





































Автор: Чулков П.В. Бедрик Б.Г. Калашников С.И.
Теги: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс физика техническое обслуживание растворители издательство химия моющие средство химия
ISBN: 5—7245—0263—1
Год: 1989
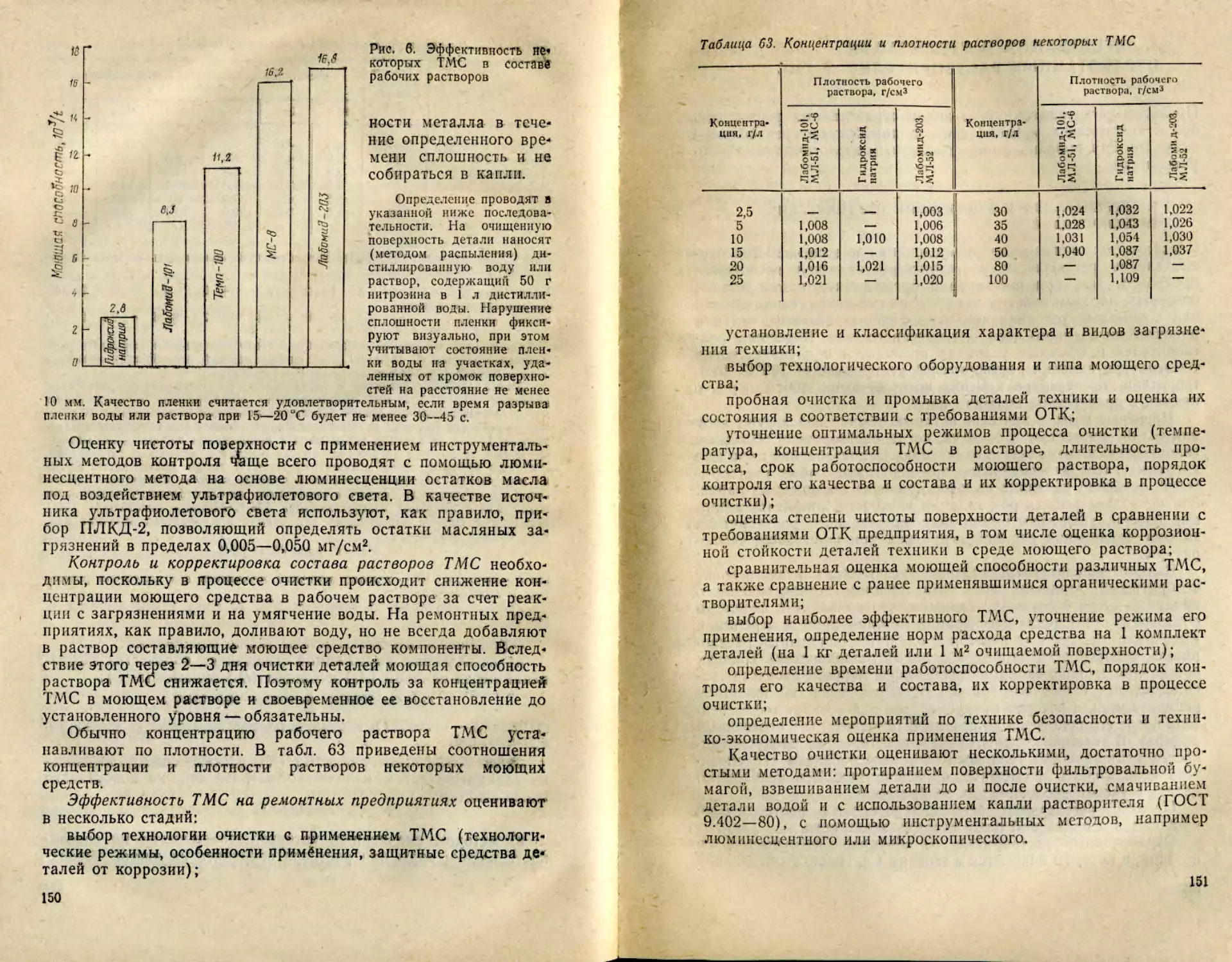
Растворители
и составы
для очистки
машин
и механизмов
поавочник
БЕ БЕДРИК
П.В.ЧУЛКОВ
СИ.КАЛАШНИКОВ
t
Растворители
ц составы
для очистки
машин
и механизмов
москм.
ББК 6П7.43
Б385
УДК 678.042 : 667.629.2 : 661.185
Рецензент: начальник отдела ГОСНИИГА П. Л. Михеечев
1
Бедрик Б. Г., Чулков П. В., Калашников С. И.
Б385 Растворители и составы для очистки машин и меха-
низмов: Справ, изд. — М.: Химия, 1989.— 176 с.: ил.
ISBN 5—7245—0263—1
В справочнике приведены физические и химические свойства, крат-
кие сведения о получении, областях применения основных растворите-
лей и технических моющих средств, возможностях их замены. Пред-
ставлены данные о составах, рассмотрены способы удаления загряз-
нений, характеристики методов очистки, схемы и технологическое
оборудование моечных постов и установок.
Предназначен для инженерно-технических работников, связанных
с производством и применением растворителей и технических моющих
средств, а также специалистов, занятых эксплуатацией, ремонтом и об-
служиванием техники. Полезен преподавателям, аспирантам и студен-
там химико-технологических вузов и техникумов.
2804020200-100
Б ~ 050(01 )-89 ' ’°0-89
ББК 6П7.43
ISBN 5-7245-0263—1
© Издательство «Химия», 1989
ОГЛАВЛЕНИЕ
Предисловие 5
i
1. Механизм действия растворителей и технических моющих средств 8
1.1. Характеристика загрязнений техники 8
1.2. Растворение и смачивание 22
1.3. Механизм действия моющих средств 28
2. Однокомпонентные растворители 31
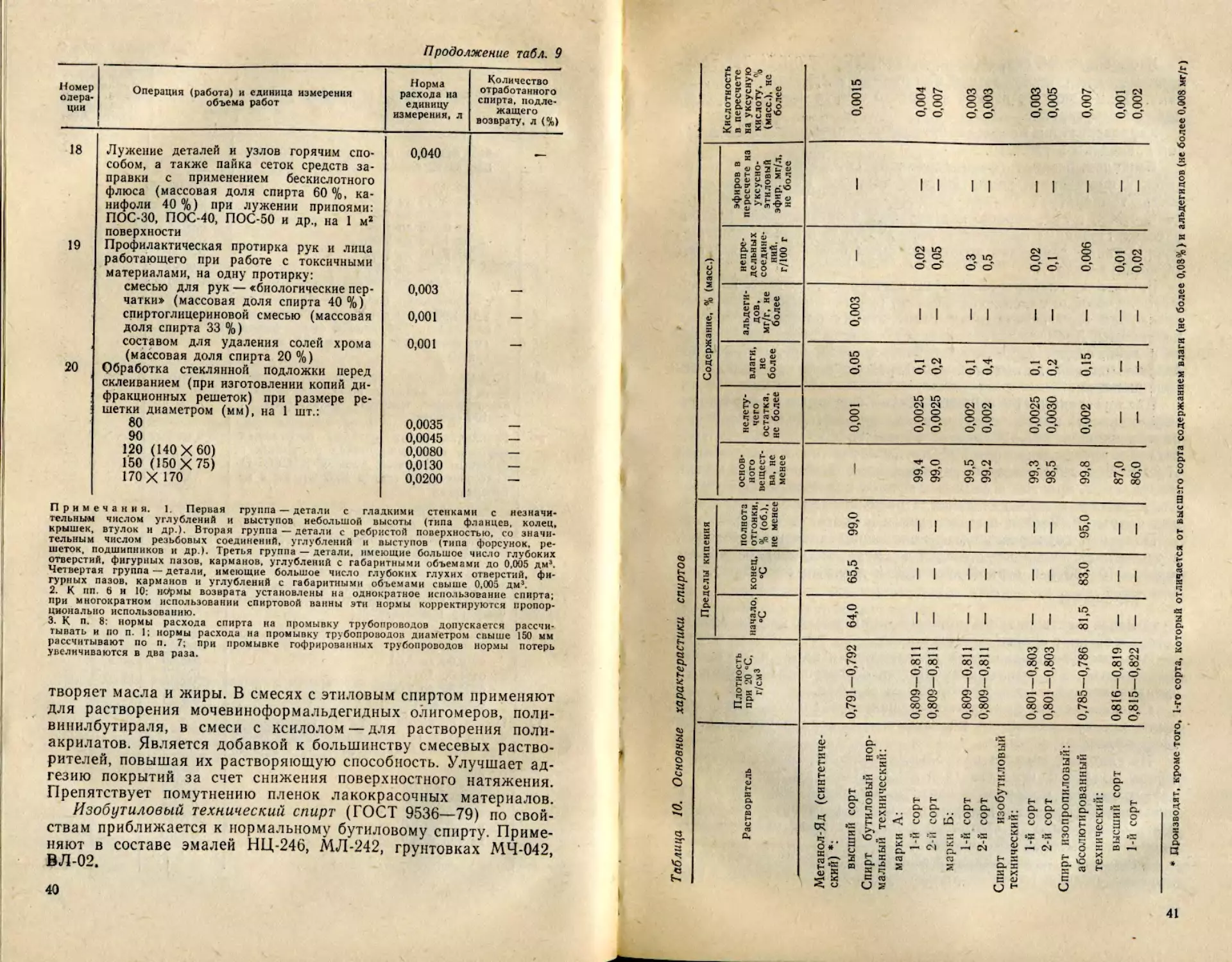
2.1. Спирты 31
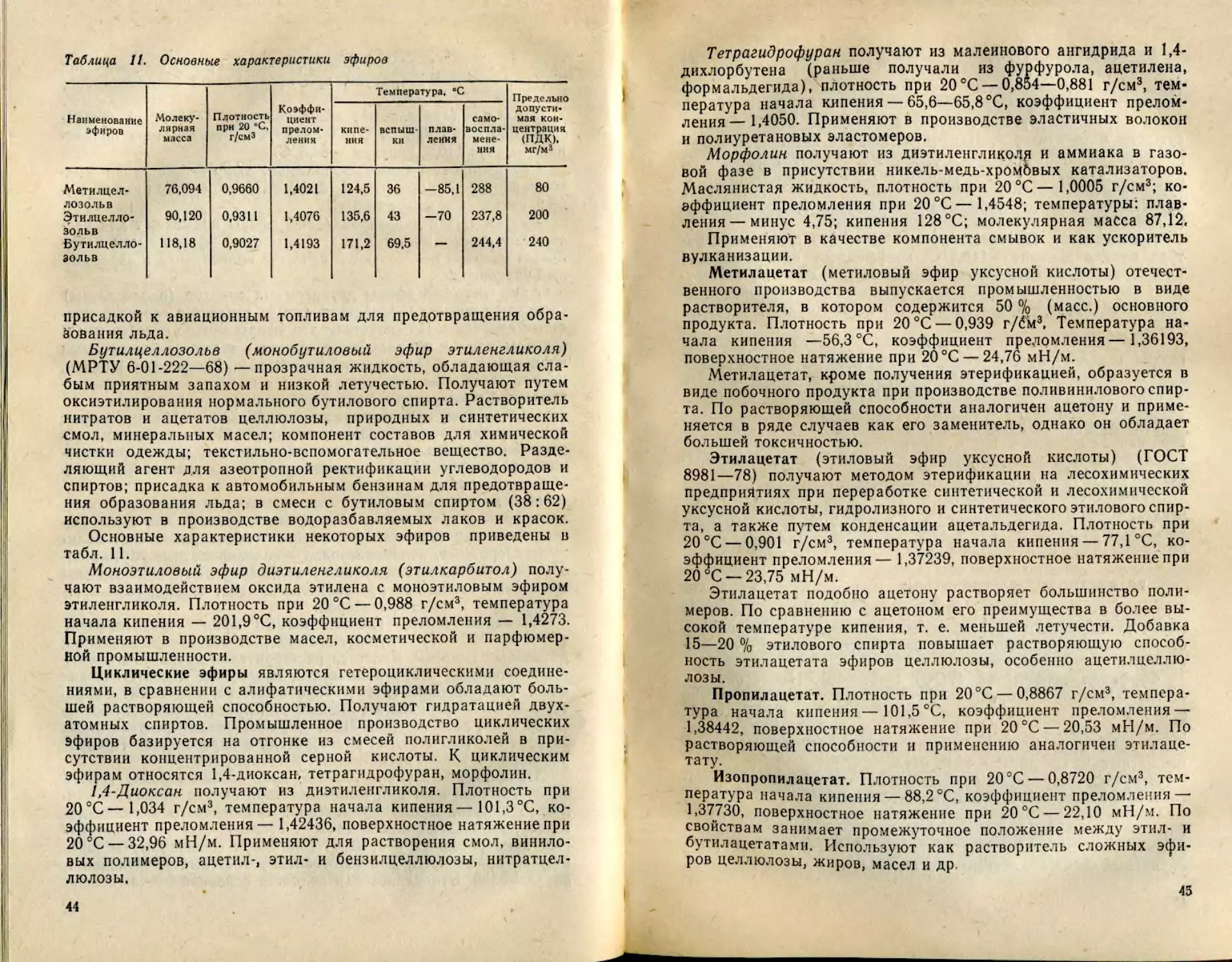
2.2. Эфиры 42
2.3. Фурановые растворители 46
2.4. Углеводородные растворители 47
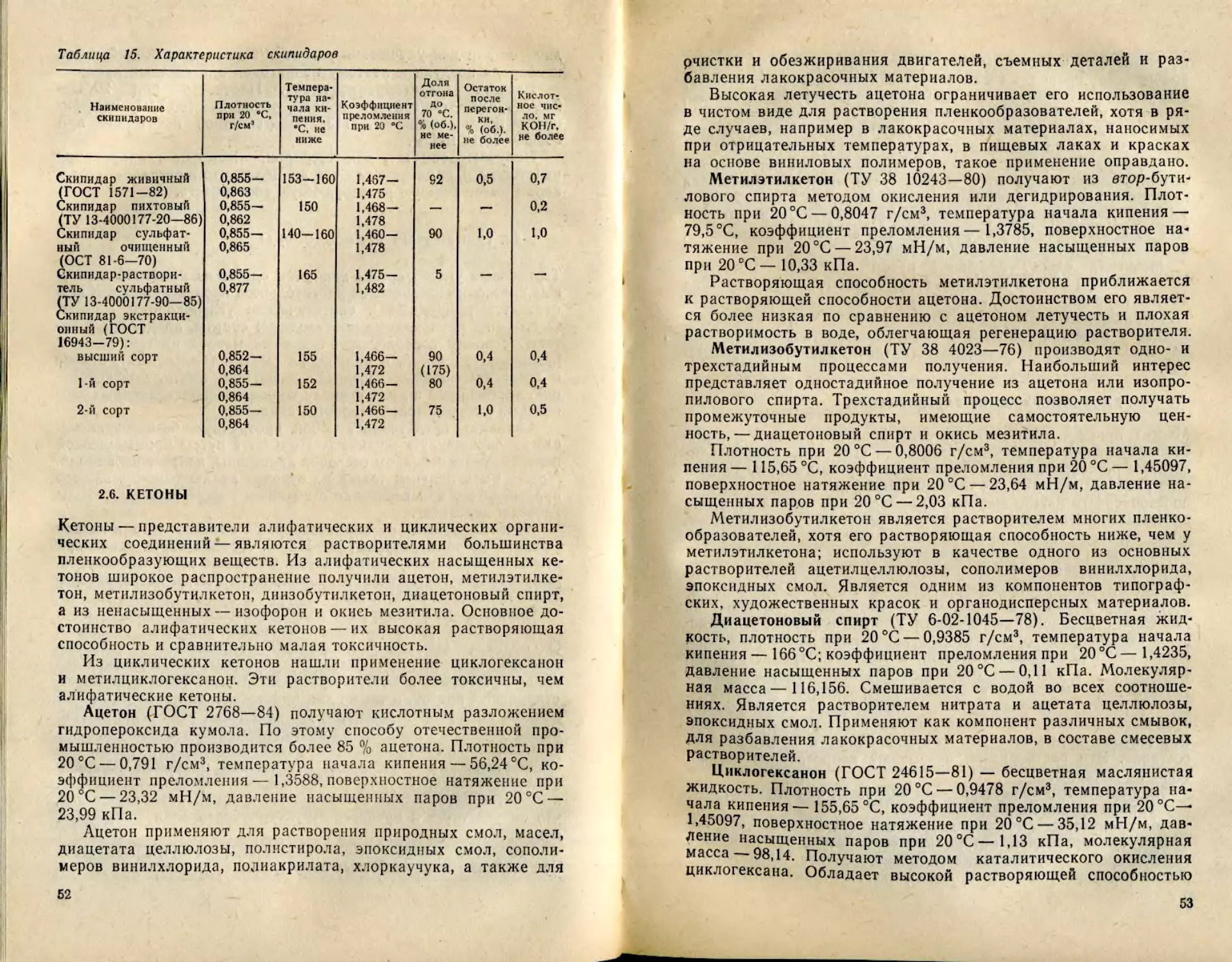
2.5. Терпеновые углеводороды 58
2.6. Кетоны 52
2.7. Хлорсодержащие растворители 54
2.8. Фторхлорсодержащие растворители (хладоны) 57
2.9. Прочие растворители 58
3. Многокомпонентные углеводородные растворители 59
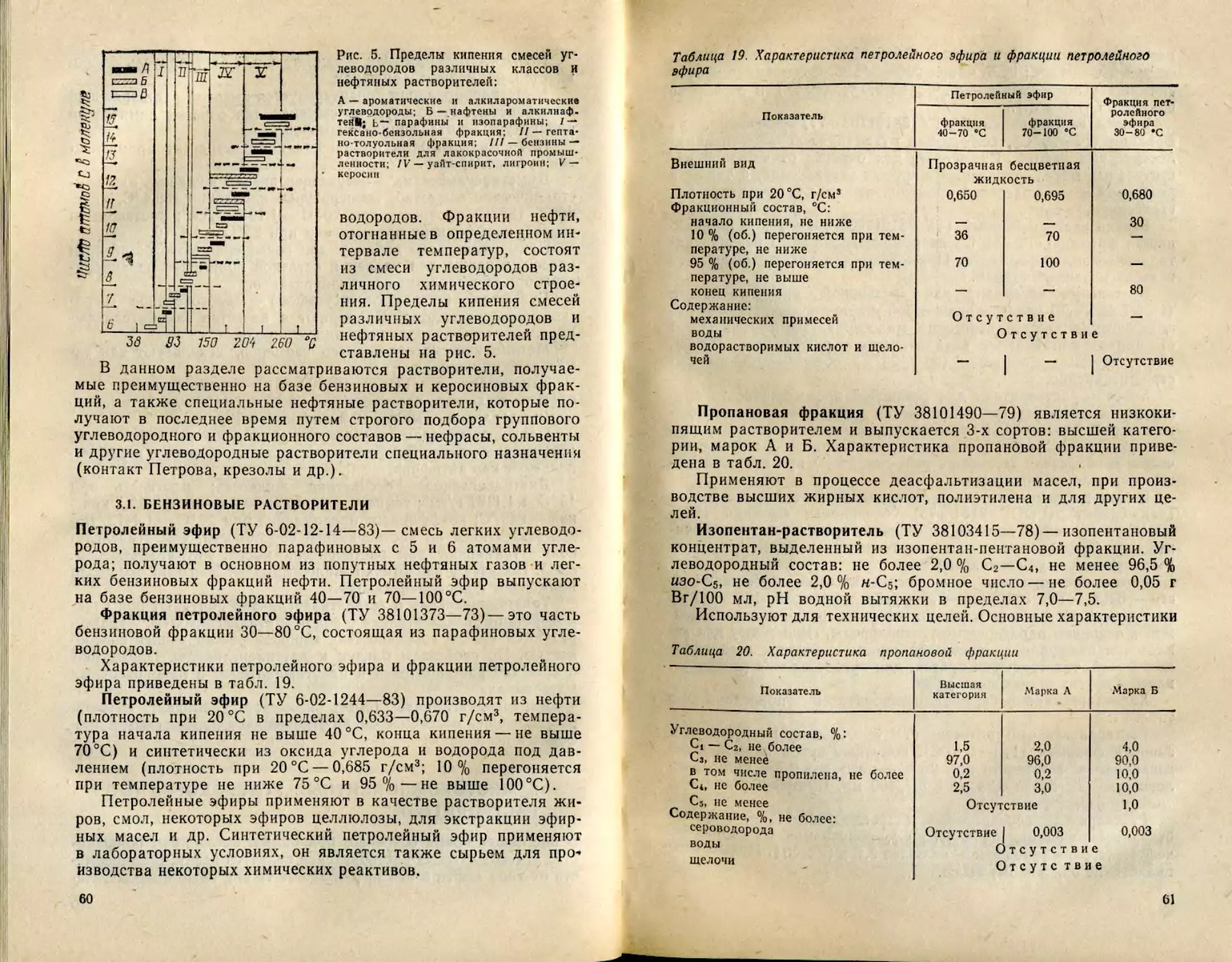
3.1. Бензиновые растворители 60
3.2. Керосиновые растворители 64
3.3. Нефтяные растворители (нефрасы) и сольвенты 67
3.4. Прочие углеводородные растворители 72
4. Смесевые растворители, разбавители, пластификаторы, сиккативы 74
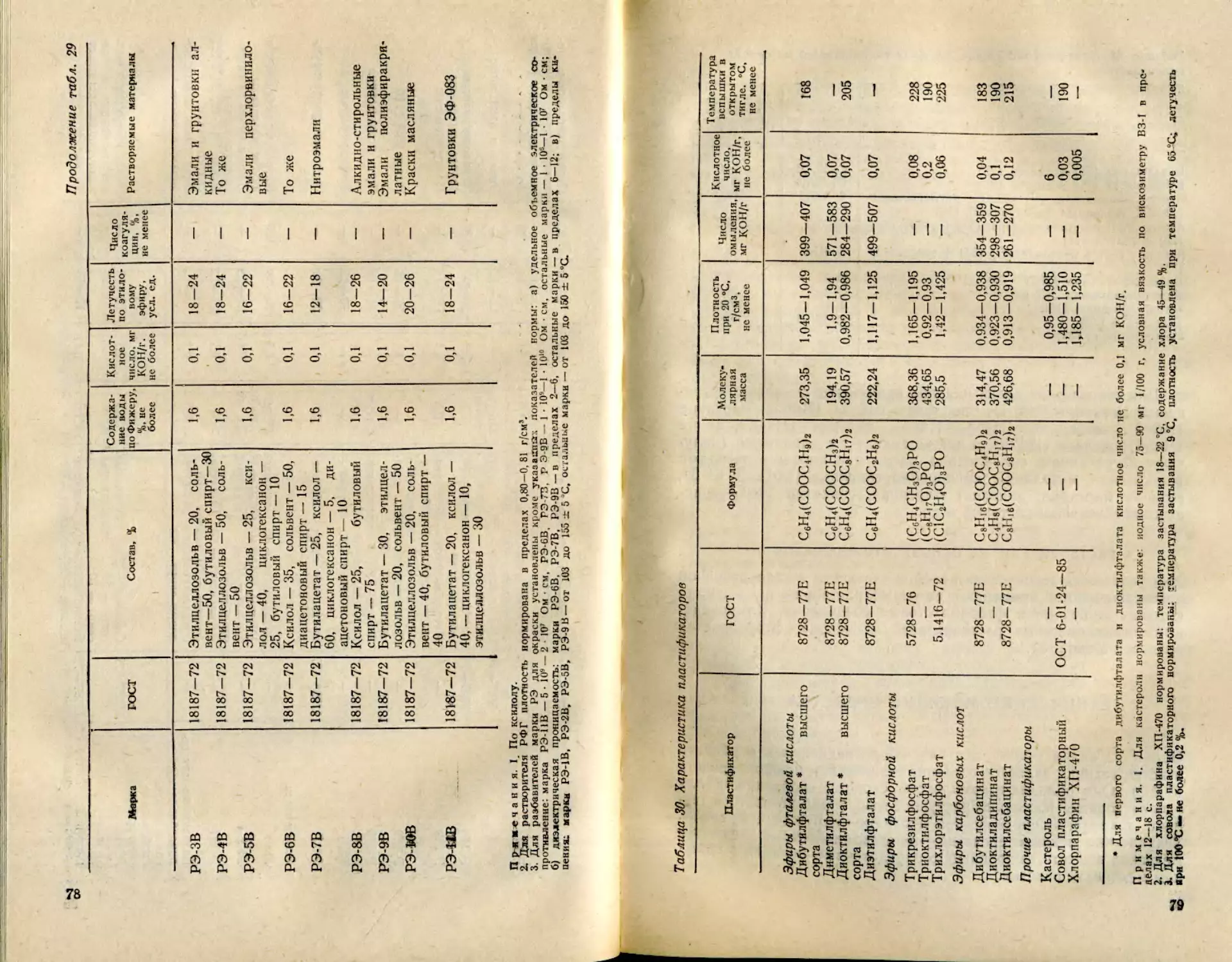
4.1. Растворители и разбавители 74
4.2. Пластификаторы 74
4.3. Сиккативы 75
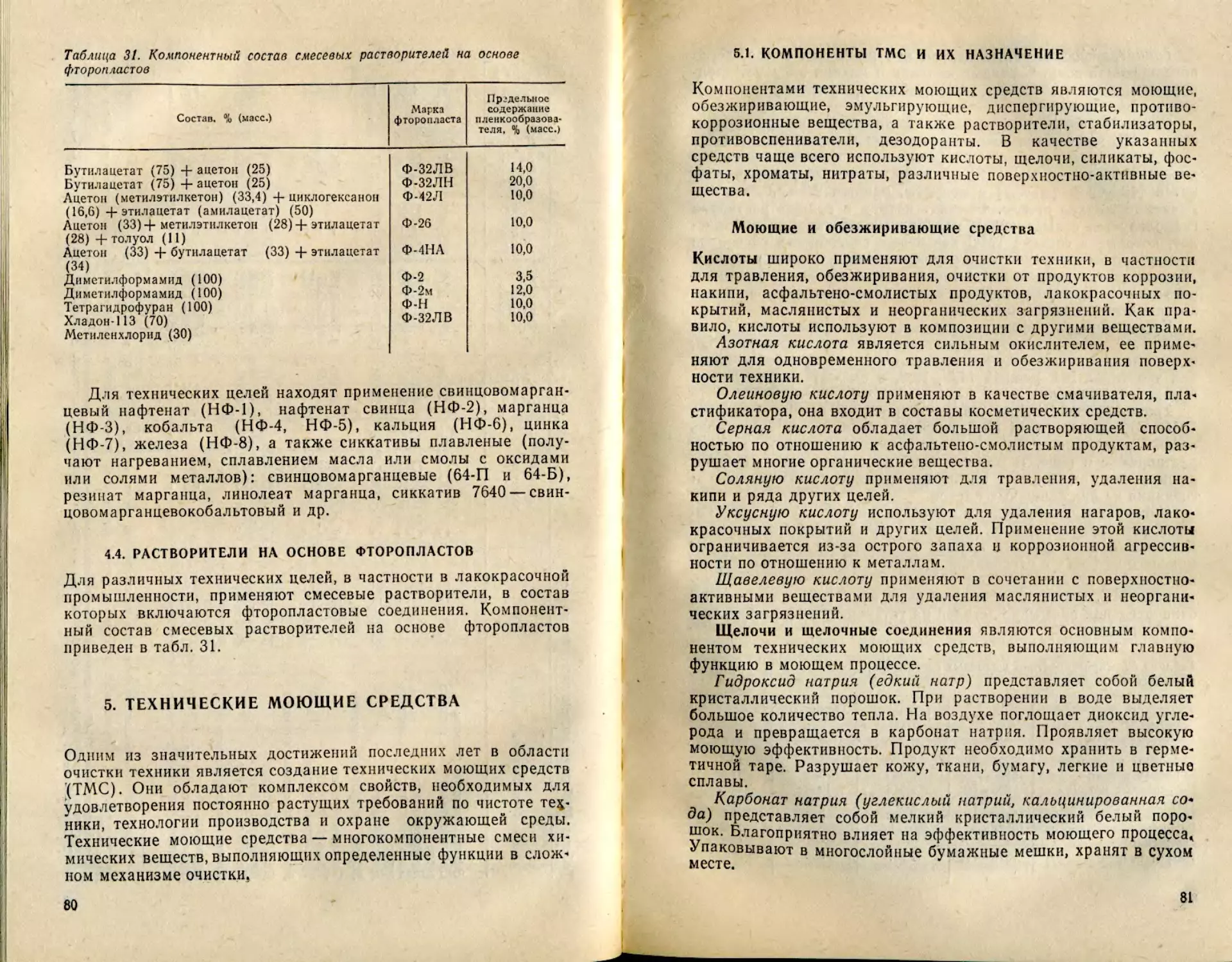
4.4. Растворители на основе фторопластов
5. Технические моющие средства 80
5.1. Компоненты ТМС и их назначение 81
5.2. Подбор компонентов и основы применения ТМС 88
5,3. Жидкости для обработки наружной поверхности техники 103
1*
3
6. Очистка техники 167
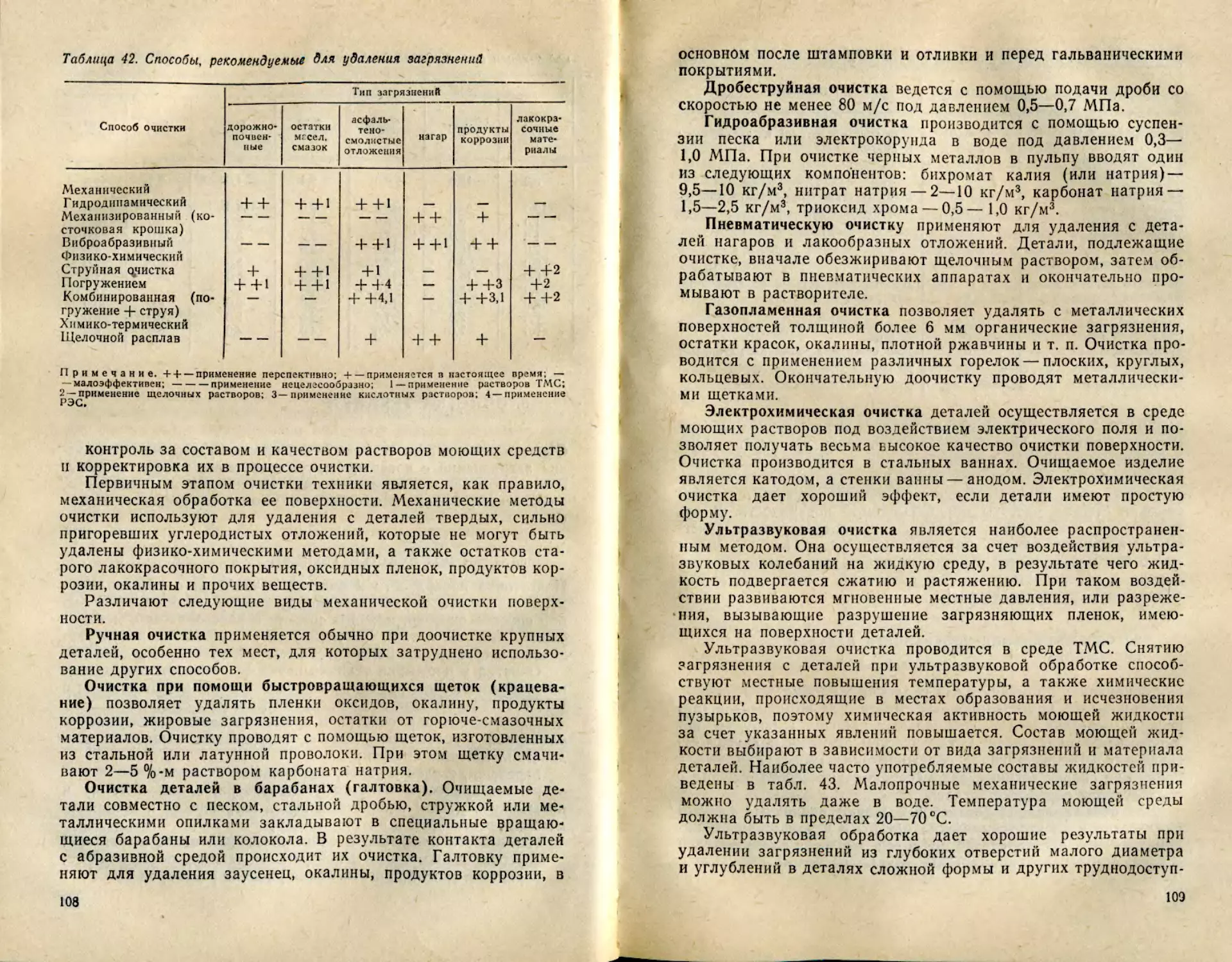
6.1. Способы очистки техники 107
6.2. Обезжиривание поверхности деталей (металлов) ПО
6.3. Травление металлических поверхностей 118
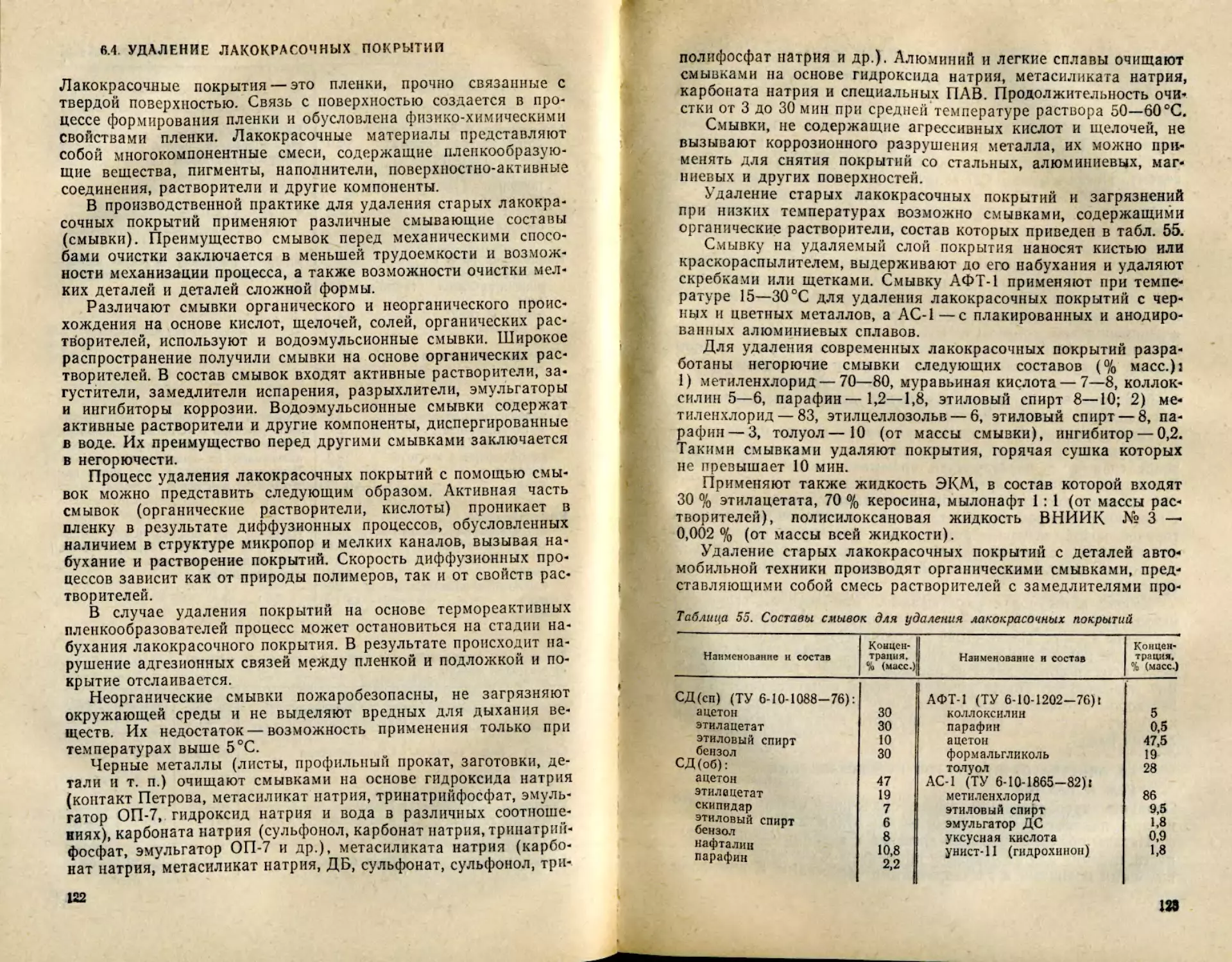
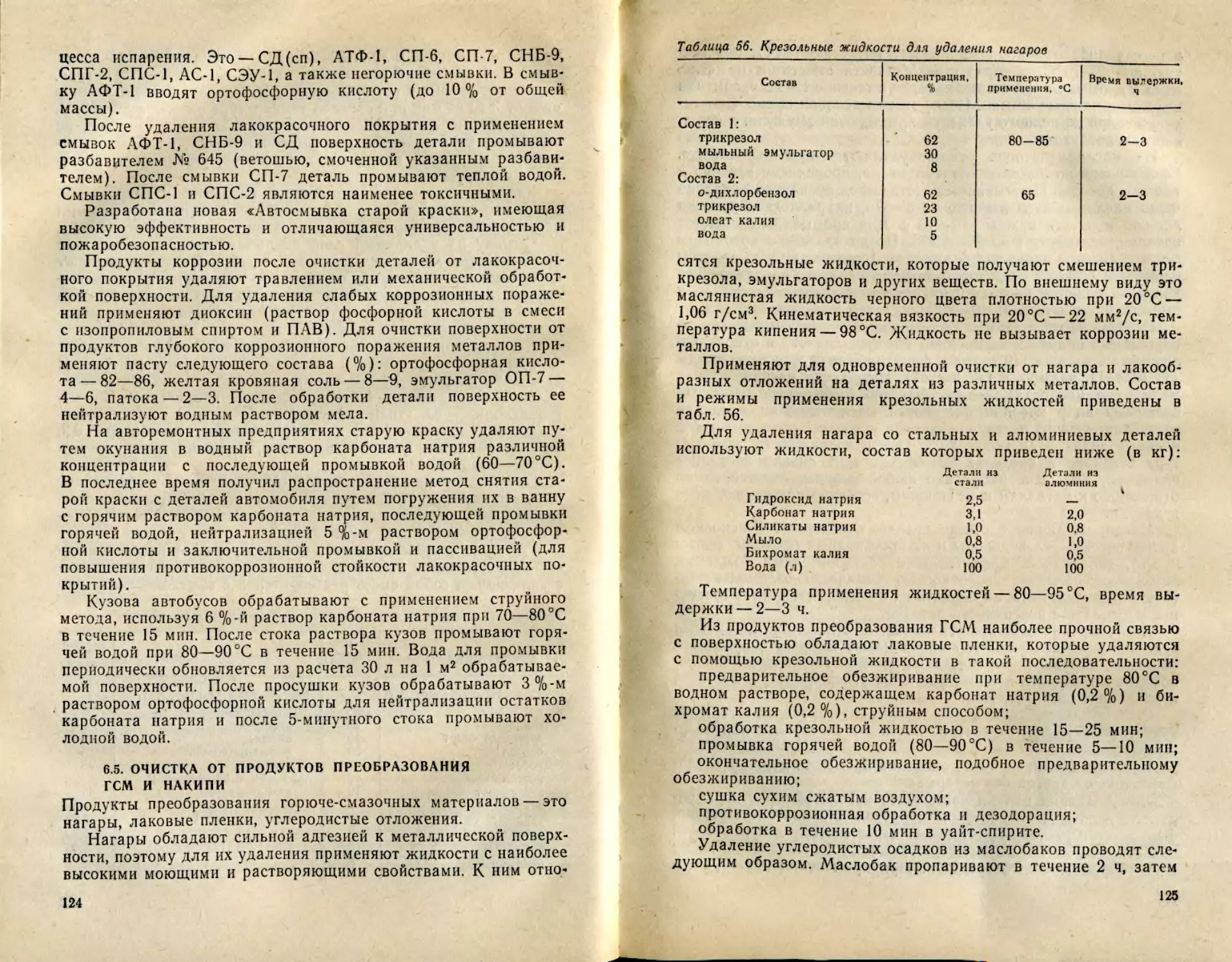
6.4. Удаление лакокрасочных покрытий 122
6.5. Очистка от продуктов преобразования ГСМ и накипи 124
6.6. Технология очистки металлических поверхностей с применением ТМС
и растворителей 128
6.7. Оценка экономической эффективности замены органических раство-
рителей на ТМС 135
7. Контроль качества растворителей и моющих средств 136
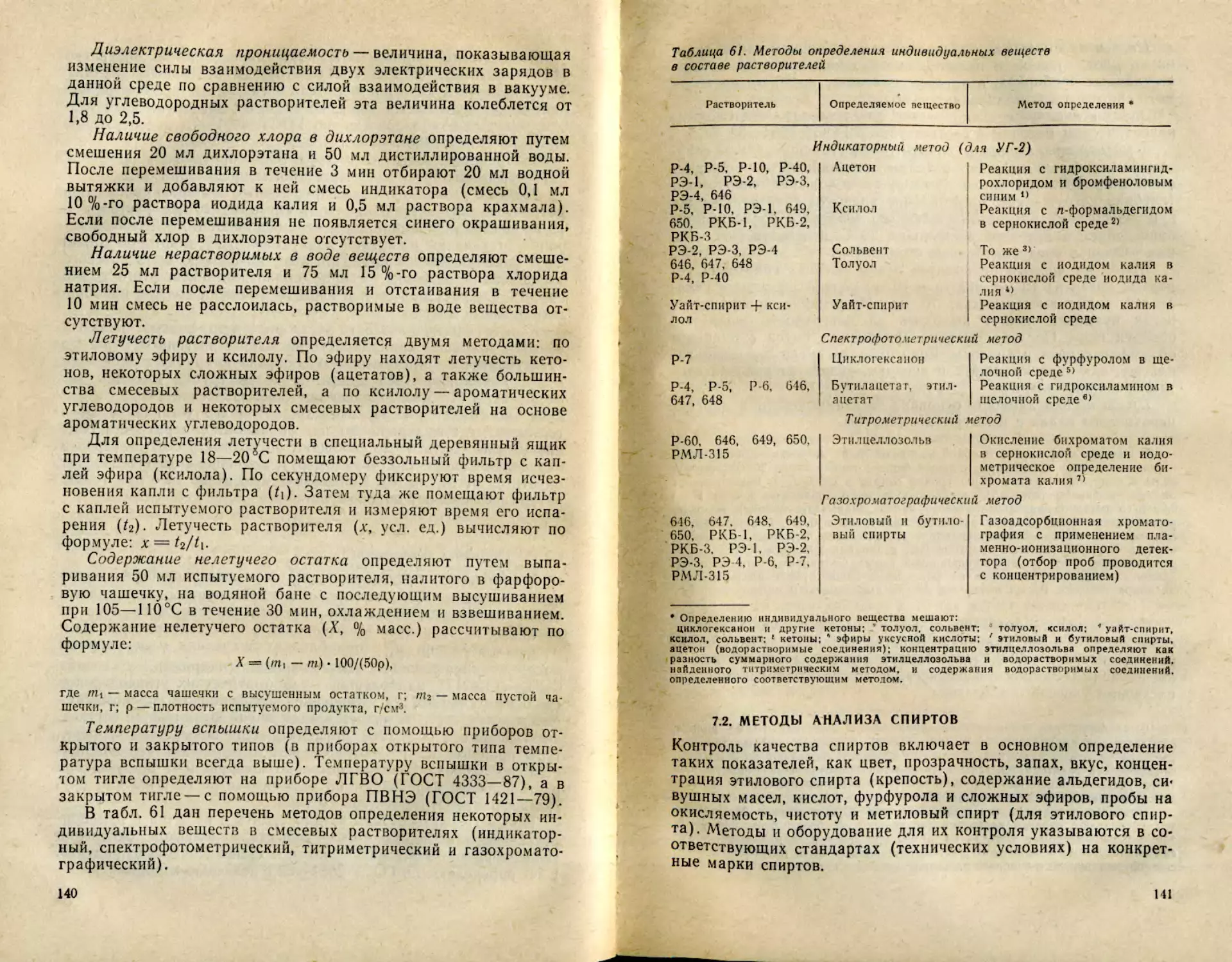
7.1. Контроль качества растворителей 136
7.2. Методы анализа спиртов 141
7.3. Методы анализа воды 144
7.4. Контроль качества ТМС 136
8. Регенерация и утилизация отработанных растворителей и ТМС 152
8.1. Регенерация и утилизация органических растворителей 152
8.2. Регенерация ТМС 154
8.3. Очистка сточных вод 155
9. Меры безопасности 159
9.1. Токсичность растворителей и компонентов ТМС 160
9.2. Пожаро- и взрывобезопасность 161
Библиографический список 174
ПРЕДИСЛОВИЕ
Одним из важнейших условий, обеспечивающих эксплуатацион-
ную надежность транспортных средств, устройств и оборудова-
ния, высокие экономические показатели, является чистота их де-
талей, узлов и агрегатов. Необходимый уровень чистоты тех-
ники обеспечивается за счет проведения эффективной очистки
в условиях эксплуатации и при ее ремонте.
Для проведения очистки необходимо выполнить целый ком-
плекс работ, в частности определить характер загрязнений,
установить порядок очистки и промывки, подобрать соответ-
ствующие растворители и технические моющие средства, а
также методы и технологическое оборудование для реализации
указанного процесса. При этом должны быть учтены требова-
ния по обеспечению безопасности и исключению вредного воз-
действия растворителей и моющих средств на материал техники
и обслуживающий персонал. В этой связи процесс очистки
имеет четко выраженный комплексный характер и разработка
мероприятий по его реализации представляет собой самостоя-
тельное научно-техническое направление.
В последние годы актуальность указанного направления зна-
чительно повысилась. Это вызвано, во-первых, повышением тре-
бований к чистоте техники, в значительной мере определяющей
надежность ее работы. Чистая поверхность повышает эффек-
тивность дефектоскопического контроля ответственных элемен-
тов конструкции узлов и агрегатов. Качество дефектации тех-
ники после проведения очистки поверхности повышается в 2—
2,5 раза, что существенно улучшает и качество ремонта. Во-
вторых, необходимость замены дефицитных и пожароопасных
продуктов, которые используют при очистке, например бензи-
нов, топлив, керосинов, маловязких масел, на синтетические
негорючие растворители и моющие средства. В-третьих, акту-
альность рассматриваемой проблемы обоснована технико-эко-
номическими и эргономическими факторами. Так, уменьшение
лобового сопротивления некоторых типов летательных аппара-
тов за счет постоянной очистки наружной поверхности приводит
к годовой экономии 650 т топлива на одну машину. Ухудшение
общего состояния наружной поверхности летательного аппарата
в процессе эксплуатации приводит к перерасходу топлива от 2
5
до 6% и существенно ухудшает аэродинамические характери-
стики летательных аппаратов в целом.
Наметившаяся в последние годы тенденция разработки и
внедрения в эксплуатацию новых эффективных технических
моющих средств и растворителей на принципиально новых ос-
новах позволила сократить, а в некоторых случаях полностью
заменить дефицитные нефтепродукты, что обеспечило дополни-
тельный экономический эффект при эксплуатации и ремонте
техники, так как на очистку и промывку, например, планера
некоторых типов летательных аппаратов расходуется 40—50 т
топлива в год.
Кроме того, применение синтетических растворителей и
моющих средств вместо нефтепродуктов, исключает загрязне-
ние окружающей среды, что является особенно важным на со-
временном этапе общественного развития.
Использование топлива, бензина и других органических
растворителей для очистки и промывки техники не позволяет
механизировать указанные процессы в основном из-за высокой
пожаро- и взрывоопасности этих средств. По этой причине в об-
щей технологии ремонта и обслуживания техники ее очистка
являлась самым трудоемким и неквалифицированным этапом
в процессе ремонта техники.
Внедрение технических моющих средств и растворителей
на основе малотоксичных пожаро- и взрывобезопасных веществ
показало высокую эффективность очистки деталей техники с ис-
пользованием совершенных технологий очистки. Решению этой
задачи способствовали разработка и внедрение новых устано-
вок и машин с использованием гидропульсирующих струй, ви-
брирующих платформ, вращающихся элементов (роторов). Все
это позволило начать модернизацию технологий очистки тех-
ники.
Неэкономичным и малоэффективным является также про-
цесс очистки техники с применением в качестве моющего сред-
ства только воды. Так, затраты воды на промывку лишь внеш-
ней поверхности (при давлении струи воды 1,5 МПа) автомо-
биля составляют 200—250 л, автобуса — 300—400 л. При
проведении мойки при более низких давлениях расход воды на
промывку автомобилей увеличивается в 2—3 раза. Применение
технических моющих средств для промывки техники позволяет
резко повысить эффективность процесса и в 2—3 раза снизить
расход воды.
б
Энергетической программой, постановлениями ЦК КПСС, Со-
вета Министров СССР предусматривается более эффективно рас-
ходовать нефть и продукты ее переработки. В соответствии с
этим поставлена конкретная задача расширить производство тех-
нических моющих средств и их применение в народном хозяйстве
для различных технологических нужд, в частности моющих и
обезжиривающих средств взамен светлых нефтепродуктов.
В настоящее время еще недостаточно публикаций, обобщаю-
щих сведения по составу, свойствам, подбору и применению
растворителей и технических моющих средств. Сравнительно
мало имеется данных о характере и составе эксплуатационных
загрязнений техники, несмотря на то, что уже накоплен доста-
точный опыт по указанным вопросам. Кроме того, растворители
и технические моющие средства, применяемые для очистки,
включают широкий ассортимент жидких и твердых компонен-
тов, а для реализации процесса очистки в эксплуатирующих и
ремонтных организациях требуется сложное технологическое
оборудование и приходится решать целый комплекс организа-
ционно-технических мероприятий. Исходя из этого авторы по-
ставили перед собой задачу подготовить книгу, содержащую
справочные материалы по затронутым вопросам.
В книге использованы наименования растворителей, техни-
ческих моющих средств и их компонентов в соответствии с
ГОСТ (ТУ) и эксплуатационно-технической документацией, дей-
ствующей в настоящее время на ремонтных предприятиях и в
эксплуатирующих технику организациях. Физико-химические
и эксплуатационные характеристики на продукты указаны на
основе данных ГОСТ (ТУ), на которые сделана соответствую-
щая ссылка (отсутствие ГОСТ или ТУ на некоторые продукты
объясняется их переработкой либо отсутствием на них ссылки
в источниках информации).
1. МЕХАНИЗМ ДЕЙСТВИЯ РАСТВОРИТЕЛЕЙ
И ТЕХНИЧЕСКИХ МОЮЩИХ СРЕДСТВ
Растворители и технические моющие средства должны обла-
дать хорошей растворяющей способностью, четкой избиратель-
ностью и селективностью, высоким уровнем моющих свойств и
испаряемости после обработки поверхности, совместимостью
с обрабатываемой поверхностью, т. е. не вызывать отрицатель-
ного воздействия на детали техники. Они должны быть неток-
сичными, взрыво- и пожаробезопасными, а также не загрязнять
окружающую среду. Растворители могут употребляться как са-
мостоятельно, так и в смеси с другими компонентами в составе
моющих средств.
Для очистки техники применяют, как правило, универсаль-
ные растворители, способные растворять различные вещества,
входящие в состав загрязнений. Это свойство является весьма
важным, поскольку загрязнения техники включают композицию
веществ сложного состава органического и неорганического
происхождения.
Для практических целей при подборе растворителей и тех-
нических моющих средств необходимо знать их механизм дей-
ствия, тип и характер загрязнений. Поэтому вначале целесооб-
разно рассмотреть характер и состав загрязнений, являющихся
объектом применения растворителей и моющих средств.
1.1. ХАРАКТЕРИСТИКА ЗАГРЯЗНЕНИЙ ТЕХНИКИ
Техника, поступающая на техническое обслуживание и в ре-
монт, на внешней и внутренней поверхностях имеет загрязне-
ния, которые снижают качество работ по дефектации деталей
и в конечном счете качество ремонта и ресурс техники при ее
эксплуатации. При этом загрязнения характеризуются довольно
прочной связью с поверхностью деталей. Различают три сте-
пени загрязнения: слабую, среднюю, сильную. При слабом за-
грязнении поверхность деталей покрыта легкими неравномер-
ными загрязнениями (например, масла, пыль). При среднем
загрязнении поверхность деталей покрыта небольшим равно-
мерным слоем смазки, эмульсионных охлаждающих жидкостей
с частицами металлической стружки. Такое загрязнение харак-
терно в основном для деталей, находящихся в стадии механи-
ческой обработки. Эта степень характеризуется удельным со-
держанием загрязнений до 5 г/м2. При сильном загрязнении —
более 5 г/м2 — поверхность деталей покрыта толстым слоем
консервационной смазки или масла после термической обра-
ботки.
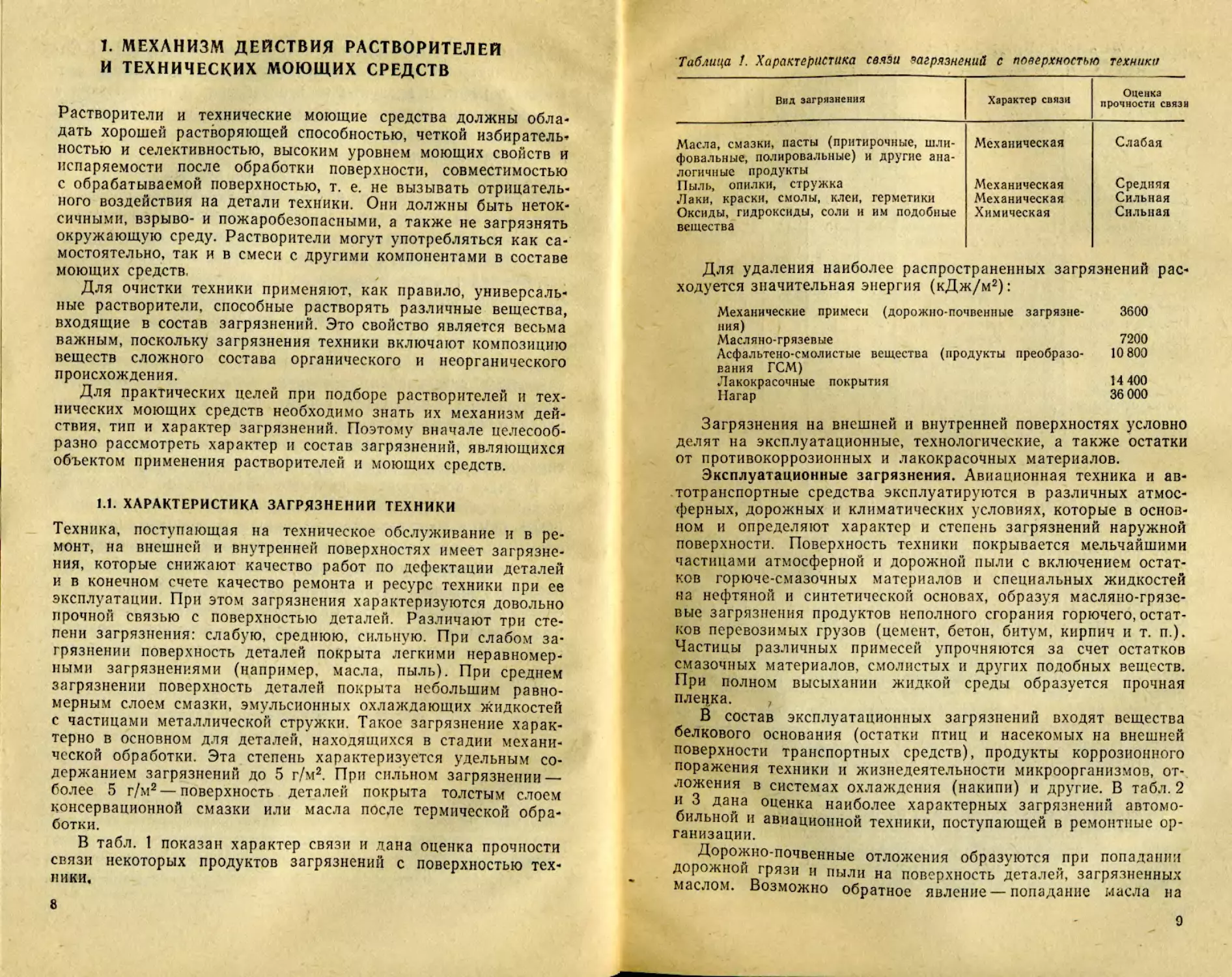
В табл. 1 показан характер связи и дана оценка прочности
связи некоторых продуктов загрязнений с поверхностью тех-
ники.
8
Таблица 1. Характеристика связи загрязнении с поверхностью техники
Вид загрязнения Характер связи Оценка прочности связи
Масла, смазки, пасты (притирочные, шли- фовальные, полировальные) и другие ана- логичные продукты Механическая Слабая
Пыль, опилки, стружка Механическая Средняя
Лаки, краски, смолы, клеи, герметики Механическая Сильная
Оксиды, гидроксиды, соли и им подобные вещества Химическая Сильная
Для удаления наиболее распространенных загрязнений рас-
ходуется значительная энергия (кДж/м2):
Механические примеси (дорожно-почвенные загрязне- 3600
ния)
Масляно-грязевые 7200
Асфальтено-смолистые вещества (продукты преобразо- 10 800
вания ГСМ)
Лакокрасочные покрытия 14 400
Нагар 36 000
Загрязнения на внешней и внутренней поверхностях условно
делят на эксплуатационные, технологические, а также остатки
от противокоррозионных и лакокрасочных материалов.
Эксплуатационные загрязнения. Авиационная техника и ав-
тотранспортные средства эксплуатируются в различных атмос-
ферных, дорожных и климатических условиях, которые в основ-
ном и определяют характер и степень загрязнений наружной
поверхности. Поверхность техники покрывается мельчайшими
частицами атмосферной и дорожной пыли с включением остат-
ков горюче-смазочных материалов и специальных жидкостей
на нефтяной и синтетической основах, образуя масляно-грязе-
вые загрязнения продуктов неполного сгорания горючего,остат-
ков перевозимых грузов (цемент, бетон, битум, кирпич и т. п.).
Частицы различных примесей упрочняются за счет остатков
смазочных материалов, смолистых и других подобных веществ.
При полном высыхании жидкой среды образуется прочная
плецка. ,
В состав эксплуатационных загрязнений входят вещества
белкового основания (остатки птиц и насекомых на внешней
поверхности транспортных средств), продукты коррозионного
поражения техники и жизнедеятельности микроорганизмов, от-
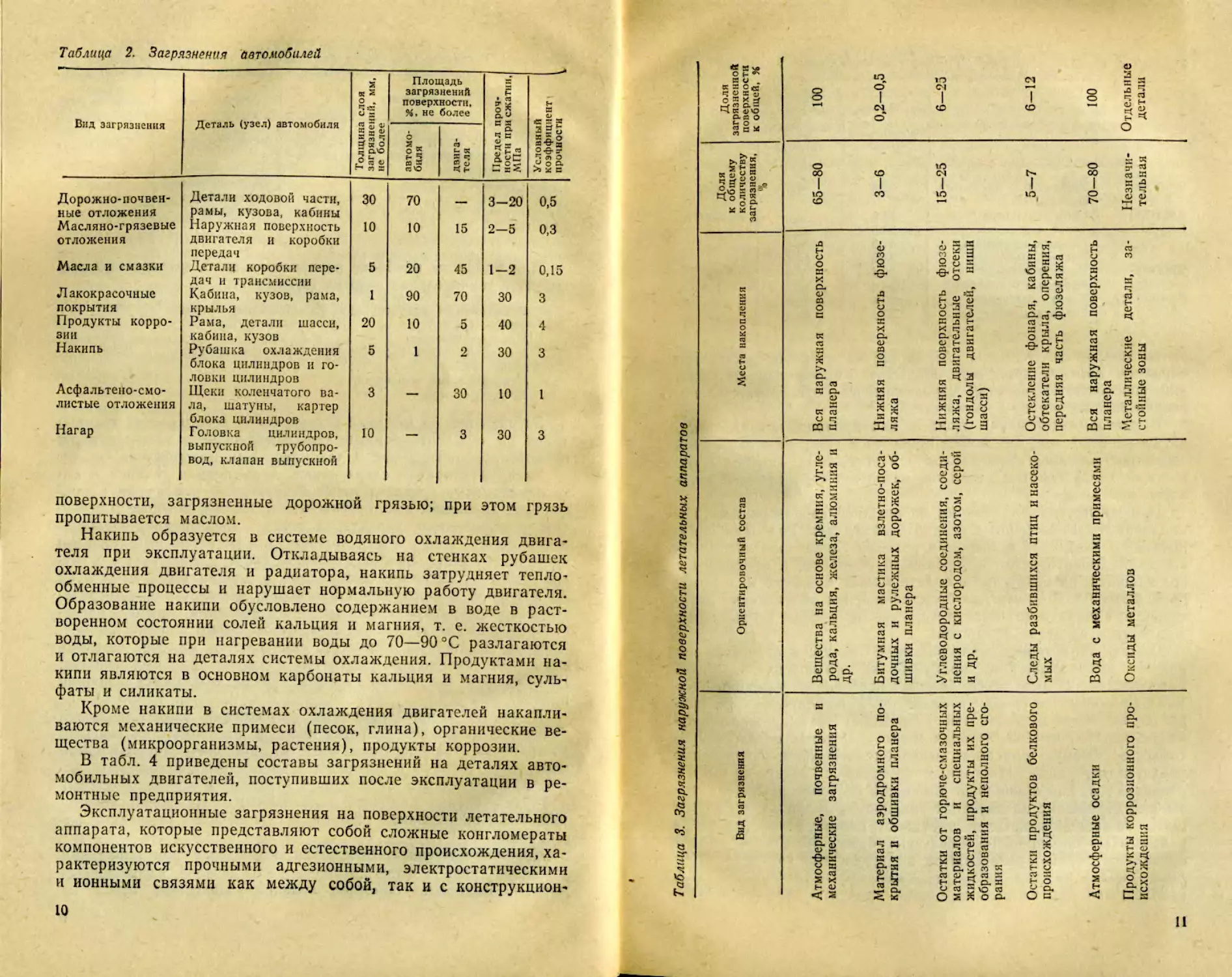
ложения в системах охлаждения (накипи) и другие. В табл. 2
и 3 дана оценка наиболее характерных загрязнений автомо-
бильной и авиационной техники, поступающей в ремонтные ор-
ганизации.
Дорожно-почвенные отложения образуются при попадании
дорожной грязи и пыли на поверхность деталей, загрязненных
маслом. Возможно обратное явление — попадание масла на
9
Таблица 2. Загрязнения автомобилей
Вид загрязнения Деталь (узел) автомобиля Толщина слоя загрязнений, мм, не более Площадь загрязнений поверхности, %, не более Предел проч- ности при сжатии, МПа Условный коэффициент 1 прочности у
автомо- биля двига- теля
Дорожно-почвен- ные отложения Детали ходовой части, рамы, кузова, кабины 30 70 — 3-20 0,5
Масляно-грязевые отложения Наружная поверхность двигателя и коробки передач 10 10 15 2-5 0,3
Масла и смазки Детали коробки пере- дач и трансмиссии 5 20 45 1-2 0,15
Лакокрасочные покрытия Кабина, кузов, рама, крылья 1 90 70 30 3
Продукты корро- зии Рама, детали шасси, кабина, кузов 20 10 5 40 4
Накипь Рубашка охлаждения блока цилиндров и го- ловки цилиндров 5 1 2 30 3
Асфальтено-смо- листые отложения Щеки коленчатого ва- ла, шатуны, картер блока цилиндров 3 — 30 10 1
Нагар Головка цилиндров, выпускной трубопро- вод, клапан выпускной 10 3 30 3
поверхности, загрязненные дорожной грязью; при этом грязь
пропитывается маслом.
Накипь образуется в системе водяного охлаждения двига-
теля при эксплуатации. Откладываясь на стенках рубашек
охлаждения двигателя и радиатора, накипь затрудняет тепло-
обменные процессы и нарушает нормальную работу двигателя.
Образование накипи обусловлено содержанием в воде в раст-
воренном состоянии солей кальция и магния, т. е. жесткостью
воды, которые при нагревании воды до 70—90 °C разлагаются
и отлагаются на деталях системы охлаждения. Продуктами на-
кипи являются в основном карбонаты кальция и магния, суль-
фаты и силикаты.
Кроме накипи в системах охлаждения двигателей накапли-
ваются механические примеси (песок, глина), органические ве-
щества (микроорганизмы, растения), продукты коррозии.
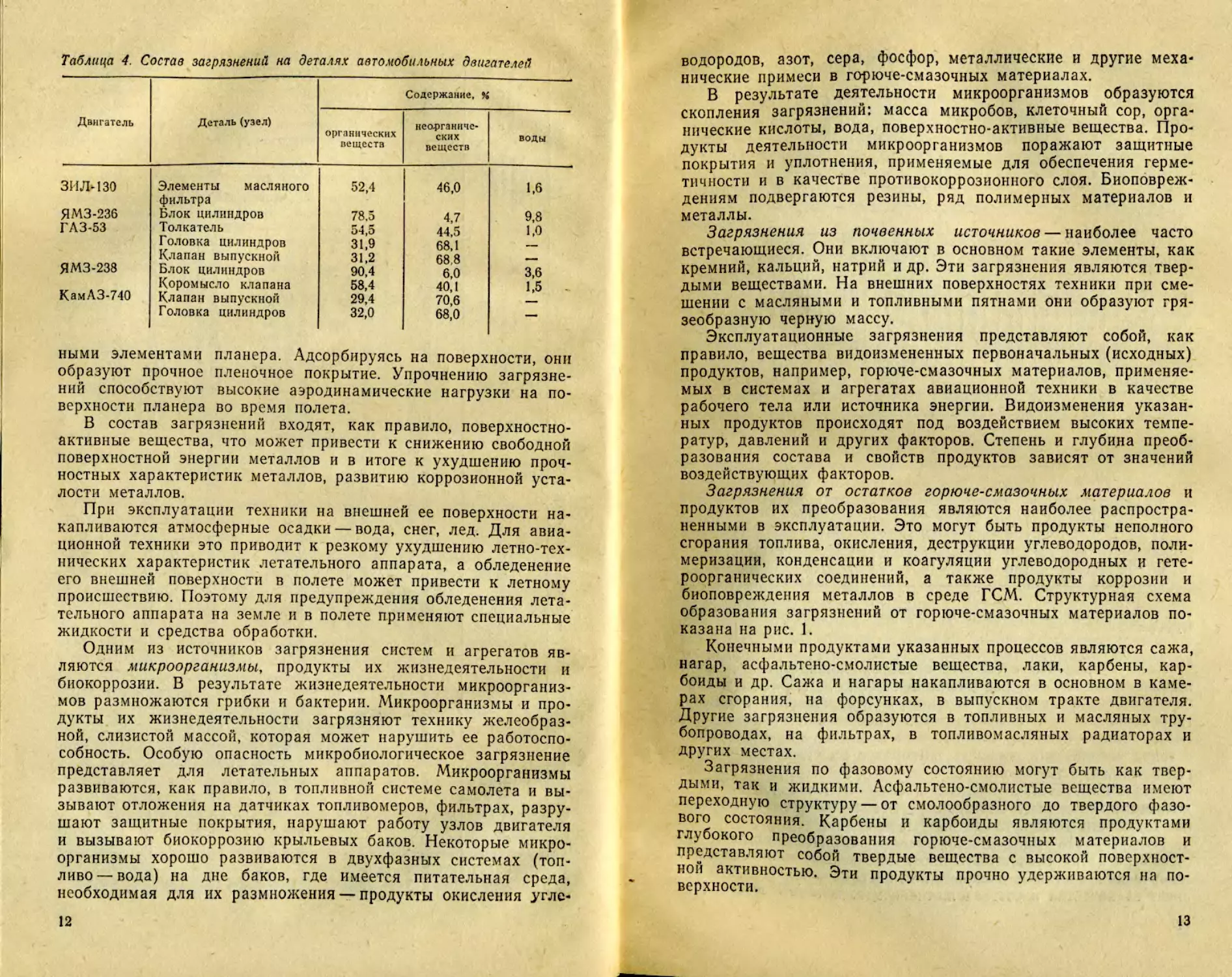
В табл. 4 приведены составы загрязнений на деталях авто-
мобильных двигателей, поступивших после эксплуатации в ре-
монтные предприятия.
Эксплуатационные загрязнения на поверхности летательного
аппарата, которые представляют собой сложные конгломераты
компонентов искусственного и естественного происхождения, ха-
рактеризуются прочными адгезионными, электростатическими
и ионными связями как между собой, так и с конструкцион-
10
11
Таблица 4. Состав загрязнений на деталях автомобильных двигателей
Двигатель Деталь (узел) Содержание, %
органических веществ неорганиче- ских веществ воды
ЗИЛ-130 ЯМЗ-236 ГАЗ-53 ЯМЗ-238 КамЛЗ-740 Элементы масляного фильтра Блок цилиндров Толкатель Головка цилиндров Клапан выпускной Блок цилиндров Коромысло клапана Клапан выпускной Головка цилиндров 52,4 78.5 54,5 31,9 31,2 90,4 58,4 29,4 32,0 46,0 4,7 44,5 68.1 688 6,0 40,1 70,6 68,0 СО 0РС>. 1 С0 iO I i —Г о> —«* 1 1 со —* 1 1
ними элементами планера. Адсорбируясь на поверхности, они
образуют прочное пленочное покрытие. Упрочнению загрязне-
ний способствуют высокие аэродинамические нагрузки на по-
верхности планера во время полета.
В состав загрязнений входят, как правило, поверхностно-
активные вещества, что может привести к снижению свободной
поверхностной энергии металлов и в итоге к ухудшению проч-
ностных характеристик металлов, развитию коррозионной уста-
лости металлов.
При эксплуатации техники на внешней ее поверхности на-
капливаются атмосферные осадки — вода, снег, лед. Для авиа-
ционной техники это приводит к резкому ухудшению летно-тех-
нических характеристик летательного аппарата, а обледенение
его внешней поверхности в полете может привести к летному
происшествию. Поэтому для предупреждения обледенения лета-
тельного аппарата на земле и в полете применяют специальные
жидкости и средства обработки.
Одним из источников загрязнения систем и агрегатов яв-
ляются микроорганизмы, продукты их жизнедеятельности и
биокоррозии. В результате жизнедеятельности микроорганиз-
мов размножаются грибки и бактерии. Микроорганизмы и про-
дукты их жизнедеятельности загрязняют технику желеобраз-
ной, слизистой массой, которая может нарушить ее работоспо-
собность. Особую опасность микробиологическое загрязнение
представляет для летательных аппаратов. Микроорганизмы
развиваются, как правило, в топливной системе самолета и вы-
зывают отложения на датчиках топливомеров, фильтрах, разру-
шают защитные покрытия, нарушают работу узлов двигателя
и вызывают биокоррозию крыльевых баков. Некоторые микро-
организмы хорошо развиваются в двухфазных системах (топ-
ливо— вода) на дне баков, где имеется питательная среда,
необходимая для их размножения — продукты окисления угле-
12
водородов, азот, сера, фосфор, металлические и другие меха-
нические примеси в горюче-смазочных материалах.
В результате деятельности микроорганизмов образуются
скопления загрязнений: масса микробов, клеточный сор, орга-
нические кислоты, вода, поверхностно-активные вещества. Про-
дукты деятельности микроорганизмов поражают защитные
покрытия и уплотнения, применяемые для обеспечения герме-
тичности и в качестве противокоррозионного слоя. Биоповреж-
дениям подвергаются резины, ряд полимерных материалов и
металлы.
Загрязнения из почвенных источников — наиболее часто
встречающиеся. Они включают в основном такие элементы, как
кремний, кальций, натрий и др. Эти загрязнения являются твер-
дыми веществами. На внешних поверхностях техники при сме-
шении с масляными и топливными пятнами они образуют гря-
зеобразную черную массу.
Эксплуатационные загрязнения представляют собой, как
правило, вещества видоизмененных первоначальных (исходных)
продуктов, например, горюче-смазочных материалов, применяе-
мых в системах и агрегатах авиационной техники в качестве
рабочего тела или источника энергии. Видоизменения указан-
ных продуктов происходят под воздействием высоких темпе-
ратур, давлений и других факторов. Степень и глубина преоб-
разования состава и свойств продуктов зависят от значений
воздействующих факторов.
Загрязнения от остатков горюче-смазочных материалов и
продуктов их преобразования являются наиболее распростра-
ненными в эксплуатации. Это могут быть продукты неполного
сгорания топлива, окисления, деструкции углеводородов, поли-
меризации, конденсации и коагуляции углеводородных и гете-
роорганических соединений, а также продукты коррозии и
биоповреждения металлов в среде ГСМ. Структурная схема
образования загрязнений от горюче-смазочных материалов по-
казана на рис. 1.
Конечными продуктами указанных процессов являются сажа,
нагар, асфальтено-смолистые вещества, лаки, карбены, кар-
боиды и др. Сажа и нагары накапливаются в основном в каме-
рах сгорания, на форсунках, в выпускном тракте двигателя.
Другие загрязнения образуются в топливных и масляных тру-
бопроводах, на фильтрах, в топливомасляных радиаторах и
других местах.
Загрязнения по фазовому состоянию могут быть как твер-
дыми, так и жидкими. Асфальтено-смолистые вещества имеют
переходную структуру — от смолообразного до твердого фазо-
вого состояния. Карбены и карбоиды являются продуктами
глубокого преобразования горюче-смазочных материалов и
представляют собой твердые вещества с высокой поверхност-
нои активностью. Эти продукты прочно удерживаются на по-
верхности.
13
Горюче-смазочные материалы
Рис. 1. Структурная схема образования загрязнений от горюче-смазочных ма-
териалов
Лаки — продукты глубокого преобразования горюче-смазоч-
ных материалов — состоят преимущественно из карбенов и кар-
боидов, связанных преобразованными нейтральными смолами,
гидроксикислотами, асфальтенами. Внешне они представляют
собой тонкую прочную пленку. Как правило, они образуются
в зонах воздействия высоких температур на углеводороды ма-
сел и топлив, а также в зонах, в которых нет сгорания, но тем-
пературы находятся па пределе сгорания углеводородов. Опре-
деляющим процессом образования лаков является тонкослой-
ное окисление горюче-смазочных материалов.
Нагары — это продукты неполного сгорания топлив. По
структуре нагар может быть плотным, рыхлым и пластичным.
Химический состав и внешний вид нагаров неоднороден и за-
висит от качества и состава применяемых топлив и масел. На-
14
тары могут включать 80—85 % карбенов и карбоплов, 4—7 %
асфальтенов, 6—14% смол и 1—5% золы. Нагары обладают
высокой механической прочностью и хорошей адгезией к по-
верхности деталей. По этой причине удаление нагаров с поверх-
ности техники затруднительно.
Загрязнения ухудшают технико-экономические показатели,
надежность и долговечность техники. Наиболее характерными
дефектами при этом являются:
засорение топливных и масляных фильтров, маслоканалов
и форсунок,
заклинивание золотниковых пар топливной автоматики,
закоксовывание подшипников, форсунок, нагарообразование
в выпускном тракте двигателя и на лопатках турбины.
Продукты коррозии получаются в результате химического
или электрохимического разрушения металлических деталей
под воздействием внешних факторов. При этом на поверхности
деталей образуется пленка красновато-бурового цвета гидрок-
сидов металлов (па алюминиевых деталях пленка имеет
серовато-белый цвет гидрата оксидов алюминия). Факторами,
обусловливающими коррозию, являются влага, коррозионно-
активные продукты горюче-смазочных материалов, внешние
условия.
В табл. 5 даны категории оценки загрязнения поверхностей
от ржавления черного металла.
В окончательном виде продукты коррозии представляют со-
бой комбинированные сложные составы, включающие также
продукты преобразования горюче-смазочных материалов, меха-
нические примеси и продукты износа техники.
В условиях эксплуатации имеют место случаи загрязнения
техники продуктами преобразования гетероорганических соеди-
нений ГСМ. Например, при контакте топлива, содержащего
меркаптаны, с такими металлами, как медь, кадмий, и др., об-
разуются меркаптиды указанных металлов со специфическим
резким запахом, которые вызывают забивку фильтров и зазоров
топливной автоматики. Детали, покрытые кадмием, медью, их
сплавами, разрушаются.
Таблица 5. Категории оценки загрязнения поверхности деталей
от ржавления черного металла
Категория Вид поверхности
А Вся поверхность покрыта плотным слоем ржавчины и окалины
Б Поверхность покрыта рыхлой осыпающейся ржавчиной, после
В удаления которой обнаруживаются участки чистого металла Поверхность частично покрыта окалиной, до 70 % поверхности
Г покрытие плотное Не более 30 % поверхности покрыто рыхлой ржавчиной, окали- ной
15
Технологические (производственные) загрязнения. Этот вид
загрязнений, включающий различные механические примеси,
накапливается в технике при ее изготовлении, сборке и ре-
монте. К ним относятся металлическая стружка, остатки абра-
зивных материалов, полировочных и притирочных паст, уплот-
нительных материалов.
Встречаются случаи забивки топливных фильтров, топливо-
проводов веществами типа мочевины, которые применяют в тех-
нологическом процессе при изготовлении некоторых агрегатов
топливной системы, и они остаются при неполном их удалении
во время промышленного производства техники.
Противокоррозионные материалы. При очистке техники во
время ее ремонта и обслуживания возникает необходимость
удалять не только загрязнения, образовавшиеся при эксплуа-
тации техники, но и остатки противокоррозионных и лакокра-
сочных материалов. Как правило, указанные материалы не пре-
терпевают существенных изменений, поэтому целесообразно
иметь сведения об их составе и характеристиках в целях пра-
вильного подбора растворителей и технических моющих средств
для эффективного удаления с поверхности техники перед ре-
монтом.
В качестве противокоррозионных материалов применяют в
основном пластичные смазки, консервационные масла, мастики,
пленкообразующие ингибированные нефтяные составы (ПИНС).
Пластичные смазки применяют в основном для наружной
консервации техники. Смазки наносят на металлическую по-
верхность слоем до 5 мм. Наиболее широко используют для
консервации техники смазки на углеводородной основе, кото-
рую загущают также углеводородными веществами — парафи-
нами, церезинами и их смесями.
Так, смазка пушечная — ПВК (ГОСТ 19537—83) представ-
ляет собой густую липкую массу темно-коричневого цвета,
включающую петролатум, вязкое остаточное масло и в качестве
присадки — окисленный церезин (присадка МНИ-7). В усло-
виях пониженных температур смазка затвердевает и трудно
удаляется с защищаемой поверхности. Смазку используют для
различных типов техники.
Для автомобильной техники применяют смазку ВТВ-1
(ТУ 38101180—76), которую получают путем загущения лег-
кого индустриального масла церезином и парафином с неболь-
шой добавкой полиизобутена П-85 и присадки МНИ-7. Нахо-
дит применение для техники и смазка УНЗ (ТУ 38001277—76),
которая в отличие от смазки ПВК нс содержит присадку
МНИ-7. Вазелин технический (ОСТ 381.56—79) содержит па-
рафин, церезин и петролатум в смеси с нефтяными маслами.
В железнодорожном транспорте находит применение анти-
коррозионная смазка АК (ТУ 32ЦТ552—78), содержащая ми-
неральное вязкое масло, загущенное церезином. В морском
транспорте применяют смазки ЛМС-1 и АМС-3 (ГОСТ 2712—
19
75), содержащие цилиндровое масло 52, загущенное алюминие-
выми мылами стеариновой и олеиновой кислот.
Для консервации внутренних герметически закрытых поло-
стей техники применяют жидкие консервационные масла. Так,
масло К-17 (ГОСТ 10877—76) представляет собой высоковяз-
кую маслянистую жидкость темно-коричневого цвета. Содер-
жит смесь масел трансформаторного и минерального МС-20 и
комплекс присадок ПМС-Я, ЦИАТИМ-339, окисленный петро-
латум, каучук СК-45 и дифениламин.
Масло типа НГ-203 (ГОСТ 12328—87) получают на основе
масляного раствора сульфоната кальция и окисленного петро-
латума. Масло НГ-204у (ГОСТ (18974—73) включает нитрован-
ные масла, загущенные кальциевыми и алюминиевыми солями
синтетических жирных кислот с добавлением окисленного пе-
тролатума и парафина. Масло НГ-212 (ТУ 38101218—72) гото-
вят из смеси трансформаторного масла, 20 % кальциевых солей
сульфокислот, окисленного петролатума и ионола.
Кроме конссрвациопиых и защитных масел и смазок широ-
кое распространение для защиты металлических деталей полу-
чили мастики и пасты.
Пленкообразующие ингибированные нефтяные составы
(ПИНС) бывают снимаемые и неснимаемые. В состав снимае-
мых покрытий входят поливинилхлориды, синтетические смолы,
минеральные масла, производные целлюлозы, жирные кислоты,
ингибиторы коррозии. При необходимости их снимают с дета-
лей в виде «чулка» или пленки.
Наибольшее распространение получили неснимаемые ПИНС,
в состав которых входят синтетические смолы (алкидные, ал-
кидно-стирольные, эпоксидные, кремнийорганические), битумы,
каучук, наполнители, водо- и малорастворимые стабилизаторы
коррозии и растворители. ПИНС на основе указанных компо-
нентов являются трудносмываемыми. Они находят широкое
применение для защиты от коррозии металлических стационар-
ных сооружений (мостов, ограждений и т. п.).
Для защиты техники, в частности автомобилей, чаще всего
применяют легкосмываемые ПИНС, включающие полимерные
смолы, парафины, воски, петролатумы, битумы, минеральные
масла, водо- и маслорастворимые ингибиторы коррозии и раст-
ворители. В ПИНС для шасси и днищ автомобилей в качестве
загустителей вводят битумно-каучуковые, битумно-воско-поли-
мерные, полимерные или полимерно-восковые композиции с
включением наполнителей (бентонины, силикагели, технический
углерод, асбест, микрокальцит, пигменты в виде порошков или
оксидов металлов и пр.), маслорастворимые ингибиторы кор-
розии и органические растворители типа уайт-спирита, бензина,
ксилола и их смесей.
Для консервации скрытых полостей автомобилей приме-
няют продукты Мовиль, НГМ-МЛ, Мольвин. В качестве осно-
вы продукта Мовиль используют сульфонаты щелочноземельных
17
Таблица б Условные обозначения групп лакокрасочных материалов
по пленкообразователю (ГОСТ 9825—73)
Группа Условное обозна- чение Группа Условное обозна- чение
Глифталевые ГФ Нитроцеллюлозные нц
Пентафталевые ПФ Этилцеллюлозные эц
Меламинные мл Перхлорвиниловые хв
Мочевинные мч Сополимерно-винилхло- хс
Фенольные ФЛ ридные
Фенолалкидные ФА Кремнийорганические ко
Эпоксидные ЭП Дивинилацетилеиовыс * вн
Эпоксиэфирные ЭФ Каучуковые кч
Алкидно- и масляностн- мс Полиамидные АД
рольные Фторопластовые Ф11
Полиэфирные насыщенные ПЭ Поливинилацетальные вл
Полиуретановые УР Битумные БТ
Полиакриловые АК Канифольные КФ
Сополимерно-акриловые АС Масляные МА
♦ По новой номенклатуре — бутадиенацетиленовые.
элементов, твердых углеводородов и полимерных смол. Про-
дукты НГМ-МЛ и Мольвин изготовлены на основе твердых
углеводородов, мыл жирных кислот, углеводородного полимера,
ингибитора коррозии и растворителя. По внешнему виду — это
подвижная масса коричневого цвета. Различаются указанные
продукты по типу загустителя, в качестве которого используют
бутосил и стеарат лития.
В настоящее время получили распространение водоэмульси-
онные ПИНС, представляющие собой водные эмульсии пленко-
образующих веществ (полимеров, восков), стабилизированные
поверхностно-активными веществами. В качестве пленкообра-
зующих полимерных покрытий применяют также жидкие кау-
чуки, составы на основе полимеров винилацетата, акриловых и
других полимеров, смол, модифицированных высыхающими
маслами.
Находят применение также восковые водоэмульсионные про-
дукты. Так, «Автоконсервант» представляет собой эмульсию
воска в воде, к которой добавляют парафины, церезины, по-
верхностно-активные вещества, ингибиторы коррозии.
Для защиты лакокрасочных покрытий применяют восковые
составы в смеси с полимерными добавками; в качестве раство-
рителей используют узкие фракции углеводородов 80—120 и
80—105 °C. Перед эксплуатацией техники восковые покрытия
легко удаляются с помощью пароводоструйных установок под
давлением водяного пара с 5 % керосина.
В нашей стране разработано и применяется несколько мо-
дификаций восковых водоэмульсионных продуктов для защиты
металлических изделий: ЛБХ-1, ЛБХ-2, ВВД-43, ЗВД-1, ЗВД-2,
ЗВВД-13. Очищают поверхность от воскового покрытия вруч-
ную. Вначале смывают загрязнение с поверхности струей воды,
после чего воск с поверхности удаляют ветошью, смоченной
18
бензином Б-70 или уайт-спиритом. Окончательная очистка про-
водится хлопчатобумажной ветошью.
Для предохранения окрашенных частей кузовов автомоби-
лей разработано полужидкое покрытие ЗЛП, которое наносится
на поверхность без растворителя. Для защиты лакокрасочных
покрытий автомобилей в особо жестких условиях предназна-
чено ингибированное покрытие ЗЛПР, в состав которого входит
церезин-80 и два ингибитора коррозии — кальциевая соль суль-
фоалкенилянтарпой кислоты и окисленный петролатум.
Лакокрасочные материалы. В процессе очистки техники
практически всегда приходится выполнять работы по удалению
остатков лакокрасочных покрытий. Так, при ремонте техники
старые лакокрасочные покрытия необходимо снять полностью,
зачистить поверхность и после ремонта нанести новое покрытие.
В зависимости от входящих в состав лакокрасочных мате-
риалов пленкообразователей их разделяют на группы (табл. 6).
Внутри групп лакокрасочные материалы расположены по приз-
наку преимущественного назначения ГОСТ 9825—73. Условные
обозначения групп лакокрасочных материалов по назначению
приведены в табл. 7.
Обозначение лакокрасочного материала складывается из
наименования материала, буквенных обозначений группы (см.
табл. 6) и нескольких цифр, из которых первая указывает на-
значение материала (см. табл. 7), а остальные составляют по-
рядковый номер регистрации материала. Цвет материала обо-
значается словом. Например: эмаль ХВ-16 — перхлорвиниловая
эмаль (ХВ), атмосферостойкая (1), регистрационный номер (6);
эмаль НЦ-25 голубая — нитроцеллюлозная эмаль (НЦ) огра-
ниченно атмосферостойкая (2), регистрационный номер (5),
цвет голубой; шпатлевка ЭП-0010 — эпоксидная (ЭП), шпат-
левка (00), регистрационный номер (10).
Марки некоторых лакокрасочных материалов, пригодных
для работы в условиях тропического климата, обозначены бук-
Таблица 7. Условные обозначения групп лакокрасочных материалов по
назначению
Группа
Условное
обозначение
Атмосферостойкие
Ограниченно атмосферостойкпе (под навесом и внутри помеще-
ния)
Водостойкие
Специальные (покрытия, обладающие специфическими свой-
ствами)
Маслобензостойкие
Химически стойкие
Термостойкие
Электроизоляционные
Г рунтовки
Шпатлевки
1
2
4
5
6
7
8
9
0
00
19
вой Т, например грунтовка ЭП-09Т. В марки водоразбавляе-
мых, водоэмульсионных, порошковых, пластизольных и орга-
нозольных материалов, а также без активных растворителей
ставится сначала индекс, определяющий их разновидность: Б —
без активного растворителя, В — водоразбавляемые, ОД — ор-
ганозольные, ПД — платизольные, П — порошковые, Э — эмуль-
сионные. Например, эмаль Б-ЭП-123, краска ОД-ХВ-221, крас-
ка ПД-ХВ-122 и т. д.
Алкидные (глифталевые ГФ и пентафталевые ПФ) материалы готовят
на основе глифталевых или пептафталевых смол, модифицированных расти-
тельными маслами. Алкидные покрытия обладают хорошей адгезией к ме-
таллу, образуют блестящую пленку, стойкую в умеренных атмосферных ус-
ловиях, хорошо работающих на изгиб.
Глифталевые покрытия используют чаще всего в качестве грунтовок или
для покраски изделий, эксплуатирующихся внутри помещений.
Пентафталевые покрытия используют для окраски изделий, эксплуати-
руемых как внутри, так и снаружи помещений.
Алкидно-стирольные материалы (МС) готовят на основе алкидной смолы
с добавлением пластификаторов. Перед употреблением в них вводят 3—5 %
сиккатива. Время высыхания 1,5—2 ч при температуре 18—20°C.
Алкидно-стирольные материалы образуют блестящую прочную пленку,
обладающую хорошей адгезией к металлу, стойкостью к минеральным мас-
лам, бензину, щелочам и солевым растворам, действию повышенной влаж-
ности и нагреву до 80 °C.
Материалы на основе насыщенных эфиров (ПЭ) представляют собой
растворы полиэфиромалеинатов или полиэфиракрнлатов с тиксотропными и
парафиновыми добавками. Они поставляются как двухкомпонентные мате-
риалы, так как растворитель сополимеризуется с полиэфирометакрилатом в
присутствии инициатора.
Полиэфирные покрытия имеют зеркальную поверхность, достаточно твер-
дую и стойкую к действию воды и растворителей (бензина, бензола, этило-
вого спирта).
Мочевинные материалы (МЧ) готовят па основе мочевиноформальдегид-
ных смол, которые пластифицируют гидроксидсодержащими насыщенными
полиэфирами или невысыхающими алкидными смолами. Покрытия подвер-
гают горячей сушке при температуре 120—140 °C, перед горячей сушкой
необходима выдержка в течение 10—20 мин.
Мочевиноалкидные покрытия превосходят глифталевые и пентафталевые
по блеску, твердости, стойкости к бензинам, маслам и стабильности цвета
при горячей сушке, но имеют худшую адгезию к металлам, поэтому их нано-
сят на алкидные или феноломасляные грунтовки различными методами.
Меламинпые (меламиноалкидные) материалы (МЛ) готовят на основе
смеси алкидной и меламиноформальдегидной смол. Покрытия, получаемые из
этих материалов, обладают меньшей адгезией, чем глифталевые и пента фта-
левые, поэтому их наносят па алкидные или феноломасляные грунтовки.
Меламиноалкидные покрытия обладают хорошим блеском и стойкостью
к воздействию моющих веществ и световых лучей.
Фенольные материалы (ФЛ) приготавливают на основе термореактив-
ных фенолоформальдегндных смол. Пленки этих материалов получаются тем-
ного цвета и обладают хрупкостью. Для получения эластичного покрытия
обычно используют бутинолформальдегидные смолы (феноломасляные грун-
товки и феноломасляные эмали). Некоторые эмали и лаки этой группы об-
разуют покрытия с высокими электроизоляционными свойствами, стойкостью
к кислотам, маслам и бензину.
Эпоксидные (ЭП) и эпоксиэфирные (ЭФ) материалы готовят на основе
эпоксидных смол, модификаторов (феноло-, мочевино-, мелампноформальде-
гндные смолы и др.) и отвердителей (амины, низкомолекулярные полиамиды,
диизоцианиты).
20
Питроэпоксидпые материалы содержат эпоксидно-алкидную смолу и
нитроцеллюлозу, в связи с чем они быстро высыхают при комнатной тем-
пературе.
Полиуретановые материалы (УР) состоят из лака, эмали или грунтовки
на основе гидроксидсодержащей алкидной смолы и диизоцианата. Эти покры-
тия обладают наиболее высокой износостойкостью по сравнению со всеми
остальными лакокрасочными покрытиями, высокими диэлектрическими свой-
ствами, беизостойкостью, газонепроницаемостью.
Кремнийорганические материалы (КО) готовят на основе кремннйоргани-
ческих смол, в связи с чем они могут выдерживать длительный нагрев до
температуры нескольких сот градусов. Кремнийорганические покрытия обла-
дают слабой адгезией к металлу. Пленки отличаются термостойкостью, стой-
костью к воздействию масла, бензина, воды, низких температур, высокими
электроизоляционными свойствами, сохраняющимися при высокой влажности.
Перхлорвиниловые материалы (ХВ) готовят на основе перхлорвипиловой
смолы, получаемой путем хлорирования поливинилхлорида с добавлением
пластификаторов, алкидных смол и иногда сиккативов. Перхлорвиниловые
покрытия дают матовые и полуматовые пленки, отличающиеся атмосферо-
стойкостью и стойкостью к действию кислот, щелочей, агрессивных газов,
масел, но они имеют малую термостойкость. Из-за небольшого содержания
пленкообразователя их наносят несколькими слоями.
Перхлорвиниловые материалы имеют низкую адгезию к металлам, по-
этому перед их нанесением применяют алкидные, феноломасляные, акрило-
вые или фосфатирующие грунтовки.
Сополимерно-винилхлоридные материалы (ХС) получают на основе сопо-
лимеров винилхлорида с винилиденхлоридом или с винилацетатом. Они об-
разуют покрытия, обладающие эластичностью и лучшей адгезией по сравне-
нию с перхлорвиниловыми. Устойчивы к длительному воздействию бензина
и минеральных масел, действию слабых растворов минеральных кислот и
щелочей.
Полиакриловые материалы (ЛК) приготавливают па основе термопластич-
ных и терморсактивных акриловых смол. Они образуют блестящее покрытие,
обладающее хорошей адгезией к металлу, твердостью и пластичностью. Для
улучшения водо- и атмосферостойкости покрытий, а также повышения их
эластичности, блеска и твердости в них вводят мочевипо- или меламиноформ-
альдегидные смолы. Перед нанесением в них добавляют монобутилуретан
и сиккатив.
Поливинилацетальные материалы (ВЛ) готовят на основе поливинил-
ацеталей с введением феноло- или меламиноформальдегидных смол и иногда
алкидных смол. Поливинилацетальные покрытия обладают хорошей адгезией
к черным и цветным металлам, стойкостью к действию воды, пара, высоких
и низких температур, бензина, минеральных масел и других нефтепродуктов.
Они обладают хорошими электроизоляционными свойствами.
Каучуковые материалы (КЧ) получают на основе хлоркаучуков и цикло-
каучуков с добавкой пластификаторов и некоторых смол. Циклокаучуковые
покрытия применяют в качестве химически стойких для изделий, работаю-
щих при температуре до 200 °C. Покрытия на основе хлоркаучука обладают
твердостью и абразивостойкостыо, атмосферостойкостыо, невоспламеняемо-
стью, стойкостью к действию химических веществ, электроизоляционными
свойствами.
Нитроцеллюлозные материалы (НЦ) готовят на основе нитроцеллюлозы
с добавкой алкидной смолы и пластификатора. Покрытия на основе нитро-
целлюлозы отлш'зются твердостью, эластичностью, атмосферостойкостыо, бен-
зо- и маслоустойчивостью.
В связи с тем, что нитроцеллюлозные материалы обладают низкой ад-
гезией к металлам, их наносят по слою алкидной или феноломасляной грун-
товки. Особенностью нитроцеллюлозных материалов является их повышенная
горючесть и взрывоопасность по сравнению с другими лакокрасочными мате-
риалами.
Битумные материалы (БТ) подразделяют на две группы: материалы на
основе природных асфальтитов или остатков перегонки нефти (нефтяной би-
21
тум), каменноугольной смолы (каменноугольный пек), иногда с добавкой
природных асфальтенов, и материалы на основе композиций битума с высы-
хающими маслами.
Лакокрасочные материалы, изготовленные на основе битумных материа-
лов, в основном черного цвета, обладают хорошей стойкостью к действию
воды и водяных паров, а также химических веществ.
Маслянолаковые материалы готовят на основе композиций природных
смол и продуктов их облагораживания с растительными маслами и сикка-
тивами.
Масляные краски (МА) представляют собой дисперсии пигментов в оли-
фе. Их приготавливают повышенной вязкости и перед употреблением разбав-
ляют до рабочей вязкости олифой или растворителями. Покрытие обладает
большой иабухаемостью под воздействием влаги, слабым блеском, низкими
механическими свойствами.
Дивинилацетиленовые материалы (ВН) содержат растворитель и стабили-
затор. Вследствие незначительного изменения вязкости их можно наносить
при температуре до минус 25 °C. Эти покрытия обладают плохой адгезией
к гладким металлическим поверхностям, хрупкостью и плохой свето- и ат-
мосферостойкостью.
1.2. РАСТВОРЕНИЕ И СМАЧИВАНИЕ
Для правильного подбора растворителей и технических мою-
щих средств, обеспечивающих эффективную очистку техники,
составление рациональных композиций средств очистки и раст-
ворения необходимо знать теоретические предпосылки, которые
положены в основу процессов растворения и смачивания веществ.
Внутри жидкости между молекулами существуют силы взаи-
модействия, которые обусловливают притяжение молекул друг
к другу. Молекулы, обладающие постоянным дипольным мо-
ментом, называются полярными (молекулы воды, спиртов, кис-
лот, щелочей и различных химических элементов).
Дипольного момента не проявляют неполярные вещества типа
парафиновых или нафтеновых углеводородов. У молекул неко-
торых неполярных веществ при соприкосновении с полярными
молекулами может индуцироваться (наводиться) дипольный
момент. К таким веществам относятся, например, углеводороды
ароматического основания.
Энергия межмолекулярных взаимодействий определяет мно-
гие свойства жидкостей. Например, чем выше эта энергия, тем
больше работы (тепла) требуется затратить для удаления мо-
лекул из объема жидкости, т. е. на их испарение.
Характер межмолскулярного взаимодействия определяет
взаимную растворяемость жидкостей. При введении в поляр-
ную жидкость неполярного вещества его молекулы легко всту-
пают в электростатическое взаимодействие с молекулами рас-
творяемого вещества (рис. 2), образуя, так называемые, соль-
ваты (процесс образования сольватов называется сольватацией)'.
При этом молекулы вещества равномерно распределяются по
всему объему растворителя.
Для того чтобы происходил процесс растворения, силы взаи-
модействия между молекулами растворителя и растворяемого
вещества должны быть больше сил взаимного притяжения мо-
лекул растворителя и растворяемого вещества или равны им.
22
является
образо-
компо-
распре-
Рис. 2. Модель сольватной оболочки:
] — молекулы растворителя; 2 — молекулы растворяемого
вещества
В основном растворение происходит в
результате диффузии, т. е. медленного про-
никновения молекул одного вещества в дру-
гое. Такой механизм растворения характе-
рен для неполярных жидкостей. В этом
случае основное значение приобретает вяз-
кость смешиваемых веществ.
Типичным представителем полярного вещества
вода. Она не смешивается с неполярными жидкостями, напри-
мер, на углеводородной основе, взаимно растворяется с поляр-
ными веществами, например, со спиртами, эфирами. Углеводо-
родные неполярные жидкости хорошо растворяют минеральные
масла и другие вещества органического происхождения.
Полярные кислородсодержащие растворители (спирты, слож-
ные эфиры, кетоны) являются лучшими растворителями для по-
лярных пленкообразующих материалов, таких как мочевина и
меламиноформальдегидные, виниловые смолы, целлюлоза и др.
Однако в качестве растворителей используют легколетучие
вещества (бензины, спирты и пр.) в целях их быстрого само-
удаления после обработки поверхности. Поэтому от раствори-
телей требуется не только хорошая растворяющая способность,
но и регламентированная испаряемость. Возможность
ванпя растворов обусловливается растворимостью его
нентов.
Растворы — это однородные системы с равномерным
делением одного вещества в среде другого. Наибольшую взаим-
ную растворимость имеют вещества со сходным строением и
свойствами «подобное растворяется в подобном»; например
неограниченной взаимной растворимостью обладают вода и
спирт, бензин и четыреххлористый углерод и другие пары ве-
ществ.
Свойства растворов определяются характером межмолеку-
лярного взаимодействия. В растворах действуют ван-дер-вааль-
совы силы между молекулами различных компонентов. В неко-
торых системах существенное значение имеют водородные
связи. Растворенные вещества могут образовывать с раствори-
телем стойкие комплексы. Если растворителем является вода,
такие комплексы носят название гидратов (сольватация в вод-
ных растворах называется гидратацией).
В отличие от сольватации объединение однородных частиц
в растворе называется ассоциацией. Слой молекул раствори-
теля, связанный с центральной частицей сольвента силами
притяжения, составляет сольватную оболочку. Наименьшее
число молекул, удерживаемых в непосредственной близости от
сольватированной частицы, принято называть координацион-
ным числом сольватации. Согласно природе сил взаимодейст-
23
вия эффекты сольватации условно разделяют на «физические»
(общие для всех систем) и «химические» (специфические, свой-
ственные данной системе).
Особый вид межмолекулярного взаимодействия представля-
ет собой так называемое донорно-акцепторное взаимодействие
молекул, осуществляющее одну из форм координационной
связи и по своей природе близкое ковалентной связи. Типичным
примером может служить взаимодействие между молекулой
аммиака и молекулой фторида бора, приводящее к образова-
нию стойкого комплекса H3N-BF3. Межмолекулярное взаимо-
действие здесь в основном обусловлено парой электронов атома
азота, нс участвующих во внутримолекулярной связи аммиака
(неподеленная пара электронов). Эта электронная пара стано-
вится общей для атомов азота и бора, причем первый таким
образом выступает в роли донора, а второй — в роли акцептора
электронов. Энергия донорно-акцепторного взаимодействия
варьирует в широком интервале и иногда достигает энергии
ковалентной связи. Различие между последней и донорно-ак-
цепторным взаимодействием заключается в основном в проис-
хождении связывающей электронной пары: в обычной ковалент-
ной связи не один атом, а каждый из атомов в молекуле дает
в совместное пользование по одному электрону.
Растворителем обычно называют компонент раствора, кон-
центрация которого существенно выше концентрации остальных
компонентов. В насыщенном растворе концентрация растворен-
ного вещества равна максимально возможной в условиях тер-
модинамического равновесия с чистым веществом, в пересы-
щенном— превышает эту концентрацию. Такие растворы неста-
бильны, из них возможно самопроизвольное выделение избытка
пересыщенного компонента.
Концентрация растворов характеризуется следующими кри-
териями: массовой долей растворенного вещества, т. е. отно-
шением массы вещества к массе раствора (единица к единице),
процентным содержанием (%) по массе, миллионной долей
(млн-1).
Раствор может характеризоваться также молярной долей
растворенного вещества — отношением количества растворен-
ного вещества к суммарному количеству вещества раствора
(молярная концентрация).
Важными показателями свойств углеводородных раствори-
телей являются давление насыщенных паров, вязкость и запах,
которые, хотя и не всегда приводятся в технических условиях,
но часто определяют выбор растворителя. Низкокипящие угле-
водороды обладают обычно более резким запахом, чем высоко-
кипящие. ч
Растворимость относится к числу термодинамических
свойств вещества, поскольку она характеризует силу взаимного
притяжения молекул. Поэтому выбор -растворителя должен
основываться на термодинамических характеристиках как раст-
24
воряемого вещества, так и самого растворителя. В том случае,
когда два вещества обладают приблизительно одинаковыми си-
лами межмолекулярного притяжения, они взаимно смеши-
ваются. Для того чтобы удостовериться во взаимной смешивае-
мости растворителя и растворяемого вещества, необходимо вна-
чале сравнить параметры их растворимости.
Растворители выполняют технологическую функцию. Од-
нако эксплуатационные качества высохшего покрытия в значи-
тельной степени зависят от свойств использованного раствори-
теля. Наиболее важной характеристикой растворителей явля-
ется хорошая растворяющая способность по отношению ко
всем компонентам пленкообразующих веществ данного лакокра-
сочного материала. Только в этом случае покрытие будет одно-
родным.
Летучесть характеризует скорость испарения растворителя
и является одним из основных показателей его свойств; она
определяет концентрацию паров растворителя в окружающей
среде и его токсичность. Чем больше в нем ароматических уг-
леводородов, тем выше его токсичность. В связи с этим, не-
смотря на хорошую растворяющую способность ароматических
углеводородов, их содержание в растворителях ограничивают.
При слишком быстром испарении высыхающий в первую оче-
редь поверхностный слой покрытия препятствует испарению
растворителя из лежащих ниже слоев. Это приводит к появле-
нию вспучивания и других дефектов. Быстрое испарение чрез-
мерно летучего растворителя затрудняет растушевку краски,
ухудшает растекаемость ее по поверхности, а также может при-
вести к появлению внутренних напряжений в пленке и сниже-
нию ее прочности.
Испарение всегда связано с поглощением тепла. Если ско-
рость испарения слишком велика, пленка будет переохлаж-
даться и на ее поверхности может конденсироваться влага,
ухудшающая качество покрытия. Медленное испарение раство-
рителя приводит к увеличению продолжительности высыхания
пленки, что также нежелательно.
Кроме указанных свойств растворители не должны вызы-
вать коррозию металлов и должны быть неопасными в пожар-
ном отношении и по физиологическому воздействию на рабочих,
занятых их использованием (не вызывать кожных заболеваний,
не обладать сильным раздражающим запахом и т. д.).
Некоторые растворители применяют в качестве разбавите-
лей для снижения вязкости лакокрасочных материалов, при
этом смеси являются более дешевыми продуктами по сравне-
нию с индивидуальными растворителями. Разбавитель в чистом
виде, как правило, не способен растворять пленкообразователи,
но, будучи добавлен в лак или другой лакокрасочный материал,
понижает его вязкость. При избытке разбавителя лакокрасоч-
ный материал может свертываться и тогда пленкообразователь
выпадает в виде осадка.
25
В каждом конкретном случае подбирают такие раствори-
тели и разбавители, при которых процесс высыхания будет про-
исходить нормально. При слишком быстром испарении раство-
рителя и разбавителя пленка очень быстро загустевает, что
затрудняет равномерное нанесение покрытия. Вместе с тем бы-
строе испарение отнимает много тепла с поверхности детали,
что приводит к снижению температуры пленки и конденсации
на ней атмосферной влаги — в результате пленка тускнеет.
Слишком медленное испарение растворителей и разбавителей
приводит к образованию потеков, особенно на вертикальных
поверхностях.
При выборе разбавителей необходимо, чтобы растворитель
обладал меньшей летучестью, чем разбавитель. Сначала дол-
жен испаряться разбавитель и только частично растворитель,
а в последующую очередь — только растворитель. В противном
случае к концу высыхания при отсутствии растворителя про-
изойдет сворачивание пленкообразователя и порча покрытия.
Растворение коллоидных поверхностно-активных веществ
происходит иначе, чем всех прочих веществ: после достижения
предела растворимости они не выделяются в виде осадка или
жидкости, а образуют в растворителе конгломераты размерами
от нескольких нанометров до микрометра, называемые мицел-
лами.
Причинами мицеллообразования является наличие в моле-
куле сильно полярной группы и гидрофобного радикала. Одна
из групп обусловливает тенденцию к растворимости, другая —
препятствует ей. При образовании конгломератов возникает
энергетически наиболее выгодное состояние системы: гидро-
фильные группы окружены гидрофильными, а гидрофобные —
гидрофобными, аналогично тому, как при адсорбции в системе
«жидкость — газ» или «жидкость — жидкость». Предел истин-
ной растворимости или концентрация, при которой появляются
мицеллы, называется критической концентрацией мицеллооб-
разования (ККМ).
Смачивание — проявление межмолекулярного взаимодейст-
вия в жидкости на границе соприкосновения трех фаз: «твердое
тело — жидкость — газ». Внешне процесс смачивания прояв-
ляется в растекании жидкости на поверхности твердого тела.
Молекула жидкости, расположенная на поверхности тела,
находится в особом положении по сравнению с молекулой
внутри объема жидкости. Молекула внутри объема жидкости
испытывает действие сил притяжения со всех сторон, и равно-
действующая этих сил равна нулю. Молекула же, находящаяся
на поверхности, подвержена действию сил притяжения только
со стороны объема жидкости, и эти силы стараются втянуть
молекулу внутрь объема. Благодаря этой свободной избыточ-
ной энергии всякая жидкость стремится принять такую
форму, чтобы поверхность была бы наименьшей при данном
объеме.
26
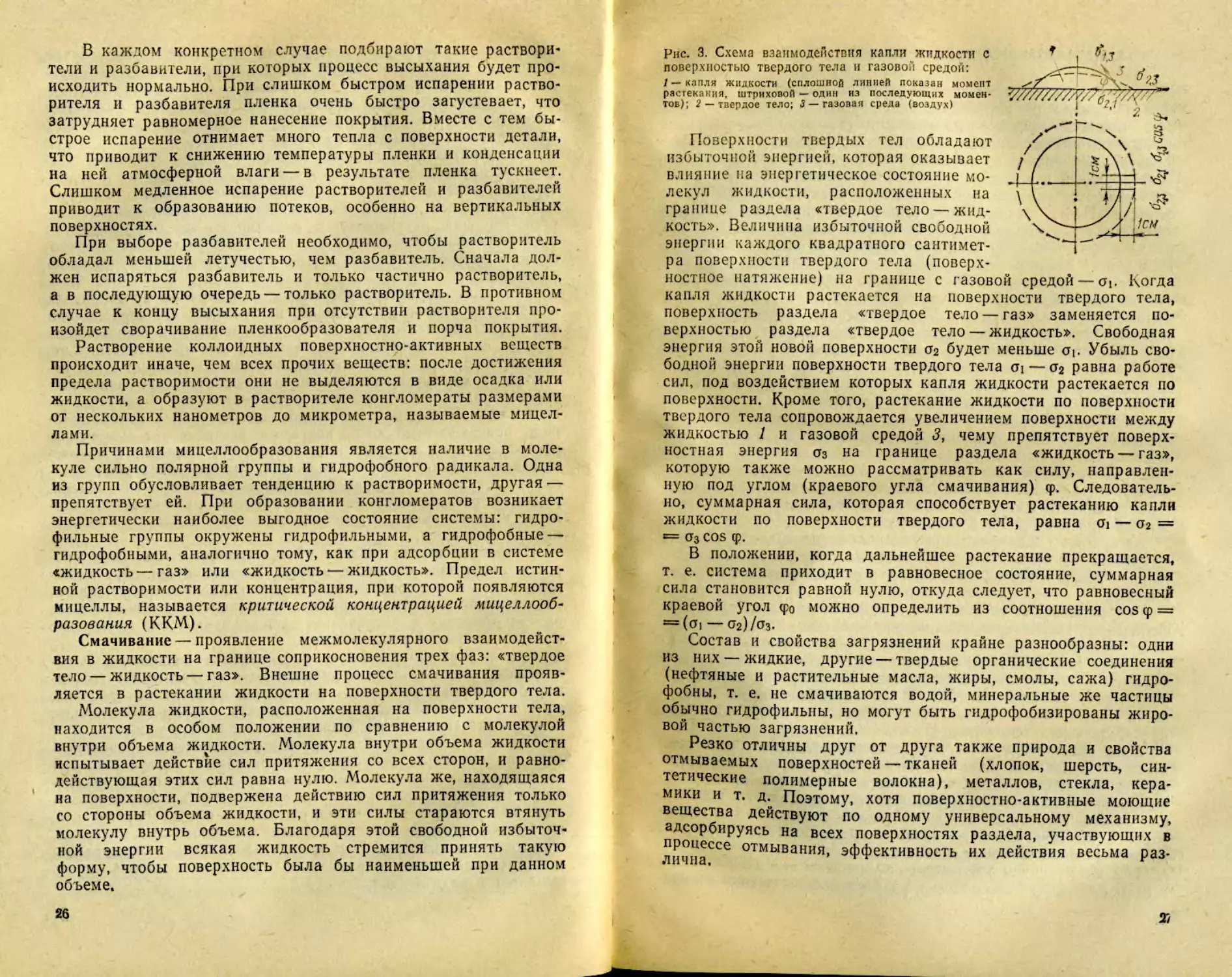
Рис. 3. Схема взаимодействия капли жидкости с
поверхностью твердого тела и газовой средой:
/ — капля жидкости (сплошной линией показан момент
растекания, штриховой — один из последующих момен-
тов); 2 — твердое тело; 3 — газовая среда (воздух)
Поверхности твердых тел обладают
избыточной энергией, которая оказывает
влияние на энергетическое состояние мо-
лекул жидкости, расположенных на
границе раздела «твердое тело — жид-
кость». Величина избыточной свободной
энергии каждого квадратного сантимет-
' । %
ра поверхности твердого тела (поверх-
ностное натяжение) на границе с газовой средой — о1. Когда
капля жидкости растекается на поверхности твердого тела,
поверхность раздела «твердое тело — газ» заменяется по-
верхностью раздела «твердое тело — жидкость». Свободная
энергия этой новой поверхности о2 будет меньше оь Убыль сво-
бодной энергии поверхности твердого тела oi — а2 равна работе
сил, под воздействием которых капля жидкости растекается но
поверхности. Кроме того, растекание жидкости по поверхности
твердого тела сопровождается увеличением поверхности между
жидкостью 1 и газовой средой 3, чему препятствует поверх-
ностная энергия а3 на границе раздела «жидкость — газ»,
которую также можно рассматривать как силу, направлен-
ную под углом (краевого угла смачивания) ср. Следователь-
но, суммарная сила, которая способствует растеканию капли
жидкости по поверхности твердого тела, равна oi — о2 =
= Оз cos ср.
В положении, когда дальнейшее растекание прекращается,
т. е. система приходит в равновесное состояние, суммарная
сила становится равной нулю, откуда следует, что равновесный
краевой угол <р0 можно определить из соотношения cos ср =
= (О1 —а2)/о3.
Состав и свойства загрязнений крайне разнообразны: одни
из них — жидкие, другие — твердые органические соединения
(нефтяные и растительные масла, жиры, смолы, сажа) гидро-
фобны, т. е. не смачиваются водой, минеральные же частицы
обычно гидрофильны, но могут быть гидрофобизированы жиро-
вой частью загрязнений.
Резко отличны друг от друга также природа и свойства
отмываемых поверхностей — тканей (хлопок, шерсть, син-
тетические полимерные волокна), металлов, стекла, кера-
мики и т. д. Поэтому, хотя поверхностно-активные моющие
вещества действуют по одному универсальному механизму,
адсорбируясь на всех поверхностях раздела, участвующих в
процессе отмывания, эффективность их действия весьма раз-
1.3. МЕХАНИЗМ ДЕЙСТВИЯ МОЮЩИХ СРЕДСТВ
Механизм действия моющих веществ до настоящего времени
еще полностью нс изучен, но современная теория рассматри-
вает моющий эффект как результат проявления комплекса
физико-химических свойств моющего препарата, т. е. раство-
ряющей, смачивающей, эмульгирующей, диспергирующей, ста-
билизирующей и пленкообразующей способности. Все эти свой-
ства являются результатом воздействия поверхностно-активных
веществ (ПАВ), характерного для растворения мыл и прояв-
ляющегося в адсорбции его полярных молекул на границе
раздела фаз. Поэтому моющие вещества относятся к группе
ПАВ.
Моющее действие веществ можно охарактеризовать как
способность веществ и их растворов удалять с поверхности
загрязнения и переводить их во взвешенное состояние в виде
эмульсии или суспензии. Для проявления эффективного мою-
щего действия поверхностно-активные вещества должны обла-
дать соответствующим молекулярным строением и свойствами,
которые позволяют отнести их к особому классу моющих ве-
ществ. Эти свойства и структура характерны для одного из
лучших моющих средств — обычного жирового мыла, и поэтому
все многочисленные синтетические моющие средства рассматри-
ваются как типичные мыла. Помимо мыл, сложные моющие
средства включают еще различные активизирующие добавки —
электролиты, гидрофильные защитные коллоиды — стабилиза-
торы, препятствующие обратному прилипанию отмытых частиц
загрязнения к очищенной поверхности.
Адсорбция ПАВ происходит не только на границе раздела
«жидкость — воздух», но и на границе раздела «жидкость —
твердое тело», и это явление лежит в основе моющего эффекта
в целом.
Гидрофилизация загрязнения, т.с. резкое усиление его сма-
чиваемости, характеризует моющее действие. Если загрязне-
нием является жидкое вещество, эффективность моющего
препарата определяется эмульгирующей способностью. Этот
показатель характеризует способность моющего препарата об-
рабатывать дисперсную фазу. ПАВ, адсорбируясь на поверх-
ности капель жирового вещества, образует прочную оболочку,
препятствующую слиянию других капель.
Если загрязнение — твердое вещество, основным свойством
моющего препарата является диспергирующая, стабилизирую-
щая и пенообразующая способность. Благодаря малому по-
верхностному натяжению моющий раствор проникает в мельчай-
шие зазоры и трещины между частицами загрязнения и, адсор-
бируясь на этих частицах, создает расклинивающее давление,
которое размельчает и отрывает их.
Тем же явлением адсорбции обусловлена стабилизирующая
и пснообразующая способность, удерживающая частицы загряз-
28
нений во взвешенном состоянии и способствующая их выносу
с очищаемой поверхности.
Эмульгирование жидкой фазы загрязнений возможно в вод-
ных растворах ПАВ. Молекулы ПАВ создают на поверхности
капель жирового загрязнения, например нефтепродукта, проч-
ные адсорбционные слои. Гидрофобная часть молекулы связы-
вается с углеводородными жидкостями, а гидрофильная ориен-
тируется в сторону водного раствора. Вещества, которые ад-
сорбируются на поверхности гидрофобных частиц, называются
эмульгаторами.
Диспергирование твердой фазы загрязнений в моющем сред-
стве происходит из-за адсорбции ПАВ на частицах загрязнений
за счет возникновения расклинивающего эффекта между части-
цами загрязнений.
Солюбилизация заключается в поглощении гидрофобными
углеводородными радикалами молекулы нерастворимых в воде
веществ. Это означает, что водные растворы коллоидных мыло-
подобных ПАВ в определенных условиях способны поглощать
значительные количества нерастворимых в воде веществ как
твердых, так и жидких.
Проявление поверхностной активности предопределяется ди-
фильным строением веществ, т. е. наличием в их молекуле двух
частей, противоположных по природе и свойствам и представ-
ляющих в общем случае сильнополяриые и неполярные группы.
Сильнополярпая группа — гидрофильная — способна к межмо-
лекулярным взаимодействиям, обусловливающим растворимость
молекул ПАВ в воде и других полярных средах, а также проч-
ную адсорбцию на границе раздела фаз. Неполярная (или сла-
бополярная)— гидрофобная группа является носителем липо-
фильных (маслолюбивых) свойств. В большинстве случаев это
углеводородные цепочки, которые определяют сродство ПАВ к
газовой фазе, углеводородным и другим средам.
Если в молекуле ПАВ углеводородный радикал небольшой
(С2—Сз), то такое вещество полностью растворяется в воде и
практически не обладает поверхностной активностью. При длине
радикалов Сю—С18 полного растворения ПАВ не происходит —
в растворе содержатся неорганические и органические ионы, а
также мицеллы-агрегаты из 50—100 плотно упакованных моле-
кул ПАВ, т. е. образуется полуколлоидная система. Образова-
ние мицелл начинается при достижении критической концентра-
ции ПАВ и наблюдается в узкой области концентраций. При
этом меняется плотность, электрическая проводимость, поверх-
ностное натяжение и моющее действие этих растворов. Поэтому
ПАВ являются основным компонентом моющих средств, обеспе-
чивающих эффект очистки.
Стабилизация — один из важных этапов моющего процесса,
суть его заключается в способности моющего раствора удержи-
вать в объеме загрязнения, препятствуя обратному осаждению
их на поверхности деталей.
29
частицах загрязнения. При
гидрофобные части молекул
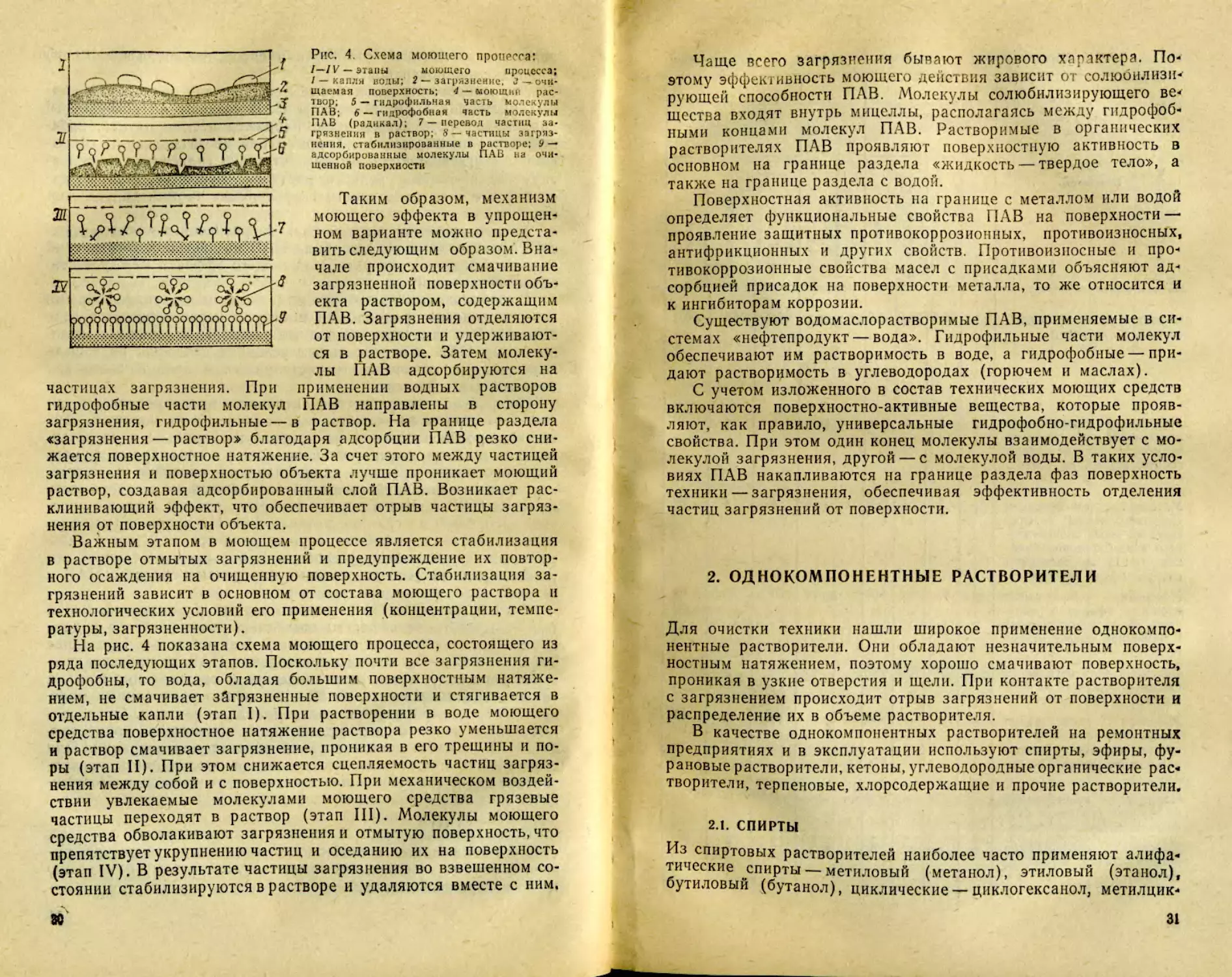
Рис. 4. Схема моющего процесса:
/—/V —этапы ноющего процесса;
1 — капля воды; 2 — загрязнение. <? — очи-
щаемая поверхность; 4 — «оющии рас-
твор; 5 — гидрофильная часть молекулы
ПАВ; 6 — гидрофобная часть молекулы
ПАВ (радикал); 7 — перевод частиц за-
грязнения в раствор; 8 — частицы загряз-
нения, стабилизированные в растворе; 9 —
адсорбированные молекулы ПАВ на очи-
щенной поверхности
Таким образом, механизм
моющего эффекта в упрощен-
ном варианте можно предста-
вить следующим образом. Вна-
чале происходит смачивание
загрязненной поверхности объ-
екта раствором, содержащим
ПАВ. Загрязнения отделяются
от поверхности и удерживают-
ся в растворе. Затем молеку-
лы ПАВ адсорбируются на
применении водных растворов
ПАВ направлены в сторону
загрязнения, гидрофильные —в раствор. На границе раздела
«загрязнения — раствор» благодаря адсорбции ПАВ резко сни-
жается поверхностное натяжение. За счет этого между частицей
загрязнения и поверхностью объекта лучше проникает моющий
раствор, создавая адсорбированный слой ПАВ. Возникает рас-
клинивающий эффект, что обеспечивает отрыв частицы загряз-
нения от поверхности объекта.
Важным этапом в моющем процессе является стабилизация
в растворе отмытых загрязнений и предупреждение их повтор-
ного осаждения на очищенную поверхность. Стабилизация за-
грязнений зависит в основном от состава моющего раствора и
технологических условий его применения (концентрации, темпе-
ратуры, загрязненности).
На рис. 4 показана схема моющего процесса, состоящего из
ряда последующих этапов. Поскольку почти все загрязнения ги-
дрофобии, то вода, обладая большим поверхностным натяже-
нием, не смачивает загрязненные поверхности и стягивается в
отдельные капли (этап I). При растворении в воде моющего
средства поверхностное натяжение раствора резко уменьшается
и раствор смачивает загрязнение, проникая в его трещины и по-
ры (этап II). При этом снижается сцепляемость частиц загряз-
нения между собой и с поверхностью. При механическом воздей-
ствии увлекаемые молекулами моющего средства грязевые
частицы переходят в раствор (этап III). Молекулы моющего
средства обволакивают загрязнения и отмытую поверхность, что
препятствует укрупнению частиц и оседанию их на поверхность
(этап IV). В результате частицы загрязнения во взвешенном со-
стоянии стабилизируются в растворе и удаляются вместе с ним.
Чаще всего загрязнения бывают жирового характера. По-
этому эффективность моющего действия зависит от солюоилизи-
рующей способности ПАВ. Молекулы солюбилизирующего ве-
щества входят внутрь мицеллы, располагаясь между гидрофоб-
ными концами молекул ПАВ. Растворимые в органических
растворителях ПАВ проявляют поверхностную активность в
основном на границе раздела «жидкость — твердое тело», а
также на границе раздела с водой.
Поверхностная активность на границе с металлом или водой
определяет функциональные свойства ПАВ на поверхности —
проявление защитных противокоррозионных, противоизносных,
антифрикционных и других свойств. Противоизпосныс и про-
тивокоррозионные свойства масел с присадками объясняют ад-
сорбцией присадок на поверхности металла, то же относится и
к ингибиторам коррозии.
Существуют водомаслорастворимые ПАВ, применяемые в си-
стемах «нефтепродукт — вода». Гидрофильные части молекул
обеспечивают им растворимость в воде, а гидрофобные — при-
дают растворимость в углеводородах (горючем и маслах).
С учетом изложенного в состав технических моющих средств
включаются поверхностно-активные вещества, которые прояв-
ляют, как правило, универсальные гидрофобно-гидрофильные
свойства. При этом один конец молекулы взаимодействует с мо-
лекулой загрязнения, другой — с молекулой воды. В таких усло-
виях ПАВ накапливаются на границе раздела фаз поверхность
техники — загрязнения, обеспечивая эффективность отделения
частиц загрязнений от поверхности.
2. ОДНОКОМПОНЕНТНЫЕ РАСТВОРИТЕЛИ
Для очистки техники нашли широкое применение однокомпо-
нентные растворители. Они обладают незначительным поверх-
ностным натяжением, поэтому хорошо смачивают поверхность,
проникая в узкие отверстия и щели. При контакте растворителя
с загрязнением происходит отрыв загрязнений от поверхности и
распределение их в объеме растворителя.
В качестве однокомпопентных растворителей па ремонтных
предприятиях и в эксплуатации используют спирты, эфиры, фу-
рановые растворители, кетоны, углеводородные органические рас-
творители, терпеновые, хлорсодержащие и прочие растворители.
2.1. СПИРТЫ
Из спиртовых растворителей наиболее часто применяют алифа-
тические „спирты— метиловый (метанол), этиловый (этанол),
иутиловыи (бутанол), циклические — циклогексанол, метилцик-
31
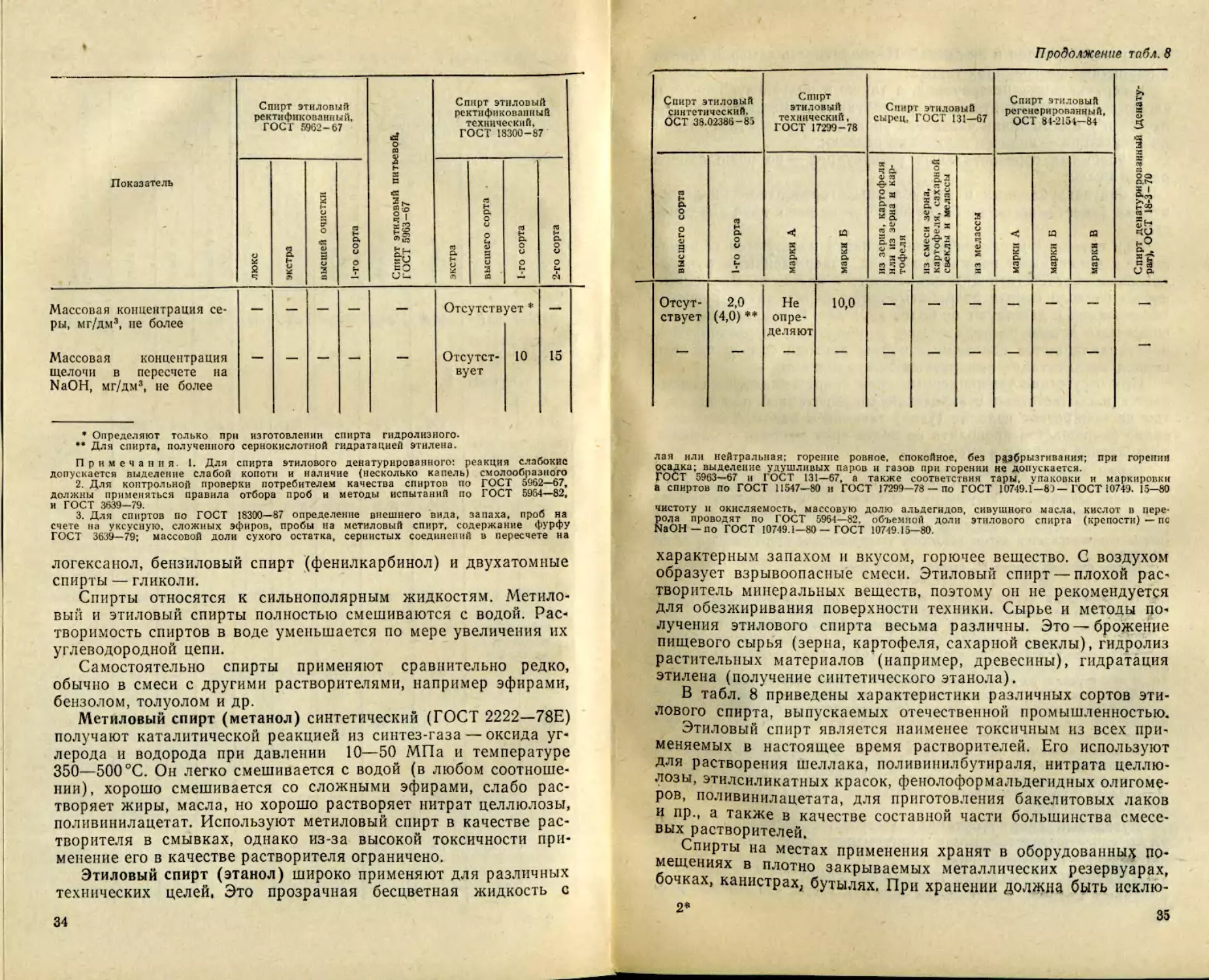
Таблица 8. Характеристика этиловых спиртов, выпускаемых
Показатель Спирт этиловый ректификованный, ГОСТ 5962-67 Спирт этиловый питьевой, ГОСТ 5963—67 Спирт этиловый ректификованный технический. ГОСТ 18300-87
люкс экстра высшей очистки 1-го сорта экстра высшего сорта 1-го сорта
Объемная доля этилового спирта, %, не менее Массовая концентрация альдегидов, в пересчете на уксусный в безводном спирте, мг/дм3, не более Массовая концентрация сивушного масла в пере- счете на смесь изопеитило- вого и изобутилового спир- тов (3:1) в безводном спирте, мг/дм3, не более Массовая концентрация сложных эфиров в пере- счете на уксусно-этнловый в безводном спирте, мг/дм3, не более Объемная доля метилового спирта в пересчете на без- водный, %, не более Массовая концентрация кислот в пересчете на ук- сусную кислоту в безвод- ном спирте, мг/дм3, не бо- лее Массовая концентрация фурфурола (проба на фур- фурол), мг/дм3, не более Массовая концентрация сухого остатка, мг/дм3, не более 96,3 2 2 18 0,03 96,5 2 3 25 0,03 Не 96,2 4 4 30 0,05 допу 96,0 10 15 50 0,05 скае 95,0+0,2 4 4 30 тся 96,2 4 4 30 10 От 2 96,2 4 4 25 15 сутств 4 96,0 10 10 40 20 ует 10
32
промышленностью
Спирт ЭТИ ЛОВЫ ft синтетический, ОС Г 38.02386—85 Спирт этиловый, технический. ГОСТ 17293-78 Спирт этиловый сырец. ГОСТ 131-67 Спирт этиловый регенерированный, ОСТ 84-2154—81 Спирт денатурированный (денату- рат), ОСТ 18-3-70
высшего сорта 1-го сорта марки А марки Б из зерна, картофеля или из зерна и кар- тофеля из смеси зерна, картофеля, сахарной свеклы и мелассы из мелассы марки А марки Б марки В
92,5 (с при 91,3 (без пр 92,0 иесями) 90,6 имесей) 95,0 94,0 88,0 88,0 88,0 95,0 94,0 92,0 82,0+0,2
0,9 1 0,9 (объемная доля уксусного альдегида, %, не более) 200 350 300 300 500 400 500 2000 —
— — 500 1000 5000 5000 5000 — — — —
1,0 (объем! этиле эфир не б 1,0 ая доля звого а. %, олее) 80 180 500 500 700 — — —* —
— — 0,1 0,1 0,13 0,13 0,13 — — — —
8 12 15 30 — — — 15 20 30 —
— Огсуте :твует 5,0 — — — — — — —
5 10 10 20 — 7- — 40 70 70 —
2 Зак. 912
33
Показатель
Массовая концентрация се-
ры, мг/дм3, не более
Массовая концентрация
щелочи в пересчете на
NaOH, мг/дм3, не более
Спирт этиловый
ректификованный,
ГОСТ 5962 - 67
Спирт этиловый
ректификованный
технический,
ГОСТ 18300-87
Отсутствует *
Отсутст-
вует
15
♦ Определяют только при изготовлении спирта гидролизного.
•• Для спирта, полученного сернокислотной гидратацией этилена.
Примечания 1. Для спирта этилового денатурированного: реакция слабокис
допускается выделение слабой копоти и наличие (несколько капель) смолообразиого
2. Для контрольной проверки потребителем качества спиртов по ГОСТ 5962—67,
должны применяться правила отбора проб и методы испытаний по ГОСТ 5964—82,
и ГОСТ 3639—79.
3. Для спиртов по ГОСТ 18300— 87 определение внешнего вида, запаха, проб на
счете на уксусную, сложных эфиров, пробы на метиловый спирт, содержание фурфу
ГОСТ 3639—79: массовой доли сухого остатка, сернистых соединений в пересчете на
логексанол, бензиловый спирт (фенилкарбинол) и двухатомные
спирты — гликоли.
Спирты относятся к сильнополярным жидкостям. Метило-
вый и этиловый спирты полностью смешиваются с водой. Рас-
творимость спиртов в воде уменьшается по мере увеличения их
углеводородной цепи.
Самостоятельно спирты применяют сравнительно редко,
обычно в смеси с другими растворителями, например эфирами,
бензолом, толуолом и др.
Метиловый спирт (метанол) синтетический (ГОСТ 2222—78Е)
получают каталитической реакцией из синтез-газа — оксида уг-
лерода и водорода при давлении 10—50 МПа и температуре
350—500 °C. Он легко смешивается с водой (в любом соотноше-
нии), хорошо смешивается со сложными эфирами, слабо рас-
творяет жиры, масла, но хорошо растворяет нитрат целлюлозы,
поливинилацетат. Используют метиловый спирт в качестве рас-
творителя в смывках, однако из-за высокой токсичности при-
менение его в качестве растворителя ограничено.
Этиловый спирт (этанол) широко применяют для различных
технических целей, Это прозрачная бесцветная жидкость с
34
Продолжение табл. 8
Спирт этиловый синтетический, ОСТ 38.02386-85 Спирт этиловый технический, ГОСТ 17299-78 Спирт этиловый сырец, ГОСТ 131—67 Спирт этиловый регенерированный, ОСТ 81-2154-84 Спирт денатурированный (денату- рат), ОСТ 18-3-70
высшего сорта 1-го сорта марки А марки Б из зерна, картофеля или из зерна и кар- тофеля рн а, сахарной классы из мелассы марки А марки Б марки В
из смеси зе ч X и О ч и Й о
Отсут- ствует 2,0 (4,0) ** Не опре- деляют 10,0 — — — — — —
—
лая или нейтральная; горение ровное, спокойное, без разбрызгивания; при горений
осадка; выделение удушливых паров и газов при горении не допускается.
ГОСТ 5963—67 и ГОСТ 131—67, а также соответствия тары, упаковки и маркировки
а спиртов по ГОСТ 11547—80 и ГОСТ 17299—78 — по ГОСТ 10749.1—8) — ГОСТ 10749. 15-80
чистоту и окисляемость, массовую долю альдегидов, сивушного масла, кислот в пере-
рода проводят по ГОСТ 5964—82, объемной доли этилового спирта (крепости) — пс
NaOH—по ГОСТ 10749.1—80 — ГОСТ 10749.15—80.
характерным запахом и вкусом, горючее вещество. С воздухом
образует взрывоопасные смеси. Этиловый спирт — плохой рас-
творитель минеральных веществ, поэтому он не рекомендуется
для обезжиривания поверхности техники. Сырье и методы по.
лучения этилового спирта весьма различны. Это — брожение
пищевого сырья (зерна, картофеля, сахарной свеклы), гидролиз
растительных материалов (например, древесины), гидратация
этилена (получение синтетического этанола).
В табл. 8 приведены характеристики различных сортов эти-
лового спирта, выпускаемых отечественной промышленностью.
Этиловый спирт является наименее токсичным из всех при-
меняемых в настоящее время растворителей. Его используют
для растворения шеллака, поливинилбутираля, нитрата целлю-
лозы, этилсиликатных красок, фенолоформальдегндных олигоме-
ров, поливинилацетата, для приготовления бакелитовых лаков
и пр., а также в качестве составной части большинства смесе-
вых растворителей.
Спирты на местах применения хранят в оборудованных по-
мещениях в плотно закрываемых металлических резервуарах,
бочках, канистрах, бутылях. При хранении должна быть исклю-
чена утечка спиртов и их смесей. Периодичность замеров спирта
в различных резервуарах такова:
в вертикальных резервуарах, а также в полузаглубленных и
заглубленных горизонтальных резервуарах (вместимостью бо-
лее 50 м3) при наличии указателя уровня — каждый день, а при
их отсутствии — не реже двух раз в неделю;
в наземных горизонтальных резервуарах—не реже одного
раза в месяц;
в полузаглубленных и заглубленных горизонтальных резер-
вуарах (вместимостью не более 50 м3) — не реже двух раз в ме-
сяц.
При списании израсходованного спирта пользуются постоян-
ными и временными нормами расхода, утвержденными руково-
дителями соответствующих министерств и ведомств. Временные
нормы расхода спирта разрабатываются на основании расчета-
обоснования и действуют не более двух лет. В течение двух лет
временные нормы расхода спирта уточняются, корректируются
и устанавливаются постоянные нормы расхода спирта на весь
период эксплуатации конкретных типов техники.
При отсутствии утвержденных норм спирт выдается и списы-
вается в соответствии с заводской документацией или паспор-
том на конкретное изделие (узел) техники в целом. Такое спи-
сание разрешается проводить не более трех месяцев с момента
поступления техники в эксплуатацию.
Нормы должны устанавливаться с учетом возможности многократного
использования спирта. Вновь разрабатываемые временные нормы не должны
превышать действующих постоянных или временных норм расхода на ана-
логичные изделия (операции). При этом расход спирта на каждую операцию
устанавливают исходя из удельных норм расхода спирта. Фактический расход
спирта подтверждается актом комиссии, утверждаемым руководителем пред-
приятия.
Норму расхода спирта НР вычисляют по формуле:
Нр = Ну V,
где Ну — удельная норма расхода спирта; V — объем выполняемых работ,
выраженный в тех же единицах, указанных для удельной нормы.
При использовании спирта в виде водного раствора (смесн) с другими
продуктами, в первую очередь устанавливается удельная норма расхода
раствора (смеси), а затем по процентному содержанию спирта в смеси рас-
считывается удельная норма расхода спирта.
В тех случаях, когда предусматривается возврат спирта, бывшего в упо-
треблении, сдача его на склад проводится по акту в количестве не менее
установленного нормами сдачи спирта (в процентах от полученного). Отрабо-
танный спирт для последующего использования на менее ответственных опе-
рациях подлежит фильтрованию.
В целях экономии для некоторых типов техники (узлов, агрегатов)
предусмотрено многократное использование спирта. Например, нормы рас-
хода спирта на промывку кислородных систем, резервуаров типа ТРЖК
установлены с учетом пятикратного использования спирта с его промежуточ-
ным фильтрованием.
Бутиловый спирт (бутанол) выпускают нескольких марок,
по в качестве растворителя наибольшее применение получил
нормальный бутиловый спирт.
Бутиловый нормальный технический спирт (ГОСТ 5208—81)
получают методом конденсации ацетальдегида. Он хорошо рас-
36
Таблица 9. Удельные нормы расхода этилового спирта
на технологические операции
Номер бпера- ции Операция (работа) и единица измерения объема работ Норма расхода на единицу измерения, л Количество отработанного спирта, подле- жащего возврату, л (%)
1 Протирка металлических деталей и уз- лов группы сложности, на 1 м2 протирае- мой поверхности: первой 0,030
второй 0,056 •—•
третьей 0,080
четвертой 0,100 —
2 Протирка керамических, пьезокерамиче- 0,060 —
3 ских, пластмассовых, резиновых и рези- нометаллических деталей, на 1 м2 по- верхности Протирка стеклянных, зеркальных, посе- 0,030
4 ребренных, слюдяных поверхностей и оп- тических кристаллов, на 1 м2 поверхно- сти Протирка контактов электроэлементов, на 100 контактов: в процессе изготовления 0,005
при эксплуатации приборов и обору- 0,003 —
5 дования Протирка поверхности под сварку и пай- 0,005 —
6 ку в вакууме, на 1 м шва Промывка методом погружения деталей и узлов группы сложности, на 1 дм3 га- баритного объема: первой 0,300 0,210
второй 0,500 0,350
третьей 0,8бО 0,560
7 Промывка резервуаров с гладкими стенка- ми методом заполнения внутренней поло- сти вместимостью (л), на 1 дм3 объема: до 10 0,100 0,090 (90 %)
от 10 до 50 0,075 0,068(91 %)
от 50 до 100 0,050 0,046 (92 %)
от 100 до 200 0,040 0,037(93 %)
от 200 до 300 0,030 0,028 (94 %)
свыше 300 0,020 0,019(95 %)
в Промывка методом заполнения трубопро- водов гладких с проходным диаметром (мм), на 1 м трубопровода: до 6 0,010
от 6 до 10 0,035 0,025(71 %)
от 10 до 20 0,100 0,080 (80 %)
от 20 до 40 0,150 0,125(84 %)
от 40 до 60 0,280 0,250 (89 %)
от 60 до 80 0,400 0,360(90 %)
от 80 до 100 0,700 0,630 (90 %)
от 100 до 150 k 1,200 1,080 (90 %)
ST
Продолжение табл. 9
Номер опера- ции Операция (работа) и единица измерения объема работ Норма расхода на единицу измерения, л Количество отработанного спирта, подле- жащего возврату, л (%)
9 Промывка методом пролива под давле- нием, на 1 дм3 промываемого объема: трубопроводов диаметром 6—12 мм 1,500 0,75 (50 %)
с магазинами сопротивлений или ла- биринтами сложной конфигурации и отверстиями 0,5—20 мм, объемом до 0,5 дм3 под давлением 0,3—0,5 МПа изделий и трубопроводов с объемом 1,200 0,96 (80 %)
выше 0,5 дм3 под давлением 0,3— 0,5 МПа изделий и трубопроводов объемом вы- 1,000 0,90(90 %)
10 ше 5 дм3 под давлением 0,15— 0,3 МПа Испытания в спиртовой ванне, на 1 дм3 габаритного объема испытываемых дета- лей и узлов: охлаждающий реагент не попадает в спирт при промывке деталей, групп сложности: первой 1,000 0,97 (97 %)
второй 1,000 0,96 (96 %)
третьей 1,000 0,95 (95 %)
охлаждающий реагент попадает в 1,000 0,97 (97 %)
спирт залив внутреннего объема испытуемо- го узла, на 1 дм3 заливаемого объема, для деталей, групп сложности: первой 1,000 0,98(98 %)
второй 1,000 0,97 (97 %)
третьей 1.000 0,955 (95,5 %)
11 Промывка микромодульного элемента, микромодулей и модулей, на 1 дм3 габа- 1,000 0,955 (95,5 %)
0,048 —-
12 ритного объема Пайка элементов радио- и электроаппа- ратуры с применением бескислотного флюса, на 100 концов: концов провода или жил кабеля к вы- водным концам, наконечникам, лепест- кам, роликам и т, п. при сечении про- вода (мм2): от 0,10 до 0,35 0,0020
от 0,35 до 1,00 0,0022 —
от 1,00 до 1,50 0,0025 —
от 1,50 до 2,50 0,0030 —•
от 2,50 до 4,00 0,0040 —
от 4,00 до 6,00 0,0050 —
88
Продолжение табл. 9
Номер опера- ции Операция (работа) и единица измерения обьема работ Норма расхода на единицу измерения, л Количество отработанного спирта, подле- жащего возврату, л (%)
без лужения при сечении проводов или жилы кабеля (мм2): до 0,045 0,0008
от 0,045 до 0,300 0,0010 —
от 0,300 до 0,800 0,0012 —
от 0,800 до 1,250 0,0014 —
от 1,250 до 2,000 0,0016 —
от 2,000 до 3,000 0,0020 —
от 3,000 до 4,500 0,0030 —-
от 4,500 до 8,000 0,0050 —
с лужением проволоки диаметром 0,0005 —
13 0,5—1,00 мм с применением спиртока- нифольного бескислотного флюса (массовая доля спирта 60 %), на 1 м проволоки Промывка концов провода или жил ка- 0,010
14 беля после пайки к выводным концам, наконечникам, лепесткам, роликам и т. п., на 100 концов Групповая пайка методом погружения 0,26
15 выводов навесных детален на платах с печатным монтажом флюсом KTC(TC-l) (массовая доля спирта 65,5%), на 1 м2 поверхности Смывка флюса с печатных плат после 0,150
16 групповой пайки спиртобензиновой смесью (массовая доля спирта в раство- ре 50%), на 1 м2 поверхности Пайка соединительных швов внахлестку с применением флюса ЛТП (массовая до- ля спирта 70%) при толщине металла (мм), на 1 м шва: до 0,25 0,0005
от 0,25 до 0,60 0,0007 —
от 0,60 до 1,00 0,0012 —
от 1,00 до 1,50 0,0017 —
от 1,50 до 2,00 0,0020
свыше 2,00 0,0025 —
17 Пайка стыковых швов с применением флюса ЛТП (массовая доля спирта 70 %) при толщине металла (мм), па 1 м шва: до 0,5 0,0005
от 0,5 до 1,0 0,0006 —
от 1,0 до 1,5 0,0007 —
от 1,5 до 2,0 0,0009 •—•
от 2,0 до 3,0 0,0012 —
от 3,0 до 4,0 0,0015
39
Продолжение табл. 9
Номер опера- ции Операция (работа) и единица измерения объема работ Норма расхода на единицу измерения, л Количество отработанного спирта, подле- жащего возврату, л (%)
18 Лужение деталей и узлов горячим спо- 0,040
19 собом, а также пайка сеток средств за- правки с применением бескислотного флюса (массовая доля спирта 60 %, ка- нифоли 40 %) при лужении припоями: ПОС-30, ПОС-40, ПОС-50 и др., на 1 м2 поверхности Профилактическая протирка рук и лица работающего при работе с токсичными материалами, на одну протирку: смесью для рук — <биологические пер- 0,003
чатки» (массовая доля спирта 40 %) спиртоглицериновой смесью (массовая 0,001 —
доля спирта 33 %) составом для удаления солей хрома 0,001 —
20 (массовая доля спирта 20%) Обработка стеклянной подложки перед склеиванием (при изготовлении копий ди- фракционных решеток) при размере ре- шетки диаметром (мм), на 1 шт.: 80 0,0035
90 0,0045 —.
120 (140X60) 0,0080 —
150 (150X75) 0,0130 —
170 X 170 0,0200 —
Примечания. 1. Первая группа — детали с гладкими стенками с незначи-
тельным числом углублений и выступов небольшой высоты (типа фланцев, колец,
крышек, втулок и др.). Вторая группа — детали с ребристой поверхностью, со значи-
тельным числом резьбовых соединений, углублений и выступов (типа форсунок, ре-
шеток, подшипников и др.). Третья группа — детали, имеющие большое число глубоких
отверстий, фигурных пазов, карманов, углублений с габаритными объемами до 0,005 дм3.
Четвертая группа — детали, имеющие большое число глубоких глухих отверстий, фи-
гурных пазов, карманов и углублений с габаритными объемами свыше 0,005 дм3.
2. К пп. 6 и 10: ню>рмы возврата установлены на однократное использование спирта;
при многократном использовании спиртовой ванны эти нормы корректируются пропор-
ционально использованию.
3. К п. 8: нормы расхода спирта на промывку трубопроводов допускается рассчи-
тывать и по п. 1; нормы расхода на промывку трубопроводов диаметром свыше 150 мм
рассчитывают по п. 7; при промывке гофрированных трубопроводов нормы потерь
увеличиваются в два раза.
творяет масла и жиры. В смесях с этиловым спиртом применяют
для растворения мочевиноформальдегидных олигомеров, поли-
винилбутираля, в смеси с ксилолом — для растворения поли-
акрилатов. Является добавкой к большинству с.месевых раство-
рителей, повышая их растворяющую способность. Улучшает ад-
гезию покрытий за счет снижения поверхностного натяжения.
Препятствует помутнению пленок лакокрасочных материалов.
Изобутиловый технический спирт (ГОСТ 9536—79) по свой-
ствам приближается к нормальному бутиловому спирту. Приме-
няют в составе эмалей НЦ-246, МЛ-242, грунтовках МЧ-042,
ВЛ-02.
40
Производят, кроме того, 1-го сорта, который отличается от высшего сорта содержанием влаги (не более 0,08% > и альдегидов (не более 0,008 мг/г)
Изопропиловый спирт (изопропанол) (ГОСТ 9805—76) полу-
чают методом сернокислотной или прямой гидратации из пропи-
лена. Применяют его взамен этилового спирта при растворении
поливинилбутираля.
Характеристики метанола, бутиловых и изопропилового спир-
тов приведены в табл. 10.
Бензиловый спирт (фенилкарбинол) (ГОСТ 8751—72) отно-
сится к простейшим ароматическим спиртам. Бесцветная жид-
кость, температура начала кипения — 205,8°C; плотность при
20 °C 1,0455 г/см$; хорошо растворяется в органических раство-
рителях. Получают омылением бензилхлорида в присутствии ще-
лочи, а также действием щелочи на смесь бензойного альдегида
(формальдегида).
Растворяет глицериновый эфир канифоли, глифталевые и ку-
марониндеповые олигомеры, шеллак, субстантивные и основные
красители. При повышенных температурах растворяет нитрат
целлюлозы. Добавление небольших количеств бензилового спир-
та в лаки, содержащие летучие растворители, препятствует по-
белению пленок. Применяют в быстросохнущих красках на ос-
нове шеллака.
Циклогексанол (ТУ 6-03-358—74)— бесцветные гигроскопи-
ческие кристаллы, температура плавления 25,15 °C; температура
начала кипения 161,1 °C; плотность при 25 °C — 0,9493 г/см3; по-
казатель преломления при 20 °C— 1,4648; температура вспышки
67,2 °C. Обладает высокой растворяющей способностью масел,
жиров, смол, простых и сложных эфиров целлюлозы. Повышает
блеск нитроцеллюлозных лаков. Применяют для удаления ста-
рых покрытий. Входит в состав лаков и красок для кож.
Получают гидрированием фенола, окислением циклогексана,
а также восстановлением циклогексанона, гидратацией цикло-
гексена 70—80 %-й серной кислотой и другими способами.
2.2. ЭФИРЫ
В качестве растворителей широкое применение нашли эфиры,
которые бывают простыми и сложными.
Простые эфиры являются производными одно- и двухатом-
ных спиртов. Эти эфиры получают на основе спиртов путем их
дегидратации при воздействии на них оксидов.
Сложные эфиры получают этерификацией спиртов минераль-
ными или органическими кислотами. По полярности сложные
Эфиры близки к кетонам.
Из сложных спиртов наибольшее распространение получили
эфиры уксусной кислоты (ацетаты). Известны также эфиры
других кислот: молочной — лактаты, масляной — бутираты, му-
равьиной— формиаты, которые в качестве растворителей приме-
няют ограниченно, в частности формиаты из-за сильной омы-
ляемости и высокой токсичности.
Этиловый и изопропиловый эфиры получают на основе одно-
атомных спиртов путем их дегидратации при нагревании в при-
42
сутствии серной кислоты. Диизопропиловый эфир получают так
же, как побочный продукт, при производстве изопропилового
спирта из пропилена.
Этиловый (диэтиловый) эфир является бесцветной жидко-
стью; плотность при 20°С — 0,7130 г/см3; температура плавле-
ния—минус 116,2, кипения — 34,6 °C.
Изопропиловый (диизопропиловый) эфир — бесцветная жид-
кость плотностью при 20°C 0,7244 г/см3; температура кипения —?
68,5, вспышки — минус 22,5°C.
Диэтиловый и диизопропиловый эфиры применяют для рас-
творения масел, жиров, воска. Диэтиловый эфир в смеси с эти-
ловым спиртом используют в качестве пропеллента в аэрозоль-,
ных упаковках.
Алифатические эфиры двухатомных спиртов (целлозольвы)
получают при взаимодействии оксида этилена с соответствую-
щими спиртами. По свойствам эти эфиры можно отнести как К
спиртам, так и к эфирам. Эти соединения являются бесцветными
продуктами и обладают слабым запахом. Растворяют шеллак,
нитрат целлюлозы, алкидные смолы, а метилцеллозольв при по-
вышенной температуре— ацетилцеллюлозу.
Целлозольвы придают краскам стабильность. Их используют
при получении водоразбавляемых красок. По интенсивности во-
доразбавляемости алкидов эти растворители можно располо-
жить в следующий ряд: метилцеллозольв этилцеллозольв ->•
-> бутилцеллозольв.
хМоноалкиловые эфиры этиленгликоля и диэтиленгликоля
применяют в качестве коалесцирующих добавок для воднодис-
персионных красок: метилцеллозольв — полиакрилатиых и поли-
винилхлоридных, этилцеллозольв — полиакрилатиых, бутилцел-
лозольв— поливинилацетатных и полиакрилатиых. Целлозольвы
применяют также при производстве смывок, чернил, смачиваю-
щих средств и пластификаторов.
Метилцеллозольв (монометиловый эфир этиленгликоля)
(ТУ 6-09-4398—77) получают взаимодействием оксида этилена с
метиловым спиртом. Является растворителем нитратов и ацета-
тов целлюлозы, поливинилацетата, природных и синтетических
смол. Текстильно-вспомогательное вещество, компонент аппре-
тур для кож, присадка к топливам для предотвращения образо-
вания льда, разделяющий агент для азеотропной ректификации
спиртов и углеводородов, растворитель в парфюмерии. Продукт
растворим в воде и органических растворителях.
Этилцеллозольв (моноэтиловый эфир этиленгликоля) (ГОСТ
8313—76) получают при взаимодействии оксида этилена и эти-
лового спирта. Кроме применения, аналогичного метилцелло-
зольву, используют как компонент составов для удаления ста-
рых лакокрасочных покрытий. Благодаря медленному испаре-
нию он применяется для изготовления кистевых нитролаков и
нитроэмалей. Этилцеллозольв является основной отечественной
43
Таблица 11. Основные характеристики эфиров
Наименование эфиров Молеку- лярная масса Плотность при 20 °C, г/см3 Коэффи- циент прелом- ления Температура, °C Предельно допусти- мая кон- центрация (ПДК). мг/м3
кипе- ния вспыш- ки плав- ления само- воспла- мене- ния
Метилцел- лозольв 76,094 0,9660 1,4021 124,5 36 -85,1 288 80
Этилцелло- зольв 90,120 0,9311 1,4076 135,6 43 -70 237,8 200
Бутилцелло- зольв 118,18 0,9027 1,4193 171,2 69,5 244,4 240
присадкой к авиационным топливам для предотвращения обра-
зования льда.
Бутилцеллозольв (монобутиловый эфир этиленгликоля)
(МРТУ 6-01-222—68) — прозрачная жидкость, обладающая сла-
бым приятным запахом и низкой летучестью. Получают путем
оксиэтилирования нормального бутилового спирта. Растворитель
нитратов и ацетатов целлюлозы, природных и синтетических
смол, минеральных масел; компонент составов для химической
чистки одежды; текстильно-вспомогательное вещество. Разде-
ляющий агент для азеотропной ректификации углеводородов и
спиртов; присадка к автомобильным бензинам для предотвраще-
ния образования льда; в смеси с бутиловым спиртом (38:62)
используют в производстве водоразбавляемых лаков и красок.
Основные характеристики некоторых эфиров приведены в
табл. 11.
Моноэтиловый эфир диэтиленгликоля (этилкарбитол) полу-
чают взаимодействием оксида этилена с моноэтиловым эфиром
этиленгликоля. Плотность при 20 °C —0,988 г/см3, температура
начала кипения — 201,9 °C, коэффициент преломления — 1,4273.
Применяют в производстве масел, косметической и парфюмер-
ной промышленности.
Циклические эфиры являются гетероциклическими соедине-
ниями, в сравнении с алифатическими эфирами обладают боль-
шей растворяющей способностью. Получают гидратацией двух-
атомных спиртов. Промышленное производство циклических
эфиров базируется на отгонке из смесей полигликолей в при-
сутствии концентрированной серной кислоты. К циклическим
эфирам относятся 1,4-диоксан, тетрагидрофуран, морфолин.
1,4-Диоксан получают из диэтиленгликоля. Плотность при
20°C— 1,034 г/см3, температура начала кипения—101,3°С, ко-
эффициент преломления— 1,42436, поверхностное натяжение при
20°C — 32,96 мН/м. Применяют для растворения смол, винило-
вых полимеров, ацетил-, этил- и бензилцеллюлозы, нитратцел-
люлозы.
44
Тетрагидрофуран получают из малеинового ангидрида и 1,4-
дихлорбутена (раньше получали из фурфурола, ацетилена,
формальдегида), плотность при 20°C — 0,854—0,881 г/см3, тем-
пература начала кипения — 65,6—65,8 °C, коэффициент прелом-
ления — 1,4050. Применяют в производстве эластичных волокон
и полиуретановых эластомеров.
Морфолин получают из диэтиленгликолд и аммиака в газо-
вой фазе в присутствии никель-медь-хромбвых катализаторов.
Маслянистая жидкость, плотность при 20 °C—1,0005 г/см3; ко-
эффициент преломления при 20 °C— 1,4548; температуры: плав-
ления— минус 4,75; кипения 128 °C; молекулярная масса 87,12.
Применяют в качестве компонента смывок и как ускоритель
вулканизации.
Метилацетат (метиловый эфир уксусной кислоты) отечест-
венного производства выпускается промышленностью в виде
растворителя, в котором содержится 50 % (масс.) основного
продукта. Плотность при 20 °C — 0,939 г/ём3, Температура на-
чала кипения —56,3 °C, коэффициент преломления— 1,36193,
поверхностное натяжение при 20°C — 24,76 мН/м.
Метилацетат, кроме получения этерификацией, образуется в
виде побочного продукта при производстве поливинилового спир-
та. По растворяющей способности аналогичен ацетону и приме-
няется в ряде случаев как его заменитель, однако он обладает
большей токсичностью.
Этилацетат (этиловый эфир уксусной кислоты) (ГОСТ
8981—78) получают методом этерификации на лесохимических
предприятиях при переработке синтетической и лесохимической
уксусной кислоты, гидролизного и синтетического этилового спир-
та, а также путем конденсации ацетальдегида. Плотность при
20 °C — 0,901 г/см3, температура начала кипения — 77,1 °C, ко-
эффициент преломления— 1,37239, поверхностное натяжение при
20 °C —23,75 мН/м.
Этилацетат подобно ацетону растворяет большинство поли-
меров. По сравнению с ацетоном его преимущества в более вы-
сокой температуре кипения, т. е. меньшей летучести. Добавка
15—20 % этилового спирта повышает растворяющую способ-
ность этилацетата эфиров целлюлозы, особенно ацетилцеллю-
лозы.
Пропилацетат. Плотность при 20 °C — 0,8867 г/см3, темпера-
тура начала кипения—101,5 °C, коэффициент преломления —
1,38442, поверхностное натяжение при 20 °C — 20,53 мН/м. По
растворяющей способности и применению аналогичен этилаце-
тату.
Изопропилацетат. Плотность при 20 °C — 0,8720 г/см3, тем-
пература начала кипения — 88,2 °C, коэффициент преломления —
1,37730, поверхностное натяжение при 20 °C — 22,10 мН/м. По
свойствам занимает промежуточное положение между этил- и
бутилацетатами. Используют как растворитель сложных эфи-
ров целлюлозы, жиров, масел и др.
45
Бутилацетат (бутиловый эфир уксусной кислоты)
(ГОСТ 8981—78). Плотность при 20 °C — 0,881 г/см3, темпера-
тура начала кипения — 126,1 °C, коэффициент преломления —
1,39406, поверхностное натяжение при 20 °C — 25,2 мН/м. Полу-
чают нагреванием бутилового спирта и уксусной кислоты в при-
сутствии катализаторов. Наиболее широко распространенный
растворитель при получении и применении лакокрасочных мате-
риалов. Растворяет эфиры целлюлозы, масла, жиры, хлоркау-
чук, виниловые полимеры, карбинольные смолы и т. д. Добавка
бутилацетата вместе с небольшим количеством бутилового спир-
та предотвращает побеление лаковых пленок.
Пентилацетат. Плотность при 20 °C — 0,875 г/см3, темпера-
тура начала кипения — 149,2 °C, коэффициент преломления —
1,40228, поверхностное натяжение при 20 °C — 25,8 мН/м. Полу-
чают из сивушных масел. Обладает высокой растворяющей спо-
собностью. Дороже бутилацетата, что ограничивает его приме-
нение.
Изобутилацетат. Плотность при 20 °C — 0,875 г/см3, темпе-
ратура начала кипения—118 °C, коэффициент преломления —
1,39018, поверхностное натяжение при 20 °G— 23,7 мН/м. По
эффективности аналогичен бутилацетату. Применяют как заме-
нитель циклогексанона в некоторых составах лаков.
Гексилацетат. Плотность при 20 °C — 0,890 г/см3, темпера-
тура начала кипения— 169 °C. Применяют как растворитель ни-
троцеллюлозных, полиуретановых и полиакрилатиых лакокра-
сочных материалов.
Пропиленкарбонат. Плотность при 20 °C — 1,206 г/см3, тем-
пература начала кипения — 241,7 °C, коэффициент преломле-
ния— 1,4189. Является растворителем полиамидов, поливинил-
хлоридов, полиакрилонитрила и других подобных соединений.
е.З. ФУРАНОВЫЕ РАСТВОРИТЕЛИ
Фурановые растворители получают из пентозансодержащего
сырья растительного происхождения, в основном являющегося
отходами сельскохозяйственного производства, лесной и лесохи-
мической промышленности.
Фурфурол технический (ГОСТ 10437—80). Имеет окраску
от слабо-желтой до коричневой, что исключает его применение
в качестве растворителя белых красок при их производстве.
Плотность при 20°С—1,1614 г/см3, температура начала кипе-
ния— 161,8°C, коэффициент преломления— 1,52624, поверхност-
ное натяжение при 20 °C — 43,85 мН/м.
Получают гидролизом разбавленными минеральными кисло-
тами природного пентозансодержащего сырья.
Применяют фурфурол при получении масляных красок, гли-
фталевых, нитратцеллюлозных и кумаронинденовых смол, для
растворения полимеров. Как растворитель имеет хорошие диф-
фузионные свойства, поэтому его используют в составе смывок.
46
На свету быстро темнеет. В качестве стабилизатора к нему
рекомендуется добавлять гидрохинон.
Тетрагидрофурфуриловый спирт (ГОСТ 17477—75). Плот-
ность при 20 °C—1,1030 г/см3, температура начала кипения—•
177 °C. Имеет светло-желтую окраску. Обесцвечивается при хра-
нении на воздухе в железной и медной таре. Хорошо смешивает-
ся с водой. Получают путем каталитического гидрирования фур-1
фурола. Применяют для растворения нитрата целлюлозы, аце-
тил- и этилцеллюлозы, амидов, полимеров, а также в качестве
противоводокристаллизационной присадки к авиационным топ-
ливам.
2.4. УГЛЕВОДОРОДНЫЕ РАСТВОРИТЕЛИ
Углеводородные органические растворители принадлежат к не-
полярным гидрофобным веществам, и их применяют для раст-
ворения неполярных и слабополярных загрязнений — масел, жи-
ров, простых эфиров, целлюлозы, битумов, а также в качестве
разбавителей для нитроцеллюлозных материалов. Углеводород-
ные растворители получают из нефтей или нефтяного газа, при
сухой перегонке сланцев, древесины и каменного угля. Они на-
шли широкое применение благодаря доступности. Основными
углеводородными растворителями являются парафиновые, наф-
теновые и ароматические углеводороды.
Парафиновые углеводороды нефтяного происхождения наи-
более широко применяют при производстве олиф, масляных ла-
ков, алкидных эмалей, в качестве растворителя и разбавителя
лакокрасочных материалов. Парафиновые углеводороды являют-
ся неполярными веществами, поэтому их способность растворять
алкидные и другие смолы, а также полимеризованные масла от-
носительно невелика (вообще для углеводородов характерно
снижение растворяющей способности при повышении молеку-
лярной массы и введении в молекулу новых алкильных групп).
В лакокрасочной промышленности используют парафиновые уг-
леводороды, содержащие 8—12 углеродных атомов.
Нормальные парафиновые углеводороды принадлежат к чис-
лу веществ, обладающих приятным и сильным запахом. Низко-
кипящие члены гомологического ряда парафинов имеют более
резкий запах, чем высококипящие.
По растворяющей способности изопарафины из нефти близки
к нормальным парафинам, но имеют большую летучесть. Темпе-
ратура кипения разветвленных изомеров может быть значитель-
но ниже (на 20—25 °C) температуры кипения нормальных или
слабо разветвленных алканов. Изопарафины почти не имеют за-
паха.
По сравнению с парафинами нафтены и алкилнафтены обла-
дают значительно большей растворяющей способностью. При
одинаковом с парафинами числе атомов углерода в молекуле
нафтены и алкилнафтены обладают меньшей летучестью, чем
Таблица 12. Характеристика парафиновых и нафтеновых растворителей
Растворитель Молеку- лярная масса Темпера- тура кипения, °C Плот- ность при 20 °C, г/см3 Коэффи- циент прелом- ления Поверх- ностное натяжение при 20 °C. мН/м
Параф и н о в ы е углеводороды
Пентан 72,146 36,074 0,62624 1,35748 16,63 *
Изопентан (2-метилбутан) 72,146 27,852 0,61967 1,35373 15,0
Гексан 86,172 68,742 0,65937 1,37486 25,64 *
Изогексан (2-метилпентан) 86,172 49,741 0,64917 1,36876 —
Гептан 100,198 98,427 0,6837 1,38765 20,85 *
Октан 114,224 125,665 0,70252 1,39743 21,75
Изооктан (2,2,4-триметил- пентан) И 1,224 99,238 0,69193 1,39145 18,85
Нонан 128,250 150,798 0,71763 1,40542 22,91
Декан 142,276 174,123 0,73005 1,41189 23,92
Ундекан 156,30 195,8 0,7404 1,4190 —
Додекан Нафте 226,43 новые 216,2 у г л е в о 0,7493 д о р 0 д ы 1,4218 —
Циклопентан 70,130 49,262 0,74538 1,40645 23,16
Метилциклопентан 84,156 71,812 0,74864 1,40970 22,74
Циклогексан 84,156 80,738 0,77855 1,42623 25,74
Метилциклогексан ♦ При 15* С. 98,182 100,934 0,76839 1,42312 24,43
парафины. Нафтены и алкилнафтены обладают сильным и ха-
рактерным запахом, интенсивность которого уменьшается при
переходе от незамещенных нафтенов к нафтенам с большим чис-
лом алкильных цепей.
Характеристика парафиновых и нафтеновых растворителей
приведена в табл. 12.
Характерная особенность ароматических и алкилароматиче-
ских углеводородов по сравнению с другими классами насыщен-
ных углеводородов — меньшая стабильность цвета, поскольку
они гораздо легче вступают в реакции, приводящие к образо-
ванию окрашенных веществ.
Бензол нефтяной (ГОСТ 9572г—77) получают в процессе ка-
талитического риформинга бензиновых фракций, а также при
пиролизе нефтяного сырья. Основные свойства: плотность при
20°С в пределах 0,875—0,880 г/см3; 95 % (об.) продукты выки-
пает в пределах 0,8°C (не более); содержание общей серы не
более 0,0004 % (масс.); окраска серной кислоты (в нормах об-
разцовой шкалы) не более 0,5; испытание на медной пластин-
ке — выдерживает.
Применяют бензол в качестве растворителя, однако в послед-
ние годы его использование ограничено из-за высокой токсич-
ности. В основном используют как сырье при производстве син-
тетических волокон, пластмасс, каучуков, красителей и др.
Бензол каменноугольный и сланцевый (ГОСТ 8448—78) по-
лучают в процессе термической переработки каменных углей и
сланцев. Плотность при 20 °C в пределах 0,875—0,880 г/см3.
48
Продукт выкипает в пределах не более 1 °C. Бромное число не
более" 0,4 г Вг/100 мл. Окраска серной кислоты (в нормах образ-
цовой шкалы) не более 0,4. Применяется как сырье для полу-
чения синтетических волокон, каучуков и пластмасс.
Толуол нефтяной (ГОСТ 14710—78) получают в процессе
каталитического риформинга бензиновых фракций, а также при
пиролизе нефтяных продуктов. Выпускают двух марок в зави-
симости от технологии получения и назначения — А и Б. Из-за
токсичности и высокой испаряемости толуол марки А редко ис-
пользуют в качестве растворителя, чаще для этих целей приме-
няют толуол марки Б.
Толуол каменноугольный и сланцевый (ГОСТ 9880—76) по-
лучают при термической обработке угля и сланцев; выпускают
двух марок — А и Б. Применяют в качестве исходного сырья в
органическом синтезе и в других целях. В качестве раствори-
теля используют толуол марки Б.
Характеристика толуолов приведена в табл. 13.
Ксилол нефтяной (ГОСТ 9410—78)—смесь изомеров кси-
лола и этилбензола; получают ароматизацией нефтяных фрак-
ций с извлечением указанной смеси селективными растворите-
лями. Выпускают ксилол трех марок: А, первой категории и Б.
Применяют в качестве растворителя и разбавителя.
Ксилол каменноугольный (ГОСТ 9949—76)—смесь изоме-
ров ксилола и этилбензола, получают при переработке каменно-
Таблица 13. Характеристика толуолов марки Б
Показатель Толуол нефтяной Толуол каменноугольный и сланцевый
высший сорт 1-й сорт
Плотность при 20 °C, г/см3 Фракционный состав, °C: 0,856—0,868 0,863—0,867 0,863-0,867
начало перегонки, не ниже 109,0 — —
95 % (об.) продукта выкипает в пределах, не более — 0,9 1,0
98 % (об.) продукта выкипает в пределах, не более 2,2 — —
конец кипения, не выше Содержание, % (масс.): 111,2 —
примесей не более 0,4 —- —
сульфируемых веществ, не менее 96 —- —
сероводорода и меркаптанов, не более — Стсут ствие
Бромное число, г Вг/100 мл, не бо- лее — 0,2 0,3
Реакция водной вытяжки — Нейтральная
Окраска серной кислоты (в нормах образцовой шкалы), не более 0,5 0,2 0,2
Испытание па медной пластинке Выдерживает
Испаряемость Испаряется без остатка
49
Таблица 14 Характеристика ксилолов
Показатель Ксилол нефтяной Ксилол каменноугольный
марки А марки Б высший сорт Ьй сорт 2-Й сорт
с госу- дарст- венным Знаком качества 1-й кате- гории
Плотность при 20 °C, г/см3 0,862- 0,862- 0,860- 0,861 — 0,860- 0,860—
Фракционный состав, °C: 0,878 0,868 0,870 0,866 0,866 0,866
начало перегонки, не 137,5 137,0 136,0 137,5 137,0 136,0
ниже, 95 % (об.) перегоняется, не выше — — — 140,5 141,0 141,0
98 % (об.) перегоняется в пределах, не выше .3,0 3,0 4,5 — — —*
конец перегонки, не вы- ше Содержание, % (масс.): 141,2 141,2 143,0 — —
основного вещества (ароматических углево- дородов С8Ню), не ме- нее сероводорода и меркап- танов 99,6 99,5 Отсут 96,0 ствие 93,0
Температура вспышки, °C, не ниже 21 21 21 —- — —
Окраска серной кислоты (номер образцовой шка- лы), не более Испаряемость Реакция водной вытяжки 0,3 0,6 Исп 1,0 аряется Центра 0,6 без оста тьная 0,8 тка 2,0
угольного сырья. Применяют в качестве растворителя при про-
изводстве лаков, красок и эмалей.
Характеристика ксилолов приведена в табл. 14.
Изопропилбензол. Плотность при 20°C — 0,778 г/см3, тем-
пература начала кипения — 80,74 °C, коэффициент преломления
при 20 °C— 1,42623, поверхностное натяжение при 20 °C —
25,64 мН/м.
Получают путем каталитического алкилирования бензола
пропиленом в присутствии хлорида алюминия. Растворяет поли-
акрилаты, полиметилакрилаты, полистирол и другие полимеры.
Как растворитель используется сравнительно редко.
Тетралин (1,2,3,4-тетрагидронафталин). Плотность при
20 °C — 0,9702 г/см3, температура начала кипения — 207,57 °C,
коэффициент преломления— 1,54135, поверхностное натяжение
при 20 °C — 35,5 мН/м.
Получают путем восстановления нафталина водородом. Рас-
творитель жиров, масел, битумов, каучука. Используют в смыв-
ках старых масляных красок; в виде небольших добавок вво-
60
дят в эмали для улучшения розлива. Темнеет под воздействием
кислорода воздуха и поэтому непригоден для светлых лаков.
Декалин (декагидронафталин). Плотность при 20 °C-*
0,897 г/см3, температура начала кипения—195,7°С, коэффи-
циент преломления—1,48113, поверхностное натяжение при
20 °C— 32,18 мН/м.
Получают так же, как тетралин, — методом гидрирования
нафталина. Применяют для тех же целей, что и тетралин, но де-
калин имеет худшую растворяющую способность,
2.5. ТЕРПЕНОВЫЕ УГЛЕВОДОРОДЫ
Терпеновые углеводороды являются одним из наиболее извест-
ных классов растворителей растительного происхождения. К ним
относятся природные и синтетические углеводороды состава
CioHjg и их кислородные производные: спирты, альдегиды и ке-
тоны. Терпены содержатся в эфирных маслах цветов, листьях
различных растений, в природных смолах (бальзамах), в хвое
и древесине хвойных деревьев (сосна, ель, пихта, можжевель-
ник, лиственница и др.). К числу широко распространенных тер-
пеновых растворителей относится скипидар.
Скипидар представляет собой прозрачную бесцветную или
слегка окрашенную жидкость. Получают путем промышленной
переработки в основном сосновой древесины, пенькового осмола.
Может быть получен также из отходов целлюлозно-бумажного
производства, при перегонке с водяным паром живицы (смолы
хвойных деревьев).
Качество скипидара характеризуется объемом отгона легких
фракций до температуры 170—175 °C. Лучшие сорта скипидара
имеют высокое содержание пинена. Основные сорта скипидаров,
выпускаемых отечественной промышленностью, и их характери-
стики приведены в табл. 15.
Скипидар не растворим в воде, смешивается с неполярными
органическими растворителями, ацетоном, спиртом, бензином.
Он обладает высокой растворяющей способностью по отноше-
нию к маслам, жирам, смолам и углеродным отложениям. Ски-
пидар применяют в качестве разбавителя масляных и алкидно-
стирольных красок, а также для приготовления лаков на основе
копала, канифоли и даммары. До появления уайт-спирита ски-
пидар являлся основным растворителем лаков и красок.
Скипидар можно применять как в чистом виде, так и в со-
ставе различных композиций. В мастиках и кремах скипидар
образует стойкие эмульсии. Окисленный скипидар используют
в качестве разбавителя в эпоксидных красках. Предполагается,
что он участвует в процессе структурообразования эпоксидных
покрытий.
Вследствие малой токсичности скипидар можно использовать
при создании малотоксичных покрытий.
61
Таблица 15. Характеристика скипидароа
Наименование скипидаров Плотность при 20 °C, г/см’ Темпера- тура на- чала ки- пения, °C, не ниже Коэффициент преломления при 20 °C Доля отгона ДО 70 °C. % (об-)» не ме- нее Остаток после перегон- ки, % (об.), не более Кислот- ное чис- ло, мг КОЫ /г, не более
Скипидар живичный (ГОСТ 1571-82) 0,855- 0,863 153-160 1,467- 1,475 92 0,5 0,7
Скипидар пихтовый (ТУ 13-4000177-20—86) 0,855— 0,862 150 1,468— 1,478 — — 0,2
Скипидар сульфат- ный очищенный (ОСТ 81-6-70) 0,855— 0,865 140-160 1,460— 1,478 90 1.0 1,0
Скипидар-раствори- тель сульфатный (ТУ 13-4000177-90—85) Скипидар экстракци- онный (ГОСТ 16943-79): 0,855— 0,877 165 1,475- 1,482 5
высший сорт 0,852— 0,864 155 1,466— 1,472 90 (175) 0,4 0,4
1-й сорт 0,855— 0,864 152 1,466- 1,472 80 0,4 0,4
2-й сорт 0,855— 0,864 150 1,466— 1,472 75 1,0 0,5
2.6. КЕТОНЫ
Кетоны — представители алифатических и циклических органи-
ческих соединений — являются растворителями большинства
плепкообразующих веществ. Из алифатических насыщенных ке-
тонов широкое распространение получили ацетон, метилэтилке-
тон, метилизобутилкетон, диизобутилкетон, диацетоновый спирт,
а из ненасыщенных — изофорон и окись мезитила. Основное до-
стоинство алифатических кетонов — их высокая растворяющая
способность и сравнительно малая токсичность.
Из циклических кетонов нашли применение циклогексанон
и метилциклогексанон. Эти растворители более токсичны, чем
алифатические кетоны.
Ацетон (ГОСТ 2768—84) получают кислотным разложением
гидропероксида кумола. По этому способу отечественной про-
мышленностью производится более 85 % ацетона. Плотность при
20 °C — 0,791 г/см3, температура начала кипения — 56,24 °C, ко-
эффициент преломления — 1,3588, поверхностное натяжение при
20 СС — 23,32 мН/м, давление насыщенных паров при 20 °C —
23,99 кПа.
Ацетон применяют для растворения природных смол, масел,
диацетата целлюлозы, полистирола, эпоксидных смол, сополи-
меров винилхлорида, подиакрилата, хлоркаучука, а также для
52
рчистки и обезжиривания двигателей, съемных деталей и раз-
бавления лакокрасочных материалов.
Высокая летучесть ацетона ограничивает его использование
в чистом виде для растворения пленкообразователей, хотя в ря-
де случаев, например в лакокрасочных материалах, наносимых
при отрицательных температурах, в пищевых лаках и красках
па основе виниловых полимеров, такое применение оправдано.
Метилэтилкетон (ТУ 38 10243—80) получают из втор-бути-
лового спирта методом окисления или дегидрирования. Плот-
ность при 20 °C —0,8047 г/см3, температура начала кипения —
79,5 °C, коэффициент преломления— 1,3785, поверхностное на-
тяжение при 20 °C —23,97 мН/м, давление насыщенных паров
при 20 °C — 10,33 кПа.
Растворяющая способность метилэтилкетона приближается
к растворяющей способности ацетона. Достоинством его являет-
ся более низкая по сравнению с ацетоном летучесть и плохая
растворимость в воде, облегчающая регенерацию растворителя.
Метилизобутилкетон (ТУ 38 4023—76) производят одно- и
трехстадийным процессами получения. Наибольший интерес
представляет одностадийное получение из ацетона или изопро-
пилового спирта. Трехстадийный процесс позволяет получать
промежуточные продукты, имеющие самостоятельную цен-
ность,— диацетоповый спирт и окись мезитила.
Плотность при 20 °C — 0,8006 г/см3, температура начала ки-
пения — 115,65 °C, коэффициент преломления при 20 °C — 1,45097,
поверхностное натяжение при 20 °C — 23,64 мН/м, давление на-
сыщенных паров при 20 °C — 2,03 кПа.
Метилизобутилкетон является растворителем многих пленко-
образователей, хотя его растворяющая способность ниже, чем у
метилэтилкетона; используют в качестве одного из основных
растворителей ацетилцеллюлозы, сополимеров винилхлорида,
эпоксидных смол. Является одним из компонентов типограф-
ских, художественных красок и органодисперсных материалов.
Диацетоновый спирт (ТУ 6-02-1045—78). Бесцветная жид-
кость, плотность при 20 °C — 0,9385 г/см3, температура начала
кипения — 166°C; коэффициент преломления при 20°С— 1,4235,
давление насыщенных паров при 20 °C — 0,11 кПа. Молекуляр-
ная масса—116,156. Смешивается с водой во всех соотноше-
ниях. Является растворителем нитрата и ацетата целлюлозы,
эпоксидных смол. Применяют как компонент различных смывок,
для разбавления лакокрасочных материалов, в составе смесевых
растворителей.
Циклогексанон (ГОСТ 24615—81) — бесцветная маслянистая
жидкость. Плотность при 20 °C — 0,9478 г/см3, температура на-
чала кипения— 155,65 °C, коэффициент преломления при 20 °C—
1,45097, поверхностное натяжение при 20 °C — 35,12 мН/м, дав-
ление насыщенных паров при 20 °C—1,13 кПа, молекулярная
масса 98,14. Получают методом каталитического окисления
циклогексана. Обладает высокой растворяющей способностью
53
по отношению к сложным эфирам целлюлозы, жирам, маслам,
большинству природных и синтетических полимеров. Применяют
в качестве растворителя при получении полиуретановых эмалей.
Является традиционным растворителем в производстве лаков
для кож, так как увеличивает адгезионную способность лаковой
пленки даже к не вполне обезжиренной поверхности кожи.
Изофорон получают из ацетона методом щелочной конден-
сации. Плотность при 20 °C — 0,923 г/см3, температура начала
кипения — 215,2 °C, коэффициент преломления при 20 °C —
1,4775—1,4781, давление насыщенных паров при 20°С —
0,04 кПа. Используют как растворитель виниловых полимеров,
компонент химической защиты растений.
Мезитила окись — получают путем окисления мезитила.
Плотность при 20 °C в пределах 0,855—0,861 г/см3, температура
начала кипения— 129 °C, коэффициент преломления при 20 °C —
1,4440, давление насыщенных паров при 20 °C — 1,16 кПа. При-
меняют в качестве компонента смесей для растворения ацетил-
целлюлозы и нитрата целлюлозы, а также виниловых полиме-
ров.
2.7. ХЛОРСОДЕРЖАЩИЕ РАСТВОРИТЕЛИ
Многим органическим растворителям присущи пожаро- и взры-
воопасные свойства. Поэтому они были вытеснены хлороргапи-
ческими растворителями, которые благодаря выгодному сочета-
нию ряда технологических свойств и практике пожаро- и взры-
вобезопасности нашли широкое применение во многих отраслях
промышленности. Особенно возросла роль этих растворителей
после перевода многих предприятий страны па пожаро- и взры-
вобезопасные органические растворители.
Хлорсодержащие (хлорорганическис) растворители отли-
чаются высокой растворяющей способностью, пониженной го-
рючестью и хорошей летучестью, способствующей быстрому их
удалению с очищаемой поверхности. Хлорорганические углеводо-
роды смешиваются со многими органическими растворителями,
ограниченно растворяют глицерин и гликоли. При нагревании
выше 110°С и действии открытого пламени хлорзамещенные
углеводороды разлагаются с выделением фосгена. Из-за высо-
кой токсичности хлорзамещенные углеводороды не используют
в качестве растворителей лакокрасочных материалов, а наибо-
лее широко применяют для обезжиривания и в смывающих
составах. Эти растворители оказывают коррозионное воздей-
ствие на металлы.
Хлорорганические растворители получают, как правило, хло-
рированием органических соединений.
Метиленхлорид (метилен хлористый) (ГОСТ 9968—86) по-
лучают хлорированием метана при температуре 500—550 °C в
газовой среде, хлорированием метилового спирта. Является хо-
рошим растворителем жиров, масел, многих полимеров. Исполь-
54
зуют для обезжиривания деталей, в качестве компонента смывок
для удаления лакокрасочных материалов. Разлагается на свету
с образованием хлорида водорода. Для стабилизации вводят
уротропин или триэтаноламин. Трудногорючая жидкость. При-
меняют также в качестве добавки к другим растворителям для
повышения температуры вспышки.
Хлороформ (трихлорметан) (ГОСТ 20015—74) и четырех-
хлористый углерод (тетрахлорметан) (ГОСТ 4—84). Хлоро-
форм— бесцветная жидкость, сладковатого запаха, плотность
при 20 °C— 1,488, коэффициент преломления при 20 °C— 1,4455,
температура плавления — минус 63,5, начала кипения — 61,15°С,
молекулярная масса—119,38. Получают хлорированием мети-
ленхлорида в жидкой фазе или хлорированием метана. Перспек-
тивным является метод получения хлороформа из диацетилбен-
зола.
Четыреххлористый углерод получают действием хлора на се-
роуглерод. Тяжелая бесцветная жидкость с характерным запа-
хом, обладает высокой токсичностью и способностью быстро
разлагаться на свету. Вызывает коррозию алюминия и его спла-
вов. Растворяет битумы, пеки, жиры, каучуки. Применяют толь-
ко в смывках.
Метилхлороформ (ТУ 6-01-828—80) выпускается промыш-
ленностью 4-х марок: А — для горячего и парофазного обезжи-
ривания; Б — для холодной очистки промышленных изделий от
минеральных, животных и растительных масел; В — для исполь-
зования при низких температурах и при необходимости полного
отсутствия кислотности; Г— для холодной обработки деталей
приборов и точных механизмов. Не допускается очистка и даже
контакт с алюминием и его сплавами.
Метилхлороформ отличается рядом преимуществ: малоток-
сичен, пожаробезопасен, высокоэффективен, проявляет избира-
тельность растворяющего действия, приемлемыми температурой
испарения (70—80 °C) и летучестью (2,7), стойкостью к окисле-
нию. Метилхлороформ весьма широко применяют для снятия
старой краски с поверхности техники; он размягчает лаки, нс
оказывает вредного воздействия на резиновые технические из-
делия.
Дихлорэтан (ГОСТ 1942—86) получают хлорированием эти-
лена. Различают два изомера: 1,1- и 1,2-дихлорэтаны. Первый
изомер отличается значительно меньшей токсичностью, вто-
рой— вызывает коррозию металла.
1,1,2,2-Тетрахлорэтан (четыреххлористый ацетилен) полу-
чают жидкофазным хлорированием ацетилена в присутствии ка-
тализаторов. Является промежуточным продуктом синтеза три-
хлорэтилена, тетрахлорэтилена и дихлорэтилена. Растворяет
ацетилцеллюлозу, масла, воски, битумы, пеки, серу.
1,2-Дихлорэтилен получают газофазным хлорированием те-
трахлорэтана. Растворяет ацетилцеллюлозу, шеллак, воски, кау-
чуки, масла.
55
Трихлорэтилен (трихлорэтен) (ГОСТ 9976—83 или
5.705—70) —бесцветная жидкость, получают дегидрохлорирова-
нием силлгтетрахлорэтаиа или хлорированием ацетилена. По
растворяющей способности подобен тетрахлорэтану. Из числа
углеводородных растворителей трихлорэтилен самым первым
начал применяться при парожидкостном обезжиривании поверх-
ностей. Разлагается под воздействием УФ-лучей, поэтому его
следует хранить в непрозрачной таре. Разлагается также при
воздействии магния, алюминия, калия, натрия, стронция, каль-
ция. С алюминием образует взрывоопасные смеси, поэтому об-
рабатывать алюминиевые детали трихлорэтиленом нельзя. С во-
дой гидролизуется с образованием соляной кислоты, вызываю-
щей коррозию деталей. Введение в трихлорэтилен стабилизатора
марки СТАТ-1 (ТУ 6-01-927—76) в количестве от 0,5 до 1,0%
(масс.) полностью предотвращает разложение от действия света,
воздуха, влаги и нагревания при контакте с металлами.
Трихлорэтан. Различают два изомера: 1,1,1-трихлорэтан
(ТУ 6-01-828—80) и 1,1,2-трихлорэтан (ТУ 6-01-1130—82). Пер-
вый нашел наибольшее применение в качестве растворителя для
обезжиривания изделий из меди, железа, алюминия, цинка, свин-
ца, олова и их сплавов. Это хороший растворитель масел, жи-
ров, дегтя, восков, асфальта и т. п. Его можно использовать для
очистки разнообразного оборудования и изделий, для обезжири-
вания высокочувствительных приборов, распределительных уст-
ройств, электронной аппаратуры, не содержащей пластмассовых
компонентов, электрических двигателей и генераторов в сборе,
Таблица 16. Характеристика хлор- и фторхлорсодержащих растворителей
Растворитель Плот- ность при 20°С, г/см3 Поверх- ностное натяже- ние, .мН/м Содер- жание Температура, °C Предельно допусти- мая кон- центрация в воздухе, мг/м3 Эффек- тив- ность очист- ки, отн. сд.
хлора, % само- воспла- менения кипе- ния
Метилхлороформ 1,322 25,56 80 570 20 1
1,2-Дихлорэтан 1,255— 1,260 32,23 72 413 84,5 100 140
Метиленхлорид 1,326 28,12 84 580 39,8 260 320
Перхлорэтилен 1,631 31,74 86 635 121,1 260 20
Тетрахлорэтан 1,593 36,04 — —— 146,2 13 —
Трихлорэтан 1,3492 25,67 — — 73,9 — —
Трихлорэтилен 1,465 29,50 81 380 86,9 130 140
Углерод чстыреххло- ристый 1,595 26,75 92 — 76,75 100 70
Хлорбензол 1,106 33,28 — — 131,7 — —-
Хлороформ 1,489 27,16 89 — 61,2 100 220
Хладон-11 1,487 17,60 —— — 23,8 — —
Хладон-12 1,329 8,10 — -29,8 — —
Хладон-112 1,630 — — — 92,0 — —.
Хладон-113 1,576 17,75 — — 46,7 — —.
Хладон-114 1,472 13,0 — — 3,2 — —
Б6
Таблица 17. Сравнительная оценка свойств некоторых
однокомпонентных растворителей
Показатель Растворители
парафиновые ароматические хлорсодержащие
Растворяющая способность Запах Воспламеняемость Пожароопасность Токсичность Обезжиривающий эффект Растворимость красок Стоимость Умеренная Слабый Высокая Опасные Малая Умеренный Слабая Дешевые Очень хорошая Слабый Низкая Очень опасные Высокая Высокий Умеренная Дешевые Отличная Сильный Не воспламе- няются Неопасные Очень высокая Очень высокий Высокая Дорогие
так как он не воздействует на изоляционные лаки и практиче-
ски не оставляет осадка при испарении.
Перхлорэтилен (тетрахлорэтилен, тетрахлорэтен) (ТУ
6-01-956—86) получают высокотемпературным хлорированием
углеводородов Ci — С3 или их хлорнроизводных. Более устойчив
к разложению, чем трихлорэтан, менее токсичен и летуч. При
температуре свыше 140°C разлагается под воздействием света,
озона, кислорода. Инертен по отношению к алюминию и хлори-
дам алюминия. Под воздействием высоких температур происхо-
дит окисление тетрахлорэтилена с образованием фосгена и три-
хлоруксусной кислоты. Применяют для удаления смол, парафи-
нов, обезжиривания деталей, химической чистки тканей. Чаще
используют в качестве добавки к моющим средствам для повы-
шения моющего эффекта.
Получают из ацетилена или путем хлорирования трихлор-
этилена.
Хлорбензол (ГОСТ 646—84) получают непрерывным хлори-
рованием бензола. В качестве растворителя из-за высокой ток-
сичности применение ограничено.
Характеристика хлорорганических растворителей приведена
в табл. 16. В табл. 17 дана сравнительная оценка свойств неко-
торых однокомпонентных растворителей.
2.8. ФТОРХЛОРСОДЕРЖАЩИЕ РАСТВОРИТЕЛИ
(ХЛАДОНЫ)
Хладоны — насыщенные газообразные или жидкие фторирован-
ные углеводороды, содержащие часто атомы хлора (реже —
брома).
В промышленности для получения хладонов используют жид-
кофазный метод замещения хлора на фтор в хлороформе, четы-
реххлористом углероде и других хлорсодержащих углеводоро-
дах с помощью фторида водорода. Фторирование проводят в
67
Таблица 18. Примерные нормы расхода растворителей на один капитальный
ремонт авиационной техники (на единицу в килограммах)
Растворитель Самолеты Вертолеты Двигатели
одномо- торные четырех- моторные типа Ил-76 типа Ан-24 О1 X £ Ми-8 Ми-10 типа НК-12 типа ГТД-350 типа Д-25В типа АИ-25ТЛ
г-— Метилхлороформ 12 20 15 14 4 8 6 7 5 10 7
Хладон-113 6 12 6 5 2 5 3 5 3 4 4
присутствии солей сурьмы или мышьяка при температуре 45—
200 °C и давлении 1,6 МПа.
Хладоны негорючи, взрывобезопасны и химически инертны.
Основное применение хладонов — рабочее тело в холодильных
установках и пропелленты для аэрозолей. Обычно основным
пропеллентом служит хладон-12 (ГОСТ 19212—87), к которому
добавляют хладон-11 (ТУ 6-02-727—78), этиловый спирт, мети-
ленхлорид или 1,1,1-трихлорметан для создания определенного
давления в аэрозольной упаковке. Хладон-11 и хлорзамещеп-
ные углеводороды склонны к гидролизу, поэтому вместо них ча-
сто применяют хладон-114 (ТУ 6-02-961—79).
Как растворитель чаще всего применяют хладон-113 (ГОСТ
23844—79), который используют для обезжиривания поверхно-
стей, особенно поверхностей пластмасс, так как оп не вызывает
их набухания. Благодаря этому он нашел широкое применение
в электронной и радиотехнической промышленности. Хладон-113
входит в состав летучей части лаков на основе фторопластов.
Отличается химической стойкостью.
Характеристика некоторых хладонов представлена в табл. 16.
Находят применение и другие фторхлоруглеводородные со-
единения.
Хладон-113 (трифтортрихлорэтан) (ТУ 6-02-601—75). Это
бесцветная прозрачная жидкость со специфическим запахом.
Применяется для очистки и обезжиривания металлических по-
верхностей техники.
В табл. 18 приведены нормы среднего расхода растворителей
ца один капитальный ремонт авиационной техники.
, 2.9. ПРОЧИЕ РАСТВОРИТЕЛИ
Нитропарафины (нитрометан, нитроэтан, нитропропан)—бес-
цветные жидкости со своеобразным запахом, по растворяющей
эффективности аналогичны бутилацетату и ацетону и могут друг
друга взаимозаменять.
Получают в промышленности главным образом нитрованием
парафинов азотной кислотой или оксидами азота. Растворяют
ацетилцеллюлозу, нитрат и ацетобутират целлюлозы, питриль-
ные каучуки, различные органические соединения.
58
N.N-Диметилформамид —единственный растворитель фторо-
пластов, применяют в смывках.
N-Метилпирролидон характеризуется высокой растворяющей
способностью. Используют в смывках для очистки химической
аппаратуры от отложения полимеров.
N-Формилморфолин применяют как экстрагент ароматиче-
ских углеводородов.
Диметилсульфоксид —бесцветная вязкая жидкость или кри-
сталлическое вещество, температуры: плавления — 8,4 °C, кипе-
ния—189°С; плотность при 20°С— 1,1014 г/см3; растворим в
спирте; коэффициент преломления при 25 °C— 1,4770.
Применяют как добавку для повышения морозостойкости
красок, а также для удаления остатков полимеров из аппара-
туры при производстве пенополиуретанов.
Сульфолон (тетраметиленсульфон) — малотоксичное гигро-
скопическое вещество. Применяют в качестве заменителя фе-
нола, диэтиленгликоля, дипропиленгликоля.
Метилциклогексанол — смесь изомеров, используют как за-
менитель циклогексана.
Этиленгликоль (ГОСТ 19710—83)—сиропообразная, бес-
цветная жидкость, плотность при 20 °C—1,1130 г/см3, темпера-
туры: плавления — минус 12,3, кипения — 197,6 °C.
Получают методом гидратации оксида этилена. Входит в со-
став цветных лаков, искусственных волокон, в смеси с водой ис-
пользуют как антифриз.
Диэтиленгликоль — бесцветная жидкость; плотность при
15 °C — 1,1197 г/см3; температуры: плавления—минус 8 °C, кипе-
ния— 245 °C; коэффициент преломления при 20 °C— 1,4472. Бо-
лее эффективен по растворяющей способности, чем этиленгли-
коль. Применяют как растворитель масел, нитратцеллюлозы,
смол. Получают аналогично этиленгликолю. Для этих же целей
применяют и пропиленгликоль.
Триэтиленгликоль и тетраэтиленгликоль получают при взаи-
модействии оксида этилена с водой и этиленгликолем. Характе-
ризуются низкой токсичностью, хорошей растворяющей способ-
ностью. По свойствам близки к диэтиленгликолю. Применяют
в качестве растворителей и пластификаторов в лакокрасочных
материалах.
Дипропиленгликоль (смесь изомеров) обладает высокой
растворяющей способностью по отношению к лиофильным и лио-
фобным веществам.
3. МНОГОКОМПОНЕНТНЫЕ УГЛЕВОДОРОДНЫЕ
РАСТВОРИТЕЛИ
В настоящее время основным природным источником большин-
ства углеводородных растворителей является нефть. В зависимо-
сти от типа нефти в ней преобладают те или иные классы угле-
59
Рис. 5. Пределы кипения смесей уг-
леводородов различных классов и
нефтяных растворителей:
А — ароматические и алкиларомэтические
углеводороды; Б — нафтены и алкилнаф.
тен!|; парафины и изопарафины; / —
гексано-бензольная фракция; // — гепта*
но-толуольная фракция; /// — бензины —
растворители для лакокрасочной промыш-
ленности; /V — уайт-спирит, лигроин; V —
керосин
водородов. Фракции нефти,
отогнанные в определенном ин-
тервале температур, состоят
из смеси углеводородов раз-
личного химического строе-
ния. Пределы кипения смесей
различных углеводородов и
нефтяных растворителей пред-
ставлены на рис. 5.
В данном разделе рассматриваются растворители, получае-
мые преимущественно на базе бензиновых и керосиновых фрак-
ций, а также специальные нефтяные растворители, которые по-
лучают в последнее время путем строгого подбора группового
углеводородного и фракционного составов — нефрасы, сольвенты
и другие углеводородные растворители специального назначения
(контакт Петрова, крезолы и др.).
3.1. БЕНЗИНОВЫЕ РАСТВОРИТЕЛИ
Петролейный эфир (ТУ 6-02-12-14—83)—смесь легких углеводо-
родов, преимущественно парафиновых с 5 и 6 атомами угле-
рода; получают в основном из попутных нефтяных газов и лег-
ких бензиновых фракций нефти. Петролейный эфир выпускают
на базе бензиновых фракций 40—70 и 70—100°С.
Фракция петролейного эфира (ТУ 38101373—73) — это часть
бензиновой фракции 30—80°C, состоящая из парафиновых угле-
водородов.
Характеристики петролейного эфира и фракции петролейного
эфира приведены в табл. 19.
Петролейный эфир (ТУ 6-02-1244—83) производят из нефти
(плотность при 20 °C в пределах 0,633—0,670 г/см3, темпера-
тура начала кипения не выше 40 °C, конца кипения — не выше
70°C) и синтетически из оксида углерода и водорода под дав-
лением (плотность при 20 °C — 0,685 г/см3; 10 % перегоняется
при температуре не ниже 75 °C и 95 %—не выше 100°С).
Петролейные эфиры применяют в качестве растворителя жи-
ров, смол, некоторых эфиров целлюлозы, для экстракции эфир-
ных масел и др. Синтетический петролейный эфир применяют
в лабораторных условиях, он является также сырьем для про-
изводства некоторых химических реактивов.
60
Таблица 19. Характеристика петролейного эфира и фракции петролейного
эфира
Петролейный эфир Фракция пет- ролсйного эфира 30-80 *С
Показатель фракция 40 - 70 °C фракция 70-100 »С
Внешний вид Плотность при 20 °C, г/см3 Фракционный состав, °C: начало кипения, не ниже 10% (об.) перегоняется при тем- пературе, не ниже 95 % (об.) перегоняется при тем- пературе, не выше конец кипения Содержание: механических примесей воды водорастворимых кислот и щело- чей Прозрачная ЖИД1 0,650 36 70 О т с у т С бесцветная сость 0,695 70 100 с т в и е >тсутстви 0,680 30 80 е Отсутствие
Пропановая фракция (ТУ 38101490—79) является низкоки-
пящим растворителем и выпускается 3-х сортов: высшей катего-
рии, марок А и Б. Характеристика пропановой фракции приве-
дена в табл. 20.
Применяют в процессе деасфальтизации масел, при произ-
водстве высших жирных кислот, полиэтилена и для других це-
лей.
Изопентан-растворитель (ТУ 38103415—78)—изопентановый
концентрат, выделенный из изопентан-пентановой фракции. Уг-
леводородный состав: не более 2,0 % С2—С4, не менее 96,5 %
изо-С5, не более 2,0 % н-Cs; бромное число — не более 0,05 г
Вг/100 мл, pH водной вытяжки в пределах 7,0—7,5.
Используют для технических целей. Основные характеристики
Таблица 20. Характеристика пропановой фракции
Показатель Высшая категория Марка Л Марка Б
Углеводородный состав, %: Ci — Ст, не более Сз, не менее в том числе пропилена, не более С4, не более Сз, не менее Содержание, %, не более: сероводорода воды щелочи 1,5 97,0 0,2 2,5 Отсут Отсутствие С С 2,0 96,0 0,2 3,0 ствие 1 0,003 •тсутстви )т с у Т с TB1 4,0 90,0 10,0 10,0 1,0 0,003 е е
61
растворителя: начало перегонки — 216—229 °C; 50 %' перегоняет-
ся при 230—243°C; 98 % — при 266—288°C. Содержание арома-
тических углеводородов — не более 2,0 % (масс.) и серы — не
более 0,05 % (масс.).
Бензин экстракционный (ТУ 38101703—77) — низкокипящая
фракция (70—95СС), получаемая путем прямой перегонки ма-
лосернистых нефтей. Применяют для очистки от остатков ра-
стительных масел, различных жировых загрязнений, а также в
резиновой и лакокрасочной промышленности для получения бы-
стросохнущих лаков.
Бензин экстракционный (ТУ 38101303—85) — узкая легкоки-
пящая фракция (70—85°C) деароматизированного бензина ка-
талитического риформинга. Применяют для тех же целей, что
и вышеуказанный бензин.
Бензины-растворители для резиновой промышленности
(ГОСТ 443—76) представляют собой узкую легкокипящую фрак-
цию бензина прямой перегонки малосерпистых нефтей (БР-1
«Галоша») или бензина каталитического риформинга (БР-2).
Узкие пределы выкипания (80—120°С) обеспечивают их бы-
строе испарение.
Бензины-растворители для резиновой промышленности при-
меняют в основном для изготовления резинового клея различ-
ных марок. Бензин БР-1 применяют для изготовления специаль-
ных (быстросохнущих) масляных лаков и красок, а также в ка-
честве разбавителя (в смеси с уайт-спиритом) при изготовлении
электроизоляционных лаков.
Бензин-растворитель для лакокрасочной промышленности
(уайт-спирит) (ГОСТ 3134—78)—бензиновая фракция 150—
200°C, получаемая прямой перегонкой; может быть гидроочи-
щенным. Широко применяют для технических целей в различ-
ных отраслях народного хозяйства.
Бензин-растворитель для лесохимической промышленно-
сти—БЛХ (ТУ 38101435—77) — узкая фракция 105—125 °C,
получаемая из рафината каталитического риформинга. Содер-
жит в основном парафиновые углеводороды. Применяют для из-
влечения канифоли из древесной смолы и очистки деталей от
канифолей, типографских красок, для приготовления резиновых
клеев и других технических целей.
Характеристика бензинов-растворителей приведена в
табл. 21.
Растворитель озокеритовый (ТУ 38101530—80) — узкая бен-
виновая фракция (НО—170°C), получают путем прямой пере-
гонки нефти. Плотность при 20 °C — не более 0,765 г/см3, кис-
лотность— не более 0,25 мг КОП/ЮО мл. Применяют для экс-
тракции озокерита.
Растворитель озокеритовый (ТУ 3820186—70) — широкая
бензиновая фракция (ПО—185°C), получаемая из сернистых
нефтей [содержание серы — не более 0,1 % (масс,)]. Применение
аналогично описанному выше.
62
63
Бензин авиационный Б-70 (ТУ 38101913—82) — прямогонный
бензин с добавлением ароматических соединений в количест-
вах, не превышающих 20 % суммарного содержания ароматиче-
ских углеводородов в бензине. Его также готовят на базе
газоконденсата с добавлением алкилбензина (10—15%) для
снижения содержания ароматических углеводородов до 20 % и
повышения октанового числа. Октановое число по моторному
методу (без ТЭС) должно быть не менее 70, пределы выкипа-
ния 40—180°С. В настоящее время применение бензина Б-70 в
качестве растворителя при очистке техники и для других тех-
нических целей ограничивается.
•3.2. КЕРОСИНОВЫЕ РАСТВОРИТЕЛИ
Керосин для технических целей (ОСТ 3801408—86) представляет
собой широкую неочищенную керосиновую фракцию, получае-
мую прямой перегонкой малосернистых и сернистых нефтей.
Применяют для производственно-технических целей.
Керосин-растворитель деароматизированный (ТУ 38101205—
72) получают методом гидрирования и последующей ректифика-
ции керосиновой фракции нефтей. Применяют в качестве рас-
творителя в химической промышленности.
Керосины осветительные (ОСТ 3801407—86) получают из
дистиллятов прямой перегонки нефти. Керосин широкого на-
значения вырабатывают из погонов с верхним пределом ки-
пения 300—315°C. Для более тяжелого керосина верхний пре-
дел кипения может быть повышен до 350 °C. В высококачествен-
ных керосинах должно содержаться минимальное количество
тяжелых фракций, которые при сгорании вызывают обугливание
фитиля и засоряют его поры, вследствие чего уменьшается по-
дача керосина по фитилю и сила света. Наилучшими осветитель-
ными свойствами обладают керосины из нефтей парафинового
основания с достаточно легким фракционным составом. Однако
из-за огнеопасности нижний предел кипения керосина должен
быть ограничен.
Осветительные керосины применяют для обычных осветитель-
ных и калильных ламп, как бытовое топливо в керосинках и ке-
рогазах, а также керосинорезах (аппараты для резки металла),
в качестве растворителей при производстве клеенок и лаков (при
высокотемпературной сушке), для пропитки кож, в качестве ком-
понента состава для очистки стрелкового оружия, для промывки
деталей в электроремонтпых и механических мастерских.
По ОСТ 3801407—86 вырабатывают четыре марки осветитель-
ных керосинов, различающихся по высоте некоптящего пламени.
Характеристики керосинов приведены в табл. 22.
Тяжелый бензин для химической чистки одежды (ТУ
3840150—85)—бензиновая фракция с пределами выкипания
175—215 °C. Получают из дистиллятов продукта гидрокрекинга
вакуумного газойля. Плотность при 20 °C — не более 0,805 г/см3;
64
Таблица 22. Характеристика керосинов
Зак, е<?
65
содержание ароматических углеводородов — не более 16%', се-
ры — не более 0,025 % (масс.); температура вспышки — не ниже
51 °C; скорость улетучивания по ксилолу ие более 8.
Применяют для чистки одежды, а также обезжиривания де-
талей техники.
Растворитель для пестицидов (ТУ 38101393—82) — широкая
фракция дизельного топлива с пределами выкипания 190—
364 °C. Плотность при 20 °C в пределах 0,840—0,852 г/см3, тем-
пература вспышки — не ниже 60 °C, кислотность — не более
3,0 мг КОН/100 мл. Применяют для производства пестицидов
и очистки от них транспортных средств.
Растворитель для печатных красок (ТУ 38101616—76) — смесь
алифатических и ароматических углеводородов, получаемых пу-
тем каталитического крекинга керосино-газойлевой фракции.
Применяют при изготовлении печатных красок и как промывоч-
ную жидкость.
Растворители для печатных красок РПК-240, РПК-280
(ТУ 38101613—84)— прямогонные парафинистые нефтяные фрак-
ции (240—265°C). Применяют в качестве компонентов красок,
предназначенных для цветной и офсетной печати, и как промы-
вочную жидкость.
Характеристика растворителей для печатных красок приве-
дена в табл. 23.
Таблица 23. Характеристика растворителей для печатных красок
Показатель Растворитель по ТУ 101616-76 Растворители по ТУ 38101613-84
РПК-240 РПК-280
Внешний вид Фракционный состав: Светло- желтая жидкость — —
начало кипения, °C Не ниже 220 230—240 270-280
до 250°C перегоняется, %, не менее 50 — —
конец кипения, °C, не выше 270 270 315
интервал выкипания, °C, нс бо- лее Содержание, % (масс.): — 25 30
ароматических углеводородов >20 - 13-20 14—18
водорастворимых кислот и щело- чен О тсутствие
воды Следы Отсутств ие
механических примесей Отсутствие — —
Анилиновая точка, °C, в пределах •— 73—78 83—88
Температура застывания, °C, не вы- ше — -5 +5
Кислотность, мг КОН/100 мл, не бо- лее 2,0 —
Иодное число, г 1/100 мл, не более 6,0 — г
66
3.3. НЕФТЯНЫЕ РАСТВОРИТЕЛИ (НЕФРАСЫ)
И СОЛЬВЕНТЫ
Нефтяные растворители в последние годы получили широкое
распространение. Растворители бывают на основе парафиновых
(изопарафиновых), ароматических, нафтеновых углеводородов
или их смесей.
По ГОСТ 26377—84 «Растворители нефтяные. Обозначение»
устанавливается обозначение нефтяных растворителей. В обо-
значение растворителя входят: сокращенное название, условное
обозначение группы, помер подгруппы, пределы выкипания про-
дукта (по ГОСТ 2177—82).
Парафиновые углеводородные растворители являются непо-
лярными веществами, и их свойства зависят от числа углерод-
ных атомов в молекуле. Эти растворители обладают наименьшей
по сравнению с другими углеводородными растворителями ток-
сичностью, имеют приятный запах, наибольшую растворяющую
способность по отношению к полимерным веществам и смолам.
Изопарафиновые углеводородные растворители по физико-
химическим свойствам близки к нафтеновым и ароматическим
растворителям. Имеют повышенную химическую активность и
растворяющую способность, возрастающую с увеличением раз-
ветвленности цепи, не имеют запаха.
Нафтеновые углеводородные растворители имеют промежу-
точные свойства между парафиновыми и ароматическими угле-
водородными растворителями. Они, как правило, включают ал-
килзамещенные производные циклопентана или циклогексана.
Нафтеновые и особенно алкилнафтеновые углеводородные рас-
творители характеризуются более высокой растворяющей спо-
собностью и меньшей испаряемостью по сравнению с парафино-
выми.
Ароматические углеводородные растворители представлен^
главным образом бензолом и его производными, чаще всего
алкилбензолами, которые характеризуются большой плотностью,
высокой температурой кипения, обладают высокой растворяю-
щей способностью к загрязнениям органического происхожде-
ния, однако они имеют повышенную токсичность.
В зависимости от углеводородного состава, исходного сырья
и технологии получения нефтяные растворители подразделяют
на группы (табл. 24). В зависимости от содержания ароматиче-
ских углеводородов группы нефтяных растворителей (кроме аро-
матических) делят на подгруппы:
Подгруппа Содержание ароматических углеводородов, %
0 1 Менее 0,1 0,5 включительно
От 0.1 ДО
2 Свыше 0,5 до 2,5 включительно
3 Свыше 2,5 до 5,0 включительно
4 Свыше 5,0 до 25,0 включительно
5 Свыше 25,0 до 50,0 включительно
3*
67
Таблица 24. Группы нефтяных растворителей
Углеводороды Обозначение группы Характеристика группы
Парафиновые (али- фатические) Изопарафиновые Нафтеновые Ароматические Смешанные А И Н Ар С Содержание нормальных парафиновых уг- леводородов более 50 % Содержание изопарафиновых углеводоро- дов более 50 % Содержание нафтеновых углеводородов более 50 % Содержание ароматических углеводородов более 50 % Содержание каждой из групп углеводоро- дов не превышает 50 %
За нижний предел выкипания принимают температуру на-
чала кипения, за верхний — конечную температуру, установлен-
ную техническими требованиями на соответствующий продукт.
Например, растворитель парафиновый АО-94/99 (алифати-
ческой группы) содержит ароматических углеводородов менее
0,1 %, пределы выкипания 94—99°C.
Обозначение растворителя вносят в действующую норматив-
но-техническую документацию при очередном ее пересмотре. На-
ряду с новым обозначением в скобках указывается старое обо-
значение.
Сольвенты представляют собой смесь ароматических углево-
дородов с небольшим содержанием нафтеновых и парафиновых,
допускается также наличие непредельных углеводородов. Так,
в нефтяном сольвенте содержится около 56 % (масс.) аромати-
ческих углеводородов, а остальное — непредельные углеводо-
роды. Сольвенты получают при пиролизе нефтяных фракций
или в процессе коксования каменного угля.
Сольвенты в качестве растворителей применяют для раство-
рения масел, битумов, каучуков, полиэфиров тетрафталевой кис-
лоты. Они входят в состав смесевых растворителей.
Нефрас А 65/70 (ТУ 3840119—81) отличается узким фрак-
ционным составом (предел выкипания 5°C), имеет высокую рас-
творяющую способность. Применяют для очистки от эфирных
масел.
Нефрас А 65/75 (Нефрас А 63/75) (ОСТ 3801199-80) —уз-
кая гексановая фракция деароматизироваппого бензина (преде-
лы выкипания 10—12 °C), получаемая при каталитическом ри-
форминге. Применяют для очистки от жировых загрязнений.
Нефрас С 94/99 (ТУ 38101677—82) — узкая гептановая фрак-
ция, которая получается ректификацией рафината каталитиче-
ского риформинга. Растворитель используют для различных тех-
нических целей.
Характеристики растворителей на основе парафиновых угле-
водородов приведены в табл. 25,
68
Нефрас С 50/170 (бензин для промышленно-технических це-
лей) (ГОСТ 8505—80) — широкая фракция бензина прямой пе-
регонки малосернистых нефтей или рафината каталитического
риформинга. Применяют для промывки деталей перед ремонтом
и удаления с техники противокоррозионных покрытий. Является
заменителем бензина Б-70 для технических целей.
Нефрас С 150/220 (ТУ 381011026—85) является узкой фрак-
цией прямой перегонки сернистых нефтей. Плотность при 20 °C—
0,780 г/см3, начало кипения —не ниже 160 °C, конец кипения —
не выше 215 СС, температура вспышки — не ниже 31 °C; лету-
честь по ксилолу в пределах 2,5—4,5; содержание ароматиче-
ских углеводородов — не более 18% (масс.). Применяют как
заменитель уайт-спирита.
Нефрас С 220/300 (ТУ 38301110—81) —растворитель, содер-
жащий преимущественно нафтеновые углеводороды. Получают
методом гидрирования керосиновой фракции с низким содержа-
нием ароматических углеводородов. Имеет пониженную пожа-
роопасность, высокую растворяющую способность. Применяют
для обезжиривания деталей машин перед сборкой.
Нефрас САр (ТУ 3840236—83)—является смесью ксилоло-
вого рафината каталитического риформинга и толуола. Имеет
высокое содержание ароматических углеводородов, что повы-
шает его растворяющую способность. Плотность при 20 °C —
не более 0,745 г/см3, начало кипения — не ниже 50 °C, конец ки-
пения — не более 180 °C.
Нефрас Ар 120/200 (ТУ 38101809—80)—является смесью
различных ароматических углеводородов (ксилолов, пропилбен-
Таблица 25. Характеристика нефрасов на основе парафиновых углеводородов
Показатель Неф расы
А 65/70 А 65/75 А 63/75 С 91/99
Плотность при 20 °C, г/см3, не более — 0,685 0,685
Фракционный состав:
начало кипения, °C, не ниже 65 65 63 94±2
98 % (об.) перегоняется при тем- 70 75 75 99±2
пературе, °C, не выше
остаток в колбе, %, не более —— 1,0 1,0 __
Содержание, % (масс.), не более:
ароматических углеводородов 0,5 0.4 0,5 6,0
нафтеновых углеводородов — 18 18 -ьв
циклогексана 1,5 1.5 к.
обшей серы Г* 0,0004 0,0005 0,0005
водорастворимых кислот и тело- Отсутствие
чей
окисляемых примесей Отсутствие
механических примесей Отсутствие
Бромное число, г Вг/100 мл, ие бо- —. 0,03 —«
лее
69
золов, этилтолуолов и др.). Плотность при 20°C —не менее
0,865 г/см3, пределы выкипания 135—200 °C, температура вспыш-
ки— не ниже 30 °C; летучесть по ксилолу — не более 3,5.
Нефрас И2 190/320 (ТУ 381011120—87) — малотоксичная
жидкость, содержащая изопарафиновые углеводороды. Полу-
чают из продуктов сернокислотного алкилирования изобутана
олефинами. Пределы выкипания 185—325 °C, температура
вспышки — не ниже 55 °C. Содержание ароматических углеводо-
родов—не более 1,5% (масс.), серы —0,006 % (масс.). Исполь-
зуют для изготовления инсектицидных препаратов в аэрозоль-
ной упаковке.
Перспективные нефрасы
Нефрас АО-65/70 — узкая (5 °C) фракция гексана с малым со-
держанием ароматических углеводородов и гетероорганических
соединений. Плотность при 20 °C — не более 0,700 г/см3, темпе-
ратура начала кипения — не ниже 65 °C, 98 % (об.) продукта
выкипает при температуре не выше 70 °C. Содержание серы — не
более 0,0001 % и ароматических углеводородов — не более 0,1 %;
бромное число — не более 0,01 г Вг/100 мл, анилиновая точка —
не выше 67 °C. Предполагается использовать для экстракции ра-
стительных масел и пищевых жиров и очистки предметов от этих
продуктов.
Нефрас АО-94/99 — узкая (10 °C) фракция гептана с низкой
испаряемостью. Плотность при 20 °C — не более 0,715 г/см3, на-
чало кипения — не ниже 92 °C, 98 % (об.) продукта выкипает
при температуре не выше 100 °C. Содержание серы — не более
0,0001 % и ароматических углеводородов не более 0,1 %, бром-
ное число — не более 0,01 г Вг/100 мл; анилиновая точка не вы-
ше 65 °C. Растворитель малотоксичен. Предполагается исполь-
зовать в химической, лакокрасочной и резиновой промышленно-
сти.
Нефрас ИО-150/180 — изопарафиновый растворитель с пре-
делами выкипания 140—190 °C. Плотность при 20 °C — не более
0,760 г/см3, температура вспышки — не ниже 33 °C, относитель-
ная летучесть по ксилолу 2,5—3,5. Предназначен для использо-
вания в лакокрасочной промышленности.
Нефрас И1-180/210 — очищенная фракция изопарафиновых
углеводородов с пределами выкипания 180—210 °C. Плотность
при 20 °C — не более 0,775 г/см3, температура вспышки — не ни-
же 61 °C, относительная летучесть по ксилолу 6,0—8,0.
Нефрас И1-210/320 — высокоочищенный изопарафиновый рас-
творитель с пределами выкипания 210—320 °C. Плотность при
20 °C —не более 0,810 г/см3, температура вспышки — не ниже
70 °C; бромное число — не более 0,15 г Вг/100 мл; имеет низкую
испаряемость. Предназначен для бытовых и технических нужд,
обезжиривания загрязненных объектов.
7°
Нефрас НЗ-150/180 — нафтеновый растворитель с пределами
выкипания 145—200 °C, плотность при 20 °C — 0,780 г/см3, тем-
пература вспышки —не ниже 31 °C, бромное число —не более
0,25 г Вг/100 мл; относительная летучесть по ксилолу 2,0—3,5.
Предназначен для обезжиривания деталей, в лакокрасочной про-
мышленности и для других целей.
Нефрас НЗ-210/250— нафтеновый растворитель с пределами
выкипания 210—250 °C. Плотность при 20 °C — не более
0,810 г/см3; температура вспышки — не ниже 70°С; бромное чис-
ло— не более 0,25 г Вг/100 мл. Предназначен для обезжирива-
ния деталей.
Нефрас Н4-250/300 — низколетучий нафтеновый раствори-
тель с пределами выкипания 250—320 °C. Плотность при 20 °C —
не более 0,820 г/см3, температура вспышки — не ниже 100 °C,
бромное число — не более 0,25 г Вг/100 мл. Предназначен для
применения в подшипниковой промышленности и для других це-
лей.
Сольвент нефтяной (ГОСТ 10214—78)—очищенная смесь
ароматических углеводородов бензольного ряда (до 70—80 %
Таблица 26. Характеристика сольвентов
Показатель Сольвент нефтяной, ГОСТ 10214-78 Сольвент нефтяной, ТУ 38001136 -79 Сольвент сланцевый, ТУ 3810926 - 79 Сольвент каменно- угольный, ГОСТ 1928-79
с государ- ственным Зна- ком качества 1-й категории марка Л марка Б марка В
Плотность при 20 °C, г/см3, 0,860 0,820 0,855 0,845 0,860— 0,860- 0,860—
не менее Фракционный состав, °C: начало перегонки, не 134 125 ПО 120 0,875 120 0,880 120 0,895 120
ниже 90 % (об.) перегоняет- 150 160 — — 160 170 180
ся, „с выше 95 % (об.) перегоняет- — — 195 190 — — —
ся, не выше Содержание, % (масс.): общей серы, ие более 0,05 0,1 0,05
сульфируемых веществ, 99 96 90 — — — —
не менее водорастворимых кис- лот и щелочей воды Температура вспышки, °C, 27 20 О т О т 17 с у т с с у т с 17 т в и е т в и е
не ниже Относительная летучесть по ксилолу, не более Реакция водной вытяжки 1,2 1,6 2,0 2,0 I 1 е й т р а л ь н а я
71
ксилолов и этилбензолов). Получают каталитическим риформин-
гом с последующей экстракцией избирательными растворите-
лями. Применяют в качестве растворителя в производстве ла-
ков, красок, эмалей.
Сольвент нефтяной (ТУ 38001136—79)—ароматический раст-
воритель, получаемый при пиролизе нефтяных фракций. Приме-
няют как растворитель лаков, красок и эмалей.
Сольвент сланцевый (ТУ 3810926—79)— смесь различных
ароматических углеводородов, в основном ксилола, толуола,
этилбензола, стирола и др. Применяют как растворитель в тех-
нологии получения лаков, красок, эмалей.
Сольвент каменноугольный (ГОСТ 1928—79) — смесь ксило-
ла и различных этилбензолов. Применяют для приготовления и
разбавления лаков и эмалей.
Характеристики сольвентов приведены в табл. 26.
3.4. ПРОЧИЕ УГЛЕВОДОРОДНЫЕ РАСТВОРИТЕЛИ
Растворитель Ар (ТУ 38102144—80) — диэтилбутилбензольная
фракция, получаемая при совместном производстве изопропил-
и этилбензолов. Плотность при 20 °C в пределах 0,850—
0,865 г/см3, температура начала кипения — не ниже 160°C, кон-
ца кипения — не выше 200 °C. Применяют в составе смесевых
растворителей, а также при производстве лаков и эмалей.
Контакт Петрова (ОСТ 3801116—76) — представляет собой
нефтяные сульфокислоты, получаемые при обработке керосино-
вого и газойлевого (дизельного) дистиллята триоксидом серы.
Применяют как основу для получения пенообразователя, в каче-
стве катализатора при производстве клеев и как моющее сред-
ство для технических целей.
Контакт Петрова вырабатывают двух марок: керосиновый
и газойлевый. Цвет керосинового контакта от темно-желтого до
коричневого, газойлевого — от коричневого до черного. Одно из
наиболее ценных свойств контакта — способность расщеплять
жиры и образовывать с водой растворы, обладающие высокими
моющими свойствами. Чем больше в контакте сульфокислот и
меньше минерального масла и серной кислоты, тем выше каче-
ство контакта.
Характеристика контакта Петрова приведена в табл. 27.
Крезол — жидкость молекулярной массой 108,14. Имеет три
изомера: орто (1-метил-2-оксибензол), мета (1-метил-З-оксибен-
зол) и пара (1-метил-4-оксибензол). Все изомеры хорошо рас-
творимы в обычных органических растворителях. Крезол обла-
дает свойствами слабых кислот и растворяется в щелочах с об-
разованием солей — крезолятов. Химические свойства крезола
связаны с наличием бензольного кольца метильной и гидро-
ксидной групп. Характеристики крезолов и смеси изомеров при-
ведены в табд. 28.
Y2
Таблица 27. Характеристика контакта Петрова
Показатель Контакт Петрова Метод испытания
керосиновый га зойлевый
Внешний вид Жидкость от темно- желтого до темно- коричневого цвета Жидкость от коричневого до черного цвета ОСТ 38 01116-76, п. 3.1
Содержание, %:
сульфокислот, не ме- 55 50 ОСТ, п. 3.2
нее
минерального масла, 3,7 16,6 ОСТ, п. 3.3
не более
золы, не более 0,09 0,17 ГОСТ 1461-75
серной кислоты, не более 1.12 2,5 ОСТ, п. 3.4
Молекулярная масса сульфокислот, не менее Не нормируется 290. ОСТ, п. 3.5
Испытание на смешива- ние контакта с водой без выделения масла Выдерживает ОСТ, п. 3.6
Таблица 28. Характеристика крезолов
Показатель о-Крезол лсКрезол п-К резол Смесь изомеров
Плотность при 20 °C, г/см3 Температура, °C 1,0465 1,0336 1,0347 1,0300- 1,0500
кипения 191,0 202,8 201,9 190-203
плавления 30,9 11,0 31,8 11-35
Коэффициент преломле- ния при 20 °C 1,4423 1,5398 1,5395 —
Основным источником промышленного получения крезола яв-
ляются крезольные фракции смол, образующихся при термиче-
ской обработке различных типов: коксовании каменного угля,
полукоксовании бурого угля или торфа, горючих сланцев, сухой
переработке древесины. Крезол образуется также при гидроге-
низации топлива. Для разделения крезола на изомеры исполь-
зуют различные методы фракционирования. Из смеси крезолов
можно выделить о-крезол. Для разделения м- и /г-крезолов ис-
пользуют различные методы, основанные на разнице в их хими-
ческих свойствах. Применяют в составе технических моющих
средств, в производстве красителей, флот'ореагентов, антиокси-
дантов.
4. СМЕСЕВЫЕ РАСТВОРИТЕЛИ, РАЗБАВИТЕЛИ,
ПЛАСТИФИКАТОРЫ, СИККАТИВЫ
Смесевые растворители, разбавители, пластификаторы и сикка-
тивы составляют широкий ассортимент соединений, получаемых
на многокомпонентной основе. Состав и свойства их подбирают
с учетом конкретной целевой задачи.
4.1. РАСТВОРИТЕЛИ И РАЗБАВИТЕЛИ
Основное назначение указанных продуктов — растворение плен-
кообразующих веществ и разбавление лакокрасочных материа-
лов до необходимого уровня вязкости, обеспечивающей проведе-
ние лакокрасочных работ.
Ассортимент растворителей и разбавителей, их состав, неко-
торые свойства и назначение приведены в табл. 29.
4.2. ПЛАСТИФИКАТОРЫ
Пластификаторы — нелетучие или слаболетучие (реже — твер-
дые) вещества, вводимые в лакокрасочные материалы для при-
дания покрытиям необходимой степени эластичности (гибкости).
Пластификаторы оказывают влияние на свето-, атмосферо- и мо-
розостойкость покрытий и их адгезию.
Подразделение пластификаторов на группы обычно проводят
исходя из их химического состава, способности к растворению
пленкообразующих и по степени совместимости с ними. Пласти-
фикаторы подразделяют на следующие группы: сложные эфиры
'(фталаты, фосфаты и др.), углеводороды и их производные, ра-
зительные масла и продукты их модификации (обычно произ-
водимые путем эпоксидирования).
Пластификатор нефтяной (ОСТ 3801132—77). Получают пу-
тем компаундирования экстрактов от фенольной очистки деас-
фальтизатов сернистых нефтей или компаундированием их с экс-
трактами (не более 14 %), получаемыми при фенольной очистке
вязкой дистиллятной фракции тех же нефтей.
Промышленностью выпускаются две марки пластификаторов:
ПН-6-к [для синтетических бутадиен (метил) стирольных каучу-
ков] и ПН-6-м (для резиновых смесей), применяемых для изго-
товления шин и других изделий.
Применяют в качестве пластификатора-наполнителя синте-
тических бутадиен (метил) стирольных каучуков и мягчителя ре-
зиновых смесей. Плотность при 20 °C в пределах 0,950—
0,980 г/см3, вязкость кинематическая при 100 °C в пределах 30—
85 мм!/с (для ПН-6-к) и 35—40 (для ПН-б-м); коэффициент
преломления в пределах 1,520—1,540; анилиновая точка в пре-
делах 55—67 °C; температура вспышки —не ниже 230 °C.
Из сложных эфиров наибольший интерес представляют эфи-
ры фталевой кислоты (фталаты),фосфорной кислоты (фосфаты)
и себациновой кислоты (себацинаты),
J4
Фталаты отличаются стабильностью, светостойкостью, хоро-
шо желатинируют многие смолы и совмещаются с другими
компонентами лакокрасочных материалов. Дибутилфталат, ди-
октилфталат и некоторые другие применяют в производстве
лакокрасочных материалов на основе лакового коллоксилина,
этилцеллюлозы, сополимеров винилхлорида, хлорированного
поливинилхлорида, мочевиноформальдегидпой и других смол,
а также синтетических каучуков.
Фосфаты (трикрезилфосфат, триоктилфосфат и др.), обла-
дающие хорошими желатинирующими и пластифицирующими
свойствами в отношении эфиров целлюлозы и некоторых синте-
тических смол, применяют для изготовления нитроцеллюлозных,
перхлорвиниловых и других лакокрасочных материалов.
Себацинаты (дибутил-, диэтил- и диоктилсебацинаты),стеа-
раты (бутилстеарат), производные пинена (камфара), глице-
рина (триацетнн) и др. находят незначительное применение
в производстве нитроцеллюлозных и перхлорвиниловых лако-
красочных материалов.
Из нежелатинирующих пластификаторов, добавляемых к же-
латинирующим пластификаторам, наибольшее применение полу-
чили касторовое масло, совол, хлорпарафин, кастероль.
При выборе пластификаторов кроме физико-химических
свойств учитывают экономические факторы (стоимость и рас-
ход), а также тип лакокрасочных покрытий, условия их эксплуа-
тации и назначение.
Характеристика пластификаторов приведена в табл. 30.
4.3. СИККАТИВЫ
Сиккативы — это продукты, полученные в результате растворе-
ния некоторых оксидов металлов (пли органических солей ме-
таллов— мыл) в органических растворителях, чаще всего в уайт-
спирите. Основное назначение сиккативов — ускорение процесса
сушки покрытий олифами, лаками, эмалями, красками, грунтов-
ками.
Наиболее широко применяют свинцовые, марганцовые, ко-
бальтовые, цинковые, кальциевые сиккативы. В зависимости от
применяемых органических солей сиккативы называют: нафте-
наты— соли нафтеновых кислот, линолеаты — соли жирных кис-
лот льняного масла, резинаты — соли смоляных кислот, талла-
ты — соли жирных кислот таллового масла.
Свинцовый, цинковый и кальциевый нафтенаты получают пу-
тем взаимодействия нафтеновых кислот с оксидами металлов в
среде уайт-спирита (метод осаждения сиккативов). Кобальтовый
и марганцевый нафтенаты получают двухстадийным процессом.
На первой стадии получают водный раствор натриевого мыла
нафтеновой кислоты, на второй — указанные нафтенаты, кото-
рые осаждаются за счет обменного разложения натриевых мыл
водорастворимыми солями кобальта или марганца.
75
3 Таблица 29. Состав, назначение и характеристика растворителей и разбавителей
Марка гост Состав, % Содержа- ние воды по Фишеру, %, не более Кислот- ное число, мг КОН/г, не более Летучесть по этило- вому эфиру, усл. ед. Число коагуля- ции, %, не менее Растворяемые материалы
Растворители: 645 18188—72 Этилацетат — 12, бутилацс- 1,0 0,1 10—12 50 Нитролаки и нитроэма-
646 18188-72 тат — 18, толуол — 50, бути- ловый спирт—10, этиловый спирт — 10 Ацетон — 7, этилцелло- 2,0 0,1 8-16 35 ЛИ Нитропродукты общего
647 18188-72 зольв — 8, бутиловый спирт — 15, бутилацстат — 10, толу- ол — 50, этиловый спирт — 10 Бутилацетат — 30, этилаце- 0,6 0,1 1 8-12 60 назначения , Нитроэмали и нигрола-
648 18188-72 тат — 21, толуол — 41, бути- ловый спирт — 8 Бутилацетат — 50, толуол — 1,2 0,1 11-18 100 ки То же
649 18188-72 20, бутиловый спирт — 20, этиловый спирт— 10 Ксилол — 50, этилцелло- 0,1 15-30 40 Эмали 11Ц-132К
650 18188—72 зольв — 30, изобутиловый — спирт — 20 Ксилол — 50, бутялцелло- — 0,1 20—25 100 Эмали НЦ-11 кистевой
КР зольв — 20, бутиловый спирт — 30 Бутилацетат — 20, бутило- — 0,1 25 60 вязкости Кожевенные нитролаки
Р-4 7827-74 вый спирт — 80 Ацетон — 26, бутилацетат — 1,0 0,1 5-15 28 и нитроэмали Перхлорвиниловые, эп-
12, толуол — 62 оксидные и другие ма- териалы
Р-5 7827-74 / Ацетон — 30, бутилацетат — 1,0 0,1 9-15 28 Перхлорвиниловые, по-
Р-12 7827—74 30, ксилол — 40 Бутилацетат — 30, ксилол — 1,0 0,1 8—14 28 лиакриловые, каучуко- вые и другие материалы То же
Р-14 7827-74 10, толуол — 60 Циклогексанон — 50, толу- Отсут- — 1,1 —1,51 Эмали и лаки эпоксид-
Р-24 7827—74 ол — 50 Ацетон — 15, ксилол — 35, сольвент — 50 Метилэтилкетон — 37, эти- ствие 1,0 0,1 10-20 . 30 ные Перхлорвиннловые и
Р 189 — 0,5 0,1 1,2-1,6’ другие материалы Полиуретановые
Р-189 ленгликольацетат — 37, бу- тилацстат — 13, ксилол — 13 Циклогексанон — 50, этил- 0,1 35-45 Эмали МЛ-1110
Р-219 — целлозольв — 50 Ацетон — 33, циклогекса- Отсут- 11-16 Лаки полиэфирные
РКЧ —. нон — 33, толуол — 34 Бутилацетат — 10, ксилол — ствие 10-18 , Хлоркаучуковые
РФГ 12708—77 90 Бутиловый спирт — 25, эти- 7,0 10-20 — Грунтовки фосфатирую-
Разбавители: М ловый спирт — 75 Бутилацетат — 30, этилаце- Отсут- 0,1 10-18 100 щие Нитролаки мебельные и
РКБ-1 — тат — 5, этиловый спирт — 65 Ксилол — 50, бутиловый ствие То же 0,1 1,1 —1,6' — другие материалы Лаки и эмали на синте-
Р-197 — спирт — 50 Бутилацетат — 20, этилцел- — 0,1 0,9-1,2' тических смолах Эмали МЛ-12, МЛ-197
Разбавитель для во- — лозольв — 20, ксилол — 60 Бутилцеллозольв — 38, бути- 0,5 0,1 синтетические Лаки, эмали, краски во- доразбавляемые Эмали и грунтовки мсл-
доразбавляемых ков и красок Разбавители электроокраски: РЭ-1В ла- для 18187—72 ловый спирт — 62 Сольвент — 70, бутиловый 1,6 0,1 12-18
РЭ-2В 18187-72 спирт — 20, диацетоновый спирт — 10 Бутилацетат — 20, этилцел- 1,6 0,1 12—18 аминоалкидные и мел- аминофор:,:альдегидные То же
1 лозольв — 20, сольвент — 60
Продолжение табл. 29
Мерка ГОСТ Состав, % 1 Содержа- ние воды по Фи же ру, %, не более Кислот- ное число, мг КОН/г. не более Летучесть по этило- вому эфиру, усл. ед. Число коагуля- ции. %, не менее Растворяемые материалы
РЭ-ЗВ 18187—72 Этилцеллозольв — 20, соль- вент—50, бутиловый спирт—30 1,6 0,1 18—24 — Эмали и грунтовки ал- кидные
РЭ-4В 18187—72 Этилцеллозольв — 50, соль- вент — 50 1,6 0,1 18—24 То же
РЭ-5В 18187-72 Этилцеллозольв — 25, кси- лол — 40, циклогексанон — 25, бутиловый спирт — 10 1,6 0,1 16—22 Эмали перхлорвиниле- вне
РЭ-6В 18187-72 Ксилол — 35, сольвент — 50, диапстоновый спирт — 15 1,6 0,1 16-22 •— То же
РЭ-7В 18187—72 Бутилацетат — 25, ксилол — 60, циклогексанон — 5, ди- ацетоновый спирт— 10 1,6 0,1 12-18 — Нитроэмали
РЭ-8В 18187—72 Ксилол — 25, бутиловый спирт — 75 1,6 0,1 18-26 — Алкидно-стирольные эмали и грунтовки
РЭ-9В 18187-72 Бутилацетат — 30, этилцел- лозольв — 20, сольвент — 50 1,6 0,1 14-20 — Эмали полиэфиракри- латные
РЭ-ТОВ 18187-72 Этилцеллозольв — 20, соль- вент — 40, бутиловый спирт — 40 1,6 0,1 20—26 — Краски масляные
РЭ-UB П ря м е ч а н и я. I. По 2. Для растворителя РФ 18137—72 ксилолу. Г плотность Бутилацетат — 20, ксилол — 40, — циклогексанон — 10, этилцеллозольв — 30 нормирована в пределах 0.80—0,81 1,6 г/см\ 0,1 18-24 Грунтовки ЭФ-083
3. Для разбавителей марки РЭ для окраски установлены кроме указанна?; показателен нормы: а) удельное объемное электрическое со-
противление: марка РЭ-11В — 5 • 109 — 2 107 Ом • см. РЭ-СВ, ГЭ-7В, Р Э-9В — 1 • HF- марки РЭ-6В, РЭ-7В, РЭ-9В — в пределах 2— -1 ° К)10 Ом • с.м, остальные мар ки — 1 • 10s—1 107 Ом • см;
6) диэлектрическая проницаемость: 6, остальные марки - - в пределах 6—12; в) пределы ки-
пения; марки РЭ-1В, РЭ-2В, РЭ-5В, РЭ-9В-от 103 до 155 ± 5 ’С, остальные марки — от 103 до 150 ± 5 <
Таблица 30. Характеристика пластификаторов
Пластификатор гост Формула Молеку- лярная масса Плотность при 20 °C, г/см3, не менее Число омыления, мг КОН/г Кислотное число, мг КОН/г. не более Температура вспышки в открытом тигле. °C, не менее
Эфиры фталевой кислоты. Дибутилфталат * высшего сорта 8728-77Е С8Н4(СООС4Н9)2 273,35 1,045-1,049 399—407 0,07 168
Диметилфталат 8728—77Е С8Н4(СООСН3)2 194,19 1,9-1,94 571—583 0,07 —
Диоктилфталат * высшего сорта 8728-77Е С6Н4(С00С8Н17)2 390,57 0,982-0,986 284—290 0,07 205
Диэтилфталат 8728-77Е С«Н4(С00С2Н6)2 222,24 1,117—1,125 499-507 0,07 —
Эфиры фосфорной кислоты Трикрезилфосфат 5728—76 (С6Н4СН3О)3РО 368,36 1,165-1,195 0,08 228
Трноктилфосфат — (СВН,7О)3РО 434,65 0,92—0,93 —_ 0,2 190
1 рихлорэтилфосфат Эфиры карбоновых кислот 5.1416-72 (С1С2Н4О)3РО 285,5 1,42-1,425 — 0,06 225
Дибутилсебацинат 8728-77Е С,Н16(СООС4Н9)2 314,47 0,934—0,938 354-359 0,04 183
Диоктиладипинат — С4Н8(СООСВН,7)2 370,56 0,923—0,930 298-307 0,1 190
Диоктилсебацинат 8728-77Е С8Н16(СООС8Н17)2 426,68 0,913—0,919 261-270 0,12 215
Прочие пластификаторы Кастероль 0,95—0,985 6
Совол пластификаторный ОСТ 6-01-24-85 — 1,480—1,510 0,03 190
Хлорпарафин ХП-470 — — 1,185—1,235 — 0,005 —
• Для первого сорта дибутилфталата и диоктилфталата кислотное число не более 0,1 мг КОН/г.
Примечания. 1. Для кастеролн нормированы также: иодное число 75-90 мг 1/100 г, условная вязкость по вискозиметру B3-I в пре-
делах 12—18 с. 1
2. Для хлорпарафина ХП-470 нормированы: температура застывания 18—22 °C. содержание хлора 45—49 %.
ч 2. Для совола пластифнкаторного нормированы: температура застывания 9 °C, плотность установлена при температуре 65-°О; летучесть
со яри 100 °C» не более 0,2 «/>.
Таблица 31. Компонентный состав смесевых растворителей на основе
фторопластов
Состав. % (масс.) Марка фторопласта Предельное содержание пленкообразова- теля. % (масс.)
Бутилацетат (75) + ацетон (25) Ф-32ЛВ 14,0
Бутилацетат (75) + ацетон (25) Ф-32ЛН 20,0
Ацетон (метилэтилкетон) (33,4) + циклогексанон (16,6) 4-этилацетат (амилацетат) (50) Ф-42Л 10,0
Ацетон (33)+метилэтилкетон (28)+этилацетат (28) + толуол (11) Ф-26 10,0
Ацетон (33) + бутнлацетат (33) + этилацетат (34) Диметилформамид (100) Ф-4НА 10,0
Ф-2 3,5
Диметилформамид (100) Ф-2м 12,0
Тетрагидрофуран (100) Ф-Н 10,0
Хладон-113 (70) Метиленхлорнд (30) Ф-32ЛВ 10,0
Для технических целей находят применение свинцовомарган-
цевый нафтенат (НФ-1), нафтенат свинца (НФ-2), марганца
(НФ-3), кобальта (НФ-4, НФ-5), кальция (НФ-6), цинка
(НФ-7), железа (НФ-8), а также сиккативы плавленые (полу-
чают нагреванием, сплавлением масла или смолы с оксидами
или солями металлов): свинцовомарганцевые (64-П и 64-Б),
резинат марганца, линолеат марганца, сиккатив 7640 — свин-
цовомарганцевокобальтовый и др.
4.4. РАСТВОРИТЕЛИ НА ОСНОВЕ ФТОРОПЛАСТОВ
Для различных технических целей, в частности в лакокрасочной
промышленности, применяют смесевые растворители, в состав
которых включаются фторопластовые соединения. Компонент-
ный состав смесевых растворителей на основе фторопластов
приведен в табл. 31.
5. ТЕХНИЧЕСКИЕ МОЮЩИЕ СРЕДСТВА
Одним из значительных достижений последних лет в области
очистки техники является создание технических моющих средств
(ТМС). Они обладают комплексом свойств, необходимых для
удовлетворения постоянно растущих требований по чистоте тех-
ники, технологии производства и охране окружающей среды.
Технические моющие средства — многокомпонентные смеси хи-
мических веществ, выполняющих определенные функции в слож-
ном механизме очистки,
80
5.1. КОМПОНЕНТЫ ТМС И ИХ НАЗНАЧЕНИЕ
Компонентами технических моющих средств являются моющие,
обезжиривающие, эмульгирующие, диспергирующие, противо-
коррозионные вещества, а также растворители, стабилизаторы,
противовспениватели, дезодоранты. В качестве указанных
средств чаще всего используют кислоты, щелочи, силикаты, фос-
фаты, хроматы, нитраты, различные поверхностно-активные ве-
щества.
Моющие и обезжиривающие средства
Кислоты широко применяют для очистки техники, в частности
для травления, обезжиривания, очистки от продуктов коррозии,
пакипи, асфальтено-смолистых продуктов, лакокрасочных по-
крытий, маслянистых и неорганических загрязнений. Как пра-
вило, кислоты используют в композиции с другими веществами.
Азотная кислота является сильным окислителем, ее приме-
няют для одновременного травления и обезжиривания поверх-
ности техники.
Олеиновую кислоту применяют в качестве смачивателя, пла-
стификатора, она входит в составы косметических средств.
Серная кислота обладает большой растворяющей способ-
ностью по отношению к асфальтено-смолистым продуктам, раз-
рушает многие органические вещества.
Соляную кислоту применяют для травления, удаления на-
кипи и ряда других целей.
Уксусную кислоту используют для удаления нагаров, лако-
красочных покрытий и других целей. Применение этой кислоты
ограничивается из-за острого запаха и коррозионной агрессив-
ности по отношению к металлам.
Щавелевую кислоту применяют в сочетании с поверхностно-
активными веществами для удаления маслянистых и неоргани-
ческих загрязнений.
Щелочи и щелочные соединения являются основным компо-
нентом технических моющих средств, выполняющим главную
функцию в моющем процессе.
Гидроксид натрия (едкий натр) представляет собой белый
кристаллический порошок. При растворении в воде выделяет
большое количество тепла. На воздухе поглощает диоксид угле-
рода и превращается в карбонат натрия. Проявляет высокую
моющую эффективность. Продукт необходимо хранить в герме-
тичной таре. Разрушает кожу, ткани, бумагу, легкие и цветные
сплавы.
Карбонат натрия (углекислый натрий, кальцинированная со-
да) представляет собой мелкий кристаллический белый поро-
шок. Благоприятно влияет на эффективность моющего процесса.
Упаковывают в многослойные бумажные мешки, хранят в сухом
месте.
81
Тринатрийфосфат — желтоватая или розоватая масса, легко
поглощающая воду. С ионами кальция и магния образует труд-
порастворимые в воде соединения, которые выделяются из рас-
твора в виде осадка.
Силикаты натрия — белый кристаллический порошок. В со-
ставе ТМС чаще всего используют метасиликат натрия (Na2O-:
•SiO2) с модулем, равным 0,97 (модуль — это соотношение ком-
понентов силикатов Na2O:SiO2), а также водный раствор сили-
катов [40—60 % (масс.)] с модулем, равным 2,5—3,0, так на-
зываемое жидкое стекло. Силикат натрия в водных растворах
гидролизуется с выделением коллоидных поликремниевых кис-
лот, которые в составе ТМС повышают способность растворов
диспергировать загрязнения и удерживать их в объеме раствора.
Ж ид кое стекло представляет собой густую жидкость желто-се-
рого цвета. Промышленная поставка жидкого стекла произво-
дится в металлических бочках.
Кроме моющего эффекта силикаты натрия проявляют в со-
ставе ТМС ингибирующий эффект металлических поверхностей,
что позволяет проводить очистку поверхностей при более высо-
ких значениях pH, равных 11,5—12,8, и снижать коррозионное
поражение техники.
Триполифосфат натрия широко используют при производстве
ТМС; проявляет эффект при удалении накипи и как умягчитель
воды. Представляет собой кристаллическое вещество, хорошо
растворимое в воде. В составе ТМС проявляет также ингиби-
рующее действие за счет адсорбции на поверхности деталей и
создания на них защитных пленок.
Нитрит натрия — бесцветное кристаллическое вещество, хо-
рошо растворимое в воде. Получают путем воздействия окси-
дами азота на гидроксид натрия. Применяют для обеспечения
моющего эффекта и пассивации (создания защитной пленки) на
поверхности деталей из стали после их очистки в водных рас-
творах ТМС. Вводят в незначительных количествах в воду при
окончательной промывке деталей на установках погружного или
струйного типа.
Таблица 32. Характеристика щелочных соединений,
используемых в ТМС
Соединение ГОСТ (ТУ) Плотность, г/см3 Температура плавления, °C pH
Гидроксид натрия 2263-79 2,130 320 13,5
Карбонат натрия 5100-85 2,540 851 11,4
Метасиликат натрия 205-59 2,614 1089 12,5
Трииатрийфосфат 201—76 1,620 73,4 12,0
Триполифосфат натрия 13493-86 2,500 820 9,7
Силикаты натрия (жид- 13078-81 1,400-1,550 —• 11,3
кое стекло) Нитрит натрия 828-77Е 2,257 306
82
Таблица 33. Характеристика питьевой и дистиллированной воды
Показатель Вода питье- вая Вода дистилли- рованная Показатель Вода питье- вая Вода дистилли» рованная
Остаток после выпа- ривания (сухой оста- ток), мг/л, не более Остаток после про- каливания, мг/л, не более pH воды Жесткость общая, мэкв/л, не более 1000 6-9 7 5 1 5,4-6,6 Содержание химиче- ских веществ, мг/л, не более: нитраты сульфаты хлориды алюминий железо медь мышьяк свинец стронций цинк 45 500 350 0,5 0,3 1,0 0,05 0,03 7,0 5,0 0,2 0,5 0,02 0,05 0,05 0,02 0,05 0,2
Характеристика щелочей и щелочных соединений приведена
в табл. 32.
Фенол каменноугольный (ГОСТ 11311—76, марок Л и Б) и
синтетический технический (ГОСТ 23519—79) высшего, 1- и 2-го
сортов) —кристаллическое вещество со специфическим запахом.
Используют в основном в качестве компонента моющих средств
с целью повышения моющего и растворяющего эффекта, в част-
ности по отношению к асфальтено-смолистым веществам.
Вода является, как правило, необходимым компонентом боль-
шинства технических моющих и растворяюще-эмульгирующих
средств в качестве растворителя и моющего средства. Поэтому
необходимы знания качества воды, методов и средств оценки ее
качества перед применением в составе ТМС. Характеристики
питьевой и дистиллированной воды приведены в табл. 33.
Противокоррозионные вещества. Моющие растворы содер-
жат в своем составе соединения, усиливающие коррозионное воз-
действие на металлические детали — кислоты, щелочи и другие
вещества. Для предупреждения коррозионного воздействия на
технику в моющие растворы добавляют специальные веще-
ства— ингибиторы коррозии. Наибольшее распространение в
качестве таких веществ получили хроматы, фосфаты, силикаты,
нитраты.
Хроматы и бихроматы применяют как ингибиторы коррозии
черных и цветных металлов в водных растворах ТМС. Наиболь-
шее распространение получил бихромат калия (двухромовокис-
лый калий). Проверка его эффективности показывает, что вве-
дение 2—6 % бихромата калия в систему охлаждения двигателя
полностью предотвращает коррозионное поражение системы. Од-
нако недостаточная концентрация бихромата калия в моющем
растворе приводит к возникновению питтинговой коррозии.
ИФХАН-21 (ОСТ 6-02-17—78) — многокомпонентный универ-
сальный контактный ингибитор коррозии. Применяют в виде
83
Таблица 34. Нормы среднего расхода ингибиторов коррозии
на один капитальный ремонт авиационной техники (кг на единицу)
Наименование Самолеты Вертолеты Двигатели
одно- моторные четырех- моторные типа Ил-76 типа Ан-24, -26 МИ-2 - МИ-8 МИ-10 см га *7 типа ГТД-350 типа Д-25В типа АИ-25ТЛ
ИФХАИ-21 1,4 2,4 1,8 1,6 0,4 1,0 0,6 0,5 0,3 0,5 0,6
Бензо- триазол 0,2 0,3 0,2 0,2 0,1 0,2 0,15 0,3 0,1 0,2 0,2
Бихромат калия 2,0 3,0 2,4 2,0 0,6 1,2 0,1 0,7 1,0 1,0 1,2
Г-2 0,1 0,2 0,1 0,1 0,01 0,05 0,05 0,1 0,05 0,1 0,07
Нитрит нат- р ИЯ 1,6 2,0 1,6 1,6 0,5 1,0 0,7 0,5 0,7 0,5 0,6
слабокопцентрироваппого (0,5—1,0%) водного раствора при
окончательной промывке деталей из стали, алюминиевых и мед-
ных сплавов в едином потоке в установках погружного или
струйного типа, а также для удаления загрязнений с деталей на
полуавтоматических линиях очистки.
Бензотриазол (ТУ 6-14-860—87) применяют для защиты о:
коррозии деталей из медных сплавов при очистке в водных рас-
творах ТМС. Используют в виде добавки к растворам ТМС в
концентрациях 0,05—0,10 % в моечных установках различных
типов.
Ингибитор Г-2 (МРТУ 6-02-367—66) предназначен для за-
щиты от коррозии деталей из магниевых сплавов при их очистке
в водных растворах ТМС. Применяют в виде добавки к моеч-
ным растворам в установках различного типа.
Нормы среднего расхода указанных ингибиторов коррозии
на один капитальный ремонт авиационной техники приведены в
табл. 34.
Амины — продукты замещения атомов водорода на органи-
ческие радикалы. По числу замещенных атомов водорода разли-
чают первичные (моноамины), вторичные (диамины) и третич-
ные (триамины). В промышленности алифатические амины по-
лучают путем взаимодействия спиртов с аммиаком над катали-
заторами, а также этилепоксида с аммиаком. Амины применяют
в производстве мыл, технических моющих средств, поверхност-
но-активных веществ, ингибиторов коррозии, пластификаторов,
поглотителей кислых газов.
Амины защищают металлы в кислой среде. Они прекращают
реакции окисления, протекающие в органических растворителях
и других компонентах жидкостей, а также нейтрализуют обра-
зовавшиеся кислоты и другие соединения с кислотными свой-
ствами. Вводят амины в моющие средства в небольших количе-
ствах—сотых и тысячных долях процента. Характеристики али-
фатических аминов приведены в табл. 35. Моноэтаноламин (ТУ
84
6-02-915—84) и триэтаноламин (ТУ 6-02-916—79)’, используемые
для выполнения защитных функций в технических моющих сред-
ствах, применяют также в обезжиривающих и моющих составах
в качестве щелочного компонента, например в моющем соста-
ве— эмульсии-20КМ для очистки планера летательных аппара-
тов.
Наибольший ингибирующий эффект проявляется при приме-
нении комбинаций различных соединений, например нитрит на-
трия + полифосфат натрия, водные растворы моноэтанолами-
на+(7—10 г/л) + нитрит натрия (2—3 г/л) + ПАВ (ОП-7 4-
4-синтамид-5, 1—2 г/л). Применяют также смеси хроматов а
полифосфатами, хроматы с нитратами и другие комбинации ве-
ществ. Кроме более высокого ингибирующего действия приме-
нение указанных и других композиций веществ обеспечивает
экономический эффект за счет меньших концентраций их в со-
ставе ТМС.
Эмульгаторы, диспергаторы, растворители
Мыла получают путем омыления жиров или органических кис-
лот растворами гидроксида натрия (калия) или веществ, имею-
щих свойства оснований. При очистке деталей техники мыла ис-
пользуют как эмульгаторы органических растворителей, а также
как типичные моющие средства для повышения взаимной рас-
творимости различных компонентов моющих средств, для повы-
шения стабильности их состава и как обязательный компонент
моющего состава «растворитель — эмульгатор».
Поверхностно-активные вещества (ПАВ) широко используют
в составе технических моющих средств. Ввиду особенности
строения поверхностно-активные вещества концентрируются на
поверхности раздела фаз, ориентируясь гидрофобной группой к
масляно-жировому компоненту системы, а гидрофильной — к во-
де. В результате значительно уменьшается поверхностное на-
тяжение, что обеспечивает хорошее смачивание материала и пе-
реход загрязнений в воду. Они обладают также эмульгирующи-
ми и диспергирующими свойствами, пенообразующей способ-
ностью и т. д.
Таблица 35. Характеристика алифатических аминов
Наимено- вание Молеку- лярная масса Плотность при 20 °C, г/см3 Температура, °C Коэффициент преломления при 20 °C Раство- римость в воде
кипения замерза- ния
Моноэта- ноламин 61,8 1,0179 172,2 10,5 1,4544 Полная
Диэта- ноламин 105,14 1,0919 (30 °C) 269 28,0 1,4745 (30 °C)
Триэта- ноламин 149,194 1,1258 360 21,2 1,4822 (30 °C) »
85
J
86
Таблица 37. Характеристика поверхностно-активных веществ,
вводимых в ТМС
Показатель Синта- нол ДС-10 Синта- мид-5 Оке и ф ос КД-6 ОП-4 ОП-7 ДБ
Критическая концентрация мицеллообразоваиия (ККМ) в динамических условиях, г/л 0,74 1,10 0,98 0,70 1,10 0,60
Поверхностное натяжение в динамических условиях при ККМ, мН/м 36,3 29,9 30,8 32,2 36,8 34,8
Пснообразованис по Россу — Майлсу, мм 95 104 — — 205 80
Температура • помутнения 1 %-го раствора, °C 80-90 — •— 55-65 50
ПАВ подразделяют на ионогенные и неионогенные; первые
в водных растворах диссоциируют па ионы, вторые ионов не
образуют. В последнее время все большее распространение по-
лучают неионогенные ПАВ, так как они сохраняют моющую спо-
собность в жесткой воде и других средах в широком диапазоне
pH. К ним относятся продукты ОП-4, ОП-7, ОП-Ю, используе-
мые как эмульгаторы, смачивающие и моющие вещества в со-
четании с неорганическими веществами.
В табл. 36 приведены основные поверхностно-актнвные веще-
ства, вводимые в состав технических моющих средств, а их ха-
рактеристики даны в табл. 37. В табл. 38 приведена относитель-
ная оценка эффективности поверхностно-активных веществ.
Растворители являются важными компонентами технических
моющих средств. Их содержание в некоторых моющих раство-
рах может достигать 50%. Наибольшее распространение полу-
чили растворители фенольной группы.
Таблица 38. Относительная оценка эффективности ПАВ
1 — слабая, 2 — хорошая, 3 — очень хорошая
Свойство Ионогенные ПЛ В Неионогенные ПАВ
алкнл* сульфона- ты алкил- сульфаты алкил- арилсуль- фонаты гидрокси- этилиро- ванные алкилфе- нолы гидрокси- этилирован- ные высшие жирные спирты
Смачивающая способ- 3 2 3 2 3
ность Диспергирующая спо- 1 2 — 2 3
собность Эмульгируемость 1 2 3 3 3
Склонность к пепообра- 3 2 3 1-2 1
зованию Устойчивость пены 1 2 3 1 2
Способность удерживать 1 2 2 2 3
загрязнения Биоразлагаемость 3 3 1-3 1-2 2
Моющая способность 1 2 3 3 3
87
Стабилизаторы предназначены для придания моющим сред-
ствам однородности после их изготовления. Применение стабили-
заторов необходимо в том случае, если составляющими компо-
нентами являются взаимно нерастворимые вещества. В каче-
стве стабилизаторов применяют спирты, эфиры, фенолы, мыла
и другие вещества, характеристика которых приведена в других
разделах книги.
Противовспениватели предназначены для уменьшения пены
при механизированном и особенно при электролитическом спосо-
бах очистки, когда пена является накопителем водорода и кис-
лорода (гремучей смеси). В качестве антивспенивателей приме-
няют спирты, эфиры, фосфаты, полиамиды, силоксаны. Адсорби-
руясь на границе раздела «жидкость — воздух», эти соединения
уменьшают прочность жидкой оболочки, образующей пузы-
рек пены, и вызывают ее разрушение. Антивспениватели дол-
жны быть слабо растворимы или совсем нерастворимы в жид-
кой фазе, что затрудняет их подбор.
Дезодоранты используют для уменьшения неприятного за-
паха моющих жидкостей. Добавки могут быть растительного,
животного или синтетического происхождения. Ими являются
углеводороды, спирты, альдегиды, кетоны, сложные эфиры и др.
Большинство душистых веществ нерастворимо в воде. Смеси ду-
шистых веществ, называемые отдушками, вырабатываются пред-
приятиями парфюмерной промышленности и выпускаются под
различными наименованиями, например земляничная, лимон-
ная и т. п.
5.2. ПОДБОР КОМПОНЕНТОВ И ОСНОВЫ
ПРИМЕНЕНИЯ ТМС
Свойства технических моющих средств в значительной степени
определяются свойствами входящих в их состав компонентов.
Подбор же компонентов определяется исходя из назначения
ТМС. Каждый компонент выполняет соответствующую функцию
в сложном механизме процесса очистки техники. При этом ос-
новную роль играют поверхностно-активные вещества, а также
соединения, улучшающие моющий эффект. Довольно часто в со-
став ТМС включают карбонат натрия, метасиликат натрия, би-
хромат калия, различные ингибиторы коррозии. Как правило,
ТМС содержат комплекс активных веществ, добавляемых с уче-
том технических и экономических соображений.
Важным условием эффективной очистки деталей является ще-
лочность моющего раствора. Так, максимальный моющий эф-
фект ТМС по отношению к загрязнениям органического харак-
тера достигается при pH больше 11,5. Для обеспечения такого
уровня щелочности в ТМС часто вводят тройную смесь: карбо-
нат натрия (кальцинированная сода), тринатрийфосфат (трнпо-
яифосфат натрия) и метасиликат натрия (жидкое стекло). В то
же время наиболее высокий эффект по нейтрализации жирных
88
кислот обеспечивается не при общей высокой щелочности рас-
твора ТМС, а при pH больше 8,5 в условиях карбонатной (ак-
тивной) щелочности раствора.
Карбопат натрия кроме щелочного эффекта оказывает влия-
ние па диспергирующую способность моющего раствора, повы-
шает стабильность получаемых при этом суспензий. Силикаты
натрия способствуют диспергированию и коагуляции загрязне-
ний твердого характера, предупреждая их осаждение на очи-
щенную поверхность деталей.
Компоненты на основе фосфатов способствуют измельчению
крупных частиц загрязнений в процессе очистки, а также пре-
пятствуют образованию нерастворимых солей кальция и маг-
ния. Указанный эффект позволяет использовать в процессе очи-
стки жесткую воду.
Все ПАВ в составе технических моющих средств способст-
вуют понижению поверхностного и межфазового натяжения,
улучшению смачивания поверхности, повышают диспергирую-
щий эффект и играют роль пенообразователей. Количество до-
бавляемых поверхностно-активных веществ зависит от их хи-
мической природы и состава, режима использования, характера
загрязнений и других факторов, которые должны учитываться
при подборе конкретных ТМС. Имеются рекомендации по опти-
мальному их содержанию. Так, наибольший смачивающий эф-
фект ТМС проявляется при концентрации в нем ПАВ в преде-
лах 2—6 г/л, а по моющему эффекту — 4—8 г/л.
Наиболее широкое распространение при ремонте и эксплуа-
тации техники получили следующие технические моющие сред-
ства.
Аэрол (ТУ 3810758—80) — кремнеобразная масса от бело-
го до светло-желтого цвета, хорошо растворимая в воде (pH
7,0—8,5). Состав аэрола: 12—13 % (масс.) карбоната натрия,
25—30 % (масс.) пасты ДМС, 18—20 % (масс.) синтетических
жирных кислот и остальное — вода.
Применяют для мойки и очистки деталей техники на ремонт-
ных предприятиях и в условиях эксплуатации техники. С по-
мощью аэрола удаляются маслянистые и грунтовые загрязне-
ния. Очистка съемных деталей, узлов и агрегатов проводится в
ваннах и моечных машинах. Концентрация средства в рабочем
растворе составляет 80 г/л. После очистки поверхность деталей
промывают водой.
Аэрол поставляется промышленностью в бочках вмести-
мостью 200 л. Хранят в закрытом помещении при положитель-
ных температурах.
Анкрас (ТУ 3840820—78)—порошок от белого до светло-
желтого цвета. Состоит из ПАВ (пеназолин, фракция С7—С8 или
оксидор или смесь указанных компонентов в соотношении 1:1),
органического растворителя (бензиловый спирт, трибутнлфосфат
или их смесь в соотношении 1:1), сорастворителя (этилцелло-
зольв), щелочных компонентов (метасиликат натрия, сульфат
89
натрия) и наполнителя (белая сажа). Применяют для тех же
целей, что и аэрол.
Находит применение средство несколько другого состава (%,
масс.): диоксид кремния — не менее 40, вода — не более 10,
спирторастворяющие и другие ПАВ—до 100; pH 1 %-го водного
раствора этого состава — не менее 12,0. Порошок хорошо рас-
творим в воде, но является токсичным, поэтому ПДК в рабочей
зоне не должна превышать 0,5 мг/м3. Токсичность указанного
ТМС вызвана наличием в составе спирторастворяющего реа-
гента. Работы с ним необходимо выполнять с применением ин-
дивидуальных средств защиты.
Средство используют в виде водного раствора (70—100 г/л)
для удаления смолообразпых продуктов окисления горюче-сма-
зочных материалов, снятия лакокрасочных покрытий с деталей
техники.
ДИАС (ТУ 381072—76) — пастообразная масса от белого до
светло-коричневого цвета (pH 8,5—10,0); температура вспыш-
ки— выше 100°C. Состав (% масс.): паста ДНС — 25—30, син-
тетические жирные кислоты (фракция С5—С6 или С7—С9) — 8—
12, карбонат натрия — 11 —13, силикаты натрия —0,5—1,0, эти-
ленгликоль— 8—10, отдушка — 0,1—0,3, вода —до 100.
Используют ДИАС для санитарной обработки летательных
аппаратов, загрязненных пестицидами, маслами, копотью, а так-
же для очистки наземных машин и устройств, находящихся в
эксплуатации с пестицидами. Применяют в виде водного рас-
твора концентрацией 50 г/л при 60—80 °C с использованием
моющей установки или гидропульта. При воздействии па кожу
человека вызывает местное раздражение.
Поставляется в металлических бочках вместимостью 200 л.
Гарантийный срок храпения 2 года.
Полинка (ТУ 3810951—79)—жидкость со специфическим
приятным запахом, хорошо растворима в воде (pH 8—9). Состав
,(% масс.): натриевое мыло синтетических жирных кислот (фрак-
ция С|о—С16)—8, эстефат-383 — 6, моноэтаноламин—10, три-
этаноламин—8, олеиновая кислота или смесь синтетических
жирных кислот — 4, вода — до 100. Пожароопасный, химически
малостойкий продукт; ПДК в расчете на активную основу —
30 мг/л.
Средство предназначено для обезжиривания крупногабарит-
ных деталей, изготовленных из черных и цветных сплавов, от
различных видов масляных загрязнений, остатков полироваль-
ных паст, а также для мойки наружной поверхности летатель-
ных аппаратов при положительных температурах.
Применяют в виде подогретых до 60—70 °C водных раство-
ров концентрацией 50—80 г/л в стационарных ваннах, моечных
установках струйного типа и установках, оборудованных ультра-
ввуковыми вибраторами.
Импульс (ТУ 38101838—80) — жидкость от коричневого до
темно-бурого цвета, хорошо растворимая в воде (pH 8,0—9,5).
90
Состав (%‘ масс.)': синтамид-5—9, триэтаноламин — 18, олеино*
вая кислота или смесь синтетических жирных кислот оливкового
и горчичного масел—18, синтанол ДТ-7—13,5, динатриевая
соль этилендиамиитетрауксусной кислоты (трилоп Б)—3,5, во-
да (обессоленная или конденсат) —до 100.
Импульс предназначен для очистки блоков радиоэлектронной
аппаратуры от эксплуатационных загрязнений; рекомендуется
также для очистки деталей из алюминия, меди и их сплавов.
Применяют в виде 3—5 %-х водных растворов при 25—35°C в
струйных, погружных и ультразвуковых установках и циркуля-
ционных стендах. Раствор не вызывает коррозии материалов ра-
диоэлектронной аппаратуры и не влияет на исходные электри-
ческие параметры. Композиция малотоксична; ориентировочная
безопасная концентрация в воздухе рабочей зоны составляет
10 мг/м3.
Затаривается в бочки вместимостью 200 л. Хранят при тем-
пературе ниже минус 20 °C; последующее размораживание не
снижает эффективности моющего действия при условии тщатель-
ного перемешивания жидкости перед употреблением. Гарантий-
ный срок хранения — 12 мес.
Вертолин-74 (ТУ 3810960—86) — вязкая жидкость светло-ко-
ричневого цвета, хорошо растворимая в воде (pH 8—9,2), по-
жаробезопасна. Состав (% масс.): синтамид-5 — 5, синтанол ДС-
10 или ДТ-7 — 7—8, триэтаноламин— 10, олеиновая кислота или
смесь синтетических ненасыщенных жирных кислот из соапсто-
ков растительных масел — 10, динатриевая смесь этилендиамин-
тетрауксусной кислоты (трилоп Б) —3, трибутилфосфат — 9, ин-
гибиторы коррозии (тетраборат натрия — 3 и хлорид кадмия —
3, которые по согласованию с заказчиком вводят на месте при-
менения ТМС), вода — до 100.
Предназначен для межоперационной промывки и расконсер-
вации деталей, приборов, топливной аппаратуры авиационной
техники, изготовленных из черных и цветных металлов деталей,
а также для обезжиривания полированных металлических по-
верхностей с одновременным удалением полировальных паст.
Поверхности деталей, промытые в растворе вертолппа-74 и вы-
сушенные, устойчивы к атмосферной коррозии на период меж-
консервационного хранения в течение 10—20 сут.
Изготавливают две марки Вертолипа-74: марка А — с трибу-
тилфосфатом для промывки деталей, поверхность которых
упрочнена виброобработкой и имеет трудно удаляемые метал-
лизированные и маслообразные загрязнения или смазочный ма-
териал; марка Б — без трибутилфосфата — для промывки
остальных деталей.
Применяют в виде водных растворов концентрацией 50—
80 г/л при 70—80 °C в моечных машинах различных конструк-
ций, кроме установок, в которых используется барботирование.
Для придания устойчивости от атмосферной коррозии промытых
поверхностей используют 0,5 %-е водные растворы.
91
Вертолип-74 малотоксичеи, ПДК в пересчете на товарный
продукт — 60 мг/л. Гарантийный срок хранения—12 мес.
Истра (ТУ 3810961—81) — прозрачная жидкость от желтого
до коричневого цвета, хорошо растворима в воде (pH 9,5—10,5),
пожаробезопасна. Предназначена для очистки стеклотекстоли-
товых печатных плат радиоэлектронной аппаратуры от спирто-
канифольных флюсов в ультразвуковых моечных машинах.
Применяют в виде водных растворов концентрацией 30—
50 г/л при температуре 55—65 °C. Окончательную промывку из-
делий проводят конденсатом или умягченной водой при 55—
60 °C. Малотоксичный продукт (ПДК — 5 мг/л); вызывает мест-
ное незначительное раздражающее воздействие на кожу чело-
века.
МС-6 (ТУ 6-15-978—76) — зернистый порошок от белого до
светло-желтого цвета, хорошо растворим в воде (pH 11,5—12,2),
пожаробезопасен. Состав средства (% масс.): синтанол ДС-10 —
6, триполифосфат натрия — 25, метасиликат натрия — 6,5, кар-
бонат патрия — 34—37, вода — до 100.
Применяют для очистки шасси автотракторной техники, а
также для очистки поверхностей отдельных деталей. Рабочая
концентрация раствора составляет: 10 г/л — при наружной очи-
стке машин, 15 г/л — для очистки агрегатов трансмиссии и хо-
довой части в сборе, 15—20 г/л — для агрегатов и ходовой части
в разобранном виде.
Упаковывается в тару вместимостью от 5 до 200 кг. Гаран-
тийный срок хранения— 12 мес.
МС-8 (ТУ 6-15-978—76) — порошок светло-желтого цвета,
хорошо растворимый в воде (pH 11,5—12,2), пожаробезопасен.
Состав (% масс.): синтамид-5 — 8, триполифосфат натрия — 25,
метасиликат натрия — 6,5, карбонат натрия —32—36, вода — до
100.
Применяют для очистки съемных деталей и узлов планера
летательных аппаратов, двигателей, их сборочных единиц и де-
талей. Используют в виде подогретых до 75—80 °C водных рас-
творов в концентрациях: 25—30 г/л — для очистки двигателя в
сборе в выварочных ваннах, 10 г/л — для очистки двигателей в
сборе в струйных моечных машинах, 20 г/л — для очистки вну-
тренних поверхностей циркулярным способом, для очистки сбо-
рочных единиц и деталей.
Вещество нетоксично. Упаковывается в бумажные мешки мас-
сой до 30 кг и в мелкую тару от 200 г до 5 кг. Хранят в сухих
помещениях; гарантийный срок храпения—12 мес.
МС-15 (ТУ 6-18-14—81) —порошок белого цвета, хорошо
растворимый в воде (pH = 11,2—12,1). Состав (% масс.): окси-
фос Б — 6—8, триполифосфат натрия — 22—24, метаснликат на-
трия— 5,5, карбонат натрия — 41—44, вода — до 100.
Применяют для очистки машин, агрегатов, сборочных единиц
и деталей от смолообразных и масляных отложений методом по-
гружения в ванну на ремонтных предприятиях, а также для руч-
92
ной очистки в полевых условиях. Используют также при струй-
ных и циркуляционных способах мойки.
Используют в виде водных растворов концентрацией 20 г/л
при 80—90 °C. Вещество нетоксично, легко разлагается в сточ-
ных водах.
Упаковывается в бумажные или полиэтиленовые мешки мас-
сой до 40 кг и в мелкую тару массой от 200 г до 5 кг. Храпят
в закрытых складских помещениях, гарантийный срок храпе-
ния — 12 мес.
Изготавливают другие модификации моющего средства МС-
15, например МС-16, М.С-18, которые различаются между собой
в основном содержание,м отдельных компонентов, по назначение
и условия применения этих средств аналогичны МС-15.
Состав МС-16 (% масс.): синтамид-510— 4,0; карбонат на-
трия— 40,0, метасиликат натрия — 28, триполифосфат натрия —
26,0, вода — до 100.
Состав МС-18 (% масс.): синтамид-510 — 8,0, карбонат на-
трия— 36,0, метасиликат натрия — 30,0, триполпфосфат на-
трия— 26,0, вода —до 100.
Синвал (ТУ 10-1532—75). Состав (% масс.): ПАВ — 27,
моноэтаноламин — 0,3, активированная присадка — 5, вода—до
100.
Предназначен для очистки воздушно- и топливомасляных ра-
диаторов газотурбинных двигателей от эксплуатационных за-
грязнений, для мойки филы роэлементов. Используют в виде вод-
ного раствора концентрацией 50—75 г/л при 50—80 °C путем
циркуляционной прокачки через агрегаты при ремонте техники.
Синвал, так же как и Импульс и Вертолип-74, являются пер-
спективными ТМС. Они не содержат неорганических солей, ко-
торые в процессе очистки проявляют склонность к образованию
солевого палета. Ие допускается очистка средствами Синвал,
Импульс и Вертолип-74 деталей из магниевых сплавов без за-
щитных покрытий или с нарушенным покрытием, а также в слу-
чае, когда защитные покрытия в процессе ремонта вновь не вос-
станавливаются. Не допускается применение моющего раствора
Синвал для очистки деталей из алюминиевого сплава без добав-
ления ингибитора коррозии — олеиновой кислоты в количестве
4—5 г на 1 л моющего раствора.
Дегмос (ТУ 3840849—80)—порошок от белого до светло-
желтого цвета, хорошо растворим в воде (pH 9,5—10,5), пожа-
робезопасен. Состав (% масс.): вода — не более 10, карбонат
натрия — не более 30, спирторастворимые вещества — не менее
5,5, триполифосфат натрия — не менее 10, силикаты натрия —
не менее 6, активный кислород— не менее 0,5.
Применяют для очистки с дегазацией поверхности летатель-
ных аппаратов и наземных средств обслуживания от ядохими-
катов. Используют в виде водных растворов следующих кон-
центраций: 50 г/л — для очистки поверхности летательных аппа-
ратов и 100 г/л— для обработки наземных средств.
93
Длительное вдыхание пыли вещества вызывает раздражение
слизистых оболочек дыхательных путей. ПДК — 0,5 мг/м3.
Упаковывается в 3—4-слойные бумажные мешки. Хранят в
упакованном виде в закрытых складских помещениях, исклю-
чающих попадание влаги.
Лабомид (ТУ 3810738—80) имеет несколько модификаций:
101, 102, 203 и 204; состав их приведен ниже (% масс/
101 102 203 204
Синтанол ДТ-7 4 4 8 8
Алкилсульфаты натрия (первичные) — — 2 2
Карбонат натрия 50 56 50 50
Триполифосфат натрия 30 20 30 20
Метасиликат натрия — 20 — 10
Силикат натрия (жидкое стекло) 16 •— 10 10
Все модификации Лабомида при обычных условиях являются
порошком от белого до светло-желтого цвета, хорошо растворим
в воде (pH 10—12). Применяют для очистки фильтроэлементов
техники от эксплуатационных загрязнений, отдельных деталей из
черных и цветных сплавов от масляных и асфальтено-смолистых
отложений.
Модификации 101 и 102 применяют в машинах струйного ти-
па в виде водных растворов концентрацией 20—30 г/л при 70—
85 °C. Лабомиды 203 и 204 используют в машинах погружного
типа с различными средствами возбуждения. Температура рас-
твора в выварочных ваннах 90—100 °C, в ваннах с возбужде-
нием раствора или его циркуляцией, колебаниями платформы
или перемешением деталей — при 80—90 °C, концентрация рас-
твора при этом— 10—35 г/л.
Продукт нетоксичен, пожаробезопасен. Упаковывается в 3—
4-слойные мешки массой до 35 кг. Хранят в сухих хорошо про-
ветриваемых складских помещениях.
СТ-2 (ТУ 38101318—77)—однородная маслянистая жидкость
зелено-голубого цвета, неограниченно растворимая в воде.
Жидкость поставляется промышленностью в виде концентра-
та со следующими добавками (% масс.): мылонафт — 10, фе-
нол— 3, дезодорант — 0,5, краситель — 0,005. Готовая к употреб-
лению жидкость содержит 130 г концентрата на 1 л воды. Жид-
кость токсична и агрессивна по отношению к цветным металлам
и сплавам. Применяют для очистки и дезинфекционной обработ-
ки санузлов транспортно-пассажирских самолетов.
Вимол (ТУ 3810761—75)—порошок белого цвета, пожаро-
безопасен. Состав (% масс.): синтанол ДС-10 — 2,5—3,5, трипо-
лифосфат натрия—13—15, силикаты натрия — 8—10, карбонат
натрия — 55—60, сульфонат натрия — 8—10, вода — до 100.
Применяют в струйных моечных машинах в виде водных рас-
творов концентрацией 5—10 г/л при 60—80 °C для обезжирива-
ния металлических деталей и тарного оборудования, для очистки
техники от гербицидов. ПДК в рабочей зоне составляет
0,5 мг/м3. В среде сточных вод растворы Вимола разлагаются.
64
Упаковывается в бумажные 3-слойные мешки массой до 30 кг.
При хранении должен быть исключен контакт с влагой. Гаран-
тийный срок хранения— 12 мсс.
Мойтар (ТУ 3810798—76)—порошок белого цвета, хорошо
растворимый в воде (pH не менее 9). Состав (масс. %): синта-
нол ДС-10—1, триполифосфат натрия—18, карбонат натрия-
64, силикаты натрия— 7.
Применяют в виде подогретых до 55—60 °C водных раство-
ров концентрацией 5—10 г/л в моечных машинах для мойки та-
ры, в основном стеклотары. Можно использовать для обезжири-
вания металлических деталей техники.
Упаковывается в 4-слойные мешки массой до 30 кг. При хра-
нении должен быть исключен контакт с влагой. Срок хранения
не ограничивается.
Фокус-74 (ТУ 38107102—76) — прозрачная подвижная жид-
кость от желтого до коричневого цвета, хорошо растворима в
воде.
Применяют для очистки полированного синтетического хи-
мически стойкого стекла от наклеенной канифольной смолы и
полирита в комплексе с щелочным моющим средством, напри-
мер ТМС-57, и обезжиривателем стекла. Для промывки стекол в
кислой ванне раствор готовят из расчета 5 кг моющего средства
на 100 л обычной воды и добавляют 0,2 кг фторнда натрия. Про-
мывку проводят в ультразвуковой ванне при температуре 55—
60 °C.
Продукт пожаробезопасен, малотоксичен, раздражающего
действия на кожу человека не оказывает. Упаковывается в алю-
миниевые коррозионно-стойкие бочки, стеклянные бутыли или
полиэтиленовые тубы вместимостью не менее 50 л. При сохра-
нении текучести продукт хранят при температурах не ниже 5°C.
Хранение продукта при более низких температурах и последую-
щее размораживание не снижает моющего эффекта.
ТМС-31 (ТУ 38107113—87)—легколетучая жидкость или па-
ста, легко растворимая в воде. Состав (% масс.): мыло нат-
риевое синтетических жирных кислот (фракция Сю—Сю)—
7—8, эстефат-383 — 5—6, моноэтаполамин — 9—10, изопропило-
вый или этиловый спирт технический— 10—12, триэтаноламин —
8—10, олеиновая кислота — 3, вода — до 100.
Применяют в основном перед ремонтом деталей для обезжи-
ривания поверхности, для очистки от полировальных паст, перед
нанесением гальванических покрытий, для удаления смазочно-
охлаждающих жидкостей и маслянистых загрязнений в различ-
ных моечных установках, кроме струйных. Используют в виде
водных растворов концентрацией 60—80 г/л (в зависимости от
сложности конструкции и степени загрязненности очищаемой
поверхности), подогретых до температуры 60—85°C. При ис-
пользовании для предотвращения ценообразования добавляют
сиккатив (4—5 г/л) или пеногаситель КЭ-10-12 в количестве
0,1—0,2 г/л.
95
Продукт малотоксичен. ПДК в очистных установках и соору-
жениях в пересчете на активную основу — 30 мг/л.
ТМС-57 (ТУ 3810958—80) — легкоподвижная жидкость от
светло-желтого до светло-коричневого цвета со специфическим
резким запахом; хорошо растворима в воде (pH 7,0—8,5), ие
огнеопасна, малотоксична. Состав (% масс.): ПАВ—22 ±1
(в том числе вторичные натрийалкилсульфонаты на основе
а-олефинов), натрийалкилсульфонаты первичных жирных спир-
тов (фракция С|0—Ci3)— 22 ± 1 или их смеси в соотношении
1:1, гексаметафосфат натрия — 4 ±0,5, эстефат-383— 2 ± 0,3,
вода — до 100.
Применяют для приготовления щелочной ванны перед при-
менением кислого технического моющего средства Фокус-74.
Для промывки стекол раствор готовят из расчета 3 кг моющего
раствора па 100 л обычной воды и добавляют 2 кг гидроксида
натрия.
В ультразвуковой ванне применяют при температуре 55—
60 °C. '
Упаковывается в алюминиевые бочки, стеклянные бутыли
или полиэтиленовые тубы вместимостью не менее 50 л. Для
сохранения текучести продукт необходимо хранить при темпе-
ратуре не ниже 4-5 °C.
Триас-А (ТУ 3810747—74)—вещество, представляющее собой
порошок белого цвета, хорошо растворимый в воде, пожаробез-
опасен; ПДК — 0,5 мг/м3. Состав (% масс.): натрийалкилсуль-
фаты первичных спиртов—1,5—2,0, триполифосфат натрия —
18—20, силикаты натрия — 7—8, карбонат натрия — 55—60,
сульфат натрия — 8—10, вода —до 100.
Рекомендуется применять для обезжиривания деталей из
коррозионно-стойкой стали, меди, алюминия и их сплавов. Ис-
пользуют в виде водных растворов концентрацией 5—10 г/л.
Упаковывается в 4-слойные бумажные мешки массой до
20 кг. Хранят в условиях, исключающих попадание влаги; срок
хранения не ограничивается.
МЛ-51, МЛ-52 (ТУ 84-228—80) — сыпучие порошки от бело-
го до светло-желтого цвета; хорошо растворимы в воде, пожа-
робезопасны, нетоксичны, не вызывают коррозионного воздей-
ствия на черные и цветные металлы.
Состав МЛ-51 (% масс.): карбонат натрия — 44, тринатрий-
фосфат или триполифосфат натрия — 34,5, метасиликат натрия
или водный раствор силиката натрия (жидкое стекло)—20, сма-
чиватель ДБ—1,5. Предназначен для очистки машин, деталей
промышленного оборудования от горюче-смазочных материалов,
маслянистых отложений, копсервационпых покрытий. Приме-
няют тз виде подогретых до 60—85°C водных растворов концен-
трацией 10—20 г/л в струйных, мониторных и комбинирован-
ных машинах.
Состав МЛ-52 (% масс.): карбонат натрия — 50, тринатрпй-
фосфат или триполифосфат натрия — 30, метасиликат натрия.
96
или силикат натрия (жидкое стекло) — 10, смачиватель ДБ —8,2,
сульфонол— 1,8. Применяют для очистки деталей машин и дви-
гателей от остатков горюче-смазочных материалов и асфальтено-
смолистых отложений в виде подогретых до 80—100°С водных
растворов концентрацией 20—25 г/л.
Водные растворы МЛ-51 и МЛ-52 образуют с очищаемой
поверхностью малостойкие эмульсии, которые в моечных маши-
нах самопроизвольно распадаются. Обезвоженные масляные за-
грязнения всплывают, а в нижней части остается незагрязнен-
ный моющий раствор, пригодный для дальнейшего использо-
вания.
Упаковывают эти средства в фанерные барабаны, деревян-
ные ящики, выложенные внутри плотной оберточной бумагой,
бумажные или полиэтиленовые мешки массой до 30 кг. Хранят
их в сухих помещениях с влажностью воздуха не более 60%;
гарантийный срок хранения— 12 мес.
МЛ-72 (ТУ 84-348—73) представляет собой смесь биохими-
чески разлагаемых ПАВ. Является жидкостью средней вязкости,
хорошо растворимой в воде, пожаро- и взрывобезопасной, не
оказывающей коррозионного воздействия на черные и цветные
металлы.
Предназначена для очистки грузовых танков нефтеналивных
судов и резервуаров от остатков нефти, нефтепродуктов, а так-
же для очистки деталей техники от маслогрязевых отложений
и остатков горюче-смазочных материалов.
Для очистки танков нефтеналивных судов и резервуаров го-
товят раствор в морской воде соленостью не более 35 % кон-
центрацией 1—2 г/л при 70—85°C (50—65°C для жиров).
Очистка машин и деталей проводится раствором в обычной воде
концентрацией 0,5—2,0 г/л при 20—85 °C с использованием
струйного, пароструйного или пароводоструйного методов. Отра-
ботанные растворы очищаются от остатков нефтепродуктов и
ПАВ методом отстоя.
ОСА (обезжириватель сплавов алюминия) (ТУ 6-18-16—
82) —смесь ПАВ и щелочных неорганических солей. Это по-
рошкообразное со слабощелочными свойствами вещество от бе-
лого до светло-желтого цвета, хорошо растворимое в воде; уме-
ренно опасный химический продукт; ПДК в рабочей зоне в
расчете на активную часть — 25 мг/л; обладает слабым раздра-
жающим действием на кожу.
Предназначен для обезжиривания и очистки тонколистового
алюминиевого и алюминиймагпиевого проката, фольги из цвет-
ных металлов и других изделий от смазочных материалов и тех-
нологических загрязнений перед анодированием, лакированием,
окраской и другими операциями. При приготовлении моющих
растворов порошок добавляют к воде, подогретой до 50°C.
Очистка проводится в ваннах погружного типа. Концентрация
рабочего раствора — 15—50 г/л. В машинах струйного типа —
1,0—15 г/л при температуре 70—80°С.
4 Зак. М2
97
Упаковывается в 4 5-слойные бумажные мешки массой до
30 кг. Гарантийный срок хранения — 12 мес.
Темп-100 (ТУ 3840843—79) —сыпучий порошок от белого до
светло-желтого цвета, хорошо растворим в воде, пожаробезопа-
сен; ПДК в рабочей зоне составляет 0,5 мг/м3. Состав (% масс.):
синтанол ДС-10 или ДТ-7— 1,5, оксифос или эстефат —0,5, три-
натрийфосфат— 20 (или динатрийфосфат — 25), триполифосфат
натрия—15, метасиликат натрия—10, карбонат натрия — 26,
сульфат натрия — до 100.
Применяют для очистки техники, узлов, агрегатов перед раз-
боркой и дефектацией с целью удаления основной массы масля-
ных загрязнений, смолистых отложений. При применении ис-
пользуют струйную очистку. Растворы этого средства образуют
с загрязнением малостабильную эмульсию, которая расслаи-
вается. Липкие загрязнения всплывают на поверхность, а меха-
нические примеси осаждаются на дне бака, что позволяет мно-
гократно использовать моющий раствор.
Рабочая концентрация раствора — 5—20 г/л, очистка прово-
дится при температуре 70—85°C. Необходимо иметь в виду, что
повышение концентрации свыше 20 г/л не приводит к повыше-
нию моющей эффективности ТМС. На месте употребления в
раствор вводят ингибиторы коррозии, что обеспечивает пасси-
вирующий эффект моющего раствора на металлические по-
верхности.
Упаковывается в 4-слойные бумажные мешки массой до 35 кг.
Гарантийный срок хранения — 12 мес.
Олинол-1 (ТУ 38101461—78) является моющс-консервирую-
щей жидкостью на водной основе, содержащей ПАВ, стабили-
заторы коррозии и противокоррозионные присадки. По внешне-
му виду — это прозрачная жидкость темно-коричневого цвета
плотностью при 20°C в пределах 1,02—1,07 г/см3. Выпускают
в виде концентрата.
Предназначен для приготовления эмульсии типа «масло-
вода»; используют для межоперационной обработки деталей,
изготовленных из черных металлов, а также для консервации па
период складского хранения. Применяют в виде 0,2—2,0 %-х
водных растворов на автоматических моечных установках. Вод-
ные растворы концентрата не летучи и не токсичны.
Упаковывается в бочки вместимостью 200 л. При охлаждении
до минус 40°C в течение 48 ч и последующем нагреве до ком-
натной температуры жидкость остается однородной.
Омега-1 (ТУ 3810958—80) представляет собой прозрачную
жидкость от соломенно-желтого до светло-фиолетового цвета;
температура застывания минус 2 °C, малотоксична. Состав
(% масс.): синтанол ДС-10 или ДТ-7 — 29±2, салициловая кис-
лота— 6,2±0,5, вода — до 100.
Предназначена для очистки неметаллических радиодеталей
и изделий из силуминового сплава и дюраля от жиромасляных
загрязнений, а также спиртоканифольных паяльных флюсов.
98
Применяют в виде подогретого до 55—60 °C водного раствора
концентрацией 100 г/л в ультразвуковых ваннах и ваннах по-
гружного типа.
Упаковывается в алюминиевые коррозионно-стойкие бочки,
стеклянные бутыли или полиэтиленовые упаковки вместимостью
не менее 50 кг. Гарантийный срок хранения — 12 мес.
НТМЖ-221Б — новое техническое моющее средство, прохо-
дящее экспериментальную проверку. Предназначен для очистки
и промывки техники при отрицательных температурах. Реко-
мендованы две композиции продукта следующих составов
(% масс.):
1) вода — 49,25, олеиновая кислота — 0,5, моноэтаноламин —
0,25, этиловый спирт —50,0; применяют при температурах от
минус 10 до минус 25 °C;
2) вода — 64,25, этиленгликоль — 35, моноэтаноламин — 0,25,
олеиновая кислота — 0,5; применяют при температурах от 0 до
минус 10 °C.
Растворяюще-эмульгирующие средства
Растворяюще-эмульгирующие средства (РЭС) составляют от-
дельную группу ТМС, которые в последнее время нашли широ-
кое применение для очистки деталей техники. Вначале очистка
происходит за счет растворения загрязнений. Затем детали по-
мещают в воду или в водный раствор ТМС, где происходит
эмульгирование растворителя и оставшихся загрязнений и пере-
ход их в раствор, что обеспечивает более эффективную очистку
деталей по сравнению с применением только растворителей.
РЭС применяют при очистке деталей от прочных по отношению
к детали загрязнений, например асфальтено-смолистых отложе-
ний, а также в случаях, когда очистку техники нужно вести при
умеренных или низких температурах.
РЭС включает базовый растворитель, сорастворитель, ПАВ
и воду. Назначение каждого компонента заключается в следую-
щем. Базовые растворители обеспечивают основной эффект
очистки; это — ксилол, керосин, уайт-спирит, хлорированные
углеводороды и др. Сорастворитель обеспечивает однородность
и стабильность раствора. ПАВ вызывают смачиваемость и
эмульгируемость РЭС. Вода обеспечивает получение необходи-
мой концентрации раствора.
Различают две подгруппы РЭС. В первую подгруппу входят
РЭС, которые получают смешением органических веществ с
ПАВ и растворителем; во вторую — средства на основе хлори-
рованных углеводородов.
Представители первой подгруппы РЭС описаны ниже.
Термос-1 (ТУ 12-10-208—63) — жидкость, получаемая смеше-
нием компонентов ПАВ (% масс.): ОП-4 или ДС-3 — 70—80,
ОП-Ю или ДС-10 —10—20 и вода —10. Готовый продукт
4*
99
представляет собой смесь указанного состава компонентов (10—
12 % масс.) в дизельном топливе.
Применяют для очистки танкеров от остатков нефтепродук-
тов, которую осуществляют при температуре 50 °C.
Термос-1 (разработки СО АН СССР). Состав (% масс.)':
ОП-4 или ДС-3 — 70—80, ОГ1-Ю или ДС-10 — 20—10, вода — до
100, либо уайт-спирит — 40, ОП-4—10, ОП-7 — 1, сульфонат —
0,2, вода — до 100. Рабочим раствором является смесь указан-
ных составов (10—12 г/л) в дизельном топливе.
Применяют для предварительного разрыхления прочных про-
дуктов преобразования горюче-смазочных материалов. Детали
выдерживают в препарате в течение 20—40 мин при 40—60°C,
затем ополаскивают водным раствором триполифосфата натрия
(1—5 г/л) при 40—50°C.
Эмульсин (Лабомид-301) (ТУ 84-511-6—72) — жидкость, по-
лучаемая смешением следующих компонентов (% масс.): ПАВ
ОС-20 — 7—10 и ОП-4—10—12, вода — 5—7, керосин — до 100.
Детали выдерживают в препарате в течение 30—60 мин при
40—60°C, после чего ополаскивают водными растворами тех-
нических моющих средств типа МЛ и МС. Применяют для
очистки деталей шасси и двигателей при подогреве до
50 ± 10 °C.
ДВП-1 «Цистерин» состоит из смеси следующих компонен-
тов (% масс.): уайт-спирит — 78 ± 0,5, масло талловое—11 ±
±0,5, ПАВ ОП-7 — 5, гидроксид натрия—1,2, вода — 4,8. Ра-
бочая концентрация средства составляет 50 % смеси в дизель-
ном топливе. Применяют для очистки подразборных двигателей,
их агрегатов и узлов от асфальтено-смолистых отложений при
температуре смеси 20—40°C.
Карбозоль является с.месыо следующих компонентов
(% масс.): масло каменноугольное поглотительное — 7,45, бути-
ловый эфир с 30 % этилацетата — 9,3, ПАВ ОП-7— 14,7, отдуш-
ка— 1,7, вода—до 100. (Разработчик ГосНИИ ГА). Применяют
для очистки двигателей и их деталей от иагарообразных и мас-
лянистых загрязнений. Очистку проводят при 40—50 СС.
АМ-15 (МРТУ 18/203—69) состоит из смеси следующих ком-
понентов (% масс.): ксилол нефтяной — 70—76, масло касторо-
вое сульфированное — 22—28, синтанол ДС-10 или ПАВ
ОС-20—2. Применяют для очистки двигателей и их деталей от
асфальтено-смолистых отложений и для восстановления про-
пускной способности фильтров грубой очистки масла. Очистку
осуществляют при 20—40°C в течение 40 мин. Детали выдер-
живают в препарате, после чего промывают водными раство-
рами Лабомида или МС.
мк-з представляет собой смесь компонентов (% масс.):
уайт-спирит —50,7, канифоль сосновая — 33,9, вода—12,4, кар-
бонат натрия — 3. Рабочий раствор готовят путем смешения
смеси с дизельным топливом в соотношении 1: 1. Применяют
для очистки подразборных двигателей, агрегатов, узлов от
100
масла и асфальтсно-смолистых веществ. Очистку производят
при подогреве смеси до 50 °C в течение 40 мин.
Преимуществами перечисленных РЭС первой подгруппы яв-
ляются дешевизна, простота приготовления и незначительная
токсичность. Недостатки — пожароопасность, сравнительно низ-
кая эффективность очистки, особенно от асфальтено-смолистых
веществ.
Более высокой эффективностью обладают РЭС второй под-
группы на основе хлорированных углеводородов. Чаще всего
для их изготовления используют хлорпроизводные предельных
и непредельных углеводородов, например трихлорэтилен, пер-
хлорэтилен, метилепхлорид, четыреххлористый углерод, метил-
хлороформ и др. Эти компоненты обладают высокой растворяю-
щей способностью, не огнеопасны, хорошо смешиваются с
органическими растворителями. Недостатками РЭС второй под-
группы являются: высокая токсичность, склонность к окислению,
наличие конденсированной влаги, разложение при определенных
условиях с выделением хлорида водорода, который сильно кор-
родирует металлические детали. Выделение хлорида водорода
из РЭС предотвращается добавлением стабилизаторов — три-
этаноламина, дифениламина в количестве 0,01—0,02 %. В каче-
стве ингибиторов коррозии для хлорированных углеводородов
рекомендуется применять ланолин, МСДА-11 или Акор-2. .
Наиболее широкое применение из второй подгруппы РЭС
нашли следующие композиции.
Лабомид-315 (Ритм) (ТУ 6-15-01-90—75), содержащий хло-
рированный растворитель, алифатические или ароматические
углеводороды, ПАВ, соли карбоновых кислот и воду. Применяют
в 100 %-й концентрации для удаления углеродистых отложений,
остатков некоторых лакокрасочных покрытий.
Лабомид-311 содержит (% масс.): трихлорэтилена — 60,
трикрезола — 30, синтанола ДС-10—5, алкилсульфатов — 5. Для
употребления готовят смесь указанных компонентов в керосине
или воде в концентрациях от 5 до 100 % (масс.). Средство ис-
пользуют для растворения и удаления асфальтено-смолистых
отложений с поверхности деталей техники. Очистку проводят
при температуре 20 °C.
Лабомид-312 содержит (% масс.): трихлорэтана — 60, три-
крезола— 30, синтанола ДС-10 — 5, алкилсульфатов — 5. При-
меняют для тех же целей, что и Лабомид-311. Для очистки де-
талей выдерживают в водном растворе препарата (1 :0,25) или
в растворе с керосином (1:1) в течение 10—20 мин при
20—30°C, после чего ополаскивают в щелочном растворе в те-
чение 3—5 мин.
МХ-3 — смесь 3% (масс.) метиленхлорида и 3% (масс.)
препарата МЛ-2 в воде. Применяют для растворения и удаления
остатков нефтепродуктов.
МС-2 содержит (% масс.): сольвента — 40, метиленхлори-
да— 40, ПАВ ОП-Ю—20. Применяют для растворения и удале-
101
Таблица 39. Растворяюще-эмульсионные составы для очистки
металлических поверхностей
Компонент Содержание в составе, % (масс.)
ЭК-2 эс-з AM-I5 АМ-15К АМ-15С АМ-15Э
Алкнлбензолсульфопат (ДС- — 1 —
РЛС) Вода 19-79 77 —— —
Кислые соли алкилянтарной 0,5-0.8 — — — — —
КИСЛОТЫ Ксилол 70-76 40—46 65-68 —-
Масло ализариновое —. 22-28 22-28 — —
Моноэтаноламиновая соль —- — — 2-5 2-5
спиртов китового жира Пирофосфат натрия 0,5 —
ПАВ (гидроксиэтиленфосфат 0,5-15 — — — — —
алкилфенола) ОП-Ю 1
Оксамин 0,5 —
Полиэтиленгликолевые эфиры — 2 2 — —
высших спиртов (ОС-20) Трихлорэтилен 20-80 20 — — —
Высшие ароматические угле- — — — — — 95-98
водороды Уайт-спирит — — — 30 30 —
ния прочно приставших к деталям техники остатков нефтепро-
дуктов.
Эмульсионные составы
Для очистки деталей техники находят применение эмульсии
различных растворителей в воде, которые стабилизируются за
счет добавления ПАВ. Эмульсии эффективно удаляют загряз-
нения и одновременно предохраняют поверхность от повторного
загрязнения. Их используют для очистки черных металлов, ле-
гированных сталей, алюминия и легких сплавов, меди, бронзы,
латуни. Наиболее широко распространенные эмульсионные со-
ставы приведены в табл. 39.
Для удаления остатков растительных масел и нефтепродук-
тов с поверхности деталей применяют РЭС следующего состава
,(% масс.):
Силикаты натрия (жидкое стекло) 15—16
Метиленхлорид 45—50
Карбонат натрия 25—30
Сульфонол НП-1 1,5—2,0
Сульфонол НП-3 2,5—3,0
Вода 600—1000
Состав подогревают до температуры 30—35°C и наносят краско-
распылителем. При необходимости поверхность протирают ней-
лоновыми щетками.'
102
При применении любого РЭС обычно используют моечные
установки погружного типа с колеблющейся платформой (на-
пример, ВВ-1500). Процесс очистки техники с применением РЭС
более экономичный: его себестоимость на 25—30 % меньше по
сравнению с распространенными методами очистки с использо-
ванием ТМС. РЭС применяют, как правило, в сочетании с тех-
ническими моющими средствами. Так, Термос-1 сочетают с вод-
ными растворами Темп-100, МЛ-51 или Лабомид-101 и приме-
няют их для удаления прочных эксплуатационных загрязнений.
5.3. ЖИДКОСТИ ДЛЯ ОБРАБОТКИ НАРУЖНОЙ
ПОВЕРХНОСТИ ТЕХНИКИ
В эксплуатационных условиях наружные поверхности техники
подвергаются различным загрязнениям. Наиболее распростра-
ненными из них являются вещества неорганического происхож-
дения — пыль, грязь, органического происхождения — масляные
пятна, копоть на участках обшивки летательного аппарата, под-
верженных воздействию выхлопных газов. Кроме того, в усло-
виях низких температур при стоянках летательных аппаратов
на его обшивке и воздушных винтах может образоваться тонкий
слой льда. В таком состоянии летательный аппарат не может
быть выпущен в полет, его поверхность должна быть очищена
от льдообразований. При техническом обслуживании следует
удалять эти загрязнения, что необходимо производить не только
в целях содержания техники в чистом виде, но и для сохранения
аэродинамических качеств летательных аппаратов и экономии
топлива в полете.
Описание моющих средств и растворителей, которые исполь-
зуют для наружной очистки летательных аппаратов, приведено
ниже.
Лэрол-1 — 1 %-й (по массе) водный раствор пастообразного
концентрата, состоящего из ПАВ, жирных кислот и карбоната
натрия. По внешнему виду представляет собой подвижный рас-
твор бело-серого цвета плотностью при 20°C равной 1,0 г/см’,
без запаха, не вызывающий коррозии металлов, не разрушаю-
щий лакокрасочных покрытий, нетоксичный. Применяют для
удаления с поверхности обшивки летательных аппаратов масля-
ных, топливных пятен, копоти, пыли и других загрязнений.
При приготовлении раствора Аэрол-1 расчетное количество
концентрата предварительно растворяют в 5—10-кратном коли-
честве воды, после чего полученный раствор заливают в емкость,
содержащую рассчитанное количество воды. Всю смесь тщатель-
но перемешивают до получения однородного раствора. Ввиду
того что вязкость жидкости со временем практически не изме-
няется, ее приготавливают заранее в необходимых количествах.
Обработку раствором проводят следующим образом. Вначале
самолет обливают жидкостью, не допуская при этом попадания
ее па двигатель и внутрь авиационной техники. Через 5—7 мин
103
после нанесения жидкости обшивку обмывают струей воды из
шланга водополивочной машины. Участки обшивки, загрязнен-
ные копотью и маслом, протирают щетками и повторно промы-
вают сначала жидкостью Аэрол-1, а затем водой.
Эмульсия-20КМ представляет собой смесь 2% (масс.) тех-
нической олеиновой кислоты и 1 % (масс.) моноэтаноламина в
воде. Применяют для очистки наружной поверхности летатель-
ного аппарата от всех видов загрязнений при положительных
температурах окружающего воздуха.
Для очистки планера от масляных загрязнений допускается
применение моющего средства, состоящего из 99 % (масс.) бен-
зина Б-70 и 1 % (масс.) масла МК-8; смесь применяют при тем-
пературах от плюс 25 до минус 45°C.
Для очистки планера от копоти, грунтовых загрязнений при-
меняют смесь, состоящую из (% масс.): эфироальдегидной фрак-
ции (ЭАФ)—50, технической олеиновой кислоты — 0,5, моноэта-
ноламина — 0,25 и воды — 49,25. При низких температурах
окружающего воздуха используют чистую ЭАФ.
Для очистки планера летательных аппаратов от небольших
загрязнений применяют бензин Б-70 или его смесь с керосином
в соотношении 1 : 1.
Для очистки наружной поверхности автомобилей рекомендо-
вано применять моющее средство на основе натриевых солей
вторичных алкилсульфатов — «Прогресс». Это средство является
малопснящимся, но высокоэффективным даже при низких тем-
пературах. Рабочая концентрация составляет 4—5 г ТМС на 1 л
теплой воды. Очистку проводят с использованием сжатого воз-
духа.
Слетав и основные свойства «Прогресс» приведены ниже:
Содержание, %
активного вещества (вторичного алкилсульфата), 2,0
не менее
сульфата натрия (на активное вещество), не более 20,0
неомыляемых веществ (на активное вещество), не 1,0
более
спирта 5,0
Поверхностное натяжение, мН/м 0,0343
Смачивающая способность 0,85717
pH 8-9
«Арктика» представляет собой водный раствор этиленгли-
коля. Предназначена для удаления льда с поверхности самоле-
тов (вертолетов) на земле, а также для профилактической об-
работки поверхности авиационной техники. Жидкость наносят
на поверхность с помощью распиливающего устройства; рас-
ход—12—18 л/мин, давление —0,2—0,3 МПа. Для удаления
значительных количеств льда, снега или инея с поверхности ле-
тательного аппарата жидкость подогревают до температуры
80—90 °C.
104
«Арктика-200» в отличие от «Арктики» имеет более высокий
уровень вязкости и содержит добавки противокоррозионной при-
садки, ПАВ и загустителя. Перед применением «Арктику-200»
разбавляют водой в зависимости от температуры применения:
70 ч. воды на 100 ч. жидкости —при температурах от минус 25
до минус 30°C и 30 ч. воды и 100 ч. жидкости —при температу-
рах от минус 30 до минус 50°C. Допускается также предвари-
тельная обработка поверхности планера летательного аппарата
горячей водой с последующей обработкой жидкостью «Аркти-
ка-200».
ЭАФ (эфироальдегидная фракция) является отходом произ-
водства этилового спирта и содержит (% масс.): спирта эти-
лового— 30, эфиров и альдегидов—10, сивушных масел и ме-
тилового спирта — 60. Обладает высокой гигроскопичностью,
из-за чего всегда содержит значительное количество воды.
ЭАФ — прозрачная жидкость слегка желтоватого цвета; темпе-
ратура кипения — 76—79°С, замерзания — минус 70°С; высоко-
токсична. Иногда ЭАФ применяют в смеси с 5 % (по массе) бен-
зина Б-70 и 0,001 % зеленого кислотного красителя.
Для обработки поверхности летательного аппарата на земле
применяют смесь, состоящую (по массе) из 50 % жидкости
ЭАФ и 50 % воды при температурах до минус 8°C. При темпе-
ратурах от минус 8 до минус 25°C смесь должна состоять из
3 ч. жидкости и 2 ч. воды. При более низких температурах жид-
кость ЭАФ применяют в чистом виде. Для очистки поверхности
техники от льда и снега рекомендуется сначала использовать
воду, подогретую до 40—50 °C, затем сразу же после промывки
водой нанести чистую ЭАФ или ее смесь с водой в указанных
выше концентрациях.
Жидкость ЭКМ содержит (% масс.): этилацстат—15, ке-
росин— 35, мылонафт —50 и антивспениватель ВНИИ СК
№ 3 — 0,002. Жидкость не агрессивна по отношению к метал-
лам, не оказывает физиологического воздействия на организм
человека.
Применяют для удаления масляных пятен, нагара и лаков.
Для удаления нагара с деталей газотурбинных двигателей при
ремонте употребляют состав, состоящий из 0,7 кг карбоната
натрия, 0,3 кг силиката натрия (жидкое стекло), 0,2 кг бихро-
мата калия в 100 л воды. В этом растворе промывают кожухи
камер сгорания, реактивные сопла, корпуса сопловых аппаратов,
детали компрессора, турбину и др.
В качестве примера в табл. 40 и 41 приведены нормы сред-
него расхода ТМС на проведение капитального ремонта авиа-
ционной и сельскохозяйственной техники.
Креолин каменноугольный (МРТУ 2728—55)—концентриро-
ванная водная эмульсия мыльного эмульгатора и фракции ма-
сел (температура кипения 190—230°C), получаемых при терми-
ческом разложении угля, древесины, торфа или сланцев. Дейст-
105
Таблица 40. Нормы среднего расхода ТМС на капитальный ремонт авиацион
Моющее средство Самолеты
одно- моторные четырех- моторные типа ИЛ-76 типа Ан-24 (Ан-26)
Темп'-ЮО (МС-6, Лабомид-101, МЛ-51) 24,0 60,0 36,0 30,0
МС-8 (Лабомид-203, МЛ-52) 50,0 95,0 75,0 62,0
Темп-100А 4,0 10,0 6,0 5,0
ТМС-31 16,0 30,0 21,0 20,0
Поливка (Аэрол-1) 30,0 68,0 40,0 37,0
Синвал 2,0 6,0 4,0 3.0
Вертолин-74 30,0 65,0 52,0 45,0
Импульс 2,0 5,0 3.0 2,0
Анкрас 24,0 40,0 30,0 28,0
Термос-1 (концентрат) 2,5 8,5 6,0 4,0
Ритм (Лабомид-315) 4,0 20,0 14,0 12,0
вующим началом креолина являются входящие в состав масла
органические соединения, преимущественно ароматического ря-
да; бактерицидным действием обладают только фенолы и кре-
золы, иясектицидным— нейтральная часть масел, фенолы и кре-
золы.
Креолин — коричнево-черная маслянистая жидкость, про-
зрачная в тонком слое, легко растворима в ацетоне, эфире и
хлороформе, нерастворима в кислотах; с водой образует стой-
кую эмульсию. Креолин приготовляют следующим образом:
к 40—45 массовым частям подогретого до 60—70 °C эмульгатора
(омыленная канифоль, хозяйственное или техническое мыло,
ПАВ — ОП-7, ОП-Ю, контакт Петрова, нейтрализованные суль-
фонафтеновые кислоты и др.) добавляют 55—60 массовых ча-
стей креолинового масла. Смесь перемешивают в течение 40—
60 мин до получения однородной жидкости. Такой креолин при-
меняют для дезинфекции и дезинсекции.
Таблица 41. Нормы среднего расхода ТМС на капитальный (числитель)
и текущий (знаменатель) ремонт тракторов класса ЗОкН, шасси
и комбайновых двигателей СМД-14Д и СМД-15Д (кг на единицу)
Моющее средство Тракторы Двигатели Шасси
Лабомид-101, -102 15,0/2,15 2,1 13,1/2,15
Лабомид-103 7,35/1,94 1.8 6,60/1,94
МС-6 13,80/1,95 1,85 11,80/1,95
МС-8 7,20/1,90 1,75 5,40/1,90
106
ной техники (кг на единицу)
Вертолеты Двигатели
Ми-2 Ми-8 Ми-10 типа НК-12 типа ГТД-350 типа Д-25 типа ЛИ-25
3,0 12,0 ’ 9,0 2,4 1,0 3,5 2,5
12,0 24,0 18,0 8,0 4,0 9,0 5,0
1.0 4,0 3,0 4,0 3,0 8,0 3,0
1.8 5,0 3,0 5,0 3,0 5,0 4,0
7,0 16,0 12,0 3,0 2,0 4,0 3,0
2,0 4,0 3,0 4,0 3,0 5,0 2,0
8.0 18,0 14,0 12,0 8,0 24,0 14,0
1,0 3,0 2,0 — —- — —
10,0 20,0 16,0 5,0 2,0 4,0 10,0
0,5 2,0 1,5 2,5 2,0 6,0 5,0
2,0 7,0 4,0 4,0 4,0 6,0 4.0
6. ОЧИСТКА ТЕХНИКИ
Очистка поверхности техники — это процесс удаления посторон-
них загрязнений с поверхности до требуемого уровня чистоты.
В основном очистка осуществляется механическим, физическим,
химическим, физико-химическим и химико-термическим спосо-
бами.
6.1. СПОСОБЫ очистки ТЕХНИКИ
Подготовка поверхности к очистке начинается с установления
характера и степени загрязнения, поскольку это определяет вы-
бор способа очистки, моющих средств и растворителей, методов
оценки чистоты и т. п. Рекомендуемые способы удаления раз-
личных загрязнений с поверхности техники приведены в табл. 42.
Очистка и промывка техники перед ее ремонтом проводится
по технологическим картам, разрабатываемым в соответствии с
ГОСТ 18765—80. При этом предусматривается следующее:
порядок, способы очистки и промывки перед дефектацией и
разборкой с указанием участков, подлежащих защите от воз-
действия моющих средств;
перечень деталей и узлов, подлежащих очистке;
режим процессов очистки (температура, время и т. д.) и
промывки с учетом конкретных видов загрязнения и применяе-
мых для этого ТМС и растворителей;
особенности промывки и очистки техники после испытаний;
способы оценки чистоты поверхности техники после очистки;
порядок и способ приготовления рабочих растворов ТМС;
107
Таблица 42. Способы, рекомендуемые для удаления загрязнении
Тип загрязнений
Способ очистки дорожно- почвен- ные остатки мссел, смазок асфаль- тено- смолистые отложения нагар продукты коррозии лакокра- сочные мате- риалы
Механический
Гидродинамический
Механизированный (ко-
сточковая крошка)
Виброабразивиый
Физико-химический
Струйная обчистка
Погружением
Комбинированная (по-
гружение + струя)
Химико-термический
Щелочной расплав
4-4- 4-4-1 4-4-1
— — —
— — 4- +1
4- 4-4-1 +1
+ +1 4-4-1 + 4'4
— — 4-4-4,1
- — — 4-
4- 4- 4- — —
4-4-1 4-4- —
— — 4-+2
— 4-4-3 4-2
4- 4-3,1 4-4-2
4- 4- 4- —
Примечание. +-|—применение перспективно; 4—применяется в настоящее время; —
— малоэффективен;--------применение нецелесообразно; 1 — применение растворов ТМС;
2 —применение щелочных растворов; 3—применение кислотных растворов; 4 —применение
контроль за составом и качеством растворов моющих средств
и корректировка их в процессе очистки.
Первичным этапом очистки техники является, как правило,
механическая обработка ее поверхности. .Механические методы
очистки используют для удаления с деталей твердых, сильно
пригоревших углеродистых отложений, которые не могут быть
удалены физико-химическими методами, а также остатков ста-
рого лакокрасочного покрытия, оксидных пленок, продуктов кор-
розии, окалины и прочих веществ.
Различают следующие виды механической очистки поверх-
ности.
Ручная очистка применяется обычно при доочистке крупных
деталей, особенно тех мест, для которых затруднено использо-
вание других способов.
Очистка при помощи быстровращающихся щеток (крацева-
ние) позволяет удалять пленки оксидов, окалину, продукты
коррозии, жировые загрязнения, остатки от горюче-смазочных
материалов. Очистку проводят с помощью щеток, изготовленных
из стальной или латунной проволоки. При этом щетку смачи-
вают 2—5%-м раствором карбоната натрия.
Очистка деталей в барабанах (галтовка). Очищаемые де-
тали совместно с песком, стальной дробью, стружкой или ме-
таллическими опилками закладывают в специальные вращаю-
щиеся барабаны или колокола. В результате контакта деталей
с абразивной средой происходит их очистка. Галтовку приме-
няют для удаления заусенец, окалины, продуктов коррозии, в
108
основном после штамповки и отливки и перед гальваническими
покрытиями.
Дробеструйная очистка ведется с помощью подачи дроби со
скоростью не менее 80 м/с под давлением 0,5—0,7 МПа.
Гидроабразивная очистка производится с помощью суспен-
зии песка или электрокорупда в воде под давлением 0,3—
1,0 МПа. При очистке черных металлов в пульпу вводят один
из следующих компонентов: бихромат калия (или натрия) —
9,5—10 кг/м3, нитрат натрия —2—10 кг/м3, карбонат натрия —
1,5—2,5 кг/м3, триоксид хрома —0,5— 1,0 кг/м3.
Пневматическую очистку применяют для удаления с дета-
лей нагаров и лакообразных отложений. Детали, подлежащие
очистке, вначале обезжиривают щелочным раствором, затем об-
рабатывают в пневматических аппаратах и окончательно про-
мывают в растворителе.
Газопламенная очистка позволяет удалять с металлических
поверхностей толщиной более 6 мм органические загрязнения,
остатки красок, окалины, плотной ржавчины и т. п. Очистка про-
водится с применением различных горелок — плоских, круглых,
кольцевых. Окончательную доочистку проводят металлически-
ми щетками.
Электрохимическая очистка деталей осуществляется в среде
моющих растворов под воздействием электрического поля и по-
зволяет получать весьма высокое качество очистки поверхности.
Очистка производится в стальных ваннах. Очищаемое изделие
является катодом, а стенки ванны — анодом. Электрохимическая
очистка дает хороший эффект, если детали имеют простую
форму.
Ультразвуковая очистка является наиболее распространен-
ным методом. Она осуществляется за счет воздействия ультра-
звуковых колебаний на жидкую среду, в результате чего жид-
кость подвергается сжатию и растяжению. При таком воздей-
ствии развиваются мгновенные местные давления, или разреже-
ния, вызывающие разрушение загрязняющих пленок, имею-
щихся на поверхности деталей.
Ультразвуковая очистка проводится в среде ТМС. Снятию
загрязнения с деталей при ультразвуковой обработке способ-
ствуют местные повышения температуры, а также химические
реакции, происходящие в местах образования и исчезновения
пузырьков, поэтому химическая активность моющей жидкости
за счет указанных явлений повышается. Состав моющей жид-
кости выбирают в зависимости от вида загрязнений и материала
деталей. Наиболее часто употребляемые составы жидкостей при-
ведены в табл. 43. Малопрочные механические загрязнения
можно удалять даже в воде. Температура моющей среды
должна быть в пределах 20—70°C.
Ультразвуковая обработка дает хорошие результаты при
удалении загрязнений из глубоких отверстий малого диаметра
и углублений в деталях сложной формы и других труднодоступ-
109
Таблица 43 Составы растворов для ультразвуковой очистки деталей
Состав Содержание Назначение
Тринатрийфосфат 30-40 Для очистки деталей из стали, меди
ОП-7 3-5 и латуни
Карбонат натрия 3-4
Бихромат калия 0,5-0,6
Гидроксид натрия 5-25 Для очистки сильно загрязненных
Силикаты натрия 3—20 деталей из стали
Карбонат натрия 3-20
Тринатрпйфосфат 3-20
ОП-7 3-5
Гидроксид натрия 20-50 То же
Силикаты натрия 10 Для очистки деталей из алюминия,
Карбонат натрия 4 меди, цинка
Тринатрийфосфат 6
Тринатрийфосфат 5-10 Для очистки деталей из алюминия
ОП-7 3 и цинка
Т ринатрийфосфат 5 Для очистки деталей из магниевых
Карбонат натрия 5 сплавов
ОП-7 3
пых местах, с которых их нельзя удалить механическим или хи-
мическим методом. Производительность труда при ультразвуко-
вой очистке значительно выше, чем при химической и особенно
механической очистке за счет малой продолжительности процес-
са. Кроме того, при ультразвуковой очистке достигается более
высокая степень чистоты обрабатываемой поверхности. В по-
верхностных слоях деталей, прошедших ультразвуковую очист-
ку, не возникает напряжений, трещин и рисок, как это имеет
место при механической очистке, не наблюдается диффузии во-
дорода в поверхностные слои и связанной с этим появлением
водородной хрупкости деталей.
6.2. ОБЕЗЖИРИВАНИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ
(МЕТАЛЛОВ)
Обезжиривание применяют для удаления жировых загрязнений,
остатков масел, консервационных смазок и их компонентов (па-
рафина, церезина, мыл), специальных рабочих жидкостей, по-
лировальных паст, пыли, металлической стружки и других за-
грязнений. Некачественное обезжиривание может привести к
браку при сборке техники, затруднению технического осмотра и
последующей обработке деталей.
Для обезжиривания деталей используют различные физико-
химические и электрохимические методы с использованием ин-
дивидуальных растворителей, их смеси, эмульсии растворителей
в воде, стабилизированные ПАВ, водные растворы ТМ.С. Сред-
110
ства для обезжиривания поверхностей различных металлов при-
ведены в табл. 44.
Выбор методов и средств для обезжиривания зависит не
только от характера загрязнений, но и вида последующей обра-
ботки изделий. Например, если после обезжиривания проводится
обработка в водных растворах (фосфатирование или нанесение
водоразбавляемых лакокрасочных материалов), для обезжири-
вания рекомендуется применять водные щелочные составы.
В остальных случаях для обезжиривания используют органиче-
ские растворители. При этом органические растворители долж-
ны обладать высокой растворяющей способностью, химической
стабильностью, способностью испаряться с поверхности изделий
за короткое время, обладать возможностью регенерации, долж-
ны быть экономически доступными и не дефицитными, безвред-
ными, пожаробезопасными и не оказывать коррозионного воз-
действия на металлы.
По эффективности процесса обезжиривания растворители
можно разделить на следующие группы: 1) нефтяные раствори-
тели (нефрасы, уайт-спирит, бензин и др.); 2) ароматические
углеводороды, спирты и сложные эфиры; 3) хлорированные
углеводороды.
Достоинством нефтяных растворителей является доступность,
дешевизна и малая токсичность, поэтому их широко используют
для обезжиривания крупногабаритных изделий. Обезжиривание
осуществляют путем протирки ветошью, смоченной в раствори-
телях. Эти растворители хорошо удаляют свежие и отработан-
ные масла, пластичные смазки, консервационпые составы. При
проведении обезжиривания в ваннах путем окунания необходимо
учитывать, что растворяющая способность растворителей
Таблица 44. Средства для обезжиривания поверхности металлов
Очищаемый металл Степень загряз- нения Средства обезжиривания
органиче- ские рас- творители щелочные составы эмульсион- ные составы
Алюминий и его сплавы 1 + + +
2 + —• +
Медь п ее сплавы 1 + + —
2 + + +
Сталь обычная (литье и 1 + + +
прокат) 2 + + +
Сталь легированная 1 + + +
2 + + -1-
Сталь оцинкованная 1 + —— +
2 + —
Титан 1 + + 4-
2 + + +
Чугун 1 + — —
2 + —
Ш
заметно снижается при содержании в обезжиривающем составе
более 0,5—0,7 % (масс.) масел.
Недостатком растворителей 1-й и 2-й групп является пожаро-
опасность п сравнительно небольшая производительность, так
как процесс обезжиривания проводится, как правило, вручную.
Поэтому целесообразно их заменять на хлорированные углево-
дородные растворители.
Из хлорированных углеводородов для обезжиривания чаще
всего применяют три- и тетрахлорэтилен, метиленхлорид, а так-
же фторхлоруглеводорЪды (хладон-113 и др.). Трихлорэтилен
широко применяют для обезжиривания поверхности черных ме-
таллов. Не допускается обезжиривание этим растворителем из-
делий из алюминия и его сплавов, поскольку возможно образо-
вание взрывоопасных смесей. Нельзя также обезжиривать де-
тали, смоченные водными растворами эмульсий, так как при
этом может образоваться нерастворимая клейкая масса. С це-
лью стабилизации в трихлорэтилен добавляют замещенные фе-
нолы, гидразоны, амины (дифениламин, диэтиламин и их смеси)
в количестве до 0,1 % (масс.). Эти стабилизаторы можно ис-
пользовать и для других хлорированных углеводородов, напри-
мер тетрахлорэтилена. Для обезжиривания поверхностей дета-
лей из алюминия и его сплавов применяется тетрахлорэтилен,
который более устойчив к разложению, чем трихлорэтилен.
Режимы обезжиривания поверхностей металлов с примене-
нием указанных растворителей приведены в табл. 45.
Таблица 45. Режимы обезжиривания поверхностей металлов
Обезжириваемый металл Степень загряз- нения Темпера- тура, •С Продол- житель- ность, мин Способ обезжиривания
Алюминий, алюминне- Любая 45 + 5 1-5 Окунание в тетрахлорэти-
вые и магниевые 120 + 5 2—3 лен
сплавы Выдержка в парах тетра- хлорэтилена
Алюминий и его 45±5 1-5 Окунание в трихлорэти-
сплавы лен
88 + 2 2-3 Выдержка в парах три- хлорэтилена
Сталь листовая 45+5 3-5* Окунание в трихлорэтилен
Сталь прокат 1 18 ± 5 1-5* То же
Чугун (литье) Любая 45 + 5 1-5*
» 88 + 2 2-3 Выдержка в парах три- хлорэтилена
2 45 + 5 1-5* Окунание в трихлорэтилен
2 45±5 1-2 Обработка распылением
(давление струи 0,2— 0,3 МПа)
2 88±2 2-3 Выдержка в парах три- хлорэтилена
•При необходимости продолжительность обработки может быть увеличена.
112
Метиленхлорид используют для удаления остатков полиро-
вочных паст, очистки оптических стекол и узлов вакуумных на-
сосов. 1,1,1-Трихлорэтилен находит применение при всех спосо-
бах очистки, даже при протирке. В составы на основе трихлор-
этапа входят 1,4-диоксан, нитрометан, метилэтилкетон, пропило-
вый спирт и другие растворители.
В последние годы для обезжиривания получили применение
фторхлоруглеводороды, основным преимуществом которых яв-
ляется низкая токсичность. Чаще всего используют хладоны-112
и -113, имеющие сравнительно высокие температуры кипения.
Их применяют для удаления загрязнений с изделий из черных
и цветных металлов, а также печатных плат, изготовленных на
полимерной основе.
Перспективным способом является горячее обезжиривание в
парах растворителей. Для этого используют хлорированные угле-
водороды, которые нагревают до температуры кипения в спе-
циальных ваннах (см. табл. 45). Перспективным также является
использование для обезжиривания ультразвуковых установок.
Процесс обезжиривания в этом случае сокращается и появляет-
ся возможность уменьшения содержания активных компонентов
в составах.
Из щелочных обезжиривающих растворов наибольшую эф-
фективность проявляют многокомпонентные растворы, включаю-
щие гидроксид натрия, карбонат натрия (для обеспечения омы-
ляющего действия на растительные и животные жиры), фосфаты
(повышающие моющий эффект, диспергирующее действие солей
кальция и магния и снижающие жесткость воды), силикаты
натрия (усиливающие диспергирующий эффект раствора и обра-
зующие на поверхности алюминия и цинка тонкую противокор-
розионную пленку), ПАВ (повышающие моющий эффект рас-
твора).
Из ПАВ в составе обезжиривающих растворов чаще всего
используют алкилсульфонат, сульфонаты НП-1, НП-3, ДС-РАС,
синтанол ДС-10, синтамид-5, препарат ОП, контакт Петрова
И др. Концентрация ПАВ в растворах составляет 3—8 г/л.
Составы многокомпонентных обезжиривающих растворов и
их назначение приведены в табл. 46.
Обезжиривание растворами, содержащими ПАВ, ведут при
60—70 °C, а при их отсутствии — 70—90 °C. Иногда в растворы
добавляют протнвопенные присадки ПМС-200, или КЭ-10-12 в
количестве 0,1—0,2 г/л. Перед обезжириванием сильно загряз-
ненных деталей щелочными растворами их предварительно про-
мывают горячей водой или веретенным маслом, подогретым до
100—110°С, путем погружения в него детали. Технология обез-
жиривания деталей щелочными растворами приведена в ГОСТ
9.402—80 и ГОСТ 9.805—84. В последние годы для обезжири-
вания деталей стали применять технические моющие средства;
МЛ-51, МЛ-52, МС-6, МС-8, Лабомид-101, Лабомид-203, ТМС-31,
Вертолин-74, Ймпульс-К.
113
Таблица 46 Составы многокомпонентных обезжиривающих растворов
Компонент Номера растворов
1 2 3 4 5
Гидроксид натрия (ка- лия) 8-10 — 30 — —
Карбонат натрия 15-20 3-5 10-15 —-
Тринатрийфосфат 20-30 3-5 3 5-10 и — .
Триполифосфат натрия 2-3 2—3 — — —
Метасиликат натрия 1-3 — 1,5 3-4 —
Синтанол (ДС-10 или ДТ-7) 1-3 0,15-0,3 — 3-5 —
Контакт Петрова — — —
Сульфонол (НП-1, НП-3) — 0,05-0,1 — — 0,5-3
Мыло — —- 1,5 — —
Прогресс — — — — —
Моноэтаноламин — — — — 10
Примечание. Области применения растворов: 1—3. 7, 8 —для обезжиривания де
применения в струйных установках под давлением 0,12—0,20 МПа; 4 — для обезжирива
делий; 7. 12. 13 — для обезжиривания полированных деталей: 9 — для обезжиривания
универсальный раствор для обезжиривания деталей из черных и цветных металлов.
Для межоперационной защиты черных и цветных металлов
применяют обезжиривающий состав, содержащий (г/л): фосфат
натрия — 20—25, карбонат натрия—10—15, метасиликат нат-
рия— 10—15, синтанол ДС-10 (ДТ-7) — 4—6, нитрит натрия—10.
Составы моющих композиций для обезжиривания деталей
из стали, (в г/л); меди и сплавов из этих металлов приведены ниже Синтанол TMC-3I * я ДС-10. Декалин Трнлон Б \^‘г- ОП-7 натрии (ДТ"7) спирит
№ 1 ... . № 2 ... . № 3 . . . . 30-40 15-20 3-5 - - - — - 20-30 3-5 40-50 _ _ _ — 20—30 — — 30-60 10-20 0,5-2,0
Перспективным является комбинированный процесс, вклю-
чающий обезжиривание и пассивацию. Такой метод применяют
Таблица 47. Щелочные растворы для обезжиривания
Компонент Концентра- ция, г/л Назначение раствора Температура и время обработки
Тринатрийфосфат 40—60 Для обезжиривания 70-90 °C,
Карбонат натрия Силикаты натрия (жид- кое стекло) 40—60 20-30 деталей 15—20 мин
Гидроксид натрия Бихромат калия 100 5 То же, в ваннах 80-90 °C, 3-4 ч
Карбонат натрия Бихромат калия 10 3 Для обезжиривания алюминиевых деталей в ваннах То же
114
Номера растворов
в 7 8 9 10 11 12 13 14 15 16
— 25-30 8-12 80-100 5-8 — — — — — —
25—30 80-100 40-50 15-20 3-7 — —•
5-7 40—50 7-10 30-40 40-50 10-15 40—50 25—30 1-3 50-60 —
—— - — —— —— — •— 5—10 —
— - 1-2 10-15 — 3-5 —- — 1-3 10-12 —
— — 2-5 — — — 2-4 1-3 — 8-10 —
— 1-2 40-50 — — — — — —
—- — —• —- — — — — — — —•
— —- 0,2-0,5 чв» —
0,5 — — — — — — — — 4* —
— — — — — — —
талей из черных металлов; 2, 5, 14 — с более низкой концентрацией компонентов для
чия цинка и его сплавов; 6 — для обезжиривания загрунтованных (окрашенных) из-
сильио загрязненных деталей; 11, 12 —для обезжиривания меди и ее сплавов; 15 —
для деталей из черных металлов, алюминия, оцинкованной стали
и проводят в ваннах и струйных камерах при 70—80°C в тече-
ние 3 мин при давлении 0,15—0,25 МПа. Рекомендуемый состав
раствора (г/л): тринатрийфосфат — 5—6, триоксид хрома —
0,5—1,0, эмульгатор (синтанол ДС-10, синтамид-5)—0,5—1,0.
Для пассивации в смесь добавляют растворы хроматов.
Ниже приведены наиболее распространенные растворы для
обезжиривания загрунтованных и неокрашенных деталей (в %):
Синтанол ДС-10
Фосфорная кислота
(плотность 1,5—1,7 г/см3)
Вода
Загрунтованные Неокрашенные
детали _ детали
5 5-10
15 30-40
980 965-950
В табл. 47 даны рабочие концентрации, назначение и режимы
обезжиривания поверхности деталей щелочными растворами.
Электрохимическое обезжиривание является одним из наи-
более эффективных способов очистки поверхности от загрязне-
ний жирового характера и применяется, как правило, перед
нанесением гальванических покрытий. В практике очистки ис-
пользуют катодное или анодное обезжиривание. Катодное обез-
жиривание более эффективно, однако при этом имеет место на-
сыщение водородом обрабатываемых деталей и потеря ими ме-
ханической прочности. Поэтому при проведении обезжиривания
изменяют полярность катод — анод, причем анодная обработка
должна быть кратковременной.
В табл. 48 приведены композиции растворов, рекоменудемые
для электрохимического обезжиривания. Оценка степени обез-
113
жиривания и требования к качеству обезжиренной поверхности
приведены ниже:
Степень Время до разрыва Характер загрязнения поверхности
обезжиривания пленки воды на изделии, с фильтровальной бумаги
1 60
2 30
3 30
Масляное пятно отсутствует
Неявно выраженное (сма-
занное, расплывчатое) пят-
но
Четко выраженное масля-
ное пятно
Обезжиривание эмульсионными композициями проводят в
соответствии с ГОСТ 9.402—80. Эмульсии содержат раствори-
тель, ПАВ, в том числе эмульгатор, стабилизатор, ингибитор
коррозии обрабатываемого металла и 50—90 % воды.
Таблица 48. Композиции растворов для электрохимического обезжиривания
Компонент Содержание компонента в композиции, г/л
I № 2 № 3 № 4
Гидроксид натрия Карбонат натрия Фосфат натрия Метасиликат натрия Синтанол ДС-10 Примечание. Области № 2 — чугуна, № 3 и 4 — 30—40 20—30 40—60 3-5 1-2 применения к тазличных мета. 50-60 20-35 5-10 тмпозиций: № тлев, сплавов 30—50 40-60 3-5 1-2 1 — дл я обр и гальваннчес 5-10 20-40 20—40 2-4 аботки стали, кнх покрытий.
Таблица 49. Технологическая карта обезжиривания поверхности металлов
с использованием готовых ТМС
Моющее средство Концентрация, г/л Режим обработки Способ обезжири- вания
температура, «С время, мин давление, МПа
Стал Ь
МЛ-52 20-30 80-90 5-20 — Окунание
Лабомид-203 20-30 70—80 5-20 —. х>
Лабомид-101 2-5 70—80 1-5 0,15-0,20 Распыление
МС-8 20-30 70—80 5-20 — Окунание
МЛ-51 5-10 70-80 1-5 0,15—0,20 Распыление
МС-6 5-7 60-70 1-5 0,15—0,20
Алюминий и е ГО с п л В ы
МЛ-52 15-20 50-60 5-10 Окунание
Лабомид-203 15-20 50-60 5-10 —
Лабомид-101 5—10 50-60 1-5 0,15-0,20 Распыление
МС-8 15-20 50-60 5-10 — Окунание
МЛ-51 10-15 50—60 1-5 0,15-0,20 Распыление
МС-6 5-15 50-60 1-5 0,15-0,20
не
Таблица 50. Типовая технологическая карта обезжиривания деталей техники
для различных металлов и сплавов
Концентрация, г/л Окунание Распыление
Металл, сплав Компонент при окунании при распыле- нии температура. ’С > время, мин | температура, °C время, мин давление, МПа
Сталь 1 Алюминий н его сплавы Магниевые сплавы Магниевые деформи- руемые сплавы Цинк и его сплавы Детали, по- крытые грун- товкой или лакокрасоч- ными мате- риалами Т ринатрийфосфат Карбонат натрия Силикаты натрия Гидроксид натрия Синтанол ДС-10 (ДТ-7) Сульфонол Тринатрийфосфат Карбонат натрия Силикаты натрия Моноэтаноламин Синтанол ДС-10 (синтамид-5, суль- фонол) Тринатрийфосфат Гидроксид натрия Силикаты натрия Синтанол ДС-10 (синтамид-5, суль- фонол) Тринатрийфосфат Гидроксид натрия Силикаты натрия ОП-7 (ОП-Ю) Азотная кислота Тринатрийфосфат Карбонат натрия Силикаты натрия ПАВ Тринатрийфосфат ПАВ 20-30 15-20 1-3 8—10 1-3 5-10 10-15 3-4 3-5 7—10 8—12 10-15 2-5 40-60 10-25 20-30 1-3 30-50 3-5 3-5 0,15— 0,3 0,1- 0,15 10 0,5- 3,0 1-3 3—7 1-3 0,2- 0,5 5—7 0,2— 0,5 60-70 60-70 60-70 60-90 15-40 5-20 3-5 3-5 5-15 2-5 50-70 60-70 60-70 60-70 1-5 1-3 1-5 1-5 0,12 — 0,15 0,15- ОД 0,12- 0,15 0,12— 0,15
Примечания. I. Магниевые сплавы после обработки в азотной кислоте и про-
мывки подвергают обработке в растворе триоксида хрома концентрацией 80—100 г/л
и нитрата натрия концентрацией 5—8 г/л при 15—40 °C в течение 2—5 мин
2. Для цинка и его сплавов после обработки указанными компонентами необходима
пассивация 0.1—0,5 %-м раствором бихромата калия или 0.5 %-м раствором трноксида
хрома, нейтрализованным до pH 4,5—5,0.
117
В табл. 49 и 50 даны типовые технологические карты обез-
жиривания деталей техники, действующие на ремонтных пред-
приятиях.
6.3. ТРАВЛЕНИЕ МЕХАНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Травление — это процесс очистки поверхности деталей техники
с целью удаления продуктов коррозии. Процесс проводят, как
правило, с применением водных растворов кислот или специаль-
ных композиций. Различают химическое и электрохимическое
травление.
Химическое травление осуществляют перед нанесением лако-
красочных или гальванических покрытий, цинкованием или кон-
сервацией с применением растворов серной, соляной, азотной и
фосфорной кислот. Наиболее эффективен раствор соляной кис-
лоты, причем эффективность соляной кислоты в большей степени
зависит от концентрации раствора, чем от температуры. Для рас-
твора серной кислоты — напротив, температура является опреде-
ляющим фактором его эффективности. Для предотвращения кор-
розии металлов от действия растворов кислот в их состав вводят
ингибирующие вещества (катапин, уротропин, ПБ-6 и -7, БА-6,
И-1-А, -В, -Е и др.), которые являются продуктами конденсации
органических соединений.
Из-за высокой стоимости фосфорной кислоты процесс трав-
ления проводят в два этапа. На первом—детали обрабатывают
в растворах серной или соляной кислоты, на втором — после
промывки водой погружают деталь на 10—15 мин в 2—3%-й
раствор фосфорной кислоты при 75—85 °C. С поверхности черных
металлов коррозионное покрытие удаляется раствором, состоя-
щим из 30—35 % фосфорной кислоты, 1 % гидрохинона, 5 % бу-
тилового спирта, 20 % этилового спирта и 39—44 % воды. Де-
тали смачивают раствором, выдерживают 2—3 мин и промывают
водой. После этого нейтрализуют их в растворе, содержащем
аммиак (0,5%), этиловый спирт (40%) и воду (59,5 %).
С поверхности углеродистых и легированных сталей корро-
зионные отложения удаляют растворами, состав которых при-
веден в табл. 51. С алюминиевых деталей продукты коррозии
удаляют раствором, состоящим из азотной кислоты (50 г), би-
хромата калия (10 г) и воды (1 л). Деталь выдерживают до
полного удаления следов коррозии, а затем промывают водой.
С поверхности деталей из магниевых сплавов продукты корро-
зии удаляют в таком же растворе, выдерживая детали в тече-
ние 2—3 мин; затем их промывают, сушат и оксидируют. Детали
из меди и медных сплавов для удаления продуктов коррозии
обрабатывают в азотной кислоте, аммиаке или растворах хло-
рида аммония, после чего тщательно промывают водой и нейтра-
лизуют.
На практике чаще всего процессы обезжиривания и травле-
ния совмещают, для чего применяют специальные композиции,
включающие как травильные, так и обезжиривающие вещества,
подобно композициям, приведенным в табл. 52. Для очистки
118
Таблица 51. Растворы для удаления продуктов коррозии с поверхности
деталей из углеродистых и легированных сталей
Сталь Вид загрязнения Состав растворов и концентрация, % Темпе- ратура,
Углеродистая и леги- рованная Ржавчуна Соляная кислота 10 Вода до 100 Соляная кислота 10 Серная кислота 10 У никол 2 Вода до 100 60—50 45-50
Углеродистая и низко- легированная (леги- рующих элементов Окалина после тер- мической обработ- ки давлением и Соляная кислота 12 Хлорид натрия 2 Уникод 1 50-60
не более 2,5 %) сварки Вода до 100 Серная кислота 5 Азотная кислота 5 Соляная кислота 3 Вода до 100 50-60
Средне- и высоколе- гированные То же Уникод 1 Вода до 100 70-80
крупногабаритных деталей применяют травильные композиции,
приведенные в табл. 53.
Электрохимическое травление применяют перед нанесением
гальванических покрытий. Как правило, это анодное травление,
исключающее наводороживание обрабатываемых деталей. Для
травления чаще всего применяют состав, содержащий 900—
1300 г/л серной кислоты и 3,6—5,0 г/л сульфата магния. Про-
цесс проводят при 15—26°С с применением свинцовых катодов.
Шлам удаляют обработкой па аноде в растворе гидроксида нат-
рия (100 г/л) при плотности тока 5—10 А/дм2 и температуре
70—80 °C. Непосредственно перед нанесением гальванического
покрытия удаляют тонкий слой оксидов металлов (процесс акти-
вации) с применением композиций веществ, приведенных в
табл. 54.
Таблица 52. Композиции растворов, содержащих травильные
и обезжиривающие вещества
Компонент Концентрация, г/л Окунание Распиливание
окунание рас пыли- ванне темпера- тура, °C продол- житель- ность, мин темпера- тура, °C продол- житель- ность, мин давле- ние МПа
Ортофосфор- ная кислота Синтанол ДС-10 Пеногаси- тель ЗАП-40 150-200 2-5 0,15 50-100 0,5-1.0 0,15 70-80 5-15 60-70 3-5 1,2-2
119
Таблица 53. Композиции паст и растворов для очистки
от коррозии крупногабаритных деталей
Состав и концентрация. % (масс.)
Способ применения
Композиция № 1:
серная кислота 7,7
ортофосфорная кислота 2,4
соляная кислота 21,3
контакт Петрова 0,5
сульфитцеллюлозный щелок 14,6
инфузорная земля (трепел) 36,0
ингибитор (ПБ-5, катапин и 0,5
др)
вода 17,0
Пасту наносят на поверхность слоем
толщиной от 1 до 5 мм и выдержи-
вают от 1 до 6 ч; промывают струей
воды и на 30—60 мин наносят пасту-
пассиватор, после ее удаления водой
поверхность обдувают горячим воз-
духом или протирают ветошью
Паста-пассиватор для компози-
ции № 1:
бихромат калия (натрий) 2,3
сульфитцеллюлозный щелок 9,6
гидроксид натрия 0,9
инфузорная земля (трепел) 38,0
вода 47,2
Композиция № 2:
Раствор 1
вода (мл) 420
соляная кислота (мл) 280
серная кислота (мл) 86
уротропин (г) Ю
бумажная масса (г) 40
Раствор 2
вода (мл) 150
метасиликат натрия (мл) 50
К раствору 1 добавляют раствор 2 и
тщательно перемешивают; на обез-
жиренную поверхность наносят слой
пасты толщиной от 2 до 5 мм и вы-
держивают в течение 1 — 12 ч
После очистки раствором № 1 по-
верхность промывают водой и обра-
батывают 10 %-м фосфатирующим
раствором соли
Композиция № 3:
ортофосфорная кислота 40
(50 %-й раствор)
кислотоупорный порошок 60
(андезитовая мука, артин-
гкий туф и пр.)
Пасту выдерживают на поверхности
в течение 2 ч, затем смывают водой,
протирают поверхность 5 %-й орто-
фосфорной кислотой и высушивают
Композиция № 4:
ортофосфорная кислота 82—86
гексацианоферрат калия 8—9
тригидрат (желтая кровя-
ная соль)
патока 2—3
эмульгатор 4—6
Пасту наносят на поверхность метал-
ла, затем нейтрализуют водным рас-
твором мела
120
Продолжение табл. 53
Состав и концентрация, % (масс.. Способ применения
Композиция № 5: ортофосфорная кислота 66,6 (80 %-й раствор) гексацианоферрат калия 8—9 тригидрат (желтая кровя- ная соль) перлит 11,2 горячая (80“С) вода Композиция № 6: изопропиловый спирт 16 мопонитробензол (ингиби- 0,1 тор) этиловый спирт 12 эмульгатор 0,5 ПАВ 3 фосфорная кислота 28 вода до 100 Композиция № 7: карбокси метилцеллюлоза 1,6 метилцеллюлоза 2 ингибитор КИ-1 2,4 ортофосфорная кислота 18,3 аэросил 5 вода до 100 Композиция № 8: ортофосфорная кислота 15,1 силикаты натрия 0,15 ОП-7, ОП-Ю 0,15 перлит 20,2 карбоксиметнлцеллюлоза 3,0 вода до 100 Паста-преобразователь ржавчины; по- сле обработки пастой поверхность нейтрализуют водой Удаляют ржавчину вручную щетка- ми, обильно смоченными диоксиди- ном Известна под названием автоочисти- тель ржавчины «Омега-1»; рекомен- дуется для удаления ржавчины перед нанесением на поверхность металла битумных антикбров для днищ ав- томобилей или перед окраской Известна как автоочиститель ржав- чины (ТУ 6-15-649—73); применяют для удаления ржавчины с поверхно- сти автомобилей
Таблица 54. Композиции для очистки поверхности деталей
от оксидной пленки
Компонент Материал Концен- трация, г/л Темпера- тура, °C Время обработ- ки, мин
Серная или соляная Сталь обычная 50-100 18-20 15-60
кислота Серная кислота Сталь цементирован- 50-100 18-25 15-60
Уротропин мая То же 40-50 18-25 15-60
Гидроксид натрия Алюминий и его сплавы 10-20 50-60 10-30
Трпнатрийфосфат То же 30—50 50-60 10-30
Силикаты натрия 8-10 50-60 10-30
Азотная кислота Бронза, латунь 100 % 15-30 60
121
6.4. УДАЛЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИИ
Лакокрасочные покрытия — это пленки, прочно связанные с
твердой поверхностью. Связь с поверхностью создается в про-
цессе формирования пленки и обусловлена физико-химическими
свойствами пленки. Лакокрасочные материалы представляют
собой многокомпонентные смеси, содержащие плепкообразую-
щие вещества, пигменты, наполнители, поверхностно-активные
соединения, растворители и другие компоненты.
В производственной практике для удаления старых лакокра-
сочных покрытий применяют различные смывающие составы
(смывки). Преимущество смывок перед механическими спосо-
бами очистки заключается в меньшей трудоемкости и возмож-
ности механизации процесса, а также возможности очистки мел-
ких деталей и деталей сложной формы.
Различают смывки органического и неорганического проис-
хождения на основе кислот, щелочей, солей, органических рас-
творителей, используют и водоэмульсионные смывки. Широкое
распространение получили смывки на основе органических рас-
творителей. В состав смывок входят активные растворители, за-
густители, замедлители испарения, разрыхлители, эмульгаторы
и ингибиторы коррозии. Водоэмульсионные смывки содержат
активные растворители и другие компоненты, диспергированные
в воде. Их преимущество перед другими смывками заключается
в негорючести.
Процесс удаления лакокрасочных покрытий с помощью смы-
вок можно представить следующим образом. Активная часть
смывок (органические растворители, кислоты) проникает в
пленку в результате диффузионных процессов, обусловленных
наличием в структуре микропор и мелких каналов, вызывая на-
бухание и растворение покрытий. Скорость диффузионных про-
цессов зависит как от природы полимеров, так и от свойств рас-
творителей.
В случае удаления покрытий на основе термореактивных
пленкообразователей процесс может остановиться на стадии на-
бухания лакокрасочного покрытия. В результате происходит на-
рушение адгезионных связей между пленкой и подложкой и по-
крытие отслаивается.
Неорганические смывки пожаробезопасны, не загрязняют
окружающей среды и не выделяют вредных для дыхания ве-
ществ. Их недостаток — возможность применения только при
температурах выше 5°C.
Черные металлы (листы, профильный прокат, заготовки, де-
тали и т. п.) очищают смывками на основе гидроксида натрия
(контакт Петрова, метасиликат натрия, тринатрийфосфат, эмуль-
гатор ОП-7, гидроксид натрия и вода в различных соотноше-
ниях), карбоната натрия (сульфонол, карбонат натрия, тринатрий-
фосфат, эмульгатор ОП-7 и др.), метасиликата натрия (карбо-
нат натрия, метасиликат натрия, ДБ, сульфонат, сульфонол, три-
122
полифосфат натрия и др.). Алюминий и легкие сплавы очищают
смывками на основе гидроксида натрия, метасиликата натрия,
карбоната натрия и специальных ПАВ. Продолжительность очи-
стки от 3 до 30 мин при средней температуре раствора 50—60°C.
Смывки, не содержащие агрессивных кислот и щелочей, не
вызывают коррозионного разрушения металла, их можно при-
менять для снятия покрытий со стальных, алюминиевых, маг-
ниевых и других поверхностей.
Удаление старых лакокрасочных покрытий и загрязнений
при низких температурах возможно смывками, содержащими
органические растворители, состав которых приведен в табл. 55.
Смывку на удаляемый слой покрытия наносят кистью или
краскораспылителем, выдерживают до его набухания и удаляют
скребками или щетками. Смывку АФТ-1 применяют при темпе-
ратуре 15—30°C для удаления лакокрасочных покрытий с чер-
ных и цветных металлов, а АС-1—с плакированных и анодиро-
ванных алюминиевых сплавов.
Для удаления современных лакокрасочных покрытий разра-
ботаны негорючие смывки следующих составов (% масс.)1
1) метиленхлорид — 70—80, муравьиная кислота — 7—8, коллок-
силин 5—6, парафин—1,2—1,8, этиловый спирт 8—10; 2) ме-
тиленхлорид— 83, этилцеллозольв — 6, этиловый спирт — 8, па-
рафин— 3, толуол—10 (от массы смывки), ингибитор — 0,2.
Такими смывками удаляют покрытия, горячая сушка которых
не превышает 10 мин.
Применяют также жидкость ЭКМ, в состав которой входят
30 % этилацетата, 70 % керосина, мылонафт 1:1 (от массы рас-
творителей), полисилоксановая жидкость ВНИИК № 3 —
0,002 % (от массы всей жидкости).
Удаление старых лакокрасочных покрытий с деталей авто-
мобильной техники производят органическими смывками, пред-
ставляющими собой смесь растворителей с замедлителями про-
Таблица 55. Составы смывок для удаления лакокрасочных покрытий
Наименование и состав Концен- трация. % (масс.) Наименование и состав Концен- трация, % (масс.)
СД(сп) (ТУ 6-10-1088-76): АФТ-1 (ТУ 6-10-1202-76) t
ацетон 30 КОЛЛОКСИЛИН 5
этилацетат 30 парафин 0,5
этиловый спирт 10 ацетон 47,5
бензол 30 фор.мальгликоль 19
СД(об): толуол 28
ацетон 47 АС-1 (ТУ 6-10-1865-82)1
этилацетат 19 метиленхлорид 86
скипидар 7 этиловый спирт 9,5
этиловый спирт бензол нафталин парафин 6 8 10,8 2,2 эмульгатор ДС уксусная кислота унист-11 (гидрохинон) 1,8 0,9 1,8
128
цесса испарения. Это —СД(сп), АТФ-1, СП-6, СП-7, СНБ-9,
СПГ-2, СПС-1, АС-1, СЭУ-1, а также негорючие смывки. В смыв-
ку АФТ-1 вводят ортофосфорную кислоту (до 10 % от общей
массы).
После удаления лакокрасочного покрытия с применением
смывок АФТ-1, СНБ-9 и СД поверхность детали промывают
разбавителем № 645 (ветошью, смоченной указанным разбави-
телем). После смывки СП-7 деталь промывают теплой водой.
Смывки СПС-1 и СПС-2 являются наименее токсичными.
Разработана новая «Автосмывка старой краски», имеющая
высокую эффективность и отличающаяся универсальностью и
пожаробезопасностью.
Продукты коррозии после очистки деталей от лакокрасоч-
ного покрытия удаляют травлением или механической обработ-
кой поверхности. Для удаления слабых коррозионных пораже-
ний применяют диоксин (раствор фосфорной кислоты в смеси
с изопропиловым спиртом и ПАВ). Для очистки поверхности от
продуктов глубокого коррозионного поражения металлов при-
меняют пасту следующего состава (%): ортофосфорная кисло-
та— 82—86, желтая кровяная соль — 8—9, эмульгатор ОП-7 —
4—6, патока — 2—3. После обработки детали поверхность ее
нейтрализуют водным раствором мела.
На авторемонтных предприятиях старую краску удаляют пу-
тем окунания в водный раствор карбоната натрия различной
концентрации с последующей промывкой водой (60—70°С).
В последнее время получил распространение метод снятия ста-
рой краски с деталей автомобиля путем погружения их в ванну
с горячим раствором карбоната натрия, последующей промывки
горячей водой, нейтрализацией 5 %-м раствором ортофосфор-
ной кислоты и заключительной промывкой и пассивацией (для
повышения противокоррозионной стойкости лакокрасочных по-
крытий).
Кузова автобусов обрабатывают с применением струйного
метода, используя 6 %-й раствор карбоната натрия при 70—80°С
в течение 15 мин. После стока раствора кузов промывают горя-
чей водой при 80—90 °C в течение 15 мин. Вода для промывки
периодически обновляется из расчета 30 л на 1 м2 обрабатывае-
мой поверхности. После просушки кузов обрабатывают 3%-м
раствором ортофосфорпой кислоты для нейтрализации остатков
карбоната натрия и после 5-минутного стока промывают хо-
лодной водой.
6.5. ОЧИСТКА ОТ ПРОДУКТОВ ПРЕОБРАЗОВАНИЯ
ГСМ И НАКИПИ
Продукты преобразования горюче-смазочных материалов — это
нагары, лаковые пленки, углеродистые отложения.
Нагары обладают сильной адгезией к металлической поверх-
ности, поэтому для их удаления применяют жидкости с наиболее
высокими моющими и растворяющими свойствами. К ним отно-
124
Таблица 56. Крезольные жидкости для удаления нагаров
Состав Концентрация, % Температура применения. °C Время выдержки, ч
Состав 1:
трикрезол 62 80-85 2-3
мыльный эмульгатор 30
вода 8
Состав 2:
о-дихлорбензол 62 65 2-3
трикрезол 23
олеат калия 10
вода 5
сятся крезольные жидкости, которые получают смешением три-
крезола, эмульгаторов и других веществ. По внешнему виду это
маслянистая жидкость черного цвета плотностью при 20 °C —
1,06 г/см3. Кинематическая вязкость при 20°С — 22 мм2/с, тем-
пература кипения —98°C. Жидкость не вызывает коррозии ме-
таллов.
Применяют для одновременной очистки от нагара и лакооб-
разных отложений на деталях из различных металлов. Состав
и режимы применения крезольных жидкостей приведены в
табл. 56.
Для удаления нагара со стальных и алюминиевых деталей
используют жидкости, состав которых приведен ниже (в кг):
Детали из стали Детали из алюминия
Гидроксид натрия 2,5 —
Карбонат натрия 3,1 2,0
Силикаты натрия 1,0 0.8
Мыло 0,8 1,0
Бихромат калия 0,5 0,5
Вода (л) 100 100
Температура применения жидкостей — 80—95 °C, время вы-
держки — 2—3 ч.
Из продуктов преобразования ГСМ наиболее прочной связью
с поверхностью обладают лаковые пленки, которые удаляются
с помощью крезольной жидкости в такой последовательности:
предварительное обезжиривание при температуре 80°C в
водном растворе, содержащем карбонат натрия (0,2%) и би-
хромат калия (0,2 %), струйным способом;
обработка крезольной жидкостью в течение 15—25 мин;
промывка горячей водой (80—90°С) в течение 5—10 мин;
окончательное обезжиривание, подобное предварительному
обезжириванию;
сушка сухим сжатым воздухом;
противокоррозионная обработка и дезодорация;
обработка в течение 10 мин в уайт-спирите.
Удаление углеродистых осадков из маслобаков проводят сле-
дующим образом. Маслобак пропаривают в течение 2 ч, затем
125
в него заливают водпо-креолиновую эмульсию (1:1), подогре-
тую до 60—70 °C, в количестве l/s части вместимости масло-
бака и промывают на станке-качалке в течение 1—1,5 ч, заменяя
эмульсию каждые 30 мин. После этого маслобак промывают го-
рячей водой до полного удаления креолиновой эмульсии и сушат
сжатым воздухом.
Из маслорадиаторов осадки удаляют чистым креолином.
Предварительно удаляют остатки масла, прокачивая керосин в
течение 0,5—2 с. Промывка осуществляется прокачкой креолина
через маслорадиатор в течение 1,5—2 ч; направление прокачки
должно меняться каждые 10—15 с. Для промывки используют
креолин, подогретый до 70—75°C. После промывки креолином
маслорадиатор промывают вначале горячей (80°С), а затем
проточной (10—20СС) водой до полного удаления креолина. Для
контроля полноты промывки маслорадиатор заполняют водой и
выдерживают в течение 10—20 мин, затем воду сливают.
Используемый в данном процессе креолин фенольный камен-
ноугольный получают смешением обесфеноленного и откристал-
лизованного масла (49 частей), фенолов каменноугольной смолы
(11 частей), канифоли (17 частей), гидроксида натрия, воды в
количестве, необходимом для омыления компонентов мыла. По
внешнему виду креолин фенольный маслоподобная жидкость
темно-коричневого цвета, прозрачная в тонком слое, имеет фе-
нольный запах. При минус 20°C теряет подвижность, темпера-
тура вспышки в пределах 80—90°C, горит сильно коптящим
пламенем, вызывает набухание любой резины, агрессивен по
отношению к металлам и их сплавам, особенно алюминию, меди
и латуни.
Масла, входящие в состав креолина, содержат в основном
ароматические углеводороды и их производные (фенолы, эфиры
и др.), являющиеся эффективными растворителями. Мыльный
эмульгатор обладает способностью химически взаимодейство-
вать с оксикислотами, переводить их в легкорастворимое состоя-
ние и смывать с поверхности деталей.
Для удаления остатков углеродистых отложений, не смытых
водой, через маслорадиатор прокачивают керосин в прямом и
обратном направлениях в течение 20 мин. После прокачки не-
обходимо проверить полноту удаления углеродистых отложений
и полностью слить керосин.
Окончательная операция промывки — прокачка горячим
(90—100°С) маслом в течение 30 мин в различных направле-
ниях.
Все перечисленные выше операции промывки должны следо-
вать одна за другой без перерыва.
Для удаления накипи чаще всего используют растворы со-
ляной кислоты с ингибитором коррозии или контакт Петрова.
Для очистки раствор прокачивают через систему двигателя или
отдельные ее детали окунают (погружают) в специальную ванну
с раствором моющего средства. При применении раствора со-
126
ляной кислоты (10 —15 %-й концентрации по массе) детали по-
гружают в ванну с раствором, подогретым до 40—60 °C, на
20—30 мин. Затем детали ополаскивают проточной водой и по-
гружают на 3—5 мин в ванну со щелочным раствором (10 г/л
карбоната натрия и 3—5 г/л нитрита натрия) при температуре
60—70 °C. Это делается для нейтрализации остатков кислоты и
пассивации поверхности деталей.
Накипь с поверхности алюминиевых деталей удаляют с по-
мощью водного раствора фосфорной кислоты (100 г/л) и три-
оксида хрома (50 г/л). Процесс очистки проводят при темпе-
ратуре 60—70 °C.
Наиболее эффективная очистка деталей техники от накипи
производится с помощью щелочного расплава, который исполь-
зуют также для очистки деталей от нагаров и продуктов корро-
зии. Способ с использованием щелочного расплава основан на
химико-термическом процессе. Расплав состоит из следующих
компонентов (% масс.): гидроксид натрия — 60—70, нитрат нат-
рия— 25—35, хлорид „атрия — 5. Каждый компонент выполняет
определенные функции в общем механизме разрушения накипи.
Технология процесса удаления накипи включает 4 этапа:
обработка деталей расплавом, промывка в проточной воде,
травление в кислотном растворе и промывка в горячей воде.
В расплаве детали выдерживают в течение 5—12 мин. Бурное
Таблица 57. Степень очистки металлических поверхностей после
различных способов очистки
Способ очистки Достигаемая чистота поверхности (баллы)
А Б в г
Дробсметный, дробеструйный, гид- ропескоструйный, пескоструйный 1 1 1 1
Механизированным инструментом (шпатели, щетки) с пневматическим и электрическим приводами 2 3 3 3
Ручными инструментами (шкрабки, шпатели, щетки проволочные) 3 4 4 —• .
Травление (кислые или щелочные растворы) под током и без тока 1 2 1 1
н и е. А. Б, В, Г — степени загрязненности
6-кратное
дающего
поверхности,
отличная; при осмотре с помощью прибора.
Примечи..,
1 балл — очистка , , . - - ______.
увеличение, окалина, ржавчина или остатки краски не обнаруживаются.
2 балл — очистка хорошая; при осмотре невооруженным глазом окалина,
или остатки красок ис обнаруживаются.
3 балл — очистка удовлетворительная; не более чем на 5 % поверхности имеются
остатки плохо держащейся окалины, точки ржавчины или старой краски и грунтовки,
видимые невооруженным глазом. При перемещении на поверхности прозрачного квад-
шашМером 25 х 2® мм. иогут быть обнаружены участки общей площадью не
4 Лба и " с остатками окалины, ржавчины или краски.
коаска’1 ~очистка пониженного качества; с поверхности удалены отслаивающаяся
шейся' кпя»»ва и рыхлая ржавчина, до 20 % поверхности покрыто хорошо держа-
nnmmnunr, пло™°« окалиной и ржавчиной. При перемещении по поверхности
noS РЧОразмером 25 X 25 мм может быть обнаружен участок, на кото-
краской. ° 1ОС1Н покрыто хорошо держащейся окалиной, ржавчиной или старой
ржавчина
127
парообразование способствует быстрому растворению остатков
расплава. Образующийся пар способствует также разрушению
разрыхленных частиц окалины и удалению их с поверхности де-
талей. При очистке деталей из чугуна и сталей после 1 и 2 эта-
пов их выдерживают в 50 %-м ингибированном растворе соляной
кислоты при температуре 50—60°C в течение 5—6 мин. Затем
детали промывают в растворе, содержащем карбонат натрия
(3—5 г/л) и тринатрийфосфат (1,5—2 г/л) при 80—90°C в те-
чение 5—6 мин.
При одновременной обработке деталей из чугуна, стали и
алюминиевых сплавов в раствор соляной кислоты добавляют
фосфорную кислоту и триоксид хрома из расчета соответственно
85 и 125 г на 1 л добавляемой воды. Продолжительность обра-
ботки этим раствором — 5—6 мин при 85—95 °C. Окончательная
промывка водой проводится в течение 5—6 мин при температуре
80-90 °C.
В табл. 57 приведены степени чистоты металлических поверх-
ностей после различных способов ее очистки.
6.6. ТЕХНОЛОГИЯ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ
ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ ТМС
И РАСТВОРИТЕЛЕЙ
В зависимости от вида изделий и загрязнений, типа моечного
оборудования и его производительности применяют различные
способы очистки поверхности техники. Как правило, наиболее
эффективная очистка техники от загрязнений получается при
использовании комбинированных способов с применением тех-
нических моющих средств и растворителей. Например, поверх-
ности небольших или средних по размерам изделий очищают от
масляных загрязнений непрерывными или пульсирующими
струями при давлении 0,05—0,80 МПа с использованием раз-
личных щелочных моющих растворов или растворов ТМС.
Пароводоструйная очистка заключается в подаче нз гидро-
монитора на очищаемую поверхность пароводяной струи с тем-
пературой 90—100°С под давлением 0,5—2,0 МПа. Ударное
действие струи в сочетании с высокой температурой моющего
раствора обеспечивает эффективную очистку поверхности. Таким
способом очищают поверхности от масел и продуктов их разло-
жения, пластичных смазок и консервационных покрытий, пыли
и др. Продукты коррозии, нагары и накипь этим способом не
удаляются.
Преимуществом пароводоструйной очистки являются универ-
сальность и потребность в малой производственной площади.
Недостаток ее — необходимость вентиляции в зоне очистки при
работе установок в закрытом помещении.
Пароэмульсионный способ очистки чаще всего используют
с применением ТМС. Сущность пароэмульсионной очистки со-
128
стоит в подаче подогретого моющего раствора с помощью на-
сыщенного пара под давлением на поверхность техники. Очистка
обеспечивается за счет динамического удара струи пара, воз-
действия высоких температур и моющей способности ТМС. За-
грязнение размягчается и легко удаляется с поверхности.
Преимуществами этого способа являются незначительный
(в среднем 1,2—1,5 кг/м2) расход моющего средства и большой
контакт его с поверхностью очищаемого объекта, высокая эф-
фективность очистки, возможность механизации процесса. В по-
следние годы пароэмульсионный способ нашел широкое распро-
странение для очистки автомобилей, летательных аппаратов,
железнодорожных вагонов, различного технологического обору-
дования и др.
Для получения пароэмульсионной среды используют раство-
ры ТМС, в состав которых входят ПАВ. При увеличении содер-
жания ПАВ процесс ценообразования усиливается, пена стано-
вится более стабильной. Основными характеристиками пены яв-
ляются кратность, дисперсность и стабильность. Кратность пены
Р — это отношение объема пены Кп к объему раствора |/Р, по-
шедшего на образование пены: |} = l/n/VP. Дисперсность пены —
это средний размер пузырьков пены. Стабильность пены харак-
теризует ее способность сохранять общий объем, дисперсный со-
став и препятствовать расслоению пеножндкостной среды.
Для получения пен используют растворы ТМС, в составе ко-
торых ПАВ являются основой. Для повышения пенообразующей
способности ТМС — увеличения объема пены и стабильности —
в них вводят специальные добавки на основе соединений фос-
фата, карбоксиметилцеллюлозу и др.
Оптимальными параметрами очистки техники являются:
Р = 50—100, время удерживания пены на поверхности техни-
ки— 0,5—2 мин, толщина слоя пены — 2 см. При указанных
параметрах расход моющего средства составляет 250—300 мл,
при этом образуется 18—20 л пены на 1 м2 очищаемой поверх-
ности; дисперсность пены 1000 мкм. Процесс очистки пеной
интенсифицируется при употреблении щеток с плотностью (ча-
стотой) ворса 120—150 единиц на 1 см2. Удалять отходы прл
очистке рекомендуется вакуумированием.
Для очистки техники пенами предлагается использовать
7—8°/о-е водные растворы таких средств, как Импульс (Им-
пульс-К), Вертолин-74 марки Б, Синвал, Полинка, Аэрол, Оли-
нол-1, ТМС-31 и др. В табл. 58 приведены характеристики уста-
новок, используемых для пароэмульсионной очистки техники.
При отсутствии серийных пароэмульсионных установок рекомен-
дуется использовать в качестве пеногенераторов пневмокраско-
распылители типа КРП-2, -3, СО-71А и др.
Пароэмульсионный метод рекомендуется также применять
для выполнения работ по дезактивации, дегазации и дезинфек-
ции техники. Для этой цели рекомендуется использовать
4—5 %-й раствор Вертолина-74 марки А. В качестве заменителя
б Зак. 942
129
Таблица 58. Характеристики установок для пароэмульсионной очистки
техники
Показатель Тип установки
ОМ-3360А ОМ-5179 ОМ-5181 ОМ-2216
Расход воды, кг/ч: 1000
В жидком состоянии — — 1000
в парообразном состоя- нии Рабочее давление, МПа: 500 1200-1800 1200—1800 500
ВОДЫ 1,6-2,0 — — 0,5-1,0
пара 0,7-1,0 0.3-1,4 0,3-1,4 0,2-0,6
Расход пара, кг/ч — 260—600 260-600 —
Температура рабочей жид- кости в струе, °C 60—100 60-100 60-100 60-100
Расход топлива, кг/ч 1,0—6,0 — — 1,0-7,0
Масса, кг 400 75 200 200
Исполнение Передвиж- ное Стационар- ное Передвижное
указанного средства допускается применение Лабомида, МС-6,
МС-8, МЛ и других в приведенной выше концентрации.
Очистку погружением широко применяют для удаления за-
грязнений с деталей сложной формы, в случаях, когда струйный
способ не обеспечивает очистки поверхности без прямого по-
падания струи или когда требуется очищать поверхности мою-
щими жидкостями, которые нельзя или нецелесообразно по ка-
ким-либо причинам использовать в струйных установках, а так-
же на операциях, предшествующих струйным. Таким способом
удаляют лакокрасочные материалы, асфальтено-смолистые отло-
жения, полировальные пасты, остатки формовочных смесей с по-
верхности отливок, проводят обезжиривание деталей перед галь-
ваническими покрытиями.
Очистка и промывка деталей опор
вертолетного двигателя
Основные операции при очистке и промывке деталей опор вертолетного
двигателя:
предварительная очистка, длительность процесса 1,0—1,5 ч при темпе-
ратуре 65—70 °C;
ополаскивание теплой (35—40°C) водой в течение 3—5 мин;
ультразвуковая очистка и прокачка моющего раствора (проводится с
целью интенсификации всего процесса очистки) в течение 12—15 мин;
обработка теплой (40—45°C) и холодной водой в течение 1,5—2,0 мин;
контроль качества очистки — по характеристикам прокачки воды через
форсунки;
сушка — продувка сухим сжатым воздухом в течение 1,5—2,0 мин с по-
следующей выдержкой в сушильном шкафу при 115—120 °C в течение 8—
10 мин;
прокачка маслом и консервация по действующей технологии для этого
типа двигателя.
При предварительной очистке производится рыхление продуктов коксо-
вания масла с наружной поверхности деталей двигателя. Это обеспечивает
130
более эффективное удаление загрязнений при последующих операциях очист-
ки. Очистка осуществляется в ванне вместимостью 7—10 л с использованием
водного раствора ТМС Импульс или Синвал при концентрации их 45 —
50 г/л.
При ополаскивании теплой водой удаляется разрыхленный слой продук-
тов коксования масла. Далее производится ультразвуковая очистка одновре-
менно с прокачкой масляного коллектора. При этом'в значительной степени
интенсифицируется процесс удаления продуктов коксования млела в масло-
каналах под воздействием ультразвука и’ циркулирующей жидкости. Уль-
тразвуковая очистка производится с использованием водного раствора ТМС
Импульс или Синвал при концентрации 45—50 г/л.
Установка для прокачки коллекторов должна иметь бак вместимостью
5—7 л, насос с рабочим давлением 0,3—0,5 МПа и фильтр со степенью филь-
трования 12—16 мкм. Промывка и прокачка коллекторов теплой и холодной
водой предназначается для удаления остатков моющей жидкости с наружной
поверхности и из масляных каналов. Обработка проводится поочередно сна-
чала в теплой, затем в холодной воде путем многократного погружения де-
талей в ту и другую воду. Качество очистки наружной поверхности коллек-
торов оценивается визуально по отсутствию неочищенных участков поверхно-
стей. Качество очистки масляных каналов и форсуночных отверстий уста-
навливается по высоте столба воды, вытекающей из форсунок при их про-
качке. При этом высота столба жидкости должна быть одинаковой для от-
верстий равного диаметра.
Сушку деталей опор двигателя проводят с целью удаления с них влаги.
Прокачку маслом и проверку производительности форсуночных отверстий
проводят по действующей технологии, при этом масло, применяемое для про-
качки одновременно является и консервирующим.
Очистка блоков радиотехнической
и радиоэлектронной аппаратуры
Па большинстве ремонтных предприятий очистка блоков радиотехниче-
ской аппаратуры осуществляется на установках струйного типа в растворе
ТМС Импульс с последующим обдувом сжатым воздухом для удаления пены,
остатков моющего раствора и капель волы. Время очистки блоков устанав-
ливается опытным путем по качеству очистки блока в пределах 2—5 мин.
Это зависит от степени загрязненности блока, концентрации и температуры
раствора, степени его загрязненности, активности струи (числа и типа форсу-
нок, давления раствора в системе), температуры блока до его помещения
в моечную камеру.
В процессе работы установки поддерживается температура моющего рас-
твора в пределах 20—55 °C. Температура воды должна быть на 3—10 °C
выше температуры раствора. Обдув блока сжатым воздухом проводится в
течение 0,5—1,0 мин, а обмывание в струе воды — в течение 2—3 мин. После
обмывания водой элементы блока подвергаются 3—4-кратному ополаскива-
нию дистиллированной водой (конденсатом) и сушке в течение 2—6 ч при
50—60 °C при кратности обмена воздуха в сушильной камере не менее
10 объемов в час. Расход ТМС Импульс — 4,8 кг па 200 л раствора обеспе-
чивает качественную очистку 100 блоков аппаратуры с усредненными габг.
ритами 540 X 720 X 200 мм.
Процесс очистки блоков указанным способом экономичнее по сравнению
с процессом, в котором для обезжиривания используют бензин Б-70 и уайт-
спирит, почти в 3 раза.
Очистка деталей радиоэлектронной аппаратуры в ремонтных предприя-
тиях проводится, как правило, на ультразвуковых установках с применение.!
моющей жидкости, состоящей из смеси уайт-спирита и хладона-113, подогре-
той до 50 °C. Для предотвращения накопления статического электричества в
моющую жидкость вводят антистатическую присадку Сигбол в количеств*
0,001 —0,002 % (масс.). Для повышения эффективности очистку и осушку бло-
ков осуществляют в парах хладона. Происходит конденсация паров хладона
5*
131
на холодной поверхности очищаемой детали, и конденсат стекает с поверх-
ности, унося с собой оставшиеся загрязнения. Процесс очистки продолжают
до тех пор, пока температура поверхности детали не достигнет температуры
пара. После выравнивания температур происходит процесс осушки. Общая
продолжительность указанных процессов составляет 1,5—2 мин.
Осветление серебряных покрытий осуществляется раствором, состоящим
из 80 г тиомочевины, 40 г кислоты соляной, 3 мл спирта этилового, 5 г
Вертолина-74 и 872 мл воды. Процесс проводят при температуре 18—25 °C.
Очистка и промывка электроагрегатов
Очистку электроагрегатов проводят в соответствии с технологией, при-
веденной в табл. 59.
Сильно загрязненные детали отмачивают .с использованием одного из
указанных растворов при 60—70 °C в течение 1,5—2 ч. Ополаскивают детали
техники в ваннах ополаскивания и пассивации за счет использования струй-
ной промывки. В случаях необходимости проводят доотмывку деталей с при-
менением волосяных кистей и ершей. Для пассивации употребляют ингибитор
коррозии ИФХАН-21 концентрацией 10 г/л. Для пассивации детали много-
кратно погружают в пассивирующий раствор в течение 2—3 мин. После пас-
сивации детали обдувают сжатым воздухом и сушат до полного удаления
влаги.
Очистку якорей электрических машин, сильно загрязненных щеточной
пылью, проводят в ультразвуковых ваннах, укомплектованных системами
фильтрования моющих растворов, а также приспособлениями, обеспечивающи-
ми равномерное вращательное движение якорей с частотой 5—7 об/мин. Для
очистки используют смесь уайт-спирита и хладона-113 (Н4В2) в соотноше-
нии 3 : 1; длительность процесса 3—10 мин.
Для очистки деталей от углеродистых отложений применяют водные рас-
творы ТМС типа Вертолин-74, Импульс.
Очистка и промывка топливомасляного
агрегата (ТМА) техники на ремонтных
предприятиях
Очистка и промывка ТМА в стационарных условиях осуществляется на
специальной установке. В технологическом процессе предусмотрены следую-
щие операции.
1. Предварительная прокачка топливной и масляной полостей ТМА с
применением в основном таких средств как Спивал, Вертолин-74, ТМС-31,
Импульс. Операция предусматривает удаление остатков топлива и масла.
Таблица 59. Составы моющих растворов и технология очистки
электроагрегатов
Состав Концентрация, г/л Длительность, мин Температура, сС
Лабомид-203 Силикаты натрия (жидкое стекло) Динатриевая соль этиленднамино- тетрауксусной кислоты (трилоп Б) Бензотриазол 20-30 5 2 0,1 5—20 70-80
Импульс Пеногаситель (топливо ТС-1, РТ) Бензотриазол 20-30 3 0,1 5-30 70—80
Вертолип-74 Хлорид кадмия (нитрат кадмия) Бензотриазол 30-40 3 0,1 5-30 70-80
132
Таблица 60. Операции очистки шасси и двигателей тракторов
и применяемые моющие средства
Операция очистки Моющие средства Концен- трация, г/л Темпера- тура, °C Давле- ние. МПа
Предварительная на- Очистка шасси Аэрол 1-2 30-85 0,8-1,2
ружная мойка (струй- Вода — 95-100 5.0
пая или пароводоструй- ная) Мойка предразборного МС-6 или Лабомид-101 10 70-80 0,8-1,0
трактора Удаление продуктов Водный раствор орто- 30-50 30-45 —
коррозии Очистка радиатора от фосфорной кислоты Гидроксид натрия (процент- ное содер- жание) 100 70-80 0,05-0,1
накипи Очистка топливных ба- МС-6 10 100-200 0,3
ков Очистка рам Гидроксид натрия 50-60 85-95 —
Очистка метизов МС-8 МС-8 15-20 10—15 85-95 70-80 —
Удаление старой кра- ски: снятие краски Гидроксид натрия 50 90±5 —
ополаскивание МС-6 5—10 90—5 —
Очистка деталей МС-6 10-15 75—80 0,4-0,6
Расконсервация деталей Лабомид-101 МС-8 МС-6 15-20 20 15—20 75-80 75—85 90-95 0,4-0,6 0,4—0,6
Очистка деталей перед МС-6 5-10 75—80 0,4—0,6
сборкой Наружная мойка Очистка д в и г а тел Лабомид-101, МС-6 Я 10-15 75-80 0,4-0,6
Промывка деталей и МС-8 Лабомид-101, МС-6 5-10 15-20 75-80 75-80 0,4-0,6 0,4-0,6
узлов МС-8 5-10 75-80 0,4-0,6
Очистка деталей от ас- МС-8 15-20 95-100 —
фальтено-смолистых от- ложений Очистка деталей от на- МС-8 20 80-90
тара Очистка мелких дета- Керосин — 18-25 —.
лей и метизов МС-8 10-15 70-80 —
Очистка масляных Керосин — 18-20 —
фильтров Ополаскивание масля- МС-8 5 90—95
ных фильтров
133
Продолжение табл. 60
Операция очистки Моющие средства Концен- трация, г/л Темпера- тура, °C Давле- ние. Ml 1а
Очистка масляных ка- налов блока и коленча- того вала ’ МС-8 или МС-6 10-15 75-85 0,4-0,6
Расконсервация деталей Лабомид-101 20 90-95 —
МС-8 15 90—95 —
Очистка головки после притирки Лабомид-101, МС-6 или МС-8 10 75—80 0,4—0,6
Промывка блок-картера п коленчатого вала пе- ред сборкой МС-6 или МС-8 *5 75-80 0,4—0,6
Промывка деталей не- Лабомид-101 10 75-80 0,5-1,0
ред сборкой МС-8 5 75-80 0,5—1,0
При этом частично удаляются эксплуатационные загрязнения и происходит
обезжиривание внутренних полостей трубок. Водный раствор Синвал (5—
7%) применяют при температуре 50°C; длительность операции — 15—20 мин.
Для интенсификации процесса каждые 5 мин включают вибростенд.
2. Промывка ТМА в теплой воде для удаления остатков моющего рас-
твора и отмытых загрязнений. Промывку осуществляют методом окунания и
полного заполнения полостей ТМА водой.
3. Разрыхление и растворение продуктов коррозии в трубках ТМА про-
водят с помощью 5 %-го раствора серной кислоты, выдерживая в нем ТМА
п течение 15—20 мин. Каждые 3 мин включают вибростенд па 20—30 с.
Если трубки ТМА изготовлены из стали Х18Н9Т, то вместо раствора серной
кислоты применяют раствор, состоящий из 10 % серной кислоты, 0,5 % тио-
мочевины и воды — до 100 %. Процесс очистки ведут при 20—25’С в тече-
ние 30—40 мин.
4. Промывка ТМА в теплой (30—40 °C) воде для удаления остатков
кислотного раствора и растворенных продуктов коррозии.
5. Прокачка топливной и масляной полостей ТМА с применением 5—
7 %-го водного раствора Синвала для удаления основной массы загрязнений.
Операцию проводят в течение 30—60 мин, причем каждые 10 мин включают
на 1—2 мин вибростенд.
6. Промывка топливной и масляной полостей ТМА в воде с добавлением
трилона Б (3 г/л) для удаления остатков моющего раствора и защиты
материалов ТМА от коррозии. При промывке ТМА, трубки которого изго-
товлены из латуни ЛТ96, в раствор добавляют бензотриазол (0,1 — 0,2 г/л), а
из стали Х18Н19Т — нитрит натрия (2—3 г/л).
7. Сушка топливной и масляной полостей ТМА для удаления остатков
промывочных жидкостей и влаги. Температура воздуха должна быть в пре-
делах 70—80 °C, продолжительность операции — 20 мин.
Промывка деталей и узлов после разборки ТМА проводится водными
растворами моющих средств МС, МЛ, Лабомил и др.
В табл. 60 приведены операции очистки и применяемые моющие средства
для шасси и двигателей тракторов.
Очистка и промывка фильтроэлементов
Фильтроэлементы подвергаются очистке и промывке в указанной ниже
последовательности.
1. Подготовка фильтроэлемеита к ультразвуковой очистке для удаления
остатков рабочих жидкостей и загрязнении в отдельной ванне с моющим
раствором (20—25 г/л МС-8 или Лабомид-203 в воде) при 65—70 °C и очист-
ки элементов фильтра щеткой. Промывку проводят до полного отделения за-
грязнений.
134
Перед этой операцией оценивают загрязненность фильтроэлемента с по-
мощью прибора контроля фильтров (ПКФ).
2. Ультразвуковая очистка фильтроэлемента в сборе в течение 60—
90 мин в зависимости от степени загрязнения. Процесс проводят на серий-
ных штатных ультразвуковых установках с использованием водного раствора
ТМС.
3. Промывка фильтроэлемента в горячей (55—60 °C) воде в течение 10—
15 мин и ополаскивание в водном растворе дииатриевой соли этилепдиамин-
тетрауксусной кислоты (трнлона Б) в течение 1,5—2 минут.
4. Сушка фильтроэлемента при 120—130’С в течение 40—60 мин.
Качество очистки фильтроэлементов оценивают по времени заполнения
жидкостью их внутреннего объема с помощью общепринятого прибора ПКФ.
Основной элемент прибора — поплавок, перемещается внутри фильтроэлемен-
та. Окончание заполнения фильтроэлемента фиксируется по совпадению сиг-
нальной кнопки поплавка с верхним торцем фильтроэлемента. Время запол-
нения замеряется с помощью секундомера. Время заполнения внутреннего
объема фильтроэлемента рабочей жидкостью (АМГ-10 или 7-50с-3) прини-
мается в качестве критерия степени очистки фильтроэлемента.
6.7. ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ЗАМЕНЫ ОРГАНИЧЕСКИХ РАСТВОРИТЕЛЕЙ НА ТМС
При оценке экономической эффективности, получаемой при за-
мене органических растворителей на технические моющие сред-,
ства, учитываются такие факторы, как повышение качества
очистки деталей, сокращение их отбраковки, снижение расходов
на противопожарные мероприятия, замена ручного труда на
совершенные технологические процессы, стоимость применяемых
моющих средств. Учитывается также повышение надежности
техники, долговечности и безопасность ее эксплуатации.
При оценке экономической эффективности внедрения ТМС
используют такие основные показатели: капитальные вложения
для внедрения технологий очистки, себестоимость процесса до
и после внедрения ТМС, срок окупаемости капитальных затрат.
При этом определяют натуральные показатели: нормы расхода
ТМС, периодичность их замены в процессе очистки, степень со-
кращения ручного труда (уровень механизации), уровень пожа-
роопасности, токсичности и др. Указанные и другие показатели
вычисляют для каждого предприятия по соответствующим ме-
тодикам и формулам. Окупаемость капитальных затрат (Т) на
внедрение новых технологий, обеспечивающих эффективное при-
менение новых ТМС вместо органических растворителей опре-
деляется по формуле:
т = (К1-К,)/(С2-С1),
где Ki, Кг — капитальные вложения по существующему и новому варианту,
руб/год; Ct, Cz — себестоимость годовой продукции по существующему и но-
вому варианту, руб.
При этом можно вычислить коэффициент сравнительной эф-
фективности В при внедрении новых технологий по формуле;
В = (С1-С2)/(Кг-К,) = 1/Т.
135
Эффективность от снижения расхода органических раствори-
телей на ремонт техники Э в течение года определяется по фор-
муле:
Э = (1 + <7/100) £ AQ/LG ) /П/,
। \ 1 /
где q — нормативный показатель рентабельности и себестоимости продукции,
%; А<?< — снижение расхода органических растворителей на ремонт единицы
техники; Ц< — стоимость 1 кг органического растворителя, руб.; п — число
марок растворителей, расход которых снижается; П/— количество единиц
техники, предусмотренных по плану ремонта типа; т— число ремонтируе-
мых типов техники, для которых снижается расход органического раство-
рителя.
Экономический эффект от снижения себестоимости очистки
техники Эс в год на одну единицу определяется по формуле:
Эс =• (С] 4-HKi) — (Ci + НКз),
где Н — нормативный отраслевой коэффициент экономической эффективно-
сти; Ci, Сг — себестоимость одной единицы продукта по существующему и
новому варианту, руб.; Кь Кз — капитальные вложения по указанным вари-
антам, руб.
7. КОНТРОЛЬ КАЧЕСТВА РАСТВОРИТЕЛЕЙ
И МОЮЩИХ СРЕДСТВ
Под качеством растворителей и моющих средств понимают со-
вокупность свойств, обусловливающих их пригодность удовле-
творять определенные потребности в соответствии с назначе-
нием. Качество продукции контролируется с целью исключения
применения некондиционных продуктов или использования их не
по прямому назначению, а также для установления фактиче-
ского состояния продукции при ее хранении и транспортирова-
нии. Контроль качества продукции на местах производства и
применения заключается, как правило, в определении величин
конкретных показателей свойств в установленные сроки. По ре-
зультатам лабораторного анализа устанавливают соответствие
физико-химических показателей продуктов требованиям норма-
тивно-технической документации, оценивают их качественное со-
стояние.
7.1. КОНТРОЛЬ качества растворителей
Качество растворителей является интегральной характеристи-
кой, базирующейся на их свойствах и отдельных показателях.
Свойства растворителей принято подразделять на физико-хи-
мические, эксплуатационные и экологические.
Физико-химические свойства выражаются, как правило, от-
дельными показателями или их совокупностью. Эксплуатацион-
136
ные свойства проявляются при применении продукта по пря-
мому назначению. К ним относятся свойства, характеризующие
склонность растворителей к осадкообразованию и отложениям,
способность вызывать коррозию деталей техники и т. п., т. е.
свойства, изменяющиеся под воздействием эксплуатационных
факторов и конструктивных особенностей технологического и
другого оборудования при непосредственном применении рас-
творителей. Экологические свойства проявляются при взаимо-
действии растворителей или продуктов их преобразования с
окружающей средой и обслуживающим персоналом. К экологи-
ческим свойствам относятся токсичность, пожаро- и взрывобезо-
пасность, физическая и химическая стабильность.
Анализ качества растворителей проводится по следующим
показателям.
Внешний вид устанавливается визуально путем сравнитель-
ной оценки при дневном свете испытуемого растворителя, поме-
щенного в цилиндр, с дистиллированной водой, помещенной в
другой цилиндр.
Плотность растворителя является необходимым показателем
для практических целей. Сущность метода заключается в по-
гружении ареометра (денсиметра) в испытуемый продукт,
снятия по шкале показания при температуре определения и пе-
ресчете результатов па значение плотности при температуре
20 °C.
Фракционный состав — важный показатель растворителей,
характеризующий количественное содержание фракций, выки-
пающих в определенных температурных пределах, а также оста-
ток и потери в процессе перегонки в заданных условиях. По
фракционному составу можно судить о других свойствах про-
дукта, например летучести, давлению насыщенных паров, реге-
нерируемости, пожароопасности. Фракционный состав раствори'
телей определяют по ГОСТ 2177—82, а для ароматических рас-
творителей— по ГОСТ 2706.13—74.
Углеводородный состав наряду с фракционным составом рас-
творителей может дать достаточно полное представление об
эксплуатационных свойствах и его токсичности. Содержание
ароматических углеводородов в растворителях определяют по
ГОСТ 12329—77. В нефтяных сольвентах, представляющих со-
бой смесь ароматических углеводородов, определяют содержа-
ние сульфируемых углеводородов по ГОСТ 2706.6—74. В отдель-
ных случаях содержание ароматических углеводородов несколь-
ко ниже содержания сульфируемых, так как в реакцию с серной
кислотой наряду с ароматическими углеводородами могут ча-
стично вступать нафтеновые углеводороды.
При получении высокочистых ароматических растворителей
(бензол, толуол, ксилол) возникает необходимость определять
содержание основного вещества (ГОСТ 2706.2—74). При этом
используется хроматограф с плазменно-ионизационным детек-
тором. Хроматографические колонки имеют длину 4 и 5 м
137
и диаметр 3—4 мм. Неподвижная фаза — полиэтиленгли-
коль М-1000 (ПЭГ-1000) или полиэтиленгликольадиппнат
(ПЭГА).
Ненасыщенные углеводороды, будучи нестабильными, легко
полимеризуются, окисляясь кислородом воздуха. Поэтом}' рас-
творители, содержащие ненасыщенные углеводороды, быстро
приобретают желтый цвет и неприятный запах. Содержание их
ограничивается стандартом и контролируется по значению бром-
ного (иодного) числа. Бромным (иодным) числом называют ко-
личество граммов брома (иода), присоединяющегося к 100 мл
растворителя. Бромное число определяют по ГОСТ 2706.11—74,
иодное число — по ГОСТ 2070—82.
Соединения серы можно условно разделить на активные (се-
роводород, меркаптаны, свободная сера) и нейтральные (суль-
фиды, дисульфиды, тиоэфиры, тиофены, тиофаны и др.). Нали-
чие активных сернистых соединений контролируют путем опре-
деления меркаптановой серы (ГОСТ 17323—71) или сероводо-
рода и меркаптанов (ГОСТ 2706.10—74) — для ароматических
растворителей, а также качественной реакцией по коррозии мед-
ной пластинки (ГОСТ 6321—69). Нейтральные сернистые соеди-
нения коррозионно неактивны при низких температурах, но при
перегонке (например, при регенерации растворителей) они мо-
гут разлагаться с образованием активных сернистых соединений,
поэтому в растворителях ограничивается общее содержание
серы. При содержании серы более 0,01 % ее определяют по
ГОСТ 19121—73, при меньшем — по ГОСТ 13380—81.
Кислородсодержащие соединения могут присутствовать в
растворителях в виде смолистых веществ (нейтральные кисло-
родные соединения) и кислотных соединений (в основном кар-
боновые кислоты производных нафтенов). Содержание карбоно-
вых кислот выражают в мг КОН, необходимых для нейтрали-
зации 100 мл растворителя (так называемая, кислотность). Кис-
лотность определяют по ГОСТ 5985—79. Обычно при анализе
определяют не органическую, а общую кислотность, т. е. сумму
органических и минеральных кислот, но поскольку в большин-
стве случаев минеральная кислотность в растворителях отсут-
ствует, то найденная кислотность почти всегда соответствует
органической.
Смолистые вещества, присутствующие в растворителях, при-
дают им окраску, причем низкомолекулярные смолы могут пе-
регоняться при регенерации растворителей, а высокомолекуляр-
ные переходят в продукт, извлекаемый с помощью растворителя,
что ухудшает его качество. Обычно о присутствии смолистых
веществ судят по внешнему виду (цвету) растворителя или по
содержанию фактических смол, которые определяют по ГОСТ
1567—83.
Водорастворимые кислоты и щелочи могут быть причиной
коррозии оборудования. Контроль за их наличием осуществля-
ется в соответствии с ГОСТ 6307—75.
138
Механические примеси и вода определяются визуально
(ГОСТ 6370—83 и ГОСТ 2417—75). В отдельных случаях,
когда присутствуют в растворителе очень малые количества ме-
ханических примесей и воды, не видимых невооруженным гла-
зом, определяют зольность по ГОСТ 1461—75 и содержание
влаги по ГОСТ 2706.1—74.
Содержание воды в растворителях определяют по ГОСТ
2477—65 в аппаратах количественного определения воды.
Реакцию водной вытяжки определяют с помощью индикатора
метилового красного. Для этого смесь из 10 мл раствора и
10 мл дистиллированной воды перемешивают в делительной во-
ронке, отстаивают и сливают водную вытяжку, к которой добав-
ляют 2 капли индикатора. При этом не должно быть розового
окрашивания вытяжки, а при добавлении после этого одной
капли 0,1 и. раствора серной кислоты вытяжка должна приобре-
тать розовый цвет.
Кинематическую вязкость растворителя определяют по ГОСТ
33—82 с помощью капиллярного вискозиметра типа ВПЖ-4. Он
представляет собой стеклянную U-образную трубку с впаянным
в нее капилляром. На одном из колен трубки имеются две
метки: М] и М2. Для определения кинематической вязкости про-
дукт засасывается в вискозиметр, затем его устанавливают в
термостат, где выдерживают при заданной температуре в тече-
ние 15 мин. После этого сообщают вискозиметр с атмосферой и
определяют время (по секундомеру), в течение которого продукт
опустится от Mi до М2. Кинематическую вязкость у при темпе-
ратуре t вычисляют по формуле:
V = ct,
где с — постоянная вискозиметра.
Коэффициент преломления для растворителей всегда
выше единицы. Он зависит от состава растворителя, длины
волны падающего света при прохождении светового луча из
воздуха в растворитель (нефтепродукт) и от температуры. Наи-
меньшая величина п*° (при близких значениях молекулярных
масс) у парафиновых углеводородов (например, у декана
С10Н22— 1,4217), наибольшая — у ароматических углеводородов
(у бензола — 1,50112). Значение коэффициента преломления
смеси углеводородов является аддитивной функцией ее состава,
выраженного в объемных процентах. При повышении темпера-
туры продукта на 1 °C коэффициент преломления его понижа-
ется на 0,0004. Экспериментально коэффициент преломления
растворителей определяют на рефрактометре ИРФ-22 или дру-
гих рефрактометрах подобного типа.
По цвету растворителя можно судить о наличии в нем при-
месей асфальтено-смолистых веществ, продуктов окисления
углеводородов, а следовательно, и о степени очистки продукта.
Цвет определяют по ГОСТ 2667—82 с помощью колориметра.
139
Диэлектрическая проницаемость — величина, показывающая
изменение силы взаимодействия двух электрических зарядов в
данной среде по сравнению с силой взаимодействия в вакууме.
Для углеводородных растворителей эта величина колеблется от
1,8 до 2,5.
Наличие свободного хлора в дихлорэтане определяют путем
смешения 20 мл дихлорэтана и 50 мл дистиллированной воды.
После перемешивания в течение 3 мин отбирают 20 мл водной
вытяжки и добавляют к ней смесь индикатора (смесь 0,1 мл
10%-го раствора иодида калия и 0,5 мл раствора крахмала).
Если после перемешивания не появляется синего окрашивания,
свободный хлор в дихлорэтане отсутствует.
Наличие нерастворимых в воде веществ определяют смеше-
нием 25 мл растворителя и 75 мл 15 %-го раствора хлорида
натрия. Если после перемешивания и отстаивания в течение
10 мин смесь не расслоилась, растворимые в воде вещества от-
сутствуют.
Летучесть растворителя определяется двумя методами: по
этиловому эфиру и ксилолу. По эфиру находят летучесть кето-
нов, некоторых сложных эфиров (ацетатов), а также большин-
ства смесевых растворителей, а по ксилолу — ароматических
углеводородов и некоторых смесевых растворителей на основе
ароматических углеводородов.
Для определения летучести в специальный деревянный ящик
при температуре 18—20°C помещают беззольный фильтр с кап-
лей эфира (ксилола). По секундомеру фиксируют время исчез-
новения капли с фильтра (Л). Затем туда же помещают фильтр
с каплей испытуемого растворителя и измеряют время его испа-
рения (t2). Летучесть растворителя (х, усл. ед.) вычисляют по
формуле: x = t2/ti.
Содержание нелетучего остатка определяют путем выпа-
ривания 50 мл испытуемого растворителя, налитого в фарфоро-
вую чашечку, на водяной бане с последующим высушиванием
при 105—110°С в течение 30 мин, охлаждением и взвешиванием.
Содержание нелетучего остатка (X, % масс.) рассчитывают по
формуле:
X = (m, - т) 100/(50р),
где пц — масса чашечки с высушенным остатком, г; т2 — масса пустой ча-
шечки, г; р — плотность испытуемого продукта, г/см3.
Температуру вспышки определяют с помощью приборов от-
крытого и закрытого типов (в приборах открытого типа темпе-
ратура вспышки всегда выше). Температуру вспышки в откры-
том тигле определяют на приборе ЛГВО (ГОСТ 4333—87), а в
закрытом тигле — с помощью прибора ПВНЭ (ГОСТ 1421—79).
В табл. 61 дан перечень методов определения некоторых ин-
дивидуальных веществ в смесевых растворителях (индикатор-
ный, спектрофотометрический, титриметрический и газохромато-
графический).
140
Таблица 61. Методы определения индивидуальных веществ
в составе растворителей
Растворитель Определяемое вещество Метод определения •
Индикаторный метод (для У Г-2)
Р-4, Р-5, Р-10, Р-40, Ацетон Реакция с гидроксиламингид-
РЭ-1, РЭ-2, РЭ-3, рохлоридом и бромфеноловым
РЭ-4, 616 сипим *’
Р-5, Р-10, РЭ-1, 649, Ксилол Реакция с п-формальдегидом
650. РКБ-1, РКБ-2, в сернокислой среде2’
РКБ-3
РЭ-2, РЭ-3, РЭ-4 Сольвент То же 3>
646, 647, 648 Толуол Реакция с иодидом калия в
Р-4, Р-40 сернокислой среде иодида ка-
ЛИЯ
Уайт-спирит + кси- Уайт-спирит Реакция с иодидом калия в
ЛОЛ сернокислой среде
Спектрофотометрический метод
Р-7 Циклогексанон Реакция с фурфуролом в ще-
.точной среде ”
Р-4, Р-5, Р-6, 646, Бутилацетат, этил- Реакция с гидроксиламином в
647, 648 ацетат щелочной среде 6’
Титрометрический метод
Р-60, 646, 649, 650. Этилцеллозольв Окисление бихроматом калия
РМЛ-315 в сернокислой среде и иодо-
метрическое определение би-
хромата калия 71
Газохроматографический метод
646, 647. 648, 649. Этиловый и бутило- Газоадсорбционная хромато-
650, РКБ-1, РКБ-2, вый спирты графия с применением пла-
РКБ-3, РЭ-1, РЭ-2, менно-ионизационного детек-
РЭ-3, РЭ 4, Р-6, Р-7, тора (отбор проб проводится
РМЛ-315 с концентрированием)
• Определению индивидуального вещества мешают:
циклогексанон и другие кетоны: ' толуол, сольвент: ; толуол, ксилол: 4 уайт-спирит,
ксилол, сольвент; " кетоны; ' эфиры уксусной кислоты; ' этиловый и бутиловый спирты,
ацетон (водорастворимые соединения); концентрацию этилцеллоэольва определяют как
разность суммарного содержания этилцеллоэольва и водорастворимых соединений,
найденного титриметрическим методом, и содержания водорастворимых соединений,
определенного соответствующим методом.
7.2. МЕТОДЫ АНАЛИЗА СПИРТОВ
Контроль качества спиртов включает в основном определение
таких показателей, как цвет, прозрачность, запах, вкус, концен-
трация этилового спирта (крепость), содержание альдегидов, си-
вушных масел, кислот, фурфурола и сложных эфиров, пробы на
окисляемость, чистоту и метиловый спирт (для этилового спир-
та). Методы и оборудование для их контроля указываются в со-
ответствующих стандартах (технических условиях) на конкрет-
ные марки спиртов.
141
Цвет и прозрачность определяют в проходящем свете, срав-
нивая цвет, оттенок и наличие посторонних примесей в двух
стеклянных пробирках, в которые наливают по 10 мл испытуе-
мого спирта и дистиллированной воды.
Запах и вкус определяют только для этилового спирта орга-
нолептическим методом в соответствии с ГОСТ 5964—82.
Концентрацию этилового спирта (крепость) определяют спир-
томером, который опускают в мерный стеклянный цилиндр вме-
стимостью 100—150 мл и фиксируют положение спиртомера
(глубину погружения). Определение крепости спирта проводят
при любой температуре окружающего воздуха с последующим
приведением полученной величины к 20°C, используя специаль-
ные таблицы, предусмотренные стандартом.
Проба на чистоту проводится путем нагрева спиртовой го-
релкой смеси из 10 мл спирта и 10 мл серной кислоты в узко-
горлой колбе вместимостью 70 мл. Нагревание прекращают,
когда пузырьки начнут выходить на поверхность жидкости,
образуя пену. После остывания сравнивают смеси с равными
объемами спирта и кислоты. Если окраска смеси при этом та-
кая же, как окраска спирта и кислоты, результат анализа счи-
тается положительным.
Проба на окисляемость основана па взаимодействии марган-
цевокислого калия с испытуемым спиртом.
В цилиндр с притертой пробкой наливают спирт до установленной метки
и помещают его в стеклянную водяную баню с температурой 20 °C (уровень
воды в бане должен быть выше уровня спирта в цилиндре). Выдерживают
цилиндр в бане в течение 10 мин и после этого добавляют в него 1 мл
0,02 %-го раствора марганцевокнелого калия. Закрывают цилиндр пробкой,
перемешивают содержимое и вновь помещают его в баню, выдерживая до
тех пор, пока красно-фиолетовая окраска, постепенно изменяясь, не примет
окраски типового раствора (раствор 0,25 г хлорида кобальта и 0,28 г нит-
рата уранила в 100 мл дистиллированной воды). Сравнивают окраски испы-
туемого и типового растворов на фоне листа белой бумаги после изъятия
цилиндра из бани. Время окисления спирта выражают в минутах.
Содержание альдегидов в спирте определяют колориметриче-
ским методом путем сравнения окрасок анализируемого спирта,
разбавленного до 50 % (по объему) дистиллированной водой,
после взаимодействия с фуксипсернистым реактивом и типовым
раствором уксусного альдегида.
В пробирку для колориметрирования вводят пипеткой 10 мл спирта,
разбавленного до крепости 50 % (по объему), в другую—10 мл типового
раствора уксусного альдегида. В каждую пробирку добавляют по 2 мл фук-
синсернистого реактива (составы и технология приготовления типового рас-
твора уксусного альдегида и фуксинсернистого реактива приводятся в стан-
дартах на методы испытания спиртов).
Пробирки с растворами выдерживают при 20 °C в течение 20 мин. За-
тем сравнивают окраски растворов (визуально) на белом фоне или фото-
электроколориметром в кюветах на 20 мм при зеленом светофильтре. Окра-
ска анализируемого спиртового раствора не должна быть интенсивнее окра-
ски соответствующего типового раствора.
142
Содержание сивушного масла определяют колориметриче-
ским методом путем сравнения окрасок испытуемого раствора
соответствующим типовым раствором (960 мг базисной смеси
высших спиртов, растворенных в 1 л 96%-го спирта; базисная
смесь высших спиртов состоит из 75 % изопентилового и 25 %
изобутилового спиртов).
В две узкогорлые колбы отмеряют: в одну — 5 мл испытуемого спирта,
в другую — 5 мл соответствующего типового раствора смеси высших спир-
тов. В каждую колбу добавляют по 0,2 мл 1 %-го'раствора салицилового
альдегида в бессивушном и безальдегидиом спирте и по 10 мл серной кис-
лоты, выдержавшей пробу Саваля. Содержимое колбы энергично переме-
шивают и выдерживают 20 мин при комнатной температуре. Окраску испы-
туемого спирта сравнивают с окраской типового раствора смеси высших
спиртов: она не должна быть интенсивнее окраски соответствующего типо-
вого раствора.
Содержание кислот в спирте определяют следующим обра-
зом.
В коническую колбу на 500 мл с притертым шариковым холодильником
вводят 100 мл испытуемого спирта и 100 мл дистиллированной воды. Смесь
кипятят в течение 15 мин, затем охлаждают до комнатной температуры при
закрытой верхней части холодильника с периодически обновляемой патронной
известью. После этого в колбу добавляют 10 капель раствора бромтимо-
лового синего индикатора и титруют 0,05 и. раствором гидроксида натрия до
появления неисчезающей при взбалтывании голубой окраски в течение 1 —
2 мин.
Содержание кислот X (мг/л) в пересчете на уксусную кислоту безвод-
ного спирта вычисляют по формуле:
X = V-3‘ 10- 100/С,
где V — объем 0,05 н. раствора гидроксида натрия, пошедший на титрование
100 мл испытуемого спирта, мл; 3 — количество уксусной кислоты, соответ-
ствующее 1 мл 0,05 н. раствора гидроксида натрия, мг; 10 — коэффициент
пересчета на 1 л спирта; 100/С — коэффициент пересчета на безводный
спирт; С — крепость испытуемого спирта, % (об.).
Содержание фурфурола определяют следующим образом.
В пробирку вместимостью 20 мл вносят 10 капель анилина,
3 капли соляной кислоты и 10 мл испытуемого спирта. Смесь
тщательно перемешивают. Если в течение 10 мин раствор оста-
ется бесцветным, в спирте отсутствует фурфурол, а появление
красного окрашивания свидетельствует о его наличии.
Содержание сложных эфиров определяют после вычисления
содержания кислот.
К нейтрализованному спирту добавляют 10 мл 0,1 и. раствора NaOH.
Смесь кипятят в колбе с обратным холодильником в течение 1 ч. После
охлаждения до комнатной температуры при закрытой верхней части холо-
дильника с периодически обновляемой натронной известью в колбу прили-
вают 10 мл 0,1 и. раствора серной кислоты и оттитровывают избыток кис-
лоты 0,05 н. раствором гидроксида натрия.
Содержание эфиров X (мг) в пересчете на уксусноэтиловый эфир в 1 л
безводного спирта рассчитывают по формуле:
Х = У1.8,8- 10- 100/С,
inn ~ °®ъем 0Л н. раствора гидроксида натрия, пошедший на омыление
100 мл спирта, мл; 8,8 — количество уксусноэтилового эфира, соответствую-
143
щее 1 мл 0,1 н. раствора NaOH, мг; 10 — коэффициент пересчета на 1 л
спирта; ЮО/С — коэффициент пересчета на безводный спирт; С — крепость
испытуемого спирта, % (об.).
Объем 0,1 н. раствора NaOH (Уг), пошедший на омыление 100 мл спир-
та, вычисляют по формуле:
у, = (10+ У»/У) К - Ю,
где 10 — объем 0,1 н. раствора гидроксида натрия и серной кислоты, мл;
V2 — объем 0,05 н. раствора гидроксида натрия, пошедший на титрование
избытка серной кислоты, мл; К — поправочный коэффициент к 0,1 н. рас-
твору гидроксида натрия.
При установлении поправочного коэффициента к 0,1 н. раствору NaOH
за единицу принимают 0,1 н. раствор серной кислоты, приготовленный из
фнксанала, который рассчитывают по формуле:
К = 10/(10 + У3/У2),
где Уз — объем 0,05 н. раствора NaOH, пошедший на титрование избытка
кислоты, мл; 10 — количество 0,1 и. раствора гидроксида натрия и серной
кислоты, мл.
Проба на метиловый спирт проводится путем сравнения в ко-
лориметрических пробирках окраски испытуемого спирта с
окраской типового раствора.
При испытании спирта (ректификата) 1-го сорта, высшей очистки и
95 %-го этилового питьевого спирта применяют типовой раствор, содержа-
щий метилового спирта 0,05 %, для спирта «Экстра» — 0,03 % и для спир-
та-сырца — 0,13 %. Типовой раствор с указанными концентрациями метило-
вого спирта готовят смешением метилового спирта с 96 %-м бессивушным и
безальдегидным этиловым спиртом.
В каждую пробирку прибавляют 5 мл 1%-ного раствора марганцевокис-
лого калия и 0,4 мл раствора серной кислоты (плотность — 1,835 г/см’),
разбавленной в два раза по объему водой. Закрывают пробирку пробками
и содержимое перемешивают. Через 3 мин в пробирки добавляют по 1 мл
насыщенного раствора щавелевой кислоты. После приобретения жидкостью
светло-желтой окраски в пробирки прибавляют по 1 мл серной кислоты,
выдержавшей пробу Саваля. После обесцвечивания раствора прибавляют
5 мл фуксинсернистого реактива. Содержимое пробирок перемешивают и по-
сле 35-минутного отстаивания сравнивают окраски испытуемого спирта и
типового раствора. Спирт считается выдержавшим пробу, если окраска ис-
пытуемого раствора будет слабее или одинакова с окраской типового рас-
твора.
7.3. МЕТОДЫ АНАЛИЗА ВОДЫ
Качество воды, являющейся необходимым компонентом боль-
шинства технических моющих средств, оценивают по физическим
и физико-химическим показателям.
Запах устанавливают при 15—20°C. Для этого колбу вме-
стимостью 150—200 мл наполняют на 2/3 объема водой, на-
крывают часовым стеклом и встряхивают, после чего откры-
вают и определяют запах. По принятой классификации устанав-
ливают болотный, огуречный, фекальный, древесный, фенольный
либо хлорный запах воды. Иногда оценивают интенсивность за-
паха воды при 15—20°C или при нагреве до 60°С по б-балльной
системе: отсутствие запаха —0, очень слабый запах — 1, слабый
запах — 2, заметный запах — 3, отчетливый запах — 4, очень
сильный запах — 5.
144
Вкус (привкус) оценивают путем опробования на вкус опре-
деленной навески воды и оценки вкуса по 5-балльной шкале
(аналогично запаху). Вкус может быть оценен по четырем ви-
дам: горький, соленый, кислый и сладкий.
Прозрачность чаще всего определяют по методу Стеллепа
(метод шрифта) с использованием специального прибора.
Испытуемый образец воды наливают в цилиндр прибора, имеющего гра-
дуированную до 30 см шкалу. Прибор устанавливают неподвижно над об-
разцом шрифта на расстоянии 4 см от дна цилиндра. Добавляя или отбав-
ляя воду, определяют предельную высоту столба воды, при которой воз-
можно чтение шрифта. Количественно прозрачность выражают в сантиметрах
высоты столба воды с точностью до 0,5 см.
Цветность определяют количественным методом, сравнивая
цвет 100 мл испытуемого образца в цилиндре Кесслера с эта-
лонной шкалой растворов, имитирующей окраску воды. Для
арбитражного анализа используют платиново-кобальтовую шка-
лу, которая приготавливается из хлорплатината калия, хлорида
кобальта и соляной кислоты, или из платины, хлорида кобальта
и кислот (азотной, серной и соляной).
Цвет воды можно определять также по шкале цветности с
использованием растворов следующих составов.
Раствор As 1 готовят смешением 0,0875 г бихромата калия, 2 г суль-
фата кобальта, 1 мл серной кислоты химически чистой с последующим
добавлением дистиллированной воды до 1 л. Этот раствор отвечает цвет-
ности 50°.
Раствор № 2 готовят доведением 1 мл химически чистой серной кислоты
дистиллированной водой до 1 л.
Шкалу цветности получают смешением растворов №
1 и № 2 в сле-
дующих соотношениях:
Градусы цветности ... 0
Раствор As 1............. 0
Раствор As 2.......... 100
5 10 15 20 25 30 40
1 2 3 4 5 6 8
99 98 97 96 95 94 92
50 60
10 12
90 88
70 80
14 16
86 84
При цветности образца воды выше 80° ее разбавляют дистиллированной
водой и определяют цветность, умножая результат на кратность разбавле-
ния. Шкалу цветности хранят в течение 2—3 мес.
Содержание сухого остатка и остатка после прокаливания
определяют по следующей методике.
Образец воды (500 мл) помещают в предварительную прокаленную и
взвешенную платиновую чашку и выпаривают досуха на водяной бане. По-
сле выпаривания, сушки в течение 1 ч и охлаждения чашку взвешивают
и определяют массу сухого остатка. Для дистиллированной воды содержание
сухого остатка не должно превышать 5 мг/л.
Жесткость воды обусловливается содержанием в ней солей
кальция и магния Этот показатель характеризует склонность
воды к образованию накипи в системах охлаждения двигателей.
Жесткость воды оценивают в миллиграмм-эквивалентах кальция (Са2 + )
или магния (Mg2+) на 1 л воды, что соответствует содержанию 20,04 мг/л
Са2+ или 12,16 мг/л Mg2+. По указанному показателю поду различают: мяг-
кую (менее 4 мэкв/л), средней жесткости (4—8 мэкв/л) и очень жесткую
(8—12 мэкв/л и более ). На питьевую н техническую воду установлена жест-
кость не более 7 мэкв/л.
6 3jk. 942
115
Существуют различные методы определения жесткости воды. Так, сред»
пюю и очень жесткую воду анализируют объемно-аналитическим пальмитино-
вым методом или титрованием воды спиртово-мыльным раствором. В ре-
зультате титрования соли жесткости за счет олеата или пальмитата натрия
переводятся в малорастворнмые кальциевые или магниевые мыла. Конец
титрования фиксируют по образованию устойчивой пены.
Жесткость воды определяют также расчетным методом по результатам
анализа воды на содержание в пей кальция и магния. Общую жесткость
воды Жо (в градусах) вычисляют по формуле:
Жо
_ [Са2+] [Mg^]
7,14 + 4,33 ’
где [Са2+], [Mg2+] — содержание кальция и магния в воде, мг/л; 7,14 —
коэффициент пересчета Са2+ на градусы жесткости; 4,33 — коэффициент пе-
ресчета Mg2+ на градусы жесткости.
Принято, что 1° жесткости соответствует содержанию солей жесткости
в воде, эквивалентном 10 мг/л СаО.
7.4. КОНТРОЛЬ КАЧЕСТВА ТМС
Контроль качества технических моющих средств проводят по по-
казателям, характеризующим их компонентный состав, моющий
эффект, коррозионность и другие.
Показатель концентрации водородных ионов (pH) опреде-
ляют потенциометрическим методом при температуре 20 °C в со-
ответствии с инструкцией на применяемый лабораторный потен-
циометр (pH-метр). Для анализа используют 1 %-й водный рас-
твор ТМС.
Содержание спирторастворимых органических веществ опре-
деляют по следующей методике.
Навеску ТМС (2—3 г) помещают в коническую колбу вместимостью
250 мл, высушивают при 80 °C в течение 3 ч, затем добавляют 100 мл этило-
вого спирта и кипятят с обратным холодильником в течение 1 ч. Спиртовой
раствор декантируют во взвешенную колбу через взвешенный фильтр. Опе-
рацию повторяют, кроме этого еще дважды добавляют по 50 мл спирта, на-
гревая содержимое колбы 10—15 мин. Затем фильтр промывают 30 мл горя-
чего спирта. Спирт отгоняют на водяной бане. Остаток в колбе, содержащий
спирторастворимые вещества, сушат при 80 °C до постоянной массы. Разница
между взвешиваниями не должна быть более 0.002 г.
Содержание спирторастворнмых веществ X (%) вычисляют по формуле:
X = G - 100/щ,
где G — масса остатка в колбе, г; ш — навеска моющего средства, г.
Определение содержания триэтаноламина проводят следую-
щим образом.
Навеску ТМС (1—2 г) растворяют в 50 мл 50 %-й спиртоводной смеси и
титруют 0,1 н. раствором соляной кислоты в присутствии индикатора бром-
крезолового зеленого до перехода окраски титруемой смеси от голубой до
желтой.
Содержание триэтаноламина X, (%) рассчитывают по формуле:
Хт = у. 0,01492 - 0,8-100/щ,
где V — объем 0,1 н. раствора соляной кислоты, мл; 0,01492 —титр 0,1 н.
раствора соляной кислоты по триэтаноламину, мг/мл; 0,8 — коэффициент,
И6
учитывающий наличие примесей моно- и диэтаноламинов в триэтаноламине;
т — навеска моющего средства, г.
Содержание диоксида кремния в техническом моющем сред-
стве Анкрас определяют по следующей методике.
В стеклянный термостойкий стакан помещают 25—35 мл серной кислоты,
добавляют при помешивании до 25 г ТМС и 2,5 г нитрата натрия. Стакан
накрывают часовым стеклом и нагревают до появления однородной светло-
желтой окраски испытуемой с.месп. В случае появления на поверхности смеси
нерастворимых веществ добавляют еще 1 г нитрата натрия и нагревание
продолжают. Продолжительность нагревания составляет, как правило, 40—
50 мин. Если смесь не осветляется, в нее добавляют до 1 г перхлората нат-
рия (калия) и нагрев продолжают до появления однородной светло-желтой
окраски раствора. Затем раствор охлаждают и осторожно добавляют 100 мл
дистиллированной воды. Выделяющиеся при этом оксиды азота удаляют пу-
тем нагревания смеси. Неохлажденный раствор фильтруют через беззольный
бумажный фильтр и осадок переносят па фильтр, промывают его дистилли-
рованной водой до отрицательной реакции па поп SO,' в присутствии рас-
твора хлорида бария. Фильтр с осадком просушивают и переносят в
фарфоровый тигель, доведенный до постоянной массы, озоляют на плитке и
прокаливают в муфельной печи при 800 °C в течение 30 мин. Затем тигель
охлаждают и взвешивают. Последующие взвешивания проводят каждые
30 мин после прокаливания до получения постоянной массы.
Содержание диоксида кремния SiO2 (Хк) (%) рассчитывают по формуле:
Хк = G • 100/т,
где G — масса остатка после прокаливания, г; т — навеска моющего сред-
ства, г.
Силикатный модуль — это отношение числа грамм-молекул
кремнезема (SiO2) к числу грамм-молекул оксида натрия, опре
деляется в основном для моющего средства Анкрас.
Навеску 0,4—0,5 г моющего средства помещают в колбу, добавляют
50 мл горячей дистиллированной воды, накрывают колбу часовым стеклом и
при перемешивании кипятят в течение 10 мин. После охлаждения раствор
титруют раствором соляной кислоты в присутствии 3—4 капель раствора
метилового оранжевого до перехода окраски из желтой в бледно-розовую.
Содержание оксида натрия Хн (%) рассчитывают по формуле:
X„=V-0,031 - 100/и,
где V — объем 1 н. раствора соляной кислоты, пошедшей на титрование, мл;
т — навеска моющего средства, г; 0,031 — количество оксида натрия, соот-
ветствующее 1 мл 1 н. раствора соляной кислоты, г.
Силикатный модуль, Х„ вычисляют по формуле:
Хм = Хк.1,0333/Хп,
где 1,0333 — отношение молекулярной массы оксида натрия к молекулярной
массе диоксида кремния.
Пенообразование оценивают по высоте пли объему пены,
образуемой в определенных условиях, а также по пеностойкости
На практике пснообразование оценивают путем встряхивания закрытой
емкости, частично заполненной испытуемым моющим средством. Однако наи-
6*
147
более распространен метод Росс — Майлса, сущность которого заключается в
опенке высоты пены ha (%) в градуированном цилиндре после слива из него
200 мл испытуемого образца. Лп вычисляют по формуле:
Лп = (//о - Я>о) • ЮО/Яр,
а устойчивость Лу пены — по формуле:
Лу — II ю/Яр,
где Но — начальная высота пены в цилиндре сразу после слива ТМС, мм;
/Ло —высота пены по истечении 10 мин после слива ТМС, мм.
Коррозионное воздействие на металлические поверхности
оценивают по отношению к металлам и сплавам, которые пред-
полагается очищать и промывать выбранными моющими сред-
ствами. Для испытания в лабораторных условиях рекомендуется
использовать плоские образцы размером 30Х50Х 1,2 мм с чи-
стотой обработки поверхности 6—8 класса. Число образцов
каждого металла для испытания должно быть не менее трех.
Перед испытанием образцы обезжиривают бензином, этиловым
спиртом или спиртобепзольной смесью (1 : 1), протирают сухой
белой салфеткой и сушат. Затем взвешивают на аналитических
весах. Если детали имеют сложную форму, рекомендуется для
испытаний брать реальные детали из числа отбракованных.
При оценке коррозионного воздействия оценивают влияние
моющего раствора в его рабочей концентрации и остатка рас-
твора.
Критериями оценки коррозионного воздействия ТМС на детали приняты
изменения внешнего состояния поверхности пластинки (детали), изменение
массы образца, время до появления первых очагов коррозии (скорости кор-
розии), площадь коррозионного поражения. Наибольшее распространение по-
лучил метод оценки по изменению массы образца Ат или по скорости кор-
розии vK, которые вычисляют по формулам:
Дтср = У*, (т0 — nh)/n или vK = Дтср/($т),
где т» и mi — массы образца до и после испытания, мг; п — число образцов,
шт.; S — площадь поверхности образца, м2; т — длительность испытания, ч.
На ремонтных предприятиях предусматривается методика оценки кор-
розионного воздействия остатков водного раствора ТМС на детали техники,
в которой образцы с нанесенными на них водными растворами средства в
виде капель выдерживают в течение 3—5 сут с осмотром каждые сутки
состояния поверхности образцов, а затем в течение 10 сут во влажной ка-
мере (относительная влажность 59—98 %) с осмотром через 1, 5, 7, 10 сут.
Браковочные признаки указывают в конкретных методиках в зависимости
от металла и используемого моющего средства.
Оценка эффективности и качества очистки техники, как пра-
вило, проводится по состоянию очищаемой поверхности. Для
оценки эффективности моющей способности ТМС применяют
методы, разрабатываемые ГосНИТИ и МИИСП.
Сущность метода, разработанного ГосНИТИ, заключается в нанесении
тонкого слоя модельного загрязнения на отшлифованную и обезжиренною
пластинку диаметром 27 мм струей моющего средства при температуре
148
Таблица 62. Оценка моющей способности некоторых ТМС
ТМС Концен- трация, г/л Чистота поверхности (балл) с учетом времени очистки
30 с 60 с | 90 с 120 с 183 с 240 с
Гидроксид натрия 15-25 2,0 4,0 5,0 6,5 7,0
Лабомид-101 30 2,0 4,5 6,0 8,0 9,5 10,0
Лабомид-203 30 3,0 7,0 8.5 10,0 10,0 —
МЛ-52 30 3,5 7,5 9,0 10,0 10,0 —
МС-6 30 2,0 4,5 7,0 8,0 9,5 10,0
МС-8 30 3,5 7,5 9,0 10,0 10,0 —
85 ±2 °C и давлении 0,08 МПа. Загрязненность поверхности образца оцени-
вают по 10-балльной шкале:
Балл ..................... О 1 2 3 45 6 78 9 10
Загрязненность поверх-
ности, г/м- ...... 50 25 16 12—15 10 7,5 3—5 4 2,5 1 0,1
Сравнением очищенной поверхности с эталонами оценивают эффективность
моющего средства. В табл. 62 дана оценка моющей способности некоторых
ТМС в баллах (определено на установке КИ-3127).
Метод МИИСП сводится к следующему. На шлифованную пластинку
размером 75 X 35 X 2 мм, предварительно обезжиренную и высушенную
между листами фильтровальной бумаги, равномерным слоем наносят модель-
ное загрязнение (0,1—0,2 г). Приготовленный образец перед очисткой выдер-
живают 1—3 ч на воздухе, затем моют с применением лабораторной мешал-
ки. Время, за которое достигается полная очистка пластинки от загрязнений,
считается эффективностью моющего средства. В данном случае время очист-
ки поверхности пластинки является критерием чистоты. Отсутствие загряз-
нений на поверхности пластинки определяют по смачиваемости поверхности
водой или с помощью ультрахимоскоиа УИ-1. Моющая способность (Мс)
испытуемых средств определяется как прямая или обратная величина вре-
мени отмыва пластинки:
Мс = / или Мс=103//,
где t — время, с; 103 —условно принятый множитель для получения резуль-
тата в удобном виде.
Моющая эффективность некоторых ТМС по этому методу показана на
рис. 6.
Эффективность очистки может также оцениваться:
а) по величине, выражаемой отношением количества загряз-
нений перед началом (До) и концом (Во) очистки (в %):
Ла = QK • 100/Q,,; Во = (Q(I — QK) • 100/QH,
где Q„ и QK— начальное и конечное количество загрязнений на единицу по-
верхности, г/м2;
б) по коэффициенту очистки (К), учитывающему, во сколь-
ко раз уменьшилось количество загрязнений на поверхности
после очистки:
К — Qu/Qk’
в) методом смачивания, который основывается на способ-
ности пленки воды или раствора сохранять на чистой поверх-
149
Рис. б. Эффективность не-
которых ТМС в состав®
рабочих растворов
ности металла в тече-
ние определенного вре-
мени сплошность и не
собираться в капли.
Определение проводят в
указанной ниже последова-
тельности. На очищенную
поверхность детали наносят
(методом распыления) ди-
стиллированную воду или
раствор, содержащий 50 г
нитрозина в 1 л дистилли-
рованной воды. Нарушение
сплошности пленки фикси-
руют визуально, при этом
учитывают состояние плен-
ки воды па участках, уда-
ленных от кромок поверхно-
стей на расстояние не менее
10 мм. Качество пленки считается удовлетворительным, если время разрыва
пленки воды или раствора при 15—20 “С будет ие менее 30—-45 с.
Оценку чистоты поверхности с применением инструменталь-
ных методов контроля чище всего проводят с помощью люми-
несцентного метода на основе люминесценции остатков масла
под воздействием ультрафиолетового света. В качестве источ-
ника ультрафиолетового света используют, как правило, при-
бор ПЛКД-2, позволяющий определять остатки масляных за-
грязнений в пределах 0,005—0,050 мг/см2.
Контроль и корректировка состава растворов ТМС необхо-
димы, поскольку в процессе очистки происходит снижение кон-
центрации моющего средства в рабочем растворе за счет реак-
ции с загрязнениями и на умягчение воды. На ремонтных пред-
приятиях, как правило, доливают воду, но не всегда добавляют
в раствор составляющие моющее средство компоненты. Вслед-
ствие этого через 2—3 дня очистки деталей моющая способность
раствора ТМС снижается. Поэтому контроль за концентрацией
ТМС в моющем растворе и своевременное ее восстановление до
установленного уровня — обязательны.
Обычно концентрацию рабочего раствора ТМС уста-
навливают по плотности. В табл. 63 приведены соотношения
концентрации и плотности растворов некоторых моющих
средств.
Эффективность ТМС на ремонтных предприятиях оценивают
в несколько стадий:
выбор технологии очистки с применением ТМС (технологи-
ческие режимы, особенности применения, защитные средства де-
талей от коррозии);
150
Таблица 63. Концентрации и плотности растворов некоторых ТМС
Концентра- ция, г/л Плотность рабочего раствора, г/см3 Концентра- ция, г/л Плотность рабочего раствора, г/см3
Лабомид-101, МЛ-51, МС-6 Гидроксид натрия Лабоми д-203, МЛ-52 Лабомид-101, МЛ-51, МС-6 Гидроксид натрия Лабоми д-203. МЛ-52
2,5 .— 1,003 30 1,024 1,032 1,022
5 1,008 — 1,006 35 1,028 1,043 1,026
10 1,008 1,010 1,008 40 1,031 1,054 1,030
15 1,012 — 1,012 50 1,040 1,087 1,037
20 1,016 1,021 1,015 80 — 1,087 —
25 1,021 — 1,020 100 — 1,109 ——
установление и классификация характера и видов загрязне-
ния техники;
выбор технологического оборудования и типа моющего сред-
ства;
пробная очистка и промывка деталей техники и оценка их
состояния в соответствии с требованиями ОТК;
уточнение оптимальных режимов процесса очистки (темпе-
ратура, концентрация ТМС в растворе, длительность про-
цесса, срок работоспособности моющего раствора, порядок
контроля его качества и состава и их корректировка в процессе
очистки);
оценка степени чистоты поверхности деталей в сравнении с
требованиями ОТК предприятия, в том числе оценка коррозион-
ной стойкости деталей техники в среде моющего раствора;
сравнительная оценка моющей способности различных ТМС,
а также сравнение с ранее применявшимися органическими рас-
творителями;
выбор наиболее эффективного ТМС, уточнение режима его
применения, определение норм расхода средства па I комплект
деталей (на 1 кг деталей или 1 м2 очищаемой поверхности);
определение времени работоспособности ТМС, порядок кон-
троля его качества и состава, их корректировка в процессе
очистки;
определение мероприятий по технике безопасности и техни-
ко-экономическая оценка применения ТМС.
Качество очистки оценивают несколькими, достаточно про-
стыми методами: протиранием поверхности фильтровальной бу-
магой, взвешиванием детали до и после очистки, смачиванием
детали водой и с использованием капли растворителя (ГОСТ
9.402—80), с помощью инструментальных методов, например
люминесцентного или микроскопического.
151
8. РЕГЕНЕРАЦИЯ И УТИЛИЗАЦИЯ
ОТРАБОТАННЫХ РАСТВОРИТЕЛЕЙ И ТМС
Процессы регенерации и утилизации отработанных растворите-
лей и технических моющих средств приобретают все большее
значение. Это вызвано экономическими и экологическими сооб-
ражениями.
8.1. РЕГЕНЕРАЦИЯ И УТИЛИЗАЦИЯ ОРГАНИЧЕСКИХ
РАСТВОРИТЕЛЕЙ
С учетом технологического оборудования и возможностей осу-
ществление регенерации растворителей является несложным
процессом. Так, при регенерации органических растворителей
основным методом очистки является их перегонка, выполняемая
как в обычных условиях при атмосферном давлении, так и в
присутствии водяного пара или инертного газа. Перегонка рас-
творителей в обычных условиях проводится в случаях, когда
температура кипения растворителей не превышает 100°C. Рас-
творители, температура кипения которых выше 100°C, перего-
няются в присутствии водяного пара.
Инертные газы, в качестве которых обычно используют азот
или гелий, применяют в случаях, когда растворители обладают
склонностью к гидролизу и окислению. Использование пара или
инертных газов целесообразно при перегонке любых раствори-
телей, особенно имеющих высокое давление насыщенных паров.
Это позволяет решить ряд задач, в частности, сократить тепло-
вые потери, увеличить выход регенерированного растворителя
за счет подавления реакций гидролиза при повышении темпе-
ратуры.
Высокотемпературный гидролиз органических веществ носит
необратимый характер, при этом тепловые потери основного
продукта могут быть значительными, что приводит к нецелесо-
образности применения регенерации методом прямой перегонки.
Конечными продуктами перегонки являются очищенный раство-
ритель, кубовый остаток и отработанный теплоноситель. В целях
повышения технико-экономической эффективности процесса тех-
нологическая схема его должна осуществляться по принципу
рециркуляции, в которой предусматривается возврат теплоноси-
теля после его подогрева до исходной температуры в перегонный
аппарат. В технологических схемах, в которых не предусматри-
вается рециркуляция теплоносителя, целесообразно теплоноси-
тель использовать в смежных производствах. Это необходимо
делать с учетом экологических соображений.
Процесс регенерации бензино-керосиновых растворителей
проводится в описанной ниже последовательности.
Отработанный растворитель из сборников поступает в от-
стойник, в котором находится в течение 4 ч. После этого жидкая
152
фракция подается в перегонный аппарат. Бензиновая фракция
отбирается при температуре паров на выходе в пределах 80—
195°С. При достижении температуры паров 105°С в систему
подается перегретый пар. После отстаивания конденсата регене-
рированная бензиновая фракция, контролируемая по плотности,
вновь возвращается на участок обезжиривания.
Промежуточная фракция (между бензиновой и керосиновой)
с пределами выкипания 195—205°С, представляет собой азео-
тропную смесь. Она собирается в отдельный приемник для даль-
нейшего использования в качестве компонента дизельного топ-
лива. Керосиновая фракция отбирается при температуре выше
205°C с окончанием отбора фракции при температуре паров на
выходе 275°C. Очищенные бензиновые и керосиновые фракции
являются продуктами целевого назначения.
Побочными продуктами процесса регенерации являются от-
стойная вода и кубовый остаток. Воду после отстоя используют
в смежном производстве, например для промывки отработанных
масел, а кубовый остаток применяют как сырье для получения
масел.
Весьма эффективным является применение метода реэкстрак-
ции использованных растворителей, суть которого заключается
в следующем. Подбирается легкокипящий растворитель, кото-
рый не смешивается с водой, но хорошо растворяет определен-
ный выбранный компонент (или наоборот). Расчетное его
количество добавляют в емкость. После тщательного перемеши-
вания смесь отстаивают. В результате образуются две устойчи-
вые и четко разделенные фазы: «экстрагент-вода — раствори-
тель» или «экстрагент-растворитель — вода». Следующей ста-
дией процесса является прямая перегонка. В первом варианте —
для извлечения экстрагента, во втором — для разделения смеси
«экстрагент — растворитель».
Преимущества процесса реэкстракции — хорошая степень
очистки исходных веществ, высокий коэффициент возврата, воз-
можность осуществления непрерывного процесса и его полная
автоматизация. Недостаток — сравнительно высокая энергоем-
кость.
Методы восстановления обезжиривающих растворов осу-
ществляются в основном на базе перегонки. Они являются про-
стыми и широко распространенными технологическими процес-
сами. Однако процесс утилизации полученных при этом продук-
тов зависит в значительной степени от многих факторов и, в
частности, от степени изменения химического состава реагентов
в процессе перегонки, чистоты получаемых продуктов и эконо-
мической эффективности процесса.
Исходя из этого при выборе схемы утилизации необходимо
технически обосновать дальнейшее использование продуктов ре-
генерации. Только в этом случае достигается максимальный
экологический эффект.
153
8.2. РЕГЕНЕРАЦИЯ ТМС
Регенерация технических моющих средств заключается в пе-
риодической корректировке содержания исходных компонентов
по данным химического анализа. Накапливающиеся загрязнения
собираются в ванне на дне в виде осадка или в виде шлама на
поверхности раствора, которые периодически удаляются.
Наиболее распространенным методом проверки концентра-
ции водного раствора ТМС является определение щелочности
раствора по индикаторной бумаге, плотности или путем титро-
вания раствора.
Контроль концентрации проводится путем измерения плот-
ности денсиметром (ареометром) и определения по табл. 63
(см. главу 7) содержания ТМС в растворе. На основании полу-
ченных данных осуществляется корректировка водного раствора
моющего средства.
Метод титрования заключается в следующем. Отбирают 25 мл
раствора, отфильтровывают, разбавляют его дистиллированной
водой до 250 мл, кипятят смесь для удаления СО2 и затем ти-
труют 25 мл смеси 0,1 %-м раствором соляной кислоты вна-
чале в присутствии 5—8 капель фенолфталеина до исчезновения
малиновой окраски раствора, затем после добавления в эту же
колбу 3—5 капель метилоранжа — до обесцвечивания раствора.
Щелочность яха2со3 и лиансоз(%) вычисляют по формулам;
2V, • 0,0053 100 0,5 (Va - V,) 0,0084 - 100
яЬ'а2СОз------\Г3 ’ ЯЦаНСОз------------>
где У| — объем 0,1 %-го раствора НС1, пошедший на титрование в присут-
ствии фенолфталеина, мл; Va — объем 0,1 %-го раствора НС1, пошедший на
титрование в присутствии метилоранжа, мл; Vs — объем пробы, взятый для
титрования, мл; 0,0053, 0,0084, 0,64 — переводные коэффициенты.
Общая щелочность раствора ТМС (в %) находится как сумма
ЯХагСОз + ЯХаНСОз ‘0,64.
Концентрацию синтетических моющих средств в растворе
контролируют непосредственно в процессе очистки путем изме-
рения электрической проводимости раствора. Сущность метода
заключается в определении электрической проводимости пробы
моющего раствора, взятой из моечной машины и установлении
концентрации моющего препарата по предварительно построен-
ным калибровочным графикам.
Этот процесс можно автоматизировать путем погружения в
раствор измерителя электрической проводимости, что позволит
определять концентрацию моющего средства в растворе непо-
средственно в процессе мойки деталей.
Старение моющего раствора, под которым понимается коли-
чество в растворе загрязнений Q, накопившихся в процессе
очистки деталей, рассчитывают по формуле:
Q = а (1 — е~Ьх),
164
где а и b — постоянные коэффициенты, определяемые физико-химическими
свойствами раствора и конструктивными особенностями моечной машины;
т — время работы моечной машины.
8.3, ОЧИСТКА СТОЧНЫХ ВОД
В процессе мойки и очистки с применением растворителей и
технических моющих средств образуются сточные воды. За-
грязнения сточных вод чрезвычайно разнообразны по дисперс-
ности и агрегатному состоянию. Они могут присутствовать в
виде химических или коллоидных растворов, а также в виде гру-
бодисперсных веществ (частицы размером более 10-5 см). К по-
следним относятся эмульсии нерастворимых в воде жидкостей
(например, нефтепродуктов), взвешенных в виде мелких капель,
и суспензии — взвеси твердых частиц. Требования к составу и
свойствам воды водных объектов различного назначения изло-
жены в «Правилах охраны поверхностных вод от загрязнения
сточными водами», 1974 года для предприятий, имеющих само-
стоятельные выпуски сточных вод в водные объекты.
Существуют нормы предельно допустимых сбросов (ПДС)
загрязняющих веществ, под которыми понимается максимально
допустимая масса вещества в сточных водах в данном пункте
расположения водного объекта. В качестве примера ниже при-
ведена степень очистки сточных вод от эфирорастворимых ве-
ществ— нефтепродуктов и других органических веществ, извле-
каемых эфиром (мг/л):
Сооружение В воде, поступаю- щей в сооружение В очищенной воде
Ловупгка 400-15 000 50-100
Флотационная установка, пес- чано-гравийные фильтры 50—100 15-20
Резервуар дополнительного от- стоя (до 2 сут) 50—100 15-30
Станция биологической очист- 20-50 5-10
ки
Установка озонирования (II ступени) 10-15 1-3
Для очистки сточных вод от нефтепродуктов в настоящее
время применяют различные методы как самостоятельно, так и
в комплексе. Так, широкое распространение нашли механиче-
ские методы отстаивания в различных ловушках и буферных
емкостях, центрифугирование, осуществляемое в центрифугах и
гидроциклонах, фильтрование, проводимое путем пропуска сточ-
ной воды через пористую среду (в качестве такой среды чаще
всего используют кварцевый песок, керамзит и другие специаль-
ные пористые материалы).
Отстаивание — наиболее простой механический метод, для
осуществления которого не требуется сложной оснастки и до-
полнительных энергетических затрат. Однако этот метод длите-
лен и во многом его эффективность зависит от дисперсности
155
отстаиваемых частиц. В технологических схемах по отстаиванию
сточных вод предусматривают песколовки, которые предназна-
чены для улавливания в основном песка и других посторонних
тяжелых частиц. Песколовки устанавливают, как правило, перед
нефтеловушками или другими очистительными сооружениями.
Песколовку периодически по мере накопления песка и других
веществ очищают. При правильной эксплуатации песколовка мо-
жет уловить до 80 % песка из очищаемых сточных вод. Осадки
из песколовки удаляют при помощи гидроэлеватора, песковых
насосов, черпалок и других устройств.
В последнее время для очистки сточных вод от растворенных
примесей получает развитие метод обратного осмоса (гипер-
фильтрация). Метод основан на отделении (отфильтровывании)
воды из раствора через полупроницаемые мембраны под воз-
действием давления, превышающего осмотическое. Для этого
используют ацетатцеллюлозные мембраны различной производи-
тельности по воде и селективности по растворенным веществам.
Процесс осуществляется при температуре окружающей среды
без фазовых превращений. Метод применим для очистки воды
от высококонцентрированных органических и минеральных за-
грязнений, находящихся в воде в растворенном состоянии. Этим
методом можно разделять растворы термически нестойких ве-
ществ, для которых применение других методов, например ди-
стилляции, не дает эффекта.
Метод обратного осмоса может быть применен также для
обессоливания сточных вод и удаления из них биологически
«жестких» органических соединений—детергентов, пестицидов,
многоатомных спиртов, спиртов изостроения, полигликолей и др.
Гиперфильтрационные установки позволяют извлекать ценные
вещества из сточных вод и утилизировать эти вещества.
Физико-химические методы очистки. В основу этих методов
очистки положены процессы флотации, коагуляции и сорбции.
Так, при флотации посторонние частицы извлекаются из жид-
кости с помощью пузырьков воздуха. Коагуляция — процесс,
в котором происходит укрупнение частиц, что ускоряет стадию
отстаивания. При сорбции обеспечивается поглощение веществ
йз среды с помощью сорбентов, например торфа, активных глин,
силикагелей, золы, угольной пыли и др. Повышение требований
к качеству очистки сточных вод вызывает необходимость соче-
тания различных методов, например совместное применение
коагуляции и флотации.
В качестве других физико-химических методов очистки пре-
дусматривают использовать также кристаллизацию, электроли-
тическое осаждение и ректификацию жидких продуктов.
Из химических методов чаще всего используют хлорирование
(окисление хлором) и озонирование (окисление озоном), при
которых наряду с окислением органических веществ происходит
также обесцвечивание, дезодорация и нейтрализация сточных
вод. Метод озонирования позволяет нейтрализовать в сточных
156
водах такие ядовитые вещества, как цианистые соединения, фе-
нолы, ПАВ, например сульфонаты, нефтепродукты и их соеди-
нения, меркаптаны, сероводород. Сточные воды после озониро-
вания представляют собой прозрачные, бесцветные жидкие
среды. Эффективность озонирования сточных вод зависит от pH
стоков, температуры, продолжительности и способа контакта
воды с озоном. Наиболее благоприятные условия для осущест-
вления процесса озонирования стоков создаются прц pH 9—10,
температурах в пределах 40—50°C, продолжительности озони-
рования от 5 до 90 мин. Такой широкий диапазон длительности
процесса обоснован различной структурой и характером окис-
ляемых реагентов в сточных водах.
Физико-химические методы реализуются в технологических
схемах нейтрализации сточных вод за счет применения таких
реагентов, как раствор гидроксида кальция (гашеная известь
или известковое молоко) с содержанием активного Са(ОН)2
в количестве 5—10 % (масс.), гидроксида натрия, аммиачная
вода. Однако эти вещества используют для нейтрализации кис-
лот в сточных водах только в тех случаях, когда они являются
отходами производства. Иногда для нейтрализации сточных вод
используют мел, молотый известняк, доломит, магнезит. Для
проведения нейтрализации сточных вод с помощью гашеной из-
вести применяют механические устройства, например гидравли-
ческие смесители (дырчатые, перегородочные, вихревые), а так-
же смесители с механическими мешалками или барботированием
сжатым воздухом. Продолжительность нейтрализации не долж-
на превышать 10 мин.
Опыт эксплуатации технологических схем, в которых реали-
зуется процесс нейтрализации сточных вод, показывает, что его
осуществление часто осложняется побочными явлениями, на-
пример неполным использованием реагентов, отложениями
солей на стенках аппаратуры, образованием устойчивых пересы-
щенных растворов, цементированием выделяющегося осадка. По-
добные отрицательные последствия требуют правильной орга-
низации процесса нейтрализации и учета действующих при этом
факторов.
Для нейтрализации сточных вод от кислотных остатков часто
применяют фильтрационный метод, при котором в качестве
фильтрующего реагента используют доломиты, магнезиты и из-
вестняки. При содержании остатков серной кислоты в стоках до
2 г/л используют известняк, до 5 г/л—доломит или магнезит.
Преимущества этого метода нейтрализации — простота техноло-
гических схем и их эксплуатация, причем нет необходимости
применять специальную дозирующую аппаратуру или устрой-
ства.
В последнее время получают распространение биологические
методы очистки сточных вод. Сущность методов заключается в
создании условий для развития бактерий, продуктами жизне-
деятельности которых являются вредные вещества в стоках. Эгн
157
вещества перерабатываются бактериями в продукты, безвред-
ные для окружающей среды, например в диоксид углерода и
воду с неорганическими примесями. В качестве таких микроор-
ганизмов используют аэробные бактерии, которые потребляют
кислород из аэрированной воды. Перспективным средством для
очистки сточных вод от органических растворителей является
штамм углеводородоокисляющих бактерий Pseudomonas puti-
da 36, на основе которого изготавливается сухой бактериальный
препарат. Преимущества данного препарата таковы: 1) способ-
ность очищать воду большой загрязненности (до 25 г/л); 2) ши-
рокий спектр окислительной активности (перерабатывает до
20 компонентов, включая асфальтено-смолистые вещества);
3) способность снижения содержания канцерогенных веществ
в перерабатываемых продуктах. Препарат жизнедеятелен при
температуре окружающей среды от плюс 70 до минус 50°C,
сохраняет окислительную активность в высушенном состоянии.
Технологическая схема очистки сточных вод с помощью бак-
терий включает такие элементы, как измельчение крупных при-
месей, аэрирование жидкой среды, отстаивание, химическую
обработку (хлорирование). Очистка осуществляется на специаль-
ных установках, простых по устройству и эксплуатации. Уста-
новки характеризуются высокой экономичностью и малым рас-
ходом химических реагентов. Однако процесс отличается дли-
тельностью, высокой чувствительностью реагентов к солености
воды и наличию ПАВ, значительными перерывами в работе. При
этом следует учитывать невозможность вывода установки из ра-
боты на осмотр и ремонт по причине гибели бактерий.
Электрохимическая очистка сточных вод проводится за счет
электролиза с использованием растворимых и нерастворимых
электродов. В качестве растворимых электродов применяют
железные и алюминиевые электроды, ионы которых обладают
хорошими коагулирующими свойствами. В качестве нераство-
римых— электроды из материала мало или не взаимодействую-
щего с обрабатываемой жидкостью (графит, магнетит и на
основе оксидов металлов).
Термические методы очистки всех видов отходов (жидких,
твердых, газообразных) основываются на окислении содержа-
щихся в них органических веществ кислородом воздуха до не-
токсичных соединений. Методом сжигания органических веществ
в газах пользуются, когда возвращение примесей в производ-
ство невозможно или нецелесообразно. Сжигание проводится
при температурах 800—1100°С.
В последнее время получили широкое распространение ката-
литическое сжигание (дожигание) газов. В условиях применения
катализаторов окисление осуществляется при температурах
250—300 °C, при этом весь процесс каталитического окисления
в 2—3 раза дешевле высокотемпературного сжигания.
Метод термической очистки находит широкое применение
для сточных вод, содержащих особо токсичные вещества, для
158
удаления которых в настоящее время не найдены более эффек-
тивные методы. Чаще всего для этой цели применяют метод
огневого сжигания (окисление органических веществ кислоро-
дом воздуха при температуре 800°C и давлении 0,2 МПа) и
жидкофазного окисления (окисление органических веществ при
температуре 200—300°C и давлении 2—28 МПа при неполном
испарении воды.
В настоящее время для термической обработки сточных вод
наиболее широкое распространение нашли печи циклонного
типа, что обосновано высокой производительностью таких печей.
Например, при температуре 970—1000°C и коэффициенте из-
бытка воздуха 1,2 степень очистки сточных вод с помощью печи
циклонного типа достигает 99,9%. Циклонные печи по сравне-
нию с другими типами печей (шахтными или камерными) имеют
ряд преимуществ. Прежде всего они отличаются более полным
смешением воздуха с топливом, что увеличивает полноту сгора-
ния топлива и теплонапряжепность топочного объема. Кроме
того, они просты по устройству и в эксплуатации. Недостатком
циклонных печей является частичный унос солевой массы газом
и загрязнение поверхностей котлов-утилизаторов.
Наиболее безвредным является сжигание в установках типа
«Вихрь» для бездымного сжигания обводненных горючих отхо-
дов. Эти установки предназначены для локального уничтожения
горючих отходов, содержащих до 65 % воды. В них осуществлен
принцип направленного барботажа с одновременной турбулиза-
цией окисления в камере сгорания с использованием энергии
испаряемой воды. При сжигании не происходит коксования твер-
дой фазы. Зола удаляется автоматически путем продувки сжа-
тым воздухом. Производительность установок такого типа от
200 до 10000 кг/ч обводненных отходов; затраты электроэнер-
гии на 1 т отходов составляют 10—12 кВт. Анализом продуктов
сгорания, выделяемых в атмосферу при сжигании отходов на
установке «Вихрь», установлено, что наличие канцерогенных
углеводородов типа бенз (а) пирена составляет 43,2 мкг/100 м3,
что не превышает допустимых санитарных норм.
9. МЕРЫ БЕЗОПАСНОСТИ
При работе с растворителями и техническими моющими сред-*
ствами следует в достаточной мере обеспечить защиту обслу-
живающего персонала от поражения и отравления. Необходимо
учитывать то, что как растворители, так и ТМС в основном яв-
ляются жидкостями, которые в отличие от твердых веществ в
большей степени оказывают вредное воздействие иа организм
человека. В задачу современной технологии входит не только
159
устранение опасных и вредных для здоровья элементов произ-
водства, но и разработка новых схем технологических процес-
сов на основе современных аппаратов. В числе первоочередных
мероприятий по созданию безопасной технологии должны быть
такие, как разработка систем замкнутого технологического цик-
ла, обеспечение возврата используемых реагентов и воды, пол-
ная утилизация вторичных продуктов, поскольку из всей сово-
купности производственных отходов доля жидких продуктов
наибольшая и их утилизация сопряжена с большими материаль-
ными и энергетическими затратами.
9.1. ТОКСИЧНОСТЬ РАСТВОРИТЕЛЕЙ
И КОМПОНЕНТОВ ТМС
Основным показателем, характеризующим степень вредности
химических соединений, в том числе растворителей, является
предельно допустимая концентрация (ПДК)- Различают
ПДКр. з — в рабочей зоне, ПДКм. р — максимальная разовая и
ПДКс. с — среднесуточная.
ПДКр. з — концентрация вредного вещества в воздухе рабо-
чей зоны, при которой у работающих при ежедневном вдыхании
в пределах 8 ч в течение всего трудового стажа не должно про-
исходить заболеваний или отклонений в состоянии здоровья.
ПДКм. р — максимальная разовая концентрация вредного веще-
ства в воздухе населенных мест, которая не должна вызывать
рефлекторных реакций в организме человека. ПДКс. с — средне-
суточная концентрация вредного вещества в воздухе населенных
мест, которая не должна оказывать на организм человека вред-
ного воздействия в условиях длительного круглосуточного вды-
хания. ПДК растворителей, характеристика их токсического воз-
действия на организм человека и меры индивидуальной защиты
по предотвращению их воздействия на человека приведены в
табл. 64.
Технические моющие средства, как правило, малотоксичны и
не оказывают отрицательного воздействия на кожные покровы
человека, кроме того, они пожаровзрывобезопасны. Однако сле-
дует иметь в виду, что их обычно используют при довольно вы-
соких температурах (60—90°C), поэтому необходимо соблюдать
меры предосторожности от ожогов. При тепловом ожоге пора-
женный участок тела следует обработать слабым раствором пер-
манганата калия (марганцовкой), смазать вазелином и нало-
жить повязку.
Повышенной токсичностью обладают растворители и ТМС,
содержащие хлорированные компоненты, а также эфиры, спир-
ты и этиленгликоль. Эти вещества необходимо хранить в герме-
тически закрытой таре с соответствующей надписью «Осторож-
но» и «Ядовитые вещества». Все работы, связанные с примене-
нием растворителей и ТМС, необходимо проводить в хорошо
вентилируемом помещении, при условии контроля концентрации
100
паров легколетучих вредных для здоровья человека и пожаро-
опасных компонентов.
Особую осторожность следует соблюдать при работе с кис-
лотами, гидроксидом натрия и кальция и их концентрирован-
ными растворами. При попадании указанных веществ на кожу
человека они вызывают ее разъедание и ожоги, поэтому при ра-
боте с ними необходимо применять специальные защитные сред-
ства, рукавицы, фартуки, щипцы, щетки и т. п. Пораженный
гидроксидами натрия (кальция) участок тела нужно обработать
слабым раствором уксусной кислоты, а при попадании на кожу
кислот места ожогов рекомендуется промыть раствором карбо-
ната натрия (питьевой соды) и водой.
В случаях поражения человека парами растворителя сле-
дует немедленно оказать первую помощь: вынести пострадав-
шего на свежий воздух, дать вдохнуть пары нашатырного спир-
та, пораженные участки тела обработать водой с мылом. При
попадании большого количества паров внутрь организма нужно
вызвать рвоту и оказать квалифицированную медицинскую по-
мощь.
9.2. ПОЖАРО- И ВЗРЫВОБЕЗОПАСНОСТЬ
Пожаро- и взрывобезопаспость растворителей и ТМС оцени-
вают по температурам вспышки, воспламенения, самовоспламе-
нения, концентрационным и температурным пределам воспла-
менения (взрываемости) паров растворителя в воздухе.
Температура вспышки — наименьшая температура, при ко-
торой происходит вспышка паров при поднесении пламени, обра-
зующихся над поверхностью горючего вещества при его нагреве
в стандартном приборе открытого или закрытого типа. По тем-
пературе вспышки можно судить о температурных условиях, при
которых горючее вещество становится опасным при хранении.
Температура вспышки горючего вещества примерно равна ниж-
нему температурному пределу воспламенения.
Температура самовоспламенения — наименьшая температура,
при которой начинается горение вещества при соприкосновении
его с воздухом в отсутствие постороннего источника пламени.
Наименьшая температура самовоспламенения вещества, опре-
деленная стандартным методом, называется стандартной темпе-
ратурой самовоспламенения. Различают также минимальную
температуру самовоспламенения вещества, которая обычно пиже
стандартной.
Концентрационным пределом воспламенения паров раство-
рителя в воздухе называют область концентраций этого веще-
ства, в пределах которой смеси паров горючего вещества с воз-
духом способны воспламеняться от постороннего источника за-
жигания с последующим распространением пламени по смеси.
Различают верхний и нижний концентрационные пределы вос-
пламенения газов в воздухе, которые являются граничными
161
Таблица 64. Санитарно-гигиеническая оценка органических растворителей
Звездочкой отмечены значения ПДК. не утвержденные (ведомственные)
Растворитель ПДК, мг/мЗ Токсическое действие Меры индивидуальной защиты
утверж- денные макси- мальная разовая средне- суточная
Пентан Гексан Гептан Октан Изооктан Циклогексан Метилциклогексан Бензол Толуол Ксилол, смесь изомеров 300 300 2000* 2350* 100* 80 50 5 50 50 100 60 1,4 1,5 0,6 0,2 25 1.4 0,1 0,6 0,2 Головная боль, сонливость, голово- кружение При контакте с кожей — сухость Легкая анемия, легкое раздраже- ние кожи, глаз и верхних дыха- тельных путей Токсическое действие вызвано при- месью бензола, при попадании на кожу вызывает зуд, менее токси- чен, чем ароматические растворите- ли Сильное токсическое действие и действие на кожу Высокое токсическое действие, вы- зывает сухость кожи, зуд, сильные кожные поражения На нервную систему действует сильнее бензола, вызывает сухость и трещины кожи, зуд, быстро вса- сывается в кожу По токсическому действию анало- гичен бензолу и толуолу; сильнее действует на кожу, раздражающее действие л-ксилола, сильнее, чем я-ксилола Противогазы марок Л, ПШ-1, ШП-2, при недостатке кисло- рода — кислородные приборы Противогаз марки Л Противогазы марок А, ПШ-1, ПШ-2, РМП-62 (при окраске краскораспылителем), ДПА; для защиты кожи мази ИЭР, «Ялот», «Хиог», ПМ-1, мазь Селнсского, ожиряющая мазь, «биологические перчат- ки»
Изопропилбензол (ку- мол) Сольвент Нефрас-Ар 120/200 50 100 100* 0,014 0,014 При сильном отравлении действует сильнее, чем бензол и толуол, бо- лее высокая проникающая способ- ность через кожу, чем у толуола и ксилола Менее токсичен по сравнению с производными бензола То же Противогазы марок А, РМП-2, ПШ-2, Г1Ш-4, ДПА-5, АСМ-1
Тетралин Декалин 100 100 — — Токсическое действие аналогично, но значительно ниже, чем у произ- водных бензола, обладает наркоти- ческим действием, иногда вызывает экземы Испаряется в три раза медленнее скипидара, по токсическому дей- ствию подобен тетралину • Противогаз марки А, респи- раторы «Лепесток», «Астра-2», Ф-62, РУ-60М и другие, очки ПО-1
Уайт-спирит Бензин-растворитель малосернистый Нефрас-С 150/200 300 100 100* 5 1,5 По токсическому действию анало- гичны предельным и циклопарафи- новым углеводородам; бензины ка- талитического крекинга токсичнее бензинов прямой перегонки; пары авиационных бензинов токсичнее паров автомобильных бензинов; раздражающее действие на кожу Противогазы марок А, ДПА-5, ПШ-2, для защиты рук — па- сты или «биологические пер- чатки»
Скипидар о <& 300 2 1 Сильное раздражение глаз и дыха- тельных путей, острые воспаления кожи Противогазы марок А, ПШ-1, ПШ-2, ДПА-5
о
Продолжение табл. 64
ПДК, мг/мЗ
Растворитель утверж- денные макси- мальная разовая средне- суточная Токсическое действие Меры индивидуальной защиты
Ацетон Метилэтилкетон Метилизобутилкетон Диацетоновый спирт Диизобутилкетон Мезитила окись Изофорон Циклогексанон о-Метилциклогексанон Диэтиловый эфир Диизопропиловый эфир Метилцеллозольв 200 200 5 240* 290* 1 1 10 460* 300 2100* 80* 0,35 0,04 0,35 0,04 Сильное наркотическое действие Наркотическое и раздражающее действие Наркотическое действие Сильное раздражение глаз и слизи- стых оболочек Наркотическое действие, раздраже- ние слизистых оболочек Наркотическое действие, сильное раздражение слизистых оболочек, всасывается через кожу Сильное раздражение слизистых оболочек Наркотическое действие, легкое раздра'жение дыхательных путей, вызывает жжение кожи Практически безвреден Пары ядовиты, раздражение кожи и глаз Противогаз марки А, изоли- рующие шланговые противо- газы с принудительной пода- чей воздуха, при длительном контакте для защиты кожи рук — перчатки из поливинил- хлорида, хлорсульфированно- го полиэтилена и др., «биоло- гические перчатки», пасты ПМ-1, ИЭР-1 и др., ожиряю- щие кремы «Питательный», «Янтарь», «Спермацетовый» и др. Специальных мер для защиты ие предусматривается
Этплцеллозольв 740* —• — Пары вызывают слабое наркотиче- ское и раздражающее действие, легкое раздражение кожи, более сильное слизистых оболочек
Бутилцеллозольв 240* — — Раздражение слизистых оболочек, дыхательных путей и глаз, пора- жение почек и печени; вызывает дерматиты
1,3-Диоксолан 50 — — Наркотическое и разражающее действие
1,4-Диоксан 10 — — Яд наркотического действия
Тетрагидрофуран 100 0,2 0,02 Наркотическое действие всасывает- ся через кожу
Морфолин 0,5 — — Раздражающее действие на слизи- стые оболочки, вызывает сильное жжение кожи
Метилацетат 100 0,07 0,07 Слабое наркотическое действие, легкое раздражение слизистых обо- лочек
Этилацетат 200 0,1 0,1 Наркотическое действие, легкое раздражение слизистых оболочек, вызывает дерматиты и экземы
Пропилаиетат 200 — — Наркотическое действие, легкое раздражение слизистых оболочек
Пзопропилацетат 950* — — То же
Бутилацетаг б> 200 о,1 0,1 Наркотическое действие, раздраже- ние слизистых оболочек, вызывает сухость кожи, может всасываться через нее
Противогаз марки Л, защит-
ные герметичные очки
Противогаз марки А, защит-
ные герметичные очки
Специальных мер для защиты
не предусматривается
Противогаз марки А
Противогаз марки А, шланго-
вые изолирующие противога-
зы; для защиты кожи рук
ожиряющие мази, «биологи-
ческие перчатки»
При высоких концентра-
циях — противогаз марки А,
герметичные защитные очки,
«биологические перчатки»
Противогаз марки Л, в за-
крытых помещениях шланго-
вые респираторы с принуди-
тельной подачей воздуха, гер-
метичные защитные очки, па-
сты и мази, «биологические
перчатки», ожиряющие мази
и кремы
Продолжение табл 64
Растворитель утверж- денные ПДК. мг/м макси- мальная разовая средне- суточная Токсическое действие Меры индивидуальной защиты
егор-Бутнлацетат 950 — — Наркотическое действие, раздраже- Противогаз марки А, в за-
ние слизистых оболочек, вызывает крытых помещениях шланго-
сухость кожи, может всасываться вые распираторы с принуди-
Пентилацетат 100 через нее тельной подачей воздуха, гер-
о,1 0,1 Наркотическое действие, раздраже- метичные защитные очки, па-
ние слизистых оболочек, вызывает сты и мази, «биологические
Изопентилацетат 525 дерматиты, экземы перчатки», ожиряющие мази и
— — кремы
Этилцеллозольвацетат 540* — — —
Метанол 5 1 0,5 Сильный яд, действует на кожу Противогаз марки А
Этиловый спирт 1000 5 5 Наркотическое действие, денатури- Специальных защитных мер
рованный спирт сильно действует на кожу не предусматривается
Пропиловый спирт 10 0,3 0,3 Раздражает слизистые оболочки > Противогаз марки А, изоли-
глаз и верхних дыхательных путей 1 рующие шланговые противо-
Изопропиловый спирт 980 0,6 0,6 То же ; газы, защитные очки
Бутиловый спирт 10* 0,1 * 0,1 *
втор-Бутиловый спирт 450 — — Наркотическое действие и раздра- Те же, что для ароматических
Изобутиловый спирт 10 0,1 0,1 жающее действие паров на слизи- стые оболочки глаз и верхних ды- углеводородов
Пентиловый спирт 10 0,01 0,01 хательных путей, а также на кожу
Изопентиловый спирт 360 — —
Гексиловый спирт 10 — — Наркотическое действие, раздраже- Противогаз марки А, герме-
ние слизистых оболочек, пораже- тичные очки С-1, ПО-2 и др..
ние зрения, слабое раздражение перчатки и защитная одежда
кожи из полиэтиленовой пленки
Циклогексанол 200* 0,06 0,06 Раздражение слизистых оболочек, может вызывать дерматиты Те же, что для ацетона
Трихлорэтилен 10 4 1 Наркотическое действие, сильное Противогаз марки А, в слу-
действие на нервную систему, воз- чае возможности образования
можны дерматиты фосгена — противогаз марки
В, при высоких концентраци-
Тетрахлорэтилен 10 0,5 0,06 По токсическому действию подо- ях — изолирующие шланговые
бен трихлорэтилену; более сильно противогазы с принудительной
действует на центральную нервную подачей воздуха, перчатки из
систему, иногда вызывает дермати- хлорированного полиэтилена
ты
Хладон-11 1000 100 10
Хладон-12 3000 100 10 Противогаз марки А, проти-
Слабое наркотическое действие вогаз марки В, изолирующие
Хладон-112 1000 — — 1 нГланговые противогазы
Хладон-113 3000 —
Нитрометан 30 — — Наркотическое действие, вызывает судороги Противогаз марки А, защит-
ные перчатки
Нитроэтан 30 — — Наркотическое действие
1-Нитропропан 3,0 — — Вызывает потерю аппетита, тошно- Противогаз марки А, защит-
ту, рвоту, головные боли ные перчатки
Ы.М-Диметилформамид 10 0,03 0,03 Раздражающее действие на слизи- Противогаз марки А или рес-
стые оболочки, кожу, проникает че- пираторы с фильтром
рез кожу
Этиленгликоль 0,1 0,07 0,07 Очень токсичен при попадании Респираторы «Лепесток», «Ас-
внутрь тра-2», противогаз марки А
Диэтиленгликоль 0,2* — — Раздражение слизистых оболочек и Респираторы «Лепесток», «Ас-
5 •ч кожи тра-2», противогаз марки А
163
концентрациями области воспламенения паров горючего вещест-
ва в воздухе. Значениями пределов воспламенения пользуются
при расчете допустимых взрывоопасных концентраций веществ
внутри замкнутого пространства систем рекуперации, вентиля-
ции, а также при расчете предельно допустимых норм взрыво-
опасной концентрации паров и газов в воздухе при работе с
применением огня или искрящего инструмента.
Пределы взрываемости. Минимальная концентрация пара
или газа в воздухе, при которой возможен взрыв, называется
нижним пределом взрываемости. Концентрация, выше которой
взрыв не происходит, называется верхним пределом взрывае-
мости. Взрывобезопасность среды можно обеспечить, не только
изменяя концентрацию горючего компонента или окислителя,
но и добавляя определенное количество инертного газа.
Температурными пределами воспламенения называют тем-
пературы смеси газов в воздухе или какого-либо вещества, при
которых его насыщенные пары образуют взрывоопасную смесь.
Характеристики пожароопасности растворителей приведены
в табл. 65, 66.
Безопасной в отношении возможности образования взрыво-
опасных газо- и паровоздушных смесей следует считать темпе-
ратуру смеси паров горючих в воздухе на 10°C ниже нижнего
или на 15°C выше верхнего предела воспламенения. Все ве-
щества по горючести подразделяют на негорючие, трудногорю-
чие и горючие. Горючие вещества делят на трудно- и легковос-
пламеняющиеся. В основном все органические растворители, за
исключением ряда галогепсодержащих, относятся к легковос-
пламеняющимся жидкостям (ЛВЖ), которые, в свою очередь,
подразделяют па три разряда.
I разряд — особо опасные ЛВЖ, имеющие температуры
вспышки от —18°С и ниже (в закрытом тигле) или ниже —13°С
(в открытом тигле). Типичные представители таких ЛВЖ — гек-
сан, изопентан, изогептан, циклогексан, петролейный эфир, бен-
зины, ацетон, диэтиловый эфир и т. д. Главной особенностью
этих растворителей является высокое давление насыщенных па-
ров при нормальных температурах, поэтому пары этих жидко-
стей в случае плохой герметичности сосудов способны легко рас-
пространяться в воздухе на значительные расстояния от места
хранения и образовывать взрывоопасные смеси.
II разряд — постоянно опасные ЛВЖ с температурой вспыш-
ки от —17 до -ф23°С (в закрытом тигле) или от —12 до -ф27°С
(в открытом тигле). Отличительной чертой данных жидкостей
является способность их паров образовывать с воздухом воспла-
меняющиеся смеси при комнатной температуре и наличие при
этих условиях взрывоопасной среды в паровоздушной фазе за-
крытых сосудов. Поэтому ЛВЖ II разряда опаснее ЛВЖ I раз-
ряда. Так, последние в закрытых сосудах при комнатной тем-
пературе образуют в паровоздушной фазе концентрации паров,
обычно лежащих выше верхнего предела воспламенения.
169
Таблица 65. Характеристика пожароопасности растворителей
Растворитель Темпера- тура вспышки (в закры- том тигле). °C Стандарт- ная темпе- ратура самовос- пламене- ния*, °C Температурные пределы воспла- менения, °C Концентра- ционные пределы вос- пламенения, % (об.)
нижний верхний
Гексан —20 234 -26 4 1,2-7,5
Гептан —4 223 (202) — — 1,1—6,7
Изопентан —52 427 (360) -60 -30 1,3-7,6
Октан 13 220 13 49 0,95-6,5
Изогептан <-18 287 -13 18 1,0-6,6
Изооктан -9 430 (420) —9 24 0,95-6,0
Нонан 31 206(186) 30 73 0,8
Декан 47 208 39 85 0,6-5,5
Циклогексан — 18 260 -18 20 1,2—10,6
Бензол -И 562 (534) -14 13 1,4-7,1
Ксилол (смесь изомеров) 29 590 24 50 —
л-Ксилол 29 580 27 59 1,2-6,2
п Ксилол 26 595 24 55 1,1-5,6
Изопропилбензол 34 424 31 71 0,88-6,5
Сольвент камепноуголь- 8—25 540 29 61 —
пый ** Сольвент нефтяной ** 20 520 27 56 1,3-8,0
Нефрас-Ар 120/200** 25 553 — — —
Толуол 4 536 (490) 0 30 1,3—6,7
Тетралин 68 390 68 96 0,8-3,2
Петролейный эфир -58-18 280—320 — — 0,7—0,8
Бензин БР-1 — 17 (246—259) 350 -17 10 1,1 -5,4
Лигроин 10 380 2 34 1,4-6,0
Керосин осветительный 53 238 (216) 35 75
Уайт-спирит 33-36 260 (227) 33 68 1,4-7,4
Нефрас-С 150/200 31 270 — — 1,4—6,0
Ацетон -18 (465) —20 6 2,2—13,0
Метилэтилкетон —6 514 — 11 20 1,9-10,0
Диэтплкетоп 13 450 —— — 1,6
Метилиаобутилкетон Циклогексанон 17 40 590 495 14 31 40 57 0,92-3,5
Морфолин 25 230 25 95 —-
Диэтиловый эфир —41 (164) —45 13 1,7—49,0
Дибутиловый эфир 25 160 18 73 —
1,3-Диоксан —5 223 —5 33 —
1,4-Диоксан 11 340 4 58 1,8—23,4
Тетрагидрофуран -20 250 —20 10 —
Метилацетат — 15 470 — 15 10 3,6—12,8
Этилацетат 2 400 1 31 3,5—16,8
Бутилацетат 29 450 13 48 2,2—14,7
Гексиланетат 46 — 46 87,5 0,95—6,46
Пептилацетат 25 360 20 58 1,0—7,5
Изопентилацетат 57 — 57 102,5 0,82—6,02
Метилцеллозольв 42 — —— —- 3,0— 14,0
Этнлцеллозольв 40—46 235 (215) 36-43 63—75 1,8—15,7
Метилкарбитол 98 370 97 112 —
Циклогсксанол 61 440 58 99 1,5—11,1
Фурфурол 61 260 60 72 1,8—3.4
Этиловый спирт 13 404 (365) 11 41 3,6—19,0
Метиловый спирт 8 461 (436) 7 39 6,0—34,7
170
Продолжение табл. 63
Растворитель Темпера- тура вспышки (в закры- том тигле), °C Стандарт- ная темпе- ратура самовос- пламене- ния *. °C Температурные пределы воспла- менения, сС Концентра- ционные пределы вос- пламенения, % (об.)
нижний верхний
Пропиловый спирт 23 371 20 53 2,1-13,5
Изопропиловый спирт 14 (400) 8 37 2,0-12,0
Бутиловый спирт 34 345 31-34 60-68 1,7-2,0
Изобутиловый спирт 28 390 26 50 1,84-7,3
Пентиловый спирт 27-43 300(273) 38 80 1,2-10,0
Изопентиловый спирт 40—50 350(293) 37-42 62-72 1,1—9,0
втор-Изопентиловый спирт 39 347 —. — 1,2-9,0
Гексиловый спирт 62 310 50 84 0,84-5,4
Бензиловый спирт 90 400 87 145 0,99—15,5
Фурфуриловый спирт 74 400 61 117 0,95—14,2
Этиленгликоль 120 380 112 124 3,8-6,4
Диэтиленгликоль 135 345 118 170 0,6-6,8
М,М-Диметилформамид 59 420 50 85 4,9-13,6
Нитрометан 35 260 33 — 7,3
Нитроэтан 28 — — 4,0
1-Нитропропан 49 — — 2,6
2-Нитропропан 40 — — — 2,6
Метиленхлорид — 580 — — 15,5—66,0***
1,2-Дихлорэтан 9 (413) 8 31 6,2-16,0
1,1-Дихлорэтилен 14 642 — — 5,6-11,4
1,2-Дихлорэтилсн — 534 -24 -15 9,8-14,3
645 2 424 —2 27 1,83
646 -9 410 -9 16 —
647 5 424 4 33 1,6
648 13 388 10 40 1,65
649 25 383 22 50 1,76
Р-4 -7 550 —в 19 1,65
Р-5 -1 497 -3 24 1,83
Р-12 9 550 5 36 1,38
Р-40 —7 415 7 17 1,54
Р-189 I 418 7 29 —
РЛ-278 5 391 17 34 —
РК.Б-1 25 376 22 48 1,54
РКБ-2 34 . 546 30 55 1,79
РС-2 30 382 28 53 1,46
Р-1176** —4 — — —
РЛ-176** 25 — — —
РЛ-277 **:
А 27 — — —
Б -5 — — — —
В -6 — — —- —
Скипидар 34 300 32 53 0,8
скобках приведена минимальная температура самовоспламенения* 1емпература вспышки а открытом тигле. В кислороде.
I7T
Таблица 66 Характеристики пожароопасности водно-спиртовых смесей
Наименование и крепость, % (об.) Температура вспышки в тигле открытом/ закрытом, °C Температура воспламене* ния/самовос- пламенения, °C Температур- ный предел взрываемости нижний/верх- ний, вС Концентра- ционный предел взрываемости нижннй/верх- ний, % (об.)
Спирт этиловый 96,2 %-й 13,0/11,5 14,0/467,0 12,0/36,0 3,6/19,0
Водно-спиртовая смесь кре-
постыо:
30 % 32,5/28,0 36,0/517,6 36,0/50,0 3,6/19,0
40 % 26,0/25,0 28,0/473,6 32,0/49,0 3,6/19,0
56 % 22,0/22,0 25,0/470,0 24,0/39,0 3,6/19,0
К ЛВЖ П разряда относятся такие растворители, как октан,
изооктан, бензол, толуол, лигроин, метилэтилкетон, диэтилкетон,
метилизобутилкетон, 1,3-диоксан, 1,4-диоксан, метил- и этилаце-
таты, низшие спирты.
Ill разряд — опасные при повышенной температуре ЛВЖ с
температурой вспышки от 23 до 61 °C (в закрытом тигле) или
от 27 до 66°C (в открытом тигле). Концентрации, при которых
пары этих жидкостей могут воспламеняться в воздухе, обра-
зуются только при повышенной температуре. При комнатной
температуре эти вещества воспламеняются лишь при наличии
источника зажигания. К ЛВЖ Ш разряда относятся такие рас-
творители, как скипидар, ксилол, сольвент, уайт-спирит и др.
Все работы, связанные с применением органических раство-
рителей, делят по степени пожарной опасности на категории
Л и Б. К категории А относятся работы, при которых приме-
няют растворители с температурой вспышки ниже 28°C, а к ка-
тегории Б — работы с использованием растворителей с темпера-
турой вспышки от 28 до 120°C. В соответствии с действующими
требованиями для каждого промышленного предприятия, где
используются ЛВЖ, должны быть установлены нормы предель-
но допустимых выбросов (ПДВ) или временно согласованных
выбросов (ВСВ) загрязняющих веществ в атмосферу. При раз-
работке указанных нормативов следует руководствоваться тре-
бованиями ГОСТ 17.2.3.02—78. «Охрана 'природы. Атмосфера.
Правила установления допустимых выбросов вредных промыш-
ленных предприятий».
После установления норм ПДВ на предприятии должна быть
организована система контроля за их соблюдением, элементом
которой является лабораторный контроль фактического загряз-
нения атмосферы углеводородами, оксидом углерода и другими
веществами, содержащимися в выбросах. Места отбора проб
воздуха, периодичность и частота отбора, необходимое число
проб, методы анализа должны выбираться по согласованию
с органами санитарно-эпидемиологической и гидрометеорологи-
ческой служб. Для определения содержания некоторых загряз-
172
няющих веществ в выбросах рекомендуется использовать газо-
анализаторы, указанные в табл. 67.
При транспортировании, хранении и выдаче растворителей
опасность их заключается в возможности отравляющего дейст-
вия на организм человека как при попадании внутрь, так и па
открытые участки тела, высокой пожароопасности, раздражаю-
щем действии при попадании на кожу и в органы дыхания. Для
предотвращения пролива и разбрызгивания растворителей и по-
следующего их испарения или попадания на тело человека при
переноске, хранении и выдаче необходимо соблюдать ряд пра-
вил по производственной санитарии и технике безопасности.
Тара, в которой перевозят растворитель, должна быть герме-
тичной, исключающей утечку или их разбрызгивание.
Склады для храпения растворителей нужно располагать в
отдельных закрытых помещениях вдали от жилых, обществен-
ных зданий и водоемов или в изолированных секциях. Оборудо-
вание, устройство и отделка складского помещения должны
исключать возможность пролива, накопления и образования па-
ров растворителей внутри помещения. В этой связи полы долж-
ны легко мыться и очищаться, не впитывать жидкости и иметь
уклон для стока.
На складе растворителей предусматривается вытяжная вен-
тиляция, средства механизации погрузочно-разгрузочных работ,
аптечка, средства индивидуальной защиты, телефонная связь,
средства тушения пожара. Для предотвращения образования
искры при выдаче растворителей металлические бочки и емко-
сти открываются только омедненным инструментом. Во избежа-
Таблица 67. Газоанализаторы углеводородных газов
Название прибора Метод определения Среда Пределы измерения и погрешность Вид анализатора
гхп-зм Объемный Воздух 0-100 %, 0.2 % Переносной
ВТИ-2 То же Горючий 0-100 %, 0,05 % То же
газ
ТГ-5 Титрометри- ческий Воздух 0,2 мг/л, 0,5 % Стационарны?
АГ-2 ПГФ 2М1-ИЗГ Адсорбцион- ный То же 0,01 мг/л, 0—1,0 % Переносной
Термохимиче- ский — 2,5—12 мг/л, 12,5-40 мг/л, То же
ГВ-3 40—80 мг/л, до 25 %
То же —* 0,10 мг/л, 0—150 мг/л, »
КУ 0201 до 7 %
Электромет- рический — 0,3 мг/л, 2 °/о
Хроматограф «•Цвет» Сорбционный — 0-100 %, 1 % Стационарный
173
ние образования разрядов статического электричества при пе-
рекачке ЛВЖ все металлические части технологической цепи
заземляются.
При проливе серной, соляной или азотной кислоты на пол по-
мещения их удаляют с использованием листового асбеста и по-
следующей промывкой загрязненного участка пола большим
количеством воды; место пролива, кроме того, засыпают карбо-
натом патрия. Использованный асбест закапывают в установ-
ленном месте.
Пролитые ЛВЖ удаляют с использованием песка и опилок, а
место загрязнения обдувают сжатым воздухом.
библиографический список
Лбрамзон Л. Л. Поверхностно-активные вещества. Свойства и примене-
ние. Л.: Химия, 1981. 304 с.
Лнсеров IO. М., Дурнев В. Л. Машиностроение и охрана окружающей
среды. Л.: Машиностроение, 1979. 224 с.
Арутюнов С. А. Эксплуатация нефтебаз. М.: Недра, 1983. 148 с.
Астахин В. В., Трезвое В. В., Суханов И. В. Электроизоляционные лаки.
М.: Химия, 1981. 216 с.
Белова Т. И., Майко Л. П„ Чуршуков Е. С. и др.//Химия и технология
топлив и масел. 1983. № 5. С. 23—24.
Бородавкин П. П., Ким Б. И. Охрана окружающей среды при строитель-
стве и эксплуатации магистральных трубопроводов. М.: Недра, 1981. 160 с.
Гвинтовкин И. Ф., Стояненко О. М. Справочник по ремонту летательных
аппаратов. М.: Транспорт, 1977, 312 с.
Герасименко А. А. Защита машин от биоповреждений. М.: Машинострое-
ние, 1984. 112 с.
Гуреев А. А., Шехтер IO. И., Тимохин И. Л. Средства защиты автомоби-
лей от коррозии. М.: Транспорт, 1983. 208 с.
Дегтярев Г. П. Применение моющих средств. М.: Колос, 1981. 239 с.
Дринберг С. А., Ицко Э. Ф. Растворители для лакокрасочных материа-
лов. Справочное пособие. Л.: Химия, 1986. 208 с.
Емелин М. И., Герасименко А. А. Защита машин от коррозии в условиях
эксплуатации. М.: Машиностроение, 1980. 224 с.
Завьялов С. И. Мойка автомобилей (технология и оборудование). М.:
Транспорт, 1984. 184 с.
Игнатьев Р. А., Михайлова А. А. Защита техники от коррозии, старения
и биоповреждений. М.: Россельхозиздат, 1987. 346 с.
Искра Е. В. Лакокрасочные материалы и покрытия в судостроении. Спра-
вочник. Л.: Судостроение, 1984. 368 с.
Карелин Я. Л., Попова И. А., Евсеева Л. А., Евсеева О. Я. Очистка сточ-
ных вод нефтеперерабатывающих заводов. М.: Стройиздат, 1982. 184 с.
Кац А. М. Окраска автомобилей. М.: Транспорт, 1986. 112 с.
Козлов 10. С. Очистка автомобилей при ремонте. М.: Транспорт, 1981.
150 с.
Козлов 10. С., Кузнецов О. К., Тельнов А. Я. Очистка изделий в маши-
ностроении. М.: Транспорт, 1982. 264 с.
Кумупаров С. М. Предотвращение загрязнения моря и судов. М,: Транс-
порт, 1985. 166 с.
Лыков Л1. В. Защита от коррозии резервуаров, цистерн, тары и трубо-
проводов для нефтепродуктов бснзостойки.ми покрытиями. М.: Химия, 1978.
240 с. „ _
Никулин Ф. Е. Утилизация и очистка промышленных отходов. Л.: Судо-.
строение, 1980. 232 с,
174
Пожаробезопасные технические моющие средства. Каталог/Сост.
И. К. Гетманский, А, И. Щсголь-Алнмова, Б. И. Иванов и др. М.: Машино-
строение, 1982. 32 с.
Правила технической эксплуатации нефтебаз. М.: Недра, 1986. 186 с.
Протоерейский А. С. Безопасность при применении горюче-смазочных
материалов в гражданской авиации. М.: Транспорт, 1980. 175 с.
Рейнольдс В. В. Физическая химия нефтяных растворителей. Л.: Химия,
1967. 184 с.
Силине С. Очистка поверхностей металлов/Под рсд. О. И. Бибикова. Мл
Мир, 1966. 350 с.
Справочник нефтепереработчика/Под рсд. Г, А. Ластовкина, Е. Д. Рад-
ченко и М. Г. Рудина. Л.: Химия, 1986. 648 с.
Справочник нефтехимика. Т. 1/Под ред. О. К. Огородникова. Л.: Химия,
1978. 496 с.
Средства очистки жидкостей на судах. Справочник/Под общей рсд.
И. А. Иванова. Л.: Судостроение, 1984. 272 с.
Стахов Е. Л. Очистка нефтесодержащих сточных вод предприятий хра-
нения и транспорта нефтепродуктов. Л.: Недра, 1983. 263 с.
Стекольщиков М. Н. Углеводородные растворители. Свойства, примене-
ние, производство/Справочное изд. М.: Химия, 1986. 120 с.
Субботин Л. А., Бедрик Б. Г., Агапов П. //.//Авиация и космонавтика.
1984. № 4. С. 38—39.
Сырье и полупродукты для лакокрасочных материалов: Справочное посо-
бие/Под ред. М. М. Гольдберга. М.: Химия, 1978. 512 с.
Товарные нефтепродукты, свойства и применение: Справочник/Под ред.
В. М. Школьникова. М.: Химия, 1978. 472 с.
Трегер Ю. А., Карташов Л. М., Кришталь Н. Ф. Основные хлороргани-
ческие растворители. М.: Химия, 1984. 224 с.
Цуркан И. Г., Кузнецов В. П., Гвирцман А. А. Смазочные и защитные
материалы. М.: Транспорт, 1981. 160 с.
Шабельский В. А., Андреенок В. М., Евтюков Н. 3. Защита окружающей
среды при производстве лакокрасочных покрытий. Л.: Химия, 1985. 120 с.
Справочное издание
БЕДРИК Борис Гаврилович
ЧУЛКОВ Павел Васильевич
КАЛАШНИКОВ Сергей Иванович
Растворители
и составы
для очистки
машин
и механизмов
Редактор И. А. Захарьянц
Художественный редактор В. И. Киселева
Технический редактор О. В. Тюрина
Корректор Т. С. Васина
ИБ № 2377
Сдано в наб. 01.03.88. Подп. в пен. 18.10.83. Т-18181. Формат бумаги бОХЭЭ'/и. Бумага тип. № 2.
Гарнитура литературная. Печать высокая. Усл. пен. л. 11,0. Усл. кр.-отт. 11,23. Уч.-изд. л. 12,53.
Тираж 32 600 эка. Заказ № 942. Цена 70 к.
Ордена «Знак Почета» издательство «Химия» . 107076, Москва, Стромынка, 21
Ленинградская типография № 2 головное предприятие ордена Трудового Красного Зна-
мени Ленинградского объединения «Техническая книга» им. Евгении Соколово!! Союз-
полпграфгрОыа при Государственном комитете СССР по делам издательств, полиграфии
и книжкой торговли. 198052, г. Ленинград, Л-52, Измайловский проспект, 29,