/
























































































































































































































































































Текст
Е, Г. КОПАНЕВИЧ
УСТАНОВОЧНО-
ЗАЖИМНЫЕ
СТАНОЧНЫЕ
ПРИСПОСОБЛЕНИЯ
В ПРИБОРОСТРОЕНИИ
Допущено
Министерством высшего и среднего специального образования РСФСР
в качестве учебного пособия
для высших технических учебных заведений
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
Москва 1971
УДК 681.2.002.54 : 66-229.3(07)
Установочно-зажимные станочные приспособления в прибо-
ростроении, Копаневич Е. Г., «Машиностроение», 1971,
стр. 280.
В книге рассмотрен комплекс вопросов, возникающих в про-
цессе проектирования установочно-зажимных станочных при-
способлений для приборостроения. В ней приведены расчеты
точности размеров, достигаемой при обработке в приспособ-
лениях, и расчеты отдельных элементов приспособлений. Даны
конструкции установочно-зажимных устройств и типовых при-
способлений для основных видов металлорежущих станков.
Приведены классификации, позволяющие устанавливать типы
приспособлений в зависимости от характера технологических
баз обрабатываемых заготовок. Изложена методика проекти-
рования и оформления рабочих чертежей приспособлений.
Книга предназначена в качестве учебного пособия для сту-
дентов приборостроительных вузов и техникумов.
Материал книги представляет также интерес для конструк-
торов технологической оснастки и технологов приборострое-
ния и машиностроения.
Табл. 20. Иллюстр. 212. Библ. 14 назв.
3-1-6
129-71
ПРЕДИСЛОВИЕ
Важными условиями дальнейшего технического прогресса
в области машиностроения и приборостроения являются сниже-
ние себестоимости и сокращение сроков технологической под-
готовки производства новых изделий. Для выполнения этих усло-
вий необходимо уменьшить расходы на технологическую
оснастку и сократить трудоемкость конструкторских разработок
и изготовления оснастки.
Это можно осуществить следующим образом.
1. Применять в индивидуальном, мелкосерийном и серийном
производствах универсально-настроечные приспособления, кото-
рые последовательно могут быть использованы для обработки
многих конструктивных разновидностей заготовок определенного
типа.
2. Применять в крупносерийном и массовом производствах
типовые конструкции корпусов для специальных приспособле-
ний, а также установочные детали, которые следует изготовлять
в порядке серийного производства на специализированных
заводах.
3. Полностью исключить брак в приспособлениях из-за несо-
ответствия точности размеров изготовляемых в них деталей,
точности, заданной на чертеже детали.
Указанным задачам посвящена значительная часть материа-
ла книги.
Последовательность изложения материала книги соответст-
вует последовательности вопросов, решаемых в процессе проек-
тирования приспособлений.
Процесс проектирования приспособления начинается с вы-
бора схемы установки, обеспечивающей требуемую точность
размеров, заданную на чертеже детали. Для решения этого во-
проса разработана классификация заготовок в зависимости от
характера их технологических баз. Необходимость в такой клас-
сификации вызвана тем обстоятельством, что имеющиеся в на-
стоящее время классификации, построенные по принципу наиме-
нования деталей (корпусы, втулки, платы и т. д.), не дают чет-
кого представления о характере установочных элементов, кото-
рые следует применить для ориентирования заготовок. В пред-
1968 3
лагаемой классификации заготовки подразделены на 31 группу.
Для каждой группы рассмотрены две схемы установки, одна из
которых допускает погрешность базировки, а другая исключает
эту погрешность. Чтобы решить, какую из этих схем установки
применить в данном конкретном случае, необходимо определить
погрешность базировки, вычислить полное поле рассеивания
размера и сравнить его с полем допуска, заданного на размер
на чертеже детали.
В связи с этим гл. I первого раздела книги посвящена ана-
лизу погрешностей, вызывающих рассеивание размеров. В зави-
симости от характера этих погрешностей, а также вида обра-
ботки размеры, наиболее часто встречающиеся на чертежах де-
талей, подразделены на 16 групп, для каждой из которых даны
формулы для определения полных полей рассеивания.
При обработке по настройке одним из условий достижения
требуемой точности является нахождение действительных раз-
меров в пределах, регламентируемых заданным допуском. Этп
обеспечивается соответствующими расчетами настроечных раз-
меров, которые приведены для каждой группы размеров. Ком-
плекс вопросов, связанных с точностью, включает в себя также
расчеты допустимого износа и параметров установочных эле-
ментов приспособлений. Эти расчеты приведены в соответствую-
щих параграфах первого раздела книги.
Во втором разделе книги даны конструкции типовых приспо-
соблений для основных видов металлорежущих станков. Выбор
типов приспособлений производится по конструктивно-техноло-
гическим классификациям, разработанным для каждого вида
станков. В этих классификациях типы приспособлений опреде-
ляются конструктивно-технологическими параметрами заго-
товок.
Для основных типов приспособлений даны примеры монтажа
соответствующих установочно-зажимных устройств, рассмотрен-
ных в первом разделе.
Для каждого типа заготовок рекомендуется обычно два типа
приспособлений. Решение вопроса о том, какой из них приме-
нить в каждом конкретном случае с учетом программы выпуска
деталей, стоимости приспособления и других факторов, произ-
водится на основе техно-экономических расчетов, методика кото-
рых приведена в VII главе второго раздела.
Содержание книги в значительной степени базируется на ма-
териалах следующих дисциплин: «Технология изготовления де-
талей приборов», «Допуски и технические измерения», «Теория
резания металлов», «Техническая механика», «Металлорежущие
станки» и «Сопротивление материалов».
ВВЕДЕНИЕ
Установочно-зажимными станочными приспособлениями
(УЗП) называются устройства, с помощью которых заготовки1,
подлежащие обработке, ориентируют и закрепляют на станке
в требуемом положении относительно режущего инструмента.
УЗП для выполнения сверлильных и некоторых расточных
операций кроме установочных и зажимных элементов имеют эле-
менты (направляющие втулки) для принудительного направле-
ния режущего инструмента.
УЗП в зависимости от количества конструктивных разновид-
ностей заготовок, обрабатываемых в одном приспособлении,
можно подразделить на четыре типа: универсальные, специаль-
ные, универсально-сборочные (УСП) и универсально-настроеч-
ные (УНП).
Универсальные УЗП предназначены для обработки многих
конструктивных разновидностей заготовок. К таким приспособ-
лениям относятся трех- и двухкулачковые самоцентрирующие
патроны, центры, поводковые планшайбы, патроны с независи-
мым перемещением кулачков, тиски, поворотные столы, дели-
тельные головки и др. Эти приспособления конструируют и изго-
товляют на специализированных заводах, они входят в комплект
вспомогательных устройств, Прилагаемых к станкам. Обработка
в этих приспособлениях в основном малопроизводительна вслед-
ствие необходимости выверки положения каждой заготовки при
ее установке в приспособление, а в отдельных случаях — необхо-
димости предварительной разметки заготовок. Кроме того, в уни-
версальные приспособления можно устанавливать не все встре-
чающиеся разновидности заготовок.
Специальные УЗП предназначены для обработки в каждом
из них только одной конструктивной разновидности заготовок.
При снятии с производства деталей, изготовляемых из данной
заготовки, приспособление списывается в металлолом.
Применение этих приспособлений значительно сокращает
трудоемкость выполнения операций механической обработки
1 Термин «заготовка» означает как исходную заготовку, полученную мето-
дами изготовления без снятия стружки или резкой пруткового материала, так
и заготовку в различных стадиях ее формоизменения в процессе обработки.
5
путем сокращения вспомогательного (Твсп) и основного (Го)
времени.
Специальные приспособления позволяют расширить техноло-
гические возможности каждого вида металлорежущих станков.
Их конструируют в конструкторском бюро отдела главного тех-
нолога и изготовляют в инструментальном цехе завода.
УСП представляют собой приспособления, собираемые из нор-
мализованных деталей и узлов. После обработки заданной пар-
тии заготовок приспособление разбирают и его детали исполь-
зуют для сборки нового приспособления при обработке загото-
вок другой конструктивной разновидности.
УНП предназначены для обработки разных заготовок опреде-
ленных конструктивно-технологических групп. При изменении
разновидности обрабатываемых заготовок в приспособлении за-
меняют в основном только детали, ориентирующие заготовку,
и детали, направляющие инструмент (направляющие втулки
в кондукторах).
Характер деталей и узлов, входящих в комплект УСП и УНП,
определяется габаритами обрабатываемых заготовок и их техно-
логическими базами. Универсальные приспособления и УСП
применяют в единичном или мелкосерийном производствах, спе-
циальные— в серийном, крупносерийном и массовом производ-
ствах, а УНП — в серийном производстве при групповых методах
обработки по типовым технологическим процессам.
Специальные УЗП, УСП и УНП, применяемые в приборо-
строении, имеют свою специфику, определяемую особенностями
деталей приборов и технологией их изготовления, для которых
характерным являются:
а) малые габариты заготовок;
б) малая масса металла, удаляемая с заготовок при обра-
ботке;
в) относительно небольшие усилия для закрепления заго-
товок;
г) малое машинное (основное) время по сравнению с вспо-
могательным временем;
д) малая жесткость деталей;
е) высокая точность размеров и взаимного положения по-
верхностей.
Малые габариты заготовок позволяют создавать компактные
конструкции многоместных приспособлений. Относительно не-
большие усилия резания в процесес обработки оправдывают до-
вольно широкое применение зажимных устройств с ручными
приводами. Высокая точность размеров и взаимного положения
поверхностей деталей приборов требуют глубокого анализа при-
меняемых схем установок с точки зрения их точностных харак-
теристик.
Раздел первый
УСТАНОВОЧНО-ЗАЖИМНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Глава I
ТОЧНОСТЬ, ДОСТИГАЕМАЯ ПРИ ОБРАБОТКЕ
В ПРИСПОСОБЛЕНИЯХ
Для выполнения требований, предъявляемых к точности раз-
меров деталей, необходимо, чтобы их действительные размеры
не выходили за пределы, регламентируемые допусками, задан-
ными на чертежах деталей, для соответствующих размеров.
Первым условием для выполнения этого требования является
соблюдение неравенства Д^б,
где Д — полное (суммарное) поле рассеивания действительных
размеров деталей;
б — поле допуска на данный размер.
Отсюда первый этап расчета точности обработки на металло-
режущих станках сводится ^определению полного поля рассеи-
вания (Д) размера и сравнению его с полем допуска, заданного
на чертеже детали.
§ 1.1. КЛАССИФИКАЦИЯ РАЗМЕРОВ
В данной главе рассмотрены размеры, полные поля рассеи-
вания которых включают в себя погрешности, зависящие от спо-
соба установки и закрепления заготовок в приспособлениях,
а так же размеры, полученные на станках, настроенных на раз-
мер. Все эти размеры в зависимости от характера и совокупности
факторов, вызывающих их рассеивание, а также от вида и спосо-
ба обработки можно подразделить на следующие основные
группы.
1-я группа — размеры диаметров валов или отверстий, обра-
батываемых. на токарных станках однолезвийными резцами или
на круглошлифовальных станках абразивным инструментом
(размеры dx и d2 на рис. 1. 1), фрезами или абразивным инстру-
ментом методом обкатки (размеры d3 и d4) цилиндрических по-
верхностей.
7.
2-я группа — размеры диаметров ступенчатых валов или отвер-
стий, обрабатываемых многолезвийными или комбинированными
резцами на станках токарной группы или одновременным фрезе-
рованием методом обкатки нескольких поверхностей комбини-
рованными фрезами (рис. 1.2). К данной группе не относятся
Рис. 1.1. Размеры 1 и 3-й групп
размеры диаметров, для которых производится настройка станка
на размер; эти размеры относятся к 1-й группе.
3-я группа — линейные размеры, отсчитываемые вдоль оси,
элементов деталей, обрабатываемых на станках токарной группы
однолезвийными резцами (см. рис. 1.1).
4-я группа — те же линейные размеры, но деталей, обрабаты-
ваемых многолезвийными резцами (см. рис. 1.2). К данной
группе не относятся размеры, для которых производится на-
стройка станка; эти размеры относятся к 3-й группе.
Рис. 1. 2. Размеры 2 и 4-й групп
5-я группа — размеры, определяющие положение поверхностей
деталей, обрабатываемых фрезерованием или шлифованием,
относительно плоскостей (размеры l\, fa,..., 1% на рис. 1.3), пло-
скостей симметрии отверстий или валов (размеры Ль..., Л4), цент-
ровых линий (размер Я), образующих цилиндрических поверх-
ностей (размеры А; и L^) и точек (размер'а).
6-я группа—размеры межосевых расстояний отверстий для
деталей, обрабатываемых на токарных и фрезерных станках
8
относительно одной и той же технологической базы (плоскости)
за две установки заготовки с применением опорного калибра
(рис. 1.4).
Рис. 1.3. Размеры 5-й группы
7-я группа — те же размеры, но для отверстий, растачиваемых
по шаблону за две установки заготовки (рис. 1.5).
8-я группа — те же размеры, но для отверстий, просверливае-
мых в кондукторах (рис. L6).
Рис. 1.4. Размеры 6-й
группы
Рис. 1.5. Размеры 7-й группы
9-я группа — линейные размеры, определяющие положение
относительно технологических баз осей отверстий или валов для
деталей, обрабатываемых на токарных и кругло-шлифовальных
станках (размеры а, .., а6, R, и Т?2 на рис. 1.6).
9
10-я группа — те же размеры, но для деталей, обрабатывае-
мых на фрезерных и координатно-расточных станках. К данной
группе также относятся размеры, определяющие положение
плоскостей симметрии пазов, изготовляемых фрезерованием (см.
размер I на рис. 1.6).
Рис. 1.6. Размеры 8—15-й групп
11-я группа — линейные размеры, определяющие положение
осей отверстий относительно технологических баз (размеры
а,..., а6, R, и Т?2 на рис. 1.6), причем отверстия растачивают
по шаблонам на токарных станках.
12-я группа — те же размеры, но отверстия сверлят в кондук-
торах.
Рис. 1.7. Размеры 16-й группы
13-я группа — размеры центральных углов между осями двух
отверстий, просверливаемых в кондукторах (размеры ос, см и а?
на рис. 1.6).
14-я группа—те же размеры, но отверстия растачивают по
шаблонам на токарных и фрезерных станках. /
10
15-я группа — размеры центральных углов между линией цент-
ров базовых отверстий и линией, соединяющей ось базового
отверстия с осью отверстия, просверливаемого в кондукторе
(угол [3 на рис. 1.6).
16-я группа — размеры центральных углов между плоскостями
симметрии пазов, обрабатываемых фрезерованием (см. угловые
размеры на рис. 1.7).
§ 1.2. ФАКТОРЫ, ВЫЗЫВАЮЩИЕ РАССЕИВАНИЕ РАЗМЕРОВ
1-5-й ГРУПП
Достижение требуемой точности размеров 1—5-й групп осу-
ществляется двумя методами обработки: обработкой по проме-
рам и обработкой на станках, настроенных на требуемый размер.
При обработке по промерам требуемый размер для каждой
заготовки получают за два или несколько проходов. Первые
проходы черновые, а последний проход чистовой, под который
оставляется небольшой припуск порядка 0,1—0,2 мм. После
каждого прохода измеряют универсальными средствами конт-
роля действительный размер заготовки и производят по лимбам
станка соответствующую корректировку взаимного положения
заготовки и инструмента перед следующим проходом.
Обработка на станках, настроенных на требуемый размер.
Принцип обработки по настройке заключается в том, что перед
обработкой заданной партии заготовок устанавливают (настраи-
вают) взаимное положение инструмента и установочных элемен-
тов приспособления \ при котором автоматически обеспечи-
вается получение размеров деталей в пределах, регламентируе-
мых допусками, заданными на эти размеры. Необходимое
взаимное положение инструмента и установочных элементов
приспособления (настройка на размер) достигается перемеще-
нием суппорта с закрепленным на нем резцом (при токарной
обработке) или перемещением стола станка с закрепленным на
нем приспособлением (при фрезеровании и шлифовании).
Настройка на размер для получения размеров первых пяти
групп осуществляется двумя методами: настройкой по промерам
и настройкой по эталонам (или щупам).
Настройку по промерам производят в процессе обработки не-
скольких пробных заготовок. При обработке первой пробной
заготовки требуемый настроечный размер достигается так же,
как и при методе обработки по промерам, но не на полной длине
элемента заготовки, подлежащего обработке. Достигнув на-
строечного размера, производят обработку остального участка
заготовки за один проход. Размер на этом участке получится
1 Установочными элементами приспособления называются те его элементы,
с которыми заготовка приходит в контакт при установке в приспособление и
ориентируется этими элементами в требуемом положении относительно инстру-
мента.
U
больше размера, достигнутого на участке, обработанном по про-
мерам, вследствие возросшего отжима заготовки под действием
сил резания. Это увеличение размера компенсируется соответ-
ствующим перемещением инструмента (или приспособления),
после чего производят обработку нескольких пробных заготовок
за один проход. Если среднее значение размеров пробных дета-
лей отличается от требуемого настроечного размера, то произ-
водят соответствующую корректировку взаимного положения
инструмента и установочных элементов приспособления с по-
мощью лимбов станка.
Настройка по эталонам и щупам. Эталоны применяют при
токарной обработке и при обработке на круглошлифовальном
станке заготовок малых габаритов. Эталон, форма которого соот-
ветствует форме заготовки, закрепляют в приспособлении и
к нему подводят инструмент до контакта с ним. В этом положе-
нии нерабочие перемещения инструмента блокируются, эталон
снимают и производят обработку нескольких (т) пробных заго-
товок. Их измеряют. Находят их средний размер и сравнивают
с требуемым значением настроечного размера. После чего по но-
ниусу станка производят соответствующую корректировку поло-
жения инструмента относительно заготовки (или наоборот) и
затем обрабатывают заданную партию заготовок.
В приспособлениях больших габаритов, монтируемых на
планшайбах, в многоместных приспособлениях, а также во фре-
зерных приспособлениях, вместо эталонов устанавливают щупы,
представляющие собой пластинки, к которым подводят инстру-
мент до контакта с ними. Размеры эталонов и щупов назначают
с таким расчетом, чтобы обеспечить требуемые значения на-
строечных размеров. При обработке на настроенных станках
рассеивание размеров вызывают следующие факторы.
Погрешность мгновенного рассеивания раз-
меров (Дм) проявляется в том, что у деталей, обработанных
при одной настройке станка и у разных деталей размеры одного
и того же элемента получаются неодинаковые. При этом износ
режущего инструмента настолько мал, что практически не ска-
зывается на рассеивании размеров. Основными причинами мгно-
венного рассеивания являются неравномерность припусков и
твердости материала у различных заготовок, что сказывается
на величине сил резания и, как следствие, на величине отжима
заготовки; зазоры в звеньях технологической системы и кон-
тактные деформации деталей этой системы. Числовые значения
погрешности мгновенного рассеивания приведены в табл. 1 при-
ложения.
Погрешность настройки станка на размер
(Ды) представляет собой несовпадение действительного значения
размера обрабатываемого элемента у первой пробной заготовки,
достигнутого при настройке по промерам, с заданным номиналь-
12
ным значением настроечного размера. Значение Дн определяется
по формулам:
а) при односторонней обработке
Дн = КД2₽ег + Дизм; О ‘И
б) при двусторонней обработке (диаметральные размеры)
+ <1-2)
где Дрег—погрешность регулирующих устройств станка; значе-
ние Арег принимают равным цене деления лимба
станка;
Аизм — погрешность измерения; значения ДИЗм Для различ-
ных средств измерения приведены в табл. 2 прило-
жения.
Погрешность взаимного положения режущих
кромок комбинированного инструмента (погреш-
ность изготовления инструмента). Очевидно, что эта погреш-
ность (Дизг.и) возникает только в случае обработки комбиниро-
ванным инструментом (см. рис. 1.2) и только для размеров, ко-
торые в процессе обработки получаются автоматически без их
контроля (контроль производят для другого размера с более
жестким допуском). Значение этой погрешности (Дизг.и) прини-
мается равным: для охватывающих размеров инструмента полю
допуска на основное отверстие 1-го класса точности допусков
ОСТ по системе отверстия, а для охватываемых размеров полю
допуска скользящей посадки того же класса точности.
Для диаметральных размеров значение Дизг.и принимается
равным удвоенному значению указанных полей допусков.
Погрешность смещения центра группирова-
ния (Дсм) размеров (среднего размера) пробных заготовок от
размера, соответствующего истинному центру группирования
размеров всех заготовок обработанных с данной настройки.
Значение Дсм определяется по формуле
= (1-3)
У т
где Дм — погрешность мгновенного рассеивания;
т — число пробных деталей.
Погрешность выполнения размеров настроеч-
ных эталонов и щупов (ДИЗг.э)- Значение Дизг.э принимается рав-
ным: для охватывающих размеров полю допуска на отверстие
1-го класса точности допусков ОСТ по системе отверстия, а для
охватываемых размеров полю допуска скользящей посадки того
же класса точности.
Погрешность, возникающая при настройке
станков по эталонам или щупам вследствие непо-
13
стоянства расстояния между режущими кромками инструмента
и настроечным эталоном или щупом (Дн.э). Значение Дн.э прини-
мается равным 0,005 мм.
Погрешность, вызываемая температурными
деформациями инструмента, с т а н к а, п р и с п о с о б-
ления и заготовки (Дт). Эти деформации вызывают изме-
нение взаимного положения инструмента и заготовки, достигну-
того при настройке станка на размер. Значение Дт при обработке
заготовок малых габаритов, характерных для приборостроения,
составляет примерно 0,005 мм.
Погрешность, вызываемая износом режущего
инструмента (ДИзн). Рассеивание размеров, вызываемое из-
носом, равно 2ДИЗЫ при обработке цилиндрических поверхностей
и Дизн при односторонней обработке.
Погрешность, связанная с деформацией за-
готовки под действием зажимных усилий. Вели-
чина этих деформаций зависит от величины зажимных усилий,
мест их приложения к заготовке, характера установочных эле-
ментов приспособления и конструктивных параметров заготовки,
характеризующих ее жесткость. Деформацию заготовки следует
учитывать при определении настроечного размера. При этом
условии данная погрешность не будет вызывать рассеивание
размеров.
Погрешность, связанная с допусками на изго-
товление установочных элементов приспособ-
лений и инструмента (ДИзг.и.п). Данная погрешность
имеет место, как правило, в многоместных приспособлениях и ве-
личина ее зависит от конкретных условий обработки и конструк-
ции приспособления. Поясним сказанное следующими приме-
рами. На рис. 1.8, а показано многоместное фрезерное приспо-
собление для фрезерования паза в цилиндрической заготовке.
В этом приспособлении рассеивание размера Н будет равно
1/(0,5 8ф2)-|~В2, где бф — допуск на диаметр фрезы, а б — до-
пуск на высоту (Л) опоры.
Если настройка двуместного фрезерного приспособления
(рис. 1.8,6) выполняется по одной из обрабатываемых загото-
вок, то наибольшая несоосность паза второй заготовки относи-
тельно плоскости симметрии цилиндра будет равна }/SB24-4Sn2 ,
где бв — поле допуска на длину упорной втулки L, а 2бп — поле
допуска на размер L, определяющий взаимное положение плос-
костей симметрии установочных призм приспособления. В слу-
чае разделения пополам этой погрешности на обе заготовки не-
соосность пазов будет равна 0,5 ]/&в2"г4Вп2 ,
В рассматриваемом приспособлении (см. рис. 1.8,6) устано-
вочные призмы всегда имеют некоторую несимметричность своих
граней, вследствие чего ось заготовки будет смещена относи-
тельно плоскости симметрии призмы. Если принять допуск на
14
несимметричность граней призмы равным Асе, то смещение оси
заготовки будет равно отрезку OOj (рис. 1.8, в). Из прямо-
угольных треугольников АООГ и АВОХ нетрудно вывести зави-
В s in А а тт л г-
симость ОО1=—-—— . На рис. 4. 5, а, б показаны два много-
2 sin а/2
местных токарных приспособления. В первом из них (см.
рис. 4. 5, а) заготовку базируют по двум отверстиям, а в другом
(см. рис. 4.5,6)— на плоскость I—I. Погрешность выполнения
размеров, определяющих положение линии центров фиксирую-
щих пальцев и плоскостей отдельных гнезд для установки пло-
скости I—I заготовки относительно оси приспособления, будет
сказываться на размерах 4±0,3 и Н-0,12 мм. Эта погрешность
будет равна полям допусков на соответствующие размеры при-
способления.
Погрешность базировки (Аб). Для объяснения суще-
ства этой погрешности и условий, при которых она возникает,
примем следующие определения баз !.
1 В технической литературе пока нет общепринятых определений баз. При-
водимые ниже определения баз не претендуют на их универсальность. Они
даны с целью облегчить освещение вопроса о погрешностях, связанных с уста-
новкой заготовок в приспособлениях.
15
Конструктивной базой называется элемент детали (плоскость,
линия или точка), относительно которого на ее чертеже опреде-
ляется положение других ее элементов. Если два элемента де-
тали координируют только относительно друг друга, то за кон-
структивную базу может быть принят любой из них. Размеры,
проставленные на чертеже детали, называются конструктивными.
Технологической базой называется элемент заготовки, отно-
сительно которого на эскизе операционной технологической
карты ориентируют положение элементов заготовки, обрабаты-
ваемых на данной операции. Размеры, связывающие обраба-
тываемые элементы заготовки с технологической базой, назы-
ваются технологическими размерами. Если после данной
операции технологическая база не подвергается дальнейшей
обработке, то она всегда совпадает с конструктивной базой,
а технологические размеры — с конструктивными.
Установочной базой заготовки называется элемент заготовки,
который при установке заготовки в приспособление соприка-
сается с установочными элементами приспособления, ориенти-
рующими заготовку на станке в требуемом положении относи-
тельно инструмента.
Технологические и конструктивные базы разделяются на
реальные и условные.
Реальными базами являются поверхности, с которыми нахо-
дится в непосредственном контакте элемент мерительного
инструмента при контроле соответствующего размера детали.
Условными базами являются осевые линии или плоскости
симметрии отверстий или валов и другие геометрические пара-
метры элементов деталей, недоступные для непосредственного
отсчета от них размеров контактными средствами контроля.
Погрешность базировки возникает в том случае, когда техно-
логическая база заготовки не совпадает с ее установочной базой,
а следовательно, и с установочным элементом приспособления,
относительно которого ориентируется положение режущих кро-
мок инструмента. Примеры установки по схемам, допускающим
погрешность базировки, показаны на рис. 1.9, а, в, д, а на
рис. 1.9, б, а, е показаны установки тех же заготовок по схемам,
исключающим эту погрешность. Условные технологические базы
не могут быть установочными базами заготовки, поэтому уста-
новку заготовок с условными технологическими базами произ-
водить через реальные установочные базы.
Поясним сказанное примерами обработки элементов заго-
товки, размеры которых заданы от условных технологических
баз. На рис. 1. 10 показаны две обрабатываемые заготовки.
В одной из них требуется профрезеровать паз, положение кото-
рого задано от плоскости симметрии заготовки, а у другой —
просверлить отверстие, ось которого координируют относительно
оси базового отверстия заготовки. На рис. 1.10, а, в показаны
схемы установки, допускающие погрешность базировки, а на
16
Рис. 1.9. Схема установки заготовок с реальными
технологическими базами:
а, в и д—допускающие погрешность базировки; б, г и е—
исключающие эту погрешность
и- &
Рис. 1. 10. Схема установки заготовок с условными техноло-
гическими базами:
а и в—допускающие погрешность базировки; б и а—исключающие
эту погрешность
17
рис. 1. 10, б, a— схемы установки, исключающие эту погрешность,
так как в этих схемах положение условных баз относительно
режущего инструмента остается постоянным независимо от из-
менения размеров установочных баз заготовок в пределах,
регламентируемых допусками на размеры этих баз. Методика
определения числовых значений погрешности базировки приве-
дена в гл. II.
Погрешность установки (Ду) возникает от несовме-
щения установочных баз заготовок или установочных эталонов
и калибров с установочными элементами приспособления вслед-
ствие попадания между ними мелкой стружки, пыли и измене-
ния положения заготовки при ее закреплении в приспособлении;
значения Ду приведены в табл. 3 приложения.
Когда оси отверстия или вала заготовки ориентируются соот-
ветственно цилиндрическими пальцами или отверстиями приспо-
собления, погрешность установки для размеров, определяющих
положение обрабатываемых элементов от осей базовых отвер-
стий или валов заготовок, принимается равной нулю.
§ 1.3. ПОЛНЫЕ ПОЛЯ РАССЕИВАНИЯ РАЗМЕРОВ 1—5-й ГРУПП
При определении полных полей рассеивания всех групп раз-
меров, приведенных в классификации размеров, принята следую-
щая методика суммирования погрешностей: погрешности слу-
чайного характера, подчиняющиеся закону нормального
распределения, суммируются по правилу закона квадратного
корня, т. е. суммарная погрешность, вызываемая этими погреш-
ностями, равна корню квадратному из суммы квадратов отдель-
ных погрешностей, а систематические погрешности суммируются
алгебраически. Из рассмотренных выше погрешностей к систе-
матическим погрешностям относятся Дизн и Дт. Остальные по-
грешности являются случайными, подчиняющиеся закону нор-
мального распределения.
При обработке по промерам полные поля рассеивания (Д)
определяют по следующим формулам.
Для размеров 1-й группы Д определяется по формуле (1.2).
Для размеров 2-й группы
д = 1/2д2 +д2 + д2 , (1.4)
У ^рег I "^изм I "^изг.и’ \ '
где Дизг.и — погрешность изготовления комбинированного резца;
значение Дрег и ДИзм см. формулу (1.1) .
При обработке комбинированным инструментом настройка
на размер производится для размера диаметра с более жестким
допуском. Для этого размера Д определяется по формуле (1.2),
а для размеров других диаметров — по формуле (1.4).
Для размеров 3-й группы Д определяется по формуле (1. 1).
Следует заметить, что получить размер /2 (см. рис. 1.1) обра-
боткой по промерам можно только при обработке заготовки
18
в центрах. При закреплении же ее в патроне или цанге получить
этот размер рассматриваемым методом нельзя, так как для
контроля размеров после черновых проходов заготовку необхо-
димо вынимать из приспособления, что является допустимым
лишь в том случае, когда содержание операции заключается
только в подрезке торца. В этом случае А определяется по фор-
муле
А — I/Д2 4-Д2 -!-д2.
у per । изм I
(1-5)
Для размеров 4-й группы Д для размера с более жестким
допуском определяется по формуле (1. 1), а для размеров с бо-
лее грубыми допусками по формуле
д-/дДДСм К™
(1.6)
Для размеров 5-й группы Д зависит от характера технологи-
ческих баз и способа фиксации заготовки в приспособлении. Так,
для размеров /ь /4, /5, /6, /7, Ze, Л4, и L2 (см. рис. 1.3) при уста-
новке по схеме, исключающей погрешность базировки (для этих
размеров), значение Д определяется по формуле (1.5). При
установке заготовок по схемам, допускающим погрешность бази-
ровки, Д определяется по формуле
Д=/Дрег + Дизм +Дб+ Ду’
(1.7)
где Дб и Ду — соответственно погрешность базировки и уста-
новки;
Дрег И дизм — СМ. формулу (1.2).
При одновременной обработке плоскостей 1 и 2 заготовки,
установленной на плоскость I—I (см. рис. 1.3), значение Д раз-
мера, для которого не производят настройку на размер, опреде-
ляется по формуле
Д — У Дрег+ Дизм + Ду + Дизг.и-
(1.8)
При обработке По настройке полные поля рассеивания (Д)
определяют по формулам, приведенным в табл. 1.1.
Таблица 1.1
Формула для определения полного поля рассеивания А
При настройке по промерам
Д — ]/ 2Д2ег 4- Д2ЗМ + Д2 + Д2М 4-2 (Дизн 4- Ат)
(1.9)
19
Продолжение
№ группы размеров Формула для определения полного поля рассеивания А
2 Д = j/~2Aper + Д^зм 4- д2 + Асм + Аизг.и + 2 (Дизн + ДТ) С1 • W
3 д = V^Aper + A„3M + д2 + АД + Ау + + ДнЗН + Ат (1.11)
4 Д = V^Aper + Аизм + 4- А^м + Д^зг>и + д2 4" А^4-Дизн4-Дт (1.12)
5 А = V Арег + д2|зм 4- д2 + д^м + Ду + Ag + Дизг.и.п. + Дизн + Дт (1.13) При настройке по эталонам
1 Д = VД2м+С+С.э+2 Он.э+Ду) + 2 Оизн +дт) (1 • 14)
2 Д = VА*+Дс2м +2 (д2зг.и+дн.э +Ду) +Дизг.э + 2 Оизн+Ат) (1.15)
3 А = V^A^ 4-ЛсМ4- Ан.э+Ду+Аизг.э + Аб 4- АиЗН 4- Ат (1.16)
4 Л = Г^Дм + Дсм+Ан.э + Дизг.э + Ду + Дб + Дизн 4- Дт (1 17)
5 Д = 1^Дм+Дсм+Дн.э+Дизг.э+Дизг.и +Дизг.и.п +Ду+Д(5 + Дизн+Дт . (1.18)
где Дрег—погрешность регулирования (см. формулу 1.1);
Дизм —'Погрешность измерения (см. формулу 1. 1);
Дм — погрешность мгновенного рассеивания;
Дем —погрешность смещения центра группирования (см.
формулу 1.3);
Лизи —допустимый односторонний износ инструмента;
Дт — тепловые деформации, декомпенсируемые износом
инструмента;
Лизг.и — погрешность изготовления комбинированного инстру-
мента;
Лу — погрешность установки;
До — погрешность базировки;
Дизг.и.п — погрешность изготовления многоместных приспособ-
лений и инструмента;
Дизг.э—'погрешность изготовления эталона;
Лн.э — погрешность настройки по эталонам и щупам.
20
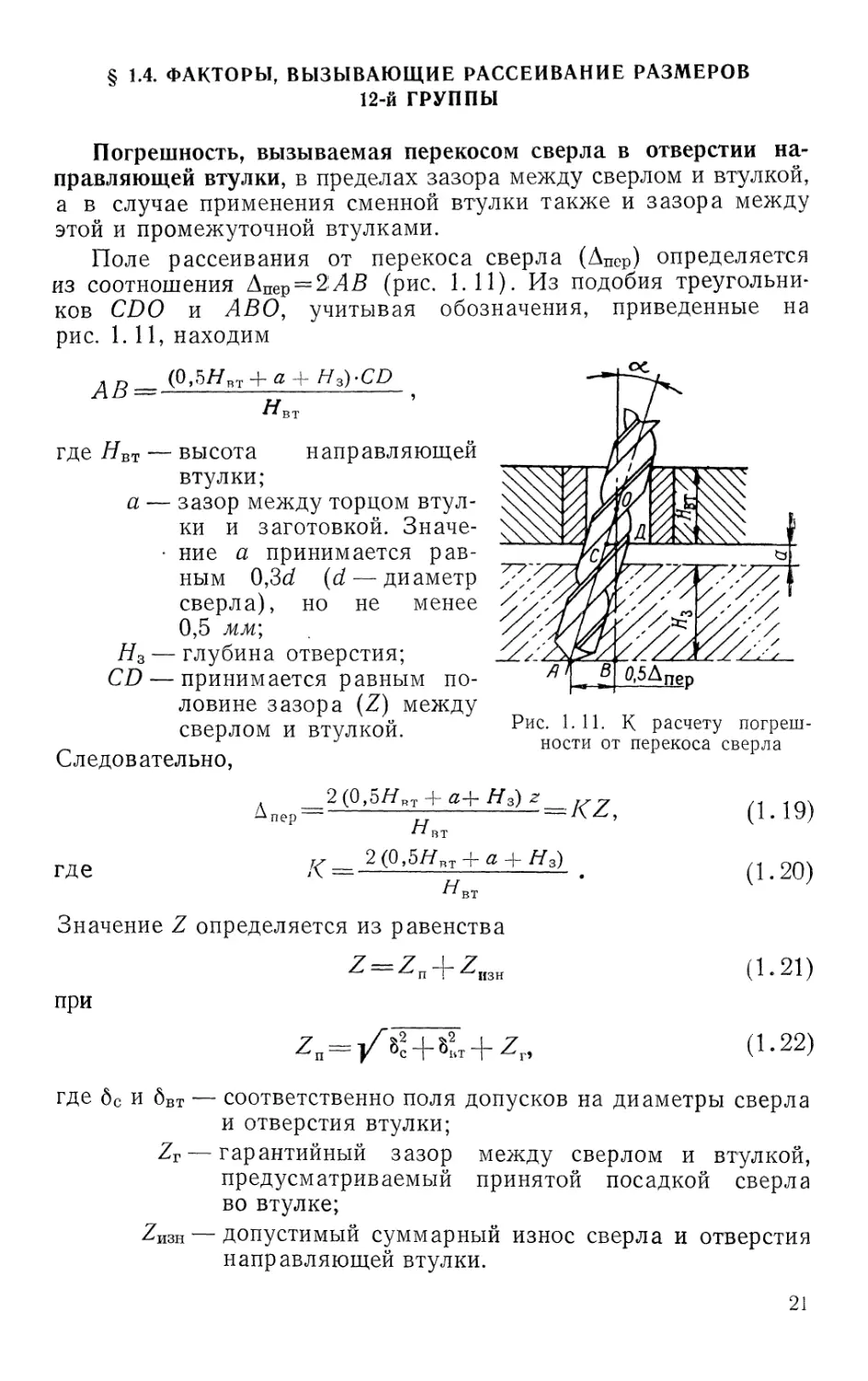
§ 1.4. ФАКТОРЫ, ВЫЗЫВАЮЩИЕ РАССЕИВАНИЕ РАЗМЕРОВ
12-й ГРУППЫ
Погрешность, вызываемая перекосом сверла в отверстии на-
правляющей втулки, в пределах зазора между сверлом и втулкой,
а в случае применения сменной втулки также и зазора между
этой и промежуточной втулками.
Поле рассеивания от перекоса сверла (Апер) определяется
из соотношения Дпер = 2ДВ (рис. 1.11). Из подобия треугольни-
ков CDO и АВО, учитывая обозначения, приведенные на
рис. 1.11, находим
л в = (0,5Явт +а + rt3)-C£
Я вт
где Явт — высота направляющей
втулки;
а — зазор между торцом втул-
ки и заготовкой. Значе-
• ние а принимается рав-
ным 0,3d (d— диаметр
сверла), но не менее
0,5 мм;
Н3 — глубина отверстия;
CD — принимается равным по-
ловине зазора (Z) между
сверлом и втулкой.
Следовательно,
Рис. 1.11. К расчету погреш-
ности от перекоса сверла
. 2 (0,577вт + Нз) z
А пер ~——— •
у 2 (Q,5//BT 4-# + Я3)
Значение Z определяется из равенства
Z = Z 4-Z
^пП^^ИЗН
при
(1-19)
(1.20)
(1.21)
(1.22)
где 6С и бвт — соответственно поля допусков на диаметры сверла
и отверстия втулки;
Zr— гарантийный зазор между сверлом и втулкой,
предусматриваемый принятой посадкой сверла
во втулке;
ZH3h — допустимый суммарный износ сверла и отверстия
направляющей втулки.
21
Когда применяется сменная втулка, устанавливаемая в про-
межуточную постоянную втулку, формула (1.22) принимает вид
Zn = ]/ З2 + 8ВТ В2ар + 8?р + 2 г+^г.п, (1.22а)
где днар и дПр — соответственно поля допусков на наружный диа-
метр сменной втулки и диаметр отверстия про-
межуточной втулки (допуски посадки X);
Zr.n— гарантийный зазор между сменной и промежу-
точной втулкой, соответствующий посадке X.
Заменив Zn в формуле (1.21) его значением, получим:
а) при постоянной втулке
Z = ^ + e + Zr + Zn3H; (1.21а)
б) при сменной втулке
Z 8С2 + с + 8„ар + С + Zr- Zr.п + ZH3H. (1.216)
Если обозначить
82 + B2bt^Zcj1; (1-23)
8? + 82BT + 5?Hap + 82p = ZCJ].n, (1.24)
то формулы (1.21а) и (1.216) примут соответственно вид
Z = ]/Z; + Zr + Z^; (1.21в)
Z = ]^yn + Zr+Zr.n+A3H- (1.21г)
Заменив Z в формуле (1. 19) его значением, получим:
а) при постоянной втулке
Anep = /<}/Z^ + /<(Zr + ZH3h); (1.19а)
б) при сменной втулке
AneP=^/^rn + ^(Zr+Zr.n + ZH3B). (1.196)
Погрешность, вызываемая эксцентриситетом оси отверстия
направляющей втулки относительно оси ее наружной поверхности.
Погрешность положения оси втулки вследствие указанного экс-
центриситета (Дэ) определяется по формулам:
а) при постоянной втулке
дЭ1 = 2Э; (1.25)
б) при сменной втулке
Д э2 = ]/(2Э)2 + (2Э)2 2,8 Э, (1.26)
где Э — эксцентриситет постоянной и сменной втулок;
значение Э принимают равным 0,0025 мм.
22
'Заменив Э в формулах (1.25) и (1.26) его значением,
получим:
а) при постоянной втулке АЭ1 =0,005 мм;
б) при сменной втулке АЭй = 0,007 мм.
Погрешность Аэ влияет на точность размера так же, как влиял
бы зазор между сверлом и втулкой (но без перекоса сверла),
равный этой погрешности.
Погрешность, связанная с неточностью выполнения размера,
определяющего положение оси отверстия под кондукторную
втулку относительно установочного элемента кондуктора
(Аизг.п) •
Значение этой погрешности равно полю допуска на указан-
ный размер. Исходя из среднеэкономической точности коорди-
натно-расточных станков, Аизг.п принимается равным 0,02 мм,
т. е. на размер ставится допуск ±0,01 мм. Погрешность АИзг.п
влияет на точность размера так же, как влиял бы зазор, равный
этой погрешности.
Погрешность, связанная с нагревом кондуктора в процессе его
работы. Значение данной погрешности (Ат.к) определяется
по формуле
Дтк~АаД/, (1.27)
где L — номинальный размер детали, определяющий положе-
ние оси отверстия, относительно технологической базы;
' а — коэффициент линейного теплового расширения мате-
риала кондуктора (для стали а=12-10~6);
At— диапазон колебания температуры кондукторной плиты
при сверлении партии деталей (значение At прини-
мается равным 20°С).
Заменив а и At в формуле (1.27) их числовыми значениями,
получим Ат.к = 0,00024А.
Погрешность базировки (Аб). При установке по схеме, допу-
скающей погрешность базировки, заготовки в большинстве слу-
чаев фиксируются наружным контуром в трафарете или отвер-
стием на цилиндрическом пальце. При такой установке заготовка
с равной вероятностью может быть в контакте с установочным
элементом приспособления любой точки своей установочной
базы, поэтому влияние погрешности базировки аналогично
влиянию погрешности от перекоса сверла (Апер) на величину Аб.
Определение значений Аб приведено в гл. II.
Погрешность установки (Ау) влияет на точность размеров
так же, как и погрешность базировки.
Рассеивание размеров при изменении зазора между сверлом и
втулкой в результате их нагрева при расчете полных полей рас-
сеивания не учитывается ввиду практически малой величины
этого изменения.
Погрешность, связанная с износом установочных элементов
приспособления, также не учитывается ввиду малого значения
23
этого износа (износ установочных элементов при установке
10 000 деталей малых габаритов составляет примерно 0,001 мм).
§ 1.5. МЕТОДИКА ОПРЕДЕЛЕНИЯ ПОЛНЫХ ПОЛЕЙ РАССЕИВАНИЯ
РАЗМЕРОВ 12-й ГРУППЫ
При наличии погрешностей Апер, Дэ, Дизг.п и Аб положение оси
просверленного отверстия детали с равной вероятностью может
находиться в любой точке окружности диаметра D, который
определяется из соотношения 1
D=f(V)+C, (1.28)
где С—суммарная систематическая погрешность, определяе-
мая для постоянной втулки из соотношения С =
= ZT-]~ -Иизн~Ь Ат»
/(V) —представляет собой функцию от суммарного поля V,
вызываемого погрешностями случайного характера,
подчиняющимися закону нормального распределения.
К таким погрешностям относятся: Дэ, Аизг.п, Аб, Ду,
2СЛ — при постоянной втулке и 2Сл.п — при сменной
втулке.
Значение V определяется по формулам:
а) при постоянной втулке
Vr = "|/~ /С2^сл Дэ, Аизг.п Аб (1.29)
б) при сменной втулке
^/Г = ]/Г'^сл.п + Аэ2 “1“ Дизг.п Аб Ду, (1.30)
где 7СЛ и 2сл.п — см. формулы (1.23) и (1.24).
Действительные значения суммарных полей рассеивания, вы-
зываемых погрешностями случайного характера, распределяются
в суммарном поле V по закону нормального распределения,
а действительные значения рассматриваемых размеров рас-
пределяются в этом поле по другому закону. Ниже приводится
вывод уравнения кривой, выражающей этот закон, исходя из
условия, что положение оси отверстия (точка Л на рис. 1.12)
может с равной вероятностью находиться в любой точке окруж-
ности, диаметр которой равен V.
1 Если допустить, что ось сверла строго параллельна оси втулки, поверх-
ность заготовки перпендикулярна оси сверла, а материал заготовки в зоне
сверления оказывает одинаковое сопротивление, то ось сверла могла бы про-
ходить через любую точку площади круга диаметромj/"K^ZСЛ4-Д| +Дизгп +
у1- । д2 а д2 о
Однако в действительности таких условий нет. Сверло практиче-
ски всегда находится в контакте с втулкой и перекошено в ней в пределах за-
зора.
24
Действительное значение размера Лд, координирующего поло-
жение оси относительно технологической базы, зависит от поло-
жения оси (точки Л) на рассматриваемой окружности и опреде-
ляется соотношением. = + где х—абсцисса точки Я,
a Lq — номинальное значение раз-
мера, координирующего положение
оси относительно базы. Одним и
тем же значениям дифференциала
dx, но при различных значениях х
будут соответствовать различные
длины дуги, которые обозначим че-
рез ds. Вероятность Р нахождения
точки А в пределах ds при данном
значении х зависит от длины дуги ds
(вероятность пропорциональна дли-
не дуги), соответствующей диффе-
ренциалу dx, т. е.
P = bds. (1.31)
Коэффициент b определяют сле-
дующим путем. Вероятность нахож-
дения точки А на полуокружности
диаметром V равна половине пол-
ной вероятности. Следовательно, ве-
роятность того, что точка А будет
находиться на дуге ds, опреде-
ляется по формуле
к • (l.ozj рис 1 12. К определению дей-
ствительного размера в задан-
Сравнивая правые части фор- ном диапазоне
мул (1.31) и (1.32)., находим
b = l/nV.
Отношение Pjdx представляет собой половину ординаты
соответствующей точки кривой- распределения полной вероят-
ности, т. е. №y = ds[nVdx или
2ds
xVdx
(1.33)
Из треугольника АСВ (см. рис. 1.12) находим dx=^jBsina.
Учитывая, что при малых значениях dx можно принять AB = ds,
получим dx = dssina или dsldx= 1/sin ос. Из треугольника ОЛИ
находим, что
sin ос =
25
Заменив отношение dsfdx в выражении (1.33) его значением,
получим
у=------г -______ (1.34)
У лУ/1 - (2^7)2
Выражение (1.34) является уравнением кривой распределе-
ния вероятности нахождения точки А в той или иной точке
отрезка на оси Ох с координатами (—0,5V) и ( + 0,5V). Графи-
ческое изображение этой кривой приведено на рис. 1. 12. Значе-
ние f (V) определяют исходя из следующих положений. Площадь,
ограниченная осью Ох, данной кривой и перпендикулярами к
оси Ох, восстановленными из точек (—0,5V) и (+0,5V)!, равна
полной вероятности (т. е. единице) того, что ось отверстия де-
тали будет находиться на окружности диаметром V.
Параметр V представляет собой полное поле рассеивания
размера, вызываемое погрешностями случайного характера,
подчиняющимися закону нормального распределения. Действи-
тельные значения этих составляющих погрешностей распреде-
ляются в поле V также по закону нормального распределения,
и вероятность их выхода за пределы V равна 0,0027. Такая же
вероятность выхода за указанный предел будет и для кривой,
представленной уравнением (1.34). Следовательно, вероятность
выхода действительных размеров за пределы V одновременно
для двух кривых распределения, показанных на рис. 1. 12, будет
равна 0,0027-0,0027 = 0,00000729. Такая вероятность дает излиш-
нюю «перестраховку», так как вероятность 0,0027 практически
принимают равной нулю. Поэтому для кривой нормального рас-
пределения, средняя квадратичная которой a=A/&V, полное поле
рассеивания можно принимать не бог, а меньше,т. е. равным /(V).
Функция /(V) определяется следующим путем.
1. Задаваясь различными значениями (в долях от о через
0,1о) текущей координаты абсциссы кривой нормального рас-
пределения (у которой o=l/6V), определяем вероятность Р]
выхода действительных значений приведенных зазоров за пре-
делы с координатами (—х) и ( + х). Эта вероятность равна
[1—Ф(х/о)], где Ф(х/о) определяется по таблице значений
интеграла
4- х
□ /2л J
2. Определяем вероятность Р2 выхода действительных значе-
ний зазоров за пределы отрезка с теми же координатами (—х)
и ( + х) кривой, выражаемой уравнением (1.34).
1 Эти перпендикуляры являются асимптотами рассматриваемой кривой.
26
Эта вероятность определяется из соотношения
2dx
л V /1 -
3. Определяем произведение Р{Р2 для различных значений х.
Поле рассеивания принимается равным 2х, если х имеет такое
значение, при котором указанное произведение равно 0,0027.
Такому значению произведения Р\Р2 соответствует значение
2x=O,9V, т. е. /(V)=0,9V. В формуле (1.28) размер D представ-
ляет собой полное поле рассеивания (А) размеров 2-й группы.
Заменив в этой формуле /(V) их значениями, получим:
а) при постоянной втулке
д =0,9 ]/"K2ZCJi 4~ Аэ! + Аизг.п-j-АбН- Ау-)-^(Zr + ZH3H) +АТ.К’
(1.35)
б) при сменной втулке
А —0,9 ]/" №^сл.п ф- Аэ2 4“ Аизг.п 4“ А б 4“ Ау 4"
+ K(Zr + Zr.n+ZH3H) + AT.K (1.36)
§ 1.6. ПОЛНЫЕ ПОЛЯ РАССЕИВАНИЯ РАЗМЕРОВ 8-й ГРУППЫ
(МЕЖОСЕВЫЕ РАЗМЕРЫ)
Факторы, вызывающие рассеивание размеров межосевых
расстояний, по своему характеру те же, что и для размеров 1-й
группы, за исключением погрешности базировки, которая для
межосевых размеров не имеет места.
Погрешность, вызываемая перекосом сверла по втулке (Апер),
определяется по формулам:
а) при постоянных втулках
Дпер—0,9 V + /<? ZCJ1, + к, Zr> + /<2Zr, + (/Л +К2) Z^;
(1.37)
б) при сменной втулке
Дпер = 0,9 /<1^сл.п1+^2^сл.п2(^ri 4“^г.п1)4"
+ ^2 4~ ^Г.п2) 4"(^1<4“ ^2) Изю (1 • 38)
где Ki и К2 — коэффициенты для первой и второй втулки, опре-
деляемые по формуле (1. 19);
ZСЛ^ ^сл2, Лл.П1 И ZCJT,2 — см. формулы (1.23) и (1.24)1;
1 В данном случае в этих формулах значения членов их левых частей
принимаются с соответствующими индексами 1 или 2, показывающими, к ка-
кой из втулок относится данный член (к 1 или 2-й).
27
Zr2, Zr,41 и Zr.n2 — гарантийные зазоры для первой и
второй втулок (соответственно меж-
ду сверлом и втулкой и сменной и
промежуточной втулками);
ZH3H— допустимое увеличение диаметра
отверстия направляющей втулки
(из-за износа).
При одинаковых диаметрах просверливаемых отверстий и
одинаковой их глубине формулы (1.37) и (1.38) принимают вид
ДпеР = 0,9 y2^z; + 2/<(Zr+Z№H); (1.37а)
дпер=0,9-|/2/<^сл.п + 2/< (Zr + Zr.n + ZH3H). (1.38а)
Погрешность от эксцентриситета втулок равна:
а) при двух постоянных втулках значение АЭг определяют
по'формуле (1.26);
б) при одной постоянной и одной сменной втулках
АЭз = 1 12Э^3,5Э ~ 0,009 ммг, (1.39)
в) при двух сменных втулках
дЭ1 = ]/Тб52 =45 = 0,01 мм. (1.40)
Поле рассеивания, связанное с допуском на выполнение меж-
осевого расстояния отверстий под кондукторные втулки, прини-
мают равным полю этого допуска, т. е. АИзг.п=0,02.
Числовое значение погрешности, связанной с нагревом кон-
дуктора (Ат.к), определяют по формуле (1.27).
Полные поля рассеивания размеров межосевых расстояний
определяют по той же методике, по которой определяют полные
поля рассеивания размеров первой разновидности.
Формулы для определения полных полей рассеивания меж-
осевых размеров имеют следующий вид:
а) при постоянных втулках
Д =0,9 AT1ZC^ /С2^сл2 “И А э2 Аизг.п
+ K1Zri+/<2Zr2 + (/<1 + /<2)ZH3H + AT,K; (1.4!)
б) при сменных втулках
А = 0,9 ]/~K\ZCJl.ni 4- ^2^сл.п2 Дэ4 “Ь Аизг.п Zr,ni) -|-
+ ^(Zr2 + Zr.n2) + (/C1 + K2)ZH3rt + AT.K. (1.42)
При одинаковых диаметрах просверливаемых отверстий и
одинаковой их глубине формулы (1.41) и (1.42) принимают вид
28
Д =0,9 У 2№ZCJ,+ At + A2„sr.n + 2/<(Zr + ZH3H); (1.41а)
Д = 0,9 У 2^сл.п + а24 + Д2зг.п + 2К (Zr+Zr,n + ZH3H);
(1-42)
§ 1.7. ПОЛНЫЕ ПОЛЯ РАССЕИВАНИЯ РАЗМЕРОВ 13-й ГРУППЫ
Рассеивание рассматриваемых размеров вызывают следую-
щие погрешности.
Погрешность угла при настройке на требуемый размер
поворотного стола координатно-расточного станка перед расточ-
кой отверстий под направляющие втулки кондуктора (АН(а)) •
Значение этой погрешности принимается равным ОЗУ, т. е. на
размер угла между отверстиями под втулки назначается до-
пуск ±0°lz.
Погрешность угла, возникающая от несовмещения осей про-
сверленных отверстий с осями соответствующих отверстий под
кондукторные втулки (А(а)).
Причинами этого несовмещения являются:
а) перекос сверла во втулке вследствие зазора между ними
(Апер)
б) эксцентриситет осей отверстий втулок относительно осей
их наружных поверхностей (Аэ).
Это несовмещение показано на рис. 1. 13 отрезками 0,5Аь
При сверлении через постоянные и сменные втулки Ai опре-
деляют соответственно по следующим формулам:
Д1=0,9 J/№Zcj1+a*, + /C(Zr+ZHSH); (1.43)
Д1 =0,9 УK*Z^ + д Щ /< (Zr + Zr.n + Z„3H), (1.44)
где К—см. формулу (1.20);
ZCJI и Zcn.n — см. формулы (1.23) и (1.24);
А01 и Аэ2—см. формулы (1.25) и (1.26);
Zr и Zr.n — см. формулы (1.22) и (1.22а).
Рассматриваемую погрешность угла (A<a)) определяют из
соотношения (рис. 1. 13)
Д(а) = ]/Л A(a)i + Д (а), ~ 2Д(а)1. (1.45)
Значение Д(а) определяют из прямоугольного треугольника
ОДВ: tgO,5A(a)1 = ^j-=^- или 0,5д(а)1 = arctg Д}/2/?, откуда
д(7)1 = 2arctg Д1/2/?. Заменив д(а)1 в выражении для д(а) его
значением, получим
Д^^/Зсаг^дда)^ 2 /2arctg Д j/2/?. (1.46)
29
ос
Рис. 1. 14. Схема, поясняющая расчет по-
грешности базировки углов
30
Погрешность базировки (Аб(а)) угла а возникает вследствие
«^совмещения оси базового отверстия (или вала) заготовки
с осью установочного пальца (или отверстия) приспособления.
В результате этого несовмещения действительные размеры
угла а могут колебаться в пределах (рис. 1. 14) от а—2у до
а + 2ср. Если принять у —ф, то погрешность базировки угла а
определяют по формуле
Аб(а) = У WW= VW=2 у 2^. (1.47)
Значение ф определяют из прямоугольного треугольника OiAB:
__ _ 001 Sina'2 _ У+ (2Я tgA3)2sn с^2 ~
АВ ОВ — ОА ^-0,5]/ tg^cos а/2
У ьо+5п Ай2 sina/2
2R - У + (2Н tg ДР)2 cosa/2
откуда
, У %+5п tg Д8)2 sin a/2
<p = arctg ---~ —— -•. . .------, (1-48)
2R- У + (2Н tgA3)2 cosa'2
где до и дп — соответственно поля допусков на диаметр фикси-
руемого отверстия и на диаметр фиксирующего
пальца;
Н — глубина фиксируемого отверстия;
Ар — половина поля допуска на неперпендикулярность
оси отверстия к торцевой плоскости заготовки,
которой заготовка установлена на плоскость
приспособления.
Член 2//tgAp в формуле (1.48) учитывается только тогда, когда
просверливаемые отверстия сквозные.
Полные поля рассеивания (А<а)) размеров 13-й группы опре-
деляются по формуле
Д(7) = ]/Дн(а) А(а) Аб(а). (1-49)
Заменив Д(а) и Аб(а) в формуле (1.49) их значениями [см.
формулы (1.46), (1.47) и (1.48)], получим
Д(«) =у Дн(«) + 8(arctg Д!/2/?)2 +
+ 8 arctg
]/+(2Н tgA?)2sin а'2
2R- УЪ2О+Ъ2П+(2Н tgA?)2cos а/2
31
§ 1.8. ПОЛНЫЕ ПОЛЯ РАССЕИВАНИЯ РАЗМЕРОВ 15-й ГРУППЫ
Характер факторов, вызывающих рассеивание размеров дан-
ной группы, тот же, что и для размеров 13-й группы. Полные
поля рассеивания размеров 15-й группы также определяют по
формуле (1.49), но в ней параметры А(а) и Дб(а) определяются
по формулам
д(а) =2 arctg Aj/2/?; (1.46а)
A6(a) = 2cp, (1.47а)
где Д1 — см. формулы (1.43) и (1.44);
Ф— см. формулу (1.48).
§ 1.9. ПОЛНЫЕ ПОЛЯ РАССЕИВАНИЯ РАЗМЕРОВ 6, 7, 9, 10, 11, 14
и 16-й ГРУПП
Полные поля рассеивания размеров указанных групп и фак-
торы, вызывающие их рассеивание, приведены в табл. 1.2.
Таблица 1. 2
Формула для определения полного поля рассеивания
6
7
9
10
11
14
16
д = 1/д2изг.к + 2д? О-50)
д = /ди3г.п+дб.ш+2дб2с (1-51)
Д = КДизг.п+Дб+Ду+2Дб.с а -52>
д = Удб+ду+дрег+дизм (1.53)
Д = /ДизГ.п+Дб+Дб.ш+2Дб.с ' О-54)
Д(а)= l/^sOrdg +8Дб(а)+Дизг(О (1.55)
А(а) = 1/ 8(arCtS 9n )24-8Аб(7) +Дизг(а)1 0
г ~/\ф
где Аизг.к — поле допуска на выполнение рабочего размера опор-
ного калибра; значение Аизг.к принимают равным
полю допуска скользящей посадки 1-го класса точ-
ности допусков ОСТ по системе отверстия;
Ау — погрешность установки;
Аизг.п — поле допуска на: а) размер межосевого расстояния
фиксируемых отверстий шаблона (для размеров 7-й
группы); б) размер расстояния установочного эле-
мента до оси вращения’приспособления (для разме-
32
где 6 о
бп
Аб. с
Лб
Лз.ф
R
де Ri и R2
Лб(а)
Лизг(а)
ров 9-й группы); в) размер, определяющий положе-
ние фиксируемых отверстий шаблона относительно
его установочных элементов, фиксирующих заготовку
(размер 11-й группы). Значение Аизг.п принимают
равным 0,02 мм. Это поле допуска распределяете?!
симметрично относительно номинального размера
(±0,01 мм);
— погрешность базировки положения оси фиксируемого
отверстия шаблона относительно оси пальца, фикси-
рующего шаблон; значение Дб.ш определяется
по формуле Дб.ш = 1//Ьо 4-
— поле допуска на диаметр фиксируемого отверстия
шаблона;
— поле допуска на диаметр пальца, фиксирующего шаб-
лон относительно оси вращения шпинделя станка.
Указанное отверстие и палец сопрягаются по сколь-
зящей посадке 1-го класса точности допусков ОСТ
по системе отверстия;
— несовмещение с осью вращения шпинделя станка оси
пальца, фиксирующего шаблон на станке (для раз-
меров 7 и 11-й групп), или оси приспособления (для
размеров 9-й группы); значение Дб.с принимают рав-
ным 0,015 мм;
—- погрешность базировки заготовки при ее установке
в приспособление; определение значений Аб см. гл. II;
— зазор между фиксатором и фиксируемым отверстием
поворотного фрезерного приспособления; значение
Аз.ф принимают равным 0,02 мм;
— расстояние осей обрабатываемых отверстий заготовки
от оси базового отверстия или цилиндра; когда это
расстояние неодинаково для двух смежных отверстий
заготовки, первый член формулы (1.55) примет вид
4(arctg 5₽?y+4(arctg'lpiL')2’
— соответственно расстояние первого и второго отвер-
стий от оси базового элемента заготовки;
— погрешность базировки, определяемая по формуле
(1-47);
— поле допуска на центральный угол между фиксируе-
мыми отверстиями шаблона (для размеров 14-й
группы) или между фиксируемыми отверстиями по-
воротного фрезерного приспособления (для размеров
16-й группы); значение АИзг(а) принимается рав-
ным 0°2'.
§ 1.10. ОПРЕДЕЛЕНИЕ НАСТРОЕЧНЫХ РАЗМЕРОВ
Для получения требуемой точности размеров при обработке
по настройке недостаточно только одного условия, выраженного
неравенством А^д. Необходимо еще создать условия, чтобы при
соблюдении этого неравенства действительные размеры обраба-
тываемых заготовок не выходили за пределы, регламентируемые
допусками на эти размеры. Выполнение этого условия дости-
гается назначением соответствующего настроечного размера.
2 1968
33
Настроечным размером называется размер установочного
эталона или размер, к получению которого следует стремиться
при обработке пробных деталей в процессе настройки по про-
мерам (для размеров 1—5-й групп). Значения настроечных раз-
меров, учитывая износ инструмента, должны по мере возмож-
ности находиться для размеров охватываемых элементов (ва-
лов) ближе к нижнему предельному значению, регламентируе-
мому допуском, а для размеров охватывающих элементов
(отверстий) — к верхнему.
Точность размеров 6, 7, 8, 9, И, 12, 13, 14 и 15-й групп дости-
гается обработкой в приспособлениях, не требующих настройки
на размер. В этих приспособлениях настройку на размер произ-
водят в процессе изготовления приспособления. Так, например,
в токарных приспособлениях требуемое положение установоч-
ных элементов относительно оси шпинделя станка получается
без выверки, так как в процессе изготовления приспособления
его установочные элементы ориентируются относительно оси
элемента, с помощью которого приспособление соединяется
со шпинделем станка; при этом ось этого элемента совмещается
с осью шпинделя. В кондукторах требуемое положение осей на-
правляющих втулок относительно установочных элементов
достигается в процессе изготовления кондуктора. Приспособле-
ния для достижения необходимой точности размеров 10 и 16-й
групп перед обработкой заданной партии деталей выверяют (на-
страивают) перемещением столов станка для достижения требуе-
мого положения установочных элементов приспособления отно-
сительно инструмента.
МЕТОДИКА ОПРЕДЕЛЕНИЯ НАСТРОЕЧНЫХ РАЗМЕРОВ
для каждой группы размеров
LH для размеров 1-й группы
При настройке по промерам настроечный размер (DH) опре-
деляют по формулам:
а) при обработке валов
— Дн + Дм + Дсм(Дт — До.ср)]~ н> (1 • 57)
где Dmin — наименьшее значение вала в пределах заданного
допуска;
Дн— погрешность настройки станка на заданный размер
DH, значение Дн определяется по формуле (1.2);
Дм и Лт — см. § 1.2;
До.-ср — среднее значение отжима заготовки под действием
составляющей силы резания, направленной перпен-
дикулярно к обрабатываемой поверхности.
Значение Д0.ср определяется по формуле
34
_ срЛ75/
До.ср-
(1.58)
где Ср — коэффициент, характеризующий среднее значение со-
противляемости обрабатываемого материала резанию;
значения Ср приведены в табл. 4 приложения;
— подача в мм!об при токарной обработке и шлифова-
нии и в мм/на зуб
при фрезеровании;
t — глубина резания
в мм\
J — жесткость системы
станок, приспособ-
ление, заготовка и
инструмент; ме-
тоды определения
J в производствен-
ных условиях см.
[10], стр. 15—27
или [12], стр. 54—
57.
Вывод формулы (1.57)
д,5 А
Дм
A mln
Д оср
Рис. 1. 15. Кривая распределения разме-
ров 1-й группы
основан на следующих
положениях. Для ком-
пенсации До. ср при обработке вала настроечный размер
должен быть меньше по отношению Dmin на величину 2Д0.Ср.
Однако если настроечный размер принять равным Dmm—2Д0.ср,
то в процессе настройки этот размер может быть достигнут
с точностью ±0,5Дн. Отсюда действительное значение настроеч-
ного размера может быть равно DH—0,5Лн (см. точку А на
рис. 1. 15). В этом случае максимальная точка кривой распреде-
ления погрешности мгновенного рассеивания будет находиться
также в точке А и действительный размер обрабатываемого вала
может быть меньше на величину 0,5 у Дн 4-Дм, а если учиты-
вать и температурные деформации, то на величину 0,5]/ Ан
14 + Дм-|-2Дт.Однако при определении настроечных размеров
следует учитывать еще и погрешность Лсм. Учет только члена
2Д0.ср является недостаточным, так как экспериментальные
исследования [10] показали, что действительные значения Дм
значительно превышают расчетные. Это обусловлено тем, что
помимо влияния непостоянства сил резания на точность обра-
ботки существенно влияют зазоры в технологической системе,
контактные деформации сопрягаемых деталей этой системы и
другие факторы. Поэтому, чтобы предотвратить размерный брак
деталей, настроечный размер следует определять по формуле
(1.57), учитывающий все вышеупомянутые факторы;
35
б) учитывая вышеприведенные соображения, найдем, что при
обработке отверстий настроечный размер определяется по фор-
муле
= [^тах“”0’5 ]/ Дн+ Дсм "Ь 2 (Д о.ср—Дт)] Н, (1.59)
где .Отах — наибольшее значение диаметра отверстия в преде-
лах заданного допуска;
значения остальных параметров см. формулу (1.57).
При настройке по эталонам настроечный размер эталона Z)9
определяется по формулам:
а) при обработке валов
= 0,25 (дм 4“ Дсм 4~ 2Ду “Ь Дизг.э!
+ 2(ДТ-Д0.ср-/?,)]-дизг J (1.60)
б) при обработке отверстий
D3 = [-Оп-ах— 0,25 (дм 4- Дсм 4- 2ду 4- Дизг.э) 4"
+ 2(Д0.Ср+/?г + Дт)]+Дизг.э, (1.61
где Rz — наибольшая высота микронеровностей на обрабо-^
тайной поверхности заготовки (ГОСТ 2789—59);
Дизг.э — погрешность изготовления эталона (см. § 1.2);
значение остальных членов см. формулу (1.57).
для размеров 2-й группы
При обработке многолезвийными резцами настройку на раз-
мер производят для диаметра, на который задан наиболее жест-
кий допуск. Для этого размера и DQ определяют по форму-
лам (1.57) или (1.59), (1.60) или (1.61). Для размеров 2-й
группы понятие «настроечный размер» относится к размерам,
определяющим взаимное положение режущих кромок комбини-
рованного резца в направлении, перпендикулярном обрабаты-
ваемой поверхности. Указанные размеры определяются по фор-
мулам:
а) при обработке валов (рис. 1.16, а)
Dj min min_/1 02^
н “_________________2 ’ I • /
Если настройку производят по большему диаметру, то до-
пуск на £н принимается равным —Дизг.и, а если по меньшему,
ТО Ч- Дизг .Ш
б) при обработке отверстий (рис. 1. 16,6)
J таХ 1Пах /1 0Q)
36
Если настройка производится по большему диаметру, то допуск
на £н принимается равным +АИзг.и, а если по меньшему, то
Адзг.и-
Рис. 1. 16. Настроечные размеры (для размеров 2-й группы)
£н для размеров 3-й группы
При настройке по промерам настроечный размер опреде-
ляется по формулам:
а) при обработке охватываемых элементов (рис. 1. 17, а)
^н — pniin + V0’25 (Дн +ДсмДм) + Ду + Дд.у] н; (1.64)
б) при обработке охватывающих элементов:
— при установке по схеме, исключающей погрешность бази-
ровки Лб(г) (рис. 1. 17, б),
^Н“[^шах— 0,25 (дн 4~ ДсмДм) 4“ Ду + Дд-у)] ~ Н’ (1*65)
— при установке по схеме, допускающей Аб^ (рис. 1. 17, в),
~[^rnax~ f^nax “ 0,25 (Дн 4“ ДсмДм) + Ду ~ Дд.у)] 4 (1.66)
где Lmax — максимальная длина заготовки.
При настройке по эталонам настроечный размер опреде-
ляется по формулам:
а) при обработке охватываемых элементов (см. рис. 1.17, а)
= (^irin 4“]/^У 4~ Дизг.э 4“0,25(Дм 4" Дем) “4 Дд.у)—д ’ (1.67)
4 J изг.э
б) при обработке охватывающих элементов:
— при установке по схеме, исключающей погрешность бази-
ровки (см. рис. 1.17,6),
” [^П ах “ (1/^ Ду 4“ Дизг.э + 0,25 ( Дм 4“ Дсм)4~Дд.у)] ИЗГ‘Э’ (1.68)
— при установке по схеме, допускающей погрешность бази-
ровки (см. рис. 1.17,#),
=[Дгах (Уах — Ду 4" Дизг.э 4"0,25(Дм 4" Дем) — Дд.у)]_д ,
(1.69)
37
где Ад.у — величина наибольшей деформации упора, ограничи-
вающего перемещение суппорта в продольном.направлении. Зна-
Рис. 1. 17. Настроечные размеры (для размеров
3-й группы)
чение Дд.у принимается равным 0,2 мм\ значения остальных чле-
нов формул (1.64—1.69) см. формулу (1.57).
Лн для размеров 4-й группы
Для размеров данной группы понятие «настроечный размер»
относится к размерам, определяющим взаимное положение режу-
щих кромок резцов в направлении подачи. Рассматриваемые
размеры определяются по формулам:
а) при обработке охватываемых элементов (см. заготовку
на рис. 1. 16, а)
"^min A min- (!• 70)
Если настройку на размер производят для большего размера /,
то допуск на £п принимают равным —АИЗг.п, а если для меньшего,
то +Аизг ль
б) при обработке охватывающих элементов (см. рис. 1. 16, б)
Апах Ашах- (1-71)
Если настройку производят для большего размера, то допуск на
LH принимают равным +АИЗг.п, а если для меньшего, то —АИЗгль
Лн для размеров 5-й группы
1. При обработке одной фрезой (рис. 1.18,а)
38
При настройке по промерам
Ln(h) = [/zmin-[-]/"(),25 (Дн-г Дм + Дем) + ДУ + ДТ— Д0.ср] н,
_______________________________________________________ (1.72)
^H(Z) = Pmin4“ 0,25 (Дн + Дм+ Дем) + Ду 4"Дб4"
+ дт-До.ср]±0’5Ч (1.73)
Заготовка
Ц+ДЦ L-AL
1тД1>
• Заготовка
Рис. 1. 18. Настроечные размеры (для раз-
меров 5-й группы)
1ц
= [-^max—"Al тах+У"0,25 (Дн+ Дм+ Дем) + Ду + Дб~
-До.сР + ат]±0'5-Ч (1-74)
TH(Zi) — [Т-щах—Атах~’ У"0,25 (Дн + Дм + Дем) + Ду+ Дб~
— Д0.ср+Дт]±0,5Ан. (1.75)
При настройке по эталонам (или щупам)
^Э(Й) ~ [77min -j- 0,25 (дм Дем) + Д У + Дизг.э -р
+ Дт ~ ^о.ср*“^]-дизгэ, (1.72а)
Аэ(/) = р,г1п 4-]/”о,25(Дм+ Дем)4"Ду + Дб-р Дизг.э +
+ Дт — До.ср — ^]~дизг э, (1.73а)
^эСЙ!) =[т/тах—/?1 max 4* 'V' 0,25 (Дм-р Дем) + Ду 4- Аб 4" Дизг.э 4"
39
~Ь Ат А0.ср А?г]—дизг.э’ (1.74а)
Дэ(?1) =[^max 0,25 (Дм + Дсм)+ Ду + Дб + Дизг.э +
Н~Ат Ао.ср ^1~дизг.э’ (1.75а)
где Ан — см. формулу (1.1);
Ао.ср — см. формулу (1. 58);
значения остальных параметров см. табл. 1.1.
2. При обработке комбинированной фрезой
(рис. 1. 18, б).
В данном случае понятие «настроечный размер» относится
к размерам, определяющим взаимное положение режущих кро-
мок фрезы. Эти размеры определяют положение обрабатывае-
мых плоскостей, для которых не производят настройку на раз-
мер. Рассматриваемые размеры определяют по формулам:
а) при обработке охватываемых плоскостей (рис. 1.18,6)
Ан ^2 min min* (1.76)
Если настройку производят по большему размеру (Л2), то до-
пуск на £н принимают равным —Дизг.и, а если по меньшему (hi),
ТО Н- Дизг.и;
б) при обработке охватывающих плоскостей (см. рис. 1. 18,6)
^4 max ^3 max* (1.77)
Если настройку производят по большему размеру (Л4), то до-
пуск на Лн принимают равным +ДИзг.и, а если по меньшему,
то Дизг.и.
Ан для размеров 6-й группы
Для размеров данной группы понятие «настроечный размер»
относится к номинальному значению рабочего размера калибра,
который определяется по формуле
ZH = [£д+о,5 (дизг.к- Д У)]-Аизг.к, (1-78)
где Лд — размер межосевого расстояния отверстий детали;
значения остальных параметров см. табл. 1.2.
Ан для размеров 7 и 8-й групп
Для размеров 7-й группы «настроечным размером» является
размер межосевого расстояния фиксируемых отверстий шаб-
лона, а для размеров 8-й группы — размер межосевого расстоя-
ния отверстий под кондукторные втулки.
+ о 5д
= ИЗГ*П, (1.79)
где Дизг.и—см. табл. 1.2.
40
Lu для размеров 9, 11 и 12-й групп
Ан=(£д+о,б/да + Ду2)±Аизг-п. (1.80)
Ln для размеров 13, 14 и 15-й групп
AH(a) = afH(a\ (1.81)
где Дн(а) — см. § 1. 7.
§ 1.11 ОПРЕДЕЛЕНИЕ ДОПУСТИМОГО ИЗНОСА РЕЖУЩЕГО
ИНСТРУМЕНТА (Дизн) И НАПРАВЛЯЮЩИХ ВТУЛОК (2ИЗн)
Значения Дизн и ZH3H определяют следующим путем: в форму-
лах (1.9—1.18), (1.35 и 1.36), (1.41 и 1.42), (1.41а и 1.426),
(1.49) полные поля рассеивания (Д) приравнивают полю допу-
ска (6), заданному на чертеже детали; полученные уравнения
решают относительно Дизн или ZH3H. Таким путем получены фор-
мулы, приведенные в табл. 1.3.
Таблица 1.3
Группа размеров Формула для определения Дизн и 7Изн
При настройке по промерам
1 Дизн = 0,5 (8-2Дт-]/2д2ег+д2зм+д2 +Д2М) (1.82)
2 Дизн = 0,5 (б-2Дт- /2Д2ег+д2зм+д2+Дс2м+Д2зг.п) (1.83)
3 Дизн = 8 — Дт — КДрег+Дизм+Дм+Дсм+Ду+Дб (1-84)
4 ДИЗН = ft — дт— КДрег+Дизм+Дм4-Дсм + Дизг.п+Ду+Дб 0 -85)
5 Дизн = о — Дт — V ^рег + ^изм + ^м + ^см+^изг.и.п+^у+^б
(1.86)
При настройке по эталонам
1 Дизн = 0,5 [в—2ДТ— Vд2 + д2м +Д2ЗГ 9 +2 (Д2.э +Д2)] (1.87)
2 Дизн =0,5 [й—Дт— Кд2 + д2м+Д2ЗГ э4-2 (Д2ЗГ.Э+Д2.э + Ду) ]
(1.88)
41
Продолжение
Группа размеров Формула для определения Дизн и 7Изн
3 ДИЗН = 8 — Дт— ]/д2 + Дсм+Дизг.э+Дн.э +Ду +Дб О • 89>
4 ДИЗН= в — Дт — ]/д2 4- Асм+Дизг.э + Дн.э +Ду +Дб (1-90)
5 ДИЗН= 8 — Дт — V дм + Дсм+Дизг.э+Дн.э+Дизг.п+Дизг.и.п +Ду +Д« (1-91) При сверлении через постоянные втулки 2Изн- [з-о,9р/фгс + rfz +д2+д2згп_ Л1+ Л2 -(К^+Л^+Дт.к)] (1.92) При сверлении через сменные втулки
8 ZUSn = ^7^ 4£сл.п2+Д1+Дизг.п- - [К1 (^г,+ гг.П1) + K2(Zr,+ гг.П2)+дт.к]}. (1.93) При одинаковых диаметрах и одинаковой глубине просверли- ваемых отверстий формулы (1.92) и (1.93) соответственно примут вид ZH3H= 0,9 ]/2/<2ZCJI + Д2Э+д2зг,-(2/<Zr+AT.K)]; (1.92а) ^изн = {s—0,9 /2№£Сл.п+ д24+Д*зг.п- -[2К(2Г + ^Г.П) + Дт.к]} (1.93а) При сверлении через постоянную втулку
12 2Изн = Y Ь-0,9 VK2ZCX + Д^+А^н+Д* +д2 - (KZT +ДТ.К)1 (1.94) При сверлении через сменную втулку ^изн= ~ {8—0,91/"№2Сд п 4- Д22 4-Д2зг-п 4~Ду — - [A'(Zr + Zr.n) + AT.K]} (1.94а)
42
Продолжение
Г руппа
размеров
________
13
Формула для определения А ИЗИ И Zh3H
При сверлении через постоянные втулки
™ tg ]/0,125(472_Д2(й)_д2(а))
2изн-- -
Дэ2 +KZT
------------к---------- о.®)
При сверлении через сменную втулку
_ Ы tg /0,125(4Т2_д2(а)_д2(а))
^ИЗН-- д, -
0,9 /К27сл..п+д2+/<(гг +zr.n)
------------------_?----------(1.95а)
При сверлении через постоянную втулку
2R tg/0,25 (472_д2(а) _д2(а))
^ИЗН---
0,9 ]/.№гСл+ Д2 +KZr
------------------------ (1-96)
При сверлении через сменную втулку
„ 2/? tg I/"0,25 (4Т2_ Д2(а)-Д2(а))
^ИЗН--- -
о, 9 VК2/Сл.п+ д2 K{Z + Zr.n)
— ----------------Z2------------ (} Q7\
где значения членов правых частей формул (1.82—1.91) см. табл. 1.1;
д — полное поле допуска на размер, заданный на чертеже детали-.
К, Ki и Т<2—см. формулу (1.20);
z^, гсЛ1, гсЛ2, 2СЛ.П1 £СЛ П1 и2СЛ П2-см. формулы (1.23) и (1.24);
Дя , Д и Да —см. соответственно формулы (1.25), (1.26) и (1.40);
Э1’ Э2 э4
Дизг.п — СМ. § 1.4;
Zr, Zr , Zr2, Zr n, Zrn и Zrn2 — соответственно гарантийные зазоры
для постоянных и сменных в гулок (см. формулы 1.22 и 1.22а);
43
Ат.к — см. формулу (1.27);
у — половина поля допуска на центральный угол, заданный на чер-
теже детали;
Дб(а)—погрешность базировки для центрального угла детали;
значение Дб(а) для размеров 13 и 15-й групп соответственно опреде-
ляется по формулам (1.47) и (1.47а);
Ан(а)—см. § 1.7.
Формулы табл. 1.3 являются также и контрольными. Так,
если АИзн или ZH3H получаются равными нулю или отрицатель-
ным или положительным числом, но настолько малым, что при-
менять обработку по настройке практически нецелесообразно, то
в соответствующих формулах необходимо уменьшить по мере
возможности числовые значения параметров правых частей фор-
мул табл. 1.3. Так, например, для размеров 1—5-й групп пред-
усмотреть обработку за несколько проходов с отсчетом по за-
меткам нониусов, что позволит исключить погрешность АСм и
значительно уменьшит погрешность мгновенного рассеивания
Ам. Кроме того, для размеров 3—5-й групп следует применять
схемы установки, исключающие погрешность базировки Аб- При
сверлении через кондуктор повышение точности можно достиг-
нуть за счет ужесточения допусков на размеры диаметров отвер-
стий втулок и диаметров сверл, а для размеров 12-й группы —
также и исключением члена Дб.
Формулы (1.86), (1.91), (1.94) и (1.94а) справедливы для
всех возможных случаев установки заготовок за исключением
случая, когда одной из технологических баз заготовки является
плоскость симметрии отверстия и она ориентируется ромбиче-
ским пальцем приспособления.
Глава II
СХЕМЫ УСТАНОВКИ ЗАГОТОВОК
§ 2.1. КЛАССИФИКАЦИЯ ЗАГОТОВОК
В зависимости от вариантов сочетания технологических баз,
наиболее часто встречающихся у обрабатываемых заготовок,
последние можно подразделить на 31 группу. Характеристика
заготовок каждой группы приведена в табл. 2. 1. Эта таблица
является исходным материалом при определении значений по-
грешности базировки для различных заготовок, отличающихся
характером их технологических баз, выбора типа установочных
элементов приспособлений и типа установочно-зажимного при-
способления для выполнения данной операции.
44
Таблица 2.1
Группа заготовки Технологическая база заготовки Поясняющие эскизы
1 Одна плоскость Эск. 1
2 Две плоскости Эск. 2
3 Три плоскости Эск. 3
4 Ось отверстия Эск. 4
5 Ось отверстия и плоскость, перпендикулярная оси (торцевая плоскость) Эск. 5
6 Ось отверстия и две взаимно перпендикулярные плоскости, одна из которых параллельна, а дру- гая перпендикулярна оси Эск. 6
7 Плоскость симметрии отверстия (плоскость, проходящая через ось отверстия) Эск. 7
8 Плоскость симметрии отверстия и плоскость, перпендикулярная оси отверстия Эск. 8
9 Плоскость симметрии отверстия и две взаимно перпендикулярные плоскости, одна из которых па- раллельна, а другая перпендикулярна оси отвер- стия Эск. 9
10 Ось отверстия, плоскость симметрии другого отверстия и плоскость, перпендикулярная осям этих отверстий Эск. 10
11 Ось отверстия, плоскость симметрии бокового отверстия и плоскость, перпендикулярная оси пер- вого отверстия; оси отверстий взаимно перпенди- кулярны Эск. 11
12 Ось цилиндра Эск. 12
13 Ось цилиндра и плоскость, перпендикулярная оси цилиндра Эск. 13
14 Ось цилиндра и две взаимно перпендикулярные плоскости, одна из которых параллельна, а дру- гая перпендикулярна оси цилиндра Эск. 14
15 Ось цилиндра, плоскость симметрии другого ци- линдра и плоскость перпендикулярная осям этих цилиндров Эск. 15
16 Ось цилиндра, плоскость симметрии другого ци- линдра и плоскость, перпендикулярная оси пер- вого цилиндра; оси цилиндров взаимно перпен- дикулярны Эск. 16
1 В данной таблице и в последующем изложении технологические базы и
обрабатываемые поверхности условно показаны соответственно следующими
обозначениями
и V
45
46
47
48
Продолжение
Группа заготовки Технологическая база заготовки Поясняющие эскизы
17 Ось цилиндра, плоскость симметрии отверстия и плоскость, перпендикулярная оси цилиндра и отверстия Эск. 17
18 Ось отверстия, плоскость симметрии цилиндра и плоскость, перпендикулярная оси отверстия и цилиндра Эск. 18
19 Ось отверстия, плоскость симметрии паза и плоскость, перпендикулярная оси отверстия и плоскости симметрии паза Эск. 19
20 Ось цилиндра, плоскость симметрии паза и пло- скость, перпендикулярная оси цилиндра и плос- кости симметрии паза Эск. 20
21 Ось отверстия, плоскость симметрии цилиндра и плоскость, перпендикулярная оси отверстия; оси отверстия и цилиндра взаимно перпендикулярны Эск. 21
22 Ось цилиндра, плоскость симметрии отверстия и плоскость, перпендикулярная оси цилиндра; оси цилиндра и отверстия взаимно перпендикулярны Эск. 22
23 Плоскость симметрии цилиндра Эск. 23
49
Продолжение
Группа заготовки Технологическая база заготовки Поясняющие- эскизы
24 Плоскость симметрии цилиндра и плоскость, перпендикулярная его оси Эск. 24
25 Образующая цилиндра Эск. 25
26 Образующая цилиндра и плоскость, перпенди- кулярная его оси Эск. 26-
27 Ось отверстия и плоскость, параллельная оси Эск. 27
28 Ось цилиндра и плоскость, параллельная его оси Эск. 28
29 Плоскость симметрии цилиндра и плоскость, параллельная его оси Эск. 29
30 Плоскость симметрии цилиндра и две плоскости, из которых одна параллельна, а другая перпен- дикулярна оси цилиндра Эск. 30
31 Плоскость симметрии отверстия и плоскость, параллельная его оси Эск. 31
§ 2.2. МЕТОДИКА ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ БАЗИРОВКИ
Для определения числового значения погрешности базировки
необходимо выявить крайние предельные отклонения технологи-
ческих баз заготовки от соответствующих установочных элемен-
тов приспособления и для каждого из этих положений найти
действительные значения технологических размеров. Значение
погрешности базировки (Дб) определяется как разность
Дпах—Лш, где Lmax и jLmin— соответственно наибольшее и наи-
меньшее значения технологического размера при крайних поло-
жениях заготовки на установочных элементах приспособления.
Для большинства групп заготовок, приведенных в табл. 2. 1,
применяются два типа схем установок, допускающих погреш-
ность базировки.
При установке по схеме 1-го типа технологические базы заго-
товки, кроме одной из них, устанавливаемой без погрешности
базировки, имеют контакт с соответствующими установочными
элементами приспособления, но полностью не совмещаются
с ними. Например:
а) плоскость заготовки, являющаяся одной из ее технологи-
ческих баз, имеет не три, а только одну или две точки контакта
с установочной плоскостью приспособления;
б) ось отверстия заготовки совмещается с осью установочного
элемента приспособления в одной точке, а не в двух и т. п.
50
В схемах установки 2-го типа контакт технологических баз
заготовки, кроме одной из них, устанавливаемой без погреш-
ности базировки, с установочными элементами приспособления
не гарантирован.
Например: а) фиксация контура заготовки в трафарете; б) фик-
сация оси отверстия заготовки цилиндрическим пальцем и др.
Номинальные размеры установочных элементов приспособ-
лений, применяемых в схемах установки 2-го типа, принимаются
равными номинальным размерам соответствующих фиксируе-
мых элементов заготовок.
Допуски на размеры установочных элементов приспособлений
назначаются по 1 или 2-му классам точности допусков ОСТа
в системе отверстия: для охватывающих размеров •— допуск основ-
ного отверстия, а для охватываемых — допуск скользящей
посадки. Следует заметить, что число размеров, координирую-
щих положение элементов, обрабатываемых при данной уста-
новке, равно (или более) числу технологических баз заготовки,
при этом в подавляющем большинстве случаев установить заго-
товку по схеме, исключающей погрешность базировки, можно
только для размеров, отсчитываемых от одной из технологиче-
ских баз. Причиной этого является погрешность взаимного поло-
жения технологических баз. Исключением из этого правила для
заготовок, имеющих две технологические базы и более, являются
заготовки 8, 24, 29, 30' и 31-й групп.
§ 2.3. СХЕМЫ УСТАНОВКИ ЗАГОТОВОК РАЗЛИЧНЫХ ГРУПП
УСТАНОВКА ЗАГОТОВОК 1-й ГРУППЫ
Обрабатываемым элементом заготовки, технологической ба-
зой которого является одна плоскость, может быть только пло-
скость, обрабатываемая фрезерованием, шлифованием или тор-
цевым сечением. Размеры, определяющие положение обрабаты-
ваемой плоскости относительно плоскости заготовки, являю-
щейся технологической базой, могут относиться к 3, 4 и 5-й
группам размеров.
Схемы установки, исключающие погрешность базировки
1~й вариант: плоскость заготовки, являющаяся технологиче-
ской базой, устанавливают на плоскость приспособления, отно-
сительно которой производят контроль размеров в процессе
обработки по промерам или настройку положения инструмента
при обработке на настроенных станках. Установочную плоскость
приспособления выполняют на корпусе приспособления
(рис. 2.1, а) или на закаленной стальной пластинке, которую
прикрепляют к корпусу винтами (рис. 2.1,6). Рассматриваемый
вариант применяют для установки уже предварительно обрабо-
танной плоскости заготовки.
51
2-й вариант', плоскость заготовки устанавливают на три
опоры. На рис. 2. 1,в, а, д показаны три варианта оформления
контактных элементов (головок) опор. Опоры со сферической
головкой вдавливаются в заготовку, оставляя на ее поверхности
отпечатки. Кроме того, в этих опорах трудно выдержать раз-
мер с жестким допуском. Меньше деформируют поверхность
заготовки опоры с плоской головкой (рис. 2.1,а). Размер h2
у этих опор можно получить одинаковым у всех трех опор путем
Рис. 2. 1. Элементы приспособлений для установки плоскости
шлифования впрессованных в корпус опор с одного установа.
При больших значениях сил резания, стремящихся сдвинуть
заготовку, на установочной плоскости применяются рифленые
опоры (рис. 2. 1,д). Эти опоры вдавливаются в заготовку и пор-
тят ее поверхность. Поэтому такие опоры можно применять при
низких требованиях к чистоте поверхности установочной плоско-
сти заготовки или в том случае, если она подвергается обработке
на последующих операциях. Треугольник, образованный ли-'
ниями, соединяющими точки контакта опор с заготовкой, назы-
вается опорным треугольником (рис. 2.1,а). В процессе обра-
ботки заготовки точка приложения вертикальной составляющей
усилий резания может оказаться вне опорного треугольника.
В этом случае заготовка будет стремиться повернуться относи-
тельно сторон опорного треугольника. Кроме того, для заготовок
недостаточной жесткости появляется опасность деформации
отдельных ее участков под действием усилий резания. Под эти
участки заготовок следует ставить подводимые или регулируе-
мые опоры, которые не участвуют в ориентировании заготовки
относительно инструмента и применяются для создания ее более
устойчивого положения.
52
Установку заготовки на плоскость в приспособлении с регули-
руемыми опорами производят следующим путем. Ее уста-
навливают на три постоянные опоры, она прижимается к ним и
принимает положение, определяемое опорами, после чего к за-
готовке подводят регулируемые опоры до соприкосновения с нею
и в этом положении опоры блокируют от перемещения вниз.
Перед установкой новой заготовки стопорные устройства ослаб-
ляют и регулируемые опоры отводят вниз. На рис. 2.2, а пока-
Рис. 2. 2. Регулируемые опоры
зана регулируемая резьбовая опора, применяемая для относи-
тельно крупных заготовок. Недостаток таких опор состоит в том,
что трудно уловить момент соприкосновения опоры с заготовкой,
что может нарушить контакт заготовки с основными опорами.
Более широко используют регулируемые пружинные опоры
с боковым стопорным винтом (рис. 2.2,6). Чтобы заготовка при
установке приняла положение, определяемое основными опо-
рами, пружинные регулируемые опоры должны опускаться под
действием веса заготовки. При малом весе заготовки эти опоры
можно опускать, нажимая на них через устанавливаемую заго-
товку, и после того, как она придет в контакт с основными опо-
рами, стопорить регулируемые опоры, придерживая заготовку.
Если в приспособлении имеется несколько регулируемых опор,
то их следует стопорить одним зажимным устройством. На
рис. 2.3, а показаны стопорные устройства с жесткими звеньями
для двух и четырех регулируемых пружинных опор. Более уни-
версальными и простыми для изготовления являются устройства,
передающие усилия блокирующим элементам через гидравличе-
ское (эластичное) звено. На рис. 2.3,6 показана установка заго-
товки, имеющей форму кольца, на три постоянные опоры 1 и три
пружинные регулируемые опоры 3. Каждая опора стопорится
стержнем 4. Торцы этих стержней соприкасаются с гидропласт-
53
№
Заготовки
Рис. 2. 3. Способы блокировки регулируемых опор
54
массой, находящейся в закрытой полости. При ввертывании
винта 2 давление через гидропласт передается на торцы стерж-
ней 4, которые перемещаются в сторону опор и закрепляют их.
На рис. 2. 3, в показано устройство, основанное на том же
принципе, для блокировки опор, расположенных на одной пря-
мой. На рис. 2.3, а показано устройство, в котором закрепление
Рис. 2. 4. Самоустанавливающиеся опоры
заготовки и блокировка подводимых опор производятся от
одного исходного усилия, передаваемого через гидравлическое
звено.
Если в том месте заготовки, где целесообразно подвести по-
стоянную опору, находится паз или отверстие, то применяются
«плавающие» опоры, называемые самоустанавливающимися.
Эти опоры (рис. 2.4) не связаны жестко с приспособлением
и имеют некоторую свободу перемещения в своих посадочных
гнездах. Каждая такая опора имеет с заготовкой две или три
точки контакта. При установке плоскости на самоустанавливаю-
щиеся опоры опорный треугольник образуется прямыми, соеди-
няющими точки касания заготовки с постоянными опорами и
точку контакта самоустанавливающейся опоры с корпусом при-
способления. Самоустанавливающимися опорами можно заме-
нить одну, две или все три постоянные опоры.
Схемы установки, допускающие погрешность базировки
Схема установки 1-го типа: черная (необработанная) пло-
скость, являющаяся технологической базой заготовки, устанав-
ливается на три опоры. В этом случае погрешность базировки
размера й2 (см. рис. 2. 1,а) равна высоте макронеровностей уста-
новочной плоскости заготовки. Высота макронеровностей
55
(Лм.н) У заготовок габаритом до 500 мм определяется экспери-
ментально по формуле
Лм.н~0,01 aL, (2.1)
где L — длина плоскости;
а — коэффициент, значение которого принимается равным:
0,4 — для заготовок, полученных литьем в землю;
0,25 — литьем в кокиль или по выплавляемым моделям;
0,15 —литьем под давлением.
Схема установки 2-го типа: заготовка устанавливается не на
плоскость, являющуюся технологической базой заготовки, а на
смежную с нею плоскость (рис. 2.5,6). Эта схема установки
применяется только в тех случаях, когда у заготовки нет элемен-
тов, к которым можно было бы приложить сверху контактные
части зажимных устройств так, чтобы они не мешали обработке
заданной плоскости (рис. 2.5, а). В данном случае возникает по-
грешность базировки вследствие погрешности угла, определяю-
щего взаимное положение двух смежных плоскостей заготовки
(см. угол (3 на рис. 2. 5, а). Если на этот угол допуск на чертеже
детали не задан, то искажение формы заготовки может быть
в пределах допуска на размер L. При таком искажении формы
заготовка, установленная в приспособлении, примет положение,
показанное на рис. 2.5,5. После обработки форма детали также
будет искаженной (рис. 2. 5, в). В этом случае погрешность бази-
ровки размера Н определяется по формуле
Л (Л - АЛ) АД
Дб(Я) =-----------
п
(2.2)
56
В случаях когда на чертеже детали задан допуск на двугран-
ный угол между рассматриваемыми плоскостями (±Д|3), то по-
грешность базировки размера Н определяется по формуле
Дб(Я) =(£ — Д£) tg ДЗ. (2.3)
УСТАНОВКА ЗАГОТОВОК 2-й ГРУППЫ
У заготовок этой группы две плоскости, являющиеся техноло-
гическими базами, в большинстве случаев взаимно перпендику-
лярны. Из-за погрешности угла между этими плоскостями совме-
стить по трем точкам /, 2 и 3 (рис. 2.6) можно только одну пло-
скость. Другая же плоскость заготовки имеет с соответствующей
z
Рис. 2. б. Установка на три плоскости Рис. 2. 7. Ориентация заготовки
в пазу
установочной плоскостью приспособления только две точки кон-
такта 4 и 5, т. е. заготовка соприкасается своим ребром. Поэтому
вторую установочную плоскость приспособления целесообразно
заменить двумя постоянными опорами. Таким образом заготовки
2-й группы должны иметь пять точек контакта с установочными
элементами приспособления. Шестая точка контакта заготовки
с приспособлением в данном случае служит для грубого ориен-
тирования заготовки в направлении рабочей подачи инструмента
или заготовки.
Для ориентирования основной плоскости заготовки, которая
имеет контакт с установочной плоскостью приспособления в трех
точках, применяются варианты, рассмотренные для установки
заготовок 1-й группы.
Погрешность базировки для размеров, отсчитываемых от
плоскости заготовки, имеющей две точки контакта с приспособ-
лением (см. размер I на рис. 1.18,а), определяется по формуле
Дби) = Д£» (2.4)
57
Схема установки 2-го типа: вторая технологическая база
(плоскость) заготовки ориентируется в трафарете (рис. 2.7).
В этом случае погрешность базировки размера I определяется
по формуле
Дб(/) = ]/ЛД2 (2*5)
где бт — допуск на выполнение размера L трафарета.
УСТАНОВКА ЗАГОТОВОК 3-й ГРУППЫ
Схема установки 1-го типа: одна плоскость (основная) имеет
три точки контакта с установочной плоскостью приспособления,
вторая— две, а третья — одну (см. рис. 2.6). Таким образом
Рис. 2. 8. к расчету погрешности базировки при
установке на три плоскости
заготовки 3-й группы должны иметь шесть точек контакта с уста-
новочными элементами приспособления. В этом случае погреш-
ность базировки размеров 1\ и 1% (рис. 2.8) будет соответственно
Заготовка
Рис. 2. 9. Ориентация двух плоскостей в трафарете
равна полям допусков на размеры L\ и L2 (т. е. равна ALi и
Д£2), так как искажение формы заготовки может быть в преде-
лах этих допусков.
58
Схема установки 2-го типа: две плоскости заготовки ориенти-
руются в трафарете (рис. 2.9). В этом случае погрешность бази-
ровки размеров 1\ и /2 будет определяться по формуле (2.5),
в которой члены AL и бт будут с соответствующими индек-
сами (1 и 2).
УСТАНОВКА ЗАГОТОВОК 4-й ГРУППЫ
Схемы установки, исключающие погрешность базировки
Для ориентирования условной технологической базы (оси
отверстия) установочной базой заготовки служит цилиндриче-
ская поверхность этого отверстия. При установке по схеме,
исключающей погрешность базировки таких заготовок, необхо-
димо, чтобы ось отверстия совмещалась с осью установочного
элемента приспособления. Для центрирования оси достаточно
совместить две ее точки с двумя точками оси установочного эле-
мента приспособления. Каждая
такая точка представляет собой
центр окружности сечения заго-
товки плоскостью, перпендику-
лярной к ее оси, т. е. центрирова-
ние оси сводится к центрирова-
нию двух окружностей. Для цент-
рирования окружности поверх-
ность отверстия заготовки долж-
на иметь три точки контакта с
установочным элементом приспо-
собления. Таким образом, при
центрировании оси отверстия его
Рис. 2. 10. Двусторонняя разжим-
ная оправка
поверхность практически имеет шесть точек контакта с устано-
вочными элементами приспособления. Для более устойчивого
положения заготовки эти сечения должны быть возможно боль-
ше удалены друг от друга.
Для ориентирования оси отверстия по схеме, исключающей
погрешность базировки, применяются следующие установочные
устройства приспособлений.
Двусторонние разжимные оправки (рис. 2.10) представляют
собой втулку 1 с тремя прорезями с каждой стороны, располо-
женными в шахматном порядке. Оправка одним своим конус-
ным отверстием упирается в конус корпуса 2, а в другое конус-
ное отверстие оправки входит конус стержня 3. При движении
стержня 3 влево лепестки оправки разжимаются, центрируя при
этом отверстие, и закрепляют заготовку на оправке.
Мембранные двусторонние оправки (рис. 2. 11, а) центрируют и
закрепляют заготовку набором конических шайб (мембран) 1 и
2, сжимаемых тягой 3 через промежуточную втулку 4. Кониче-
ские шайбы (мембраны) имеют радиальные несквозные прорези.
Для предохранения поверхности отверстия заготовки от повреж-
59
дения применяют оправки, в которых центрирование и закреп-
ление заготовки производится через тонкостенную оболочку 4
(рис. 2.11,5). Тяга 1 при перемещении влево раздвигает ша-
рики 5, которые при этом перемещают втулки 3 и 6. Последние
передают усилие на системы кольцевых мембран 2 и 7, которые,
Рис. 2. 11. Мембранные двусторонние оправки
выпрямляясь, разжимают оболочку 4 и через нее центрируют и
закрепляют заготовку. Рекомендуемые параметры кольцевых
мембран см. [2], стр. 53—55.
Оправки, разжимаемые гидропластом (рис. 2.12), представ-
ляют собой тонкостенный цилиндр 4, напрессованный на кор-
пус 3. Между корпусом 3 и цилиндром 4 имеется кольцевая по-
лость, которая несколькими радиальными отверстиями соеди-
няется с центральной полостью в корпусе 3. В эту полость вхо-
дит цилиндр 7, в который упирается винт 5. Обе полости и отвер-
ствия заполняются гидропластом. При ввертывании винта 5 удель-
Рис. 2. 12. Оправка, разжимаемая гидропластом
ное давление, создаваемое цилиндром 1, через гидропласт пере-
дается на внутреннюю поверхность цилиндра 4 и разжимает его;
при этом он центрирует и закрепляет заготовку. Расширение
оправки должно быть в пределах упругих деформаций. Для
60
предотвращения пластических деформаций оправки установлен
упорный штифт 2, который ограничивает перемещение винта 5.
Вариант многоместного приспособления с оправками, разжи-
маемыми гидропластом, в котором усилие передается через
гидравлическое звено, показан на рис. 2. 12, б.
Рекомендуемые параметры и расчет рассматриваемых опра-
вок, а также сведения о гидропласте см. [5].
Схемы установки, допускающие погрешность базировки
Схемы установки 1-го типа
В этих схемах торцевая плоскость заготовки, перпендикуляр-
ная оси отверстия, совмещается с установочной плоскостью (или
тремя опорами) приспособления, а ось отверстия заготовки сов-
мещается с осью соответствующего установочного элемента при-
способления только в одном сечении отверстия. Для фиксации
оси отверстия в одном его сечении применяются следующие уста-
новочные устройства приспособлений.
Рис. 2. 13. Утапливающиеся конические пальцы
Заготовка
Утапливающийся конический палец (рис. 2. 13, а) представ-
ляет собой конический стержень /, вставляемый в фиксируемое
отверстие заготовки, установленной своей торцевой плоскостью
на установочную плоскость I—I приспособления. Диаметр осно-
вания конуса пальца делают равным 1,24-1,3 (_D0 + AD0),
где Dq и А£)о — соответственно диаметр отверстия заготовки и
допуск на него. При установке заготовку надевают отверстием
на стержень 1 и доводят до плоскости I—I, палец при этом утап-
ливается, сжимая пружину 2. Варианты конструкций конических
пальцев показаны на рис. 2. 13, щ б. При выборе варианта необ-
ходимо учитывать, что для уменьшения перекоса пальцев в по-
садочных отверстиях желательно соблюдать соотношение
где Н— глубина направляющего отверстия для кони-
ческого пальца. При больших диаметрах отверстий заготовок
61
Рис. 2. 14. Односторонние разжимные оправки
Рис. 2. 15. Многоместное приспособле-
ние с разжимными оправками
Рис. 2. 16. Односторонние мембранные оправки
62
применяют вариант, показанный на рис. 2. 13,6, для сокращения
высоты элемента приспособления, в котором монтируют палец.
Односторонние разжимные оправки. Конструктивное оформ-
ление таких оправок показано на рис. 2. 14, а, б, в. Вариант при-
менения разжимных оправок в многоместных приспособлениях
с передачей усилий через гидропласт показан на рис. 2.15.
Односторонние мембранные оправки. Мембрана, показанная
на рис. 2. 16, а, представляет собой трехлепестковый диск 2, кото-
рый при поджиме его к торцевой пло-
скости планшайбы цанговой затяжкой
1 станка деформируется, диаметр его
увеличивается, вследствие чего он при-
ходит в соприкосновение с поверх-
ностью отверстия заготовки, центриру-
ет ее и закрепляет в приспособлении.
На рис. 2.16,6 показано приспособле-
ние, в котором центрирование произво-
дится тремя кулачками, выполненны-
ми на диске 2. При ввертывании винта
1 мембрана 2, деформируясь, центри-
Рис. 2. 17. Оправка, разжи-
маемая гидропластом
рует и закрепляет заготовку.
Оправка, разжимаемая гидропластом (рис. 2.17), приме-
няется для установки заготовок, у которых отношение глубины
отверстия к его диаметру меньше единицы.
Из универсальных приспособлений для ориентирования оси
отверстия в одном его сечении применяют трехкулачковые само-
центрирующие патроны.
При установке заготовок по схеме 1-го типа на вышерассмот-
ренные оправки для линейных размеров 5, И и 12-й групп, отсчи-
тываемых от оси отверстия заготовки, погрешность базировки
определяется по формуле (см. рис. 2. 13, а)
Дб = 2Я31йдр, (2,;б)
где Я3 — глубина отверстия;
Др — половина поля углового допуска на неперпендикуляр-
ность оси отверстия к торцевой плоскости, на которую
установлена заготовка.
Для размеров центральных углов, относящихся к 13, 14 и
16-й группам, погрешность базировки |[Дб(а) ] определяется
по формуле
дб(а) 4arctg (2.7)
cosa'2 v ’
где Н — глубина отверстия;
a — номинальный размер центрального угла на чертеже
детали;
R— расстояние осей обрабатываемых отверстий от оси
базового отверстия;
ДР — см. формулу (2.6).
63
Вывод формулы (2.7) аналогичен выводу формулы (1.48),
но в формуле (2.7) величина смещения оси принимается равной
±77tgAp.
Схемы установки 2-го типа
1-й вариант-, ось отверстия заготовки ориентируется цилинд-
рическим пальцем, а ее торцевая плоскость совмещается с уста-
новочной плоскостью приспособления (рис. 2. 18, а).
При этом варианте погрешность базировки для линейных
размеров 5, И и 12-й групп, отсчитываемых от оси отверстия
заготовки, определяется по формуле
Дб = Kso + 8’п+(2// tg д₽)2, (2.8)
Рис. 2. 18. Ориентирование оси базового отверстия заготовки
по схеме, допускающей погрешность базировки
где 6о и 6П — соответственно поля допусков на диаметр отвер-'
стия заготовки и фиксирующего пальца.
Значения остальных параметров см. формулу (2.7).
Для размеров центральных углов, относящихся к 13, 14 и 16-й
группам, погрешность базировки определяется по формуле
A6(a) = 4arctg
Vsin а/2
2R—V&о+&п cosa/2
(2.9)
Значения параметров в этой формуле см. формулы (2.7) и (2.8).
Вывод данной формулы аналогичен выводу формулы (1.48),
но в ней угол Др принят равным нулю (при расточке базового от-
верстия и торцевой плоскости заготовки с одного установи).
64
2-й вариант', ось отверстия ориентируется набором цилиндри-
ческих пальцев, закрепленных в Т-образных пазах приспособле-
ния (рис. 2.18,6), а торцевая плоскость заготовки совмещается
с установочной плоскостью приспособления. Данный вариант
целесообразно применять в универсально-настроечных приспо-
соблениях (УНП) для фиксации отверстий различных диаметров.
При данном диаметре (Jo) фиксируемого отверстия заготовки и
Рис. 2. 19. К расчету количе-
ства фиксирующих пальцев
Рис. 2.20. К расчету погрешности
базировки положения оси отвер-
стия заготовки
диаметре (dn) фиксирующих пальцев приспособления макси-
мально допустимое число пальцев (п) определяется из построе-
ний, приведенных на рис. 2. 19. Из прямоугольного треугольника
ОАВ находим, что
ЛВ = 0,5+=ОВ • sin а/2 = 0,5(^о—+i)sin а/2; но а/2 = 180°/п,
следовательно, (rf0—dn)sin 180°/п, откуда
180
п =. (2.10)
. ( dn \
arcsin 7---7“
\ dQ dn J
Число пазов для установки пальцев принимается равным 4, 8,
3, 6 или 12. Поэтому значение /г, вычисленное по формуле (2. 10),
принимается равным ближайшему меньшему целому числу, соот-
ветствующему одному из вышеуказанных чисел пазов приспо-
собления.
Погрешность базировки для линейных размеров 5, 11 и 12-й
групп, отсчитываемых от оси базового отверстия заготовки, опре-
деляется из построений, приведенных на рис. 2.20:
дб = 2ВС = 2 (АС - А В) = 2 {ОС • cos а/2 — УОВ2—А&) =
-=2 [(о,5</п + 0,5 |/’&о + ^ + (2/7tg Д₽)2) cosa/2-
3
1968
65
— ]/(0,5rfn)2— (ОС sin c/2)2] —
-=pn +1^8o + 8n + (2// tg ДР)2] cosjz/2 —
— 2 У(0,5О-[0,5</п + 0,5]/^ + ^ + (2//{ёДр)2Р sin2a/2,
откуда
Дб = рп + cos a/2] -
- ]An - [</п + J/80 + 8„2+(2// tg дН2 sin2 a/2, (2.11)
где dn— диаметр фиксирующего пальца;
6o и бп — соответственно поля допусков на диаметр отверстия
и диаметр пальца;
Н — глубина отверстия;
Др — половина поля допуска на угол между осью отвер-
стия и торцевой плоскостью заготовки.
Для размеров центральных углов, относящихся к 13, 14 и
16-й группам, погрешность базировки угла Дб(а) определяется
по формуле
A6(a) = 2/2arctg 9/Si"a’2 . (2.12)
2R — A cos a/2
где А находим по формуле (2.11). Для размеров центральных
углов, относящихся к 15-й группе, Дб(а определяется также по
формуле (2.12), но в ее правой части вместо коэффициента 2 ]/2
будет коэффициент 2.
Вывод формулы (2.12) аналогичен выводу формул (1.47)
и (1.48).
УСТАНОВКА ЗАГОТОВОК 5, 7, 8-й ГРУПП
Схемы установки 1-го типа
1-й вариант', ось или плоскость симметрии отверстия заго-
товки фиксируется без погрешности базировки, а торцевая пло-
скость соприкасается с установочным элементом приспособления
в одной точке (т. е. фиксируется одной жесткой опорой). В этом
случае погрешность базировки для размеров, отсчитываемых от
оси или плоскости симметрии отверстия заготовки, отсутствует,
а для размеров, отсчитываемых от торцевой плоскости, эта по-
грешность определяется по формуле
Дб=£>Ш₽, (2.13)
где D — диаметр торца заготовки, от которого отсчитывается
технологический размер вдоль оси отверстия;
др — см. формулу (2.11).
66
2-й вариант: ось или плоскость симметрии отверстия заго-
товки ориентируется утапливающимся коническим пальцем,
а торцевая плоскость совмещается с установочной плоскостью
приспособления. В этом случае погрешность базировки для раз-
меров, отсчитываемых от торца заготовки, равна нулю, а для
размеров, отсчитываемых от оси базового отверстия, опреде-
ляется по формуле (2.6).
Схемы установки 2-го типа
1-й вариант: ось или плоскость симметрии отверстия заго-
товки ориентируется цилиндрическим пальцем, а торцевая пло-
скость совмещается с установочной плоскостью приспособления.
В этом случае погрешность базировки для размеров, отсчиты-
ваемых от торцевой плоскости, равна нулю, а для размеров,
отсчитываемых от оси или плоскости симметрии отверстия, опре-
деляется по формуле (2.8).
2-й вариант: ось или плоскость симметрии отверстия заго-
товки ориентируется набором цилиндрических пальцев, а торце-
вая плоскость совмещается с установочной плоскостью приспо-
собления. В этом случае погрешность базировки для размеров,
отсчитываемых от оси или плоскости симметрии отверстия, опре-
деляется по формуле (2.11).
УСТАНОВКА ЗАГОТОВОК 6-й ГРУППЫ
Схема установки 1-го типа: ось базового отверстия фикси-
руется утапливающимся коническим пальцем; плоскость, перпен-
Заготовка
Рис. 2.21. Фиксация положения плоскости
клиновой планкой
дикулярная оси отверстия, совмещается с установочной пло-
скостью приспособления, а другая плоскость, являющаяся также
технологической базой, ориентируется в двух точках клиновой
планкой (рис. 2.21). При данной схеме установки погрешность
базировки определяется:
а) для размеров a, b, R по формуле (2.6);
б) для размера угла а по формуле (2.7).
Схемы установки 2-го типа
1-й вариант', ось отверстия ориентируется цилиндрическим
пальцем; плоскость, перпендикулярная оси отверстия, совме-
щается с установочной плоскостью приспособления, а другая
плоскость ориентируется планкой, жестко закрепленной на кор-
пусе приспособления на расстоянии (/+А/)+0’01 от оси фиксирую-
Рис. 2.22. к расчету погрешности базировки
для заготовок 6-й группы
щего пальца (рис. 2.22). В этом случае погрешность базировки
определяется по формулам
Дб(а) = #1 — #2 4" (2Л/ tg Д$)2 =
=R [cos (₽ - да)- cos (₽ + даО] + + 8п + (27/ tg д₽)2; (2.14)
Дб(г>) = ^2 — +V Во + 8п+(2// tgAp)2 =
=R [sin (р + ДЯ1)- sin (Р - Да)] Д 8о + &п + (2А7 tg Др)2, (2.15)
где
R — ]/<з2-4-/>2; p = arctg й/а;
. Z+ ДI + о ,01 . 1 — М
да = arcsin - ’= —arcsm —z ;
У(/_Д/)2 +/2 ]/(/_Дг) + /2
68
1 + д/4-0,01 . l — M
Aa1 = arcsm ——arcsin—= ,
1 V(I— Д/)2 + {L - /t)2 V(l - Д/)2+ (Z.— Zj)2
где 80, 8П, H и др — см. формулу (2.11).
Значения остальных параметров формул (2.14) и (2.15)
см. рис. 2.22.
Значение Дб(я> определяется по формуле (2.8).
2-й вариант, установочные элементы те же, что и для первого
варианта, но боковая плоскость фиксируется клиновой планкой.
В этом случае погрешность базировки определяется по формулам
Дб(й) = 0,5 /820 + 82пф-(2Яtg Др)2, (2.16)
Дб(а) — СМ. формулу (2.8).
УСТАНОВКА ЗАГОТОВОК 9-й ГРУППЫ
Схема установки 1-го типа: плоскость симметрии отверстия
заготовки фиксируется утапливающимся коническим пальцем
с лысками; плоскость, перпендикулярная оси отверстия, совме-
щается с установочной плоскостью приспособления, а боковая
плоскость I—I заготовки (рис. 2.23) приводится в контакт
с плоскостью планки, жестко закрепленной на корпусе приспо-
собления (рис. 2. 23, а). Конструкция конического пальца с лы-
сками показана на рис. 2.26 (см. поз. 2). Плоскости лысок
(в плане) должны быть перпендикулярны плоскости симметрии
базового отверстия, являющейся технологической базой.
Применение в данном случае конического пальца с лысками
обусловлена следующими соображениями. Если применить кони-
ческий утапливающийся палец без лысок, то вследствие практи-
чески неизбежного несовмещения его оси с осью отверстия заго-
товки он будет касаться поверхности отверстия в одной точке
(рис. 2.24) и будет перемещать заготовку влево, пока угол у не
станет равным углу самоторможения (примерно 6°), после чего
перемещение заготовки прекратится. В результате плоскость
симметрии отверстия заготовки не совместится с осью пальца.
Это несовмещение (%) будет определяться из соотношения х =
= |/ А2/ —Дизг sin у, где А/ и Лизг—-соответственно половина поля
допуска на размер, определяющий положение оси базового от-
верстия относительно плоскости I—I, и на размер от оси устано-
вочного пальца до установочной плоскости приспособления.
При коническом пальце с лысками, расположенными перпен-
дикулярно ориентируемой плоскости симметрии отверстия, выше-
указанного несовмещения не будет. При установке по схеме 1-го
типа погрешность базировки размеров, отсчитываемых от пло-
скости симметрии базового отверстия заготовки, определяется
по формуле (2.6). Для размеров, отсчитываемых от плоскости
I—I, погрешность базировки определяется по формуле (2.4).
69
Схема установки 2-го типа (см. рис. 2. 23, б): плоскость сим-
метрии базового отверстия заготовки ориентируется ромбиче-
ским пальцем, а плоскости, являющиеся технологическими ба-
зами, ориентируются так же, как и в схеме установки 1-го типа.
Применение ромбического пальца обусловлено следующими
соображениями. Ось отверстия заготовки может принимать раз-
личные положения (в пределах, регламентируемых заданными
Рис. 2.23. Схемы установки
заготовок 9-й группы
Рис. 2. 24. К расчету величины
несовмещения плоскости сим-
метрии отверстия с осью кони-
ческого пальца
допусками на размер /) относительно установочной плоскости
I—I приспособления (рис. 2.25, а). Установочный элемент при-
способления, фиксирующий отверстие заготовки, должен нахо-
диться только в зоне, показанной штриховкой на рис. 2.25, а.
В противном случае при контакте с плоскостью I—I заготовку
можно не надеть на палец. В этом случае диаметр цилиндриче-
ского пальца (Dn) определяется следующим путем. Из построе-
ний, приведенных на рис. 2.25,6, находим, что отрезок АВ =
=D0 + 2Alf или H5=4A/+2Aii+Ai, где Дп — половина поля
допуска на размер расстояния оси пальца относительно плоско-
сти I—I. Приравняв правые части выражений для АВ и решая
полученное уравнение относительно /)п, получим DU^.DO—
—2(А/+АП). При таком значении Du наибольший возможный
зазор между пальцем и отверстием будет равен 2(А/+АП) +
Ч-бо + бп» где б0 и бп — соответственно поля допусков на диаметр
отверстия и пальца. Если же фиксирующему пальцу придать
ромбическую форму, то этот зазор, а следовательно, и несовме-
щение плоскости симметрии базового отверстия с осью пальца
значительно уменьшатся, что показано на рис. 2.25,6. Поэтому
для ориентации плоскостей симметрии базовых отверстий по
схемам, допускающим погрешность базировки, следует всегда
70
применять ромбические пальцы. При ориентировании плоскости
симметрии отверстия ромбическим пальцем погрешность бази-
Рис. 2.25. к обоснованию применения ромбических
пальцев
ровки размеров, отсчитываемых от этой плоскости, определяется
по формуле
А 6 = 2?;-^+ /^+8^ (2.17)
где б0 и бр — соответственно поля допусков на диаметр базового
отверстия заготовки и на диаметр ромбического пальца. Мето-
дика определения диаметра ромбического пальца (Ор) приве-
дена в § 2.4 гл. II.
УСТАНОВКА ЗАГОТОВОК Ю-й ГРУППЫ
Схема установки 1-го типа (рис. 2.26): ось основного отвер-
стия, относительно которой координируется положение обраба-
тываемого элемента вдоль линии центров О—Оь фиксируется
утапливающимся коническим пальцем 1; плоскость симметрии
другого (вспомогательного) отверстия фиксируется утапливаю-
щимся коническим пальцем с лысками 2. Плоскость заготовки,
являющаяся технологической базой, совмещается с установоч-
ной плоскостью приспособления.
При этой схеме установки погрешность базировки для раз-
меров, координирующих обрабатываемые элементы относи-
тельно оси основного отверстия заготовки, определяется по соот-
ветствующим формулам, приведенным выше для заготовок 4-й
группы при их установке по схемам 1-го типа. Для размеров,
отсчитываемых от линии центров базовых отверстий заготовки,
погрешность базировки определяется по формуле (2.6).
71
Рис. 2.26. Схема установки 1-го
типа заготовок 10-й группы
^3
а)
6)
Рис. 2. 27. Схема установки 2-го типа заготовок 10-й группы
72
Схемы установки 2-го типа
1-й вариант: ось основного отверстия ориентируется цилинд-
рическим пальцем; плоскость симметрии вспомогательного отвер-
стия — ромбическим пальцем. Плоскость заготовки, являющаяся
технологической базой, совмещается с установочной плоскостью
приспособления (рис. 2.27,а).
Для определения погрешности базировки при установке за-
готовок 10-й группы по схемам установки 2-го типа рассмотрим
наиболее неблагоприятные взаимные положения установочных
пальцев и базовых отверстий и условия, при которых получается
наибольшее рассеивание размеров, определяющих положение
обрабатываемых элементов заготовок относительно линии
центров.
Наиболее неблагоприятные положения заготовок на устано-
вочных пальцах получаются: а) в положении, показанном на
рис. 2.27,6, когда элемент заготовки, координируемый относи-
тельно линии центров, находится между плоскостями, проходя-
щими через оси базовых отверстий и перпендикулярными к их
линии центров (см. зона II на рис. 2.27, а); б) в положении,
показанном на рис. 2.27, в, когда обрабатываемый элемент заго-
товки расположен в зоне I или III (см. рис. 2.27,а).
Наибольшие отклонения размеров при положении заготовок
на установочных пальцах, показанном на рис. 2.27, б, в, полу-
чаются при следующих условиях: а) размеры диаметров базовых
отверстий заготовки имеют наибольшие значения в пределах за-
данных на них допусков, а размеры диаметров фиксирующих
пальцев приспособления — наименьшие; б) действительное зна-
чение размера межосевого расстояния базовых отверстий равно
действительному размеру межосевого расстояния установочных
пальцев приспособления.
Погрешности базировки размеров, координирующих положе-
ние обрабатываемых элементов относительно линии центров
базовых отверстий, определяются по формулам
А ____^7 + Zi (V + и) . _. дч
Аб(^) —-----’ (^. 1о)
v 27 L v
Аб(аз) =/з ; (2.20)
где V ~у ^ + §4; 53 и В4— соответственно поля допусков на
диаметры основного отверстия и пальца, фиксирующего это
отверстие;
L — межосевое расстояние базовых отверстий заго-
товки;
zz = — Z)p 4~ ^2?
73
Di и Dp — соответственно диаметр вспомогательного отвер-
стия заготовки и диаметр ромбического пальца;
61 и 62 — соответственно поля допусков на эти диаметры;
/1, /2 и /3 — размеры, отсчитываемые от оси основного отвер-
стия заготовки вдоль линии центров;
индексы при а и I указывают зону, в которой расположен
обрабатываемый элемент заготовки.
Вывод формул (2.18), (2.19) и (2.20) основан соответст-
венно на подобии следующих фигур: треугольников АЕВ и ОЕОХ
(см. рис. 2.27, в); треугольников OAD и ОО2С (см. рис.2.27, б)
и треугольников CED и О3ЕО2 (см. рис. 2.27,в). При выводе ука-
занных формул с некоторым допущением было принято, что
Аб(а1) = 2ЛВ (см. рис. 2.27, в), кь^у—ЪАВ (см. рис. 2.27,6) и
Дб((а«)==2СР (см. рис. 2. 27, в). Погрешность базировки угла а
определяется по формуле (1.47а).
2-й вариант: ось основного отверстия заготовки фиксируется
утапливающимся коническим пальцем; остальные элементы за-
готовки ориентируются так же, как и при первом варианте. В этом
случае погрешность базировки для размеров, координирующих
положение обрабатываемых элементов заготовки относительно
линии центров базовых отверстий, будет определяться по единой
формуле независимо от зоны, в которой находится этот элемент:
(r>i — Dp 4- Z (2.21)
Дб(а) =-------------------, v
где I — размер, определяющий положение обрабатываемого эле-
мента заготовки вдоль линии центров относительно оси
основного отверстия.
Формула для определения погрешности базировки для
центрального угла а в данном случае примет вид
]/Г52”+5| + (^ - D?)]2 + (2Я tg Д3)2
Д6(а)=2arctg 1 . (2.22)
УСТАНОВКА ЗАГОТОВОК 11-й ГРУППЫ
Схема установки 1-го типа: ось основного отверстия фикси-
руется утапливающимся коническим пальцем; плоскость симмет-
рии вспомогательного ,?(бокового) отверстия заготовки фикси-
руется утапливающимся коническим пальцем с лысками; торце-
вая плоскость, являющаяся технологической базой, совмещается
с установочной плоскостью приспособления (рис. 2.28). В этом
случае погрешность базировки для размеров, координирующих
обрабатываемые элементы заготовки относительно оси основ-
ного отверстия, определяется по соответствующим формулам,
приведенным для заготовок 4-й группы при их установке по
схеме 1-го типа.
74
Рис. 2.28. Схема установки 1-го
типа заготовок 11-й группы
Рис. 2.29. Схема установки 2-го типа заготовок 11-й группы
75
Схемы установки 2-го типа
1-й вариант', ось основного отверстия фиксируется утапли-
вающимся коническим пальцем; плоскость симметрии вспомога-
тельного отверстия — ромбическим пальцем; торцевая плоскость
заготовки, являющаяся технологической базой, совмещается
с установочной плоскостью приспособления (рис. 2.29).
В этом варианте погрешность базировки определяется по
формулам
Дб(л) = 1/^4А>? cos2 (arctg aft) sin2 у+(2/7 tg д₽)2;
Аб(^) = ]/"47?? sin2 (arctg aft) sin2 у + (2/7 tg Др)2;
Дб(а) =
pZ 4^2 ^2 arctg
Н tg Aft sin а/2 \2
/?1— Н tg Др cos а/2/
(2.23)
(2.24)
(2.25)
В данном случае погрешность базировки вызывается поворо-
том заготовки вокруг оси основного базового отверстия в пре-
делах зазора между ромбическим пальцем и вспомогательным
(боковым) базовым отверстием. Кроме того, положение оси
основного отверстия изменяется в пределах 2Н tg р, где Др —
половина поля допуска на угол между торцевой плоскостью за-
готовки и осью отверстия. Из построений, приведенных на
рис. 2.29, б, видно, что составляющая погрешность базировки
размера а, связанная с поворотом заготовки в пределах зазора
между ромбическим пальцем и отверстием, равна
—a2 = /?i sin (arctg а/& + у)—sin(arctga/6—у) ;
после преобразований получим
—а2 = 2/? 1 cos (arctg alb) sin у,
где
у == arctg — = arctg
0,5 +
0,5£)3
D\—Dp 4- + &2
=arctg-----------------;
^3
Значения D\, Dp, бь 62 и D3 — см. рис. 2.29;
Аналогичным путем находим, что
bi—b2 = 2Ri sin(arctgalb)sin y.
2-й вариант', ось основного отверстия ориентируется цилинд-
рическим пальцем; остальные технологические базы заготовки
ориентируются так же, как и при первом варианте.
76
В этом варианте погрешность базировки определяется по
формулам
Аб(«) = ]/"4/?iCos2(arctg aft)sin2у + (2/7tg др)2 + &| +$4; (2.23а)
4/?i sin2(arctg+&)sin2y+(2A/ tg Д^ + ^ + ^у, ^2.24а)
Дб(7) --
|/ 4у2 + 2 arctg
]/"^3+ ^4 + (277 tg АЗ)2 sin а/2
2Я1 - У^+^4- (2/7 tg 3)2 cos а/2
(2.25а)
где дз и 64 — соответственно поля допусков на диаметр основ-
ного отверстия заготовки и на диаметр цилиндрического пальца
приспособления.
УСТАНОВКА ЗАГОТОВОК 12-й ГРУППЫ
Ориентирование оси цилиндра, являющейся условной техно-
логической базой, производится через его наружную поверх-
ность. Теоретические основы ориентирования оси, как техноло-
Рис. 2. 30. Двусторонний цанговый патрон (а)
и патрон с гидропластом (б)
гической базы заготовки, изложены выше (стр. 59). Для ориенти-
рования оси наружной цилиндрической поверхности без
погрешности базировки применяются следующие установочные
устройства приспособлений.
Двусторонний цанговый патрон (рис. 2. 30, а). Принцип ра-
боты этого патрона тот же, что и двусторонней оправки для фик-
сации оси отверстия (см. рис. 2. 10).
Патроне гидропластом (рис. 2.30,6) представляет собой
тонкостенную втулку 7, впрессованную в корпус 2, Между ними
имеется кольцевая полость, заполненная гидропластом, на кото-
рый давит винт 3 при ввертывании. Это давление передается на
стенки втулки 7, которая, деформируясь, центрирует и закреп-
ляет заготовку. Для предотвращения появления остаточных де-
77
формаций втулки ход винта 3 ограничивается упорной шайбой4.
Расчет параметров втулки 1 см. [5].
Схемы установки, допускающие погрешность базировки
Схемы установки 1-го типа: в этих схемах торцевая плоскость
заготовки, перпендикулярная оси цилиндра, совмещается с уста-
новочной плоскостью (или тремя постоянными опорами) при-
способления, а ось цилиндра совмещается с осью соответствую-
щего установочного элемента приспособления только в одной
точке. Для фиксации оси цилиндра в одной ее точке применяются
следующие установочные устройства приспособлений.
Рис. 2.31. Односторонние цанги
Односторонние цанги. Цанговое установочно-зажимное уст-
ройство (рис. 2. 31, бк) состоит из цанги 4, гнезда 3, затяжного
винта 1 и винта 2, предотвращающего поворот цанги вокруг оси
при ввертывании затяжки в цангу. Вместо винта 2 можно при-
менять призматическую шпонку. Основными частями цанги яв-
ляются головка и хвостовая или направляющая часть
(рис. 2 .31,6). Головка имеет три прорези, расположенные под
углом 120° относительно друг друга, которые образуют в головке
три лепестка, выполняющих функцию кулачков, центрирующих
и зажимающих заготовку. Для выхода фрезы, прорезающей
пазы цанги, прорези оканчиваются отверстиями круглой или
овальной формы. При ввертывании затяжного винта 1 в цангу 4
последняя втягивается в гнездо 3, лепестки головки упираются
в гнездо и все три получают одинаковое радиальное перемеще-
ние, закрепляя при этом заготовку и центрируя ее ось в одном
сечении.
Для предотвращения перекоса головки цанги в гнезде ее
цилиндрическая направляющая часть по посадке D или С вхо-
дит в соответствующее отверстие гнезда. Затяжной винт соеди-
няется с цангой резьбой. При диаметре направляющей части
цанги до 12 мм рекомендуется на ее хвостовой части делать
наружную резьбу, а в затяжке — внутреннюю. Для цанг, имею-
щих диаметр направляющей части более 12 мм, в цанге делается
внутренняя резьба, а в затяжке — наружная. Если затягивать
78
цангу со стороны ее хвостовой части неудобно, то применяется
вариант, показанный на рис. 2. 31, в. Следует заметить, что цанги
могут применяться для фиксации и закрепления заготовок
некруглого сечения, например, квадратного, шестигранного и
Рис. 2. 32. Многоместное цанговое приспособление
других профилей. В таких случаях отверстие цанги делается
соответствующего профиля. Для фиксации и закрепления заго-
товок с резьбой в отверстии цанги делается соответствующая
резьба, в которую ввинчивается заготовка при ее установке.
Вариант многоместного приспособления с зажимом заготовок
цангами с передачей усилий через гидропласт показан на
рис. 2.32.
Для закрепления заготовок большого диаметра и малой тол-
щины применяются колокольные цанги (рис. 2.33). Колокольная
цанга 2 в середине каждого из трех ее лепестков имеет Т-образ-
ные пазы, в которые установлены кулачки 5, закрепляемые вин-
тами 6. После настройки кулачков на требуемый размер диа-
79
метра заготовки они блокируются от смещения в радиальном
направлении винтами 7. Фиксация торцевой плоскости в осевом
направлении производится тремя винтами 4, установленными
в планке 3, жестко связанной с посадочным гнездом 1 цанги, кото-
Рис. 2. 33. Колокольная цанга
рое закреплено на шпинделе станка. Направляющая часть цанги
сопрягается по посадке С или D с отверстием, выполненным
в конусе Р, установленном в конусном отверстии шпинделя. При
втягивании цанги в гнездо затяжкой 10 кулачки центрируют и
зажимают заготовку. Для балансировки приспособления в слу-
чаях, когда центр тяжести обрабатываемой заготовки не совме-
щается с осью вращения цанги, имеется набор балансиров 8.
Мембранные патроны. Вариант мембранного патрона пока-
зан на рис. 2. 34, а. В этом патроне центрирующий и зажимный
элемент, называемый мембраной, предоставляет собой диск 3
с тремя выступами (рожками), являющимися зажимными ку-
лачками. При перемещении стержня 1 влево диск 3 деформи-
руется (вгибается), в результате чего его кулачки несколько
80
перемещаются к центру, центрируя и закрепляя при этом заго-
товку. На рис. 2.34,6 показан «рожковый» мембранный патрон
для центрирования и закрепления заготовок различного диа-
метра. Принцип работы этого патрона такой же, как и предыду-
щего. Регулировку на требуемый размер производят с помощью
контактных (соприкасающихся с заготовкой) винтов 1. Другие
Рис. 2. 34. Мембранные патроны
варианты конструктивного оформления мембранных патронов
см. [3], стр. 307—308. Расчет мембранных патронов см. [И],
стр. 99—102.
Равномерно сходящиеся призмы. Простейшим механизмом
для синхронного перемещения двух призм является двусторонний
винт 3 с правой и левой резьбой (рис. 2.35), сопрягающийся
с резьбовыми отверстиями двух ползунов 2, на которых установ-
лены призмы 1. От осевого перемещения винт 3 блокирован
вилкой 4.
Двухкулачковые самоцентрирующие патроны представляют
собой разновидность универсальных установочно-зажимных
устройств с равномерно сходящимися призмами.
Трехкулачковые самоцентрирующие патроны представляют
собой универсальные установочно-зажимные устройства с тремя
равномерно сходящимися кулачками, расположенными под
углом 120° друг к другу.
При установке по схеме 1-го типа погрешность базировки
определяют по соответствующим формулам, приведенным для
заготовок 4-й группы, устанавливаемых по схеме 1-го типа [см.
81
формулы (2.6) и (2.7)]. В этих формулах параметры, относя-
щиеся к отверстию, заменяются соответствующими параметрами
цилиндра и наоборот.
Рис. 2. 35. Равномерно сходящиеся призмы
Схемы установки 2-го типа
1-й вариант: ось цилиндра ориентируется цилиндрическим
отверстием приспособления, а торцевая плоскость заготовки сов-
мещается с установочной плоскостью приспособления. В этом
случае погрешность базировки для различных размеров опреде-
ляют по соответствующим формулам, приведенным для загото-
вок 4-й группы, устанавливаемых по 1-му варианту схем уста-
новки 2-го типа [см. формулы (2.8) и (2.9)]. В этих формулах
параметры, относящиеся к отверстию, заменяются соответствую-
щими параметрами цилиндра и наоборот.
2-й вариант: ось цилиндра ориентируется набором цилиндри-
ческих пальцев, а торцевая плоскость (рис. 2.36, я) совмещается
с установочной плоскостью приспособления. Данный вариант
целесообразно применять в универсально-настроечных приспо-
соблениях (УНП) для фиксации цилиндрических заготовок раз-
личных диаметров.
При данном диаметре (d3) заготовки и диаметре (dn) фикси-
рующих пальцев приспособления максимально допустимое число
пальцев (/г) определяется из построений, приведенных на
рис. 2. 36, б. Из прямоугольного треугольника О АВ находим, что
ЛВ = 0,5йп=О^ • sin a/2 = 0,5(d3+dn)sin а/2; но а/2 = 180|О/7г,
следовательно, dn= (d3 + ^n)sin 180°/n,
82
откуда
180
n =----------------------
[ \
arcsin ------------
\ d0 + J
(2.26)
Число пазов
вочные пальцы,
приспособления, в которых монтируют устано-
принимается равным 4, 8, 3, 6 или 12. Поэтому
Рис. 2. 36. Фиксация оси цилиндра установочными пальцами
значение /г, вычисленное по формуле
(2.26), принимается
рав-
ным ближайшему меньшему числу, соответствующему одному из
вышеуказанных чисел пазов приспособления. Погрешность бази-
ровки для линейных размеров 5, 11 и 12-й групп, отсчитываемых
от оси базового цилиндра заготовки, определяется по формулам
(2. 11) и (2.12), но в этих
формулах вместо допуска
на диаметр базового от-
верстия (до) будет допуск
на диаметр (d3) базового
цилиндра заготовки (рис.
2. 36, в). Убедиться в спра-
ведливости формул (2. 11)
и (2.12) для рассматри-
Рис. 2. 37. Установочные призмы
ваемого варианта можно,
сделав вывод из построений, приведенных на рис. 2.36, в, по
аналогии с выводом указанных формул.
3-й вариант: ось цилиндра ориентируется одной призмой
(рис. 2.37). Призма, как установочный элемент приспособлений
для ориентирования цилиндрических заготовок, представляет со-
бой деталь, на которой имеются две установочные плоскости,
образующие двугранный угол а, в вершине которого сделан паз
для выхода инструмента при обработке этих плоскостей. Заго-
товка, установленная на призму, соприкасается с нею двумя
своими образующими, т. е. имеет четыре точки контакта.
83
Цилиндрические заготовки имеют отклонения от идеальной
цилиндрической формы. Поэтому для обеспечения четырех точек
контакта в средней части каждой грани рекомендуется делать
выборки (рис. 2.37, а). Если заготовка устанавливается необра-
ботанной (черной) поверхностью, то вместо граней лучше де-
лать четыре постоянные опоры (рис. 2.37,6).
При ориентировании оси цилиндра заготовки одной призмой
для размеров, отсчитываемых от оси, всегда возникает погрет-
ое
Рис. 2. 38. К расчету погрешности базировки размеров,
отсчитываемых от оси при установке на призму
ность базировки, так как при изменении диаметра заготовки
в пределах заданного на размер допуска положение оси заго-
товки будет смещаться в направлении биссектрисы угла а
призмы (рис. 2.38, а). Значение этого смещения ООХ опреде-
ляют из прямоугольного треугольника CMOf
ОО,= —-1—-. но ОА = 0,5<Ц следовательно,
sina/2 3
001=—-—,
2 sin a 2
(2.27)
где a — угол призмы.
При а = 0° 001 =О0 (заготовка проваливается между двумя
параллельными плоскостями).
При а=180° ОО1 = 0,5б3 (заготовка установлена на пло-
скость).
Таким образом, величина смещения центра заготовки зависит
от угла призмы и теоретически может находиться в пределах
от 0,5б3 до оо.
На рис. 2.38,6 показан пример обработки элементов заго-
товки, при установке которой требуется ориентировать ее ось.
Для определения погрешности базировки линейных размеров а,
84
равна
размера а будет
Р
Рис. 2.39. К расчету по-
грешности базировки угло-
вых размеров при установке
на призму
3
определяющих положение обрабатываемых плоскостей относи-
тельно оси заготовки, опустим из центров О и Oi окружностей
перпендикуляры OJ3 и ОС на обрабатываемую плоскость. Затем
из центра Oi большей окружности опускаем перпендикуляр на
линию ОС. Погрешность базировки
отрезку ОА. Из треугольника ОАО\,
находим, что OX^OOjsinp. Заме-
нив 001 его значением из формулы 7
(2.27), получим
Л ____ Ъ3 sin 3 /q qq\
Дб(я) — —- • (2.2о)
2 sin а 2
Погрешность базировки
размеров центральных уг-
лов при установке на
призму. Рассмотрим схему уста-
новки заготовки для сверления двух
отверстий (рис. 2.39). Допустим,
что в приспособлении оси отверстий
направляющих втулок (для сверла)
ориентированы относительно точ-
ки О, совпадающей с осью заго-
товки, диаметр которой выполнен
по нижнему предельному значению.
Из рис. 2.39, видно, что погреш-
ность базировки угла |3 для данной схемы установки будет равна
углу у. Из треугольника О^АВ находим, что
но OM = OOi-sinp/2
2 АВ 1 1 г/ 2 sin а/2
63 sin 3Z2
И
AB=OB-OA=R-OOvcos ₽/2 = 27?sina'2 8зСО®Э/2
2 sin az2
Заменив О\А и АВ их значениями, получим
। а _ ь3 sin 3/2_____________
2 27? sin а/2 — В3 cos 3/2
Откуда
F3 sin 3'2
v = 2arctg
27? sin а '2 — б3 cos 3/2
(2.29)
УСТАНОВКА ЗАГОТОВОК 13-й ГРУППЫ
Установочные элементы приспособлений для заготовок дан-
ной группы те же, что и для заготовок 12-й группы. Определение
погрешности базировки для размеров, координирующих положе-
ние обрабатываемых элементов относительно оси заготовки, про-
85
изводят так же, как и для заготовок 12-й группы. Для размеров,
отсчитываемых вдоль оси заготовки (продольные размеры), по-
грешность базировки возникает только в тех случаях, когда ось
заготовки фиксируется без погрешности базировки (т. е. в двух
точках). В таких случаях погрешность базировки определяется
по формуле (2. 13).
Рис. 2.40. Фиксация заготовок в осевом направлении при
установке в цанги
При установке рассматриваемых заготовок в цангу погреш-
ность базировки для продольных размеров также зависит от
способа фиксации заготовки в осевом направлении. Если заго-
товка непосредственно упирается в головку цанги (при обработке
ступеньчатых заготовок) или упор жестко соединен с цангой
(рис. 2.40, я), то положение торца упора относительно упора,
ограничивающего продольное перемещение резца, будет изме-
няться с изменением диаметра зажимаемой заготовки в преде-
лах заданного допуска 63. Колебание Дбц) размера I в этом слу-
чае будет равно:
A6(Z) = 0,583ctga/2. (2.30)
Чтобы исключить для продольных размеров указанную по-
грешность базировки, необходимо упор для фиксации заготовки
в осевом направлении жестко связывать не с цангой, а с ее гнез-
дом. Такое устройство показано на рис. 2.40,6. Здесь упор 2
жестко связан с затяжкой /, положение которой относительно
гнезда не зависит от положения цанги. Упоры для фиксации сту-
пенчатых заготовок без погрешности базировки показаны на
рис. 2. 40, в, г.
УСТАНОВКА ЗАГОТОВОК 14-й ГРУППЫ
Схема установки 1-го типа: ось цилиндрической части заго-
товки одной своей точкой фиксируется цангой; плоскость, пер-
86
пендикул яркая оси заготовки, совмещается с установочной
плоскостью приспособления, а другая плоскость, являющаяся
также технологической базой, фиксируется клиновой планкой
(рис. 2.41, а). В этом случае погрешность базировки для разме-
ров, координирующих положение обрабатываемых элементов
заготовки относительно ее оси, определяется по формулам (2. 6)
и (2.7), в которых значение Н принимается равным высоте заго-
товки (см. рис. 2. 41, а).
Рис. 2.41. Схемы установки заготовок 14-й группы
Схема установки 2-го типа: ось заготовки ориентируется ци-
линдрическим отверстием приспособления; плоскость, перпенди-
кулярная оси заготовки, совмещается с установочной пло-
скостью приспособления, а другая плоскость, также являющаяся
технологической базой, фиксируется клиновой планкой
(рис. 2. 41, б). При такой схеме установки погрешность базировки
размера b определяется по формуле
Дб(&) =]/(0,533)2 + (2//tgA₽)2,. (2.31)
где 6з — допуск на размер диаметра заготовки;
Ар — половина поля допуска на угол между осью заготовки
и торцевой плоскостью.
УСТАНОВКА ЗАГОТОВОК 15-й ГРУППЫ
Схема установки 1-го типа: ось основного цилиндра (т. е. ось
цилиндрического выступа, относительно которой координируется
положение обрабатываемого элемента вдоль линии центров) за-
готовки фиксируется цангой или равномерно сходящимися приз-
87
мами; плоскость симметрии второго (вспомогательного) ци-
линдра фиксируется подвижной призмой, перемещающейся
в направляющих планках; плоскость заготовки, являющаяся
технологической базой, сов-
мещается с установочной
плоскостью приспособления
(рис. 2.42). При этой схеме
установки погрешность бази-
ровки для размеров, коорди-
нирующих обрабатываемые
элементы заготовки относи-
тельно оси основного ци-
линдра, определяется по
формулам (2.6) и (2.7),
а для размеров, отсчитывае-
мых от линии центров, по
формуле (2.6).
Схемы установки 2-го типа
1-й вариант: ось основ-
ного цилиндра ориентирует-
ся цилиндрическим от-
верстием приспособления;
Рис. 2.42. Схема установки 1-го типа
заготовок 15-й группы
остальные элементы фиксируют так же, как и в схеме установки
1-го типа (рис. 2.43). В этом случае заготовка подвижной приз-
мой будет смещена влево до контакта основного цилиндра с фик-
сирующим отверстием приспособления, при этом ось центров
практически не будет изменять своего положения. Поэтому для
Рис. 2.43. Схема установки 2-го типа (1-й вариант) заготовок
15-й группы
размеров, отсчитываемых от линии центров (размер &), погреш-
ность базировки определяется по формуле (2.6), а погрешность
базировки размера а в данном случае будет определяться по
формуле
Д6(а)=|/0,25 (8? + в!) + (2Н tg д₽)2,
(2.32)
88
где 6i и 62 — соответственно поля допусков на диаметр основ-
ного цилиндра и на диаметр фиксирующего отвер-
стия;
Н — высота заготовки;
Др — см. формулу (2.31).
Рис. 2.44. к расчету погреш-
ности базировки угла
Рис. 2.45. Схема уста-
новки 2-го типа (2-й ва-
риант) заготовок 15-й
группы
Погрешность базировки угла у определяется из построений,
приведенных на рис. 2.44; видно, что
A6(T)=Y—Y15 Y=arctg-^- и Yi=arctg—с— ;
b а + b
с с
A6(T) = arctg-—arctg——
b а b
или после преобразований
, , са
Аб(т)— arctg
b (а -р ^) -р
Заменив а, b и с их значениями, получим
Дб(7)
sin 7 ]/Bj-PВ2
27?-}- cos 7 4-^2
(2.33)
2-й вариант', плоскость симметрии вспомогательного цилин-
дра ориентируется пазом приспособления; остальные технологи-
ческие базы ориентируются так же, как и при первом варианте
(рис. 2. 45).
При данном варианте погрешность базировки определяется
по формулам (2. 18), (2. 19) и (2.20), но в них параметры, отно-
сящиеся к отверстиям, заменяются соответствующими парамет-
рами цилиндров и наоборот. Кроме того, параметр и опреде-
ляется из соотношения и= где 61 и 62— соответственно
поля допусков на диаметр вспомогательного цилиндра заготовки
и на размер ширины фиксирующего паза заготовки.
89
УСТАНОВКА ЗАГОТОВОК 16-й ГРУППЫ
Схема установки 1-го типа (рис. 2.46, а): ось основного цилин-
дра фиксируется цангой или двумя равномерно сходящимися
призмами; плоскость симметрии вспомогательного цилиндра —
призмой, перемещающейся в направляющих; плоскость заго-
товки, являющаяся ее технологической базой, совмещается
с установочной плоскостью приспособления.
Рис. 2. 46. Схемы установки заготовок 16-й группы
При этой схеме установки погрешность базировки для раз-
меров, координирующих обрабатываемые элементы относительно
оси (или плоскости симметрии) основного цилиндра, определяют
по соответствующим формулам, приведенным выше для загото-
вок 4-й группы при их установке по схеме 1-го типа.
Для размеров, отсчитываемых от плоскости, проходящей че-
рез оси базовых цилиндров, погрешность базировки определяется
ио формуле (2. 6).
Схема установки 2-го типа (рис. 2.46, б): ось основного ци-
линдра ориентируется отверстием приспособления; плоскость
симметрии вспомогательного цилиндра ориентируется пазом;
плоскость заготовки, являющаяся ее технологической базой, сов-
мещается с установочной плоскостью приспособления.
Погрешность базировки при данном варианте определяется
так же, как и для заготовок 11-й группы, устанавливаемых по
2-му варианту схем установки 2-го типа, но при определении
угла у не следует учитывать разность Di—Dp.
УСТАНОВКА ЗАГОТОВОК 17-й ГРУППЫ
Принципы установки заготовок этой группы аналогичны
принципам установки заготовок 10-й группы. Установочными
элементами для фиксации оси основного цилиндра могут быть
равномерно сходящиеся призмы, цанги (рис. 2.47) и отверстия,
а для отверстия — утапливающийся конический палец с лы-
$0
сками или ромбический палец. Методика расчета погрешности
базировки и формулы для ее определения такие же, как и для
заготовок 10-й группы в соответствии с типом и вариантом при-
нятой схемы установки.
Рис. 2. 47. Схема установки Рис. 2. 48. Схемы установки заготовок
заготовок 17-й группы 18-й группы
УСТАНОВКА ЗАГОТОВОК 18-й ГРУППЫ
Схема установки 1-го типа: ось отверстия фиксируется утапли-
вающимся коническим пальцем; плоскость симметрии цилин-
дра—двумя равномерно сходящимися плоскостями; плоскость
заготовки, являющаяся технологической базой, совмещается
с установочной плоскостью приспособления (рис. 2.48).
При установке основного отверстия на утапливающийся
конический палец фиксация плоскости симметрии, помимо ука-
занного, может быть осуществлена еще равномерно сходящи-
мися призмами (рис. 2.48,6) или одной призмой, перемещаю-
щейся в направляющих, плоскость симметрии которой совпа-
дает с требуемым положением плоскости симметрии вспомога-
тельного цилиндра (рис. 2.48,в). Применение равномерно сходя-
щихся призм является явно нецелесообразным вариантом, так
как вследствие практически неизбежного несовпадения плоско-
стей симметрии призм и колебания размера I в пределах задан-
ного на него допуска (рис. 2.48, а) заготовка будет приходить
в контакт только с одной гранью каждой из призм. Вариант
ориентации плоскости симметрии заготовки одной призмой
в отдельных случаях является приемлемым, если его конструк-
тивное оформление проще, чем компоновка конструкции с двумя
равномерно сходящимися плоскостями.
Схемы установки 2-го типа
1~й вариант', ось базового отверстия ориентируется цилиндри-
ческим пальцем: плоскость симметрии цилиндра ориентируется
между двумя планками (или в пазу); плоскость заготовки,
91
являющаяся технологической базой, совмещается с установочной
плоскостью приспособления.
2-й вариант', ось базового отверстия фиксируется утапливаю-
щимся коническим пальцем; остальные элементы заготовки
ориентируются так же, как и при 1-м варианте.
Все вышеуказанные схемы установки заготовок 18-й группы
эквивалентны схемам установки заготовок 10-й группы, поэтому
при определении погрешности базировки для размеров заготовок
18-й группы следует пользоваться соответствующими.? форму-
лами, рекомендованными для заготовок 10-й группы, принимая
в них значение разности D\—Dp равным нулю и заменяя пара-
метры, относящиеся к вспомогательному отверстию, соответст-
вующими параметрами вспомогательного цилиндра.
УСТАНОВКА ЗАГОТОВОК 19-й ГРУППЫ
Схема установки 1-го типа: ось отверстия фиксируется утапли-
вающимся коническим пальцем, а плоскость симметрии паза —
пальцем с наклонными лысками; плоскость заготовки, являю-
щаяся технологической
базой, совмещается с
установочной плоскостью
приспособления (рис.
2.49).
Схема установки 2-го
типа: ось отверстия и пло-
скость симметрии паза
ориентируются цилиндри-
ческими пальцами, а пло-
скость заготовки, являю-
щаяся технологической
Рис. 2.49. Схема установки заготовок базой, совмещается С
19-й группы установочной плоскостью
приспособления.
Погрешность базировки для заготовок 19-й группы опреде-
ляется так же, как и для заготовок 10-й группы, но в соответст-
вующих формулах значение разности D\—£)р принимается рав-
ным нулю.
УСТАНОВКА ЗАГОТОВОК 20-й ГРУППЫ
Схема установки 1-го типа: ось цилиндра фиксируется одно-
сторонней цангой или равномерно сходящимися призмами;
плоскость симметрии паза — утапливающимся пальцем с на-
клонными лысками; плоскость заготовки, являющаяся техноло-
гической базой, совмещается с установочной плоскостью при-
способления.
Схема установки 2-го типа: ось цилиндра ориентируется отвер-
стием; плоскость симметрии паза — цилиндрическим пальцем;
92
плоскость заготовки совмещается с установочной плоскостью
приспособления.
Указанные схемы установки аналогичны схемам установки
заготовок 10-й группы по схеме 1-го типа и 1-го варианта уста-
новки 2-го типа. Поэтому погрешность базировки определяют
так же, как и для заготовок 10-й группы, устанавливаемых по
указанным схемам.
УСТАНОВКА ЗАГОТОВОК 21-й ГРУППЫ
Схема установки 1-го типа: ось отверстия фиксируется утапли-
вающимся коническим пальцем; плоскость симметрии цилин-
дра— призмой, перемещающейся в направляющих; плоскость
заготовки, являющаяся технологической базой, совмещается
с установочной плоскостью приспособления (рис. 2.50).
Рис. 2.50. Схема установки загото-
вок 21-й группы
Рис. 2.51. Схема установки
заготовок 22-й группы
Схема установки 2-го типа: ось основного отверстия ориенти-
руется цилиндрическим пальцем; плоскость симметрии цилинд-
ра— пазом; торцевая плоскость заготовки совмещается с уста-
новочной плоскостью приспособления.
Погрешность базировки для указанных схем установки опре-
деляют так же, как и для заготовок 11-й группы, устанавливае-
мых соответственно по схеме 1-го типа и 2-го варианта уста-
новки 2-го типа.
УСТАНОВКА ЗАГОТОВОК 22-й ГРУППЫ
Схема установки 1-го типа: ось цилиндра одной своей точкой
фиксируется равномерно сходящимися призмами или цангой;
93
плоскость симметрии отверстия фиксируется утапливающимся
коническим пальцем с лысками; торцевая плоскость заготовки
совмещается с установочной плоскостью приспособления
(рис. 2. 51).
Схема установки 2-го типа: ось основного цилиндра ориенти-
руется отверстием; плоскость симметрии отверстия — ромбиче-
ским пальцем; торцевая плоскость заготовки совмещается
с установочной плоскостью приспособления.
Погрешность базировки для указанных схем установки опре-
деляется так же, как и для заготовок 11-й группы, устанавли-
ваемых соответственно по схеме 1-го типа и 2-го варианта уста-
новки 2-го типа.
УСТАНОВКА ЗАГОТОВОК 23 и 24-й ГРУПП
Универсальным установочным элементом приспособлений
для фиксации плоскости симметрии цилиндрических заготовок
в одном и том же положении независимо от колебания размера
их наружного диаметра в пределах заданных допусков является
призма. Из формулы (2.28) видно, что при (3 = 0 погрешность
а)
Рис. 2.52. Схема установки заготовок 23 и 24-й групп
базировки равна нулю, т. е. условием установки без погрешности
базировки является совмещение плоскости заготовки, от кото-
рой отсчитываются размеры, с плоскостью симметрии призмы.
Для выполнения этого условия необходимо, чтобы направле-
ние подачи обрабатывающего инструмента (при сверлении) или
обрабатываемые плоскости заготовки (при фрезеровании и шли-
фовании) были бы параллельны плоскости симметрии призмы
(рис. 2.52,а, б, а). При несоблюдении указанного условия
(рис. 2.52, в) погрешность базировки размера а определяется
по формуле (2.28).
В схемах установки, исключающих погрешность базировки
для размеров, отсчитываемых вдоль оси базового цилиндра
(заготовки 24-й группы), торцевая плоскость, являющаяся тех-
нологической базой заготовки, совмещается с установочной
плоскостью заготовки. В этом случае заготовка имеет две точки
контакта с призмой (по одной точке с каждой гранью призмы).
94
УСТАНОВКА ЗАГОТОВОК 25 и 26-й ГРУПП
Для установки заготовок указанных групп применяются
призмы. Для исключения погрешности базировки размеров,
отсчитываемых от образующих цилиндра, необходимо, чтобы
образующая цилиндра, являющаяся технологической базой за-
готовки, совмещалась с гранью призмы, расположенной парал-
w\\w\\\\\ww
Рис. 2.53. Схемы установки заготовок 25
и 26-й групп
лельно направлению подачи при обработке заготовки
(рис. 2.53, а, б). При несоблюдении этого условия возникает
погрешность базировки, значение которой определяется в зави-
симости от положения обрабатываемой поверхности относи-
тельно образующей, являющейся технологической базой. Если
эта образующая расположена со стороны обрабатываемой
поверхности (обращена к фрезе или шлифовальному кругу), то
погрешность базировки размера b определяется из соотношения
(рис. 2. 53, в)'
^b} = OxA-CD=0,5D3- {ОС - OD) =
=0,5D3 - [0,5 (D3 - у - ООг sin р].
Заменив OOi его значением из формулы (2.27), после преобразо-
ваний получим
(2.34)
Если размер отсчитывается от образующей, расположенной
с противоположной стороны по отношению к обрабатываемому
95
элементу заготовки, то погрешность базировки размера b опре-
деляется из построений, приведенных на рис. 2. 53, г,
дб(.)=&~-&1 = ОД-Д5 = 0,5(/?3~83)-(О15-О1Л) =
= 0,5 (Ц - 83) - (0,5 D3 - 0,583 sin (B/s in а/2),
или после упрощении
?>3 / sin 3
^б(&) 2 \sina/2
(2.35)
При фиксации заготовок рассматриваемых групп призмами
погрешность базировки размеров, отсчитываемых вдоль оси за-
готовки, определяется по формуле (2.13).
УСТАНОВКА ЗАГОТОВОК 27-й ГРУППЫ
Схемы установки 1-го типа
1-й вариант-, ось отверстия фиксируется двусторонней раз-
жимной оправкой, а плоскость заготовки, параллельная оси,—
клиновой планкой (рис. 2.54, а). В этом случае погрешность
Рис. 2.54. Схемы установки заготовок 27-й группы
базировки для размеров a, b, R и ]3 равна нулю, а для размеров,
отсчитываемых вдоль оси базового отверстия, определяется по
сЬоомуле (2.6).
2-й вариант-, ось отверстия фиксируется односторонней раз-
жимной оправкой (см. рис. 2. 14); плоскость, параллельная оси,—
клиновой планкой; плоскость, перпендикулярная оси базового
отверстия, совмещается с установочной плоскостью приспособ-
ления.
В этом случае погрешность базировки для размеров a. b, R
определяется по формуле (2.6) и для углового размера [3 — по
формуле (2.7).
3-й вариант-, ось отверстия ориентируется цилиндрическим
пальцем; плоскость, параллельная оси,—клиновой планкой;
96
плоскость, перпендикулярная оси, совмещается с установочной
плоскостью приспособления (рис. 2.54,6).
При этом варианте погрешность базировки для размера а
определяется по формуле (2. 16), для размеров R и b — по фор-
муле (2.8) и для размера ]3 — по формуле (1.47 а).
Схема установки 2-го типа: отверстие ориентируется цилинд-
рическим пальцем; плоскость, параллельная оси, — планкой,
жестко прикрепленной к корпусу приспособления; плоскость,
перпендикулярная оси базового отверстия, совмещается с уста-
новочной плоскостью приспособления.
Значения погрешности базировки для данного случая уста-
новки определяются так же, как и для заготовок 6-й группы,
устанавливаемых по схеме 2-го типа.
УСТАНОВКА ЗАГОТОВОК 28-й ГРУППЫ
Схема установки, исключающая погрешность базировки
При этой схеме установки ось цилиндра фиксируется двумя
равномерно сходящимися призмами, а плоскость, параллельная
Рис. 2. 55. Схемы установки заготовок 28-й группы
оси, — клиновой планкой (рис. 2. 55, а). При данной схеме уста-
новки погрешность базировки для всех размеров заготовки, ука-
занных на рис. 2. 55, а, равна нулю.
4 1968 97
Схемы установки, допускающие погрешность базировки
1-й вариант', ось базового цилиндра ориентируется пазом;
плоскость заготовки, параллельная ее оси, совмещается с уста-
новочной плоскостью приспособления (рис. 2.55,6).
В этом случае погрешность базировки определяется по сле-
дующим формулам:
: Аб {а) —
А б (Ь) —4д|-]-8н;
Аб («)=--2 arctg
V?3 -г Ф*па
2/?.— -Косова
Аб (п — 4afctg
J/yUj 4- sin 7/2
2/? — у 44 z 4- Вц cos у/2
(2.36)
(2.37)
(2.33)
(2.39)
гдё дз и: дп— соответственно поле допуска на размер' диаме^р^
заготовки и размер ширины паза;
дн — поле допуска на непараллельность оси и плоско-
сти на длине заготовки.
Погрешность базировки размера R определяется из построе-
ний, приведенных на рис. 2. 55, г,
/?1-О1Д + Д5-дгсо8?+/?со8(^/2-?\-
следовательно,
Аб (/?) = 2 [/? — dz cos ф—/? cos (Р/2 —с?)];
из прямоугольного треугольника О\СВ находим, что
„ , У? sin ?/2
ф = arctg -----------.
т /? cos 3/2 4- 4Z
2-й вариант: ось базового цилиндра ориентируется призмой,
перемещающейся в направляющих; плоскость заготовки, парал-
лельная ее оси, устанавливается на базовую плоскость заготовки
(рис. 2. 55, в).
При этом варианте погрешность базировки определяется по
формулам
Аб(й) = О; Аб(1)~см. формулу (2.39\
Аб(д) = 2Д/
(2.40)
(2.41)
при дн = 0.
98
Погрешность базировки угла а определяется из построений,
приведенных на рис. 2.55,5,
о/ ч , 7?sina , 7? sin a + А/ ,
Дб {a) = 2(ai — a); tga=—--•; tga^—--------->
' 1 4 /?cosa Я cos a
Дб («) = 2 arctg
R sin a + Д/
R cos a
, /?sina \
-arctg—-------
/?cosa /
После преобразований и упрощений получим
Дб (a) = 2arctg
7?A/cos2a
R 4- А/ sin a
(2.42)
УСТАНОВКА ЗАГОТОВОК 29-й ГРУППЫ
Схема установки, исключающая погрешность базировки
При этом плоскость симметрии базового цилиндра заготовки
фиксируется призмой, перемещающейся в направляющих;
Рис. 2. 56. Схемы установки заготовок 29-й группы
плоскость, параллельная оси цилиндра, совмещается с устано-
вочной плоскостью приспособления (рис. 2.56, а). Данная схема
установки исключает погрешность базировки для всех разме-
ров, указанных на рис. 2. 56, а.
Схема установки, допускающая погрешность базировки
Плоскость симметрии базового цилиндра ориентируется па-
зом, а плоскость, параллельная оси цилиндра, совмещается
с установочной плоскостью приспособления (рис. 2.56,6).
В этом случае погрешность базировки размеров а и b опре-
деляется по формуле (2.36), а для размера Н и h равна нулю.
УСТАНОВКА ЗАГОТОВОК 30-й ГРУППЫ
Схемы установки заготовок 30-й группы аналогичны схемам,
установки заготовок 29-й группы, только в них добавляется упор
4* 99
для фиксации заготовки в осевом направлении. Погрешность
базировки для размеров, отсчитываемых в осевом направлении,
во всех схемах определяется по формуле (2.13).
УСТАНОВКА ЗАГОТОВОК 31-й ГРУППЫ
Схема установки, исключающая погрешность базировки
При этом плоскость симметрии отверстия фиксируется дву-
сторонней разжимной оправкой с лысками (рис. 2.57, а), а пло-
Рнс. 2.57. Схемы установки заготовок 31-й группы
скость заготовки, параллельная оси отверстия, совмещается
с установочной плоскостью приспособления. При этой схеме
установки погрешность базировки для размеров равна нулю.
Схема установки, допускающая погрешность базировки
Плоскость симметрии отверстия ориентируется ромбическим
пальцем по всей длине отверстия, а плоскость, параллельная
оси отверстия,,совмещается с установочной плоскостью приспо-
собления (рис. 2.57,6). В этом случае погрешность базировки
размеров а и определяется по формуле (2. 17).
§ 2.4. МЕТОДИКА ОПРЕДЕЛЕНИЯ ДИАМЕТРА РОМБИЧЕСКОГО
ПАЛЬЦА
Ромбический палец является установочным элементом при-
способлений, ориентирующим плоскости симметрии базовых
отверстий заготовок в схемах установки, допускающих погреш-
ность базировки для размеров, отсчитываемых от указанных
плоскостей. Эти размеры характерны только для заготовок 9, 10,
100
И, 17, 22 и 31-й групп, у которых одной из технологических баз
является плоскость симметрии отверстия. Погрешность бази
ровки для этих размеров является функцией от размера диа-
метра Dp ромбического пальца и определяется по формулам
(2.17—2.25), (2.23а—2.25а).
Рассматриваемые размеры могут быть отнесены только к раз-
мерам 5, 9, 10, 11, 12, 13 и 15-й групп, полные поля рассеивания А
которых соответственно определяются по формулам (1.5),
(1.13), (1.18), (1.35), (1.36), (1.52), (1.53) и (1.54).
Методика определения Dd зависит от того, входит ли погреш-
ность, связанная с износом инструмента Дизн или направляющих
втулок кондукторов ZH3H, в правые части формул для определе-
ния полных полей рассеивания А или этих погрешностей нет.
Указанные погрешности не входят в формулы (1.7), (1.52),
(1.53) и (1.54) для определения А размеров 9, 10 и 11-й групп.
В этом случае для определения Dp левые части указанных фор-
мул приравниваются полю допуска на размер, заданный на чер-
теже детали; вместо члена Аб подставляется его значение как
функция Dp, вычисленное по одной из формул (2.17—2.21;
2.23—2.25 или 2.23а—2.25а), и полученное уравнение решается
относительно Dp. Поясним сказанное следующими приме-
рами.
Пример 1. Определить Dp для ориентирования плоскости сим-
метрии отверстия заготовки, показанной на рис. 2.23 (обраба-
тываемый элемент обозначен знаком V).
Решение. Данная заготовка по характеру и взаимному поло-
жению ее технологических баз относится к заготовкам 9-й группы
согласно классификации размеров, приведенной в табл. 2. 1.
Размер а, отсчитываемый от плоскости симметрии отверстия
заготовки, относится к размерам 10-й группы, полные поля
рассеивания которых определяются по формуле (1.53). Заменив
в этой формуле А на 2Да (поле допуска на размер а), подставив
вместо члена Аб его значение из формулы (2. 17) и решив полу-
ченное уравнение относительно Dp, получим
Dp = D0-|- — (Дрег Дизм~|~ Дрег "f" Д изм)* (2. 43)
Пример 2. Определить Dp для ориентирования плоскости сим-
метрии вспомогательного базового отверстия заготовки, пока-
занной на рис. 2.27. Обрабатываемым элементом заготовки
является отверстие, ось которого координируется относительно
линии центров размером а2. Отверстие получается расточкой на
токарном станке.
Решение. Данная заготовка по характеру и взаимному поло-
жению ее технологических баз относится к заготовкам
10-й группы, а размер а2— к размерам 9-й группы, полные поля
рассеивания которых определяются по формуле (1.52). Заме-
161
нив в этой формуле А на 2Ла2 (поле допуска на размер #2), под-
ставив вместо члена Аб его значение из формулы (2.19), получим
Dp=Dt—у-4Дд2 — (Дизг.п-Ь^Дб.с) +
| ^-Z2).'|/r82_|_82_|_]/S2_|,82| (2.44)
h
В данном случае отверстия заготовки ориентируются паль-
цами, следовательно, погрешность установки (Лу) в формуле
(1.52) принимается равной нулю.
Если при данной операции, выполняемой при одной уста-
новке заготовки, обрабатывается несколько ее элементов, коор-
динируемых относительно линии центров или плоскости симмет-
рии отверстия различными размерами, то значение Др следует
определять для каждого из этих размеров и, сравнив получен-
ные результаты, принимать для £>р наибольшее значение, най-
денное при этих расчетах.
Рассмотренная методика определения диаметра ромбиче-
ского пальца исходит из условия: обеспечить требуемую точ-
ность размеров при самом неблагоприятном взаимном положе-
нии установочных пальцев и фиксируемых ими базовых отвер-
стий заготовки. Определив Лр, необходимо еще проверить воз-
можность установки заготовки на пальцы при самых неблаго-
приятных для этого условиях.
Такими условиями являются:
а) для заготовок 9, 11, 22 и 31-й групп:
— действительные размеры диаметров базового отверстия
заготовки и диаметра ромбического пальца равны номинальным
размерам;
' — действительное значение размера, определяющего рас-
стояние оси базового отверстия от плоскости заготовки, являю-
щейся технологической базой, имеет наибольшее значение,
а действительное значение размера расстояния оси ромбиче-
ского пальца от соответствующей установочной плоскости при-
способления— наименьшее или наоборот, т. е. размер заготовки
имеет наименьшее, а соответствующий размер приспособления
наибольшее значение (рис. 2. 58, а);
б) для заготовок 10 и 17-й групп:
— действительные размеры диаметров базовых отверстий
заготовки и соответствующих установочных пальцев равны их
номинальным размерам;
— действительное значение размера межосевого расстояния
базовых отверстий заготовки выполнено по верхнему предель-
ному значению, а межосевое расстояние установочных паль-
цев— по нижнему или наоборот, т. е. межосевые расстояния
отверстий — по нижнему, а пальцев — по верхнему значению
(рис. 2. 58,б).
1Q2
Для проверки возможности установки заготовок (при этих
условиях) на установочные пальцы приспособления следует опре-
делить ширину цилиндрической ленточки е ромбического пальца
по формуле
(2.45)
.4]/ д2 + Д2
где
jD0 — диаметр отверстия заготовки, устанавливаемой
на ромбический палец;
Рис. 2.58. К расчету ширины цилиндрической лен-
точки ромбического пальца
Ль и Ап — соответственно половины полей двусторонних сим-
метричных допусков на межосевое растояние ба-
зовых отверстий заготовки и установочных паль-
цев или на расстояние оси отверстия от плоскости
заготовки, являющейся технологической базой, и
размер пальца от установочной плоскости приспо-
собления.
Формула (2.45) выводится из построений, приведенных на
рис. 2. 58, а. Из прямоугольного треугольника ОфА находим, что
0102=(0,5^2^01А2--ЛП2=(0,5П/--ОС2---(0,5Ьр)2--
- [О Д2 - (А В + 5С)2] -- (0,5£>р)2 - {(0,5D0)2 ~ [(Д L + Д п) + 0,5г]2}.
103
Заменив (Дл + Дп) на У Дл + Дп и решив уравнение (0,5е)2=
= (0,5Dp)2— [(O,5D0)2 — Уд! + Дп + 0,5е) ] относительно е, полу-
чим формулу (2.45).
При вычислении е по формуле (2.45) могут встретиться три
случая.
1-й случай'. е<0; это значит, что при данном значении Dp,
Al и Ап заготовка не во всех случаях будет устанавливаться на
пальцы. Поэтому в данном случае вместо ромбического пальца
надо применить утапливающийся конический палец с лысками.
2-й случай'. e>D^ это значит, что в данном случае вместо
ромбического пальца следует применить цилиндрический палец,
диаметр которого равен Dp.
3-й случай'. 0<e<Dp; это показывает, что ромбический палец
принят обоснованно, т. е. заготовка во всех случаях будет на
него устанавливаться.
Для размеров, полные поля рассеивания которых зависят от
износа инструмента АИЗн или кондукторных втулок ZH3H, выше-
приведенная методика определения диаметра ромбического
пальца Dp не может быть применена, так как в соответствующих
формулах для определения Аизн и ZH3H эти параметры являются
функцией погрешностей базировки, которая, в свою очередь,
является функцией от Дизн и ZH3H, т. е. получается одно уравнение
с двумя неизвестными. Размеры, полные поля рассеивания А
которых зависят от Аизн или ZH3H и погрешности базировки Аб,
являющейся функцией Dp, могут относиться только к размерам
5, 12, 13 или 15-й групп. Для размеров этих групп значения А
определяются соответственно по формулам (1.13), (1.18).
(1.35), (1.36), (1.49а) и (1.47а).
В данном случае определение Dp производится следующим
образом.
1. В формуле (2.45) значение е принимается равным 0,2 мм
(минимально допустимому значению) и полученное уравнение
решается относительно Dp. Находим, что
Яр=1^Ро-0,81Л1 + д£-4(д1+д*). (2.46)
2. Найденное по формуле (2.46) значение Dp подставляется
в формулы, в которых погрешность базировки является функ-
цией £>р (формулы 2.17—2.25 и 2.23а—2.25а).
3. Значения погрешности базировки, выраженные как функ-
ция от Do, Al и Ап, подставляются в формулы (1.86), (1.91),
(1.94), (1.94а), (1.95), (1.95а), (1.96) и (1.97) для определения
Аизн и ZH3H. Если значения Аизн или ZH3H, вычисленные по указан-
ным формулам, получаются равными нулю или отрицательным
числом, то это означает, что в данном случае нельзя применять
ромбический палец. Если Дизн или ZH3H получится больше нуля,
104
то необходимо проверить экономическую целесообразность при-
менения в данном случае обработки на настроенном станке или
сверления отверстий в кондукторе.
§ 2.5. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ЦЕЛЕСООБРАЗНОСТИ
ПРИМЕНЕНИЯ ОБРАБОТКИ ПО НАСТРОЙКЕ
Для этой цели необходимо сравнить себестоимости выполне-
ния операций при обработке на настроенном станке (Сн) и при
обработке по промерам (Спр) или себестоимость получения от-
верстий сверлением в кондукторе (Ск) и обработки их на кооп-
динатно-расточном станке (СК,Р).
Указанные себестоимости определяются по формулам
Т'ш.к (н)п Г {-I | Н \ , 1 | п
Сн— б0 р (н)(1 + 100 J+<ZCTj +СН.Р,
р _______Т'ш.к (пр)п Г ’( 1 I Н \\ 1 .
Спр ~ L (прЦ + wcFJ ’
(2.47)
(2.48)
' ^(К)(1+—)+^ст(с)]+Рк; (2.49)
(к.р) +'^5') +^СТ (к.р) j , (2. 50)
где ТШ.К(Н) и Гш.К(Пр) — соответственно штучно-калькуляционное
время в мин на выполнение операции на
настроенном станке и при обработке
по промерам;
Лп.к(к) и 7Ш>К(К<Р) — соответственно штучно-калькуляционное
время в мин на сверление отверстий в
кондукторе и обработку отверстий на ко-
ординатно-расточном станке;
СЧ(н) — часовая зарплата в руб. рабочего, выпол-
няющего операцию на настроенном
станке;
СЧ(пр) — то же, но выполняющего операцию мето-
дом пробных проходов;
Сч(ю — часовая зарплата в руб. рабочего, выпол-
няющего сверление в кондукторе;
С’ч(к.р) — то же, но растачивающего отверстия на
координатно-расточном станке;
Дет — стоимость в руб. амортизации и эксплуа-
тации станка (токарного, шлифовального
или фрезерного) за 1 час;
4Zct(c) и &ст(к.р) — соответственно стоимость в руб. аморти-
зации и эксплуатации сверлильного и
координатно-расточного станка за 1 час;
105
п— число заготовок, обрабатываемых при од-
ной настройке станка, или число загото-
вок в заданной партии; отверстия, в кото-
рых сверлят через кондуктор или раста-
чивают на координатно-расточном станке;
Сн.р — стоимость в руб. одной настройки станка
на размер (зарплата настройщика и на-
кладные расходы на нее);
Рк — стоимость в руб. кондуктора; принято,
что для сверления заданной партии заго-
товок требуется только один кондуктор,
стоимость которого полностью входит в
себестоимость выполнения сверлильной
операции для данной партии заготовок
независимо от величины партии;
Н — процент цеховых накладных расходов.
Условием экономической целесообразности применения обра-
ботки на настроенных станках и сверления отверстий в кондук-
торах является соблюдение неравенств Сн<Спр и СК<СК,Р. За-
менив в этих неравенствах себестоимости их значениями из фор-
мул (2.47—2. 50) и решив неравенства относительно п, получим
бОСнр
(2.51)
100 / (nP)Cq (ПР) ~~ (и/4 (и))
Лет (Гш>к (Пр) Т’ш.к (н))
_______________________60рк_________________________
н \
1 ЮО / v ш-к (K-P)Cq (К-Р) ~ (к)Сц +
4" (Т'ш.к (к.р)^ст (к.р) ^ш.к (к)Лст (с))
(2.52)
Зависимость АИЗн и ZH3H от п определяют по формулам:
а) при фрезеровании цилиндрическими фрезами или шлифо-
вании периферией круга
Аизн
__ VonDLn .
’ 5пр106
(2.53)
б) при торцевом фрезеровании и шлифовании
изн~ 5ПР36О-106 ' ’
в) при сверлении спиральными сверлами
У ___
изч—Лоб“ ’
(2.54)
(2. 55)
106
где Vo — износ инструмента, отнесенный к 1000 м пути режу-
щего инструмента; значения Vo принимают по табл. 5
приложения;
D — диаметр обрабатывающего инструмента (фрезы, шли-
фовального круга и сверла) в мм;
L — расчетная длина обработки с учетом пути врезания
и перебега режущего инструмента в мм;
п — число заготовок, обрабатываемых с одной настройки
станка, или число заготовок в заданной партии, отвер-
стия в которых сверлят через кондуктор или растачи-
вают на координатно-расточном станке;
Snp — продольная подача инструмента (или заготовки)
в мм;
ф— угол контакта фрезы или шлифовального круга с за-
готовкой в град;
1С — путь сверла в мм в направлении подачи при сверле-
нии одного отверстия.
Решив уравнения (2.53—2.55) относительно п, подставив
полученные результаты в формулы (2.51) и (2.52) и решив
полученные уравнения относительно Дизн и ZH3H, находим условия
экономической целесообразности применения обработки на на-
строенных станках или сверления отверстий в кондукторах при
величине Дизн или ZH3H, найденных по формулам (1.86), (1.91),
(1.94), (1.94а), (1.95), (1.95а), (1.96) и (1.97).
Условия целесообразности применения обработки на на-
строенных станках следующие:
а ) при фрезеровании цилиндрическими фрезами или перифе-
рией шлифовального круга
блЛЭЛСц.рУо
^ИЗН ~ н ''
Ю5$Пр ( 1 4“ 1QQ I (Ли. к (пр)сч (пр) Лн.к (н)^Ч (н)) 4“
+ &СТ (Л11.К (пр) Лн.к (н))]
б ) при торцевом фрезеровании и шлифовании
л/ЭфСн.рУо
Аизн ~
6* 106Snp 1 + j (Лн.к (Пр)сч (пр) Лн. к (н)Сч (н)) 4“
4“ <2Ст (Ли.К (пр) Ли.к (н))]
(2.56)
(2.57)
Условие целесообразности сверления отверстий в кондукторе
7 \ ___________________6/УсУ
^изн
(2-58)
1 100 / ^ш,к <K-p)Cq (к-р) ^ш.к (к)сч (к)) +
4" (Лн.к (к.р)Лст(к.р) Ли.к (к)^ст (с))]
107
§ 2.6. УСЛОВИЯ, ПРИ КОТОРЫХ можно ПРИМЕНЯТЬ СХЕМЫ
УСТАНОВКИ, ДОПУСКАЮЩИЕ ПОГРЕШНОСТЬ БАЗИРОВКИ
Условием возможности применения схемы установки, допу-
скающей погрешность базировки, является соблюдение нера-
венства z
Д6к/(8-2ДсисТ)2-ХДсл; (2.59)
где В — поле допуска, заданного на размер детали;
сист арифметическая сумма погрешностей систематическо-
го характера;
ЛДсл — сумма квадратов погрешностей случайного характера,
подчиняющихся закону нормального распределения.
Указанное выше условие справедливо, за исключением слу-
чая установки на ромбические пальцы. В случае применения
последних следует придерживаться методики, изложенной
в §2.4.
Глава III
ЗАЖИМНЫЕ УСТРОЙСТВА И ИХ ПРИВОДЫ
§ ЗЛ. НАЗНАЧЕНИЕ ЗАЖИМНЫХ УСТРОЙСТВ И ОБЩИЕ
ТРЕБОВАНИЯ К НИМ
Зажимные устройства предназначены для создания контакта
установочных баз заготовки с установочными элементами при-
способлений и обеспечения его во время обработки.
К зажимным устройствам предъявляются следующие требо-
вания.
1. При закреплении заготовки не должно нарушаться ее по-
ложение, достигнутое при установке, а смятие ее поверхности
зажимными устройствами должно быть в допустимых пределах,
обусловленных требованиями, предъявляемыми к чистоте по-
верхности заготовки.
2 .реформация заготовки от зажимных усилий должна быть
минимальной и находится в пределах, обусловленных точностью,
предъявляемой к размерам, определяющим положение обраба-
тываемых элементов.
3. Усилия закрепления заготовки должны назначаться с та-
ким расчетом, чтобы полностью исключалась возможность ее
смещения с установочных элементов под действием сил резания..
4. Зажимные устройства должны быть безопасными и удоб-
ными в процессе эксплуатации приспособления, а время, затра-
чиваемое на закрепление заготовки, должно быть минимальным.
5. Усилие, развиваемое зажимным устройством, должно быть
стабильным.
108
Для выполнения этих требований необходимо соблюдать
следующие условия.
1. Заготовка в процессе ее закрепления не должна переме-
щаться относительно установочных элементов приспособление.
Это может быть обеспечено следующим образом:
а) зажимное усилие должно быть направлено перпендику-
лярно к установочным поверхностям заготовки и проходить через
Рис. 3. 1. Контактные элементы зажимных устройств
опорный элемент приспособления или находиться внутри много-
угольника, образованного прямыми, соединяющими точки кон-
такта заготовки с установочными элементами приспособления;
б) элементы зажимного устройства, соприкасающиеся с за-
готовкой (контактные элементы), должны перемещаться только
в направлении прилагаемого усилия. Других движений контакт-
ных элементов (скольжения вдоль поверхности заготовки, вра-
щения относительно этой поверхности и т. д.) следует избегать.
Такие «паразитные» движения имеют место в некоторых зажим-
ных устройствах. Например, в случае прижима заготовки тор-
цом винта (рис. 3.1, а) последний вращается и может сдвинуть
заготовку в направлении, показанном на рис. 3.1, а стрелкой.
Кроме того, торец винта будет оставлять след на поверхности
заготовки. Если прижим осуществляется эксцентриком
(рис. 3.1,6) или клином (рис. 3.1,в), то контактные элементы
в процессе закрепления заготовки будут сдвигать заготовку
вдоль установочных плоскостей приспособления. Сдвиг и по-
вреждение поверхности заготовки в результате указанных выше
«паразитных» движений контактных элементов зажимных
109
устройств можно предотвратить следующими путями. Для вин-
тов применять качающиеся (плавающие) наконечники
(рис. 3.1, а); для клиновых зажимов — прокладки (рис. 3.1,(3),
для эксцентриковых — стержни (рис. 3.1, а).
2. Возникающим при резании металлов силам, которые стре-
мятся сместить заготовку с установочных элементов, должны
противодействовать большие силы противоположного направ-
ления.
Рис. 3. 2. к расчету зажимных усилий
Для определения величины зажимного усилия необходимо
определить по соответствующим формулам теории резания на-
правления и наибольшую величину составляющих сил резания.
Величина силы, противодействующей каждой составляющей
силы резания, должна быть больше нее, т. е. должен быть запас
прочности зажимного устройства, который характеризуется
коэффициентом запасав. Значение k принимается равным 1,5—
2,5; меньшее значение принимается при чистовой, а большее при
черновой обработках.
Рассмотрим наиболее часто встречающиеся в практике слу-
чаи расчета зажимных усилий.
1-й случай', при фрезеровании цилиндрической фрезой
(рис. 3. 2, а) на заготовку действуют со стороны фрезы две силы:
Рг — сила, перпендикулярная плоскости I—I и направленная
к этой плоскости;
Ру— равнодействующая сил резания, стремящихся сместить
заготовку в направлении, параллельном плоскости I—I.
НО
В этом случае зажимное устройство создает, силы трения
между заготовкой и установочной плоскостью I—I приспособле-
ния, а также между заготовкой и контактными элементами за-
жима. Эти силы трения должны препятствовать смещению заго-
товки вдоль плоскостей I—I. Зажимное усилие Р3 определяют
из соотношения
P3fi+(P3+PfA=^
откуда
р —-kPy ~ Pzfz
3 /1 + /2
(3.1)
где Л и /2 — соответственно коэффициенты трения между кон-
тактным элементом зажима и заготовкой и плоско-
стью I—I и заготовкой; значения fi и fz при расче-
тах принимают равными 0,1;
k — коэффициент запаса.
2-й случай', см. 1-й случай, но сила Pz направлена от плоско-,
сти I—I. В этом случае Р3 определяют из соотношений: с одной,
стороны, P^kPz, и с другой стороны, должно быть соблюдено
соотношение
(Л + Pz) fl + (Р3 - Pz V2 = kPy-,
откуда при fi=f2=0,l
Рз = = 5kP (3.2)
/1 + /2
3-й случай: при фрезеровании пальцевой фрезой (рис. 3.2,6)
на заготовку действуют со стороны фрезы силы Pz и Ру.
В этом случае Р3 определяется по формуле (3. 1).
4-й случай: при токарной обработке по схеме, приведенной
на рис. 3.2, в, на заготовку со стороны резца действуют:
Рх— сила, направленная вдоль оси, прижимающая заго-
товку к планшайбе;
М<р — наибольшее значение крутящего момента, возникаю-
щего под воздействием сил резания.
В этом случае Р3 определяют из равенства
Px0^dfi + 0,5Ptfl$dfi = M^k,
откуда
2Л4кр& — Pxdj\
р3 = - -- - (3.3)
df\
5-й случай: при токарной обработке на заготовку, закреплен-
ную в цанге, действует крутящий момент 7Икр, развиваемый си
лами резания (рис. 3.2,г).
ill
(3.4)
В этом случае силу Р3 определяют из равенства
3;^Л0,5-//1 = <р^
откуда
3“
§ 3.2. ХАРАКТЕРИСТИКА ТИПОВЫХ УСТРОЙСТВ И ИХ ЭЛЕМЕНТОВ
Каждая разновидность применяемых на практике зажимных
устройств характеризуется источником исходного усилия и меха-
низмом, преобразующим это усилие до требуемой величины
силы, прилагаемой непосредственно к заготовке при ее закреп-
лении.
В зависимости от характера источника исходного усилия все
зажимные устройства подразделяются на ручные и механиче-
ские. В ручных зажимных устройствах исходное усилие со-
здается мускульной силой рабочего. Источниками исходного
усилия в механических зажимных устройствах, применяемых
в приборостроении, могут быть:
а) давление, создаваемое в гидро- или пневмосетях (цеховых
или специальных);
б) атмосферное давление (при помещении заготовки над
вакуумной камерой);
в) центробежные силы;
г) силы резания.
Каждый механизм зажимного устройства, преобразующий
исходное усилие, как правило, состоит из двух и более звеньев,
представляющих собой элементарные механизмы. К таким меха-
низмам относятся: клин, эксцентрик, винтовая пара, рычаг и ме-
ханизмы, преобразующие давление, поступающее из гидро- и
пневмосетей.
Ниже дано описание принципов работы этих механизмов и
приведены методики расчетов по выявлению зависимостей
между исходным усилием Ри, прикладываемом к механизму, и
зажимным устройством Р3, снимаемым с механизма.
Приведенные примеры конструкций зажимных механизмов
представляют лишь незначительную часть применяемых на прак-
тике конструктивных вариантов таких устройств и их деталей.
Полное освещение элементов этих устройств явилось бы дубли-
рованием материалов, изложенных в справочниках по станоч-
ным приспособлениям. В литературе [1], [3] с достаточной полно-
той освещены многочисленные варианты конструкций зажимов,
их элементов и рекомендуемые типоразмеры нормализованных
устройств и деталей. Поэтому при проектировании зажимных
устройств следует широко пользоваться указанной литературой.
112
§ 3.3. КЛИНОВОЙ ЗАЖИМНЫЙ МЕХАНИЗМ
Под действием исходного усилия Ри (рис. 3.3) возникают
силы реакции Р3 (на прокладку) и N (на опору). Реакции Р3 и
А/ вызывают силы трения, соответственно равные fP3 и fN,rjie f —
коэффициент трения между клином и прокладкой или клином
и опорой. Эти силы трения направлены в сторону, противополож-
ную направлению движения клина. Каждую из двух сил N и Nf,
Р3 и }Р3 можно заменить одной равнодействующей. Равнодей-
Рис. 3. 3. К расчету клиновых механизмов
ствующая Ni сил' fN и N наклонена к силе N под углом ср, рав-
ным углу трения. Угол между равнодействующей Q сил Р3 и fP3
и силой Р3 так же равен углу трения. Учитывая, что силы Q, N]
и Ри сходятся и лежат в одной плоскости, для статического рав-
новесия клина необходимо, чтобы алгебраические суммы проек-
ции указанных сил на две координатные оси порознь равнялись
нулю, т. е.
N\ cos (a-f-?) —Р3=0
и
Р3 tg® + ^sinka+?)—Ри = 0.
Решая систему этих уравнений относительно Ра и Ри, получим
ри=Л [tg<p + tg (<*+?)], (3.5)
ИЛИ
Р3 = ------. (3.5а)
[tg? + tg(a + ср)]
Для стальных деталей с чисто обработанными поверхностями
угол ф принимается равным 6°. Следовательно, для самотормозя-
щего клина угол а должен удовлетворять неравенству а^12°.
Приняв сс= 10° и заменив а и ф в формуле (3.5а) их числовыми
значениями, получим
Р3^2,5РИ. (3.6)
ИЗ
К недостаткам клиновых зажимов следует отнести их гро-
моздкость, относительно малый выигрыш в силе, а также воз-
можность потери самоторможения в процессе обработки вслед-
ствие вибраций и сотрясений заготовки под действием сил реза-
ния (особенно при фрезеровании). Для предотвращения нару-
шения контакта клина с соприкасающимися с ним деталями
последний следует в процессе обработки подпирать или не сни-
мать силы, вталкивающей клин.
Разновидностью клинового устройства является трехлепест-
ковая цанга. Пользуясь построениями, приведенными на
рис. 3.3,6 и методикой вывода формулы (3.5), нетрудно пока-
зать, что между Р3 и Ри имеется зависимость
р* = р3 [tg(a/2+®i)+tg®2], (3.7)
где а — угол цанги;
<pi и ф2 — соответственно угол трения между цангой и ее гнез-
дом и цангой и заготовкой.
Формула (3.7) не учитывает силу сжатия лепестков цанги
для выбора зазора между заготовкой и лепестками ввиду прак-
тически малой величины этой силы для цанг небольших габа-
ритов, характерных для приборостроения.
Когда заготовка в осевом направлении фиксируется упором,
связанным с цангой, а не с ее гнездом, т. е. трение между цангой
и заготовкой отсутствует, формула (3.7) принимает вид
Ри = Рз tg(a/2 + <pi). (3. 8)
§ 3.4. ЭКСЦЕНТРИКОВЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ
Круглый эксцентрик представляет собой цилиндрический
валик, ось вращения которого смещена на величину е относи-
тельно оси его внешней цилиндрической поверхности (рис. 3. 4);
зависимость эксцентриситета е от наружного диаметра D экс-
центрика определяется из условия, что эксцентрик должен быть
самотормозящимся. Самое неблагоприятное положение эксцент-
рика, с точки зрения выполнения этого условия, показано на
рис. 3.4. Условием равновесия системы в этом положении яв-
ляется соблюдение неравенства
eP3>0,5(FZ^/^),
где F — сила трения между эксцентриком и прокладкой;
Л — сила трения в подшипнике эксцентрика;
D и d — соответственно диаметры эксцентрика и его оси.
Значения F и Л определяются из соотношений F=fP3\ Fr=
=fiP3, где f и fi — соответственно коэффициенты трения межд>
эксцентриком и прокладкой и в подшипнике. Заменив в неравен-
стве F и Fi их значениями и разделив обе чйсти неравенства на
Р3, получим e<0,5(fD+fid)..
114
Учитывая, что трение в подшипнике будет способствовать
самоторможению, можно пренебречь вторым слагаемым (в скоб-
ках). Приняв /—0,1, получим
e~0,05D. (3.9)
Расстояние I (рис. 3.5) от оси вращения эксцентрика до уста-
новочной плоскости I—I приспособления определяют следующим
образом. Пусть между рабочей поверхностью эксцентрика и по-
верхностью зажимаемой им заготовки находится промежуточное
передающее звено, например прокладка. Рабочая поверхность
эксцентрика при установке и съеме заготовки должна для сво-
Рис. 3. 4. Силы, действующие на эксцентрик
бодного выполнения этих приемов находиться на таком расстоя-
нии от заготовки, чтобы между нею и ползуном был обеспечен
гарантийный зазор. Величина этого зазора обычно принимается
равной 0,2 мм. Очевидно, что при этих условиях ось вращения
эксцентрика должна отстоять от установочной плоскости при-
способления (плоскость I—I) на расстоянии
/=Я4-а+0,2+^— е.
Для определения рабочего участка эксцентрика из центра его
вращения на окружности диска делаются две засечки. Первая
D & — § D
радиусом ——£-]-0,24-&/И вторая радиусом-------—£-|-0,2+
+ + + V Участок профиля эксцентрика между этими за-
сечками и будет рабочим. Учитывая износ поверхности эксцент-
рика и контактного с ним элемента (прокладки, ползушки ит. п.),
точка В находится йо дуге окружности на 15°—20° против на-
правления вращений эксцентрика. Остальная часть диска экс-
центрика может 6brib срезана как нерабочая
Очевидно, что зажим заготовки эксцентриком возможен при
соблюдении неравенства
2е> 0,2 + б3 + 6а + 26/.
1 При определении рабочего участка профиля эксцентрика не учитывается
допуск на эксцентриситет е ввиду его малой величины.
115
Нетрудно видеть, что эксцентриковые зажимы целесообразно
применять для закрепления заготовок с относительно неболь-
шими колебаниями размеров, отсчитываемых в направлении за-
жимного усилия.
С приближением, допустимым при практических расчетах,
работу эксцентрика можно уподобить работе клина, у которого
Рис. 3.5. К определению
рабочего участка профиля
эксцентрика
Рис. 3.6. Силовая характеристика
круглого эксцентрика
больший катет равен 0,5л(D—2е), а меньшая сторона 2е
(рис. 3.6). Следовательно, угол такого клина равен
Заменив в формуле (3.5) угол а его значением, приняв для ма-
лых углов tg(a+<p) = tg a + tg(p (погрешность от такого допуще-
ния составляет меньше 2%) и учитывая, что tg<p = O,l, получим
Р -----р 2.0,6 ,
D 3 \ n(D-2e) ' ]
где PD— тангенциальная сила, приложенная к эксцентрику на
расстоянии 0,5Z) от оси его вращения.
Учитывая, что e=0,05D, после преобразований получим PD =
= 0,27Р3, но
р 2Р*е
откуда
Ри^0,13 —Р3. (ЗЛО)
К недостатку круглого эксцентрика следует отнести непо-
стоянство угла трения. Так, в положении эксцентрика, показан-
ие
ном на рис. 3.4, угол трения наибольший, а при вертикальном
положении линии эксцентриситета — наименьший; это приводи!
к сильному заклиниванию эксцентрика, в результате чего при-
ходится прилагать большие усилия при его зажиме и разжиме
(постукивать по концу рукоятки).
Отмеченный недостаток не имеет место у эксцентрика, кон-
тур которого представляет логарифмическую спираль.
Рис. 3. 7. Эксцентрик с профилем, выполненным по логарифмической спирали
Эксцентрик с профилем, выполненным по логарифмической
спирали. Логарифмическая спираль представляет собой кривую,
у которой радиусы-векторы возрастают в геометрической про-
грессии, а полярные углы — в арифметической прогрессии.
Для построения эксцентрика по логарифмической спирали из
точки О (рис. 3.7,я), являющейся проекцией оси вращения экс-
центрика, проводятся лучи под углом а друг к другу. Значение а
определяется из соотношения а = &(р, где ср — угол трения при
самоторможении, a k — коэффициент запаса самоторможения,
значение которого принимается равным 1,6. Затем на этих лу-
чах откладывают последовательно отрезки, длина которых равна
/?; R —-— ; R—-— ; R—-—и т. д., т. е. знаменатель геометри-
cosa cos^a cos^a
ческой прогрессии, по которой возрастают радиусы-векторы, ра-
вен—-—. Полученные таким путем точки 1,2, Зит. д. соеди-
cos a
няют плавной кривой, профиль которой представляет собой лога-
рифмическую спираль.
117
Рассматриваемый эксцентрик имеет постоянный угол подъема
и обладает одинаковым самоторможением при любом повороте
его. Зависимость между силами Р3 и Ри (рис. 3.7,6) определяют
из соотношения Р^11+Рз?20&1=РиЦ
откуда
РИ=Р3 , (3.11)
где /1 и f2— соответственно коэффициенты трения между экс-
центриком и прокладкой и в цапфе.
Обозначения остальных параметров см. рис. 3.7.
Диаметр d оси эксцентрика определяется по формуле
d=2\/-^-, (3.12)
Л<?ср
где сгср — допустимое напряжение на срез.
§ 3.5. ВИНТОВЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ
В этих механизмах элементами, преобразующими исходное
зажимное усилие Ри, являются
рому прикладывается исходное
винтовая пара и рычаг, к кото-
усилие Ри для вращения винта
(рис. 3.8,а). Резьба гайки вы-
полняется, как правило, в спе-
циальной втулке, впрессовы-
ваемой в соответствующую де-
таль приспособления. От пово-
рота эта втулка предохраняет-
ся штифтом. На рис. 3.8,6 по-
казан только один из многих
вариантов конструктивного
оформления головки зажим-
ного винта. Остальные вариан-
ты см. [1], [2] и [3].
Передача осевого усилия,
развиваемого винтом, произво-
дится двумя способами: а) уси-
Рис. 3.8. Винтовая пара с передачей непосредственно передает -
усилия торцом винта ся на заготовку торцом винта
(см. рис. 3.8, я) или через
плавающий наконечник (см. рис. 3.8,6); б) усилие передается
на заготовку через планку, называемую прихватом (рис. 3.9, я).
В последнем случае усилие на прихват передается не винтом,
а торцом гайки. В приспособлениях цикл зажима и разжима
гайки повторяется тысячи, а в отдельных случаях и десятки ты-
сяч раз. Поэтому сопрягающиеся упорные поверхности прихвата
и затяжной гайки следует выполнять сферическими во избежа-
118
ние изгиба болта и образования задиров на торце гайки и при-
хвата, если их сделать плоскими (рис. 3.9,6).
Вместо сферической поверхности, выполненной непосредст-
венно на прихвате, целесообразнее применять сферическую
шайбу 2 и сферическую гайку 1 (рис. 3.9, в). Для предотвраще-
ния загрязнения стружкой пружины, приподнимающей прихват
при смене обрабатываемых заготовок, применяется втулка 1
Рис. 3. 9. Винтовые пары с передачей усилий торцом гайки
(см. рис. 3.9, я). Когда установке и съему заготовки мешает
контактная часть прихвата, последний в отжатом положении
должен отводиться вправо. В этом случае отверстие прихвата
для прохода болта делают продолговатым, вместо отверстия под
упор — паз (рис. 3.9,а), а между пружиной и прихватом про-
гладывают шайбу. Зависимость между осевой силой Q, разви-
ваемой винтовой парой, и исходным усилием Ри, приложенным
на расстоянии L от оси винта, определяется по формулам:
— сила Q передается гайкой (см. рис. 3. 9, п)
<?=-------------;—г; (3.13)
Z>2- -О?
^*ср tg (а 4" т) + 0,^3/ 9 9
— сила Q передается плоским торцом винта (см. рис. 3.8, а)
гср tg (ct -|“ т) 0,3f d
119
— сила Q передается сферическим торцом винта (см.
рис. 3.8, б).
Q —----, (3.15)
Гер tgX« + ?)
где гср — средний радиус резьбы в мм-
а — угол подъема витка резьбы в град\
Ф— угол трения в резьбовой паре в град]
f — коэффициент трения на торце гайки или винта;
Di — внутренний диаметр опорной поверхности гайки в мм
(см. рис. 3. 9, а);
D2 — наружный диаметр опорной поверхности гайки в мм
(см. рис. 3.9, а).
Формулы (3. 14) и (3.15) являются производными от фор-
мулы (3.13).
Угол трения ф определяют по формуле
© = arctg, (3.16)
COS Р
где f— коэффициент плоскостного трения;
|3 — половина угла при вершине профиля резьбы;
для основной метрической.резьбы |3 = 30°;
для квадратной резьбы р = 0° и для трапецеидальной
резьбы р=15°.
В формуле (3. 13) сила сжатия пружины не учитывается
ввиду ее малой величины.
Если усилие Q передается торцом винта, то его значение
должно быть равно требуемому усилию зажима (Р3). В этом
случае для винтовых зажимов, у которых вращение силового
винта производят нормализованными гаечными ключами или
рукоятками, Ри рассчитывают по формулам (3. 14а) или (3. 15а),
являющимся производными от формул (3. 14) и (3. 15):
P||=P.^lg(. + ,> + 0.3^ . (3л4а)
__/Vcptg(a-F?)
и"~ Z
Для ручных винтовых зажимов значение Ри не должно пре-
вышать 12 кГ1. В случаях когда Ри>12 кГ, следует применять
специальные ключи или рукоятки, для которых L определяют
по формулам (3.146) или (3.156), являющимся производными
(3.15а)
1 В приборостроении значение Рп в большинстве случаев значительно
меньше 12 кГ. , ; ,
120
от формул (3.14) и (3. Г5), в которых Ри принимается равным
12 кГ-.
- Рз [Гер tg (О + т) 4"
Z-* *— •-------------------------- %
12
. _ ^3rcptg(a + <р)
Ху--- »
12
(3.146)
(3.156)
Номинальный размер диаметра (do) силового винта опреде-
ляется по формуле
(3.17)
где с =1,4 для основной метрической резьбы;
ог= 10 кГ!мм2 для винтов из стали 40.
Если усилие Q передается на прихват гайкой, то соотноше-
ние между Р3 и Ри определяется по формулам:
а) при схемах, показанных на рис. 3.9, а и 3.10, а
Р
и
и2
(3.18)
где fZi и /2 — см. рис. 3.9, а и 3.10, а;
значения остальных параметров см. формулу (3.13).
Если L назначают не по нормалям, то его значение опреде-
ляют следующим путем: в формуле (3.18) значение Ри прини-
мают равным 12 кГ и полученное уравнение решают относи-
тельно L;
б) при схеме, показанной на рис. 3. 10, б,
(3.19)
где
Я + 2Z. tgy
(3.20)
Если L назначают не по нормалям, то его значение определяют,
как и в предыдущем случае (А и Н— см. рис. 3. 10,в).
Данную формулу выводят исходя из положения, что для рав-
новесия системы сил, действующих на прихват (рис. 3. 10,в),
произвольно расположенных на плоскости, необходимо соблюде-
ние трех условий:
1) алгебраическая сумма проекций всех сил на ось ох должна
быть равна нулю;
121
2) то же, но на ось оу\
3) алгебраическая сумма моментов всех сил системы относи-
тельно любой точки Л, лежащей в плоскости сил, должна быть
равна нулю.
Составив три уравнения, учитывающие вышеуказанные усло-
вия, и решив их относительно Q, находим, что
0== Рз (Н + 21 /)
Н
Заменив Q его значением из формулы (3. 13) и решив полу-
ченное уравнение относительно Ри, получаем формулу (3.19),
в которой значение k определяем по формуле (3.20). При закреп-
лении заготовок малой жесткости, характерных для приборо-
строения, в целях предохранения их от деформаций применяют
тарированные или предельные ключи, обеспечивающие силу за-
жима в требуемых пределах.
Один из вариантов конструкций специальных тарированных
рукояток показан на рис. 3. II.
122
В конусное отверстие цилиндрической головки силового
винта 6 входит конусная часть вкладыша 3, помещенного в руко-
ятке 2 (головка винта предохраняет рукоятку от смещения
вверх). При вращении ру-
коятки 2 вкладыш 3 стре-
мится переместиться впра-
во и выйти из зацепления
с винтом 6. Этому переме-
щению препятствует сила
пружины. Однако при
возрастании силы Ри, при-
кладываемой к рукоятке,
наступит момент, когда
вкладыш 3 выйдет из за-
цепления с винтом 6, пос-
ле чего рукоятка будет
повор ачив аться относи-
тельно цилиндрической части винта. Параметры рассматривае-
мой оправки назначают конструктивно. Диаметр проволоки пру-
жины принимают равным 0,5—1 мм. Требуемая величина до-
стигается изменением положения винта 5 и вкладыша 4.
Контроль значения в процессе настройки рукоятки на требуе-
мое усилие производят путем приложения усилий к рукоятке
через динамометр.
§ 3.6. РЫЧАЖНЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ
На рис. 3.12 показаны простейшие ручные рычажные зажим-
ные устройства, в каждом из которых механизмом, трансформи-
рующим исходное усилие Ри, является только один рычаг. Для
Рис. 3. 12. Рычажные зажимы
таких механизмов соотношение между Ри и Р3 определяется из
jP cl
соотношения , значения а и b см. рис. 3.12.
ь
Рычажные зажимные механизмы, как усилители исходного
усилия Ри, в большинстве случаев применяют в комбинации
с другими видами зажимных устройств. Наиболее часто приме-
няют следующие две комбинации: а) рычаг и винтовая пара
123
(рис. 3.13, а, б, в); б) рычаг и эксцентрик (рис. 3. ГЗ, г). В этих
зажимных механизмах соотношение между Р3 и Q определяют
из соотношения
Р3 = ~- • (3-21)
Для рассматриваемых механизмов, состоящих из двух
звеньев, сила Q представляет собой исходное усилие, приклады-
ваемое к рычажному механизму. Поэтому для определения за-
Рис. 3. 13. Комбинированные зажимы
висимости между силами Р3 и силой Ри, прикладываемой к руко-
ятке головки винта или эксцентрика, необходимо в формуле
(3.20) вместо Q подставить его значение для винтовых зажимов
из формул (3.14) или (3.15), а для эксцентриковых — из фор-
мул (3. 10) или (3. 11), в которых вместо Р3 принимают Q. Полу-
ченные после такой подстановки уравнения решают относи-
тельно Ри.
§ 3.7. ШАРНИРНО-РЫЧАЖНЫЕ УСИЛИТЕЛИ
В приборостроении наибольшее распространение имеют двух-
рычажные шарнирные усилители. Пример такого усилителя
показан на рис. 3.14, я. Методика определения зависимости Q
от Р3 такая же, как и при выводе формулы (3.19), но только
принимаем, что Q является исходной силой, прикладываемой
к рассматриваемому шарнирно-рычажному механизму.
124
Составив три уравнения, выражающих условия равновесия
системы приложенных сил (рис. 3. 14,6), и решив их относи-
тельно Q, находим, что
2// tga
- / tga(2Z + Я)
(3.22)
Рис. 3. 14. Шарнирно-рычажный усилитель
где f — коэффициент трения;
остальные параметры см. рис. 3. 14,6.
Ход h зажимного плунжера 1 определяют из построений,
приведенных на рис. 3. 14, в,
Л = £(соз а2—cos щ),
125
где а2— минимальное допустимое значение угла а;
значение а2 принимают равным 5°.
Заменив cos а2 его значением, получим /i = L(0,966—cosai).
Если L и h заданы, то значение угла определяют по формуле
0,9667,— h
cci = arccos—----- .
L
Ход h\ силового плунжера 2 при заданных Л, си и а2 опреде-
ляют из равенства
h\ = L (sin си—sin a2) =A(sin ад—0,087).
§ 3.8. ПНЕВМАТИЧЕСКИЕ УСИЛИТЕЛИ
Пневматические усилители представляют собой устройства^
преобразующие давление сжатого воздуха, поступающего в них
из пневмосети, в требуемое усилие на выходном штоке. Приме-
нение этих приводов повышает производительность труда и
Рис. 3. 15. Поршневые пневмоусилители
освобождает рабочего от необходимости затрачивать мускуль-
ную силу как источник исходной силы для зажимных устройств.
Пневматические усилители являются быстродействующими за-
жимными устройствами (до 2500 циклов срабатываний в час),
удобными в эксплуатации и простыми для изготовления. Пнев-
матические усилители подразделяют на поршневые (рис. 3. 15)
126
и диафрагменные (рис. 3. 16). Каждая указанная разновидность
приводов делится на привод одностороннего (рис. 3.15, а и
3.16, а) и двустороннего действия (рис. 3.15, б, в и 3.16, б).
Поршневой усилитель одностороннего действия (рис.' 3. 15, а)
состоит из цилиндра /, в котором под давлением сжатого воз-
духа, поступающего из пневмосети, перемещается поршень 2,
связанный со штоком 4. Этот шток передает зажимное усилие
непосредственно на заготовку или на следующий механизм —
Рис. 3. 16. Диафрагменные пневмоусилители
усилитель. Для съема зажимного усилия полость цилиндра по-
воротом распределительного крана 5 соединяется с атмосферой
и поршень с плунжером пружиной 5 возвращается в исходное
положение. Р ассмотр енный пневмоусилитель одностороннего
действия применяется при относительно небольших ходах штока
и малых усилиях для холостого хода (шток не связан с само-
заклинивающимися механизмами). В этих усилителях расход
сжатого воздуха в два раза меньше* чем , в пневмоусилителях
двустороннего действия (см. рис. 3.15,6). Последние приме-
няются при наличии в приспособлении самотормозящихся за-
жимных устройств, требующих значительных усилий при холо-
стых ходах. В диафрагменных усилителях; вместо поршня
имеется диафрагма 1 (см. рис. ,3. 16, а) из прорезиненной ткани
или резины, зажатая между корпусами 2 и 3. Диафрагма упи-
рается в диск 4, соединенный со штоком 5. На рис. 3. 16, а пока-
зан диафрагменный усилитель одностороннего действия. При
подаче сжатого воздуха в верхнюю часть полости пружина сжи-
мается, шток опускается и передает усилие, развиваемое усили-
телем, на зажимный механизм. Для снятия давления верхняя
полость соединяется с атмосферой и шток под действием пружи-
ны поднимается вверх и занимает исходное положение. Если не-
обходимо получить большие зажимные усилия, то применяют
двухпоршневые (рис. 3. 15, и трехпоршневые или диафрагмен-
ные усилители.
127
Поршневые и диафрагменные усилители в основном норма-
лизованы и применяются в качестве устройств, приставляемых
к приспособлению или столу станка. Они могут быть последо-
вательно использованы для различных приспособлений.
Для создания конструктивно-компактных приспособлений для
серийного и массового производства отверстия для поршней и
полости под диафрагмы растачиваются непосредственно в кор-
пусах приспособлений. Пример такого оформления конструкции
диафрагменного усилителя показан на рис. 3.14, а. Эти пневмо-
усилители называются встроенными. Пневмоусилители приме-
няются в приспособлениях, неподвижно закрепляемых на столах
фрезерных, плоскошлифовальных, сверлильных и других стан-
ков, а также в приспособлениях к поворотным столам фрезер-
ных и шлифовальных станков и к вращающимся шпинделям
станков токарной группы. В последнем случае применяются
вращающиеся пневмоцилиндры и диафрагменные приводы, кото-
рые соединяются с пневмосетью через специальные неподвижные
воздухораспределительные муфты (см. [1], [2] и [3]). Для приме-
нения пневмоусилителей требуется комплекс специального обо-
рудования: компрессорные установки; сеть, передающая сжатый
воздух к пневмоприводу; распределительные краны; регуляторы
давления и скорости поступления воздуха; аппаратура, преду-
преждающая аварию в случае падения давления в сети, и др.
Конструктивное оформление элементов пневмоприводов, их нор-
мализованные узлы и детали см. [1], [2] и [3],
РАСЧЕТ ПНЕВМОУСИЛИТЕЛЕИ
Зная требуемое значение усилия Q, которое должно переда-
ваться выходным штоком пневмоусилителя, и удельное давле-
ние р воздуха, поступающего в рабочую камеру пневмоусили-
теля, можно определить диаметр D поршня пневмоцилиндра или
диаметр проекции на горизонтальную плоскость активной по-
верхности диафрагмы, соприкасающейся со сжатым воздухом.
При расчетах значение р принимается равным 4 кГ!см2.
Усилие Q, снимаемое со штоков поршневых усилителей, опреде-
ляется по следующим формулам:
1. В усилителях одностороннего действия
Q — —^ftD2p4\ Qnp- (3.23)
2. В усилителях двустороннего действия:
а) при рабочем ходе
Q = -XJtr)2/,n; (3.24)
б) при холостом ходе (справа налево)
Q=-LjI(L2_flr2)^. (3.25)
128
3. В усилителях двустороннего действия с несколькими
поршнями:.
а) при рабочем ходе
Q=2-jr[/zD2-(7z-l)rf2]OT; (3.26)
б) при холостом ходе
(3.27)
где Q — усилие, снимаемое со штока, в кГ\
D — диаметр поршня в см\
d — диаметр штока в см\
р — удельное давление воздуха, поступающего из пневмо-
сети в кГ/см2\ значение/? принимают равным 4кГ/сж2;
т) — коэффициент полезного действия; значение т] для
поршневых усилителей принимают равным 0,85;
п — число поршней усилителя;
QnP — сопротивление пружины при рабочем положении
поршня в кГ.
Значение Qnp принимают равным от 0,05Q (для больших диа-
метров цилиндров) до 0,2Q (для малых диаметров). Усилие
начального сжатия составляет примерно 0,2Qnp. Заменив тс, р и ц
их значениями, получим формулы (3.23—3.27) соответственно
в следующем виде:
Q^2,67D2-Qnp; (3.23а)
Q-2,67D2; (3.24а)
Q = 2,67(D2—d2); (3.25а)
Q 2,67 [тгО2 — (/z — 1) 6/2]; (3.26а)
Q~-==2,67/z(D2-~d2). (3.27а)
У диафрагменных усилителей усилие Q на штоке изменяется
по мере спускания диафрагмы и может наступить момент, когда
диафрагма прижмется к стенкам полости корпуса и все давле-
ние воздуха будет восприниматься корпусом, в котором закреп-
лена диафрагма. При применении нормализованных диафраг-
менных усилителей одностороннего действия приближенный ра-
счет усилия Q на штоке производится по формулам:
а) для диафрагм из прорезиненной ткани в положении после
перемещения штока на расстояние 0,3D для тарельчатых и
0,07D для плоских диафрагм
Q=0,146;(D + d?p -- Q; (3.28)
б) для плоских резиновых диафрагм в положении после
перемещения штока на расстояние 0,22D
Q = 0,706^2p-Qnp, (3.29)
5 1968
129
где D и d— соответственно диаметры диафрагмы и опорной
шайбы (см. рис. 3. 16).
Значения остальных параметров см. формулы (3.23—3.27).
Приведенные выше ходы штоков (от 0,37), 0,077) и 0,227))
являются наиболее рациональными с точки зрения запаса хода
и силовых характеристик.
Усилия Q на штоке диафрагменных усилителей двустороннего
действия при d = 0,77) для резинотканевых диафрагм и d=
= (7)—2t—4) для резиновых диафрагм (где t — толщина диа-
фрагмы) при Р = 4 кГ1см2 определяют по табл. 3. 1. В этой таб-
лице усилия на штоке даны при перемещении его из исходного
положения на 0,37) для тарельчатых, 0,07D для плоских резино-
вых и 0,227) для резиновых диафрагм.
Таблица 3.1
Диаметр D диафрагмы мм Усилие Q в кГ Диаметр D диафрагмы мм Усилие Q в кГ
Резинотка- невая диафрагма Резиновая диафрагма Резинотка- невая диафрагма Резиновая диафрагма
125 270 375 250 1100 1550
160 435 615 320 1750 2500
200 680 975 400 2700 4200
§ 3.9. ПНЕВМОГИДРАВЛИЧЕСКИЕ УСИЛИТЕЛИ
Недостатком вышерассмотренных пневматических усилите-
лей являются относительно большие их габариты для создания
требуемых усилий на выходном штоке. Избежать этого недо-
статка можно путем применения в качестве исходного усилия
давления не сжатого воздуха, а давления из гидросети. Принцип
действия гидроусилителей, применяемых в среднем и крупном
машиностроении, мало отличается от действия поршневых пнев-
моусилителей. Давление, создаваемое в гидросети, может дости-
гать 80 кГ[см2.
Гидроусилители применяются обычно для приспособлений
к станкам с гидрофицированной подачей. При отсутствии же
таковой необходимо создавать комплексную установку, состоя-
щую из электродвигателя, нагнетательного насоса, гидроакку-
мулятора, контрольно-регулирующей аппаратуры и других
устройств. Такие установки сложны, дороги и имеют малый
к. п. д. Кроме того, они требуют тщательной гидроизоляции,
во избежание загрязнения приспособлений мелкой стружкой,
связанной маслом. Поэтому в приборостроении, если необходимо
приложить относительно большие зажимные усилия, применяют
пневмогидравлические усилители, преобразующие исходное уси-
лие, поступающее из пневмосети. Пример такого усилителя пока-
130
зан на рис. 3. 17. Сжатый воздух, поступающий из пневмосети,
создает давление на поршень 7, который передает это давление
на жидкость (масло), заполняющую полости, отмеченные соответ-
ствующей штриховкой. При движении поршня 1 вправо пру-
жина 4 несколько сжимается, а масло через отверстия в штоке 2
перегоняется в полость, расположенную над поршнем 6, который
Рис. 3. 17. Пневмогидравлический усилитель
также начинает перемещаться вправо. Когда боковое отвер-
стие в штоке 2 перекроется стенкой втулки 5, перетекание масла
прекращается и при дальнейшем перемещении поршня 1 вправо
начинается дополнительное сжатие пружины 4. Когда усилие
сжатой пружины станет равным усилию, действующему на пор-
шень 7, последний останавливается. В этот момент усилие Q,
развиваемое штоком 7, будет определяться по формуле Q =
= где — коэффициент полезного действия поршней 6
и 7, принимаемый равным 0,85; р\ — удельное давление масла
на левый торец поршня 6. Значение р\ определяется по формуле
___ / Ш/2 _ D^V\p
Р1~~ 4 / 4 ~ ’
где р — удельное давление сжатого воздуха на поршень 7; зна-
чение р принимают равным 4 кГ/см2. Заменив т] и р\ в выражении
для Q их значениями, получим
q=^^=2,23^, ‘ (3.30)
5*
131
где D и d — соответственно диаметр поршней 1 и 6 и штока 2
в см.
Для снятия зажимного усилия с заготовки отверстие левого
штуцера поворотом распределительного крана 8 соединяется
с атмосферой, сжатый воздух поступает в правый штуцер и си-
стема возвращается в исходное положение.
§ ЗЛО. ЗАЖИМНЫЕ УСТРОЙСТВА С ГИДРОПЛАСТОМ
Принцип работы таких устройств основан на свойстве жидко-
сти передавать производимое на нее давление (удельное) на
стенки полости, в которую заключена жидкость. Так, например,
если полость приспособления, показанного на рис. 3.18, запол-
нить жидкостью и затем плунжером 5 передавать давление, то
Рис. 3. 18. Принцип передачи усилий через гидропласт
на стержни 4 будет действовать сила Рпр, направленная вниз,
значение которой определяется по формуле
Рпр =0,785 (02- г/2)vp—О, (3.31)
к где О и d — соответственно диаметр приемных плунжеров 1
и стержней 4\
Q — усилие сжатой пружины, приподнимающей при-
хват 2 при смене обрабатываемых заготовок; зна-
чение Q принимают равным двойному весу при-
хвата 2, стержня 4 и приемного плунжера /;
р — удельное давление на кольцевые торцы приемных
плунжеров /; если пренебречь потерями удельного
давления в жидкости, значение р определяется
по формуле
где Р — усилие со стороны торца силового плунжера 5, дейст-
вующее на жидкость;
Do — диаметр силового плунжера.
132
Если полость заполняется жидкостью (машинным маслом
и др.), то для предотвращения просачивания жидкости в зазоры
между посадочными отверстиями для стержней 4, плунжеров 1
и плунжера 5 требуется очень сложная система гидроизолирую-
щих устройств. Во избежание этого вместо жидкости, как пока-
зала практика, целесообразнее применять гидропласт.
Гидропласт представляет собой жидкостуденистое вещество,
физико-механические свойства которого близки к соответствую-
щим свойствам жидкости. Марки гидропластов, применяемых
в приспособлениях, и их состав приведены в табл. 3.2. Значе-
ния в таблице даны в процентах.
Таблица 3. 2
Компоненты Мс см 1рка ги дм дропластов МАТИ-1-4
Полихлорвиниловая смола марки М 20 10 —
Полихлорвиниловая смола марки ПБ — — 20
Дибутилфталат 78 88 59,2
Стеарат кальция 2 2 0,8
Вакуумное масло — — 20
Технологию приготовления наиболее распространенного
в приспособлениях, применяемых в приборостроении, гидро-
пласта МАТИ-1-4 см. [7].
Ориентировочно можно принять, что указанные гидропласты
уменьшаются в объеме на 0,5% на каждые 100 кГ)см2 давле-
ния1. Просачивание гидропласта через зазоры в 0,01 мм начи-
нается под давлением 1501 кГ1см2. Значение удельного давления
Рпр У торца приемного плунжера определяется по следующей
приближенной эмпирической формуле:
0,057
Aip р Q
о
где р — удельное давление, развиваемое плунжером 5, в кГ!см2\
L — расстояние между силовым и приемным плунжерами
в см\
S — площадь поперечного сечения полости в см2.
Для предотвращения просачивания гидропласта в зазоры
между плунжерами и их посадочными отверстиями следует при-
менять специальные гидроизолирующие устройства. Варианты
таких устройств показаны на рис. 3. 19.
(3.33)
1 Причиной уменьшения объема гидропласта, по-видимому, является сжа-
тие микропузырьков воздуха, находящихся в гидропласте.
133
Вариант 1. К торцам приемных плунжеров прикрепляют ко-
жаные манжеты 1 (рис. 3. 19, а, б).
Вариант 2. В плунжерах делают выточки, в которые поме-
щают кольца из мягкой резины (рис. 3. 19,в).
Вариант 3. В торцах приемных плунжеров, соприкасающихся
с гидропластом делают глухие конические отверстия
(рис. 3. 19,г). При давлении на гидропласт последний передает
усилия на стенки отверстия, вследствие чего возникает деформа-
ция стенок плунжера и диаметр его увеличивается, уменьшая
Рис.
3. 19. Варианты гидроизолирующих устройств
при этом зазор между ним и посадочным отверстием. В случаях
когда в узле приемного плунжера имеется стержень, проходящий
через гидропласт (см. рис. 3.19, б, а), монтаж такого стержня
производят в металлической манжете 2. Применение такой ман-
жеты значительно упрощает обработку посадочных отверстий,
так как в этом случае нет необходимости выдерживать точную
соосность посадочных отверстий под плунжер и стержень. При
кожаных манжетах и резиновых кольцах допустимое удельное
давление на гидропласт может достигать 400 кГ/см2 при зазо-
рах в 0,03 мм между плунжерами и их посадочными отверстиями.
Однако при указанных гидроизоляторах увеличиваются потери
на трение между манжетами и посадочными отверстиями. При
расчетах можно принимать, что к. п. д. т] таких устройств равен
0,8 для силового и каждого приемного плунжеров.
Кроме рассмотренной схемы передачи усилий от силового
плунжера к приемным плунжерам (см. рис. 3. 18), имеется еще
и другая схема, при которой давление на гидропласт произво-
дится стенкой полости, расположенной с противоположной сто-
роны по отношению к торцам приемных плунжеров. При такой
схеме исходное усилие Ри прилагается непосредственно к кор-
пусу 2, в котором находится полость с гидропластом (рис. 3.20).
134
В этом случае давление Рпр, передаваемое каждым прием-
ным плунжером 3 на заготовку, определяется по формулам:
а) при схеме, приведенной на рис. 3.20, я,
Л,р=~г1; (3.34)
Рис. 3.20. Передача усилий на гидропласт через корпус
б) при схеме, приведенной на рис. 3.20,6,
Р __ 2РЬ^
пр kn [2а + (п - 1) t] ’
(3.35)
где Р— осевое усилие, развиваемое винтовой парой;
k — число рядов приемных плунжеров, размещенных вдоль
откидной планки 1\
п — число приемных плунжеров;
t — расстояние между плунжерами;
т] — коэффициент полезного действия устройства; значение
т] принимается равным 0,8.
Значения а и b см. рис. 3.20.
Варианты конструктивного оформления полостей для гидропласта
Вариант Д Полость образуется двумя частями корпуса 1 и 2,
соединенными друг с другом винтами (рис. 3.21,а). При таком
варианте усилие Рр, стремящееся оторвать крышку /, опреде-
135
ляется по формуле P^ = pS, где р— удельное давление со сто-
роны гидропласта на крышку /; S — площадь крышки, соприка-
сающаяся с гидропластом. Задавшись количеством п крепежных
Рис. 3.21. Варианты оформления полостей для гидропласта
винтов 3, внутренний диаметр их резьбы определяют из ра-
венства
~4 ЫЕп '
где I — длина растягиваемой части винта 3 в мм;
— допустимое растяжение винта 3 (Д/ = 0,005 мм)};
Е — модуль упругости первого рода, для материала винта
(сталь 50) Е=2‘104 кГ)мм2. Заменив в рассматривае-
мом равенстве величины Е и Д/ их значениями и решая
полученное уравнение относительно dBH, получим
<3-36’
1 Через зазоры в 0,005 мм гидропласт не просачивается.
136
Вариант 2. Полость образуется сверлением глухих отверстий,
заглушенных резьбовыми пробками (рис. 3.21,6,в).
Вариант 3. Полость образуется расточкой с последующим
нарезанием резьбы и ввертыванием резьбовой пробки, закрываю-
щей отверстие для прохода расточного резца (рис. 3.21, а).
Вариант 4. Применяется для образования кольцевых поло-
стей (рис. 3.21,6).
Вариант 5. Полость оформляется при литье корпуса
(рис. 3. 21, е).
§ 3.11. ПРОЧИЕ ВИДЫ ЗАЖИМОВ
Вакуумные зажимы закрепляют заготовку путем ее «присасы-
вания» к плоскости с отверстиями, сообщающимися с вакуумным
резервуаром (рис. 3.22). У таких зажимов для уменьшения про-
течки атмосферного воздуха под заготовку применяются рези-
новые прокладки /, наружные размеры и форма которых соот-
^zzzzzzzZZZZZZZZZZ^^
Лтпоссрера
Заготовка
вакуум
Рис. 3. 22. Схема вакуумного зажима
ветствуют размерам и форме контура заготовки. Отверстия, со-
единяющие установочную плоскость с вакуумным резервуаром,
имеют диаметр 2—4 мм, а перемычки между кромками смежных
отверстий 0,5—1 мм. При этих условиях усилие прижима Q за-
готовки определяется по формуле
Q~0,8F, (3.37)
где F — плоить заготовки в см2.
Вакуумные зажимы незаменимы при обработке тонких заго-
товок из диамагнитных материалов, которые иными способами
закрепить не удается.
Электромагнитные и магнитные зажимы. Крепление заготовок
такими зажимами осуществляется замыканием деталей магнито-
провода магнитным потоком, создаваемым электромагнитами
или постоянными магнитами, причем заготовки являются состав-
ляющим звеном магнитопровода, т. е. они должны быть из маг-
нитопроницаемых материалов. Питаются электромагниты по-
стоянным током напряжением ПО в. Потребляемая мощность
137
равна 100—300 вт. Удельная сила притяжения электромагнитов
до 13 кГ/см2, а постоянных магнитов до 5 кГ!см2. Конструктив-
ное оформление таких зажимных устройств и расчеты зажимных
усилий см. [2].
Вакуумные, электромагнитные и магнитные зажимы приме-
няются в приспособлениях, неподвижно закрепляемых на столах
станков, а также во вращающихся приспособлениях (токарные,
поворотные столы и др.).
Пружинные зажимы, действующие от подвижных частей
станка. Пример такого зажима рассмотрен на рис. 6.25.
Кроме вышерассмотренных источников зажимных усилий, пос-
ледние также могут создаваться центробежными силами, возни-
кающими при вращении шпинделей токарных станков, или уси-
лиями резания. В приборостроении указанные способы зажима
встречаются крайне редко и малоперспективны, так как до мо-
мента зажима заготовка в большинстве случаев должна некото-
рое время вращаться без закрепления, что приводит к увеличе-
нию погрешности установки.
Раздел второй
ТИПОВЫЕ СПЕЦИАЛЬНЫЕ И УНИВЕРСАЛЬНО-НАСТРОЕЧНЫЕ
ПРИСПОСОБЛЕНИЯ
При рассмотрении вопросов, связанных с установкой и за-
креплением заготовок в приспособлениях, предполагалось, что
установочные элементы приспособлений и их зажимные устрой-
ства имели строго определенное положение (или перемещение)
относительно стола станка и обрабатываемого инструмента.
Вопрос же о том, как практически осуществляется это условие,
не затрагивался. Между тем совершенно очевидно, что для
ориентирования установочных элементов относительно стола
станка необходимы промежуточные монтажные детали. Они
также необходимы для монтажа зажимных и вспомогательных
устройств и прочих деталей приспособлений.
Основной монтажной деталью приспособления является кор-
пус, связывающий все вышеуказанные элементы в единое целое,
называемое станочным поиспособлением.
К станочным приспособлениям предъявляются следующие
общие требования.
1. Приспособление должно обеспечивать требуемую точность
обрабатываемых элементов заготовки (формы и взаимного поло-
жения). Для выполнения этого требования необходимо:
а) назначать схему установки только на основе анализа точ-
ности, обеспечиваемой каждой из возможных схем установки;
б) при установке в приспособление новой заготовки тща-
тельно очищать поверхности установочных элементов от стружки.
Контакт заготовки с установочными элементами возможен
только тогда, когда они при очистке и установке заготовки будут
доступны для очистки и для визуального контроля контакта.
2. Заготовка должна занимать строго определенное положе-
ние относительно установочных элементов приспособления. Все
положения заготовки в приспособлении, кроме требуемого, дол-
жны быть предотвращены.
3. Зажимные устройства приспособлений должны быть бы-
стродействующими.
4. Приспособления должны иметь необходимую жесткость
конструкции для применения скоростных режимов обработки.
139
5. Компоновка элементов приспособлений должна предусмат-
ривать минимум рабочих приемов и удобство их выполнения.
6. Время для установки приспособления на станке и съема
со станка должно быть минимальным.
7. Холостые ходы станка в процессе эксплуатации приспособ-
ления должны быть минимальными.
8. Стоимость изготовления приспособления при заданной
производительности должна быть минимальной.
9. Срок службы (стойкость) приспособления должен быть
согласован с заданной программой выпуска деталей.
10. Приспособление в период срока службы должно требо-
вать минимум разных видов ремонта.
11. Ремонт приспособлений должен быть легковыполнимым.
12. Быстроизнашивающиеся поверхности элементов приспо-
соблений необходимо выполнять в отдельных деталях. Конструк-
ция этих деталей должна быть простой и предусматривать бы-
струю их замену.
13. Детали и отдельные узлы приспособлений по мере воз-
можности должны быть нормализованными.
14. Приспособление должно иметь элементы для ориентации
и закрепления его на станке.
Размеры этих элементов должны быть согласованы с разме-
рами соответствующих элементов станка, на котором устанав-
ливается приспособление.
Разнообразие форм и габаритов заготовок, требующих для
обработки специальных станочных приспособлений, а также
разная квалификация конструкторов приводят к тому, что спе-
циальные станочные приспособления, даже для однотипных дета-
лей и операций, нередко имеют разнообразные конструкции.
Это приводит к повышению стоимости приспособлений и
удлиняет сроки подготовки производства. Основным мероприя-
тием для уменьшения стоимости специальных станочных приспо-
соблений является их широкая типизация и нормализация
и разработка на их основе универсально-настроечных приспособ-
лений (УНП) для групповой обработки.
Типизацией станочных приспособлений называется замена
большого разнообразия их типов ограниченным, сокращенным
до возможного минимума количеством конструкций, отвечающих
требованиям, предъявляемым к станочным приспособлениям.
Нормализация станочных приспособлений заключается в вы-
явлении типоразмеров для каждого типа приспособлений и
оформлении типовых конструкций и их деталей в альбомы
нормалей.
Типизация станочных приспособлений является первым эта-
пом для их нормализации. Для проведения типизации станочных
приспособлений выполнен следующий комплекс работ;
а) разработана классификация заготовок в зависимости от
140
характера сочетаний технологических баз, встречающихся
у обрабатываемых заготовок (см. табл. 2. 1);
б) для заготовок каждой группы указанной классификации
установлены варианты схем их установки, отличающиеся друг от
друга характером установочных деталей приспособлений (см.
гл. II);
в) на основе анализа опыта эксплуатации приспособлений
выявлены их наиболее рациональные конструкции примени-
тельно для каждого вида обработки и варианта схем установки;
эти конструкции приняты как типовые.
Одной из целей типизации приспособлений является разра-
ботка нормативов, которые позволяли бы определять типы при-
способлений для каждой конкретной заготовки, подвергающейся
данному виду обработки. Такими нормативами являются конст-
руктивно-технологические классификации для каждого вида
обработки. В этих классификациях все заготовки подразделены
на группы и для заготовок каждой группы указаны типовые
специальные и универсально-настроечные (УНП) приспособ-
ления.
Подразделение заготовок на группы произведено в основном
в зависимости от характера технологических баз заготовок.
Ниже рассматриваются типовые специальные приспособления и
УНП для основных видов обработки на металлорежущих
станках.
Глава IV
ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ СТАНКОВ
§ 4.1. СОЕДИНЕНИЕ ТОКАРНЫХ ПРИСПОСОБЛЕНИЙ
СО ШПИНДЕЛЕМ СТАНКА
Установочно-зажимные приспособления для токарных стан-
ков жестко закрепляют на шпинделе станка, они имеют только
вращательное движение без изменения своего положения отно-
сительно вращающихся элементов станка. Рассматриваемые при-
способления центрируются и соединяются со шпинделем одним
из нижеследующих наиболее часто встречающихся на практике
вариантов.
Вариант 1. Приспособление центрируется цилиндрической
А А
шейкой шпинделя (посадка — или— ), выступающей из перед-
ней бабки станка, и закрепляется с помощью резьбы, располо-
женной впереди центрирующей щейки шпинделя (рис. 4.1, а).
Для предотвращения самоотвинчивания приспособления
со шпинделя станка на шейке планшайбы делают шесть проре-
зей и на ней закрепляется кольцо 1, также имеющее шесть про-
резей, из них одна сквозная. При ввинчивании болта 2 кольцо 1
141
сжимает шейку планшайбы, плотно закрепляя ее на шпинделе
станка.
Вариант 2. Этот вариант применяют, когда центрирующая
часть шпинделя имеет коническую форму (рис. 4. 1,6).
Рис. 4. 1. Элементы для соединения токарных приспособле-
ний со шпинделем станка
Вариант 3. Посадочная часть приспособления представляет
собой конический стержень, сопрягаемый с конусным отвер-
стием шпинделя (рис. 4.1, в). Закрепляют приспособление
универсальной цанговой затяжкой станка.
§ 4.2. СПЕЦИФИЧНЫЕ ТРЕБОВАНИЯ К ПРИСПОСОБЛЕНИЯМ
ДЛЯ ТОКАРНЫХ СТАНКОВ
Токарные приспособления должны быть сбалансированы
относительно оси их вращения с установленными и закреплен-
ными в них заготовками. Для балансировки в приспособлениях
должны быть предусмотрены противовесы, прикрепляемые к кор-
пусу приспособления (рис. 4.2, в). В отдельных случаях балан-
142
сировку производят путем сверления отверстий в установочных
деталях (рис. 4.2,6) или корпусе приспособления.
Токарные приспособления не должны иметь выступающих
элементов (рис. 4.2, а), которые могли бы быть причиной травмы
Рис. 4. 2. Оформление токарных приспособлений
рабочего. Все такие элементы должны быть обтекаемой формы
(рис. 4.2,6) и защищены кожухом из листового материала тол-
щиной 2—3 мм (см. рис. 4.2, в).
§ 4.3. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ
ЗАГОТОВОК, ПОДВЕРГАЮЩИХСЯ ТОКАРНОЙ ОБРАБОТКЕ
Рассматриваемая классификация приведена в табл. 4. 1.
В приведенной классификации для заготовок различных
групп, характеристика которых приведена в табл. 2.1, указаны
рекомендуемые типы специальных и универсально-настроечных
приспособлений, причем последним присвоен шифр УНП-Т
(универсально-настроечное токарное приспособление).
Описание рекомендуемых приспособлений приведено в соот-
ветствующих параграфах данной главы. В классификации для
заготовок каждой группы рекомендуется несколько типов при-
способлений. Вопрос о том, какое из них принять в данном кон-
143
кретном случае, решается исходя из взаимного положения
параметров обрабатываемых элементов заготовки и ее техноло-
гических баз, а также характера схемы установки, которая выяв-
Таблица 4.1
табл. Наименование типов специальных токаоных приспособ- лений и номера УНП-Т
о ц 1 S я о S S
и О И л о ю СЗ н \О о я ад Е 2 « s я а к МОНТ шайб ЭЛ Л
- S ~ Л fcf - л ч
О Эскиз Я «н си сЗ О S ч к <1> сз Я i=S СЗ S
СЗ S блен] а пл< блен на п вым Зм р М 1) 3 2 \о 2 я Д <ъ> g
₽ о д о о 8 я S сЗ г-Ч со
О О) 2 о £ л И н Н
К о с о ад у S 5 сад s§§ 05 О Ь Си я с_. Я СЗ Л СЗ ди е ЕЕ ЕЕ ЕЕ ЕЕ ЕЕ X
К сад ЕЕ сад у ЕЕ сад о ЕЕ К О >=
1 Эск. 32 4- 4- 4-
Эск. 33 4- 4- 4-
2 Эск. 34 4- 4“ 4~ 4-
3 Экс. 35 4- 4- 4- +
4 Эск. 36 4- 4- 4- 4~
5 Эск. 37 4- 4-
6 Эск. 38 + 4- 4-
8 Эск. 39 + 4-
9 Эск. 40 + 4" 4- +
10 Эск. 41 4- 4- 4- 4-
11 Эск. 42 4- 4-
12 Эск. 43 4“ 4- 4~ 4-
13 Эск. 44 4- 4- 4- 4-
14 Эск. 45 4- 4- 4~
15 Эск. 46 4- 4-
16 Эск. 47 4- 1 -
17 Эск. 48 4- 4-
18 Эск. 49 4- 4~
19 Эск. 50 4- 4-
20 Эск. 51 4- 4-
21 Эск. 52 4- 4- 4-
22 Эск. 53 4- 4- 4~
24 Эск. 54 4- 4-
26 Эск. 55 4- 4-
144
145
146
147
Продолжение
Эскиз
Наименование типов специальных токарных приспособ-
лений и номера УНП-Т
Эск. 56
Эск. 57
Эск. 58
Эск. 59
Эск. 60
ляется соответствующими расчетами, приведенными для каждой
группы заготовок в гл. II.
Поясним сказанное следующими примерами.
1. Для заготовок 4-й группы в классификации рекомендуется
три типа специальных приспособлений: приспособление, монти-
руемое на планшайбе; планшайбы с грибковыми поджимами и
оправки. Планшайба применяется для расточки отверстия, пока-
занного на эскизе в табл. 2.1 для заготовок 4-й группы, при этом
заготовку закрепляют прихватами. Если протачивают наружный
диаметр, а базовое отверстие фиксируют утапливающимся кони-
ческим пальцем, то следует применять планшайбу с грибковым
прижимом. При высоких требованиях к концентричности оси
наружного диаметра относительно оси базового отверстия при-
меняют оправки, причем тип оправки также выявляется на осно-
вании точностных расчетов.
2. Для заготовок 10-й группы рекомендуется два типа приспо-
соблений: приспособление, монтируемое на планшайбе, и при-
способление, монтируемое на планшайбе с угольником. Первое
приспособление применяется, когда ось растачиваемого отвер-
стия параллельна осям базовых отверстий, а второе — когда ось
этого отверстия параллельна плоскости, являющейся технологи-
ческой базой (см. эскиз табл. 2.1 для заготовок 10-й группы).
148
§ 4.4. ТИПОВЫЕ СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ТОКАРНЫХ СТАНКОВ
Приспособления, монтируемые на планшайбе
Корпусом этих приспособлений является диск (планшайба)
с элементами для закрепления его на шпинделе станка. Монтаж
установочно-зажимных элементов производят на этом диске или
на другом, скрепляемом винтами и проточкой с указанной план-
шайбой. Такая конструкция в большинстве случаев обуслов-
лена необходимостью создать полость для рычага, передающего
зажимное усилие на два или три прихвата (рис. 4.3). Характер
Рис. 4. 3. Спаренные прихваты
установочно-зажимных элементов, которые монтируют на план-
шайбах, зависит от варианта сочетания технологических баз
заготовок и принятой схемы установки. Эти элементы приспособ-
лений освещены в гл. II. Поэтому задача конструктора, проек-
тирующего приспособление, сводится к конструктивному оформ-
лению и монтажу установочно-зажимных элементов на план-
шайбе. Пример конструкции приспособления, монтируемого на
планшайбе, для заготовок, обрабатываемые элементы которых
имеют технологическими базами две или три плоскости, показан
на рис. 4.2, б.
В ряде случаев вместо стержня рычага, передающего зажим-
ное усилие на два прихвата (рис. 4. 2, в), целесообразно произ-
водить передачу усилий через полость, заполненную гидропла-
стом (рис. 4.4). Зажимные устройства с передачей давлений
через гидропласт позволяют создавать компактные конструкции
многоместных токарных приспособлений.
На рис. 4.5, а показано приспособление для проточки /?30
у заготовок 10-й группы. Установочными элементами являются
цилиндрический и ромбический пальцы и торцевая плоскость
планшайбы. Полость для гидропласта имеет форму кольцевой
выточки, замкнутую бандажным кольцом 5. Эта полость через
радиальные отверстия сообщается с центральной полостью. Дав-
ление на гидропласт передается от винта 7.
149
В данном приспособлении все прихваты 4, закрепляющие за-
готовки, поворачиваются одновременно планкой 2, имеющей
прорези, в которые входят штифты У, запрессованные в плун-
жеры 3. В планке 2, кроме указанных пазов, имеются также пазы
на выступах, находящихся в торцевых пазах корпуса 6. В пазы
на выступах планки 2 вставляется стержень (на рис. 4.5, а
не показан), с помощью которого поворачивается планка 2,
а вместе с нею и прихваты.
Рис. 4.4. Спаренные прихваты с гидравличе-
ским звеном
Смещению планки 2 влево (вдоль ее оси) препятствует
планка S, жестко соединенная винтами с торцевыми выступами
корпуса 6. Планка 8 одновременно является обоймой упорного
шарикоподшипника. Необходимо заметить, что выступы (в ра-
диальном направлении) планки 2, находящиеся в торцевых па-
зах корпуса 6', значительно меньше этих пазов (по длине дуги),
вследствие чего планка 2 может поворачиваться на некоторый
угол. При повороте планки 2 на угол (3 (рис. 4. 5, в) каждый
плунжер вместе с жестко связанным с ним прихватом 4 повер-
нется на угол а.
При заданном значении угла а и известном расстоянии от оси
штифта до оси прихвата (точка OJ, а также расстоянии R от
от оси приспособления соответствующий угол [3 поворота
планки 2 определяют из построений, приведенных на рис. 4.5, в.
На этом рисунке показаны два положения оси штифта: ось
штифта находится в точке Л, когда прихват закрепляет заго-
товку, и в точке В, когда прихват повернут на угол а (чтобы
дать возможность снять обработанную заготовку и установить
новую).
Из прямоугольного треугольника ОСВ находим, что
sin|3/2=-^-, но СВ —г sin а/2,
следовательно,
. D/o г sin а/2
sin₽/2 =---^-2-,
150
откуда
о • / rsina/2
2 a resin --------
Приспособление, в котором заготовки закрепляют также
прихватами, показано на рис. 4.5,6. В этом приспособлении по-
05ра ба ты да емая за готовка
в а)
Обрабатываемая заготовка
Рис. 4. 5. Многоместные приспособления с гидравлическим звеном
ворот всех прихватов производят одновременно с помощью рас-
смотренного выше устройства. Выпадание устанавливаемых
заготовок из фиксирующих трафаретов (в процессе установки)
предотвращают плоские пружины 1.
151
к приспособлениям, монтируемым на планшайбе, можно от-
нести следующие приспособления.
Двухкулачковый самоцентрирующий патрон (рис. 4.6). За-
жим заготовки в нем производится двумя призматическими
кулачками 3 и 4, перемещаемыми винтом 5 с правой и левой
резьбой. Один из этих кулачков должен иметь строгое направ-
ление (посадка —), а другой кулачок должен перемещаться
Ci
Рис. 4. 6. Двухкулачковый самоцентри- Рис. 4. 7. Эксцентриковый цан-
рующий патрон говый патрон
между направляющими планками 1 и 2 с гарантийным зазором
. Точность фиксации от этого не меняется, но значительно
упрощается изготовление призмы кулачка, который имеет зазор
между направляющими планками 7 и 2. Этот кулачок самоуста-
навливается по первому кулачку.
Эксцентриковый цанговый патрон (рис. 4.7). В планшайбе 7,
соединяемой со шпинделем станка, имеется эксцентричное
отверстие, в которое входит хвостовик гнезда 3 цанги 4. Ось
гнезда выполнена эксцентрично относительно оси цилиндриче-
ской поверхности ее хвостовика. В гнезде 3 сделана кольцевая
выточка для головок болтов 2, что дает возможность при ослаб-
лении зажимных гаек поворачивать гнездо 3 относительно план-
шайбы 7.
Поворачивая гнездо, можно изменять эксцентриситет оси
установленного гнезда от ei + e2 до щ—е2, где ei — эксцентриси-
тет оси отверстия гнезда относительно оси его хвостовика, а е2 —
эксцентриситет оси отверстия планшайбы относительно оси
шпинделя. Для удобства настройки приспособления на заданный
152
эксцентриситет на наружной цилиндрической поверхности
гнезда, сопрягающейся с поверхностью планшайбы /, наносится
шкала эксцентриситетов.
Разрезные зажимные кольца. Приспособления с такими коль-
цами, показанные на рис. 4.8, применяют для обработки тонко-
стенных заготовок. На рис. 4. 8, а показано приспособление, в ко-
тором заготовку закрепляют разрезным коническим кольцом 4,
при навинчивании резьбового кольца 2 на оправку L Заготовка
упирается в штифты 3.
Рис. 4.8. Приспособления с разрезными
кольцами
Недостатком этого приспособления является то, что при за-
креплении заготовки требуется преодолеть значительную силу
трения, возникающую в местах контакта кольца 2 с разрезным
кольцом 4. Этот недостаток устранен в оправке, представленной
на рис. 4.8,6. Разрезное кольцо 8 зажимается обоймой 7, на ко-
торую зажимное усилие передается от резьбового кольца 6 через
шарики. При ослаблении зажима (для съема детали), для пред-
отвращения выпадания шариков из кольцевых обойм, обойма 7
следует за резьбовым кольцом, отжимаясь от корпуса 5 приспо-
собления спиральными пружинами.
Все вышерассмотренные приспособления, монтируемые на
планшайбах, применяются в случаях, когда оси обрабатываемых
элементов заготовок (валов или отверстий) перпендикулярны
к плоскостям, являющимся технологическими базами заго-
товок.
153
Приспособления, монтируемые на планшайбах с угольниками
Данные приспособления применяют для заготовок, у которых
оси обрабатываемых элементов (валов или отверстий) парал-
лельны плоскостям, являющимся технологическими базами за-
готовок. Пример такого приспособления приведен на рис. 4.9.
Приспособление, предусматривающее обработку заготовки
с двух позиций (с поворотом на 180°), показано на рис. 4.10.
Рис. 4.9. Приспособление, монтируемое на планшайбе
с угольником
Это приспособление предназначено для проточки двух цапф
£^3~о;о12- Установочная плоскость выполнена на угольнике 3,
жестко соединенным с планшайбой 1. Положение заготовки фик-
сируется стержнем 6 и шаблоном 7, который после закрепления
заготовки плавающим прижимом к поворотному столу 5 уби-
рается.
Положение поворотного стола фиксируется пальцем 10, ко-
торый при смене позиции стола выходит из паза с помощью
байонетного устройства, перемещаемого кулачком-гайкой 9.
Блокировка стола 5 производится стержнем 6 при завертывании
кулачка-гайки 9. Для предотвращения деформаций угольника 3
под него подведен винт 8, упирающийся во втулку, связанную
с толстостенным защитным кожухом 2.
Для обработки элементов заготовок, расположенных относи-
тельно друг друга под углами 90° или 180°, успешно применяются
приспособления с фиксирующим сегментом.
Пример такого приспособления показан на рис. 4.11. В нем
установочно-зажимные элементы монтируют на сегменте 5, ко-
торый устанавливают в цилиндр 1 и закрепляют в нем болтом 4
с гайкой 3. Приспособление предназначено для проточки двух
осей корпуса гироскопа. После проточки одной из осей гайку 3
отвинчивают на 0,5—1 оборот, сегмент 5 с закрепленной на нем
заготовкой вынимают из цилиндра 1 и поворачивают на 180°,
154
Вид В
Рис. 4. 10. Поворотное приспособление, монтируемое на угольнике
0,0018
Рис. 4.11. Поворотное приспособление с сегментом
155
после чего снова вставляют в этот цилиндр и закрепляют для
обработки другой оси. При тщательной очистке сегмента и внут-
ренней поверхности цилиндра данный тип приспособления обес-
печивает соосность обрабатываемых элементов в пределах
0,01—0,02 мм.
Приспособления, монтируемые на планшайбе
с грибковыми поджимами
Эти приспособления (рис. 4. 12) применяют в тех случаях,
когда закреплять заготовку прихватами и другими зажимными
Рис. 4. 12. Грибковый вращающийся прижим
устройствами невозможно (указанные элементы пересекаются
с режущим инструментом).
Цанги. Для токарной обработки применяют одноместные
цанги (см. рис. 2.31 и 2.40), гнездом для которых служат соот-
ветствующие конические отверстия в шпинделях станков или
Рис. 4. 13. Варианты цельных
оправок
промежуточные втулки, применяе-
мые для колокольных цанг (см.
рис. 2.33).
Оправки, фиксирующие оси ба-
зовых отверстий без погрешности
базировки, были рассмотрены выше
(см. рис. 2. 10; 2. 11; 2. 12,а; 2. 14;
2.15; 2.16; 2.17). Для применения
этих оправок при токарной обра-
ботке они должны иметь элементы,
с помощью которых оправки фикси-
руют и закрепляют на шпинделе
станка (см. рис. 4. 1).
Оправки для ориентирования
осей базовых отверстий заготовок
по схеме, допускающей погрешность
базировки, показаны на рис. 4. 13.
В этих оправках следует применять
быстросъемные шайбы, при этом
156
диаметр гайки должен быть меньше диаметра базового отвер-
стия заготовки. Если это условие трудно выполнить, резьбу гайки
и оправки следует изготовить по типу быстродействующего пу-
шечного затвора (рис. 4. 14, а).
Для оправок малого диаметра применяют быстросъемные
затяжные гайки. В гайке с основной метрической резьбой делают
отверстие, диаметр которого на 0,2—0,5 мм больше наружного
диаметра резьбы болта, а ось этого отверстия расположена под
Рис. 4. 14. Быстросъемные гайки
углом 10°—15° по отношению к оси резьбы гайки и пересекается
с нею на середине высоты отверстия (рис. 4. 14,6).
Для закрепления заготовок, установленных на оправке, гайку
наклоняют на 10°—15° и надевают на резьбу до соприкосновения
с промежуточной шайбой, после чего повертывают так, чтобы
ось ее резьбы совпадала с осью оправки. При этом оставшаяся
(от прорезки косого отверстия) резьба гайки сопрягается с резь-
бой оправки. Затем гайку повертывают на 0,5—1 оборот и за-
крепляют заготовки. При съеме заготовок затяжку гайки ослаб-
ляют, наклоняют на 10°—15° и свободно снимают вдоль резьбы
оправки, освобождая путь
для съема обработанных и
установки новых заготовок.
Для обработки отверстия
и внешней цилиндрической
поверхности с очень высо-
кими требованиями к их кон-
центричности рекомендуется
применять оправки, пока-
занные на рис. 4. 15. Обра-
ботку в таких оправках про-
изводят следующим обра-
зом. Заготовку вкладывают
/ 2
Рис. 4. 15. Оправка для обработки от-
верстия и внешней цилиндрической по-
верхности
черной цилиндрической поверхностью в обойму 2, после чего на-
винчивают обойму на корпус 1 и закрепляют заготовку, прижи-
мая ее торцы. В этом положении растачивают отверстие. По
окончании обработки отверстия, не ослабляя обоймы 2, заго-
157
товку через шайбу 3 закрепляют болтом 4. Затем обойму свин-
чивают и обрабатывают наружную цилиндрическую поверхность.
Для обработки заготовок, устанавливаемых двумя внешними
цилиндрическими поверхностями, применяют оправки, показан-
ные на рис. 4. 16. Центрируют заготовку цилиндрическим отвер-
стием и конусными выступами, выполненными в оправке 2. Для
центрирования одновременно по двум диаметрам цилиндриче-
ское отверстие оправки должно иметь небольшую глубину (по
образующей) 1—2 мм.
В данном приспособлении заготовку закрепляют быстро-
съемной гайкой, показанной на рис. 4.14, б.
В случаях когда технологической базой заготовки является
ось резьбового отверстия, применяют разжимные резьбовые
оправки, конструкция которых аналогична конструкции оправки,
показанной на рис. 2. 14, в, но у них посадочный диаметр будет
иметь резьбу, соответствующую резьбе базового отверстия. Типы
цельных резьбовых оправок показаны на рис. 4. 17. В первой из
них (рис. 4.17, а) заготовку навинчивают на оправку 3, которая
затем цанговой затяжкой станка перемещается влево и прижи-
мает торец заготовки к торцу конуса 1. От поворота оправку 3
в процессе ее зажима предохраняет штифт 2. В другой оправке
(рис. 4. 17,6) заготовку навинчивают на резьбу оправки и затем
стопорят гайкой 2.
Специальные патроны. Эти патроны применяют для фиксации
оси наружной цилиндрической поверхности. Их принципы работы
и конструкции были рассмотрены выше (см. рис. 2.30 и 2.34).
Для применения этих патронов при токарной обработке они
должны иметь элементы для фиксации и крепления их на шпин-
деле станка (см, рис. 4. 1).
§ 4.5. УНИВЕРСАЛЬНО-НАСТРОЕЧНЫЕ ТОКАРНЫЕ
ПРИСПОСОБЛЕНИЯ (УНП-Т)
Приспособление УНП-Т1 представляет собой сборную план-
шайбу (рис. 4.18), состоящую из диска 1, соединенного выточ-
кой (посадка ~ ) и болтами 9 с корпусом 2, который устанав-
ливают на шпинделе станка. В диске 1 имеется двенадцать
сквозных прорезей с Т-образными пазами. В трех из этих проре-
зей есть сквозные пазы, в которых монтируют обоймы 7 для
прихватов 6.
При ослаблении гаек 5 прихваты могут перемещаться в ра-
диальном направлении. Изменением положения гаек 8 и
втулки 10 производят регулировку прихватов по высоте. Закреп-
ление заготовки прихватами производят через диск 4 с тремя
прорезями стержнем И, который связан с цанговой затяжкой
станка или со штоком пневматического усилителя. Примеры
схем наладок УНП-Т1 приведены на рис. 4. 19.
158
На рис. 4. 19, а показаны установочные элементы для фикса-
ции заготовок 13-й группы (см. табл. 2. 1). Торец заготовки уста-
навливают на три втулки 5, закрепленные на диске 1 винтами и
гайками, находящимися в Т-образных пазах диска. Ось внешней
цилиндрической поверхности, являющаяся технологической ба-
зой заготовки, ориентируется торцами стержней 6, установлен-
ных в обойме 7, положение которой фиксируется на диске 1
1 2
Рис. 4. 16 Оправка для обработки заготовок,
устанавливаемых двумя внешними цилиндри-
ческими поверхностями
двумя колонками 3, закрепленными в пазах гайкой 4. На
рис. 4.19,6 показан монтаж пальцев, ориентирующих ось
цилиндра.
Схема установки для заготовки 10-й группы показана на
рис. 4.19,в. Установочными элементами в этой схеме являются
утапливающиеся пальцы: конический и конический с лысками,
которые монтируют в угольнике 2, закрепленном на диске 1.
Приспособление УНП-Т2 состоит из планшайбы 1 (рис. 4.20),
на которой между двумя направляющими 2 и 5 установлен
Рис. 4.17. Резьбовые оправки
угольник 3. Положение угольника регулируют винтом 4. На
угольнике 3 установлен поворотный стол 9, на котором монти-
руют установочные и зажимные элементы. Стол 9 может зани-
мать четыре позиции под углом 90°. Фиксацию положения стола
осуществляют вилкообразным клином 6 и двумя ползунками 7,
упирающимися в опоры //. Для предотвращения деформации
угольника под действием центробежной силы под него постав-
лен упор /0, связанный с относительно толстостенным кожу-
хом 8.
159
6
1968
161
Центральные фиксирующие пальцы (цилиндрические и утап-
ливающиеся конические) устанавливают в отверстие втулки 12,
являющейся также осью вращения стола. На рис. 4.20 показан
Рис. 4.21. Вариант на-
ладки УНП-Т2
0драдать1баема.я заготовка
монтаж утапливающегося конического пальца в этой втулке.
Вариант наладки УНП-Т2 для обработки заготовок 30-й группы
показан на рис. 4.21. - -
Приспособление УНП-ТЗ представляет собой колокольную
цангу с регулируемыми кулачками, конструкция и принцип ра-
боты которой были рассмотрены выше (см. рис. 2. 33) г
§ 4.6. ПРИСПОСОБЛЕНИЯ ДЛЯ КРУГЛОШЛИФОВАЛЬНЫХ
СТАНКОВ
Рассмотренные выше типы приспособлений для токарных
станков применимы и для круглошлифовальных станков. При
шлифовании в качестве установочно-зажимных элементов ши-
роко применяют различные типы центров и поводковых уст-
ройств. Все эти устройства широко освещены в литературе по
станочным приспособлениям ([1] и [2]).
6*
163
Глава V
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
§ 5.1. СОЕДИНЕНИЕ ФРЕЗЕРНЫХ ПРИСПОСОБЛЕНИЙ СО СТОЛОМ
СТАНКА
Фрезерные приспособления устанавливают непосредственно
на столе фрезерного станка или на столе нормализованного (или
универсального) поворотного устройства станка и соединяют
с ним болтами и гайками, под каждую из которых подкладывают
шайбу. Головки крепежных болтов устанавливают в Т-образные
пазы стола.
Рис. 5. 1. Элементы для фиксации фрезерных приспособление
Для прохода этих болтов в приспособлении должны быть
пазы (рис. 5. 1). Опорная поверхность под шайбу должна иметь
обработку V4. Если корпус приспособления сварной или изго-
тавливают из куска, то под шайбу фрезеруют соответствующее
углубление (рис. 5. 1,6). В литых же корпусах делают прилив,
поверхность которого обрабатывают (рис. 5. 1,а).
Ориентируют приспособление на столе станка двумя шпон-
ками 1 (см. рис. 5. 1,6), прикрепленными к корпусу винтами 2.
В корпусе для шпонок делают паз, в который шпонки устанав-
ливают по посадке С. Посадка шпонок в пазах стола — С3.
Когда приспособление устанавливают на нормализованный
поворотный стол, то центрирование и закрепление приспособле-
ния производят конусом 2 (рис 5. 1,в). Извлекают конус из соот-
ветствующего отверстия стола с помощью гайки /, которая, упи-
раясь в торец шпинделя стола, вытягивает конус 2. Фиксацию
164
приспособления от поворота производят шпонкой или цилиндри-
ческим пальцем 3.
§ 5.2. СПОСОБЫ ФРЕЗЕРОВАНИЯ
Все фрезерные приспособления в зависимости от количе-
ства заготовок, одновременно устанавливаемых в приспособле-
нии, разделяют на одноместные и многоместные. Одноместные
приспособления применяют для фрезерования заготовок круп-
ных габаритов, малых партий обрабатываемых заготовок и
Рис. 5.2. Способы фрезерования
обычно при выполнении фрезерной операции за несколько пози-
ций заготовки при одной ее установке (закреплении).
Многоместные фрезерные приспособления в зависимости от
принятого способа фрезерования разделяют на три группы: 1 —
для последовательного фрезерования; 2 — для параллельного
фрезерования; 3 — для параллельно-последовательного фрезе-
рования.
Последовательное фрезерование. При последовательном фре-
зеровании заготовки располагают в приспособлении последова-
тельно в направлении подачи и обрабатывают в порядке очеред-
ности (рис. 5.2, а).
Параллельное фрезерование. При параллельном фрезерова-
нии заготовки располагают в ряд в направлении, перпендикуляр-
ном к направлению подачи, и обрабатывают одновременно на-
бором фрез (рис. 5.2,6).
Параллельно-последовательное фрезерование. Параллельно-
последовательное фрезерование представляет собой комбина-
165
цию двух рассмотренных выше способов фрезерования. При этом
способе заготовки располагают в приспособлении в несколько
рядов. Причем в каждом ряду заготовки располагают в направ-
лении, перпендикулярном к направлению подачи, а сами ряды —
в направлении подачи (рис. 5. 2, в).
Определение штучного времени Тшт
для разных способов фрезерования
При фрезеровании в одноместном приспособлении Тшт опре-
деляют по формуле 1
^шт = ^вспН“ 7^маш> (5.1)
где Твсп — вспомогательное время;
Тмаш— время контакта фрезы с заготовкой, в течение кото-
рого происходит снятие стружки.
В этой формуле каждое слагаемое правой части можно пред-
ставить как сумму слагаемых
^всп~/уст 4"/заж /упр /х.х 4" ^оч’, (5-2)
Лшш” /врез “Ь/фр.осн» (5-3)
Заменив слагаемые правой части формулы (5. 1) их значе-
ниями, получим
7\пт = /уст + /заж + /упр + /х.х + /оч + /врез + /фр.осн, (5. 1а)
где /уст — время установки заготовки в приспособлении и
съема после обработки;
/заж — время на зажим заготовки в приспособлении и
освобождение после обработки;
/упр — время на включение и выключение станка;
/х.х — время холостого хода (подведение заготовки
к фрезе и отвод от нее после обработки);
/оч— время на очистку приспособления от стружки;
/врез — время на врезание фрезы в заготовку;
/фр.осн — основное время фрезерования одной заготовки.
При последовательном фрезеровании 7ШТ определяют по фор-
муле
шт=^уст (^заж + ^упр + ^х.х+ ^оч 4Лрез^ + ’ ~~ Нфр-осн’
(5.4)
где N — количество заготовок, одновременно устанавливаемых
в приспособлении;
1 В данном случае слагаемыми ГОбсл, Тотд и другими, входящими в Тшт,
пренебрегаем.
166
I — расстояние между фрезеруемыми элементами смежных
заготовок;
s — подача стола в mmImuh.
Сравнивая формулы (5.1а) и (5.4), нетрудно заметить, что
последовательное фрезерование сокращает штучное время по
сравнению со штучным временем при фрезеровании в одномест-
ном приспособлении только при соблюдении неравенства
' (4аж "4-^упр +^x.x + ^оч 4~ 4рез^ ~Г
4“ ~~~ 4аж “Нупрi + 4.х “Ноч 4Чрез- (&• 5)
Для большинства заготовок нетрудно спроектировать для
последовательного фрезерования приспособление, в котором
соблюдается приведенное
выше неравенство. Однако
все же встречаются заго-
товки (рис. 5.3), последо-
вательным фрезерованием
которых при однорядном рис 53 Заготовка последовательное
ИХ расположении не ДО- фрезерование которой нецелесообразно
стигают сокращения Тшт.
Из формулы (5.4) видно, что при последовательном фрезеро-
вании сокращение Тшт достигают уменьшением ТВСп-
При параллельном фрезеровании 7ШТ определяют по формуле
шт — ^уст 4"~ (4аж + ^упр 4" 4.х+ ZO4 + 4рез) 4“ ^Фр.осн* (5• 6)
Сравнив правые части формул (5.4) и (5.6), нетрудно найти,
что при параллельном фрезеровании штучное время сокращает-
ся по сравнению со штучным временем при последовательном
фрезеровании на величину
N - 1
N
(5.7)
Из этого выражения видно, что параллельное фрезерование
дает наибольший эффект для сокращения Тшт при больших
При параллельно-последовательном фрезеровании Гшт опре-
деляется по формуле
Лгг = ^уст Н 77 (4аж 4" 4.x “4 4ПР 4“
у Nn
4~4ч 4~4рез) Н Ь“^Фр.осн, (5- 8)
где п — количество рядов заготовок в приспособлении;
N — число заготовок в ряду.
167
Сравнив правые части формул (5.1а) и (5.8), видим, что
параллельно-последовательное фрезерование целесообразно при-
менять при соблюдении неравенства
N (4аж+^х.х + ^упр+^оч + 4рез)+ N +
Л V fl Л 1 1/ V
+ 4.х+^упр + 2‘ оч “Ь^врез ~Мф
р.осн-
(5.9)
Пути сокращения штучного времени
для всех способов фрезерования
Уменьшение Тшт для рассмотренных выше методов фрезеро-
вания осуществляют применением высокопроизводительных ре-
жимов фрезерования и исключением из слагаемых ТШт состав-
ляющих вспомогательного времени.
Возможность исключения отдельных слагаемых вспомога-
тельного времени зависит от конструкции приспособления и спо-
соба фрезерования, приведенных ниже.
Фрезерование с подачей в обе стороны. При этом способе
фрезерования на столе станка последовательно устанавливают
в направлении подачи со значительным интервалом два одина-
ковых (одноместных или многоместных) приспособления.
Во время обработки заготовок в одном приспособлении
во второе приспособление устанавливают другие заготовки,
после окончания фрезерования заготовок в первом приспособ-
лении переключают направление подачи станка и начинают
обрабатывать заготовки во втором приспособлении.
. Рассматриваемый способ фрезерования дает наибольшую
эффективность, когда сумма /уст + ^оч + Аза» равна или близка
к Лташ- В этом случае указанные слагаемые перекрываются Тмаш
и, следовательно, в Тшт не учитываются.
При обработке с подачей в обе стороны в одном приспособ-
лении фрезерование производят «против подачи», а в другом —
«по подаче». Это вызывает необходимость применять устройства,
компенсирующие зазоры в механизме подачи стола станка.
Фрезерование «против подачи» в двух приспособлениях, уста-
новленных на поворотном столе. При фрезеровании на станках
не имеющих устройств для компенсации зазоров, приспособле-
ния следует ставить на стол, поворачивающийся на 180° и имею-
щий вертикальную ось вращения.
Во время фрезерования заготовок в одном из таких приспо-
соблений с другого снимают обработанные заготовки, очищают
от стружки установочные элементы приспособления и устанав-
ливают новые заготовки. По окончании обработки заготовок
в первом приспособлении стол станка отводят назад, чтобы
фрезы вышли из контакта с заготовками. Затем поворачивают
поворотный стол на 180° и начинают обрабатывать заготовки,
установленные во втором приспособлении.
168
Фрезерование в кассетных приспособлениях. В кассетных при-
способлениях установочные элементы монтируют в съемной ча-
сти приспособления, называемой кассетой. К каждому приспо-
соблению изготовляют две кассеты или два комплекта кассет
(если в приспособление устанавливают одновременно несколько
кассет).
При обработке в кассетных приспособлениях кассету с заго-
товками ставят на приспособление (или вкладывают в него) и
жестко закрепляют. Затем подводят заготовки к фрезе и вклю-
чают станок. Во время обработки заготовок в первой кассете
устанавливают заготовки во вторую кассету. По окончании обра-
ботки заготовок в первой кассете выключают станок, отводят
приспособление в исходное положение, кассету снимают и заме-
няют второй кассетой, после чего цикл обработки повторяется.
При обработке в кассетных приспособлениях из Тшт исклю-
чаются ^Уст» ^заж и ^оч, которые перекрываются машинным време-
нем. Следует иметь в виду, что вместо указанных слагаемых
в структуре Тшт появляются новые слагаемые: время установки
и закрепления кассеты в приспособлении. Однако доля суммы
этих слагаемых, приходящаяся на одну заготовку, обычно зна-
чительно меньше суммы /уСт + ^заж + ^оч- Заметим, что кассетные
приспособления дают эффект при фрезеровании с самоходной
подачей стола станка.
Непрерывное фрезерование. При непрерывном фрезеровании
детали устанавливают на непрерывно вращающемся столе,
имеющем в большинстве случаев вертикальную или горизонталь-
ную ось вращения. Для прорези шлицев широко применяют при-
способления с горизонтальной осью вращения. Непрерывное
фрезерование при соответствующем подборе диаметра стола и
скорости его вращения дает возможность исключить ZyCT, tQ4,
t&w из Тшт за счет перекрытия их машинным временем.
§ 5.3. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ
ЗАГОТОВОК, ПОДВЕРГАЮЩИХСЯ ФРЕЗЕРОВАНИЮ
Указанная классификация приведена в табл. 5.1.
Описание каждого типа рекомендуемого приспособления при-
ведено ниже в соответствующих параграфах данной главы. Все
рекомендуемые типы приспособлений (за исключением оправок)
могут быть как специальными, так и универсально-настроеч-
ными.
В классификации для заготовок каждой группы рекомен-
дуется несколько типов приспособлений. Вопрос о том, какое из
них принять в данном конкретном случае, решается исходя из
взаимного положения направления перемещения заготовки
(в процессе фрезерования) и ее технологических баз, а также
характера схемы установки, которая выявляется соответствую-
щими расчетами точности обработки, приведенными для загото-
169
вок каждой группы в гл. II первого раздела. Кроме того, при
выборе типа приспособления следует учитывать годовую про-
грамму выпуска деталей. Этот вопрос решается на основе техно-
экономцческих расчетов, приведенных в гл. X второго раздела
книги. Немалую роль при выборе типа приспособления играют
габариты заготовки.
Таблица 5.1
№ группы заготовки по табл. 2. 1 Эскиз Приспособление с Т-об- разным корпусом Оправка Плунжерное приспособ- ление Кассетное приспособ- ление Приспособление с упор- ной крышкой Маятниковое приспособ- ление О S *2 2 я Приспособление, мон- тируемое на плите
Самоцентриру тиски со смей губками
1 Эск. 61 + 4-
2 Эск. 62 4- 4-
3 Эск. 63 4~
4 Эск. 64 + . + 4-
5 Эею 65 + + + 4- 4-
6 Эск. 66 4-
7 Эск. 67 + + 4- 4- 4- 4- J- 4-
8 Эск. 68 + + + 4~ + + 4-
9 Эск. 69 +
10 Эск. 70 +
11 Эск. 71 4-
12 Эск. 72 + 4- 4- 4-
13 Эск. 73 4- 4-
14 Эск. 74 4-
15 Эск. 75 ч-
16 Эск. 76 4~
17 Эск. 77 + + + 4-
18 Эск. 78 4-
19 Эск. 79 +
20 Эск. 80 4-
21 Эск. 81 4-
22 Эск. 82 4~
23 Эск. 83 + 4- —1— + + + 4-
170
171
Эск. 8 О Эск. 81 Эск. 88 Эск.83
Продолжение
24 Эск. 84 4-
25 Эск. 85 4-
26 Эск. 86 +
27 Эск. 87 4- +
28 Эск. 88 +
29 Эск. 89 4~
30 Эск. 90 4-
31 Эск. 91 + +
+ + + 4- 4- + 4- 4- 4- 4- 4~ 4- 4- 4- + 4- 4- 4- 4- 4- 4” 4” 4- 4” 4- 4-
Если фрезерную операцию выполняют с одного установа
(закрепления), но при нескольких позициях заготовки относи-
тельно фрезы (пазы, расположенные под определенными углами
друг к другу, и т. д.), то рекомендуемые в классификации типы
приспособлений устанавливают на нормализованные или уни-
версальные поворотные столы к фрезерным станкам.
Поясним сказанное следующим примером. Для заготовок
17-й группы рекомендуется четыре типа приспособления. При
больших габаритах заготовки следует применять приспособле-
ние, монтируемое на плите. Когда габариты заготовки малы и
рабочее перемещение заготовки на фрезу перпендикулярно пло-
скости, являющейся технологической базой, можно применить
самоцентрирующие тиски (при небольшой партии изготовляемых
деталей) или многоместное приспособление с Т-образным кор-
пусом (при серийном производстве деталей). Если габариты
заготовки небольшие и усилия резания при фрезеровании не пре-
вышают 1—2 кГ, то целесообразно применить маятниковое при-
способление.
§ 5.4. ТИПОВЫЕ СПЕЦИАЛЬНЫЕ И УНИВЕРСАЛЬНО-НАСТРОЕЧНЫЕ
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРОВАНИЯ
Приспособления, монтируемые на плите
Корпусом этих приспособлений является плита с установоч-
ными шпонками и прорезями для прохода крепежных болтов.
173
Если выполнение операции фрезерования производят при двух
или более позициях заготовки относительно фрезы, то корпус
приспособления представляет собой плиту с установочным кону-
сом 2 (см. рис. 5. 1,в), с помощью которого приспособление фик-
сируют и закрепляют на нормализованном поворотном столе.
Данные приспособления применяются для фрезерования загото-
/7-/7
Рис. 5. 4. Многоместное фрезерное приспособление
вок самых разнообразных габаритов. Для обработки заготовок
крупных габаритов (литых корпусов и т. п.) эти приспособления
обычно делают одноместными и заготовки закрепляют при-
хватами.
Для заготовок небольших габаритов приспособления с пло
ским корпусом делают многоместными. В этих приспособлениях
зажимные устройства рекомендуется делать с передачей исход-
ного усилия к отдельным гнездам через гидравлические звенья.
Такие устройства дают возможность создавать компактные мно-
гоместные приспособления, удобные в эксплуатации. Типовое
многоместное приспособление для фрезерования торцевого
шлица в круглой гайке показано на рис. 5.4.
174
В этом приспособлении заготовки, установленные на цилинд-
рические пальцы 4, закрепляют прихватами двух типов: при-
хватами 3 Г-образной формы, расположенными по краям при-
способления, и качающимися прихватами 1. На прихваты 1 и 3
навинчены втулки 6, которые выполняют роль плунжеров, вос-
принимающих давление со стороны гидропластмассы и затяги-
вающих прихваты. Качающиеся прихваты 1 соединены со стерж-
Рис. 5. 5. Универсальная плита
нем 2 через втулку 5, в верхней части которой имеются два вы-
ступа, входящие в пазы прихвата 1. В отверстие бурга каждой
втулки 6 впрессован штифт 11. Выступающий конец штифта
свободно входит в отверстие планки 7. Специальная рукоятка 8
посажена на стержень 9. Кроме того, рукоятка 8 связана
с планкой через палец 10, впрессованный в рукоятку. Расстояния
между осями втулок 6 и штифтов 11 равны расстоянию между
осью 9 и пальцем 10. Детали приспособления монтируют так,
чтобы осевые линии втулок 6 и штифтов 11 были параллельны
линии, соединяющей ось детали 9 и пальца 10. При повороте
рукоятки 8 на угол а все прихваты поворачиваются вокруг своих
осей также на угол а, что позволяет установить и снять заго-
товку.
На рис. 5.5 показан корпус (плита) для универсально-на-
строечных приспособлений (УНП), монтируемых на плите. Ва-
рианты накладок на этом корпусе для заготовок 1-й группы пока-
заны на рис. 5. 6, а, б, в, а для заготовок 2, 3 и 24-й групп — соот-
ветственно на рис. 5. 7, а, б, в.
175
Заготовка
Заготовка
в)
Заготовка.
Рис. 5.6. Наладки для заготовок 1-й группы
Рис. 5. 7. Наладки для заготовок 2, 3 и 24-й
групп
177
Приспособления с последовательным зажимом заготовок
На рис. 5.8 показано типовое приспособление с последова-
тельным зажимом заготовок, предназначенное для фрезерования
торцевого шлица в цилиндрической заготовке. Установочно-
зажимными элементами служат подвижные сухари 3 и 4, пере-
мещающиеся по двум направляющим стержням 2, жестко
соединенным с корпусом 1. Заготовки устанавливают на опор-
ные штыри. В этих приспособлениях исходное зажимное усилие
через первую заготовку передается смежному сухарю, т. е. про-
исходит последовательный зажим. Каждая заготовка закреп-
Рис. 5.8. Приспособление с последовательным зажимом
заготовок
ляется между двумя смежными сухарями, причем один из них
сопрягается со стержнями 2 по точной подвижной посадке, ха-
рактер которой определяется в зависимости от заданной точности
положения фрезеруемого элемента относительно других элемен-
тов заготовки. Между отверстием другого сухаря и направляю-
щим стержнем 2 обязательно должен быть гарантийный зазор
0,2—0,5 мм, так как этот сухарь только передает зажимные
усилия на заготовки и должен самоустанавливаться по ним.
Рассматриваемые приспособления выполняют однорядными,
так как трудно создать компактные многорядные приспособле-
ния данного типа с самоустанавливающимися опорами с жест-
кими звеньями. В однорядных приспособленйях можно осущест-
влять только последовательное фрезерование, что сильно огра-
ничивает их производительность.
Выполнить приспособления с последовательным зажимом
компактными и многорядными легко удается, применяя само-
устанавливающиеся опоры, каждая из которых одним торцом
соприкасается с заготовкой, а другим — с гидропластом, поме-
щенным в полость, общую для всех опор. На рис. 5.9 показан
178
элемент четырехрядного приспособления с последовательным
зажимом заготовок через самоустанавливающиеся опоры.
При установке и зажиме заготовки ориентируют установоч-
ными призмами. Между установочными призмами находятся
призмы с самоустанавливающимися опорами. Каждая такая
опора представляет собой цилиндрический штифт с конусным
Рис. 5. 9. Зажим заготовок через самоустанавливающиеся
опоры
заплечиком, предохраняющим опору от выпадания из посадоч-
ного отверстия. Очевидно, что при зажиме каждая заготовка
будет прижата к установочным призмам и все самоустанавли-
вающиеся опоры будут находиться в контакте с соответствую-
щими заготовками. Полость для гидропласта в промежуточ-
ных призмах получают фрезерованием и снизу закрывают
крышкой.
Следует отметить применяемый в этом приспособлении рацио-
нальный способ изоляции распорных пружин от попадания на
них стружки (пружины помещены в специальные цилиндриче-
ские кожухи).
Пример другого приспособления с последовательным зажи-
мом заготовок показан на рис. 5. 8.
179
Приспособления с Т-образным корпусом
Форма корпуса данных приспособлений похожа на поверну-
тую на 180° букву Т. Этот корпус делают сварным или литым.
Корпусы малых габаритов можно делать сборными, у которых
стойка соединена с основанием винтами и ориентирована двумя
штифтами.
Рис. 5. 10. Приспособление с Т-образным корпусом
05ра fa ты б а. ем cl я
заготовка
Установочные элементы в таких приспособлениях обычно вы-
полняют в виде отдельных деталей и монтируют винтами и конт-
рольными штифтами на верхнем торце корпуса. Заготовки зажи-
мают прихватами, расположенными по обеим сторонам стойки.
На рис. 5. 10, а показан корпус с прихватами. Верхняя часть
прихватов и корпуса оборвана, а на нижней проекции, где пока-
заны установочные детали и контактные элементы прихватов,
оставлено чистое место. Такой чертеж называется слепым черте-
жом общего вида приспособления. Установочные элементы при-
180
способления для представителей заготовок первой группы и спо-
собы их закрепления показаны на рис. 5. 10, б, в, г, д и е.
Нанеся на слепом чертеже (см. рис. 5. 10, а) проекции, изо-
браженные на этих рисунках, получим общий вид приспособле-
ния. Каждый из рис. 5. 10', б, в, г, д и е, кроме того, показывает
объем чертежно-конструкторской работы, которую необходимо
выполнить при проектировании общего вида приспособления,
Рис. 5.11. Приспособление с опускающимися прихватами
имея в наличии слепой чертеж. В целом же рис. 5. 10 иллюстри-
рует, как при нормализации приспособлений создается возмож-
ность применения прогрессивного метода ускоренного оформле-
ния чертежей. Для установки и съема заготовок, показанных
на рис. 5. 10, достаточно повернуть затяжной болт прихватов
(см. рис. 5. 10, а) на 120°—180°. Для того чтобы установить или
снять заготовки, показанные на рис. 5. 11,6 и в, требуется повер-
нуть затяжной болт на несколько оборотов, что значительно
увеличит вспомогательное время операции. Поэтому в приспо-
соблениях для фрезерования таких заготовок прихваты после
снятия зажимных усилий (поворота затяжной гайки на 120°—
180°) должны опуститься. В основании корпуса делают отвер-
стия для прохода прихватов, имеющих продольные прорези для
затяжного болта и пазы для опорного штыря. ’
Приспособления с Т-образным корпусом могут отличаться
друг от друга количеством пар прихватов, их опорными элемен-
тами и т. д. Т-образные приспособления с односторонним распо-
ложением прихватов (рис. 5. 12, а) применяют при больших уси-
лиях фрезерования, которые должны восприниматься жесткой
опорой, а не прихватами. В отдельных случаях прихваты можно
располагать с четырех сторон корпуса. В приспособлениях для
181
обработки заготовок, показанных на рис. 5. 12,6, прихваты рас-
полагают сбоку стойки.
Рис. 5. 12. Варианты приспособлений с Т-образным
корпусом
Приспособления с упорной крышкой
На рис. 5. 13 показано приспособление для фрезерования паза
в заготовках 8-й группы. Основными частями его являются кор-
пус 1 со смонтированными в нем приемными плунжерами 2 и
упорная крышка 3, связанная с корпусом осью 4. При установке
и съеме заготовок крышку 3 поворачивают вокруг оси 4 на 100°—
120° (относительно положения, показанного на рис. 5.13), а пе-
ред закреплением заготовок (поджимом их к крышке плунже-
рами 2) замыкают специальным винтовым замком.
Плунжерные приспособления
На рис. 5. 14 показано универсально-настроечное плунжерное
приспособление с гидропневматическим приводом. Обрабатывае-
мую заготовку отверстием устанавливают на фиксирующий па-
лец /, помещенный на верхнем торце плунжера 2. При движении
последнего вверх заготовка прижимается к упорной планке 3.
После этого производят фрезерование паза. При снятии давле-
ния на жидкость плунжер пружиной опускается в исходное поло-
жение. При смене номенклатуры обрабатываемых заготовок
меняют установочные элементы и в отдельных случаях упорную
планку 3, При фрезеровании с нескольких позиций приспособ-
182
Обрабатываемая заготовка д^п
Рис. 5. 13. Приспособление с упорной крышкой
05рабатыба емая
за гот об на
Рис. 5. 14. Плунжерное приспособление
183
ление устанавливают на нормализованный поворотный стол,
центрируя на нем втулкой 4.
Примеры наладок этого приспособления для различных заго-
товок показаны на рис. 5.15. На рис. 5.16, б показано также
универсально-настроечное плунжерное приспособление с ручным
приводом. Плунжер перемещается реечной парой с самозакли-
нивающимся замком.
Устройство замка следующее. На валу шестерни жестко за-
креплен шпонкой кулачок 6, на который надеты три кольцевых
выступа втулки 5. Наружная поверхность выступов находится
в цилиндрическом глухом отверстии неподвижной обоймы /.
Втулка 5 не имеет жесткой связи с кулачком (а следовательно,
и с валом шестерни). Однако при вращении втулки вследствие
трения между ее торцом и шайбой 3 и трения между втулкой и
кулачком 6 вал шестерни будет также вращаться до тех пор,
пока нагрузка на плунжер не достигнет определенного предела
(сила трения между торцом втулки 5 и шайбой 3 регулируется
силой зажима гаек 4).
Профиль кулачка (рис. 5.16, а) представляет собой окруж-
ность с тремя лысками. В зазорах, образующихся между лы-
сками и отверстием обоймы, находятся гладкие цилиндрические
валики 2.
На рис. 5.16 показано положение элементов замка, когда
плунжер находится в верхнем предельном положении и его пере-
мещение вниз блокировано заклинившимися валиками. При вра-
щении рукоятки и втулки 5 против часовой стрелки заклиненный
кулачок остается неподвижным до тех пор, пока кольцевые вы-
ступы втулки не переместят валики в направлении своего дви-
жения, после чего начинает вращаться вал шестерни и плунжер
опускается. При вращении рукоятки по часовой стрелке втулка
вращает вал шестерни, плунжер при этом поднимается. Когда
он придет в контакт с заготовкой, вращение вала прекратится,
а втулка при соответствующих усилиях на рукоятке будет вра-
щаться относительно неподвижных (в этом положении) гайки и
кулачка. При этом выступы втулки перемещают валики 2
и заклинивают их между плоскостью лыски кулачка 6 и отвер-
стием обоймы /, после чего дальнейшее вращение втулки 5 ста-
новится также невозможным. Соотношение между диаметром
валика 2 и параметрами кулачка определяется следующим пу-
тем: из прямоугольного треугольника ОАВ (рис. 5.16, а) нахо-
дим, что
О A h 4- 0,5z/ 2h -У d
cosa =-------=----------— =----------.
OB r — 0,5d 2r ~ d
(5.10)
Для заклинивания валика необходимо соблюдение неравен-
ства а<2ср, где <р — угол трения между валиком и кулачком.
Значение <р принимается равным 7°, а а для надежного самотор-
можения 10°. Заменив cos а в равенстве (5.10) его числовым
184
Рис. 5. 15. Наладки плунжерного приспособления
185
186
значением (0,98481) и решив полученное уравнение относи-
тельно /ц найдем
Л = 0,98г—0,99d. (5.11)
Кассетные приспособления
Типовое кассетное приспособление приведено на рис. 5. 17.
Это приспособление состоит из неподвижной части, жестко соеди-
няемой со столом станка, и двух одинаковых кассет. Каждая
кассета предназначена для установки и обработки 21 заготовки.
Неподвижная часть состоит из корпуса 1, в гидрокамере ко-
Рис. 5. 17. Кассетное приспособление с гидравлическим звеном
торого смонтированы зажимные элементы. Установочные эле-
менты выполнены в кассете 2 и представляют собой глухие
цилиндрические отверстия, в дне которых сделаны прорези для
прохода фрезы. Эти отверстия фиксируют положение цилиндри-
ческой поверхности (по схеме, допускающей погрешность бази-
ровки) и торца заготовки без этой погрешности.
Установка и зажим заготовок в рассматриваемом приспособ-
лении осуществляется следующим образом. При установке заго-
товок кассета повернута на 180° (относительно положения, пока-
занного на рис. 5.17). По окончании загрузки в боковые пазы
кассеты вставляют вилку 3, ширина прорезей которой на 0,5—
1 мм больше диаметра контактной части прижима. Вилка пред-
отвращает выпадание заготовок из установочных гнезд при
установке кассеты на неподвижную часть приспособления и при
съеме ее после обработки (в процессе обработки вилка остается
в пазах кассеты). При вставлении кассеты в корпус ее доводят
до упорных шпилек 5 и затем одновременно с зажимом загото-
187
вок стопорят двумя конусными пальцами 4. После установки
и закрепления кассеты ввертывают винт, уменьшая объем поло-
сти. Гидропласт начинает давить на нижние торцы плунжеров,
которые, поднимаясь, приходят в контакт с заготовками и при-
жимают их торцы к дну посадочных отверстий; после этого
фрезеруют.
Рис. 5. 18. Кассетное приспособление с пружинными кулачками
Во время обработки в другой сменной кассете (снятой с при-
способления) выдвигают вилку, снимают обработанные детали,
очищают гнезда и затем в них устанавливают новые заготовки.
Следует заметить, что один и тот же корпус (неподвижную часть
приспособления) путем смены комплекта кассет можно последо-
вательно использовать для обработки заготовок 4-й группы
соответствующих габаритов.
Другой тип кассетного приспособления показан на рис. 5. 18.
Приспособление состоит из двух основных частей: основания /,
жестко соединенного со столом станка, и двух кассет 5, в каждой
из которых имеется десять установочных отверстий, выполненных
в пружинных кулачках. Закрепляют заготовки в кассете бол-
том 7 через два прихвата 4 и 6. Кассету фиксируют на основании
двумя пальцами 2 и S, из которых один цилиндрический, а дру-
гой ромбический. Закрепляют кассеты на основании прихва-
тами 3. Следует заметить, что все выше рассмотренные много-
188
местные приспособления могут являться своеобразными кассе-
тами, если машинное время ГМаш одного порядка со временем,
затрачиваемым на съем обработанных и установку новых заго-
товок и на очистку приспособления от стружки. Так, например,
многоместное приспособление, показанное на рис. 5. 19, устанав-
ливаемое на поворотный стол, может быть как самостоятельным
приспособлением, так и сменной кассетой. Установка и закреп-
ление заготовок в этом приспособлении (кассете) осущест-
Рис. 5. 19. Многоместное поворотное при-
способление
вляется удлиненными цангами 6 с наружной резьбой на хвосто-
вых частях, на которые навинчены втулки 3. При установке за-
готовка торцевой поверхностью уступа упирается в планку 4,
чем достигается постоянная высота h бурта. Планка 4 за-
щищает также цанги от попадания в них стружки (очист-
ку приспособления от стружки производят до съема обра-
ботанных деталей из цанг). Между плунжером 7 и корпу-
сом 5 имеется полость, заполненная гидропластом.
Зажимают заготовки в цангах следующим образом. При осе-
вом перемещении винта 1 сферическая часть упирается в кале-
ный упор 2 и перемещает плунжер 7 вверх. В результате этого
перемещения объем полости уменьшается и плунжер торцевой
поверхностью начинает давить через гидропласт на кольцевые
поверхности втулок 5, соприкасающихся с гидропластом. В ре-
189
зультате давления втулки 3, сжимая пружины, опускаются, увле-
кая цанги, которые при этом зажимают заготовки. После обра-
ботки винт 2 перемещается вниз. Давление на гидропласт сни-
мается и цанги перемещаются вверх, освобождая заготовки от
зажимных усилий.
Маятниковое приспособление
Фрезерование в маятниковых приспособлениях производят не
на фрезерных станках. Фрезу 4 (рис. 5.20), в большинстве слу-
чаев дисковую, закрепляют на специальном шпинделе 5, который
приводится во вращение электродвигателем. Установочные эле-
менты монтируют в отверстии, выполненном в левом конце
рукоятки 7.
На стойке корпуса 12 между направляющими 6 установлен
ползун 3, положение которого по вертикали может регулиро-
ваться винтом 2. К верхней части ползуна 3 прикреплены две
планки 10 и 11, между которыми проходит фреза. Зазор между
планками 10 и И регулируют сменными шайбами 9. Эти планки
являются упором для заготовки в тех случаях, когда ее техно-
логическая база (плоскость) обращена к фрезе (рис. 5.21,6).
Если технологическая база (плоскость) расположена с противо-
положной стороны по отношению к фрезе (рис. 5.21, а), то опу-
скание рукоятки 7 (см. рис. 5.20) ограничивается упором S;
планки 10 и И снимают. Примеры наладок маятникового при-
способления для двух случаев положения плоскости (являю-
щейся технологической базой заготовки) относительно фрезы
показаны на рис. 5.21, а, б. Если эта плоскость находится с про-
тивоположной стороны по отношению к фрезе (см. рис. 5.21,а),
то в отверстие рукоятки устанавливают фиксирующую втулку 2,
закрепленную винтом 1. Заготовку закрепляют в процессе фрезе-
рования прижатием ее к фрезе. После того как фреза начнет
врезаться в заготовку, она предотвращает поворот заготовки
во втулке 2. После окончания процесса фрезерования при вра-
щении рукоятки против часовой стрелки заготовка, опускаясь,
наталкивается на выталкиватель 3 и удаляется им из втулки 2.
Если плоскость, являющаяся технологической базой заготовки,
обращена к фрезе, то процесс фрезерования происходит, как и
в предыдущем случае, но только заготовка своей плоскостью
фиксируется планками 10 и 11, а упор 8 (см. рис. 5.20) опу-
скается или его снимают. В маятниковых приспособлениях
можно обрабатывать большое разнообразие заготовок (см.
табл. 4. 1) малых габаритов и при условии, чтобы усилие, вос-
принимаемое рукой рабочего, не превышало 1 кГ. Характер
установочных элементов определяется технологическими базами
обрабатываемых заготовок. Эти установочные элементы монти-
руют на деталях (корпусах), соединяющихся с рукояткой хвосто-
виком, устанавливаемым в отверстие рукоятки.
190
Следует заметить, что при фрезеровании в маятниковых при-
способлениях на обрабатываемом элементе остается след
профиля фрезы (вместо плоскости получается элемент цилинд-
рической поверхности). Если на чертеже детали нет специаль-
ного указания о допустимой погрешности формы ее элементов, то
искажение формы допускается в пределах допусков на размеры
данных элементов. В таких случаях должны быть соблюдены
следующие неравенства:
Рис. 5.21. Настройки маятникового приспособления
а) при настройке приспособления по промерам
Д/7>И Дрег 4“ Дизм И- Дм 4" Дсм 4" Ду 4- Дизч 4“ Дт 4~^с’
б) при настройке по эталонам (щупам)
кН Дм +Дсм4- Дн.э4- Дизг.э 4“ Ду4“ Диз i4~ Дт +
где А// — допуск на размер обрабатываемого элемента заготовки
(см. рис. 5.21, а);
Лс — высота сегмента;
значения остальных параметров см. гл. I первого раз-
дела книги.
Выразив йс через диаметр фрезы и диаметр заготовки d,
полученные уравнения решают относительно Оф. Таким путем
определяют минимально допустимый диаметр фрезы.
192
Самоцентрирующие тиски со сменными губками
Тиски состоят из корпуса 1 (рис. 5.22), на котором между на-
правляющими 11 винтом 2 с правой и левой резьбой переме-
щаются два ползуна 3. От осевого смещения винт 2 предохра-
няет упор 12. Сменные губки (на рис. 5.22 они не показаны)
крепят к ползункам винтами 5. Внутренняя правая и левая тра
Рис. 5. 22. Самоцентрирующие тиски со сменными губками
пецеидальные резьбы нарезаны в бронзовых стержнях 4 и 7,
впрессованных в ползуны. Для предохранения от попадания
стружки в зазоры поставлены две втулки 6 и кронштейн 10, на
котором монтируют сменные опорные детали. Фиксацию цилин-
дрических заготовок производят регулируемым упором 8, уста-
новленным на кронштейне 9. При обработке с нескольких пози-
ций тиски устанавливают на поворотный стол. Для этой цели
в корпусе предусмотрено отверстие для монтажа в нем фикси-
рующих деталей (переходного конуса и др.).
На рис. 5.23, а, б показаны настройки к рассматриваемым
тискам, исключающие погрешность базировки для заготовок
соответственно 12 и 23-й групп. На рис. 5. 23, а плоскость симмет-
рии заготовки ориентируется призмой 8, соединенной винтом 2
со специальной губкой 1. Другая губка 4 плоская. На рис. 5.23,6
ось цилиндра фиксируется двумя призмами 8, которые винтами 1
7
1968
193
соединены с губками 2. Специальные губки могут применяться
также и к универсальным тискам, имеющим только один пол-
зун, для обработки заготовок 23, 24, 29 и 30-й групп.
Рис. 5. 23. Настройки тисок
Оправки для фрезерования
Принципиально эти оправки не отличаются от оправок, при-
меняемых для токарных станков. Эти оправки устанавливают
в центры делительных головок или в поворотные столы и жестко
связывают с соответствующими поводками делительных
устройств.
Оправку, показанную на рис. 5. 24, а, применяют для нарезки
трибок с очень малыми диаметрами цапф. Одна из цапф по точ-
ной посадке сопрягается с отверстием, выполненным в конусе /,
установленном в шпинделе передней бабки зубофрезерного
станка. Со стороны задней бабки трибка поджимается торцом
194
конуса 2 к торцу конуса /, имеющего выступы, которыми трибка
жестко соединяется с ведущим шпинделем станка.
Оправку, показанную на рис. 5.24,6, применяют для нарезки
трибок, имеющих цапфы с достаточной прочностью при действии
Рис. 5. 24. Оправки для нарезки зубьев трибок
сил, вызывающих продольный изгиб. В этих оправках трибки
центрируют обратными конусами. Жесткое соединение их со
шпинделем осуществляется внутренними рифлениями, сделан-
ными в конусе /, установленном в шпинделе передней бабки
станка.
Приспособления для непрерывного фрезерования
В приспособлениях для непрерывного фрезерования устано-
вочно-зажимные элементы монтируют на круглых плитах, жестко
соединяемых с универсальным вращающимся столом станка.
Вращение стола осуществляется от привода станка. Гнезда та-
ких приспособлений монтируют последовательно по окружности.
Характер установочно-зажимных элементов гнезд зависит от
установочных баз заготовок. Заготовки, устанавливаемые пло-
скостью, обычно закрепляют прихватами (рис. 5.25, а); цилинд-
рические заготовки устанавливают на призмы и закрепляют
прихватами или винтами (фиг. 5.25, б). В таких приспособлениях
установка и съем заготовок выполняются вручную.
При непрерывном фрезеровании заготовок небольших габа-
ритов, у которых удаляемый слой металла невелик, столу можно
давать повышенную скорость вращения. В таких случаях следует
применять устройства для автоматического зажима загото-
вок.
.На рис. 5.25,в показано устройство для закрепления цилинд-
рической заготовки в приспособлениях с вертикальной осью
вращения.
У заготовок, фрезеруемых во вращающихся приспособлениях
с горизонтальной осью вращения, элементы, обрабатываемые
7*
195
образующей поверхностью фрезы, получаются не плоскими,
а представляют собой элементы цилиндрической поверхности.
Рис. 5. 25. Установки для непрерывного фрезерования
§ 5.5. ПРИСПОСОБЛЕНИЯ ДЛЯ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Все вышерассмотренные приспособления для фрезерной
обработки могут быть применены и для плоского шлифования.
Кроме них для плоского шлифования применяют магнитные и
электромагнитные столы, а также столы с вакуумными зажи-
мами (см. рис. 3. 22).
Глава VI
ПРИСПОСОБЛЕНИЯ (КОНДУКТОРЫ)
ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Эти приспособления кроме установочно-зажимных элементов
имеют еще закаленные направляющие втулки из стали УЮА для
принудительного направления сверл. Для деталей малых габа-
ритов с большим количеством отверстий отверстия для направ-
ления сверл допускается делать непосредственно в корпусе кон-
дуктора. В таких случаях корпус делают из стали УЮА и зака-
ливают до твердости HRC 60—65.
Направляющие втулки кондукторов и установочные элементы
должны монтироваться в одной детали или, если их приходится
устанавливать в разных деталях, эти детали должны быть
жестко связаны или зафиксированы между собой с минималь-
ными зазорами.
196
Все кондукторы в зависимости от способа соединения со сто-
лом сверлильного станка подразделяют на съемные и стацио-
нарные.
Съемные кондукторы не имеют постоянной жесткой связи
со станком. По окончании сверления заготовки кондуктор сни-
мают со станка, просверленные заготовки удаляют из кондук-
тора, очищают от стружки установочные элементы, устанавли-
вают новые заготовки и снова ставят кондуктор на стол станка.
В съемных кондукторах совмещают ось сверла с осью отвер-
стия направляющей втулки перед сверлением каждого отверстия.
Эти оси совмещают или на глаз, или автоматически упором кор-
пуса кондуктора в планки или скобы, установленные на столе
и жестко соединенные с ним.
§ 6.1. конструктивно-технологическая классификация
заготовок, подвергающихся сверлению
Указанная классификация приведена в табл. 6. 1.
Таблица 6.1
№ группы заготовки по табл. 2. 1 Эскиз Наименование специального концуктора и номер УНП-К
Кондуктор типа «книжка» । Кондуктор со съемной плитой Колодочный кондуктор 1-го типа Колодочный кондуктор 2-го типа Поворотный кондуктор с делительным диском Скальчатый кондуктор Кондуктор с прижим- ной плитой УНП-К1 УНП-К2 УНП-КЗ УНП-К4
2 Эск. 92 + 4- 4- 4-
3 Эск. 93 4~ -j- 4- 4- 4-
4 Эск. 94 + 4- 4- 4- 4-
5 Эск. 95 + + 4- 4" 4- 4- 4-
6 Эск. 56 + 4- н- 4- 4- 4-
8 Эск. 39 4-
9 Эск. 96 + 4- 4- 4- 4-
10 Эск. 97 + + 4-
11 Эск. 98 4- 4- 4- 4- 4- 4-
12 Эск. 99 4- 4- 4- 4- 4- 4- 4- 4- +
13
14 Эск. 100 + + 4- 4- 4-
15 Эск. 101 4- 4- 4- 4- 4- 4-
7** 1968
197
~ : Продолжение
Наименование специального кондуктора и номеп УНП-К
заготовки 1 типа со съемной [ кондуктор ! [ кондуктор [ кондуктор ым диском кондуктор с прижим-
№ группы по табл. 2. Эскиз Кондуктор «книжка» Кондуктор плитой Колодочный 1-го типа Колодочный 2-го типа Поворотный с делительн Скальчатый Кондуктор ной плитой УНП-К1 УНП-К2 УНП-КЗ УНП-К4
16 Эск. 102 _L 4- 4- 4-
17 Эск. 103 + 4- 4- 4- 4~
18 Эск. 104 4- 4- 4- 4“ 4-
19 Эск. 105 + 4- + 4- -4
20 Эск. 106 + 4- 4-
21 Эск. 107 4- 4- 4- 4-
22 Эск. 108 4- 4- 4- 4-
24 Эск. 109 + 4- 4-
26 Эск. НО 4- 4-
27 Эск. 56 4- 4- 4- 4- 4-
28 Эск. 57 4- 4~ 4- 4- 4- 4- 4- 4-
29 Эск. 58 + 4- 4- 4~ 4-
30 Эск. 59 4- 4- 4- + 4-
31 Эск. 60 4- 4~ 4- 4- 4-
При выборе одного из рекомендуемых в табл. 6. 1 типа при-
способления для каждой группы заготовок необходимо учиты-
вать число сторон1, с которых можно производить сверление
в каждом типе кондуктора. Данные об этом приведены
в табл. 6.2.
1 Понятие «сторона сверления» означает следующее. Если представить
себе деталь, вписанную в прямоугольную призму, имеющую шесть граней, то
отверстия будут считаться просверливаемыми с одной стороны, при этом их
оси должны быть перпендикулярны к соответствующей грани призмы или рас-
положены к ней под углами, равными или больше 45°.
198
у***
199
Таблица 6. 2
Тип специального кондуктора
и номер УНП-К
Число сторон, с которых можно про-
изводить сверление
Кондукторы типа «книжка»
Кондукторы со съемной плитой
Колодочные кондукторы двух типов
Поворотные кондукторы с дели-
тельным устройством
Скальчатые кондукторы
Кондукторы с прижимной плитой
УНП-К1
УНП-К2 и УНП-К4
УНП-КЗ
1 2 3 4 5 6
§ 6.2. ТИПОВЫЕ СПЕЦИАЛЬНЫЕ КОНДУКТОРЫ
Кондукторы типа «книжка»
Кондуктор типа «книжка» для сверления заготовки
4-й группы (см. табл. 2. 1) показан на рис. 6. 1,а. Корпус 1 кон-
дуктора имеет П-образную форму.
Установочными элементами для данной заготовки является
цилиндрический палец 2 и плоскость корпуса 1 кондуктора
(установка по схеме, допускающей погрешность базировки). За-
жимное устройство кондуктора состоит из планки 5, болта 4,
гайки 3 и плавающего прижима 6. Планка 5 связана с корпусом
штифтом 7, который является и ее осью вращения. Болт 4 связан
с планкой 5 также штифтом. Выступ прижима 6 входит в соот-
ветствующий паз планки 5 и связан с ней штифтом.
Соединение прижима с планкой может быть осуществлено
двумя способами (рис. 6.1,6, в).
При первом способе усилие зажима воспринимается штиф-
том, а при втором — непосредственно планкой в точке контакта
с прижимом. Штифт служит только для того, чтобы прижим не
выпадал из гнезда планки. Этот способ более технологичен для
изготовления (при серийном производстве нормализованных
планок и прижимов заготовки их целесообразно изготовлять го-
рячим штампованием).
Плавающий прижим 6 прижимает заготовку к установочной
плоскости. Для этого прижим 6 должен верхней плоскостью
200
совместиться с плоскостью заготовки. Учитывая колебание вы-
соты заготовки в пределах допуска на неп ар ал дельность ее тор-
цов, выполнить указанные требования можно, когда прижим 6
будет иметь с планкой 5 только одну точку контакта, . относи-
тельно которой он может вращаться во все стороны. Для осу-
ществления последнего условия между выступом прижима 6 и
его посадочным гнездом в планке 5 должен быть гарантийный
Рис. 6. 1. Кондуктор типа «книжка»
зазор. Гарантийный зазор должен быть также между отверстием
прижима и штифтом. Примерная величина этих зазоров пока-
зана на рис. 6.1, я. Таким образом достигается, что прижим 6
имеет со штифтом только одну точку контакта (рис. 6.1,6).
Отверстие в прижиме 6 целесообразнее делать не цилиндриче-
ским, а коническим. При такой форме отверстия точка контакта
прижима со штифтом будет находиться на оси симметрии при-
жима. Рекомендуется контактную поверхность прижима при
втором способе делать сферической (рис. 6.1,в). Для выхода
сверла при сверлении сквозных отверстий в прижиме должны
быть сделаны отверстия или пазы. Диаметры этих отверстий
или ширина пазов делается на 1—2 мм больше диаметра сверла.
Отверстия для выхода сверла должны быть глухими во избежа-
ние попадания стружки между откидной планкой 5 и нижним
торцом качающегося прижима 6.
Кондукторы типа «книжка» для сверления заготовок других
типов отличаются от представленного на рис. 6. 1 только харак-
201
тером установочных элементов и формой верхней части качаю-
щегося прижима.
На рис. 6.2, а, б, в показан мон'Таж установочных элементов,
втулок и контактных частей их прижимов для сверления загото-
вок следующих групп: 2 и 3-й (рис. 6.2, а), 12, 13, 23, 24, 25 и 26-й
(рис. 6.2,6) и 4, 5, 7 и 8-й (рис. 6.2,в).
Рис. 6.2. Варианты монтажа установочно-зажимных
элементов в кондукторе типа «книжка»
На рис. 6.3 показан кондуктор для сверления радиальных
отверстий у заготовки 24-й группы. Заготовку устанавливают на
призму /, впрессованную в корпус кондуктора. Отверстия для
направления сверла вследствие малого межосевого расстояния
выполнены непосредственно в этой призме. В осевом направле-
нии заготовку фиксируют пальцем 2, к которому она автомати-
чески прижимается пружинным прижимом при закрывании
кондуктора.
Наряду с малогабаритными деталями в кондукторах типа
«книжка» можно сверлить и относительно крупные заготовки.
На рис. 6.4. показан кондуктор для сверления 12 отверстий
в крупной литой детали. Характерным для этого кондуктора
является сварной корпус, что значительно упрощает его изго-
товление. Для сверления заготовок малых габаритов кондукторы
типа «книжка» целесообразно делать многоместными. В таких
202
кондукторах применяют многократные прижимы с жесткими
звеньями или прижимы с гидравлическими звеньями. Прижимы
с жесткими звеньями (рис. 6.5) рекомендуется применять для
двухместных кондукторов. При большем количестве гнезд эти
устройства получаются громоздкими. Для кондукторов с числом
гнезд более двух лучше применять прижимы с гидравлическим
0^^ ^5^1б '
звеном. Такой прижим представляет собой составной корпус 1
(рис. 6.6), полость внутри которого заполнена гидропластом.
Каждая заготовка прижимается цилиндром 2.
В кондукторах типа «книжка» можно сверлить отверстия
с двух, трех, четырех и пяти сторон (шестая сторона заготовки
обращена к прижиму и откидной планке, в которых недопустим
монтаж направляющих втулок). Кондуктор типа «книжка» для
сверления отверстий с двух сторон в заготовке, имеющей форму
угольника, показан на рис. 6.7.
Кондуктор для сверления с четырех сторон показан на
рис. 6.8. В этом кондукторе два отверстия диаметром 1,5 мм
сверлят через направляющие отверстия в фиксаторе 2. Заготовку
зажимают специальной направляющей втулкой 1.
При сверлении с пяти сторон направляющие втулки уста-
навливаются в левой, средней и правой полках П-образного кор-
203
ст
Pnc. G. 4. Кондуктор со сварным корпусом
Рис. 6. 5. Многократный зажим кондуктора
с жесткими звеньями
Рис. 6. 6. Многократный зажим кондуктора с гидравлическим звеном
205
пуса кондуктора (рис. 6.9). Для сверления отверстий с передней
и задней сторон направляющие отверстия выполняют в устано-
вочных элементах или в специальных планках, прикрепляемых
к корпусу (рис. 6. 10). В рассмотренных выше кондукторах типа
05т)а5атпыёаем(^ заготовка
Рис. 6. 7. Кондуктор для сверления заготовки,
имеющей форму угольника
«книжка» можно сверлить с каждой из пяти сторон отверстия не
только с взаимно параллельными осями, но и с непараллель-
ными осями. Для сверления таких отверстий кондуктор «книжка»
устанавливают на наклонные плоскости специальных подста-
вок (рис. 6. 11, а). Углы наклона опорных плоскостей подставок
должны быть согласованы с углами между осями направляющих
втулок и нормалями к соответствующим плоскостям кондуктора.
Вместо подставок можно делать под соответствующими углами
скосы на ножках корпуса кондуктора (рис. 6.11,6). Для свер-
ления посадочных отверстий под направляющие втулки, оси ко-
торых не перпендикулярны плоскости а—а кондуктора
(рис. 6. 11,а), на ней следует предварительно выбрать пальцевой
фрезой лунки, чтобы предотвратить отжим инструмента при
обработке отверстий в процессе изготовления кондуктора. Кон-
206
207
Обрабатыбаемия заготобка
Д-& Б~в
Рис. 6. 9. Кондуктор для сверления с пяти сторон
Рис. 6. 10. Приставные планки для монтажа
Рис. 6.11. Кондуктор для сверления отверстий
с непараллельными осями
208
дуктор типа «книжка» для сверления малогабаритных деталей
с ручным зажимом показан на рис. 3. 12. .
Кондукторы со съемной плитой
Их можно подразделить на два типа в зависимости от спо-
соба соединения Съемной плиты с корпусом.
Первый тип применяют для заготовок, имеющих сквозное
центральное отверстие достаточного диаметра для прохода кре-
Рис. 6. 12. Кондуктор со съемной плитой 1-го типа
нежного болта. Пример такого кондуктора показан на рис. 6. 12.
Он состоит из двух разъемных частей: корпуса 6 и съемной
плиты 4. Заготовку устанавливают отверстием на фиксирующую
часть стержня 5, после чего на ее верхний торец накладывают
плиту 4, которая центрируется своим отверстием по тому же
стержню.
209
От поворота плиту 4 фиксирует палец 1, входящий в соответ-
ствующий паз этой плиты. Закрепляют заготовку гайкой 2 через
откидную планку 7, вращающуюся вокруг оси 8. При съеме
плиты 4 гайку 2 поворачивают на четверть оборота, планку 7
поворачивают и плиту свободно снимают, при этом головка
гайки 2 проходит в отверстие плиты. При сверлении отверстий
в нижнем торце заготовки кондуктор устанавливают на ножки 3.
В рассматриваемом кондукторе заготовку устанавливают по
схеме, допускающей погрешность базировки.
Я-В
Рис. 6. 13. Кондуктор со съемной плитой 2-го типа
(1-й вариант)
Второй тип применяют для заготовок, не имеющих централь-
ного отверстия для прохода крепежного болта требуемого диа-
метра. В этих кондукторах заготовки закрепляют следующими
способами:
1-й вариант: в съемной плите делают наклонный паз, в кото-
рый устанавливают клин, упирающийся в заготовку. Пакет та-
кого кондуктора показан на рис. 6. 13. В нем съемную плиту 3
фиксируют относительно корпуса 6 двумя колонками 2 и втул-
ками 1. Прикрепляют эту плиту к торцам корпуса 6 двумя
откидными болтами с гайками, при этом она не касается заго-
товки. После закрепления плиты между ней и заготовкой вводят
самотормозящийся клин 5 с помощью винта 4, который в этот
момент вывертывают на 0,5—1 оборот.
210
По достижении контакта клина с плитой 3 и заготовкой
винт 4 заворачивают до упора его буртика в плиту 3. При свер-
лении отверстий со стороны нижней части корпуса кондуктор
ставят на две ножки 7 и выступающие части колонок 2. Следует
заметить, что в большинстве случаев клин находится там, где
должны устанавливаться втулки. В таких случаях в клине де-
лают в соответствующих местах прорези или овальные отверстия
для прохода направляющих втулок, установленных в плите 3.
2-й вариант', в съемной плите устанавливают винт, закреп-
ляющий заготовку. Кондуктор с таким закреплением показан
на рис. 6. 14. В нем заготовку фиксируют пальцем 1 и фиксато-
ром. Прижимают винтом 6 через плавающий наконечник 7.
Съемную плиту 5 фиксируют относительно корпуса 2 двумя
колонками 3 и втулками 4.
Рассмотренный вариант закрепления заготовки применяют
в тех случаях, когда монтаж винта не связан с увеличением
габаритов (высоты) кондуктора (в заготовке есть пазы, к дну
которых можно приложить контактные элементы винта).
Колодочные кондукторы 1-го типа
Эти кондукторы предназначены для сверления отверстий
в заготовках типа стержней, причем оси просверливаемых отвер-
стий пересекаются или перекрещиваются с осью заготовки.
Типовой колодочный кондуктор показан на рис. 6. 15. В кор-
пусе 1 выполнено установочное отверстие, в которое входит
выталкиватель 2, выполняющий также функцию фиксатора поло-
жения заготовки. Закрепляют заготовку изогнутым стержнем 3,
передающим зажимное усилие от пружины 5. Для фиксации
положения стержня 3 служат два стержня 4. Для свободного
съема заготовок необходимо в фиксирующих отверстиях делать
пазы от отверстий втулок к входной части гнезда. Ширина паза
должна на 0,2—0,5 мм превышать диаметр отверстия втулки,
глубина должна быть 0,5 мм и более. Эти пазы предназначены
для заусенцев, образующихся на заготовке в местах входа и
выхода сверла. На рис. 6. 16 показаны варианты настроек уни-
версально-настроечного колодочного кондуктора. При сверлении
в цилиндрических заготовках отверстий, оси которых не пере-
секаются с осью заготовки, возникают тангенциальные усилия,
стремящиеся повернуть заготовку относительно ее оси. В таких
случаях следует применять жесткие винтовые зажимы, варианты
которых показаны на рис. 6. 17.
В вышерассмотренных кондукторах заготовки фиксировались
в отверстиях, т. е. по схеме, допускающей погрешность бази-
ровки. Если такая схема недопустима, то заготовку фиксируют
в цанге. Пример такого приспособления показан на рис. 6. 18.
Направляющие втулки таких цанговых колодочных кондукторов
проходят через прорези цанг, фиксируя цангу от поворота при
211
to
to
u-u
30+0,1 3,5+0,1
R31,3±0.1
R39+0,1
zy±wL
12±0,05_
6,5+0,1
ятоз/
Bad С
9±0,1
0 96 + 0,3
^2отб.06Я5на глубину 7мм
Фшб.03,2Я5 глуб. УЯ5 обр. 375
^2отв.02,в глуб. 6Я7 обр. V5
^Чотв.02,8Я5 сквозные обр. \J5
ДЯ35+О,1 ^9omB.02,2 глуб. 7Я7обр. V5
+7о/пб.01,8глуб. 7Я7 обр. V5
^Ш.02Я7глу5.1Я7
^Чотв. 01,9 5+0'01 глуб. 6Я7
Фмш1в.03Я5глуб. 7Я7
^2отб.0О,6глуб. 7Я7
ты богем ня заготовка
—
Рис. 6. 14. Кондуктор со съемной плитой 2-го типа
(2-й вариант)
,Д
213
затягивании. Для прохода втулок через прорези на втулках
в соответствующих местах срезают лыски.
Рис. 6.15. Колодочный кондуктор 1-го типа
Колодочные кондукторы 2-го типа
Эти кондукторы предназначены для сверления радиальных
отверстий, координируемых относительно оси отверстия. Пример
такого кондуктора для сверления шести отверстий показан на
рис. 6.19. Форма сечения корпусов при сверлении отверстий, рас-
положенных под углом 90° друг к другу, представляет собой
прямоугольник или квадрат (рис. 6. 20).
Если просверливаемые отверстия расположены под другими
углами, то форма сечения корпуса колодочных кондукторов
определяется следующим путем.
1. Условными линиями (штрих с двумя точками) вычерчи-
вается контур сечения заготовки (рис. 6.21,я).
2. В соответствующих местах вычерчивают направляющие
втулки и к каждой осевой линии втулки проводят перпендикуляр
со стороны, противоположной втулке, представляющей собой
след опорной плоскости кондуктора (рис. 6.21,6).
214
ьо
Сл
Рис. 6. 16. Настройки колодочного кондуктора
Рис. 6. 17. Жесткие винтовые зажимы
$^-O,Z4
Обрабатываемая заготовка
Рис. 6. 18. Колодочный кондуктор с цангой
216
3. Контур, образованный этими линиями и линиями, пред-
ставляющими собой след верхних торцов втулок, дает ориенти-
ровочную форму сечения кондуктора (рис. 6.21,в), которая кор-
Рис. 6. 19. Колодочный кондуктор 2-го типа
ректируется по соображениям монтажа втулок и исходя из
условия, что против каждой втулки должна быть опорная пло-
скость кондуктора.
Поворотные кондукторы с делительными дисками
В большинстве случаев поворотные кондукторы (рис. 6.22)
применяют для заготовок 5 и 13-й групп при сверлении радиаль-
ных отверстий, оси которых расположены под малыми углами
(менее 30°). Необходимость применения этих кондукторов вы-
звана тем, что колодочные кондукторы для сверления таких за- i
готовок получаются громоздкими с малыми опорными плоско-
стями, которые при небольших значениях углов между осями-
отверстий легко можно спутать, т. е. при сверлении установить'
кондуктор не на соответствующую плоскость,, а на плоскость-
для смежного отверстия. Установочные элементы кондуктора
с закрепленной на них заготовкой после сверления отверстий
с взаимно параллельными осями перед сверлением другой j
группы таких отверстий поворачивают на соответствующий угол/
Сверление отверстий заготовки выполняют через одну втулку'
или через несколько, в числе которых Могут быть и сменные. За-’
готовку поворачивают на заданный угол, и вращающуюся часть
кондуктора фиксируют при сверлении отверстий делительным
устройством. >
8 1968 217
КрабатыЬаемая заготоЬка
Рис. 6.20. Колодочный кондуктор 1-го типа для сверле-
ния отверстий с двух сторон
Щ б) У
Рис. 6.21. Определение профиля сечения колодоч-
ного кондуктора
218
Делительные устройства. Основными деталями углового дели-
тельного устройства являются делительный диск и фиксатор.
Монтировать эти детали можно двумя способами.
Рис. 6. 22. Поворотный кон-
дуктор с делительным ди-
ском
Первый способ (см. рис. 6.22): делительный диск соединяют
с поворотной частью, а фиксатор монтируют в корпусе приспо-
собления.
Второй способ (рис. 6.23, я): делительный диск жестко соеди-
няют с корпусом, а фиксатор — с поворотной частью.
Варианты сопряжения фиксатора 2 с отверстиями диска 1
показаны на рис 6.23, в. Как показывает практика, наиболее
приемлемым вариантом является первый, так как при нем
исключается попадание стружки между фиксатором и отвер-
стием.
В процессе сверления шпиндель кондуктора блокируется
специальным устройством, показанным на рис. 6.23,6.
Скальчатые кондукторы
Основными частями пакета кондуктора являются корпус 1
(рис. 6.24) и плита 2, с которой жестко соединены три колонки,
две из них (крайние) направляющие, а средняя является зуб-
чатой рейкой, Реечную передачу для перемещения плиты 2 вы-
полняют с самотормозящимся роликовым замком (см. рис. 5.16).
8*
219
Рис. 6. 23. Элементы делительных устройств
Рис. 6. 24. Пакет скальчатого кондук-
тора
220
Кондукторные втулки устанавливают в плите 2 (см. рис. 6.24),
а установочные элементы монтируют на плите корпуса 1. Заго-
товку прижимают плитой 2 с помощью реечной пары.
Скальчатые кондукторы для сверления только одного отвер-
стия или нескольких, но с применением многошпиндельной го-
ловки жестко соединяют со столом сверлильного станка, т. е.
в этих случаях они являются стационарными кондукторами.
Кондукторы с прижимной плитой
Эти кондукторы (рис. 6.25) состоят из двух частей: верхней,
жестко соединенной с обоймой (пинолью) шпинделя сверлиль-
ного станка, и нижней (основания), укрепленной на столе станка
(эти кондукторы всегда делают стационарными). При опуска-
нии верхней части плита 2 соприкасается с заготовкой и оста-
Рис. 6.25. Кондуктор с прижим-
ной плитой
Рис. 6. 26. Накладные кондукторы
навливается. По мере дальнейшего опускания плиты 2 пру-
жины 1 сжимаются и прижимают заготовку, а сверло выходит
из втулки и осуществляется сверление. При подъеме верхней
части кондуктора шайбы 3, жестко соединенные с колонками,
приходят в соприкосновение с плитой 2 и поднимают ее в исход-
ное положение.
Накладные кондукторы
Кондукторы применяют для сверления отверстий в деталях
больших габаритов. Они представляют собой кондукторную плиту
с простейшими зажимными устройствами. Примеры таких кондук-
торов показаны на рис. 6.26.
221
Кондукторы для рассверливания отверстий
Эти кондукторы обычно применяют для обработки отверстий,
предварительно полученных в заготовках, изготовляемых литьем.
Для рассверливания «черных» отверстий следует, по мере воз-
можности, применять кондукторы, в которых направляющие
втулки расположены со стороны, противоположной обрабаты-
вающему инструменту. Для обработки таких отверстий исполь-
Рис. 6. 27. Кондуктор для рассверливания отверстий
зуют торцевые зенкеры с направляющей частью, расположенной
впереди режущих кромок. Направляющая часть входит
во втулку, которая направляет зенкер и уменьшает его изгиб
(вместо консольного закрепления балка на двух опорах).
Очевидно, что направляющая часть должна войти во втулку
раньше, чем режущие элементы зенкера придут в соприкоснове-
ние с заготовкой. В таких кондукторах заготовка должна быть
очень прочно закреплена на установочных элементах кондуктора,
базирующих ее положение относительно направляющих втулок.
На рис. 6.27 показан типовой кондуктор для чистового рас-
сверливания отверстий в литом корпусе (см. рис. 6. 4, я).
Когда втулки невозможно расположить с противоположной
стороны, используют кондукторы с обычным расположением
втулок.
§ 6.3. НАПРАВЛЯЮЩИЕ ВТУЛКИ КОНДУКТОРОВ
Направляющие втулки кондукторов бывают постоянные и
сменные.
222
Постоянные втулки устанавливают в соответствующие отвер-
стия корпуса (или иной детали) кондуктора по легкопрессовой
или глухой посадке 2-го класса точности по системе отверстия
и их замена по мере износа новыми не предусматривается.
Постоянные втулки применяют в случаях, когда их износ насту-
пает приблизительно одновременно с износом основных элемен-
тов кондуктора или когда изготовляемая партия деталей мала,
а номенклатура производства неустойчива. Следует заметить,
что постоянные втулки можно менять, но вследствие разработки
посадочных отверстий ставить при замене нормализованные
втулки по прессовой посадке не удается. В таких случаях тре-
буется индивидуальное изготовление и подгонка втулок к каж-
дому посадочному отверстию, что представляет трудоемкую
операцию.
Направляющие втулки кондукторов изготовляют из стали
У10А и закаливают до твердости HRC 58—63. В массовом и
крупносерийном производстве втулки целесообразно изготовлять
из твердых сплавов.
Номинальный диаметр направляющего отверстия втулок при-
нимают равным номинальному размеру инструмента (сверла
или зенкера).
Допуск на отверстия втулок зависит от характера обраба-
тывающего инструмента и заданной точности расположения осей
отверстий в детали.
Если направляемые элементы инструмента являются одно-
временно и обрабатывающими (сверла, развертки и зенкеры, на-
правляемые рабочей частью), то допуски на диаметр отверстий
втулок принимают по ходовой посадке 2-го класса точности в си-
стеме вала или по посадке движения того же класса. Вопрос
о том, какую посадку принять в каждом конкретном случае,
решается на основании анализа точности обработки в кондук-
торах.
Для инструмента, направляемые элементы которого не яв-
ляются режущими (зенкеров и т. д.), сопряжения направляющих
элементов с отверстием втулки выполняют по ходовой посадке
или посадке движения 2-го класса точности в системе отверстия.
Постоянные направляющие втулки и их параметры нормали-
зованы. Нормализованные втулки для одного и того же диа-
метра бывают высокие и низкие. При выборе высоты втулки
надо исходить из точности положения осей заданных отверстий
в обрабатываемой детали. Чем больше высота втулки, тем
больше точность размеров, определяющих положение осей про-
сверленных отверстий.
Нормализованные втулки для одного и того же диаметра
бывают также с буртом и без бурта. Выбор типа постоянной
втулки (без бурта или с буртом) обусловливается толщиной
детали кондуктора, в которую впрессовывается втулка. Если
толщина невелика, а посадочный диаметр втулки относительно
223
большой, применяют втулки 2-го типа (с буртом), когда высота
втулки одного порядка с толщиной детали, ставят втулки 1-го
типа (без бурта).
Нередко в одну и ту же деталь (или плиту) кондуктора,
имеющую одинаковую толщину во всех частях, приходится впрес-
совывать втулки со значительной разницей их наружных диа-
метров. В таких случаях втулки меньших диаметров ставятся без
буртов, а больших с буртами.
При монтаже в кондукторе направляющих втулок должен
быть обязательно предусмотрен зазор (а) между нижним торцом
втулки, обращенным к заготовке, и заготовкой. Назначение
этого зазора — предотвратить интенсивный износ краев режу-
щих кромок сверл вследствие трения этих кромок о стенки отвер-
стия направляющей втулки в момент начала процесса сверления.
Для выполнения этого условия необходимо соблюдение нера-
венства
. D , /180°— а
Л >- —tg/---------
2 2
(6.1)
где D — диаметр сверла;
а — угол при вершине сверла. Приняв а«120°, после округ-
ления получим a~0,3D.
Специальные постоянные втулки. В подавляющем большин-
стве случаев можно использовать в кондукторах нормализован-
ные втулки. Однако встречаются случаи, когда нельзя применить
такие втулки и приходится ставить специальные втулки.
Случай 1-й. В кондукторную плиту определенной толщины
требуется установить несколько втулок различной высоты. Если
высота посадочной части втулки больше толщины кондукторной
плиты, то следует:
а) уменьшить высоту нормализованной втулки, при этом
нормализованная втулка используется как заготовка;
б) поставить специальную втулку с буртом, центрируемую ее
посадочной частью в отверстии кондукторной плиты и прикреп-
ленную к ней винтами (рис. 6.28,а);
в) установить втулку без бурта на 1—2 мм над поверхностью
кондукторной плиты (с любой стороны).
Если же высота посадочной части втулки значительно меньше
толщины плиты, то допускается «утапливать» втулку в посадоч-
ном отверстии с наружной стороны плиты, выдержав при этом
требуемый зазор между ее торцом и заготовкой (рис. 6.28,6).
Верхнюю часть посадочного отверстия, не соприкасающуюся
с втулкой, следует зенковать, чтобы рабочий мог видеть отвер-
стие втулки при совмещении ее оси с осью сверла.
Случай 2-й. Элемент заготовки, в котором сверлится отвер-
стие, расположен далеко от элемента кондуктора, в котором мон-
тируется втулка. В таких случаях ставят удлиненные втулки,
224
у которых отверстие со стороны входной части рассверливается
для уменьшения трения сверла о втулку (рис. 6.28,в).
Случай 3-й. Межосевое расстояние двух смежных отвер-
стий в детали меньше полусуммы наружных диаметров нормали-
зованных втулок.
Рис. 6. 28. Специальные постоянные втулки
В этом случае используют один из следующих способов:
1. В нормализованных втулках срезают лыски так, чтобы при
монтаже втулок обеспечивался плотный контакт лысок. Поса-
дочными отверстиями для таких втулок являются два перекры-
вающих друг друга цилиндрических отверстия (рис. 6.28,г).
2. Уменьшают наружный диаметр нормальных втулок. При
этом способе нормальные втулки используют как заготовки.
Уменьшать диаметр нормальных втулок рекомендуется не бо-
лее чем на 1 мм для втулок с диаметром отверстий до б мм и на
1,5 мм — с диаметром свыше 6 мм,
3. Направляющие отверстия кондуктора выполняют в спе-
циальной втулке. Посадочную часть таких втулок делают круг-
225
лого (рис. 6.28,5) или прямоугольного (рис. 6.28, е) сечения.
Выбор формы втулки зависит от конструктивной компоновки
кондуктора, межосевых расстояний и диаметров отверстий.
Втулки с цилиндрической посадочной частью проще в изго-
товлении и при монтаже. Их следует применять во всех случаях,
когда габариты соответствующих элементов кондуктора позво-
ляют монтировать такие втулки. Круглые втулки с несколькими
отверстиями необходимо фиксировать от поворота в посадочном
отверстии, так как при повороте изменяется взаимная координа-
ция системы отверстий втулки относительно установочных эле-
ментов кондуктора. Для удобства фиксации круглые втулки
обычно изготовляют с буртом. Наиболее простая (в технологи-
ческом отношении) и надежная фиксация втулок — штифтом
(рис. 6/28,5). Если бурт втулок не помещается в кондукторе
(мешают бурты смежных втулок или бурт закрывает другие
направляющие отверстия), то в соответствующих местах необ-
ходимо срезать бурт.
4. Способ фиксации втулки специальной фиксирующей пла-
стинкой показан на рис. 6.28, к.
Случай 4-й. Ось втулки не перпендикулярна плоскости за-
готовки, обращенной к втулке или к касательной плоскости, про-
веденной к поверхности заготовки в точке пересечения оси
втулки с поверхностью заготовки (рис. 6.28, ж). При монтаже
таких втулок зазор между втулкой и заготовкой должен быть
минимальным. Зазор должен быть таким, чтобы втулка не ме-
шала установке заготовки в кондуктор.
Случай 5-й. Втулка одновременно служит и прижимом
(рис. 6.28,3).
Случай 6-й. При сверлении с одной стороны прерывистого
отверстия для уменьшения перекоса его оси устанавливают про-
межуточную втулку (рис. 6.28, и). Диаметры отверстий основ-
ной и дополнительной втулок должны быть одинаковыми, но на-
ружные диаметры (когда втулки впрессовывают с одной сто-
роны) должны быть у основной втулки больше, чем у дополни-
тельной. В этом случае основную втулку ставят нормализован-
ную, а дополнительную — с диаметром на 0,2—0,5 мм меньше.
Сменные втулки
Эти втулки применяют, когда:
а) износ втулки наступает значительно раньше, чем износ
других элементов кондуктора;
б) отверстие последовательно обрабатывают несколькими
разными инструментами в одном и том же кондукторе без пере-
становки детали (например: сверление и нарезание точной
резьбы, сверление и рассверливание и т. д.).
В первом случае втулки меняют только несколько раз за все
время эксплуатации кондуктора, а во втором—при обработке
226
каждой заготовки. Это обстоятельство существенно отражается
на характере монтажа и конструкции сменных втулок.
Втулки, сменяемые только при износе, устанавливают в кон-
дукторе по плотной посадке 2-го класса точности (в системе
отверстия). От поворота в посадочном отверстии такие втулки
предохраняют стопорным винтом или
штифтом.
Втулки, сменяемые при обработке
каждой заготовки, должны быть быстро-
сменными, с повышенной износоустойчи-
востью поверхностей посадочных отвер-
стий в кондукторе.
Быстросменные втулки устанавли-
вают в посадочные отверстия по ходовой
посадке 2-го класса точности (в системе
отверстия). Быстросменные втулки де-
лают с высоким буртом, на цилиндриче-
скую поверхность которого наносят на- рпс 6 29 сменная
катку (для удобства захвата втулки ‘ втулка
пальцами при ее смене).
От перемещения, быстросменной втулки и от поворота ее
предохраняет стопорный винт, головка которого входит в дуго-
образную выемку на бурте втулки (рис. 6.29). Перед съемом
втулку поворачивают на угол а против часовой стрелки, головка
винта становится против полукруглого паза в бурте втулки,
после чего втулку вынимают из посадочного отверстия.
Для уменьшения износа поверхности посадочное отверстие
выполняют в специальной втулке, впрессованной в кондуктор-
ную плиту.
§ 6.4. УНИВЕРСАЛЬНО-НАСТРОЕЧНЫЕ КОНДУКТОРЫ (УНП-К)
УНП-KJ, показанный на рис. 6.30, предназначен для сверле-
ния отверстий, оси которых ориентированы в полярных коорди-
натах относительно оси отверстия или цилиндра заготовки и
параллельны этой оси. Отверстия могут быть координированы
относительно заготовки одним, двумя, тремя и четырьмя радиу-
сами.
Монтаж установочных и зажимных элементов производят на
поворотном столе У, на котором выполнены фиксирующие отвер-
стия, расположенные под углом 15° друг к другу. Если при свер-
лении используют не> все эти отверстия, то в них вставляют за-
глушки 2.
Направляющие втулки монтируют в крестовине 5, которая
может поворачиваться относительно втулки 3. Регулировку поло-
жения крестовины 6 по высоте производят с помощью гайки 4.
Гайка 4 с крестовиной 6 связана двумя винтами 5, гладкие концы
227
которых проходят через пазы втулки 3 и входят в кольцевую
выточку гайки 4. От поворота крестовину фиксирует винт 7.
Примеры настроек УНП-К1 для сверления заготовок 4 и 5-й
групп и заготовок 18-й группы показаны соответственно на
рис. 6. 31, а и б.
Рис. 6.30. Универсально-настроечный кондуктор УНП-Kt
УНП-К2, показанный на рис. 6. 32, предназначен для сверле-
ния радиальных отверстий, оси которых перпендикулярны оси
базового отверстия или вала заготовки и пересекаются с нею.
Установочные элементы монтируют на поворотном диске 5 и при-
жимают плавающим наконечником 1 с помощью винта 2. полу-
чающего вращение через тарированную рукоятку. Направляю-
щие втулки устанавливают в плите 4, которая может поворачи-
ваться относительно втулки 3. Регулировка положения плиты 4
по высоте и ее фиксация производят так же, как и в УНП-К1.
228
Примеры настроек УНП-К2 для сверления заготовок 5 и 14-й
групп показаны соответственно на рис. 6. 33, а и б.
УНП-КЗ представляет собой разновидность колодочного кон-
дуктора для сверления в цилиндрических заготовках радиаль-
ных отверстий, расположенных под углом 120° друг к другу, при
этом оси просверливаемых отверстий перпендикулярны оси заго-
Рис. 6 31. Настройки УНП-К1
товки. Фиксацию и закрепление заготовки производят тремя
плоскими клиновыми кулачками 6 (рис. 6.35), затягиваемыми
стержнем 4 через гайку 2. В осевом направлении заготовку фик-
сирует упор 5, положение которого может регулироваться гай-
кой 3. Направляющие втулки 7 устанавливают во втулкодержа-
теле /, положение которого в осевом направлении может регу-
лироваться. Корпус приспособления сделан сборным из трех
частей для облегчения обработки пазов под кулачки 6.
229
Рис. 6. 32. Универсально-настроечный кондуктор УНП-К2
230
Обрабатываемая заготовка
а) б)
Рис. 6. 33. Настройки УНП-К2
/7-/7
с-с
Рис. 6. 34. Колодочный универсально-настроечный кондуктор для свер-
ления с трех сторон
23]
УНП-К4 (рис. 6.34) предназначен для сверления радиальных
отверстий с четырех сторон. Принцип работы и конструктивное
Рис. б. 35. Колодочный универсально-настроечный кондуктор для
сверления с четырех сторон
оформление отдельных элементов этого кондуктора такое же,
как у УНП-КЗ.
§ 6.5. УСТАНОВКИ ДЛЯ АВТОМАТИЧЕСКОГО ВЫПОЛНЕНИЯ
СВЕРЛИЛЬНЫХ ОПЕРАЦИИ
Две такие установки показаны на рис. 6.36 и 6.37. Эти уста-
новки являются звеньями линии автоматических устройств, смон-
тированных на столе 7, приводом для механизмов автоматиза-
ции которых является равномерно-вращающийся вал 2
(рис. 6.36), получающий вращение от электродвигателя через
редуктор. Число оборотов п этого вала определяется из соотно-
шения я = 60Дш.к, где Лп.к — наибольшее штучно-калькуляцион-
ное время выполнения операции сверления на данной автомати-
ческой линии станков. Под каждым сверлильным станком над
валом 2 расположен индивидуальный распределительный ва-
лик 3 станка, связанный зубчатой парой с основным валом 2.
На этом валике монтируют кулачки, с помощью которых осу-
232
Рис. 6. 36. Установки для автоматического выполнения сверлильной операции
Рис. 6.3'7. Установка-автомат для сверления четырех отверстий многошпиндельной головкой
ществляют управление механизмом для штучной подачи загото-
вок на установочные элементы приспособления, опускание и
подъем шпинделя станка, а в отдельных случаях и поворот уста-
новочных элементов. От этого же валика осуществляют привод
к бункерному механизму.
Приспособление, показанное на рис. 6.36, предназначено для
сверления одного радиального отверстия 0 1,5 мм в детали,
имеющей форму цилиндрического валика. Детали, подлежащие
сверлению, помещают навалом в бункер 4, из которого по
лотку 5 они подаются к питателю 5, осуществляющему поштуч-
ную подачу заготовок на установочный элемент приспособления.
В данном случае применен дисковый бункер с профильными вы-
резами. Диск получает вращение от валика 3 с помощью цепной
передачи через червячную пару. Возвратно-поступательное дви-
жение питателя 6 осуществляется от кулачка 7 через трубку S,
заполненную шариками. Установочно-зажимное приспособление
состоит из основания 9, жестко связанного со столом станка,
верхней плиты 10, жестко связанной с обоймой шпинделя станка,
средней (или прижимной) плиты И, в которой смонтированы две
направляющих втулки, и двух колонок, фиксирующих взаим-
ное положение указанных деталей.
Установочный элемент представляет собой призму, в которой
монтируют направляющую втулку. В нижней плите имеется паз
для предварительной ориентации заготовки. В осевом направле-
нии заготовку фиксируют торцом упорного винта, смонтирован-
ного на средней плите. При опускании верхней плиты средняя
плита прижимает и фиксирует заготовку относительно отвер-
стия кондукторной втулки. При дальнейшем опускании верхней
плиты сверло выходит из втулки, соприкасается с заготовкой и
начинается ее сверление. Верхняя плита опускается пружиной
через тягу 12, а поднимается кулачком 13, при этом пружина
сжимается. Просверленная заготовка удаляется очередной заго-
товкой, подаваемой питателем; это происходит в момент, когда
средняя плита поднята. При смене номенклатуры просверливае-
мых деталей распределительный валик с помощью муфты отклю-
чается от ведущего вала 2 и производится переналадка станка
путем смены кулачков распределительного валика, сверла и т. д.
На рис. 6.37 показана автоматизация станка для сверления
с помощью многошпиндельной головки. В данном устройстве при-
менен бункер секторного типа. Колебательное движение сектора
бункера передается также от валика. Фиксирующий элемент
приспособления представляет собой конусное глухое отверстие,
выполненное в детали 1 приспособления, в которой установлены
и направляющие втулки. В остальном принцип работы данного
устройства не отличается от ранее рассмотренного.
235
Глава VII
ПРИСПОСОБЛЕНИЯ ДЛЯ АГРЕГАТНЫХ СТАНКОВ
Приспособления для агрегатной обработки жестко соединены
со столом поворотного устройства. Поэтому эти приспособления
должны иметь элементы для центрирования приспособления на
станке или поворотном столе, а также для фиксации его поло-
жения относительно Т-образных пазов стола станка или поворот-
ного устройства. Для центрирования используют цилиндриче-
ские пальцы или отверстия на основании приспособления, а для
фиксации от поворота — шпонку или цилиндрический палец.
При проектировании агрегатных приспособлений необходимо
учитывать расстояние осей агрегатных головок от стола станка
или от установочной плоскости поворотного стола, закрепленного
на столе станка.
Агрегатные станки применяют для выполнения фрезерных,
сверлильных и расточных (или обточных) операций. Для фрезе-
рования на агрегатных станках применяют в основном следую-
щие типы рассмотренных выше приспособлений к обычным фре-
зерным станкам: приспособления, монтируемые на плите; при-
способления с последовательным зажимом заготовок; оправки
и цанговые зажимы. Приспособления для сверления на агрегат-
ных станках аналогичны приспособлениям для расточных опера-
ций. Поэтому ниже рассматривают приспособления только для
расточных операций.
§ 7.1. КОНСТРУКТИВНО-ТЕХНИЧЕСКАЯ КЛАССИФИКАЦИЯ
ЗАГОТОВОК, ОБРАБАТЫВАЕМЫХ НА АГРЕГАТНЫХ СТАНКАХ
Классификация приведена в табл. 7. 1.
Таблица 7.1
Характеристика обрабатываемой
заготовки
1. Заготовки 2 и 3-й групп (см. табл. 2. 1)
2. Заготовки 5, 6, 9, 10, И, 13, 14, 15, 16, 17, 18,
19, 20, 21, 28 и 30-й групп (см. табл. 2.1):
а) оси растачиваемых отверстий перпендику-
лярны оси базового отверстия или цилиндра (или
перекрещиваются с нею под прямым углом)
б) оси растачиваемых отверстий параллельны
оси базового отверстия или цилиндра
Тип приспособления
Приспособления, мон-
тируемые на горизон-
тальной плите
Приспособления, мон-
тируемые на вертикаль-
ной плите (угольнике)
236
§ 7.2. ТИПОВЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ РАСТОЧКИ
НА АГРЕГАТНЫХ СТАНКАХ
Приспособления, монтируемые на горизонтальной плите
Простейшее приспособление этого типа показано на рис. 7. 1.
Оно предназначено для расточки отверстий в заготовке 5-й груп-
пы. Заготовка закреплена винтом 1 через плавающий наконечник 2.
Гайка закреплена в планке 5, установленной на колонках 3 и 4.
На рис. 7.2 показано групповое приспособление для обработки
заготовок 5-й группы, но с разными размерами диаметров
базовых отверстий. Приводом зажим-
ного устройства является диафраг-
менная пневмокамера.
Приспособление с передачей за-
жимных усилий через гидравлическое
звено показано на рис. 7.3. Это при-
способление предназначено для ра-
сточки двух отверстий, полученных
в заготовке 4 при литье под давле-
нием. При установке данной заготовки
требуется обеспечить по возможности
Рис. 7. 1. Приспособление
с ручным приводом, монти-
руемое на горизонтальной
плите
Рис. 7.2. Групповое приспособ-
ление
точное совмещение осей черновых отверстий с осями расточных
головок агрегатного станка (для равномерности припуска на
обработку и обеспечения концентричности отверстий относи-
тельно контура бобышек, в которых растачиваются данные
отверстия). Это требование обеспечивается фиксацией заготовки
ее черновыми отверстиями по трем утапливающимся коническим
пальцам 5, один из которых имеет две параллельные лыски.
Установочные пальцы изготовлены и смонтированы с таким
расчетом, чтобы заготовку можно было бы устанавливать и сни-
мать при незначительных усилиях, прилагаемых к ней в верти-
237
кальном направлении. После установки заготовки на пальцы
регулируемые опоры 3 стопорят винтом 8, действующим при
ввертывании на плунжер Р, который через гидропласт переме-
щает блокирующие штифты в радиальном направлении до их
ABODE
контакта с опорами 3. Как только опоры 3 будут заблокированы,
ввертывают винт 7 и через гидропласт, заключенный в нижней
полости, прихваты 10 прижимают заготовку к опорам 3.
После закрепления заготовки фиксирующие конические
пальцы в процессе обработки отжимаются торцом оправки, в ко-
торой закреплен резец. При обработке отверстий с повышенными
требованиями к точности их взаимного расположения и чистоте
поверхности следует предусмотреть удаление пальцев до начала
обработки. По окончании расточки отверстий снимается давле-
238
ние на гидропласт, находящийся в нижней полости, затем в по-
лости, выполненной в винте 7, после чего прихваты 10 пово-
рачиваются и обработанное кольцо снимают с приспособления.
Нижняя полость выполнена в корпусе 1 и замкнута бандаж-
ным кольцом 2, напрессованным на корпус.
Приспособления, монтируемые
на вертикальной плите (угольнике)
В этих приспособлениях установочно-зажимные элементы
монтируют на вертикальной плите. На рис. 7.4 показано при-
способление, в котором ось цилиндра фиксируется двумя равно-
мерно сходящимися призмами 1 и 3, перемещающимися в на-
правляющих пазах. Посадка одной из призм в этих пазах Д,
а другой Х5.
Рис. 7.4. Приспособление с самоцентрирующими
призмами
Призмы перемещают винтом с правой и левой резьбой.
В осевом направлении заготовку фиксирует планка 2.
На рис. 7.5 показано приспособление для обработки заго-
товки, базируемой по внешней цилиндрической поверхности и
плоскости.
В данном приспособлении центрирование и закрепление за-
готовки производится с помощью цангового патрона 5, который
зажимается подвижной обоймой 3 при перемещении последней
влево под действием давления со стороны плунжеров 6 на бурт.
Давление же на плунжеры 6 передается от силового плунжера 7
через гидропласт, заключенный в полость, выполненную во вкла-
дыше, впрессованном в корпус 1.
239
Центрирование патрона 5 осуществляется обоймами 3 и 4
(последняя через планку 2 жестко связана с корпусом). При сня-
Рис. 7. 5. Приспособление с цанговым патроном
тии давления на гидропласт обойма 3 отводится пружинами
вправо, в результате чего патрон 5 разжимается.
Глава VIII
ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОТЯЖНЫХ СТАНКОВ
Корпусы приспособлений для внутреннего протягивания
представляют собой планшайбы (втулки), центрируемые план-
шайбой (столом) протяжного станка. Втулки жестко соединены
со столом болтами, головки которых входят в Т-образные пазы
(рис. 8.1). На этих планшайбах монтируют установочные эле-
менты, ориентирующие положение технологических баз, относи-
тельно которых определяется положение элементов, получаемых
протягиванием.
Приспособления для внутреннего протягивания не требуют
устройств для закрепления заготовки, так как она прижимается
к опорной поверхности приспособления усилиями, возникаю-
щими в процессе протягивания.
На рис. 8.1 показано приспособление для протяжки пазов
во втулке. Заготовка ориентируется втулкой 3, установленной
в корпусе 2. Последний установлен на планшайбе 1 станка. При-
менение в данном приспособлении сменной втулки 3 позволяет
использовать приспособление для протяжки отверстий в других
240
заготовках подобной формы, но иных размеров. Заготовка
во втулке 3 устанавливается с гарантийным зазором порядка
0,5—1 мм, так как совмещение оси с осью протяжки произво-
дится направляющей частью последней. Поэтому для протяжки
элементов, которые не ориентированы относительно каких-либо
частей заготовки (кроме оси ее протягиваемого отверстия),
в приспособлении достаточно иметь только опорную поверхность
для торца заготовки.
Рис. 8. 1. Приспособ-
ление для протяжки
пазов во втулке
Рис. 8.2. Приспособ-
ление с самоустанав-
ливающейся опорой
Когда на прямой угол между осью протягиваемого отверстия
заготовки и ее опорной плоскостью задан грубый допуск (или
допуск на неперпендикулярность), то для предотвращения по-
ломки протяжки заготовка устанавливается на переходную
самоустанавливающуюся опору (втулку или планшайбу). При-
мер такого приспособления показан на рис. 8.2. В этом приспо-
соблении корпус 3, устанавливаемый на стол протяжного станка,
имеет сферическую выточку, в которую установлен переходный
стол 1 с впрессованной в него втулкой 2, свободно проходящей
через отверстие планшайбы 3 приспособления. Пружина 4 при-
жимает стол 1 к планшайбе 3.
Рассмотренные переходные сферические столы применяют
в случаях, когда равнодействующая сил резания совпадает
с осью протягиваемого отверстия. Если профиль (или пазы)
протягиваемого отверстия ориентированы относительно техно-
логических баз заготовки, то на столе (планшайбе) приспособле-
ния должны быть смонтированы или выполнены на самой план-
шайбе соответствующие установочные элементы для ориентации
этих баз. Такими технологическими базами могут быть: пло-
скость (рис. 8.3, а); плоскость симметрии отверстия, ось кото-
рого параллельна оси протягиваемого отверстия (рис. 8.3,6);
241
плоскость симметрии отверстия, ось которого перпендикулярна
оси протягиваемого отверстия (рис. 8. 4,в); плоскость симметрии
цилиндра, ось которого параллельна оси протягиваемого отвер-
Рис. 8. 3. Технологические базы, относительно которых ори-
ентируется положение пазов, получаемых протягиванием
стия (рис. 8.3,г); плоскость симметрии цилиндра, ось которого
перпендикулярна оси протягиваемого отверстия (рис. 8.3, д)
и плоскость симметрии паза, проходящая через ось протягивае-
мого отверстия (рис. 8.3, в).
Рис. 8. 4. Установочные элементы для ориентирования техно-
логических баз
Плоскость заготовки ориентируется планкой, жестко связан-
ной с опорным столом приспособления (рис. 8.4, а). Плоскость
симметрии отверстия, ось которого параллельна или перпенди-
кулярна оси обрабатываемого отверстия, ориентируется ромбиче-
ским пальцем (рис. 8.4, б, в). Плоскость симметрии цилиндра,
ось которого параллельна или перпендикулярна оси обрабаты-
242
ваемого отверстия, фиксируется в пазу, в первом случае паз —
в опорном столе (рис. 8. 4,г), а во втором — роль паза выполняет
зазор между двумя штифтами, установленными на опорном
столе (рис. 8.4,5). Плоскость симметрии паза, проходящая через
ось обрабатываемого отверстия,
ориентируется штифтом, установ-
ленным на опорном столе
(рис. 8. 4, е).
Для протягивания спираль-
ных пазов необходимо в процессе
протягивания вращать заготовку
или протяжку. На рис. 8.5 пока-
зано приспособление, в котором
вращается заготовка. Заготовка
установлена во втулку 7, враще-
ние которой происходит под дей-
Рпс. 8.5. Приспособление дл>{
протягивания спиральных пазов
ствием тангенциальной составляющей сил резания со стороны
спиральной протяжки. Для предотвращения заклинивания си-
стемы применен упорный шарикоподшипник 2.
Глава IX
МЕТОДИКА ПРОЕКТИРОВАНИЯ И ОФОРМЛЕНИЕ
РАБОЧИХ ЧЕРТЕЖЕЙ ПРИСПОСОБЛЕНИЙ
§ 9.1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
ПРИСПОСОБЛЕНИЙ
Приступая к проектированию приспособления необходимо
иметь следующую документацию.
1. Операционный эскиз заготовки, на котором должны быть
показаны:
а) форма заготовки после выполнения данной операции, при-
чем контуры элементов заготовки, образующихся на данной опе-
рации выполняют утолщенными линиями;
б) технологические базы условным знаком; если технологи-
ческой базой является ось отверстия или цилиндра, то этот знак
ставят на двух осях, а если плоскость симметрии, то на одной
оси (см. эскизы в табл. 2. 1);
в) чистота обработки поверхностей элементов, образующихся
на данной операции, и элементов, являющихся технологическими
базами;
г) размеры (с допусками) обрабатываемых элементов и эле-
ментов, характеризующих технологические базы (диаметры ба-
зовых отверстий и цилиндров, межосевые размеры баз и т. д.),
а также размеры (с допусками), определяющие положение обра-
батываемых элементов относительно технологических баз;
243
д) габаритные размеры заготовки и размеры ее элементов,
(выступов, отверстий и др.), которые определяют конструктив-
ное оформление элементов приспособления.
2. Альбомы схем установок заготовок разных типов (в зави-
симости от характера их технологических баз).
3. Данные для расчета сил резания.
4. Количество заготовок, одновременно устанавливаемых
в приспособление.
5. Принятые режимы обработки, определяющие требуемые
усилия для закрепления заготовки.
6. Годовую программу выпуска и моральный срок службы
изготавливаемой детали1.
7. Альбомы (или справочники) нормализованных и стандар-
тизованных деталей и узлов приспособлений.
8. Альбомы конструкции типовых приспособлений (специаль-
ных и универсально-настроечных) с указанием их технологиче-
ских возможностей (типов обрабатываемых заготовок).
9. Альбомы конструкций силовых приводов и их элементов.
10. Данные о форме и размерах элементов станков, на кото-
рых фиксируют и закрепляют приспособления.
11. Данные о стоимости типовых приспособлений и их стой-
кости (числе обрабатываемых заготовок до полного износа при-
способления).
§ 9.2. ЭТАПЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
Первым этапом является выбор схемы установки. Решение
этого вопроса следует начинать с определения полных полей
рассеивания (А) размеров обрабатываемых элементов заготовки
и размеров, определяющих положение этих элементов относи-
тельно технологических баз, при обработке на настроенном
станке (см. формулы для А, приведенные в гл. I первого раз-
дела). Расчет этих полей следует сперва произвести для схем
установки, исключающих погрешность базировки (Аб). При срав-
нении вычисленных значений А с полным полем допуска (6),
заданным на данный размер, возможны два случая.
1-й случай А>б. В этом случае следует выявить А при обра-
ботке по промерам. Если и при этом условии А окажется больше
б, то это значит, что принятый способ обработки в данном слу-
чае неприемлем.
2-й случай1 2 А<6. В этом случае необходимо в соответствую-
щих формулах для определения А значение последнего принять
равным полю допуска (б) на данный размер и полученное урав-
нение решить относительно погрешности базировки (Аб). Най-
1 Под термином «моральный срок службы детали» понимают число,'лет,
в течение которых предполагается выпуск данных деталей. , ' ,
2 Случай, когда А=д не рассматривается, как практически мало-
вероятный.
244
денное таким путем значение Дб подставляется в соответствую-
щее данной группе размеров выражение для Д (см. гл. I пер-
вого раздела), и полученное уравнение решается относительно
полей допусков, которые можно назначить на размеры от техноло-
гических баз (при данном значении Дб), при этом допуски на
соответствующие размеры фиксирующих элементов приспособ-
ления назначаются:
по 1-му классу точность допусков ОСТ для диаметральных
размеров;
по 2-му классу для всех остальных размеров (для охваты-
вающих размеров допуск основного отверстия, а для охватывае-
мых— допуск скользящей посадки). Вычисленное таким путем
поле допуска не должно быть больше поля заданного допуска
на операционном эскизе.
Второй этап: 1. Определение сил резания, стремящихся сме-
стить заготовку относительно установочных элементов приспособ-
ления. Расчет этих сил производят по соответствующим форму-
лам курса «Теория резания».
2. Определение требуемого зажимного усилия, прикладывае-
мого непосредственно к заготовке (см. § 3. 1 гл. III первого
раздела).
3. Расчет параметров механизмов, преобразующих исходное
усилие Ри в требуемое для закрепления заготовки Р3.
Третий этап: выбор типа и числа гнезд (числа одновременно
устанавливаемых заготовок) приспособления. Содержание и по-
следовательность выполнения данного этапа следующие:
а) из соответствующих конструктивно-технологических клас-
сификаций выявляются типы приспособлений, рекомендуемые
для данной группы заготовок, и из них устанавливают 2—3 кон-
курирующих типа;
б) рассчитывают себестоимость данной операции, выполняе-
мой с применением каждого из конкурирующих типов приспособ-
лений. Принимают тот тип приспособления, при котором себе-
стоимость получается наименьшей.
Четвертый этап: разработка комплекта чертежей приспособле-
ния. Методика разработки чертежей и их оформления приведены
ниже.
§ 9.3. разработка рабочих чертежей станочных
ПРИСПОСОБЛЕНИЙ
Комплект рабочих чертежей приспособления включает чер-
тежи общего вида приспособления и ненормализованных деталей
приспособления (деталировочные чертежи). В случаях приме-
нения сварных деталей даются их чертежи и чертежи заготовок,
из которых образуется сварной узел. Сборочные чертежи осталь-
ных узлов отдельно не разрабатывают, так как, учитывая инди-
видуальный характер производства специальных приспособлен
ний, их сборка осуществляется, как правило, одним рабочим.
245
Чертежи приспособления должны содержать все данные для
изготовления и не должны допускать нескольких толкований
идеи конструктора для всего приспособления, а также для узлов
и деталей.
В процессе конструирования приспособления конструктор
должен советоваться с технологами и рабочими инструменталь-
ного цеха, учитывать все их замечания о недостатках конструк-
ции, ее технологичности и другие пожелания, направленные на
совершенствование конструкций приспособлений и их деталей.
Такое творческое содружество конструктора и производственни-
ков является необходимым условием дальнейшего совершенство-
вания станочных приспособлений.
Чертеж общего вида приспособления
Разработка общего вида является первым этапом проектиро-
вания приспособления. Чертеж общего вида должен содержать:
— проекции общего вида приспособления;
— чертеж заготовки, обрабатываемой в приспособлении;
— штамп формата со спецификацией деталей и сварных
узлов.
Указанные элементы располагают на формате следующим
образом: чертеж обрабатываемой детали в правом верхнем углу
формата, штамп со спецификацией в правом нижнем углу.
Остальное место занимают проекции общего вида приспособ-
ления.
Сначала конструктор выбирает формат листа. Исходными
моментами при выборе формата являются масштаб общего вида
приспособления и обрабатываемой детали, предполагаемое
число проекций общего вида и количество деталей приспособле-
ния, определяющее площадь, занимаемую спецификацией.
При назначении масштабов конструктор должен руководст-
воваться следующими соображениями. Общий вид приспособле-
ния следует изображать в натуральную величину, т. е. в мас-
штабе 1:1. Отступать от этого масштаба не рекомендуется. Вы-
полнение общего вида не в натуральную величину значительно
усложняет общую компоновку приспособления, затрудняет его
деталировку и нередко является причиной грубых конструктив-
ных и размерных ошибок. Если на основных проекциях общего
вида трудно показать отдельные узлы, состоящие из мелких
деталей, то такие узлы следует выносить и со всеми подробно-
стями изображать их отдельно в увеличенном масштабе (на том
же чертеже общего вида). Увеличивать масштаб можно лишь
при очень малых габаритах приспособлений, насыщенных мел-
кими деталями. Уменьшать масштаб, как исключение, можно
для приспособлений крупных габаритов, состоящих из неболь-
шого числа деталей относительно простой конструкции. При уве-
личенном масштабе общего вида для наглядного представления
246
общим ви-
дополни-
конструк-
я-д
№
Рис. 9. 1. Оформление
вырывов на чертежах
основным
отдельные
о действительных габаритах приспособления рекомендуется
показывать в маштабе 1 : 1 его основную проекцию без разрезов.
Эту проекцию помещают в левом нижнем' углу поля чертежа.
Количество проекций должно быть минимальным, но достаточ-
ным для уяснения принципа работы приспособления, формы и
размеров всех его деталей. Критерием четкости показа деталей
является возможность для чертежника-деталировщика соста-
вить чертежи, пользуясь только
дом приспособления без
тельных пояснений со стороны
тора.
Допускается добавлять к
проекциям сечения, уточняющие
элементы приспособления, которые неудоб-
но показать на основных проекциях. Для
сокращения числа дополнительных проек-
ций и сечений допускается на основных
проекциях показывать вырывами элементы,
не лежащие в основных плоскостях разреза.
В таких случаях основной разрез закры-
вают линией обрыва так, чтобы между
ними и вырывом, показывающим разрез
по другой плоскости, находился неразре-
занный участок проекции. Оформление и
вырывов показано на рис. 9. 1.
Конструкцию деталей окончательно устанавливают в процессе
проектирования общего вида приспособления. Допускать кон-
структивные доработки деталей в процессе деталировки не сле-
дует. Конструкция детали должна удовлетворять не только всем
требованиям, предъявляемым к ней ее назначением, но также
должна предусматривать простую и дешевую технологию ее из-
готовления; иными словами, конструкция детали должна быть
технологичной.
Технологичность означает возможность изготовить деталь
данной формы широко применяемыми в инструментальном про-
изводстве видами обработки, не допуская выборки металла при
слесарной обработке (зубилами, шаберами, напильниками и др.).
обозначение таких
Чертеж обрабатываемой заготовки
Масштаб заготовки, обрабатываемой в приспособлении, дол-
жен быть таким, чтобы все ее элементы были показаны графи-
чески ясно и четко.
Если размер чертежа обрабатываемой заготовки получается
большим по сравнению с форматом общего вида, то можно вы-
полнить его на отдельном формате, который прилагают к ком-
плекту рабочих чертежей и заносят в спецификацию под назва-
нием «обрабатываемая заготовка».
247
На чертеже обрабатываемой заготовки показывают только те
элементы, которые она имеет в результате предшествующей
обработки, и операции, выполняемые в проектируемом приспо-
соблении, при этом контуры элементов, получаемых на данной
операции, вычерчивают утолщенными линиями. На чертеже
(эскизе) обрабатываемой заготовки проставляют только те раз-
меры, которые необходимы для оформления установочных эле-
ментов, габаритов и формы отдельных элементов приспособле-
Рис. 9. 2. Эскизы обрабатываемых заготовок
ния. На рис. 9.2 приведены эскизы обрабатываемых заготовок
на чертежах общих видов приспособлений, применяемых для
изготовления детали, показанной на рис. 9.2, а. Изготавливают
эту деталь в такой последовательности: сначала за две операции
получают цилиндрическую заготовку, затем прорезают паз ши-
риной 3+0’12 мм, паз шириной 4+0’16 мм и, наконец, сверлят отвер-
стие диаметром 4+0’16 мм и зенкуют его. Специальные приспособ-
ления применяют для последних трех операций. На общем виде
приспособления для фрезерования паза 3+0’12 мм должен быть
помещен эскиз, показанный на рис. 9.2,6; для фрезерования
паза 4+0’16 мм — эскиз, показанный на рис. 9.2, в и на общем
виде кондуктора для сверления отверстия — эскиз, показанный
на рис. 9.2, г.
Эскиз обрабатываемой заготовки обводят однолинейной рам^
кой и ставят штамп (рис. 9.3).
Разработку чертежа общего вида приспособления выполняют
в такой последовательности:
— обводят рамкой поле чертежа и делают оттиск штампа
формата со спецификацией;
— делают чертеж обрабатываемой заготовки;
— чертят проекции общего вида приспособления; -
248
— нумеруют детали и отдельные узлы и заносят в специ-
фикацию.
Сварные узлы нумеруют с шифром Сб, который ставят впе-
реди номера узла, т. е. первый узел имеет номер С61, второй С62
и т. д. В общую спецификацию сначала заносят сборные узлы,
а затем порядковые номера деталей в порядке их возрастания.
Детали, из которых монтируют сварной узел, заносятся в специ-
фикацию общего вида узла под номерами С61-1, С61-2, С61-3
и т. д.
25
Обрабатываемая заготобка
Кприбор\
Номер
Нацмен.
матер.
Масшт.
25
25
120
25
Рис. 9.3. Штамп на эскизе обрабатываемой
заготовки
При выполнении проекций общего вида приспособления сле-
дует сначала начертить условными линиями (штрих с двумя
точками) обрабатываемую заготовку. Число проекций заготовки
и их расположение должно соответствовать намечаемому числу
и расположению проекций приспособления. Затем проекции
заготовки «одеваются» элементами приспособления. При этом
следует помнить, что заготовка не является деталью приспособ-
ления, показывается она условно и на проекциях приспособления
ничего собой не загораживает. После оформления общего вида
приспособления контуры заготовки стирают во избежание затем-
нения графики.
Положение главной (основной) проекции общего вида при-
способления должно соответствовать рабочему положению
приспособления на станке (или одному из рабочих положений,
если их несколько).
По окончании разработки проекций общего вида приспособ-
ления проставляют его габаритные и контрольные размеры, опре-
деляющие взаимное положение тех элементов приспособления,
которые обеспечивают получение технологических размеров
обрабатываемой заготовки. Так, на чертежах общих видов фре-
9 1968
249
зерных и токарных приспособлений проставляют размеры, опре-
деляющие положение рабочих поверхностей установочных эта-
лонов относительно основных установочных элементов приспо-
собления. В токарных приспособлениях, кроме того, указывают
допустимое биение (или эксцентриситет) установочных элемен-
тов приспособления относительно его посадочной части. В кон-
дукторах ставят размеры (с допусками) диаметров отверстий
направляющих втулок, размеры их межосевых расстояний и
размеры, определяющие положение осей отверстий втулок отно-
сительно технологических баз.
Допуски на размеры, координирующие положение осей отвер-
стий направляющих втулок, назначают ±0,02 мм.
Допуски же на соответствующие размеры, определяющие
положение осей отверстий под кондукторные втулки, проставляе-
мые на деталировочных чертежах соответствующих деталей кон-
дуктора, назначают ±0,01 мм.
Основанием для такой рекомендации являются следующие со-
ображения. Отверстия под кондукторные втулки обрабатывают
на координатно-расточных станках, среднеэкономическая точ-
ность которых для размеров, определяющих положение осей
отверстий, составляет ±0,01 мм. После запрессовки втулок
положение осей отверстий последних изменяется вследствие
эксцентриситета е оси отверстия втулки относительно оси ее на-
ружной цилиндрической поверхности. Приняв значение е равным
0,0025 мм (также исходя из среднеэкономической точности изго-
товления втулок), действительные значения размеров межосевых
расстояний получатся уже в пределах ±0,015 мм или после округ-
тения ±0,02 мм. Следует заметить, что в конструкторской прак-
тике; заводов величина допусков, проставляемых на рассматри-
ваемые размеры, принимается равной половине полей допусков,
указанных на.чертеже детали, что приводит к сокращению срока
службы (стойкости) втулок, а иногда и кондуктора примерно
в два раза. .
Допуски на угловые размеры/назначают ±Да, где Ла =
==O°r±arctg— , где 0,0025 — допустимый эксцентриситет
оси отверстия втулки и оси ее наружной поверхности; R — ра-
диус, на котором расположены просверливаемые отверстия от
оси базового отверстия или вала. Значение Ла округляют до бли-
жайшего большего целого числа минут.
Каждому приспособлению присваивают установленный шифр
и номер, которые маркируют на приспособлении. Кроме шифра
и номера, в маркировке указывают шифр прибора, к которому
относится обрабатываемая заготовка. Поверхность приспособ-
ления для нанесения маркировки должна указываться конструк-
тором во избежание порчи маркировкой рабочих поверхностей
приспособления.
250
Чертежи сварных узлов приспособлений
Сварными целесообразно выполнять те элементы, при изго-
товлении которых отдельной деталью приходится удалять боль-
шое количество металла с заготовки. В таких случаях вместо
одной детали изготовляют составной сварной узел. В большин-
стве случаев сварными выполняют корпусы приспособлений.
Рис. 9. 4. Оформление сварных узлов
Масштаб общего вида сварного узла при малых габаритах и
сложной форме отдельных элементов принимают увеличенным,
а для узлов крупных габаритов с относительно простой формой
отдельных их элементов — уменьшенным.
На чертеже общего вида сварного узла в правом нижнем
углу формата ставят штамп со спецификацией такой же, как и
на чертеже общего вида приспособления. Оформление комплекта
рабочих чертежей сварных узлов имеет свою специфику, связан-
ную с технологией изготовления этих узлов.
9* 251
Технология изготовления каждого сварного узла предусмат-
ривает определенную последовательность его обработки. Сна-
чала изготовляют детали (части) узла, затем предварительно
соединяют детали узла штифтовыми соединениями (рис. 9.4).
После предварительного соединения детали сваривают.
После сварки узла взаимное положение входящих в него де-
талей несколько изменяется вследствие коробления, что вызы-
вает необходимость дополнительной обработки наиболее ответ-
ственных элементов узла: поверхностей корпуса, приходящих
в контакт со столом станка, и установочных элементов приспо-
собления или посадочных мест для них (если их выполняют
в отдельных деталях).
Такая технология создает определенную специфику в оформ-
лении чертежей общего вида узла и его деталей. Например, эле-
менты деталей-заготовок узла, которые дополнительно обраба-
тывают после сварки, выполняют с припуском на обработку,
а некоторые элементы узла иногда вообще не выполняют в дета-
лях-заготовках, а обрабатывают только после сварки.
Форма и размеры сварного узла на чертеже общего вида дол-
жны соответствовать окончательно обработанному узлу. На
общем виде узла указывают его габаритные размеры и размеры
только тех элементов, которые подвергались дополнительной
обработке (или обрабатывались полностью) после сварки узла.
Оформление сварного узла и его деталей показано на рис. 9.4.
Чертежи деталей приспособлений
Эти чертежи, называемые деталировочными, разрабатывают
только для ненормализованных деталей, включая и детали, для
которых нормализованные детали используют в качестве заго-
товок.
Деталировочный чертеж должен давать исчерпывающие дан-
ные, необходимые для изготовления детали. На нем должна быть
ясно показана геометрическая форма детали, даны размеры всех
элементов детали и их взаимное положение, указана точность
выполнения этих размеров, чистота обработки поверхностей,
материал детали, ее термическая обработка, покрытие и др. На
деталировочном чертеже деталь должна быть изображена в том
виде, в каком она поступает на сборку. Такие элементы, как
ютверстие под штифт, соединяющий головку со стержнем
(рис. 9. 5, а), которые сверлят при сборке деталей, показывают
на деталировочных чертежах головки и стержня, но делают при-
мечание, указывающее, что их выполняют при сборке
(рис. 9. 5, а ив). Детали, расклепываемые при сборке, показы-
вают на деталировочных чертежах в том виде, который они
имеют до расклепывания. Для таких деталей рекомендуется на
чертежах показывать условными линиями форму элементовшосле
расклепывания (рис. 9. 5, а).
1252
Детали, являющиеся зеркальным изображением одна другой,
нужно вычерчивать каждую в отдельности.
Масштаб детали на деталировочном чертеже должен назна-
чаться с таким расчетом, чтобы все ее элементы и их размеры
были показаны с достаточной для чтения ясностью. Чертежи
крупногабаритных деталей, но простой формы следует делать
в уменьшенном масштабе. Если детали больших габаритов
имеют отдельные элементы сложной формы малых размеров,
<z>¥0'02 {сверл. МЫ
в сборке с^/77.2)^], I*
15 Э
6)
Рис. 9.5. Технологические указания на деталировочных
чертежах
рекомендуется чертить их в уменьшенном масштабе, а мелкие
элементы выносить на том же чертеже отдельными видами в уве-
личенном масштабе. Размеры таких элементов рекомендуется
проставлять на этих видах.
Число проекций детали на деталировочном чертеже должно
быть минимальным, но достаточным для ясного представления
о форме детали. На рис. 9.6 показаны чертежи с лишними про-
екциями (лишние проекции перечеркнуты). Эти проекции за-
темняют чертежи и увеличивают трудоемкость их изготовления.
Оси симметрии деталей, изготовляемых на станках токарной
группы, следует на основной проекции их деталировочного чер-
тежа располагать горизонтально, т. е. в положении, соответст-
вующем рабочему положению заготовки в процессе ее обра-
ботки. Такое расположение облегчает чтение чертежа.
При выборе формата деталировочного чертежа необходимо
учитывать, что на нем должны быть размещены следующие эле-
менты: штамп формата; проекции детали; штамп для указания
чистоты обработки поверхностей детали, ее термической обра-
ботки и покрытий.
253
Кроме указанных элементов, для большинства деталировоч-
ных чертежей необходимо предусматривать место для примеча-
ний (технических требований) к чертежу.
Оформление и данные чертежей должны соответствовать
ГОСТу на чертежи, материалы, нормальные диаметры, длины,
допуски и посадки, резьбы и т. д.
Необходимо унифицировать отдельные элементы деталей
(диаметры отверстий, размеры резьб и т. д.). Такая унификация
64 + 0,1
70
Рис. 9. 6. Чертежи с лишними проекциями
значительно сокращает номенклатуру режущего инструмента и
число операций при изготовении приспособлений.
При простановке размеров на детали приспособлений необхо-
димо руководствоваться положениями ГОСТа, а также следую-
щими положениями.
1. Размеры рекомендуется проставлять цифрами высотой не
менее строчных цифр шрифта 3,5, а цифры допусков — не ме-
нее 2,5.
2. Размеры на деталировочных чертежах должны соответ-
ствовать размерам готовой детали. Так, например, если деталь
приспособления хромируют или никелируют, то на ее деталиро-
вочном чертеже указывают размер, учитывающий толщину слоя
покрытия.
3. Размеры должны быть проставлены так, чтобы полностью
исключалась необходимость каких-либо вычислений технологом
или рабочим для определения размеров элементов детали или
параметров специального режущего инструмента, применяемого
для обработки детали. Для выполнения этого условия необхо-
димо:
254
Рис. 9.7. Простановка разме-
ров, являющихся следствием
других размеров
а) проставлять габаритные размеры деталей, что позволяет
технологу непосредственно (без вычислений) назначать габа-
риты заготовки детали;
б) для элементов деталей, обрабатываемых специальным
(фасонным) режущим инструментом, проставлять те их размеры,
которые указывали бы основные параметры инструмента.
4. Не проставлять размеров, являющихся следствием про-
ставленных размеров детали. Такая простановка показана на
рис. 9.7. Высота шарового сегмента (рис. 9. 7, а) при заданном
радиусе шара и диаметре основания сегмента имеет определен-
ное значение. Если при изготовле-
нии сферического элемента детали
заданный радиус сферы и диаметр
шарового сегмента выдержан, то
высота последнего будет предопре-
делена. Ошибочно поставлен и раз-
мер меньшего диаметра усеченного
конуса на элементе детали, пока-
занном на рис. 9.7,6, так как при
заданном диаметре основания ко-
нуса, его высоте и угле наклона
образующей меньший диаметр полу-
чится также автоматически.
5. Размеры элементов деталей проставлять на тех проекциях,
на которых наиболее наглядно выражена геометрическая форма
этих элементов.
Геометрическая форма элементов деталей наиболее наглядно
видна на проекциях, показывающих профиль элементов. На
этих же проекциях, по возможности, следует ставить все размеры
элемента. Такая концентрация размеров определенного элемента
на одной проекции детали значительно облегчает чтение чертежа
и уменьшает возможность брака. На рис. 9. 8, а, г показана не-
правильная простановка размеров на детали, имеющей форму
ступенчатого валика, так как при обработке на токарном станке
каждого диаметра токарь вынужден обращаться к левой проек-
ции детали и находить размер обрабатываемого диаметра путем
отсчета проектирующихся окружностей. Правильная проста-
новка размеров деталей показана на рис. 9.8, б, в.
6. Размеры следует равномерно разносить в стороны от
проекции.
7. Не допускать простановки размеров от невидимых конту-
ров, показанных пунктирными линиями. Если при данном числе
проекций все элементы показаны контурными и пунктирными
линиями с достаточной ясностью, то для простановки размеров
на элементы, изображенные пунктирными линиями, допускается
делать отдельные сечения и выносные размерные линии прово-
дить от видимых в местах сечений контурных линий. Допускается
255
простановка размеров от осей симметрии элементов, показанных
на чертеже пунктирными линиями.
8. По возможности избегать пересечений размерных линий
(рис. 9. 9).
Рис. 9. 8. Простановка размеров:
б и в—правильная; а и г—неправильная
9. Избегать простановки размеров от
(рис. 9. 10).
условных баз
32 2
Рис. 9.9. Простановка размерных
линий:
о—правильная; б—неправильная
Рис. 9. 10. Простановка размеров:
а—правильная; б—неправильная
10. Для деталей с отверстиями разных диаметров, чтобы
не затемнять чертеж, рекомендуется применять условные обо-
значения отверстий и расшифровывать эти обозначения в левом
нижнем углу поля формата под надписью «условные обозначе-
256
> Сквозные
Условные обозначения
8огпв®б,5 '
t> 4 отб. <35 '
4 отв. м5*0,8
76 i 4отв.03,2
75b 8 отв 03+о,°
8отЗ 07,5*°'°г.
ния». Рекомендуемые обозначения отверстий показаны на
рис. 9. 11, а. Следует заметить, что условные обозначения одина-
ковых (но размерам диаметров) отверстий должны быть ориен-
тированы относительно рамок формата, а не относительно поло-
жения осей симметрии детали. Условные обозначения для отвер-
стий одного и того же диаметра должны быть одинаковыми
во всем комплекте рабочих чертежей данного приспособления.
Оформление чертежа детали
с условными обозначениями от-
верстий показано на рис. 9.11,6.
11. Если элемент детали имеет а)
разную точность (разные допу-
ски) при одном и том же номи-
нальном размере, то на границе
участков, обрабатываемых с раз-
ной точностью, делают кольцевую
проточку шириной 1—2 мм и глу-
биной 0,1—0,5 мм.
12. Радиусы закругления кро-
мок деталей и фаски по контуру
отверстий, образующиеся в ре-
зультате зачистки заусенцев, не
следует указывать на чертежах,
чтобы не затемнять их и не
усложнять оформления. Значения
размеров указанных элементов
следует регламентировать спе-
циальными нормалями. Рекомен-
дуется радиусы закруглений ост-
рых кромок принимать равными
0,2—0,4 мм, а фаски на отвер-
стиях выполнять под углом
55°—60° к оси отверстия и глу-
биной 0,2—0,3 мм. Если радиусы закруглений или фаски имеют
какое-либо специальное назначение, связанное с выполнением
определенных функций детали, и указанные выше их значения
не удовлетворяют требованиям, то радиусы и фаски графически
изображают на чертеже и проставляют их размеры.
13. Если деталь имеет два одинаковых элемента или больше,
то все размеры полностью проставляют только на одном эле-
менте и указывают количество таких элементов (рис. 9. 12).
14. Размеры элементов, не сопрягаемые с другими деталями
приспособления, или элементами станка, или деталями крепле-
ния приспособления к станку, к которым не предъявляется
особых требований, выполняют по 5-му классу точности; допуск
на эти размеры ставить не нужно во избежание затемнения
чертежа и для уменьшения трудоемкости его оформления, но при
этом необходимо в примечании, помещаемом над штампами
О
Рис. 9. 11. Условные обозначения
отверстий на деталировочных чер-
тежах
257
формата, указать, что свободные размеры (без допусков) дета-
лей приспособлений выполняют по 5-му классу точности. До-
пуски проставляют на размеры элементов, требующих
4-го класса точности и выше.
Рис. 9. 12. Простановка размеров на чертежах де-
талей, имеющих несколько одинаковых элементов
15. На чертежах приспособлений проставляют числовые зна-
чения допусков, а не буквенные (условные) их обозначения. Для
деталей, изготовляемых из листового, катаного или калиброван-
ного материала и имеющих элементы, не подвергающиеся обра-
ботке, указывают стандартные допуски на соответствующие
параметры этих деталей.
Рис. 9. 13. Простановка размеров на углы и за-
кругления
На размеры справочного характера и размеры, определяющие
зоны чистоты обработки поверхности или термообработки,
допуски не проставляют.
258
накатывания диаметр заготовки
материал
сталь 45
Рис. 9. 14. Простановка размеров на
чертеже детали с накаткой
16. Размеры углов надо проставлять с учетом удобства их
контроля (рис. 9. 13, а). Неудачно поставлен размер на
рис. 9. 13, б.
17. Размеры от скругленных при вершине непрямых углов сле-
дует проставлять от точек пересечения продолжения сторон угла
на поверхности детали (рис. 9. 13, в). Неудачно проставлен раз-
мер на рис. 9. 13, г.
18. Размер, указывающий диаметр элемента, на котором вы-
полнена накатка, должен иметь приписку «до накатки», поме-
щаемую в скобки. В процессе
увеличивается на 0,25—0,5 ша-
га накатки. Шаг накатки при-
нимают в зависимости от диа-
метра заготовки и ее ширины
согласно ОСТу 26016 (для пря-
мой накатки) или ОСТ 26017
(для сетчатой накатки). Шаг
сетчатой накатки также зави-
сит .и от вида материала заго-
товки. Характер накатки (пря-
мая или косая) показывают
графикой на чертеже детали
(рис. 9. 14).
19. В случаях когда тре-
буется получить высокие точ-
ности взаимного положения отдельных элементов приспособле-
ния, на деталировочных чертежах дают технологические указа-
ния, показывающие наиболее простой технологический прием
для выполнения требований, предъявляемых к элементам или
узлу. Технологические указания помимо максимального упро-
щения и облегчения технологии изготовления приспособления
также освобождают конструктора от необходимости расчета
размерных цепей. Ниже приведены примеры наиболее часто
встречающихся случаев, когда целесообразны технологические
указания.
Пример 1. При фиксации штифтами взаимного положения не-
скольких деталей узла (рис. 9. 15, а) действительные значения
размеров межосевого расстояния отверстий под штифты в каж-
дой сопрягаемой детали могут отличаться друг от друга на очень
малую величину, обычно порядка нескольких микрон.
с Выполнить это требование можно двумя путями.
Первый путь. В каждой сопрягаемой детали межосевые рас-
стояния отверстий под штифты выполняют с большой точностью,
обеспечиваемой только обработкой отверстий на координатно-
расточных станках (рис. 9. 15,6). Очевидно, что при таком спо-
собе стоимость изготовления штифтовых соединений получается
высокой.
259
Второй путь. Для одной из деталей, сопрягаемых штифтами,
назначают относительно грубый допуск на размер межосевого
расстояния штифтуемых отверстий (45±0,24-0,5 мм). На черте-
жах остальных сопрягаемых деталей проставляют только номи-
нальные размеры (без допуска) межосевых расстояний, но на
чертежах указывают, что отверстия под штифты надо согласо-
вать с первой деталью, т. е. с той, на чертеже которой размер
межосевого расстояния задан с грубым допуском (рис. 9. 15, в).
Согласно такому указанию обработку отверстий осущест-
вляют следующим образом. В первой детали размечают и свер-
0^(20016)
Деталь2 ....
, . 0^lfltl2omta
Рис. 9. 15. Простановка размеров у деталей, сопрягаемых друг
с другом штифтами
6}
1>)
0tf с gerrL J}
лят штифтуемые отверстия. Затем через эти отверстия, как через
кондукторные втулки, сверлят сопрягаемые отверстия в других
деталях узла. Чистовую обработку отверстий разверткой произ-
водят для всех деталей, сложенных в пакет. В некоторых слу-
чаях можно, сложив все детали пакетом, сверлить их одновре-
менно через размеченную первую деталь и затем, не разнимая
пакета, производить чистовую обработку отверстий.
Пример 2. Если установочные элементы приспособлений вы-
полняют в виде отдельных деталей, которые затем монтируют на
корпусе приспособления, то размеры, определяющие их положе-
ние относительно оси вращения шпинделя или осей направляю-
щих втулок, требуется выполнять с большой точностью. Эти
размеры как контрольные проставляют на проекциях общего
вида приспособлений. Обеспечить точность контрольных разме-
ров можно двумя способами. Первый состоит в том, что на раз-
меры элементов деталей, составляющие размерную цепь, резуль-
тирующим звеном которой является контрольный размер, на-
значают очень малые допуски по 2 или 1-му классу точности,
а в отдельных случаях и жестче. Этот способ связан с расчетами
размерных цепей и со сложной технологией изготовления дета-
лей с жесткими допусками.
260
По указанной причине для единичного производства не реко-
мендуется применять данный способ получения контрольных
размеров.
Выдержать контрольный размер проще и для конструктора,
и для производственников введением в размерную цепь техноло-
Я-Я
2om6.05*a'oz
(сквозные)
Выдержать размер на общем
биде при сборке детали 7 с деталью I
г)
№0,2
65-0,2
Рис. 9. 16. Технологические указания на чертежах
токарных приспособлений
гического компенсатора. Все детали, составляющие размерную
цепь, одним из звеньев которой является контрольный размер,
выполняют по 5-му классу точности или с более грубыми допу-
сками. Контрольный размер получают подгонкой только одного
звена цепи, выполняющего роль компенсатора ошибок всех
звеньев. Назначая звено-компенсатор, конструктор предопреде-
ляет и технологию изготовления узла, обеспечивающую получе-
ние контрольного размера.
261
На рис. 9. 16, а показан общий вид токарного приспособле-
ния с заданными контрольными размерами, определяющими
положение элементов установочного паза планки относительно
оси вращения планшайбы 2 и плоскости симметрии. Выдержи-
вают эти контрольные размеры простановкой размеров при соот-
ветствующих технологических указаниях. На деталировочном
чертеже планки 1 глубину установочного паза выполняют по
5-му классу точности. Положение осей отверстий под штифты
(фиксирующих взаимное положение планки 1 и планшайбы 2
относительно элементов установочного паза планки) также
определяют размерами с грубыми допусками. Но на деталиро-
вочном чертеже планшайбы к размерам, определяющим положе-
ние фиксирующих штифтов, делают примечание: «Выдержать
размеры на общем виде при сборке детали 1 с деталью 2». Это
примечание указывает, что в планшайбе отверстия под фикси-
рующие штифты нужно сверлить через соответствующие отвер-
стия планки 1 после выверки паза планки (относительно задан-
ных контрольными размерами элементов планшайбы) и жест-
кого скрепления струбцинкой планки с планшайбой. Положение
установочного паза планки удобно выверять на планшайбе спе-
циальным шаблоном (рис. 9.16,6). В этом случае отверстие
в планшайбе для выхода резца должно быть точным, что необ-
ходимо только для установки пальца шаблона при сборке при-
способления.
На рис. 9. 16, в показано токарное приспособление, в котором
установочный угольник не имеет паза (случай установки заго-
товки плоскостью и внешней цилиндрической поверхностью).
В этом приспособлении контрольный размер 12±0,05 мм можно
получить (наряду со способом, рассмотренным в предыдущем
примере) шлифованием установочной плоскости угольника 1
после сборки с планшайбой 2. При такой технологии изготовле-
ния приспособления к размеру, определяющему высоту сегмента,
делают примечание, указанное на рис. 9. 16, г.
Номинальный размер высоты сегмента указывают на детали-
ровочном чертеже без допуска и припуска на шлифовку (послед-
ний предусматривается технологией изготовления сегмента).
На рис. 9. 17 показаны проекции общего вида кондуктора,
в котором одним из установочных элементов является уголь-
ник /, укрепленный на корпусе 2. В этом кондукторе контроль-
ные размеры технологически проще выдержать сверлением
отверстий в корпусе под фиксирующие штифты через отверстия
угольника /, предварительно ориентированного относительно
осей направляющих втулок.
На деталировочном чертеже корпуса к размерам, указываю-
щим положение отверстий под фиксирующие штифты, делают
примечание: «Сверлить с деталью 1, выдержав размер на общем
виде». В данном кондукторе для установки угольника следует
использовать шаблон, имеющий форму обработанной детали
262
(с отверстиями) и выполненный с соответствующей контроль-
ным размерам точностью.
В рассматриваемом случае можно сделать и другое техноло-
гическое указание на чертеже общего вида кондуктора: «Отвер-
Рис. 9. 17. Контрольные размеры на чертеже общего
вида кондуктора
стия под кондукторные втулки сверлить после сборки детали 1
с деталью 2».
На рис. 9. 18, а показана часть приспособления, состоящая
из плиты 2, упорной планки 1 и пальца 3. Осевое перемещение
Рис. 9. 18. Технологические указания на чертежах сопря-
гаемых деталей
вверх пальца 3 предотвращается его упорным буртом, а переме-
щение вниз — упорной планкой 1. Однако если на высоту бурта
263
и на глубину гнезда в плите под этот бурт будут поставлены
допуски высоких классов точности, палец 3 все же будет иметь
свободу перемещения в осевом направлении, что в некоторых
случаях нежелательно.
Для предотвращения осевого перемещения пальца относи-
тельно плиты применяют следующую технологию изготовления
элементов. Глубину гнезда под бурт пальца выполняют с грубым
допуском, а высоту бурта пальца — с припуском. После запрес-
совки пальца в плиту 2 торец бурта шлифуют «заподлицо»
с плоскостью а—а плиты 2. Оформление сопрягаемых элементов
деталировочных чертежей плиты и пальца показано на
рис. 9. 18, б и в.
Глава X
ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
ВЫБОРА ТИПА ПРИСПОСОБЛЕНИЯ
Для обработки любой конструктивной разновидности заго-
товок в большинстве случаев можно применить один из следую-
щих четырех типов установочно-зажимных станочных приспособ-
лений: универсальное, специальное, универсально-настроечное
(УНП) и универсально-сборное (УСП). С точки зрения эконо-
мической целесообразности, каждый из этих типов приспособле-
ний имеет свои преимущества и недостатки.
Преимущество УНП и УСП заключается в резком сокраще-
нии сроков технологической подготовки производства и затрат
на технологическую оснастку.
Последнее значительно сокращает период оборачиваемости
оборотных средств. Недостатком этих типов приспособлений
является меньшая производительность обработки в них по срав-
нению с обработкой в специальных приспособлениях.
Однако применение последних связано со значительными
материальными затратами на изготовление этих приспособле-
ний и резким увеличением сроков подготовки производства,
а следовательно, и периода оборачиваемости оборотных средств.
Для выявления экономической целесообразности применения
того или иного типа приспособлений достаточно сравнить между
собой технологические себестоимости выполнения данной опера-
ции в каждом из сравниваемых типов приспособлений и принять
тот тип приспособления, при котором эта себестоимость полу-
чается наименьшей. Технологическая себестоимость представляет
собой сумму только тех слагаемых полной себестоимости, кото-
рые по своему характеру или по величине различны для каждого
из сравниваемых вариантов.
264
Технологическая себестоимость С выполнения операции рас-
считывается для трех годовых программ деталей, считая, что
моральный срок службы детали (или прибора) равен трем го-
дам. Значение С определяют по формуле
С = 30 + Зн+Н + Рпр + Роб, (10.1)
где 30 — зарплата рабочего, выполняющего данную операцию;
Зн — зарплата рабочего, настраивающего УНП или соби-
рающего УСП;
Агр — стоимость амортизации приспособления;
РОб — стоимость амортизации и эксплуатации станка, на ко-
тором выполняется операция;
Н — накладные расходы в процентах, начисляемые на зар-
плату рабочего, выполняющего операцию, и на зар-
плату рабочего, настраивающего УНП или собираю-
щего УСП.
Слагаемые правой части формулы (10. 1) определяют по сле-
дующим формулам:
3 =Гщ.к7УСч (10.2)
° 60
где Тш.н — штучно-калькуляционное время в мин;
N — трехгодовая программа выпуска деталей;
Сч — часовая тарифная ставка рабочего, выполняющего
операцию.
На выполнение операции для одной заготовки основное (или
машинное) время 70Сн, являющееся одним из слагаемых Тш.к,
определяют по соответствующим формулам технического норми-
рования; вспомогательное время ТВсп определяют по нормативам,
которые должны быть разработаны для каждого типа приспособ-
ления и каждой схемы установки. Когда применяют нетиповые
приспособления, Гвсп целесообразно определять самому конст-
руктору приспособления путем имитации всех приемов, которые
должен выполнить рабочий до начала процесса резания и после
его окончания. При этом время, затрачиваемое на эти приемы,
фиксируется по секундомеру
Q Ян^и^ч.н ИЛ о\
где Иц — число настроек УНП или сборок УСП для выполнения
трех годовых программ выпуска деталей. Значение
пн принимают равным 36 (т. е. непрерывно обрабаты-
ваемая партия заготовок равна месячной программе);
Гы — время на настройку УНП или сборку УСП.
Значение Гн назначают по соответствующим норма-
тивам;
265
Сч.н — часовая тарифная ставка рабочего (5 или 6-го раз-
ряда), настраивающего УНП или собирающего УСП.
//= (Зо + Зн)^ (10
100 v
где k — процент цеховых накладных расходов; для механических
цехов значение k принимают равным 200.
= Сдр/71, (10.5)
где Спр — стоимость одного экземпляра УНП или комплекта де-
талей УСП; для специальных приспособлений Спр
представляет собой стоимость одного экземпляра
приспособления;
т — число экземпляров УНП, комплектов деталей УСП
или экземпляров специальных приспособлений, необ-
ходимых для обработки N штук деталей.
Значение т определяется по формуле
= (10.6)
где А — стойкость УНП, комплекта деталей УСП или специаль-
ного приспособления. Значение А выражается количе-
ством заготовок, которое можно обработать в одном
экземпляре УНП, специального приспособления или
с использованием одного комплекта деталей УСП до его
полного износа.
Для УНП и УСП значение т в подавляющем большинстве
случаев представляет собой правильную дробь. Для специальных
же приспособлений т должно быть целым числом. Если при рас-
чете по формуле (10.6) значение т получается дробным, то его
надо принять равным ближайшему большему целому числу. Для
варианта, когда применяют универсальное приспособление, зна-
чение РПр в формуле (10. 1) принимают равным нулю, а Зп пред-
ставляет собой зарплату разметчика (если обработка произво-
дится по разметке).
(10-7)
где а — стоимость амортизации и эксплуатации станка за 1 час.
Ориентировочные значения параметров Спр, А и а приведены
в табл. 10. 1.
Данные, приведенные в табл. 10. 1, являются сугубо ориенти-
ровочными особенно для параметра Спр, так как стоимость при-
способления зависит от его типа, габаритов и числа одновре-
менно устанавливаемых заготовок (гнездности приспособления).
Поэтому для внедрения в практику производства рассматривае-
266
мых техно-экономических расчетов необходимо разработать обо-
снованный нормативный материал по стоимости приспособлений
в зависимости от вышеуказанных факторов.
Таблица 10.1
Вид обработки а руб- Тип приспособ- ления Спр руб. А тыс. шт.
Сверление 0,1 УНП 100 60
УСП 1000 400
Специальное 40 40
Токарная 0,3 УНП 120 60
УСП 1000 400
Специальное 30 40
Фрезерная 0,4 УНП 120 40
УСП 1000 200
Специальное 30 20
Агрегатная 0,2 УНП 200 300
Специальное 15 30
Разработка нормативов также необходима и для остальных
параметров, приведенных в табл. 10. 1.
Ниже приведены примеры наиболее часто встречающихся
вариантов выполнения операций, отличаю- 4
щихся друг от друга типом применяемых ж
приспособлений. [ | [ н
Пример 1. Для фрезерования паза в за-
готовке, показанной на рис. 10. 1, можно J С"
применить три типа1 приспособлений: 1-й i
вариант — универсальные тиски со спе-
циальной губкой, 2-й вариант — четырех- ------------------*
местное приспособление с Т-образным кор-
пусом (по типу приспособления, показан- рис. 10.1
ного на рис. 5. 10, в) и 3-й вариант — кас-
сетное двухрядное приспособление с одновременной установкой
21 заготовки (по типу приспособления, показанного на рис. 5. 17).
Трехгодовая программа выпуска деталей 180 000 шт. Значе-
ния параметров правых частей формул (10.2), (10.3), (10.4),
(10.5), (10. 6) и (10.7) для данного примера приведены в ниже-
следующей таблице.
267
№ варианта сч Сч. н Спр а Ли. к сек гн мин «И k % л тыс.
руб. шт.
1-й 0,479 0,742 10 0,4 26 45 36 200 40
2-й 0,479 0,742 40 0,4 18,8 — — 200 160
3-й 0,479 —- 60 0,4 16 — — 200 300
При вычислении Гш.к его слагаемые имеют следующие значе-
ния: основное время То при фрезеровании одной заготовки
(в универсальных тисках) равно 20", а при параллельно-
последовательном фрезеровании определяется из соотношения
_/(/?-!) 20
j о »
snnp
где п — число заготовок в ряду;
пр — число рядов;
I — расстояние между заготовками (15 мм)\
s — подача стола (80 мм/мин).
Значение ГВСп (вспомогательное время) принимают равным
6", а при параллельно-последовательном фрезеровании 5".
Определив по соответствующим формулам значения слагае-
мых правой части формулы (10. 1) и подставив в нее их число-
вые значения, после вычислений получим, что себестоимости при
первом, втором и третьем вариантах будут соответственно равны
2338,10 руб., 1656,78 руб. и 1529,60 руб.
Таким образом, наиболее экономично применить для фрезе-
рования из сравниваемых вариантов кассетное приспособление.
С увеличением числа гнезд и особенно рядов стоимость будет
еще меньше. Поэтому целесообразно проверить еще один ва-
риант: фрезерование в кассетном приспособлении с максимально
допустимым числом рядов и заготовок в каждом ряду исходя из
габаритов стола фрезерного станка. Допустим, что наиболее
допустимое число заготовок в ряду равно 20, число рядов 6,
а стоимость такого приспособления равна 100 руб.
В этом случае себестоимость операции фрезерования паза
у 180000 заготовок, вычисленная по формуле (10. 1), будет равна
1082,75 руб. Очевидно, что этот последний вариант дает наимень-
шую себестоимость по сравнению с первыми тремя вариантами.
Этот вариант и следует принять исходя из экономической целесо-
образности.
Пример 2. Для расточки на токарном станке четырех отверстий
0 50 Л3 у детали, показанной на рис. 10.2, можно применить
один из следующих двух типов приспособлений:
— поворотное приспособление (см. рис. 4.10);
268
— приспособление с фиксирующим сегментом (см. рис. 4. 11).
Трехгодовая программа выпуска деталей 120 000 шт.
В данном примере при вычислении сравниваемых технологи-
ческих себестоимостей при определении 30, Н и РОб следует учи-
Рис. 10.2
тывать не Гш.к, а только одно слагаемое Твсп (вспомогательное
время)', так как основное время (То) для обоих вариантов оди-
наковое.
Значения параметров правых частей формул (10.2) — (10. 7)
приведены в нижеследующей таблице.
№ варианта сч Сир а т 1 в сп сек k % А тыс. шт.
Р.уб-
1-й 0,638 80 03 20 200 150
2-й 0,638 60 03 80 200 100
После вычислений по формуле (10. 1) находим, что при пер-
вом и втором вариантах технологическая себестоимость соответ-
ственно будет равна 1556 и 6024 руб. Следовательно, следует
применить первый вариант.
Пример 3. Для сверления четырех отверстий 0 3,2Лб в заго-
товке, показанной на рис. 10. 3 можно применить один из следую-
щих типов кондукторов: 1-й вариант — кондуктор типа «книжка»
(см. рис. 6. 1) и 2-й вариант — кондуктор с прижимной плитой
(см. рис. 6.25), при этом сверление всех четырех отверстий про-
изводят одновременно специальной четырехшпиндельной свер-
‘лильной головкой.
269
Трехгодовая программа выпуска 240 000 деталей. Значения
параметров правых частей формул (10.2) — (10.7) приведены
в нижеследующей таблице.
‘tomb 03,2 Л5
Рис. 10.3
№ варианта сч бпр а Тщ.К сек k % А тыс. шт.
руб.
1-й 0,479 10 0,1 22 200 60
2-й 0,479 150 0,1 8 200 120
Примечание. Для 2-го варианта в стоимость приспособления (Спр)
включена и стоимость четырехшпиндельной сверлильной головки.
Вычислив по формуле (10. 1) значения технологической себе-
стоимости, находим, что для первого варианта она равна
2294,3 руб, а для второго 1119,73 руб. Откуда видно, что второй
вариант предпочтителен.
ПРИЛОЖЕНИЕ
Таблица 1
Значения мгновенной погрешности обработки (Дм) в мк.
Сила Ру кГ При обработке на то- карном станке При обработке на то- карно-револьверном станке При обработке на фрезерном станке При обработке на плоско шлифоваль- ном станке
Размер Жесткость системы в к 'Пмм
мм о о 1500 о 1500 о ю о о 1500 о о сч S S
о | 1 | 1 7 7
1 о о о 7 о 7 о о о о о
о г—« S to 1—< сч
' До 5 27 13 12 22 16 9 50 32 15 25 16 13
От 1 до 3 5-10 28 14 13 24 17 10 52 34 16 24 15 12
10—15 29 15 14 26 18 И 54 36 17 23 14 1 1
До 5 30 16 13 28 19 10 56 38 18 18 11 9
Св. 3 до 6 5-10 31 17 14 30 20 и 58 40 19 19 12 10
10—15 32 18 15 32 21 12 60 42 20 20 13 11
До 5 33 19 14 34 22 11 62 44 22
Св. 6 до 10 5—10 34 20 15 36 23 12 64 46 24 — — —
10—15 35 21 16 38 24 13 66 48 26
До 5 36 22 15 40 25 12 68 50 28
Св. 10 до 18 5—10 37 23 16 42 26 13 70 52 30 — —
10—15 38 24 17 44 27 14 72 54 32
Продолжение
Сила Ру кГ При обработке на то- карном станке При обработке на токарно-револьверном станке При обработке на фрезерном станке При обработке на плоско шлифоваль- ном станке
Размер Жесткость системы : в кГ!мм
мм о о о о о О
О ю о LQ S о о о ю ю й
о 7 7 7 1 1 7
1 1 1 о о
о о сэ CZ) о о о о
>—< S —i —1 г—Ч CN со
До 5 39 25 16 46 28 13 74 56 34
Св. 18 до 30 5-10 40 26 17 48 29 14 76 58 36 —
10—15 41 27 18 50 30 15 78 60 37
До 5 42 28 17 52 31 14 80 62 40
Св. 30 до 50 5—10 43 29 18 54 32 15 82 64 42
10—15 44 30 19 56 33 16 84 66 44
До 5 45 31 18 58 34 15 86 68 46
Св. 50 до 80 5—10 46 32 19 60 35 16 88 70 48
10-15 47 33 20 62 36 17 90 72 50
До 5 48 34 19 64 37 16 92 74 52
Св. 80 до 100 5—10 49 35 20 66 38 17 94 76 54
10—15 50 36 21 68 39 18 96 78 56
Примечание. Данные табл. 1, 2, 4 и 5 взяты из соответствующих
ботки на металлорежущих станках в приборостроении», Машгиз, 1962.
таблиц книги П. А. Кораблева «Точность обра-
Таблица 2
Предельные погрешности контрольно-измерительных средств
Наименование измерительного прибора и инструмента Концевая мера Интервал разме- ров в мм
1—10 10—50. 50-80
Разряд Класс точ- ности Предельные решности е (абсолютные чения) ! пог- J мк i зна-
Ротаметр при градуировании по двум предельным калибрам и пропорциональном нанесении промежуточных штрихов Оптиметры горизонтальный и вертикаль- 3 0 10 k от 0,7 (где k редатс ношен? 1,0 — пе- цшые ie) 1,2
ный, измерительные машины при измерении 4 1 0,8 1,2 1,6
наружных размеров 5 2 1,4 2,0 2,6
Оптиметр горизонтальный, измеритель- 3 0 — 1,8 2,2
ная машина с оптиметром и микроскопом 4 1 — 2,0 2,6
при измерении внутренних размеров 5 2 — 2,8 3,6
Миниметр с ценой деления 0,001 мм 3 0 1 1,4 1,6
4 1 1,2 1,6 2,0
5 2 1,4 2,0 2,8
6 3 2,0 3,0 4,0
Миниметр с ценой деления 0,002 мм 4 1 2,0 2,4 2,8
5 2 2,4 3,0 3,6
6 3 2,8 3,6 5,0
Миниметр с ценой деления 0,005 мм 5 2 4,0 4,4 5,0
6 3 4,4 5,0 6,0
Индикаторы с ценой деления 0,01 мм при работе в пределах одного оборота стрелки:
0-го класса точности 6 3 20 20 20
1-го класса точности 6 3 30 30 30
2-го класса точности 6 3 40 40 40
Индикаторный прибор для внутренних из- 6 3 32 32 34
мерений завода «Калибр» с индикатором нормальной точности при работе в пределах одного оборота стрелки
Микрометр 0-го класса точности „Абсолют- 9 11 12
Микрометр 1-го класса точности ные“ мето- 14 16 18
Микрометр 2-го класса точности ды изме- 28 32 36
Нутромер микрометрический рений — — 40
Штихмасс микрометрический 1-го класса точности — 36 40
273
Продолжение
Наименование измерительного прибора и инструмента Концевая мега Интервал разме- ров в мм
1-10 10-50 50-80
Разряд ।. Класс точ- ности Предельны* решности ; (абсолютны* чения) > пог- в мк е зна- •
Штангенциркуль с отсчетом по нониусу 0,02 мм: при измерении наружных размеров Абсолютные 80 80 90
при измерении внутренних размеров методы из- — 100 120
Штангенциркуль с отсчетом по нониусу 0,05 мм: при измерении наружных размеров при измерении внутренних размеров мерений 160 160 200 180 260
Таблица 3
Значения погрешности установки Ду для некоторых частных случаев установки
Установочно-зажимный элемент приспособления Поясняющий эскиз Интервал размера И мм П огреш- ность размера Н мм
Прецизионный трех- кулачковый патрон J I 'а, готов к а. D До 25 0,04
Цанга (в осевом на- правлении заготовку фиксирует упор, жестко связанный с гнездом цанги) jCLZDMO&rM До 50 0,06
Разжимная оправка за готайка. ГД До 50 0,08
274
Продолжение
Установочно-зажимный элемент приспособления Поясняющий эскиз Интервал размера Н мм Погреш- ность размера Н мм
Гладкая оправка Заготовка, ГТ До 70 0,02
Тиски с подкладкой (заготовка свободно кла- дется на подкладку) 0,2
То же, но заготовка прижимается к подклад- ке и после зажатия под- стукивается к ней молот- ком Л-Ч 1 12 ото \ 7 1/ дна. вшмодрои 1гО До 60 0,05
Закрепление заготовки прихватами УПОвКО. 0, — 0,015
Таблица 4
Значение коэффициента Ср
Предел прочности кГ]мм% Коэффициент ср Предел прочности кГ]умм2 Коэффициент ср
Хромистая и хромоникелевая сталь Машиноподелочная сталь
55 182 35 144
65 198 45 155
75 212 55 165
85 226 65 180
95 239 75 193
105 251 85 205
Бронза Латунь
До 30 80 22-36 70
31 и более 100 36-48 85
275
Продолжение
Предел прочности
кГ/мм?
Коэффициент
Ср
Предел прочности
кГ/млН
Коэффициент
Ср
Алюминий твердостью НВ (50—80
Алюминий твердостью НВ 80—100
40
60
Таблица 5
Значения относительного (удельного) износа (в мк) режущего инструмента
Ко и направляющих втулок кондукторов
Материал инструмента
А1атериал детали Т15К6 ВК8 Быстроре- жущая сталь ЭБ-60 У12А
о ф со ф — ф I s (U s ф ф со C4J Ф S
н р. s т®4 Е ST о да о O.S •S' Е М О Е Ф
= . S при рова s s при зеро р. S и § g Он ф
с и К Е Е СХ 3 £ Е
Сталь 20 8 20 20 70 — —
Сталь 45 12 30 30 110 0,03 2
Сталь 4X13 15 40 40 140 0,04 —
ЭИ471 10 25 25 90 0,03 —
ШХ15 20 50 50 180 — —
Монель 21 55 55 200 0,05 —
Д1-Т 2 5 4 15 — —
АЛ2 2 5 4 15 0,01 0,3
ЛС59-1 2 5 4 15 0,01 0,4
БрАМЦ9-2 4 10 8 30 0,02 —
Чугун ЧНМ 1,5
Примечания. 1. При ручной подаче величина Ко удваивается.
2. При сверлении Ко характеризует износ направляющей втулки кондук-
тора после сверления отверстий, суммарная глубина которых равна 1000 м.
ЛИТЕРАТУРА
1. Ан сер о в М. А., Приспособления для металлорежущих станков, изд-во
«Машиностроение», 1966.
2. Болотин X. Л. и Костромин Ф. П., Станочные приспособления,
Машгиз, 1956.
3. В л а з н е в В. П., П о д г о р н о в С. В., Чернышев В. М. и Ша-
лашов П. Г., Нормализованные станочные приспособления, Оборонгиз, 1959.
4. Горошкин А. К-, Приспособления для станков, Машгиз, 1953.
276
о . Дума Р. к. Зажимные приспособления с использованием гидропласт-
массы, Машгиз, 1951.
6 . Копанев ич Е. Г., Проектирование станочных приспособлений в при-
боростроении, Машгиз, 1954.
7 . К о п а н е в и ч Е. Г., Многократные зажимы с гидравлическими звенья-
ми в приборостроении, Оборонгиз, 1953.
8 . К о п а н е в и ч Е. Г., Точность размеров, определяющих положение
осей отверстий, просверливаемых в кондукторах, Труды МАТИ, вып. 52, Обо-
ронгиз, 1961.
9 . Кораблев П. А., Обработка на агрегатных станках в приборострое-
нии, Машгиз, 1960.
10 . Кораблев П. А., Точность обработки на металлорежущих станках
в приборостроении, Машгиз, 1962.
11 . Корсаков В. С., Расчеты и конструирование приспособлений в ма-
шиностроении, Машгиз, 1959.
12 . Соколовский А. П., Расчеты точности обработки на металлорежу-
щих станках, Машгиз, 1952.
13 . Фираго В. П., Проектирование станочных приспособлений, Оборон-
гиз, 1948.
14 . Яхин А. Б., Проектирование технологических процессов механиче-
ской обработки, Оборонгиз. 1946.
ОГЛАВЛЕНИЕ
Стр.
Предисловие........................................................ 3
Введение........................................................... 5
Раздел первый
Установочно-зажимные элементы приспособлений
Глава I. Точность, достигаемая при обработке в приспособлениях ... 7
§ 1.1. Классификация размеров............................... 7
§ 1.2. Факторы, вызывающие рассеивание размеров 1—5-й групп И
§ 1.3. Полные поля рассеивания размеров 1—5-й групп........ 18
§1 .4. Факторы, вызывающие рассеивание размеров 12-й группы 21
§ 1.5. Методика определения полных полей рассеивания размеров
12-й группы . ................................................ 24
§ 1.6. Полные поля рассеивания размеров 8-й группы (межосевые
размеры) . ................................................... 27
§ 1.7. Полные поля рассеивания размеров 13-й группы........ 29
§ 1.8. Полные поля рассеивания размеров 15-й группы........ 32
§ 1.9. Полные поля рассеивания размеров 6, 7, 9, 10, 11, 14
и 16-й групп ................................................. 32
§ 1. 10. Определение настроечных размеров ................. 33
§ 1. 11. Определение допустимого износа режущего инструмента
(Дизн) и направляющих втулок (2ИЗН) . ......................... 41
Глава II. Схемы установки заготовок............................... 44
§ 2. 1. Классификация заготовок .............................. 44
§ 2. 2. Методика определения погрешности базировки............ 50
§ 2. 3. Схемы установки заготовок различных групп............. 51
§ 2. 4. Методика определения диаметра ромбического пальца . . . 100
§ 2. 5. Экономическое обоснование целесообразности применения
обработки по настройке ...................................... 105
§ 2. 6. Условия, при которых можно применять схемы установки,
допускающие погрешность базировки........................... 108
Глава III. Зажимные устройства и их приводы..................... 108
§ 3. 1. Назначение зажимных устройств и общие требования к ним 108
§ 3. 2. Характеристика типовых устройств и их элементов .... 112
§ 3.3 . Клиновой зажимный механизм............................113
§ 3.4 . Эксцентриковые зажимные механизмы.....................114
§ 3.5 . Винтовые зажимные механизмы...........................118
§ 3. 6. Рычажные зажимные механизмы......................... 123
§ 3. 7. Шарнирно-рычажные усилители...........................124
§ 3. 8. Пневматические усилители..............................126
§ 3.9 . Пневмогидравлические усилители........................130
278
Стр.
§ 3. 10. Зажимные устройства с гидропластом....................132
§ 3. И. Прочие виды зажимов...................................137
Раздел второй
Типовые специальные и универсально-настроечные приспособления
Глава IV. Приспособления для токарных станков.....................141
§ 4. 1. Соединение токарных приспособлений со шпинделем станка 141
§ 4.2. Специфичные требования к приспособлениям для токарных
станков . . ................................................- 142
§ 4. 3. Конструктивно-технологическая классификация заготовок
подвергающихся токарной обработке........................143
§ 4. 4. Типовые специальные приспособления для токарных станков 149
§ 4.5. Универсально-настроечные токарные приспособления (УНП-Т) 158
§ 4. 6. Приспособления для круглошлифовальных станков .... 163
Глава V. Приспособления для фрезерных станков . ..................164
§ 5. 1. Соединение фрезерных приспособлений со столом станка 164
§ 5 .2. Способы фрезерования................................. 165
§ 5. 3. Конструктивно-технологическая классификация заготовок,
подвергающихся фрезерованию...................................169
§ 5. 4. Типовые специальные и универсально-настроечные приспо-
собления для фрезерования.....................................173
§ 5. 5. Приспособления для плоскошлифовальных станков .... 196
Глава VI. Приспособления (кондукторы) для сверлильных станков 196
§ 6. 1. Конструктивно-технологическая классификация заготовок,
подвергающихся сверлению......................................197
§ 6.2. Типовые специальные кондукторы . ....................200
§ 6. 3. Направляющие втулки кондукторов......................222
§ 6.4. Универсально-настроечные кондукторы (УНП-К)...........227
§ 6.5. Установки для автоматического выполнения сверлильных
операций . ..............................................232
Г лава VII. Приспособления для агрегатных станков.................236
§ 7. 1. Конструктивно-технологическая классификация заготовок,
обрабатываемых па агрегатных станках.....................236
§ 7. 2. Типовые приспособления для расточки на агрегатных станках 237
Г лава VIII. Приспособления для протяжных станков.................240
Г лава IX. Методика проектирования и оформление рабочих чертежей
приспособлений ........................................243
§ 9. 1. Исходные данные для проектирования приспособлений . 243
§ 9. 2. Этапы проектирования приспособлений...................244
§ 9. 3. Разработка рабочих чертежей станочных приспособлений . . 245
Г лава X. Экономическое обоснование выбора типа приспособления . . 264
Приложение........................................................271
Литература . .....................................................276
Евгений Григорьевич Копаневич
УСТАНОВОЧНО-ЗАЖИМНЫЕ СТАНОЧНЫЕ
ПРИСПОСОБЛЕНИЯ В ПРИБОРОСТРОЕНИИ
Редактор Н. П. Гурвич
Техн, редактор В. И. Орешкина
Переплет художника А. Я. Михайлова
Корректор Л. Е. Хохлова
Т-02541 Сдано в набор 20/Х 1970 г. Подписано в печать 5/II 1971 г.
Формат 60Х90'/1б Печ. л. 17,50 Уч.-изд. л. 16,80
Бум. л. 8,75 Бумага № 1 Тираж 5500 экз. Изд. зак. 2520
Цена 79 коп. Тем. план 1971 г. № 129
Издательство «Машиностроение», Москва, Б-66, 1-й Басманный пер., 3.
Московская типография № 8 Главполиграфпрома
Комитета по печати при Совете Министров СССР,
Хохловский пер., 7. Тип. зак. 1968