль В. Е., Царский Л. Н. Электропроводящие
полимерные материалы. М.: Химия, 1968. 247 с. ТЬ. Щибря Н. Г., Корешкова Т. И.,
Синицин Ф. Ф. и др. - ЛКМ, 1983, № 4, с. 49. 77. Остроумова Т. С., Кирзнер Т. А.,
Штерн М. А. — ЛКМ, 1969, № 3, с. 1—3. 78. Тихонов В. И., Старкова Л. И., Мо-
роз В. А. и др. — ЛКМ, 1981, № 1, с. 16—20. 79. Amberg R. — J. Oil and Colour
Chem. Ass., 1971, v. 54, №3, p. 211—219. 80. Джадд Д., Вышецки Г. Цвет в на-
уке и технике. М.: Мир, 1978. 592 с.
81. Гуревич М. М., Ицко Э. Ф., Середенко М. М. Оптические свойства лакокра-
сочных покрытий. Л.: Химия, 1984. 120 с. 82. Манусов Е. Б. Контроль и регулиро-
вание технологических процессов лакокрасочных производств. М.: Химия, 1977.
116 с. 83. Горловский И. А., Бочарова А. М., Суворова В. Д. Лабораторный практи-
кум по химии и технологии пигментов. Л.: Химия, 1978. 224 с. 84. Фролов Ю. Г.
Курс коллоидной химии. М.: Химия, 1982. 400 с. 85. ЗимонА. Д. Адгезия жидкос-
ти и смачивание. М.: Химия, 1974. 414 с. 86. Jura G., Hill I. — J. Am. Chem. Soc.,
1952, v. 74, № 6, p. 15-98. 87. Танабе К. Твердые кислоты и основания. М.: Мир,
1973. 184 с. 88. Алесковский В. Б., Корсаков В. Г. Физико-химические основы
рационального выбора активных материалов. Л.: ЛГУ, 1980. 160 с. 89. Джейкок М.,
ПарфитД. Химия поверхностей раздела фаз. М.: Мир, 1984.269 с. 90. Hamman М.К —
Double liaison, 19иЗ, № 89, р. 27—44.
91. Смехов Ф. М., Верхоланцев В. В. — ЛКМ, 1983, № 6, с. 29-33. 92. Ста-
вашА. К. Автореф. канд. цисс. Л.: ЛТИ им. Ленсовета, 1983.23 с. 93. Ермилов П. И.,
Индейкин Е. А. - ЛКМ, 1984, № 2, с. 16-19. 94. Химия и химическая технология.
Синтез и исследование пленкообразующих веществ и пигментов. Ярославль, 1975.
103 с. 95. Gall £., Kalusa U. - Defazet, 1975, fid. 29, № 3, S. 102-106. 96. Ерми-
лов П. И. Диспергирование пигментов. М-: Химия, 1971. 300 с. 97. Горловс-
кий И. А., Козулин Н. А. Оборудование заводов лакокрасочной промышленности.
Л.: Химия, 1980. 376 с. 98. Абросимов В. А., Кузнецов Ю. Н., Ляпунов В. Н., Мане-
ров В. Б. - ЛКМ, 1982, № 5, с. 45-46. 99. Ходаков Г. С. Физика измельчения. М.:
Наука, 1972. 307 с. 100. Parfitt G. D. Dispersion of powders in liquids. Amsterdam -
London — New-York: Resuaier publishing company Limited, 1969. 360 p.
101. Сумм Б. Д., Горюнов Ю. В. Физико-химические основы смачивания и рас-
текания. М.: Химия, 1976. 232 с. 102. Баенкевич В. В. Автореф. канд. дисс. М-:
МХТИ, 1975. 103. Терентьев А. И. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета,
1980. 104. Rehacek К. - Farbe u. Lack, 1966, Bd. 72, S. 199-213. 105. Балабуд-
кин М. А. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1969- 106. Ермилов П. И.,
Якунина Г. В. — ЛКМ, 1983, № 3, с. 17—20. 107. Ставаш А. К, Доманский И. В.,
Орехов И. А. К вопросу математического описания кинетики диспергирования
пигментов в связующем. Рук. деп. в ОНИИТЭХим, Черкассы, № 174 ХП-Д82.
108. Крашение пластмасс. Л-: Химия, 1980. 320 с. 109. Таг ер А. А. Физикохимия
полимеров. 3-е изд. М.: Химия, 1978. 544 с. 110. Кононова 3. К, Ябко П. М., Соли-
енко В. О. и др. - ЛКМ, 1967, № 1, с. 14.
111. Верхоланцев В. В. Водные краски на основе синтетических полимеров.
Л.: Химия, 1968. 200 с. 112. Реология. Теория и приложения /Под ред. Ф. Эйриха.
М.гИздатинлит, 1962. 824 с. ИЗ. Холланд Ф., Чапмен Ф. Химические реакторы и
смесители для жидкофазных процессов. М.: Химия, 1974. 208 с. 114. Коларж О.,
Гаек К. - ЛКМ, 1965, № 3, с. 52-55. 115. Бобыренко Ю. Я. Автореф. канд. дисс.
Л.: ЛТИ им. Ленсовета, 1967. 23 с. 116. Hauser Р., Hermann М., Honigmarm В. —
Farbe u. Lack, 1971, Bd. 77, № 11, S. 1097-1106. 117. Gretton A - J. Chem. Eng.,
1964, v. 71,№2,p. 145-148.118. Соловьев В. П. Автореф. канд. дисс. М.: НИОПИК,
1970. 119. Рейхсфельд р. О., Шеин В. С., Ермаков В. И. Реакционная аппаратура и
машины заводов ООС и СК. Л.: Химия, 1975. 400с. 120. Chavan V., Vebreot J. —
J. Chem. Eng., 1972, v. 3, №3, p. 308-311.
121. Смольский Б. M., Шульман 3. 77., Бориславец В. M. Реодинамика и тепло-
обмен нелинейно вязкопластичных материалов. Минск: Наука и техника, 1970.
326 с. 122. Павлушенко И. С., Демьянова Е. М. - ЖПХ, 1966, т. 39, № 7, с. 1492-
1499. 123. Горловский И. А., Сакар А. Г., Семенова Т. С., Шенина 3. В. — ЛКМ,
1971, № 1, с. 59-62. 124. Liehr Ц/. - Farbe u. Lack, 1966, Bd. 72, №5, S. 415.125. Тра-
пезников А. А., Чупеев М. А. — ЛКМ, 1962, № 1, с. 67—69; 1962, № 6, с. 17-19.
126. Трапезников А. А., Чупеев М. А. - ДАН СССР, 1962, т. 147, с. 422—424.127.Са-
кар А. Г. — ЛКМ, 1983, № 3, с. 50-52. 128. Лейбзон Л. Н., Мандель Р. Б. — ЛКМ,
1978, № 1, с. 39-41. 129. Лейбзон Л. Н. Автореф. канд. дисс. Ярославль; ЯПИ,
1981. 130. Колин В. Л., Охрименко И. С. - ЛКМ, 1964, № 3, с. 51-54.
131. Griffin W. — J. Soc. Cosmet. Chem., 1949, v. 1,№2,p. 311-317.132.Якуни-
на Г. В. Автореф. канд. дисс. М.: ГИПИ ЛКП, 1981. 133. Толстая С. Н., Шабано-
ва С. А. Применение поверхностно-активных веществ в лакокрасочной промышлен-
ности. М.: Химия, 1976. 176 с. 134. Kaluza U. — Defazet, 1973, Bd. 27, № 8, S. 327—
333. 135. Охрименко И. С., Нежиховский Г. Р., Шитов В. С., Верхоланцев В. В. —
ЛКМ, 1971, № 1, с. 74-77. 136. Шитов В. С, Охрименко И. С., Верхоланцев В. В. -
ЛКМ, 1972, № 6, с. 8-10. 137. Дманов Д. Б., Подольский А. А., Турубаров В. И. -
колл, ж., 1967, т. 29, № 1, с. 69-74. 138. Акуличев В. А., Ольшевский В. В. - Акуст.
ж., 1968. т. 14, № 2, с. 163-169. 139. Кораблев Н. М., Ворошилова Н. М., Школь-
ман Е. Е. - ЛКМ, 1962, № 4, с. 56-59. 140. Котлярский Л. Б., Зеленая А. В., Киши-
невская 3. М., Зеленый А. Г. - ЛКМ, 1963, № 5, с. 51—57.
141. Новицкий В. Г., Фридман В. М. - Ультразвук, техн., 1964, № 5, с. 52-56.
142. ЗвездинА. С., Яковлев А. Д. —Там же, 1967,№ 1, с. 23-25. 143. Гинберг А. М.
Ультразвук в химических и электрохимических процессах машиностроения. М.:
Машгиз, 1962. 136 с. 144. Классен В. И. Омагничивание водных систем. М.: Химия,
1978. 240 с. 145. Магнитная обработка водных систем. Тезисы докладов IV Всесо-
юзного совещания. М.: НИИТЭХим, 1981. 167 с. 146. Gomm A. S., Hull G., le Мо-
illet. — JOCCA, 1968, v. 51, № 2, р. 143—159. 147. Лейбзон Л. Н., Михеенкова Е. А.,
Козлова Н. А. Изменение некоторых свойств растворов олигомеров от воздействия
магнитного поля. Рук. деп. в ОНИИТЭХим . Черкассы, № 52 ХП-Д81.148. Минен-
ко В. И. Магнитная обработка воднодисперсных систем. Киев: Техника, 1970.
165 с. 149. Калинская Т. В., Иоффе Л. Н. — ЛКМ, 1977, № 6, с. 21—22. 150. Соло-
довник В. Д. Микрокапсулирование. М.: Химия, 1980. 216 с.
151. Железнов К. Н„ Индейкин Е. А., Клопов В. И. — Изв. вузов. Химия и хим.
технология, 1982, т. 25, № 10, с. 1221-1223. 152. Alexander G. R. - Amer. Paint J.,
v. 56, № 20, p. 21-28. 153. Маковская T. А., Столярова В. А. - ЛКМ, 1980, № 1,
с. 11-13. 154. Merkl К. - Farbe u. Lack, 1970, Bd. 76, №6, S. 539-545. 155. Ин-
дейкин Е. А., Ермилов П. И., Лебедева Л. А. — Ученые записки ЯТИ. Химия
и хим. технология, 1969, т. 21, с. 229-232. 156. Индейкин Е. А., Кубаева И. Н. -
В кн.: Химия и химическая технология. Синтез и исследование пленкообразующих
веществ ипигментов. Ярославль, 1973, с. 53—57. 151. Цюрупа Н Н„ Железная М. В.—
Хим. пром., 1962, № 5, с. 54—58. 158. Дзисько В. А. Основы методов приготовления
катализаторов. Новосибирск: Наука, 1983. 264 с. 159. Артамонов Е. М., Яков-
лев А. Д, Козлов И. А. - ЛКМ, 1982, № 5, с. 25 —27. 160. Баенкевич В. В., Лаври-
щев Л. П., Цюрупа Н. Н. — ЛКМ, 1975, № 3, с. 61—62. 161. Охрименко В. В., Верхо-
ланцев В. В. Химия и технология пленкообразующих веществ. Л.: Химия, 1978.
392 с.
предметный указатель
Адгезионная прочность покрытий 15,
16, 19, 22-25
„Адиабатические покрытия” 38
Активные центры поверхности 117
Алюминиевая пудра 8, 10, 16, 17, 18, 22
Амфотерные пигменты 7
Антипирены 36, 37
Аппарат идеального вытеснения 115
Аппарат „Кейди-Милл” 133
Асбест 22, 122
Атмосферостойкость покрытий 101, 122
Аттриторы 90, 128, 131,138
Аэросил
взаимодействие с пленкообразова-
телями 8,116
микрокапсулирование 104
модифицирование поверхности 102
Базовые белые пасты 123
Барит 14, 122
Белая сажа 102
Белизна 49, 84
Бентонит 7, 116
Берлинская лазурь 10
Бингама классификация 115
Бисерные диспергаторы 5, 88, 98, 99,
123,131-141
объемная производительность 138,
139, 140, 142, 143, 145, 147
расчет 141-148
Бисерные мельницы 128
Бланфикс 10
Блеск покрытий 59, 62, 118
Быстроходные смесители см. Дисоль-
веры
Валковые краскотерочные машины 65,
128
Взаимодействие пигментов с пленко-
образователями 7-11,17
Вибраторы 98,99
Вибрационные мельницы 138
Внутренние напряжения в покрытиях 13,
17, 18, 25
Водопроницаемость покрытий 19, 20,
74, 118, 122
Выбор пигментов 117-122
Выпускные формы пигментов 103
Вязкость пигментных паст 75-78, 85, 98
Газопроницаемость покрытий 118
Гетерогенная азеотропная отгонка воды
112,113
Гидрид кремния 34
Гидроксид алюминия 37
Гидрофильно-липофильный баланс
/ГЛБ/ 92
Гидрофобность поверхности пигментов
ПО
Глянец покрытий 40
Графит 18,22,23, 38
Двухконтурная циркуляционная модель
85-87
Декоративные покрытия 39, 40
Дефекты кристаллов 42, 43, 46, 55, 56
Деформационно-прочностные свойства
покрытий 13-18, 116-119, 122
Дилатантность 76
Диоксид кремния 8, 9, 16
Диоксид титана
взаимодействие с пленкообразова-
телями 7-12
влияние на свойства покрытий 10,
13, 14, 15, 16, 18, 19, 20, 21,
22, 23, 35, 36,40
диспергирование 76, 99, 100, 108,
134, 135, 137, 139, 140, 144
микрокапсулирование 104
модифицирование поверхности 5 9,
102
поверхностные свойства 56, 57, 58
полиморфизм 41, 56
Дисольверы 113, 123, 127, 132, 133,
138, 148-150
Диспергаторы 92, 130, 131, 134-138
Диспергирование пигментов
гидродинамика процесса 85-88
изменение свойств 74-85
интенсификация процесса 92
механизм процесса 63-69
оптимизация режимов 138-141
понятие 63, 64
скорость процесса 69-74
состав паст 88-92
Диспергируемостьб!, 101, 103
Дисперсность пигментов 16, 20, 21,
39, 40, 47, 62, 74, 81, 83, 84, 105, 113
Долговечность покрытий 13, 17, 62
Доминирующая длина волны 47, 48
Железная лазурь
диспергирование 144
колеровочные пасты 124,143
свойства 45, 77,117
Железный сурик 77, 78
Железоокисные пигменты 59, 81, 83,
84, см. также Желтый железоокисный
пигмент; Красный железоокисный
пигмент; Черный железоокисный
пигмент
Желтый железоокисный пигмент
влияние на свойства покрытий 10,
16,41
дисперсность 108
колеровочные пасты 124, 143
полиморфизм 41
Желтый свинцовый крон
влияние на отверждение покрытий
10
дисперсность 113
модифицирование поверхности 107,
114-117
функция Гуревича-Ку белки-Мунка
80-83
цвет 83, 84
Зародыши кристаллизации 105, 108,
109
Защитные свойства покрытий 18-34,
62
Излучатели 99
Износостойкость покрытий 13
Изоморфизм 42
Импеллер 132, 148,150
Интенсивность пигментов 49, 51-53, 62,
73,81-83,101,102
Кадмиевые пигменты 113, 114
Каолин 11, 16, 36
Кварц 9, 17
Керн-пигменты 38
Кислотноосновные свойства поверхности
пигментов 56-60, 127
КОКП 117-121
Колеровочные пасты 123, 124
Константа скорости диспергирования 71,
84,91,92, 134, 135, 139, 140
Координаты цвета 47, 48
Координаты цветности 47, 48
Коррозионная ячейка 27, 33
Коэффициент
контрастности 49
обтекания 97
отражения 39, 50, 51, 52, 53
поглощения 39, 50, 53, 97, 125
рассеяния 39, 50, 53, 80, 124, 125
увлечения 96
яркости 48,49, 52
Краскотерочные машины 123, 129, 130
ый железоокисный пигмент
влияние на свойства покрытий
10, 21, 22
диспергирование 137
модифицирование поверхности
102
прокалка 56
Красящая способность пигментов см.
Интенсивность пигментов
Кристалличность пигментов 40-43
Крона 7, см. также Свинцовые крона;
Цинковый крон
Кроющая способность 39
Лессирующие пигменты 125
Лимонный свинцовый крон 42
Литопон 56
Мел 13, 14
Мешалки 134-137, 140—142, 146-149
Микрокапсулирование пигментов 54, 55,
103,104
Многопигментные пасты 122,123
Модифицирование пигментов 100-117
в процессе синтеза 105-109
поверхностное 12, 54, 59, 101-104
Модуль упругости покрытий 13, 14,
15, 16
Наполненные покрытия см. Пигменти-
рованные покрытия
Наполнители 16, 17, 18, 23, 34, 36,
39, 122
Оборудование для диспергирования пиг-
ментов 91,128-150
Огнестойкие покрытия 36-38
Однопигментные пасты 123, 124, 129,
142, 143
ОКП 7, 13, 23, 39, 77, 117, 118, 119
Оксиды металлов 8, 10, 22, 23, 24,
36, 37, 39-41, 56-60, 104, 113, см. так-
же Свинцовые белила; Цинковые
белила
Оптические свойства пигментированных
систем 79-84
Органические пигменты 13, 21, 41
Основные пигменты 7, 33, 34
Отбивка воды см. Фляшинг-процесс
Паропроницаемость покрытий 74
Пассивирующее действие пигментов 29,31
Пигментированные покрытия
адгезионная прочность см. ад-
гезионная прочность покрытий
Пигментированные покрытия
деформационно-прочностные свой-
ства 13-18
защитные свойства 18-34
оптические свойства см. Опти-
ческие свойства пигментиро-
ванных систем
специальные свойства 36-39
структура 6-13
Пигментные пасты 75-78, 88-92, 98,
см. также Многопигментные пасты;
Однопигментныс пасты
„Пигментный шок” 67, 90
Пластинчатые пигменты 17
Поверхностно-активные вещества (ПАВ)
для фляшинг-процесса 112, 113
при диспергировании пигментов
92-94
при кристаллизации пигментов
105, 106, 107
Поверхностное натяжение 54, 55, 100
Поверхностные свойства пигментов 53-
61,69
Поверхность пигментов
гидрофобизация 7, НО
кислотно-основные свойства 56-
60, 127
мозаичность 101
органофилизация 101, 107, 111,
113
электрический заряд 60, 61
энергетическая характеристика 5 3-
56
Показатель преломления 39, 79, 81
Полидисперсность пигментов 81, 84,
85, 116, 117, 120
Полимеризационнос наполнение 34
Полиморфизм 40-42, 47
Полупроводниковые свойства пигмен-
тов 43
Прибор „Клин” 62, 84
Проницаемость покрытий 18-21
Противообрастающие покрытия 38, 39
Противокоррозионные свойства покры-
тий 25-34
Псевдопластическис системы 115, 116
Пыление пигментов 101, 103
Разбеливающая способность см. Интен-
сивность пигментов
Реологические свойства пигментирован-
ных систем 75-79, 90, 123
Светостойкость пигментов 49, 101, 102
Светостойкость покрытий 34-36
Свинцово-молибдатный крон 10
Свинцовые белила 7, 10, 22, 23, 34, 110
Свинцовые крона 103, см. также Желтый
свинцовый крон; Лимонный свин-
цовый крон
диспергирование 144
колеровочные пасты 124
модифицирование 59, 113
Свинцовый порошок 31, 32
Свинцовый сурик 24, 32, 33
Слюда 16,17, 18, 36,122
Смачиваемость пигментов 7, 64, 92
ПО, 114
Смачиватели 92
Смесители 112, 123, 128
Сопротивление диспергированию 73, 74
Стабилизация пигментных дисперсий 68
Степень дисперсности по „Клину” 62,
69, 70, 71, 72, 84, 85, 98, 107, 113,
137, 138, 143, 144, 148
Степень наполнения 13
Степень черноты 59
Структурирующие добавки 116, 122
Структурная прочность пигментных паст
77,78
Сульфиды металлов 41, 56, 58
Суховальцованные пасты 128
Тальк 11, 14, 17, 24, 36, 122
Температура Таммана 55
Теория
Гуревича-Кубелки-Мунка 50, 51,
124
Дерягина, Ландау, Фервея и
Овсрбека 68, 69
диспергирования пигментных паст
65,66
Ми 79, 80, 83
цветности 47
Термоиндикаторные покрытия 104
Термостойкость пигментов 101
Термостойкость покрытий 34-36
Технический углерод
взаимодействие с пленкообразова-
телями 8, 9,11
влияние на свойства покрытий 10,
13,19,21,23, 36, 38
диспергирование 134, 137, 139,
144
колеровочные пасты 124, ИЗ
микрокапсулирование 104
поверхностные свойства 59
Течение пигментированных систем 75, 76
Тиксотропия 75, 76, 116
Титановые белила см- Диоксид титана
Укрывистость 49-51, 62, 79-81, 118, 122
Ультразвук для диспергирования пиг-
ментов 95-100
Уравнение
Бингама 75
Гуда-Овенса-Вендта 7
Гуревича-Кубелки-Мунка 39
Гута 13,14
Дюпре-Юнга 6
Колмогорова-Чепмана 72
Ли 14
Ми 39
Нильсена 14
Рэлея 79
Сато 14, 15
Уошберна 64
Френеля 39
Эйлера 76
Эйлерса 14
Фляшинг-пасты 107, 113, 114, 115,
116, 117,127
Фляшинг-процесс 101, 109-113,129
Фосфатные пигменты 30, 31
Фотохимическая активность пигментов
34-36
Фталоцианиновые пигменты 10,41, 124
Функция Гуревича-Кубелки-Мунка 40,
51,73, 80,81,82, 125
Химическая стойкость пигментов 101
Хроматные пигменты 28-30, 41, 104
Цвет пигментов 39, 43-49, 83, 84, 101,
102,118
Цветовой тон см. Доминирующая длина
волны
Цинковые белила
взаимодействие с пленкообразо-
вателями 7,117
влияние на свойства покрытий
19, 20,21,38
в однопигментных пастах 143
диспергирование 99, 100, 144
модифицирование поверхности
102, 106
поверхностные свойства 56, 57
противокоррозионное действие 34
укрывистость 81
Цинковый крон
взаимодействие с пленкообразова-
телями 117
влияние на свойства покрытий 21
колеровочные пасты 124
модифицирование поверхности
106,113
отбивка воды от пасты 112, 113
Черный железоокисный пигмент 24, 45
Чешуйчатые пигменты 17, 18, 34
Чипсы см. Суховальцованные пасты
Чистота цвета 48, 52, 62, 83, 101
Шаровые мельницы 65, 66, 122, 128, 130
Электрические свойства покрытий 19
Электромагнитные измельчители (ЭМИ)
132
Электропроводящие покрытия 38
Эффект Ребиндера 42, 92
Эффект Томса 78, 85
6П7.51
И 601
УДК 667.63
Ивдейкин Е. А., Лейбзон Л. Н., Толмачев И. А.
И 601 Пигментирование лакокрасочных материалов. — Л.: Хи-
мия, 1986. — 160 с., ил.
Посвящена теории и практике получения, управления качеством и
интенсификации производства пигментированных лакокрасочных ма-
териалов. Рассмотрено влияние пигментов на защитные, структурно-
механические и декоративные свойства лакокрасочных покрытий.
Приведены практические рекомендации по оптимизации состава паст
и режимов процесса диспергирования.
Рассчитана на инженерно-технических и научных работников хи-
мической и других отраслей промышленности, связанных с получени-
ем пигментированных материалов. Может быть полезна преподавате-
лям, аспирантам и студентам вузов, специализирующимся в области
технологии лакокрасочных материалов.
Библиогр. 161 назв. Ил. 55. Табл. 6.
6П7.51
Рецензент: докт. техн, наук А. М. Фрост
2803030000-035
И---------------35 -86
050 (01)-86
© Издательство Химия”, 19^5