/


















































































































































Похожие




Текст
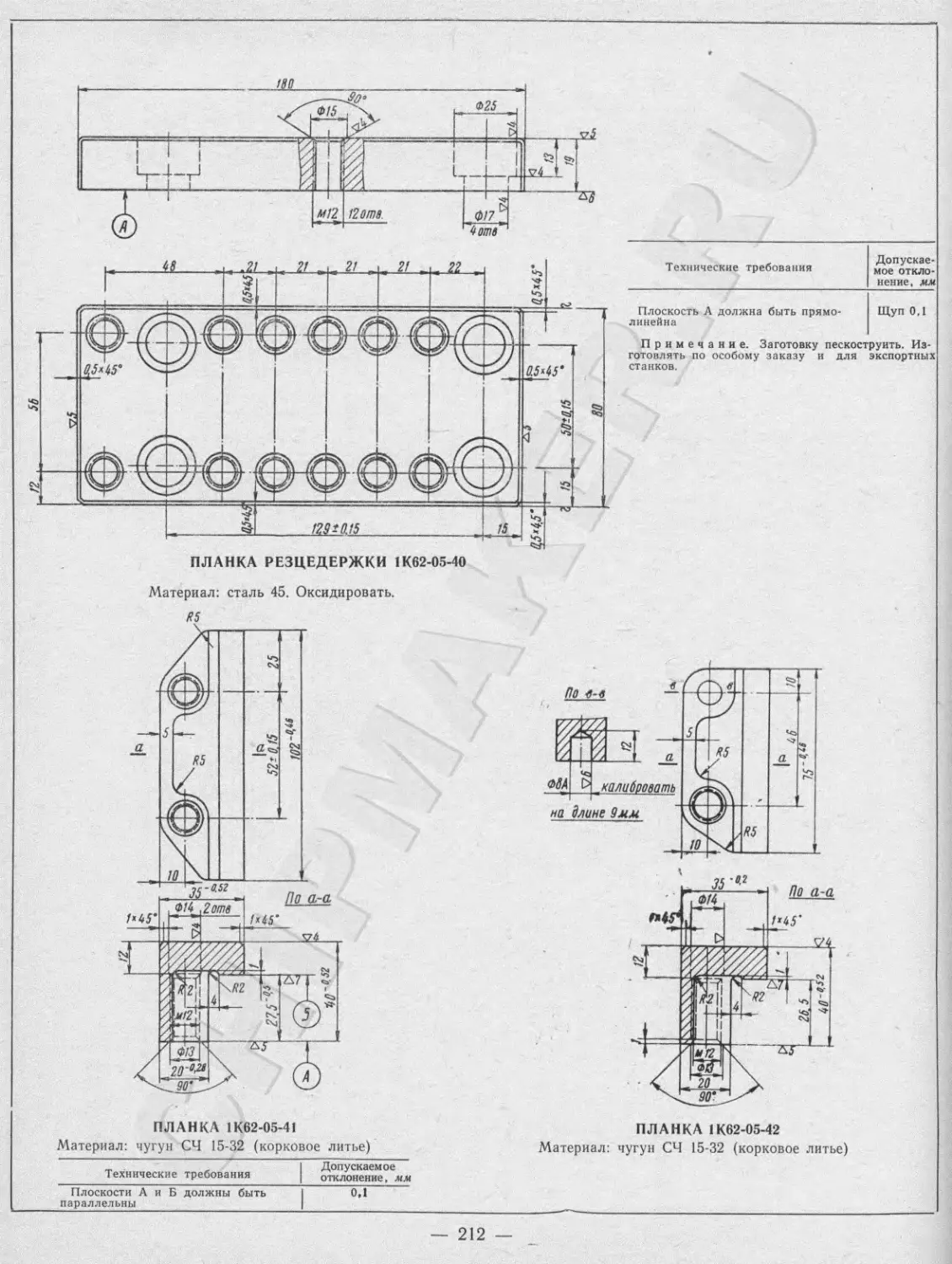
ПЛАНКА РЕЗЦЕДЕРЖКИ 1К62-05-40
Технические требования
Плоскость А должна быть прямо-
линейна
Допускае-
мое откло-
нение. мм
Щуп 0.1
Примечание. Заготовку пескоструить. Из-
готовлять по особому заказу и для экспортных
станков.
Материал: сталь 45. Оксидировать.
ПЛАНКА 1К62-05-41
Материал: чугун СЧ 15-32 (корковое литье)
ПЛАНКА 1К62-05-42
Материал: чугун СЧ 15-32 (корковое литье)
Технические требования
Плоскости А и Б должны быть
параллельны
Допускаемое
отклонение, мм
0.1
— 212 —
ПЛАНКА 1К62-05-43
Материал: чугун СЧ 15-32 (корковое литье)
Допускаемое
Технические требования отклонение,
мм
ПЛАНКА 1К62-05-44
Материал: сталь 35. Оксидировать.
Торцы А и Б должны быть парал- 0,1
лельны
ПЛАНКА IK62-05-45
Материал: сталь 35
Технические требования
Допускаемое
отклонение,
мм
Плоскость А должна быть прямо-
линейна
Щуп 0,05
ПЛАНКА 1К62-05-46
Материал: сталь 35
— 213 —
КЛИН 1К62-05-47
Материал: сталь 35
Технические требования
Допускаемое
отклонение,
мм
Плоскость В должна быть прямо-
линейна
Щуп 0,05
Примечание. После пригонки
ков торцы запилить и зачистить.
и отрезки излиш-
УПОР 1К62-05-48
Материал: сталь 45 (точное литье). Термическая об-
работка местная 45-ТВЧ-50
Примечание. Оксидировать.
I Допускаемое
_______Технические требования_________|отклонение, мм
Плоскость Л должна быть прямоли- I 1.25
ней на
ШЕСТЕРНЯ 1К62-05-49
Материал: сталь 45. Термическая обпаботка зубьев
45-ТВЧ-50
Технические условия на венец с Z 20
Наибольшая окр. скорость V, м!сек
Класс точности и группа шумности III
Толщина зуба (длина общей нормали) —0,100 15,32-°-180
Колебание мерительного межцентрового расстояния сопряжений с эталоном за оборот колеса (биение нач. окр.) Допускаемое отклонение, мм 0.11
на одном зубе 0.04
Биения не должно быть по торцу А 0,04
по торцу Б 0,05
Отклонение направл. зуба ДВ 0.015
— 214 —
ВИНГ 1К62-05-50
Материал: сталь А40
Технические требования
Допускаемое
отклонение, мм
' 1. Шейки 0 22Л, 0 20П, 0 20Х и
0 18П не должны иметь биения
относительно оси
2. Шпоночные канавки должны быть
параллельны относительно оси
3. Шпоночные канавки должны быть
симметричны относительно плоскос-
ти, проходящей через ось винта
4. Трапецеидальную резьбу 22x5 из-
готовлять по 3 классу точности
5. Резьбу 18X1,5 изготовлять по 2
классу точности
6. Наибольшая накопленная ошибка
шага на длине 300
0,05
0,1 на длину канавкн
0,1
0,035
ВИНТ 1К62-05-51
Материал: сталь автоматная 12. Термическая обработка го-
ловки ЦИ1.
Оксидировать.
Примечание. Резьбу изготовить по 3 классу точности.
Одинакова с деталью 33-11-5.
ВИНТ 1К62-05-52
Материал: сталь автоматная 12. Термическая обработка го-
ловки ЦИП.
Оксидировать.
Примечание. Резьбу изготовить по 3 классу точности
— 215 —
60
ДРОССЕЛЬ 1К62-05-53
Материал: сталь автоматная 12
Примечания: 1. Обратить осо-
бое внимание на радиус скоугления
краев канавок под резиновые кольца.
2. Буквы накатывать; высота
3,5 мм, ширина 2,5 мм.
ВТУЛКА 1К62-05-54
Материал: сталь 45
ЗАГЛУШКА 1К62-05-55
Материал: сталь автоматная 12
Материал: сталь автоматная 12
ЩИТОК 1К62-05-57
Материал: МСт. 2
Примечание. Окраска кругом К-Н.
— 216 —
Длина й разеерндтоы
виде 38мм
ПРУЖИНА 1К62-05-58
Материал: лента 65Г, 0,6x8
ГОСТ 2284—43. Термичес-
кая обработка 65Г—М48.
Оксидировать.
ПЛАСТИНА 1К62-05-59
Материал: МСт. 2
Оксидировать
НАКОНЕЧНИК 1К62-05-67
Материал: сталь автоматная 12
Технические требования Допускаемое отклонение, мм
Разпостенность 0 3 и 0 4 0,3
Материал: лента 65Г, 0,2X8
ГОСТ 2284—43. Термическая обработка
65Г—М48. Оксидировать.
ПЛАСТИНА 1К62-05-61
Материал: МСт. 2
Оксидировать
Материал: сталь 08-Ш-ВГ
Примечания: 1. R выявить опытным путем.
2. Заусенцы зачистить.
— 217 —
НАКОНЕЧНИК IK62-05-68
Материал: сталь автоматная 12
ШТЫРЬ 1К62-05-69
Материал: сталь 35
Технические требования Допускаемое отклонение, мм
Разностенность 0 3 и 0 4 0.3
ПРОКЛАДКА 1 К62-05-70
Материал: технический фетр
ПРОКЛАДКА 1К62-05-72
Материал: технический фетр
Примечания: 1. Штамповать строго
по контуру.
2. Толщину выдержать.
ПРОКЛАДКА 1К62-05-71
Материал: технический фетр
Примечания: 1. Штамповать строго
по контуру.
2. Толщину выдержать.
ПРОБКА 1К62-05-73
Материал: технический фетр
— 218 —
ПРОКЛАДКА 1К62-05-74
Материал: резина маслостойкая
Примечания: 1. Штамповать строго
по контуру.
2. Толщину выдержать.
ПРОКЛАДКА 1К62-05-75
Материал: резина маслостойкая
Примечания: 1. Штамповать строго
по контуру.
2. Толщину выдержать.
Матовая хромироВ-
га 3*4 от края Т>
21-o.t
?.5<
13
I
А---------•
1x45°
V4 ~
Р
<] Матовая
^хромировка
0.5x45°
15*0.1 ‘п
'-----"О
Накатка
ромбическая -4- -
с шагом 7мм —Ц_
Нанести 200 делений
Цифры нанести через 20 делений
с О^О'.Риски и цифра чернить
3,5
5
КОЛЬЦО ДЕЛИТЕЛЬНОЕ 1К62-05-83
Материал: сталь 15
u/u «X Технические требования Допускаемое отклонение, мм
1 Наружный 0 100С не должен иметь биения относительно оси отверстия 0 80А 0,04
2 Торец Б не должен иметь биения относительно оси отверстия 0 80А 0,03
3 Торец А не должен иметь биения относительно оси отверстия 0 80А 0,04
— 219 —
КНОПКА 1К62-05-86
Материал: сталь автоматная 12
ВИНТ 1К62-05-87
Материал: сталь автоматная 12
Примечание. Резьбу изготовить по
3 классу точности ОСТ НКТП 1252.
у У по контуру
ООраОотато ябразиоом
ШАЙБА 1К62-05-88
Материал: МСт. 2
Примечания: 1. Острые углы приту-
пить. Заусенцы зачистить.
2. Резьбу (изготовить по 3 классу точнос-
ти ОСТ НКТП 1252.
ВИНТ 1К62-05-89
Материал: сталь 35. Термическая обработка
35—В35.
Примечание. Оксидировать.
— 220 —
Обозначение Номера листов Наименование Куда входит И или к детали количество на узел Вес, кг Материал
1 шт. на узел
1К62-06-37 46а Втулка XVII оси — 1 0,06 0,06 СЧ 15-32
1К62-06-38 84 Стаканчик — 1 0,037 0,037 СЧ 15-32
IK62-06-42 23 Втулка VII оси — 1 0,15 0,15 СЧ 15-32
1К62-06-43 24 Втулка VII оси — 1 0,11 0,11 СЧ 15-32
1К62-06-44 24 Втулка II оси .— 1 0,2 0,2 СЧ Ц2
1К62-06-45 24 Втулка II оси — 1 0,1 0,1 СЧ Ц2
1К62-06-46 24 Втулка IV оси — 1 0,04 0,04 СЧ Ц2
1К62-06-48 21 Втулка XII оси — 1 0,08 0,08 СЧ 15-32
1К62-06-49 48 Эксцентрик XV оси — 1 0,2 0,2 СЧ 21-40
1К62-06-50 27 Ступица рукоятки — 1 0,9 0,9 СЧ 15-32
1К62-06-53 28 Втулка XII оси — 1 0,12 0,12 СЧ 15-32
1К62-06-54 28 Втулка XV оси — 1 0,07 0,07 СЧ 15-32
IK62-06-55 28а Фланец XIX оси — 1 0,62 0,62 СЧ 15-32
1К62-06-57 21 Фланец — 1 0,45 0,45 СЧ 15-32
1К62-06-59 65а Втулка — 1 0,23 0,23 СЧ 15-32
1К62-06-60 Стакан X оси Детали из ц зетных мета; 1 лов 0,58 0,58 СЧ 15-32
1К62-06-61 29 Втулка IX оси — 1 0,53 0,53 Бр. ОЦС 6-6-3
1К62-06-62 86 Втулка — 1 0,006 0,006 Бр. ОЦС 6-6-3
1К62-06-63 29а Гайка Детали стальные 1 1,14 1,14 ЦАМ-9-1,5
1К62-06-81 31 Корпус рукоятки — 1 1,2 1,2 Сталь 45 Точное литье
1К62-06-82 31а Барабан XIII оси ' — 1 0,55 0,55 Сталь 45
1К62-06-83 32 Корпус рукоятки — 1 2,48 2,48 Сталь 45 Точное литье
1К62-06-84 32 Рычаг насоса •— 1 0,08 0,08 Сталь 45 Точное литье
1К62-06-85 IK62-06-01 69 2,3 4,5,6,7 Рычаг XVII оси Сборочный чертеж фартука Дез гали чугунны 1 е 0,14 0,14 Сталь 45 Точное литье
1К62-06-11 10,11 Корпус фартука — 1 44 44 СЧ 21-40
1К62-06-13 13 Крышка — 1 0,9 0,9 СЧ 15-32
1К62-06-19 17 Стакан VI оси — 1 0,2 0,2 СЧ 15-32
IK62-06-20 17 Стакан VII оси — 1 0,2 0,2 СЧ 15-32
IK62-06-21 17 Стакан VIII оси — 2 0,29 0,29 СЧ 15-32
IK62-06-23 18 Верхняя половина гайки — 1 2,5 2,5 СЧ 15-32
1К62-06-24 18 Нижняя половина гайки — 1 2,6 2,6 СЧ 15-32
1К62-06-25 19 Корпус насоса 1 1,57 1,57 СЧ 15-32
1К62-06-27 19 Втулка II оси — 1 0,32 0,32 СЧ 15-32
1К62-06-28 20 Вилка XII оси — 1 0,48 0,48 СЧ 21-40
1К62-06-29 20 Вилка XIV оси — 1 0,24 0,24 СЧ 21-40
1К62-06-30 83 Фланец IX оси — 1 3,5 3,5 СЧ 15-32
1К62-06-31 82 Фланец VIII оси * 1 1,5 1,5 СЧ 15-32
— 221
Продолжений
Обозначение Номера листов Наименование Куда вхо- дит или к детали Количество на узел Вес, кг Материал
1 шт. на узел
1К62-06-33 21 Рычаг XVII оси — 1 0,2 0,2 СЧ 15-32
1К62 06-35 21а Червячная шестерня — 1 0,97 0,97 СЧ 21-40
1К62-06-86 33 Сектор XVIII оси — 1 0,35 0,35 Сталь 45 Точное литье
1К62-06-88 65 Эксцентрик — 1 0,01 0,01 Сталь 40 X
1К62-06-89 34 Шестерня XI оси — 1 1,4 1,4 Сталь 45
1К62-06-90 34 Шестерня VII оси — 1 1 1,3 1,3 Сталь 45
1К62-06-91 34 Шестерня IX оси — 2,1 2,1 Сталь 40Х
IK62-06-92 35 Шестерня VI оси — 1 0,66 0,66 Сталь 45
1К62-06-93 35 Шестерня VI оси — 1 0,57 0,57 Сталь 45
1К62-06-94 35а Шестерня X оси — 1 0,5 0,5 Сталь 45
1К62-06-95 35а Шестерня IV оси — 1 о,н 0,11 Сталь 45
1К62-06-96 36 Шестерня-муфта — 1 0,48 0,48 Сталь 40Х
1К62-06-97 36а Шестерня II оси — 1 0,73 0,73 Сталь 40Х
1К62-06-98 37 Шестерня-муфта — 2 0,41 0,82 Сталь 40ХН
1К62-06-99 37 Шестерня-муфта — 2 0,41 0,82 Сталь 40ХН
1К62-06-103 39 Валик X осн — 1 0,62 0,62 Сталь 45
1К62-06-104 40 Муфта — 2 0,3 0,6 Сталь 40ХН
1К62-06-105 40 Муфта — 2 0,25 0,5 Сталь 40ХН
1К62-06-106 40а Муфта — 1 0,32 0,32 Сталь ШХ15
1К62-06-108 40а Валик VI оси — 1 0,41 0,41 Сталь 45 .
1К62-06-110 42 Валик XIII оси — 1 0,38 0,38 Сталь 45
1К62-06-111 42 Ось IV оси — 1 0,16 0,16 Сталь 45
1К62-06-112 43 Валик XI оси — 1 0,52 0,52 Сталь 45
1К62-06-113 43 Валик VII оси — 1 0,64 0,64 Сталь 45
1К62-06-115 43 Валик XIV оси — 1 0,26 0,26 Сталь 45
1К62-06-116 44 Валик XVI оси — 1 0,16 0,16 Сталь 45
1К62-06-117 44 Валик XVII оси — 1 0,17 0,17 Сталь 45
1К62-06-118 44а Червяк V оси — 1 1,37 1,37 Сталь 40Х
1К62-06-120 45а Валик XVIII оси — 1 0,54 0,54 Сталь 40Х
1К62-06-122 46 Тяга XIX оси — 1 1,05 1,05 Сталь 45
1К62-06-124 46а Кнопка — 1 0,014 0,014 Сталь 45
1К62-06-126 46а Винт — 2 0,005 0,01 Сталь А12
1К62-06-127 47 Втулка XIV оси — 1 0,06 0,06 Сталь А12
IK62-06-128 47 Втулка XIV оси — 1 0,07 0,07 Сталь А12
1К62-06-129 48а Клин — 1 0,32 0,32 Сталь 35
1К62-06-130 48 Сухарь XIX оси — 1 0,22 0,22 Сталь 45 Точное литье
IK62-06-131 48а Фланец XVIII оси — 1 0,3 0,3 Сталь 45
1К62-06-132 49 Труба — 1 0,15 0,15 Труба стальная бесшовная 18X3,2 или 3,5, ГОСТ 8734-58
1К62-06-133 48а Стержень — 2 0,08 0,08 Сталь А12
1К62-06-135 49 Кнопка — 1 0,016 0,016 Сталь А12
1К62-06-136 50 Тяга — 2 0,14 0,28 Сталь 45 калиброванная
1К62-06-137 50 Винт — 2 0,06 0,12 Сталь А12
1К62-06-139 50 Штифт 2 0,019 0,038 Сталь 45
— 222 —
П родолжение
Обозначение Номера листов Наименование Куда вхо- дит или к детали Количество на узел Вес, кг Материал
1 шт. на узел
1К62-06-140 51 Плунжер насоса — 1 0,09 0,09 Сталь 40Х
1К62-06-143 51 Ось ролика — 1 0,012 0,012 Сталь 40Х
1К62-06-145 52 Ось ролика — 1 0,01 0,01 Сталь А12
1К62-06-147 52 Ось ролика — 1 0,015 0,015 Сталь А12
1К62-06-148 53 Ролик — 2 0,011 0,022 Сталь 40Х
1К62-06-149 53 Пробка •— 1 0,03 0,03 Сталь А12
1К62-06-150 53 Пробка — 7 0,004 0,028 Сталь А12
1К62-06-153 54 Заглушка — 2 0,002 0,004 Сталь А12
1К62-06-154 54 Винт — 3 0,029 0,087 Сталь А12
1К62-06-155 54 Кольцо — 1 0,023 0,023 Ст. 3
1К62-06-159 53 Пробка — 2 0,015 0,030 Сталь А12
1К62-06-166 57 ~ Кольцо — 1 0,014 0,014 Сталь 45
1К62-06-167 57 Кольцо — 1 0,04 0,04 Сталь 08П1-Г
1К62-06-168 52 Кольцо XI оси 1 0,012 0,012 Сталь 45
IK62-06-170 52 Кольцо IV оси — 2 0,008 0,016 Сталь 45
1К62-06-171 58а Рукоятка — 1 0,73 0,73 Сталь А12
1К62-06-172 59 Указатель 1 0,01 0,01 Сталь 15 холоднокатаная
1К62-06-173 59 Указатель — 1 0,012 0,012 Сталь 15 холоднокатаная
1 К.62-06-176 61 Указатель — 1 0,025 0,025 Сталь 15 холоднокатаная
1 К.62-06-179 62а Валик XII оси — 1 0,3 0,3 Сталь 45
1К62-06-180 62 Ось ролика — 1 0,03 0,03 Сталь 45
1К62-06-181 62 Втулка XIII оси — 1 0,05 0,05 Сталь А12
1К62-06-182 63 Ось рукоятки — 2 0,05 0,10 Сталь А12
1К62-06-183 46а Пружина — 1 0,005 0,005 Сталь пружинная
1К62-06-184 63 Шпонка — 1 0,007 0,007 Сталь 45
1К62-06-186 64а Пружина — 1 0,64 0,64 Сталь 60Сг
1К62-06-188 64в Щиток — 1 — — Сварной
1К62-06-188/1 64 в Щиток — 1 0,6 0,6 МСт. 2
IK62-06-188/2 64в Петля — 2 0,02 0,04 МСт. 2
1К62-06-189 76 Фиксатор — 1 0,02 0,02 Сталь 45
1К62-06-214 71 Тяга — 1 0,25 0,25 Калиброванная Сталь 45
1К62-06-217 73 Шайба — 1 0,02 0,02 Сталь 45
1К62-06-219 73 Втулка — 1 о.п 0,11 Сталь 45
1К62-06-221 73 Гайка — 1 0,025 0,025 Сталь А12, ГОСТ 1414-54
1К62-06-225 54 Штифт — 1 0,014 0,014 Сталь 45
1К62-06-227 75 Крышка — 1 0,65 0,65 МСт. 2
1К62-06-228 76 Кнопка — 1 0,04, 0,04 Сталь А12
1К62-06-230 67 Пробка — 2 0,003 0,006 Сталь А12
1К62-06-229 29 Штифт — 2 0,015 0,03 Сталь У8
1К62-06-232 Валик 1 0,63 0,63 Сталь 45
— 223 —
Продолжение
Вес, кг
Обозначение Номера листов Наименование Куда вхо- дит или к детали Количество на узел 1 шт. на узел Материал
Детали из других материалов
IK62 06-192 65 Пробка — 1 0,02 0,02 Аминопласт красный
1К62-06-193 65 Прокладка — 1 — — Картон
I К.62-06-194 65 Прокладка — 1 — — Маслостойкая резина
1К62-06-195 66 Прокладка — 1 0,003 0,003 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-196 77 Прокладка — 1 — — Лента стальная, ГОСТ 503-41; ОМ-М-ПТ-Т
1К62-06-197 61 Прокладка — 1 0,008 0,008 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-199 67 Прокладка — 1 0,018 0 018 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-200 67 Прокладка — 1 0,010 0,010 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-201 69а Прокладка — 1 0,005 0,005 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-202 68 Прокладка — 1 0,02 0,02 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-203 84 Прокладка — 1 0,005 0,005 Паронит вальцован- ный, ГОСТ 481-47
1К62-06-310 85 Вал-шестерня IX оси — 1 1,9 1,9 Сталь 40Х
1К62-06-311 86 Шестерня — 1 0,8 0,8 Сталь 45
1К62-06-312 86 Шестерня — 1 0,125 0,125 Сталь 45
1К62-06-313 86 Шестерня — 1 0,023 0,023 Сталь 45
1К62-06-314 87 Валик-шестерня — 1 0,8 0,8 Сталь 40Х
1К62-06-315 88 Кольцо делительное — 1 0,9 0,9 Сталь 45
1К62-06-316 88 Палец 1 0,022 0,022 Сталь 40Х
1К62-06-317 88 Фланец 1 0,12 0,12 Сталь 45
1К62-06-209- 89 Кольцо уплотнительное 1 — — Фетр
1К62-06-210 90 Крышка 1 — — Картон
1К62-06-205 — Шарик 1 0,025 0,025 Фенопласт I тип
1К62-06-253 — Глазок —- 1 0,004 0,004 ЛПТ МРТУ6 № 871—62
Детали, применяемые эт 02 узла станка 1 <62
1К62-06-190 >— Наконечник — 2
1К62-06-207 — Рукоятка — 1 0,0147 — Фенопласт I тип, ГОСТ 5689-51
1К62-06-207/1 — Втулка — 1 0,055 — Сталь А12
1К62-06-254/1 — Втулка — 1 0,053 — ЦАМ4-1
1К62-06-211 — Стакан — 1 0,038 — Фенопласт I тип, ГОСТ 5689-51
1К62-06-250 — Крышка — 1 2,3 — Волокнит
1К62-06-251 — Кольцо проставочное VI оси — 1 — — Волокнит
1К62-06-252 — Крышка — 1 0,42 — Волокнит
1К62-06-275 -г Штифт — 1 0,03 — Сталь А12
1К62-06-276 — Втулка й— 1 0,1 — Труба 17,
ГОСТ 3262—55
1К62-06-277 — Шпилька — 1 0,07 — Сталь А12
1К62-06-254 — Маховичок — 1 0,45 — Волокнит, ГОСТ 5689-60
1К62-06-191 — Прокладка — 1 0,001 — Паронит вальцованный, ГОСТ 481—47
1К62-06-278 — Пробка — 1 0,03 — Сталь А12
I
— 224 —
Продолжение
Номер по- зиции Обозначение Наименование Количество на узел К детали Номер позиции Обозначение Наименование Количество на узел К детали
НОРМАЛИ МИНИСТЕРСТВА К22-4 Винты установочные с коническим концом
КП-1 Гайки шестигранные нормальной высоты 40
1 Мб 1 1К62-06-88 41 М6Х8 2 1К62-06-96
2 42 М6Х8 1 1К62-06-311
3 43 М6Х10 1 1К62-06-122
4 44 М6Х10 1 1К62-06-42
45 М6Х10 1 1К62-06-89
К11 -2 Гаики шестигранные низкие 4А
5 М8 । 1 1К62-06-180
47 М6Х8 1 1К62-06-33
6 М10 1 1К62-06-115
7 М10 1 1К62-06-110 4о 49
8 М10 1 50 М8Х12 1 1К62-06-43
9 М12 1 1К62-06-214
51 М8Х 10 1 1К62-06-11 (XI ось)
10 М10 3 1К62-06-154
52 М8Х10 1 1К62-06-127
11 54 М8Х10 1 1К62-06-53
55 М8Х12 2 1К62-06-19
13 М8 1 К поз. 73
56 М8Х10 2 1К62-06-20
57 М8Х12 2 1К62-06-21
К14-4 Гайки круглые *• 58 М8Х12 2 1К62-06-60
14 20x1,5 1 1К62-06-115
59 М8Х12 2 1К62-06-110
10 60 М8Х10 1 1К62-06-113
61 М8Х10 2 1К62-06-21
1 / 18 62 М8Х12 1 1К62-06-54
19 64 М8Х15 1 1К62-06-11 (IX ось)
К21-6 Винты с потайной головкой 65 М8Х15 3 1К62-06-57
20 66 М8Х18 1 1К62-06-11(XV1 ось)
21 М6Х12 4 1К62-06-63 67 М8Х18 1 1К62-06-25
22 М8Х15 6 1К62-06-227 69 М10Х12 1 1К62-06-112
23 М6Х15 3 1К62-06-317 70 М10Х12 1 1К62-06-113
71 М12Х15 1 1К62-06-30
К21-8 Винт с цилиндрической головкой • 72
26 М8Х15 4 1К62-06-131 73 М8Х18 1 1К62-06-23
27
28
К22-6 Винты уоановочные
K2I-9 Винты с внутренним шестигранником
29 М10Х16 4 1К62-06-25 74 М8Х12 1 1 1К62-06-33
30 М8Х15 2 1К62-06-110 75
31 М8Х18 3 1К62-06-57 76 М8Х18 1 1К62-06-11 (Иось)
32 М8Х22 11 1К62-06-250 78 М8Х15 2 1К62-06-11 (Иось)
33 М8Х30 3 1К62-06-31 79 М8Х22 1 1К62-06-11 (XII ось)
34 М8Х30 3 1К62-06-30 80
35 М8Х26 2 1К62-06-55 81 М6Х18 1 1К62-06-254
36 М8Х18 4 1К62-06-13
82
37 М8Х35 4 1К62-06-252 83
38 84
39
15-760
— 225 —
Продолжение
Номер позиции Обозначение Наименование Количество на узел К детали Номер позиции Обозначение Наименование Количество на узел К детали
К41-1 Штифты конические А15-6 Втулка
85 123
86 8X26 1 1К62-06-86 124
87 5x30 1 1К62-06-50 125
88
89 6x25 1 1К62-06-83 Д61-6 Ручка шаровая
90 5X40 1 1К62-06-207 126 40, ГОСТ 1 1К62-06-171
91 2194—43
92 5x36 1 1К62-06-49 А31-1 Контргайка
K4I-2 Штифты контрольные 130 3/8" 1 1К62-06-132
93
94 8X36 1 1К62-06-28
95 8X40 1 1К62-06-55 НОРМАЛИ ЗАВОДА
96 8x36 1 1К62-06-130 К9-1 Шплинты
К44-1 Штифты цилиндрические 135 2,5X20 1 1К62-06-116
97 136 2,5x30 1 1К62-06-111
98 4ГХ8 1 1К62-06-115 137 2,5x15 1 IK62-06-124
99 6ГХ12 2 1К62-06-25 138
100
К12-15 Штифт цилиндрическим
К44-2 Штифты цилиндрические 139 М8Х26 2 1К62-06-188
101 12X30 1 1К62-06-23 140
102 12x30 1 1К62-06-24 141
103 142
К74-1 Шайба пружинная 143
104 5 2 1К62-06-230 144
105 6 1 1К62-06-88 145
106 8 1 1К62-06-180 146
107 10 1 1К62-06-110
108 10 1 1К62-06-115 08-13 Шпонки призматические скользящие
109 147 Б6 X 6 X 55 1 1К62-06-50
1К62-06-126 148 Б8\7х35 1 1К62-06-91
НО 6 2
111 149 А8Х7Х55 1 1К62-06-97
150 А4х4х20 1 1K62-06-3I2
К83-1 Гвозди для металла 151
112 02,6x6 2 1К62-06-172
ИЗ 06-26 Шпонки сегментные
02,6x6 4 1К62-06-173
114 02,6x6 4 1К62-06-176 152 4X16 2 1К62-06-117
115 153
116 154 6x22 1 1К62-06-103
117 155 5X19 1 1К62-06-314
118 156
157
С98- 3 Пробки с зезьбой конической, дюймовой и внутренним
шестигранником
119 К1/8’ 1 1К62-06-250 С9-3 Кольца делительные
120 К1/2" 1 1К62-06-250 158 3x80/100 Пружина 1 1К62-06-56
121 159
122 160
— 226 —
П родолжение
Номер позиции Обозначение Наименование Количество на узел Q.X К детали Н о g xi Обозначение Наименование Количество на узел К детали
162 163 164 165 166 167 168 169 170 171 172 173 175 176 177 178 179 180 181 182 183 184 185 188 189 190 191 192 193 194 195 196 197 196 С9-28 Ко 18 22 25 30 30 40 С9-30 Кол 35 52 55 55 С9- 39 С10-1 22х30Гх32 льца пружин 1 ьца пружинн 41 Кольцо пр 6 Втулки пол ные плоские : । 1 2 2 1 ые плоские в 2 1 2 2 ужинное упо 2 шипниковые 1 на валы 1К62-06-140 199 1К.62-06-112 200 1К62-06-83 201 1К62-06-101 1К62-06-103 1К62-06-50 202 203 204 отверстия 1К62-06-82 205 1К62-06-11 206 1К62-06-98 207 1К62-06-99 208 209 зное 1К62-06-105 219 220 221 222 гладкие 223 1К62-06-89 224 10 А 0,5x25 А14-30 22 25 25 40 50 Шарикоп 15x35x11 17x40x12 25x52x15 25x52x15 30x55x9 А5-20 Ма 4-4 Держате Кольца уплс покупн одшипннки р № 202 № 203 № 205 № 205 № 7000106 сленка 1 ль для фитил 3 тнительные 1 1 1 1 1 ЫЕ ДЕТАЛИ адиальные oj 2 2 2 1 4 1К62-06-16 я 1К62-06-11 сруглые 1К62-06-110 1К62-06-191 1К62-06-149 1К62-06-211 1К62-06-25 тнорядные 1К62-06-82 1К62-06-108 1К62-06-314 1К62-06-83 1К62-06-98
ЧУГ СЧ 15-32 30x38x4 30x38x4 С12-51 1,6X8X45 1,6X8X83 2хЮх26 2хЮх42 1,2x8x28 мк< 1 16 1 16 С10-20 Пружины ц 3-13-13 Ролик Проставки 2 2 илиндрически 1 1 1 1 1 и для перево 1 1 225 226 227 228 м 1К62-06-101 1К62-06-103 229 230 231 232 е сжатия 1К62-06-16 1К62-06-140 233 1К62-06-55 234 1К62-06-83 235 1К62-06-38 236 237 да муфт 238 1К62-06-143 239 1К62-06-145 240 241 242 30x55x9 25x52x15 Р 17X40X13,5 25x52x16,5 35x53x12 М100- 17/32’ 17/32" 5/16" 3/8" 1/2" № 7000106 № 205 оликоподшип № 7203 № 7205 Шарикоподи № 8107 1 Шарики свс 4 2 ники коничес 1 1 ипники упор 1 «бедные, ГОС 1 1 1 1 1 1К62-06-99 1К62-06-103 кие 1К62-06-118 1К62-06-118 ные 1К62-06-219 Т 3722-47 1К62-06-55 1К62-06-83 1К62-06-25 1К62-06-16 1К62-06-25
— 227 —
П родолжение
Номер позиции Обозначение Наименование Количество на узел К детали Номер I позиции Обозначение Наименование Количество на узел К детали
243 244 А20-1 М3; 6X4X45 М3; 8х6х 285 2 Трубы мед ные, ГОСТ 6 1 1 17—53 1К62-06-11 1К62-06-11 250 06X100 Фитили хлоп чатобумажнь 4 е 1К62-06-11
245 246 247 248 249 6/4x130 Трубки хл орвиниловые 1 1К62-06-142 251 00,7x175 Проволока увязочная 1 ' 1К62-06-96
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА 1К62-06-01
Лист 2. Всего листов б
Примечание. При монтаже станка плоскости стыка каретки и
фартука промазать слоем бакелитового лака
Z40;M=3
М№к22-»[ J'
IX
M3*t*4*45 —
Ш-12
&
n/ZV/,V/a7\^ Z«zy,7/=7 ту
При постановке смазь/Вать Лг
тавотом Р/<)
9>
Lil J_
5*19;66-26
^3
M6*1Z; к7.2-6
25*52 *;
1мм
0200
Z*8*28
C12-51
31
Ф38Х
ФЧ8Н
5*19; 06-26
Ф200
ШелениеМмм
Wo
При. постанобке смазывать
таВптом
Ф25П
61
*17n
30>55*9И7Л
Ф2
M8*10;k22~Q @ Mf!*1b
25*52 45 /7205
M6*1Z,K?2-6
епениеЧмм
о
СБОРОЧНЫЙ ЧЕРТЕЖ ФАР!
Лист 3. Всего листов 6
Примечание. Ввести см
X осей фартука после промывк:
ны дет. 19, 20, 21, 60 ставить на
Техничес
1. Втулка детали 1 К.62-06-59 дс
двигаться вдоль оси червяк;
2. Отрегулировать пружину д
900—1000 кг по специальном]
М8*12',к22-О\ /
7/7^/
е смазыВа/пь
10М
37; М-2 V
2=10;М=3
орригиробинный
Ф38Х
ФЧ8Н
M=1
2-23;ПЧ
1‘1№2.25[&
0140*12, N203
35 1=20: М4
25*52*15 N 205
М8*12;к22~4
М10 *12; к 224
22',09-28 /
IIIIHIII!!
M8*30
К 21-9
Ф35Н
Ф30Н
i
: 09-28
0*55*9;7//oo/06
зо*55*тоои
'-37;M=2
4-C1O-2O
30*38*4
ФЗПП
12^
22
ЧУГ.
M6*
к 22
_ ______ 4
n*40*12;N203
Развертка по осям 1Х.-УШ- VI-X- XI- VII-ХУ
Ф25П
т
*17n
2-45
251;
4Z
Ф295
ФЗОН
Я6-
М6*10; к
М8*10;к 220
48*105
25*52 45 Н2О5
Мб* 12; к72~6
Ф200
Ф300 -
Tii
\22*3/5*37 t
\/уг.со1542Ж6
МБ *10
К 22-4
M8*12iK22
104
25*52*15 N 205
М8*12;к224
М10*12, К 224
2259-28 ^^0
93
Ф28Н
М8*12 SJPP
К22-4
мю*.
К22~‘
126
229 "
>38*ч
251
з'.сз-зо
Ш
'C9-Z8
Ж5 *95000т
К 55;С9~3
ФЗОк
38;C9-k1
М8*30
к 21-9
20
М8*1
п*4о*12;пгоз
Я 30*55*3;/1700011
010-20
30*38*4
фзо
3*80/100
С9-3
i-26
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА. РАЗВЕРТКА 1К62-06-01
Лист 3. Всего листов 6
Примечание. Ввести смазку подшипников VI, VIII и
X осей фартука после промывки их в собранном виде. Стака-
ны дет. 19, 20, 21, 60 ставить на лак.
Технические требования
1. Втулка детали 1 К.62-06-59 должна свободно, от руки пере-
двигаться вдоль оси червяка детали 1К62-06-118
2. Отрегулировать пружину детали 1К62-06-186 на усилие
900—1000 кг по специальному приспособлению.
14 63
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА. РАЗВЕРТКА 1К62-06-01
Лист 3. Всего листов 6
Примечание. Ввести смазку подшипников VI, VIII и
X осей фартука после промывки их в собранном виде. Стака-
ны дет. 19, 20, 21, 60 ставить на лак.
Технические требования
1. Втулка детали 1К62-06-59 должна свободно, от руки пере-
двигаться вдоль оси червяка детали 1К62-06-118
2. Отрегулировать пружину детали 1К62-06-186 на усилие
900—1000 кг по специальному приспособлению.
to
оо
о
Ло и-к
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА 1К62-06-01
Лист 4. Всего листов 6
AS'7'60'06-13 .—Э7т‘г’^
М8Ч5.822-6 I /М848;822-6
\ / /
МЛ-Ц
95
564!‘55Мв
44
155
Л.
57 961Л [
4 О
90,09-2
96
219 59
Мб-8822-9
2-28 М-2 •
Проболела 90,7475
845,821-9
ю/ 89 М8Ч8;822-9 416 253 2Ю
И
torssss
Л
^zzzzzzzzzzzzzzzzzzzzzzzzzzz^.
35‘5342Ш8197
17x90435,
Чербшебый. четыре*
заходный т-9
197
М848.К21^
25>5246.5.N;1
217
М12М1-2
г21211----
9O.fi19-3lr
М845;К22-9
Ю6 М8Ч8.К21-9
2540,89-1
167
М^46 821-9
К/Г, 098-3
Оедло образуется
qда ром по шарику Ю’С9-Р8—
25М930----
M84t.4?u —
5*36;к4-1
171
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА 1К62-06-01
Лист 5. Всего листов 6
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА 1К62-06-01
Лист 6. Всего листов 6
233
СБОРОЧНЫЙ ЧЕРТЕЖ ФАРТУКА 1K62-06-0J
Лист 7. Всего листов 6
КОРПУС ФАРТУКА IK62-06-11
wot 0,1
Лист 2. Всего листов 2
Материал: чугун СЧ 21-40, вес 44 кг
Технические требования
Допускаемое
отклонение, мм
Технические требования
Допускаемое
отклонение, мм
1. Плоскость А прилегания под ка-
ретку:
а) должна быть прямолинейной
б) должна быть перпендикулярна
зеркалу Б (проверять угольни-
ком)
2. Направляющие плоскости В под
маточную гайку должны быть
перпендикулярны плоскости А
3. Боковая направляющая Г под
маточную гайку должна быть пер-
пендикулярна плоскости А
4. Нижняя плоскость Д должна быть
прямолинейной
5. Боковые плоскости Е и Ж долж-
ны быть перпендикулярны плос-
костям А и Б
6. Боковые плоскости Е и Ж долж-
ны быть прямолинейны
7. Ось I под ходовой винт должна
быть параллельна плоскостям А
и Б
8. Ось II под ходовой валик должна
быть параллельна плоскостям А и
Б
9. Ось III под валик управления
должна быть параллельна плос-
костям А и Б
Щуп 0,04
Щуп 0,08
0,1 на длине детали
для механического
цеха
0,1 на длине детали
Щуп 0,08
0,1 на длине детали
Щуп 0,08
Обеспечивается
технологией
0,1 на длине детали
0,2 на длине детали
10. Ось IV должна быть параллельна
осям II и V
11. Ось червяка V должна быть па-
раллельна оси II ходового валика
12. Пеперечные оси VI, VII, VIII,
IX, X, XI и XV должны быть:
а) параллельны плоскости А
б) перпендикулярны плоскости Б
13. Поперечные оси VI, VII, VIII,
IX, X, XI и XV должны быть
взаимно параллельны
14. Поперечные оси — XII, XIII, XIV,
XVI должны быть параллельны
плоскости А и перпендикулярны
плоскости Б
15. Вертикальная ось XVII должна
быть перпендикулярна оси XIV
16. Продольные оси XVIII, XIX дол-
жны быть параллельны плоскос-
тям А и Б
17. Плоскости В и Г и угол 55° про-
верять по плите
18. Наружные необработанные по-
верхности красить К-4Ш2
Внутренние поверхности красить
К-В4
0,04 на длине 100
0,03 на длине 100
0,06 на длине детали
0,06 на длине детали
0,05 на длине детали
0,25 на длине детали
0,1 на длине 100
0,1 на длине 100
Щуп 0,04
КРЫШКА 1K62-06-I3
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Диаметр 62С не должен иметь бие- ния относительно отверстия 0 52П (с. в.) 0,03
2. Торец А не должен иметь биения относительно оси отверстия 52П (с. в.) 0,03
3. Наружные необработанные по- верхности красить К-4Ш2
— 236 —
1 о/по. MB нарезать при
сворке сооместно с Вет
IK62-06-II
СТАКАН VI ОСИ 1К62-06-19
Материал: чугун СЧ 15-32
№ п/и| Технические требования Допуска- емое от- клонение, мм
1 2 3 0 50Н не должен иметь биения относитель- но оси отверстия 0 40П (с. в.) Торец А не должен иметь биения относи- тельно оси отверстия 0 40П (с. в.) Внутреннюю необработанную поверхность красить К-В4 0.04 0,03
СТАКАН VII ОСИ 1К62-06-20
Материал: чугун СЧ 15-32
№ п/п Технические требования Допускае- мое от- клонение, мм
1 0 52Н не должен иметь биения относитель- 0,04
2 но оси отверстия 0 40П (с. в.) Торец А не должен иметь биения относи- 0,03
3 тельно оси отверстия 0 40П (с. в.) Внутреннюю необработанную поверхность красить К-В4
— 237 —
2 отв мВ нарезать при сборке
совместно едет 1К6Ц-06И
СТАКАН VIII ОСИ 1К62-06-21
Материал: чугун СЧ 15-32
ц/ц Технические требования Допускаемое отклонение, мм
1 0 65Н не должен иметь биения относительно оси отверстия 0 52П (с. в.) 0,04
2 Торец А не должен иметь биения от- носительно 0 52П (с. в.) 0,03
3 Внутреннюю необработанную по- верхность красить К-В4
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение,
мм
Торец А не должен иметь биения
относительно 0 50С
0,05
— 238 —
ВЕРХНЯЯ ПОЛОВИНА ГАНКИ 1К62-06-23
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
Технические требования
Допускаемое
отклонение, мм
1. Плоскости А—А, Б—Б и угол 55°
проверить по краске, точность шаб-
ровки —10 пятен на площади
25x25 мм2
2. Торцы В—В не должны иметь
биения относительно оси отверстия
гайки
3. Боковые направляющие плоскости
Б—Б должны быть взаимно па-
раллельны в продольном направле-
нии (проверять и клеймить до раз-
резки)
4. Плоскости А—А должны быть па-
раллельны оси отверстия 0 55А
Для механического
цеха
0,03
0,02 на длину детали
(для механического
цеха)
0,05
5. Плоскости Б—Б должны быть пер-
пендикулярны оси отверстия 0 55А
6. Необработанные поверхности кра-
сить К-Н
0,05 на длину детали
Примечание. Модель общая, после обработки разре-
зать
240
НИЖНЯЯ ПОЛОВИНА ГАЙКИ 1К62-06-24
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. Плоскости А—А, Б—Б и угол 55°
проверять по краске, точность шаб-
ровки —10 пятен на площади
25x25 мм2
2. Торцы В—В не должны иметь бие-
ния относительно оси отверстия
гайки
3. Боковые направляющие плоскости
Б—Б должны быть взаимно парал-
лельны в продольном направлении.
Проверить и клеймить до разрезки
4. Плоскости А—А должны быть па-
раллельны оси отверстия 0 55А
Для механического
цеха
0,03
0,02 на длине детали
(для механического
цеха)
0,05
Технические требования Допускаемое отклонение, мм
5. Плоскости Б—Б должны быть пер- пендикулярны оси отверстия 0 55А 6. Ось отверстия 0 9 должна быть параллельна плоскостям А и Б 7. Необработанные поверхности кра- сить К-Н 0,05 на длине детали 0,03 на длину детали
Примечание. Модель общая, после обработки разре-
зать.
ВТУЛКА II ОСИ IK62-06-27
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
0 52П не должен иметь биения относительно оси отверстия 30 +0,5 0,1+0’6
ВИЛКА XII ОСИ 1К62-06-28
Материал: чугун СЧ 21-40
Термообработка RC 42-45
Технические требования
Допускаемое
отклонение, мм I. 2 * *
I. Торцы А и Б должны быть пер-
пендикулярны оси отверстия 20А и
взаимно параллельны
2. Необработанные поверхности кра-
сить КВ
Примечание, Модель парная.
После термической
обработки 0,1 на
длине детали
16-760
— 241
ВИЛКА XIV ОСИ 1К62-06-29
Материал: чугун СЧ 21-40
Термическая обработка /?С-42-45
Технические требования
Допускаемое
отклонение, леи
1. Торцы А и Б должны быть перпен-
дикулярны оси отверстия 016А
и взаимно параллельны
2. Шпоночная канавка должна быть
на оси, проходящей через
0 41,5+О.П
3. Необработанные поверхности кра-
сить К-В
Примечание. Модель парная.
После термической
обработки 0,1 на
длине детали
0,1
ФЛАНЕЦ IX ОСИ 1К62-06-30
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. 0 70Х, 0 50С и 0 144X4 не
должны иметь биения относительно
оси отверстия 0 28 А
2. Торец Б не должен иметь биения
относительно оси отверстия 0 28А
3. Торцы Г и Д не должны иметь
биения относительно оси 0 50С
4. Торец А не должен иметь биения
относительно оси 0 70Х
5. Плоскость Е должна быть парал-
лельна оси I—I, проходящей че-
рез оси двух нижних отверстий 0 9
0,03
0,05
0,03
0,05
0,5 на длине детали
Примечание. Слова и риски чернить.
ФЛАНЕЦ VIII ОСИ 1К62-06-31
Материал: чугун СЧ 15-32
Технические требования
1. 0 80С не должен иметь биения от-
носительно оси отверстий 0 52П
2. Торец А не должен иметь биения
относительно оси 0 52П
3. Торец Б не должен иметь биения
относительно оси 0 80С
4. Плоскость В должна быть парал-
лельна оси X—X, проходящей через
оси двух верхних отверстий 0 9
25 i 0,2
Допускаемое
отклонение, мм
0,03
0,03
0,03
0,3 на длине детали
РЫЧАГ XVII ОСИ 1К62-О6-33
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Ось отверстия 0 8А должна быть параллельна оси отверстий 0 16А 0,06
2. Торец А не должен иметь биения относительно оси отверстия 0 16А 0,07
3. Шпоночная канавка должна быть расположена под углом 90° к оси, проходящей через 0 8Л и 0 16А ±30'
Примечание. Необработанные поверхности красить К-В
— 243 —
/Диттр Зелитемный 40
ЧЕРВЯЧНАЯ ШЕСТЕРНЯ 1К62-06-35
Материал: чугун СЧ 21-40
Технические требования
Венец z=20 тп=4
Размеры пятна касания с этало- ном, %:
по высоте 60
по длине 50
Класс точности и группа шумности 3
Мерительное межосевое расстояние с эталоном:
предельное отклонение за обо- рот колеса —0,14
колебание за оборот колеса 0,14
колебание на одном зубе 0,06
Радиальное биение зубчатого венпа 0,08
Предельное смещение средней плос- кости колеса ±0,05
Торцы А и Б не должны иметь бие- ния относительно оси отверстия 0 25А 0,05
Примечание. Зацепляется с левым четырехзаходным
червяком деталь 1К62-06-118.
Угол подъема винтовой линии червяка Р = 21°48'05".
Угол зацепления а = 20°
— 244 —
СТАКАНЧИК 1К62-06-38
Материал: чугун СЧ 15-32
ВТУЛКА XVII ОСИ 1К 62-08-37
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
0 32Г не должен иметь биения относительно оси отверстия 0 13А 0,03
ВТУЛКА VII ОСИ 1К62-06-42
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. 0 ЗОН не должен иметь биения от-
носительно оси отверстия 0 22А
2. Торцы А и Б не должны иметь
биения относительно оси отверстия
0 22А
0,02
0,03
ВТУЛКА VII ОСИ IK62-06-43
Материал: чугун СЧ 15-32
Технические требования
1. 0 28Н не должен иметь биения
относительно оси отверстия 0 20А
2. Торец А не должен иметь биения
относительно оси отверстия 0 20А
Допускаемое
отклонение, лыи
0,02
0,03
— 245 —
ВТУЛКА II ОСИ 1 К62-06-44
Материал: чугун СЧЦ-2
Технические требования Допускаемое отклонение, мм
1. 0 58П не должен иметь биения от- носительно оси отверстия 0 40А 0,02
2. Торец А не должен иметь биения относительно оси отверстия 0 40А 0,03
ВТУЛКА II ОСИ 1К62-06-45
Материал: чугун СЧЦ-2
Технические требования
1. 0 50П не должен иметь биения
относительно оси отверстия 0 40А
2. Торец А не должен иметь биения
относительно оси отверстия 0 40А
Допускаемое
отклонение, мм
0,02
0,03
ВТУЛКА IV ОСИ 1К62-06-46
Материал: чугун СЧЦ-2
Технические требования
1. 0 25Г не должен иметь биения
относительно оси отверстия 0 18А
2. Торцы А и Б не должны иметь
' биения относительно оси отверстия
0 18А
Допускаемое
отклонение, мм
0,02
0,03
ВТУЛКА XII ОСИ 1К62-06-48
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
0 32П не должен иметь биения от- носительно оси отверстия 0 22А 0,03
— 246 —
'Ind конический штифт 5’35,
K4t-t (сверлить при сборке)
31
Н.ЭАч
13
М8
Технологическая ото
ночная канавка
Поверхность термически обработать
Т8Ч 46-50
1*45°
нс более
5ГЛ</
1*45°
не loose
ЭКСЦЕНТРИК XV ОСИ IK62-06-49
Материал: чугун СЧ 21-40
Термическая обработка местная ТВЧ-46-50
П р и м е ч а и и е. Необработанные поверхности красить К-В.
СТУПИЦА РУКОЯТКИ IK62-06-50
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
• 1. 0 40Х не должен иметь биения от- носительно оси отверстия 0 25А 2. Торец А не должен иметь биения относительно оси 0 40Х 3. Шпоночная канавка должна быть параллельна оси отверстия 0 25А 4. Необработанные поверхности кра- сить К-4Ш1 0,03 0,04 0,1 на длину детали
— 247 —
ВТУЛКА ХП ОСИ 1К62-06-53
Материал, чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
0 35Н не должен иметь биения относительно оси отверстия 20А 0,03
ВТУЛКА XV ОСИ 1К62-06-54
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. 0 ЗОН не должен иметь биения относительно оси отверстия 0 18А 0,02
2. Торцы А и Б не должны иметь биения относительно оси отверстия 0 18А 0,03
ПоА-6
М 36-1.5
На торце 9!5.ЛЯ7 Запускаются риски от omlo-
За cunnonmnh nncnf nnPnpiKu "*~~
3pm6,MS
ФЛАНЕЦ 1К62-06-57
Материал: чугун СЧ 15-32
— 248 —
85
6 061 S'll c Н8СФ
Ф30С
По А-Б
ФЛ АНЕЦ XIX ОСИ IК62-06-55
Материал: чугун СЧ 15-32
Допускаемое
отклонение, мм
Технические требования
1. 0 ЗОС не должен иметь биения относительно оси отверстия 0 20А 0,03
2. Торец А не должен иметь биения относительно оси 0 ЗОС 0,04
3. Шпоночная канавка должна быть симметрично расположена относи- тельно оси отверстия 0 20А 0,1
4. Необработанные поверхности кра- сить кв
ВТУЛКА 1К62-06-59
Материал: чугун СЧ 15-32
Допускаемое
отклонение, мм
0,02
Технические требования
0 38Н не должен иметь биения
относительно оси отверстия 0 28А
— 249 —
40
Технические требования
Допускаемое
отклонение, мм
I. 0 85Т не должен иметь биения
относительно осн отверстия 0 52П
(с. в.)
2. Торец А не должен иметь биения
относительно оси отверстия 0 52П
(с. в.)
3. Внутренние необработанные по-
верхности красить К В4
0,04
0,03
По а-а
Канаб ка Иля
смазки 5 • t
ЗасИерпить
пои сВорке
ВТУЛКА IX ОСИ IK62-06-61
Материал: Бр. ОЦС 6-6-3
Технические требования
КаноВка для смазки
Вид по стоелке 4
[70^701$
1. 0 48Н не должен иметь биения
относительно оси отверстия 0 38А
2. Торец А не должен иметь биения
относительно оси отверстия 0 38А
Допускаемое
отклонение, мм
0,02
0,03
— 250 —
2ZZZZZZZ
зЛ
ВТУЛКА I К62-06-62
Ф10А
фб
MUM#
Материал: Бр ОЦС 6-6-3
Технические требования
Допускаемое
отклонение, мм
0,5^5°
^5^5°
\. 0 13Г не должен иметь биения
относительно отверстия 0 10А
2. Торцы не должны иметь биения
относительно оси отверстия 0 10А
0,02
0,02
ГАЙКА 1К62-06-63
Материал: бронза ЦАМ-9-1,5
Технические требования
Допускаемое
отклонение, мм
1. 0 55Н не должен иметь биения 0,03
относительно отверстия 0 32А
2. Торец А не должен иметь биения 0,03
относительно 0 55Н
Примечание. Заходы неполных ниток срезать.
— 251 —
52-o,v
КОРПУС РУКОЯТКИ 1К62-06-81
Материал: сталь 45 (точное литье)
Термическая обработка паза 45-ТВЧ-50
Технические требования
1. Ось отверстия 0 I0A должна быть
симметрична сфере R 45“0,4
2. Ось отверстия 0 10А должна быть
перпендикулярна плоскостям А
и Б
3. Ось отверстий 0 10А должна ле-
жать на одной оси
Допускаемое
отклонение, мм
0,2
0,08 на длину детали
Проверить валиком
0 10Х
— 252 —
Sr-v
БАРАБАН XIH ОСИ 1 K62-06-82
Материал: сталь 45
Термическая обработка местная 45-ТВЧ-45-48
Технические требования
1 Поверхность 0 70С5 не должна
иметь биения относительно оси от-
верстия 0 35А
2, Ось отверстия 0 8А должна быть
параллельна оси отверстия 0 35А
Допускаемое
отклонение, мм
0,1
0,15 на длине детали
Примечания: 1. Ось I—I является осью симметрии
кривой.
2. Развертка по наружному диаметру равна л-70=219,911л»л«.
3. На развертке 1° соответствует 0,610864 мм.
— 253 —
to
СП
По Д-6
din стрелке
*25Х,
Sv
I
W2
ROj
ИыНержать
Ж
30 С 5
Материал: сталь 45 (точное литье)
53
Технические требования
1.
2.
3.
cl,5'a‘2
Снять фаски 0,5*45
13
\ |, Tg
\Размер
51
31
Точное литье пескоструить
и красить К-Н
3li
У0
I в
Под конический
штифт
6'26, К41-1
КОРПУС РУКОЯТКИ 1К62-06-83
Допускаемое
отклонение, мм
ЭЗЛд
Плоскости А должны быть парал-
лельны оси 0 25П
Ось отверстия 0 13А должна быть
перпендикулярна плоскости А
Ось отверстия 0 13А должна про-
ходить через /?45—0,4 , смещение
4. Торец Б не должен иметь биения
относительно оси отверстия 0 16А
5. Ось отверстия 0 13,7 должна быть
расположена на оси паза 55А5
6. Оси отверстии 0 13А должны ле-
жать на одной оси
0,2 на длину детали
0,15 на длину детали
Не более 0,5
0,05
0,2
Проверить валиком
0 13Х
РЫЧАГ НАСОСА 1 К62-06-84
Материал: сталь 45 (точное литье)
Термическая обработка местная 45-ТВЧ-50
П р и м е ч а н и е. Пескоструить.
23,5-0. г»
РЫЧАГ XVII ОСИ 1К62-06-85
Материал: сталь 45 (точное литье)
Технические требования
Допускаемое
отклонение, мм
1. Шпоночная канавка 4АЗ должна
быть симметрично расположена на
оси, проходящей через 0 8А и
0 13А
2. Торцы А и Б не должны иметь
биения относительно оси отверстия
0 13Л
3. 0 22Х не должен иметь биения
относительно оси отверстия 0 13А
4. Ось отверстия 0 8А должна быть
параллельна оси отверстия 0 13Л
0,1
0,07
0,03
0,06 на длине 50
Примечание. Необработанные поверхности красить
К-В.
— 255 —
СЕКТОР XVIII ОСИ 1К62-06-86
Материал: сталь 45 (точное литье)
Термическая обработка местная 45-ТВЧ-45-48
Технические требования
Допускаемое
отклонение, мм
Поверхность 0 82С5 не должна
иметь биения относительно оси от-
верстия 0 18А
Примечания: 1. Ось I—I является осью симметрии
кривой.
2. Развертка по наружному диаметру равна Л-82= 257, 61.
3. Па развертке Г соответствует 0,715583 мм.
ЭКСЦЕНТРИК 1К62-06-88
Материал: сталь 40Х
Термическая обработка местная 40Х-ТВЧ-50
П р и м е ч а н и е. Резьба Мб должна быть изготовлена по
допускам 3 класса точности.
— 256 —
ШЕСТЕРНЯ XI ОСИ 1К62-06-89
Материал: сталь 45
Термическая обработка зубьев 45-ТВЧ-48
Венец 2=61; т = 2
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) За оборот колеса биение: 40,0<r°f6
начальной окружности 0,12
на одном зубе Биения не должно быть: 0,04
по торцу А 0,04
по торцу Б 0,06
Отклонение направления зуба Л В 0,015
ШЕСТЕРНЯ VII ОСИ 1К62-06-90
Материал: сталь 45
Термическая обработка зубьев 45-ТВЧ-48
Венец z=45; т—2
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) 27 Я^°’,2Б э0,3—0,22 J
За оборот колеса биение:
. начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,045
по торцу Б 0,045
Отклонение направления зуба ДВ 0,018
17-760
— 257 —
1*66, М-125, Зуб мрриги-
1 рованкый. Козффицент
сдвига X- ♦ 0,343,
величина ciOuza ХМ0134
8Д3
*
1-45
6
После штамповки по- —
веркпость пескоструить
|»а*д<2=рддд ~|
' | Н.а>гч-- 1ЧС5 |
|УД5-о,з** ~ 4Ц5Сз1
[05 -о79~05^йт]
IQCj
40,в-а,зч , кД
ц5«45 ~
S
I
ШЕСТЕРНЯ IX ОСИ 1К62-06-91
Материал: сталь 40Х
Термическая обработка зубьев 40Х-ТВЧ-50
Венец z=66; zn = 2,25
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) , -0,16 52,4 —о,28
За оборот колеса биение:
начальной окружности 0,12
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,06
по торцу Б 0,04
Отклонение направления зуба АВ 0,015
Примечание. На торце А разрешается ввести выточку
0 50x0,3.
— 258 —
Л'0,34 _
R1
R1
%5
£
s
не делать
ПС5.
Л-о.гч 1 ^5
t 0,011
'0,040
1--Ч0
М--2
SJf
ШЕСТЕРНЯ
3/-дзу 3 fCy
33.o,62 -J38j
VI ОСИ 1К62-06-93
Материал: сталь 45
Термическая обработка местная 0 44+°-31
Венец z=40; т — 2
Класс точности и группа шумности 3,
ТВЧ 2-50
III
Технические требования
Допускаемое
отклонение, мм
Толщина зуба (длина общей нормали)
За оборот колеса биение:
начальной окружности
на одном зубе
Биения не должно быть:
по торцу А
по торцу Б
Отклонение направления зуба ДБ
27.69 _°;”5
О,н
0,04
0,045
0,045
0,015
Примечание. Шлицевое соединение по ГОСТ 1139—55.
ШЕСТЕРНЯ VI ОСИ 1К62-06-92
Материал: сталь 45
Технические условия на венец с z 40
Наибольшая окр. скорость V, м!сек
Класс точности и группа шумности 3, 111
Толщина зуба (длина общей нормали) —0.125 27.69—0.22
Колебание меритель- ного межцентрового расстояния в сопря- жении с эталоном за оборот колеса (биение нач. окр.) Допускаемое откло- нение, мм 0,11
на одном зубе 0,04
Биения не должно быть по торцу А 0,045
по торцу Б 0,045
Отклонение направления зуба ДВ 0,015
Примечание. На торце А разре-
шается ввести выточку 0 50X0.3
Шлицевое соединение по
ГОСТ 1139-55.
02IA^
< 0,0”
• 0,0 70-
— 259 -
1’Ч0:м-2
R1
Я2
25 С,
Г
26
R2
ШЕСТЕРНЯ X ОСИ 1K62-0G-94
Материал: сталь 45
Венец z=40; т=2
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) 2/ .Ь9_о >22
За оборот колеса биение:
начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,03
по торцу Б 0,03
Отклонение направления зуба ДВ 0,015
ШЕСТЕРНЯ IV ОСИ 1К62-06-95
22__
20, М-2, Jiji шлифiiВить
Технологическая
6Л3
Материал: сталь 45
Термическая обработка зубьев 45-ТВЧ-48
Венец 2=20; т—2
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали)
За оборот колеса биение:
начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,04
по торцу Б 0,04
Отклонение направления зуба ДВ 0,015
— 260 —
30 е
,14-ом
13-0.7/
ю
?~2в'.т-2
Профиль канабки
под проболоку
05
- W
__. У5
1*45°
И
б
0«
2 от В МВ
1x45°
U45
Острые края
притупить
Скруглить по
радиусу 40
Прабая бинтобая
линия
Я1
1.5
31
49
Е
QJ
5
Левая бинтобая
линия
8Аз
S5
Прабая
линия
Канабка уршая
технологическая бинтобая
39.7 Ад
5
§ Лебая бинтобая
линия
ШЕСТЕРНЯ-МУФТЛ 1К62-06 96
Материал: сталь 40Х
Термическая обработка местная 40Х-ТВЧ-54
Венец z=28; т = 2
Класс точности и группа шумности 3, III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) За оборот колеса биение: 21 45”°’125
начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть по торцу А 0,04
Отклонение направления зуба АВ 0,015
Проверку винтовых кулачков вести по эталону на одном валике Щуп 0,05
Примечания: 1. Шаг винтовых линий — 40 мм.
2. Винтовые поверхности термической обработки
40Х-ТВЧ-54 и полировать.
— 261 —
Z-ll 1 т=г
Ч0хТВЧ~Ч5
1Z
5tf
Термическая обработка торцсЯ ТВЧ-48
~V 7 3i/6hO термически обработать
/ 40x-ТВЧ-48
ЧОх-ТВЧ-48
-&>—
StZJ, '
V"
1*45°
1*45°
ЗЧ-о.зч
33XS
ШЕСТЕРНЯ II ОСИ 1К62-06-97
31-0,46
J3fl'
b
g§
F
14-0,24 = w5
1ч-лзч.ЗЧС5
^7-0,46 =31C5
5
t
i
Материал: сталь 40Х
Термическая обработка местная 40Х-ТВЧ-48
Венец z=27; пг—2
Класс точности и группа шумности 3, III
Технические требования
Допускаемое
отклонение, мм
Толщина зуба (длина общей нормали)
За оборот колеса биение:
начальной окружности
на одном зубе
Биения не должно быть:
по торцу А
по торцу Б
Отклонение направления зуба ДВ
15-513:225
0,11
0,04
0,04
0,04
0,015
0 40Х и 0 40Х не должны иметь
биения относительно оси отверстия
0 ЗОА
0,02
— 262 —
ШЕСТЕРНЯ-МУФТА 1К62-06-98
Материал: сталь 40ХН
Термическая обработка зубцов 40ХН-ТВЧ-52
Венец z=37; т=2
Класс точности и группа шумности 3; 111
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали) За оборот колеса биение; 27 6Г0,125 »01 —0,22
начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,045
по торцу Б Отклонение направления зуба ДВ 0,03 относительно оси отверстия 0 55П (с.в.) 0,015
Вершины зубцов муфты не должны иметь биения относительно оси от- верстия 0 55П (с. в.) 0,1
Примечание. Угол установки шпинделя делительной
головки при фрезеровании зубцов а = 86°33'06".
— 263 —
ШЕСТЕРНЯ-МУФТА 1К62-06-99
Материал: сталь 40ХН
Термическая обработка зубьев 40ХН-ТВЧ-52
Венец z=37; /п = 2
Класс точности и группа шумности 3; III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нормали За оборот колеса биение: 27.61
начальной окружности 0,11
на одном зубе 0,04
Биения не должно быть:
по торцу А 0,045
по торцу Б 0,03 относительно оси отверстия 0 55П (с. в.)
Отклонение направления зуба АВ 0,015
Вершины зубцов муфты не должны иметь биения относительно оси от- верстия 0 55П (с. в.) 0,1
Примечание. Угол установки шпинделя делительной
головки при фрезеровании зубцов — 86°33'06"
— 264 —
tow
ВАЛИК X ОСИ 1К62-06-103
Материал: сталь 45
Технические требования
Допускаемое
отклонение, мм
I. Шейки 0 25П, 0 ЗОД, 0 ЗОН и
0 35Н не должны иметь биения
относительно оси
2. Торцы А и Г не должны иметь
биения относительно оси 0 25П
3. Торцы Б и В не должны иметь
биения относительно оси 0 ЗОН
4. Пазы шириной 10 мм должны быть
симметричны относительно оси
0 ЗОД и расположены между выс-
тупами шлицев, каждый в отдель-
ности
5. Шлицы должны быть параллельны
оси валика
6. Оси валика и отверстия 0 16 дол-
жны быть соосны
0,03
0,03
0,03
0,3
0,02 на длину шлица
0,2
— 265 —
МУФТА 1К62-06-104
Материал: сталь 40ХН
Термическая обработка зубьев 40ХН-ТВЧ-52
Технические требования
Допускаемое
отклонение, мм
1. Вершины зубцов муфты не должны
иметь биения относительно оси
0 ЗОН
2. Ось отверстия 0 8А должна быть
перпендикулярна оси отверстия
0 ЗОА
3. Плоскости А паза I2A4 не должны
иметь биения относительно оси от-
верстия 0 ЗОА
4. Отверстие 0 8А должно быть рас-
положено на оси выступов шлице-
вого отверстия
0,1
0,2 на длине детали
0,1
— 266 —
3"2Ь'5Г
МУФТА 1К62-06-105
Материал: сталь 40ХН
Термическая обработка зубцов 40ХН-ТВЧ-52
Технические требования
Допускаемое
отклонение, мм
1 Вершины зубцов муфты не должны
иметь биения относительно оси от-
верстия 0 ЗОА
2. Ось отверстия 0 8А должна быть
перпендикулярна к оси отверстия
ЗОА
3. Отверстие 0 8А должно быть рас-
положено на оси выступов шлице-
вого отверстия
4. Угол установки шпинделя делитель-
ной головки при фрезеровании
зубцов а = 86°33'06"
0,1
0,2 на длине детали
— 267 —
J3-4.39
МУФТА 1К62-06-106
Материал: сталь ШХ15
Термическая обработка местная ШХ15-59-63
Технические требования
1. Торец А не должен иметь биения
относительно оси шлицевого от.
верстия
2. Проверку винтовых кулачков вести
по эталону на одном валике
Допускаемое
отклонение, мм
0,03
Щуп 0,05
Примечание. Шлицевые соединения по ГОСТ 1139—55;
шаг винтовых линий 40 мм.
Винтовые поверхности термически обработать ШХ15-59-63.
Полировать.
— 268 —
1. Шейки 0 17П и 025С не должны
иметь биения относительно оси
2. Шлицы должны быть параллельны
оси валика
3 Шлицевые соединения по ГОСТ
1139-55
0,03
0,02 на длине 100
10. Q ту - 10 В 7
ОСЬ IV ОСИ 1К62-06-111
Материал: сталь 45.
Термическая обрабокта местная 45-ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1. 0 22Н и 0 18Х не должны иметь биения относительно оси 0,03
2. Торец А не должен иметь биения относительно оси 0 18Х 0,03
Примечание. Резьба М8 должна быть изготовлена по
допускам 3 класса точности.
— 269 —
По А-6
ВАЛИК Х1П ОСИ 1К62 06-110
Материал: сталь 45
Технические требования
Допускаемое
отклонение, мм
1. 0 22С, 0 15С, 0 13Х не должны 0,03
иметь биения относительно оси
валика
2 Торец А не должен иметь биения 0,03
относительно оси 0 15С
— 270 —
<DiOC
=6Ч,5С5
W3-| * /озв7
ВАЛИК XI ОСИ 1K62-0R-112
Материал: сталь 45
Термическая обработка местная 45 ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1. 0 20С, 0 22Х и 0 ЗОП не должны иметь биения относительно оси 0,03
2. Торец А не должен иметь биения относительно оси 0 22Х 0,03
— 271 —
ВАЛИК XIV ОСИ 1К62-06-115
Материал: сталь 45
Термическая обработка (местная) 45-ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1. 0 18Ш, 0 16С и 0 13 не дол- жны иметь биения относительно оси 0,03
2. Плоскости В паза 16А4 должны быть параллельны оси 0 18Ш 0,05
ВАЛИК XVI ОСИ 1К62-06-116
Материал: сталь 45
Технические требования
1. 0 18П и 0 13С не должны иметь
биения относительно оси
2 Торец А не должен иметь биения
относительно оси 0 13С
Допускаемое
J отклонение, мм
0,03
0,05
— 272 —
ВАЛИК VII ОСИ 1К62-06-113
Материал: сталь 45
Термическая обработка местная 45-ТВЧ-42-48
Допускаемое
отклонение, мм
Технические требования
2.
3.
0 20С, 0 22Х и 0 ЗОН не долж- 0,03
ны иметь биения относительно оси
Торец А не должен иметь биения относительно оси 0 20С 0,03
Торец Б не должен иметь биения относительно оси 0 22Х 0,03
ВАЛИК XVII ОСИ 1К62-06-117
*
Материал: сталь 45
Технические требования Допускаемое отклонение, мм
1. 0 13Х, 0 1GC и 013Т не должны иметь биения относительно оси 0,03
2 Торцы А и Б не должны иметь биения относительно осей 0 16С и 0 13Т 0,03
3. Шпоночные пазы должны быть рас- положены на одной оси 0,1
А
гч,ь
V7
о^з/т
/«30'
114-0,07
По В Г
< 4ГШ
^5_
чпи
По 6-6
05 при сборке
18—760
— 273 —
ЧЕРВЯК V ОСИ 1К62-06-118
Материал: сталь 40Х
Термическая обработка местная 40Х-ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1 Шейки 0 25П, 28Д и 17Н не должны иметь биения относительно оси 2. Торец А не должен иметь биения относительно 0 25П 3 Торец Б не должен иметь биения относительно 0 17Н 4. Шлицы должны быть параллельны 0,03 0,03 0,03 0,03 на длине шлица
оси червяка 5 Шаг шлицев должен быть точен 0,03 на R вала
6. Оси 0 28Д и отверстие 0 14,8+0-2 должны быть соосны 0,2
Технические требования т=4 четырехзаходный для червяка левый
Ход винтовой линии 5=50,26 (4.П.4.)
Угол подъема винтовой линии а=20 48'05"
Допуск на профиль 0,035
Отклонение осевого шага ±0,025
Накопление ошибок осевого шага ±0,05
Биение наружного диаметра червяка 0,02
Класс точности 3
Примечание. Шлицевые соединения по ГОСТ М39—55.
Ы
3
а
Под конический иппифт
8*26 сВсрли/пь и р
Вернуть при сборке
___zZ
9ПАо
изо1
О
=3 R1
ZZ.
а
199-us
б
28А ч
44
120С о
Острые умы/,
скруглить
ЗР*аг
R1
Плоскость
паза термичес
ки обработать
40х ТвЧ 48S0
ПО А Ь
По// конический штифт 6»ZS_. KUIlciep-
пить и разВсрнуть при сборке с дет IK62-O6 13 <) /С*°<2*
Плоскости паза термически адраЛо
тать ЧОХ (84 4tSO
Z*
1*30°
Плоскости паза термически
<3 обработать ЧПх-ТВЧ-48 50
ВАЛИК XVIII ОСИ 1К62-06-120
Материал: сталь 40Х
Термическая обработка местная 40Х-ТВЧ-48-50
Технические требования Допускаемое отклонение, мм
1. Диаметры 18С, 22Х и 16П не долж- ны иметь биения относительно оси 0,03
2. Торцы А и Б не должны иметь биения относительно 0 18С и 0 16П 0,03
3. Нижний паз 16А4 должен быть симметрично расположен относи- тельно оси 0,1
4. Ось отверстий 12А4 и 8А4 должна быть на оси паза I6A4 0,1
5 Верхний паз 16А4 должен быть симметрично расположен относи- тельно оси 0,3
— 275 —
ЛоЛ-Е
По А-6
По М-3
Калибровать на длине
1*45’
Паз термически обработать
45 ТВЧ 4Z±4t
1Л
fa©J
10-в.г
Калибровать на длине 130
Под конический штифт
8*35; к Ш~1 при сборке
Калибровать на длине
305
50га,г
Ф11 при сборке
5Z4-0.Z
563____________________
ТЯГА XIX ОСИ 1К62-06-122
Материал: сталь 45
Термическая обработка местная 45-ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1. Шпоночная канавка должна быть 0,03 на длине шпо-
параллельна оси ночной канавки
2. Шпоночная канавка должна быть симметрична оси 0,03
3. Плоскость И должна быть парал- лельна оси отверстия 08А 0,5 на длине 20
4 Ось отверстия 0 8А должна быть расположена под углом 90° к оси шпоночной канавки ±1°
5. 0 20С и 0 20С4 должны быть прямолинейны 0,07
6 Плоскость В должна быть перпен- дикулярна оси отверстия 0 8А 0,2 на длине 50
7 Ось отверстия 0 8А должна быть расположена на оси 0 20С4 Смещение не более 0,5
КНОПКА 1К62-06-124
Материал: сталь 45
Термическая обработка 45В42. Оксидировать
Технические требования
Допускаемое
отклонение, мм
ВИНТ 1К62-06-126
Материал: сталь AI2. Оксидировать
Резьба Мб должна быть изготовле-
на по допускам 3 класса точности.
0 12X4 не должен иметь биения
относительно оси 0 8X4
0,05
ВТУЛКА XIV ОСИ 1К62-06-127
Материал: сталь А12
Технические требования
Допускаемое
отклонение, мм
Диаметр 25Т не должен иметь бие-
ния относительно оси отверстия
0 18А
0,06
Примечание. Резьба М8 должна быть изготовлена по
допускам 3 класса точности.
— 277 —
КЛИН 1К62-06-129
Материал: сталь 35
Технические требования
Допускаемое
отклонение, .»ш
Плоскость А должна быть прямо-
линейна
Щуп 0,05
ВТУЛКА XIV ОСИ 1К62-06-128
Материал: сталь А12
Технические требования
1. 0 22Л не должен иметь биения
относительно оси отверстия 01 ЗА
2. Торцы А и Б не должны иметь бие-
ния относительно оси отверстия
0 13А
Допускаемое
отклонение, мм
0,02
0,03
2 «95
— 279 —
Обработать абразибом
ФЛАНЕЦ XVIII ОСИ 1К62-06-131
Материал: сталь 45
Технические требования
Допускаемое
отклонение, мм
1. Плоскости А и Б должны быть Щуп 0,1
прямолинейны
2 Плоскости А и Б должны быть па- 0,05
раллельны между собой
ТРУБА 1К62-06-132
Материал: труба водогазопроводная стальная бесшовная
18X3,2 или 3,5, ГОСТ 8734—5»
Оксидировать.
— 280 —
СТЕРЖЕНЬ 1К62-06-133
Материал: сталь А12
КНОПКА 1К62-06-135
Материал: сталь А12
— 281 —
34
21tS
рОД-алб - W5fj|
ТЯГА 1K62-06-136
Материал: сталь 45 гладкотянутая калиброванная
Технические требования
1. Ось отверстия 0 8А должна быть
перпендикулярна оси 0 15X5
2 Ось отверстия 0 8А должна на-
ходиться в одной плоскости с осью
0 15X5
3. Ось резьбы 8X1 и ось 0 15X5
должны быть соосны
Допускаемое
отклонение, мм
0,1 на длине детали
0,2
0,2
Примечание. Резьба 8х 1
по допускам 3 класса точности.
должна быть изготовлена
ВИНТ 1К62-06-137
Материал: сталь А12
Технические требования Допускаемое отклонение, мм
1 лх оЧ~0,04 1. Ось отверстия 0о‘О1О должна лежать в одной плоскости с осью 0 8Х 1 2. 0 вфо’Уо должен быть перпенди- кулярен оси 0 8Х1 3 Оси резьбы 8X1 и 014,6С5 должны быть соосны 0,2 0,2 на длине детали 0,2
Примечание. Резьба 8X1 должна быть изготовлена по
допускам 3 класса точности.
- ?8? -
ШТИФТ 1К62-06-139
Материал: сталь 45
Притереть с Вет.1П62~06~25
ПЛУНЖЕР НАСОСА 1К62-0Й-140
Материал: сталь 40Х.
Термическая обработка 40Х-М50
Технические требования
Допускаемое
отклонение, мм
0 18Н не должен иметь овальнос-
ти и конусности
0,005
Примечание. Резьба MI2 должна быть изготовлена по
допускам 3 класса точности.
ОСЬ РОЛИКА 1К62-06-143
ОСЬ РОЛИКА 1K62-06-I45
Материал: сталь А12
Материал: сталь 40Х.
Термическая обработка 40Х-М48
Технические требования
Допускаемое
отклонение, мм
Торец А не должен иметь биения
относительно 0 8Г
0,03
— 283 —
ОСЬ РОЛИКА 1К62-06-147
Материал: сталь А12
Технические требования Допускаемое отклонение, мм
1. 0 8Г и 0 10Х не должны иметь биения 0,03
2. Торцы А и Б не должны иметь биения 0,03
РОЛИК 1К62-06-148
Материал: сталь 40Х
Термическая обработка 40Х-М42-48
Технические требования
Допускаемое
отклонение, мм
I. 0 18Л не должен иметь биения 0,05
относительно 0 10АЗ
2. Торцы А и Б не должны иметь 0,1
биения относительно отверстия
0 10 АЗ
ПРОБКА 1К62-06-149
Материал: сталь А12
ПРОБКА 1К62-06-150
Материал: сталь А12. Термическая обработка шлицев
А12-ЦН. Оксидировать.
Примечание. Резьба М8 должна быть изготовлена по
допускам 3 класса точности.
— 284 —
П.5 “if 5 °
1110.5
— »
ЗАГЛУШКА 1K62-06-153
Материал: сталь А12
При м с ч а и и е. Чертеж дополнительной обработки штнф-
га 6ГХ12, К44-1.
ВИНТ 1К62-06-154
Материал: сталь А12
Термическая обработка шлицев А12-ЦН. Оксидировать
Примечание. Резьба М10 должна быть изготовлена
по допускам 3 класса точности.
КОЛЬЦО 1К62-06-155
Материал: Ст. 3
Технические требования
Допускаемое
отклонение, мм
Торцы должны быть параллельны
0,05
П р и м е ч а и и е. Кольца изготовлять разного размера:
А=3,8—0,05 ; А=4,0~0,05 ; Л = 4,2~0'05
ПРОБКА 1К62-06-159
Материал: сталь А12
Термическая обработка шлицев А12-ЦИ. Оксидировать.
Примечав и е. Резьба М16 должна быть изготовлена по
допускам 3 класса точности.
— 285 —
V3
КОЛЬЦО XVI ОСИ 1К62-06-167
КОЛЬЦО V ОСИ 1К62-06-166
Материал: сталь 45
Материал: сталь 08-111-Г, ГОСТ 914—56
Технические требования
Допускаемое
отклонение, мм
Торцы должны быть параллельны
между собой
0,03
КОЛЬЦО XI ОСИ 1K62-06-I68
Материал: сталь 45.
Термическая обработка 45-А\40
о,/?. ~2,5С^
КОЛЬЦО IV ОСИ 1K62-06-I70
Материал: сталь 45
Термическая обработка 45-М40
Технические требования
Допускаемое
отклонение, мм
Технические требования
Допускаемое
отклонение, мм
Торцы должны быть параллельны
между собой
0,03
Торцы должны быть параллельны
между собой
0,03
— 286 —
— 287 —
УКАЗАТЕЛЬ 1К62-06-173
Материал: сталь 15 холоднокатаная
Примечание. Фон сделать черным, буквы-белыми.
УКАЗАТЕЛЬ 1К62-06-176
Материал: сталь 15 холоднокатаная
Примечай и е. Фон сделать черным, буквы — белыми.
По Л И
при (борке с iem. 1K8Z-06 ZS
ВАЛИК XII ОСИ 1К62-06-179
Материал: сталь 45
Технические требования
Допускаемое
отклонение, мм
I. 0 20Х, 0 22С и 0 20С не должны
иметь биения относительно оси
2. Плоскость А должна быть перпен-
дикулярна осн конусного отверстия
3. Ось конусного отверстия должна
быть перпендикулярна оси валика
0,03
0,1 на длине 25
0,1 на длине 50
— 288 —
ОСЬ РОЛИКА 1К62-06-180
ВТУЛКА XITI ОСИ 1К62-06-181
Материал: сталь 45
Материал: сталь А12
Технические требования
Допускаемое
отклонение, мм
Технические требования
Торец А не должен иметь биения
относительно оси 0 10Х
0,05
Примечание. Резьба М8 должна быть изготовлена по
допускам 3 класса точности.
1. 0 20Х не должен иметь биения от-
носительно оси отверстия
2. Торцы А и Б не должны иметь бие-
ния относительно оси отверстия
Допускаемое
отклонение, мм
0,03
0,04
ОСЬ РУКОЯТКИ 1К62-06-182
Материал: сталь А12
Технические требования Допускаемое отклонение, мм
0 10Х и 0 13Г не должны иметь биения относительно оси 0,03
Примечание. Резьба Мб должна быть изготовлена
по допускам 3 класса точности.
19—760
— 289 —
I'O+S'il пщпгиу
ПРУЖИНА 1K62-06-183
Материал: сталь П
Число витков: рабочих — 2; полное — 4
Длина проволоки 157 леи
ШПОНКА 1К62-06-184
Материал: сталь 45
— 290 —
ПРУЖИНА 1К62-06-186
Материал: сталь 60С2. Термическая обработка 60С2-М48.
Оксидировать
Число витков: рабочих1—9; полное—11
Длина проволоки L = 1560 мм.
Примечания: I. Концы пружины прижать и шлифо-
вать.
2. Усадка при Ртах = 202±12 кг должна быть не более
2 мм.
3. Допуск на кривизну не более 2 мм.
4. Отклонение оси пружины от угольника 2,5 лги.
— 291 —
По а-а
292
ЩИТОК 1К62-06-188
Сварочный чертеж
Примечания: 1. Отклонение прямолинейности двух сто-
рон допускается в пределах 2 мм на сторону.
2. Острые углы округлить.
3. Красить К-Н.
ПЕТЛЯ 1К62-06-188/2
Материал: МСт. 2
Примечание. Длина в развернутом виде 89 мм.
ЩИТОК 1К62-06-188/1
Материал: МСт. 2
Примечание. Отклонение прямолинейности двух сто-
рон допускается в пределах 2 мм на сторону.
ФИКСАТОР 1К62-06-189
Материал: сталь 45
Термическая обработка 45-В42. Оксидировать
— 293 —
ПРОКЛАДКА 1К62-06-191
Материал: паронит вальцованный, ГОСТ 481—47
ПРОКЛАДКА 1К62-06-193
Материал: картон
90,5.
R1
ФЧЧ
<641
.J
R0.3
А
<639
<645
НОУ
022
33*21см профиль)
Гравировка букв выс-
тупает д') 0,3 мм
Узел -4
Фер 31.7
9няя 33
Место гравировки
клеймо завода-
-изготовитсля
ьГизделия
7,2.5° 22.5° / Гравировка выему
/ пает до 0,3 мм
0 25
91,5
0 22
ПРОКЛАДКА 1К62-06-194
Материал: маслостойкая резина
ПРОБКА 1К62-06-192
Материал: аминопласт красный, ГОСТ 9359—6С.
Карачаровский завод пластмасс, изделие № 2048.
Допуски на .все свободные размеры по 7 классу точности
— 294 —
ПРОКЛАДКА 1К62-06-195
Материал: паронит вальцованный, ГОСТ 481—47
ПРОКЛАДКА 1К62-06-196
Материал: лента стальная, ГОСТ 503—41, ОМ-М-ПТ-Т.
Примечание. Прокладки по толщине изготовлять по
указанию сборочного цеха. 4=0,4: 4=0,2 мм.
ПРОКЛАДКА 1К62-06-197
238
Материал: паронит вальцованный, ГОСТ 481—47
ПРОКЛАДКА 1К62-06-199
Материал: паронит вальцованный, ГОСТ 481—47
— 296 —
ПРОКЛАДКА 1К62-06-200
Материал: паронит вальцованный, ГОСТ 481—47
ПРОКЛАДКА 1К62-06-201
Материал: паронит вальцованный, ГОСТ 481-47
— 297 —
ШАРИК 1К62-06-205
Материал: фенопласт 1 типа, ГОСТ 5689 —51
Технические требования
Соосность 0 14,9 и резьбы тр. проверяется калибром.
Примечание. Размеры без допусков выполнять по
7 классу точности.
ПРОКЛАДКА I К62-06-203
Материал: паронит вальцованный, ГОСТ 481 47
-- 298
РУКОЯТКА 1К62-06-207
Материал: фенопласт 1 типа, ГОСТ 5689 -51
Карачаровский завод пластмасс. Изделие 2050.
Технические требования
1. Допуск на свободные размеры по 7 классу точности.
2. Биение торца А относительно оси отверстия 0 I6A до
0,2 мм.
3. Допускаются следы технической обработки по месту разъе-
ма пресс-формы.
4. Допускается утопание втулки относительно торца А до
0.2 мм.
5. Вес фенопласта 0,125.
Вес втулки 0,061.
ВТУЛКА 1 К62-06-207/1
Материал: сталь AI2. Оксидировать
Технические требования Допускаемое отклонение, мм
Торец А не должен иметь биения от- носительно оси отверстия 0 16А 0,05
Примечание. Допускается ромбическая накатка с ша-
гом 0,8, ГОСТ 26017
— 299 —
КОЛЬЦО УПЛОТНИТЕЛЬНОЕ 1К62-06-209
Материал: фетр
Перед постановкой
смазать таВотом
КРЫШКА 1К62-06-210
Материал: картон
Примечание. Изготовить из отходов от прокладок.
— 300 —
ШАЙБА 1К62-06-217
Материал: сталь 45
КНОПКА 1К62-06-228
Материал: сталь А12
Примечания: 1. Резьба М8 должна быть изготовлена
по 3 классу точности.
2. Завернуть в деталь IK62-06-100 на карбинольном клее.
ШТИФТ 1К62-06-229
Материал: сталь У8
ПРОБКА 1KG2-06-230
Материал: сталь А12. Термическая обработка А12-ЦН.
Примечания: 1. Резьба 10Х1 должна быть изготовлена
по допускам 3 класса точности.
2. Оксидировать.
— 304 —
20-760
oo
о
сл
Под конический штифт 5*35
ВАЛИК 1К62-06-232
Материал: сталь 45
Технические требования Допускаемое отклонение, мм
1. 0 28Х, 0 20П, 018Х и 0 16С не должны иметь биения относи- тельно оси 0,03
2. Торец А не должен иметь биения относительно оси 0 18Х 0,03
3. Внешние стороны ветвей улитки должны быть симметричны относи- тельно 0 28Х 0,05
— 90S —
КРЫШКА I К62-06-250
Материал: волокнит, ГОСТ 5689—60.
Примечания: 1. Допуски на свободные размеры по
7 классу точности.
2. Допускается конусность в пределах допуска.
3. Допуски между центрами крепежных отверстий ± 0,15.
••V остальное
Д-Д
11 |\4о/п0 09 По контуру в
кКдои45а
КРЫШКА (изделие 3250) 1К62-06-252
Материал: волокнит, ГОСТ 5689--60.
Примечания: 1. Свободные размеры по 7 классу точ-
ности.
2. Неуказанные радиусы до 1 -им.
3. На поверхности В допускаются следы от выталкивате-
лей глубиной до 0,5 льи.
4. Допускается коробление плоскости Г не более 1 мм.
— 308 —
ГЛАЗОК (изделие 3623) 1К62-06-253 Л ПТ МРТУ6 № 871 62
Примечания: I. Свободные размеры по 7 классу точ-
ности.
2. Неуказанные радиусы до R = 0,5.
oj остальное
ВТУЛКА 1К62-06-254/1
Материал: сплав ЦАМ4-1
Карачаровский завод пластмасс. Изделие 2058/1
Технические требования
Торцы А не должны иметь биения от-
носительно оси отверстия 0 18А
0,05
Допускаемое
отклонение, мм
— 309 —
A-A
Накатке прямая
lutti t-0,8, ОСГ 26018
Я fW
Б-Б
К6.Ч
29
ЙЗЧ
,5A3
24
Горцы А не должны
иметь биения отно-
сительно оси атВ
Ф18А 0,05
fl- fl
МАХОВИЧОК 1К62-06-254
Материал: волокнит, ГОСТ 5689—60
Карачаровский завод пластмасс. Изделие 2058
Технические требования Допускаемое отклонение, мм
Допускаемое биение на ободе:
а) со втулкой 0 18А
радиальное 0,5
торцовое 0,5
б) со втулкой 0 20А
радиальное 0,25
торцовое 0,25
Примечания: 1. Допуски на свободные размеры по 7
классу точности.
2. Допускаются следы механической обработки в местах
разъема пресс-формы.
3. Допускается ромбическая накатка с шагом t = 0,8, ГОСТ
26017.
4. Материал втулки: сталь А12. Втулку оксидировать.
— 310 -
По A A
ЭКРАН (изделие 4121) 1К62-06-255
Материал: ударопрочный полистирол ВП2,
ВТУКХЗ 46-61.
Примечай и я: 1. Цвет белый.
2. Свободные размеры по 7 классу точности.
ШТИФТ 1К62-06-275
Материал: сталь А12 калиброванная
Технические требования
Допускаемое
отклонение, мм
0 8 не должен иметь биения относи-
тельно оси детали
0,1
ВТУЛКА 1К62-06-276
Материал: труба 17, ГОСТ 3262—55
— 311 —
ШПИЛЬКА 1К62-06-277
Материал: сталь А12.
Термическая обработка шлицев — цианирование.
Примечание. Оксидировать.
ПРОБКА 1К62-06-278
Материал: сталь А12.
Термическая обработка головки А12-ЦН
Примечание. Допуск резьбы по 3 классу точности,
ОСТ/НКТП 1255 и 1252.
— 312 —
ha a-a
ВАЛ-ШЕСТЕРНЯ IX ОСИ 1K62-06-3I0
Материал: сталь 40Х.
Термическая обработка местная 40Х-ТВЧ-42-48
Технические требования
Допускаемое
отклонение, мм
1. 0 28Х и 0 38Х не должны иметь
биения относительно оси
2. Шпоночная канавка должна быть
параллельна оси
3. Шпоночная канавка должна быть
симметрична оси
Венец г= 10; т=3
Коэффициент сдвига
Величина сдвига
Зуб корригированный
Класс точности и группа шумности
Толщина зуба (длина общей нор-
мали)
Биение начальной окружности за обо-
рот колеса
0,03
0,04 на длине 100
0,05 .
х=+0,412
хт=4-1,236
3, III
с,-о.1о
14,55—0,18
0,07
ШЕСТЕРНЯ IK62-0G-3I1
Материал: сталь 45
Технические требования
Допускаемое
отклонение, мм
I. 0 П5Л не должен иметь биения
относительно оси отверстия 0 70А
2. Торцы А и Б не должны иметь
биения относительно осн отверстия
0 70А
0,04-
0,05
^2.
Полировать /j. j
и хромировать' |
s
1*4 5
5^
7x05
1*45
10
20А у
31*4
Е
*
сз
об
2=ЧГ,М?1
По а -а.
0Z8A
6
94,5
/хЧ5°
I 2/.5J
ГГ7-77Г
ШЕСТЕРНЯ IK62-06-312
310s
Материал: сталь 45
Венец z=41; т= 1
Класс точности и группа шумности 3,111
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей нор- мали) За оборот колеса биение: начальной окружности на одном зубе Биения не должно быть: по торцу А по торцу Б Отклонение направления зуба АВ io ос —0,07 !3,86 _0>15 0,11 0,04 0,03 0,03 0,015
— 314 -
ВАЛИК-ШЕСТЕРНЯ 1К62-06-314
Материал: сталь 40Х
Термическая обработка зубьев 40Х-ТВЧ-42-48
Технические требования Допускаемое отклонение, мм
1. Шейки 0 25П, 0 ЗОД, 0 ЗОН, 0 20П не должны иметь биения относительно оси 0,03
2. Торцы А и Г не должны иметь бие- ния относительно оси 0 25П 0,03
3. Торцы Б и В не должны иметь биения относительно оси 0 ЗОН 0,03
4. Пазы шириной 10 лл должны быть симметричны относительно 0 ЗОД и расположены между выступами шлицев (каждый в отдельности) 0,3
5. Торец Д не дол.жен иметь биения относительно оси 0 20П 0,03
6. Шлицы должны быть параллельны оси валика 0,02 на длине шлицев
7. Оси валика и отверстия 0 16
должны быть соосны
>
0,2
Венец г=14, ш=2,25
Корригированный зуб Технические требования для венца Коэффициент сдвига г=+0,6 Величина сдвига т= + 1,35 Класс точности и группа шумности 3; III Толщина зуба (длина общей нормали) За оборот колеса биение: Допускаемое отклонение, мм 11 з —0,10 —0,18
начальной окружности 0,11
на одном зубе 0,04
Отклонение направления зуба АВ 0,015
КОЛЬЦО ДЕЛИТЕЛЬНОЕ 1K62-06-3I5
Материал: сталь 45
Технические требования
I. Наружный 0 !144 не должен иметь
биения относительно оси отверстия
0Г15А
2. Торны А и Б не должны иметь
биения относительно оси отверстия
0 115А
Допускаемое
отклонение, мм
0,04
0,04
П р и м е ч а н и е. Нанести 200 делении. Цифры нанести
через 10 делений с 0 до 190. Цифры высотой 3 мм. Риски чер-
нить. Ширина риски 0,5—0.05.
ПАЛЕЦ 1К62-06-316
Материал: сталь 40Х
Термическая обработка 40X-M33-36
Технические требования Допускаемое отклонение, мм
1. 0 10Х и 0 8Г не должны иметь биения относительно оси 0,02
2. Торен А не должен иметь биения относительно оси 0 ЛОХ 0,03
- 316 —
ФЛАНЕЦ 1К62-06-317
Материал: сталь 45
Технические требования Допускаемое откло- нение, .мм
Плоскость А должна быть прямо- линейна 0,03
— 317 —
1К62-07
Обозначение Номер листа Наименование Куда входит или к детали Коли- чество на узел Вес, кг Материал
1 шт. на узел
1К62-07-01 2 Сборочный чертеж ко- робки подач
1К62-07-01 3 Сборочный чертеж ко- робки подач
1К62-07-01 4 Сборочный чертеж ко- робки подач
IK62-07-01 5 Сборочный чертеж ко- робки подач
1 К.62-07-01 6 Сборочный чертеж ко- робки подач
1К62-07-01 7 Сборочный чертеж ко- робки подач
IK62-07-01 8 Сборочный чертеж ко- робки подач
Детали чугунные
1 К62-07-11 9 Корпус коробки подач 1 К62-07-11 1 32 — СЧ 15-32
1 К62-07-60 10 Крышка 1 К62-07-11 1 16,7 — СЧ 15-32
1 К62-07-14 12 Плита 1 К62-07-11 1 2,5 — СЧ 15-32
1 К62-07-15 13 Плита 1 К62-07-11 1 2,1 — СЧ 15-32
1 К62-07-16 13 Переключатель 1 К62-07-80 1 1,5 — МСЧ 21-40
1 К62-07-17 14 Барабан 1 К62-07-101 1 3,2 — СЧ 15-32
1 К62-07-19 15 Кронштейн 1 К62-07-24 1 1,5 — СЧ 15-32
1 К62-07-20 16 Фланец I оси 1 К62-07-11 1 1,6 — СЧ 15-32
1 К62-07-22 17 Фланец I оси 1 К62-07-11 1 0,53 — СЧ 15-32
1 К62-07-23 17 Фланец 11 оси 1 К62-07-11 1 0,5 — СЧ 15-32
1 К62-07-24 18 Фланец 1 К62-07-19 1 0,64 — СЧ 15-32
1 К62-07-25 18 Фланец 1 К62-07-15 1 0,217 — СЧ 15-32
1 К62-07-26 18 Корпус насоса 1 К62-07-11 1 0,53 — СЧ 15-32
1 К62-07-27 18 Втулка 1 К62-07-11 1 0,5 — СЧ 15-32
1 К62-07-28 19 Кронштейн 1 К62-07-15 1 0,8 — СЧ 15-32
1 К62-07-29 19 Вилка 1 К62-07-115 1 0,33 — МСЧ 21-40
1 К62-07-30 20 Вилка 1 К62-07-123 1 0,85 — КЧ 37-12
1 К62-07-31 20 Планка I К62-07-72 1 0,33 — СЧ 15-32
1 К62-07-32 20 Вилка 1 К62-07-124 1 0,23 — СЧ 15-32
1 К62-07-33 21 Рычаг 1 К62-07-126 1 0,5 СЧ 15-32
1 К62-07-34 21 Рычаг 1 К62-07-28 1 0,5 — КЧ 37-12
1 К62-07-35 22 Рычаг 1 К62-07-125 1 0,23 — КЧ 37-12
1 К62-07-36 22 Рычаг 1 К62-07-151 1 0,1 — СЧ 15-32
1 К62-07-37 22 Рычаг 1 К62-07-126 2 0,12 0,24 СЧ 15-32
1 К62-07-38 22 Рычаг 1 К62-07-151 1 0,17 — СЧ 15-32
1 К62-07-40 23 Сухарь 1 К62-07-37 3 0,014 — СЧ 15-32
1 К62-07-41 23 Сухарь 1 К62-07-37 1 0,021 — СЧ 15-32
1 К62-07-42 23 Вилка 1 К62-07-33 1 0,055 — МСЧ 21-40
1 К62-07-43 24 Втулка 1 К62-07-71 1 0,15 — СЧ 15-32
1 К62 -07-44 53 Проставок 1 оси 1 K62-07-I07 1 0,06 — СЧ 15-32
1 К62-07-45 24 Проставок III оси 1 К62-07-123 1 0,16 — СЧ 15-32
1 К62-07-48 25 Кронштейн ‘ 1 К62-07-14 1 1,0 — СЧ 15-32
1 К62-07-50 25 Втулка 1 К62-07-11 1 0,29 — СЧ 15-32
1 К62-07-51 26 Фланец III оси 1 К62-07-11 1 1,4 — СЧ 15-32
1 К62-07-55 — Кольцо II оси — 1 0,16 — СЧ 15-32
21—760
— 321
П родолженчс
Обозначение Номер листа Наименование Куда входит или к детали Количест- во на узел Вес. кг Материал
1 шт. на узел
Детали из цветных металлов
1 К62-07-61 27 Втулка 1 К62-07-85 1 0,11 — Бронза ОЦС Б-6-6-3
1 К62-07-62 27 Втулка 1 К62-07-84 1 0,21 — Бронза ОЦС Б-6-6-3
1 К62-07-63 28 Трубка 1 К62-07-11 1 0,032 •— Трубка из красной ме- ди 0 бЛ
1 К62-07-66 28 Трубка 1 К62-07-11 1 0,006 •— Трубка из красной ме- ди 0 «Л
Детали стальные
1 К62-07-71 29 Копир 1 К62-07-43 1 1,0 — Сталь 45
1 К62-07-72 29 Копирная линейка 1 К62-07-14 1 1,3 — Сталь 45
1 К62-07-73 30 Копир 1 К62-07-115 1 0,4 — Стал1, 45
1 К62-07-74 30 Копир 1 К62-07-115 1 0,53 — Сталь 45
1 К.62-07-75 31 Копир 1 К62-07-115 1 0,52 — Сталь 45
1 К62-07-76 31 Звездочка 1 К62-07-77 1 0,4 — Сталь ШХ15
1 К62-07-77 32 Шестерня 1 К62-07-76 1 0,47 — Сталь 20Х
1 К62-07-78 32 Шестерня 1 К62-07-110 1 0,13 — Сталь 40Х
1 К62-07-79 32 Шестерня 1 К62-07-16 1 0,43 — Сталь 40Х
1 К62-07-80 32 Шестерня 1 К62 07-112 1 0,65 — Сталь 40Х
1 К62-07-81 33 Шестерня 1 К62-07-110 1 0,9 — Сталь 40Х
1 К62-07-82 33 Шестерня 1 К62-07-109 1 0,55 — Сталь 40Х
1 К.62-07-83 33 Шестерня I К62-07-114 1 0,3 — Сталь 40Х
1 К62-07-84 33 Шестерня 1 К62-07-62 1 0,4 — Сталь 40Х
1 К62-07-85 34 Шестерня 1 К62-07-61 1 0,32 — Сталь 40Х
1 К62-07-86 34 Шестерня 1 К62-07-112 1 0,4 — Сталь 40Х
1 К62-07-87 34 Шестерня 1 К62-07-113 1 0,39 — Сталь 40Х
1 К62-07-88 34 Шестерня 1 К62-07-110 1 0,4 — Сталь 40Х
1 К62-07-89 35 Шестерня-муфта 1 К62-07-111 1 0,4 — Сталь 40Х
1 К62-07-90 35 Шестерня 1 К62-07-114 1 0,41 — Сталь 40Х
1 К62-07-91 35 Муфта 1 К62-07-112 1 0,35 — Сталь 40Х
1 К62-07-92 35 Муфта 1 К62-07-111 1 0,415 — Сталь 40Х
1 К62-07-93 35 Шестерня 1 K62-07-1I1 1 0,66 — Сталь 40Х
1 К62-07-94 36 Шестерня 1 К62-07-111 1 0,54 — Сталь 40Х
1 К62-07-95 36 Шестерня 1 К62-07-111 1 0,45 — Сталь 40Х
1 К62-07-97 37 Шестерня 1 K62-07-1I1 1 0,26 — Сталь 40Х
1 К62-07-98 37 Шестерня 1 К62-07-111 1 0,34 — Сталь 40Х
1 К62-07-99 37 Шестерня 1 К62-07-111 1 0,18 — Сталь 40Х
1 К62-07-100 37 Шестерня 1 К62-07-111 1 0,17 — Сталь 40Х
1 К62-07-101 38 Шестерня 1 К62-07-28 1 0,83 — Сталь 45
1 К62-07-102 38 Шестерня 1 К62-07-15 1 0,65 —- Сталь 45
1 К62-07-103 39 Шестерня 1 К62-07-15 1 0,2 — Сталь 45
1 К62-07-105 39 Шестерня 1 К62-07-19 1 0,3 — Сталь 45
1 К62-07-106 39 Валик-шестерня I К62-07-19 1 0,27 — Сталь 45
1 К62-07-107 40 Вал-шестерня I осп — 1 1,15 — Сталь 40Х
1 К62-07-108 40 Вал-муфта I оси — 1 0,96 — Сталь 40Х
1 К62-07-109 41 Валик-шестерня II оси - — 1 1,15 — Сталь 40Х
1 К62-07-110 41 Валик I оси — 1 1,42 — Сталь 45
1 К62-07-111 42 Валик I оси — 1 1,25 Сталь 45
— 322 —
П родолжение
Коли- Вес , кг
Обозначение Номер листа Наименование Куда входит или к детали чество на на Материал
узел узел
1К62-07-112 42 Валик III оси я— 1 1,45 — Сталь 45
1 К62-07-113 43 Вал II оси — 1 1,17 — Сталь 45
1 К62-07-114 43 Вал III Оси — 1 0,59 — Сталь 45
1 К62-07-115 44 Валик V оси —: I 1,64 — Сталь 45
1 К62-07-116 44 . Тяга IV оси — 1 0,8 — Сталь 45
1 К.62-07-117 45 Тяга 1 К62-07-18 1 0,42 — Сталь 40Х
1 К62-07118 45 Палец 1 К62-07-16 1 0,07 — Сталь 40Х
1 K62-07-I20 45 Ось II оси 1 К62-07-11 1 0,39 — Сталь 45
1 К26-07-121 46 Ось 1 К62-07-14 1 0,22 •— Сталь AI2
1 К62-07-122 46 Ось 1 К62-07-16 1 0,2 — Сталь А12
1 К62-07-123 47 Ось III оси 1 К62-07-27; 45 1 0,28 — Сталь А12
IK62-07-125 73 Ролик 1 К62-07-33; 35; 37 4 0,01 — Сталь 40Х
1К62-07-127 48 Соединительная муфта 1 К62-07-108 1 0,91 — Сталь 45
1 К62-07-128 48 Соединительная муфта 1 К62-07-113 1 0,51 — Сталь 45
1 К62-07-129 48 Шпилька 1 К62-07-21 1 0,18 — Сталь А12
1К62-07-130 48 Гайка 1 К62-07-23 1 0,42 — Сталь 45
1 К62-07-131 49 Ганка 1 К62-07-20 1 0,30 — Сталь 45
1 К62-07-132 49 Гайка 1 К62-07-33 2 0,1 — Сталь 45
1 К62-07-133 49 Проставок 1 К62-07-П1 2 0,06 — Сталь 45
1 К62-07-134 49 Винт 1 К62-07-11 2 0,2 0,4 Сталь AI2
1 К62-07-135 50 Шайба поводковая 1 К62-07-124 1 0,12 ’ Сталь 45
1 К62-07-136 50 Коллектор 1 К62-07-26 1 0,1 — Сталь Л12
1 К62-07-139 51 Палец запорный 1 К62-07-157 1 0,028 — • Сталь 45
1 К62-07-141 51 Ролик 1 К62-07-76; 77 3 0,026 0,078 Сталь У8
1 К62-07-142 51 Штифт 1 К62-07-116 2 0,003 0,006 Сталь 45
1 К62-07-143 52 Винт 1 К62-07-11 1 0,03 — Сталь 45
1 К62-07-144 52 Винт 1 K62-07-I29 I 0,06 — Сталь А12
I К62-07-147 53 Плунжер 1 К62-07-26 1 0,058 — Сталь 40Х
I К62-07-148 53 Стакан 1 К62-07-76 6 0,07 0,42 Сталь 40Х
1 К62-07-149 53 Шайба 1 К62-07-143 1 0,01 — Сталь 45
1 К62-07-152 54 Палец I К62-07-38 2 0,03 — Сталь 45
1 К62-07-153 54 Палец I К62-07-36 1 0,0093 — Сталь У8
1 К62-07-155 55 Втулка V осн 1 К62-07-11 1 0,1 СЧ 15-32
1 К62-07-156 55 Втулка 1 К62-07-16 1 0,07 Сталь А12
1 К62-07-157 55 Вилка 1 К62-07-139 1 0,052 Сталь 45
1К62-07-158 55 Винт 1 К62-07-14 1 0,04 Сталь Л12
1 К62-07-159 56 Кольцо 1 К62-07-34 1 0,044 Сталь 15
1 К62-07-160 56 Кольцо I оси 1 К62-07-108 1 0,092 Сталь 45
1 К62-07-161 56 Кольцо I оси 1 0,078“ Сталь 45
1 К62-07-162 56 Шайба 1 К62-07-120; 121 1 0,02 0,02 Сталь 45
1 К62-07-163 57 Кольцо II оси 1 К62-07-113 1 0,032 Сталь 3
1К62-07-164 57 Кольцо II оси 1 К62-07-11 1 0,031 Сталь 3
1 К62-07-165 57 Кольцо II оси 1 К62-07-109 1 0,03 Сталь 3
1К62-07-166 57 Кольцо I оси 1 К62-07-108 1 0,03 Сталь 45
1 К62-07-168 58 Кольцо IK62-07-I11; 112 2 0,017 0,034 Сталь 45
1 К62-07-169 1 К62-07-169/1 59 60 Крышка Крышка 1 К62-07-11 1 1 1,018 1 — Сварочный чертеж Сталь 08-Ш-Г
1 К62-07-169/2 60 Скоба 1 К62-07-169/1 1 0,001 — МСт. 2
— 323 —
Продолжение
Обозначение Номер листа Наименование Куда входит или к детали Количест- во на узел Вес, кг Материал
1 шт. на узел
1 К62-07-169/3 60 Маслоотражатель 1 К62-07-169 1 0,001 — МСт. 2
1 К62-07-170 61 Таблица 1 К62-07-17 1 0,29 — Сталь 15 холоднокатаная
1 К62-07-174 66 Шайба — 1 0,029 — Сталь 45
1 К62-07-175 69 Ось 1 К62-07-11 1 0,06 — Сталь 65Г
1 К62-07-176 69 Ось 1 К62-07-11 3 0,06 ' — Сталь 65Г
1 К.62-07-178 72 Валик-шестерня — 1 0,34 — Сталь 45
1 К62-07-191 24 Указатель расположе- ния шестерен 1 К62-07-11 1 0,004 — Сталь 08-ПТ холоднокатаная, ГОСТ 914-47
1 К62-07-192 70 Винт 1 К62-07-15 2 0,02 — Сталь Л12
1 К62-07-193 70 Ось 1 К62-07-71 1 0,015 — Сталь У8
1 К62-07-194 — Экран — 1 0,01 0,01 Сталь 08-II1-ВГ
1 К62-07-195 66 Штифт — 1 0,002 0,002 Сталь 60С2
1 К62-07-196 — Указатель установки рукояток — 1 0,14 0,14 Сталь 15 холоднокатаная
1 К62-07-198 — Шайба — 1 0,002 0,002 Сталь 3
1 К62-07-202 — Гайка — 2 0,06 0,12 Сталь 45
1 К62-07-300 — Ось — 2 0,024 0,048 Сталь У8
1К62-07-177 — Указатель у — 1 0,03 — Сталь 15 холоднокатаная
1 К62-07-203 Рукоятка 1 0,562 — Фенопласт 1 типа, ГОСТ 5689 -51
1 К.62-07-203/1 — Втулка — 1 0,135 — ЦАМЧ-1 •
1 К62-07-203/2 — Палец поводковый — 1 0,016 — Сталь 60С2
1 К62-07-204 — Рукоятка — 1 0,309 — Фенопласт I типа, ГОСТ 5689-51
1 К62-07-204/1 — Втулка Детали и других материалов 1 0,084 — Сталь Л12
1 К62-07-183 63 Уплотнительное кольцо 1 К62-07-17 1 0,0034 — Смесь СЮ
1 К62-07-184 63 Уплотнительная пробка 1 К62-07-11 1 0,0002 — Маслостойкая резина
1 К62-07-185 64 Прокладка 1 К62-07-12 1 — — Паронит вальцованный, ГОСТ 481—47
1 К62-07-186 64 Прокладка 1 К62-07-13 1 — — Паронит вальцованный, ГОСТ 481-47
1 К62-07-187 65 Прокладка 1 К62-07-20 1 — — Паронит вальцованный, ГОСТ 481—47
1 К62-07-188 65 Прокладка 1 К62-07-21 1 — — Паронит вальцованный, ГОСТ 481—47
1 К62-07-189 65 Прокладка 1 К62-07-23 1 — — Паронит вальцованный, ГОСТ 481—47
1 К62-07-190 65 Уплотнительное кольцо 1 К62-07-131 1 0,0026 — Смесь СЮ
1 К62-07-210 — Проставок I оси — 1 0,018 — Волокнит, ГОСТ 5689-60
1 К62-07-301 — Шайба — 1 0,001 — Сталь 45
1 К62-07-200 — Таблица 1 1 — — Сталь 15 холоднока- таная
1 К62-07-215 Глазок — 1 0,004 — ЛСО
1 К62-07-214 — Шестерня — 1 0,027 — Капрон
1 К62-07-216 Крышка 1 0,9 ’— Высокопрочный поли- стирол ВП-1, ВТУ КХ346-61
— 324 —
П родолжение
Обозначение Номер листа Наименование Куда входит или к детали Коли- чество на узел Вес. кг Материал
1 шт. на узел
Детали, идущие от других узлов станка 1 К62
1 K62-02-I90 — Наконечник — 4 0,02 0,08 Сталь А12
1 K62-OG-253 — Глазок — 1 0,01 0,01 Прозрачная пластмасса
1 KG2-0G-2I0 — Крышка 1 К62-06-206 1 •— — Картон
1 К62-02-270/2 — Стержень рукоятки — 4 — — Картон
1 К62-02-188 — Заглушка — 1 — — Сталь А12
1 К62-06-145 — Ось ролика — 1 — — Сталь А12
№ по- зиции Обозначение Наименование Количество на узел О X с я К детали =г Обозначение Наименование Количество на узел К детали
НОРМАЛИ МИНИСТЕРСТВА
К11-1 Гайка нормальной высоты К22-4 Винт установочный
39 МбхЮ 1 1К62-07-300
1 М24 1 1К62-07-129 40 МбхЮ 1 1К62-07-61
К 11-2 Гайка низкая 41 МбхЮ, 1 1К62-07-62
4 42 М8Х12 1 1К62-07-131
5 М8 1 1К62-07-158 М6Х12 2 1К62-07-16
6 М12 1 45 1К62-07-143 М12Х15 I 1К62-07-14
7 М10 1 47 1К62-07-144 М8Х12 1 1К62-07-43
48 М10Х12 1 1К62-07-136
К21-1 Винт чистый с шестигранной головкой дд М12х15 1 1К62-07-15
11 М8х22 1 1К62-07-120
12 М8х22 1 1К62-07-117 50 М12Х15 1 1К62-07-17
51 /412x18 1 1К62-07-14
hzi-b иинт с потайной головкой
52 М12Х18 1 1К62-07-15
14 М6х15 1 1К62-07-301 53 М8Х 12 1 1К62-07-121
54 М8Х 12 4 1К62-07-27
К21-8 Винт с цилиндрической г 1 ОЛОВКОЙ -- 55 М8Х18 3 1К62-07-24
18 М8Х12 2 1К62-07-28 56 М12Х18 1 1К62-07-204
K2I-9 Винт с головкой и внутренним и 1естигранником
21 М8Х18 13 1К62-07-13 К41-1 Штифт конический
22 М8Х18 3 1К62-07-24
23 М8Х18 2 1К62-07-25 57
24 М8Х18 1 1К62-07-48 58
25 т> 59 5X40 1 1К62-07-135
26 М8Х26 1 1К62-07-15 60 5X18 1 1К62-07-28
27 М8Х26 2 1К62-07-26 61 5X36 1 1К62-07-73
28 М8х26 2 1К62-07-31 62 5X3G 1 1К62-07-74
29 М8Х35 4 1К62-07-14 63 5X30 1 1К62-07-16
30 М8х45 8 1К62-07-12 64 5x50 1 1К62-07-75
31 М10Х20 3 1К62-07-51 65 5X45 1 1К62-07-204
32 М10Х22 3 1К62-07-23 66 6X36 1 1К62-07-31
33 М10х20 3 1К62-07-20 67 8X45 2 1К62-07-127
34 М10Х22 3 1К62-07-22 68 8X45 2 1К62-07-128
35 М10Х20 2 1К62-07-120 69 5x45 1 1К62-07-51
36 М12-26 2 1К62-07-11 70 8X30 1 1К62-07-32
37 М8Х40 2 1К62-07-48 71 8X30 2 1К62-07-48
— 325 —
№ по- зиции Обозначение Наименование Количество на узел К детали
К41-2 Штифт контрольный с внутренней резьбой
72 8X45 2 1К62-07-14
73 8X60 2 1К62-07-12
74 8X36 2 1К62-07-11
76 8X36 1 1К62-07-155
К44-1 Штифт цилиндрический
76 4ГХ12 1 1К62-07-120
77
78 4ГХ12 1 1К62-07-26
79 6ГХ12 1 1К62-07-11
81 8Гх22 1 1К62-07-33
82 8ГХ22 1 1К62-07-34
83 8ГХ22 1 1К62-07-35
84 8ГХ25 1 1К62-07-135
85 8ГХ25 1 1К62-07-35
86 8ГХ30 2 1К62-07-37
87 8Гх25 1 1К62-07-102
88 ЮГхЗО 1 1К62-07-38
89 10С3х36 1 1К62-07-14
90
91 5С3Х22 3 1К62-07-115
К44-2 Штифт цилиндрический с внутренней резьбой
К51-1 Шайба чистая
97 24 1 1К62-07-129
8 13 1К62-07-216
К54-1 Шайба концевая
99
К74-1 Шайба пружинная облегченная
100 8 1 1К62-07-120
101
102 8 1 1К62-07-158
103 8 1 1К62-07-174
104
К79-1 Проставок под винт
105 5,5 1 1К62-07-23
105а 9 1 1К62-07-14
К83-1 Г возд ь для металла
106 2,6X6 2 1К62-07-196
107 2,6x6 2 1К62-07-191
108 2,6x6 4 1К62-07-170
109
С98-3 Пробка с внутренним шестигранником
ПО К4/2" 1 1К62-07-11
111
№ по- зиции Обо значение Наименование Количество на узел К детали
НОРМАЛИ ЗАВОДСКИЕ
Кб-31 Гайка установочная со шпонкой
30x1,5x4
112 НК п 1 1К62-07-108
М10Х10 Винт 1
12x5 Шпонка 1
К81-2 Заклепка
А2.6Х8 1 1К62-07-12
115 А2.6Х8 4 1К62-07-177
К12-15 Штифт цилиндрический р езьбовой
117 М8х22 1 1К62-04-11
С9-25 Кол ьцо упорное
118
119 35x47 1 1К62-07-76
120 35x47 1 1К62-07-105
С9-28 Кольцо пружинное на вал
121 18 1 1К62-07-147
122 30 1 1К62-07-34
123 32 2 1К62-07-111
124 35 1 1К62-07-109
125 25 1 1К62-07-110
126 70 1 1К62-07-101
127 35 1 1К62-07-105
С9-30 Кольцо пружинное в отверстие
127 40 2 1К62-07-79
128 62 2 1К62-07-77
129 75 2 IK62-07-16
С10-16 Втулка
18Х25НХ30
133 1 1К62-07-11
СЧ. 15-32
С12-51 Пружина цилиндрическая сжатия
136 0,5x4x25 6 1К62-07-148
137 1,6X8X45 1 1К62-07-14
138 1,6x8x26 1 1К62-07-17
139 1,6X8X40 1 1К62-07-49
140 1,6x8x52 1 1К62-07-147
141 1,6X8X10 1 1К62-07-15
142 1,6X8X30 1 1К62-07-15
143 1,6x8x30 1 1К62-07-14
МКС 13-13 Ролик
145 16 1 1К62-07-153
146
147
148
149
150
151 16 2 1К62-07-146
152 16 1 1К62-07-102
153 16 1 1К62-07-135
— 326 —
6 s c s Обозначение Наименование Количество на узел К детали 1 № по-| знции Обозначение Наименование Количество на узел К детали
Камень С13-12 194 30x55x9 2 1К62-07-108
№ 7000106
154 16 1 1К62-07-34 195
197 35x62x9 2 IK62-07-77
С19-11 Фланец упорн ый № 7000107
156 Б51,5 1 1К62-07-21 198 45X75X11 № 709 2 1К62-07-80
190 25х52х 15 1 1К62-07-110
06-11 Шпонка призматическая закладная № 205
159 6x6x25 1 1К62-07-101 Роликоподшипники конические
201 17x40x13,5 1 1К62-07-110
№ 7203
06-26 Шпонка сегментная 202 20X47X15,5 1 1К62-07-109
162 № 7204
163 5X19 1 1К62-07-111 203 20x47x15,5 1 1К62-07-110
164 5x19 1 1К62-07-112 № 7204
165 5X19 1 1К62-07-115 204 20X47X15,5 № 7204 1 1К62-07-111
166 5x22 1 1К62-07-117 205 20x47x15,5 2 1К62-07-114
167 8x28 1 1К62-07-109 № 7204 Г
206 25X52X16,5 1 1K62-07-I09
170 № 7205
207 25x52x16,5 1 1К62-07-112
№ 7205
Л14-4 Держатель для фитиля 208 25 x 52x16,5 1 1К62-07-113
173 0,5X25 3 1К62-07-64 № 7205
174 0,5x25 7 1К62-07-65 209 30x62x21,5 1 1К62-07-107
№ 7506
210 30x55x17,2 1 1К62-07-113
A14-26 КОЛЬЦО уплотнительное № 2007106
177 30X50 1 1К62-07-130
179 HK35X50 1 1К62-07-131
шарикоподшипники упорные
212
Л14-30 Кольцо уплотнительное круглое 213 30X47X11 1 1К62-07-108
181 16 1 1К62-07-149 № 8106 кл. В
182 25 1 1К62-07-136 215 35x53x12 1 1К62-07-105
183 25 1 1К62-07-253 № 8107
184 30 1 1К62-07-108 216 30x52x16 №8206кл. В 1 1К62-07-108
185
186 55 1 1К62-07-50 М100-2 Шарик
187 75 1 1К62-07-19 220 BVI з/8" Ю 25/64 2 1К62-07-15
Д61-6, ГОСТ 2494—43, шаровая рукоятка из черной 221 BVI з/8“ Ю 25/64 1 1К62-07-17
пластмассы 222 BVI 3/8" 10 25/64 1 1К62-07-26
188 30 2 1К62-07-119 223 BVI »// 1 1К62-07-136
189 30 2 1К62-02-232 224 BVI >// 1
Детали покупные Шарикоподшипники радиальные Фитиль хлопчатобумажн ый
190 17X40X12 № 203 2 1К62-07-79 227 0 6x500 1 1К62-07-64; 65
191 30Х62Х 16 1 1К62-07-89
№ 206 Трубка хлорвиниловая
192 30 x 62x16 № 206 1 1К62-07-91 230 0 6/4x40 1 1К62-02-190
193 30x55x9 1 1К62-07-107 231 0 6/4x75 1 1К62-02-190
№ 7000106 232 0 6/4x170 1 1К62-02-190
— 327 —
328
if
Нарушим 6ui
Сборочный чертеж коробки подач 1К62-07-01 (лист 1)
Сборочный чертеж коробки подач 1К62-07-01 (лист 3)
Illrli'l, К *. a*77/>//
20*47*15,5; fT- 77.04
Вид на механизм управлении
г 5 ИЗ. 06-36
6g Wmioo-i
tilth п-kin-и 1
По А - 2
1K62-0Z-J90
/
77.04
1thU7i15 5к*71Пи
механизм управления
М12* 18, к 22'4 5x50; к 411
10*47*15,5; 77.04
-------- \
549, 06-26
6g ^4ЙM100-Z
М1ПЧГ «77-й
1K62-0Z-13D
/
ПО А-А
M1Z*I8; kZZ~4 5*50; к 411
По А-А
1-1
1K62-0Z-1W
M1Z*18;kZ2-4 5*50;кШ-1
По A-A
111
MIZ*18;kZ2-4 5*5Р;кШ1
ZD*V7»15,5;ii’-77.04
10* 4 7« 15,5, Г710Ч -----------
30*55’0: Г КОНИК 30’62*16, H’ZOO
] JLf CJ L6
ЦЦ-1
По А-А
Г5>13. 06-26
Сборочный чертеж коробки подач 1К62-07-01 (лист 4)
Сборочный чертеж коробки подач 1К62-07-01 (лист 5)
Технические требования на сборку
1. Сцепление шестерен, находящихся в постоянном зацеплении,
должно быть полностью на ширину узкого венца.
2. Сцепление переключающихся шестерен должно быть уста-
новлено полностью на ширину узкого венца за счет сме-
щения копиров вдоль оси.
3. Шестерни-муфты (детали 07-88, 07-90 и 07-92) должны
быть установлены в включенном положении по размерам,
указанным на сборочном чертеже в разрезе по А—А.
4. Включение и выключение шестерни-муфты (деталь 07-88)
должно происходить только при нейтральном положении
шестерни (деталь 07-90).
По A-A
Сборочный чертеж коробки подач 1К62-07-01 (лист 4)
Сборочный чертеж коробки подач 1К62-07-01 (лист 5)
Технические требования на сборку
1. Сцепление шестерен, находящихся в постоянном зацеплении,
должно быть полностью на ширину узкого венца.
2. Сцепление переключающихся шестерен должно быть уста-
новлено полностью на ширину узкого венца за счет сме-
щения копиров вдоль оси.
3. Шестерни-муфты (детали 07-88, 07-90 и 07-92) должны
быть установлены в включенном положении по размерам,
указанным на сборочном чертеже в разрезе по А— А.
4. Включение и выключение шестерни-муфты (деталь 07-88)
должно происходить только при нейтральном положении
шестерни (деталь 07-90).
По А-А
1кБ2-02-190
11Ь40’13,5 30’55*3, №000106
25’52’15: гГ 205
М8’2б:к21~9
№103
30’53’16: №206 кл В
мючо; пь 31
30’1^5’ 0 : к 6 31
1,6’8’52, с 12 ~51
8’28,06-26
1-15
62:С9 30
30’50 ,А14-26
Мб’15. к 21 6
М8’12;к22-4
55:А14-30
'35’62’31, №000107
30,А1Ч-30
30’0141, ft"8106 мВ
20’41’15,5
№204
25’52’16,5
ЕЭ,№105
<рЗО’55’1Ы
W$$;Z=J5
1УДВВМД
988бйэи£5£еяай!
1К62-07-01 (лист 4)
IK62-07-01 (лист 5)
на сборку
постоянном зацеплении,
узкого венца.
рен должно быть устн-
ого венца за счет сме-
)7-90 и 07-92) должны
оложении по размерам,
разрезе по А—А.
й-муфты (деталь 07-88)
вентральном положении
Hj;c3-li 10*0043,5 30'55*3, 0° 1000106
---------- (------------------------------------------
По Д-
8*!
185
66
125
5С3*22
КОО-1
13
81*22
кОО-1
П6
М12* 15
к 22-0
16-8*3O3S~
CIZ^I
72-
M^11-2
3;к70-1
158
IQ-
60
По В 8
0,5 *25, A N-0 Фитиль tnnnuamn-
ПумаэкньИГ&б мм
lln 5 fj
По Г-Г
30ДБ1-6
13
75 АЮ-30
МХ'18
100/1
мхсвв
М3* 18; к 21-9
5*30
из 116 152 33
186 13
Сборочный чертеж коробки подач 1К62-07-01 (лист 6)
—10
10С1*36;кЧЧ-1
1ог*зо; кио-1
121
1К62-02
16 А10-30
М12; к 112
16 к 01-1 152 143 ЮЗ
Идет топь
ла ил ..
экспорт
100
i 6И-3/8'мМФ-1
я M12*18;k2Z-0
^к6*8*</5;с12-51
8 Г* 22
11 к00-1
in о а
П кЧЧ-1 ЧП
186 >3
16 к 411 152 14° 143
Сборочный чертеж коробки подач 1К62-07-01 (лист 6)
It I 1
US i/i'Mim?
од/т.^дацомио шарику
6>6j25.V6-JI
и№^к,.8Ь2
n.fS?2t
SuTM г
Sil?. 06-!8
K1 JOfWr
Сборочный чертеж коробки подач 1К62-07-01 (лист 7)
бГкПскЩ-!
4ГЧ?‘ к^-!
ОСЗЖ.кЩ-!
по а а
43 116 132 33
Сборочный чертеж коробки подач 1К62-07-01 (лист 6)
5 у/ ^"мюо-г
образ, у Паром по шарику
По Е-Е
Трубка
^лорбинилобая
1Ш-02-М | М1(М2к22-Ч 169
1до ^ХП-30 ‘
I I.’ I
--------------тг
Ceivi образуется уРором по широко
б VI i/p'MiOO ?
mnf—
-----------184
16-8-52. сП-fl
26
------»7
missss^
Ш 15
30.J16I-6
Щк12-.кУ-6
№ИК CM /:
I }'30.*4И
ifjf. к 61-1
26 36
WFf-KjSht
1O.j:S-2! _
кю-шт
!6. МКС 13-1?
ыыо-л
3MWC-J
6^3/3 МЕЮ-?
16>6’?6-С1?-61
UJ2‘J5:k32-6
'йЬПийН
8 к 36-1 г-
6822,06-26
11 Лохо^гТ
6'6j25.Q6-JI
-j»gpgg>gggg<wia
да Ж/? !86
26‘6;к631
’86
Сборочный чертеж коробки подач 1K62-07-0I (лист 7)
[ ЗГЧ2 |~T~
11 кЧЧ-1 ЧП
186 13
I 5*30 J \ / ¥
16 к 411 152 143 143
I I I I
♦3 116 152 38
Сборочный чертеж коробки подач 1К62-07-01 (лист 6)
Оо а д
т а 19
।
/да
Сборочный чертеж коробки подач IK62-07-0I (лист 7)
5*зд I I 7 5if Г
К 4t-t 152 14S 143
чз tie 112 за
оробки подач 1K62-07-01 (лист 6)
еж коробки подач 1К62-07-01 (лист 7)
Сборочный чертеж коробки подач IK62-07-0I (лист 7)
Сборочный чертеж коробки подач 1К62-07-01 (лист 8)
Трубка кларвинипобар Ф 6/4* 40
Примечание. Исходное положение установки копиров
при монтаже соответствует включению шестерен для нареза-
ния Архимедовой спирали, что наглядно отражено в разрезе
по А—А.
КОРПУС КОРОБКИ ПОДАЧ 1К62-07-11
Материал: чугун СЧ 15-32
~ Допускаемое откло-
Тсхнические требования J
* licIlHc, ММ
1. Плоскость Ж должна быть прямо-
линейной
2. Плоскость Ж должна быть перпен-
дикулярна плоскостям И и М
3. Плоскости 3, И и К должны быть
прямолинейны, проверка линейкой
4. Плоскость К должна быть парал-
лельна плоскости II
5. Оси I, II, III должны быть парал-
лельны плоскости Ж
6. Оси I, II, III должны быть парал-
лельны плоскости Н
7. Плоскость Л должна быть перпен-
дикулярна оси I по грибку 0 104
8. Плоскость М должна быть перпен-
дикулярна осям II и III
9. Ось IV должна быть параллельна
плоскостям Ж и Н
10. Поперечина осей VI, VII, VIII и
IX должна быть перпендикулярна
плоскости Ж
11. Вертикальная ось V должна быть
перпендикулярна оси 1
12. Несовпадение плоскостей Л и М
Щуп 0,05
0,05 на длине 100
Щуп 0,1
0,2 на длине детали
0,08 на длине детали
0,08 на длине детали
0,03
0,1
0,15 на длине детали
0,15 на длине 100
0,2 на длине 100
Не более 0,25
Примечания: 1, Наружные необработанные поверхности
красить К.4-Ш2.
2. Внутренние необработанные поверхности красить К-В4.
3. Нижнюю плоскость Т красить нитроэмалью № 924
после грунтовки.
Согласовано: «Станколит».
КОРПУС КОРОБКИ ПОДАЧ 1K62-07-I1
Материал: чугун СЧ 15-32
. Допускаемое откло-
Гехиические требования J
lit I lilt., MM
I. Плоскость Ж должна быть прямо-
линейной
2. Плоскость Ж должна быть перпен-
дикулярна плоскостям II и М
3. Плоскости 3, И и К должны быть
прямолинейны, проверка линейкой
4. Плоскость К должна быть парал-
лельна плоскости И
5. Оси I, II, III должны быть парал-
лельны плоскости Ж
6. Оси I, II, III должны быть парал-
лельны плоскости Н
7. Плоскость Л должна быть перпен-
дикулярна оси I по грибку 0 104
8. Плоскость М должна быть перпен-
дикулярна осям II и III
9. Ось IV должна быть параллельна
плоскостям Ж и Н
10. Поперечина осей VI, VII, VIII и
IX должна быть перпендикулярна
плоскости Ж
11. Вертикальная ось V должна быть
перпендикулярна оси I
12. Несовпадение плоскостей Л и М
Щуп 0,05
0,05 на длине 100
Щуп 0,1
0,2 на длине детали
0,08 на длине детали
0,08 на длине детали
0,03
0,1
0,15 на длине детали
0,15 на длине 100
0,2 на длине 100
Не более 0,25
Примечания: 1. Наружные необработанные поверхности
красить К4-Ш2.
2. Внутренние необработанные поверхности красить К-В4.
3. Нижнюю плоскость Т красить нитроэмалью № 924
после грунтовки.
Согласовано: «Станколит».
554 / 0,1
44-0,1
35'- 0,1
+ 0.53
По Б-
обработку
Припуск
187/0.1
6630,1
5/0,1
Я8/0,1
3570.1
'168/03.
§,74
4 отв. М8
УгОО7О,
14П/0,1
977 0,1
гзю.
30/0.1
777-0,1
155/01
8610,1
Ф87/0.1
3570,1\
10630,1
Пострепке О
3570,1
Ф68
200/0,1
Уклон Змм
Уклон
оси 3,5мм
80/0.1
Зот
Отв. Ф 37литое; Попускает
ся смещение относительно
WZ ?4[ I
по г-г
357^5
М8 глубина сверления 20м.
нарезни-16мм
о i-s^itjeio.i
488/0,1
SomS.
~M1O
____________зго/р^
30070Л
2 отв. под конический
штифт
8»45; H41-2
По А-А
/ 8отЙ,М8;
глубина сверления
24мм, нарезки-18мм
_ _ 2?-4/0,1
При/Борке пой конический
штифт 8x45; К41-2
23t0j
548 ±0,1
Э0М.1
272 - 0,1
Ф82-0.1
ISDiOJ
106±0,1
По стрелке L
'35tOJ
Ф68
20040,1
фзеа^.
Уклон 3mm
Уклон
оси 2,5мм
80±0J
Зот
&DJ
85±0,J
268±0J
Ф50±
Ooa-a
12от8,Ф6
Фй4; глубина. сверления 10мм
33340.1
Отв. Ф 37литое; допускает-
ся смещение относительно
М12^П
Цск/МЗ
Зв?*115
М8 глубина сверления 20м
нарезки~16мм
о *^~i06i0J I
48Bt0.1
1310^; Horn!!.
>?\ W
2 отв. под конический
штифт
8»45; R41-2
По А-А
155-40,1______
86^0,1 ~
S' ^OiOJ
Уклон Змм
Уклон
357
оси 2,5мм
ПК
30±0.1
jjmMI
№0,1
85 ±0,1
2Б8±0,1
<D50t\0,I
Поа-а
ФФА; глубина сверления 10 мм
333±0.1
поЕ-Е
При сборке ZomB. под конический
штифт 8хВ0;
Отв. ф37литое-, допускает-
ся смещение относительно
М8 глубина сверления 20м
нарезни-16мм
/г |
КОРПУС КОРОБКИ ПОДАЧ 1K62-07-1I
Материал: чугун СЧ 15-32
Технические требования Допускаемое откло- нение, мм
I. Плоскость Ж должна быть прямо- линейной 2. Плоскость Ж должна быть перпен- дикулярна плоскостям И и М 3. Плоскости 3, И и К должны быть прямолинейны, пооверка линейкой Щуп 0,05 0,05 на длине 100 Щуп 0,1
444,1
554tO,l
320iQJ
ПО Б-Б
•рк на обработку
1274,1
300ttJ,1
Ф10А,
j№io,i
3541
4 отв. М8
'ЮОЮ.К'-
14о±о±
23*0,
Som8.
548-0,1
7x45
2724,1
Ф824.1
По стрелке О
1504,1
Ю6Щ1
S5T0.1
200i_0J_
2004,1
Ф68
<р32А±_
Уклон Змм
357
М'
soto.i
<е поО конический
чл 8x45; К41-2
М8 глубина, сверления 20мм
_____нарезни-16мм ______
48841
155^0,1
86 tOj
Tt-0.53
6BtO,1
,.5 tO,l
8 отв. Mg;
/вина сверления
ня, нарвзки-18мм
2?.4tO,1
________b/6 -0,75
5924 ”
Уклон
Змм
a 2.
тое; допускает- -L&j
е относительно
2,5мм
ЪЯРвМ
10UHCL (.(Налепил
им, на.резки-18мм
2?.4t0,1
не под конический
>т 8*45; R41-2
--------———
4 отв. М8
oj —
1
!4П±0,1
10610,1
180Ю,1
548-0.1
272-0,1
155-0,1
8610,1
488 Ю.1
75Ю.1
Ф82-О.1
Л)
6L
По Д-Д
7
j/0,4
S510J
Уклон Змм
-841
357*
9отв.
МЮ
~ 20010,1
-I
По стрелке О
618 -«ур
' 592U
П
зо L '
200Ю.1
—----
010
552_____
Уклон
Змм
Уклон Змм
в
тое; допускает- -
<е относительно
' Z,5mm
L
145
8Q1QJ
010
М8 глубина сверления 20мм,
нарезни-!6мм
R10. —
ф-----------J
____".
268Ю,1
R8 ।
: 81±0,1 \|
Поа-а
~Тзо
85 ±0,1
Зотв.Мв / \
81Ю.1 г| . 8Д0.1 |
8И0,1
ioz±o,i
КРЫШКА 1К62-07-13
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. Плоскость В должна быть прямо-
линейна.
Допускается только выпуклость
2. Необработанные поверхности кра-
сить К-В4
Щуп 0,7
— 330 —