/











































































































































































































































































































































































Текст
В. Е. Антонюк, В. А, Королев, С. М. Башеев
СПРАВОЧНИК
КОНСТРУКТОРА
ПО РАСЧЕТУ И ПРОЕКТИРОВАНИЮ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
ИЗДАТЕЛЬСТВО „БЕЛАРУСЬ**
МИНСК 1969
' 6П5.2
A 72
УДК 621.01.001.2(031)
Антонюк В. Е., Королев В. А., Башеев С. М.
Справочник конструктора по расчету и проектированию ста-
ночных приспособлений. Минск, «Беларусь», 1969.
392 с. 20 000 экз. 91 к.
Справочник содержит сведения, необходимые при проектировании
различных видов станочных приспособлений массового и серийного про-
изводства. В нем рассмотрены способы и средства базирования обрабаты-
ваемых деталей, требования и расчет основных элементов пневматического,
гидравлического, электрического и других видов механизированного при-
вода. Приведены расчеты прочности узлов и деталей, наиболее часто
встречающихся при проектировании станочных приспособлений (зубчатых
и ременных передач, резьбовых, сварных, заклепочных соединений, валов,
осей и др.), расчет сил зажима при различных видах обработки, а также
графики, номограммы и таблицы по расчету деталей и узлов приспособ-
лений. Даны рекомендации по выбору материалов и термообработке раз-
личных деталей станочных приспособлений, по вопросам общей компо-
новки приспособлений, многошпиндельных головок и координат осей
роликов и шариков в зажимных приспособлениях для центрирования по
боковой поверхности ауба и другие расчеты, необходимые при проек-
тировании приспособлений.
Справочник рассчитан на широкий круг инженерно-технических работ-
ников машиностроения.
3—12—1
298—68
СОДЕРЖАНИЕ
Введение............................................. 3
I. Порядок проектирования специальных станочных
приспособлений ................................. 4
II. Силовые механизмы станочных приспособлений . . 6
Расчет сил зажима............................. 6
Винтовые механизмы........................ 18
Рычажные механизмы и прихваты . .......... 24
Клиновые механизмы............................ 25
Клиноплунжерные механизмы..................... 33
Рычажно-шарнирные механизмы .................. 40
Эксцентриковые механизмы...................... 47
Механизмы с применением гидропласта........... 54
Мембраны ..................................... 66
Пл астинчатые пружины ...................... 68
III. Приводы станочных приспособлений............. 74
Пневматические приводы.......................... 74
Гидравлический привод .......................... 84
Пневмогидравлические приводы................... 100
Механогидравлический привод ................... 104
Электромеханический привод..................... 105
Центробежно-инерционный привод................. 106
Вакуумный привод............................... 107
Электрический привод.......................... 108
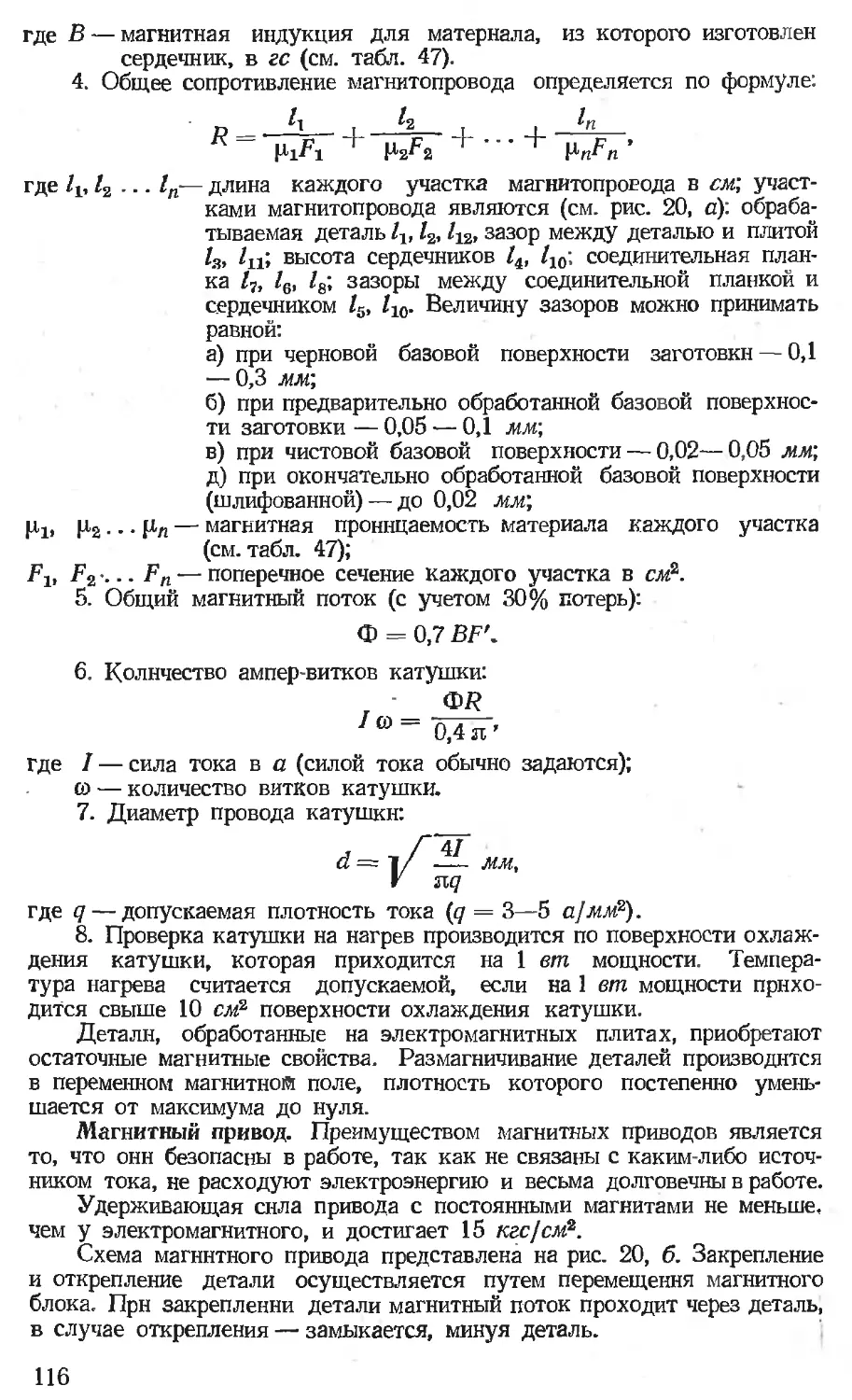
Электромагнитный и магнитный приводы'......... 114
IV. Геометрические расчеты станочных приспособлений ' 118
Расчет оправок ............................... 118
Расчет многошпиндельных головок 125
Методика расчета координат осей роликов и шариков
в зажимных приспособлениях для центрирования по
боковой поверхности зуба ..................... 143
V. Расчет приспособлений на точность............ 165
VI. Расчеты на прочность элементов станочных приспо-
соблений ...................................... 178
Шпоночные и шлицевые соединения............... 178
Заклепочные соединения........................ 188
Сварные соединения........................... 190
Валы и оси .................................. 192
Пружины...................................... 198
Клиноременные передачи....................... 202
Зубчатые передачи............................ 210
Подшипники скольжения........................ 232
Подшипники качения -......................... 233
Муфты........................................ 251
VII. Точность обработки деталей станочных приспо-
соблений ........................................ 256
VIII. Допуски на изготовление и износ деталей станоч-
ных приспособлений .............................. 293
IX. Материалы и термообработка деталей приспособле-
ний ............................................. 344
X. Типовые технические требования к станочным при-
способлениям, указываемые на чертежах....... 376
Литература 390
ВВЕДЕНИЕ
В довременных технологических процессах поточно-массового про-
изводства для каждой детали требуется применение в среднем 10 при-
способлений, затраты на изготовление которых составляют 15—20%
себестоимости оборудования.
Из всего парка приспособлений 80—90% составляют станочные,
применяемые для установки и закрепления заготовок деталей, обраба-
тываемых на металлорежущих станках.
Постоянно увеличивающееся количество применяемых приспособ-
лений и значительный удельный вес их стоимости в общих затратах на
подготовку производства требуют создания наиболее рациональных
конструкций приспособлений, экономического обоснования разработан-
ных вариантов приспособлений, снижения их металлоемкости, рацио-
нального применения материалов для деталей приспособлений и назна-
чения наиболее целесообразных видов термической обработки.
Настоящий справочник составлен с целью оказания практической
помощи конструкторам — разработчикам станочных приспособлений по
созданию работоспособного, высокопроизводительного и экономичного
приспособления.
В справочнике в краткой форме даны методы силовых и геометри-
ческих расчетов механизмов станочных приспособлений, расчеты на
прочность элементов приспособлений, экономически целесообразная
и практически необходимая точность обработки различных деталей,
допуски на изготовление и износ деталей с учетом особенностей тех-
нических требований к точности приспособлений, сообщаются необхо-
димые сведения о применяемых материалах и термической обработке
деталей приспособлений, кратко сообщается о целесообразности стан-
дартизации и унификации приспособлений и их деталей; даны методи-
ческие указания и примеры экономических расчетов при выборе наибо-
лее целесообразного варианта приспособления.
3
I. ПОРЯДОК ПРОЕКТИРОВАНИЯ СПЕЦИАЛЬНЫХ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Проектирование станочных приспособлений состоит из двух этапов.
I этап. Разработка технологического процесса обработки детали.
При разработке технологического процесса обработки детали тех-
нолог выполняет эскизы механической обработки детали и на них
намечает базовые поверхности и места зажима детали в приспособле-
нии. Расположение детали на эскизе должно соответствовать ее поло-
жению в станочном приспособлении при выполнении операции на
станке. Деталь изображается в виде, какой она имеет после обработки
на этой операции.
II этап. Конструирование приспособления.
После получения заказа технолога на конструирование приспособ-
ления конструктор обязан изучить:
1) чертежи заготовки и готовой детали с техническими условиями
на деталь;
2) технологический процесс и операционный эскиз механической
обработки на соответствующей операции:
3) техническую характеристику, паспортные данные, посадочные
места и состояние станка, на котором будет установлено проектируе-
мое приспособление;
4) условия эксплуатации, обслуживания и ремонта проектируемого
приспособления.
При конструировании приспособления конструктор должен при-
держиваться следующего порядка:
1) вычертить контур обрабатываемой детали (обычно в трех' проек-
циях) на таком расстоянии, чтобы осталось достаточно места для вы-
черчивания на этих проекциях всех элементов приспособления. Контур
детали показывается утолщенными штрих-пунктирными линиями;
2) вычертить вокруг контура обрабатываемой детали направляющие
элементы приспособления для режущего инструмента (кондукторные
втулки и т. д.);
3) вычертить установочные (центрирующие) или опорные элементы
(подвижные и неподвижные опоры и т. д);
4) вычертить зажимные и вспомогательные элементы приспособ-
ления;
4
5) вычертить корпус, выполнить все необходимые разрезы и сече-
ния, проставить габаритные и контрольные размеры приспособления
(диаметры кондукторных втулок, расстояния между осями кондуктор-
ных втулок, расстояния между базовыми поверхностями), а также
задать технические условия на точность изготовления приспособления.
При конструировании приспособления конструктору, необходимо
выполнить расчеты по определению:
а) сил зажима в зависимости от сил резания;
б) точности базирования в зависимости от требуемой точности
изготовления детали;
в) основных параметров зажимных устройств (расчет на прочность
и жесткость);
г) основных параметров силового привода.
II. СИЛОВЫЕ МЕХАНИЗМЫ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
РАСЧЕТ СИЛ ЗАЖИМА
Обрабатываемая деталь находится в равновесии, с одной стороны—
под действием сил, возникающих в процессе обработки, с другой сто-
роны — под действием сил зажима и реакций опор. Основными силами,
возникающими в процессе обработки, являются силы резания. При
расчете сил зажима силы веса, центробежные и инерционные силы,
возникающие при определенных условиях обработки, учитываются реже.
Величина сил зажима определяется условием равновесия всех
перечисленных сил, при полном сохранении контакта базовых поверх-
ностей обрабатываемой детали с установочными элементами приспособ-
ления и невозможности сдвига в процессе обработки. При расчетах
следует ориентироваться на такие величины, место приложения и на-
правление сил зажима, при которых силы зажима получаются наиболь-
шими. Определение требуемой силы зажима следует производить с уче-
том коэффициента запаса К, предусматривающего возможное увеличе-
ние силы резания вследствие затупления режущего инструмента, неод-
нородности обрабатываемого металла, неравномерности припуска,
непостоянства установки и закрепления заготовки и т. д.
Зажимные устройства должны удовлетворять следующим требова-
ниям:
а) при зажиме не должно нарушаться первоначально заданное
положение детали;
б) зажимы не должны вызывать деформации деталей и порчи их
поверхностей;
в) закрепление и открепление детали должно производиться
с минимальной затратой сил и времени рабочего;
г) при закреплении недостаточно жестких деталей силы зажима
должны располагаться над опорами или возможно ближе к опорам;
д) силы резания по возможности не должны восприниматься за-
жимными устройствами.
Последовательность расчета сил зажима:
а) определяют место приложения и направление сил зажима;
б) определяют величину сил резания и их моментов, действующих
на обрабатываемую деталь; при необходимости определяют инерцион-
ные и центробежные силы, возникающие при обработке;
в) решая задачу статики на равновесие твердого тела, находяще-
гося под действием всех приложенных к нему сил, определяют вели-
чину сил зажима;
г) определяют требуемую величину сил зажима, умножая найден-
ное значение сил зажима на коэффициент запаса К-
Коэффициент К определяется применительно к конкретным усло-
виям обработки по формуле:
где Ко = 1,5 — гарантированный коэффициент; запаса для всех случаев;
Ki — коэффициент, учитывающий состояние поверхности за-
готовок,
для черной заготовки Ki = 1,2,
для чистой заготовки Ki = 1,0;
Ка — коэффициент, учитывающий увеличение сил резания от
прогрессирующего' затупления инструмента (К2 =
= 1,0—1,9). Значения Ка приведены в табл. 1;
К3 — коэффициент, учитывающий увеличение силы резания
при прерывистом резании. При точении Ks = 1,2;
— коэффициент, учитывающий постоянство силы зажима,
развиваемой силовым приводом приспособления;
Ki = 1 для механизированных силовых приводов (пнев-
матического, гидравлического и т, д.),
Ki = 1,3 для ручного привода с удобным расположе-
нием рукояток,
К4 = 1,6 для ручного привода с неудобным расположе-
нием рукояток (угол отклонения рукояток более 90°,
неудобное для работы положение);
Ks — коэффициент, учитываемый только при наличии момен-
тов, стремящихся повернуть обрабатываемую деталь;
К5 = 1,0, если обрабатываемая деталь установлена
базовой плоскостью на опоры с ограниченной поверх-
ностью контакта,
К5 = 1,5, если обрабатываемая деталь установлена на
планки или другие элементы с большой поверхностью
контакта.
Таблица 1
Значение коэффициента Ks
Метод обработки Компо- нент сил резания Значение Кг
Для чугуна для стали
Сверление 7ИК Рг 1,15 1,10
Зенкерование предварительное (по корке) Мк Рг 1,3 1,2
7
Продолжение таблицы 1
Метод обработки Компо- нент сил резания Значение K#
Для чугуна для стали
Зенкерование чистовое 7WK Pz 1,2 1,2
Предварительное точение и раста- чивание Pz й 1,0 1,2 1,25 1,0 1,4 1,6
Чистовое точение и растачивание Pz рр> гх 1,05 1,75 1,50 0,95 1,05 1,00
Фрезерование предварительное и чистовое цилиндрической фрезой Pz 1,2—1,4 1,75—1,90* 1,2—1,4**
Фрезерование предварительное и чи- стовое торцевой фрезой Pz 1,2—1,4 1,75—1,90* 1,2—1,4**
Шлифование Pz 1,15—1,20
Протягивание p 1,55
* Для вязких сталей.
** Для твердых сталей.
Таблица 2
Расчет сил при токарной обработке в кулачковом патроне
Схема патрона
Расчетные формулы требуемой
силы привода
С рычажным приводом
,_а I
" !”1
/ 3/ \ п _
Q — п К' • (1 -|- fij ь ’
8
Продолжение таблицы 2
Схема патрона
Расчетные формулы требуемой
силы привода в кгс
С клиновым приводом
Q = tg (Р + q>)-lF0
С винтовым приводом
Pz sin^- • rcp tg (a' + <pnp)
A4KP=Q£=
a
sin TF
WO=K-PZ —— требуемая
в кгс; .
сила зажима на каждом кулачке
п — количество кулачков;
К — коэффициент запаса;
К' — коэффициент, учитывающий дополнительные
силы трения в патроне (/<' = 1,05);
Pz — окружная сила резания в кгс;
а — угол призмы кулачка (а = 90°); при радиус-
ных кулачках sin = 1;
f— коэффициент трения на рабочих поверхно-
стях кулачков (для кулачков с гладкой по-
верхностью f = 0,25, с кольцевыми канав-
9
Продолжение таблицы 2
Схема патрона
Расчетные формулы требуемой
силы привода в кгс
ками f = 0,35, с крестообразными канавками
f = 0,45, с односторонне нарезанными
зубьями параллельно оси патрона f = 0,8);
Di — диаметр обрабатываемой поверхности в мм;
D — диаметр зажимной поверхности в мм;
I — вылет кулачка от его опоры до центра при-
ложения силы зажима в мм;
11 — длина направляющей части кулачка в мм;
1%— расстояние между осью зажимного винта
и продольной осью призмы в мм;
Р — угол клина,
<р — угол трения на наклонной поверхности
клина;
[1—коэффициент трения в направляющих кулач-
ков {fi — 0,10 — 0,15);
/ — длина рукоятки ключа в мм;
Гер — средний радиус резьбы в мм;
<рпр — приведенный угол трения в резьбе;
а' — угол подъема резьбы винта.
Таблица 3
Расчет сил зажима при токарной обработке в цанговом патроне
Схрмя пятплня Расчетные формулы требуемой
схема патрона силы привода в кгс
Без упора, ограничивающего осевое
перемещение детали
С упором, ограничивающим осевое
перемещение детали
Q = (Г-l-rj X
Р* — требуемая суммарная сила
зажима.в кгс;
10
Продолжение-таблицы 3
Схема патрона
Расчетные формулы требуемой
силы привода в кгс
6D?S
Ц7, = т —— — сила, необходимая для сжатия лепестков цанги до
соприкосновения с поверхностью детали в кгс;
К.—коэффициент запаса;
f — коэффициент трения на рабочих поверхностях цанги
(для цанг с гладкой поверхностью f = 0,25, с коль-
цевыми канавками f = 0,35, с крестообразными ка-
навками f = 0,45, с односторонне нарезанными зубья-
ми параллельно оси патрона f = 0,8);
Рг— окружная сила резания в кгс,
Рх — осевая сила в кгс;
Мк — момент, передаваемый цангой, в кгс-мм;
г — радиус базовой поверхности детали в мм;
а — угол конуса цанги;
<р — угол трения между цангой и заготовкой;
6 — диаметральный зазор между цангой и заготовкой
в мм;
Dt — наружный диаметр лепестка цанги в мм;
S — толщина стенки лепестка цанги в мм;
I — длина лепестка цанги от места задела до середины
конуса в мм;
т — коэффициент, учитывающий количество лепестков
цанги, т = 600 для трехлепестковой цанги, т — 200
для четырехлепестковой цанги;
D — диаметр обрабатываемой поверхности в мм;
d — диаметр базовой поверхности в мм.
Таблица 4
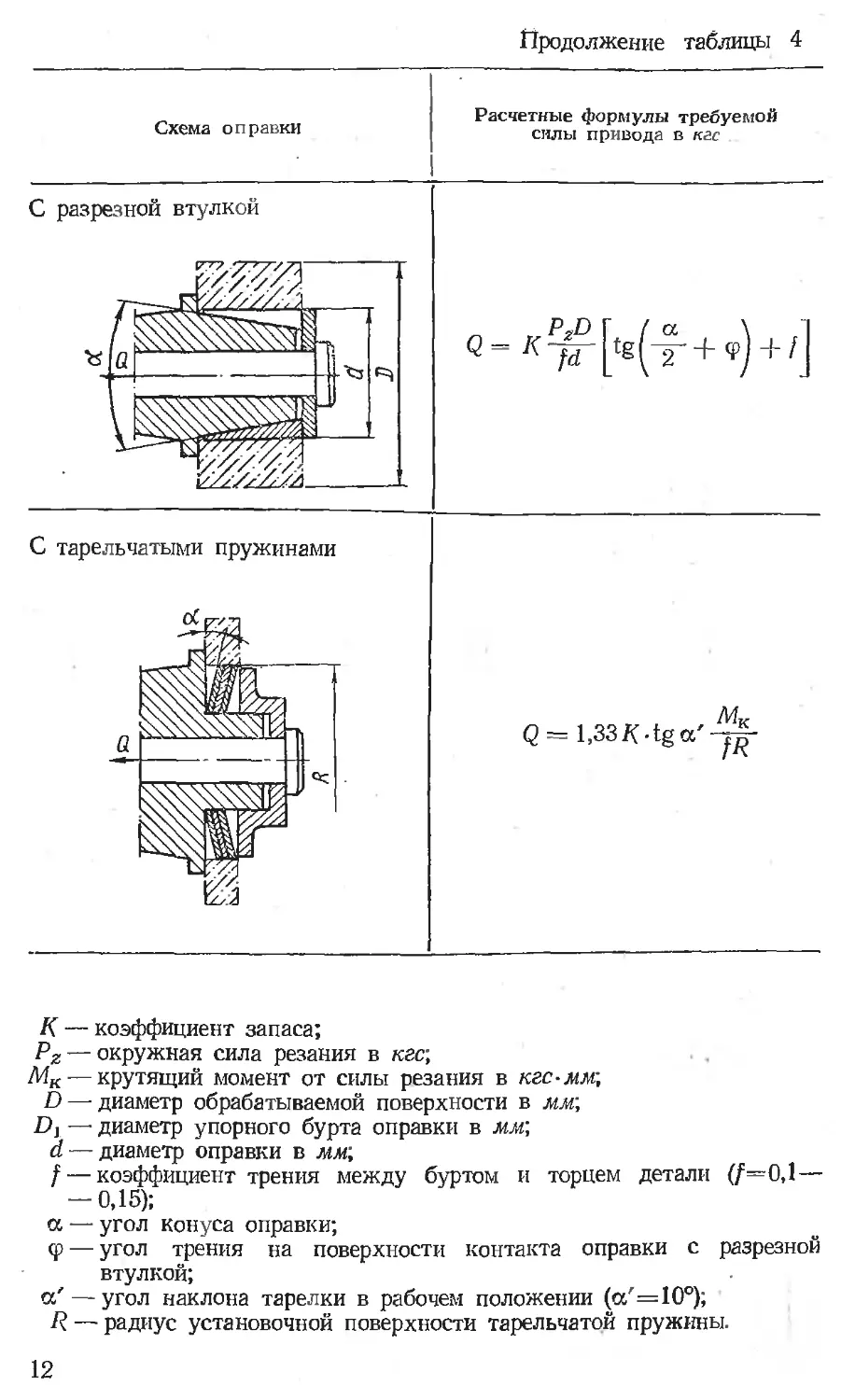
Расчет сил зажима при токарной обработке иа оправках
Схема оправки
Расчетные формулы требуемой
силы привода в кгс
Приближенная формула:
2/СРгР
Q- (D^-dyf
Уточненная формула:
Q ' 2
3 ' D2 — d?
Продолжение таблицы 4
Схема оправки
Расчетные формулы требуемой
силы привода в кгс
_ , Р zD Г I а \ 1
Q = К р^“2" + <PJ + /]
С тарельчатыми пружинами
Q = l,33K-tga'-j|r
К — коэффициент запаса;
Рг — окружная сила резания в кгс;
Мк — крутящий момент от силы резания в кгс-мм;
D — диаметр обрабатываемой поверхности в мм;
Dt — диаметр упорного бурта оправки в мм;
d — диаметр оправки в мм;
f — коэффициент трения между буртом и торцем детали (/=0,1—
— 0,15);
а — угол конуса оправки;
<р — угол трения на поверхности контакта оправки с разрезной
втулкой;
а' — угол наклона тарелки в рабочем положении (a'=10o);
R — радиус установочной поверхности тарельчатой пружины.
12
Таблица 5
Расчет сил зажима при токарной обработке в центрах
Расчетные формулы требуемой силы зажима в кгс
Схемы центров
г~—7------D~\* 1-tg(P+<₽i>^ tg <Р2
q = К- у pz + - РхtgdJ + cpO (1)
С поводковым устройством
6' D
Q л Pz tg g (2)
сила, необходимая для внедрения поводков
в торец детали
Продолжение таблицы 5
Схемы центров
С рифленым поводковым центром
Расчетные формулы требуемой силы зажима в кгс
(3)
сила, необходимая для внедрения рифленого
поводкового центра
Примечание. Для центров с поводковыми устройствами и рифлеными поводковыми центрами требуемая
сила зажима центров Q определяется по формуле (1) и производится проверка по формулам (2) и (3).
Д —коэффициент запаса;
Рх, Ру, Рг— составляющие сил резания в кгс;
D — диаметр обрабатываемой поверхности заготовки в мм;
L — длина заготовки в мм;
а,
Р — угол между образующей конуса центра задней бабки и осью суппорта, р = 90° — -%-;
а, — угол при вершине центра;
<Pi — угол трения на поверхности конуса центра (<рх = 3е);
<р2 — угол трения на поверхности пиноли ((j>2 — 3®);
/ — расстояние от середины центрового гнезда до середины пиноли в мм;
а — длина пиноли в мм;
Р' — угол при вершине поводка;
— диаметр окружности поводков в мм;
у — угол при вершине сечения рифа.
Таблица 6
Расчет сил зажима при обработке на фрезерных станках
Схема зажима
Расчетные формулы требуемой
силы зажима в кгс
Тиски
Прихваты
15
Продолжение таблицы 6
Схема зажима
Расчетные формулы требуемой
силы зажима в кгс
Центрального торцевого
W = K-~ Da — t?
~3~f D* — d*
Рь Р-я Ps — составляющие силы резания в кгс;
f — коэффициент трения на рабочих поверхностях зажимов
(для гладких поверхностей / — 0,25; с крестообразно наре-
занными канавками f = 0,45);
К — коэффициент запаса;
п.'- число прихватов;
а — угол призмы.
Таблица 7
Расчет сил зажима при обработке на сверлильных станках
Расчетные формулы требуемой
силы зажима в кгс
fd
16
Продолжение таблицы 7
Схема зажима
Расчетные формулы требуемой
силы зажима в кгс
В призмах
IF-
а
I\MK sin -у
То
Торцевого
кмкп
1 D3 — d3
3 ' D2 — d2
Мк — крутящий момент на сверле в кгс-мм;
п — число одновременно работающих сверл;
f — коэффициент трения на рабочих поверхностях зажимов (для
гладких поверхностей f = 0,25; с крестообразно нарезанными
канавками f = 0,45);
а — угол призмы;
X — коэффициент запаса. ; .
2 Зак. 29
17
ВИНТОВЫЕ МЕХАНИЗМЫ
Сила, развиваемая винтовым механизмом,
приложенного момента, формы рабочего торца
(рис. 1).
зависит
винта и
от величины
вида резьбы
Рис. 1. Схема для расчета винтовых механизмов с винтами:
а — со сферическим торцем; б — с плоским торцем; в — с кольцевой
поверхностью опорного торца; г — со сферическим опорным торцем
и наконечником.
В зависимости от формы рабочего торца винта си ла зажима опре-
деляется по следующим зависимостям:
а) для винтов со сферическим торцем (рис. 1, а, учитывается
только трение в резьбе)
<2/
lf7- /-cptg(a + <pnp) KSC'
где W — сила зажима, развиваемая винтом, в кгс;
Q — сила, приложенная к рукоятке винта, в кгс;
I — длина рукоятки в мм;
rCTj — средний радиус резьбы в мм;
S
а — угол подъема резьбы, tg а = ;
5 — шаг резьбы в мм;
и>пр — приведенный угол трения, tg <рпР = —L-.
cos р ’
f — коэффициент трения при плоском контакте;
|3 — половина угла при вершине профиля резьбы;
б) для винтов с плоским торцем (рис. 1, б)
QI
IF = -----------2-------j----- кгс,
гср tg (к + фпр) з flD
где р, — коэффициент трения на плоском торце;
D — наружный диаметр плоского торца в мм;
в) для винтов с кольцевой поверхностью плоского торца и для
гаек (рис. 1, в)
W =----------------------------s----5— кгс,
1 ^-D3B •’
rcp tg (a + Фпр) + 3 Г)2_ r&
ии
где DH — наружный диаметр опорного торца или торца гайки в мм;
DB — внутренний диаметр опорного торца или торца гайки в мм;
г) для винтов со сферическим опорным торцем и наконечником
(рис. 1, а)
QI
W =------------------------рг— кгс,
rCptg (а + <PnP)+p.^ctg ~
где R — радиус сферы винта в мм,
Pj — угол конусного углубления наконечника.
Условие самоторможения винтового механизма определяется по
зависимости:
Фир-
Так как для крепежных резьб величина угла подъема находится
в пределах от 1,5° до 4°, а приведенный угол трения <рпр изменяется
в зависимости от величины коэффициента трения в пределах от 6 до
16°, то все крепежные резьбы самотормозящие.
К. п. д. винтовых механизмов определяется по следующим зави-
симостям:
tga
= to fa 4- го 'I—ДЛЯ винтовых механизмов
ё' “г Упр? с учетом трения только в
резьбе;
tga
Т] =-----------------— — для винтов с плоским тор-
tg(« + <Pnp) + -3--^-O цем‘-
__________________tga______________
*1 — , л3___г.3
1 |1 — "в
tg(a+<J>np)+ -3- — D2_D2
н н в
— для винтов с кольцевой по-
верхностью торца и для
гаек;
tga
tg (и + Фпр) + R ctg
— для винтов со сферическим
опорным торцем и наконеч-
ником.
Так как большинство винтовых механизмов — самотормозящие, то
их к. п. д. меньше 0,5.
В табл. 9 приведены числовые значения характеристик винтовых
зажимов. Данные таблицы получены при:
2* 19
(рпр = 6°40'; f — 0,1; р, = 0,1; rcp ss 0,45с?;
D = 0,8cZ; DH = 1,7с/; DB = d; [3, = 120°; R = 0,8d,
где d— номинальный диаметр резьбы в мм.
Выбрав номинальный диаметр d винта в зависимости от требуемой
силы зажима W, проверяют прочность винта.
Условие прочности винта с метрической резьбой:
Г
° — cd2 f°pl’
где а — напряжение растяжения винта в кгс]мм2\
С = 0,5 — для метрической резьбы с крупным шагом;
[Op J — допускаемые напряжения растяжения материала винта
в кгс]мм2.
В табл. 8 приведены значения допускаемых напряжений растяже-
ния материалов, применяемых для изготовления винтов.
Таблица 8
Допускаемые напряжения растяжения материалов, применяемых
для изготовления резьбовых изделий
Марка стали Термообра- ботка Предел текучести при растя- жении а в кгс]мм? Допускаемые напряжения при растяжении в кгс]мм?
при статиче- ской нагрузке при пере- менной нагрузке
10 — 20 6—7 3—4
Ст. 3 — 22 7—8 3—4
А12 — 24 8—9 4—5
35 — 30 10—11 5—6
45 Отжиг 30 10—12 5—6
45 Нормализация 35 12—14 6—7
45 Улучшение 50 15—17 7—8
45 Закалка 70 19—21 8—9
40Х Отжиг 50 14—16 7—8
40Х Улучшение 65 17—19 8,5—9,5
40Х Закалка 90 28—30 11—12 .
ЗОХН 70 18—20 9—10
В табл. 9 и 10 приведены допускаемые значения сил, развиваемых
винтовыми механизмами с метрической резьбой, по ГОСТ 9150—59.
20
Т а блица 9
Допускаемые силы, создаваемые винтовыми зажимами с метрической резьбой (по ГОСТ 9150—59)
W = 0,5d2 [Ор] кгс
Резьба Шаг S в мм Допускаемые напряжения растяжения материала винта [ср] в кгс]мм?
3 4 5 6 7 8 9 10 11 12 13 14 15 16
Мб 1 54 72 90 108 126 144 162 180 198 216 234 252 270 288
М8 1,25 96 128 160 192 224 256 288 320 352 384 416 448 480 512
мю 1,5 150 200 250 300 350 400 450 500 550 600 650 700 750 800
М12 1.75 216 288 360 432 504 576 648 720 792 864 936 1008 1080 1152
М14 2 294 392 490 588 686 784 882 980 1078 1176 1274 1372 1470 1568
М16 2 384 512 640 768 896 1024 1152 1280 1408 1536 1664 1792 1920 . 2048
М18 2,5 486 648 810 972 1134 1296 1458 1620 1782 1944 2106 2268 2430 2592
М20 2,5 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200
М22 2,5 726 968 1210 1452 1694 1936 2178 2420 2662 2904 3146 3388 3630 3872
М24 3 864 1152 1440 1728 2016 2304 2592 2880 3168 3456 3744 4032 4320 4608
М27 3 1095 1460 1825 2190 2555 2920 3285 3645 4015 4380 4745 5110 5470 5840
МЗО 3,5 1350 1800 2250 2700 3150 3600 4050 4500 4950 5400 5850 6300 6750 7200
МЗЗ 3,5 1515 2020 2525 3535 4040 4545 5050 5555 6060 6565 7070 7575 7575 8080
М36 4 1944 2592 3240 3888 4536 5184 5832 6480 7128 7776 8424 9072 9720 10368-
Примечание. Для резьб Мб—М12 при неконтролируемой затяжке допускаемые напряжения Следует
уменьшать в 1,3—1,5 раза, для резьб М12—М18—в 1,1—1,3 раза.
Числовые значения характер
Схема механизма Характеристика механизма Резьба
Мб М8 М10 М12
Шаг резь
1 1.25 1.5 1,75
Со сфериче ным тор! W ским опор- ам Длина рукоятки 1 в мм Прилагаемая сила Q в кгс Сила зажима W в кгс 80 1,5 250 100 2,0 320 120 2,5 390 140 3,5 530
С плоски торцем L л опорным fj у: То же 80 1,5 190 100 2,0 240 120 2,5 290 140 3,5 390
С кольцевь торцем г 1— IM опс айки Н Ун рным » 80 2,5 220 100 3,5 290 120 4,5 370 140 7,0 550
Со сфериче НЫМ ТОр! печником ским хем и W опор- нако- я » 80 1,5 160 100 2,0 200 120 2,5 2Б0 140 3,5 330
22
Таблица 10
истик винтовых механизмов
(по ГОСТ 3150—59)
М14 М16 М18 М20 М22 М24 М27 мзо мзз М36 М42
бы S в мм
1 2 1 2 1 2,5 | 2,5 | 2,5 | 3 3 3 1 3,5 4 1 4,5
160 190 220 240 280 310 360 410 460 520 600
5,0 6,5 8,5 10,0 12,0 13,0 15,0 15,0 15,0 15,0 15,0
750 1050 1400 1600 2150 2300 2800 2900 3000 3100 3100
160 190 220 240 280 310 360 410 460 520 600
5,0 6,5 8,5 10,0 12,0 13,0 15,0 15,0 15,0 15,0 15,0
560 760 1030 1200 1560 1700 2050 2150 2200 2250 2250
160 190 220 240 280 310 360 410 460 520 600
8,0 10,0 10,0 10,0 13,0 15,0 15,0 15,0 15,0 15,0 15,0
630 830 850 850 1150 1350 1400 1450 1500 1550 1550
160 190 220 240 280 310 360 410 460 520 600
5,0 6,5 8,5 10,0 12,0 13,0 15,0 15,0 15,0 15,0 15,0
460 650 860 1000 1300 1400 1700 1750 1800 1850 1850
23
РЫЧАЖНЫЕ МЕХАНИЗМЫ И ПРИХВАТЫ
В табл. 11 приведены основные схемы и зависимости для опре-
деления сил, развиваемых рычажными механизмами и Г-образными
прихватами. Принятые обозначения:
W — сила зажима в кгс;
Q — исходная сила, приложенная к рычажном)' механизму в кгс;
т] — к. п. д., учитывающий потери иа трение в опоре рычага,
ц = 0,85.
Таблица 11
Продолжение таблицы 11
Расчетные зависимости
f к; 0,1 —коэффициент трения
nda
S= 360'
а — угол поворота прихвата
S
A=w ₽=з°-4о°
КЛИНОВЫЕ МЕХАНИЗМЫ
По назначению клиновые механизмы в станочных приспособлениях
подразделяются на:
а) механизмы с односкосым клином без роликов и с роликами,
обычно используемые в качестве усилителей пневмо- и гидроприводов;
f"’-* б) многоклиновые самоцентрирующие механизмы, обычно приме-
няющиеся в конструкциях патронов и оправок.
Схема клинового механизма с односкосым клином с трением
на обеих поверхностях клина представлена на рис. 2, а.
Из условия равновесия клипа
Q
W - tg (а-|-ф) + tg фг кгс'
где W — сила зажима в кгс,
Q — сила, приложенная к клину, в кгс,
а — угол скоса клина;
ф— угол трения на наклонной плоскости клина;
фт— угол трения на горизонтальной плоскости клина.
25
Рис. 2. Схема для расчета клинового механизма с односкосым клином:
а — с трением на обеих поверхностях клина; б — с роликами на обеих поверх-
ностях клииа.
Схема клинового механизма с односкосым клином с двумя роли-
ками представлена на рис. 2, б.
Из условия равновесия клина
____________Q___________
tg (“ + Фпр) + tg ф! пр КгС'
тце фпр — приведенный угол трения качения на наклонной плоскости
« клина;
Ф1пр — приведенный угол трения качения на горизонтальной плос-
кости клина.
Отношение силы зажима W к исходной силе привода Q является
передаточным отношением сил:
Г
l= Q
Отношение перемещения Sw по вертикали точки приложения силы
зажима IV7 к перемещению Sq по горизонтали точки приложения
исходной силы Q называется передаточным отношением перемещений:
. .
1п — о — tg ОС.
26
Условие самоторможения клина определяется:
а •< <р + <Pi — Для клина с трением на двух поверхностях;
а < ф — для клина с трением только на наклонной поверхности
клина;
а < ф1 — для клина с трением только на горизонтальной поверх-
ности клина.
Клиновые механизмы с роликами обычно используются в качестве
усилителей и являются несамотормозящими.
В табл. 12 приведены числовые значения характеристик клиновых
механизмов с односкосым клином. При составлении таблицы приняты
значения:
tg Ф = tg Ф1 = 0,1; ф = Ф1 = 5°50';
d _ , d
tg Фпр = £) tg ф = 0,05; фПр - 2°50 ; — 0,5;
d
фщр = -д- tg Ф1 = °>05; Фшр = 2°5°z-
В табл. 13 приведены числовые значения характеристик много-
клиновых самоцентрирующих механизмов.
Сила зажима каждым клином равна:
где п — число клиновых элементов в механизме.
Таблица 12
Числовые значения характеристик клиновых механизмов
Схема механизма Ха рактер истина механизма Угол скоса клина а
2° 5° 8° 10° 12° 15° 20° 25s 30° 35° 40° 45°
Идеальный без учета сил трения Передаточное отноше- ние сил 1 г«Д ~ tga 28,64 11,43 7,12 5,67 4,71 3,73 2,75 2,15 1,73 1,43 1,19 1,00
С трением на обеих по- верхностях клина Передаточное отноше- ние сил W 1 4,20 0,15 3,44 0,31 2,89 0,41 2,61 0,46 2,36 0,51 2,08 0,56 1,72 0,62 1,49 0,65 1,21 0,69 1,03 0,72 0,89 0,73 0,75 0,73
1Ж с 1- 0. - tg(a+q>)+tg<j>! К- п. д. Я = Hga
Характеристика
механизма
Схема механизма
С трением только на
наклонной плоскости кли-
на и одним роликом
Передаточное отноше-
ние сил
Г
l~ Q ~
___________1_________
“ tg(a+<p)+tg<plnp
К- п. д. к) = i tg а
Передаточное отноше-
ние сил
W
l~ Q -
__________1_______
” tg(a-Wnp)+tg<Pinp
К. п. д. 1) = i tg а
Про^юлженЪ^ таблицы 12
Угол скоса клииа «.
2° 5° 8° 10° 12° 15° 20° 25° 30° 35° 40°^ 45°
5,34 4,15 3,38 3,00 2,69 2,32 1,87 1,54 1,30 1,09 ч < 0,93 0,78
0,19 0,36 0,46 0,54 0,57 0,62 0,68 0,72 0,74 0 76 0,77 0,78
7,42 5,34 4,15 3,61 3,18 2,69 2,13 1,73 1,43 1,20 1,02 0,87
0,26 0,47 0.58 0,63 0,68 0,72 0,77 0,80 0,82 0,84 0,86 0,87
Характеристика
механизма
Схема механизма
СГроликом только на
наклонной плоскости
Передаточное отноше-
ние сил
W
l= Q ~
__________1
~ tg (« + фпр) + tg <Рт
К- п. д. ф-Ztga
Передаточное отношение перемещений для всех
механизмов i„ = tg а
Продолжение таблицы 12
Угол скоса клина а
2° 5° 8° 10°
12° 15° 20°
25° 30° 35° 40° 45°
5,42
0,19
4,22 3,44 3,06
0,37 0,48 0,53
2,74
0,58
2,37
0,63
1,92
0,70
1,59
0,74
1,34
0,76
1,14
0,80
0,97
0,82
0,83
0,83
0,035 0,088 0,141 0,176
0,213 0,268 0,364
0,466 0,577 0,700 0,839
1,00
Таблица 13
Числовые значения характеристик многоклиновых самоцентрирующих механизмов
Схема механизма
С трением только по на-
клонным поверхностям
клиньев
С трением по обеим поверх-
ностям клиньев
Угол скоса клина а
Характеристика механизма 2° 5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
Передаточное от- ношение сил W 1 7,23 0,25 5,23 0,46 4,07 0,57 3,53 0,62 3,11 0,67 2,63 0,71 2,07 0,75 1,67 0,78 1,38 0,80 1,16 0,81 0,97 0,82 0,82 0,82
Q tg(a+<p) К- п. д- т] = i tg a
Передаточное от- ношение сил W Q = 1 4,20 0,15 3,44 0,31 2,89 0,41 2,61 0,46 2,36 0,51 2,08 0,56 1,72 0,62 1,49 0,65 1,21 0,69 1,03 0,72 0,89 0,73 0,75 0,75
~ tg(a+<p) +tg<Pi К- п. д. T]=ttga
Характеристика
механизма
Схема механизма
С роликами по обеим на-
клонным поверхностям
клиньев
Передаточное от-
ношение сил
W ,
,= <2 =
1
= tg(a + <pnp)
К. п. д. T)=i tg a
11,7
0,4
Продолжение таблицы 13
Угол скоса клина а.
5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
0 7,25 5,23 4,40 3,77 3,09 2,37 1,89 1,55 1.29 1,08 0,91
1 0,64 0,73 0,77 0,80 0,83 0,86 0,88 0,89 0,90 0,91 0,91
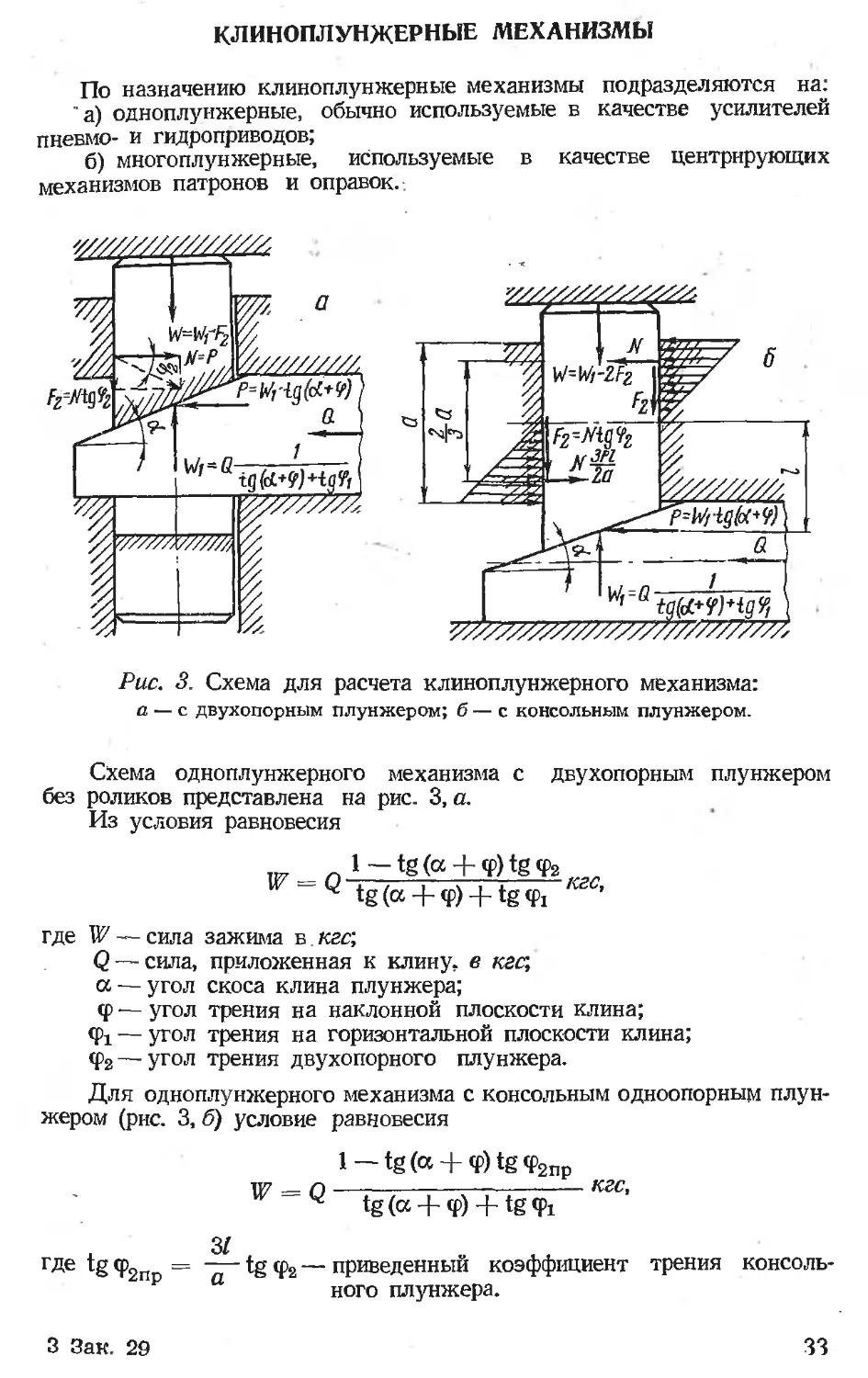
КЛИНОПЛУНЖЕРНЫЕ МЕХАНИЗМЫ
По назначению клиноплунжерные механизмы подразделяются на:
а) одноплунжерные, обычно используемые в качестве усилителей
пневмо- и гидроприводов;
б) многоплунжерные, используемые в качестве центрирующих
механизмов патронов и оправок..
Рис. 3. Схема для расчета клиноплунжерного механизма:
а — с двухопорным плунжером; б — с консольным плунжером.
Схема одноплунжерного механизма с двухопорным плунжером
без роликов представлена на рис. 3, а.
Из условия равновесия
Г = Q
1—tg(« + <p)tg<fe
tg (а + Ф) + tg Ф1 KS ’
где 117 — сила зажима в. кгс,
Q — сила, приложенная к клину, в кгс,
а — угол скоса клина плунжера;
Ф — угол трения на наклонной плоскости клина;
<р! — угол трения на горизонтальной плоскости клина;
Ф2— Угол трения двухопорного плунжера.
Для одноплунжерного механизма с консольным одноопорным плун-
жером (рнс. 3, б) условие равновесия
1 — tg (а + <р) tg <р2пр
tg (к + ф) + tg фг
31
где tg ф2 = — tg ф2 — приведенный коэффициент трения консоль-
ного плунжера.
3 Зак. 29
33
В табл. 14'приведены числовые значения характеристик одноплун-
жерных механизмов с роликами и без роликов. При составлении таб-
лицы приняты значения:
tg ф = tg Ф1 = tg фз = 0,1; <р = ф! = ф2 = 5°50';
d d
tg Фпр = -р- tg ф = 0,05; фпр = 2°50'; -р- = 0,5;
d
te’Pinp = -р-tg<Р1 = 0,05; ф1Пр = 2°50';
31 I '
tg<P2np = -^-tg 4)3 = 0,21; ф2пр=11°; — = 0,7.
В табл. 15 приведены числовые значения характеристик много-
плунжерных самоцентрирующих механизмов.
Отношение i — -q- является передаточным отношением сил,
а гп = — передаточным отношением перемещений.
Условия самоторможения клиноплунжерных механизмов те же,
что и клиновых. Клнноплунжерные механизмы с роликами обычно
используются в качестве усилителей и являются несамотормозящимн.
Схема механизма
С двухопорным плунжером
без роликов
/zz/zz |iv 1 У/////А
а
•Zz
Таблица 14
Числовые значения характеристик клиноплуижериых механизмов
С одноопорнь/м (консоль-
ным) плунжером без ро-
ликов
СО
Характеристика механизма Угол скоса клнна a
2° 5° 8° 10° 12° 15» 20° 25» 30° 35° 46° 45°
Передаточное от- ношение сил W Q - 1—tg(a+<p)tg«p2 4,15 3,37 2,82 2,55 2,28 2,02 1,63 1,36 1,12 0,95 0,79 0,65
tg(a+4>)+tgq>! К. п. д. iq=Ztga 0,16 0,29 0,40 0,44 0,48 0,54 0,59 0,63 0,64 0,64 0,65 0,65
Передаточное от- ношение сил IF <2 - 1— tg(a+<p)tg<p2np 4,07 3,30 ' 2,74 2,48 2,21 1,91 1,71 1,26 1,04 0,85 0,69 0,56
tg(a+q>)+tgq>i
К. п. д. 1] = i tg a 0,15 0,29 0,39 0,43- 0,47 0,51 0,62 0,59 0,59 0,59 0,58 0,56
Схема механизма
С двухопорным плунже-
ром с одним роликом
С одноопорным (консольным)
плунжером с одним роликом
iwwww
Характеристика механизма 2° 5°
Передаточное от- ношение сил IF t= Q ~ 1—tg(a+<pnP)tg<p2 5,37 0,19 4,15 0,36
~ tg(a-f-<pnp)-|-tgq?1 К- п. д. 1]=/ tg а
Передаточное от- ношение сил W l== Q - l-tg(a+<pnP)tg<p2nP
tg(a+q>np)+tgq’i к. П. д. Ti=Z tga 5,32 0,18 4,10 0,36
Продолжение таблицы 14
Угол скоса клнна а
8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
3,36 2,98 2,66 2,26 1,83 1,51 1,25 1,05 0,88 0,74
0,47 0,52 0,56 0,60 0,66 0,70 0,72 0,73 0,74 0,74
3,28 2,90 2,58 2,20 1,75 1 41 1,15 0,95 0,78 0,64
0,46 0.51 0,55 0,59 0,63 0,65 0,66 0,66 0,65 0,64
Схема механизма
С "двухопорным ' плунже
ром и двумя роликами
Характеристика механизма
2° 5°
Передаточное от- ношение сил «7 ,= <2 - ~ 1—tg(a-|~q>nP)tg(p2 tg(a+<Pnp)+tg<plnp 7,36 5,25
К- и. д. IQ = i tga 0,26 0,46
Продолжение таблицы 14
Угол скоса клина а.
8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
4,08 3,50 3,10 2,60 2,03 1,64 1,35 1,10 0,93 0,76
0,57 0,61 0,66 0,69 0,73 0,76 0,77 0,77 0,76 0,76
Схема механизма
Хар акте ристнка
механизма
С одноопорным (консоль-
ным) плунжером и двумя
роликами
Передаточное отно-
шение сил
Г
l~ Q -
1—tgfct+cPnp^^np
= tg(a+<pnp)+tg<plnp
К- п. д. К] = i tg a
Передаточные отношения перемещений для всех
механизмов гп = = tg a
Продолжение таблицы 14
Угол скоса клина а
2° 5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
7,26 5,16 3,98 3,43 3,00 2,50 1,93 1,53 1,25 1,00 0,83 0,66
0,25 0,45 0,56 0,60 0,63 0,67 0,70 0,71 0,72 0,70 0,68 0,66
0,035 0,088 0,141 0,176 0,213 0,268 0,364 0,466 0,577 0,700 0,839 1,000
Таблица 15
Числовые значения характеристик многоплунжериых самоцентрирующих механизмов
Схема механизма Характеристика механизма Угол скоса клина a
2° 5° 8° ао° 12° 15° 20° 25° зе° ’ 35° 40° 45°
Многопл. трирующ а ЛЙЖС ИЙ б т 1“ ,рн £3 f W ый са ролнко 77. 7/, w'=- п-чиа tlZ- /л 1'=ь моцен- в ifcsw п юпяянкероВ Передаточное от- ношение сил П^сум z" Q ~ 1—tg(«+<p)tg<p2np tg(a + <p) К- п. Д- T)=itga 7,05 0,24 5,00 0,44 3,84 0,53 3,32 0,58 2,90 0,62 2,42 0,65 1,85 0,67 1,46 0,68 1,17 0,67 0,95 0,66 0,76 0,64 0,60 0,60
Двухплунжерный с роликами на наклонных плоскостях Передаточное от- ношение сил Ц^сум <2 ~ 1 —tg(a+<pnp) tgTsnp tg(a+<pnP) К- п. д. n=ztg«
Q 11,50 0,40 7,00 0,61 5,05 0,71 4,20 0,74 3,54 0,75 2,90 0,77 2,16 0,78 1,68 0,78 1,34 0,77 1,07 0,75 0,87 0,73 0,69 0,69
т/ж - 4-.- *3 — Ц ь 1 ? 1 ? 1
РЫЧАЖНО-ШАРНИРНЫЕ МЕХАНИЗМЫ
По конструкции рычажно-шарнирные-механизмы подразделяются на:
а) однорычажные шарнирные механизмы;
б) двухрычажные шарнирные механизмы одностороннего действия;
в) двухрычажные шарнирные механизмы двустороннего действия.
Рис. 4. Схемы для расчета рычажно-шарнирных механизмов:
а — однорычажного одностороннего действия с роликом; б — двухрычаж-
ного одностороннего действия; в — двухрычажного двустороннего дей-
ствия.
Схема однорычажного шарнирного механизма с роликом представ-
лена на рис. 4, а.
Из условия равновесия
Q
r = tg(a + p) + tg4>InpKac’
где 157 —. сила зажима в кгс,
Q — сила, приложенная к рычажно-шарнирному механизму,
в кгс,
а — угол наклона;
Р — дополнительный угол к углу наклона а, учитывающий по-
R г d
тери на трение -в шарнирах; р = arc sin f
tg <р1пр — приведенный коэффициент трения качения, учитывающий
d
потери на трение в роликовой опоре; tg <р1пр = tg <рх -g-;
d — диаметр осей шарниров и ролика в мм;
D — наружный диаметр ролика в мм;
f — коэффициент трения скольжения в шарнирах на оси ролика;
tg <рх — коэффициент трения скольжения на опоре ролика.
Запас хода однорычажного шарнирного механизма
Sw = L (1 — cos a).
40
Для двухрычажных шарнирных механизмов одностороннего дей-
ствия без плунжера (рис. 4, 6)
W = 2tg(a + <p) КгС
и для механизма двустороннего действия без плунжера (рис. 4, в)
Q
^сум- tg(a + <p) кга
Запас хода двухрычажного шарнирного механизма одностороннего
действия (рис. 4, а, б)
Sw = 2L (1 — cos а)
и двустороннего шарнирного механизма двустороннего действия
(рис. 4, в)
S®cyM = 2L(1 — cos а).
Из условия равновесия для механизма одностороннего действия
с консольным плунжером
117 = -Я- Г -1—— — tg <р2пР I лгс
2 Ltg(a + ₽) PJ
и для механизма двустороннего действия с консольными плунжерами
й^сум = Q[tg(a~РР) ^2прJ кгс’
31 -
где tg <Рзпр = — tg Фг — приведенный коэффициент трения, учитываю-
щий потери на трение в консольном плунжере;
tg ф2 — коэффициент трения скольжения в двухопор-
ном плунжере;
а — длина направляющей плунжера;
I — расстояние от оси шарнира до середины на-
правляющей плунжера.
В табл. 16 приведены числовые значения характеристик рычажно-
шарнирных механизмов. При составлении таблицы приняты следующие
значения:
tg Ф1 - tg <р2 = 0,1; Ф1 = фг = 5°50';
₽ = 1°10'; = 0,5; = 0,7; = 0,2;
d 31
tg Ф1пр = -р-; tg ф! = 0,05; tg ф2пр = — tg ф2 = 0,21.
41
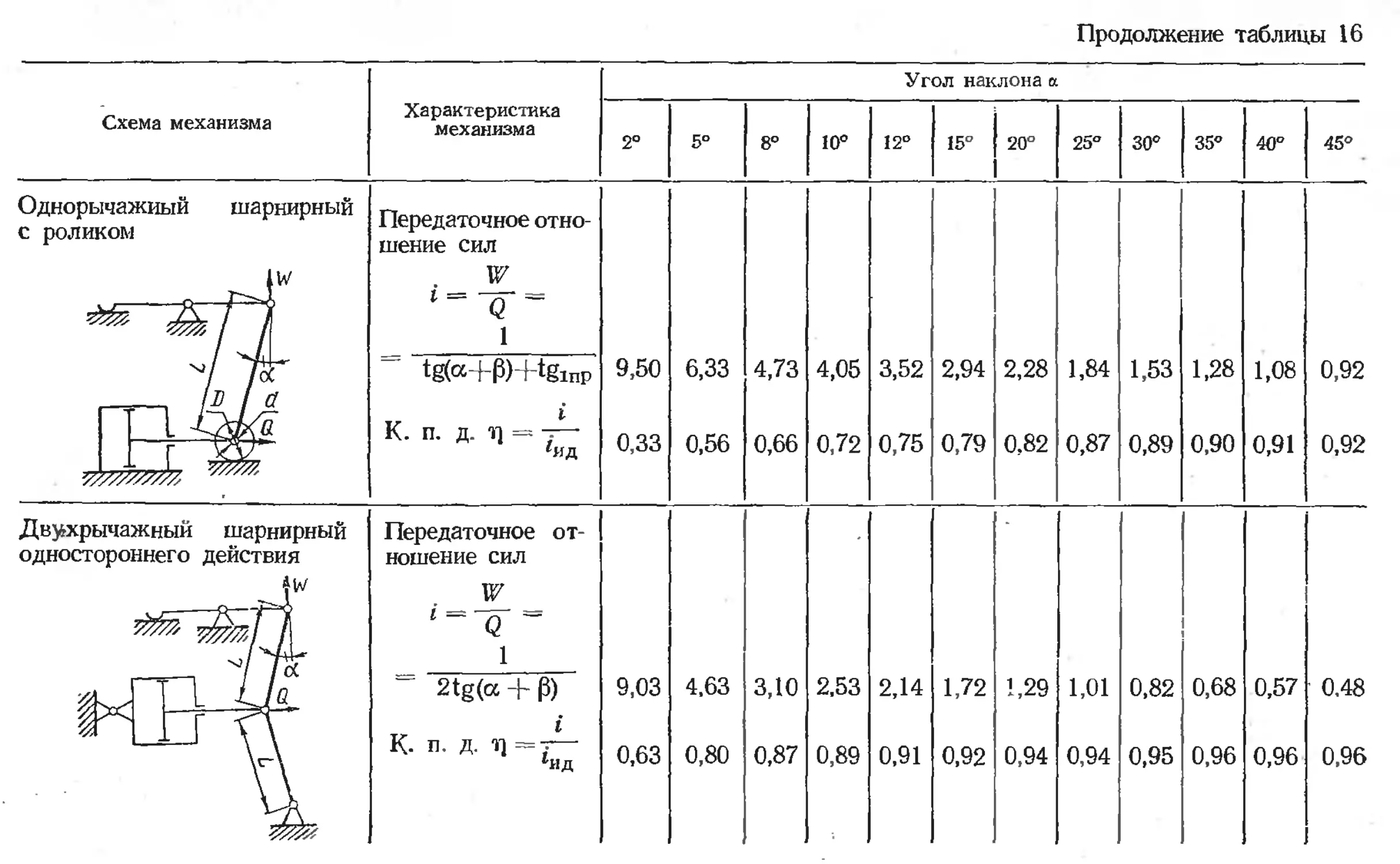
Таблица 16
Числовые значения характеристик рычажно-шарнирных механизмов
Схема механизма Характеристика механизма Угол наклона а
2° 5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
Идеальный однорычажный шарнирный без учета сил трения Передаточное от-' ношение сил 1 ‘ид- tga 28,64 11,43 7,12 5,67 4,71 3,73 2,75 2,15 1,73 1,43 1,19 1,00
Идеальный двухрычажный шарнирный без учета сил трения Передаточное от- ношение сил 1 ‘ид - 2 tg а 14,32 5,71 3,56 2,83 2,35 1,86 1,37 1,07 0,86 0,71 0,59 0,50
Однорычажный шарнирный с ползуном 4W / Передаточное от- ношение сил Г Q = 1 ~ tg(a+₽)-r-tg<₽i 1 К- п. д. я == 7“ *ид 6,45 0,22 4,80 0,42 3,83 0,54 3,36 0,59 3,00 0,63 2,56 0,68 2,05 0,74 1,69 0,78 1,42 0,82 1,20 0,84 1,02 0,86 0,87 0,87
1 г wfe
Схема механизма
Однорычажиый шарнирный
с роликом
Двухрычажный шарнирный
одностороннего действия
Характеристика механизма
2°
Передаточное отно- шение сил W 1= <2 = 1
tg(a+₽)+tginp 9,50
i К. И. д. 7) = -т— *ИД 0,33
Передаточное от- ношение сил
W l~ Q ~ 1
- 2tg(a + ₽) 9,03
i К. п. д. 1] «ид 0,63
Продолжение таблицы 16
Угол наклона а
5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
6,33 4,73 4,05 3,52 2,94 2,28 1,84 1,53 1,28 1,08 0,92
0,56 0,66 0,72 0,75 0,79 0,82 0,87 0,89 0,90 0,91 0,92
4,63 3,10 2,53 2,14 1,72 1,29 1,01 0,82 0,68 0,57 0,48
0,80 0,87 0,89 0,91 0,92 0,94 0,94 0,95 0,96 0,96 0,96
Характеристика
механизма
Схема механизма
Двух рычажный шарнирный
одностороннего действия
с плунжером
Передаточное от-
ношение сил
W
l= Q '
1Г 1
= 2Ltg(a+₽)~
-tg^np]
i
К- п. д. г] = у—
1ид
8,9
0,6
Продолжение таблицы 16
Угол наклона а
5° 8° 10° 12° 15° 20° 25° 30° 35° 40° 45°
3 4,52 3,00 2,42 2,03 1,62 1,18 0,91 0,72 0,58 0,46 0,38
3 0,79 0,84 0,85 0,86 0,87 0,86 0,85 0,84 0,81 0,78 0,76
Схема механизма Характеристика механизма —
2°
Двухрычажный шарнирный
двустороннего действия
Передаточное от-
ношение сил
сум
*сум-- Q -----
1
= tg(a+₽)
I
К. п. д. я =
'ид
18,
О,
Продолжение таблицы 16
Угол н аклона а
5° 8° 10° 12° 15» 20° 25» 30° 35» 40° 45°
,07 9,26 6,20 5,06 4,28 3,45 2,58 2,03 1,65 1,37 1,14 0,96
,63 0,80 0,87 0,89 0,91 0,92 0,94 0,94 0,95 0,96 0,96 0,96
Характеристика
механизма
Схема механизма
Двух рычажный
двустороннего
плунжерами
шарнирный
действия с
Передаточное от-
ношение сил
И'сум
'сум - Q -
= Г_____1_
L tg(a+₽)
tg<P2np j
к. п. д. 1] = 7^-
*Ид
Запас хода однорычажного шарнирного меха-
низма Sw = (1 — cos a) X L мм
17,86
0,63
0,0006
Запас хода двухрычажного шарнирного меха-
низма Sw = 2(1 — cos a) X L мм,
для механизмов двустороннего действия
^тусум = ММ
0,0012
Продолжение таблицы 1-6
Угол наклона а
5° 8° 10° 12° 15° 20° 25° 30° 35° 4.0° 4'5°
9,05 6,00 4,85 4,07 3,24 2,37 1,82 1,44 1,16 0,93 0,76
0,79 0,84 0,85 0,87 0,87 0,86 0,85 0,84 0,81 0,81 0,76
0,0038 0,0097 0,0152 0,0219 0,0341 0,0603 0,0937 0,1340 0,1808 0,2340 0.292&
0,0076 0,0194 0,0304 0,0438 0,0862 0.1206 0,1874 0,2680 0.3616 0,4680 Озбвбв’
ЭКСЦЕНТРИКОВЫЕ МЕХАНИЗМЫ
В эксцентриковых механизмах применяются круговые и криволи-
нейные эксцентрики.
Круговые эксцентрики представляют собой круг со смещенной
осью вращения относительно его геометрической оси. Достоинство
круговых эксцентриков — простота изготовления; недостаток — непо-
стоянство угла подъема кривой эксцентрика и сил зажима.
В табл. 17 представлены основные параметры круговых эксцен-
триков в зависимости от угла поворота эксцентрика.
Таблица 17
Основные параметры круговых эксцентриков
Схема положения эксцентрика Угол поворота эксцен- трика т Угол подъема эксцентри- ка а Расстояние от центра вращения эксцентрика до точки со- прикосновения его с изде- лием р Ход. эксцен- трика 5
/ ( / I 1 \\ V \ \\ 4 11 1 / у 7 = 0° tg а -= 0 D Р 2 £ S = 0
1 / \\ ,.й 1 / 1 ЛА?- 0° < т < < 9о° tg а = е cos р — D е sln I5 р = 90° — у Р = D е sin Р 2 S = е (I — — sin р)
COS а
Лит\. ^•9 7 = 80° атах = __ _ “ D D 2 о = г cos а S = е
47
Продолжение таблицы 17
Схема 3KCL положения Центрика Угол поворота эксцен- трика y Угол п одъема эксцентри- ка а Расстояние от центра вращения эксцентрика до точки со- прикосновения его с изде- лием р Ход эксцен- трика S
п / а/ 90° < у < < 180° tg а = е cos 3 Р = D . „ 4-е sin 6 S - е (1 + + sin Р)
+е sin 3 р = 7 — 90°
cos а
/
• (! т'= 180° tg а = 0 D S = 2е
j/ Ьо° f
. У7/////А
Схема для расчета кругового эксцентрика представлена на рис. 5.
Как видно из табл. 17, угол подъема кругового эксцентрика изме-
няется с изменением угла поворота, он достигает максимального зна-
чения при угле поворота, равном 90°. Такое изменение угла подъема
приводит к непостоянству зажимной силы. С целью обеспечения незна-
чительного изменения зажимной силы выбирают рабочий участок про-
филя кругового эксцентрика в пределах 30—45° влево и вправо от
точки К (жирная линия на рис. 5).
48
Рис. 5. Схема для расчета кругового эксцентрика.
Сила зажима круговым эксцентриком определяется по формуле:
Q/
p[tg (« + <₽) +tg<pj кгс>
где W — сила зажима изделия в кгс;
Q— сила, приложенная к рукоятке эксцентрика, в кгс (при рас-
четах принимается равной 15 кгс);
I — плечо приложения силы, I = 0,5 D;
— длина рукоятки в мм;
D — диаметр кругового эксцентрика в мм;
р — расстояние от оси вращения эксцентрика до точки соприкос-
новения его с изделием в мм;
< р — угол трения между эксцентриком и изделием;
< Pi — угол трения на оси эксцентрика;
а — угол подъема кривой эксцентрика.
Условие самоторможения эксцентрика определяется зависимостью:
4 Зан. 29 49
“™«<ф + ф1.
При <р = <pi = 5°43' условие самоторможения примет вид:
^тах < п°зо'.
Приняв = 8°30' с целью обеспечения запаса самоторможе-
ния, получим:
2а
^тах= ~о =0-15’
D
откуда-у = 14,
D
где у- — характеристика эксцентрика.
Таким образом, условие самоторможения кругового эксцентрика
имеет также вид:
Все стандартные и нормальные эксцентрики— самотормозящие.
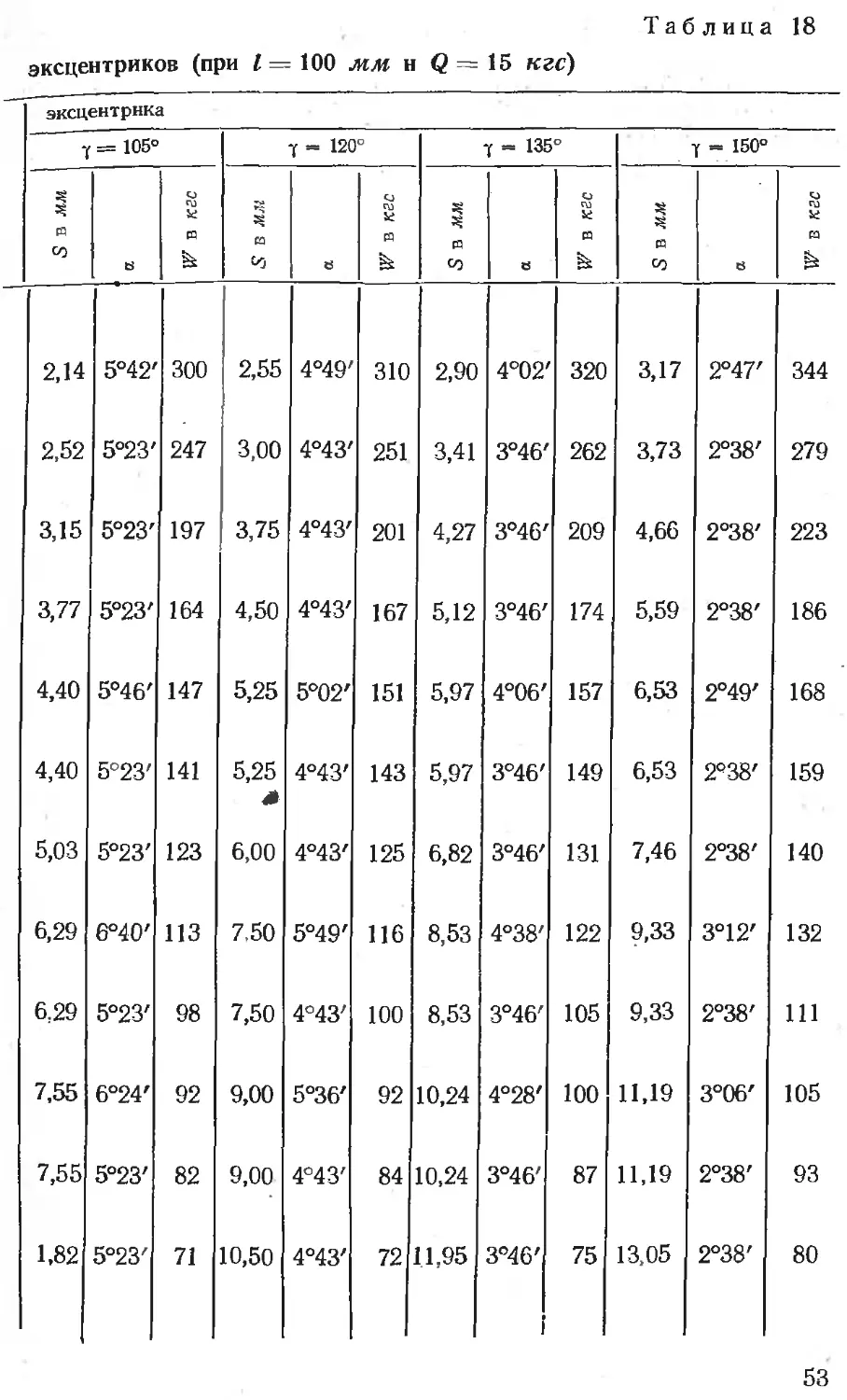
В табл. 18 приведены числовые значения основных характеристик
круговых эксцентриков и развиваемых ими сил зажима при значе-
ниях I = 100 мм и Q= 15 кгс. В случае пользования табл. 18 при
значениях I и Q, отличных от принятых, следует табличное значение
сил зажима W умножить на коэффициент, полученный от деле-
ния фактического значения I и Q на принятое.
Эксцентриситет е кругового эксцентрика выбирается по зави-
симости:
W
Ь-р +(0,2 —0,4)
е =----L------------------- мм,
1 — cos у
где б — допуск на размер обрабатываемой детали от ее установочной
базы до места приложения силы зажима в мм;
I — жесткость зажимного приспособления в кгс/мм;
у — допускаемый угол поворота эксцентрика.
Криволинейные эксцентрики обычно имеют рабочий профиль,
очерченньш по архимедовой спирали, с постоянным углом подъема
кривой и обладают постоянной силой зажима и одинаковым тормозя-
щим свойством в пределах всей своей рабочей зоны.
Угол подъема а архимедовой спирали определяется по формуле:
1 h
50
где Г — Начальный радйус эксцентрика в Мм',
Р„ — угол между начальным и конечным радиусом эксцентрика;
h — разность между начальным и конечным радиусом эксцент-
рика в мм.
В целях обеспечения самоторможения угол подъема архимедовой
спирали а принимают обычно равным 8°30'.
Тогда tga = 0,15 и й = 0,075 л£>, при р = 90°, где D — диаметр
начальной окружности, D — ‘2г.
Сила зажима криволинейным эксцентриком определяется по
формуле:
_ __________Q/
rcp tg (« + <р) + tg <Рх
где W — сила зажима изделия в кгс;
Q — сила, приложенная к рукоятке эксцентрика, в кгс;
I — плечо приложения силы в мм;
гср — средний радиус эксцентрика в мм;
ф —угол трения между эксцентриком и изделием;
<Pi — угол трения на оси эксцентрика (обычно принимают
ф = <рх = 5°43').
4*
ND
140 120 100 100 СО о СО о О СП СП СП о СП О о 00 ND Диаметр эксцен- трика D в мм
О СП о СП о СП О СП О о ОО СП ОО Си рО о ND СП р о i—* Эксцентриситет е в мм
ND О ND О 16,65 ND О 16,00 ND О ND О 18,55 ND О ND О ND О О’ 00 О Характерн- D стика — е
2,05 1—* О? 3 ^3 СО О ОО О со о со со О ОО Q СП СО р СП о S в мм
ND 0 ND S со ^0 ND 8 Со ND ^0 ND 0 ND ^0 ND 0 ND ^0 ND ^0 ND ^0 да со а 1 СП 0
00 Си со со 1—* 00 СО Си СП ОО t—• со Со ND Со ND ND со О со Сп W в кгс
3,50 W о о ОО о о ND СП О ND Си О ND О О ь—• СП i—* СП О ND СП g О 85 S в мм
2 СО 2- со СП 0 1—‘ 8 Со со 5°13' Си 0 СО Ч 00 СО -> 8 со 'СП 0 00 ,SIoS Сп 0 00 со а II СП о 0
со о о 1—‘ О СО ND ND £ СП о СП ОО 1—‘ 00 ND ND СП 00 Со ND со W в кгс
СП СО & си W ОО i—* ND СО ND 8 ND СП о ND ND 00 СО Сп ь—« 00 ND О S в мм
СП 0 О о 2 °о ч о О S О •* р =2 о СП 2 р 2 О 2 р =2 о а II СП о
СО 00 Си со СП о ND СП ND Си СП ND 5 со ND О Со ND Сп оо Со 1—* W в кгс
7,00 СП о о СП о о СП 8 СП О о О О ОО 8 СО 8 ОО о о ND СП О ND О 1—* О S в мм Угол
/Sfc>S S 00 о 0 СП 8 со "а О со /SfroS 2 о 8 Со •ч СП 0 со 8 ф» со 8 О а "в to о а о и о тз
00 ND СО со СО со >—* ND ОО t—‘ 1—‘ СО 2 ND оо о ND tt7 в кгс о оэ
Числовые значения основных параметров круговых
эксцентриков (при I = 100 мм н Q = 15 кгс)
Таблица 18
эксцентрика
7 = 105° 7 = 120° 7 = 135° 7 = 150°
S в мм в W в кгс <$ в мм В W в кгс S в мм В IT в кгс S в мм В W б кгс
2,14 5°42' 300 2,55 4°49' 310 2,90 4°02' 320 3,17 2°47' 344
2,52 5°23' 247 3,00 4°43' 251 3,41 3°46' 262 3,73 2°38' 279
3,15 5°23' 197 3,75 4°43' 201 4,27 3°46' 209 4,66 2°38' 223
3,77 5°23' 164 4,50 4°43' 167 5,12 3°46' 174 5,59 2°38' 186
4,40 5°46' 147 5,25 5°02' 151 5,97 4°06' 157 6,53 2°49' 168
4,40 5°23' 141 5,25 4°43' 143 5,97 3°46' 149 6,53 2Р38' 159
5,03 5°23' 123 Л 6,00 4°43' 125 6,82 3°46' 131 7,46 2°38' 140
6,29 6°40' 113 7,50 5°49' 116 8,53 4°38' 122 9,33 3°12' 132
6,29 5°23' 98 7,50 4°43' 100 8,53 3°46' 105 9,33 2°38' 111
7,55 6°24' 92 9,00 5°36' 92 10,24 4°28' 100 11,19 3°06' 105
7,55 5°23' 82 9,00 4°43' 84 10,24 3°46' 87 11,19 2°38' 93
1,82 5°23' 71 10,50 4°43' 72 1.1,95 3°46' i 75 13,05 2°38' 80
53
МЕХАНИЗМЫ С ПРИМЕНЕНИЕМ ГИДРОПЛАСТА
Принцип действия механизмов с применением гидропласта основан
на свойстве гидропласта равномерно передавать гидростатические давле-
ния на все стенки полости. Гидропласт должен удовлетворять следую-
щим требованиям:
1) не просачиваться в зазоры без специальных уплотняющих
устройств;
2) равномерно и без заметных потерь передавать давления на
значительные расстояния;
3) сохранять свойства с течением времени и в определенных
интервалах температур и не вступать в реакции с металлами.
В табл. 19 приведены основные характеристики гидропластов
марок СМ и ДМ, используемых в приспособлениях.
Таблица 19
Основные характеристики гидропластов марок СМ и ДМ
Характеристики гидро пласта Марка гидропласта
см дм
Компоненты:
полихлорвиниловая смола мар- ки М 20% 10%
дибутилфталат (пластификатор) 78% 88%
стеарат кальция (стабилизатор) 2% 2%
Температура плавления 140° С 120° С
Рекомендуемый температурный ре- жим работы Величина зазора подвижных соеди- нений, при которых начинается просачивание гидропласта при давлении: + 5 — + 60°С ж + 20 — 4- 40° С
125 кгс/см2 0,03 мм 0,01 мм
300 » 0,03 » —
400 » 0,02 » —
500 » 0,01 » —
Уменьшение объема массы на каждые 100 кгс/см? давления 0,5 % 0,5%
Рекомендуемое применение В самоцентри- рующих оправ- ках при неболь- ших перемеще- В многомест- ных приспособ- лениях при пере-
ниях и передаче давлений на не- большое рас- даче давлений на большие рас- стояния через
стояние каналы неболь- шого сечения
54
По схеме действия механизмы с применением гндропласта делятся
на две группы:
а) многозвенные, в которых гидропластическое давление пере-
дается системе скользящих плунжеров;
б) самоцентрирующие с упругой оболочкой в виде тонкостенной
втулки.
Расчетная схема многозвенного механизма с гндропластом пред-
ставлена на рис. 6.
Рис. 6. Схема для расчета многозвенного механизма
с гидропластом.
Сила зажима рабочим плунжером определяется по формуле:
/ D \2
W = Q I -^-1 1] — Р кгс,
где Q — исходная сила, развиваемая нажимным плунжером, в кгс,
D — диаметр рабочего плунжера в см;
Т) — к. п. д., равный 0,90—0,95;
Р — сопротивление возвратных пружин в кгс.
Величина перемещения нажимного плунжера определяется по
формуле:
sq = swn Id)’
где Sq — перемещение нажимного плунжера;
— перемещение рабочего плунжера;
п — число рабочих плунжеров.
Расчетная схема самоцеитрирующего механизма (тонкостенная
втулка) представлена на рис. 7.
55'
Рис. 7. Схема для расчета самоцентрирующйх тонко-
стенных втулок.
Порядок расчета упругих тонкостенных втулок приведен в табл. 20.
Таблица 20
Порядок расчета самоцеитрирующих тонкостенных втулок
Исходные данные: £>д — диаметр отверстия (шейки) детали
/д — длина отверстия (шейки) детали
Наименование величины Обоз- наче- ние Расчетная формула
I 2 3
Наружный диаметр втул- ки в мм D В зависимости от диаметра отверстия (шейки) обрабатываемой детали диа- метр втулки назначается по ходо- вой посадке 2 или 3-го класса точ- ности
Длина тонкостенной части втулки в.чм 1 / = (1,0—1,3)/д
56
Продолжение таблицы 20
I 2 3
Толщина тонкостенной части втулки в мм h / О= 10 — — 50 мм 0 = 50 — — 150 мм
/ > 0,5 D + 0,5 h = 0,025 О
0,5£>>/> > 0,25 D л=о,оюо+ + 0,5 /г = 0,020 О
0,25£>>/> >0,12D /г=0,010 0 + + 0,25 h = 0,015 О
Максимальный посадоч- ный зазор между де- талью и установочной поверхностью втулки в свободном состоя- нии в мм max При зажиме по внутренней поверх- ности $тах ~ Вдтах При зажиме по наружной поверх- ности ^тах &тах &&т1п
Характеристика втулки: втулка «длинная» при />2/0 втулка «короткая» при 2lB 2/0 = 2,6Oj/ А
h/D 0,005 0,010 0,015 0,020 0,025
2Z0 0,18 0 0,26 0 0,32 0 0,37 0 0,41 О
h/D 0,030 0,035 0,040 0,045 0,050
2l0 0,450 0,49 0 0,52 0 0,55 D 0,59 0
Допускаемая упругая де- формация втулки в мм hD 1. Для «длинной» втулки ДО - о, для втулки из хромистых сталей ДО w 0,003 О, для втулок из конструкционных сталей ДО к. 0,002 О
57
Продолжение таблицы 20
2
3
2. Для «коротких» втулок
Д£, = ^р11 — фМЬ
для втулок из хромистых сталей
AD и 0,003 [1 —ф(х)],
для втулок из конструкционных
сталей
ED к 0,002 [1 — ф(х)],
где от — предел текучести мате-
риала втулки в кгс/с.а2;
К. — коэффициент запаса проч-
ности втулки, равный
1,2—1,5;
Е — модуль упругости мате-
риала втулки в K&cjci^',
ф"(х) — И z- ! У я!) з "таблицы:
X ф(х) X ф(х) X ф(х)
0,0 1,00 0,8 0,64 1,6 0,20
0,1 0,99 0,9 0,57 1,7 0,16
0,2 0,97 1,0 0,51 1,8 0,12
0,3 0,93 1,1 0,45 1,9 0,09
0,4 0,88 1,2 0,39 2,0 0,07
0,5 0,82 1,3 0,34 2,1 0,04
0,6 0,76 1,4 0,28 2,2 0,02
0,7 0,70 1,5 0,24 2,3 0,01
SR
Продолжение таблицы 20
1 2 3
Зажимной натяг в мм б При ДР > $ max механизм центрирует и зажимает деталь; при ДР = Smax механизм только цен- трирует деталь; при ДР < Smax механизм применять нельзя
Длина контактной зоны в мм 1. Для «длинных» втулок -1)-Н \ ' Smax + 6 / 2. Для «коротких» втулок г ^тах г °
Коэффициент длины кон- такта а /к а = -j- = 0,5 — 0,8
Гидростатическое давле- ние в кгс] ал1. р 2ADEh при />, 0,3 О р — р2 1,25 EDEh при 1 < 0,3 Р р —
Максимальный передавае- мый крутящий момент в кгс‘См мтах 2й ^=500 р- где h, D, 6 в мм |/ 6Г>2,
Продольная сила зажи- ма, противодействую- щая смещению заго- товки, в кгс Q 2h 1 Q = 104 -d 1 где h, D, 6 в мм / 6D-
Основные параметры Гот- дельных элементов'вту- лок в мм: а) высота рабочей полости б) ширина посадочного пояска и Т Н ^2 f/D Т ~ 2,5
59
Продолжение таблицы 20
в) радиус закругления
г) диаметр отверстия для
втулок с наружной
установочной поверх-
ностью (рис. 8)
д) диаметр поясков для
втулок с внутренней
установочной поверх-
ностью (рис. 8)
7?
7? яа (0,03 — 0,05) D
Для деталей с базовой поверхностью,
изготовленной по 2-му классу точ-
ности,
d = D — 2/1 — Н — 2 мм,
по 3 и 4-му классам точности
d = D — 2h — 2//-{-2 лл
Для деталей с базовой поверхностью,
изготовленной по 2-му классу точ-
ности,
d 0 4 2/14 7/ 4 - 2 мм,
по 3 и 4-му классам точности
d = О 4- 2/г 4-2/7 — 2 мм
Рис. 8. Основные параметры тонкостенных втулок.
С целью облегчения расчетов, связанных с определением пара-
метров тонкостенных втулок, можно воспользоваться табл. 21.
Порядок расчета параметров тонкостенных втулок при использо-
вании табл. 21 следующий:
1) выбирают посадку втулки в свободном состоянии и определяют
максимальный посадочный зазор Smcx;
2) выбирают длину тонкостенной части втулки /;
3) по известным режимам резания определяется крутящий момент
от сил резания Мк;
4) выбирают коэффициент длины контакта а;
I
определяют отношение
6) по известным а и D находят ДО и /И'к;
7) проверяют выбранные параметры на соблюдение условий:
м'
Smax<Z -щ- > К'.
где /(' — коэффициент запаса;
6ir
0/2’
8) при соблюдении этих условий по табл. 21 находят толщину
стенки h, толщину опорных поясков t и гидростатическое давление р,
необходимое для деформации тонкостенной части втулки, и диаме-
тральный натяг между базовой поверхностью втулки и корпусом.
Материал .для изготовления втулок: при D < 40 мм — сталь 40Х
с термообработкой до HRC 35—40; при D > 40 мм — сталь У7А
с термообработкой до HRC 33 — 36.
Технические условия на изготовление втулок:
а) допускаемая разностенность тонкостенной части втулки
при D < 40 мм — до ± 0,03 мм, при D > 40 мм — до ± 0,05 мм;
б) допускаемое биение установочной поверхности втулки относи-
тельно поверхности посадочных поясков и базовой поверхности при-
способления — не более 0,01 мм;
в) поверхности сопряжения обрабатываются с чистотой V 8, полость
втулки под гидропласт и каналы — с чистотой v 6.
Сопряжение втулок с корпусом выполняется' по легкопрессовой
или прессовой посадке 2-го класса точности. В особо тяжелых усло-
виях работы втулок дополнительно крепят их к корпусу винтами.
Диаметр d0 плунжера для передачи внешней силы на гидропласт
тонкостенных втулок выбирают по следующим зависимостям:
при 0,125 D <1 <0,25Р d0 = 1,2 F D
при 0,25 D </< 0,5 D d0=l,5/D
при 0,5 £><;/<; О d0 = 1,8 D
Материал плунжеров — сталь 45 с термообработкой до HRC
40—45. Сопряжение плунжера с отверстием корпуса — по посадке
А
Обычно плунжеры притираются по отверстию с целью обеспечения
зазора не более 0,01 мм.
При использовании в качестве привода плунжера пневматического
или гидравлического цилиндров расчет их производится в следующем
порядке:
а) определяется требуемая сила на штоке цилиндра
ndp
Q = -j- Ро кгс;
б) определяется диаметр поршня цилиндра
где рп — давление воздуха в сети для пневмопривода или давление
масла в гидросистеме без гидропривода в кгс/см?;
т] — к. п. д. привода;
в) определяется ход поршня цилиндра
4(O-2/z)(ZKSmM+ IHW)
L —---------------5----------- мм,
%
где Ki — коэффициент запаса гидропласта в каналах, /(j = 1, 15 — 1,2;
Ка— коэффициент упругости гидропласта при данном гидропласти-
ческом давлении, К2 = 5 X 10s р.
61
Таблица 21
Основные размеры зажимных центрирующих втулок, деформация их тонкостенной части и давление
гидропластмассы (при а = 0,5 — 0,8)
в кгс-см 5; и as 5 5; кгс/см- в кгс-см И 3 5; । кгс/см-
D в мм Q и и и Я и я я
S, Ь 0, Ь-< CL. —
—-— = 0,25 D/2 -А_ = 0,5 £>/2 ’ 6 В Л1?
20 _ 45 0,01 0,4 4 1,5 450 0,04
30 — 80 0.02 0,5 4 2 300 0,06
150 0,01 0,7 5 2,5 450
40 40 0,02 0,2 4 2 120 40 0,03 0,3 4 2,5 100 0,08
200 0,02 0,5 4,5 3 200
60 130 0,02 0,3 4,5 2,5 100 130 0,05 0,6 5,5 4 100 0,12
650 0,02 1,0 8 4 300
80 300 0,03 0,4 6,5 3,5 100 300 0,05 0,8 8 5 100 0,16
1500 0,03 1,3 9 6 300
100 600 0,03 0,5 8 4 100 600 0,08 0,8 9 6 200 0,2
1500 0,02 1,0 9 4,5 400 3000 0,04 1,6 10 7,5 300
120 950 0,04 0,5 8 5 100 1000 0,1 1,2 10 6 100 0,24
2500 0,02 1,0 12 5,5 350 5000 0,05 1,0 14 8,5 300
Продолжение таблицы 21
а И а* а* 5 кгс/слг2 ыэ-эгу а га 3 3 3 Q 8
D в мм Q и и га га к Q га га га
•с Ьч CU 5 < ле К CU
D/2 0,75 1 D/2 ~ 6 в мм
15 20 0,01 0,5 3 1,5 450 25 0,015 0,5 3,5 2 450 0,03
20 25 0.01 0,4 4 2 250 25 0,02 0,5 4 2,5 350 0,04
50 0,01 0,6 . 4,5 2,5 450 50 0,01 0,8 5 2,5 450
30 90 0,03 0,6 4 3,5 250 90 0,03 0,8 5 3,5 350 0,06
200 0,02 1,0 6,5 3,5 450 200 0,02 1,3 7 3,5 450
40 200 0,04 0,8 5 4 250 200 0,04 1,0 6 5 250 0,08
450 0,02 1,2 8 4,5 450 450 0,02 1,7 8,5 6 450
60 700 0,04 1,2 8 6 250 700 0,05 1,5 8 7 250 0,12
1500 0,03 2 10 7 450 1500 0,04 2,5 11 8,5 450
80 300 0,12 0,8 9 5 100 300 0,10 1,2 10 6 150
1600 0,05 1,7 10 7 250 1600 0,07 2,0 10 7 250 0,16
3600 0,04 2,5 12 8 450 3600 0,05 3,5 13 9 450
100 600 0,15 1,0 11 6 100 600 0,15 1,5 14 7,5 150 0,2
3000 0,08 2,0 14 8,5 250 3000 0,10 2,6 15 10 250
120 1000 0,13 1,4 13 8,5 100 1000 0,17 1,8 17 9 150 0,24
5500 0,1 2,5 17 13 250 5500 0,11 3,0 18 12 250
Продолжение таблицы 21
ПЭ'ЭЗУ а а* а* и а* а* 5 3 а* ГО ье в кгс-сМ В мм а* а* 3 =? а* I
□ в мм Q и и CQ я О и со и И
5 < Ь, о. 5 < •с ь, *- о.
1 1,5 1 _ 2 а* а* я
£>/2 0/2 сО
15 25 0,02 0,7 3,5 2 450 100 0,01 0,5 4 2 100 0,03
20 25 0,04 0,7 3,5 3 350 25 0,05 1,0 5 3 400 Л П/1
60 0,03 0,9 4,5 3 450 250 0,01 0.6 6 2 450 и,и*£
30 90 0,06 1,0 6 4 300 85 0,07 1,5 7 4,5 450 Л ЛА
200 0,05 1,4 7 5 450 800 0,02 0,9 8 3 •450 и,ио
40 200 0,08 1,4 8 5,5 300 200 0,09 2,0 9 6 450 л ло
450 0,06 1,8 10 6 450 2000 0,03 1.2 10 4,5 450 U,(Jo
60 750 0,11 2,0 10 8 350 670 0,13 3,0 13 10 450 Л Ю
1500 0,09 2,7 12 10 450 7000 0,04 1,8 13 7 450 U, 1Z
80 300 0,19 2,0 13 10 200
1700 0,15 2,8 15 12 300 1600 0,18 4,0 18 12 450 Л 1А
3600 0,12 3,6 18 13 400 16000 0,05 2,4 20 18 450 U, 10
100 600 0,23 2,5 15 10 200 3000 0,2 5 22 15 450 0,2
3400 0,18 3,5 17 14 300
120 1000 0,28 3 18 10 450 5500 0,26 6 27 19 350 П 94
1200 0,18 5,4 25 12 450 2500 0,11 2,5 20 13 250 U,Z4:
Продолжение таблицы 21
D в мм пэ-эгу a АД в мм а* и а* и t в мм Р в кгс/см? в кгс-см J АД в мм h в мм Т в мм а* 5; и Р в кгс/см*
1 £4
£)/2 D/2 40
15 100 0,015 0,6 4 2 450 90 0,02 0,7 4 2,5 450 0,03
20 85 0,03 0,5 4,5 2,5 250 90 0,04 0,7 5 3 300 0,04
270 0,02 0,8 5 2,5 450 200 0,03 1,0 6 3 450
30 250 0,05 0,8 5 4 250 300 0,06 1,0 6 4,5 300 0,06
900 0,03 1,2 7 4,5 450 750 0,05 1,4 7,5 5,5 450
40 650 0,07 1,0 8 5 250 700 0,08 1,4 9 6 300 0,08
2000 0,05 2,6 9 6,5 450 1700 0,06 1,5 10 8 450
60 2000 0,1 1.5 10 8 250 2400 0,12 2,2 12 9 300 0,12
7000 0,07 2,4 12 10 450 6000 0,09 2,8 14 12 450
80 750 0,18 1,3 15 10 150 750 0,19 2,0 15 10 250
3000 0,13 2,0 15 10 250 5600 0,15 3,0 18 12 350 0,16
17000 Q.09 3,2 17 12 450 14000 0,12 3,8 22 13 450
100 1500 0,22 1,6 15 8 150 1500 0,23 2,6 18 13 250 0,2
9500 0,17 2,5 18 11 250 10000 0,19 3,6 22 14 350
120 2500 0,28 1,9 16 12 150 2500 0,28 3,6 20 16 250 0,24
25000 0,17 3,5 22 16 350 25000 0,22 4,6 29 18 400
МЕМБРАНЫ
Мембраны обеспечивают более высокую точность центрирования, чем
цаигй, и широко применяются при центрировании и зажиме деталей
при чистовой обработке. Точность центрирования деталей с базовыми
поверхностями по 2 и 3-му классам точности обеспечивается в преде-
лах 0,01—0,02 мм, а деталей с базовыми поверхностями по 4 и 5-му
классам точности — в пределах 0,03—0,06 мм.
Мембраны бывают чашечные и рожковые. Зажим детали в мембране
может осуществляться как силой упругости, так и t помощью винто-
вого, пневматического и др. приводов. Материал мембран — сталь 65Г
с термообработкой до твердости HRC 38—42 для рожковых мембран
и до твердости HRC 45—55 — для чашечных мембран. При отсутствии
стали 65Г допускается применение стали У8А и стали 45.
Основные размеры мембран приведены в табл. 22, 23.
Таблица 22
Основные размеры чашечных мембран
Диаметр детали D в мм D’ в мм D в мм d в мм h в мм Ъ в мм
От 75 до 85' По заго- товке 95 60 3—20 6
» 85 » 95 » 105 70 3—20 6
» 95 » 105 » 115 80 3—20 8
» 105 » 115 » 125 90 3—20 8
66
Таблица 23
Основные размеры рожковых мембран
Толщина диска Ь Вылет рожков L Максимальный диаметр базо- вой поверх- ностц Dmax Минимальный диаметр базо- вой поверх- иости Dmln Средний диа- метр основа- ния рожков Dj
Ь ~ 0,025 D при за- жиме силой упру- гости b = 0,03 D при за- жиме винтом b = 0,035 D при за- жиме пневматикой L=43D D'max <3/*D D^m^D D1 = (5/12 -712)0
Примечания: 1. Число винтов крепления мембраны должно
быть четным. 2. Отклонение толщины рожков не более 0,2 мм. 3. От-
клонение радиусов сопряжения рожков с диском не более 0,25 мм.
4. Непараллельность поверхностей мембранного диска не более 0,05 мм.
Порядок расчета мембран, обеспечивающих зажим детали силой
упругости, следующий:
1. Определяем радиальную силу на одном кулачке мембранного
патрона, обеспечивающую передачу крутящего момента Л4рез:
Г = —кгс,
где К.—коэффициент запаса;
п — число кулачков (п = 6—12);
f — коэффициент трения между базовой поверхностью детали и
поверхностью кулачков (г = 0,15 — 0,18);
г — радиус базовой поверхности детали для чашечных мембран
или радиус основания рожков для рожковых мембран.
2. Определяем величину момента, вызывающего изгиб диска мем-
браны:
5*
-67
Wnl
Л4НЗ = 2nr -кгс-мм,
где I — расстояние от середины кулачков до средней плоскости мем-
браны.
3. Определяем радиус наружного контура мембраны D (исходя из
конструктивных соображений).
D
4. *Определяем отношение а по нему — момент Ms в долях
от Л4ИЗ (Л4из = !)•
D/‘2.r 1,25 1,5 1,75 2,0 2,25 2,50 2,75 3,0
Ms 0,825 0,675 0,59 0,565 0,555 0,565 0,575 0,585
.5. Определяем цилиндрическую жесткость мембраны:
П ЕЬ3
12(1 —р.2) ’
где Е — модуль упругости (Е = 2,1 X 106 кгс/см2), р = 0,3.
6. Определяем угол <р разжима кулачков при закреплении детали
с наименьшим предельным размером:
Мзг
<₽=-В(1+р) рад-
7. Определяем угол <р' максимального разжима кулачков:
, 6 Д
Ф » <Р+-2/- +~2Г рад’
где 6 — допуск на неточность изготовления обрабатываемой детали по
базовой поверхности;
Д — зазор между обрабатываемой деталью и кулачками для заклады-
вания детали (Д = 0,01 — 0,03 мм).
8, Определяем силу Q, необходимую для разжима кулачков:
4л В а>'
Q =------2Г~ кгс-
rln—jy
ПЛАСТИНЧАТЫЕ ПРУЖИНЫ
Пластинчатые (тарельчатые) пружины применяются в приспособ-
лениях для центрирования и зажима по внутренней и наружной обра-
ботанной цилиндрической поверхности.
Пластинчатая пружина представляет собой вогнутую шайбу в форме
усеченного конуса с несквозными прорезями. Приращение посадочного
диаметра пластинчатых пружин при приложении осевой силы состав-
ляет 0,1 — 0,4 мм в зависимости от размера пружины, при этом сохра-
няется строгая концентричность наружной и внутренней поверхности
пружины, что позволяет применять их для центрирования и крепления
деталей с цилиндрическими базовыми поверхностями, выполненными
с точностью до 4-го класса.
Преимущества пластинчатых пружин следующие:
1) они обеспечивают точность центрирования до 0,02 — 0,03 мм
при центрировании деталей с базовыми поверхностями, обработанными
по 2-му классу точности;
2) позволяют центрировать и зажимать детали с базовым отверстием
длиной до 8 мм;
3) требуют меньшую силу зажима ввиду отсутствия трения сколь-
жения между деталью и оправкой.
Расчет величины осевой силы Q для сжатия одной пластинчатой
пружины, обеспечивающей необходимый крутящий момент Мк, произво-
дится по формуле:]
<2 = tg (₽ — 2°) кгс,
где R — радиус установочной поверхности в мм;
Р — угол прогиба пружины в свободном состоянии;
f — коэффициент трения между установочной поверхностью пру-
жины и детали (f ~ 0,1);
К — коэффициент запаса (К ~ 1,3).
Суммарную радиальную силу зажима детали W можно определить
по формуле:
Q
Ktg(p — 2°) кгс-
Пластинчатые пружины изготавливаются из стали марки 60С2А н
термообрабатываются до твердости HRC 40 — 45.
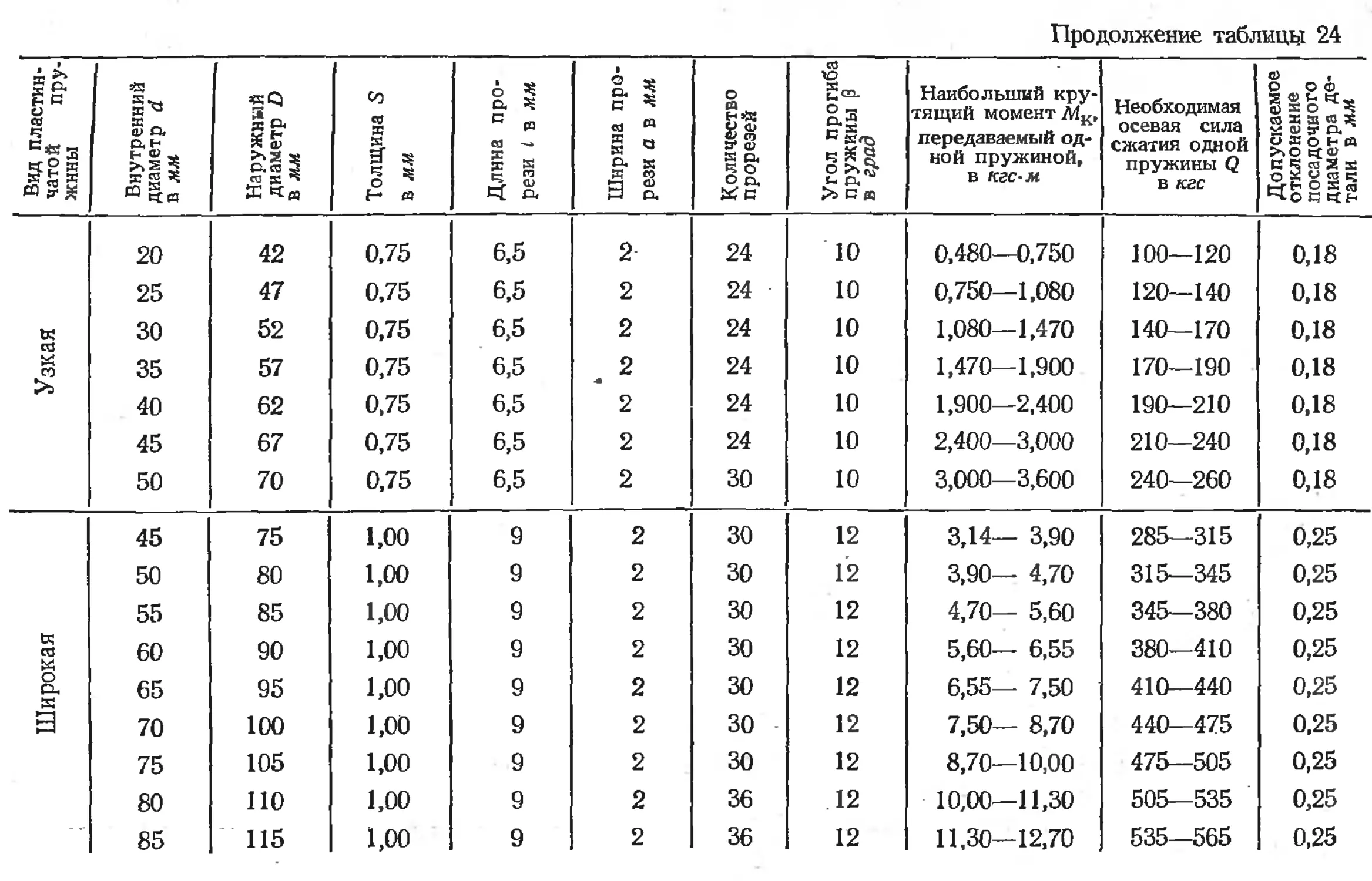
В табл. 24 приведены рекомендуемые размеры и силовые характе-
ристики пластинчатых пружин. Весь ряд размеров диаметров пружин
построен с учетом того, что каждая из них по наружному диаметру
может быть уменьшена до соответствующего размера предыдущей мень-
шей пружины, а по внутреннему — увеличена до размера последующей
большей.
Необходимое количество пружин в приспособлении определяется
по зависимости:
А1рез К
где Мк — крутящий момент, передаваемый одной пружиной, в кгс • см;
Л4рез— крутящий момент силы резания в кгс-см;
К' — коэффициент запаса (К' ~1,5 — 2,5).
Для получения требуемой концентричности установочной поверх-
ности пластинчатых пружин относительно оси вращения рекомендуется
шлифовать пластинчатые пружины, собранные на оправку с предвари-
тельным натягом.
Величины натяга и допуски на шлифование пластинчатых пружин
после предварительного натяга приведены в табл. 25. Величина натяга А
должна указываться на общих видах рабочих чертежей или оговари-
ваться в технических требованиях.
69
Таблица 24
Размеры и силовые характеристики пластинчатых пружин
пластин- [ пру* “ а К Q, со сЗ СЕ S а про- 1 в мм на про- а в мм О и « t- =ы и си о « проги- >у экины рад Наибольший кру- тящий момент 2ИК, передаваемый од- Необходимая осевая сила сжатия одной гскаемое’ энение ^очного зтра де- в ММ
Вид i чатой хины Внут диаме в мм Нару: диаме в мм а ч § * Н и Длин: рези , Шири рези к а •=» о о а с: о с - и m >а\Осо, ной пружиной, в кгс м пружины Q в кгс в Ч <0 S S Но с сгь
4 18 0,50 3,5 1 12 9 0,013—0,039 13— 22 0,12
7 22 0,50 4 1 12 9 0,039—0,095 22— 35 0,12
ГО 27 0,50 4^ 1,5 18 9 0,080—0,180 32— 47 0,12
10 32 0,75 6,5 1,5 18 10 0,120—0,270 47— 70 0,18
15 37 0,75 6,5 1,5 18 10 0,270—0,480 70—100 0,18
Широкая Узкая Вид пластин- чатой пру. жнны Продолжение таблицы 24
00 00 -sj СП CCT СП СП Ф- слослослоспосл ел Ф, Ф, СО СО м м О СП О СП О ел <ст Внутренний диаметр d в мм
mmOQCDCDOOOOs) СПОСПОСПОСЛОСП Ч СТ О ел ед О М м м м Наружнмй диаметр D в мм
о о о о о о Ъ Ъ о ооооооаоо р р р р р р р СП СП СП СП ел ел Сп Толщина S в мм
(DtDtDCDCOtDCDtDCO ест ест ест ест ест ест ест СП СП ел ел СП СП Сп Длина про- рези 1 в мм
ммммммммм ь м м м м м м м Ширина про- рези а в мм
WWWWWWWWW СТ0СТ0ООООООО СО м м м м м м О Ф- ф> ф> ф. ф. Ф» Количество прорезей
ьомммюмммм а о о о о о о Угол прогиба пружины р в град
11,30—12,70 СТ з; — >3 СТ X ст ' ст ст * ст 5 1 х ; ч с ст ст л л ч 3 3,14— 3,90 3,90— 4,70 4,70— 5,60 5(5(1— (5.55 2,400—3,000 3,000—3,600 1,470—1,900 1 ОПП 9 4ПП 0,480—0,750 0,750—1,080 1 080—1470 Наибольший кру- тящий момент Л1к, передаваемый од- ной пружиной, в кге-м
535—565 475—505 КП5—535 410—440 440—475 285—315 315—345 345—380 38(1—41(1 170—190 190—210 210—240 240—260 100—120 120—140 140—170 Необходимая осевая сила сжатия одной пружины Q в кгс
Г 0,25 П 9^ 0.25 СТ -О 1 л ст \о л СТ о о о мм мм Л СП ел СП р р р р р р р 00 00 00 00 00 00 оо Допускаемое отклонение посадочного диаметра де- тали в мм
ZL
Особо широкая Широкая Вид пластин- чатой пру- жины
‘ ‘ ООО ослослоглослослослосл О CO CO О сл О Внутренний диаметр d в мм
оюсоооооччоослсл^^со ОСЛОСЛОСЛССЛОСЛОСЛОСП ND ND ND ND ND ND ND ND ND ND ND ND ND ND сл сл сл сл сл сп Си сл сл сл сл сл сл cn ‘ ‘ ►—* t—« t—i t—i t—t, 120 1,00 9 125 1,00 9 130 1,00 9 Наружный диаметр D в мм Толщина S в мм Длина про- рези 1 в мм
►NhN^^^^^hNWWWWWW >₽^h^*4a.>f^rfb>₽^4a.>₽^>₽^4a.4a.(4^4a.4a. OoCOODGOGOOoGOOOOOOOO 2 36 2 36 2 36 Ширина про- рези а в мм Количество прорезей
NDNDNDNDNDNDNDNDNDNDNDNDNDND ND ND ND Угол прогиба пружины р в град
31,9—33,9 875—900 0,3 33,9—36,0 900-925 0,3 36,0—38,1 925—950 0,3 . 13,8—15,2 600—625 0,3 15,2—16,6 625—650 . 0,3 16,0-18,0 650—675 . 0,3 18,0—19,6 675—700 0,3 19,6—21,1 700—725 0,3 21,1—22,8 725—750 0,3 22.8—24,5 750—775 0,3 24,5—26,2 775—800 6,3 26,2—28,0 800—825 0,3 28,0—29,9 825—850 0,3 94 0 410 ЯДО R7K 0 .4 I 1 12,70—14,10 565—600 0,25 14,10—15,70 600—630 0,25 IK 70—17 .40 040 000 0 90 » о- Наибольший кру- „ |тящий момент Л1к, Необходимая щ » о 3 . к осевая сила 2 S S о. передаваемый од- сжатия одной о g g. g « ной пружиной, пружиныQ счоям вкгс-м рвкге £gg§5
Продолжение таблицы 24
Таблица 25
Значения величины предварительного натяга и допуски
на шлифование пластинчатых пружин
Вид пластинчатой пружины h в мм Р в epad А в мм Допуск иа размер А в мм Класс точности центрируемых по- верхностей обрабатываемых деталей
2 | 2а 3 За 4
Допуски иа наружные диаметры пру- жин, обеспечиваемые при их шлифо- вании (после предварительного на- тяга на размер Л)
Узкая 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9 0,53 0,58 0,63 0,69 0,74 0,80 0,85 0,90 —0,10 Пр Гр /7р13 77р23 /7р33
8,5 9,0 9,5 10,0 10,5 11,0 10 1,00 1,06 1,11 1 17 1,23 1,23 —0,15 —0,20
Широкая 12,5 13,0 13,5 14,0 14,5 15,0 12 1,76 1,82 1,90 1,96 2,04 2,12
Особо широкая । 17,5 18,0 18,5 19,0 19,5 20,0 12 2,43 2,50 2,57 2,64 2,71 2,78 — 0,25
73
III. ПРИВОДЫ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
ПНЕВМАТИЧЕСКИЕ ПРИВОДЫ
Пневматические приводы состоят из пневмодвигателя, пневматиче-
ской аппаратуры и воздухопроводов.
Пневматические приводы подразделяются:
а) по виду пневмодвигателя — на поршневые н диафрагменные;
б) по схеме действия — на односторонние и двусторонние;
в) по методу компоновки с приспособлением — на встроенные, при-
крепленные и агрегатированные;
г) по виду установки — на стационарные и вращающиеся;
д) по количеству приводов — на одинарные и сдвоенные.
Преимущества пневматического привода:
быстрота действия (0,5—1,2 сек);
постоянство силы зажима,
возможность регулирования сил зажима,
простота конструкции и эксплуатации,
независимость работоспособности от колебаний температуры окру-
жающей среды.
Недостатки пневматического привода:
недостаточная плавность перемещения рабочих органов, особенно
при переменной нагрузке,
довольно низкое применяемое давление воздуха (4—6 ати), обу-
славливающее относительно большие размеры приводов для приложе-
ния значительных сил.
При расчете пневматических поршневых приводов на прочность
определяются:
а) толщина стенок цилиндра,
б) количество и диаметр шпилек (болтов) для крепления крышек
цилиндра,
в) диаметр резьбы на штоке цилиндра.
Обычно расчет на прочность толщины стенок цилиндра дает слиш-
ком незначительные размеры. Цилиндры с такими стенками не обла-
дают достаточной жесткостью, необходимой для изготовления и экс-
плуатации. Рекомендуемые значения толщины стенок цилиндров при-
ведены в табл. 26.
Расчет шпилек (болтов) для крепления крышек цилиндра произво-
дится по формуле:
_ -] / 4txQ
dl~ V Zn [ор]’
74
где dt — внутренний диаметр резьбы;
а — коэффициент затяжки (а ~ 2,25);
Q — осевая сила, действующая на шпильки (болты), в кгс;
Z — число шпилек (болтов);
[ар] — допускаемые напряжения материала болта на растяжение (см.
табл. 8) в кгс) мм?.
Рекомендуемые значения диаметра шпилек и их количество при-
ведены в табл. 26.
Расчет резьбы на штоке производится по формуле:
где — внутренний диаметр резьбы на штоке в мм;
а — коэффициент затяжки (а = 2,25).
Рекомендуемые значения диаметра резбы на штоке приведены
в табл. 26.
Расчет силы Q на штоке поршневых приводов производится по слет
дующим зависимостям:
а) для привода одностороннего действия
I " Q = "J" D2pt] — Р;
б) для привода двустороннего действия
л
толкающая сила Q = —D2pr\,
л
тянущая сила Q = (D2 — d2) рц;
в) для сдвоенного привода
л
толкающая сила Q = -j- (2D2 — d2) pi),
л
тянущая сила Q = (D2 — d2) рт],
где D — диаметр поршня пневмоцилиндра в см;
р — давление сжатого воздуха в кгс/см?;
Л — к. п. д. (т] л 0,85);
Р — сопротивление возвратной пружины при крайнем рабочем по-
ложении поршня в кгс;
d — диаметр штока пневмоцилиндра в см.
В табл. 31, 32 приведены значения сил Q на штоке одинарных и
сдвоенных пневмоцнлиндров при различных давлениях сжатого воз-
духа.
Время срабатывания t поршневых пневмоприводов определяется по
следующей зависимости:
. к в/,
t = 22,8 -10 ° ——----------- сек при в > 0,528;
₽2/б1.43_61,715
, в£
t = 84,4-10 °—рг- сек при в < 0,528,
75
где 'е = тйг:
Рг — приведенная сила на штоке в начале движения (сила сопро-
тивления перемещению тока) в кгс,
F — площадь поршня в cjh2;
Pi — коэффициент, учитывающий трение между поршнем и цилин-
дром, Pi ~ 0,92;
р — давление воздуха в кгс/си2;
L — длина хода поршня в СЛ1;
d0
Р = -р — отношение диаметра воздухопровода d0 к диаметру цилиндра D.
Время срабатывания пневмопривода может быть также определено
по упрощенной формуле:
// DL
J t = — сек,
где V — скорость протекающего воздуха (v = 1500—2500 см.]сек}.
Время срабатывания t поршневых пневмоприводов состоит из
i = to + tl + ^2 + tg,
где t0 — время срабатывания цилиндра — время, в течение которого
давление в наполняемой -полости изменяется от атмосферного
до магистрального;
fi — время выстоя поршня — время от момента открытия впуск-
ного канала воздухораспределителя до начала движения
поршня;
f2 — время движения поршня;
ta — время последействия — время от момента окончания хода
поршня до полного выравнивания давления в полости ци-
линдра с давлением в магистральном трубопроводе.
Расход сжатого воздуха U7 за час работы пневмопривода опре-
деляется по следующей зависимости:
а) для цилиндров одностороннего действия
W = vn см3/час,
б) для цилиндров двустороннего действия f
W — (о + п см3/час,
где v — объем рабочей полости цилиндра в см3;
— объем рабочей полости со стороны штока в см3;
п — число рабочих ходов поршня в час.
Диаметр воздухопровода d0 может быть найден по вышеприведен-
ным формулам для определенного времени срабатывания t при пред-
варительно заданных t, D, р, Рг и р.
Диаметр воздухопровода может быть определен также по упро-
щенной формуле:
do = 2 V см’
где V — объем сжатого воздуха, проходящего по воздухопроводу за один
рабочий ход в см3;
v — скорость протекающего воздуха (обычно v =1500—2500 см]сек);
76
I___время, необходимое для заполнения полости пневмопривода в
сек (следует задавать).
Падение давления Др в пневмосети определяется по формуле:
I
Ар = am,
где x — коэффициент сопротивления (см. табл. 28);
I — расчетная длина воздухопровода, равная сумме длины труб и
эквивалентных длин местных сопротивлений в пог-м прямой
трубы (значения эквивалентных длин приведены в табл. 29);
do — диаметр воздухопровода в м;
v — скорость протекающего воздуха в м./сек;,
у — удельный вес сжатого воздуха в кгс/см3 (при р = 4—6 сипи
у = 5,15— 6,45 кг/м3).
Основные технические требования, предъявляемые к пневматиче-
ским цилиндрам, следующие:
1. Цилиндры должны быть герметичны при давлении сжатого воз-
духа в 6 кгс/см3. Утечки воздуха через тела крышек, по резьбам и
стыкам, а также через уплотнения поршня и штока ие допускаются.
2. Цилиндры должны быть проверены на прочность прн давлении
9 кгс/см3. Наружные утечки не допускаются.
3. Цилиндры должны быть проверены на работоспособность. Пере-
мещение штока нз одного крайнего положения в другое в диапазоне
рабочих давлений от 2 до 6 кгс/см? должно осуществляться плавно,
без «рывков» и заеданий.
4. Давление трогания с места без нагрузки не должно превышать
указанной в табл. 31, 32 величины.
5. Все воздушные каналы перед сборкой должна быть очищены и
проверены на проходимость.
6. Сила, развиваемая поршнем цилиндра во время его перемеще-
ния при давлении в 6 кгс/см3, должна быть не менее 85% от макси-
мальной расчетой силы.
7. При сборке трущиеся поверхности должны быть смазаны.
8. Пневматические цилиндры должны работать без потери герме-
тичности:
а) для цилиндров с уплотнением поршня манжетами — не менее
400 000 двойных ходов при длине хода, равной двум диаметрам ци-
линдра,
б) для цилиндров с уплотнением поршня кольцами круглого сече-
ния— не менее 150 000 двойных ходов.
При монтаже и эксплуатации пневматических цилиндров необхо-
димо соблюдать следующие условия:
1. Цилиндры должны быть надежно закреплены на месте их уста-
новки.
2. Все виды крепления цилиндров, кроме шарнирного, осуществ-
ляются при помощи болтов или шпилек, которые должны быть равно-
мерно затянуты и законтрены.
3. При монтаже необходимо строго соблюдать параллельность оси
цилиндра к направляющим движения рабочего органа.
4. Цилиндр присоединяется к пневматической системе трубопрово-
дами, диаметр которых соответствует диаметру рабочих отверстий для
подвода сжатого воздуха в крышках цилиндра.
77
5. Трубопровод перед монтажом должен быть тщательно бчи1цей
и продут сжатым воздухом.
6. При монтаже трубопровода необходимо предусматривать уклон
для стока конденсата. Нужно избегать «воздушных мешков», где мо-
жет скопляться конденсат. Присоединение труб к цилиндру следует
осуществлять по возможности снизу.
7. Для надежной работы цилиндра воздух необходимо очистить от
влаги, загрязнений и насыщать распыленным маслом.
8. Шток цилиндра должен быть защищен от ударов. В процессе
эксплуатации на шток не должна действовать поперечная нагрузка, а
также попадать абразивная пыль, грязь, стружка и т. д.
9. Перед длительной остановкой цилиндр необходимо обильно сма-
зывать.
Пневматические диафрагменные приводы. Рекомендуемые параметры
диафрагменных пневмокамер приведены в табл. 27.
Величина силы на штоке диафрагменных пневмокамер изменяется
по мере движения штока и зависит от расчетного диаметра D, толщины
диафрагмы t, материала и конструкции диафрагмы, а также от диаметра
d опорной шайбы. Обычно выбирают рациональную длину хода штока,
при которой не происходит резкого изменения усилия на штоке. Для
диафрагмы с рекомендуемыми параметрами рациональные длины ходов
представлены на рис. 9.
Рис. 9. Рациональные длины ходов штока при:
а — тарельчатой резинотканевой диафрагме; б — плоской резинотканевой дна-'
фрагме; в — плоской-резиновой диафрагме.
Приближенный расчет силы Q на штоке пневмокамер односто-
роннего и двустороннего действия производится по следующим фор-
мулам:
а) для тарельчатых и плоских диафрагм из прорезиненных тканей
л
Q = (О -р d)2P — Р в исходном положении штока,
0,75л
Q=—ig—(D-)-d)2 р — Р в положении после перемещения на рас-
стояние 0,3D для тарельчатых и 0.07D
для плоских диафрагм;
78
б) для плоских резиновых диафрагм:
зт
О = —j— dtp — Р в исходном положении штока,
О.931
q=—4—d2p—Ръ положении после перемещения на расстояние
0,22D,
где D — диаметр диафрагмы в см,
d — диаметр опорной шайбы в см,
р — давление сжатого воздуха в кгс/см2,
Р — сила возвратной пружины в положении, соответствующем по-
ложению штока; для пневмокамер двустороннего действия
0 = 0.
В табл. 30 приведены силы Q на штоке для пневмокамер дву-
стороннего действия прн давлении р = 4 кгс/см? при d ~ 0,7 D для ре-
зинотканевых диафрагм и прн d ~ D — — (2 — 4) мм для резиновых
диафрагм.
Таблица 26
Рекомендуемые параметры пневматических цилиндров
Параметры Диаметр цилиндра D в мм
50 60 75 100 125 150 200 250 300
Толщина стенки цилиндра в мм: для чугуна 6 8 8 10 12 12 14 16 16
для стали 4 4 5 6 6,5 7 7,5 9 10
Диаметр резьбы шпилек в мм М8 М8 М10 мю М12 М16 М20 М20 М24
Количество шпи- лек Z 4 4 4 4 4 4 4 4 4
Диаметр штока в мм 16 16 20 25 30 30 40 50 55
Диаметр резьбы d2 на штоке в мм М10 М10 М12 М16 М20 М20 М24 мзо М36
Таблица 27
Рекомендуемые параметры диафрагменных пневмокамер
Расчетный диаметр диафрагмы D в ММ Толщина диаф- рагмы t в мм Диаметр опорной шайбы d в мм
для резинотка- невых диафрагм (d ~ 0,7 D) для резиновых диафрагм (d р» D — — 2t — (2 — 4) мм
125 3—4 88 115
160 3—4 115 150
200 4—5 140 186
250 5—6 175 235
320 . 6—8 225 300
400 8—10 280 375
79
Таблица 28
Значения коэффициента сопротивления Л
Расход воз- духа в кг!час Условный диаметр трубы в мм
20 30
100 2,082 X Ю~7 2,103 X Ю~7
120 2,027 X Ю-7 2,047 X Ю~7
150 1,960 X Ю-7 1,980 X Ю-7
200 1,879 X Ю~7 1,898 X 10~7
250 1,819 X Ю~7 1,837 X Ю~7
400 1,696 X Ю~7 1,713 X Ю~7
500 1,640 X Ю-7 1,675 X 10~7
800 1,528 X Ю~7 1,546 X Ю~7
1000 1,481 X Ю~7 1,496 X 10-7
Таблица 29
Эквивалентные длины местных сопротивлений
в пог. м прямой трубы
Вид местных сопротивлений в трубопро- водах Диаметр трубы в мм
20 30 40
Колено гнутое 90° 0,9 1,0 1,5
Колено гнутое с фланцевым соедини- телем 90° 1,3 1,5 3,2
Тройник 2,2 2,5 5
Нормальный вентиль 5,5 6,0 13
Обратный клапан 1,3 1,5 3,2
«О
Таблица 30
Силы Q на штоке диафрагменных пневмокамер
двустороннего действия
а) формулы расчета силы Q
Тип диафрагмы Резинотканевые Резиновые
Положение диафрагмы в исходном положении при ходе 0,3£> для тарельчатых и 0,07£) для плос- ких диафрагм в исходном положении при ходе 0.22D
Диаметр опорной шай- бы d d к 0,7В d ~ D — 2t — (2 -? 4) мм
Расчетная формула си- лы на штоке a = W(-D+ +dfp ~ 0,75п Q = ]б (° + + d)2P <О. II •4=-| 3 й. о“ 0,9п Q=~4~ dtp
б) расчетные силы
Диаметр диафрагмы Сила Q на штоке при р = 4 кгс!смг
125 350 270 475 375
160 570 435 720 615
200 900 680 100 975
250 1400 1100 1730 1550
320 2300 1750 2900 2500
400 3600 2700 4650 4200
6 Зак. 29
81
Таблица 31
Силы на штоке одинарных цилиндров
Диаметр цилиндра D в мм Диаметр штока d в мм Диаметр отверстия для подвода воз- духа в дюй- мах Площадь в см- Давление трогания с места без нагрузки в кгс/смг Толкающая сила при давлении в цилиндре в кгс!см? Тянущая сила при давлении в цилиндре в кгс1см?
Поршня штоковой полости
1 2 3 4 5 6 1 2 3 4 5 6
50 16 W 19,6 17,6 0,3 20* 17** 39 33 59 50 78 66 98 83 118 100 18 15 35 30 53 45 70 60 88 75 106 90
60 16 28,3 26,3 0,3 28 24 57 48 85 72 113 96 141 120 170 144 26 22 53 45 79 67 105 89 131 ПО 158 135
, 75 20 К3/8" 44,2 41,1 0,3 44 88 133 177 221 265 41 82 123 164 205 247
37 /4 112 156 188 225 35 70 105 140 175 210
100 25 К3/8" 78,5 73,6 0,2 78 66 157 132 235 200 314 268 392 332 471 400 74 63 147 125 221 188 294 250 368 312 442 368
125 30 КЧг" 122,7 115,6 0,2 127 104 245 208 368 312 491 216 613 520 736 625 116 98 231 196 347 295 462 392 578 490 694 590
150 30 к1/*" 176,7 169,6 0,2 175 150 350 300 530 450 705 600 880 750 1060 900 170 145 340 290 510 435 675 580 845 725 1020 87(Г
200 40 К3/4" 314,2 301,6 0,2 315 630 945 1260 1570 1885 300 605 905 1205 1510 1810
268 Ь35 800 1070 1335 1600 256 510 765 1020 1275 1530
250 50 К3/4" 490,9 471,3 0,2 490 420 980 840 1475 1260 1965 1680 2455 2100 2945 2520 470 400 945 800 1415 1200 1885 1600 2350 2000 2830 2400
300 55 /<1" 706,9 683,1 0,2 710 1415 2120 2830 3535 4240 685 1360 2050 2730 3415 4100
600 1200 1800 2400 3000 3600 580 1160 1740 2320 2900 3480
Максимальная расчетная сила иа штоке без учета к. п. д. в кгс.
Расчетная сила на штоке при к. п. д.» равном 0,85 в кгс.
Т а б л и ц а 32
Силы на штоке сдвоенных цилнндрон
р 03 3 ч и 03 Ч К ° Gug § “ Площадь в см2- ОЗ и = Ф со К S Ф ш Толкающая сила при давлении в цилиндре в кгс!см2- Тянущая сила при давлении в цилиндре в кгс{см2-
==S
« к g Ч м Ф оз S « оз о S Ф g « * £=§ га о о K’S Ч ЕГО к ч ф Ч й оз и га оз « с- ь <лЛ-‘ о о 1 2 3 4 5 6 1 2 3 4 5 6
4§Q ча н З'п g и ч bSuy
50 16 Ky4" 37,2 35,2 0,3 37* 74 111 148 185 222 35 70 105 140 175 210
31** 63 94 126 157 188 30 59 89 119 149 178
60 16 Щ" 54,6 52,6 0,3 55 по 165 220 275 330 53 106 159 212 265 318
46 93 140 187 244 280 45 90 135 180 225 270
75 20 K3/s" 85,3 82,2 0,3 85 171 256 342 427 512 82 164 246 328 410 492
72 145 218 290 362 435 70 139 209 278 348 420
100 25 K6/s" 152,1 147,2 0,2 152 304 456 608 760 912 147 294 441 584 735 882
129 258 378 518 645 775 12b 250 375 495 62b 750
125 30 K‘/2" 238,3 231,2 0,2 238 477 715 954 1192 1430 231 462 693 924 1155 1386
202 40b 610 810 1015 1230 196 392 590 785 980 1180.
150 30 K'/b" 346,3 339,2 0,2 345 690 1030 1380 1730 2080 330 670 1010 1350 1695 2030
284 590 88b 1180 1470 1770 280 575 865 1150 1440 1720
200 40 №/4" 615,8 603,2 0,2 616 1230 1840 2460 3080 3690 605 1200 1800 2410 ЗОЮ 3610
525 1050 1570 2100 2620 3140 510 1020 1535 2050 2560 3070
250 50 K3/4" 962,2 942,6 0,2 960 1920 2880 3848 4810 5770 945 1880 2829 3770 4715 5650
817 1635 2450 3270 4100 4900 800 1600 2400 3200 4000 4800
300 55 KI" 1490,0 1366,2 0,2 1490 2980 4470 5960 7450 8940 1360 2730 4090 5460 6830 8190
1270 2Ь40 3800 Ь050 6340 7600 1160 2320 3480 4650 5800 6950
* -Максимальная расчетная сила на штоке без учета к. п. д., в кгс.
** Расчетная сила на штоке при к. л. д., равном 0,85 в кгс.
ГИДРАВЛИЧЕСКИЙ ПРИВОД
Гидравлический привод представляет собой установку, включаю-
Шую электродвигатель с пусковой аппаратурой, насос, резервуар для
масла, аппаратуру управления и регулирования, гидроцилиндры и тру-
бопроводы. На рис. 10 представлена схема гидравлического привода.
Рис. 10. Схема гидравлического привода:
1 — магнитный пускатель; 2 — электродвигатель; 3 — ло-
пастный насос; 4 — бак; 5 — предохранительный клапаи;
6 — обратный клапан; 7 — воздушный обратный клапан;
8 — гидроаккумулятор; 9 — манометр; 10 — реле давления;
11 — запорный кран; 12 — панель.
Преимущества гидравлического привода:
возможность получения больших сил при малых размерах при-
вода;
возможность бесступенчатого регулирования сил зажима и ско-
ростей перемещения.
84
Недостатки гидравлического привода:
утечки жидкости, ухудшающие характеристики работы гидропри-
вода;
изменение свойств рабочей жидкости в зависимости от температу-
ры, что приводит к изменению характеристики работы гидропривода.
Насосы. В гидравлических установках станочных приспособлений
широко используются шестеренчатые, лопастные и эксцентриковые
поршневые насосы.
Основные характеристики этих насосов приведены в табл. 34.
Требуемая производительность насоса определяется по формуле:
Л PL
1000 tpr^ л1мин,
где Р — требуемая сила на штоке гидроцилиндра в кгс;
L — ход поршня гидроцилиндра в см;
t — время рабочего хода поршня гидроцилиндра в мин',
р — давление масла в кгс]см2',
т]г — объемный к. п. д. гидросистемы, учитывающий утечки масла.
Требуемая мощность для привода насоса определяется по формуле:
р<2
^прив = 612т]2 квт’
где Па — общий к. п. д. насоса, т]2 = т]от]мех;
т]о — объемный к. п. д. насоса;
Лмех —• механический к. п. д насоса.
Гидроцилиндры. Расчет силы Р на штоке поршневых гидроци-
линдров производится по следующим формулам:
п
а) тянущая сила Р = (В2 — d2) pt] кгс;
п
б) толкающая сила Р —£ D2pt] кгс,
где D — диаметр поршня в см;
d — диаметр штока в см;
р — давление масла в гидросистеме в кгс/см2;
т] — к. п. д. гидроцилиндра.
В табл. 35 приведены значения сил Р на штоке гидроцилинд-
ров при различных давлениях масла в гидросистеме.
Расчет толщины стенки на прочность гидроцилиндра производится
по формуле:
рО
S Q , СМ,
2 [Стр]
где [Стр] — допускаемое напряжение растяжения, с учетом запаса проч-
ности, для стали [<jpJ = 500 — 600 кгс/см2.
Допускаемые значения внутреннего рабочего давления для сталь-
ных бесшовных холоднотянутых труб приведены в табл. 33.
Время срабатывания гидроцилиндра может быть определено по
упрощенной формуле:
nD2L
t= 4-103Q мин'
где D — диаметр цилиндра в см;
L — длина хода в см;
Q — производительность насоса в л/мин.
85
Трубопроводы. Для гидросистем, работающих с давлением до
100 кгс/см2', применяются стальные бесшовные трубы по ГОСТ
8734—58.
Рекомендуемые диаметры трубопроводов приведены в табл. 36.
Радиусы изгиба стальных бесшовных, медных и латунных труб приве-
дены в табл. 37—39.
В качестве гибких трубопроводов применяются армированные
шланги. При эксплуатации и монтаже необходимо избегать скручива-
ния шланга. Радиус изгиба шланга не должен превышать 10d, где
d —• внутренний диаметр шланга.
Внутренний диаметр трубопровода может быть определен по
формуле:
d = 4,6 мм,
г v
где Q — количество масла, протекающего по трубопроводу в л/мин;
v — скорость перемещения масла по трубопроводу в м/сек,
для всасывающих трубоп|юводов обычно v = 1,5 м/сек,
для нагнетающих v = 4 м/сек.
Рекомендуемые диаметры трубопроводов приведены в табл. 36.
Необходимая толщина стенки трубопровода определяется по
формуле:
о.. Pd
S > 2 [Стр] см'
При испытании трубопровод должен выдерживать, не давая течи,
давление:
2S [СТрГ , .
р =-----— кгс/см2,
где [Ор]'—допускаемое напряжение в кгс/см2, равное 35% предела
прочности при растяжении, либо 1000 кгс/см2 для труб,
поставляемых без нормированных механических свойств и
• химического состава.
Уплотнения. В качестве уплотнений применяются:
а) манжеты V -образного сечения из маслостойкой резины, основные
размеры их приведены в табл. 40;
б) кольца круглого сечения из маслостойкой резины, основные размеры
их приведены в табл. 41. Кольцевые уплотнения обеспечивают
герметичность соединения при давлении до 300—350 кгс/см2. Раз-
меры канавок под кольца круглого сечения приведены в табл. 42.
Гидроаккумуляторы. Толщина стенок цилиндра аккумулятора
определяется по формуле:
D l/[gp] 2р) _ j см
2 Г [Ор] — ртях(\ +н)
где D — внутренний диаметр цилиндра в см',
Ртах — максимальное давление в аккумуляторе в кгс/см2;
[Ор] — допускаемое напряжение на растяжение для материала
цилиндра в кгс/см2',
р — коэффициент Пуассона (для стали р = 0,3).
86
Толщина донышка цилиндра определяется по формулам:
а) для плоского донышка b = 0,405 D "I/ см;
' ' Г [Ср]
б) для сферического
донышка b =
Ртах^
4 [Стр]
см.
Регулирование скорости движения. Принципиальные схемы про-
стого дросселирования при использовании насосов постоянной произво-
дительности представлены на рис. 11. Схемы п|юстого дросселирования
не обеспечивают постоянства скорости при изменении нагрузки, и их
применяют только в гидросистемах механизмов, работающих при мало
Рис. 11. Схемы простого дросселирования:
а — дросселирование иа входе; б — дросселирование на выходе.
изменяющихся нагрузках. Зависимость расхода масла (и, следователь-
но, скорости перемещения поршня цилиндра) через щелевой дроссель
от перепада давления на дросселе может быть определена по формуле:
Q = cF У Ар л/мин,
где с — коэффициент, принимаемый для масла «Индустриальное 20»,
равный 0,6—0,65;
F — площадь сечения дросселя в мм2;
Ар — перепад давления на дросселе в кгс/см2.
При установке дросселя на входе (рис. 11, а)
Др = Рн — Pi-
При установке дросселя на выходе (рис. 11,6)
Р^ R + T
t^P-Pn р2 р2 ,
где рн — давление настройки предохранительного клапана в кгс/см2;
Pi — давление в рабочей полости цилиндра в кгс]см2;
Рг — давление в полости слива цилиндра в кгс/см2;
Fi. — площадь цилиндра со стороны рабочей полвсти в см2;
’Pg — площадь цилиндра со стороны полости слива в см2;
Р— нагрузка на штоке цилиндра в кгс;
Т — сила трения в уплотнениях цилиндра и поршня в кгс.
87
Таблица 33
Внутреннее рабочее давление для бесшовных холоднотянутых труб
Наружный диаметр в мм Внутреннее рабочее давление в кгс}см? при толщине стенки в мм
0.5 0,6 0,8 1,0 1,2 1.4 1.6 1,8 2,0 2.2 2.5 2,8 3,0
5 128 154 203 256 308 360 410 — — — — — —
8 80 96 • 128 160 192 224 256 289 320 350 400 450 —
10 64 77 102 128 154 179 205 230 256 282 320 358 384
12 53 64 85 106 128 150 171 192 213 234 266 300 320
14 46 55 73 92 ПО 128 146 165 183 200 228 256 274
16 40 48 64 80 96 112 128 144 160 176 200 224 240 '
18 36 43 57 71 85 100 114 128 142 156 178 199 213
20 32 38 51 64 77 90 102 115 128 141 160 180 192
22 29 35 47 58 70 82 93 105 116 128 145 163 174
25 26 31 41 51 61 72 82 92 102 113 128 144 153
28 23 27 37 46 55 64 73 82 91 101 114 128 137
30 21 26 34 43 51 60 68 77 85 94 106 120 128
Таблица 34
Характеристики насосов
Тип и модель насоса Производи- тельность при наибольшем рабочем дав- лении и номи- нальном числе оборотов в л{глин Номиналь- ное число оборотов в об/мин Наиболь- шее рабо- чее давле- ние в кгс/см? Потребляемая мощность при наибольшем рабочем давле- нии и номи- нальном числе оборотов в кет Объемный к. п. д. Размер резьбы для всасываю- щих труб в дюймах Размер резьбы для нагн етаю- щих труб Вес в кг
1 2 3 4 5 6 7 8 9
I. Шестеренчатые насосы
Г11-11А, БГ11-11А,
ВГ11-11А 5 1450 5
ГН-11, БГ11-11,
ВГ11-11 8 1450 5
Г11-12А, БГ11-12А 12 1450 13
Г11-12, БГ11-12 18 1450 13
Г11-13А, БГ11-13А 25 1450 13
Г11-13, БГ11-13 35 1450 13
Г11-14А, БГ11-14А 50 1450 13
Г11-14, БГ11-14 70 1450 13
Г11-22 А 12 1450 25
ГН-22 18 1450 25
Г11-23А 25 1450 25
Г11-23 35 1450 25
Г11-24А 50 1450 25
Г11-24 70 1450 25
0,15 0,70 3/г" труб 3/з" труб 3,1; 13,5; 16,5
0,25 0,72 3/8" тРУб в/я” труб 3,1; 13,5; 16,5
0,60 0,76 3Л" труб а/и" труб 7,6; 38
0,80 0,78 труб ®/4" труб 7,6; 38
1,00 0,80 а1ь труб 3/4" труб 7,6; 38
1,50 0,82 1" труб 1" труб 13,5; 64
1,85 0,84 1" труб 1" труб 13,5; 72,5
2,70 0,84 РД" труб V/i труб 20,5; 78,2
0,9 0,76 К 3/4" к v2" 6,2
1,25 0,78 К 3/4" К Чг" 6,2
1,6 0,8 К 7/' К */2" 8,7
2,1 0,82 К I'/i К 13Л" 8,7
2,9 0,84 К I1//' К 3/4" 15
3,9 0,85 к к чг 15
Продолжение таблицы 34
1 2 3 4 5 6 7 8 9
II. Лопастные насосы
Г12-11А 5 950 65 1,12 0,62 3/4" труб Ч&" труб 9,2
Г12-11 8 950 65 1,5 0,71 3/4" труб 5/s" труб 9,2
Г12-12А 12 950 65 2,0 0,77 sIi труб 5/s" труб 9,2
Г12-12 18 950 65 2,8 0,79 8/4" труб 5/s" труб 9,2
Г12-13А 25 950 65 3,6 0,85 3/4" труб 7s" труб 9,2
Г12-13 35 950 65 4,65 0,88 3/4" труб 7 s" труб 9,2
Г12-14А 50 950 65 7,4 0,88 Н/г" труб V/i труб 26,2
Г12-14 70 950 65 9,6 0,90 труб труб 26,2
Г12-21А 5 950 65 1,12 0,75 К 3/4" К Vs" 8,6
Г12-21 8 950 65 1,5 0,78 А 3/4" A Vs" 8,6
Г12-22А 12 950 65 2,1 0,80 К 3/4" К Vs" 8,6
Г12-22 18 950 65 2,8 0,82 А 3/4" A Vs" 8,6
Г12-23А 25 950 65 3,6 0,85 К К Vs" 8,6
Г12-23 35 950 65 4,65 0,88 к 3/г A Vs" 8,6
Г12-24 А 50 950 65 7,4 0,88 к v-w К 1" 18,1
Г12-24 70 950 65 9,6 0,90 К V/J А 1" 18,1
III Эксцентриковые поршневые насосы
Г17-22А 5 1500 200 2,8 0,75 13,5
Г17-32 18 1500 300 11,5 0,90 42,9
Г17-83 35 1500 300 23,5 0,90 45,6
Таблица 35
Основные параметры гидррцилиндров
5: Площадь в см2 Максимальная расчетная сила на штоке (без учета к. п. Д-) Коэффициент
И 5* полезного
« 5 5* и го О толкающая сила при давлении в цилиндре в кгс[см* тянущая сила при давлении в цилиндре в кгс{см? действия цилиндра
ЦИЛИ о в о р s 2 ф к .(
CD <ъ> к и о и 25 50 75 100 25 50 75 100 CD СО к Ь н CD 2 S ж го
а 2
ч tj о п а Ц
40 20 12,57 9,43 300 600 900 1200 235 470 705 940 0,90 0,97
50 25 19,64 14,73 490 980 1470 1960 370 735 1105 1470 0,90 0,97
60 30 28,27 21,20 710 1415 2125 2830 530 1060 1590 2120 0,90 0,97
70 35 38,46 28,84 965 1925 2890 3850 720 1440 2160 2880 0,92 0,97
80 40 50,27 37,70 1260 2515 3775 5030 945 1885 2830 3770 0,92 0,97
90 40 63,62 51,05 1590 3180 4770 6360 1275 2550 3825 5100 0,92 0,97
100 50 78,54 58,90 1960 3925 5885 7850 1475 2945 4420 5890 0,92 0,97
ПО 50 95,25 76,61 2380 4760 7140 9520 1890 3780 5670 7560 0,92 0,97
125 60 122,20 94,00 3055 6110 9165 12220 2350 4700 7050 9400 0,92 0,97
140 70 153,94 115,46 3850 7695 11545 15390 2890 5775 8665 11550 0,95 0,97
160 80 201,06 150,79 5030 10055 15085 320110 3770 7540 11310 15080 0,95 0,97
: 180 80 254,50 204,23 6360 12725 19085 25450 5105 10210 15315 20420 0,95 0,97
200 100 314,16 235,62 7855 15710 23565 31420 5890 11780 17670 23560 0,95 0,97
220 ПО 380,05 285,02 9500 19000 28500 38000 7125 14250 21375 28500 0,95 0,97
Примечание. Действительная сила на штоке равна расчетной, умноженной на коэффициент полезного
действия.
Таблица 36
Рекомендуемые диаметры трубопроводов
Допускаемые по- тери давления на всей длине трубы ДР в кгс!см* До 0,5 До 1,0 До 1,5 До 2 ДО з До 4
Длина трубы в мм 0,5|0,8 1 1.2|1,5| 2)2,5 3 |3,5 4 4,5 5|б 7 8 Э|1О|12|15 20|25|30
Расход масла Q
в л!мин
2,5 1 1 1 1 1 1 1 I 1 1 1 1 1
2,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3,2 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3,6 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4,0 1 1
4,5 1 1 1 1 1 18| | | I | | 1 1
5,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5,6 1 1 1 1 1 1 1 1 1 1
6,3 | 1 1 1 1
7Л 1 1 1 1 1 1 1 | 1 1 1 1 1
8 1 1 1 1 1 I 1 I 1 1 1
9 1 1 1 1 1 1 1 1 1 1 1
ю 1 1 1 1 1 1 1 1 1 1 1
11,2 1 1 1 1 1 1 1 1 1
12,5 1 I 1 1 1 1 1 1 1 1
14 1 1 1 1 1 111 1 1 1 1
16 1 1 1 1 1 1 1 1 1 1
18 1 1 1 1 1 1 1 1 1 1 1
20 1 1 1 1 1 1 1 1 1 1 1
22 1 1 1 1
25 1 1 1 1 1 1 1 1 1 1 1 1
28 1 1 1 1 1 1 1 1 1 1 1 1
32 1 1 1 1 1 1 15| 1 1 1 1
36 1 1 1 1 1 1 1 1 1 1 1
40 1 1 1 1 1 1 1 1 1 1
45 1 1 1 | 1 1 1 1 1
50 1 1 1 1 1 1 1 1 1
56 1 1 1 1 1 |20 1 1 1
63 1 1 1 1 1 1 1 1 1
71 1 1 1 1 1 1 1 1
80 1 1 1 1 1 1 1 1 1
90 1 1 1 1 |27 1 1 1
100 Mill 1 1 1 1
112 1 1 1 1 1 1 1 1 1 36 1 1 1
125 1 1 1
140 1 1 1 1 1 1 1
Таблица 37
Радиусы изгибов стальных бесшовных труб
зружный аметр тру- .1 в мм Толщина стенки трубы в мм К d ”
1 1,5 2 2,5 3 3,5 4 5 6 7 8
ай® Радиус изгиба трубы 7? в мм
14 — 35 35 .— —. — .
17 — -— 45 .— 45 .
22 55 55 55 55 55 .
25 70 70 70 70 70 70 — — 2,5
26 — -— 70 — -— —
28 70 70 70 —, — — - .
_ 29 — — — 70 70 70 — — — — —
32 — 90 90 90 90 90
38 — 100 100 100 100 100 — —
42 120 — 120 — —
44,5 — 120 — 120 120 120 120 — —. —
51 — .— -— 140 140 140 .
57 160 160 160 160 160 160 160 2,75
63,5 — — — 180 — — — 180 —
70 — 200 200 200 200 200 200 200 200
76 — — 210 210 210 210 —- 210 — —
83 — —- — — — — 230 —- 230 230
89 — — 250 250 250 —- 250 250 250 —
108 — — — 330 330 —. 330 330 330 . 330
114 — — —• — — — — — 330 3,0
Таблица 38
Радиусы изгибов медных труб
м В Й CD S Толщина стенки трубы в мм К - RS d
1 1.5 2 2,5 3 3,5 4 5 6 7 1 8
Радиус изгиба трубы в мм
18 45 45 45 — 45
22 55 55 55 .— 55 -—. —. — — — 2,5
24 — 70 70 — — — — 70 -— — —•
28 -—. 70 —_ —• -—_ — —
32 — 90 90 — 90 — — — 90 — —
35 100
36 — .—. 100 — -— —. — —
38 — 100 — 100 100 — 100 — — —- —
40 -— •—— —— _—~ —— . -—. по
45 — 120 120 120 120 120 — — — .—.
46 -— — — — -—- — . , 120
50 -г—. .— — — — 140 2,75
55 — 160 160 160 — •—• — — — —
60 W — . 160 .
65 — •—- 180 — 180 — — — — — —
68 - — 200 — . —
75 .— — 210 210 -— — — — — .—- -—-
80 -— -— — — -— — 230 230 .—- — —
85 •— — 230 230 — 230 — — — — —
90 — —- — — — — — 250 — — —
105 -— —- —- 330 — — —. — — .—
ПО •— — — — — — •— 330 — — — 3,0
114 — — —• — — — — — —— 330 —
Таблица 39
Радиусы изгибов латунных труб
Наружный Толщина стенки Радиус изгиба R
диаметр трубы d в мм трубы в мм трубы Я в мм d
28 1 70 2,50
42 1 120 2,75
52 1 140 2,75
65 2 180 2,75
Таблица 40
Размеры У-образных резиновых манжет в мм
(по ГОСТ 6969- 54)
Иг
Диаметры уплотняемых деталей н dt Dt ^2 В>2 <5 О h
d D В 3 д «= К д S ф 2 о s S Номинальный ф Sg ° ф § го g g S 3 3й го я ускаемое онение
S с к og og s о с 5 О С
qc Цо о и (Цо
10 18 4 4 —0,2 10,4: 17,6 8,8 19,2
12 20 12,4 19,6 10,8 21,2 ±0,3 2 —0,15
16 28 6 6 —0,3 16,6 27,4 14,2 29,8 ±0,4 3 —0,2
20 32 20,6 31,4 18,2 33,8
25 45 26 44 22 48
30 50 31 49 27 53 ±0,5
35 55 36 54 32 58
40 45 60 65 10 10 —0,5 41 46 59 64 37 42 63 68 5 —0,3
50 70 51 69 47 73
55 75 56 74 52 78
65 85 66 84 62 88 ±0,6
75 105 ПО 76,5 81,5 103,5 108,5 70,5 75,5 109,5 114,5
80 15 15 —0,7 7,5 —0,5
100 130 101,5 128,5 95,5 134,5 ±0,8
150 180 151,5 178,5 145,5 184,5 ±1,0
200 240 202 238 194 246
250 290 20 20 —1.0 252 288 244 286 ±1,2 10 —0,6
300 340 302 -338 294 346
95
Таблица 41
Размеры колец для подвижных и неподвижных соединений
Диаметры уплот- няемых деталей dt
Цилиндр О Шток d Номиналь- ный Допускае- мое откло- нение Номиналь- ный Группа точности
ДЛЯ под- вижных соединений для непод- вижных соединений
Л1Л
1 2 3 4 5 6 7
5 6 7 8 9 10 12 14 16 18 20 22 25 28 30 32 35 38 40 42 45 48 50 52 55 60 3 4 4 5 6 6 7 8 9 10 12 14 16 18 20 22 25 28 30 32 35 38 40 42 45 48 50 2,7 3,7 3,6 4,6 5,6 5,6 6,6 7,6 8,6 9,6 11,5 13,5 15,5 17,5 19,5 21,2 23,2 24,2 27,2 29,2 31,2 34,2 37,2 38,8 40,8 43,8 46,8 48,5 ±0,1 1,4 ±0,1 +0,2 —0,1
1,9
±0,2
2,4
±0,3
3,0 +0,2 —0,1 +0,3 —0,1
±0,4 3,6
4,1
4,7
4,1
±0,6 4,7
4,1
±0,8 5,8 +0,3 —0,1 +0,4 —0,1
96
Продолжение таблицы 41
1 2 3 4 5 6 7
65 70 75 80 85 90 95 100 105 НО 120 125 130 140 150 160 170 180 190 200 210 220 240 250 260 280 300 320 340 360 380 400 55 60 65 70 75 80 85 90 95 100 105 НО 120 125 130 140 150 160 170 180 190 200 210 220 240 250 260 280 300 320 340 360 380 53,5 58,5 63,5 68,5 73,5 78,5 83,5 88,5 92,5 97,5 102,5 107,5 112,5 117,5 122,5 127,5 137,5 146,5 156,5 166,5 176,5 180,0 185,0 190,0 195,0 200,0 205,0 215,0 220,0 230,0 235,0 239,0 244,0 254,0 259,0 274,0 279,0 294,0 299,0 314,0 319,0 334,0 338,0 353,0 358,0 373,0 378,0 ±0,8 5,8 ±0,3 —0,1 ±-0,4 —0,1
±1,0
±1,2
±1,5 8,6 ±-0,4 —0,1 ±-0,5 —0,1
±2,0
±2,5
±3,0
Зак. 29
97
Таблица 42
Размеры канавок под кольца круглого сечеиия для подвижных
и неподвижных радиальных соединений в мм
(для канавок с защитными шайбами а = 0°)
Диаметры уп- Диаметры ка- Диаметры ка- Ширина канавки
лотняемых навок для под- навок для не-
деталей вижных соеди- нений подвижных соединений без за- с защитной шайбой Ра- диус г Бие-
Ци- [линдр £> Шток di D, d2 Dt о2 щитной шайбы с одной С двумя К
1 2 3 4 5 6 7 8 9 10 11
5 3 3 5 3 5
6 4 4 6 4 6 1,8 3,3 4,8
7 4 4 7 4,2 6,8
8 5 5 8 5,2 7,8 3,0 4,5 6,0 0,3 0,04
9 6 6 9 6,2 8,8
10 6 6 10 6,3 9,7
— 7 — 11 — 10,7
12 8 8 12 8,3 11,7
— 9 —— 13 — 12,7
14 10 10 14 10,3 13,7
16 12 12 16 12,3 15,7
18 14 14 18 14,3 17,7 3,5 5,0 6,5
20 16 16 20 16,3 19,7
22 25 28 18 20 22 18 22 18,3 21,7
20 22 25 28 20,3 22,3 24,3 25,5 24,7 27,7 31,5 4,5 6,0 7,5 0,04
30 32 25 24 5,0 6,5 8,0 0,3 0,04
32 5,5 7,0 8,5
35 28 28 35 28,5 34,5
38 30 30 38 30,5 37,5 6,0 7,5 9,0
40 32 32 40 32,5 39,5
42 35 35 42 35,5 41,5 5,5 7,0 8,5
45 38 38 45 38,5 44,5
48 40 40 48 40,5 47,5 6,0 7,5 9,0
50 42 42 50 42,5 45,5 49,5 51,5
52 45 45 52 5,5
55 48 48 55 48,5 54,5 7,0 8,5
60 50 50 60 50,6 59,4
65 55 55 65 55,6 64,4
70 60 60 70 60,6 69,4
75 65 65 75 65,6 74,4
98
Продолжение таблицы 42
1 2 3 4 5 6 7 8 9- 10 11
80 70 70 80 70,6 79,4
85 75 75 85 75,6 84,4
90 80 80 90 80,6 89,4
95 85 85 95 85,6 94,4
100 90 90 100 90,6 99,4
105 95 95 105 95,6 104,4
НО 100 100 НО 100,6 109,4
—• 105 — 115 — 114,4 7,5 9,5 11,5 0,5 0,06
120 НО но 120 110,6 119,4
125 — 115 — 115,6 —.
130 120 120 130 120,6 129,4
— 125 — 135 — 134,4
140 130 130 140 130,6 139,4
150 140 140 150 140,6 194,4
160 150 150 160 150,6 159,4
170 160 160 170 160,6 169,4
180 170 170 180 170,6 179,4
190 180 180 190 180,6 185,8 189,4
200 185
— 190 — 205 — 204,2
210 — 195 — 195,8 —
— 200 — 215 — 214,2
220 — 205 — 205,8 —-
— 210 — 225 — 224,2
— 220 — 235 — 234,2
240 — 225 — 225,8 —
250 — 235 — 235,8 —
-—. 240 — 255 — 254,2
260 — 245 — 245,8 —
— 250 — 265 — 264,2 10,5 13,5 16,5 0,5 0,07
— 260 — 275 — 274,2
280 — 265 — 265,8 —
— 280 .—_ 295 — 294,2
300 — 285 — 285,8 —
— 300 —- 315 — 314,2
320 — 305 — 305,8 —
— 320 —- 335 — 334,2
340 — 325 — 325,8 —
— 340 .—- 355 354,2
360 •— 345 — 345,8 —
-— 360 — 375 — 374,2
380 — 365 — 365,8 —-
— 380 —. 395 — 394,2
400 — 385 -—. 385,8 —
Допускаемые отклонения: для D± по Cs ОСТ 1023
Г>2 » Л3 » 1023
b » Л5 » 1025
7*
99
ПНЕВМОГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
Пневмогидравлический привод обладает преимуществами пневмати-
ческого и гидравлического приводов:
Рис. 12. Виды пневмогидравлического привода с преобразователем дав-
ления прямого действия:
а — расчетная схема; б — с резервуаром для компенсации утечек; в — с пневмо-
цилиндром двустороннего действия; г — с исполнением в одном блоке; д — дву-
стороннего действия.
возможностью создания высоких рабочих сил;
быстротой действия;
относительно низкой стоимостью;
небольшими габаритами.
Пневмогидравлический привод в станочных приспособлениях приме-
няется для получения: высоких рабочих сил зажима; равномерной
подачи рабочего элемента приспособления.
По принципу действия пневмогидравлические приводы, применяемые
для получения высоких рабочих сил, бывают: с преобразователем
давления прямого действия и с преобразователем давления последова-
тельного действия.
Принцип действия пневмогидравлического привода с преобразова-
телем давления прямого действия (рис. 12, а) основан на непосредствен-
ном преобразовании низкого давления сжатого воздуха в высокое дав-
ление жидкости.
( £) \2
Отношение I—называется коэффициентом усиления и при
проектировании пневмопривода обычно принимается равным 15—20.
Сила на штоке рабочего гидроцилиндра может быть определена
по формуле (без учета силы пружин):
„ nD? О2
Q = Рв —^--^-•По 'Ом-Пм кгс,
4 а2
где рв — давление, воздуха в кгс]см2',
Di — диаметр пневмоцилиндра в см;
D — диаметр гидроцилиндра в см;
d — диаметр штока пневмоцилиндра в см;
т]о — объемный к. п. д. привода (обычно т]0 = 0,95);
т]м — механический к. п. д. преобразователя (обычно т]м — 0,95);
Т]м — механический к. п. д. гидроцилнндра (обычно Т|'м = 0,90).
Рабочее давление жидкости в рабочем гидроцилиндре определяется
по формуле:
/ Г) \2
р — рв —1- кгс]см2.
\ а 1
Необходимая величина хода L штока пневмоцилиндра
может быть
определена по формуле:
*1о
где I — ход штока рабочего цилиндра в см,
п — число рабочих гидроцилиндров.
Расход воздуха У на 1 цикл зажима определяется по формуле:
Tt
V= ^DlL см3.
На рис. 12, б 'представлена схема пневмогидравлического привода
с преобразователем давления прямого действия, снабженного резерву-
аром для компенсации утечек рабочей жидкости.
На рис. 12, в представлена схема пневмогидравлического привода
с преобразователем давления прямого действия, в котором обратный ход
поршней пневмо- и гидроцилиндров осуществляется с помощью сжатого
101
воздуха. При этом уменьшается длина цилиндра, так как отпадает не-
обходимость в пружинах и повышается скорость срабатывания привода.
На рис. 12, г представлена схема пневмогидравлического привода
с преобразователем давления прямого действия, выполненного в одном
общем блоке, что позволяет при сравнительно небольших габаритах
привода получить значительные силы зажима.
Общим недостатком пневмогидравлических приводов с . преобразова-
телями давления последовательного действия является сравнительно
большой ход поршня пневмоцилиндра для обеспечения необходимой
величины хода штока гидроцилиндра, особенно при нескольких рабочих
гидроцилиндрах, что значительно увеличивает габариты привода.
На рис. 12, д представлена схема пневмогидравлического привода
двустороннего действия, который обеспечивает значительный ход што-
ков рабочих цилиндров при небольшом габарите пневмогидропривода.
Пневмогидравлический привод с преобразователями давления по-
следовательного действия работает по следующему циклу:
Рис. 13. Виды пневмогидравлического привода с преобразова-
телем давления последовательного действия:
а — с подачей жидкости низкого давления действием сжатого воздуха
через поршень; б — с подачей жидкости низкого давления действием
сжатого воздуха через диафрагму; в — с подачей жидкости низкого
давления непосредственным действием сжатого воздуха на жидкость;
г — с автоматическим клапаном, переключающим подачу сжатого воз-
духа с полости низкого давления иа полость высокого давления.
1Q2
а) в силовые цилиндры подается жидкость низкого давления;
б) в силовые цилиндры подается жидкость высокого давления;
в) в полость низкого давления при освобождении деталей сливается
жидкость.
На рис. 13, а представлена схема пневмогидравлического привода
с преобразователем давления последовательного действия, в котором
подача жидкости низкого давления в силовые цилиндры осуществляется
действием сжатого воздуха через поршень.
На рис. 13, б представлена схема пневмогидравлического привода
с преобразователем давления последовательного действия, в котором
подача жидкости низкого давления в силовой цилиндр осуществляется
действием сжатого воздуха через диафрагму.
На рис. 13, в представлена схема пневмогидравлического привода
с преобразователем давления последовательного действия, в котором
подача жидкости низкого давления в силовой цилиндр осуществляется
непосредственным действием сжатого воздуха на поверхность масла.
На рис. 13, г представлена схема пневмогидравлического привода
с преобразователем давления последовательного действия, снабженного
автоматическим клапаном, переключающим подачу сжатого воздуха
с полости низкого давления жидкости в рабочую полость пневмоци-
линдра при повышении давления в полости низкого давления до уста-
новленной величины.
Приводы с преобразователями давления прямого действия по сравне-
нию с приводами с преобразователями давления последовательного дей-
ствия обеспечивают увеличенный ускоренный холостой ход и предвари-
тельное закрепление детали, могут обслуживать несколько рабо-
чих цилиндров при небольших габаритах привода, дают экономию
сжатого воздуха на 90—95% по сравнению с пневмоприводами той же
мощности.
Недостаток пневмогидравлических усилителей с преобразователями
давления последовательного действия — более сложная конструкция
и большее количество утечек.
Пневматический привод подачи обеспечивает большую скорость
перемещения рабочего элемента, однако его движения при изменении
нагрузки неравномерны и скачкообразны, что не позволяет использовать 4
его непосредственно в механизмах подачи, которые должны обеспечить
равномерное перемещение рабочего элемента.
Пиемогидравлический привод подачи дает возможность одновремен-
но получить равномерное и плавное движение рабочего элемента при
Рис. 14. Схема пневмогидравлического
привода подачи.
жестких характеристиках ра-
боты и большие скорости
холостых и вспомогательных
движений.
Схема пневмогидравличе-
ского привода подачи пред-
ставлена на рис. 14.
В этом случае пневмати-
ческий цилиндр играет роль
силового привода, а гидроци-
линдр является демпфером,
обеспечивающим плавность
хода и возможность регулиро-
вания скорости перемещения.
При постоянном внешнем
103
сопротивлении регулирование скорости осуществляется дросселем, при
переменном внешнем сопротивлении — редукционным клапаном и дрос-
селем, при этом для нормальной работы регулятора необходимо, чтобы
давление перед редукционным клапаном было не менее 5—6 кгс] см2,
а редуцированное давление перед дросселем — 1,5 кгс]см2.
Порядок расчета пневмогидравлического привода подачи:
I. Задаются исходные данные:
а) давление перед редукционным клапаном при максимальной силе
подачи должно быть не менее 5—6 кгс]см2\
б) давление перед дросселем (после^перепада давления) должно быть
в пределах 1,5—2 кгс]см2',
в) минимальный 'расход масла через щелевой дроссель должен со-
ставлять 100 см2]мин.
2. По исходному давлению и минимальной пропускной способности
выбирают параметры щелевого дросселя — ширину щели 0,2—0,8 мм
и диаметр (обычно более 10 мм).
3. Определяют требуемую силу Q на поршне пневмоцилиндра по
формуле:
Q — Р + PiF2 + ст + гТ’цил
где р2— давление жидкости в кгс]см2',
Р2 — полезная площадь поршня гидроцилиндра в см2\
Р — максимальная сила подачи в кгс,
STCT — силы трения в механизме подачи станка или приспособления
в кгс\
27цил — силы трения поршней и штоков в пневматическом и гидравли-
ческом цилиндрах (обычно 2ТЦИЛ = 0,1 (/V^+jP+^Tct) в кгс-
4. Определяют диаметр пневмоцилиндра:
£)__ ~\Г 4 (Рг^з ~Ь -Р Ч~ -STct ~Ь ^Тцил) , ^2 см
У ярп л
где рп — давление сжатого воздуха в кгс]см2',
dn— диаметр штока пневмоцилиндра в рабочей полости в см.
j 5. Определяют диаметр гидроцилиндра, исходя из условия мини-
мального расхода масла через щелевой дроссель:
100 см3/мин л£>|
В2 = —г—
V nSM
где SM — минимальная подача в см/мин.
МЕХАНОГИДРАВЛИЧЕСКИЙ ПРИВОД
Механогидравлический привод состоит из винтового механизма
и гидравлического цилиндра. Схема механогидравлического привода
представлена на рис. 15.
Сила, развиваемая штоком гидроцилиндра механогидравлического
привода, может быть определена по формуле:
PL D2
Q== Гер tg(« + Ф) 'd2
где р___сила, прикладываемая к рукоятке, в кгс;
р___плечо приложения силы Р в см;
г — средний радиус резьбы в см;
а— угол подъема резьбы;
Рис. 15 Схема для расчета механогидравлического
привода.
<р — угол трения в резьбовом соединении;
D — диаметр поршня гидроцилиндра в см;
d — диаметр плунжера в см;
т] —• коэффициент, учитывающий трение в уплотнениях (т] = 0,9);
Рг — сопротивление пружины в кгс.
ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРИВОД
Электромеханический привод обычно состоит из электромотора,
редуктора и винтовой пары. Схема электромеханического привода пред-
ставлена на рис. 16.
Рис. 16. Схема для расчета электромеханического привода.
Тяговая сила электропривода, создаваемая крутящим моментом
электродвигателя, может быть определена по формуле;
105
Q =71 620 nrcptgfr + v)
где N — мощность двигателя в л. с;
п — число оборотов двигателя в минуту;
гср — средний радиус резьбы в см;
а — угол подъема резьбы;
<j> — угол трения в резьбовом соединении;
i — передаточное отношение редуктора;
Т] — к. п. д. редуктора.
ЦЕНТРОБЕЖНО-ИНЕРЦИОННЫЙ ПРИВОД
Силовым источником центробежно-инерционного привода является
центробежная сила инерции вращающихся грузов.
Преимущества центробежно-инерционного привода:
а) быстрота действия;
б) возможность автоматизации процесса закрепления и открепления
деталей;
в) отсутствие дополнительного источника энергии для привода его
в действие.-
Центробежная сила определяется по формуле:
со2 л8
= GR —г~ = 0,0167?-—- кгс,
Б о
где G — вес груза в кг;
R — расстояние от центра тяжести груза до оси вращения в м;
и — угловая скорость вращения относительно оси в секунду;
g — ускорение силы тяжести в м/сек2 (g = 9,81 м/сек2);
п — число оборотов привода в об/мин.
Рис. 17. Схема центробежно-ииерциоиного привода.
На рис. 17, а дана схема центробежно-инерционного привода. Расчет
тяговой силы данного привода производится по формуле:
„ Z,/2 — (1,+Ш-г
Q = (Рц-Т) k . 12 k 2,1 . кгс,
12
106
где Рц — центробежная сила одного груза в кгс;
у — сопротивление пружины в кгс;
11, 1г — плечи рычага в мм;
f— коэффициент трения в шарнирах;
г — радиус оси шарниров в мм;
k — число грузов и пружин.
Расчет тяговой силы центробежно-инерционного привода, представ-
ленного на рис. 17, б, производится по формуле:
_________0,016Ж
g [tg (и + Ф) + tg Ф1] кгс’
гG — вес одного шарика в кг\
ft— радиус окружности расположения шариков в м;
а — угол заклинивания шарика;
— коэффициенты трения (ср — фх = 5°43').
ВАКУУМНЫЙ ПРИВОД
Принцип действия вакуумного привода основан на непосредственной
передаче атмосферного давления на закрепляемую заготовку. Действие
приспособлений с вакуумными приводами заключается в том, что между
опорной поверхностью детали и полостью приспособления создается
вакуум и деталь прижимается избыточным атмосферным давлением.
Приспособления с вакуумным приводом применяются при чистовой об-
работке нежестких деталей, которые могут деформироваться под дейст-
вием сил зажима. На рис. 18 представлена схема вакуумного привода.
Рис. 18. Схема установок с вакуумным приводом:
а — с использованием пневмоцилиндра: 1 — закрепляемая деталь;
2 — приспособление; 3 — вакуумный цнлиидр; 4 — пиевмоцилиндр;
s — четырехходовый кран; б — с использованием вакуумного насо-
са; 1 — закрепляемая деталь; 2 — приспособление; 3 — кран: 4 — ре-
сивер; 5 — вакуумный иасос.
Сила зажима детали может быть определена по формуле:
W = FnpKK кгс,
107
где Fn — полезная площадь, ограниченная уплотнением, в см2;
ра — избыточное давление в кгс/см2, равное разности между атмос-
ферным давлением и остаточным давлением в вакуумной
полости приспособления, в кгс/см2, ри = I — р;
К — коэффициент герметичности вакуумной системы (К= 0,8—0,85);
р — остаточное давление в вакуумной полости приспособления
в кгс/см2.
В приспособлениях с вакуумным приводом рекомендуется применять
избыточное давление не менее 0,66 кгс/см2, так как меньшее не обеспе-
чивает надежного крепления детали. Остаточное давление в вакуумных
полостях принимают равным 0,1—0,15 кгс/см2, потому что создание
более глубокого вакуума является нецелесообразным. В табл. 43 приве-
дены значения вакуума, создаваемого различными насосами.
Таблица 43
Числовые значения вакуума для различных типов иасосов
Тип насоса
Вакуум, создаваемый
насосом, в кгс!см?
Центробежный многоступенчатый
Ротационный (марки ВМ-1)
Поршневой одноступенчатый
Поршневой двухступенчатый
Эжектор
0,3
0,15
0,05
0,01
0,15
Вакуумные приводы весьма эффективны для крепления деталей
типа тонких пластин. Для равномерного прижима детали на установоч-
ной плоскости плиты обычно делают большое количество мелких тесно
расположенных отверстий. В качестве материала для уплотнений реко-
мендуется применять резину марки В-14.
ЭЛЕКТРИЧЕСКИЙ ПРИВОД
Электрический привод состоит из электродвигателя, аппаратуры
управления электродвигателем, механических передач, связывающих
электродвигатели с рабочим органом.
Асинхронные электродвигатели. Трехфазные асинхронные электро-
двигатели получили наибольшее распространение благодаря:
а) простоте конструкции;
б) минимальной стоимости по сравнению с другими электродвига-
телями;
в) минимальной потребности в уходе по сравнению с другими
электродвигателями.
Недостаток асинхронных двигателей — потребление реактивной
энергии из сети и ограниченные возможности регулирования скорости,
Принцип действия асинхронных электродвигателей основан на том
что обмотка статора создает вращающееся поле, которое наводит э. д. с.
и ток в замкнутой обмотке ротора. В результате взаимодействия вра-
щающегося поля и тока ротора создается крутящий момент, и ротор
приходит во вращение в направлении вращения поля.
Число оборотов вращающегося поля в минуту называют синхронной
скоростью вращения. Синхронная скорость вращения определяется час-
тотой сети f и числом пар полюсов р двигателя:
60/
пс — об/мин.
При частоте сети f = 50 гц синхронные двигатели изготавливаются
на следующие синхронные скорости вращения: 3000, 1500, 1000, 750
600, 500, 430 и 375 об/мин.
При холостом ходе двигателя скорость вращения ротора п почти
равна синхронной скорости вращения пс. С увеличением нагрузки уве-
личивается скольжение двигателя и скорость вращения ротора п падает.
Синхронные двигатели имеют жесткую характеристику. Их скорость
вращения от холостого хода до номинальной изменяется незначительно
при изменении нагрузки.
По устройству ротора различают асинхронные двигатели:
1) с фазовым ротором и контактными кольцами;
2) с короткозамкнутыми роторами;
3) со специальным ротором.
Асинхронные электродвигатели единой серии А по виду исполнения
делятся на:
А — основное исполнение, защищенное в чугунной оболочке
с короткозамкнутым ротором с нормальными характеристиками:
А41[ач
М, -
1,0 —1,8;
Мтах
Мк
1,7 —2,4;
АЛ — защищенные в алюминиевой оболочке с короткозамкнутым рото-
ром с нормальными характеристиками;
АО — закрытые, обдуваемые в чугунной оболочке с короткозамкнутым
ротором и нормальными характеристиками;
АОЛ — то же, что и АО, но в алюминиевой оболочке;
АП — защищенные в чугунной оболочке с короткозамкнутым ротором,
с повышенным пусковым моментом:
Мнач
Л4Н
Мтах
= 1,7—1,8; -^- = 2,0 —2,2;
АОП — закрытые, обдуваемые в чугунной оболочке с короткозамкнутым
ротором с повышенным пусковым моментом:
2^2.8-2.0; ^-2.3-2Л
АС — защищенные в чугунной оболочке с короткозамкнутым ротором
с повышенным скольжением;
109
АОС — то же, что АС, но закрытые, обдуваемые;
АОТ — закрытые, обдуваемые для текстильной промышленности;
АОЭ — закрытые, обдуваемые с встроенными автоматически действую-
щими тормозами;
АК — защищенные с фазным ротором:
Мтах
/Ин
1,9 —2,6;
АВ — встраиваемые двигатели.
Двигатели серии А выпускаются для напряжений 220, 380, 500 в,
а двигатели малых мощностей — и на 127 в.
Установочные размеры электродвигателей серии А приведены
в табл. 45, 46, а их технические характеристики — в табл. 44. Типовая
электросхема включения асинхронного двигателя мощностью до 10 кет
показана на рис. 19.
/7/ Лг Л3
о <? о
Л13 Сг
Рис. 19. Типовая схема включения асин-
хронного электродвигателя мощностью до
10 кет-.
ВПВ — вводный пакетный выключатель; ПР —
предохранительное реле; РТ — реле тепловое;
П — магнитный пускатель; 1КУ, 2 КУ — кно-
почная станция.
по
Таблица 44
Технические данные трехфазных асинхронных электродвигателей
Тип А 1 Номинальная мощ- ность в кет При номинальной нагрузке ^пуск ^ном р* 1 S и о к к s IS м I max S о к S | Вес в кг Маховой момент ротора в кг/м?
Скорость вращения в об/мин Ток статора в а при на- пряжении 380 в cos 9
31—2 1,0 2850 2,2 0,86 5,5 1,8 2,2 17 0,008
32—2 1,7 2850 3,7 0,87 6,0 2,0 2,4 24 0,014
41—2 2,8 2870 5,8 0,88 5,5 1,6 2,2 34 0,024
42—2 4,5 2870 9,1 0,88 6,0 1,8 2,4 42 0,034
51—2 7,0 2890 13,8 0,89 6,0 1,5 2,2 70 0,11
52—2 10 2890 19,5 0,89 6,5 1,6 2,4 91 0,16
61—2 14 2920 27,5 0,89 5,5 1,2 2,5 130 0,27
62—2 20 2920 38,0 0,90 6,0 1,3 2,7 145 0,35
31—4 0,6 1410 1,6 0,76 5,0 1,7 2,0 17 0,013
32—4 1,0 1410 2,4 0,79 5,0 1,8 2,0 24 0,019
41—4 1,7 1420 3,9 0,82 5,0 1,8 2,0 34 0,042
42—4 2,8 1420 6,1 0,84 5,5 1,9 2,0 42 0,06
51—4 4,5 1440 9,4 0,85 6,0 1,4 2,0 70 0,17
52—4 7,0 1440 14,2 0,86 6,0 1,5 2,0 91 0,25
61—4 10 1450 19,7 0,88 5,0 1,2 2,0 125 0,36
62—4 14 1450 27,5 0,88 5,5 1,3 2,0 140 0,48
71—4 20 1450 39,0 0,88 5,0 1,1 2,0 205 0,95
41—6 1,0 930 2,8 0,72 4,0 1,3 1,8 34 0,042
42—6 1,7 930 4,3 0,75 4,5 1,4 1,8 42 0,06
51—6 2,8 950 6,6 0,78 5,0 1,6 1,8 70 0,17
52—6 4,5 950 10,1 0,80 5,5 1,5 1,8 91 0,25
61—6 7,0 970 15,9 0,81 4,5 1,1 1,8 125 0,36
62—6 10 970 21,5 0,82 4,5 1,1 1,8 140 0,48
71-6 14 970 29,6 0,83 4,5 1,2 1,8 205 1,5
72—6 20 970 41,3 0,84 4,5 1,2 1,8 230 1,9
61—8 4,5 730 11 0,76 4,5 1,0 1,7 125 0,7
62—8 7,0 730 16 0,78 4,5 1,0 1,7 140 0,9
71-8 10 730 22 0,80 4,0 1,1 1,7 205 1,5
72—8 14 730 30 0,81 4,0 1,1 1,7 230 1,9
U1
Таблица 45
Установочные размеры асинхронных двигателей на лапах без фланца
Электродвигатель Установочные размеры
в защищенном "исполнении ! в закрытом обдуваемом - исполнении , 6 WQj
при скорости вращения (синхронном числе) в об!мин е- ~ са «о § ° «
Г ч с к £ s SC4
3000 1500 1000 750 3000 1500 1000 750 СЧ СЧ чГ Я» Л **
Номинальная мощность в кет в мм
1,0 0,6 0,6 0,6 170 90 ±0,7 12,5 70 100 18 40 5 20
1,7 1,0 - - 1,0 1,0 — 170 120 +0,7 12,5 70 100 18 40 5 20
2,8 1,7 1,0 — 1,7 1,7 1,0 — 210 110 +0,8 15 90 125 25 60 8 28
2,8 1,7 2,8 2,8 1,7 — 210 150 +0,8 15 90 125 25 60 8 28
7,0 2,8 4,5 4.5 2,8 — 285 150 ±1,0 19 110 170 35 80 10 38,5
Ю 7,0 4,5 7,0 7,0 4,5 — 285 200 ±1,0 19 ПО 170 35 80 10 38,5
14 — 10 — — 315 320 + 1,0 19 110 200 35 80 10 38,5 38,5
20 _ .— — 14 — — — 315 320 + 1,0 19 110 200 35 80 10
10 7,0 4,5 10 7,0 4,5 315 320 ±1,0 19 80 200 45 110 14 49
14 10 7,0 14 10 7,0 315 320 ±1,0 19 80 200 45 110 14 49 41,5 41,5
28 — 20 — — 370 400 + 1,2 24 120 236 38 80 12
40 - — —. 28 .—- —- — 370 400 ±1,2 24 120 236 138 80 12
20 14 10 — 20 14 10 370 400 ±1,2 24 90 236 55 110 16 60
Таблица 46
Установочные размеры асинхронных двигателей с фланцем
Электродвигатель Установочные размеры
1 в закрытом обдуваемом о
в защищенном исполнении | исполнении
при скорости вращения (синхронном числе) в об/мин о ь а
3000 1500 | 1000 750 | 3000 | 1500 | 1000 | 750 "Л* Q Q г щ’8’
Номинальная мощность в квпг в мм
— — 0,6 0,6 — — 18 40 5 20 120 145 + 0,5 11,5 4 4 4
— — — — 1,0 1,0 — — 18 40 5 20 120 145 ± 0,5 11,5 4 4 4
—• — .—. — 1,7 1,7 1,0 — 25 60 8 28 150 185 ± 0,6 14 4 5 4
— — — 2,8 2,8 1,7 — 25 60 8 28 150 185 ± 0,6 14 4 5 4
—• — .—. — 4,5 4,5 2,8 — 35 80 10 38,5 215 255 + 0,6 18 4 5 4
—- — .—. — 7,0 7,0 4,5 — 35 80 10 38,5 215 255 ± 0,6 18 4 5 4
14 .— .—- _ю _ _ _ 35 80 10 38,5 250 300 ± 0,6 18 5 8 4
20 -—- — — 14 _ _ _ 35 80 10 38,5 250 300 ± 0,6 18 5 8 4
— 10 7,0 4,5 — 10 7,0 4,5 45 110 14 49 250 300 + 0,6 18 5 8 -4
— 14 10 7,0 — 14 10 7,0 45 110 14 49 250 300 ± 0,6 18 5 8 4
ЭЛЕКТРОМАГНИТНЫЙ И МАГНИТНЫЙ ПРИВОДЫ
Принцип действия электромагнитного н магнитного приводов осно-'-
ван на том, что магнитный поток, создаваемый электромагнитом, или-
постоянным магнитом, создает силу, препятствующую отрыву закреп-
ляемой детали от приспособления. Магнитный поток должен проходить
через закрепляемую деталь, которая в этом случае является частью
магнитопровода. Величина магнитного потока определяется магнит-
ной энергией магнита и сопротивлением магнитопровода. Так как сопро-
тивление магнитопровода зависит главным образом от магнитной прони-
цаемости материала участков магнитопровода, то электромагнитные и
магнитные приспособления могут применяться для закрепления деталей,
материал которых имеет большую магнитную проницаемость.
Высокую магнитную проницаемость имеют незакаленные стали,
меньшую — чугуны, совсем малую — закаленные, быстрорежущие и ле-
гированные стали. Воздух имеет весьма незначительную магнитную
проницаемость, поэтому для обеспечения большой силы закрепления
следует избегать зазоров между закрепляемой деталью и плоскостью
приспособления.
Преимущества электромагнитного и магнитного приводов:
а) быстрота действия;
б) возможность крепления деталей на окончательно обработанных
поверхностях без повреждения детали;
в) возможность одновременного крепления мелких деталей.
Недостатки электромагнитного и магнитного приводов:
а) меньшие силы крепления по сравнению с механическим приводом;
б) невозможность крепления деталей из немагнитных материалов;
в) наличие остаточного магнетизма в деталях из ферромагнитных
материалов;
г) возможность аварий при перерыве в подаче электроэнергии для
электромагнитного привода.
Электромагнитный привод. Электромагнитные устройства выпол-
няются преимущественно в виде плит или планшайб для закрепления
заготовок с плоской базовой поверхностью. Основные размеры и техни-
ческие характеристики прямоугольных электромагнитных плит регламен-
тированы ГОСТ 3860—56. Сердечники электромагнитов н полюса крышки
рекомендуется изготавливать из стали 10, остальные детали — из стали
10 и 15 или из чугуна СЧ12-28. Рабочая поверхность плиты должна
быть обработана по 8-му классу чистоты и отклонение от прямолиней-
ности не должно превышать 0,02 мм на длине 300 мм. Питание элек-
тромагнитных плит производится постоянным током напряжением 24 в,
48 в, 110 в или 220 в от моторгенераторов или селеновых выпрямителей
Сх ема электромагнитной плиты представлена на рис. 20, а. Удержи-
вающая сила электромагнитных устройств достигает 15 кгс/см2.
При конструировании и расчете электромагнитных плит исходными
данными являются:
а) размеры н конфигурация детали в плане;
б) толщина детали;
в) материал детали;
г) сила резания, вызывающая сдвиг детали.
Порядок расчета следующий:
1. Необходимая удерживающая сила W определяется по силе
резания, сдвигающей обрабатываемую деталь:
114
Рис. 20. Схема плит:
а — электромагнитной;
б — магнитной.
W = кгс.
где Ррез —сила резания, вызывающая сдвиг детали в кгс (окружная
сила при шлифовании);
f — коэффициент трения между обрабатываемой деталью и пли-
той (f = 0,1 —0,15).
2. Число пар полюсов 2п определяется исходя из размеров и кон-
фигурации детали. Для плит длиной от 300 до 900 мм шаг расположе-
ния полюсов изменяется от 35 до 50 мм. Количество полюсов п можно
выбирать также с таким расчетом, чтобы расстояние между ними было
равно двойной толщине сердечника электромагнита.
W
Удерживающая сила на одну пару полюсов равна W' = .
3. Площадь F' поперечного сечения сердечника определяется по
формуле:
25 W- 10е
см2,
8*
115
где В — магнитная индукция для материала, из которого изготовлен
сердечник, в гс (см. табл. 47).
4. Общее сопротивление магнитопровода определяется по формуле:
где Zr, /2 • Zn-— длина каждого участка магннтопровода в см; участ-
ками магнитопровода являются (см. рис. 20, с): обраба-
тываемая деталь 1г, Z2, Z12, зазор между деталью и плитой
la, Zu; высота сердечников /4, lw; соединительная план-
ка Z7, Ze, Z8; зазоры между соединительной планкой и
сердечником Z5, Zlo. Величину зазоров можно принимать
равной:
а) при черновой базовой поверхности заготовки — 0,1
— 0,3 мм;
б) при предварительно обработанной базовой поверхнос-
ти заготовки — 0,05 — 0,1 мм;
в) при чистовой базовой поверхности — 0,02— 0,05 мм;
д) при окончательно обработанной базовой поверхности
(шлифованной) — до 0,02 мм;
Hi, |Л2... [1п — магнитная проницаемость материала каждого участка
(см. табл. 47);
Flt Fa-... Fn — поперечное сечение каждого участка в см2.
5. Общий магнитный поток (с учетом 30% потерь):
Ф = 0,7 BF'.
6. Количество ампер-витков катушки:
ФР
7ю = 0,4л’
где I — сила тока в а (силой тока обычно задаются);
со — количество витков катушки.
7. Диаметр провода катушки:
где q— допускаемая плотность тока (q = 3—5 а/мм?).
8. Проверка катушки на нагрев производится по поверхности охлаж-
дения катушки, которая приходится на 1 вт мощности. Темпера-
тура нагрева считается допускаемой, если на 1 вт мощности прихо-
дится свыше 10 см2 поверхности охлаждения катушки.
Детали, обработанные на электромагнитных плитах, приобретают
остаточные магнитные свойства. Размагничивание деталей производится
в переменном магнитной поле, плотность которого постепенно умень-
шается от максимума до нуля.
Магнитный привод. Преимуществом магнитных приводов является
то, что они безопасны в работе, так как не связаны с каким-либо источ-
ником тока, не расходуют электроэнергию и весьма долговечны в работе.
Удерживающая сила привода с постоянными магнитами не меньше,
чем у электромагнитного, и достигает 15 кгс/см2.
Схема магнитного привода представлена на рис. 20, б. Закрепление
и открепление детали осуществляется путем перемещения магнитного
блока. Прн закреплении детали магнитный поток проходит через деталь,
в случае открепления — замыкается, минуя деталь.
116
Таблица 47
Значения магнитной индукции и магнитной проницаемости
Напряжен- ность маг- нитного поля Магнитная индукция В Магнитная проницаемость р.
Чугун СЧ12-28 Сталь 10 Воздух Чугун СЧ 12-28 Сталь 10 Воздух
20 5900 14400 20 300 740
30 6400 . 15200 30 225 530
40 6850 15700 40 185 435
50 7250 16000 50 155 350.
100 8500 17000 100 145 245 1
150 9500 17700 150 70 140
200 10250 18200 200 50 90
250 10800 18500 250 43 75
При следует: проектировании приспособлений с постоянными магнитами
1) высоту постоянных магнитов делать равной 48—52 мм;
2) толщину стальных пластин блока брать не менее 10—11 мм;
3) толщину постоянного магнита принимать в 2—2,2 раза больше
толщины стальных пластин блока;
4) зазор между магнитным блоком и верхней плитой должен быть
не более 0,03 мм.
Постоянные магниты изготавливают из ферромагнитных материалов,
обладающих высокой остаточной индукцией В2 и большой коэрцитивной
силой Н2. Такими материалами являются стали с высоким содержанием
углерода и специальных присадок вольфрама, кобальта, хрома. Магнит-
ные свойства этих сталей постепенно снижаются, что требует повторного
(примерно через два года) намагничивания.
Постоянные магниты изготавливаются из сплавов AHKol, АНКо2,
АНКоЗ, АНКо4 в виде отливок, обладают высокой твердостью и под-
вергаются только шлифовке.
Верхняя и нижняя плита изготавливаются обычно из отожженной
стали 10. Стальные пластины магнитного блока и вставки верхней плиты
выполняются из стали ЭАА по ГОСТ 3836—47. Диамагнитные проклад-
ки блока изготавливаются из меди или латуни, а диамагнитная заливка
вставок верхней плиты — из баббита или красной меди.
IV. ГЕОМЕТРИЧЕСКИЕ РАСЧЕТЫ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
РАСЧЕТ ОПРАВОК
В табл. 48 приведены характеристики основных типов оправок
для токарных и шлифовальных работ.
Таблица 48
Основные типы оправок и область их применения
Тип оправок Класс точ- ности базового отверстия Область применения
Цилиндрическая со сво- бодной установкой детали и с зажимом от гайки или пневмоцилиндра Не ниже 3-го При повышенных требова- ниях к продольным раз- мерам детали при работе на настроенных станках
Цилиндрическая с прессо- вой посадкой детали Не ниже 2-го При передаче значитель- ных крутящих моментов с обеспечением точности центрирования до 0,01 мм
Конусная Не ниже 3-го На легких токарных и шлифовальных работах при условии, что 0,25 В -р- С 1,5. Точность центрирования до 0,005 мм
Цанговая Не ниже 3-го Для легких работ. Точ- ность центрирования до 0,08 мм
118
Продолжение таблицы 48
Тип оправок Класс точ- ности базового отверстия Область применения
С гидропластной втулкой Не ниже 3-го При небольших отноше- ниях длины деталик диа- метру базового отверстия. Точность центрирования до 0,005 мм
С тарельчатыми пружи- нами Не ниже 4-го Для коротких деталей
Роликовая Клнноплунжерная Не ниже 3-го Для обработки на токар- ных станках при передаче большого крутящего мо- мента Для деталей, имеющих сравнительно большое не- обработанное или грубо обработанное отверстие
Оправки изготавливают обычно из цементируемых сталей с после-
дующей закалкой до HRC-58—62.
Цилиндрические оправки со свободной установкой детали. По-
садка оправок для гладких ступенчатых, шпоночных и шлицевых от-
верстий выбирается в зависимости от требуемой концентричности базо-
вой и обработанной поверхностей. Чаще всего выбирается посадка,
соответствующая посадке скольжения 2-го класса точности.
У оправок с прямоугольными шлицами шлицы играют только роль
поводка и поэтому прослабляются по ширине. При обработке детали
с прямоугольными шлицами до термообработки центрирование произво-
дится по наружному диаметру шлицев оправки, независимо от способа
центрирования шлицевого соединения. После термообработки посадка
детали производится в зависимости от способа центрирования шлицево-
го соединения.
У оправок с елочными и эвольвентными шлицами обеспечивают
гарантированный боковой зазор, компенсирующий погрешности изготов-
ления шага, профиля и т. д.
Порядок расчета оправки с елочными шлицами приведен в табл. 49.
Таблица 49
Порядок расчета цилиндрической оправки с елочными шлицами
Исходные данные:
ОСр — диаметр делительной окружности;
г — число шлицев;
di, d2 — диаметр впадин и диаметр выступов шлицев;
2ф— угол профиля шлицев;
So — теоретическая толщина шлица по хорде делительной
окружности;
119
Продолжение таблицы 49
S2=S0— Д2—"фактическая толщина шлица по хорде делительной
окружности;
Alt Л2 — допуск на изготовление шлица.
Наименование величины Обоз- наче- ние Расчетная формула
1 2 3
Половина центрального угла, приходящегося на 1 зуб 360°
а а- г
Половина угла профиля зуба детали ф = ф + а
Половина центрального угла толщины зуба т' , s2 Sin у =-р— ^ср
Толщина шлица отверстия по дуге делительной окружности Т2 360°
Расчетная ширина впадины оправки по дуге делительной окружности Ft Fi = Тгтах “Ь 6, где б — гарантированный зазор между профилями шли- цев оправки н детали, равный 0,040 мм для шлицев от 2,5 до 8 мм
Т^тах —максимальная ширина шлица по дуге дели- тельной окружности с учетом допуска на из- готовление шлица, уменьшающего его ши- рину чтах ^2 А1
120
Продолжение таблицы 49
1 2 3
Половина центрального угла впадины шлицев 360° Ft
т ~ jtDcp 2
Угол ₽ ₽ = Ф —у
Диаметр внутренней вершины профиля шлицев оправки Dy _ . _ sin В D. = DCI) —. 1 - 1 ср sin <р
Диаметр наружной вершины профиля шлицев оправки d2 _ sin ср Z?2 — - 1 4 1 sin ф
Диаметр ролика (при от- сутствии заданного чертежом диаметра ролика) dx . n sinTx х х costp Dx — диаметр касания ролика с профилем шлица
й •
Рл- “ Г) sin Ч5 J'x
Расстояние от оси оправки до оси ролика х у 1 Г) , dx
2 1 2sin <р
Размер по роликам н Н = 2^X + ~L^ —
для четного числа шлицев
Конусные оправки применяются при базировании как по гладкому,
так и по шлицевому отверстию. При базировании по наружному диа-
метру шлицевого отверстия внутренний диаметр шлицевой оправки
обычно изготавливают на 1 мм меньше внутреннего диаметра детали,
а ширину шлицев оправки — на 0,25—0,5 мм меньше ширины впадины
детали.
Конусностью оправки называется величина
О, — ГЛ
k =-----£----= 2tg а,
где Dlt D2 — наибольший и наименьший диаметры конусной части;
L — длина конусной части;
а — половина угла конусной части.
При установке детали на конусной оправке положение детали по
длине оправки является неопределенным.
В табл. 51 приведен порядок расчета конусной оправки.
Если расчетная длина оправки превышает указанную в табл. 50,
то рекомендуется либо увеличить значение конусности, либо проекти-
ровать набор оправок из двух штук-.
121
Т'а блица 50
Зависимость длины оправки от ее диаметра
Диаметр
D оправки
в мм
До
10
10—15
15—20 20—25 25—35 35—45 45—55
55—65 65—80 Св. 80
Продольная
длина оп-
равки в мм
80 100 150 200 250 350 410
480 530 580
Оправки диаметром свыше 45 мм рекомендуется делать пусто-
телыми.
Таблица 51
Порядок расчета конусной оправки
Исходные данные:
</наим — наименьший диаметр отверстия детали;
^наиб — наибольший диаметр отверстия детали;
б — допуск на изготовление диаметра отверстия детали;
т — величина биения торцевой или цилиндрической поверхности
детали на плече М, допускаемая техническими условиями на
изготовление детали.
Наименование величины Обо- значе- ние Расчетная формула
1 2 3
Погрешность базирования в В = 0,25m
Конусность k В k~ м или по графику на рис. 21. Примечание. При наличии нескольких техни- ческих требований на величину биения различных поверхностей, погрешность базирования В и конусность К определяются для всех поверхностей, после чего принимается наименьшее значе- ние конусности.
122
Продолжение таблицы 51
1 2 3
Длина конуса, необходимая для компенсации допуска на изготовление отверстия де- тали N .г ^наиб ^наим 6 k - k или по графику на рис. 22
Запас длины конуса С 0,256 + Д С k ’ где Д — допуск на изготовление цилиндрического пояска оправки: для К = 1 : 2000 Д = 0,010; для К = 1:3000 Д = 0,008 мм; для К = 1: 3500 Д = 0,005 мм
Диаметр цилиндрического пояска оправки D D ~ ^наиб 0,256
Длина конической части оп- равки 1 / = С + М4-Е4-Г, где Е — длина базового отвер- стия; F — длина конусной части со стороны меньшего диаметра F — 10 мм для К = 1 : 2000 F = 15 мм для К = 1 : 3000 F = 20 мм для К = 1: 3500
Допускаемое биение конусной части оправки А А = ОДт, но не менее 0,003 мм
Рис. 21. График для определения конусности.
123
Цилиндрические оправки с прессовой посадкой детали приме-
няются в том случае, когда необходимо точно определить положение
детали по длине. Порядок расчета цилиндрической -оправки с прессо-
вой посадкой детали приведен в табл. 52.
Таблица 52
Порядок расчета цилиндрической оправки с прессовой
посадкой детали
Исходные данные:
d — номинальный диаметр отверстия детали;
I — длина отверстия;
6i> 62 — верхнее и нижнее отклонение номинального диаметра от-
верстия.
Наименование величины Обо- значе- ния Расчетная формула
1 2 3
Минимальный диаметр от- верстия d-min dmin = d
Продолжение таблицы 52
-ум — ——- / 1 2 3
Диметр рабочей части Диаметр приемной части Меньший диаметр конуса Длина приемной части Половина угла конуса рабо- чей части оправки для дета- лей с длинным отверстием L Р >1 D3 Pi о2 Li а = dmin ПР За номинал принимается мини- мальный диаметр отверстия и для него назначаются отклоне- ния по прессовой посадке = &т1п П За номинал принимается ’’мини- мальный диаметр отверстия и для него назначаются отклоне- ния по легкоходовой посадке Z?2 “ &т1п С За номинал принимается мини- мальный диаметр отверстия и для него- назначаются отклоне- ния по посадке скольжения £1 = (———)/ \ 2 3 / Р3 — Р2 tga- L
РАСЧЕТ МНОГОШПИНДЕЛЬНЫХ ГОЛОВОК
Исходные данные для проектирования многошпиндельных головок:
1. Чертеж обрабатываемой детали с техническими условиями.
2. Технологический процесс обработки детали с указанием режи-
мов резания (подач и скоростей резания).
3. Диаметр и длины режущих инструментов и размеры их хвосто-
виков.
4. Паспортные данные станка, для которого проектируется много-
шпиндельная головка:
а) мощность электродвигателя,
б) направление вращения шпинделя,
в) ступени чисел оборотов и подач шпинделя,
г) формы и размеры нижней части шпинделя,
д) вылет шпинделя,
е) максимальный ход шпинделя,
ж) максимальное расстояние от шпинделя до стола.
5. Чертеж приспособления, с которым будет работать головка.
Последовательность проектирования многошпиндельных головок:
1. Определение числа оборотов рабочих шпинделей с выбором ре-
жимов резания с учетом равной или кратной стойкости инструмента.
2. Определение мощности, передаваемой головкой.
3. Определение передаточных чисел от шпинделя станка к рабо-
чим шпинделям.
4. Выбор кинематической схемы головки.
5. Выбор узлов рабочих шпинделей.
6. Проверочный расчет деталей головки: шпинделей, шестерен,
подшипников и шпонок.
Определение числа оборотов рабочих шпинделей. Число оборотов
шпинделей определяется по формуле:
1000 о
И = об]мин,
где v — скорость резания в м/мин',
D — диаметр инструмента в мм.
Режимы резания для многошпиндельных головок выбираются с
учетом равной или кратной стойкости всех инструментов и необходи-
мости замены инструмента не более двух раз в смену.
Ниже приведены режимы резания для работы инструментами из
быстрорежущей стали.
Величину подачи можно определить по формуле:
S = С5О0,6 — сверление, зенкерование,
S = CSD0,7 — развертывание,
где Cs — коэффициент (см. табл. 53);
D — диаметр инструмента в мм.
При обработке отверстий длиною более трех диаметров значение
принятой подачи умножается на соответствующий коэффициент из
табл. 54.
Таблица 53
Значение коэффициента Cs
Обр абатываемый материал и его характеристики Сверление
I группа подач — максимальные по- дачи (сверление глухое): а) сверление и рас- сверливание не точнее 5-го класса точности при от- носительно жест- кой детали; б) сверление под резьбу, при усло- вии обработки от- верстия после сверла зенкером II группа подач— средние подачи (сверление глухое и иа проход): а) сверление в не- достаточно Жест- ких деталях; б) сверление под резьбу; в) сверление с по- следующей обра- боткой одним зен- кером или двумя развертками Ш группа подач— максимальные по- дачи (сверление глухое и на про- ход): а) сверление и рассверливание для последующей обработки одним зенкером с малой глубиной резания нли разверткой
1 2 3 4
Сталь:
НВ < 160 0,085 0,063 0,042
НВ 160—240 0,063 0,047 0,031
НВ 240—300 0,046 0,038 0,023
//В>300 0,038 0,028 0,019
126
Продолжение таблицы 53
1 2 3 4
Чугун: НВ < 170 НВ > 170 Цветные металлы: мягкие твердые 0,130 0,078 0,170 0,130 0,097 0,058 0,130 0,097 0,065 0,039 0,085 0,065
Зен керо ван ие
I группа подач— п редварительное зенкерование с последующей об- работкой точных отверстий не ме- нее чем двумя инструментами П группа подач— зенкерование по 5-му классу точ- ности или после- дующая обработка двумя развертками III группа подач— окончательное зенкерование или обработка одной разверткой
Сталь: НВ < 160 НВ 160—240 НВ 240—300 НВ >300 Чугун: НВ< 170 НВ > 170 Цветные металлы: мягкие твердые 0,190 0,140 0,105 0,085 0,250 0,150 0,330 0,250 ' 0,140 0,105 0,079 0,063 0,190 0,113 0,250 0,190 0,095 0,070 0,052 0,042 0,125 0,075 0,170 0,125
Развертывание
I группа подач — предварительное развертывание под последующее чи- стовое II группа подач — чистовое развер- тывание по 2-му классу точности после предвари- тельного развер- тывания III группа подач— чистовое развер- тывание одной разверткой по 3-му классу точ- ности
Сталь: НВ < 160 НВ 160—240 ЯВ>240 Чугун: НВ < 170 НВ >170 Цветные металлы: мягкие твердые 0,20 0,16 0,12 0,33 0,20 0,20 0,33 0,15 0,12. 0,09 0,25 0,15 0,15 0,25 0,10 0,08 0,06 0,16 0,10 0,10 0,16
127
Таблица 54
Поправочные коэффициенты иа величину подачи при обработке
отверстий
Диаметр отверстия D в мм Длина отверстия
(3-5) D (5-7) D (7—10) D
До 20 0,9 0,85 0,80
» 40 0,9 0,80 0,75
» 60 0,85 0,80 0,75
Для облегчения расчетов, связанных с определением величины по-
дачи, можно воспользоваться номограммой, представленной на рис. 23.
Для установления фактической величины подачи необходимо отрезок,
ограниченный значениями D и Cs на шкале I и II, перенести на шка-
лу III, совместив его конец с точкой А, тогда второй конец укажет
величину подачи S в мм]об.
Скорость резания может быть определена по формулам:
а) при сверлении для 0 = 2 — 9 мм
Уд. 5рм-.
v у 0,2 £0,7
м]мин для стали с <тв = 75 кгс]мм2-,
1O.5D0-25
* = у,0,125 £0,55
м]мин для чугуна с НВ 190;
б) при сверлении для D = 10—60 мм
_W^__
у ~ -р0.2 g0,5
м]мин для стали с ав = 75 кгс]мм2-,
12,2D0,25
= уО,125 £0,4
м]мин для чугуна с НВ 190;
в) при зенкеровании при t = 1 мм и Т =100 мин
16,3D0-3
у 0,3 ^0,5 ^0,2
м/мин для стали с <тв = 75 кгс]мм2\
965OOD0*3
у0,4 ^0,45 ^0,15
м]мин для чугуна с НВ 190;
Рис. 23. Номограммы для
определения величины по-
дач при сверлении, зенке-
ровании и развертывании.
г ) при развертывании при t = 0,1 мм
и Т = 100 мин
10,5D0-3
V = ^0 4 2 ^о,55 м/мин для стали
с ов = 75 кгс/мм?-,
15.6D0’2
V = ~го,з fo,i so,5 ’ м/мин Для чу-
гуна с НВ 190,
где D — диаметр инструмента в мм-
S — подача в мм/об’,
t — глубина резания в мм-,
Т — стойкость инструмента в мин.
При обработке материалов с различ-
ными механическими свойствами значе-
ние принятой скорости резания следует
умножить на соответствующий коэффи-
циент из табл. 55.
При обработке с различными глу-
бинами резания и различными значения-
ми стойкости значение принятой ско-
рости резания следует умножить на
соответствующий коэффициент из табл.
56, 57.
9 Зак. 29
129
Таблица 55
Поправочные коэффициенты на величину скорости резания в зависимости от механических свойств обрабатываемого
материала при сверлении, зенкеровании и развертывании
Материал в кгс] мм* 33-37 38—41 42—48 49—55 56—62 63-70 71—80 81—91 92—104 105—118 119-136
НВ 98 ПО 128 150 168 190 215 245 280 318 365
Стали Автоматные Углеродистые и конст- рукционные (С <0,6%) Хромистые, никелевые, хромоникелевые Углеродистые, инстру- ментальные и конструк- ционные (С > 0,6%) Марганцовистые, хромо- марганцовые, хромомо- либденовые 0,89 2,18 1 4 1,94 1,22 1,44 1,12 1,72 1,27 1,28 1 1,53 1,27 1,13 0,89 1,36 1,12 1 0,9 0,79 1,1 1 0,9 0,8 0,7 1 0,89 0,8 0,7 0,62 0,7 0,63 0,55 0,63 0,56 0,49 0,56 0,44
НВ 130 150 170 190 210 230
Чугуны Серый Ковкий 1,2 1,35 1 1,15 0,85 1 0,73 0,85 0,77
Алюминий <тв до 36 кгс/мм2 <гв свыше 36 кгс [мм2 . 2,15 1,8
Таблица 56
Поправочные коэффициенты на величину скорости резания
в зависимости от глубины резания
Вид обработки Глубина резания t в мм Сталь Чугуны, бронзы алюминий
0,5 1,15 1,11
1,5 0,94 0,96
2,0 0,87 0,90
Зенкерэванне 3,0 0,80 0,85
4,0 0,76 0,81
6,0 0,70 0,76
8,0 0,66 0,73
0,05 1,15 1,07
0,10 1,00 1,00
Развертывание 0,15 0,94
0,20 0,87 0,92
0,25 0,83
Таблица 57
Поправочные коэффициенты на величину скорости резания
в зависимости от стойкости инструмента
Вид обработки Стали | Чугуны, бронзы, алюминий
Стойке сть инструмента Т в мин
50 100 180 240 70 100 180 240
Зенкерование 1,23 1 0,84 0,77 1,3 1 0,8 0,7
Развертывание 1,3 1 0,8 0,7 1,23 1 0,84 0,77
Сверление 1,15 1 0,89 0,84 1,1 1 0,92 0,9
Для облегчения расчетов, связанных с определением величины
скорости резания по вышеприведенным формулам, можно воспользо-
ваться номограммами, представленными на рис. 24, 25,
9*
131
В,мм
60-,
50-
Сверление
0=10-60
31~\5,мм/об
доз
Л7—I
оо
-30
го-
го
V. м/мин
30^ р-
o.i
0.3
Oft
0,5-
г°1 '--25
0,05
50-
0,05
0,06 ‘‘О-
0,07
°-08 30^
0,09 -
0,1 -
10->
15
Стали
Чугуны
бронза
Алюминии
исходные формилы
Я
1-
Стальбв^5жфыг ЧзгунсерыйНВ=1Я01(5-
6’ = 7fiI^5W/W//
Сверление
D 2-9
-30
т20
Дмм
Г3
н в
-7
-е
— 5
-4
-3
L-2
40
v, м!мин
20\
/ хХСтали
-О.г Чугуны \
бронза
Алюминий |
Сталь ^73ке1ммг
5хТ)0Л
^Уо.г^о.т^ин
Чогин серый НВ=130
Рис. 24. Номограммы для определения скорости резания прн сверлении
инструментами из быстрорежущей стали.
ЗенкероОание 5,имЮЬ
номограмма составлена для ЫиТЮОминЛ
ОазСертывание
номограмма составлена дляЫОТиТмоОмин
В,мм
Ю0-.
30-
30-
70 -
60—
50-
^м/мин
200—1
ко-
чи-
30-
го-
15-
10—<
М.Н/нан 0J5U
^50
\ V.MIHUH
зо
~-гз
о,г-
30
гз
па
ол-_
го
05-,
0,5-
0,7-1
0Л^‘
0,3-
60-
50
50 —
исходные формелы
-to
-з
-8
О/
15—
чзгзн серый но iso
... SS5O0-0Q3
'mSO.UtOMHQIP /ИШ!
Ста,"ьЕ‘-73кг./мм1 J
-И/ -
msae-tai /nun \ J
25
0,3-
го
го
w
0
го
-15
7 -
б -J
Дмм
rrioo
-so
-во
-70
-ВО
50
\-30
<-10
Стомб^зЗкс/мнг Чегин серый HBtso
15Е&-М,
Рио. 25. Номограмма для 'определения скорости резания при зенке-
ровании и развертывании инструментами из быстрорежущей стали.
со cn Со 5S Q -£з J < » » И « » 1 < 1 < 1 > Т h < . i Li> J .iJ-<_1 1 I I I t 1 1 I jJ i ltXtJ 1 1 , l.r 1 i i t i 111L i’.I.I.J <111 мх,кгсмм 150000- 1000002 OOBOO- &)000~- 70000- eoooo- 50000- 400002 30000- 200003 100003 30003 eooo£ - 7B00-Z, —&ХЮ- , №00- 1/000-3 3000-3 20002 10002, 800 2 eoo- 700 — 600— 500-z 4002 3002 200- 1002 Хр,лс. Р,.кг 1 5000-. zrM 00002 ~~ & 28 : Eg 3000- w5 - 2lf z , 2000- -2 “ '^1'10110- -09 SOO- 2g87 ево~ -6,8 ‘№0- V0’5 600- '-04 ‘ 500- '-0,3 5 E w-e Z~0,2 j L 3002 z -0.1 -0,03 1 -бив гооД Е-ед? : -ом Г0,05 - 'r-ЦОО ^10^ '^ТоЪ 70- С П1 1 вшшм § § a 'е,нм/об -13 -1,г -1,1 -1 -0,0 '-0,8 т-0.7 —0,6 -0.5 '-0,4 '-0,3 г0,2 '-0,15 - 0,10 '-ООО '-0,08 'т-0,07
3 - Г 302 80- 70- 80- 50-. 40 30 2 20-. .Со № ?=> I § 1» Су Si* Со со , ! 1 1 1 , < 1. 1 1 § § S >l i । । i,i.L±i.i,u । 1 i Л SS Л § S? §
Рис 2 6. Номограмма для определения мощности при сверлении
инструментами из быстрорежущей стали.
133
Рис. 27. Номограмма для определения мощности прн зенкерова-
нии стали зенкерами из быстрорежущей стали при t — 1 мм.
134
Определение мощности, потребляемой головкой. Мощность, потреб-
ляемая головкой при сверлении, определяется по номограмме (рис. 26),
где —осевая сила подачи для одного сверла при сверлении сталей
и алюминия;
р2 — осевая сила при сверлении чугунов и медных сплавов;
/у— мощность при 100 об!мин, при п об/мин, отличающихся от
100 об/мин,
п
N = '100 ’
Мк — крутящий момент.
При обработке материалов с различными механическими свойствами
значения Pt, Р%, Л/р и Л4К следует умножать на соответствующий коэф-
фициент из табл. 58.
Мощность, потребляемая головкой при зеикеровании стали, опреде-
ляется по номограмме (рис. 27),
где Р — осевая сила;
Л/р — мощность при 100 об/мин, при п об/мин, отличающихся от
100 об/мин,
п
N = np Too*
Мк — крутящий момент.
При зеикеровании с глубинами, отличающимися от t = 1 мм, зна-
чения Р, Л/р и Л4К следует умножать на соответствующий коэффициент
из табл. 59.
Таблица 58
Поправочные коэффициенты на осевую силу, крутящий
момент и мощность
Материал и его характеристика Поправочный коэффи- циент для Pt или Pz Поправочный коэффи- циент для М. и Д/ к р
1 2 3
Ов Сталь: 30—40 кгс/мм2 0,57 0,57
» 40—50 » 0,67 0,67
» 50—60 » 0,79 0,79
» 60—70 » 0,89 0,89
» /и—60 » 1,00 1,00
» 80—90 » 1.П 1,11
» 90—100 » 1,18 1,18
» 100—110 » 1,26 1,26
» 110—120 » 1,36 1,36
Чугун серый: НВ до 164 0,85 ‘ 0,52
» 164—200 1,00 0,61 .
» св. 200 . 1.20 • . 0,73
135
Продолжение таблицы 58
1 2 3
Чугун ковкий: НВ до 129 0,82 0,52
» 129—172 1,00 0,61
» св. 172 1,20 0,73
Алюминий: НВ 60—80 0,21 0,21
» 80—100 0,31 0,31
Таблица 59
Поправочные коэффициенты иа осевую силу,
крутящий момент и мощность
Глубина резания 1 в лш Поправочный коэффи- циент для М, // к р Поправочный коэффи- циент для Р
0,5 0,6 0.5
1 1 1
1,5 1,35 1,5
2 1,7 1.9
3 2,25 2,8
4 2,8 3,7
6 3,8 5,5
8 4,7 7,2
Мощность, потребляемая головкой, определяется по формуле:
_ fejMi 4~ 4~ • • + knNn
“гол — п >
чгол
где fex, kz,... kn — число одинаковых инструментов, работающих в го-
ловке;
Д',, М2, ... Nn — мощность, потребляемая каждым инструментом;
*Пгол — к- п- Д- механизма головки (т]гол = 0,9).
Суммарная мощность, потребляемая головкой, не должна превы-
шать мощности станка
где т]ст — к. п. д. механизма станка (т]ст = 0,8).
Суммарная осевая сила не должна превышать максимальную
силу подачи станка:
Р гол = к%Р2 ~1~ • • • "Ь knPn
Определение передаточных чисел. Передаточное число для каждо?
го рабочего шпинделя определяется по формуле:
__ ГСинст г вед
Пст ^раб
где пИнет — число оборотов инструмента в минуту;
пст — число оборотов ведущего шпинделя станка в минуту;
гвед —’ число зубьев шестерен ведущего' шпинделя;
2раб — число зубьев шестерен рабочего шпинделя.
Подача инструмента определяется по формуле:
где SCT— подача станка в мм/об\
£Инст—подача инструмента в мм./об.
Выбор кинематической схемы головки. При выборе кинематической
схемы головки необходимо соблюдать следующие условия:
1. Ось ведущего шпинделя следует располагать в центре давления
головки, которым является точка приложения равнодействующей сил
подачи инструментов, при этом центр давления головки не должен вы-
ходить за пределы фланца станка.
2. Не следует передавать силы к рабочим шпинделям через
шестерни других рабочих шпинделей.
3. Следует вводить наименьшее количество паразитных шестерен,
для чего приводить в движение от одной паразитной шестерни по не-
скольку рабочих шпинделей.
4. Все рабочие шпиндели должны иметь правое вращение, а так
как все сверлильные станки, как правило, имеют правое вращение
шпинделя, то число паразитных и промежуточных валов должно быть
нечетным.
Для специализированных станков, имеющих левое вращение шпин-
деля, можно обойтись без паразитных шестерен, передавая вращение
непосредственно от ведущего вала к шпинделям.
5. Паразитные шестерни следует располагать вокруг ведущего
шпинделя по возможности равномерно, так как это способствует раз-
грузке подшипника ведущего шпинделя от радиальной нагрузки.
6 Не следует располагать оси паразитных шестерен очень близко
к рабочим шпинделям, чтобы не ослаблять корпус головки расточками
под подшипники.
7. Следует располагать все шестерни головки в одной плоскости;
при близком расположении рабочих шпинделей, когда шестерни не раз-
мещаются в одной плоскости, их располагают в двух и более пло-
скостях.
8. Составление кинематической схемы следует начинать с опреде-
ления диаметров делительных окружностей и модулей шестерен рабо-
чих и ведущего шпинделей.
9. При выборе шестерен нужно учитывать, что:
а) максимально допускаемое число зубьев некорригированных зубча-
тых колес zmin = 16;
б) применяемые модули должны соответствовать стандартному ря-
ду: 1; 1,5; 2; 2,5; 3; 3,5; 4; 5;
в) ширина венца зубчатого колеса Ь = (6—10) т;
г) наибольшие передаточные числа на замедление / = 4 — 5 и на
ускорение i — 2 — 2,5; предпочтение следует отдавать передачам на за-
медление;
13?
д) наибольшие допускаемые- окружные скорости для прямозубых
зубчатых колес по 7-й степени точности—10—12 >и/сек; по 8-й —
5—6 м/сек.
10. При увеличении или уменьшении межцентрового расстояния про-
тив теоретического необходимо произвести корригирование зацепляю-
щихся зубчатых колес. Без корригирования допускается увеличение
межцентрового расстояния порядка (0,03—0,05) т. Уменьшение меж-
центрового расстояния без корригирования не допускается.
Вопросы корригирования зубчатых передач рассмотрены в разделе
«Зубчатые передачи».
Выбор узлов- рабочих шпинделей может производиться по нормам
многошпиндельных головок НИИАвтопрома.
Проверочный расчет деталей головок (зубчатых колес, валов,
шпинделей, подшипников) производится по формулам деталей машин и
приведен в соответствующем разделе справочника.
Расчет координат при конструировании многошпиндельных голо-
вок производится по формулам, приведенным в табл. 60.
Таблица 60
Расчет координат при конструировании миогошпиндельных
головок
Продолжение таблицы 60
139
Продолжение таблицы 60
2 3
k, I, т, п, г& fS 1 1 £ СЧг- 04 « + + £ О С 4 ° - X u 1st + + + g £ '1 s. -g - £ ~ и и II 11 i и Q О CQ Q г-н oi со xh io ф
„ „ т (гу-ГзУ-п (п— г2
7’ Е=“ ~
8. дг = 1 — В2 — Ег
9. М = гг — AD — BE
10. F = Л2 + В2 —rf
V M2 + NF^-M
N
V M2 + NF + М
Ro= N
х = В + ER
хп — В — ERB
у = А + О/?
</о = Л DRa
140
Продолжение таблицы 60
1
2 3
k, I, т, п, rlt r2, Гз у Т । 1 1 к* 4j тЛл“Т г + _ § -а 55 1 Q « & “я i о 1 u t t Q 4 е ! | <n 1 см 1 714. + 4-1-0 с Л -Ь “я ? | ® S S 5 - - II || |) и II и II II II II в о и ч: cq q щ :> ц, ’-** СЧ СО LQ СО Л 00 05 О s) 2)
n V IvP + NF — М
К~ N M2 + NF + M R°~ N
x = В + ER x0= В — ER0
у Л + DR y^ = A — DR0
141
Продолжение таблицы 60
з
1. а = п2 -J- &2
2. b = I2 + т2
3. с = п! -J- km
та — nb
х= ~2с
kb + la
У = ~2с ~
R = У х2 + у2 — г
Ro = V х2 + у2 + г
1. а = п2 + k2
2. b = I2 + т2
3. с — km — nl
та — rib
kb — la
у= ~2с
R = Ух2 + у2 — г
^о = УГх2 + у2+г
х — х' cos а — у' sin а
у = х' sin а -J- у' cos а
х' = х cos а + у sin а
У = — х sin а + у cos а
МЕТОДИКА РАСЧЕТА КООРДИНАТ ОСЕЙ РОЛИКОВ
И ШАРИКОВ В ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
ДЛЯ ЦЕНТРИРОВАНИЯ ПО БОКОВОЙ
ПОВЕРХНОСТИ ЗУБА
Центрирование зубчатых колес для окончательной обработки от-
верстия производится по боковой поверхности зуба при помощи роли-
ков и шариков.
При этом необходимо, чтобы ролики (шарики), лежащие во впадинах
между зубьями, выступали за диаметр окружности выступов зубча-
того колеса и не касались окружности впадин. С учетом этих требо-
ваний диаметр роликов (шариков) может рассчитываться для некорри-
гированных зубчатых колес с а = 20° и /0 = 1 по следующей зависи-
мости:
4 = (1,7—1,8) т.
При центрировании по боковой поверхности зуба для цилиндри-
ческих прямозубых шестерён применяются ролики, для цилиндри-
ческих косозубых и конических шестерен — шарики.
Шестерни обычно изготавливаются с учетом обеспечения гаранти-
рованного бокового зазора в зацеплении, для чего на рабочем чертеже
шестерни проставляют верхнее и нижнее отклонения толщины зуба по
хорде делительной окружности или по общей нормали. Величина гаран-
тированного бокового зазора обеспечивается верхним отклонением, а
разность между верхним и нижним отклонениями является допуском
на изготовление. Поэтому при расчете диаметра роликов (шариков) от
номинальной толщины зуба по хорде делительной окружности отнимают
верхнее отклонение и половину допуска на изготовление. Пересчиты
вать хорду на дугу по делительной окружности нет необходимости, так
как при этом размер изменяется настолько мало, что практически не
влияет на точность центрирования шестерни.
Ниже приведены зависимости для расчета диаметра шариков и ро-
ликов и их координат цилиндрических прямозубых и косозубых зубча-
тых колес, а также конических зубчатых колес с прямыми и кривыми
зубьями. Необходимые для расчетов значения эвольвентной функции
inva = tg а — а приведены в табл. 68.
Приводим расчет диаметра ролика и его координат для прямозу-
бых цилиндрических колес внешнего и внутреннего зацепления.
Пример 1. Известны z, т, а0 и Е. Требуется определить диаметр
ролика dp, зажимной размер k.
Порядок расчета приведен в табл. 61.
143
Таблица 61
Порядок расчета для определения диаметра ролика и его координат
для прямозубых цилиндрических колес внешнего и внутреннего
зацепления
Исходные данные: z — число зубьев
т — модуль
а0 — угол профиля исходного контура
Е — коэффициент смещения исходного контура
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Номинальная^ толщина зу- ба по дуге делительной окружности S з = ± 2gtg<Xo j
Расчетная j толщина зуба по дуге делительной ок- ружности S' S' = S — ABS — ‘ASS SJ = S — AB£ — ‘/s 6£. где ABS — верхнее отклонение толщины зуба по хор- де делительной ок- ружности; 6S — допуск на толщину зуба по хорде дели- тельной окружности; Дв£ — верхнее отклонение длины общей норма- ли; б£ — допуск на длину об- щей нормали
144
Продолжение таблицы 61
1 2 3
Диаметр ролика Эвольвентный угол б/р Для некорригированных зубча- тых колес при а0 = 20° и /0 = 1 рекомендуется dp = (l,7 — 1,8) m S' invarp — ± mz + inva0 ±
Расстояние между осью X mz cos a0 1 z По табл. 68 находят значение ахр mz cos алр
шестерен и осью ролика Зажимной размер k л2 cos <х0 k =х + Vs dp
Примечание. В приведенных формулах верхние знаки отно- сятся к внешнему зацеплению, нижние — к внутреннему. Пример 2. Известны г, т, а0, g и зажимной размер k. Требуется определить диаметр ролика dp. Порядок расчета приведен в табл. 62.
Таблица 62
.Порядок расчета для определения диаметра ролика при заданном
зажимном размере k
И с х о д н ы е д а н н ы е: z, т, а0, g, k
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Номинальная толщина зуба по дуге делительной окружности S 3 = т ±2g tg а0)
Расчетная толщина зуба по дуге S' S' = 3 — Дв3 — Vs6S
делительной окружности S' = S —Дв£ — Vs«£
Диаметр ролика (предваритель- ный) ’ = (1,7- 1,8) т
Эвольвентный угол (предвари- тельный) ахр , S' i™Vp-± шг +
_ 31
+111VLCO± ~F г По табл. 68 находят зна- чение а^р
1Q Зак. 29
145
Продолжение таблицы 62
Расстояние между осью шестер-
ни и осью ролика (предваритель-
ное)
Зажимной размер (предваритель-
ный)
Разность между требуемой вели-
чиной зажимного размера и
предварительной
Величина * изменения диаметра
ролика для компенсации поправ-
ки на зажимной размер
Диаметр ролика (окончательный)
2 3
mz cos avn
X — 2 cos a0
k' k‘ = x' ± 7г d’p
Afc bk = k — k'
Adp A^p — 2 sin °7p * s ± - Ыг l-sino7P
t/p t/p = dp Adp
1
Пример 3. Известны z, т, а0 и g. Требуется определить зажимной
размер k и диаметр ролика dp для случая, когда ролик касается боко-
вых сторон зуба на делительной окружности.
Порядок расчета приведен в табл. 63.
Таблица 63
Порядок расчета для определения диаметра ролика для случая,
когда ролик касается боковых сторон зуба на делительной окружности
Исходные данные: z, т, а0 и g
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Номинальная толщина зуба по дуге , делительной ок- ружности S s=m (1Г ± tg “°)
Продолжение таблицы 62
1 2 3
Расчетная толщина зуба по дуге S' S' = S-ABS-VZ6S
делительной окружности S' = 3 —Ав£ — 1/2 б£
лт — S'
Половина центрального угла, со- б о - гп7
ответствующего ширине впадины
по дуге делительной окружности 6° = 6 град
Эвольвентный угол ал-р = ко + 6
Диаметр ролика б/р dp — mz (cos а0 tg а кр —
— sin а0)
Расстояние между осью тестер- mz cos адр
ни и осью ролика 2 cos a0
Зажимной размер k 1 k == x "^2
Пример 4. Известны г, т, а0 и g. Требуется определить зажимной
размер k и диаметр ролика dp для случая, когда центр ролика нахо-
дится на делительной окружности.
Порядок расчета приведен в табл. 64.
Таблица 64
Порядок расчета для
определения диаметра
ролика для случая, когда
центр ролика находится
на делительной окруж-
ности
Исходные данные:
1
z, т, а0, g, х = mz
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Номинальная толщина зуба на Дуге делительной окружности 3 S = m ± 2g tg aoj
in*
147
Продолжение таблицы 64
1 2 3
Расчетная толщина зуба по дуге S' S' = S — ABS — i/26S
делительной окружности S' = S — —
Диаметр ролика б/р dp = (nm — S') cos a
Расстояние между осью шестерни и осью ролика X 1 x — -g- mz
Зажимной размер k k x i
Расчет диаметра шарика и его координат для косозубых ци-
линдрических колес внешнего зацепления следующий.
Пример 1. Известны z, тп, аок, р, Требуется определить диа-
метр шариков и зажимной размер k.
Порядок расчета dm приведен в табл. 65.
Таблица 65
Порядок расчета для определения диаметра шарика и его координат
для косозубых цилиндрических колес внешнего зацепления
Исходные данные:
z — число зубьев
тп — нормальный модуль
аоп — угол профиля производящей рейки в нормальном сечении
Р — угол наклона зубьев
£П — коэффициент смещения исходного контура в нормальном сече-
нии
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Угол зацепления в торце- вом сечении aos . tg а0„ tgaos- cosp
Номинальная толщина зу- ба по дуге делительной окружности в нормальном сечении Sn _ / л \ = тп 1 2 “Ь tg 1
148
Продолжение таблицы 65
1 2 3
Расчетная толщина зуба по дуге делительной ок- ружности в нормальном сечении S'n S; = S„-AbS-V26S s; = S„-AbL-V26£, где ABS — верхнее отклонение толщины зуба по хорде делительной окружности; 6S — допуск на толщину зуба; Ав£ — верхнее отклонение длины общей нор- мали; ё£ — допуск на длину об- щей нормали
Диаметр шарика л Л/Ип Sn
dla cos аоп или dm = (1.7 — 1.8) /п,
Эвольвентный угол
invccXp — mHz ' /
Расстояние между осью mnz-cosaon 2 По табл. 68 находят значение ахр mnz cos aos
шестерни и осью шарика X }’ ~ 2 cos р COS (7.хр
Зажимной размер k
Пример 2. Известны г, т, аоп, р и и зажимной размер k. Тре- буется определить диаметр шарика dm. Порядок расчета приведен в табл. 66
Таблица 66
Порядок расчета для определения диаметра шарика при заданном зажимном размере Исходные данные: z, т, аоп, р, gn, k
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Угол зацепления в торце- ^os , tg ссоп
вом сечении tg “oS — COS р
149
Продолжение таблицы 66
з
Номинальная толщина зу-
ба по дуге делительной
окружности в нормальном
сечении
Расчетная толщина зуба
по дуге делительной ок-
ружности в нормальном се-
чении
Диаметр шарика (предва- d
рительный)
Эвольвентный угол (пред- а'
верительный) хр
Расстояние между осью х'
шестерни и осью ролика
(предварительное)
Зажимной размер (предва- k’
рительный)
Разность между требуе- Д/г
мой величиной зажимного
размера и предварительной
Зп — тп ( g + 2gn tg аоп j
$п = Sn Дв3 —
s’n= Sn — Дв£ - 1/26Д
4 = (1.7-1.8) тп
&'
lnvaxP =;+
p mnz
rf[|T JX
r-------------_------
1 mnz cos aon z
По табл. 68 находят значение
“zp
mnz cos aos
x' =--------------—
2 cos p cos azp
k' = x' + 1/2d'm
Ak = k — k'
Величина изменения диа-
метра шарика для ком-
пенсации поправки на за-
жимной размер
Диаметр шарика (оконча- dt,-,
тельный)
Adm —
cos P • cos aon sin axp
cosa0iS-)-cosP • cosaon • sina
dm = -f- Adm
Приводим расчет диаметра шарика и его координат для конических
зубчатых колес с прямыми зубьями.
Известны z, tn, ао, <р и g. Требуется определить диаметр шарика
dIU и его координаты Q и У.
Порядок расчета приведен в табл. 67.
150
Таблица 67
Порядок расчета для определения диаметра шарика и его координат
для прямозубых конических колес
Исходные данные: г — число зубьев
т — модуль
а0 — угол профиля исходного контура
£ — коэффициент смещения исходного кон-
тура
Наименование величины Обозна- чение Расчетные формулы
1 2 3
Расстояние от вершины ц Задается исходя из конструк-
начального конуса до центра шарика L тивных соображений mz
Длина образующей на- чального конуса 2 sin (р mi-!
Приведенный модуль на расстоянии Ll от вершины тг И1 - L -
начального конуса z
Число зубьев основного плоского колеса *0 г° ~~ cos <p
Диаметр шарика Для некорригированных зубча- тых колес при а0 = 20° и f0 = 1 рекомендуется = (И7 — U8) т
Номинальная толщина зу- 1 л \
ба по дуге делительного конуса в торцевом сечении у большего торца S 3 =/п 1-g-+ 2g tg а01
151
Продолжение таблицы 67
1 2 3
Расчетная толщина зуба по дуге делительного конуса в торцевом сечении у большого торца S' S' = S — ABS — i/a6S, где Дв5> — верхнее отклонение толщины зуба по хорде делительного конуса в торцевом сечении; dS — допуск на толщину зуба по хорде дели- тельного конуса в торцевом сечении
Расчетная толщина зуба по дуге делвтельного кону- са в сечении на расстоянии от вершины начального конуса Эвольвентный угол s'l «хр S] = S'-£1_ s; invaXn = — + 777.^0 inva0 + л
Координатный размер ' m^Q cos a0 По табл. 68 находят mAz0 cos сСф z значение
X x ~~ 2cos a0
Величины смещения цент- ра шарика от образующей начального конуса Угол между образующей начального конуса и пря- мой, проходящей через центр шарика и вершину начального конуса k 7 1 k = x — -y mz0 k
Расстояние от вершины начального конуса до центра шарика Координаты шарика 1 Q Y I = у k^ + Lj Q = I cos (y + <p) Y = I sin (y + <p)
Таблица 68
, Значение функций inva = tg а — a рад
Мину- ты 11° 12° 13° 14° 15°
0 0,0023941 0,0031171 0,0039754 0,0049819 0,0061498
1 0,0024051 0,0031302 909 0,0050000 707
2 161 434 0,0040065 182 917
3 272 567 221 364 0,0062127
4 383 699 377 546 337
5 495 832 534 729 548
6 607 966 692 912 760
7 719 0,0032100 849 0,0051096 972
8 831 234 0,0041008 280 0,0063184
9 944 369 166 465 397
10 0,0025057 504 325 650 611
11 0,0025171 0,0032639 0,0041485 0,0051835 0,0063825
12 285 775 644 0,0052022 0,0064039
13 399 911 805 208 254
14 513 0,0033048 965 395 470
15 628 185 0,0042126 582 686
16 744 322 288 770 902
17 859 460 450 958 0,0065119
18 975 598 612 0,0053147 337
19 0,0026091 736 775 336 555
20 208 875 938 526 773
21 0,0026325 0,0034014 0,0043102 0,0053716 0,0065992
22 443 154 266 907 0,0066211
23 560 294 430 0,0054098 431
24 678 434 595 290 652
25 797 575 760 482 873
26 0,0026916 0,0034716 0,0043926 0,0054674 0,0067094
27 0,0027035 858 0,0044092 867 316
28 154 0.0035000 259 0,0055060 539
29 274 142 426 254 762
30 0,0027394 0,0035285 0,0044593 0,0055448 0,0067985
153
Продолжение таблицы 68
Мину- ты 11° 12° 13° 14° 15°
31 0,0027515 0,0035428 0,0044761 0,0055643 0,0068209
32 636 572 929 838 434
33 757 716 0,0045098 0,0056034 659
34 879 860 267 230 884
35 0,0028001 0,0036005 437 427 0,0069110
36 123 150 607 624 337
37 246 296 777 822 564
38 369 441 948 0,0057020 791
39 493 588 0,0046120 218 0,0070019
40 616 735 291 417 248
41 0,0028741 0,0036882 0,0016464 0,0057617 0,0070477
42 865 0,0037029 636 817 706
43 990 177 809 0,0058017 936
44 0,0029115 326 983 218 0,0071167
45 211 474 0,0047157 420 398
46 367 623 331 622 630
47 494 773 506 824 862
48 620 923 680 0,0059028 0,0072095
49 747 0,0038073 857 230 328
50 875 224 0,0048033 434 561
51 0,0030003 0,0038375 0,0048210 0,0059638 0,0072796
52 131 527 387 843 0,0073030
53 260 679 564 0,0060048 266
54 389 831 742 254 501
55 518 984 921 460 738
56 648 0,0039137 0,0049099 667 975
57 778 291 279 874 0,0074212
58 908 445 458 0,0061081 450
59 0,0031039 599 639 289 688
60 0,0031171 0,0039754 0,0049819 0,0061498 0,0074927
154
Продолжение таблицы 68
Мину- ты 16° 17° 18° 19° 20°
0 0,007483 0,009025 0,010760 0,012715 0,014904
1 517 052 791 750 943
2 541 079 . 822 784 982
3 565 107 853 819 0,015020
4 589 134 884 854 059
5 613 161 915 898 098
6 637 189 946 923 137
7 661 216 977 958 176
8 686 244 0,011008 993 215
9 710 272 039 0,013028 254
10 735 299 071 063 293
11 0,007759 0,009327 0,011102 0,013098 0,015333
12 784 355 133 134 372
13 ,808 383 165 169 411
14 833 411 196 204 451
15 857 439 228 240 490
16 882 467 269 275 530
17 907 495 291 311 570
18 932 523 323 346 609
19 0,007957 552 355 382 649
20 982 580 387 418 689
21 0,008007 0,009608 0,011419 0,013454 0,015729
22 032 637 451 490 769
23 057 665 483 526 809
24 082 694 515 562 850
25 107 722 547 598 890
26 133 751 580 634 930
27 158 780 612 670 971
28 183 808 644 707 0,016012
29 289 837 677 743 052
30 0,008234 0,009866 0,011709 0,013779 0,016092
155
Продолжение таблицы 68
Мину- ты 16° 17° 18° 19° 20°
31 0,008260 0,009895 0,011742 0,013816 0,016133
32 285 924 775 852 174
33 311 953 . 807 889 215
34 337 982 840 926 255
35 362 0,010012 873 963 296
36 388 041 906 999 337
37 414 070 939 0,014036 379
38 440 099 972 073 420
39 466 129 0,012005 ПО 461
40 492 158 038 148 502
41 0,008518 0,010188 0,012071 0,014185 0,016544
42 544 217 105 222 585
43 571 247 138 259 627
44 597 277 172 297 669
45 623 307 205 334 710
46 650 336 239 372 752
47 676 366 272 409 794
48 702 396 306 447 836
49 . 729 426 340 485 878
50 756 456 373 523 920
51 0,008782 0,010486 0,012407 0,014560 0,016962
52 809 517 441 598 0,017004
53 836 547 475 636 047
54 863 577 509 674 089
55 889 608 543 713 132
56 916 638 578 751 174
57 943 669 612 789 217
58 970 699 646 827 259
59 0,008998 730 681 866 302
60 0,009025 0,010760 0,012715 0,014904 0,017345.
156
Продолжение таблицы 68
Мину- ты 21° 22° 23° 24° 25°
0 0,017345 0,020054 0,023049 0,026350 0,029975
1 388 101 102 407 0,030039
2 431 149 154 465 102
3 474 197 207 523 166
4 517 244 259 581 229
5 560 292 312 639 293
6 603 340 365 697 357
7 647 388 418 756 420
8 690 436 471 814 484
9 734 484 524 872 549
10 777 533 577 931 613
11 0,017821 0,020581 0,023631 0,026989 0,030677
12 865 629 684 0,027048 741
13 908 678 738 107 806
14 952 726 791 166 ' 870
15 996 775 845 225 935
16 0,018040 824 899 284 0,031000
17 084 873 952 343 065
18 129 921 0,024006 402 130
19 173 970 060 462 195
20 217 0,021019 114 521 260
21 0,018262 0,021069 0,024169 0,027581 0,031325
22 306 118 223 640 890
23 351 167 277 700 456
24 395 217 332 760 521
25 440 266 386 820 587
26 485 316 441 880 653
27 530 365 495 940 718
28 575 415 550 0,028000 784
29 620 465 605 060 850
30 0,018665 0,021514 0,024660 0,028121 0,031917
157
Продолжение таблицы 68
Мину- ты 21° 22° 23° 24°. 25°
31 0,018710 0,021564 0,024715 0,028181 0,031983
32 755 614 770 242 0,032049
33 800 665 825 302 116
34 845 715 881 363 182
35 891 765 936 424 249
36 937 815 992 485 315
37 983 866 0,025047 546 382
38 0,019028 0,021916 103 607 449
39 074 967 159 668 516
40 120 0,022018 214 729 583
41 0,019166 0,022068 0,025270 0,028791 0,032651
42 212 119 326 852 718
43 258 170 382 914 785
44 304 221 439 976 853
45 350 272 495 0,029037 920
46 397 324 551 099 988
47 443 375 608 161 0,033056
48 490 426 664 223 124
49 536 478 721 285 192
50 583 529 778 348 260
51 0,019630 0,022581 0,025834 0,029410 0,033328
52 676 633 891 472 397
53 723 684 948 535 465
54 770 736 0,026005 598 534
55 817 788 062 660 602
56 864 840 120 723 671
57 912 892 177 786 740
58 959 944 235 849 809
’59 0,020007 997 292 912 878
60 0,020054 0,023049 0,026350 0,029975 0,033947
158
Продолжение таблицы 68
Мину- ты 26° 27° 28° 29° 30°
0 0,033947 0,038287 0,043017 0,048164 0,053751
1 0,034016 362 100 253 849
2 086 438 182 343 946
3 155 514 264 432 0,054043
4 225 590 347 522 140
5 294 666 430 612 238
6 364 742 513 702 336
7 434 818 596 792 433
8 504 894 679 883 531
9 574 971 762 973 629
10 644 0,039047 845 0,049064 728
11 0,034714 0,039123 0,043929 0,049154 0,054826
12 785 201 0,044012 245 924
13 855 278 096 336 0,055023
14 926 355 180 427 122
15 997 432 264 518 221
16 0,035067 509 348 609 320
17 138 586 432 0,049701 419
18 209 664 516 792 518
19 280 741 601 884 . 617
20 352 819 685 976 717
21 0,035423 0,039897 0,044770 0,050068 0,055817
22 494 974 855 160 916
23 566 0,040052 939 252 0,056016
24 637 131 0,045024 314 116
25 709 209 ПО 437 217
26 781 287 195 529 317
27 853 366 280 622 417
28 925 444 366 715 518
29 997 523 451 808 619
30 0,036069 0,040602 0,045537 0,050901 0,056720
159
Продолжение таблицы 68
Мину- ты 26° 27° 28° 29° 30°
31 0,036142 0,040680 0,045623 0,050994 0,056821
32 214 759 709 0,051087 922
33 287 839 795 181 0,057023
34 359 918 881 274 124
35 432 997 967 368 226
36 505 0,041076 0,046054 462 328
37 578 156 140 556 429
38 651 236 227 650 531
39 724 316 313 744 633
40 798 395 400 838 736
41 0,036871 0,041475 0,046487 0,051933 0,057083
42 945 556 575 0,052027 940
43 0,037018 636 662 122 . 0,058043
44 092 716 749 217 146
45 166 797 837 312 249
46 240 877 924 407 352
47 314 958 0,047012 502 455
48 388 0,042039 100 597 558
49 462 120 188 693 662
50 537 201 276 788 765
51 0,037611 0,042282 0,047364 0,052884 0,058869
52 686 363 452 980 973
53 761 444 541 0,053076 0,059077
54 835 526 630 172 181
55 910 607 718 268 285
56 985 689 807 365 390
57 0,038060 0,042771 0,047896 461 494
58 136 853 985 558 599
59 211 935 0,048074 655 704
60 0,038287 0,043017 0,048164 0,053751 0,059809
160
Продолжение таблицы 68
— — Мину- ты 31° 32° 33° 34° 35°
0 0,059809 0,066364 0,073449 0,081097 0,089342
1 914 478 572 229 485
2 0,060019 591 695 362 628
3 124 705 818 494 771
4 230 819 941 627 914
5 335 934 0,074064 760 0,090058
6 441 0,067048 188 894 201
7 547 163 312 0,082027 345
8 653 277 435 161 489
"9 759 392 559 294 633
10 866 507 684 428 777
11 0,060972 0,067622 0,074808 0,082562 0,090922
12 0,061079 738 932 697 0,091067
13 186 853 0,075057 831 211
14 292 969 182 966 356
15 400 0,068084 307 0,083100 502
16 507 200 432 235 647
17 614 316 557 371 793
18 721 432 683 506 938
19 829 549 808 641 0,092084
20 937 665 934 777 230
21 0,062045 0,068782 0,076060 0,083913 0,092377
22 153 899 186 " 0,084049 523
23 261 0,069016. 312 185 670
24 369 133 439 321 816
25 478 250 565 457 963
26 586 367 692 594 0,093111
27 695 485 819 731 258
28 804 602 946 868 406
29 913 720 0,077073 0,085005 553
30 0,063022 0,069838 0,077200 0,085142 0,093701
11 Зак. 29
161
Продолжение таблицы 68
Мину- ты 31° 32° 33° 34° 35°
31 0,063131 0,069956 0,077328 0,085280 0,093849
32 241 0,070075 0,077455 418 998
33 350 193 583 555 0,094146
34 460 312 711 693 295
35 570 430 839 832 443
36 0,063680 0,070549 0,077968 0,085970 0,094592
37 790 668 0,078096 0,086108 742
38 901 787 225 247 891
39 0,064011 907 354 386 0,095041
40 122 0,071026 483 525 190
41 0,064232 0 071146 0,078612 0,086664 0,095340
42 343 266 741 804 490
43 454 386 871 943 641
44 565 506 0,079000 0,087083 791
45 677 626 130 223 942
46 788 747 260 363 0,096093
47 900 867 390 503 244
48 0,065012 988 520 644 395
49 123 0,072109 651 784 546
50 236 230 781 925 698
51 0,065348 0,072351 0,079912 0,088066 0,096850
52 460 473 0j080043 207 0,097002
53 573 594 174 348 154
54 685 716 306 490 306
55 798 838 437 631 459
56 911 959 569 773 611
57 0,066024 0,073082 700 915 764
58 137 204 832 0,089057 917
59 250 326 964 200 0,098071
60 0,066764 0,073449 0,081097 0,089342 0,098224
162
Продолжение таблицы 68
Мину- ты 36° 37° 38° 39° 40°
0 0,09822 0,10778 0,11806 0,12911 0,14097
1 838 795 824 930 117
2 853 811 842 949 138
3 869 828 859 968 158
4 884 844 877 987 179
5 899 861 895 0,13006 200
6 915 878 913 025 220
7 930 894 931 045 241
8 946 911 949 064 261
9 961 928 967 083 282
10 977 944 985 102 303
11 0,09992 ' 0,10961 0,12003 0,13122 0,14324
12 0,10008 978 021 141 344
13 024 995 039 160 365
14 039 0,11011 057 180 386
15 055 028 075 199 407
16 070 045 093 219 428
17 086 062 111 238 448
18 102 079 129 258 469
19 118 096 147 277 490
20 133 ИЗ 165 297 511
21 0,10149 0,11130 0,12184 0,13316 0,14532
• 22 165 146 202 336 553
23 181 163 220 355 574
24 196 180 238 375 595
25 212 197 257 395 616
26 228 215 275 414 638
27 244 232 293 434 659
28 260 249 312 454 680
29 276 266 330 473 701
30 0,10292 0,11283 0,12348 0,13493 0,14722
11*
163
Продолжение таблицы 68
Мину- ты 36° 37° 38° 39° 40е
31 0,10308 0,11300 0,12367 0,13513 0,14743
32 323 317 385 533 765
33 339 334 404 553 786
34 365 352 422 572 807
35 371 369 441 592 829
36 388 386 459 612 850
37 404 403 478 632 871
38 420 421 496 652 893
39 436 438 515 672 914
40 452 455 534 692 936
41 0,10468 0,11473 0,12552 013712 0,14957
.42 484 490 571 732 979
43 500 - 507 590 752 0,15000
44 516 525 608 772 022
45 533 542 627 792 043
46 549 560 646 812 055
47 565 577 664 833 087
48 581 595 683 853 108
49 598 612 702 873 -J30
50 614 630 721 893 152
51 0,10630 0,11647 0,12740 0,13913 0,15173
52 647 665 759 934 195
53 663 682 778 954 217
54 679 700 797 974 239
55 696 718 815 0,13995 261
56 712 735 834 0,14015 282
57 729 753 853 035 304
58 745 771 872 056 326
59 762 788 891 076 318
60 0,10778 0,11806 0,12911 0,14097 0,15370
164
V. РАСЧЕТ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ
Для обеспечения необходимой точности обрабатываемой детали при
конструировании приспособления необходимо выбрать такую схему, при
которой будет соблюдено условие:
8 -С 8доп»
где 8 — действительное значение погрешностей базирования заготовки'
в приспособлении;
Бдоп — допускаемое значение погрешностей базирования заготовки
в приспособлении.
Допускаемое значение погрешностей базирования заготовки в приспо-
соблении еДОп ориентировочно рассчитывается по формуле:
8ДОП =
где 6 — допуск выдерживаемого размера;
<о — точность обработки, получаемая при выполнении данной
операции.
При отсутствии обоснованных данных о точности обработки, полу-
чаемой при выполнении данной операции, может приниматься средне-
экономическая точность обработки по табл. 136—154.
Действительное значение погрешностей базирования заготовки
в приспособлении 8 определяют из геометрических связей, свойственных
схеме базирования. Формулы расчета б для наиболее часто встречаю-
щихся схем базирования приведены в табл. 69.
Расчетная суммарная погрешность приспособления Дир • опреде-
ляется по формуле:
Дпр б-----(^18 Н" Дуст ^2®)> ’
где 6 — допуск на обрабатываемой детали;
kr — коэффициент, равный 0,8—0,85;
k2 — коэффициент, равный 0,6—1,0;
(в — точность обработки На дайной операции;
Дуст — погрешность установки.
Погрешность установки Дуст — это смещение заготовки при за-
креплении. Она зависит от типа приспособления и, главным образом,
от характера зажима и не зависит от схемы базирования и метода
обработки.
Значения погрешности установки ДусТ даны в табл. 70—73.
Рассчитав погрешность базирования в; и -определив по таблицам
погрешность установки Дуст и точность обработки <в, рассчитывают
165
суммарную погрешность приспособления Дпр, которую затем распреде-
ляют по отдельным составляющим звеньям размерной цепи.
Суммарная погрешность приспособления Дпр состоит из следующих:
погрешностей составляющих звеньев размерной цепи:
Дпр = 5И + + S3 + Sn.
где 6И — погрешность изготовления деталей приспособления;
бу-—погрешность установки приспособления на станке;
б3 — погрешность вследствие конструктивных зазоров, необходимых
для посадки на установочные элементы приспособления;
бп — погрешность перекоса или смещения инструмента, возникаю-
щая из-за неточности изготовления направляющих элементов
приспособления, если направляющие отсутствуют, погреш-
ность бп не учитывается.
Таблица 69
Формулы, определяющие значения погрешности базирования
для типовых случаев
Условные, обозначения:
Зажимное устройство
Обрабатываемые поверхности
V Упор
Основные установочные базы
Опорные установочные поверхности
Да. Д6, Дс и др. — допуски размеров а, Ь, с и др.,
х — радиальное биение,
Smin — минимальный гарантированный зазор
Погрешность базирования е
Схема базирования Размер Наибольшая абсолютная величина
1 2 3
О
Дс
Продолжение таблицы 69
167
Продолжение таблицы 69
₽
R
f
ДО sin р
-arctg-------—
20 sin -g-
ДО cos p
2 sin-g-
ДО cos p Ad
~ ? +~2~+x
2sin~2~
Для других квадрантов
находят по формулам
приведения
&D
CL 2
ь ДО
с 0
г AD -f- Ad . ———— X 2
У X
Продолжение таблицы 69
призма мдбижиая.
2 3
₽ R f ' ДО sin р ~ arctg 2R &D cos Р 2 Ad 4- ДО cos р ^~2 + *
а Ь _ с 1 У ' 0 . ДО 2 2 +* ДО т +х 2 sin -g-
Р R f ДО cos р ~ arctg - 2R sin -g- ДО sin Р 2 sin -g- ДО sin p Ad V + 2 +x 2sin~T
₽ Для других квадрантов находят по формулам приведения
а b с f ДО Ad ДО 4--g- + *
169
Продолжение таблицы 69
J70
Продолжение таблицы 69
Ширину е пальца определяют по
формуле:
_____dSmtn
е - Д/С + ДКу ’
где ЛК у — допуск приспособления
по размеру К
1ь h - гарантированные зазоры
оРеспечибаюгся размерами оста-
новочных памцес (лкоеи'тость )
а
п
b
с
тп
а
| ДОГ
ЛМ + ДОХ
ЛК + ДА
ЛК + ДО!
ДО, -f- ДО2
— 2arc sin-----------
Ширину е пальца определяют по
формуле:
_____Kazmin______
ЛЬ ЛЬу Simin ’
где ЛЬу — допуск приспособления
по размеру L
17J
Продолжение таблицы 69
з
D d т п h • jp’jp* ООО
Дц — просадка центров
Принимав следующие значения Дц:
Наиболь- ший диаметр центро- вого гнез- да в мм 1; 2; 2,5 4; 5; 6 7,5; 10 12,5; 15 20; 30
Просадка центров Дц в мм 0,11 0,14 0,18 0,21 0,25
D d т п h 0 0 0 0 0
ДО
т 2 0
D d h 5 8 S S э э S' S' S' + + + > > > to to to + Дл + Дл
При установке оправки на плаваю- щий передний центр, в гильзу или патрон по упору п I 0 т | 0
При установке оправки кий передний центр т 1 0 « 1 Дц на жест-
172
Продолжение таблицы № 69
173
Таблица 70
Погрешность Дуст установки на опорные штифты в приспособлениях
единичных заготовок
Характеристика устанавливаемой поверхности Погрешность установки на опорные штифты в мк при поперечных размерах заготовки в мм
6-10 10—18 18—30 30—50 50-80 80—120
Установка в зажимное приспособление с винтовыми
или эксцентриковыми зажимами
Литье в песчаную форму .— 100 125 150 175 200
машинной формовки по ме-
таллической модели
Литье в постоянную форму Литье по выплавляемой мо- — . 100 ПО 120 130 140
дели 80 90 100 ПО 120 130
Литье под давлением 70 80 90 100 ПО 120
Горячая штамповка — 100 125 150 175 200
Горячекатаная 90 100 125 150 175 200
Предварительно обработанная 80 90 100 ПО 120 130
Чисто обработанная 70 80 90 100 НО 120
Шлифованная 60 70 80 90 100 110
Установка в зажимное приспособление
с пневматическим зажимом
Литье в песчаную форму ма- шинной формовки по метал- лической модели — 90 100 120 140 160
Литье в постоянную форму — 80 90 100 110 120
Литье по выплавляемой мо-
дели 65 70 75 80 90 100
Литье под давлением 40 45 50 60 70 80
Горячая штамповка — 90 100 120 140 160
Горячекатаная 70 80 100 120 140 150
Предварительно обработанная 65 70 75 80 90 100
Чисто обработанная 50 60 70 80 90 90
Примечания: 1. Установка на. магнитной плите не дает по--
грешности.
2. Поперечный размер заготовки принимать наибольшим в сечении
по нормали к обрабатываемой поверхности.
3. Погрешность Дуст дана по нормали к обрабатываемой поверх-
ности.
174
Таблица 71
Погрешность Дуст установки' на опорные пластинки в приспособлениях
единичных заготовок
Хар актеристика устанавливаемой поверхности Погрешность в мк при установке на опорные пластинки и поперечных размерах заготовки в мм
6—10 10—18 18-30 30—50 50—80 80—120
Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами
Литье в песчаную форму ма- шинной формовки по ме- таллической модели — 100 ПО ПО 135 150
Литье в постоянную форму 55 60 70 80 90 100
Литье по выплавляемой мо- дели 40 50 60 70 80 90
Литье под давлением 30 40 50 60 70 80
Горячая штамповка — 100 ПО 120 135 150
Горячекатаная 90 100 ПО 120 135 150
Предварительно обработанная 40 -50 60 70 80 90
Чисто обработанная 30 40 50 60 70 80
Шлифованная 20 .30 40 50 60 70
Установка в с пневм Литье в песчаную форму ма- шинной формовки по ме- таллической модели зажим! атичес -юе при ким за. 80 способа жимом 80 1вние 100 ПО 120
Литье в постоянную форму 50 55 60 65 70 80
Литье по выплавляемой мо- дели 35 40 50 55 60 70
Литье под давлением 25 30 35 40 50 60
Горячая штамповка — 80 90 100 ПО 120
Горячекатаная 70 80 90 100 ПО 120
Предварительно обработанная 35 40 50 55 60 70
Чисто обработанная 25 30 35 40 50 60
Шлифованная 15 20 25 30 40 50
Примечания: 1. Установка на магнитной плите не дает по-
грешности.
2. Поперечный размер заготовки принимать наибольшим в сечении
по нормали к обрабатываемой поверхности.
3. Погрешность Дуст дана по нормали к обрабатываемой поверх-
ности. 3
175
Таблица 72
Погрешность Ауст установки прутковых и единичных заготовок
в осевом направлении в цанговых и кулачковых патронах
Характеристика устанавливаемой поверхности Погрешность в мк при поперечных размерах заготовки в мм
6—10 10—18 18—30 30—50 50-80 80—120
Установка в зажимной гильзе (цанге) по упору
Холоднотянутая калиброван- ная 40 50 60 70 80 —.
Предварительно обработанная 40 50- 60 70 80 —•
Чисто обработанная 20 25 30 35 40 —
Установка в трехкулачковом сажцентрирующем патроне
Литье в песчаную форму машинной формовки по ме- таллической модели 70 80 90 100 ПО 120
Литье в постоянную форму 60 70 80 90 100 ПО
Литье по выплавляемой мо- дели 50 60 70 80 90 100
Литье под давлением 30 40 50 60 70 so
Горячая штамповка 70 80 90 100 ПО 120
Горячекатаная 70 80 90 100 ПО 120
Предварительно обработанная 50 60 70 80 90 100
Чисто обработанная 30 40 50 60 70 80
Установка в пневматическом патроне
Литье в песчаную форму машинной формовки по ме- таллической модели 55 60 70 80 90 100
Литье в постоянную форму 55 60 65 75 80 90
Литье по выплавляемой мо- дели 45 50 55 65 75 80
Литье под давлением 25 35 45 50 55 55
Горячая штамповка 55 60 70 80 90 100
Горячекатаная 55 60 70 80 90 100
Предварительно обработанная 40 50 60 70 80 80
Чисто обработанная 25 35 35 40 50 60
176
Таблица 73
Погрешность Дуст установки прутковых и единичных заготовок
в радиальном направлении в цанговых и кулачковых патронах
Характеристика устанавливаемой поверхности Погрешность в мк прн поперечных размерах заготовки в мм
6—10 | 10—18 18-30 | 30-S0 S0—80 80—120
Установка в зажитой гильзе (цанге)
Холоднотянутая калиброван- ная 40 50 60 70 80 —
Предварительно обработанная 40 50 60 70 80 —
Чисто обработанная 20 25 30 35 40 —•
Установка в трехкулачковом самоцентрирующем патроне
Литье в песчаную форму 220 270 320 370 420 500
машинной формовки по ме-
таллической модели
Литье в постоянную форму 150 175 200 250 300 350
Литье по выплавляемой мо- дели 50 60 70 80 100 120
Литье под давлением 25 30 35 40 50 60
Горячая штамповка 220 270 320 370 420 500
Горячекатаная 220 270 320 370 420 500
Предварительно обработанная 50 60 70 80 100 120
Чисто обработанная 25 30 35 40 50 60
Установка в пневматическом патроне
Литье в песчаную форму машинной формовки по ме- таллической модели 180 220 260 320 380 440
Литье в постоянную форму 120 140 170 200 240 280
Литье по 'выплавляемой мо- дели 40 50 60 70 80 90
Литье под давлением 20 25 30 35 40 45
Горячая штамповка 180 220 260 320 380 440
Горячекатаная 180 220 260 320 380 440
Предварительно обработанная 40 50 60 70 80 90
Чисто обработанная 20 25 30 35 40 45
Примечание. Установка в жестких центрах не дает погреш-
ности Дуст в радиальном направлении.
12 Зац. 29
177
VI. РАСЧЕТЫ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Основные размеры шпоночных и шлицевых соединений приведены
в табл. 76—82, расчеты на прочность даны в табл. 74—75. (см. также
номограмму на рис. 28).
Таблица 74
Расчет на прочность шлицевого соединения
Вид соединения Внд расчета Наибольший крутящий момент, передаваемый соединением, в кгё’См
Зубчатое (шлице- • вое) прямобочное На смятие Мк<0,52й/ф[сгсм]
На срез 7ИК < 0,252Ыф (О + d) [т]
Зубчатое (шлице- вое) эвольвентное На смятие Мк «С 0,5фт22/г/ [осм]
На срез Л4К < 0,257Ыф (D 4- d) [т]
г,, г- Na. с. N кет
Мк=71620^б7^=97400^б7^“крутящий момент в кес'сл1
(см. номограмму на рис. 29);
Z — число шлицев;
h—-высота поверхности контакта:
а) для прямобочного профиля h = 0,5 (£> — d) — 2f;
б) для эвольвентных шлицев с центрированием по боковым граням
h = т, с центрированием по наружному диаметру h = 0,9m;
D — наружный диаметр вала в см;
d — внутренний диаметр отверстия в см;
[(Тем! — допускаемые напряжения смятия в кгс/см? (см. табл. 84);
[т] — допускаемые напряжения среза в кгс]см2;
т — модуль эвольвентного соединения;
ф — коэффициент, учитывающий неравномерность распределения на-
грузки по шлицам (ф = 0,7 — 0,8).
Р8
Таблица 75
Расчет на прочность шпоночных соединений
Вид шпонок Вид расчета Наибольший крутящий момент, передаваемый соединением в кгс-см
Призматические На смятие Mk^0,5DKI[ucm]
На срез Мк < 0,5061 [т]
Сегментные На смятие 7ИК < 0,5О/<1 [осм]
На срез Мк < 0,5061 [т]
N л. с. N кет
= 71620 п об/мин = 97 400 поб/лшя ~кРутящии момент в кес'сж
(см. номограмму на рис. 29);
D—диаметр вала в см',
К—расчетная высота шпонки
в см\
I—рабочая длина шпонки в
СМ',-
[осм] —допускаемые напряжения
смятия в "кгс/см2 (см.
табл. 83);
[т]—допускаемые напряжения
среза в кгс/см2 (см.
табл. 83).
Иц.КМК /
ШО-а
SCOO-
6000-2.
7000-1.
6000-.
Мц -0,51711 1[6си]
5000-.
то-
3000-.
2000-
Схена пользования
Нл 1 ы гкг
[<ЭСЩК1С/Мг D.MH
6000-. Тг5
6000-
1000-
3000^- -30
гооо^. -36
moi -10
600^ Ё-15
500-.
100~ '-50
зоо-\ -
zoo-i i-60
- Е.
к 70
60^ 50~ '-80
ffO~- 30^ iso
го~_ '-too
- -110
-120
В -3 \-130
гк.мм
—у
-8
-9
-10
1,№
г«
-15
iso
'-60
'-70
'-80
'-30
'-100
- too
-zoo
Рис. 28. Номограмма для определения наибольшего крутящего
момента, передаваемого призматическими и сегментными шпонками.
12*
179
Таблица 76
Шпоики призматические обыкновенные. Размеры сечений шпонок
и пазов (по ГОСТ 8788—53 и ГОСТ 8789—58) в мм
исполнение и
Диаметр вала D Номиналь- ные размеры сечений шпонок Глубина пазов Радиусы закруг- । ления пазов г, не более Длина шпонок 1
Исполнение I Исполнение II
л Вал t Втул- ка tt Вал t k - И bd
От 5 до 7 2 2 1,1 1,0 1,0 — — -— 6—20
Св. 7 до 10 3 3 0,25 2,0 1,1 1,2 — — — 0,2 6—28
» 10 » 14 4 4 2,5 1,6 1,8 -— —. — 8—36
» 14 » 48 5 5 3,0 2,1 2,3 3,2 1,9. 2 10—45
» 18 » 24 6 6 3,5 2,6 2,9 3,8 2,3 2,6 14—56
» 24 » 30 8 7 4,0 3,1 3,5 4,5 2,6 3,0 18—70
» 30 » 36 10 8 0,4 4,5 3,6 4,2 5,2 2,9 3,5 0,3 22—90
» 36 » 42 12 8 4,5 3,6 4,4 5,2 2,9 3,7 28—110
» 42 » 48 14 9 5,0 4,1 5,0 5,8 3,3 4,2 36—140
» 48 » 55 16 10 5,0 5,1 6,2 6,5 3,6 4,7 45—180
» 55 » 65 18 11 5,5 5,6 6,8 7,1 4,0 5,2 50—200
» 65 » 75 20 12 0,6 6 6,1 7,4 7,8 4,3 5,6 0,5 56—220
» 75 » 90 24 14 7 7,2 8,7 9,0 5,2 6,7 63—250
» 90 до 105 28 16 8 8,2 10,0 10,3 5,9 7,7 70—280
Пр имечания: 1. Таблица приведена с сокращением. ГОСТ
8788—58 содержит размеры шпонок для валов диаметром до 630 мм.
2. Исполнения I и II отличаются глубиной врезания шпонки в вал
и ступицу. Если материал ступицы менее прочен, чем материал вала, то
применяют исполнение I.
3. В обоснованных случаях (пустотелые и ступенчатые валы, пере-
дача пониженных моментов и т. п.) допускается применение меньших
размеров сечений стандартных шпонок на валах больших диаметров.
4. В зависимости от принятой базы обработки и измерения на ра-
бочем чертеже проставлять один размер — Для втулки; D—t или
t—для вала. Размер К—справочный для расчета соединения на смятие.
180
Таблица 77
Шпонки призматические направляющие с креплением на валу
(по ГОСТ 8790—58) в мм
исполнение А Ь
ь 8 10 12 14 16 18 20 24 28
h 7 8 8 9 10 И 12 14 16
2,5 ' 3,3 4 4,5 6
d М3 М4 М5 Мб М8
di 3,6 4,8 6 7 9
6 7 9 11 14
С, Г 0,4 0,6
Cl 0,3 0,5
l0 7 8 10 12 15
Винт dxZ4 МЗХ8 МЗХ10 М4х 10 М5Х12 М6Х15 М8Х18
_ Примечания: 1. Таблица приведена с сокращением. ГОСТ
°'9О—58 предусматривает длину шпонок до 400 мм.
2. Размеры пазов по ГОСТ 8788—58.
3 Винты по ГОСТ 1491—62.
181
Таблица 78
Шпонки сегментные. Размеры шпонок и пазов
(по ГОСТ 8794—58 и ГОСТ 8795—58) в мм
Диаметр вала D Номинальные размеры шпонок Глубина пазов
Исполнение I Исполнение II
Назначение 1-е ДЛЯ СИЛОВЫХ пе- : редач Назначение 2-е для передачи не больших момен- тов для пустоте- лых валов и др. ь h d Вал i Втулка ti Вал t Втулка
1 2 3 4 5 6 7 8 9 10 11 12
От 3 до 4 Св. 4 до 5 Св. 4 до 7 » 5 » 10 1,0 1,5 1,4 2,6 4 7 3,8 6,8 0,9 1,9 0,6 0,8 0,6 0,8 — — —
» 5 » 7 » 7 » 14 2 2,6 3,7 7 10 6,8 9,7 1,7 2,8 1,0 1,0 — — —
» 7 » 10 » 10 » 18 2,5 3,7 10 | 9,7 | 2,7 1,1 1,1 -— — —
3 3,7 5,0 6,5 10 13 16 9,7 12,6 15,7 2,7 4,0 5,5 1,2 — — —
» 10 » 14 » 14 » 24 4 5,0 6,5 7,5 9,0 13 16 19 22 12,6 15,7 18,6 21,6 3,5 5,0 6,0 7,5 1,6 1,8 — — —
»14 » 18 » 18 » ЗС 5 6,5 7,5 9,0 10 11 16 19 22 25 28 15,7 18,6 21,6 24,5 27,3 4,5 5,5 7,0 8,0 9,0 2,1 2,3 4,7 5,7 7,2 8,2 9,2 1,9 2,1
J82
Продолжение таблицы 78
1 2 3 4 5 6 7 8 9 10 11 12
9 22 21,6 6,5 6,8
10 25 24,5 7,5 7,8
Св. 18 до 24 Св. 24 до 36 6 11 28 27,3 8,5 2,6 2,9 8,8 2,3 2,6
13 32 31,4 10,5 10,8
15 38 37,1 12,5 12,8
10 25 24,5 7 7,5
• 11 28 27,3 8 8,5
» 24 » 30 » 30 » 42 8 13 32 31,4 10 3,1 3,5 10,5 2,6 3,0
15 38 37,1 12 12,5
16 45 43,1 13 13,5
17 55 50,8 14 14,5
13 32 31,4 9,5 10,2
15 38 37,1 11,5 12,2
» 30 » 36 » 36 » 48 10 16 45 43,1 12,5 13,2
17 55 50,8 13,5 3,6 4,2 14,2 2,9 3,5
19 65 59,1 15,5 16,2
24 80 73,3 20,5 21,2
» 36 » 42 » 42 » 55 12 19 65 59,1 15,5 4,4 16,2 3,7
24 80 73,3 20,5 21,2
Примечание. При b < 5 мм размеры г 0,2 мм, С (или rj =
= 0,25; при b > 5 мм г < 0,3 мм, С = 0,4 мм.
Таблица 79
Шпоночные соединения. Допуски и посадки
(по ГОСТ 7227—58)
Допуски на размеры шпонок и пазов
Наименования и обозначения размеров Допускаемые отклонения
Высота шпонки h Глубина паза вала t и втулки tt Длина призматической шпонки 1 Длина паза вала под призматическую шпонку Диаметр сегментной шпонки d Диаметр паза вала под сегментную шпонк В4 (ОСТ 1024) Д5 (ОСТ 1015) В7 (ОСТ 1010 и ГОСТ 2689—54) Д8 (ОСТ 1010) В5 (ОСТ 1025) С отклонением в плюс от номи- нала не более 8% от диаметра шпонки
,183
Таблица 80
Предельные отклонения размеров шпонок, пазов на валах
и втулок по ширине b
Вид соединения Предельные отклоне- ния размеров Назначение посадок
шпонок паза вала паза втулки
Неподвижное напря- женное по валу, скользящее по втул- ке в3 ПШ Лз Для индивидуального и серийного производства (общее машиностроение)
Неподвижное иапря= женное по валу, хо- довое по втулке в3 ПШ ПШ! Для массового производ- ства (автостроение и т. п.)
Неподвижное плотное по валу, ходовое по втулке Х3 ПШ А3 Для направляющих шпонок
Таблица 81
Предельные отклонения по посадкам ПШ и ПШ1
ПШ ПШ!
Номинальная ширина шпонки
предельные отклонения размера в мк
и паза
верхнее нижнее верхнее нижнее
От 1 до 3 —10 — 50 + 55 + 10
Св. 3 до 6 —10 — 55 + 65 + 15
» 6 » 10 —15 — 65 + 75 + 20
» 10 » 18 —20 — 75 + 85 + 25
» 18 » 30 —25 — 90 +100 + 30
» 30 » 50 —32 —105 +120 + 35
184
Таблица 82
Соединения зубчатые (шлицевые) прямобочные
(по ГОСТ 1139—58)
Размеры соединений
Номинальный размер Число зубьев Z d D b а f Г <
Номи- наль- ный размер Пре- дель- ное от- кло- нение
I 2 3 4 5 6 7 8 9 10
Легкая серия
6x23x26 6 23 26 6 22,1 3,54 0,3 4-0,2 0,2
6x26x30 6 26 30 6 24,6 3,85 0,3 4-0,2 . 0,2
6x28x32 6 28 32 7 26,7 4,03 0,3 4-0,2 0,2
8x32x36 8 32 36 6 30,4 2,71 0,4 4-0,2 0,3
8x36x40 8 36 40 7 34,5 3,46 0,4 4-0,2 0,3
8X42x46 8 42 46 8 40,4 5,03 0,4 4-0,2 0,3
8x46x50 8 46 50- 9 44,6 5,75 0,4 4-0,2 0,3
8x52x58 8 52 58 10 49,7 4,89 0,5 4-0,3 0,5
8x56x62 8 56 62 10 53,6 6,38 0,5 4-0,3 0,5
8x62x68 8 62 68 12 59,8 7,31 0,5 4-0,3 0,5
10x72x78 10 72 78 12 69,6 5,45 0,5 4-0,3 0,5
10x82x88 10 82 88 12 79,3 8,62 0,5 4-0,3 0,5
10x92x98 10 92 98 14 89,4 10,08 0,5 4-о,'з 0,5
185
Продолжение таблицы 82
1 2 3 4 5 6 1 8 9 10
Средняя серия
6х11Х 14 6 11 14 3 9,9 — 0,3 + 0,2 0,2
6Х13Х 16 6 13 16 3,5 12,0 — 0,3 + 0,2 0,2
6Х16Х 20 6 16 20 4 14,5 — 0,3 + 0,2 0,2
6Х18Х 22 6 18 22 5 16,7 — 0,3 + 0,2 0,2
6x21 X 25 6 21 25 5 19,5 1,95 0,3 + 0,2 0,2
6Х23Х 28 6 23 28 6 21,3 1,34 0,3 + 0,2 0,2
6х26х 32 6 26 32 6 23,4 1,65 0,4 + 0,2 0,3
6х28х 34 6 28 34 7 25,9 1,70 0,4 + 0,2 о.з
8х32х 38 8 32 38 6 29,4 — 0,4 + 0,2 0,3
8х36х 42 8 36 42 7 33,5 1,02 0,4 + 0,2 0,3
8Х42Х 48 8 42 48 8 39,5 2,57 0,4 + 0,2 0,3
8х46х 54 8 46 54 9 42,7 — 0,5 + 0,3 0,5
8х52х 60 8 52 60 10 48,7 2,44 0,5 + 0,3 0,5
8х56х 65 8 56 65 10 52,2 2,5 0,5 + 0,3 0,5
8х62х 72 8 62 72 12 57,8 2,4 0,5 + 0,3 0,5
10х82х 92 10 72 82 12 67,4 — 0,5 + 0,3 0,5
10х82х 92 10 82 92 12 77,1 3,0 0,5 + 0,3 0,5
10x92x102 10 92 102 14 87,3 4,5 0,5 + 0,3 0,5
Тяжелая серия
10х16х 20 10 16 20 2,5 14,1 -— 0,3 + 0,2 0,2
10X18X 23 10 18 23 3 15,6 — 0,3 + 0,2 0,2
10х21х 26 10 21 26 3 18,5 — 0,3 + 0,2 0,2
10X23X 29 10 23 29 4 20.3 — 0,3 Н 0,2 0,2
10х26х 32 10 26 32 4 23,0 — 0,4 + 0,2 0,3
10х28х 35 10 28 35 4 24,4 — 0,4 + 0,2 0,3
10X32X 40 10 32 40 5 28,0 — 0,4 + 0,2 0,3
ЮхЗбХ 45 10 36 45 5 31,3 — 0,4 + 0,2 0,3
10Х42Х 52 10 42 52 6 36,9 —. 0,4 + 0,2 0,3
10х46х 56 10 46 56 7 40,9 — 0,5 + 0,3 0,5
186
Продолжение таблицы 82
1 2 3 4 5 6 7 8 9 10
16x52x60 16 52 60 5 47,0 — 0,5 + 0,3 0,5
16x56x65 16 56 65 5 50,6 — 0,5 + 0,3 0,5
16x62x72 16 62 72 6 56,1 — 0,5 + 0,3 0,5
16x72x82 16 72 82 7 65 9 — 0,5 + 0,3 0,5
20x82x92 20 82 92 6 75,6 — 0,5 + 0,3 05
Примечания: 1. Размер г у вала в исполнении В дан для случаев,
когда вал изготовляется не методом обкатывания. Размер а дан для
валов в исполнении А при изготовлении методом обкатывания (валы
соединений тяжелой серии в исполнении А методом обкатывания не
изготовляются).
2. Боковые стороны каждого зуба вала должны быть параллельны
оси симметрии зуба до пересечения с окружностью диаметром d.
3. Фаска у пазов отверстия втулки может быть заменена закругле-
нием, радиус которого должен быть равен величине f.
Таблица 83
Допускаемые напряжения на смятие [осм] и на срез [т] для шпоиок
Вид соединения Км] в кгс/см2 [т] в кгс!ы&
Неподвижные соединения
Стальная шпонка — чугунное колесо 600— 800 —
Стальная шпонка — стальное колесо 1200—1500 600—800
Подвижные соединения
Стальная шпонка — чугунное или сталь- ное колесо 200—300 —
187
Таблица 84
Допускаемые напряжения на смятие [<7СМ] боковых поверхностей
зубьев шлицевых соединений
Соединения Условия нагруже- ния [°см] В кгс/ся?
Без специальной термообработки зубьев Со специальной обработкой аубьев
Неподвижные I 3,5—5 4—7
II 6—10 10—14
III 8—12 12—20
Подвижные без нагрузки I 1,5—2 2,3—5
II 2—3 3—6
III 2,5—4 4—7
Подвижные под нагрузкой I — 0,3—1
II .—_ 0,5—1,5
III — -1,0—2,0
Примечание. I — тяжелые условия эксплуатации со знакопере-
менной нагрузкой в обоих направлениях, плохие условия смазки, не-
большая твердость соединения; II — средние условия эксплуатации;
III — легкие условия эксплуатации.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Таблица 85
Формулы расчета прочных швов
Тип расчета
I. Расчет прочности основного
материала соединения:
а) на растяжение силой Р
Расчетные формулы
Р Р
Foai ~ Ч>Р
188
Продолжение таблицы 85
Тип расчета Расчетные формулы
где F, Р(хД—площади полного и ослаб- ленного отверстиями под заклепки сечений листа; t — d <p——j——коэффициент прочности шва; d—диаметр заклепки; t—швы между заклепками - М М
б) на изгиб моментом М Госл ~ С ~ где W, Т^осл — моменты сопротивления изгибу полного и ослаб- ленного отверстиями под заклепки сечений листа
II. Расчет прочности заклепки по силе Ро: а) на срез Ро , . 3rd2 где К — число сечений среза заклепки
б) на смятие в) на отрыв головки Pq , г . dS где S — толщина листа Ро • _ . d2 я ~Г
Таблица 86
Допускаемые напряжения для заклепок н основного материала
при учете основных нагрузок и t = 3d
Элемент заклепоч- ного соединения ^ид напряжения Допускаемые напряжения для стали в kzc[cn?
Ст. 0, ст. 2 Ст. 3
[Пр] 1400 1600
Лист 900 1000
[°см! 2100 2400
189
Продолжение таблицы 86
Элемент заклепоч- ного соединения Бнд напряжения Допускаемые напряжения для стали в кгс!см?
Ст. 0, ст. 2 Ст. 3
[<Jp] отрыв головки 900 900
г , отверстие сверленое lTcJ отверстие продавленное 1400 1400
Заклепки 1000 1000
г , отверстие сверленое IVcmJ отверстие продавленное 2800 2400 3200 2800
СВАРНЫЕ СОЕДИНЕНИЯ
Таблица 87
Формулы расчета иа прочность сварных соединений
Вид соединения
Стыковые швы
Вид нагру- жения со- единения Расчетные формулы
Растя- жение р <*р — sz f0*3
Сжатие р °с — SZ
Угловые лобовые
и фланговые швы
Срез
Тс“ 0JKI
190
Продолжение таблицы 87
— длина катета поперечного сечения углового шва в см;
I — длина сварного шва в см;
S — толщина листа в см.
191
Таблица 88
Допускаемые напряжения для сварных швов при учете
основных нагрузок в кгс [см?
Внд напря- жения Ручная дуговая сварка электродами ЭЗУ в конструкциях из стали Ст. 0. Ст. 2 и Ст. 3 Сварка автоматическая под слоем флюса и ручная дуговая электродами ЭЧ2
в конструкциях из стали Ст. 0 и Ст. 2 в конструкциях из стали Ст. 3
[о], [Ор] 1000 1100 1300
[Ос] 1100 1250 1450
[Ос] 800 1000 1100
ВАЛЫ И ОСИ
Обычно расчет валов и осей выполняют в два этапа:
1. Предварительный проектный расчет.
2. Уточненный расчет на основе чертежа вала.
Таблица 89
Расчетные формулы к предварительному проектному
расчету валов и осей
Вид расчета Расчетные формулы
На изгиб Для круглого сечеиия V 0,1 [ои] Для кольцевого сечения 1/ СМ г 0,1 (1 - Д4) [он]
На кручение т 0,2 [т]
m,w>cm*i16ZDъ-(емиявл$ Н.кес-см=37чоа^-(еелиивквт)
nftS/MN 200- н.кессм с-3600 -3000 О.КбТ 7 2 Кл.с. ~=Г3 М.кгС’СМ -36000 -30000
-2000 62 -20000
ЗОО- ЧОО- '-1000 5~ —7 -6 '-15000 -10000
п.об/мин
rlO
500-
600-
700 H
SOO2.
зооЛ
woo-
1500-
гш*
2 500
—ООО
'-300
-zoo
Схема пользования
П М Н М П ~
1111 Н
Примечание. При п--200-гооа линейка клайегся 5 левое or шкалы n
-5000
-0000
-3000
-2000
-1500
~1000
—500
-чоа
^360
-30
'-чо
-50
-60
‘—70
280
\-30
ЧОО
450
-ZOO
пояснение. при п-20-zoo -6 прибое.
Рис. 29. Номограмма для определения крутящих моментов по мощ-
ности и числу оборотов.
Продолжение таблицы 89
Вид расчета
На изгиб с кручением
Расчетные формулы
Для круглого сечения
d = 1Z Мэкв— см
V 0,1 [он]
Для кольцевого сечения
dj = I/4-------------------
Г 0,1(1 -Я4)[ои]
,, Na.c. N кет
Мк = 71620 •—-----=97 400 -—~ — крутящий момент в кгс - см
к п об/мин п об/мин
(см. номограмму иа рис. 29);
13 Зак. 29
193
______Мн — изгибающий момент в кгс см;
Л15кв —V М2К + /И| — эквивалентный момент в кгс см (см. номограмму
на рис. 30);
[он] — допускаемые - напряжения на изгиб в кгс/см2
(см. табл. 91);
[т] — допускаемые напряжения на кручение в кгс]см2;
V
Л = -j- — отношение внутреннего диаметра к наружному,
значения (1 — Д’4) см. в табл. 90.
Ми
юоо-
000-
600-
100—
600—.
оооА
600-
300-
гоо-
юоц.
Рис. 30. Номограмма для определения эквивалент-
ного момента.
I
Для определения диаметров валов (осей) по вышеприведенным
расчетным формулам можно воспользовагься номограммой на рис. 31.
Уточненный расчет производится для валов и состоит в определении
коэффициентов запаса для предположительно опасных сечений.
Расчет на изгибную- жесткость состоит в определении углов наклона
и прогибов упругой линии осей и валов и сравнении их с допускаемыми.
194
Допускаемые углы наклона 0 в местах расположения деталей со-
ставляют (в радианах):
шестерни
подшипники скольжения
радиальные шарикоподшипники
сферические шарикоподшипники
конические роликоподшипники
цилиндрические роликоподшипники
—0,001—0,002
—0,002
—0,005
—0,05
—0,0016
—0,0025
н,пгс-см
гят~
гат^-.
kooos
то-.
ото-1
sooo-i
7000 4
6000s.
5000s
mtri
3000s
2000 Ч
7500s.
№00-
900 -=
800s
700s.
600-
300-
d,nM
sS0
-SO
s70
'-65
'r60
''r55
—50
-45
~4D
-35
T30
-25
~~20
— 15
Схема пользования
н 0 M.ZfrJ
2[ч]илиЫ^СМг'
-300
— 350
-400
— 450
-500
-550
-600
—650
—700
— 750
-800
—850
-SOO
-S50
-1000
~,5№
2000
Puc. 31. Номограмма для определения диаметров
валов (осей) из расчета на кручение, изгиб или
изгиб с кручением.
Допускаемые величины прогибов для валов лежат в пределах
0,0001—0,0005 длины пролета. Величины прогибов в месте установки
зубчатых колес не должны превышать 0,01—0,03 модуля этих колес.
В табл. 92 приведены формулы для определения углов наклона
и прогибов двухопорных валов.
Расчет на жесткость при кручении производится по формуле:
180° МК1
'Р~ п ’ GIP
[ф].
13*
195
где ср — действительный угол скручивания вала в градусах;
[ср] — допускаемый угол скручивания в градусах, принятый в станко- строении для длинных ходовых винтов — 5' на 1 м длины, для большинства валов —15' на 1м длины и для некоторых
случаев — 2°; 7ИК — крутящий момент в кгс-см; 1 — длина скручиваемой части вала в см; G — модуль упругости при сдвиге в кгс/см2 (для = 8х 105 кгс/см2); стали G =
1р — полярный момент инерции сечения вала в с.м4 ^/р nd* „„„ 32 ДЛЯ
круглого и 1 nd4 ,, р 32 ( - К4) для кольцевого сечения 1.
Таблица 90
Значения (1 —
do/d 1 — К4 4/d 1 — К4
0,00 1,000 0,60 0,870
0,20 0,998 0,65 0,822
0,25 0,996 0,70 0,760
0,30 0,992 0,75 0,684
0,35 0,985 0,80 0,590
0,40 0,974 0,85 0,478
0,45 0,959 0,90 0,343
0,50 0,938 0,95 0,185
0,55 0,909 1,00 0,000
Таблица 91
Допускаемые напряжения на изгиб для валов и осей
Предел проч- ности [°в] в кгс/с/л2- Допускаемые напряжения [аи] в кгс!см?
Материал I катего- рия на- грузки П категория нагрузки III категория нагрузки
Углеродистая сталь 4000 1300 700 410
5000 1700 750 450
6000 2000 950 550
7000 2300 1100 650
Легированная сталь 8000 2700 1300 750
10 000 3300 1500 900
Примечание. I категория нагрузки соответствует постоянным
напряжениям, II— пульсирующему циклу изменения напряжений и III т-
симметричному циклу изменения напряжений. |,
196
Таблица 92
Формулы для определения углов наклона и прогибов
двух опорных валов
Угол наклона и прогиба Схема вала
a . t> g M1 p c
д d , jp e J f? Ct— В c
s 2 i c Ж A l c
Pab(l + b) GEIl PyCl 6EI
Pab (I + с) GEIl ' Prcl 3EI
®с ®в Ргс (21 + 3c) 6E1
Pb (P — b2 — 3d2) P^^ — P)
GEIl GEIl -
Pg(/2 — d2 — Зс2) GEIl —
Pab (b — a) 3E11 —
yD Pbd(P — b2 — d2) Рг cd (P — dz)
GEIl GEIl
Уе Pae (P — a2 — e2) GEIl —-
Ур PcPb2 ЗЕП —
Ус QBc P^U + c) 3EI
Е — модуль упругости материала оси или вала (£'=2,1хЮ6 кгс]см
для стали);
7 — осевой момент инерции сечения оси или вала в сж1 II — для
\ 64
круглого и / = (1 — Л?) для кольцевого сечения).
64 J
197
ПРУЖИНЫ
Цилиндрические пружины сжатия. Исходные данные: конечная
нагрузка Рк, длина пружины в рабочем состоянии 1г.
Порядок выбора пружины:
1. По табл. 93 выбираем пружину с допускаемой рабочей нагруз-
кой Р, ближайшей к Рк.
2. Определяем длину пружины в свободном состоянии I = nt + d,
k
п = у__р — число витков;
f — деформация одного витка пружины под действием
нагрузки Р.
J
j где
Цилиндрические пружины растяжения. Исходные данные: конеч-
ная нагрузка Рк, длина пружины в рабочем состоянии
Порядок выбора пружины:
1. По табл. 94 выбираем пружину с допускаемой рабочей нагруз-
кой Р, близкой к Рк.
2. Определяем длину пружины в свободном состоянии L = nt + 21,
Ц — 21
где п = "rf ? — число витков;
f, — деформация одного витка пружины под дейст-
вием нагрузки Р.
Таблица 93
Основные характеристики цилиндрических пружин сжатия
Понци нржины COt/Ш.
сторон подмп наз^вит-
ка и зачистить ш на панк
d в мм В t в мм f в мм Посадочные размеры в мм Допускаемая рабочая нагрузка Р в кгс
стержень отверстие
1 2 3 4 5 6 7
4 1,3 0,54 — 5 0,77
5 1,6 0,89 — 6 0,6
6 2 1,33 — 7 0,49
0,5 7 2,6 1,86 — 8 0,41
8 3 2,49 6 9 0,36
198
Продолжение таблицы 93
1 2 3 4 5 6 7
6 1,8 0,74 - 7 2,12
7 2 1,06 —- 8 1,78
0,8 9 2,8 1,85 6 10 1,34
11 3,8 2,85 8 12 1,08
13 5 4,09 10 14 0,90
8 2,3 0,98 . . 9 2,79
9 2,6 1,28 6 10 2,44
11 3,3 2 8 12 1 95
1,0 13 4,2 2,88 10 14 1,62
15 5,2 3,92 12 16 1,39
* 20 8,5 7,23 16 22 1,03
10 2,8 1,29 6 11 3,83
12 3,5 1,93 8 13 3,12
1,2 14 4,2 2,73 10 15 2,63
v 16 5,2 3,65 12 17 2,27
20 7,5 5,88 16 22 1,79
10 28 0,96 6 11 7,73
12 3,3 1,47 8 13 6,26
1,5 14 4 2,08 10 15 5,26
16 4,6 2,8 12 17 4,53-
20 6,5 4,56 16 22 " 55
13 3,5 1,08 8 14 12,1:
15 4 1,52 10 16 10,8
2,0 18 4,8 2,30 12 19 8,76
22 6 3,60 16 24 7,02
25 7,2 4,77 20 27 6,10
16 4,5 1,31 10 17 20,32
18 4,8 1,73 12 19 17,69
2,5 22 5,8 2,74 16 24 14,07
28 7,8 4,69 20 30 10,75
32 9,5 6,26 24 34 9,30
J /<•20 5,5 1,73 12 22 27,87 1
25 6,5 2,9 16 27 21,51
3,0 28 7,5 3,75 20 30 18,95
32 8,5 4,99 24 34 16,35
38 11 7,32 30 40 13,52
Материал: проволока стальная углеродистая пружинная по ГОСТ
9389—60.
199
Продолжение таблицы 93
1 2 3 4 5 6 7
25 6,5 2,38 16 27 35
30 7,8 3,61 20 32 28,4
3,5 35 9,2 5,12 24 37 23,9
40 11 6,85 30 42 20,6
45 13 8,88 36 48 18,5
25 6,8 1,98 16 27 53,49
30 7,8 3,04 20 32 43,2
4,0 35 9 4,32 24 37 36,2
40 10,5 5,83 30 42 31,2
48 12 7,18 36 52 25,5
30 8 2,61 20 32 62,7
35 9 3,72 24 37 52,4
4,5 42 11 5,65 30 45 42,7
48 12 7,57 36 52 36,75
35 9 3,24 20 37 73,12
38 10 3,93 24 40 66,5
5,0 45 11,5 5,76 30 48 54,84
50 13 7,29 36 54 48,75
Таблица 94
Основные характеристики цилиндрических пружин растяжения
d в мм D в мм f в мм Допускаемая расчетная нагрузка Р в кгс
1 2 3 4
4 0,54 0,76
0,5 6 1,33 0,49
8 2,47 0,36
200
Продолжение таблицы 94
1 2 3 4
6 0,74 2,11
8 1,44 1,52
0,8 10 2,33 1,19
12 3,45 0,98
6 0,5 3,8
8 0,98 2,79
1,0 12 2,42 1,77
10 1,02 2,17
14 3,38 1,5
8 0,77 4,95
10 1,29 3,83
1,2 12 1,93 3,12
14 2,73 2,63
16 3,64 2,27
10 0,96 7,73
12 1,47 6.26
1,5 14 2,0 5,26
16 2,8 4,53
18 3,62 3,98
12 0,9 14,04
14 1,3 11,7
2,0 16 1,76 10,03
18 2,3 8,76
20 2,92 7,8
16 1,3 20,32
18 1,73 17,69
аз 20 2,21 15,67
V 22 2,74 14,07
25 3,64 12,19
18 1,35 31,59
20 1,73 27,87
22 2,17 24,94
3,0 25 2,9 21,54
30 4,37 17,55
35 6,14 14,81
Материал: проволока стальная углеродистая пружинная по ГОСТ
9389—60.
201
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ
Порядок расчета клииоременной передачи:
1. Выбираем сечение ремня по табл. 95.
Таблица 95
Выбор сечеиия клинового ремня по
N и v
Передаваемая мощность в кет Рекомендуемые сечения при скорости v в м.]сек
ДО 5 от 5 до 10 от 10 и выше
< 1 О, А О, А О
1—2 О, А, Б О, А О, А
2—4 А, Б О, А, Б О, А
4—7,5 Б, В А, Б А, Б
7,5—15 В Б, В Б, В
15—30 — в, г В, Г
Основные размеры сечений клиновых ремней приведены в табл. 101.
2. Выбираем диаметр Dr меньшего шкива по табл. 100, затем
определяем диаметр D2 большего шкива по формуле:
ni
Dz =-----Difl—е) мм,
где «1 — число оборотов ведущего шкива;
п2 — число оборотов ведомого шкива;
е — относительное скольжение (в = 0,01).
Значения диаметров шкивов Dj и D2 округляются до стандартных
значений по ГОСТ 1284—57: 63, 71, 80, 90, 100, 112, 125, 140, 160,
180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630, 710, 800,
900, 1000, 1120, 1250, 1400, 1600, 1800, 2000, 2250, 2500, 2800, 3150,
3550, 4000 мм.
3. Определяем скорость ремня по формуле:
эт Djrti
v = 60-1000 м1сеК
или по номограмме на рис. 32.
202
п. об/мин
3000~_
2500Р V.M /сёк ^100
Р90
'—во
гооор Р70
Р60
Р50
1500^ 1-40
- г 30
- '-го
ш-
301Й
SOO л
юо Ч ? Схема пользования V D V п О» «од,
е ПлнП I '—7
воор «А У''О \Дипи Лоно отбеп ~ : /
- № бет ъх-Лаю ~б
500-А деда '^-4
•т-\ орип--3 V- ЮООоб/нинли- \-з
нейка мадется б левое шо- —
кеше; при п -- зо-зоо об/мин
линейка кладется блебое..
•300^ - полокение i-16
Л. мм
Ci On г юоо
^800
i-BOO
или
710 i-700
_ 60-100Р БЗО
егп ММ ^600
А'п 560
'-'500
-050
'г wo
360 1-350
зго -
i-300
280 г
Угзо
225 Е
7-гоо
180 -
160
-150
ЩО
125 -
-иг
L-100
/, м/сек пл -15 15/MUH. -300
i-10 PZ50
i-9 —
i-8 1
^7 -^ZOO
rG -
P5
—150
- —
1-3
'-100
'rl.5 -90
-so
PIO
РО.Э P0.8 pio
to iilinihi \-6O
P0.5
\-0.4 Г50
P0,3 ^o
P0.Z5
PQZ Z-35
?-0,16 -30
Рис. 32. Номограмма для определения окружной скорости по диаметру и числу, оборотов.
4. Определяем действительное число оборотов ведомого вала:
_ О ~ Ё)
— D2
5. Уточняем передаточное отношение
«1
6. При отсутствии заданного межцентрового расстояния задается
ориентировочное межцентровое расстояние А согласно следующим дан-
ным:
i = 1 2 3 4 5 6 — 9
д
-ту- = 1,5 1,2 1,0 0,95 0,9 0,85
7. Определяем длину ремня по формуле:
(£>» —D,)2
L = 2 А + 1,57 (Dt + D2) +
или по номограмме на рис. 33, а, б и затем по ГОСТ 1284—57 подби-
раем ближайший стандартный ремень по табл. 96.
8. Определяем расстояние между центрами по формуле:
Л = -g~ 12L — л (О2— Dt) + V [2L — л (Dz — £>,)? — 8 (D2 — D,)21
или по номограмме на рис. 33.
9. Определяем наименьшее межцентровое расстояние, необходимое
для надевания ремня:
Ат[П = — 0,015 L.
10. Определяем наибольшее межцентровое расстояние, необходимое
для компенсации вытяжки ремня:
Атах — I + 0.03L.
11. Определяем угол обхвата:
В случае, если а-С 120°, необходимо увеличить А или поставить
передачу с нажимными роликами.
12. Определяем коэффициент угла обхвата /<к.
При а = 70 80 90 100 110 120 130 140 150 160 170 180
Ка = 0,56 0,62 0,68 0,74 0,79 0,83 0,87 0,90 0,93 0,96 0,98 1,0*
13. Определяем коэффициент режима Кр по табл. 98.
14. Определяем общий поправочный коэффициент
К = К«Кр.
204
(Д/пах-O/uitii
800 ~
L
750-
L-2А ^(!)тк .1гП1П). '
500\
600
Г-15(10
(бпах' fowl*
ГЗОО
Г’>00
700 ~
A--
650-
600-
550—
500-
WO-
W0-.
350s.
300-\
Z50-i
200-i
или
2L-3iU)max *Дпип}+^Ь-^(Впшх^г^^-^жах71н^'
300^
I 10001.
X 1100-.
1200s.
1300s
Схеми пользования Ю00—_
для нахождения межцетр -
рисст, а 1500 -
(Отах (Ятох- 4
п *Smm) Emin) 1 L "Urnin) '
1700-.
1800^
д
схема пользования
Алл нахол(дония Олины
ремня ь
МЬтм~
-Putin)
I 7
Дано 1
Г 1 7 дано
ДамЮОО-.
' 2000s
UOO
T500
'-2500
'-3000
’-3500
WOO
'тЧ500
-5000
5500
6000
u 1500
-600
-700
-800
-300
'-1000
г И 00
51200
Wsidx-Jlmin)
под-
1050-
950-
900'
350-
800-.
750~-
700\
65(Ё
600\
550\ 1
500±
W04
350s
250^
П =
Л
L-ZA ^4
2200Л
или да-|
ш4
2УД7-9
ZSSO^
-3300-Л
3100^
3200^
Схема 1ЮЛбмБа1Ш Схема пользования 3300-^,
алл нахождения длины для нахождения мехщеяхр. j
ремня L (3л1аГ(рш^ расег.А
0ж1п} 0/ntfi) Рmin) I
I I Л|1
°^ТМ ZOJ£%
A=-‘
a
6
il.-nift)
-'Jjmz-I
Pua 33. Номограмма для определения длины ремня или межцентрового
расстояния ременной передачи:
пРи межцентровом расстоянии от 400 до 2000 мм°, б — при межцентровом
расстоянии от 2000 до 4000 мм.
205
Таблица 96
Стандартные длины клиновых ремней
(по ГОСТ 1284—57)
Внутренняя длина Ьъ в мм Сечение Расчетная длина L в мм Сечение
1700 о, А, Б
500 530 560 600 О, А 1800 1900 2000 2120 О, А Б, В
630 670 2240 2360 2500
710 750 800 850 900 950 1000 1060 1120 1180 1250 1320 1400 1500 1600 О, А, Б 2650 2800 3000 А, Б, В
Примечание. При длине ремней до 1600 мм
включительно в стандарте и в спецификациях указывается
внутренняя длина Тв. Расчетная длина по нейтральному
слою L будет больше: для сечения О—на 25 мм, для
сечения А—иа 33 мм, для сечения Б—на 40 мм.
15 Определяем мощность, передаваемую одним ремнем:
Л\ = А0-А,
где — мощность, передаваемая одним ремнем, при а = 180° и спо-
койной работе (по табл. 100).
, N
16. Определяем число ремней Z =
17. Определяем предварительное натяжение ремня в покое.
So в кгс 5,5 10 16,5 27,5 58
Сечение О А Б .,.В , Г
18. Определяем давление на вал:
Q = 2S0Z sin
19. Определяем размеры и углы профиля канавок по табл. 99.
Толщину обода К литых н точеных шкивов принимаем равной:
Сечение О А Б В Г
К в мм 5,5 6 7,5 10 12
Рекомендуемые величины диаметра роликов d и соответствующие
им размеры х и т для стандартных ремней приведены в табл. 97.
Таблица 97
Контрольные размеры шкивов
Обозначения Размеры сечений в мм
о А Б В Г
d 9 11,6 14,7 20 28,5
X 6,0 7,6 9,6 13,1 18,8
т~ х— с для нормальных канавок 3,5 4,1 4,6 7,1 10,3
для глубоких канавок 1,0 0,6 0,6 1.1 1.3
Таблица 98
Значения коэффициента ЛГР режима работы
Характер нагрузки Применение
Спокойная нагрузка, пусковая нагрузка до 120% нормальной Станки с непрерывным про- цессом резания: токарные, сверлильные, шлифоваль- ные 1,0
207
Продолжение таблицы 98
Характер нагрузки Применение Кр
Умеренные колебания нагрузки, пусковая нагрузка до 150% нормальной Станки-автоматы, фрезерные станки 0,9
Значительные колебания нагруз- ки, пусковая нагрузка до 200% нормальной Реверсивные приводы, при- воды поршневых насосов, компрессоров 0,8
Весьма неравномерная и ударная нагрузка, пусковая нагрузка до 300% нормальной Ножницы, мельницы, экс- центриковые прессы 0,7
Таблица 99
Размеры профиля канавок клииоременных литых
и точеных шкивов
Размеры в мм Угол канавки с в град
е ремня для нормальных канавок для глубо- ких канавок 34 36 38 40
X и си о О с е t S с е t S при расчетном диаметре D в мм
о 2,5 10 12 8 5 13 15 9 63—70 80—100 112—160 >180
А 3,5 12,5 16 10 7,5 17 19 12 90—112 125—160 180—400 >450
Б 5 16 29 12,5 10 22 24 15 125—160 180—225 250—500 >560
В 6 21 20 17 12,5 27 32 20 200 225—315 355—630 >710
Г 8,5 28,5 37,5 24 17,5 38 44 27 — 315—450 500—900 >1000
208
Таблица 100
Значения No для клиновых ремней
(из приложения к ГОСТ 1284—57)
Обозна- чения сечений ремня Расчетный диаметр меньшего шкива в мм Мощность Мо в кет при скорости ремня v в м/сек
v=2 t>=5 О=10 £1=15 £1=20 а=25
о 63 0,13 0,31 0,59 0,88 1,07 1,01
71 0,15 0,33 0,66 0,96 1,18 1,09
80 0,17 0,38 0,74 1,04 1,29 1,27
90 и более 0,19 0,42 0,82 1,14 1,40 1,38
А 90 0,24 0,59 1,04 1,32 1,33 1,20
ПО 0,28 0,66 1,18 1,51 1,64 1,56
113 0,32 0,74 1,32 1,69 1,96 1,88
125 и более 0,36 0,81 1,47 1,87 2,21 2,21
Б 125 0,43 1,02 1,84 2,43 2,58 2,29
140 0,48 1,12 2,06 2,80 3,10 2,75
160 0,53 1,25 2,23 3,08 3,54 3,52
180 и более 0,58 1,32 2,41 3,28 3,94 3,98
В 200 0,88 1,98 3,60 4,80 5,52 5,15
224 1,03 2,14 3,98 5,41 6,25 5,95
250 1,18 2,41 4,45 6,14 7,00 6,95
210 и более 1,29 2,67 4,95 6,77 7,72 7,88
Г 315 — 3,98 7,00 9,20 9,95 9,11
355 — 4,55 8,15 10,65 12,14 11,80
400 — 5,07 9,10 12,30 14,35 14,3
450 и более — 5,45 9,95 13,25 15,4 15,8
14 Зак. 29
209
Таблица 101
Размеры сечений клиновых ремией
(по ГОСТ 1284—57)
Обозна- чения сечений Величина, определяющая размеры сечения
Расчетная ширина ремня Ср в лш Ширина верхнего основания а в мм Высота h в мм <р в град Площадь сечения в см2
о 8,5 10 6 40 0,47
A 11 13 8 40 0,81
Б 14 17 10,5 40 1,38
В 19 22 13,5 40 2,30
Г 27 32 19 40 4,76
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Геометрический расчет зубчатых передач приведен в табл. 102—103.
Таблица 102
Формулы для определения основных размеров некорригированных
цилиндрических зубчатых передач наружного зацепления
Определяемая величина Расчетные формулы
Прямозубые зубчатые колеса Косозубые зубчатые колеса
1 2 3 ‘ ‘
Число зубьев Zj, Zz Задается или выбирается в соответствии с расче- том зубьев на прочность, требованиями кинема- тики и конструктивными соображениями
Модуль нормаль-
ный тп
Определяется расчетом на прочность и округляет-
ся до ближайшего большего размера по ГОСТ
9563—60 из ряда: 1; 1,25; 1,5; 2; 2,5; 3; 4; 5;
6; 8; 10; 12; . 16; 20
210' 4^.* е Off' qz?
7 Z VI .4" • /?. z > si <? , ,/
Продолжение таблицы 102
1 2 3
Ширина зубчатого венца b Определяется расчетом на прочность или конст- руктивными соображениями
Модуль торцевой ms т=тп mn m<. о s COS p
Угол наклона зубьев на дели- тельном цилинд- ре р = о° p к 7 — 25°
Диаметр делитель- ной окружности ds = mzt dg2 = mz2 ddl = dd2 =
Межцентровое рас- стояние A — 0,5 (dg2 + dgj
Диаметр окруж- ности выступов = + 2fomn ^e2 = dd2 + ^fomn
Диаметр окруж- ности впадин = dgt — 2 (/0 - cD) mn Hj3’ = dg2 — 2 (f0 mn
fo’ ^0 По ГОСТ 3058—54 a0 = 20°, f0 = h c0 = 0,25
Минимальное чис- ло зубьев 7 mln sin2a0 2f0 cos p 6min— Sjn2 a(js tg«o tg«05— cosp
Номинальная тол- щина зуба по ду- ге делительной окружности в нор- мальном сечении л m S ~ 2 — 2
211
Продолжение таблицы 102
1 2 3
Номинальная тол- щина зуба по хор- де делительной окружности в нор- мальном сечении Sx = do sin у, где S V = Рад „ _ , siny„ cos2p, где cos3 p pad
Высота до хорды делительной . ок- ружности от ок- ружности высту- пов hx = °.5 (D<? — — dg cos у) hxn — 0,5 g 1 cos2 p (cos Sln2 ₽)
Таблица 103
Формулы для определения основных размеров некорригировавных ‘
цилиндрических прямозубых передач внутреннего зацепления
Определяемая величина Расчетные формулы
1 2
Число зубьев Zr, Z2 Задается или выбирается в соответствии с расчетом зубьев на прочность, требо- ваниями кинематики и конструктив- ными соображениями
Модуль т Определяется расчетом на прочность и округляется до ближайшего большего размера по ГОСТ 9563—60
Ширина зубчатого венца b Определяется расчетом на прочность или конструктивными соображениями
Диаметр делительной ок- ружности Си Си м м. II II 5 5
Межцентровое расстояние А — 0,5 (dg2 — ddi)
212
Продолжение таблицы 103
1 2
Размер увеличения диа- метра окружности вы- ступов, обеспечивающий отсутствие пересечения го- ловки зуба колеса с не- эвольвентным участком шестерни z2 tg2 а0
Диаметр окружности вы- ступов Det = dd2 + 2/> De2 = dd2 — 2fom + Дс
Диаметр окружности впа- дин Dh = da1~2 (fo + Co) m Di2 = dg2 + 2 (f0 + c0) m
Минимальное число зубьев 7 ^min — sin2 ao
Номинальная толщина зуба по дуге делитель- ной окружности jtm S - 2
Номинальная толщина зуба по хорде делитель- ной окружности Sx = dg sin y, S гдеТ- dd рад
Высота до хорды дели- тельной- окружности от окружности выступов hx = 0,5 (± De T dg sin y)
Номинальный размер по роликам для колеса с внутренними зубьями При четном Z cosa0 M — dg + dp LUo r При нечетном Z cos ct0 90° M~dt cosa,/cos Z ±dP’ S dp rt где inva^=±d5+inva0±(/5Cosao+ z;
dp « 1,68 m
' , Примечание. Верхние знаки относятся к колесам с внешними
зубьями, а нижние — к колесам с внутренними зубьями.
213
Корригирование зубчатых передач улучшает свойства зацеплений
путем очерчивания рабочего профиля зубьев различными участками
эвольвенты той же основной окружности. Изготовление корригирован-
ных колес не сложнее и не дороже, чем некорригированных. При из-
готовлении корригированных зубчатых колес заготовки для них выпол-
няют измененного диаметра и инструмент устанавливают с некоторым
смещением в радиальном направлении. Положительным считается такое
смещение, при котором инструмент удаляется от центра колеса. При
положительном смещении инструмента радиусы кривизны зубьев увели-
чиваются, зуб у основания утолщается, а у вершины утончается. Вслед-
ствие этого зуб становится более прочным как по изгибу, так и по
контактным напряжениям. При отрицательном смещении инструмента
профиль зубьев изменяется в обратную сторону, т. е. становится
у основания тоньше. Наиболее эффективно корригирование при малом
числе зубьев одного или обоих колес.
Кроме этого, корригирование дает возможность вписывать передачу
в заданное межосевое расстояние, что часто встречается при конструи-
ровании многошпиндельных головок.
Кинематическая схема многошпиндельной головки часто опреде-
ляется чертежом обрабатываемой детали, что во многих случаях
требует увеличить или уменьшить межцентровое расстояние против
теоретического, т. е. производить корригирование зацепляющихся зуб-
чатых колес.
фез корригирования допускается увеличение межцентрового рас-
стояния против теоретического не более чем на 0,03—0,05 модуля.
Уменьшение же межцентрового расстояния без корригирования вообще
не допускается.
Зацепление с высотной коррекцией. При высотной
коррекции колесо нарезают с отрицательным смещением производящей
рейки, равным по абсолютной величине положительному смещению
инструментальной рейки шестерни, т. е. + £2 = 0. При этом толщина
зубьев по делительной окружности шестерни увеличивается за счет
уменьшения толщины зубьев колеса, но сумма толщин по делительной
окружности сцепляющихся зубьев остается постоянной и равна шагу.
При высотной коррекции положение осей зубчатых колес сохраняется
А = Ао, начальные окружности совпадают с делительными и угол за-
цепления не изменяется.
Высотная коррекция применяется в основном при малом количе-
стве зубьев шестерни для повышения ее прочности.
В табл. 104—105 приведен расчет геометрии цилиндрической прямо-
зубой передачи внешнего и внутреннего зацепления с высотной коррек-
цией.
В табл. 116 приведены рекомендуемые коэффициенты смещения
с исходного контура при условии наибольшего повышения контактной
прочности и прочности на изгиб.
Зацепление с угловой коррекцией. Угловая коррек-
ция применяется в том случае, когда заданное межцентровое расстоя-
ние не равно теоретическому А #= Ло. В табл. 106—107 приведен рас-
чет геометрии цилиндрической прямозубой передачи внешнего и внут-
реннего зацепления с угловой коррекцией для случая нарезания кор-
ригированного зубчатого колеса нормальным режущим инструментом
с углом профиля основной рейки а0 = 20°.
214
Таблица 104
Геометрический расчет цилиндрической передачи
внешнего зацепления с высотной коррекцией
(£1 + ^ = 0
Исходные данные: Z2 — число зубьев шестерни и колеса;
тп — модуль нормальный;
а0 — угол профиля исходного контура;
/0 — коэффициент высоты головки исход-
ного контура;
Со — коэффициент радиального зазора ис-
ходного контура;
Р — угол наклона зуба на делительном
цилиндре
Расчетные формулы
Определяемая величина Прямозубая передача Косозубая передача
1 2 3
Межцентровое расстояние Д = 0,5ягя (Zi J - Z2) mn Л-0,5 cos ₽ +
Угол зацепле- ния в торцевом сечении а = а0 f tgotp a. = arctg^ cos₽ J
Модуль торце- вой т = тп _ mn ms COS P
Коэффициенты коррекции и £2> отнесенные к нормальному модулю Выбираются по табл. 116 из условия наибольшего повышения контактной прочности или прочности на изгиб
Диаметр дели- тельной окруж- ности н ci £ £ II II гъ Гй Qu Qj II II s s N N W I-*
Диаметр окруж- ности выступов Det — ddi + 2 (/0 + gx) т + 2 (fo + £2) т DCi — dg^ -J- 2 (/0 + £1) tns Be2 = + 2 (fo + ^2) ms
Диаметр окруж- ности впадин =с^д,—2(/o+e<> £i)m &1г =&da—2(/o+Co £г)т —dgt —2(fo-pCo =dgs—2(fo-j-Co ?г) ms
215
Продолжение таблицы 104
I 2 3
Номинальная толщина зуба по хорде дели- тельной окруж- ности Sx~dg sin у, S где Т = рад S=m^ + 2gtgaoj sin Tn « — cos2 p * S я о a гДе tn = cos® P P^ (n \ S=ms Hr+2£ cos P tga0^
Высота до хор- ды делительной окружности hx = 0,5 (De — dg cos y) = 0,5 |^De dd f . cos2 p (COSV« sm ₽)
Таблица 105
Геометрический расчет цилиндрической прямозубой
передачи внутреннего зацепления с высотной коррекцией
Й1 + & = 0
Исходные данные: Zlt Z2— число зубьев шестерни и колеса;
т — модуль;
ct0, f0, Со — профиль исходного контура по ГОСТ
3058—54
Определяемая величина Расчетные формулы
1 2
Межцентровое расстоя- ние А = 0,5m (Z2 — Zj)
Угол зацепления а = а0
Коэффициенты коррек- ции и g2 Выбираются из условий отсутствия интерфе- ренции профилей, зацепления сателлитов с центральной и коронной шестернями и изменения радиальных зазоров за счет пе- реточки долбяков
Диаметр делительной окружности Н ci N N g 8 II II м м ГО ГО 43 43
216
Продолжение таблицы 105
1 2
Диаметр окружности выступов DSl = ^61 + (/о + 51) т Det = dg^ — 2 (f0 р £з) tn + Af, „ A 2(/o—g2)2OT тдеДг- Z2tg2a0
Диаметр окружности впадин = dgt 2 (/0 -f- Co — gj m Dii = (^u2 4" Deu^, t№ AU2 = [0,5 (Z2 - Z„2) + (g2- g„2)-%2l«; RUi, ZU2, E,U2 — параметры долбяка: диаметр основной окружно- сти, число зубьев, коэффи- циент коррекции; фИ2 — из номограммы на рис. 34 по 1000L, величине Us- Zu.
Номинальная толщина
зуба по хорде дели-
тельной окружности
Sjc = dg sin у,
S
где У = ~аГРад’
S= ml-^- ± 2gtga0
Высота до хорды де-
лительной окружно-
h , = 0,5 (x De ip dg cos y)
217
Продолжение таблицы 105
1 2
Номинальный размер по роликам При четном Z COS CQ) M-dd cosaxp ±dp При нечетном Z cos a0 90° M-d<> cos a™ cos Z ±dP’ p S где inv axp = ± + inv a0 ± dp л dg cos a0 Z ’ dp » 1,68 m
а
6
Доте 17.0-ъ 25fi-^
-1 0-^
8,0~
7.0
j-zw
- Zio2.
> 1,70 .
Qfi0 d| -
23 -
1.50 ;
15,0-
-0,30
6,04
НО-
-150 :
22fii
-1.30
5.0-
0.20
13.0
-tzo
ЦО-
-ио
: -МО :
-3,30 ;
\^320~
-370 :
-3.60
~3-50310^
-3,30 “
-3.26300-
d
-W •
^10,10
12.0-
%о-
: -о.ю
- -0.09 -
: -0.06 -
-0,07 ;
-00611,0-
-0Д5 '
з.о-
-OSQ
'rOfiO
-0.00 qE
-0,03 ] Г
7 M
3 -270,
6.60
-6.50 .
-6.30
-БХО :
-EW380-
-6,00 :
'^5.30 з
t-5,80
S.7036,0-_
5.60 :
5.50
-
VS.20 -
кй
-260 :
\2750 •
-2.30
- \-ЗМ
-9,80
-3.70
’^3.60
рл»
Lw
P^z?
[з,ю
[9.00
[МО
-8.00
^630
г360
-г8,50
г8.ЧО
'-800
г82О
^8,10
-4,<5»
\-67035,0-
[4,60 '
Ця? :
[^{0-_
4«5»
^вззл-
-г7.80
к 80
\-7t70
'-7,60
-7,50
-7.Ч0
'—7,30
'-7,70
-7.10
[7.00
-6.90
Wtyo-
'-0.7018.0-
\2ZdZ6fi-_
2.0
-2,10
-0.01
-V
№
Puc. 34. Номограмма для определения коэффициента сжатия высоты
зубьев:
а — при угле зацепления <xs > 20”; б — при угле зацепления as < 20”.
218
Таблица 106
Геометрический расчет цилиндрической прямозубой
передачи внешнего зацепления с угловой коррекцией
(Ei + E2)¥=O
Исходные данные: Zlt Z2 — число зубьев шестерни и колеса;
т — модуль:
«о, Со — профиль исходного контура по ГОСТ
3058—54;
А — межцентровое расстояние
Определяемая величина Расчетные формулы
1 2
Теоретическое межцентро- вое расстояние = 0,5/n (Z^ Z2)
Коэффициент отклонения межцентрового расстоя- ния a-ad а = — т
Величина ф Определяется величина 1000а 1000а 21 + 22 2С из номограммы на рис. 34 а, находим соот- ветствующие ей значения 1000 ф 2с и затем, величину ф
Суммарный коэффициент коррекции Ес = а + ф
Коэффициент коррекции шестерни и колеса 1) = E2 = Ec~E1 ^2 при £с >• 0,25; Si = Ес, Ег-= 0 ПРИ Ес < 0.25, при увеличении межосевого расстояния А Лц, 2) Ь = Ес. Ei = о, при уменьшении межосевого расстояния А<А0.
219
Продолжение таблицы 106
1 2
Диаметр делительной ок- ружности ы *• II II а ьэ н*
Диаметр окружности вы- ступов Dei — dgt -j- 2 (f0 -f- — Ф) tn
Диаметр окружности впа- дин ~ dgt — 2 (f0 + Co — gx) m Dlt = ^d2 (fo' г Co £2) m
Угол зацепления as Определяется из номограммы на рис. 35 в зависимости от величины lOOOgc zc
Номинальная толщина зуба по хорде дели- тельной окружности sx = dg sin у, где v = S= m (д- +2gtgaoj
Высота до хорды дели- тельной окружности hx = 0,5 (De — dg cos y)
220
к°го'
r-20°0'
\-0~i
tew
13’50'
isvo:
15’30'
E-isw
-15’40'
\-6.0
!6’10' 2
|-^3
16’0\ :
18’10'
13’30
'-13’20'
-17’40'
-17’30'
15’10
15’0'
-1,0
14’50'
14’40'.
14’30'
14’20'
-8,0
-17’20'.
13°№'
17°Ю d
-3.0-
-13’0'
17’0'
-14’10'
—16’50'
18'50
-14’0'
-13’50'
-13°4O'\
-13’30'.
-s,5
-3,0-
16’40'
. -f.0
16’30'
18’40
130 -j£ I 36.0-
Jj-23°20' .
^з^-гз’ю'.
133.0^ r 153.0-
%-28°O-
mo:SSo-i
Ж
73’50
23’0‘.
11.0
-^22’50' i
1r I I
S.0^%30^22,0-.
i-22’20'
8'°t22’l0
|zZV 2Д06
№-21’50' ;
5Й
J|-21’20' -
4.0-t21’10'
25’40' It
25’30' ^27’40'00/).
Mi- Г-
25’20' ^_zr30'4Sft-
I 35,0
25’10
’50'
\5lfi
то
623’30
7,0
3,0^ 1 %o-
2,0-Ь~гП115,0-
Ж-гозо’ .
te- I
1,0 ^20’20'14,0-
^20’10'
®- 1
-^-20’0'
25’0
24’50'
п^'
'410
-27’10
-24’40'. ЗЦ)^гГ0‘
• _3i
24’20' 1
pH
ZO’IO -||
24’0'
23’50'%$
46,0
45,0-
-26’50'
44fl-
<'3л
42,0-
£-26’20'
I l“:
M7r7' „
4 I
гбр^6"0'3s,o-
гз°го
ZS’V
23’0'
28’50'
-то
28’30
28’20'
28’18'
13’30'
13’30
33,0-
13,0^
-4,5-
Puc. 35. Номограмма для определения угла зацепления.
Таблица 107
Геометрический расчет цилиндрической прямозубой
передачи внутреннего зацепления с угловой коррекцией
О СЧ iJJi +
Исходные данные: Z1( Z2 — число зубьев шестерни и колеса;
т — модуль;
«о. fo- Со — профиль исходного контура по ГОСТ
3058—54; А — межцентровое расстояние
Определяемая величина Расчетные формулы
1 2
Теоретическое межцентро- вое расстояние = 0,5 (Z2 — Zj) tn
Коэффициент отклонения межцентрового расстоя- ния А — Ао а~ т
Величина ф Определяется величина 1000 а 1000 а •^1 + z2 zc из номограмм на рис. 34 находим соот- ветствующее ей значение 1000 ф Zc и затем величину ф
Суммарный коэффициент коррекции — а + Ф
Коэффициенты коррекции шестерни и колеса 1) £i = ?с> = 0 Для зацепления при i > 2; gc 2) = £2 = “2“ для зацепления при i а 1
Диаметр делительной окружности н сч N N S S . II II <4 е* ffc ЛЬ
222
Продолжение таблицы 107
1 2
Диаметр окружности вы- ступов ~ 4' (/о + §1 — Ф) т De, = адг~2 (Fo — Ei — а) т
Диаметр окружности впа- дин — ^dt 2(fo Ч~ Со El) т Dl^^(AUt + Reuy где Л„,= [0,5(Z2-Z„2)+(g2-^2)-^2]m; Zeu2’ £иг — параметры долбяка: диа- метр основной окружно- сти, число зубьев, коэф- фициент коррекции; фИ2 — определяется из номо- граммы на рис. 34
Угол зацепления as Определяется из номограммы на рис. 35 в 1000 gc зависимости от величины -— ^с
Номинальная толщина зу- ба по хорде делитель- ной окружности Sx = dg sin у, S где У = ~dg~ ра°’ S = т 0^ ± 2g tg <z0)
Высота до хорды дели- тельной окружности hx = 0,5 (± De q: dg cos y)
Номинальный размер по роликам При четном Z cos a0 M = dg ° cos 1 P При нечетном Z cos a0 90° M~d^ cosaz/cos Z ±rfP- S где inv axp = ± 4- inva0 ± ±q: n . dg cos a0 Z ’ dp ~ 1,68 m
223
Расчет иа прочность зубчатых передач приведен в табл. 108—116.
Таблица 108
Проектный расчет иа прочность цилиндрической
прямозубой и косозубой передач
Исходные данные: М — передаваемая мощность в кет;
«2 — число оборотов ведущего зубчатого коле-
са в мин;
п2 — число оборотов ведомого зубчатого ко-
леса в мин
Определяемая величина Расчетные формулы
I 2
Межосевое расстояние Для цилиндрической прямозубой передачи , 3 // 340 000 \2Дк Д5-М Л-<£±1>|/( [ак] ) СМ Для цилиндрической косозубой передачи , г L п ?// 290 000 V Кк-Кд-К Юк] ) ЦАп2 где i = —передаточное отношение; “2 [oKJ— допускаемые контактные на- пряжения в кгс/см? (см. табл. 115); Мк — коэффициент концентрации нагрузки (см. табл. 109); Kg — коэффициент динамической нагрузки (см. табл. ПО, 111); Ь = -д- — коэффициент ширины цилин- дрического зубчатого колеса (см. табл. 112)
Модуль m = (0,01 — 0,02) А Модуль округляется до ближайшего стан- дартного размера из ряда: 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10
224
Продолжение таблицы 108
1 2
Число зубьев шестер- ни и колеса N 1 II
Диаметры делительных окружностей шестер- ни и колеса и шири- на зубчатого венца йч ft* I?3 I?3 II ’ll ' а К) н
Напряжения изгиба (расчет ведется для колеса с меньшим произведениемJ/ [ои]) Для цилиндрической прямозубой передачи 33 000 (t ± 1) KK-Kd-N °и - уАЬт ' пг < Для цилиндрической косозубой передачи 37 000 (t ± l)cos2P KK-Kd-N °н - yssAbtnn < 1аи’’ где у — коэффициент формы зуба (см. табл. 114); [сгн] — допускаемые напряжения изгиба в кгс/см* (см. табл. 115); е,<.= р,88—3,2 cosp — торцевой коэффициент перекрытия
Примечание. В выражении (i ± 1) знак -|- относится к внеш-
нему зацеплению зубчатых колес, а знак — к внутреннему.
Таблица 109
Значения коэффициента концентрации нагрузки Кк
ь dg Значения для иеприрабатывающихся зубчатых Для прира- батывающих- ся зубчатых колес н при переменном режиме нагрузки
колес Кк =о
Шестерня расположена симметрично относительно опор Шестерня расположена вблизи одной опоры, вал жесткий Шестерня расположена вблизи одной опоры, вал средней жесткости Шестерня располо- жена на консолн
0,2 1 1 1,05 1,1
0,4 1 1,05 1,15 1,2
0,8 1,05 1,15 1,3 1,5 <+1
1,2 1,15 1,25 1,4 — Ак— 2
1,6 1,25 1,25 1,4 —
2,0 1,45 — — —
Таблица ПО
Значения коэффициента динамической нагрузки Кд
для прямозубых колес
Степень точности Твердость НВ поверхности зубьев Окружная скорость v в м]сек
1 1—4 2—8 8—12
6 <350 — — 1,2 1,3
>350 — — 1,2 1,3
7 <350 — 1,25 1,45 1,55
>350 — 1,2 1,3 1,4
8 <350 1 1,35 1,55 —
>350 1 1,3 1,4
9 <350 1,1 1,45 — —
>350 1.1 1,4 — —
Таблица 111
Значения коэффициента динамической нагрузки Kg
для косозубых колес
Степень точности Твердость НВ поверхности зубьев Окружная скорость v в м/сек
3 3—8 8—12 12-18 18-25
6 <350 —. 1 1,1 1.2 1.4
>350 — 1 1 1,1 1.2
7 <350 1 1 1,2 1.3 1.5
>350 1 1 1,1 1,2 1,3
8 <350 1,1 1,3 1,4 — .—
>350 1,1 1,2 1,3 — —
9 <350 1,2 1,4 —. — —
>350 1,2 1,3 — — —.
Таблица 112
Значения коэффициента фл
Характеристика передачи
Редуктор легкого типа
Редуктор среднего типа
Редуктор тяжелого типа
Коробка скоростей
0,2—0,3
0,3—0,5
0,5—1,2
0,1—0,2
Таблица 113
Проверочный расчет на прочность цилиндрической
прямозубой и косозубой передач
Исходные данные: N — передаваемая мощность в кет;
А — межцентровое расстояние в см;
т — модуль в см;
пь «2 — число оборотов в минуту ведущего и ве-
домого зубчатого колеса;
b — ширина зубчатого венца в см
Определяе- мая величина Расчетные формулы
1 2
Контактные напряжения Для цилиндрической прямозубой передачи ок = 340 000 ? 1/ * ± 1 . А/ г b п2 Для цилиндрической косозубой передачи ок = 290 ооо * ±-1-1/ 2AL . < [Okj А, г b п2
227
Продолжение таблицы 113
1 2
Напряжения изгиба Для цилиндрической прямозубой передачи 33 000 (t ± 1) KK-Kd-N — уАЬт ' 1°“* Для цилиндрической косозубой передачи 37 000 (i ± 1) cos2 р KK K.d-N — yzsAbtnn П! < [(7и]
Таблица 114
Коэффициент формы зуба для колес, нарезанных реечным
инструментом со скругленной кромкой
Число зубьев Z Коэффициент смещения инструмента е
—0,2 0 0,2 0,4 0,6 0,8 1,0
10 0,124 0,152 0,180 —
11 — -—. 0,127 0,153 0,180 — —
12 0,103 0,129 0,155 0,180 0,200 -—-
13 —- 0,107 0,131 0,156 0,180 0,198 —
14 —- 0,110 0,134 0,157 0,180 0,198 —
15 0,091 0,113 0,135 0,158 0,180 0,196 0,209
16 0,094 - 0,115 0,137 0,158 0,180 0,196 0,208
17 0,097 0,118 0,139 0,159 0,180 0,195 0,207
18 0,100 0,120 0,141 0,160 0,180 0,194 0,206
19 0,103 0,123 0,142 0,161 0,180 0,194 0,205
20 0,106 0,126 0,144 0,162 0,180 0,193 0,204
22 0,112 0,130 0,147 0,163 0,180 0,193 0,203
24 0,117 0,134 0,149 0,165 0,180 0,192 0,202
26 0,122 0,137 0,152 0,166 0,180 0,192 0,200
28 0,125 0,139 0,154 0,168 0,180 0,191 0,199
30 0,128 0,141 0,155 0,169 0,179 0,190 0,198
33 0,131 0,144 0,158 0,170 0,179 0,190 0,197
36 0,134 0,147 0,160 0,171 0,179 0,189 0,195
39 0,136 0,150 0,161 0,172 0,179 0,188 0,194
42 0,139 0,151 0,162 0,173 0,179 0,188 0,192
45 0,141 0,153 0,164 0,173 0,179 0,187 0,191
50 0,144 0,155 0,165 0,174 0,179 0,186 0,190
65 0,150 0,160 0,167 0,174 0,178 0,182 0,184
80 0,155 0,162 0,168 0,173 0,177 0,179 0,181
100 0,159 0,163 0,168 0,173 0,176 0,176 0,178
Примечание. В таблице приведены значения коэффициента
формы зуба для цилиндрических прямозубых передач с наружным
зацеплением. Для косозубых цилиндрических колес коэффициент формы
зуба определяется по приведенному числу зубьев Znp =
Z
COS3 р ’
228
Т аблица 115
Допускаемые напряжения для зубчатых колес
Материал » Расчетные значения механических характеристик Допускаемое напря- жение (наибольшее) Базовое ЧИСЛО ЦИКЛОВ нагружения по устало- сти поверх- ностных слоев Nq в ка/лш2 при базовом числе циклов нагруже- ния, рав- ном 107
Марка Термообра- ботка Предел прочно- сти ае В кг/мм2 Предел усталости g 1 в кг/мм2 Твердость НВ, HRC Напряже- ние изгиба Пи]в кг/мм2 Контакт- ное на- пряжение [°к] в кг/ммъ
1 2 3 4 5 6 7 8 9
Сталь 45 Нормализа- ция Улучшение Закалка по сечению Закалка по профилю с выкружкой 60—75 75—90 >100 25—34 32—40 40—50 НВ 170—217 НВ 220—250 HRC 38—48 Поверхность, HRC 48—56 14 18 26 50 60 80 95 1 X 10’ 1,5 х Ю’ 10 х 10’ 20 х 10’ 50 60 100 145
Сталь 50Г Закалка 95—110 42—50 HRC 28—33 24 75 2,5 X 10’ 80
Сталь 45Х ьэ го CD Улучшение Закалка по сечению Закалка по профилю с выкружкой 80—100 150—165 36—48 55—65 50—56 НВ 230—260 HRC 45—50 Поверхность, HRC 50—55 22 38 32 65 90 95 2 х 10’ 15 X 10’ 20 X Ю’ 65 135 145
Продолжение таблицы 115
1 2 3 4 5 6 7 8 9
Сталь 20Х Цементация и закалка . >80 48—56 Поверхность, HRC 56—62. Сердцевина, HRC 25 32 105 25 X Ю’ 165
Сталь 18ХГТ Цементация и закалка >115 50—60 Поверхность, HRC 56—62. Сердцевина, HRC 33 40 ПО 25 X Ю’ 175
Сталь 12ХНЗ Цементация и закалка >95 50—60 Поверхность, HRC 56—62. Сердцевина, HRC 30 35 105 25 X Ю’ 170
Чугун СЧ 15—32 — >15 — НВ 163—229 5 50 1 ХЮ’ 50
Чугун СЧ 21—40 >21 11—13 НВ 170—241 6 60 1 ХЮ’ 60
Текстолит — 8,5 — НВ 30—34 4—5 8—10 — 8—10
Таблица 116
Рекомендуемые значения коэффициентов и смещения инструмента из условий
наибольшего повышения контактной прочности и прочности на изгиб
^2 Условия наибольшего повышения
12 15 18 22 28 34
Е, е. £‘ Е, ^2 г. «2 = f2
0,30 0,61 0,34 0,64 0,54 0,54 — — .—- — —. — к
18 0,57 0,25 0,64 0,29 0,72 0,34 — — — — — и
0,30 0,66 0,38 0,75 0,60 0,64 0,68 0,68 —- — — — к
22 0,62 0,28 0,73 0,32 0,81 0,38 0,95 0,39 —- —» — — и
0,30 0,88 0,26 1,04 0,40 1,02 0,59 0,94 0,86 0,86 — — . к.
28 0,70 0,26 0,79 0,35 0,89 0,38 1,04 0,40 1,26 0,42 -— — и
0,30 1,03 0,13 1,42 0,30 1,30 0,48 1,20 0,80 1,08 1,01 1,01 к
34 0,76 0,22 0,83 0,34 0,93 0,37 1,08 0,38 1,30 0,36 1,38 0,34 и
0,30 1,30 0,20 1,53 0,29 1,48 0,40 1,48 0,72 2,33 0,90 1,30 к
42 0,75 0,21 0,92 0,32 1,02 0,36 1,18 0,38 1,24 0,31 1,31 0,27 и
0,30 1,43 0,25 1,65 0,32 1,63 0,43 1,60 0,64 1,60 0,80 1,58 к
50 0,58 —0,16 0,97 0,31 1,05 0,36 1,22 0,42 1,22 0,25 1,25 0,20 и
0,30 1,69 0,26 1,87 0,41 1,89 0,53 1,80' 0,70 1,84 0,83 1,79 к
65 0,55 —0,35 0,80 0.04 1,10 0,40 1,17 0,36 1,19 0,20 1,23 0,15 и
0,30 1,96 0,30 2,14 0,48 2,08 0,61 1,99 0,75 2,04 0,89 1,97 к
80 0,54 —0,54 0,73 —0,15 1,14 0,40 1,15 0,26 1,16 0,12 1,19 0,07 и
0,30 2,90 0,36 2,32 0,52 2,31 0,65 2,19 0,80 2,26 0,94 2,22 к
100 0,53 —0,76 0,71 —0,22 1,00 0,28- 1,12 0,22 1,14 0,08 1,15 0,01 и
— -—. —. —» 0,75 2,43 0,83 2,47 1,00 2,46 к
125 — — — — — — 1,11 0,21 1,12 0,07 1,20 0,09 и
Пр и мечанне. Прн составлении таблицы предельно допускаемая толщина зубьев по .окружности выступов
принята 0,25 т, наименьшее значение коэффициента перекрытия а = 1,2.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
Виды подшипников скольжения:
1) высокоскоростные подшипники;
2) подшипники для особо точного направления валов;
3) подшипники особо тяжелых валов (диаметром свыше 1 м), для
которых не изготавливаются стандартные подшипники качения;
4) разъемные подшипники, необходимые по условиям сборки;
5) подшипники, работающие с ударными и вибрационными нагруз-
ками;
6) подшипники, требующие очень малых диаметральных габаритов;
7) подшипники, работающие в особых условиях (в воде, агрессив-
ных средах), в которых подшипники качения неработоспособны.
Подшипники скольжения, работающие в режиме, близком к гра-
ничному трению, проверяют по удельному давлению р и на ограни-
чение нагрева по произведению pv:
Р
p = ~id < [pl; № < (РИ.
где / — длина подшипника в см;
d — диаметр подшипника в см;
Р — сила давления между подшипником и валом в кгс;
ndn
v = 6q_ — скорость скольжения цапфы в м/сек;
п — число оборотов вала в об/мин.
Значения допускаемого удельного давления в подшипнике [р]
и допускаемые произведения удельного давления в подшипнике на ско-
рость скольжения цапфы [pv] в зависимости от материала вкладышей
приведены в табл. 117.
Таблица 117
Значения [р] и [рт>] в зависимости от материала вкладышей
Материал [р] в кгс/см2 м в м/сек [₽»] Область применения
Бронза: Подшипники редукторов
Бр. ОЦС5—5—5 50 3 100 при спокойных нагрузках
Бр. ОЦС6—6—3 80 3 120 и нормальных темпера- турах
Бр. ОЦС 4—4—17 100 4 120 Подшипники быстроход- ных редукторов при спо- койных нагрузках и нор- мальных температурах
Бр. АЖ 9—4 300 8 600 Подшипники, работающие
Бр. АЖМ 66—3—1,5 300 8 600 при ударных нагрузках и температуре до 300°
232
Продолжение таблицы 117
Материал [р] в кгс!с м2 [*] в м/сек [РО] Область применения
Баббит: Подшипники редукторов
Б90, Б92, Б16 Чугун: 150 10 120 всех мощностей, трактор- ных и автомобильных моторов Неответственные подшип-
СЧЧ-1, СЧЧ-2, 20 2 20 ники, работающие при малых скоростях и удель- ных давлениях
Расчет подпятников производится аналогично расчету подшипников:
4Р
р = ' Ж' < 1р1> р°<
л (а2 — dg)
где d — наружный диаметр кольцевой пяты в см;
dB — внутренний диаметр кольцевой пяты в см.
Расчет подшипников скольжения с жидкостным трением произво-
дится по выбору толщины масляного слоя и на нагрев по гидродина-
мической теории смазки.
подшипники КАЧЕНИЯ
Выбор подшипника производится по коэффициенту работоспособ-
ности (см. номограмму на рис. 36).
С = Q (n/i)0-3,
где Q — приведенная нагрузка в кгс;
п — число оборотов в мин;
h — расчетная долговечность подшипника в час.
Формулы для расчета приведенной нагрузки и коэффициенты к ним
приведены в табл. 123—128. Для облегчения расчета Q можно вос-
пользоваться номограммой на рис. 37. Значения (пй)0,3 приведены
в табл. 124.
233
С c--ainh}0 1 п. об/мин It. vac
4ZOOOOO ^200 Г-30000 Икс C-HMi)0-3 itfiSlHUH h.sac
1000-1 Г200000 Г 2000 -30000
\-150000 - 9004
--ISO зооА 4150000
-zoooo -1500
4 Ю0000 700—. '-zoooo
490000 '-ш 6004 4100000 490000
-70000 -60000 а 4 wo 4so -15000 500-. 480000 h 70000 460000 6 4ЮОО 4900 415000
-50000 480 WO 4 —50000 '-200 ".
4W0QO '—70 '-10000 WOOD 4-700 410000
-30000 4 ZOOOO ~6Q 450 49000 '-0000 47000 3004 25O~ \-300GO 420000 4600 4500 1-9000 48000 47000
г6000 200- 4wo 46000
-15000 -oo : lioou схема пользования
Схема пользования : QIC h '-5000
-16000 0 h 430 -5000 1504 410000 1 49000 lb 1 ано 4300 '-WOO
49600 J -0000 „ 47000 С-' Огбет Ratio -WOO 100 -6000 даиА 47000 \ 4бооо | | г" "j,дано -zoo -3000
гьиио -
-го ^3000
Рис. 36, Номограмма для определения коэффициента работоспособности:
а, — при числе оборотов в минуту от 20 до 200; б — при числе оборотов в минуту от 200 До 2000.
Q-(RnK +тА)Кбкгс
500
550
500
^250
200
150
100
50
0 -J
§ 300
Радиальная нагрима О^гс
при Кк-1 tin 1.35
О
50
О
50.
too-
ш
too
2ОО-З^Щ)
250
300
zoo
^-350-
700-
550-
500-
550-
600-
650-
-250
-300
350
-500
'550
Сима тзоОания
I 'и R а
Г-5000
-3600
-3600
1-3500
%-згоо
--3000
\-ZSOO
'—2500 §5
—2200 ч
500-
3-1800'10
'^1600
-1500
'-1200
--1000
-300
1-600
-500
-200
-о
Puc. 37. Номограмма для определения приведенной
радиальной нагрузки на подшипник качения.
Характеристики наиболее распространенных стандартных подШйй-
ников приведены в табл. 118—121.
Посадки радиальных и радиально-упорных подшипников приведены
в табл. 122,
Размеры заплечиков при посадке "подшипников приведены в табл.
129—131.
Таблица 118
Шарикоподшипники радиальные однорядные
(по ТОСТ ,8338—57)
Условное обозначение подшипника Основные размеры в мм С в тыс. Qct В ТЫС. кгс Ппр В тыс. об/мин
d D в г
1 2 3 * 5 6 7 8
Особо легкая с е р и я
100 10 26 8 0,5 5,4 0,2 20
101 12 28 8 0,5 5,4 0,21 20
104 20 42 12 1 10,6 0,45 16
105 25 47 12 1 11,5 0,5 16
106 30 55 13 1,5 15 0,7 13
107 35 62 14 1,5 18,5 0,86 13
108 40 68 • 15 1,5 19 0,94 10
109 45 75 16 1,5 25 1,22 10
110 50 80 16 1,5 25 1,2 8
111 55 90 18 2 32 1,6 8
112 60 95 18. 2 37 1,85 8
113 65 100 18 2 37 2,0 8
114 70 110 20 2 45 2,3 6,3
115 75 115 20 2 46 2,65 6,3
116 80 125 22 2 57 3,15 5
Легкая серия
200 10 30 9 1 7,0 0,265 20
201 12 32 10 1 7,1 0,27 20
202 15 35 11 1 8,5 0,35 16
203 17 40 12 1 11,3 0,445 •16
204 20 47 14 1,5 15 0,63 16
205 25 52 15 1,5 16 0,71 ' 13 "
206 30 62 16 1,5 22 0,97 13
236
Продолжение таблицы 118
1 2 3 4 5 6 7 8
207 35 72 17 2 30 1,39 10
208 40 80 18 2 39 1,8 10
209 45 85 19 2 . 39 1,8 8
210. 50 90 20 2 42 2 8
211 55 100 21 2,5 52 2,55 8
212 60 110 22 2,5 62 3,15 6,3
213 65 120 23 2,5 68 3,5' 6,3
214 70 125 24 2,5 74 3,8 5
215 75 130 25 2,5 78 4,2 5
216 80 140 26 3 84 4,5 5
Средня я серия
34 4 16 5 0,5 2 0,075 25
35 5 19 6 0,5 3,4 0,115 25
300 10 35 11 1 1.0 0,38 16
301 12 37 12 1,5 12,3 0,47 16
302 15 42 13 1,5 13,5 0,55 16
303 17 47 14 1,5 17,1 0,68 13
304 20 52 15 2 19 0,79 13
305 25 62 17 2 27 1,15 10
306 30 72 19 2 33 1,5 10
307 35 80 21 2,5 40 1,78 8
308 40 90 23 2,5 48 2,28 8
309 45 100 25 2,5 57 2,65 6,3
310 50 110 27 3 72 3,6 6,3
311 55 120 29 3 84 4,25 6,3
312 60 130 31 3,5 94 4,9 5
313 65 140 33 3,5 106 5,6 5
314 70 150 35 3,5 120 6,4 5
315 75 160 . 37 3,5 132 7,3 4
316 80 170 39 3,5 144 8,1 4
Тяжелая серия
403 17 62 17 2 29 1,2 10
404 20 72 19 2 40 1,7 10
405 25 80 21 2,5 47 2,08 8
406 30 90 23 2,5 60 2,7 8
407 «35 100 25 2,5 68 3,2 6,3
408 40 по 27 3 78 3,7 6,3
409 45 120 29 3 92 4,6 6,3
410 50 130 31 3,5 108 5,6 5
411 55 140 33 3,5 120 6,3 5
412 60 150 35 3,5 132 7,1 5'
237
Продолжение таблицы 118
1 2 3 4 5 6 7 8
413 65 160 37 3,5 144 8 4
414 70 180 42 4 182 10,5 4
415 75 190 45 4 194 11,5 4
416 80 200 48 4 210 12,5 3,2
Таб лица 119
I
Шарикоподшипники радиальные сферические двухрядные
(по ГОСТ 5720—51)
Условное обозна- чение подшипника с цилиндрическим отверстием Основные размеры в мм С в тыс. ^СТ в тыс. кгс ППР в тыс. об [мин
d D В Г
! 1 2 3 4 5 6 7 8
Легкая серия
1200 10 30 9 1 5,6 0,135 20
1201 12 32 10 1 6,1 0,15 20
1202 15 35 11 1 8 0,205 16
1203 17 40 12 1,5 9,3 0,245 16
1204 20 47 14 1,5 9,6 0,32 16
1205 25 52 15 1,5 12 0,41 13
1206 30 62 16 1,5 16,2 0,6 13
1207 35 72 17 2 18 0,68 10
1208 40 80 18 2 22 0,87 10
1209 45 85 19 2 25 0,98 8
1210 50 90 20 2 27 1,1 8
1211 55 100 21 2,5 33 1,35 6,3
1212 60 ПО 22 2,5 38 1,6 6,3
1213 65 120 23 2,5 40 1,75 6,3
1214 70 125 24 2,5 44 1,9 5
1215 75 130 25 2,5 50 2,15 5
1216 80 140 26 3 53 2.4 5
238
Продолжение таблицы 119
1 2 3 * 5 ' 6 7 8
Средняя серия
1300 10 35 11 1 7,5 0,18 16
1301 12 37 12 1,5 9,7 0,24 16
1302 15 42 13 1,5 10 0,27 16
1303 17 47 14 1,5 11 0,37 13
1304 20 52 15 2 12 0,41 13
1305 25 62 17 2 17 0,61 10
1306 30 72 19 2 22 0,79 10
1307 35 80 21 2,5 26,5 1 8
1208 40 90 23 2,5 32 1,25 8
1309 45 100 25 2,5 40 1,6 8
1310 50 110 27 3 45 1,78 6,3
1311 55 120 29 3 55 2,3 6,3
1312 60 130 31 3,5 63 2,7 5
1313 65 140 33 3,5 69 3 5
1314 70 150 35 3,5 80 3,6 4
1315 75 160 37 3,5 87 3,9 5
1316 80 170 39 3,5 95 4,3 4
Таблица 120
Роликоподшипники конические однорядные
(по ГОСТ 333—59)
Условное обозна- чение подшипника Основные размеры в лш С в тыс. Q ^ст В ТЫС. кгс Лпр в тыс. об/мин
d D т в С '/п
I 2 3 4 5 6 7 8 9 10
Легкая серия
7202 15 35 12 11 9 1/0,3 14 0,75 8
7203 17 40 13,5 12 11 1,5/0,5 20 1 8
7204 20 47 15,5 14 12 1,5/0,5 28 1,45 8
7205 25 52 16,5 15 13 1,5/0,5 35 2 8
239
Продолжение таблицы 120
I 2 3 4 5 6 8 9 10
7206 30 62 17,5 16 14 1,5/0,5 43 2,45 6
7207 35 72 18,5 17 15 2/0,8 50 2,85 6
7208 40 80 20 19 16 2/0,8 66 3,8 6
7209 45 85 21 20 16 2/0,8 70 4 5
7210 50 90 22 21 17 2/0,8 82 4,5 5
7211 55 100 23 21 18 2,5/0,8 90 5 4
7212 60 110 24 23 19 2,5/0,8 112 6,4 4
7213 65 120 25 23 20 2,5/0,8 1201 7,1 3,2
7214 70 125 26,5 26 21 2,5/0,8 152 9 3,2'
7215 75 130 27,5 26 22 2,5/0,8 158 9,5 3,2
7216 80 140 28,5 26 22 3/1 170 10 3,2
Легкая широкая серия
7506 30 62 21,5 20,5 17 1,5/0,5 57 3 6
7507 35 72 24,5 23 20 2/0,8 78 4,3 6
7508 40 80 25 23,5 20 2/0,8 84 4,8 6
7509 45 85 25 23,5 20 2/0,8 84 4,8 5
7510 50 90 25 23,5 20 2/0,8 94 6 5
7511 55 100 27 25 21 2,5/0,8 116 6,8 4
7512 60 110 30 28 24 2,5/0,8 152 8,3 4
7513 65 120 33 31 27 2,5/0,8 176 11 4
7514 70 125 33,5 31 27 2,5/0,8 182 11,3 3,2
7515 75 130 33,5 31 27 2,5/08 188 11,8 3,2
7516 80 140 33,5 33 28 3/1 220 13,8 3,2
С р е д н я я серия
7302 15 42 14,5 13 11 1,5/0,5 26 1,25 8
7303 17 47 15,5 14 12 1,5/0,5 28 1,5 8
7304 20 52 16,5 16 13 2/0,8 38 2 8
7305 25 62 18,5 17 15 2/0,8 45 - 2,5 6
7306 30 72 21 19 17 2/0,8 60 3,35 6
7307 35 80 23 21 18 2,5/0,8 74 3,8 6
7308 40 90 25,5 23 20 2,5/0,8 92 4,8 5
7309 45 100 27,5 26 22 2,5/0,8 128 6,4 5
7310 50 110 29,5 29 23 3/1 152 8,3 4
7311 55 120 32 29 25 3/1 164 9 4
7312 60 130 34 31 27 3,5/1,2 194 10,5 4
7313 65 140 36,5 33 28 3,5/1,2 230 12 3,2
7314 70 150 38,5 37 30 3,5/1,2 270 14,5 3,2
7315 75 160 40,5 37 31 3,5/1,2 280 15,5 3,2
7316 80 170 43 39 33 3,5/1,2 — — —
240
Продолжение таблицы 120
1 2 ' 3 5 6 7 8 9 10
Средняя широкая серия
7604 20 52 22,5 21 18,5 2/0,8 46 2,4 5
7605 25 62 25,5 24 21 2/0,8 70 3,85 5
7606 30 72 29 29 23 2/0,8 100 5,3 5
7607 35 80 33 31 27 2,5/0,8 116 ‘ 6,7 4
7608 40 90 35,5 33 28,5 2,5/0,8 140 7,8 4
7609 45 100 38,5 36 31 2,5/0,8 170 9,4 4
7610 50 НО 42,5 40 34 3/1 210 11,5 4
7611 55 120 46 44,5 36,5 3/1 260 15 3,2
7612 60 130 49 47,5 39 3,5/1,2 300 17 3,2
7613 65 140 51,5 48 41 3,5/1,2 320 18 3,2
7614 70 150 54,5 51 43 3,5/1,2 380 19,5 2,5
7615 75 160 58,5 55 46,5 3,5/1,2 440 24,5 2.5
7616 80 170 62 59,5 49 3,5/1,2 500 30 2,5
Таблица 121
Шарикоподшипники упорные
(по ГОСТ 6874—54)
Условное обозна- чение подшипника Основные размеры в мм С в тыс. QCt в тыс. кгс %Р в тыс. об/мин
d D Н Г
1 2 3 4 5 6 1 8
Особо легкая серия
8100 10 24 9 0,5 10 1,1 10
8101 12 26 9 0,5 10,6 1,25 10
8102 15 28 9 0,5 11,3 1,35 8
8103 17 30 9 0,5 12,5 1,58 8
8104 20 35 10 0,5 16,7 2,15 6,3
8105 25 42 11 1,0 19 2,6 6,3
8106 30 47 11 1 21 2,9 6,3
8107 35 52 12 1 28 4 5,8
8108 40 60 13 1 35 5,1 5
16 Зак. 29
241
Продолжение таблицы 121
* 2 3 4 5 6 7 8
8109 45 65 14 1 37 5,5 5
8110 50 70 14 1 39 6,1 4
8111 55 78 16 1 52 8,3 4
8112 60 . 85 17 1,5 57 9 3,2
8113 65 90 18 1,5 65 10- 3,2
8114 70 96 18 1,5 70 11 2,5
8115 75 100 19 1,5 72 11,8 2,5
8116 80 105 19 1,5 74 12 2,5
Легкая серия
8201 12 28 11 1 13,2 1,55 8
8202 15 32 12 1 15 1,85 8
8203 17 35 12 1 16 2 8
8204 20 40 14 1 24 3,05 6,3
8205 25 47 15 1 31 4,1 6,3
8206 30 52 16 1 35 4,7 5
8207 • 35 62 18 1,5 48 6,8 5
8208 40 68 19 1,5 57 8 5
8209 45 73 20 1,5 ГбО 9 4
8210 50 78 22 1,5 70 10,5 4
8211 55 90 25 1,5 86 13 3,2
8212 60 95 26 1,5 100 15,2 3,2
8213 65 100 27 1,5 100 15,2 2,5-
8214 70 105 27 1,5 100 16 2,5
8215 75 110 27 1,5 104 17 2,5
8216 80 115 28 1,5 116 19 2
Средня я серия
8305 25 52 18 1,5 39 5 5
8306 30 60 21 1,5 50 6,8 4
8307 35 68 24 1,5 62 8,5 3,2
8308 40 78 26 1,5 78 11 3,2
8309 45 85 28 1,5 90 13,2 3,2
8310 50 95 31 2 108 16,2 2,5
8311 55 105 35 2 140 21,5 2,5-
8312 60 ПО 35 2 140 21,5 2
8313 65 115 36 2 158 25 2
8314 70 125 40 2 182 30 2
8315 75 135 44 2,5 210 34,5 1,6 .
8316 80 140 44 2,5 210 34,5 1,6
242
Таблица 122
Посадки радиальных подшипников
Вид нагружения Посадки
на вал в корпус
Местное g Ьз Я ^П* £1П* ^ЗП’ Пп, Ди
Циркуляционное л дСд 5 а ЛГ 3= Ьц я 5 Пп, Т„, ^п» Дп»
Колебательное ^П’ П1п
Примечание. Местное—кольцо не вращается относительно ра-
диальной нагрузки; циркуляционное—кольцо вращается относительно
радиальной нагрузки; колебательное—на кольцо одновременно действуют
постоянная по направлению и вращающаяся нагрузки, равнодействую-
щая которых не совершает полного оборота, а колеблется на опреде-
ленном участке кольца.
Значения коэффициента т Таблица 123-
Тип подшипника
т
Шарикоподшипники радиальные однорядные
Шарикоподшипники радиальные сферические легкой серии
d < 17 мм
d — 20 4- 40 мм
d > 45 мм
То же, средней серии d < 30 мм
d > 35 мм
То же, широкой серии
' Роликоподшипники радиальные сферические легкой серии
То же, средней серии
Шарикоподшипники радиальио-упорные однорядные типа 6 000
46 000
66 000
Роликоподшипники радиально-упорные конические типа 7100,
7200, 7500
7300, 7600
27 300
1,51
2,5
3,5
4,5
3
4
2,5
4,5
3,5
2
1,5
0,7
0,5
1,5
1,8
0,7
1 При -д- > 2 значения т берут по таблице; при д— ~ 2 табличные
R
значения т увеличивают на 15%; при -д ^1 — на 25%, при чисто осе-
R
вой нагрузке т = 2. При -д- _> 5 осевую нагрузку на радиальные одно-
рядные и радиально-упорные шарикоподшипники, а также конические
роликоподшипники можно не учитывать.
16*
243
Таблица 124
Значения (ий)0-3
h в час Число оборотов п в мин
10 40 100 250 500 630 800 1000 1600 2000 2500 5000 10 000
200 9,8 14,8 19,5 25,7 32,0 34,0 36,3 39,0 44,7 48,0 51,3 63,0 77,7
500 13,0 19,5 25,7 34,0 41,7 44,7 48,0 51,3 59,0 63,0 67,6 83,2 102
1000 16,0 24,0 32,0 41,7 51,3 55,0 59,0 63,0 72,5 77,7 83,2 102 126
1250 17,0 25,7 34,0 44,7 55,0 59,0 63,0 67,6 П,1 83,2 89,0 ПО 135
2000 19,5 29,5 39,0 51,3 63,0 67,6 72,5 77,7 89,0 95,5 102 126 155
3200 22,4 34,0 44,7 59,0 72,5 77,7 83,2 89,0 102 НО 117 145 178
4000 24,0 36,3 48,0 63,0 77,7 83,2 89.0 95,5 110 117 126 155 191
5000 25,7 39,0 51,3 67,6 83,2 89,0 95,5 102 117 126 135 166 204
6300 27,5 41,7 55,0 72,5 89,0 95,5 102 110. 126 135 145 178 219
8000 29,5 44,7 59,0 77,7 95,5 102 •ПО 117 135 145 155 191 235
10000 32,0 48,0 63,0 83,2 102 НО 117 126 145 155 166 204 251
16000 36,3 55,0 72,5 95,5 117 126 135 145 166 178 191 235 289
20000 39,0 59,0 77,7 102 126 135 145 155 178 191 204 251 309
П р им ечание. При подсчете (тгй)0,3 принято 1О0,3 = 2.
Таблица 125:
Значения коэффициента Kg
Характер нагрузки иа подшипник кб . Применение
Спокойная нагрузка, толчки отсутствуют 1 Ролики ленточных транспорте- ров и конвейеров
Легкие толчки. Кратковре- менные перегрузки до 125% от нормальной нагрузки 1—1,2 Зубчатые передачи со шлифо- вальными зубьями. Металлоре- жущие станки (кроме строгаль- ных и долбежных). Натяжные ролики, электродвигатели малой и средней мощности, небольшие вентиляторы и воздуходувки
Умеренные толчки. Кратко- временная перегрузка -до 150% от нормальной на- грузки 1,3—1,8 Зубчатые передачи с обработан- ными зубьями, пневматические машины, центрифуги, мощные электрические машины, подшип- ники коробок передач
Нагрузки со значительными толчками и вибрацией, крат- ковременные перегрузки до 200% от нормальной нагрузки 1,8-2,5 Зубчатые передачи с необрабо- танными зубьями. Дробильные машины, кривошипно-шатунные передачи. Валки прокатных ста- нов, мощные вентиляторы
Нагрузки с сильными уда- рами и кратковременные пе- регрузки до 300% от нор- мальной нагрузки Значени! 2,5—3 коэффг Тяжелые ковочные машины, ра- бочие рольганги у крупносорт- ных станов, блюмингов, слябин- гов Таблица 126 циента Кт
Рабочая температура подшипника в °C 150 170 200 250
Кт Значени 1,03 я коэффиц 1,1 иента Кк 1,25 Т а б л и 1,4 ца 12/
Кольцо вращения относительно вектора нагрузки
Внутреннее Наружное: для сферических подшипников для прочих подшипников 1 1 1,35
245
Таблица 12&
Формулы для вычисления приведенной нагрузки
к
о
с
о
к
Л
«V
S
а
7?1 — /?2 А >0 Ql — (^2^K +
Ri > Rz А >0 -52) Qi=RiRkK6Rt Qz= {К2Кк-1-4п{А-{*(5г— —S2)]} • КбКт
С; о VA^' V/ 1 ч Qi—{*?1Кк+т[(^2 Sj)— -Л]}-Кбкт Qz RzRuR^Rt
1 О 04 Z—ч VA^f L4 А 1 * ч Qi=RiRk.R-6Rt Qz={RzR^m[A-(S2-Sx)]}- КбКт
Ri — Rz л>о Q^R^+mAjKeKr Q2—
Ri ?> Rz А >0 Д <(ST— S2) Qi = RxRkK6Rt Qz=(RzKK+m[(S1-S^-A]}. •КбКг
Ri ?> Rz А >0 ^>(SX- Qi={RiKK+m[A-(Sl-S2)]} КбКт
7?i < R^ A^O A # (S2- -SJ Qi = {Я1Кк + mM + (S2 — = S1)]}-K6^ Qz — RzRkRqRt
246
Продолжение таблицы 128
Примечание. Sx н S2 — осевые составляющие реакций опор
от радиальных нагрузок S = l,3 7?tgp.
Таблица 129
Диаметры заплечиков для подшипников качения
(по нормали машиностроения МН 389—60)
ГОСТ 8338—57
(легкая и средняя
серии)
ГОСТ 5720—51
(легкая, легкая ши-
рокая, средняя
и средняя широкая
серии)
d D ^2 d2 2max D - 2mm
1 2 3 4 5 6
Радиальные подшипники
10 30 15 25 — -—
12 32 17 27 -— -—
15 35 20 30 — -—
17 40 22 35 — —
20 47 26 41 — —
25 52 31 46 — —
30 62 36 56 —
247
Продолжение таблицы 129
1 2 з 4 5 6
35 72 42 65 .
40 80 48 72 — —.
45 85 52 78 — —
50 90 58 82 — .—.
55 100 65 90 — -—
60 ПО 70 100 —- —«
65 120 75 110 -—- —-
70 125 80 112 — —
Сферические подшипники
10 35 15 30 — —
12 37 18 31 .—- -—-
15 42 21 36 — —-
17 47 23 41 -—. .—-
20 52 27 45 -— -—
25 62 32 55 —- .—-
30 72 38 65 —. —
35 80 45 70 — .—.
40 90 50 80 —. —
45 too 55 90 — —
50 НО 60 100 63 98
55 120 65 110 68 108
60 130 72 118 75 115
65 140 78 128 80 125
70 150 82 138 85 135
Примечание. Применение размеров d2max, также про-
межуточных размеров между d2max и d2, D2min и £>2 допускается
как исключение и только в обоснованных случаях.
Таблица 130
Диаметры заплечиков для подшипников качения
(ГОСТ 333—59—легкая, легкая широкая, средняя
и средняя широкая серии)
d D dz ^Зтах d2 ^2тах ^2т1п flmin
1 2 3 4 5’ 6 7 8
Легкая широкая серия
15 35 20 19 30 3
17 40 24 22 34 — 3
248
Продолжение таблицы 130
1 2 3 4 5 6 7 8
20 47 26 25 41 27 — 3
25 52 32 30 46 — — 3
30 62 36 36 55 38 — 4
31 72 42 42 65 45 — 4
40 80 48 48 72 50 — 4
45 85 52 52 78 55 75 4
50 90 58 58 82 60 — 5
55 100 65 65 90 68 — 5
60 ПО 70 70 100 72 — 6
65 120 75 75 ПО 80 — 7
70 125 80 80 115 85 — 7
Средняя широкая серия
15 42 21 20 36 23 — 4
17 47 24 23 41 25 — 4
20 52 28 26 45 — — 4
25 62 32 32 55 34 — 4
30 72 38 38 65 40 63 4
35 80 44 44 70 46 — 4
40 Л) 50 50 80 — —— 6
45 100 55 55 90 58 — 6
50 ПО 60 62 100 65 98 7
55 120 65 68 НО 70 105 7
60 130 75 72 118 80 115 7
65 140 80 80 128 85 125 7
70 | 150 85 85 138 90 135 8
Примечание. Применение размеров d2tnax, О2п1;п, а также про-
межуточных размеров между d2tnax и d2, P2min и О2> допускается как
исключение и только в обоснованных случаях.
249
Таблица 131
Диаметры заплечиков для подшипников качения
(ГОСТ 6874—54-
особо легкая и лег-
кая серии)
Di
Л
Й-
d 1 D | d2 ' | £>2 1 Dl 1 1 ^2 max | D2mln | ^min
1 1 2 1 3 1 * 1 5 1 6 1 7 1 8
Особо легкая серия
10 24 19 15 24,5 20 14 1
12 26 21 17 26,5 22 16 1
15 28 23 20 28,5 24 19 1
17 30 25 22 30,5 26 21 1
20 35 29 26 35,5 30 25 1
25 42 35 32 42,5 36 30 1,5
30 47 40 37 47,5 42 35 1,5
35 52 45 42 52,5 47 40 1,5
40 60 52 48 60,5 55 45 1,5
45 65 58 52 65,5 60 50 1,5
50 70 63 58 70,5 65 55 1,5
55 78 70 63 78,5 72 60 1,5
60 85 75 70 85,5 '' 78 .68 2
65 90 80 75 90,5 82 72 2
70 95 85 80 95,5 88 78 2
Легкая серия
10 26 20 16 26,5 22 14 1,5
12 28 22 18 28,5 24 16 1,5
15 32 25 22 32,5 27 20 1,5
17 35 28 24 36,5 30 22 1,5
20 40' 32 28' 40,5 34 26 1,5
25 47 38 34 47,5 40 32 1,5
30 52 43 39 52,5 45 37 1,5
35 62 52 45 62,5 55 42 2
40 68 58 50 68,5 60 48 2
45 73 63 55 73,5 65 52 2
50 78 68 60 78,5 70 58 2
55 90 78 68 90,5 80 65 2,5
250
Продолжение таблицы 131
1 2 3 4 5 1 6 7 8
60 95 ' 82 72 95,5 85 70 2,5
65 100 88 78 101 90 75 2,5
70 105 92 82 106 95 80 2,5
75 ПО 98 88 111 100 85 2,5
80 115 102 92 116 105 90 3
Средняя серия
25 52 42 35 52,5 - 43 34 2
30 60 48 42 60,5 50 40 2
35 68 55 48 68,5 58 45 2,5
40 78 63 55 78,5 65 52 2,5
45 85 70 60 85,5 75 55 3
50 95 78 68 95,5 82 63 3
55 105 85 75 106 90 70 3,5
60 НО 90 80 109 95 75 3,5
65 115 95 85 116 100 80 3,5
70 125 105 90 126 НО 85 4
Примечание. Применение размера rf2max. О2ПП-П, а также про-
межуточных размеров между rf2max и £>2min и О2 допускается как
исключение и только в обоснованных случаях.
МУФТЫ
Формулы расчета муфт
Таблица 132
Вид муфты
Расчетные формулы
Муфта плавающая с промежуточным
диском (муфта Ольдгэма)
D = (2,5 — 3) d
а = (0,3 — 0,45) d
L = (3,5 — 4) d
с = 1 — 2,5 мм
Р < [р].
12МК
где р~ h(2D+d)(D—d)
удельное давление в пазах;
[р] =100—150 кгс{см2 для
термически необработанных
деталей;
[р]=150—300 кгс!см2 для
термически обработанных
стальных деталей;
NM.
^=7162°W^T
= 97400 „NKim- кгс-см
"об/мин
h=a—с рабочая высота па-
за в см
251
Продолжение таблицы 132
Вид муфты
Расчетные формулы
Муфта плавающая с промежуточным
призматическим сухарем
р < [р].
67ИК
где удельное давле-
ние по боковой поверхности
сухаря;
[р]=80—100 кгс/см2 для
текстолитового сухаря
D = (3 — 4) d
L = (3,5 — 5) d
а = (0,6 — 0,8) d
с = 2—3 мм
Муфты упругие втулочно-пальцевые
-Р < [р],
Мк
где р= удельное дав-
A,n“nz
ление на упругий элемент;
[р] = 10—20 кгс/см2 для ре-
зины и кожи;
[р] = 40 кгс/см2 для твер-
дых сортов резины;
г — число пальцев
Основные размеры в табл. 133
Кулачковые муфты
h
Р С [р],
7ИК
где/9 = 7^Ж:
[р] = 800—1200 кгс/см2 для
стальных закаленных кулач-
ков и включения не на ходу;
[р] = 200—300 кгс/см2 для
стальных закаленных кулач-
ков и включения на ходу
252
Таблица 133
Основные размеры и параметры муфт типа МУВП в мм
d (допускаемые откло- нения по А} D L наи- боль- шая Мон- таж- ный зазор С В, не менее Количество пальцев Допускаемые R 4,
Крутящий момент в кгс-см Число оборотов в мин
1-й ряд 2-й ряд
1 2 3 4 5 6 7 8 9 10 11 12
16 80 84 1 4 28 4 3,2 6300 .. 26 28 20
18
20 90 104 6 5,5 5600 30 36 20
22
• 2 3 4 5 6
25 120 125 1—5 42
28
30 140 165
32
35
36
38
40 170 226 2—6
42 55
45
48 190
50
55
60 220 286
65
Продолжение таблицы 133
7 8 9 10 11 12
4 13 4750 40 50 28
6 24 4000 50 65 28
45 3350 60 80 36
8 70 3000 70 95 36
10 110 2650 85 НО 36
Продолжение таблицы 133
1 1 2 3 ' 4 5 6 7 8 9 10 12
70 | 250 288 - 2-8 70 10 200 2240 95 130 46
1 75
80 | 320 350 2—10 85 400 1700 120 160 58
| 85
90 |
| 95
100 | 400 432 2—12 но 800 1400 150 210 72
НО |
| 120
125 | 490 515 2—15 130 1500 1120 185 240 88
| 130
140 |
150
VII. ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Таблица 134
Классы чистоты поверхности при механической обработке
’ Способ обработки Класс чистоты поверх- ности Способ обработки Класс чистоты поверх- ности
Обтачивание наружных торцевых поверхностей и черновое 3—4
растачивание: чистовое 5—6
грубое (обдирочное) 2—3 тонкое 7
пол у чистовое 4—5 Фрезерование скоростное:
чистовое 5—7
отделочное (тонкое, черновое 6—7
алмазное) 7—9 чистовое 7—8
Прорезка: Сверление отверстий диа-
в один проход 3 метром в мм'.
в два прохода 4—5 ' до 15 4—5
Отрезка: свыше 15 3—4
резцом 3 Рассверливание 3—4
дисковой пилой 1—3 Зенкерование чистовое 5—6
ножовочным полотном 2—4* Развертывание:
Фрезерование поверх- получистовое 4—5
ноете й цилиндрически- чистовое 5-7
ми, торцевыми фрезами: тонкое 7—8
256
Продолжение таблицы 134
Способ обработки Класс чистоты поверх- ности Способ обработки Класс чистоты поверх- ности
Долбление стальных за- тонкое 9—10
готовок: Круглое шлифование:
черновое 2—3 чистовое 6—8
чистовое 4—6 тонкое 9—10
Протягивание: Шлифование резьбы 8—11
чистовое 5—7 Суперфиниширование:
отделочное 8—10 чистовое 9—11
Строгание стальных за- готовок: тонкое 10—12
черновое 3—4 двукратное 12—14
чистовое 5—6 Хонингование:
тонкое 6—7 среднее 8—9
Нарезание наружной тонкое 10—13
резьбы: Притирка:
плашкой 4—5 чистовая 6—9
резцом, гребенкой, фре- тонкая 7—11
ЗОЙ 5—7
Нарезание внутренней Полирование: 7—10
резьбы: обычное
метчиком 4—6 тонкое 10—12
резцом, гребенкой, фре- Доводка механическая
ЗОЙ 5—7 чистовая 8—10
Обработка зубьев колес: Доводка ручная:
строгание конических предварительная 6—10
колес 6—8 чистовая 10—11
фрезерование зубчатых колес 6—8 отделочная 12—13
Шевингование Шабрение: 7—9
чистовое (грубое) 5—7
1 тонкое 7—10
Шлифование плоское:
чистовое 6—8
Примечание. Классы чистоты поверхностей даны для стали.
При обработке цветных металлов и сплавов их принимают на один выше.
17 Зак. 29
257
I
Таблица 135
Минимальные значения классов чистоты поверхности для различных классов точности и посадок
(ориентировочные данные)
Класс точ> ностн Условное обозначение посадок Диаметр в мм
ДО з Св. 3 до 6 Св. 6 до 10 Sqo CQ О и d Св. 18 до 30 О 4 So ОО CQ О и < 1 Св. 80 до 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 ; Св. 360 до 500
2 А 8 8 8 7 7 7 7 6 6 6 6 6
пР 9 8 8 8 8
Г, т, и, п. с, д 9 9 9 8 8 8 8 7 7 7 6 6
X 8 8 8 7 7 7 7 7 6 6 6 6
2а X -^2а> Г2а. ^Р2а» ^28’ ^2а> ^2а» ^*2а ; 8 7 7 7 6 6 6 6 5 5 5 5
3 ^3» ^Р^З’ 7 7 7 7 6 6 6 6 6 6 5 5
Сз, *з 6 5 5 4 4
4 — — 6 6 5 5 5 5 4 4 4 4
сл 5
3
х* — — 5 5 5 5 4 4
3 3
Ль
5 Hs,X5 5 5 5 4 4 4 4 3 3 3 3 3_
Примечание. Приведенные в таблице рекомендации не исключают возможности назначения и других
классов чистоты поверхности при наличии технических обоснований.
Таблица 136
Экономическая точность обработки наружных и внутренних
поверхностей на револьверных станках и автоматах
Тип станка Характер обработки Класс точ- ности
Диаметральные размеры
Токарно-револьверный с горизонтальной осью вра- щения револьверной го- ловки Получистовая по лимбу револьверной головки или поперечному упору 4
Чистовая: при использовании поперечных упоров1 револьверной головки при работе по лимбу при установке резцов на заданный размер и положении револьверной головки на фиксаторе (защелке) 2 4—3 3—За
Токарно-револьверный с вертикальной осью вра- щения револьверной головки Получистовая Чистовая 7—5 5—4
Т окарно-револьверные автоматы Чистовая 4—3
Многошпиндельные авто- маты 5—4
Линейные размеры (длины)
Токарно-револьверные станки с горизонталь- ной осью вращения ре- вольверной головки С применением передних упоров То же, задних упоров 1 1 о- ш
По задним упорам с ручной подачей (по стрелочному указателю) 5—4
1 Для установки упоров на необходимый размер их доводят до выдвижного
головки°Г° ФиксатоРа' закрепленного на основании суппорта револьверной
‘ При хорошем состоянии станка детали диаметром менее 30 мм и неболь-
шой длины могут быть обработаны по 2-му классу точности.
17* 259
Продолжение таблицы 136
Тип станка Характер обработки Класс точ- ности
Токарно-револьверные станки с вертикальной осью вращения револь- верной головки По жестким упорам 5
Т окарно-рево льверные автоматы — 5—4
Многошпиндельные авто- маты — 5—4
Таблица 137
Экономическая точность обработки наружных
цилиндрических поверхностей на продольно-токарных автоматах1
Параметры * Класс точности размеров
Исходный материал 2а 2 3 4
Посадочный диаметр лю-
нетной втулки 1 1 2 2
Обработанная поверхность 2 3—2а 4—За 5—4
1 Точность линейных размеров (длин) соответствует 4-му классу. При хо-
рошем состоянии станка и точном исполнении кулачков можно получить 3-Й
класс.
Таблица 138
Экономическая точность растачивания цилиндрических
поверхностей на расточных и агрегатных станках
Тип станка Класс точности размеров
диаметраль- ных линейных (длин)
Агрегатный с выдвижными пинолями и ручной подачей Агрегатный с механической подачей, но.специальным Найрав'лякдЦйМ ’~ Алмазно-расточной Координатно-расточной- ." '7.. ' СЧ/ « I- 7 7. (Я • СЧ СЧ i . со’ | .со со 1 /
260
Таблица 139
Экономическая точность обработки наружных цилиндрических поверхностей деталей
Класс точ- Допуск в мк при диаметре в мм
Вид обработки СО с£) О 30 50 §8 адм 081 0311 180 260 260 360 360 500
ности й о О < И о О й и о О < Св. до И о О к Й о О < Ш О О =Г м о .° Й о и о О < СО о О < Св. До
Обтачивание на токарных
станках:
черновое 5 120 160 200 240 280. 340 400 460 530 600 . 680 760
чистовое 4 60 80 100 120 140 170 200 230 260 300 340 380
чистовое повышенной точности За 40 48 58 70 84 100 120 140 160 185 215 250
тонкое 2 6 8 10 12 14 17 20 23 27 30 35 40
Шлифование:
однократное 3 20 25 30 35 45 50 60 70 80 90 100 120
чистовое после одно- кратного 2а 9 12 15 18 21 25 30 35 40 47 54 62
повышенной точности 2 6 8 10 12 14 17 20 23 27 30 35 40
тонкое 1 4 5 6 8 9 11 13 15 18 20 22 25
Примечания: 1. Точность, указанная в таблице, дана для длины до 150 ми, при большей длине точность
, „ на один класс ниже.
/ 2. Точность при бесцентровом шлифовании 2а—4 класса зависит от жесткости станка.
Таблица 140
Экономическая точность обработки внутренних цилиндрических поверхностей деталей
Вид обработки Класс точ- ности Допуск в мк при диаметре в мм
<5 §: 03 со X ° О СО и о О < 2»' ш о О < So СО и о О К И о и о О К Св. 80 ДО 120 Св. 120 до 180 Св. 180 до 260 Св. 260 до 360 Св. 360 до 500
Сверление:
без кондуктора 5 120 160 200 240 280 340 — — — — — —
по кондуктору 4 60 80 100 120 140 170 — -—- — — — —
Зенкерование и растачивание резцами:
черновое 5 — —- — 240 280 340 400 460 530 600 680 760
чистовое 4 — — — 120 140 170 200 230 260 300 340 380
чистовое повышенной точности За — — — 70 84 100 120 140 160 185 215 250
тонкое 2 — — — 19 23 27 30 35 40 45 50 60
Развертывание:
однократное стали 3 — 25 30 35 45 50 60 70 80 90 100 120
однократное чугуна и чистовое стали 2а — 18 22 27 33 40 46 54 63 — — —
чистовое чугуна и повышенной точности стали 2 — 13 16 19 23 27 30 35 40 — — —
повышенной точности чугуна 1 — 8 9 И 13 15 18 21 24 — — —
Шлифование:
однократное 3 —• 25 30 35 45 50 60 70 80 90 100 120
чистовое после однократного 2а — 18 22 27 33 39 46 54 63 73 84 95
чистовое повышенной точности 2 — 13 16 19 23 27 30 35 40 45 50 60
тонкое и хонингование 1 — 8 9 11 13 15 18 21 24 27 30 35
Протягивание чистовое 2 — 13 16 19 23 27 30 35 40 45 50 60
Таблица 141
Экономическая точность обработки плоскостей
(ширина до 300 мм, длина до 450 мм)
- Вид обработки Класс точ- • и ости Допуск в мк при высоте (толщине) поверхности в мм
Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120
фрезерование и строгание: черновое стали 5 240' 280 340 400 460
черновое чугуна и чисто- вое стали •4 120 140 170 200 230
чистовое чугуна За 70 84 100 120 140
чистовое повышенной точности: стали 3 35 45 50 60 70
чугуна 2а 18 21 25 30 35
Шлифование: .однократное 3 35 45 50 60 70
чистовое после одно- кратного 2а 18 21 25 30 35
чистовое повышенной точности 2 12 14 17 20 23’
Таблица 142
Средняя экономическая точность обработки поверхностей
фасонной фрезой в мм
Ширина фрезы в мм
Длина
поверхности Черновая обработка Чистовая обработка
до 120 120-180 до 120 120—180
До 100 0,25 ’ .—- 0,10 —.
100—300 0,35 0,45 0,15 0,20
300—600 0,45 0,50 0,20 0,25
263
Таблица 143
Средняя экономическая точность обработки торцевых
плоскостей в мм
(при обработке на полный диаметр и при измерении от базы
или обработанной параллельной плоскости)
Диаметр в мм Черновое обтачивание Чистовое обтачивание Шлифование Тонкое шлифование
До 50 0,15 0,07 0,03 0,020
50—120 0,20 0,10 0,04 0,025
120—260 0,25 0,13 0,05 0,030
260—500 0,40 0,20 0,07 0,035
Таблица 144
Экономическая точность фрезерования выступов и пазов
Размеры в мм Класс точности и погрешность размера в мк при обработке выступов и пазов фрезой Размеры в мм Класс точности и погрешность 'размера в мк при обработке выступов и пазов фрезой
Дисковой (5-й класс точности) Торцевой (4-й класс точности) Дисковой (5-й класс точности) ^Торцевой 7(4-й класс ^точности)
Св. 1 до 3* 120 60 Св. 18 до 30 280 140
» 3 » 6 160 80 » 30 » 50 340 170
» 6 » 10 200 100 » 50 » 801 400 200
» 10 » 18 240 120
* Только для обработки по ширине.
Таблица 145
Экономическая точность обработки при одновременном
фрезеровании параллельных поверхностей дисковыми фрезами
Расстояние между фрезами в мм Погрешность в мк при высоте поверхности в мм
До 50 Св. 50 до 80 Св. 80 до 120
До 100 50 60 80
Св. 100 60 80 100
.264 '
Таблица 146
Экономическая точность обработки резьбы
Способ получения ’ резьбы Класс точности резьбы
крепежной по ГОСТ 9253—59 ходовой н отсчетной
1 2 3
На универсальных токарно-винторезных станках: призматическими и дисковыми одно- профильными резцами 1 2—3
гребенками 1 3
специальными головками и вихревым способом 1 3—4
На револьверных станках и револьвер- ных автоматах: плашками, гребенками, резьбонарез- ными головками, по резьбовым копи- рам метчиками 3
На токарных автоматах: плашками 3 —-
На сверлильных станках: специальными изогнутыми и удлинен- ными метчиками в_ сквозных] отвер- стиях (в гайках) 2
набором метчиков в глухих отверстиях 3 —
На универсальных фрезерных и специаль- ных резьбофрезерных станках: дисковой фрезой 2 4
червячной фрезой 3 —
На специальных резьбофрезерных стан- ках: групповой фрезой 2
На шлифовальных станках: однониточным дисковым кругом — 2
многониточным дисковым кругом 1 3—4
бесцентровым шлифованием 2 —
- Притирка резьбовыми притирами — 1
265
Продолжение таблицы 146
1 2 3
Накатывание:
плоскими плашками, сегментом и роли- ком, кольцом и роликом, профильны- . ми роликами 3 —
симметричное накатывание двумя про- фильными роликами с механической подачей 2 —
то же, с гидравлической подачей 1 —
раскрывающейся роликовой головкой 3—2 —
Таблица 147
Экономическая точность обработки пазов и шпоночных
канавок шпоночной торцевой фрезой
Ширина паза или шпоночной каиавки в мм Погрешность в мк при обработке
черновой ЧИСТОВОЙ
Св. 6—10 100 30
» 10—18 150 40
» 18—30 200 50
Таблица 148
Экономическая точность различных способов обеспечения
параллельности оси отверстия плоскости
Способ обработки
Погрешность ай—а, на
длине I = 100 лш
Сверление:
по разметке
по кондуктору
0,3
0,1
266
Продолжение таблицы 148
Способ обработки
Погрешность а2—а, на
длине Z = 100 мм - -
Растачивание на токарном станке при
установке:
по разметке
на угольнике
Растачивание на расточном или фрезерном
станке
1,0
0,05
0.05
Таблица 149
Экономическая точность расположения отверстий
с перпендикулярными осями
Погрешность в мм
Способ обработки Непер пенди- кул-ярность на длине 1 = 100 мм Ошибка в рас- стоянии между осями илн нескрещи- ванне
Сверление:
по разметке 1 2
по кондуктору 0.1 0,5
Растачивание на токарном станке на угольнике 0,1 0,2
Сверление на фрезерном станке с ротным столом по лимбу по ВО 0,3 0,5
Растачивание на фрезерном станке воротным столом по лимбу с по- 0,05 0,2
Растачивание на координатно-расточном станке 0,02 0,1
Сверление на фрезерном станке с тельной головкой дели- 0,3 0,5
Растачивание на фрезерном станке с тельной головкой дели- ОД 0,5
267
Таблица 150
Экономическая точность различных способов
обеспечения прямолинейности оси отверстия
I
Способ обработки Погрешность в мм
Смещение Перекос иа длине 1 ~ 100 мм
Сверление: 0,5
по разметке 1
по кондуктору 0,2 0,1
на токарном станке 0,2 0,2
Растачивание на токарном станке:
с одной установки 0,1 0,1
с двух установок на оправке, на планшайбе и в кулачках, не подверг- нутых термической обработке 0,05 0,05
в самоцентрирующем патроне без до- полнительного центрирования 0,5 0,5
при центрировании по индикатору 0,1 0,2
при установке по разметке 2 2
Таблица 151
Эксномическая точность различных способов обеспечения
перпендикулярности оси отверстия к базовой плоскости
д >
Способ обработки
Погрешность Д в мм
на длине t = 100 мм
Сверление по разметке
Сверление по кондуктору
Растачивание иа токарном станке при установке:
по разметке
по индикатору
0,5
0,1
1,0
0,5
268
Продолжение таблицы 151
Способ обработки Погрешность А в мм иа длине 1 — 100 мм
Растачивание на вертикально-фрезерном станке при установке детали на столе Растачивание на горизонтально-фрезерном или рас- точном станке при установке детали на уголь- нике Планетарное шлифование при установке детали в приспособлении 0,05 0,08 0,08
Таблица 152
Экономическая точность обеспечения расстояния
от оси отверстия до плоскости
Способ обработки Погрешность ДЛ в мм
Сверление по разметке отверстий диаметром в мм:
До 3 ± 0,5
Св. 3 до 6 ± 0,6
» 6 » 10 ± 0,8
» 10 » 18 ± 0,9
» 18» 30 ± 1,0
Сверление по кондуктору отверстий диаметром в мм:
До 3 ± 0,05
Св. 3 до 6 ± 0,06
» 6 » 10 ± 0,07
» 10 » 18 ± 0,08
» 18 » 30 ± 0,09
Растачивание на расточном или фрезерном станке 0,3
269
Таблица 153
Экономическая точность расположения отверстий
с параллельными осями
Размеры в мм
Способ обработки Погрешность расстояния между цен- трами при обработке отверстий диаметром Непараллель- ность осей на длине 100 мм
До 3 Св. 3 до S Св, 6 ДО 10 и о О < Св. 18 до 30
Свободное сверление по раз- метке ± 0,5 + 0,6 ± 0,8 ± 1,0 ± 1,2 0,3
Сверление и развертывание по кондуктору —. 4 — — — 0,1
Растачивание на токарном станке при установке на угольнике . . ± 0.3 ± 0.3 ± 0,3 0,05
Растачивание на расточном станке при установке по разметке ± 1 ± 1 ± 1 0,1
по штангенциркулю —. + 0,3 ± 0,3 ± 0,3 —
Планетарное шлифование — — + 0,1 ±0,1 ± 0,1 0,05
Таблица 154
Соосность поверхностей тел вращения
(экономическая точность)
Способ обработки
Эксцентрицитет
поверхностей
А и В в мм
Обтачивание и шлифование наружной поверхности:
в центрах с одной установки
0,015
270
Продолжение таблицы 154
Способ обработки Эксцентрицитет поверхностей Л и В в мм
с двух установок, центр шпинделя, термически т не обработанный, шлифованный с двух установок, центр шпинделя, закален- ный и шлифованный Обтачивание или шлифование внутренней поверх- ности: на оправке, проточенной на месте 0,015 0,05 0,025
на ранее изготовленной оправке, центр шпин-
деля шлифованный, закаленный и нешли-
фованный на ранее изготовленной оправке, центр шпин- деля закаленный 0,03 0,075
Таблица 155
Классы точности и чистоты сопрягаемых поверхностей
деталей станочных приспособлений
Характеристика поверхности 1 Эскиз 2 Величина харак- теризующего параметра в мм 3 Класс точ- ности поверх- ности 4 Класс чисто- ты по- верх- ности 5
Отверстия цилин- дрические поса- дочные в сталь- ных и чугунных деталях От 1 до 3 Св. 3 до 50 » 50 » 500 1 V 9 V 8 V 7
От 1 до 10 Св. 10 до 180 » 180 » 500 2 V 8 V 7 V 6
От 1 до 18 Св. 18 до 360 » 360 » 500 3 V 7 V 6 v 5
От 1 до 10 Св. 10 до 120 » 120 » 500 4 V 6 V 5 v 4
От 1 до 18 Св. 18 до 500 5 v 5 V 4
271
Продолжение таблицы 155
2
Шейки стальных
и чугунных валов
цилиндрические и
конические поса-
дочные
Боковые поверх-
ности пазов
I
23
Боковые поверх-
ности сухарей
Ъ
3 4 5
От 1 до 3 Св. 3 до 30 » 30 » 500 1 V 10 V 9 v 8
От 1 до 10 Св. 10 до 120 » 120 » 500 •2 1 V 9 V 8 V 7
От 1 до 6 Св. 6 до 80 » 80 » 500 3 <3 <3 <3 сп -<j со
От 1 до 3 Св. 3 до 30 » 30 » 500 4 v 7 V 6 v 5
От 1 до 6 Св. 6 до 80 » 80 » 500 5 < <1 <1 Д СЛ 0
Св. 3 до 180 » 180 » 500 2 V 7 V 6
До 18 Св. 18 до 360 » 360 » 500 3 V 7 V 6 V 5
До 10 Св. 10 до 50 4 V 6 V 5
До 10 Св. 10 до 50 2 00 t> t>
До 18 Св. 18 до 500 3 V 7 V 6
До 30 Св. 30 до 500 4 V 6 v 5
Примечание. В зависимости от назначения сопрягаемых дета-
лей допускается понижение качества поверхности на один класс
чистоты против указанного.
272
Таблица 156
Классы точности и чистоты поверхностей деталей
станочных приспособлений
Характеристика поверхности Эскиз Класс точ- ности по- 5 J □ Р XI Класс чисто- ты поверх- | иости |
1 2 3 4
Поверхности профиля метри-
ческой, трубной, коничес-
кой резьбы винта
Поверхности профиля метри-
ческой, трубной, коничес-
кой резьбы гайки
1
2
3
1
2
3
v 8
V 7
V 6
•V 7
V 6
v 5
Поверхности профиля тра-
пецеидальной резьбы ходо-
вых винтов
Поверхности профиля тра-
пецеидальной резьбы ходо-
вых гаек
1
2
3
ЗХ
1
2
3
ЗХ
V 9
V 8
V 7
V 6
V 8
V 7
V 6
v 5
Плоские подвижные
18 Зак. 29
273
Продолжение таблицы 156
1 2 3 4
Оси для плоских
поверхностей 3 v 7
Отверстия для
плоских поверх но-
стен 3 V 6
Внутренние под- Y/Л 1 H—v j—I 1 V 9
вижные поверхно- (Z/IJ/; ' '' YA 1/2
сти кондуктор-
ных втулок 2 v 8
1
2
3
4
5
1
2
3
4
5
V 9
V 8
V 8
V 6
v 5
v 8
V 7
v 7
v 5
v 4
274
Продолжение таблицы 156
1 2 3 4
Наружные непод- вижные Внутренние непод- вижные 1 1 2 2 у 8 V 7
Хвостовики и по- садочные места оправок и держа- вок — 2 V 8
Хвостовики бор- штанг в поводко- вые патроны же- сткого крепления 2 V 8
Хвостовики бор- штанг в поводко- вые патроны пла- вающего крепле- ния [Гт 0)
Свободнь: размеры V 6
Хвостовики бор- штанг в патроны с ведущими ша- риками жесткого крепления ОН 2 V 8
Хвостовики бор- штанг в патроны с ведущими ша- rCrizil— —Х 0) 3 К ~
риками плаваю- щего крепления Свобод: размерь V 6
18*
275
Продолжение таблицы" 156
1 2 3 1
Посадочные места цилиндрических оправок и патро- нов для инстру- мента ЧЕЭ— Z 8 2 V 8
Конусы Морзе и метрический в 2 V 8
Конусы 7: 24
2
V 9
Отверстия для
крепления инстру-
мента в борштан-
гах
5
7
Пазы для крепле-
ния расточных
пластин и плава-
ющих разверток
v '6
V 5
2
3
V 7
V 6
276
Продолжение таблицы 156
Цилиндрические и
конические отвер-
стия под штиф-
ты
2
3
V 7
V 6
Рукоятка управле-
нии и зажимов
Наружные поверх-
ности быстровра-
щающихся дета-
лей
277
Продолжение таблицы 156
То же
v 5
Внутренние необ-
рабатываемые по-
верхности корпус-
ных деталей
Шкалы и лимбы
Корпусные и дру-
гие детали от-
крытые
Корпусные и дру-
гие детали за-
крытые
Наружные необра-
батываемые поверх-
ности корпусных
деталей
т V V 1
278
Таблица 157
Классы чистоты шабреных поверхностей деталей
станочных приспособлений
Характеристика поверхности Эскиз Число пятен в ква- драте 25 х X 25 мм (по краске) Класс чистоты поверхности
Шабреные 1—г 16—25 10—16 8—10 Шабрить / 7 V 7 Шабрить V 6 Шабрить v 5
Т а б л и ц а 158
Классы чистоты установочных и сопрягаемых цилиндрических
и конических поверхностей деталей станочных приспособлений
Характеристика поверхности Эскиз Радиальное биение в мк Наибольший за- зор в сопряже- нии в мк Класс чистоты поверхности
Цилиндрические фиксаторы и отверстия для них I До 6 Св. 6 Притереть V Ю
до 20 Св. 20 V 9 V 8
Конические фиксаторы и отверстия для них До 10 Св. 10 — V 8 V 7
279
Продолжение таблицы 158
Характеристика
поверхности
Установочные
центрирующие
отверстия в
шпинделях и
втулках цилин-
дрические и
конические
Эскиз
До 6
Св. 6
до 10
Св. 10
V 9
V 8
V 7
Т а б л и ц а 159
Классы чистоты посадочных поверхностей под шарико-и
роликоподшипники деталей станочных приспособлений
Характеристика поверхности Эскиз Класс точности подшипника О 3 С
X SC в
У к[ Д
2 tJ CL
Шейки валов под шарико- и роликопод- шипники Отверстия корпусных деталей под шарико- и роликоподшипники С В и А Н и П В, Аи С Н и П v 9 V 8 V 7 V 8 V 7
Торцы валов и кор- пусов под шарико- и В, А и С V 7
роликоподшипники Н и П V 6
280
Продолжение таблицы 159
Характеристика поверхности Эскиз Класс точности подшипника Класс чистоты посадочной по- верхности
Шейки валов под ша- рикоподшипники упор- ные Торцы валов под шарикоподшипники упорные Торцы корпусов под шарикоподшипники упорные [ — гп Все классы v 8 V 7 V 6
Jl
Шейки валов под под шипиики игольчатые Отверстия корпусов под подшипники иголь- чатые Торцы валов под под- шипники игольчатые Все классы v 9 v 8 V 7
Таблица 160
Классы чистоты поверхностей шлицевых соединений
деталей станочных приспособлений
281
Продолжение таблицы 160
Таблица 161
Классы чистоты поверхностей деталей станочных приспособлений
Характеристика поверхности Эскиз Класс чистоты поверхности
1 2 3
Опорные плоские и кони- ческие поверхности для бол- тов, винтов, шайб и гаек V 4
282
Продолжение таблицы 161
1 2 3
Опорные сферические по- верхности для болтов, вин- тов, шайб и гаек - Я , V 6
Отверстия под болты и винты кЧЧ...г^ V 4
LJ
Иг сЦ. HUB
Торцы свободные—декоратив- ная обработка - v 5
flgp
Торцы свободные—закрытые поверхности А ь , v 3
Торцы упорные vaA rl 3- v 5
Направляющие концы вин- тов V7// i jrz/ ! | !r<// v 5
283
Продолжение таблицы 161
1
з
Призматические направляю-
щие в подвижных и непо-
движных соединениях (на-
ружные, внутренние)
V 7
Опорные, торцевые поверх-
ности втулок и стаканов
Поверхности
механизмов
байонетных
V 7
v 6
Фаски, проточки для выхода
инструмента
Опорные поверхности
V 7
284
Продолжение таблицы 161
з
Установочные поверх-
ности
v 8
Центрирующие кони-
ческие наружные поверх-
ности
Центрирующие коничес-
кие внутренние поверх-
ности
285
Продолжение таблицы 161
Наружные цилиндри-
ческие установочные по-
верхности базирующих
деталей
Внутренние цилиндричес-
кие установочные поверх-
ности базирующих де-
талей
Наружные конические
установочные поверхно-
сти базирующих дета-
лей
Внутренние конические
установочные поверхно-
сти базирующих дета-
лей
Опорные сферические по-
верхности базирующих
деталей
V 7
286
Продолжение таблицы 161
287
Продолжение таблицы 161
1 2 3
Вращающиеся конические втулки для борштанг Отверстия под кони- v 8
ческие вращающиеся втулки V 7
Плоскости щупов v 8
Поверхности концевых
витков пружин
V 5
Штоки пневматических
и гидравлических ци-
линдров, шейки валов
под уплотнение
v 8
Поверхность цилиндра
под поршневые кольца и
манжеты
V 9
288
Продолжение таблицы 161
з
Отверстия конические в
корпусах пробковых кра-
нов
Пробки кранов
Наружные посадочные
места цанг
Внутренние посадочные
места цанг
Посадочные отверстия
однорезцовых блоков
Торцевые поверхности
съемных и откидных
шайб
19 Зак. 29
289
Продолжение таблицы 161
з
Торцевые поверхности
промежуточных и упор-
ных колец
v 8
Профили насечек и риф-
лений
V 5
Рабочие поверхности
призматических и сег-
ментных шпонок
Рабочие поверхности па-
зов вала и втулки под
призматические и сегмент-
ные шпонки
V 6
V 5
Рабочие поверхности кли-
новых шпонок
Рабочие поверхности па-
зов вала и втулки под
клиновые шпонки
V 6
V 6
290
Продолжение таблицы 161
Т аб лица 162
Степени точности и классы чистоты поверхностей зубчатых
зацеплений деталей станочных приспособлений
Характеристика
поверхности
Эскиз
Боковые поверх-
ности зубьев ци-
линдрических зуб-
чатых колес с
прямыми, косы-
ми и шевронны-
ми зубьями
V 9
V 8
V 7
V 6
19*
291
Продолжение таблицы 162
Характеристика поверхности Эскиз Степень точности Класс чистоты
Боковые поверх- ности зубьев ко- нических зубча- тых колес с пря- мыми, косыми и круговыми зубья- ми 6 7 8 9 v 8 V 7 V 6 v 5
Боковые поверх- ности зубьев реек и торцевые по- верхности зубча- тых колес — V 6
Боковые поверх- ности зубьев звез- дочек для роли- ковых и бесшум- ных. цепей — v 5
Примечания: 1. Чистота поверхности по диаметру впадин
зубчатых и червячных колес, червяков и звездочек рекомендуется
такая же, как и их рабочих профилей, или на один класс ниже про-
тив указанного.
2. Чистота поверхности по диаметру выступов рекомендуется
в пределах v 3 — V 6.
Vin. ДОПУСКИ НА ИЗГОТОВЛЕНИЕ И ИЗНОС ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Вопрос назначения технически обоснованных допусков на изготов-
ление и износ деталей станочных приспособлений недостаточно разработан,
и поэтому используется обобщенный опыт конструирования приспособ-
лений на машиностроительных заводах.
Ввиду существования различной терминологии при указании откло,-
нений от размеров и геометрической формы на чертежах, в табл. 163
даны величины отклонений обрабатываемой поверхности относительно
базы при различном их обозначении на чертежах.
В табл. 164—175 даны допуски на изготовление и износ основных
поверхностей деталей станочных приспособлений в зависимости от пре-
дельной величины отклонения обрабатываемой поверхности относительно
базы для детали, обрабатываемой в данном приспособлении.
В табл. 176—178 даны допускаемые отклонения для новой и на-
ходящейся в эксплуатации технологической оснастки, установленной на
станке в зависимости от выполняемой на данном приспособлении техно-
логической операции.
Таблица 163
Величины отклонений обрабатываемой поверхности относительно
базы при различных обозначениях на чертежах
Вид отклоне- ния Эскиз детали Применяемые обозначения отклонений на чертежах Отклонение обрабатывае- мой поверх- ности относи- . тельно базы
Отклоне- ния разме- ров меж- ду цент- рами от- верстий Д±Х X
Отклонение от номи- нального положения не более X X
Равномерно по окруж- ности в пределах X Разность размеров Н не более X X 2 X 2
Hi. \ а° =ь О°Х' Х О°Х'
293
Продолжение таблицы 163
Вид
отклоне-
ния
Эскиз детали
Применяемые обозначе-
ния отклонений на чер-
тежах
Отклоне-
ния от
геометри-
ческой
формы
Непараллельность по- верхности П относи- тельно оси О — О не более О°Х' 1- sin О°Х'
Непараллельность оси О — О относительно поверхности П не бо- лее О°Х' Z-sinO°X'
Перекос поверхности П относительно оси О — О не более X мм IX L
Перекос оси О — О относительно поверх- ности П не белее X мм X
Отклонение отверстий от номинального поло- жения не более X мм X
Таблица 164
Предельные отклонения центрирующих элементов приспособлений (ба-
зовая поверхность обрабатываемой детали — отверстие)
Номинальный диаметр в мм Допускаемое отклонение обрабатываемой поверх- ности относительно базы, мм Допуск иа диаметр от- верстия (базы), не более, в мм Пр испособление
| 'Отклонение диаметра центрирующей по- верхности вала не бо- лее, в мм** Предельное отклоне- ние центрирующей по- верхности вала, ие бо- лее, в мм7** Биение выверочного пояска относительно центрирующего вала, не более, в мм Биение выверочного пояска при настройке приспособления на станке, не более, в мм
для при- способле- ния для кон- дуктора
1 2 3 4 5 6 7 8
От 1 до 3 0,015 0,010 —0,003* —0,007 —0,015 —0,015 0,005
294
Продолжение таблицы 164
1 2 3 4 5 6 7 8
От 1 до 3 0,039 0,020 —0,008 —0,018 —0,031 —0,020 0,005 0,010
0,050 0,040 —0,018 —0,035 —0,050 —0,030 0,005 0,015
0,075 0,060 —0,018 —0,035 —0,070 —0,055 0,010 0,015
0,100 0,060 —0,017 —0,050 —0,100 —0,080 0,010 0,020
0,150 0,120 —0,030 —0,090 —0,120 —0,100 0,010 0,020
0,200 0,120 —0,030 —0,090 —0,180 —0,120 0,015 0,030
0,300 0,120 —0,060 —0,180 —0,300 —0,200 0,015 0,030
От 3 до 6 0,015 0,013 —0,003* —0,007 —0,012 —0,012 — 0,005
0,030 0,025 —0,010 —0,022 —0,032 —0,026 0,005 0,010
0,050 0,025 —0,017 —0,035 —0,065 —0,050 0,005 0,015
0,075 0,048 —0,025 —0,045 —0,080 —0,060 0,010 0,015
0,100 0,080 —0,025 —0,065 —0,100 —0,080 0,010 0,020
0,150 0,080 —0,025 —0,065 —0,140 —0,100 0,010 0,020
0,200 0,080 —0,040 —0,120 —0,200 —0,160 0,015 0,030
0,300 0,160 —0,080 —0,160 —0,300 —0,200 0,015 0,030
От 6 до 10 0,015 0,016 —0,003* —0,007 —0,012 —0,012 — 0,005
0,030 0,030 —0,005 —0,015 —0,024 —0,020 0,005 0,010
0,050 0,030 —0,013 —0,027 —0,060 —0,040 . 0,008 0,015
0,075 0,058 —0,023 —0,045 —0,080 —0,050 0,010 0,015
295
Продолжение таблицы 164
1 2 3 4 5 6 7 8
От 6 до 10 0,100 0,058 —0,035 —0,060 —0,100 —0,080 0,010 0,020
0,150 0,100 —0,035 —0,085 —0,140 —0,110 0,010 0,020
0,200 0,100 —0,035 —0,085 —0,200 —0,150 0,015 0,030
0,300 0,200 —0,050 —0,150 —0,300 —0,200 0,015 0,030
От 10 до 18 0,015 0,011 —0,004* —0,009 —0,015 —0,015 — 0,005
0,030 0,027 —0,006 —0,018 —0,030 —0,023 0,005 0.010
0,050 0,035- —0,016 —0,033 —0,060 —0,040 0,008 0,015
0,075 0,070 —0,030 —0,055 —0,072 —0,065 0,010 0,015
0,100 0,070 —0,045 —0,075 —0,110 —0,090 0,010 0,020
0,150 0,070 —0,020 —0,070 —0,170 —0,120 0,015 0,025
0,200 0,120 —0,045 —0,105 —0,180 —0,150 0,020 0,030
0,300 0,120 —0,060 —0,180 —0,300 —0,200 0,015 0,030
От 18 до 30 0,015 0,013 —0,004* —0,010 —0,015. —0,015 — 0,005
0,030 0,023 —0,008 —0,022 —0,034 —0,028 0,005 0,010
0,050 0,033 —0,020 —0,040 —0,060 —0,050 0,010 0,015
1 0,075 0,045 —0,020 —0,040 —0,090 —0,055 0,010 0,020
0,100 0,084 —0,040 —0,070 —0,100 —0,085 0,010 0,020
0,150 0,084 —0,025 —0,085 —0,160 —0,120 0,015 0,025
296
Продолжение таблицы 164
1 2 3 4 5 6 7 8
От 18 до 30 0,200 0,140 —0,025 —0,085 —0,160 —0,120 0,020 0,040
0,300 0,140 —0,060 —0,130 —0,300 —0,200 0,020 0,040
От 30 до 50 0,015 0,015 —0,005* —0,012 —0,015 —0,015 — 0,005
0,030 0,027 —0,009 —0,020 —0,030 —0,025 0,005 0,010
0,050 0,039 —0,010 —0,027 —0,050 —0,035 0,010 0,015
0,075 0,050 —0,025 —0,050 —0,080 —0,060 0,010 0,020
0,100 0,050 —0.025 —0,050 —0,100 —0,080 0,010 0,020
0,150 0,100 —0,050 —0,085 —0,140 —0,120 0,015 0,025
0,200 0,100 —0,032 —0,100 —0,200 —0,150 0,020 0,040
0,300 0,170 —0,075 —0,160 —0,300 —0,200 0,020 0,040
От 50 до 80 0,015 0,018 —0,005* —0,018 —0,015 —0,015 — 0.005
0,030 0,030 —0,005 —0,013 —0,025 —0,020 0,005 0,010
0,050 0,030 —0,012 —0,032 —0,055 —0,040 0,010 0,015
0,075 0,060 —0,030 —0,060 —0,084 — 0,045 0,010 0,020
0,100 0,060 —0,030 —0,060 —0,110 —0,080 0,010 0,020
0,150 0,120 —0,030 —0,060 —0,120 —0,100 0,020 0,025
0,200 0,120 —0,040 —0,120 —0,180 —0,150 0,020 0,040
0,300 0,200 —0,040 —0,120 —0,300 —0,200 0,020 0,040
297
Продолжение таблицы 164
1 2 3 4 5 6 7 8
От 80 0,015 —. —. — — .—. —
до 120 0,030 0,021 —0,006* —0,015 —0,025 —0,020 0,005 0,010
0,050 0,035 —0,015 —0,038 —0,055 —0,048 0,010 0,015
0,075 0,070 —0,015 —0,038 —0,065 —0,050 0,015 0,020
0,100 0,070 —0,040 —0,075 —0,110 —0,090 0,015 0,020
0,150 0,070 —0,040 —0,075 —0,170 —0,130 0,020 0,030
0,200 0,140 —0,080 —0,125 —0,170 —0,160 0,020 0,040
0,300 0,140 —0,050 —0,140 —0,300 —0,200 0,020 0,040
От 120 0,015
до 180 0,030 О',024 —0,008* —0,019 —0,030 —0,025 0,005 0,010
0,050 0,040 —0,018 —0,045 —0,055 —0,055 0,010 0,020
0,075 0,063 —0,018 —0,045 —0,070 —0,055 0,015 0,020
0,100 0,080 —0,050 —0,090 —0,110 —0,100 0,015 0,020
0,150 0,080 —0,050 —0,090 —0,160 —0,130 0,020 0,030
0,200 0,160 —0,050 —0,090 —0,140 —0,130 0,020 0,040
0,300 0,160 —0,060 —0,165 —0,300 —0,200' 0,025 0,050
От 180 0,015 — — .
до 260 0,030 0,027 —0,008* —0,021 —0,030 —0,025 0,005 0,010
0,050 0,045 —0,016 —0,036 —0,050 —0,046 0,015 0,020
0,075 0,073 —0,022 —0,052 —0,070 —0,065 0,015 0,020
298
Продолжение таблицы 164
1 2 3 4 - 5 G 7 8
От 180 до 260 0,100 0,073 —0,060 —0,105 —0,120 —0,115 0,015 0,020
0,150 0,090 —0,060 —0,105 —0,150- —0,130 0,020 0,030
0,200 0,090 —0,060 —0,105 —0,200 —0,150 0,020 0,040
0,300 0,185 —0,120 —0,180 —0,300 —0,250 0,025 0,050
От 260 до 360 0,015 — — — — — __
0,030 — — — — — —
0,050 0,030 —0,018 —0,040 —0,065 —0,050 0,015 0,020
0,075 0,084 —0,026 —0,060 —0,070 —0,070 0,015 0,030
0,100 0,084 —0,026 —0,060 —0,100 —0,080 0,015 0,030
0,150 0,100 —0,070 —0,125 —0,140 —0,140 0,020 0,030
0,200 0,100 —0,070 —0,125 —0,200 —0,170 0,020 0,040
0,300 0,215 —0,140 —0,210 —0,300 —0,260 0,025 0,050
От 360 0,015
до 500 0,030 — — — — — —
0,050 0,035 —0,020 —0,045 —0,060 —0,055 0,015 0,020
0,075 0,060 —0,030 —0,070 —0,084 —0,080 0,015 0,030
0,100 0,095 —0,030 —0,070 —0,100 —0,090 0,015 0,030
0,150 0,120 —0,080 —0,140 —0,160 —0,150 0,020 0,030
299
Продолжение таблицы 164
1 2 3 4 5 6 7 8
От 360 до 500 0,200 0,120 —0,080 —0,140 —0,200 —0.170 0,020 0,040
0,300 0,250 —0,170 —0,245 —0,300 —0,270 0,025 0,050
* Центрирующий элемент приспособления е указанными отклонения-
ми будет равняться изношенному калибру (пробке, отверстию) для отвер-
стия 3-го класса точности (ОСТ 1205) с допуском на изготовление то-
го же калибра.
* * Диаметр центрирующей поверхности вала (отверстия) должен
равняться минимальному диаметру базы (отверстия, вала) с отклонениями,
приведенными в данной графе.
* ** Предельное отклонение диаметра центрирующего вала (отвер-
стия) при износе должно равняться минимальному диаметру базы минус
(плюс) отклонения, приведенные в данных графах.
Таблица 165
Предельные отклонения центрирующих элементов приспособлений
. (базовая поверхность обрабатываемой детали — вал)
Номинальный диаметр в мм Допускаемое отклонение обрабатываемой поверх- ности относительно базы в мм Допуск на диаметр вала (базы), не более, в мм Приспособление
Отклонение диаметра центрирующей по-| верхностн отверстия, не более, в мм ** Предельное отклоне- ние Центрирующей поверхности отвер- стия, не более, в жж*** Биение выверочного пояска относительно центрирующего от- верстия, не более, в мм Биение выверочного пояска при настройке приспособления на станке, не более, в мм
для при- способле- ния для кон- дуктора
1 2 3 4 5 6 7 8
От 1 до 3 300 0,015 0,030 0,013 0,027 4-0,013 +0,003 +0,022 +0.008 +0,017 +0,027 +0.015 +0,027 — 0,005 0,005
Продолжение таблицы 165
1 2 3 4 5 6 7 8
От 1 до 3 0,050 0,040 +0,030 +0,012 +0,045 +0,040 0,005 0,010
0,075 0,060 +0,050 +0,017 +0,065 +0,065 0,010 0,015
0,100 0,060 +0,050 +0,017 +0,090 +0,070 0,010 0,020
0,150 0,120 +0,090 +0,030 +0,120 +0,110 0,020 0,025
0,200 0,120 +0,090 +0,030 +0,180 +0,130 0,020 0,030
0,300 0,120 +0,120 +0,060 +0,200 +0,160 0,030 0,040
От 3 до 6 0,015 0,014 +0,012 +0,004 +0,017 +0,015 — 0,005
0,030 0,027 +0,027 +0,010 +0,030 +0,030 — 0,005
0,050 0,048 +0,027 +0,010 +0,045 +0,040 0,005 0,010
0,075 0,060 +0,044 +0,011 +0,065 +0,055 0,010 0.015
0,100 0,080 +0,065 +0,025 +0,090 +0,080 0,010 0,020
0,150 0,080 +0,065 +0,025 +0,120 +0,090 0,020 0,025
0,200 0,160 +0,065 +0,025 +0,100 +0,085 0,020 0,030
0,300 0,160 +0,120 +0,040 +0,200 +0,160 0,030 0,040
От 6 до 10 0,015 0,014 +0,014 +0,005 +0,018 +0,017 — 0,005
0,030 0,027 +0,021 +0,005 +0,030 +0,030 — 0,005
0,050 0,040 +0,033 +0,013 +0,055 +0,045 0,005 0,010
- 0,075 0,060 +0,055 +0,015 +0,085 +0,070 0,010 0,015
301
Продолжение таблицы 165
1 2 3 4 5 6 7 8
От 6 до 10 0,100 0,060 +0,055 +0,015 +0,100 +0,075 0,010 0,020
0,150 0,100 +0,085 +0,035 +0,140 +0,110 0,020 0,025
0,200 0,100 +0,085 +0,035 +0,140 +0,120 0,020 0,030
0,300 0,200 +0,150 +0,050 +0,200 +0,180 0,030 0,040
От 10 ДО 18 0,015 0,014 +0,009* +0,004 +0,014 +0,014 — 0,008
0 030 0,030 +0,025 +0,006 +0,030 +0,030 — 0,005
0,050 0,050 +0,025 +0,006 +0,045 +0,035 0,005 0,010
0,075 0,060 +0,040 +0,016 +0,085 1-0,060 0,010 0,015
0,100 0,070 +0,070 +0,020 +0,100 +0,085 0,015 0,020
0,150 0,120 +0,070 +0,020 +0,120 +0,100 0,020 0,025
0,200 0,120 +0,105 +0,045 +0,130 +0,120 0,020 0,030
0,300 0,240 +0,105 +0,045 +0,150 +0,125 0,030 0,040
От 18 до 30 0,015 0,014 +0,010* +0,004 +0,016 +0,014 — 0,008
0,030 0,030 +0,020 +0,007 +0,030 +0,030 — 0,005
0,050 0,050 +0,030 +0,008 +0,045 +0,040 0,005 0,010
0,075 0,060 +0,050 +0,020 +0,085 +0,070 0,010 0,015
0,100 0,085 +0,080 +0,040 +0,100 +0,090 0,015 0,020
0,150 0,140 +0,085 +0,025 +0,110 +0,100 0,020 0,025
0,200 0,140 +0,085 +0,025 +0,120 +0,115 0,020 0,030
302
Продолжение таблицы 165
1 2 3 4 5 6 7 8
От 18 до 30 0,300 0.280 +0,130 +0,060 +0,180 +0,155 0,030 0,040
От 30 до 50 0,015 0,017 +0,012* +0,005 +0,016 +0,016 — 0,008
0,030 0,030 +0,025 +0,009 +0,030 +0,030 — 0,005
0,050 0,050 +0,035 +0,010 +0,045 +0,045 0,005 0,010
0,075 0,070 +0,035 +0,010 +0,065 +0,050 0,010 0,015
0,100 0,085 +0,060 +0,025 +0,100 +0,080 0,015 0,020
0,150 0,100 +0,060 +0,025 +0,130 +0,100 0,020 0,025
0,200 0,170 +0,100 +0,032 +0,140 +0,120 0,020 0,030
0,300 0,170 +0,100 +0,032 +0,180 +0,140 0,030 0,040
От 50 до 80 0,015 0,020 +0,013* +0,005 +0,016 +0,016 — 0,008
0,030 0,030 +0,029 +0,010 +0,035 +0,035 — 0,005
0,050 0,050 +0,029 +0,010 +0,045 +0,040 0,005 0,010
0,075 0,070 +0,042 +0,012 +0,075 +0,060 0,010 0,015
0,100 0,080 +0,070 +0,030 +0,100 +0,085 0,015 0,020
0,150 0,120 +0,070 +0,030 +0,120 +0,100 0,020 0,025
0,200 0,120 +0,115 +0,065 +0,150 +0,130 0,020 0,030
0,300 0,200 +0,120 +0,040 +0,180 +0,150 0,030 0,040
От 80 до 120 0,015 0,030 0,035 +0,015* +0,006 +0,025 +0,025 — 0,008
303
Продолжение таблицы 165
1 2 3 4 5 6 7 8
От 80 до 120 0,050 0,055 +0,034 +0,012 +0,045 +0,040 0,005 0,010
0,075 0,070 +0,050 +0,015 +0,075 +0,065 0,010 0,015
0,100 0,090 +0,050 +0,015 +0,080 +0,070 0,015 0,020
0,150 0,140 +0,090 +0,040 +0,120 +0,110 0,020 0,025
0,200 0,140 +0,090 +0,040 +0,120 +0,105 0,020 0,030
0,300 0,230 +0,140 +0,080 +0,180 +0,160 0,030 0,040
От 120 0,015 -
до 180 0,030 0,035 +0,019* +0,008 +0,025' +0,025 — 0,008
0,050 0,055 +0,039 +0,014 +0,050 +0,050 0,005 0,010
0,075 0,080 +0,060 +0,018 +0,070 +0,070 0,010 0,015
0,100 0,080 +0,060 +0,018 +0,090 +0,080 0,015 0,020
0,150 0,140 +0,060 +0,018 +0,100 +0,080 0,020 0,025
0,200 0,160 +0,105 +0,060 +0,130 +0,120 0,020 0,030
0,300 0,260 +0,105 +0,050 +0,150 +0,125 0,030 0,040
От 180 0,015
до 260 0,030 0,045 +0,021* +0,008 +0,025 +0,025 — 0,008
0,050 0,060 +0,028* +0,008 +0,040 +0,040 0,005 0,010
0,075 0,080 +0,043 +0,016 +0,065 +0,055 0,010 0,015
0,100 0,090 +0,070 +0,022 +0,090 +0,080 0,015 0,020
304
Продолжение таблицы 165
1 2 3 4 5 6 7 8
От 180 до 260 0,150 0,120 +0,070 +0,022 +0,120 +0,100 0,020 0,025
0,200 0,185 +0,070 +0,022 +0,100 +0,085 0,020 0,030
0,300 0,185 +0,120 +0,060 +0,180 +0,150 0,030 0,040
От 260 0,015
до 360 0,030
0,050 0,060 +0,031* +0,009 +0,040 +0,040 0,005 0,010
0,075 0,080 +0,048 +0,018 +0,065 +0,060 0,010 0,015
0,100 0,100 +0,080 +0,026 +0,100 +0,090 0,015 0,020
0,150 0,135 +0,080 +0,026 +0,100 +0,100 0,020 0,025
0,200 0,170 +0,080 +0,026 +0,110 +0,095 0,020 0,030
0,300 0,215 +0,140 +0,070 +0,200 +0,170 0,030 0,040
От 360 0,015 .
до 500 0,030 — — — — — —
0 050 0.060 +0,036* +0,011 +0,040 +0,040 0,005 0,010
0,075 0,080 +0,055 +0,020 +0,065 +0,060 0,010 0,015
0,100 0,100 +0,090 +0,030 +0,100 +0,100 0,015 0,020
0,150 0,120 +0,090 +0,030 +0,120 +0,110 0,020 0,025
0,200 0,150 +0,090 +0,030 +0,130 +0,110 0,020 0,030
0,300 0,250 +0,090 +0,030 +0,200 +0,140 0,030 0,040
* См. примечание к табл. 164-
** То же.
*** То же.
20 Зак. 29
305
Таблица 166
Отклонения центрирующих поверхностей приспособлений, устанавли-
ваемых на поворотных столах и планшайбах токарных и шлифоваль-
ных станков
(центрирующая поверхность приспособления—отверстие)
3 \6 О н Приспособление
д <D s гонение ерхност I в мм Отклонение в мм Предельное отклоне- ние износа в мм сти D верх- , в мм
<я К К 16 откл ой нов ю базь О о <D о сю
1 Номинальна Допускаемо рабатываемс отиосителы отверстия вала отверстия вала Биение noi отиосителы ности Ц, ие
Св. 18 до 30 0,015—0,200 +0,420 +0,280 —0,008 —0,022 +0,467 —0,026 0,050
0,300 и более +0,023 —0,008 —0,022 +0,030 —0,027 0,030
Св. 30 до 50 0,015—0,200 +0,500 +0,340 —0,010 —0,027 +0,553 —0,033 0,050
0,300 и более +0,027 —0,010 —0,027 +0,036 —0,033 0,030
Св. 50 до 80 0,015—0,200 +0,600 +0,400 —0,012 —0,032 +0,667 —0,039 0,050
0,300 и более +0,030 —0,012 —0,032 +0,040 —0,040 0,030
306
Продолжение таблицы 166
Номинальный диаметр в мм Допускаемое отклонение об- pdUd к DlBdClVLUn 11 1 Л относительно базы в мм Приспособление
Отклонение в мм Предельное отклоне- ние износа в мм ьиеиие поверхности и относительно поверх* кости Ц, не более, в мм
। и ч Ki ей X S + Й э и Ч ш
Св. 80 до 120 0,015—0,200 0,300 и более +0,700 +0,460 +0,035 —0,015 —0,038 —0,015 —0,038 +0,780 +0,047 —0,046 —0,046 0,050 0,030
Св. 120 до 180 0,015—0,200 0,130 и более +0,800 +0,530 -|-0,040 —0,018 —0,045 —0,018 —0,045 -|-0,890 +0,053 —0,054 —0,054 0,050
Св. 180 до 260 0,015—0,200 0.300 и более +0,900 +0,600 +0,045 —0,022 —0,052 —0,022 —0,052 + 1,000 +0,060 —0,062 —0,062 0,050
Св. 260 до 360 0,015—0,200 0,300 и более +1,000 +0,680 +0,050 —0,026 —0,060 —0,026 —0,060 + 1,100 +0,067 —0,071 —0,071
Св. 360 до 500 0,015—0,200 0,300 и более +1,100 +0,760 +0,060 —0,030 —0,070 —0,030 —0,070 +1,210 +0,080 —0,083 —0,083
Примечание. При обработке поверхностей, имеющих отклоне-
ния относительно баз, в пределах 0,015 — 0,200 мм, поверхности D
служат для грубой предварительной установки приспособлений. Окон-
чательная выверка производится при помощи индикатора по поверх-
ности Ц до требуемого биения по табл. 164 и 165. При обработке по-
верхностей, имеющих отклонения относительно баз 0,300 и более, при-
способление при установке на планшайбы и столы может не выверяться.
20*
307
Таблица 167
Отклонения центрирующих поверхностей приспособлений, устанавли-
ваемых на поворотных столах и планшайбах токарных и шлифоваль-
ных станков
(центрирующая поверхность приспособления—вал)*
Номинальный диаметр в мм ю О раоатываемои ниверхнисги относительно базы, в мм Приспособление
с, S а CJ д с с G. Отклонение в мм Предельное отклоне- ние износа в мм 1 Биение поверхности £) относительно поверх- ности Z/, не более, в мм
отверстия 1 вала 1 отверстия вала
8 g к ° V
Св. до 18 30 0,015—0,200 0,300 и более +0,023 +0,023 —0,280 —0,420 —0,008 —0,022 +0,030 +0,030 —0,468 —0,027 0,050 0,030
Св. до 30 50 0,015 0,300 —0,200 и более +0,027 +0,027 —0,340 —0,500 —0,010 —0,027 +0,036 +0,036 —0,553 —0,033 0,050 0,030
Св. 50 до 80- 0,015 0,300 —0,200 и более +0,030 +0,030 —0,400 —0,600 —0,012 —0,032 +0,040 +0,040 —0,670 —0,040 0,050 0,030
308
См. примечание к табл. 166.
Св. 360 до 500 Св. 260 до 360 Св. 180 по 260
О о О О О О
Со о о о СП ,300 ,015 ,300 о сп
S 1 .”r|
О\ § CD CD 0,200 более 0,200 более 0,200
+ О о оо о О о оо о +0,050 +0,050 +0,045 +0,045
1 1 о р 1 1 1— о 1111 О О 1— о О о О о
о о СО о о О СО о о о о оо ND О 05 О ОО ZD СЮ э о о о ел to ND ND Ю 05 о о о о
+ р о оо о +0,080 +0,067 +0,067 +0,060 +0,060
о 1 О 1 о
о оо W 210 ,071 ,170 ,062 000'
О
,050
Св. 120 до 180 Св. 80 до 120 Номинальный диаметр в мм
। 0,300 и более р о СИ 1 о Кс о о 0,300 и более 0,015—0,200 Допускаемое отклонение об- рабатываемой поверхности относительно базы в мм
+0,040 +0,040 +0,035 +0,035 отверстия О к ь о я о
—0,018 —0,045 —0,530 —0,800 —0,015 - 0,038 —0,460 —0,700 вала 1ие в мм Д к о
+0,053 +0.053 +0,047 +0,047 отверстия к и h д о а о а О Я к ft
—0,054 1 О 00 СП ф* —0,046 —0,778 вала >е отклоне- на в мм
0,050 0,030 0,050 Биение поверхности D относительно поверх- ности Ц, не более, в мм
Продолжение таблицы 167
Таблица 168
Предельные отклонения постоянных втулок для направления сверл
и зенкеров по режущей части
d — номинальный диаметр инстру-
мента.
Пример определения диаметра
втулки для инструмента диаметром
1 мм и при отклонении обрабаты-
ваемой поверхности от базы 0,050 мм:
, _ , +0,013
~ +0,003
d = 1,030 —предельно изношенной
втулки
Номинальный диаметр в мм Допускаемое отклонение об- рабатываемой поверхности относительно базы в мм d
отклонение в мм предельное отклоне- ние износа в мм
1 2 3 4
От 1 до 3 0,015 — —
0,030 — —
0,050 0,013 +0,003 +0,030
0,075 +0,022 +0,008 +0,041
0,100 +0,022 +0,008 +0,045 -
0,150 +0.022 +0,008 +0,067
0,200 +0,022 +0,008 +0,070
0,300 +0,022 +0,008 +0,075
Св. 3 до 6 0,015 — —-
0,030 — —
0,050 +0,017 +0,004 +0,037
0,075 +0,027 +0,010 +0,048
0,100 +0,027 +0,010 +0,050
310
Продолжение таблицы 168
1 2 3 4
Св. 3 до 6 0,150 4-0,027 4-0,010 4-0,075
0,200 4-0,027 4-0,010 4-0,080
- 0,300 4-0,027 4-0,010 4-0,090
Св 6 до 10 0,015 — —
0,030 — —
0,050 4-0,021 4-0,005 +0,045
0,075 4-0,033 4-0,013 +0,054
0,100 4-0,033 4-0,013 +0,060
0,150 4-0,033 4-0,013 +0,082
0,200 4-0,033 4-0,013 +0,090
0,300 4-0,033 4-0,013 +0,105
Св. 10 до 18 0,015 — —
0,030 — —
0,050 4-0,025 4-0,006 +0,050
0,075 4-0,040 4-0,016 +0,060
0,100 4-0,040 4-0,016 +0,070
0,150 4-0,040 4-0,016 +0,090
0,200 4-0,040 4-0,016 +0,100
0,300 4-0,040 4-0,016 +0,120
311
Продолжение таблицы 168
1 2 3 4
Св. 18 до 30 0,015 —
0,030. — —
0,050 +0,030 +0,008 +0,055
0,075 +0,050 +0,020 +0,071
0,100 +0,050 +0,020 +0,080
0,150 +0,050 +0,020 +0,105
0 200 +0,050 +0,020 +0,110
0,300 +0,050 +0.020 +0,135
Св 30 до 40 0,015 —
0,030 — —
0,050 +0,035 +0,010 +0,060
0,075 +0,060 +0,025 +0,082
0,100 +0,060 +0,025 +0,090
0,150 +0,060 +0,025 +0,120
0,200 +0,060 +0,025 +0,120
0,300 +0,060 +0,025 +0,150
312
Таблица 169
Предельные отклонения постоянных втулок для направления разверток,
зенкеров, метчиков и оправок по передней и задней гладким на-
правляющим
d — номинальный диаметр инстру-
мента.
Пример определения диаметра втул-
ки для инструмента диаметром
. —0,003
1 —0,009:
d = 1 + 0;006
d = 1,013 мм предельно изношенной
втулки
Номинальный диаметр в мм Допускаемое отклонение об- рабатываемой поверхности относительно базы в мм d
Отклонение в мм Предельное отклоне- ние износа в мм
1 2 3 4
От 1 до 3 0,015 +0,006 +0,013
0,030 +0,006 +0,018
0,050 +0,006 +0,022
0,075 +0,010 +0,032
0,100 +0,010 +0,035
0,150 +0,014 +0,045
0,200 +0,020 +0,050
0,300 +0,020 +0,072
Св. 3 до 6 0,015 +0,008 +0,015
0,030 +0,008 +0,021
0,050 +0,008 +0,028
0,075 +0,013 +0,038
0,100 +0,013 +0,040
0,150 +0,018 +0,051
0,200 +0,025 +0,058
0,300 +0,025 +0,078
Св. 6 до 10 0,015 +0,009 +0,016
0,030 -j-0,009 +0,024
313
Продолжение таблицы 169
1 2 3 4
Св. 6 до 10 0,050 +0,009 +0,033
0,075 +0,016 +0,043
0,100 +0,016 +0,045
0,150 +0,022 +0,055
0,200 +0,030 +0,064
0,300 +0,030 +0,084
Св. 10 до 18 0,015 +0,011 +0,018
0,030 +0,011 - +0,027
0,050 +0,011 +0,038
0,075 +0,019 +0,049
0,100 +0,019 +0,050
0,150 +0,027 +0,060
0,200 +0,035 +0,070
0,300 +0,035 +0,090
Св. 18 до 30 0,015 +0,013 +0,021
0,030 +0,013 +0,030
0,050 +0,013 +0,043
0,075 +0,023 +0,056
0,100 +0,023 +0,058
0,150 +0,033 +0,067
0,200 +0,045 +0,080
0,300 +0,045 +0,105
Св. 30 до 40 0,015 +0,015 +0,024
0,030 +0,015 +0,033
0,050 +0,015 +0,048
0,075 +0,027 +0,064
0,100 +0,027 +0,065
0,150 +0,039 +0,075
0,200 +0,050 +0,090
0,300 +0,050 +0,120
314
Таблица 170
Предельные отклонения постоянных втулок для направления развер-
ток по режущей части
d—максимальный диаметр развертки.
Пример определения диаметра втул-
ки для развертки диаметром
1,006 -°-003;
л _ 1 ппк +0,010
d — 1,006 +0>003
d= 1,021 мм предельно изношенной
втулки
Номинальный диаметр в мм Допускаемое отклонение об- рабатываемой поверхности относительно базы в мм d
отклонение в мм предельное отклоне- ние износа в мм
1 2 3 4
От 1 до 3 0,015 +0,010 +0,003 +0,015
0,030 +0,010 +0,003 +0,027
0,050 +0,010 +0,003 +0,035
0,075 +0,013 +0,003 +0,054
0,100 +0,013 +0,003 +0,070
0,150 +0,022 +0,008 +0,082
0,200 +0,022 +0,008 +0,088
0,300 +0,022 +0,008 +0,090
Св. 3 до 6 0,015 +0,012 +0,004 +0,018
0,030 +0,012 +0,004 +0,030
0,050 +0,012 +0,004 +0,040
0,075 +0,017 +0,004 +0,060
315
Продолжение таблицы 170
1 2 3 4
Св. 3 до 6 0,100 +0,017 +0,004 +0,075
0,150 +0,027 +0,010 +0,090
0,200 +0,027 +0,010 +0,094
0,300 +0,027 +0,010 +0,096
Св. 6 до 10 0,015 +0,014 +0,005 +0,020
0,030 +0,014 +0,005 +0,033
0,050 +0,014 +0,005 +0,045
0,075 +0,021 +0,005 +0,066
0,100 +0,021 +0,005 +0,080
0,150 +0,033 +0,013 +0,098
0,200 +0,033 +0,013 +0,100
0,300 +0,033 +0,013 +0,105
Св. 10 до 18 0,015 +0,017 +0,006 +0,023
0,030 +0,017 +0,006 +0,036
0,050 +0,017 +0,006 +0,050
0,075 +0,025 +0,006 +0,071
0,100 +0,025 +0,006 +0,085
0,150 +0,040 +0,016 +0,105
316
Продолжение таблицы 170
1 2 3 4
От 10 до 18 0,200 +0,040 +0,016 +0,110
0,300 +0,040 +0,016 +0,120
Св. 18 до 30 0,015 +0,020 +0,007 +0,028
0,030 +0,020 +0,007 +0,039
0,050 +0,020 +0,007 +0,055
0,075 +0,030 +0,008 +0,077
0,100 +0,030 +0,008 +0,090
0,150 +0,050 +0,020 +0,117
0,200 +0,050 +0,020 +0,120
0,300 +0,050 +0,020 +0,132
Св. 30 до 40 0,015 +0,025 +0,009 +0,033
0,030 +0,025 +0,009 +0,044
0,050 +0,025 +0,009 +0,060
0,075 +0,035 +0,010 +0,083
0,100 +0,035 +0,010 +0,095
0,150 +0,060 +0,025 +0,127
0,200 +0,060 +0,025 +0,130
0,300 +0,060 +0,025 +0,144
317
Таблица 171
Предельные отклонения сменных втулок для направления
сверл и зенкеров по режущей части
а
d — номинальный диаметр инструмента.
Пример определения диаметра втулки для инстру-
мента диаметром 1 мм и при отклонении обрабаты-
ваемой поверхности относительно базы 0,050 мм\
d _ ! + 0,013
+ 0,003’
при предельном износе
г)__-у — 0,005
— 0,011’
при предельном износе
С — разностенность не
втулки d = 1,030 мм
втулки D = 6,985 мм
более 0,010 мм
Номинальный диаметр в мм 1 Допускаемое откло- 1 я в S d Номинальный диаметр в мм D С а с < с Й е не более, в мм
о □ 3. = 1) U к мои иоверхиост относительно базы в мм
Отклонение в мм Предельное отклонение износа в мм Отклонение в мм Предельнее отклонение износа в мм
1 2 3 4 5 6 7 8
0,015 4-0,013 +0,027 ** 0,015* 0,008
4-0,003
0,030 4-0,013 4-0,003 +0,028 ** 0,016* 0,008
0,050 4-0,013 +0,030 —0,005 —0,015 0,010
4-0,003 —0,011
От 1 0,075 4-0,022 4-0,008 +0,041 Св. 6 —0,005 —0,011 —0,015 0,010
ДО 3 0,100 4-0,022 +0,045 до 10 —0,005 —0,020 0,015
4-0,008 —0,015
0,150 4-0,022 +0,067 —0,005 —0,022 0,015
4-0,008 —0,015
0,200 4-0,022 4-0,008 +0,070 —0,005 —0,015 —0,024 0,030
0,300 +0,022 +0,075 —0,005 —0,030 0,030
+0,008 —0,015
Продолжение таблицы 171
1 2 3 4 5 . 6 7 8
0,015 +0,017 +0,004 +0,033 ** ** 0,016* 0,008
0,030 +0.017 +0,004 4-0,034 —0,006 —0,014 0,018* 0,008
0,050 +0,017 +0,004 +0,037 —0,006 —0,014 —0,018 0,010
Св. 3 0,075 +0,027 +0,010 +0,048 Св. 10 —0 006 —0,018 —0,019 0,010
ДО 6 0,100 +0,027 +0,010 +0,050 до 18 —0,006 —0,018 —0,023 0,015
0,150 +0,027 +0,010 +0,075 —0,006 —0,018 —0,027 0,015
0,200 +0,027 +0,010 +0,080 —0,006 —0,018 —0,030 0,030
0,300 +0,027 +0,010 +0,090 —0,006 —0,018 —0,036 0,030
0,015 +0,021 +0,005 +0,039 ** 0,018* 0,008
0,030 +0,021 +0,005 +0,042 ** 0,020* 0,008
0,050 +0,021 +0,005 +0,045 —0,007 —0,016 —0,020 0,010
Св. 6 0,075 +0,033 +0,013 +0,054 Св. 18 —0,007 —0,016 —0,023 0,010
до 10 0,100 +0,033 +0,013 +0,060 до 30 —0,008 —0,022 —0,027 0,015
0,150 +0,033 +0,013 4-0,082 —0,008 —0,022 —0,031 0,015
0,200 +0,033 +0,013 +0,090 —0,008 —0,022 —0,036 0,030
0.300 +0,033 +0,013 +0,105 —0,008 —0,022 —0,042 0,030
0,015 +0,025 +0,006 +0,045 0,020* 0,008
0,030 +0,025 +0,006 +0,048 ** 0,025* 0,008
Св. 10 0,050 +0,025 +0,006 +0,050 Св. 30 —0,009 —0,020 —0,024 0,010
до 18 0,075 +0,040 +0,016 +0,060 до 40 —0,009 —0,020 —0,027 0,010
0,100 +0,040 +0,016 +0,070 —0,010 —0,027 —0,033 0,015
0,150 +0,040 +0,016 +0,090 —0,010 —0,027 —0,037 0,015
319
Продолжение таблицы 171
1 2 3 4 5 6 7 8
0,200 +0,040 +0,016 +0,100 —0,010 —0,027 —0,044 0,030
0,300 +0,040 +0,016 +0,120 —0,010 —0,027 —0,048 0,030
0,015 +0,030 +0,008 +0,051 ** 0,023* 0,008
0,030 +0,030 +0,008 +0,051 ** 0,030* 0,008
0,050 +0,030’ +0,008 +0,055 —0,009 —0,020 —0,024 0,010
Св. 18 0,075 +0,050 +0,020 +0,071 Св. 40 —0,009 —0,020 —0,027 0.010
до 30 0,100 +0,050 +0,020 +0,080 до 50 —0,010 —0,027 —0,033 0,015
0,150 +0,050 +0,020 +0,105 —0,010 —0,027 —0,037 0,015
0,200 +0,050 +0,020 +0,110 —0,010 —0,027 —0,044 0,030
0,300 +0,050 +0,020 +0,135 —0,010 —0,027 —0,048 0,030
0,015 +0,035 +0,010 +0,057 ** 0,025* 0,008
0,030 —j-0,035 +0,010 +0,057 ** 0,035* 0,008
0,050 +0,035 +0,010 +0,060 —0,010 —0,023 —0,030 0,010
Св. 30 0,075 +0,060 +0,025 +0,082 Св. 50 —0,010 —0,023 -0,031 0,010
до 40 0,100 +0,060 +0,025 +0,090 до 65 —0,012 —0,032 —0,040 0,015
0,150 +0,060 +0,025 +0,120 —0,012 —0,032 —0,045 0,015
0,200 +0,060 +0,025 +0,120 —0,012 —0,032 —0,052 0,030
0,300 +0,060 +0,025 +0,150 —0,012 —0,032 —0,054 0,030
* Указано предельное значение разности между диаметрами постоянной
и сменной втулок.
•* Размер D пригнать по постоянной втулке.
Примечание. Применение сменных кондукторных втулок при
отклонении обрабатываемой поверхности относительно базы равным
0,015 мм не рекомендуется.
320
Таблица 172
Предельные отклонения сменных втулок для направления
разверток по режущей части
а
d — максимальный диаметр развертки.
Пример определения диаметра втулки для раз-
вертки диаметром 1,006“ 0,003 и при отклоне-
нии обрабатываемой поверхности относительно
базы 0,050 мм\
j I пои +5,010
d = 1,006 _|_0 003j
при предельном износе втулки d= 1,041 мм
п _ 7 — 0,005
“ — 0,011
при предельном износе втулки D = 6,985 мм
Номинальный диаметр в мм Допускаемое откло- нение обрабатывае- мой поверхности относительно базы в мм d Номинальный диаметр в мм D Разностенность, не более, в мм
Отклонение в мм Предельное отклонение износа в мм 1 Отклонение в мм Предельное отклонение износа в мм
1 2 3 4 5 6 7 8
0,015 +0,010 +0,003 4-0,015 0,015* 0,005
0.ОЗО +0,010 +0,003 +0,027 ** 0,016* 0,005
0,050 +0,010 4 0,003 +0,035 —0,005 —0,011 —0,015 0,010
От 1 0,075 +0,013 4-0,003 +0,054 Св. 6 —0,005 —0,011 —0,015 0,010
до 3 0,100 4-0,013 +0,003 +0,070 до 10 —0,005 —0,015 —0,020 0,015
0,150 4-0,022 4-0,008 4-0,082 —0,005 —0,015 —0,022 0,015
0,200 +0,022 4-0,008 4-0,088 —0,005 —0,015 —0,024 0,020
0,300 4-0,022 +0,008 +0,090 —0,005 —0,015 —0,030 0,020
21 Зак.29
321
Продолжение таблицы 172
1 2 3 4 5 6 7 8
4-0,012 0,005
0,015 -j-0,004 +0,012 +0,018 0,016*
0,005
0,030 -j-0,004 +0,030 0,018*
0,050 +0,012 +0,004 +0,040 —0,006 —0,014 —0,018 0,010
Св. 3 0,075 +0,017 +0,004 4-0,060 Св. 10 —0,006 —0,014 —0,019 0,010
ДО 6 0,100 +0,017 +0,004 + 0,075 до 18 —0,006 —0,018 —0,023 0,015
0,150 +0,027 +0,010 +0,090 —0,006 —0,018 —0,027 0,015
0,200 +0,027 +0,010 +0,094 —0,006 —0,018 —0,030 0,020
0,300 +0,027 +0,010 4-0,096 —0,006 —0,018 —0,036 0,020
0.015 +0,014 +0,005 +0,014 +0,005 4 0,020 0,018* 0,005
0,030 +0,033 ## 0,020* 0,005
0,050 +0,014 +0,005 +0,045 —0,007 —0,016 —0,018 0,010
Св. 6 0,075 +0,021 4-0,005 +0,066 Св. 18, —0,007 —0 016 —0,023 0,010
до 10 0,100 4-0,021 +0,005 +0,080 до 30 —0,008 —0,022 —0,027 0,015
0,150 +0,033 4-0,013 +0,098 —0,008 —0,022 —0,031 0,015
0,200 4-0,033 +0,013 +0,100 —0,008 —0,022 —0,036 0,020
0,300 4-0,033 4-0,013 4-0,105 —0,008 —0,022 —0,042 0,020
0,015 +0 017 +0,006 +0,023 0,020* 0,005
Св. 10 0,030 4-0,017 +0,006 +0,036 Св. 30 0,025* 0,005
до 18 0,050 +0,017 +0,006 +0,050 до 40 —0,009 —0,020 — 0,024 0,010
0,075 +0,025 +0,006 +0,071 —0,009 —0,020 —0,027 0,010
322
Продолжение таблицы 172
1 2 3 4 5 6 7 8
Св. 10 до 18 0,100 0,150 0,200 0,300 -;0„025 +0,006 +0,040 +0,1)16 +0,040 +0,016 +0,040 +0,016 +0,085 +0,105 +0,110 +0,120 Св. 30 до 40 —0,010 —0,027 —0,010 —0,027 —0,010 —0,027 —0,010 —0,027 —0,033 —0,037 —0,044 —0,048 0,015 0,015 0,020 0,020
Св. 18 до 30 0,015 0,030 0,050 0,075 0,100 0,150 0,200 0,300 +0.020 - +0,007 +0,020 +0,007 +0,020 +0,007 +0,030 +0 008 -1-0,030 +0,008 +0,050 +0,020 +0,050 +0,020 +0,050 +0,020 +0,028 +0,039 +0,055 +0,077 +0,090 +0,117 +0,120 +0,132 Св. 40 до 50 —0,009 —0,020 —0,009 —0,020 —0,010 —0,027 —0,010 —0,027 —0,010 —0,027 —0,010 —0,027 0,023* 0,030* —0,024 —0,027 —0,033 —0,037 —0,044 —0,048 0,005 0,005 0,010 0,010 0,015 0,015 0,020 0,020
Св. 30 до 40 0,015 0,030 0,050 0,075 0,100 0,150 0,200 0,300 +0,025 +0,009 +0,025 +0,009 +0,025 +0,009 +0,035 +0,010 +0,035 +0,010 +0,060 +0,025 +0,060 +0,025 +0,060 +0,025 +0,033 4-0,044 4-0,060 +0,083 4-0,095 +0,127 4-0,130 +0,144 Св. 50 до 65 ** ** —0,010 —0,023 —0,010 —0,023 —0,012 —0,032 —0,012 —0,032 —0,012 —0,032 —0,012 —0,032 0,025* 0,035* —0,030 —0,031 —0,040 —0,045 —0,052 —0,054 0,005 0,005 0,010 0,010 0,015 0,015 0,020 0,020-
* См. примечание к табл. 171.
** То же.
21
323
Таблица 173
Предельные отклонения смеииых втулок для направления
разверток, зенкеров, метчиков и оправок по передней
или задней гладким направляющим
d — номинальный диаметр ин-
струмента.
Пример определения диа-
метра втулки для инстру-
мента диаметром 1 Зр дрд
и при отклонении обрабаты-
ваемой поверхности относи-
тельно базы 0,050 маг.
d= 14-0,006,
при предельном
d = 1,022 мм
п- 7 — 0,005
— 0,011’
при предельном
D = 6,985 мм
износе втулки
износе втулки
Номинальный диаметр в мм Допускаемое откло- нение обрабатывав-' мой поверхности относительно базы в мм d Номинальный диаметр в мм D Разностепность, не более в мм
Отклонение • в мм Предельное отклонение, износа в мм Отклонение в мм Предельное отклонение, износа в мм
I 2 3 4 5 6 7 8
0,015 -{-0,006 4-0,013 0,015* 0,005
0,030 -f-0,006 4-0,018 0,016* 0,005
0,050 4-0,006 -(-0,022 —0,005 —0,011 —0,015 0,010
0,075 4-0,010 4-0,032 —0,005 —0,011 —0,015 0,010
От 1 ДО 3 0,100 4-0,010 4-0,035 Св. 6 до 10 —0,005 —0,015 —0,020 0,015
0,150 4-0,014 4-0,045 —0.005 —0,015 —0,022 0,015
0,200 4-0,020 -4-0,050 —0,005 —0,015 —0,024 0,020
0,300 4-0,020 4-0,072 —0,005 —0,015 —0,030 0,020
324
Продолжение таблицы 173
1 2 3 4 5 6 7 8
0,015 +0,008 +0,015 0,016* 0,005
0,030 +0,008 +0,021 ** 0,018* 0,005
0,050 +0,008 +0,028 —0,006 —0,014 —0,018 0,010
0,075 +0,013 +0,038 —0,006 —0,014 —0,019 0,010
Св. 3 +0,013 Св. 10 —0,006 —0,018
до 6 0,100 +0,040 до 18 —0,023 0,015
0,150 +0,018 +0,051 —0,006 —0,018 —0,027 0,015
0,200 +0,025 +0,058 —0,006 —0,018 —0,030 0,020
0,300 +0,025 +0,078 —0,006 —0,018 —0,036 0,020
0,015 +0,009 +0,016 ** 0,018* 0,005
0,030 +0,009 +0,024 ** 0,020* 0,005
0,050 +0,009 +0,033 —0,007 —0,016 —0,020 0,010
0,075 +0,016 +0,043 —0,007 —0,016 —0,023 0,010
Св. 6 до 10 0,100 +0,016 +0,045 Св. 18 до 30 —0,008 —0,022 —0,027 0,015
0,150 +0,022 +0,055 —0,008 —0,022 —0,031 0,015
0,200 +0,030 4-0,064 —0,008 —0,022 —0,036 0,020
0,300 +0,030 +0,084 —0,008 —0,022 —0,042 0,020
0,015 +0,011 +0,018 ** 0,020* 0,005
0,030 +0,011 +0,027 0,025* 0,005
Св. 10 до 18 0,050 +0,011 4-0,038 Св„ 30 ДЛ ^0 —0,009 —0,020 —0,024 0,010
0,075 +0,019 +0,049 —0,009 —0,020 —0,027 0,010
0,100 +0,019 +0,050 —0,010 —0,027 —0,033 0,015
22 Зак. 29
325
Продолжение таблицы 173
1 2 3 4 5 с 7 8
Св- 10 0,150 -1-0,027 4-0,060 —0,010 —0,027 —0,037 0,015
0,200 4-0,035 4-0,070 Св. 30 —0,010 —0,044 0,020
до 18 ДО —0,027
0,300 4-0,035 4-0,090 —0,010 —0,027 —0,048 0,020
0,015 4-0,013 4-0,021 0,023* 0,005
0,030 4-0,013 4-0,030 0,030* 0,005
0,050 4-0,013 4-0,043 —0,009 —0,020 —0,024 0,010
0,075 4-0,023 4-0,056 —0,009 —0,020 —0,027 0,010
Св. 18 0,100 4-0,023 4-0,058 Св. 40 —0,010 —0,027 0,015
до 30 До 50 —0,033
0,150 4-0,033 4-0,067 —0,010 —0,027 —0,037 0,015
0,200 4-0,045 4-0,080 —0,010 —0,027 —0,044 0,020
0,300 4-0,045 4-0,105 —0,010 —0,027 —0,048 0,020
0,015 4-0,015 4-0,024 ** 0,025* 0,005
0,030 4-0,015 4-0,033 0,035* 0,005
0,050 4-0,015 4-0,048 —0,010 —0,023 —0,030 0,010
0,075 4-0,027 4-0,064 —0,010 —0,023 —0,031 0,010
Св. 30 4-0,065 Св. 50 —0,012 —0,032
до 40 0,100 4-0,027 ДО 65 —0,040 0,015
0,150 4-0,039 +0,075 —0,012 —0,032 —0,045 0,015
0,200 4-0,050 +0,090 —0,012 —0,032 —0,052 0,020
0,300 4-0,050 4-0,120 —0,012 —0,032 —0,054 0,020
* См. примечание к табл. 171.
** То же.
326
Таблица 174
Предельные отклонения постоянных втулок-стаканов
для направления сменных втулок
S D
D — номинальный диаметр сменной
втулки.
Пример определения диаметра
постоянной втулки (стакана)
для направления сменной втул-
ки диаметром 7 мм и при
отклонении обрабатываемой
поверхности относительно базы
0,100 мм:
D _ 7 I 0,009
при предельном износе втулки
D = 7,020 мм
Номинальный диаметр в мм Допускаемое отклоне- ние обрабатываемой поверхности относительно базы в мм D
Отклонение в мм Предельное отклонение износа в мм
1 2 3 4
0,015 4-0,009 4-0,015
0,030 4-0,009 4-0,015
0,050 4-0,009 4-0,015
0,075 4-0,009 4-0,017
Св. 6 до 10
0,-100 4 0.0С9 4-0,020
0,150 4-0,009 4-0,022
0,200 4-0,015 4-0,025
0,300 4-0,015 4-0,030
0,015 4-0,011 4-0,017
0,030 4-0,011 4-0,017
0,050 4-0,011 40,017
Со 1 Л пгх 1 Q 0,075 4-0,011 4-0,020
VjB. 1U ДО 1о 0,100 4-0.011 4-0,024
. 0,150 4-0,011 4-0,026
. 0,200 4-0,019 4-0,029
0,300 4-0,019 4-0,035
327
Продолжение таблицы 174
1 2 3 4
0,015 +0,013 +0,020
0,030 +0,013 +0,020
0,050 +0,013 +0,020
Св. 18 до 30 0,075 +0,013 +0,023
0,100 +0,013 +0,027
0,150 +0,013 +0,029
0,200 +0,023 +0,033
0,300 +0,023 +0,039
0,015 +0,015 +0,022
0,030 +0,015 +0,023
0,050 +0,015 +0,025
Сз. 30 до 40 0,075 +0,015 +0,026
0,100 +0,015 +0,030
0,150 +0,015 +0,032
0,200 +0,027 +0,037
0,300 +0,027 +0,045
0,015 +0,015 +0,022
0,030 +0,015 +0,023
0,050 +0,015 +0,025
Св. 40 до 50 0,075 +0,015 +0,026
0,100 +0,015 +0,030
0,150 +0,015 +0,032
0,200 +0,027 +0,037
0,300 +0,027 +0,045
0,015 +0,018 +0,028
0,030 +0,018 +0,028
0,050 +0,018 +0,028
Св. 50 до 65 0,075 +0,018 +0,030
0,100 +0,018 +0,035
0,150 +0,018 +0,036
0,200 +0,030 +0,040
0,300 +0,030 +0,048
328
Таблица 175
Посадки и пределы износа деталей станочных приспособлений,
фиксирующих одну часть приспособления относительно другой
Пример определения посадки и пределов износа -для фиксирующих
деталей приспособления диаметром 12 мм, при отклонении обрабаты-
ваемой поверхности относительно базы 0,100 мм: диаметр втулки
12+0,019 (д) и 12 030 при предельно изношенной втулке, диаметре
пальца 12~ о’о?8 & и ПРИ пРеДельно изношенном пальце
Номи- нальный диаметр в мм Допускаемое отклонение обрабаты- ваемой поверхности относительно базы в мм Приспособление
Отклонение в мм Предельное откло- нение износа В’ мм-
отверстия вала отверстия вала
1 2 ’з 4 S 6
0,050 4-0,013 А —0,004 п —0,012 д 4-0,015 —0,015
0,075 4-0,013 А —0,004 п —0,012 д 4-0,020 —0,020
Св. 3 до 6 0,100 4-0,013 А —0,004 п —0,012 д 4-0,025 —0,025
0,150 —1—0,018 Л2а —0,010 у —0,022 л 4-0.035 —0,035
0,200 4-0,025 А3 —0,017 „ —0,035 -f0,045 —0,045
0,300 4-0,025 А3 —0,025 ,,, —0,045 4-0,045 —0,045
0,050 4-0.009 А, —0,005 п —0,011 Д1 4-0,015 —0,015
0,075 4-0,016 А —0,005 п —0,015 д 4-0,020 —0,020
Св. 6 0,100 4-0,016 А —0,005 л —0,01.5 Д 4-0,025 —0,025
.До 10 0.150 4-0,022 Д2а —0,013 у —0,027 л 4-0,035 —0,035
0,200 4-0,030 А3 —0,023 „ —0,045 Д 4-0,055 —0,055
0,300 4-0,030 А3 —0,023 .„ —0,045 Д 4-0,050 —0,065
329
Продолжение таблицы 175
1 2 3 4 5 6
0,050 4-0,011 А —0,006 „ • —0,014 Д1 4-0,015 —0,015
0,075 4-0,011 Лл —0,006 „ —0,014 Д1 4-0,020 —0,020
Св. 10 0,100 4-0,019 А —0,006 „ —0,018 д 4-0,030 —0,030
до 18 0,150 4-0,027 Л2а —0,016 у —0,033 Л 4-0,040 —0,040
0,200 4-0,035 Л3 —0,016 у —0,033 Л -[0,055 —0,055
0,300 4-0,035 А3 —0,030 п 4-0,055 —0,075
0,050 — — — —
0,075 4-0,013 Лт —0,007 „ —0,016 Д1 4-0,020 —0,020
Св. 18 0,100 4-0,023 А —0,008 „ —0,022 д 4-0,030 —0,030
до 30 0,150 4-0,023 А —0,008 „ —0,022 д 4-0,040 —0,040
0,200 4-0,033 Д2а —0,020 у —0,040 л 4-0,055 —0,055
0,300 4-0.045 А3 —0,020 у —0,040 л 4-0,065 —0,075
0,050 — — — —
0,075 4-0,015 Аг —0,009 п —0,020 Д1 4-0,022 —0,022
Св. 30 0,100 4-0,027 А —0,010 п —0,027 д 4-0,030 —0,030
до 50 0,150 4-0,027 А —0,010 п —QfiZl д 4-0,040 —0,040
0,200 +0,039 Д2а —0,025 у —0,050 л 4-0,055 —0,055
0,300 4-0,050 А3 —0,025 у —0,050 л 4-0,070 —0,075
330
Продолжение таблицы 175
ь/ 1 \\ \ 2 3
0,050 —
0,075 —
0,100 +0,018 +
Св. 50 •до 80 0,150 +0,030 А
0,200 +0,046 Л2а
0,300 +0,060 А3
0,050 —
0,075 —
- 0,100 +0,021 Ai
Св. 80 до 100 0,150 +0,035 А
0,200 +0,035 А
0,300 +0,070 А3
4 5 6
—0,010 п —0,023 +0,030 —0,030
—0,012 „ —0,032 ц +0,040 —0,040
—0,012 „ —0,032 Л +0,060 —0,060
—0,030 Y —0,060 Л +0,080 —0,075
—0,012 п —0,027 д ’ +0,030 —0,030
—0,015 „ —0,038 д +0,045 —0,045
—0,015 „ —0,038 д +0,060 —0,060
—0,040 у —0,075 Л +0,090 —0,090
331
Таблица 176
Нормы точности технологической оснастки для токарных операций
Наименование ©снастки Характер операции Эскиз проверки Проверяемый параметр Отклонение в лл
для новой оснастки максимально допускаемое при эксплуа- тации
1 2 3 4 5 6
Центры жесткие Черновая обработка Чистовая обработка 7 Радиальное биение 0,010 0,010 •0,050 0,030
Центры вра- щающиеся То же То же 0,015 0,050
+— --^Г777? 0,015 0,030
Центры Проверке Ведется ВZ амскосш Соосность в двух перпен- дикулярных плоскостях 0,010 . 150 0,010 150 0,050 150 0,050 150
I
2
3
Патроны
кулачковые
Чистовая
обработка
Патроны
мембранные
То же
Патроны
цанговые
Обточка
и подрезка
Продолжение таблицы 176
4 5 6
Радиальное биение 0,020 0,040
Торцевое биение 0,025 0,050
0,010 0,020
То же 0,015 0,030"
Радиальное биение 0,020 0,050
Продолжение таблицы 176
1 2 3 4 5
Оправки (шлицевые и гладкие) Обточка и подрезка Радиальное биение Торцевое биение Диаметр посадочной 0,020 0,020 0,040 0,040
поверхности: от 18 до 30 » 30 » 50 » 50 » 80 В пределах допуска, указанного на чертеже —0,005 —0,008 —0,010
Примечания; 1. При проверке соосности центров контрольная оправка принимается равной длине техно-
логической оправки.
2. Отклонение посадочной поверхности при износе отсчитывается от нижнего предельного значения, указанного
на чертеже.
Таблица 177
Нормы точности технологической оснастки для шлифовальных операций
Наименование оснастки Характер операции Эскиз проверки Проверяемый параметр Отклонение в мм
-для новой оснастки максимально до- пускаемое при экс плуатации
1 2 3 4 5 6
Центры (пе- редние и зад- ние) Наружное шлифование — 0пробка гладкая [Г \7L—ил Радиальное биение 0,010 0,015
Соосность в двух перпендикулярных плоскостях 0,007 100 0,012 100
I-
•*
2
е з
Оправки Наружное шлифование
Оправки с
торцевой ба-
зой по зубу
Тс же
Продолжение таблицы 177
4 5 6
Радиальное биение 0,010 0,010
Торцевое биение 0,020 0,020
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 В преде- лах до- пуска, указан- ного на чертеже —0,004 —0,007 —0,010
Радиальное биение посадочной поверхности 0,010 0,010
Радиальное биение сферы базовых пальцев 0,020 0,030
Торцевое биение сферы базовых пальцев 0,020 0.030
Колебание шага базовых пальцев + 0,010 ±0,015
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 В преде- лах до- пуска, указан- ного на чертеже —0,004 —0,007 —0,010
Патроны
мембранные
Внутреннее
шлифование
Упор Килачоь
Патроны ку-
лачковые с
базой по зубу
То же
Продолжение таблицы 177
4 5 6
Радиальное биение кулачков 0,010 0,015
Торцевое биение упора 0,020 0,030
Радиальное биение сферы базовых пальцев 0,020 0,030
Торцевое биение сферы базовых пальцев 0,020 0 030
Продолжение таблицы 177
1 2 3 4 5 6
Патроны ку- лачковые с базой по зубу Внутреннее шлифование 0 Колебание шага базовых пальцев ±0,010 ±0,015
Примечания: 1. При проверке соосности центров длина контрольной оправки принимается равной длине
технологической оправки.
2. Отклонение посадочной поверхности при износе отсчитывается от нижнего предельного значения, указанного
на чертеже.
о 3. При проверке торцевого биения сферы пальцев ось штифта индикатора располагается под углом 20—25°
У к оси сферы пальцев.
Нормы точности технологической оснастки для зуборезных операций
Таблица 178
Наименование оснастки Характер операции Эскиз проверки Проверяемый параметр Отклонение в 'мм
для новой оснастки максимально допускаемое при эксплуа- тации
1 2 3 4 5 6
Оправки для установки деталей Зубофрезе- рование || ±- Радиальное биение поса- дочной поверхности 0,015 0,025
Торцевое биение устано- вочной базы 0,015 150 0,030 150
_ Стол 1 \3U6oipi. \ \стаж ез. а Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 В пределах допуска, указанного на чертеже —0,005 —0,010 —0,015 —0,020 —0,025
Оправки для установки » Шпиндель о- Радиальное биение 0,015 0,020
=±ь_=-
фрезы ® Поддержка\ Торцевое биение 0,010 0,015
cS о 1 2 3
Центры (нижний и верхний) Фрезерова- ние и долб- ление зубьев Т"® Оправка гладкаг НЭ
Оправки для установки деталей Зубострога- ние и фрезе- А
рование ко- нических
шестерен
6 0
Продолжение таблицы 178
4 5 6
Радиальное биение нижнего центра 0,010 0,015
Соосность 0,010 150 0,020 150
Радиальное биение посадочной поверхности 0,015 0,025
Торцевое биение 0,010 0,020
Диаметр посадочной поверхности: от 18 до 50 » 50 » 120 » 120 » 180 В пределах допуска, указанного на чертеже —0,005 —0,008 —0,012
Co
О
1 2 3
Оправки для установки деталей Долбление зубьев и шлицев шестерен с СТОЛ станка! вм ь
Втулка пере- ходная под долбяк То же 0— Шпиндель
Продолжение таблицы 178
4 5 6
Радиальное биение 0,015 0,025
Торцевое биение 0,015 100 0,030 100
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 В пределах допуска, указанного на чертеже —0,005 —0,010 —0,015 —0,020 —0,025
Радиальное биение 0,005 0,005
Торцевое биение 0,005 0,005
23 Зак 29
1 2 °
Оправки для установки деталей Черновое (предвари- тельное) зубофрезе- рование
Черновое (предвари тельное) зубострога- ние, зубо- протягивание —
Оправки для установки деталей Зубозакруг- ление
1 Г
Продолжение таблицы 178
4 5 6
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 В пределах допуска, указанного на чертеже —0,040 —0,055 —0,070 —0,085 —0,100
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 ». 120 » 180 То же —0,040 —0,050 —0,060 —0,070 —0,085
Радиальное биение 0,050 0,100
Торцевое биение 0,050 0,100
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » —0,050 —0,050 —0,070 —0,070 —0,100
1 2 3
Пальцевая фреза Зубозакруг- ление 0
Центры (ле- вый и пра- вый) Шевингова- ние Огфевт. гладка fa
WK
Cr.galna (р (^/гяздкап
-И ГЧ_| ГТ>0=
Продолжение таблицы 178
5 6
Биение цилиндрической поверхности 0,010 0,030
Радиальное биение 0,003 0,006'
Соосность в вертикаль- ной плоскости 0,005 100 0,005 100
Соосность в горизон- тальной плоскости 0,010 100 0,010 100
343
* См. примечание к табл. 177
Продолжение таблицы 178
4 5 6
Радиальное биение 0,005 0,008
Торцевое биение 0,010 0,020
Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 » 80 В пределах допуска, указанного на чертеже —0,005 —0,007 —0,012
Радиальное биение 0,005 0,007
Торцевое биение 0,005 0,007
IX. МАТЕРИАЛЫ И ТЕРМООБРАБОТКА
ДЕТАЛЕЙ ПРИСПОСОБЛЕНИЙ
Выбор материала для деталей станочных приспособлений и способа
их термической обработки следует производить по табл. 179—188.
При назначении материала нужно иметь в виду целесообразность
унификации марок и профилей материалов, применяемых как в разра-
батываемом приспособлении, так и на данном предприятии.
Необходимо также иметь в виду экономическую целесообразность
использования одной из рекомендуемых марок материала для конкретной
детали приспособления, сообразуя стоимость материала "с необходимой
долговечностью детали, в зависимости от возможного срока эксплуатации
приспособления.
Таблица 179
Свойства и назначение углеродистой стали обыкновенного качества,
применяемой при .изготовлении деталей станочных приспособлений
(по ГОСТ 380—60)
Предел текучести по разря- дам тол- га « fc ° 5 \о с Технологические данные в состоянии поставки
стали щины про- ката в кгс/мм?, не менее н о о а & о С о» со с ю" о tj к 5: со « / о Е Л ь Л о ь £ S. ° с* а \О £ < л о S ф га са ЙЙ
| Марка I 2 3 Предел в кгс/м Е с а к s С сь а Н Е- о ж о * J.S о г>, «а ф R н К с. Ч W и о & с
1 2 3 4 5 6 7 8 9 10
Ст. 3 24 94 22 4R 40 Не обра- - баты- вается — Хоро- шая Хоро- шая
41—43 44—47
Назначение
11
Для деталей,
работающих
с малой на-
грузкой (бол-
ты, винты,
гайки, шай-
бы и т. п.)
344
Продолжение таблицы 179
1 2 3 4 5 6 7 8 9 10 11
Ст. 5 28 27 26 50—53 54—57 58—62 Нормали- зация или улучше- ние Удов- летво- ри- тель- ная Удов- летво- ри- тель- ная Сла- бая Для деталей средних на- пряжений (звездочки, болты, гайки, шайбы упо- ры подшип- ников, не- большие планшайбы и т. п.)
Ст. 6 31 30 30 60—63 64—67 68—72 Закалка в воде и масле при 830— 850°, от- пуск при 150— 300°, в зависи- мости от твердости 48 51 » » » Для нагру- женных де- талей с по- вышенной прочностью и твердостью (болты спе- циальные, штифты, шпонки, штыри, фиксаторы, планки, дер- жавки и т. п.)
Примечание. Разряды толщин проката:
1-й — сортовая сталь толщиной до 40 мм включительно, фасонная
сталь толщиной до 15 мм включительно, листовая и широкополосовая
сталь толщиной от 4 до 20 мм включительно,
2-й — сортовая сталь толщиной свыше 40 до ЮОлои включительно,
фасонная сталь толщиной свыше 15 до 20 мм включительно, листовая
и широкополосовая сталь толщиной свыше 20 до 40 мм включительно,
3-й — сортовая сталь толщиной свыше 100 до 250 мм включительно,
листовая сталь толщиной свыше 40 до 60 мм включительно.
345
Таблица 180
Свойства и назначение стали, применяемой при изготовлении станочных приспособлений
Марка стали Механические свойства Термическая обработка Твер- дость HRC после закал- ки Технологические данные в состоянии поставки Назначение
Предел текучести в кгс/мм? Предел прочности в кгс]мм? НВ в со- стоянии поставки, не более пластич- ность сваривае- мость прокали- ваемость
*1 2 3 4 5 6 7 8 9 10
Сталь углеродистая качественная конструкционная, (по ГОСТ 1050—60*)
15 23 38 Горяче- Цементация 56—62 Удовле- Хорошая Слабая Для деталей с высокой
катаная при 920— твори- поверхностной твердостью
143 950°, закал- тельная и невысокой прочностью
ка в воде сердцевины (вилки тяг,.
при 800— кулачковые валики, бол--
820° и от- ты, винты, гайки, ключи,
пуск при шайбы, малоответствен--
180—200° ные шестерни, червяки,
установи под щупы, опо-
ры постоянные и т. п.)
1 2 3 4 5 6 7
20 25 42 Горяче- катаная 156 Цементация при 920— 950°, закалка в воде при 800—820° и отпуск при 180 -200° 56—62 Удовле- твори- тельная
35 32 54 Г оряче- катаная 187 Закалка в воде при 840—860°, отпуск при 200—300° 30—40 »
*
45 36 61 Горяче- катаная 241, отожжен- ная 197 Закалка в воде при 820—840°, отпуск при 180—200° 40—50 »
Закалка с на- гревом ТВЧ и отпуск при 180—200° 50—58
Продолжение таблицы 180
8 9 10
Хорошая Слабая Для малонагруженных деталей, работающих на износ (оси,' валики, зуб- чатые колеса, колонки, оправки, копиры, эксцент- рики, втулки кондуктор- ные н т. п.)
» » Для деталей, испыты- вающих небольшие на- пряжения (оси, валики, шпиндели, втулки, звез- дочки, тяги, траверсы, ры- чаги, диски, крепежные детали, кондукторные плиты верхние, прихваты и т. п.)
» » Для средненагруженпых деталей с высокой про- чностью и твердостью (валы, зубчатые колеса, упоры, рейки, ключи и т. п.) при закалке ТВЧ для изготовления деталей высокой поверхностной твердости и износоустой- чивости
Продолжение таблицы 180
1 2 3 4 5 6 7 8 9 10
65Г 44 75 Горяче- катаная 285, отожжен- ная 229 С Закалка в масле при 790—820°, отпуск при 370—400° Закалка в масле при 790—820°, отпуск при 200—220° таль легировс 40—46 58—62 нная ( Слабая по ГОСТ Слабая 4543—61) Удовле- твори- тельная При знакопеременных на- грузках для пружин- ных деталей, работающих под нагрузкой (пружины пластинчатые, защелки и т. п.)
20Х 65 80 > 197 Цементация при 920— 950°, закалка в масле при 800—820°, отпуск при 180—200° 56—62 Хорошая Хорошая » Для износоустойчивых деталей при наличии удар- ных нагрузок (зубчатые колеса, кулачковые муф- ты, втулки и т. п.)
Продолжение таблицы 180
1 2 3 4 5 е 7 8 9 10
40Х 85 100 207 Закалка в масле при 830—850°, отпуск при 180—200° Цианирова- ние при 815— 830°, охлаж- дение в масле и отпуск при 180—200°. 45—50 48—53 Удовле- твори- тельная Удовле- твори- тельная Удовле- твори- тельная Для деталей, работаю- щих на износ при невы- соких ударных нагрузках (зубчатые колеса, фикса- торы, шпиндели, сухари, втулки и т. п.)
ЗОХГСА 35 НО ( 'таль шар Закалка в масле при 880°, отпуск при 540°, охлаждаю- щая среда — вода или масло UKO-U pOAUKOf НВ270 годшип » никовая (п о ГОСТ <5 » 01—60) Для ответственных силь- но нагруженных дета- лей, работающих на износ при больших ударных на- грузках (зубчатые колеса сложной конструкции, ва- лы особо точных приспо- соблений и т. п.)
ШХ15 207—170 Закалка и масле при 830—850°, отпуск при 160—200° 58—64 £ Слабая Для деталей с высокой износоустойчивостью (ро- лики, копиры, втулки, пальцы и т. п.)
Продолжение таблицы 180
1 2 3 4 5 6 7 : 8 9 10
Сталь инструментальная углеродистая (по ГОСТ 1435—54)
У7А 187 Закалка в воде при .800—820° Не менее 62 Слабая Слабая Слабая Для инструмента и де- талей приспособлений, подвергающихся ударам и толчкам (зубила, обжим- ки, отвертки, кузнечные штампы, пальцы устано- вочные и центрирующие, центры токарные и т. п.)
У8А —- 187 Закалка в воде при 780—800° » » » » Для деталей повышен- ной твердости и вязкости, подвергающихся ударам (матрицы простой формы, цанги и т. п.)
У10А — — 197 Закалка - в воде при 760—780° ’ » » » » Для деталей приспособ- лений, не подвергающих- ся сильным ударам (ко- пиры и. копирные ро- лики и. т. п.)
У12А - 207 То же » » » » Для деталей приспособ- лений, не подвергающихся ударам, но требующих большой твердости (шаб- лоны, кондукторные втул- ки и т. п.)
Продолжение таблицы 180
1 t 2 3 4 5 6 7 8 9 10
Сталь инструментальная легированная (по ГОСТ 5950—63)
9ХС " " — 241—197 Закалка в масле при 820—860° Не менее 62 Слабая Слабая Хорошая Для цанг зажимных и подающих и т. п.
хг 241—197 Закалка в воде при 800—830° 61 » » » Для деталей приспособ- лений большой твердости, требующих минимальной деформации при закалке (калибры, лекала, пресс- формы Для пластмасс, кондукторные втулки и т. п.)
хвг 255—207 Закалка в масле при 800—830° 62 » » » Для измерительных и режущих инструментов (резьбовые калибры, про- тяжки, длинные метчики, развертки и т. п.)
Сталь качественная рессорно-пружинная горячекатаная (по ГОСТ 2052—53*)
60С2А 140 160 Не более 302 Закалка в масле при 870°, отпуск при 460° 49—50 » Плохая Слабая Для рессор и пружин
Таблица 181
Отливки'из углеродистой стали, применяемые при изготовлении
станочных приспособлений
(по ГОСТ 977—65)
Марка стали Механические свойства Назначение
Предел текучести Предел прочности
в кг
25Л 24 45 Для ненагруженных деталей (плит, ушков, вилок, стаканов, корпусов, кронштейнов и т. п.)
35Л 28 50 Для нагруженных деталей (ры- чагов, кронштейнов, планшайб, корпусов зажимных и поводко- вых патронов и т. п.)
45Л 32 55 Для нагруженных деталей (ви- лок, ушков, цапф, стержней и т. п.)
Таблица 182
Цветные металлы и сплавы, применяемые при изготовлении
станочных приспособлений
Наименование Марка гост Назначение
Медь М2 859—66 Для электродов, ро- ликов, уплотнительных колец
Сплав алюминиевый вторичный АЛ9В 2685—63 Для планшайб, корпу- сов малонагруженных приспособлений
Бронза безоловянистая БрАЖ9-4 493—54 * Для втулок, вклады- шей подшипников
Латунь ЛС59-1 1019—47 * Для втулок, уплотни- тельных колец
352
Таблица 183 Отливки из серого, высокопрочного и ковкого чугуна (по ГОСТ 1412—54, 7293—54 и 1215—59)
Механические свойства •
Марка чугуна Предел прочности в кгс[мм\ не менее Твердость НВ в со- Назначение
при рас- тяжении при изгибе стоянии поставки
СЧ 12-28 12 28 143—229 Для деталей, работающих при средних нагрузках без трения (крышки, план- шайбы крупные, плиты, стойки, корпуса, болван- . ки, шкивы, маховички и т. п.)
СЧ 18-36 18 36 170—229 Для деталей, работаю- щих при средних нагруз- ках на износ, и для отли- вок больших габаритных размеров (втулки подшип- ников тихоходных передач, корпуса пневмокамер и пневмоцилиндров)
СЧ24-44 24 44 170—241 Для ответственных де- талей, работающих при больших нагрузках на из- нос, и отливок сложных конструкций (корпуса, зуб- чатые колеса и т. п.)
ВЧ45-0 45 — 185—255 Для деталей, работающих на износ и испытываю- щих вибрационные нагруз- ки (корпуса, зубчатые ко- леса и т. п.)
ВЧ60-2 60 Относи- тельное удлине- ние 2% 197—269 Для ответственных дета- лей, испытывающих ви- брационные нагрузки (кор- пуса, зубчатые колеса)
КЧЗО-6 30 Относи- тельное удлине- ние 6% Не более 163 Гайки-звез дочки, барашки и т. п.
Таблица 184
Средняя и относительная стоимость черных и цветных металлов
и сплавов, применяемых для деталей станочных приспособлений
Марка металла или сплава с vrj носитель - ная стоимость Средняя стоимость тонны в руб. Марка металла или сплава < относитель- ная СТОИМОСТЬ Средняя стоимость 1 тонны в руб.
Ст. 3 1,0 105,4 хвг 2,066 217,8
Ст. 5 1,027 108,3 60С2А 1,376 145
Ст 6 1 Проволока I 3,98 419,5
15 1,119 118 Проволока II 2,666 281
20 1,119 118 Проволока III 2,353 248
35 1,119 118 25Л 2,988 315*
45 1,119 118 35Л 2,988 315
65Г 1,129 119 45Л 2,988 315
20Х 1,271 134 СЧ 12-28 2,324 245
40Х 1,271 134 СЧ 18-36 2,324 245
ЗОХГСА 1,788 188,5 СЧ24-44 2,466 260
ШХ15 1,622 171 ВЧ45-0 3,130 330
У7А 1,575 166 ВЧ60-2 3,130 330
У8А 1,575 166 КЧЗО-6 2,561 270
У10А 1,575 166 М2 30,313 3195
У12А 1,575 166 АЛ9В 12,001 1265
9ХС 1,603 169 БрАЖ9-4 11,242 1185
ХГ — — ЛС59-1 10,863 1145
Примечания: .1. За единицу стоимости принята стоимость од-
ной тонны стали марки ст. 3.
2. Для литейных сталей и чугунов указана стоимость одной тонны
отливок средней сложности.
Таблица Г85
Неметаллические материалы, применяемые при изготовлении
станочных приспособлений
Наименование Марка ГОСТ Назначение
Картон прокладочный А и Б 9347—60' Для уплотнительных про- кладок различных соеди- нений
Фибра листовая ФТ 6910—54 Для уплотнительных про- кладок герметичных со- единений
354
Продолжение таблицы 185
Наименование Марка гост Назначение
Резина масло ? бензо-. стойкая 3508 ТУ мхп 1166—58 Для диафрагм, уплотни- тельных колец и других уплотнений, работающих при низком давлении
Резина специальная повышенной твердости 3826С ТУ мхп 1166—58 Для прижимов, выталки- вателей, буферов, уплот- нительных колец, рабо- тающих при высоком дав- лении
Резина прокладочная 922 ТУ мхп 1166—58 Для прокладок уплотни- тельных соединений
Войлок технический — 6308—61* Для уплотнения соедине- ний (сальники, уплотни- тельные кольца и т. п.)
Кожа техническая — 1898—48 Для манжет и прокладок
Таблица 186
Масла, применяемые при изготовлении и эксплуатации станочных
приспособлений
Наименование Марка гост Основная характеристика Назначение
Индустри- альное 20 (вере- тенное 3) 1707—51 Нефтяное дистиллатное масло сернокислотной очистки. Кинематиче- ская вязкость при 50° С в пределах 17—23 сап Температура застыва- ния не выше — 20° С В гидравли- ческих си- стемах при- способлений
Турбинное 22 (тур- бинное Л) 32—53* Дистиллатное масло кислотноземельной очистки. Кинематиче- ская вязкость при 50° С в пределах 20—23 сап Кислотное число после окисления не более 0,02 ж КОН на 1 а масла Для смазки подшипни- ков
Солидол син- тетический УСс 4366—64 Смазка универсальная среднеплавкая водо- стойкая. Температура каплепадения не ниже 70—75°С Общего назначения
355
Таблица 187
Удельные веса материалов
Наименование Обозначение марок Удельный вес в г/см*
! 2 3
Металлы и сплавы
Алюминий технический АД1, АД 2,71
Алюминиевый высокопрочный
сплав с магнием и цинком В95 2,85
Алюминиевомагниевый сплав АМ2 2,67
Алюминиевомарганцевый сплав АМЦ 2,73
Дуралюмин Д1, Д6, Д16 2,80
Алюминиевые сплавы литейные АЛ1 2,75
АЛ2, АЛ4, АЛ9 2,65
АЛЗ, АЛ6 2,70
АЛ5 2,68
АЛ7 2,80
АЛ8 2,55
АЛ 12 2,85—2,95
АЛ 13 2,60
Баббиты Б83 7,38
Б87 7,30
Б16 9,29
Бронзы оловянистые Бр. ОЦСН 8,70
3-7-5-1
Бр. ОЦС 5-5-5 8,80
Бр. ОЦ 4-3 8,80
Бр. ОЦС 6-6-3 8,80
Бр. ОФ 6,5-0,25 8,65
Бр. ОФ 4-0,25 8,83
Бр. ОЦС 4-4-2,5 8,80
Бронзы безоловянистые Бр. А5 8,40
Бр. АМц 9-2 7,63
Бр А7 7,80
Бр. АЖ 9-4 7,60
356
Продолжение таблицы 187
1 2 3
Бр. АЖН 10-4-4 7,90
Бронзы безоловянистые Бр. КМц 3-1 - 8,47
Бр. Мц5 8,50
Бр. АЖН 11-6-6 8,10.
Бр. СЗО 9,40
Бр. Б2 8,20
Бр. КН 1-3 8,90.
Бр. МС 3-25 9,16
Латунь ЛС 59-1 8,45
; Л68 8,60
Л62 8,50
Л96 8,85
Магниевые сплавы деформируемые МА1 1,76
МА2 1,78
МАЗ, МА5 1,80
МА8 1,77
Магниевые сплавы литейные МЛ1 1,75
МЛ2, МЛЗ 1,80
МЛ4 1,83
МЛ5, МЛ6 1,81
Медь Ml, М2, М3 8,93
Никель Hl, Н2, НЗ 8,80
Олово — 7,28
Свинец •— 11,34
Припои оловянно-свинцовые ПОС90 7,60
ПОС40 9,30
ПОСЗО 9,70
ПОС 18 10,20
Сталь углеродистая:
прокат : • 7,85
литая — 7,80
Сталь инструментальная 8,25
357
Продолжение таблицы 187
1 2 3
Фольга алюминиевая техническая АД, АД1 2,70
Фольга медная МО, Ml, М2 8,90
Цинк литой •— 6,86
Цинк катаный Чугун: ; 7,20
серый — 6,60—7,40
белый — 7,40—7,70
КОВКИЙ — 7,20—7,60
Неметаллические материалы
Бакелит — 1,30—1,40
Винипласт — 1,35—1,40
Гетинакс — 1,30—1,40
Г идроп ластмасса МАТИ 1-4 1,60 .
Паранит — Не более 2
Стекло органическое — 1,18
Стеклотекстолит — 1,65—1,85
Текстолит — 1,23—1,40
Эбонит р 1,25
Целлулоид — 1,35—1,40
Масло турбинное л 0,905
Масло веретенное при 20° С — 0,89—0,90
Масло машинное при 20° С — 0,90—0,91
Масло цилиндровое при 20° С — 0,92—0,94
Масло вазелиновое при 20° С — 0,87—0,90
Асбест (хризотил-асбест) Бетоны: . — 2,5
цементный тяжелый (обыч- ный) — 1800—2500 кгс/м?
легкий (шлакобетон, пензо- бетон и др.) 1200—1700 кгс/м3
Войлок — 0,4
358
Продолжение таблицы 187
1 2 3
Воск — 0,95—0,98
Дельта-древесина — 1,25—1,40
Дерево сухое:
береза — 0,51—0,77
бук — 0,62—0,82
дуб — 0,69—1,03
ель — 0,37—0,75
клен — 0,53—0,81
липа — 0,44—0,80
осина — 0,47
сосна — 0,31—0,76
ясень —. 0,52—0,95
Карболит — 1,10
Картон — 0,7—1,4
Кожа — 0,86—1,02
Парафин — 0,87—0,91
Резиновые изделия — 1,0 —2,0
Фанера — 0,62—0,80
Фибра — 1,25
Таблица 188
Применение материалов и термической обработки для деталей станочных приспособлений
Наименование деталей Материал -Термообработка и твердость материала
Наименование Марка гост
1 2 3 4 5
Байонетные зажимы Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Болты с шестигранной головкой Сталь углеродистая Ст. 3 380—60 —
Болты с цилиндрической голов- кой. и откидные 'Сталь углеродистая ка- чественная 35 1050—60 Калить, HRC 40—45
Болты тангенциальных зажимов То же 45 1050—60 Калить, отпустить, HRC 35—40
Втулки подшипников и вклады- ши тихоходных передач Чугун серый СЧ 18-36 1412—54 —
Втулки подшипников и вклады- ши быстроходных передач Бронза антифрикционная Бр. ОЦС- 6-6-3 613—50 —
Втулки кондукторные постоян- ные и сменные диаметром менее Сталь инструментальная углеродистая У10А 1435—54 Калить, HRC 62—65
25 мм Сталь инструментальная легированная ХГ 5950—63 Калить, HRC 60—63
Втулки кондукторные постоянные и сменные диаметром более 25 мм Втулки вращающиеся для бор- штанг Сталь углеродистая ка- - чественная 20 1050—60 Цементировать, калить, HRC 60—63. Глубина цементации 0,8—1,2 мм
Продолжение таблицы 188
1 2 3 4 5
Втулки основные диаметром ме- нее 25 мм Сталь инстументальная углеродистая У7А 1435—54 Калить, HRC 62—65
Втулки основные диаметром бо- лее 25 мм Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, НДС 60—63. Глубина цементации 0,8—1,2 мм
Втулки под сменные пальцы к защелкам диаметром менее 25 мм Сталь инструментальная углеродистая У7А 1435—54 Калить, HRC 62—65
Втулки под сменные пальцы к защелкам диаметром более 25 мм Сталь легированная кон- струкционная 20Х 4543—61 Цементировать, калить, отпустить, IIRC 56—62
Винты крепежные Сталь углеродистая Ст.З 380—60 '—
Винты шарнирные и ушки, вин- ты установочные, винты с внут- ренним шестигранником, винты зажимные с фасонными галов- ками Сталь углеродистая ка- чественная 35 1050—60 Калить, HRC 40—45
Винты силовые тисочные Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Втулки резьбовые То же 45 1050—60 Калить, HRC 40—45
Втулки зажимающие гидропла- стные Сталь легированная кон- струкционная 40Х 4543—61 Калить, отпустить, HRC 45—50
Сталь инструментальная углеродистая У7А 1435—54 Калить, HRC 56—62
Продолжение таблицы 188
1 2 3 4 5
Втулки под цапфы поворотных кондукторов Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, HRC 60—63. Глубина цементации 0,8—1,2 мм
Втулки для тангенциального зажима То же 35 1050—60 —
Валки эксцентриковые » 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Втулки разрезные Сталь инструментальная углеродистая У7 1435—54 Калить, HRC 50—55
Втулки под фиксаторы диаметром до 20 мм, длиной до 50 мм Сталь инструментальная углеродистая У7А 1435—54 Калить, отпустить, HRC 50—55
Втулки под фиксаторы диаметром свыше 20, длиной свыше 50 мм Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Венцы червячных колес Бронза безоловянистая алюминиевая БР. АЖ- 9-4 493—54* —
Винты ходовые, передающие дви- жение столам, суппортам, и т. п. Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Валики сильно нагруженные, но с малой скоростью скольжения То же 45 1050—60 То же
Продолжение таблицы 188
1 2 3 4 5
Валики мало нагруженные, но с большой скоростью скольжения Сталь углеродистая чественная ка- 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Гайки к ходовым винтам меха- низмов, требующих легкости передвижения Латунь свинцовистая ЛС59-1 1019—47* —
Гайки к ходовым винтам сильно нагруженные Сталь углеродистая чественная ка- 45 1050—60 Калить, отпустить, HRC 35—40
Гайки к ходовым винтам мало нагруженные Латунь свинцовистая ЛС59-1 1019—47* —
Гайки для цанговых оправок Сталь углеродистая чественная ка- 45 1050—60 Калить, отпустить, HRC 35—40
Губки сменные к тискам и пат- ронам, губки специальные к ста- ночным тискам (каленые) То же 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Губки специальные к станочным тискам с обработкой на. месте Сталь углеродистая Ст. 6 380—60 —
Гайки шестигранные низкие и высокие, круглые установочные, с перекидной рукояткой, шести- гранные со сферическим торцем Сталь углеродистая чественная ка- 35 45 1050—60 1050—60 Калить, HRC 40—45 Калить, отпустить, HRC 35—40
Продолжение таблицы 188
1 2 3 4 5
Гайки-звездочки и барашки, Сталь углеродистая Ст. 3 380—60 —
Чугун ковкий КЧЗО-6 1215—59 —
Диски делительные без направ- ляющих втулок (с пазами для фиксатора) Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 55—60. Глубина цементации 0,8— 1,2 мм
Диски делительные с направляю- щими втулками Сталь углеродистая Ст 6 380—60 —
Защелки к храповикам Сталь углеродистая (ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 52—60. Глубина цементации 0,8— 1,2 мм
Звездочки цепных передач То же 20 1050—60 То же
Заглушки Сталь углеродистая Ст. 3 380—60 —
Корпуса мелких приспособлений Сталь углеродистая ка- чественная 45 1050—60 Калить,, отпустить, HRC 35—40
Корпуса приспособлений среднего Сталь углеродистая Ст. 3 380—60 —
размера Чугун серый СЧ1§-36 1412—54 - L
Корпуса приспособлений круп- ные, а также сложной конфигу- рации То же СЧ18-36 1412—54 /
Продолжение таблицы 188
1 2 3 4 5
Корпуса сварные Сталь углеродистая Ст. 3 380—60
— Л У Л
Корпуса токарных приспособле- ний То же Чугун серый Ст. 6 СЧ 12-28 380—60 1412—54 - \
То же СЧ 18-36 1412—54 у'''
Корпуса подшипников небольшо- го размера, а также сварные Сталь углеродистая Ст. 3 380—60 1 Z
Корпуса подшипников большие Чугун серый СЧ18-36 1412—54 —
Корпуса пневмокамер и пневмо- цилиндров То же СЧ18-36 1412—54 —
Кольца резиновые уплотнитель- ные для гидравлических уст- ройств Резина маслостойкая 3826 ТУ мхп 1166—58р —
Копиры простой конфигурации Сталь углеродистая чественная л- ка- 20 1050—60 Цементировать, калить, отпустить, HRC 54—58 Глубина цементации 0,8— 1,2 мм
Копиры сложной конфигурации Сталь инструментальная углеродистая У8А 1435-54 Калить, HRC 62
Кулачки к прижимным планкам Сталь углеродистая чественная ка- 45 1050- 60 Калить, отпустить, HRC 40—45
Продолжение таблицы 188
1 2 3 4 5
Кулачки зажимных патронов (каленые) Сталь углеродистая чественная ка- 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Кулачки специальные с обработ-. кой на месте Сталь углеродистая Ст. 6 380—60 —
Коромысла То же Ст. 6 380—60 —
Клинья для зажима изделий Сталь углеродистая чественная к а- 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Клинья к направляющим типа «ласточкина хвоста» То же 45 1050—60 Калить, отпустить, HRC 35—40
Копиры накладные или приверт- ные, .кулачки » 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Колеса зубчатые цилиндрические и конические мало нагруженные тихоходные Чугун серый СЧ18—36 1412—54 —
Колеса зубчатые цилиндриче- ские и конические сильно нагру- женные тихоходные Сталь углеродистая чественная ка- 45 1 1050—60 Калить, отпустить, HRC 40—45
I 2
Колеса зубчатые цилиндрические и конические быстроходные Колеса червячные мало нагру- женные Сталь легированная конст- рукционная Чугун серый
Колеса червячные сильно нагру- женные Сталь углеродистая ка- чественная
Крышки подшипников и др. Кожухи защитные Сталь углеродистая Чугун серый Сталь углеродистая
Линейки копирные Манжеты уплотнительные Маховички Мембраны тарельчатые к пнев- моприводам Сталь углеродистая ка- чественная Резина маслостойкая Чугун серый Резина маслостойкая
Мембраны зажимные Сталь углеродистая ка- чественная
Продолжение таблицы 188
3 4 5
20Х 4543—61 Цементировать, калить, HRC 52—60 Глубина це- ментации 0,8—1,2 мм
СЧ24-44 1412-54 —
45 1050—60 —
Ст. 3 380—60 —
СЧ12-28 1412—54 —
Ст. 3 380- 60 —
20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
922 ТУ МХП 1166—58р —
СЧ 12-28 1412—54 —
2959 ТУ МХП 1166—58р —
65Г 1050—60 Калить, отпустить, HRC 58—62
Продолжение таблицы 188
Ножки для индикаторов Наконечники к зажимным винтам Сталь инструментальная углеродистая У8А 35 1435—54 1050—60 Калить, отпустить, HRC 52—58 Калить, HRC 40—45
Сталь углеродистая чественная ка-
Ножки для кондукторов То же 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Опоры постоянные Сталь1? углеродистая чественная ка- 15, 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Опоры регулируемые То же 45 1050—60 Калить, отпустить, HRC 35—40
Оправки цельные, конусные цилиндрические диаметром 50 мм, длиной до 200 мм И До » 45 1050—60 Калить, отпустить, HRC 35—40
Оправки цельные, конусные и цилиндрические диаметром свыше 50 мм, длиной свыше 200 мм » 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Ограждения Сталь углеродистая Ст. 3 380—60 —
Продолжение таблицы 188
1 2 3 4 5
Оси сильно нагруженные, но с Сталь углеродистая ка- 45 1050—60 Калить, отпустить, HRC
малой скоростью скольжения чественная 35—40
Оси’ [ мало нагруженные, но с То же 20 1050—60 Цементировать, калить.
большой скоростью скольжения отпустить, | HRC 54—60.
Глубина цементации 0,8—
1,2 мм
Планшайбы токарные Сталь углеродистая Ст. 6 380—60 —
Чугун серый СЧ12-28 1412—54 —
То же СЧ18-36 1412—54 —
Прихваты разных конфигураций Сталь углеродистая ка- 20 1050—60 Цементировать, калить,
чественная отпустить, HRC 54—60.
Глубина цементации 0,8—
1,2 мм
Планки прижимные Сталь углеродистая Ст. 6 ' 380—60 —
Планки опорные шириной до Сталь углеродистая ка- 45 1050—60 Калить, отпустить, HRC
20 мм, длиной до 5'0 мм чественная 40—45
Планки направляющие к под- То же 45 1050—60 Калить, отпустить, HRC
вижным деталям 35—40 .
Планки привертные и откидные Сталь углеродистая Ст. 6 380—60 —
Пальцы установочные диаметром Сталь инструментальная У7 1435—54 Калить, отпустить, HRC
оз до 20 мм, длиной до 50 мм о - со углеродистая 50-55
Продолжение таблицы 18
1 2 3 4 5
Пальцы установочные диаметром свыше 20 мм, длиной свыше 50 лг,и Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Пальцы установочные для гру- бых работ Сталь углеродистая Ст. 6 380—60 —
Пальцы центрирующие для уста- новки токарных приспособлений Сталь инструментальная углеродистая У7А 1435—54 Калить, отпустить. HRC 50—55
Пальцы фиксирующие для де- То же У7А 1435—54 То же
лительных устройств Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Плттики (пластины) опорные То же 20 1050—60 То же
Призмы крупные » 45 1050—60 Калить, отпустить, HRC 40—45
Призмы небольшие » 20 1050—60 Цементировать, калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
Плиты кондукторные с направ- ляющей по. самой плите диамет- ром до 50 мм Сталь инструментальная углеродистая У12А 1435-54 Калить, отпустить, HRC 60—64
Продолжение таблицы 188
1 2 3 4 5
Плиты кондукторные с направ- ляющими по самой плите диа- метром свыше 50 мм Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить,, отпустить, HRC 54—60. Глубина цементации 0,8—. 1,2 мм
Плиты кондукторные с запрес- сованными кондукторными втул- ками Сталь углеродистая Ст. 3 380—60 -—
Пружины плоские Сталь инструментальная углеродистая У8А 1435—54 Калить, отпустить, HRC 52—58
Пружины спиральные (из круг- лой проволоки) Проволока стальная угле- родистая пружинная I, II, На, III 9389—60 —
Поршни для пневмоцилиндров Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Пробки Сталь углеродистая Ст. 3- 380—60 —
Рычаги То же Ст. 6 380—60 —
Рейки нагруженные, но мало работающие Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Рейки сильно нагруженные или часто работающие То же 20 1050—60 Цементировать, калить, отпустить, HRC 52—60. Глубина цементации 0,8—. 1,2 мм
Продолжение таблицы 188
1 2 3 4 .5
Ролики для люнетов, копиров диаметром до 30 мм Сталь инструментальная углеродистая У8А 1435—54 Калить, отпустить, HRC 52—58
Ролики для люнетов, копиров диаметром свыше 30 мм Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60 Глубина цементации 1,2— 1,4 мм
Рукоятки сварные и цельные Сталь углеродистая Ст. 3 380—60 —
Ручки (скобы) То же Ст. 3 380—60 —•
Рычажки к индикаторам для контрольных приспособлений Сталь инструментальная углеродистая У8А 1435—54 Калить, отпустить, HRC 52—58
Рымы (рым-болты) Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 54—60 Глубина цементации 0,8— 1,2 мм
Скобы-ру чки Сталь углеродистая Ст 3 380—60 —
Сухари к станочным пазам Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Тяги Сталь углеродистая Ст 6 380—60 —•
Установы под щупы Сталь углеродистая ка- чественная 15; 20 1050—60 Цементировать, . калить, отпустить, HRC 54—60. Глубина цементации 0,8— 1,2 мм
1 2
Фиксаторы реечные, эксцентри- ковые и т. п. Сталь инструментальна я углеродистая
Фланцы-крышки Сталь углеродистая
Хвостовики посадочные Сталь инструментальная углеродистая
Хомутики Сталь углеродистая
Хомутики пружинящие Сталь углеродистая ка- чественная
Храповики То же
Хомутики для крепления инди- каторов в контрольных приспо- соблениях Сталь углеродистая
Цанги зажимн ые Сталь инструментальная углеродистая
Центры токарные То же
Продолжение таблицы 188
3 4 5
У7А 1435—54 Калить, отпустить, HRC 50—55
Ст. 3 380—60 —
У8А 1435—54 Калить, отпустить, HRC 55—60
Ст. 3 380—60 —
45 1050—60 Калить, отпустить, HRC 35—40
20 1050—60 Цементировать, калить, отпустить, HRC 52—60. Глубина цементации 0,8— 1,2 мм
Ст. 6- . 380—60 —
У7А; У8А; У10А; 9ХС 1435—54 Калить, отпустить зажим- ную часть, HRC 52—58, пружинную часть, HRC 42—48
У7А; У8А 1435—54 Калить, отпустить, HRC 50—55
Продолжение таблицы 188
1 2 3 4 5
Цилиндры пневматические, гид- ра вличес кие Чугун качественный СЧ28-48 1412—54 —
Червяки для тихоходных пере- дач Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Червяки для быстроходных передач То же 20 1050—60 Цементировать, калить, отпустить, HRC 52—60, Глубина цементации 0,8— 1,2 мм
Шкивы диаметром до 100 мм Сталь углеродистая Ст. 3 380—60 —
Шкивы диаметром свыше 100 мм Чугун серый СЧ 12-28 1412—54 —
Шпиндели делительных головок и приспособлений Сталь углеродистая ка- чественная 20 1050—60 Цементировать, калить, отпустить, HRC 50—55. Глубина цементации 0,8— 1,2 мм
То же 45 1050—60 Калить, отпустить, HRC 35—40
Штыри установочные диаметром до 10 мм Сталь инструментальная углеродистая У8А 1435—54' Калить, отпустить, HRC 55—60 (на длине поса- дочной поверхности)
Штыри установочные диаметром свыше 10 мм Сталь легированная конст- рукционная 20Х 4543—61 Цементировать, калить, отпустить, HRC 55—60. Глубина цементации 0,8— 1,2 мм
Продолжение таблицы 188
1 2 . 3 4 5
Штифты цилиндрические для глухих отверстий Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 30—35
Шпонки призматические сколь- зящие сборные То же 45 1050—60 Калить, отпустить, HRC 35—40 (шпонки), HRC 28—32 (пальца)
Шайбы увеличенные Сталь углеродистая Ст. 3 380—60 —
Шайбы резьбовые Сталь углеродистая ка- чественная 35 1050—60 —
Шайбы сферические, быстро- съемные и откидные То же 35; 45 1050—60 Калить, отпустить, HRC 30—35
Шайбы тарельчатые Шайбы чистые Сталь качественная рес- сорно-пружипная Сталь углеродистая 60С2А Ст. 3 2052—53 380—60 —
Шпильки Сталь углеродистая ка- чественная 35 1050—60 —
Шпонки призматические, сег- ментные, установочные Штифты установочные для сменных копиров То же 45 1050—60 Калить, отпустить, HRC 35—40
Сталь инструментальная углеродистая У7А 1435—54 Калить, HRC 62—65
Штифты цилиндрические и ко- нические Сталь углеродистая ка- чественная 45 1050—60 Калить, отпустить, HRC 35—40
Штоки пневмо-и гидроцилиндров То же 45 1050—60 То же
Щупы Сталь инструментальная углеродистая У7А; У8А 1435—54 Калить, HRC 62—65
Эксцент рики (кулачки эксцент- риковые) Сталь легированная конст- рукционная 20Х 4543—61 Цементировать, калить, отпустить, IIRC 55—60 Глубина цементации 0,8— 1,2 мм
X. ТИПОВЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К СТАНОЧНЫМ ПРИСПОСОБЛЕНИЯМ,
УКАЗЫВАЕМЫЕ НА ЧЕРТЕЖАХ
В целях введения единой терминологии при указании на чертежах
технических требований к станочным приспособлениям, а также для
повышения качества и производительности труда конструкторов на
ряде крупных машиностроительных предприятий имеется руководящий
технический материал — «Типовые технические требования к чертежам
приспособлений», который определяет последовательность записи тех-
нических требований на чертежах и содержит формулировки типовых
технических требований для различных станочных приспособлений.
Типовые технические требования оговаривают допускаемые откло-
нения от заданных размеров и формы, геометрические соотношения
(параллельность, перпендикулярность, соосность и др.), которые невоз-
можно выразить графиком или размерами.
В отличие от букв русского алфавита, используемых для обозна-
чения разрезов и сечений, для обозначения поверхностей, указываемых
в технических требованиях чертежа, применяется ограниченный ряд
букв латинского алфавита F, G, I, L, N, Q, U, V, S, W, X, У.
Технические требования следует записывать в правом верхнем углу
чертежа.
Во избежание повторения требований к точности размеров, не ого-
воренных в чертежах, на каждом чертеже деталей приспособлений
рекомендуется первым пунктом технических требований на чертеже
общего вида приспособления указывать:
«Размеры механически обрабатываемых поверхностей, не оговорен-
ные на чертежах деталей, выполнять: охватывающие по Л7, охватывае-
D ^8
мые по в7, остальные по ± g ».
Последующими пунктами технических требований на чертеже
общего вида приспособления записывают допускаемые отклонения от
заданных форм и расположения отдельных элементов конструкции.
Формулировки и порядок изложения берутся из таблиц типовых техни-
ческих требований к приспособлениям, цифровые значения подстав-
ляются свои.
Типовые технические требования к приспособлениям, указываемые
на чертежах, разделены на три таблицы в зависимости от группы
и разновидности металлорежущих станков. В первой таблице объеди-
нены технические требования к приспособлениям токарных, карусель-
ных, круглошлифовальных и внутришлифовальных станков (табл. 189),
во второй даны технические требования к приспособлениям сверлиль-
376
ных станков (табл. 190), в третьей — технические требования к при-
способлениям фрезерных, строгальных и плоскошлифовальных станков
(табл. 191).
Для приспособлений, используемых на других металлорежущих
станках, рекомендуется подбирать типовые технические требования
в имеющихся таблицах по аналогии эскиза приспособления.
При необходимости последним пунктом технических требований
записывают методы контроля: балансировка, гидравлическое испыта-
ние и др.
В руководящих материалах предусмотрены также типовые техни-
ческие требования к литым и сварным корпусам и деталям приспособ-
лений.
Для литых корпусов и деталей приспособлений предусматриваются
следующие типовые технические требования:
1. Неуказанные литейные уклоны не более . ..
2. Неуказанные литейные радиусы для наружных углов Д > ....
для внутренних У? >-...
3. Отливку после предварительной механической обработки под-
вергнуть искусственному старению.
4. На необработанной поверхности допускаются мелкие единичные
раковины размером не более ... мм и глубиной не более ... мм.
5. Механически не обработанные поверхности окрасить ... крас-
кой ... цвета (при необходимости может применяться второй вариант
записи: «Механически не обработанные поверхности окрасить: внутрен-
ние ... краской ... цвета, наружные .,. краской ... цвета»).
6. Резьбовые отверстия зенковать по ГОСТ 10549—63*.
7. Острые кромки притупить.
8. Размеры, взятые в рамку, выполнять с точностью, заданной на
сборочном чертеже (по возможности не применять).
9. Прочие технические требования — см. сборочный чертеж при-
способления.
Дополнительные технические требования, необходимые для изго-
товления какого-то конкретного литого корпуса или детали приспо-
собления, вносятся между последним и предпоследним пунктами типо-
вых технических требований.
При изготовлении отливок в литейном цехе завода—разработчика
чертежа приспособления и наличии заводских технических условий
на отливки допускается в чертежах литых деталей приспособ-
лений не указывать отдельные требования из числа перечисленных
выше типовых технических требований, делая ссылку; «Технические
требования на литье — см. ТУ № ...».
Для сварных корпусов и деталей приспособлений предусматри-
ваются следующие типовые технические требования:
1. Сварка электродом ... по ГОСТ 9467—60.
2. Сварные швы в соответствии с ГОСТ 5264—58.
3. Сварные швы зачистить.
4. Корпус (деталь) подвергнуть термической обработке для снятия
внутренних напряжений.
5. Резьбовые отверстия зенковать по ГОСТ 10549—63.
6. Острые кромки притупить.
7. Размеры, взятые в рамку, выполнять с точностью, указанной на
сборочном чертеже (по возможности не применять).
8. Прочие технические требования — см. сборочный чертеж при-
способления.
25 Зак. 29
377
При изготовлении сварных корпусов и деталей в цехе завода—раз-
работчика чертежа приспособления и наличии заводских технических
условий на сварные детали допускается в чертежах сварных деталей
приспособлений не указывать отдельные требования из числа перечис-
ленных выше типовых технических требований, делая ссылку: «Техни-
ческие требования на сварные детали — см. ТУ № ...».
Для деталей приспособлений, изготавливаемых обработкой реза-
нием, предусматриваются следующие типовые технические требования:
1. Термообработка ... , HRC ...
2. Острые кромки притупить.
Последующими пунктами технических требований для деталей
приспособлений указываются допускаемые отклонения от заданных
формы и взаимного расположения отдельных элементов конструкции,
которые берутся из табл. 164—175.
Последним пунктом технических требований для деталей является
ссылка на общие технические требования, указанные на чертеже общего
вида.
Технические требования на чертежах корпусов и деталей при-
способлений записываются также в верхнем правом углу.
Таблица 189
Типовые технические требования к приспособлениям
для токарных, карусельных, кругло- и внутришлифовальных
станков
Эскиз приспособления Типовые технические требования
1 2
1. Биение поверхности' F относительно
оси центровых отверстий не более
... мм
1. Биение поверхности F относительно
оси центровых отверстий не более
... мм
2. Биение поверхности G относительно
оси центровых отверстий не более
... мм на диаметре ... мм
1. Биение поверхности F относительно
поверхности / не более ... мм
2. Биение поверхности G относительно
поверхности / не более ... мм
Продолжение таблицы 189
2
1. Биение поверхности F относительно
поверхностей / и L не более ... мм
2. Отклонение от параллельности по-
верхности G относительно поверх-
ности L не более ... мм на диамет-
ре ... мм
1. Биение контрольного валика, зажа-
того в призмах, относительно по-
верхности / не более ... мм
2 Отклонение от перпендикулярности
валика, зажатого в призмах, к по-
верхности L не более ... мм на
длине ... мм
1. Несовпадение плоскости, проходя-
щей через оси поверхностей F и N,
с осью поверхности I не более
... мм
2. Отклонение от перпендикулярности
поверхности G к поверхности L не
более ... мм на длине ... мм
1. Отклонение от параллельности по-
верхности L относительно поверх-
ности G не более ... мм на диамет-
ре ... мм
2. Несовпадение плоскости, проходя-
щей через оси поверхностей F и N,
с осью поверхности / не более
... мм
25*
379
Продолжение таблицы 189
2
1. Несовпадение оси контрольного ва-
лика, установленного в призму, с
осью поверхности / не более ... мм
2. Отклонение от параллельности оси
контрольного валика, установленного
в призму, относительно поверхно-
сти L не более ... мм на длине
... мм
1. Отклонение от перпендикулярности
поверхности G к поверхности F не
более ... мм на длине ... мм
2. Несовпадение оси поверхности F
с осью поверхности / не более
... мм
1. Несовпадение плоскости, проходя-
щей через оси поверхностей F и N,
с осью поверхности / не более ... мм
2. Отклонение от перпендикулярности
поверхности G к поверхности F
(оси поверхности F) не более ... мм
на длине ... мм
3. Отклонение от параллельности по-
верхности G в сечениях перпенди-
кулярно плоскости, проходящей
через оси поверхностей F и N, от-
носительно поверхности L не более
... мм на длине ... мм
380
Продолжение таблицы 189
1
2
1 Несовпадение плоскости, проходя-
щей через оси поверхностей F и N,
с осью поверхности I не более ... мм
2 . Отклонение от параллельности по-
верхности G в сечениях перпенди-
кулярно плоскости, проходящей
через оси поверхностей F и N, от-
носительно поверхности L не более
... мм на длине ... мм
Таблица 190
Типовые технические требования к приспособлениям
для сверлильных станков
Эскиз
приспособления
Типовые технические требования
2
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F с
осью поверхности / (или поверхно-
стей /) не более ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кондук-
торных втулок) к поверхности G не
более ... мм на длине ... мм
2. Несовпадение оси -поверхности F
с осью поверхности / (или поверх-
ностей I) не более ... мм
3. Отклонение от параллельности по-
верхности L относительно поверхно-
сти G не более ... мм на длине ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверхно-
сти G не более ... мм
3. Несовпадение оси поверхости / с
плоскостью, проходящей через оси
поверхности F, не более ... мм
381
Продолжение таблицы 190
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F
с осью поверхности I (или поверх-
ностей /) не более ... мм
3. Отклонение от перпендикулярности
поверхности N к поверхности G не
более ... мм на длине ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F с
осью поверхности I (или поверхно-
стей /) не более ... мм
3. Отклонение от перпендикулярности
поверхности N к поверхности G не
более ... мм на длине ... мм '
4. Отклонение от перпендикулярности
плоскости, проходящей через оси
поверхностей I и Q, к поверхности G
не более ... мм на длине ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F с
осью поверхности I (или поверхно-
стей /) не более ... мм
3. Отклонение от перпендикулярности
поверхности N к поверхности G не
более ... мм на длине ... мм
4. Отклонение от параллельности пло-
скости, проходящей через оси по-
верхностей I и Q, относительно по-
верхности G не более ... мм на
длине ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверхно-
сти G не более ... мм на дли-
не .. мм
382
Продолжение таблицы 150
2
3. Несовпадение оси поверхности F
(или осей поверхностей F) с пло-
скостью, проходящей через оси по-
верхностей I и Q, не более ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F
(или осей поверхностей F) с осью
контрольного валика, установленно-
го в призму, не более ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Несовпадение оси поверхности F
(или осей поверхностей F) с осью
контрольного валика, установленно-
го в призму, не более ... мм
3. Отклонение от параллельности оси
контрольного валика, установленно-
го в призму, относительно поверх-
ности G не более ... мм на длине
... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверхно-
сти G не более ... мм на длине ... мм
3. Несовпадение оси поверхности F
(или осей поверхностей F) с пло-
скостью симметрии призмы Гили
призм) не более ... мм
383
Продолжение таблицы 190
2
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверх-
ности G не более ... мм на длине
... мм
3. Несовпадение оси поверхности F
(или осей поверхностей F) с пло-
скостью симметрии призмы (или
призм) не более ... мм
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверх-
ности G не более ... мм на длине
... мм
3. Несовпадение оси поверхности F
(или осей поверхностей F) с пло-
скостью симметрии призмы (или
призм) не более ... мм
4. Разность размеров S не более ... мм
на длине хода призм.
1. Отклонение от перпендикулярности
оси поверхности F (или осей кон-
дукторных втулок) к поверхности G
не более ... мм на длине ... мм
2. Отклонение от параллельности по-
верхности L относительно поверх-
ности G не более ... мм на длине
... мм
3. Несовпадение оси поверхности F
(или поверхностей F) с плоскостью,
проходящей через ось поверхности I
и плоскость симметрии призмы, не
более ... мм
384
Таблица 191
Типовые технические требования к приспособлениям
для фрезерных, строгальных, плоскошлифовальных станков
Эскиз приспособления Типовые технические требования
1 2
1. Отклонеииё от параллельности по- верхности F относительно поверхно- сти G не более ... мм на длине ... мм
1. Отклонение от параллельности по-
Г t н- верхности F относительно поверх- ности G не более ... мм на длине
... мм
г1 чс 2. Отклонение от перпендикулярности поверхности / к поверхности G не более ... мм на длине ... мм
1. Отклонение от параллельности по-
верхности F относительно поверхно-
'сти G не более ... мм на длине
... мм
2. Отклонение от параллельности по-
верхности / относительно поверх-
ности Q не более ... мм на длине
... мм
1. Отклонение от параллельности по-
верхности F относительно поверх-
ности G не более ... мм на длине
... мм
2. Отклонение от перпендикулярности
поверхности I к поверхности Q не
более ... мм на длине ... мм
1, Отклонение от параллельности оси
контрольного валика, установленного
в призму, относительно поверхно-
сти G (Q или G и Q) не более ... мм
на длине ... мм
385
Продолжение таблицы 191
U V W У
1. Отклонение от параллельности оси
контрольного валика, установленно-
го в призму, относительно поверх-
ности G (Q или Q и G) не более
... мм на длине ... мм
2. Отклонение от перпендикулярности
оси контрольного валика, установ-
ленного в призму, к поверхности Q
не более ... мм на длине ... мм
1. Отклонение от перпендикулярности
оси поверхности I к поверхности G
не более ... мм на длине ... мм
1. Отклонение от перпендикулярности
осей поверхностей U, V, W, У к по-
верхности G не более ... мм на дли-
не ... мм
2. Несовпадение осей поверхностей V
и Г с плоскостью, проходящей
через оси поверхностей U и У, не
более ... мм
3. Отклонение от параллельности пло-
скости, проходящей через оси по-
верхностей U и У. относительно
поверхности Q не более ... мм на
длине ... мм
1. Отклонение от параллельности пло-
скости, проходящей через оси кон-
. трольных валиков, установленных
на поверхностях U и У, относитель-
но поверхности G не более ... мм
на длине ... мм
2. Несовпадение осей контрольных ва-
ликов, установленных на поверх-
ностях V и W, с плоскостью, прохо-
дящей через оси контрольных вали-
ков, установленных на поверхностях
U и У, не более ... мм
3. Отклонение от перпендикулярности
осей контрольных валиков, установ-
ленных на поверхностях U, V, W
и У, к поверхности Q не более ... мм
на длине ... мм
386
Продолжение таблицы 191
1
2
1. Отклонение от параллельности пло-
скости, проходящей через оси кон-
трольных валиков, установленных
на поверхностях U и У, относитель-
но поверхности Q не более ... мм
на длине ... мм
2. Несовпадение осей контрольных ва-
ликов, установленных на поверх-
ностях V и W, с плоскостью, про-
ходящей через оси контрольных
валиков, установленных на поверх-
ностях U и У, не более ... мм
3. Отклонение от перпендикулярности
осей контрольных валиков, уста-
новленных на поверхностях U, V,
W и У, к поверхности G не более
... мм на длине ... мм
1. Отклонение от параллельности оси
поверхности F относительно поверх-
ности G (Q или G и Q) не более
... мм на длине ... мм
1. Отклонение от параллельности оси
поверхности F относительно поверх-
ности G не более ... мм на длине
мм
2. Отклонение от перпендикулярности
оси поверхности F к поверхности Q
не более ... мм на длине ... мм
1. Отклонение от перпендикулярности
оси поверхности F к поверхности G
(Z или G и /) не более ... мм на
длине ... мм
1. Отклонение от параллельности по-
верхности F относительно поверх-
ности G не более ... мм на длине
... мм
2. Отклонение от параллельности- пло-
скости, проходящей через оси по-
верхностей U и V, относительно по-
верхности Q не более ... мм на
длине ... мм
387
Продолжение таблицы 191
1
2
1. Отклонение от перпендикулярности
поверхности I к поверхности G не
более ... мм на длине ... мм
2. Отклонение от параллельности пл о"
скости, проходящей через оси по"
верхностей V и V, относител ьно
поверхности G не более ... мм на
длине ... мм
1. Отклонение от параллельности по-
верхности F относительно поверх-
ности. G не более ... мм на длине
... мм
2. Отклонение от перпендикулярности
плоскости, проходящей через оси
поверхностей U и V, к поверхности
Q (G) не более ... мм на длине
... мм
1. Отклонение от перпендикулярности
поверхности I к поверхности G не
более ... мм на длине ... мм
2. Отклонение от перпендикулярности
плоскости, проходящей через оси
поверхностей U и V, к поверхности
I (G) не более ... мм на длине
... мм
1. Отклонение от параллельности по-
верхности I относительно поверх-
ности Q не более ... мм на длине
... мм
2. Отклонение от параллельности пло-
скости F в сечениях параллельно
поверхности I относительно плоско-
сти G не более ... мм на длине
... мм
1. Отклонение от перпендикулярности
оси поверхности F к поверхности Q
не более ... мм на длине ... мм
2. Отклонение от перпендикулярности
оси поверхности F к поверхности /
не более ... мм на длине ... мм
388
Продолжение таблицы 191
2
1. Отклонение от перпендикулярности
поверхности I к поверхности Q не
более ... мм на длине ... мм
2. Отклонение от параллельности пло-
скости F в сечениях параллельно
поверхности / относительно плоско-
сти G не более ... мм на длине
... мм
1. Отклонение от параллельности оси
поверхности F, относительно поверх-
ности Q не более ... мм на длине
... мм
2. Отклонение от перпендикулярности
оси поверхности F к поверхности I
не более -... мм на длине ... мм
ЛИТЕРАТУРА
Абакумов М. М. Современные станочные приспособления
М., Машгиз, 1960.
Алексеев Г. П., М а з о в е р И. С. Справочник констуктора-
машиностроителя. Л., «Судостроение», 1964.
Ансеров М. А. Приспособления для металлорежущих станков.
М.—Л., «Машиностроение», 1966.
Белоусов А. П. Проектирование приспособлений. М., «Маши-
ностроение», 1964.
Болотин X. Л., Костромин Ф. П. Станочные приспособ-
ления. Конструирование и расчет. М., Машгиз, 1959.
В л а з н е в Е. И. и др. Нормализованные станочные приспособле-
ния. М., Оборонгиз, 1963.
Гор ош к ин А. К. Приспособления для металлорежущих стан-
ков. Справочник. М., «Машиностроение», 1965.
Гузенков П. Г. Краткий справочник к расчетам деталей
машин. М., «Высшая школа», 1964.
Зависляк Н. И. Современные приспособления к металлоре-
жущим станкам. М., «Машиностроение», 1967.
3 а к Г. Г., Рубинштейн Л. И. Справочник нормализованных
деталей и узлов машин. Минск, «Беларусь», 1965.
Карсаков В. С. Основы конструирования приспособлений. М.,
«Машиностроение», 1965.
«Краткий справочник металлиста». Под ред. А. Н. Малова. М.,
«Машиностроение», 1965.
О л е р о в И. М. Допуски на изготовление и износ деталей ста-
ночных приспособлений. М., «Машиностроение», 1965.
Руководящий материал Минского завода запчастей РМ-020.
Руководящий материал Минского завода запчастей РМ-120—64.
Руководящий материал Минского тракторного аавода «Типовые
технические требования в чертежах приспособлений».
Руководящий материал «Шероховатость поверхности деталей тех-
нологической оснастки». М., Оргстанкинпром, 1967.
Фомин А. А. Детали машин. Атлас номограмм. М., «Высшая
школа», 1961.