/















































































































Текст
А.Д.Яковлев
ПОРОШКОВЫЕ
КРАСКИ
Термопластичные
и термореактивные
краски
Компоненты красок
Технология получения
Свойства
Формирование покрытий
Применение
Методы испытания
Экономическая
эффективность
Вопросы экологии
А. Д. Яковлев
ПОРОШКОВЫЕ
КРАСКИ
Ленинград
„ХИМИЯ”
Ленинградское
отделение
1987
6П7.9
Я 474
УДК 678.7
Рецензент: канд. техн, наук А.В.Шешуков (ЛНПО «Пигмент»)
УДК 678.7
Яковлев А. Д.
Порошковые краски-Л.: Химия, 1987.-216 с., ил.
Рассмотрены физико-химические основы и технология получения порошковых лако-
красочных материалов. Описаны составы н свойства порошковых красок на основе раз-
личных пленкообразователей, способы получения покрытий из аэродисперсий и суспен-
зий, характеристика и области применения таких покрытий. Показаны пути направлен-
ного улучшения свойств покрытий нз порошковых красок.
Предназначена для инженерно-технических и научных работников лакокрасочной
и других отраслей промышленности, связанных с получением и использованием за-
щитных и отделочных материалов. Может быть полезна также преподавателям, аспи-
рантам и студентам, специализирующимся в области лакокрасочных материалов.
Ил. 91. Табл. 16. Библиогр. список: 260 назв.
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
АНАТОЛИЙ ДМИТРИЕВИЧ Редактор Л. М. ТАНЕЗЕР
Художник обложки Б.Н. ОСЕНЧАКОВ
Рисунки выполнены Ю.В. МУРАШЕВЫМ
ПОРОШКОВЫЕ КРАСКИ Техн Д Д Некрасова
Корректор А. А. РУМЯНЦЕВА
ИБ № 1159
Сдано в набор 1.02.86. Подл, в печать 9.10.86. М-33903. Формат бу-
маги 60 х 9О’/1б- Бумага офсет. № I. Литературная гарнит. Офсетная
печать. Усл.печ.л. 13,5. Уч.-изд.л. 15,55. Усл.кр.-отт. 27,76. Тираж
7000 экз. Зак.Я7 Цена 90 коп. Изд. № 1886.
Ордена «Знак Почета» издательство «Химия».
Ленинградское отделение 191186, г. Ленинград. Д-186. Невский пр., 28
Набрано на Можайском полиграфкомбинате Союзполиграфпрома
при Г осударственном комитете СССР по делам издательств,
полиграфии и книжной торговли.
г. Можайск, ул. Мира, 93
Отпечатано с готовых форм пленок
Московская типография № 6 Союзполиграфпрома при Государ-
ственном комитете СССР по делам издательств, полиграфии и
книжной торговли.
109088, Москва, Ж-88, Южнопортовая ул., 24.
„ 2803030000-207
Я----------------115“86
050(01)-87
© Издательство «Химия», 1987
ПРЕДИСЛОВИЕ
Техническая революция в промышленно-
сти, как отражение научно-технического прогресса, за сравнительно
короткий промежуток времени в корне изменила существовавшую
ранее технологию производства лаков и красок и способствовала
появлению принципиально новых видов лакокрасочной продукции.
К числу таких материалов относятся порошковые краски. Еще
полвека назад не было упоминания о порошковых красках, да и та-
кие краски не существовали вообще. Известны были только жидкие
краски, которыми человечество пользуется на протяжении многих
тысячелетий.
Термин «порошковые краски» (за рубежом “Powder Coatings”,
“Pulverlacke”) возник в пятидесятые годы этого века, когда были
разработаны первые образцы сухих лакокрасочных материалов на
основе порошков полимеров и олигомеров.
Появление этого вида продукции ознаменовало новый этап
в развитии производства лакокрасочных материалов и покрытий.
Оно явилось результатом больших достижений в развитии химии
и технологии полимеров и возросших требований к качеству за-
щиты и отделки изделий. Необходимость расширения выпуска по-
рошковых красок отмечена в «Комплексной программе химизации
народного хозяйства на период до 2000 года».
Первоначально считали, что порошковые краски могут иметь
лишь узкое целевое назначение. С расширением ассортимента, улуч-
шением качества и с освоением новых экономичных методов про-
изводства покрытий интерес к ним неизмеримо возрос. В настоя-
щее время порошковые краски-одни из наиболее перспективных
и многообещающих видов лакокрасочной продукции. Год от года
они завоевывают все большее признание у потребителей. Об этом
свидетельствуют и темпы роста их выпуска. За последние 15 лет
ежегодный прирост производства порошковых красок в мире соста-
вил в среднем 20%, т.е. в каждое пятилетие их выпуск приблизи-
тельно удваивался.
В 1980 г. удельное потребление порошковых красок в ведущих
странах мира составило 4-7% общего потребления промышленных
§эасок [1]. Ожидают, что к 1988 г. их производство в Западной
вропе достигнет 80 тыс. т, т. е. увеличится примерно в 2,5 раза по
сравнению с 1978 г. [2, 3].
Быстрое развитие производства порошковых красок-результат
воздействия многих факторов, в первую очередь экологического,
экономического, энергетического. Если коэффициент использования
материала при получении покрытий из традиционных жидких кра-
сок с низким и высоким сухим остатком не превышает соответ-
ственно 25 и 85%, то при применении порошковых красок он соста-
3
вляет 97 98%. Соответственно резко снижается степень загрязнен-
ности окружающей среды. Уменьшаются и энергозатраты на
производство покрытий: они в среднем на 30% ниже, чем при при-
менении жидких красок горячей сушки [4]. В связи с отсутствием
растворителей в порошковых красках при их применении улуч-
шаются санитарно-гигиенические условия труда, снижается пожар-
ная опасность производства. Работы по порошковым лакокра-
сочным материалам и покрытиям нашли широкое отражение
в печата в монографиях [5-16], сборниках и брошюрах [17-21];
с 1978 г. начали выходить специализированные журналы “Pulver
Lack”, “Powder Coatings”, “Powder Coatings Bulletin”. Достижения
в этой области в последнее десятилетие обсуждались на многих
конференциях и семинарах [22-25]; они изложены в многочис-
ленных обзорах [26-34]. Большой разрозненный материал, однако,
не получил достаточного обобщения. До последнего времени в ми-
ровой печати отсутствовали книги, в которых в концентрированном
виде излагались бы основы химии и технологии производства по-
рошковых красок. Настоящая монография-первая попытка воспол-
нения имеющегося здесь пробела. При ее написании автором ис-
пользованы достижения и опыт отечественной и зарубежной науки
и промышленности в области разработки, производства и примене-
ния порошковых лакокрасочных материалов.
В работе над книгой значительную помощь оказали сотрудники
кафедры химической технологии органических покрытий Ленин-
градского технологического института им. Ленсовета; приношу им
глубокую благодарность. Одновременно выражаю признательность
рецензенту канд. техн, наук А. В. Шешукову за внимательный про-
смотр рукописи, ценные указания и полезные советы.
От читателей жду критических замечаний. Как и любой труд по
новому вопросу, эта книга, вероятно, не лишена недостатков; авто-
ру их всегда полезно знать.
Автор
глава 1 ОБЩИЕ СВЕДЕНИЯ
О ПОРОШКОВЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛАХ
1.1. ОСНОВНЫЕ ПОНЯТИЯ
Порошковые лакокрасочные материалы -
многокомпонентные дисперсные системы, состоящие из твердых ча-
стиц-пленкообразующей основы и разделяющей их среды-возду-
ха. Они могут быть непигментированными-лаками и пигментиро-
ванными - красками. Наибольшее применение имеют краски, обра-
зующие непрозрачные (кроющие) покрытия тех или иных цветов.
Лаки используют там, где цвет покрытия не имеет существенного
значения или по условиям эксплуатации необходимо, чтобы покры-
тие не закрывало фактуру покрываемой поверхности, например
в мебельном производстве, при лакировании проводов, некоторых
видов пластмасс и т.д.
Как и к жидким краскам, к порошковым предъявляется ряд тре-
бований; главные из них способность к тонкослойному нанесению
на поверхность и формированию покрытий, обладающих комплек-
сом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку)
и назначение, порошковые краски, однако, существенно отличаются
от них по свойствам. Эти отличия вытекают из разного их физиче-
ского состояния. Если традиционные жидкие краски-растворы
и дисперсии типичные жидкие тела и для их оценки используются
показатели и методы, свойственные жидкому состоянию вещества,
то порошковые лакокрасочные материалы относятся к группе
твердых (порошковых) тел; для них характерны иные свойства
и идентификация осуществляется методами, типичными для твердо-
го (порошкообразного) состояния вещества [6]. То, что в порош-
ковых красках в качестве дисперсионной (разделяющей частицы)
среды выступает воздух, а не растворитель или вода, как это имеет
место в жидких лакокрасочных материалах, делает их технически,
экологически и экономически выгодными в применении. Порош-
ковые краски поэтому условно относят к материалам со 100%-ным
сухим остатком. Облегчается хранение и транспортировка красок;
для порошковых материалов не требуется герметичной жесткой
тары.
Появление порошковых лакокрасочных материалов потребовало
и разработки специфичных методов их нанесения на поверхность.
Многие традиционные для жидких красок методы нанесения-вал-
ковый, окунание, облив, кистевой и другие-оказались, в принципе,
непригодными для нанесения порошковых. Вместе с тем оправдали
себя методы, основанные на применении аэрозольной техноло-
5
гии,- электростатическое и струйное распыление, нанесение в кипя-
щем слое и др.
Порошковые краски материалы, формирующие покрытия при
нагревании. В связи с энергетической проблемой снижение темпера-
туры и времени формирования покрытий с целью уменьшения рас-
хода энергии-одна из важных и первоочередных задач при разра-
ботке и использовании этих материалов.
Ассортимент промышленно выпускаемых порошковых красок
в настоящее время относительно невелик, много меньше ассорти-
мента жидких красок. Это объясняется их новизной: промышленное
производство порошковых эпоксидных красок было налажено лишь
в 1962 г., других красок-еще позднее.
Выпускаемые краски классифицируют по химическому признаку,
типу пленкообразователя и назначению покрытий.
В химическом отношении выделяют две группы материалов:
1) на основе термопластичных и 2) на основе термореактивных
пленкообразователей. Первые образуют покрытия без химических
превращений, в основном за счет сплавления частиц и охлаждения
расплавов. Получаемые из них пленки обратимы-термопластичны
и нередко растворимы. Их состав соответствует составу исходного
материала. Краски второй группы формируют покрытия в резуль-
тате сплавления частиц и последующих химических превращений.
Такие покрытия необратимы-неплавки и нерастворимы. Их хими-
ческий состав обычно существенно отличается от состава исходных
красок. Первоначально в промышленности преобладал выпуск тер-
мопластичных красок, затем объем производства красок на термо-
реактивных пленкообразователях резко возрос и в настоящее время
в различных странах составляет 65-70% общего выпуска порош-
ковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном
исходит из названия полимера или олигомера, входящего в их со-
став. Так, говоря о красках эпоксидных, полиэфирных, поливинил-
хлоридных, полиэтиленовых, понимают, что они изготовлены на
основе этих пленкообразователей. По назначению различают кра-
ски для получения атмосферостойких, химически стойких, анти-
фрикционных, электроизоляционных и других покрытий.
Индексация порошковых красок, как и жидких, осуществляется
в соответствии с ГОСТ 9825-73. В начале индекса ставится буква
П, затем следует буквенное и цифровое обозначения материала. На-
пример, обозначение краски П-ВЛ-212 следует читать: порошковая
поливинилбутиральная краска для внутренних работ, порядковый
номер 12; краски П-ЭП-177-порошковая эпоксидная краска для на-
ружных работ, порядковый номер 77.
1.2. СВОЙСТВА ПОРОШКОВЫХ КРАСОК
Наиболее важными свойствами порош-
ковых красок являются дисперсионный состав, сыпучесть, слеживае-
мость, гигроскопичность, насыпная плотность; технологическими
6
Рис. 1. Микрофотографии порошков (увеличение х 120);
а-поливинилбутиральная краска; б-поливинилхлоридный лак.
характеристиками служат: способность к псевдоожижению, элек-
тризуемость, распыляемость и др.
Дисперсионный состав. Все порошковые краски представляют со-
бой полидисперсные системы (рис. 1). Они имеют, как правило,
большой разброс по величине частиц (рис. 2) [35]. В случае высоко-
дисперсных порошковых красок наблюдается два типа частиц: ис-
тинные и агрегаты частиц. Например, краски на порошках полиме-
ров, полученных химическим путем (поливинилбутирале, эмуль-
сионном поливинилхлориде, полиэтилене), имеют истинные ча-
стицы, определенные методом седиментационного анализа, порядка
10" 5-10" 7 м (рис. 3). При ситовом анализе этих красок обнаружи-
ваются в основном агрегаты частиц величиной до 100 200 мкм.
Рис. 2. Интегральные кривые распределения по величине частиц порошковых красок (определение проведено мето-
дом лазерной спектроскопии):
I эпоксидная (микронизированная); 2-эпоксидно-полиэфирная.
Рис. 3. Дифференциальная кривап распределения по величине частиц порошковой полпаинилбутиральнон краски
П-ВЛ-212 (данные седиментационною анализа).
7
При нанесении красок на поверхность общепринятыми метода-
ми (электростатическое распыление, в кипящем слое и др.), как
правило, не происходит сколько-нибудь значительной дезагрегации
частиц, поэтому в случае высокодисперсных порошков истинный
размер частиц, как технологический показатель, утрачивает свое
значение. В этом отношении, по-видимому, более важной характе-
ристикой следует считать гранулометрический состав.
Опыт показывает, что допустимый размер частиц порошковых
красок, по данным ситового анализа, находится в пределах
5-350 мкм. В зависимости от метода нанесения этот предел может
быть более узким или сдвинут в ту или другую сторону. Для мето-
дов, основанных на электростатическом распылении порошков, наи-
лучшей является фракция 10-100 мкм, хотя для некоторых поли-
мерных красок (полиэтиленовых, поливинилбутиральных) удовле-
творительные результаты получены и при большей величине частиц
(до 200 мкм) [22, с. 111.
Более жесткие требования предъявляются к дисперсности по-
рошков, когда требуются тонкие покрытия, толщиной не более
70-80 мкм. В этом случае необходимы краски с частицами, не пре-
вышающими 75 мкм, или ультратонкие порошки (фракция
3-40 мкм), так называемый сорт «пушинка» [36].
Для нанесения в кипящем слое пригодны краски с более крупны-
ми частицами-до 315-350 мкм. Условно считают, что величина ча-
стиц порошковой краски должна быть соизмерима с толщиной по-
крытия, которое требуется из него получать.
Имеются, однако, свои достоинства и недостатки высоко- и низ-
кодисперсных порошковых красок. Высокодисперсные порошки бы-
стрее сплавляются, из них легче получаются тонкие покрытия, но
в отличие от низкодисперсных порошков они сильнее увлажняются,
хуже псевдоожижаются и не всегда равномерно осаждаются на
изделиях.
Наиболее правильным является дифференцированное использо-
вание порошковых красок по степени дисперсности в соответствии
с применяемым методом их нанесения и требованиями к толщине
и внешнему виду покрытия.
Важное значение имеет гетеродисперсность красок. Независимо
от метода нанесения предпочтение следует отдавать порошкам
с узким фракционным распределением. Полидисперсные порошки
способны к сепарации и пылению при псевдоожижении. Присут-
ствие крупных частиц и агрегатов особенно неудовлетворительно
сказывается при электронанесении; это служит причиной дефектов
поверхности покрытия-«шагрени», кратеров и др.
Сыпучесть. Хорошая сыпучесть одно из необходимых требова-
ний к порошковым краскам. Сыпучесть, как известно, зависит от
внутреннего трения между частицами и оценивается чаше всего по
скорости истечения порошка из отверстий или по углу естественно-
го откоса, который колеблется в пределах 36-45°.
Сыпучесть зависит от состава порошковых красок. В красках на
олигомерах определяющее влияние имеет температура стеклования
8
а,
а.
50
50
45-
45
20 40 60 60 100
ПВХ-Э
100 80 60 40 20 0
ПВХ-С Состав, %(масс.)
соответственно наиболее
О
Рис. 4. Аддитивная (- —) и экспериментальной
(---------) зависимости угла естественного
откоса смесей эмульсионною н суспензионно-
го поливинилхлорида от соотношения компо-
нентов.
пленкообразователя, которая
должна быть не менее 60 °C.
Большое влияние на сыпучесть
оказывают форма и размер ча-
стиц, шероховатость их по-
верхности, степень электриза-
ции, влажность и температура.
Предпочтительны краски со
сферической формой частиц,
они имеют меньший коэффи-
циент внутреннего трения и
Сыпучесть резко падает с уменьшением размера частиц и увлаж-
нением порошков, она также уменьшается с повышением темпера-
туры. Сочетая пленкообразователи с разной величиной частиц,
можно существенно влиять на сыпучесть смесей и получаемых из
них красок (рис. 4) [37].
При отсутствии требуемой сыпучести затрудняется нанесение
красок; это вынуждает модернизировать аппаратуру, использовать
вибрацию и другие средства и во многих случаях ограничивает при-
менение отдельных способов нанесения.
Наиболее эффективные пути улучшения сыпучести-применение
пленкообразователей с более высокими значениями температуры
стеклования, получение порошков с изометрическими частицами,
введение в порошки целевых добавок (аэросила, пирогенного крем-
незема и др.), см. гл. 2. Важно предупреждать увлажнение красок,
особенно в период хранения и транспортировки.
При длительном хранении, особенно при повышенных темпера-
туре и давлении, возможна агрегация частиц, приводящая к комко-
ванию и слеживанию порошковых красок. Степень слеживания мо-
жет быть различной, о чем судят по количеству сагрегированного
материала и прочности образованных агрегатов на сжатие. Такие
краски непригодны для применения и подлежат переработке: из-
мельчению и последующему просеву.
Гигроскопичность. Высокая удельная поверхность порошковых
красок, составляющая 10-100 м'/г, предопределяет способность их
к водопоглощению. Сорбируют влагу все порошковые краски, од-
нако наибольшим водопоглощением обладают те, которые содер-
жат гидрофильные компоненты - полиэфирные (на гидроксилсодер-
жащих полиэфирах), полиамидные, полиуретановые, поливинилбу-
тиральные. Присутствие влаги снижает сыпучесть порошков,
приводит к изменению электрических показателей красок, неблаго-
приятно сказывается на пленкообразовании (возможно поро- и кра-
терообразование). Поэтому установлены допустимые пределы со-
держания влаги в порошковых красках: для разных материалов эта
9
цифра колеблется от 0,5 до 3%. Чтобы избежать переувлажнения,
следует тщательно контролировать сырье и хранить краски в водо-
непроницаемой таре в сухих помещениях. Краски с повышенным
содержанием влаги можно просушить нагреванием при невысокой
температуре (не более 50 °C) или посредством псевдоожижения
в аппарате кипящего слоя подачей сухого воздуха.
Насыпная плотность. Это одна из массовых и объемных характе-
ристик порошковых материалов. Насыпная плотность рнас- масса
свободно насыпанного порошка в единице объема, выражаемая
в кг/м3 (или г/см3):
Рнас =
где /я-масса порошка; И-объем порошка.
Другими аналогичными характеристиками порошков, но менее
распространенными при технологической оценке красок, являются
насыпной объем Кнас = V/m, плотность утряски, насыпной объем
утряски, относительная плотность, относительный объем, коэффи-
циент пористости и др. [15, с. 21].
Насыпная плотность промышленных порошковых красок нахо-
дится в пределах от 200 до 800 кг/м3 (чаще от 380 до 560 кг/м3).
Она зависит от состава красок, формы и шероховатости частиц,
степени их полидисперсности. Наиболее низкую насыпную плот-
ность имеют составы на полиолефинах (200-400 кг/м3), наиболее
высокую-на полифторолефинах (450-800 кг/м3). Непигментиро-
ванные составы (лаки) характеризуются меньшей насыпной плот-
ностью, чем пигментированные (краски). С увеличением содержания
пигментов и наполнителей и их плотности насыпная плотность кра-
сок возрастает.
Показатель насыпной плотности предусмотрен в технической
документации - в ГОСТах и ТУ на краски.
Низкая насыпная плотность порошков является недостатком.
Такие рыхлые порошки неудовлетворительно «кипят» и плохо на-
носятся на поверхность. Это относится, в частности, к краскам на
основе полиолефинов.
Способность к псевдоожижению. Образование кипящего слоя,
удовлетворяющего требованиям технологии покрытий, зависит от
ряда факторов, из которых важное значение имеют структура
и свойства порошкового материала. Сильноувлажненные, мелко-
дисперсные, рыхлые порошки с углом естественного откоса более
43°, как правило, не «кипят» при воздействии воздухом или псев-
доожижаются с трудом. К таким материалам, в частности, относят-
ся композиции на полиэфирах, полиэтилене низкого давления, по-
липропилене, полифторолефинах, поливинилхлориде. Для их
псевдоожижения часто требуется применение вибровихревых уста-
новок.
Ниже приведены параметры псевдоожижения-относительное
ускорение вибрации А<п2/д и скорость фильтрования газа соt-для
ряда порошковых материалов [38, с. 137]:
10
Аа>2/д 10] 102, м/с
Эпоксидная краска П-ЭП-177 0,8- 1,0 1,2
Поливинилбутираль 0,6-0,8 1,2
Поликапроамид 0,8-1,0 1,2
Полипропилен 0,8-1,2 2,5
Полиэтилен 1,0-1,5 3,5
Хорошо подобранные по составу и свойствам композиции обра-
зуют удовлетворительно кипящий слой без применения вибрации
и каких-либо усложнений аппаратов. Коэффициент псевдоожижения
таких красок обычно превышает 1,3.
Псевдоожижению способствуют укрупнение и выравнивание
формы частиц (приближение к шарообразной), уменьшение их ше-
роховатости, снижение влажности красок. Следует учитывать, что
порошки, непригодные для псевдоожижения, нередко показывают
хорошие результаты при нанесении другими способами, например
струйным или электростатическим распылением.
Способность к электризации. В порошкообразном состоянии ча-
стицы полимерных материалов, как и любых других диэлектриков,
обычно не являются электрически нейтральными. В зависимости от
их химической природы и характера механического воздействия
они могут иметь положительный или отрицательный заряд [39,
с. 304].
Заряд статического электричества возникает при любых переме-
щениях порошка: при приготовлении композиций, при их измельче-
нии, пересыпании, тряске, при внесении порошков в ванну кипящего
слоя и, наконец, в процессе псевдоожижения. Величина заряда зави-
сит от диэлектрических свойств красок, размера и состояния по-
верхности их частиц, влажности окружающего воздуха и других
факторов.
При относительной влажности воздуха 65% и менее электри-
зуются все полимеры с удельным поверхностным сопротивлением,
превышающим 1016 Ом. Ниже приводятся значения удельных заря-
дов (q в мкКл/г) для ряда порошковых красок при нанесении их
в электрическом поле высокого напряжения [40]:
Полиэфирная краска П-ПЭ-1130у 0,61
Эпоксидная краска (импортная) 0,67
Полиакрилатная краска П-АК-1138 0,83
Поливинилбутиральная краска П-ВЛ-212 1,1
Легко приобретают заряд эпоксидные, эпоксидно-полиэфирные,
поливинилбутиральные, полиэтиленовые краски. Это позволяет на-
носить их на поверхность, используя трибоэлектрический принцип
зарядки частиц. Мелкие частицы быстрее заряжаются и полнее кон-
центрируют заряд, чем крупные.
Электризация приводит к изменению физических свойств по-
рошков: уменьшается насыпная плотность, увеличивается угол есте-
ственного откоса и при определенных значениях заряда вообще те-
ряется сыпучесть порошков.
11
Получив электрический заряд, частицы красок, имеющих высо-
кое объемное сопротивление, длительное время сохраняют его,
медленно разряжаясь даже при контакте с проводниками электри-
чества. Полупериод утечки зарядов у таких полимеров, как поли-
этилен, полистирол, поливинилхлорид, полиметилметакрилат, пре-
вышает 8000 с [39, с. 309]; примерно такие же значения его и
у порошковых красок. Поэтому полная разрядка порошков являет-
ся трудной задачей. Для снятия заряда порошки рассыпают тонким
слоем на листе меди или другого металла, который заземляют
и выдерживают в таком виде длительное время. Однако и в этом
случае практически не удается достичь полного изоэлектрического
состояния. Следует заметить, что подогрев красок снижает электри-
ческое сопротивление и способствует более легкой разрядке частиц.
Склонность порошков к электризации резко уменьшается при
увеличении влажности воздуха до 70% и более; она может быть из-
менена путем поверхностной обработки частиц или введения в кра-
ску веществ с иными по сравнению с пленкообразователем диэлек-
трическими характеристиками. С этой целью широко применяются,
например, антистатические добавки (дестатизаторы): стеарокс-6,
словавив, алкамон ДЛ, оксамин 11, бетаин 8, алифатические амины,
ПАВ (синтанол ДС, сульфонат А, ОП-7), производные алкилимид-
азолинов, технический углерод и др.) [41, с. 184]. Их количество
в композициях обычно не превышает 3%. Подбирать и дозировать
антистатические добавки в краски, предназначаемые для электро-
статического нанесения, следует с особой осторожностью во избе-
жание ухудшения способности к электроосаждению. Весьма заман-
чивым представляется направленный синтез пленкообразователей
с заданными электрическими характеристиками как для удобства
их переработки и нанесения, так и последующей эксплуатации
в покрытиях.
Учитывая высокую электризуемость порошковых полимеров
и красок, технологическое оборудование и приборы для их перера-
ботки и испытания рекомендуется делать из электропроводящих
материалов и тщательно заземлять.
ГЛАВА 2
КОМПОНЕНТЫ
ПОРОШКОВЫХ КРАСОК
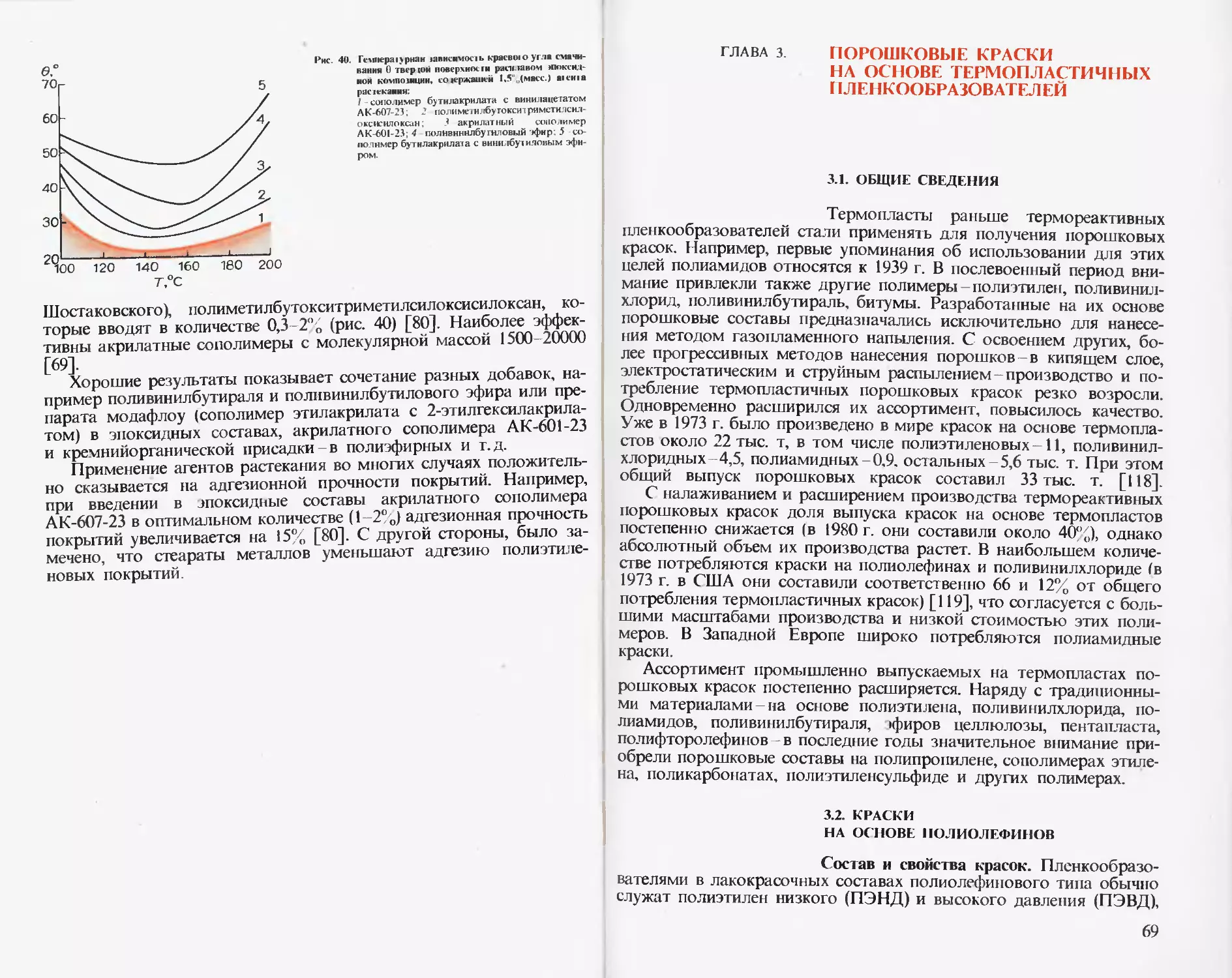
2.1. ПЛЕНКООБРАЗОВАТЕЛИ
2.1.1. Общие сведения
Пленкообразователи составляют основу
порошковых красок и во многом определяют их свойства и свой-
ства готовых покрытий. В основном используют пленкообразую-
щие вещества, которые в исходном состоянии
- являются твердыми веществами, т.е. находятся в кристалличе-
ском или стеклообразном состоянии;
- представляют дисперсные сыпучие порошки; это облегчает их
смешение с другими ингредиентами при производстве красок;
- обладают способностью к плавлению, т. е. переходу в вязкоте-
кучее состояние; благодаря этому достигается возможность их
переработки и формирования покрытий через расплавы.
В отдельных случаях при получении порошковых красок приме-
няют жидкие пленкообразователи, однако их использование огра-
ничивается небольшими добавками, выполняющими в основном
функции модификаторов.
В зависимости от молекулярной массы применяемые пленко-
образователи могут быть полимерами, олигомерами и мономера-
ми. Наибольшее применение в порошковых красках получили поли-
меры-термопласты кристаллической и аморфной структуры
и реакционноспособные олигомеры-реактопласты. Твердые (кри-
сталлические) мономеры по экономическим соображениям пока не
нашли промышленного применения, хотя покрытия на их основе
представляют значительный практический интерес.
Достоинством термопластов как пленкообразователей является
стабильность получаемых на их основе композиций, быстрое (в те-
чение нескольких минут) формирование покрытий, доступность,
связанная с большими масштабами их производства (общий выпуск
полимеров и пластмасс в мире в 1980 г. составил 52 млн. т, из них
на долю термопластов приходилось около 65% [42]). Покрытия из
многих термопластов, однако, имеют низкую адгезионную проч-
ность, поэтому приходится ее улучшать.
В отличие от термопластов реактопласты образуют необра-
тимые покрытия с повышенной адгезионной прочностью. Вслед-
ствие низкой вязкости их расплавов создаются условия для получе-
ния тонких покрытий с хорошим декоративным внешним видом,
аналогичных покрытиям из жидких красок. Время формирования
таких покрытий, а равно стабильность исходных составов при хра-
нении, определяются их реакционной способностью. Как правило,
13
существующие промышленные составы на реактопластах имеют
большее время отверждения, чем составы на термопластах. Тем не
менее благодаря комплексу ценных свойств получаемых покрытий
и более низкой температуре их формирования предпочтение отдает-
ся термореактивным пленкообразователям.
2.1.2. Основные свойства
Определился комплекс показателей, по
которым осуществляют выбор пленкообразователей для порош-
ковых красок.
Молекулярная масса. От молекулярной массы во многом зави-
сят термомеханические, реологические, физико-механические и дру-
гие-свойства полимеров и олигомеров. С точки зрения эксплуата-
ционных свойств покрытий предпочтительны полимерные пленко-
образователи с более высокой молекулярной массой. Вместе с тем
возникают затруднения при переработке таких полимеров в покры-
тия из-за высокой температуры перехода в вязкотекучее состояние
и большой вязкости расплавов. На практике оправдало себя приме-
нение полимеров с относительно невысокой молекулярной массой,
лежащей в пределах от нескольких десятков тысяч до нескольких
сотен тысяч.
Молекулярная масса олигомеров, применяемых в термопревра-
щаемых составах, выбирается в основном с учетом температуры
размягчения, которая не должна быть ниже 70 °C, а также вязкости
расплавов в условиях формирования покрытий. Этим требованиям
обычно удовлетворяют олигомеры с молекулярной массой Mw =
= 1500 ч- 3500. С уменьшением их молекулярной массы улучшается
растекаемость и уменьшается кратерообразование (дефектность) по-
крытий, однако, как правило, снижается стабильность красок
и возможно стекание расплавов с поверхности вследствие низкой
вязкости.
Наряду с молекулярной массой при выборе пленкообразовате-
лей важное значение имеет полидисперсность, или молекулярно-
массовое распределение. Оно определяет, в частности, пределы тем-
ператур плавления или текучести. Практика показывает, что менее
полидисперсные йо молекулярной массе пленкообразователи пред-
почтительнее, так как они плавятся, текут и формируют покрытия
в более узкой области температур. В случае эпоксиолигомеров наи-
лучшие результаты показывают образцы с молекулярными масса-
ми-среднечисловой Мп и среднемассовой Mw, равными соответ-
ственно 1500 и 3000, и отношением Mw/Mn, характеризующим
полидисперсность,-2 [43].
Характер функциональных групп. Наряду с длиной молекулярной
цепи функциональные группы определяют гибкость макромолекул
и влияют на многие свойства полимеров -Тс, Тт и Тпл, реакцион-
ную способность, электризуемость и т. д. Особенно важен пра-
вильный выбор типа и количества функциональных групп в случае
реакционноспособных пленкообразователей - эпоксидных, поли-
14
эфирных, полиакрилатных, полиуретановых. Функциональными
группами в них служат:
сн2—сн—, —он, —соон, —сн2он
'о'
Экспериментально установлено, что лучшими для порошковых
красок являются эпоксиолигомеры с содержанием эпоксидных
групп 2-6% (эпоксидное число 2-6, эпоксидный эквивалент
700-1000) [44].
Оптимальное содержание —СООН-групп в молекуле карбок-
силсодержащих полиэфиров составляет 2-4% (кислотное число
40-140, лучше 70-120 мг КОН/г) [45]; гидроксилсодержащие по-
лиэфиры для полиэфирных и полиуретановых красок обычно при-
меняют с гидроксильным числом 30-200 [46]. Карбоксильные
и особенно гидроксильные группы сообщают повышенную гидро-
фильность пленкообразователям. Водопоглощение растет с увели-
чением содержания этих групп, что отрицательно сказывается на
сыпучести готовых композиций.
С содержанием функциональных групп непосредственно связана
реакционная способность пленкообразователей. Краски, изгото-
вленные на олигомерах с повышенным (против нормы) содержа-
нием функциональных групп, нередко нестабильны при хранении;
вследствие неполного использования функциональных групп при
отверждении возможно ухудшение свойств покрытий.
Для определения количества функциональных групп в плен-
кообразователях обычно используют химические методы и ИКС;
об их реакционной способности судят по времени гелеобразования,
тепловым эффектам (метод дифференциальной сканирующей кало-
риметрии, дифференциальный термический анализ) и непосред-
ственно по скорости отверждения пленкообразователя [47].
Степень кристалличности. Степень кристалличности служит ме-
рой упорядоченности молекулярных цепей. У разных кристалличе-
ских полимеров она колеблется в широких пределах, при этом
большое влияние имеют условия синтеза полимера и получения
образца.
Со степенью кристалличности связаны такие важные свойства
полимеров, как плотность, твердость, адгезия, прочность, проницае-
мость и др. Так, в ряду полиолефинов установлены следующие за-
висимости между степенью кристалличности а и равновесным мо-
дулем упругости Ех, с одной стороны, и коэффициентом диффузии
D-c другой [15, с. 12]:
Е„ = Де*а; D = Da(l—а)"
где А, к и т-константы; для полимеров с кристаллической решеткой полиэтилена
Д = 33,9; к — 0,044; т = 0,3; £>а - коэффициент диффузии жидкостей для аморфного
полимера.
Несмотря на улучшение ряда показателей полимеров с увеличе-
нием степени кристалличности, практикой установлено, что для ис-
пользования в покрытиях (в пределах одной химической группы)
предпочтительнее полимеры с менее упорядоченной кристалличе-
15
Рис. 5. Термомеханические кривые аморфного (7) и кристаллического (2) полимеров.
ской структурой. Они легче перерабатываются и образуют покры-
тия с меньшими внутренними напряжениями, лучшей адгезией,
а отсюда-и более долговечные. В частности, из полиэтиленов наи-
более подходящим оказался полимер низкой плотности, из фторо-
пластов-сополимеры типа Ф-ЗОП, Ф-40ДП, Ф-4МП и др. [19].
Температуры стеклования, текучести и плавления. Эти характери-
стики одинаково важны как для полимерных, так и олигомерных
пленкообразователей. Наряду с химическими свойствами они дают
основную информацию об их пригодности для получения красок
и покрытий.
Температуры текучести Тт, стеклования Тс и нередко плавления
Тпл полимеров определяют по положению термомеханической кри-
вой (рис. 5), представляющей зависимость деформации растяжения
или сжатия (под влиянием внешней нагрузки) от температуры. Зна-
чение Тпл, кроме того, может быть найдено по изменению плотно-
сти, теплофизических и электрических показателей, методом диффе-
ренциального термического анализа и т.д.
Различные полимеры имеют разные Тс, Тт и 7^л (табл. 1).
В отличие от полимеров олигомерные пленкообразователи
принято оценивать температурами размягчения или плавления, по-
нимая под плавлением переход их в вязкотекучее состояние (но не
фазовое превращение, как в случае кристаллических полимеров).
С этой целью применяют в отечественной практике методы «коль-
ца и шара», Кремер-Сарнова, каплепадения по Уббелоде, капил-
лярный, а за рубежом-Дурана, Кофлера и др. Определена опти-
мальная температура плавления олигомеров, применяемых
в порошковых красках; она составляет по методу кольца и шара
90-120 °C.
Знание температур фазовых и физических переходов позволяет
судить об условиях переработки полимеров и олигомеров в порош-
ки, о стабильности последних и, что особенно важно, о температуре
пленкообразования, или формирования из них покрытий.
Учитывая, что при пленкообразовании (в отличие от термомеха-
нических испытаний) деформация частиц порошкообразных поли-
меров происходит без приложения внешней нагрузки (если не счи-
тать силу тяжести слоя порошка), температуру пленкообразования
16
ТАБЛИЦА 1. Температуры фазовых и агрегатных переходов полимеров
Полимеры Степень криатал- личиости О. % Тс, ’С Т„л. С тт, °C
пэнд 80-90 -60* 120-125 145
пэвд 53-67 -70* 108-115 130
пэсд 85-93 -60* 127-130 146
Полипропилен 40-65 - 15 1'64-170 160
Сополимер этилена с про- 85-75 -70* 114-125 140
пиленом низкого давления
СЭП-10
Сополимер этилена с 18% нилацетата (сэвилен) ви- 20-23 -70* 85 80
Фторопласт-4 50-70 -120 327 415
Фторопласт-42Л 44-45 — 150-160 —
Фторопласт-3 38-44 213-220 225
Пентапласт 20-30 -5 180 220-230
Полиамид П-68 40-85 50 210 310
Поликапролактам 46-60 -25 210-218 220
Поливинилхлорид Аморфный 80 — 165-170
Поливинилбутираль » 53 — 180-195
Полистирол » 81 — 190-220
Этилцеллюлоза » 130 -— 206-210
Ацетобутиратцеллюлоза » 115 — 200-205
Полиметилметакрилат » 100 — 170-180
Эпоксиолигомеры » 30-85 — 55-130
• Температура хрупкости.
ТП.о условно можно рассматривать как температуру текучести при
нагрузке Р близкой к нулю: Тп.о = Нт Тт при Р-»0. Отметим, что
при применении полимеров с высокими значениями Тт обычно на-
блюдается плохое сплавление порошков, а нередко вообще не
удается получить покрытий.
Поскольку Тт в большой степени отражает теплостойкость тер-
мопластичных полимеров и покрытий, имеется как бы противоре-
чие между условиями получения покрытий и их качеством. Дей-
ствительно, чем ниже Тт, тем легче образуется покрытие, но тем
ниже его теплостойкость. Выход из этого противоречия может
быть найден путем применения термореактивных полимеров, обра-
зующих трехмерные покрытия с повышенной теплостойкостью.
Вязкость расплавов. Вязкость расплавов-важный показатель
при оценке необратимого течения полимеров.
Чем ниже вязкость расплава, тем быстрее формируется покры-
тие и тем выше его качество. Поэтому при разработке полимерных
композиций и технологии покрытий следует добиваться снижения
вязкости расплавов.
Образование покрытий при сплавлении частиц, как показывает
опыт, происходит при значениях вязкости полимеров не более
104 Па-с. Такую вязкость они имеют, находясь в вязкотекучем
состоянии.
2-Зак. 147
17
Вязкость зависит от многих факторов, но особенно большое
влияние оказывают природа полимера и температура.
Полимеры невысокой молекулярной массы образуют низковяз-
кие расплавы. Например, вязкость полиамидов выше Тпл соста-
вляет 10-103 Па-с, а вязкость эпоксиолигомеров в условиях
отверждения -10 " *-10 Па-с. С увеличением молекулярной массы
вязкость полимеров возрастает согласно уравнению Флори:
lg Т] = А + ВМ%2
где Мк- молекулярная масса (среднемассовая); А и В-констан ты.
Зависимость вязкости от температуры при низких значениях на-
пряжения сдвига (область ньютоновского течения) имеет следую-
щий вид:
r]=AeErilRT
где ^-константа; Е -энергия активации; К-газовая постоянная; Т- абсолютная
температура.
Вычисленные по уравнению значения энергии активации вязкого
течения для многих полимеров лежат в пределах от 46 до
250 кДж/моль. Выбор пленкообразователя следует производить
с учетом значения энергии активации [48, 49]; особенно это важно
для олигомеров термопревращаемого типа. Их плавление должно
сопровождаться резким снижением вязкости для обеспечения расте-
кания, прежде чем наступит процесс химического отверждения.
На рис. 6 приведена температурная зависимость вязкости рас-
плавов двух образцов эпоксиолигомеров, имеющих близкие значе-
ния эпоксидных чисел [49]. Образцы 1 и 2 имеют соответственно
температуру размягчения по методу кольца и шара 88 и 99 С.
Образец 1 более предпочтителен для производства красок, чем
образец 2, поскольку, как видно из рис. 6, он имеет более высокую
энергию активации вязкого течения и образует в условиях пленко-
образования более низковязкие расплавы
Считают [48], что наилучшее качество покрытий из олиго-
мерных пленкообразователей достигается, когда вязкость расплава
в начальной стадии отверждения не превышает 25 Па-с.
Простой и действенный путь снижения вязкости расплавов—
повышение температуры. Например, вязкость расплава полиэти-
лена снижается в среднем в 10 раз
при нагревании на 60-80 °C.
В практических условиях для
уменьшения вязкости расплавов
используют и другие приемы:
применяют более низкомолеку-
лярные пленкообразователи, по-
лимеры комбинируют с олигоме-
Рис. 6. Температурная зависимость вязкости расплавов
двух образцов эпоксиолнгомеров.
18
рами, в состав смесей вводят пластификаторы, растворители, по-
верхностно-активные вещества.
Вязкость расплавов измеряют вискозиметрами МВ-2, КВПД-1,
АКВ-5, РЭВ-1; за рубежом для этой цели применяют вискозиметры
«Ротовиска», «Ферранти-Шарли», реогониметр Вайсенберга. Опре-
деления рекомендуется проводить при малых скоростях сдвига
и большой скорости подъема температуры образца [50]. Косвенно
о вязкости можно судить также по показателю текучести расплава,
который приводится в ГОСТах и ТУ на полимеры.
Поверхностное натяжение расплавов. От величины поверхностно-
го натяжения зависят многие свойства пленкообразователей: спо-
собность смачивать пигменты и наполнители при получении красок
и покрытий, смачивать подложку и растекаться на ней, распыляться
в состоянии расплава; оно во многом определяет и скорость слия-
ния частиц при формировании покрытий.
Поверхностное натяжение мало зависит от молекулярной массы
пленкообразователя и целиком и полностью определяется его хи-
мическим строением, природой функциональных групп. Ниже при-
ведены значения поверхностного натяжения <тс твердых полимеров
и олигомеров, применяемых в порошковых красках [51, с. 166]:
Полигексафторпропилен
Политетрафторэтилен
Политрифторхлорэтилен
Полидиметилсилоксан
Поливинилиденфторид
Поливинилфторид
Полипропилен
Полиэтилен
мДж/м2 Пе, мДж/м2
16-17 Поликарбонат 36
18,5 Поливинилхлорид 39
22 Ацетали поливинилового 38-40
24 спирта
25 Ацетобутират целлюлозы 42
28 Полиэтилентерефталат 43
29 Полиамиды 46
31 Эпоксиолигомеры 54-55
Как видно, наиболее низкие значения поверхностного натяжения
имеют полимеры с небольшой плотностью энергии когезии-по-
лифторолефины, полиолефины и полиорганосилоксаны, наиболее
высокие-полимеры и олигомеры, у которых проявляется большое
межмолекулярное взаимодействие-полиамиды, полиэфиры, поли-
эпоксиды, ацетали поливинилового спирта и др.
При плавлении полимеров и олигомеров поверхностное на-
тяжение уменьшается несущественно: температурный градиент по-
верхностного натяжения невелик, для разных пленкообразовате-
лей он колеблется в пределах от 0,04 до 0,18 мДж/(м2-°С). На-
пример, для полиэтилена он равен 0,057, для эпоксиолигоме-
ров-0,18 мДж/(м2-сС) [51, с. 166]. Величина температурного гра-
диента с известным приближением может служить мерой поверх-
ностной энтропии расплава: dn/dT= — AS.
Поверхностное натяжение играет двоякую роль в формировании
покрытий: частицы полимеров с большим поверхностным натяже-
нием легче сплавляются, так как обладают большим запасом по-
верхностной энергии Гиббса, однако они труднее смачивают под-
ложку (возможны волнистость и кратерообразование в покрытиях).
2*
19
В зависимости от требований к внешнему виду покрытий прини-
мают меры по уменьшению поверхностного натяжения пленко-
образователей или по его увеличению. Если необходимо иметь ров-
ное, гладкое, бездефектное покрытие, поверхностное натяжение
снижают, применяя поверхностно-активные и другие добавки (см.
гл. 2); наоборот, когда желают получить декоративное с кратерами
или молотковым эффектом покрытие, его повышают, вводя добав-
ки противоположного действия.
Существуют разные методы определения поверхностного натя-
жения пленкообразователей [51, с. 108]. В случае олигомеров, обра-
зующих низковязкие расплавы, могут быть применены методы, об-
щепринятые для текучих жидкостей: капиллярного поднятия,
отрыва кольца, массы или объема капли, максимального давления
в газовом пузырьке и т.д. Поверхностное натяжение полимеров
в основном определяют косвенными методами, в частности по сма-
чиванию пленки жидкостями, набуханию в растворителях, плотно-
сти энергии когезии, нулевой ползучести и др.
Температура разложения или деструкции. Эта температура услов-
но определяет верхний температурный предел формирования по-
крытий из расплавов (нижний предел характеризуется температурой
текучести). Нередко, когда эти температуры совпадают или темпе-
ратура разложения Тр лежит ниже Тт (например, у поливинилхлори-
да, полиформальдегида, полиакрилонитрила и др.), получение по-
крытий из расплавов индивидуальных полимеров затруднено или
даже невозможно.
Условия получения покрытий, связанные с наличием окисли-
тельной (воздушной) среды, и высокоразвитая поверхность порош-
ков полимеров благоприятствуют протеканию процессов деструк-
ции. Это приводит к тому, что разложение полимеров наступает
при более низких температурах, чем при нагревании их в массе (на-
пример, при переработке пластмасс в изделия).
Существенное влияние на стабильность могут оказывать вели-
чина частиц (порошки с крупными частицами более термоста-
бильны), а также имеющиеся в полимере примеси и добавки. На
рис. 7 приведена термограмма поливинилхлорида. Его окислитель-
ная деструкция наступает уже в момент перехода в вязкотекучее со-
стояние и развивается тем сильнее, чем выше температура. Только
вводя пластификаторы и стабили-
заторы, удается получать из него
покрытия.
с На практике всегда желательно
иметь более широкий интервал
в между Тт и Тр полимеров. Такая
необходимость особенно ощу-
щается при работе с кристалличе-
D
______।_______।______।______। Рис. 7. Термограмма образца поливинилхлорида.
0 100 200 300 400 Температуры: А стеклования; В текучести;
о С окислительной деструкции; D дегидрохлори-
т,с рования.
20
скими полимерами, у которых этот интервал в большинстве слу-
чаев не превышает 10 20 С.
' Сплавление частиц олигомерных пленкообразователей происхо-
дит при температурах значительно более низких, чем сплавление
частиц полимеров,-много ниже Тр, однако их отверждение неред-
ко протекает в области температур деструкции. Поэтому оценка
термостабильности одинаково важна как для полимерных, так
и олигомерных пленкообразующих веществ. Требуется знать не
только состав продуктов деструкции, но и их количество, а также
влияние образующихся низкомолекулярных веществ на структуру
и свойства пленок.
Расширение температурного интервала между Тт и Тр может
быть достигнуто тремя путями:
1) применением полимеров с более низкой молекулярной массой
(снижение 7});
2) введением пластификаторов и модификаторов (также сниже-
ние Тт);
3) стабилизацией полимеров (повышение Тр).
Особенно значительный эффект получается при одновременном
использовании всех трех способов.
Наиболее распространенными методами определения темпера-
туры деструкции полимеров являются дифференциально-термиче-
ский анализ, инфракрасная спектроскопия, газовая хроматография,
химический анализ. Следует иметь в виду, что температура разло-
жения является условной величиной при характеристике термостой-
кости пленкообразователей. Она зависит от метода определения
и продолжительности теплового воздействия.
2.1.3. Физико-химические особенности
порошков пленкообразователей
При нормальной температуре в порош-
кообразном сыпучем состоянии могут существовать многие, но да-
леко не все пленкообразователи. Из общих представлений о струк-
туре порошкообразных тел следует, что сыпучие порошки могут
образовывать лишь те вещества, которые в данных условиях нахо-
дятся в твердом состоянии и не способны к деформации при не-
больших нагрузках, прежде всего под действием собственного веса.
Учитывая различные условия хранения и применения порош-
ковых полимеров! и олигомеров, технически приемлемыми следует
считать порошки, которые сохраняют сыпучие свойства при нагре-
вании до 50rС*. Естественно, при низких температурах большее
число веществ может находиться в сыпучем состоянии. В качестве
примера можно привести полиизобутилен-липкий, каучукопо-
добный полимер, который при —70 С измельчается и хорошо со-
храняется в виде порошка.
* В различных климатических районах эта температура может быть выше или
ниже.
21
Порошки могут быть получены как из кристаллических, так и из
аморфных полимеров и олигомеров. Кристаллические полимеры
менее чувствительны к колебаниям температуры. Хотя их модуль
упругости и убывает с повышением температуры, но возникающие
деформации обычно обратимы, в результате чего полимеры
остаются твердыми в широком температурном интервале вплоть
до температуры плавления кристаллитов. В связи с этим порошки,
полученные из кристаллических полимеров (независимо от Тс), со-
храняют свои свойства иногда до достаточно высоких температур,
близких к TM. Например, порошки полиэтилена низкого давления
и изотактического полипропилена не изменяют формы частиц до
100 °C и начинают агрегироваться при температурах соответствен-
но около 120 и 140 С (рис. 8) [37].
В отличие от кристаллических полимеров аморфные образуют
сыпучие порошки лишь при температурах ниже Тс. В этих условиях
подвижность макромолекул и диффузионные процессы в погра-
ничных слоях частиц порошка практически отсутствуют и, следова-
тельно, устраняются слипание и необратимая агрегация частиц,
снижающие их сыпучесть.
Различия в поведении порошков кристаллических и аморфных
полимеров могут определить и некоторые технологические особен-
ности получения из них покрытий. В частности, при нанесении по-
рошков кристаллических полимеров в кипящем слое возможен зна-
чительный подогрев воздуха (для поликапроамида до 120 °C), в то
время как при работе с аморфными полимерами повышение темпе-
ратуры воздуха ограничивается Тс, которая обычно ниже ТПл кри-
сталлических полимеров.
Величина молекулярной массы пленкообразователей не сказы-
вается существенно на физических свойствах порошков. При нор-
мальной температуре порошки многих олигомеров (эпоксидные,
полиэфирные, феноло- и циклогексаноноформальдегидные, про-
изводные канифоли, шеллак и др.), равно как и кристаллических мо-
номеров (винилимиды, алкил-
и арилмалеинимиды и т.д.), так
же сыпучи и стабильны, как и по-
рошки полимеров высокой моле-
кулярной массы, например по-
листирола, поливинилбутираля
и т.д.
Полимерные и олигомерные
порошки имеют ряд специфиче-
ских особенностей по сравнению
с порошками других, особенно
Рис. 8. Темпериту рная зависимость деформации D (усад-
ка) и коэффициента внутреннего трениа р (вели-
чина, обратная углу естественного откоса) порош-
ков эпокснолагомера Э-41 (/), поливинилбутнраля
(2) н полиэтилена (J).
22
минеральных веществ. Прежде всего для них характерна значитель-
ная физическая и химическая неоднородность частиц. Последняя
особенно проявляется у пленкообразователей, получаемых химиче-
скими методами. Так, все полимеры и олигомеры, полученные ме-
тодами эмульсионной полимеризации или поликонденсации, содер-
жат на поверхности частиц большее или меньшее количество ПАВ,
влияющих на их поверхностную активность и термическую устой-
чивость. Возможны различия и в морфологии частиц. Например,
для суспензионного поливинилхлорида характерны три типа зерен:
рыхлые конгломераты, образованные из слипшихся частичек, про-
зрачные, стекловидные частицы-продукты микроблочной полиме-
ризации и частицы прюмежуточного стрюения. Они отличаются сте-
пенью внутренней пористости и соответственно значением кажу-
щейся плотности, которюе у различных партий полимера может
колебаться в пределах 10-12% [52, с. 66].
Другая особенность полимерных порюшков-легкая деформируе-
мость их частиц, обусловленная более низким модулем упругости
полимерюв по сравнению с неорганическими веществами, а также
полимолекулярностью. Вследствие этого порюшки полимерюв
и олигомеров обладают повышенной склонностькэ к слеживанию
и агрегации частиц при хранении, особенно под нагрузкой.
Эти и другие свойства порюшков пленкообразователей-электри-
зуемость, горючесть и взрывоопасность, связанные с их органиче-
ской прирюдой и низкой электрической прюводимостью,- опреде-
ляют специфические особенности работы с ними и выбор
оборудования для их переработки.
2.2. ПИГМЕНТЫ И НАПОЛНИТЕЛИ
2.2.1. Функции пигментов и наполнителей
в порошковых красках
и требования к ним
Пигменты и наполнители в порюшковых
красках выполняют в основном те же функции, что и в жидких. Их
вводят для придания необходимого цвета, улучшения защитных ка-
честв, направленного изменения механических, электрических, те-
плофизических и других свойств покрытий. С помощью пигментов
и наполнителей одновременно можно влиять и на показатели ис-
ходных порюшковых красок-сыпучесть, склонность к электризации,
способность к нанесению на поверхность теми или иными способа-
ми и др.
Определились требования к пигментам и наполнителям для по-
рошковых красок:
1) они должны обладать способностью легко диспергирюваться
в расплаве полимера или олигомера, с которым сочетаются;
2) иметь повышенную термостойкость, т.е. способность выдер-
живать без разложения и изменения цвета нагревание в условиях
формирования покрытия;
23
3) быть относительно инертными, т.е. не должны реагировать
с компонентами краски при ее изготовлении и хранении и активи-
ровать их разложение при получении покрытий.
Наряду с указанными требованиями при составлении компози-
ций нередко учитываются цветовые характеристики, свето-, атмо-
сфере-, химическая стойкость и другие свойства пигментов, а также
экономические факторы.
Как правило, не существует серьезных ограничений при выборе
пигментов и наполнителей для порошковых красок общего назначе-
ния; большинство пигментов, используемых в жидких красках, при-
годно и для порошковых.
Применяют пигменты и наполнители минерального и органиче-
ского происхождения. Наполнителями могут быть и полимеры, на-
пример полифторолефины, полиэтилен, полипропилен, полиамиды
[6, с. 56]. Волокнистые наполнители-асбест, стекловолокно - неу-
добны для применения особенно в красках, используемых в защит-
но-декоративных целях. Чешуйчатые пигменты и наполнители
(алюминиевая пудра, бронзы, графит, молотая слюда) вполне при-
емлемы для этой цели. Описано использование в качестве наполни-
телей неорганических вяжущих веществ, в частности портландце-
мента, а также порошков легкоплавких металлов [17, с. 49]. Ниже
указаны наиболее употребительные пигменты и наполнители для
порошковых красок [6, с. 62; 53, 54]:
Неорганические пигменты
Диоксид титана
Оксид хрома
Технический углерод газовый и
печной
Железный сурик
Мумия
Красный оксид железа
Охра
Желтый железоокисный пигмент
Органические
Фталоцианиновые
Хромофталевые голубой и зеле-
ный
Гелиогеновые голубой и зеленый
Фастогеновые голубой и зеленый
Нерастворимые азосоединения
Хромофталевый красный
Перманент карминовый
Хостерперм коричневый
Хинакридоновые
Лиогеновый красный
Синквазии красная и фиолетовая
Хостерперм розовый
Группы трена
Лиогеновый голубой
Черный оксид железа
Крон свинцовый желтый
Крон свинцовый лимонный
Крон свинцовый оранжевый
Крон свинцовомолибдатный красный
Желтый и красный кадмий
Свинцовый сурик
Ультрамарин
Металлические порошки и пудры
пигменты
Изоиндолиновые
Иргазиновые желтый и красный
Фастогеновый желтый светопроч-
ный
Периленовые
Палеогеновый красный
Хостерперм оранжевый
Тиоиндиговые
Хромофталевый бордо
Перманент красный н
фиолетовый
Изовиол антроновые
Бриллиантовый фиолетовый
Антантроновые
Хромофталевый алый
Наполнители
Барит (бланфикс)
Тальк
Каолин
Диоксид кремния (кварц, кремнезем)
Молотая слюда
Большинство неорганических пигментов обладает хорошей тер-
мостойкостью и удовлетворительной свето- и атмосферостой-
костью. При их использовании не возникает затруднений в изгото-
влении красок и покрытий. Однако цветовая гамма этих пигментов
ограничена, и не всегда представляется возможным получить по-
крытия ярких, сочных цветов. Пигменты, содержащие свинец, кад-
мий, Сг6 * (свинцовый сурик, крона и др.) нежелательны для приме-
нения с экологической точки зрения, хотя по другим показателям
и допустимы.
Органические пигменты более разнообразны по цвету, чем неор-
ганические; они в основном нетоксичны, но уступают последним по
термостойкости и нередко атмосферостойкости. Термостойкость
(способность выдерживать нагревание в течение 20 мин) большин-
ства органических пигментов, применяемых в полимерных компо-
зициях, лежит в пределах 210-250 °C, поэтому при их использова-
нии следует избегать жестких и длительных температурных
режимов формирования покрытий.
Нами была испытана серия отечественных органических пигмен-
тов и лаков, в том числе пигменты желтый 5К, желтый антрахино-
новый, оранжевый 2Ж, красный 4Ж, антрахиноновый синий, фтало-
цианиновые голубой и зеленый, лаки ярко-розовый, красный 2СМ,
рубиновый СК, бирюзовый, пигмент хинакридоновый розовый. Все
они показали хорошие результаты в поливинилбутиральных по-
рошковых красках и, кроме двух последних,-в полиэтиленовых со-
ставах. Краски, изготовленные на органических пигментах, однако,
обладают низкой кроющей способностью, поэтому при наполнении
эти пигменты следует применять в смеси с неорганическими пиг-
ментами или с наполнителями, чаще всего с диоксидом титана или
баритом.
Оптимальное содержание цветных (органических или неоргани-
ческих) пигментов в композициях колеблется (в зависимости от ин-
тенсивности и требуемого цвета покрытий) от долей процента до
нескольких процентов.
Для чисто белых покрытий в качестве пигмента лучше всего
подходит диоксид титана рутильной модификации с частицами
0,17-0,25 мкм (средний размер), подвергнутый поверхностной обра-
ботке гидроксидами алюминия, кремния или циркония [55]. Его
применяют в чистом виде или с небольшими [0,01-0,05% (масс.)]
добавками какого-либо голубого органического или минерального
пигмента, например ультрамарина.
Анатазный диоксид титана, цинковые белила, литопон менее
пригодны: первый по причине повышенного меления покрытий,
остальные-из-за малой кроющей способности.
24
25
ТАБЛИЦА 2. Состав пигментной части порошковых красок
Цвет Эпоксидная Поливинилбутирал ьная
пигмент содер- жание, % (масс.) пигмент содер- жание, % (масс.)
Белый Диоксид титана 100 Диоксид титана 24,9 Барит 74,8 Ультрамарин 0,3 Серый Диоксид титана 78,0 Диоксид титана 24,9 Желтый железоокисный 5,0 Барит 73,1 пигмент 1,0 Крон свинцовый желтый 1,3 Красный оксид железа 16,0 Технический углерод 0,7 Технический углерод нефтяной ламповый Голубой Диоксид титана 95,0 Диоксид титана 32,6 Хромофталевый голубой 5,0 Барит 65,4 Антрахиноновый голубой 2,0 Красный Бланфикс 75,9 Диоксид титана 13,3 Хромофталевый красный 24,1 Барит 66,7 Крон свинцовомолибдатный 20,0 красный Зеленый Диоксид титана 50,0 Барит 75 Хромофталевый зеленый 50,0 Оксид хрома 25 Черный Чернь 99,5 Барит 93,5 Хромофталевый 0,5 Технический углерод 4,6 голубой газовый Ультрамарин 1,9
Эффективными заменителями диоксида титана в белых и цветных
составах могут служить минеральные наполнители: тальк, каолин,
кварц и особенно барит. Наилучшие результаты дают микронизи-
рованные наполнители. Тальк и каолин придают матовость покры-
тиям, барит, напротив, повышает глянец; кварц уменьшает коэффи-
циент термического расширения покрытий и снижает внутренние
напряжения. Замена до 75% диоксида титана молотым баритом
практически не уменьшает белизны и кроющей способности покры-
тий, атмосферостойкость их при этом заметно возрастает [56].
В ряде цветных красок диоксид титана может быть полностью за-
менен наполнителями. Разумеется, к наполнителям для чисто белых
покрытий предъявляются повышенные требования в отношении
белизны.
В табл. 2 приведен состав пигментной части некоторых эпок-
сидных [54] и поливинилбутиральных красок [6, с 62].
Общее содержание пигментов и наполнителей в порошковых
красках колеблется в широких пределах в зависимости от природы
пленкообразователя, цвета и назначения краски. Так, промыш-
ленные эпоксидные и полиэфирные краски имеют степень наполне-
ния в среднем 40 50, поливинилбутиральные 15-20, поливинилхло-
ридные и полиэтиленовые - 5-7% (масс.). Степень наполнения
порошковых составов (компаундов) электроизоляционного назначе-
ния достигает 60% (масс.) и более.
26
2.2.2. Способы введения пигментов
в композиции
Качество наполненных составов (красок)
во многом зависит от способа смешения пигментов * с пленкообра-
зователем.
Определились следующие пути введения пигментов в порош-
ковые составы [6, с. 54]: 1) сухое смешение; 2) смешение (дисперги-
рование) в расплаве; 3) диспергирование в растворе (дисперсии)
пленкообразователя с последующей сушкой образующейся жидкой
краски; 4) осаждение полимера из раствора на поверхности частиц
пигмента; 5) осаждение (кристаллизация) пигмента на поверхности
частиц полимера; 6) эмульсионная полимеризация или поликонден-
сация мономера в присутствии пигмента. Промышленное примене-
ние получили в основном первые два способа.
Перечисленные способы предопределяют три возможных ва-
рианта взаимного распределения компонентов в порошковых сме-
сях (рис. 9):
I-пигментные частицы находятся на поверхности частиц плен-
кообразователя; пигмент как бы «опудривает» полимер. Это
возможно при условии, если диаметры частиц полимера (<?пол)
и пигмента (</Пцг) несоизмеримы dnoJ1»(7Пиг Такой случай имеет
место при применении способов 1 и 5.
II-полимерные частицы находятся на поверхности частиц (или
агрегатов частиц) пигмента, капсулируя последние. Случай ти-
пичен для способа 4, когда ^пиг » ^пол
III -пигментные частицы сольватированы пленкообразователем
и находятся внутри полимерной (олигомерной) частицы, соста-
вляя с ней единое целое. Этот случай характерен для способов 2, 3,
6 независимо от </ni1I - По скорости пленкообразования и комплексу
свойств покрытий лучшими являются композиции с распределе-
нием компонентов по вариантам II и III. С другой стороны, ва-
риант I дает преимущество в отношении сыпучести, уменьшения
слеживания и комкования составов.
В литературе [57, 58] дается анализ различных способов пигмен-
тирования порошковых пленкообразователей. Способ сухого сме-
* Здесь и в дальнейшем под пигментами подразумеваются и наполнители.
Рис. 9. Варианты взаимного расположении пленкообразователп (О) и пигмента (•) в частицах порошковых крнсок
(схема).
27
Рис. 10. Микрофотографии порошковой полиэтиленовой композиши с 5% оксида хрома. Состав получен смешением
компонентов в дезинтеграторе.
шения порошков один из наиболее простых и доступных-зареко-
мендовал себя при получении красок на полимерных пленкообразо-
вателях, которые в исходном состоянии являются высокодис-
персными порошками.
Было показано [57], что при таком смешении порошков воз-
можно не только взаимное перераспределение частиц компонентов,
но и их дезагрегация с одновременным образованием смешанных
агрегатов на принципе преимущественной адсорбции частиц пиг-
мента (как более высокодисперсного компонента) на поверхности
полимерных частиц. Адсорбция, однако, происходит неравномерно,
пигмент располагается островками, как это видно на рис. 10 [59].
Такой характер распределения компонентов проявляется и в по-
крытии. На рис. 11 показан срез поливинилхлоридной пленки, пиг-
ментированной диоксидом титана. Толщина прослоек из пигмента,
изолирующих полимерные частицы (на рис. 11 они белые), возра-
стает с увеличением содержания пигмента в композиции. Факто-
ром, способствующим гомогенизации, является уменьшение вели-
чины частиц смешиваемых компонентов.
Краски, полученные способом сухого смешения, характеризуют-
ся малой степенью наполнения-3-15% (масс.) и невысокой крою-
щей способностью 200 600 г/м2 [56].
Смешение в расплаве предусматривает смачивание частиц пиг-
мента пленкообразующим веществом до стадии формирования по-
крытия. Одновременно со смачиванием происходит диспергирова-
ние, т.е. разрушение пигментных агрегатов с образованием более
мелких частиц и их равномерное распределение в объеме красочной
системы. Процесс диспергирования в расплаве подчиняется всем за-
кономерностям диспергирования в растворе, описанным в литера-
28
туре [60, с. 191]. Благоприятное влияние на этот процесс оказывает
наличие функциональных групп в молекулах пленкообразователя,
таких как - соон. —ОН, —NH2, = NH, СН2—-СН— и др., а также при-
сутствие ПАВ в системе. Поэтому краски? изготовленные на разных
олигомерах, могут иметь разную степень диспергирования пигмен-
тов и соответственно неодинаковую укрывистость. На рис. 12 при-
ведены сравнительные данные по укрывистости двух типов кра-
сок эпоксидной и полиакрилатной одинакового состава, полу-
ченных при одних и тех же условиях [58]. Более высокая
укрывистость полиакрилатной краски по сравнению с эпоксидной
объясняется лишь иной природой функциональных групп акрилат-
ного олигомера.
Скорость диспергирования сильно зависит и от природы пиг-
мента-характера и степени обработки его поверхности. Нередко
возникают трудности при диспергировании технического углерода,
оксида хрома, хинакридоновых, фталоцианиновых, антантроновых
и других пигментов. Тем не менее при использовании совершенного
оборудования и соблюдении требуемых условий диспергирования
может быть достигнуто удовлетворительное распределение частиц
и этих пигментов в композиции [61]. Получаемые этим способом
краски имеют, как правило, высокое наполнение и качественное
распределение пигментов и, как результат, хорошую кроющую спо-
собность, достигающую уровня обычных жидких красок. Так, со-
временные белые эпоксидные и полиэфирные краски укрывают по-
верхность при толщине слоя 35-40 мкм, цветные - 20 мкм и менее
[62].
Своеобразные по свойствам и строению частиц краски могут
быть получены при осаждении или кристаллизации полимеров из
Рис. 11. Микрофотография среза поливинилхлоридной пленки с 5% диоксида титана, полученной из порошковой кра-
скн сухого смешения.
29
Рис, 12. Зависимость кроющей способное та от толщины слоя эпоксидной (- -) и полиакрил атной ( —) красок,
содержащих 25 (/), 50 (2) и 100° о (3) диоксида титана от массы олигомера.
Рис. 13. Дифференциальные правые распределения по размеру частиц порошков полиэтилена, наполненного раз-
личным количеством диоксида титана. Составы получены кристаллизацией полиэтилена из раствора.
растворов на поверхности частиц пигментов [63]. В случае кристал-
лических полимеров пигменты одновременно выполняют роль за-
родышей кристаллизации. При осаждении происходит капсуляция
частиц наполнителя в оболочку из полимера; образующиеся
сложные частицы с радиусом в несколько микрометров (рис. 13) не
разделяются флотацией и электросепарацией, что позволяет нано-
сить их любыми способами, не боясь расслоения. Степень наполне-
ния таких порошковых красок может достигать 30-50% (масс.); оп-
тимальные эксплуатационные свойства покрытий, однако, соответ-
ствуют содержанию пигментов (диоксид титана и др.) 15% (масс.).
Полиэтиленовые краски, изготовленные этим способом, хорошо
укрывают поверхность при толщине пленки 40 мкм.
Наполненные составы, получаемые в процессе синтеза полиме-
ров-полиакрилатов, полиамидов, полиуретанов,-существенно от-
личаются по свойствам от материалов, полученных наполнением
готовых полимеров. Наполнитель, вызывая блокирование контакти-
рующих с ним молекул мономера, влияет на процесс полимериза-
ции, строение и структуру образующихся полимеров. Характер рас-
пределения частиц наполнителя в готовых композициях, однако,
полностью зависит от степени их диспергирования и гомогенизации
в исходной смеси (мономерах). В этом отношении благоприятное
влияние оказывают ПАВ, а также правильно выбранная скорость
перемешивания системы [64]. Необходимым условием образования
качественных композиций является активация поверхности напол-
нителей.
В целом применимость того или иного способа введения пиг-
ментов и наполнителей в порошковые составы определяется техни-
ко-экономическими факторами и качеством готового продукта.
В последнем случае наиболее важное значение имеет степень дис-
30
пергирования пигментов (она должна находиться на уровне совре-
менных жидких красок, т. е. не превышать 20 мкм).
Предложены разные пути улучшения совместимости пигментов
и наполнителей с пленкообразователями: введение в композиции
ионогенных и неионогенных ПАВ, использование низко- и высоко-
молекулярных добавок разной степени полярности, поверхностная
обработка пигментов и наполнителей (модифицирование, аппрети-
рование), микрокапсуляция [60, с. 114; 65, с. 88]. Адсорбируясь на
поверхности пигмента или наполнителя, эти вещества придают ей
необходимую полимерофильность или полимерофобность и тем
самым способствуют улучшению смачивания расплавами пленко-
образователей. Особенно большое признание в производстве по-
рошковых красок получили выпускные формы пигментов и напол-
нителей - пигментные концентраты с содержанием пленкообразую-
щего вещества 10-50%. Их готовят с применением полиэтиленгли-
коля, полиэтиленовых восков, атактического полипропилена, жид-
ких каучуков, низкомолекулярных полиамидов и выпускают в виде
порошков, гранул или паст [66]. В частности, изготовляются вы-
пускные формы пигментов под названием санилены (фирма Sandoz,
Швейцария), зикопласты, зикопуры (фирма Zigle, ФРГ), люфилены
(фирма BASF, ФРГ) [67]. Они отличаются высокой степенью дис-
персности, хорошей сыпучестью, мягкостью и широкой гаммой
цветов и могут применяться для приготовления порошковых кра-
сок как сухим смешением, так и смешением в расплаве.
2.2.3. Свойства наполненных композиций
и покрытий
Пигменты и наполнители оказывают вли-
яние на свойства полимерных порошков, температурные режимы
формирования, структуру и показатели покрытий. В наибольшей
степени это влияние проявляется в композициях, приготовленных
сухим смешением порошков. Закономерным является повышение
сыпучести (уменьшение угла естественного откоса) и насыпной
плотности составов с ростом содержания пигментов (рис. 14).
С помощью пигментов и наполнителей нередко удается умень-
шить слеживание и комкование порошков, улучшить их «кипение»
и нанесение на поверхность. Массовые и объемные характеристики
порошков и усредненный радиус частиц изменяются неаддитивно
при изменении состава смесей; отклонения от аддитивности тем
больше, чем выше дисперсность порошков, входящих в состав сме-
си. Все это является результатом проявления адсорбционного
и другого взаимодействия между частицами разнородных материа-
лов при смешении.
Введением пигментов и наполнителей можно в определенной
степени регулировать электрические свойства порошков и полу-
чаемых из них покрытий. Особенно сильно снижают электрическое
сопротивление металлические и углеродные пигменты и наполните-
ли-алюминиевая пудра, бронза, цинковая пыль, железная слюдка
31
3
Е2
о
Ь?1
______I____I_______I
0 50 100 150
Содержание TiO2.%
(от массы олигомера)
Рис. 14. Зависимость иасынной массы (----— ) и угла естественного откоса (-) поливинилхлоридной (I) м поли-
винил бутиральной (2) композиции от содержания диоксида титана. Композиции получены сухим смешением
порошков.
Рис. 15. Зависимость предельного напряжения сдвига эпоксидных композиций от содержании диоксида титана (тем-
пература 150 С).
технический углерод, графит. Наибольшая электрическая проводи-
мость порошковых красок достигается при сухом смешении порош-
ков. При большом содержании этих пигментов и наполнителей мо-
гут возникнуть трудности в зарядке частиц порошковых красок
и их нанесении на поверхность в электрополе высокого напряжения.
Диэлектрическая проницаемость пигментов (она равна для цин-
ковых белил 2,7, для железного сурика -6,2, для крона красного
свинцовомолибдатного-73,2, для рутильного диоксида тита-
на-142,0) влияет на величину диэлектрических потерь покрытий
[68, с. 123].
Введение пигментов и наполнителей изменяет характер термо-
механического и реологического поведения пленкообразователей:
Тс, Тт и вязкость расплавов увеличиваются с ростом удельной по-
верхности пигментов и наполнителей, а также их содержания в ком-
позиции (рис. 15) [69]. Пигментированные составы в состоя-
нии расплава представляют ти-
Содержание наполнителя,
%(масс.)
пичные структурированные си-
стемы. Особенно сильно структу-
рируют расплавы технический
углерод, диоксид титана, неко-
торые органические пигменты;
напротив, инертные наполните-
ли - барит, тальк - значительно
меньше повышают Тт и вязкость
расплавов (рис. 16); при их ис-
Рис. 16. Зависимость реологического индекса расплава
( ) и температуры плеикообразования
(---) поливинилбутиральных композиций от со-
де ржали и наполнителей:
( диоксид титана; 2 барит.
32
рис. 17. Зявнснмость температуры плеикообразования эпоксидных композиций (без отвердителя), приготовленных
сухим смешением (---------------- ) и сплавлением (-----) компонентов, от содержания диоксида титана:
О полимер; •-пигмент.
Рис. 18. Зависимость блеска (/), твердости И (2) и прочности при растяжении ст (3) поливинилбутиральных пленок от
содержания диоксида титана.
пользовании удается заметно увеличить предельную степень напол-
нения составов.
Отмеченный характер реологического поведения наполненных
составов проявляется и при пленкообразовании. Как правило, при-
сутствие пигментов и наполнителей в системе тормозит образова-
ние покрытий (см. рис. 16), причем Тп о особенно сильно повышает-
ся у составов, приготовленных сухим смешением порошков [6,
с. 58] (рис. 17). Наполнитель в этом случае, выступая в роли изоли-
рующей прослойки, мешает аутогезии (слиянию) расплавленных
частиц.
Предварительное смачивание наполнителя полимером или пла-
стификатором в процессе получения композиции более благоприят-
но сказывается на пленкообразовании. Местом контакта частиц
в таких порошках оказываются в первую очередь слои полимера
или пластификатора, адсорбированного на наполнителе. Кроме то-
го, при образовании таких покрытий исключается время на смачи-
вание наполнителя.
Заинтересованность в создании прочных, долговечных покрытий
обусловливает необходимость дифференцированного подхода к вы-
бору пигментов и наполнителей с учетом их усиливающего дей-
ствия на полимер. Усиление полимерных пленок при наполнении
подчиняется общим закономерностям для полимерных систем [70].
Такие показатели, как прочность при растяжении, твердость, стой-
кость к истиранию и другие, обычно возрастают с ростом степени
наполнения, однако это увеличение идет до определенного предела,
затем эти показатели снова падают (рис. 18). В то же время блеск,
гибкость, относительное и остаточное удлинение непрерывно сни-
жаются с ростом объемной концентрации пигментов.
Введение пигментов и наполнителей в большинстве случаев по-
ложительно сказывается на адгезионной прочности покрытий, одна-
ко проявляется избирательно в зависимости от природы полимера
3 —Зак. Ц7 33
Содержание фосфата
цинка, %(масс.)
Рис. 19. Зависимость ajf eiионной ирочюсти покрытии нт сэмь
лемя от содержания фосфата ииика:
1 исходная; 2 после выдержки в воде 7 сут при
20 С (покрытия получены при 200 'С 15 мин).
и наполнителя. Так, многие ме-
таллы, оксиды металлов, тальк,
аэросил, введенные в допустимых
пределах, увеличивают адгезион-
ную прочность эпоксидных, пен-
тапластовых и фторопластовых
покрытий. Отмечается рост адге-
зионной прочности покрытий на
основе полиэтилена, полипропи-
лена, сэвилена при введении в них
5-10% (масс.) оксида хрома, талька, каолина, аэросила, оксида алю-
миния, фосфата цинка (рис. 19) [70, с. 132; 71]; в случае поливинил-
бутиральных покрытий наилучшие результаты в отношении адге-
зии показал оксид хрома [15% (масс.)].
Пигменты в порошковых красках, так же как и в жидких, могут
выполнять специальные функции: уменьшать горючесть и биологи-
ческую повреждаемость покрытий, повышать их термо- и износо-
стойкость, теплопроводность, электрическую проводимость, прида-
вать магнитные свойства и т. д. Так, введение чешуйчатого графита
в пентапластовый порошок приводит к повышению демпфирующих
свойств покрытий [22, с. 53], феррит бария и феррит кобальта (а. с.
СССР 670598) сообщают полимерным порошкам магнитные свой-
ства, оксид меди (II) устраняет обрастание покрытий, а добавление
металлических порошков (алюминиевая пудра, бронза) в эпок-
сидные, полиакрилатные и другие краски в количестве 0,1-3,0%
(масс.) вызывает имитацию металлической поверхности [25, с. 9].
Большой интерес приобрели протекторные порошковые краски
(эпоксидные, полиэфирные) с использованием в качестве пигмента
цинковой пыли. Их можно наносить способом электрораспыления
на изделия, служащие катодом.
Для получения цветных покрытий можно применять не только
пигменты, но и низкомолекулярные и полимерные красители, а так-
же предварительно окрашенные порошки полимеров. Последние
могут быть получены как при синтезе самого полимера, так и при
обработке готовых порошков растворами красителей. Такое глубо-
кое или сплошное крашение полимера гарантирует получение одно-
родных по насыщенности и цвету покрытий.
Несмотря на достигнутые успехи в разработке порошковых
красок, пигментирование остается слабым местом в их техно-
логии.
Наибольшие трудности представляют колеровка цвета и изго-
товление красок в соответствии с предписанным эталоном
цветов.
34
2.3. ПЛАСТИФИКАТОРЫ
2.3.1. Функции пластификаторов
и их выбор
Функции пластификаторов в порошковых
красках шире, чем в жидких: ими регулируют не только физико-ме-
ханические и другие свойства покрытий, но, что особенно важно,
пленкообразование-снижают температуру и время формирования
покрытий. Поскольку пленкообразователи для порошковых красок
(в отличие от жидких) применяются исключительно в твердом (за-
стеклованном или кристаллическом) состоянии, без пластификато-
ров трудно получить высокоэластичные покрытия. Пластифика-
торы облегчают получение покрытий из нетермостойких полиме-
ров, таких как поливинилхлорид, поливинилфторид, сополимеры
винилхлорида, полиформальдегид, эфиры целлюлозы.
Имеются некоторые особенности пластификации пленкообразо-
вателей, которые обусловлены требованиями к порошковым кра-
скам:
1) пластификатор должен быть подобран и введен таким обра-
зом, чтобы не нарушить исходного агрегатного состояния полиме-
ра и не ухудшить технологических свойств краски, особенно сыпу-
чести и гранулометрического состава;
2) учитывая относительно высокую температуру пленкообразо-
вания, следует применять пластификаторы с низким давлением па-
ров; в этом отношении многие распространенные пластификаторы
(низшие фталаты, себацинаты и др.) оказываются непригодными
для порошковых красок.*
Для пластификации порошковых пленкообразователей при-
годны как жидкие, так и твердые пластификаторы. Первые приме-
няют как непосредственно в жидком состоянии, так и в латентной
форме-в капсулированном виде или адсорбированными на цеоли-
тах или других активных наполнителях. Использование жидких
пластификаторов возможно при условии хорошего поглощения их
частицами полимера, что зависит от индивидуальных качеств обоих
компонентов. Однако и при хорошей сорбции их можно вводить
в порошковые смеси лишь в ограниченных количествах. Пределы
введения жидких пластификаторов определяются температурой
стеклования пластифицированной системы. Полимер после пласти-
фикации должен оставаться в застеклованном состоянии. Но даже
в этом случае вследствие проявления капиллярных сил жидкости,
адсорбированной на частицах, наблюдается их частичная агрегация
и сыпучесть порошков заметно падает (рис. 20). Степень примени-
мости жидких пластификаторов для разных порошковых красок
неодинакова.
Поливинилхлоридные порошки достаточно хорошо сорбируют
жидкие пластификаторы, благодаря чему в них удается вводить до
30-50 ч. (масс.) пластифицирующих веществ на 100 ч. (масс.) поли-
мера без потери сыпучести. Сорбционная способность, однако,
з»
35
Содержание пластификатора,
%(масс.)
Рис» 20. Зависимость температуры стеклования Т.
( ) н коэффициента внутреннего трения
р = 1g а (-----) порошков ноливинилбутн-
раля 07 содержания пластификаюров:
1 -диоктилфталат; 2 -фталимид.
сильно зависит от строения
и морфологии частиц полиме-
ра [52], поскольку пластифика-
тор удерживается частицами
в основном за счет капилляр-
ного впитывания. Впитывание
ускоряется с повышением тем-
пературы, поэтому порошки
поливинилхлорида пластифицируют обычно при 80-110 С.
Полимеры (поливинилбутираль, полистирол, этилцеллюлоза),
обладающие лучшей растворимостью, чем поливинилхлорид, сов-
мещать с жидкими пластификаторами значительно труднее. По-
рошки этих полимеров резко теряют сыпучесть; при введении на
100 ч. (масс.) полимера 15-20 ч. (масс.) пластификаторов они обычно
становятся не способными к псевдоожижению, слеживаются
и комкуются.
Особенно чувствительны к жидким пластификаторам порошки
кристаллических полимеров-полиэтилена, пентапласта, фторопла-
стов. Из-за отсутствия молекулярного и капиллярного поглощения
полимерами пластификаторы концентрируются на поверхности их
частиц, вызывая резкий рост сил прилипания между ними, а отсю-
да, и потерю сыпучести порошков. Поэтому жидкие пластифика-
торы мало применимы при составлении Порошковых композиций
из кристаллических полимеров. Введение пластификаторов в капсу-
лированном виде или нанесенными на цеолиты в известной степени
устраняет отмеченные недостатки, однако приводит к удорожанию
красок; кроме того, цеолиты снижают водостойкость покрытий.
Твердыми пластификаторами служат различные нелетучие, сов-
местимые с полимером кристаллические низкомолекулярные веще-
ства с температурой плавления 50-200'С. Их можно вводить в по-
рошковые смеси в достаточно больших количествах как в виде
расплава, обрабатывая полимер при нагревании, так и путем меха-
нического смешения порошков. Пластифицирующий эффект, как
показали исследования [57], не зависит от агрегатного состояния
пластификаторов. Покрытия, полученные с применением твердых
пластификаторов, так же эластичны и гибки, как и с применением
жидких.
Твердые пластификаторы в отличие от жидких в меньшей степе-
ни снижают сыпучесть порошков (см. рис. 20); их технологически
легче вводить в композиции, при их использовании расширяются
возможности регулирования свойств покрытий вплоть до получе-
ния высокоэластичных пленок.
На примере систем поливинилбутираль-ацетилсалициловая кис-
лота и поливинилбутираль-монобутилфталат определены коэффи-
36
циентЫ диффузии Д (в м2/с) пластификаторов в полимер при раз-
ных температурах [72]:
30 С 160 с
Ацетилсалициловая кислота 3,2-10" 14 5,6-10 11
Монобутилфталат 2,5-10 12 1,6-10-7
В условиях хранения порошковых смесей (температура 30 °C)
значения Д достаточно малы, чтобы вызвать нарушение их ста-
бильности; напротив, при пленкообразовании (температура 160 °C)
Д увеличивается на несколько порядков; это обеспечивает равно-
мерное распределение пластификаторов в полимерной пленке. Было
найдено [72], что при температуре 160 °C время полного исчезнове-
ния (диффузии) частиц этих пластификаторов (средние размеры
20 мкм), находящихся в полимере сначала в твердом, а затем в ка-
пельно-жидком состоянии, не превышает 2,5-10“3 мин, что значи-
тельно меньше времени, необходимого для формирования по-
крытия.
Недостатком твердых пластификаторов является их ограничен-
ная совместимость с полимерами. Так, ориентировочный предел
совместимости твердого пластификатора трифенилфосфата с поли-
винилхлоридом и полистиролом 30% (масс.), с поливинилбутира-
лем-20% (масс.) [57].
Особый интерес представляют пластифицирующие вещества,
способные в условиях пленкообразования вступать в химическое
взаимодействие с полимером. Такими веществами для ацеталей по-
ливинилового спирта являются, в частности, твердые ароматиче-
ские кислоты-салициловая, ацетилсалициловая, бензойная, моноал-
килфталаты и др. [18, с. 73]. Реагируя с полимером (реакция идет
по месту гидроксильных групп), они вызывают его внутреннюю
пластификацию, в результате чего увеличивается совместимость
и устраняется улетучивание пластификаторов при эксплуатации
покрытий.
Повысить предел совместимости твердых пластификаторов так-
же можно путем использования их в смеси с жидкими. Например,
смешение трифенилфосфата с алкилфталатами значительно сни-
жает его кристаллизующую способность как в бинарной смеси, так
и особенно в композициях с полимерами, в частности с поливи-
нилхлоридом.
В табл. 3 приведены некоторые жидкие и твердые пластифика-
торы, применяемые в порошковых красках.
В основном пластифицируют аморфные полимеры, в порош-
ковые краски на кристаллических полимерах пластификаторы вво-
дят гораздо реже, лишь для уменьшения вязкости расплавов и со-
ответственно снижения температуры пленкообразования. Пласти-
фикаторами для полиэтилена, в частности, могут служить вазелино-
вое масло, антрацен, трифенилфосфат, для пентапласта-дидоде-
цилфталат, диоктилсебацинат; для поливинилфторида имиды ма-
леиновой кислоты (2,4-диметилфенилмалеимид, бензил- и нафтил-
малеимиды) [15, с. 31; 73]. Для облегчения процесса формирования
37
Я.
iiilh
s ? о ? 2 е
ТАБЛИЦА 3. Характеристика пластификаторов для порошковых красок па оспове различных полимеров
3
Ч X 6
3 S-&S
Q 5 ч о.
о х
X с 3
й
X
Ч.
е X 6
3 о. “ 5 §
о х
из с X
X
V
с
и х ?
поли иилб} рал
= У S .
Й Г'»*’4
е
и
с
X
и
ч
f-c
е
3
о.
5 “tJ"s
А Л “ с 5° и
X
А
С
38
покрытий в состав красок иногда вводят пластификаторы с высо-
ким давлением паров, называемые латентными растворителями.
В случае красок на поливинилфториде ими служат, в частности, ди-
метилфталат, метилсалицилат и др. [23, с. 66].
Пластификация кристаллических и аморфных полимеров может
быть достигнута и в процессе получения покрытий с использова-
нием пластификаторов в качестве клейкой основы или охлаждением
покрытий в пластифицирующей среде. Эти способы основаны на
диффузии жидкого пластификатора в слой полимера в нагретом со-
стоянии. Они отличаются простотой исполнения и в ряде случаев
могут представлять практический интерес [15, с. 41].
Более удобным в технологическом отношении является способ
пластификации путем дозированной обработки порошкового мате-
риала, нанесенного на подложку аэрозолем пластификатора [17,
с. Ю]. Обработка порошка может быть проведена и в процессе его
нанесения на подложку, например при электрораспылении. В этом
случае наряду с пластификацией обеспечивается регулирование
электрических параметров порошкового материала, что создает
благоприятные условия для получения покрытий требуемой тол-
щины и качества.
Не меньшего внимания заслуживают и способы, основанные на
синтезе пластификаторов в процессе формирования покрытия, на-
пример за счет теплового распада тех или иных веществ, введенных
в композицию (блокированные изоцианаты и др.), или взаимодей-
ствия компонентов порошкового состава между собой или с внеш-
ней средой. В частности, предложен способ получения полимерных
покрытий, при котором пластификация достигается за счет моно-
эфиров ароматических или алифатических кислот, образующихся
при пленкообразовании в результате реакции компонентов сме-
си-ангидридов соответствующих кислот с гликолями (а, с. СССР
313710).
2.3.2. Свойства пластифицированных
композиций и покрытий
Пластификаторы влияют на технологиче-
ские, реологические и пленкообразующие свойства порошковых
красок и на эксплуатационные свойства получаемых из них по-
крытий.
Пластифицированные композиции имеют более низкие значения
температуры текучести (рис. 21) и вязкости расплава; соответствен-
но снижается и температура формирования покрытий.
При изучении пластифицированных поливинилбутиральных
композиций было найдено, что зависимости эффективной вязкости
Лэфф и продолжительности пленкообразовании тп.о от молярной
доли пластификаторов (с) имеют экспоненциальный вид [72]:
Пэфф = x = De~dc
гДе В, D, Ь, ^-коэффициенты, определяемые природой пластификатора,
39
Содержание пластификатора,
%(масс.)
Рис. 21. Зависимость температуры текучести полней-
иилбутиральиых композиций от содержания
пластификат ора:
1 фталимид; 2 дифенилфталат; 3 аце-
тилсалициловая кислота; 4 салициловая
кислота; 5 монобутилфталат.
Температурная зависимость
этих показателей описывается
уравнением Аррениуса:
где кажущаяся энергия активации
вязкого течения (или процесса плен-
кообразования).
Таким образом, добавка
пластификатора влияет на вязкость расплавов полимеров так же,
как и повышение температуры. Существенна роль пластификаторов
и в регулировании свойств покрытий.
Особенно важным является снижение внутренних напряжений,
которые всегда значительны в покрытиях, получаемых из порош-
ковых полимеров, и нередко служат причиной их преждевременного
растрескивания и отслаивания от подложки. Характерно, что с по-
вышением концентрации пластификаторов внутренние напряжения
в покрытиях снижаются более резко, чем прочность пленок при
растяжении (рис. 22). Таким образом, наблюдается рост коэффи-
циента К = Ср/<Твн, характеризующего запас прочности или долго-
вечности покрытий. С помощью пластификаторов удается предот-
вратить растрескивание покрытий из полистирола, этилцеллюлозы
и ацетобутирата целлюлозы, снизить внутренние напряжения в по-
ливинилбутиральных, эпоксидных и полиэфирных покрытиях.
Содержание пласти-
фикатора,%(масс.)
Рис. 22. Зависимость прочное) и при растяжении (/) и внутренних напряжении (2) в тти.тне.т.тюло1иых покрытиях 01
содержании пластификатора Р-нафтола.
Рис. 23. Зависимость твердости Н (1). прочности при растяжении о (2) и адгезии А (3) поливинилбутиральных покрь>
тай от содержании пластификатора трифеиилфосфата.
40
Пластификаторы существенно изменяют и многие другие свой-
ства покрытий: снижают модуль упругости и твердость, увеличи-
вают гибкость, относительное и остаточное удлинение (рис. 23).
Для многих пластифицированных покрытий характерна более высо-
кая адгезия по сравнению с непластифицированными (см. рис. 23).
Вероятно, вследствие понижения вязкости расплавов при пластифи-
кации усиливаются микрореологические явления в пограничных
слоях, благоприятствующие установлению контакта пленки с под-
ложкой. При пластификации обычно ухудшаются диэлектрические
показатели и химическая стойкость покрытий, особенно если в ка-
честве пластификаторов применяются полярные низкомолеку-
лярные вещества.
2.4. МОДИФИКАТОРЫ
Улучшение свойств порошковых красок
и покрытий может быть достигнуто не только путем пластифика-
ции, но и посредством химической или физической модификации
пленкообразователей. Особенно распространена физическая моди-
фикация, связанная с применением небольших и малых («легирую-
щих») добавок других пленкообразователей - полимеров, олигоме-
ров, мономеров.
Комбинирование пленкообразователей широко используется
в рецептурах жидких лакокрасочных материалов прежде всего
с целью улучшения адгезии, блеска, механических и других показа-
телей покрытий и нередко для их удешевления.
При составлении порошковых красок наряду с этим важное зна-
чение имеет регулирование технологических и пленкообразующих
свойств исходных полимеров и олигомеров, в особенности таких,
как сыпучесть порошков, температура текучести и вязкость рас-
плавов.
При совмещении разнородных пленкообразователей требуемый
эффект может быть достигнут независимо от того, образуют они
истинный раствор, механохимическую смесь или микрогетероген-
ную смесь. Поскольку истинная совместимость полимеров (и неред-
ко твердых олигомеров) ограничена, в преобладающем числе слу-
чаев модифицированные составы еще на уровне частиц представ-
ляют собой микрогетерогенные двухфазные системы, относящиеся
к классу дисперсий «полимер в полимере». Свойства таких смесей
определяются размером частиц, формой и характером распределе-
ния компонентов, их количественным соотношением, а также струк-
турными особенностями межфазных слоев. Указанный характер
распределения компонентов обычно сохраняется и в покрытии.
В табл. 4 указаны бинарные смеси пленкообразователей (олиго-
меров и полимеров), которые могут быть применены для получения
порошковых составов и покрытий. Эти данные являются ориенти-
ровочными, так как совместимость зависит от марки полимера, его
содержания в смеси, а также присутствия третьего компонента, на-
пример пластификатора. Олигомеры подобно низкомолекулярным
41
ТАБЛИЦА 4. Модификаторы дли полимерных порошковых композиций
Обозначения. + приемлем в той нли иной степени; — неприемлем.
Основной полимер илн олигомер Модифицирующий полимер или олигомер
ПЭ СЭ ПА Фт Пл ПВХ ПВБ ЭЦ ЭПО ПЭф ФФО
Полиэтилен (ПЭ) 0 + + + + + + +
Сэвилен (СЭ) -f- 0 + — — + + — + — —
Полиамиды (ПА) + + 0 — + — — — + — —
Фторопласты (Фт) — — — 0 — — — — + — —
Пентапласт (Пп) + — + — 0 + — — + — —
Поливинилхлорид (ПВХ) + + — — + 0 + — + + +
Поливинилбутираль (ПВБ) + + + — — + 0 + + + +
Этилцеллюлоза (ЭЦ) — + — — — — + 0 + + +
Эпоксиолигомеры (ЭПО) + + + + — + + + 0 + +
Полиэфиры (ПЭФ) + + + — — + + + + 0 +
пластификаторам существенно снижают температуру текучести
и вязкость расплавов полимеров. Это понижение тем больше, чем
ниже их температура текучести (плавления) и вязкость и выше со-
держание в композиции (рис. 24, 25). Соответствующим образом
снижается и температура пленкообразования композиций (рис. 26).
Следует, однако, иметь в виду, что модификаторы с низкой тем-
пературой размягчения, введенные в композиции в больших количе-
ствах, неблагоприятно влияют на сыпучесть порошков.
Реологические свойства смесей из двух полимеров изменяются
согласно следующей зависимости [74, с. 194]:
•gncM=W/ilgn1 + Wzlgn2
где т|см, Tjj и т|2-соответственно вязкость смеси и индивидуальных полимеров,
образующих смесь; и W2массовое содержание полимера в смеси.
При смешении кристаллических полимеров часто обнаруживает-
ся интерпластифицирующий эффект, который проявляется во
плавления. Однако в зависимости
взаимном снижении температур
от условий смешения воз-
можно и сближение темпе-
ратур плавления смеши-
ваемых компонентов
(рис. 27) [75].
Свойства композиций
и покрытий во многом зави-
сят от способа их пригото-
вления. Присутствие моди-
фицирующих добавок наи-
более полно проявляется
Рис. 24. Термомехяническне кривые смесей
ПЭВД с различным количеством эпок-
снолнюмера Э-41.
42
Содержание модификатора,
%(масс.)
Содержание модификатора,
%(масс.)
Рис. 25. Зависимость температуры текучести смесей поливинилбутираля с эпоксиолигомером Э-05 (/), фенолоформ-
альдегндным олигомером № 18 (2) я канифолью (3> от состава.
Рис. 26. Зависимость температуры пленкообразования композиций поливинилбутнраль лолиэ|илен (/) я поливинил-
бутнраль эпоксмолягомер Э-41 (2) от состава.
в композициях, полученных смешением в расплаве или совместным
осаждением (кристаллизацией из растворов).
Как правило, такие смеси образуют однородные гомогенные
или гетерогенные покрытия со свойствами, промежуточными меж-
ду свойствами гомополимеров смеси.
Композиции из разнородных полимеров, полученные механиче-
ским смешением порошков, образуют при сплавлении микронеод-
неродные покрытия. В процессе пленкообразования вследствие вы-
сокой вязкости расплавов и ограниченности диффузионных процес-
сов частицы модификатора не теряют своей обособленности.
Пленку образует полимер, преобладающий в композиции; модифи-
цирующий компонент при этом выполняет роль своеобразного на-
полнителя [57]. Температура пленкообразования таких смесей из-
меняется неаддитивно, а оптическая плотность пленок резко падает
при содержании второго компонента в порошковой смеси более
10%. Тем не менее моди-
фицированные компози-
ции, получаемые смеше-
нием разнородных по-
рошков, нашли широкое
практическое применение.
У них нередко про-
являются многие ценные
свойства, не присущие ин-
дивидуальным пленкооб-
разователям. Так, компо-
зиции поливинилбутираля
160
170 5
120-
5 110
100 ПТП
'°°0
I_____I___1-------1---1------1
ПЭ 100 80 60 40 20 О
Содержание полимеров,%
4160
Рис. 27. Зависимость температуры плавле-
ния по л или лена я пентапласта от
состава композиций. Композиции
получепы совместной криста л л и за-
шей полимеров из раствора.
43
с 10% (масс.) полиэтилена образуют покрытия, разрывная проч-
ность которых в 1,2 раза выше прочности поливинилбутираля
ив 1,6 раза полиэтилена [18, с. 78]. Положительное влияние
полиэтилена проявилось и при его введении в полиамиды. Та-
кие композиции с 10 20% (масс.) полиэтилена образуют покры-
тия с улучшенными (по сравнению с немодифицированными поли-
амидными покрытиями) антифрикционными свойствами. Снижение
коэффициента трения объясняют смазывающим действием поли-
этилена, который имеет более низкую, чем полиамиды, температу-
ру плавления [22, с. 18].
Улучшение ряда показателей поливинилбутиральных покрытий
(стойкость к истиранию, водостойкость и противокоррозионная
устойчивость) достигается при применении порошковых компози-
ций с 10% (масс.) полиамидов [76]. Путем смешения поливинилбу-
тираля с поливинилхлоридом получены порошковые композиции
с высокой адгезионной прочностью к металлам, на их основе раз-
работана порошковая грунтовка под поливинилхлоридные покры-
тия [77, с. 80].
Существенно улучшить свойства покрытий, получаемых на осно-
ве термопластичных полимеров (полиэтилена, поливинилхлорида,
полифторолефинов), можно путем их комбинации с эпоксидными
олигомерами. Последние при введении в количестве 5 20% (масс.)
повышают адгезионную прочность, твердость и нередко теплостой-
кость и противокоррозионную устойчивость покрытий [25, с. 35;
78].
С другой стороны, модификация эпоксидных олигомеров поли-
этиленом, полиамидами и плавкими полифторолефинами придает
покрытиям повышенную гибкость, ударную вязкость и устойчи-
вость при механической обработке [79]. Направленное изменение
свойств эпоксидных порошковых составов и покрытий достигается
также введением в них поливинилбутираля, акрилатных олигоме-
ров, полиэфиров, полиуретанов [80, 81].
Хорошие результаты в отношении направленного изменения ме-
ханических свойств, адгезионной прочности и морозостойкости по-
крытий получены при модификации жесткоцепных полимеров (по-
лиэтилен, поливинилхлорид и др.) сополимерами этилена
с винилацетатом (сэвиленами) [82; 83, с. 16]. Для улучшения хими-
ческой стойкости поливинилхлорида к нему добавляют пентапласт
[73, с. 96].
Из модификаторов для порошковых красок значительный инте-
рес представляют мономеры [17, с. 3 и 17]. Последние могут при-
меняться как в жидком, так и в твердом (кристаллическом) состоя-
ниях. До температуры распада инициатора мономер выполняет
роль своеобразного пластификатора пленкообразователя; понижая
температуру текучести и вязкость расплава, он способствует фор-
мированию покрытия. Инициирование процесса полимеризации вы-
зывает образование нового полимера в среде основного пленко-
образователя. В зависимости от природы полимерно-мономерной
пары, соотношения компонентов и типа инициатора, возможно
образование гомогенных или гетерогенных пленок, представляю-
44
щих собой: а) механическую смесь разнородных полимеров; б) при-
витые полимеры или сополимеры [17, с. 3; 18, с. 55]. Температур-
но-временные режимы полимеризации мономеров могут быть
приближены к условиям пленкообразования порошковой системы
посредством выбора соответствующих инициаторов полимеризации
и их концентрации (рис. 28) [84].
Из мономеров и олигомеров для модификации поливинилхло-
рида и этилцеллюлозы нашли применение аллиловые эфиры арома-
тических кислот, алкилакрилаты, олигоэфиракрилаты [17, с. 17],
для модификации поливинилбутираля, полифторолефинов, ненасы-
щенных полиэфиров-винилимиды и малеимиды [18, с. 55].
Имеются указания на возможность использования разных мономе-
ров и в композициях на основе полиэтилена [85]. Применение мо-
номеров как модификаторов позволяет в широких пределах регули-
ровать свойства покрытий, в первую очередь изменять в желаемом
направлении механические показатели (рис. 29), адгезионную проч-
ность, теплостойкость и химическую устойчивость пленок [17,
с. 20].
Химическая модификация пленкообразователей может быть
проведена не только в массе, но и на уровне частиц. Так, посред-
ством щелочного гидролиза сополимеров этилена с винилацетатом
(СЭВА-25) в гетерогенных условиях получены порошки с частица-
ми, ядро которых состоит из неомыленного полимера, а наружные
слои-из частично и полностью омыленного [86]. В результате за-
мены ацетатных групп в поверхностных слоях полимерных частиц
на гидроксильные резко улучшается сыпучесть порошков (угол
естественного откоса уменьшается с 43 до 30°); составы приобре-
тают способность отверждаться полиизоцианатами. Аналогичный
эффект модификации (накопления полярных функциональных
групп) достигается при модификации по-
рошков полиэтилена и сополимеров эти-
лена у-облучением при небольших дозах
(до 0,5 Мрад) [78].
Содержание ДКП,%
Рис. 28. Зависимость продолжительности полимеризация (конверсия 6(Г J олягоэфнракрилаза ТГМ-3 в массе поливи-
нилхлорида от содержания нннннатора дикуми л пероксид а яра 160 С.
Рис. 29 Деформационные кривые пленок, полученных из поливинилхлоридных композиции без модификатора (/) я
с модификаторами д я ал кил фтал атом (2) я олнгоэфиракрилагом ТГМ-3 (3).
45
2.5. ОТВЕРДИТЕЛИ И УСКОРИТЕЛИ
ОТВЕРЖДЕНИЯ
2.5.1. Общие сведения
Отвердители, или структурирующие до-
бавки,-необходимый компонент термопревращаемых порошковых
красок олигомерного типа-эпоксидных, полиэфирных, полиакри-
латных, полиуретановых, кремнийорганических и других. Их вводят
нередко и в рецептуры полимерных композиций - поливинилбути-
ральных, полиэтиленовых и других-с целью получения необра-
тимых покрытий.
Для активации процесса отверждения - снижения температуры
или ускорения формирования покрытий-часто применяют ускори-
тели, или активаторы, комбинируя их с соответствующими отвер-
дителями.
От типа отверждающей системы зависят многие свойства кра-
сок: их стабильность, условия отверждения, а также внешний вид,
механические, электрические и защитные свойства покрытий. Полу-
чение структурированных покрытий из порошковых красок в отли-
чие от жидких имеет ряд особенностей, которые следует учитывать
при выборе отвердителей и ускорителей процесса отверждения.
Очень важно, чтобы отверждающие агенты не ухудшали технологи-
ческие свойства порошков и не вызывали преждевременного
отверждения пленкообразователя. Нередко высокоактивные отвер-
дители оказываются непригодными из-за того, что они реагируют
с полимерами и олигомерами уже в процессе приготовления компо-
зиций или при хранении порошков, переводя их в неплавкое состоя-
ние. Необходимо, чтобы реакция трехмерного превращения плен-
кообразователя происходила в пленке после завершения процесса
ее образования, т.е. после слияния частиц. Это оказывается воз-
можным, если активация макромолекул, приводящая к их сшива-
нию, происходит при температурах выше температуры пленкообра-
зования или медленнее, чем деформация и вязкое течение
пленкообразователя в частицах (рис. 30). Такое условие легко ре-
ализуется при применении олигомеров, поскольку они имеют низ-
кие температуры плавления; напротив, составление термореак-
тивных композиций с использованием полимеров значительно
труднее.
Из отверждающих добавок в наибольшей степени оправдало се-
бя применение скрытых, так называемых латентных, отвердителей,
проявляющих свою реакционную способность лишь выше опреде-
ленной температуры или по истечении некоторого времени тепло-
вого воздействия. Нагревание не только ослабляет межмолекуляр-
ное взаимодействие и понижает вязкость пленкообразователя, но
и активирует молекулярные цепи, делая их более реакционноспо-
собными. Поэтому длительное нагревание или чрезмерное повыше-
ние температуры обычно не исправляет дефектов пленки (плохой
розлив, неполная коалесценция частиц), обусловленных преждевре-
менным структурированием пленкообразователя.
46
7"=const
г=const
Общее время
образования
необратимого
покрытия
Температурная
область
образования
необратимого
покрытия
Обратимое
покрытие
(расплав)
Порошок
Рис. 30. Схема, характеризующей ироиесс образования необратимого покрытия из порошковой краски:
1 плавкий порошок; II неплавкий ворошок; 111 обратимое покрытие; 1V - необратимое покрытие.
Необратимое
покрытие
Стабильность термореактивных красок при одновременном со-
хранении высокой реакционной способности наиболее просто обес-
печивается путем приготовления и поставки их в виде двух упако-
вок-основы и отвердителя. Однако этот способ, оправдавший себя
при получении покрытий из жидких красок, пока не нашел примене-
ния при использовании порошков. Основная причина этого-труд-
ность гомогенизации компонентов этих красок в условиях примене-
ния.
Ускорение процесса отверждения покрытий может быть достиг-
нуто не только применением химического инициирования или ката-
лиза, но и посредством фотохимического и радиационного воздей-
ствия на расплав порошковой композиции [49]. В этом случае не
возникает проблемы обеспечения стабильности красок при хране-
нии и переработке; реализация этого пути, однако, связана с разра-
боткой и применением специальных порошковых красок фого-
и радиационного отверждения.
2.5.2. Выбор отвердителей
Отвердители, равно как и ускорители от-
верждения, выбираются с учетом пленкообразующей основы и по-
этому специфичны для каждого вида порошковых красок; их харак-
теристика приводится в разделе 2.5.3. Имеются, однако, общие для
термореактивных порошковых красок критерии подбора отвердите-
лей, которые следует учитывать при составлении их рецептур.
47
ТАБЛИЦА 5. Время желатинизации (в с) эпоксидных композиций с разными
отвердителями
Отвердитель Эпоксиолигомер
тип А тип В
Температура 171 ’С
Дициандиамид 480 375
Замещенный дициандиамид 232 164
Аддукт тримеллитовой кислоты 60 50
Температура 180 С
Ангидрид тримеллитовой кислоты 235 208
Модифицированный дициандиамид 40 50
Реакционная способность. В зависимости от реакционной способ-
ности отвердителя по отношению к пленкообразователю-олигоме-
ру возможны крайние случаи: нестабильность композиции-при
слишком большой реакционной способности-и плохое качество
покрытий (хрупкость, повышенная растворимость) из-за неполного
отверждения-при слишком низкой.
О реакционной способности обычно судят по времени желати-
низации композиции при той или иной температуре, изменению
вязкости расплавов, тепловым эффектам, свойствам получаемых
после отверждения покрытий.
Время желатинизации (гелеобразования) характеризует период
превращения расплава из текучего в нетекучее (гелеобразное) со-
стояние. В зависимости от условий определения и типа отвердителя
время желатинизации композиций колеблется в широких преде-
лах-от нескольких секунд до десятков минут.
В табл. 5 в качестве примера указано время желатинизации (по
Кофлеру) двух образцов эпоксидных композиций фирмы Ciba- Ge-
igy, содержащих разные отвердители [45, 49].
С уменьшением температуры время желатинизации резко возра-
стает. Например, при 150 С время желатинизации эпоксидных ком-
позиций в 2-3 раза больше, чем при 180 "С, и в 5-6 раз больше, чем
при 200 С [49].
Оптимальными считаются отвердители, обеспечивающие полу-
чение композиций с временем желатинизации при 180 С 2-4 мин.
Следует учитывать, что не существует полной корреляции между
временем желатинизации и продолжительностью отверждения по-
крытия. Поэтому время желатинизации может служить лишь
ориентировочным показателем при выборе отверждающих агентов.
Реологическое поведение расплавов при изотермическом
(рис. 31) и неизотермическом (рис. 32) нагреве позволяет судить
о времени или температуре начала реакции и относительной реак-
ционной способности исследуемых композиций [86, 87]. Наиболее
часто для оценки этих показателей пользуются минимальной вяз-
костью расплава т]мин и временем наступления минимальной вязко-
48
Рис 31 Изменение ннзкостн зермореактинной полиакриаатнои
композиции нра назревании при разных темпера гурах.
ста Тмин-параметрами. опреде-
ляемыми по положению реологиче-
ской кривой при неизотермическом
нагреве (см. рис. 32). Поскольку оба
эти параметра являются функцией
скорости нагрева (рис. 33), для их
характеристики необходимо знать,
от какой температуры и с какой ско-
ростью осуществлялось нагревание
расплава. В табл. 6 приведены
данные, характеризующие реологи-
ческое поведение эпоксидных композиций, содержащих разные по
активности отвердители [49, 88]. Нагревание осуществлялось от
90 С со скоростью 24сС/мин.
Высокоактивные отвердители, вызывая ускорение процесса от-
верждения (уменьшение тМин), как правило, способствуют повыше-
нию т]Мин, что отрицательно сказывается на растекании расплавов
и декоративных свойствах покрытий. Лучшими следует признать те
отвердители, которые в максимальной степени сокращают тМИи,
оставляя на низком уровне т]МИц. Как следует из табл. 6, этим тре-
бованиям в эпоксидных составах в наибольшей степени отвечает
модифицированный дициандиамид.
Реологические кривые, характеризуя реакционную способность
композиций на начальной стадии процесса отверждения, не позво-
ляют, однако, оценить полноту реакции, т. е. степень использования
функциональных групп пленкообразователя. Эти сведения можно
получить, непосредственно контролируя содержание этих групп при
Рис. 32. Температурная зависимость внжости эпоксидной композиции, содержащей отвердитель (гн 0,3 С).
Рис. 33. Зависимость Л мин и тмакс эпоксн>тиой композиции от скорости на! рева.
4 — Зак. 147
49
ТАБЛИЦА 6. Значения г|мин и тмин для порошковых эпоксидных составов с
разными отвердителями
Отвердитель Лмнн’ Па-с тмин' с
Дициандиамид 100 180
Дициандиамид + производное имидазола 300 120
Модифицированный дициандиамид 90 150
Модифицированный ангидрид тримеллитовой кислоты 180 135
отверждении, например, химическим методом, или по ИКС, а также
определяя тепловой эффект реакции или исследуя свойства пленок-
растворимость (содержание гель-фракции), температуру стеклова-
ния, механические, электрические и др. [89—91]. Применение этих
методов, особенно в комплексном их использовании, позволяет не
только характеризовать реакционную способность композиций, вы-
бирать оптимальные отвердители и ускорители, но и определять их
оптимальную дозировку в рецептуре порошковой краски.
В табл. 7 приведены данные по эффективности класса ускорите-
лей -ацетилацетонатов металлов-в реакции отверждения эпоксид-
но-полиэфирных композиций [91, с. 97].
По комплексу показателей, полученных в результате этих испы-
таний, лучшим является ацетилацетонат цинка. При его введении
достигается максимальный тепловой эффект реакции и образуются
покрытия с наибольшей плотностью мостичных связей-миниму-
мом растворимых фракций и наиболее высокой температурой
стеклования.
Распределение в композиции. Эффективность действия отверж-
дающих добавок во многом зависит от характера их распределения
в композиции, которое, в свою очередь, определяется совмести-
мостью и способом смешения с пленкообразователем.
Большая часть отвердителей и ускорителей, являющихся низко-
молекулярными веществами (ароматические амины, бигуаниды,
многоосновные кислоты и ангидриды кислот, производные моче-
вины, некоторые комплексы металлов-для эпоксиолигомеров, гек-
ТАБЛИЦА 7. Эффективность ускоряющего действия ацетилацетонатов металлов
при отверждении эпоксидно-полиэфириых композиций
Условия отверждения: 2ОО°С-15мнн; содержание ускорителя-3%.
Показатели Ацетилацетонат Без уско- рнте- ля
Zn Со Си Cd Fe Al Cr
Время желатинизации 60 50 210 210 150 200 — 1360
при 180 °C, с
Тепловой эффект АН, кДж/моль 129 92 58 46 40 34 15 14
Содержание гель-фракции, % 95 72 64 47 50 42 47 40
Температура стеклования 102 75 60 45 45 52 40 40
пленки, °C
50
саметоксиметилмеламин, триглицидилизоцианурат, аддукты изо-
цианатов, олигомерные эпоксисоединения и другие-для полиэфи-
ров, полиакрилатов, полиуретанов), достаточно хорошо растворяет-
ся в расплавах пленкообразователей, т.е. распределяется в них на
молекулярном уровне. Такой характер распределения благоприятно
сказывается на активации молекулярных цепей и скорости химиче-
ской реакции, соответственно и на процессе отверждения покрытий.
Не случайно, все термореактивные краски, отверждаемые ускоренно
или при низких температурах, содержат в качестве отверждающих
добавок вещества, хорошо совместимые с олигомерами. Молеку-
лярная совместимость реагирующих компонентов, однако, идет
вразрез со стабильностью композиций и в случае высокоактивных
отвердителей усложняет процесс их хранения и приготовления, т. е.
смешения компонентов в расплаве. Так, при использовании арома-
тических аминов (м-фенилендиамина, 4,4'-диаминодифенилметана
и др.), хорошо растворимых в эпоксиолигомерах и достаточно ак-
тивных, жизнеспособность (предельный срок хранения) композиций
при 20 °C не превышает 2-4 мес, при 50 °C-2-3 ч [92].
Отвердители и ускорители, ограниченно совместимые с пленко-
образователями, распределяются в них дисперсно. Примером таких
отверждающих добавок могут служить, в частности, дициандиамид,
бензимидазол и его производные-для эпоксидных красок, карбок-
силсодержащие и фенолоальдегидные олигомеры-для поливинил-
бутиральных и т. д. При таком способе распределения скорость ге-
терофазной реакции определяется площадью поверхности контакта
реагирующих компонентов. Поэтому условиями получения компо-
зиций ускоренного отверждения являются высокая степень дисперс-
ности отверждающих добавок (если они вводятся в порошкообраз-
ном состоянии) и их тщательная гомогенизация в расплаве. Именно
соблюдая эти условия, удалось существенно ускорить получение по-
крытий из эпоксидных порошковых красок с отвердителем дициан-
диамидом.
Гетерогенное введение отвердителей и ускорителей тем не менее
нельзя признать рациональным, несмотря на более высокую ста-
бильность получаемых при этом композиций. Данный способ мо-
жет быть оправдан лишь при использовании дешевых доступных
отвердителей.
2.5.3. Характеристика отвердителей
Эпоксидные краски. При всем многообра-
зии отвердителей эпоксиолигомеров [93; 94, с. 33] для получения
порошковых красок нашли применение лишь немногие. Это прежде
всего соединения, относящиеся к классам цианамидов (дицианди-
амид, модифицированный дициандиамид и различные его про-
изводные), ароматических аминов, многоосновных кислот и ангид-
ридов кислот. Также используются дигидразиды, блокированные
изоцианаты, комплексные соединения аминов с трифторидом бора,
вещества, содержащие активные функциональные группы (феноло-,
4*
51
мочевино- и меламиноформальдегидные олигомеры, полиамиды
и др.) [15, с. 40; 45; 95, с. 204].
Дициандиамид (ДЦДА) H2N—С(—NH)—NH—C^N первый
отвердитель промышленных порошковых красок-находит приме-
нение и в настоящее время. Он имеет плотность 1,4, температуру
плавления 205 С, растворимость в воде при 25 °C-4,1-4,2%.
Будучи нелетучим и сравнительно неактивным при температу-
рах ниже 130 °C, ДЦДА позволяет получать порошковые смеси
с почти неограниченной стабильностью, а покрытия-с высокой
теплостойкостью, хорошими механическими, электрическими и хи-
мическими свойствами. Но ДЦДА трудно растворяется в эпокси-
олигомерах и удовлетворительно реагирует с ними лишь выше
180 С. Его реакционная способность невысока и зависит от харак-
тера распределения в композиции. При хорошей гомогенизации
время отверждения композиций, содержащих ДЦДА, при
180-200 °C составляет примерно 30 мин. Дозировку отвердителя
выбирают, как правило, не расчетным, а опытным путем на основа-
нии оптимальных свойств покрытий. При применении олигомеров
с эпоксидным числом 2,5-6,0 оптимальное количество дициандиа-
мида составляет 1-4% (от массы олигомера).
Димотол-замещенный дициандиамид-белый кристаллический
порошок с температурой плавления 132 °C, нерастворимый в воде
(растворимость 1,5%), но растворимый в полярных растворителях
(этанол, ацетон, диоксан). В отличие от ДЦДА димотол хорошо
растворяется в расплавах эпоксиолигомеров и быстрее реагирует
с ними при нагревании. Оптимальная дозировка димотола
в эпоксиолигомеры с эпоксидным числом 4-5 составляет 3-4% (от
массы олигомера). При этой дозировке время гелеобразования оли-
гомеров при 180 С составляет 4 мин, при 120 С-36 мин, время от-
верждения-15 и 70 мин соответственно (рис. 34) [23, с. 10].
Ароматические амины
м -фенилендиамнн
4,4'-диаминодифенилметан
180-
О
°-160-
(0
Q.
®140-
ф
с
S
о
Ь-120-
3,3'-дихлор-4,4'-диамииодифеннлметан
(днамет X)
Рис. 34. Температурная зависимость отверждения эпоксидной
композиции диметолом.
------1------U-,----1 — L
0 20 40 60-80
Т, мин
52
являются твердыми веществами, хорошо совместимыми с эпоксио-
лигомерами в расплавах. При их применении отверждение эпоксио-
лигомеров протекает при относительно низких температурах
(80-160 С). Получаемые покрытия имеют хорошие механические,
химические и электрические свойства. Недостатком этих отвердите-
лей является ограниченная стабильность композиций (кроме диаме-
та X), повышенная токсичность и наличие окраски. Для понижения
активности аминов проводят их модификацию трифторидом бора,
моноэпоксидными и другими соединениями. Так, при модификации
4,4'-диаминодифенилметана фенилглицидиловым эфиром стабиль-
ность композиций увеличивается от 1 до 5 мес, скорость же отверж-
дения сохраняется на достаточно высоком уровне в широком ин-
тервале температур-от 120 до 180 °C.
Многоосновные кислоты и ангидриды кислот - важная и распро-
страненная группа отвердителей порошковых материалов. Находят
применение
1) органические кислоты
КОСО—(СН2)4СООН
адипиновая
2) ангидриды и диангидриды кислот
НОСО (СН2)8СООН
себациновая
эндиковый
пиромеллитовый
гекса хлорэндиковый
которые активно взаимодействуют с эпоксиполимерами при 150 С
и выше и дают покрытия с большим содержанием нераствори-
мого полимера.
Недостатком многих этих отвердителей является сравнительно
высокая реакционная способность, которая приводит к низкой
стабильности композиций, а также жесткость (малая эластичность)
пленок, особенно ангидридного отверждения.
Более стабильные и быстро отверждаемые при высоких темпера-
турах композиции получаются при применении в качестве отверди-
53
гелей следующих диангидридов:
Покрытия, полученные с применением этих ангидридов и отверж-
денные при 200 °C в течение 20 мин, отличаются повышенным глян-
цем, хорошей адгезией, механической прочностью и химической
стойкостью [45].
Особенно популярными отвердителями являются кислые поли-
эфиры, представляющие собой продукты взаимодействия многоос-
новных кислот с гликолями. Они хорошо совмещаются с эпокси-
олигомерами в расплаве и образуют стабильные композиции,
способные отверждаться при нагревании (180—200 °C). Применяют
олигомеры с молекулярной массой 2000-4000 и кислотным числом
50-120. В зависимости от кислотного числа их содержание в компо-
зициях достигает 30-70% (от массы эпоксиолигомера). Краски
с этими отвердителями часто называют эпоксидно-полиэфирными.
Дигидразиды кислот
NH, NH -C R - C NH - NH,
II II
о о
(R-радикал алифатической кислоты)
относятся к числу отвердителей, активно взаимодействующих
с эпоксиолигомерами лишь при нагревании. Рекомендованы к ис-
пользованию в порошковых красках дигидразиды адипиновой и се-
бациновой кислот, имеющие температуры плавления 177 и 186 °C
соответственно [96]. При составлении композиций берут 5%-ный
избыток дигидразида по отношению к расчетному количеству, ко-
торое находят как Q = 0,0058А4Э, где Q-количество отвердителя,
требуемое на 100 г эпоксиолигомера, г; М-молекулярная масса от-
вердителя; Э-эпоксидное число олигомера.
Дигидразиды вызывают быстрое отверждение эпоксидных ком-
позиций (при 180-200 °C время отверждения 5-15 мин) и образова-
ние покрытий с хорошими физико-механическими свойствами.
Полиизоцианаты общей формулы R—(N=C=O)2 применяют
в основном в блокированной форме. Практическое применение по-
лучили дибутилуретан, фенилуретаны, продукт ФЭУ [95, с. 131],
аддукты 2,4-толуилендиизоцианата и изофорондиизоцианата
с е-капролактамом. Их реакционная способность проявляется в мо-
мент деблокирования, которое йроисходит при нагревании, обычно
54
выше 120 С. При составлении композиций следует учитывать, что
выделяющиеся в процессе разложения уретанов растворители
(спирты, фенолы) сильно понижают вязкость расплава полимера
и создают опасность потеков на вертикальных поверхностях изде-
лий. Отвержденные изоцианатами покрытия прозрачные, гибкие,
с хорошими химическими и электрическими свойствами и высокой
адгезионной прочностью.
Кислоты Льюиса служат катализаторами процесса отвержде-
ния эпоксисоединений.
Наиболее часто в порошковых красках применяют комплексы
трифторида бора BF3 с азотсодержащими соединениями - ацетокси-
мом (отвердитель УП-605/6р), а-нафтиламином (отвердитель
УП-605/2р) и др. Они позволяют проводить отверждение компози-
ций при невысоких температурах (до 150 °C) и получать покрытия
с хорошими механическими и электроизоляционными свойствами
[94, с. 47].
Большинство описанных отвердителей применяют совместно
с ускорителями; в отсутствие ускорителей эффективность многих из
них низка, а качество получаемых покрытий оказывается недоста-
точно высоким.
При использовании дициандиамида ускорителями отверждения
служат в первую очередь различные азотсодержащие соединения:
гуанидины, гидразины, имидазолы, пиридин, пиперидин, про-
изводные пиперазина, уротропин, триазин, производные мочевины
[96, 97]. Так, композиции, содержащие дициандиамид и комплексы
солей металлов (например, меди) и имидазола, отверждаются при
177 °C за 4 мин, при 163°С-за 5,5 мин, сохраняя при этом высокую
стабильность в комнатных условиях. При введении в состав порош-
ковых красок уротропина в количестве 1% время отверждения при
200 °C уменьшается до 10 15 мин.
В качестве ускорителей отверждения предложено применять со-
ли металлов (цинка, кадмия, ртути) и карбоновых кислот, например
угольной, амины, салицилальимид цинка и другие соединения. Так-
же эффективно идет отверждение эпоксисоединений дициандиами-
дом в присутствии ацилгуанидов, эфиров борной кислоты и ами-
ноалкилгликоля, различных производных мочевины. При введении
последних в композицию отверждение происходит при 140 °C за
4 мин, тогда как без ускорителя это время составляет 55 мин [96].
Большую группу ускорителей представляют различные комп-
лексные соединения, например координационные комплексы ами-
нов с металлами, иодиды триметилсульфония и этилтрифенилсуль-
фония, ацетилацетонаты двухвалентных металлов. Из ацетилацето-
натов металлов (Zn, Мп, Со, Ni, Fe, Cr, Hg, Cu, Be, Mg) наиболее
эффективны ацетилацетонат цинка и его смесь с ацетилацетонатом
магния (2:1). Оптимальные их количества в рецептурах красок со-
ставляют 2-3 ч. на 100 ч. (масс.) эпоксиолигомера. Такие компози-
ции с ДЦДА отверждаются при 150 °C за 1 ч, при 120 °C-за 4,5-5 ч
(рис. 35). Скорость отверждения увеличивается, если ацетилацето-
наты применяют с добавками оловоорганических соединений-ди-
55
Рис. 35. Зависимость содержания трех-
мерного полимера от нродолжительно-
стн отверждения эпоксидном композиции
дициандиамидом в отсутствие
(— — ) и а присутствии 2"„ ацети.т-
ацетоната цинка ( ) и его смеси с аце-
тнлацетонатом магнии ( — ).
Т, МИН
бутилдилаурата или диизооктилтиогликолятдиоктилолова (а. с.
СССР 535319).
Ацетилацетонаты металлов эффективны не только в компози-
циях с ДЦДА, но и при использовании с отвердителями-многоос-
новными кислотами и ангидридами кислот. Наилучшие результаты
при этом показывают ацетилацетонаты цинка и алюминия, вве-
денные в количестве 3% (от массы олигомеров) [91, с. 97].
Другими ускорителями кислотного и ангидридного отверждения
эпоксиолигомеров служат оксид, гидроксид и карбонат цинка (1-5%
в композиции-рис. 36) (а. с. СССР 966103), третичные амины (бен-
зилдиметиламин, трис[диметиламинометил]фенол), пиперидин,
аминопиридин, триазины, производные морфолина, пиразолон, пи-
римидин и другие гетероциклические соединения [95, с. 205].
Положительное влияние на отверждение эпоксиолигомеров как
ДЦДА, так и ангидридами кислот оказывает присутствие в порош-
ковых красках фенолоформальдегидных олигомеров новолачного
и резольного типов. Последние, катализируя процесс отверждения,
одновременно взаимодействуют с эпоксидными олигомерами по
месту гидроксильных групп, выполняя роль их отвердителей.
В табл. 8 сравниваются свойства
эпоксидных порошковых материа-
лов, изготовленных с применением
наиболее употребительных промыш-
ленных типов отвердителей [43].
Следует отметить, что использова-
ние высокоактивных отверждающих
систем не всегда полезно: декора-
тивные свойства («розлив») получа-
емых покрытий при этом заметно
ухудшаются, кроме того, значитель-
но осложняется контроль за приго-
товлением композиций.
Рис. 36. Зависимость содержания трехмерного полимера от
продолжительности отверждения эпоксидно-полиэфир-
нон композиции без ускорителя (7), с 3%, ускорите-
лей ацетнлацетоната алюминия (2), гидроксида цин-
ка (3) и оксида цинка (4) нрн 200 С.
56
ТАБЛИЦА 8. Оценка свойств эпоксидных красок, полученных с применением
различных отвердителей
Балл оценки: 5 отлично; 4 хорошо; 3 удовлетворительно; 2-неудовлетворительно.
Отвердитель Скорость отверж- дения Блеск по- крытий Прочность и деформи- руемость покрытий Стойкость покрытий
химиче- ская к старе- рению
Дициандиамид 3 5 4 3 3
Модифицированный дициан- 4 4 5 4 3
диамид Замещенные дициандиамиды 4 5 5 4 3
Ангидриды кислот 4 5 4 5 4
Кислые полиэфиры 4 4 4 4 4
Модифицированные еромати- 4 4 5 5 3
ческие амины Полиаминоамиды 5 2 3 3 3
Полиэфирные краски. В соответствии с характером функцио-
нальных групп (гидроксильные или карбоксильные) полиэфирного
пленкообразователя нашли применение в качестве отвердителей
следующие классы соединений: многоосновные кислоты и ангид-
риды кислот, меламиноформальдегидные олигомеры, эпоксисоеди-
нения, олигомеры, содержащие карбоксильные, гидроксильные,
эпоксидные и другие группы.
Многоосновные кислоты и ангидриды кислот применяют для
отверждения гидроксилсодержащих полиэфиров. Наиболее подхо-
дящими оказались пиромеллитовый, тримеллитовый ангидрид
и кислые полиэфиры с кислотным числом 70-150 и температурой
размягчения 70-130 °C, получаемые при взаимодействии многоос-
новных кислот с диолами или алкоголизом лавсана. Их вводят
в полиэфиры из расчета по гидроксильным числам. В процессе при-
готовления композиций при температурах 130-135 °C они практиче-
ски не взаимодействуют с полиэфирами, однако легко реагируют
с ними выше 180 С и особенно при 200 С с образованием покры-
тий трехмерного строения. Меламиноформальдегидные олигомеры
пригодны для отверждения как гидроксил-, так и карбоксилсодер-
жащих полиэфиров.
Распространенным отвердителем этого типа является гексамет-
оксиметилмеламин (сокращенное название ГМ-3):
Н3С— О— Н2С СН2—О—СНз
А\ /А
I С^ I
Н3С— О—Н2С I II СН2—О—-СНз
С
Нзс—о—Н2С—N—СН2—О—СН3
Отвердитель ГМ-3 представляет собой белое воскообразное ве-
щество с плотностью 1,2 г/см3 и температурой плавления 30-50 С
57
[98]: применяется индивидуально или в смеси с кислыми ускорите-
лями. При его введении время отверждения красок на гидроксилсо-
держащих полиэфирах при 180 С не превышает 30 мин. Недостаток
ГМ-3 как отвердителя-его водорастворимость, что отрицательно
сказывается на сыпучести порошков (из-за влагопоглощения) и во-
достойкости получаемых покрытий. Отмечается также образование
кратеров и пузырей при отверждении составов в толстых слоях.
Эпоксидные соединения мономерного и олигомерного типов
в качестве отвердителей широко применяют в красках на основе
карбоксилсодержащих полиэфиров. Особенно хорошие результаты
дает применение триглицидилизоцианурата (ТГИЦ), известного под
торговым названием аральдит РТ-810 [99]. ТГИЦ получают из
циануровой кислоты и эпихлоргидрина или из аллилхлорида и ал-
килизоцианурата с последующим эпоксидированием; температура
плавления 80 102 С, эпоксидное число 9,0 9,3, в расплавленном со-
стоянии имеет низкую вязкость (при 120 С-0,08 Па-с). Продукт
стабилен при хранении; поставляется фирмой Ciba Geigy (Швейца-
рия) [32]. ТГИЦ вводят в полиэфиры из расчета по числу функцио-
нальных групп (обычно 5-11 ч. отвердителя на 100 ч. смолы) [100].
Наряду с ТГИЦ рекомендуются другие эпоксидные соединения,
в частности полиглицидиловые эфиры а-разветвленных и ненасы-
щенных карбоновых кислот (англ. пат. 1305208, 1432928), сополи-
меры глицидилметакрилата с глицидилакрилатами (пат. ФРГ
2347680) и эпоксидные олигомеры. Покрытия, отвержденные эпок-
сисоединениями, особенно ТГИЦ, обладают высокой атмосферо-
и светостойкостью и хорошими механическими и диэлектрическими
свойствами [101].
Для отверждения ненасыщенных полиэфиров используют обыч-
ные инициаторы реакции полимеризации пероксидного и гидро! iep-
оксидного типов.
Полиакрилатные краски. Пленкообразователями в порошковых
полиакрилатных красках обычно служат глицидил- или карбоксил-
содержащие акрилатные сополимеры [102]. Учитывая природу ре-
акционноспособных функциональных групп, в качестве отверждаю-
щих агентов для глицидилсо-
держащих сополимеров при-
меняют поликарбоновые на-
сыщенные и ненасыщенные
кислоты и их ангидриды,
полиэфиры и эпоксиэфиры,
содержащие карбоксильные
группы, третичные амины
Рис. 37. Зависимость содержании трехмерного
полимера от продолжительности шнер-
ждеиии композиции из карбокси л сод ер-
жашею и т лииидилсодержаше! о акри-
латных сополимеров (соотношение 1:0,6
по массе).
58
[103]. В выборе отвердителей для этих композиций имеется много
общего с эпоксидными красками
Карбоксилсодержащие сополимеры отверждают эпоксидными
соединениями, глицидилизоциануратом, оксазином, оксазолином,
бисоксазолинбензолом и разнообразными гидроксилсодержащими
олигомерами [104]. Предпочтительны также сшивающие агенты,
которые реагируют с пленкообразователем аддитивно, т.е. без вы-
деления побочных продуктов. Для этой цели большое распростра-
нение получили комбинации различных акрилатных сополимеров
с боковыми глицидиловыми и карбоксильными группами [102],
а также составы с отвердителем бисоксазолинбензолом [104]. Неза-
висимо от вида композиции содержание нерастворимого полимера
в пленке растет с увеличением температуры и времени ее отвержде-
ния (рис. 37) [80].
Полиуретановые краски. Отвердителями полиуретановых соста-
вов служат в основном блокированные («скрытые») изоцианаты. Их
комбинирование с гидроксилсодержащими плеикообразователями
(полиэфирами, эпоксидными олигомерами, полиакрилатами и др.)
позволяет получать стабильные при хранении композиции, спо-
собные быстро отверждаться при температурах выше температур
деблокирования изоцианатов.
Наиболее часто используются аддукты, представляющие собой
продукты взаимодействия 2,4-толуилендиизоцианата или изофо-
рондиизоцианата со спиртами, фенолами, аминами, лактамами, ок-
симами, имидами [95, с. 131; 105]. При выборе изоцианата учиты-
ваются его температура плавления (желательно, чтобы она не
отличалась от температуры плавления гидроксилсодержащего
пленкообразователя более чем на 10 °C) и температура деблокиро-
вания, которую предпочтительно иметь более низкой, но не ниже
120 С. В порядке уменьшения температуры распада аддуктов
агенты деблокирования располагаются в следующий ряд [106]:
первичные спирты > фенолы > капролактам > ацетоуксусный
эфир > фталимид > имидазол. Аддукты с алифатическими спиртами
имеют наиболее высокую температуру распада. Например, для ди-
бутилуретана она составляет около 250 С.
Аддукты на основе циклических спиртов-бензилового и фурфу-
рилового, пиклогексанола и монофенилового эфира этиленгликоля
имеют более низкую температуру деблокирования. Из фенилурета-
нов вследствие токсичности и запаха фенола применяются лишь ад-
дукты на основе 4-нонилфенола и его смесей с фенолом и аминами
(диэтиламин, морфолин). Выделяющийся амин каталитически дей-
ствует на дальнейший распад аддукта. Также используют аддукты
оксимов-ацетофеноксима, метилэтилкетоксима, бензальдоксима
(яп. пат. 81/005428). Наибольшее распространение в порошковых
красках, однако, получили блокированные изоцианаты на основе
лактамов-Е-капролактама, а-метилкапролактама, у-бутиролактама,
а-лауролактама, а также ароматических карбоновых кислот-и-ок-
сибензойной и ее эфиров [34]. Они имеют невысокую температуру
распада (180 С и ниже). Выделяющиеся агенты деблокирования-
59
лактамы и ароматические кислоты-способствуют розливу красок.
Полиизоцианаты-2,4-толуилендиизоцианат и изофорондиизоциа-
нат, блокированные Е-капролактамом
являясь наиболее доступными и распространенными отвердителя-
ми, имеют, однако, слишком низкую температуру плавления. По-
этому в порошковых красках часто применяют продукты их взаи-
модействия с диолами и полиолами следующего строения [105]:
о
, .. , н г
N— С — NH—R—NH—С—О —R—О—С—NH—R—NH—С —N
о
о
о
о'
R’=—(СН2)„— (и = 2-4)
Фирма Bayer выпускает ряд изоцианатных отвердителей марки
крелан: аддукт ир-2,4-толуилендиизоцианат, блокированный
Е-капролактамом, аддукт UL-на основе изофорондиизоцианата
и £-капролактама, L/Ue 6103, L/Ue 6107, L/Ue 6108 и другие на ос-
нове указанных выше изоцианатов, s-капролактама и гликолей
[107]. Они рекомендуются прежде всего в сочетании с гидроксилсо-
держащими полиэфирами.
Поливинилбутиральные краски. Покрытия из поливинилбутираля
применяют в основном неструктурированными, однако могут быть
получены и трехмерные покрытия. Сшивание цепей может происхо-
дить за счет как имеющихся в полимере гидроксильных групп, так
и групп, вновь образующихся в результате разрыва апетальных
связей.
Структурирующими агентами поливинилбутираля являются
многоосновные органические и неорганические кислоты и анги-
дриды кислот, фенолоформальдегидные олигомеры резольного
и новолачного типа, блокированные изоцианаты.
Ниже указаны некоторые структурирующие вещества и пределы их введения в композиции, в % (масс.) [15, с. 49]:
Фталевый ангидрид 0,5-2 Фенолоформальдегидный 5-8
Борная кислота 0,5-1 олигомер (резол № 300)
Адипиновая кислота 5-10 Фенолоформальдегидный 7-10
Тримеллитовая кислота 0,3-0,5 олигомер (новолак № 18)
Полиамидокислота 3-7 Дибутилуретан 3-5
Дигидроортофосфат аммония 1-2
Из перечисленных агентов наилучшие результаты дает примене-
ние скрытых отвердителей, т.е. веществ, проявляющих свою реак-
ционную способность после завершения процесса пленкообразова-
ния. Ими являются, в частности, блокированные изоцианаты
60
Рнс. 38. Кинетика диссоциации днгидроортофосфата аммонии прн 5Q
нагревании
зГ
и аммониевые соли ортофосфорной §40
кислоты, прежде всего одно- и двухза- х
мещенные фосфаты аммония о 30
NH4H2PO4 и (NH2)2HPO4. Действие о
солей основано на их способности дис- ч20
социировать при нагревании с выделе- £
нием аммиака и кислоты [17, с. 43]. ®ю
Температурная область диссоциации £
(рис. 38) совпадает с температурными °
пределами образования покрытий
(220-250 "С), однако диссоциация про-
текает медленнее, чем пленкообразование. Это приводит к тому,
что выделяющаяся фосфорная кислота взаимодействует с полиме-
ром в основном после аутогезии частиц. Будучи твердыми кристал-
лическими веществами, аммонийфосфаты не снижают сыпучести
и химической стабильности порошков при хранении. Выделяющие-
ся при разложении солей аммиак и кислота не оказывают отрица-
тельного воздействия на полимер и пленку. Напротив, несвязанная
кислота выполняет роль фосфатирующего агента на металлах, по-
вышая качество покрытий. Из скрытых отвердителей хорошие ре-
зультаты дает также применение дибутилуретана, однако формиро-
вание покрытий требуется проводить при высоких температу-
рах -250-270 С.
Удобным структурирующим агентом оказалась полиамидокис-
лота, применяемая индивидуально или в смеси с эпоксидно-ново-
лачным блоксополимером (а. с. СССР 810741). В последнем случае
оптимальное количество кислоты (применяют полиамидокислоту
с молекулярной массой 5000 и содержанием СООН-групп 10%)
в поливинилбутиральной композиции составляет 0,25-1,0%, а блок-
сополимера -8-10%.
В табл. 9 приведены свойства покрытий, полученных из соста-
вов с различными структурирующими агентами.
ТАБЛИЦА 9. Свойства полнвинилбутиральных покрытий, полученных с приме-
нением различных структурирующих агентов
Показатели Структурирующий агент
лолнамидокислота монофосфат аммония днбутнлуретан
Содержание нерастворимого 94-95 50-60 75-85
полимера, % Прочность при растяжении, МПа 42 23 20
Твердость по ПМТ-3, МПа 155 167 160
Гибкость по ШГ-1, мм I 3 1
Адгезионная прочность (к алю- 1500 1600 360-400 780-800
минию), Н/м Теплостойкость, °C 130 85 100
61
Структурированные покрытия выгодно отличаются от неструк-
турированных по прочности, водо- и теплостойкости, коррозионной
устойчивости и адгезии. Из недостатков следует отметить наличие
«шагрени» из-за неудовлетворительного разлива и трудности полу-
чения чисто белых покрытий. Структурирующие агенты в поливи-
нилбутиральные составы, в отличие от композиций на олигомерах,
вводят исключительно в форме порошков, применяя механическое
смешение без нагрева.
Полиэтиленовые краски. Структурирующими агентами полиэти-
лена служат органические пероксиды (бензоил- и дикумилперок-
сиды), 2,5-диметил-2,5-ди-трет-бутилпероксигексан, 1,3-ди-трет-бу-
тилпероксиизопропилбензол, сера и различные серусодержащие
соединения (дибензтиазилдисульфид, меркаптобензтиазол и др.), хи-
Hon-N-галогенимиды, пероксикарбонаты, азиды, силаны [15, с. 51].
Скорость химического отверждения в определенной степени за-
висит от дозировки и характера распределения структурирующих
агентов в массе полимера. Оправдал себя так называемый диффу-
зионный метод введения структурирующих агентов, заключающий-
ся в обработке полимера (порошок или гранулы) раствором отвер-
дителя в углеводородном растворителе [108, 109]. После заверше-
ния диффузии отвердителя растворитель удаляют и из гранул полу-
чают порошок обычными методами, например механическим из-
мельчением. Так изготовляют, в частности, порошковые составы на
основе полиэтилена, вводя в него дикумилпероксид.
Количество сшивающих добавок обычно составляет 0,2-3,0%
(масс.). Структурирование пероксидами ускоряется в присутствии
небольших количеств серы и серусодержащих соединений-каптак-
са, альтакса, тиурамдисульфида [110].
При структурировании полиэтилена существенно меняется его
структура: уменьшается степень кристалличности, изменяется мор-
фология надмолекулярных структур, образуются мостичные связи,
характер которых зависит от условий проведения процесса [109].
Эти изменения в структуре положительно сказываются на свой-
ствах полиэтилена и получаемых из него покрытий (рис. 39).
В частности, снижается модуль упругости полимера и увеличивают-
ся прочность при растяжении, относительное удлинение и адгезия
Рис. 39. Изменение растворимоеiи (со-
держания гель-фракцин) д. про-
чности пра растяжении ст, рав-
новесного набухания Q, относи-
тельного удлинения е и адгезии
А полиэтиленовых покрытий
в процессе структурировании
при 170°C.
62
покрытий. Запас прочности покрытий, представляющий собой отно-
шение разрушающего напряжения при растяжении к величине вну-
тренних напряжений, возрастает от 2 до 5. Указывают [109], что
адгезия образцов к стали при структурировании в присутствии 3%
дикумилпероксида увеличивается в 2-5 раз. Таким образом, вероят-
ность растрескивания и отслаивания покрытий при длительной экс-
плуатации резко уменьшается.
Весьма важным является повышение тепло- и морозостойкости
полиэтиленовых покрытий при структурировании. Полимер,
сшитый с помощью дикумилпероксида (2-3%) или радиационным
облучением, имеет рабочую температуру выше 90 С и выдерживает
кратковременный нагрев до 132 С, тогда как эти температуры для
исходного полимера равны 80 и 100 С соответственно. Температу-
ра хрупкости снижается от — 65 приблизительно до — 130 С [111
с. 123].
Структурированию могут быть подвергнуты и другие полиоле-
фины, например сополимеры этилена с пропиленом, этилена с ви-
нилацетатом и т. д. Полю фопилен не сшивается одними пероксида-
ми. однако в присутствии серы структурирование идет удовлетво-
рительно. Для него рекомендована сшивающая система следующе-
го состава [в % (масс.)]: дикумилпероксид-4,5. сера-0,5 [15, с. 53].
2.6. ВСПОМОГАТЕЛЬНЫЕ КОМПОНЕНТЫ
КРАСОК
2.6.1. Термофотостабилизаторы
Необходимость стабилизации порош-
ковых красок обусловлена в первую очередь тем. что формирова-
ние из них покрытий производится в области температур, близких
к температуре разложения пленкообразователей. Многие покрытия,
кроме того, эксплуатируются в атмосферных условиях при воздей-
ствии солнечной радиации, вызывающей усиленную фотодеструк-
цию полимеров.
Между тем эти обстоятельства нередко недооцениваются при
составлении рецептур порошковых красок, что снижает эффектив-
ность их использования. О преимуществе стабилизированных поли-
мерных композиций перед нестабилизированными свидетельствуют
данные табл. 10 [57].
Низкое качество нестабилизированных покрытий связано
с уменьшением молекулярной массы полимеров и появлением до-
полнительных функциональных групп в результате термоокисли-
тельной деструкции. В случае кристаллических полимеров суще-
ственное влияние на свойства оказывает рост сферолитных
структур, сильно прогрессирующий при термоокислении.
Применяемые в покрытиях стабилизаторы, обладая эффек-
тивным стабилизирующим действием, должны быть, кроме того,
нелетучими и не оказывать отрицательного влияния на адгезион-
63
ТАБЛИЦА 10. Сравнительные свойства иестабилизированиых и стабилизирован-
ных покрытий, полученных из полимерных порошковых композиций методом сплав-
ления
Показатели Полипропилен пэнд Поливннилбутираль
без ста- билиза- тора со ста- билиза- тором* без ста- билиза- тора со ста- билиза- тором** без ста- билиза- тора со ста- билиза- тором3*
Прочность при растяжении, МПа 12,6-15,4 17,2-20,0 10,4 и,з 100-200 20,6-30,6 37,4—43,3
Относительное удли- нение, % Твердость по ПМТ-3, 5-33 730 10-15 13 20
МПа 61 60 55 60 139 134
Гибкость по ШГ-1, мм 5-20 1-3 5 1 80 50
Ударная прочность, Н • м 0,5-2,0 4,9 2,9 4,9 0,5 1,0
Адгезионная прочность (к алюминию), Н/м 180 100 500 20 280-350 190-270
Влагостойкость в гидро- стате, сут 30-60 280 60-120 450 280 280
♦ Тноалкофен БП (0,75%). “ Днафен НН (0,15%). 3* Бисалкофен БП (0,5%).
ную прочность. Поэтому не все распространенные стабилизаторы
пластмасс пригодны в этом случае. Используются как жидкие, так
и твердые стабилизаторы. Последние предпочтительнее, так как их
легче вводить в композиции механическим смешением. Распла-
вляясь при высоких температурах, они так же хорошо распреде-
ляются в полимере, как и жидкие.
Стабилизирующие вещества отличаются избирательным дей-
ствием и специфичны для каждого типа полимеров. В табл. 11 при-
ведены некоторые стабилизаторы термоокислительной деструкции
полимеров, рекомендуемые для применения в порошковых красках.
В отношении адгезионной прочности полиолефинов предпочти-
тельными оказались серусодержащие стабилизаторы. В отличие от
аминных стабилизаторов, которые уменьшают адгезионную про-
чность покрытий, эти стабилизаторы ее заметно увеличивают [112,
с. 53].
Стойкость покрытий к фотостарению при эксплуатации в атмос-
ферных условиях можно повысить с помощью фотостабилизаторов.
Для большинства полимерных пленкообразователей наиболее рас-
пространенные антистарители-производные оксибензофенона (на-
пример, 2-гидрокси-4-октоксибензофенон), бензтриазолов (тинувин
П), бензоилферроценов, а также эфиры салициловой кислоты (фе-
нилсалицилат) и др. Из пигментов для всех полимеров хорошо за-
рекомендовал себя технический углерод, вводимый в количестве от
1,5 до 4,0% по массе, а для полиолефинов, кроме того,-оксид цинка
в количестве до 10% по массе [113].
Некоторые марки полимеров (пентапласта, полиамидов, поли-
олефинов, поликарбоната и др.) промышленно выпускаются в ста-
билизированном виде. Это следует учитывать при составлении
64
ТАБЛИЦА 11. Термостабилизаторы порошковых полимерных красок
Пленкообра зо- ва гель Тип стабилизатора Количество, в "о от массы полимера
Полиэтилен М,М'-Ди-|3-нафтил-п-фенилендиамин (дпафен НН) 0,1 -0,3
Полипропилен М,М'-Дифенил-л-фенилендиамин (диафен ФФ) Фенил-а-нафтиламин (неозон А) + М,М'-дифенил- фенилендиамин (2:1) Бис(2-метил-5-трел1-бугил-4-оксифенил)моносуль- фид(тиоалкофен БМ) 2,6-Ди-дареги-бутил-4-метилфенол + + дилаурилтиодипропионат Сера Бис(5-метил-3-трети-бутил-2-оксифе- 0,1 -0,3 и- 0,2-0,5 0,2-0,5 0,2-0,3 0,1-0,2 0,5-1,0
нил)моносульфид(тиоалкофен БП) Бис(2-метил-5-дар«и-бутил-4-окси- фенил)моносульфид(тиоалкофен БМ) 2,2'-Тиобис(6-кумол-4-метилфенол) М,М'-Ди-(3-нафтил-л-фенилеидиамин (диафен НН) Дилаурилтиопропионат + 2,4,4-трис(3-трет- бутил-4-окси-6-метилфенил)бутан (топанол СА) Сера Поливинилхлорид Дилаурат дибутилолова 0,5 -1,0 0,5-1,0 0,5-1,0 1,2-1,5 0,3-0,5 2-3
Пентаиласт Меркаптид дибутилолова 2-3 Глицериновый эфир (3-аминокротоновой кислоты 3-5 Гликолевый эфир (3-аминокротоновой 5 кислоты (стабилизатор АС-8) Двухосновной стеарат свинца (ДОСС) + 5 + трехосновной сульфат свинца (ТОСС) (2 :3) ТОСС + ДОСС + АС-8 (2:3:5) 2 Бариево-кадмиевый комплексный стабилизатор 2 2-Г идрокси- 1,3-бис{4-[(нафтил-2>- 0,2-0,5
Полиамиды амино]фенокси/пропан (С-49) М,М'-Ди-Р-нафтил-л-фенилендиамин (диафен НН) 0,5-1,0 Бис(5-метил-3-трет-бутил-2-оксифенил)- метан(бисалкофен БП) 0,2-0,6 ТетраГЗ-метилен-1 -(4-окси-3,5-ди-тре/н- 0,2-0,5 бутилфенол)пропиона1]метан (арганокс 1010) 2,4,4'-Трис(3-трет-бутил-4-окси-6-метилфенил)бутан (топанол СА) 0,2-0,5 Бисалкофен БП 3- эпоксиолигомер ЭД-20 + С-49 (1:3,2:0,6) 1,2-2,0 Фенил-В-нафтиламин (неозон Д) 0,2-1.5
Поливинил- М,М'-Дифенил-п-фенилендиамин (диафеи ФФ) М,М'-Ди-(3-нафтил-и-фенилендиамин (диафен НН) а- Нафти лфосфит 2,2,4-Триметил-6-этокси-1,2-дигидрохиполин Бис(5-метил-3-т/>с/?;-бутил-2-окси- 0,2-0,5 0,2 0,5 0.3 -1,0 0,20,5 0.3-0.5
бутираль Эфиры фенил)метан (бисалкофен БП) Бензилаль-и-оксианилин Салицилаль-и-оксианилин н-шроп-Бутилфенол (П-23) 0.2 0,5 0,2-0.5 0,5-1,0
целлюлозы Салол 1,0-1,5
Поликарбонаты Дибензоат резорцина 2-Метил-6-бензил-4-метилфенилциклогексан Дифениламин + стеарат кальция (2 : 3) Тринонилфенилфосфит (полигард) 0,5 -1,0 0,6-1,0 1 -2 1.5-2,0
Полифосфинит 0,1 -1,0 Продукт термообрабо: ки антрацена с серой (AS) 0.5 -1.0
5 — Зак. 147
65
рецептур красок, исключая или добавляя необходимое количество
стабилизаторов. Стабилизаторы для красок термоотверждаемого
типа выбирают с учетом их влияния на реакционную способность
при отверждении.
2.6.2. Вещества, улучшающие сыпучесть
порошков и растекание их расплавов
В практических условиях нередко возни-
кает необходимость улучшения технологических свойств порош-
ковых красок-сыпучести, способности к электроосаждению и т.д.,
а также регулирования реологических показателей с целью сниже-
ния дефектности покрытий. Это достигается применением соответ-
ствующих добавок.
Добавки, улучшающие сыпучесть порошков. Для улучшения сы-
пучести порошков обычно используют добавки твердых высокодис-
персных минеральных и органических веществ: аэросила, мела,
диоксида титана, технического углерода, порошков полимеров.
Особенно хорошо зарекомендовали себя синтетические препа-
раты, получаемые путем обработки силанами и другими вещества-
ми диоксида кремния и известные под фирменными названиями:
силанокс [101], силоид, букпаудефлоу и др. [45, 114]. Их вводят
в количестве 0,5-1,5% в готовую краску путем сухого смешения
и потому нередко называют вторичными добавками. Будучи высо-
кодисперсными гидрофобными веществами (размер частиц менее
1 мкм), они адсорбируются на поверхности частиц краски, образуя
разделяющий монослой с низким коэффициентом трения.
В составах, содержащих жидкие пластификаторы, например по-
ливинилхлоридных, в качестве вторичной добавки часто применяют
полимеры-эмульсионный поливинилхлорид, поливинилбутираль
и другие-в количестве 4-6% (масс.). Необходимые требования
к этим полимерам - способность адсорбироваться на частицах по-
рошковой краски и «осушать» их, т. е. отбирать с поверхности пла-
стификатор или другие жидкости, снижающие сыпучесть.
При введении таких добавок сыпучесть поливинилхлоридного
состава резко улучшается; угол естественного откоса уменьшается
от 54 до 40-45° [115].
Другой способ улучшения сыпучести - снижение электризуемости
частиц реализуется путем введения в порошковые краски неболь-
ших количеств антистатических препаратов. Этим путем одновре-
менно решается и вторая задача - регулирование заряда частиц
и соответственно их способности к нанесению в электрическом поле
высокого напряжения. В качестве антистатических добавок реко-
мендуется применять высокодисперсные порошки электропро-
водных материалов-технического углерода, оксида алюминия,
а также добавки стеарата цинка и некоторых ПАВ, например окта-
дециламина и др. [116, с. 220].
Добавки, влияющие на растекание расплавов. Для устранения ча-
сто встречающихся дефектов покрытий (кратеров, проколов, шагре-
ни и т.п.) в состав красок вводят добавки, позволяющие изменять
66
вязкость и поверхностное натяжение расплавов и тем самым влиять
на декоративные свойства покрытий.
Принципы регулирования этих свойств у термопластичных
и термореактивных пленкообразователей неодинаковы в связи
с разным поведением их расплавов. Если при нагревании термопла-
стов вязкость и поверхностное натяжение расплавов с повышением
температуры непрерывно снижаются, то температурная зависи-
мость этих показателей у реактопластов имеет вид кривых с мини-
мумом в определенной области (см. рис. 32). Последнее связано
с протеканием двух конкурирующих процессов: плавления пленко-
образователя, связанного с уменьшением вязкости, и его отвержде-
ния, сопровождающегося увеличением вязкости. Для большинства
составов олигомерного типа (эпоксидных, полиакрилатных, поли-
эфирных), отверждающихся при 180-210 °C, этот минимум прихо-
дится на 140-170 °C [80]. Чем ниже температура минимума и чем
меньше вязкость и краевой угол смачивания расплавов, соответ-
ствующие этому минимуму, тем вероятнее получение бездефектных
покрытий. Следует отметить, что предел снижения вязкости лими-
тируется образованием потеков из расплавов на вертикальных
поверхностях.
В случае термопластичных пленкообразователей для улучшения
растекания используют нелетучие или летучие низкомолекулярные
вещества, снижающие температуры плавления или текучести поли-
мера или уменьшающие вязкость расплавов. Главное требование
к ним-совместимость с пленкообразователем в расплаве. Так,
улучшают растекание составов на полиэтилене добавки стеарата
цинка, парафина, антрацена, фенантрена; поливинилхлоридных - выс-
шие спирты (цетиловый, стеариловый), эфиры глицерина (монори-
цинолевый), стеариновая кислота, сульфонат кальция и др. Их коли-
чество обычно не превышает 1-3% [117].
Для регулирования вязкости и поверхностного натяжения тер-
мореактивных пленкообразователей применяют твердые и жидкие
вещества: аэросил, полиэтилен, поливинилбутираль, полимеры и со-
полимеры простых виниловых эфиров, акрилатные полимеры и со-
полимеры, фторированные эфиры, кремнийорганические жидкости
[45, 69]. Аэросил и полиэтилен применяют в виде высокодис-
персных порошков в основном для повышения вязкости расплавов.
Их дозировки в этом случае составляют 0,1 -2,0%. При введении
в расплавы уже в небольших количествах аэросил вызывает явление
тиксотропии, уменьшающее их текучесть. Поливинилбутираль эф-
фективен при его молекулярном распределении в олигомерных
пленкообразователях. Его вводят практически во все эпоксидные
составы в количествах около 5% от массы олигомеров для улучше-
ния смачивания поверхности.
Распространенными добавками для многих порошковых красок
являются сополимеры алкилакрилатов с винилацетатом, винилбу-
тиловым эфиром, 2-этилгексилакрилатом и другими мономерами
(сополимер АК-601-23, сополимер АК-607-23; препараты бик-344,
бик-352, модафлоу, резифлоу). поливинилбутиловый эфир (бальзам
Рис. 40. Темпера ।} рнаи iasHCHviocib краевою угла смачи-
вания 0 твер юи поверхиос гн ранг гавом >поксид-
ной композиции, со зержашен 1.5",,(масс.) aicina
рас Iекания:
/ сополимер бутилакрилата с винилацетатом
АК-607-23; 2 полиметилбугокситримстилсмл-
оксисилоксан; 3 акрилатный сополимер
АК-601-23; 4 полнвнннлбугнловый эфир. 5 со-
полимер бутилакрилата с винилбутиловым эфи-
ром.
Шостаковского), полиметилбутокситриметилсилоксисилоксан, ко-
торые вводят в количестве 0,3-2% (рис. 40) [80]. Наиболее эффек-
тивны акрилатные сополимеры с молекулярной массой 1500 20000
[69].
Хорошие результаты показывает сочетание разных добавок, на-
пример поливинилбутираля и поливинилбутилового эфира или пре-
парата модафлоу (сополимер этилакрилата с 2-этилгексилакрила-
том) в эпоксидных составах, акрилатного сополимера АК-601-23
и кремнийорганической присадки-в полиэфирных и т.д.
Применение агентов растекания во многих случаях положитель-
но сказывается на адгезионной прочности покрытий. Например,
при введении в эпоксидные составы акрилатного сополимера
АК-607-23 в оптимальном количестве (1 -2%) адгезионная прочность
покрытий увеличивается на 15% [80]. С другой стороны, было за-
мечено, что стеараты металлов уменьшают адгезию полиэтиле-
новых покрытий.
ГЛАВА з ПОРОШКОВЫЕ КРАСКИ
НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ
11 ЛЕ! 1КООБРАЗОВАТЕЛ ЕЙ
3.1. ОБЩИЕ СВЕДЕНИЯ
Термопласты раньше термореактивных
пленкообразователей стали применять для получения порошковых
красок. Например, первые упоминания об использовании для этих
целей полиамидов относятся к 1939 г. В послевоенный период вни-
мание привлекли также другие полимеры-полиэтилен, поливинил-
хлорид, поливинилбутираль, битумы. Разработанные на их основе
порошковые составы предназначались исключительно для нанесе-
ния методом газопламенного напыления. С освоением других, бо-
лее прогрессивных методов нанесения порошков в кипящем слое,
электростатическим и струйным распылением - производство и по-
требление термопластичных порошковых красок резко возросли.
Одновременно расширился их ассортимент, повысилось качество.
Уже в 1973 г. было произведено в мире красок на основе термопла-
стов около 22 тыс. т, в том числе полиэтиленовых -11, поливинил-
хлоридных 4,5, полиамидных - 0.9. остальных-5,6 тыс. т. При этом
общий выпуск порошковых красок составил 33 тыс. т. [118].
С налаживанием и расширением производства термо реактивных
порошковых красок доля выпуска красок на основе термопластов
постепенно снижается (в 1980 г. они составили около 40%), однако
абсолютный объем их производства растет. В наибольшем количе-
стве потребляются краски на полиолефинах и поливинилхлориде (в
1973 г. в США они составили соответственно 66 и 12% от общего
потребления термопластичных красок) [119], что согласуется с боль-
шими масштабами производства и низкой стоимостью этих поли-
меров. В Западной Европе широко потребляются полиамидные
краски.
Ассортимент промышленно выпускаемых на термопластах по-
рошковых красок постепенно расширяется. Наряду с традиционны-
ми материалами - на основе полиэтилена, поливинилхлорида, по-
лиамидов, поливинилбутираля, »фиров целлюлозы, пентапласта,
полифторолефинов - в последние годы значительное внимание при-
обрели порошковые составы на полипропилене, сополимерах этиле-
на, поликарбонатах, полиэтиленсульфиде и других полимерах.
3.2. КРАСКИ
НА ОСНОВЕ ПОЛИОЛЕФИНОВ
Состав и свойства красок. Пленкообразо-
вателями в лакокрасочных составах полиолефинового типа обычно
служат полиэтилен низкого (ПЭНД) и высокого давления (ПЭВД),
69
полипропилен, сополимеры этилена с винилацетатом (СЭВА), со-
полимеры этилена с пропиленом (СЭП) и акриловой кислотой, сме-
си полиэтилена с каучуками, например с полиизобутиленом, и т.д.
Наиболее подходящими для получения красок из ПЭНД
являются литьевые марки с ПТР в пределах 2,5-6,0 г/10 мин, имею-
щие насыпную плотность не менее 0,25 г/см3; ПЭВД применяют
с ПТР 4-10 г/10 мин. Наряду с промышленными марками ПЭВД
частично может быть использован порошок вторичного полимера,
получаемого, например, механическим или химическим измельче-
нием отработанной полиэтиленовой пленки.
На основе полиолефинов получают как пигментированные со-
ставы (краски), так и непигментированные (лаки). Необходимыми
их ингредиентами кроме полимера являются стабилизаторы, пиг-
менты (для красок), вещества, улучшающие растекание расплавов;
для улучшения адгезии вводят модифицирующие добавки, а для
придания необратимости покрытиям - структурирующие вещества.
Разработана порошковая краска на ПЭВД марки П-ПО-226 (ТУ
6-10-102-75) ^модифицированная и модифицированная эпок-
сидным олигомером белого, серого и других цветов [120, с. 124].
Типовые рецептуры композиций на основе ПЭНД, пригото-
вляемых на месте потребления, содержат на 100 ч. (масс.) полимера
0,5-1,2 ч. стабилизаторов и 1-6 ч. пигментов [19, с. 6].
В качестве пигментов обычно служат технический углерод га-
зовый, диоксид титана, оксид хрома, алюминиевая пудра. В состав
композиций нередко вводят модифицирующие добавки - эпок-
сидные олигомеры, пентапласт, поливинилбутираль.
Условия формирования покрытий из порошковых полиэтиле-
новых композиций определяются маркой полимера, значениями
ПТР, дисперсностью порошка. При электростатическом распыле-
нии покрытия из краски П-ПО-226 формируются при 220 °C в тече-
ние 3-5 мин; при нанесении в кипящем слое изделие нагревают при
температуре 240-250 °C, а сплавление порошка проводят при
180-200 °C в течение 3-5 мин для немодифицированной краски или
5-8 мин-для модифицированной. Композиции из ПЭНД требуют
более жесткого режима сплавления: при 230-240°C, 2-5 мин.
В зависимости от назначения получают одно-двухслойные по-
крытия общей толщиной 150-400 мкм. Предпочтительно быстрое
охлаждение покрытий (закалка) холодной водой.
Для получения структурированных покрытий промышлен-
ностью освоен выпуск непигментиро ванных композиций 115-59 П
(ТУ 6-05-05-64-76) на основе ПЭВД, содержащих дикумилпероксид.
Аналогичный состав [100 ч. ПЭВД, 15 ч. парафина, 4 ч. дикумилпе-
роксида и 0,5 ч. (масс.) серы] предложен в работе [ИО]. Структури-
рующий агент-дикумилпероксид-вводят в композиции как непос-
редственным смешением, так и обработкой порошкового или
гранулированного полимера его раствором (так называемым диф-
фузионным способом) [109]. В последнем случае необходимый эф-
фект достигается уже при введении 1-2% (масс.) дикумилпероксида.
Композиции, образующие структурированные покрытия, могут
быть получены и с применением в качестве отверждающего агента
70
алкоксисиланов. Для обеспечения их эффективного взаимодействия
используют порошки вторичного или у-облученного полиэтилена
[121]. Покрытия из термоструктурирующихся составов обычно по-
лучают при более низких температурах (160-170 °C) и большей про-
должительности нагревания (12—15 мин).
Для нанесения в электрическом поле высокого напряжения раз-
работаны высокодисперсные полиэтиленовые краски с большой
кроющей способностью [121, с. 81]. Их изготовляют путем кри-
сталлизации полиэтилена из раствора на поверхности частиц пиг-
ментов с последующим удалением растворителя. Средний размер
зерен таких порошков около 20 мкм, а их форма близка к сфериче-
ской. Краски позволяют получать тонкие покрытия толщиной
20-40 мкм, характеризующиеся повышенной адгезионной про-
чностью. Ниже приведены свойства этих красок (марка П-ПО-226Э)
по сравнению с красками П-ПО-226 [63]:
П-ПО-226Э П-ПО-226
Размер частиц, мкм, ие более 100 400
Насыпная плотность, кг/м3 280-300 210-240
Угол естественного откоса, ° 38-46 40-50
Режим формирования покрытий
температура, С 180-210 220-240
время, мин 5-7 8-10
Фирма Herbert Sintertechnik (ФРГ) выпускает порошковые по-
лиэтиленовые составы-грунтовку Flamulit HP 11 и краску Flamulit
RPE 25/06, предназначаемые для окраски труб. Составы изгото-
вляются на полиэтилене низкой плотности (хостален) с ПТР 5,0
и 1,2 соответственно. Грунтовка содержит адгезирующую добавку
и имеет гранулометрический состав: до 200 мкм-35%,
200-315 мкм-64,5%, свыше 315 мкм-0,5%. Краска (цвет черный)
более грубодисперсна, наряду с мелкой фракцией она содержит до
15% частиц с размерами 400-600 мкм. Рекомендуемый способ нане-
сения составов-в кипящем слое на предварительно нагретую до
300-320 °C поверхность труб.
Полипропилен в отличие от полиэтилена характеризуется более
высокой температурой плавления (170 °C); он более стоек к растре-
скиванию. Для получения порошковых красок применяют полипро-
пилен с ПТР до 8 г/10 мин и размером частиц не более 250 мкм.
Разработаны композиции следующего состава, в ч. (масс.) [6,
с. 94; 122]:
I п
Полипропилен 100 100
Сера 0,5 —
Дилаурилтиодипропионат — 0,8
Топанол СА — 0,5
Технический углерод 1,5 —
газовый
Оксид хрома — 3,0
Полипропилен при нагревании выше температуры текучести
образует относительно низковязкие расплавы. Поэтому для нанесе-
71
ния его на поверхность требуется более низкая температура нагрева
деталей, чем в случае полиэтиленов, а именно, порядка 210-235 °C.
Разравнивание полипропиленовых покрытий производят при
170-200 °C, время нагрева при этом составляет 2-5 мин.
СЭП низкого давления по степени кристалличности и модулю
упругости приближается к ПЭВД. Применяют и аналогичные ему
по составу композиции. Покрытия из них могут быть получены
в широком интервале температур. Гладкие прозрачные бесцветные
или светло-желтого цвета пленки образуются при нанесении по-
рошка на детали, нагретые до 280-320 °C, с последующим оплавле-
нием при 190-210 °C в течение 5-8 мин. При высоких температурах
(выше 320 °C) полимер сильно деструктурирует. Это приводит к га-
зонаполнению пленок, особенно толстых.
СЭВА применяют для получения порошковых красок и грунто-
вок. Для этого порошки сополимеров смешивают с соответствую-
щими пигментами, которые берут в количестве 6-10% (масс.). На-
иболее приемлемы СЭВА с содержанием 14-31% винилацетатных
звеньев. Они дают относительно низковязкие расплавы и образуют
покрытия с наиболее высокой адгезионной прочностью [123, 124].
Условия получения покрытий также в основном зависят от состава
сополимера, из которого изготовлена композиция [22, с. 47; 82].
Например, при получении покрытий в кипящем слое из красок на
сополимере с 17-19% винилацетата температура предварительного
нагрева образцов (стальные стержни диаметром 15 мм) составляет
220-230 °C, время погружения в слой 5-10 с, температура и время
последующего (дополнительного) нагрева 200-220 °C и 4-6 мин со-
ответственно. Покрытия, полученные при этих условиях, имеют
толщину 150-180 мкм. Вследствие относительно низкой темпера-
туры плавления кристаллических образований (85 °C) и невысокой
вязкости расплавов представляется возможным получать покрытия
из сополимера и при более низких температурах, например при
150 С. Продолжительность пленкообразования при этом соста-
вляет 20-30 мин.
Фирмой Bayer освоен выпуск красок под торговым названием
левасинт на частично омыленном сополимере этилена с винилаце-
татом, покрытия из которых способны эксплуатироваться при тем-
пературе — 40 °C и ниже.
Перспективным является использование смесевых композиций
полиэтилен - сэвилен. Введение в полиэтиленовые порошки сэвилена
облегчает условия формирования покрытий, снижает их жесткость
и внутренние напряжения, увеличивает гибкость и адгезию [82].
Свойства покрытий. Покрытия из полиолефинов отличаются хо-
рошими физико-механическими, антикоррозионными и электроизо-
ляционными свойствами. Однако по твердости и декоративному
виду они уступают многим другим полимерным покрытиям
(табл. 12) [19; 112, с. 56; 125, с. 32].
Относительно низкая адгезионная прочность большинства по-
крытий из полиолефинов может быть улучшена применением грун-
72
ТАБЛИЦА 12. Свойства покрытий из полиолефинов
Показатели Краска на ПЭВД П-ПО-226 Краска на пэнд Краска на по- липропилене Грунтовка СЭВА-25
Блеск, 12-16 8-15
Прочность при растяжении, МПа 7-9 21-24 17-18 6
Относительное удлинение, % 110-120 10-17 30-35 650-700
Твердость „о ПМТ-3, МПа 43 70 75-90 —
Ударная прочность по У-1А, Нм 5 5 2 5
Адгезионная прочность (к алю- 200-300 минию), Н/м 50-100 80-100 2500-2800
товок, модификацией, пигментированием, использованием метода
дозированного окисления полимеров, обработкой (гидрофобиза-
цией) поверхности подложки и т.д. [12, с. 110; 71; 112, с. 52; 126,
с. 18].
Модифицированные полиэтиленовые составы (краска П-ПО-226)
образуют покрытия с лучшей адгезионной прочностью, чем немо-
дифициро ванные.
Исключение составляют СЭВА. Покрытия, изготовленные из
них по оптимальному режиму, показали необычно высокую для
большинства полимерных покрытий адгезию: к стали и алюминию
порядка 2500-3000 Н/м, к цинку 100 Н/м, к свинцу 700 Н/м. Харак-
терно, что покрытия, сформированные при температуре 200 °C
и выше, сохраняют стабильно адгезионную прочность при длитель-
ном (несколько месяцев) испытании в воде [123]. Поэтому предло-
жено использовать СЭВА и грунтовочные составы на его основе
в качестве подслоя под полиэтиленовые покрытия [83, с. 16; 127,
с. 89].
Недостаток большинства покрытий из полиолефинов - повышен-
ная склонность к растрескиванию при эксплуатации. Наиболее вы-
сокой устойчивостью к растрескиванию обладают покрытия из низ-
кокристаллических полиолефинов (СЭВА, ПЭВД, СЭП-10, полипро-
пилен). Они имеют первоначальный запас прочности (отношение
разрушающего напряжения при растяжении к величине внутренних
напряжений) более 3,5 [127]. Эффективный путь повышения устой-
чивости полиэтиленовых покрытий к растрескиванию - их структу-
рирование. Время до начала растрескивания структурированных по-
крытий из ПЭВД в 20%,-ном растворе ОП-Ю при 50 С на три
порядка больше, чем неструктурированных; также в 2-3 раза выше
и их адгезионная прочность [83, с. 66; 109].
Химическая стойкость покрытий такая же, как у исходных по-
лиолефинов. Проводились испытания покрытий в гидростате при
температуре 60 С и влажности 98%, в воде, растворах NaCl (3%),
НС1 (20%), H2SO4 (20%), HNO3 (20%), NaOH (20%). При комнатной
температуре полиэтиленовые и полипропиленовые покрытия выдер-
жали без изменения испытания во всех средах в течение 180 сут,
в гидростате-104 сут. При повышенных температурах (80 °C и вы-
73
ше) покрытия из ПЭНД оказались неустойчивыми в HNO3; у поли-
пропиленовых покрытий наблюдалось ослабление адгезии [128].
Лучшие результаты при коррозионных испытаниях показали по-
крытия из полиэтиленовой краски П-ПО-226 с модификатором
эпоксиолигомером. Фосфатирование и грунтование поверхности
улучшает защитные свойства покрытий из полиолефинов.
Атмосферостойкость покрытий из полиолефинов невысока. Гри-
бостойкость соответствует 1 баллу [19].
Диэлектрические свойства покрытий, за исключением напол-
ненных техническим углеродом, незначительно отличаются от пока-
зателей исходных полимеров и мало изменяются с частотой
в пределах от 50 до 10б Гц.
Покрытия из полиолефинов выполняют преимущественно за-
щитную функцию, будучи самыми дешевыми покрытиями, полу-
чаемыми из порошков. Полиэтиленовыми красками окрашивают
различные изделия из проволоки (клетки для содержания птиц, кор-
зины, полки холодильников, сушилки для посуды), лопасти и корпу-
са вентиляторов, чаны травильного оборудования, трубы и фланцы
для труб, аккумуляторные баки, детали сельскохозяйственного обо-
рудования, работающего с ядохимикатами, электрошины, режущий
металлоинструмент, гальванические подвески, кронштейны, стекло-
тару. Покрытия из полипропиленовых составов применяют для за-
щиты частей стиральных и посудомоечных машин, поддонов холо-
дильников, металлической мебели, тары, стеллажей и различных
деталей промышленного оборудования [15, с. 96; 26]. СЭВА заре-
комендовали себя прежде всего в качестве грунтовочных составов
под покрытия из полиэтилена, поливинилхлорида и полифтороле-
финов [127, с. 91].
3.3. КРАСКИ
НА ОСНОВЕ ПОЛИВИНИЛБУТИРАЛЯ
Поливинилбутираль относится к числу
ацеталей поливинилового спирта:
—сн2—сн—сн2—сн—
о — сн—о
I
С3Н7
L Jn
Наряду с ацетальными группами в полимере всегда присут-
ствуют гидроксильные и ацетатные группы, повышающие гидро-
фильность и полярность полимера.
Промышленностью выпускается много марок поливинилбутира-
ля, различающихся по молекулярной массе и содержанию бути-
ральных групп: лаковый (ЛА, ЛБ, ЛН), клеевой (КА, КБ, НК); шли-
цевой (ПШ-1, ПШ-2, ПШВ-Н), поливочный (ПП). Все они пред-
ставляют собой сыпучие порошки в большинстве случаев удов-
летворительного гранулометрического состава. Для получения по-
74
рошковых красок пригодны лишь немногие из этих марок: в наи-
большей степени удовлетворяет требованиям низкомолекулярный
полимер марок ЛА, ЛБ, ЛН.
Состав и свойства красок. Разработаны и нашли промышленное
применение поливинилбутиральные краски П-ВЛ-212 и П-ВЛ-212С.
Они представляют собой однородную смесь порошков поливинил-
бутираля, пигментов, наполнителей и пластификаторов.
Типовая рецептура красок П-ВЛ-212, в % (масс.) [15, с. 97]:
Поливинилбутираль 84-89
Пластификатор 5
Наполнитель
Пигменты
1-6
5
Краски П-ВЛ-212С, кроме того, содержат структурирующую до-
бавку. Краски выпускаются по ТУ 6-10-855-84 следующих цветов:
слоновая кость, кремовый, розово-бежевый, серый, салатный, зе-
леный, темно-коричневый, черный. Цветовая гамма разработанных
составов, однако, много шире, она включает более 30 наименова-
ний, в том числе и чисто белый цвет. Ниже приведены технические
требования на эти краски:
Цвет Внешний вид пленки По утвержденному образцу в пределах допустимых отклонений Ровная, однородная, без механических включений
Остаток при сухом просеивании, не более на сите № 0315 на сите № 05 9 0,7
Содержание летучих веществ, % (масс.), не более 3
Адгезионная прочность, баллы, не более Стойкость к действию трансфор- маторного масла при 20 С, ч, не менее 1 24
Краски П-ВЛ-212 и П-ВЛ-212С пригодны для нанесения разны-
ми методами: в кипящем и ионизированном кипящем слое,
струйным и электростатическим распылением. Электроосаждение
при однослойном нанесении составляет не менее 150 г/м2. Однако
наиболее приемлемым для них, учитывая относительно большой
размер частиц, является способ нанесения в кипящем слое. В зави-
симости от цвета минимальная толщина укрывистых покрытий ко-
леблется от 160 до 270 мкм [56].
Разработаны и проверены в промышленности усовершенство-
ванные марки поливинилбутиральных красок: П-ВЛ-212Э (для на-
несения в электрическом поле), П-ВЛ-212М (модифицированная,
образующая покрытия с улучшенными адгезией, тепло- и влаго-
стойкостью), П-ВЛ-212Ц (цементсо держащая-для влагостойких
покрытий) [22, с. 11; 125, с. 32]. Краски П-ВЛ-212Э и П-ВЛ-212М
отличаются от П-ВЛ-212 более высокой степенью дисперсности
(преобладает фракция до 100 мкм), лучшей укрывистостью (расход
не превышает 150 г/м2) и способностью наноситься электростатиче-
ским распылением (электроосаждение, в том числе и для краски
75
черного цвета, составляет 200-300 г/м2). Краски экономичны в при-
менении, так как пригодные для эксплуатации покрытия получают-
ся уже при толщине слоя 80-100 мкм. Краска П-ВЛ-212Ц в отличие
от других марок содержит в качестве наполнителя портландцемент
в количестве 65% (масс.). Покрытия из нее имеют темно-серый цвет,
хороший и стабильный глянец; они рекомендуются в первую оче-
редь для защиты арматуры - стальной рулонной сетки в армоце-
ментных конструкциях. Также разработан вариант поливинилбути-
ральной краски для получения матовых покрытий [125, с. 32]. Она
содержит органоминеральный наполнитель. Покрытия благодаря
этому имеют низкий коэффициент светоотражения и малую тепло-
проводность.
Свойства покрытий. Поливинилбутиральные покрытия характе-
ризуются следующими свойствами [22, с. 11; 125, с. 38]:
П-ВЛ-212 П-ВЛ-212Э П-ВЛ-212М
Толщина, мкм 160-250 80-100 80-100
Прочность при растяжении, МПа 22-23 25-28 34-39
Относительное удлинение, % 5-7 5-7 6-10
Ударная прочность по У-1А, Н м 1 1,5 5
Адгезионная прочность (к алюминию), Н/м 380-500 400-500 750-850
Водопоглощение при кипячении в течение 5 ч, % 18- -20 10
Внешний вид Потеря глянца, обра- Покрытие
зование пузырей без измене-
ний
Интервал рабочих температур, 'С от — 60 до + 60 От -60 до + 80
Покрытия из краски П-ВЛ-212 испытывались в различных хими-
ческих средах [17, с. 72]. Испытания показали, что покрытия дли-
тельно (более полутора лет) выдерживают воздействие воды и вод-
ных солевых сред при комнатной температуре, несмотря на то что
степень водонабухания пленки в этих условиях достигает 4-5%. По-
крытия масло- и бензостойки.
В некоторой степени поливинилбутиральные пленки противо-
стоят воздействию агрессивных сред: щелочей и особенно кислот.
Однако защиту в этих средах нельзя считать надежной. В щелочах,
в том числе и в мыльной воде, быстро теряются глянец и адгезия,
что, вероятно, связано с усиленной диффузией гидроксильных ио-
нов через пленку. Покрытия из краски П-ВЛ-212М вследствие трех-
мерной структуры более химически устойчивы, чем неструктуриро-
ванные. Они дольше защищают металлические изделия в разных
средах как при комнатной, так и при повышенных температурах.
Грибостойкость поливинилбутиральных покрытий соответствует
1 баллу. Они хорошо защищают изделия при эксплуатации внутри
помещений независимо от климата, включая тропический. При
этом у них хорошо сохраняется глянец, декоративный вид и многие
другие свойства. Напротив, в атмосферных условиях уже в течение
первого года наблюдаются потеря глянца и меление; в дальнейшем
на покрытии нередко образуется сетка мелких поверхностных тре-
щин, пленка загрязняется, однако ее защитная способность может
76
сохраняться в течение ряда лет. При эксплуатации в атмосферных
условиях субтропического и тропического климата через 6 мес на-
блюдается полная потеря блеска; механические показатели покры-
тий при этом снижаются на 50-80% [120, с. 127].
Диэлектрические свойства покрытий достаточно высоки; они не
изменяются при длительном (500 ч) тепловом старении при 70 "С
[19]:
Диэлектрическая проницаемость 3,8
Тангенс угла диэлектрических потерь 2-10"3 — 13•10~3
Удельное объемное электрическое 1017
сопротивление, Ом м
Электрическая прочность, МВ^м 50
Покрытия обладают относительно хорошей стойкостью к абра-
зивному износу. На приборе ИС-1 пленка толщиной 160 мкм вы-
держивает 5200 циклов испытания [17, с. 72]. Вместе с тем по
устойчивости к трению и абразивному износу они не могут конку-
рировать с такими покрытиями, как полиамидные.
Поливинилбутиральные покрытия применяются как защитно-де-
коративные, электроизоляционные, бензо- и абразивостойкие для
эксплуатации внутри помещений в различных климатических зонах.
Красками покрывают полки холодильников, электроизмерительные
приборы, метизные изделия, рукоятки, кронштейны, крючки, вешал-
ки и другие детали трамвайных и железнодорожных вагонов, хлеб-
ницы, рукоятки ножниц, совки, штурвалы, детские велосипеды
и т.д. В строительной индустрии поливинилбутиральные краски
нашли применение для защитно-декоративной отделки кирпича
и строительных конструкций, а также для защиты металлической
арматуры в армоцементных конструкциях [15, с. 99; 19; 125, с. 32].
3.4. ПОЛИВИНИЛХЛОРИДНЫЕ КРАСКИ
Поливинилхлорид [—СН2—СНС1—]п из-
за плохой растворимости долгое время имел ограниченное приме-
нение в производстве лакокрасочных материалов. С разработкой
порошковых красок интерес к этому полимеру как пленкообразова-
телю значительно возрос. В настоящее время поливинилхлоридные
краски производятся практически во всех ведущих странах.
Состав и свойства красок. Для получения порошковых красок
применяю! в основном суспензионные и блочные марки поливи-
нилхлорида, однако значительный интерес представляют эмуль-
сионный поливинилхлорид и сополимеры винилхлорида.
Обычно в состав поливинилхлоридных композиций входят наря-
ду с полимером (или смесью полимеров разных марок) пластифика-
торы, стабилизаторы, пигменты, наполнители, смазки и вторичные
добавки; для повышения адгезии покрытий нередко вводят моди-
фицирующие вещества - олигомеры.
Промышленностью выпускаются в соответствии с ТУ
6-10-706-79 порошковые поливинилхлоридные краски марки
77
П-ХВ-716. Они имеют следующий состав, % (масс.) [115]:
Поливинилхлорид
Пластификаторы
Стабилизаторы
55 60 Пигменты
25 30 Наполнители и
2-5 вторичные добавки
2-3
5-10
Изготовляются краски разных цветов: белого, серого, слоновой
кости, желтого, синего, зеленого, красного и других с соответствую-
щими оттенками. Их насыпная плотность 0,42-0,57 г/см3. Освоен
также выпуск порошковой грунтовки на поливинилхлориде марки
П-ХВ-0111.
Установлены следующие технические требования на эти краски:
Внешний вид и цвет пленки
Ровная, однородная,
без дефектов, цвет
по утвержденному образцу
Коэффициент псевдоожижения, КЗ
не менее
Остаток при сухом просеивании, %,
не более
на сите № 0315 Ю
на сите № 0250 60
Угол естественного откоса, °, не более 50
Ударная прочность покрытия, Н м, не
менее 5
Стойкость покрытия при 20 + 2 “С, ч,
не менее
в 3/„ растворе хлорида натрия 24
в 20“/„ растворе серной кислоты 24
В отличие от красок грунтовка П-ХВ-0111 изготовляется на сме-
си поливинилхлорида с поливинилбутиралем с добавлением проти-
вокоррозионных пигментов [77, с. 80]. Цвет грунтовки белый,
серый и зеленый. Покрытие из нее имеет одинаково хорошую адге-
зию как к поверхности подложки, так и к слою поливинилхлорида.
За рубежом порошковые краски выпускаются под торговыми
названиями хосталит, гризолит, телковин, провипаудес X [15,
с. 100]. Последний тип красок изготовляется на поливинилхлориде
с константой Фикентчера 60-65. Пластификаторами служат диал-
килфталаты; их содержание составляет 30-40% от массы поливи-
нилхлорида.
Разработаны порошковые поливинилхлоридные краски повы-
шенной дисперсности на основе эмульсионного поливинилхлорида
следующего состава, в % (масс.) [121, с. 83]:
Поливинилхлорид 44,0-82,0 Стабилизаторы 0,8-5,4
Пластификатор 16,4-44,0 Пигменты и наполнители 0,8-6,4
В отличие от традиционного способа приготовления порош-
ковых красок сухим смешением компонентов, для получения этих
красок использован метод смешения ингредиентов в жидкой среде.
Такие порошковые краски (марка П-ХВ-72Э) имеют следующие
свойства:
Размер частиц, мкм 70-100
Насыпная плотность, г/см3 0,2-0,3
Уюл естественного откоса, ' 40 44
78
Вследствие небольшой величины частиц краски П-ХВ-72Э мож-
но наносить на поверхность методом электростатического распыле-
ния и получать покрытия толщиной 50-80 мкм.
Значительный интерес представляют модифицированные поли-
винилхлоридные краски, разработанные в ЛТИ им. Ленсовета
и ЛНПО «Пигмент» [17, с. 17; 84]. Модификация достигается за
счет введения наряду с обычными пластификаторами мономеров,
олигомеров, ненасыщенных полимеров или их смесей, способных
полимеризоваться в момент формирования покрытия. Модифици-
рованные краски образуют покрытия с улучшенной адгезией (проч-
ность сцепления с металлами достигает 800-1200 Н/м), что позво-
ляет исключить грунтование поверхности.
Составы, образующие покрытия с повышенной адгезией, полу-
чают также при использовании вместо поливинилхлорида сополи-
меров винилхлорида с пропиленом, винилацетатом и другими мо-
номерами [130]. Однако термостабильность сополимеров обычно
ниже, чем поливинилхлорида; поэтому в красках требуется приме-
нять высокоэффективные термостабилизаторы.
Получение и свойства покрытий. Поливинилхлоридные краски
П-ХВ-716 наносят на фосфатированную или предварительно за-
грунтованную поверхность металлов. В качестве грунтовочных со-
ставов применяют порошковую грунтовку П-ХВ-0111, порошковый
состав на сополимере этилена с винилацетатом или жидкую каучу-
ковофенольную грунтовку марки КЧ-0189 [131, с. 32]. За рубежом
для этой цели служат жидкие грунтовки на основе модифициро-
ванных фенольных и других смол, известные под названием гризо-
кол П. Необходимость грунтования обусловлена низкой адгезией
поливинилхлоридных покрытий к поверхности металлов.
При использовании грунтовки КЧ-0189 покрытия получают сле-
дующим образом. Изделия грунтуют методом распыления или оку-
нания и, если их масса большая (толщина стенки 5 мм и более), вы-
держивают (сушат) на воздухе в течение 5-10 мин, затем погру-
жают в кипящий слой краски. Краска налипает тонким слоем
и удерживается на поверхности за счет клейкости неотвержденного
грунта. После этого изделие нагревают в печи при 230-250 °C до
полного сплавления порошка (обычно 5-10 мин), вторично погру-
жают в ванну с порошком и снова нагревают. Изделия с низкой
теплоемкостью, имеющие небольшую массу, после грунтования на-
гревают при 230-250 °C (желательно не более 5 мин). Затем наносят
слой порошковой краски и снова нагревают при той же температу-
ре до образования ровного покрытия.
При нанесении красок с применением порошковых грунтовок
изделие нагревают до 250-270 °C, последовательно погружают
в ванны с грунтовкой и краской и формируют покрытия нагрева-
нием изделия при температуре 230-250 С в течение 2-3 мин. На
фосфатированные изделия краску наносят аналогичным образом,
исключая грунтование.
Для предотвращения разложения полимера за счет теплоты, ак-
кумулированной подложкой, изделия с нанесенным покрытием ох-
79
лаждают в холодной воде. Получают покрытия различной тол-
щины, чаще всего не менее 200 мкм.
Краску П-ХВ-72Э наносят на холодные изделия электростатиче-
ским распылением при напряжении 35-50 кВ; покрытия формируют
при температуре 250 °C в течение 7-8 мин.
Правильно изготовленные поливинилхлоридные покрытия —
ровные, однородные, глянцевые-по внешнему виду напоминают
покрытия из поливинилбутиральных красок.
Ниже приведены физико-механические свойства покрытий, полу-
ченных из красок ПХВ-716 [125, с. 35; 131, с. 34]:
Прочность при растяжении, МПа
Относительное удлинение, %
Твердость по ПТМ-3, МПа
Ударная прочность по У-1А, Н м
Гибкость по ШГ-1, мм
Эластичность по Эриксену, мм
Адгезионная прочность (к стали), Н/м
фосфатированной
с грунтом КЧ-0189
с грунтом П-ХВ-0111
Интервал рабочих температур, °C
15-20
240-280
55-65
5
1
5-7
600-800
1100-1300
1500-1800
От - 60 до + 60
покрытия и из краски
Примерно такие же свойства имеют покрытия и из краски
П-ХВ-72Э. Покрытия в интервале рабочих температур устойчивы
к действию большинства химических агентов: кислот - концентри-
рованных соляной и уксусной, серной разной концентрации, хромо-
вой 30%-ной, царской водки; щелочей до 40%-ной концентрации, пе-
роксида водорода, воды, водных растворов солей и других [15,
с. 101; 23, с. 15].
Поливинилхлоридные покрытия масло- и бензостойки; их гри-
бостойкость составляет 3 балла, образующаяся плесень легко сти-
рается с поверхности, механические свойства пленок после биологи-
ческого воздействия не меняются [19]. Покрытия также достаточно
атмосферостойки. При их испытании в климатических условиях Ле-
нинграда потеря глянца наступила через 450 сут, в субтропическом
климате-через 180 сут, механические свойства через 12 мес снизи-
лись на 50% [19].
Диэлектрические показатели покрытий, получаемых из поливи-
нилхлоридных красок, невысоки, что объясняется присутствием
в них большого количества полярных низкомолекулярных пласти-
фикаторов [15, с. 102]:
Диэлектрическая проницаемость при 1000 Гц
Тангенс угла диэлектрических потерь при
1000 Гц
Удельное объемное электрическое сопроти-
вление, Ом м
6 6
0,103
1,5-10'
Порошковые поливинилхлоридные краски нашли применение
при защите рулонного металла, металлических строительных пане-
лей, трубопроводов ирригационных сооружений, аккумуляторных
баков, деталей насосов, бронепроволоки, метизов (металлические
сетки, корзины и другие проволочные изделия), пружин, деталей
стиральных машин, полок холодильников, металлического инстру-
мента и т.д.
3.5. ПОЛИАМИДНЫЕ КРАСКИ
Полиамидные краски получают на основе
твердых алифатических полиамидов. Особенно большое распро-
странение они получили в Западной Европе, где потребление уже
в 1970 г. составило 1300 т [132].
В настоящее время масштабы производства этих красок заметно
возросли, они считаются незаменимыми в ряде областей, несмотря
на разработку ряда новых порошковых лакокрасочных материалов.
Состав и свойства красок. Из большого числа марок промыш-
ленно выпускаемых полиамидов: поликапроамид (капрон), П-68,
П-АК 93/7, П-АК 80/20, П-6, П-12, П-548, П-610, капролон В
и др,-наибольшее применение для получения красок в нашей стра-
не получили поликапроамиды А, В, С и капролон В
[—NH—(СН2)5—СО—%, являющиеся продуктами полимеризации
е-капро лактама, и полиамид П-12 (полидодеканамид)
[—NH—(СН2)ц—СО—]и, получаемый из лактама оъаминододека-
новой кислоты и известный за рубежом под названием найлон-12.
Поликапроамид и капролон - наиболее дешевые и наименее де-
фицитные полиамиды; их выпуск непрерывно увеличивается.
В странах Западной Европы и Северной Америки в основном
применяют рильсан, или найлон-11-продукт поликонденсации со-
аминоундекановой кислоты [—NH—(СН2)10—СО]„; плотность
1,04 г/см3. Водопоглощение получаемых из него покрытий не пре-
вышает 1% (в отличие от 10-12% для поликапроамидных). Для по-
лучения порошковых красок находят применение в основном низко-
вязкие марки полимеров.
Большинство полиамидов выпускается отечественной промыш-
ленностью в виде гранул или крошки; полиамиды П-12, П-68, поли-
капроамид, П-АК 93/7 производятся также в виде порошков. По-
рошки марки А имеют частицы размером до 250, марки Б-до
400 мкм.
Пригодны порошки, получаемые как химическим методом (пере-
осаждением из растворов), так и механическим (криогенным) из-
мельчением гранулированных полимеров. Лучшие результаты в от-
ношении механических и антифрикционных свойств покрытий,
однако, показывают порошки, полученные механическим измельче-
нием материалов [133, с. 49]. При этом более благоприятна шаро-
образная форма частиц, свойственная, в частности, порошкам
рильсана.
Пигментированные покрытия получают с применением диокси-
да титана и оксида хрома [до 10% (масс.)], фталоцианиновых, кад-
миевых, и других пигментов.
Для повышения антифрикционных свойств в композиции вводят
наполнители (графит, тальк, молотый барит, дисульфид молибдена,
6 — Зак. 147 81
80
фторопласт Ф-4 и др.), а также термо- и светостабилизаторы (см.
гл. 2). В промышленном масштабе освоен выпуск порошковых по-
лиамидных материалов для покрытий: лака П-12АП-0 и краски бе-
лого цвета П-12АП-1. Они представляют собой высокодисперсные
порошки с частицами до 250 мкм и насыпной плотностью
0,38-0,45 г/см3.
Температура плавления большинства полиамидов лежит в пре-
делах 180-230 С, соответственно и температура пленкообразования
получаемых из них красок составляет 2бО-25О°С.
Получение и свойства покрытий. Полиамидные составы можно
наносить как на холодные, так и на нагретые изделия. При нанесе-
нии красок на основе полиамида П-12 в кипящем или вибро кипя-
щем слое изделия нагревают до 250-270 °C, выдерживают в слое
0,5-5 с и затем сплавляют порошок при 220-240 °C в течение
3-8 мин.
Адгезия полиамидных покрытий к металлам недостаточно высо-
ка и нестабильна. При эксплуатации покрытий в воде и в водных
средах она быстро снижается, нередко достигая нулевых значений.
Снижение адгезии объясняют низкой прочностью и гидрофиль-
ностью адгезионного слоя, возникающих в результате гидролитиче-
ской деструкции полимера под влиянием адсорбированной на под-
ложке воды fl34]. Поэтому покрываемую поверхность рекомен-
дуется подвергать дробеструйной очистке, обезжиривать и грунто-
вать. Разработана для этой цели специальная грунтовка рильприм —
жидкий состав на органической основе, растворителем для которо-
го служит уайт-спирит. Грунтовку наносят на поверхность тонким
слоем методом распыления или окунания (расход жидкой грунтов-
ки 20-30 г/м2). При последующем нагревании изделия до
320-370 °C в течение 10-30 мин грунтовка высыхает и отверждается
[15, с. 104]. Хорошие результаты также получены при обработке
поверхности полиизоцианатами и ее грунтовании полиэтиленом
или сэвиленом [127, с. 94]. Грунтование позволяет улучшить не
только исходную адгезионную прочность покрытий, но и ее ста-
бильность в воде.
Важное значение в технологии изготовления полиамидных по-
крытий имеет режим охлаждения. В зависимости от назначения по-
крытий применяют разные режимы охлаждения. Если требуется вы-
сокая износостойкость, то покрытие подвергают термообработке
в кремнийорганической жидкости, минеральном масле или парафи-
не при 160-190 °C. Напротив, для получения эластичных гибких по-
крытий с повышенной адгезией и минимальными внутренними на-
пряжениями более благоприятным следует считать режим быстрого
охлаждения (закалку в холодной воде или минеральном масле).
Покрытия из полиамидов характеризуются высокой механиче-
ской прочностью, хорошими антифрикционными свойствами, удов-
летворительными диэлектрическими показателями и химической
стойкостью.
Ниже приведены свойства покрытий из краски П-12АП-1, полу-
ченные по оптимальному режиму:
82
Прочность при растяжении, МПа 25
Относительное удлинение, /,, ю
Твердость по ПМТ-3, МПа 98
Ударная прочность по У-1А, Н м 5
Гибкость по ШГ-1, мм ]
Адгезионная прочность Н/м
на незагрунтованной поверхности 550
(алюминий)
на загрунтованной поверхности 1200
Интервал рабочих температур, С От - 40 до + 100
По устойчивости к трению скольжения и абразивному износу
полиамидные покрытия превосходят все другие виды покрытий
[135]. Особенно низкий коэффициент трения имеют покрытия с
наполнителем фторопластом-4 (25^40%); их механический износ
(при нагрузке 8-10 МПа) примерно в 2,5 раза меньше, чем
бронзы.
Покрытия стойки ко многим средам: жидкому топливу (бензин,
керосин, мазут), минеральным маслам и жирам, органическим рас-
творителям (ароматические углеводороды, альдегиды, кетоны,
эфиры), щелочам всех концентраций, некоторым слабым кислотам
и т.д. Они выдерживают воздействие воды и водных растворов
солей при невысоких температурах. Однако в воде выше 50 °C,
особенно кипящей, и в атмосфере высокой влажности поли-
амидные покрытия сильно набухают, теряют адгезию и отслаи-
ваются.
Покрытия из полиамидных красок, в первую очередь на основе
рильсана и полиамида П-12, отличаются красивым внешним видом,
благодаря чему их широко используют для отделки металлических
архитектурных деталей, металлической мебели и предметов домаш-
него обихода (бытовые приборы, проволочные изделия, скобы, руч-
ки водопроводных кранов и т.д.) [26].
Благодаря нетоксичности, инертности и стойкости к химическим
реагентам и горячим растворам детергентов полиамидные покры-
тия применяют для отделки стиральных и посудомоечных машин,
установок для умягчения воды, медицинского оборудования, дета-
лей холодильников, оборудования и приборов пищевой промыш-
ленности [136].
Основное применение, однако, полиамидные покрытия находят
в узлах трения машин и механизмов. Например, большой экономи-
ческий эффект достигается при использовании полиамидных покры-
тий для опорных колес гусеничных экскаваторов, деталей двигате-
лей, тракторов и сельскохозяйственных машин, валков крутильных
машин, шпинделей и других деталей хлопкоуборочных и хлопко-
очистительных машин [10, с. 10], роторов вентиляторов, загру-
зочных бункеров для песка, гравия, угля и других сыпучих материа-
лов. Полиамидные покрытия используются при защите буев,
винтов кораблей, кислородных баллонов для аквалангистов и бал-
лонов огнетушителей, а также применяемого в условиях тропиче-
ского климата электрооборудования (шкафы электрических машин,
якоря электродвигателей, ручной инструмент) [15, с. 105].
3.6. КРАСКИ
НА ОСНОВЕ ПОЛИФТОРОЛЕФИНОВ
Из полимерных материалов полифтороле-
фины (фторлоны, фторопласты) отличаются комплексом универ-
сальных свойств: исключительной химической, тепло- и морозо-
стойкостью, хорошими физико-механическими свойствами, сохра-
няющимися в широкой области температур. Они имеют наиболее
низкие значения критического поверхностного натяжения и коэффи-
циента трения. Все это определило большой интерес к полифтор-
олефинам как к ценным пленкообразователям для получения порош-
ковых красок. Благоприятна для переработки в краски и выпускная
форма полимеров: преобладающее число промышленных полифтор-
олефинов, за исключением каучуков, выпускается в виде дис-
персных порошков.
Состав и свойства красок. Наибольшее распространение для из-
готовления покрытий получили порошки поливинилиденфторида
[—CF,—СН2—(марки Ф-2 и Ф-2М), полимеров трифторхлорэти-
лена [—CF2—CFC1—]« и его сополимеров (марки Ф-3, Ф-ЗМ,
Ф-ЗОП, Ф-32Л), сополимеров тетрафторэтилена с винилиденфтори-
дом (марка Ф-42), этиленом (марки Ф-40ДП, Ф-40ЛД, Ф-40Б,
Ф-40ВЭ, Ф-40ВЭМ), гексафторпропиленом (марки Ф-4МБ-П,
Ф-4МП, Ф-4МВ) и другими фторированными соединениями (марки
Ф-10, Ф-50, Ф-100) [25, с. 28; 112]. Имеются рекомендации и по ис-
пользованию в порошковых лакокрасочных составах поливинил-
фторида [—CHF—СН2—]п (марка Ф-1) [137].
Основными технологическими показателями, определяющими
пригодность полифторолефинов для получения порошковых красок
и покрытий, являются: дисперсность, насыпная плотность, показа-
тель текучести расплава (ПТР), температура потери прочности
(ТПП), растекаемость, термостабильность. Ниже приведены эти по-
казатели для ряда полимеров, применяемых для получения покры-
тий [25, с. 31; 112, с. 66]:
Ф-ЗОП Ф-40ДП Ф-4МВ-П Ф-50
Влажность, не более
Дисперсность (размер частиц), мкм, не более
Показатель текучести расплава, г/10 мин
Температура потери прочности, С
Растекаемость при ТПП + 10 С,
не менее
Термостабильность, %, не более
о,1 0,05 0.05 0,05
20 20 5 40
— 40-70 5 8 1-4
226-240 255-280 265-285 270-285
150 150 140 140
1,0 0,6 0,8 0,3
Растекаемость оценивают не только при ТПП + 10, но и при по-
стоянной температуре 300 °C (время нагревания 1 ч). Последний ме-
тод более удобен, так как результаты определения не зависят от
ТПП, которая у разных полимеров неодинакова [138]. В частности,
для промышленных партий полимера Ф-40ДП растекаемость по
этому методу лежит в пределах 150-180%, т. е. несколько выше, чем
по методу, предусмотренному в ТУ.
Насыпная плотность промышленных полифторолефинов низка,
она не превышает 450 кг/м3. Для повышения насыпной плотности
до оптимальных значений 500-800 кг/м3 обычно проводят тепло-
вую обработку (нагревание) порошков при температурах на
30-70 °C ниже ТПП полимера, время нагревания 0,5-2,0 ч. При
этом происходит некоторое укрупнение и выравнивание формы ча-
стиц полимеров, приводящее к улучшению их сыпучести. При одно-
слойном нанесении таких порошков в электрическом поле высокого
напряжения могут быть получены более толстые покрытия. Тепло-
вая обработка порошков благоприятно сказывается и на адгезии
покрытий, что объясняют повышением термостабильности полиме-
ров за счет улетучивания низкомолекулярных продуктов. Так, пока-
затель потери массы полимера Ф-40ДП после тепловой обработки
порошка при 225 "С снижается примерно на 30%, а адгезионная
прочность покрытий увеличивается в 1,5 раза [138].
Для получения покрытий полифторолефины применяют в чи-
стом виде (в форме лаков) или с добавками стабилизаторов, пиг-
ментов, наполнителей, модификаторов (в форме красок). Пигмента-
ми в них чаще всего служат оксид хрома (5-10%) и технический
углерод газовый (0,5-1,0% от массы полимера), а наполнителями —
графит, коксовая мука, микроасбест, дисульфид молибдена, порош-
ки железа, меди, бронзы, никеля, нитрид бора, фторид кальция и др.
[12, с. 96].
Выбор наполнителя и степень наполнения зависят от назначения
состава. В составах, предназначенных для антифрикционных покры-
тий, предпочтительнее использование порошков металлов, дисуль-
фида молибдена, кокса и нитрида бора; химическая стойкость по-
крытий обеспечивается при применении технического углерода,
графита, микроасбеста, оксида хрома.
Модификаторы (твердые эпоксиолигомеры, радиационноокис-
ленный полиэтилен и др.) вводят в композиции для уменьшения
термоокислительной деструкции и газообразования в полимерах,
а также для улучшения адгезии покрытий [23, с. 35]. На основе по-
лимера Ф-32Л разработана порошковая краска марки П-ФП-71 (ТУ
6-10-100-133-78) защитного, зеленого и красного цветов, которая
содержит кроме основного пленкообразователя - полифторолефина
эпоксиолигомер Э-49, дициандиамид, поливинилбутираль, феноло-
формальдегидную смолу, пигменты и наполнители [25, с. 35; 139].
Порошковые лаки и краски на основе полифторолефинов полу-
чают методом сухого смешения компонентов (порошков) в ша-
ровых, вибрационных или коллоидных мельницах. При необходи-
мости предусматривают просеивание порошков.
Получение и свойства покрытий. Полифторолефины образуют
высоковязкие расплавы, поэтому деформация и слияние их частиц
без приложения внешней нагрузки протекают медленно; время фор-
мирования покрытий исчисляется часами. При этом, как правило,
протекают термоокислительные процессы в полимерах, связанные
с образованием низкомолекулярных (в том числе и газообразных)
продуктов. Последние, концентрируясь на межфазной границе, рез-
ко снижают адгезионную прочность покрытий. Уменьшение коли-
чества таких продуктов может быть достигнуто посредством до-
85
84
волнительного нагревания (отжига) сформированных покрытий при
температурах на 50-70 С ниже температуры пленкообразования.
Отжиг способствует повышению адгезии покрытий и ее ста-
бильности при эксплуатации в водных средах. Например, отжиг по-
крытий из сополимеров Ф-40ДП и Ф-4МБ-П проводят при темпе-
fатурах 200-320 °C, время отжига колеблется от 2-3 до 0,5-1,0 ч
138].
Краску П-ФП-71 обычно наносят в кипящем слое-на предвари-
тельно нагретую до 2501С поверхность в 2-3 слоя. Для сплавления
порошка каждый слой дополнительно нагревают 20-30 мин при
температуре 240-250 °C [139].
Аналогичным образом могут быть нанесены порошковые со-
ставы и на основе других полифторолефинов. Например, при полу-
чении покрытий из полимера Ф-2 изделия нагревают до 270-280 °C,
погружают в кипящий слой порошка на 4-5 с и снова нагревают
при этой температуре в течение 0,5 ч. Так наносят 2-3 слоя; время
сплавления последнего слоя -1 ч. Покрытие охлаждают на воздухе
или в воде [22, с. 44].
Для нанесения полифторолефинов методом электростатического
распыления применяют следующие технологические режимы [25,
с. 32; 112, с. 55]:
Ф-40ДП, Ф-40ВЭ, Ф-40ЛД. Ф-40Б. Ф-40ВЭМ Ф-42НМ-П. Ф-4МБ-П, Ф-50П
Ф-42Э-П Ф-4МВ
Рабочее напряжение, кВ Число слоев 40-50 4-5 40-50 3-4 20-30 3-5 20-30 4-5
Температура сплавления порошка, 300-320 300-320 330-350 350-360
с Время сплавления слоя, мин 20-30 30-35 30-35 30-40
Температура отжига покрытия, С Время отжига, ч Режим охлаждения 280 1,0 280 260 1,0 1,0 На воздухе 270 1.0
Наиболее существенный недостаток покрытий из полифтороле-
финов-низкая адгезионная прочность - частично может быть устра-
нен модификацией олигомерными пленкообразователями, у-облуче-
нием, грунтованием и особой подготовкой покрываемой поверхно-
сти. В частности, при нанесении термоокисляемых сополимеров
Ф-30П и Ф-40ДП хорошие результаты получены при использовании
грунтовки из смеси полифторолефина (Ф-30 и др.) с 10% (масс.)
кварцевого песка [129, с. 30], а при нанесении сополимеров, устой-
чивых к термоокислению (Ф-4МБ-П, Ф-10, Ф-50, Ф-100),-обработ-
кой поверхности металлов перфторированными соединениями
[138]. Адгезию улучшают также применением в качестве грунта
дисперсии фторполимера, содержащей монофосфат кальция и орто-
фосфорную кислоту. у-Облучению (доза 50 кГр) подвергают го-
товые сформированные покрытия из полифторолефинов; облучение
проводят на воздухе. Необходимая операция при этом - последую-
щий отжиг покрытий при температуре 250-300 °C в течение
0,5-3,0 ч в зависимости от марки полимера [126, с. 99].
86
Чаще всего применяют покрытия толщиной 250-350 мкм. Их
физико-механические свойства приведены ниже [25, с. 33; 112
с. 56]:
ф-зоп Ф+0ДП. Ф-40Б Ф-4МБ-П. Ф-4МВ Ф-50Г1
Прочность при растяжении, МПа 34-39 23-32 18-22 24-33
Относительное удлинение, 200-240 150-250 140-220 250-280
Твердость по ПМТ-3, МПа 49-69 60-70 30-40 40,50
Ударная прочность, по У-1А, Н м 5 5 5 5
Гибкость по ШГ-1, мм 1 1 1 1
Адгезионная прочность (к алюминию), Н/м без применения отжига 400-500 250-400 250- 350 700-1000
с применением отжига — 1000-1100 700-800 1000-1100
Интервал рабочих температур, С От -60 От - 60 От -60 От — 60
до +130 до +180 до +220 до +250
Отличительная особенность покрытий из полифторолефи-
нов-их непревзойденная химическая стойкость. Например, покры-
тия из сополимеров Ф-40ДП и Ф-МБ-П выдержали без заметного
изменения свойств испытания в олеуме при 20 С в течение 2400 ч
и при 100 °C в течение 150 ч [15, с. 108], в 60%-ной азотной кислоте
при 60 С в течение 2000 ч, кипячение в воде более 200 ч [138]. По-
крытия из полифторолефинов атмосферо- и тропикоустойчивы
[140]. При их испытании в атмосфере тропического климата в тече-
ние 6 мес отмечены частичная потеря блеска и небольшое ухудше-
ние механических показателей, защитные свойства полностью со-
хранились [129, с. 38]. Защитная способность в агрессивных средах
зависит, однако, от сплошности и адгезии покрытий. Лучшие по
сплошности покрытия образуют порошковые составы на полиме-
рах с более высокими значениями ПТР-Ф-30П, Ф-32Л, Ф-40ДП,
Ф-40ЛД, а по адгезионной прочности - модифицированные поли-
меры Ф-50П и др. По грибостойкости покрытия из полифторолефи-
нов соответствуют баллам 1 и 3. Покрытия отличаются негорю-
честью, низким коэффициентом трения, устойчивы к абразивному
износу и имеют хорошие электроизоляционные свойства, близкие
к показателям исходных полимеров [19].
Покрытия на основе полифторолефинов нашли широкое приме-
нение в промышленности как защитные, электроизоляционные,
абразивостойкие и антиадгезионные. Они используются для за-
щиты оборудования пищевой и химической промышленности (галь-
ванических ванн, фильтров, деталей насосов для перекачивания
агрессивных сред, реакционного оборудования), деталей сельскохо-
зяйственных машин, медицинского инструмента и др. [112, с. 66;
В связи с высокой стоимостью полифторолефинов (во многих
странах это наиболее дорогие полимеры) покрытия из них приме-
няются в основном в тех случаях, где они не могут быть заменены
другими видами покрытий.
87
3.7. КРАСКИ
НА ОСНОВЕ ПЕНТАПЛАСТА
Пентапласт (за рубежом - пентон) - поли-
мер 3,3-бис(хлорметил)оксациклобутана
СН2С1
—сн2—с—сн2—о—
СН2С1 ]л
как пленкообразователь отличается многими ценными свойствами:
исключительной химической стойкостью, негорючестью, высокой
теплостойкостью, хорошими механическими и диэлектрическими
показателями. Последнее является результатом особого строения
полимера: большого содержания хлора (46%), высокой плотности
упаковки макромолекул, кристалличности (до 30%), малой подвиж-
ности функциональных групп.
Состав и свойства красок. Для получения композиций приме-
няют пентапласт марок А-1, А-2, А-4 (ТУ 6-05-1422-74) с молеку-
лярной массой 100 000-150 000, приведенной вязкостью 1,2-1,4дл/г
и показателем текучести расплава 2-8 г/10 мин. Пентапласт выпу-
скается в стабилизированном виде, т. е. в форме композиций. На-
пример, пентапласт марки А-1 кроме основного полимера содержит
термостабилизатор С-49 (0,4%), а пентапласт марки А-4-эпок-
сидный олигомер ЭД-20 и стабилизаторы аминного (С-49) и фе-
нольного (бисалкофен БП) типов в количестве 1,2%.
Насыпная плотность порошков 300-400 г/см3; величина частиц
не превышает 300 мкм. Такие композиции обычно не нуждаются
в дополнительном просеивании и стабилизации.
Для придания цвета и непрозрачности покрытиям, а нередко
с целью улучшения механических показателей, адгезии и уменьше-
ния коэффициента термического расширения в состав композиций
вводят пигменты и наполнители (оксид хрома, диоксид титана,
тальк, технический углерод, алюминиевую пудру, оксид меди, оксид
кобальта, графит и др.) в количестве 2-8% (масс.). Адгезию улуч-
шают также введением модифицирующих добавок - нитрозосоеди-
нений, мочевино- и фенолоальдегидных олигомеров, порошков ме-
таллов-и обработкой порошков у-аминопропилтриэтоксиси ланом
(препарат АМг-9) и гидроксидом калия [23, с. 62; 112, с. 63].
Получение и свойства покрытий. При оптимальном грануломе-
трическом составе порошковые составы на основе пентапласта
удовлетворительно наносятся всеми известными способами. При
нанесении в кипящем слое оптимальная температура нагрева
стальных пластин (толщиной 2-3 мм) составляет 250-320 °C. До-
полнительный нагрев (сплавление) проводят при 220-250 °C; в зави-
симости от температуры продолжительность сплавления составляет
5-60 мин. При нанесении порошков в электрическом поле высокого
напряжения (20-50 кВ) сплавление проводят при температурах
88
240-250 °C и продолжительности (в зависимости от массы детали)
15-70 мин. Более оправданным, однако, является двухступенчатый
режим формирования покрытий, при котором после сплавления по-
рошка температуру изделия снижают до 160-190 С и покрытие вы-
держивают при ней в течение 30-60 мин. Адгезионная прочность
покрытий при этом увеличивается более чем в 2 раза [23, с. 63].
В большинстве случаев получают 2-3-слойные покрытия общей
толщиной 150-250 мкм; это гарантирует им сплошность и лучшие
эксплуатационные свойства. Толстые покрытия (400-700 мкм) мо-
гут быть получены при нанесении порошков на нагретые изделия
как в кипящем слое, так и электростатическим распылением.
Свойства пентапластовых покрытий сильно зависят не только
от условий формирования, но и от режима охлаждения [142]. Зака-
ленные образцы имеют прочность при растяжении 17,7-19,2 МПа
и относительное удлинение около 250%, тогда как у медленно
охлажденных образцов последний показатель составляет всего
10-14%. Поэтому покрытия обычно подвергают закалке - охла-
ждают в холодной воде с последующей сушкой от воды при ком-
натной температуре. Температура поверхности перед закалкой дол-
жна быть не менее 140 °C [112, с. 65]. Пентапластовые покрытия,
как правило, ровные, твердые, однородные; в непигментированном
виде светлые прозрачные или слегка мутноватые из-за кристаллиза-
ции полимера.
Недостаток пентапластовых покрытий - низкая адгезионная
прочность - частично устраняется правильно выбранным режимом
их формирования и охлаждения, а также соответствующей подго-
товкой поверхности. Повышению адгезии способствуют дробемет-
ная и дробеструйная обработка поверхности, фосфатирование (для
черных металлов), травление и оксидирование (для цветных), грун-
тование поверхности раствором или порошком эпоксиолигомеров
и нестабилизированного пентапласта [143, с. 103], растворами кау-
чуков СКН-18, СКН-30 и др. [133, с. 37],
Ниже приведены физико-механические свойства пентапластовых
покрытий, полученных по оптимальному режиму [23, с. 62]:
Прочность при растяжении, МПа 37—41
Ударная прочность по У-1А, Н м 5
Гибкость по ШГ-1, мм 1-3
Эластичность по Эриксену, мм 1,5-2,0
Адгезионная прочность (к алюминию),
Н/м 350-800
Покрытия неморозостойки; хрупкое состояние проявляется уже
при 0 °C. Однако защитные свойства сохраняются на воздухе в ин-
тервале температур от —60 до 120 °C, в масле-до 160 °C. Покры-
тия выдерживают воздействие различных растворителей (кетонов,
спиртов, эфиров, ароматических углеводородов), минеральных и ор-
ганических кислот (включая 30%-ную хромовую и 60%-ную сер-
ную), сероводорода, воды, растворов щелочей, солей и других ве-
ществ даже при нагревании до 80-100°C; они устойчивы в смесях
89
серной кислоты с сероуглеродом и плавиковой кислоте при темпе-
ратурах до 70 С [ 143, с. 62]. В этом отношении пентапластовые по-
крытия уступают только фторопластовым.
Атмосферостойкость покрытий, особенно не содержащих свето-
стабилизаторов, ограниченна. После 6 мес эксплуатации покрытий
в условиях тропического климата полностью исчез глянец, механи-
ческие свойства снизились на 30-60",,, но коррозии на образцах не
обнаружилось. По грибостойкости покрытия соответствуют баллу
2 [19].
Пентапластовые покрытия имеют хорошие диэлектрические
свойства, сохраняющиеся до 120 С [73, с. 55]:
Диэлектрическая проницаемость 3,1
Тангенс угла диэлектрических потерь 1,1 • 10 3
Удельное объемное электрическое сопротивление, 2,5-1018
Ом • м
Они обладают способностью к самозатуханию, имеют низкий
коэффициент трения (без смазки-0,22, со смазкой-0,03) [143, с. 86]
и могут быть использованы как негорючие, антифрикционные
и электроизоляционные. Основное их применение, однако,-проти-
вокоррозионная защита химического и гальванического оборудова-
ния, оборудования пищевой промышленности и витаминных про-
изводств, деталей машин по производству химических волокон,
теплообменной аппаратуры, медицинского инструмента [25, с. 60;
112, с. 66].
3.8. КРАСКИ НА ДРУГИХ
ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРАХ
Эфироцеллюлозные краски. Из эфиров
целлюлозы для получения порошковых красок применяют ацетобу-
тират и ацетопропионат целлюлозы, а также этилцеллюлозу.
Ацетобутират целлюлозы (АБЦ)-один из немногих порош-
ковых пленкообразователей, рано освоенных в технологии порош-
ковых красок. Этому способствовали бесцветность, высокая свето-
стойкость, малая горючесть, масло- и бензостойкость, удобство
переработки.
По химическому составу АБЦ-смешанный сложный эфир цел-
люлозы, уксусной и масляной кислот:
[С6Н7О2(ОН)з _(х + (OCOCH3)Y (ОСОС, Н ]„
где х = 0.8- 1,6; у = 1.55-0.3.
Свойства полимера определяются степенью полимеризации
и его составом: с увеличением содержания бутиратных групп плот-
ность, температура размягчения и влагопоглощение уменьшаются.
Для получения красок применяют относительно низковязкие
легкоплавкие марки АБЦ. Из отечественных марок этим требова-
ниям больше всего удовлетворяют лаковый полимер и АБЦ для
90
этрола с содержанием бутиратных групп 43% и более. Изготовляют
краски как на индивидуальном полимере, так и на его смеси с по-
лиэфирами. Композиции АБЦ с полиэфирами (1:1) имеют более
низкую температуру размягчения (для АБЦ она находится в пре-
делах 170-210 С) и обеспечивают получение прочных покрытий
с высокой адгезией к металлам.
АБЦ легко смешивается с пигментами, при этом для получения
красок могут быть использованы самые разные неорганические
и органические пигменты. За рубежом краски на основе АБЦ отли-
чаются наиболее широким ассортиментом по цветовой гамме. Они
известны под названиями грицел, ровипаудес, домпаудес [6, с. 115;
144].
Ацетопропионат целлюлозы (АПЦ) по строению и свойствам во
многом сходен с АБЦ:
[С6Н7О2(ОН)3_(х+,.)(ОСОСН3)Х(ОСОС2Н5),,]„
АПЦ также легко совмещается со многими пластификаторами,
прекрасно пигментируется, однако в отличие от АБЦ имеет более
высокую температуру размягчения (190-230 °C) и образует более
твердые покрытия.
Этилцеллюлоза [С6Н7О2(ОН)3_Х(ОС2Н5)Х]П (где х = 2,2 — 2,6)
интересна как пленкообразователь из-за высокой светостойкости,
малой горючести, морозостойкости и повышенной устойчивости
к действию гидролизующих агентов (щелочей и кислот, за исключе-
нием азотной). Наиболее подходящими для покрытий являются со-
ставы на основе этилцеллюлозы марки ЛК, содержащие пластифи-
каторы (0-нафтол, трифенилфосфат), стабилизаторы и пигменты.
Для газопламенного напыления предложена низкоплавкая по-
рошковая композиция ЭМ-40/60, состоящая из 40% этилцеллюлозы
и 60% воска монтан, с температурой размягчения около 70 °C.
Тонкие покрытия (50-175 мкм) получают из порошков эфиров
целлюлозы с размером частиц не более 100 мкм, используя для их
нанесения метод электростатического распыления. Для получения
более толстых покрытий (250 мкм и более) порошки с размерами
частиц до 315 мкм наносят в кипящем слое [145]. Температура
предварительного нагрева деталей при нанесении красок из АБЦ
в кипящем слое составляет 310-370 °C. Поскольку полимер деструк-
тирует при нагревании, целесообразно нагревать детали так, чтобы
сплавление произвести без дополнительного нагрева. При получе-
нии глянцевых покрытий детали охлаждают в теплой воде при
70-80 °C, матовых-в среде растворителей, например толуола.
Хорошая растворимость эфиров целлюлозы во многих до-
ступных растворителях позволяет получить покрытия из этих кра-
сок методом набухания в парах и аэрозолях растворителей и моно-
меров [17, с. 3; 18, с. 65].
Покрытия из красок на АБЦ и АПЦ (цветные и белые) по деко-
ративному виду, чистоте и разнообразию цветового ассортимента
превосходят все другие виды покрытий, получаемых из термопла-
стичных порошковых красок.
91
Этилцеллюлозные покрытия характеризуются слабым глянцем,
низкой адгезией и наличием окраски (желтой или светло-коричне-
вой) из-за разложения полимера и пластификаторов. Поэтому этил-
целлюлозные краски пока не получили промышленного приме-
нения.
Основное назначение покрытий из АБЦ и АПЦ-защитно-деко-
ративная отделка изделий промышленного и бытового назначения,
эксплуатируемого внутри и вне помещений; уличной металлической
мебели, алюминиевых конструкционных элементов, оборудования
магазинов (проволочные сетки, витрины, жалюзи и др.), фотоаппа-
ратуры, штурвалов самолетов, рычагов автомобилей, дверных скоб,
корпусов трансформаторов, коробок переключателей, различных
изделий бытового назначения [15, с. 114].
Краски на основе поликарбонатов. В технологии покрытий по-
рошковые материалы на основе поликарбонатов стали применять
совсем недавно, однако интерес к ним неизменно растет. Причина
этому-особые свойства поликарбонатов: высокая механическая
прочность, сохраняющаяся в широком интервале температур, те-
плостойкость, негорючесть, хорошие диэлектрические показатели;
атмосфере- и влагостойкость.
Поликарбонаты - полиэфиры угольной кислоты и диоксисоеди-
нений. Наибольшее применение получил поликарбонат на основе
бисфенола А:
Г ° сн3
11 । Ул
—с—о—/ э—с—С э—о—
СНз L
Он имеет плотность 1,2 г/см3, температуру стеклования 141-149 °C,
температуру плавления 220-230 °C.
Для получения покрытий применяют литьевые марки полимера
С-2, ПК-4 и др. (ТУ 6-05-6668-80) с ПТР 2 г/10 мин и более (моле-
кулярная масса до 35000). Предпочтительны порошки с частицами
до 250 мкм.
Другими компонентами порошковых составов являются термо-
стабилизаторы, пигменты, модифицирующие добавки. Стабилиза-
торами служат органические полифосфиниты, ортофосфорная
и борная кислоты и их эфиры, полигард (0,1-1,0°/о) [146, с. 196], пиг-
ментами - технический углерод, диоксид титана, оксиды цинка,
железа, хрома, сульфид кадмия, ультрамарин (1-5%); также при-
годны органические пигменты-фталоцианиновые, антрахиноновые
и др.
Поликарбонат на основе бисфенола А удовлетворительно совме-
щается с пластификаторами (диоктилфталатом, трикрезилфосфатом,
бензилоктиладипинатом); для снижения хрупкости покрытий в ком-
позициях также могут быть использованы полимеры - полиэтилен,
полипропилен, фторполимеры, полибутадиеновый, полиизопре-
новый и натуральный каучуки, эпоксидные олигомеры. Наиболее
эффективный способ приготовления композиций-смешение компо-
92
нентов в расплаве, например с помощью экструдера, и последую-
щее механическое измельчение смеси. Пигментирование, однако,
может быть проведено и путем сухого смешения порошковых ком-
понентов [147, стр. 226].
Порошковые краски наносят на поверхность преимущественно
вихревым или вибровихревым способом. При увлажнении (водопо-
глощение поликарбоната 0,15°о) порошки просушивают нагрева-
нием (при 100 °C) или продуванием сухого воздуха в аппарате кипя-
щего слоя; это улучшает их псевдоожижение, а главное, снижает
степень гидролитической деструкции при нагревании, которой по-
ликарбонаты очень подвержены (допустимая влажность при перера-
ботке 0,01%).
Оптимальная температура предварительного нагрева деталей
(8 = 5 мм) 330 -340 С, время погружения в слой 5-10 с. Температура
дополнительного нагрева 320-330 С, продолжительность 7-8 мин.
Толщина однослойных покрытий 200-300 мкм.
Покрытия из немодифицированного поликарбоната-блестящие,
твердые, прочные, но достаточно хрупкие и имеют низкую адгезию.
Они устойчивы во многих химических средах: в воде (в том числе
кипящей), водных растворах кислот, солей и окислителей, в бензине,
смазочных маслах и нефти; инертны к водным растворам
мыл, детергентов, дезинфицирующих веществ и к пищевым про-
дуктам.
Проводились климатические испытания поликарбонатных
покрытий, которые показали их хорошую атмосферостойкость.
Наилучшими оказались покрытия. модифицированные
эпоксисоединениями (2%). Они выдержали испытания в аппарате
искусственного старения ИП-1-3 в течение 1600 ч, в атмосфере
90%-ной влажности (температура 60 °C)-2 года, т. е. оказались на
уровне фторопластовых покрытий [140]. Покрытия устойчивы
к плесени и действию микроорганизмов. Температурный интервал
эксплуатации покрытий от — 100 до 4- 130 °C.
Поликарбонатные покрытия нашли применение
в электротехнике и радиоэлектронике, при защите медицинского
инструмента и других изделий. Они могут использоваться как
радиационно- и химическистойкие, электроизоляционные
и тропикоустойчивые.
Масштабы применения поликарбонатных составов неизменно
будут расширяться по мере роста производства поликарбонатов
и снижения их стоимости.
Краски на основе полнфениленсульфида. Полифениленсульфид
(ПФС) г
кристаллический полимер, обладающий высокими термо- и химиче-
ской стойкостью, самозатухаемостью, хорошими механическими
свойствами. Он имеет плотность 1,34 г/см* и температуру плавле-
ния кристаллических образований 285-305 °C.
93
Краски получаю! смешением полимера с пигментами и напол-
нителями, которыми служат железный сурик, оксид кальция, гра-
фит. Их содержание в композициях составляет 5-17% (масс.).
Для получения покрытий краски наносят на предварительно
очищенную дробеструйной обработкой поверхность в аппаратах
кипящего слоя; возможно и электростатическое нанесение красок
на ненагретые изделия. Применяют следующий режим формирова-
ния покрытий:
Температура предварительного нагрева. С
Время выдержки в кипящем слое, с
Температура дополнительного нагрева, С
Продолжительность, мин
Охлаждение
350-370
5 20
360 400
30 45
Естественное,
на воздухе
Наносят последовательно два слоя краски, при этом общая
толщина покрытий составляет 120-150 мкм.
По механическим свойствам полифениленсульфидные покрытия
находятся на уровне многих других покрытий:
Ударная прочность по У-1А, Н м 4-5
Гибкость по ШГ-1, мм 1-3
Адгезионная прочность, МПа 10 18
Однако они выгодно отличаются по термостойкости-способны
длительно эксплуатироваться на воздухе и в коррозионных средах
до температуры 260 С и выдерживать кратковременный нагрев до
400 С.
ГЛАВА 4
ПОРОШКОВЫЕ КРАСКИ
НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ
ПЛЕНКООБРАЗОВАТЕЛЕЙ
4.1. ОБЩИЕ СВЕДЕНИЯ
Начало производства порошковых термо-
реактивных красок относится к 1962 г., когда была изготовлена пер-
вая краска этого типа - эпоксидная. С этого времени их производ-
ство стало быстро развиваться. Уже в 1971 г. 13 фирм США и 27
фирм Западной Европы производили эти краски в объеме около
13 тыс. т [148]. Наряду с эпоксидными появились полиэфирные,
эпоксидно-полиэфирные, полиакрилатные, полиуретановые и другие
краски. В последнее десятилетие темпы роста производства этих
красок в ведущих странах мира составили в среднем 11-12% в год.
В 1979 г. их выпуск достиг 27,9 тыс. т; ожидается, что эта цифра
к 1990 г. увеличится до 93 тыс. т [149].
Структура производства термореактивных красок в различных
странах на 1983 г. характеризовалась следующими цифрами (в %)
ФРГ Италия Фран- ция Велико- британия Страны Бенилюкс США Япония
Эпоксидные 35 25 34 37 37 43 32
Эпоксидно-полиэфирные 45 50 48 40 43 8 19
Полиэфирные 15 9 17 21 18 7
Полиуретановые 5 16 1 2 2 41 20
Полиакрилатные — — — — 1 29
По прогнозу определяющая роль эпоксидных И ЭПОКСИ ДНО-ПО-
лиэфирных красок в странах ЕЭС на ближайший период сохранит-
ся; их доля в 1990 г. составит около 72% [150].
По химическому составу термореактивные краски-более
сложные системы, чем термопластичные; они сложнее и в про-
изводстве. Основными факторами, определившими их доминирую-
щее развитие (по сравнению с красками на термопластах), являют-
ся: меньшая толщина эксплуатационноспособных покрытий (со-
ответственно меньший удельный расход материалов на их изгото-
вление) и лучшее качество покрытий, в первую очередь
в отношении адгезии, теплостойкости, декоративных свойств.
Термореактивные краски материалы на основе олигомерных
пленкообразователей. Продолжительность формирования из них
покрытий определяется скоростью протекания химических реакций
отверждения, т.е. превращения олигомеров в трехмерное состояние;
качество же получаемых покрытий зависит от глубины протекания
реакций, степени их завершенности.
До последнего времени выпускались краски с относительно дли-
тельным режимом отверждения (0,5 ч и более). С разработкой
95
новых ускорителей и отвердителей термореактивные краски стали
соизмеримы по времени формирования покрытий с термопла-
стичными красками, при этом ниже оказались температурные пре-
делы их получения. Это привлекло к ним еще большее внимание со
стороны потребителей. Постепенно расширяется и ассортимент ма-
териалов целевого назначения: разработаны краски, образующие
покрытия с разной фактурой поверхности - матовые, морщинистые,
с молотковым эффектом, а также краски с металлическим блеском,
магнитные и др.
В отличие от жидких красок порошковые термореактивные кра-
ски выпускаются исключительно одноупаковочными, однако возни-
кает потребность в разработке многоупаковочных составов. Про-
блемной является также регулирование цвета и оттенка термореак-
тивных красок как при их производстве, так и особенно при
применении.
4.2. ЭПОКСИДНЫЕ КРАСКИ
По объему производства и потребления
эпоксидные краски занимают первое место среди всех порошковых
лакокрасочных материалов. Их лидирующее положение связано
с относительной доступностью сырья, удобством производства по-
крытий, хорошими эксплуатационными свойствами.
Состав и свойства красок. Для производства красок применяют
в основном диановые олигомеры с молекулярной массой 1400-2500.
В общем виде они отвечают формуле:
сн2-сн—сн,г—о—R—о—сн2—сн—сн2]„—о—R—о—сн—сн2
\/ I X/
О ОН о
СНз
где R-арильный радикал, в основном —с—
СНз
Из отечественных марок находят применение олигомеры Э-23
и Э-49П с содержанием эпоксидных групп 2,2-5,0% и температурой
плавления (по методу кольца и шара) 90-115 °C; из зарубежных -
эпикот 1004, эпикот 1007, дер-663 и др.
Другими компонентами порошковых эпоксидных красок
являются: модификаторы, отвердители, ускорители отверждения,
пигменты и наполнители, агенты, регулирующие вязкость и расте-
кание расплавов (см. гл. 2). В общем виде рецептура красок в ч.
(масс.) может быть представлена следующим образом [15, с. 116]:
Эпоксиолигомер (Э-23, Э-49П) 100
Модификатор (фенолоформальдегидные олигомеры, 2-5
поливинилбутираль и др.)
Отвердитель (дициандиамид, модифицированный 2-5
дициандиамид, ангидрид ароматической кислоты и др.)
Ускоритель отверждения (уротропин, ацетилацетонат цинка, 1-2
бензимидазол и др.)
Регулятор растекания (аэросил, винилен, модафлоу, резифлоу и др.) 0,5-3,0
Пигменты и наполнители 15-40
96
Ассортимент существующих промышленных красок весьма раз-
нообразен. Краски различаются по цвету, условиям нанесения и от-
верждения, целевому использованию (грунтовочное покрытие, верх-
нее покрытие), назначению. В соответствии с этим и состав красок
далеко не одинаков.
Краски, предназначаемые для защитно-декоративной отделки
металлоизделий, в большинстве случаев содержат до 40% (масс.)
пигментов и наполнителей, а также модификаторы и агенты расте-
кания. В отличие от них порошковые составы электроизоляционно-
го назначения, именуемые компаундами и наносимые толстыми
слоями, содержат 60-70% (масс.) наполнителей с низким коэффи-
циентом термического расширения (пылевидный кварц, стеклово-
локно и др.) и обычно не содержат модифицирующих добавок.
Отечественная промышленность выпускает многие марки по-
рошковых эпоксидных красок:
П-ЭП-177 и П-ЭП-177 (ОН)-ТУ 6-10-1575-76;
П-ЭП-219 и П-ЭП-219 (ОН)-ТУ 6-10-1597-77;
П-ЭП-971 марки А, Б и В-ТУ 6-10-1604-77;
П-ЭП-45 марки А и Б-ТУ 6-10-1754-80;
П-ЭП-91 - ТУ 6-10-100-127-83;
П-ЭП-534-ТУ 6-10-189-83;
П-ЭП-134-ТУ 6-10-1954-84.
Также разработаны и выпускаются электроизоляционные эпок-
сидные компаунды: ЭП-49 Д/2, ЭП-49 Д/3, ЭП-49А, ЭП-49С,
УП-2191К, УП-2155, ЭВН-6, ЭВН-10, ПДФ-10 и др.
В табл. 13 приведены технические требования на некоторые из
этих красок. Все промышленные краски являются высокодис-
персными порошками с частицами, в основном, не более 100 мкм.
Их насыпная плотность находится в пределах 450-750 кг/м3.
Краска П-ЭП-177 предназначена для получения электроизоля-
ционных, химически стойких и защитно-декоративных покрытий. Ее
используют, в частности, для пазовой изоляции роторов и статоров
электрических машин, при окраске приборов и электрооборудова-
ния, при защите гальванических подвесок, контейнеров радиоаппа-
ратуры, аккумуляторных баков и т. д. Аналогично и назначение кра-
ски П-ЭП-91. Покрытия из нее имеют красивый внешний вид,
устойчивы к удару и изгибу. Используются как электроизоля-
ционные и химическистойкие, кроме того, хорошо зарекомендовали
себя в качестве защитно-декоративных. Краска П-ЭП-219 приме-
няется для защитно-декоративной отделки электробытовых прибо-
ров и машин, в частности внутренних шкафов бытовых холодиль-
ников. Краски П-ЭП-971 и П-ЭП-534 предназначены для защиты
труб магистральных газопроводов, а краски П-ЭП-45 (серая)
и П-ЭП-134 (с металлическим блеском)-для окраски деталей авто-
мобилей и мотоциклов (диски колес и др.).
Назначение порошковых компаундов ЭП-49 Д/2, ЭП-49 Д/3,
ЭП-49А, ЭВМ-10, УП-2131К, ПДФ-10 и других - электроизоляция
изделий радиотехнической и электронной промышленности [20].
7 — Зак. 147
97
ТАБЛИЦА 13. Технические требования на порошковые эпоксидные краски
Показатели П-ЭП-177 П-ЭП-219 П-ЭП-971 П-ЭП-534 П-ЭП-91 П-ЭГЫ34
Цвет Серый, Белый Серый, Серый 20 наи- Сереб-
Внешний вид пленки зеленый, красный Однородная, без крас- менова- ристыи НО-КО- НИЙ ричне- цветов вый механических включений, допускается
шагрень
Содержание летучих 1,0 1,0 1,0 1,0 1,0 0,5
веществ, %, не более Растекаемость, см 3-7 4,5-7,0 4,5-10 4,5-7,5 4,5-7,5 4,5-8,0
(при температурах) (180 °C) (180 °C) (200 °C) (200 °C) (120 °C) (180 °C)
Остаток на сите № 01, %, 2 2 2 2 2 —
не более Гибкость покрытия, мм, 30* 5 25 10 1 1
не более Ударная прочность, Н • м, 3,5* 4 4 5 5 5
не менее Адгезионная прочность, Н/м, не менее 400* 450 400 450 500 600
* Для краски зеленого цвета.
В последние годы в ЛТИ им. Ленсовета и ЛНПО «Пигмент»
разработаны новые порошковые эпоксидные материалы: краски
П-ЭП-135, образующие матовые покрытия, и краски для покрытий
с молотковым эффектом; также разработаны и описаны [25, с. 15]
эпоксидно-кремнийорганические краски П-ЭК/2 и П-ЭК/3 для элек-
троизоляционных покрытий с повышенной термостойкостью. Кра-
ски П-ЭП-135 (цветовая гамма-более 20 наименований) содержат
матирующий агент. Полученные из них покрытия (толщина
90-110 мкм) имеют красивую фактуру поверхности и блеск не более
5%. Краски предназначены для получения противокоррозионных
и защитно-декоративных покрытий на деталях автомобилей и изде-
лиях приборостроительной промышленности. Такое же назначение
красок для покрытий с молотковым эффектом. Эпоксидно-кремний-
органические краски марки П-ЭК имеют насыпную плотность
400-560 кг/м3 и угол естественного откоса 45-50°. Теплостойкость
сформированных из них покрытий (ступенчатый режим:
180°С-1 ч + 250°С—1 ч) 180-200°C; они могут длительно рабо-
тать в контакте с жидким топливом и маслами при повышенных
температурах.
Весьма широк и разнообразен ассортимент порошковых эпок-
сидных красок, выпускаемых за рубежом. Они известны под назва-
ниями: ванклад (Англия), триторга (Франция), оксипласт (Канада),
резикот (ФРГ), штоллосинт ЭП-11 (Австрия), аралдит (Швейцария)
и др.
В частности, краски аралдит КУ-600, выпускаемые фирмой Ciba
Geigy, представляют собой порошки с температурой размягчения
98
(по Кофлеру) 70-75 °C и температурой плавления 80-100 °C. Время
гелеобразования при 180 °C 7-8 мин, при 200 °C - 2-3 мин. Краски
отверждаются при 180-200 °C и предназначены для получения элек-
троизоляционных покрытий.
Получение и свойства покрытий. Эпоксидные краски обычно на-
носят на поверхность способом электростатического распыления.
В зависимости от условий эксплуатации наносят 1-2 слоя; толщина
эксплуатационноспособных покрытий (исключая покрытия ком-
паундами) составляет в большинстве случаев 100-200 мкм.
Ниже указаны режимы формирования покрытий из промыш-
ленных марок красок отечественного производства:
П-ЭП-177 зеленая
П-ЭП-219 белая
П-ЭП-971 красно-коричневая
П-ЭП-45 серая
П-ЭП-534 серая
П-ЭП-91 салатная
П-ЭП-134 серебристая
Температура, °C Время, мин
180 или 200 60
30
180 или 200 60
30
200 или 230 15-20
10
180 или 200 30
20
200 или 230 30
10-15
180 или 150 15
45
или 120 90
180 30
Покрытия из компаундов формируют в основном при тех же
температурах, что и покрытия из красок. Однако чаще применяется
длительное отверждение при невысоких температурах, как, напри-
мер;
Время желатинизации, мин
Температура отверждения, °C
Время отверждения, ч
ЭП-49Д/2
9-13 (150°С)
145-150
10
УП-2191К
15-20 (120 °C)
120
3
Эпоксидные покрытия отличаются высокой адгезией, механиче-
ской прочностью и химической стойкостью.’ Для большинства по-
крытий механические показатели находятся в пределах [44]:
Прочность при растяжении, МПа 50-65
Эластичность по Эриксену, мм 3—12
Адгезионная прочность
на алюминии, Н/м 400-700
на стали (метод грибков), МПа 35-45
Интервал рабочих температур от — 60 до + 120 °C. Покрытия
влагостойки, стойки к щелочам, алифатическим и ароматическим
углеводородам, смазочным маслам, топливу, сырой нефти. Наилуч-
шие по водостойкости покрытия дают трубные краски. Так, водо-
поглощение покрытий при 80 °C (время 24 ч) в случае краски
П-ЭП-971 не превышает 8,5%, краски П-ЭП-534-2,1%.
7* 99
По атмосферостойкости эпоксидные покрытия уступают многим
другим покрытиям, например полиэфирным; они быстро теряют
глянец и мелят. Так, при испытании покрытий из краски П-ЭП-177
в условиях субтропиков (Батуми) и Крайнего Севера (Якутск) в те-
чение трех лет не обнаружилось коррозии подложки, механические
свойства пленок при этом заметно ухудшились; глянец исчез при-
мерно через 6 мес от начала испытаний. В неотапливаемых склад-
ских помещениях независимо от климатической зоны после трех-
летних испытаний свойства покрытий не изменились. Грибостой-
кость пленок из краски П-ЭП-177-3 балла, компаундов ЭП-49А
и УП-2155-1 балл. После удаления плесени внешний вид покрытий
восстанавливается; защитные и механические свойства при этом не
изменяются [19; 120, с. 127].
Диэлектрические свойства покрытий достаточно высоки и соста-
вляют при комнатной температуре и частоте 1000 Гц:
Диэлектрическая проницаемость 4-5
Тангенс угла диэлектрических потерь 0,002-0,02
Удельное объемное электрическое со-
противление, Омм Ю17-1018
Электрическая прочность, МВ/м 15-50
С повышением температуры удельное объемное сопротивление
покрытий снижается и достигает при 120°С 1015-1016, при
150°С-1014-1015 Ом-м [44].
Свойства покрытий во многом зависят от вида применяемого
отвердителя и условий отверждения. Покрытия, отвержденные при
высоких температурах (180-230 °C), как правило, имеют лучшие
свойства, чем отвержденные при низких (120-150 °C).
Эпоксидные покрытия нашли широкое применение в первую
очередь взамен традиционных покрытий из жидких красок, метал-
лических, силикатных и других покрытий в транспортном машино-
строении, приборостроении, электротехнике, радио- и электронной
промышленности, при отделке бытовых приборов и защите маги-
стральных трубопроводов (см. гл. 9).
4.3. ПОЛИЭФИРНЫЕ КРАСКИ
Несмотря на широкое применение полиэ-
фиров в производстве лакокрасочных материалов и пластмасс, раз-
работку порошковых полиэфирных красок значительно задержива-
ло отсутствие промышленного выпуска необходимых твердых
полиэфиров. Краски появились на рынке к концу 60-х годов и
к 1980 г. составили в мире около 15% выпуска термореактивных по-
рошковых красок [151]. Полиэфирные покрытия отличаются хоро-
шими атмосфере- и светостойкостью, механической и электриче-
ской прочностью, повышенной стойкостью к истиранию. Полиэ-
фирные краски лучше других порошковых материалов наносятся
в электрическом поле, из них могут быть получены покрытия раз-
личных цветов.
100
Существуют термопластичные и термореактивные полиэфирные
краски. Наибольшее распространение получили составы термопре-
вращаемого типа на основе полиэфиров с концевыми гидрок-
сильными или карбоксильными группами. Применяются главным
образом насыщенные полиэфиры, являющиеся продуктами взаимо-
действия многоатомных спиртов (этиленгликоль, диэтиленгликоль,
1,2-пропиленгликоль, гександиол, глицерин) с многоосновными кис-
лотами (терефталевая и ее комбинации с ортофталевой, тримелли-
товая, пиромеллитовая) [152, 153]. Разработан метод получения по-
рошковых полиэфиров алкоголизом полиэтилентерефталата. При
этом в случае насыщенных полиэфиров в качестве алкоксилирую-
щего агента используется глицерин, а ненасыщенных - моноэфир
1,2-пропиленгликоля и малеиновой кислоты [91, с. 87 и 92].
Готовые полиэфирные краски - композиции сложного состава.
Наряду с основным пленкообразователем - полиэфиром они содер-
жат отвердители, пигменты и наполнители, вещества, улучшающие
переработку, смачивание и растекание расплавов.
Наилучшие результаты получены при применении насыщенных
полиэфиров с молекулярной массой 2000-8000, температурой раз-
мягчения 80-120 °C, содержанием реакционноспособных групп на
молекулу не меньше двух, но не больше четырех. Пригодны ги-
дроксилсодержащие полиэфиры с кислотным числом не более 10
и гидроксильным числом 5-200 (лучше 90-150) и карбоксилсодержа-
щие полиэфиры-с кислотным числом 40-200 (лучше 100-120) [46].
Химическая природа полиэфиров позволяет разнообразить их
состав, а значит, и химизм отверждения. Полиэфиры могут содер-
жать либо только свободные —ОН-группы, либо —СООН-группы,
либо те и другие группы одновременно. В зависимости от этого
применяют соответствующие отвердители и ускорители (см. гл. 2).
Распространены составы, представляющие собой комбинации
гид рокси л со держащих полиэфиров с отвердителями ангидридного
или меламинного типа, гидроксил- и карбоксилсодержащих полиэ-
фиров, карбоксилсодержащих полиэфиров с глицидилизоцианура-
том или другими эпоксидными соединениями [101, 154]. Их полу-
чают, как и эпоксидные составы, преимущественно смешением
компонентов в расплаве с последующим охлаждением и измельче-
нием сплава или сушкой растворов в распылительной сушилке.
Отечественной промышленностью освоены порошковые полиэ-
фирные краски П-ПЭ-1130 и П-ПЭ-1130у белого, желтого, оранже-
вого, черного и других цветов (ТУ 6-10-30-06-76), в состав которых
входят гидроксилсодержащий полиэфир 4-35П-71, препарат ГМ-3
или пиромеллитовый диангидрид, акрилатный сополимер
АК-601-23, поливинилбутиловый эфир, кремнийорганическая при-
садка АФ-2К, пигменты и наполнители [155].
Краска П-ПЭ-1130у имеет следующие свойства:
Содержание влаги, °/а не более 1
Остаток на сите № 01 при сухом просеивании, %, не более 2
Растекаемость при температуре 180 °C, см 8-12
Время формирования пленки при 200 °C, мин, не более 30
101
Краски хорошо наносятся на поверхность электростатическим
распылением, для них пригодны и другие способы нанесения. Обы-
чно эксплуатируют покрытия толщиной 80—120 мкм. Они имеют
высокий глянец и удовлетворительную адгезию к металлам, в том
числе и к легким сплавам. Для улучшения противокоррозионных
свойств поверхность стали рекомендуется фосфатировать, применяя
для этой цели, например, препарат КФА-1 [77, с. 85], а алюми-
ния - хроматировать [154].
Ниже приведены некоторые показатели покрытий из краски П-
ПЭ-1130у [156]:
Твердость по маятнику 0,97
Ударная прочность по У-1А, Н м 4-5
Гибкость по ШГ-1, мм 5 -10
Эластичность по Эриксену, мм 7-9
Адгезионная прочность, Н/м 400—500
Покрытия выдержали испытания в дистиллированной воде
и 5%-ном растворе соляной кислоты в течение 75 сут, в гидростате
в течение 30 сут; они не изменились при воздействии 10 циклов тер-
моудара (от — 40 до 60 °C) и при экспозиции в атмосферных усло-
виях (Москва) в течение 4 мес [129, с. 8].
Щелочестойкость полиэфирных покрытий низка; грибостойкость
соответствует баллу 1 [19].
Диэлектрические показатели полиэфирных покрытий близки
к показателям эпоксидных.
За рубежом полиэфирные краски выпускаются под названиями:
оксипласт (Бельгия), дельталь (ФРГ), грилеста (Англия), ведок
(США) и др. Разработаны краски, образующие глянцевые, матовые
и текстурированные покрытия [33, 157].
Краски оксипласт (типа ПР-9 и ПР-16) имеют частицы в основ-
ном менее 100 мкм (фракция 32-100 мкм составляет 70%); время
желатинизации для ПР-9-500 с, для ПР-16-90 с. Краски отвер-
ждаются соответственно при 200 °C-30 мин и 190°С-10мин.
Проводились атмосферные испытания покрытий в условиях юга
(район Флориды, 25° с. ш.), которые показали, что по атмосферо-
стойкости полиэфирные покрытия превосходят все другие виды по-
крытий, в том числе полиакрилатные и полиуретановые. Особенно
хорошие результаты получены при применении красок на чистом
полиэфире и полиэфире с отвердителем триглицидилизоцианура-
том. Через 3 года экспозиции блеск покрытий уменьшился всего
на 2-6% (краски зеленого, коричневого и красного цветов). В наи-
большей степени снизился блеск белых покрытий-на 20-25% [154,
158].
Полиэфирные покрытия имеют широкое и разнообразное назна-
чение: это отделка предметов домашнего обихода, металлической
садовой, канцелярской и школьной мебели, спортивных снарядов,
торгового осветительного и электрооборудования, облицовочных
строительных панелей, велосипедных рам, детских игрушек, а также
защита магистральных трубопроводов.
102
4.4. ЭПОКСИДНО-ПОЛИЭФИРНЫЕ
КРАСКИ
Порошковые эпоксидно-полиэфирные
краски привлекают большое внимание вследствие относительно
низкой стоимости и хорошего качества получаемых покрытий. Раз-
работка этих красок явилась результатом поиска доступных отвер-
дителей и стремления улучшить свойства пленкообразователей,
прежде всего атмосферостойкость полиэпоксидов и адгезию поли-
эфиров.
Краски получают путем комбинирования эпоксидного и поли-
эфирного олигомеров. Обычно применяют диановые эпоксидные
олигомеры с содержанием эпоксидных групп 3-7% (температура
плавления 85-115 °C) и твердые насыщенные полиэфиры с концевы-
ми карбоксильными группами (кислотное число 80-120). Берут эк-
вивалентное соотношение компонентов по числу эпоксидных и кар-
боксильных групп. Полифункциональность олигомеров предопреде-
ляет протекание реакций с образованием нерастворимых трех-
мерных полимеров:
о
сн2—сн--► -с—о—сн2—сн—
Х° он
о
II
+ -сн----► — с—о—сн—
I I
он он
Для их ускорения (особенно второй) и снижения температуры
отверждения применяют катализаторы, которыми служат соедине-
ния цинка (оксид, гидроксид, карбонат, ацетилацетонат); третичные
амины, фосфаты, фосфиты и ацетаты щелочных металлов и др. (см.
гл. 2).
Другими компонентами эпоксидно-полиэфирных красок являют-
ся пигменты, наполнители, модификаторы, агенты растекания.
Разработаны порошковые эпоксидно-полиэфирные краски
П-ЭП-61 следующего состава [в % (масс.)] [25, с. 13]:
Эпоксидный олигомер Э-23 59-68
Карбоксилсодержащий полиэфир 15-22
Ускоритель отверждения 1-5
Агенты растекания 1-2
Пигменты и наполнители 15-30
Краски имеют разные цвета: белый, желтый, красный, черный.
Размер частиц красок не превышает 100 мкм.
Краски наносят на поверхность способом электростатического
распыления и отверждают при температуре 180 °C в течение 30 мин
или при 200°C-15 мин. Покрытия толщиной 80-100 мкм имеют
красивый внешний вид, хороший глянец и равномерную окраску.
103
Ниже приведены их физико-механические свойства:
Блеск по ФБ-2, °/„ 55-65
Твердость по ПМТ-3, МПа 150-160
Ударная прочность, Н м 5
Гибкость по ШГ-1, мм 1-3
Адгезионная прочность (к алюминию), Н/м 400
Покрытия имеют водопоглощение при 20 °C 0,9-1,0%, они устой-
чивы к воздействию воды, водных растворов солей, разбавленных
щелочей и кислот.
Покрытия выдержали 24 цикла испытания по методикам «Тро-
пики», «Север» и «Умеренный климат», при этом механические
свойства сохранились на достаточно хорошем уровне. Лучшие ре-
зультаты показали покрытия, нанесенные на фосфатированную по-
верхность [25, с. 15].
Эпоксидно-полиэфирные покрытия находят широкое примене-
ние за рубежом. Например, фирма Sonneborn and Rieck (Англия)
выпускает краски марки Jaxa разных цветов, образующие глян-
цевые, полуглянцевые и полуматовые текстурированные покрытия
[157]. Краски отверждаются при 180 °C за 6 мин или при 160 °C за
10 мин. Покрытия используются в электронной промышленности,
при защите спортивного оборудования, холодильников, кондицио-
неров автомобилей. Другие назначения красок связаны с получе-
нием электроизоляционных покрытий, а также покрытий, обладаю-
щих повышенной нагрево- и химической стойкостью [159, 160].
4.5. ПОЛИАКРИЛАТНЫЕ КРАСКИ
Начало промышленного применения по-
рошковых полиакрилатных красок относится к 1968 г. (раньше поль-
зовались лишь жидкими полиакрилатными красками). В настоя-
щее время этот вид порошковых материалов считается одним из
перспективных. Особый интерес они представляют для автомобиле-
строения в связи с хорошими декоративными свойствами, атмосфе-
ре- и светостойкостью и стабильностью этих свойств во времени.
Полиакрилатные краски-это многокомпонентные системы, ос-
новой которых являются различные акрилатные сополимеры
с относительно небольшой молекулярной массой (2000-20000), со-
держащие в боковой цепи глицидиловые, карбоксильные, гидрок-
сильные или амидные группы. Функциональными мономерами при
их синтезе обычно являются глицидилметакрилат или глицидил-
акрилат, метакриловая, акриловая, итаконовая или малеиновая кис-
лоты, оксиалкилметакрилаты или оксиалкилакрилаты, метакрил-
амид или акриламид, а сопутствующими-алкилакрилаты и алкил-
метакрилаты (алкил 2-12) в комбинации со стиролом, «-метилсти-
ролом и другими винильными мономерами.
Сочетая эти сополимеры между собой, с другими реакционно-
способными пленкообразователями или с соответствующими низ-
комолекулярными отвердителями (см. гл. 2), получают плавкие
104
композиции, способные к трехмерному превращению при нагрева-
нии [161]. Примером таких композиций могут служить составы на
основе тройного сополимера глицидилметакрилат - метилметакри-
лат - бутилакрилат (соотношение по массе 5-20:50-70:5-35)
и алифатической двухосновной кислоты или на основе сополимера
стирол - алкилакрилат - метилметакрилат - акриловая кислота
(25—60 :30—65 :0—25 :3—15) и отвердителя триглицидилизоцианурата
[29].
Необходимыми ингредиентами композиций являются вещества,
улучшающие растекание (жидкие полилаурил-, полибутил-, поли-2-
этилгексилакрилаты, фторированные полимеры, простые виниловые
эфиры), пигменты и наполнители [162].
Для получения красок компоненты смешивают в экструдере при
1I0 I20 C и сплав измельчают. В основном используют порошки
с величиной частиц не более 100 мкм, однако более предпочти-
тельны частицы до 65 мкм. Это позволяет их успешно наносить
способом электростатического распыления. Большинство промыш-
ленных зарубежных красок имеют следующие режимы отвержде-
ния:
Температура, °C 180 200 220
Время, мин 45 20 12
Однако описаны составы, отверждающиеся и при более низких тем-
пературах, например при 160 °C за 30 мин, при 170 °C за 20 мин
[163].
В СССР разработаны порошковые полиакрилатные краски
П-АК-1138 (на смеси глицидил- и карбоксилсодержащих сополиме-
ров) и П-А К-1142 (на основе метакриламидного сополимера). Они
имеют широкую цветовую гамму и удовлетворительно наносятся
на поверхность всеми известными способами. При отверждении
(для П-АК-1138-200°C-30 мин; П-АК-1142-180-200°С-15-30
мин) они образуют красивые твердые покрытия. Ниже приведены
физико-механические свойства покрытий на основе краски
П-АК-1138 [102; 133, с. 13]:
Толщина, мкм
Прочность при растяжении, МПа
Относительное удлинение, %
Твердость по маятнику
Ударная прочность, Н • м
Адгезионная прочность, Н/м
Устойчивость к перепаду температур
от -40 до 60 °C
100-150
19-24
3-4
0,8-0,85
2
190-260
15 циклов без
изменений
Покрытия без изменения выдержали испытание в воде и 3% гас-
творе NaCl в течение 30 сут, в 25% H2SO4, NaOH и 20% НО-15
сут, гидростате (при 40 °C)-30 сут. Прогнозируемый срок эксплуа-
тации покрытий в атмосферных условиях 10 лет [102].
Покрытия из белой краски П-АК-1138 не обладают токсическим
действием, не вызывают раздражения кожи и развития аллергиче-
ских реакций [77, с. 88].
105
Определились основные области применения полиакриловых по-
крытий: автомобилестроение, электротехническая и светотехниче-
ская промышленность, бытовое и медицинское приборостроение.
Благодаря хорошей атмосфере-, тепло- и водостойкости полиакри-
латные покрытия применяют для защиты алюминиевых и стальных
оконных рам, нагревательных приборов, элементов центрального
отопления, кипятильников и резервуаров для горячей воды.
4.6. ПОЛИУРЕТАНОВЫЕ КРАСКИ
Покрытия из полиуретанов отличаются
от других покрытий исключительной адгезией, хорошим сочета-
нием механических свойств-гибкости и твердости со стойкостью
к абразивному износу. Для их получения применяют термопла-
стичные и термореактивные порошковые составы. Пленкообразова-
телем в первых составах служат полиуретаны, представляющие со-
бой продукты взаимодействия полиизоцианатов (гексаметиленди-
изоцианат, триизоцианатбутират) с гликолями (1,4-бутандиол, гек-
сандиол, неопентилгликоль и др.).
Примером такого полимера может служить полиуретан ПУ-1 - -
литьевой материал, выпускаемый отечественной промышлен-
ностью в виде порошка белого цвета. Он отвечает формуле:
[—OCNH (CH2)6NHCOO (СН2)4—]и- Полимер плавится при 176 °C
и дает относительно низковязкие расплавы.
Покрытия из полиуретана ПУ-1, нанесенные в кипящем слое на
нагретые изделия (температура 270-310 °C),-ровные, полупроз-
рачные, сероватого цвета, по внешнему виду напоминающие полиа-
мидные. Они имеют высокую адгезию, низкое (1%) влагопоглоще-
ние, устойчивы к вибрации и истиранию, хорошо защищают
металлы от коррозии [6, с. 122].
Покрытия из полиуретана ПУ-1 не получили, однако, широкого
применения из-за их обратимости и токсичности продуктов терми-
ческого разложения полимера.
Значительно большее распространение нашли так называемые
двухкомпонентные составы термореактивного типа, изготовляемые
на основе гидроксилсодержащих пленкообразователей и блокиро-
ванных изоцианатов. Из гидроксилсодержащих соединений приме-
няют акрилатные и виниловые полимеры, но особенно зарекомен-
довали себя полиэфиры на основе терефталевой кислоты
и бисфенола. Приемлемы олигомеры с температурой размягчения
65-90 °C и гидроксильным числом 40-250. Отвердителями служат
блокированные г-капролактамом толуилен- и изофорондиизоциа-
наты или другие типы изоцианатов (см. гл. 2). Такие порошковые
составы разработаны и выпускаются фирмой Bayer (ФРГ) под мар-
кой крелан, фирмой Syntoest Chemie (ФРГ) под названием синто-
эстер и другими фирмами [164].
Необходимыми компонентами красок являются вещества, улуч-
шающие сыпучесть порошков и растекание расплавов (см. гл. 2),
а также пигменты, не реагирующие с изоцианатами. Нередко вво-
106
дат термостабилизаторы (алкилфенолы) и ускорители отверждения
(агенты деблокирования), которыми служат, в частности, третичные
амины и их соли с органическими кислотами, соли металлов (ди-
лаурат дибутилолова, изооктоат олова), ацетилацетонаты двухва-
лентных металлов и др.
Состав полиуретанового лака, в % (масс.) [163]:
Гидроксилсодержащий олигомер 80
Блокированный изоцианат 20
Резифлоу Р 1
Октоат олова 0,7
Бензоин 0,8
Компоненты лака смешивают в экструдере при 100 °C, измель-
чают и просеивают через сито с размером ячейки 106 мкм.
Покрытия из полиуретановых лаков и красок наносят тонкими
слоями (до 70 мкм) и отверждают при 180-200 °C в течение
10—15 мин или при 160—170 °C в течение 20-30 мин. При отвержде-
нии в результате деблокирования изоцианата выделяется некоторое
количество (до 4%) 8-капролактама или другого агента, который,
с одной стороны, способствует растеканию краски, с другой - вызы-
вает ее непроизводительные потери и загрязнение атмосферы; это
является недостатком покрытий.
Полиуретановые покрытия характеризуются устойчивым бле-
ском, обладают водо- и атмосферостойкостью, стойкостью к жид-
кому топливу, минеральным маслам, растворителям [105]. Они
применяются для защиты изделий, подвергающихся кавитации, тре-
нию и абразивному износу, некоторых видов химического оборудо-
вания и емкостей для хранения жидких и газообразных химических
веществ. Покрытия пригодны также в качестве грунтовочных при
нанесении других порошковых красок (эпоксидных, полиакри-
латных, полиэтиленовых, поливинилхлоридных, полиамидных). По-
рошковые лаки широко используют для нанесения поверх слоев
жидких красок, в частности при изготовлении рефлексных покры-
тий [165].
8.7. КРАСКИ ДЛЯ ПОЛУЧЕНИЯ
ДЕКОРАТИВНЫХ ПОКРЫТИЙ*
Возросшие потребности многих отраслей
промышленности (автомобильной, приборостроения, производства
товаров бытового назначения и др.) в декоративных покрытиях
обусловили необходимость разработки порошковых красок с раз-
личными декоративными эффектами: молотковых, матовых, му-
аровых, текстурированных, с металлическим блеском и т.д. [25,
с. 9]. Для получения красок с металлическим блеском используют
разные принципы: введение металлических порошков в капсюлиро-
ванном виде, применение окрашенной слюды и др. (пат. США
3932347; яп. заявка 54-8641). В краске П-ЭП-134, разработанной
* Раздел написан с участием Е. В. Давыдова.
107
Рис. 41. Декоративные покрытие «муар» (а) н молотковое (б), полученные из порошковых красок.
в нашей стране и используемой для окраски дисков колес автомо-
билей «Жигули», эта задача решена установлением оптимального
гранулометрического состава порошка пленкообразователя (а. с.
СССР 994529). Рецептура краски включает: твердый эпоксидный
олигомер, поливинилбутираль, смесь отвердителей, пигменты, тик-
сотропные добавки и алюминиевую пудру.
Матовые краски обычно получают путем смешения двух или не-
скольких пленкообразователей, существенно различающихся по
времени желатинизации и соответственно времени отверждения
в пофытии, или введением тех или иных матирующих добавок
Другое техническое решение было использовано при разработке
отечественной порошковой краски П-ЭП-135, предназначенной для
получения матовых и муаровых покрытий. Соответствующий рель-
еф поверхности создается в этом случае в результате различной
скорости гелеобразования в слоях пленки, получаемой на основе
одного пленкообразующего вещества. Это достигается подбором
отверждающих агентов и тиксотропных добавок. Изменяя их при-
роду и соотношение в определенных пределах, можно получать
покрытия от гладких матовых до муаровых (рис. 41). Образую-
щаяся полимерная пленка однородна по химическому составу и
строению.
Покрытия из краски П-ЭП-135, отвержденные при 180 °C в тече-
ние 30 мин, имеют блеск не более 5% и обладают высокими за-
щитными и эксплуатационными свойствами:
Толщина, мкм
Прочность при растяжении, МПа
Твердость по ПМТ-3, МПа
Ударная прочность, Н м
Гибкость по ШГ-1, мм
Адгезионная прочность (к алюминию), Н/м
90 110
34
140
5
3
500-650
108
Они хорошо защищают металлы в воде, в 3% растворе поварен-
ной соли, 5% растворе серной кислоты, устойчивы к бензину
и нефтепродуктам.
Большой интерес представляют краски, образующие текстури-
рованные (рельефные) и молотковые покрытия (см. рис. 41,6). Такие
покрытия скрывают дефекты поверхности подложки, что облегчает
технологию ее подготовки. Фирма Valentine Varnish & Lacquer Со.
Ltd (Великобритания) предлагает композицию для текстуриро-
ванных покрытий следующего состава, в ч. (масс.) (заявка Велико-
брит. 1405096):
Твердый диановый эпоксиолигомер
Карбоксилсодержащий полиэфир
Эпоксидно-фенольный олигомер, содержащий 100%
модификатора разлива
Обожженный мел
Бутадиеннитрильный каучук
Микронизированный воск, модифицированный
фторсоединениями
Диоксид титана
19,0
28,7
0,2
28,7
5,8
0,5
17,1
Компоненты смешивают, экструдируют и измельчают в присут-
ствии жидкого азота до частиц размерами 10-75 мкм.
Порошковые молотковые краски по составу близки к пленко-
образующей основе жидких молотковых красок. Наряду с пленко-
образователем, пигментами и алюминиевой пудрой они содержат
узорообразователь - кремнийорганические соединения. Разработаны
молотковые краски, не содержащие кремнийорганических соедине-
ний. Молотковый эффект в этом случае обеспечивается за счет при-
сутствия в краске пленкообразователей с различной совмести-
мостью.
Молотковые краски обычно наносят на загрунтованную или
окрашенную алюминиевой краской поверхность. Покрытия, как и
в случае других декоративных красок, хорошо сочетают красивый
внешний вид и высокие защитные свойства.
109
ГЛАВА 5
ВОДНЫЕ СУСПЕНЗИИ
ПОРОШКОВ
5.1. ОБЩИЕ СВЕДЕНИЯ
Стремление уменьшить толщину покры-
тий, разнообразить способы нанесения материалов и соответствен-
но расширить области их применения побудило исследователей
к разработке жидких лакокрасочных составов на основе порош-
ковых пленкообразователей, так называемых водных суспензий по-
рошков (ВСП); за рубежом они получили название aqueous powder
suspension (сокращенно APS). До недавнего времени в качестве
пленкообразователей в лакокрасочных материалах этого типа при-
менялись в основном кристаллические и аморфные полимеры-по-
лиолефины, полифторолефины, пентапласт и др. В последнее деся-
тилетие были разработаны аналогичные составы на твердых
олигомерах-эпоксидных, эпокси дно-пол иэфирных, полиакри-
латных, полиуретановых-тех самых, которые используются в про-
изводстве порошковых красок. Сочетание достоинств жидких вод-
ных красок: отсутствие пыления, пожаровзрывобезопасность,
способность нанесения разнообразными высокопроизводительными
способами (пневмо- и электрораспылением, электроосаждением)
и др.-с положительными качествами порошковых (они образуют
примерно равнозначные по свойствам, хотя и более тонкие покры-
тия) быстро привлекло внимание и интерес к ВСП как перспектив-
ному виду лакокрасочных материалов. Водные суспензии порош-
ков-типичные дисперсные системы. Их выделение в самостоятель-
ную группу среди воднодисперсионных материалов сугубо услов-
ное. Так, от латексных красок они отличаются в основном
величиной частиц твердой фазы. Если промышленные латексы
имеют частицы до 0,25 мкм, то ВСП в пределах 1-20 мкм.
ВСП-некоалесцирующие дисперсные системы. Вследствие того,
что пленкообразователями в них являются твердые (застекло-
ванные аморфные или кристаллические) полимеры и олигомеры,
коалесценции частиц при комнатной температуре не происходит.
Пленкообразование осуществляется лишь при нагревании аналогич-
но тому, как это имеет место в случае сухих порошковых красок.
Высокие значения межфазного поверхностного натяжения-до
10 МДж/м2 и более (ВСП относятся к лиофобным дисперсиям),
твердое состояние пленкообразователей и относительно большой
размер их частиц делают ВСП агрегативно и кинетически неустой-
чивыми. В процессе хранения возможно их расслоение с образова-
нием рыхлых осадков. Тем не менее это не мешает применению
красок, так как при перемешивании или при встряхивании система
приходит в исходное состояние; ухудшения свойств при этом не
наблюдается.
НО
От порошковых красок ВСП отличаются агрегатным состоя-
нием. Наличие в качестве дисперсионной среды воды вместо возду-
ха позволяет легче осуществить стабилизацию частиц, уменьшить
их агрегацию и тем самым резко повысить дисперсность и степень
гомогенизации компонентов красок. Стабилизация достигается
обычно с помощью поверхностно-активных веществ. Улучшая каче-
ство составов, последние, однако, неблагоприятно влияют на свой-
ства покрытий - электрические, водопоглощение и др.
Присутствие жидкой дисперсионной среды существенно расши-
ряет возможности модификации составов. Наряду с твердыми ком-
понентами в них можно вводить в виде эмульсий или растворов
жидкие - олигомеры, мономеры, пластификаторы, стабилизаторы
и т.д-и тем самым сильно разнообразить свойства композиций
и покрытий. Отдельные компоненты могут выполнять несколько
функций. Например, некоторые поверхностно-активные вещества
одновременно могут быть стабилизаторами, отвердителями и мо-
дификаторами пленкообразователей.
Важные преимущества ВСП перед порошковыми красками - воз-
можность получения более тонких (до 10 мкм) покрытий и, как пра-
вило, более низкие температуры пленкообразования, обусловленные
повышенной дисперсностью частиц и нередко присутствием коалес-
цирующих добавок. Недостатки ВСП-неморозостойкость (необхо-
димость транспортировки, хранения и применения при плюсовых
температурах), потребность, как в случае любых жидких красок,
в герметичной жесткой таре. ВСП являются хорошим дополнением
к сухим порошковым краскам. Они могут применяться комплексно
с ними или самостоятельно для самых разных назначений [167].
5.2. ПОЛУЧЕНИЕ И СВОЙСТВА ВСП
Водные суспензии порошков могут
быть получены практически всеми известными методами изготов-
ления воднодисперсионных красок [168]:
1) осаждением пленкообразователя из растворов с помощью
воды (конденсационный метод);
2) диспергированием растворов полимеров (олигомеров) в воде
с последующим удалением растворителя;
3) диспергированием расплавов пленкообразователей при нагре-
вании с одновременным охлаждением водных эмульсий;
4) диспергированием порошков полимеров и олигомеров в воде.
Наибольшее практическое применение нашел последний метод.
Этим методом получают ВСП как из термопластичных, так и тер-
мореактивных пленкообразователей. Их способность к диспергиро-
ванию зависит от химического строения, в первую очередь от ха-
рактера функциональных групп. Легче всего образуют дисперсии
полимеры и олигомеры с полярными группами, способными вызы-
вать солюбилизацию молекул. При использовании порошковых
пленкообразователей операция приготовления водной суспензии
111
может быть совмещена с процессами смешения ингредиентов и их
дополнительного измельчения. Имеются некоторые отличия в по-
лучении и свойствах ВСП термопластов и реактопластов, поэтому
рассмотрим их отдельно.
5. 2.1. Суспензии термопластов
ВСП термопластов - фторопластов, пента-
пласта, полистирола, эмульсионного поливинилхлорида-получают
диспергированием порошков в воде, содержащей низкомолеку-
лярные или полимерные ПАВ. Диспергирование проводят в ша-
ровых или коллоидных мельницах [112, с. 78]. Нашли применение
лакокрасочные составы, изготовляемые на индивидуальных плен-
кообразователях и их смесях, в первую очередь с водорастворимы-
ми полимерами и олигомерами - полиэлектролитами.
Суспензии, служащие для получения химически устойчивых по-
крытий (фторопластовые, пентапластовые), изготовляют преимуще-
ственно на индивидуальных полимерах и сополимерах. Их стабили-
зацию проводят с помощью низкомолекулярных ионогенных или
неионогенных ПАВ. Из них для фторопластовых суспензий зареко-
мендовали себя, в частности, ОП-7, ОП-Ю (моноалкилфениловые
эфиры полиэтиленгликоля) и лисаполь (оксиэтилированный алкил-
крезол) [169, с. 131].
Например, суспензия фторопласта-4Д представляет собой взвесь
частиц полимера размером 0,06-0,4 мкм в воде, содержащей 9-12%
ПАВ (обычно ОП-7). Концентрация суспензии 55-65%, ее плотность
1500 кг/м3; 1 мл суспензии содержит около 0,9 г полимера. Ана-
логичны по составу суспензии фторопластов Ф-4ДВ, Ф-4ДУ,
Ф-4МД, Ф-40Д. Суспензии пентапласта имеют меньшую концентра-
цию-10-20% (масс.) [73, с. 83]. Описанные суспензии обычно нано-
сят на поверхность методами распыления, окунания, налива слоями
небольшой толщины-10-15 мкм.
Для получения составов, наносимых методом электроосаждения,
полимеры комбинируют с полииономерами и нередко водонера-
створимыми пленкообразователями [170, с. 141]. При этом содер-
жание дисперсной фазы может достигать 30% (масс.) и более. В ка-
честве полииономеров применяют карбоксилсодержащие полимеры
и олигомеры - полиэлектролиты, служащие пленкообразователями
в составах электрофорез ного нанесения: алкидно-эпоксидный
(ВЭП-0179), масляно-фенольный (ВФЛ-0131) и уралкидный
(ВАУ-5185) олигомеры, смесь бутанолизированной фенолоформаль-
дегидной смолы ВБФС-4 и малеинизированного льняного масла
ВМЛ, полиакрилатный сополимер ВАМС и др. [171J. Они не толь-
ко выполняют роль стабилизаторов суспензий, но, адсорбируясь на
поверхности частиц полимеров, служат одновременно эффективны-
ми их зарядчиками.
Нередко ВСП получают, смешивая тонкоизмельченные поли-
меры непосредственно с готовыми водоразбавляемыми эмалями
и грунтовками, применяемыми для нанесения электроосаждением
112
(резидрол BA-133, эмали ФЛ-149Э, В-ЭП-2100, грунтовки ФЛ-093,
ВКЧ-0207 и др.). Последние придают необходимый цвет составам,
благодаря чему нередко исключается необходимость их дополни-
тельного пигментирования.
Свойства таких ВСП зависят от природы смешиваемых компо-
нентов и их соотношения, а также типа низкомолекулярного ПАВ.
Ниже приведены свойства ВСП, изготовленных на основе фто-
ропласта-^ и резидрола ВА-133 при разном их соотношении
[172]:
Содержание Вязкость, Электрическая Кинетическая
фторопласта МПа -с проводимость устойчивость,
в композиции, % ХЮ3, См ч
20 8,3 8,30 2000
30 8,5 6,64 24
50 9,0 5,78 24
70 10,0 5,70 1
С повышением содержания дисперсной фазы [особенно более
30% (масс.)] увеличиваются структурообразование и вязкость соста-
вов, однако их стабильность падает и требуется вводить некоторое
количество (0,5 1,5%) анионоактивных ПАВ. Последние наряду со
стабилизацией системы способствуют повышению подвижности
твердых частиц в электрическом поле и лучшему их осаждению на
поверхность.
Рекомендован состав ВСП для химически стойких покрытий,
в % (масс.) [173]:
Фторопласт-40Д 33,0
Фенолоформальдегидная смола ВБФС-4 1,5
Малеинизированное масло ВМЛ 2,5
Олеат натрия 1,5
Вода 61,5
Для грунтования кузовов автомобилей предложено использо-
вать составы, представляющие собой смеси водной дисперсии поли-
стирола и грунтовок ВКЧ-0207 или ФЛ-093 при соотношении ком-
понентов по сухому веществу, в % (масс.) (15-20): (85-80) [174].
Соотношение пленкообразователей - порошкового полимера и по-
лиэлектролитного компонента-в составах может колебаться в ши-
роких пределах. Имеются рецептуры электрофорезных составов,
в которые порошковый полимер вводится как добавка [1-2%
(масс.)], улучшающая рассеивающую способность и снижающая
энергию электроосаждения, и рецептуры водных суспензий, гче до-
бавкой служит пленкообразователь - полиэлектролит [3-5% (масс.)],
способный стабилизировать суспензию, повысить электрофоретиче-
скую активность частиц, улучшить адгезионную прочность покры-
тий.
5. 2.2. Суспензии реактопластов
Водные суспензии порошков термореак-
тивных олигомеров-эпоксидных, эпоксидно-полиэфирных и дру-
гих-получают примерно по той же технологии, что и суспензии
8 — Зак. 147
113
термопластических полимеров. Однако имеются некоторые особен-
ности составления их рецептур, связанные с реакционной способ-
ностью используемых пленкообразователей.
В зависимости от способа получения ВСП этого типа условно
подразделяют на две группы: гомогенные и гетерогенные. «Гомо-
генные» ВСП получают путем диспергирования в воде готовых по-
рошковых красок, «гетерогенные»-диспергированием смеси ис-
ходных компонентов красок. В первом случае дисперсная фаза
представляет однородные по составу частицы, во втором - разно-
родные, образованные, например, пленкообразователем, пигментом,
отвердителем и т.д. Гетерогенные суспензии дешевле в производ-
стве и потому считаются более перспективными; для их приготов-
ления можно применять более реакционноспособные компоненты
Производство водных суспензий реактопластов требует надле-
жащего выбора исходных компонентов [176, 177]. Далеко не все
термореактивные пленкообразователи, используемые в порошковых
красках, могут быть применены в ВСП. В наибольшей степени
оправдало себя применение эпоксидных и особенно комбинации
эпоксидных и полиэфирных олигомеров. Так, фирма Ciba-Geigy
(Швейцария) рекомендует использовать для этой цели эпоксидно-
полиэфирные олигомеры марок ХВ 3057 и ХВ 3058 [178]. Фирма
Gray Valley Products (Англия)-эпоксидный олигомер (эпоксиэквива-
лент 850-940) в смеси с карбоксилсодержащим полиэфиром Synolak
4200 (или Synolak 4202) [177]. Из отечественных смол положи-
тельные результаты получены при применении эпоксиолигомера
Э-23. Важен и выбор отвердителей: многие применяемые в порош-
ковых красках отвердители недостаточно стабильны или теряют ре-
акционную способность в водной среде. Наиболее подходящими из
отвердителей для эпоксидных составов кроме кислых полиэфиров
признаны дициандиамид, модифицированный дициандиамид и не-
которые олигомеры-полиэлектролиты, применяемые в качестве
пленкообразователей в красках для анодного электроосаждения
[177]. Указывают [179] на использование в ВСП специальных от-
вердителей-Grilonit G (жидкий олигомер со свободными эпокси-
группами; вязкость 1,8-2,5 Па-с, эпоксидное число 0,48-0,52)
и Grilonit РА (низкомолекулярный полиамид; вязкость 0,3-0,5 Па с,
аминное число 130-160 мг КОН/г).
Наряду с отвердителями необходимыми компонентами ВСП ре-
актопластов являются ПАВ и загустители. Нами было показано
[180], что в качестве ПАВ для ВСП эпоксиолигомеров лучше всего
подходят неионогенные вещества, в частности ОП-7, ОП-Ю. Краски
с их использованием обладают наибольшей кинетической и агрега-
тивной устойчивостью, а покрытия - наиболее высокой адгезион-
ной и когезионной прочностью. Рекомендуется также примене-
ние водорастворимых карбоксилсодержащих олигомеров (эпоксид-
ных, фенолоформальдегидных, полиэфирных, полиакрилатных и
др.) с молекулярной массой 200-1000 (яп. заявки 53-119954 и
54-117923).
114
Загустителями служат обычно применяемые в воднодиспер-
сионных красках вещества - оксиэтилцеллюлоза, полиэтиленоксид,
полиакриламид, гексаметокиметилмеламин, полиакриловая кисло-
та и др. [177]. Для пигментирования составов применяют
инертные, не изменяющие pH среды пигменты и наполнители -
диоксид титана, барит, оксиды железа и хрома, технический угле-
род и др. Оптимальное массовое соотношение пигмент-пленко-
образователь в красках 1:2-1:3, в грунтовках-1 :1-2 :1 [179].
Ниже приведены рецепты, в % (масс.) ВСП термореактивного
типа [177]:
Краска Грунтовка
Диоксид титана Красный железоокисный пигмент 10,40 10,80
Хромат стронция — 3,32
Бланфикс — 18,85
Эпоксидный олигомер 14,86 8,24
Карбоксилсодержащий полиэфир 14,86 8,24
Добавка, регулирующая растекание (моде- флоу) 0,20 —
Ингибитор коррозии (бензоат натрия) 0,24 0,30
ПАВ 2,08 1,76
Вода 57,36 48,49
Общее содержание твердых веществ, %
Соотношение пигмент: пленко-
образователь
100 100
40,3 49,5
0,35 :1 2:1
Разработана технология получения ВСП. Гомогенные ВСП по-
лучают в две стадии: сначала приготовляют сухую порошковую
краску, смешивая компоненты в экструдере, как описано в гл. 6.
Далее полученную краску с частицами 50-100 мкм диспергируют на
бисерных, шаровых или коллоидных мельницах в воде в присут-
ствии ПАВ и загустителей, пока величина частиц твердой фазы не
достигнет 10-15 мкм и суспензия не приобретет необходимую
стабильность.
Для получения гетерогенных ВСП твердые компоненты приме-
няют в порошковом виде (пленкообразователи предварительно из-
мельчают до частиц размером не более 50 мкм). Первоначально
производится сухое смешение компонентов. Пленкообразователи,
пигменты, агенты, регулирующие растекание, и ингибитор коррозии
загружают в смеситель (шаровая мельница) и диспергируют в тече-
ние 16-24 ч. Отдельно приготовляют водный раствор ПАВ, куда
вводят загуститель и при необходимости антивспенивающие добав-
ки (гексаметафосфат натрия и др.). Часть раствора (^60%) зали-
вают в смеситель к порошковой смеси и проводят дополнительно
мокрое диспергирование до частиц порядка 5-15 мкм. Полученную
краску типизируют (доводят до требуемой вязкости с помощью
остаточного количества водного раствора ПАВ) и при необходимо-
сти деаэрируют перемешиванием в вакууме с целью удаления
эмульгированного воздуха.
8*
115
5.3. ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ
ПОКРЫТИЙ ИЗ ВСП
Водные суспензии порошков, как и жид-
кие краски, наносят пневматическим распылением, электроосажде-
нием, методами окунания, налива и облива; не исключается воз-
можность окраски электростатическим и гидравлическим распыле-
нием и др. Наибольшее внимание в литературе уделяется электро-
осаждению ВСП. Краски, наносимые этим методом, отличаются по
составу и свойствам от красок, наносимых другими методами. При-
меняемые для окраски кузовов автомобилей водные суспензии
эпоксидно-полиэфирных порошков имеют следующие показатели
[181]:
Сухой остаток, %
Содержание растворителя, % (об.)
PH
Удельная электрическая проводимость,
См/см
10-15
3-5
5-5,4
0,8-1,2
При других методах нанесения применяют ВСП с pH 7,5-8,0;
нейтрализующим агентом служат триэтаноламин или другие
амины [178]. Краски рекомендуется наносить на предварительно
фосфатированную или оксидированную и хорошо обезжиренную
поверхность металлов.
Катодное электроосаждение проводят при следующем режиме
[181]:
Температура в ванне, °C 20-30
Напряжение, В 100-250
Плотность тока, А/м2 100
Продолжительность осаждения, с 15-60
Покрытия (толщина 20-80 мкм) предварительно высушивают от
воды при температуре 90 °C (продолжительность около 10 мин), по-
сле чего отверждают при 180 °C в течение 15 мин. Они характери-
зуются высокой твердостью, прочностью, большой адгезией
и глянцем.
Для нанесения методом пневматического распыления разрабо-
тан следующий состав, в ч. (масс.):
Эпоксидно-полиэфирный олигомер ' 191,5
ХВ-3057
Полиэтиленгликоль 2000 14,2
Диоксид титана 94,3
Органический пигмент 0,005
Вода 700
Содержание сухого вещества 34% (масс.).
При однослойном нанесении состава получают покрытия тол-
щиной 25-30 мкм, которые отверждают при 180 °C в течение
10 мин. Покрытия характеризуются высокой твердостью и глян-
цем; они устойчивы к действию кипящей воды, ксилола, 5%-ного
раствора едкой щелочи, 10%-ных уксусной и соляной кислот [176].
Также разработаны ВСП, образующие матовые покрытия.
116
Ниже дана сравнительная характеристика покрытий, полученных
из водной суспензии эпоксидного порошка и порошковой эпоксид-
ной краски:
Покрытие нз ВСП, Покрытие из порошко-
5 = 30 мкм вой краски, •
S = 70 мкм
Прочность при растяжении, МПа 50-56 54
Относительное удлинение, % 7-8 8
Ударная прочность, Н м 5 5
Адгезионная прочность (к алюминие-
вой фольге), Н/м 550-650 500
Покрытия отверждались примерно при одних условиях: темпе-
ратура 180 °C, продолжительность 15 мин.
По механическим показателям, глянцу и химической стойкости
покрытия из ВСП термореактивных пленкообразователей не усту-
пают аналогичным покрытиям из порошковых красок и выгодно
отличаются от них меньшей толщиной и соответственно меньшим
расходом материала (в пересчете на сухое вещество). ВСП приме-
няют для получения грунтовочных покрытий или самостоятельных
однослойных или многослойных покрытий. Несмотря на малый
срок (от начала разработки водных суспензий термореактивных по-
рошков прошло немногим более 5 лет), выявились эффективные
области их использования: в машиностроении, для окраски рулон-
ного металла, металлической консервной тары и др. [178].
Фирма «Хонда» (Япония) применила ВСП для грунтования ав-
томобилей. Процесс окраски производится следующим образом
[181]. На подготовленную поверхность кузова автомобиля мето-
дом катодного электроосаждения наносят слой грунтовочного ма-
териала-ВСП. Покрытие высушивают при 90-100 °C в течение
10 мин, после чего кузов пропускают через ванну электроосаждения
с грунтовкой растворного типа для окрашивания труднодоступных
мест (они не окрашиваются из-за низкой рассеивающей способно-
сти ВСП). Отверждение грунтовочных покрытий проводят одновре-
менно при температуре 180 °C в течение 15 мин. Перед нанесением
слоя эмали предусматривают предварительное легкое шлифование
загрунтованной поверхности. Готовое двухслойное покрытие отли-
чается высокой адгезионной прочностью, устойчивостью к ударным
воздействиям и противокоррозионной стойкостью. Применение
ВСП позволило сократить число наносимых слоев покрытия (ис-
ключить нанесение грунт-шпатлевки), уменьшить расход материа-
лов и энергии без ухудшения качества покрытия.
ВСП применяют для грунтования поверхности и при окраске не
только жидкими красками, но и порошковыми. При этом изделие
после отверждения слоя грунта не охлаждают, а сразу погружают
в слой псевдоожиженного порошка; не исключается нанесение по-
рошковой краски и методами распыления - струйного или электро-
статического.
Распространен и вариант окраски, при котором ВСП выступают
в качестве материала верхнего покрытия; в этом случае их, как пра-
вило, наносят распылением на сырой (неотвержденный) слой элек-
117
трофорезной или другой грунтовки, после чего совместно отвер-
ждают [178].
Водные суспензии порошков термопластов используют прежде
всего для получения химически стойких и других специальных по-
крытий. Так, главные области применения суспензий политетра-
фторэтилена и других фторопластов - защита элементов химическо-
го оборудования, создание антифрикционных, фретингостойких,
антиадгезионных, термостойких и противообледенительных покры-
тий [112, с. 85]. Например, покрытия из суспензии Ф-4ДУ имеют
интервал рабочих температур от —250 до + 260 °C; они физиоло-
гически безвредны и могут быть использованы в контакте с пи-
щевыми продуктами, в частности в качестве противопригарных по-
крытий на кухонной посуде (сковороды, кастрюли и т.д.). Покрытия
из суспензии Ф-4МД (с модификатором-солями перфторкислот)
отличаются повышенной адгезионной прочностью и исключитель-
ной химической стойкостью; их используют для защиты металлов
в сильноагрессивных средах и как антиадгезионные. Примерно та-
кое же назначение имеют покрытия и из суспензий пентапласта
[143, с. 62].
ГЛАВА 6
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ
ПОРОШКОВЫХ КРАСОК
6.1. ОБЩИЕ СВЕДЕНИЯ
Технология получения порошковых кра-
сок, как и жидких, основана на использовании процессов дисперги-
рования и смешения. Поскольку порошковые краски многокомпо-
нентные системы, важным требованием для них является однород-
ность состава, т.е. равенство физических и химических характери-
стик во всем объеме материала. Это достигается гомогенизацией
компонентов-их смешением. Простое механическое смешение, од-
нако, не обеспечивает получения красок нужного качества. Необхо-
димый гранулометрический состав красок и отсутствие сепарации
при хранении, транспортировке и нанесении достигаются лишь
в результате диспергирования твердых компонентов. Диспергирова-
ние связано с разрушением твердых частиц и их агрегатов, образо-
ванием новой поверхности и вторичным адсорбционным взаимо-
действием частиц однородных и разнородных компонентов. Приме-
няют диспергирование в среде воздуха при низких температурах,
когда все диспергируемые компоненты, в том числе и пленкообра-
зователь, находятся в твердом состоянии, и в жидкой среде (пласти-
фикаторах, расплавах пленкообразователей) при повышенных тем-
пературах.
В соответствии с этим определились три основных способа по-
лучения порошковых красок [182]: сухое смешение компонентов;
смешение компонентов в расплаве с последующим измельчением
сплава; гомогенизация компонентов в растворе с последующей
сушкой полученной жидкой краски распылением.
Наибольшее распространение в промышленности получили
первые два способа.
Технология изготовления порошковых красок сильно отличается
от производства жидких красок, несмотря на общие принципы, ле-
жащие в их основе:
1) аппаратура выбирается с учетом переработки твердого, в ос-
новном пылевидного сырья;
2) отсутствуют свойственные жидким краскам операции типиза-
ции и очистки готовой продукции (отстаивание, фильтрование, цен-
трифугирование и др.) и появляются операции измельчения, про-
сева, пылеулавливания и т.д.;
3) из-за трудности колеровки готовой продукции неприемлем
принцип «одноколерных эмалей», широко применяемый при про-
изводстве жидких красок; поэтому пигменты, наполнители и другие
твердые компоненты, входящие в рецептуру красок, диспершруют
совместно:
119
4) в связи с применением мягкой тары (мешки, коробки) исклю-
чается ее возврат и соответственно аннулируются операции по под-
готовке (ремонт, мытье и др.).
Отсутствие колеровки и совместное диспергирование всех пиг-
ментов нельзя признать положительными моментами в производ-
стве порошковых красок. Это обусловливает повышенные требова-
ния к качеству исходного сырья для них (стандартности)
и необходимость строгого соблюдения технологических режимов
производства во избежание изменения цвета и оттенка красок.
Трудности в производстве представляет и зачистка оборудова-
ния от порошковых красок. Поэтому на одном потоке нежелатель-
но выпускать краски широкого ассортимента мелкими партиями.
6.2. ПОДГОТОВКА ИСХОДНОГО СЫРЬЯ
В технологии порошковых красок имеют-
ся подготовительные операции, как свойственные производству
жидких красок - транспортирование сырья со склада, его растарива-
ние, отбор проб, проведение анализа и др.,-так и несвойственные
ему-измельчение компонентов, фракционирование и т.д. Послед-
ние операции связаны с требованием к сырью: при способе сухого
смешения сырьевые компоненты должны быть порошкообразными
или жидкими. В таком виде легко осуществляется их дозировка
и последующее смешение. Для олигомеров (эпоксидных, поли-
эфирных и др.), перерабатываемых методом сплавления, допустима
и гранулированная форма с частицами в виде бисера, чешуек и т. д.
не более 10 мм.
Большая часть сырья: пигменты, наполнители, стабилизаторы,
отвердители, многие не подвергнутые i рануляции полимеры (по-
лиолефины, полифторолефины, полимеры и сополимеры винилхло-
рида, поливинилбутираль и др.)-выпускается и поставляется в при-
годном для производства красок состоянии. Однако промыш-
ленные полимеры и олигомеры часто выпускаются в гранулах,
зернах, кусках и даже монолитах. Такие материалы непригодны для
изготовления красок, и требуется их определенная подготовка: пре-
вращение в порошки, фракционирование и т. д. Нуждаются нередко
в измельчении модификаторы, отвердители и целевые добавки
красок.
Получение порошков требуемого гранулометрического состава
из компактных (кусковых) и крупнозернистых материалов осущест-
вляется либо посредством механического измельчения, либо хими-
ческим путем.
Механическое измельчение полимеров и олигомеров. Механиче-
ским путем могут быть превращены в порошок практически любые
полимерные материалы, изготовленные в виде монолитов, гранул,
пленки. Склонность различных полимеров и олигомеров к измель-
чению далеко не одинакова и зависит от их физического состояния
и структуры в условиях измельчения.
120
Предложена классификация полимерных материалов с точки
зрения их измельчаемое™ [183]. Определяющими для классифика-
ции служат следующие характеристики: «критерий гетерогенности»,
относительное удлинение при разрыве, ударная вязкость и удельная
работа измельчения. С этих позиций все полимерные материалы по
измельчаемое™ разделяют на четыре группы; по затрате энергии
они располагаются в следующий ряд: хрупкоупруголомкие (олиго-
мерные реактопласты)-* хрупкоупругопрочные (термопласты)-*
-»вязкоупругие (полиамиды, полиуретаны, полифторолефины) -»
-♦эластичноупругие (эластомеры). Скорость измельчения полиме-
ров зависит от присутствия второго компонента. Например, из-
мельчаемое™ в дезинтеграторе ПЭВД улучшается при введении
некоторого количества диоксида титана, а полифторолефинов-в
присутствии технического углерода [59]. Также ускоряется измель-
чение некоторых полимеров в смесях, например, полиэтилена с по-
липропиленом или с полифторолефинами. Типична, однако, обрат-
ная картина, а именно замедление процесса измельчения одного
полимера в присутствии другого (рис. 42).
Измельчение улучшается с понижением температуры. Охлаждая
эластичный полимер, можно довести его до температуры хрупко-
ста, при которой он разрушается подобно стеклу. Температура
хрупкости олигомеров близка к их Тс, жесткоцепных полимеров ле-
жит выше —40 °C, и только у эластомеров и некоторых кристалли-
ческих полимеров она находится в интервале от —60 до — 120 С.
В зависимости от этого измельчение одних материалов (эпоксидные
и акрилатные олигомеры, полиэфиры, полистирол, ацетали поливи-
нилового спирта и др.) проводят при нормальной температуре или
с охлаждением воздухом, других (полиамиды, полифторолефины,
полиэтален, пластифицированный поливинилхлорид, пентапласт) —
при глубоком охлаждении в присутствии хладоагентов: жидкого
азота или воздуха, твердого диоксида углерода [184].
Криогенное измельчение, несмо-
тря на затраты, связанные с исполь-
зованием хладоагента (по данным
[183], расход жидкого азота соста-
вляет в среднем 0,7-4,0 кг- на 1 кг
порошка) находит все более широ-
кое применение при производстве
полимерных порошков.
Процесс изготовления порошков
механическим измельчением обычно
складывается из трех операций: гру-
бое (предварительное) дробление ку-
скового материала; окончательное
Рис. 42. Зависимость скорости измельчения в дезинте»раторе
смесей ПЭВД с иолистиролом (1) и поликапроамндом
(2) от состава:
— по эксперименту, (--) по правилу адди-
тивности.
Состав смеси, % (масс.)
121
измельчение материала после первой стадии; просев или сепа-
рация.
Наиболее широко для получения порошков полимеров приме-
няются мельницы с ударными и истирающими воздействиями (цен-
тробежные, вибрационные, вихревые, молотковые, дисковые удар-
но-отражательные и др.). Удобными типами машин являются
мельницы «Суперплекс», «Азима», «Оригинал Паллмен», молотко-
вая конструкции МИТХТ, ударно-отражательная тарельчатая и др.
[15, с. 141].
Последняя наряду с мельницами фирмы Pullmen нашла приме-
нение при получении порошков из гранулированного ПЭНП [22,
с. 25]. Для тонкого измельчения эпоксидных, полиэфирных и по-
лиакриловых композиций оказались пригодными штифтовые мель-
ницы ударного действия (дезинтеграторы и дисмембраторы), проти-
воточные воздухоструйные мельницы типа УСВ-300 и УСВ-600,
ударно-центробежная мельница конструкции ГИПИ ЛКП, мель-
ницы, изготовляемые фирмами Buss, Micropul, Alpine, Torranke
и др. Их производительность колеблется от десятков до сотен ки-
лограммов порошка в час. При этом тонина помола не превышает
100 мкм [22, с. 28; 133, с. 58].
На рис. 43 приведена схема установки для тонкого измельчения
гранулированных полимерных материалов как в естественных усло-
виях, так и при глубоком охлаждении. Основой установки является
быстроходная мельница с П-образными молотками, шарнирно за-
крепленными на консольном роторе.
Установка позволяет измельчать разные полимеры ПЭВД, по-
липропилен, полиамиды и другие -и получать порошки дисперс-
ностью 50 300 мкм. Оригинальный принцип измельчения полиме-
ров предложен в ИХФ АН СССР акад. Н. С. Ениколоповым с сотр.
Рис. 43. Схема установки для измельчения полимерных материалов;
/ приемный бункер; 2 питатель; 3 теплообменник; 4 мельница; 5 устройство для улавливания по-
рошка; б сборник порошка; 7 воздуходувка; 8 емкость с хладоагоптом.
122
Он заключается в том, что на полимер, находящийся под давле-
нием, воздействуют сдвиговым усилием. В случае кристаллических
полимеров наилучшие результаты достигаются в момент кристал-
лизации расплавов. Разработанное оборудование на базе экструде-
ра позволяет получать высокодисперсные порошки (размер частиц
1-100 мкм) из разных полимеров и их смесей, например первичного
и вторичного (отходной пленки) полиэтилена, полипропилена
и др-
Заслуживает внимания и способ механического измельчения, за-
ключающийся в распылении расплава полимера, выходящего из го-
ловки экструдера или другой щелевой насадки, с помощью струи
сжатого газа, например азота или аргона. Этот способ, известный
как «способ дросселирования», разработан ОНПО «Пластполи-
мер»; он широко апробирован на ПЭВД, сэвилене и других поли-
олефинах и рекомендован для промышленного применения. Полу-
чаемые порошки, как и при любых способах механического
измельчения, полидисперсны и разноформенны, однако это не ме-
шает после фракционирования применять их в производстве по-
рошковых лакокрасочных составов.
Осаждение полимеров из растворов. Этим способом могут быть
получены порошки практически из любых растворимых полимеров,
однако наибольшее применение он нашел при переработке кристал-
лических полимеров. Последние легко осаждаются из растворов
при их охлаждении ниже температуры кристаллизации, при этом
могут быть выделены в виде порошков как индивидуальные поли-
меры, так и смеси разных полимеров [75]. При переработке кри-
сталлических полимеров можно обходиться индивидуальными рас-
творителями; это облегчает их регенерацию, что положительно
сказывается на экономике процесса.
Осаждение аморфных полимеров в виде порошков осущест-
вляется труднее. Так как большинство аморфных полимеров при
растворении образует термодинамически устойчивые системы, для
их выделения требуется добавление нерастворителя (осадителя).
Дисперсные порошки образуются только при осаждении из разбав-
ленных растворов. При этом расходуется большое количество рас-
творителей, которые трудно разделять и регенерировать. Все это
ограничивает применение метода осаждения для получения порош-
ков аморфных полимеров.
В промышленном масштабе способ осаждения из растворов,
или, как его часто называют, химический способ, применяется
главным образом при переработке ПЭВД и полиамидов. В частно-
сти, разработан и внедрен непрерывный процесс производства по-
лиэтилена в виде порошка (рис. 44) [185]. Полимер растворяют
в толуоле в двухчервячной шприц-машине при 110 С; соотношение
полимер: растворитель =1:1 по массе. Смесь охлаждают в смеси-
теле или на вальцах. Продукт высушивается в токе теплого возду-
ха, а затем в воздушном сепараторе разделяется на фракции с ча-
стицами определенного размера, обычно не более 70-80 мкм.
Отделенный при сушке полимера растворитель регенерируется.
123
Рнс. 44. Схема процесса получения порошка полиэтилена непрерывным способом:
1 бункер для полиэтилена; 2 дозатор гранул полиэтилена; 3 шнек-смеситель; 4 экструдер; 5, 6-си-
стема автоматического управления дозаторами; 7-насос-доза тор растворителя; 8 емкость для раство-
рителя.
Технология, разработанная в ЛТИ им. Ленсовета [23, с. 18],
предусматривает использование не только кондиционного полиэти-
лена, но и отходов его производства и применения. Полимер в виде
гранул, стружки, обрезков ленты и т. д. растворяют в растворителе
(толуол, ксилол, уайт-спирит) при температуре 80-110°C; концен-
трация раствора 15-20% (масс.). После полного растворения поли-
мера раствор при работающей мешалке охлаждают со скоростью
3-5°/мин. Выделившийся порошок отделяют от растворителя филь-
трованием или центрифугированием и сушат, а растворитель ис-
пользуют повторно. Его потери не превышают 5/о. Полученные по
этой технологии порошки ПЭВД полностью проходят через сито
№ 005; они имеют лучшую сыпучесть (из-за шаровидной формы
частиц) и более высокую насыпную плотность (220-240 кг/м3) по
сравнению с аналогичными порошками, полученными способом ме-
ханического измельчения.
При получении порошковых полиамидов в качестве растворите-
лей используют концентрированные кислоты (муравьиную, уксус-
ную, фосфорную), фенолы, диметилацетамид (с добавками Na2CO3
или СаСО3) или собственные мономеры, например капролактам.
В лабораторных условиях 150 г полимера (гранулы или крошка)
растворяют при нагревании (116-117 °C) и перемешивании в 1 л ле-
дяной уксусной кислоты, раствор охлаждают,* а выпавший порошок
отделяют от маточного раствора фильтрованием, тщательно про-
мывают водой, нейтрализуют 2% раствором аммиака, вновь про-
мывают водой и сушат при температуре не выше 70 С [6, с. 142].
Разработана технология и аппаратура для непрерывного про-
изводства порошков полиамидов [186]. Растворителем при этом
служит капролактам. Растворение полимера (температура
124
180-200 С, соотношение полимер : капролактам = 1 :4) и выделение
его из раствора осуществляется в обогреваемом многосекционном
смесителе шнекового типа. Полнота осаждения достигается пони-
жением температуры (до 90-95 “С) и одновременным введением
в раствор некоторого количества воды. Выпавший порошок отде-
ляют от маточного раствора (водного раствора капролактама) на
барабанном вакуум-фильтре. Осадок с влажностью 60% промы-
вают, центрифугируют и высушивают, а растворитель-капролак-
там-регенерируют методом кристаллизации.
6.3. ПОЛУЧЕНИЕ КРАСОК
СУХИМ СМЕШЕНИЕМ КОМПОНЕНТОВ
Сухое смешение компонентов-основной
промышленный способ производства красок на основе термопла-
стичных полимеров-полиолефинов, полифторолефинов, поливи-
нилбутираля, поливинилхлорида, полиамидов и др. Он отличается
простотой, не требует сложного оборудования и большйх затрат
труда. При этом способе смешиваемые твердые компоненты красок
остаются в порошкообразном дисперсном состоянии на всех ста-
диях процесса производства, начиная от загрузки сырья и кончая
выгрузкой готовой продукции.
Качество получаемых красок во многом определяется условия-
ми смешения и типом применяемого оборудования. Стабильные,
нерасслаивающиеся композиции образуются лишь в том случае, ес-
ли при смешении происходит дезагрегация исходных компонентов
и образуются новые смешанные агрегаты с большой контактной
поверхностью между разнородными частицами. Получению таких
смесей способствуют: близость компонентов по полярности, высо-
кая степень их дисперсности и хороший контакт между элемен-
тарными частицами при смешении. При использовании жидких
компонентов необходимо создавать условия для полного их впиты-
вания частицами полимера или другими входящими в композицию
твердыми веществами. Нередко это достигается путем нагрева
смесей.
В зависимости от того, являются составные части красок только
твердыми, порошковыми веществами или они содержат и жидкие
компоненты, имеются некоторые отличия в технологии их про-
изводства.
Смешение порошковых компонентов. Технологический процесс
получения красок в этом случае включает операции: смешения (го-
могенизации) компонентов, просева и упаковки краски в тару. Ус-
ловия смешения во многом зависят от химической природы смеши-
ваемых компонентов.
Гидрофильные полимеры (поливинилбутираль эфиры целлю-
лозы, полиамиды) достаточно хорошо сорбируют на своей поверх-
ности частицы дисперсных веществ-наполнителей, пигментов, пла-
стификаторов, стабилизаторов и легко образуют однородные
нерасслаивающиеся смеси. Напротив, полиолефины, полифтороле-
125
финн, пентапласт значительно труднее смешиваются с ними и тре-
буют более интенсивного механического воздействия при смеше-
нии. Применение пигментов в виде выпускных форм (см. гл. 2)
значительно сокращает время приготовления красок и способствует
улучшению их качества.
Особую трудность представляет равномерное распределение
малых добавок-колеровочных пигментов, стабилизаторов, отвер-
дителей. Их лучше всего вводить в форме концентратов-заранее
приготовленных смесей с полимерами. Это облегчает их распреде-
ление в общей массе порошкового материала, одновременно дости-
гается и лучшая гомогенизация [66, с. 276]. Улучшению распреде-
ления малых добавок также способствует применение смачиваю-
щих веществ-минерального масла, бутилстеарата, препарата
ОБ-60 (40% раствор октола в бутилацетате) и др. Их применяют
в количестве 0,005-0,4% от массы порошковой смеси [6, с. 148].
Эффективность смешения зависит от вида применяемого обору-
дования. Пригодны многие виды смесителей как периодического,
так и непрерывного действия, совмещающие смешение с измельче-
нием материала: барабанные с вращающимся корпусом, червячно-
лопастные, плужные, центробежные с псевдоожиженным слоем сы-
пучего материала, центробежные с вращающимися конусом и др.
[187]. Однородные, нерасслаивающиеся краски из полиэтилена бы-
ли получены на скоростном смесителе типа «Хеншель»,' из поли-
фторолефинов - на коллоидной мельнице, из поливинилбутираля-
на дезинтеграторе, вибрационных и шаровых мельницах с фарфо-
ровыми шарами и цильпепсами. В зависимости от емкости
шаровых мельниц время смешения колеблется от 15 до 60 мин,
в вибрационных процесс заканчивается за 5-15 мин; смешение в дез-
интеграторах совмещается с измельчением материала и осущест-
вляется при скоростях вращения ротора 200 300 м/с. Более дли-
тельная обработка улучшает однородность смесей, однако приво-
дит к переизмельчению красок, в ре-
зультате чего теряется их способ-
ность к псевдоожижению.
^3 Просев-одна из обязательных
4 5 операций при производстве кра-
/ / сок-проводится с целью удаления
из них возможных механических
включений и крупных агрегатов ча-
стиц, а иногда и разделения на
фракции по размеру частиц. Для
этой цели применяются аппараты
\ для просева вибрационного типа.
\ 7 Эффективны аппараты фирмы
6 \
6 Рис. 45. Схема установки периодического действия для про-
-—У изводства порошковых красок:
1 крышка; 2-кожух; 3-шаровая мельница; 4 ре-
- ~ дуктор; 5 - электродвигатель для мельницы; 6 - элек-
х' тродвигатель для вибросита; 7 привод; 8 виброси-
—то; 9-мешок с краской; 10-весы.
126
Russel Finex (Англия), в которых материалу наряду с вибрацией со-
общается вращательное движение.
Упаковка красок производится аналогично упаковке многих по-
рошковых материалов полимеров, пигментов и т.д,-с примене-
нием различных видов упаковочных машин автоматического, по-
луавтоматического или ручного типов. При малых объемах
производства пользуются обычными весами с отсекателями.
На рис. 45 приведена схема простейшей установки периодиче-
ского действия для производства порошковых красок способом су-
хого смешения компонентов. Установка состоит из шаровой мель-
ницы 3, которая заключена в кожух 2 и имеет уплотнение,
благодаря чему при работе мельницы исключается пыление. Кор-
пус соединен посредством бункера с виброситом 8, имеющим сетку
045 (число отверстий 250 на 1 мд. Основные параметры мельницы
[6, с. 149]:
Диаметр барабана, мм 800
Длина барабана, мм 670
Рабочий объем, м3 0,2
Частота вращения барабана, об/мин 16
Мощность электродвигателя, кВт 3
Коэффициент загрузки мельницы шарами, % (об.) 25
Порошковое сырье -полимер, пигменты (или их концентраты),
наполнители, пластификаторы и другие ингредиенты загружают
в мельницу с таким расчетом, чтобы общий коэффициент заполне-
ния ее (мелющие тела плюс материал) не превышал 85% (об.). В за-
висимости от вида краски
время смешения компонен-
тов колеблется от 30 до 60
мин. Готовую краску про-
сеивают через вибросито,
проверяют на соответствие
ТУ и упаковывают в тару.
Несмотря на малую про-
изводительность (до 50 кг/ч),
установка имеет свои поло-
жительные стороны: она
компактна, надежна в рабо-
те, легко зачищается (зачист-
ка производится с помощью
кварцевого песка или одного
из минеральных компонен-
тов краски, например бари-
Рве. 46. Схема непрерывного процесса производ-
ства порошковых красок сухим смеше-
нием компонентов:
/-бункеры для сырья; 2 бункеры для
концентратов; 3 шаровые мельницы;
4 дозаторы; 5-смеситель непрерыв-
ного действия; 6-приемный бункер;
7-выбросит©; 8 упаковочная машина.
Сырье
127
та), позволяет выпускать краски разных цветов небольшими пар-
тиями.
При больших объемах производства процесс может осущест-
вляться по схеме, представленной на рис. 46 [17, с. 60.]. Порошко-
вое сырье из подготовительного отделения цеха в предварительно
измельченном (дисперсном) состоянии механизированным транс-
портом подается в напорные бункеры 1. Отдельно периодическим
способом на шаровых мельницах 3 приготовляются пигментные
концентраты, которые поступают в соответствующие бункеры 2. Из
бункеров 1 и 2 компоненты красок через автоматические дозаторы
4 поступают в скоростной смеситель 5, снабженный водяной ру-
башкой для охлаждения. Полученная краска из смесителя 5 посту-
пает в бункер-приемник 6, просеивается через вибросито 7 и упа-
ковывается в мешки с помощью полуавтоматической машины 8.
Далее, пройдя зашивочную машину, мешки с краской транспорте-
ром направляются на склад готовой продукции.
Смешение порошковых компонентов с жидкими. Присутствие
в рецептуре красок жидких компонентов, например пластификато-
ров, модификаторов и др., вносит отличия в технологический про-
цесс их производства. Ниже в качестве примера описана технология
получения поливинилхлоридных красок, в которых содержание
жидких компонентов достигает 50°о и более (от массы полимера).
Технологический процесс включает операции: приготовления пиг-
ментных паст; смешения компонентов; просева и упаковки краски
в тару.
Пигментные пасты приготовляют аналогично получению паст
пигментов в производстве жидких красок. Сначала производят за-
мес твердых компонентов (пигментов, наполнителей, стабилизато-
ра) на пластификаторе-диоктилфталате в замесочной машине (со-
отношение твердого к жидкому 1 :1 или 1:2 по массе), затем
полученную пасту перетирают на краскотерочной машине или дру-
гом оборудовании до степени дисперсности частиц по «клину» не
более 25 единиц. Можно получать как одноколерные, так и много-
колерные (цветные) пасты.
Рис. 47. Общий вид (с) и схема (б) универсального двухстадийного смесителя:
1 корпус; 2 рубашка 3 смесительный элемент; 4 направляющая лопатка; 5-разгрузочный люк;
6 стани на; 7 - электродви гат ель.
128
Смешение компонентов - полимера, naci пигментов и остально-
го количества пластификатора проводится на специальном обору-
довании, которое обеспечивает быстрый нагрев смеси до нужной
температуры (обычно 80 120 С) и столь же быстрое ее охлаждение
и исключает слипание и агрегацию частиц. Этим требованиям
в наибольшей степени отвечают смесители периодического и не-
прерывного действия: двухстадийный турбоскоростной смеситель,
смесители типа «Ангер», «Паненмайер», «Спангепберг» и др.
На рис. 47 приведены принципиальная схема и общий вид уни-
версального двухстадийного смесителя. Аппарат состоит из двух
турбинных смесителей горячего и холодного смешения. Смеситель
горячего смешения (см. рис. 47, б) представляет собой корпус 1 с ру-
башкой 2, внутри которого расположен смесительный элемент
3 (мешалка), состоящий из ножа и центральной тарелки и имеющий
две частоты вращения - 500 и 1500 об/мин. В верхней части смесите-
ля установлена направляющая лопатка 4. В результате интенсивно-
го вращения мешалки смешиваемый материал разогревается до
100 110 С. Это способствует впитыванию жидких компонентов ча-
стицами полимера; смесь становится сухой, если количество жид-
кой фазы не превышает допустимых пределов. Смеситель холодно-
го смешения служит для охлаждения и стабилизации свойств
порошкового материала. Он имеет мешалку с частотами вращения
75 и 150 об/мин, рубашку и встроенное внутреннее кольцо, в ко-
торые подается охлаждающая вода. Скоростные смесители высоко-
производительны. При объеме 300 л их производительность по по-
ливинилхлоридной краске достигает 600 1000 кг/ч.
На рис. 48 приведена схема производства поливинилхлоридных
красок с применением описанного выше оборудования.
Сыпучее сырье, доставленное в цех со склада механизированным
способом, подается в соответствующие бункеры: поливинилхлорид
Рис. 48. Схема пронесся проинюдства порошковых поливинилхлоридных красок:
1 центробежный разгрузитель; 2 5 - бункеры для сырья, б-емкость для пластификатора; 7-мерник;
8 дозаторы; 9 вихревой насос; 10 емкость-вагонетка; 11 планетарная мешалка; 12 краскотерочная
машина; 13 двухстадийный смеситель; 14 -тележка; 15 бункер; 16 аппарат для просева; 17-вссы.
’'-Зак. IV 129
пневмотранспортом через центробежный разгрузитель 1 в бункер 2,
вторичная добавка, стабилизатор и пигменты с помощью подъем-
ника - соответственно в бункеры 3-5. Пластификатор (диоктилфта-
лат) закачивается насосом 9 в емкость 6. В краскотерочном отделе-
нии цеха производится приготовление пигментных паст. Отвешен-
ное с помощью весового дозатора 8 требуемое количество
пигментов и стабилизатора и отдозированное через мерник 7 нуж-
ное количество пластификатора загружается в емкость-вагонетку
10, в которой с помощью планетарной мешалки 11 производится
замес. Полученная паста далее перетирается на трехвалковой крас-
котерочной машине /2 и с помощью шестеренчатого насоса перека-
чивается в двухстадийный смеситель 13. Сюда же из бункера 2 че-
рез весовой дозатор 8 подается поливинилхлорид и из мерника
7-диоктилфталат. На стадии охлаждения смеси, перед выгрузкой
ее, из бункера 3 в смеситель подается отвешенное количество вто-
ричной добавки. Охлажденную смесь с помощью саморазгружаю-
щейся тележки 14 подъемником подают в бункер 15. откуда через
шлюзовой питатель она направляется в аппарат для просева 16.
Просеянную краску упаковывают в мешки, взвешивают на весах 17
и отправляют на склад готовой продукции.
6.4. ПОЛУЧЕНИЕ КРАСОК СМЕШЕНИЕМ
КОМПОНЕНТОВ В РАСПЛАВЕ
Смешение компонентов в расплаве, т.е.
при температуре выше температуры текучести пленкообразователя,
позволяет получать смеси наиболее однородные по составу, макро-
и микроструктуре. Это связано с тем, что при таком смешении на-
ряду с гомогенизацией материала протекают процессы дезагрега-
ции твердых частиц, их смачивания расплавом пленкообразователя
и стабилизации. В отличие от жидких красок диспергирование ком-
понентов порошковых составов осуществляется в высоковязких сре-
дах, при повышенных температурах (90-120 С) в отсутствие третье-
го компонента растворителя или воды. Вязкая среда, обусловли-
вающая повышенные напряжения сдвига, благоприятствует разру-
шению агрегатов и стабилизации дисперсий, однако затрудняет
смачивание поверхности образующихся частиц; повышение темпе-
ратуры ускоряет установление адсорбционного равновесия и спо-
собствует образованию на частицах поверхностных слоев.
Поверхностная активность пленкообразователей уменьшается
в следующем ряду [60, с. 109]: алкидные > полиэфирные >
> эпоксидные > фенолоальдегидные. Соответственно этому падает
и способность смачивать твердые компоненты смеси и диспергиро-
вать их. Смачивание улучшается при введении ПАВ, низкомолеку-
лярных полярных пластификаторов и модифицирующих веществ.
Способом смешения компонентов в расплаве могут быть полу-
чены порошковые составы из любых твердых пленкообразователей,
однако наибольшее практическое применение он нашел при про-
изводстве эпоксидных, полиэфирных, полиакрилатных и полиурета-
130
Компоненты нрасни
Рис. 49. Схема производства порошковых красок смешением компонентов в расплаве:
1 быстроходный смеситель; 2 дозатор; 3 привод экструдера; 4-экструдер; 5 охлаждающие валки;
6 транспортер; 7 измельчающие валки; 8 сборник; 9 мельница тонкого помола.
новых красок. Способ обеспечивает получение красок высокого ка-
чества, однако он многостадиен и требует применения дорогого
и сложного оборудования; кроме того, после сплавления компонен-
тов возникает необходимость проведения энергоемкой опера-
ции-измельчения сплавов.
На рис. 49 приведена принципиальная технологическая схема
производства красок этим способом [182].
Технологический процесс включает следующие основные опера-
ции 1) дробление исходных компонентов; 2) сухое смешение порош-
кового сырья; 3) смешение сырьевых компонентов в расплаве; 4)
охлаждение сплава; 5) измельчение и классификация; 6) упаковка
краски в тару. Операции 1, 2 и 6 проводят аналогично и с примене-
нием того же оборудования, что и при получении красок сухого
смешения. Однако при этом допускается более грубое дробление
до частиц размером 1-3 мм. Для получения таких порошков в оте-
чественной практике нашли применение молотковые дробилки
ММ-43, ДМ-63, мельница ЛДМ-1А, дезинтеграторы, а за рубе-
жом дробилки «Кондукс», «Бройере», «Бусс» и др. Предваритель-
ное смешение компонентов в виде порошка облегчает последующее
их дозирование и благоприятно сказывается на однородности и ка-
честве получаемых красок. Эту операцию проводят на ленточных,
планетарно-шнековых или центробежных смесителях типа МК-1000.
Наиболее важная и ответственная операция смешение (сплавле-
ние) компонентов. Смешение проводят в обо1реваемых аппара-
тах-смесителях экструзионного типа. Наибольшее применение
в производстве красок получили двухчервячные смесители
непрерывного действия. Последние позволяют осуществлять сме-
шение с большой скоростью при достаточно высокой вязкости рас-
плавов (1О3-105 Па с). Ввиду того что в экструзионной камере на-
ходится небольшое количество материала, обеспечивается хорошая
передача теплоты и равномерность обогрева всей массы. Благодаря
особой конструкции смесителей (многопрофильная система червя-
ков, их плотное сопряжение между собой и с корпусом) и развиваю-
щемуся в них большому усилию сдвига достигается исключительно
131
хорошее смешение материала. Операцию обычно проводят при
температурах 90 130 С. Длительность смешения определяется ре-
акционной способностью смеси и характером применяемого обору-
дования и колеблется от нескольких секунд до нескольких минут
(обычно 0,5 5,0 мин).
Качество смешения во многом зависит от конструкции смесите-
ля. В промышленности СССР оправдало себя применение реакто-
ров-смесителей СНД-100, СНД-200, СНГ-200, за рубежом-экстру-
деров «Ко-Кнетер» (фирма Buss AG), планетарно-вальцовых
и двухшнековых смесителей типа ZSK с вращающимися в одну сто-
рону и находящимися в зацеплении шнеками (фирмы Werner
& Pfleiderer, Colombo и др.) [22, с. 33; 133, с. 58]. Их производи-
тельность колеблется от 100 200 до 1500-2000 кг/ч; она растет
с понижением температуры переработки смеси. Удельный расход
энергии с увеличением производительное™ смесителя снижается;
при производительности 500 кг/ч он составляет 70 80 кВт ч/кг.
Разработана конструкция вакуумных смесителей, позволяющих
приготовлять композиции в присутствии растворителей, которые
удаляются в процессе смешения. В таких смесителях обработка
проводится при пониженных температурах, что особенно важно при
изготовлении красок с повышенной реакционной способностью.
На рис. 50 приведена схема процесса производства порошковых
эпоксидных красок [133, с. 61]. Аналогичным образом могут изго-
тавливаться и другие термореактивные краски-эпоксидно-поли-
эфирные, полиэфирные, полиакрилатные, полиуретановые.
Поступившие в цех твердые олигомеры (эпоксидный и др.) с по-
мощью подъемника доставляются к дробилке 1 и подвергаются
дроблению до частиц не более 3 мм. Далее в измельченном виде
они поступают в планетарно-шнековые смесители 3 и 4, куда по-
дается отвешенное количество пигментов, наполнителей, отвердите-
лей, вспомогательных добавок. Смесь перемешивается в течение
1,5-2,5 ч, после чего через систему транспортных средств и дозато-
ров 6 и 7 поступает в шнек, питающий реактор-смеситель СНД-100.
Сюда же из мерника 8 через жидкостной дозатор 9 подается в ра-
зогретом виде жидкий компонент краски - винилин. В реакторе-сме-
сителе II смесь последовательно проходит при интенсивном пере-
мешивании три зоны с температурами: 1-60-70, II 110-116,
Ш-118 125 С (в зависимости от типа краски эти температуры мо-
гут быть другими). Общее время смешения составляет 3^6 мин. По-
сле выхода из реактора-смесителя расплав поступает в охлаждаю-
щее устройство 12, где проходит между охлаждающими валками,
охлаждается до 45-50 С, раскатывается в ленту и при последую-
щем прохождении через шнек дробится. Дальнейшее ipy6oe дро-
бление сплава производится в молотковой дробилке 13. Затем пред-
варительно измельченный материал поступает в бункеры-накопите-
ли 14, а оттуда в воздушно-противоточную струйную мельницу
УСВ-600-15 для тонкого измельчения. Далее краска, пройдя через
магнитный сепаратор, поступает в бункер упаковочной машины
и упаковывается в мешки.
132
Рис. 50. Схема производства порошковых эпоксидных красок;
1, 13 молотковые дробилки; 2, 14-бункеры; 3, 4-планетарио-шнековые смесители; 5-7 -дозаторы по-
рошкового сырья; 8 -мерник; 9 жидкостной дозатор; 10-шнек; 11 реактор-смеситель СНД-100; 12-ох-
лаждаюшес устройство; 15- струйная мельница.
При остановке производства реактор-смеситель зачищается
с помощью эпоксидного олигомера, который поступает в измель-
ченном виде из бункера 2 через дозатор 5 и шнек 10 в первую сту-
пень смесителя.
6.5. ПОЛУЧЕНИЕ КРАСОК ИЗ ЖИДКИХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способ получения порошковых красок из
жидких лакокрасочных материалов растворного типа разработан
сравнительно недавно. Главное его достоинство-сочетание тради-
ционной технологии производства жидких красок с получением го-
тового продукта в виде порошка. При этом достигается свойствен-
ная жидким краскам высокая степень гомогенизации компонентов,
обеспечивается легкость регулирования величины частиц и колеров-
ки цвета, возможность получения составов с пониженной темпера-
турой отверждения. Ценно, что порошки, полученные этим спосо-
бом, имеют правильную, близкую к сферической форму частиц.
Недостатки способа: необходимость применения растворителей при
производстве красок, появление дополнительных операций по их
утилизации, неполный возврат растворителей, огнеопасность про-
изводства, повышенная стоимость красок.
Существуют разные пути выделения твердых компонентов из
растворов: распылительная сушка; осаждение кристаллизацией;
осаждение нерастворителями. Практическое применение в техноло-
гии получения порошковых красок получили первые два.
133
Пигменты и наполнители
Отвердители и ускорители
Растворители
Целевые добавки
Бода
Готовая
краска
Рис, 51. Схема производства порош-
ковых красок распы.ппе 1ьион
сушкой растворов:
1 - смеситель; 2 насос-пита-
тель ; 3 распылительная су-
шилка 4 циклон; 5 конден-
сатор- теплообменник;
6 вентилятор: 7 воздухопо-
догреватель.
| Растворитель
краски и превращение жидкой краски
в
Распылительная сушка
растворов. На рис. 51
приведена схема про-
изводства красок распы-
лительной сушкой [22,
с. 34; 182]. Технологиче-
ский процесс состоит из
двух основных стадий:
приготовление жидкой
порошок путем распыли-
тельной сушки.
Первая стадия представляет собой типичный процесс изготовле-
ния жидких красок. Пленкообразователь (обычно твердый олиго-
мер) растворяется в подходящем растворителе, например ацетоне
или его смеси с небольшим количеством воды. Вязкость раствора
должна быть не менее 0,013 Па-с. В раствор вводят все необхо-
димые ингредиенты порошковой краски; пшменты и наполнители
диспергируют в растворе до величины частиц не более 20 мкм. По-
лученная жидкая краска служит исходным материалом для получе-
ния порошковой краски. На второй стадии осуществляют удаление
растворителя из раствора путем его распыления нагретым газом,
охлаждение и улавливание порошка и утилизацию растворителя.
Сушку проводят в распылительных сушильных камерах разных
конструкций. Отношение высоты к диаметру камеры составляет
0,8- 2,5 (обычно 1,5). Распыление осуществляется с помощью пнев-
матической форсунки. Теплоносителем служит азот или воздух.
В первом случае обеспечивается большая безопасность работы. По-
лученный порошок улавливается в системе, состоящей из циклона
и фильтра, а растворитель - в теплообменнике-конденсаторе.
Порошковые эпоксидные краски, полученные на опытной уста-
новке при использовании в качестве теплоносителя азота (темпера-
тура нагрева на входе в сушилку 163-170 С, на выходе из сушил-
ки-67-75 С), имеют сферические частицы размером 22-48 мкм:
влажность порошка не более 0,6% [22, с. 34]. Аналогичным обра-
зом могут быть получены полиакрилатные и полиэфирные краски.
Осаждение кристаллизацией. Этим методом получают порош-
ковые краски на основе кристаллических полимеров [23, с. 18; 83,
с. 14]. Технологический процесс включает следующие операции
[63]: 1) приготовление раствора полимера; 2) приготовление дис-
персии пигментов в растворителе и ее смешение с раствором поли-
мер;!; 3) осаждение компонентов краски посредством охлаждения
раствора; 4) выделение краски из суспензии, ее промывка и сушка.
134
В ЛТИ им. Ленсовета Ю. А. Шашмным и А. Д. Яковлевым
с сотр. разработана схема производства полиэтиленовых красок
этим методом. Полиэтилен при нагревании (температура
110-115 С) растворяют в ксилоле из расчета получения раствора
с концентрацией 15% (масс.). Отдельно на диспергирующем обору-
довании при комнатной температуре приготовляют суспензию пиг-
ментов, наполнителей и вспомогательных веществ (стабилизаторы,
отвердители) в ксилоле (диспергируют в присутствии ПАВ). Полу-
ченную суспензию медленно при перемешивании вводят в горячий
раствор полиэтилена, после чего раствор охлаждают со скоростью
3-5 /мин. При температуре 65 70 С начинается кристаллизация по-
лиэтилена и его осаждение в виде порошка совместно с другими
ингредиентами краски. По достижении комнатной температуры по-
лученную суспензию фильтруют, промывают и сушат на установке
взвешенного слоя при температуре не более 50 °C. Отфильтро-
ванный растворитель возвращают в производственный цикл.
Краски, полученные по этой технологии, однородны, имеют сфе-
рическую форму частиц с размерами 20 40 мкм.
6.6. ОТХОДЫ ПРОИЗВОДСТВА
И ИХ УТИЛИЗАЦИЯ
При производстве порошковых красок,
как правило, достигается высокий коэффициент использования
сырья, потери не превышают нескольких процентов. Самый низкий
коэффициент потерь наблюдается при получении термопластичных
красок способом сухого смешения порошковых компонентов; на-
пример, при производстве поливинилбутиральных красок он соста-
вляет всего 0,3-0,5%. Потери возрастают с увеличением стадийно-
сти производства, особенно при наличии операций сухого размола
компонентов, соответственно возрастают и отходы производства.
В основном образуются твердые отходы. Ими являются: 1) пыль,
улавливаемая в циклонах и фильтрах аспирируемых систем, 2) вы-
сокодисперсная фракция порошковых красок, улавливаемая в ру-
кавных фильтрах на стадиях тонкого измельчения и воздушной се-
парации материала; 3) осадки после мокрой очистки запыленного
воздуха; 4) отходы, получаемые при зачистке оборудования.
Часть указанных отходов (примерно 30-50%), в основном мел-
кодисперсная фракция красок олигомерного типа, используется по
прямому назначению или косвенно, другая их часть не находит
применения и идет в отвалы.
Производство порошковых красок не вызывает загрязнения воз-
душного бассейна. При наличии мокрой очистки выбрасываемый
в атмосферу воздух является достаточно чистым, содержание пыли
не превышает 30 мг/м3.
Сточные воды, отходящие от оборудования с водяным охлажде-
нием, считаются условно-чистыми. Вода, применяемая в установках
мокрого пылеулавливания, после фильтрования направляется
в очистные сооружения.
135
ГЛАВА 7
ФОРМИРОВАНИЕ ПОКРЫТИЙ
ИЗ ПОРОШКОВЫХ КРАСОК
7.1. ОБЩИЕ СВЕДЕНИЯ
Качество порошковых красок, как
и любых лакокрасочных материалов, в конечном счете проявляется
в покрытиях. При этом немаловажное значение имеют способ и ус-
ловия их формирования. Последние определяются как составом
краски, так и требованиями производства. Можно выделить два ас-
пекта получения покрытий из порошковых красок: физико-химиче-
ский, связанный с изучением закономерностей слияния частиц, про-
цессов отверждения пленкообразователя и формирования струк-
туры пленок, и технологический, касающийся аппаратуры, техноло-
гических режимов, методов подготовки поверхности и др. В обоих
случаях имеются существенные отличия от процессов получения по-
крытий из жидких красок.
Необходимой стадией формирования покрытий из всех порош-
ковых красок является монолитизация, т. е. слияние частиц на по-
верхности подложки. Этот естественный для любых дисперсных ма-
гериалов процесс, обусловленный избытком поверхностной энергии
Гиббса (межфазное натяжение для порошковых красок на границе
с воздухом составляет 20 50 мДж/мД, требует соответствующих
условий для осуществления. Определились два приема проведения
монолитизации порошковых пленкообразователей: а) нагреванием
и б) воздействием жидкостей (растворителей, мономеров и др.).
Каждый из них имеет свое назначение, положительные стороны
и ограничения.
Для термореактивных красок не менее ответственной является
другая стадия-отверждение покрытия, происходящее за счет реак-
ций полимеризации или поликонденсации в состоянии расплава.
Обычно эти процессы инициируют нагреванием, совмещая с плен-
кообразованием (монолитизацией частиц). Заслуживает внимания
и раздельное их проведение -отверждение пленкообразователя пу-
тем химического, термического, фотохимического или радиацион-
нохимического воздействия на сформировавшуюся пленку.
Заключительная стадия образования покрытия-формирование
его структуры-связана с процессами молекулярной и надмолеку-
лярной организации в полимерах при охлаждении расплавов. Эта
стадия особенно важна при получении покрытий из красок на кри-
сталлических полимерах. Правильное соблюдение режимов плен-
кообразования на всех стадиях - необходимое условие получения ка-
чественных покрытий.
136
7.2. СПЛАВЛЕНИЕ ЧАСТИЦ
ПРИ НАГРЕВАНИИ
Нагревание - наиболее простой и распро-
страненный способ перевода твердых пленкообразователей в вязко-
текучее состояние, при котором обеспечивается слияние их частиц.
Формирование пленки сопровождается процессами [57, 188]:
удаления воздуха из порошка;
деформации частиц и вязкого течения материала;
смачивания поверхности подложки расплавом краски;
отверждения пленкообразователя (для термореактивных красок).
Закономерности процесса. Френкель исследовал изменение кон-
тактной поверхности при слиянии двух одинаковых сферических ча-
стиц, соприкасающихся первоначально в одной точке (рис. 52) и вы-
вел зависимость изменения радиуса поры а во времени т от
поверхностного натяжения а и вязкости материала г):
da 3 п
</т 4 т)
Отсюда было найдено время полного слияния частиц (захлопыва-
ния поры):
т = Кг\г/с
где г-радиус частицы; К - коэффициент пропорциональности, равный по Френкелю
Va-
Flo данным Гегузина [189, с. 96], рост контактного перешейка
(радиуса хорды слияния) между двумя сферическими частицами при
вязком течении материала подчиняется зависимости:
Нами при изучении сплавления частиц эпоксидного порошка
было установлено, что уменьшение вязкости расплава при нагрева-
нии происходит по закону логарифмической функции, поверхност-
ное натяжение изменяется линейно (рис. 53). При этом коэффициент
К в уравнении Френкеля равен примерно 40 [57]. Слияние частиц
с удовлетворительной скоростью протекает при вязкости расплавов
1О2-5-1О3 Па-с. При одной и гой же вязкости нленкообразователи
Рис. 52 Схема слиинии двух час г ни и рос га кондак г йог о перешейка при пленкообразованнн (стрелками указано на-
правление движении вещее гва и 'действия капиллярных сил).
137
Рис. 54. Зависимость и jo термической усадки порошков от продолжительности нагревании:
/полив инн лбу тирад ь при 210 С; 2-эпоксиолигомер Э-41 при 75 С; 3-полистирол при 250 С.
с высоким поверхностным натяжением (эпоксиолигомеры, о =
= 50 мДж/м2) формируют покрытия быстрее, чем пленкообра-
зователи с низким поверхностным натяжением (полифторолефины,
а = 20 мДж/м2).
При сплавлении уменьшается объем порошкового материала;
усадка ДТ^Кна стадии активного уплотнения, равно как изменение
(х/r)2 индивидуальных частиц при изотермическом нагреве, носят
прямолинейный характер (рис. 54):
ДТ/И=Хт
Конечная величина усадки зависит от относительной пористости
порошкового материала и составляет (в %):
ДГ / Рнас \ „
---( JZ- - ). 100
V k Pn J
где рИас И р„ - насыпная плотность порошка и плотность пленки соответственно.
Температурная зависимость времени слияния частиц (рис. 55)
подчиняется уравнению:
Вычислены значения энергии активации процесса слияния ча-
стиц; они оказались примерно равными значениям энергии актива-
ции вязкого течения этих материалов [57]. Это говорит о том, что
слияние частиц порошковых материалов происходит по механизму
вязкого течения. Движущей силой процесса является поверхностная
энергия системы. Капиллярное давление, вычисленное как Др = 2ор,
достигает в начальной стадии процесса 102 Дж/м2 и более. Сплав-
ление частиц порошковых красок, как следует из рис. 55, может
быть проведено в широком интервале температур; разумеется, чем
ниже температура, тем длительнее этот процесс. В частности, по-
138
крытия из поливинилбутиральных красок можно получить в интер-
вале температур от 160 до 300 С; время формирования покрытий
при этом изменяется от 50 до 2 мин. Свойства покрытий, полу-
чаемых при разных температурах, неидентичны. Так, покрытия, из-
готовленные при низких температурах, как правило, более светлые,
но менее гладкие, чем покрытия высокотемпературного сплавления.
Механическая прочность и адгезия у них также могут быть
различными.
Образование покрытия связано с установлением контакта поли-
мера с поверхностью подложки. Полнота контакта зависит от сма-
чивающей способности расплава, которая, в свою очередь, опреде-
ляется энергетическими факторами системы полимер подложка,
а именно, убылью свободной поверхностной энергии на границе
раздела твердое тело-жидкость-газ.
Скорость смачивания и растекания гр может быть связана с па-
раметрами жидкости (расплава) и твердого тела (подложки) сле-
дующим уравнением [15, с. 74]:
Vp = (птг - сг1Ж - ажг cos а - Д/г)
где а краевой угол смачивания;/ сила, противодействующая растеканию и имею-
щая размерность поверхностного натяжения; г] вязкость расплава.
Так как твердые тела, служащие подложкой (металлы, силикаты
и др.), являются высокоэнергетическими (атг = 500 — 2000 мДж/м2),
они в большинстве случаев удовлетворительно смачиваются рас-
плавами пленкообразователей, имеющими низкие значения поверх-
ностного натяжения (ожг = 15-55 мДж/м2). Разумеется, в процессы
смачивания вносят свои поправки адсорбционные и конверсионные
слои, а также микрорельеф поверхности [190, с. 30].
Смачивание и растекание улучшаются с повышением темпера-
туры формирования покрытий, при этом противодействующая сила
f, определяющая гистерезис смачивания, заметно уменьшается. Тем-
пературная зависимость растекания расплавов у разных полимеров
Рис. 55. Температурная зависимость времени слиянии частиц порошковой полнвиннлбутиральной краски П-ВЛ-212.
Рис. 56. Зависимость адгезии поливииилбутиральиых покрытий от продолжительности сплавления частиц при раз-
личных температурах.
139
Рис. 57. I емперагураая зависимое 1Ъ времени слияния
час । ми пент ап.час в а при формировании по-
кричим на воздухе (/) и в среде теплоносите-
лей сплавов СС-4 (2) и С-1 (3).
неодинакова: в случае пента-
пласта она носит прямоли-
нейный характер, полиами-
дов-изменяется по сложной
функции. Большое влияние на
растекание оказывают деструк-
тивные процессы [12, с. 58].
Один из эффекэивных путей
улучшения растекания распла-
вов (даже с большим поверхностным натяжением) тщательная
подготовка поверхности покрываемых изделий и применение грун-
товок.
Применение внешнего давления (прикатывание расплавленного
порошка, действие центробежной силы) ускоряет деформацию ча-
стиц на подложке и способствует получению более ровных и каче-
ственных покрытий. Смачивание во многом определяет адгезион-
ную прочность покрытий. Максимум адгезии соответствует завер-
шению процесса сплавления частиц, при котором достигается
предельная степень контакта полимера с подложкой (рис. 56).
В этом отношении адгезионная прочность нередко может служить
критерием оценки завершенности процесса образования покрытия.
Роль внешней среды. В практических условиях покрытия обычно
формируют на воздухе. При этом возможна термоокислительная
деструкция полимеров; она протекает тем интенсивнее, чем выше
температура нагрева и длительнее процесс. Установлено [57], что
при получении покрытий сплавлением частиц молекулярная масса
дестабилизированного ПЭНД уменьшается приблизительно в
2 раза, полипропилена-в 30 40 раз; характеристическая вязкость
порошкового поливинилбутираля падает в 2-3 раза.
Воздушная среда неблагоприятно сказывается и на передаче те-
плоты слою порошкового материала, а отсюда, и на скорости фор-
мирования покрытий. Указанные недостатки в значительной степе-
ни устраняются, если средой служат жидкие теплоносители [23,
с. 32; 191]. В качестве по-
следних пригодны вещества,
имеющие высокое поверх-
ностное натяжение (не менее
40 мДж/м2) и плохо смачи-
вающие частицы порошко-
вой краски (краевой угол
смачивания не ниже 60 ). Хо-
Рис. 58. Изменение характеристической вязкости
полввнии.чбулираля в процессе формиро-
вания покрытия в среде сплава С-1 (/)
и на возду хе (2) при температуре 230 С.
140
рошие результаты дает применение жидкометаллическою теплоно-
сителя (сплава С-1) и нитрит-нитратной смеси (сплава СС-4). В от-
дельных случаях могут быть применены другие теплоносители - си-
ликоновые масла, роданиды щелочных металлов, высшие спирты
и т.д. [23, с. 32]. На рис. 57 и 58 приведены сравнительные данные
по формированию покрытий из порошковых полимерных составов
на воздухе и в среде жидких теплоносителей. Как видно из рисун-
ков, при использовании жидких теплоносителей резко ускоряется
процесс слияния частиц вследствие большей скорости теплопереда-
чи и одновременно снижается деструкция пленкообразователей из-
за отсутствия контакта с воздухом. Особенно значительно уско-
ряется формирование покрытий из композиций на основе полифтор-
олефинов и других термостойких и образующих высоковязкие
расплавы полимеров: продолжительность стадии сплавления ча-
стиц при этом уменьшается в 20 30 раз; одновременно на 20-60
снижается температура формирования покрытий [127, с. 105].
При применении жидких теплоносителей облегчается получение
покрытий на нетермостойких подложках (дерево, бумага, ткани),
снижаются энергозатраты и улучшается качество покрытий.
7.3. ПЛЕНКООБРАЗОВАНИЕ С
УЧАСТИЕМ РАСТВОРИТЕЛЕЙ
Формирование покрытий из порошковых
красок может происходить не только за счет слияния распла-
вленных частиц, но и в результате их коалесценции в набухшем со-
стоянии. В последнем случае снижение вязкости пленкообразовате-
ля достигается воздействием растворителей (пара или аэрозоля), на
порошок, нанесенный на подложку (а. с. СССР 231096).
По физико-химической сущности процессы, происходящие при
воздействии растворителя на порошковый полимер, подобны про-
цессам, протекающим при сплавлении частиц [57]. Первоначальной
стадией является набухание полимера в растворителе, при этом его
вязкость уменьшается согласно следующей зависимости:
lgn = KC"
Iде К и л постоянные; С-концентрация раствора полимера.
В процессе набухания изменяются свойства порошков: увеличи-
вается размер частиц, возрастает масса порошкового материала,
однако его объем при этом уменьшается. На определенной стадии
контакта полимера с растворителем, соответствующей переходу си-
стемы в вязкотекучее состояние, происходит слияние частиц с обра-
зованием гомогенной прозрачной пленки (рис. 59). Процесс слияния
частиц подчиняется уравнению [192]
(х/г)2 = ст'(Кпг)
141
Рис. 59. Изменение массы Q, объема V и светопропуска-
мня D с.м>я эпоксидного порошка прм набухании
в парах аиеюна при 20 С и давлении паров
24 кПа.
которое при х = г приводится
к уравнению Френкеля (см. раз-
дел 7.2). Как и в случае распла-
вов, аутогезия набухших частиц
происходит при достаточно высо-
кой вязкости (102 103 Па с). При
этом объемное поглощение рас-
творителей пленкообразователя-
ми (поливинилбутираль, полисти-
рол, поливинилхлорид, полиэти-
лен, эпоксиолигомеры) составляет
18 70%, что в несколько раз меньше, чем в случае формирования
аналогичных пленок из растворов [192].
В табл. 14 приведены некоторые параметры, характеризующие
процесс формирования покрытий из поливинилбутиральных и по-
лиэтиленовых красок в парах растворителей; аналогичным образом
формируются покрытия и из других красок, при этом в качестве по-
средника пленкообразования могут быть использованы не только
пары, но и аэрозоли растворителей [17, с. 10].
Поскольку время слияния набухших частиц лимитируется их
вязкостью, все факторы, обеспечивающие ее снижение - использова-
ние пленкообразователей с пониженной молекулярной массой, по-
вышение температуры и концентрации растворителей и т.д.,-позво-
ляют увеличить скорость формирования покрытий. Общее время
образования покрытия т представляет собой сумму трех слагаемых:
времени набухания частиц тн, времени их слияния тс и времени ис-
парения растворителя из пленки ти:
г — тн + тс + ти
ТАБЛИЦА 14. Параметры, характеризующие процесс формирования покрытий из
порошковых красок в парах растворителей
Пленкообразо- ватель Растворитель Условия пленко- образования Параметры раствора (геля), при которых происходит слияние частиц
темпера- тура, СС время, мин концен- трация, со (по поли- меру) вязкость, кПа с поверхно- стное на- тяжение, мДж/м2
Поливинил- Пропиловый 96 2 73.6 3.8 18,6
бутираль спирт Моноэтиловый 125 1 78,2 1,4 19,8
Полиэтилен эфир этиленглико- ля Трихлорэтилены 85 3 20,4 4.9 20,8
Ксилол 130 0,5 42,6 0,8 22,0
142
Рис. 61. Изменение массы порошкового перхлориимилового состава с инициатором беизоилпероксидом (2%) при вы-
держке в парах метилакрилата (!) н конверсии метилакрилата (2) при температуре 80 С.
Рис. 60. Схема образование покрытия с участием раствори гелей (/) и мономеров (2).
Процесс испарения подчиняется общим закономерностям улету-
чивания растворителей из лакокрасочных материалов растворного
типа. В случае кристаллических полимеров во избежание прежде-
временной кристаллизации из раствора (полимер выпадает в виде
порошка) растворитель следует удалять при температурах выше
температуры кристаллизации.
Сзади я испарения растворителя отсутствует, если в качестве по-
средника пленкообразования используют летучие отвердители или
мономеры (а. с. СССР 255806 и 308051). Необходимым ингредиен-
том порошковых красок в последнем случае является инициатор
полимеризации. При контакте порошковой краски, нанесенной на
подложку, с парами или аэрозолем мономера одновременно с про-
цессом его сорбции происходит полимеризация. При этом сорб-
ционное равновесие между мономером, находящимся внутри плен-
ки и вне ее, не устанавливается: масса образца непрерывно
увеличивается, достигая сотен и более процентов по отношению
к исходному полимеру (рис. 60). В отличие от растворителей
процесс сорбции мономеров прекращается только после исключе-
ния их контакта с пленкой или полного израсходования инициа-
тора полимеризации. Конверсия мономеров сначала быстро расчет,
а после достижения 90 92% несколько уменьшается (рис. 61) [133,
с. 3].
В зависимости от типа и характера распределения инициатора
в порошковом материале образование новой фазы (полимера) мо-
жет происходить или равномерно во всей массе пленки, или локаль-
но от поверхности подложки. Соответственно образуются биполи-
мерные покрытая с равномерным или послойным распределением
полимеров в пленке. Покрытия могут быть однородными и микро-
неоднородными, обратимыми и необратимыми.
Получены непигментированные и пигментированные покрытия
из порошковых красок на основе разных пленкообразователей
и мономеров [17, с. 3]:
143
Метил- акрилат Метилмет- акрилат С тирол
Полистирол + + —
Хлорированный поливинилхлорид + + 4-
Этилцеллюлоза + + +
Полиметилметакрила г + — +
Поливинилбу гираль + + +
Ненасыщенный полиэфир + + +
Их свойства определяются природой полимерно-мопомерной
пары, соотношением компонентов, их взаимным распределением
и структурой пленки [15, с. 85].
Способ формирования покрытий с участием растворителей
и мономеров относится к числу низкотемпературных. Он удобен
для получения покрытий на изделиях из незермостойких материа-
лов, в том числе дерева, картона, бумаги, пластмасс и т.д. Отпа-
дает необходимость в термостабилизации полимеров; из-за отсут-
ствия деструкции повышается качество покрытий.
Недостатком способа является необходимость использования
органических растворителей и мономеров, нередко токсичных и ог-
неопасных. Длительность цикла изготовления таких покрытий
обычно больше, чем аналогичных покрытий из расплава.
7.4. ФОРМИРОВАНИЕ СТРУКТ5 РЫ
ПОЛИМЕРНЫХ ПЛЕНОК
Аутогезия набухших или расплавленных
частиц - первая ступень образования покрыт ия. В дальнейшем про-
исходит превращение вязкожидкой пленки, находящейся на подлож-
ке, в твердое покрытие. Этот процесс связан с охлаждением распла-
ва или удалением сорбированного растворителя и остаточного
мономера.
При образовании твердой пленки полимер переходит из вязко-
текучего состояния в стеклообразное или кристаллическое. Этот
переход связан со структурными превращениями пленкообразовате-
лей в покрытии. Особенно подвержена изменениям структура (сте-
пень кристалличности, величина кристаллов, размер и морфология
сферолитов) кристаллических полимеров.
Структура полимеров, кристаллизующихся с небольшой ско-
ростью, когда максимальная радиальная скорость роста сфероли-
тов 1’макс не превышает 5 мкм/с, может быть изменена примене-
нием соответствующих режимов охлаждения расплавов в момент
кристаллизации. Этот технический прием широко используется при
получении покрытий. Так, применяя быстрое охлаждение полипро-
пиленовых покрытий в воде (температура расплава 250 С, гОхл =
= 2 3 С/с), можно понизить степень кристалличности на 30-33°о
по сравнению с покрытием естественного охлаждения (гОхл ~
= 0,02 С/с). Еще более быстрое охлаждение расплавов полипропи-
лена (это легче всего осуществить на гонких подложках) приводит
144
Рис. 62. Закаленный (а) и ме пенно охлажденный (о) обращы полипропиленовых покрытии.
к получению его аморфизированной формы, так называемой смек-
тической или паракристаллической модификации.
Существенно изменяется и кристаллическая структура пенопла-
ста. При медленном охлаждении расплава образуется преимуще-
ственно ос-форма (орторомбическая). Если расплав быстро охла-
дить, то кристаллизация практически не проходит и покрытия
приобретают структуру, свойственную полимеру в расплавленном
состоянии. Такая структура, однако, не стабильна: уже при комнат-
ной температуре идет кристаллизация полимера с образованием [3-
формы моноклинной [73, с. 32]. Полное завершение процесса кри-
сталлизации при 15'С наступает примерно через 7 сут, при
60 С -через 30 мин. Закаливанию подвержены и другие кристалли-
ческие полимеры: полиамиды, поликарбонаты, полифторолефины.
Режим охлаждения влияет не только на первичную кристалличе-
скую структуру полимеров, но в еще большей степени на вторич-
ную, надмолекулярную (рис. 62). Сферолитная кристаллизация
обычно протекает в той же области температур, что и формирова-
ние первичной структуры, поэтому для каждого полимера важно
выбрать правильный режим охлаждения именно в этом темпера-
турном интервале.
Структурные изменения в полимерах существенно сказываются
на свойст вах получаемых покрытий. Закономерным является сниже-
ние жесткости (модуля упругости), внутренних напряжений и повы-
шение деформируемости и адгезии покрытий с уменьшением степе-
ни кристалличности и с уменьшением дискретных (надмолеку-
лярных) структур. С этими показателями коррелируют элекгриче-
>Ч-Зак. IV 145
ские, антифрикционные и защитные свойства пленок. Ниже
приведены рекомендуемые режимы охлаждения покрытий на осно-
ве кристаллических полимеров [112, с. 55]:
Полиэтилен
Полипропилен
Поликапроамид
Пентапласт
Полифторолефины Ф-2,
Ф-2МБ, Ф-3, Ф-32ЛН, Ф-40ДП
Полифторолефины Ф-ЗОП, Ф-4МБП,
Ф-10, Ф-50
Режим Температура начала
охлаждения* охлаждения, С
Е
3 220
3 230
3 220
3 250 300
Е
* Е естественное охлаждение на воздухе; 3 закалка в холодной воде.
Покрытия из аморфных полимеров как линейного, так и трех-
мерного строения, за исключением поливинилхлоридных, охлаж-
дают в естественных условиях; последние предпочтительно охлаж-
дать в воде.
Ниже указаны сравнительные свойства полимерных покрытий,
полученных с разной скоростью охлаждения [15, с. 89; 138]:
Скорость охлаждения, С/мин
Прочность при растяжении, МПа
Относительное удлинение, %
Твердость по ПМТ-3, МПа
Гибкость по ШГ-1, мм
Внутренние напряжения, МПа
Влагостойкость в гидростате, сут
Покрытие из поли-
пропилена
Покрытие из лоли-
фторолефина Ф-40ДП
1 150 1 150
6,9 14,8 20,2 26,0
5 1600 97 280
49 38 105 60
15 1 1 1
2,6 1,1 0,2 1,2
1 280 — —
ГЛАВА 8
МЕТОДЫ ИСПЫТАНИЯ
ПОРОШКОВЫХ КРАСОК
И ПОКРЫТИЙ
8.1. ОПРЕДЕЛЕНИЕ СВОЙСТВ КРАСОК
Химический состав. Для установления со-
става красок применяю! различные методы разделения и анализа:
избирательную экстракцию, хроматографию, инфракрасную спек-
троскопию, рентгеноструктурный анализ и т. д. Содержание пигмен-
тов и наполнителей (минеральной части) определяю! методами
сжигания и центрифугирования [15, с. 125].
Метод центрифугирования заключается в растворении компози-
ции в подходящем растворителе (массовое соотношение порошок:
: растворитель = 1 :50) и последующем центрифугировании суспен-
зии до полного осаждения пигментов, как это делается при опреде-
лении содержания минеральной части в жидких красках (по ГОСТ
17537-72).
При использовании метода сжигания навеску порошковой кра-
ски (1,0—1,5 г) помещают в предварительно прокаленный до по-
стоянной массы тигель и сжигают в муфельной печи в течение
10 мин при 600 С, а остаток-минеральную часть - взвешивают. По
разности массы исходного порошка и оставшейся после сжигания
минеральной части определяют суммарное содержание пленкообра-
зователя, пластификаторов, модификаторов и других органических
добавок.
Метод сжигания крайне прост, связан с малой затратой времени
и дает хорошую сходимость результатов, однако он не пригоден
для анализа композиций, содержащих нетермостойкие (разлагаю-
щиеся при нагревании до 600 С) пигменты и наполнители. Метод
центрифугирования, как правило, дает несколько завышенные ре-
зультаты по содержанию пленкообразователя (в связи с недоста-
точно полным отфуговыванием дисперсной фазы) и требует боль-
шей затраты времени, но может быть применен для исследования
любых пигментированных композиций, способных растворяться.
Для определения влажности навеску порошкового материала
(примерно 2 г) насыпают в предварительно взвешенную чашку (или
бюкс) и высушивают в термостате при 40-50 С до постоянной
массы. По другому варианту навеску порошка (примерно 10 г) вы-
сушивают под инфракрасной лампой мощностью 500 Вт, располо-
женной на высоте 50 мм от образца, при 100-110 °C в течение
2 мин. Влажность вычисляют по разности масс образца до и после
высушивания и выражают в процентах к массе исходного материа-
ла. Описаны и другие методы определения влажности: химические,
термогравиметрический и с помощью специальных влагомеров
[193, с. 145].
‘°’ 147
Рис. 63. Во.ПОМОМетр.
Утряска порошков
Насыпная плотность и плотность у тря-
ски. Эти показатели обычно определяют
весовым методом с помощью прибора
волюмометра (рис. 63). Порошок засы-
пают сверху через воронку. Под прибо-
ром устанавливают разъемный (на шли-
фе) стакан, полный объем которою со-
ставляет 30 см3, уменьшенный объем (по-
сле снятия обечайки)-20 см3. Избыток
порошка в стакане снимают стеклянной
пластинкой и пробу взвешивают с точ-
ностью до 0,01 г. Конструкция стакана
позволяет использовать его одновремен-
но для определения и насыпной плотно-
сти, и плотности утряски.
Для определения насыпной плотности
порошков неорганических материалов
применяю! металлические мерные ста-
каны объемом 100 мл с внутренним диа-
метром 45 мм. Поверхность внутри ста-
кана полирована [194, с. 132].
осуществляется с помощью механического
встряхивазеля и проводится до тех пор, пока не прекратится види-
мое на глаз уменьшение объема порошка. По времени это соста-
вляет приблизительно 15 мин.
Значения насыпной плотности и плотности утряски вычисляют
путем деления соответствующих масс порошка (в г или кг) на
объемы предварительно тарированных стаканов (в см3 или м3).
Сыпучесть. Критериями оценки сыпучести порошков могут слу-
жить угол внутреннего трения, скорость высыпания порошка из
бункера через отверстие определенного сечения, угол ссыпания,
угол обрушения, угол естественного откоса, распыляемость и т.д.
Угол внутреннего трения наиболее полно характеризует значе-
ние сил сцепления между частицами. Его определение основано на
свойстве порошков ограничивать передачу внешнего давления на
Рис. 64. Приборы для определения сыпучести порошков по скорости высыпания (а) и по углу естественного
откоса (о).
148
дно и стенки сосуда, в котором порошок находится. Так, если поро-
шок засыпать в вертикальную трубку, то его вес будет передавать-
ся на основание трубки лишь до определенной высоты столба. Эта
предельная высота тем больше, чем выше сыпучесть порошка, т.е.
чем меньше силы сцепления между частицами. Отношение предель-
ной высоты столба порошка Н к диаметру трубки D представляет
собой тангенс угла внутреннего трения a: tga = Н/D. Для определе-
ния а существуют специальные приборы несложной конструкции.
Определение сыпучести по скорости высыпания порошка прово-
дят на приборе, изображенном па рис. 64, а. Прибор состоит из ста-
нины, на верхней плоскости которой укреплена воронка с углом
конусности 60 . Воронка имеет сменные сопла с диаметром отвер-
стий от 6 до 10 мм. Для определения сыпучести поливинилхлорида,
в частности, берут навеску порошка 100 г. Сыпучесть рассчитывают
по массе или объему порошка, высыпающегося за единицу времени.
Сыпучесть по углу ссыпания определяю! на приборе, представ-
ляющем собой плоскую платформу с шероховатой поверхностью,
медленно поднимающуюся с одного конца с помощью ручного или
механического привода. Навеску порошка насыпают ровным
толстым слоем на платформу и, плавно наклоняя ее, устанавли-
вают с помощью транспортира угол, при котором верхний слой по-
рошка начнет ссыпаться.
Определение угла обрушения основано на аналогичном принци-
пе. За показатель принимают значение угла, который получается
при самопроизвольном обрушении слоя порошка, находящегося на
горизонтальной плоскости. Более сыпучие порошки имеют мень-
ший угол обрушения.
Определение сыпучести порошков по углу естественного откоса
наиболее распространено в лабораторной практике. Для этой цели
применяются ряд приборов.
На приборе, показанном на рис. 64,6, угол а определяют по ко-
нусности массы порошка, насыпанного через воронку; его вычис-
ляю!, исходя из значений высоты Н и диаметра основания конуса
D как a = arctg(2W/D).
На другом приборе порошковый материал насыпают в свобод-
но вращающийся барабан (примерно на половину его объема). От-
счет показаний ведут по шкале на прозрачной крышке барабана
(шкала в угловых градусах) при его вращении на 73 — */2 оборота
[195].
Истинная плотность. Она может быть определена как для ис-
ходных порошковых красок, так и полученных из них пленок. В по-
следнем случае плотность может служить мерой оценки газонапол-
нения пленок.
Для определения плотности красок применяю! пикнометриче-
ский (с применением вакуумных и микропикнометров) и титра-
Ционный методы. Титрационный метод основан на принципе вы-
равнивания плотностей двух легко смешивающихся жидкостей, ко-
торые имеют различные плотности (водные растворы иодида
калия, хлорида цинка и других солей, органические растворители),
149
с плотностью испытуемого материала. При оценке плотности по-
рошковых композиций (сухих красок) на основе поливинилбутираля
хорошие результаты дает применение смеси керосина и четырех-
хлористого углерода.
Дисперсионный состав. Существует большое число методов опре-
деления дисперсности порошков [35, 196]. Приведенная на рис. 65
шкала показывает области применения наиболее распространенных
методов дисперсионного анализа. Из них чаще всего применяют си-
товый анализ, микроскопический и седиментационный методы
Ситовый анализ позволяет судить о массовой доле опреде-
ленных фракций, из которых состоит недезагрегированный мате-
риал: истинный размер частиц этим методом определить нельзя.
Для рассева применяются сита со стандартной шкалой сеток с ква-
дратными ячейками [15, с. 129].
Рассев проводится вручную или механизированным способом.
В последнем случае можно использовать стандартные приборы
с определенным набором сит, например анализатор ситовый
162Т-Гр или прибор 028М для определения зернового состава фор-
мовочных материалов. Беруз пробу порошка объемом 100 см3,
взвешенную с точностью до 0,01 г. (Для однотипных порошков до-
пускается взятие пробы по массе 50 г.) Время рассева обычно не
превышает 10-15 мин. После этого определяют остаток на ситах.
Операцию повторяю! минимум 3 раза.
На основании данных ситового анализа с некоторыми допуще-
ниями рассчитывают средний диаметр частиц (зерен) dcp:
^ср =
где «/-переменный диаметр зерен по фракциям; G-масса отдельных фракций; обы-
чно £G = 100.
Ситовый анализ благодаря простоте и быстроте выполнения
является основным методом контроля дисперсности полимерных
порошков и сухих красок.
Микроскопические методы связаны с использованием оптиче-
ского или электронного микроскопа и в большинстве случаев ли-
шены недостатков, присущих ситовому анализу.
0,00001
0.0001 0.001
0 01 0.1
1 мм
0,005 0,01
0,1 | 1
Седимен тация
в центробеж-
ном поле
10
60
1000
мкм
Электронная
микроскопия
Воздушная
сепарация
Седиментация
в гравитацион-
ном поле —
Ситовый анализ
Оптическая микроскопия
Рис. 65. Схема применимости методов дисперсионною анализа порошков рамнчнон дисперсности (- --» область
условной применимое! и метода).
150
Порошок исследуется либо в сухом виде, либо чаще всего в при-
сутствии диспергирующей жидкости (пихтового масла, глицерина,
некоторых лаков и т.д.).
Используют разные типы микроскопов: биологические (МБИ-1,
МБИ-6), металлографические и другие, дающие увеличение 200 600.
Частицы измеряют с помощью окулярмикрометра (визуально) или
проводят микрофотосъемку. По полученным данным рассчитывают
средний диаметр частиц. Электронные микроскопы применяются
для оценки размера частиц наиболее дисперсных порошков.
Результаты микроскопического анализа полимерных порошков
лучше всего представлять графически в виде суммарных или
частных кривых распределения, выраженных в дифференциальной
или интегральной форме [197].
Седиментационный анализ дает сведения об истинном размере
частиц. Имеется много вариантов седиментационного анализа:
пипеточный, весовой, оптический, в рентгеновских лучах и др.
[196].
По одному из них приготовляют суспензию испытуемого по-
рошка полимера с концентрацией твердой фазы 100 мг/л. В каче-
стве дисперсионной среды используют жидкости с высокой диэлек-
трической постоянной, например дистиллированную воду, эти-
ловый спирт и т.д. Оптическую плотность суспензии измеряют
с помощью колориметра-нефелометра ФЭКН-57 со светофильтром
№ 5: длина волны падающего света 550 мкм. Суспензию наливают
в кювету (в кювете сравнения находится вода) и определяют изме-
нение оптической плотности во времени.
По другому способу для определения используют прибор кон-
струкции МХТИ им. Д. И. Менделеева; при этом в качестве диспер-
сионной среды берут водные растворы ПАВ (проксамин-365, три-
этаноловое мыло, моющее средство «Лотос») с концентрацией
0,5 г/л. Более удобным для определения, однако, является седимен-
тограф НИ ИОГАЗ [196, с. 47].
Радиус частиц г рассчитывают по формуле, вытекающей из за-
кона Стокса:
г2=9 пЬ
2 0Дрт
где т] вязкость среды; h высота исследуемой жидкости в кювете; д- ускорение
силы тяжести; Др разность плотностей твердой и жидкой фаз; т время.
Полученные данные могут быть представлены в виде числовых
значений максимального, минимального и наиболее вероятного ра-
диуса частиц или выражены графически в форме дифференциальной
и интегральной кривых распределения частиц по размеру. Седимен-
тационные методы дают надежные результаты, однако определения
по этим методам длительны.
С точки зрения быстроты определения эффективно применение
Для дисперсионного анализа люминесцентной установки и фотоим-
пульсного анализатора порошков [193, с. 160 и 167], а также опти-
ческой и лазерной установок [35].
151
Удельная поверхность. Удельная поверхность порошков полиме-
ров, как и любых дисперсных материалов, может быть определена
методами, основанными на воздухопроницаемости или адсорбции
газа или другого вещества слоем материала.
Простейшими приборами для измерения удельной поверхности
по воздухопроницаемости являются приборы Товарова, ПСХ-2
и Дерягина [196, с. 68]. Воспроизводимые результаты на этих при-
борах, однако, получаются при испытании сыпучих неагрегирую-
щихся порошков с удельной поверхностью в пределах
3000-15 000 см2/г.
Адсорбционные методы определения удельной поверхности (ад- .
сорбция из растворов, адсорбция газов, паров, красителей и т.д.)
более точны. Особенно хорошие результаты дают методы десорб-
ции жидкого азота и низкотемпературной адсорбции газов (метод
БЭТ). Следует иметь в виду, что для определения удельной поверх-
ности пригодны сухие порошки, не содержащие летучих компонен-
тов.
Данные измерений удельной поверхности 5уд могут быть ис-
пользованы для расчета дисперсионного состава порошков по
формуле:
5>д = 32,„/(0,57рго)
где Qm константа, зависящая от степени полидисперсности порошка (для ряда по-
лимеров Qm = 1,04 — 1,05); p-истинная плотность порошка; г0-величина, эквива-
лентная среднему радиусу частиц.
Найдя г0, с помощью интегральной и дифференциальной функ-
ций распределения вычисляют фракционный состав и строят
кривые распределения порошка по размеру частиц.
Электрические характеристики. Электрические свойства - удель-
ное объемное сопротивление рц и диэлектрическая проницаемость
е во многом определяют способность порошковых красок нано-
ситься на поверхность при воздействии сильных электрических
полей.
Определение ру проводят с помощью тераомметра МОМ-4 на
таблетированных образцах [198] или образцах свободной засыпки
[196, с. 102]. Применяют таблетки из порошкового материала диа-
метром 25 мм и толщиной 2,5 + 0,2 мм, полученные прессованием
под давлением 10 МПа. Зная площадь основания таблетки S, ее
толщину 5 и показания сопротивления Rx на шкале тераомметра,
рассчитывают значения ррд
pk-RxS/5
При применении свободно-насыпанных (порошковых) образцов
для определения ру применяют устройство, разработанное НИ ИО-
ГАЗ. Подлежащие определению порошки предварительно высуши-
вают.
Диэлектрическую проницаемость е измеряют на образцах двух
вариантов-таблетках и суспензиях. В последнем случае в качестве
152
дисперсионной среды применяют вазелиновое масло или другую
жидкость, хорошо смачивающую, но не растворяющую порош-
ковый материал.
Определение на таблетированных образцах проводят с по-
мощью высокочастотного измерителя индуктивности и емкости
Е-7-5А. При этом значение е вычисляют как отношение емкости
конденсатора с таблеткой между обкладками Ст к емкости воздуш-
ного конденсатора Св:
Е = Ст/Св
Для определения е суспендированных порошков применяют
установку «Тангенс». Вычисления проводят по формуле:
е = [ес -еж(1 — <р)]/ф
где ес и сж-диэлектрическая проницаемость суспензии и жидкости (дисперсионной
среды) соответственно; ф - содержание порошкового материала в суспензии,
% (масс.).
Нередко предусматривают измерение массового заряда и заряда
отдельных частиц порошков. Эти измерения, как правило, сложны,
требуют специальной аппаратуры и не отличаются высокой точ-
ностью [199].
Склонность порошков к псевдоожижению и электроосаждению.
Определение этих технологических показателей лучше всего прово-
дить в ванне кипящего слоя, снабженной вибратором и подводом
электрического тока от источника высокого напряжения не менее
50 кВ. Удобные размеры ванны: поперечное сечение 80-120 см2,
высота 30-35 см; материал фильтрующей перегородки - пористая
керамика.
В ванну насыпают 300-500 г испытуемого порошкового мате-
риала (заполняют приблизительно половину объема аппарата) и,
варьируя подачу воздуха в воздушную камеру, визуально устана-
вливают характер образующегося кипящего слоя сначала без ви-
брации, а затем с применением вибрации. Порошок, который плохо
псевдоожижается (капало- и поршнеобразование, чрезмерное пыле-
ние и т. д.), непригоден для работы. В случае удовлетворительного
кипения порошка определяют по параметрам слоя и воздуха, пода-
ваемого в ванну, коэффициент псевдоожижения или в простейшем
случае коэффициент расширения слоя. Последний должен быть не
менее 1,3.
Склонность порошка к электроосаждению определяют при раз-
личном напряжении тока, подводимого к ванне. Определения лучше
начинать с меньших значений напряжения (15-20 кВ).
Предварительно взвешенную стальную пластинку размером
0,5 х 50 х 100 мм помещают в кипящий слой порошка, находящий-
ся под высоким напряжением, выдерживают в нем в течение 10 с,
после чего вынимают из ванны, взвешивают и вычисляют количе-
ство порошка (в мг), осевшего на 1 см2 поверхности. Нормальным
считается предельное электроосаждение не менее 150 г/м2 при усло-
вии, если порошок равномерно осаждается на всей поверхности
153
пластинки. Определение повторяют минимум 3 раза. Аналогичным
образом можно определять предельное электроосаждение и при
распылении порошка из пистолета.
Способность к растеканию. Как технологический показатель спо-
собность к растеканию служит для оценки качества порошков тер-
мореактивных и некоторых термопластичных полимеров. Опреде-
ления проводят на таблетированных образцах, которые изгото-
вляют прессованием порошков без нагревания.
Для оценки растекаемости реактопластов служит специальное
приспособление (рис. 66), представляющее собой металлический на-
клонный остов со стеклом. Приспособление вместе со стеклом
предварительно нагревают (температура нагрева определяется ре-
жимом отверждения краски), после чего на верхнюю часть стекла
кладут две таблетки (таблетки массой Зги диаметром 25 мм от-
прессовывают под давлением 25-35 МПа) и снова нагревают в тер-
мостате в течение 15 мин. О способности к растеканию судят по
длине следа, образованного при стекании расплава. Оптимальное
растекание соответствует длине следа 5-7 см.
Разработан специальный прибор для определения растекаемости
термореактивных красок (рис. 67), позволяющий непосредственно
фиксировать длину следа (по шкале прибора) и производить опре-
деления при различных углах наклона стекла [20, с. 16].
Растекаемость термопластов, в частности фторопластов, опреде-
ляют несколько иначе. Таблетки кладут на горизонтальную поверх-
ность стекла, после чего стекло нагревают в термостате при темпе-
ратуре на 10 С выше температуры потери прочности полимера.
Растекаемость оценивают по отношению диаметра оплавленной та-
блетки к диаметру исходной, и результат выражают в процентах.
Реакционная способность и полнота отверждения. Эти показатели
используются при характеристике термореактивных красок.
Рис. 66. Приспособление для определения растекаемости порошковых красок: / стеклянная пластинка; 2 металли-
ческий остов.
Рис. 67. Прибор для определения расгекаемос и |ермореактивиых крисок.
154
Рис. 68. Полимеризациониая плита дли определения времени желатинизации зермореакгивных красок.
Рис. 69. Тмпоные кривые ДСК порошковой криски ( —----) и готовой пленки ( ).
О реакционной способности обычно судят по изменению вязко-
сти расплавов при нагревании (см. гл. 2), времени желатинизации
и тепловым эффектам реакции.
Экспресс-метод определения времени желатинизации сводится
к следующему. На поверхность металлического терморегулируемо-
го диска (полимеризационной плиты-рис. 68), нагретого до задан-
ной температуры (определения проводят обычно в пределах
120-230 С), насыпают приблизительно 0,5 г порошкового материа-
ла и при постоянном размешивании стеклянной палочкой отме-
чают по секундомеру промежуток времени от начала опыта до мо-
мента перехода расплава в состояние геля.
Более точным, но более длительным является определение
с применением пластометра Канавца. О начале желатинизации при
этом судят по скачкообразному росту вязкости материала.
Приняв постоянным время, например 30 с, аналогичным обра-
зом можно определить температуру начала желатинизации. У тер-
мореактивных композиций ее желательно иметь на 10 40 С выше
температуры размягчения.
Реакционную способность по тепловым эффектам определяют
с помощью приборов-дифференциального сканирующего калори-
метра (например ДСК-2) или дериватографа (системы Пау лик —
Паулик-Эрдеи или др.). На рис. 69 приведены типовые кривые
ДСК порошковой краски и полученной из него пленки; анало-
гичным образом выглядит и дериватограмма.
На кривой можно видеть температуры стеклования Тс, начала
Ти, максимума Тмакс и окончания То экзоэффектов краски. Можно
оценить значения этих параметров и для готовой пленки (они на
рисунке не обозначены), а также вычислить для обоих образцов
значения тепловых эффектов реакции: АН = Q/m (где Q - количество
выделенной теплоты; т-масса образца).
155
Рис. 70. Схема усгановкн мн опредсгення
смисрагуры и нрододжнгельностн
п.генкообра ювання (с гняиня час i ин)
по усадке порошка:
/ юризон гальный микроскоп;
2 электронагреватель; 3 образен,
4 термопара; 5 освети гель.
Чем ниже Ти, 7макс, То и больше А// порошковой краски, тем
выше ее реакционная способность.
Полноту отверждения определяют по разности АТС = Тс — Тс ,
где TCl и ТС1-температуры стеклования краски и пленки соответ-
ственно. Обычно значения ЛТС лежат в пределах от 10 до 80 С [47].
О полноте отверждения также судят по АН пленки; она должна
быть близка к нулю.
Другими методами определения полноты отверждения являются
ИКС (по изменению содержания функциональных групп), равновес-
ного набухания (по плотности мостичных связей), голографический
(а. с. СССР 913232).
Температура и продолжительность пленкообразовании. Это ос-
новные параметры, характеризующие завершение процесса слияния
частиц (монолитазации) порошковой краски. Чаще всего их оцени-
вают по изменению объема (усадке) и светопропусканию слоя
порошка.
Для определения температуры и продолжительности пленко-
образования по изменению объема образца применяется установка,
схема которой приведена на рис. 70. Порошковый полимерный ма-
териал наносят ровным слоем определенной толщины на стеклян-
ную или металлическую пластинку размером 30 х 70 мм. Пластин-
ку с порошком устанавливают на плоской горизонтальной поверх-
ности электронагревателя, который обеспечивает равномерный
нагрев или постоянство заданной температуры в случае установле-
ния продолжительности пленкообразования. Температура образца
измеряется хромель-копелевой термопарой. Изменение высоты
слоя порошка (и самой пластинки в результате ее теплового расши-
рения) фиксируется с помощью горизонтального микроскопа или
Рис. 71. Температурная (</) и орсменная (<>) гависимосгн относительны о m мен гния объема порошковых красок при
нагревании (гинонон график).
156
рис. 72. Схема установки (а) и наг рс ваде ль-
hoi п столика (о) для определения
темпера пры и временя плсикообри-
ювания по свегоироиускаиию:
I микроскоп; 2 термопара;
3 из!ревагельный сю лик;
4 гальваномстр; 5-фотоэлемент;
6 терморегулятор; 7 образец,
8 предметные стекла; 9 элекгро-
нагрева1ель.
бинокулярной лупы, снаб-
женной окулярмикромет-
ром. Для освещения об-
разца применяется элек-
троосветитель. Кратность
увеличения 40-50. На основании полученных данных строят кри-
вую зависимости высоты слоя порошка или объемной усадки от
температуры или от времени (рис. 71).
Определение температуры и продолжительности пленкообразо-
вания по светопропускапию слоя порошка проводят на установке,
схема которой приведена на рис. 72. Порошок полимера в виде
слоя определенной толщины, заключенного между двумя пред-
метными стеклами, помешают в нагревательную камеру специаль-
ного столика, где поддерживается заданный температурный режим.
Столик находится под микроскопом, на окуляре которого укреплен
фотоэлемент. Появление фототока при прохождении света через
образец и его значение отмечают но показанию стрелки гальвано-
метра. Температуру, при которой резко возрастает светопропуска-
ние образца, можно принять за температуру начала пленкообразо-
вания (минимальную температуру пленкообразования). При полном
сплавлении частиц пленка имеет максимальную прозрачность.
Дальнейшее нагревание уже сформировавшейся пленки приводит
к окрашиванию полимера, что отрицательно сказывается на свето-
пропускании.
Светопропускание можно определять также с помощью фотоме-
тров и фогоэлектроколориметров (ФМ-56, ФЭК-М и др.).
Метод оценки пленкообразования по светопропусканию не
является универсальным; он приемлем только для порошков, ко-
торые при сплавлении образуют прозрачные пленки.
Предложены и другие методы определения параметров пленко-
образования основанные, в частности, на измерении теплопровод-
ности, механических и адгезионных свойств образцов. В последнем
Рис. 73. Схема устройства для формирова-
ния нокрьния градиентным мето-
дом:
/ нагреватель; 2 слой порошка;
3подложка, 4 -пластинка; 5 ох-
ладитель.
157
Рис. 74. Схема трафарета для определения укрывистостн порошковых крисок.
случае для формирования покрытий удобно пользоваться устрой-
ством, обеспечивающим перепад температуры в образце (рис. 73)
[200]. Интересные результаты могут дать также визуальное наблю-
дение за процессом сплавления частиц под микроскопом и его
фотокиносъемка.
Укрывистость. Методы определения укрывистости порошковых
красок основаны на измерении коэффициентов отражения покры-
тий, полученных на контрастных подложках [17, с. 69; 56]. Покры-
тие для испытания приготовляют с помощью специального трафа-
рета (рис. 74), представляющего собой полую металлическую
рамку, которую устанавливают на ровную горизонтальную поверх-
ность, в вырез вкладывают стеклянную пластинку, точно соответ-
ствующую по размерам вырезу, после чего насыпают порошковую
краску, разравнивают ее и формируют покрытие. Сформированное
покрытие при этом сохраняет свойственный трафарету плавный
переход толщины по всей длине образца. Изменяя глубину погру-
жения стеклянной пластинки в вырезе трафарета, можно регулиро-
вать толщину слоя порошка и тем самым получать покрытия,
толщина которых находится в требуемых для испытания пределах.
Укрывистость определяют на фотоэлектрическом блескомере
ФБ-2 или другом приборе, позволяющем оценить коэффициент от-
ражения. Испытуемый образец последовательно укладывают на
белый и черный контрастно окрашенные эталоны и измеряют коэф-
фициент отражения (или контрастности) покрытия. Эталонами слу-
жат пластины из молочного (белый цвет) и увеолевого (черный
цвет) стекла. Замеры проводят минимум в 5 точках образца, в ко-
торых коэффициент контрастности Кк > 0,85; в этих точках заме-
ряют и толщину покрытия 5. Затем строят график зависимости
KK=f(l/8) и по нему находят толщину, при которой покрытие
укрывает подложку; при этом Кк = 0,98. Укрывистость У (в г/м2)
рассчитывают по формуле:
У= 0,001 р8
где р-плотность материала пленки, кг/м3; й минимальная толщина укрывистой
пленки, мкм.
8.2. ИСПЫТАНИЕ ПОКРЫТИЙ
Приготовление образцов покрытий и сво-
бодных пленок. Необходимые для испытания покрытия могут быть
получены одним из способов, описанных в гл. 7. Поверхность ме-
158
рис. 75- Трифаре!ы для получения образцов покрытий задан-
ной толщины:
1 порошок; 2 подложка; 3 -трафарет.
if f £ f
1Z 2 3
таллических образцов (пластинки, стержни и т.д.) предварительно
подготавливают: очищают от оксидов и обезжиривают.
При малых количествах материала порошок наносят распыле-
нием из портативных пистолетов, насыпанием или насеиванием из
сита. Для получения слоя заданной толщины удобно пользоваться
металлическими или пластмассовыми трафаретами (рис. 75).
При получении покрытия трафарет (его толщина выбирается
с учетом требуемой толщины покрытия и относительной плотности
порошкового материала) устанавливают на покрываемой пластинке
и с помощью сита или волюмометра насыпают порошок, избыток
которого удаляют стеклом или лезвием бритвы. Для разравнивания
порошка можно также поместить пластинку в акустическое поле.
После удаления трафарета пластинку помешают в термостат стро-
го горизонтально и проводят сплавление порошка при температуре
пленкообразования. В отдельных случаях, если требуется получить
покрытие на очень небольшой поверхности относительно массив-
ной подложки (призмы для определения внутренних напряжений,
штифта для оценки адгезии и т.д.), можно прибегнуть к способу
кратковременного макания нагретого изделия в порошок. Нередко
при этом удается изготовить неплохие покрытия, оперируя очень
малым количеством порошка.
Для получения свободных пленок лучше всего зарекомендовала
себя методика, при которой в качестве подложки используется алю-
миниевая фольга. Стальную или стеклянную пластинку размером
3 х 50 х 100 мм обертывают алюминиевой фольгой толщиной
50- 70 мкм и обезжиривают ее поверхность ацетоном или бензолом.
При испытании пленкообразователей с высокой адгезией (эпок-
сидные и др.) поверхность алюминия натирают тальком или сили-
коновым маслом. На подготовленную таким образом пластинку
наносят порошок и путем сплавления или выдержки в парах рас-
творителя получают покрытие. Готовое покрытие освобождают от
пластинки, затем отделяют фольгу.
Свободные пленки из полимеров с низкой адгезией
(поливинилхлорида, фторопластов) можно получать непосредствен-
но на поверхности препарированного стекла.
Определение толщины и сплошности. Толщина полимерных по-
крытий может быть определена многими описанными в литературе
[201] методами. При измерении толщины покрытий на ферромаг-
нитных подложках удобно пользоваться магнитными толщиноме-
рами: измерителем толщины пленок ИТП-1, измерителем системы
Акулова, толщиномером МТ-2, прибором ИТ-3 конструкции Ваго-
ностроительного завода им. Егорова и другими. Толщину покры-
тий на немагнитных подложках (цветные металлы, древесина и т. д.)
159
определяют с номошью ошико-элекгрического или оптическою
метода с использованием двойного микроскопа МИС-11 или ме-
таллографического микроскопа Линника. Толщина свободных пле-
нок может быть измерена микрометром, оптиметром, прибором
ТЛКП или другими индикаторными приборами.
Определение физико-механических свойств. Физико-механические
показатели, по которым оценивают покрытия, весьма разнооб-
разны. При определениях обычно пользуются методами и прибора-
ми, принятыми в лакокрасочной промышленности [190, с. 79; 201].
Твердость определяют на приборе ПМТ-3 и маятниковом приборе
МЭ-3. Для определения прочности при растяжении и деформа-
ционных свойств пользуются динамометрами различных конструк-
ций: РМИ-5, прибор Поляни, универсальный динамометр ТИПИ
ЛКП, машина ZM-40 (ГДР) и др. Применяют образцы свободных
пленок в виде двухсторонних лопаток. Чтобы лопатки при изгото-
влении не растрескивались и имели ровные края, пленку и штамп
(нож) перед вырубкой нагревают.
Ударную прочность и гибкость обычно определяют стандартны-
ми методами с применением приборов У-1А и шкалы гибкости
ШГ-1 с набором стержней диаметром от 1 до 50 м,м. Удобен при-
бор для определения гибкости покрытий, приведенный на рис. 76
[20]. О способности покрытий к растяжению нередко судят по от-
носительному удлинению образца (до начала растрескивания), для
чего пользуются прессом Эриксена.
Внутренние напряжения в покрытиях определяют оптическим,
консольным методами и по изгибу мягкой подложки. Наибольшее
применение получил второй метод; он юстирован и позволяет оце-
нивать напряжения при разных способах получения и в процессе
эксплуатации покрытий.
Важным свойством покрытий является адгезионная прочность.
Для ее определения пригодны многие описанные в литературе ме-
тоды [12, с. 332]. Особенно хорошо зарекомендовали себя методы
отслаивания мягкой металлической подложки от пленки, гриб-
ковый, оптический, метод штифтов. Обширную информацию о со-
стоянии границы раздела
пленка подложка, нали-
чии дефектов в этой обла-
сти дает метод гологра-
фической интерферомет-
рии [83, с. 76].
Определение защитных
свойств и агмосферостой-
кости. Защитные свойства
покрытий могут быть
оценены как на основании
Рис. 76. Прибор для определения гибкости
лакокрасочных покрытий.
160
прямых стендовых испытаний в соответствующих коррозионно-
активных средах, так и посредством определения тех или иных
физико-химических свойств: проницаемости к ионам, газам и па-
рам, изменения омического сопротивления, степени набухания и т.д.
Описанию методов определения этих показателей уделено много
внимания в литературе [190, 201].
Наиболее часто на практике при оценке защитных свойств по-
крытий используют метод визуального наблюдения за поведением
покрытия в той или иной среде. Испытания проводят как при ком-
натной, так и при повышенной температурах. Широко используют
также емкостно-омический, потенциостатический и потенциодина-
мический методы.
Влагостойкость покрытий проверяют во влажной камере, гидро-
стате Г-4. Этот аппарат позволяет создавать атмосферу 100°о-ной
влажности при заданной температуре (в пределах 20 60 С).
Испытания покрытий на атмосферную стойкость проводят как
в естественных (натурные испытания), так и в искусственно со-
зданных (ускоренные испытания) условиях. В последнем случае при-
меняют аппараты искусственной погоды ИП-1-2, ИП-1-3, ИПК-1
и климатические камеры различной конструкции. Изменения деко-
ративных свойств в процессе атмосферных испытаний характери-
зуют по пятибалльной шкале, защитных по восьмибалльной.
Методики определения других свойств электрических, оптиче-
ских, фрикционных, кавитационных, демпфирующих, термо- и мо-
розостойкости и т. д.- типичны для любых органических покрытий;
они подробно описаны в работах [190, 201].
'1— Зак. 147
ГЛАВА 9
ОБЛАСТИ ПРИМЕНЕНИЯ
ПОРОШКОВЫХ КРАСОК
9.1. ОБЩИЕ СВЕДЕНИЯ
С момента появления порошковых красок
определились области их эффективного использования, число ко-
торых непрерывно растет. Первоначально порошковые краски при-
меняли только в промышленности для окраски металла взамен бо-
лее дорогих металлических (гальванических) и силикатных покры-
тий, футеровок, гуммирования и более сложных видов электроизо-
ляции. Причем покрывали преимущественно изделия небольших
размеров и несложной формы. С расширением ассортимента (по-
явлением термореактивных красок), улучшением их качества, а так-
же совершенствованием методов производства покрытий интерес
к порошковым материалам неизмеримо возрос. В настоящее время
трудно назвать отрасль промышленности, в которой не использова-
лись бы эти материалы. Их применяют не только для окраски ме-
талла, но и для отделки древесины, окраски силикатных строи-
тельных материалов, пластмасс, изделий из стекла. Наряду
с мелкими изделиями окрашиваются изделия средних и больших
размеров: кузова и кабины автомобилей, трубы большого диамет-
ра, стеновые строительные панели и др При этом порошковые кра-
ски все больше заменяют традиционные, содержащие растворители
лакокрасочные материалы. Их используют для защиты металлов
от коррозии, для электроизоляции, как антифрикционные и антиад-
гезионные материалы, для получения защитно-декоративных по-
крытий и других целей.
В различных странах неодинаково сложилась отраслевая струк-
тура потребления порошковых красок [26, 31, 33]. Наиболее
крупными потребителями порошковых красок в нашей стране
являются машиностроение, приборостроение, производство труб,
электро- и радиотехническая промышленность. В ФРГ в 1979 г. по-
рошковые краски составляли около 7% общего потребления про-
мышленных красок [1], при этом они следующим образом распре-
делялись по отраслям (в %):
Окраска металлической мебели 25
Общее строительство 21
Производство бытовых приборов 18
Автомобильная промышленность 10
Сельскохозяйственное и транспортное машиностроение 10
Изготовление специзделий и электроизоляции 16
Главным потребителем порошковых красок в Японии в 1980 г.
была автомобильная промышленность (окраска кузовов и деталей
автомобилей) [33]. В США (1975 г.) и в Европе (1977 г.) использова-
162
ние порошковых красок по отраслям (в %) характеризовалось сле-
дующими цифрами [202]:
США Европа
Общая индустрия 55 86
Электротехническая промышленность 20 4
Автомобильная промышленность 6 7
Защита труб Окраска металлической и стеклянной тары и 15 2
прочее 4 1
В последние годы структура потребления порошковых красок
изменилась несущественно. По-прежнему наибольшее внимание
уделяется их использованию для защиты металлов от
коррозии-окраске транспортных средств, труб, бытовых приборов,
металлической мебели, строительных конструкций.
9.2. ОКРАСКА В МАШИНОСТРОЕНИИ
Вагоностроение
Вагоностроительная промышленность —
одна из первых отраслей в нашей стране, освоивших промышлен-
ное производство покрытий из порошковых красок. Заслуга в орга-
низации такого производства (1960 г.) принадлежит Ленинградско-
му вагоностроительному заводу им. И. Е. Егорова [23, с. 81].
В настоящее время почти на всех вагоностроительных заводах
страны имеются участки, на которых функционируют установки
или окрасочные линии с использованием порошковых красок. В ос-
новном окрашиваются детали внутреннего оборудования пассажир-
ских вагонов и поездов метро: кронштейны багажных полок, прут-
ки предохранительных решеток дверей и окон, поручни, дверные
ручки, жалюзи вытяжной и приточной вентиляции, арматура кресел
и шкафов служебных отделений, кронштейны бра, решетки светиль-
ников и другие изделия. Находят применение защитно-декора-
тивные, электроизоляционные, антифрикционные и химически стой-
кие покрытия. Их получают, применяя эпоксидные, поливинилбути-
ральные, поливинилхлоридные, полиамидные и полиэтиленовые
краски.
На вагоностроительном заводе им. И. Е. Егорова окраска про-
изводится на конвейерной установке, которая состоит из печи для
предварительного нагрева деталей, ванны кипящего слоя, печи для
дополнительного нагрева (оплавления покрытия), цепного конвейе-
ра и щита управления (рис. 77). Также освоено нанесение покрытий
распылением в электрическом поле высокого напряжения и в иони-
зированном кипящем слое [6, с. 81].
На Рижском вагоностроительном заводе в основном окраши-
ваю! детали поливинилбутиральными красками. Конвейерная ли-
ния окраски включает установку обезжиривания, сушилки электри-
ческого типа для предварительного и дополнительного нагрева
изделий, автоматически поднимающуюся ванну кипящего слоя
и»
163
Рис. 77. Общий вид конвейерной установки для нанесения порошковой краски на детали вагонов.
и камеру струйного водяного охлаждения покрытий. Скорость кон-
вейера варьирует от 6,3 до 14,9 м/мин, производительность линии
80000 деталей в год. Покрытия из порошковых красок обходятся
в 4 раза дешевле гальванопокрытий, которые были ими заменены
[22, с. 111].
Уже в начале применения порошковых красок в вагоностроении
определились главные преимущества получаемых из них покрытий
перед гальваническими и лакокрасочными (из жидких красок) по-
крытиями [15, с. 238]:
снижение трудозатрат за счет значительного (в десятки раз) со-
кращения производственного цикла и применения комплексной ме-
ханизации и автоматизации технологического процесса;
повышение производительности труда по сравнению с изготов-
лением покрытий из жидких красок в 2 3 раза, гальванопокры-
тий-в 3-5 раз;
повышение долговечности и работоспособности покрытий;
сокращение производственных площадей отделочных цехов в
2-3 раза;
значительное улучшение условий труда и культуры производ-
ства.
Ав омобилестроение
Применение порошковых красок в авто-
мобилестроении долгое время сдерживалось отсутствием тре-
буемых по качеству материалов и трудностями, связанными с ре-
164
Разгрузка
4
3
Рис. 78. Схема линии дли нанесении порошковых красок па авгомобнльные колесв:
1 aiрегат подготовки поверхности; 2 камера сушки и охлаждения; 3 установка для нанесения порош-
ковой краски; 4 камера для оплавления и охлаждения покрытая; 5 конвейер.
монтной окраской, переходом с одного цвета покрытия на другой
и т.д. Сейчас многие из перечисленных трудностей преодолены,
и порошковые краски заняли достойное место в этой отрасли. Об
этом говорят данные их потребления в автомобильной промыш-
ленности: в Западной Европе в 1980 г. они составили 12%, а по про-
гнозу в ближайшие 10 лет эта цифра должна увеличиться до 21% от
общего сбыта порошковых красок [203].
Широкое развитие приобрела окраска порошковыми материала-
ми различных деталей легковых и грузовых автомобилей и автобу-
сов [204]. Так, на Волжском автозаводе им. 50-летия СССР рабо-
тают линии для нанесения порошковых красок на автомобильные
колеса производительностью 1000 колес в час [205]. Окрашивание
производится эпоксидными красками П-ЭП-45 серого цвета
и П-ЭП-134 с металлическим блеском, по схеме, приведенной на
рис. 78.
Колеса на конвейере проходят в агрегат для подготовки поверх-
ности, где последовательно подвергаются обежириванию моющим
составом КМ-1, фосфатированию раствором концентрата КФ-1,
промывке и сушке. Далее они поступают в установку нанесения по-
рошкового материала. Установка состоит из камеры автоматиче-
ской окраски и двух камер ручной подкраски, снабженных блоком
рукавных фильтров для улавливания и возврата порошка. В камере
автоматической окраски одновременно работают 9 вращающихся
и 6 стационарных электрораспылителей фирмы Drysis Equipment.
На непрокрашенные части колес порошок наносят электростатиче-
скими распылителями в камерах ручной окраски. Оплавление, от-
верждение и охлаждение покрытий производится в конвективной
пятиходовой камере, снабженной газовыми генераторами. Темпера-
тура в зоне отверждения 180 200 С, время пребывания изделий
30 мин. Толщина получаемых покрытий 70-80 мкм, расход краски
80-90 г на 1м2 поверхности.
Другой объект применения порошковых материалов на этом за-
воде-пружины амортизаторов. Их окрашивают краской П-ЭП-45
по описанной выше технологии (также имеется опыт окраски
рильсаном).
165
Применение на Волжском автозаводе порошковых красок вза-
мен жидких (для окраски колес ранее использовалась полиуретано-
вая эмаль УР-1154) позволило улучшить санитарно-гигиенические
условия труда и качество покрытий, повысить производительность
при окраске, довести коэффициент использования лакокрасочного
материала до 98%, устранить загрязнение окружающей среды.
Положительный опыт применения порошковых красок имеется
и на других автозаводах страны. Например, на Павловском, Ликин-
ском и Курганском автобусных заводах широко используют поли-
винилбутиральные краски для отделки поручней, кронштейнов,
трубчатых каркасов сидений и других деталей автобусов. Покрытия
наносят в аппаратах кипящего слоя. На автозаводах им. Ленинско-
го комсомола (г. Москва) и Горьковском проводились производ-
ственные испытания порошковых эпоксидных, полиэфирных и по-
лиакрилатных красок отечественного изготовления с целью опреде-
ления возможности их применения для наружной отделки автомо-
билей [204]. Краски наносили на поверхность электростатическим
распылением (установка фирмы Ransburg и распылитель АР-1), по-
крытия отверждали в сушильной камере конвективного типа. По-
верхность подготавливали разными способами. Испытания показа-
ли, что требованиям автомобильной промышленности в наиболь-
шей степени отвечают полиэфирные краски П-ПЭ-1130 и П-
ПЭ-1130у. Они рекомендованы для защитно-декоративной отделки
изделий, предназначенных для эксплуатации в умеренно континен-
тальном климате. Лучшим способом подготовки поверхности под
покрытия признано фосфатирование составом КФ-1.
На Горьковском автозаводе также проводились испытания ма-
товой эпоксидной краски П-ЭП-135, разработанной в ЛТИ им. Лен-
совета. Краску наносили на дверные ручки способом электростати-
ческого распыления и отверждали при 180 °C в течение 30 мин.
Испытания показали, что покрытия из порошковой краски спо-
собны заменить применяемые сейчас гальванические покрытия;
ручки с полимерным покрытием могут быть использованы для
комплектования кабин грузовых автомобилей.
Описан опыт применения порошковых красок в автомобиле-
строении за рубежом [29-33]. Красками окрашивают многие дета-
ли автомобилей: бамперы, шасси, диски колес, рессоры, буфера,
подвески, фары, клапанные коробки, переключатели, остовы для си-
дений, полки, оконные панели и др. [206].
На заводе фирмы Ford в Кельне (ФРГ) работает установка для
электростатического нанесения порошковых красок на бамперы ав-
томобиля (раньше эти детали подвергались хромированию). Техно-
логический процесс окраски включает операции: фосфатирование
монофосфатом цинка, нанесение слоя грунта методом электроосаж-
дения, напыление порошковой эпоксидной краски Bonaval черного
цвета. Краску на наружную (лицевую) поверхность бампера наносят
в камере с автоматическими электрораспылителями, на внутрен-
нюю-на установке с ручными распылителями. Покрытие отвер-
ждается в сушильной камере с газовым обогревом при 215 °C в те-
166
чение 15 мин. Производительность линии 900 бамперов (350 м2
поверхности) в сутки при двухсменной работе. Толщина покрытия
70-90 мкм [207].
Американская фирма Muchner внедрила технологию нанесения
покрытий из порошковых материалов на колеса легковых автомо-
билей после хромирования. Хромированную поверхность тщатель-
но очищают путем последовательной обработки растворами щело-
чи, фосфата железа и хромовой кислоты и высушивают. На
подготовленную таким образом поверхность методом электроста-
тического распыления наносят слой порошкового полиуретанового
лака. Формирование покрытия производится за счет обдувки колес
газами, нагретыми до температуры ^270 °C. Образуется прочная
прозрачная пленка; внешний вид хромированной поверхности со-
храняется [208]. Эксплуатируется линия окраски колес на автомо-
бильном заводе в г. Люблине (ПНР). Колеса окрашивают эпок-
сидными порошковыми красками; для их нанесения используется
оборудование фирмы Drysis Equipment. Производительность линии
при двухсменной работе 2,9 млн. колес в год [206].
Заслуживает внимания процесс нанесения покрытий из порошко-
вой эпоксидной краски на шасси грузовых автомобилей (длина
6,7 м), организованный на заводе фирмы Pre Star (Англия). На под-
готовленную поверхность шасси порошок наносят в камере пятью
стационарными автоматическими электрораспыляющими устрой-
ствами Megastajet производительностью 40 кг/ч. Получаемое чер-
ное покрытие толщиной ж 50 мкм обладает хорошими защитными
свойствами. Производительность установки 58 деталей в час [209].
Кузова легковых автомобилей порошковыми материалами ста-
ли окрашивать значительно позднее: в Японии с 1974, в США-с
1975, в Италии-с 1977 г. [207]. Для окраски в основном исполь-
зуют два типа материалов: эпоксидный, выполняющий роль грунт-
шпатлевки, и полиакрилатный-для верхних покрытий.
Японская фирма Honda одной из первых внедрила процесс грун-
тования кузовов автомобилей порошковыми материалами. Окраска
производится так называемым инверсивным способом, типичным
для многих предприятий (рис. 79) [210]. На подготовленную наруж-
ную поверхность кузова сначала наносят слой порошковой
грунтовки, затем после его отверждения проводят грунтование всей
поверхности методом электроосаждения.
Аналогичным способом окрашиваются кузова на заводе фирмы
Fiat (Италия) [207]. Процесс окраски начинается с подготовки по-
верхности: низкотемпературного обезжиривания и ускоренного
фосфатирования раствором монофосфата марганца. После тща-
тельной промывки кузов высушивается при 140 °C в течение 20 мин
и подается на грунтование. Порошковая грунтовка наносится
в двух последовательно расположенных камерах. В первой с по-
мощью четырех роботов фирмы Devilbiss (США) окрашиваются
труднодоступные места кузова (контурные части, внутренние по-
верхности крыльев), во второй, имеющей форму туннеля,-все
остальные поверхности: кабина, капот, крылья, днище. В ней краска
167
Рис. 79. Схемя окраски кузовов автомобилей инверсивным способом с применением порошковых красок:
1 подготовка поверхности; 2 иаиесение порошковой краски (грунтование); 3-отверждение покрытия;
4 нанесение жидкой грунтовки методом злектроосаждення; 5 сушка; 6 промежуточное легкое шлифо-
вание; 7 -нанесение жидкой краски (верхний слой) методом электростатического распыления; 8 сушка.
наносится с помощью 10 автоматических распылителей. На выходе
кузов дополнительно окрашивается вручную двумя распылителями.
Для отверждения покрытия служит конвективно-терморадиацион-
ная сушильная установка. Время отверждения при 180 С-15 мин.
Толщина готового покрытия на лицевой части 60-80 мкм, на
днище - 50-60 мкм.
После нанесения порошкового грунтовочного слоя на наружную
поверхность методом анодного электроосаждения водной грунтов-
кой окрашивают внутреннюю поверхность кузова. Процесс ведут
при напряжении 280-300 В; получают покрытие толщиной
20-30 мкм. Покрываются все участки поверхности, которые оказа-
лись недоступными для порошковой грунтовки. Сушку электрофо-
резной грунтовки проводят при 180 "С в течение 30 мин. В процессе
сушки происходит и дополнительное отверждение порошкового
материала.
Завершающая стадия окраски-нанесение верхнего покрытия-
осуществляется обычным образом с помощью жидких меламиноал-
кидных эмалей. Производительность окрасочной линии 500 кузовов
в сутки; ежегодная потребность в порошковых материалах 150 т.
Осваивается процесс окраски кузовов автомобилей, при котором
порошковые краски служат материалом верхних покрытий. Так,
фирма Sarnes Elektrostatic (ФРГ) изготовила и поставила для япон-
ских автомобильных заводов две пилотные установки по нанесению
порошковых красок на наружную поверхность легковых автомоби-
лей. Процесс окраски кузовов включает операции: обезжиривание,
фосфатирование, грунтование поверхности электроосаждением, на-
несение слоя эпоксидной порошковой краски, шлифование, нанесе-
ние покрывного слоя порошковой полиакрилатной краски спосо-
бом электростатического распыления. Производительность каждой
168
установки 500 автомобилей в месяц. Аналогичная технология при-
нята на опытных линиях американских фирм Ford Motor Со
и General Motors Corp. [207]. В 1978 г. порошковыми красками бы-
ло окрашено на них около 10 тыс. легковых автомобилей [211].
Наряду с отделкой легковых автомобилей порошковые краски
широко внедряются в технологию окраски грузовых машин
и автобусов.
Фирма Nisson Motor Со (Япония) одной из первых применила
порошковые краски для нанесения верхних покрытий на кабины
грузовых автомобилей. Окрасочная линия имеет производитель-
ность 22 тыс. кабин в месяц. В 1977 г. на окраску 200 тыс. кабин бы-
ло израсходовано 400 т красок [4].
Английская фирма Leyland National Bus в технологии отделки
низа автобусов применяет порошковую эпоксидную краску фирмы
Drynamels. Ее наносят на предварительно обезжиренную трихлор-
этиленом, фосфатированную и пассивированную поверхность авто-
матическими и ручными электрораспылителями в специальных ка-
мерах. Всего имеется восемь камер (для каждого цвета своя
камера). Покрытия отверждают в сушилке при 205 'С в течение
20 мин; толщина покрытий 50-70 мкм. Одновременно на отдель-
ном конвейере порошковой краской черного цвета окрашиваются
оцинкованные стальные и алюминиевые детали автобусов. Предпо-
лагают, что срок службы таких покрытий на автобусах будет не ме-
нее 15 лет [212]. Удобными объектами для применения порош-
ковых красок являются мотоциклы и велосипеды.
На Заводе по производству спортивных изделий из металла
(г. Москва) рамы детского велосипеда окрашивают эпоксидными
и полиэфирными красками разных цветов. Их наносят на линии
электростатического напыления фирмы Hafe (ВНР). Конструкция
оборудования обеспечивает быструю смену цвета краски, практиче-
ски полное ее улавливание и возврат в производственный цикл.
Применение порошковых красок вместо жидких привело к заметно-
му улучшению товарного вида изделий, полному исключению ка-
ких-либо выбросов в атмосферу и сточных вод, резкому улучшению
санитарно-гигиенических условий труда [213].
Описана [214] линия окраски рам велосипедов на американском
заводе фирмы Iverson Cycle. Окраска производится порошковыми
ацетобутиратцеллюлозными красками Tenite 20 различных цветов,
поставляемыми фирмой Eastman Chemical Products. Отличительная
особенность процесса-полная автоматизация. Две камеры окраски
позволяют практически без остановки конвейера (скорость 9 м/мин)
переходить с одного цвета на другой. Покрытия толщиной
70-80 мкм отверждают при 177 Св течение 8 мин. Производитель-
ность линии 800 тыс. велосипедов в год.
При окраске велосипедов и мотоциклов рациональна и схема,
сочетающая нанесение жидкого и порошкового лакокрасочных ма-
териалов (рис. 80). Так, при получении рефлексных и других покры-
тий с металлическим блеском на поверхность наносят тонкий слой
соответствующей жидкой краски, выполняющей одновременно
169
Рис. 81». Схема получения комбинированных
покрытий ИЗ ЖИ1КО4 0 и порошково-
ю лвкокрасочных материалов на
веломотоде i алях:
/ подготовка поверхности, 2 на-
несение жидкой краски, 3 сушка
покрытия; 4 электростатическое
нанесение порошкового лака;
5 отверждение покрытия; б съем
окрашенных изделий.
функции грунтовки. После ее сушки при 60 100 Св течение 10 мин
поверхность окрашивают порошковым бесцветным лаком, приме-
няя метод электростатического распыления. Покрытие отверждают
ступенчато: 15 мин при 200 С, затем 15 мин при 180 °C. При такой
системе окраски хороший декоративный эффект сочетается с высо-
кой прочностью и твердостью образующегося комплексного по-
крытия [210].
Сельскохозяйственное машиностроение
Сельскохозяйственное машиностроение
предъявляет высокие и разнообразные требования к защитным по-
крытиям. Свыше 120 наименований жидких лаков и красок приме-
няется в этой отрасли; получают покрытия атмосферостойкие, про-
тивокоррозионные, антифрикционные, антиадгезионные, электро-
изоляционные и др. Многие жидкие лакокрасочные материалы
успешно заменяются на порошковые со значительным техническим
и экономическим эффектом.
На заводе фирмы Komatzu International (Япония) порошковыми
материалами окрашивают детали тракторов [214]. Для удобства
окраски детали комплектуют по трем группам: I) массивные
сварные (кронштейны, части рулевого управления и др.); 2) из тон-
колистовой стали (крылья, капот); 3) бачки и трубопроводы.
Сварные детали подвергают дробеструйной обработке и обезжири-
ванию в парах хлорированных углеводородов; детали второй
группы только обезжиривают; для топливных бачков и стальных
труб применяют щелочную очистку, травление и фосфатирование.
Затем на детали наносят порошковую краску методом электроста-
тического распыления и отверждают образующееся покрытие. По-
крытие отличается хорошим внешним видом, прочностью и устой-
чивостью в эксплуатации.
Порошковые краски, выполняя примерно одинаковые функции
с жидкими, в отличие от них нередко позволяют решать ряд це-
левых задач. Так, полиамидные составы оказались исключительно
эффективными при защите деталей хлопкоуборочных и хлопкопере-
рабатывающих машин [10, с. 8]. Защищая металлические поверхно-
сти от коррозии, они одновременно снижают коэффициент трения
170
при контакте с хлопком-сырцом, тем самым повышают ресурс ра-
боты машин и, что особенно важно, улучшают качество
хлопка-сырца (резко снижается обрыв нитей). Перспективным
является применение фторопластовых составов для защиты деталей
почвообрабатывающей техники (отвалы плугов и др.). Вследствие
малого коэффициента трения и низких значений критического по-
верхностного натяжения фторопластов устраняется налипание по-
чвы, а значит-снижаются энергозатраты и растет производитель-
ность работы машин. Порошковая эпоксидная краска П-ЭП-177
и составы на основе пентапласта и фторопласта-ЗОП были приме-
нены для защиты узлов и агрегатов сельскохозяйственной авиа-
ционной техники. Используемая для этой цели химически стойкая
перхлорвиниловая эмаль не обеспечивает надежной защиты: межре-
монтный срок службы многих узлов и агрегатов (распылители,
крыльчатки, пружины и др.) не превышает 100 летных часов. Замена
этой эмали на порошковые составы позволила повысить ресурс их
работы в 5 раз [215]. Аналогичным образом применение эпок-
сидных порошковых красок (вместо жидких) привело к 12-кратному
увеличению срока службы ряда деталей вертолетов сельскохозяй-
ственного назначения [216].
Особенно распространено использование порошковых поли-
мерных составов в узлах трения сельскохозяйственных машин -
тракторов, комбайнов, сеялок, тракторных плугов и др. [10, с. 10].
Накоплен большой опыт применения металлополимерных подшип-
ников скольжения (вместо бронзовых и чугунных втулок и вклады-
шей), получаемых напылением износостойких порошковых компо-
зиций. Основные достоинства таких подшипников-высокая рабо-
тоспособность и более быстрый экономичный ремонт [135, с. 108].
Производство бытовых приборов и машин
Бытовые приборы - пылесосы, холодиль-
ники, стиральные машины и другие предметы домашнего обихо-
да -удобные объекты для применения порошковых красок. Не слу-
чайно их потребление для этих целей непрерывно растет. Так,
в США порошковые краски для отделки бытовых приборов соста-
вили в 1975 г. 1% использованных лакокрасочных материалов
(181т), в 1979 г.-12% (2267 т); прогноз на 1985 г,-16,6% (3718 т)
[32].
Покрытия в основном выполняют защитную и защитно-декора-
тивную функции. Учитывая большой ассортимент выпускаемых
приборов и машин бытового назначения, для отделки применяют
самые разнообразные порошковые лакокрасочные материалы:
эпоксидные, полиэфирные, на основе полиолефинов, полиамидов,
фторопластов, поливинилбутираля, ацетобутирата целлюлозы и др.
Проводились широкие лабораторные и стендовые испытания
различных порошковых красок для определения возможности их
использования для отделки деталей электробытовых приборов [17,
с. 72; 217, с. 72]. В процессе длительных испытаний покрытия кон-
171
тактировали с самыми различными средами, в том числе моющими
растворами, пищевыми продуктами, водой; они подвергались воз-
действию повышенной влажности, испытаниям по циклу заморажи-
вания-оттаивания и др. По результатам испытаний наилучшими
оказались покрытия из порошковых эпоксидных красок. Они реко-
мендованы для отделки деталей разных электробытовых приборов,
в том числе домашних холодильников, пылесосов, посудомоечных
машин. В отношении устойчивости к воздействию различных агрес-
сивных сред хорошие результаты показали также покрытия из по-
ливинилхлоридных и полиэтиленовых красок.
В 1977 г. сдана в промышленную эксплуатацию линия по окра-
ске деталей холодильников (полок, испарителей и др.), разработан-
ная ПКТИ по электробытовым машинам и приборам (г. Кишинев)
[218]. Окраска производится порошковой эпоксидной краской
П-ЭП-219 белого цвета по схеме, приведенной на рис. 81. Краска
наносится на подготовленные (обезжиренные и хроматированные)
детали в камере автоматической окраски с помощью 8-14 (в зави-
симости от детали) электростатических распылителей. Труднодо-
ступные участки поверхности окрашиваются в камере ручной окра-
ски распылителями электростатического типа.
Камеры снабжены аспирационной установкой, состоящей из ба-
тареи циклонов и рукавных фильтров и обеспечивающей отсос
и практически полную очистку воздуха (с возвратом порошка)
в объеме 8000 м3/ч. Производительность линии (при скорости кон-
вейера 3,2 м/мин) 160-260 м2/ч. Линия позволяет окрашивать до
0,3 млн. испарителей и 1,2 млн. полок холодильников в год. С вне-
дрением этой и аналогичных линий на заводах страны (ранее окра-
ска производилась с использованием жидких лаков и красок) резко
повысилась производительность труда, снизились потери лакокра-
сочных материалов, улучшились условия производства. На заводе
электроагрегатного машиностроения окраска полок холодильника
«Саратов» производится в течение многих лет порошковыми поли-
винилбутиральными красками П-ВЛ-212. Применяется механизиро-
ванная конвейерная линия окраски. При программе выпуска полок
Рис. 81. Схема линии по нанесению порошковых красок на детали холодильников:
1 агрегат для подготовки поверхности; 2 сушильная камера; 3- камера обдувки колодным воздухом;
4 камера автоматического нанесения порошковой краски; 5 камера ручной окраски; 6 печь для отвер-
ждения покрытий.
172
Рис 82. С хема окраски корпусов швейных машин порошковыми красками:
I агрегат подготовки поверхности; 2 конвективная сушильная камера; 3 камеры охлаждения; 4 уча-
сток шпатлевания; 5 терморадиационная сушильная камера; 6 камера автоматического нанесения по-
рошковой краски; 7 камера ручного нанесения порошковой краски; 8-камера отверждения покрытия
герморалиационно-конвективного типа.
60 тыс. комплектов в год потребление краски составляет 50 т. При-
менение покрытий из порошковых красок на этом заводе (ранее ис-
пользовались цинковые покрытия) позволило отказаться от строи-
тельства очистных сооружений, резко сократить производственные
площади, значительно улучшить условия труда [216, с. 17]. Анало-
гичным образом поливинилбутиральные составы используются для
окраски полок на Красноярском заводе холодильников. За рубежом
наибольшее применение для окраски холодильников получили
эпоксидные и полиэфирные краски.
Фирма Robert Bush Hausgerate (ФРГ) ежегодно расходует на
окраску холодильников 500 600 т порошковых красок. Нанесение
красок (применяются эпоксидные краски четырех цветов) произво-
дится на конвейерной линии с помощью автоматических рота-
ционных распылителей. Толщина покрытия 40 50 мкм. Коэффи-
циент использования краски 98%. Производительность окрасочной
линии 600 м2 поверхности в час [206].
Другая западногерманская фирма Otto Muller порошковыми
красками окрашивает детали холодильников и кондиционеров [1].
Оцинкованные стальные листы проходят предварительную подго-
товку поверхности в трехзональной струйной установке, высуши-
ваются, после чего в камере электростатического распыления на
них наносится порошковая полиэфирная краска и покрытие отвер-
ждается.
На заводе фирмы Serem (Франция) при отделке бытовых радиа-
торов жидкие краски были заменены на порошковые. Это обеспечи-
ло снижение потерь материалов от 30 до 5%, уменьшение энергоза-
трат на 30° о, сокращение численности рабочих, занятых на окраске,
от 30 до 14 человек [219]. Весьма эффективно применение порош-
ковых красок для отделки швейных машин.
В нашей стране процесс окраски деталей швейных машин по-
рошковыми красками реализован на Подольском механическом за-
воде им. М. И. Калинина [220]. Согласно проекту, выполненному
НПО «Лакокраспокрытие», годовая программа цеха 1,6 млн. ком-
плектов в год. Традиционная технология отделки базировалась на
использовании жидких красок и включала операции: подготовка
поверхности, грунтование, двухразовое шпатлевание, шлифование,
нанесение двух слоев жидкой эмали. По новой технологии окраска
производится по схеме, приведенной на рис. 82.
173
Детали подготавливаются - проводится их обежиривание, фосфа-
тирование, пассивирование. Для корпусов (головок) машин предус-
мотрена заделка дефектов поверхности полиэфирной шпатлевкой
ПЭ-0050. Далее в автоматической и ручной (подкрасочной) камерах
пневмоэлектростатическими распылителями наносится порошковая
эпоксидная или полиэфирная краска. Отверждение покрытий прово-
дится при 180-200 °C в течение 30 мин.
Разработан проект линии отделки порошковыми красками про-
волочных изделий бытового назначения - подставок для сушки по-
суды, кухонных полок, клеток для птиц, полок для цветов, мыльниц
и др. Согласно проекту изделия окрашиваются в разные цвета по-
ливинилбутиральными (ПВЛ-212) и полиэтиленовыми (П-ПО-226)
красками. Предусмотрено автоматическое нанесение красок элек-
тростатическими распылителями в два слоя. Годовая программа
линии по количеству изделий - 300 тыс. шт., по окрашиваемой по-
верхности - 27000 м2 [220].
Химическое машиностроение
Высокая химическая устойчивость и меха-
ническая прочность многих покрытий, получаемых из порошковых
красок, определили их широкое применение в химическом машино-
строении-при защите аппаратов, емкостей, мешалок, труб, фитин-
гов, насосов, вентиляторов и других изделий от воздействия агрес-
сивных сред. Особенно популярными оказались порошковые
составы на основе химически стойких термопластичных полиме-
ров-фторопластов, пентапласта, поливинилхлорида, полиэтилена,
полиамидов. Способность образовывать относительно толстые по-
крытия при однослойном нанесении послужила дополнительным
стимулом к их распространению и использованию в этой области.
Описаны объекты применения составов на основе пентапласта
[112, с. 63; 143]. На Курганском заводе химического машинострое-
ния освоен выпуск центрифуг с защитным покрытием из этого по-
лимера (его толщина 700-900 мкм). Покрытие успешно эксплуати-
руется в средах, содержащих соляную и аскорбиновую кислоты,
ацетон, этиловый спирт, хлороформ при температурах 30-35 °C. За-
щищенное пентапластом оборудование для производства синтети-
ческих волокон и тонкого органического синтеза выпускается Коро-
стеньским заводом химического машиностроения. Производ-
ственные испытания такого оборудования показали его хорошую
работоспособность.
Большой опыт получения химически стойких покрытий на осно-
ве пентапласта и других полимеров накоплен заводами искусствен-
ного волокна.
На Машиностроительном заводе им. К. Маркса (Ленинград)
принята следующая технология покрытий. Подготовленные (обез-
жиренные и высушенные) детали предварительно нагревают до
330-370 °C, погружают в ванну с порошковой композицией на
10-15 с (порошок наносится в кипящем слое) и повторно нагревают
при температуре 230-250 С в течение 15-20 мин для формирования
покрытия, после чего охлаждают на воздухе или в воде. Большая
часть операций выполняется на конвейере. Полученные покрытия
имеют толщину 500—700 мкм. С внедрением на заводе новой техно-
логии покрытий вместо окраски жидкими красками уменьшились
энергозатраты, снизилась трудоемкость защиты деталей и значи-
тельно цовысился их срок службы.
Исследовалась возможность применения порошковых пентапла-
стовых составов для защиты оборудования катализаторных и ми-
кробиологических производств [221, с. 79]. С этой целью проводи-
лись стендовые и производственные испытания серии аппаратов
и установок (реакционное оборудование, автоклавы, шнеки, возду-
ходувки, бункеры и др.) с нанесенным пентапластовым покрытием
в различных средах этих производств. Сделано заключение о при-
годности таких покрытий, эффективности их химической защиты.
Особенно выгодно применение порошковых красок для защиты
от коррозии гальванического оборудования, фасонных деталей
и труб.
Описан [222] участок защиты приспособлений и оснастки ванн
для гальванических цехов с применением порошковой пентапласто-
вой композиции. Участок оснащен ручной электростатической уста-
новкой типа УЭНП, камерой напыления порошкового материала,
сушильной камерой и ванной для охлаждения покрытия. Покрытие
получают нанесением 2-3 слоев порошка и его оплавлением при
245-250 °C. Общая толщина покрытия 300 мкм. Внедрение участка
покрытий позволило увеличить срок службы оснастки и приспосо-
блений (для кассет он увеличился от одного месяца до года), сэко-
номить дефицитный металл, резко улучшить условия труда рабо-
чих.
На Уфимском ПО «Химпром» работает установка АСНТ-1
для получения пентапластовых покрытий на трубах диаметром
75-220 мм и длиной до 6 м с фланцами. Порошковый материал на-
носится на нагретую поверхность трубы с помощью движущейся
в ней штанги-распылителя. Нагрев трубы осуществляется индук-
ционным способом. После оплавления порошка, которое проводят
при 230-250 С в течение 30 мин, температуру снижают до
160-190 °C, трубу выдерживают при этой температуре 30-60 мин,
затем охлаждают холодной водой. На заводе также освоено полу-
чение пентапластовых покрытий на деталях химической аппаратуры
(крышки аппаратов, мешалки, рабочие колеса насосов, роторы цен-
трифуг, тройники, отводы, гильзы термопар и др.) [23, с. 62].
Для окраски внутренней поверхности фасонных частей (переход-
ников, тройников, четверников и др.) трубопроводов для горячей
(до 95 °C) воды НПО «Лакокраспокрытие» разработана специаль-
ная установка, позволяющая с малыми затратами труда обеспечи-
вать надежную их защиту. Материал покрытия-адгезионноак-
тивный порошковый пентапласт марок А-1 и А-2. Его наносят
тремя слоями распылением в электрическом поле высокого напря-
жения на предварительно отпескоструенную и фосфатированную
174
175
Съем изделий
Рис. 83. Схема окраски фляг с внутренним покрытием и» ноли г плена:
/ агрегат подготовки поверхности; Л 5 сушильные камеры; 3 камера электростатического нанесения
жилкой краски. 4 камера нанесения порошка полиэтилена.
поверхность. Внедрение нового технологического процесса (ранее
применялась оцинковка) и оборудования привело к снижению тру-
доемкости защиты и повышению работоспособности изделий [222].
Фирмы АО Engineering (Дания) и Lurgi Apparatenbau (ФРГ) для
защиты внутренней поверхности труб и емкостного оборудования
для подачи горячей воды используют порошки полиамидов (найлон
11). Отмечают выгодность таких покрытий: окрашенные стальные
трубы (диаметр 10 25 мм, длина 6 м) на 40° 0 дешевле аналогичных
медных труб и на 10°о-оксидированных стальных [223].
Имеется отечественный опыт защиты насосов для перекачива-
ния пульпы (водные суспензии абразивов) и агрессивных жидкостей
с применением полиамидных составов и разработанной в ЛТИ
им. Ленсовета порошковой фторопластовой краски П-ФП-71 [139].
Описана [224] конвейерная линия (схема приведена на рис. 83), на
которой окрашиваются 40-литровые фляги; на наружную поверх-
ность наносится жидкая краска, а на внутреннюю - порошковый по-
лиэтилен высокой плотности. Для его нанесения внутрь фляги вво-
дится вертикально расположенный электростатический распыли-
тель, включается высокое напряжение и подача порошка; время
напыления 15 20 с. Формирование покрытия производится в термо-
радиационной сушильной камере в течение 4 мин. Производитель-
ность линии 400 тыс. фляг в год. Применение тары с защитным по-
крытием из полиэтилена (вместо оцинкованной) дает народному
хозяйству экономию свыше 1 млн. труб.
9.3. ЗАЩИТА ТРУБ
Порошковые краски начали применять
для изоляции труб в конце 60-х годов, когда возникла острая необ-
ходимость в более надежной, простой и долговременной их защите.
Этому способствовало и резкое увеличение производства труб
в связи с возросшими темпами строительства магистральных
нефтегазопроводов.
Наибольшее промышленное применение для защиты труб полу-
чили эпоксидные порошковые краски; частично используются так-
же составы на основе полиэтилена, полипропилена, поливинилхло-
рида, полиамидов, пентапласта [34, 225]. Изоляция труб эпок-
176
сидными красками особенно распространена на американском
континенте. В 1981 г. потребление этих красок трубной промышлен-
ностью США составило 18% общего сбыта порошковых лакокра-
сочных материалов, а ежегодный прирост их производства опреде-
ляется цифрой 10% [226]. Уже в 1975 г. для окраски нефтепровода
на Аляске (длина 1000 км) было израсходовано 1230 т порошковых
эпоксидных материалов [227, 228]. Ряд компаний США на своих за-
водах имеет крупные установки для нанесения порошковых красок
на трубы большого диаметра. Так, компанией Surfcoat Pipe на заво-
де в Хьюстоне были нанесены внешнее и внутреннее покрытия на
трубы газопровода, предназначенные для укладки на дно Мекси-
канского залива. Трубы покрывали эпоксидной краской Scotchcoat
206N методом электростатического распыления. Средняя толщина
внутреннего покрытая 350, наружного 350 600 мкм. Полагают, что
такое покрытие обеспечит надежную защиту труб от коррозии
и абразивного износа. Предохранение покрытия от механического
повреждения во время транспортировки осуществлялось резиновы-
ми прокладками [229].
На заводе компании Gaido Lingle (Техас) покрытия из эпок-
сидных порошков наносят на наружную поверхность труб разного
диаметра. За сутки завод выпускает до 4,8 км труб диаметром
300 600 мм. Толщина покрытия 250 305 мкм [229].
Описана [230] технология получения защитных покрытий на
стальных трубах (диаметр 457,2 мм, толщина стенки 6,35 мм), при-
меняемая на заводе фирмы Estel Rohr AG (ФРГ). Материалом по-
крытия служит порошковая эпоксидная краска Scotchcoat 206N. На-
несение покрытия осуществляется по схеме, приведенной на рис. 84.
Трубы из накопителя поступают на сушку, абразивную очистку
и обдувку воздухом. В случае загрязнения маслом предусмотрена
очистка растворителями. Далее трубы нагреваются в газовой печи
до 300 С с таким расчетом, чтобы в камере электростатического
нанесения краски поверхность трубы имела температуру 246 С.
Краска наносится 15 электростатическими распылителями, общая
производительность которых 3,6 кг порошка в минуту. Из камеры
нанесения трубы выходят с температурой 216 С; отверждение по-
крытия происходит за счет аккумулированной ими теплоты. После
охлаждения (душевания водой) на трубы надевают защитные рези-
новые кольца (бандажи), предохраняющие покрытие от нарушения
при транспортировке. Покрытия контролируют по толщине (она
равна 400 450 мкм), сплошности, адгезионной прочности, твердо-
Рис. 84. Схема получения покрытий ил порошковых эпок-
сидпых красок па трубах:
1 накопитель груб; 2 установка для обдувки (сушки
труб) воздухом; 3 агрегат для абразивной очистки;
4 участок контроля качества поверхности; 5 участок
Дополнительной очистки поверхности; 6 печь для на-
грева; 7 камера для электростатического нанесения кра-
ски; 8 уловитель краски; 9 камера для отверждения
покрытия; 10 камера для охлаждения; 11 участок кон-
троля качества покрытия; 12 участок надевания за-
щитных колеи и отгрузки труб.
12--Зак. 147
177
сти, устойчивости к удару и изгибу; проверяют также электрические
свойства и устойчивость к катодному отслаиванию при напряжении
1,5 В и температуре 65 °C.
Значительный опыт нанесения порошковых эпоксидных красок
на трубы накоплен в нашей стране [231]. На Волжском трубном за-
воде в течение многих лет работает линия по защите наружной по-
верхности стальных труб большого диаметра (1420 мм и более) по-
рошковой краской П-ЭП-534 (ранее применяли краску П-ЭП-971).
Нанесение краски осуществляется в электрическом поле высокого
напряжения, трубы предварительно подвергают дробеструйной
обработке. Толщина покрытий 300 мкм. Осваивается технология
изоляции труб эпоксидными порошковыми красками и на других
трубных заводах страны.
В европейских странах при защите труб наряду с эпоксидными
порошковыми красками широко применяют полиэтиленовые. Каж-
дая из этих красок имеет свои положительные и отрицательные
стороны. Эпоксидные краски значительно дороже полиэтиленовых,
однако эксплуатационная толщина эпоксидных покрытий на трубах
(а соответственно, и расход красок) в несколько раз меньше, чем
полиэтиленовых (0,3-0,4 мм против 1,8-3,5 мм); верхняя температу-
ра эксплуатации эпоксидных покрытий равна 90 °C, полиэтилено-
вых-50 °C; кроме того, эпоксидные покрытия имеют более высо-
кую твердость и лучшую адгезию к металлу.
Фирма Eisenmann (ФРГ) для покрытия труб применяет эпок-
сидные и полиэтиленовые краски [202]. Порошковый состав Fla-
mulit RPE 25/06 черного цвета, изготовляемый на основе полиэти-
лена низкой плотности с показателем текучести расплава
1,2-1,7 г/10 мин, наносят на предварительно нагретые трубы диаме-
тром 2 м и длиной 4,6-16 м на автоматической окрасочной линии
методом электростатического распыления. Температура и продол-
жительность нагрева зависят от толщины стенки трубы 5. Напри-
мер, трубы с 5 = 4 мм нагревают до 340-360 °C; а с 5 = 8 мм-до
300-320 °C. Минимальное время нагрева трубы т (в мин) при этих
температурах ориентировочно может быть найдено по уравнению
т = 25 + 4. Так, для нагрева труб с 5 = 4 мм требуется 12-15 мин,
а с 5 = 8 мм-20-25 мин. Толщина готовых полиэтиленовых покры-
тий 2-4 мм.
Для улучшения адгезии полиэтиленовых покрытий на трубах
применяют соответствующие методы подготовки поверхности,
а также грунтование. Фирма L. В. Chemical предложила в качестве
грунтовки адгезив RU-2; его наносят на трубы методом экструзии
при 170 °C [232]. Также известен опыт грунтования труб порош-
ковыми эпоксидными составами способом электростатического
распыления, а также луполеном (сополимер этилена с этилакрилатом
и акриловой кислотой) и сэвиленом, наносимыми методом экстру-
зии.
Трубы с полиэтиленовым покрытием, как и с эпоксидным, ши-
роко используются при строительстве магистральных газонефте-
проводов, при водоснабжении и перекачивании различных агрес-
178
сивных жидкостей. Так, фирма Rurgas (ФРГ), эксплуатирующая
около 8000 км газопровода, имеет приблизительно 2000 км труб,
уложенных за последние 10 лет, с защитным покрытием из поли-
этилена. Длительная их эксплуатация обеспечивается дополнитель-
ной электрохимической (катодной) защитой [228].
Трубы, работающие в воде и в агрессивной атмосфере, защи-
щают поливинилхлоридными красками. Описан процесс их нанесе-
ния на наружную поверхность стальных труб диаметром
100-400 мм [233]. Предварительно очищенная пескоструйным ме-
тодом и загрунтованная труба нагревается до 260-350 °C и подает-
ся в камеру кипящего слоя для нанесения порошковой краски. По-
сле 30-60 с выдержки в кипящем слое порошка трубу охлаждают
водой. Формирование покрытия осуществляется за счет теплоты,
аккумулированной трубой.
При защите труб небольшого диаметра распространение полу-
чили полиамиды, в частности рильсан. Для получения наружных
покрытий используется технологический процесс, разработанный
фирмой Lurgi Gesellschaften (ФРГ). Защита производится следую-
щим образом [234]. Подготовленную и очищенную трубу нагре-
вают и подают в камеру напыления. Здесь порошок, взвихренный
потоком воздуха, равномерно омывает поверхность, осаждается на
ней и частично плавится. После нанесения порошка производится
вторичный нагрев трубы для полного плавления и растекания поли-
мера. Трубы диаметром до 60 мм окрашиваются со скоростью
100 м/мин.
Рильсан наносят и на внутреннюю поверхность труб. Такие по-
крытия допускают горячую и холодную штамповку и сверление.
Покрытые рильсаном трубы применяют для транспортирования га-
зов, воды и высокоабразивных водных суспензий.
9.4. ПРИМЕНЕНИЕ В ЭЛЕКТРО-
ТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
И РАДИОЭЛЕКТРОНИКЕ
Порошковые полимерные и олигомерные материалы (лаки, краски,
компаунды) широко применяются в электротехнической и радио-
электронной промышленности для электроизоляции, герметизации
и влагозащиты разнообразных изделий.
Стимулирующими факторами внедрения указанных материалов
в эти отрасли явились повышение надежности и долговечности ра-
боты машин и механизмов, снижение их стоимости и увеличение
производительности труда при изготовлении. Специфические требо-
вания к покрытиям - хорошие электроизоляционные свойства, повы-
шенная термостойкость, низкое водопоглощение, устойчивость
к перепадам температур и др-определили соответствующий выбор
порошковых лакокрасочных материалов. Нашли применение эпок-
сидные. пентапластовые, полиамидные, полиэтиленовые, поливи-
нилхлоридные, поливинилбутиральные составы.
12‘
179
Окраска изделий
В этой отрасли наибольшее применение
порошковые лаки и краски получили при защите аккумуляторов,
изоляции проводов, корпусов электродвигателей, защитно-декора-
тивной отделке изделий народного потребления (электросчетчики,
электронагревательные и осветительные приборы и др.). Требова-
ния к защите аккумуляторов достаточно высоки: покрытие должно
быть сплошным, выдерживать воздействие электролита, быть
устойчивым к перепадам температур от — 50 до + 60 °C.
В производстве щелочных аккумуляторов традиционный способ
их защиты-применение чехлов из резины, полиэтилена или поливи-
нилхлорида (поверхность обычно никелируют или оксидируют)-от-
личается сложностью, длительностью исполнения и большой мате-
риалоемкостью (толщина чехла 3-6 мм). Применение порошковых
красок позволяет интенсифицировать процесс защиты и уменьшить
толщину покрытия до 1,0-0,5 мм, тем самым резко улучшить усло-
вия охлаждения электролита и продлить срок службы аккумулято-
ров [22, с. 89]. Для защиты аккумуляторов применяют эпоксидные
(П-ЭП-177) и пентапластовые порошковые краски. Разработана
и внедрена на ряде аккумуляторных заводов линия «Тайфун 74-2В»,
позволяющая наносить эти краски на аккумуляторные сосуды в ав-
томатическом режиме. Краски наносят на предварительно нагретые
изделия двумя слоями в аппарате виброкипящего слоя. После от-
верждения (30 мин) покрытие принудительно охлаждается потоком
воздуха. В результате внедрения этого процесса на аккумуляторных
заводах материалоемкость изоляции снизилась в 1,5 раза, достигну-
та значительная экономия никеля (за счет исключения никелирова-
ния), улучшились условия труда работающих [21; 22, с. 89].
При изоляции проводов порошковыми материалами преследует-
ся цель замены многослойных покрытий из содержащих раствори-
тели эмаль-лаков на однослойные, тем самым резко сократить тех-
нологический процесс, сделать его нетоксичным и пожаробезо-
пасным.
Из-за жестких требований к покрытиям по толщине, электриче-
ским, теплофизическим и механическим показателям лишь немно-
гие порошковые материалы пригодны для изоляции проводов.
Применяют непигментированные эпоксидные, поливинилхло-
ридные, пентапластовые и фторопластовые составы. Разработан
технологический процесс изоляции проводов пентапластом [143,
с. 36]. Порошок наносится на непрерывно движущуюся проволоку
распылением в электрическом поле высокого напряжения. Диаметр
проволоки 0,38 и 1,0 мм, толщина покрытий 30 и 60 мкм соответ-
ственно. Разработанный технологический процесс и оборудование
прошли широкие производственные испытания.
Хорошие результаты получены также при испытании поливи-
нилхлоридных порошковых красок в качестве материала для за-
щиты бронепроволок подводных кабелей. Существующее битумное
покрытие, нанесенное по оцинкованной поверхности, сложно в изго-
180
товлении и не обеспечивает длительной защиты. Коррозионное раз-
рушение бронепроволок приводит к выходу кабеля из строя. Замена
его на поливинилхлоридное покрытие из краски П-ХВ-716, нанесен-
ной по слою грунта, оказалась эффективной как по эксплуата-
ционным, так и экономическим показателям. Срок службы кабеля
увеличивается примерно на 20%, снижается его масса, сокращается
число операций по бронированию кабеля, экономия только на ма-
териалах составляет х 150 руб. на 1 км кабеля [235, с. 61].
Разработана промышленная многониточная линия для нанесе-
ния поливинилхлоридных покрытий на бронепроволоку. Линия со-
стоит из агрегата резки, сварки и зачистки проволоки, агрегата
струйного обезжиривания, печи индивидуального нагрева, агрегата
нанесения порошковой краски и грунтовки, терморадиационной пе-
чи для оплавления покрытия, камеры водяного охлаждения, тягово-
го и приемного устройства. Производительность линии по металлу
3000 т/год. Диаметр покрываемых проволок 4 и 6 мм, скорость
движения проволок (6 ходов) 15-20 м/мин. Толщина покрытий
(вместе с грунтом) 200-280 мкм.
Для электроизоляции медных проводов рекомендовано исполь-
зовать порошковый лак на основе полиэфирамидоимида [34, с. 23].
Его отверждают при температуре 400-425 °C; получают покрытия
с хорошими электроизоляционными свойствами, высокой эластич-
ностью и стойкостью к тепловому удару. Применение порошковых
красок (взамен жидких) оказалось экономичным и при окраске
многих других видов продукции электротехнической промышлен-
ности.
На полуавтоматической линии «Прогресс» окрашиваются кор-
пуса магнитных пускателей типа ПМЕ порошковой поливинилбути-
ральной краской П-ВЛ-212. Применение порошковой краски позво-
лило снизить себестоимость окраски пускателя на 0,47 руб.
и повысить производительность труда на 20% [21, с. 19]. Анало-
гичный эффект получен при окраске электросчетчиков этой краской
на линии типа «Радуга». Значительный опыт окраски электротехни-
ческого оборудования накоплен за рубежом.
На заводе фирмы J.T. Е. Imperial (США) эксплуатируется линия
по окраске электродвигателей и пультов управления эпоксидными
порошковыми красками. Краска наносится на подготовленную по-
верхность четырьмя автоматическими и двумя ручными распылите-
лями фирмы Gema; покрытие отверждается при 190 °C. Ранее эти
изделия покрывались жидкими красками [214].
Аналогичным образом жидкие лакокрасочные материалы заме-
нены на порошковые (эпоксидные) на заводе фирмы Metal Pressing
(Англия), изготавливающей нагреватели и сушильные шкафы. Про-
изводительность окраски возросла более чем в 2 раза [234].
Один из распространенных объектов для применения порош-
ковых красок-осветительное оборудование. Описана линия окраски
порошковой эпоксидной краской П-ЭП-219 деталей люминес-
центных светильников [218, с. 122]. На линии последовательно вы-
полняются операции обезжиривания, электростатического нанесе-
181
ния порошковой краски и отверждения покрытия. Толщина
готового покрытия 60-80 мкм, расход порошковой краски
~ 100 г/м2; производительность линии 400 тыс. м2 поверхности
в год.
Герметизация изделий
Повышение требований к надежности,
долговечности и портативности приборов и радиоэлектронной ап-
паратуры послужили причиной широкого использования порош-
ковых красок и компаундов в технологии изготовления многих
комплектующих деталей в этих отраслях, в первую очередь низко-
вольтных трансформаторов, тороидальных электроэлементов, пье-
зокерамических элементов, магнитопроводов электрических машин
малой мощности, дросселей и др. [20]. До появления порошковых
красок влагозащита многих указанных элементов обеспечивалась
посредством слоистых и волокнистых материалов (лакоткань, элек-
трокартон и др.) с последующей их пропиткой жидкими лаками, за-
делкой торцов шпатлевками и окраской поверхности эмалями.
Применение порошковых красок и компаундов позволило отка-
заться от столь сложной и трудоемкой изоляции, механизировать
и автоматизировать процесс влагозащиты, уменьшить массу и га-
бариты изделий, повысить надежность их работы.
В литературе [20; 23, с. 44; 83, с. 12] даны рекомендации по гер-
метизации различных низковольтных электроэлементов порош-
ковыми составами:
Изделие
Трансформаторы «Габарит»
(магнитопроводы типа ШЛ и ПЛ)
Микротрансформаторы
(магнитопровод типа ША)
Тороидальные электроэлементы
Катушки электроэлементов, каркасные
Пьезокерамические элементы
Металлические детали, режущий
инструмент, оправки и др.
Магнитопроводы электромашин
Магнитопроводы отклоняющих
систем
Магнитопроводы разрезные,
ленточные
Рекомендуемые порошковые материалы
Компаунд ЭП-49Д/2
Компаунды ЭД-49Д/1,
УП-2191К
Компаунды ЭП-49Д/2, УП-2191К; кра-
ска П-ЭП-967
Компаунд 49Д/2, краска П-ЭП-967
Компаунд УП-2191К; краски
П-ЭП-177, П-ЭП-967
Краски П-ВЛ-212, П-ЭП-177,
пентапластовые, фторопластовые, по-
лиэтиленовые составы
Краска П-ЭП-177
Краски П-ЭП-177, П-ЭП-967
Краски П-ЭП-177, П-ЭП-967;
компаунд УП-2191К
Герметизирующие покрытия обычно имеют толщину 0,2-2 мм.
Технологический процесс их получения включает операции: 1) под-
готовки поверхности (очистка, обезжиривание, нередко анодирова-
ние, фосфатирование); 2) предварительный нагрев изделий; 3) нане-
сение порошкового состава; 4) оплавление (отверждение) покрытия.
Для герметизации изделий в серийном производстве используются
182
полуавтоматические установки вибровихревого напыления или
установки электростатического нанесения порошков (4УМПЭМ-1,
ПЭРУП). Для ускорения процесса отверждения и улучшения каче-
ства покрытий нередко применяют ультразвуковую обработку
(озвучивание проводят в период гелеобразования в пленке воздей-
ствием внешнего поля или возбуждением колебаний в подложке из
пьезоактивного или магнитострикционного материала). Например,
время отверждения компаунда УП-2191К при 120 °C уменьшается
от 3 до 2 ч [236].
Применение порошковых материалов для герметизации и за-
щиты электроэлементов позволяет увеличить ресурс их работы
в 1,2-3,0 раза, сократить трудоемкость производства в 10-12 раз,
существенно снизить стоимость изделий [20; 23, с. 44]. Расширение
масштабов порошкового напыления на предприятиях радиоэлек-
тронной промышленности, однако, сдерживается недостатком по-
рошковых красок и компаундов низкотемпературного отверждения
(80-120 °C).
9.5. ОТДЕЛКА МЕБЕЛИ
Красивый внешний вид и несложная тех-
нология получения покрытий из порошковых материалов послужи-
ли основанием для замены ими жидких лаков и красок в производ-
стве многих видов мебельных изделий. В основном окрашивают
металлическую мебель, однако большой интерес привлекают по-
рошковые лаки и краски и для отделки деревянной мебели и других
изделий из древесины.
Металлическая мебель
Процесс отделки мебели из черных
и цветных металлов порошковыми красками осуществляется по об-
щепринятой технологии окраски большинства металлических изде-
лий. В качестве отделочных материалов обычно применяют эпок-
сидные, полиэфирные.
На Боровичской мебельной фабрике с участием НПО «Лако-
краспокрытие» внедрена в промышленную эксплуатацию полуавто-
матическая линия окраски металлических каркасов лабораторной
мебели. Максимальные размеры каркасов 195 x 860 x 1800 мм.
Окраска производится эпоксидной порошковой краской П-ЭП-971
по схеме, изображенной на рис. 85. Особый интерес представляет
узел напыления. Осушенная в камере псевдоожижения с помощью
теплого воздуха краска поступает по полиэтиленовым шлангам
к распылительным устройствам (всего имеется 14 устройств), где
распыляется и равномерно осаждается на поверхности изделий за
счет приобретенного частицами, трибозаряда. Отверждение покры-
тия производится при температуре 230-235 °C в течение 11-12 мин.
Скорость конвейера 1,9 м/мин, расход порошковой краски
180-200 г/м2.
183
Рис. 85. Схема линии окраски каркасов лвборагорной мебели порошковыми красками:
/комплект оборудования для на несения порошковой краски; 2 терморадиационная камера для от-
верждения покрытий; 3 камера охлаждения. 4- пульт управления; 5 система рекуперации краски.
Использование порошковых красок позволило автоматизиро-
вать процесс окраски каркасов, сократить производственный цикл
(вместо 4-5-слойного покрытия на основе перхлорвиниловых эма-
лей стало однослойное), исключить пожароопасные и токсичные
растворители, высвободить 12 рабочих [222].
В 1979 г. на Ленинградском ПО «Пролетарский завод» внедрен
технологический процесс окраски корпусов колесных опор мебели
порошковой поливинилбутиральной краской П-ВЛ-212. Ранее для
этих изделий применяли гальванические покрытия; процесс вклю-
чал галтовку, хромирование, полирование. По новой технологии от-
делку корпусов проводят на механизированной линии [25, с. 65].
Краска наносится электрораспылением (применяется трибостатиче-
ский способ зарядки частиц); покрытие формируется в герморадиа-
ционной сушильной камере при 230-250 С в течение 6-8 мин. Вне-
дрение новой технологии позволило исключить применение
цветных металлов (хром, никель, медь), сократить производ-
ственные площади, уменьшить численность работающих, исклю-
чить ручной труд [222]. Отделка металлических деталей мебели по-
рошковыми красками широко практикуется за рубежом.
Фирма Flanders Industries (США) по новой технологии окраши-
вает трубчатые детали, сидения и спинки стульев, предназначенных
для использования под открытым небом [237]. Окраска произво-
дится порошковыми полиэфирными красками на двух автоматизи-
рованных конвейерных линиях. На одной линии (скорость конвейе-
ра 3,6 м/мин) наносится белая краска, на другой (скорость
конвейера 5.4 м/мин)-цветные. Применяется метод электростатиче-
ского распыления красок и отверждения покрытий в терморадиа-
ционной камере с газовым обогревом при 220 °C (время
6,0-7,5 мин). Детали предварительно подготавливаются: обезжири-
ваются, фосфатируются и пассивируются.
Порошковые полиэфирные краски также применяет фирма
Optime (Англия), выпускающая литую алюминиевую мебель. Ранее
эта мебель окрашивалась жидкими полиакрилатными красками.
184
Применение взамен их порошковых материалов, наносимых авто-
матически с помощью роботов, оказалось рентабельным и эконо-
мически оправданным [238].
На заводе фирмы Storeoest (ФРГ) порошковыми красками от-
делывают детали торгового оборудования [239]. Эксплуатируются
три автоматические установки типа «ESTA» и одна ручная для на-
несения красок методом электростатического распыления. Отвер-
ждение покрытий проводится при 180 -230 С в течение 6-8 мин. Го-
товые покрытия имеют толщину 50-70 мкм.
Деревянная мебель
При отделке деревянной мебели порош-
ковыми красками возникают затруднения, связанные с высокой
температурой формирования покрытий, обычно превышающей
150 С. В этих условиях наблюдается коробление древесины, растре-
скивание и нередко ее частичное разложение, а также образование
пузырей в покрытии в результате газовыделения из подложки.
В последние годы эти затруднения удалось преодолеть. Намети-
лись следующие пути решения задачи по отделке изделий из нетер-
мостойких материалов, в том числе из древесины, картона, древес-
но-волокнистой и древесно-стружечной плит:
1) применение порошковых красок с ускоренным низкотемпера-
турным режимом отверждения;
2) применение метода низкотемпературного формирования по-
крытий с выдержкой изделий в парах растворителя или мономера;
3) использование для формирования покрытий лучистого на-
грева (соответствующий диапазон длин волн);
4) изоляция поверхности применением жидких грунтовочных
или шпатлевочных составов.
В настоящее время путем подбора пленкообразователей, их мо-
дификации и пластификации разработаны порошковые краски на
основе поливинилбутираля [240], эпоксиолигомеров [23, с. 10]
и ненасыщенных полиэфиров [91, с. 92], позволяющие получать по-
крытия на древесине в интервале температур 120-150 °C.
При низких температурах, включая комнатную, могут быть по-
лучены покрытия из порошковых красок при использовании по-
средников пленкообразования - растворителей, мономеров и других
веществ (см. гл. 7). Технологический процесс получения покрытий
в этом случае осуществляется по схеме, приведенной на рис. 86. Он
включает следующие операции: подготовка поверхности; нанесение
порошкового лака (краски) в электрическом поле высокого напря-
жения; формирование покрытия посредством выдержки изделия
в парах (аэрозоле) растворителя или мономера; сушка (удаление
сорбированного растворителя) или деполимеризация мономера
[240, 241].
Цикл получения покрытий по данной технологии в 2,0-2,5 раза
меньше, чем по традиционной с использованием жидких красок:
’3 —Зак. 147
185
Рис. 86. Схема получения покрыли из по-
рошковых лаков и красок на изде-
лиях hj зревеснны в парах раствори-
телей и мономеров:
1 участок нодюювки поверхно-
сти; 2 камера для электростатиче-
ского нанесения порошка; 3 паро-
вая камера; 4 сушильная камера
число наносимых слоев сокращается до 1-2; резко снижается и рас-
ход растворителей [240].
Другой способ получения покрытий на нетермостойких подлож-
ках - рациональное использование лучистого нагрева. Известно, что
при применении ИК-нагрева (вместо конвективного) можно уско-
ренно формировать покрытия из порошковых красок. Скорость
пленкообразования, однако, в большой степени зависит от спек-
тральных характеристик порошковой системы, мощности нагрева-
теля и длины волны падающего излучения [25, с. 47; 242]. С увели-
чением мощности нагревателя время формирования покрытия
заметно снижается (рис. 87); при применении коротковолнового
(«светлого») излучения, оно меньше, чем при применении длинно-
волнового («темного»). Выбирая соответствующим образом источ-
ники нагрева, например кварцево-иодные лампы типа КИ-220
и другие, можно в относительно короткое время осуществлять фор-
мирование покрытия, не существенно нагревая подложку. На этом
принципе разработана технолог <я получения покрытий на древеси-
не, картоне, бумаге с использованием разных видов порошковых
красок (П-ВЛ-212, П-ХВ-716 и др.) [18, с. 85].
Снижение температуры нагрева подложки может быть достигну-
то применением теплоизолирующих грунтов. Их роль могут вы-
полнять покрытия, наносимые из жидких лаков, красок и шпатле-
вок, например эпоксидных, полиэфирных и других, отверждаемых
предварительно фотохимическим или радиационнохимическим ме-
тодом или одновременно с отверждением порошковой краски
[243]. Предпочтительный метод
нанесения порошковых красок
при отделке древесины, как и лю-
бых нетермостойких материалов,-
электростатическое распыление с
осаждением порошка на холод-
ные изделия.
Рис. 87. Зависимость про юлжи1ельиости формирования
покрытия hi порошковой краски II-XB-7I6 от
мощное ги на1 рева геля:
/-«светлое» ИК-и мучение; 2 конвективный
нагрев.
186
Описано промышленное применение порошковых красок для
отделки мебели и строительных изделий из древесины и древесных
материалов.
Фирма Verycoat Ltd (Англия) окрашивает порошковыми краска-
ми древесно-стружечные и древесно-волокнистые плиты [234]. Пер-
воначально на поверхность с помощью вальцев наносится слой по-
лиэфирной шпатлевки, содержащей электропроводящий наполни-
тель, которую отверждают в сушильной УФ-камере фотохимиче-
ским способом. Шпатлевка выполняет роль порозаполнителя
и одновременно служит тепловым барьером при формировании по-
крытия из порошковой краски. После шлифования шпатлевочного
слоя методом электростатического распыления в камере автомати-
ческой окраски на поверхность наносят слой порошковой краски; ее
отверждают при температуре 150 С. Используются краски фирмы
Sonnebom and Rieck Ltd, образующие глянцевые, матовые и тексту-
рированные покрытия с широкой цветовой гаммой.
Отделка кухонной мебели и других изделий из древесины по-
рошковыми красками осуществляется фирмой Blundell Permoglaze
Ltd (Англия) [244]. Используется линия, позволяющая отделывать
изделия длиной до 2 м и шириной до 0,5 м. Скорость конвейера
15 м/мин. По ходу конвейера имеются участки: загрузки изделий
(3 м), электростатического нанесения порошковой краски (1 м), от-
верждения покрытия (18 м), охлаждения изделий (5 м) и их разгруз-
ки (3 м), снабженные соответствующим оборудованием. Особен-
ностью линии является то, что отверждение покрытий (длитель-
ность 75 с) осуществляется ИК-лучами с длиной волны, подобран-
ной таким образом, что греется в основном порошковый материал,
подложка же нагревается незначительно.
Для отделки используются эпоксидные и полиэфирные порош-
ковые материалы. Наряду с мебелью порошковыми красками окра-
шивают также фанеру, деловую древесину, пиломатериалы и др.
[27, 243, 245].
9.6. ПРИМЕНЕНИЕ В СТРОИТЕЛЬСТВЕ
Строительная индустрия-крупный потре-
битель лакокрасочной продукции. До последнего времени потреб-
ности этой отрасли в лакокрасочных материалах удовлетворяются
в основном за счет жидких лаков и красок. Применение порош-
ковых красок пока невелико и ограничивается в основном окраской
металлических обьектов арматуры, облицовочных панелей, труб
И т.д.
С внедрением индустриальных методов строительства, свя-
занных с отделкой строительных конструкции в заводских усло-
виях, порошковые краски приобретают интерес и для окраски сили-
катных строительных материалов и изделий облицовочного кир-
пича, армоцементных конструкций, домостроительных панелей
и др.
,3* 187
Окраска металлоизделий
При окраске металлических строительных
изделий в основном преследуется цель создания противокорро-
зионных, защитно-декоративных или антиадгезионных покрытий.
В соответствии с этим находят применение поливинилбутиральные,
эпоксидные, полиэфирные, полиэтиленовые и фторопластовые по-
рошковые лакокрасочные материалы.
Для повышения долговечности строительных конструкций и со-
оружений необходима защита стальной арматуры. К покрытиям
для арматуры предъявляются следующие требования: хорошее
сцепление с металлом и одновременно с бетоном, не изменяющееся
при эксплуатации конструкций; высокая щелочестойкость и корро-
зионная устойчивость; механическая прочность, исключающая по-
вреждение пленки бетоном и при транспортировке арматуры [246,
с. 57]. ЛенЗНИИЭПом совместно с ЛТП им. Ленсовета разрабо-
таны порошковые составы и технология их нанесения на стальную
тканевую сетку, применяемую для изготовления армоцементных
оболочек. При выборе полимера определялась прочность сцепления
полученного покрытия с бетоном. Она составила: для поливинил-
хлорида-0,45, для полиэтилена-0,53, для полипропилена - 0,63, для
поливинилбутираля - 3,21 МПа. Прочность сцепления незащищен-
ной стали с бетоном 1,12 МПа. Из наполнителей наилучшие резуль-
таты показал портландцемент. Оптимальное его количество по
данным противокоррозионных испытаний (потеря массы стальных
образцов с покрытием после 600 циклов попеременного увлажнения
бетона 3% раствором NaCl и высушивания) составило 40%
(масс.)-см. рис. 88. Таким образом, наилучшей для покрытия арма-
турной сетки оказалась композиция из поливинилбутираля 60%
(масс.) и портландцемента 40% (масс.) [246, с. 62]. На основании
лабораторных и производственных испытаний разработан проект
технологической линии для нанесения поливинилбутиральцементно-
го покрытия на тканую арматурную сетку. Проектом предусмотре-
на защита сетки шириной I м, поставляемой в рулонах по 50 м.
Производительность линии-до 60 м2 сетки в час [246, с. 78].
Покрытие наносится в процессе перемотки рулонов сетки по
схеме, приведенной на рис. 89. Сет-
Ql_ J--------1-------1-------1
30 35 40 45
с. % (масс.)
ка последовательно проходит через
ванну ионизированного кипящего
слоя, камеру оплавления, зону охла-
ждения и сматывается на приемный
барабан. Стыковка рулонов сетки
производится сваркой на специаль-
ном аппарате.
Определены преимущества ново-
го вида покрытий по сравнению
Рис. ВИ. (авнсимосгь погерп массы металла при коррошм а оз
содержания ценен t а с в покрытии яз поливииилбугн-
раля.
188
Рис. 89. Схема лиинн для получения поливиинлбутиральиых покрытий иа врмагурноЙ сетке:
1 барабан с сеткой; 2, 5 тормозное и приводное устройства; 3 ваниа для нанесения порошка; 4 каме-
ра оплавления.
с базовым, связанным с использованием трещиностойкого лака на
основе хлорсульфированного полиэтилена (из расчета на 100 м2 по-
верхности сетки) [235, с. 50]:
Трудоемкость изготовления
покрытия, человеко-дни
Стоимость покрытия, руб.
Штатное
покрытие
9,81
178,24
Поливинил-
бут и рал ыюе
покрытие
0,59
31,22
Для защиты от коррозии прядевой арматуры пролетных строе-
ний мостов, арматуры для золобетона и газобетона Новосибир-
ским институтом железнодорожного транспорта предложено ис-
пользовать порошковые эпоксидные краски П-ЭП-177 и компози-
ции на основе полифениленсульфида [121, ч. 2, с. 14]. Покрытия из
эпоксидной краски получают по следующей технологии. Краску на-
носят на арматуру (стержни, сетка, каркасы) в электрическом поле
высокого напряжения. Арматуру предварительно нагревают до не-
высокой температуры с таким расчетом, чтобы нижний слой крас- .
ки, контактирующий с металлом, оплавился, а верхний остался
рыхлым, недооплавленным. Далее на поверхность распылением
в электрическом поле наносят наполнитель (обычно портландце-
мент) и проводят отверждение покрытия. Величина сцепления по-
крытия с бетоном автоклавного твердения в этом случае в несколь-
ко раз выше, чем у покрытия, полученного по обычной технологии.
Получение покрытий из композиций на основе полифенилен-
сульфида (вследствие его высокой термостойкости) можно совме-
щать с процессом термического натяжения арматуры, который про-
водят при температуре 400 С. Разработана установка электростати-
ческого нанесения порошковых материалов на стальную арматуру
(стержни, каркасы и др.), позволяющая автоматизировать процесс
и обеспечить хорошее качество защиты. Затраты по защите арма-
туры с применением этой установки составляют один рубль на I м3
железобетона, с применением ингибиторов коррозии по традицион-
ной технологии они в 1,5-3 раза выше.
Одно из направлений использования порошковых красок-полу-
чение антиадгезионных покрытий на технологической оснастке при
189
производстве сборных железобетонных изделий и конструкций [247,
с. 152]. Такие покрытия помимо низкой адгезии к бетону должны
обладать стойкостью к абразивному износу, водо- и щелочестой-
костью.
Исследовалась пригодность ряда промышленных порошковых
красок в качестве антиадгезионных материалов для окраски опа-
лубпых форм [25, с. 76]. С этой целью методом электростатическо-
го распыления на установке АЗП-1 на образцы из Ст. 3 наносили
покрытая толщиной 150—250 мкм и проводили их испытания.
Ниже приведены абразивостойкость исследованных покрытий
Н и адгезионная прочность А бетона к их поверхности:
Н при 20 С, цикл/мм А (на отрыв). МПа
Поливинилбутиральное (из краски П-ВЛ-212) 100 1,740
Пентапластовое (из полимера А-2) 60 0.076*
Поливинилхлоридное (из краски П-ХВ-716) 45 0.053
'Эпоксидное (из краски П-ЭП-91) 65 0.013*
Фторопластовое (из полимера Ф-4МБ) 130 0,008*
Без покрытия - 0,124
* Адгезионный отрыв, в остальных случаях -частичное прилипание бетона к поверхности.
Результаты испытаний показали, что наилучшими по комплексу
свойств (низкой ад(езии, абразивостойкости, устойчивости к вибра-
ционной и тепловой обработке) являются фторопластовые и пента-
пластовые покрытия. Они позволяют производить до 70-90 формо-
вок в стальных формах без предварительной их смазки. Поливи-
нилбутиральные покрытия достаточно сильно адгезируют к бетону,
а полиэтиленовые и поливинилхлоридные начинают интенсивно ад-
сорбировать бетонный раствор и вспучиваться после 4-5 формовок.
Эпоксидные покрытия отслаиваются от подложки через 6-9 фор-
мовок.
В практике строительства на месте производства сборного желе-
зобетона организуются специальные посты для нанесения на
стальные формы порошковых красок. Эффективность эксплуатации
таких постов вполне очевидна: повышается сохранность форм (нет
необходимости очищать их от налипшего бетона с помощью скреб-
ков, зубил и т.д.), улучшается внешний вид бетонных изделий (по-
верхность получается более ровной, гладкой, без масляных пятен),
повышается производительность труда.
Затраты на сооружение поста по изготовлению покрытий оку-
паются в среднем через полгода [247, с. 152].
Применение порошковых красок особенно перспективно для от-
делки разнообразных металлических строительных изделий-
оконных рам, дверей, фасадных облицовочных панелей, профилей
и др. [239, 248]. Разработана и изготовлена опытно-промышленная
установка для защиты гнутых стальных профилей-уголков, швел-
леров, Z-образных, корытообразных и гофрированных изделий-по-
рошковыми красками. Установка позволяет окрашивать изделия
разного сечения и длины. Нанесение порошковой краски проводит-
190
ся в ванне ионизированного кипящего слоя. В зависимости от на-
значения профили окрашивают поливинилбутиральными, полиэти-
леновыми или полипропиленовыми красками. Ожидаемый эконо-
мический эффект от применения гнутых профилей с полимерными
покрытиями в народном хозяйстве при объеме производства
30 тыс. т металла в год (производительность одной линии) состав-
ляет около 1 млн. руб. [235, с. 86].
На заводе английской фирмы Crista 11 Windows порошковыми
полиэфирными красками отделываются стальные оцинкованные
рамы. После прохождения операции подготовки поверхности (обез-
жиривания, хроматирования, травления) на рамы автоматически
с помощью электростатических распылителей фирмы Gema нано-
сится слой порошковой краски. Предусмотрена и ручная подкраска.
Покрытие отверждается при 210 °C в течение 10 мин [234]. Анало-
гичным образом отделываются порошковой краской алюминиевые
профили для окон на другой английской фирме. Толщина покрытий
50-75 мкм [244].
Фирма Startex (ФРГ) применяет порошковые краски для отделки
строительных алюминиевых деталей, служащих для облицовки фа-
садов зданий, изготовления дверей, окон и профильных изделий.
Используются полиэфирные краски с широкой цветовой гаммой
[202].
Преобладающее большинство покрытий на металлических
строительных изделиях используется для замены более дорогих
и трудоемких покрытий из жидких красок или гальванопокрытий.
Окраска силикатных строительных материалов
Силикатные строительные материалы —
кирпич, бетон, асбоцемент - характеризуются высокой пористостью,
шероховатостью поверхности, значительным водопоглощением.
Это накладывает свои особенности на технологию их отделки по-
рошковыми красками. Кроме того, в зависимости от условий экс-
плуатации возникают требования к внешнему виду покрытий, их
свето-, водо- и атмосферостойкости, циклическим изменениям тем-
пературы.
Технология облицовки кирпича - красного (обожженного) и бе-
лого (автоклавного изготовления) - порошковыми красками разра-
батывалась в ЛТИ им. Ленсовета совместно с предприятиями по
производству стройматериалов [235, с. 46]. Было установлено, что
в зависимости от назначения кирпича для его облицовки (покры-
вается обычно две плоскости) могут быть использованы краски
эпоксидные, полиэфирные, поливинилбутиральные и поливинилхло-
ридные. Учитывая пористость кирпича, рационально наносить
краски на предварительно нагретую поверхность; при этом может
быть применен как полный прогрев всей массы кирпича, так и не-
полный (поверхностный). При полном прогреве покрытие из термо-
пластичных и быстроотверждаемых термореактивных красок обыч-
но нацело формируется за счет аккумулированной подложкой
191
теплоты; при поверхностном прогреве кирпич требуется дополни-
тельно нагревать для полного формирования покрытия.
Ниже приведены некоторые свойства покрытий, полученных из
порошковых красок на силикатном кирпиче:
Твердость, Блеск. Адгезия,
МПа о баллы
Поливинилбутиральное покрытие 178 38 1
Эпоксидное покрытие 164 50 1
Поливинилхлоридное покрытие 39 25 4
Все указанные покрытия отвечают существующим требованиям
по морозостойкости (образцы выдержали без изменения 50 цик-
лов замораживания-оттаивания). Водопоглощение окрашенного
кирпича находится примерно на том же уровне, что и неокра-
шенного.
Промышленная технология облицовки кирпича освоена Павлов-
ским заводом силикатных строительных материалов и объедине-
нием «Победа» (г. Ленинград). Для получения покрытий исполь-
зуются поливинилбутиральные (П-ВЛ-212) и эпоксидные (П-ЭП-91)
краски производства ЛНПО «Пигмент» (ранее кирпичи окрашивали
жидкой содержащей растворители органосиликатной краской). При-
меняются механизированные линии окраски. Технологический про-
цесс включает следующие операции [235, с. 47]:
сортировка и подача кирпича на транспортер;
нагрев поверхности (в случае краски П-ВЛ-212 до 230-250 °C,
П-ЭП-91-180-200 °C);
нанесение порошковой краски пневмораспылением или насеива-
нием;
дополнительный нагрев для завершения формирования
и отверждения покрытия при 170-200°C;
охлаждение на воздухе.
Лучшие по внешнему виду, глянцу и водостойкости покрытия
получаются из эпоксидных красок, однако процесс их получения (из-
за операции отверждения) несколько длительнее, чем поливинилбу-
тиральных покрытий.
Окрашенный кирпич используется для внутренней облицовки
стен в гражданском строительстве.
В стадии освоения находится технология окраски порошковыми
материалами изделий крупнопанельного домостроения [249, с. 94].
Разработана специальная поливинилбутиральная краска строитель-
ного назначения с улучшенной атмосферостойкостью, содержащая
органоминеральный наполнитель, и технология получения из нее
покрытий. Последняя разрабатывалась с учетом большой массы
и теплоемкости покрываемых изделий. Опыты показали преимуще-
ство ИК-нагрева изделий по сравнению с конвективным. При этом
существенно снижается потребление энергии и сокращается цикл
производства покрытий, который складывается из следующих опе-
раций (а. с. СССР 664951):
192
предварительный (поверхностный) нагрев изделий с помощью
ИК-газовых горелок до 900°C в течение 4 мин;
охлаждение изделий на воздухе в течение 2 мин;
нанесение порошковой краски пневмораспылением;
дополнительный нагрев изделий для выравнивания поверхности
(температура 240-250 °C, время 6-7 мин).
При предварительной тепловой (высокотемпературной) обработ-
ке строительных изделий происходит частичная дегидратация це-
мента с образованием химических соединений, активно взаимодей-
ствующих с полимерной пленкой; в результате достигается высокая
и стабильная адгезия покрытий.
Первые испытания технологии окраски изделий крупнопанель-
ного домостроения порошковыми красками проведены на Полю-
стровском заводе строительных конструкций (г. Ленинград). Опыт-
ная партия окрашенных панелей использована для строительства
балконов зданий.
Проводились работы по получению покрытий из порошковых
красок на асбоцементных листах [247, с. 170]. Для получения по-
крытий использовались порошковые эпоксидные и поливинилбути-
ральные составы. В нормальных условиях асбоцементные листы со-
держат до 15-20% влаги. Это создает определенные трудности для
получения покрытий, так как при нагревании вода испаряется, обра-
зуя поры и пузыри в покрытии. Предложено до нанесения порош-
кового материала асбоцементные листы высушивать при темпера-
туре 195-350 °C (в зависимости от марки асбоцемента). При
соблюдении требуемых режимов сушки были получены покрытия
удовлетворительного качества.
9.7. ПРОЧИЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Окраска изделий метизной промышленно-
сти. В этой отрасли наибольшее внимание привлекла окраска по-
рошковыми красками длинномерных изделий (сетка, лента, прово-
лока для плетеных сеток и шпалерная) и разнообразных изделий из
проволоки бытового и сельскохозяйственного назначения (клетки
для содержания птиц и животных, контейнеры для перевозки ово-
щей и фруктов, корзины, полки, подставки для цветов, предметы
украшения и т.д.). Покрытия на таких изделиях выполняют разные
функции. Изготовленные из различных порошковых красок, они
обычно выглядят красиво и нарядно, особенно если подобран со
вкусом цвет. Однако при разработке технологии их защиты необхо-
димо учитывать следующее.
Нередко возникают сложности при выборе типа порошковой
краски: покрытия должны быть механически прочными и в то же
время гибкими, эластичными. В зависимости от назначения покры-
тий в наибольшей степени оправдали себя краски поливинилхло-
ридные, поливинилбутиральные, полиамидные, полиэтиленовые
и эпоксидные.
193
Рис. 90. Схема tрехниточной линии окраски проволоки порошковой поливниилх юриднон краской:
1, 8 размоточные и намоточные катушки; 2 печь для предварительного нагрева проволоки; 3, 7 под-
держивающие ролики; 4 ванна вибровнхревого напыления порошка; 5 печь для оплавления порошка;
6 охлаждающее устройство.
Изделия, выполненные из разнотолщинных элементов, требуют
тщательного выбора температурного режима формирования по-
крытий. При окраске плетеной сетки возможны непрокрасы в ме-
стах сочленения проволок. Наилучшие результаты при нанесении,
порошковых красок на проволочные изделия дает способ погруже-
ния в кипящий или виброкипящий слой, на проволоку и ленту—
распыление в электрическом поле высокого напряжения. Из спосо-
бов нагрева изделий предпочтительны индукционный и конвек-
тивный.
Во ВНИИ метизной промышленности (г. Магнитогорск) разра-
ботан и изготовлен комплекс оборудования для получения покры-
тий на сварной рулонной сетке и проволоке [133, с. 81; 235, с. 78].
В качестве материала для покрытий выбрана поливинилхлоридная
краска П-ХВ-716.
Технологический процесс получения покрытий осуществляется
в три стадии: отжиг сетки, подготовка поверхности (травление
в кислоте и фосфатирование), нанесение порошковой краски с по-
следующим оплавлением покрытия. Последняя стадия включает
операции: предварительный нагрев сетки до 450-480 С (время
4 мин), нанесение порошка (время 20 с), формирование покрытия
при 240-250 °C в течение 100 с, охлаждение покрытия холодной
водой.
Производительность установки (при скорости движения сетки
1 м/мин и односменной работе) 100 тыс. м2 сетки в юд.
Полученная на установке сетка (диаметр проволоки 2 мм) про-
шла широкие многолетние испытания: она была использована для
изготовления клеток для содержания пушных зверей. Испытания
показали, что покрытия хорошо предохраняют сетку от коррозии
и износа и, что особенно, важно, позволяют улучшить условия со-
держания животных, облегчают их обслуживание (покрытие хоро-
шо моется, выдерживает воздействие дезинфицирующего раствора).
Эксплуатационная стойкость окрашенной таким образом сетки
примерно в 2 раза выше, чем оцинкованной [23, с. 79].
Разработана линия для получения покрытий на проволоке
(рис. 90) с использованием краски П-ХВ-716 [25, с. 70]. На линии
может окрашиваться шпалерная проволока, бронекабельная прово-
лока и проволока для плетеных сеток. Скорость движения проволо-
ки-до 6 м/мин, толщина покрытия 150-250 мкм, расход порошко-
194
вой краски 2-3 г на погонный метр проволоки. При окраске
бронекабельной проволоки на оцинкованную поверхность предва-
рительно наносится слой жидкой грунтовки марки КЧ-0189; нанесе-
ние порошковой краски осуществляется на неохлажденную (после
сушки грунтовки) поверхность вибро вихревым способом.
Поливинилхлоридное покрытие, так же, как и полиамидное, до-
пускает плетение проволоки в сетку. Сетка с таким покрытием (в
отличие от оцинковки) может транспортироваться без применения
консервационных составов и упаковки в тарную ткань.
Окраска стеклотары. Одна из областей эффективного примене-
ния порошковых красок-окраска стеклотары: бутылок для лекар-
ственных препаратов, особенно служащих аэрозольной упаковкой,
флаконов для духов, бутылок для безалкогольных напитков и пива,
емкостей для перевозки и хранения жидкостей, в том числе горю-
чих и смазочных материалов, лаков, красок и др. В США в 1973 г.
на эти цели было израсходовано 5,7% общего потребления порош-
ковых красок [250]. Назначение таких покрытий-сделать безоско-
лочным стекло, уменьшить массу бутылок, сделать более экономич-
ной их транспортировку. Считают [251], что при нанесении
полимерных покрытий масса бутылок (за счет уменьшения тол-
щины стекла) может быть снижена на 15-30%. Их можно транспор-
тировать при плотной укладке, в результате чего повышается вме-
стимость тары для бутылок и упрощается ее изготовление.
Немаловажное значение имеет и цветовая отделка, позволяющая
разнообразить фактуру и цвет поверхности изделий, имитировать
стекло под фарфор, фаянс, металл, тем самым удешевить продук-
цию. В основном окрашивают стеклотару одноразового использо-
вания, однако при соответствующем выборе порошковой краски не
исключается получение покрытий многоразового применения.
Наибольшее распространение для окраски стеклотары получили
эпоксидные, поливинилхлоридные краски и составы на основе по-
лиэтилена и сэвилена. Их наносят на предварительно нагретую
поверхность в кипящем слое, струйным или электростатическим
распылением. Вследствие относительно большой массы и теплоем-
кости стекла краски хорошо растекаются на его поверхности, в ре-
зультате покрытия получаются ровными, глянцевыми, без дефек-
тов. Их толщина обычно колеблется в пределах 100-500 мкм.
Разработаны промышленные линии для окраски стеклотары.
Так, фирма Dart Industries (США) с 1972 г. выпускает стеклянные
бутылки с покрытием на основе сополимера этилена с винилацета-
том. Получают как прозрачные, так и непрозрачные (пигментиро-
ванные) покрытия, в том числе с «металлическим эффектом». Тол-
щина покрытий 100 мкм; масса окрашенных бутылок на 17%
меньше, чем обычных [251]. Окраска бутылок порошковыми эпок-
сидными красками производится по следующей технологии: бутыл-
ки нагревают до 180 °C, далее на нагретую поверхность способом
электростатического распыления наносят порошковую краску, по-
сле чего проводят отверждение покрытия при 200 С в течение 30 с.
Получают покрытие толщиной 150 мкм.
195
Окраска медицинских приборов и инструмента. В медицинском
приборостроении используются разнообразные по назначению по-
крытия: защитно-декоративные, химически стойкие, электроизоля-
ционные, бактерицидные и др. Наиболее эффективно применение
порошковых красок и лаков при защите деталей приборов (мешал-
ки, диски, плунжеры, направляющие колодки, металлические про-
кладки) и инструмента, соприкасающихся с агрессивными жидко-
стями, растворителями и биохимическими средами. Оправдало себя
применение порошковых составов на основе пентапласта и фторо-
пластов. Замена ими жидких красок растворного и дисперсионного
типов и гальванопокрытий приводит к резкому сокращению тру-
доемкости процесса, повышению качества и надежности работы
приборов и инструмента [22, с. 93]. Линии по окраске медицинских
приборов и инструмента (производство фирмы Hafe, ВНР) рабо-
тают в Днепропетровске, Белгород-Диестровском, Ельце, Тюмени
[213].
Защита деталей машин и оборудования пищевых производств. Ак-
туальными вопросами в этой отрасли являются: улучшение химиче-
ской защиты оборудования, уменьшение налипания пищевых про-
дуктов на поверхности рабочих органов машин, повышение
работоспособности узлов трения. Важное условие применения по-
лимерных покрытий, контактирующих с пищевыми продуктами —
соответствие их санитарно-гигиеническим требованиям.
Из порошковых лакокрасочных материалов нашли применение
для защиты деталей и оборудования пищевых производств в каче-
стве защитно-декоративных-эпоксидные краски П-ЭП-219, химиче-
ски стойких и антиадгезионных фторопластовые (Ф-4МБ, Ф-4МП)
и пентапластовые составы, антифрикционных-составы на основе
полиамида П-12 [136].
ГЛАВА 10
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
ПОРОШКОВЫХ КРАСОК
И ТЕХНИКА БЕЗОПАСНОСТИ
10.1. ВОПРОСЫ ОРГАНИЗАЦИИ
ПРОИЗВОДСТВА КРАСОК
Хранение сырья и готовой продукции. Ка-
чество готовых красок, стандартность и соответствие отдельных
партий техническим требованиям во многом зависят от качества
применяемого сырья, при этом важное значение имеют условия его
хранения. Основная часть сырья, применяемого в производстве по-
рошковых красок: пленкообразователи, пигменты, стабилизаторы,
отвердители, модифицирующие добавки и др.,-представляет собой
твердые порошковые или гранулированные материалы, поста-
вляемые в мешках или бочках. Необходимые требования к сырью-
отсутствие влага и посторонних примесей, поэтому использование
порванных или подмоченных мешков не допускается.
Для хранения сырья используются специально оборудованные
складские помещения или навесы. Хранить сырье под открытым не-
бом не разрешается.
Учитывая многообразие сырья и трудности очистки транс-
портных коммуникаций, транспортирование сырьевых материалов
со склада в цех и внутри цеха предпочтительно осуществлять ко-
лесным транспортом, используя подъемники для передачи грузов
в вертикальном направлении. Удобно использовать промежуточные
емкости - контейнеры для перевозки [252].
Еще более жесткие требования предъявляются к условиям хра-
нения готовой продукции. Многие виды порошковых красок не
подлежат длительному хранению. Краски, представляющие собой
реакционноспособные системы (эпоксидные, полиэфирные, полиуре-
тановые, полиакрилатные), «стареют» при храпении. В результате
протекания химических реакций повышается вязкость расплавов,
уменьшается время гелеобразования, затрудняется розлив и ухуд-
шается внешний вид покрытий. Для всех порошковых красок харак-
терно слеживание. «Старение» и слеживание резко усиливаются при
повышении температуры; ускоряет эти процессы и увеличение да-
вления, например при складировании мешков штабелями.
Для сохранения требуемой кондиции красок необходимо соблю-
дать следующие основные условия их хранения:
1) упаковывать в герметичную водонепроницаемую тару;
2) хранить в складских помещениях, исключающих попадание
прямых солнечных лучей и влаги;
3) температура хранения не должна превышать 25 "С (в ряде
стран установлена температура 35 С).
197
Удобна упаковка красок в полиэтиленовые мешки, уложенные
в картонные коробки (массой по 15 20 кг). В такой упаковке выпу-
скают порошковые краски многие зарубежные фирмы (Kansai Paint
Со, Япония; Bus AG, Швейцария, и др.). В нашей стране порош-
ковые краски упаковывают в неокрашенные полиэтиленовые мешки
(массой по 15-25 кг), которые, в свою очередь, укладывают в дере-
вянные ящики, выложенные внутри плотной бумагой, или в мешки
из крафт-бумаги. Мягкая упаковка, однако, менее благоприятна для
транспортировки и хранения из-за меньшей ее прочности и склон-
ности порошковых красок к слеживанию.
В целом, учитывая ограниченный срок хранения порошковых
красок (по техническим условиям в нашей стране он составляет для
разных красок 6 или 12 мес), следует стремиться к максимальному
сокращению времени от их изготовления до использования. Поэто-
му складские помещения для порошковых красок нужно рассматри-
вать как временный буфер для их накопления перед отгрузкой или
использованием в производстве покрытий; длительно хранить кра-
ски во всех отношениях нецелесообразно.
Контроль сырья и готовой продукции. Как и при производстве
жидких красок, при изготовлении порошковых лакокрасочных ма-
териалов обязательным является входной контроль исходного
сырья. Все компоненты красок проверяют на соответствие техниче-
ским условиям; сыпучие материалы контролируют по степени дис-
персности частиц. Особенно жесткие требования предъявляются
к качеству пленкообразующих веществ - основного компонента кра-
сок. Наиболее важные их показатели [89]: цвет, содержание функ-
циональных групп и реакционная способность, температура размяг-
чения, вязкость расплава, содержание летучих веществ. Возможны
и другие испытания. Особенно полезно проведение технологической
пробы, т. е. изготовление из полимера или олигомера каждой пар-
тии лабораторного образца краски и ее проверка на качество по ос-
новным показателям, например по скорости отверждения, цвету,
внешнему виду, механическим свойствам покрытий и т. д. Перечень
показателей, по которым контролируют готовые порошковые кра-
ски, определяется техническими требованиями, которые в зависимо-
сти от назначения материала весьма разнообразны.
Типовые показатели красок, включенные в стандарты некоторых
стран-ГОСТ (СССР), ASTM (США), DIN (ФРГ), BSI (Англия),
AFNOR (Франция), ISO (Международный): дисперсионный состав;
способность к нанесению тем или иным способом, условия форми-
рования покрытий (температура, время), цвет, блеск, механические,
электрические, противокоррозионные свойства покрытий. В ряде
стандартов предусмотрены и другие показатели красок: содержание
летучих веществ (ГОСТ), растекаемость (ГОСТ, ASTM), нижний
предел воспламенения (ISO, DIN), способность к псевдоожижению
(ГОСТ, AFNOP).
Другие свойства красок: плотность, электризуемость, удельный
заряд частиц, склонность к сепарации, стабильность при хранении,
степень отверждения покрытия - обычно не включаются в стан-
198
дарты; их значения регламентируются условиями производства
красок.
Прием красок и отбор проб при этом осуществляется в соответ-
ствии с требованиями ГОСТ 9980-80. Их испытание производится
по методикам, описанным в гл. 8.
Поддержание чистоты рабочих помещений. Для получения каче-
ственного продукта, обеспечения надежности работы оборудования
и соблюдения безопасных условий труда при производстве порош-
ковых красок требуется высокая чистота рабочих помещений. Ти-
пичное загрязнение - запыляемость в связи с получением и перера-
боткой высокодисперсных сыпучих материалов в сухом виде.
Поддержание требуемой чистоты помещений достигается уста-
новкой эффективной системы вентиляции, надлежащим контролем
за работой оборудования, систематической мокрой уборкой поме-
щений.
Местные вытяжные отсосы, связанные с центральной системой
вытяжной вентиляции и очистки, должны быть установлены на всех
участках, связанных с возможным образованием пыли: взвешива-
ния, загрузки, сухого смешения компонентов красок, размола и упа-
ковки готового продукта. Очистка воздуха от пыли осуществляется
с помощью системы фильтров. Участок готовой продукции обычно
снабжают автономной системой вентиляции и фильтрования возду-
ха. По мере накопления пыли фильтры очищают.
При переходе производства с одного цвета краски на другой
предусматривается предварительная сухая очистка (встряхивание)
фильтровальных элементов и замена их новыми.
Очистка помещений и производственного оборудования от пы-
ли обычно производится с помощью пылесосов или других ва-
куумных очистителей. Предпочтительна, однако, мокрая уборка по-
мещений. При увлажнении пылевидные частицы теряют электриче-
ский заряд и наиболее легко и полно удаляются с поверхности.
10.2. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ТРУДА
При производстве порошковых красок, как
и при изготовлении из них покрытий, необходимо строго соблю-
дать правила техники безопасности и мероприятия по охране труда.
Преобладающее число пленкообразователей, используемых для
получения красок (полиолефины, поливинилбутираль, полиамиды,
полиэфиры, фторопласты и др.), в основном безвредны и не опасны
для здоровья. Токсичность может быть вызвана веществами, при-
сутствующими в композициях (пигментами, пластификаторами,
стабилизаторами), и особенно парами и продуктами разложения
этих веществ и полимеров. В санитарном и пожарном отношении
опасна и пыль порошковых красок и их составных компонентов,
в первую очередь веществ органического происхождения.
Нельзя не учитывать и возможность ожогов и поражения током
при эксплуатации и наладке тепловых установок и электрооборудо-
вания.
199
10.2.1. Меры безопасности
при производстве красок
Производство порошковых красок связа-
но с использованием разнообразных видов твердого и жидкого
сырья и применением многих физических и химических методов
и процессов их переработки.
Самыми опасными в санитарном и пожарном отношении
являются участки производства с наибольшим пылеобразованием
и контактом обслуживающего персонала с химикалиями: подготов-
ки и загрузки сыпучего сырья, сухого измельчения и смешения ком-
понентов, фасовки готовой продукции.
По данным Института гигиены труда и профзаболеваний АМН
СССР пыль всех полимеров, в том числе и сравнительно без-
вредных, попадая в органы дыхания и легкие в сравнительно боль-
ших количествах, способна вызывать заболевания дыхательных пу-
тей. Так, пыль полиэтилена при систематическом попадании
в легкие приводит к развитию склероза, эмфиземы, бронхита, оча-
гов пневмонии и т.д. Поэтому борьба с запыленностью - важный
элемент профилактики профзаболеваний работающих. Необходимо,
чтобы концентрация пыли вредных веществ в атмосфере производ-
ственных помещений не превышала ПДК [253]:
ПДК пыли в воздухе рабочей
зоны, мг/м3
Пленкообразователи
Полиэтилен 10
Поливинилбутираль 10
Поливинилхлорид 6
Полифторолефины 10
Эиоксиолигомеры 10
Пластификаторы, отвердители, пигменты
Дибутилфталат
Диоктилфталат
Дициандиамид
Фталевый ангидрид
Уротропин
Диоксид титана
Микробарит
Оксид цинка
Технический углерод
Крон свинцовый
0,5 (пары, аэрозоль)
1 (пары, аэрозоль)
0,5
1 (пары)
Мало токсичен
10
6
5
4
0,01
Стабилизаторы, как и пигменты, сильно различаются по вредно-
сти-от нетоксичных (стабилизатор АС-8, бисалкофен БП, тиоалко-
фен БП, арилсалицилаты) до сильнотоксичных с ПДК 0,1-0,01 (аро-
матические амины, стеараты и сульфаты свинца, оловоорганические
соединения). ПДК пыли готовых порошковых красок зависит от их
состава. Для красок, не содержащих токсичных компонентов (пла-
стификаторов, стабилизаторов, пигментов), ПДК обычно находится
в пределах 6-10 мг/м3 [254].
200
Пыль порошков может попадать в рабочую зону из-за неис-
правности или негерметичности оборудования или из-за неудовле-
творительной работы аспирационной системы в цехе.
Запыленные помещения опасны не только в санитарно-гигиени-
ческом, но и в пожарном отношении, так как аэровзвеси практиче-
ски всех порошковых красок и многих применяемых для их получе-
ния сырьевых компонентов взрывоопасны. Взрыв аэровзвесей
порошков может возникнуть при трении, перегреве, саморазогреве
от открытого огня, искры статического электричества [255].
Взрывоопасность увеличивается с ростом дисперсности и плаву-
чести порошков. Чем мельче порошок, тем большая площадь по-
верхности приходится на единицу его массы и, следовательно, боль-
ше возможная поверхность контакта с воздухом. Частицы плавучих
порошков длительное время находятся во взвешенном состоянии
в воздухе, занимая значительный объем. Увлажнение воздуха в ра-
бочем помещении уменьшает плавучесть порошков, снижает их
электризацию, опасность взрыва при этом падает.
Показателями пожаровзрывоопасности порошковых красок, как
и любых дисперсных органических веществ, служат: температуры
воспламенения Тв и самовоспламенения 7^в (Тсв немного выше Тв);
нижний концентрационный предел воспламенения (НКПВ), мини-
мальное взрывоопасное содержание кислорода, минимальные энер-
гия и заряд зажигания. Ниже приведены значения этих показателей
для ряда полимеров и получаемых на их основе порошковых кра-
сок [25, с. 83; 256]:
Пленкообразователи Тсв, °C НКПВ. г/м3
Этилцеллюлоза 297 37,8
Полиэтилен 349 25,0
Поливинилбутираль — 22,7
Полиэфир 420 —
Полиамид 424 —
Поливинилхлорид 454 100
Поликарбонат 550 —
Краски
Поливинилбутиральная П-ВЛ-212 325 25,5
Полиэфирная П-ПЭ-1130у 395 33,5
Полиакрилатная П-АК-1138 405 20,0
Эпоксидный компаунд ЭП-49 Д/2 508 33,6
Эпоксидная П-ЭП-967 538 37,1
Поливинилхлоридная П-ХВ-716 650 100
Минимальное взрывоопасное содержание кислорода (при ис-
пользовании дефлегматора азота) для взвесей многих порошковых
красок составляет 11-12% (об.); минимальная энергия зажигания
5,0-0 мДж, минимальный заряд зажигания 0,6-3,0 мкКл [257].
Верхний концентрационный предел воспламенения аэровзвесей по-
рошковых красок составляет 2-6 кг/м3, однако значения этого пока-
зателя нестабильны при определениях и потому противоречивы.
Порошковые лаки, как правило, более пожароопасны, чем ана-
логичные краски: присутствие минеральных пигментов и наполни-
14 —Зак. 1Й7
201
телей приводит к увеличению 7^в, НКПВ и минимальной энергии
зажигания взвесей.
Порошковые краски, являясь горючими материалами, в пожар-
ном отношении, однако, менее опасны, чем содержащие раствори-
тели жидкие краски: минимальная энергия зажигания их взвесей
в воздухе примерно в 100 раз меньше. Для воспламенения порош-
ковых взвесей также требуются более высокие температура и заряд
зажигания [257].
Разработаны требования по ведению процессов, связанных
с переработкой порошковых материалов [25, с. 83; 256].
1. Поскольку загорание и взрыв порошкового материала могут
произойти только при достижении или превышении его НКПВ,
в работе с ними следует придерживаться лишь половины устано-
вленной концентрации нижнего предела воспламенения. Если
НКПВ для вещества неизвестен, рекомендуется максимально допу-
стимую концентрацию его брать равной 10 г/м3.
2. Так как загорание порошка происходит при условии, если его
температура и энергия превысят температуру воспламенения и ми-
нимальную энергию зажигания взвеси, необходимо исключить ис-
точники воспламенения (искровые разряды с частей электрообору-
дования, разряды статического электричества, контакт с оборудова-
нием, осветительными и нагревательными приборами с температу-
рой поверхности 140 °C и более). Безопасной считается энергия
искрового разряда до 5 мДж.
3. Во избежание накапливания и отложения порошка в воздухо-
водах скорость воздушного потока в системе вытяжной вентиляции
должна быть не менее 8 м/с. Меньшая скорость допускается лишь
в вертикальных и наклонных трубопроводах с уклоном, превышаю-
щим угол естественного откоса порошка.
4. При загрузке и выгрузке порошковых материалов и очистке
оборудования от порошков необходимо применять средства за-
щиты органов дыхания, кожи рук и лица. Для этого следует поль-
зоваться перчатками, респираторами и нарукавниками из проти-
вопылевых тканей.
5. Лица, принимаемые на работу и работающие с порошковыми
красками, должны проходить предварительные и периодические ме-
дицинские осмотры в соответствии с положениями, утвержденными
Минздравом СССР. Рабочие и ИТР должны допускаться к само-
стоятельной работе после прохождения обучения, инструктажа
и проверки знаний правил безопасности труда и пожарной безопас-
ности.
10.2.2. Меры безопасности
при производстве покрытий
Изложенные выше сведения по безопасно-
сти труда при производстве порошковых красок во многом отно-
сятся и к процессу получения из них покрытий. Наиболее опасными
при производстве покрытий являются участки: нанесения порош-
202
ковых красок, где возможно запыление окружающего воздуха,
и формирования (отверждения) покрытий, где в результате воздей-
ствия повышенных температур могуз образовываться летучие про-
дукты разложения нестабильных компонентов красок и паров низ-
комолекулярных веществ.
Различные пленкообразователи при разложении образуют не-
одинаковые по вредности низкомолекулярные вещества [213, 258]:
Краска
Продукт),! разложения (ИДК, мг м3)
Эпоксидная Эпихлоргидрин (1Х толуол (50), бутанол (10), ацетон (200), фенол (5)
Поливинилбутиральная Поливинилхлоридная Масляный альдегид (5), оксид углерода СО (20) Хлористый водород (5), дибутилфталат (1), оксид углерода СО (20)
Полиамидная Пентапластовая Формальдегид (0,5), £-капролактам (10) Формальдегид (0,5), оксид углерода СО (20), хло- ристый водород (5), фосген (0,5)
Особенно токсичны продукты разложения полифторолефинов
(мономеры, фторфосген, оксид углерода) и пентапласта (хлоранги-
дриды кислот, фосген, формальдегид, хлористый углерод, оксид
углерода). Поэтому работа с красками на этих полимерах требует
повышенной предосторожности и внимания.
Количество образующихся при формировании покрытий лету-
чих продуктов, как правило, невелико: для большинства порош-
ковых красок оно не превышает 3-5 г на 1 кг использованной кра-
ски. Это в сотни раз меньше количества растворителей, удаляемого
при формировании покрытий из общеупотребительных жидких
красок.
Наиболее совершенный способ получения покрытий с гигиениче-
ской точки зрения-механизированное электростатическое напыле-
ние в камере с рекуперацией порошка и последующее его сплавле-
ние (отверждение) в камере с автоматическим режимом.
Проводилось санитарно-гигиеническое обследование участка по
нанесению порошковой краски П-ЭП-219 на механизированной ли-
нии фирмы Hafe (ВНР) [213]. Было найдено, что содержание кра-
сочной пыли на рабочем месте (у открытого проема камеры напы-
ления) составляет 0,40-0,62 мг/м3 при фоновом содержании пыли
в рабочем помещении цеха 1 мг/м3. Концентрация паров эпихлор-
гидрина у входного и выходного проемов печи не превышает долей
мг/м3, т.е. лежит значительно ниже установленной нормы
(ПДК-1 мг/м3). Степень улавливания порошка в фильтрах-рекупе-
раторах составляет 99,8%.
Несмотря на меньшую санитарную и пожарную опасность ра-
боты с порошковыми красками, чем с жидкими, при получении из
них покрытий необходимо строго соблюдать установленные требо-
вания [15, с. 232; 257, 259]:
1. Ванны кипящего слоя обязательно должны иметь бортовые
отсосы. Ванны шириной более 0,8 м оборудуются двухсторонним
бортовым отсосом.
и»
203
2. При нанесении красок распылением скорость воздуха в рабо-
чих проемах камер должна быть не менее 0,6 м/с.
3. Недопустимы искровые разряды с оборудования (электроста-
тический распылитель и др.) с энергией выше минимальной энергии
зажигания порошковой краски.
4. Камеры рекуперации порошка должны оборудоваться предо-
хранительными мембранами (клапанами) сечением не менее 1 м2 на
10 м3 закрытого объема камеры.
5. Печи для формирования покрытий должны быть оборудо-
ваны вентиляционным зонтом и иметь автоблокировку для предот-
вращения подъема температуры выше установленной нормы.
6. При нанесении красок температура нагрева покрываемых из-
делий не должна превышать 2/3 от температуры воспламенения
взвеси, а температура поверхности внутри печи - 2/3 от температуры
самовоспламенения порошковой краски. Производства, связанные
с получением и применением порошковых красок с НКПВ до
65 г/м3, при условии образования взрывоопасной смеси в объеме,
превышающем 5% от свободного объема помещения, являются
взрывоопасными категории Б. Общие требования по обеспечению
их взрывобезопасности установлены ГОСТ 12.1.010-76 ССБТ
«Взрывоопасность. Общие требования».
В работе [256] приводится перечень нормативных материалов,
рекомендуемых при организации участков и цехов покрытий с при-
менением порошковых красок.
10.3. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
Главными факторами, определяющими
экономическую эффективность производства и применения порош-
ковых красок, являются:
отсутствие в их составе летучих компонентов, в первую очередь
органических растворителей;
почти 100%-ное использование материала при получении по-
крытий ;
пригодность для эксплуатации однослойных покрытий.
Если при получении покрытий из традиционных жидких красок
газовыделения в форме испаряющихся растворителей составляют
30-70%, то при использовании порошковых красок они не превы-
шают 1%. Отсутствие растворителей сокращает издержки про-
изводства лакокрасочных материалов и покрытий: устраняется не-
обходимость обезвреживания отходящих газов и сточных вод,
упрощается система мер санитарной и противопожарной безопас-
ности, аннулируются непроизводительные затраты на раство-
рители.
При нанесении на поверхность красок (жидких - пневматическим
распылением, порошковых-электростатическим) потери соста-
вляют соответственно 35^40 и 0,2-1,0%. Таким образом, с учетом
содержания летучей части коэффициент использования сухого веще-
ства жидких красок составляет не более 30%, порошковых-98-99%.
204
Производство покрытий из порошковых красок относится к ка-
тегории безотходных.
При применении порошковых красок (по сравнению с жидкими)
существенно сокращается цикл производства покрытий, в первую
очередь, за счет уменьшения числа наносимых слоев от 2-4 до 1-2
и нередко большей скорости формирования покрытий. Это находит
отражение в увеличении производительности труда, а также в сни-
жении трудоемкости и энергозатрат при производстве покрытий.
Экономия энергоресурсов достигается и вследствие снижения крат-
ности обмена воздуха в камерах формирования покрытий: в случае
порошковых красок этот показатель примерно в 2 раза ниже, чем
при применении жидких [258].
Следует отметить, что большинство порошковых красок из-за
отсутствия в них растворителя - одного из дешевых компонентов —
дороже однотипных жидких красок. Это вносит свои коррективы
в себестоимость покрытий: без учета экологических факторов в за-
висимости от вида, сложности и назначения покрытия окраска по-
рошковыми красками может обходиться дешевле или дороже, чем
жидкими. Ниже приводятся сравнительные данные по стоимости
окраски порошковой и жидкой эпоксидными красками на одной из
английских фирм [26]:
Порошковая Жидкая
краска краска
Цена краски, ф.ст./т 1044 580
Содержание растворителя, °/о 0 50
Потери краски при напылении, % 1-2 20-25
Стоимость окраски 1000 м2 поверхности 78 112
при толщине покрытия 50 мкм (без учета
подготовки поверхности), ф. ст.
Представляет интерес сопоставление эксплуатационных расхо-
дов на производство покрытий из типовых промышленных красок:
порошковой (полиэфирной), жидких растворного типа с низким
и высоким сухим остатком (с. о.) и водной (табл. 15, 16). При расче-
те использован опыт промышленности США [260].
Из приведенных данных видно, что в типовом варианте про-
изводство покрытий из порошковых красок экономичнее, чем из
жидких.
ТАБЛИЦА 15. Расчетные параметры красок
Показатели Краска
порошковая жидкая с низ- ким с.о. жидкая с вы- соким с.о. водная
Содержание сухого вещества, 98 31 68 31
Коэффициент полезного ис- пользования, % 99 60 75 60
Толщина однослойного покрытия, мкм 38 25 30 25
205
ТАБЛИЦА 16. Эксплуатационные расходы на производство покрытии при при-
менении порошковой и жидких красок (в долларах на 100 м2 поверхности)
Краска
Статьи расходов порошковая ЖИ 1КЗЯ с низ- ким с. о. жидкая с вы- соким со. водная
Стоимость материалов 23,36 23,57 22.93 27,78
Стоимость энергии (газа) 0,84 1,80 1.44 1,75
Эксплуатационные и трудовые 6.72 11,33 11,26 11,33
затраты Амортизация (за 10 лет работы 0,82 0,72 0,76
установки) Обшие затраты при применении газа .31,74 36,70 36,34 41.62
при применении электро- 33,97 41,46 40.14 46,24
энергии
Особенно выгодна замена порошковыми красками гальвани-
ческих хромоникелевых покрытий и сложных видов электроизо-
ляпии и влагозащиты в электро-, радио- и электронной промышлен-
ности.
Ниже приведена калькуляция себестоимости покрытий - поли-
мерного (из краски П-ПЛ-212) и гальванического (хромоникелевого)
по данным Вагоностроительного завода им. И. Е. Егорова [65]
(цифры даны в рублях на производство 100 м2 покрытия):
Статьи расходов Полимериое покрытие Га льва ни ческое покрытие
Затраты на материалы Энергетические затраты но 138
элект роэнергия 8 58
пар технический сжатый воздух 16 83
Трудозатраты (зарплата основная дополни тельная 1 и 24 171
Содержание и эксплуатация оборудования 24 11
Себестоимость покрытия 183 461
В электронной промышленности при применении порошковых
красок (компаундов) для герме газации пьезокерамических элемен-
тов (взамен ранее применявшегося обрезинивания) достигается сле-
дующий эффект : снижается трудоемкость в 10 раз, продолжитель-
ность процесса-в 12 раз, затраты на изготовление одного
элемента на 1,5 руб. [20].
Резервом повышения экономической эффекта внести является
уменьшение стоимости порошковых красок и их расходных норм
при нанесении, а также снижение температуры и времени формиро-
вания покрытий.
Снижение стоимости красок может быть достигнуто за счет
применения более дешевых видов сырья и совершенствования тех-
нологии их производства.
206
Рис. 91. Сравнительные данные по затратам знергин пра формирования покрытии из эпоксидно-полюфнрных красок
с разными режимами отверждения:
1 без ускорителя отверждения; 2-с ускорителем отверждения.
Расходные нормы красок зависят от толщины покрытий (она
колеблется от 25 до 300 мкм) и степени утилизации порошка при их
нанесении. Для получения тонких покрытий необходимы высоко-
дисперсные (тонкие и ультратонкие) порошки; их нанесение должно
производиться методами, основанными на электризации частиц.
Рентабельными могут быть лишь окрасочные линии, имеющие вы-
сокоэффективные рекуперационные установки.
Путем снижения температуры и времени формирования покры-
тий может быть достигнута экономия энергоресурсов и увеличена
производительность труда.
Из данных, приведенных на рис. 91, видно, что замена краски
с одним режимом отверждения (200 С-10 мин) на краску с дру-
гим ускоренным режимом отверждения (170 С-7 мин) приводит
к сокращению энергозатрат и повышению производительности при
окраске примерно на 30%.
Фактором эффективности является долговечность покрытий.
Покрытия из порошковых красок в большинстве случаев показы-
вают лучшие защитные свойства и имеют больший срок службы,
чем покрытия из растворов и дисперсий полимеров. Это объясняет-
ся тем, что порошковые краски не содержат посредников пленко-
образования (растворителей, воды) и ПАВ и приготовляются пре-
имущественно на термореактивных олигомерах и полимерах
кристаллической структуры с повышенной химической стойкостью
ЛИТЕРАТУРА
1. Ind. Lackierbetrieb, 1981, Bd. 49, № 4, S. 115.
2. Vantillard A.-Double liaison, 1984, vv. 31, № 350, p. 541-551.
3. Pigment a. Resin Technol., 1985, v. 14, № 2, p. 4 6, 17.
4. Metalloberflache, 1978, Bd. 32, № 2, S. 81-84.
5. ГенельС.В., Белый В. А., Булгаков В. Я., ГехтманГ.А. Применение поли-
мерных материалов в качестве покрытий. М.: Химия, 1968. 238 с.
6. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные материалы
и покрытия на их основе. Л.: Химия. 1971. 256 с.
7. Полякова К. К., Найма В. И. Технология и оборудование для нанесения порош-
ковых полимерных покрытий. М.: Машиностроение, 1972. 136 с.
8. Kowalski Z. Powloki z tworzyw sztueznych. Wydanie 2. Warszawa, 1973. 340 s.
9. Taler H„ Hieringa P. M. Powder Coating. Lausanne: Elsevier Sequoia. S. A., 1974.
10. Негматов C.C. Технология получения полимерных покрытий. Ташкент: Узбе-
кистан, 1975. 232 с.
11. Korf С. Report of Powder Coating. Braintree: R.H. Chandler Ltd., 1976. 162 p.
12. Белый В. А., Довгяло В. А., Юркевич O.P. Полимерные покрытия. Минск: Наука
и техника, 1976. 414 с.“°°
13. Powder Coating Technology. М. William Panney Ltd., 1975. 425 p.
14. Chvdtal A., Kupfova J. Povrchova ochrana praSkovymi plasty. SNTL, Praha, 1985.
192 c.
15. Яковлев А. Д., Здор В.Ф., Каплан В. И. Порошковые полимерные материалы
и покрытия на их основе. 2-е изд. Л.: Химия, 1979. 256 с.
16. Кракович Г. А., Безкоровайный К. Г. Напыление порошковых полимерных
и олигомерных материалов. Л.: Химия, 1980. 112 с. (Библиотечка рабочего по
переработке полимерных материалов).
17. Материалы и технология получения покрытий из аэродисперсий полимеров.
Л.: Сб. тр. ЛТИ им. Ленсовета, 1975. 80 с.
18. Лакокрасочные материалы и покрытия на основе дисперсии полимеров. Л.:
Межвуз. сб. тр. ЛТИ им. Ленсовета, 1976. 96 с.
19. Бейдер Э.Я., Яковлев А. Д. Свойства покрытий на основе порошковых полиме-
ров. Л.: ЛДНТП, 1976. 24 с.
20. Ардаматская М.В., Старобинец И.М., Евстигнеев В. Г., Шибалович В. С. Герме-
тизация и защита изделий порошковыми полимерными материалами. Л.:
ЛДНТП, 1977. 24 с.
21. Кракович Г. А., Овчинников И. В. Окраска деталей порошковыми лакокра-
сочными материалами. Л.: ЛДНТП, 1976. 116 с.
22. Свойства, переработка и применение порошковых полимерных и олигомерных
материалов: Мат. семинара/Под ред. А. Д. Яковлева. Л.: ЛДНТП, 1976. 116 с.
23. Достижения в производстве, переработке и применении порошковых поли-
мерных материалов: Мат. семинара/Под ред. А.Д. Яковлева. Л.: ЛДНТП,
1980. 88 с.
24. Применение порошковых полимерных материалов для защиты металлов от
коррозии: Тез. докл. конференции. Кишинев, 1982. 62 с.
25. Новое в технологии получения и переработки порошковых полимерных и оли-
гомерных материалов: Мат. семинара/Под ред. А.Д. Яковлева и В.А. Столя-
ровой. Л.: ЛДНТП, 1983. 88 с.
26. Якубенко Л. А,-Хим. пром, за рубежом, 1975, вып. 3, с. 49-69.
27. Brushwell И7.-Am. Paint J., 1975, v. 60, № 21, p. 52-56; № 22, p. 53-57; Farbe u.
Lack, 1975, Bd. 81, № 7, S. 615-618; № 8. S. 723-725; 1976, Bd. 82, № 11,
S. 1030-1033.
28. Clement R-Progress in Organic Coatings, 1975, v. 3, № 2, p. 141-176.
29. Покрытия на основе порошковых материалов и методы их нанесения: Обз.
инф. М.: НИИТЭХИМ-НПО «Лакокраспокрытие»>, 1975, вып. 1, 55 с.; 1976,
вып. 1, 46 с.
208
30. Технология комплексных покрытий на основе порошковых красок и области
их применения: Обз. инф. М.: НИИТЭХИМ-НПО «Лакокраспокрытие», 1978.
32 с.
31. Порошковые краски: Обз. инф. М.: НИИТЭХИМ, 1979. 48 с.
32. Покрытия на основе порошковых материалов и методы их нанесения: Обз.
инф. М.: НИИТЭХИМ, 1979. 38 с.; 1981. 29 с.
33. Методы нанесения порошковых материалов: Обз. инф. М.: НИИТЭХИМ
1982. 32 с.
34. Порошковые краски. Защита трубопроводов: Обз. инф. М.: НИИТЭХИМ,
1982. 50 с.
35. Polke Л-! Farbe u. Lack, 1984, Bd. 90, № 6, S. 257-263.
36. Defazet, 1978, Bd. 32, № 5, S. 214.
37. Яковлев А.Д., Шангин Ю.Л.-ЛКМ, 1986, № 3, с. 33-35.
38. Металлополимерные материалы и изделия/Под ред. В. А. Белого. Л.: Химия,
1979. 312 с.
39. Электрические свойства полимеров/Под ред. Б.И. Сажина. Л.: Химия, 1970.
376 с.
40. Новое в технике и технологии лакокрасочных покрытий. М.: НИИТЭХИМ,
1974, вып. 1, с. 24-28.
41. Статическое электричество в химической промышленности/Под ред. Б. И.
Сажина. Л.: Химия, 1977. 240 с.
42. Europ. Plast. News, 1981, v. 8, № 9, p. 8.
43. Hoppe M- Defazet, 1973, Bd. 27, № 11, S. 510-518.
44. Непомнящий А. И. и dp.-ЛКМ, 1975, № 5, с. 3-6.
45. Cannon J. A., Dreher B.-Pigm. Resin Technol., 1972, № 10, p. 22-27.
46. Holde E.M.-Paint Varn. Prod., 1972, v. 62, № 4, p. 51-53.
47. Meyer B. D- Farbe u. Lack, 1979, Bd. 85, № 8, S. 645-650.
48. Zucherman J. B- Am. Paint J., 1972, v. 56, № 46, p. 23-55.
49. Harris S.T.- J. Oil Col. Chem. Assoc., 1981, v. 64, № 9, p. 364-373.
50. Nix V.G., Dodge J.S.-J. Paint Technol., 1973, v. 45, № 586, p. 59-65.
51. Пугачевич П.П., Бегляров Э.М., Лавыгин И. А. Поверхностные явления в поли-
мерах. М.: Химия, 1982. 200 с.
52. ШтаркманБ.П. Пластификация поливинилхлорида. М.: Химия, 1975. 248 с.
53. Maltman D. V. е. a.-Pigm. Resin Technol., 1973, v. 2, № 11, p. 15-19.
54. Иваи T., Накамати Т.-Сикидзай Кекай Си, 1975, т. 48, № 4, с. 24^-259.
55. Polym. Paint Col. J., 1983, v. 173, № 4088, p. 9-10.
56. Шангин Ю.А., Яковлев А. Д.-ЛКМ, 1977, № 3, c. 10-12.
57. Яковлев А.Д. Автореф. докт. дисс. Л.: ЛТИ им. Ленсовета, 1969.
58. Rankin J. К.Paint Manuf, 1972, № 5, р. 20.
59. Кипнис Б. М. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1980.
50. Ермилов П. И. Диспергирование пигментов. М.: Химия, 1971. 300 с.
61. Корсунский Л.Ф. и др.-ЛКМ, 1975, № 4, с. 56-57.
62. Law Е-Finishing, 1982, v. 6, № 11, р. 24.
63. Яковлев А. Д„ Шангин Ю. А., Бородин Н. И,-ЛКМ, 1980, № 4, с. 7-8.
64. Козлов Л. В.-Там же, 1974, № 2, с. 28, 29.
65. Толстая С. Н., Шабанова С. А. Применение поверхностно-активных веществ
в лакокрасочной промышленности. М.: Химия, 1976. 176 с.
66. Крашение пластмасс: Пер. с нем. Л.: Химия, 1980. 320 с.
67. Калинская Т.В., Доброневская С. Г., Аврутина Э.А. Окрашивание полимерных
материалов. Л.: Химия, 1985. 184 с.
68. Пути повышения качества лакокрасочных материалов: Мат. семинара. М.:
МДНТП, 1977. 164 с.
69. 5tachowiak 5.A-Farbe u. Lack, 1982, Bd. 88, № 12, S. 996-1000.
70. Наполнители полимерных материалов: Мат. семинара. М.: МДНТП, 1977.
186 с.
71. Карливан В. П., Калнинь М.М., Малере Л. Я. и др.-Пласт, массы, 1976, № 11,
с. 46-50.
72. Илларионова Н. Г. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1977.
73. Мулин Ю.А., Ярцев И. К. Пентапласт. Л.: Химия, 1975. 120 с.
74. Кулезнев В. Н. Смеси полимеров. М.: Химия, 1980. 304 с.
75. Автушенкова Г. К. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1979.
209
76. Евтюков Н.З. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1974.
77. Новые лакокрасочные материалы, не содержащие органических растворителей:
Мат. семинара/Под ред. И.А. Толмачева. Л.: ЛДНТП, 1975. 112 с.
78. Химия и химическая технология. Синтез и исследование пленкообразующих
веществ и пигментов. Ярославль: Межвуз. сб. научн. тр. ЯПИ, 1977, с. 64; 1980,
с. 22.
79. ТризноВ.Л. и др,-Пласт. массы, 1974, № 8, с. 35.
80. Амфитеатрова Г. А. и др.-ЛКМ, 1975, № 6, с. 43-46; 1976, № 3, с. 23-25.
81. ПясецкаяЛ.В. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1974.
82. Гаринова Г.Н. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1983.
83. Повышение качества и методы контроля лакокрасочных покрытий: Мат. семи-
нара/Под ред. И. А. Толмачева. Л.: ЛДНТП, 1977. 106 с.
84. Шешуков А. В. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1975.
85. Мусихин В.Л., Ваганов В. В., Яковлев А. Д. и др.-ЛКМ, 1981, № 1, с. 25-26.
86. Drew Е. W.-Paint Manuf., 1977, v. 47, № 1, р. 11-12.
87. Nakamiche 7. Progr. in Organic Coatings, 1980, v. 8, № 1, p. 19-46.
88. McKay A.- Paint Manuf., 1974, v. 44, № 9, p. 25-29.
89. Meyer B. D- Farbe u. Lack, 1983, v. 89, № 10, p. 763-771.
90. Колосницына И.В., Якубович С. В., Непомнящий А. И. и др.-ЛКМ, 1975, № 5,
с. 39-40; № 6, с. 46—47.
91. Реакционноспособные олигомеры: Межвуз. сб. ЛТИ им. Ленсовета/Под ред.
А. Д. Яковлева. Л., 1984. 98 с.
92. Яковлев А. Д., Шибалович В.С. Новые виды порошковых эпоксидных красок
и покрытия на их основе. Л.: ЛДНТП, 1973. 30 с.
93. Отвердители эпоксидных смол: Обз. инф. М.: НИИТЭХИМ, 1975. 48 с.
94. Чернин И. 3., Смехов Ф. М., Жердев Ю. В. Эпоксидные полимеры и композиции.
М.: Химия, 1982. 232 с.
95. Благонравова А. А., Непомнящий А. И. Лаковые эпоксидные смолы. М.: Химия,
1970. 248 с.
96. Сорокин М.Ф. и др.-ЛКМ, 1975, № 6, с. 9-10; 1976, № 1, с. 6-9; 1976, № 2,
с. 22-24.
97. Гершликович И.Л. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1983.
98. Воробьев Ю. П., Мещерякова 3. М.-ЛКМ, 1976, № 5, с. 81-82.
99. Defazet, 1978, Bd. 32, № 10, S. 390-394.
100. Farbe u. Lack, 1978, Bd. 84, № 5, S. 301-306.
101. Martin P.-J. Oil Col. Assoc., 1976, v. 59, p. 322.
102. Козлов Л.В. и др.-ЛКМ, 1974, № 5, с. 8; 1975, № 5, с. 15; 1976, № 1,
с. 9.
103. Гершанова Э.Л., Пименова В. П.. Сорокин М.Ф.-Там же, 1974, № 4, с. 29.
104. Hansmann J-Plastverarbeiter, 1981, Bd. 32, № 7, S. 830-833.
105. Пронина И. А., Непомнящий А.И., Леонтьева Л.Я.-ЛКМ, 1978, № 6, с. 77-80.
106. Drein R. е. a- Farbe u. Lack, 1972, Bd. 78, № 11, S. 1060; Paint Manuf., 1973,
v. 43, № 7/8, p. 16, 17, 27.
107. Kreuder H. J. Deut. Farb. Ztg., 1974, Bd. 28, № 9, S. 418; № 12, S. 522; Farbe u.
Lack, 1973, Bd. 79, № 6, p. 506-507.
108. Wunsch K., Kohlman G.-Plaste u. Kaut., 1966, № 5, S. 241-242.
109. Дебердеев P. Я. и др.-ЛКМ, 1983, № 6, с. 19-20; 1986, № 1.
НО. Яковлев А. Д., Колесниченко В. В., Евстигнеев В. Г.-Там же, 1973, № 2, с. 32.
111. Сирота А. Г. Модификация структуры и свойств полиолефинов. Л.: Химия.
1984. 152 с.
112. Защитные покрытия и футеровки на основе термопластов. Л.: Химия, 1984.
176 с.
113. Фойгт И. Стабилизация синтетических полимеров против дсйс.вия света и те-
пла: Пер. с нем./Под ред. Б.М. Коварской. Л.: Химия, 1972. 544 с.
114. Haselmeyer F.~ Defazet, 1973, Bd. 27, № 11, S. 529-531.
115. Яковлев А. Д„ Шангин Ю. А.-ЛКМ, 1973, № 3, с. 43-44; 1972, № 6, с. 21-24.
116. Зимон А.Д.. Андрианов Е.И. Аутогезия сыпучих материалов. М.: Металлургия,
1978. 288 с.
117. Renkis A. G.-Plast. Technol., 1962, v. 8, № 10, р. 33-38.
118. Prod. Finish.. 1974, v. 27, № 11, p. 20—21.
119. Ind. Finish., 1974, v. 50, № 5, p. 83-84.
210
120. Новые лакокрасочные материалы, не содержащие органических растворителей:
Мат. семинара. М.: МДНТП, 1975. 140 с.
121. Эффективные методы защиты от коррозии: Мат. конф. Кишинев, 1979. Ч. 1.
138с.; Ч. 2. 156с.
122. Песчаный Г. Г.--ЛКМ, 1982, № 4, с. 28-29.
123. Гаринова Г.Н. и др.-Там же, 1981, № 3, с. 28.
124. Озолиньш Ю.А. Автореф. канд. дисс. Рига: РПИ, 1984.
125. Современные методы защиты от коррозии металлов в промышленности: Мат.
семинара. Л.: ЛДНТП, 1978. 96 с.
126. Адгезионные соединения в машиностроении: Мат. конф. Рига, 1983. 244 с.
127. Новое в применении полимерных материалов на предприятиях и в организа-
циях АПК: Мат. конф. Кишинев, 1984. 168 с.
128. Мулин Ю.А., Яковлев А. Д- ЛКМ, 1974, № 2, с. 30-32.
129. Новые материалы и покрытия аэро дисперсного нанесения/Под ред.
А. Д. Яковлева. Л.:9ЛДНТП, 1973. 46 с.
130. Richardson 5.Н-Paint a. Vam. Prod., 1973, v. 63, № 11, р. 75-77.
131. Новые защитно-декоративные лакокрасочные материалы и покрытия: Мат.
семинара/Под ред. А. М. Фроста. Л.: ЛДНТП, 1981, 92 с.
132. Catier Е.~Trait. Surf., 1974, v. 15, № 130, р. 7-16.
133. Достижения в производстве порошковых полимерных материалов и покрытий
на их основе: Мат. семинара/Под ред. А.Д. Яковлева. Л.: ЛДНТП, 1973.
104 с.
134. Корсаков В. Н. и др.-ЛКМ, 1984, № 5, с. 37-38.
135. Шестаков В. М. Работоспособность тонкослойных полимерных покрытий. М.:
Машиностроение, 1973. 160 с.
136. Применение полимерных пленочных материалов и покрытий в пищевой про-
мышленности: Мат. конф. М.: Калининград, 1975. Ч. 2. 80 с.
137. Мулин Ю.А. и dp.-Пласт. массы, 1980, № 1, с. 41; 1982, № 10, с. 23-24.
138. Колесниченко В. В. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1984.
139. Яковлев А. Д., Сирота А. Г., Столярова В. А., Сергеева Н.П. Порошковые мате-
риалы на основе модифицированных термопластов и рекомендации по их при-
менению в промышленности. Л.: ЛДНТП, 1984. 20 с.
140. Корецкая Л. С. и др.-ЛКМ, 1978, № 2, с. 42-44; 1980, № 6, с. 26-27.
141. Колесниченко В. В. и др.-В кн.: Эксплуатация, ремонт, защита от коррозии
оборудования и сооружений. М.: НИИТЭХИМ, 1984, вып. 5, с. 22-24.
142. Соколов Е.Н. Автореф. канд. дисс. Рига: Ин-т механики полимеров, 1977.
143. Свойства, переработка и применение пентапласта: Сб. научн. тр. Л.: ОНПО
«Пласт полимер», 1975. 140 с.
144. Ind. Finish., 1974, v. 50, № 2, р. 34.
145. Harrington R. С.. Hool J. D.-Riv. Col., 1976, v. 9, № 93, p. 17.
146. Смирнова О. В., Ерофеева С. Б. Поликарбонаты. М.: Химия, 1975. 288 с.
147. Шнелл Г. Химия и физика поликарбонатов: Пер. с англ./Под ред. Г.С. Колес-
никова. М.:9Химия, 1967. 232 с.
148. Martin D. F.-Paint Manuf., 1972, v. 42, № 12, p. 30.
149. Metalloberflache, 1981, Bd. 35, № 4, S. 137; Oberflache-Surface, 1981, Bd. 22, № 5,
S. 152.
150. Paint Manuf., 1980, v. 50, № 8, p. 1.
151. Sreeves G.E.. Whitfield L.~ Powder Coat., 1980, v. 3, № 1, p. 7-9, 12-14.
152. Weigel K.-Fette, Seifen. Anstrichmittel, 1974, Bd. 76, № 4, S. 170.
153. Gardziella A- Ind. Lackierbetrieb, 1973, Bd. 41, № 12, S. 512.
154. Franiau P. P-Powder Coat.. 1980, v. 3, № 1, p. 15-20.
155. Добровольский И.II. и др.-ЛКМ, 1977, № 4, с. 79.
156. Смоля ниц кая II. В. и др.-В кн.: Пути повышения качества лакокрасочных мате-
риалов: Мат. семинара. М.: 1977, с. 40.
157. Prod. Finish., 1981, v. 34, № 8, р. 21, 40, 44, 46-47.
158. Strouhal R.-Powder Coat., 1981, v. 4, № 3, p. 12-16.
159. Weigel K.-Deut. Farbe Z„ 1975, Bd. 29, № 11, S. 474478.
160. Tweddle E. IF-Paint Manuf., 1975, v. 45, № 8, p. 28-31.
161. Finger F. e.a.-Farbe u. Lack, 1972, Bd. 78, № 11, S. 1068; Muller R-Ibid.,
S. 1070.
162. КрубаЛ.Э.. Амфитеатрова T. А.. Козлов Л. В.-ЛКМ, 1984, № 4, c. 14-15.
211
163. Windibank В. P.. Mahar R. M J. Oil Col. Chem. Assoc., 1979, v. 62, №11,
p. 426-431.
164. Deut. Farb. Z., 1974, Bd. 28, № 12, S. 542.
165. Ind. Lackierbetrieb, 1982, Bd. 50, № 4, S. 161-162.
166. Шитова T.A., Евтюков H.3., Яковлев А. Д., Шибалович В. С.-ЛКМ, 1982, № 3,
с. 44 46.
167. Kaltenbach Т., Pettit Р.Н.- Powder Coat., 1980, v. 3, № 4, p. 2-5.
168. Фартунин В. И., Верхоланцев В. В., Толмачев И. А-ЛКМ, 1984, № 1, с. 23-27.
169. Модификация структуры и свойств полимеризационных пластмасс: Сб. научи.
тр./Под ред. А. Г. Сироты. Л.: ОНПО «Пластполимер», 1981. 144 с.
170. Крылова И. А., Коган Н.Д., Ратников В. Н. Окраска электроосаждением. М.:
Химия, 1982. 248 с.
171. Крылова И. А. и др.-ЛКМ, 1979, № 5, с. 41 -42; 1982, № 6, с. 39 40; 1983, № 4,
с. 28-29.
172. Смирнова В. А. и др.-Там же, 1982, № 2, с. 24-26.
173. Алтухова В. В., Ясинская Н.М., Крылова И. Л:-Там же, 1980, № 3, с. 32-33.
174. Мартьяхина В. С. Автореф. канд. дисс. М.: ГИПИ ЛКП, 1984.
175. Прорубщикова Т.А., БрицынаС.К., Шибалович В. С. и др.-ЛКМ, 1983, № 4,
с. 29-31.
176. Lauterbach Я.-Farbe u. Lack, 1980, Bd. 86, № 12, S. 1056-1058; Riv. Colore-
Vernicat-Ind., 1982, v. 15, № 168, p. 126-128.
177. North A. J.-J. Oil Col. Chem. Assoc., 1981, v. 64, № 9, p. 355-363.
178. Paint Manuf. a. Resin News, 1980, v. 50, № 6, p. 14-18.
179. Polymers, Paint a. Colour J., 1979, v. 169, № 4003, p. 621; 1981, v. 171, № 4038,
p. 17.
180. Брицына C.K. и др.-ЛКМ, 1984, № 4, с. 9-10.
181. Defazet, 1979, Bd. 33, № 9, S. 296-299; Ind. Lackierbetrieb, 1980, Bd. 48, № 1,
S. 13-14.
182. Jakopin 5.- Paint & Vam. Prod., 1973, v. 63, № 12, p. 33-37.
183. Вилъниц C.A. и др-Пласт, массы, 1974, № 12, с. 19-23.
184. Либерман А.И., Верхоланцев В. В-ЛКМ, 1978, № 1, с. 21-22.
185. Таннер К.-В кн.: Переработка полимеров. М.: Химия, 1964, с. 211-213.
186. Морозов Н. А. и др.-В кн.: Пластические массы. М.: Химия, 1970, с. 174.
187. Богданов В. В. Смешение полимеров. Л.: Химия, 1982. 112 с. (Библиотечка рабо-
чего по переработке полимерных материалов).
188. Jonach В-Fachberichte Hiittenpraxis Metallweiterverarbeitung, 1978, №4,
S. 267-271.
189. Гегузин Л.Е. Физика спекания. М.: Наука, 1967. 360 с.
190. Яковлев А.Д. Химия и технология лакокрасочных покрытий. Л.: Химия, 1981.
352 с.
191. Мусихин В. Л. Автореф. канд. дисс. Л.: ЛТИ им. Ленсовета, 1981.
192. Яковлев А.Д., Столярова В. А-ЛКМ, 1977, № 3, с. 34-36.
193. Механика сыпучих материалов: Мат. конф. Одесса, 1975. 358 с.; 1980. 336 с.
194. Андрианов Е.И. Методы определения структурно-механических характеристик
порошкообразных материалов. М.: Химия, 1982. 256 с.
195. Шангин Ю.А., Старобинец И. М-ЛКМ, 1981, № 5, с. 43-44.
196. Коузов П. А., Скрябина Л. Я. Методы определения физико-химических свойств
промышленных пылей. Л.: Химия, 1983. 144 с.
197. Градус Л. Я. Руководство по дисперсионному анализу методом микроскопии.
М.: Химия, 1979. 232 с.
198. Горюнов Ю.Д. и др.-ЛКМ, 1976, № 1, с. 49-50.
199. Панюшкин В. В., Пашин М. М.~Там же, 1984, № 2, с. 25-27; 1976, № 5,
с. 53-54.
200. Егоренков Н.П. и др.-Там же, 1975, № 5, с. 33-34.
201. Карякина М.И. Лабораторный практикум по испытанию лакокрасочных мате-
риалов и покрытий. М.: Химия, 1977. 240 с.
202. Finish. Highlights. 1978, v. 10, № 3, р. 48-49; Metalloberflache, 1978, Bd. 32, № 2,
S. 81-86.
203. Осипова Л. В. и др,-Хим. пром, за рубежом, 1984, г. 257. № 5, с. 1-57.
204. Поспелов В. Е., Ванюков А. Г,-Техноло1ия автомобилестроения, 1980, №9,
с. 4-6; Авто моб. пром., 1975, № 7, с. 29-31.
212
205. Бородин Ф. К.~ ЛКМ, 1983, № 4, с. 44-45.
206. Weigel К-Metalloberflache, 1976, v. 30, № 6, р. 269-272.
207. Ind. Lackierbetrieb, 1975, Bd. 43, № 3, S. 101-102; 1977, Bd. 45 № 12,
S. 461^64; 1980, Bd. 48, № 7, S. 259-261.
208. Schrantz J. - Ind. Finish., 1980, v. 56, № 1, p. 24-26.
209. Prod. Finish., 1974, v. 27, № 4, p. 15-16.
210. Schlager S., Strouhal R.-Ind. Lackierbetrieb, 1981, Bd. 49, № 1, S. 5-8.
211. Polym. Paint a. Coat. J., 1978, v. 168, № 3970, p. 173.
212. Whitfield D. Metalwork Prod., 1974, v. 118, № 4, p. 90-91.
213. Рудковский В. В., Сахаров Ю. И.. Ратников В. Н,- ЛКМ, 1985, № 6.
214. Ind. Finishing, 1971, v. 47, № 12, р. 36; 1974, v. 50, № 9, р. 58-63; 1977, v. 53,
№ 6, р. 30-35.
215. Бейдер Э. Я. и др.-ЛКМ, 1982, № 6, с. 23-24.
216. Покрытие металлов пластмассами и металлизация пластмасс в машинострое-
нии: Мат. конф. М.: 1980. Ч. 1. 99 с.
217. Электробытовые машины и приборы. Киев: Техника, 1972, 112 с.
218. Противокоррозионные лакокрасочные материалы и современная техника окра-
ски: Мат. семинара. М.: МДНТП, 1983, 136 с.
219. Galvano-Organo, 1976, v. 45, № 461, р. 54-57, 59; 1980, v. 49, № 504, р. 233-236.
220. Николаев О. В. и др.-ЛКМ, 1981, № 4, с. 56-58; 1982, № 1, с. 45^6.
221. Результаты и перспективы научных исследований в области переработки пен-
тапласта и расширения сферы его потребления: Тез. докл. I Всес. совещания.
Черкассы, 1973. 100 с.
222. Лагуненков В. А. и др.-ЛКМ, 1979, № 6, с. 34—36; 1980, № 5, с. 47-48; 1981,
№ 1, с. 46^7; 1983, № 1, с. 47^49.
223. Mod. Plast. Int., 1975, v. 5, № 8, p. 12-15.
224. Заец Г.Ф., Бугрименко Н.И., Окунь В. И-ЛКМ, 1979, № 1, с. 50-51.
225. Гуськова Н.А., Гейниш М. P.-Там же, 1982, № 1, с. 31-33.
226. Cole G.E.-Mod. Paint a. Coat., 1982, v. 72, № 3, p. 47^49.
227. Am. Paint a. Coat. J., 1978, v. 63, № 11, p. 57-60; № 12, p. 48; № 13, p. 52-56;
№ 14, p. 65-68.
228. Ind. Lackierbetrieb, 1978, Bd. 46, № 10, S. 55-56; № 12, S. 414; 1981, Bd. 49,
№ 8, S. 29.
229. Pipeline News, 1978, v. 50, № 2, p. 38, 41-42.
230. Koch F.O., Wennemann W. Conference “Eurocorr-82”. Section II. Budapest, 1982,
p. 3-12.
231. Направления работ по противокоррозионной защите в химической промыш-
ленности: Обз. инф. М.: НИИТЭХИМ, 1983. 42 с.
232. Anticorros. Meth. a. Mater., 1980, v. 27, № 9, р. 12-17.
233. Eckner G-Bander-Bleche-Rohre, 1981, Bd. 22, № 5, S. 111-113.
234. Prod. Finish., 1974, v. 27, № 10, p. 10-12; 1977, v. 30, № 8, p. 33-35; 1980, v. 33,
№ 3, p. 36-37; № 8, p. 14-15; 1981, v. 34, № 6, p. 6, 7, 14.
235. Современная технология окраски и отделки рулонных и листовых материалов:
Мат. семинара/Под ред. Э.Э. Калауса. Л.: ЛДНТП, 1976. 92 с.
236. Старобинец И. М. и др. Применение ультразвука в технологии нанесения поли-
мерных порошковых покрытий. Л.: ЛДНТП, 1981. 24 с.
237. Schrantz J.- Ind. Finish., 1975, v. 51, № 4, p. 32-36, 38.
238. Pigm. a. Resin Technol., 1977, v. 6, № 4, p. 15.
239. Oberflache, 1974, Bd. 14, № 4, S. 238-240; 1977, Bd. 17, № 5, S. 231-232,
242-245.
240. Волкова Л. H., Яковлев А. Д-Деревообраб. пром., 1969, № 7, с. 3-5; 1970, № 9,
с. 5-7.
241. Прогрессивные методы нанесения лакокрасочных покрытий: Мат. семинара/
Под ред. А.Д. Яковлева. Л.: ЛДНТП, 1972, с. 64-70.
242. Лавров Л. И., Яковлев А.Д., Богданова Л. В-ЛКМ, 1975, № 2, с. 40-42.
243. Venkateswaran A. e.a.-Canad. Paint, a. Finish., 1975, v. 49, № 12, р. 26-27, 60;
FIRA Bull., 1980, v. 20, № 70, p. 5.
244. Finish. Ind., 1980, v. 4, № 7, p. 40, 51.
245. Reinsch H. H.-Fette, Seifen, Anstrichmittel, 1975, Bd. 77, № 2, S. 68-70.
246. Долговечность тонкостенных армоцементных конструкций. Л.: Стройиздат,
1974. 96 с.
213
247. Гарин В. Н., Долгополов Н.Н. Полимерные защитные и декоративные покры-
тия строительных материалов. Л.: Стройиздат, 1975. 192 с.
248. Weigel К,- Riv. del Col., 1981, v. 14, № 158, p. 157-159.
249. Новые атмосферостойкие лакокрасочные материалы и покрытия: Мат. семина-
ра/Под ред. Н.С. Туберозовой. Л.: ЛДНТП, 1979. 104 с.
250. Ind. Finish, a. Surface Coat., 1974, v. 26, № 311, p. 9.
251. Farbe u. Lack, 1973, Bd. 79, № 8, S. 819; Powder Coat. Bull., 1983, v. 6, № 1,
p. 12.
252. Franz P., Bolt A- Powder Coat., 1981, v. 4, № 1, p. 3-9.
253. Химические добавки к полимерам: Справочник/Под ред. И.П. Масловой. М.:
Химия, 1981. 264 с.
254. Ruzicka F. С. J-Ind. Finish, a. Surface Coat., 1972, v. 24, № 294, p. 34-35.
255. Таубкин С. И., Таубкин И. С. Пожаро- и взрывоопасность пылевидных мате-
риалов и технологических процессов их переработки. М.: Химия, 1976. 264 с.
256. Руководство по технике безопасности, пожарной безопасности и промышлен-
ной санитарии при нанесении порошковых полимерных красок в электростати-
ческом поле. Черкассы, 1976. 20 с.
257. Дубинин М.К. и др.-ЛКМ, 1978, № 1, с. 79-81; 1975, № 2, с. 85-86; 1984, № 2,
с. 55-56.
258. Павловский Л. Л. и dp.-Там же, 1985, № 6, с. 15.
259. Hestermann G.-Ind. Lackierbetrieb, 1972, Bd. 40, № 9, S. 357-363.
260. Lovano 5.-Powder Coat., 1980, v. 3, p. 11-20.
СОДЕРЖАНИЕ
Предисловие 3
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ О ПОРОШКОВЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛАХ 5
1.1. Основные понятия 5
1.2. Свойства порошковых красок 6
ГЛАВА 2
КОМПОНЕНТЫ ПОРОШКОВЫХ КРАСОК 13
2.1. Пленкообразователи 13
2.1.1. Общие сведения 13
2.1.2. Основные свойства 14
2.1.3. Физико-химические особенности порошков пленкообразователей 21
2.2. Пигменты и наполнители 23
2.2.1. Функции пигментов и наполнителей в порошковых красках и тре-
бования к ним 23
2.2.2. Способы введения пигментов в композиции 27
2.2.3. Свойства наполненных композиций и покрытий 31
2.3. Пластификаторы 35
2.3.1. Функции пластификаторов и их выбор 35
2.3.2. Свойства пластифицированных композиций и покрытий 39
2.4. Модификаторы 41
2.5. Отвердители и ускорители отверждения 46
2.5.1. Общие сведения 46
2.5.2. Выбор отвердителей 47
2.5.3. Характеристика отвердителей 51
2.6. Вспомогательные компоненты красок 63
2.6.1. Термофотостабилизаторы 63
2.6.2. Вещества, улучшающие сыпучесть порошков и растекание их рас-
плавов 66
глава з
ПОРОШКОВЫЕ КРАСКИ НА ОСНОВЕ
ТЕРМОПЛАСТИЧНЫХ ПЛЕНКООБРАЗОВАТЕЛЕЙ 69
3.1. Общие сведения 69
3.2. Краски на основе полиолефинов 69
3.3. Краски на основе поливинилбутираля 74
3.4. Поливинилхлоридные краски 77
3.5. Полиамидные краски 81
3.6. Краски на основе полифторолефинов 84
3.7. Краски на основе пентапласта 88
3.8. Краски на других термопластичных полимерах 90
ГЛАВА 4
ПОРОШКОВЫЕ КРАСКИ НА ОСНОВЕ
ТЕРМОРЕАКТИВНЫХ ПЛЕНКООБРАЗОВАТЕЛЕЙ 95
4.1. Общие сведения 95
4.2. Эпоксидные краски 96
4.3. Полиэфирные краски 100
4.4. Эпоксидно-полиэфирные краски 103
4.5. Полиакрилатные краски 104
4.6. Полиуретановые краски 106
4.7. Краски для получения декоративных покрытий 107
215
ГЛАВА 5
ВОДНЫЕ СУСПЕНЗИИ ПОРОШКОВ НО
5.1. Общие сведения ПО
5.2. Получение и свойства ВСП 111
5.2.1. Суспензии термопластов 112
5.2.2. Суспензии реактопластов 113
5.3. Получение и применение покрытий из ВСП 116
глава 6
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ПОРОШКОВЫХ
КРАСОК 119
6.1. Общие сведения 119
6.2. Подготовка исходного сырья 120
6.3. Получение красок сухим смешением компонентов 125
6.4. Получение красок смешением компонентов в расплаве 130
6.5. Получение красок из жидких лакокрасочных материалов 133
6.6. Отходы производства и их утилизация 135
ГЛАВА 7
ФОРМИРОВАНИЕ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ
КРАСОК 136
7.1. Общие сведения 136
7.2. Сплавление частиц при нагревании 137
7.3. Пленкообразование с участием растворителей 141
7.4. Формирование структуры полимерных пленок 144
ГЛАВА 8
МЕТОДЫ ИСПЫТАНИЯ ПОРОШКОВЫХ КРАСОК
И ПОКРЫТИЙ 147
8.1. Определение свойств красок 147
8.2. Испытание покрытий 158
ГЛАВА 9
ОБЛАСТИ ПРИМЕНЕНИЯ ПОРОШКОВЫХ КРАСОК 162
9.1. Общие сведения 162
9.2. Окраска в машиностроении 163
9.3. Защита труб 176
9.4. Применение в электротехнической промышленности и радиоэлектронике 179
9.5. Отделка мебели 183
9.6. Применение в строительстве 187
9.7. Прочие области применения 193
глава ю
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПОРОШКОВЫХ
КРАСОК И ТЕХНИКА БЕЗОПАСНОСТИ 197
10.1. Вопросы организации производства красок 197
10.2. Техника безопасности и охрана труда 199
10.2.1. Меры безопасности при производстве красок 200
10.2.2. Меры безопасности при производстве покрытий 202
10.3. Экономическая эффективность 204
Литература 208
216
90 к
ПОРОШКОВЫЕ
КРАСКИ
Порошковые краски - новый перспективный вид лакокрасочных
материалов; они изготавливаются на основе термопластичных и
терморс активных полимеров - полиолефинов, поливинилбут краля,
поливинилхлорида, полиамидов, полифторолефинов, пентапласта,
полиэпок-идов, полиакрилатов, поли ретанов и др.
Преимущество красок в том, что они не содержат органических
растворителей, нетоксичны, отличаются пониженной горючестью.
Эти краски обеспечивают хорошее качество защиты и весьма эко-
номичны в применении.
Потребители порошковых красок - самые различные отрасли на-
родного хозяйства - автомобиле- и вагоностроение, сельскохозяй-
ственное и химическое машиностроение, электротехническая про-
мышленность и радиоэлектроника, строительство и другие. Эти
краски используются также для защиты труб от коррозии, для
окраски бытовых электроприборов, при отделке мебели и т. п.