/














































































































































































































































































Текст
ковка он
И Ш1ЛМП0ВКД1
сливочник
КОВКА
И ШТАМПОВКА
СПРАВОЧНИК В 4-Х ТОМАХ
Редакционный совет:
Е.И. СЕМЕНОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф. (председатель),
ОА. ГАНАГО,
д-р техн. наук проф.
Л.И.ЖИВОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
Г.Д. ЛЕПЕНШИН,
инж.
А.Д. МАТВЕЕВ,
д-р техн. наук проф.
ГЛ. НАВРОЦКИЙ,
заслуженный деятель науки и техники РСФСР
д-р техн. наук проф.
И.Н. ФИЛЬКИН,
канд. техн. иаук
лауреат Государственной премии СССР
(ТОМТ)
МАТЕРИАЛЫ И НАГРЕВ
ОБОРУДОВАНИЕ
КОВКА
Под редакцией
заслуженного деятеля науки
и техники РСФСР
д-ра техн. наук проф.
Е.И.СЕМЕНОВА
МОСКВА
« МАШИНОСТРОЕНИЕ»
1985
ББК 34.623
К56
УДК 621.73 @35)
ОГЛАВЛЕНИЕ
Авторы тома: А. Ю. Аверкиев, Д. И. Бережковский,
Ю. С. Вильчинский, И. Г. Гетия, В. В. Горячев, А. Г. Гривачевский,
Н. П. Донеиберг, А. И. Колпашников, Л. С, Кохан, М. А. Крючков,
Н. И. Ляпунов, П. В. Маркий, А. Д. Матвеев, А. Г. Навроцкий,
А, Ф. Нистратов, А. Г. Рахштадт, С. В. Сельский, Е. И. Семенов,
И. Е. Семенов, А. А. Скворцов, С. А. Скородумов, С. С. Соловцов,
Л. Г. Степанский, 3. Г. Уиаияи, А. П. Шляхин
Рецензенты тома: канд. техн. наук Д. И. Брои,
инж. П. В. Маркий
Ковка и штамповка: Справочник. В 4-х т./Ред. совет:
К.56 Е. И. Семенов (пред.) и др. — М.: Машиностроение, 1985 — Т. 1.
.Материалы и нагрев. Оборудование. Ковка/Под ред. Е. И. Се-
Семенова. 1985. 568 с., ил.
в пер.: jjp^&O к.
*****"*%' пёрв5м^тоУе* пдАедены сведения по материалам, их деформируемости, раз-
¦яанММКвяйМйМ^ртгбла иа заготовки, термическим режимам ковки н шт.цповкн.
Описаны пламенные печи н электронагревательные устройства, ковочно-штамповоч-
ное оборудование общего назначения. Отмечены особенности автоматизации и меха-
механизации технологических процессов штамповки и ковки, автоматизации проектиро-
проектирования штамповки, контроля качества поковок, а также термической обработки поко-
поковок. Даны технико-экономические показатели работы кузнечных цехов и сведения
по нормам безопасности труда. Изложены особенности ковки инструментальных и вы-
высоколегированных жаропрочных сталей и цветных сплавов.
Справочник предназначен для инженерно-технических работников машино-
машиностроительных предприятий, может быть полезен преподавателям н студентам втузов.
К
2704030000-611
038 @1)-85
Подписное
ББК 34.623
6П4.2
Издательство «Машиностроение», 1985 г.
Глава 1. Материалы для ковки
и штамповки
1. Классификация сталей
для ковкн и штамповки
(А. Г. Рахштадт, В. В. Го-
Горячев) . 9
2. Классификация, хими-
химический состав и фнзнко-
механическне свойства
цветных металлов и спла-
сплавов (А. И. Колпашников) 30
3. Температурный интер-
интервал ковки и штамповки
цветных металлов и спла-
сплавов (А. И. Колпашников) 58
4. Неметаллические листо-
листовые материалы (А. Ю. Авер-
Аверкиев) 62
Глава 2. Заготовки для ковки
и штамповки ... 65
1. Стальные слнткн. Сорта-
Сортамент. Слиткн ЭШП, ВДП
и другие (А. П. Шляхин) 65
2. Сортовой прокат. Сорта-
Сортамент различных видов про-
проката (А. П. Шляхин) . . 73
3. Заготовки, получаемые
на машинах непрерывной
разливки (Л. Г. Степан-
скиф 94
4. Прессованные профи-
профили. Сортамент. Механиче-
Механические свойства (Л. Г. Степан-
Степанский) 95
5. Листовой прокат. Сор-
Сортамент (А. П. Шляхин) 103
Глава 3. Деформирование ста-
стали и сплавов
1. Механические характе-
характеристики стали и сплавов
(Д. И. Бережковский, И. Е,
Семенов) 131
2. Диаграммы рекристал-
рекристаллизации стали и сплавов
(Д. И. Бережковский, И. Е.
Семенов) 143
3. Скоростной, масштаб-
масштабный коэффициенты н ко-
коэффициент трения при пла-
пластическом деформировании
стали и сплавов (Д. И.
Бережковский, И. Е. Семе-
Семенов) 148
4. Испытания технологи-
технологических свойств листовых
металлов (А. Д. Матвеев) 154
Глава 4. Подготовка поверх-
поверхности металла и спо-
способы его разделения
на заготовки
(С. С. Соловцов). . 163
1. Зачистка поверхности
металла 163
2, Разделение металла на
заготовки 164
Глава 5. Термический режим
ковкн и объемной
штамповкн 217
1. Температурные интер-
интервалы ковки стали н спла-
сплавов (Д. И. Бережковский) 217
2. Нагрев стали под ковку
и объемную штамповку
(А. А. Скворцов) .... 224
3. Охлаждение стальных
поковок (А. А. Скворцов) 232
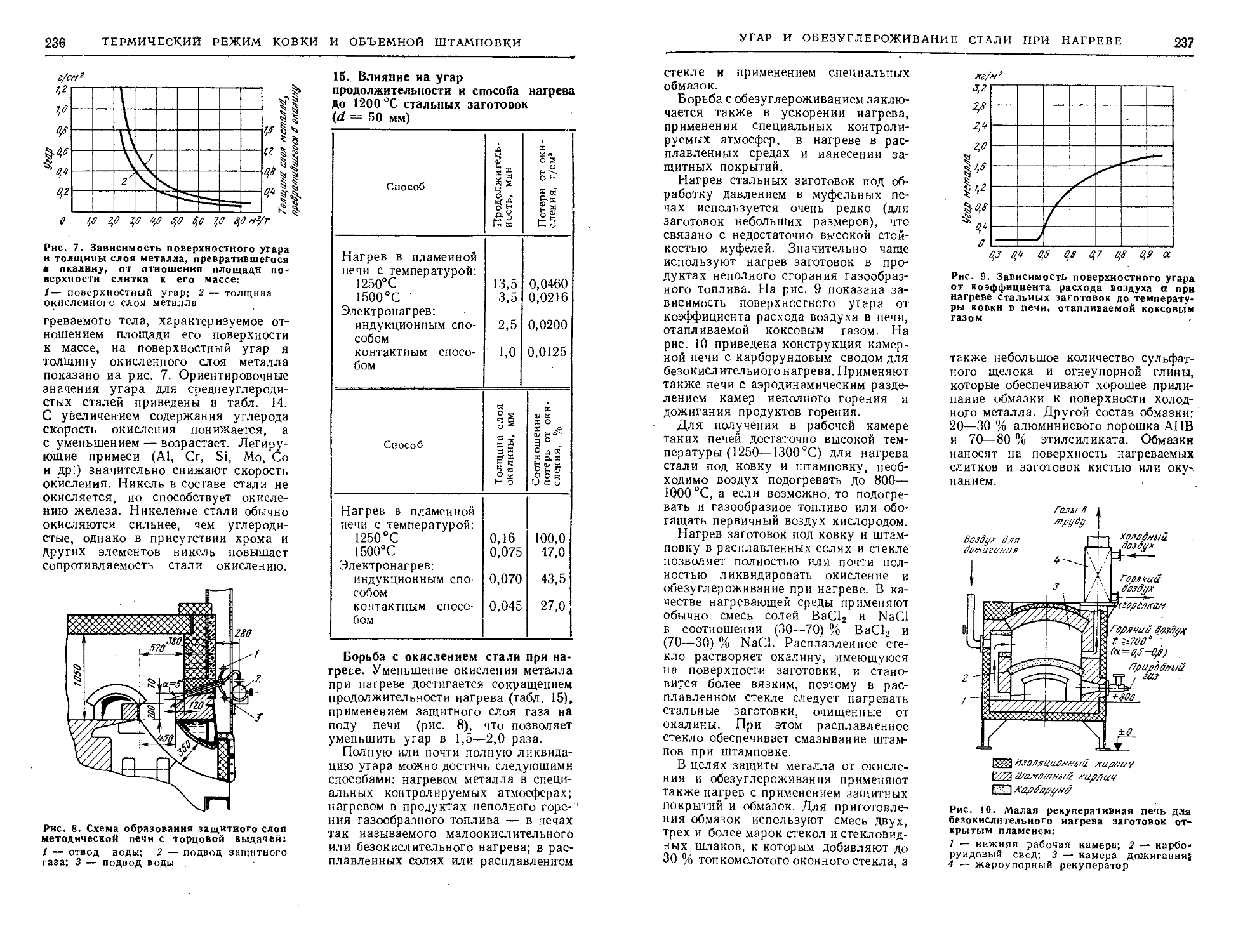
4. Угар и обезуглерожива-
обезуглероживание стали при нагреве
(А. А. Скворцов) .... 234
Глава 6. Пламенные печи для
нагрева под ковку и
штамповку
(А. А. Скворцов) . . 239
Глава 7. Электронагрев и
электронагреватель-
электронагревательные устройства
(С. В. Сельский,
3. Г. Унанян) 253
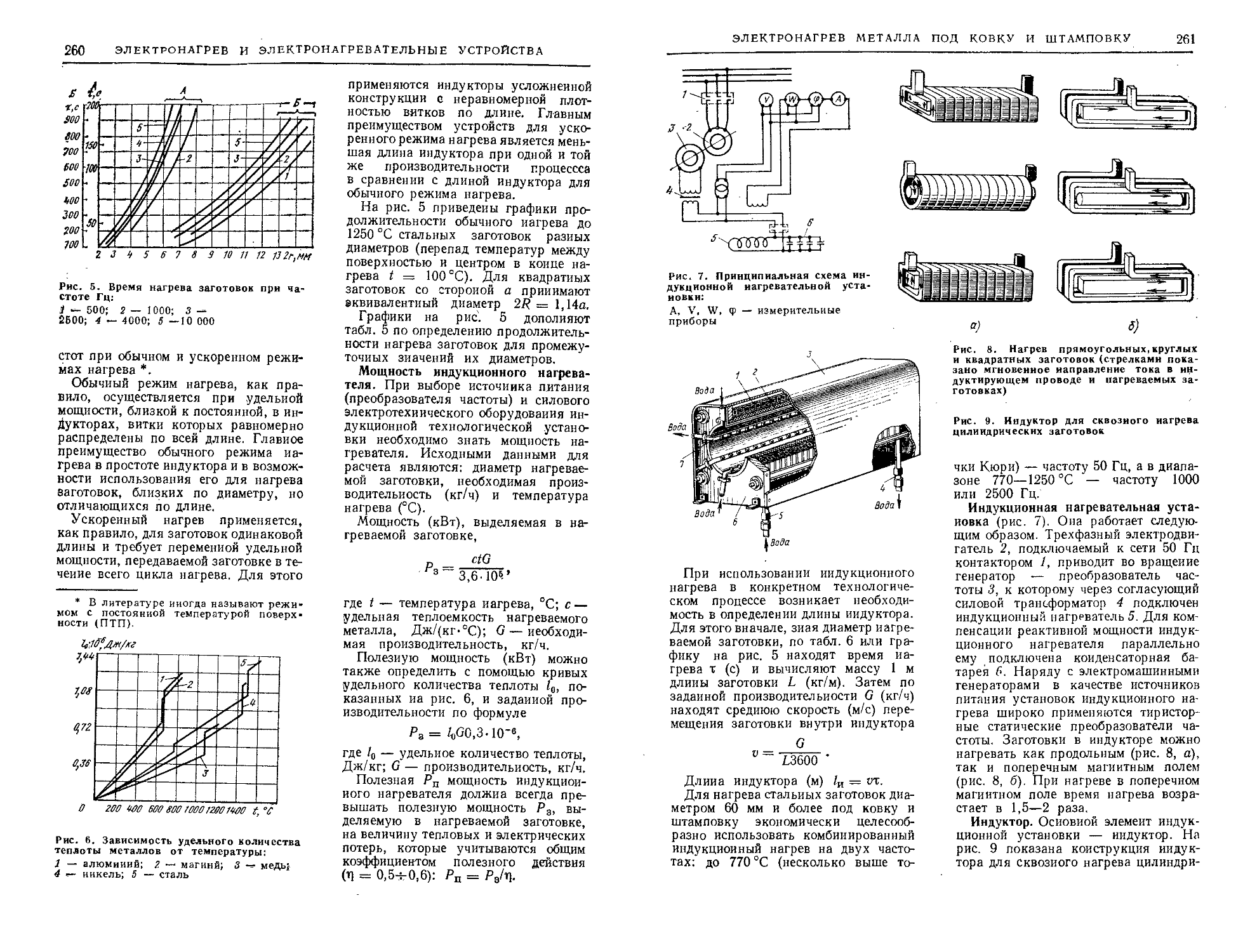
1. Современные методы и
устройства электронагре-
электронагрева металла под ковку и
штамповку 253
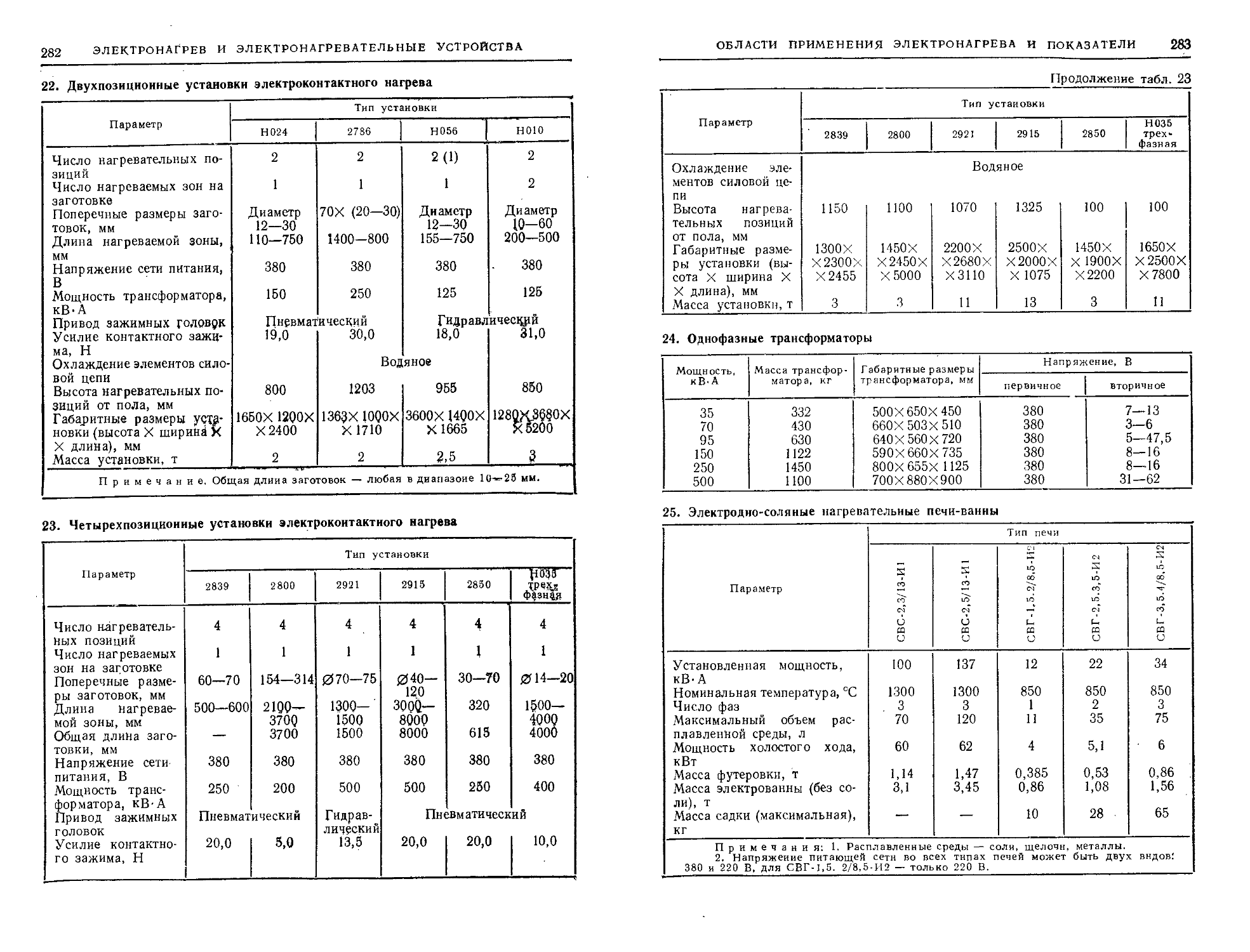
2. Области применения
разных методов электро-
электронагрева н техннко-эконо-
мнческне показатели . . 273
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ
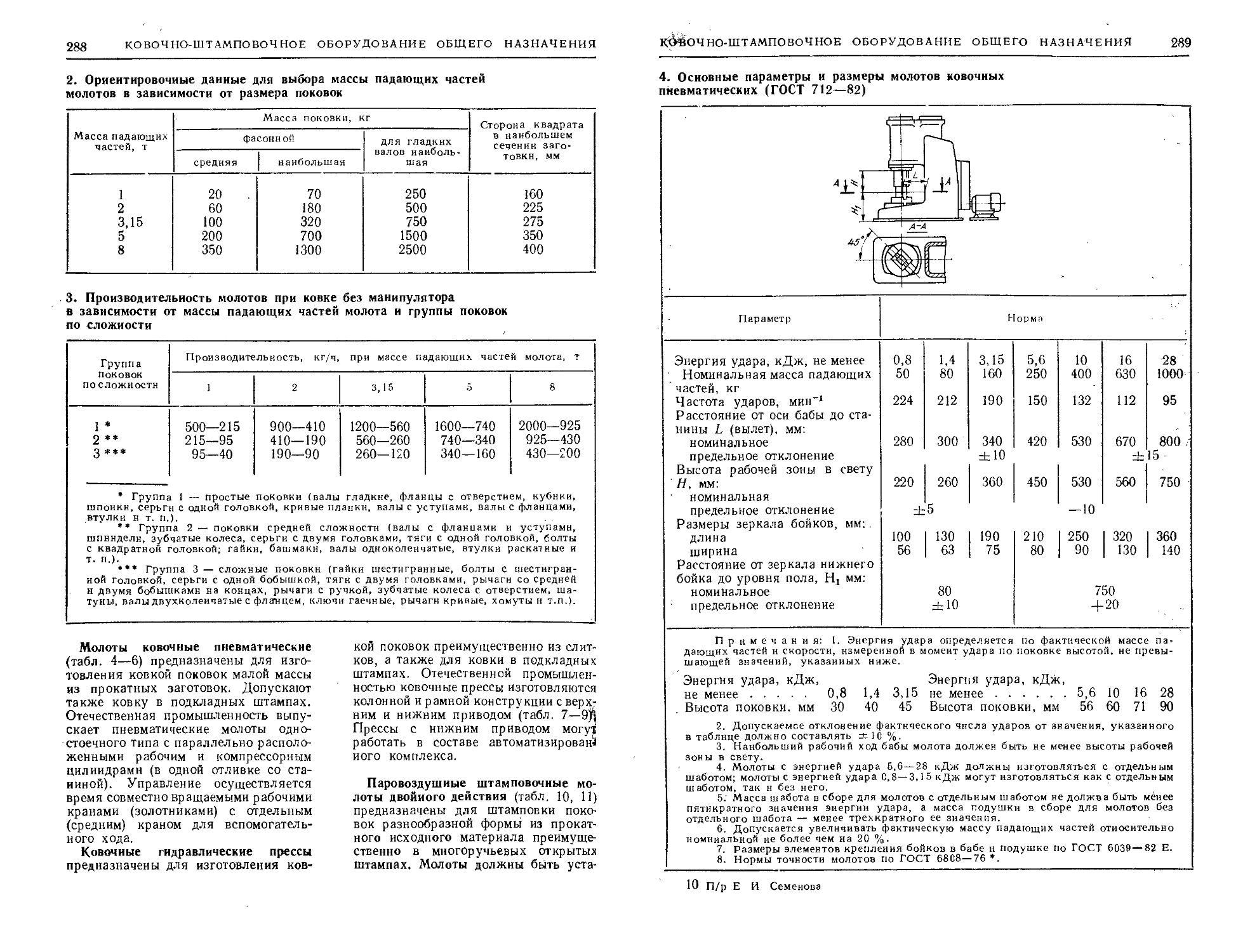
Глава 8. Ковочно- штампо-
штамповочное оборудова-
оборудование общего назна-
назначения (основные
параметры)
(А. Ф. Нистратов)
Глава 9. Автоматизация и ме-
механизация штампов-
штамповки и ковки ....
1. Автоматизация и меха-
механизация холодной объем-
нон штамповки (Л. С. Ко-
хан, А. Г. Навроцкий)
2. Автоматизация и меха-
механизация листовой штам-
штамповки (М. А. Крючков) . .
3. Автоматизация и меха-
механизация горячей объемной
штамповки (Ю. С. Виль-
Вильчинский, Н. И. Ляпунов) . .
4. Автоматизация и меха-
механизация ковки (Л. В. Мар-
Маркин)
Глава 10. Автоматизация про-
проектирования техно-
технологических процессов
штамповки ....
1. Автоматизация проек-
проектирования технологиче-
технологических процессов горячей
объемной штамповки (Л. Г.
С тепанский)
2. Автоматизация проек-
проектирования технологиче-
технологических процессов листовой
штамповки (А. Г. Грива-
чевский)
Глава И. Термическая обра-
обработка стальных по-
поковок (А. Г. Рахш-
тадт, В. В. Горячев)
Глава 12. Ковка на молотах
и прессах
287
314
314
326
351
371
383
383
391
405
416
416
450
480
491
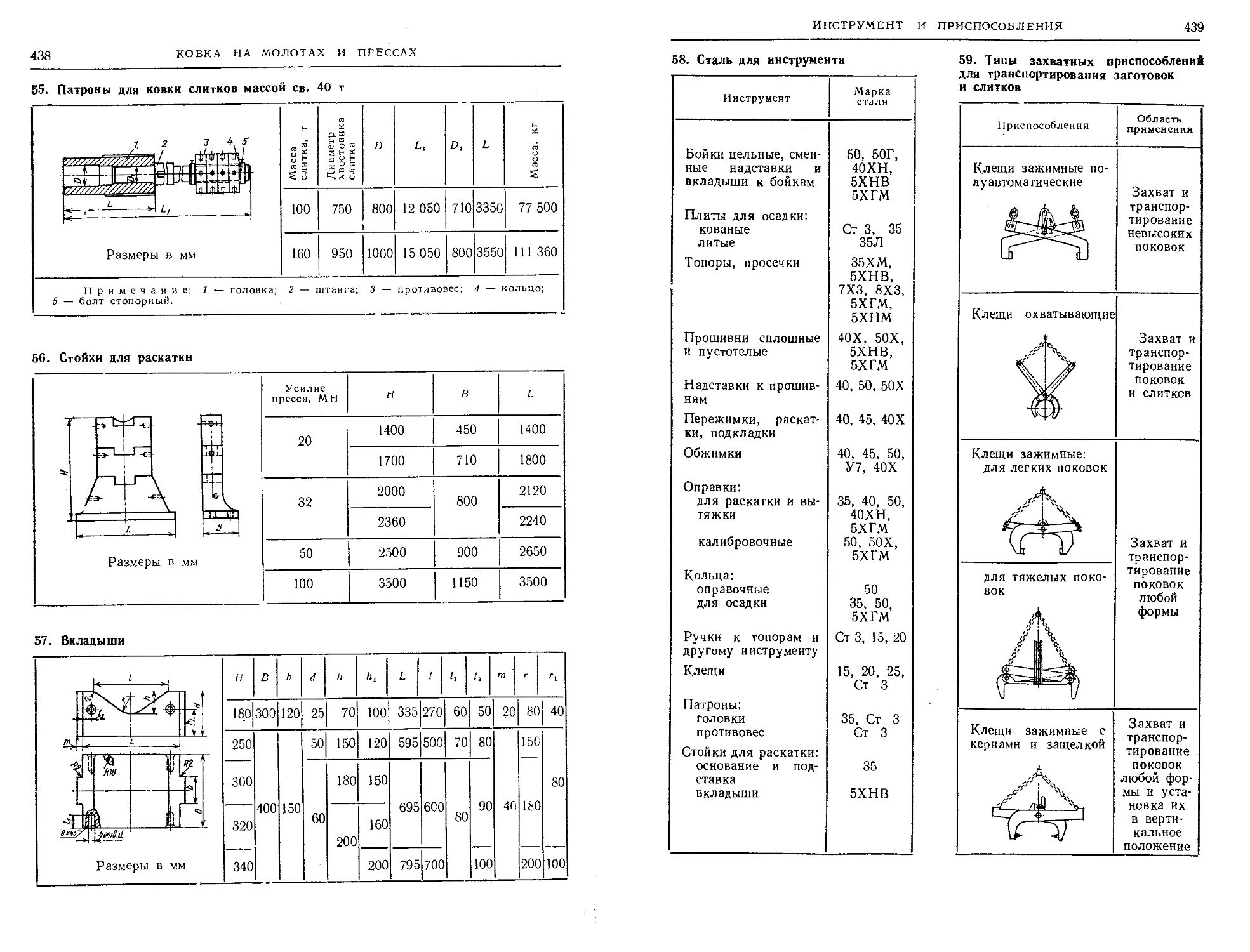
1. Инструмент и приспо-
приспособления для ковки на мо-
молотах и прессах (Н. П. До-
ненберг, Ю. С. Вильчин-
ский)
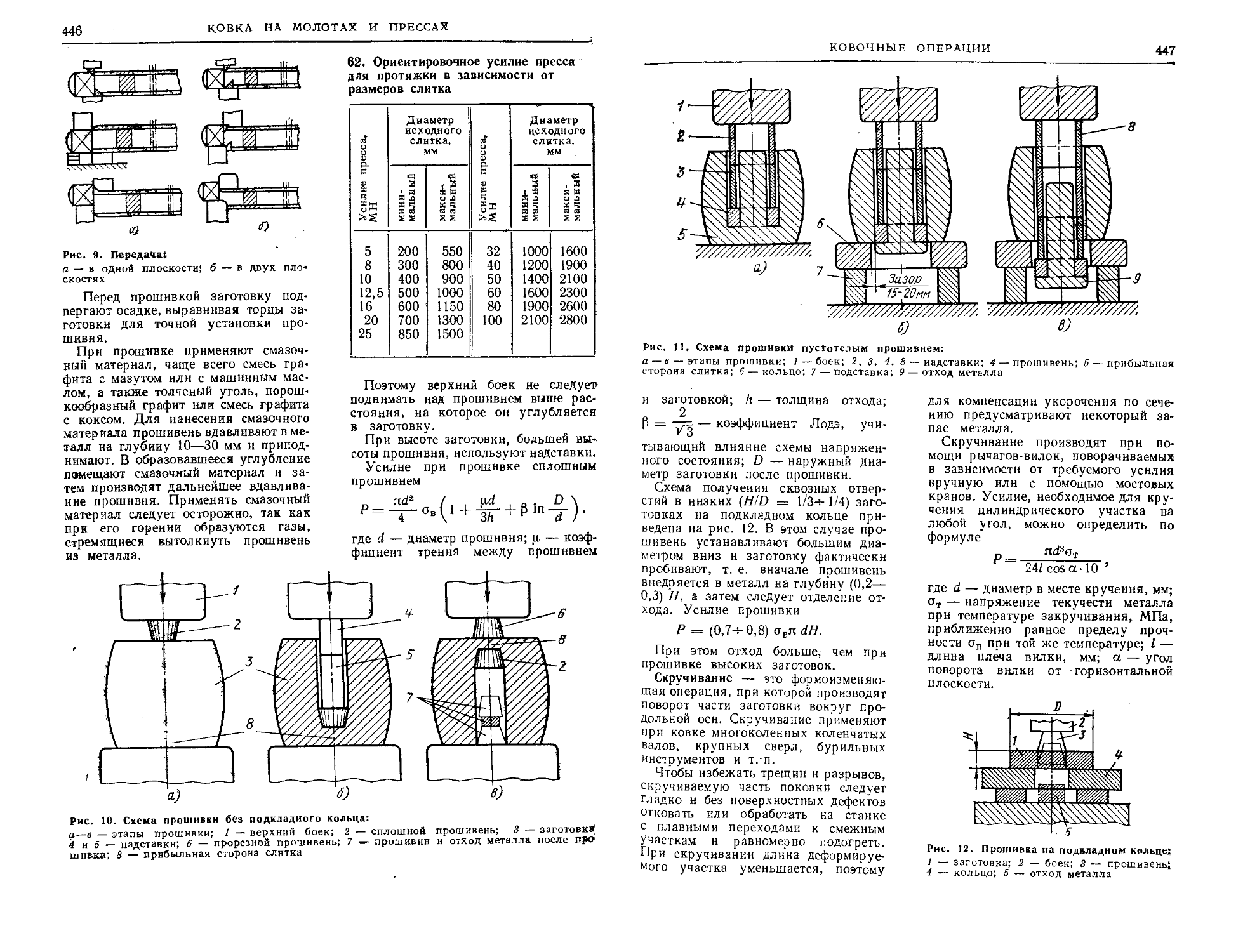
2 Ковочные операции
(Ю С. Вильчинский,
Е. И. Семенов) 44°
3. Разработка технологи-
технологического процесса
(Ю. С. Вильчинский) . . ¦
4 Примеры ковкн на мо-
молотах и прессах
(Ю. С. Вильчинский) . .
5. Качество поковок (?.И.
Семенов)
Глаьа 13. Особенности ковкн
инструментальных
сталей, высоколе-
высоколегированных жаро-
жаропрочных сталей и
сплавов и цветных
евдаюв(С А. Ско-
Скородумов) ....
1. Ковка инструменталь-
инструментальных сталей
2. Ковка высоколегиро-
высоколегированных жаропрочных ста-
сталей и сплавов ....
3. Ковка цветных метал-
металлов и сплавов
495
495
?03
516
Глава 14.
Глава 15.
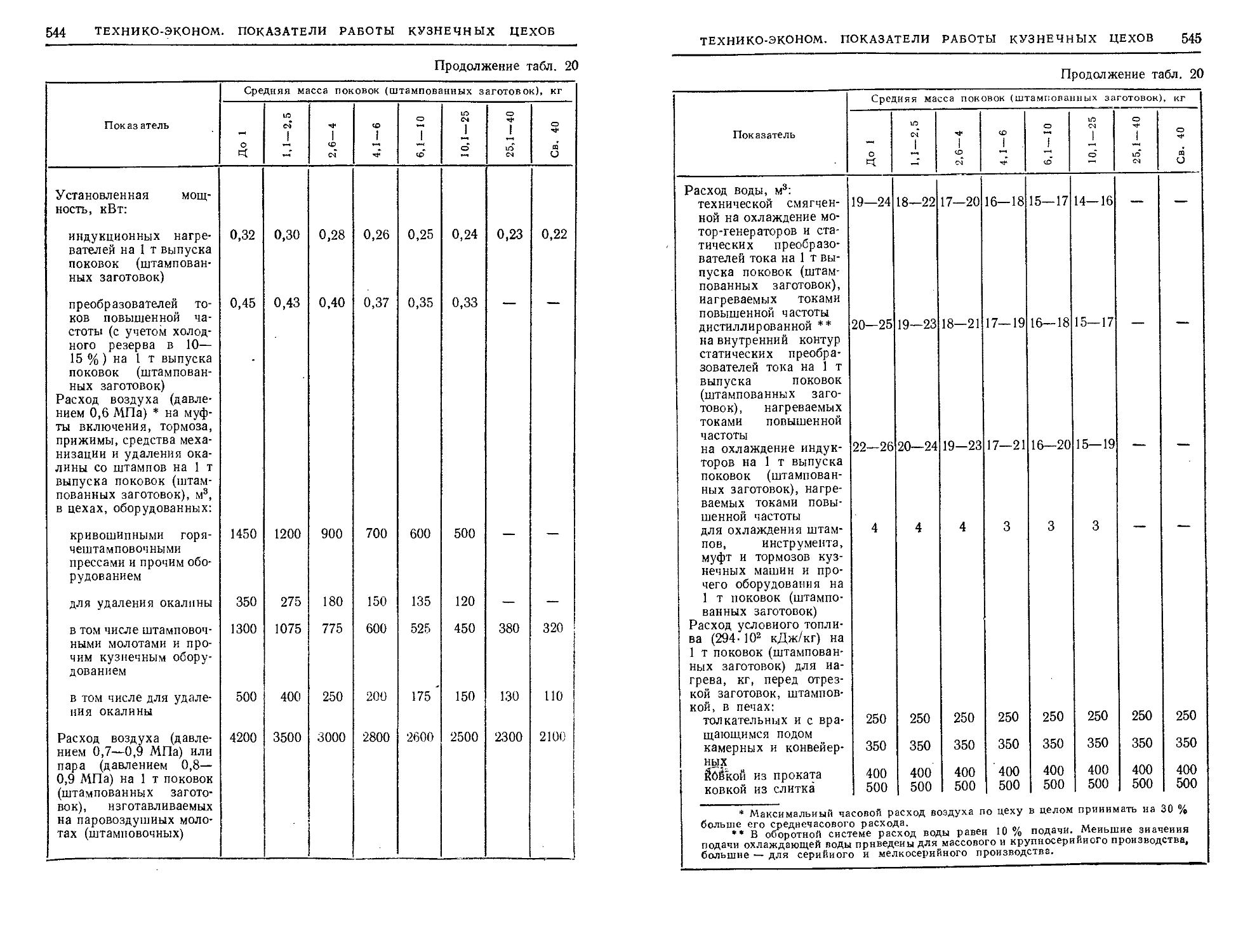
Технико-экономи-
Технико-экономические показатели
н анализ работы
кузнечных ьехов
(?. И. Семенов,
М. А Крючков)
Охрана труда в куз-
нечно- штамповоч-
штамповочных цехах (Я. Г. Ге-
тия)
Список литературы
529
549
557
В современном машиностроении ков-
ковкой и штамповкой изготовляют заго-
заготовки и детали массой от грамма до
сотен тонн и с размерами от миллиме-
миллиметра до десятков метров. Тенденция
отечественной промышленности, на-
направленная на металло- и энергосбе-
энергосберегающую технологию; потребует еще
большего развития кузнечно-штампо-
вочного производства.
Эффективность использования куз-
нечно-штамповочного производства за-
зависит, в частности, от наличия совре-
современной справочной литературы, поз-
позволяющей выбрать оптимальную техно-
технологию и правильно ее рассчитать. Име-
Имеющиеся до сих пор справочники по
различным разделам ковкн и штампов-
кн в ряде случаев устарели и не дают
представления о кузнечно-штамповоч-
ном производстве в целом. Справочник
«Ковка и штамповка» содержит реко-
рекомендации, необходимые для проекти-
проектирования современных технологических
процессов ковки и штамповки, сведе-
сведения о нагревательных устройствах,
средствах автоматизации и механиза-
механизации производства, эксплуатации ин-
инструмента и контроля на всех этапах
технологического процесса, а также
сведения по автоматизации проектиро-
проектирования процессов штамповки и термооб-
термообработке поковок и штампованных заго-
заготовок.
Справочник написан на основе пере-
передового производственного опыта и
научных исследований как в нашей
стране, так и за рубежом. Многие ра-
работы, выполненные советскими учены-
учеными и инженерами по теории и практике
ковкн н штамповки, получили мировое
признание. При составлении справоч-
справочника учтены работы ЦНИИТМАШа,
ВПТИ Тяжмаша, НИИТавтопрома,
физико-технического института АН
БССР и вузов, а также производствен-
производственный опыт передовых машинострои-
машиностроительных заводов нашей страны и ряда
зарубежных фирм.
В справочнике принята терминоло-
терминология, примененная в ГОСТах. Термины,
относящиеся дс новым процессам и
оборудованию, взяты из числа наи-
наиболее распространенных в технической
литературе.
В первом томе изложены сведения,
необходимые для проектирования тех-
технологических процессов ковки. Ука-
Указано влияние химического состава и
технологии производства на механиче-
механические характеристики слитков, а также
их ковкость прн различных темпера-
температурах и скоростях деформирования.
Даны рекомендации по выбору режнмон
ковкн, скорости нагрева слитков и
охлаждения поковок. Уделено внима-
внимание современным способам нагрева за-
заготовок, обеспечивающим минималь-
минимальный угар или обезуглероживание по-
поверхностных слоев. Приведены харак-
характеристики оборудования для обработки
заготовок перед ковкой и при ковке.
Большое внимание уделено примене-
применению средств автоматизации и механиза-
механизации в кузнечных цехах, а также авто-
автоматизации проектирования технологи-
технологических процессов, что существенно
ускоряет подготовку производства. По-
Показано влияние термической обработки
на качество поковок.
Во втором томе даны рекомендации
по назначению допусков, припусков
н напусков на штампованные поковки.
Приведены классификация поковок и
примеры проектирования технологи-
технологических процессов объемной горячей
штамповки на оборудование разного
вида. Даны рекомендации, необходи-
необходимые для конструирования и расчета
ручьев молотовых штампов. Указаны
особенности объемной горячей штам-
штамповки на КГШП, гидравлических и
винтовых прессах и горизонтальио-ко-
вочных машинах. Приведены примеры
конструирования и расчета штампов
для объемной горячей штамповки.
Уделено внимание специальным видам
штамповки: накатке, раскатке, элек-
тровысадке и др. Даны рекомендации
по разработке технологических про-
процессов объемной горячей штамповки
высоколегированных сталей н сплавов
8
ПРЕДИСЛОВИЕ
Цветных металлов; отделке и очистке
.поковок; контролю нх качества; экс-
эксплуатации и ремонту штамповой осна-
сткн.
В третьем томе даны рекомендации
по объемной холодной штамповке на
прессах и холодно-высадочных авто-
автоматах. Уделенр внимание прессам с чис-
числовым программным управлением. При-
Приведены методика расчета и конструиро-
конструирования штампов для объемной холод-
холодной, штамповки, выполняемой на кри-
кривошипных и гидравлических прессах,
а также методы определения деформи-
деформируемых сил, давлений на боковые
поверхности штампов, расчета натягов
составных (многослойных) бандажи-
рованных матриц; регулирования и
оптимизации течения металла в усло-
условиях штамповки выдавливанием. Рас-
Рассмотрены специализированные процес-
процессы штамповки выдавливанием: раскат-
раскатка, редуцирование деталей сложных
сеченнй,. накатывание резьб н профи-
профилей, навивка пружин и др.
В четвертом томе изложена методика
проектирования технологии штамповки
листовых материалов (металлических
и неметаллических), классифицирова-
классифицированы операции штамповки из листа.
Даны рекомендации по применению
смазки, оптимизации раскроя. Приво-
Приводятся данные по определению деформи-
деформирующих сил, работы деформации и пре-
предельного формоизменения за один пе-
переход. Уделено внимание проектирова-
проектированию разделительных операций, чисто-
чистовой вырубке, пробивке и др. Приве-
Приведены примеры проектирования и рас-
расчета технологических процессов. Рас-
Рассмотрены процессы штамповки на мно-
многопозиционных прессах. Представлены
типовые конструкции штампов.
Глава
1
МАТЕРИАЛЫ
ДЛЯ КОВКИ И ШТАМПОВКИ
1. КЛАССИФИКАЦИЯ СТАЛЕЙ
для ковки и штамповки
Стали, применяемые для ковки и
штамповки, подразделяются на группы:
сталь углеродистая обыкновенного
качества;
сталь углеродистая качественная
конструкционная; _
сталь легированная конструкцион-
конструкционная;
сталь высоколегированная корро-
коррозионно-стойкая, жаропрочная, жаро-
жаростойкая;
1. Механические свойства стали обыкновенного качества группы А (ГОСТ 380—71*)
Сталь
СтО
Ст1кп
1
Ст1пс
Сткп
Ст1Гпс ,
Ст2кп
Ст2пс
Ст2сп
Ст2Гпс
СтЗкп
СтЗпс
СтЗсп
СтЗГпс
Ст4кп
Ст4пс
Ст4сп
Ст4Гпс
Ст5пс
Стбсп
Ст5Гпс
Стбпс
Стбсп
ав, МПа
Не менее 310
310—400
320—420
320—430
330—420
340—440
340—450
370—470
380—490
380—500
410—520
420—540
420—550
500—640
460—600
Не менее 600
о , МПа, не менее,
для толщин, мм
о
о
—
220
230
230
240
250
250
260
270
270
290
290
320
О
!М
О
со о
Оч
—
210
220
220
230
240
240
250
260
260
280
280
310
о
-3-
о
о
со о
Оч
—
200
210
210
220
230
230
240
250
250
270
270
300
о
о
со
О
—
190
200
200
200
210
210
230
240
240
260
260
300
6S, %, не менее,
для толщин, мм
о
о
ч
23
35
34
34
33
32
32
27
26
26
25
24
24
20
20
15
о
а
о
со о
22
34
33
33
32
31
31
1
L
25
25
24
23
23
19
19
14
о
а
и
20
32
31
31
30
29
29
24
23
23
22
21
21
17
17
12
Изгиб
на 180°
для толщины
не более
20 мм
d= 2а
d= 0
d=0
d — 0,5а
d=2a
d= За
—
Примечание, а — толщина образца, d — диаметр оправки; при испыта-
испытании на изгиб образцов толщиной более 20 мм диаметр оправки увеличивается на
толщину образца.
10
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
2, Нормируемые показатели для стали
группы А (ГОСТ 380—71*)
Категория ста-
стали
1
2
3
Марки
стали всех
степеней
¦ раскисления
и с повышен-
повышенным содер-
содержанием Мп
СтО—Стб
Ст2—Стб
Предел проч-
прочности ов
+
+
Относительное
удлинение б
+
+
Изгиб в холод-
холодном состоянии
+
Предел текуче-
текучести от
—
+
Примечание. «+» — пока-
показатель нормируется, *—» — пока-
показатель ие нормируется.
3. Нормируемые показатели для стали
группы Б (ГОСТ 380—71*)
то
о
рня
(ч
1
2
Марки
стали всех
раскисления
и с повы-
повышенным со-
содержанием
Мп
БСтО—БСтб
БСт1—БСтб
П р и м е ч а
Содер-
Содержание
С, Мп,
Si, P,
S, As,
N
+
+
н и е. «-}-»
затель нормируется, «—»
затель не нормируется.
Содер-
Содержание
Сг, Ni,
Си
+
— пока-
— пока-
Сталь
БСтО
БСт1кп
БСт1пс
БСткп
БСт1Гпс
БСт2кп
БСт2пс
БСт2сп
БСт2Гпс
БСтЗкп
БСтЗпс
БСтЗсп
БСтЗГпс
БСт4кп
БСт4пс
БСт4сп
БСт4Гпс
БСтбпс
БСтбсп
БСт5Гпс
БСтбпс
БСтбсп
Содержание, %
С
До 0,23
0,06—0,12
0,06—0,12
0,06—0,12
0,06—0,12
0,09—0,15
0,09—0,15
0,09—0,15
0,09—0,15
0,14—0,22
0,14—0,22
0,14—0,22
0,14—0,22
0,18—0,27
0,18—0,27
0,18—0,27
0,18—0,27
0,28—0,37
0,28—0,37
0,22—0,30
0,38—0,49
0,38—0,49
0,25—0,50
0,25—0,50
0,25—0,50
" ' 0,7—1,1
0,25—0,50
0,25—0,50
0,25—0,50
0,7—1,1
0,30—0,60
0,40—0,65
0,40—0,65
0,80—1,10
0,40—0,70
0,40—0,70
0,40—0,70
0,8—1,2
0,50—0,80
0,50—0,80
0,80—1,20
0,50—0,80
0,50—0,80
Si
До 0,05
0,05—0,17
0,12—0,30
До 0,15
До 0,07
0,05—0,17
0,12—0,30
До 0,15
До 0,07
0,05—0,17
0,12—0,30
До 0,15
До 0,07
0,05—0,17
0,12—0,30
До 0,15
0,05—0,17
0,15—0,35
До 0,15
0,05—0,17
0,15—0,35
Примечание. Допускается ие более 0,3 % Си, 0,3 % Ni, 0,3 % Сг,
0,08 % As, 0,04 % Р. 0,05 % S; в стали БСтО не более 0,07 % Р, 0,06 % S.
КЛАССИФИКАЦИЯ СТАЛЕЙ ДЛЯ КОВКИ И ШТАМПОВКИ
11
5. Нормируемые показатели для стали группы В (ГОСТ Ь80—71*)
Категория ста-
стали
1
2
3
4
5
6
Марки стали
всех степеней
раскисления и
с повышенным
содержанием
Мп
ВСт1-ВСт5
ВСт2—ВСт5
ВСтЗ—ВСт4
ВСтЗ
Химиче-
Химический
состав
+
+
+
+++
°в
+
+
+
°т
+
+
+
+
6
+
+
Изгиб
в холод-
холодном со-
состоянии
+
+
+
+++
Ударная вязкость
KCV
при темпе-
температуре, СС
+ 20
+
—
— 20
—
I++
после
механи-
механического
старения
—
+
+
Примечания: 1. Сталь категорий 3—6 поставляется полуспокойной
и спокойной.
2. Знак «+» означает, что показатель нормируется, знак «—» — показатель
ие нормируется.
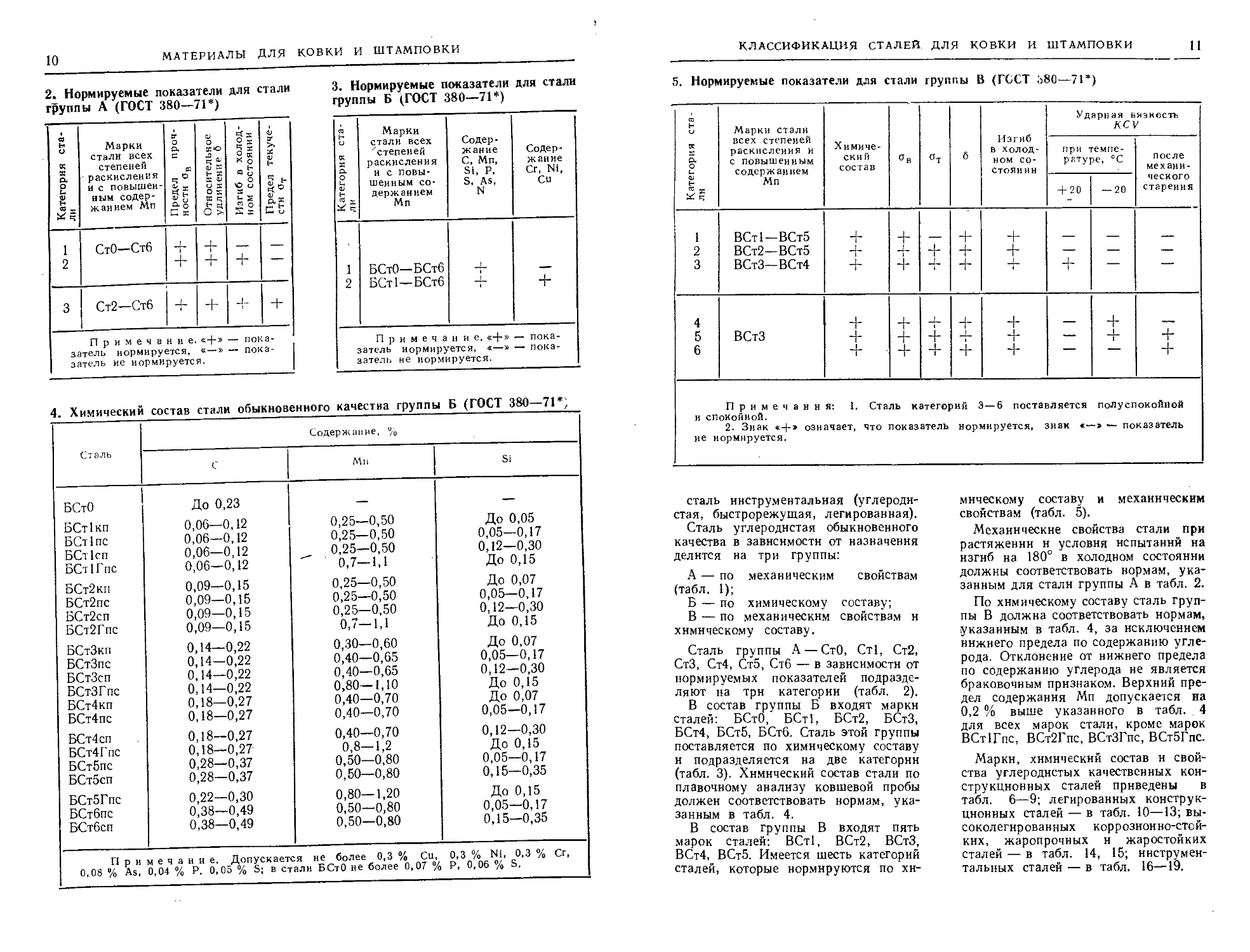
сталь инструментальная (углероди-
(углеродистая, быстрорежущая, легированная).
Сталь углеродистая обыкновенного
качества в зависимости от назначения
делится на три группы:
А — по механическим свойствам
(табл. 1);
Б — по химическому составу;
В — по механическим свойствам и
химическому составу.
Сталь группы А — СтО, Ст1, Ст2,
СтЗ, Ст4, Ст5, Стб — в зависимости от
нормируемых показателей подразде-
подразделяют на три категории (табл. 2).
В состав группы Б входят марки
сталей: БСтО, БСт1, БСт2, БСтЗ,
БСт4, БСт5, БСтб. Сталь этой группы
поставляется по химическому составу
и подразделяется на две категории
(табл. 3). Химический состав стали по
плавочному анализу ковшевой пробы
должен соответствовать нормам, ука-
указанным в табл. 4.
В состав группы В входят пять
марок сталей: ВСт1, ВСт2, ВСтЗ,
ВСт4, ВСт5. Имеется шесть категорий
сталей, которые нормируются по хи-
химическому составу и механическим
свойствам (табл. 5).
Механические свойства стали при
растяжении и условия испытаний на
нзгнб на 180° в холодном состоянии
должны соответствовать нормам, ука-
указанным для стали группы А в табл. 2.
По химическому составу сталь груп-
группы В должна соответствовать нормам,
указанным в табл. 4, за исключением
нижнего предела по содержанию угле-
углерода. Отклонение от нижнего предела
по содержанию углерода не является
браковочным признаком. Верхний пре-
предел содержания Мп допускается на
0,2 % выше указанного в табл. . 4
для всех марок стали, кроме марок
ВСт1Гпс, ВСт2Гпс, ВСтЗГпс, ВСт5Гпс.
Марки, химический состав и свой-
свойства углеродистых качественных кон-
конструкционных сталей приведены в
табл. 6—9; легированных конструк-
конструкционных сталей — в табл. 10—13; вы-
высоколегированных коррознонно-стей-
кнх, жаропрочных н жаростойких
сталей — в табл. 14, 15; инструмен-
инструментальных сталей — в табл. 16—19.
12
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ СТАЛЕЙ ДЛЯ КОВКИ И ШТАМПОВКИ
13
6. Химический состав * сталей углеродистых качественных конструкционных
(ГОСТ 1050—74 i
Сталь
05кп
08кп
08пс
08
Юкп
Юпс
10
Пкп
15кп
15пс
15
18кп
20кп
20пс
20
25
30
.35
40
45
50
55
58 E5пп)
60
65**
70**
75**
80**
85**
601 **
651 **
701 **
i ГОСТ 14959—79)
Содержание, %
С
До 0,06
0,05—0,11
0,05—0,11
0,05—0,12
0,07—0,14
0,07—0,14
0,07—0,14
0,05—0,12
0,12—0,19
0,12—0,19
0,12—0,19
0,12—0,20
0,17—0,24
0,17—0,24
0,17—0,24
0,22—0,30
0,27—0,35
0,32—0,40
0,37—0,45
0,42—0,50
0,47—0,55
0,52—0,60
0,55—0,63
0,57—0,65
0,62—0,70
0,67—0,75
0,72—0,85
0,77—0,85
0,82—0,90
0,57—0,65
0,62—0,70
0,67—0,75
* Допускается ие более 0
•¦ По ГОСТ 14959—79.
Si
До 0,03
» 0,03
0,05—0,17
0,17—0,37
До 0,07
0,05—0,17
0,17—0,37
До 0,06
» 0,07
0,05—0,17
0,17—0,37
До 0,06
» 0,07
0,05—0,17
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,10—0,30
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
,040 % S; 0,035 °/с
Мп
До 0,40
0,25—0,50
0,35—0,65
0,35—0,65
0,25—0,50
0,35—0,65
0,35—0,65
0,30—0,50
0,25—0,50
0,35—0,65
0,35—0,65
0,30—0,50
0,25—0,50
0,35—0,65
0,35—0,65
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
До 0,2
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,70—1,00
0,90—1,20
0,90—1,20
Р; 0,25 % N1; 0
Сг, ие более
0,10
0,10
0,10
0,15
0,15
0,15
0,15
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0 25
0,15
0,25
До 0,25
» 0,25
» 0,25
» 0,25
» 0,25
' » 0,25
» 0,25
» 0,25
25 % Си.
7. Механические свойства * сталей углеродистых качественных конструкционных
(ГОСТ 1050—74 и ГОСТ 14959—79)
Сталь
08
10
15
20
25
30
35
40
45
50
55
с
«
е
330
340
380
420
460
500
540
580
610
640
660
<а
С
S
в
Не
200
210
230
250
280
300
320
340
360
380
390
г?
о
4-
менее
33
31
27
25
23
21
20
19
16
14
13
60
55
55
55
50
50
45
45
40
40
35
w
S
—
900
800
700
600
500
400
—
с; я
;ть
юс
X CD
& g |
131
143
149
163
170
179***
207 ***
187
197
207
217
* Механические свойства сталей
толщиной до
*
* *
80 мм после
• После закалки е
нормализации.
Сталь
58 E5пп)
60
65
70
75**
80**
85**
60Г
65Г
70Г
определеиь
масле и отпуска при 480
* Горячекатаной стали.
га
С
BQ
в
610
690
710
730
1100
1100
1150
710
750
800
на
°С.
С
S
н
D
Не
320
410
420
430
900
950
1000
420
440
460
~?
¦&¦
менее
12
12
10
9
7
6
6
11
9
8
образцах
28
35
30
30
30
30
30
—
—
—
—
—
—
—
—
CU 0J
н о
ЦОС
га,
о. в$
»ц К g
t-"!C очз
229
229
229,
229
24l!
241;
255
—,
диаметром или
8. Температура, °С, критических точек некоторых марок
углеродистой коиструкциоинои стали
Сталь
08
10
15
20
Ас,
735
732
735
735
Ас,
874
870
860
850
Сталь
25
30
35
40
Ас,
735
730
730
730
Ас,
835
820
810
790
Сталь
45
50
55
60
Ас,
730
725
725
725
Ас,
755
760
755
750
Сталь
70
75
85
65Г
Ас,
725
720
720
721
Лсв
743
735
730
745
9. Температурный коэффициент линейного расширения а и теплопроводность X.
некоторых марок углеродистой конструкционной стали
Сталь
08
10
15
20
25
40
45
а- 10', 1,°С
20—200
12,6
12,6
12,5
12,1
12,66
12,0
12,3
• Цифры в
параметр.
при
20—300
13,0
—
13,0
12,7
13,1
@—300) *.
—
—
20—400
13,0
13,6
13,4
13,5
13,3
13,7
температуре, °
20—600
14,6
14,6
14,2
B0—500) *
13,9
13,9
—
—
с
100
80,8
57,0
57,0
50,6
51,1
—
скобках указывают температурный интервал, i
к, Вт/(м-°С)
200
69,0
52,7
52,7
48,4
49,0
50,6
48,0
300
44,8
46,5
46,5
48,9
46,5
¦ ¦•¦
400
51,4
37,7
42,4
42,5
46,5
42,8
котором определен
10. Химический состав стали .
Сталь
15Х
15ХА
20Х
30 X
30ХРА
35Х
38ХА
40Х
45 X
50Х
15Г
20Г
25Г
ЗОГ
35Г
40Г
45Г
50Г
10Г2
30Г2
35Г2
40Г2
45Г2
50Г2
с
0,12—0,18
0,12—0,17
0,17—0,23
0,24—0,32
0,27—0,33
0,31—0,39
0,35—0,42
0,36—0,44
0,41—0,49
0,46—0,54
0,12—0,19
0,17—0,24
0,22—0,30
0,27—0,35
0,32—0,40
0,37—0,45
0,42—0,50
0,48—0,56
0,07—0,15
0,26—0,35
0,31—0,39
0,36—0,44
0,41—0,49
0,46—0,55
тегированной
Si
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0.37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
конструкционной (ГОСТ 1
Мп
0,40—0,70
0,40—0,70
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
1543—71)
Содержание, %
Сг
№
Хромистая
0,70—1,00
0,70—1,00
0,70—1,00
0,80—1,10
1,00—1,30
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
—
—
—
—
—
—
—
—
—
—
Марганцовистая
0,70—1,00
0,70—1,00
0,70—1,00
0,70—1,00
0,70—1,00
0,70—1,00
0,70—1,00
0,70—1,00
1,20—1,60
1,40—1,80
1,40—1,80
1,40—1,80
1,40—1,80
1,40—1,80
—
—
—
—
—
—
—
—
—
—
—
—.
—
—
—
—
—
—
—
—•
—
—
—
—
—
—
Мо
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
А1
—
—
—
—
—
—
—
—
—
—
—
-—
—
-—
—
-—
—
—
—
—
—
—
—
Ti
V
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Продолжение табл. 10
Стзль
18ХГ
35ХГ2
18ХГТ
20ХГР
27ХГР
25ХГТ
ЗОХГТ
40ХГТР
35ХГФ
25ХГМ
33 ХС
38ХС
40ХС
15ХМ
20ХМ
ЗОХМ
ЗОХМА
35ХМ
38ХМ
ЗОХЗМФ
40ХМФА
с
0,15—0,21
0,32—0,40
0,17—0,23
0,18—0,24
0,25—0,31
0,22—0,29
0,24—0,32
0,38—0,45
0,31—0,38
0,23—0,29
0,29—0,37
0,34—0,42
0,37—0,45
0,11—0,18
0,15—0,25
0,26—0,34
0,26—0,33
0,32—0,40
0,35—0,42
0,27—0,34
0,37—0,44
Si
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
1,00—1,40
1,00—1,40
1,20—1,60
Мп
Содержание, %
Сг
Ni
1'
Хромомарганцовая
0,90—1,20
1,60—1,90
0,80—1,10
0,70—1,00
0,70—1,00
0,80—1,10
0,80—1,10
0,70—1,00
0,95—1,25
0,90—1,20
0,90—1,20
0,40—0,70
1,00—Г,30
0,75—1,05
0,70—1,00
1,00—1,30
1,00—1,30
0,80—1,10
1,00—1,30
0,90—1,20
—
X ромокремнистая
0,30—0,60
0,30—0,60
0,30—0,60
1,30—1,60
1,30—1,60
1,30—1,60
Мо
А1
Ti
V
0,20—0,30
0,03—0,09
—
0,03—0,09
0,03—0,09
0,03—0,09
—
0,06—0,12
_
Хромомолибденовая и хромомолибденованадиевая
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,40—0,70
0,40—0,70
. 0,40—0,70
0,40—0,70
0,40—0,70
0,35—0,65
0,30—0,60
0,40—0,70
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
0,90—1,30
2,30—2,70
0,80—1,10
0,40—0,55
0,15—0,25
0,15—0,25
0,15—0,25
0,15—0,25
0,20—0,30
0,20—0,30
0,20—0,30
—
—
_
—
0,06—0,12
0,10—0,18
Сталь
15ХФ
40ХФА
15Н2М
20Н2М
20ХН
40ХН
45ХН
50ХН
20ХНР
12ХН2
12ХНЗА
20ХНЗА
ЗОХНЗА
12Х2Н4А
20Х2Н4А
2ОХГСА
25ХГСА
ЗОХГС
ЗОХГСА
35ХГСА
30ХГСН2А
Продолжение табл. 10
Содержание, %
С
0,12—0,18
0,37—0,44
0,10—0,18
0,17—0,25
0,17—0,23
0,36—0,44
0,41—0,49
0,46—0,54
0,16—0,23
0,09—0,16
0,09—0,16
0,17—0,24
0,27—0,33
0,09—0,15
0,16—0,22
0,17—0,23
0,22—0,28
0,28—0,35
0,28—0,34
0,32—0,39
0,27—0,34
Si
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
Мп
Сг
hi-
Mo
Al
Хромованадиевая
0,40—0,70
0,50—0,80
0,80—1,10
0,80—1,10
—
—
Никельмолибденовая
0,40—0,70
0,40—0,70
Хромоникелевш
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,40—0,70
0,50—0,80
0,50—0,80
0,50—0,80
0,60—0,90
0,30—0,60
0,30—0,60
0,30—0,60
0,30—0,60
0,30—0,60
0,30—0,60
—
1,50—1,90
1,50—1,90
0,20—0,30
0,20—0,30
i и хромоникелевая с бором
0,45—0,75
0,45—0,75
0,45—0,75
0,45—0,75
0,70—1,10
0,60—0,90
0,60—0,90
0,60—0,90
0,60—0,90
1,25—1,65
1,25—1,65
1,00—1,40
1,00—1,40
1,00—1,40
1,00—1,40
0,80—1,10
1,50—1,90
2,75—3,15
2,75—3,15
2,75—3,15
3,25—3,65
3,25—3,65
—
—
—
—
Xромокремнемарганцовая и хромокремнемарганцовоникелевая
0,90—1,20
0,90—1,20
0,90—1,20
0,90—1,20
1,10—1,40
0,90—1,20
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
1,00—1,30
0,80—1,10
0,80—1,10
0,80—1,10
0,80—1,10
1,10—1,40.
0,90—1,20
1,40—1,80
—
—
Ti
V
—
0,06—0,12
0,10—0,18
—
—
—
—
—
—
—
—
Продолжение табл. 10
Сталь
15ХГН2ТА
20ХГНР
20ХГНТР
38ХГН
14Х2НЗМА
20Х2Н2М
30ХН2МА
38Х2Н2МА
40ХН2МА
40Х2Н2МА
38ХНЗМА
18Х2ШМА
25X2 Н4МА
ЗОХШМФА
ЗК2ША»А
зкшмФа
4ИСНВМ'ВА
2«fflg>A
3*2КЁ
Приме
честве не боп*е
С
S1
Мп
Содержание, %
Сг
N1
Xромомарганцовоникелевая и хромомарганцовоникелевая
0,13—0,18
0,16—0,23
0,18—0,24
0,35—0,43
0,12—0,17
0,15—0,22
0,27—0,34
0,33—0,40
0,37—0,44
0,35—0,42
0,33—0,40
0,14—0,20
0,21—0,28
0,27—0,34
0,33—0,40
0,38—0,40
0,42—0,,50
0,17—0,24
0,35—0,43
0,35—0,43
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,70—1,00
0,70—1,00
0,80—1,10
0,80—1,10
0,70—1,00
0,70—1,10
0,40—0,70
0,50—0,80
1,40—1,80
0,80—1,10
0,40—0,70
0,70—1,00
Хромоникельмолибденовая
0,30—0,60
0,40—0,70
0,30—0,60
0,25—0,50
0,50—0,80
0,30—0,60
0,25—0,50
0,25—0,55
0,25—0,55
1,50—1,75
0,40—0,60
0,60—0,90
1,30—1,70
0,60—0,90
1,25—1,65
0,80—1,20
1,55—1,65
1,55—1,65
Хромоникельмолибденованадиевая и
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,30—0,60
0,25—0,50
0,25—0,50
0,50—0,80
0,25—0,55
Хромоалюминиевая и
0,20—0,40
0,20—0,45
0,20—0,50
0,30—0,60
0,60—0,90
1,30—1,70
1,20—1,50
0,80—1,10
0,70—1,10
2,75—3,15
1,60—2,00
1,25—1,65
1,30—1,70
1,25—1,65
1,35—1,75
2,75—3,25
4,00—4,40
4,00—4,40
Мо
А1
Ti .
с титаном и бором
—'
.
ч
—
0,03—0,09
0,03—0,0Я
—
0,20—0,30
0,20—0,30
0,20—0,30
0,20—0,30
0,15—0,25
0,20—0,30
0,20—0,30
0,30—0,40
0,30—0,40
—
хромоникельванадиевая
2,00—2,40
1,30—1,70
3,00—3,50
1,30—1,80
3,75—4,15
0,20—0,30
0,20—0,30
0,35—0,45
0,20—0,30
—
_^
___
хромоалюминиевая с молибденом
1,50—1,80
1,35—1,65
0,15—0,25
0,50—0,80
0,70—1,10
ч а н и е. В сталь, содержащую в обозначении марки букву Р, бор Эводится по расчету (без учета угара)
0,005 %; при
этом остаточно
; содержание его в стали должно быть i
je менее 0,0010 %.
V
—
0,10—0,18
0.10—0,18
0,10—0,18
0,10—0,18
0,10—0,1»
„
—
в коли-
11. Механические свойства легированных сталей после термической обработки (ГОСТ 4543—71)
Сталь
1-я закалка
или норма-
нормализация, °С
2-я закалка,
«С
Среда
охлаждения
От-
Отпуск,
°С
Среда
охлаждения
МПа
МПа
б, %
KCV,
кДж/м2
Не менее
Размеры
сечения
загото-
заготовок, мм
ЗОХРА
35Х
38ХА
40Х
45Х
50Х
15Г
20Г
25Г
ЗОГ
35Г
40Г
45Г
50Г
10Г2
30Г2
880
880
860
900
Воздух
860
860
860
840
830
880
880
880
860
860
860
850
850
920
880
770—820
770—820
860
Вода
или масло
То же
Масло
Воздух
»
Вода
или воздух
То же
»
»
»
Воздух
Масло
или воздух
560
600
600
600
600
600
—
600
Хромистая
180
180
500
200
500
550
500
520
520
Марганцовистая
Воздух
>
Воздух
Воздух
или масло
То же
Вода
или масло
Воздух
Вода
или масло
То же
»
500
650
700
1300
750
800
800
850
900
700
800
900
1600
930
950
1000
1050
1100
12
И
12
9
11
12
10
9
9
45
40
45
40
45
50
45
45
40
700
600
700
500
700
900
600
500
400
250
280
300
320
340
360
380
400
250
350
420
460
500
550
570
600
630
660
430
600
26
24
22
20
18
17
15
13
22
15
55
50
50
45
45
45
40
40
50
45
900
800
700
600
500
400
15
15
25
25
25
25
25
25
25
25
25
25
25
25
25
25
25
25
д
к
О
м
ч
S
О
в>
ж
к
35S2
40Г2
45Г2
50Г2
18ХГ
35ХГ2
18XFT
20ХГР
27ХГР
25ХГТ
ЗОХГТ
40ХГТР
35ХГФ
25ХГМ
ззхс
38ХС
40ХС
15ХМ
20ХМ
т
860
850
840
880
860
880—950
Воздух
880
870
880—950
Воздух
880—950
Воздух
840
870
860
920
900
900
880
880
—
—
—
—
—
870
—
—
850
850
—
—
—
—
—
То же
650
650
650
650
»
»
Хромомарганцовая
Масло
»
»
»
200
600
200
200
200
200
200
550
630
200
Воздух
или масло
Вода
или масло
Воздух
или вода
Воздух
или масло
Воздух
Вода
или масло
То же
Воздух
Хромокремнистая
Вода
или масло
Масло
»
630
630
540
Вода
или масло
Масло
»
370
390
410
430
750
700
900
800
1200
1000
1100
1300
800
800
1100
700
750
1100
630
670
700
750
900
850
1000
1000
1400
1300
1500
1500
1000
930
1200
900
950
1250
Хромомолибденовая и хромомолибденованадиевая
—
Воздух
Вода
или масло
650
500
Воздух
280
600
460
800
13
12
11
11
10
12
9
9
8
9
10
10
11
14
10
13
12
12
21
12
40
40
40
35
40
45
50
50
45
45
50
50
45
55
45
50
50
40
55
50
—
800
800
800
600
600
700
700
800
800
800
800
700
350
1200
900
25
25
25
25
15
25
15
15
_
25
25
—
25
25
25
30
15
>
8
S
©
S
>
S
п
7S
О
оз
7S
S
Ё
ч
о
и
7S
S
20
МАТЕРИАЛЫ ДЛЯ КОВКИ -И ШТАМПОВКИ
XX х
О О 1Я 00 О О
со со со со со ч*
X
О
3-
<м (м Ж ЖЖ
ЖЖ X XX
КЛАССИФИКАЦИЯ СТАЛЕЙ ДЛЯ КОВКИ И ШТАМПОВКИ
ю
—< ™ IM IM
—i —< *-"СЧ
88
о о о о
о о о о
О О> 00 О
ОО О ЮЮ О IOO
<М ~ (М О О) о
о о о о
О Ю Ю iO
СО О) О) —
о о о о <
о л ю о'
t~- h- О5 —' С
о о
3„5
CQ
о
CQ
.88
о о о о о
00 О 00 ОО СО
к
а.
I
ю
¦*
IM
008
1 650
оююо
о о о о
0991
ООП
ООП
ООП
850
850
850
1300
ю
СП
1650
1400
о
CQ
ю о о ю
Ю Ю Ю гг
— О О5 (М
ifi
2 g
"
Им2
S
¦ Я"
к
а
о
5
о о о о
00 00 00 00
II I I I I g
о о о о ^
00 (О tO <D
I
\ I
о
O5
00
00
о
CO
CO
о
8
00
о
i
00 00 00
о о
to im
00 CO
> So о oo
CQCOCQ
ЖЖ
XX
gg
(M
X
2
CO CO
XX
Ж
(М
XX
S8
X
о
(M
X
О
CO
н о,
im а н
Ж Ж ЖЖ
X X XX
ю о о со
—< IM (M СО
22
а. о °> m
иС
те ¦ о
:* «•
«5 S
«о. к
S 1
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ СТАЛЕЙ ДЛЯ КОВКИ И ШТАМПОВКИ
23
IS
> CO
см см о см см см —
8
o
О OOOOOOO
— —o———o—
O OOOOOOO
CTi O> 00 O> OQOCOO
cncn
». О О _(
я я
OO
OOO
— CN
OO О
COCO CM
? ч
о о
со to
со со
о о
со to
со со
to t^ ю
СО СО 00
о о о о с
h- Ю Ю Ю L
GO CO C71 С71 с
XX XX
° g?8
X
о
Мн м "Ьч X
<N ЗС CN CN
XXX X
О 00 00 Ю
П-СО— CN
I
i
Ю Ю Ю
S4 СЧСМ
О О О О О
о о о о о
СП СО СО Ч- О
о ю о
1Л СО Ю
О CM CN t^. CN
) О О
: о о
) CM CM
3 ОС
3 О С
o
о
!¦
со
X' О О to СП
С?Э со СО "* tO
§
к
I
о о о о о
to из lo to ю
00 СО 00 СО 00
ххххх
oto оою о
СО СО СО Г*" CN
к
§
о
о
о
о
ю
о
ю
СО
I if»
а
к
1
I
о
а.
X
о
S
°
X
X
00
СО
12, Температура, °С, критических точек некоторых марок
легированной конструкционной сталн
Сталь,
15Х
20Х
35Х
38ХА
40Х
45Х
50Х
15Г
20Р
25Р
ЗОР
40Р
50Р
35Г2
40Г2
Ас,
735
765
740
743
743
735
720
723
723
723
723
723
723
718
713
Лс3
870
830
815
782
815
770
770
840
830
820
810
785
760
804
780
Сталь
45Г2
18ХР
18ХГТ
20ХГР
27ХГР
ЗОХГТ
38Х2Ю
38Х2МЮА
33 ХС
38ХС
30 ХМ
35ХМ
15ХФ
40ХФА
20ХН
Ас,
711
765
740
735
715
735
810
800
755
763
757
755
741
754
735
Асг
765
840
925
835
760
790
880
900
830
810
807
800
843
790
835
Сталь
40ХН
50ХН
20ХНР
12ХН2
12ХНЗА
12ХН4А
20Х2Н4А
20ХГС
ЗОХГС
35ХГС
15ХГН2ТА
20ХГНР
38ХНЗМА
40ХН2МА
18Х2Н4МА
Ас,
731
735
750
715
715
710
710
755
760
760
710
730
720
720
700
Ас,
769
750
830
773
773
780
800
840
830
820
770
825
810
13. Температурный коэффициент линейного расширения ос н теплопроводность К
некоторых марок легированной стали
Сталь
20Х
40Х
20Р
40Р
50Р
20ХФ
40ХФА
ЗОХМ
12ХН2
12ХНЗА
20ХНЗА
18Х2Н4ВА
40ХН
40ХН2МА
а- 10е, 1/°С
X, Вт/(м-°С)
при температуре, °С
20—
100
11,3
13,4
12,3
9,4
11,6
@-
100°)
12,0
11,0
12,3
12,6
11,8
11,0
14,5
11,8
—
20—
200
11,6
13,8
—
12,0
11,9
@-
200°)
12,5
12,0
12,5
13,8
13,8
—
14,5
12,3
—
20—
300
12,5
—
13,2
—
—
12,9
14,6
14,0
13,0
—
—
—
20—400
13,2
14,8
—
—
13,8
@—400°)
13,0
16,5
13,9
14,8
14,7
14,3
16,5
E00—
600°)
20—500
13,7
14,9
13,7
14,3
B0—600°) *
15,6
B0—600°)
14,5
B0—600°)
14,2
B0—600°)
• —
—
* Цифры в скобках указывают температурный интерва;
параметр.
100
49,8
46,2
77,9
59,6
38,6
49,0
52,5
35,7
52,5
46,4
200
46,0
42,8
66,5
53,3
37,8
46,0
48,7
34,4
48,7
44,1
1, в котором
300
42,0
39,4
47,6
36,5
46,0
45,4
32,8
45,4
39,9
400
40,0
35,7
47,0
34,4
40,0
42,0
42,0
37,8
определен
14. Химический состав некоторых марок высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей
(ГОСТ 5632—72)
Сталь
15X5
15Х5ВФ
12Х8ВФ
40Х9С2
20Х12ВНМФ
20X13
40X13
25X1ЗН2
15Х12ВНМФ
12X13
14Х17Н2
10Х13СЮ
08X13
08X17Т
15Х18СЮ
15Х25Т
08X18Т1
с
До 0,15
» 0,15
0,08—0,15
0,35—0,45
0,17—0,23
0,16—0,25
0,36—0,45
0,2—0,3
0,12—0,18
0,09—0,15
0,11—0,17
0,07—0,12
До 0,08
» 0,08
» 0,15
» 0,15
» 0,8
Si
До 0,5
0,3—0,6
До 0,6
2,0—3,0
До 0,6
» 0,8
» 0,8
» 0,5
До 0,4
» 0,8
» 0,8
1,2—2,0
До 0,8
» 0,8
1,0—1,5
До 1,0
» 0,8
Мп
Содержание, %
Сг
N1
w
Стали мартенситного класса
До 0,5
» 0,5
» 0,5
» 0,8
0,5—0,9
0,8
0,8
0,8—1,2
Стали
0,5—0,9
До 0,8
» 0,8
До 0,8
» 0,8
» 0,8
» 0,8
» 0,8
» 0,7
4,5—6,0
4,5—6,0
7,0—8,5
8,0—10,0
10,5—12,5
12,0—14,0
12,0—14,0
12,0—14,0
—
—
—
0,5—0,9
0,5—0,9
—
1,5—2,0
0,4—0,7
0,6—1,0
—
0,7—1,1
—
—
—
мартенситно-ферритного класса
11,0—13,0
12,0—14,0
16,0—18,0
0,4—0,8
__
1,5—2,5
0,7—1,1
—
—
Стали ферритного класса
12,0—14,0
12,0—14,0
16,0—18,0
17,0—20,0
27,0—30,0
17,0—19,0
—
—
—
—
—
—
—
—
—
—
V
Мо
Ti
Al
—
0,4—0,6
0,3—0,5
—
0,15—
0,30
—
¦—
—
—
—
—
—
0,5—0,7.
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,15—
0,30
—
0,5—0,7
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,6—1,0
1,0—1,8
—
—
—
0,7—1,2
Продолжение табл. 14
Сталь
Содержание, %
Si
Мп
Сг
Mo Ti Al
20Х13Н4Г9
09X15Н8Ю
08Х17Н5МЗ
08Х20Н14С2
20Х20Н14С2
12Х21Н5Т
08Х2Ш6М2Т
08Х18Г8Н2Т
08Х10Н20Т2
10Х14Г14НЗ
45Х14Н14В2М
03Х16Н15МЗ
08Х17Н13М2Т
12Х18Н9
08Х18Н10Т
20Х25Н20С2
Стали аустенитно-мартенситного класса
0,15—0,30
До 0,09
0,06—0,10
До
»
»
0
0
0
,8
,8
,8
8,0—
10,0
До 0,8
» 0,8
12,0—14,0
14,0—16,0
16,0—17,5
3,7—4,7
7,0—9,4
4,5—5,5
3,0—3,5
Стали аустенитно-ферритного класса
До 0,08
» 0,20
0,09—0,14
До 0,08
» 0,08
До 0,08
0,09—0,14
0,40—0,50
До 0,03
» 0,08
» 0,12
» 0,08
» 0,20
2,0—3,0
2,0—3,0
До 0,8
» 0,8
» 0,8
До 1,5
» 1,5
» 0,8
» 0,8
7,0—9,0
19,0—22,0
19,0—22,0
20,0—22,0
20,0—22,0
17,0—19,0
12,0—15,0
12,0—15,0
4,8—5,8
5,5—6,5
1,8—2,8
До 0,8
» 0,7
» 0,8
До 0,6
» 0,8
» 0,8
» 0,8
2,0—3,0
До
13,
15
До
»
»
»
2,0
0—
,0
0,7
0,8
2,0
2,0
2,0
1,5
Стали аустенитного класса
10,0—12,0 18,0—20,0
12,0—14,0
13,0—15,0
15,0—17,0
16,0—18,0
17,0—19,0
17,0—19,0
2 8—3,5
13,0—15,0
14,0—16,0
12,0—14,0
8,0—10,0
9,0—11,0
18,0—21,0
2,0—2,8
0,25—
0,40
2,5—3,5
2,0—3,0
1,5—2,5
5С—0,7
5С—0,7
0,7—1,3
—
—
—
—
—
1,8—2,5
0,25—
0,50
0,20—
0,50
0,08
Не бо-
более 1,0
26
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
15. Механические свойства некоторых высоколегированных жаропрочных
я жаростойких сталей при нормальной и повышенных температурах
Сталь
15X5
12Х8ВФ
40Х9С2
20Х12ВНМФ
20X13
40X13
15Х12ВНМФ
12X13
14X17Н2
20Х20Н14С2
Температура, °С,
термообработка
Отж. 850—870, возд
или печь
Н. 1050 + О. 700,
возд
Отж. 850—870
3. 1050 + О. 700, м
Н. 1000—1020+ О.
730—750
Н. 1050—1100+О.
600—650
3. 1050 + О. 700, м
3. 1030—1050, м +
+ О. 700—750
3. 1030, м + О. 580
3. 1150, в
Примечание. Обозначения: С
отжиг; О — отпуск; возд — воздух; м -
Темпе-
Температура
испыта-
испытаний, °С
20
500
600
20
500
600
20
600
700
20
580
600
20
500
550
20
200
400
20
580
600
20
500
550
20
300
450
20
850
950
В — закалк
- масло; в
МПа
226
102
83
600
360
197
650
400
170
710
420
360
520
360
280
810
830
685
710
420
360
600
480
420
900
840
730
350
70
30
а; Н —
— вода
V
МПа
440
274
162
734
482
354
900
530
220
850
450
380
720
440
350
1020
960
795
850
450
380
740
540
460
1200
1120
920
640
160
90
65> %
30,6
26.6
36,0
14,2
11,8
19,9
20
17
18
15
21
23
21
3.2
36
13
И
11,5
15
21
20
19
15
20
8
8
6,5
53
58
75
нормализация;
KCV,
кДж/м*
—
—
950
1300
1350
1700
250Q
2200
1850
500
750
900
1300
1400
1400
2500
2700
1200
—
Отж —
16. Сталь
Сталь
У7
У8
У8Г
У9
У10
инструментальная углеродистая (ГОСТ
435—74*)
Содержание, %
С
0,65—0,74
0,75—0,84
0,80—0,90
0,85—0,94
0,95—1,04
Мп
0,20—0,40
0,20—0,40
0,35—0,60
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
* 1
р ,
Не более
0,030
0,030
0,030
0,030
0,030
0,035
0,035
0,035
0,035
0,035
Твердость
ИВ после
отжига,
не более
187
187
187
192
197
КЛАССИФИКАЦИЯ СТАЛЕЙ ДЛЯ КОВКИ И ШТАМПОВКИ
27
Продолжение табл. 16
Сталь
УП
У12
У13
У7А
У8А
У8ГА
У9А
У10А
УНА
У12А
У13А
Содержание, %
С
1,05—1,14
1,15—1,24
1,25—1,35
0,65—0,74
0,75—0,84
0,80—0,90
0,85—0,94
0,95—1,04
1,05—1,14
1,15—1,24
1,25—1.35
Мп
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,30
0,15—0,30
0,35—0,60
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
Si
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
s
Не более
0,030
0,030
0,030
0,020
0,020
0,020
0,020
0,020
0,020
0,020
0,020
0,035
0,035
0,035
0,030
0,030
0,030
0,030
0,030
0,030
0,030
0,030
Твердость
НВ после
отжига,
не более
207
207
217
187
187
187
192
197
207
207
217
Примечания; 1. Допускаются остаточные примеси в стали: Сг — не более
0,20 %, Ni — не более 0,25 %, Си — не более 0,25 %, а для группы А: Сг — не бо-
более 0,15 %. Ni — не более 0,20 %, Си — не более 0,20 %.
2. Твепдостъ после закалки не менее 62 HRC.
17. Сталь инструментальная быстрорежущая (ГОСТ 19265—73*)
Сталь
Р18
Р12
Р9
Р6М5
Р18К5Ф2
Р6М5К5
Р9КЮ
Р9М4К8
Р9К5
Р10К5Ф5
Р6М5ФЗ
Р12ФЗ
Стз ль
Р18
Р12
Р9
Р6М5
Р18К5Ф2
Р6М5К5
Р9КЮ
Р9М4К8
Р9К5
Р10К5Ф5
Р6М5ФЗ
Р12ФЗ
Приме
у A 4 0/ м;
Содер ж а н и е, %
С
0,7—0,6
0,8—0,9
0,85—0,95
0,80—0,88
0,85—0,95
0,82—0,90
0,9—1,0
1,0—1,1
0,9—1,0
1,45—1,55
0,95—1,05
0,95—1,05
Сг
3,8—4,4
3,1—3,6
3,8—4,4
3,8—4,4
3,8—4,4
3,8—4,3
3,8—4,4
3,0—3,6
3,8—4,4
4,0—4,6
3,8—4,3
3,8—4,3
w
17,0—18,5
12,0—13,0
8,5—10,0
5,5—6,5
17,0—18,5
6,0—7,0
9,0—10,5
8,5—9,6
9,0—10,5
10,0—11,5
5,7—6,7
12,0—13,0
Содержание, %
Со
—
—
—
5,0—6,0
4,8—5,3
9,0—10,5
7,5—8,5
5,0—6,0
5,0—6,0
—
—
Мо
До 1,0
» 1,0
» 1,0
5,0—5,5
До 1,0
4,8—5,3
1,0
3,8—4,3
—
5,5—6,0
0,5—1,0
s
р
Не более
0,03
0,03
0,03
0,025
0,03
0,03
0,03 ¦
0,03
0,03
0,03
- 0,025
0,03
0,03
0,03
0,03
0,035
0,03
0,035
0,03
0,035
0,03
0,035
0,035
0,03
ч а н и я; 1. В сталях содержится не более 0,4 %
V
1,0—1,4
1,5—1,9
2,0—2,6
1,7—2,1
1,8—2,4
1,7—2,2
2,0—2,6
2,1—2,5
2,0—2,6
4,3—5,1
2,2—2,7
2,5—3,0
Твердость НВ
в отожженном
состоянии,
не более
255
255
255
255
285
269
269
285
269
285
269
269
Мп, 0,5 % Si
И *J, Ч Д| 1"J.
2. Допускается массовая доля Со до 0,6 % в сталях, для которых его содер-
содержание таблицей не нормируется.
18. Сталь инструментальная легированная (ГОСТ 5950—73)
Сталь
Содержание, %
Si
Мп
Сг
w
Мо
N1
Твердость
7ХФ
8ХФ
9ХФ
ПХФ
13Х
ХВ4 (ХВ5)
В2Ф
9X1
X
12X1
9ХС
хгс
9ХВГ
ХВГ
хвсг
9Х5ВФ
8Х6НФТ
8Х4ВЗМЗФ2
0,63—0,73
0,70—0,80
0,80—0,90
1,05—1,15
1,25—1,40
1,25—1,45
1,05—1,22
0,80—0,95
0,95—1,10
1,15—1,25
0,85—0,95
0,95—1,05
0,85—0,95
0,90—1,05
0,95—1,05
0,85—1,00
0,80—0,90
0,75—0,85
/. Стали для режущего и измерительного инструмента
неглубокой прокаливаемости
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,95—0,45
0,15—0,35
0,15—0,35
1,20—1,60
0,40—0,70
0,15—0,35
0,15—0,35
0,65—1,00
0,15—0,40
0,15—0,35
0,15—0,40
0,30—0,60
0,15—0,40
0,30—0,60
0,40—0,70
0,30—0,60
0,15—0,40
0,20—0,50
0,40—0,70
0,40—0,70
0,40—0,70
0,40—0,70
0,40—0,70
0,40—0,70
0,20—0,70
3,50—4,30
1,60—2,00
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
0,20—0,28
глубокой прокаливаемости
0,40—0,55
0,15—0,40
0,30—0,60
0,30—0,60
0,85—1,25
0,90—1,20
0,80—1,10
0,60—0,90
0,15—0,40
0,15—0,40
0,15—0,40
1,40—1,70
1,30—1,65
1,30—1,65
0,95—1,25
1,30—1,65
0,50—0,80
0,90—1,20
0,60—1,10
4,50—5,50
5,00—6,00
3,50—4,50
0,50—0,80
1,20—1,60
0,50—0,80
0,80—1,20
2,50—3,20
0,05—0,15
0,15—0,30
0,30—0,50
1,90—2,50
//. Стали для штампового инструмента
длд,дефор{йирования в холрдном. состоянии
—
—
—
—
229
241
241
229
241
255
229
— — 229
.
.
2,50—3,00
—
.
0,90—1,30
Ti
0,05—0,15
—
229
241
241
241
241
255
241
241
241
255
59
59
61
62,9
64,9
65,8
62,9
62,9
62,9
62,9
62,9
62,9
62,9
62,9
62,9
59
59
62
Х6ВФ
Х12
XI2BM
¦ШД1
Х12Ф1
7ХГ2ВМ
6Х6ВЗМФС
7X3
8X3
5ХНМ
5ХНВ
5ХНВС
5ХГМ
4ХМФС
4Х5В2ФС
4Х5МФС
4ХЗВМФ
4Х4ВМФС
ЗХЗМЗФ
ЗХ2В8Ф
4Х2В5МФ
4Х2В2МФС
5ХЗВЗМФС
5Х2МНФ
ЗХ2МНФ
4ХМНФС
4ХС
6ХС
4ХВ2С
5ХВ2С
6ХВ2С
6ХВГ
6ХЗМФС
1,05—1,15
2,00—2,20
2,00—2,20
1,45—1,65
1,25—1,45
0,68—0,76
0,50—0,60
0,65—0,75
0,75—0,85
0,50—0,60
0,50—0,60
0,50—0,60
0,50—0,60
0,37—0,45
0,35—0,45
0,32—0,40
0,37—0,44
0,40—0,48
0,37—0,44
0,27—0,34
0,30—0,40
0,30—0,40
0,42—0,50
0,45—0,52
0,46—0,53
0,27—0,33
0,35—0,42
0,35—0,45
0,60—0,70
0,35—0,45
0,45—0,55
0,55—0,65
0,55—0,70
0,55—0,62
0,15—0,35
0,15—0,35
0,20—0,40
0,15—0,35
0,15—0,35
0,20—0,40
0,60—0,90
0,15—0,35
0,15—0,35
0,15—0,35
0,15—0,35
0,60—0,90
0,25—0,60
0,50—0,80
0,80—1,20
0,80—1,20
0,80—1,20
0,60—0,90
0,60—1,00
0,20—0,40
0,15—0,40
0,15—0,35
0,30—0,60
0,50—0,80
0,20—0,50
0,15—0,40
0,70—1,00
1,20—1,60
0,60—1,00
0,60—0,90
0,55—0,80
0,50—0,80
0,15—0,35
0,35—0,65
0,15—0,40
0,15—0,40
0,15—0,40
0,15—0,40
0,15—0,40
1,80—2,30
0,15—0,40
5,50—6,50
11,50—13,0
11,00—12,50
11,00—12,50
11,00—12,50
1,50—1,80
5,50—6,50
для деформирования в
0,15—0,40
0,15—0,40
0,50—0,80
0,50—0,80
0,30—0,60
1,20—1,60
0,50—0,80
0,15—0,40
0,15—0,40
0,15—0,40
0,30—0,60
0,20—0,50
0,30—0,50
0,15—0,40
0,15—0,40
0,30—0,60
0,30—0,60
0,40—0,70
0,30—0,60
0,15—0,40
3,20—3,80
3,20—3,80
0,50—0,80
0,50—0,80
1,30—1,60
0,60—0,90
1,50—1,80
4,50—5,50
4,50—5,50
4,50—5,50
2,80—3,50
3,20—4,00
2,80—3,50
2,20—2,70
2,20—3,00
2,00—3,50
2,50—3,20
1,50—2,00
2,00—2,50
1,25—1,55
1,10—1,50
0,50—0,80
0,50—0,90
2,50—3,20
0,50—0,80
0,15—0,30
0,15—0,30
0,70—0,90
0,10—0,25
0,50—0,80
горячем состояиии
0,40—0,70
0,40—0,70
1,60—2,20
0,60—1,00
0,80—1,20
7,50—8,5
4,50—5,50
1,80—2,40
3,00—3,60
—
для ударного инструмента
0,15—0,40
0,15—0,40
0,15—0,40
0,15—0,40
0,15—0,40
0,90—1,20
0,20—0,60
1,30—1,60
1,00—1,30
1,00—1,30
1,00—1,30
1,00—1,30
0,50—0,80
2,60—3,30
—
2,00—2,50
2,00—2,50
2,20—2,70
0,50—0,80
.—
0,30—0,50
0,60—0,90
0,30—0,50
0,80—1,10
0,60—0,90
0,60—0,90
0,40—0,60
0,20—0,50
0,60—0,90
0,60—0,90
1,50—1,80
0,30—0,50
0,25—0,40
0,35—0,50
—
0,30—0,60
.
0,60—0,90
0,40—0,60
0,50—0,80
0,60—0,90
0,15—0,30
0,15—0,30
0,90—1,20
1,20—1,50
1,20—1,50
0,40—0,60
1,20—1,50
2,50—3,00
0,60—0,90
0,80—1,10
0,80—1,10
0,80—1,10
0,40—0,60
0,65—0,85
—
ОД)—0,50
—
1,40—1,80
1,40—1,80
0,80—1,20
0,80—1,10
1,20—1,60
1,20—1,60
Nb
0,5—0,15
241
255
255
255
255
255
255
229
241
2i 1
255
255
241
241
241
241
241
241
241
241
241
241
241
255
—
217
229
229
255
269
217
241
62
61
61
61
61
58,9
61
55,2
56,1
57,1
57,1
57,1
57,1
56,1
51,3
53,2
56,1
62,9
62,9
51,3
56,1
54,2
57,1
—
48,4
57,1
54,2
56,1
58,1
58,1
57,1
39
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 31
19. Температура, °С, критических точек некоторых марок
инструментальных сталей
Сталь
У7, У7А
У8, У8А
У9, У9А
У10, УЮА
УН, УНА
У12, У12А
У13, У13А
X, ШХ15
9Х
7X3
8X3
Ас,
730
730
730
730
730
730
730
745
750
770
770
Ас„1Аст
770
730
790
800
810
820
830
900
850
950
960
А г,
700
700
700
700
700
700
700
700
720
730
Сталь
4ХС
9ХС
ХВГ
5ХНМ
5ХНВ
5ХНТ
Х6ВФ
Х12Ф1
Р9
Р18
Ас,
730
770
750
720
750
720
815
810
810
820
Ас,/Аст
790
870
940
770
820
770
—
A rt
700
730
710
680
—
680
625
760
760
760'
2. КЛАССИФИКАЦИЯ,
ХИМИЧЕСКИЙ СОСТАВ
И ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА
ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
Алюминиевые сплавы
Деформируемые алюминиевые спла-
сплавы разделяют на две группы:
технический алюминий и термиче-
термически неупрочняемые сплавы алюминия
с марганцем и магнием;
термически упрочняемые сплавы.
Сплавы первой группы: АД1, АД;
сплав системы алюминий—марганец
АМц; сплавы системы алюминий-
магний—марганец АМг0,5, AMrl,
АМг2, АМгЗ, АМг4, АМг5 и АМгб.
Сплавы этой группы отличаются
высокими пластическими, технологи-
технологическими свойствами, коррозионной
стойкостью, хорошей свариваемостью.
Для повышения прочностных характе-
характеристик сплавы дополнительно упроч-
упрочняют холодной деформацией. Состоя-
Состояние поставки полуфабрикатов из этих
сплавов — отожженное и нагартован-
ное.
Сплавы второй группы: сплавы си-
системы алюминий—медь—магний Д1,
Д16; сплав системы алюминий—ма-
гиий—кремний АВ; сплавы системы
алюминий—медь—магний ВД17, Д19,
В65; сплавы системы алюминий-
медь — магиий — железо —никель —
кремний АК4, АК4-1; сплавы си-
системы алюминий—медь—магний—мар-
алюминий—медь—магний—марганец—кремний АК6, АК8; сплавы
системы алюминий — цинк—магний —
медь В93, В95, В96; сплавы системы
алюминий—медь—марганец Д20, Д21.
Сплавы второй группы отличаются
удовлетворительной пластичностью и
технологическими свойствами, повы-
повышенными прочностными свойствами;
их применяют для изготовления раз-
различных заготовок, в том числе штам-
штампованных и поковок.
Полуфабрикаты из деформируемых
алюминиевых сплавов в зависимости
от состояния поставки имеют следую-
следующую буквенно-цифровую маркировку:
М — отожженные;
Н — нагартованные;
П — полунагартованные;
Т — закаленные и естественно со-
состаренные;
ТН — нагартованные после закал-
закалки;
Т1 — закаленные и искусственно
состаренные на максималь-
максимальную прочность;
Т2, ТЗ — закаленные и искусственно
состаренные по режимам,
приводящим к снижению
прочности по сравнению с
Т1, но к росту вязкости
разрушения и коррозионной
стойкости.
Химический состав, физические и ме-
механические свойства алюминиевых
сплавов приведены в табл. 20—22.
20. Химический состав,
Сплав
АД1
АД
АМц
AMrl
АМг2
АМгЗ
АМг4
АМг5
АМгб
Д1
Д16
АВ
В65
АК4
АК4-1
А Кб
АК8
В 95
Си
_
—
—
—
4,3
4,35
0,3
4,2
2,2
2,3
2,2
4,35
1,7
Mg
—
1,0
2,2
3,5
4,2
5,3
6,3
0,6
1,5
0,7
0,2
1,6
1,5
0,6
0,6
2,3
%, алюминиевых
Мп
_
—
1,3
—
0,4
0,45
0,65
0,55
0,65
0,6
0,6
0,25
или Сг
0,4
—
—
0,6
0,7
0,4
сплавов (ГОСТ 4784—74*)
Легирующие
Fe
_
—
—
—
—
—
—
—
_
1,05
1,1
—
—
Si
_
—
—
—
0,65
—
—
—
—
0,85
0,85
—
0,95
0,9
компоненты
Zn
_
—
—
—
—
—
—
—
—
—
—
—
—
6,0
т>
_
—
—
—
—
0,06
0,06
0,06
—
—
—
—
—
—
_
—
—
—
0,0026 Be
0,0026 Be
0,0026 Be
—
—
—
1,05
1Д
—
—
—
Cr
_
—
—
0,15
—
—
—
_
—
—
—
0,17
21. Физические свойства алюминия н сплавов на его основе
Сплав
АД1
АМц
AMrl
АМг2
АМгЗ-
АМг4
Со-
стоя-
стояние
М
н
м
н
п
м
м
м
м
Тепло-
провод-
проводность к
при 25 °С,
Вт/(м-"С)
226,08
217,71
180,03
154,91
163,28
184,18
154,91
146,53
133,95
Удельное
электри-
электрическое
сопро-
сопротивление
р- 10»,
Ом- м
2,9
3,0
3,4
4,1
4,2
3,4
4,8
4,9
6,1
Плот-
Плотность,
г/см3
2,71
2,73
2,7
2,68
2,67
2,67
Коэффи-
Коэффициент линей-
линейного расши-
расширения при
20—100 "С
а- 10", "С-1
24
23,2
23,4
24,2
23,5
23,8
Удельная
теплоем-
теплоемкость с
при 100°С,
кДж/(кг-°С)
0,9218
1,0894
0,9218
0,9637
0,8799
0,9637
Темпера-
Температура плав-
плавления, °С
643—657
643—654
638—657
627—652
593—643
585—641
32
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 33
22. Механические свойства алюминия и сплавов на его основе
Сплав
АМгб
АМгб
Д1
Д16
АВ
ВД17
Д19
В 65
АК4
АК4-1
А Кб
АК8
В93
В95
В96
Д20
Со-
стоя-
стояние
М
Н
м
м
т
м
т
Т1
vm
т
Т1
м
—
т
Т1
Т1
Т1
м
т
Т1
Т1
Т1
Т1
м
т
Т1
Тепло-
провод-
проводность к
при 25 °С,
Вт/(м-°С)
117,23
108,85
117,23
195,55
133,97
195,55
121,41
150,69
205,11
163,28
171,16
133,97
138,16
A00°)
146,53
146,53
132,35
175,84
195,55
133,95
154,91
163,28
154,91
121,41
171,16
113,04
121,41
Удельное
электри-
электрическое
сопро-
сопротивление
р- 10»,
Ом • м
5,9
6,4
6,7
3,4
3,4
5,7
4,3
3,2
4,1
3,8
5,5
ь,\
5,0
5,0
5,5
4,1
3,4
5,1
4,3
4,1
4,2
5,8
3,9
6,2
5,7
Плот-
Плотность,
г/см3
2,65
2,64
2,79
2,77
2,70
2,75
2,76
2,8
2,77
2,8
2,75
2,80
2,84
2,85
2,89
2,84
Коэффи-
Коэффициент линей-
линейного расши-
расширения при
20-100 °С
а- 10е, "С-1
24,1
24,7
22,9
• 23,2
23,5
23,6
—
—
21,8
19,6
—
22,5
—
23,1
22,4
22,3
Продолжение табл. 21
Удельная
теплоем-
теплоемкость с
при 100°С,
кДж/(кг-°С)
0,9637
0,9218
0,9218
0,9218
0,7961
0,838
0,8799
0,9637
0,838
0,7961
0,838
0,838
0,7961
0,7961
—
Темпера-
Температура плав-
плавления, °С,
571—638
—
535—639
502-638
588—649
—
—
—
—
—
—
507—638
—
477—635
543—643
Сплав
поставки)
АД1 (М)
АД(М)
АД1 (Н)
АМц (М)
АМц (П)
АМц (Н)
AMrl (M)
AMrl (H)
¦ АМг2 (М)
АМг2 (П)
АМг2 (Н)
АМгЗ(М) '
АМгЗ (П)
АМг4 (М)
АМг4 (П)
АМг5 (М)
АМг5 (Н)
АМгб (М)
АМгб (Н)
, Д1 (Т)
Д16(Т)
•Д16(Т1)
¦Д16(Т1Н)
Д16(Т)
АВ (Т1)
ВД17(Т1)
В 65 (Т)
Д19 (Т)
АК4 (Т1)
Внд
полуфабрикатов
Прессованные и
катаные
Катаные
Катаные и прессо-
прессованные
Катаные
Штампованные за-
заготовки
Катаные
Прессованные
Прессованные
Штампованные за-
заготовки
Штампованные за-
заготовки
Проволока
Штампованные за-
заготовки и поковки
Катаные
Е
V
°в
МПа
71 000
71 000
71 000
71 000
71 000
69 000
70 000
70 000
70 000
71 000
70 000
7 000
69 000
69 000
69 000
70 000
70 000
70 000
71 000
69 000
69 000
69 000
72 000
71 000
71 000
72 000
71 000
70 000
72 000
72 000
30
100
50
130
180
50
190
90
210
230
120
230
140
240
180
320
170
280
250
290
400
460
380
290
260
300
250
280
290
350
80
150
130
180
220
120
210
190
250
280
235
270
270
320
300
420
340
380
410
440
450
500
520
350
310
440
400
460
420
400
6
%
35
6
23
10
5
28
5
23
8
5
22
8
23
12
20
10
20
6
15
19
7
5,5
12
12
10
17
20 *1
23 *!
6
8
80
20
70
55
50
_
30
.
25
—
30
_
:
—
15
20
20
50
42
21
—
асд
нв
МПа
55
70
80
100
ПО
ПО
120
1Я5
140
165
155
160
160
190
180
220
210
270
280
270
285
300
210
195
260
290
_
—
250
350
300
400
550
300
550
450
680
770
580
750
650
1000
—
1100
1200
—
гзоо
950
850
—
—
2 П/р Е. И. Семенова
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 22
Сплав
(состояние
поставки)
АК4(Т1)
АК4-1 (Т1)
АК6 (Т1)
АК8(Т1)
В93(Т1)
В93 (Т2)
В93 (ТЗ)
В95(Т1)
В95 (Т2)
В96ц(Т1)
Д20(Т1)
Д20(Т1Н)
Д20 (Т1)
Д21 (Т1)
Вид
полуфабрикатов
Прессованные
Штампованные за-
заготовки и поковки
Штампованные за-
заготовки н поковки
Катаиые
Штампованные эа-
готовки и поковки
Штампованные за-
готовки и поковки
Штампованные эа
готовки
Катаные
Прессованные
Прессованные
Катаные
Прессованные
Штампованные за-
заготовки и поковки
Е
<v
"в
МПа
73 000
73 000
72 000
72 000
72 000
69 000
74 000
70 000
—
67 000
72 000
-
69 000
69 000
69 000
70 000
360
320
300
300
280
370
400
380
490
480
420
390
480
550
500
630
300
360
280
350
420
420
400
390
410
390
370
440
480
440
380
520
510
510
470
450
530
580
550
'150
420
450
420
430
б
%
7
8*?
6*з
5**
12
8
6
10
10 *2
8*з
б*4
8 *2
6 *3
4*4
С*3
7
И
8
Ю
г.
И
10
10
9 ¦*
30
—
35
—
—
—
—
-
12
-
—
35
18
°сд
нв
МПа
—
—
260
—
290
—
—
310
330
-
260
290
270
—
—
115©
1150
1150
1050
1050
—
1300
1300
1400
1400
1400
—
—
1500
—
—
1000
—
Примечание. Направление вырезки образцов на катаных пелуфабрнкатов
поперечное, из прессованных — продольное;*1 — относительное удлинение; *2 —вро-
дольное направление; *3 — поперечное направление по ширине; ** — поперечное
направление по толщине.
юа
80
60
40
¦ 20
КЛАССИФИКАЦИЯ И. СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 35
200
160
120
во
40
— —
— —
I —
-
,—'
Vi
Ч-
О 100 200 J00 МО 500
t.'C
Рис. 1. Диаграмма деформирования сплава
АД! в литом гомогенизированном состоя-
состоянии:
1 — Со,г; 2 — ов-. 3 — 6; 4 — KCV; 5 — 1|> /
Рис. 3. Диаграмма деформирования сплава
АМг2 в деформированном состоянии:
/ — ов; 2 — KCV; 3 — 6; 4 — \J>
100 200 300 W0 500 t.'C
Рис. 2. Диаграмма деформирования сплава
АМц в литом гомогенизированном состоя-
состоянии:
/ — KCV; 2 — о0 .,; 3 — ОЕ; 4 — 6; 5 — $
Рис. 4. Диаграммы деформироваиии сплава
АМгЗ в литом (а) и деформированном F)
состояниях:
/ — о ¦ 2 — О : 3 — KCV; 4 — 6; 5 — \j>
120
100
so
60
20
у,
/
/
5
1
\
к t ¦ ¦
j
kcv, w-кдж/м*
SOB
500
400
300
200
100
Ifl, S, %
100 200 300 *O0 500
t.'C
, Gl-got
KCV, 10-кД*/ц1 мпа
100
во
SO
20 —
О 100 200 300 •tOO 500
ч) t,'C
><
/
r
Z 1
r
300 -
250 -
200 -
150 -
100 -
50 -
100 200 300 400 503
S) t,"C
600
500
4OO
зоо
200
mo
0
60
¦с
20
.
•
-
2
¦sz-—-
—¦—
J
300 SO
200 to
100 20
^-—
4
2
,3
—-S»e:
4
зоо
200
100
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 37
100
100 300
a)
400 SCO
г, "с
700 200
300 400 500
too
so
?0
to
20
1
2
,
r
V
<
/
/
500
400
300
200
TOO
Рис. 5. Диаграммы деформирования сплава
ЛМгб в литом иегомогеиизированном (а),
литом гомогенизированном (б) и деформи-
деформированном (в) состояниях:
1 - в
в;
2 - а
02;
3 - б; 4 ^
о
100
200 300 400
в)
500
t.'C
Рис. в. Диаграммы деформирования спла-
сплавов Д! (/), Д16 (//), Д20 <///) в литом
иегомогенизироваииом (а), литом гомоге-
гомогенизированном (ff) и деформированном (в)
Состояниях:
/-0Е; 2-<тв>2; 3_Л: 4 - ¦$; 5 - K.CV
Ж
/
>
/
/
ч
200 100
160 SO
120 60
SO 1,0
Ю 20
О О
—
7
s
<
-г—
J
/
/
\
/
2
д
¦s
ж
If
%
л
100
во
60
W
20
>.
—
/
ш
5-
/
у
* N
^-^
=
100 200 300 •
SOO
t,'C
100
да
60
40
20
1
и
'у
/
ж
f
/
/
t~
у
/ ч
=
6,,в,а,МПа у,S,%jto/,W-кДч/м1
3^^*"^^И I \ I '
500 100
1,00 SO
300 60
200 to
100 20
ч
1
¦
ш
/
\
—
3/
2^
¦—s
/
>
,,МПа
200
160
120
во
40
о
320
240
160
80
О
МПо
500
too
300
200
100
О
ТОО
80
60
I/O
20
у
V
г
t
* \
г \
/ ^
1
160
120 -
80
tfOO
320
2?)
160
80
100
80
60
40
20
/
>
г
3
\
г. .
/
>^
1
Г
1
А
' \
КСУ.Ю-иД/к/м1
¦ЮО
зои
Ш
200 300 400 500
a) t, °с
100 200 300 Ш 500
б) . t,°C
Рис. 7. Диаграммы деформированиия сплавов ВД17 (а) и Д19 (ff) в деформированном со-
состоянии:
/ - ов; 2 - KCV; 3 — 6; 4 - ¦ф
100
so
60
20
\
2
J
\
V
H
i.
—~,
A
1
кс\/,10-1<д*1нг с,'
50 100
SO
30 CO
20 tO
10
20
X
— 5
if
/
/
\
Г
1
/
500
400
300
200
100
-too zoo зоо too sao
a) t,°c
300 400 500
6) t,°C
Рис. 8. Диаграммы деформирования сплава Д21 в литом гомогенизированном (а) и деформи-
деформированном (б) состояниях:
/ — Ов; I — aei; 3 — KCV; 4 — 6; 5 — ф
О 100 200 300 1,00 500 0 100 200 300 400 500
ё) VQ в)
Диаграммы деформирования алюминие-
алюминиевых сплавов приведены на рис. I —13.
(Здесь.и далее для цветных металлов
они построены при ё = @,Зн-1,5)х
X Ю~3 с). Диаграммы рекристалли-
рекристаллизации алюминиевых сплавов приведены
на рис. 14—16.
Магниевые сплавы
Деформируемые магниевые сплавы
можно разделить на четыре группы.
К первой, группе относится сплав не-
высокой прочности @В = 170-г-
-н230 МПа) МА1; имеет высокую пла-
пластичность в интервале температур го-
горячего деформирования; рабочая тем-
температура деталей при длительной ра-
работе до 150°С, при кратковременной
до 200 °С; применяют в виде штампо-
штампованных заготовок несложной конфигу-
конфигурации, не несущих больших нагрузок.
Ко второй группе относятся сплавы
средней прочности (ов = 230-Н260МПа)
МА8, МА2; характеризуются хорошей
38
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 39
да
te
40
20
j
N
ч
У
/—-
Ч
/^
то so
по so
80 W
*0 20
о о
la
300 120
250 100
200 80
150 60
100 hO
50 20
О О
<
4
7
7
у
У
-as!
•
*— —.
t5^ 160 dO
120 ео
SO 40
«? 20
о о
300 120
150100
200 U
150 60
N
1-
—^
—
i
I»
Ч
2>i
/
1-
K
¦*¦
—^
S
>
/
—-
/
m
,1
г'
4
С*
A-
/
/
ч
4—
/
/-
'¦
-3
160
120
ВО
W
о
па
300
250
200
ISO
100
50
О
па
W0
320
2*0
160
¦0 100 200 300 WO 500
a) t, 'C
100 200 JO0 WO 5OO
6) t, V
WO 200 300 tOO 5SO
6) t,'C
Рис. 9. Днаграмны деформирования сплавов АВ (/), АК8 <//) и АК4-1 (///) в лигой иегомо-
геиизироваином (в), литой гомогенизированном (б) н деформированном (в) соствяииял:
110
во
SO
W
20
N
ч
2
—-
ч
/
ч
3
,нпа
250
200
150
100
SO
1,Ыин
V) J> '/•
100
вв
60
40
20
I
г
у
/
6„МПа;
500
Ш
300
200
100
100 200 300 W0 500
t,°C
Рнс. 10. Диаграммы деформирования спла-
сплава АК4 в литой гомогенизированном со-
состоянии;
!00 200 300 WB 500
t,'C
Рис. 11. Диаграммы деформирования спла-
сплава В93 в деформированном состоянии:
/ ^ а-, 2 — KCV; 3 <- 6; 4 - ^
100
80
60
*0
20
s
у-У
3
\ -V-
\
200 700
160 80
ПО 60
SO 1,0
W 20
\
1
/
/
у
200
160
120
во
О 100 200 300 WO 500
a) t,'C
100 200 300 itQO 500
6) t, °C
Рис. 12. Диаграммы деформирования сплава В95 в литом гомогенизированном (а) и деформи-
деформированном (ff) состояниях:
100
80
60
<Ю
20
— —
1
2
— —
N
KCV,10-kA>k/m! <5в,МПа
ЬОО -i;
160
120
so
w
О 100 200 300 ЬОО 500 200 300 W0 500
a) t,'c 6) t;c
Рис. 13. Диаграммы деформирования сплава В96 в литом негомргеннзированном (а) и де-
деформированном {б) состояниях:
- <ТВ; 2 - О0 2; 3
KCV; 4 - 6; 5 - ¦ф
Рис. 14. Диаграмма рекристаллизации сплава АД1. Прутки прессованные, горячая осадка,
отжиг при температуре осадки в течение 20 мин в соляной ванне
Рис. 15. Диаграмма рекристаллизации
сплава Д1. Отжиг при температуре 500 °С
в течение 3 ч:
на копре; — — —
осадка
осадка на прессе
W W Ы S0i:X
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
41
и.мнм
%00
Ill 48 iO f,%
u)
t,c
Рис. 16. Диаграммы рекристаллизации
сплавов ВД17 (/), АК6 (//), АК8 (///.);
осадка иа прессе (а); осадка на копре {б)
пластичностью; рабочая температура
деталей до 250 °С; применяют в виде
деформируемых полуфабрикатов и
штампованных заготовок для деталей
средней прочности и сложной формы.
К третьей группе относятся сплавы
высокой прочности (ав= 260-^340МПа)
МА2-1, МА5, имеющие удовлетвори-
удовлетворительную пластичность, рабочую тем-
температуру деталей до 200 С; применяют
в виде штампованных заготовок для
нагруженных деталей средней слож-
сложности; ковкой не обрабатываются.
К четвертой группе относится жаро-
жаропрочный сплав МАП, имеющий удов-
удовлетворительную пластичность; рабо-
рабочая температура деталей 200—400 °С;
применяют для деталей, работающих
в условиях повышенных температур;
медленное разупрочнение происходит
при температурах выше 200 СС.
2Ц. Химический состав магниевых сплавов, % (ГОСТ 14957—76)
Сплав
МА1
МА8
МА2
МА2-1
МА5
МАП
Сплав
МА1
МА8
МА2
МА2-1
МА5
МАП
Al, Nd
3,0^4,0 Al
3,8—5,0 Al
7,8—9,2 Al
2,5—3,5 Nd
Al
0,10
0,10
—
—
¦ —
0,10
Cu
0,05
0,05
0,05
0,05
0,05
0,03
Легирующие элементы
Мп
1,3—2,2
0,15—0,5
0,3—0,7
0,15—0,5
1,5—2,5
Примеси, не
Be .
0,002
0,002
—
0,002
0,002
0,002
Ni
0,007
0,007
0,005
0,004
0,005
—
Zn, Ce,
1,3—2,5 Mn
Mn
Mn
Mn
Mn
Mn
более
Zn
0,3
0,3
—
—
0,20
Si
0,10
0,10
0,10
0,10
0,10
0,10
0,15—0,
0,2—G,
0,8—1,
0,2—0,
0,10—0,
Fe
0,05
0,05
0,05
0,04
0,05
0,03
Ni
35 Ce
В Zn
5 Zn '
В Zn ¦'
22 Ni
Прочие
0,2"
0,3 ¦
0,3'
0,3
0,3
0,3
Химический состав, физические и
механические свойства магниевых спла-
сплавов приведены в табл. 23—26. Диа-
Диаграммы деформирования магниевых
сплавов даны на рис. 17, диаграммы
рекристаллизации — на рис. 18—20.
с iS ш, % к су. to кд т/м' 5,,мпа
so
60
70
60
51)
40
20
20
70
\
\
/
V
/
4
и
'/
/
1
1
1/
\
г
f
h
Г
1,00 -
350-
300-
250-
200-
150 -
100 -
50 -
П
30
по
по
100
60
20
Л0
200
joo
a)
500
t.'C
Медные сплавы
Из деформируемых медных и медно-
никелевых сплавов изготовляют дета-
детали, требующие высоких электрической
проводимости, теплопроводности и кор-
коррозионной стойкости.
100
80
60h+hA—Л W—I \is
THd/i\r г
в
20 200 300 400 500 600
6) t,'C
Рис. 17. Диаграммы деформирования спла-
сплавов МА8 (а), МА2 (б):
; 5 —
7
//
//
/
6
Л
Л
у
\
\
\
У
' шах ст
; б — е.
шах дин
42
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
24. Механические свойства магниевых сплавов (температура 20 °С)
Сплав
МА2
МА2-1
МА5
МА8
Полу-
Полуфабрикат
Пруток
0 260 ММ
Плита
30 мм
Пруток
0 260 мм
То же
Пруток
до 0 130 мм
Полоса
5 мм
Примечаии
в скобках — поперек.
* На базе 5-10'
Состоя-
Состояние
Горяче-
прессо-
ваннын
Зака-
Закаленный
Горяче
преесо
ванный
"в
V
МПа
280
260
B70)
285
220
260
—
180
195
150
A70)
215
220
150
160
г?
о
10
—
12
A2)
7
8
7
.10
30
—
20
—
20
—
—
ч
120
—
80
—
—
—
100
*
7
100
—
105
—
140
—
80
Сжа-
Сжатие
ь
О
Кру-
ченне
о
се
Сдвиг
и
МПа
400
—
390
—
460
—
—
ПО
—
85
—
140
—
—
60
—
60
—
65
—
60
190
—
175
—
210
—
190
е. Направление вырезки образцов во всех случаях — вдоль
Ш'КЛОВ.
160
—
150
—
180
—
—
25. Физические свойства магниевых <
Свойства
Плотность, г/см15
Температура, °С:
ликвидус
солидус
Коэффициент линейного
расширения а-10е при
температуре, 1;°С:
20—500
100—200
200—300
Удельная теплоемкость,
кД:.{,(кг-°С) при темпера-
температуре, °С:
100
200
¦300
400
МА1
1,78
650
645
23,7
26,1
32,1
1,004
1,046
1,130
1,172
ллавов
МА2
t,7b
632
565
26,0
27,8
29,5
1,130
1,172
1,213
1,255 *
МА2-1
1,79
625
5G0
26,0
—
1,088
1,130
1,213
1,255*
МА5
1,80
602
430,
26,1
27,1
28,5
1,130
1,213
1,255
1,297*
MAS
1,78
650
645
23,7
26,1
32,1
1,04')
1,130
1,213
—
МАП
1,80
645
470
25,7
29,3
30,1
—
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 43
Продолжение табл. 25
Свойства
Теплопроводность,
Вт/(м-°С), при темпера-
температуре, °а
30
200
300
400
МА1
125,60
138,16
133,97
133,97
МА2
96,29
104,67
108,85
113,04
МА2-1
96,29
МА5
0,14
Примечание. Скрытая теплота плавления для всех сплавов
* При 350 "С.
МА8
133,97
133,97
133,97
МАП
108,85
117,23
117,23
117,23
— 293,3 кДж/кг.
26. Механические свойства из магниевых сплавов
Сплав
MAJ
МА8
МА2
Полуфабрикат
Листы толщиной, мм:
0,8—2,5
2,6—10,0
Прутки 0 до 130 мм
Профили
Поковки и штампо-
штампованные заготовки
Листы толщиной, мм:
0,8—2,5
2,6-10,0
1,0—2,5
2,6—5,0
Прутки 0 до 130 мм
Прутки 0 до №0 мм
Пековкв и штампо-
штампованные заготовки
Состояние
Отожженные при 320—
350°С 30 мин
Горячепрессованные
Без термообработки
Отожженные при 320—
350°С 30 мин
Полунагартованные,
отожженные при 260—
290°С 30 мин
Горячепрессованные
Горячепрессованные
Без термообработки
МПа
ао,г-
МПа
«. %
Be менее
190
170
180
260
180
; 230
220
250
240
220
260
240
ПО
90
—
120
1Ю
160
140
—
—
—
5,0
3,0
2,0
4,0
2,0
12,0
10,0
8,0
6,0
4,0
5,0
5,0
44.
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 26
Сплав
МА2-1
МА5
МАП
Полуфабрикат
Листы толщиной
0,8—3,0 мм
Плиты толщиной 12—
30 мм
Прутки прессованные
Поковки и штампо-
штампованные заготовки
Листы толщиной, мм:
0,8—3,0
0,8—3,0
Состояние
Отожженные при 250—
300 °С 30 мин
Горячекатаные
Закаленные
Отожженные при 250 °С
30 мин
Закаленные и искус-
искусственно состаренные
V
МПа
МПа
6, %
Не менее
260
250
300
270
240
250
160
140
—
—
160
|20
10,0
6,0
8,0
6,0
5,0
7,0
Латуни — сплавы меди с цинком
как основной легирующей добавкой.
Введение цинка повышает механиче-
механические свойства меди: возрастают пре-
пределы прочности и текучести, а также
твердость и относительное удлинение.
Латуни отличаются технологичностью,
хорошей деформируемостью, легко об-
обрабатываются резанием. Латунные по-
полуфабрикаты поставляют в твердом,
Рис. 18. Диаграммы рекристаллизации
магния; осадка иа гидравлическом прессе
(а), иа копре (в):
О — боек массой 35 кг; # — боек мас-
массой 50 кг
Рис. 19. Диаграмма рекристаллизации спла-
сплава МА2, осадка на гидравлическом прессе
7#
в з го зо 40 so e,%
б)
о s го
$ое,%
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 45
3,5- 10г
Рис. 20. Диаграммы рекристаллизации
сплава МА8; осадка на гидравлическом
прессе (а), на копре (if)
50
чо
30
20
10
—-
-
-
1
2
У
\
/
у
\
——
\
\
60О
500
h00
300
200,
юо
о
100
гоо зоо 1/001,"С
6)
Рис. 21. Диаграммы деформирования лату-
ней Л96 (а), Л90 (б):
1 — ав; 2 — ф; 3 - KCV; 4 - 6; 5 — НВ
г -
300
0 20 40 60е,%
а)
Z5W*
to го ю ?ie°/,
б)
Рис. 22. Диаграммы рекристаллизации
электролитической меди (а), латуни
Л68 (б)
полутвердом и мягком состояних в за-
зависимости от способов изготовления,
степени деформации и термообработки.
Бронзы — сплавы меди, содержащие
в качестве основной легирующей, до-
добавки какой-либо металл, кроме цин-
цинка. Бронзы предназначены для изго-
изготовления силовых коррозионно-стой-
коррозионно-стойких деталей и арматуры, а также для
изготовления деталей, работающих на
трение.
Ковку сплавов на медной основе
производят преимущественно на мо-
молотах. Для объемной штамповки при-
применяют винтовые фрикционные и кри-
кривошипные прессы.
Химический состав, физикО-мехаии-
ческие свойства и классификация мед-
медных сплавов приведены в табл. 27—
32. Диаграммы деформирования неко-
некоторых латуней даны на рис. 21, диа-
46
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
ft, ми и
500*
о ю го зо 40 so 60 ?о во яоег%
а)
ю го зо 40 е°/„
б)
000
S00
400
Л\ \ \ \ \ \ \ \ \
¦'.л \ \ X X X
wo х \
\ \ \ \ \ \ Т
X А. X X X X X
¦.л
wo
t°C« т го зо 40 so eo fe
\ X А. X X
X X
c,%
Рнс. 23. Диаграммы рекристаллизации латунсн:
Л70 (а), ЛО70-1 (б), Л59 (в), Л85 (г)
граммы рекристаллизации электроли-
электролитической меди и латуни — на рис. 22.
,23.
Титановые сплавы
Деформируемые титановые сплавы
в зависимости от назначения и физико-
механических свойств разделяют на
: четыре группы.
К первой группе относятся сплавы
малой прочности (ав ^ 600 МПа):
технический титан ВТ1-0, ВТ1-00 и
низколегированный сплав ОТ4-1. Эти
сплавы применяют для изготовления
деталей сложной конфигурации, не
испытывающих больших нагрузок.
Вторая группа — сплавы средней
прочности (предел прочности 600—
1000 МПа): среднелегированные ти1а-
новые сплавы ОТ4, ВТ6, а также
сплавы ВТ5-1 и ВТ5. Эти сплавы
обладают удовлетворительной техно-
технологичностью; их применяют без терми-
термической обработки. Сплав ОТ4 нашел
наибольшее применение для изготов-
изготовления поковок и штампованных заго-
заготовок.
Третья группа — высокопрочные
сплавы (предел прочности 1000 МПа)
ВТ14, ВТ16 и ВТ20; их применяют
в термически обработанном состоянии.
Четвертая группа — жаропрочные
сплавы ВТЗ-1, ВТ9 и ВТ18. Более
высокой жаропрочностью обладает
сплав ВТ9, который обладает более
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 47
о
о
2
t/) С
Б
о
к
S
X
¦к
(ТОЮ О
м
I I
36
о" о
о_
о"
1М
см
О I
о I
'в/
if
о о о о
о
а
Я
о)
Я
аз
S
&
tL, tL,
о
о
I М I I 1 II
t-TT'^rz'P^P'^QQ
о о
см"—*
о о
—"о"
6—7
8—6
°1
о"
о
о_
о"
а
о
о
—3
ю_о
cm"im"
см^
о"
о
о
(Л
о*
о_
¦о"
о_
о
(Л
о
о"
а
см
о"
«с
о"
а
о"
о
I
48
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Ч
О
\Э
ЕС
К
С
ЕС
UJ
Я
снов
О
?
О
m
ОТ
С
m
о.
X!
а2
й
А
Спл
53
я
0J
я
я
га
о.
га
<.
см
1
о
о
см
о
о
о
х>
СЛ
ю
о
о
о
а)
tL.
1Л
о
?
—
о
с
о
о
CD
57—
СМ
об
a
то
~
о
о
см
8
о
СИ
ю
8
о
а>
о
—*
х>
а
см
о
с
5—3
см о
ю
оо"
1
то
1
а)
a
я
а>
ч
S
X
то
о
1
о
о
см
о
о
о
х>
СЛ
ю
о
о
о
tL,
о"
а
то
о
о
2;
СО"
fe
64—
ЛН65-5
а)
3
S3
к
я
о
ч
о
см то то о
О О О—|
с
I
' см
о
ОООО
ОООО
см см см см
ОООО
ОООО
ОООО
СЛ СЛ СЛСЛ
^ ^ ^ ^
ОООО
ОООО
ОООО
щ щ ф щ
tL,tL,tL,tL.
OSOO
о" о" о" о"
aaag
то г— о
о о — то
ОООО
с
ю
о-
юс
1 1
2 |~-О
ci.—¦ о—¦
о
СП Г^ СО СО
88—
1 1
1 —— CTl
2 со ю
ЛО90-1
ЛО70-1
ЛО62-1
ЛО60-1
<и
3
я
о
я
X
я
и
ю о
см то
о о
1 1
о о
оо
см см
88
о о
СЛ СЛ
ю ю
88
о о
ьь
оо
о" о'
1 1
х> х>
аа
о о
то см
¦11
см —¦
юсо
t^ СО
1 1
КЗ
ЛС74-3
ЛС64-2
см
о
1
о
о
см
о
о
х>
СЛ
ю
8
о
а>
tL.
о
о"
1
1
х>
а с
р^
4—3
0,10
ю
СО
1
S
ЛС63-3
о ю
о о
1
So
о о
см то
88
оо
х> х>
ел <л
ю о
ёо
оо
LL, (L
о о
1 1
1 1
х> х>
а а.
ост.
6—1
8—1
оо ¦
СО СО
59-
ЛС60-1
ЛС59-1
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 49
28. Химический состав броиз, % (ГОСТ 18175—78)
Сплав
Основные компоненты*
Al, Be, Si
Fe
Мп
Алюминиевые
БрА5
БрА7
БРАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖН 10-4-4
БрАМц9-2
БрБ2
БрКМцЗ-1
БрКНЬЗ
БрМц5
4—6
6—8
8—10
9—11
9,5—11
8—10
А1
А1
А1
А1
А1
А1
—
2,0—4,0
2—4
3,5—5,5
—
1—2
1,5—2,5
Бериллиевые
1,8—2,1 Be | —
Кремниевые
2,7—3,5 Si —
0,6—1,1 Si —
Марганцевые
1,0—1,4
0,1—0,4
4,5—5,5
3,5—5,5
0,2—0,5
2,4—3;4
Примеси, не более
Сплав
Sb
Sn
Si
Ni
Pb
P
Fe
Zn
Mn
Al
Все-
Алюминиевые
БрА5
БрА7
БрАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖН 10-4-4
БрАМц9-2
БрБ2
—
—
—
0,002
—
—
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
—
—
—
—
_
—
0,03
0,03
0,01
0,03
0,02
0,03
0,01
0,01
0,01
0,1
0,01
0,01
0,5
0,5
—
—
0,5
0,5
0,5
1,0
0,5
0,3
1,0
0,5
0,5
0,5
0,3
—
—
—
—
Бериллиевые
— |0,15| - | 0,005| — |0,15| - | — | —
Кремниевые
БрКМцЗ-1
БрКШ-3
БрМцб
* Остальное
0
0
002
002
медь.
0,
0,
0
25
1
,1
0,2
0,03
0,15
0,3
0,1
0,51 —
0,1 | -
0,02
Марганцевые
0,1 | — | 0,03 | 0,01 I 0,35 t 0,4 I — I —
1,1
1,7
0,70
0,60
1,50
0,5
1,0
0,4
0,9
50
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
29. Физические свойства латуией
Сплав
Ни
О!
Ч о
Тепло-
провод-
проводность X,
Вт/(м-°С)
Коэффи -
циент линей-
линейного расши-
расширения а.- 10',
"С при
20-
300 °С
20 °С
Удельная
тепло-
теплоемкость с,
кДж/(кг.°С)
Удельное
электри-
электрическое
сопро-
сопротивление
р- 10»,
Ом-м
Темпера-
Температурный
коэффи-
коэффициент
сопро-
тивле-
тивления, "С-1
Л96
Л90
Л85
Л80
Л68
Л63
Л60
ЛН65-5
ЛО90-1
ЛО70-1
ЛО62-1
ЛО60-1
ЛС74-3
ЛС64-2
ЛС60-1
ЛС59-1
Простые (двойные)
8,85
8,73
8,75
8,66
8,60
8,46
8,51
0,6815
0,0005
0,4Г86
0,395
0,30—0,32
0,24
0,26
18
18,2
18,7
—
19
17
—
18,8
—
19
21
0,3893
0,3768
0,3893
0,3893
0,09
—
4,3
4,0
4,7
5,4
7,1
7,0
7,1
0,0027
0,0019
0,0016
0,0015
0,0015
0,0014
0,0016
Многокомпонентные (специальные)
Алюминиевые
Никелевые
8,65 | 0,1628 | — | 18,2 |
Оловянные
8,80
8,58
8,54
8,45
8,7
8,5
0,348
0,2535
0,3023
0,2791
0,3372
0,3256
0,2907
18,4
19,7
21,4
Свинцовые
19,8
20,8
—
17,5
20,3
20,6
ЛА77-2
ЛАЖ60-1-1
ЛАН59-3-2
ЛЖМц59-1-1
ЛК80-3
ЛМц58-2
ЛМц57-3-!
8,60
8,20
8,40
8,50
?,60
8,50
8,54
0,314
0,2326
0,2802
К
0,1163
Ма
0,20
0,20
18,3
р е м н
17
р г а н
—
18,3
21,6
19
22
—
и е в ы е
—
—
ц е в ы е
21,2 1
21,4 |
—
7,5
9,0
7,8
9,3
20,С
11,8
11,9
14,6
05,4
07,2
07,2
07,0
07,8
06,6
06,4
06,5
0,0026
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 51
Зв. Физические свойства бронз
Сплав
Л
н
8
X
О Е
Ч о
U
t о
ш ^С
О Н
O-CQ
°д
С О
а> о
Н X
Коэффи-
Коэффициент линей-
линейного расши-
расширения а- 10',
"С при
25—
300 °С
20 "С
Удельная
тепло-
теплоемкость,
кДж/(кг-°С)
Удельное
электри-
электрическое
сопро-
сопротивление
р. 10е,
Ом- м
Темпера-
Температурный
коэффи-
коэффициент
сопро-
тивле-
тивления, °с-'
БрА5
БрА7
БрАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖН 10-4-4
БрАМц9-2
БрБ2; БрБ2,5
БрКМцЗ-1
БрКШ-3
БрМц5
Алюминиевые
8,2
7,8
7,5
__
—'
7,6
0,29
0,22
0,16
—
0,20
0,19
—
17,8
16,2
—
- —.
17
18,2
—
16
17,1
Бериллиевые
8,23 | 0,29 | 16,6 | — | 0,419
Кремниевые
40
,6
0,09—
0,12
—
—
—
15,8
18
Марганцевые
8,6 0,30 20,4 —
9,95
12,0
18,9
19,3
11,0
10,0
15,0
4,6
19,7
0,0008
31. Классификация латуней
V—j 11Л 3 В
Л96
Л90
Л85
Л80
Л70
Л68
Л63 .
Л60
ЛА77-2
ЛАЖ60-1-1
Л АН 59-3-2
ЛЖМц59-Ы
°в
V
Е
МПа
400
600
525
560
520
520
680
500
Простые
390
300
504
36(<
480
200
(двойные)
114 000
91 500
105 000
153 500
115 000
100 000
106 000
б
е
2
4
—
10
21
12
3—4
10
Многокомпонентные (специальные)
580
760
700
600-
Алюн1
—
—
н и е в ы е
105 000
100 000
106 000
10
9
10
—
—
60
—
40
58
52
—
40
30
20
15
Н R М.Г7а
1300
1200—1300
1450
1500
1400
1630
500
1700
1820
1600
62
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 31
Сплав
ЛК80-3
ЛМц58-2
ЛМцА57-3-1
ЛН65-5
ЛО90-1
ЛО70-1
ЛО62-1
ЛО60-1
ЛС74-3
ЛС64-2
ЛС60-1
°в
Е
МПа
300—500
600
800
280
580
440
560
600—700
580—670
650
Крем
| 105
Марта
Нике
-
О л о в
90
380
420
С в и н
520—610
450-500
560
н и е в ы е
98 000
н ц е в ы е
100 000
: л е в ы е
112 000
я н н ы е
105 000
106 000
105 000
ц о в ы е
6
8
%
15—40
10
1,5
40
10
25
10
2—5
4—6
5
-
55
28
—
ИВ, МПа
900—1100
1200
-
550
1420
1460
1000—1200
32. Механические свойства бронз
БрА5
БрА7
БрАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖН 10-4-4
БрАМц9-2
БрБ2
БрКМцЗ-1
БрМц5
"в
°0,2
Е
МПа
800
1000
550
600
770
600
950
900
600
Алюминиевые
500 .
350
190
500
110 000
115 000
116 000
100 000
130 000
92 000
Бериллиевые
850—900
117 000
Кремниевые
540
120 000
Марганцевые
500
105 000
б
%
4
3—10
5
20
9
25
1-2
0,5
2
НВ МПа
40
11
2000
1540
1600—2000
1200—1400
2250
1600
-
3500—4000
-
—
1600
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 53
по
120
100
во
so
if(\
20
0
2
.. \
\
у"
г
—»
/
/
/
\
V
<3
7004
6Оо\
500\
W0A160
300А
2Оо\
100 Л
100
2*0
200
120
во
500 700 900
1100
t.'C
40
№
О О
КСУ, 10-
W
kcv, ю-
'/
ВО
ВО
20
120
1О0\
SO
20
V180
[но
V100
so
120
Z
\
л
7'
/
и
'/
ч
\
\
"Г"
i
-3
\
Ш А
зоо А
200 А
то А
600 800 1000 t'C
В)
220
ISO
ПО
100
60
600
?,%
120
/00
во
60
40
20
А
/\
/
2
\
s
ч
300
260
220
180
1*0
100
в),МПа KCV, 10-
600 600 1000 t.'C
*)
с,с!,% в/, МП а
120 А 500
100 \ 4 500
\/ А-
ео -V/ j^—-— loo
во -у,- зоо
1,0 ^ —4- 200
201—L^fX I . I 1100
600 -
500 -
WO -
300 -
200 -
too -
0 .
нДх/мг
320 e%
100
гво
во
240
60
200
160 W
120 w
80 0
600 800 1000 t,'C
г) б/,МПа KCV, 10
1600 -ЛнДж/м
¦220
-180
-ПО
¦100
60
L 20
\
\
/
Су
2-
jl
1
П
t
i
f
/
N
V
\\
h
-1
¦*^.
\
V
\
500 A
WO A
300 A
200 A
0
700 900 1100 t.'C
260
220
180
ПО
100
50
700
soo
1100 t,'C
Рис. 24, Диаграммы деформирования тита-
титановых сплавов: ОТ4 (a), BT3-I (ff), BT5-1
(в), ВТ6 (г), ВТ8 (d), BT9 (е), BTI8 (ж):
4 — 8
21 20
Рис. 25. Диаграмма рекристаллизации ти-
титана: начало (/), окончание ill)
МАТЕРИАЛЫ ДЛЯ КОВКИ Н ШТАМПОВКИ
О 10 20 30 40 SO 60 70 SO 30 ?,%
а)
е ю го .w 4о se ев ю т я е,%
S)
Рис. 26. Диаграммы рекристаллизапнн сплава ВТ10: после ковки (а), после ковки и от-
отжига (If)
высокой прочностью и термической ста- приведены в табл. 33—35, диаграммы
бильностью. деформирования некоторых титановых
ХЛический состав и фнэико-механи- сплавов на рис. 24, диаграммы рекрм-
ческие свойства титановых сплавов сталлизации — на рис. 25—27.
33. Химический состав
Сплав
ОТ4-0
ОТ4-1
ОТ4
ВТ5-1
ВТ5
ВТ6
ВТЗ-1
ВТ9
ВТ14
ВТ16
ВТ20
Сплав
ОТ 4-0
OT4-I
ОТ4
ВТ5-1
ВТ5
ВТ6
ВТЗ-1
ВТ9
ВТ14
ВТ16
ВТ20
л, [
0,2—1,4
1,0-2,5
3,5—5,0
4,3—6,0
4,3-6,2
5,3—6,8
5,5—7,0
5,8—7,0
3,5—6,3
1,8—3,8
5,5—7,5
С
0,05
0,10
0,10
0,10
0,10
0,10
0,10
0,10
0,10
0,10
0,10
Fe
0,20
0,30
0,30
0,30
0,30
0,30
0,25
.
е,25
0,30
титановых сплавов
, % (ГОСТ 19807—74)
Легирующие элементы
Mn, Sn, Mo
0,2—1,3 Мп
0,7—2,0 Мп
0,8—2,0 Мп
2,0—3,0 Sn
2,0—3,0 Mo
2,8—3,8 Mo
2,5—3,8 Mo
4,5—5,5 Mo
0,5—2,0 Mo
V, Cr
—
—
3,5—5,0 V
0,8—2,3 Cr
0,8—2,0 Cr
0,9—1,9 V
4,0—5,5 V
1,5—2,5 V
Si
—
—
—
—
.
0,15—0,40
0,20—0,35
—
—
Fe
—
—
—
—
—
0,2—0,7 Fe
Примеси, не более
Si
0,08
0,15
0,15
0,15
0,15
0,15
0,15
0,15
Zr
0,30
0,30
0,30
0,30
0,30
0,50
—
0,30
0,30
—
О
0,10
0,15
0,15
0,15
0,20
0,20
0,18
0,15
—
0,15
0,15
N
0,04
0,05
0,05
0,05
0,05
0,05
0,05
0,05
.—
0,05
0,05
H
0,008
0,012
0,012
0,015
0,015
0,015
0,015
0,015
—
0,015
0,015
—
—
—
-—
Прочие
- o.io
0,30
0,30
0,30
0,30
0,30
0,30
0,30"
—
0,30
0,30
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
34. Физические свойства титановых сплавов
Сплав
ОТ4-1
ОТ4
ВТ5
ВТ5-1
ВТЗ-1
Плот-
Плотность,
г/см'
4,55
4,55
4,40
4,42
4,50
Коэффициент
линейного
расширения
а- 10е, "С
8,0;B0—100,
8,6A00—200)
9,4 B00—300)
0,6 C00—400)
9,6 D00—500)
8,0 B0—100)
8,6A00—200)
9,1 B00—ЗСО)
9,6 C00—400)
9,4 D00—500)
9,8 E00—600)
8,3 B0—100)
8,9A00—200)
9,5 B00—3001)
10,4 C00—400)
10,6 D00—500)
10,8 E00—600
8,3B0—100)
8,9 B0—200
9,1 B0—300,
9,3 B0—400)
9,5 B0—5С0)
9,6 B0—600;
9,8 B0—700)
10,1.B0—800)
10,5 B0—900)
8,6B0—100)
11,6D00—500)
Теп л оп ровоД -
ность, Вт/(М'°С)
9,629 B0)
10,467 A00)
12,141 C00)
13,397 D00)
14,653 E00)
12,561 F00)
9,629 B0)
8,792 B5)
9,629 A00)
10,467 B00)
11,304 C00)
12,561 D00)
14,235 E00)
15,491 F00)
16,747G00)
18,003 (800)
19,678 (9С0)
8,792 B5)
9,629A00)
10,885 B00)
12,142 C00)
13,397D00)
14,653 E00)
15,910 F00)
17,166 G00)
18,422 (800)
7,955 B5)
8,373 A00)
10,048 B00)
11,304C00)
15,491 F00)
16,747 G00)
Удельное
электриче-
электрическое сопро-
сопротивление
р- 10». Ом-м
—
—
108 B0)
115B00)
118C00)
12 E00)
138 B0)
136 B0)
Удельная
тепло-
теплоемкость,
кДж/(кг-°С)
—
—
0,544A00)
0,586 B00)
0,628 C00) '
0,669 D00)
0,712 E00)
0,753 F00)
0,502 A00)
0,544 B00) .
0,565 C00)
0,586 D00)
0,628 E00)
0,669 F00) .
0,712 G00)
0,795 (800)
0,461 A00)
0,502 B00^
0,544 C00)
0,628 D00)
0,669 E00)
0,795 F00)
66
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 34
Сплав
ВТ9
ВТ6
ВТ14
ВТ20
Плот-
Плотность,
г/см8
4,51
4,43
4,52
4,45
Коэффициент
линейного
расширения
а- 10», "С"'
8,3 B0—100)
8,93 B0—200)
9,13B0—300)
9,28 B0—400)
9,5B0—500)
9,6 B0—600)
8,41 B0—100)
8,96A00—200)
10,1 B00—300)
,10,12C00—400)
8B0—100)
8,2 B0—200)
8,5B0—300)
8,8 B0—400)
8,9 B0—500)
8,7 B0—600)
8,8 B0—700)
9,1 B0—800)
8,6 B0—900)
8 B0—100)
8,2 B0—200)
8,5 B0—300)
8,8 B0—400)
8,9 B0—500)
8,7 B0—600)
8 8 B0—700)
9,1 B0—800)
8,6 B0—900)
Теплопровод-
Теплопроводность, Вт/(м-°С)
7,536 B5)
8,373 A00)
9,629 B00)
10,885 C00)
12,142D00)
13,816 E00)
15,072F00)
16,328 G00)
18,003 (800)
19,678 (900)
8,379 B5)
9,21 A00)
10,467 B00)
11,304C00)
12,561 D00)
13,816 E00)
15,491 F00)
16,747 G00)
8,373 B5)
9,21 A00)
10,467 B00)
11,723 C00)
12,979 D00)
13,816E00)
15,491 F00)
16,747 G00)
18,422 (800)
20,096 (900)
8,792 A00)
10,048 B00)
10,885 C00)
12,142D00)
13,816E00)
15,072 F00)
16,747 G00)
18,003 (800)
19,678 (900)
Удельное
электриче-
электрическое сопро-
сопротивление
р- 10», Ом-м
161 B0)
160 B0)
182 B00)
202 D00)
212 F00)
214 G00)
214(800)
—
163
Удельная
тепло-
теплоемкость,
кДж/(кг.°С)
0,544A00)
0,544 A00)
0,586 B00)
0,669 C00)
0,712 D00)
0,795-E00)
0,837 F00)
0,502 A00)
0,544 B00)
0,586 C00)
0,628 D00)
0,669 E00)
0,712 F00)
0,837 G00)
1,005(800)
0,544 A00)
0,586 B00)
0,628 C00)
0,669 D00)
0,712 E00)
0,753 F00)
0,837 G00)
0,879 (800)
0,921 (900)
Примечание. В скобках указана температура испытания в °С.
КЛАССИФИКАЦИЯ И СОСТАВ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ 57
35. Механические свойства поковок и штампованных заготовок
из титановых сплавов при иормальной температуре
Полуфабрикат
Поковки, штампованные заго-
заготовки и прутки кованые диаме-
диаметром до 100 мм, отожженные
Диски и кольца, штампованные
и кованые, отожженные
Прутки прессованные диаметром
до 100 мм, отожженные
Прутки прессованные диаметром
до 100 мм, закаленнее и соста-
состаренные
Прутки и поковки диаметром
100 мм, закаленные
Прутки и поковки закаленные и
состаренные
Прутки диаметром 10—20 мм.
отожженные
Прутки диаметром 10—100 мм,
закаленные и состаренные
Штампованные за1оювки, по-
поковки и кованые прутки ;,иаме-
тром до 100 мм после изотер ми-
че'ского отжига при 870—650 °С,
охлаждаемые на воздухе
Прутки кованые диаметром бо-
более 100 мм после изотермиче-
изотермического отжига при 870—650 СС,
охлаждаемые на воздухе
Сплав
ВТ1-0
ОТ4-0
ОТ4
ВТ4
ВТ5
ВТ5-1
ВТ6
ВТ14
ВТ14
ВТ14
ВТ14
BTI5
ВТ15
ВТ16
ВТ16
ОТ4-2
ВТЗ-1
ВТЗ-1
ов, МПа
450—600
600—750
700—900
850—1050
750—950
800—1000
950—1100
900
850
900
1100
500
1350
900—1000
1050—1250
950—1000
1000
900
о, %
15
10
8
10
4
12
4
12
5
8
10
8
*. %
45,0
35,0
30,0
25,0
30,0
35,0
25,0
35,0
8
—
—
40,0
20,0
25,0
25,0
20,0
KCV,
кДж/м*
7000
4500
3500
3000
4000
3000
5ооо :
4000 :
5000 '
2000 ;
4000
—
—
—
3000
3000
58
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 35
Полуфабрикат
Диски и кольца
Поковки, штампованные заго-
заготовки, прутки кованые, ото-
отожженные
Заготовки для изготовления ло-
лопаток отожженные
Прутки, полосы, поковки, штам-
штампованные заготовки, отожжен-
отожженные
Прутки, полосы, поковки, штам-
.Прванные заготовки, отожжен-
отожженные
Сплав
ВТЗ-1
ВТЗ-1
ВТ8
ВТ8
ВТ9
ВТ18
ав, МПа
900
1000
1050
1050
1050
950
6, %
8
10
9
9
9
8
Ф. %
20,0
30,0
30,0
30,0
25,0
20,0
KCV,
кДж/м!
3000
3000
3000
3000
3000
2000
о >о го зо т so so n sot-%
0 10 10 JO 40 SO SO П S0c,%
S)
U I
Рис. 27. Диаграммы рекристаллизации сплава ВТЗ-1: после осадки {а), после осадки
с последующим нагревом до 1050 °С в течение 1,5 ч (б)
3. ТЕМПЕРАТУРНЫЙ
ИНТЕРВАЛ КОВКИ
И ШТАМПОВКИ ЦВЕТНЫХ
МЕТАЛЛОВ И СПЛАВОВ
Алюминиевые сплавы
Температурные интервалы ковки и
штамповки определяют по диаграммам
пластичности, кривым течения, диа-
диаграммам сопротивления деформации,
состояния и рекристаллизации. Высс кие
механические свойства и меньшая ани-
анизотропия свойств получаются при сум-
суммарной деформации сплавов 65—75 %.
Поэтому в случае обработки давлением
слитков на заготовки суммарная сте-
степень деформации должна быть мини-
минимальной. По диаграммам рекристал-
рекристаллизации необходимо учитывать крити-
критическую степень деформации A2—15%).
Поэтому ковку и штамповку проводят
при больших обжатиях, исключающих
рекристаллизацию сплавов с образова-
КОВКА И ШТАМПОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
69
36. Температура ковки и штамповки,
допустимая степень деформации
алюминиевых сплавов
Сплав
АМц,
АМг2,
АД31,
АДЗЗ
А Кб,
АВ
Д1,
АК8,
ВД17
АК4,
АК4-1,
АМгб,
АМг5
В95,
В96,
В93
«
Темпера-
Температурный
интервал,
°С
Начало
470—420
470—440
450—420
470—420
430—400
430—400
400—370
Оконча-
Окончание
350
400
380
350
320
350
320
Примечание.
деформирования (м/с):
сах 0,3; иа молотах 8.
Допустимая
степень
деформации,
%
Молот
Пресс
80 и более
Ли
40—50
ТОЙ
Более
50
Деформи-
Деформированный
50—65
До. 80
Литой
40 140—50
Деформи-
Деформированный
50—70
50—60
До?0
Более
60
Литой
30—40D0—50
Деформи-
Деформированный
50—60
80
Скорость
иа прес-
нием крупного зерна. Допустимую
степень деформации за основной ход
машины определяют по диаграммам
пластичности. При увеличении скоро-
скорости деформации технологическая
пластичность алюминиевых сплавов,
за исключением высоколегированных,
почти не понижается. При переходе
от статических к динамическим испы-
испытаниям сопротивление деформации
сплавов значительно возрастает.
Алюминиевые сплавы обрабатывают
ковкой и штамповкой практически
при любых скоростях деформации.
Температурные интервалы ковки и
штамповки, допустимые скорости и
степени деформации алюминиевых
сплавов приведены в табл. 36.
Магниевые сплавы
Деформируемые магниевые сплавы
наиболее широкое применение находят
в виде штампованных заготовок. При
штамповке магниевых сплавов при-
применяют главным образом прессован-
прессованные заготовки в виде прутков. Из
сплавов А1А2 и МА8 можно штампо-
штамповать детали простой конфигурации
из литой заготовки. При штамповке
крупных деталей следует учитывать
более высокий по сравнению со ста-
37. Режим ковки магниевых сплавов
на молотах и прессах
Сплав
МА1,
МА2,
МА8
МА2-1
МА5
МАП
ь
Моле
о
Прес
Температура
ковки, СС
с
ч
I
430
420
400
410
3"
X
?i
О X
340
300
340
о
ч
га
I
420
400
390
400
га
X
?а
300
280
300
!;
о!
к
а
К*
Максимальн
стнмая стег
формации,
н
ч
о
?
60
50
35
60
О
а.
80
70
60
75
та
S
§•
•§¦
ая степень д«
s
н»?
и^
>,
s*
Чя
25
15
20
ed
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
КОВКА И ШТАМПОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
61
38. Температура штамповки
магниевых сплавов, °С
Сплав
МА1,
МА2,
МА8
МА2-1
МА5
Штамповка
на ковочных
прессах
Начало
430
420
400
Оконча-
Окончание
320
300
Нагартовка
на штампо-
штамповочных
молотах
Начало
250
280
Оконча-
Окончание
230
250
39. Температура штамповки
магниевых сплавов
на гидравлических прессах, °С
Сплав
MAI,
МА2,
МА8
МА2-1,
МА5
МАП
Штамповка
о
ч
а*
X
420
400
480
ча-
О о>
og
300
_
380
Нагартовка
о
га
а*
X
250
280
—
ча-
о щ
230
250
—
лями и алюминиевыми сплавами тем-
температурный коэффициент линейного
расширения магниевых сплавов, а так-
также их чувствительность к резким
переходам. Типичным для магниевых
сплавов является то, что физико-
механические свойства в различных
направлениях неодинаковы: например,
прочность листов из сплава МА8,
так же как из алюминиевых сплавов,
выше в продольном направлении во-
волокна, чем в поперечном. Прочность
листов из сплава МА1, наоборот, выше
в поперечном и ниже в продольном
направлении волокна.
Пластичность магниевых сплавов
значительно зависит от температуры.
Высокая температура окончания де-
деформирования позволяет использовать
запас пластичности, но при этом обрат
зуется более крупнокристаллическая
структура, что снижает уровень меха-
механических свойств и уменьшает анизо-
анизотропию материала.
Учитывая невысокий запас техноло-
технологической пластичности большинства
магниевых сплавов, ковку и штампов-
штамповку, их рекомендуется производить на
гидравлических и кривошипных прес-
прессах при пониженной скорости дефор-
деформации.
Режимы ковки магниевых сплавов
и допустимые степени деформации при-
приведены в табл. 37; температуры штам--
повки на штамповочных молотах и ко-
ковочных прессах — в табл. 38, темпе-
температуры штамповки на гидравлических
прессах — в табл. 39.
Медные сплавы
Наибольшей пластичностью медь об-
обладает в интервале температур 800—
900 °С. При этих температурах медь
хорошо поддается ковке, горячей штам-
штамповке и прессованию. Установлены оп-
оптимальные интервалы температур ков-
ковки и штамповки: для меди 820—860 °С,
латуни Л60 730—820 °С, латуни Л63
750—850 °С, латуни Л68 650—830 °С.
Допустимый интервал температур де-
деформации бронзы БрАЖ9-4 находится
в пределах 800—900 °С, а ее наиболее
высокая пластичность достигается прн
температуре 850 СС. Учитывая интен-
интенсивное охлаждение бронзы при де^
формации, ковку проводят при тем-
температуре 850 °С, а горячую штамповку
при 900 °С. По диаграммам рекристал-
рекристаллизации и пластичности штамповку,
меди и медных сплавов следует про-,
изводить с обжатиями, превышающими
15% за каждый ход машины. При
штамповке меди и медных сплавов
учитывают возрастание сопротивления
деформации при обработке закрытыми
методами, а также увеличение ско-
скорости обработки. Температуры горя-
горячего деформирования медных сплавов
приведены в табл. 40.
Титановые сплавы , ,
Для получения однородной струк-
структуры и механических свойств титано-
титановые сплавы обрабатывают с большой
суммарной деформацией, что значи-
значительно снижает склонность сплавов
40. Температура горячего деформирования медных сплавов, °С
Сплав
Медь
Ml, M2, МЗ
Латунь
Л96
Л90
Л80, Л85, Л70
Л68
ЛА77-2
ЛАЖ60-1-1
¦ ЛАН59-3-2
ЛН65-5
ЛЖМц59-1-1
ЛМц58-2
ЛМцА57-3-1
Прессо-
Прессование
775—925
830—880
820—900
820—870
750—830
700—830
700—750
750 850
650—750
625—700
Сплав
ЛО90-1
ЛО70-1
ЛО62-1
ЛС60-1
ЛС59-1
ЛС59-1В
Бронза
БрА5
БрА7
БрАМц9-2
БрАЖ9-4
БрАЖМцЮ-3-1,5
БрАЖН 10-4-4
БрБ2
БрКМцЗ-1
БрКНЬЗ
Прессо-
Прессование
850—900
650—750
700—750
780—820
640—780
830—880
850—900
750—850
700—850
830—880
720—660
825—875
850—900
к анизотропии свойств. На анизотро-
анизотропию свойств также оказывает значи-
значительное влияние чистота сплавов (на-
(насыщение газами, вредными примесями).
Установлено, например, что при сум-
суммарной деформации 75—80 % и тем-
температуре ковки 800—1000 °С анизотро-
анизотропия механических свойств сплава ВТ1-0
получается наименьшей. Достаточная
по величине суммарная деформация
обеспечивает увеличение пределов проч-
прочности и текучести, характеристик пла-
пластичности и однородную структуру.
Исходя из диаграмм пластичности и
рекристаллизации установлено, что де-
деформация за каждый ход машины при
, ковке и штамповке должна превышать
критические значения, т. е. 15—20 %
и более, но не выше 85 % ¦
Из диаграммы рекристаллизации ти-
титанового сплава ВТЗ-1 (см. рис. 27)
следует, что с повышением темпера-
температуры ковки и штамповки интервал
критических деформаций расширяется
н максимумы критических деформаций
увеличиваются. Таким образом, вы-
высокие температуры приводят к увели-
увеличению зерна в поковках и штампов-
штамповках, что понижает их механические
свойства. Поэтому на практике тем-
температура начала ковки и штамповки
двухфазных сплавов не превышает
920—980 °С. При разработке техноло-
технологических процессов ковки и штампов-
штамповки учитывают степень развития про-
процесса рекристаллизации обработки, ох-
охлаждение после деформации и терми-
термической обработки, что определяет пла-
пластичность, макро- и микроструктуру
и механические свойства деформируе-
деформируемых титановых сплавов.
Пластичность, структура и механи-
механические свойства титановых сплавов,
как и многих других, при ковке и
штамповке определяются температур-
но-скоростными условиями обработки
и степенью деформации. Например,
при ковке и штамповке молотом ре-
рекристаллизация не успевает завер-
завершиться, что снижает пластичность.
Понижения скорости деформирования
достигают применением прессов вместо
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
НЕМЕТАЛЛИЧЕСКИЕ ЛИСТОВЫЕ МАТЕРИАЛЫ
41. Температура
титановых
j Сплав
ОТ4-1
ОТ4
ОТ4
ВТЗ-1
ВТ5
ВТ5-1
ВТ6
ВТ9
ВТ14
ВТ16
КОВКИ У
сплавов, L
Слнток
HJ
К
~~^
о
чал
iee)
1000
1020
1050
1150
1100
1050
1150
1050
1000
х "qj
от х
о
О5
800
820
850
900
850
900
850
750
штамповки
Предвари-
Предварительно
деформиро-
деформированная
заготовка
tu
^"*
о
Ц
950
1000
1000
1080
1050
980
1020
950
900
к "^
от в
9%
о5
700
800
850
800
850
800
700
молотов, что оказывает положительное
влияние на структуру и пластичность
металла.
Штамповку титановых сплавов обыч-
обычно производят на гидравлических и
кривошипных прессах при температу-
температуре не выше 950—980 °С. Температур-
Температурный интервал ковки и штамповки ти-
титановых сплавов приведен в табл. 41.
4. НЕМЕТАЛЛИЧЕСКИЕ
ЛИСТОВЫЕ МАТЕРИАЛЫ
Неметаллические листовые материа-
материалы применяют как конструкционные
материалы, а также как прокладочные
и электро- и теплоизоляционные. В ма-
машиностроении наиболее распростране-
распространены следующие листовые неметалличе-
неметаллические материалы: из древесины, на
основе минералов, бумага, картон,
фибра, пластмассы, резина н материа-
материалы на ее основе, технические текстиль-
текстильные материалы, кожа.
Электроизоляцяовный картон
(ГОСТ 2824—75Е в ГОСТ 4194—83)
делят по назначению на картон про-
прокладочный (ГОСТ 9347—74) толщиной
от 0,3 до 1,75 мм, картон тарный
(ГОСТ 9421—80), картон фильтроваль-
фильтровальный (ГОСТ 6722—75 и ГОСТ 20358—78),
картон термоизоляционный
(ГОСТ 20376—74), картон водостой-
водостойкий обивочный (ГОСТ 6659—83) и др.
Фибра — листовая или в виде труб;
изготовляют из бумаги, обработанной
раствором хлористого цинка; обладает
высокими механическими свойствами,
приближаясь к алюминию; хорошо
штампуется после размягчения в горя-*
чей воде. Фибра листовая
(ГОСТ 14613—83Е) толщиной от 0,8 до
12 мм; выпускают следующих марок:
ФСВ — специальная высокопрочная;
ФТ — техническая для деталей маши-
машиностроения; ФЭ — электротехниче-
электротехническая для изолирования; ФП — поде-
поделочная для изготовления чемоданов,
тары; ФПК — прокладочная кислородо-
стойкая; ФК — козыречная для изго-
изготовления ' козырьков к фуражкам;
ФКДГ — листовая клееная для изго-
изготовления уплотнительных колец к ги-
гидравлическим системам прессового обо-
оборудования; фибра для шлифовальных
дисков (ГОСТ 12456—83).
Гетииакс электрический
(ГОСТ 2718—74) — листовой пластик
на основе бумаги, предназначен для
длительной работы при температурах
от —65 до -j-105°C; используют при
изготовлении печатных схем, в каче-
качестве прокладок при напряжении до
1000 В и 50 Гц; выпускают толщиной
от 0,4 до 50 мм восьми марок, а также
другие виды: гетинакс рабдописсито-
вый ГРТ и ГРВ (ТУ 16-503. 151—76)—
влагостойкий; гетинакс фольгирован-
ный ГФП (ТУ 6-05-127—77) для пе-
печатных схем; гетинакс электро-
электротехнический штампующийся
«Х»(ТУ 16-503.165—77) для работы на
воздухе и в условиях повышенной
влажности; гетинакс фольгированный
самозатухающий (ТУ 16-503.193—79) —
для монтажных схем; гетинакс фоль-
фольгированный самозатухающий ГФС-1-35Г;
(ТУ 16-503.19 9—79) —для печатных1'
плат; гетинакс фольгированный общего
назначения (ТУ 16-503.195—80) —
для печатных плат, работающих в усло-
условиях повышенной влажности; асбогети-
накс—материал на основе гекеафенель-
ией смолы А-Э, для работы при темпе-
температуре 130°С; гетинакс влагостойкий—
на основе ацетнлированной бумаг».
Пластмассы — материалы на основе
природных или синтетических полиме-
полимеров, содержащие наполнители, пласти-
пластификаторы, красители, стабилизаторы
» другие добавки, придающие пласт-
пластмассам те или иные свойства характера
превращений, происходящих с поли-
полимером при формообразовании. Пласт-
Пластмассы делят на термореактивные и
термопластичные. К термореактивным
относятся материалы, которые под
действием теплоты и давления пере-
яодят в твердое неплавкое н нераство-
нерастворимое состояние; повторный нагрев не
способен перевести эти материалы в
шязкотекучее состояние. Термопластич-
Термопластичные пластмассы при нагреве становятся
пластичными и затвердевают при ох-
охлаждении, причем этот процесс может
повторяться неоднократно. Некото-
Некоторые виды пластмасс — гетинакс, стек-
стеклоткани, древеснослоистые, асбестовые
соединения. К листовым пластмассам
откосятся такжеследующие материалы:
полиэтилен, полипропилен, винипласт,
полистирол, фторопласт, стекло ор-
гаинческое,целлулонд,материалы на ос-
основе резины и текстильных тканей и др.
Полиэтилен — продукт полимериза-
полимеризации этилена; при низком давлении
получают полиэтилен низкого давления
ПЭНД (ГОСТ 16338-70) высокой плот-
плотности; данный термопласт является
хорошим диэлектриком с высокой проч-
прочностью и хорошей пластичностью.
На основе полиэтилена выпускают
пластины фольгированные радиотехни-
радиотехнические (ТУ 6-05-485—78) марки ПФП,
состоящие из трех слоев — электроли-
электролитической фольги, полиэтилена высокой
плотности и листа из алюминиевого
сплава; применяют для изготовления
печатных плат. Полипропилен
(ТУ 6-05-1105—73) отличается от по-
г лиэтилена более высокой температу-
температурой плавления, химической стойкостью
н водостойкость». Полистирол — уда-
ударопрочный листовой хорошо работает
в интервале температур от —40 до
+60 °С; в зависимости от степени
формовки выпускают двух типов: для
изготовления крупных изделий с глу-
глубокой вытяжкой — формовкой, на-
например, панелей холодильников, ванн,
емкостей, а также для неглубоких по-
полостей формовки; толщина листов ет
1,4 до 6 мм. Пенопласт пошстирвлъный
(ГОСТ 15588—70) — мягкий листовой
материал; поставляют толщиной 25,
33, 50 н 100 мм, используют как тепло-
и звукоизоляционный материал. Фте-
ропласт-4 (ГОСТ 10ОО7—80Е) и фто-
ропласт-4Д (ГОСТ 14906—77) — по-
политетрафторэтилен обладает высо-
высокими диэлектрическими свойствами,
химической стойкостью к агрессивным
средам. Ленту из фтороплаета-4 про-
иладочиую выпускают толщиной &,2—
3 мм, шириной 40—100 мм. Листы нз
фторопласта-4Д, армированные фоль-
фольгированные (ТУ 6-05-164—78) — слои-
слоистый материал на основе лакоткаии,
облицованный с двух сторон электро-
электролитической оксидированной фольгой
толщиной 0,035 мм; применяют для
изготовления печатных плат.
Винипласт листовой (ГОСТ 9639—71}
— поливинилхлорид, термопластичный
материал, применяют в автомобиль-
автомобильной, фотоэлектронной, химической про-
промышленности; выпускают четырех ма-
марок толщиной 1—20 мм. На основе
поливинилхлорида выпускают следу-
следующие композиционные материалы: пла-
пластикат листовой (ТУ 6-05-1114-75),
применяют в качестве прокладочного
материала; пластикат 25t
(ТУ 6-05-1121-75) — для изготовления
уплотняющих колец; винипласт свето-
светотехнический (ТУ 6-01-282—76) — для
изготовления осветительной аппара-
аппаратуры; винипласт белый листовой
(ТУ 6-05-1808—77) - для деталей лога-
логарифмических линеек; винипласт листо-
листовой ударопрочный (ТУ 6-01-1207—79),
винипласт листовой декоративный и
белый, винипласт листовой светоза-
светозащитный самозатухающий —. для
изготовления светофильтров.
Стекло органическое конструкцион-
конструкционное (ГОСТ 15809—70Е) используют
в приборостроении, агрегатостроенни,
авиации и других областях, имеет вы-
высокую прозрачность н однородность,
хорошо пропускает ультрафиолетовые
лучи, хорошо штампуется; выпускают
следующих марок: СОЛ — пластифи-
пластифицированное, СТ-1 — непластифицирв-
ванное, 2-Б5 — сополимерное, толщиной
0,8—24 мм,а также другие виды органи-
органического стекла: М-А
(ТУ 6-01-1198-79), М-Т
(ТУ 6-01-1199-79), СТ-1
(ТУ 6-01-1220—79), светотехышескее
64
МАТЕРИАЛЫ ДЛЯ КОВКИ И ШТАМПОВКИ
С5ЯГЭ(ТУ 6-01-1221—79), СО-200(ТУ
6-01-1226—80), СД (ТУ 6-01-1230—80),
листовое декоративное (ТУ 6-01-1235—
80), СОЛ-4 и СТ-4, Т2-55, Э-2.
Целлулоид (ГОСТ 21228—75) — тер-
термопласт, предназначен для применения
в приборостроении н других отраслях,
выпускают в виде листов толщиной
0,3—5 мм.
Резина и материалы на ее основе —
полимерные материалы, состоящие из
каучука в смеси с различными компо-
компонентами, обработанные вулканизацией,
их.широко используют как прокладоч-
прокладочный материал, вместо пружин в штам-
штампах, как амортизаторы, как инстру-
инструмент в обработке металлов эластичной
средой. Резину листовую и резино-
резинотканевые пластины (ГОСТ 7338—77)
выпускают листами толщиной 2—60 мм,
шириной 250—3000 мм, рулонами тол-
толщиной 0,5—50 мм двух типов: резино-
резиновые и резинотканевые. Резина «пище-
«пищевая» (ГОСТ 17133—83) для изделий,
контактирующих с пищевыми продук-
продуктами — молочными, жирами, напит-
напитками, консервными продуктами. Пла-
Пластина резиновая трансформаторная
(ГОСТ 12855—77) масло- и морозо-
морозостойкая, толщиной 1—25 мм; пред-
предназначена для уплотнений электрообо-
электрооборудования. Эбонит (ГОСТ 2748—77) —
продукт вулканизации каучука боль-
большим количеством серы, при темпера-
температуре 65—100 °С переходит в пластиче-
пластическое состояние и хорошо штампуется;
выпускают следующих марок: А —
для высокой электрической изоляции,
Б — для общей электроизоляции, В —
как поделочный материал в виде пла-
пластин толщиной 0,8—32 мм. Лента
изоляционная прорезиненная
(ГОСТ 2162—78), толщиной 0,3 мм,
применяют для электроизоляции. Лен-
Ленты резинотканевые (ГОСТ 20—76) ис-
используют в конвейерах. Полиуретан—
рези неподобный синтетический плот-
плотный материал, обладающий высокой
упругостью, износоустойчивостью, бен-
зо- и маслостой костью; выпускают
следующих марок: СКУ-6, СКУ-7Л
СКУ-7-85, СКУ-7-Ю0, СКУ-ПФЛ,
СКУ-ПФ-15; применяют для изготов-
изготовления рабочих частей формовочных
штампов, как рабочую эластичную
среду в контейнерах, используют
вместо пружин в штампах.
Технические текстильные материалы
используют как прокладочные, уплот-
нительные, звукопоглощающие и дру-
другого назначения. К ннм относятси
доместик (ГОСТ 1104—69) — хлопча-
хлопчатобумажная ткань для прокладок;
двунитки (ГОСТ 11302—78) — льня-
льняная суровая ткаиь, используется для
пылевых шайб железнодорожных ва-
вагонов; миткаль суровый
(ГОСТ 9858—75) используется в ка-
качестве противоскрипиых прокладок в
автомобилестроении. Войлок техни-
технический делится на три группы: грубо-
грубошерстный (ГОСТ 6418—81), полугру-
полугрубошерстный (ГОСТ 6308—71) и тонко-
тонкошерстный (ГОСТ 288—72), использует-
используется для сальников, прокладок, фильтров,
изоляции. Кожзаменители—нитроиско-
жа (ГОСТ 9236—74), винилискожа оби-
обивочная, винилискожа облицовочная —
представляют собой ткани, покрытые
с одной или с обеих сторон пленками.
Текстолит конструкционный
(ГОСТ 5—78) — слоистый прессован-
прессованный материал, состоящий из несколь-
нескольких слоев хлопчатобумажной ткани,
пропитанной термореактивными смола-
смолами; используют для тормозных и
фрикционных деталей, хороший тепло-
теплоизоляционный материал; выпускают
следующих марок: ПТМ — толщиной
20—70мм; ПТМ-1 — 1 —15мм; ПТК-С—
30—50 мм; ПТГ-1 — 4 мм; текстолит
конструкционный ПТ-Н
(ТУ 6-05-1900—81) на основе нетканого
нитепрошивного материала, приме-
применяют для технических деталей; тексто-
текстолит ЛТ-1 применяют в высоковоль-
высоковольтных аппаратах Асботекстолцт
конструкционный (ГОСТ 5—78)
на основе асбестовых . жаней, приме-
применяют для изготовления фрикционных
устройств, прокладок и теплоизоля-
теплоизоляции, выпускают марок: А, Б, Г, тол-
толщиной 5—ПО мм. Стеклотекстолит
конструкционный (ГОСТ 10292—74) —
слоистый материал иа основе смол и
стеклянных конструкционных тканей;
изготовляют марки: ВФТ-С-с повы-
повышенной тепло- и влагостойкостью;
КАСТ-В, КАСТ-Р, КАСТ — конструк-
конструкционный и изоляционный материал
с толщиной листов 0,5—90 мм, суще-
существуют и другие марки.
Кожа техническая (ГОСТ 20836—75),
используют для манжет, прокладок,
уплотнителей и другого назначения,
толщина 2,5—6 мм. Замша
(ГОСТ 3717—70) используют для про-
прокладок, фильтров, толщина 0,4— 1,5 мм.
Глава
2
ЗАГОТОВКИ
для ковки и
ШТАМПОВКИ
1. СТАЛЬНЫЕ СЛИТКИ. СОРТАМЕНТ. СЛИТКИ ЭШП, ВДП И ДРУГИЕ
1. Параметры слитков электрошлакового переплава (ПО «Ижорский завод»
им. А. А. Жданова)
Но
—г—
1 1
~, h
J
а полная
СЛНТК
18,0
30,0
40,0
60,0
Масс*
\ части
годно
15,3
25,5
34,0
49,8
, Т
S
о
ft
"о —
=51 5:
ДОН НО
(не м<
0,9
2,0
3,0
¦юй обре-
е менее)
голов
зи (н
1,8
3,0
4,0
7,2
о,
ИЗО
1320
1530
1680
Размеры
D2
1020
1210
1420
1560
Но
2550
3050
3000
3750
, ММ
К
120
150
150
180
ft,
280
330
320
470
2150
2570
2530
3100
2. Параметры слитков вакуумно-дугового переплава (ПО «Ижорский завод»
им. А. А. Жданова)
Масса, т
после
слитка
отливкн
10,0
15,7
29,2
37,0
41,0
42,0
43,0
после
слнтка
обдиркн
8,8
14,2
26,5
34,0
37,5
38,5
39,5
части
годной
слитка
7,5
12,0
22,5
29,0
30,0
31,0
32,0
обре-
головной
зн
0,65
1,10
2,00
2,50
3,75
3,75
3,75
рези
о
О
X
X
о
ч
0,65
1,10
2,00
2,50
3,75
3,75
3,75
Размеры, мм
Диаметр
слитка
после от-
отливки
620
780
975
1095
1310
1310
1310
после об-
обдирки
580
740
930
1050
1250
1250
1250
Длина
слитка
полная
4250
4200
5000
5000
3900
4000
4100
годной
части
3610
3560
4260
4260
3120
3220
3320
головной
обрезн
320
320
370
370
390
390
390
донной
обрезн
320
320
370
370
390
390
390
3 П/р Е. И. Семенова
- й
s
g
!j
ст>спсл ел^^-^оо со со со со со to to to to to to to >-* ^- ^~
>— сэ ^-* ост>со _to to j--) .*».¦*».>-">-" со оо --4 сл сп со to со -м ¦*».
о о о о
"о ел "о о "о о о о ел "о ел Ът "о "ел "ел Ъг'ел'ел о о "ел о "о "ел "о
— о со со oooo-^i-^ictj ctjoi^j^co 4=* со со со со to to to to to to to to >-* —
CO CO .*». 4=* tOWOO1" — СЛ CO СЛ --) O^»-'*»»-' -^ОО^СЛСП й^-OtOCOCO
tO to .?»..?». СО СО >
00001М1 ' '
'"t'GO CO CO CT> CO СЛ 00 OtOOOCTJCTl >-* CO ¦*»¦ CO CO CO CO t. ,_
>— >— Co СО 00 00 СП
to ю
- _¦"©©
О С5 tO tO
со со сг> сг> сл
-J -J СЛ ЮО ? © Ol
ЮЮО1СОСЛ CO C5 CO CO
ОС5С5 СО СП 00 .*».¦*».
О С5 Ю СО >— *•¦ 00 О tO "СО О Ъо Ъо
:2CTg
сл со со со ю
Voo'to'fco'co
СО О -J >— -J -J
¦*>¦ "Р^ СО СО
to ю сл сл
со со >-* ю >— to >
>— о >— О О
COOOi*»-^^ tO tO tO — >— .
00 ООСЛСЛСЛ OOOOO OtOObOtO
з to со о
) Co CO >—
> tO 4^ CO
.*»¦ о
5 >— О
ю cototototo tototototo
JNJ WO>t» O00CoC5-^l >— CTl i—'>^O
э to ^ со i^ ю to о to со ел to со сл
ЭООСТ>СЛ СЯ*.СЛОО СЛОООО
W >— М Ю М >— ЮкЗЮ-
J^co^-^Э*- ШМСйОШ
СЛСЛСЛОО ОСЛСЛСЛЮ
gi I Ii I I I I I
to to ю-
_ _ CO CO I COCO
) ю ю I >— >— I >— ел
; сл сл о о ел о
СО
СЛ
_. ел сп ¦?». сл со . „ ,.
tO f*^ с*^ tO f*^ tO СЛ Ю ^^
,_ _^слслспслсослсослсою
-_. _ - JOOOOlOOKOtO O1W" ' ~
>ОСПОО ОСЛООО ООООМ ООТ
^— U-OOO
С5СОСЛ4^) Со^05С50
O4^OTC5O ООООООО
JC5C5^ СЛСЛСОСЛСО CoMMMW
^OJO J ООООСЛ ОО J^O tO >~ СЛ ^JCTVCi
00ОООО ОСПООСЛ ООООЮ ООСООО
О
ОСЛСЛ^) >-СП0000Ю
О0000О ОООО"й>-
-J СЛ СП СЛ СП С
СП СЛ ^1 СЛ -J С
О 00 О 00 Ос
' 00 00
о о
о о
*;? | |
II I S I I I I
го
icTijtoen
ОООС5СО
елелс^ст;^
00 00 СО 00
СО СО 00 ^-
о о ел ел
ocj сююю
елел toooo
otocitocr) оооелоо
ОЮООО >-">--
§§;
оооюю^
елепелслео
оооо
елоелою
сооооо
СЛОСЛСЛО СЛС50000О
сг>а5елелел
encntoenfo
ооооо
,*^444
-^^спелел
оелоооооо
ел елся ^js- сл >**>**¦ >*ь >**¦
roeotooooo гчоотооелсл
ооооо ооооо
-~jcn-j-j-j -j -^ >— ^r со
слослелсл елелооо
оооо елелосло
otojj
00СОСПСПСЛ
-v) — ^- СЛ СП
oo
ЧОС0 00О
ОООО—
coj^coco-*»-
оо^-сл-Зо
Ю?ГСООО
О^СЛОЗОО Юс?ГС
С)*1 СлОО ЮОЧ
cococococo со со со 'со to
oo^^cn^J мсл^ю^
'ГОО-^ЬЭ-^1 С*ЭО*:ь|--Г^
СЛСЛСЛ^СП ОС5СОСОК-
СЛФ4^ СО*.СО*-СС да-
ООСОсп СЛОООО О
О 00 00 СЛ СП
cotococo
спосп^
ooooooccn
HHJAdtf И
'UUte И»1И1ГЭ -IHHWVXdOO -
НННЧ1Г?ХЭ
СО ^ О СО 00 "-4 ¦'-J СТз СЛ й^- »^. СО СО tO^1^
"ел Ьо "со "ел "*¦*-! ЪЪслО со со со со н-1 оо
ел ел
рэсл ел со со
ел to -оо со ел
>— и-© ООООО
—"to оо
С5 4сою
елелоелсо
enentO*
оелелелег)
ос^с^оо
СО >—
O-J
с
елооелсосг) ст^^—
>—•Mcoto-vi cooo
СЛОЮ*» N3
4ел1ел1
ООСПОЮ
СО СО , СО ,
со сл со
со сл ' со '
, | |
CO I I -~J I I О)
ел ел сл
I I
I
стэ ел сл 4^ сл
*» ЮСО*1 •"
ста сл ctj 4^ ел
С5 00 О -*-J СП
о о to ел оо
- ._ —
О СЛ 0О СО О
СО I I ОО I | *-4 I О
ел | I сп | 1 ^га I —i
.?»¦ 4=- Сл СЛ
1 I
J О ^Э Со J
КЗСПСЛСЛСО
COG000CO00
СЛКЗГОСПСО
ОТСЛСЛ^СЛ
^ vlooO^
ОООСЛО
"й>-СОСоСОСО
¦— СЛ СО СЛ СО
ОСлООСО
^J 00 00 ^J СП
^) 00 00 ОТ СЛ
О О О КЗ О
CON3CONDCO
СЛОТСЛООО
МОкЗСЛЮ
СОМЮ
О — Ю 00 00
000OI—00О
СО СЛ СЛ 00 <
СДООЧ(
to -v) 4=» — СЛ
to ^- (о ¦— to >— ю ¦— ю >-*
JOOCCnO ОСОЮ
JOOCOCnO
О1— CO^JCn
СлСПСЛ'—'Ю
о сл сл сл сл
сл юелслел
оспооо
спооосл
раэроэй
слитка полная
годной части
прибыльной
сти
дониой части
и—и
111—111
Эскиз
со
я
I
X
а
л
X
Б
о
ъ
I
I
HMaouwvxra и имао>1 Kirtf Hiiaoxojve
99
68
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
СТАЛЬНЫЕ СЛИТКИ. СОРТАМЕНТ. СЛИТКИ ЭШП, ВДП И ДРУГИЕ 69
в
О.
X
% 'ИНОЙ
-01Э эаИ вн
ИАОВЬ
ВОНЧ1ГП9
-и<3и
BBHIfOU
BHIHIfO
c?> Ю Ю Ю Ю
— сч <м t» с
оюоюю
О 00 СО •* —¦
00 00 О СЧ СО
—' — СМ СЧ СЧ
юооюо
<—i О ¦—' О О
со о ^~* со со
сч сч сч сч сч
^ О О С
СЧ СЧ СЧ СЧ (.
ю ю ю ю о
сч сч сч сч со
ю ю о о о
сч сч о г- о
~- ^ СЧ -н СЧ
о о ю lo о
со со с: ел со
C!NC)(M!N
ООООО
о ю ю ю ю
сч сч сч сч сч
ю ю ю ю ю
.—i LO LO LO ~^
со со со со со
88828
l_O CD LO LO LO
ОООО
-* о -^ со
Ю О О Ю
о о о о ю
сч to со со о
00 Ь- 00 00 СЛ
о о
00 00
С^ СО
о о
ч* СО
1 СО Г—
о ю о ю
СО О* СО СО С
Ь- СО ч^- О>
со со lo г- ч*1
О Ю СО СО —'
lO lO
oofc оо оо ел
юююо ¦
Ю О1 СО Ю
со со ч*1 ч*1
О О 00 00 СЧ
1О со СО Ю со
LO CD О О С
г— со сч сч <
г-- г— оо оо с
ю о о ю о
ЮГ^-ОООО ONON ЮЮСОСОЮ
О О^ О^ О_ —^ -н —^ —^ ^ ^ с^ С^ -^ ч^ о^
о о о о о о о о о о о о о о о
юа> т^союао со'^^ююсо
^„нЮ„н cOt^-4*.cO ч^сО^ооч^.
С^СО^СО^ч^-ю cOOOOlt^-—' т1"^"ЮьМ
о" о' о" о" о' о" о" о" о" —Г —-' —Г —Г -н~ сч"
СО СО -(N !N CS
Ь'-'ЮО С0ЮЮСО 00СЧ00
м ю о ю c?i ^юоо--о оос^ог
—' ^^ cs~ Csf cT со" со со" -^ ч-jT
со о ю о ю
-н сч сч со со
8
сч -ф -з* ю
¦rt- 1ГУ Ю Ю Ю
СО
СО*" ч^"
СЧ СЧ ^ ^ ^}
со со со со со
00 00 00 00 0О 00 00
со со со со со со со
о со to оо оо
сч сч сч сч сч
00 О О СЧ СЧ
сч со со со со
СО СО 00 00 О
со со со со ч^|
O O О О О
О О СО ^ СО
CD -—| СЧ LO CO
сч со со со со
со сч с
о ю о ю о
-н Ю Ю 00 Ю
У * * ^- ^-
Ю О О
СО "* 00 С
ел о сч со о d 1-
LO LO CD LO CD
о
LO L
О О
LO СО
d 1
О О Ю LO LO
со со со со со
LO О О О О О О
О LO LO LO LO LO LO
ююооо
Ю LO LO lO СЧ
со со ^ ^ o
сч сч сч сч сч
LO LO LO LO LO
ООООО
LO LO LO LO LO
LO LOCO CD CD
СЧ СЧ СЧ СЧ СЧ
о <_ _ _ _
b- t^- LO LO LO
СЧ СЧ 4* ^. ^
О с_ _____
Ю ¦* -* -* СЧ СЧ <М
•^ CD Ю Ю 00 00 00
О О О О LO
¦—i СП CO ¦—"Т
Г- |>- ООСЛ t
) LO L
) СО С
5LO О О
) 00 СО —•
аюо-о
<а> а> а> с^ а> а> >а>
-н СЧ СО —¦ СО 00 —'
О —• -н СО СО СО LO
О О Ю О Q
СО 00 •* — 00
00 00 О> О О
оооюю
оо со со о: о>
О —1 —1 —1 —1
О О О О LO
со со со со со
ч*1 4f LO LO СО
о t^- о ^л о
СЧ 00 СЧ Ot-
tO <_ t^ 00 00
ю ю ю ю ю
00 00 00 00 00
о а> о о
¦ цз ¦* со •*
> СТ. О О —'
_1 00 СО -
— О — —. СО
LO О О О LO О О
—( t^- СО -н СЛ CD t^.
со со со ч^ ч^- ю со
о сч ¦* ¦* t^
О5 О —' СО —|
—| СЧ СЧ СЧ СЧ
О О LO О LO
COO 00h.-<
^ O Ю t
> со со г^
1 СЧ СЧ СЧ СЧ
о о о о ю ос
00 СО СЧ CD LO СЧ Г
lo ч* со ел —. о г—
со со со со ч^ ^- }-
loc4lololo
юоеосчо
ООСЛСЛО—'
looooololo
о lo lo —' -н
СЧСЧ
ЮЮ
Nh-'ююо
t^-b-^-^LO
СЧСЧСОСОч*1
счююоюсосч
ч+icocococ^colo
COt-Г-ООСЛО^
O^LOOO OCDCDLOLO ЮЮООО OOOOOOO OOOOOO00
СЧСОСЧ00СО CD —' —< CO CD СЧСЧСЛСЛО OONNCO GOh-N^^Nh-
0000СЛСЛО О —< -и —< —< СЧСЧСЧСЧч^- ^^.^.^lq LOCDcDt^-ООСЛО
^^ ^^ ^^ ~-> ^^ ^^ —-i ^^ ^^ ~-> ^^ ^^ ^^ ^^ ^^ ^^ ^^ ^^ —I ^^ ^^ ^^ СЧ
OOLOOO OOOlOlO OOOOO OOOOLO LOOOOOOCO
Ol^-Oh-Ю LOOOCDCD en СП C^ C^ d О О СЭ СЭ СЭ О О О СЭ (Ji О ОЗ
00 СЛ О О —¦ ~^СЧСЧСЧСЧ СОСОч^ч^ю LOLOCDCDt^- t^- 00 00 СГ) СЛ —< СЧ
lOlOlOOlO lOlOlO
С0С0С0СЛО ООО CDCOCD COCO
4'tt,lflts. t^-t^-t^-OO ОО^-^-ч^. ч^.-^0^сЛ0^ СЛ000000СЛСЛСЛ
ООООО ООО—' —¦ —I ^-i ^_, ,-н ^-i ^-.^-.^J"^-.^-. ^_< СЧ СЧ Сч" со" СО СО
00 СЧ —' LO LO 00 —' LO LO
ел ел ел сч —' cot^-сч lo -ч}-сосчсосо ч^-оо со г^-ь-г^- ел
Оч^-сОЮСЛ СЧГ^-СЧСО^СЛ^ -н LO СЛ —' СЧ Г^-СЧеОЬ-СО CDcDOt^-t^-—'СЧ
сч~ сч' сч" со" со" ч^Г ^Г ю" ю" ю' zq tQ tQ ^ qo" qo" en* o" —" сч" сч" lo" со" ел" —Г ю" —Г
_ _ ^ ^ CQ
сОГ-4*1 LO LO
CD —'Г— LO СО^—^ОООО СО Г-~ С0С0С0 О
^^ ООО^О ООч^сОООСЧ 0000LOC0LO СОСО^^ч^-соООО
оо о сч" lo со оо о —¦ со lo" со оо о" сч" lo со о" ч^Г сл" со о" со" оо" —Г ч*" со" ч#"
^_^^_^ —'счсчсчсм счсчсососо co^^tj-ю сососооослосо
СЧСОСОСЧО OLOCDOO ОООЮО
^^ со lo ел —< comt^-осч •^¦""со'сл'^ю ttcooo *счг^осчо
-ч^^_^СЧ СЧСЧСЧСОСО СОСОСОч^ч^ Ч^ЮЮСОСО t-СООООСЧСОГ-
СО >.
QJ СО
«5
70
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
5. Параметры слитков плазмеино-дугового переплава
(электрометаллургический завод *Электр6еталь> им. И. Ф. Тевосяиа)
Масса, кг
осле
с
я
и к
Я ч
ч ь
о о
135
376
осле
с
S
як
И X
к К
и о
112
341
асти
tp
«2 га
X Ь
К к
о ч
и и
93
283,1
бре-
«
о
ш
о
ч
О X
11,2
34,1
ези
4
7,8
23,8
Диаметр
слнтка
от-
с 1
О Ш
С Ч
148
247
i
135
235
Размеры, мм
я К
ь в
я ч
Ч о
1000
1000
Длина
° к
О та
t- в*
830
830
НОЙ
т т
О 0J
ч ft
ос
100
100
*= к
о в
к 01
чо
70
70
6. Параметры слитков электронно-лучевой плавки
(электрометаллургическиЯ завод «Электростали им. И. Ф. Тевосяна)
Масса, кг
о
с
к
оз а
а в
451
1040
о
с
я
03 Ы
a ft
н я,
392
932
g
Р*
о а
в е-
сек
о ч
Li CJ
320,2
761,2
ft
о
0
О
39,2
93,2
а:
ft
о
о
§
32,6
77,6
Размеры, мм
Диаметр
слитка
от-
QJ X
247
375
QJ Я
О К
an
230
355
v га
и я
Ч о
и В
1200
1200
Длина
о к
ЧО
о я
^ в*
980
980
о
ш п
о о
f^ О-
ОС
t, о
120
120
о §
и о
к а
оо
Ко
100
100
СТАЛЬНЫЕ СЛИ?КИ. СОРТАМЕНТ. СЛИТКИ ЭШП, ВДП И ДРУГИЕ 71
S
3
X
в
я
о.
S
8
3
в
I
31?
о а
s о
н х
о а
о я
°
*1
«I
я §
S о
ш ся
м я
°|
S V
«О
|
D
II
1
1
J
f,
1 '
Ч
еры, м
п
са
Е-|
га"
CJ.
со
S
CJ
я
ЕГ
О
,онн
я
н
га
«5
О
X
л
S
ft
к
а:
га а>
ЕГ CJ
та в
о
^н
и я
CJ
-Bh
иончи
-Bh
-iron
о
a:
Q
о"
„
Q
a:
j
i
i
HID
JOHHOi/
HXDBh
pjpHdu
ИХО
HOHtoj
ВЕН
ЕЯ1Н1ГО
LO О О О
c*^ со со со
О О О LO
со со ю сч
<Л СЧ 00 00
СО ч*1 ч*1 LO
ю ю ю о
СЧ lO t^- Oi
О1 СЧ СЧ **•
О О О LO
(Л 00 О t4-
"*f lO CO lO
о о ю о
—< со со со
t~— t4- 00 t~"
LO LO LO LO
со со oo -и
00 <Л О CX)
О О LO О
00 CO t^- t4-
„н ^ -H ¦ СЧ
о о о о
сп со со со
•rf LO t^- t4-
a> сэ о о
(Л LO СЧ О*
со **• t^- t^-
О LO О О
о ¦* о о
со со оо оо
•—' —' —' —'
S 8 2 2
00 -н с?> СО
-н СЧ О* О*
О Ю LO LO
¦—< СО СТ^ СГ^
•—' "^ LO tO
о о о о
LO О СО СО
о сч lo lo
сч сч о* сч
сэ о сэ сэ
t~— оз со со
-н -н CS СЧ
о о о о
со а> а> о
сч сч сч сч
2,5
3,21
4,43
9,93
О) СО —1 —1
lo" со" со" со"
—• сч со со
00 (-*- t-*-
OJ —| О) О)
сч" о" lo" ю"
^ СО (Л (Л
СО О LO О
60,
87,
136,
142,
та.
ft
X
о.
си
с
я
X
сг
уса,
я
BIfl
•-»
я
й
03
ЕС
ч
о
§
о
3"
у
ожни
ч
к
ft L.
1 5
а «
о га
с ч
1 &
о
Н и
с и
g й
§¦ •!.
н я: 1
ельно
Ь1ЛИ М(
граней
Ss»s
0) О со ЕГ
Е к к в
вЗД-3
ft ^-i.*
X
ч
72
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВВДОВ ПРОКАТА 73
о
в
я)
В
<3
О
со
еа
ш
3
к
о.
со
1-1
нюеь ионной
HID
-вь HOHqifiqgHdu
HlOBh HOHtfOJ
KBHIfOU ВМ1И1ГЭ
з см ю о m ю ю ю
1 СМ СМ СО СО СО СО СО
ЮОООО
Огпоо
ОО
осо
LO lO lO О lO lO Ю О
OfOiCOSNSO
ю ю ю ю 00 00 00 с
OOlOOOOOO
ГС71QICOCOCOO
OlO
Ю
OOOOO
QICOCOCOO
ЮОЮООООО
QO 1Л СП CO CO CO CO 00
О !N CO CO -и -и -и CO
, , . lO Ю Ю 1Л
СП СП СП 00
1 ' ' СП СП СП 00
О О О О
О *-н СО
О с
1 СП С
100
га
ЮООЮОООО
оо^-оьюююю
—¦ —' -н —' СМ СМ СМ СО
о о <
I I I I I ШО(
юооооооо
ПШОЮ0100В
I I
CM CM С
m сп со —t с
см см -^т с _.
—|—t-н-нСМСМСМСМ
осом
1 ^ СП 00 00 00
_, ^^ „h —7 сп" сп" сп" о
CM
^ ^ см_
od сп" см"
о
СП
О CM iO CD CD О
СО О СО Ю CD CD CD
ююоео*
CO CO Ю CD 00
С oei
2. СОРТОВОЙ ПРОКАТ.
СОРТАМЕНТ РАЗЛИЧНЫХ
ВИДОВ ПРОКАТА
9. Сталь кованая круглая
и квадратная, мм (ГОСТ 1133—71)
Диаметр или сторона
квадрата
40, 42, 45, 48, 50
52, 55, 58, 60, 63, 65,
68, 70
73, 75, 78, 80, 83, 85
90, 95, 100, 105
ПО, 115
120, 125, 130, 135, 140,
145
150
155, 160, 165
170, 175, 180
185, 190, 195, 200
Предель-
Предельные от-
отклонения
+2,0
+2,5
+3,0
+3,5
+4,0
+4,5
+5,0
+6,0
+7,0
+8,0
1. Овальность (разность между
наибольшим и наименьшим диаме-
диаметрами в одном сечении) круглой
стали и ромбичность (разность ме-
между диагоналями в одном сечении)
квадратной стали не должны пре-
превышать 0,6 предельного отклонения
по диаметру или стороне квадрата.
2. Прутки поставляют длиной ие
менее 1,5 м при диаметре круга или
стороне квадрата до 50 мм; 1,0 м —
св. 50 до 75 мм; 0,75 м — св. 75 мм.
3. Предельные отклонения по
длине прутков мерной длины и дли-
длины, кратной мерной, не должны
превышать +70 мм для прутков
диаметром или со стороной квадра-
квадрата от 40 до 80 мм;+100 мм — св. 80
до 150 мм; +150 мм — св. 150 мм.
4. Квадратная сталь поставляет-
поставляется с острыми кромками. Допу-
Допускается поставка квадратной стали
с притуплёнными кромками; при-
притупление не должно превышать
0,15 стороны квадрата.
5. Кривизна прутка не должна
превышать 0,5 % длины.
Примеры условных обозначений
стали круглой марки У10 диаме-
диаметром 40 мм:
40 ГОСТ 1133—71
Круг У10 ГОСТ 1435—74
квадратной марки У12 со сторо-
стороной квадрата 60 мм:
_, , 60 ГОСТ 1133—71
Квадрат~ШТ0С1П435=7Т
10. Сталь горячекатаная
квадратная, мм (ГОСТ 2591—71)
Сторона
квадрата а
5, 6, 7, 8, 9
10, И, 12, 13,
14, 15, 16, 17,
18, 19
20, 21, 22, 23,
24, 25
26, 27, 28, 29,
30, 31, 32, 33,
34, 35, 36, 37,
38, 39, 40, 41,
42, 45, 46, 48
50, 52, 55, 58
60, 63, 65, 70,
75
80, 85, 90, 93,
95
100, 105, ПО,
115
120, 125, 130,
135, 140, 145,
150
160, 170, 180,
190, 200
Предельные откло-
отклонения при точности
прокатки
о
о
о
0
+0,1
—0,2
+0,1
-о,з
+0,2
-0,3
+0,2
—0,5
+0,2
—0,8
+0,3
—0,9
+0,3
— 1,1
—
—
8»
+0,2
—0,5
+0,1
—0,5
+0,2
-0,5
+0,2
-0,7
+0,2
— 1,0
+0,3
— 1,1
+0,3
— 1,3
+0,4
— 1,7
+0,6
—2,0
О
X
ЕР
3
+0,3
—0,5
+0,4
—0,5
+0,4
—0,7
+0,4
— 1,0
+0,5
— 1.1
+0,5
— 1,3
+0,6
— 1,7
+0,8
—2,0
+0,9
—2,5
Примечание. По требова-
требованию потребителя допускается изго-
изготовление квадратной стали проме-
промежуточных размеров.
1. По точности прокатки
изготовляют высокой точности
повышенной точности — Б;
ной точности — В.
сталь
— А,
обыч-
74
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 10
Продолжение табл. 10
2. По требованию потребителя
квадратная сталь поставляется со
следующими отклонениями, мм:
Сторона
квадрата
От 5 до 9
» 10 » 19
» 20 » 25
» 26 » 31
» 32 и выше
Предельные откло-
отклонения, не более
+0,5
+0,6
+0,8
+0,9
Суммы предель-
предельных отклонений
для стали обычной
точности прокат-
прокатки (см. выше)
3. По требованию потребителя
квадратная сталь должна постав-
поставляться следующих размеров, мм:
Сторона квадрата
75±0,8
85+1,0
85±1,0
105±1,4
115+1,4
120+1,4
127+1,7
154+2,0
180±2,5
200±5,0
Диагональ
93+1,1
97+1,1
102+1,1
121±2,0
136+2,0
141 ±2,0
166+2,4
182+3,0
204±3,5
230±7,0
4. Разность диагоналей в одном
сечении не должна превышать:
а) стали со стороной квадрата
до 20 мм вкл. — удвоенной суммы
предельных отклонений по стороне
квадрата;
б) стали со стороной квадрата
св. 20 мм — суммы предельных от-
отклонений по стороне квадрата.
5, Квадратная сталь поставляет-
поставляется в прутках, По соглашению сто-
сторон допускается поставлять сталь
размером до 14 мм включительно
в мотках.
6. Прутки поставляются длиной
от 3 до 10 м — из углеродистой
обыкновенного качества и низколе-
низколегированной стали; от 2 до 6 м — из
качественной углеродистой и леги-
легированной стали; от 1,5 до 6 м —
из высоколегированной стали.
Допускается изготовление прутков
длиной до 12 м и ограниченной
длины в пределах немерной.
7. Предельные отклонения по
длине прутков мерной длины и крат-
кратной ей не должны превышать
+30 мм для прутков длиной до
4 м вкл.; + 50 мм — ев, 4 до 6 м вкл.;
+70 мм — св. 6 м.
8. Прутки должны быть с остры-
острыми углами. Допускается притуп-
притупление углов стали со стороной
квадрата до 12 мм радиусом ие
более 0,6 мм; св. 12 до 20 мм —
1 мм; св. 20 до 30 мм— 1,5 мм;
св. 30 до 50 мм — < 2,5 мм.
Прутки со стороной квадрата св.
50 мм должны быть с углами, за-
закругленными радиусом, не превы-
превышающим 0,15 стороны квадрата.
9. Кривизна прутка не должна
превышать 0,5 % длины. По требо-
требованию потребителя должны постав-
поставляться прутки, кривизна Которых
не превышает 0,2 % длины.
10. Допускаемая косинй реза не
должна превышать: при стороне
квадрата до 30 мм — 0,1а; св.
30 мм — 5 мм.
11. Заготовка стальиаи квадратная
горячекатаная, мм (ГОСТ 4693—77)
Сторона
квадрЗта
40, 45, 50
55, 60, 65,
70
75, 80, 85,
90
Радиус
закруг-
закругления
углов
7
9
12
Предельные
отклонения
по стороне
квадрата
±1,2
±1,6
±2,0
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА 75
Продолжение табл. 11
Сторона
квадрата
95, 100, 105
ПО, 115,
120, 125
130, 140,
150
160, 170,
180
190, 200
210, 220,
240, 250
Радиус
закруг-
закругления
углов
15
18
21
25
30
35
Предельные
отклонения
по стороне
квадрата
±2,4
±2,7
±3,2
±3,9
±4,5
±5,2
1. Вогнутость или выпуклость
граней заготовки, а также разность
двух любых сторон не должна пре-
превышать половины суммы предель-
предельных отклонений по стороне ква-
квадрата.
2. Заготовки изготовляют из угле-
углеродистой стали обыкновенного ка-
качества длиной 2—12 м и из каче-
качественной стали длиной 1—12 м.
3. Предельные отклонения по
длине заготовки мерной длины и
кратной ей, не должны превышать
+30 'мм при длине заготовок до
4 м; +50 мм — св. 4 до 6 м;
+70 мм — св. 6 м.
4. Заготовки должны быть обре-
обрезаны. Косина реза не должна пре-
превышать 6 мм при стороне квадрата
до 100 мм; 8 мм — св. 100 мм.
Пример условного обозначения ква-
квадратной заготовки из стали мар-
марки 45 со стороной квадрата 150 мм:
Заготовка квадратная
150 ГОСТ 4693—77
45 ГОСТ 11880—78
12. Сталь калиброванная
квадратная, мы (ГОСТ 8559—75)
Сторона
квадра-
квадрата, мм
3,0
3,2; 3,5;
4; 4,5;
5; 5,5; 6
6,3; 7;
8; 9; 10
11; 12;
13; 14;
15; 16;
17; 18
19; 20;
21; 22;
24; 25;
26; 27;
28; 30
32; 34;
36; 38;
40; 41;
42; 45;
46; 48;
50
53; 55;
56; 60;
63; 65
70; 75;
80
85; 90;
95; 100
Предельные отклонения
при
Л10
—0,04
—0,048
—0,058
—0,07
—0,084
—0,100
—0,120
поле допуска
ЛИ
—0,06
—0,75
—0,09
—0,11
—0,13
—0,160
—0,190
—0,190
—0,220
Л12
—0,10
—0,12
—0,15
-0,18
—0,21
—0,25
—0,300
—0,300
—0,350
Предельная кривизна прутков
в зависимости от
Сторона
квадра-
квадрата, мм
До 25
Св. 25
до 50
Св. 50
На 1
длины,
Л10
и ЛИ
2
1
1
f
поля допуска
м
мм
12
3
2
1
На
полную
длину, %
Л1С
и h\
0,2
0,1
0,1
1
Л12
0,3
0,2
0,1
1. Квадратную сталь изготовляют
в прутках, по требованию
теля — в
мотках.
ютреби-
76
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАЙГЮВКИ
Продолжение табл. 12
Продолжение табл. 13
2. Прутки изготовляют длиной
2—6,5 м. По требованию потреби-
потребителя прутки изготовляют больших
длин.
3. Предельные отклонения по
длине прутков мерной длины и
кратной ей, не должны превышать
+30 мм при длине пруткш до 4 м;
+50 мм — св. 4 м.
4. Допустимая косина реза не
должна превышать 0,17 стороны
квадрата при стороне квадрата до
16 мм; 3 мм—св. 16 до 30 мм;
5 мм — св. 30 мм.
5. Кривизна прутков в зависи-
зависимости от поля допуска на 1 м длины
составит: для квадрата со стороной
до 25 мм — 2 мм для /ilO и /ill;
3 мм для /U2; для квадрата св. 25
до 50 мм— 1 мм для /ilO и /ill;
2 мм для /il2; для квадрата св.
50 мм— 1 мм для /ilO, /ill и /il2.
6. Видимое скручивание прутка
вокруг продольной оси не допу-
13. Сталь горячекатаная круглая, мм
(ГОСТ 2590—71)
Диаметр
5; 5,5; 6; 6,3;
6,5; 7; 8; 9;
10; 11; 12; 13;
14; 15; 16; 17;
18; 19
20; 21; 22; 23;
24; 25;
26; 27; 28; 29;
30; 31; 32; 33;
34; 35; 36; 37;
38; 39; 40; 41;
42; 43; 44; 45;
46; 47; 48
Предельные откло-
отклонения
при точности
проката
о
о
и
СП
+0,1
—0,2
+0,1
—0,3
+0,2
—0,3
+0,2
—0,5
II
+0,2
—0,5
+0,1
—0,5
+0,2
—0,5
+0,2
—0,7
о
X
в*
а
+0,3
—0,5
+0,4
—0,5
+0,4
—0,7
Диаметр
50; 52; 53; 54;
55; 56; 58
60; 62; 63; 65;
67; 68; 70; 72;
75; 78
80; 82; 85; 90;
95
100; 105; ПО;
115
120; 125; 130;
135; 140; 150
160; 170; 180;
190; 200
210; 220; 230;
240; 250
Предельные откло-
отклонения при точности
прокатки
о
ы
о
и
Ш
+0,2
—0,8
+0,3
—0,9
+0,3
—1,1
, о
||
+0,2
-1,0
+0,3
— 1,1
+0,3
— 1,3
+0,4
— 1,7
+ 6,6
—2,0
—
о
X
в*
1
+0,4
— 1,0
+0,5
— 1,1
+0,5
— 1,3
+0,6
— 1,7
+0,8
—2,0
+0,9
—2,5
+ 1,2
—3,0
Примечания: Для стали
диаметром 5-—9 мм, поставляемой
в мотках с линейных проволочных
станов, допускается отклонение по
диаметру в пределах ±0.5 мм.
По требованию потребителя до-
допускается изготовление круглой
стали промежуточных размеров.
1. По точности прокатки сталь
изготовляют высокой точности — А,
повышенной точности — Б; обыч-
обычной точности — В.
2. По требованию потребителя
круглую сталь поставляют со сле-
следующими отклонениями:
Диаметр
5—9
10—19
20—25
26—31
32 и выше
Предельное отклоне-
отклонение, не более
+0,5
+0,6
+0,8
+0,9
Суммы предельных
отклонений для стали
обычной точности
прокатки (см. выше)
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА 77
Продолжение-табл. 13
Продолжение табл. 13
3. Овальность прутка не должна
превышать 0,5 суммы предельных
отклонений по диаметру. Допу-
Допускается поставка прутков из ин-
инструментальной легированной и бы-
быстрорежущей стали с овальностью,
не превышающей 0,6 суммы пре-
предельных отклонений по диаметру.
4. Сталь диаметром до 9 мм по-
поставляют в мотках, св. 9 мм —
в прутках. По соглашению сторон
в мотках допускается поставлять
сталь диаметром более 9 мм, в прут-
прутках — диаметром менее 9 мм.
5. Прутки поставляют длиной
от 3 до 10 м из углеродистой обык-
обыкновенного качества и низколегиро-
низколегированной стали; от 2 до 6 м из ка-
качественной углеродистой и легиро-
легированной стали; от 1,5 до 6 м из вы-
высоколегированной стали.
6. Качественную углеродистую,
легированную и высоколегирован-
высоколегированную сталь для изготовления мел-
мелких изделий допускается постав-
поставлять длиной не менее 0,5 м.
7. Предельные отклонения по
длине прутков мерной длины и
кратной ей, не должны превышать
+30 мм для прутков длиной до
4 м вкл.; +50 мм для прутков дли-
длиной св. 4 до 6 м вкл.; +70 мм для
прутков длиной св. 6 м.
8. Кривизна прутка не должна
превышать 0,5 % длины. По требо-
требованию потребителя должны постав-
поставляться прутки с кривизной, не пре-
превышающей 0,2 % длины.
9. Допускаемая кривизна реза
не должна превышать 0,1 диаметра
для прутков диаметром до 30 мм и
5 мм для прутков диаметром св.
30 мм.
10. При изготовлении прутков
немерной длины допускается нали-
наличие прутков длиной не менее 2 м
из углеродистой обыкновенного ка-
качества и низколегированной стали
и не менее 1 м из качественной угле-
углеродистой, легированной и высоко-
высоколегированной стали в количестве
не более 10 % массы партии.
14. Сталь
3,0
3,1;
4,0;
5,2;
6,1;
7,7;
9,5;
10?
12,0
13 8
15,5
17,2
18 5
22,0
29,0
31,0
38,0
46,0
а?.-
4,1;
5 3-
6 3-
7 8-
9,8;
• 10
; 12
• 14
; 15
; 17,
• 19
; 23
; зо
; 32
¦ 39
;48
калиброванная круглая, мм (ГОСТ 7417—
Диаметр
3,3; 3,4
4,2; 4,4
5,5; 5,6;
6,5; 6,7
8,0; 8,2
10,0
,5; 10,8;
,2; 12,5;
,0; 14,2;
,8; 16,0;
5; 17,6;
,0; 19,5;
,0; 24,0;
0
,0; 33,0;
,0; 40,0;
3,5;
4,5;
5 8-
6,9;
8 5-
11,0
12,8
14,5
16,2
7,8;
20,0
3,6; 3
4,6; 4
6,0
7,0; 7
8,8; 9
; 11,2;
, 13,0;
; 14,8;
; 16,5;
18,0
: 20.5:
25,0; 26,0;
34,0; 35,0;
41.0: 42.0:
0; 49,0; 50,0
7; 3,8
8; 4,9
!• 7 3
0; 9,2
11,5;
13,2;
15,0;
16,8;
?1 0-
27,0;
36,0;
44,0;
; 3,9;
; 5,0;
; 7,5;
; 9,3;
11,8;
13,5;
15,2;
17,0;
21,5;
28,0;
37,0;
45,0;
75)
Предельные отклонения
для стали классов точности
3
—0,020
—0 025
—0,030
—0,035
—0,045
—0,050
За
—0,040
—0,048
—0,058
—0,070
—0,084
—0,100
4
—0,060
—0,080
—0,100
—0,120
—0,140
—0,170
. 5
—0,12
—0,160
—0,200
—0,240
—0,280
—0,340
ЗАГОТОВКИ ДЛЯ ?ОВВД И ЩТАМПОВКН
Продолжение табл. 14
Диаметр
Предельные отклонения
для стали классов точности
За
52,0; 53,0; 55,0; 56,0; 58,0; 60,0; 61,0;
62,0; 63,0; 65,0
67,0; 69,0; 70,0; 71,0; 73,0; 75,0; 78,0;
80,0
82,0; 85,0; ?8,0; 90,0; 92,0; 95,0; 98,0;
100,0
—0,060
—0,120
—0,200
—0,200
—0,230
—0,400
—0,400
—0,4С0
Примечания: Калиброванная Сталь, предназначенная для Холодной
высадкн, с техническими требованиями по ГОСТ 10702—78, кроме размеров, преду-
предусмотренных табл. 14, должна поставляться следующих размеров (диаметров), мм:
4,35; 4,42; 4,70; 5,27; 5,70; 7,27; 7,4; 8,94; 9.10; 9,65; 10,72; 11,1; 11,6; 12,56; 12,9; 13,6;
14,56- 14,9; 15 6; 16,24; 16,9; 18,24; 18,9; 19,55; 20,24; 21,55; 21,9- 22,55; 22,8; 23,55;
24,9; 25,2; 25,55; 26,55; 27,4; 27,58; 28,55; 29,55; 33,25; 33,9; 34,6; 35,55; 38,93; 39,9;
44,6; 45,89.
По заказу потребителя может поставляться калиброванная сталь размеров,
не указанных в табл. 14. Предельные отклонения в этом случае должны соответ-
соответствовать нормам, установленным для размеров ближайшего большого диаметра.
Кривизна прутков в зависимости от класса точности
Диаметр, мм
Предельная кривизна
на 1 м длниы, мм
За и 4
иа полную длину, %
За и 4
ДО 25
Св. 25 до 50
Св. 50
1,00
0,75
0,50
2,00
1,00
1,00
3,00
2,00
1,00
0,10
0,075
0,050
0,20
0,10
0,10
0,30
0,20
0,10
По согласованию изготовителя с потребителем величина предельной кри-
кривизны может быть уменьшена.
1. Овальность сечения не должна превышать предельных отклонений
по диаметру, указанных в табл. 14. По требованию потребителя должна изго-
изготовляться сталь, у которой овальность не превышает половины предельного
отклонения по диаметру,
2. Сталь диаметром 5 мм и выше должна изготовляться в прутках, диаме-
диаметром менее 5 мм — в прутках по согласованию изготовителя с потребителем.
По требованию потребителя сталь диаметром до 25 мм включительно должна
изготовляться в мотках.
3. Прутки поставляются длиной 2—6,5 м из качественной углероди-
углеродистой, автоматной, низколегированной и легированной стали и 1,5—6,5 м —
из высоколегированной стали. По согласованию изготовителя с потребите-
потребителем допускается изготовлять прутки больших длин.
4. Предельные отклонения по длине прутков мерной длины и кратной ей
не должны превышать +30 мм — при длине прутков до 4 м н +50 мм — при
длине прутков св. 4 м,
5. Допустимая косина реза не должна превышать 0,2 диаметра для
прутков диаметром до 15 мм; 3 мм — св. 15 до 30 мм; 5 мм — св. 30 мм.
Пример условного обозначения калиброванной стали марки 45, диаметром
10 мм, класса точности 4, качества поверхности группы В по ГОСТ 1051—73;
10—4 ГОСТ 7417—75
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОИ ПРОКАТА 79
15. Сталь качественная круглая со специальной отделкой поверхности
(ГОСТ 14955—77)
Диаметр стали
0,2; 0,25; 0,3
0,35; 0,4; 0,45; 0,5; 0,55; 0,6
0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,9С
1,0; 1,05; 1,1; 1,15; 1,2; 1,25; 1,3; 1,35;
1,4; 1,45; 1,5; 1,55; 1,6; 1,65; 1,7; 1,75;
1,8; 1,85; 1,9; 1,95; 2,0; 2,05; 2,1; 2,15;
2,2; 2,25; 2,3; 2,35; 2,4; 2,45; 2,5; 2,55;
2,6; 2,65; 2,7; 2,75; 2,8; 2,85; 2,9; 2,95;
3,0
3,1; 3,2; 3,3; 3,4; 3,5; 3,6; 3,7; 3,8; 3,9;
4,0; 4,1; 4,2; 4,3; 4,4; 4,5; 4,6; 4,7; 4,8;
4,9; 5,0; 5,1; 5,2; 5,3; 5,4; 5,5; 5,6; 5,7;
5,8; 5,9; 6,0
6,1; 6,2; 6,3; 6,4; 6,5; 6,6; 6,7; 6,8; 6,9;
7,0; 7,1; 7,2; 7,3; 7,4; 7,5; 7,6; 7,7; 7,8;
7,9; 8,0; 8,1; 8,2; 8,3; 8,4; 8,5; 8,6; 8,7;
8,8; 8,9; 9,0; 9,1; 9,2; 9,3; 9,4; 9,5; 9,6;
9,7; 9,8; 9,9; 10,0
10,25; 10,5; 10,75; 11,0; 11,25; 11,5; 11,75;
12,0; 12,25; 12,5; 12,75; 13,0; 13,25; 13,5;
13,75; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5;
17,0; 18,0
18,5; 19,0; 19,5; 20,0; 21,0; 22,0; 23,0;
24,0; 25,0; 26,0; 27,0; 28,0; 29,0; 30,0
31,0; 32,0; 33,0; 34,0; 35,0; 36,0; 37,0;
38,0; 39,0; 40,0; 41,0; 42,0; 43,0; 44,0;
45,0; 46,0; 47,0; 48,0; 49,0; 50,0
Диаметр стали
0,2; 0,25; 0,3
0,35; 0,4; 0,45; 0,5; 0,55; 0,6
0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95
Предельные отклонения по диаметру
для стали классов точности
1
—
—0,005
—0,005
—
2
—0,005
—0,006
—0,007
—0,010
—0,013
—0,016
—0,023
—
2а
—0,008
—0,010
—0,012
—0,014
—0,018
—0 022
—0 027
—0,033
—
3
—0,013
—0,015
—0,018
—0,020
—0,025
—0,030
—0,035
—0,045
—0,050
Предельные отклонения по диаметру
для стали классов точности
За
—0,020
—0,025
—0,030
4
5
—
80
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 15
Диаметр стали
1,0, 1,05; 1,1; 1,15; 1,2; 1,25; 1,3; 1,35;
1,4; 1,45; 1,5; 1,55; 1,6; 1,65; 1,7; 1,75;
1,8; 1,85; 1,9; 1,95; 2,0; 2,05; 2,1; 2,15;
2,2; 2,25; 2,3; 2,35; 2,4; 2,45; 2,5; 2,55;
2,6; 2,65; 2,7; 2,75; 2,8; 2,85; 2,9; 2,95;
3,0
3,1; 3,2; 3,3; 3,4; 3,5; 3,6; 3,7; 3,8; 3,9;
4,0; 4,1; 4,2; 4,3; 4,4; 4,5; 4,6; 4,7; 4,8;
4,9; 5,0; 5,1; 5,2; 5,3; 5,4; 5,5; 5,6; 5,7;
5,8; 5,9; 6,0
6,1; 6,2; 6,3; 6,4; 6,5; 6,6; 6,7; 6,8; 6,9;
7,0; 7,1; 7,2; 7,3; 7,4; 7,5; 7,6; 7,7; 7,8;
7,9; 8,0; 8,1; 8,2; 8,3; 8,4; 8,5; 8,6; 8,7;
8,8; 8,9; 9,0; 9,1; 9,2; 9,3; 9,4; 9,5; 9,6;
9,7; 9,8; 9,9; 10,0
10,25; 10,5; 10,75; 11,0; 11,25; 11,5; 11,75;
12,0; 12,25; 12,5; 12,75; 13,0; 13,25; 13,5;
13,75; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5;
17,0; 18,0
18,5; 19,0; 19,5; 20,0; 21,0; 22,0; 23,0;
24,0; 25,0; 26,0; 27,0; 28,0; 29,0; 30,0
31,0; 32,0; 33,0; 34,0; 35,0; 36,0; 37,0;
38,0; 39,0; 40,0; 41,0; 42,0; 43,0; 44,0;
45,0; 46,0; 47,0; 48,0; 49,0; 50,0
Предельные отклонения по диаметру
для стали классов точности
За
—0,040
—0,048
—0,058
—0,070
—0,084
-0,100
4
—0,060
—0,080
—0,100
—0,120
—0,140
—0,170
Б
—0,160
-0,200
—0,240
—0,280
—0,340
Примечания: По требованию потребителя допускается изготовлять сталь
промежуточных диаметров с предельными отклонениями по ближайшему меньшему
диаметру.
Сталь 1, 2-й 2а классов точности изготовляют по соглашению изготовителя
с потребителем.
Примечание. Сталь подразделяют по качеству отделки поверхности
на группы: А — Ra < 0,32; Б — Ra < 0,63; В — Ra < 1,25; Г — Ra < 2,5;
Д — допускаются отдельные дефекты механического происхождеиия, макси-
максимальная глубина залегания которых не превышает предельное отклонение
по диаметру; Е — допускаются продольные риски глубиной, не превышающей
половины предельного отклонения по диаметру;
по точности изготовления на классы: 1, 2, 2а, 3, За, 4, 5;
по виду продукции — на прутки, мотки;
по состоянию материала — на термически обработанную — Т и нагар-
тованиую — Н.
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА 81
Продолжение табл. 15
Рекомендуемые размеры и виды продукции в зависимости от группы
отделки поверхности
Группа отделки
поверхности стали
А, Б, В
Г
Д
Е
Диаметр, мм
0,6—5,0
Св. 5,0 до 2,0
2,0—5,0
20—50
Св. 5,0 до 20
5,0—20,0
Св. 20 до 50
0,2—0,4
0,4—0,6
Св. 0,6 до 0,95
Вид продукции
Прутки
Прутки, мотки
Прутки
Прутки, мотки
Прутки
Прутки, мотки, катушки
Мотки, катушки
1. Овальность стали не должна превышать половины предельного откло-
отклонения по диаметру.
2. По требованию потребителя огранка сечения (отклонение от профиля
круга) стали диаметром до 2 мм включительно не должна превышать поло-
половины предельного отклонения по диаметру, а для диаметров более 2 мм —
предельного отклонения по диаметру.
3. Прутки изготовляют следующей длины:
немерные; 0,7—1 м при диаметре 0,2"— 0,6 мм вкл.; 1,0—1,5 м — св. 0,6
до 2,0 мм вкл.; 1,5—2,0 м — св. 2,0 до 3,0 мм вкл.; 1,9—3,5 м — св. 3,0 до
9,0 мм вкл.; 1,9—4,0 м — св. 9,0 мм;
мерной длины или кратные ей с предельными отклонениями по длине
+50 мм.
4. По соглашению изготовителя с потребителем сталь диаметром 10 мм
и более изготовляют в прутках длиной до 6 м вкл.
5. Местная кривизна прутков диаметром до 30 мм вкл. не должна пре-
превышать на 1 м длины 0,5 мм, а для прутков диаметром св. 30 мм для групп:
Г — 0,8 мм и Д — 1,0 мм.
Примеры условных обозначений. Сталь диаметром 5 мм, в прутках,
группы В, 3-го класса точности, термически обработанная марки 20Х>
Пруток 5—В—3—Т—20Х ГОСТ 14955—77
То же, в мотках, нагартованная:
Моток 5—В—3—Н—20Х ГОСТ 14955—77
Сталь диаметром 10 мм, в прутках, группы Б, 2а класса точности, тер-
термически обработанная марки У8:
Пруток 10—Б—2а—Т—У8 ГОСТ 14955—77
82
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА §3
I 6. Полоса стальная горячекатаная (ГОСТ 103—76)
го -
Ширш
лосы
11
12
14
16
18
20
22
25
28
30
32
36
40
45
50
55
60
63
65
70
75
80
85
90
95
100
105
ПО
120
125
130
140
150
160
170
180
190
200
Масса 1 м полосы,
4
0,38
0,44
0,50
0,56
0,63
0,69
0,78
0,88
0,94
,00
1,13
1,26
1,41
1,57
1,73
1,88
1,98
2,04
2,20
2,36
2,51
2,67
2,83
2,98
3,14
3,30
3,45
3,77
3,92
4,08
4,40
4,71
5,02
5,34
5,65
5,97
6,28
П р
5
0,43
0,47
0,55
0,63
0,71
0,78
0,86
0,98
1,10
1,18
1,26
1,41
1,57
1,77
1,96
2,16
2,36
2,47
2,55
2,75
2,94
3,14
3,34
3,53
3,73
3,92
4,12
4,32
4,71
4,91
5,10
5,50
5,89
6,28
6,67
7,06
7,46
7,85
а м е ч
6
0,56
0,66
0,75
0,85
0,94
1,04
1,18
1,32
1,41
1,51
1,70
1,88
2,12
2,36
2,59
2,83
2,97
3,06
3,30
3,53
3,77
4,00
4,24
4,47
4,71
4,95
5,18
5,65
5,89
6,12
6,59
7,06
7,54
8,01
8,48
8,95
9,42
а н и :
7
0,66
0,77
0,88
0,99
1,10
1,21
1,37
1,54
1,65
1,76
1,98
2,20
2,47
2,75
3,02
3,30
3,46
3,57
3,85
4,12
4,40
4,67
4,95
5,22
5,50
5,77
6,04
6,59
6,87
7,14
7,69
8,24
8,79
9,34
9,89
10,44
10,99
8
0,75
0,88
1,00
1,13
1,26
1,38
1,57
1,76
1,88
2,01
2,26
2,51
2,83
3,14
3,45
3,77
3,96
4,08
4,40
4,71
5,02
5,34
5,65
5,97
6,28
6,59
6,91
7,54
7,85
8,16
8,79
9,42
10,05
10,68
11,30
11,93
12,56
i: Масса 1 м
9
—
1,13
1,27
1,41
1,55
1,77
1,98
2,12
2,26
2,54
2,83
3,18
3,53
3,89
4,24
4,45
4,59
4,95
5,30
5,65
6,00
6,36
6,71
7,06
7,42
7,77
8,48
8,83
9,18
9,89
10,60
11,30
12,01
12,72
13,42
14,13
полосы
10
—
1,26
1,41
1,57
1,73
1,96
2,20
2,36
2,51
2,83
3,14
3,53
3,92
4,32
4,71
4,95
5,10
5,50
5,89
6,28
6,67
7,06
7,46
7,85
8,24
8,64
9,42
9,81
10,20
10,99
11,78
12,56
.13,34
14,13
14,92
15,70
И
—
—
1,73
1,90
2,16
2,42
2,59
2,76
3,11
3,45
3,89
4,32
4,75
5,18
5,44
5,61
6,04
6,48
6,91
7,34
7,77
8,20
8,64
9,07
9,50
10,36
10,79
11,23
12,09
12,95
13,82
14,68
15,54
16,41
17,27
вычислены по
12
—
1,51
1,70
1,88
2,07
2,36
2,64
2,83
3,01
3,39
3,77
4,24
4,71
5,18
5,65
5,93
6,12
6,59
7,06
7,54
8,01
8,48
8,95
9,42
9,89
10,36
11,30
11,78
12,25
13,19
14,13
15,07
16,01
16,96
17,90
18,84
14
__
2,2
2,42
2,75
3,08
3,30
3,52
3,96
4,40
4,95
5,50
6,04
6,59
6,92
7,14
7,69
8,24
8,79
9,34
9,89
10,44
10,99
11,54
12,09
13,19
13,74
14,29
15,39
16,48
17,58
18,68
19,78
20,88
21,98
16
2,51
2,76
3,14
3,52
3,77
4,02
4,52
5,02
5,65
6,28
6,91
7,54
7,91
8,16
8,79
9,42
10,05
10,68
11,30
11,93
12,56
13,19
13,82
15,07
15,70
16,33
17,58
18,84
20,10
21,35
22,61
23,86
25,12
номинальным размерал
По требованию потребителя полосы изготовляют толщиной 4,
17X25, 17"хЗО,
19X2J
18
—
3,11
3,53
3,96
4,24
4,52
5,09
5,65
6,36
7,06
7,77
8,48
8,90
9,18
9,89
10,60
11,30
12,01
12,72
13,42
14,13
14,84
15,54
16,96
17,66
18,37
19,78
21,20
22,61
24,02
25,43
26,85
28,26
I. Плот
5 мм всех ширин; ши
, 19X28, 19X34, 23X27, 23x36, 24X32, 24x39,
26X36,
26X44,
кг, при толщине а, мм
20
3,92
4,40
4,71
5,02
5,65
6,28
7,06
7,85
8,64
9,42
9,89
10,20
10,99
11,78
12,56
13,34
14,13
14,92
15,70
16,48
17,27
18,84
19,62
20,41
21,98
23,55
25,12
26,69
28,26
29,83
31,40
22
4,84
5,16
5,53
6,22
6,91
7,77
8,64
9,50
10,36
10,88
11,23
12,09
12,95
13,82
14,68
15,54
16,41
17,27
18,13
19,00
.20,72
21,59
22,45
24,18
25,90
27,63
29,36
31,09
32,81
34,54
25
—
6,28
7,06
7,85
8,83
9,81
10,79
11,78
12,36
12,76
13,74
14,72
15,70
16,68
17,66
18,64
19,62
20,61
21,59
23,55
24,53
25,51
27,48
29,44
31,40
33,36
35,32
37,29
39,25
ность стали принята t
риной ?
27x34,
28
—
—
—
8,79
9,89
10,99
12,09
13,19
13,85
14,29
15,39
16,48
17,58
18,68
19,78
20,88
21,98
23,08
24,18
26,38
27,48
28,57
30,77
32,97
35,17
37,37
39,56
41,76
43,96
>авной
6 мм при толщине до
28Х 17,
32X39,
34X24
30
—
—
—
9,42
10,60
11,78
12,95
14,13
14,84
15,31
16,48
17,66
18,84
20,02
21,20
22,37
23,55
24,73
25,90
28,26
29,44
30,62
32,97
35,32
37,68
40,04
42,39
44,74
47,10
32
—
—
—
—
10,05
11,30
12,56
13,82
15,07
15,83
16,33
17,58
18,84
20,10
21,35
22,61
23,86
25,12
26,38
27,63
30,14
31,40
32,66
35,17
37,68
40,19
42,70
45,22
47,73
50,24
7,85 г/см3.
36
—
—
—
—
12,72
14,13
15,54
16,96
17,80
18,37
19,78
21,20
22,61
24,02
25,43
26,85
28,26
29,67
31,09
33,91
35,32
36,74
39,56
42,39
45,22
48,04
50,87
53,69
56,62
36 мм вкл.] размерами
40
_
—
—
—
—
—
15,70
17,27
18,84
19,78
20,41
21,98
23,55
25,12
26,69
28,26
29,83
31,40
32,97
34,54
37,68
39,25
40,82
43,96
47,10
50,24
53,38
56,52
59,66
62,80
8X17,
45
—
—
—
—
—
—
—
21,20
22,25
22,96
24,73
26,49
28,26
30,03
31,79
33,56
35,32
37,09
38,86
42,39
44,16
45,92
49,46
52,99
56,52
60,05
63,58
67,12
70,65
12X27,
50
—
—
—
—
—
—
—
—
—
24,73
25,51
—
—
31,40
33,36
35,32
37,29
39,25
41,21
43,18
47,10
49,06
51,02
54,95
58,88
62,80
66,72
70,65
74,58
78,50
13X22,
56
—
—
—
—
—
—
—
—
—
—
—
35,17
37,36
39,56
41,76
43,96
46,16
48,35
52,75
54,95
57,14
61,54
65,94
70,33
74,73
79,12
83,52
87,92
13X25,
60
— j
—
—
—
—
—
—
—
—
—
—
—
—
40,04
42,39
44,74
47,10
49,46
51,81
56,52
58,88
61,23
65,94
70,65
75,36
80,07
84,78
89,49
94,20
15X25,
84
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 16
Предельные отклонения по ширине и толщине полос (мм) общего назначения
и полос для горячей штамповки гаек
Толщина полосы
4-6
Св. 6 до 16
» 16 » 25
» 25 » 32
36; 40
45; 50
Св. 50 до 60
Предельные откло-
отклонения по толщине
полосы
повы-
повышенной
точности
+0,2
—0,3
+0,2
—0,4
+0,2
-0,6
+0,2
—0,7
+0,2
—1,0
+0,2
— 1,5
+0,2
— 1,8
нор-
нормальной
точности
+0,3
—0,5
+0,2
—0,5
+0,2
0,8
+0,2
— 1,2
+0,2
— 1,6
+0,3
—2,0
+0,3
-2,4
Ширина полосы
11—60
63; 65
70; 75
80; 85
90; 95
100; 105
ПО
120; 125
130—150
Св. 150 до 180
» 180 » 200
Предельные откло-
отклонения по ширине
полосы
повы-
повышенной
точности
+0,3
-0,9
+0,3
— 1Д
+0,3
—1,3
+0,5
-1,4
+0,6
— 1,6
+0,7
— 1,8
+0,8
—2,0
+0,9
—2,2
+ 1,0
—2,4
+ 1,2
—2,5
+ 1,4
—2,8
нор-
нормальной
точности
+0,5
— 1,0
+0,5
— 1,3
+0,5
— 1,4
+0,7
— 1,6
+0,9
—1,8
+ 1,0
—2,0
+ 1,0
—2,2
+ 1,1
—2,4
+ 1,2
-2,8
+ 1,4
3,2
+ 1,7
—4,0
1. По точности прокатки полосы изготовляют повышенной точности — А,
нормальной точности — Б.
2. Полосы изготовляют длиной от 3 до Юм — из углеродистой стали
обыкновенного качества, низколегированной и фосфористой; от 2 до 6 м —
из углеродистой качественной и легированной стали; по требованию потре-
потребителя —до 12 м.
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА
Продолжение табл. 16
3. Предельные отклонения по длнне полос мерной длнны н кратной ей,
не должны превышать +30 мм для полос длиной до 4 м, +50 мм — св. 4 до 6 м,
+70 мм — для полос длиной св. 6 м, +200 мм — для полос, получаемых
со штрипсовых станов.
Предельные отклонении по толщине и ширине *
полос (мм) для холодной штамповки гаек
Толщина полосы
5
От 6 до 12
14; 16
18
Предельные отклонения
по толщине полосы
±0,2
±0,3
+0.3
—0,4
±0,4
* При ширине полосы 11 — 36 мм предельные
отклонения по ширине ±0,4.
4. По соглашению изготовителя с потребителем полосы изготовляют
в рулонах.
5. Притупление углов полос не должно превышать 0,2 толщины, но
не более 3 мм.
6. Серповидность полосы не должна превышать 0,2 % длины — для
полос класса 1 и 0,5 % длины — для полос класса 2. По соглашению изго-
изготовителя с потребителем допускается изготовлять полосы с серповндностью
до 0,8 % любой измеряемой длины.
Примеры условных обозначений. Полоса для холодной штамповки гаек
нормальной точности прокатки Б, с серповидностью по классу 2, толщиной
10 мм и шириной 22 мм из стали марки СтЗкп:
Щ—Б—2 10X22 ГОСТ 103—76
П0Л0Са СтЗ кп ГОСТ 6422-76
То же, повышенной точности прокатки А, с серповидностью по классу 1,
толщиной 10 мм и шириной 22 мм, из стали марки 09Г2:
А—1 10X22 ГОСТ 103—76
Полоса
09Г2 ГОСТ 535—79
Примечание. При маркировке полос для холодной штамповки
гаек в условном обозначении дополнительно указывается буква Ш.
86
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
17. Сталь полосовая горячекатаная н
кованая инструментальная, мм
(ГОСТ 4405—75)
Продолжение табл. 17
л
у
о
О
С
К
ЕС
сеч
Размеры
(sxfe)
3X12
3X20
3X25
3X30
4X10
4X12
4X14
4X15
4X16
4X18
4X20
4X25
4X30
4X35
4X40
4X45
5X10
5X12
5X14
5X15
5X16
5X20
5X25
5X30
5X35
5X40
5X45
6X10
6X12
6X14
6X16
6X18
6X20
6X22
6X25
6X28
6X30
6X35
6X40
6X45
Предель-
Предельные
от-
клонеиия
(плюсо-
(плюсовые
го-
рячека-
таиой
полосы
по тол-
толщине
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,4
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
по ши-
ширине
0,8
1,0
1,3
1,3
0,8
0,8
0,8
0,8
1,0
1,0
1,0
1,3
1,3
1,8
1,8
1,8
0,8
0,8
0,8
0,8
1,0
1,0
1,3
1,3
1,8
1,8
1,8
0,8
0,8
0,8
1,0
1,0
1,0
1,0
1,3
1,3
1,3
1,8
1,8
1,8
юсы
о
с
к
X
о
сеч
Размеры
(sxb)
6X50
6X60
6X65
7X12
7X14
7X18
7X30
7X35
7X40
8X12
8X14
8X16
8X18
8X20
8X22
8X25
8X27
8X30
8X35
8X40
8X45
8X50
8X60
8X65
8X80
8X100
8X120
9X25
9X30
10X14
10X16
10X18
10X20
10X25
10X30
10X35
10X40
10X45
10X50
юхбо
Предель-
Предельные
от-
клонения
(плюсо-
(плюсовые
го-
рячека-
таиой
ПОЛОСЫ
по тол-
толщине
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
по ши-
ширине
2,0
2,2
2,6
0,8
0,8
1,0
1,3
1,8
1,8
0,8
0,8
1,0
1,0
1,0
1,0
1,3
1,3
1,3
1,8
1,8
1,8
2,0
2,2
2,6
2,8
3,0
3,5
1,3
1,3
0,8
1,0
1,0
1,0
1,3
1,3
1,8
1,8
1,8
2,0
2,2
О
о
с
в
X
У
о
а
Си
й) —.
Е-о
is.
10X65
10X80
10X90
10X100
10X120
10X140
10X160
12X16
12X20
12X22
12X25
12X28
12X30
12X35
12X40
12X45
12X50
12X60
12X65
12X75
12X90
12X100
12X120
12X140
12X160
14X16
14X20
14X22
14X25
14X30
14X35
14X40
Предель-
Предельные
OT-
OTклоиення
(плюсо-
(плюсовые
TO-
рячека-
таной
полосы
о
Ь CD
§|
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
IS
э
ЕС
о а
с а
2,6
2,8
3,0
3,2
3,5
4,0
4,5
1,0
1,0
1,0
1,3
1,3
1,3
1,8
1,8
2,0
2,0
2,2
2,6
2,8
3,0
3,2
3,5
4,0
4,5
1,0
1,0
1,0
1,3
1,3
1,8
1,8
ЮСЫ
о
с
К
К
X
ЕГ
й>
О
a
а.
QJ .—.
is.
15X22
15X40
16X20
16X22
16X25
16X30
16X32
16X35
16X38
16X40
16X45
16X50
16X60
16X65
16X80
16X100
16X130
16X160
18X22
18X25
18X27
18X30
18X34
18X35
18X42
18X60
20X22
20X25
20X30
20X32
20X35
20X38
Предель-
Предельные
OT-
OTклонеиия
(плюсо-
(плюсовые)
TO-
рячека-
таной
полосы
ь о
X
0,7
0,7
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
IS
а
О)
к
о s
С О-
1,0
1,8
1,0
1,0
1,3
1,3
1,8
1,8
1,8
1,8
2,0
2,0
2,2
2,6
2,8
3,2
3,7
4,5
1,0
1,3
1,3
1,3
,8
1,8
1,8
2,2
1,3
1,3
1,3
1,8
1,8
1,8
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА
87
Продолжение табл. 17
Продолжение табл. 17
Размеры
сечения
полосы
(sxb)
20X40
20X45
20X47
20X50
20X60
20X70
20X80
20X90
20Х 100
20X120
20Х Ш0
20Х 180
22X30
22X35
22X45
22X50
24X45
24X65
25X30
25X35
25X38
25X40
25X50
25X55
25X60
25X75
25X80
25X85
25X100
25X110
25X135
25Х 100
25X200
30X35
30X40
30X45
30X56
30X60
30X90
30X95
Предельные
отклонения
(плюсовые) полосы
горяче-
горячекатаной
по
тол-
толщине
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
—
—
1,0
1,0
1,0
1,2
1,2
1,2
1,2
по
ши-
ширине
1,8
2,0
2,0
2,0
2,2
2,6
2,8
3,0
3,2
3,5
4,5
4,8
1,3
1,3
1,8
2,0
2,0
1,3
1,8
1,8
1,8
2,0
2,0
2,2
—
—
—
4,0
4,5
5,0
1,8
1,8
2,0
2,0
—
кованой
по
тол-
толщине
"со
1,3
1,3
1,3
1,3
1,3
1,3
1,3
1,3
—
1,3
1,3
1,3
1,3
—
_
—
1,5
1,5
1,5
1,5
1,5
1,5
1,5
_
1,8
1,8
1,8
1,8
1,8
1,8
по
ши-
ширине
2,0
2,3
2,5
2,5
3,0
3,5
4,0
4,0
4,0
—
—
—
—
2,0
2,5
2,3
3,5
—
_
2,5
3,0
3,5
4,0
4,0
4,0
4,0
¦ _
2,0
2,3
2,5
3,0
4,0
4,0
Размеры
сечения
полосы
[sxb)
ЗОХ 100
30X110
ЗОХ 120
ЗОХ 125
ЗОХ 130
ЗОХ 150
ЗОХ 170
ЗОХ 180
30X200
32X160
35X50
35X55
35X60
35X65
35X70
35X75
35X80
35Х 120
35Х 145
40X60
40X80
40Х 100
40Х 120
40Х 160
40X200
40X210
40X300
45X80
45X90
50Х 100
50Х 150
50Х 160
50X175
50X200
50X250
55X80
60X80
60X90
60Х 120
60X150
Предельные
отклонения >
(плюсовые) полосы
горяче-
горячекатаной
по
тол-
толщине
—
—
—
—
—
1,2
1,2
1,2
—
—
—
—
—
—
—
—
—
1,8
1,8
—
—
—
_
—
—
—
—
по
ши-
ширине
—
—
4,5
4,8
5,0
—
—
—
_
—
—
—
—
5,0
7,0
—
—
_
—
.
кованой
по
тол-
толщине
l!§
1,8
1,8
1,8
1,8
—
—
—
1,8
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
—
2,1
2,1
2,5
2,5
2,5
2,5
2,5
2,5
3,0
4,0
4,0
4,0
4,0
по
ши-
ширине
4,0
4,0
5,0
5,0
5,0
6,0
—
—
—
7,0
2,5
2,7
3,0
3,5
3,5
3,5
4,0
5,0
6,0
3,0
4,0
4,0
5,0
7,0
8,0
—
—
4,0
4,0
4,0
6,0
7,0
7,0
8,0
8,0
4,0
4,0
4,0
5,0
6,0
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 17
Размера
сечения
полосы
UX Ь)
60X180
60X240
60Х 300
75Х 100
75Х 125
75X150
75X200
75X250
75Х 300
80Х 300
Предельные отклонения
(плюсовые) полосы
горяче-
горячекатаной
по тол-
толщине
—
—
-
по ши-
ширине
—
—
—
кованой
по тол-
щние
4,0
4,0
4,0
5,0
5,0
5,0
5,0
5,0
5,0
5,0
по шн-
рнне
8,0
12,0
15,0
5,0
6,0
7,0
10,0
12,0
15,0
15,0
м е ч а н и я: Допускает -
ся выпуклость (бочкообразность)
или вогнутость узких граней.
пуклость не должна выводить
лосу по
ширнне за предельное
клонеиие, а вогнутость — за
делы номинального размера.
По
с изготс
Вы-
по-
от-
пре-
:огласованию потребителя
>вителем могут нзготавли-
ваться полосы других размере
в.
Длина выпускаемой полосовой
инструментальной стали, м
Сталь
Углеродистая и
легированная
Быстрорежущая
Горяче-
Горячекатаная
2,0—6,0
1,5—6,0
Кова-
Кованая, не
менее
1,5/1,0
1,5/1,0
Примечание. В числителе
даны значения длин при шнрнне
ДО 50 мм, в знаменателе — св.
50 мм.
Продолжение табл.
Предельные отклонения (мм)
по длине полос мерной длины
н кратной ей
17
Длниа
полосы, м
До 4
Св. 4 до 6
» 6
Горяче-
Горячекатаная
+30
+50
+70
Кованая
+ 100
—50
1. Полосы должны быть с остры-
острыми кромками. Допускается притуп-
притупление кромок, не превышающее
0,15 толщины.
2. Серповидность полосы не дол-
должна превышать 0,5 % длины. По
согласованию потребителя с изго-
изготовителем может быть изготовлена
полоса с меньшей серповидностью.
3. Отклонение от плоскостности
полосы не должно превышать
0,5 % длины. По заказу потреби-
потребителя должна изготовляться полоса
с отклонением от плоскостности,
не превышающем 0,2 % длины.
4. Ромбовидность полосы не дол-
должна превышать предельных откло-
отклонений на ширину.
Пример условного обозначения по-
полосовой стали марки Р18, толщи-
толщиной 14 мм, шириной 40 мм:
Полоса
14X40 ГОСТ 4405—75
Р18 ГОСТ 19265—73
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА
89
18. Сталь горячекатаная шестигранная
(ГОСТ 2879—69)
Продолжение табл. 18
Диаметр а
вписанного
круга, мм
8; 9
10; 11; 12; 13;
14; 15; 16; 17;
18; 19
20; 21; 22; 24;
25
26; 28; 30; 32;
34; 36; 38; 40;
42; 45; 48
50; 52; 55
60; 63; 65; 70;
75
80; 85; 90; 95
100
Предельные откло-
отклонения по размеру
а, мм, при точно-
точности прокатки
обычной
+0,3
—0,5
+0,4
-0,5
+0,4
—0,7
+0,4
—1,0
+0,5
— 1,1
+0,5
— 1,3
+0,6
— 1,7
повы-
повышенной
+0,1
—0,3
+0,2
-0,3
+0,2
—0,4
+0,2
—0,6
+0,2
—0,9
+0,3
— 1,0
+0,4
— 1,2
+0,5
— 1,5
Примечания: По требова-
требованию потребителя допускается по-
поставка шестигранной стали сле-
следующих размеров: 23, 27, 29, 41,
43, 44, 46, 53, 56, 57 и 67 мм с пре-
предельными отклонениями, указан-
указанными в таблице по ближайшему
меньшему размеру.
По соглашению сторон шести-
шестигранная сталь поставляется разме-
размером более 100 мм.
По соглашению изготовителя
с потребителем прутки размером
до 20 мм изготовляют в мотках.
1. Настоящий стандарт распро-
распространяется на углеродистую, леги-
легированную и высоколегированную
сталь шестигранного сечения.
2. По длине шестигранная сталь
поставляется немерной длины в пре-
пределах 2—6 м; мерной длины до 6 м;
длины, кратной мерной.
3. Предельные отклонения по
длине для шестигранной стали мер-
мерной или длины, кратной мерной,
не должны превышать +30 мм при
длине до 4 м; +50 мм — при длине
4—6 м; +70 мм — при длине
св. 6 м.
4. Разность между гранями про-
проката в одном и том же сечении не
должна превышать 75 % суммы
предельных отклонений.
5, Притупление углов шестигран-
шестигранной стали не должно превышать:
1,0 мм — для а = 8-т- 14 мм;
1,5 мм — для а= 15н-25 мм;
2,0 мм — для а = 26-ь 55 мм;
3,0 мм — для а = 60 мм и выше.
6. Местная кривизна прутков из
шестигранной стали не должна пре-
превышать 5 мм на 1 м длины; общая
кривизна не должна превышать
произведения предельной местной
кривизны 1 м длины на длину прут-
прутка в метрах. По соглашению сторон
могут поставляться прутки, кри-
кривизна которых не превышает 2 мм
на 1 м длины.
7. Пруток шестигранной стали
должен быть отрезан под прямым
углом.
8. Скручивание прутка шести-
шестигранной стали вокруг продольной
оси не допускается.
90
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
19. Сталь калиброванная шестигранная (ГОСТ 8560—7&; СТ СЭВ Ш7—82)
t
Диаметр а
вписанного
круга
(размер
«под ключ»),
мм
3,0
3,2
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
8,0
9,0
10,0
11,0
12,0
13,0
14,0
15,0
16,0
17,0
18,0
19,0
20,0
20,8
21,0
22,0
24,0
25,0
26,0
¦ 27,0
28,0
30,0
32,0
34,0
36,0
1 38,0
40,0
41,0
42,0
45,0
46,0
Предельные отклонения (мм)
в зависимости от поля
ftlO
—0,040
—0,048
—0,058
—0,070
—0,084
—0,100
ftll
—0,060
—0,075
—0,090
—0,110
—0,130
. —0,160
допуска
М2
—0,100
—0,120
—0,150
—0,180
—0,210
—0,250
Площадь
поперечного
сечення,
мм2
7,79
8,87
10,61
13,86
17,54
21,65
26,20
31,8
36,59
42,44
55,43
70,15
86,60
104,8
124,7
146,4
169,7
194,9
221,7
250,3
280,6
312,6
346,4
374,7
381,9
419,2
498,8
541,3
585,4
631,3
679,0
779,4
886,8
1001,0
1122,0
1251,0
1386,0
1456,0
1527,0
1754,0
1833,0
Линейная
ПЛОТНОСТЬ,
кг/м
0,061
0,07
0,083
0,109
0,138
0,170
0,206
0,245
а, 287
0,333
0,435
0,551
0,680
0,823
0,979
1,150
1,330
1,530
1,740
1,960
2,200
2,450
2,720
2,940
3,000
3,290
3,920
4,250
4,600
4,960
5,330
6,120
6,96
7,86
8,81
9,82
10,88
11,40
11,99
13,77 .
14,40
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА Q\
Продолжение табл. 19
Диаметр а
вписанного
круга
(размер
«под ключ»),
мм
48,0
50,0
5J.0
55,0 ¦
56,0
60,0
63,0
65,0
70,0
75,0
80,0
85,0
90,0
95,0
100,0
Предельное отклоиевие (мм)
в зависимости от поля допуска
А10
—0,100
—0,120
—
—
fell
—0,160
—0,190
—0,190
—0,220
—0,250
—0,300
-0,300
—0,350
Площадь
поперечного
сечевня,
мм2
2000,0
2165,0
2433,0
2620,0
2715,0
3118,0
3437,0
3659,0
4244,0
4871,0
5542,0
6257,0
7015,0
7816,0
8660,0
Линейная
ПЛОТНОСТЬ,
кг/м
15,66
17,00
19,1
20,6
21,3
24,5
27,0
28,7
33,3
38,2
43,5
49,1
55,1
61,4
68,0
Примечания: По требованию потребителя калиброванную сталь изго-
изготовляют других размеров, не указанных в таблице. Предельные отклонения в этом
случае должны соответствовать нормам, установленным для ближайшего большого
диаметра.
Сталь с полем допуска ft 12 изготовляют до 1 января 1986 г.
Плотность стали принята равной 7,85 г/см3.
Предельная кривизна в зависимости от поля допуска
Размер
прутков, мм
До 25
Св. 25 до 50
» 50
На 1 м длины, мм
А10 и ftll
2
1
1
ftl2
3
2
1
На полную длину, %
ftlO и ftll
0,2
0,1
0,1
ftl2
0,3
0,2
0,1
1. Шестигранную сталь изготовляют в прутках. По требованию потре-
потребителя сталь изготовляют в мотках.
2. Прутки изготовляют длиной от 2 до 6,5 м. По требованию потреби-
потребителя прутки изготовляют больших длин.
3. Предельные отклонения по длине прутков мерной длины и кратной ей
не должны превышать: +30 мм — при длине прутков до 4 м; +50 мм —
св. 4 м.
4. Скручивание прутков на 1 м длины не должно превышать 3°, По тре-
требованию потребителя видимое скручивание прутков вокруг продольной
оси не допускается.
5. Рез прутка должен быть под прямым углом к его продольной оси.
Допускаемая косина реза не должна превышать: 0,17а — при размере прут-
прутков до 16 мм; 3 мм — св. 16 до 30 мм; 5 мм — св. 30 мм.
6. Радиус г закругления кромок не должен превышать 0,5 мм для прут-
прутков а ^ 25 мм. Для прутков размером а > 25 мм для 1-й категории г <; 0,5 мм,
для 2-й категории г ^ 1,0 мм.
92
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
20. Сталь прокатная для напильников, рашпилей, зубил и крейцмейселей
(ГОСТ 5210—82)
Номер профиля и размеры поперечного сечения, мм
b
h
12
3
12,5
3,5
16
4
21
5
25
6,5
30
7
34
7,5
35
7,5
39
8
39
9
44
9
48
10
-S3
k
11
4
11
5,5
12,5
4
16
4,5
21
6
25
7
30
8,5
35
10
40
11
45
13
d
4
5
6
7,5
8
10
12
14
15
16
18
b
-S3
4
5
6
8
10
12
14
15
16
18
b
7,5
8
9
10
11
12
13
15
18
21
24
27
h
13
3
14
5
15
3,5
18
4
22
5
27
6,5
33
7,5
b
k
12,5
3,25
16
4
19
5
25
6,5
32
8
-S3
h
18
3
b
h
hi
22 | 27
5,5 | 7
4 1 5
СОРТОВОЙ ПРОКАТ. СОРТАМЕНТ РАЗЛИЧНЫХ ВИДОВ ПРОКАТА 93
Продолжение табл. 20
Номер профиля и размеры поперечного сечения, мм
ь
h
с
19
5
1,5
24
7
1,5
b
h
R
12
8
6
16
10
8
20
12
10
25
16
12
32
20
16
1. Профили № 1—10 по точности изготовления подразделяют на группы:
высокой точности — А, повышенной точности — Б; обычной точности — В.
2. Предельные отклонения по размерам поперечного сечения для про-
профилей № 1—10 должны соответствовать данным, приведенным ниже.
Точной?ь
изготовления
(группа)
Предельные отклонения, мм, по размерам
d и
До 12
св. 12
до 22
св. 22
h, h, и с
до 3,5
св. 3,5
До 6
св. 6
А
Б
В
+0,2
+0,3
+0,4
+0,3
+0,4
+0,6
+0,6
+0,9
+0,2
+0,25
+0,3
+0,2
+0,3
+0,4
+0,35
+0,5
Предельные отклонения по размерам поперечного сечения профиля № 11
не должны превышать величин: ij'o мм — ПРИ ^ ^ 32 мм; jlo's мм — ПРИ
h = 20 мм; +q'j mm — при h ^ 16 мм.
3. Профили изготовляют длиной кратной или мерной ей от 2 до 6 м.
Допускается изготовление профилей не короче 1,5 м в количестве не
более 10 % массы партии.
Предельные отклонения по длине прутков не должны превышать плюс
50 мм.
4. Кривизна прутков не должна превышать: для профилей № 3 и 4 —
0,5 % длины; № 5, 7 и 10 — 0,6 % длины; № 1 по плоскости — 0,5 %, по
ребру — 0,2 % длины; № 2, 6, 8 и 9 по плоскости — 0,6 %, по ребру — 0,2 %
длины; № 11 по плоскости — 0,6 %, по ребру — 0,4 % длины.
5. Радиусы закругления ребер профилей не должны превышать 0,5 мм.
6. У ромбических профилей № 7 и 10 разность сторон, образующих
тупой угол, не должна превышать 0,5 мм.
7. Отклонения от правильной геометрической формы поперечного се-
сечения профиля должны быть в пределах, не превышающих допускаемые от-
отклонения по размерам. Вогнутость плоскостей не допускается.
Пример условного обозначения профиля № 1, размером (Ь X К) 12X3,
стали марки У13, точности изготовления по группе А:
Профиль № 1 — 12X3—А—У13 ГОСТ 5210—82
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
3. ЗАГОТОВКИ,
ПОЛУЧАЕМЫЕ НА МАШИНАХ
НЕПРЕРЫВНОЙ РАЗЛИВКИ.
СОРТАМЕНТ
21. Заготовке стальные непрерывно-
литые квадратные н прямоугольные
(ТУ 14-1-3348—82)
Продолжение табл. 21
Параметр
Поперечное сече-
сечение, мм:
толщина
ширина
длина
Предельные от-
отклонения раз-
размеров поперечного
сечения, %:
по толщине
по ширине
по длине
Выпуклость и во-
вогнутость граней
Разность диагона-
диагоналей по сечению
заготовки
Кривизна заготов-
заготовки
Косина реза (мм)
при стороне, мм:
100
100—250
св. 250
Значение
80—400
80—500
2 500—12 000
±3
±3
По согласо-
согласованию
Не более
полусуммы
предельных
отклонений
по толщине
Не более
0,7 суммы
предельных
отклонений
по толщине
Не более
0,5 ее длины
Не более 6,0
» » 8,0
» » 15,0
Материал: стали углероди-
углеродистые, легированные, со специаль-
специальными свойствами по
ГОСТ 380—71, ГОСТ 801—78,
ГОСТ 1050—74, ГОСТ 1414—75,
ГОСТ 5520—79, ГОСТ 5521—76,
ГОСТ 11036—75,
ГОСТ 19282—73,
ГОСТ 20072—74,
ГОСТ 21427.0—75,
ГОСТ 21427.1-83.
На поверхности заготовок
не допускаются наплывы, пле-
плены, трещины, пузыри, шлако-
шлаковые включения. Дефекты по-
поверхности удаляют пологой за-
зачисткой глубиной не более 10 %
размера грани, но не св. 25 мм,
и шириной, превышающей глу-
глубину не менее чем в 6 раз.
22. Слитки из алюминия и
алюминиевых деформируемых сплавов
Круглые слитки
(длиной до 6000 мм)
Диаметр
100—150
150—200
200—300
300—500
500—800
Предель-
Предельные
отклонения
по диаметру
груп-
группа 1
+ 1
—2
+2
—2
+2
—3
+2
—4
+3
—5
груп-
группа 2
+2
—3
+2
—4
+3
—5
+ 4
—6
+ 5
—7
Предельные
отклонения
по длине
+5
+6
+7
+ 10
+ 12
ПРЕССОВАННЫЕ ПРОФИЛИ. СОРТДКЕНТ. МЕХАНИЧЕСКИЕ СВОЙСТВА
Продолжение табл. 22
Прямоугольные слжтк»
Толщина
A00-ь
-200)+5
B00ч-
н-400)+6
Ширина
D00н-
-г800)+?
(800-н
^1500)+^°
Длина
До
6000+20
До
6000+30
Квадратные слитки
Сторона
(90н- 160) ±5
Длина
До
4000+10
Наиболь-
Наибольший
радиус
закругле-
закругления углов
20
Слитки из алюминия и алю-
алюминиевых деформируемых спла-
сплавов делят на группы: 1. алю-
алюминий марок А97, А95, А85,
А7, А5, А5Е, АО и алюминиевые
сплавы AMrl, АМц, АМцС;
2: сплавы АМг2, АМгЗ, АМН,
АМг5, АМгб," АДЗЗ, АД35,
АКМ, АК4, Д1, Д16, ВАК-4,
В95, В95-2, АКМц, 1915, 1925.
Продолжение табл. 23
4. ПРЕССОВАННЫЕ
ПРОФИЛИ. СОРТАМЕНТ.
МЕХАНИЧЕСКИЕ СВОЙСТВА
23. Профили стальиые фасонные
горячепрессованные (ТУ 3-752—77)
Параметр
Площадь поперечно-
поперечного сечения, мм?
Значение
400,0—
3000,0
Параметр
Диаметр описанной
- окружности, мм
Минимальная толщи-
толщина элемента профиля,
мм
Отношение длины эле-
элемента профиля к его
минимальной толщи-
толщине
Отношение площади
элемента к площади
поперечного сечения
профиля
Максимальное отно-
отношение глубины паза
к его ширине
Радиусы закругле-
закругления минимальные,
мм:
наружные
внутренние
Предельные отклоне-
отклонения размеров, мм:
5,0—20,0
21,0—80,0
Св. 80,0
Предельные отклоне-
отклонения угловых разме-
размеров, градусы
Местная кривизна на
длине 1,0 м, мм
Значение
30,0—130,0
5,0
2,0—5,0
Не менее
0,03
Не более
0,7
1,5
5,0
±0,5
+ 1,5;-0,5
+ 1,5;—1,0
±1,0
Не более
3,0
96
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 23
Параметр
Скручивание вдоль
продольной оси на
длине 1,0 м, градусы
Длина, м
Значение
Не более
3,0
2,0—8,0
Материал: стали конструк-
конструкционные по ГОСТ 1050—74,
ГОСТ 4543—71, ГОСТ 14959—79,
инструментальные по
ГОСТ 1435—74, ГОСТ 5950—73,
быстрорежущие по
ГОСТ 19625—73, коррозионно-
стойкие и жаропрочные по
ГОСТ 5632—72.
Профили поставляют без
термообработки с высоким от-
отпуском — из конструкционных
и инструментальных сталей, с
закалкой — из коррозионно-
стойких сталей.
На поверхности профилей до-
допустимы мелкие волосовины глу-
глубиной не более 0,2 мм, поверх-
поверхностные плены, раковины, пу-
пузыри, следы смазочного мате- •
риала, риски, глубина которых
не превышает половину допуска.
В макроструктуре излома или
протравленных темплетов про-
профилей недопустимы усадочные
раковины, рыхлоты, пузыри,
трещины, расслоения, флокены,
шлаковые включения, видимые
невооруженным глазом.
24. Профили прессованные
из алюминия и алюминиевых сплавов
(ГОСТ 8617—81)
Параметр
Площадь поперечного
сечения, см?
Диаметр описанной ок-
окружности, мм
Минимальная толщина
элемента профиля, мм
Минимальный радиус
скругления, мм
Предельные отклонения:
радиусов скругления,
угловых размеров по-
поперечного сечения (гра-
(градусы) при ширине
меньшей полки, мм:
до 100,0
св. 100,0
Кривизна (мм) на длине
1,0 м при толщине полок
и стенок, мм:
4,0—10,0
св. 10,0
Скручивание вдоль про-
продольной оси на длине
1,0 м (градусы) при ши-
ширине базовой поверхно-
поверхности, мм:
Длина (м) при площади
поперечного сечения,
см?;
до 0,8
св. 0,8—1,5
» 1,5 до 200,0
Значение
ДО
св.
св.
50
50
200
0
0
0
ДО
ДО
200,0
350,0
» 3
» 2
» 1
До 200, (
» 350
1,0
0,5
±10
±3
±2
До 4,0
» 3,0
1,0—6,0
1,0—8,0
1,0—10,01
ПРЕССОВАННЫЕ ПРОФИЛИ. СОРТАМЕНТ. МЕХАНИЧЕСКИЕ СВОЙСТВА 97
25. Предельные отклонения размеров (±> мм), охватывающих монолитный металл
<рис. 1)
Н'9,5..Л50 Н'6,0...90.0 Н=17..70
В'6,0.„170 В'29fl...300,0 В-50...110
S4,0...75.0 5,,S-1,5.. .12,0 А-18...ЭЗ
SS15
Рис. 1. прессованные профили из алюми-
алюминиевых и магниевых сплавов
Номинальный размер
поперечного сечеиня,
MN
До 1,5
Св. 1,5
» 3,0
» 6,0
» 10,0
» 15,0
» 30,0
» 50,0
» 75,0
» 100,0
» 150
» 200,0
» 250,0
» 300,0
i
до 3,0
» 6,0
» 10,0
» 15,0
» 30,0
» 50,0
» 75,0
» 100,0
» 150,0
» 200,0
» 250,0
» 300,0
» 350,0
ПримечаиР
сплавов АМц, АМцС
1915, ВД1, АВД1-1,
Отклонения по толщине полок при
описанной окружности, мь
о
СО
О
с?
0,15
0,20
0,25
0,30
0,35
0,45
—
—
—
—
—
—
—
—
0
0
0
0
0
0
0
е. Для
АМг2,
А КМ.
о
<п
I
о
,20
,25
,30
,35
,40
,50
,60
—
—
—
—
—
—
—
0
0
0
0
0
0
0
0
о
о
1
о
<о
,25
,30
,35
,40
,45
,50
,60
,70
—
—
—
—
—
—
0
0
0
0
0
0
0
0
1
профилей из
АМгЗ, АД31,
о
I
""
30
35
40
50
60
70
80
90
10
—
—
—
—
о
о
CN
1
О
ю
—
0,35
0,40
0,45
0,55
0,65
0,75
0,85
0,95
1,20
—
—
—
—
о
СМ
О
о
—
—
0,45
0,50
0,55
0,65
0,75
0,85
0,95
—
—
—
—
—
диаметре
i
о
о
СО
1
О
ю
<м
—
—
—
0,50
0,60
0,70
0,80
0,90
—
—
—
—
—
—
алюминия АД0, АД1,
АДЗЗ, АД35, АВ, Д1
О
ю
СО
1
о
о
СО
—
—
0,50
0,60
0,70
0,80
0,90
—
—
—
—
—
—
Отклонение
по другим
размерам
0
0
0
0
0
0
0
0
0
1
1
1
1
2
15
20
30
35
,40
,45
,60
,70
,85
,10
,30
,60
,90
,20
АД, алюмнииевых
Д16, В95, АК6,
4 П/р Е. И. Семенова
98
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
26. Предельные отклонения размеров (±, мм), охватыва-
охватывающих монолитный металл вместе с полым пространством
(рис. 2)
Рис. 2. Размеры, ох-
охватывающие полые
профили из алюми-
алюминиевых и магниевых
сплавов
Номинальный размер
поперечного сечения,
мм
До 10,0
Св. 10,0 до 25,0
» 25,0 » 50,0
» 50,0 » 75,0
» 75,0 » 100,0
» 100,0
Расстояние X до ближайшей
поперечной стенки, мм
до 20
1,1
1,2
1,4
2,0
2,1
2,2
СИЛ
С* СО
ss
l.t
2,1
2,4
2,6
2,7
2,8
Ю О
СОЮ
§§
2,2
2,4
2,6
2,9
3,1
3,2
ою
Ю (О
SS
2,8
3,0
3,2
3,4
3,6
3,8
Ю О
to оо
за
3,4
3,6
3,8
4,0
4,2
4,5
св. 80
до 100
3,6
3,8
4,0
4,2
4,4
4,5
27. Предельные отклонении
Номинальный размер
поперечного сечення,
мм
До 1,5
Св. 1,5 до 3,0
» 3,0 » 6,0
» 6,0 » 10,0
» 10,0 » 15,0
» 15,0 » 30,0
» 30,0 » 50,0
» 50,0 » 75,0
» 75,0 » 100,0
» 100,0 » 150,0
» 150,0 » 200,0
» 200,0 » 250,0
» 250,0 » 300,0
» 300,0 » 350,0
(мм) размеров профиле!
i из сплавос
Отклонения по толщине полок при
описанной окружности, мм
о
о
0,20
0,30
0,35
0,40
0,50
0,65
—
—
—
—
—
—
—
—
о
tO
1
о
п
0,30
0,35
0,40
0,50
0,55
0,70
0,85
—
—
—
—
—
—
—
о
о
1
о
<п
0,35
0,40
0,50
0,55
0,65
0,70
0,85
1,00
—
—
—
—
—
—
о
ю
1
о
о
0,40
0,50
0,55
0,70
0,85
1,00
1,10
1,25
1,55
—
—
—
—
о
о
|
О
ю
0,50
0,55
0,65
0,75
0,90
1,05
1,20
1,35
1,70
—
—
—
—
о
<м
1
о
о
—
0,65
0,70
0,75
0,90
1,05
1,20
1,35
—
—
—
—
—
i АМг5, АМгб (±)
диаметре
о
о
т
|
о
ю
0,70
0,85
1,00
1,10
1,25
—
—
—
—
—
—
о
iF>
СО
О
о
(О
—
—
0,70
0,85
1,00
1,10
1,25
—
—
—
—
—
—
Отклонения
по другим
размерам
0,20
0,30
0,40
0,50
0,55
0,65
0,85
1,00
1,20
1,55
1,80
2,25
2,65
3,10
ПРЕССОВАННЫЕ ПРОФИЛИ. СОРТАМЕНТ. МЕХАНИЧЕСКИЕ СВОЙСТВА 99
28. Механические свойства прессованных профилей
Марка сплава
А ДО, АД1,
АД
АМц, АМцС
АМг2
АМгЗ
АМг5
АМгб
АД31
АД31
АДЗЗ
АДЗЗ
АД35
АД35
АВ
АВ
Д1
Д1
Д16
В95
А Кб
1915
1925
ВД1
АВД1-1
АКМ
А КМ
Приме
Состояние
материала
Без термо-
термообработки
То же
М
М
М
м
т
Т1
т
Т1
т
Т1
т
Т1
м
т
т
Т1
т
т
т
т
т
м
т
ч а и и е. М —
Толщина
стенки, мм
Все размеры
То же
»
»
До 100
» 100
» 100
» 100
» 100
» 100
г 100
» 100
Все размеры
20—100
10—100
10—100
До 100
» 100
12—100
До 100
» 100
Все размеры
До 100
отжиг; Т — закалка и
закалка и искусственное старение.
МПа
59
98
225
176
255
314
127
196
176
265
196
314
176
294
245
363
412
530
353
275
275
333
333
196
314
естественное
МПа
—
59
78
127
157
69
147
108
225
108
245
—
225
—
226
284
461
—
176
176
—
—
—
старение;
б, %
20
16
13
12
15
15
13
8
15
10
12
8
14
10
12
10
10
6
12
10
10
12
12
14
14
Т1 —
29. Профили прессованные нз
Параметр
Площадь поперечного сече-
сечення, мм2
Диаметр описанной окруж-
окружности, мм
Минимальная толщина эле-
элемента, мм
Предельные отклонения ра-
радиусов скругления (+), мм:
до 1,0
св. 1,0 до 3,0
»¦ 3,0 » 5,0
» 5,0 » 10,0
» 10,0 » 30,0
магнневых
Значение
20,0—
1200
До 150,0
1,0
0,25
0,50
0,80
1,0
1,5
сплавов (ГОСТ 19657—74)
Параметр
Предельные отклонения уг-
угловых размеров (градусы)
при толщине полки, мм:
до 2,0
более 2,0
Кривизна (мм) на длине 1,0 м
при толщине пэлки, мм;
4,1—10,0
св. 10,0
Скручивание(градусы) вдоль
продольной оси на длине
1,0 м
Длина, м
Значение
±4,0
±3,0
4,0
2,0
Не более
3
До 4,8
100
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
30. Предельные отклонения размеров (±, мм), охватывающих монолитный
металл (см. рис. 1), мм
Номинальный размер
поперечного сечеиия, мм
До 1,5
Св. 1,5 до 3,0
» 3,0 » 6,0
» 6,0 » 12,0
» 12,0 » 25,0
» 25,0 » 50,0
» 50,0 » 75,0
» 75,0 » 100,0
» 100,0 » 1-0,0
Отклонения по толщине стенкн прн
диаметре описанной окружности, мм
До 30
0,15
0,20
0,30
0,35
0,45
Св. 30
до 60
0,20
0,25
0,30
0,35
0,50
0,60
—
Св. 60
До 100
0,25
0,30
0,35
0,40
0,50
0,65
0,80
—
Св. 100
до 150
0,35
0,40
0,45
0,60
0,75
0,90
1,05
—
Отклонения
по другим
размерам
0,15
0,20
0,30
0,35
0,45
0,60
0,80
1,05
1,20
31. Предельные отклонения размера В (±_), мм (рис. 3)
Рнс. 3. Характерные разме-
размеры прессованных профилей
швеллерного типа из маг-
магниевых сплавов
Номинальный размер
поперечного сечения, мм
До 25,0
Св. 25,0 до 50,0
» 50,0 » 75,0
» 75,0 » 100,0
» 100,0 » 150,0
При высоте h, мм
До 25,0
1,3
1,5
1,7
1,8
2,1
оо
ю"о*
етю
а о
О ч
2,2
2,4
2,6
2,7
3,0
о о
О LQ
Л о
О «
3,0
3,2
3,4.
3,5
3,8
о о
ю"о
t~ о
3,9
4,1
4,3
4,4
4,7
32. Предельные отклонення размеров полых профилей (+), мм (см. рис. 2)
Номинальный размер
поперечного сечеиия, мм
До 12,0
Св. 12 до 25,0
» 25,0 » 50,0
» 50,0 » 75,0
» 75,0 » 100,0
Расстояние X до ближайшей стеики, мм
До 20,0
1,4
1,6
1,8
2,2
2,3
Св. 20,0
До 35,0
2,0
2,2
2,4
2,8
2,9
Св. 35,0
до 50,0
2,6
2,8
3,0
3,4
3,5
Св. 50,0
До 65,0
3,2
3,4
3,6
4,0
4,1
Примечание. Предельные отклонения остальных размеров полых про-
профилей определяют по предельным отклонениям размеров, охватывающих монолит-
монолитный металл, с коэффициентом 1,5.
ПРЕССОВАННЫЕ ПРОФИЛИ. СОРТАМЕНТ. МЕХАНИЧЕСКИЕ СВОЙСТВА 101
33. Механические свойства прессованных профилей
Сплав
МА1
МА2
МА2-1
МА2-1 п. ч.
МА8
МА8
МА14Т1
Состояние
материала
Горячепрес-
сованное
То же
»
»
Горячепрессован-
ное и
искусственно
состаренное
Площадь
поперечного
сечеиия, см2
Все размеры
То же
До 5,0
Св. 5,0 до 12,0
До 5,0
Св. 5,0 до 12,0
Все размеры
V
МПа
215
235
265
255
205
215
314
°0,2'
МПа
—
—
157
147
—
—
245
в, %
2
6
9
8
10
10
6
34. Профили прессованные конструкционные из титановых сплавов
(ОСТ 1-92051—76)
Параметр
Площадь поперечного
сечения, см^
Диаметр описанной ок-
окружности, мм
Минимальный радиус
скругления, мм
Предельные отклонения
(мм) радиусов скругле-
скругления, мм:
2,0—5,0
5,0—10,0
10,0—20,0
20,0—40,0
Предельные отклонения
. угловых размеров, гра-
градусы
Кривизна (мм) на длине
1,0 м
. Значение
До 50,0
» 200,0
2,0
±1,5
±2,0
±3,0
±4,0
±2,0
До 2,0
Параметр
Скручивание вдоль про-
продольной оси на длине
1,0 м, градусы
Длина, м
Предельные отклонения
размеров поперечного
сечения (мм) при номи-
номинальных размерах сече-
сечения, мм:
до 20,0
±20-50
±50—80
±80—120
±120—150
±150—200
Значение
До 2,0
» 7,5
+ 1,0;—0,5
+ 1,5;—0,5
+2,0; —0,5
+2,5; —0,5
+3,0; —0,5
+3,5; —0,5
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
J02
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
103
S2H.Z
Рис. 4. Горячепрессованные профили из
меди МЗ по ТУ 48-21-247—72 (а), латуни
ЛЖМц59-1-1 по ТУ 48-21-720 — 81 (<Г);
латуни ЛС59-1 по ТУ 48-21-192 — 72 (в);
латуни ЛвЗ по ТУ 48-21-179—72 (г)
Рис 5. Горячепрессованный профиль
меди М1р (ТУ 48-0810-66 — 80)
d ... 12+1-? 13+1-? 16+1'?
а ... 7+1'° 7+*>0 7+1>0
19+1-? 24+1-^ 27+1'6
А
1
Рис. в. Горячепрессованные профили из
бронзы БрКН1-3 (ТУ-4«-21-354—74)
о
а
с
о.
ж*
1
2
3
4
/1
90-3,5
125*2,
—
130*2,
5
5
В
—
70
С
—
120*2,5
Hi', h
«°-s,
100*2
125*2
120*2
2
,5
,5
,5
Профили прессованные из медн и
медных сплавов. Сортамент профилен
показан на рис. 4—8. Размеры ука-
еаны в миллиметрах.
Рве. 7. Горячепрессованный профиль яз
латуни ЛС59-1 (ТУ 48-21-135 — 72)
Номер
профиля
1
2
3
4
Номер
профиля
1
2
3
4
L
21*0,7
26*0,7
29*0,7
37*0,7
/
15*0,7
21,5*0,7
27*0,7
33*0,7
Si, S2
4*0,5
4*0,5
5*0,5
5*0,5
Н
15*0,6
16*0,6
19*0,6
22*0,6
S
5*0,5
6,5*0,5
7,5*0,5
9*0,5
R
1,5
2,0
2,0
2,0
ч.
•с
V
/г
Ь
г
ч,
в
а)
Рис. 8. Горячепрессованные профили из
латуни ЛЖМп.59-1-1 (ТУ 48-0810-85—81):
а — уголковые:
Номер
профил
,
2
Н
100
125
В
80
105
45
75
i
47
65
г
5
5
Я
10
10
L+50 *
3250
2500
i — полосовые:
Номер
профиля
1
2
3
4
5
6
И
41)
40
53
45
70
80
П р и м е ч а
всех профилей.
* L — длина
В
70
34
70
85
100
105
и и е. г =
L *
3250
3075
1360
3250,
3000
1800
5 мм для
5. ЛИСТОВОЙ ПРОКАТ.
СОРТАМЕНТ
Листовой прокат находит широкое
применение в промышленности для
изготовления изделий резкой, сваркой,
штамповкой. Сортамент различных ви-
видов стального листовога проката пред-
представлен в ГОСТ 19903—74, 19904—74,
82—70, 64H9—74, 1530—78, 503—81,
19851—74, 4986—79, 21996—76,
10885—75 и др.
Сталь листовая горячекатаная
(ГОСТ 19903—74). 1. Размеры листо-
листовой стали по толщине, ширине и длине
приведены в приложении к ГОСТ
19903—74 (табл. 35—42).
2. Листовая сталь подразделяется:
по точности прокатки при толщине
до 12 мм: повышенной точности — А,
нормальной точности — Б;
по плоскостности: особо высокой
плоскостности — ПО, высокой плос-
плоскостности — ПВ, улучшенной плоско-
плоскостности — ПУ, нормальной плоско-
плоскостности — ПН;
по характеру кромки: с необрезной
кромкой — НО, с обрезной кром-
кромкой — О;
по размерам: с указанием размеров
по толщине, ширине и длине в соответ-
соответствии с размерами, указанными в при-
приложении к ГОСТ 19903—74 — форма I;
с указанием размеров по толщине
в пределах, указанных в табл. 35,
без указания размеров по ширине и
длине — форма- II;
с указанием размеров, кратных по
ширине и длине размерам, указанным
в заказе, в пределах, установленных
в табл. 35 — форма III;
с указанием мерных размеров в пре-
пределах, указанных в табл. 47, с интер-
интервалами 10 мм по ширине и 50 мм по
длине — форма IV. По согласованию
потребителя с изготовителем интерва-
интервалы па ширине и длине могут быть ме-
менее указанных.
3. Предельные отклонения по ши-
ширине стали с обрезной кромкой, по-
поставляемой в рулонах, не должны
превышать +5 мм — при ширине от
500 до 1000 мм вкл.; -{-10 мм — при
ширине св. 1000 мм.
4. Предельные отклонения по ши-
ширине листовой стали, прокатанной по-
листно и поставляемой с необрезной
кромкой, не должны превышать более
чем на 50 мм предельные отклонения
по ширине, указанные в табл. 39.
5. Предельные отклонения по шири-
ширине стали, прокатанной на непрерывных
станах и поставляемой с необрезной
кромкой, не должны превышать
+ 20 мм — при ширине до 1000 мм;
+ 30 мм — при ширине св. 1000 мм.
6. Серповидность стали, поставляе-
поставляемой в рулонах, не должна превышать
10 мм на длине 3 м.
7. Внутренний диаметр рулона дол-
должен быть не менее 650 мм и не более
1000 мм.
8. Максимальная масса каждого ру-
рулона не должна превышать 20 т.
Пример условного обозначения (со-
(согласно ГОСТ 1577—81 «Прокат листо-
листовой и широкополосный универсальный
из конструкционной качественной ста-
стали. Технические условия») на листовой
прокат нормальной точности прокат-
прокатки (Б), нормальной плосиостности
(ПН), размерами 6X700X6000 мм по
ГОСТ 19903—74 из стали марки 20,
категории 2, термообрабатанный (Т):
Лист Б—ПН—6Х 700Х 6000
ГОСТ 19903—74
20—2—Т ГОСТ 1577—81
104
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
105
35. Размеры (мм) стали, поставляемой
Толщина
листов
0,4; 0,45; 0,5
0,55; 0,6
0,63; 0,65
0,7; 0,75
0,8; 0,9.
1,0
1,2; 1,3; 1,4
1,5; 1,6; 1,8
2,0; 2,2
2,5; 2,8
3,0; 3,2; 3,5;
3,8; 3,9
4,0; 4,5;
5,0; 5,6
6; 7
8; 9; 10
И; 12
13; 14; 15;
. 16; 17; 18;
19; 20; 21;
22; 24; 25
26; 28; 30;
32; 34; 36;
38; 40
в листах
Минимальная и максимальная
500
1 200
1 200
1 200
—
—
—
—
—
—
—
—
—
—
—
—
510 | 600
710
1 420
710
1 420
710
1 420
—
—
—
—
—
—
—
—
—
—
—
—
1200
2 000
1 420
2 000
1 420
2 000
1 420
2 000
1 420
2 000
1 420
2 000
1 420
2 000
2 000
2 000
2 000
—
—
—
—
—
650
1 400
2 000
2 000
2 000
2 000
1 420
2 000
1 420
2 000
2 000
2 000
2 000
-
-
—
—
—
670
1 420
1 420
1 420
1 420
1 420
2 000
1 420
2 000
1 420
2 000
2 000
2 000
2 000
—
—
—
—
—
700 | G10)
1420
1420
1 420
1 420
2 000
1 420
2 000
1 420
2 000
1 420
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
—
—
1 200
2 000
1 200
2 000
1200
2 000
1 420
2 000
1 420
2 000
1 420
6 000
1 420
6 000
1 420
6 000
1 420
6 000
1 420
6 000
2 000
7 000
2 000
8 000
-
—
—
750
1 500
2 000
1 500
2 000
1 500
2 000
1 600
2.000
1 500
2 000
1 500
6 000
1 500
6 000
1 600
6 000
1 600
6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
—
—
800
—
—
1 500
1 600
2 500
1 600
2 500
1 600
6 000
1 600
6 000
1 600
6 000
1 600
6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
—
—
длина листов при ширине
1 850
—
—
—
1700
1 800
1 800
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
-
—
900
—
—
—
1 800
2 000
1 800
2 500
1 500
6 000
1 800~
6 000
2 000
6 000
2 000
- 6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
—
—
950 | 1000 | 1100
—
—
—
1 900
2 000
2 000
6 000
2 000
6 000
2 000
6 000
2000
. 6 000
2 000
6 000
2 000
7 000
2 000
8 000
—
—
—
2 000
2 000
2 500
2 000
2 500
1 800
2 500
1 800
2 500
1 500
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
2 000
6 000
2 500
6 500
—
—
—
—
2 000
2 500
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
2 000
6 000
2 500
6 500
—
1250
—
2 500
2 500
2 500
2 500
3 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
2 000
8 000
2 500
12 000
2 500
12 000
1400 1 A420) | 1500
—
—
—
—
—
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
2 000
8 000
2 500
12 000
2 500
12 000
—
—
—
—
—
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
8 000
2 000
8 000
2 500
12 000
2 500
12 000
—
—
—
—
—
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
6 000
2 000
7 000
2 000
12 000
2 000
12 000
3 000
12 000
3 000
12 000
1600
—
—
—
—
—
—
—
—
2 000
6 000
2 000
6 000
2 000
7 000
3 000
12 000
3 000
12 000
3 000
11 000
3 000
^12.000
щ
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
107
Толщина
листов
42; 45; 48;
50; 52; 55;
60; 65; 70;
75; 80; 85;
90; 95; 100;
105; ПО;
120; 125;
130; 140;
150; 160
Толщина
листов
2,5; 2,8
3,0; 3,2; 3,5;
3,8; 3,5
4,0; 4,5;
5,0; 5,5
6; 7
8; 9; 10
11; 12
13, 14; 15;
16; 17; 18
19; 20; 21;
22; 24; 25
26; 28; 30;
32; 34; 36
38; 40
42; 45; 48;
50; 52; 55;
60; 65; 70;
75; 80; 85;
90; 95; 100;
105; ПО;
120; 125;
130; 140;
150; 160
Минимальная и максимальная
500
—
510
—
600
—
650
—
670
—
700
—
G10)
—
750
—
800
—
Минимальная и максимальная !
1700
—
2 000
6 000
2 000
6 000
2 000
7 000
3 000
12 000
3 000
12 000
3 200
11 000
3 200
12 000
3 500
9 000
1800
—
2 000
6 000
2 000
6 000
2 000
7 000
3 000
12 000
3 000
12 000
3 200
10 000
3 200
12 000
3 500
9 000
1900
—
—
—
2 000
7 000
3 000
12 000
3 000
10 000
3 200
10 000
3 200
12 000
3 500
9 000
2000
—
—
—
2 000
7 000
3 000
12 000
3 000
10 000
3 200
10 000
3-200
12 000
3 500
9 000
2Ю0
—
—
—
—
3 000
12 000
3 000
10 000
3 200
10 000
3 200
12 000
3 500
9 000
2200
—
—
—
—
3 000
12 000
3 000
10 000
3 200
10 000
3 200
12 000
3 500
9 000
2300
—
—
—
—
3 000
12 000
3 000
10 000
3 200
10 000
3 200
12 000
3 500
9 000
2400
—
—
—
—
4 000
12 000
4000
10 000
3 200
10 000
3 200
11000
3 500
9 000
2500
—
—
—
—
4 000
12 000
4 000
9 000
3 200
10 000
3 200
11 000
3 500
9 000
1
Продолжение
табл. 35
длина листов при ширине
850
—
900
—
950
—
1000
—
длина листов при ширине
2600
—
—
—
—
—
—
3 200
10 000
3 200
10 000
3 000
9 000
2700
—
—
—
—
—
—
3 200
10 000
3 200
10 000
3 000
9 000
2800
—
—
—
—
—
—
3 200
10 000
3 200
10 000
3 000
9 000
1100
—
2900
—
—
—
—
—
—
—
3 200
10 000
3 000
9 000
1250
2 500
9 000
3000
—
—
—
—
—
—
—
3 000
9 500
3 000
9 000
1400
2 500
9 000
3200
—
—
—
—
—
—
—
3 200
9 500
3 200
9 000
A420)
3 000
9 000
3400
—
—
—
—
—
—
—
3 400
9 500
3 400
8 500
1500
3 000
9 000
3600
—
—
—
—
—
—
—
3 600
9 500
3 600
8 000
1600
3 000
9 000
3800
—
—
—
—
—
—
—
—
3 600
7 000
108
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
36. Размеры (мм) стальных листов, поставляемых в рулонах
Ширина
Толщина
Ширина
Толщина
500; 530;
550; 600;
630
650; 670;
700G10);
750; 800;
850; 900;
950
1,2; 1,3
1,8; 2,0
3,0; 3,2
4,0; 4,5
6,3; 7;
1,4; 1,5; 1,6;
2,2; 2,5; 2,8;
3,5; 3,8; 3,9;
; 5,3; 5,5; 6,0;
7,5; 8; 9; 10;
11; 12
1,5; 1,6; 1,8; 2,0; 2,2;
2,5; 2,8; 3,0; 3,2; 3,5;
3,8; 3,9; 4,0; 4,5; 5,3;
5,5; 6,0; 6,3; 7,0; 7,5;
8,0; 9; 10; 11; 12
1000; 1100;
1250
1,2;
2,0;
3,5;
5,5;
1,3;
2,2;
3,8;
6,0;
1,4:
2,5
3,9
6,3
10;
; 2,
; 4,
; 7;
11;
5; 1,6;
3,0;
0; 4,5;
7,5; i
12
1400; A420)
1500
1,5;
2,8;
4,0;
7,0;
1,6;
3,0-,
4,5;
7,5:
1,8
3,2:
5,3:
0; 2,2;
5; 3,8;
5; 6,0;
10; 11:
1600; 1700;
1800
1,8;
3,2;
5,3;
: 9;
2,5;
3,9;
6,3;
12
3,0; 3,2; 3 5; 3,8- 3,9; 4,0;
4,5; 5,3; 5,5; 6,0; 6,3; 7,0;
7,5; 8; 9; 10; И; 12
1900; 2000
6,0; 6,3; 7,0; 7,5; 8; 9; 10
2100; 2200
7,0; 7,5; 8; 9; 10
Примечание. По согласованию листовая сталь может быть изготовлена
в рулонах других размеров.
37. Предельные
Толщина ст<
отклонения по толщине
ли
(листы и рулоны)
От 0,4 до
Св. 0,5 »
s 0 6»
» 0,75 »
» 0,9 »
» 1,1 »
» 1,2 »
» 1,3 »
у> 1,4 »
» 1,6 s
» 1,8 »
» 2,0 »
» 2,2 »
» 2,5 »
» 3,0 »
; » 3 5»
¦ » 3,9 »
• » 5,5 »
: » 7,5 »
» 10,0 »
0,5
0,6
0,75
0,9
1,1
1,2
1,3
1,4
1,6
1,8
2,0
2,2
2,5
3,0
3,5
3,9
5,5
7,5
10,0
12,0
от 500 до 750
±J,05/±0,07
±0,06/±0,08
±0,07/±0,09
±0,08/'±0,1
±0,09/±0,11
±0,1/±0,12
±0,11/±0,13
±0,11/±0,14
±0,12/±0,15
±0,13/±0,15
±0,14/±0,16
±0,15/±0,17
±0,16/±0,18
±0,17/±0,19
±0,18/±0,2
±0,2/±0,22
+0,1 /+0,2
—0,4/ —0,4
-0,5/+°;'
-0.8/+J'
стали, мм
Ширина
ев, 750 до 1000
—
±0,07/±0,09
±0,08/±0,1
±0,09/±0,12
±0,11/4-0,13
±0,12/±0,14
±0,12/±0,15
±0,13/±0,15
±0,14/±0,17
±0,15/±0,17
±0,16/±0,18
±0,17/±0,19
±0,18/±0,20
±0,19/4-0,21
4-0,21/±0,23
+0,15 /+0,3
—0,4/ —0,4
+ 0,1 /+0,2
—0,6/ —0,6
+0,1 /+0,2
—0,8/ —0,8
+0,1/+0,2
—0,8' —0,8
св. 1000 до 1500
—
—
—
±0,12/±0,15
±0,12/±0,15
±0,12/±0,18
4-0,13/±0,18
±0,14/±0,18
±0,16/±0,18
±0,17/±0,19
±0,18/±0,20
4-0,19/±0,21
±0,2/±0,22
±0,22/±0,24
+0,1 /+0,3
—0,5/ -0,5
+0,1/+0,25
—оУ —0,6
+0,2/+0,3
—0,8/ —0,8
+0,2/+0,3
—0,8/ —0,8
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
109
Продолжение табл. 37
Толщина стали
(листы и рулоны)
Ширина
св. 1500 до 2000
св. 2000 до 2300
св. 2300
до 2700
св. 2700
До 3000
0,6
0,75
0,9
1,1
1,2
1,3
1,4
1,6
1,8
2,0
2,2
2,5
3,0
3,5
3,9
5,5
7,5
10,0
0,75
0,9
1,1
1,2
1,3
1,4
1,6
1,8
2,0
2,2
2,5
3,0
3,5
3,9
5,5
» 7,5
» 10,0
» 12,0
±0,17/±0,2
±0,18/±0,2
±0,19/±0,21
±0,2/±0,22
±0,22/±0,24
±0,24/±0,26
+0,2/+0,4
—0,5/— 0,5
+0,2 /+0,4
—0,6/— 0,6
+0,2 /+0,35
—0,8/—0,8
+0,3 /+0,4
—0,8/—0,8
±0,23/±0,25
±0,26/±0,29
±0,28/±0,31
+0,25 /+0,45
-0,5/-0,5
+0,25 /+0,45
—0,6/— 0,6
+0,25 /+0,45
—0,8/—0,8
+0,35 /+0,5
—0,8/—0,8
/+0,6
/ -0,8
/+0,7
~7 -0,8
/+1.0
/—0,8
Примечание. В числителе — для повышенной точности прокатки, в зна-
знаменателе — нормальной.
По согласованию изготовителя с потребителем листовой и рулонный прокат
изготовляют с предельными отклонениями (мм) по толщине:
Толщина
стали
Св. 1,1 до 1,2
» 1,3 » 1,4
» 1,4 » 1,6
» 1,6 » 1,8
Ширина, мм
Св. 750
до 1000
-/±0,12
±0,16/—
Св. 1000
до 1500
±0,14/—
±0,16/—
±0,16/—
+0,17/—
Толщина
стали
Св. 2,0 до 2,2
» 2,2 » 2,5
» 2,5 » 3,0
Ширина, мм
Св. 750
до 1000
±0,17/±0,15
±0,18/±0,16
±0,19/±0,17
Св. 1000
до 1500
—
Примечание. В числителе —для нормальной точности прокатки» в знаме-
знаменателе — повышенной.
no
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
008S °Н
009S 'во
1 +1 +I+
c*<>*c*eic*c?me$ со см" со* со*'*'
+I+I +1 +I+I+I + I + I+I + I
009S
lo o> со о t-~
1 +I+I+
—<loloooooocm_
""*"*
^,«„",^««™см~СМСМСм"сМ*СОСМСо"см"сО*Со"'1
+I+I+I+I+I+I+I+I+I+I
OOf>S o
оозе -я
Г —см" —* см" см" со" см" со" см" со" см* ¦*"
+I+I+II+I+I
ооге °
000S 'я
¦ СО^ОО^СО OJ^O LO
—Г о"—" о",—Г—Г—Г
+I+I+I+
CO_CM СО^ЭТСО СО СО CM^t—^LO^OO^t—^C^ —„CO^LO LO_00__00 СМ_
Г—Г—Г—Г—Г—" —Г „Г с*~ —Г см* —* см" of со" см" со" of со* см" ¦*"
+I+I+I+I+I+I+I+I+I+I
000Е оН
0083 -яэ
—Г о —* о ———•
+ 1 + 1 +1 +
+I+I+I+1+1+
0083 О
0093 -я
—-00—-CDOIOCO—<
Hit
+ 1 +I+I+I+I +1 +1 +1 +1+1 +1 +1
0093 of
00S3 -нэ
О 00_О 0>_0 О_ —^
-н" о" —" о" —* —Г—Г
III
" оГ —<" оГ —" оГ —<* со" of со" см со" о" ¦*
IIIIIII
0093 0V
00S3 *яэ
ООООФФСТ'ОО-"-1^-1
OOOOO
+7+
i^h^^hm,—i ^ ^ W ¦-< СЧ '—'СМ'—'СО'—'COCMCOCM"^
+ 1 +1 + 1 +1 + 1 +1 + 1 + 1 + 1 +
ооег
0003
00^00 00 OlOOOffl '
о" о" о" о о" —" о*
I+II
" of —^" of —" of —" со" —* со" of со of ¦ч"
IIIIIII
0003
0081
COOOCOOILOOC-^
о" о* о" о* о —" о
III
—<" о" —" о —" —<"«" —<" of —<* of —* of —" со" —" со" —<" со" of •**
IIIIII+II+I+I+I
0081
00Л
оо о оо —о —
IIII
t-~OJOOCO<JJCO<j3CNOLO~t-~CO—¦¦COLOOOOO^-'O»
о" —" о —"о* —¦*о* of --"of —"of -" го"« со" —<" со"of ч<"
IIIIIII+III
0021
0091
COOOCOCT3COOLO*
о" о о" о" о* —" о" •
+1+!+1+
-" о —" о" —Г о" —" о" см" о" см"~" см" —<" со" —" со" —¦" с
+I+I+I+I+I+I+I+I¦
0091 о
0031 -я
О| 00_ OI ^ _ _
о" о о" о* о —" о
+III
_ _ _ _^ _ _ _ _ _ _ ^ _ <_ —<_ ¦* LO_ СО_ 00_ О5 О1_
" о" —* о —" о" —" о см" о" of о" of —•" со —<" со —<" со" —" ч"
IIIIIIIIII
0031 OV
0001 -яэ
СМ00<МСТ>О1ОС0-
о" о" о о" о" -" о" -
+ 1 +1 +1 +
| ^F CM СО СО
Г о"-"о"-"
+ 1 +
I I I I I I
LO О -**4
см со со
а
см ю о •*
— о* со со
о о ю ю
о> о —' см
ОООоООЮЮ
LOcOt-^OOC^O—'CM
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
39. Предельные отклонения (мм)
по ширине стали с обрезной кромкой
Ширина
До 800
Св. 800
До 1500
Св. 1500
Все
ширины
Толщина
До 3,9
Св. 3,9 от 16
» 16 » 60
» 60 » 100
» 100 » 160
Примечаиия
Предельные
отклонения
по ширине
+6
+ 10
+ 10
+ 15
+25
+50
+75
1. Для
листов длиной св. 8 м при толщине
до 12 мм предельные
¦ по ширине не должны
0,2 % длины.
отклонения
превышать
2. По согласованию изгото-
изготовителя с потребителем
отклонения по ширине
предельные
стали с об-
резной кромкой, поставляемой в ли-
листах, не должны
+ 5 мм — при ширине
превышать
до 1000 мм
вкл. +10 мм — при ширине св.
1000 мм.
40. Предельные отклонения (ми)
по длине стали, прокатанной
полнстно
Длина
До 1500
Св. 1500
До 2000
Св. 2000
до 6000
Св. 6000
До 3000
Св. 3000
до 6000
Св. 6000
Все длины
Толщина
До 3,9
Св. 3,9
ДО 16
Св., 16
до 60
Св. 60
до 100
Св. 100
до 160
Предельные
отклонения
по длине
+ 10
+ 15
+ 10
+25
+35
+ 15
+25
+40
+ 50
+ 75
41. Предельные отклонения (мм)
по длине стали, прокатанной на
непрерывных станах и порезанной
на листы
Длина
До 1500
Св. 1500
До 4000
Св. 4000
Толщина
До 3,9
Св. 3,9
Предельные
отклонения
по длине
+ 15
+20
+20
+25
42. Отклонения (мм) от плоскостности
на 1 м длины стали, поставляемой
в листах
Вид плоскост-
плоскостности
Особо высокая
Высокая
Улучшенная
Нормальная
Толщина стали,
не более
7
о
8
10
15
20
СО
I
ю
8
10
12
15
4,0 и более
5
8
10
12
заготовки для ковки и Штамповки
<5
a
X
S
ex
S3
ж
с
се
чисто
нна
ч
2
алы
снм
X
со
s
W
135
. с;
ее
S
X
S
=0
X
а
| Тол1
о
о
о
о
ст>
. 900
о
ю
00
1
о
о
о
-—¦•
о
о
Ф
lO
iO
ю
и"
о
ь
и
X
ч
оо
о о
28
оо
о о
LO О
— со
о о
LO О
оо
оо
LO LO
-.СМ
оо
LO LO
— см
о о
оо
LO LO
— СМ
оо
оо
¦Ф LO
— см
оо
?s
— см
о о
8S
— См
оо
оо
CM LO
— см
о о
оо
— LO
— см
о о
оо
ою
— см
о о
•ф Ю
о" о"
0,35;
0,45;
о о
о о
LO О
— со
оо
о о
LO О
¦—' СО
О О
150
300'
о о
оо
LO LO
— см
о о
о о
LO LO
— см
оо
оо
LO LO
— см
о о
¦Ф LO
— см
о о
оо
¦Ф LO
— см
о о
о о
com
— СМ
о о
о о
см ю
— см
о о
о о
— LO
— см
о о
о о
О LO
— СМ
OLO
со со
о о"
0,55;
0,63;
оо
оо
28
оо
LO О
о о
LO О
оо
оо
LO LO
—' СМ
о о
оо
LO LO
— см
оо
оо
LO LO
— см
оо
оо
¦Ф LO
— см
оо
оо
•Ф LO
— СМ
оо
о о
СО LO
— CN
о о
о о
см ю
—' О
оо
о о
— LO
— см
о о
оо
о ю
— см
..Ю
о"о"
оо
оо
2Й
о о
о о
LOLO
— со
оо
о о
LO LO
— со
1500
3000
оо
о о
LO О
— со
оо
оо
LO О
— СО
о о
оо
¦Ф О
— СО
оо
о о
¦Ф О
— со
оо
о о
СО О
— СО
оо
см о
— СО
о о
о о
— о
— со
о о
о о
28
о
—
ел
о"
оо"
о"
оо
оо
LO LO
'—' СО
оо
оо
LO LO
— со
оо
оо
LOLO
— со
оо
оо
28
о о
LO О
— со
оо
о о
LO О
— СО
оо
о о
Ч> О
— со
оо
оо
¦* о
*~* СО
оо
о о
оо о
— СО
о о
оо
см о
— со
о о
о о
— о
— со
о о
оо
оо
—' СО
со
—"
см
о о
оо
LO О
оо
оо
LO О
— со
оо
оо
28
оо
оо
LO О
— со
о о
LO О
— со
оо
оо
LO О
— со
о о
оо
Ч> О
—' СО
о о
оо
¦Ф О
—' СО
о о
оо
со о
— со
о о
о о
см о
— со
о о
о о
— о
— со
о о
о о
о о
— СО
со" О
— см"
юГоо"
о о
оо
LO О
оо
оо
28
оо
о о
28
оо
о о
28
о о
оо
LO О
— С"
о о
оо
LO О
— со
оо
о о
-ф О
— со
оо
оо
¦ф О
— со
о to
оо
СО О
— оо
о о
оо
см о
— СО
о о
о о
— о
— со
о о
о о
28
1П
см"
см"
см"
оо
о о
ю о
— тр
оо
оо
LO о
— со
оо
о о
28
оо
юо
— со
оо
LO О
— со
оо
оо
LO О
— со
оо
оо
¦Ф О
— со
о о
оо
Ч> О
— со
оо
о о
со о
— со
о о
оо
см о
— со
оо
оо
— о
— со
оо
о о
о о
— со
см
со"
о"
со
оо"
см"
1
1
1
1
1
1
1
1
1
1
1
°1
со"
ОО
со"
ю"
со"
1
1
1
1
1
1
1
1
1
1
1
1
ю
¦ф"
см"
4,0; 4
N.
1
199(
U
ее
•
о
X
ч
ГОВО
о ¦
S
ч
мер;
со
а.
обно (
о-
а
по,
й>
й>
! * Бол
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
со
абл.
й)
к
ен
А
о
о-
U
2
s
К
э
се
о
лнна лнст
«
(К
в
лаль
S
о
<я
я
X
со
в
HHMaj
S
СО
X
К
а
н
230
о
CN
о
CN
200
о
~
о
00
о
о
t^
о
CD
о
о
A4
о
о
о
о
о
s
лнсто
оо
¦ю о
оо
¦ф Ю
о о
0,35;
0,45;
1
оо
оо
юо
о ю
со СО
оо
lO CO
1Л CD
о о
1
оо
о о
см ~з-
оо
о о
о о
о о
оо
оо
ю о
о о
1
оо
оо
СМ -ф
оо
о о
о о
оо
LO О
— -ф
о о
оо
LO LO
о
—
СП
0,8; 0
1
1
1
I
1
о о
осм
см ¦*
2000
4200
оо
оо
см ¦*
о о
оо
CM ^f
о о
о о
о о
см ¦*
о о
о о
оо
см ¦*
оо
о о
LO О
— ^
оо
оо
со
—
см
оо
оо
2000
6000
оо
оо
СМ СО
оо
о о
см со
оо
о о
СМ СО
оо
о о
СМ СО
оо
о о
— CD
оо
о о
L.O О
— -ф
. --О
СО О
— см
LO ОЗ"
-ф"ь-"
оо
оо
ю о
СМ СО
оо
о о
ю о
СМ СО
оо
оо
ю о
СМ СО
оо
оо
ю о
СМ СО
оо
оо
ю о
CM CD
о о
о о
ю о
СМ СО
2500
6000
оо
о о
о о
СМ СО
о о
оо
СМ СО
о о
о о
о о
СМ СГ-
о о
о о
оо
СМ СО
о о
о о
о о
СМ СО
о о
LO О
— ¦*
in
см
cV
см"
о о
о о
ю t^
см см
оо
о о
LO t^
см см
о о
LO t^
см см
оо
о о
Ю f~
см см
о о
оо
см см
о о
см см
2500
2750
оо
о t~-
см см
о о
оо
См СО
оо
оо
оо
СЧ СО
оо
о о
оо
СМ СО
оо
о о
о о
СМ СО
оо
LO О
— .ф
см
со
о
со
со"
см"
оо
о о
LO.t^
см см
оо
о о
ю t^
см см
оо
ю t^
см см
оо
оо
LO t^
см см
оо
оо
ю t^
см см
оо
о о
LO t~~
см см
2500
2750
оо
OLO
О [>-
см см
о о
о ю
о t>-
см -ф
оо
оо
OLO
см ¦*
оо
о о
OLO
см ¦*
о о
оо
ою
см ¦*
1
со
00
со
LO"
со"
о о
о о
ю ю
— см
о о'
оо
LO LO
— см
оо
к,*
— см
оо
о о
LOLO
— см
о о
о о
LOLO
— см
оо
оо
— см
1500
2500
о о
к,*
— см
о о
о о
О LO
СМ -Ф
оо
о о
OLO
см ^
оо
оо
OLO
см ^
о о
о о
см ^
1
ю
см
о
о о
150
230
оо
LO СО
оо
о о
ю со
— см
оо
150
230
о о
оо
— см
о о
оо
ю со
— см
1500
2300
оо
LO СО
— см
оо
оо
OLO
СМ -ф
о о
о о
OLO
СМ -Ф
оо
оо
оо
оо
OLO
CM^f
1
о
ю"
оо"
Продолжение табл. 43
Предельные отклонения (±,
Толщина
0,35;
0,45;
Св. 0,5
» 0,65
» 0,9
» 1,2
» 1,4
» 1,5
» 1,8
» 2,0
» 2,5
» 3,0
» 3,2
» 4,0
стали
0,4
0,5
до 0,65
» 0,9
» 1,2
» 1,4
у> 1,5
» 1,8
» 2,0
» 2,5
» 3,0
» 3,2
» 4,0
» 5,0
мм) листовой стали по толщине поставляемой в листах и
от 500 до 750
0,03/0,04
0,04/0,05
0,05/0,06
0,05/0,07
0,07/0,09
0,08/0,1
0,09/0,11
0,11/0,13
0,12/0,14
0,14/0,16
0,15/0,17
0,16/0,18
0,16/0,18
0,18/0,2
св. 750 до 100С
0,03/0,04
0,04/0,05
0,05/0,06
0,06/0,08
0,08/0,1
0,09/0,1
0,1/0,12
0,12/0,14
0,13/0,15
0,15/0,17
0,16/0,18
0,17/0,19
0,18/0,20
0,19/0,20
Примечания: В числителе — для повышенной точ-
точности прокатки, в знаменателе — нормальной.
1. Сталь, поставляемую в листах и рулонах изготовляют
с предельными отклонениями по толщине: ±0,08 мм для стали тол-
толщиной 0,9—1,2 мм, шириной св. 1000—1500 мм повышенной точ-
точности прокатки; ±0,17 мм — для стали толщиной 1,8—2,0 мм,
рулонах
Ширина, мм
св. 1000 до 1500
0,04/0,05
0,05/0,06
0,06/0,07
0,06/0,08
0,09/0,11
0,1/0,12
0,11/0,13
0,12/0,15
0,13/0,16
0,15/0,18
0,16/0,19
0,18/0,21
0,19/0,22
0,20/0,23
ев
1500 до 2000
_
—
0,07/0,09
0,09/0,11
0,1/0,13
0,12/0,15
0,13/0,16
0,14/0,17
0,15/0,18
0,18/0,20
0,19/0,22
0,20/0,23
0,21/0,24
0,22/0,25
:в. 2000 до 2300
—
—
—
—
—
—
—
—
0,2/0,23
0,21/0,25
0,22/0,27
0,23/0,28
0,25/0,30
шириной св. 2000 мм повышенной точности прокатки; то же, нор-
нормальной точности прокатки ±0,23 мм; ±0,17 мм — для стали тол-
толщиной 2,0—2,5 мм, шириной св. 1500 до 2000 мм повышенной точ-
точности прокатки; ±0,18 мм — для стали шириной св. 2000 мм повы-
повышенной точности прокатки.
Продолжение табл. 43
Размеры (мм) стальных листов, поставляемых в рулонах
Продолжение табл. 43
Отклонения (мм) от плоскостности на 1 м длины листов
Ширина
500; 530;
550; 570;
600; 630;
650; 670;
700; G10);
750; 800;
850; 900;
950; 1000
1100; 1250
Толивин а
0,5; 0,55; 0,6;
0.65; 0,7; 0,75;
0,8; 0,9; 1,0;
1,1; 1,2; 1,3;
1,4; 1,5; 1,6;
1,7; 1,8; 2,0;
2,2; 2,5; 2,8;
3,0
0,55; 0,6; 0,65;
0,7; 0,75; 0,8;
0,9; 1,0; 1,1;
1,2; 1,3; 1,4;
1,5; 1,6; 1,7;
1,8; 2,0; 2,2;
2,5; 2,8; 3,0
Ширина
1400
A420)
1500
1600; 1700;
1800
1900
2000; 2100;
2200; 2300
Толщина
0,7; 0,75; 0,8;
0,9; 1,0: 1,1;
1,2; 1,3; 1,4;
1,5; 1,6; 1,7;
1,8; 2,0; 2,2;
2,5; 2,8; 3,0
0,7; 0,75; 0,8;
0,9; 1,0; 1,1;
1,2; 1,3; 1,4;
1,5; 1,6; 1,7;
1,8; 2,0; 2,2;
2,5
0,8; 0,9; 1,0;
1,1; 1,2; 1,3;
1,4; 1,5; 1,6;
1,7; 1,8; 2,0;
2,2; 2,5
1,1; 1,2;.1,3;
1,4; 1,5; 1,6;
1,7; 1,8; 2,0;
2,2; 2,5
2,2; 2,5
Вид плоскостности
Особо высокая
Высокая
Улучшенная
Нормальная
Отклонения от плоскостности
при ширине стали
до 1000
4
8
10
12
св. 1000
до 1500
5
8
12
15
св. 1500
до 1800
6
10
15
18
св. 1800
8
10
IS
20
Телескопичность стали, поставляемой в рулонах (мм)
Толщина
До 2,5
Св. 2,5
Ширина
До 800
Св. 800
До- 800
Св. 800
Телескопичность
рулонов
40
75
30
50
о
о
9>
О
59
а
-а
О
8
-а
н
и
X
н
LI 6
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
I
о.
к л к
ч ч ч
1 ТО ТО
i Ш т
1 и
о. р
>, Я
сь в
и о
•к о
о —<
Я <и
eg I
то
1\6
ч
к S
Чо
So
3
х0
га
о
ч
ТО d,
га к
Р
о
ч
™ 3 5 В
5 S в
о о о
?ьоя
13 В Ё
^ к л
1 О.Ю
§
о.
С
о S
|
о га
С Си
к о
е
0.0
о «
с
(Я
к w
ее
р» X г?
rag
Boo
чю
Э'о а.
is
11 я
S *
<U =S f- О
2 о га о
и » доо
и и S
S^o
a. 5 —*
ю о 4-
g S s" S
I я *1 i
к о . .к
ш=к о
• ° о я о
- В в* 2
: =, 2 ^
ЕС i
3s
о 3
!1«8
о с
я
О U
а. 5
1 , <U Ч
2 Й к .
-§?§12
га
s
D-
s
9
o§
с ч
iS
IS
ч о
O
o
Jo
+
а
s
4
§*
Bffl
s о
I
3§
a. a. c
С с в S
ч с
is
11
о .
СП <->
<Ч A1 Сс
ИГ
к д 5 ;
S« ч :
3 О щ1Л о О
X X X ' ' СМ СО
?ёй§ё |
С 9-4 к S «.
то
я
Ч
'a » 3
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
П7
44. Сталь прокатная широкополосная
универсальная (ГОСТ 82—70)
Продолжение табл. 44
Толщина
6,0; 7,0; 8,0;
9,0; 10,0; 11,0;
12,0; 14,0;
16,0; 18,0;
20,0; 22,0;
25,0; 28,0;
30; 32,0; 36,0;
40,0; 45,0;
50,0; 55,0;
60,0
Ширина
200, 210,
250, 260,
320, 340,
400, 420,
500, 530,
650, 670,
800, 850,
1000.
220, 240,
280, 300,
360, 380,
450, 480,
600, 630,
700, 750,
900, 950,
, 1050
Широкополосную сталь любой
толщины от 6 до 60 мм изготовляют
шириной от 200 до 1050 мм.
По требованию потребителя до-
допускается изготовление широко-
широкополосной стали шириной 160, 170,
180, 190, 350, 440, 470, 520, 550,
F,80 и 710 мм.
1. Широкополосную сталь изго-
изготовляют длиной от 5 до 12 м, а
по соглашению сторон до 18 м
немерной длины, мерной длины,
длины, кратной мерной, мерной
длины с остатком до о %. Остатком
считаются полосы длиной от 1
до 5 м.
2. Предельные отклонения по
размерам широкополосной стали
должны соотоетствовьть:
а) по толщине для полос тол-
толщиной до 20 мм вкл. +?'j мм
от 22 до 30 мм вкл. ~^?,'1 мм, от 32
до Во мм вкл. Т.', мм, до 55 мм,
н более ^q's mm.
Для продукции с государствен-
государственным Знаком качества предельные
отклонения по толщние широкопо-
широкополосной стали должны соответство-
соответствовать "для полос толщиной до 20 мм
вкл.
Д°
вкл-
мм. от 32 до 50 мм вкл.
_0'72 мм;
б) по ширине для полос шири-
шириной до 400 мм вкл. _| g мм, от
420 до 800 мм вкл. +д'р мм, от
850 мм и более JJ'o MM;
в) по длине (мерной и кратной
мерной) для полос толщиной до
12 мм вкл. + 15 мм, от 14 до 25 мм
вкл. +25 мм, от 28 мм и более
+ 35 мм.
3. По ребровой кривизне по-
полосы изготовляют двух классов:
повышенной точности изготовле-
изготовления — класс А и обычной точности
изготовления — класс Б.
Местная ребровая кривизна на
1 м длины полосы не должна пре-
превышать 1 мм для класса А, 2 мм
для класса Б.
Общая кривизна не должна
превышать произведения местной
кривизны 1 м полосы иа длину
полосы в метрах. L
4. Допускаемая выпуклость бо-
боковых граней не должна превышать
3 мм при толщине полосы до 12 мм
вкл.. 4 мм при толщине от 14 до
20 мм вкл., 5 мм при толщине от
22 мм и более. :
При этом размеры полосы не
должны превышать предельных от-i
клонений по ширине.
5. Отклонение от плоскостности
широкополосной стали не должно
превышать 0,3 % ширины в по-
поперечном направлении, 0,3 % дли-
длины в продольном направлении,
6. Косина реза широкополос-
широкополосной стали не должна превышать
1,5 % ширины для полос шириной
до 500 мм, 1,0 % ширины для по-
полос шириной свыше 500 мм.
Для продукции с государствен,
иым Знаком качества косина реза
стали не должна превышать 1,48 %
ширины для полос шириной до
500 мм.
Пример условного обозначения
широкополосной стали марки
СтЗсп, толщиной 20 мм, шириной
500 мм с. ребровой кривизной по
классу:
А20Х500 ГОСТ 82-70
ПоЛОСй СтЗсп ГОСТ 14637-79
Пример условного обозначения
(согласно ГОСТ 1577—81 «Прокат
листовой и широкополосный уни-
универсальный из конструкционной
качественной стали. Технические
условия») на широкополосный уни-
универсальный прокат обычной точ-
точности изготовления по ребровой
кривизне (Б), размером 6Х 700Х
X 6000 мм по ГОСТ 82—70, из стали
марки 20, категории I, без термо4
обработки:
Полоса универсальная
Б—6x700x6000 ГОСТ 82—70
20—1 ГОСТ 1577—81
П8
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
5
g
В
Св
X
а
«
| | | I I I I I I I II I I I I I I I I I I II I I
ю со со
00 "*_<О
t-Too'oo"
I I I I I II
I I
I I
I I
II I I I I I I I II I I II I
Ill I I I I I 00 LO О
ill I I I I I n^l0!
CO CO CO
ЮОООСОС^СООСТЗСОС
1О_СО СО h- СО СО О О (N С
о" о" о"о"о"о о"—"'S
С^ОСТЗСО^ФС^СТЭСС^СТЗСОС^СТО^
- О О —' СО ^NOlMLO*-¦ СО СО 00 CN -Ф О О
Т~Гсм"см'сд"cn"сясо со со *ф Th"¦* -ч^ ю"ю lo'co"
oooooooo*
8
COC7>LOCOCNOObOOOOt^-
*— 00 CO
00 f- 00
OO О О О
50CN^COCO(N«N^CCOOCOC7)IOC^OO
-00CO0O'—LO(NC7>t^-cOCOCOCNOC7>OOcO i
. —. ,. .„ ._. 00OO— CMCNCO^
I II I I II I I I I
II I I I I I I I I I I I
—.COCOT^C^C7>LOcOh-
— LOOJCMiOOCOCOO
COCOCO'^'^LOLOCO^
f^ f^ f^ f^ f^
I I
I I
— LONOLO
cococo^^
OCO
ooc
II I I I I II I II I I I I I I I II
II II II I I I I I II I II II II
I II I II II II I II I I I I I I I
00 t>- CO
00 ОП
OOOCOCO||i|i|(||||t|||{|f|i|itiii
^CNCNCN | | I | | | I | M | M I I I II II I I I I II
CNLOOOOCNCOOLOOOCOLOOLOi
lCNNCOCOCO^^LOCOCOcOtt
sOOOOOlOOOlOO
- — 5NN0)O- CM
x _н _н _н csi CN CN
p
О
ЛИСТОВОЙ ПРОКАТ, СОРТАМЕНТ
Продалжение табл. 45
Предельные отклонения по толщине ленты для леиты с катаной кромкой, мм
Ширина
От 20 до 100
Предельные откло-
отклонения по
толщине
+0,15
-0,2
Ширина
Св. 100 до 150
» 150 » 220
Предельные откло-
отклонения ПО
толщине
+ 0,2
—0,25
+0,25
—0,3
Предельные отклонения по толщине леиты для разрезной ленты, мм
Толщина
1,2
Св. 1,2 до 1,4
» 1,4 » 1,8
» 1,8 » 2,0
» 2,0 » 2,2
» 2,2 » 2,5
» 2,5 » 3,0
» 3,0 » 3,5
» 3,5 » 3,8
» 3,8 » 5,0
Ширина исходной ленты
св. 200
До 500
±0,11
±0,12
±0,14
+0,14
-0,15
+0,14
—0,16
+0,14
—0,18
+0,15
-0,19
+0,16
—0,2
+0,18
—0,24
+0,2
—0,3
св. 500 до 750
±0,12
±0,13
±0,15
+0,15
—0,16
+0,15
-0,17
+0,15
—0,19
+0,16
—0,2
+0,17
—0,23
+0,2
—0,26
+0,2
—0,36
св. 750 до 1100
±0,18
±0,16
±0,16
+0,15
—0,18
+0,15
—0,19
+0,16
-0,2
+0,17
—0,22
+0,18
—0,25
+0,2
—0,3
+0,2
—0,4
св. 1100 до 1500
±0,16
±0,17
+0,16
—0,2
+0,17
—0,21
+0,17
—0,23
+0,18
—0,24
+0,22
—0,28
+0,25
—0,33
+0,28
—0,4
Примечание. Предельные отклонения по ширине должны соот-
соответствовать j'q mm для ленты с катаной кромкой шириной до 60 мм; 'п'п %
ширины для ленты с катаной кромкой шириной св. 60 мм; +2,0 мм для раз-
разрезной ленты.
Пример условного обозначения горячекатаной ленты толщиной 3,5 мм,
шириной 50 мм из стали марки БСт2пс:
Лента 3,5X50 БСт2пс ГОСТ 6009—74
йо
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
4в. Лента горячекатаная (подкат) нз углеродистой качественной конструкционной
стали * (ГОСТ 1530—78)
Толщина, мм
Ширина, мм
2,0; 2,2; 2,5; 2,8; 3,0; 3,2;
3,5; 3,8; 3,9; 4,0; 4,5; 5,0;
5,3; 5,5; 6,0; 6,5; 7,0; 7,5;
8,0
100, 105, ПО, 120, 125, 130, 135, 140, 150,
160, 170, 175, 180, 190, 200, 210, 215, 220,
240, 250, 260, 280, 300, 320, 340, 350, 360,
380, 400, 420, 450, 480, 490, 500, 520, 540,
560, 580, 600
¦ Марки стали: 08, 08кп, 08пс, 10, Юкп, Юпс, 15, 15кп, 15пс, 20, 20кп, 20пс,
Пкп, 18кп, 25, 30, 35, 40, 45, 50, 55, 60— по ГОСТ 1050—74; 65, 70, 60Г, 65Г—
по ГОСТ 14959 — 79; 08Ю — по ГОСТ 9045—80; 11ЮА, 18ЮА — по ГОСТ 803—81.
1. Предельные отклонения по ширине ленты должны быть не более
+2,0 мм для обрезной ленты, не более +4 % номинальной ширины для не-
необрезной ленты.
2. Лента изготовляется с обрезной н -необрезной кромкой в рулонах,
состоящих из одного куска (отдельного или соединенного сварным швом).
Место сварного шва должно быть отмечено.
3. Серповидность и телескопичность — по ГОСТ 19903—74.
4. Разнотолщинность в одном поперечном сечении ленты шириной менее
200 мм не должна превышать 0,10 мм, а при ширине 200 мм и более — поло-
половины суммы предельных отклонений по толщине.
Лента, предназначенная для переката на холоднокатаную ленту повы-
повышенной точности при ширине до 600 мм, не должна иметь разнотолщинность
более 0,1 мм.
5. Минимальная масса рулона из ленты толщиной до 5 мм должна быть
не менее 2,5 кг на 1 мм ширины, а при толщине более 5 мм — не менее 4,0 кг
на 1 мм ширины.
Примеры условных обозначений. Лента из стали 20, толщиной 3 мм, ши-
шириной 500 мм, с обрезной кромкой (О), повышенной точности прокатки (А):
Лента 20—0~А—3X500 ГОСТ 1530—78
То же, из стали марки 08Ю, толщиной 4 мм, шириной 360 мм, с необрез-
необрезной кромкой (НО), нормальной точности прокатки (Б):
Лента 08Ю—НО—Б—4Х 1500 ГОСТ 1530—78
Лист из стали марки 08кп, толщиной 4,0 мм, шириной 1500 мм, травле-
травленый, с необрезной кромкой (НО), нормальной точности прокатки (Б):
Лист 08кп—НО—Б—4Х 1500 ГОСТ 1530—78
Предельные отклонения (мм) по толщнне для ленты,* полученной продольной резкой
Толщина
2,0
Св. 2,0 до 2,2
•' » 2,2 » 2,5
» 2,5 » 3,0
Ширина исходной полосы
св. 200
до 500
±0,13
±0,14
±0,15
±0,16
св. 500
до 750
±0,14
±0,15
±0,16
±0,17
св. 750
до 1000
±0,15
±0,16
±0,17
±0,18
св. 1000
до 1500
±0,16
±0,17
+0,18
±0,19
св. 1500
до 1700
±0,17 !
±0,18 '
±0,г9
±0,20
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
121
Продолжение табл. 46
Толщина
Св. 3,0 до 3,5
» 3,5 » 3,9
» 3,9 » 5,5
» 5,5 » 7,5
» 7,5 » 8,0
св. 200
до 500
±0,17
±0,19
—
—
—
• Повышенной точности
Ширина исходной
св. 500
до 750
±0,18
±0,20
+0,10
—0,40
—0,50
—0,80
прокатки.
св. 75Q
до 1000
±0,19
±0,21
+0,15
—0,40
+0,10
—0,60
+0,10
—0,80
полосы
св. 1000
до 1500
±0,20
±0,22
+0,10
—0,50
+0,10
—0,60
+0,20
—0,80
св. 1500
до 1700
±0,22
±0,24
+0,20
—0,50
+0,20
—0,60
+0,20
—0,80
Примечание. По соглашению потребителя с изготовителем допускается
поставка ленты с предельными отклонениями по толщине по ГОСТ 19903 — 74 для
нормальной точности прокатки.
Предельные отклонения (мм) по толщине для горячекатаной ленты
Толщина
2,0
Св 2,0 до 2,2
» 2,2 » 2,5
» 2,5 » 3,0
» 3,0 » 3,5
Предельные
отклонения
±0,13/+0,14
/-0,15
±0,14/+0,14
/-0,16
±0,15/+0,14
/—0,18
±0,16/+0,15
/—0,19
±0,17/+0,16
/ —0,20
Толщина
Св. 3,5 до 3,8
» 3,8 » 4,5
» 4,5 » 5,0
» 5,0 » 7,0
» 7,0 » 8,0
Предельные
отклонения
±0,19/+0,18
/ —0,24
±0,20/+0,15
/ —0,30
+0,15/+0,20
—0,30/ —0,30
+0,20 /+0,20
—0,35/ —0,38
+0,20 /+0,20
—0,40/ —0,48
Примечания: 1. В числителе — для повышенной точности прокатки,
в знаменателе — для нормальной. 2. По соглашению изготовителя с потребителем
поставляют ленту с предельными отклонениями по толщине ±5 % номинальной
толщины.
122 заготовки для ковки и штамповки
47. Лента холоднокатаная из ннзкоуглероднстой стали * (ГОСТ 503—81)
Стандарт распространяется на холоднокатаную денту из низкоуглеродистой
стали, предназначенную для г'нбйи, штамповки Деталей, для нзго|$вленйя тру§,
порошковой проволоки, деталей подшипников и других металлических изделии.
1.** Ленту изготовляют;
по состоянию материала: особо мягкая — ОМ, мягкая — М, полунагартован-
ная — ПН, нагартованная — Н, высоконагартованная —- ВН(
по точности изготовления:
по толщине: нормальной точности, повышенной точности — Т, высотой точно-
точности — В;
по ширине; нормальной точности, повышенной точности Ш;
по виду и качеству поверхности: первой группы — 1, второй группы — 2,
третьей группы — 3, четвертой группы — 4;
по виду кромок: с обрезными кромками, с необрезными кромками — НО;
по микроструктуре: без контроля, с контролем — К;
по серповидности: без контроля, с контролем, класс А, класс Б.
2. Лента изготовляется размерами по толщине: 0,05; 0,06; 0,07; 0,08; 0,09;
0 10- 0 11' 0 12- 0,15- 0,18- 0,20; 0,22; 0,25; 0,28; 0,30; 0,32; 0,35; 0,40; 0,45; 0,50;
0 55; 0 57; 0,60; 0 65; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95; 1,0; 1,05; 1,10; 1,15; 1,20; 1,25;
1 30; 1,35; 1,40- 1,45; 1,50; 1,55; 1,60; 1,65; 1,70; 1,75; 1,80; 1,85; 1,90; 1,95; 2,0;
2; 10; 2,20; 2,25; 2,30; 2,40; 2,45; 2,50; 2,60; 2,70; 2,80; 2,90; 3,0; 3,10; 3,20; 3,30;
3,40; 3,50; 3,60; 3,80; 4,00 мм.
по ширине: 4- 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22:
23- 24- 2"г 26- 27; 28- 29; 30; 32; 34; 36; 38; 39; 40; 42; 43; 45; 46; 48; 50; 52; 53;
51: 55- 5S; 60- 63; 65- 66; 70; 73; 75; 76; 80; 83; 85; 86; 90; 93; 95; 96; 100; 102;
103; 105; ПО; 112; 114; 115; 117; 120; 123; 125; 130; 135; 140; 142; 145; 150; 155;
160; 165; 170; 175; 180; 185; 190; 195; 200; 205; 210; 215; 220; 225; 230; 235; 240;
245; 250; 260; 270; 280; 290; 300; 310; 320; 325; 330; 340; 350; 360; 370; 380;
390: 400; 410; 420; 430; 440; 450 мм.
3. Ленту высокой точности по толщине изготовляют по согласованию изгото-
изготовителя с потребителем.
4. Ленту толщиной 2,0 мм и более, шириной менее 20 мм изготовляют по согла-
согласованию изготовителя с потребителем.
5. Ленту толщиной 3,0 мм, предназначенную для подшипников, изготовляют
шириной 19 мм.
6. По согласованию изготовителя с потребителем допускается изготовление
ленты, промежуточных размеров по толщине и ширине с предельными отклонениями
по ближайшему большему размеру.
Примеры условных обозначений. Лента из стали марки 08кп, особомягкая, вы-
высокой точности изготовления по толщине, нормальной точности изготовления по
ширине, 1-й группы поверхности, с обрезной кромкой, с контролем микрострук-
микроструктуры, с контролем серповидностн класса А, толщиной 0,2 мм, шириной 60 мм:
Лента 08кп—ОМ—В—1—К—А-0,2Х60 ГОСТ 503-81
То же, из стали марки Юпс, полунагартованная, повышенной точности изго-
изготовления по толщине, 3-й группы поверхности, с необрезной кромкой, толщиной
2,0 мм, шириной 200 мм:
Лента Юпс—ПН—Т—3—НО—2,0X200 ГОСТ 503—81
¦ Марки стали: 08кп, 08пс, 08, Юкп, Юпс, 10.
•• Механические свойства, требования к качеству поверхности приведены в тех-
технических требованиях ГОСТ 503—81.
ЛИСТОВОЙ ПРОКАТ. COPTAAiEHT
123
Продолжение табл. 47
Ширина выпускаемой ленты
в зависимости от толщины, мм
Продолжение табл. 47
Предельное отклонение по толщине
ленты, мм
Толщина
От 0,05 до
Св. 0,28 до
» 0,40 »
» 0,45 »
» 0,50 »
» 0,80 »
» 0,85 »
» 1,00 »
» 2,00 »
» 3,00 »
0,28
0,40
0,45
0,50
0,80
0,85
1,00
2,00
3,00
4,00
Ширина
4—240
4—300
5—300
5—450
6—450
8—450
9—450
10—450
15—450
20—450
Толщина
От 0,05
до 0,08
Св. 0,08
до 0,15
Св. 0,15
до 0,25
Св. 0,25
до 0,40
Св. 0,40
До 0,70
Св. 0,70
до 0,95
Св. 0,95
до 1,30
Св. 1,30
до 1,70
Св. 1,70
до 2,30
Св. 2,30
до 3,00
Св. 3,00
до 4,00
Точность изготовления
ч
га
S
-п. те
О КЗ
я я
—0,015
—0,02
—0,03
—0,04
—0,05
—0,07
—0,09
-0,11
—0,13
—0,16
—0,20
я
щ
Я
ю те
о то
с аз
—0,01
—0,015
—0,02
—0,03
—0,04
—0,05
—0,06
—0,08
—0,10
—0,12
—0,16
те
о
2
п
—0,01
—0,015
-0,02
—0,025
—0,03
—0,04
—0,05
—0,06
—0,08
—0,10
Предельное отклонение по ширине, мм
Толщина
ленты
От 0,05 до 0,60
вкл.
Св. 0,60 до 1,00
вкл.
Се. 1,00
Обрезная лента
нормальной
точности
До 125 вкл.
—0,3
-0,4
—0,5
Св. 125
до 250 вкл.
—0,5
-0,6
—0,7
Св. 250
до 450
-0,5
—0,6
—0,8
повышенной точности
До 125 вкл.
—0,2
—0,25
—0,4
Св. 125
до 250 вкл.
—0,25
—0,3
—0,6
Св. 250
до 450
—0,4
—0,5
—0,7
Необрезная
До 125 вкл.
+2,0
-2,5
Св. 125
до 250 вкл.
+3,0
—4,0
лента
Св. 250
до 450
+4,5
—6,0
124
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
48. Лента из углеродистой стали
холоднокатаная резаная
(ГОСТ 19851—74) для холодной
штамповки деталей и других целей
Продолжение табл. 48
Толщина мм
От 0,5 до 0,6
Св. 0,6 до 0,7
» 0,7 » 0,9
» 0,9 » 1,1
» 1,1 » 1,2
» 1,2 » 1,4
» 1,4 » 1,5
» 1,5 » 1,8
: » 1,8 » 2,0
» 2,0 » 2,2
» 2,2 » 2,5
» 2,5 » 3,0
» 3,0 » 3,2
Предельные
отклонения (мм)
толщин при
точности
изготовления
повы-
повышенной
А
-4-0,05
±0,06
±0,06
±0,07
±0,09
±0,10
±0,11
+0,12
±0,13
±0,14
±0,15
±0,16
±0,18
нор-
нормальной
Б
+ 0,06
±0,07
+0,08
±0,09
+0,11
±0,12
±0,12
±0,14
±0,15
+0,16
±0,17
+0,18
+0,20
1. Ленту подразделяют:
по качеству отделки поверх-
поверхности на группы: I, II, III
(ГОСТ 9045—80 или
ГОСТ 16523—70) и IV;
по способности к вытяжке
на категории: без нормирова-
нормирования вытяжки, нормальная вы-
вытяжка — Н, глубокая вытяж-
вытяжка — Г, весьма глубокая вы-
вытяжка — ВГ, сложная вытяж-
вытяжка — СВ, особо сложная вы-
вытяжка — ОСВ;
по методам испытаний и
нормируемым характеристикам:
с контролем механических
свойств, вытяжки и микрострук-
микроструктуры; без контроля механиче-
механических свойств, вытяжки и микро-
микроструктуры — по штамп уемости;
по точности изготовления:
нормальной точности — Б, по-
повышенной точности — А.
по штампуемости поставля-
поставляют сталь категорий Г, ВГ, СВ
и маркируют буквами ШТ.
2. Ленту изготовляют тол-
толщиной от 0,5 до 3,2 мм — катего-
категорий Г, Н н без нормирования
вытяжки, от 0,5 до 3,0 мм —
категории ВГ, от 0,5 до 2,0 мм —
категорий ОСВ н СВ.
3. Ленту изготовляют с об-
обрезной кромкой шириной от
100 до 500 мм с градацией 5 мм.
При ширине ленты от 100 до
140 мм толщиной до 1 мм града-
градация по ширине должна быть
1 мм.
4. Предельные отклонения
по ширине ленты не должны
превышать -f-1 мм. По согла-
соглашению сторон предельные от-
отклонения от—0,5 мм до+2,0 мм.
5. Разнотолщинность лен-
ленты в одном поперечном сечении
не должна превышать 1/3 до-
допуска по толщине при ширине
ленты от 100 до 300 мм, 1/2 до-
допуска по толщине при ширине
ленты св. 300 до 500 мм.
6. Ребровая кривизна лен-
ленты не должна превышать 10 мм
на 3 м.
7. Внутренний диаметр ру-
рулонов — от 300 до 800 мм, на-
наружный — до 1850 мм. Диа-
Диаметр рулона указывается в зака-
заказе. Телескопичность рулонов не
должна превышать 15 мм.
Пример условного обозначе-
обозначения. Лента из стали марки 08пс,
весьма глубокой вытяжки, по-
повышенной точности изготовле-
изготовления, II группы поверхности,
с поставкой по штампуемости,
толщиной 1,2 мм и шириной
300 мм:
Лента 08пс—ВГ—А—П—
—ШТ—1,2X300
ГОСТ 19851—74
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
125
49. Лента холоднокатаная
из коррозионно-стойкой и жаростойкой
стали (ГОСТ 4986—79)
Толщина,
мм
0,05
0,08
0,10
0,12
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
1,60,
1,70
1,80
1,90
2,00
Предельные отклонения
(мм) ленты по толщине
при точности изготовления
высокой
—0,010
—0,015
—0,02
—0,03
—
—
—
—
—
—
—
повы-
повышенной
—0,015
—0,02
—0,03
—0,04
—0,05
—0,06
—0,08
—0,10
—0,13
—0,16
нор-
нормальной
—0,02
—0,03
—0,04
—0,05
—0,06
—0,07
—0,08
—0,10
—0,12
—0,15
—0,18
Примечания: 1. По со-
согласованию изготовителя с потре-
потребителем леиту изготовляют с дву-
двусторонними предельными отклоне-
отклонениями по толщине с сохранением
поля предельных отклонений.
2. По согласованию с потребите-
потребителем Допускается изготовление лен-
ленты промежуточных размеров по
толщине с предельными отклоне-
отклонениями по ближайшему большему
размеру.
3- Мягкую ленту группы 3
изготовляют толщиной 0,10 мм
н выше.
Продолжение табл. 49
Предельные отклонения ленты
по ширине в зависимости от толщины,
мм
Ширниа
От 6 до 100
Св. 100 » 300
» 300 » 410
Толщина
1С
OiC
оо
н о
О КС
—0,3
—0,5
—0,6
1Л О
о~
Ш О
U «
—0,4
—0,6
—0,8
оо
я о
о кс
—0,6
—0,8
-1,0
Примечание. По согла-
соглашению с потребителем ленту изго-
изготовляют с двусторонними предель-
предельными отклонениями по ширине
с сохранением поля предельных
отклонений.
Предельные отклонения по
для необрезной ленты, мм
ширине
Ширина
До 125 вкл.
Св. 125 до 250 вкл.
» 250
Предельные
отклонения
+ 1,9
-2,5
+3,1
—4,0
— 10,0
Стандарт распространяется
на холоднокатаную ленту в ру-
рулонах из высоколегированной
коррозионно-стойкой и жаро-
жаростойкой стали марок: 20X13,
30X13, 12X13, 20Х13Н4Г9,
09X15Н8Ю, 08Х17Н5МЗ,
12Х21Н5Т, 15Х18Н12С4ТЮ,
12Х17Г9АН4, 10Х17Н13М2Т,
10Х17Н13МЗТ, 12Х18Н9,
17Х18Н9, 08Х18Н10,
08Х18Н10Т, 12Х18Н10Т,
12Х18Н10Е, 03Х18Н12-ВИ,
20Х23Н18, 12Х25Н16Г7АР,
06ХН28МДТ толщиной от 0,05
до 2,0 мм и шириной от 6 до
410 мм.
126
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
127
Продолжение табл. 49
Продолжение табл. 49
1. Лента подразделяется:
по виду обработки: мяг-
мягкая — М, полунагартованная —
ПН, нагартованная — Н, высо-
конагартованная — ВН;
по виду и качеству поверх-
поверхности: первая группа — 1, вто-
вторая группа — 2, третья группа—
з;
по точности изготовления:
высокой точности — ВТ, повы-
повышенной точности — ПТ, нор-
нормальной точности — НТ;
по виду кромок: необрез-
необрезная — НО, обрезная — О.
1. Ленту изготовляют в ру-
рулонах без сварных швов и со
сварными швами. Длина ленты
должна быть не менее 10 м.
Допускается изготовление лен-
ленты длиной от 1,5 до 10 м не бо-
более 10 % массы партии. Рас-
Расстояние между сварными швами
в ленте должно быть не менее
4 м, а для ленты толщиной 1,5—
2 мм — не менее 3 м. Места
сварки должны быть отмечены.
На ленте толщиной 0,3 мм и
менее места сварки отмечают
с одной стороны.
2. Ленту изготовляют ши-
шириной от 10 до 410 мм с града-
градацией в 5 мм. Ленту толщиной
до 1,0 мм и шириной до 100 мм
изготовляют с меньшей града-
градацией ширины, но не менее 1 мм.
По требованию потребителя
обрезную ленту изготовляют
шириной от 6,0 до 10,0 мм.
3. По требованию потреби-
потребителя обрезную ленту изгото-
изготовляют с серповидностью на 1 м
длины не более 3 мм для ленты
шириной до 50 мм, 2 мм —
шириной св. 50 мм.
4. Отклонение от плоскост-
плоскостности на отрезке ленты длиной
1 м не должна превышать 3 мм
для ленты шириной менее 50 мм,
5 мм — шириной св. 50 до
190 мм, 10 мм — шириной св.
190 мм.
При изготовлении мягкой
ленты толщиной 0,2 мм и ме-
менее, шириной свыше 190 мм без
дрессировки отклонение от пло-
плоскостности не должно превышать
15 мм.
Примечание. Допу-
Допускается продольный равномер-
равномерный изгиб.
5. Внутренний диаметр ру-
рулонов для ленты толщиной
0,2 мм и более — от 150 до
600 мм, для ленты толщиной
менее 0,2 мм — не более 400 мм.
По согласованию с потре-
потребителем лента изготовляется
с заданным внутренним диа-
диаметром рулона.
Примеры условных обозна-
обозначений. Лента холоднокатаная из
стали марки 12X13, мягкая,
нормальной точности, 3-й груп-
группы, обрезная, толщиной 0,5 мм,
шириной 100 мм:
Лента 12X13—М—НТ—3—0—
—0,5X100 ГОСТ 4986—79
То же, из стали марки
12Х18Н9, полунагартованная,
повышенной точности, 2-й груп-
группы, необрезная, толщиной
0,2 мм, шириной 400 мм:
Лента 12Х18Н9—ПН—ПТ—
—2—НО—0,2X400
ГОСТ 4986—79
Примечание. Требо-
Требования к режимам термической
обработки, механическим свой-
свойствам, качеству поверхности
изготовляемой ленты приведены
в технических требованиях
ГОСТ 4986—79.
50. Лента стальная холоднокатаная
термообработанная *, мм
(ГОСТ 21996—Щ
Продолжение табл. 50
Тол-
Толщина
0,05
0,055
0,06
0,07
0,08
0,09
0,10
0,11
0,12
0,13
0,14
0,15
0,16
0,18
0,20
0,22
0,24
0,25
0,26
Ширина
5—40
5—40
5—40
5—40
5—40
5—40
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
5—100
Тол-
Толщина
0,28
0,30
0,32
0,35
0,36
0,40
0,45
0,50
0,55
0,60
0,63
0,65
0,70
0,80
0,90
1,0
1,1
1,2
1,3
Ширина
5—100
5—100
5—100
5—100
5—100
5—100
6—100
6—100
7—100
7—100
8—100
8—100
8—100
8—100
9—100
9—100
10—100
10—100
10—100
* Ленту изготовляют из стали
марок 50, 60 по ГОСТ 1050—74;
У7А, У8А, У9А, У10А, У12А
по ГОСТ U35—74; 70, 65Г, 60С2А,.
70С2ХА по ГОСТ 14959—79.
Примечание. По со-
соглашению сторон допускается
изготовление ленты промежу-
промежуточных размеров по толщине
и ширине.
1. Лента подразделяется:
по прочности (временному
сопротивлению разрыву или
твердости) на группы: первую —
1П (<тв 1300—1600 МПа), вто-
вторую — 2П (ав 1610—1900 МПа),
третью — ЗП (ав свыше
1900 МПа);
по точности изготовления:
по толщине: нормальной
точности, повышенной точно-
точности — ПТ, высокой точности —
ВТ;
по ширине: нормальной точ-
точности, повышенной точности —
ПШ, высокой точности — ВШ;
по виду поверхности: свет-
локаленую, светлокаленую с цве-
цветами побежалости — Ц, поли-
полированную — С, колоризован-
ную — К, темную — Ч;
по виду кромок: с обрез-
обрезными кромками, с обработан-
обработанными кромками — Д.
Лента в зависимости от тол-
толщины изготовляется шириной
5, 6, 7, 8, 9, 10, 11, 12, 13, 14,
15, 16, 18, 20, 22, 23, 24, 25,
26, 28, 30, 32, 35, 36, 38, 40,
45, 50, 55, 60, 65, 70, 74, 75,
76, 80, 83, 85, 90 и 100 мм.
Исходя из приведенного ряда,
диапазон размеров изготовляе-
изготовляемой ленты приведен в табл. 50.
Примеры условных обозна-
обозначений. Лента 1-й группы проч-
прочности, повышенной точности из-
изготовления по толщине, нор-
нормальной точности по ширине,
с обработанными кромками,
светлокаленая с цветами побежа-
побежалости, размером 0,7X20 мм:
Лента 1П—ПТ—Ц—Д—
—0,7X20 ГОСТ 21996—76
То же, 3-й группы проч-
прочности, повышенной точности из-
изготовления по толщине и ши-
ширине, с обрезными кромками,
светлокаленая, размером 0,ЗХ
X 15 мм:
Лента ЗП—ПТ—ПШ—0,3X15
ГОСТ 21996—76
Предельные отклонения по толщине
ленты, мм
Толщина
0,05—0,08
0,09—0,15
0,16—0,25
0,26—0,40
0,45—0,70
0,80—0,90
1,0—1,3
Точность изготовления
Нор-
маль-
мальная
—0,015
—0,02
-0,03
—0,04
—0,05
—0,07
—0,09
повы-
повышенная
—0,010
—0,015
—0,020
—0,03
—0,04
—0,05
—0,06
высокая
—0,008
—0,010
—0,015
—0,02
—0,03
—0,04
—0,05
Предельные отклонения по ширине
ленты, мм
До
Св.
Толщина
0,5
0,5 до 1,3
Ширина
до 80
св.
80
Точность изготовлений
нормальная
—0,3
¦ —0,4
—0
—0
4
5
128
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 50
Продолжение табл. 51
Толщина
До 0,5
Св. 0,5 до 1,3
Ширина
До 80
св. 80
до 80
Точность изготовления
повышенная
—0,2
—0,3
—0,3
—0,4
высо-
высокая
—0,1
—0,2
Примечание. Для лент
неответственного назначения по
требованию потребителя допускает-
допускается увеличение предельных отклоне-
отклонений в 1,5 раза по сравнению с от-
отклонениями ленты нормальной точ-
точности, установленными в табл. 50.
51. Сталь листовая горячекатаная
двухслойная коррозионно-стойкая
(ГОСТ 10885—75)
Стандарт распространяется на
горячекатаные двухслойные кор-
коррозионно-стойкие листы с основ-
основным слоем из углеродистой или
низколегированной стали и пла-
плакирующим слоем из коррози-
коррозионно-стойких сталей и сплавов,
никеля и монель-металла, изго-
изготовленные способами пакетной
прокатки, литейного плакирова-
плакирования и другими способами.
1. Двухслойные листы изго-
изготовляют толщиной от 4 до
160 мм.
2. Предельные отклонения по
толщине листов должны соот-
соответствовать нормальной точно-
точности прокатки для листов, изго-
изготовленных пакетной прокаткой,
толщиной от 4 до 7 мм вкл.
и для листов всех толщин, по-
полученных другими методами,
ГОСТ 19903—74; для листов
толщиной св. 60 мм — по согла-
согласованию изготовителя с потре-
потребителем.
3. Предельные отклонения по
длине и ширине листов и косина
реза по ГОСТ 19903—74. Откло-
Отклонения от плоскостности на 1 м
длины двухслойных листов тол-
толщиной 8 мм и более не должны
превышать 15 мм. Для листов
толщиной менее 8 мм отклоне-
отклонения от плоскостности устана-
устанавливаются по согласованию из-
изготовителя с потребителем.
Пример условного обозначения
двухслойной листовой стали тол-
толщиной 20 мм, шириной 1400 мм
н длиной 4000 мм с основным
слоем из стали марки 16ГС,
3-й категории по ГОСТ 5520—79
и коррозионно-стойким слоем из
стали марки 08X13 по
ГОСТ 5632—72:
Лист
20X1400X4000 ГОСТ 10885—76
16ГС—3-\-08Х13
Толщина коррозионно-стойкого слоя
и общая толщина выпускаемых
листов, мм
Тол-
Толщина
листа
4; 5
6; 7
8; 9;
10; 11;
12; 14
16;
18; 20
22;
24; 26
Толщина
корро- I Толщина
зионно- листа
стойкого
слоя
1,0—1,5
1,5—2,0
2,0—3,0
2,5—3,5
3,0—4,0
28; 30
32; 34;
36; 38;
40; 42;
45; 48;
50; 53;
55; 60
Толщина
корро-
коррозионно-
стойкого
слоя
3,5—5,0
4,0—6,0
Примечания: 1. Для
листов толщиной св. 60 мм толщина
коррозионно-стойкого слоя уста-
устанавливается по согласованию изго-
изготовителя с потребителем.
2. Для листов, изготовлен-
изготовленных способом литейного плакиро-
плакирования, допускается увеличение тол-
толщины коррозионно-стойкого слоя
на 20 % по сравнению с толщиной,
указанной в табл. 77.
3. По заказу потребителя ли-
листы толщиной св. 10 мм изгото-
изготовляют с толщиной коррозионно-
стойкого слоя 3—4 мм.
4. По соглашению изготови-
изготовителя с потребителем допускается
увеличение толщины коррозионно-
стойкого слоя.
Предельные отклонения по толщине
листов от 8 добОмм вкл., изготовленных
методом пакетной прокатки
Толщина
листов,
От 8 дс
» 10 »
» 14 »
» 25 »
» 32 »
» 52 »
мм
9
12
24
30
50
60
Предельные
отклонения, %
+ 10,0
+9,0
+7,0
+6,0
+ 5,0
+4,0
ЛИСТОВОЙ ПРОКАТ. СОРТАМЕНТ
129
Продолжение табл. 51
Минимальная и максимальная длина двухслойных листов, мм
Толщина
4; 5
6; 7
8; 9; 10
11; 12
14; 16
18; 20; 22; 24
26; 28; 30; 32;
34; 36; 38; 40
42; 45; 48; 50;
53; 55; 60
Толщина
4; 5
6; 7
8; 9; 10
11; 12
14; 16
18; 20; 22; 24
26; 28; 30; 32;
34; 36; 38; 40
42; 45; 48; 50;
53; 55; 60
Ширина
1200
2000
6000
2000
6000
2000
7500
2000
7100
4500
6300
4300
6000
—
—
1300
2000
6000
2000
6000
2000
7600
2000
7600
4500
7700
4000
7200
—
—
1400
2000
6000
2000
6000
2000
7000
2000
7000
4000
7200
2500
6700
4400
9400
—
1500
2000
6000
2000
6000
2000
7000
2000
6600
4000
7000
3000
6200
4100
8800
4000
6200
Шир1
2000
—
—
—-
—
—
3400
7900
3300
6600
3300
4700
2100
—
—
—
—
—
3300
7500
3200
6300
3200
4500
2200
—
—
—
—
—
3300
7100
3300
6000
3200
4300
2300
—
—
—
—
—
3400
6800
3200
5700
3300
4100
1600
2000
6000
2000
6000
2000
6700
2000
7500
4000
6600
3200
5800
3800
8300
3600
5800
1700
2000
6000
2000
6000
2000
6300
2000
7000
3700
7200
3700
5500
3600
7800
3400
5500
1800
—
—
—
—
—
—
3400
7400
3200
5200
1900
—
—
—
—
—
3600
8400
3200
7000
3200
4900
иа
2400
—
—
—
2500
—
—
—
- 1 -
—
3300
6500
3300
5500
3200
3900
—
3400
6300
3300
5300
3300
3700
2600
—
—
—
—
—
3300
6100
3300
5100
3400
3500
2700
—
—
—
—
—
3300
5900
3300
4900
3300
3400
2800
—
—
—
—
_
3500
5700
3300
4700
—
Примечание. Другие размеры листов, а также размеры листов толщн-
ной более 60 мм устанавливаются по соглашению изготовителя с потребителем.
5 П/р Е. И. Семенова
130
ЗАГОТОВКИ ДЛЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 51
Сочетание марок сталей основного и плакнрующего слоев двухслойных листов,
выпускаемых промышленностью (отмечено знаком +)
Марка стали
плакирующего
слоя
08X13
08Х17Т
15Х25Т
08Х18Н10Т
12Х18Н10Т
03Х18Н11
10Х17Н13М2Т
10Х17Н13МЗТ
08Х17Н15МЗТ
06ХН28МДТ
03Х16Н15МЗ
ХН65МВ
Н70МФ
ХН78Т
Монель НМЖМц
28—2,5—1,5
Никель НП-2
Марка стали основного слоя
ВСтЗсп
+ +||11++++|+++++
О
1 1 1 1 1 1 1 II 1 1 1 1 1 1 +
о
Н
-
-
ь
09Г2
+ 1 1 1+1 1 1 1 1 1 II 1 1 1
16 ГС
+11++1++++1+++1 1
09Г2С
+ 1 1 ++ 1 ++ 1 1 1 1 II 1 1
ЮХСНД
1 II 1 1 1 1 II M++I 1 1
1
10ХГСН1Д
! 1111111111+1111
12МХ
1 II1111II11++II+
12ХМ
1 1 1 1 1 ! 1 II 1 1++ II +
1Х2М1
1 1 1 1 1 1 II II 11+1 1 1
Глава
3
ДЕФОРМИРОВАНИЕ СТАЛИ
И СПЛАВОВ
1. МЕХАНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ СТАЛИ
И СПЛАВОВ
Для определения допустимых режи-
режимов нагрева, температурных интерва-
интервалов ковки и штамповки, степени,
скорости и схемы деформации, условий
охлаждения поковок, а также необхо-
необходимого усилия машины следует знать
зависимость механических свойств об-
обрабатываемого материала от темпе-
температуры деформирования. Механиче-
Механические свойства (пластичность, проч-
прочность, сопротивление деформации, ков-
ковкость и др.) определяют различными
методами испытаний на растяжение,
сжатие, кручение и ударный изгиб.
Под пластичностью понимают свой-
свойства твердых тел необратимо деформи-
деформироваться без разрушения под дей-
действием механических нагрузок или
внутренних напряжений, под ков-
ковкостью — способность металлов и
сплавов подвергаться ковке или объ-
объемной штамповке без разрушения.
Численные значения указанных свойств
описывают механическими характери-
характеристиками.
Самым распространенным является
испытание на статическое растяжение.
Им выявляют следующие механические
характеристики материалов:
ат — предел текучести (физический);
ао,2 ~ предел текучести (условный);
ав — временное сопротивление; ар—
истинное сопротивление разрыву; S —
относительное удлинение после раз-
разрыва; ip — относительное сужение в зо-
зоне разрыва; 6В — относительное рав-
равномерное удлинение; аш — истинное
временное сопротивление.
Численные значения критериев ков-
ковкости находят по следующим форму-
формулам:
Къ = У/оа; К6 = 8/ов.
Учитывая, что значение S зависит от
начальной длины образца, предпочте-
предпочтение отдают критерию К^- По значе-
значению /Сф и пятибалльной шкале опре-
5*
деляют способность металлов и спла-
сплавов к ковке и объемной штамповке
(табл. 1).
Испытанием на сжатие (осадку) на-
находят етр ос — степень деформации,
соответствующую появлению на сво-
свободной поверхности образца первой
трещины при осадке, а также qoc —
удельное усилие при осадке в зависи-
зависимости от степени деформации. При
испытании иа сжатие контактное тре-
трение оказывает существенное влияние
на получаемые результаты. Коэффи-
Коэффициент трения имеет переменное значе-
значение в зависимости от температуры,
состояния контактирующих поверхно-
поверхностей, химического состава материалов
и других факторов, учесть которые
трудно.
Испытание на кручение находит все
большее применение для исследования
механических свойств. При кручении
не образуется шейка, как при растя-
растяжении, или бочкообразность, как при
сжатии. Срез и отрыв происходят по
разным поверхностям. Это позволяет
четко оценить сопротивление срезу и
отрыву. Напряженное состояние ха-
характеризуется коэффициентом жестко-
жесткости
где ах, о, as — главные напряжения;
a — интенсивность напряжений.
[Этим методом можно определить
пластичность хрупких и высокопла-
1. Пятибалльная шкала ковкости
Балл
1
2
3
4
5
Ку, %/МПа
Менее 0,01
0,01—0,3
0,31—0,8
0,81—2
2,1 и выше
Ковкость
Не куется
Низкая
Удовлетво-
Удовлетворительная
Хорошая
Отличная
132
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
2. Механические характеристики стали и сплавов при ковочных температурах
Марка стали
\сплава^
СтЗсп
Ст5сп
15
20
'
25
30
35
СО
О. .
Н S
S.S
Темп
испы
°С
700
800
900
1000
1100
1200
900
1000
1100
1200
1250
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
1300
800
900
1000
1100
1200
700
800
900
1000
1100
1200
1300
°0,2
°в
МПа
74
52
39
25
19
14
41
38
14
—
—
_
—
.
—
131
70
48
41
24
14
20
—
104
70
56
31
21
15
18
100
64
66
44
32
25
67
50
29
16
11
56
58
45
28
24
14
130
91
77
48
31
20
150
98
81
55
39
23
25
100
79
49
31
21
152
112
75
52
40
27
23
6
57
95
84
79
80
84
62
81
65
59
58
74
36
46
52
58
65
39
51
55
63
59
64
42
57
53
60
60
101
67
49
53
56
58
64
34
56
54
69
74
85
58
96
95
100
100
100
100
90
90
90
90
90
92
44
49
80
100
100
94
96
100
100
100
100
76
78
95
100
100
100
100
98
100
100
100
100
75
100
100
100
100
100
100
%
МПа
0,96
1,48
1,51
2,27
3,12
4,0
1,34
1,8
3,1
5,6
8,2
1,64
0,76
1,1
2,9
4,17
7,14
0,72
1,05
1,3
2,08
3,23
5,0
0,51
0,78
1,18
1,83
2,55
4,37
4,00
0,98
1,27
2,04
3,23
4,76
0,49
0,89
0,13
0,19
0,25
0,38
0,44
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации 6
Кованое и нормализо-
нормализованное; do = 6 мм,
/0 = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с
Прокатанное; do =
= 5 мм, 1а = 25 мм;
о=2 мм/мин, ё =
= 0,001 с
Прокатанное; d^ —
— 10 мм, la = 50 мм;
v = 1,1 мм/мин, ё =
= 0,0004 с
Деформированное;
dn = 5 мм, 10 =
= 25 мм; v =
= 10 мм/мин, е =
= 0,007 с
Прокатанное; й$ =
= 6 мм, la = 30 мм;
о=16 мм/мин, е =
= 0,009 с
Деформированное;
do = 5 мм, /0= 25 мм;
о=10 мм/мин, е =
= 0,007 с
Прокатанное; dn =
= 6 мм, 10 = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛИ И СПЛАВОВ
133
Продолжение табл. 2
Марка стали
(сплава)
40
45
50
20Х
-
40Х
45Г2
18ХГТ
гура
ия,
2.S
О) Н
с з
700
800
900
1000
1100
1200
1300
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
800
900
1000
1100
1200
700
800
900
1000
1100
1200
°0,2
°в
МПа
101
71
55
29
24
16
12
140
65
55
35
22
15
89
46
16
11
8
8
120
64
52
34
21
14
145
55
42
24
11
11
99
56
36
27
17
208
78
55
51
25
14
145
113
72
50
38
26
18
171
115
77
51
35
27
117
83
51
37
29
22
152
95
86
52
34
26
178
100
71
44
26
24
122
75
50
36
26
240
140
97
80
44
26
6
48
52
55
69
60
87
56
43
58
62
72
81
90
39
45
43
35
41
49
48
56
64
78
98
33
59
65
68
68
70
34,5
54
59
63
72
46,5
51
55
58
62
56
/0
85
97
100
100
100
100
100
96
98
100
100
100
100
98
100
100
100
100
100
89
74
88
97
100
78
98
100
100
100
100
98
98
100
100
100
88
94
96
100
100
100
Кф,
/о
МПа
0,64
0,86
1,4
2,02
2,55
3,91
5,73
0,56
0,85
1,30
1,96
2,86
3,7
0,83
1,20
1,96
2,7
3,45
4,54
0,58
0,78
1,02
1,88
2,94
0,44
0,98
1,41
2,27
3,85
4,17
0,8
1,31
2,00
2,78
3,85
0,37
0,67
0,99
1,25
2,27
3,85
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации 6
Прокатанное; d0 =
= 6 мм, /0 = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Кованое и нормали-
нормализованное; da = 6 мм,
la = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с-1
Деформированное;
d0 — 10 мм, la =
= 50 мм; v = 5 мм/мии,
ё = 0,002 с
Кованое и нормали-
нормализованное; da = 6 мм,
/0 = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с
Кованое и отожженное;
da= 10 мм, 1„ =
= 50 мм; v= 5 мм/мин,
ё = 0,002 с
Прокатанное и отож-
отожженное; da = 10 ММ,
la — 50 мм; v =
= 20 мм/мин, ё =
= 0,007 с
Кованое и нормали-
нормализованное; d0 = 6 мм,
/0 = 30 мм; v =
= 50 мм/мин, ё =
= 0,03 с
134
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Продолжение табл. 2
Мапкя стали
f'ja ^f л\ о v J u*Jti
(сплава)
ЗОХМ
34Х1МА
12ХНЗА
12X2114А
12X1МФ
25Х1МФ
25Х2М1Ф
a ~
>.«
н к
аш
<и ь
с з
s с
800
1000
1200
800
1000
1200
700
800
900
1000
1100
1200
1250
800
900
1000
1100
1200
1250
850
900
950
1000
1050
1100
1150
800
900
1000
1100
1200
1250
800
850
900
950
1000
1100
1200
1250
°0,2
МПа
82
42
14
84
41
17
71
30
27
23
23
12
10
101
65
44
32
20
15
74
52
45
36
31
23
14
146
121
66
39
21
19
270
260
220
126
85
54
33
28
130
57
27
145
61
28
144
91
69
45
44
25
18
115
82
55
43
29
23
84
67
61
51
43
32
18
178
133
76
44
25
22
280
270
230
144
95
62
38
29
6
с
69
64
55
64
42
52
41
61
58
63
73
70
67
35
56
65
64
58
62
36
44
54
60
56
58
55
43
43
42
33
61
49
29
35
34
40
60
61
55
58
/о
67
100
100
82
55
100
78
97
100
100
100
100
100
91
96
100
100
100
100
85
97
98
100
100
100
100
88
80
64
40
100
100
72
86
90
93
92
81
84
100
Кф,
0/
%
мТТа
0,52
1,75
3,7
0,57
0,9
3,57
0,54
1,07
1,45
2,22
2,27
4,00
5,56
0,79
1,17
1,82
2,33
3,45
4,35
1,01
1,45
1,61
1,96
2,33
3,12
5,56
0,49
0,60
0,84
0,91
4,00
4,54
0,26
0,32
0,39
0,65
0,97
1,31
2,20
3,45
Состояние стали
(сплава), размеры
л Л , 9 О Tt ч t* V Л»% tit* TD
оиразца, скорости
деформирования v
и деформации t
Прессованное; d0 —
= 6 мм, /0 = 30 мм;
о=16 мм/мин, ё =
= 0,009 с
То же
Кованое и отожжен-
отожженное; da = 10 мм, 1а —
= 50 мм; v = 5 мм/мин
ё = 0,002 с'1
Прокатанное; d0 =
= 10 мм, 1д = 50 мм;
v = 20 мм/мин, ё =
= 0,007 с
Образцы вырезаны из
труб в продольном
направлении; da =
= 6 мм, t0 = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Кованое и отожжен-
отожженное; dg = 6 мм, 1а =
= 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с
Кованое; d0 = 6 мм
10 = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с"*
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛИ И СПЛАВОВ
135
Продолжение табл. 2
Марка стали
(сплава)
20Х1М1Ф1ТР
20Х2Н4А
20ХГНР
ЗОХГСА
30ХГСН2А
34ХН1МА
34ХНЗМА
40ХН2МА
D0ХНМА)
?*?
3.S
|Я
700
800
900
1000
1100
1200
1300
700
800
900
1000
1100
1150
1220
800
900
1000
1100
1200
1250
700
800
900
1000
1100
1200
800
900
1000
1100
1200
1250
800
1000
1200
825
925
1025
700
800
900
1000
1100
1200
°0,2
°в
МПа
676
238
94
85
38
24
14
64
46
37
22
20
16
16
117
74
33
19
15
16,5
100
65
43
26
15
11
89
39
20
89
52
37
726
288
158
107
47
32
18
124
57
57
38
28
26
22
121
82
45
30
25
23
178
87
54
38
21
10
119
83
50
33
22
17
151
58
27
148
93
67
187
91
51
36
24
14
6
6,5
19
46
36,5
50
82
56
64
58
63
59
65
71
40,5
46,5
58
63
76
82
59
62
84
71
59
85
33
51
53
67
69
77
49
46
45
62
67
72
17
66
69
75
72
62
%
37
85
93
100
100
100
100
78
95
100
100
100
100
100
84
100
100
100
100
100
51
75
90
90
90
90
77
77
90
100
100
100
84
65
100
98
98
100
32
90
90
90
90
90
%
МПа
0,05
0,30
0,59
0,93
2,14
3,1
5,38
0,63
1,67
1,75
2,63
3,57
3,85
4,55
0,69
1,21
2,22
3,33
4,00
4,35
0,29
0,86
1,67
2,36
4,27
9,00
0,65
0,93
1,8
3,03
4,54
5,88
0,56
1,12
3,7
0,66
1,05
1,49
0,17
1,00
1,76
2,50
3,75
6,43
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации е
Прокатанное; d0 =
= 6 мм, 10 = 30 мм;
ч=16 мм/мин, ё =
= 0,009 с
Кованое и отожжен-
отожженное; d0 = 10 мм, 10 =
= 50мм;и = 5мм/мин,
ё = 0,002 с
Прокатанное; d0 =
= 10 мм, 10 = 50 мм;
v = 320 мм/мин, ё =
= 0,007 с
Прокатанное; da =
= 5 мм, 1д = 25 мм;
v = 2 мм/мин, ё =
= 0,0013 с
Прокатанное; d0 =
= 10 мм, 10 = 50 мм;
v = 20 мм/мин, ё =
= 0,007 с
Прессованное; da =
= 6 мм, 10 =30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Кованое; d0 =
= 6 мм, /0 = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Прокатанное; da =
= 5 мм, 10 = 25 мм;
v = 2 мм/мин, ё =
= 0,001 с
136
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Продолжение табл. 2
Марка стали
(сплава)
18Х2Н4МА
38Х2МЮА
20ХЗМВФ
Р18
60С2
ШХ15
9X1
@
шера!
si."
700
800
900
1000
1100
1200
800
900
1000
1100
1200
1250
1000
1050
1100
1150
700
800
900
1000
1100
1200
1250
800
900
1000
1100
1200
tooo
1050
1100
1.150
1200
700
800
900
1000
1100
1200
°0,2
а
МПа
230
74
56
42
24
20
100
68
41
22
15
11
29
23
22
15
380
189
154
116
61
25
19
85
56
36
20
12
33
29
20
17
18
105
89
45
34
17
И
270
133
81
56
37
25
114
80
51
32
22
18
51
40
35
28
440
220
194
119
65
27
20
99
68
43
26
15
43
49
30
26
22
134
122
77
52
29
19
6
31
35
22
31
63
46
66
58
66
73
77
95
59
64
67
65
23
42
46
54
70
49
41
66
62
61
78
90
61
62
72
61
76
59
57
54
67
80
73
/0
69
34
23
36
100
100
95
97
98
100
100
100
97
100
100
100
61
79
71
53
83
80
79
97
96
100
100
100
100
100
100
100
100
95
95
94
98
100
100
МПа
0,26
0,26
0,28
0,64
2,70
4,00
0,84
1,12
1,92
3,12
4,54
5,56
1,90
2,50
2,86
3,57
0,14
0,36
0,37
0,44
1,27
3,00
3,90
0,98
1,42
2,33
3,85
67
2,33
2,04
3,33
3,85
4,54
0,71
0,77
1,22
1,89
3,45
5,26
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации t
Прокатанное; d0 =
= 6 мм, /0 =30 мм,
о=16 мм/мин, ё =
= 0,009 с
Прокатанное и отож-
отожженное; d0 = 10 мм,
/0 = 50 мм; и =
= 20 мм/мин, ё =
= 0,007 с
Кованое, нормали-
нормализованное, d0 = 6 мм,
/0 = 30 мм; v =
= 2 мм/мин, ё =
= 0,009 с'1
Кованое и отожжен-
отожженное; dg = 6 мм, /0 =
= 30 мм; v =
= 16 мм/мин, ё =
= 0,001 с~*
Прокатанное; d0 =
= 10 мм, 10 = 50 мм;
v = 20 мм/мин, ё =
= 0.U07 с
Деформированное и
отожженное; d0 =
= 6 мм, /0 = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Прокатанное и тер-
термически обработан-
обработанное; d0 = 6 мм, /0 =
= 30 мм; v=
= 16 мм/мин, ё =
= 0,009 с
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛИ И ..СПЛАВОВ
137
Продолжение табл. 2
Марка стали
(сплава)
9X2
9ХС
60ХН
90ХМФ
У7
У 8
У10
а. -
1%
si
700
800
900
1000
1100
1200
800
900
1000
1100
1200
1250
700
800
900
1000
1100
1200
800
900
1000
1100
1180
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
°0,2
°в
М 1а
126
103
108
42
21
11
ПО
66
43
20
15
12
125
94
50
26
20
165
139
137
51
31
12
134
75
47
32
20
16
96
79
56
39
28
23
160
114
65
38
27
ПО
96
64
37
22
17
106
93
56
34
21
15
107
92
56
30
18
16
6
45
47
50
54
75
71
26,5
41
52
54
83
78
40
40
46
40
38
39
35
51
71
82
83
64
65
60
62
65
92
58
58
62
62
80
69
50
52
59
70
78
86
¦
%
83
91
84
100
100
100
68
95
86
83
100
100
100
100
100
100
100
100
92
98
100
100
100
90
100
100
100
100
100
91
100
100
100
100
100
87
100
100
100
100
100
IS
»*'
/о
МПа
0,5
0,67
0,61
1,96
3,23
8,33
0,51
1,27
1,82
2,58
5,00
6,19
1,04
1,27
1,79
2,56
3,57
4,35
0,58
0,81
1,54
2,63
3,71
0,81
1,04
1,56
2,70
4,54
5,88
0,87
1,08
1,79
2,94
4,76
6,67
0,82
1,09
1,79
3,33
5,56
6,25
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации &
Кованое и отожжен-
отожженное; d0 = 6 мм, /„ =
= 30 мм; v =
= 16 мм/мин, ё =
= 0,009 <Г*
Прокатанное; d0 =
— 10 мм, /0 = 50 мм;
v = 20 мм/мин, ё =
= 0,007 с
Деформированное;
d0 = 10 мм, tg =
= 50мм;и= 5мм/мнн,
ё = 0,002 с
Образцы вырезаны из
поковки валка в тан-
тангенциальном напра-
направлении; d0 = 6 мм,
/0 = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с
Деформированное и
отожженное; da =
= 5 мм, /0 = 25 им;
v = 10 мм/мин, ё =
= 0,007 с
Деформированное и
отожженное; d0 =
= 5 мм, /0 = 25 мм;
v = 10 мм/мин, ё =
= 0,007 с
То же
138
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Продолжение табл. 2
Марка стали
(сплава)
У12
Х12М
ЗХ2В8Ф
12X13
20X13
30X13
40X13
та
р. -
>>«
н я
а х
О- та
с з
s с
700
800
900
1000
1100
1200
700
800
900
1000
1100
1200
800
900
1000
1100
1200
1250
800
900
1000
1100
1200
800
850
900
950
1000
1100
1150
800
900
1000
1100
1200
800
900
950
1000
1050
1100
1150
1200
°0,2
ов
МПа
121
92
79
46
30
34
70
64
39
24
14
60
81
76
54
40
25
21
79
95
51
38
26
121
104
75
52
46
44
35
28
106
102
61
35
18
15
143
125
83
47
25
8
136
114
85
50
34
38
84
80
54
34
20
71
119
106
79
62
38
32
91
133
78
44
30
135
127
92
76
58
54
41
33
б
60
52
40
65
74
92
43,5
32,5
46
36
48
3,1
24
50
45
60
52
54
47,5
60
68
72
62
51
43
56
58
59
65
84
67
82
70
71
74
64
68
84
70
73
60
64
60
68
96
100
100
100
100
68
58
54
49
48
13,5
90
74
64
62
98
100
95
81
90
96
95
98
53
74
76
65
90
100
98
82
97
98
98
96
92
96
98
100
98
100
100
%
МПа
0,64
0,94
1,64
2,86
5,56
6,67
0,48
0,46
0,65
1,04
1,92
1,70
0,66
0,65
0,75
1,25
2,88
2,63
1,14
1,01
1,65
2,87
4,78
1,38
0,45
0,7
0,96
1,95
2,4
3,12
1,07
0,62
1,24
2,23
3,26
0,71
0,72
1,04
1,29
1,72
1,81
2,44
3,00
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации 6
Деформированное и
отожженное; d0 =
= 5мм, 1а = 25 мм,
v = 10 мм/мин; е =
= 0,007 с
Кованое и отожжен-
отожженное; d0 = 10 мм, 1д =
= 50 мм; у —
= 1,1 мм/мин, е =
= 0,0004 с'1
Кованое; d0 = 10 мм,
la = 50 мм; v =
= 20 мм/мин, е =
= 0,007 с~1
Прокатанное; d0 —
= 10 мм, la = 50 мм;
V— 20 мм/мин, е =
= 0,007 с-1
Прокатанное; d0 =
= 6 мм, t0 = 30 мм;
v = 16 мм/мин, е =
= 0,009 с
Деформированное;
d0 = 6мм, /0= 30 мм;
v = 16 мм/мин, е =
= 0,009 с
Деформированное;
d0 = 6 мм, /0= 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛИ И СПЛАВОВ
139
Продолжение табл. 2
Марка стали
(сплава)
12X17
40Х9С2
12X21Н5Т
10Х17Н13М2Т
12Х18Н9
12Х18Н9Т
36Х18Н25С2
тура
ия,
5 х
||
700
800
900
1000
1100
1200
1300
700
800
900
1000
1100
1200
900
1000
1100
1200
1250
800
900
1000
1100
1200
1250
700
800
900
1000
1100
1200
800
900
1000
1100
1200
800
900
1000
1100
1200
°0,2
"в
МПа
111
78
60
43
33
170
132
75
42
23
18
158
ПО
59
36
22
189
129
72
41
29
86
41
22
21
14
8
6
140
52
60
46
23
16
132
82
61
44
34
240
146
83
47
28
22
216
122
69
39
31
16
205
122
67
39
26
249
146
77
45
32
6
67
64
58
81
73
85
99
54
70
34
28,5
33
71
43
49
56
63
63
26,5
38,5
34,5
40,5
77
80
47
57
65
56
64
45
26,5
41
50
66
79
34
48
55
71
86
%
97
98
98
97
97
99
97
95
98
59
45
42
79
69
69
72
77
90
44
59
64
85
99
100
76
70
66
60
59
71
57
90
95
98
100
66
88
88
96
100
0/
МПа
1,13
2,39
4,47
4,6
6,94
12,38
16,15
0,6fc
1,87
0,98
0,97
1,84
4,61
0,52
0,84
1,18
1,75
2,66
0,18
0,40
0,77
1,79
3,49
4,54
0,35
0,57
0,96
1,55
1,92
4,43
0,28
0,74
1,42
2,54
3,85
0,27
0,60
1,15
2,14
3,12
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации 6
Прокатанное; dg =
= 10 мм, /0 = 50 мм;
v = 1,1 мм/мин, ё =
= 0,0004 с
Прокатанное и отож-
отожженное; d0 = 10 мм,
10 = 50 мм; v =
= 1,1 мм/мин, ё =
= 0,0004 с
Прокатанное и отож-
отожженное; da = 10 мм,
t0 = 50 мм; v =
= 20 мм/мин, е =
= 0,007 <П
Прокатанное; d0 =
= 10 мм, t0 = 50 мм;
v = 20 мм/мин, ё =
= 0,007 с"*
Прокатанное; da =
= 10 мм, /0 = 50 мм;
v = 1,1 мм/мин, е =
= 0,0004 с
Прокатанное; d0 =
= 10 мм, /0 = 50 мм;
v = 20 мм/мин, ё =
= 0,007 с-1
Кованое; d0 = 10 мм,
la = 50 мм; v =
= 20 мм/мин, е =
= 0,007 с
140
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Продолжение табл. 2
Марка стали
(сплава)
20X2SH18
20Х2БН20С2
15Х11МФ
18Х11МНФБ
13Х11Н2В2МФ
18Х12ВМБФР
37Х12Н8Г8МФБ
09Х14Н19В2БР1
та
О. *
>,«
S3
|3
S с
800
900
1000
НОС
1200
1000
1100
1200
910
1000
1100
1200
700
800
900
1000
1100
1200
1300
1350
900
1000
1100
1200
700
800
900
1000
1100
1200
1300
1350
800
900
1000
1100
1200
1250
1050
1100
1150
1200
1250
°0,2
°в
МПа
220
138
65
40
22
56
33
17
44»
194
175
94
53
33
9
11
ПО
40
29
22
519
183
111
86
48
26
17
17
252
167
85
48
24
20
74
55
42
33
15
259
137
72
45
28
78
38
23
120
70
30
SiO
468
222
216
139
78
36
11
12
137
72
42
27
546
207
142
109
67
28
18
19
353
183
94
50
27
21
85
62
47
34
18
б
24
37
49
51
27
47
53
70
80
72
66
56
17
44
30
35
49
62
54
64
64
58
61
55
13,5
24,5
70
46
54
68
53
47
12
22
38
45
51
21
54
54
42
17
18
/о
67
77
77
70
30,5
78
75
82
94
95
100
94
87
97
71
87
100
100
97
98
87
81
95
87
80
92
95
96
100
100
100
100
22
59
78
88
79
41
100
100
93
47
34
%
МПа
0,26
0,56
1,06
1,54
1,11
1,С0
1,98
3,56
0,78
1,35
3,33
4,7
0,19
0,44
0,34
0,62
1,28
2,90
8,80
8,41
0,64
1,13
2,3
3,2
0,15
0,45
0,67
0,89
1,48
3,52
5,43
5,34
0,06
0,32
0,83
1,75
2,89
1,93
1,18
1,50
1,98
1,38
1,90
Состояние стали
(сплава), размеры
образца, скорости
деформирования v
и деформации ё
Прокатанное; d0 =
= 10 мм, /0 = 50 мм;
и = 20 мм/мин, ё =
= 0,007 с
Прокатанное; do =
= 5 мм; /0 = 25 мм;
v = 2 мм/мнн, ё =
= 0,001 с
Кованое, закаленное,
отпущенное; d0 = 6 мм,
/0 = 30 мм; v —
= 16 мм/мин, ё =
= 0,009 с
Прокатанное; d0 =
= 6 мм, /„ = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
То же
Прокатанное; d0 =
= 6 мм, /о = 30 мм;
v = 16 мм/мин, ё =
= 0,009 с
Прокатанное и отож-
отожженное; d0 = Ю мм,
10 = 50 мм; v =
= 20 мм/мин, ё =
= 0,007 с
Кованое; d6 = 6 мм;
In = 30 мм' v =
= 16 мм/мин; ё=
= 0,009 о
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛИ И СПЛАВОВ
141
Продолжение табл. 2
Марка стали
(сплава)
08Х16Н13М2Б
31Х19Н9МВБТ
ХН35ВТ
ХН35БТЮ
-
ХН78Т
ХН67МВТЮ
тура
ия,
л х
О) Ь
= с
н^
700
800
900
1000
1100
1200
1300
800
850
900
950
1000
1100
1150
1200
900
950
1000
1100
1150
1200
1250
700
800
900
1000
1100
1200
800
900
1000
1100
1200
1250
700
800
900
1000
1100
1200
1250
°0,2
°в
М la
325
268
245
183
85
44
28
280
280
210
210
116
67
48
42
184
135
100
57
45
31
28
636
621
224
101
51
35
320
200
103
78
43
37
696
682
538
199
85
47
41
412
294
266
190
89
48
28
320
290
220
220
127
82
61
50
191
142
106
61
52
41
32
842
645
224
106
56
38
388
220
114
90
55
40
899
785
559
201
87
60
44
6
17,5
15,5
13,0
14,0
43,0
54,0
23,5
33
28
28
21
45
54
54
59
28
46
67
84
88
90
66
26,5
7,2
42,5
82
80
26
72
45
64
70
92
100
16,5
5,9
20,5
52,0
76
86
85
%
60
52
36
32
64
82
45
68
67
67
64
85
90
91
94
49
70
90
96
97
96
84
40
12
92
100
100
40
46,5
84
93
97
100
100
20
11,5
44
94
93
93
95
л\|>'
%
МПа
0,13
0,18
0,14
0,17
0,78
1,8
1,63
0,21
0,23
0,30
0,29
0,67
1,1
1,49
1,88
0,26
0,49
0,85
1,57
1,87
2,30
2,60
0,05
0,02
0,41
0,94
1,78
1,03
0,12
0,38
0,82
1,08
1,82
2,5
0,02
0,01
0,08
0,47
1,09
1,56
2,13
Состояние стали
(сплава), размеры
образц-а, скорости
деформирования v
и деформации t
Прокатанное; d0 =
= 6 мм, /0 = 30 мм;
о=16 мм/мил, ё =
.= 0,009 с
Кованое и отожжен-
отожженное; d0 = 6 мм, /0 =
= 30 мм; v=
= 16 мм/мин, ё =
= 0,009 с~*
Кованое; d0 = 6 мм,
/„ = 30 мм; v —
= 16 мм/мин, ё =
= 0,009 с~*
Кованое и прессован-
прессованное; d0 = 6 мм, /0 =
= 30 мм; v =
= 16 мм/мин, ё <=
= 0,009 с
Прокатанное и отож-
отожженное; d0 = 10 мм,
/0 = 50 мм; v =
= 20 мм/мин, ё =
= 0,007 с
Кованое и прессован-
прессованное; d0 = 6 мм, /0 =
= 30 мм; v =
= 16 мм/мии, ё =
= 0,009 с"*
142
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ДИАГРАММЫ РЕКРИСТАЛЛИЗАЦИИ
143
Продолжение табл. 2
Марка стчлн
ХН77ТЮР
ХЩ0Т1МО
ХН70ВМЮТ
ХН70СМТЮ
ХН65ВМТЮ
ЯЗ
О. .
Ь Я
я х
о. л
О) Н
§1
800
900
1000
1100
1200
1250
900
950
1000
1100
1150
700
800
900
1000
1100
1200
1250
900
1000
1100
1200
700
800
900
1000
1100
1200
1225
а0,2
«в
МПа
820
710
270
170
65
43
34
448
492
388
229
130
60
48
616
385
111
49
35
16
580
420
300
170
120
930
730
290
174
68
45
45
562
157
74
35
660
671
522
229
130
65
57
Примечание. Обозначения:
JO J .
иой части образца; 6 =
мирования.
ао
dx 1
О1
adx
в
24
26
80
153
134
56
77
78
84
100
11
25
55
60
68
44
45
20,5
52
80
70
51
26
27,5
71
70
77
82
U, /„ ¦
V
и '
%
22,5
27,5
95 '
100
100
69
97
96
96
98
100
17
60
85
90
83
67
66
32
86
91
51
57
30
55
94
91
87
83
%
МПа
0,04
0,15
0,86
2,04
2,86
4,10
0,17
0,23
0,32
0,58
0,83
0,02
0,08
0,29
0,52
1,22
1,49
1,46
0,06
0,55
1,23
1,46
0,08
0,04
0,10
0,41
0,70
1,33
1,46
Состоянне стали
(сплава), размеры
образца, скорости
деформирования v
и деформации ё
Кованое и нормали-
нормализованное; d0 — 5 мм,
/ -— О ^ илил* it —
Iff i.O MM, V •—
= 1,1 ММ/МНИ, 8 =
= 0,0007 с
Прессованное, зака-
закаленное и состаренное;
d0 = 6мм; /0= 30 мм;
v = 16 мм/мин, ё =
= 0,009 с"»
Кованое; d0 = 6 мм,
/0 = 30 мм; v —
= 16 мм/мин, 8 =
= 0,009 с
Кованое и нормали-
нормализованное; d0 = 5 мм,
10 = 25 мм; V —
= 1,1 мм/мин, ё =
= 0,009 с
Кованое; d0 = 6 мм,
/„ = 30 мм; v =
= 16 мм/мин, ё =
= 0,009 с
— начальные диаметр и длина расчет-
где dx
— продолжительность дефор-
стичных материалов. Метод чувстви-
чувствителен к структуре металла. Испытанием
на кручение выявляют число скручива-
скручиваний п образца до разрушения (пластич-
(пластичность) и максимальный крутящий мо-
момент УИшах (прочность). Параметры п
и Мшах не учитывают начальные и
конечные размеры образца, не яв-
являются относительными величинами,
их нельзя сравнивать с 6, г|), етр ос ,
ат и ав (разные единицы измерения).
Оценка по относительному сдвигу 7.
пределу текучести т0]3 и пределу
прочности тв при кручении позволяет
учесть изменения размеров образца,
получить относительные характеристи-
характеристики и сравнивать их с оценками, полу-
получаемыми другими методами испытаний:
я dn
100;
1Шр,3
где d и / — диаметр и длина образца.
Из динамических испытаний самым
распространенным является испытание
на ударный изгиб. Этим испытанием
определяют ударную вязкость KCU,
т. е. работу, затраченную иа излом
надрезанного образца, зависящую от
пластичности и прочности. Учиты-
Учитывая, что нагрев образца проводят вне
копра и при переносе его из печи к ме-
месту испытания теряется тепло на опо-
опорах копра, то точно установить тем-
температуру испытаний трудно. При опре-
определении численных значений характе-
характеристик механических свойств стали
или сплава необходимо иметь в виду,
что значения эти условные. Они за-
зависят от внутренних и внешних факто-
факторов. К внутренним факторам относятся:
состояние (литое, деформированное, ко-
кованое, прокатанное и т. п.) и струк-
структура (равноосная, столбчатая, мелкая,
крупная); к внешним факторам —
температура, схема и скорость деформи-
деформирования, размеры образца, условия
нагружеиия (дробное или непрерывное)
и Др.
Помимо механических испытаний,
для выявления ковочных свойств при-
применяют методы технологических испы-
испытаний: прокатку клина иа полосу по-
постоянной толщины (А. И. Чипиженко),
прокатку специального слитка или де-
деформированной заготовки постоянного
сечения на клин (Ю. М. Чижиков)
и осадку слитка иа клин.
Характеристики механических
свойств, полученные на образцах, не
могут дать достаточную информацию
о ковочных свойствах и о поведении
при ковке слитков вследствие действия
масштабного, геометрического и фи-
физического факторов, а также различия
термомеханических условий испытания
образцов и производственной козки
слитков (табл. 2). Поэтому возникла
необходимость создания метода опре-
определения деформируемости целого слит-
слитка, не прибегая к его разрезке, изго-
изготовлению и испытанию образцов.
Метод осадки слитка на клин пред-
предназначен для комплексной оценки сред-
средней деформируемости слитков и самой
стали (сплава) с точки зрения _ковки.
Под средней деформируемостью Д под-
подразумевается способность слитка вн-
держивать деформацию при осадке на
клин на наклонных плитах, а также
способность полученного клина вв-
держивать деформацию при ковке—
протяжке на плоских бойках без на-
нарушения сплошности металла. Крите-
Критерий Д интегральный; он отражает
деформируемость стали (сплава) в ли-
литом ?>! и деформированном D2 состоя-
состояниях, качество слитка и полученных
п поковок D3i. Количественная оцен-
оценка Dj, D2 производится в зависимости
от характера и количества несплош-
ностей (разрывов, трещин и т. п.)
по специально разработанным_пяти-
балльным шкалам. Значение Д на-
находят по формуле
2. ДИАГРАММЫ
РЕКРИСТАЛЛИЗАЦИИ
СТАЛИ И СПЛАВОВ
Механические и физические свойства
металлов и сплавов зависят от хими-
химического состава, а также в значитель-
значительной степени от макро- и микрострук-
микроструктуры. Сплавы одного и того же хими-
химического состава могут иметь суще-
существенно различные свойства в зависи-
зависимости от размеров, формы, однород-
однородности зереи. Значения механических
характеристик также зависят от струк-
структуры. Имеется четкая связь между
размерами зерен и пределами теку-
текучести и прочности. Крупнозернистая
структура снижает пластичность спла-
сплавов при нормальной температуре. Слу-
Служебные свойства их при повышенных
и высоких температурах обеспечивают-
обеспечиваются определенной величиной зерен и
их однородностью без разиозериисто-
сти.
Для выявления зависимости разме-
размеров и формы зериа от степени и тем-
температуры деформации строят диаграм-
диаграммы рекристаллизации. Рекристаллиза-
144
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Рис. 1. Диаграмма рекристаллизации II
рода сплава типа ХН77ТЮР (для динами-
динамического деформирования)
цией называется процесс образования
н роста новых зерен с неискаженной
решеткой на границах или внутри
старых вытянутых зерен той же фазы.
При рекристаллизации происходит пол-
полная или частичная замена одних зерен
данной фазы другими зернами той же
фазы с меньшей энергией, соверша-
совершающаяся путем возникновения и дви-
движения (первичная рекристаллизация)
или только движения (собирательная и
вторичная^ границ с большими углами
разориентировки.
Диаграмму рекристаллизации строят
в координатах F (или D) — бф — t,
где F — средняя или максимальная
площадь зерна (D — диаметр зерна)
в зависимости от фактической степени
деформации бф и температуры t (от-
(отжига t0T,K или деформирования ta).
Диаграммы рекристаллизации нужны
для выбора температуры промежуточ-
промежуточных отжигов (при холодной штампов-
штамповке), допустимых температур деформа-
деформации (при ковке или горячей объемной
штамповке), а также режима термиче-
термической обработки.
Существуют три рода (типа) диа-
диаграмм рекристаллизации. Диаграммы
рекристаллизации I рода строят в ко-
координатах F—бф—^отж- Их исполь-
используют для изучения процесса рекри-
рекристаллизации и микроструктуры после
отжига наклепанного металла, главным
образом, при листовой штамповке.
Цель рекристаллизации — снятие на-
гартовки и обеспечение требуемой
штампуемости металла. Для изучения
процесса рекристаллизации при обра-
обработке металлов давлением в горячем
состоянии диаграммы рекристалли-
рекристаллизации II рода строят в координатах
F— еф— ta (или D— ?ф— У (рис. 1).
Цель построения этих диаграмм —
определить условия для получения
требуемого размера зерна в поковке
или готовой детали.
Недостаток диаграмм рекристалли-
рекристаллизации I и II рода заключается в том,
что откладываемое значение F (или D)
не характеризует особенности микро-
микроструктуры металла. Если микрострук-
микроструктура разнозернистая с равным числом
зерен № 1 и № 8 (Gx и Gg см.
ГОСТ 5639—82), то на диаграммах
рекристаллизации I и II рода она
будет представлена средней площадью
этих зерен FCp. соответствующей G2.
Такая микроструктура по длительной
прочности и пластичности несопоста-
несопоставима с однородной равноосной микро-
микроструктурой, у которой все зерна соот-
соответствуют G2. По диаграммам рекри-
рекристаллизации II рода можно определить
критические степени деформации, но
невозможно установить температуру
и условия, при которых протекают
первичная, собирательная и вторич-
вторичная рекристаллизации, определяющие
микроструктуру. Перечисленных не-
недостатков (т. е. усреднения размеров
зерен и невозможности выявить этапы
рекристаллизации) ие имеют диаграммы
рекристаллизации III рода. Эти диа-
диаграммы отражают все особенности
микроструктуры, в том числе среднюю
площадь зерна F в двух состояниях:
после деформации и после термической
обработки *. По этим диаграммам
можно установить температуру и сте-
степень деформации, обеспечивающие тре-
требуемую и, в частности, однородную
микроструктуру металла.
Для построения диаграмм рекри-
рекристаллизации III рода разработана таб-
таблица микроструктур различных метал-
металлов и сплавов в деформированном и
термически обработанном состояниях.
Каждой микроструктуре присвоен но-
номер и условный знак.. Геометрическая
форма знака отражает форму микро-
микроструктуры, видимую под микроско-
микроскопом (табл. 3). Для детализации про-
процесса первичной рекристаллизации раз-
различают его начало (микроструктуры
№ 3 и 6) и конец (микроструктуры
* Бережковский д. И. Новый тип
диаграмм рекристаллизации и методика
их построения. — Заводская лаборатория,
1964, № 12, с. 1482.
ДИАГРАММЫ РЕКРИСТАЛЛИЗАЦИИ
145
3. Условные обозначения и характеристики микроструктур сталей и сплавов
к диаграмме рекристаллизации III рода
Характеристика
Условный знак
Характеристика
Условный знак
Равноосные одно-
однородные зерна
Неравноосные од-
однородные зерна,
вытянутые в нап-
направлении, перпен-
перпендикулярном на-
направлению осадки
Вытянутые старые
зерна н на их гра-
границах новые раз-
разрозненные субзер-
субзерна (Glo и мельче,
занимают прибли-
приблизительно 5 % пло-
площади) — начало
первичной рекри-
рекристаллизации вытя-
вытянутых зерен
Вытянутые старые
зерна с залегаю-
залегающими на границах
и внутри новыми
субзернами (G]o и
мельче, занимают
приблизительно
30 % площади) —
первичная рекри-
рекристаллизация вытя-
вытянутых зерен
Непрерывные це-
цепочки новых субзе-
субзерен (Go и мельче,
занимают прибли-
приблизительно 75 %
площади) вокруг и
внутри старых вы-
вытянутых зерен —
конец первичной
рекристаллизации
вытянутых зерен
О
10
11
Равноосные ста-
старые зерна и на их
границах новые
разрозненные суб-
субзерна занимают
приблизительно
5 % площади (раз-
нозернистость) —
начало первичной
рекристаллизации
равноосных зереи
Равноосные ста-
старые и новые суб-
субзерна занимают
приблизительно
50 % площади (раз-
нозернистость) —
первичная рекрис-
рекристаллизация равно-
равноосных зерен
Непрерывные це-
цепочки новых суб-
субзерен занимают
приблизительно
95 % площади —
конец первичной
рекристаллизации
равноосных зерен
Новые равноос-
равноосные зерна, зани-
занимающие приблизи-
приблизительно 100 % пло-
площади — начало
собирательной ре-
рекристаллизации
Единичные двой-
двойники в нескольких
зернах
Двойники (один
или несколько) в
большинстве зерен
Q
146
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
Продолжение табл. 3
Номер
12
13
Характеристика
Равноосные неод-
неоднородные зерна
(разнозернистость)
Неравноосные не-
неоднородные зерна
(разнозернистость)
Условный знак
СР
Номер
14
Характеристика
Равноосные мелкие
зерна и зерна-ги-
зерна-гиганты (резкая раз-
разнозернистость) —
вторичная рекри-
рекристаллизация
Условный знак
4
№ 5 и 8). Начало первичной рекристал-
рекристаллизации изображают разрозненными
мелкими кружками, обозначающими
новые субзерна на границе старых вы-
вытянутых или округлых зерен, конец —
непрерывными кружками (новые суб-
субзерна) на границе и внутри старых
зерен. Чтобы численно описать раз-
различные этапы процесса первичной ре-
рекристаллизации, условные обозначе-
обозначения связывают с площадью, занимае-
занимаемой новыми мелкими зернами, образо-
образованными в процессе рекристаллизации,
а также крупными старыми нерекри-
сталлизовэнными зернами(микрострук-
туры№ 3—8). При подсчете значения F
не учитывают новые зерна, образовав-
образовавшиеся в результате первичной рекри-
рекристаллизации вытянутых зерен, так как
определить их площадь практически
невозможно, поэтому учитывают толь-
только зерна, образовавшиеся в резуль-
результате первичной рекристаллизации рав-
равноосных однородных зерен.
За начало собирательной рекристал-
рекристаллизации (микроструктура № 9) при-
принят момент исчезновения старых зерен
и старых границ и появления равно-
равноосных однородных мелких зерен.
После выявления особенностей ми-
микроструктуры (записывают номера
структур) и значений F в функции вф
строят нижнюю кривую диаграммы
рекристаллизации III рода, отража-
отражающую микроструктуру образца, под-
подвергнутого осадке при данной темпе-
температуре. После термической обработки
этого образца на плоской поверхности,
иа которой была исследована микро-
микроструктура, вторично готовят шлиф
и снова изучают микроструктуру. Та-
Таким образом, на одном шлифе и при
одинаковых степенях деформации изу-
изучают микроструктуру металла (сплава)
до и после термической обработки, что
дает более точные результаты исследо-
исследования по сравнению с использованием
нескольких образцов. По характери-
характеристикам микроструктуры, полученным
после термической обработки, строят
верхнюю кривую диаграммы и указы-
указывают новые значения F. На нулевой
ординате диаграммы дают характери-
характеристику микроструктуры и значение F
в исходном состоянии («состояние по-
поставки») и после термической обработки
(нагрева и закалкн без деформации,
«свидетель»). Построенную диаграмму
рекристаллизации проверяют на не-
нескольких плавках.
Для высоколегированных стали и
сплавов, у которых служебные свой-
свойства сильно зависят от структуры, по-
построение диаграмм III рода является
обязательным.
На рис. 2 дана диаграмма рекристал-
рекристаллизации III рода сплава ХН70ВМЮТ.
Нижние кривые построены по резуль-
результатам исследования микроструктуры
цилиндрических образцов (d0 = 27,
/0 = 38 мм), подвергнутых осадке на
гидравлическом прессе за один ход
со скоростью деформации е = 0,75 с 1,
фактическая степень деформации 8ф =
= 50 % . Верхние кривые — после тер-
термической обработки этих же образцов:
закалка 1150°С—3 ч — масло, от-
отпуск 800 °С — 20 ч — воздух.
В состоянии поставки сплав имеет
микроструктуру № 1 (см. табл. 3),
т. е. равноосные однородные зерна Ge
(ГОСТ 5639—82). Эта микроструктура
ДИАГРАММЫ РЕКРИСТАЛЛИЗАЦИИ
147
Рис. 2. Диаграмма рекристаллизации III рода сплава ХН70ВМЮТ:
¦ — величина зерна при данной температуре до осадки («свидетель»);
и структура при 20 °С («состояние поставки»); после осадки;
и термической обработки
сохраняется у «свидетелей» до 1050°С,
а затем начинается рост зерен, и при
1200°С они достигают G3. По форме
зерен можно заключить, что в состоя-
состоянии поставки, а также после нагрева
от 900 до 1225 °С («свидетели») сплав
имеет микроструктуру № 1, т. е. одно-
однородные равноосные зерна, полученные
собирательной рекристаллизацией.
Деформирование образца при 900—
1000°С иа еф = 04-20 % и при 1150—
1225°С на еф = О-т-15% не влияет
на форму зерен (при увеличении X 100
и Х500). Они остаются такими, ка-
какими были после нагрева без деформи-
деформирования. Деформирование при 900—
950 °С на еф = 20-7-90 % и при 1000°С
— величина зериа
—¦ — после осадки
на вф = 20-7-25 % вызывает сплющи-
сплющивание зереи и образование микро-
микроструктуры № 2. При 1000°С и еф =
= 25-7-90 % иа границах и внутри
вытянутых зереи образуются субзер-
субзерна — идет первичная рекристаллиза-
рекристаллизация вытянутых зерен (микрострук-
(микроструктуры № 3 и 5). При 1050°С и 8ф =
= 20-7- 50 %, 1150 °С и еф = 15-т- 50 %,
1225°С и еф = 12-=-35 % новые мел-
мелкие зерна образуются на границах
и внутри старых округлых зереи —
идет рекристаллизация округлых зе-
зерен (микроструктуры № 6 и 8).
Из диаграммы видно, что у сплава
ХН70ВМЮТ первичная рекристалли-
рекристаллизация начинается при 1000 °С, соби-
148
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
149
рательная — при 1050 °С. По диа-
диаграмме можно определить влияние бф
на протекание рекристаллизации и
на значение F. После термической об-
обработки микроструктура резко изме-
изменилась (см. рис. 2, верхние кривые).
При tB = 900н-1225°С после терми-
термической обработки отсутствует первич-
первичная рекристаллизация. Идет лишь
собирательная рекристаллизация с об-
образованием неравноосных и равноос-
равноосных неоднородных зерен (структуры
№12 и 13). При гд = 900н-1150°С
в процессе термической обработки
возникают двойники; при более вы-
высоких /д они отсутствуют. Анализ диа-
диаграммы (см. рис. 2) показывает, что
с повышением tn разнозернистость
в деформированном состоянии увели-
увеличивается, а в термически обработан-
обработанном — уменьшается. Из рассмотрения
диаграммы рекристаллизации III рода
сплава ХН70ВМЮТ следует, что де-
деформирование должно заканчиваться
при 1050 °С и еф = 30-^60%. При
этих условиях участки с неоднородны-
неоднородными равноосными зернами (микрострук-
(микроструктура № 12) занимают наименьший
объем.
3. СКОРОСТНОЙ,
МАСШТАБНЫЙ КОЭФФИЦИЕНТЫ
И КОЭФФИЦИЕНТ ТРЕНИЯ
ПРИ ПЛАСТИЧЕСКОМ
ДЕФОРМИРОВАНИИ
СТАЛИ И СПЛАВОВ
Для расчета реальных процессов
деформирования используют результа-
результаты, полученные при деформировании
образцов или модели. Необходимо
при этом учитывать теорию подобия,
согласно которой, если осуществлять
в подобных условиях одинаковые про-
процессы пластического деформирования
геометрически подобных тел из одина-
одинакового материала, то необходимые
удельные усилия деформирования бу-
будут равны между собой, отношение пол-
полных усилий деформирования будет
равно квадрату, а отношение затрачи-
затрачиваемых работ — кубу отношений со-
соответственных линейных размеров. Од-
Однако при пластическом деформирова-
деформировании, рассматривая скоростные условия
подобия, оказывается, что подобие
условий трения и физическое подобие
не могут быть достигнуты одинаковы-
одинаковыми скоростными условиями. Так, со-
согласно подобию условия трения необ-
необходимо, чтобы скорости деформации
модели ём и натуры ён и продолжи-
продолжительность деформирования модели тм
и натуры ти были связаны соотноше-
соотношениями ём = тмён и тм = тн/тм (тм—
масштаб моделирования, т. е. отноше-
отношение соответственных размеров модели
и натуры), а для физического подобия
необходима одинаковая длительность
процесса, т. е. тм = тн и, следова-
следовательно, равенство скоростей деформа-
деформации ём =. ен.
В связи с невозможностью соблюсти
все условия подобия одновременно,
необходимо использовать следующие
экспериментально установленные коэф-
коэффициенты: скоростной, масштабный
(объемный) и коэффициент трения.
Скорость деформации, масштаб и
трение оказывают значительное влия-
влияние на изменение характеристик меха-
механических свойств. Скоростной, мас-
масштабный коэффициент и коэффициент
трения позволяют учитывать измене-
изменение различных параметров при расчете
реальных технологических процессов
обработки давлением.
Скорость деформации е (изменение
степени деформации в единицу вре-
4. Значения коэффициента к прн различных температурах испытания
и степенях деформации (Ej = 10 %, ?2 *= 20 %, в3 — 30 %)
Сталь
ХВГ
Х12
12Х18Н9Т
17Х18Н9
е
2
0
1
1,
1
01
93
53
900 °С
е,
2,98
1 12
1,59
1,78
Е
3
1
1
1
3
28
45
73
,88
1
1
1
1
=i
,41
,1
,06
,3
1оро°с
с
2
1
1
1
а
48
65
7
Ез
2,34
1,71
1,95
1,91
е,
1,31
0,98
0,95
1,46
1100°С
е2
1,7
1,35
1,25
1,81
i
2
1
1
2
-г
,06
,5
,47
,06
0,76
0,85
0,78
1,33
1200 °
1
1
1
1
,39
,16
,13
,73
1,65
1,36
1,38
1,98
5. Значения скоростного коэффициента
Отношение скоростей
деформации ?/?0
10
100
1000
При ударной
нагрузке
0,3—0,4
1,1 — 1,15
1,22—1,32
1,34—1,52
1,25—1,75
0,6—0,7
1,15—1,3
1,32—1,7
1,52—2,2
1,75—2,5
Более 0,7
1,3—1,5
1,7-2,25
2,2—3,4
2,5—3,5
Примечание. Обозначения: t — температура деформирования; 'пл —
температура плавления металла или сплава.
6. Значения сг0 и Тпр ПРИ 8о = 1>0 с и различных температурах испытания
Сталь н сплавы
25
45
50
ЗОХГСА
12ХНЗА
ШХ15
60С2
У7
У10
Х12
Р18
12X13
30X13
12Х18Н9
40Х9С2
45Х14Н14В2М
80
203
205
—
210
220
230
241
147
224
400
399
—
246
—
—
940
¦)°С
Кпр
0,129
0,11
—
0,12
0,12
0,15A
0,12ft
0,12
0,11
0,08
0,07
—
0,14
—
—
0,03
900 'С
о»
14Ь
141
172
157
170
159
171
122
133
225
204
189
186
256
143
680
^Пр
0,156
0,12
0,12
0,13
0,14
0,152
0,13
0,14
0,12
0,14
0,114
0,126
0,16
0,06
0,132
0,09
1000°С
105
108
124
113
130
107
133
83
104
126
174
138
164
194
202
400
КПр
0,175
0,13
0,135
0,135
0,15
0,16
0,13
0,18
0,13
0,2
0,16
0,213
0,18
0,09
0 112
0,2
1Ю0°С
76
81
93
81
94
75
104
58
73
71
115
88
109
144
133
247
0,184
0,17
0,151
0,16
0,16
0,176
0,137
0,2
0,18
0,26
0,2
0,21
0,2
0,1
0,15
0,22
1200 °С
о»
61
66
61
70
50
80
50
40
76
26
85
102
87
145
кпр
0,2
0,183
0,15
0,18
0,2
0,135
0,23
0,32
0,25
0,2
0,212
0,115
0,17
0,24
мени е = de/d%) в реальных процессах
отличается от скорости деформирова-
деформирования v. Скорости деформирования (м/с)
приближенно можно принять по дан-
данным, приведенным ниже.
Прессы:
гидравлические . . . .0,05—0,15
кривошипные 0,1—0,5
Молоты:
паровоздушные .... 5—10
высокоскоростные . . . До 30
Скорость деформации при равно-
равномерном растяжении и сжатии обратно
пропорциональна длине (высоте) об-
образца, т. е. ё = v/l0; в других случаях
нагружения зависимость получается
сложнее.
Далее приведены ориентировочные
значения средней скорости деформа-
деформации ёср (с х) для различных случаев
горячего деформирования при осадке
Прессы:
гидравлические
кривошипные ¦ .
фрикционные . .
Молоты:
паровоздушные
высокоскоростные
0,03—0,06
1—5
2—10
10—250
Св. 100
150
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
151
7. Значения Ао и а при различных
Сталь
25
45
У7
12X13
60СГА
Среднеуглеродистая
@,25—0,60 % С)
Высокоуглеродистая (бо-
(более 0,60 % С)
Хромоникелевая
Сталь
25
45
У7
12X13
60СГА
Среднеуглеродистая
@,25—0,60 % С)
Высокоуглеродистая (бо-
(более 0,60 % С)
Хромоникелевая
6о. с-
температурах испытания
3,0-10~3
1,0
800 °С
1000°С
Ао
0,4
0,18
0,185
0,29
3,00
2,88
5,96
а
0,29
0,363
0,358
0,33
0,27
0,27
0,295
А„
1,55
),62
0,26
_
—
—
—
а
0,135
0,25
0,33
_
—
—
—
1100°С
Ао
0,21
0,13
0,10
0,13
2,57
2,19
1,74
4,37
а
0,31
0,37
0,363
0,417
0,275
0,307
0,32
0,505
900 "С
Ао
0,59
0,33
0,20
1,32
5,96
5,3
4,62
7..16
а
0,27
0,307
0,383
0,17
Г 0,17
0,2
0,123
0,23
1200СС
Аа
0,05
0,009
1,66
1,35
0,96
3,55
а
_
0,473
—
0,493
0,32
0,435
0,365
0,63
8. Значения скоростных коэффициентов С, В и т при различных температурах
испытания
Для практических расчетов процес-
процессов горячего деформирования при опре-
определении влияния скорости деформаций
на напряжение текучести можно ис-
использовать следующую зависимость:
<JS = °"о + k In -г-,
где as — истинное сопротивление де*
формированию при скорости деформа-
деформации ё; о"о — истинное сопротивление
деформированию при скорости дефор-
деформации if,; k — коэффициент, значения
которого для некоторых марок сталей
приведены в табл. 4.
Приближенное влияние скорости де-
деформации учитывают с помощью ско-
скоростного коэффициента, показывающе-
показывающего, во сколько раз изменится напряже-
напряжение текучести при скорости деформа-
деформации ё (табл. 5).
Изменение истинного сопротивления
деформированию os от скорости де-
деформации можно определить по сле-
следующей зависимости:
где Кщ— коэффициент пропорцио-
пропорциональности.
Значения о"о и Кпь ПРИ ё = 1>0 с~*
приведены в табл. 6.
Сталь
25
45
У7
Среднеуг-
Среднеуглеродистая
Высокоуг-
Высокоуглеродистая
60СГА
Хромони-
Хромоникелевая
800 °С
С
1,8
0,014
—0,006
—
—
—
Сталь
25
45
У7
Среднеуг-
Среднеуглеродистая
Высокоуг-
Высокоуглеродистая
60СГА
Хромони-
Хромоникелевая
В
2,03
0,168
0,166
—
—
_
—
т
0,007
0,123
0,202
—
—
—
С
0,023
0,023
0,0124
0,208
—
0,16
0,22
900 °С
в
0,2
0,14
0,2138
0,18
—
0,2
0,17
1100°С
с
—0,067
0,035
0,028
0,037
0,054
0,07
0,39
В
0,3
0,17
0,133
0,275
0,21
0,23
0,041
т
о,
о,
о,
о,
о,
о,
о,
117
213
18
17
16
15
41
т
0,14
0,14
0,26
0,107
—
0,09
0,25
С
1000"С
с
—0,01
0,0343
—0,005
0,018
0,07
0,39
1200
0,038
—0,018
—0,218
—0,06
0,415
В
0,1
В
0,2455
0,168
0,168
0,302
0,234
0,36
°с
16
0,295
0,407
0,316
0,036
т
0,117
0,187
0,18
0,135
0,14
0,63
т
0,26
0,23
0,17
0,15
0,515
Большое влияние оказывает ско-
скорость деформации на удельную меха-
механическую работу деформации А:
г
\ = a de,
где ой е — соответственно интен-
интенсивности напряжений и деформаций.
Изменение величины А от ё можно
определить по следующей зависимо-
зависимости:
- А/Ао = (ё/ёо)а.
Значения Ао и а при ёо = 3> 10~* с
представлены в табл. 7.
Одним из основных факторов, влия-
влияющих на пластическую деформацию,
является скорость деформации.
Для установления скоростной за-
зависимости показателей предельной пла-
пластичности 8р можно использовать сле-
следующее уравнение:
ер = С + В (i)a~m,
где а — показатель зависимости А от
скорости деформации; С, В, т — ско-
скоростные коэффициенты, значения кото-
которых для некоторых сталей при разных
температурах приведены в табл. 8.
При деформировании крупных слит-
слитков необходимо учитывать изменение
условий деформирования в зависимости
от массы слитка. Нижней границей
у крупных слитков из углеродистой
стали следует считать массу 78—126 т,
а верхней границей мелких заготовок—
массу 3—4 т. Таким образом, можно
выделить следующие геометрические
модели слитка:
152
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ СТАЛИ_ И- СПЛАВОВ
153
1,6
\
d
—
¦
J ¦
Ш
-
— и
в
12
16 20 24 28 V,m3
Рис. 3. Зависимость показателя удельной
контактирующей поверхности от объема
слитка {А — А — граница, где функция
меняется на порядок меньше аргумента;
d — диаметр; h — высота);
1 — d = const; 2 — Л = const; 3 —
djh = 0,5; 4 — dlh = 1; 5 — djh = 1,5;
f — dlh = 2,0
1) слитки высоколегированных ста-
сталей и сплавов — малые; столбчатые
кристаллиты в них занимают все по-
поперечное сечение, а в осевой зоне
имеют место пористость и дефекты
усадки;
2) слитки средней массы углероди-
углеродистых сталей и заготовки, полученные
непрерывным литьем (разливкой) ха-
характеризуются развитыми зонами вне-
осевой и осевой ликвации и осевой
рыхлостью;
3) слитки большой массы углероди-
углеродистых и среднелегированных сталей
характеризуются столбчатыми кри-
кристаллитами, занимающими около 1/в
поперечного сечения по всей высоте;
зона внеосевой ликвации расположена
на первой трети поперечного сечения;
осевая зона занимает примерно */в
поперечного сечения (рыхлости, пори-
пористость) и 2/3 высоты слитка; деформи-
деформируемые неметаллические включения
имеют различную концентрацию по
объему слитка.
Эти модели слитка дают возможность
регулирования распределения единич-
единичных (местных) и полных деформаций
посредством изменения граничных ус-
условий — формы инструмента, сил кон-
контактного трения.
Однако необходимо оценивать вели-
величину слитка по показателю удельной
поверхности контакта KfV = FK/V,
гДе ^к — площадь поверхности кон-
контакта; V — объем слитка. Зависимость
показателя K^v от объема слитка
представлена на рис. 3, Кривые, иду-
идущие от линии А—А вправо, относят
к крупным заготовкам, а левые —
к мелким.
Контактное трение — механическое
взаимодействие между телами, которое
возникает в местах их соприкоснове-
соприкосновения и препятствует относительному
перемещению тел в плоскости их кон-
контакта в процессах горячего деформи-
деформирования и может быть трех видов:
трение, когда деформация происходит
при наличии между трущимися парами
слоя смазочного материала незначи-
незначительной толщины (не более 1 мкм);
при отсутствии в различных точках
контакта слоя какой-либо вязкой сре-
среды; при наличии одновременно в раз-
различных точках контакта трения пер-
первых двух типов.
Силы контактного трения зависят от
химического состава и состояния по-
поверхности рабочего инструмента и за-
заготовки, температуры, скорости и
степени деформации, вида напряжен-
напряженного состояния и смазочного матери-
материала.
Вследствие наличия большого числа
факторов, влияющих на контактное
трение, выделяют согласно обобщен-
обобщенному закону трения следующие: ги-
гидростатическое давление; скорость
скольжения; температуры поверхно-
поверхности трения и смазочного слоя.
В наиболее общем виде обобщенный
закон треиия может быть записан
в виде
dv
*тр = Цс<? С — V) + т) -fe v;
здесь тТр — удельная сила трения
на границе металл—инструмент; jmc —
коэффициент трения скольжения; q —
удельное усилие деформирования; V —
отношение смазанной площади и пло-
площади контакта; ц — динамическая (ус-
(условная) вязкость смазочного материа-
материала; v — скорость скольжения в зоне
контакта; z — средняя толщина сма-
зочиого материала.
Учитывая сложность приведенной
зависимости, можно устанавливать
коэффициенты трения только для кон-
конкретных условий; таким образом, зна-
значения коэффициентов треиия при об-
обработке давлением являются весьма
приближенными.
Характер коэффициентов трения при
осадке стали в зависимости от темпе-
"•—
--—
2
„—1—
i,s —
С/
V 800 1000 12001," С
о)
¦
1
г
\
_ i —
^—
1
2
\
3
-1-
/
/
/
еоо юоо 1гоо е,°с
6
01 0,2 0,3 О,Ь 0,5 О,* и,7 с
)
Рис. 4. Зависимости коэффициента трения от температуры t и степени деформации е:
а — е = 0,2; б — е- 0,5; е — t = 1000 °С; осадка: J — без смазочного материала; 2 —
со смазочным материалом — нитрид бора; 3 — со смазочным материалом — графит с маслом
9. Значении коэффициентов трения цт прн деформировании углеродистых сталей
Условия обработки
Температура
деформирования
@,8-0,95) tnn
@,5-0,8) tn31
@,3—0,5) ^пл
Наличие
смазочного
материала
+ 1 + 1 + 1
Скорость деформирования
Менее 1 м/с
0,4—0,45
0,34—0,4
0,45—0,48
0,38—0,42
0,35—0,38
0,3—0,35
Более 1 м/с
0,35—0,4
0,3—0,35
0,48—0,5
0,42—0,45
0,3—0,35
0,25-0,3
10. Значения коэффициентов трения цт для некоторых смазочных материалов
Сталь
45
13Х11Н2В2МФ
Температура
заготовки,
°С
1000
1100
1190
1000
1100
1190
Условия смазывания
Без смазки
0,37
0,43
0,43
0,40
0,37
0,39
Водный *
солевой
раствор
0,23
0,27
0,33
0,10
0,14
0,26
Аквадаг
0,18
0,25
0,25
0,12
0,26
0,20
М-1 ¦•
0,29
0,37
0,31
0,28
* Хлористый калий 6 %, хлористый натрий 8 %, нитрит натрия 2 %, каль-
кальцинированная сода 0,5 %, глицерин 4 %, уротропин 2 %, остальное — вода.
** 70 % масло + 30 % графит.
ратуры и степени деформации приве-
приведен на рис. 4.
Наиболее удобно определять коэф-
коэффициент трения из выражения
где ти — касательное напряжение на
поверхности контакта; ан — нормаль-
нормальное напряжение на поверхности кон-
контакта; ат — предел текучести мате-
материала; Р — переменный коэффициент,
зависящий от главных нормальных
напряжений A ^ Р ^ 1,155). Прибли-
Приближенно величину |лт можно определить
из табл. 9.
Максимальные значения [хт соот-
соответствуют наиболее худшим с точки
зрения трения условиям деформирова-
154
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ЛИСТОВЫХ МЕТАЛЛОВ 155
ния, минимальные — лучшим. Напри-
Например, при ковке без смазочного мате-
материала следует принять р.т = 0,35,
так как смазочным материалом яв-
является пленка окислов на поверхности;
при горячей штамповке стали на прессе
с соляным водным раствором в качестве
смазочного материала |лт = 0,4,
а с мыльным раствором с дисульфидом
молибдена р.т = 0,34.
В диапазоне температур 1000—1200°С
коэффициент трения при штамповке
без смазывания составляет для сталей:
низкоуглеродистой .... 0,40—0,35
коррозионно-стойкой . . . 0,50—0,40
Коэффициент трения при скоростной
горячей штамповке стали 45 при
температуре 900 °С при различных
смазочных материалах имеет следу-
следующие значения (в числителе— пределы
изменения, в знаменателе — среднее
значение):
без смазочного мате-
материала 0,29/0,29
графит 0,16—0,28
поваренная соль . . 0,10—0,22/0,16
Значения коэффициента трения, по-
полученные при исследовании эффектив-
эффективности применения некоторых распро-
распространенных смазочных материалов,
представлены в табл. 10.
4. ИСПЫТАНИЯ
ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ
ЛИСТОВЫХ МЕТАЛЛОВ
Технологические свойства и штам-
пуемость. Обрабатываемость листо-
листового металла пластической деформа-
деформацией при штамповке, т. е. штампуе-
штампуемость, зависит от его технологических
свойств. Она оценивается примени-
применительно к определенной штамповочной
операции группой показателей, в ко-
которые входят параметр предельно до-
допустимого формоизменения заготовки
в операции, показатели качества об-
обработки, расхода материала на изде-
изделие, стойкости инструмента, стоимо-
стоимости его изготовления и обслуживания,
энергетических и других материальных
затрат. Штампуемость — понятие отно-
относительное: один листовой металл срав-
сравнивается по штампуемости с другим.
Вместе с тем оценка штампуемости
меняется в зависимости от масштаба
производства и требований к товар-
товарному виду и служебным свойствам
изделия.
Эффективность выполнения операции
штамповки и ее технологические воз-
возможности зависят не только от штам-
штампуемости металла, но и от совершен-
совершенства схемы действия и конструкции
штампа, технического уровня его из-
изготовления и эксплуатации, способов
интенсификации процесса деформации
в операции, типа и состояния про-
процесса и т. д.
Таким образом, штампуемость ли-
листового металла является обобщенной
относительной характеристикой ме-
металла, зависящей только от его тех-
технологических свойств и оцениваемой
группой показателей эффективности
выполнения определенной операции.
Технологические свойства листового
металла определяются частью его ме-
механических, физических и других
свойств и характеристик: точностью
формы (листа, полосы, ленты, рулона
и т. д.), микрогеометрией и физико-
химическим состоянием поверхности,
равномерностью распределения в ма-
материале и стабильностью во времени
некоторых из этих свойств и харак-
характеристик. Необходимые для обеспе-
обеспечения штампуемости технологические
свойства листового металла различны
при различных операциях. Если тех-
технологический процесс содержит не-
несколько различных операций, техно-
технологические свойства должны обеспе-
обеспечивать требуемую штампуемость во
всех этих операциях.
Механические свойства листового ме-
металла при его пластической деформа-
деформации отражаются кривыми упрочнения
и пластичности.
Для оценки влияния параметров
кривой упрочнения на штампуемость
ее удобно представлять зависимостью
а=
A)
где а и 8 — интенсивности напряже-
напряжения и деформации; А, е0, п — кон-
константы, определяемые при испытании
металла.
Обычно металл испытывают на одно-
одноосное растяжение, когда деформация
идет под воздействием только одного
главного напряжения oj, напряжения
аг~аъ = 0. Если металл принят изо-
тропным, то а = а!, е = е-,, попе-
поперечные главные деформации е2 = es =
= —A/2) е1. Константа е0 представ-
представляет собой начальную интенсивность
деформации. При одноосном растяже-
растяжении изотропного металла она равна
начальной продольной деформации е10,
т. е. е0 = е1о. Таким образом, приме-
применительно к процессу одноосного растя-
растяжения изотропного металла зависи-
зависимость A) принимает вид
о, = Аг (ею + 8i)". B)
Предел текучести металла опреде-
определяется зависимостью B) при е1 = 0:
oT = Atf0. C)
fДеформация вщ в момент начала
локализации деформации, после ко-
которого растяжение продолжается толь-
только на относительно коротком участке
образца, где образуется сужение в виде
шейки,
8Ш = Л —Вщ. D}
В этот момент усилие растяжения
достигает максимума, а напряжение Oj
значения
аш = А1Пп. E)
Временное сопротивление
F)
Образец разрушается в развившемся
сужении при деформациие, = ерр, рав-
равной
еРр = 1п-^-, G)
где Fo и Fp — начальная и конечная
площади поперечного сечения образца
в месте разрушения.
Отношение предела текучести к пре-
пределу прочности
От _ / Но \"еп-
о-в \ л /
(8)
Если металл перед штамповкой под-
подвергался пластическому деформиро-
деформированию е20, то его кривую упрочнения
можно описать зависимостью
01 = ^1(810+820+61)". (9)
Параметры, описанные формулами
C)-т-(8) будут иметь вид
ат = Ai (е1о + е20)";
— Л ?jQ — 820;
аш =
ов V
Разрушение металла произойдет при
деформации, равной ер — е^.
Параметр ерр G) дает координату
конечной точки кривой упрочнения,
а также координату одной точки кри-
кривой пластичности. Действительно, если
кривую пластичности строят в коорди-
координатах «epp, aolai> (а0 = о^ + а2 + а3),
то Ер = 8рр при ао/а — 1/3. При
наличии координат одной точки кривая
пластичности может быть построена,
например, по методике [48].
Если металл анизотропный, то в ис-
испытании образца на одноосное растя-
растяжение определяют коэффициент ани-
анизотропии
/¦=1п-Ц
8
A0)
где е2 — деформация волокна в на-
направлении ширины образца при на-
начальной ширине 60 и конечной Ь, е2 =
= In (bjb); 83—деформация волокна
в направлении толщины при началь-
начальной толщине s0 и конечной s, e3 =
= In (sjs).
При наличии плоскостной анизотро-
анизотропии коэффициент г зависит от направ-
направления вырезки образца по отношению
к направлению прокатки листа. Обыч-
Обычно определяют коэффициент анизо-
анизотропии г0 для образца, вырезанного
в направлении прокатки, коэффициент
А45 для образца, вырезанного под углом
45° к направлению прокатки, и коэф-
коэффициент /-90 для образца, вырезанного
под углом 90°. Вычисляют его средне-
среднеарифметическое значение
>ср
Коэффициент г A0) в процессе рас-
растяжения образца несколько меняется.
Обычно его вычисляют при ех = 0,15,
если локализация деформации про-
происходит при деформации больше, чем
0,15.
При незначительном Влиянии на-
направления вырезки образца на ве-
величину г принимают, что листовой
металл имеет нормальную анизотро-
156
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ЛИСТОВЫХ МЕТАЛЛОВ 157
пию. Тогда в испытании металла иа
одноосное растяжение определяют кон-
константы Аъ е10 и п, а константы за-
зависимости A) вычисляют по формулам:
+г
A3)
Интенсивности напряжения и де-
деформации
-у.
2__2_
3 1
A4)
A5)
В разделительных операциях пока-
показателем штампуемости обычно являет-
является стойкость инструмента при за-
заданных точности и качестве поверх-
поверхности, по которой происходит разделе-
разделение металла. Причем качество этой
поверхности обычно оценивается ве-
величиной заусенца и соотношением
двух ее частей: части с малой шерохо-
шероховатостью, по которой металл контак-
контактировал с боковой поверхностью ин-
инструмента в процессе его пластиче-
пластического внедрения, и части с большой
шероховатостью, образовавшейся при
разрушении металла.
К технологическим свойствам и ха-
характеристикам листового металла, ко-
которые влияют на стойкость инстру-
инструмента, относятся пластичность (харак-
(характеризуется интенсивностью деформа-
деформации, накопленной за период, предше-
предшествующий разрушению), прочность
{пределом текучести и прочности),
микроструктура (величиной зерна и
степенью его однородности, наличием
более твердых частиц с абразивным
характером воздействия на инстру-
инструмент), физико-химическое состояние и
микрогеометрия поверхности. С по-
повышением пластичности штампуемость
обычно улучшается, увеличивается
часть поверхности разделения с малой
шероховатостью, возрастает стойкость
инструмента, так как снижаются кон-
контактные напряжения на рабочих кром-
кромках инструмента за счет увеличения
площади контакта. Штампуемость
улучшается при снижении пределов
текучести и прочности, что обычно
связано с повышением пластичности.
Снижение прочности приводит к сни-
снижению контактных напряжений и по-
повышению стойкости инструмента. Стой-
Стойкость инструмента выше при более
мелкой и равномерной микроструктуре
металла, малой загрязненности . ме-
металла нерастворимыми примесями и
частицами с абразивным характером
воздействия на инструмент.
От микрогеометрии и физико-хими-
физико-химического состояния поверхности листо-
листового материала зависит ее способность
удерживать смазочно-охлаждающий
слой, что является единственным резер-
резервом улучшения штампуемости металла
при его штамповке в состоянии высокой
прочности и малой пластичности. Для
улучшения штампуемости на поверх-
поверхность таких листовых металлов иногда
наносят покрытия, обладающие сма-
смазывающим свойством или способные
хорошо удерживать смазочный ма-
материал.
При штамповке на высокоскорост-
высокоскоростных прессах стойкость инструмента
зависит также от температуры нагрева
инструмента и ее градиента. С увели-
увеличением теплопроводности и теплоем-
теплоемкости листового металла температура
нагрева инструмента и ее градиент
снижаются, стойкость инструмента
увеличивается.
В операциях гибки показателями
штампуемости наиболее часто являются
пружинение, минимальный радиус из-
изгиба, степень изменения качества по-
поверхности от деформации при изгибе.
Технологические свойства металла,
влияющие на его штампуемость, опре-
определяются отношением предела теку-
текучести к модулю упругости, пластич-
пластичностью, макро- и микроструктурой,
однородностью механических свойств по
листу, ленте, рулону и т. п. и всей
поставки металла для данных изделий,
точностью и стабильностью отклонения
по толщине от номинала для всей
поставки, способностью поверхности
удерживать смазочный материал.
Отношение предела текучести к мо-
модулю упругости является основным
фактором, влияющим на пружинение,
т. е. на упругое изменение кривизны
изогнутой части изделия при разгрузке,
когда раскрывается штамп. Оно прямо
пропорционально этому отношению.
Металл имеет практически неизменный
модуль упругости, поэтому чем мень-
меньше его предел текучести, тем лучше
штампуемость. Чтобы получить за-
заданную точность гибки, пружинеиие
обычно учитывают корректировкой
размеров пуансона и матрицы и на-
настройкой штампа. Такая корректиров-
корректировка эффективна, если предел текучести
и отклонение по толщине металла до-
достаточно стабильны. Минимальный ра-
радиус изгиба зависит от пластичности
металла, т. е. от величины ер, так как
формоизменение ограничивается разру-
разрушением металла на выпуклой поверх-
поверхности изогнутого участка. Если ме-
металл имеет грубую микроструктуру,
крупную неравномерную зернистость,
то при изгибе вследствие большой пла-
пластической деформации поверхностных
слоев может существенно ухудшаться
микрогеометрия поверхности. Способ-
Способность удерживать смазочный материал,
зависящая от микрогеометрии поверх-
поверхности и ее состояния, имеет значение,
когда на поверхности контакта метал-
металла с инструментом действуют высокие
контактные напряжения и возникает
опасность разрыва и выдавливания сма-
смазочного материала, схватывания и
задиров.
В операциях вытяжки осесимметрич-
ных и коробчатых деталей показате-
показателями штампуемости является предель-
предельный коэффициент вытяжки Ка, опре-
определяемый отношением наибольшего
диаметра заготовки, при котором еще
возможна вытяжка, к диаметру стака-
стакана (для коробчатой детали — диаметры
условных заготовки и стакана), а так-
также стойкость инструмента и иногда
коэффициент использования металла,
который может существенно снижаться
из-за плоскостной анизотропии. Сило-
Силовые параметры обычно не имеют опре-
определяющего значения, они лишь могут
отражаться на стойкости инструмента.
На коэффициент Кп влияют пара-
параметры кривой упрочнения st0, n, <JT/aB,
Ер и коэффициент нормальной анизо-
анизотропии г. Чем меньше его и ах1аъ
и больше п, Ёр, и г по сравнению
с единицей, тем больше Ка. Наличие
плоскостной анизотропии приводит
к нарушению осевой симметрии про-
процесса, к окружной разнотолщинности
стенки вытягиваемой детали и волни-
волнистости кромки. Последнее приводит
к увеличению припуска на обрезку
кромки и увеличению расхода ме-
металла.
Влияют также микрогеометрия и
физико-химическое состояние поверх-
поверхности (имеется оптимальная микрогео-
микрогеометрия поверхности, обеспечивающая
требуемые условия трения, причем
имеет значение различие в микрогео-
микрогеометрии с одной стороны листа по
сравнению с другой) и относительная
толщина стенки вытягиваемого изде-
изделия (с увеличением отношения тол-
толщины листа к диаметру изделия
штампуемость обычно улучшается, по-
повышается коэффициент Кп, снижаются
требования к техническому уровню и
состоянию штампа и пресса).
Стойкость вытяжного штампа за-
зависит от прочностных характеристик
листового металла. В зависимости A)
они отражены в основном коэффициен-
коэффициентом А, а также зависят от п и е@.
С увеличением прочности металла воз-
возрастают напряжения иа поверхностях
его контакта с инструментом. Вслед-
Вследствие этого увеличивается интенсив-
интенсивность изнашивания инструмента, повы-
повышается вероятность налипания обра-
обрабатываемого металла на рабочую кром-
кромку матрицы в результате выдавливания
смазочного материала с поверхности
контакта. Требования к техническому
уровню и состоянию штампа и пресса
повышаются, увеличиваются матери-
материальные затраты в целом.
В операциях сбтяжки и рельефной
формовки формоизменение металла осу-
осуществляется путем его растяжения и
обтягивания по поверхности инстру-
инструмента. Показателем штампуемости яв-
является параметр предельного формо-
формоизменения, которое ограничивается раз-
разрушением металла, причем разруше-
разрушению может предшествовать локализа-
локализация деформации. Дополнительным по-
показателем может быть степень ухудше-
ухудшения микрогеометрии поверхности при
деформации металла. Параметром пре-
предельного формоизменения может слу-
служить относительная предельная глу-
глубина формуемой оболочки, относи-
относительное удлинение контура сечения
оболочки и относительное увеличение
площади поверхности металла при его
формоизменении.
Локализация деформации предше-
предшествует разрушению металла, когда
условия его деформации при штам-
штамповке близки к условиям одноосного
растяжения или плоской деформации.
Но чаще имеют место такие условия
штамповки, которые препятствуют ло-
158
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ЛИСТОВЫХ МЕТАЛЛОВ 159
кализации деформации. Ее развитие
в той или иной мере замедляется, и
она протекает не в таком явном виде,
как в условия^одноосного растяжения.
Если условий' формоизменения ме-
металла в операции не препятствуют раз-
развитию локализации деформации, то
предельное значение главной дефор-
деформации ех в направлении наибольшего
растяжения металла равно еш D).
Параметр предельного формоизмене-
формоизменения зависит в основном от еш и г
A0): чем они больше, тем равномернее
растягивается металл, тем больше его
формоизменение.
На замедление локализации влияет
в основном отношение ejsl между
деформациями удлинения главных во-
волокон, взятых на поверхности формуе-
формуемой оболочки; в этом отношении е2 ;>
^ 8Х. В результате замедления лока-
локализации увеличивается предельное зна-
значение деформации ех по сравнению
с еш. Влияние отношения е2/е1 на ех
отражается кривой Келлера. Некото-
Некоторое влияние на положение кривой ока-
оказывает характер распределения дефор-
деформации по оболочке. Она располагается
тем выше в плоскости eit eje1 графика,
чем неравномернее распределение де-
деформации. Замедление локализации мо-
может быть настолько сильным, что раз-
разрушение металла возникает раньше,
чем локализация. В этом случае пара-
параметр предельного формоизменения тем
больше, чем больше ер, бщ и г.
Дополнительный показатель штам-
пуемости, обеспечивающий оптималь-
оптимальную шероховатость поверхности метал-
металла, вводится в случаях, когда это имеет
значение прн производстве заданного
изделия. Шероховатость поверхности
тем больше, чем грубее микрострук-
микроструктура, крупнее и неоднороднее зерна.
При штамповке углеродистой листо-
листовой стали характерным дефектом на
участках двухосного растяжения яв-
являются полосы скольжения. Этот де-
дефект связан с наличием площадки те-
текучести на кривой упрочнения. Чтобы
устранить площадку текучести, непос-
непосредственно перед штамповкой металлу
сообщают небольшую, порядка 0,01
деформацию на специально предназна-
предназначенных для этого станах.
В операциях вытяжки сложных не-
несимметричных деталей (типа деталей
кузова автомобиля) формообразование
происходит как за счет втягивания
металла пуансоном в матрицу, так и
за счет его двухосного растяжения
и обтягивания по пуансону, т. е. опе-
операция вытяжки совмещается с опера-
операцией обтяжки. Технологические свой-
свойства металла должны обеспечивать
обрабатываемость металла по показа-
показателям штампуемости обеих операций.
В операциях вытяжки с утонением
стенки формоизменение происходит в
основном за счет уменьшения толщены
стенки заготовки протягиванием ее
через зазор между пуаисоисм и матри-
матрицей. Уменьшение толщины и формо-
формоизменение ограничены разрушением
стенки. На поверхностях контакта
металла с инструментом действуют
высокие контактные напряжения.
Штампуемость металла определяется
обычно предельным коэффициентом
утонения стеики, стойкостью инстру-
инструмента, коэффициентом использования
материала и материальными затратами
на подготовительные операции.
Предельный коэффициент утонения
стенки ти по условию разрыва стенки
тем меньше (формоизменение тем боль-
больше), чем интенсивнее упрочняется ме-
металл, т. е. чем больше константа п,
в зависимости A).
Стойкость инструмента зависит в;
основном от отношения между пока-;
зателями прочности обрабатываемого,
металла и материала инструмента. Это;
соотношение обычно выбирают на базе
производственного опыта. На стой^
кость инструмента влияют также спо-'
собиость поверхности металла удержи-
удерживать смазочный материал и загрязнен-
загрязненность металла нерастворимыми при-
примесями и частицами с абразивным
характером воздействия на иистру-f
мент. Часто для повышения стойкости
иа поверхность металла наносят псьл
крытия, обладающие смазывающими;
свойствами или способностью хорошо)
удерживать смазочный материал. 1,
На коэффициент использования ме\
талла существенно влияет плоскости
иая анизотропия. Она приводит к иа^
рушению осевой симметрии процесса!
увеличению высоты неровностей кромЗ
ки вытягиваемого стакана. В резулИ
тате припуск на обрезку неровностей
по кромке увеличивается. з
В операциях отбортовки отверстиА
и раздачи конца трубы показателем
штампуемости является предельный кт
эффициент формоизменения, Формо*
изменение осуществляется за счет рас-
растяжения и уменьшения толщины ме-
металла. Возможности формоизменения
в основном зависят от параметров бщ
и 8р кривой упрочнения и ограничи-
ограничиваются разрушением по кромке борта
или трубы, которому может предше-
предшествовать локализация деформации. Де-
Деформация растяжения металла по
кромке перед локализацией сущест-
существенно больше деформации еш, т. е.
локализация деформации значительно
запаздывает под воздействием градиен-
градиента деформации. Деформация егр, при
которой разрушается металл, в этих
операциях больше деформации 8р,
при которой разрушается металл в шей-
шейке образца для испытания металла иа
растяжение. На значение предельного
коэффициента существенно влияет от-
отношение толщины металла к диаметру
отверстия под отбортовку или трубы.
Существенно сказывается также разио-
толщииность, она приводит к наруше-
нарушению осевой симметрии процесса, усили-
усиливает локализацию деформации. По-
Подобный эффект возникает и при на-
наличии плоскостной анизотропии ли-
листового металла.
Испытания технологических свойств
листовых металлов н технологические
пробы. Испытания технологических
свойств листовых металлов сводятся
к испытаниям механических, физиче-
физических и других его свойств и характе-
характеристик, поскольку технологические
свойства, от которых зависит штам-
штампуемость металла в операции, опре-
определяются частью этих свойств и харак-
характеристик. Технологическая проба пред-
представляет собой пробное выполнение опе-
операции иа образцах металла с помощью
лабораторного штампа нли приспособле-
приспособления, моделирующих производственный
штамп. Она позволяет определить по-
показатели штампуемости опробованного
металла й. сравнить их с показате-
показателями, удовлетворяющими требования
производства. Но выявить, какое имен-
именно свойство или характеристика или
же их сочетание обеспечили такой
показатель, проба обычно не может.
Испытания образцов металла на
одноосное растяжение для определения
механических свойств. Для вычисления
трех констант зависимостей A) и B)
Выбирают точки М, N н L на экспери-
экспериментальной кривой Of (ej), которую
строят по экспериментальным точкам
как осредняющую ^например, по ме-
методу наименьших квадратов). Если
испытательная машина оснащена при-
приборами для непрерывной записи изме-
изменений размеров образца и усилия, и
компьютером, выдающим кривую ot (et)
в готовом виде, то вычисление
необходимых для построения кривой
Данных отпадает. Три точки дают три
уравнения B) для вычисления трех
констант. Точка М должна иметь
координаты о1 = от, 8j- = 0; точ-
точка L — координаты конца кривой;
точку N удобно выбрать так, чтобы
<4i = aMaL- A6)
Это дает возможность записать три
формулы для определения констант
в явном виде: 2
In (ом/От)
In [(е10
)
Если машина оснащена компьюте-
компьютером, то эти вычисления делает он,
тогда отпадает необходимость в исполь-
использовании условия A6), чтобы запи-
записать е]0, я и <4j в явном виде.
При выборе методов измерений об-
образца и вычислений напряжения а$
и деформации ej необходимо учитывать
следующие обстоятельства. Площадь Fo
поперечных сечений рабочего участка
образца в его исходном состоянии при
точности изготовления образца со-
согласно ГОСТам может быть неодина-
неодинаковой. Различия для сечений с наи-
наибольшей и наименьшей площадью в об-
образце из листового проката могут
достигать 2 %. Для образцов, выре-
вырезанных из труб и других полуфабрика-
полуфабрикатов, это различие может достигать 5 %
н более вследствие разнотолщинности,
так как обработка поверхностей об-
образца для выравнивания толщины
обычно не допускается. Вследствие
этого для каждого поперечного сече-
сечения из ряда сечений с площадями Foi>
F02 Foft, ... имеется своя зависи-
зависимость усилия растяжения образца
Pk (eh) в виде
Е <18)
AFok (el0 + eft)"e Е*- <18)
где ft = 1, 2, 3, ...
На плоскости Ях, ех зависимости
160
ДЕФОРМИРОВАНИЕ СТАЛИ И ЦВЕТНЫХ МЕТАЛЛОВ
ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ЛИСТОВЫХ МЕТАЛЛОВ 161
A8) для ряда сечений представляют
собой множество непересекающихся
кривых, занимающих полосу, ширина
которой тем больше, чем больше раз-
различие мгжду площадями сечений. При
растяжении в статических условиях на
обычной испытательной машине можно
считать, что усилие в любой момент
времени одно и то же для всех сечений:
Рк = Р. Отсюда и из равенства A8)
следует, что в различных сечениях
деформация различна, т. е. растяже-
растяжение образца неравномерно с самого
начала пластической деформации.
В момент когда усилие достигает
максимума, деформация равна еш толь-
только в самом слабом сечении шейки;
во всех других сечениях она меньше.
Расчеты показывают, что в сечении,
площадь которого, например, на 1 %
больше, деформация меньше на 23 %,
если п — 0,3, в10 = 0; на 39 % мень-
меньше, если п = 0,3, е10 = 0,1; на 40 %
меньше, если п = 0,4, е10 = 0,2.
Из расчета следует, что применяе-
применяемый иногда метод определения кон-
константы п по измерениям размеров се-
сечения, удаленного от шейки образца,
или по измерениям продольной базы,
взятой вне шейки, является весьма
грубым и всегда дает заниженный
результат.
Метод построения кривой о1 (б:) по
результатам измерений продольной
базы образца содержит следующую не-
некорректность. Вследствие неравномер-
неравномерного растяжения как всего образца,
так и выбранной для измерений базы,
вычисление деформации как 1п (///0)
по измерениям текущей длины / про-
продольной базы /0 в действительности
дает осредненную по базе деформацию
VF (*о)] dx0
еор
= In-
A9)
где Fo (хй) и F (х0) — начальная и
текущая площади поперечных сече-
сечений образца в виде функций коорди-
координаты х0, взятой по его оси.
Среди всех сечений внутри измеряе-
измеряемой базы есть сечение, в котором де-
деформация равна вычисленной по урав-
уравнению A9). Если бы напряжение о^
вычисляли по измерениям именно этого
сечения, то оно соответствовало бы
вычисленной по A9) деформации. Но
расположение этого сечения заранее
неизвестно, экспериментатор его и не
ищет. Измерения проводят для слу-i
чайно выбранного сечения, не обяза^
тельно в пределах базы. Эта некоррект-
некорректность не приводит к существенным не^
точностям при вычислении Лх и nd
если образец взят от прокатанного
листа, разнотолщинность и неоднород-1
ность которого относительно малы. Hq
если образец взят от трубы или о%
штампованного полуфабриката, разной
толщинность и неоднородность коточ
рых значительно больше, ошибку труд-i
но оценить, так как для оценки необ->
ходимо найти функцию Fo (xo) и аналой
гичную функцию в отношении неодно-j
родности металла вдоль образца. МетоД
определения кривой ог (г}) по резуль-|
татам изменения данного поперечной!
сечения и усилия не содержит этой!
некорректности.
Относительная ошибка при измере-
измерении толщины больше, чем при измере-
измерении продольной базы. Но когда ис|
пользуют метод измерения продоль-
ной базы для вычисления деформации,
то измерение толщины остается обяза-
обязательным, так как для вычисления иа-1
пряжения необходимо знать площад^
сечения образца. В итоге точности
общего результата определяется точ]
ностью измерения толщины образца!
Метод, в котором деформация вы
числяется по измерениям поперечной
сечения, можно использовать и дл!
количественной оценки неоднородно
сти металла вдоль образца; для этоп
в испытании необходимо проводит!
измерения одновременно в несколькш
сечениях образца, чтобы затем по
строить для каждого сечения кривув
упрочнения. Степень различия кок
стант Ai, е10 и п кривых упрочненш
для различных сечений образца буде*
отражать неоднородность металла.
Оценка структурного состояния. Ха
рактер микроструктуры, т. е. струю
турный состав, величина и форм!
зерна, степень его однородности, на}
личие загрязнений, нерастворимы'
включений, оценивается согласи*
ГОСТ 5639—82, ГОСТ 16523—70. Me
тодика оценки структурного состоянш
регламентирована этими ГОСТами
Оценка склонности к деформацион
ному старению, в результате которог
появляется площадка текучести М
кривой упрочнения металла, npoe
дится в соответствии с ГОСТ 7268—82
Оценку микрогеометрии псверхносщи
проводят по ее шероховатости. Пара-
Параметры, характеристики и обозначения
регламентированы ГОСТ 2789—73 и
ГОСТ 2.309—73. Основным параметром
является среднее арифметическое от-
отклонение профиля Ra. Он отражает
среднюю арифметическую высоту не-
неровностей профиля в пределах базо-
базовой длины. Способность удерживать
смазочный материал зависит от этого
параметра, а также от типа, направ-
направления неровностей, их шага. Для
определения параметров шероховато-
шероховатости служат профилометры шуповые
завода «Калибр» типа «К.алибр-201»,
«Калибр-252».
Технологические пробы. Технологиче-
Технологическая проба на вырубку—пробивку осу-
осуществляется на штампе для вырубки
кружка (длина окружности 100 мм),
оснащенном силоизмерительным уст-
устройством. Принимается оптимальный
зазор между пуансоном и матрицей,
соответствующий толщине и роду ме-
металла. Условия вырубки — обычные
для штампов с жестким или пружин-
пружинным съемником.
По технологической пробе оцени-
оценивают условное напряжение, взятсе
как отношение максимального усилия
вырубки к произведению длины по-
поверхности разделения на толщину
листа; глубину пластического вне-
внедрения кромок инструмента к моменту
появления трещин в зоне разрушения
(ширину блестящего пояска); качество
поверхности разделения. По резуль-
результатам пробы можно косвенно судить
о прочности и пластичности мет.лла,
величине зерна, дать ориентировочную
оценку ожидаемой стойкости инстру-
инструмента.
Технологические пробы на изгиб мож-
можно разделить на три группы. В про-
пробах первой группы определяют при-
пригодность металла по минимальному
радиусу изгиба, при котором проис-
происходит разрушение; второй группы —
по числу циклов гибки до разрушения
металла: изгиба — разгиба — пере-
перегиба — разгиба; третьей группы — по
пружинению после разгрузки. В про-
пробах всех групп обычно оценивают
момент изгиба или усилие, создающее
этот момент на определенном плече.
К первой группе можно отнести пробы
по Вольтеру, Гюту; ко второй груп-
группе — пробы на перегиб и на двойной
6 П/р Е. И. Семенова
кровельный замок; к третьей группе —
пробы на загиб угла листа прибором
«.Flex» и на пружинение по Элеру.
Технологические пробы на осесим-
метричную вытяжку делают для опре-
определения предельного коэффициента вы-
вытяжки.
В пробе по методу ЦНИИТМАШа
на штампе-приборе вытягивается ци-
цилиндрический стакан диаметром 50 мм
из образцов в виде диска; диаметр
их варьируется от значения, при
котором вытяжка возможна, до зна-
значения, при котором происходит разрыв
заготовки в окружном сечении, про-
проходящем через точку на участке кон-
контакта с тороидной поверхностью торца
пуансона.
Радиусы скругления рабочих кро-
кромок матрицы и пуансона и зазор при-
принимают оптимальными для данной
толщины металла. Применяют обыч-
обычный для данного металла смазочный
материал. Прижимное устройство на-
настраивают на оптимальное усилие.
Сравнение металлов одной и той же
марки по предельному коэффициенту
вытяжки проводят на одном и том же
штампе-приборе и при неизменных
условиях проведения пробы.
Достоверность предельного коэффи-
коэффициента вытяжки для металла зависит
от числа образцов одного и того же
диаметра, вытянутых без разрыва и
разорвавшихся.
В приборе для проведения пробы
по методу Фукуи матрица штампа-
прибора имеет коническую (угол прк
вершине 60°) рабочую поверхность,
которая сопрягается с цилиндриче-
цилиндрической поверхностью отверстия диаме-
диаметром приблизительно 25 мм тороидной
поверхностью оптимального радиуса.
Пуансон — со сферической или пло-
плоской со скругленной кромкой рабочей
поверхностью, прижимного устройства
нет, образцы — в виде диска с варьи-
варьируемым диаметром. Методика прове-
проведения пробы такая же, как и пробы
по методу ЦНИИТМАШа. Металлы
сравнивают по предельному коэффи-
коэффициенту вытяжки. Кроме того, оце-
оценивают изменение микрогеометрии ли-
листа в зоне интенсивного двухосного
растяжения-обтяжки металла по сфе-
сферическому пуансону, зависящее от
величины зерна. Анализируют вид
трещины и ее место относительно на-
направления прокатки. Поведение ме-
162
ДЕФОРМИРОВАНИЕ СТАЛИ И СПЛАВОВ
талла в зоне контакта со сферическим
пуансоном характеризует частично не-
некоторые показатели его штампуемости
в операциях рельефной формовки и
обтяжки.
Оценка предельного коэффициента
вытяжки путем варьирования диа-
диаметра заготовки весьма трудоемка
из-за большого числа проб и образцов,
требует статистической обработки ре-
результатов. Предложено несколько спо-
способов усовершенствования методики
проведения пробы и оценки резуль-
результатов. Так, способ Энгельгардта и
Гросса оценки результатов пробы на
вытяжку стаканчика заключается в
следующем. В штампе-приборе совме-
совмещенного действия из полосы, отрезан-
отрезанной от листа, вырубается круглый
образец и затем вытягивается в ста-
стаканчик. Соотношение между диаме-
диаметрами стаканчика и образца равно
0,577, т. е. такое, что вытяжка идет
без отрыва дна, но стаканчик вытяги-
вытягивается не полностью. Когда усилие
вытяжки достигает максимума Ртах
и затем начинает уменьшаться, не-
невтянутый еще фланец образца жестко
зажимается под прижимом. При даль-
дальнейшем продвижении пуансона в ма-
матрицу вытянутая часть образца рас-
растягивается и при усилии разрыва Рр
у нее обрывается дно. Прибор фикси-
фиксирует усилия Ртах и Pp. Опробованный
металл сравнивают с другим металлом
по коэффициенту Т = (Рр — Ртах) Рр.
Технологическую пробу на осесим-
метричную формовку делают для опре-
определения показателя наибольшего фор-
формоизменения металла в штампе-при-
штампе-приборе. Методика проведения пробы по
Эриксену регламентирована ГОСТ
10510—80. Она заключается в фор-
формовке на заготовке осесимметричного
углубления с помощью пуансона со
сферическим торцом радиусом 10 мм
и матрицы диаметром 27 мм. В при-
приборе имеется прижимное устройство,
квадратный образец со стороной не
менее 90 мм; может быть использована
иеразрезаннаи иа квадраты полоса
такой же ширины.
В наборе инструмента для прибора
имеются также пуансоны с радиусами
сферы 7, 4 и 1,5 мм и соответствующие
им матрицы диаметрами 17, 11 и 5 мм.
Образец должен иметь стороны ква-
квадрата не меньше 50, 30 и 15 мм соот-
соответственно. Этот дополнительный на-
набор инструментов применяют в слу-
случаях, когда ширина ленты меньше
90 мм.
В пробе соотношение между разме-
размером образца и диаметром матрицы
значительно больше предельного ксг
эффициеита вытяжки, поэтому металл
практически ие втягивается в матрицу.
Формообразование идет за счет двух-
двухосного растяжения металла внутри
контура матрицы.
Показателем наибольшего формоиз-
формоизменения является глубина формовки
йэ в момент появления трещины в ок-
окружном сечении, находящемся в зоне
контакта металла с пуансоном. Этот
момент практически совпадает с мо-
моментом максимума усилия формовки,
что может служить признаком для ос-
остановки движения инструмента.
Дополнительным показателем штам-
пуемости является изменение микро-
микрогеометрии поверхности листа в зоне
наибольшего растяжения по пуансону,
вид трещины, положение ее относи-
относительно направления прокатки. Они
отражают величину зерна, анизотро-
анизотропию в отношении пластичности ме-
металла.
Проба иа осесимметричную формовку
дает хороший показатель штампуе-
мости и в операциях обтяжки.
Штампуемость данного металла в
операциях вытяжки сложных несим-
несимметричных деталей типа автокузовных
сравнивается со штампуемостью дру-
другого металла по результатам двух
проб: на осесимметричную вытяжку
и формовку. Штампуемость тем лучше,
чем выше оба показателя.
Проба на отбортовку отверстия
в листе заключается в отбортовке
отверстия, просверленного в листе,
с помощью цилиндрического пуансона
с плоским или сферическим торцом
и матрицы. В пробе отбортовка ве-
ведется до такого диаметра по кромке
отверстия, когда на кромке появляется
трещина. Отношение диаметра отвер-
отверстия к этому диаметру является по-
показателем пробы.
Существуют и другие, менее рас-
распространенные и известные тех-
технологические пробы для листового
металла. В них моделируется данная
штамповочная операция. Условия про-
проведения пробы следует по возможности
приближать к условиям производствен-
производственной штамповки.
Глава
4
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА
И СПОСОБЫ ЕГО РАЗДЕЛЕНИЯ
НА ЗАГОТОВКИ
1. ЗАЧИСТКА
ПОВЕРХНОСТИ МЕТАЛЛА
Если на поверхности отливок, по-
поковок, сортового проката обнаружены
дефекты — коррозия, плены, волосо-
волосовины, трещины, закаты, подрезы, рас-
расслоения, риски, то они должны быть
удалены перед дальнейшей обработкой.
Крупные поверхностные дефекты уда-
удаляют газопламенной обработкой, пнев-
пневматическими молотками, зачисткой
шлифовальными кругами. Для удале-
удаления поверхностных дефектов на сталь-
стальных заготовках используют электро-
электрокорундовые шлифовальные круги на
бакелитовой связке с зернистостью
12—60. Окружная скорость шлифо-
шлифовальных кругов составляет 30—
50 м/с. Обработанные участки поверх-
поверхности должны иметь плавные пере-
переходы.
При большом числе дефектов прово-
проводят обдирку на обдирочных, фрезер-
фрезерных нли строгальных станках в за-
зависимости от формы и вида исходного
металла. Если глубина дефектов на
прокате из углеродистых качествен-
качественных конструкционных сталей превы-
превышает значения, указанные в табл. 1,
то металл бракуют.
1. Допустимая глубина зачистки
дефектов (углеродистая качественная
конструкционная сталь,
ГОСТ 1050—74)
Диаметр
или толщина
заготовки,
мы
До 80
80—140
140—200
Св. 200
Глубина зачистки,
не более
Половика суммы пре-
предельных отклонений
Сумма предельных от-
отклонений
5 % диаметра или тол-
толщины
6 % диаметра или тол-
толщины
2. Выбор способа зачистки для
устранения дефектов в зависимости
от марки стали
Сталь
Ст2—Стб, 10—60,
15Г—50Г, 15Х—
35Х, 15ХФ,
15ХМ, 15НМ,
20ХН, 12ХН2,
12ХНЗА
65, 70, 60Г—70Г,
30Г2—50Г2,
38ХА, 50Х, 40ХГ,
40ХФА, ЗЗХС-
40ХС, 40ХН—
50ХН, ЗОХНЗА,
ЗОХГС, 38ХМЮА
У9—У13, ШХ6—
ШХ15, ШХ15СГ,
X, 9ХС, ХВГ,
7X3, 8X3
08—45, 15Г—60Г,
15Х—45Х, ЗЗХС,
15ХМ, ЗОХМ,
35ХМ, 20ХН—
40ХН, 12ХНЗА,
ЗОХГСА, 35ХГСА
У8—У13, ШХ15,
ШХ15СГ,
12Х18Н9,
4Х10С2М, X,
9ХС, ХВГ, 7X3,
4ХВ2С, Х12,
Х12М, Р9, Р18
Способ
зачистки
1. Пневматиче-
Пневматическим молотком
2. Газопламен-
Газопламенная без подо-
подогрева
1. То же
2. Газопламен-
Газопламенная с подогре-
подогревом не ниже
180 °С
1. То же
2. Газопламен-
Газопламенная с подогре-
подогревом не ниже
300 °С
Обработка на
фрезерном
стайке
Шлифоваль-
Шлифовальными кругами
164
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
165
к
я;
в
о
ч
о
1
X
о
S
к
S
i
о
б
1
S
X
о.
-он'нэиевь-и внеэ,з
иваолАЬ1
-OHmAtfeoa
Резка
газопла-
газопламенная
иваооонгф
-OHVodoiroH}]
KBnVodoiran^i
Q- да
ввнээьинвхэм
-ohVohb
BBHHOHEods
иивь-ии ииимээьин
иивь-ии ишчн
-ноиПииёф
Разрезка
зубчатыми
пилами
ишчн
-ьоаожо].]
ишчн
-ЬОХ}1Э[/
иимаоюитг
о.
ХВПИНЖОН ВН
хвимвхт g
вмиоь"
миаонига
Очистку поверхности про-
проката от продуктов коррозии
и окалины можно произво-
производить механическим и химиче-
химическим (травлением) способом.
Травление без механической
очистки не обеспечивает на-
надежного удаления окалины,
поэтому предварительно при-
применяют механическую обра-
обработку (зачистку поверхности):
обдирку, шлифование, очи-
очистку стальными щетками,
дробеочистку.
Выбор способа зачистки
зависит от вида исходного
металла (слиток, отливка,
поковка, прокат), его назна-
назначения, марки металла, вида
и степени развития дефекта,
формы и размера сечения
(табл. 2). По экономическим
показателям зачистка пнев-
пневматическими молотами в2,5—
3 [Ша дешевле, чем шлифо-
шлифовальными кругами. Ручная
газопламенная зачистка без
подогрева дешевле обработки
пневматическими молотами на
30—40 % и приблизительно
одинакова в случае подогрева.
Горячекатаные прутки, ис-
используемые для штамповки в
открытых штампах, на неко-
некоторых производствах подвер-
подвергают обточке в целях удале-
удаления обезуглероженного слоя
и повышения точности по
диаметру. Эффективна обточ-
обточка на бесцентровых токарных
станках, в которых пруток
поступательно перемещается
сквозь вращающиеся много-
многорезцовые головки. Произво-
Производительность бесцентрового
токарного станка в 3—4 раза
выше производительности
универсального токарного
станка.
2. РАЗДЕЛЕНИЕ
МЕТАЛЛА НА ЗАГОТОВКИ
Операции разделения ис-
исходного металла (отливок,
поковок, прутков, труб,
полос, профилей) на заго-
заготовки — самые распростра-
распространенные в металлообраба-
металлообрабатывающем производстве. Экономич-
Экономичность их существенно влияет на
эффективность всего технологического
процесса ковки или штамповки и
прежде всего на расход металла. Раз-
Разделение можно производить различ-
различными способами (рис. 1). Каждый
способ характеризуется совокупностью
технико-экономических показателей и
имеет свою рациональную область
применения.
Отрубка — отделение заготовки вне-
внедрением клинового инструмента. От-
Отрубку горячего металла выполняют
на молотах и гидравлических прессах
и применяют для отделения негодных
частей от основной заготовки или для
разделения исходного металла на за-
заготовки под ковку. Отход металла при
отрубке незначительный. Отрубка, как
кузнечная операция, подробно рас-
рассмотрена в гл. 13.
Способ отрубки применен в машинах
«МИР» для импульсного холодного
или горячего разделения металла,
разработанных в Харьковском авиа-
авиационном институте (рис. 2). Разделение
осуществляется внедрением движу-
движущихся навстречу друг другу клино-
клинообразных пластин — ножей. Началь-
Начальная скорость внедрения ножей при
импульсной отрубке составляет до
30 м/с. Отходы при импульсной от-
отрубке ничтожно малы, что позволяет
условно отнести этот способ к без-
безотходным.
Обкатка клиновым инструментом.
Этот безотходный способ применяют
для разделения прутков круглого про-
профиля и труб из металлов средней и
высокой твердости на относительно
длинные заготовки. Сначала во вра-
вращающийся пруток, зажатый в патрон
токарного станка, внедряется ролик,
образуя V-образную канавку (рис. 3).
Затем нажимом на консольный конец
отрезаемой части прутка отделяют ее
разрушением по плоскости надреза.
Число оборотов проката до полного
отделения заготовки зависит от ме-
механических характеристик металла,
размера сечения прутка и величины
прогиба свободного конца прутка.
Полученная этим способом заготовка
имеет фаски по кромкам и шерохо-
шероховатую поверхность торцов. Способ на-
находит ограниченное применение.
Холодная ломка. Способ представ-
представляет собой разделение проката на
Рис. 2. Схема машины <МИР> для им-
импульсной отрубки:
/ — камера сгорания; 2 — шток; 3,4 —
ножи; 5 — шабот; 6 — блок управления;
7 ¦— разрезаемый металл
заготовки разрушением по предвари-
предварительно нанесенным концентраторам на-
напряжений (надрезам) путем попереч-
поперечного статического или динамического
нагружения. Холодная ломка является
производительным безотходным спо-
способом разделения проката из твердых
металлов: сталей 45, 40Х, ШХ15 и
др. Мягкие металлы при холодной
ломке сильно деформируются, поэтому
для них она мало пригодна. Применяют
ломку низкоуглеродистых сталей с на-
нагревом до 250—300 °С. Ломку приме-
применяют преимущественно для разделения
прутков с диаметром сечения более
50 мм на заготовки длиной более
0,8 диаметра сечения. Особенно эф:
фективна ломка для разделения про-
проката больших сечений.
Различают одноопорную (а), двух-
опорную (б) и консольную (в) ломки
Рис. 3. Схемы разделения круглого проката
и труб на заготовки обкаткой клиновым
роликом (а), обкаткой и разрушением (?)
166
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
167
\7777777777/////Л
Ю
Рис, 4. Схемы холодной ломки
(рис. 4). Наименьшую точность по-
поверхности раздела имеют заготовки,
полученные консольной ломкой, что
объясняется асимметрией нагружения.
Ломке предшествуют разметка прутка
и нанесение на нем надрезов на глу-
глубину h, определяемую по эмпириче-
эмпирической формуле
h = К У а,
где а— высота или диаметр сечения,
мм; /С = l-j-2 — коэффициент, зави-
зависящий от прочности сталей (для хруп-
хрупких сталей К = 1).
Для сечений высотой более 50 мм
глубина надреза не превышает h^ax =
= 0,05а + 3 мм. При чрезмерной глу-
глубине надреза качество ломки ухуд-
ухудшается.
Надрез наносят разными способами:
газовой резкой, дисковой ггилой и др.
В современных прессах-хладноломах
концентраторы напряжений наносят
вдавливанием специального пуансона,
образующего на прутке канавку с про-
профилем равностороннего треугольника.
Ширина b надреза зависит от способа
его нанесения и ие превышает 5—8 мм.
Форма и размеры надреза влияют на
ёффективиость ломки. Чем надрез уже
и чем меньше радиус основания, тем
больше проявляется концентрация на-
напряжений и эффективнее ломка.
Ломку выполняют на универсаль-
универсальных кривошипных и гидравлических
прессах и на специальных вертикаль-
вертикальных и горизонтальных гидравлических
прессах. Одноопорная ломка безопас-
безопаснее, так как отделяемая заготовка
перемещается-свободным концом вниз.
Усилие ломки определяют по сле-
следующим формулам:
для круглого профиля
для квадратного профиля при ломке
по стороне сечения
D 0,7а (а — КJ ав .
" — Ai т »
для квадратного профиля при ломке
по диагонали
где К\ — коэффициент, учитывающий
характер действия усилия, форму се-
сечения и другие факторы: /Ci = 0,8-j-
-=-1,1 — при ломке круглого и ква-
квадратного профиля по диагонали; К\ =
= 1,05-s-1,1 — при ломке квадратного
профиля по стороне сечения; d, a —
диаметр или сторона квадрата сече-
сечения' L — расстояние между опорами,
L& 2а.
Преимущества холодной ломки: ма-
малая энергоемкость, простота и долго-
долговечность инструмента, возможность
безотходного разделения проката боль-
больших сечений и использования уни-
универсальных прессов, а также возмож-
возможность по излому контролировать ка-
качество металла.
Недостатки холодной ломки: не-
неуниверсальность способа (непригод-
(непригодность для разделения труб, профилей
и пластичных металлов); необходимость
предварительного нанесения надреза;
отклонение от плоскостности и шеро-
шероховатая поверхность торцов получае-
получаемых заготовок; нестабильность разме-
размеров и объема заготовок; образование
торцовых трещии при ломке прутков
из некоторых высоколегированных ста-
сталей; необходимость специальных ме-
мероприятий по технике безопасности
для защиты от возможного отделения
кусочков металла, отлетающих с боль-
большой скоростью, и от удара резко
перемещающимися прутком н отделяе-
отделяемой заготовкой. Особенностью сило-
силового режима ломкн является мгновен-
мгновенное падение усилия, сопровождаю-
сопровождающееся сильным звуковым эффектом.
В настоящее время исследуется эф-
эффективность применения холодной лом-
ломки для разделения прутков малых
сечений, разрабатывается специализи-
специализированное оборудование. Примером яв-
является способ разделения прутка круг-
круглого профиля, включающий операции
нагрева, продавливайия роликом ка-
канавки по периметру сечения, закалку
н ломку. Заготовки, полученные этим
способом, имеют чистую, ровную тор-
торцовую поверхность' и однородную
структуру металла. Способ ие нашел
еще распространения на производстве.
Разрезка в штампах и иа иожиицах.
С пособи и механические схемы. Раз-
Разрезку в штампе или на сортовых нож-
ножницах производят без отхода металла
путем смещения (сдвига) отрезаемой
части прутка по поверхности раздела
под воздействием сближающихся но-
ножей. Это наиболее распространенный
и экономичный способ разделения про-
проката на заготовки. Точность формы и
размеров отрезаемой заготовки зави-
зависит от степени развития пластической
деформации и характера разрушения.
В общем случае поверхность заготовки
(рис. 5) состоит из недеформированного
участка 1, участка смятия 2, утя-
жин 3, гладких пластических («бле-
(«блестящих») поясков 4 и шероховатых
волнообразных участков 5 на торцах.
В зависимости от свойств разрезае-
разрезаемого металла, способа и условий раз-
разрезки, размеров заготовки отдельные
участки могут быть более или менее
выражены или отсутствовать вовсе.
В заготовке различают передний П
и задний 3 концы. Искажения формы
больше у заднего конца. От торцов
в глубь заготовки распространяются
зоны пластической деформации 6, в ко-
которых при холодной разрезке металл
упрочняется, изменяя структуру н
механические характеристики.
От температуры металла и скорости
деформирования, существенно зави-
зависит качество получаемых заготовок.
Разрезка в штампах и на ножницах
может быть выполнена следующими
способами (табл. 3).
1 Z 1 ЗЬ
Рис. 5. Характерные участки поверхности
и приторцовые зоны пластической дефор-
деформации в заготовке, отрезанной от прутка
в штампе или иа ножницах
1. Открытая разрезка, при которой
ие ограничивается подвижность прутка
и его отрезаемой части относительно
ножей. Способ не обеспечивает полу-
получение заготовок точной формы и по-
потому находит лишь ограниченное
применение в единичном производстве
для отрезки длинных заготовок руч-
ручными ножницами.
2. Не полностью открытая разрезка,
отличается от способа I ограничением
поворота прутка в неподвижном ноже,
но подвижность отрезаемой части не
ограничена, как н в способе I. Этот
способ также не обеспечивает точной
формы отрезаемых заготовок. Бла-
Благодаря применению открытого подвиж-
подвижного ножа отличается простотой уда-
удаления заготовки («на провал»). Способ
эффективен при высокой скорости от-
отрезки (более 40 м/с).
3. Не полностью закрытая разрезка,
принципиально отличается от не пол-
полностью открытой тем, что исключена
возможность поворота и изгиба не
только прутка, но и его отрезаемой
части. Это достигается пассивным или
активным поперечным зажимом прут-
прутка в иожах. Заготовки, отрезанные
по этому способу, имеют значительно
меньшее искажение формы, чем по
способам I и 2, поэтому не полностью
закрытая разрезка находит все боль-
большее распространение и является в на-
настоящее время основным способом без-
безотходной разрезки в штампах и на
сортовых ножницах точных заготовок
длиной более 0,8 высоты сечеиия прут-
прутка. Не полиостью закрытую разрезку
с пассивным поперечным зажимом
чаще всего производят в штампах
с цельными втулочными ножами (с по-
поперечным зазором между прутком и
ножом), а с активным поперечным за-
зажимом — в штампах с открытыми но-'
жамн-полувтулками и зажимными уст-
168 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
3. Классификация способов н схем разрезки заготовок сдвигом
Без прижима
С поперечным зажимом
пассивным
активным
С осевым
сжатием
to
5
о.
я;
5
s
и
§1
м
ш
о.
s«S
га
ГО
i/d.=qz-t,o
ронствами, обеспечивающими прижим
прутка к ножам внешней силой Q.
Эта схема является наилучшей схемой
Рис. в. Сдвиг отрезаемой заготовки при
закрытой разрезке с осевым сжатием
не полностью закрытой разрезки и
обеспечивает отрезку наиболее точных
заготовок.
4. Закрытая разрезка, отличается
от предыдущих тем, что отрезаемая
часть прутка, замкнутая в полости
ножей, подвергнута осевому сжатию,
вследствие чего в зоне реза создается
благоприятное для пластической де-
деформации напряженное состояние все-
всестороннего сжатия. При достаточных
удельных усилиях осевого сжатия
[<700 = B-5- 5) ат ] разделение проис-
происходит путем пластического сдвига без
разрушения. Заготовка составляет
одно целое с прутком до полного
отделения (рис. 6). Торцы заготовки
имеют гладкую ровную, перпендику-
перпендикулярную к оси заготовки поверхность.
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
169
to
if
/ \u
—
t
r
—_
a) S)
Рис. 7. Схемы измерений заготовки, отрезанной не полиостью открытой или не полностью
закрытой разрезкой (а), и точной короткой заготовки (б), полученной закрытой разрезкой
Закрытая разрезка — единственный из
четырех способов, принципиально при-
пригодный для отрезки геометрически точ-
точных, коротких заготовок длиной более
0,2 высоты сечения прутка.
Однако при больших преимуществах
закрытая разрезка имеет и существен-
существенный недостаток, сдерживающий до
снх пор ее практическое применение.
Под влиянием больших усилий осевого
сжатия при закрытой разрезке про-
происходит схватывание металлов прутка
и ножей и образование дефектов (за-
диров) на торцах заготовки и пло-
плоскостях ножей. Поэтому пока прово-
проводятся работы по применению способа 4
только для разрезки на точные заго-
заготовки медных прутков и прутков из
мягкого алюминия, у которых явле-
явление схватывания почти не проявляется.
Качество заготовки и его оценка.
Качество отрезаемой заготовки оце-
оценивают комплексом показателей, ха-
характеризующих ее геометрическую точ-
точность, состояние поверхностей среза и
свойства металла в прнторцовых де-
деформированных зонах. Оценку гео-
геометрической точности проводят по
результатам обмера заднего конца за-
заготовки, имеющего обычно большие
искажения (рис. 7). Для сравнитель-
сравнительной оценки геометрической точности
заготовок разных размеров исполь-
используют относительные показатели не-
неточности, приведенные в табл. 4.
К основным показателям, от которых
существенно зависит точность заго-
заготовки, относятся утяжка (продольная
или поперечная), отклонения от пло-
плоскостности и от параллельности торцов
и угол скоса торцов.
Качество поверхности торцов опре-
определяется относительной гладкостью с(
и отсутствием дефектов. При раз-
разрезке способами 1, 2, 3 иа торцах
заготовок всегда имеются два неодно-
неоднородных участка: большой участок ше-
шероховатой поверхности и узкий пла-
пластический поясок (см. рис. 5). Только
заготовки, отрезанные способом 4,
имеют гладкие блестящие торцы (с' =
= 1), без шероховатых участков. При
неправильном выборе способа, усло-
условий или параметров разрезки на тор-
торцах могут появиться некоторые из
дефектов, приведенных в табл. 5.
Несколько блестящих поясков иа торце
могут появиться при отрезке с недо-
недостаточным осевым зазором между но-
ножами, а ступенчатый торец при от-
отрезке — с чрезмерно большим.
Заусенец торцовый возникает при
отрезке сильно затупленными ножами
или слишком большом осевом зазоре,
ваусенец боковой образуется при раз-
разрезке проката круглого профиля в
штампе с постоянным абсолютным
осевым зазором (не убывающим от
середины к краям сечения).
Пригары, наплывы, зарезы и задиры
на торцах заготовки — дефекты, яв-
являющиеся результатом трения вол-
волнистых поверхностей торцов прутка
и заготовки; возникают, если заготовка
не имеет возможности отойти от прутка
сразу после образования поверхности
среза.
170
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
4. Параметры заготовки и
относительные показатели,
характеризующие ее геометрическую
неточность
Рис. 8. Геометрические параметры: г„—
поперечный зазор; zQC— осевой зазор;
а — угол наклона прутка
Вырывы на торцах наблюдаются
при разрезке твердых сталей с чрез-
чрезмерным осевым зазором. При непра-
неправильном ведении процесса холодной
разрезки прутков из твердых хрупких
сталей в приторцовых зонах могут
возникнуть торцовые илн поперечные
трещины. Иногда трещины образуются
не сразу, а через некоторое время
после отрезки.
Параметры и силовые характери-
характеристики процесса отрезки. Различают
геометрические и силовые параметры
процесса отрезки. К геометрическим
параметрам относятся поперечный н
осевой зазоры, угол наклона прутка
(рис. 8).
Поперечный зазор между
отверстием ножа н прутком гп =
— da — d необходим для обеспечения
возможности введения прутка в ножи.
Он всегда оказывает вредное влияние
на отрезку, снижая геометрическую
точность заготовок. При наличии по-
поперечного зазора на заготовке появ-
появляется участок смятия (см. рис. 5)
и овальность торца, поэтому попереч-
поперечный зазор должен иметь минимально
необходимую величину, которая за-
зависит от точности проката, отклонения
от соосности ножей, деформации прут-
прутка в зоне разрезки.
Ориентировочные значения попереч-
поперечных зазоров при разрезке етальных
прутков с заправленными концами
в штампах е втулочными ножами при-
приведены в табл. 6.
Устранение поперечного зазора до-
достигается применением разъемных но-
Параметр, мм,
обозначение
Диаметр d
Высота торца dx
Длина:
наибольшая /
наименьшая /j
Утяжина:
продольная и
поперечная /
Вмятина:
продольная п
поперечная k
Глубина впадины
на торце Ь
Ширина пласти-
пластического пояска с
Длина заусенца х
Угол скоса торца
Ф°
Относительный
показатель
неточности,
формула для
определений
Овальность
торца
0 = (d—di)/d
Отклонение от
параллельно-
параллельности торцов
е = A -1,) 1
Утяжка:
продольная
и' = uld
поперечная
/' = fid
Смятие:
продольное
п' = n/d
поперечное
k' = kid
Отклонение
торца от пло-
плоскостности
Ь' = bid
Относительная
гладкость тор-
торца
с = eld
Относительная
длина заусен-
заусенца
х' = xld
жей. Поперечный зазор в неподвиж-
неподвижном ноже можно устранить, применяя
разрезку с редуцированием прутка
(см. табл. 15).
Угол наклона прутка а.
Для того чтобы обеспечить перпен-
перпендикулярность торцов заготовки к ее
оси, необходимо при не полностью
открытой и не полиостью закрытой
отрезке придать прутку наклонное
положение относительно направления
реза. Если заготовку отрезать без
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
171
5. Неоднородность и возможные дефекты иа торцах заготовок,
отрезанных сдвигом
Дефект
Эскиз
Дефект
Эскиз
Неоднородность по-
поверхности:
а — плоский глад-
гладкий поясок; б—
шероховатая вол-
волнистая поверх-
поверхность
Наплыв
Несколько г^чдких
поясков
Задиры
Ступенчатый торец
Вырыв
Заусенец:
а — торцовый;
б — боковой
Зарез
Закол
Пригар
Скол
Торцовые микро- н
макротрещины
Попереч-
Поперечные
трещины
172
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
в. Поперечные зазоры в штампах
с втулочными ножами, мм
Пруток
Горяче-
Горячекатаный
Калибро-
Калиброванный
Диаметр сечения
прутка, мм
10-25
1,5
0,3
26-50
1,5—
2,0
0,4
51 — 60
2,5
0,5
61 — 80
3,0
0,6
81 — 100
3,5
0,7
наклона прутка, то торцы будут не
перпендикулярны к оси, потому что
трещины скалывания от кромок но-
ножей идут под углом к направлению
реза.
Угол отклонения трещины и, сле-
следовательно, угол а наклона прутка
<см. рис. 8) или ножа (см. табл. 14,
схема 2.2) зависят в основном от
прочности разрезаемого металла и
условий отрезки (скорости, темпера-
температуры). Наибольшая перпендикуляр-
перпендикулярность торцов достигается при опти-
оптимальном для каждого металла угле
I
I
</,мм
180
160
TtO
120
100
SO
?0
40
20
I
I
h
1
III /
и,
Ш
W
/
/
i
/
1
1
/
/
i
/
//
I
1
/
/
//
1
/
z
/,
/
А
/
/
у
/
4
/
/
/
/
/
/
О 7 Z 3
5 6 7
9 10 11 12 z 0
Рис. 9. Значения осевого зазора в зави-
зависимости от предела прочности разрезаемого
металла и диаметра сечения прутка
наклона. Зависимость угла наклона а
прутка от твердости углеродистой ста-
стали приведена ниже.
НВ ПО 135 160 185 200 240
а°, 9 8 7 4,5 2 0
Ориентировочно угол наклона для
прутков из углеродистых сталей можно
определить нз выражения
а= 11,5 — 0,01 ав.
Оптимальные значения угла наклона
для сталей ШХ15, 9ХС, У10А, Р18
а < 8°, а для сталей 20Х, 12ХНЗА
а = 2-j-3°. Для облегчения автомати-
автоматизации разрезки и упрощения кон-
конструкций штампов и ножниц рекомен-
рекомендуется принимать для всех сталей
среднее значение угла а, т. е. а = 4°.
При разрезке прутков из сталей
с НВ ;>. 200 наклон прутка не ока-
оказывает существенного влияния иа пер-
перпендикулярность торцов полученной
заготовки.
Осевой зазор между подвиж-
подвижным и неподвижным ножами — важ-
важнейший геометрический параметр, от
которого зависят качество торцов и
геометрическая точность заготовок, от-
отрезаемых не полностью открытой и
не полностью закрытой разрезкой.
Назначение осевого зазора — обеспе-
обеспечивать образование оптимальной, без-
бездефектной поверхности среза путем
слияния трещин скалывания, распро-
распространяющихся от режущих кромок
ножей.
Оптимальный осевой зазор назна-
назначают в зависимости от характеристик
прочности разрезаемого металла, вы-
высоты поперечного сечеиия, схемы и
температурно-скоростных условий в
пределах @-т-0,1)<1 (рис. 9). При за-
закрытой разрезке, а также при всех
способах разрезки с повышенной и
высокой скоростями осевой зазор не
нужен.
Различают абсолютный гос и отно-
относительный го осевые зазоры:
г0 = гос/й.
Наилучшее качество торцов обес-
обеспечивается при постоянном относи-
относительном осевом зазоре по всему сече-
сечению. При разрезке проката круглого
профиля (или квадратного в угловом
направлении) для постоянства отно-
вительного осевого зазора необходимо,
qTo6bi абсолютный осевой зазор был
переменным.
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
173
Возможны два способа создания по-
постоянного относительного осевого за-
эора при разрезке прутков круглого
профиля: фасонная заточка ножей
(рис. 10, а) и наклонное расположение
рабочих плоскостей к плоскости разъ-
разъема (рис. 10, г).
Для ножа с цилиндрическим от-
отверстием применяют заточку, обеспе-
обеспечивающую изменение абсолютного осе-
осевого зазора по закону
,/¦ j2
где Zoc max — абсолютный осевой за-
зазор в диаметральном сечении; х —
расстояние от оси сечения.
¦ Применяют и другие формы заточки
ножей (рис. 10, б, в). Размеры фасон-
фасонной заточки можно выбирать по гра-
графику, приведенному на рис. 11. Для
разрезки прутков круглого профиля
с наклоном на угол а величину осе-
осевого зазора следует определять по
формуле
гос =
- 4*2 - ер maxd) sin а,
где К — коэффициент, зависящий от
твердости металла (К = 1 для твер-
твердых, /С = 1,3 для мягких сталей);
ертах — относительное внедрение ножа
в пруток к моменту слияния скалыва-
скалывающих трещин (приведено ниже).
Рис. 10. Формы рабочих поверхностей
ножей, обеспечивающие постоянство отно-
относительного осевого зазора при разрезке
прутков круглого профиля
между ножами и угле наклона прутка,
в большинстве случаев можно полу-
получать заготовки с ровными торцами,
перпендикулярными к оси заготовки,
полностью исключить поперечное смя-
Материал
АД1
0,18
Ml
0,13
35, 40, 45
0,18
ЗОХГСА
0,16
40Х
0,16
12Х18Н9
0,22
Материал
ХВГ, У8А В95, 9ХС
0,17 0,14
Усилие поперечного за-
зажима Qs — активная сила, при-
прикладываемая к прутку в поперечном
направлении для прижима его к ножу
и устранения поперечного зазора, при-
придания разрезаемой части прутка ста-
стабильного относительно ножей поло-
положения, улучшения схемы напряжен-
напряженного состояния металла в зоне реза
и уменьшения пластических деформа-
деформаций отрезаемой части прутка.
Не полностью закрытой разрезкой
с активным поперечным зажимом прут-
прутка по обе стороны от поверхности
среза, при оптимальном осевом зазоре
Р6М5 ЛС59-1, Х12М, ЗХ2В8
Д16
0,17 0,12 0,15
тие и уменьшить овальность торцов.
Усилие поперечного зажима опреде-
определяют как часть усилия отрезки, т. е.
где К3 — коэффициент, зависящий от
механических свойств разрезаемого ме-
металла, относительной длины заготовки
и зажимных полувтулок, конструкции
зажимного устройства (табл. 7).
В известных конструкциях отрезных
штампов и ножниц /Сд = 0,6 — 2,5.
Активный поперечный зажим при не
полностью закрытой отрезке умень-
уменьшает искажение формы заготовки по
174
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
5 t, мм
7. Значения коэффициента Ks
30 60 90 120 150 S,mh
а/2
Рис. П. Размеры фасонной заточки можсй
сравнению с пассивным зажимом. Про-
Продольная утяжка уменьшается на 25—
30%, овальность торцов — на 9—
20 %, отклонение от плоскостности —
на 17—50%, исключается смятие,
сужается зона пластической дефор-
деформации.
Усилие поперечного зажима обяза-
обязательно должно сниматься в момент
образования поверхности раздела,
чтобы отрезаемая заготовка могла
отойти от прутка (для предотвращения
трения торцов заготовки и прутка
и образования дефектов).
Усилие осевого сжатия
N. Сжимающим осевым усилием раз-
разрезаемый участок прутка нагружается
при закрытой разрезке (см. табл. 3).
Осевое усилие создает в очаге дефор-
деформации благоприятное напряженное со-
состояние трехосного неравномерного
сжатия с высоким гидростатическим
давлением, под воздействием которого
изменяется характер процесса обра-
образования поверхности раздела — пол-
полностью исключается разрушение. Раз-
Разделение происходит путем пластиче-
пластического сдвига. Торцы заготовки имеют
плоскую зеркально-гладкую поверх-
поверхность.
Значение удельного усилия осевого
сжатия, при котором успешно про-
протекает закрытая отрезка, зависит от
механических характеристик металла
(ат; ав) и от длины отрезаемой за-
заготовки.
Относительная
длина заготовки
l/d
0,8—1,2
1,2—1,5
Св. 1,5
Сталь
10, 15
1,0
0,9
0,8
Ст5,
20,
25, 30
0,9
0,8
0,7
35,
40, 45,
У10А
0,8
0,7
0,6
При закрытой отрезке заготовок
длиной 0,1—0,7 диаметра сечения от
прутков из мягких сталей и алюминие-
алюминиевых сплавов необходимо, чтобы удель-
удельное усилие осевого сжатия составляло
B—5) ат разрезаемого металла. Чем
меньше относительная длина заготов-
заготовки lid, тем больше значение необхо-
необходимого удельного усилия осевого сжа-
сжатия. При закрытой отрезке с повышен-
повышенной и высокой скоростями удельное
усилие осевого сжатия может быть
уменьшено до @,3—0,5) ат.
Усилие отрезки Р. Усилие
зависит от характеристик прочности
разрезаемого металла, площади попе-
поперечного сечения прутка, схемы от-
отрезки и скорости деформирования.
Типовые кривые «усилие — ход ножа»
при не полностью закрытой и закры-
закрытой отрезке заготовок от прутков при-
приведены на рис. 12.
JJ0
J00
ZSO
zoo
ISO
fOO
50
1
/1 ^г
и
i
1
ft
/
^<
s
1
•—
qr a,2 qj <?« qs qs q? e=Aft/d
Рис. 12. Типовые кривые «усилие — ход
ножа» при разрезке некоторых металлов;
/ — стали 9ХС; 2 — стали 40; 3 — стали
10; 4,5 — алюминиевого сплава АД1
{1, 2, 3, 5 — ие полностью закрытая раз-
разрезка; 4 — закрытая разрезка)
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
175
8. Значения коэффициента Ку при
различных способах разрезки
Разрезка
Не пол-
полностью
закрытая
Закрытая
* До 0,5 м/с
деформирования
Скорость
деформиро-
деформирования *,
м/с
До 0,5
Св. 2
До 0,5
*Р
1,0
1,3-1
1,4—2
,4
,0
— нормальная скорость
, св. 2 — noi
ышенна
я.
9. Удельные усилия при закрытой
отрезке коротких заготовок от прутков
диаметром 15—30 мм
Металл
Сталь:
10
20Х
40 X
Медь М2
Латунь
ЛС59-1
то
с
S
т
С
395
537
819
251
487
ТО
н
е>
233
282
485
234
256
2 ¦s
Л га
щ *
О
§L
* 3 "
3
3,5
3,4
1,8
3,5
S
m
О-
н «
ос
S
о ^
¦ЛЬ
643
779
1000
296
341
При не полностью открытой и не
полностью закрытой отрезке усилие
возрастает сравнительно плавно, а
затем резко снижается. Резкое паде-
падение усилия — одна из особенностей
этих способов отрезки. Для определе-
определения максимального усилия разрезки
можно пользоваться приближенными
формулами
Р = KpTpF;
Р = 0,72#paBF,
где Ку — коэффициент, зависящий от
схемы отрезки и от скорости деформи-
р,нн
700
600
soo
Ш
зоо
200
100
ев=1ШПа
62S
soo^
37S//
//Л
$^^-
/
//
у s
/^
1 1
1
10
20
Рис. 13. Зависимость усилия не полиостью
закрытой отрезки от диаметра прутка
рования (табл. 8); тр — удельное уси-
усилие отрезки; ав — предел прочности;
F — площадь поперечного сечения
прутка.
Усилие не полностью закрытой от-
отрезки в автоматическом режиме можно
определить по графику, проведенному
на рис. 13.
Усилие закрытой отрезки состоит
из двух составляющих; усилия де-
деформирования и усилия, необходи-
необходимого для преодоления контактного
трения, возникающего по плоскостям
контакта заготовки и ножей и в на-
направляющих ползуна штампа. Поэтому
удельное усилие Тр3 (табл. 9) и уси-
усилие закрытой отрезки на 35—100 %
больше, чем при не полностью закры-
закрытой отрезке.
Распорное усилие Т дей-
действует со стороны ножей на пруток
и отрезаемую от него заготовку. Та-
Такие же по значению, но противополож-
противоположные по направлению силы действуют
со стороны прутка и заготовки на
ножи, стремясь раздвинуть их и уве-
увеличить осевой зазор между ножамн.
Распорное усилие при не полностью
закрытой отрезке без поперечного за-
зажима можно определить по формуле
Т = @,184-0,35) Р,
а при отрезке с поперечным зажимом
по формуле
Т= @,1-^-0,18) Р.
Работа деформации при
отрезке графически выражается пло-
площадью, ограниченной кривой и осью
176 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
177
10. Значения коэффициента X для
различных способов разрезки прутков
из сталей средней твердости
Разрезка
Не пол-
полностью
закрытая
Закрытая
Скорость
деформиро-
деформирования, м/с *
До 0,5
Св. 2
До 0,5
0,18
0,11
0,4—0,7
• До 0,5 м/с — нормальная; св. 2—
повышенная.
11. Температура нагрева сталей перед
разрезкой для снижения усилия
отрезки, °С
Сталь
40, 45, 50, 55,
50Г
40Х, 40ХС,
18ХГТ,
ЗОХГТ, 40ХН,
12ХНЗА
12Х2Н4А,
20Х2Н4А
ЗОХНЗА,
40ХНЗА
Диаметр или стороиз
квадрата, мм
До 50
450—500
500—550
550—600
Св. 50
450—500
550—600
550—600
абсцисс на графике «усилие — ход
ножа»:
А = kPm^h,
где А- — коэффициент заполнения пло-
площади графика, зависящий от свойств
металла, схемы и скорости отрезки
(табл. 10); h — высота сечения прутка.
Разрезка с нагревом. Нагрев про-
проката перед разрезкой применяют в це-
целях предотвращения образования де-
дефектов, для снижения усилия разрезки
или для повышения точности отрезае-
отрезаемых заготовок. Для предотвращения
трещин при разрезке прутков, охла-
охлажденных в зимнее время на улице,
их подвергают подогреву перед раз-
разрезкой до температуры 50-т-200°С.
При подогреве также устраняются
масляные пятна и ледяная корка.
Среднеуглеродистые стали подогревают
до 50 °С, высокоуглеродистые и низ-
низколегированные до 80 °С в водяной
ванне.
Прутки больших сечений из леги-
легированных и высокоуглеродистых ста-
сталей проявляют склонность к образо-
образованию трещин во время разрезки как
без нагрева, так и при небольшом
подогреве, поэтому их приходится на-
нагревать перед разрезкой до более
высоких температур. Размеры попе-
поперечных сечений прутков из высоко-
высокоуглеродистых и легированных сталей,
перед разрезкой которых необходим
нагрев до 400н-500°С, приведены ниже.
ав, МПа ... 500 600 800 1000
d, не менее, мм 100 80 60 50
При разрезке в холодном состоянии
прутков крупных сечений из высоко-
высокоуглеродистых, легированных сталей
и высокопрочных сплавов для умень-
уменьшения усилия отрезки и устранения
динамического характера нагружения
прокат перед разрезкой нагревают
до температуры 450—600 °С (табл. 11).
Для повышения геометрической точ-
точности заготовок, разделяемых не пол-
полиостью открытой или не полностью
закрытой отрезкой от проката из
низкоуглеродистых сталей, применяют
нагрев до температур зоны синелом-
синеломкости. Так, нагрев прутков из стали 10
в интервале 100-;-150 °С и стали 20
в интервале 200-т-300°С обеспечивает
существенное повышение точности за-
заготовок. Повышению точности заго-
заготовок, отрезаемых от прутков из ото-
отожженной стали ШХ15, способствует
нагрев до 500—600 °С.
Прутки из быстрорежущей стали
можно разрезать на бездефектные за-
заготовки только с нагревом до 650—
750 °С.
Для улучшения закрытой разрезки
стальных прутков на короткие заго-
заготовки рекомендуется нагрев до 450—
700 °С.
Разрезка с охлаждением. Для повы-
повышения качества не полностью откры-
открытой и не полностью закрытой отрезки
некоторых металлов эффективно ох-
охлаждение прутков до криогенных тем-
температур. При этом уменьшается пла-
пластическая деформация, повышается
геометрическая точность отрезаемых
заготовок. Усилие отрезки при этом
возрастает в 1,4-5-1,6 раза, а работа
деформации убывает по сравнению
с разрезкой без предварительного по-
подогрева прутка в 2-т-З раза. Опти-
Оптимальные температуры охлаждения
прутка для разрезки зависят от хими-
химического состава стали (возрастают с
увеличением содержания углерода):
не оказывает существенного влияния
на качество заготовок при не полностью
закрытой отрезке, но повышает его
при не полностью открытой отрезке
(см. табл. 3). При высокой скорости
(более 40 м/с) благоприятное влияние
оказывает сила инерции, прижима-
прижимающая отрезаемую часть прутка к по-
подвижному ножу и предотвращающая
ее изгиб в процессе разрезки. Зави-
Зависимость необходимой скорости отрезки
Марка стали . .
Температура, °С
10
-170- 180
15
— 160н 170
20
-155-н —165
Марка стали . . . 15ХГН2А
Температура, °С —90-^ — 100
Охлаждение прутков до темпера-
температуры —75 °С можно проводить угле-
углекислотой (сухой лед), а до температуры
—196 °С — жидким азотом.
Наибольший эффект повышения точ-
точности заготовок при разрезке с пред-
предварительным охлаждением прутка от-
отмечается у низкоуглеродистых сталей.
Заметно повышается плоскостность
торцов, снижается пластическая де-
деформация приторцовых зон. Разрезка
с охлаждением в производстве еще не
применяется. Рациональное примене-
применение нагрева или охлаждения позво-
позволяет повысить качество отрезаемых
заготовок, но оно усложняет и удоро-
удорожает процесс разделения проката на
заготовки. Поэтому разрезку с пред-
предварительным нагревом или охлажде-
охлаждением следует применять лишь в том
случае, когда требуемое качество за-
заготовки не может быть обеспечено
другими более простыми способами
разрезки.
Разрезка с повышенной и высокой
скоростью. Скорость деформирования
значительно влияет на качество от-
отрезаемых заготовок. При обычной раз-
разрезке на кривошипных машинах ско-
скорость деформирования не превышает
0,3 м/с. Увеличение скорости до 2-т-
-т-5 м/с существенно повышает гео-
геометрическую точность заготовок, от-
отрезаемых от стальных прутков. Не
полностью закрытую разрезку всех
сталей с повышенной скоростью (более
2 м/с) надо вести без осевого и попереч-
поперечного зазоров (см. табл. 3), что упро-
упрощает переналадку штампов и ножниц.
Увеличение скорости свыше 6—10 м/с
18ХГТ 40Х А12
-80н-—90 —70-н— 80 — 130~ь —140
от относительной длины заготовки по-
показана на рис. 14.
Применение повышенных и высоких
скоростей благоприятно и при закры-
закрытой разрезке: уменьшается в 4-е-
-нЮ раз необходимое удельное усилие
осевого сжатия и, что особенно важно,
не происходит схватывания металлов
прутков и ножей. Скоростной закрытой
разрезкой можно отрезать точные ко-
короткие заготовки от стальных прутков
при удельных усилиях @,3-f-0,4) aT.
Большой эффект улучшения каче-
качества заготовок дает повышенная ско-
скорость при разрезке проката из низко-
низкого*, "А
Рис. 14. Зависимость скорости отрезки
от относительной длины заготовки при
скоростной не полиостью открытой отрезке
(сталь 45)
178
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
179
12. Влияние температуры и скорости отрезки иа показатели геометрической
иеточиости заготовок, отрезаемых от прутка диаметром 30 мм из стали 10
Не поли остью
закрытая разрезка
с поперечным
зажимом
(см. табл. 3)
Пассивным
Активным
Темпера-
Тура,
20
20
300
— 196
20
Скорость
отрезки,
м/с
0,16
0,16
0,16
0,16
1 2,5
Показатели геометрической
иеточиости
Смятие
к'
0,12
—
—
—
1 -
Утяжка
Г
0,09
0,08
0,049
0,03
0,03
Отклонение
от плоскост-
плоскостности торца
Ь'
0,035
0,030
0,015
0,010
0,008
Угол
скоса
торца
Ф°
4
4,5
1,5
1,5
.,0
углеродистой стали. На разрезку ла-
латуни ЛС59-1, титанового сплава ОТ4
увеличение скорости до 70 м/с не
влияет. При не полностью закрытой
разрезке стального прутка примене-
применение повышенной скорости обеспечи-
обеспечивает более высокие показатели ка-
качества, чем другие условия (табл. 12).
Использование повышенных B—
5 м/с) и высоких (более 20 м/с) ско-
скоростей — основной и наиболее пер-
перспективный путь дальнейшего улуч-
улучшения безотходной разрезки сталь-
стального сортового проката в штампах
и на ножницах. Внедрение скоростной
разрезки в производство сдерживается
отсутствием оборудования.
Рис. 15. Штамп для ие полиостью открытой
отрезки с пассивным поперечным зажимом
Штампы для разрезки иа прессах.
Разрезку стального проката диаметром
до 60 мм на заготовки преимущественно
проводят в отрезных штампах на
кривошипных прессах. При выборе
конструкции можно руководствоваться
приведенной ниже классификацией от-
отрезных штампов, в основе которой
лежат следующие признаки: 1 — спо-
способ и схема отрезки, 2 — кинематика
ножей, 3 — способ удаления заго-
заготовки, 4 — число одновременно от-
отрезаемых заготовок, 5 — число вы-
выполняемых переходов.
По способам и схемам отрезки штам-
штампы делят на три группы (табл. 13):
для не полностью открытой отрезки;
для не полиостью закрытой отрезки;
для закрытой отрезки. Наиболее про-
просты по конструкции и в эксплуатации
штампы для не полностью открытой
отрезки, однако получаемые заготовки,
как правило, имеют значительные иска-
искажения формы, поэтому эти штампы
применяют только в тех случаях,
когда к точности заготовок не предъ-
предъявляют высоких требований.
Простейший штамп для не полностью
открытой отрезки с пассивным попе-
поперечным зажимом прутка (см. табл. 13,
тип 1.1) показан на рис. 15. Штамп
имеет неподвижный нож-втулку / и
открытый подвижный нож 2 в форме
13. Классификация отрезных штампов по первому классификациоииому призиаку
(по способам и схемам отрезки)
Для ие полиостью
открытой отрезки
С пассивным
поперечным
зажимом
1.1. С зажимом
в неподвиж-
неподвижном втулоч-
втулочном ноже
С активным
поперечным
зажимом
1.3. С зажимом
в неподвиж-
неподвижном разъем-
разъемном ноже
Для ие полиостью
закрытой отрезки
С пассивным
поперечным
зажимом
1.5. С зажимом
во втулочных
ножах
С активным
поперечным
зажимом
1.19. С зажи-
зажимом
в разъемных
ножах
Для закрытой
отрезки
1.13. С осевым
сжатием
в пределах
упругости
1.2. С зажимом
в неподвиж-
неподвижном втулоч-
втулочном ноже
и осевым
упором
1.4. С зажимом
г, неподвиж-
неподвижном разъем-
разъемном ноже
и осевым
упором
1.6. С зажимом
во втулочном
неподвижном
ноже и на
подвижной
опоре
1.7. С зажимом
во втулочном
ноже и на
неподвижной
опоре
1.8. С зажимом
в ножах для
устранения
поперечного
зазора
1.10. С зажи-
зажимом редуци-
редуцированием
1.11. С зажи-
зажимом, удаляе-
удаляемым в задан-
заданный момент
отрезки
1.12. С зажи-
зажимом, пропор-
пропорциональным
усилию
отрезки
1.14. С осад-
осадкой в ножах
1.15. С высад-
высадкой, в по-
подвижном ноже
180 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
щтрытое ролотение
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
181
Закрытое ижаше
1
Ё
Г
1
560
Рис. 16. Штамп СШТ-18 для не полостью закрытой отрезки прутков из сталей средней и по-
вышенной твердости
пластины с полуцнлиндрической вы-
выемкой. Отрезка открытым ножом со-
сопровождается изгибом отрезаемой ча-
части. Отрезанные заготовки имеют ма-
малую геометрическую точность. Торец
заднего конца заготовки менее точен,
чем переднего.
Штампы типа 1.3 с активным попе-
поперечным зажимом прутка не обеспечи-
обеспечивают существенного повышения гео- •
метрической точности заготовок, по-
поскольку подвижный нож у них тоже
открытого типа. Однако применение
разъемного неподвижного ножа об-
облегчает введение прутка.
Штампы типов 1.2 и 1.4 отличаются
от предыдущих тем, что в подвижном
ноже имеется жесткий упор, к кото-
которому при подаче прижимают с не-
небольшим усилием передний торец прут-
прутка. Это повышает геометрическую точ-
точность заготовок из сталей средней и
повышенной твердости и позволяет
отрезать короткие заготовки (lid ^
g3> 0,6) с умеренными искажениями
формы. Применение этих штампов
особенно эффективно при скорости
отрезки гд ^ 2 м/с.
Более высокую геометрическую точ-
точность заготовок обеспечивают штампы
для не полностью закрытой отрезки,
которые могут быть с пассивным или
с активным поперечным зажимом.
В штампах с пассивным поперечным
зажимом пруток не имеет жесткой
фиксации в ножах, поэтому точность
отрезаемых в них заготовок ниже,
чем в штампах с активным зажимом.
Применяемые в штампе ножи втулоч-
втулочного типа просты н экономичны, до-
допускают многократное использование
путем их поворота прн затуплении
режущей кромки. Точность загото-
заготовок, отрезаемых в этих штампах, за-
зависит от точности размеров сечения
прутка и твердости металла. Чем точ-
точнее прокат, тем меньше может быть
поперечный зазор и тем выше точность
отрезаемых заготовок.
Штампы типов 1.3 и 1.7 отличаются
тем, что в ннх применен открытый
подвижный нож, что упрощает уда-
удаление отрезанной заготовки («на про-
провал»). Передний конец прутка опи-
опирается на подвижную (тип 1.6) или
неподвижную (тип 1.7) опору. Эти
штампы применяют для отрезки длин-
длинных заготовок (lid > 2).
В штампах типа 1.7 известных как
«штампы с противогнбом», уровень
опоры и ее расстояние от неподвижного
ножа подбирают в зависимости от
механических свойств разрезаемого ме-
металла и от требуемой длины заготовки.
Недостатками штампов типа 1.5—1.7
является наличие поперечного зазора
в ножах, снижающего точность отре-
отрезаемых заготовок.
Штамп типа 1.8 отличается от пре-
предыдущих конструкций штампов данной
группы тем, что в нем применены
ножи-полувтулки, а поперечный зазор
полностью устраняется с помощью
специальных фиксирующих устройств.
К штампам этого типа относится
штамп'СШТ-18, разработанный в Стан-
кине и внедренный в производство.
Штамп обеспечивает отрезку точных
заготовок длиной lid > 0,8 от прутков
из среднеуглеродистых и легированных
сталей с твердостью НВ 160—250,
а также алюминиевых сплавов типа
В95. В штампе (рис. 16) применены
подпружиненные клиновые соедине-
соединения, обеспечивающие выборку попе-
поперечного зазора между прутком и но-
ножами, но не препятствующие отходу
отрезанной заготовки от прутка (что
предотвращает возникновение дефек-
дефектов на торцах).
Наибольшую точность отрезаемых
заготовок обеспечивают штампы под-
подгруппы для не полностью закрытой
отрезки с активным поперечным за-
зажимом. В них не только нет попереч-
поперечною зазора, но пруток прижимается
к ножам с заданным усилием, чем
полностью устраняется смещение прут-
прутка относительно ножей и достигается
уменьшение пластических деформаций.
Штампы типа 1.9 с постоянным
поперечным зажимом в разъемных
ножах, осуществляемым механически-
механическими, гидравлическими или пневматиче-
пневматическими устройствами, применимы в тех
случаях, когда при разрезке отсут-
отсутствует трение заднего торца заготовки
о торец прутка, например, при на-
наклонном расположении прутка в
штампе.
В штампах типа 1.10 обеспечивается
равномерный поперечный зажнм прут-
прутка в неподвижном ноже, создаваемый
в результате редуцирования. Благо-
Благодаря редуцированию обеспечивается
а)
Ось штампа
Рис. 17. Схема работы штампа для не
полиостью закрытой отрезки с дифферен-
дифференцированным зажимом:
а — исходное положение; б — пруток за-
зажат; в — отрезка заготовки
высокая точность заготовки по по-
поперечному сечению и по объему. Штам-
Штампы этого типа весьма перспективны,
но не нашли пока применения в про-
производстве.
В штампах типов 1.11 и 1.12 устра-
устранен недостаток, присущий штампам
типа 1.9. Поперечный зажим снимается
после образования поверхности раз-
раздела, и заготовка может свободно
отойти от прутка в осевом направле-
направлении, чем предотвращается трение и
возникновение дефектов (задиров, при-
пригаров) на торцах. Разница между
типами 1.11 и 1.12 состоит в том, что
в первом поперечный зажим постоянен
в процессе отрезки и снимается мгно-
мгновенно в момент образования поверх-
поверхности среза, а во втором усилие попе-
поперечного зажима пропорционально уси-
усилию отрезки. Схема одной из кон-
конструкций штампов с поперечным зажи-
зажимом прутка силой, пропорциональной
усилию отрезки, приведена на рис. 17
(штамп с «дифференцированным» за-
зажимом).
Усилие поперечного зажима в этом
штампе в любой момент отрезки со-
составляет Q = A,5-7-2,5) Р. Штамп
обеспечивает разделение стальных
прутков на точные заготовки длиной
более 0,8 высоты сечений. Недостатком
конструкции является большая по-
потеря на трение в клиновых парах,
в результате чего резко возрастает
потребное усилие Рпр пресса, которое
182
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
183
А-А
6-6
может быть определено по формуле
2Р
Рис. 18. Штамп для ие полностью закрытой
отрезки с переменным активным попереч-
поперечным зажимом прутка с помощью клиновых
механизмов
где Р — усилие отрезки; ]i — коэф-
коэффициент контактного трения в клино-
клиновых парах.
На рис. 18 представлена другая
(разработанная в ЭНИКМАШе) кон-
конструкция штампа с поперечным зажи-
зажимом прутка силой, пропорциональной
усилию отрезки, в которой тоже ис-
использованы клиновые механизмы. Пре-
Преимуществом этой конструкции являет-
является отсутствие перемещения клиновых
соединений под нагрузкой. В штампе
предусмотрен наклон прутка. При
разрезке в этом штампе прутков из
среднеуглеродистой или ле-
легированной стали обеспечи-
обеспечивается хорошая точность за-
заготовок (угол скоса торца не
более 1°, продольная утяжка
до 0,4, отклонение от пло-
плоскостности торца не более
0,01). На рис. 19 приведен
чертеж штампа того же типа
с рычажными механизмами.
Штампы для закрытой от-
отрезки (с осевым сжатием
прутка в зоне отрезки)
предназначены для полу-
получения геометрически точ-
точных коротких заготовок
рис. 19. Штамп для не полно-
полностью закрытой отрезки с пере-
переменным активным поперечным
зажимом прутка и отрезаемой
части с помощью рычажных ус-
устройств
(lid = 0,2-j-0,8). В штампе типа 1.13
пруток подвергают осевому сжатию
с напряжением, не превышающим пре-
предела упругости разрезаемого металла.
Разрезка в таком штампе при обычных
скоростях деформирования не обеспе-
обеспечивает получения точных коротких
заготовок. При скоростях более 2 м/с
в этом штампе можно отрезать точные
короткие заготовки длиной lid ^ 0,3.
В штампах типов 1.14 и 1.15 металл
в зоне реза сжимают удельным уси-
усилием B—5) 0Т, благодаря чему соз-
создается благоприятное напряженное со-
состояние всестороннего неравномерного
сжатия, что в принципе обеспечивает
отрезку точных коротких заготовок
(lid = 0,2-1-1,0) при обычных скоро-
скоростях1 деформирования.
На рис. 20 приведена конструкция
штампа типа 1.14 для закрытой от-
резкн точных заготовок от прутков
из мягкого алюминия. В этом штампе
усилие отрезки передается через ры-
рычаг 2 на ползун 4, несущий подвижный
нож 3, и на подвижное устройство
поперечного зажима 1. При опускании
ползуна пресса вначале происходит
зажим прутка и его осевое смещение
(при котором осуществляется осевое
сжатие), а затем отрезка заготовки.
Штамп пригоден для отрезки точных
коротких заготовок от прутков из
меди и мягкого алюминия.
На рис.. 21 представлена конструк-
конструкция штампа-автомата типа 1.14 для
закрытой отрезки точных коротких
заготовок от алюминиевых прутков,
разработанного в Станкине. Пруток 1
цанговым зажимным и подающим уст-
устройством 2 вводится в отверстие не-
неподвижного ножа 3, имеющего заход-
ной конус, и продвигается на величину
подачи. При движении вниз плиты 6
регулируемый упор 7 перемещает
клин 8, который через клиновую пол-
зушку 4 сжимает отрезаемую часть
прутка в замкнутой полости ножей.
Необходимое значение осевого усилия
достигается регулированием упора 7
относительно бойка 5. При дальнейшем
движении ползуна пресса боек 5 пере-
перемещает подвижный нож 9 вниз, и
происходит отрезка заготовки в усло-
условиях всестороннего сжатия металла
в зоне реза. Удаление отрезанной
заготовки происходит перемещением
ползушки 4 от клина 10. При обратном
ходе ползуна пресса подвижный нож
Рис. 20. Конструктивная схема штампа для
закрытой отрезки коротких заготовок от
алюминиевых прутков
возвращается в исходное положение
с помощью буферного устройства.
Штампы для закрытой отрезки типа
1.15 отличаются от штампов типа 1.14
большей пластической деформацией от-
отрезаемой части прутка. Конец прутка
подвергается высадке в подвижном
ноже осевым усилием, прикладывае-
прикладываемым к переднему торцу. Штамп этого
типа разработан в ЭНИКМАШе.
Для разрезки стальных прутков на
короткие заготовки штампы для за-
закрытой разрезки применить пока не
удается из-за того, что при высоких
удельных усилиях осевого сжатия
в процессе отрезки на поверхности
контакта торца заготовки с режущими
кромками ножа происходит схватыва-
схватывание металлов и на торце заготовки и
на ножах быстро возникают задиры
и пригары.
По кинематике ножей отрезные штам-
штампы можно разделить на три группы
(табл. 14): с поступательным переме-
/V
Рис. 2!. Принципиальная схема штампа-
автомата для закрытой отрезки точных
коротких заготовок
184 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
14. Классификация отрезных штампов по второму классификационному признаку
(по кинематике ножей) ^
С поступательным перемещением
ножей
С вращательным
перемещением ножей
Со сложным
перемещени-
перемещением ножей
2.1. С вертикаль-
вертикальным перемеще-
перемещением одного ножа
2.4. С горизон-
горизонтальным ревер-
реверсивным переме-
перемещением одного
ножа
2.7. С вращатель-
вращательным перемещением
одного ножа в пло-
плоскости реза
2.10. С по-
поворотом
вокруг оси
прутка н
поступа-
поступательным
перемеще-
перемещением ножа
2.2. С наклон-
наклонным перемеще-
перемещением одного
ножа
2.5. С горизон-
горизонтальным переме-
перемещением обоих
ножей
2.8. С вращательным
перемещением обоих
ножей в плоскости
реза
2.11. С вер-
вертикальным
и горизон-
горизонтальным
(вдоль оси)
перемеще-
перемещением ножа
2.3. С горизон-
горизонтальным односто-
односторонним переме-
перемещением одного
ножа
2.6. С трех- и че-
четырехсторонним
перемещением
одного ножа
2.9. С вращательным
перемещением од-
одного ножа в осевой
плоскости
2.12. С вер-
вертикальным
перемеще-
перемещением с пово-
поворотом в
осевой
плоскости
одного
ножа
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
Щ
щением ножей; с вращательным пере-
перемещением; со сложным движением
ножей. Наиболее распространены
штампы с поступательным перемеще-
перемещением ножей.
Поступательное перемещение одного
ножа чаще всего происходит в верти-
вертикальном направлении (см. табл. 14,
тип 2.1). Во многих штампах этого
типа пруток располагают с наклоном
на угол а, для того чтобы поверхность
среза была перпендикулярна оси прут-
прутка. Тот же эффект может быть до-
достигнут прн горизонтальном распо-
расположении прутка, если нож переме-
перемещается наклонно, под углом а (тип
2.2). Штампы с горизонтальным пере-
перемещением одного ножа (тип 2.3) при-
применяют обычно, если требуется умень-
уменьшить необходимое усилие пресса или
закрытую высоту, что может быть
достигнуто, например, применением
клинового механизма.
Штампы с реверсивным перемеще-
перемещением одного ножа (тип 2.4) могут быть
двух исполнений.
1. Направление движения ножа из-
изменяется на противоположное за один
ход ползуна при отрезке одной за-
заготовки. Нож смещается сначала в одну
сторону, внедряясь в пруток на глу-
глубину меньше ширины блестящего по-
пояска, а затем в противоположную, до
полного отделения. Заготовки имеют
симметричные концы, без заусенцев.
2. Направление движения ножа из-
изменяется при каждом последующем
ходе ползуна, при отрезке каждой
следующей заготовки (схема показана).
Заготовки, отрезанные в таком штампе,
имеют форму, благоприятную для по-
последующей осадки.
Преимуществом штампа типа 2.5
является суммирование скоростей
обоих ножей, что может повысить
точность заготовок, если их суммарная
скорость превышает 1,5 м/с. В штам-
штампах типа 2.6 отрезка заготовки про-
производится после предварительной над-
резкн в двух-трех направлениях на
глубину 0,3—0,5 ширины блестящего
пояска. Заготовки имеют симметрич-
симметричную форму концов с утяжиной по
периметру, без заусенца. Штампы этого
типа еще не получили применения
в производстве.
Вращательное перемещение одного
ножа (тип 2.7) или обоих (тип 2.8)
ножей применяют в отрезных штампах
с целью получения конструктивно про-
простых устройств для активного попереч-
поперечного зажима прутка или уменьшения
необходимого усилия пресса. В штампе
типа 2.9 обеспечивается переменный
осевой зазор между ножами.
Штампы со сложным движением но-
ножей создают для достижения путем
перемещения ножей по заданной тра-
траектории оптимального напряженно-де-
напряженно-деформированного состояния металла в
зоне отрезки. Штамп типа 2.10 приме-
применяют для разрезки прутков квадрат-
квадратного профиля Штампы типов 2.11
и 2.12 еще не применяются в произ-
производстве.
Классификация отрезных штампов
по способу удаления заготовки при-
приведена в табл. 15. Надежное и быстрое
удаление отрезанной заготовки из
штампа имеет важное значение для
обеспечения устойчивой, безотказной
работы штампа. Для удаления заго-
заготовки в известных штампах исполь-
используется падение ее под действием соб-
собственной силы тяжести или вытал-
выталкивание приложенным усилием.
В табл. 15 представлена классифи-
классификация отрезных штампов по числу
одновременно отрезаемых заготовок и
по числу выполняемых технологиче-
технологических переходов. По числу одновремен-
одновременно отрезаемых заготовок все штампы
делят на две группы: для отрезки
одной заготовки; для отрезки двух
и более заготовок. Первые уступают
вторым по производительности, но
проще по конструкции и в эксплуата-
эксплуатации. В связи с необходимостью обес-
обеспечения конкурентоспособности отрез-
отрезки точных коротких заготовок в штам-
штампе с вырубкой нз листового полу-
полуфабриката разработка штампов для
одновременной отрезки двух и более
заготовок является актуальной зада-
задачей применительно к закрытой от-
отрезке.
Штампы для одновременной отрезки
от прутка нескольких заготовок из-
известны двух типов: 4.1 —для одно-
одновременной отрезки нескольких заго-
заготовок от одного прутка; 4.2 — для
одновременной отрезки заготовок от
двух и более прутков. Особенностью
штампа типа 4.1 является различие
в показателях качества первой и
остальных заготовок.
Многопознционную разрезку (тип
4.1) рекомендуется применять при
186 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
15. Классификация отрезиых штампов по третьему, четвертому и пятому
классификационным признакам
3. По способу удаления заготовки
Со свободным
падением заго-
заготовки
С поворотом н
падением заго-
заготовки
С проталкивани-
проталкиванием заготовки
прутком
С выталкиванием
заготовки в нижнем
положении ползуна
4. По числу одновременно отрезаемых заготовок
Для одной заготовки
Для двух и более заготовок
4.1. От одного прутка
4.2. От двух и более прут-
прутков
5. По числу выполняемых переходов
Для одного
перехода
Для двух и более переходов
5.1. Для высадки и от-
отрезки
5.2. Для формов-
формовки и отрезки
5.3. Для отрезки
и калибровки
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
187
Продолжение табл. 15.
Для одного
перехода
Для двух и более переходов
5.4. Для надрезки и
отрезки
5.7. Для отрезки и вы-
выдавливания
5.5. Для редуци-
редуцирования и отрез-
отрезки
5.8. Для отрез-
отрезки, выдавлива-
выдавливания и осадки
5.6. Для отрезки
и осадки
длине крайней заготовки более 1,2
высоты сечения и длине остальных
заготовок не менее 0,6 высоты сечения.
При использовании активного попереч-
поперечного зажима можно уменьшить пре-
предельную длину крайней заготовки до
0,8 высоты сечения. Многопозиционной
разрезкой можно одновременно от-
отрезать заготовки разной длины.
Штамп типа 4.2 не отличается по
схеме отрезки от штампа для отрезки
одной заготовки, представляя собой
соединение двух таких штампов в од-
одном. Штамп обеспечивает удвоенную
производительность, но при этом воз-
возрастает потребное усилие пресса, уве-
увеличиваются габариты штампа и услож-
усложняется подача прутков.
По числу выполняемых технологи-
технологических переходов отрезные штампы
можно разделить на две группы
(табл. 15): штампы для одного пере-
перекода; штампы для двух и более пере-
перекодов. Штампы для двух переходов
могут быть одно- или двухпозицион-
ными. В однопозиционных оба пере-
перехода выполняются на одной рабочей
позиции за один ход ползуна пресса,
а в двухпозиционных отрезанная за-
заготовка перемещается на вторую пс-
зицию и второй переход выполняется
в процессе одного хода ползуна или
при следующем ходе.
Штампы типов 5.1—5.3 применяют
при закрытой отрезке коротких за-
заготовок от алюминиевых прутков.
В штампе типа 5.4 перед отрезкой
производится надрезка. Надрезы, яв-
являющиеся концентраторами напряже-
напряжений, способствуют спрямлению по-
поверхности среза, предотвращают об-
образование заусенца.
В штампе типа 5.5 пруток при вве-
введении в неподвижный нож подвер-
подвергается редуцированию, что повышает
точность отрезаемых заготовок и по-
позволяет применять менее точные
прутки.
В штампе 5.6 заготовки после не
полностью закрытой отрезки подвер-
подвергаются на второй позиции осадке —
калибровке в закрытой матрице.
В штампе типа 5.7 на второй позиции
производится поперечное выдавлива-
выдавливание. Могут быть получены короткие
заготовки с фасками и наметками.
188
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
189
Рабочая
лобярхмосш разьема
Рис. 22. Типовые конструкции ножей от-
отрезных штампов
а — втулочный; б — лолувтулочный
В штампе типа 5.8 после отрезки и
поперечного выдавливания заготовка
калибруется закрытой осадкой. В этом
штампе имеется подвижный в осевом
направлении втулочный нож.
Ножи отрезных штампов и сорто-
сортовых ножниц. При разрезке прутков
круглого профиля на заготовки высо-
высокого качества необходимо применять
для каждого размера сечения свой
комплект ножей. Форма и размеры
ножей должны быть максимально при-
приближены к профилю разрезаемого про-
проката. Для унификации ножей иногда
используют ножи одного размера для
разрезки прутков разных сечений,
но при этом существенно снижается
точность отрезаемых заготовок.
По форме режущей части ножи раз-
разделяют на закрытые (очковые, вту-
втулочные) и открытые (разъемные, полу-
полувтулочные, плоские). По внешней фор-
форме ножи бывают призматические и
цилиндрические. Для разрезки про-
профилей сложной формы иногда приме-
применяют составные ножи.
Типовые конструкции разъемных но-
ножей приведены на рис. 22, 23. Ширина
ножа В назначается из условия не-
недопущения смятия от чрезмерного
удельного усилия на поверхности кон-
контакта с прутком (табл. 16).
Для обеспечения зажима прутка,
с учетом колебания размеров сечения,
между ножом и прижимом делают
Рабочая
ловерхносли ¦
' A-A
базовая Ллоскос/nt решу--
ллоскос/ш щей кромки \\$
Рис. 23. Отрезные ножи сортовых ножннц:
<: — полувтулочный; б — призматические; в — крепление ножей в ножницах
зазор ft. Обычно его принимают равным
ft = 0,06d. На режущей плоскости
ножа делают фаскн Ь под углом у,
чтобы избежать задевания режущих
кромок ножей друг за друга. При
разрезке с наклоном прутка угол
фаски равен углу наклона прутка.
Прутки квадратного профиля можно
разрезать по стороне и по диагонали.
При разрезке по стороне ножн и при-
прижим имеют простую плоскую форму
рабочей поверхности, а штамп более
универсален, но качество реза хуже.
У открытых ножей-полувтулок для
исключения заклинивания прутка н
предупреждения образования продоль-
продольных рисок на его боковой поверхности
скругляют боковые острые кромки по
дуге радиуса гу = 0,05d. Для повы-
повышения стойкости ножей рекомендуется
скруглять режущие кромки по дуге
радиуса rK ^ 0,005d. Рекомендуемые
геометрические параметры ножей при-
приведены в табл. 17.
Габаритные размеры ножей сорто-
сортовых ножниц должны соответствовать
размерам ножевого пространства. В от-
открытых ножах предусматривают пере-
перекрытие для избежания задевания верх-
верхнего ножа за нижний. В зависимости
от диаметра сечения разрезаемого про-
проката перекрытие делают от 16 до 40 мм.
Согласно ГОСТ 25454—82 параме-
параметры шероховатости поверхностей, об-
образующих режущую кромку ножа, и
его опорных поверхностей не должны
превышать Ra = 1,25 мкм.
Для обеспечения стойкости ножи
отрезных штампов должны быть из-
изготовлены из инструментальной стали,
хорошо воспринимающей ударную на-
нагрузку с высокими удельными уси-
усилиями, и термически обработаны
(табл. 18—20).
Дозирование заготовок по объему
(массе). Для современных технологи-
технологических процессов металлообработки
нужны точные по объему (массе) за-
заготовки. Так, например, заготовки для
точной объемной штамповки должны
иметь отклонение объема не более
1,5—2,5%. Объем V отрезаемой за-
заготовки является функцией ее длины /
и площади поперечного сечения F:
V = IF.
Площадь F сечения прутка непо-
непостоянна, так как имеют место откло-
отклонения размеров в пределах установ-
16. Рекомендуемые параметры
полувтулочных ножей (см. рис. 22, 23
размеры, мм)
rf
20
2b
32
40
ЬО
ЬЗ
D
50
Ы)
75
90
110
130
A
42
50
60
78
93
105
в
25
30
40
50
60
75
m
15
17,5
21,5
25
30
33,5
0 10
0 13
0 16
0?0
0,25
0,32
Масса,
кг
0?
0,3
0 5
1 0
1 8
3,0
ленных допусков и искажение формы
сечения. Длина / заготовки также
колеблется вследствие неточности по-
дачн прутка, поворота его вокруг
оси, нестабильности процесса отрезки
и т. д. Поэтому фактический объем
отрезанной заготовки отличается от
номинального значения на величину
= AFI + AIF,
где AVp = AFl — изменение объема,
вызванное отклонением площади по-
поперечного сечения AF; AVi = AIF —
изменение объема, вызванное отклоне-
отклонением длины заготовки Д/.
Необходимая точность объема заго-
заготовок обеспечивается прн разрезке
калиброванного проката. Однако ка-
калиброванный прокат значительно до-
дороже горячекатаного, выпуск его ли-
лимитирован мощностями металлургиче-
металлургического производства, а диаметр сечения
не превышает 100 мм. При разрезке
проката круглого профиля обычной
точности немерность заготовок по объ-
объему от колебания только диаметра
прутка может достигать 5—6 % при
больших и средних диаметрах и 13—
17 % прн малых диаметрах сечений.
Обеспечить повышение стабильности
объема заготовок можно применением
редуцирования прутка перед разрез-
разрезкой или использованием дозированной
отрезки. Редуцирование может вы-
выполняться как отдельная операция
нли в отрезном штампе как технологи-
технологический переход, предшествующий от-
отрезке (см. табл. 15, тип 5.5).
190
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
191
17. Рекомендуемые параметры ножей (формулы для расчета)
Параметр, мм,
обозначение
Диаметр отверстия
da
Толщина А
Ширина В
Радиус скругления
УГЛОВ Гу
Зазор между ножом
и прижимом h
Радиус скругления
режущих кромок гк
Ширина фаски Ъ
Втулочный
нож
Для холодной
разрезки
d+za
Для разрезки
с нагревом
d + гп + Л
Полувтулоч-
Полувтулочный нож
Для разрезки
прутка:
горячеката-
горячекатаного
l,02d-f-A
калиброван-
калиброванного
1,(Ш
горячеката-
горячекатаного с пред-
предварительным
нагревом
l,02d+A+T)
@,5—0,8) d
A,0—1,2) d
—
—
0,05d
0,06d
0,1 Id
До 0,005d
b = ep max d —
h
cos a
Обозначения,
примечание
A — наибольшее поло-
положительное отклонение
диаметра сечения прут-
прутка
т) = т
р —коэффициент линей-
линейного расширения;
t — температура нагре-
нагрева прутка, °С
—
—
—
при d > 20 мм
при d ^ 20 мм
—
8Р шах — относительное
внедрение но-
ножа при макси-
максимальном уси-
усилии отрезки
(табл. 18)
a — угол наклона
прутка
18. Относительная глубина внедрения
ножа при максимальном усилии отрезки
Сталь
10
20
45
12ХНЗА
Р18
65Г
9ХС
ав, МПа
340—450
420—540
600—720
590-720
680—840
820—970
790—960
Ер max
0,24
0,21
0,20
0,16
0,17
0,16
0,14
20. Стали для ножей отрезных
штампов и сортовых ножниц
(разрезка с нагревом)
Для дозированной отрезки необ-
необходимо применять специальные уст-
устройства — дозаторы. С помощью до-
дозатора измеряют перед разрезкой раз-
размеры сечения, объем или массу еди-
единицы длины прутка. По результатам
измерений определяют длину / от-
отрезаемой заготовки и соответственно
корректируют положение упора штам-
штампа (ножниц) или шаг подачи прутка.
В табл. 21 приведена классификация
Сталь
6ХВ2С,
6ХС
4Х5МФС,
4Х5В2ФС,
5ХЗВМФС,
5ХГМ
HRC
50—54
48—50
42—48
Температура
разрезаемо-
разрезаемого металла,
°С
До 300
300—500
Св. 500
принципиально возможных способов
и схем измерения прутка, которые
могут быть применены в дозирующих
устройствах. В разработанных и ис-
используемых дозаторах применяют в ос-
основном схему VI, реже схемы IV, V.
19. Стали для ножей отрезных штампов и сортовых ножниц (холодная разрезка)
У8А
УЮА
9ХС
6ХС
7X3
Х6ВФ
Х12М
Р6АМ5
6Х6ВЗМФС
Температура, °С
закалин
отпуска
"в-
на изгнб
Для разрезания мягких сталей
760—770
770—790
860—880
870—890
850—880
160—180
160—180
180—200
180—200
200—220
60—62
60-62
60—62
56—57
55—56
2400
2400
3000
2900
2900
Для сталей повышенной прочности
980—1000
1000—1020
150—170
280—300
170—200
320—350
60—62
55—57
60—62
56—58
3000
3500
2600
3100
Для прочных сталей
1060—1190
1060—1075
530—570
525—535
61--63
57—59
4500
4200
МПа
на сжатие
5400
5400
3600
4500
4500
4500
4000
4000
3700
—
192 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
21. Способы измерения прутка в дозирующих устройствах
Измеряемый
параметр
Схема измерения
Возможные способы
измерения
Особенности
способа
Диаметр сечения
прутка в двух
или более пло-
плоскостях
Периметр сече-
сечения прутка
Площадь боковой
поверхности еди-
единицы длины прут-
прутка
Площадь по-
поперечного сече-
сечения прутка
Контактный, фо-
фотоэлектрический,
пневматический,
ультразвуковой,
радиоизотопный
Контактный с
обкаткой по-
поперечного сече-
сечения измеритель-
измерительным роликом
Бесконтактный с
использованием
токов высокой
частоты
Искажения фор-
формы сечения и
местные неровно-
неровности на поверх-
поверхности прутка
снижают точ-
точность измерения
Индукционный,
проекционный,
радиоизотопный
Масса отрезан-
отрезанной заготовки
Взвешивание
первой отрезан-
отрезанной заготовки
Невозможно до-
дозирование первой
заготовки, отре
заемой от каж
дого прутка
Масса прутка
Ш
Взвешивание
прутка перед
разрезкой
Обеспечивает вы
сокую точность
дозирования
Объем единицы
длины прутка
Измерение объ-
объема единицы дли-
длины прутка ги-
гидравлическим
датчиком
Обеспечивает вы-
высокую точность
дозирования, но
непригоден для
горячих прутков
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
193
б У
Рис. 24. Схема отрезки с дозированием
На рис. 24 приведена схема отрезки
с дозированием по результатам изме-
измерения сечения прутка бесконтактным
индукционным датчиком. Пруток /
при подаче к ножам проходит через
измерительную головку 3, перед вхо-
. дом в которую установлен фотодат-
фотодатчик 2. Перемещаясь, пруток преры-
прерывает световой поток фотодатчика. По-
Подается команда на вращение измери-
измерителя пути прутка. Второй фотодат-
фотодатчик 4 включает измеритель попереч-
поперечного сечения. От фотодатчиков и из-
измерительной головки сигналы посту-
поступают в электронное устройство 9,
в котором вырабатываются данные для
системы управления 8. Из системы
управления поступает команда на при-
привод кулачка 7, который, вращаясь,
корректирует положение упора 6. Пру-
Пруток, касаясь упора, замыкает кон-
контакты, подающие команду на отрезку
заготовки ножами 5. Устройство обес-
обеспечивает точность объема заготовки
(отклонение не более ±2 %).
Массовый рефлексный метод (см.
табл. 21 схема V) дозирования основан
на взвешивании первой отрезанной
от прутка заготовки. Длину первой
заготовки определяют расчетным пу-
путем. Заготовку отрезают, взвешивают,
по ее фактической массе вычисляют
длину точной заготовки и соответ-
соответственно корректируют положение упо-
упора. Этот метод обеспечивает высокую
точность дозирования, но первая за-
заготовка получается немерной. Кроме
того, процесс дозирования не совмещен
по времени с отрезкой, что снижает
производительность метода.
Универсальными и удобными в экс-
эксплуатации являются устройства, в ос-
7 П/р Е. И. Семенова
нове которых лежит определение массы
единицы длины прутка его взвешива-
взвешиванием (табл. 21 схема VI). Пруток распо-
располагают на нескольких опорах,и по реак-
реакции опор счетно-решающий блок вычис-
вычисляет длину отрезаемой заготовки и
подает соответствующую команду на
корректировку упора. Устройство при-
пригодно для прутков любого профиля
при разрезке в холодном и горячем
состоянии. Возможно сочетание этого
метода дозирования с оптимизацией
раскроя. В этом случае вычислитель-
вычислительное устройство выбирает оптимальный
вариант раскроя взвешенной штангн
на заготовки заданной длины и подает
команду на соответствующую коррек-
корректировку упора. Применение дозиру-
дозирующих устройств позволяет отрезать
точные по объему (массе) заготовки
с отклонением 1,5—3% не только
из горячекатаных прутков, но и из
подката, что обеспечивает снижение
стоимости исходного металла на 15—
20 %.
Ножницы. Механизация и автома-
автоматизация разрезки. Сортовой прокат
разрезают путем сдвига на заготовки
в штампах на кривошипных прессах
или ножницах. Применяют сортовые
и комбинированные ножницы. В основе
конструкции современных ножниц за-
заложена схема не полностью закрытой
отрезки с активным поперечным за-
зажимом (см. табл. 3) и наклоном прутка
на угол 4°. Выпускаемые станкострои-
станкостроительной промышленностью сортовые
ножницы новых моделей (серии Н1300
и Н1800) имеют жесткую станину за-
закрытого типа и дифференцированный
поперечный зажим прутка и отрезае-
отрезаемой части. Ножницы снабжены упором,
194
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
195
22. Ножницы сортовые для разрезки сортового и фасонного проката
Модель
НБ 1425
НБ 1427
НБ 1428
НБ 1429
НБ 1431
Наибольший
размер сечения
разрезаемого
проката, мм
Круг
36
40
45
56
67
Квадрат
32
36
40
50
58
Число
ходов
в мин
63
56
50
50
45
Мощ-
Мощность
привода,
кВт
2,5
4,8
6,8
6,8
11,00
Габаритные
размеры, мм
1090Х900Х 1350
1590Х905Х 1590
1590Х 1000Х 1880
1825Х 1015X2080
2050X1210X2035
Массе, т
1,24
1,90
2,54
3,90
5,40
23. Ножницы сортовые кривошипные закрытые для разрезки сортового проката
на заготовки машиностроительного назначения
Модель
И 1534
Н 1538
НА 1540
Н 1542
Н 1830 В
Н 1834
Н 1838 А
Наличие дифференци-|
рованного зажима
Нет
»
»
Есть
»
Номинальное усилие,
кН
2 500
6 300
10 000
16 000
1 000
2 500
6 300
Число ходов в мин
40
20
28
20
75
40
26
Наибольший
размер
сечеиия
разрезаемого
проката, мм
Круг
100
140
160
200
56
80
125
Квадрат
90
125
140
180
55
70
ПО
Полоса
300
400
320
400
100
160
250
Наибольшая длина от-
отрезаемой заготовки, мм
630
630
1000
1000
630
630
1000
Мощность приводи,
кВт
20
55
100
157
18,8
36
58
Габаритные
размеры, мм
7 000X3 050Х
хзооо
7 360X4 020Х
Х4 600
17 480X4 500Х
Х4 500
17 400Х5 000Х
Х5 150
8 700X2 000Х
ХЗООО
11 250X2 600Х
Х2 980
9 770Х4 350Х
Х5 833
Мас-
Масса, т
12,7
39,4
85,53
120,0
11,2
21,0
62,57
24. Комплексы оборудования для разрезки круглого и квадратиого проката ва базе
кривошипных ножниц
Модель
комплекса
АКН 1830В-1
АКН 1834Б-1
АКН 1834-1
АКН 1838А
Ножницы
Модель
Н 1830В
Н 1834Б
Н 1834
Н 1838А
Н А1540
Н А1542
Н 1544
Номи-
Номинальное
усилие,
кН
1 000
2 500
2 500
6 300
10 000
16 000
25 000
Наибольший
диаметр
разрезаемого
проката, мм
56
85
80
125
160
200
220
Стеллаж
+
+
+
+
+
+
+
Механизм рас-
раскладки прутков
+
+
+
+
+
+
+
Роликовый кон-
конвейер привод-
приводной
+
+
+
+
+
—
—
Механизм доре-
дорезания остатка
прутка
+
+
+
+
—
—
—
Мехаиизм от-
отбраковки немер-
иых концов
+
+
+
+
—
—
—
точно устанавливаемым на заданную
длину с пульта управления. На нож-
ножницах возможна одно- и двухручьевая
разрезка.
Технические характеристики ножниц
приведены в табл. 22—24. Достижи-
Достижимые показатели геометрической не-
неточности заготовок при разрезке сор-
сортового проката на ножницах приве-
приведены в табл. 25. Весьма перспектив-
перспективным для совершенствования безотход-
безотходной разрезки сортового проката на
точные заготовки является применение
скоростных машин. В Харьковском
авиационном институте ведутся ра-
работы по созданию машин для скорост-
скоростной разрезки прутков. Созданы ма-
машины типа МИР-ЮОХ, ВСМП, ПМН-2
для холодной скоростной разрезки про-
проката (табл. 26).
В ГДР изготовлена механизирован-
механизированная линия PXS 125 с механическим
прессом для холодной разрезки сталь-
стальных прутков круглого профиля иа
7*
точные короткие заготовки при по-
повышенных скоростях. В линии имеется
устройство для заправки концов прут-
прутка, автоматической отбраковки немер-
немерных концов, счета отрезанных заго-
заготовок. Стальные заготовки с относи-
относительной длиной lid = 0,2—0,8, отре-
отрезанные на этой линии, имеют ровные
параллельные торцы.
Основные технические данные линии
Номинальное усилие, кН 1250
Скорость отрезки, м/с ... 2
Число ходов ползуна в мн-
нуту 30—60
Диаметр сечения разрезае-
разрезаемых прутков, мм 15—60
Наименьшая длина загото-
заготовок 0,2 диа-
диаметра
В ВНР разработана и изготовляется
машина (типа UD) для разрезки сталь-
стальных прутков диаметром 6—36 мм на
196
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
25. Относительные показатели
неточности геометрической формы
заготовок, отрезанных на сортовых
ножницах для точной разрезки
(см. табл. 23)
ч
ч
га
•¦"¦ S
Сталь:
15
45
40Х
40ХС
3X13
12ХНЗА
40ХН
65Г
Р18
Титано-
Титановые
сплавы:
ВТ9
ВТ14
г
те
.иаметр прут
50
56
45
40
45
50
33
40
40
32
40
торца
гол скоса
, градус
*¦&
2,0
0,6
—
0,7
1,0
0,5
0,5
0,2
0,3
0,2
0,6
Утяжка
родольная
с а
0,60
0,27
0,50
0,24
0,60
0,45
0,27
0,31
0,28
0,24
0,27
оперечная
0,090
0,045
0,050
0,020
0,070
0,040
0,030
0,044
0,034
0,017
0,017
т пло-
тклонеиие о
*остиости Ь'
О о
0,02
0,012
0,008
0,01
0,01
0,01
0,003
0,009
0,022
0,014
0,011
26. Машины для импульсной холодной
разрезки проката, разработанные в
ХАИ
Параметр
Наибольший
диаметр
поперечного
сечения
разрезаемого
проката, мм
Энергия
удара, кДж
Производи-
Производительность,
заготовок/мин
Масса, кг
X,
о
Р-1С
S
Й
100
300
12—16
16 170
с
ш
30
5
20—25
7700
Н-2
?
С
50
15
20
9600
точные заготовки при повышенных
скоростях.
Для автоматизации разрезки сорто-
сортового проката на точные по форме
и объему заготовки применяют ком-
комплексы, в состав которых включают
по мере необходимости следующее обо-
оборудование и устройства: стеллаж для
прутков; устройство, автоматически
отделяющее очередной пруток от пач-
пачки; направляющее устройство для
продвижения прутка в зону отрезки;
сортовые иожиицы (или пресс со
штампом); дозирующее устройство;
корректируемый упор илн устройство
для шаговой подачи; механизм удале-
удаления и сортировки немерных концов
(переднего и заднего); транспортное
устройство для удаления заготовок;
счетчик отрезанных заготовок; шумо-
защитиый кожух (иногда). При не-
необходимости комплекс содержит также
нагревательное устройство, механизм
подачи и выдачи прутка. Некоторые
зарубежные комплексы имеют устрой-
устройство для выравнивания формы концов
прутков.
Современные автоматизированные
комплексы для разрезки прутков осна-
оснащают электронным устройством, кото-
которое управляет работой всех механиз-
механизмов и отключает установку, когда
отрезано нужное число заготовок. Для
укладки и отделения очередного прут-
прутка применяют автоматизированные
стеллажи различных типов: с пневма-
пневматическим ворошителем, с отсекателями,
с регулируемой щелью и другие.
Существует два типа устройств для
отделения немерных (концевых) за-
заготовок: удаляющие и предупрежда-
предупреждающие. Последние устанавливают на-
наличие стыка между прутками и по-
подают сигнал для срабатывания меха-
механизма автоматического удаления не-
мерной заготовки. В основе предупре-
предупреждающих устройств могут быть элек-
электронный, пневматический, индуктив-
индуктивный, радиоизотопный и другие спо-
способы обнаружения стыка прутков.
К комплексам предъявляют различ-
различные требования в зависимости от
характера производства. При массовом
и крупносерийном производстве не-
необходима высокая автоматизация и
механизация. При рациональной орга-
организации комплексом управляют один-
два оператора (один у нагревателя,
второй у пульта управления).
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
197
Предприятия Минстанкопрома из-
изготовляют на базе сортовых ножниц
серий Н1300, Н1500, Н1800 комплексы
для точной разрезки проката разных
размеров (см. табл. 24). Комплекс
АКН 1830В-1, например, предназна-
предназначен для холодной разрезки в одном
или двух ручьях круглого, квадрат-
квадратного и полосового проката из кон-
конструкционных, пружинных, инстру-
инструментальных и других специальных
сталей. В состав комплекса входят
кривошипные ножницы Н 1830 В и
механизированный стеллаж модели
СМ9. Отрезка производится с наклоном
н днффереицированиым зажимом прут-
прутка. Комплекс обеспечивает разрезку
в автоматическом режиме в одном
из трех ручьев илн одновременно
в двух крайних. Концевые остатки
отсортировываются. Основные техни-
технические данные комплекса АКН 1830
В-1 приведены ниже.
Номинальное усилие отрез-
отрезки, кН 1000
Наибольший диаметр разре-
разрезаемого проката при 0В =
= 600 МПа, мм:
в центральном ручье . . 56
в крайних ручьях ... 38
Длина отрезаемых загото-
заготовок, мм:
наибольшая 630
наименьшая 45
Производительность при от-
отрезке заготовок длиной
60 мм, шт/мии:
в одном ручье 30
в двух ручьях 55
Суммарная мощность элек-
электродвигателей, кВт .... 22,8
Габаритные размеры, м . . 8,7Х
Х3.7ХЗ
Масса комплекса, т ... 20
На рис. 25 показана схема комплек-
комплекса, в состав которого входят механи-
механизированный стеллаж /, газовая печь 2,
автоматизированный роликовый кон-
конвейер 3 с механизмом перекладки по
ручьям и досылателем отрезаемых
концов прутков, ножницы 4 с меха-
механизмом отбраковки немерных концов,
устройством механизированной смены
ножей и счетчиком заготовок.
Применение современных комплек-
комплексов с отрезными штампами или сор-
сортовыми .ножницами для разделки сор-
Рис. 25. Автоматизированный комплекс
для разрезки проката на базе сортовых
ножниц усилием 10 000 кН
тового проката обеспечивает получе-
получение без отходов заготовок высокого
качества, хорошей точности по объему
при высокой производительности и
автоматизации производства.
НИИТМом (Ростов-на-Дону) разра-
разработаны типовые комплексы средств
механизации разрезки сортового и
профильного проката в штампах, на
кривошипных прессах и на сортовых
ножницах. Комплексы средств меха-
механизации разрезки проката в штампах
(модели 70-377-0-0, 70-391-0-0,
70-407-0-0) базируются на кривошип-
кривошипных прессах К 2132А, К 2132 и пред-
предназначены для разрезки прутков с се-
сечением диаметром 25—50 мм. Комплекс
состоит из стеллажа поштучной вы-
выдачи, пневматического питателя, ро-
роликового механизма подачи, криво-
кривошипного пресса со штампом и раз-
разгрузочного устройства.
Комплексы средств механизации раз-
разрезки проката на сортовых ножницах
(модели 70-356-0-04- 70-397-0-0) бази-
базируются на сортовых ножницах Н 1038,
Н 1534, Н 1538 и предназначены для
разрезки прутков с сечением диаме-
диаметром 25—130 мм. Комплексы
70-395-0-0-ь 70-397-0-0 предназначены
для разрезки с подогревом. Комплекс
состоит из стеллажа, выполняющего
роль бункера, с механизмом поштуч-
поштучной выдачи материала иа приводной
роликовый конвейер и ножниц кри-
кривошипных закрытых с приводным ро-
роликовым конвейером и лотком для
сбора заготовок. В состав комплексов
70-395-0-0-н 70-397-0-0 входят также
нагревательная печь и конвейер вы-
выдачи заготовок.
]98 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
Рис. 2,6. Схема разрезки кручением
Рис. 27. Дисковые пилы:
а — сегментная; 0 — со вставными зубьями
Для эффективного применения раз-
разрезки сдвигом в мелкосерийном и
гибком автоматизированном производ-
производстве важное значение имеет быстрая
переналадка ножниц на отрезку заго-
заготовок разных размеров. В ЭНИМСе
создан быстропереналаживаемый от-
отрезной модуль для безотходной раз-
разрезки стальных прутков диаметром
15—80 мм на заготовки длиной от
40 мм. Модуль состоит из гидропресса,
приводящего в действие механизм от-
отрезки, механизма подачи, магазина
прутков. Переналадка модуля зани-
занимает 5 мим. Штучное время отрезки
5—20 с. В модуле применен способ
не полностью закрытой отрезки с ак-
активным поперечным (дифференциро-
(дифференцированным) зажимом прутка и отрезаемой
части.
Разрезка кручением. Применяют для
разделения на заготовки прутков круг-
круглого профиля и преимущественно труб.
Пруток / (рис. 26) и его отделяемая
часть зажаты зажимами 2 и 3. На по-
поверхности прутка по плоскостям раз-
раздела нанесены концентраторы в виде
круговых V-образных канавок. За-
Зажим 3 может поворачиваться вокруг
оси и перемещаться вдоль нее. При по-
повороте зажима 3 с зажатой в нем
отрезаемой частью прутка происходит
отрезка кручением. Возможность от-
отрезки кручением и качество поверх-
поверхности раздела определяются механи-
механическими свойствами разрезаемого ме-
металла. Разрезка кручением хрупких
сталей (Р18, ЗХ2В8, ХВГ, 9ХС и др.)
невозможна, а при разрезке вязких
сталей получаются некачественные за-
заготовки, поэтому способ пригоден голь-
ко для разрезки прутков и труб из
среднеуглеродистых и низколегирован-
низколегированных конструкционных сталей 35—50,
35Х, 40ХС, 65Г и титановых сплавов,
а также труб из сталей 20, 20Г, 20Х.
Этим способом можно отрезать за-
заготовки длиной более одного диаметра
от прутков и более трех диаметров
от труб. С применением вставок можно
отрезать от труб заготовки длиной
от 0,8 внешнего диаметра сечения.
Необходимый для разрезки крутя-
крутящий момент определяют по формулам:
для прутка
М = ^г
для трубы
усилие зажима прутка
усилие отрыва
N =
В формулах
d — 2Л
'~ 3 )'
inYp
тр — касательное напряжение сдвигу;
Ту — предел упругости на сдвиг;
Yp — относительный сдвиг при разру-
разрушении; Yy — относительный сдвиг,
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
199
соответствующий пределу упругости;
а = dBH/d; dBH — внутренний диа-
диаметр-тр^бы; ft — коэффициент конта-
контактного трения в зажимах; h — глу-
глубина V-образной канавки.
Наиболее рациональная область при-
применения разрезки кручением — раз-
разделение толстостенных труб на за-
заготовки.
Разрезка зубчатыми пилами находит
широкое применение во всех отраслях
металлообработки, являясь на ряде
предприятий с мелкосерийным про-
производством основным способом разде-
разделения проката на заготовки. Разре-
Разрезание пилами обеспечивает хорошее
качество поверхности реза и точную
длину заготовки.
Разрезка дисковыми пилами. При-
Применяется для разделения на заготовки
металла в холодном и горячем со-
состояниях. В кузнечном производстве
горячее разрезание на круглопильных
отрезных станках применяется редко.
Дисковые пилы для холодного и горя-
горячего разрезания бывают цельные, со
вставными зубьями и со сменными
сегментами (рис. 27) диаметром 300 —
2000 мм, толщиной 2—15 мм. Профиль
зуба зависит от назначения пильного
диска (табл. 27). Скорость резания
(м/с) определяют по формуле
_ пРп
V~ 60 1000 '
где D — диаметр пильного диска, mmj
п — частота вращения, об/мин.
Подачу на один оборот определяют
по формуле
«об = s2z;
подачу в минуту по формуле
= so6n = szzn,
27. Углы зубьев сегментных пил,
градусы
где sz — подача на один зуб, мм (sz =
= 0,05+0,2 мм, большие значения —
для мягких сталей); г — число зубьев
диска.
Преимущества отрезки пилами: чи-
чистая поверхность, возможность от-
отрезки точных и очень коротких заго-
заготовок, отсутствие упрочнения металла
в приторцовых зонах, универсальность
(возможность разрезать прутки раз-
разных сечений без смены инструмента).
Производительность дисковой пилы
определяется площадью поперечного
сечения прутка, разрезанной в одну
секунду, и зависит от частоты враще-
Угол
Передний
Задний
Углеродистая
сталь
25
8
Хромоникеле-
вая сталь
25
6
Коррозионно-
стойкая сталь
20
6
Алюминнй
30
12
Медь, бронза
25
10
ния, диаметра диска и величины по-
подачи. При разрезании стальных про-
профилей производительность составляет
2000—8000 мм2/с. Машинное время
отрезки (мин) дисковой пилой (без
учета вспомогательного хода) опре-
определяют по формуле
Тм = B/scp,
где В — ширина разрезаемой заго-
заготовки, мм; scp — средняя подача,
мм/мин.
Скорость резания и стойкость пиль-
пильного диска зависят от прочности раз-
разрезаемой стали (табл. 28). При раз-
разрезан ик углеродистых сталей стой-
стойкость составляет две-три смены, а ле-
легированных — не более восьми часов.
Повышение стойкости дисковых пил
достигается покрытием твердым спла-
сплавом поверхности зубьев. Так, нанесе-
нанесение электроэрозионным способом слоя
толщиной 0,1 мм твердого сплава
Т15К6 на переднюю и заднюю по-
поверхности зубьев сегментных пил обес-
обеспечивает увеличение стойкости в 3—
4 раза. Фирма «Вагнер» (ФРГ) вы-
выпускает высокопроизводительные ма-
машины с твердосплавными пильными
дисками диаметром 315—1530 мм для
разрезания круглого металла до диа-
диаметра 520 мм с шириной пропила
4—-11 мм.
Недостатки способа разрезания ди-
дисковыми пилами: наличие отхода ме-
металла, значительная стоимость ин-
инструмента, потребность в заточных
станках, загрязнение рабочего места
и воздушного пространства мелкой
стружкой, невозможность разделения
термически упрочненных металлов с
0„ > 1200 МПа, сильный шум при
работе.
200
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
201
28. Скорость
. Параметр
Скорость
резания,
м/мин
Стойкость
до затупле-
затупления, ч
резания и стойкость пильного
писка
Предел прочности разрезаемого
металла ов, МПа
500
25—30
16—20
009 —
о
о
ю
20—25
10—16
-700
о
о
¦о
17—
20
8—10
О
О
ОО
|
О
о
!--.
14—
16
6—8
— 900
о
о
оо
11—
13
4—6
900
6—10
3—4
29. Ленточио-отрезные
станки
Параметр
Максималь-
Максимальный размер
. разрезае-
разрезаемого метал-
металла, мм
Скорость
резания,
. м/мин
Ширина
пропила,
мм
. Тип станка
8В5-15
500
10—90
2,2
8544
350
16—87
2,0
НИИТМом (Ростов-на-Дону) разра-
разработаны комплексы для механизиро-
механизированной резки сортового проката и
труб диаметром 25—160 мм в пакетах
на фрезерно-отрезных станках моде-
моделей 8В66 и 8В66А. Комплекс состоит
из стеллажа с механизмом поштучной
выдачи металла, перекладчика, при-
приспособления для формирования па-
пакета,, фрезерно-отрезного станка и раз-
разгрузочного устройства.
Разрезка ленточными пилами. Лен-
точно-отрезные станки (табл. 29) с ин-
инструментом в виде «бесконечной» зуб-
зубчатой ленты находят все большее при-
применение в заготовительном производ-
производстве. Они развивают скорость 10—
240 м/мнн, обеспечивают хорошее ка-
качество поверхности среза, высокую
производительность (в 1,5—2 раза
выше производительности фрезерно-
отрезных станков), малый отход ме-
металла и удельный расход энергии;
работа протекает с незначительным
шумом. Ширина пропила обычно не
превышает 2,2 мм. Ограничивающим
фактором применения ленточно-отрез-
ных станков является недостаточная
стойкость ленточных пил E—15 ч).
Для устранения этого недостатка при-
применяют биметаллические ленточные
пилы.
Производительность при резании
среднеуглеродистой стали ленточной
пилой из легированной стали со ско-
скоростью 40—50 м/мин составляет
25 см2/мин, а биметаллической пилой
с рабочей частью из быстрорежущей
стали — 70 см2/мин.
Применяют ленточные пилы шириной
4-7-40 мм, толщиной 0,6—1,0 мм с ша-
шагом зубьев 1-7-6 мм. Зубья ленточной
пилы разводят в обе стороны. Шаг
зубьев прямо пропорционален тол-
толщине разрезаемого материала и об-
обратно пропорционален твердости. Для
отрезки заготовок большого сечения
из мягких металлов рекомендуется
применять ленточные пилы с крупным
шагом зубьев (рис. 28). Число зубьев
выбирают в зависимости от толщины
разрезаемой заготовки:
Рис. 28.Форма зубьев ленточных пил для
сталей (а) и цветных металлов (б)
Толщина заго-
заготовки, мм . .
Число зубьев
на 1 см длины
полотна . .
13 13— 50— св. 100
50 100
Форма зуба зависит от разрезаемого
металла: для разрезки стальных за-
заготовок рекомендуется зуб с передним
углом v = 0-4-13°, углом заострения
Р = 44-^66° и задним углом а =
= 30-7-33°. Для надежной и долго-
долговечной работы ленточной пилы важно
обеспечить равнопрочность спая кон-
концов ленты.
Скорость резания ленточной пилой
зависит от разрезаемого металла
(табл. 30). Для разрезки алюминиевых
сплавов, меди, латуни применяют так-
также скоростную резку ленточными пи-
пилами со скоростью, значительно пре-
превышающей указанные в табл. 30.
Разрезка ножовочными пилами. Спо-
Способ применяют в единичном, мелко-
мелкосерийном и серийном производствах.
Станкостроительная промышленность
изготовляет ножовочно-отрезные стан-
станки с прямолинейным возвратно-посту-
возвратно-поступательным перемещением пильного по-
полотна (модель 8725) и с движением
по дуговой траектории (модель 8А725)
со следующими техническими данными.
Модель Модель
8725 8А725
Длина ножовоч-
ножовочного полотна, мм 500 450
Наибольший диа-
диаметр разрезаемого
металла^ мм ... 250 . 250
Ширина пропила,
мм. 2,5 2,5
Число двойных хо-
ходов в минуту . . 120 140
.Ножовочно-отрезные станки с дуго-
дуговой траекторией движения инструмен-
инструмента имеют более высокую производи-
производительность C0—40 см2/мин), чем станки
с возвратно-поступательным перемеще-
перемещением полотна. Благодаря меньшим
габаритам, массе и мощности эти
станки могут конкурировать с лен-
точно-отрезными и круглопильными
по экономичности разрезки.
Основными параметрами ножовоч-
ножовочного полотна являются его длина и
шаг зубьев (табл. 31, рис. 29).
Производительность резки на но-
ножовочных станках зависит от усилия
прижима полотна к разрезаемому ме-
металлу. Это усилие задают в зависимо-
зависимости от толщины полотна.
Основное машинное время разре-
разрезания стальных прутков на ножовоч-
30. Рекомендуемые скорости резания-
ленточной пилой
Разрезаемый
металл
Сталь:
конструкци-
конструкционная
высокоугле-
высокоуглеродистая
хромистая
быстроре-
быстрорежущая
никелевая
коррозион-
коррозионно-стойкая
инструмен-
инструментальная
Алюминиевые
сплавы
Латунь мяг-
мягкая
Медь
Шаг
зуба, мм
1,8—2,5
1,4—3,2
2,5—3,2
1,8—2,1
1,1—2,1
1,8—2,1
1,8—4,2
1,4—2,5
1,4—2,1
Скорость
пильной
ленты,
м/мнн
60—93
15,5—23
23—45
23—38
15,5—60
30—60
123—245
93—152
123—245
31. Размеры пильных полотен
для ножовочных станков, мм
(ГОСТ 6645—68)
330
380
430
-
485
535
635
300
350
400
450
500
600
S
1,25
1,25
1,60
1,25
1,60
2,00
1,6
2,0
1,6
2,0
2,0
2,5
р
1,8
2,5
1,8; 2,5
4,0
2,5
4,0
6,3
2,5
4,0
6,3
2,5
4,0
6,3
4,0
6,3
4,0
6,3
ь
25
25
32
25
32
40
32
40
32
40
50
d
8,2
8,2
8,2
10,2
10,2
12,2
202
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
203
Рис. 29. Ножовочное станочное полотно
33. Средняя скорость резания на
ножовочных станках
Рис. 30. Форма н размеры зуба ножовочно-
ножовочного станочного полотна
ных станках с прямолинейным движе-
движением полотна приведено в табл. 32,
скорость резания — в табл. 33.
Длину ножовочного полотна вы-
выбирают в зависимости от длины про-
пропила (ширины сечения разрезаемого
прутка), мм:
Длина полотна 350 400 450 500 600
Длина пропила 130 155 180 200 250
32. Машинное время (мин) разрезания стальных прутков ножовочными полотнами
из быстрорежущей стали
ав, МПа
Скорость .
резания,
м/мин
Сталь углеродистая
До 400
400—500
500—600
600—800
От 800
30
25
20
15
10
Сталь хромоникелевая
До 450
500—800 .
Более 800
Латунь
До 360
Более 360
20
15
10
25
20
Диаметр прутка
или сторона
квадрата, мм
10
15
20
25
30
35
40
45
50
60
70
80
90
100
120
130
140
Примечани
дратного профиля.
Углеродистая
ав < 600.
МПа
0,18/0,22
0,36/0,48
0,55/0,78
0,84/1,10
1,22/1,56
1,65/2,05
2,15/2,5
2,56/3,25
3,26/4,00
4,38/5,30
5,89/7,50
7,56/9,55
9,38/12,00
11,42/14,85
16,60/21,00
19,80/24,50
21,58/28,00
е. В числителе —
ав > 600.
МПа
0,22/0,29
0,46/0,67
0,81/1,07
1,22/1,54
1,71/2,15
2,20/2,81
2,90/3,72
3,60/4,53
4,46/5,31
6,10/8,33
8,21/10,22
10,41/13,87
13,21/17,21
16,65/21,20
23,60/30,90
27,50/35,60
30,40/40,10
- для круглого, в
Легированная
0,34/0,42
0,71/1,05
1,23/1,55
1,81/2,34
2,50/3,24
3,46/4,33
4,36/5,68
5,22/6,82
6,20/8,25
9,30/11,67
12,40/15,70
15,40/19,80
19,30/24,60
24,60/31,60
33,80/44,80
39,80/51,90
46,90/58,90
знаменателе — для ква-
Шаг зубьев ножовочного полотна
выбирают в зависимости от твердости
металла и размеров разрезаемой за-
заготовки: крупные зубья—для заго-
заготовок больших сечений из мягких
металлов, мелкие зубья — для заго-
заготовок из твердых металлов с малыми
размерами сечения.
ов, МПа 400—600 600
Шаг зубьев, мм . . 3—4 2,5
Форма зуба ножовочного полотна и
размеры углов показаны на рис. 30.
Для снижения трения зубья ножо-
ножовочных полотен имеют развод 0,6—
0,8 мм.
Разрезка резцами на токарно-отрез-
ных станках. Способ применяют в еди-
единичном и мелкосерийном производстве
для разделения круглых прутков и
труб на заготовки с хорошим качеством
поверхности среза и высокой точ-
точностью по длине. Разрезание произ-
производят на универсальных токариых и
специальных токарио-отрезных стан-
станках и автоматах. Преимуществом спо-
способа является его универсальность и
простота. Шероховатость поверхности
торцов соответствует Rz = 10-ь
*т-20 мкм. На торцах по оси могут
быть выступы до 1,5 мм. Упрочненный
слон металла распространяется на
глубину до 0,2 мм от торцов. Откло-
Отклонения (мм) по длине заготовок, от-
отрезанных на токариом станке, при-
приведены ниже.
Машинное время (мин) на разрезание
прутка круглого профиля определяют
по формуле
т 0,5d 4- х .
Т
на разрезание трубы
_ 0,5(d-dmi)+x
Jm ш '
где d — наружный диаметр прутка
или трубы, мм; dPH — внутренний
диаметр трубы, мм; х =2-^5 мм—
перебег резца; п — частота вращения
шпинделя, об/мин; s — подача' резца,
мм/об.
Снижение скорости резания по мере
приближения резца к оси заготовки
отрицательно сказывается на произ-
производительности и стойкости резцов.
Станки с автоматическим увеличением
частоты вращения шпинделя при при-
приближении резца к оси обеспечивают
повышение производительности до
30%.
Токарные отрезные резцы изготов-
изготовляют из быстрорежущей стали и
с пластинками из твердых сплавов.
Применение твердосплавных резцов
повышает производительность в 2—
3 раза.
Разрезка абразивными кругами. Спо-
Способ находит применение при разделе-
разделении на заготовки проката, труб, про-
профилей из высокопрочных металлов.
Режущим инструментом при абразив-
абразивной разрезке является диск из абра-
Диаметр сечения . .
Отклонение длины .
6—20 20—50 50—100 100—200
0,2—0,4 0,4—0,6 0,6—0,8 0,8—1,2
Недостатки способа — низкая про-
производительность (при разрезке прутка
с сечением диаметром 50—80 мм от-
отрезают одну—три заготовки в минуту);
малая стойкость резцов; большой отход
металла в стружку; высокая себестои-
себестоимость заготовки. В кузнечно-заготови-
тельном производстве этот способ иа-
ходит ограниченное применение.
Отход металла определяется шири-
шириной резца (мм), который зависит от
диаметра разрезаемого прутка (мм).
Диаметр сечения
прутка 80
Ширина резца
.3-5
80— 150—
150 350
5—6 6—10
зивных зерен и связующего вещества,
которое выполняет двоякую роль: удер-
удерживает зерна при резании и высво-
высвобождает их после изнашивания. В ка-
качестве абразива используют электро-
электрокорунд или карбиды кремния на вул-
канитовой или бакелитовой связке,
В нашей стране выпускают абра-
абразивные круги диаметром 300—600 мм,
толщиной 0,5—4 мм.
Для абразивной разрезки применяют
станки с ручной подачей круга, полу-
полуавтоматы с механической подачей и
автоматы, в которых автоматически
выполняется подача материала, его
зажим, подача круга н снятие мате-
материала (табл. 34).
204
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
205
34. Технические данные
абразивио-отрезиых станков
Параметр
Диаметр
круга, мм
Толщина
круга, мм
Скорость
резаиия,
м/с
Максималь-
¦• иый диа-
•¦ метр раз-
разрезаемого
металла,
мм
Станки
с ручным
управле-
управлением
8220
200
1-3
50-
80
20
8А240
250
3—4
50-
80
60
Автоматы
с непо-
неподвижной
заготовкой
8242
400
3—4
48—
80
60
8252
500
4—5
48—80
100
35. Рекомендуемые параметры
абразивных кругов
Разрезаемый металл
Алюминий и алю-
алюминиевые сплавы
Бронза твердая
Сталь твердая угле-
углеродистая
Сталь инструмен-
инструментальная
Примечание.
и
О
е-
т
80
50
40
40
язк
о
ш
в
Б
в
В
сть
§.
Q,
ст
СТ2
СТ
СТ
Абразивный
материал —- электрокорунд.
На абразивио-отрезных станках раз-
разрезают круглый прокат с сечением до
200 мм, трубы диаметром до 600 мм.
Круги вращаются со скоростью 30-г-
н-100 м/с, поэтому к ним предъявляют
высокие требования по прочности и
упругости.
Характеристика круга включает сле-
следующие параметры: размеры (внеш-
(внешний диаметр, толщину, диаметр отвер-
отверстия), вид абразивного материала,
зернистость, вид связки, твердость,
структуру. Параметры характеристики
круга выбирают в зависимости от ви-
вида разрезаемого металла, режимов
резания, требований к качеству по-
поверхности среза (табл. 35). Круги
изготовляют на бакелитовой (Б), вул-
канитовой (В) и металлической связке,
армируют стеклотканью, капроном и
другими материалами. ¦ ¦ ''¦¦
¦ При выборе параметров круга не-
необходимо, чтобы диаметр был возмо-
возможно больше (так как при этом повы-
повышается производительность и умень-
уменьшается изнашивание), а толщина воз-
возможно меньше (снижается отход). Од-
Однако надо учитывать, что с уменьше-
уменьшением толщины снижается точность
разрезки из-за увода тонкого круга
при врезании.
Абразивный материал выбирают в за-
зависимости от вида разрезаемого ме-
металла. Для разрезки сталей рекомен-
рекомендуют круги из электрокорунда. Зер-
Зернистость выбирают в зависимости от
режима работы и требуемой шерохо-
шероховатости и точности поверхности реза.
Для разрезания сталей, применяют
круги с менее крупным зерном, чем
для цветных сплавов. Твердость круга
должна быть такой, чтобы при работе
абразивные зериа выкрашивались по
мере затупления, образовывались но-
новые режущие грани и обнажались но-
новые зерна.
Преимущества абразивной раз-
разрезки: высокая геометрическая точ-
точность и малая шероховатость поверх-
поверхности среза (Ra — 0,32н-1,25 мкм),
возможность разрезки высокопрочных
металлов любой твердости, высокая
производительность. Производитель-
Производительность разрезки углеродистых и кон-
конструкционных сталей абразивными
кругами равна 240 см2/мин, быстро-
быстрорежущих 120 см2/мин, коррозионно-
стойких 30 см2/мии. По экономич-
экономичности способ превосходит разрезание
?=1600 S
77
у.
у
у
у
у
у
\
'',
у.
у.
ъ,
у.
у.
II
¦
1° '¦
б)
Рис. 31. Форма зубьев режущей кромки
дисков (в), виды поднутрения (в)
дисковой пилой и на токарно-отрез-
ных станках. Высота микронеровно-
микронеровностей при оптимальной зернистости
круга составляет 2 мкм. Поверхность
среза обычно не нуждается в дальней-
дальнейшей обработке.
К недостаткам способа относятся
шум при работе, выделение пыли
(требуется присоединение станка к
вентиляционной системе), быстрое из-
Рис. 32. Схема к определению параметров
резки фрикционной пилой
нашивание кругов, относительно
большая ширина пропила (прибли-
(приблизительно I % от диаметра круга).
Резка фрикционными пилами. Спо-
Способ применяют для разрезания ста-
сталей, содержащих вольфрам или мо-
молибден, а также для никелевых хро-
хромистых, хромокремнистых сталей.
Производительность фрикционной пилы
выше производительности дисковой
пилы с зубьями для холодной резки
металла в 3—4 раза. Сущность спо-
способа состоит в том, что контактное
трение вращающегося с большой ско-
скоростью тонкого стального диска вы-
вызывает местный нагрев и размягчение
или расплавление разрезаемого ме-
металла, частицы которого выбрасыва-
выбрасываются из прорези в виде снопа искр.
Режущей частью диска является его
внешняя кромка. В качестве инстру-
инструмента используют следующие формы
дисков: гладкий, с накатанными зубь-
зубьями разной формы (рис. 31), насечкой
(наиболее производительный).
Гладкие диски обычно применяют
в тихоходных машинах. Ширину Ь
прорези определяют по формуле
b — а + 0,002?>,
где а — толщина; D — диаметр ди-
дисковой пилы.
Мощность резания (кВт) дисковой
фрикционной пилы может быть оп-
определена по формуле
N = kxsbh;
здесь s — скорость подачи, мм/с;
h — средняя высота пропила, мм;
&! — коэффициент (приведен ниже).
Усялие резания определяют по фор-
формуле (рис. 32)
v
206
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
Рис. 33. Принципиальная схема электро-
электромеханической резки
где v — скорость резания; kz — ко-
коэффициент, зависящий от разрезае-
разрезаемого металла:
Сталь 0,020 2,040
Медь 0,008 0,820
Латунь 0,008 0,820
Усилие подачи
Pn=hbh-±-,
где (л — коэффициент трения.
Стойкость пилы и производитель-
производительность резки повышаются с увеличением
скорости резания. -Скорость резания
дисковыми фрикционными пилами со-
составляет 15—140 м/с. При работе
с малой скоростью A5—20 м/с) необ-
необходимо охлаждение диска. Линейная
скорость подачи дисковой пилы соста-
составляет 1—35 мм/с. Наибольшую допу-
допустимую скорость стального диска оп-
определяют из условия предотвращения
его разрыва. Для повышения скорости
дисковых пил их охлаждают водой
или эмульсией.
Диаметр диска быстроходных пил
для резки круглого проката опреде-
определяют по формуле D = Eч-8) В-}-
-Ь 300 мм, а для разрезки проката
квадратного профиля по формуле D =
= 10 В + 300 мм, где В — размер
сечения разрезаемого металла.
Толщина диска зависит от быстро-
быстроходности пилы и диаметра диска.
Для быстроходной пилы она может
быть определена по формуле b =
= 0.005D мм. Диски фрикционных
Пил изготовляют из вязких низко-
низкоуглеродистых сталей с ав = 400-г-
*т-600 МПа или из инструментальных
сталей У7А, У8А. Производительность
зависит от скорости диска и колеб-
колеблется в широких пределах. Так, при
резке прутков сечением диаметром
22—40 мм диском диаметром 1000 мм
при скорости 97 м/с производитель-
производительность составляет 90—120 см2/мин, а
при разрезке трубы 60X5 мм диском
диаметром 600 мм при скорости
140 м/с производительность достигает
500 см2/мин._Способ применяют преи-
преимущественно для резки труб и фасон-
фасонного проката, когда надо избежать
деформации сечения.
Недостатки способа — наплывы на
торцах, шум при работе пилы, огра-
ограничивают его применение в заготови-
заготовительном производстве.
Резка электромеханической пилой.
Способ электроконтактной обработки,
отличающийся от резки пилой трения
тем, что металл в зоне реза не только
разогревается трением, но и расплав-
расплавляется электрической дугой. Схема
резки приведена на рис. 33. Электро-
Электроэнергия подводится к диску / и к за-
заготовке 2 от трансформатора 3. Рас-
Расплавленный металл выносится из про-
прорези вращающимся диском. В приме-
применяемых на производстве установках
для этого способа резки диск враща-
вращается с частотой 2200 об/мин, сила тока
до 1000 А, рабочее напряжение до
20 В. Производительность резки элект-
электромеханической дисковой пилой в не-
несколько раз выше, чем резки обычной
пилой трения, шум при работе меньше.
Ширина прорези не превышает 3 мм.
К преимуществам способа относятся
применение дешевого и несложного
инструмента, работа на переменном
токе невысокого напряжения, низкие
удельные усилия на инструменте
C0-50 МПа).
Недостатки способа: низкая частота
поверхности реза, изменение струк-
структуры металла в широкой зоне тепло-
теплового влияния, необходимость защит-
защитного устройства от брызг металла и
светового излучения.
Способ применяется для резки сорто-
сортового проката из легированных сталей
до диаметра 240 мм, труб и толстых
алюминиевых листов. При диаметре
диска 1000 мм применяют скорость
30 м/с.
Электроэрозионная (электроискро-
(электроискровая) резка (рис. 34). Осуществляется
дисковым или ленточным инструмен-
инструментом в вание с жидким диэлектриком
(керосин, вода и др.). В зазоре между
инструментом — катодом / и разреза-
разрезаемой заготовкой 2 возникают часто
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
207
повторяющиеся импульсы электриче-
электрического разряда. Источник постоянного
тока 5 заряжает через сопротивление 4
конденсатор 3, который несколько
сотен раз в секунду разряжается через
искровой промежуток между прут-
прутком и инструментом. В зоне реза,
в микрообъемах разрезаемого металла
плотность тока достигает сотен ты-
тысяч ампер на 1 мм2, температура по-
повышается до 10 000 СС, и происходит
плавление, сгорание и испарение ме-
металла.
•Способ пригоден для разрезания
труднодеформируемых металлов. Обес-
Обеспечивает возможность отрезки очень
коротких заготовок и высокое качество
резки. Недостатком способа являются
малая стойкость инструмента, боль-
большой расход энергии.
В последние годы получает развитие
электроэрозионно-химическая' резка,
при которой одновременно происхо-
происходит анодное растворение и электро-
электроэрозионное микроразрушение металла.
На современных станках при электро-
эрозионно-химической резке высоко-
высокопрочных сплавов на основе титана,
Вольфрама, молибдена достигается про-
производительность 25—27 см2/мин при
рабочей подаче 25—30 мм/мин, ши-
ширине прорези 3,8—4 мм, шерохова-
шероховатости поверхности среза Rz = 70 мкм.
Область структурных изменений ме-
металла ие превышает 0,25—0;3 мм.
Рис. 34. Принципиальная схема электро-
электроискровой резки
удалением движущимся инструментом
частиц разрезаемого металла в поле
постоянного электрического тока си-
силой 45—80 А, напряжением 20—
30 В. В зону пропила подается элект-
электролит — водный раствор жидкого
стекла, расход которого при скорости
подачи диска 10—27 мм/мин состав-
составляет 5—25 л/мии.
В практике применяют две схемы
анодно-механической резки:
вращающимся тонким гладким дис-
диском и поступательно перемещающейся
«бесконечной» лентой или проволо-
проволокой.
Режущие диски изготовляют из ннз-
коуглеродистой стали марок 08,
10, 20 или меди. Размеры их устанав-
устанавливают в зависимости от размеров
разрезаемого металла (мм).
Диаметр сечения разрезаемого про-
проката . До 30 30—100 100—200 200—300
Наружный диаметр диска До 200 200—400 500—700 800—1100
Толщина диска 0,5 0,8-1 1,2-1,75 1,75-2,0
Станки для электроэрозионно-хими-
ческой резки имеют катоды — инстру-
инструменты дисковой формы диаметром 220—
300 мм, толщиной 2—2,5 мм из низко-
низкоуглеродистой стали. Окружная ско-
скорость инструмента 40—45 м/с, расход
электролита 120 л/мин. Электроэро-
Электроэрозионно-химическая резка высокопроч-
высокопрочных сплавов значительно превосходит
по производительности резку пилами.
Анодио-мехаиическая резка. Способ
основан на термическом и электрохи-
электрохимическом разрушении металла при
прохождении электрического тока ме-
между двумя электродами (заготовка —
анод, инструмент — катод); разно-
разновидность электроэрозионной обрабо-
обработки. Осуществляется расплавлением и
При резке лентой размеры ее по-
поперечного сечения определяют из ус-
условия допустимой плотности тока
15 А/мм2. Толщину ленты выбирают
в пределах 0,5-5-1,0 мм, ширину —
в пределах 15-5-40 мм. Концы ленты
соединяют сваркой или пайкой.
Режим анодно-механической резки
определяется электрическими (на-
(напряжение, сила тока) и механическими
(скорость, давление инструмента) па-
параметрами (табл. 36).
Количество рабочей жидкости, по-
подаваемой в зону реза при разрезании
дисковым инструментом, зависит от
размеров проката.
208
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
Диаметр сечения разрезаемого
проката, мм
Количество подаваемой жидкости,
л/мин
36. Параметры режима анодио-
механической резки стали
Диаметр
сечения
разрезаемого
проката, мм
10—50
50—100
100—150
150—200
200—250
250—300
Напря-
Напряжение, В
20—22
20—22
22—24
24—26
24—26
26—28
Сила
тока, А
20—80
80—150
150—250
250—350
350—450
450—500
При резке ленточным инструментом
количество подаваемой в зону реза
жидкости на 40—50 % меньше, чем
при резке диском.
Параметр шероховатости поверхно-
поверхности среза Rz — 40-Г-160 мкм. Глубина
подкаленного слоя 0,05—0,08 мм.
С увеличением скорости диска высота
неровностей на поверхности среза и
глубина подкаленного слоя убывают.
Ширина прорези в 1,3—2 раза боль-
больше толщины инструмента. Так, при
разрезании прутков диаметром 50 мм
диском ширина прорези в 2 раза
больше толщины диска, а при разре-
разрезании лентой — в 1,5 раза. Скорость
резания диском 15-^25 м/с, лентой —
20 м/с. Оптимальное давление инст-
инструмента на разрезаемый металл 0,05-г-
-i- 0,2 МПа. Производительность анод-
но-механической резки обычных кон-
конструкционных сталей равна произво-
производительности при резке их дисковыми
пилами, а при резке труднодеформи-
руемых сталей в 2—4 раза выше.
Наибольшая производительность до-
достигается при оптимальной скорости
инструмента 16—20 м/с. Машинное
время анодно-механической резки при-
приведено ниже.
При круглом сечении заготовок:
Диаметр, мм 40
Машинное время, мин .... 2,0
При квадратном сечении:
Сторона квадрата, мм ....
Машинное время, мии ....
До 30 30—100 100—200 200—300
5—10 10—15 15—20 25—30
Преимуществами анодно-механиче-
анодно-механической резки являются возможность раз-
разрезки любых токопроводящих мате-
материалов; низкая стоимость инстру-
инструмента и простота изготовления; ма-
малое силовое воздействие на разреза-
разрезаемую заготовку, что позволяет ре-
резать нежесткие профили; малая ши-
ширина прорези.
Недостатки способа: высокая стои-
стоимость оборудования; необходимость
применения специального электро-
электролита; необходимость промывки стан-
станка и деталей горячей водой; невы-
невысокая производительность; низкое ка-
качество поверхности среза; сложность
защиты направляющих и других ча-
частей станка от жидкого стекла. При-
Применение анодно-механической резки
целесообразно в тех случаях, когда
механическая разрезка невозможна
или затруднена.
Газопламенная резка. Осуществляет-
ся сжиганием металла в струе кисло-
кислорода, которая одновременно служит
для удаления продуктов сгорания.
Подогрев металла до температуры его
воспламенения производится с по-
помощью горючего газа (ацетилена, про-
пропана, метана, паров бензина, керо-
керосина и др.), который пропускается
через подогревающий наружный мунд-
мундштук резака. Высокое качество раз-
разрезки обеспечивается только при горе-
горении металла в твердом состоянии.
Применяют два вида газопламенной
резки: кислородную и кислородно-
флюсовую.
Кислородная резка (рис. 35) приме-
применяется для низко- и среднеуглероди-
стых сталей, низколегированных ста-
сталей, титановых сплавов при толщине
заготовки до 1500 мм. Ее используют
также для зачистки металла от по-
поверх ностных дефектов.
Кислородная резка стали влияет
на структуру металла в зоне резки
60 80 100 150 200 250 300
2,5 3,7 5,0 12,0 16,0 23,0 35,0
100
6,0
150
14,0
220
23,0
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
209
37. Глубина (мм) зоны термического
влияния при кислородной резке
углеродистой стали
Толщина
разрезае-
металла,
мм
10
25
50
100
250
?"*
Скоро
резки.
20
15
11
9
6
Содержание
в стали углерода, %
До 0,3
0,2—0,5
0,4—0,7
0,6—1,0
0,8—1,5
1,5—3,0
Св. 0,3
0,5—1,0
0,8—1,5
1,0—2,0
1,5—2,5
3,0—5,0
(табл. 37). У низкоуглеродистых ста-
сталей это влияние невелико. У высоко-
высокоуглеродистых и легированных сталей
в зоне термического влияния наблю-
наблюдается существенное повышение твер-
твердости вследствие закалки, для умень-
уменьшения которого применяют подогрев
перед резкой и замедленное охлажде-
охлаждение металла после резки.'
Кислородиая резка может быть руч-
ручная и машинная. Для ручной резки
применяют резаки «Маяк», «Факел»,
«Пламя», РЗР-62, РУА-70, РУЗ-70
и другие, имеющие комплекты смен-
сменных мундштуков для получения пла-
пламени разной мощности. Для машин-
машинной резки используют переносные и
Рис. 35. Кислородиая резка:
/ — канал для кислорода; 2 — канал для
ацетилена; 3 — наружный мундштук; 4 —
внутренний мундштук; 5 — подогреваю-
подогревающее газовое пламя; 6 — струя режущего
кислорода; 7 — разрезаемый металл; 8 —
шлак
стационарные машины. На этих ма-
машинах можно выполнять резку по
прямой линии, по окружности или
сложному криволинейному контуру.
Машины изготовляют с механическим,
фотоэлектрическим, программным уп-
управлением.
Ширина прорези при кислородной
резке зависит от толщины разрезае-
разрезаемого металла и составляет 2,5—10 мм.
Она неравномерна по высоте. На вы-
выходной стороне ширина больше на
10—50%, чем на входе. Ориентиро-
Ориентировочно ширину прорези можно опре-
определить по формуле 6=2+ 0,035s,
где« — толщина разрезаемого металла.
Значительная ширина прорези обусло-
обусловливает большую потерю металла,
достигающую 1—2%.
38. Параметры кислородной резки стали универсальными резаками
Толщина,
мм
До 25
25—50
50—100
100—200
200—300
Давление
кислорода,
МПа
0,2—0,4
0,4—0,6
0,6—0,8
1,0—1,2
1,2—1,4
Скорость
резки,
мм/мин
До 370
370—260
260—165
165—105
105—80
Ширина
прорези,
мм
До 3
3—4
4—6
6—7
7—10
Расход газа, м3/ч
кислорода
До 5,5
5,5—8,5
8,5—18,5
18,5—33,5
33,5—42
ацетилена
До 0,9
0,9—1,0
1,0
1,0—1,1
1,1—1,2
210
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
211
Рис. 36. Схема плазменно-дуговой резки!
1 — катод; 2 — подача газа; 3 — изолятор?
4 — система охлаждения; 5 — сопло; 6 *•
дуга и струя плазмы
Высота неровностей на поверхности
раздела также зависит от толщины
разрезаемого металла и достигает 1—
4 мм при ручной резке и 0,25—2,5 мм
при машинной.
К недостаткам кислородной резкн
наряду со значительной потерей ме-
металла следует отнести также большой
расход кислорода (табл. 38) и зага-
загазованность помещения.
НИИПТМАШем разработана уста-
установка переносного типа УОПП-1 для
резки заготовок толщиной 300—1200 мм
со скоростью перемещения резака 33—
330 мм/мин и машина для резки поко-
поковок на мерные части, отрезки при-
прибыльных частей слитков и фигурной
вырезки заготовок из плоских плит,
которые могут быть эффективно ис-
использованы в кузнечно-заготовитель-
ном производстве.
Кислородно-флюсовая резка. Отли-
Отличается от кислородной тем, что в зону
раздела вместе с кислородом вводится
флюс (железный порошок), который,
сгорая, повышает температуру в зоне
разрезки. Образующиеся шлаки раз-
разжижаются и легко удаляются кислород-
кислородной струей. Способ применяется для
разрезки заготовок из высоколегиро-
высоколегированных, хромистых, хромоникелевых
сталей, сталей, содержащих вольфрам,
медных и алюминиевых сплавов.
Для кислородно-флюсовой резки нс-
пользуют установки УРХС-5, УРХС-6,
УРР-700 и другие, состоящие из флю-
сопитателя и резака с устройством для
подвода флюса в зону разрезки. Ус-
Установка УРХС-5 обеспечивает скорость
прямолинейной резкн 230—760 мм/мин
при давлении кислорода 0,5—1,0 МПа,
расходе кислорода 4—38 м3/ч, расходе
флюса 9—18 кг/ч, ацетилена 0,6—-
1,8 м»/ч.
Воздушно-дуговая резка. При этом
способе резки металл расплавляется
дугой, образующейся между заготов-
заготовкой и неплавящимся угольным или
графитовым электродом, и выдувается
из полости реза сжатым воздухом,
подаваемым под давлением 0,5—
0,7 МПа. Способ находит ограничен-
ограниченное применение для разрезки низко-
углеродистой и низколегированной
стали и широко используется для
поверхностной обработки металла —
разделки трещин, удаления дефектных
участков.
Электроды имеют диаметр 6—12 мм,
длину 300—350 мм. Нормальный рас-
расход воздуха составляет 20—40 м3/ч.
Лучшие результаты дает резка на по-
постоянном токе обратной полярности
(минус на разрезаемом металле,
плюс — на электроде). Наибольшая
производительность — 600 мм2/с. Ско-
Скорость резки углеродистых и низколе-
низколегированных сталей толщиной до 30 мм
составляет 0,4—0,5 м/мин.
После воздушно-дуговой резки ос-
остается зона термического влияния
глубиной 0,8—2,0 мм с закалочной
структурой металла. Зона термиче-
термического влияния устраняется подогре-
подогревом металла перед резкой. Дефектом
резки является грат на кромках по-
поверхности среза. Способ используют
в том случае, если нельзя применить
кислородную резку.
Плазменно-дуговая резка. Резка про-
проводится струей плазмы. Плазма —
вещество в состоянии сильно ионизи-
ионизированного газа. Вдоль электрической
дуги по каналу плазмотрона подается
газ (азот, аргон, водород или их смеси),
который сжимает дугу и выходит
в виде плазмы, имеющей температуру
10 000—30 000 °С (рис. 36).
Способ пригоден для разрезки лю-
любых металлов толщиной до 300 мм,
но наиболее эффективен при резке вы-
высокопрочных тугоплавких сталей и
сплавов, меди, алюминия. Ширина
прорези при плазменно-дуговой резке
непостоянна, что объясняется неоди-
неодинаковой активностью разных участ-
участков режущей дуги. Глубина зоны
термического влияния не превышает
0,8 мм.
Производительность способа зависит
от толщины разрезаемого проката.
Так, при резке коррозионно-стойкой
стали толщиной 100 мм производитель-
производительность 280 см2/мин, а при толщине
300 мм — 150 см2/мин.
, Плазменная резка более экономич-
экономична, чем разрезка пилами. Перспектив-
Перспективны конструкции установок и полуав-
полуавтоматических линий для плазменно-
дуговой резки, в которых полностью
автоматизированы вспомогательные
операции — поштучная выдача про-
проката из связки, штабелирование от-
отрезаемых заготовок, уборка отходов,
а управление механизмом перемещения
плазмотрона осуществляется с по-
помощью ЧПУ.
Лазерная резка. В последние годы
получает развитие разрезание лазер-
лазерным лучом, при котором невидимый
мощный луч когерентного монохрома-
монохроматического света расплавляет, испа-
испаряет металл и разрезает его в экзо-
экзотермической реакции с использованием
кислорода в качестве режущего газа.
Резку лазером, работающем на угле-
углекислом газе, применяют для многих
металлов, которые поглощают (абсор-
(абсорбируют) лазерное излучение и имеют
относительно невысокую теплопро-
теплопроводность (стали, титановые сплавы
и др.). Скорость резки обратно про-
пропорциональна толщине материала, пря-
прямо пропорциональна мощности лазер-
лазерного излучения. Применение лазерной
резки наиболее эффективно для полу-
получения заготовок с контуром сложной
формы из листов толщиной до 10 мм,
резки труднообрабатываемых металлов.
Возможны вырезы по контурам с ма-
малыми радиусами скруглення, острыми
углами, узкими перемычками.
Лазерная резка относится к числу
прогрессивных, развивающихся спо-
способов благодаря следующим преиму-
преимуществам перед другими видами резки:
не требуется изготовлять инструмент;
отсутствует силовое воздействие .-на
разрезаемый металл; возможна вы-
вырезка сложных контуров с острыми
углами и малыми радиусами, с точ-
точностью размеров до 0,05 мм; низкий
уровень шума; узкая прорезь @,13—
0,38 мм); малая зона термического вли-
влияния @,1—0,2 мм); отсутствуют утя-
жина, скругление кромок и заусенцы;
высокая скорость резания (до
15 м/мин); гладкая поверхность реза
(Ra = 20 мкм); малое подготовитель-
подготовительно-заключительное время; простота
программирования вырезки контуров
с помощью ЧПУ. Эффективно приме-
применение лазерной резки в комплексе
со штамповкой на специализирован-
специализированных прессах с ЧПУ.
Отходы металла при разрезке. Ра-
Рацио нальый раскрой. Отходы металла
при раскрое проката следующие: кон-
концевые обрезки, прорезка, некратность,
опорные концы.
Концевые обрезки — отходы при
удалении дефектных концов прутка.
При разрезке в штампах и на ножни-
ножницах длина концевых обрезков состав-
составляет /одр ^ 0,5а (а — высота сече-
сечения). Меньшая длина обрезка может
привести к образованию дефектов на
торце мерной заготовки.
Прорезка — отход, зависящий от
толщины инструмента (резца, фрезы,
полотна пилы). При разрезке в штам-
штампах и на ножницах он равен нулю.
Некратность ¦— отход, вызванный
колебанием длины прутка и немерно-
немерностью последней заготовки. Средне-
вероятная (расчетная) длина некрат-
некратности определяется по формуле /н =
= 0,5/.
Длина проката, поставляемого ме-
металлургическими заводами, бывает
кратной мерной, мерной с остатками
(образующимися при раскрое), крат-
кратной мерной с остатками и немерной.
Прокат кратной и мерной длины
поставляется с доплатой к оптовой
цене. Прокат немерной длины будет
рациональной формой заказа, если
стоимость потерь металла при раскрог
не превышает доплаты за прокат крат-
кратной длины (с учетом возможности ис-
использования концевых остатков для
другого изделия или реализации его
как отхода).
Длина немерного проката колеб-
колеблется в интервале, регламентирован-
регламентированном стандартами (Lg — наибольшая,
LM — наименьшая длина). В партии
допускается П % укороченных (ма-
(маломерных) штанг длиной не меньше
?ук-
Расчетную длину проката опреде-
определяют по формуле
г _
2ТТ
212
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
39. Припуски (мм)
Диаметр
заготовки нлн
наибольшая
высота сечеиня,
мм
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180
«а отрезку заготовок
от сортового
проката
Способ разрезки
и
о s
11
2,5
2,5
2,5
2,5
3,0
3,0
3,0
1
а
II
С U
—
4
4
5,5
6,5
7,5
8,5
О
И
« Я
О *
"I
С'в-
3,0
4,0
5,0
6,0
8,0
8,0
10,0
II
щ 2
S °-
1,0
1,0
1,5
2,0
2,0
3,0
3,0
2
X
пз t-
Р. >>
ю о,
та ьй
4,0
4,0
5,0
5,0
5,0
5,0
о
L
о о
к: &
2,5
3,0
3,5—4,5
4*5—5,5
5,5—6,5
6,5—7,5
—
отрезным резцом
?
3
S
С
2,5
3,5
4,0
—
—
—'
—
2
а
X
U
. О
СП
—
—
—
5,5
6,5
—
—
?
а
ш
о
о
3,5
4,0
—
—
—
—
—
где К — коэффициент, учитывающий
влияние укороченных штанг в партии:
П 1б-1ук
100 LM + Lw ¦
П 1б
100 L
При расчетах значение Lp округля-
округляют (унифицируют) до стандартных
значений. Отход по иекратности резко
возрастает при Z.p/7 < 10.
Опорный конец — отход, равный
концевому отрезку штанги, необхо-
необходимому для поперечного зажима при
отрезке последней заготовки. Его дли-
длина /ок с* @,8+1,0) d. Если этот отре-
отрезок оказывается меньше длины /пз
участка, необходимого для попереч-
поперечного зажима, то его приходится увели-
увеличивать иа длину заготовки, и отход
металла в опорный конец возрастает.
Для заказа проката диаметр сече-
сечения заготовки определяют по формуле
гДе d-max — максимальный диаметр
детали по чертежу; Ad — припуск иа
обработку, зависящий от требуемой
чистоты и точности обработки, устанав-
устанавливается по отраслевым нормативам.
При заказе принимают диаметр се-
сечения прутка а > d3. Размер заго-
заготовки по длине определяют по фор-
формуле /3 = /шах + 2А/, где /Шах— мак-
максимальная длина детали по чертежу;
Д/ — припуск на обработку торцов
(по отраслевым нормалям).
Исходную длину сортового проката
устаналивают исходя из фактического
размера заготовки детали /3 по длине,
принятого метода раскроя; минималь-
минимальных потерь на отрезку, на отходы по
некратности и экономически целесо-
целесообразного сокращения заказа различ-
различных сорторазмеров проката.
Рациональный раскрой заключается
в подборе экономически целесообраз-
целесообразного варианта расположения загото-
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
213
40. Припуски на отрезку заготовок
из труб, мм
ется коэффициент раскроя, определен-
определенный по формуле
Диаметр
трубы, мм
До 25
26—50
51 — 100
101—150
151—200
201—250
251—300
301—350
Св. 351
Способ разрезки
на ножовоч-
ножовочном отрезном
станке
2,5
2,5
2,5
3,0
3,0
3,0
—
—
—
дисковой
пилой
—
5,0
5,0
6,0
6,0
7,0
7,0
8,0
Кп =
100,
вок в прокате с учетом имеющегося
оборудования. Цель решения задачи
раскроя заключается в определении
наименьшего расхода металла на за-
заданный комплект заготовок. Показа-
Показателем экономичности раскроя явля-
где /; — полезная длина t'-й заготовки,
мм; L — средняя расчетная длина
прутка, мм.
Раскрой прутковых материалов вы-
выполняют индивидуальным или комби-
комбинированным методом. При индивиду-
индивидуальном раскрое штангу раскраивают
на заготовки одного размера. Этот
метод наиболее удобен для серийного
и массового производств. Сущность
группового метода заключается в пред-
предварительном расчете и планировании
вариантов разрезки проката комплек-
комплектно на разные заготовки. Задача реша-
решается путем математического програм-
программирования с использованием ЭВМ.
Применение экономико-математиче-
экономико-математических методов и электронно-вычисли-
электронно-вычислительных машин для оптимального рас-
41. Допуски на длину заготовок при некоторых способах разрезки
Диаметр или
сторона квад-
квадрата, мм
До 10
10—20
20—30
30—40
40—50
До 25
25—40
40—70
70—100
100—150
150—200
До 50
50—70
70—100
100—130
130—160
160—200
Допуск {±) при длине заготовки, мм
До 3 00
300—600
600— 1000
В штампах
До 0,6
0,6—0,7
0,7—0,8
0,8—0,9
0,9—1,0
0,6—0,7
0,7—0,8
0,8—0,9
0,9—1,0
1,0—1.1
На сортовых
До 0,8
0,8—1,0
1,0—1,5
1,5—2,0
2,0—2,5
2,5—3,0
0,8—1,0
1,0—1,5
1,5—2,0
2,0—2,5
2,5—3,0
3,0—3,5
0,7—0,8
0,8—0,9
0,9—1,0
1,0—1,1
1,1 — 1,2
ножницах
1,0—1,5
1,5—2,0
2,0—2,5
2,5—3,0
3,0—3,5
3,5—4.0
Св. 1000
0,8—0,9
0,9—1;0
1,0—1,1
1,1 — 1,3
1,3—1,6
1,5-2,0
2,0—2,5
2,5—3,0
3,0—3,5
3,5—4,0
4,0—4,5
На иожовочно-отрезных станках
До 0,8
0,8—1,0
1,0—1,3
1,2—1,4
1,3—1,5
1,4—1,6
0,8—1,0
1,0—1,3
1,3—1,5
1,4—1,6
1,5—1,8
1,6—2,0
1,0—1,3
1,4—1,5
1,5—1,8
1,6—1,9
1,8—2,0
1,9-2,1
1,3-1,5
1,5—1,8
1,8—2,0
1,9—2,1
2,0—2,2
2,2—2,6
214
ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
40
30
го
то
о
to\
\l/d/
ш
50
too
/SO
Рис. 37. Отходы те металла кри разрезке
дисковыми пилами или резцами в зави-
зависимости от диаметра d прутка и относи-
относительной длины l/d заготовки
кроя позволяет повысить коэффициент
использования пруткового металла на
2—6 %.
Выбор способа разделения металла
на заготовки. Заготовки требуемого
качества могут быть получены _, раз-
разными способами отрезки. При выборе
наиболее рационального способа надо
учитывать вид н свойства разрезаемого
металла, форму и размеры сечения,
относительную длину заготовок, тре-
требования к ним, отходы металла
0,75 1,0 1,5 2,0 2,5
Рис. 38. Погрешность объема ДК загото-
заготовок среднего размера сечения при отрезке
иа Сортовых ножницах усилием 1600—
16 000 кН:
1 — дозирование взвешиванием первой за-
заготовки; 2 — дозирование взвешиванием
прутка; 3 — без дозирования
(табл. 39—41). На выбор способа раз-
разрезки влияет годовой объем производ-
производства заготовок. Рациональным спосо-
способом разрезки будет тот, который, обе-
обеспечивая получение заготовок необ-
необходимого качества, наиболее эконо-
экономичен при заданном объеме произ-
производства. Самым производительным, ме-
таллосберегающим и экономичным
способом разделения проката на точ-
точные заготовки является разрезка в шта-
штампах и на ножницах. Разрезка про-
проката в штампах и на современных сор-
сортовых ножницах обеспечивает суще-
существенную экономию металла по срав-
сравнению с разрезкой на пилах или с от-
отрезкой на токарных станках (рис. 37).
Поэтому при выборе способа разрезки
надо прежде всего рассмотреть воз-
возможность использования этого спо-
способа. Целесообразность применения до-
дозатора при разрезке на ножницах
можно ориентировочно оценить по
графику, приведенному на рис. 38.
При организации заготовительного
производства целесообразность при-
приобретения сортовых ножниц можно
определить расчетом техннко-экономн-
ческой эффективности по методике и
нормативам, разработанным ЭНИК-
МАШем.
Если нельзя использовать раз-
разрезку в штампе илн на ножницах,
то надо рассмотреть возможность при-
применения холодной ломки. Разрезку
на пилах и других отрезных станках
следует применять в единичном и мел-
мелкосерийном производстве, а в серий-
серийном н массовом производстве лишь
в том случае, если к заготовкам предъ-
предъявляют очень высокие требования по
качеству поверхности реза или при
отсутствии необходимого оборудова-
оборудования для разрезки проката большого
сечения.
Для труднообрабатываемых, тер-
термически упрочненных металлов при-
приходится применять разрезание абра-
абразивными дисками, плазменно-дуго-
вую, анодно-механическую, лазерную
резку. Для разрезки проката сложных
профилен, отрезки литников и прибы-
прибылей применяют ленточные пилы. Ра-
Рациональные области применения раз-
разных способов разрезки приведены в
табл. 42.
РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ
215
42. Области нрнмеиеиия способов разрезки
Способ разрезки
Отрубка
Обкатка клиновым ин-
инструментом
Ломка холодная
Разрезка в штампах и
на ножницах
Разрезка кручением
Разрез-
Разрезка зуб-
зубчатыми
пилами
Дисковыми
Ленточными
Ножовочными
Разрезка на токарно-
отрезных стайках
Ширина
прорези,
мм
0
2—25
0
0
0
0
4—14
0,8—2,2
2,5-4
2—10
Область применения
Разделение проката в скоростнык маши-
машинах «МИР»
Отделение заготовок под ковку и штам-
штамповку
Разделение прутков и труб диаметром до
60 мм из металлов средней и высокой твер-
твердости на заготовки длиной более 0,8 диа-
диаметра
Разделение сортового проката из твердых
металлов на заготовки длиной более 0,8 диа-
диаметра
Основной способ разрезки сортового про-
проката из разных металлов на мерные заго-
заготовки длиной более 0,6 диаметра. Разрезка
алюминиевых и медных прутков диаме-
диаметром до 60 мм на точные короткие заго-
заготовки длиной менее 0,8 диаметра
Ограниченное применение для разрезки
толстостенных труб из среднеуглеродистых
и низколегированных конструкционных
сталей на заготовки длиной более 0,8
диаметра
Разрезка профилей, проката, труб диаме-
диаметром до 600 мм на точные заготовки любой
длины
Разрезка сложных фасонных профилей, от-
отрезка литников н прибылей
Разрезка проката, профилей, труб в еди-
единичном, мелкосерийном и серийном про-
производствах
Разрезка круглого проката и труб диа-
диаметром до 120 мм при высоких требованиях
к точности заготовок в единичном и мелко-
мелкосерийном производствах
216 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ
Продолжение табл. 42
Способ разрезки
Разрезка абразивными
кругами
Резка фрикционными
пилами
Резка электромехани-
электромеханической пилой
Резка электроэрозион-
иая
Анодно-механическая
резка
Кислородная резка
Кислородно-флюсовая
резка
Воздушно-дуговая рез-
резка
Пл азменно- ду г овая
резка
Лазерная резка
Ширина
прорези,
мм
1—2,5
4—8
2—3
2—5
0,5—2,0
2,5—10
2,5—10
6—12
4—12
0,13—
0,38
Область применения
Высокопроизводительная резка проката и
труб любого профиля из труднообрабаты-
труднообрабатываемых и закаленных металлов на точные
заготовки
Разрезка труб и фасонного проката при
допустимости шероховатой поверхности сре-
среза и наплывов на торцах, преимуществен-
преимущественно в металлургическом производстве
Вместо резки фрикционной пилой
Разрезка труднодеформируемых металлов
и сплавов
Разрезка металлов любой твердости и лю-
любых форм сечеиия в тех случаях, когда
механическая резка затруднена
Зачистка и разрезка низко- и ереднеуглеро-
дистых сталей, титановых сплавов при
толщине 50—2000 мм в основном и мелко-
мелкосерийном производстве
Разрезка высоколегированных, хромистых,
хромоникелевых, вольфрамовых сталей и
медных сплавов толщиной до 500 мм
Разрезка низкоуглеродистой и низколеги-
низколегированной стали, поверхностная обработ-
обработка — разделка трещин, зачистка дефект-
дефектных участков
Разрезка труднообрабатываемых сталей,
цветных металлов, тугоплавких металлов
толщиной до 300 мм
Разрезка и вырезка заготовок сложного
^контура из листового труднообрабатывае-
труднообрабатываемого металла толщиной до 10 мм с высокой
точностью
Глава
5
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ
И ОБЪЕМНОЙ ШТАМПОВКИ
1. ТЕМПЕРАТУРНЫЕ
ИНТЕРВАЛЫ КОВКИ СТАЛИ
И СПЛАВОВ
Температурный интервал ковки яв-
является одним из основных термомеха-
термомеханических параметров, без знания ко-
которого невозможна разработка техно-
технологического процесса ковки. Под тер-
термином «температурный интервал ков-
ковки» подразумевается максимальная тем-
температура нагрева металла в печи и тем-
температура окончания ковки поковки.
Температурный интервал ковки имеет
верхний и нижний пределы. Для одной
и той же стали (сплава) температурные
интервалы ковки и штамповки могут
иметь разные значения. Объясняется
это тем, что ковка проводится за не-
несколько ударов молота или ходов
пресса (дробная деформация), а штам-
штамповка на механических прессах или
иа автоматах (кроме молотов), как
правило, за один ход. Тепловой эффект
деформации и потеря тепла при ковке
и штамповке разные.
Максимальная температура нагрева
металла в печи перед ковкой, т. е.
верхний предел температурного ин-
интервала ковки, не совпадает с темпера-
температурой начала ковки, а всегда выше по-
последней. Объясняется это тем, что
при переносе металла из печи к куз-
кузнечному агрегату температура поверх-
поверхностных слоев нагретого тела снижа-
снижается из-за потери тепла излучением в
окружающую среду, а также теплопро-
теплопроводностью через инструмент и кон-
конвективными потоками. Температура
внутренних слоев массивных слитков
и заготовок остается на том же уровне,
что была в печи. Нижний предел
температурного интервала ковки —
это температура поверхности поковки
в момент последнего хода пресса или
удара молота.
Температурный интервал ковки за-
зависит от химического состава стали
(сплава), металлургической техноло-
технологии, структуры (литая или деформи-
деформированная), скорости деформирования
(молот, пресс), степени деформации
(дробная или единичная, частная и
суммарная), схемы напряженного со-
состояния (осадка, протяжка, отрубка)
и массы поковки.
Чем сложней химический состав,
тем .уже температурный интервал ков-
ковки. Так, например, у стали 20 темпе-
температурный интервал ковкь 1280—
700 °С, т. е. составляет 580°, а у
сплава ХН35ВТЮ — 1170—900 °С,
т. е. только 270°. Слитки в зависи-
зависимости .от химического состава в ряде
случаев имеют более узкий или более
широкий температурный интервал ков-
ковки, чем заготовки. Однако возмож-
возможность перегрева металла с литой струк-
структурой исключена, а с деформирован-
деформированной вполне реальна. При ковке на
молоте температурный интервал де-
деформирования уже, потеря тепла в ин-
инструмент и окружающую среду мень*
ше, чем на прессе, благодаря менее
продолжительному контакту.
Требуемая степень деформации или
объем ковочных работ оказывают вли-
влияние на максимальную температуру
нагрева. Если нагрев ведется для ин-
интенсивных обжатий, т. е. для больших
деформаций, то максимальная тем-
температура нагрева должна быть выше,
чем, например, для последнего про-
прохода или отрубки. Нагрев перед пер-
первым выносом должен отличаться от
иагрева перед последним, который
формирует и предопределяет структуру
и механические свойства поковки до
и после термической обработки. В слу-
случае интенсивных обжатий ковку надо
заканчивать при более высокой тем-
температуре, чем проглаживание. Схема
напряженного состояния также влияет
на температурный интервал ковки.
Для протяжки, где преобладают рас-
растягивающие напряжения, температура
нагрева должна быть выше, чем для
осадки, где преобладают сжимающие
напряжения. Масса поковки влияет
на сохранение температуры металла и
на тепловой эффект. При ковке круп-
крупных поковок тепловой эффект выше,
218 ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КОВКИ Н ОБЪЕМНОЙ ШТАМПОВКИ 219
чем при ковке мелких заготовок,
так как с увеличением массы металла
отношение площади О свободной по-
поверхности к объему V уменьшается.
В то же время работа деформации А
с увеличением размеров слитка (по-
(поковки) растет. Например, для куба
длиной ребра а отношение 0/V = 6/а.
Во сколько раз увеличилось а, во
столько раз уменьшилось отношение
01V. Уменьшение отношения 0/V вле-
влечет за собой снижение потерь тепла
через инструмент и излучением в ок-
окружающую среду. С другой стороны,
благодаря увеличению работы дефор-
деформации А при ковке крупных поковок
тепловыделение внутри поковки за
счет теплового эффекта возрастает.
Очаг деформации у крупных поковок
более удален от контактных и сво-
свободной поверхностей, чем у мелких
заготовок. Оба фактора — большее
тепловыделение и меньшая удельная
потеря тепла — обусловливают у круп-
крупных поковок температуру осевой зоны
более высокую, чем у мелких заготовок.
Повышение температуры нагрева
слнтка перед ковкой и снижение тем-
температуры поверхности в конце ковки
в сочетании с тепловым эффектом за
счет работы деформации повышают
градиент температур между поверх-
поверхностью и осевок зоной. Благодаря это-
этому увеличивается доля сжимающих
напряжений, действующих на осевую
зону в процессе протяжки.
Повышение температуры нагрева
слитка способствует росту пластич-
пластичности, интенсифицирует диффузионные
процессы: гомогенизацию химического
состава и структуры, рекристаллиза-
рекристаллизацию и, как следствие, разупрочнение и
«залечивание» дефектов. Все это поз-
позволяет вести ковку с большими обжа-
обжатиями за ход пресса, сократить число
подогревов, повысить качество поко-
поковок и производительность ковки. По-
Понижение температуры конца ковки
в ряде случаев действует в этом же
направлении.
Учитывая все перечисленное, сле-
следует различать допустимый и рацио-
рациональный температурные интервалы
ковки. Допустимый интервал явля-
является универсальной характеристикой
данной стали (сплава) для обработки
давлением. Он не зависит от размеров
и формы поковки, процесса, операции,
оборудования и др. Допустимый тем-
температурный интервал ковки устанав-
устанавливают по результатам исследования
на образцах механических свойств
(пластичности, сопротивления дефор-
деформации и упрочнения), а также рекри-
рекристаллизации (первичной, собиратель-
собирательной и вторичной) металла, подлежа-
подлежащего деформации. Рациональный ин-
интервал устанавливают на основе допу-
допустимого интервала и опыта освоения
технологического процесса изготовле-
изготовления конкретной поковки в конкретных
условиях данного кузнечного цеха
(кузнечно-прессовое , оборудование,
печь, расстояние от печи до машины,
инструмент и т. п.) и последующей тер-
термической обработки с учетом требова-
требований к металлу поковки по ТУ. Если
нет ТУ, температурный интервал дол-
должен быть таким, чтобы обеспечивались
наилучшая структура и свойства ме-
металла поковки.
Методика установления допустимого
температурного интервала ковки сле-
следующая. Из слитка, если требуется
установить температурный интервал
ковки литого металла, в трех взаимно
перпендикулярных направлениях (ак-
(аксиальном, радиальном и тангенциаль-
тангенциальном) вырезают образцы для механиче-
механических испытаний из различных зон
слитка: столбчатой, равноосной и осе-
осевой. Механические испытания прово-
проводят на растяжение, кручение и удар-
ударный изгиб ¦ при 20— 1300°С. Столь
широкий диапазон температур вызван
необходимостью выявить зоны пони-
пониженной пластичности или хрупкости
и учесть их при назначении режимов
нагрева и охлаждения.
По зависимости показателей плас-
пластичности бв, б, if), v. прочности ао,2,
о"в. аш> то г. тв. ударной вязкости KCV
и ковкости К$ от температуры строят
диаграммы пластичности. По иим
находят область температур наиболее
высокой пластичности и наиболее низ-
низкого сопротивления деформации. С уче-
учетом необходимости создания резерва
температуры (на ошибку пирометрии,
существующий неуправляемый пе-
перепад температур по высоте, длине
и ширине печи др.) устанавливают до-,
пустимый температурный интервал ков-
ковки. Это температуры, при которых ме-
металл имеет наиболее высокие значения
пластичности, ударной вязкости и
наиболее низкие значения прочности.
По кривым прочности устанавливают
1. Температурные ннтерваль
Сталь <еплав)
СтО
Ст2сн, Ст2пс, Ст2кп,
СтЗсп, СтЗпс, СтЗкп
Стбсп, Ст5пе
Стбсп, Стбпс
10, Юкп, 15, 15кп
20, 25, 30, 35
40
45
50
55
60
I5X, 20Х, 15К, 20К. 22К
35Х, 40Х
45Х, 50Х
20Г
ЗОГ, 40Г
50Г
10Г2
45Г2
50Г2
65Г
20ХН
40ХН
45ХН
50ХН, 60ХН
12ХН2
ковки,
Макси м
С
эльная
температура на-
нагрева металла
перед ковкой
Слиток
1280
1280
1260
1250
1280
1280
1250
1250
1250
1240
1220
1260
1250
1220
1260
1220
1220
1200
1200
1200
1200
1200
1220
1220
1220
1230
Заготов-
Заготовка
1300
1300
1260
1250
1300
1280
1250
1250
1250
1240
1220
1260
1250
1250
1260
1250
1250
1250
1200
1200
1250
1250
1250
1200
1200
1250
Минимальная
температура
окончания ковки
Интенсивное
обжатие
Слиток
750
750
750
780
750
750
780
780
800
800
800
800
800
800
800
800
800
750
800
830
800
850
800
800
800
820
Заго-
Заготовка
700
750
750
780
700
750
800
750
800
800
800
750
800
780
750
800
780
800
800
800
780
860
860
800
800
860
Проглажнванне
Слиток
700
700
700
700
700
700
700
700
700
730
700
700
700
700
700
750
750
750
750
760
750
780
700
750
700
760
Заго-
Заготовка
700
700
700
700
700
700
700
700
700
730
700
700
700
760
700
760
760
780
750
750
760
800
800
700
700
800
220
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
Продолжение табл. 1
Сталь (сплав)
12ХНЗА, 20ХНЗА,
ЗОХНЗА
12Х2Н4А
20Х2Н4А
38 ХС
15ХМ
20ХМ
ЗОХМ, ЗОХМА
34Х1МА
35ХМ
75ХМ
40ХФА
50ХФА
12Х1МФ, 20ХЗМВФ
25Х1МФ
15Х5М (Х5М)
36Х2Н2МФА
38ХНЗМФА
18XFT
ЗОХГС, ЗОХГСА
35ХГСА
38ХГН
34ХНЗМА, 34ХН1М,
34ХНЗМ
38Х2Н2МА, 40ХН2МА,
18Х2Н4МА
Максимальная
температура иа-
грева металла
перед ковкой
Слиток
1220
1220
1200
1200
1260
1220
1220
1240
1220
1220
1220
1200
1240
1220
1200
1180
1180
1220
1240
1200
1200
1240
1200
Заго-
Заготовка
1220
1200
1200
1200
1260
1220
1260
1220
1260
1200
1250
1180
1240
1180
1200
1240
1180
1200
1240
1250
1200
1240
1200
Минимальная температура
окончания ковки
Интенсивное
обжатие
Слиток
800
850
800
800
800
800
800
800
800
800
800
800
800
850
800
780
780
800
800
800
800
800
800
Заго-
Заготовка
800
800
800
800
750
800
800
800
800
800
860
800
780
850
800
780
780
800
800
860
800
780
800
Проглаживание j
Слиток
750
850
700
700
700
700
700
700
700
700
750
800
700
850
750
700
780
750
700
700
700
700
700
Заго-
Заготовка
750 '
750
700
700
700
700
760
700 ¦
760
700
800
800
700
850
750
700
780
700
700
800
700
700
700
ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ 221
Продолжение табл. 1
Сталь (сплав)
40ХН2МА
45ХНМ
60ХГ
40X13
14Х17Н2
12X17
08Х17Т
15Х25Т
08Х22Н6Т
12Х21Н5Т
Р18
55С2, 60С2, 60С2А
ШХ15, ШХ15СГ
9X1, 9X2, 9ХФ, 9Х2МФ
90ХМФ
9ХС
95X18
У7, У7А
У8, У8А, У10, У10А
У12, У12А
Х12М
Х12Ф1
ХВГ
7X3
5ХГМ
5ХНМ
4Х2В2МФС
6Х6ВЗМФС, 8Х4ВЗМЗФ2
08X13
12X13
20X13, 30X13,
13Х11Н2В2МФ
10Х14Г14Н4Т,
12Х17Г9АН4
Максимальная
температура иа-
грева металла
перед ковкой
Слнток
1220
1220
1220
1200
1250
1220
1220
1160
1200
1180
1200
1200
1150
1180
1180
1180
1180
1150
1150
1150
1170
1160
1150
1180
1200
1240
1220
1180
1220
1230
1250
1160
1170
Заго-
Заготовка
1220
1200
1220
1200
1230
1250
1220
1160
1180
1180
1200
1200
1150
1180
1180
1180
1180
1180
1180
1160
1170
1160
1180
1180
1200
1240
1220
1180
1200
1230
1250
1160
1170
Минимальная температура
окончания ковки
Интенсивное
обжатие
Слнток
800
800
800
850
900
900
900
800
800
800
850
800
800
800
800
800
850
800
800
800
850
850
800
800
800
800
850
800
850
850
850
800
900
Заго-
Заготовка
800
800
800
850
900
900
900
800
800
800
850
800
800
800
800
800
850
800
800
800
850
850
800
800
800
800
850
800
850
850
850
800
900
Проглаживаине
Слиток
750
700
750
800
800
800
800
800
800
800
850
700
720
750
760
800
850
700
720
700
800
850
750
800
700
700
850
800
850
800
750
800
900
Заго-
Заготовка
750
700
750
800
800
800
800
800
¦ 800
800
850
700
720
750
760
800
850
750
750
700
800
850
, 750
750
700
700
850
800
850
800
750
800
900
222
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
Продолжение табл. 1
Сталь (сплав)
10Х17Н13М2Т,
08Х15Н24В4ТР
10Х17Н13МЗТ,
09Х14Н19В2БР1,
45Х14Н14В2М
12Х18Н9, 17Х18Н9,
12Х18Н12Т
12Х18Н9Т, 08Х18Н10,
12Х18Н10Т
08Х18Н10Т
40Х9С2, 36Х18Н25С2,
18Х12ВМБФР
15Х12ВНМФ,
20Х12ВНМФ
18Х11МНФБ
37Х12Н8Г8МФБ
09Х14Н19В2БР1
08Х16Н13М2Б
31Х19Н9МВБТ
20Х20Н14С2,
20Х25Н20С2
20Х23Н13, 20Х23Н18
Максимальная
температура на-
нагрева металла
перед ковкой
Слнток
1180
1160
1200
1200
1180
1200
1230
1200
1170
1180
'1220
1230
1170
1220
Заго-
Заготовка
1180
1160
1200
1200
1220
1200
1230
1180
1220
1160
1220
1230
1170
1220
Минимальная температура
окончания ковки
Интенсивное
обжатие
Слнток
«:о
850
850
850
900
850
900
800
850
800
880
900
850
900
Заго-
Заготовка
850
850
850
850
950
850
900
800
950
800
880
900
850
900
Проглаживание
Слиток
850
850
800
850
850
850
850
800
800
800
00 00
СП СП
о о
800
800
Заго-
Заготовка
850
850
800
850
900
850
850
800
900
800
850
850
800
800
ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КОРКИ И ОБЪЕМНОЙ ШТАМПОВКИ 223
Продолжение табл. 1
Сталь (сплав)
ХН35ВТ
ХН35ВТЮ
ХН78Т
ХН67ВМТЮ
ХН77ТЮР, ХН80ТБЮ,
ХН70ВМЮТ
ХН70ВМТЮ
ХН65ВМТЮ
ХН75ВМЮ
Максимальная
температура на-
нагрева металла
перед ковкой
Слнток
П70
1110
1220
1180
1180
1170
1180
1180
Заго-
Заготовка
1170
1110
1220
1180
1180
1180
1180
1180
Минимальная температура
окончания ковки
Интенсивное
обжатне
Слиток
850
900
850
950
900
950
950
1040
Заго-
Заготовка
850
900
850
950
900
950
950
1040
Проглажнвание
Слиток
850
900
850
950
900
950
950
1040
Заго-
Заготовка
850
900
850
950
900
950
950
1040
температуру резкого падения проч-
прочностных характеристик, т. е. темпера-
температуру начала разупрочнения.
Склонность металла к рекристалли-
рекристаллизации, и в частности к образованию
крупного зерна и грубой разнозерни-
стости, выявляют путем построения
диаграмм рекристаллизации III рода,
на которых отражают размеры зерен
и особенности микросктруктуры в со-
состояниях после деформации, а также
после стандартной для данного сплава
термической обработки. По диаграмме
рекристаллизации III рода выбирают
температурную зону деформации, при
которой после термической обработки
прошла первичная или собирательная
рекристаллизация, и структура состоит
из однородных без разнозернистости
зерен требуемого номера. Таким об-
образом, по диаграммам пластичности и
рекристаллизации устанавливают допу-
допустимый температурный интервал ковки.
Особое значение имеет установление
температуры нагрева перед последним
(или последними) выносом при ковке
крупных поковок. Когда деформация
невелика, производится проглажива-
проглаживание, правка, отрубка и т. п. Известно,
что после нагрева в печи крупных заго-
заготовок температура внутренних слоев
не успевает снизиться за время пере-
переноса из печи к прессу, а также в про-
процессе самой ковки. В этом случае
высокая температура нагрева, способ-
способная вызвать образование очень круп-
крупных зерен в сочетании с критическими
степенями деформации, может при-
привести к нежелательной структуре как
микро, так и макро. Поэтому для обе-
обеспечения требуемого размера зерна и
свойств металла температура нагрева
для последних выносов должна быть
ниже, чем для первых.
При разработке технологического
процесса и освоении ковки конкретной
поковки из заданной стали по допусти-
допустимому температурному интервалу
ковки устанавливают рациональный
температурный интервал ковки. Эти
два параметра могут различаться ме-
между собой. Рациональный учитывает
и отражает конкретные условия дан-
данного кузнечного цеха, форму и раз-
224
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
НАГРЕВ СТАЛИ ПОД КОВКУ И ОБЪЕМНУЮ ШТАМПОВКУ
225
меры данной поковки, принятый тех-
технологический процесс, режим даль-
дальнейшей термической обработки и тре-
требования ТУ на поковку.
В табл. 1 приведены допустимые тем-
температурные интервалы ковки слитков
и заготовок стали и сплавов. При поль-
пользовании таблицей необходимо учиты-
учитывать, что указанные пределы являются
рекомендуемыми и могут быть откор-
откорректированы в зависимости от назна-
назначения и требований, предъявляемых
к выпускаемым поковкам, и возмож-
возможностей оборудования. Температурные
интервалы ковки составлены в резуль-
результате обобщения, систематизации и ме-
методической обработки заводских ин-
инструкций и нормалей по нагреву
слитков и заготовок перед ковкой.
Эти интервалы являются наиболее
широкими, но уже достигнуты отдель-
отдельными заводами. Следует иметь в виду,
. что использование на других заводах
: рекомендуемых параметров и назначе-
назначение рациональных температур нагрева
и конца ковки возможны только после
предварительного опробования их и
. корректировки с учетом местных усло-
условий: металлургической технологии,
объема ковочных работ, размеров по-
; ковок, величины садки, состояния
печного оборудования, пирометрии и
др.
Зная максимальную температуру
нагрева металла перед ковкой и учи-
учитывая специфику конкретной печи,
можно установить максимальную тем-
температуру ее нагрева. Для этого необ-
необходимо экспериментально выявить для
конкретных печей существующие пере-
перепады температур и разность между
показаниями печных термопар и тем-
температурой металла.
2. НАГРЕВ СТАЛИ
ПОД КОВКУ
И ОБЪЕМНУЮ ШТАМПОВКУ
При нагреве стальных слитков и за-
заготовок под ковку и штамповку должны
быть обеспечены требуемая темпера-
температура, равномерное распределение тем-
температуры по поверхности и по сечению,
минимальное окисление и обезуглеро-
обезуглероживание поверхности, сохранение це-
целостности нагреваемого материала, т. е.
отсутствие микро- и макротрещин.
Различают технически возможную и
допустимую скорость нагрева. Техии-
OQOO
/r=/
tfi
t,JZ
V////7//77/
_n
'///////////77,
О. /с=,
У///////////////
K=7,S
Рис. !. Значения коэффициента К, учиты-
учитывающего влияние взаимного расположения
заготовок на поду печи во время нагрева
чески возможная скорость нагрева
зависит в основном от разности тем-
температуры печи и конечной температуры
нагрева поверхности, заготовки или
слитка. С такой скоростью можно на-
нагревать катаные и кованые заготовки
диаметром или стороной квадрата до
200 мм. Продолжительность нагрева
таких заготовок из углеродистой кон-
конструкционной стали при одиночном рас-
расположении их в печи приведена в
табл. 2.
В табл. 3 приведена продолжитель-
продолжительность нагрева заготовок от 700—
до 1250 °С в печи с температурой
1300—1350°С. Здесь же даны фор-
формулы для определения продолжитель-
продолжительности нагрева до 700—750°.
Нагрев заготовок с размером сече-
сечения (диаметр или сторона квадрата)
более 200 мм приходится вести не с тех-
технически возможной, а с допустимой
скоростью, которая обусловлена тер-
термическими напряжениями и механи-
механическими свойствами (пластичностью)
нагреваемого металла.
В табл. 4 приведены режимы нагрева
заготовок с размером сечения 200—
350 мм. При определении продолжи-
продолжительности нагрева (ч) заготовок и
слитков небольшого сечения (до диа-
диаметра или стороны квадрата 300—
350 мм) в методических н полуметоди-
полуметодических печах можно пользоваться при-
приближенной формулой
где d — диаметр или меньшая сторона
Сечения нагреваемого тела; коэф-
2. Продолжительность (мин) нагрева кованых и катаных заготовок из углеродистой
конструкционной стали прн одиночном расположении в печи (данные ЦНИИТМАШа)
Диаметр
или сторона
квадрата,
мм
10
20
30
40
50
60
. 70
80
90
100
ПО
120
130
140
150
160
170
180
190
200
Температура рабочего пространст
1200
1300
Конечная температура нагрева за!
1100
круглый
2,5
4,5
70
10,0
12,5
15,0
17,0
20,5
23,5
26,0
29,5
32,5
36,0
39 0
42,5
46,0
50,0
54,0
58,0
62,5
квадратный
3,0
5,5
90
13,0
16,0
19,5
22,5
26,5
30,5
33,5
38,0
41,5
46,5
50 5
55,0
59,9
64,5
70,0
75,0
81,0
1150
круглый
3,0
6,0
8 5
11,5
15,0
18,0
21,0
24,5
27,5
31,0
35,0
38,5
42,5
46 0
50,0
54.5
58,5
63,0
68,0
72,5
1200
Профиль
квадратный
3,5
7,5
11 0
14,5
19,5
23,0
27,0
31,5
35,5
40,0
45,5
50,0
55,0
59 5
65,0
71,0
76,0
81,5
88,0
94,0
круглый
2,0
3,0
5,0
6,5
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,5
25,0
27 5
30,0
33,0
36,0
39,5
42,5
46,0
квадратный
2,5
4,5
60
8,0
10,5
13,0
15,0
17,5
20,0
23,0
26,0
29,5
32,5
36,0
32,0
43,0
47,0
51,5
55,5
60,0
OToBKt
1250
заготовки
круглый
2,0
4,0
6,0
8,0
10,5
12,5
14,5
16,5
19,0
21,0
23,5
26,0
29,0
3?,П
35,0
38,5
42,0
46,0
49,5
53,5
квадратный
3,0
5,0
80
10,5
13,5
16,0
19,0
22,0
24,5
27,5
30,5
33,5
38,0
41 5
45,5
50,5
54,5
59,5
64,0
69,0
ва, °С
1400
, °с,
не более
1200
круглый
1,0
1,5
?5
3,5
4,5
5,0
6,0
7,0
8,0
9,0
10,5
12,0
13,0
140
15,5
16,5
18,0
19,5
21,0
22,5
1250
квадратный
1,5
2,0
3 0
4,5
5,5
6,5
7,5
9,0
10,5
11,5
13,5
15,0
16,5
18 0
20,0
21,5
23,0
25,0
27,0
29,0
круглый
1,0
1,5
?5
3,5
4,5
5,5
6,5
7,5
8,5
10,5
11,5
13,0
14,0
15 5
17,0
18,0
19,5
21,0
23,0
24,5
квадратный
U51
2,0
3,0
4,5
5,5
7,0
8,0
9,5
.11,0
13,0
15,0
17,0
18,0
19,5
22,0
23,5
25,0
27,0
29,5
32,0
Примечания: 1. Различное расположение заготовок на полу учитывается
коэффициентами, приведенными на рис. 1.
2. Для инструментальной углеродистой н среднелегированной стали продол-,
жительность нагрева увеличивается на 25—30 %, для высоколегированных сталей
на 30—50 %.
3. Для учета влияния длины заготовки продолжительность нагрева умножают
на коэффициент К в зависимости от отношения длины / заготовки к размеру сече-
сечения d- (или а):
— ( —
й \ а
К
\ , не
n-ei.fe
3
I
2
0,9!
1,5 I
! 0,92 0,
71
8 П/р Е. И. Семенова
226
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
НАГРЕВ СТАЛИ ПОД КОВКУ И ОБЪЕМНУЮ ШТАМПОВКУ
227
3. Продолжительность (мнн) нагрева от 700—750 °С до 1200—1250 °С кузнечных
заготовок из конструкционной углеродистой и низколегированной стали
при температуре рабочего простраиства 1300—1350 СС
Диаметр
или сторона
квадрате, мм
10
20
30
40
50
60
70
80
90
100
ПО
120
140
160
180
200
Прим
иых сталей
Профиль
круглый
заготовки
квадратный
Расположение ааготовок на поду печи
а
о
а:
g
а:
X
ч
о
1,0
2,0
3,0
4,0
5,0
6,0
7,5
9,0
11,0
13,0
14,5
16,5
20,0
24,0
28,5
33,5
е ч а н
о
и
S-s
а к
X X
1,2
2,4
3,6
4,8
6,0
7,0
9,0
10,5
13,0
15,5
17,4
19,8
24,0
29,0
34,0
40,0
S
g
X
X X
1,3
2,6
4,0
5,2
6,0
8,0
10,0
12,0
14,5
17,0
19,5
22,0
26,0
32,0
38,0
44,0 ,
s
Я
ч
с
вз
2,0
4,0
6,0
8,0
10,0
12,0
15,0
18,0
22,0
26,0
29,0
33,0
40,0
48,0
57 0
67,0
8
X
tr
Я
я
о
1,5
3,0
4,0
5,0
6,5
8,0
10,0
12,0
14,0
17,0
19,0
21,5
26,0
31,0
37,0
43,0
к
о
н
асе
X
a к
s к
2,0
4,0
5,5
7,0
9,0
11,0
14,0
16,5
19,5
23,0
26,5
30,0
36,5
43,5
52,0
60,0
д.
g
X X
2,2
4,5
6,0
7,5
10,0
12,0
15,0
18,0
21,0
25,5
29,0
33,0
40,0
48,0
57,0
66,0
s
к
к
вз
4,5
9,0
12,0
15,0
20,0
24,0
30,0
36,0
42,0
51,0
57,0
63,0
78,0
95,0
112,0
132,0
и я: 1. Для заготовок высоколегирован и ыл н инструмента ль-
продолжительность нагрева увеличивается в
a 25—30 %.
2. Продолжительность нагрева до 700—750 °С может быть определена
одиночном расположении заготовок по формулам
ДЛЯ С1
углеродистой конструкционной н^ низколегированное
*нагр= 0,3d'.» „ х
высоколегированной н инструментальной
т„ягг> - 0,8d > и тнагр =
= 0,4а
= 1,0а1-
алей:
, 5j
» где d и о — в
при
см.
t'C
Рис. 2. Схема трехступенчатого режима
нагрева слитка углеродистой стали; тем-
температура в печи в конце I и II периодов:
'печи' <печи; 'пов ~ поверхности слитка;
<ц — в центре слитка; гпечИ' 'мет — на"
чальная температура печи и металла
фициент К = 0,1-5-0,15 для углероди-
углеродистых и слаболегированных сталей;
К. = 0,15-7- 0,2 для легированных сталей
К = 0,3-5-0,4 для высоколегированных
и инструментальных сталей.
Время нагрева средне- и высоко-
высокоуглеродистых сталей подразделяют на
три периода Первый период — воз-
возникновение температурных напряже-
напряжений; второй период — форсированный
нагрев, когда металл перешел в пла-
пластичное состояние, и третий период —
выдержка, т. е. выравнивание темпе-
температур по сечению слитка. Схема такого
режима приведена на рис. 2.
Допустимый перепад температур
в первом периоде:
для пластины
А, 1.05одоп .
4. Продолжительность (ч) нагрева холодных стальных заготовок до ковочной
температуры в пламенных печах
Размер
сечения, мм
201-
251-
301
201-
251
301-
201-
251
301-
-250
-300
350
-250
-300
350
Температур
печи при
посадке, °С
3
Выдержка
при тем-
температуре
посадки
Нагрев
до темпе-
температуры
ковки
Выдержка
при темпера-
температуре ковки
Низкоуглеродистые и низколегированные
1250
1250
1250
0,5
—
0,5
—
1,0
Средиеуглеродистые и
1150
1150
1150
0,5
1,0
0,5
1,0
0,5
1,0
1,0
2,0
1,5'
2,5
2,0
3,5
0,5
1,0
0,5
1,0
0,7
1,5
легированные
1,5
3,0
2,0
3,5
2,5
4,и
Высокоуглеродистые, высоколегированные,
-250
200
-350
700
700
700
Примечание. В
товки, в знаменателе ¦— при
0,5
1,0
0,5
1,0
0,5
1,0
2,5
5,0
3,0
5,0
3,0
^,0
числителе — продолжительность
полной загрузке печи.
0,5
1,0
0,5
1,5
0,5
2,0
жаропрочные
0,5
1,0
0,5
2,0
1,0
•3,0
нагрева одной
Общая
1,5
3,5
2,0
4,0
2,7
6,0
2,5
5,0
3,0
6,0
3,5
7,0
3,5
7,0
4,0
8,0
4,5
9,0
заго-
для цилиндра
аЕ
где сГдОП — допустимое напряжение,
берут с запасом прочности <тв/( 1,5—2,0)
при 500—550 °С; а — коэффициент
линейного расширения; Е — модуль
упругости при t= 500 °С.
Продолжительность первого периода
X
- г) Д<доп-
где Кф — коэффициент формы, Кф =
= 0,5 — для' пластины; Кф = 0,25 —
для цилиндра; Кф = 0,295 — для
квадрата; s — половина толщины пла-
пластины или радиус цилиндра, равно-
равномерно обогреваемых со всех сторон;
% — температуропроводность ме-
металла при средней температуре в пер-
первом периоде; г — поправочный коэф-
коэффициент, равный 0,5 для цилиндра и
0,33 для пластины; t'Ket— начальная
температура нагреваемого металла.
Перепад температур в конце второго
периода
Д<,= A,25+1,5) Д/доп.
228
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
5. Режимы* нагрева «горячих» и «теплых» слитков** (заготовок)
из сталей всех марок и групп
Параметр
Выдержка при
температуре
ковки, ч
Ориентиро-
Ориентировочная общая
продолжи-
продолжительность на-
нагрева, ч
Масса (справочная), т
-
3,2—6,5
7,5-
12,3
п,б—
24,6
23,15—
49
44 — 83,3
78,9 — 200
Средний диаметр, мм
305—510
0,5—2
1-2,5
1,5—2,5
2—3
515—755
1—2,5
2—3,5
2,5—3,5
3,5—4,5
760—
930
2—4,5
3—5,5
3,5—5
5—6,5
935—
1200
3—6,5
4—7
5,5—7
7—8,5
1225-
1500
4-7,5
5—9
7—8,5
9—11
1555—
1820
5—10
7—12
9—11
12—14,5
1825-
2250
7-12,5
9—15
11,5—14
15—18
* Максимальная температура печи при посадке и скорость нагрева до темпе-
температуры ковки не ограничиваются.
** В числителе приведены значения для горячих слитков, в знаменателе —
для теплых.
6. Режимы* горячей консервации «захоложенных» слитков (температура
консервации в печи 800 ± 30 °С)
Сталь
Группа Ml — углеродистая
и низколегированная
Параметр
Максимальная
температура печи
при посадке, СС
Минимальная про-
продолжительность
подогрева при
температуре копе-
копежа, ч
Масса, т
-
3,6-
6,5
7,5—
12,3
11,6-
24,6
23,15-
49,0
44—83
79 —
200
Средний диаметр, мм
305—
510
515—
7 55
1100+30
1,5
2,5
760—
930
935—
1200
поо±зо
3,5
4,5
1225—
1500
1555 —
1820
1825—
2250
800±30
6,0
8,0
12,0
НАГРЕВ СТАЛИ ПОД КОВКУ И ОБЪЕМНУЮ ШТАМПОВКУ
229
I
Италь
а 6
U
3
м к
Группа М2
рованная и
легированна
1
С
Ъ
ысокоуг-
Группа МЗ
прочная и в
леродистая
Параметр
Максимальная
температура печи
при посадке, °С
Минимальная про-
продолжительность
нагрева при тем-
температуре копежа,
ч
Максимальная
температура печи
при посадке, СС
Минимальная про-
продолжительность
подогрева до тем-
температуры копежа,
ч
Продолжение
табл. 6
Масса, т
-
3,6-
6,5
7,5—
12,3
11.6—
24,6
23,!5—
49,0
44—83
79—
200
Средний диаметр, мм
305-
510
515—
755
760-
930
935—
1200
1225—
1500
1555—
1820
1825-
2250
800±30
2,0
3,5
4,5
6,5
9,0
12,0
17,0
800±30
3,5
4,5
5,5
8,0
11,0
14,0
19,0
* Скорость нагрева садки до температуры копежа всех сталей не ограничивается.
Продолжительность второго периода
/Сф52
Продолжительность
риода:
для пластины
X
третьего пе-
пеМ,
2,47а3 иг
для цилиндра радиусом сечения R
здесь A t" — конечная разность тем-
температур между поверхностью и цент-
центром, АЛ = 25-ь70° С при нагреве под
ковку и штамповку; Ы" = 5-=-20°С
при нагреве под термообработку; а2
и а3 — значения температуропровод-
температуропроводности при средней температуре ме-
металла во втором и третьем периодах.
Общее время нагрева
тобщ
та-
Наиболее эффективным способом
борьбы с температурными, структур-
структурными и остаточными напряжениями
является нагрев слитков до 750—
850 °С, не остывших полностью после
отливки или предварительный нагрев
их до этих температур в специальных
печах.
Слитки по начальному состоянию
делят на четыре группы:
1) «горячие» слитки и заготовки,
поступающие на повторные нагревы
(/пов = 700-=- 800 °С; tn = 900-f-
-т-1100°С; tcp > 800 °С);
2) «теплые» слитки и заготовки
•(/пов = 4504-750 °С; tn = 800-b
-ь950°С; гср = 600-н800°С);
230
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
7. Режимы* горячей консервации «холодных» слитков (заготовок)
(температура консервации в печи 800 ± 30 °С)
Сталь
Группа Ml — углеро-
углеродистая низколегиро-
низколегированная
Ггуппа М2 — легирован-
легированная и высоколегированная
Группа МЗ — коррозионно-
стойкая, жаропрочная и вы-
высокоуглеродистая
• Ско
Параметр
Максимальная тем-
температура печи при
посадке, °С
Минимальная про-
продолжительность
подогрева * при
температуре копе-
жа, ч
Максимальная тем-
температура печи при
посадке, °С
Скорость нагрега
садки до темпера-
температуры копежа, в
град/ч
Минимальная про-
продолжительность
подогрева при
температуре копе-
копежа ч
Максимальная тел-
пература печи nps>
посадке, СС
Скорость нагрева
садки до темпера-
температуры копежа, t
град/ч
Минимальная про-
продолжительность
подогрева при
температуре ко-
копежа, ч
Масса, т
-
3,2-
6,5
7,5-
12,3
п,б—
24,6
23,15-
40,0
44,0—
83,3
78,9-
200
Средний диаметр, мм
305-
510
515—
755
1000±30
2,0
3,5
900±30
Не огра-
ограничена
з,с
5,0
630±30
760-
930
935—
1200
900±30
5,0
7,0
650±30
75
7,0
9,5
500+30
50
5,0
8,0
11,0
!5,0
1225-
1500
1555-
1820
1825-
2250
800+30
9,0
12,0
17,0
500±30
50
13,0
17,0
23,0
400±30
40
20,(
.5,0
рость нагрева садки до температуры копежа ие ограничена.
.31,0
НАГРЕВ СТАЛИ ПОД КОВКУ И ОБЪЕМНУЮ ШТАМПОВКУ
231
8. Коэффициенты увеличения продолжительности нагрева в зависимости от схемы
загрузки слитков (заготовок) в печи
Средний
диаметр
слитка
(заготовки),
мм
150—755
760—930
935—1200
1225—1550
1555—1740
1845—2250
Масса, т
3,2—6,5
7,5—12,3
11,6—24,6
23,15—49,0
44,0—83,3
78,9—200,0
Схема I
Схема II
1,1
1,15
1,20
1,25
Схема III
1,2
1,2
1,25
1,30
Примечания: 1.Схема I—заг-
I—загрузка одного или нескольких слит-
слитков (заготовок) друг за другом по
длине печи. 2. Схема II — загрузка
слитков (заготовок) в несколько
продольных рядов. При зазоре меж-
между слитками более 0,5d коэффициент
принимать равным 1,0 (d — мень-
меньший диаметр слитка при заго-
заготовке). 3. Схема III — загрузка
слитков (заготовок) в два яруса.
Приведенный коэффициент приме-
применяют только для нижнего яруса.
9. Продолжительность (ч) н режим нагрева под ковку быстрорежущих сталей
Р9, Р18, Р6М5, Р9М4К8 и др.
* й-я и =
mi:
О, s s га К
(J fc^ u « К
50
70
100
150
200
300
400
п
слит-
5 (-
о
СО ^
—
—
0,2
0,6
1,0
" я я S
^ р. р_ ^t
450
450
450
450
450
400
350
Й я я ^
¦3 со S "^ q
ы х н с
0,5
0,5
0,8
1,2
1,5
2,5
3,0
§о
п°
S»
1,0
1,2
1,6
2,0
2,8
4,0
5,5
Выдерж-
Выдержка при
850—
900 °С
0,5
0,8
1,4
2,0
2,6
4,0
5,0
Нагрев
до тем-
температуры
ковки
0,2
0,3
0,5
0,8
1,0
1,2
1,6
Выдерж-
Выдержка при
темпе-
температуре
ковки
0,1
0,2
0,5
0,6
0,8
1,4
>имечание. Данные приведены для случая расположения иа
нескольких слитков или заготовок вплотную Друг к друг>
(ДО d/2).
и
и те
3*
о g-
2,2
3,0
4,5
6,5
8,5
12,5
16,5
поду
или с небольшим зазором
3) «захоложеиные» слитки tco —
= 300^ 600 °С;
4) «холодные» слиткн ^ср^300°С.
По размеру (диаметру) н массе слит-
слитки делят на семь групп (d = 395-г-
-ь2250 мм; т = 2,5-=-200 т).
По маркам стали «горячие» н «теп-
«теплые» слитки не подразделяют, «за-
холожениые» н «холодные» слитки по
маркам делят на три группы:
Ml — углеродистые и слаболегиро-
ваниые;
М2 — легированные и высоколеги-
высоколегированные;
МЗ — коррозионно-стойкие, жа-
жаропрочные и высокоуглеродистые.
Слитки помещают в печь для горя-
горячей консервации и нагревают до
700—750 °С, после чего переносят в на-
нагревательную печь и нагревают по
режиму «теплых» илн «горичнх» слнт-
ков. Нормы времеин и режима иагрева
«горячих», «теплых», «холодных» и
«захоложенных» слитков приведены в
табл. 57. Они действительны для
случая, когда на поду печи по ширине
лежит один слиток. В случае загрузки
иа поду рядом нескольких слитков
с расстоянием между ними меньше
0,5d или при загрузке слитков в два
ряда по высоте, вводят коэффициенты,
приведенные в табл. 8.
В табл. 9 приведены продолжитель-
продолжительность и режим нагрева под ковку за-
заготовок и слитков из быстрорежущих
сталей Р9, Р18 и др.
232
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
ОХЛАЖДЕНИЕ СТАЛЬНЫХ ПОКОВОК
233
10. Характеристика теплоизолирующих материалов
Материал
Трепел
Доменный шлак
Минеральная
вата
Каменноугольн ая
зола
Песок и гравий
Преимущества
Низкая теплопровод-
теплопроводность, малая плотность
Низкая теплопровод-
теплопроводность
Очень низкая теплопро-
теплопроводность
Низкая теплопровод-
теплопроводность, широкая распро-
распространенность
Широкая распростра-
распространенность, возможность
использования без боль-
больших затрат
Недостатки
Гигроскопичность, способность
обезуглероживать сталь пря тем-
температурах выше 600 °С
После продолжятельного ясполь-
зоваиия превращается в пыль;
дефицятность в районах, где от-
отсутствует доменное проязводство
Измельченная минеральная вата
раздражающе действует на сля-
зистую оболочку носа и горла,
пыль ее канцерогенна
Легко превращается в пыль я
загрязняет помещеняе
Более высокая теплопроводность
3. ОХЛАЖДЕНИЕ
СТАЛЬНЫХ ПОКОВОК
Охлаждение слитков я заготовок
начянается сразу после выдачи их
из печя и продолжается как при
транспортировании их к штамповоч-
штамповочному агрегату, так и в процессе ковки,
штамповки и прокатки. Процесс ох-
охлаждения заканчивается после обра-
обработки давлением, когда температура
металла постепенно снижается до тем-
температуры окружающего пространства.
Охлаждение цилиндрических заго-
заготовок из углеродистых сталей СтЗ,
10, 20, 45, 50 при транспортировании
их от печи к молоту или прессу можно
рассчитать по данным графика
(рис. 3). Здесь t0X3I — средняя темпе-
температура по массе заготовки в конце
0,S
0,7
06
i/tH
¦—
¦»—.
-—^
.
охлаждения, °С; tH — средняя по массе
температура нагрева, °С; R и / —
радиус и длина заготовки; Fo =
= at/R2 — критерий Фурье, где а —
температуропроводность; т — время
транспортирования.
Охлаждение металла под бойками
молота или пресса происходит быст-
быстрее, чем на воздухе (рис. 4). Продол-
Продолжительность охлаждения от начала до
конца ковки обусловливает возмож-
возможную продолжительность процесса об-
обработки давлением. Объем кузнечных
работ, выполняемых за один нагрев,
можно увеличить путем теплоизоля-
теплоизоляции частей заготовки, отковываемых
в последнюю очередь, а также уже от-
откованных частей поковки. Теплоиэо.
ляцию выполняют покрытием кожу-
кожухами из листовой стали с асбестом.
Рис. 3. Зависимость относи-
относительной температуры *охл/*н
от произведения критерия
Фурье Fa = ах/К2 иа othoj
сительиую толщину заготов-
заготовки Ц/1
0 10 20 30 *0 fff SO 7ff мим
Рис. 4. Изменение температуры поверх-
поверхности поковок при ковке в зависимости от
массы слитков и заготовок (статистические
данные)
Применяют следующие способы ох-
охлаждения поковок в зависимости от
их размеров сечения: иа воздухе;
в теплоизолирующих материалах
(табл. 10); в термосах и неотапливае-
неотапливаемых колодцах; в подогреваемых ко-
колодцах; в специальных печах.
Конструкция неотапливаемого ко-
колодца для медленного охлаждения
поковок показана на рис. 5. Поковки
из флокеночувствительиой стали по-
после ковкя подвергают специальной
термообработке. Примеры режимов та-
такой термообработки для разных марок
стали и различного сечеияя поковок
приведены в табл. 11.
I
Время
11. Режим охлаждения крупных поковок из легированных сталей
о,ог щ qos
Режим
Выдержка при тем:
пературе ^±20°, ч
Нагрев до темпе-
температуры t2 со ско-
скоростью 80—
100 "С/ч
Выдержка при
температуре i2. ч
43Н, 34ХМ, 25ХМ,
ЗОХМА, 35ХМА,
ЗОХНЗ, 37ХНЗ,
38ХМЮА, 2X13,
3X13, 4X13. 12ХНЗА,
12Х2Н4А
5ХНМ, 5ХГМ,
5ХНВ 5ХНТ,
45ХНМФА
35ХНМ,
34X HIM,
34ХНЗМ,
34ХНЗМФА
Максимальный размер сечеиия поковки, мм
о
о
2
301 — 400
3
С
С
и
с
Г
4
501 — 600
5
601 — 750
6
610—650
8
12
16
20
26
300
3
301 — 400
4
401 — 500
5
501 — 600
6
610—650
12
18
24
30
о
о
СО
3
301 — 400
3
401 — 500
4
501 — 600
4
640—660
20
30
40
50
Примечания: 1. Температура в печн — 620 °С. 2. Охлаждение садки
в закрытой печи без подогрева до/, = 370—470°С. 3. Выравнивание темпергйуры
в печи, а также охлаждение в печи без подогрева до температуры 400 С и со ско-
скоростью 25 °С/ч до температуры 150°С выполняют в зависимости от величины садки
1 (массы).
234
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКП
то
1660
1130
Рис. 5. Конструкция неотапливаемого ко-
колодца для охлаждения заготовок после ков-
ковки и прокатки
4. УГАР
И ОБЕЗУГЛЕРОЖИВАНИЕ
СТАЛИ ПРИ НАГРЕВЕ
При нагреве стали в пламенных пе-
печах, когда сжигание топлива проис-
происходит с коэффициентом расхода воз-
воздуха а > I, продукты горения со-
содержат СО2, Н2О, О2, N2 и незначи-
незначительное количество СО, Н2 и SO2 (если
в топливе имеется сера). В условиях
высоких температур (выше 700—
800 °С) окисляющими являются не
только О2, но и СО2, Н2О и особенно
SO2, а СО и Н2 являются восстанови-
восстановителями.
СОг/CS
12. Поверхностный угар при нагреве
крупных стальных слитков перед
ковкой в зависимости от
продолжительности нагрева
Средний диа-
диаметр, мм
900
1000
1100
1200
Ориентировоч-
Ориентировочная масса, т
8
12
15
25
Продолжитель-
Продолжительность иагрева, ч
10—11
12
15—19
18—21
Поверх-
Поверхностный
угар
г/см2
1,22—
1,28
1,34
1,5—1,7
1,64—1,8
Толщина
окалины,
мм
4,25—
4,45
4,65
5,2—5,85
5,7—6,25
13. Угар при иагреве стальных
слитков и заготовок в методических
печах в зависимости от
продолжительности нагрева
Рис. в. Диаграмма равновесия системы
«атмосфера печи — нагреваемый металл
(сталь)» ; АВ — пограничная линия
Диаметр
или сто-
сторона ква-
квадрата,
мм
100
150 ¦
200
250
300
Продол-
житель-
жительность, ч
3
1,3
4,4
2,2
5,7
2,9
7,5
3,6
8,5
4,3
Угар
Поверх-
Поверхностный,
г/сме
0,180
0,13
0,445
0,316
0,93
0,6
1,13
0,8
1,36
0,97
По
массе,
%
0,9
0,65
1,53
1,07
2,1
1,52
2,35
1,65
2,5
1,8
Примечание. В числителе
приведены параметры при односторон-
одностороннем иагреве, в знаменателе ~- при дву-
двустороннем
УГАР И ОБЕЗУГЛЕРОЖИВАНИЕ СТАЛИ ПРИ НАГРЕВЕ
235
При горении с более или менее зна-
значительным избытком воздуха окисле-
окисление идет быстрее, чем обезуглерожи-
обезуглероживание, и после удаления окисленного
слоя на поверхности поковки не будет
обезуглерожеиного слоя. Если в печи
создана атмосфера, слабо окисляющая
железо, то под слоем окалины образу-
образуется обезуглероженный слой (при на-
нагреве средне- и высокоуглеродистых
сталей).
Газы, содержащиеся в печной атмо-
атмосфере, взаимодействуют с углеродом, .
находящимся в стали в виде карбида
железа, по следующим реакциям:
2Fe3C + О2 = 6Fe + 2CO;
Fe3C + CO2 = 3Fe + 2CO;
FesC + Н2О = 3Fe -f- CO + H2;
FesC + 2Ha = 3Fe + CH*.
Из этих реакций видно, что обезугле-
обезуглероживающими газами являются ки-
кислород, двуокись углерода, водяные
пары и водород, а науглероживаю-
науглероживающими — окись углерода и метан.
Количественные показатели потерь
железа от окисления (угара) следу-
следующие:
1) угар по массе (%) — количест-
количество металла, окисленного при нагреве,
от первоначальной массы;
2) поверхностный угар (г/см2) —
количество окисленного металла, от-
отнесенное к поверхности нагреваемого
слитка или заготовки;
3) скорость окисления — отношение
поверхностного угара ко времени на-
нагрева [г/(см2-ч)];
4) толщина окалины (см); связана
с поверхностным угаром выражением
s = a/(pcpFe),
где a — поверхностный угар; р —
плотность окалины; р = 3,94-4,0 г/см3;
Ф — среднее содержание железа в ока-
окалине, фРе = 0,715-^0,765%.
На угар металла в печах оказывают
влияние следующие факторы:
состав газовой атмосферы — соот-
соотношение СО2/СО и Н2О/Н2 (рис. 6);
температура и продолжительность
нагрева, соотношение между площадью
поверхности и массой, а также хими-
химический состав нагреваемого металла.
Для стали при температурах ниже
600— 650°С окисление практнческого-
значения ие имеет, хотя светлая по-
14. Потери металла от угара (%) врв
нагреве стальных заготовок н слитков
под ковку и штамповку в пламенных
печах (печи методические,
полуметодическне и камерные;
. загрузка и выгрузка по одной
заготовке)
Размеры слитков
и заготовок
Мелкие заготов-
заготовки, диаметр или
сторона квадрата
до 50 мм
Средние заготов-
заготовки, диаметр или
сторона квадрата
50—100 мм
Крупные заготов-
заготовки и мелкие слит-
слитки, диаметр или
толщина 100—
300 мм
Слитки и очень
крупные заготов-
заготовки, диаметр или
толщина 300—
600 мм
Крупные слитки,
диаметр более
600 мм
При
работе
печей иа
природ-
природном
газе
0,4—0,7
0,5—1,5
1,0-3,0
2,0—4,0
3,0—5,0
При
работе
печей
иа
мазуте
0,5—1,0
0,7—2,0
1,5—4,0
2,5—4,5
3,5—5,5
Примечание. Потери относятся
к одному нагреву холодных
или заготовок до 1900—1250 °С.
слитков
верхность темнеет. С повышением тем-
температуры угар резко возрастает. Если
при температуре 900 °С интенсивность
образования окалины принять за еди-
единицу, то при нагреве до 1100°С она
увеличивается в 3 раза, а при иагреве
до 1300 °С в 7 раз.
Совместная зависимость поверхност-
поверхностного угара от температуры (при 600—
1150°С) и времени для среднеуглеро-
дистой стали выражается уравнением
9000
где т—время, мин; t—температура,°С.
Влияние на угар времени нагрева
для слитков н заготовок приведено
в табл. 12 и 13. Влияние формы иа-
236
ТЕРМИЧЕСКИЙ РЕЖИМ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
г/см
1,2
7,0
\
\\
\
г'
V
V;
о,г
о ;ff 2,0
S,0
7,0 S,0 мг/г
Рис. 7. Зависимость поверхностного угара
и толщины слоя металла, превратившегося
в окалину, от отношения площади по-
поверхности слитка к его массе:
/— поверхностный угар; 2 — толщина
окисленного слоя металла
греваемого тела, характеризуемое от-
отношением площади его поверхности
к массе, на поверхностный угар я
толщину окисленного слоя металла
показано иа рис. 7. Ориентировочные
значения угара для среднеуглероди-
стых сталей приведены в табл. 14.
С увеличением содержания углерода
скорость окисления понижается, а
с уменьшением — возрастает. Легиру-
Легирующие примеси (Al, Cr, Si, Mo, Co
и Др:) значительно снижают скорость
окисления. Никель в составе стали не
окисляется, ио способствует окисле-
окислению железа. Никелевые стали обычно
окисляются сильнее, чем углероди-
углеродистые, однако в присутствии хрома и
других элементов никель повышает
сопротивляемость стали окислению.
Рис. 8, Схема образования защитного слоя
методической печи с торцовой выдачей:
/ — отвод воды; 2 — подвод защитного
газа; 3 — подвод воды
15. Влияние иа угар
продолжительности и способа нагрева
до 1200 СС стальных заготовок
(d — 50 мм)
Способ
Нагрев в пламенной
печи с температурой:
1250°С
1500°С
Электронагрев:
индукционным спо-
контактным спосо-
способом
Способ
Нагрев в пламенной
печи с температурой:
1250°С
1500°С
Электронагрев:
индукционным спо-
способом
контактным спосо-
способом
ель-
'ЛЖИТ
мнн
§•«
° U
eg
13,5
3,5
2,5
1,0
те
Ч
а —
х л
и
(- о
0,16
0,075
0,070
0,045
X
и от
я, г/с
SS
Eg
0,0460
0,0216
0,0200
0,0125
?
IS =
о п те
Обе;
У С о
100,0
47,0
43,5
27,0
Борьба с окислением стали при на-
нагреве. Уменьшение окисления металла
при нагреве достигается сокращением
продолжительности нагрева (табл. 15),
применением защитного слоя газа на
поду печи (рис. 8), что позволяет
уменьшить угар в 1,5—2,0 раза.
Полную или почти полную ликвида-
ликвидацию угара можно достичь следующими
способами: нагревом металла в специ-
специальных контролируемых атмосферах;
нагревом в продуктах неполного горе-
горения газообразного топлива — в печах
так называемого малоокислительного
или безокислительного нагрева; в рас-
расплавленных солях или расплавленном
УГАР И ОБЕЗУГЛЕРОЖИВАНИЕ СТАЛИ ПРИ НАГРЕВЕ
237
стекле и применением специальных
обмазок.
Борьба с обезуглероживанием заклю-
заключается также в ускорении иагрева,
применении специальных контроли-
контролируемых атмосфер, в нагреве в рас-
расплавленных средах и нанесении за-
защитных покрытий.
Нагрев стальных заготовок под об-
обработку давлением в муфельных пе-
печах используется очень редко (для
заготовок небольших размеров), что
связано с недостаточно высокой стой-
стойкостью муфелей. Значительно чаще
используют нагрев заготовок в про-
продуктах неполного сгорания газообраз-
газообразного топлива. На рис. 9 показана за-
зависимость поверхностного угара от
коэффициента расхода воздуха в печи,
отапливаемой коксовым газом. На
рис. 10 приведена конструкция камер-
камерной печи с карборундовым сводом для
безокислительиого нагрева. Применяют
также печи с аэродинамическим разде-
разделением камер неполного горения и
дожигания продуктов горения.
Для получения в рабочей камере
таких печей достаточно высокой тем-
температуры A250—1300°С) для нагрева
стали под ковку и штамповку, необ-
необходимо воздух подогревать до 800—
1000 °С, а если возможно, то подогре-
подогревать и газообразное топливо или обо-
обогащать первичный воздух кислородом.
Нагрев заготовок под ковку и штам-
штамповку в расплавленных солях и стекле
позволяет полиостью или почти пол-
полностью ликвидировать окисление и
обезуглероживание при нагреве. В ка-
качестве нагревающей среды применяют
обычно смесь солей ВаС12 и NaCl
в соотношении C0—70) % ВаС12 и
G0—30) % NaCl. Расплавленное сте-
стекло растворяет окалину, имеющуюся
на поверхности заготовки, и стано-
становится более вязким, поэтому в рас-
расплавленном стекле следует нагревать
стальные заготовки, очищенные от
окалины. При этом расплавленное
стекло обеспечивает смазывание штам-
штампов при штамповке.
В целях защиты металла от окисле-
окисления и обезуглероживания применяют
также нагрев с применением защитных
покрытий и обмазок. Для приготовле-
приготовления обмазок используют смесь двух,
трех и более марок стекол й стекловид-
стекловидных шлаков, к которым добавляют до
2,0
0,3
Is
0,9 а
Рис. 9. Зависимость поверхностного угара
от коэффициента расхода воздуха а при
нагреве стальных заготовок до температу-
температуры ковки в печи, отапливаемой коксовым
газом
также небольшое количество сульфат-
сульфатного щелока и огнеупорной глины,
которые обеспечивают хорошее прили-
прилипание обмазки к поверхности холод-
холодного металла. Другой состав обмазки:
20—30 % алюминиевого порошка АПВ
и 70—80 % этилсиликата. Обмазки
наносят на поверхность нагреваемых
слитков и заготовок кистью или оку-,
нанием.
Воздух для
дожигания
холодный,
дд
3 язоляци.о////б/й лирлиу
tt/амоты/й кирлич
30'
тонкомолотого оконного стекла, а
Рис. !0. Малая рекуперативная печь для
безокислительиого иагрева заготовок от-
открытым пламенем:
1 — нижняя рабочая камера; 2 — карбо*
руидовый свод; 3 — камера дожигания;
4 — жароупорный рекуператор
Глава
6
ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА
ПОД КОВКУ И ШТАМПОВКУ
Пламенные печн широко используют
в кузнечно-штамповочном производ-
производстве. По способу загрузки их разде-
разделяют на печн с периодической и не-
непрерывной загрузкой. Печи с непре-
непрерывной загрузкой обеспечивают опре-
определенный режим производства, более
высокую производительность и лучшее
использование топлива (более высо-
высокий КПД). При мелкосерийном и еди-
единичном производстве (крупные по-
поковки) применяют камерные печи с пе-
периодической загрузкой. В крупно-
крупносерийном и массовом производстве,
когда за определенным агрегатом (мо-
(молотом, прессом, ковочной машиной)
закреплено небольшое количество од-
однотипных заготовок, широко исполь-
используют автоматизированные печи с не-
непрерывной загрузкой.
По технологическому назначению
пламенные печи, используемые в куз-
кузнечно-штамповочном производстве, мо-
можно также разделить на печи для на-
нагрева под ковку и первичную термо-
термообработку и на печи для нагрева под
объемную штамповку.
Пламенные печи для нагрева
под ковку
и первичную термообработку
Типы печей, применяемых для на-
нагрева заготовок под ковку поковок и
первичную термообработку, а также
условия их применения приведены
в табл. 1.
Пламенные печи для нагрева
под объемную штамповку
Типы пламенных печей для нагрева
проката перед резкой на заготовки
и заготовок под штамповку приведены
в табл. 2.
Производительность и размеры пода
печен. Приняты следующие обозна-
обозначения:
G — производитель-
производительность печн, кг/ч;
g — масса нагревав"
мого слитка или
заготовки, кг;
N = Gig —производитель-
—производительность печи, шт/ч;
т. — продолжитель-
продолжительность нагрева
слитка или заго-
заготовки, ч;
/ — площадь проек-
проекции одного слитка
или заготовки на
под, м2;
PutJnf — площадь пода
(м2), занятая ме-
металлом, где я —
число слитков или
заготовок, на-
находящихся од-
одновременно в пе-
печн;
К = F мет/f пода — коэффициент за-
загрузки пода (для
камерных печей
с периодической
загрузкой К —
= 0,35-=-0,5; для
печей с непрерыв-
непрерывной загрузкой
К = 0,6ч-0,85);
X = G/Fnona — напряженность
(удельная про-
производительность)
пода печи,
кг(м2-ч).
Число п слитков или заготовок,
которые должны одновременно нахо-
находиться в печи, для получения произво-
производительности N:
п = Nx = — т.
g
Площадь пода печи, м:
Fмет _ Jjf_
К
'пода — '
к я
к'
Производительность (кг/ч) печн
НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВКУ
239
J. Типы пламенных печей для нагрева под ковку
и первичную термообработку, а также область их применения
Печн
Щелевые одно- и двухка-
двухкамерные (рис. 1)
Одно- и двухкамерные с
закрывающимися окнами
(рис. 2)
Крупные Камерные с не-
несколькими закрывающими-
закрывающимися окнами
Печи-колодцы для нагрева
под прокатку и ковку
слитков (рис. 3)
С выдвижным подом
(рис. 4, 5)
Камерная малоокислитель-
малоокислительного нагрева с решетчатым
сводом (рис. 6)
Методическая трехзонная
для нагрева под ковку
слитков высоколегирован-
высоколегированной стали (рис. 7)
Область применения
В двухкамерных печах
возможен нагрев с подо-
подогревом, особенно при на-
нагреве легированных и
высоколегированных
сталей
При переменной нагруз-
нагрузке и нагреве легирован-
легированных и высоколегирован-
высоколегированных сталей
Нагрев небольших слит-
слитков и заготовок разных
размеров под ковку
Нагрев слитков средней
массы при небольшой
производительности уча-
участка
Нагрев слитков под об-
обработку давлением, а так-
также под термообработку
поковок
Нагрев небольших слит-
слитков и заготовок углеро-
углеродистых и легированных
сталей
Нагрев слитков при круп-
крупносерийном й массовом
производстве
Использование тепла
отходящих газов
Рекуператор панельно-
панельного типа
Рекуператор или исполь-
использование тепла на подо-
подогрев металла (двухка-
(двухкамерные печн с перемен-
переменной работой камер)
Рекуператор или реге-
регенератор
То же
Рекуператор, редкоре-
генератор
Рекуператор
2. Типы пламенных печей для нагрева проката перед резкой заготовок
под штамповку
Печи
Для нагрева проката пе-
перед резкой (рис. 8)
Область применения
Заготовительные цеха
или отделения кузнечно-
штамповочного произ-
производства
Использование тепла
отходящих газов
Как правило не исполь-
используется
240
ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
Продолжение табл. 2
Печи
Область применения
Использование тепла
отходящих газов
Очковая для нагрева кон-
концов заготовок (рис. 9)
Нагрев концов заготовок
под штамповку болтов и
гаек
То же
Щелевые одно- и двухка-
двухкамерные (рис. 10)
Нагрев небольших и
средних заготовок под
штамповку при крупно-
крупносерийном производстве
Рекуператоры панель-
панельного типа
Полуметоди ческая
тельная (рис. 11)
толка-
Нагрев заготовок под
штамповку при крупно-
крупносерийном и массовом про-
производстве
С наклонным подом для
нагрева цилиндрических
заготовок (рис. 12)
Нагрев цилиндрических
заготовок при крупносе-
крупносерийном и массовом произ-
производстве
С вращающимся подом и
вращающимися стенками
(рис. 13)
Нагрев заготовок различ-
различных сечений, а также на-
нагрев конца крупных заго-
заготовок (печи с вращаю-
вращающимися стенками)
Рекуператор
С шагающими балками
(рис. 14)
Нагрев заготовок разных
сечений и листового ма-
материала
Конвейерные (рис. 15)
Нагрев конца заготовки
при крупносерийном и
массовом производстве
С роликовым подом
Нагрев листового мате-
материала
Скоростного конвектив-
конвективного нагрева (рис. 16)
Нагрев небольших заго-
заготовок при массовом про-
производстве
Малоокислительного на-
нагрева, камерные и полу-
полуметодические (рис. 17)
Нагрев небольших и
средних заготовок как
при единичном, так и
при массовом производ-
производстве
Рекуператор или регене-
регенератор, обеспечивающий
подогрев воздуха до
800—1000 °С, или рабо-
работа на воздухе с обогаще-
обогащением кислородом
НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВКУ
241
Экран с проточ-
проточной водой
1520
Рис. 1. Двухкамерная кузнечная
печь щелевого типа (производитель-
(производительность до 1000 кг/ч)
рис. г.. Двухкамерная печь на жидком и газообразном топливе [камеры могут
работать одновременно; поочередно (одна камера - для окончательного нагрева, дпу-
^7ЛЛ1™^^Л*м?т;™5>: »*"?.камер.* все, вРем» сл**ит подогревательной, и материалы
после подогрева переносятся в другую камеру]
Рис. 3. Рекуперативный на-
нагревательный колодец с ото-
отоплением из центра подины
(крышка снята):
I — каналы для подвода по-
подогретого воздуха к горел-
горелке; 2 — горелка; 3 — люки
Для удаления кокса и окали-
окалины; 4 — сборные каналы для
подогретого воздуха; 5 —
подвод воздуха; 6 — рекупе-
рекуператор; 7 — окна для удале-
удаления дымовых газов
242 ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВКУ
243
Рис. 4. Рециркуляционная нагревательная печь с выдвижным подом для нагрева под ковку
стальных слитков
{F пода
режима)
= в м2; печь оборудована рекуператором и автоматическим управлением теплового
Рнс. 5. Термическая рециркуляционная печь с выдвижным подом (F пода= 41 м2> с отдель-
отдельными закрытыми топками. Масса садки 90—120 т
Рис. в. Камерная печь малоокислительно-
нагрева
2,6 м2)
го нагрева с решетчатым сводом (F „„ „ =
ДОДл
Рнс. 7. Трехзониая однорядная методиче-
методическая пень для нагрева под ковку слитков
из легированной и высоколегированной
стали
244 ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВКУ
245
Холодный доздух
Рис. 8. Печь для нагрева металла перед
резкой с подъемно-шагающими балками
/ — роликовый конвейер к прессу; 2 —
плоскопламенная горелка; 3 — дымоотвод;
4 — стеллаж загрузки; 5 — механизм
подъемно-шагающих балок
Рнс. 9. Очковая вращающаяся печь для
нагрева концов заготовок при штамповке
гаек и высадке головок болтов и заклепок:
/ — трубы рекуператора; 2 — зонт для
отвода газов; 3 — отверстия для загрузки
нагреваемого металла; 4 — горелка или
форсунка; 5 — шариковая опора
Рис. 10. Камерная щелевая нагреватель-
нагревательная печь с обогревом плоскопламенной
горелкой
Рис. 11. Полуметоднческая
толкательная печь для иагре-
ва заготовок под штамповку:
/ — окно загрузки; 2 — по-
подогревательная камера; 3 —
камера высокой температуры
4 — окно выдачи; 5 — го-
горелка
Bad A
Рис. 12. Печь с наклонным подом н пульсатором для выдачи заготовок
Рис. 13. Кузнечная печь с вращающимся подом:
/ — жароупорное несущее кольцо; 2 — шнбер; 3 — зонт Для отвода газов; 4 — балка для
выдачи заготовок; б — пневматический цилиндр; 6 — крышка; 7 — пневматический цилиндр
для загрузки заготовок; 8 — водяной затвор; 9 — роликовый конвейер; 10 — загрузочное
окно; // — склиз к молоту; 12 — теплоизоляция; 13 — футеровка; 14 — форсунка или го-
горелка; 15 — слив воды; 16 — шариковая опора и привод (d — 1100—- 1900 мм; D = 2100 -5-
-г- 3000 мм; Я= 2000-^-2100 мм, Нг = 1300 мм; L — 200-f- 300 мм; производительность
750—1250 кг/ч)
246 ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
20000
НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВХУ
247
Рис. 14. Крупная печь с шагающими балками для нагрева листового материала перед штам-
пеией:
1 — стол выгрузки; 2 — подвижная шагающая балка; 3 — неподвижная балка; 4 — основа-
основание шагающих балок; 5 — опора шагающих балок; 6 — рычаг; 7,8 — гидроцилиндры для
иеренещения пода в горизонтальном и вертикальном направлениях; * — подвесной свод
113
УЖЖЖЖ/УУ <УУ УУУ УУУ УУ/
Рис. 15. Конвейерная печь с подподовым конвейером для нагрева перед штамповкой листовой
заготовки [напряженность пода 200—400 кгДм'.ч)}
А-А
Рис. 16. Печь скоростного конвективного нагрева:
1 •— горелка; 2 — футеровка; 3 — рабочее пространство; 4 — футеровка пода; 5 — нагре-
нагреваемая заготовка; 6 — каркас печи; 7 — движущийся под; 8 — механизм движения пода;
9 — упор
Б-Б
, воздух
Рис. 17. Кузнечная камерная печь двухстаднйного сжигания для безокнсдительного или
малоокислнтсльного нагрева открытым пламенем
248 ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
РАСХОД ТОПЛИВА
249
3. Напряженность пода (удельная производительность)
для кузнечных печей различных типов
Печн
Щелевые
Камерные с закрывающими-
закрывающимися окнами
С выдвижным подом
Полуметодические
Механизированные кон-
конвейерные, роликовые, с ша-
шагающими балками
Методические толкатель-
ные и роликовые
Кольцевые с вращающимся
подом
Скоростного нагрева
Примечание. QH
Природный газ
QH=» 33 600кДж/м3;
мазут
0н = 40 000 кДж/кг
450—500
450—600
120—300
350—450
250—400
250—400
250—300
600—800
Сменный газ
0н=7550кДж/м'
350—450
400—500
100—250
300—400
200—350
200—350
150—300
500—700
— теплотворная способность топлива.
Генераторный
газ 0 ==
= 5650 кДж/н1
200—350
250—350
100—200
200—300
150—250
150—300
100—250
—
Напряженность пода [кг/(ма-ч)]
Л.Л.
f 1 ¦
V
F и ода
Значения напряженности пода для
различных типов кузнечных печей
приведены в табл. 3.
Расход топлива
Правильное, технически обоснован-
обоснованное определение расхода топлива пе-
печами имеет большое значение с точки
\
}
\
у
\
-А
~^!"
/
/
><
—-
1
в
-<
"V4
зрения экономии топлива, сжигаемого
в печах кузнечных цехов.
Характер зависимости часового рас-
расхода В топлива, эффективного КПД
'Пяф и удельного расхода Ь топлива от
напряженности пода X = G/Fnojta
кг/(м3-ч) (тепловой характеристики пе-
печи) приведен на рис. 18. Из графика
видно, что расход топлива В возра-
возрастает с увеличением напряженности
пода; т]Эф сначала возрастает до макси-
максимума, затем снижается; удельный рас-
расход Ь топлива сначала снижается до
минимума, а затем увеличивается.
Обычно печи, работают в режиме,
соответствующем части характери-
характеристики до максимального КПД, и уве-
увеличение производительности (напря-
(напряженности пода) приводит к повышению
КПД и снижению удельного расхода
топлива.
Средний КПД печи за год (или дру-
другой промежуток времени) может быть
рассчитан по следующей формуле:
¦Пер = "Ппечи (т; 7~К ) °'7'
\ ипечитдлср /
Рис. 18. Тепловая характеристика нагре-
нагревательной печн
здесь 0м — масса выпускаемых поко-
поковок обслуживаемого печью агрегата
в год или за другой период времени, кг;
Опечи — паспортная производитель-
производительность печи или производительность во
время испытания, кгуч; тд — действи-
4. КПД печей при паспортной производительности
Печь
Камерная:
очковая
щелевая
с неподвижным подом
с выдвижным подом
Проходная
Полуметодическая
С тарельчатым подом
С кольцевым вращающимся
Скоростного конвективно-
конвективного нагрева
Нагрев
Концов заготовки перед штамповкой
Концов или всей заготовки перед штам-
Заготовок перед ковкой и штамповкой
Холодных слитков под ковку
Штанг перед резкой
Заготовок перед ковкой и штамповкой
Под ковку и штамповку
То же
Перед штамповкой
Примечание. Большие значения КПД относятся к печам,
иым рекуператорами.
'l печи
0,15
0,20
0,2—0,25
0,18—0,22
0,30—0 4
0,3—0,35
0,18—0,22
0,35—0,4
0,25—0,3
оборудован-
тельный фонд рабочего времени за год
или за другой промежуток времени,
ч; /Сер — средний коэффициент выхода
годных поковок или штампованных
заготовок от нагретого металла;
Лпечи — КПД печи при паспортной
производительности или полученный
при ее испытании при определенной
производительности.
Норму удельного расхода условного
топлива на нагрев слитков или заго-
заготовок (кг усл. топл/т годных поковок)
определяют по следующей формуле:
1000 Ммет .
Если печи работают в одну, две илн
три смены, то приходится затрачивать
топливо перед рабочей сменой, а та-
также на разогрев ее после ремонтов,
и норма удельного расхода топлива
увеличивается на величину Ь3, кг
усл. топл/т годных поковок:
здесь Д(мет = cf (< — t) кДж/кг —
увеличение теплосодержания 1 кг ме-
металла; с^, — средняя удельная тепло-
теплоемкость металла, кДж (кг-град); f,
t" — начальная и конечная темпера-
температуры нагрева, °С; Qycn — теплота сго-
сгорания условного топлива, Русл =
= 29 310 кДж/кг.
здесь траз — время разогрева за год
или другой планируемый промежуток
времени, ч; тд — действительный фонд
рабочего времени за год (или другой
планируемый промежуток времени), ч.
Если в цехе имеется участок раз-
разрезки штанг на мерные заготовки,
то норму удельного расхода топлива на
нагрев штанг перед разрезкой и Т1пе4и
рассчитывают по тем же формулам,
что и при нагреве заготовок перед ков-
ковкой или штамповкой. КПД печей прн
паспортной производительности приве-
приведены в табл. 4.
250
ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
в
я
о
я
tn
X
X
2
я
о.
о
с
>>
о
S
ажнейших ог
а
еа
л
«Я
о
5. Основные ев
ск
3
X
знак
к
с
и
о
i а Я
^ В" -С
я О Г
я» 5О
hi
Огне-
ость, °С
ж
л
8
1?
оЛ
Теплопр
Вт/1
СК _
ск н
Я Ц«
ЯО2
Si cj
¦ Ii
Вид
изделия
*з
s
2
К
Я
в
с
^»
а.
и
X
Z
«
о
дуг
3
X
$
о
в?
О. CU
ее С
о
-Г Q-
¦° Н
ч ?
Сво
эле:
1650
1720
а.
да
о
о
о
58+ 0,
-
о
Т"°-
оо^
Кирпичи,
блоки
овые
Динасовые
Электродинас
¦к
ч
><;
3
гов:
tfHtfl
8*
a*S
я с
0J О
М а.
О t.
о
о
CD
— О О
1 О О
1 г~ да
8"
ю
2000
2000
2800
Ю 1
М- О-
р. CJ О)
ggHp
о о с-,
оо ш§
1 п
1 1 о.С
on"
со со С ?
\
^-- s ?Н
СЮ (М СЮ
6—2,
6—3,
Фасонные
кирпичи
и прямо-
прямоугольные
набивки
2 со
° g
Магнезитовые
Хромомагнез!
Плавленые м
товые
КО!
S
Is
о ^
г- Я
II
°Е
§¦?
СО 4*
1400
1350
1250
О ОО
о.
о
¦^f
CD
О
О
7+ 0,С
о
— О О)
It
О О) 01
>
СМ—" —
го-
я1
№
О
го
?S
R QJ
РЗ QJ
О С
с х
« 3
Н (о
1300
1150
1150
1670
О О & О
юю ч-Гсо
0000 — СЧ
о о см о
о о о о
о о о о
,47+ 0
,35+ 0
,1 + 0,(
,13+ 0
о о о о
00 О -* CD
— — о" о"
о.
dau
тем
о
ысок
й
a <u
1800
1900
р.
о
да
8
о
с
о
Э
СМ
О)
Y
CD
СМ*
Прямо-
Прямоугольные
кирпичи
Шамотные:
марки ША
марки ШБ.
марки ШВ
Легковесные:
ШЛ-1,3
ШЛ-1,0
ШЛ-0,4
ШТЛ-0,6
Корундовые
чей
CD
С
Я
I
S
я
ч
и
S
2800
3000
ё 1
и О
в интерв
ур 170'
и
с
If
емпера!
000 °С)
Ю f- см
'—'
Фасонные
изделия
41
3
X
SB
Графитирова
РАСХОД ТОПЛИВА
251
6. Основные свойства некоторых теплоизоляционных изделий
Изделие
Диатомитовый кир-
кирпич марок:
Д-500
Д-600
Пенодиатомитовый
кирпич:
ПД-400
ПД-350
Шлаковата марок:
150
200
250
Вермикулит вспу-
вспученный
Перлитокерамические
плиты ПК-350
Стекловата
Плиты:
из минеральной
ваты
асбестоцементн ые
Полотно асбестовое
армированное
Плотность
(объемная
масса), кг/м3
500
600
400
350
150
, 200
250
150
350
200
200—600
300—500
900—1000
Теплопроводность, Вт/(м-°С)
0,105+ 0,233- Ю-^Ср
0,132+ 0,233- 10-3*Ср
0,078+ 0,314-10-3^р
0,08+ 0,19-10<ср
0,06+ 0,19.10-3*ср
0,06+ 0,197- 10-3гср
0,07+ 0,198- Ю-^ср
0,072+ 0,255- Ю-3/Ср
0,087+ 0,185-10-%р
0,037+ 0,256- 10-3/ср
@,075+ 0,23-Ю) tcp
@,085+ 0,198- Ю-3) tcp
@,157+ 0,221-10) tcv
Максимальная
температура
применения, °С
900
900
920
750
1100
900
600
600
450
500
7. Кормы расхода огнеупорных изделий иа текущий ремонт
и эксплуатацию печей (кг иа 1 т продукции)
Печи
Камерные для нагрева под ковку
или штамповку слитков и загото-
заготовок
Методические и полуметодические
для нагрева под ковку, штампов-
штамповку и прокатку слитков и загото-
заготовок *
Для термообработки **
Виды огнеупорных изделий
шамот-
шамотные
8—20
3—8
5—15
динасо-
динасовые
3
' хромомагне-
зитовые
10—30
0,5—1,0
трепельные
или диато-
диатомовые
0,3—1,0
0,3—1
0,5—1,5
* Меньшие значения — для цехов производительностью 50 000 т в год и выше;
большие — для цехов производительностью 10 000 т в год и ниже.
** Меньшие значения для цехов производительностью 20 000 т в год и выше;
большие — для цехов производительностью 5000 т в год и ниже.
252 ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ И ШТАМПОВКУ
8. Продолжительность эксплуатации
различных элементов кладки
Элементы
Нагрев до 1000
Своды
Стенки печей
Перевальные стенки, об-
облицовка окон и другие
наиболее изнашиваемые
части
Нагрев св. 1100°
Своды печей 1 и камер 2
Стенки печей х и камер 2
Поды печей и камер 2
Своды, стенки и поды по-
подогревательных камер 2
1 Камерных,
г Методических печей.
Продол-
житель-
жительность, мес
С
12—18
12—24
6—12
С
3—6
4—8
1—3 *
12—36
* Чистка пода от шлака каж-
каждую неделю или раз в две
недели.
Характеристика
и расход материалов
для постройки печей
Характеристики огнеупорных ма-
материалов, легковесных огнеупоров и
теплоизоляционных материалов, ко-
которые используют при постройке пе-
печей, а также жароупорных сплавов для
металлических частей арматуры и гар-
гарнитуры печей, поддонов, конвейеров
и т. д. приведены в табл. 5—6.
Данные по расходу огнеупорных
изделий на текущий ремонт и эксплуа-
эксплуатацию печей, а также продолжитель-
продолжительность эксплуатации отдельных
элементов печей показаны в табл.
7-8.
Глава
7
ЭЛЕКТРОНАГРЕВ
И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ
УСТРОЙСТВА
1. СОВРЕМЕННЫЕ МЕТОДЫ
И УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВА МЕТАЛЛА
ПОД КОВКУ И ШТАМПОВКУ
В кузнечно-штамповочном произ-
производстве для нагрева заготовок из раз-
различных сталей, цветных металлов и
сплавов в интервале 800—1300 °С при-
применяют электрические печи сопротив-
сопротивления, индукционные нагревательные
установки, установки электроконтакт-
электроконтактного нагрева и ванны с расплавами
сталей, стекла и электролитов.
Электронагрев по расходу энергии
на тонну заготовок менее экономичен,
чем нагрев в пламенных печах. Однако
его широко применяют, так как он
повышает производительность труда,
позволяет провести полную автомати-
автоматизацию и обеспечить высокую стабиль-
стабильность процесса, улучшить условия тру-
труда и сократить потери металла на ока-
линообразование.
Потери металла в виде окалины при
индукционном и электроконтактном
нагреве составляют 0,2—0,4 % мас-
массы нагреваемого металла, что почти
в 10 раз меньше, чем при нагреве
в пламенных печах. Уменьшение ока-
окалины повышает качество поковок и
увеличивает стойкость штампов куз-
нечно-прессового оборудования.
Технологические преимущества элек-
электронагревательных устройств особенно
эффективны в серийном поточном
производстве.
В машиностроении наиболее рас-
распространенным металлом, обрабаты-
обрабатываемым в кузнечно-штамповочных це-
цехах, являются различные стали. Поэ-
Поэтому в дальнейшем речь будет идти
о нагреве сталей, если нет особых
оговорок.
Нагрев в электрических
печах сопротивления
В высокотемпературных (до 1600° С)
и среднетемпературных (до 1350 °С)
электрических печах сопротивления,
применяемых для нагрева заготовок
из стали н цветных металлов под пла-
пластическую деформацию, обеспечивае-
ется в рабочем пространстве автомати-
автоматическое регулирование температуры и
высокая равномерность нагрева заго-
заготовок. Тепловая изоляция высокотем-
высокотемпературных и среднетемпературных
печей состоит минимум из двух слоев:
внутреннего огнеупорного, способ-
способного работать при рабочей температуре
печи и достаточно механически проч-
прочного (этот слой воспринимает все
нагрузки от нагреваемых изделий и
нагревателей); наружного теплоизоля-
теплоизоляционного, освобожденного от каких-
либо нагрузок, кроме собственного
веса, но зато обеспечивающего умень-
уменьшение до минимума тепловых потерь.
Для внутреннего огнеупорного тепло-
теплоизоляционного слоя в среднетемпера-
среднетемпературных электрических печах приме-
применяют шамотно-глиняные и шамотно-
каолнновые теплоизоляционные изде-
изделия, предельная рабочая температура
которых 1350 °С.
Основные свойства некоторых тепло-
теплоизоляционных изделий даны в гл. 6.
В высокотемпературных электрических
печах огнеупорная изоляция выпол-
выполняется из высокоглиноземистых ко-
корундовых пенолегковесов с допустимой
температурой применения 1600сС.
Для наружной тепловой изоляции
применяют каолиновую вату или сы-
сыпучий материал из обожженного верми-
вермикулита с максимально допустимой
температурой применения 1100°С. Ос-
Основные свойства важнейших огнеупор-
огнеупорных изделий приведены в гл. 6.
Нагревательные элементы печей со-
сопротивления изготавливают из сплавов
с высоким омическим сопротивлением.
В диапазоне температур 1000—1100°С
применяют нихромовые сплавы, на-
например, Х15Н60, а при более высоких
температурах — железохромоалюми-
ниевые сплавы.
В печах с рабочими температурами
1300—1500°С применяют силитовые
(карборундовые) и дисилицидмолибде-
254
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД /КОВКУ И ШТАМПОВКУ
255
1. Основные свойства материалов для нагревательных элементов
Материал
Плот-
Плотность,
кг/дм'
Удельное
электриче-
электрическое сопро-
сопротивление при
20 °Ср X
X 10е, Ом-м
Температу-
Температура плавле-
плавления, °С
Максималь-
Максимальная рабочая
температу-
температура, °С
Сплавы
Нихромы:
Х20Н80-Н
Х20Н80-ТЗ
Х15Н60-Н
Железохромоникелевые:
Х25Н20С2
Х23Н18
Нихромы с алюминием:
ХН70Ю ¦
Х15Н60ЮЗА
Железохромоалюминиевые:
0Х27Ю5А
0Х23Ю5А
8,4
8,2
7,9
7,84
7,8
7,9
7,9
7,2
7,27
1,1
1,27
1,1
0,92
0,9
1,34
1,21
1,42
1,35
1400
1400
1390
1420
1420
1400
1390
1525
1525
1100
1100
1000
900
900
1200
1200
1300
1200
Чистые тугоплавкие металлы
Молибден
Тантал
Вольфрам
Ниобий
Карборунд
Графит
Уголь
Дисилицид молибдена
10,2
16,6
19,34
8,5
0,052
0,15
0,05
0,17
2625
3000
3400
2470
Неметаллические материалы
2,3 800—1900
1,6 8—13
1,6 40—60
5,6
0,2—0,4
1700/2200 :
2500/2800 :
2500/2800 :
1700/2200'
1500
2300/2800 !
2300/2800 :
1700
Числитель — в вакууме, знаменатель — в защитной атмосфере.
новые нагреватели, имеющие форму
стержней различных размеров. Основ-
Основные материалы для нагревательных
элементов приведены в табл. 1.
В кузнечно-штамповочном произ-
производстве применяют камерные и кару-
карусельные электрические печи.
Типовая конструкция камерной печи
сопротивления показана на рис. 1.
В ией применены дисилицидовые на-
нагреватели с рабочей температурой
1500—1600 °С. Металлический за-
защитный кожух 2 печи футерован огне-
огнеупорным кирпичом 7 и теплоизоля-
теплоизоляционным материалом 9. В верхней
части печи смонтированы токоподвод /
и асбестовый уплотнитель 3. Внутри
камеры расположены нагреватель 5,
термопара 6 и карборундовая подовая
плита 8. Печь снабжена экраном 10,
кожухом 4, кронштейном дверцы //
и ручкой 12 дверцы 13. В камерной
электрической печи можно поддержи-
поддерживать температуру с точностью ±5°С
и создавать любую рабочую атмосферу,
используя защитные газы и безокисли-
безокислительную среду. При нагреве заготовок
до 1300 °С расходуется примерно
430 МДж электроэнергии на тонну
нагретого металла. Крупные заготов-
заготовки, которые невозможно загрузить
в обычную камерную печь, нагревают
в камерных печах с выдвижным подом
(рис. 2).
Для нагрева большого количества
однотипных заготовок часто в куз-
'65,
Рис. 1. Конструкция камерной высокотемпературной печи с нагревателями из диснлицид-
молибдена
Рис. 2. Камерная печь с выдвижным подом:
/ — нагреватели; 2 — огнеупорная кладка; 3 — теплоизоляция; 4 — термопара; 5 — i
Движной под; 6 — дверца; 7 — заготовка
256
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
.ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
257
АгА
2. Глубина проникновения (мм) тока в металл
Рис. 3. Карусельная электрическая печь:
/ _ привод с редуктором; 2 — каркас печи; 3 — теплоизоляция; 4 — огнеупорная кладка;
5 — нагреватель; 6 — жароупорная плита
нечных цехах применяют карусельные
электрические печи (рис. 3). Печь имеет
кольцеобразную форму. Стены и свод
ее неподвижны, а под печи вращается
вокруг вертикальной оси. Заготовки
"через загрузочное окно укладывают
в печь на движущийся под, который
в печи делает полный круг, затем вы-
вынимают их из печи через окно для вы-
выгрузки. Электрические печи легко
могут быть механизированы и автома-
автоматизированы, что позволяет встраи-
встраивать их в автоматические поточные
линии.
Индукционный нагрев
• Индукционный нагрев основан на
передаче на малые расстояния специ-
специально сформированного потока электро-
электромагнитной энергии и превращении
ее в тепловую в заготовке. Формиро-
Формирование направленного потока электро-
электромагнитной энергии осуществляется с
помощью индуктирующих катушек-
индукторов плоской или цилиндриче-
цилиндрической формы, выполненных нз водо-
охлаждаемой медной трубки:
Индукторы подключают к специаль-
специальным генераторам переменного напря-
напряжения различных стандартных частот.
Если внутрь индуктора поместить
металлическую заготовку, то по за^
кону электромагнитной индукции в ней
возникает переменный электрический
ток, под действием которого в заготов-
заготовке будет выделяться тепловая энергия.
Метод нагрева проводящих тел индук-
индуктированными токами получил назва-
название индукционного.
Вследствие поверхностного эффек-
эффекта — известного явления неравномер-
неравномерного распределения переменного тока
в проводниках — плотности тока в ин-
индуктирующем проводнике и протека-
протекающего по заготовке неодинаковы по
их сечению. Наибольшие значения
плотностей тока наблюдается на по-
поверхностях индуктирующего провод-
проводника и нагреваемой заготовки. Плот-
Плотности тока постепенно уменьшаются
по экспоненциальному закону по мере
удаления от этих поверхностей по
следующей зависимости: ¦
х
вх = в.е"Г, A)
где 6Х — действующее значение плот-
плотности тока на расстоянии к от поверх-
поверхности проводника, А/м2; б0 — дейст-
действующее значение плотности тока на
поверхности проводника, А/м2; е —
основание натуральных логарифмов,
равное 2,718; А — расстояние, м, от
поверхности проводника по направле-
направлению к его центру, на котором плот-
плотность тока убывает в е раз по сравне-
сравнению с плотностью тока на поверхности,
называемое в технике индукционного
нагрева глубиной проникновения тока.
Материал
Сталь
Медь
Латунь
Алюминий
Тем-
пера-
пература,
"С
20
1000
20
1000
20
850
20
600
Удельное
электри-
электрическое со-
противле-
противление
р-10»,
Ом- м
10
130
2
10
7
14,7
2,9
11,3
Относи-
Относительная
магнит-
магнитная про-
ницае-
ницаемость
60
1
1
1
1
1
1
]
Глубина проникновения тока
в металл при различных частотах( Гц
о
ш
2,8
85,5
9,5
23,5
18,7
27,4
12,0
24,0
1000
0,64
19,0
2,1
5 1
4,2
6,1
2,7
5,4
2500
0,40
12,0
1,34
3 3
2,57
3,86
1,7
3,4
8000
0,22
6,7
0,75
1,8
1,48
2,16
0,95
1,7
§
О
О
|>-
0,07
2,21
0,35
0,55
0,45
0,66
0,31
0,60
150 000
0,05
1,55
0,16
0,391
0,32
0,47
0,21
0,42
250 000
0,04
1,20
0,13
032
0,26
0,39
0,17
0,34
Глубина проникновения тока
B)
где со = 2л/ (/ — частота тока, Гц);
jt — магнитная проницаемость мате-
материала проводника, Гн/м; ц. — Цотн fx0
(И'отн — относительная магнитная про-
проницаемость, ц0 = 4п-10-л Гн/м);
а — удельная электрическая проводи-
проводимость среды, См.
В практике индукционного нагрева
кузнечных заготовок встречается по-
понятие сквозного нагрева, под которым
подразумевается высокопроизводи-
высокопроизводительный равномерный нагрев металла
внутренними источниками тепловой
энергии.
Существенное влияние на производи-
производительность и КПД индукционных нагре-
нагревателей оказывает отношение диамет-
диаметров нагреваемых заготовок к глубине
проникновения тока в металл.
В табл. 2 представлены значения глу-
глубины проникновения тока в некоторых
9 П/р Е. И. Семенова
металлах при различных частотах и
температурах.
Выбор частоты тока. При выборе
преобразователей частоты для индук-
индукционного нагрева заготовок необхо-
необходимо учитывать следующее. Если от-
отношение диаметра нагреваемой заго-
заготовки к глубине проникновения тока
больше 10, то передача энергии про-
происходит с высоким КПД, Однако при
этом объемная удельная мощность
(Вт/ма), выделяемая в металле заго-
заготовки, более чем в 2 раза ниже макси-
максимально возможной, получаемой при
отношении диаметра заготовки к глу-
глубине проникновения приблизительно
равном 4. Поэтому при сквозном на-
нагреве с целью повышения производи-
производительности процесса желательно обе-
обеспечивать указанное выше соотноше-
соотношение, при котором в нагреваемой заго-
заготовке выделяется максимальное зна-
значение удельной объемной мощности.
Это достигается рациональным выбо-
выбором частоты источника питания индук-
индукционного нагревателя.
258
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
259
шо\—
/200
itoo
/000
SOO
800
7/1/1
60C
soo
400
300
20o\
/00 \
I
JA
h
I
I
/
tf
\
A
>
/
/
h
A
r—
T
•*~
v
r
1
I
V
x\
\\
-A
к
у
я
t\
to—
Aft/CMP
—'
-"
¦У
A
6_\
у A tggUVH
ч
4
ч
Рис. 4. Зависимость темпе-
температуры от времени нагрева
заготовок:
А — при ускоренном нагре-
нагреве; Б — при обычном нагре-
ве; д' д' Tev
0 ZOO 400
Для сквозного нагрева стальных
заготовок различного диаметра ре-
рекомендуется применять следующию ча-
частоты.
ур
пературиые перепады меж-
между поверхностью и центром
заготовки соответственно
при ускоренном и обычной
нагреве
При окончательном выборе высоко-
высокочастотного преобразователя для скво-
сквозного индукционного нагрева загото-
заготовок определенной номенклатуры пред-
Частота тока индук-
индуктора, Гц 500 1000
Диаметр нагреваемой
заготовки, мм. . . . 90—180 60—120 40—80 30—60 20—40
2500 4000 8000
66-103 и более
20 и менее
3. Предельные диаметры заготовок
при индукционном нагреве на
промышленной частоте
Материал
Сталь
Алюминий
Медь
Никель
Титан
Тем-
Темпера-
4f
1200
600
1000
1200
1200
Диаметр
заготовки,
см
мини-
минимальный
18
7
7
12
20
опти-
оптимальный
33
9
9
21
40
Частота
тока, Гц
50
50
50
50
50
почтение следует отдавать минимально
допустимым частотам.
Предельные диаметры заготовок из
различных материалов в случае при-
применения промышленной частоты 50 Гц
приведены в табл. 3.
В процессе нагрева температуры
металла (рис. 4) на поверхности (?0)
и в центре заготовки (?ц) изменяются
во времени (т) по различным функцио-
функциональным зависимостям [(^о (т) н
'ц(т)))'> разность Д? определяет сте-
степень неравномерности распределения
температуры по сечению в момент окон-
окончания нагрева заготовки. При этом
перепад температур Д^ в 100—150 °С
ивляется практически допустимым для
большинства сталей, а в 80—150 °С —
для алюминия и его сплавов. За время
передачи нагретой заготовки к куз-
иечной машине B—3 с) эта разность
температур существенно уменьшается.
Так как при индукционном нагреве
превращение электрической энергии
в тепловую в основном происходит
в поверхностном слое заготовки, то
остальная ее часть нагревается за счет
теплопроводности. Поэтому равномер-
4. Время нагрева (с) до 1250 °С стальных цилиндрических заготовок
током стандартных частот
О- <
?" да "s
Диан
загот
КИ, 1
20
30
40
50
60
70
80
100
120
140
160
180
200
БОС
О
22
72
162
295
467
681
936
1232
1568
При
ПТП
9
32
66
119
188
275
378
498
633
л е ч а
юоо
О '
30
96
202
350
538
767
1038
1349
1700
ПТП
12
39
82
141
217
310
419
545
686
Частота
2500
О
43
—
123
243
403
605
848
1131
1456
1822
н и е. О — обычный
пературе поверхности.
ПТП
18
_
50
98
163
244
342
457
588
735
larpee
, Гц
4000
О
50
134
259
425
632
880
1170
1500
1870
ПТП -
ПТП
20
—
56
105>
172
255
355
472
606
755
8000
О
10
28
58
100
148
205
278
449
660
—
—
—
— нагрев при
ПТП
4
12
24
40
60
83
112
181
266
—
—
—
10
О
11
31
61
101
151
212
283
455
667
—
—
ПОСТОЯННОЙ
000
ПТП
4,5
12,5
25
41
61
86
114
183
269
—
—
—
тем-
ное распределение температуры по се-
сечению для данной частоты тока можно
получить только при определенной про-
продолжительности нагрева. На общую
продолжительность нагрева заготовки
существенно влияет характер измене-
изменения во времени температуры поверх-
поверхности нагреваемого металла. В прак-
практике сквозного электроыагрева под
ковку и штамповку применяются ус-
ускоренные нли обычные режимы нагрева
заготовок (см. рис. 4).
При ускоренном режиме нагрева
температура поверхности быстро дости-
достигает конечного значения н в дальней-
дальнейшем поддерживается на этом уровне.
В начале нагрева температура в цент-
центре заготовки значительно ниже тем-
температуры ее поверхности. Между по-
поверхностью и центром создается боль-
большой перепад температур, за счет кото-
которого теплота от поверхности быстро
проникает к центру.
В процессе обычного нагрева темпе-
температура поверхности заготовки возра-
возрастает медленно, но с такой средни"!
скоростью, при которой в момент :л,-
9*
стижения заданной температуры на-
нагрева между поверхностью и центром
устанавливается допустимый темпера-
температурный перепад 100—150°С. Общая
продолжительность обычного нагрева
в 2,5—3 раза больше, чем ускоренного.
Дальнейшее увеличение продолжи-
продолжительности нагрева связано с ростом
потерь теплоты и нецелесообразно
из экономических соображений.
Выбор времени нагрева. Ввиду слож-
сложности точного аналитического расчета,
связывающего нестационарный про-
процесс теплообмена с существенно не-
нелинейными характеристиками на-
нагреваемых заготовок, на практике
время нагрева заготовки из определен-
определенного материала и заданного диаметра
при использовании тока той или иной
частоты обычно определяют по таб-
таблицам или графикам, которые состав-
составлены по опытным данным для широ-
широкой номенклатуры заготовок и частот.
В табл. 4 приведены значения вре-
времени нагрева заготовок из углероди-
углеродистой конструкционной стали различ-
различного диаметра токами стандартных ча-
260
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ 261
?-1
2 3 h 5 В 7 8 9 10 11 12 13 2г,ММ
Рис. 5. Время нагрева заготовок при ча-
частоте Гц:
i — 500; 2 — 1000; 3 —
2Б00; 4 — 4000; 5—10 000
стот при обычном и ускоренном режи-
режимах нагрева *.
Обычный режим нагрева, как пра-
правило, осуществляется при удельной
мощности, близкой к постоянной, в ин-
индукторах, витки которых равномерно
распределены по всей длине. Главное
преимущество обычного режима на-
нагрева в простоте индуктора и в возмож-
возможности использования его для нагрева
заготовок, близких по диаметру, но
отличающихся по длине.
Ускоренный нагрев применяется,
как правило, для заготовок одинаковой
длины и требует переменной удельной
мощности, передаваемой заготовке в те-
течение всего цикла нагрева. Для этого
* В литературе иногда называют режи-
режимом с постоянной температурой поверх-
поверхности (ПТП).
'**
¦JL
0,7Z
0,36
*
A
7
3
У
S7
{
V*
о гоо too
t, °c
применяются индукторы усложненной
конструкции с неравномерной плот-
плотностью витков по длине. Главным
преимуществом устройств для уско-
ускоренного режима нагрева является мень-
меньшая длина индуктора при одной и той
же производительности процессса
в сравнении с длиной индуктора для
обычного режима нагрева.
На рис. 5 приведены графики про-
продолжительности обычного иагрева до
1250 °С стальных заготовок разных
диаметров (перепад температур между
поверхностью и центром в конце на-
нагрева t = 100 °С). Для квадратных
заготовок со стороной а принимают
эквивалентный диаметр 2R = 1,14а.
Графики на рис. 5 дополняют
табл. 5 по определению продолжитель-
продолжительности нагрева заготовок для промежу-
промежуточных значений их диаметров.
Мощность индукционного нагрева-
нагревателя. При выборе источника питания
(преобразователя частоты) и силового
электротехнического оборудования ин-
индукционной технологической устано-
установки необходимо знать мощность на-
нагревателя. Исходными данными для
расчета являются: диаметр нагревае-
нагреваемой заготовки, необходимая произ-
производительность (кг/ч) и температура
нагрева (°С).
Мощность (кВт), выделяемая в на-
нагреваемой заготовке,
ctG
3~3,6-Ю^'
где t — температура иагрева, °С; с —
удельная теплоемкость нагреваемого
металла, Дж/(кг-°С); G — необходи-
необходимая производительность, кг/ч.
Полезную мощность (кВт) можно
также определить с помощью кривых
удельного количества теплоты 10, по-
показанных на рис. 6, и заданной про-
производительности по формуле
Ра =
Рис. 6. Зависимость удельного количества
теплоты металлов от температуры:
1 — алюминий; 2 — магинй; 3 -**• медь}
4 г- никель; 5 — сталь
где /0 — удельное количество теплоты,
Дж/кг; G — производительность, кг/ч.
Полезная Рп мощность индукцион-
индукционного нагревателя должна всегда пре-
превышать полезную мощность Р3, вы-
выделяемую в нагреваемой заготовке,
на величину тепловых и электрических
потерь, которые учитываются общим
коэффициентом полезного действия
(ц = 0,5+0,6): Рв = Р3/ц.
рис. 7. Принципиальная схема ин-
индукционной нагревательной уста-
установки:
А, V, W, Ф — измерительные
приборы
Вода]
При использовании индукционного
нагрева в конкретном технологиче-
технологическом процессе возникает необходи-
необходимость в определении длины индуктора.
Для этого вначале, зная диаметр нагре-
нагреваемой заготовки, по табл. 6 или гра-
графику на рис. 5 находят время иа-
иагрева х (с) и вычисляют массу 1 м
длины заготовки L (кг/м). Затем по
заданной производительности G (кг/ч)
находят среднюю скорость (м/с) пере-
перемещения заготовки внутри индуктора
G
V~ L3600 '
Длина индуктора (м) /и = от.
Для нагрева стальных заготовок диа-
диаметром 60 мм и более под ковку и
штамповку экономически целесооб-
целесообразно использовать комбинированный
индукционный нагрев на двух часто-
частотах; до 770 °С (несколько выше то-
S)
Рис. 8. Нагрев прямоугольных, круглых
и квадратных заготовок (стрелками пока-
показано мгновенное направление тока в ин-
индуктирующем проводе и нагреваемых за-
заготовках)
Рис. 9. Индуктор для сквозного иагрева
цилиндрических заготовок
чки Кюри) — частоту 50 Гц, а в диапа-
диапазоне 770—1250 °С — частоту 1000
или 2500 Гц.
Индукционная нагревательная уста-
установка (рис. 7). Она работает следую-
следующим образом. Трехфазный электродви-
электродвигатель 2, подключаемый к сети 50 Гц
контактором /, приводит во вращение
генератор — преобразователь час-
частоты 3, к которому через согласующий
силовой трансформатор 4 подключен
индукционный нагреватель 5. Для ком-
компенсации реактивной мощности индук-
индукционного нагревателя параллельно
ему подключена конденсаторная ба-
батарея Р. Наряду с электромашинными
генераторами в качестве источников
питания установок индукционного на-
нагрева широко применяются тиристор-
ные статические преобразователи ча-
частоты. Заготовки в индукторе можно
нагревать как продольным (рис. 8, а),
так и поперечным магнитным полем
(рис. 8, б). При нагреве в поперечном
магнитном поле время нагрева возра-
возрастает в 1,5—2 раза.
Индуктор. Основной элемент индук-
индукционной установки — индуктор. На
рис. 9 показана конструкция индук-
индуктора для сквозного нагрева цилиндри-
262 ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
263
Рис. 10. Типовая секция индуктора:
О — нормальная; б — с расширением иа выходе
ческих заготовок. Индуктирующий то-
копровод / выполнен в виде много-
витковой катушки, изготовленной из
медной водоохлаждаемой трубки пря-
прямоугольного сечения. Витки катушки
изолированы друг от друга и стянуты
между двумя асбоцементными пли-
(гами 6 при помощи специальных ла-
латунных шпилек с гайками. Индукти-
Индуктирующий токопровод / защищен изну-
изнутри слоем специальной тепловой изо-
изоляции 2, а снаружи — кожухом 3.
Через патрубки 5 и 4 соответственно
осуществляется подача и слив охла-
охлаждающей воды. Для защиты тепло-
теплоизоляционного слоя от повреждения
при перемещении нагреваемых заго-
заготовок внутри индуктора смонтиро-
смонтированы водоохлаждаемые направляющие
7 из жаропрочной стали.
Типовые секционные конструкции
индукторов показаны на рис. 10, It.
Ниже даны некоторые рекоменда-
рекомендации для выбора, расчета и конструи-
конструирования индукторов.
Удовлетворительный нагрев обес-
обеспечивается при следующих геометриче-
геометрических соотношениях размеров индук-
индуктора и заготовки: внутренний размер
(диаметр, сторона) сечения индуктора
должен быть в 1,5—2 раза больше
диаметра или стороны перпендику-
перпендикулярного сечения заготовки, а длина
катушки индуктора должна превы-
превышать длину одной заготовки или сум-
суммарную длину нескольких заготовок
на один—два диаметра (стороны се-
сечения) нагреваемого металла.
Толщина тепловой изоляции ин-
индуктора может быть выбрана в зави-
зависимости от диаметра нагреваемой за-
заготовки.
Диаметр заготовки, мм ....
Толщина тепловой изоляции, мм .
5 60—125
10—15 15—20
130—170
25—35
170 и более
35-40
5. Параметры индукторов и
Заготовка
Диаметр
i
мм
56
70
34
48
48
48
65
65
65
19
25
26
120
25
80
70
230
140
150
415
J45
560
ПО
7Q0
150
030
J4Q
120
215
120
160
140
Масса, кг
4,4
4,15
8,15
20
2,0
7,9
2,0
18,1
3,9
0,066
0,54
0,5
19,0
6,6
6,3
4,2
I
Внутренний
диаметр
режимы нагрева стальных заготовок
Индуктор
Длина
оE мотки
мм
120
120
80
100
100
100
100
130
130
45
80
80
174
140
130
120
Число витков
Обычный
1160
1160
1400
1600
540
650
650
760
760
150
475
560
79
79
47
54
40
48
48
40
40
10
28
33
Число загото-
заготовок в индукторе
Режим
Частота тока,
кГц
нагрев
5
8
1
1
3
1
5
1
4
5
3
4
1
1
2,5
2,5
2,5
2,5
2,5
2,5
2,5
8
8
8
Ускоренный нагрев
1880
1200
1680
1680
57
61
37
40
8
9
10
12
1
1
2,5
2,5
Напряжение, В
750
750
650
650
750
750
750
750
750
127
750
750
860
750
1000
1000
Средняя мощ-
мощность генера- i
тора, кВт
240
350
150
190
80
140
125
160
155
15
80
70
650
465
485
540
Темп выдачи
заготовки, с
23
13
73
130
31
70
20
140
33
9
12
14
33
16
12
9
Время иагрева
заготовки, с
115
104
73
130
93
70
100
140
132
45
36
56
265
144
120
108
Производитель- t
иость, кг/ч |
690
1150
400
550
230
405
360
460
425
26
165
130
2060
1490
1510
1680
Рнс. 11. Индуктор в сборе из двух секций
Ритки индуктора должны быть рас-
расположены таким образом, чтобы не
было встречного электромагнитного
поля.
В индукционных нагревательных
установках индуктор рекомендуется
устанавливать горизонтально или
с небольшим наклоном. Вертикальное
расположение оси индуктора нежела-
нежелательно из-за значительного угара ме-
металла (до 3 %) вследствие большого
притока воздуха из окружающего про-
пространства в индуктор.
Безокислительный индукционный
^агрев можно производить в индукто-
индукторах, снабженных у входного и выход-
выходного концов камерами или полностью
помещенных в камеру. Камеры запол-
заполняются защитными инертными газами.
В табл. 5 приведены параметры ин-
индукторов и режимы индукционного
нагрева стальных заготовок. Эти па-
?аметры и режимы получены из прак-
ики индукционного нагрева заготовок
перед штамповкой иа отечественных
заводах и могут служить справоч-
справочными данными при выборе, разработке
и изготовлении аналогичных новых
индукторов.
Для работы при напряжении 127 В
индуктор подключается через пони-
понижающий трансформатор.
Конструкции индукционных нагрева-
нагревателей. Индукционные нагреватели
применяемые в кузнечно-штамповоч-'
ном производстве, конструктивно со-
состоят из средств иагрева — индукто-
индукторов и механизмов загрузки, переме-
перемещения и выгрузки нагреваемых загото-
заготовок. На практике применяются индук-
индукционные нагреватели периодического
и методического принципа действия.
Схема нагревателя периодического
действия показана на рис. 12, а. В ин-
индуктор / толкателем 2 загружается
только одна заготовка 3, которая при
достижении заданной температуры на-
нагрева выталкивается с помощью еле-
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
265
Рис. 12. Схема индукционного нагревателя:
о — периодического действия; б — методического действия
дующей нагреваемой заготовки, за-
загружаемой в индуктор. В дальнейшем
процесс периодически повторяется.
На рис. 12, б изображена схема,
поясняющая работу индукционного
нагревателя методического действия.
В таком нагревателе мерные заготовки
2 с постоянной скоростью или через
интервалы времени перемещаются
внутри индуктора 1 с помощью ги-
гидравлического или пневматического
механизма 3. В индукторе одновре-
одновременно находится несколько заготовок.
Длина индуктора, число заготовок
в ием и скорость их перемещения вы-
выбираются таким образом, чтобы заго-
заготовки на выходе из индуктора имели
ковочную температуру и определенный
перепад температур между поверх-
поверхностью заготовки и центром ее. Реко-
Рекомендуется в индукторе размещать не
менее трех заготовок, что обеспечит
практически неизменность электри-
электрического режима работы нагревателя
в момент загрузки холодной заготовки.
Продолжительность (с) иагрева одной
заготовки в методическом нагрева-
нагревателе т = nt (n — число одновременно
находящихся в индукторе заготовок;
t — время проталкивания одной заго-
заготовки через индуктор).'
Методические нагреватели по сравне-
сравнению с нагревателями периодического
действия имеют более высокий КПД
(на 10—15 %) и производительность.
Индукторы для сквозного иагрева
заготовок обладают низким коэффи-
коэффициентом мощности (cos ф). Для его
увеличения параллельно с каждым
индуктором к источнику тока подклю-
подключают батарею конденсаторов, реак-
реактивная мощность которой в 1G—15 раз
больше активной мощности индуктора.
Для методических нагревателей изме-
изменение емкости батареи конденсаторов
в процессе нагрева обычно не требуется.
В периодических нагревателях и в на-
нагревателях с секционированными ин-
индукторами возникает необходимость
изменения емкости конденсаторной
батареи в разные периоды нагрева
заготовок, что осуществляется с по-
помощью регулятора коэффициента
мощности.
Энергоснабжение нескольких ин-
индукционных нагревателей током по-
повышенной частоты можно обеспечи-
обеспечивать одним из следующих способов:
каждый нагреватель снабдить своим
преобразователем частоты (индиви-
(индивидуальный способ питания); все нагре-
нагреватели подключают к общим шинам;
к этим же шинам подключить одни
преобразователь большой мощности
или несколько маломощных преобра-
преобразователей (централизованное питание)
Каждый из этих способов питания
имеет преимущества и недостатки.
Выбор способа питания нагревателей
в конкретном случае должен быть обо-
обоснован технико-экоиомическим расче-
расчетом с учетом местных условий.
Нагрев мерных цилиндрических ва-
готовок длиной до 300 мм выгодна
выполнять в индукционных методиче-
методических установках с цилиндрическими
индукторами. В такие нагреватели
заготовки могут поступать с наклон-
наклонных лотков 2 (рис. 13, а) и загру-
загружаться в индуктор толкателями раз-
различных типов — пневматическими,
гидравлическими, механическими
(реечными и кривошипными). В от-
отдельных случаях заготовки на лотке
удерживает специальный механизм,
периодически подающий нижнюю за-
заготовку иа линию толкатель—индук-
толкатель—индуктор. Для перемещения заготовок ис-
используют также шаговые механизмы,
магнитные ролики с постоянными маг-
магнитами (для ферромагнитных материа-
материалов), протяжные роликовые меха-
механизмы.
Короткие заготовки, имеющие ко-
косые торцы, заусенцы, значительное
искривление оси, можно греть в от-
отдельных случаях иа всю длину в кару-
карусельных нагревателях с щелевыми ии-
дукторами (рис. 13, б).
Индукционный нагрев цилиндриче-
цилиндрических заготовок длиной 300—2000 мм
осуществляют в цилиндрических и
овальных и (чаще) в секционирован-
секционированных индукторах. Секционированные
индукторы применяют для нагрева
заготовок длиной до 8 м, при этом заго-
заготовки перемещаются системой поддер-
поддерживающих и прижимных роликов.
Индукционный нагрев концов заго-
заготовок и местный нагрев целесообразно
выполнять в специальных индукто-
индукторах — кольцевых, щелевых и оваль-
овальных; заготовки в такие индукторы
подаются карусельными столами или
механизмами барабанного типа.
Преобразователи частоты необхо-
необходимы для получения токов повышеи-
Рис. 13. Методические индукционные уста-
установки для нагрева мерных цилиндрических
заготовок;
а — установка с толкателем; 1 •— бункер
для заготовок; 2 — наклонный лоток;
5 — индуктор! 4 — механизм вагрузки;
6 — карусельная установка с щелевым
индуктором; / — индуктор; 2 — заготов-
заготовка; 3 — вращающийся стол; 4 — механизм
привода вращения стола; 5 — выбрасы-
выбрасыватель заготовок
ной частоты E00—8000 Гц) из тока
промышленной частоты E0 Гц).
Для индукционного иагрева токами
промышленной частоты преобразова-
преобразователи частоты не требуются; в этом слу-
случае индуктор подключают либо непо-
непосредственно к электросети промышлен-
промышленной частоты, либо через понижающий
трансформатор.
Для получения токов повышенной
частоты применяют машинные и тири-
сторные преобразователи.
Электроконтактиый нагрев
Если через заготовку пропустить
электрический ток, то в ней по закону
Джоуля—Ленца будет выделяться
тепловая энергия (Дж), которую мож-
можно вычислить по формуле Q =
= I2-R%, где / — действующее зна-
значение силы тока, протекающего через
заготовку, A; R — активное сопро-
сопротивление нагреваемой заготовки, Ом
(определяется с учетом глубины про-
проникновения тока в металл); т — время
протекания тока, с.
На этом явлении и основан электро-
электроконтактиый метод нагрева или нагрев
266 ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
Рис, 1-4. Схема контактной установки
Рис. 15. Технологические схемы электро-1
контактного нагрева
5 4
Рис. 16. Техвологическая схема процесса
электровысадки:
1 — матрица: 2 — высаживаемая заготов-
заготовка; 3 — радиальный контакт; 4 — торцо-
вый контакт; 5 — трансформатор; Pt —
усилие высадки; Р2 — усилие контактного
зажима в радиальных контактах
сопротивлением. Электроконтактный
нагрев характеризуют большие токи,
пропускаемые через нагреваемые за-
заготовки A—40 кА), и малые подводи-
подводимые напряжения B—20 В).
Схема силовой цепи электроконтакт-
электроконтактной установки показана на рис. 14.
К нагреваемой заготовке 1 с помощью
контактов 2 подключена вторичная
обмотка 3 понижающего трансформа-
трансформатора, электрическая энергия к кото-
которому поступает через контактор 5
30
20
О
/
/
Г1 ¦-¦
/
/
:
10
Рис, 17. Зависимость усилия высадки Р
при электроконтактном вагреве от диа-
диаметра высаживаемой заготовки d
от силовой электрической сети напря-
напряжением 380 или 220 В, частотой 50 Гц,
к которой подключена первичная об-
обмотка 4 силового трансформатора.
Контактным способом рекомен-
рекомендуется нагревать длинномерные заго-
заготовки (/ > \,ЪсР, где I — длина заго-
заготовки; d — диаметр заготовки), име-
имеющие постоянное поперечное сечение
по длине. Этим методом можно нагре-
нагревать прутки диаметром до 100 мм и
профильные заготовки. На практике
применяют следующие технологиче-
технологические схемы иагрева (рис. 15): а — на-
нагрев по всей длине заготовки; б —
только одного конца заготовки; в —
некоторого участка длинномерной за-
заготовки; г — нескольких участков за-
заготовки одновременно; d — непрерыв-
непрерывный нагрев заготовки при ее движении
между двумя парами роликов.
Широкое применение электрокон-
электроконтактный нагрев находит в высадочных
машинах, используемых в серийном
кузиечно-штамповочном производстве.
Технологическая схема процесса
электровысадки для изготовления из
прутков различного диаметра A0—
30 мм) поковок с утолщением иа торце
показана иа рис. 16.
Усилие высадки р в зависимости от
диаметра d высаживаемой заготовки
можно выбрать по графину рис. 17.
Преимущества контактного нагрева
заключаются в следующем. По сравне-
сравнению с печным нагревом контактные
электронагреватели обеспечивают
большую скорость нагрева, лучшие
условия работы обслуживающего пер-
персонала, меньший угар металла' (по-
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
267
д)
Рис. 18. Типы токоподводящих контактов зажимных головок электроконтактных установок
рядка нескольких десятых долей про-
процента), а по сравнению с индукцион-
индукционным — более равномерное распреде-
распределение температуры по сечению нагре-
нагреваемой заготовки, возможность полу-
получить в центре сечения заготовки более
высокую температуру, чем на поверх-
поверхности, и обеспечить тем самым опти-
оптимальные условия деформации металла
при некоторых видах обработки дав-
давлением (штамповка, прокатка), имеет
высокий КПД, достигающий 93 %.
Недостатки контактного нагрева
следующие: низкая стойкость контак-
контактов; неравномерность нагрева заго-
заготовки по длине из-за интенсивного
теплоотвода водоохлаждаемых контак-
контактов (обычно температура заготовки
в зоне, занимаемой контактом, на
100—300° С ниже, чем на участке,
свободном от контактов).
Усилие контактных зажимов долж-
должно быть в пределах 9,8—49,0 кН.
После разогрева заготовки это усилие
следует уменьшить, что необходимо
предусматривать при конструирова-
конструировании токоподводящих устройств элек-
электроконтактной установки.
В зависимости от диаметра нагревае-
нагреваемой заготовки рекомендуется приме-
применять следующее усилие сжатия кон-
контактов.
Диаметр заго-
заготовки, мм . . 20—30 30—50 50—70
Усилие сжа-
сжатия, кН . . 9,8 29,4 49,4
Различные виды токоподводящих
контактов зажимных головок электро-
контактиых установок показаны иа
рис. 18. По конструктивному выпол-
выполнению зажимные токоподводящие кон-
контакты 1 для нагреваемых заготовок 2
можно подразделить на следующие
основные типы:
призматические, применяемые в ка-
качестве радиальных контактов при на-
нагреве цилиндрических заготовок
(рис. 18, а);
плоские, применяемые в качестве
радиальных контактов при нагреве
прямоугольных заготовок и радиаль-
но-торцовых при нагреве цилиндриче-
цилиндрических и прямоугольных заготовок,
а также используемые в качестве тор-
торцовых контактов при зажиме загото-
заготовок с торцов (рис. 18, б);
цилиндрические со сферической
контактной поверхностью, применяе-
применяемые в качестве радиальных и тор-
торцовых контактов, преимущест-
преимущественно в многоконтактных головках
(рис. 18, в);
роликовые, применяемые в качестве
вращающихся радиальных контак-
контактов, при движении проволоки или
прутка во время нагрева (рис. 18, г);
цилиндрические (рис. 18, 3), при-
применяемые в качестве радиальных кон-
контактов при нагреве цилиндрических
или прямоугольных заготовок неболь-
небольшого диаметра или небольших попе-
поперечных размеров (до 15 мм).
Ниже приведены рекомендации по
улучшению работы и увеличению стой-
стойкости медных контактов.
В процессе работы поверхности кон-
контактов упрочняются из-за наклепа и
оседания мелких частиц нагреваемого
металла и окалины; это увеличивает
работоспособность контактов и срок их
эксплуатации.
Упрочненный слой при каждой
очередной зачистке поверхностей кон-
контактов нужно сохранять.
Практика электроконтактного на-
нагрева показывает, что деформация
268
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
/269
г
Рис. 19. Деформация концов заготовки
при отрезке на пресс-ножницах
концов заготовки, полученной отрез-
отрезкой на пресс-ножницах, в штампах
или другими способами, не должна
превышать (рис. 19) следующих зна-
значений, мм: А = 0,3 — для заготовок
диаметром 18—45 и А = 0,4 — для
заготовок диаметром 45—75; для всех
заготовок Б = 0,5, Д,= 1 и отклоне-
отклонение по длине Г = 0,4.
При уменьшении (износе) поверх-
поверхностного слоя контакта на 5 мм такой
контакт следует употреблять, для на-
нагрева заготовок с большими диаме-
диаметрами, чем те, на которые был перво-
первоначально рассчитан и изготовлен дан-
данный контакт.
?
2,0
?
О 1 Z J 4- S 6 ro/za
Рис. 20. График для расчета актншюго
и внутреннего индуктивного сопротнпле-
ний цилиндрических заготовок из ферро-
ферромагнитных и парамагнитных материалов;
1 ~~ Кз. ф/^а. п' 2
*з/«з. й: 4 - хз. ф/' _
сопротивление заготовки из парамагнит-
парамагнитного материала; R3 . — то же, для фер-
ферромагнитного материала; я ~- внутрен-
внутреннее ипдуктивиое сопротивление заготовки
из парамагнитного материала; *3 л, —*
то же, для ферромагнитного материала?
Л3 п — сопротивление заготовки постояи»
ному току; г0 — радиус заготовки; г„ —
глубина проникновения электромагнитной
волны в метйлл
//
'/,
/\
/
А
у
у
А
У
V
{/
У
/.
V.
На поверхности заготовок, предназ-
предназначенных для контактного электро-
электронагрева, категорически не допускаются
окалина или ржавчина, разрушающие
надежное электрическое соединение
с контактным зажимом.
Для повышения стойкости контак-
контактов их нужно делать штампованными
или наклепывать, т. е. подвергать ра-
рабочие поверхности обработке давле-
давлением в холодном состоянии.
Выбор и расчет основных параметров
процесса и оборудования. Активное и
внутреннее индуктивное сопротивле-
сопротивление заготовок цилиндрической формы
из ферромагнитных и парамагнитных
материалов определяют по рис. 20.
Для заготовок из ферромагнитных
материалов в виде прямоугольников,
равнобоких уголков, тавров, двутав-
двутавров можно пользоваться этими же
графиками, если аргумент го/г<) заме-
заменить отношением 2Sfn^, где S, П и
г0 — соответственно площадь и пери-
периметр поперечного сечения, радиус
заготовки; Zq = Д — глубина проник-
проникновения тока в металл (см. табл. 2).
Сопротивление заготовок постоян-
постоянному току
R Р
где р (/) — удельное сопротивление
нагреваемого металла в зависимости от
температуры t\ I—длина нагревае-
нагреваемой заготовки; S — площадь попереч-
поперечного сечения нагреваемой заготовки.
Зависимость удельных тепловых
потерь вследствие излучения и кон-
конвекции от температуры поверхности
заготовки показана на рнс. 21.
Продолжительность нагрева (с)
заготовки массой т! до заданной тем-
температуры t2 при средней удельной
теплоемкости
ср
где tx и t2— соответственно начальная
и конечная температуры заготовки,
°С; Рср = A7 — 25) 104 Вт - сред-
средняя мощность, выделяющаяся на 1 м
длины заготовки; с — средняя удель-
удельная теплоемкость материала заготовки
в заданном интервале температур,
Дж/(кг-К); т''—масса заготовки на
1 м ее длины, кг; т)т — коэффициент,
учитывающий тепловые потери:
Т)т =
10"
Здесь г— радиус заготовки, м; I —
длина заготовки, м; т — продолжи-
продолжительность нагрева, с.
Рекомендуемую минимальную про-
продолжительность нагрева методом со-
сопротивления в зависимости от диаметра
заготовки определяют по рис. 22.
Коэффициент, учитывающий элек-
электрические потери в элементах вто-
вторичной цели установки,
_ 1
1Ъ ~ 1+Як-Яа '
где RK — сопротивление короткой то-
коподводящей сети, Ом (без обмотки
трансформатора); R3 — сопротивле-
сопротивление заготовки, Ом.
Общий КПД электроконтактной
установки
Ц =
где т)тр — коэффициент полезного
действия силового согласующего
трансформатора (по паспортным дан-
данным).
Активная мощность трансформа-
трансформатора (кВт)
jt )
ЦХ
где т — масса нагреваемой заготовки,
кг.
Установленная мощность транс-
трансформатора (кВ'А)
Ру. 1 = ^a/coS ф,
где cos ф — коэффициент мощности
устройства.
Коэффициент мощности зависит от
отношения длины нагреваемой заго-
заготовки к квадрату ее диаметра d. Так,
при изменении l/d2 в пределах 4—14
cosф изменяется от 0,68 до 0,75.
При повторно-кратковременном ре-
режиме работы показатель
х
где тзв — время загрузки и выгрузки
заготовки. Расчетная мощность транс-
трансформатора (кВ-А) для продолжитель-
продолжительного режима его работы
Ртр = Ру. т VI
J-1Dl',Bm/Mz
40
30
20
JO
S
6
S
4
J
#1
l<
z
Щ
1 /
t
Ё
у
/
/
/
7
A\
/
°7A*
iV/0,6
'+:<%
V/
/
K=O,t
wo гео зоо too soo мо?т?зоо$°с
Рис. 2). Зависимость удельных потерь J
вследствие излучения A) и конвекции B)
с поверхности заготовки от температуры
при различных коэффициентах излучения К
Среднее за период нагрева напряже-
напряжение (В) на заготовке
. G=70,7-*
где / — длина нагреваемой заготовки,
м (расстояние между контактными за-
зажимами); х — время нагрева, с; ц —
общий КПД.
Средний за период нагрева ток (А),
протекающий через нагреваемую за-
заготовку.
Р
и
Удельный расход электроэнергии
при нагреве заготовки методом сопро-
сопротивления в зависимости от соотноше-
ш
100
80
60
40
го
У
/
/
/
/
20 30 40 SO SO 70 4,/i/i
Рис. 22. Рекомендуемая минимальная про-
продолжительность иагрева методом сопро-
сопротивления в зависимости от диаметра за-
заготовки
270
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ЭЛЕКТРОНАГРЕВ МЕТАЛЛА ПОД КОВКУ И ШТАМПОВКУ
271
1116
JZ05
1ZS9
1J97
1523
7861
?Ш
i
/
1
——
i —
7. Вторичиое напряжение на 0,1 м
длины заготовки
Рис. 23. Зависимость удельного расхода
электроэнергии при нагреве тонны заго-
заготовок методом сопротивления в зависи-
зависимости от соотношения Цйг заготовки
ния ее размеров lid2 можно опреде-
определить по графику на рис. 23.
Часто на практике возникает необ-
необходимость быстро выполнить ориен-
ориентировочный прикидочиый расчет энер-
энергетических параметров электрокон-
тактиой установки для нагрева круг-
круглых стальных заготовок до ковочных
температур. В этом случае можно
пользоваться данными табл. 6, в ко-
которой' приведена мощность, необходи-
необходимая для нагрева заготовок длиной 0,1 м
в зависимости от диаметра и продол-
продолжительности иагрева. Приведенные
значения соответствуют теплосодер-
теплосодержанию нагреваемых заготовок дли-
длиной 0,1 м, численно равному 21 кДж.
с- о та
3 о m
С U а
6
9
12
15
18
%1
я "
S К
аа
° с
Щ к М
2,9
2,36
2,04
1,79
1,67
21
27
36
54
о ¦
IIю
&О. -
Оси)
Я к и
1,46
1,36
1,18
0,96
Я U
III
с S =
72
90
120
180
8 ,
торичн
апряже
ие, В
И s s
0,84
0,75
0,65
0,48
От продолжительности нагрева за-
зависит вторичиое иапряжение питающей
сети: чем больше продолжительность
нагрева, тем меньше мощность, а сле-
следовательно, ниже напряжение.
Вторичиое напряжение на 0,1 м
длины нагреваемой заготовки в зави-
зависимости от продолжительности иа-
иагрева можно определить по табл. 7.
При определении мощности и вторич-
вторичного напряжения питающей сети для
нагрева заготовок длиной более 100 мм
найденные по табл. 6 и 7 значения
необходимо умножить на поправочный
коэффициент ' ^п, приведенный в
табл. 8. В случае иагрева заготовок
6. Мощность
Продолжи-
Продолжительность
нагрева, с
6
9
12
15
18
21
27
36
54
72
90
120
180
для нагрева (кВт) заготовок длиной 0,1
Диаметр
20
34
22,7
17,0
13,2
11,3
9,9
7,5
5,7
3,8
2,8
2,3
1,7
1.1
30
76,0
57,0
38,0
30,2
25,4
22,0
17,0
12,7
8,5
6,4
5,7
3,8
2,5
40
122
81
61
48,5
41
35
27
20
13,5
10,5
8,1
6,1
4,1
50
141
106
98
70
52
47
36
23
17,5
14,0
10,6
7,0
м
заготовки, мм
60
._
—
153
140
102
85
68
57
34
25,5
20,3
15,3
10,2
70
—
—
183
138
117
92
69
46
35
28
21
14
80
,
—
—
—
181
156
120
91
60
45
36
27
18
90
—
—
—
—
195
153
115
77
57
46
34
23
100
—
—
—
—
188
141
95
71
56
42
.28
8. Значения поправочного коэффициента Кп
Длина
заготов-
заготовки, мм
100
150
200
250
300
350
400
450
500
550
600
650
700
750
800
20
1,34
1,89
2,42
3,01
3,5
4,03
4,68
5,22
5,75
6,43
7,0
7,61
8,2
8,77
9,28
30
2,12
2,7
3,26
3,84
4,41
4,93
5,49
6,1
6,61
7,15
7,74
8,25
8,82
9,35
Диаметр заготовки,
40
2,9
3,53
4,1
4,73
5,36
5,88
6,5
7,04
7,6
8,12
8,6
9,18
9,75
50
.—
4,55
5,11
5,65
6,21
6,85
7,43
8,1
8,65
9,0
9,77
10,4
60
—
—
—
6,78
7,25
7,85
8,35
8,9
9,6
10,15
10,8
мм
70
—
—
—
—
—
9,05
9,55
10,1
10,75
11,3
80
—
—
10,35
10,8
11,45
12,0
90
—
—
—
—
12,0
12,6
13,2
100
—
—
—
—
13,1
13,7
14,3
из высоколегированных сталей про-
продолжительность иагрева увеличивается
На 10%, а при нагреве квадратных
Заготовок со стороной квадрата, рав-
равной диаметру круглой заготовки, —
на 25 %.
В электрокоитактных нагреватель-
нагревательных установках температуру иагрева
заготовки контролируют непосред-
непосредственным измерением с помощью раз-
различных термоэлектрических и цвето-
цветовых пирометров; измерением удлине-
удлинения заготовки в процессе нагрева;
дозированием с помощью ЭВМ энергии,
подводимой к нагреваемой заготовке
для достижения задаиной температуры
иагрева; отключением тока после за-
заданной длительности иагрева (реко-
(рекомендуется применять в установках,
обеспечивающих стабилизацию тока,
протекающего через нагреваемые
изделия); программным управлением
стабилизированного тока в сочетании
с корректирующей обратной связью
непосредственно по температуре на-
нагреваемой заготовки.
На рис. 24 показана схема тиристор-
ного устройства для автоматического
регулирования режима иагрева заго-
заготовки при волочении труб. Устройство
содержит силовой трансформатор Tplt
тиристориый блок 2, блок / управле-
управления тиристорами. В процессе волоче-
волочения уменьшается длина нагреваемого
участка трубы 4, находящегося между
контактами 3 и фильерой 6, закреп-
закрепленной в фильеродержателе 7. Неиз-
Неизменность режима иагрева при этом
обеспечивается стабилизацией сило-
силового тока с помощью трансформатора
обратной связи Тр2 и коррекции по
температуре фотоэлектрическим пиро-
пирометром 5.
Рис. 24. Тиристориое устройство для авто*
матнческого регулирования режима на-
нагрева заготовки трубы при волочении
272
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
273
Рис. 25. Схема нагрева в электролите
Нагрев в электролите
Схема нагрева в электролите (рас-
(расплаве соли металла) показана на
рис. 25. В ванну / с электролитом 2
погружены нагреваемая заготовка 3
.(отрицательный полюс — катод) и ме-
, таллическая пластина (анод) 4. При
пропускании постоянного тока на-
лряжением 200—250 В и большой
плотности заготовка быстро нагре-
нагревается. Образуется газовая оболочка
5, отделяющая нагреваемую часть за-
заготовки от электролита; это способст-
способствует быстрому нагреву заготовки.
Режимы нагрева стальных заготовок
приведены в табл. 9. В качестве эффек-
эффективных электролитов служат растворы
солей щелочных металлов и растворы
кислот и щелочей, чаще всего ВаС12 и
NaCl. Одним из наиболее оптималь-
оптимальных электролитов является ванна из
100%-ного ВаС12.
Материалом для электролитных
ванн служит винипласт или металл,
облицованный винипластом.
Находят применение для нагрева
металла под обработку давлением
электропечи с соляной ванной (обычно
ВаС12 или NaCl), питаемые перемен-
переменным током промышленной частоты
E0 Гц). Температура электролита
доходит до 1300 °С. Схема питания
может быть одно- или трехфазной; она
определяется мощностью и конструк-
конструкцией печи. Однофазная печь с донным
расположением электродов предста-
9. Режимы нагрева концевых участков
Температура
нагрева, °С
1300
1250
1200
1200
1250
1200
1150
1000
1250
1300
1300
1300
1300
1300
1300
1300
1300
1300
1250
1300
1100
1300
Диаметр
заготовки
Глубина
погружения
заготовки
стальных заготовок в электролите
Длнна
нагреваемой
части заго-
заготовки
мм
15
20
15
20
15
20
15
20
30
30
30
30
30
40
40
40
40
40
50
50
50
50
45
56
45
56
45
56
45
56
15
30
45
60
75
20
40
60
80
100
25
50
75
100
42
45
42
45
42
46
40
43
15
28
38—40
56
73
20
40
60 '
66
82
27
44
65
72
Напря-
Напряжение, В
200
220
200
240
220
250
220
250
250
250
250
250
245
250
245
245
230
220
250
250
225
225
Сила
тока, А
60
по
60
по
65
115
65
115
—
'
—
—
Длитель-
Длительность
нагрева,
с
19
19
16,5
16,5
13
13
10
10
32
30
29
34
41
50
55
50
55
55
64
66
65
65
Рис. 26. Однофазная печь-ванна для на-
нагрева заготовок в соляном растворе
влена на рис. 26. Через отверстия в фу-
футеровке ванны / проходят электроды 2.
Подачу электродов по мере износа
обеспечивает механизм 3. Нагрев за-
заготовок происходит в контейнере 4.
Указанные способы нагрева заго-
заготовок обеспечивают практически без-
безокислительный и равномерный нагрев
с удовлетворительной скоростью;
сравнительно простой контроль темпе-
температуры и длительности нагрева; воз-
возможность механизации и автоматиза-
автоматизации загрузки и выдачи заготовок;
простоту в осуществлении местного
нагрева (конца заготовки).
Главные недостатки электронагрева
заготовок в электролите и соляных
ваннах следующие: значительный рас-
расход электроэнергии (до 5400 МДж на
1 т нагретого металла); низкая стой-
стойкость электродов; сравнительно не-
небольшие размеры нагреваемых заго-
заготовок; невозможность нагрева длин-
длинных заготовок (штанг, прутков бун-
бунтового материала).
2. ОБЛАСТИ ПРИМЕНЕНИЯ
РАЗНЫХ МЕТОДОВ
ЭЛЕКТРОНАГРЕВА
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
При выборе оборудования для на-
нагрева заготовок следует учитывать
технико-экономические показатели
различных методов электронагрева
(табл. 10).
Индукционный нагрев. В табл. 11
приведены энергетические показатели
индукционного нагрева стали под об-
обработку давлением; в табл. 12 — рас-
расход электроэнергии при индукцион-
индукционном нагреве стальных заготовок
0 100Х 500 мм током частотой 500 Гц.
10. Технико-экономические показатели разных методов электронагрева
Метод
В печах сопро-
сопротивления
Индукционный
токами частотой,
Гц:
50
500—1000
Контактный
В электролите
Размеры
заготовки, мм
диаметр
длина
По размерам
рабочей камеры
170—300
15—160
18-75
5—50
Любая
//d2 > 1
<75
Расход элек-
электроэнергии
на 1 т заго-
заготовок. МДж
2160—4320
1440
1800
1440
3600—5400
Относительная стоимость
1 кВт ус-
тановлен-
тановленной мощ-
мощности
1
0,83
1,67
0,95
0,75
оборудо-
оборудования
произво-
дительно-
дительностью
500 кг/ч
1
1,04
1,48
0,42
1,13
нагрева
1 т заго-
заготовок
1
0,84
0,90
0,70
2
Примечание. 1 — длина; d — диаметр заготовки.
274
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
II. Энергетические показатели иидукциоиного нагрева стали
под обработку давлением
КПД
генератора
0,8—0,88
индукторе
0,7—0,75
0,55—0,7
Расход электро-
электроэнергии иа 1 т
металла, МДж
1440—1800
1260—1620
Производительность установки f
при мощности 100 кВт, кг/ч
генератора
(Ч8СТОТЭ
1000-8000 Гц)
До 300
питающей сети
(частота 50 Гц)
До 280
Удельная мощность в печах сопро-
сопротивления до 25 кВт/м2 (редко больше),
в индукционных нагревателях 500—
1000 кВт/м2.
Удельный расход электроэнергии
при индукционном нагреве на часто-
частотах 1000—8000 Гц зависит от загру-
загруженности машинного генератора в про-
процессе работы. Если загрузка генера-
12. Расход электроэнергии
при индукционном нагреве током
500 Гц стальных заготовок
0 100X500 мм
Конечная
температура
нагрева, °С
1275
1200
1150
1100
Продол-
житель-
жительность иа-
грева, с
600
540
490
440
Расход
электро-
электроэнергии на
1 т металла,
МДж
2160
1980
1800
1620
13. Продолжительность иагрева
стальных заготовок в электролите '
Температура
иагрева
готовки,
1000
1100
1200
*
за-
Продолжительность
нагрева,
с, при диаметре
заготовки, i
10
23
30
56
20
47
60
140
Разница температуры
тра заготовки и ваииы 50 СС.
им
30
70
90
160
цен-
тора (нагрев заготовок) непрерывна,
расход электроэнергии равен примерно
1440 МДж на 1 т нагретого металла.
Прн работе генератора без нагрузки
в течение значительного времени этот
показатель увеличивается до 1800—
2160 МДж и более.
Наиболее рациональное применение
индукционные нагреватели находят
в специализированных полуавтомати-
полуавтоматических и автоматических линиях по
изготовлению (например, подшипни-
подшипниковых колец) в массовом производстве.
Перед другими способами нагрева
индукционный нагрев имеет бесспор-
бесспорные преимущества в том случае, когда
требуется осуществить быстрый на-
нагрев заготовок круглого, квадратного
или прямоугольного сечения до темпе-
температур выше 1000 °С при сравнительно
небольших габаритах нагревательного
устройства.
Нагрев в электролите. Он применим
как при единичном, так и массовом
производстве. Если принять стоимость
оборудования на 1 кВт установленной
мощности для нагрева заготовок в пла-
пламенных печах за 100 %, то при нагреве
в электролите она равна приблизи-
приблизительно 76 %. Продолжительность на-
нагрева заготовок в электролите зависит
от разницы температур в центре заго-
заготовки и температуры электролита
(табл. 13).
Время нагрева в электролите в 3 раза
меньше, чем при нагреве в пламенных
печах.
Нагрев стальных прутков в элек-
электролите применяется перед деформи-
деформированием в высадочных автоматах.
Основные параметры нагрева в элек-
электролите стальных прутков диаметром
16—25 мм до температуры L250—•
1350 °С приведены в табл. 14.
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
275
14. Параметры нагрева в электролите стальных заготовок
перед деформированием на высадочных автоматах *
Диаметр
заготовки
16
18
20
20
22
22
25
25
25
25
Глубина
погружения
заготовок
мм
13
16
18
20
20
25
24
30
35
35
Длин а
зоны
иагрева
10
н
12
13
13
15
12
14
15
17
Сила
тока, А
40
55
60
70
80
90
95
120
130
130
Продолжи-
TPJTkH ЛЛТЦ
нагрева, с
5
6
7
7
8
8
9
9
9
11
* Температура иагрева заготовки 1250—1350°С.
Расход
энергир
на одну
деталь
0,047
0,072
0,094
0,115
0,144
0,165
0,194
0,248
0,266
0,323
электро-
I, МДж
иа 1 кг
нагретого
металла
2,98
3,23
3,16
3,6
3,74
3,74
4,22
4,32
4,64
4,93
Промышленные
электронагревательные
устройства
Отечественная промышленность вы-
выпускает сериями многие типы элек-
электротермических установок для нагрева
заготовок перед обработкой давле-
давлением: камерные (табл. 15) и карусель-
карусельные (табл. 16) электропечи сопротив-
сопротивления; оборудование для индукцион-
индукционного нагрева — машинные (табл. 17)
и тирисюрные преобразователи ча-
частоты (табл. 18), индукционные на-
нагреватели (табл. 19) и нагревательные
установки повышенных частот; куз-
кузнечные нагреватели (табл. 20); одно-,
двух- и четырехпозиционные уста-
установки электроконтактного нагрева
(табл. 21—23); трансформаторы для
нагрева сопротивлением (контактным
способом) (табл. 24); электродно-со-
ляиые нагревательные печи (табл. 25).
Номенклатура электронагреватель-
электронагревательного оборудования с каждым годом
расширяется, а оборудование попол-
пополняется все более совершенными и эко-
экономичными конструкциями.
Отечественная промышленность
выпускает большими сериями индук-
индукционные нагреватели и комплектные
нагревательные индукционные уста-
установки мощностью до 1500 кВт для
нагрева мерных заготовок и прутко-
пруткового материала перед ковкой и термо-
термообработкой (см. табл. 19). Такие на-
нагреватели и установки могут быть
заказаны на заводах в обычном по-
порядке. Специализированные индук-
индукционные нагреватели мощностью
5000 кВт и более изготовляются заво-
заводами по индивидуальным заказам.
Габаритные размеры установок
типа ИК мощностью 250 и 500 кВт
показаны на рис. 27, а, б. Каждая'
установка состоит из тиристорного
преобразователя частоты, бункера для
подачи заготовок и нагревателя.
На рис. 28 показаны габаритные
размеры установки ИН-250/10 для
нагрева концов (длиной до 5 мм) за-
заготовок. В нее входят: машинный пре-
преобразователь частоты типа ОПЧ, на-
нагреватель с двумя индукторами и шка-
шкафы силового и автоматического упра-
управления.
Габаритные размеры нагревателя
типа КИН7-500/2,4П показаны на
рис. 29.
Для нагрева концов заготовок под
пластическую деформацию в кузнечно-
прессовом производстве применяют
универсальные кузнечные нагрева-
нагреватели типа КИН. С их помощью можно
нагревать концы заготовок из стали,
цветных металлов и их сплавов ци-
276 ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
о
о.
8.
геч!
Тип г
.И-0,/,9
«и-о,ЛГ
ги-oi/z'
1И-9/0Г6
iH-ei/s'z'
S'8/9'9'H*<
!W9l/9'S"9'
п<
з
Пара
Г8-ОНЭ
Г9-ОНЭ
8.-ОНЭ
9'?-ОНЭ
9Z-OHD
8Ч--ОНЭ
f'e-OHD
'8-ВНЭ1
г'?-онэ
ОО
ю
см
14,6
CD
СМ
О
ю
о
о
235
кВт
1
R
становлениа
>>
1000
о
о
о
1000
о
о
о
600
1300
1300
900
1500
и
Q
о.
гмпер
ь
омийальйая
X
нства,
о.
н
го пр
СЗ
о,
3
о,
1
800
600
400
300
700
400
300
850
320
ширина
1600
1200
800
600
630
800
400
1400
о
о
длина
500
400
250
200
1000
250
250
650
250
высота
1,35
0,8
0,22
о"
0,23
0,25
о"
о
СО"
0,08
R
s
соблей
о
с
и
S
с
и
к
асса загото
380
380
380
380
о
80/22
СО
380
380
380
о
380;400;'
m
а
°5
тающ
s
с
апряжейие
X
1
1
1
1
СО
СО
СО
СО
-
исло фаз
V
ю"
2-
см"
-
0,95
2,51
1,95
8,72
3,69
(_
"с?
1
С
s
о
ечи (i
В
асса электр
2,74
1,59
0,63
1
1,72
1,34
1
1
и, т
ю
асса футер о
г
ю
о"
1
14,4
ее
сГ
15,4
кВт
га
о
X
о
1
ОЩНОСТЬ ХО
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ 277
16. Карусельные электропечи сопротивления иа номинальную
температуру нагрева 1100°С
Параметр
Установленная мощность, кВт
Мощность нагревателей, кВт
Число тепловых зон
Производительность, кг/ч
Время разогрева, ч
Размеры рабочего пространства, мм:
внешний диаметр пода
внутренний диаметр пода
высота загрузочного окна
Масса, т:
электропечи
футеровки
Габаритные размеры печи (шири-
(ширина X длина X высота) мм
Тип печи
САО-60.40.7/11-Ш
800
795
7
1280
20
6000
4000
700
90
37,9
САО-85.65.7/11-И1
1239
1225
10
1440
27
8500
6500
700
150
68
10 900X14 200X5 500
Примечания: 1. Напряжение цепей управления 220 В. Среда в рабочем
пространстве — окислительная. 2. Питающая сеть: частота 50 Гц, напряжение 380 В,
чнело фаз — три.
17. Машинные преобразователи частоты тока, питающие индукционные
нагреватели
Параметр
-
Частота тока, кГц
Мощность полезная, кВт
Мощность потребляемая, кВт
кпд, %
Напряжение номинальное, В
Напряжение питающей сети, В
Сила тока генератора, А
Расход охлаждающей воды, м3/ч
Масса, т
Длительность пуска, с
Занимаемая площадь, м?
Ти1 преобразователя
ОПЧ-250-2,4
2,4
250
291
86
800
3000; 6000
380
329
3,6
4,25
15—16
1,56
ОПЧ-250-10,0
10,0
250
306
82
800
3000; 6000;
380
329
4,8
4,71
18—19
1,56
ОПЧ-320-1,0
1,0
320
364
88
800
3000; 6000;
380
400
3,6
4,29
16
1,56
278-
ЭЛЕКТРОИЛГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
279
Продолжение табл. 17
Частота тока, ^Гц
Мощность полезная, кВт
Мощность потребляемая, кВт
кпд, %
Напряжение номинальное, В
Напряжение питающей сети, В
Сила тока генератора, А
Расход охлаждающей воды, м3/ч
Масса, т
Длительность пуска, с
Занимаемая площадь, и2.
Тип преобразователя
ОПЧ-500-1,0
1,0
500
556
90
800/1600
3000; 6000
625
5,4
5,285
10
1,7
ОПЧ-500-2,4
2,4
500
568
88
800/1600
3000; 6000
658
6,0
6,14
14
1,7
ОПЧ-2500-1,0
1,0
2500
2660
94,2
1000
10 000
2500
15
, 9,51
30
7,64
Примечание. Перегрузка сети при пуске 150 % в течение 30 с.
18. Тиристорные преобразователи частоты тока для индукционных
нагревателей
Параметр
Номинальная выходная
мощность, кВт
Номинальное выходное
напряжение, В
Пределы отклонения вы-
выходного напряжения (от
номинального), %
Номинальная выходная
частота, кГц
КПД, %, ие менее
Расход охлаждающей во-
воды (для системы прямо-
прямого охлаждения во внеш-
внешнем контуре), м3/ч
Тип преобразователя
V
С
н
630
800
+254-
4-—50
1,0
92
—
0/0,5
800-1,
?Г
С
н
800
800
+254-
*¦ — 50
1,0
92
6
250-2,
5*
С
н
250
800
+254-
4-—50
2,4
90
4
500-2,
V
С
н
500
800
+ 104-
4-—50
2,4
91
5
о
800-1,
V
С
н
800
800
+254-
4-—50
1,0
94
5
о
ч*
о
со
V
С
н
160
2X400
04--90
4,0
90
2,5
Примечания: 1. Тнристорпые преобразователи должны быть расположены
как можно ближе к питающим их подстанциям и нагревателям.
2. На 1000 кВт установленной
частоте 1000 Гц) требуется 70 м" площ
фильтрокомпенсиругощие устройства i
3. Качество воды, охлаждающей
«твовать следующим параметрам:
мощности тиристориого преобразователя (при
ади, иа которой размещаются
треобразователь,
система принудительного водоохлаждеиия.
тиристориые преобразователи
иа внешнем контуре: удельное электросопротивление ие менее
должно соответ-
0,4 МОМ' м; об-
щая жесткость не более 85 мг-экв/л; содержание механических примесей (иераствори-
_Ы_ осадков) не более 12 мг/л.
иа внутреннем контуре: температура иа входе в преобразователь в пределах
20—36 "С; температура не выходе из
тросопротивление не ниже 5,0 МОмч.
треобразователя не выше 4 b ~i
|; общая жесткость ие более 3
j\ удельное элек-
о ыг-экв/л; нера-
створнмые осадки в количестве не более 10 иг/л,
4. Для преобразователей мощностью 600—800 кВт расход охлаждающей воды
составляет 4—6 м*/ч.
S
S
о
S
I
S
S
3
е-
о
еЗ
I
i Я
ооооо ооооо
оюооо ооооо ооооо ооо<
DODCDlO (NCJOOM CNCOOOOOOO ООООООС
ЮЮЮЮ-О ООООО ООООО
ооооо ооооо
oiiioilooodoiooo
Mil mm:
_oooo ooooo
О CM СЧ 00 OO t^-t^-CM CM CO CM CO О О О
¦ ¦ — ¦ ¦ ¦ »i у. C^J CM C^J
ооюот юооюю оююоо ооююо юоюою
СО tO СО ^О СО СТ^ ^О tO СО СТ} СО С^) СТ^ СО СО _О tO СТ^ СТ^ СО СТ^ СО СО ^О СО
Mill IIMI Mill Mill Mill
ООЮОЮ ЮООЮЮ ОЮЮ1ЛЮ ю to Ю Ю ю Ю Ю tO О to
^* СО -¦! ^f С4! ^О т}* СО С4! ^_* ^f ^ ^ ^f ^f ^f ^f CO CO ^* СО ^f С4! т}* С4!
О О CD CD CD «3 CD
О1О1-*О1~* CDcOOl
Tj« ^-* OO^*-i^*-i CO CO '—' —¦ *—• мрч^оОрч
ЮО ОООЮЮ -ОЮООЮ ОЮ1Л1Л О
'—'CD C'SCOCOTfTf TfTfcOCOTf CO Tf •—' СО "-"
ооооо ооооо
ооооо
ооооо
СМ СМ <М СМ о
w" XXooS
OUOOO СЗСЗСЗс__5
ООООО ОООоО
СМСОСОсОСО Р5 COCO q q ОО
COCO COCO
CD CD CD CD CD —' —'— OO
CM CM CM -" -"
ООООО ООЮОО
—' —¦ — СМ СМ СМ СМ
Ю
t^-t^-t^-t^-CM CMcMcMcMcM CMCMcMtOlO IClOcMCD^Tf
О tO IO Ю IO tOtOlOOO OOtOOtO
ЗЮ МЮ (N
•SJ51 о "*- _
ООЮИОО О О
lOu ~- - - —
с
— — CM CM
__o - _-oooo о о оо
ОЮЮГ1 ^JlOtOlOlO lOtO^-'tOtO
- ¦ ¦ t^ ¦ ¦ ^
о ч -с
2 ь s н
j: га
,« ' о я
_ - ra
щ к ад
О s О О
UBf-П
280 ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
20. Кузнечные нагреватели
Параметр
Исполнение куз-
кузнечного нагревате-
нагревателя
Мощность высокой
частоты, кВт
Частота тока, Гц
Напряжение, В:
высокочастотной
сети
цепей управле-
управления
Производитель-
Производительность, шт/ч, для за-
заготовки диаметром,
мм:
50
120
Мощность конден-
конденсаторной батареи,
квар
Расход охлаждаю-
охлаждающей воды, м8/ч
Давление охлаж-
охлаждающей воды, кПа
Расход воздуха,
м8/ч
Давление воздуха,
кПа
Количество ручьев
Размеры нагревае-
нагреваемых заготовок, мм:
диаметр
сторона квадра-
квадрата
длина
Масса, кг
о"
см
СО
X
Правое
250
1000
800
220; 380
72
7
1740
4,5
350±
±50
2
400—
600
—
50—120
50—120
100—500
2077
Тнг
о"
см
X
Левое
250
1000
800
220; 380
72
7
1740
4,5
350±
±50
2
400—
600
1
50—120
50—120
100—500
2077
* Для диаметра заготовок 15 ым.
** Для диаметра ваготовок SO мм.
кузнечного нагревателя
c-j
о-
см
X
S
Правое
250
2400
800
220; 380
42
6
2640
4,5
350±
±50
2
400—
600
1
50—120
50—120
100—500
2077
СМ
о
ИЭ
(М
см
X
5
Левое
250
2400
800
220; 380
42
6
2640
4,5
350±
±50
2
400—
600
1
50—120
50—120
100—500
2077
ОО
О
X
К
Правое
150
8000
800
220; 380
212*
30 **
2700
4,5
350±
±50
2
400—
600
1
15—50
15—50
100—500
2002
ее
о"
о)
X
5
Левое
150
8000
800
220; 380
212 *
30**
2700
4,5
350±
±50
2
400—
600
1
15—50
15—50
100—500
2002
•ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
281
21. Однопознциониые установки электрокоитактного нагрева
Параметр
Конструктивная группа (чи-
(число позиций)
Конструктивная подгруп-
подгруппа (число зон)
Напряжение питания в се-
сети, В
Мощность трансформатора,
кВ\А
Пределы изменения вторич-
вторичного напряжения, В
Размеры нагреваемых зон за-
заготовок, мм:
диаметр
длина
Расход энергии на 1 кг ме-
металла при нагреве до П00°С,
кВт-ч
Средний КПД для указан-
указанных зон заготовок
Средний коэффициент мощ-
мощности
Привод контактных зажим-
зажимных головок
Усилие контактного зажима
заготовок, Н
Охлаждение элементов элек-
электрической силовой цепи
Высота нагревательных по-
позиций над уровнем пола, мм
Габаритные размеры, мм:
высота
ширина
длина
Однозо-
нальная
ЭУ-150
1
1
380
150
¦8—16
40—50
300—600
0,3—0,4
0,4—0,6
0,55—0,7
Пневма-
Пневматический
40
1125
1900
1190
1900
Тип нагревательной
Для на-
нагрева гра-
грабельного
зуба под
отпуск
1
1
380
95
16—24
10
1500
0,1
0,96
0,95
Гидрав-
Гидравлический
20
1270
2417
550
3000
Двухзо-
Двухзональная
ЭУ-150
1
2
380
150
12—18
40—50
250—300
(для
каждой
зоны)
0,4—0,55
0,35—0,5
0,6—0,75
Пневма-
Пневматический
40
Водяное
1125
1932
1385
2812
установки
Спаренная
для нагрева
заготовок
грабельно.-
го зуба под
гнбку
1
1
380
2X95
30X36
10
1500
0,22
0,97
0,96
Гидрав-
Гидравлический
20
1270
1900
1160
3500
Двухпо-
зицнон-
ная
2
1
380
250
10—18
45—70
400—800
0,27—
0,37
0,55—0,7
0,7—0,8
Пневма-
Пневматический
25
1200
1363
1000
1750
линдрического, квадратного или пря-
прямоугольного сечения в широком диа-
диапазоне типоразмеров. Технические
данные универсальных кузнечных
нагревателей приведены в табл. 20.
Кузнечный индукционный нагрева-
нагреватель состоит из нагревательного блока
и двух шкафов: трансформаторного и
управления. Рекомендуемая плани-
планировка кузнечного нагревателя пока-
еана на рис. 30.
Выбирая кузнечные индукционные
нагреватели, необходимо учитывать
следующие обстоятельства.
Индукционный нагрев наиболее
эффективен в массовом и крупносе-
крупносерийном производстве.
Как правило, каждый индукцион-
индукционный нагреватель предназначен для
одной частоты тока и определенных
размеров нагреваемых заготовок, по-
поэтому за каждой отдельной кузнечной
282 ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
22. Двухпозициоиные установки электроконтактного нагрева
Параметр
Число нагревательных по-
позиций
Число нагреваемых зон на
заготовке
Поперечные размеры заго-
заготовок, ММ
Длина нагреваемой зоны,
мм
Напряжение сети питания,
D
D
Мощность трансформатора,
liD п
Привод зажимных головрк
Усилие контактного зажи-
зажима, Н
Охлаждение элементов сило-
силовой цепи
Высота нагревательных по-
позиций от пола, мм
Габаритные размеры уста-
установки (высота X ширина1 К
X длина), мм
Масса установки, т
Тип установки
Н024
2
1
Диаметр
12—30
110—760
380
160
Пневмат
19,0
800
1650Х 12Q0X
Х2400
2
2786
2
1
70Х B0—30)
1400—800
380
250
ический
30,0
Н056
2A)
1
Диаметр
12—30
155—750
380
125
Гидравл
18,0
Водяное
1203
1363Х 10Q0X
Х1710
2
Примечание. Общая длина заготовок — любая
955
3600Х HQ0X
Х1665
2,5
в диапазоне 1С
НОЮ
2
2
Диаметр
10-60
200—500
380
125
ическцй
31,0
850
128QX86.8.0X
Х5200
3
~28 мм.
23. Четырехпозициоииые установки электрокоитактиого нагрева
Параметр
Число нагреватель-
нагревательных ПОЗИЦИЙ
Число нагреваемых
зон на заготовке
Поперечные разме-
размеры заготовок, мм
Длина Нагревае-
Нагреваемой зоны, мм
Общая длина заго-
заготовки, ММ
Напряжение сети
питания, В
Мощность транс-
трансформатора, кВ-А
Привод зажимных
головок
Усилие контактно-
контактного зажима, Н
Тип установки
2839
4
1
60—70
500—600
—
380
250
2800
4
1
154—314
21Q0—
370Q
3700
380
200
Пневматический
20,0
5,0
2921
4
1
070—75
1300-
1500
1500
380
500
Гидрав-
Гидравлический
13,5
2915
4
1
040—
120
300Q—
800Р
8000
380
500
2850
4
\
30—70
320
615
380
250
др<на
ф?ЗН4Я
4
1
014—20
1500—
4000
4000
380
400
Пневматический
20,0
20,0
10,0
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
283
Продолжение табл. 23
Параметр
Охлаждение эле-
элементов силовой це-
цепи
Высота нагрева-
нагревательных позиций
от пола, мм
Габаритные разме-
размеры установки (вы-
(высота X ширина X
X длина), мм
Масса установки, т
Тип установки
2839
1150
1300Х
Х2300Х
Х2455
3
2800
1100
1450Х
Х2450Х
Х5000
3
2921
2915
Водяное
1070
2200 X
Х2680Х
Х3110
11
1325
2500Х
Х2000Х
X 1075
13
2850
100
1450Х
X 1900Х
Х2200
3
Н035
трех-
трехфазная
100
1650Х
Х2500Х
Х7800
11
24. Однофазные трансформаторы
Мощность,
кВ.А
35
70
95
150
250
500
Масса трансфор-
трансформатора, кг
332
430
630
1122
1450
1100
Габаритные размеры
трансформатора, мм
500Х 650Х 450
660Х 503Х 510
640X560X720
590X660X735
800Х655Х 1125
700X880X900
Напряжение, В
первичное
380
380
380
380
380
380
Вторичное
7—13
3-6
5-47,5
8—16
8—16
31—62
25. Электродно-соляные нагревательные печи-ванны
Параметр
Установленная мощность,
кВ-А
Номинальная температура, °С
Число фаз
Максимальный объем рас-
расплавленной среды, л
Мощность холостого хода,
кВт
Масса футеровки, т
Масса электрованны (без со-
соли), т
Масса садки (максимальная),
кг
Тип печи
5
S/13-
см"
6
m
и
100
1300
3
70
60
1,14
3,1
—
к
СО
6
ш
и
137
1300
3
120
62
1,47
3,45
—
ю
S.2/8
_'
и
m
и
12
850
1
11
4
0,385
0,86
10
Примечания: 1. Расплавленные среды — соли, щелочи
2. Напряжение питающей
380 и 220 В, для СВГ-1,5. 2/8,5
сети во всех типах печей может
•И2 — только 220 В.
сч
S
СО
СМ
m
и
22
850
2
35
5,1
0,53
1,08
28
, металлы.
быть дву>
И2
5.4/8
СО
[^
m
и
34
850
3
75
6
0,86
1,56
65
, видов:
284
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОНАГРЕВА И ПОКАЗАТЕЛИ
285
и
1,820
6920
n
1
г
—n—
К
¦T—
f
1,200
¦
700
I
1
1W0
0.)
Рис. 27. Кузнечные нагревательные установки:
л — ИК-250; б — ИК-500; / — тирнсторный преобразователь частоты; 2 — вибрационно-
ыеханнческнй бункер для подачи заготовок; 3 — нагреватель
1200
Рис. 28. Установка ИН-250/10:
1 — индукционный нагреватель типа
КИН-250; 2 — машинный преобразователь
частоты ОПЧ-250/2,4; 3 — силовой шкаф;
4 — шкаф автоматического управления
Рис. 29. Нагреватель КИН7-500/2.4П:
/ — шкаф автоматического управления;'
2 — шкаф конденсаторов; 3 — бункер для
ваготовок; 4 — лоток, по которому нагре*
ты* заготовки выкатываются из нагрева»
теля
ЗЧ2О
900
Рис. 80. Рекомендуемая планировка размещения кузнечного нагревателя:
3 — нагревательный блок; 2 — ограничитель; 3 — индуктор; 4 — трансформаторный шкаф;
5 — шкаф управления; 6 — подвод в. ч. питания; 7 — подвод воздуха; 8 — подвод воды;
9 *~ елнв воды
машиной следует закреплять строго
определенные заготовки, подобранные
по размерам сечения и длины.
Длина заготовок должна быть не
менее 1,6 диаметра. Индукционные
нагреватели должны эксплуатиро-
эксплуатироваться при определенных номиналь-
номинальных производительностях. Работа при
производительностях' существенно
ниже номинальных ведет к снижению
технико-экономических показателей
нагревателей, к большому образова-
образованию окалины и т. п.
Экономически невыгодно индиви-
индивидуальное питание универсальных
индукционных нагревателей от ма-
машинных преобразователей частоты
тока.
Преобразовательные подстанции
следует располагать возможно ближе
к нагревателям. Чем больше удалена
преобразовательная подстанция от на-
нагревателей, тем больше капитальные
затраты на каналы и кабели, а также
на перерасход энергии при работе
нагревателей. В ряде случаев нерацио-
нерациональное размещение преобразователей
вдали от нагревателя делает работу
невозможной, особенно при тиристор-
ных преобразователях.
Нормальная работа участка индук-
индукционного нагрева при высоких тех-
нико-экономнческих показателях тре-
требует наличия мастерской для изго-
изготовления и ремонта индукторов.
Оборудование установок электро-
электроконтактного нагрева содержит: сило-
силовой понижающий трансформатор;
контактные зажимы; аппаратуру кон-
контроля и регулирования процесса на-
нагрева; механические приспособления
Рис. 31. Конструкция силового трансформатора установки электроконтактного нагрева;
} »- катушки первичной обмотки; 2 — витки вторичной обмотки; 3 — рама
286
ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
для перемещения и фиксации нагревае-
нагреваемых заготовок.
На практике применяют однопози-
ционные и многопозиционные уста-
установки электроконтактного нагрева.
В табл. 21 приведены технические
характеристики однопозиционных
установок электроконтактного на-
нагрева.
В промышленности применяют
также многопозиционные установки
электроконтактного нагрева. Техниче-
Технические характеристики двухпозицион-
ных установок представлены в табл. 22,
а четырехпозиционных — в табл. 23.
Для изготовления клапанов двига-
двигателей применяют четырехпозицион-
ные электровысадочные автоматы, со-
состоящие из четырех однопозиционных
установок, расположенных по окруж-
окружности цилиндрического корпуса с вер-
вертикальной осью. Автомат барабан-
барабанного типа, вращающийся вокруг вер-
вертикальной оси. Заготовки загружаются
в контакты механической рукой. Пос-
После того как загруженная позиция
отойдет от места загрузки, автомати-
автоматически производится зажнм заготовки,
нагрев ее и высадка, затем нагрев и
высадка отключаются, и заготовка
подходит к позиции выгрузки. Выса-
Высаженная заготовка забирается меха-
механической рукой и подается в штамп
пресса.
Технические характеристики сило-
силовых трансформаторов с соленоидными
водоохлаждаемыми обмотками приве-
приведены в табл. 24, а на рис. 31 изобра-
изображена конструкция трансформатора.
Глава
8
КОВ0ЧН0-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
ОБЩЕГО НАЗНАЧЕНИЯ (ОСНОВНЫЕ
ПАРАМЕТРЫ)
Молоты ковочные паровоздушные По типу станины молоты разделяются
двойного действия (табл. 1—3) пред- на одностоечные и двухстоечные. Оте-
назначены для изготовления ковкой чественная промышленность изготов-
поковок средней массы преимущест- ляет двухстоечные молоты арочного
венно из прокатных заготовок, а также и мостового типов,
для ковки в подкладных штампах.
1. Основные параметры и размеры молотов ковочных паровоздушных
двойного действия арочного и мостового типов (ГОСТ 9752—75 )*
Молот аротога типа Молот мостШго /пила
BU0A
Параметр
Норма
Энергия удара, кДж, Не ме-
менее
Номинальная масса падаю-
падающих частей, кг
Частота ударов, мин
Расстояние между стойками
в свету для молота, мм:
арочного L
мостового Lx
Высота рабочей зоны в свету
Н, мм
Размеры зеркала бойка IX Ь,
25
1000
71
1800
450
400X240
50
2000
56
2360
530
530Х 300
80
3150
56
2800
4000
630
600X340
125
5000
45
4000
710
710X400
200
8000
34
4500
800
800X480
Примечания: I. Энергия удара определяется по скорости, замеренной на
величине хода 10 мм до момента удара по поковке, и фактической массе падающих
частей.
2. Избыточное давление пара или воздуха должио составлять 0,6—0,8 МПа.
3. Парораспределительные органы должны допускать работу молота при тем-
температуре пара или воздуха до 200 °С.
4. Число ударов определяется в режиме непрерывных ходов и при полном ходе
бабы. Допускаемое отклонение фактического числа ударов от указанного в таблице
±10 %.
5. Масса шабота должна быть равна 15-кратиоЯ номинальной массе падающих
частей молота. Допускаемое отклонение массы шабота ?fc6 %.
6. Допускается увеличивать фактическую массу падающих частей относительно
номинальной не более чем на 5 %.
7. Размеры элементов крепления бойков в бабе и подушке молотов по ГОСТ
6039-82Е.
8. Нормы точности молотов по ГОСТ 6724 — 77.
288
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
КМОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
2в9
2. Ориентировочные данные для выбора массы падающих частей
молотов в зависимости от размера поковок
Масса падающих
частей, т
1
2
3,15
5
8
Масса поковки, кг
фасонной
средняя
20
60
100
200
350
наибольшая
70
180
320
700
1300
для гладких
валов наиболь-
наибольшая
250
500
750
1500
2500
Сторона квадрата
в наибольшем
сечении заго-
заготовки, мм
160
225
275
350
400
3. Производительность молотов при ковке без манипулятора
в зависимости от массы падающих частей молота и группы поковок
по сложности
Группа
ПОКОВОК
по сложности
1 *
2**
3 ***
Производительность, кг/ч, при массе падающих частей молота, т
500—215
215—95
95—40
900—410
410—190
190—90
1200—560
560—260
260—120
1600—740
740—340
340—160
2000—925
925—430
430—200
* Группа I — простые поковки (валы гладкие, фланцы с отверстием, кубики,
шпоикн, серьги с одной головкой, кривые планки, валы с уступами, валы с фланцами,
втулки н т. п.).
** Группа 2 — поковки средней сложности (валы с фланцами н уступами,
шпннделн, зубчатые колеса, серьги с двумя головками, тяги с одной головкой, болты
с квадратной головкой- гайки, башмаки, валы одноколенчатые, втулки раскатные и
т. п.).
*** Группа 3 — сложные поковки (гайки шестигранные, болты с шестигран-
шестигранной головкой, серьги с одной бобышкой, тяги с двумя головками, рычаги со среднем
н двумя бобышками на концах, рычаги с ручкой, зубчатые колеса с отверстием, ша-
шатуны, валы двухколенчатые с фланцем, ключи гаечные, рычаги кривые, хомуты н т.п.).
Молоты ковочные пневматические
(табл. 4—6) предназначены для изго-
изготовления ковкой поковок малой массы
из прокатных заготовок. Допускают
также ковку в подкладных штампах.
Отечественная промышленность выпу-
выпускает пневматические молоты одно-
одностоечного типа с параллельно располо-
расположенными рабочим и компрессорным
цилиндрами (в одной отливке со ста-
станиной). Управление осуществляется
время совместно вращаемыми рабочими
кранами (золотниками) с отдельным
(средним) краном для вспомогатель-
вспомогательного хода.
Ковочные гидравлические прессы
предназначены для изготовления ков-
ковкой поковок преимущественно из слит-
слитков, а также для ковки в подкладных
штампах. Отечественной промышлен-
промышленностью ковочные прессы изготовляются
колонной и рамной конструкции с верх-
верхним и нижним приводом (табл. 7—9%
Прессы с нижним приводом могу!
работать в составе автоматизирован^
иого комплекса.
Паровоздушные штамповочные мо-
молоты двойного действия (табл. 10, 11)
предназначены для штамповки поко-
поковок разнообразной формы из прокат-
прокатного исходного материала преимуще-
преимущественно в многоручьевых открытых
штампах. Молоты должны быть уста-
4. Основные параметры и размеры молотов ковочных
пневматических (ГОСТ 712—82)
Параметр
Энергия удара, кДж, не менее
Номинальная масса падающих
частей, кг
Частота ударов, мин
Расстояние от оси бабы до ста-
станины L (вылет), мм:
номинальное
предельное отклонение
Высота рабочей зоны в свету
Н, мм:
номинальная
предельное отклонение
Размеры зеркала бойков, мм:.
длина
ширина
Расстояние от зеркала нижнего
бойка до уровня пола, Hj мм:
номинальное
предельное отклонение
Норм я
0,8
50
224
280
1,4
80
212
300
220
260
±5
100
56
130
63
80
±10
3,15
160
190
340
±10
360
190
75
5,6
250
150
420
450
210
80
10
400
132
530
530
— 10
250
90
16
630
112
670
28
1000
95
800
±15
560
320
130
750
360
140
750
+20
Примечания: I. Энергия удара определяется по фактической массе па-
падающих частей и скорости, измеренной в момент удара по поковке высотой, не превы-
превышающей значений, указанных ниже.
Энергия удара, кДж,
не менее 0,8 1,4
Высота поковки, мм 30 40
Энергия удара, кДж,
3,15 не менее 5,6 10 16 28
45 Высота поковки, мм 56 60 71 90
2. Допускаемое отклонение фактического числа ударов от значения, указанного
в таблице должно составлять =t 1 О % .
3. Наибольший рабочий ход бабы молота должен быть не менее высоты рабочей
зоны в свету.
4. Молоты с энергией удара 5,6—28 кДж должны изготовляться с отдельным
шаботом; молоты с энергией удара 0,8—3,15 кДж могут изготовляться как с отдельным
шаботом, так н без него.
5. Масса шабота в сборе для молотов с отдельным шаботом не должва быть менее
пятикратного значения энергии удара, а масса подушки в сборе для молотов без
отдельного шабота — менее трехкратного ее значения.
6. Допускается увеличивать фактическую массу падающих частей относительно
номинальной не более чем на 20 %.
7. Размеры элементов крепления бойков в бабе н подушке по ГОСТ 6039 — 82 Е.
8. Нормы точности молотов по ГОСТ 6808—76 *.
10 П/р Е И Семенова
290
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
5. Ориентировочные данные для выбора массы падающих частей молота
В зависимости от размера поковки
Масса падающих
частей, кг
75
150
250
400
560
750
1000
Масса поковки, кг
фасонной
средняя
0,3
1,5
2,5
6
9
12
20
наибольшая
1,2
4
8
18
28
40
70
для гладких
валов наиболь-
наибольшая
7,5
15
35
60
ПО
140
250
Сторона квадрата
в наибольшем се-
сечении заготовки, мм
45
60
75 '
100
120
135
160
б.Ориентировочная производительность молотов в зависимости
от массы падающих частей и группы поковок по сложности
Группа
ПОКОВОК
по сложно-
сложности *
1
2
3
Производительность, кг/ч, при массе падающих частей молота, кг
75
75—26
26—9
9-3
150
100—37
37—14
14—5
250
140—54
54—21
21—8
* Примерное распределение поковок i
4 00
200—85
85—35
35—15
то группам
560
300—120
120—50
50—20
750
375—160
160—70
70—30
см. в сносках к табл.
10С0
500—215
215—90
95—40
3.
новлены на виброизолированном фун-
фундаменте.
Штамповочные фрикционные молоты
с доской (табл. 12) предназначены для
штамповки мелких поковок преиму-
преимущественно в открытых штампах,
а также для холодной правки отштам-
отштампованных поковок после обрезки об-
лоя.
Молоты штамповочные бесшабот-
ные изготовляются вертикального
(рис. 1, 2) и горизонтального типов.
Молоты штамповочные бесшабот-
ные целесообразно применять для
штамповки крупных поковок преиму-
преимущественно в одноручьевых штампах.
Заготовительные операции в случае
надобности' следует осуществлять на
другом оборудовании (ковочных моло-
молотах, вальцах, прокатных станах для
нериодического профиля и на гидрав-
гидравлических прессах).
Наибольшее распространение полу-
получили молоты бесшаботные паровоз-
паровоздушные с ленточной и гидравлической
связью верхней и нижней бабы, техни-
технические характеристики которых при-
приведены в табл. 13 и 14. Отечественная
промышленность изготовила бесша-
ботный паровоздушный молот с энер-
энергией удара 1500 кДж.
Прессы горячештамповочные криво
шипные (табл. 15 и 16) предназначены
для штамповки поковок различной
формы из прокатанного пруткового
материала (при отсутствии необходи-
необходимости предварительного придания
формы ему протяжкой) или фасонного
проката (при необходимости предва-
предварительного придания формы ему про-
протяжкой) в открытых штампах, а также
для штамповки в закрытых штампах,
в частности выдавливанием.
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
291
7, Основные параметры ковочных гидравлических прессов
колонной н рамной конструкции {ГОСТ 7284—80* Е)
Лрессы iro/iovvoa лмс/прукции
Лреса/рамной 1го//стр///?цш
Параметр
Норма
Номинальное усилие пресса,
МН
Наибольший ход подвижной
траверсы (рамы) h, мм
Расстояние между столом н под-
подвижной траверсой (рамой) в ее
верхнем положении Я, мм
Размер рабочей зоны в свету по-
поперек оси ковки А, мм
Размеры выдвижного стола *,
мм:
ширина В
длина L, не менее
Ход выдвижного стола относи-
относительно оси пресса мм, не менее
в одну сторону
н другую сторону
Число ходов подвижной тра-
траверсы (рамы) в 1 мин, не менее:
рабочих при усилия до 75 %
номинального при величине
хода
проглаживающих при усилии
до 25 % номинального и ве-
величине хода не менее 20 ым
проглаживающих при усилии
до 12 % номинального и вели-
величине хода не менее 20 мм
2
450
1400
1060
500
560
170
710
50
60
3,15
560
1600
1180
630
710
220
750
40
100
5
710
1800
1250
800
900
280
850
32
125
105
115
8
900
2120
1500
1000
1250
360
1060
12,5
1250
2650
1900
1250
1600
20
1600
3150
2240
1600
2120
450 600
1320
25 22
160
100
ПО
190
100
31,5
2000
4000
2650
2000
2500
710
1600
18 14
200
80
85
70
75
10*
292
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ. ОБЩЕГО НАЗНАЧЕНИЯ;
Продолжение табл..7
Параметр
Норма
Мощность привода **, кВт, не
более
Масса *** (без бойков, перекры-
перекрытий, узлов механизации и при-
привода), ие более
250
50
360
70
500
100
800
160
1250
250
2000
500
3350
750
Примечания: 1. По требованию потребителя прессы должны изготовляться
с выталкивателем и устройством для смены нижних бойков.
2. Величина обжатия при поглаживающих ходах равиа 5 мм.
* Для прессов с номинальным усилием 2 и 3,15 МН вместо выдвижного стола
допускается применять поворотный стол с параметрами по согласованию с потреби-
потребителем.
*• Для прессов с индивидуальным насосным приводом.
*** Уточненное значение массы прессов, определяемое конструктивными особен-
особенностями н комплектацией, устанавливается в технических условиях.
8. Ориентировоч-
Ориентировочные данные для
выбора ковочных
гидравлических
прессов в зависи-
зависимости от массы
слитка
9. Ориентировочная производительность при ковке
без манипулятора в зависимости от усилия пресса
я
о
С
5
у ^
>=?
5
.8
12
20
31,5
50
Масса
слитка, т
к
ч
о.
0,65
8
5,5
14
33
62
Л
ч
о
si
2
5,5
12
28
58
98
а по-
по
гости *
Групг
ковок
слои«
1
2
3
Производительность,
при усилии пресса.
5
1360—
780
780—
470
470—
240
8
1830—
1150
1150—
600
600—
320
12,5
2450—
1700
1700—
820
820—
4400
* См. сноски к табл. 3.
20
3250—
2250
2250—
1000
1000—
570
кг/ч,
МН
31,5
4500—
2750
2750—
1200
1200—
700
5000
6000—
3400
3400—
1400
1400—
900
КЙВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
293
10. Основные параметры паровоздушных штамповочных молотов
(ГОСТ 7024—75*)
Параметр
Норма
Энергия удара, кДж, не
менее
Номинальная масса па-
дающягх частей, т
Число ударов в 1 мин
Расстояние между направ-
направляющими в свету В, мм
Наименьшая высота штам
па без хвостовика Н, мм
Размер бабы L, мм
Размер штамподержате-
ля Lj, мм
Расстояние от уровня по-
пола до плоскости разъема
штампа при наименьшей
его высоте Нг, мм
16
0,63
по
400
180
380
600
25
1
90
500
220
450
670
50
2
80
600
260
630
900
80
3,15
72
710
340
750
1000
800
125
5'
65
800
400
950
1180
700
250
10
55
1000
450
1180
1320
400
16
45
1180
500
1500
1600
650
630
25
40
1320
600
1800
2240
600
Примечания: I. Энергия удара определяется по скорости, измеренной на
величине хода 10 мм до момента удара по поковке прн наименьшей высоте штампа и
фактической массе падающих частей.
2. Избыточное давление пара или воздуха должно составить 0,6—0,8 МПа.
3. Парораспределительные органы должны допускать работу молота при тем-
температуре пара или воздуха до 200 °С.
4. Число ударов определяется в режиме непрерывных ходов при наибольшем
ходе бабы.
Допускаемое отклонение фактического чнсла ударов от указанного в таблнце
±10%.
5. Масса шабота должна быть равна 20-кратной номинальной массе падающих
частей молота. Допускаемое отклонение массы шабота ±6 %.
6. Допускается увеличивать фактическую массу падающих частей относитель-
относительно номинальной не более чем на 15 % без учета массы верхней части штампа. Масса
верхней части штампа не должна превышать 30 % номинальной массы падающих
частей.
' ' 7. На одной нз стоек молота должны быть указаны допускаемые крайние, верх-
верхние н ннжнне положения бабы.
8. По заказу потребителя молоты с массой падающих частей 16, 25 т должны
изготовляться с увеличенными размерами бабы н штамподержателя.
9. Размеры элементов крепления штампа в бабе и штамподержатёле молотов
по ГОСТ 6039—82.
294
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
ОВОЧНО-ШТАМПОВОЧНаЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ 295
11. Ориентировочная производительность и масса поковок
в зависимости от массы падающих частей молота
12. Ориентировочные параметры штамповочных фрикционных молотов с доской
Масса
падающих
частей, т
0,63
1
2
3,15
Масса
поковок, кг
1
1-2,5
2,5—7
7—17
Производи- Масса
тельность, падающих
кг/ч II частей, т
200
300
600
1000
5
10
16
Масса
поковок, кг
20—40
70—100
180—360
Производи-
Производительность,
кг/ч
1750
3000
5000
Прессы горячештамповочиые криво-
кривошипные двойного действия для штам-
штамповки в разъемных матрицах (табл. 17)
предназначены для штамповки в разъ-
разъемных матрицах поковок сложной
конфигурации: типа сплошного или
полого цилиндра с фланцами, боко-
боковыми отростками и осевыми стерж-
стержнями, ребрами и развилками, высту-
выступами.
Прессы изготовляются с автомати-
автоматической подачей и выгрузкой.
Машины горизоитальио-ковочиые
с вертикальным разъемом матриц
общего назначения (рис. 3, табл. 18,
19) предназначены для штамповки
высадкой в многоручьевых штампах,
а также прошивкой поковок, близких
по конструкции к телам вращения из
пруткового материала.
Параметр
Номинальная
масса падающих
частей, кг
Рабочий ход бабы
(регулируемый),
Номинальная вы-
высота штампа без
хвостовиков h, мм
Расстояние между
направляющими
в свету В, мм
Размер бабы спе-
спереди назад, мм
Размер штампо-
держателя спере-
спереди назад, мм
Число ударов в
мин, не менее
Норма
500
900-
1400
180
450
350
600
42
750-
800
900—
1450
220
500
400
650
40
1000
900—
1450
220
550
450
700
40
1500—
1600
900—
1500
260
560
600
800
38
13. Ориентировочные параметры молотов штамповочных бесшаботных
с ленточной связью верхней и нижней бабы
Рис. 1. Молот штамповочный бесшаботный
паровоздушный с ленточной связью баб
Рис. 2. Молот штамповочный бесшабот-
бесшаботный паровоздушный с гидравлической
связью баб
Параметр
Энергия удара, кДж
Суммарный ход бабы, мм
Расстояние между направ-
направляющими в свету, мм
Размер бабы спереди назад,
мм
Наименьшая высота штам-
штампа без хвостовиков, мм
Среднее число ударов в
1 мин
Максимальное число уда-
ударов в 1 мин
Молот соответствует обыч-
обычному молоту с массой пада-
падающих частей, т
100
1000
750
1350
350
10
80
5
130
1100
800
1500
350
8
80
6,5
160
1200
850
1600
400
8
80
8
200
1200
900
1800
500
7
80
10
Норм*
250
1200
1050
2000
550
7
80
12,5
300
1200
1100
2250
575
6
80
15
350
1250
1150
2500
575
6
80
17,5
400
1250
1200
2700
575
6
80
20
450
1250
1200
3000
575
6
80
22,5
296
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
14. Ориентировочные параметры молотов штамповочных бесшаботиых
с гидравлической связью верхней и нижней бабы
Параметр
Энергия удара, кДж
Суммарный ход бабы, мм
Расстояние между направ-
направляющими в свету, мм
Размер бабы спереди на-
назад, мм
Наименьшая высота штам-
штампа без хвостовиков, мм
Молот соответствует обыч-
обычному молоту с массой па-
падающих частей, т
200
1200
940
2100
450
10
250
1250
1010
2500
450
12,5
320
1340
1080
2800
500
16
Норма
400
1420
1150
3000
500
20
500
1500
1220
3200
550
25
630
1600
1290
3600
550
33,5
800
1700
1360
4000
600
40
1000
1800
1400
4500
600
50
15. Основные параметры прессов горячештамповочных кривошипных
(ГОСТ 6809—70*)
Параметр
Норма
Номинальное усилие прес-
пресса, кН
Ход ползуна, мм
Частота непрерывных хо-
холоп ППЛЧУИЯ МИН* HP
мин"
не
дов ползуна
менее
Наименьшее расстояние
между столом (промежу-
(промежуточной плитой, установ-
установленной на столе) и под-
штамповой плитой пол-
зува в его крайнем поло-
положении Н, мм
Величина регулировки
расстояния между столом
и ползуном, мм
6300
200
100
560
10 000
250
90
560
16 000
300
85
660
10
25 000
350
70
890
—20
40 000
400
50
1000
63 000
460
40
1150
125000
520
32
1800
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ 297
Продолжение табл. 15
Параметр
Верхний выталкиватель:
величина хода, мм
усилие, кН, не менее
Нижний выталкиватель:
величина хода, мм
усилие, кН, не менее
Размеры стола, мм, не ме-
менее:
слева направо В
спереди назад L
Размеры ползуна, мм, не
менее:
слева направо Вх
спереди назад Lx
Размеры окон в стойке
пресса, мм, не менее:
высота Нг
ширина В2
Удельная материалоем-
материалоемкость, кг/(кН-м), не бо-
более
Удельная энергоемкость
Вт/(кН-м-мии), не бо-
более
Мощность привода, кВт
Масса, т
Норма
40
31,5
40
50
640
820
600
600
560
450
112
0,28
40
42
40
31,5
40
50
770
990
720
720
560
560
61
0,25
55
65
50
63
50
100
940
1200
860
910
710
630
34
0,22
90
119
50
63
50
100
1200
1400
1070
1120
1000
800
14
0,19
75
178
Примечания: 1. Удельная материалоемкость
is-
М
PMHFC
нш '
где Ра— номинальное усилие пресса, кН; Н — ход
ла, ма; Нт — закрытая штамповал
высота, i
ползуна,
65
80
65
125
1570
1620
1420
1420
1100
1000
9
0,25
250
396
м; F, -
65
100
65
ЮО
1900
1950
1900
1680
1200
1000
5
0,28
320
561
2500
3100
400
1400
площадь сто-
i; М — масса пресса (без средств механи-
зации и автоматизации устройств, поставляемых по требованию потребителя), кг.
Удельная энергоемкость
N
3 рм1
где N — номинальная мощность электроде
пресса, кН; И — ход ползуна, м; п
2. По требованию потребнтеля
рей нижнего выталкивателя до трех
игателя,
— частота ходов
Вт; Рн
ползуна
— номинальное усилие
, МИН.
прессы должны изготовляться с количеством шты-
штук; с
вую позицию штампа и транспортерами для с
3. Прессы должны быть осиащеиы устр
работы; устройствами для съема н
устройствами загрузки заготовок и а пер-
зтвода отштампованных изделий.
ойствами
установки вставок
обеспечивающими безопасность
; устройствами для автом-атиче-
ского смазывания штампов; счетчиками числа нагруженных ходов; указателями тех-
технологического усилия.
Конструкция пресса должна обеспечивать возможность
матизироваиные комплексы, автоматические лниии, в
промышленными роботами.
встраивания их ,в авто-
том числе в лиии!
1, ос^ащеявые.
CD О Я О
Я Я к со
S 1
Hi И1
•Я Я
&S
рзтэ t
рук
со
о
»«<
- • со
о
а
¦и
1
Е
с
Ж
к
СО
?
8
S
Е
3
ft
2 =
К Е
я
о
х и «с " 5
11 ^ I
Но A> X
g я-о g E
11 II
5 с О t в-
м w S ta H
? a § я S
формируют
Размеры ст
Мощность ]
Масса, т
"О
со
Ж
ГО
| |
1 1
с» <?>
со о
*• г
о '
1 !
II
S
3
iHOH
.-
3
|
1
1
1
—
сл
о
X
250
1
|щем/прижи
Закрытая i
Ё 1
si
Зх
а
о
¦<
¦<
1
1
1
1
со
60/
1—1
100
1
Номинальи
Усилие на
а
о
Ея к*
СО Д
ТО
)я
то
¦е-
о
¦о
ую-
1
1
СЛ
о
о
о
к
лие
а
<т>
о
п
я
ст>
со
о
о
о
"-- О
ело
о°
00
о
00/
Со
о
1
с*
§
to
сл
о
о
о
я
¦ТЭ
а мет
ТЭ
X
S
ш
о о
Е
1-а
Я о
с <»
п н
S и
s S
Е а
и g
2 S
0э Ж
и я
Е
я
я
я
Е
х
О д О S
° к ь
» w s
е пресса,
водительн
поковки,
К о ^
6300
300;
400
До 1
-*>§<?§
сл о
кэ —
»• "о
о
с
о-- о
40 00
1500
180С
1S
to""' 6
с
с
с
с
'ill
125 0
о
о
Параь
1
X
о
¦а
is
О «i
о я
н «
я S
S
7!
О
га
О
Я
9
О
03
О
Л
X
о
га
О
И
О
¦а
о
га
s
и
о
01
>
ш
Я
м
я
18. Основные параметры машин горизонтально-ковочных с вертикальным разъемом матриц (ГОСТ 7023—70*)
с
Параметр
Номинальное усилие, развивае-
развиваемое высадочным ползуном, кН
Максимальное усилие:
воспринимаемое зажимным пол-
ползуном при закрытых матрицах,
кН (исполнение I)
развиваемое зажимным ползу-
ползуном при закрытии матриц на-
величине хода 5 мм до переднего
крайнего положения, кН (ис-
(исполнение II)
Ход, мм:
подвижной матрицы SM
высадочного ползуна S
высадочного ползуна после за-
закрытия матриц Sp
обратный высадочного ползуна
прн закрытых матрицах Sog
1
i
\5Ь тих
Блок пуансонода
It
•*
В
.4
it
с
~~4
щ
ысадочный ползун $ крайнем
пан к/мне
1
-J5
¦=01 -
Зашмной ползун
$ крайнем переднем
положении
5
—' +
т
Норма
1000
1000
1000
60
180
100
25
1600
1600
1600
80
200
125
40
2500
2500
2500
100
220
140
60
4000
4000
4000
125
290
190
80
6300
6300
6300
160
350
230
по
8000
8000
8000
180
380
250
130
10 000
10 000
10 000
200
420
280
150
12 500
12 500
12 500
220
460
310
170
16 000
16 000
16 000
250
510
350
190
20 000
20 000
20 000
280
570
390
210
25 000
25 000
25 000
310
630
430
240
31 500
31 500
31 500
350
700
480
270
о
и
о
я
35
9
В
я
о
и
о
и
о
I
в
о
ш
о
>
м
Ж
S
W
300
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЕ
Я
Я
I
§00 oegcDcoeo о
— to со со rt< со eg „
OOQ О
CD — со eg
OOO
Ю —' CD
00
о а о о о
lo го eg eg со
qo о со см ei
ооо
in — со
CD Ю CD CD CD ^-j
eg о og со —1 ~
о
CO
о
00
oo о о о
t^- CM CD CD О
t^ cd eg —« eg
eg cd о со — —
OO
о eg c
000 о
•*•*¦* lo
OOO
ю — о
о
о
CM
OOOO О
ст> cd eg со -Ф
LO CD OJ — —
OOO
LO — О
О О О LO LO ,_
оco^f t--со 2
eg cd t-- eg —
о
см
OOOO Ю
tO cjl О —« <M
1ЛйО> — —'
о о о ою ,_
CD —1 t- CDCO О
—- со cd eg —
s
OOO О
LO 00 CD CD
tf<t-
О
о
О О О LO О
000
Ю 00 -^
СО СО —|
eg ь-
о
оэ
о
CD
ооо о
00 (М СМ Ю
см со -^
о
о
000
eg lo о
eg ej
со ь- eg 00
ej со — —•
-ох
X
3
|
X
X
а
рыв к
а>
сь
Число иеп
ф
S
ф
я
я
я
S
га
та
я
дов ползу
г
-Г
о»
я
я
к
?
ном
К
К
к
я
го
расе
той с
Наибольш
Я
грудной п.
S
S
о
a.
a
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
301
табл. 15
К
0)
о
11!
те
S
&
X
Параметр
га ¦
в кВт н
пия, ра:
энергоемкость
инального уси
к Е
га о
X X
S3
go cd
О ^D
о о
о о
00 CD
о о
о о
о о
00 CD
о о
о о
о" о"
00 CD
оо
о о
оо
00 CD
о о
оо
о о
00 CD
о о
о о
о о
t~- 00
о о
о о
оо
0,007
0,008
^00
о о
о о
о о
1-~ 00
о о
о о
оо
t~- 00
о о
о о
о о
007
,008
оо
олзунетч
высадочным п
для исполнен!-
ваемог
более
II
я <и
m х
t- m
ОСТЬ В
ллия бе
материал оемк
оминального ус
К X
С1 га
=я
1
то
Я
,оощих покупнь
«
о»
ч
с
S
*
ч
о
о
мехаиизации,
со
средст
я
оо
о о
^СО
О О
о о
-* CD
О О
О О
О О
О О
— СО
оо
оо
—' СО
о о
о о
— СО
о о
оо
0,009
0,011
CD —
О —
ОО
оо
CD —
О —
оо
оо
CD —
о —
о о
о о
CD —.
о —
оо
оо
гаеиий:
з
п
о
я
к
.полней
к
ее
к
го
?
а
s;
(X
?
ОКОВ
креплен
— размер места
ИНЫ
а
л
s
s
о
S
f-
и
1СИМ0
ю
се
ш
се
И ПОКО
Я
f-
о.
о.
f-
диал
S
эсть
X
си
ИЗВОДИТ
ировочная про
|
о.
О
19.
ге
о
Параметр
§|?
§8о
О ^j <ji
CM ""
Us
O_<N
eg
О o
° cg oo
CD _ —
О
eg CD —
goo
о осч
00^-^
6300
430
100
o°
о ^ oo
¦*"
|go
egM
|°o
~^
о
OOO
О oo eg
—
шны, kI
брабать
ное усилие мап
1тельность, кг/
шй диаметр о
SOS
ЖЕ Ж
Ю
(N
Ю
Ю
сч
Ю
eg
Ю
CD
LO
' *
ю
CD
135
о
о
о
Ю
LO
о
ОВКИ, Ml
рутка, мм
и й диаметр пок
Е н
емого
аибол ь
п У-
20. Основные параметры прессов винтовых (ГОСТ 713Е-
-81)
В
\
I
FhHi
Параметр
Номинальное усилие, МН
Допускаемое усилие, МН
Эффективная номинальная энергия, кДж, не менее
Наибольший ход ползуна S, мм, не менее
Ход ползуна при номинальиой эффективной энергии
S-i, мм, не более
Число ходов ползуна в 1 мин:
при наибольшем ходе, не менее
при номинальной эффективной энергии, не менее
Расстояние между направляющими в свету В, мм, не
менее
Размер ползуна L, мм
Размеры стола, мм:
/, -
.Расстояние между подштамповой плитой стола и пол-
ползуном в его нижнем крайнем положении Н, мм, не ме-
менее
¦ь
Л.
1
-
i
1
\
/
\
0,4
0,63
0,8
1,25
200
150
42
75
36
42
360
350
450
400
190
0,63
1,0
1,6
2,5
230
180
,40
58
35
40
400
390
500
450
210
Норма
1,0
1,6
3,15 | 5,0
260
200
38 1 34
48 38
450
440
560
500
250
1,6
2,5
6,3 | 10,0
320
230
36 1 32
42 36
500
500
650
580
320
2,5
4,0
12,5
20,0
400
270
34
38
28
32
560
560
750
670
420
О
я
О
Л
X
о
о
ю
о
л
о
м
о
01
о
¦а
¦<
U
О
W
>
X
м
о
и
о
>
U
X
>
&
и
X
Продолжение табл. 20
Параметр
Номинальное усилие, МН
Допускаемое усилие, МН
Эффективная номинальная энергия, кДж, не менее
Наибольший под ползуна S, мм, не менее
Ход ползуна при номинальной эффективиой энергии
Si, мм, не более
Число ходов ползуна в 1 мин:
при наибольшем ходе, не менее
при номинальной эффективной энергии, не менее
Расстояние между направляющими в свету В, мм, не
менее
Размер ползуна L, мм
Размеры стола, мм:
Li
Bi
Расстояние между подштамповой плитой стола и пол-
ползуном в его нижнем крайнем положении Н, мм, не ме-
менее
Норма
4,0
6,3
25,0
40,0
460
310
30
34
400
22
25
670
630
875
775
450
6,3
10,0
50,0
80,0
520
355
25
30
460
18
21
800
800
1000
900
500
10,0
16,0
1000 0| 160,0
580
450
20
26
520
14
16
1000
1000
1180
1030
560
16,0
25,0
200,0 | 315,0
640
530
16
22
600
12
14
1180
1180
1400
1220
660
25,0
40,0
400
630
710
570
15
19
680
10
12
1400
1400
1600
1400
900
О
ю
о
л
X
о
я
о
01
о
¦в
а
о
я
>
X
и
о
01
Е
и
304
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
Ориентировочные данные для выбора
обрезных прессов в зависимости от
массы падающих частей обслуживае-
обслуживаемого молота приведены ниже.
технологических усилий на небольших
участках рабочего хода ползуна, на-
например, для холодной калибровки (че-
(чеканки) штампованных поковок, для
Масса падающих ча-
частей молота, т . . . 1
Номинальное усилие
пресса, кН 1600
1,6—3,15 4—6,3 6,3—10,0 10,0—12,5 12,5—16,0
2500 4000 6300 10 000 16 000
Прессы двухкривошипные закрытые
обрезные (табл. 22) предназначены для
холодной и горячей обрезки облоя
после штамповки, прошивки отвер-
отверстий и правки поковок после штам-
штамповки.
Прессы холодно-штамповочные кри-
вошипно-колейные (табл. 23) приме-
применяют для выполнения операций, тре-
требующих приложения значительных
холодной объемной штамповки и для
холодного выдавливания деталей из
цветных металлов и сталей.
Графики допустимых усилий на
ползуне прессов в зависимости от ве-
величины его недохода до крайнего ниж-
нижнего положения приведены на рис. 4.
Применение шестизвенного криво-
шипно^коленного исполнительного
механизма дает возможность снизить
21. Основные параметры прессов одиокривошипных закрытых обрезных
Параметр
Номинальное усилие, кН
Ход ползуна, мм
Число ходов ползуна в
1 мин
Наибольшее расстояние
между столом и ползуном
его в нижнем положении,
мм
Размеры стола, мм
Мощность привода, кВт
Норма
1600
250
40
450
800 X
Х800
2500
320
32
530
800 X
Х800
4000
400
25
630
1000Х
Х1000
40
6300
400
20
750
1250Х
Х1250
10 000
500
16
900
1250Х
Х125О
100
16 000
630
16
1060
1боох
xi6oo
125
22. Основные параметры прессов двухкривошипных закрытых обрезных
Параметр
Номинальное усилие, кН
Ход ползуна, мм
Число ходов ползуна в 1 мин
Наибольшее расстояние ме-
между столом и ползуном в его
нижнем положении, мм
Размеры стола, мм
Мощность привода, кВт
Масса, т
Норма
200
200
50
630
1250Х
Х900
22
41
315
250
50
800
1250Х
Х900
30
48
400
280
45
800
1600Х
XI120
40
65,5
630
320
40
1000
1800Х
Х1250
55
92
...КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
305
о
и
1
Испол
нение
о та
Ч в
g§
«I
??
S
S
о
ё«
К- S
о го
ч в
g |
Si
3
к
з4
о
я
й
S
g
g g
о s
Е
X
X
3
s
со
Я
Си
О)
о.
с
си
X
ге
ТОТ
Час
я
s
—*
W
еч
К
>i
m
ч
о
с а
си
(О X
о си
К Е
Параметр
Путь ползуна до его край-
крайнего нижнего положения,
на котором пресс разви-
развивает номинальное усилие
t, мм
Путь ползуна пресса до
его крайнего нижнего по-
положения, на котором пресс
развивает усилие, равное
25 % номинального, мм, не
менее
Расстояние между под-
штамповой плитой и пол-
ползуном в его нижнем поло-
положении при верхнем поло-
положении регулировки Н, мм
Значение регулировки рас-
расстояния между подштам-
повой плитой и ползуном,
мм
Размеры В = L, мм
Размер ползуна спереди
назад Bj, мм, не менее
Пресс
Чеканочный
Для холодного
выдавливания
Чеканочный
Чеканочный
Для холодного
выдавливания
Чеканочный
Для холодного
выдавливания
Чеканочный
Для холодного
выдавливания
Испол-
Исполнение
—
1; 2
3
_
1; 2
3
—
1: 2
3
—
1; 2
3
Продолжение
габл. 23
Норма
1,0
—
—
10'
240
—
10
400
—
320
—
1,0
—
—
12
1,2
—
—
15
240 1 300
—
—
10
400
— '
320
—
—
—
12
400
—
320
—
1,6
18
5
19
375
400
320
12
500
400
400
320
2,0
22
8
23
420
435
400
16
630
500
500
400
2,5
28
11
30
470
490
435
16
800
630
630
500
3,2
36
14
39
510
590
490
16
1000
800
800
630
4,0
45
18
48
560
700
590
20
1250
1000
900
800
5,0
56
22
60
720
760
700
20
1600
1250
1000
900
8
П араметр
Расстояние между направ-
направляющими А, мм, не менее
Ход верхнего выталкива-
выталкивателя, мм, не менее ¦
Усилие Верхнего выталки-
выталкивателя, кН, не менее
Ход нижнего выталкива-
выталкивателя, мм, не менее
Усилие нижнего выталки-
выталкивателя, кН
Жесткость, кН/мм, не ме-
менее
Пресс
Чеканочный
Для холодного
выдавливания
—
Чеканочный
Для холодного вы-
выдавливания
Чеканочный
Для холодного
выдавливания
Чеканочный
Для холодного
выдавливания
Чеканочный
Для холодного
выдавливания
Испол-
Исполнение
—
1; 2
3
—
—
1; 2
3
1
2
1; 2
3
—
1; 2
3
—
1; 2
3
Продолжение
табл. 23
Норма
280
—
12
10
—
50
25
—
—
32
—
2000
—
—
280
—
16
16
—
60
30
—
—
50
—
2200
—
—
280
—
16
25
—
70
35
—
—
80
—
2500
—
350
280
16
40
25
80
40
80
63
120
80
3000
1800
1500
450
350
16
63
40
90
50
90
80
200
120
4000
2200
1800
600
450
16
100
63
100
60
ПО
90
320
200
5 000
2 800
2 200
760
600
25
160
100
ПО
70
140
ПО
500
320
6 300
3 600
2 800
950
760
25
250
160
125
80
170
140
800
500
8 000
4 000
3 600
1250
950
32
400
250
125
80
200
170
1250
800
10 000
5000
4 000
о
ш
о
я
о
В
н
Я
О
ю
о
&
I
и
о
01
о
¦в
<<;
За
О
ш
>
X
И
о
m
3
ш
X
>
л
м
X
К
308 КОВОЧНОШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЕ
I Ж
О 10 ZO J0 4? 50 Si, MM
Рис. 4. График допустимых усилий Рвом:
I — на ползуне чеканочных прессов; // —
на ползуне прессов для холодного выда-
выдавливания в зависимости от велнчины его
недохода до крайнего нижнего положения
усилия на шатуне и крутящий момент
в приводе. Прн рабочем ходе ползуна
интенсивно падают скорость и уско-
ускорение; на длине рабочего хода 3—6 мм
(с учетом упругой деформации пресса)
скорость ползуна близка к нулю.
Прессы для холодного выдавлива-.
ния созданы на базе чеканочных кр№
вошипно-коленных прессов, причем
базовой конструкцией пресса для хо-
холодного выдавливания принят чека-
чеканочный пресс усилием, превышающим
в 4 раза усилие пресса для выдавли-
выдавливания.
Прессы гидравлические для безоб-
лойной штамповки много плунжерные
предназначены для безоблойной штам-
штамповки поковок сложных форм с по-
полыми осевыми и боковыми элементами
(табл. 24), изготовляются с механиз-
механизмом загрузки и выгрузки.
Прессы гидравлические для горячей
объемной штамповки предназначены
для объемной штамповки из алюминие-
алюминиевых, магниевых, титановых сплавов,
а также черных металлов в нагретом
состоянии (табл. 25).
Прессы гибочно-штамповочные го-
горизонтальные (бульдозеры) (табл. 26)
предназначены для горячей и холод-
холодной гибки—штамповки в одноручье-
вых и многоручьевых штампах дета-
деталей из мерных штучных заготовок
больших габаритов из сортового про-
проката (полос, уголков, кругов, квадра-
квадратов и другого сортового проката).
Машины радиально-обжимные с про-
программным управлением (табл. 27) пред-
предназначены для изготовления осесим-
метричных деталей из прутковых и
трубных заготовок деформированием
24. Основные параметры прессов гидравлических для безоблойной
штамповки многоплунжериые
Параметр
Номинальное усилие пол-
ползуна, кН
Усилие, кН:
прижима
на вертикальных
пуансонах
первой ступени гори-
горизонтальных пуансонов
Усилие выталкивателей,
кН
Мощность привода, кВт
1600
3150
1600
1600
10—260
100
Примечание. Параметры
прн заказе.
Норма
2500
—
—
—
—
—
4000
8000
1000
2000
160
240
6 300
12 500
1 600
3 150
—250
350
прессов усилием I6 000,
10 000
20 000
2 500
5 000
320
460
16 000
—
—
—
—
25 000
—
—
—
—
25 000 кН уточняются
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
309
25. Основные параметры прессов гидравлических для горячей
объемной штамповки
Параметр
Номинальное усилие пресса, кН
Наибольший ход траверсы, мм
Ход стола, мм
Усилие выталкивателя, кН:
центрального
бокового
Скорость хода траверсы, мм:
рабочего
вспомогательного
Мощность привода, кВт
Масса, т
12 500
500
1000
1000
—
—
—
350
95
Норма
20 000
—.
—
—
—
31 500
1000
2100
1800
— 50
—
—
200
—
330
50 000
1250
2800
2000
80
200
—
550
26. Основные параметры прессов гибочно-штамповочиых
горизонтальных (бульдозеров)
Параметр
Номинальное усилие, кН
Ход ползуна, мм
Число ходов ползуна в 1 мин
Размеры ползуна, мм:
длина
ширина
Наибольшее расстояние между ползуном и упо-
упором в конце рабочего хода ползуна, мм
Мощность привода, кВт
Масса, т
Норма
1000
420
25/19
1200
300
750
12
8,6
1600
500
20/8
1500
350
1020
18,5
14
внешнего профиля в холодном нли го-
горячем состоянии. Машины оснащаются
средствами механизации и автоматиза-
автоматизации.
Машины электровысадочиые
(табл. 28) предназначены для изготов-
изготовления деталей типа стержней с утол-
утолщением на конце или в середине, а
также для увеличения сечения труб-
трубчатых и профильных заготовок.
Вальцы ковочные закрытые
(табл. 29) предназначены для изготов-
изготовления поковок и промежуточных заго-
заготовок в горячем состоянии. В автома-
автоматизированном исполнении они осна-
оснащены манипулятором и механизмом
загрузки.
Вальцы ковочные консольные одно-
и миогоклетьевые (табл. 30) пред-
предназначены для изготовления поковок
и промежуточных заготовок в горячем
состоянии.
Вальцы ковочные консольные двух-
клетьевые (табл. 31) предназначены,
для изготовления поковок и промежу-
промежуточных заготовок в горячем состоя-
состоянии.
Вальцы ковочные для поперечно-кли-
поперечно-клиновой вальцовки валково-сегментные
(табл. 32) предназначены для валь-
вальцовки заготовок типа тел вращения'
с удлиненной осью, в том числе точных;
по объему. Вальцы оснащаются .сред-.
ствами автоматической загрузки заго-
310 КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ-
27. Основные параметры машин радиально-обжимных с программным
управлением
Параметр
Номинальное усилие, кН
Наибольший диаметр ваготовки,
мм:
трубный
прутковый
Частота вращения прутка,
об/мин, не менее
Мощность привода, кВт
Масса, т
Норма
50
16
6,3
1800
—
100
25
10
1400
—
200
40
16
1000
13,5
10
500
63
25
1000
74
28,6
1000
130
100
1230
125
50
1600
160
140
800
125
40
2500
200
—
630
160
100
28. Основные параметры машин электровысадочных
Параметр
Номинальное усилие, кН
Наибольшая площадь высаживаемого
сечения, мм2
Скорость ползуна, мм/с:
высадочного
упорного
Ход ползуна, мм:
высадочного
упорного
Мощность привода, кВт
Масса, т
Норма
40
260
0,5—30
0—20
400
160
2,2
4,1
100
710
0,5—30
0—20
450
200
5,75
5,5
250
1600
1—25
0—20
700
300
17
12
630
4500
1—10
0,5—10
710
280
34
22,5
товок в рабочую зону и выгрузки поко-
поковок.
Вальцы иовочные для поперечно-
клниовой вальцовки двухклетьевые
предназначены для вальцовки загото-
заготовок типа тел вращения с удлиненной
осью, в том числе точных по объему.
Вальцы оснащаются средствами авто-
автоматической загрузки в рабочую зону
и выгрузки поковок. Их изготовляют
двух моделей: о диаметром валков
450 и 630 мм.
Вальцы ковочные для поперечио-
клиновой вальцовки плоскоклиновые
предназначены для вальцовки заго-
заготовок типа тел вращения с удлинен-
удлиненной осью, в том числе точных по объему.
Вальцы оснащаются средствами авто-
автоматической загрузки заготовок в рабо-
рабочую зону и выгрузки поковок. Изго-
Изготовляют одну модель с главным пара-
параметром — длиной развертки инстру-
инструмента 1200 мм.
Молоты штамповочные бесшаботные
высокоскоростные (табл. 33) предназна-
предназначены для точной горячей штамповки'
заготовок сложной конфигурации,
с тонкими ребрами из труднодеформи-
руемых и обычных сталей и спла-
сплавов.
КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ 311
29. Основные параметры вальцов ковочных закрытых (ГОСТ 16435—80)
Параметр
Номинальное межосевое
расстояние А, мм
Номинальное усилие, кН
Посадочные места под ин-
инструмент, мм:
диаметр d для вальцов:
одноручьевых
многоручьевых
длина 1 для вальцов:
одноручьевых
многоручьевых
Частота вращения валка,
с* (об/мин), не менее:
одноручьевого
многоручьевого
Диаметр исходной заго-
заготовки для вальцов, мм,
не более:
одноручьевых
многоручьевых
Мощность привода, кВт
Масса, т
л
-
м
160
160
100
100
160
200
0,53
C2)
1,66
A00)
10
30
—
—
1
i
¦
1
200
250
—
125
—
250
—
1,50
(90)
—
35
—
—
Примечания: 1. Предельные
HI.
1. Допускается изготовлять
250
400
160
160
250
320
0,41
B5)
1,33
(80)
16
45
18,5
10,5
Норма
320
630
—
200
—
400
—
1,00
F0)
—
70
27
—
400
800
250
250
320
500
0,26
A6)
0,83
E0)
25
85
40
—
500
1250
—
320
—
630
0,66
D0)
НО
50
31,9
630
1600
400
400
400
800
0,16
A0)
0,50
C0)
50
140
77
отклонения посадочного диаметра d -
многоручьевые
консольными участками валов, размеры которых
1000
3150
690
690
630
1000
0,13
(8)
0,33
B0)
80
200
11&
66,4
- по
закрытые вальцы с выпущенными
указаны в скобках.
3. Регулировка межцентрового расстояния должна быть не
нального межосевого расстояния
менее 2
,5 % номн-
4. По требованию потребителя вальцы должны комплектоваться средствами
хаиизации н автоматизации.
«е-
312
КОВОЧНО-ШТАМПОВОЧНОН ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
К5ОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
313
30. Основные параметры вальцов ковочных консольных (ГОСТ 16434—80Е)
¦
al
Параметр
Номинальное межосевое расстояние А,
мм
Номинальное усилие, кН
Посадочные места под инструмент:
диаметр d, мм
длина / вальцов, мм:
одноклетьевых
многоклетьевых
Частота вращения вала, с~1 (об/мин),
не менее
Диаметр исходной заготовки, мм, не
более
Норма
125
125
70
55
1,30
(85)
35
Примечания: 1. Номинальное усилие
160
200
90
160
75
—
—
50
200
315
ПО
80
1,16
G0)
60
указано для
250
500
140
220
95
1,00
F0)
75
тервого
споры коисоли, иа каждом последующем переходе усилие уменьшается
сравнению с предыдущим.
. 2. Предельиые отклоиеиия посадочиого диаметра d -
- по Н7
3. Величина регулировки межосевого расстояния должна быть до
320
800
180
280
120
0,83
E0)
95
400
1000
225
360
150
0,66
D0)
125
мрехода у
ДО 25 •
±3 мм.
0 ПО
4. Миогоклетьевые вальцы поставляются со средствами автоматической загрузки
заготовок в рабочую зону и выгрузки поковок.
32. Основные параметры вальцов ковочных для поперечно-клиновой
вальцовки валково-сегментные
31. Основные параметры вальцов ковочных консольных двухклетьевых
Параметр
Межцентровое расстояние, мм
Номинальное усилие, кН
Посадочные места под инстру-
инструмент, мм:
диаметр
Длина
Размеры исходной заготовки,
мм:
диаметр
длина
Частота вращения валка,
об/мин
Мощность привода, кВт
Масса, т
125
125
70
55
35
65—250
85
18,5
4,9
160
200
90
75
50
65—250
85
18,5
5
Норма
250
500
140
95
75
100—350
60
40
14,1
320
800
180
120
95
125—500
40
—
400
1000
225
150
125
500
40
55
28
Параметр
Диаметр валка, мм
Номинальное усилие, кН
Наибольшие размеры заготовки, мм:
длина
диаметр
Производительность, шт/мин
Мощность привода, кВт
Масса, т
Норма
400
100
250
25
25
27
4,8
500
160
315
35
25
40
6,9
630
250
400
50
16—32
58
9,5
800
630
550
80
12,5
ПО
18,5
33. Основные параметры молотов штамповочных бесшаботных высокоскоростных
Параметр
Энергия удара, кДж
Скорость соударения, м/с
Суммарный ход рабочих органов, мм
Время цикла, с
Размер опорной поверхности под нижнюю
половину штампа, мм
Наименьшее расстояние между опорны-
опорными поверхностями штампа, мм
Усилие нижнего выталкивателя, кН
Мощность привода, кВт
Масса, т
Норма
25
8,0
265
5,0
400X400
340
125
30
11
63
18,5
315
6,0
400X400
420
200
55
18,5
160
20
450
8,0
530X450
530
320
115
31,0
250
18
500'
9,0
650X565
655
400
ПО
47
Глава
9
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ
ШТАМПОВКИ И КОВКИ
\. АВТОМАТИЗАЦИЯ
И МЕХАНИЗАЦИЯ ХОЛОДНОЙ
ОБЪЕМНОЙ ШТАМПОВКИ
Классификация
автоматических линий
кузнечно-прессовых цехов
В зависимости от вида оборудова-
оборудования кузнечно-прессовые цехи комплек-
комплектуются автоматическими линиями,
созданными на базе:
универсальных кузнечных прессов,
автоматов .и специальных агрегатов;
однопозиционных высадочных авто-
автоматов и специальных агрегатов;
многопозиционных и однопозицион-
однопозиционных высадочных автоматов и специаль-
специальных агрегатов;
многопозиционных высадочных ав-
автоматов и специальных агрегатов;
автоматов-комбайнов и специальных
агрегатов;
роторных автоматических комплек-
комплексов (одно- и многономенклатурного
профиля);
прессов-автоматов и промышленных
роботов.
Целевое назначение автоматических
линий различно: они предназначены
для производства штуцеров, колпач-
колпачков и крепежных изделий.
Автоматические линии и комплексы
могут быть спроектированы с учетом
создания отделения производства изде-
изделий с законченным циклом обработки,
включающим оборудование:
заготовительное, формообразующее,
для разделительных операций, на-
накатывающее (т. е. оборудование для
изготовления изделий);
термическое и оборудование для соз-
создания покрытий (т. е. оборудование
для придания изделиям определенных
свойств в соответствии с техническими
требованиями заказчика);
для сборки изделий (например,
болт—гайка, винт—шайба), а также
для консервации, взвешивания, упа-
упаковки изделий (т. е. оборудование
для придания изделиям товарного
вида и возможности транспортирова-
транспортирования).
Однако технические требования за-
заказчика не исключают возможности
создания автоматических линий и ком-
комплексов с незаконченным циклом обра-
обработки, т. е. из линий, состоящих из
оборудования заготовительного, фор-
формообразующего, для разделительных
операций, накатывающего и специаль-
специальных агрегатов для консервации и упа-
упаковки.
Расположение оборудования в авто-
автоматических линиях и комплексах
должно отвечать следующим условиям:
удобству обслуживания и ремонта;
возможности многостаночного обслу-
обслуживания; простоте вспомогательных
транспортных устройств; соблюдению
безопасности труда и санитарно-гигие-
санитарно-гигиенических требований, сокращению
производственных площадей. С этих
позиций проанализируем основные
типы планировки автоматических ли-
линий. Наиболее распространена после-
последовательная планировка. Для нее ха-
характерно последовательное размеще-
размещение (друг за другом) автоматического
оборудования, что обеспечивает наи-
наименьшее использование производст-
производственной площади, удобство наладки и
переналадки, обслуживания и ремонта,
максимальное соблюдение норм безо-
безопасности труда Однако данная линия
очень растянута и не позволяет осу-
осуществлять многостаночное обслужива-
обслуживание. Линия с Г-образным размещением
оборудования менее. растянута, од-
однако она не отвечает требованиям удоб-
удобства обслуживания транспортными
средствами цеха. Линия с L-образным
размещением оборудования позволяет
осуществлять многостаночное обслу-
обслуживание, но затрудняет доступ к от-
отдельным агрегатам. П-образное раз-
размещение практически имеет те же недо-
недостатки, что и Г-образное. При данной
планировке также возникают затруд-
затруднения с соблюдением норм безопас-
безопасности труда из-за близкого расположе-
расположения оборудования друг к другу.
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
315
10550
16
Рис. 1. Автоматическая линия для производства болтов
По виду транспортировки заготовки
от одного автомата к другому автома-
автоматические линии разбиваются на после-
последовательные и параллельные. После-
Последовательные автоматические линии,
в свою очередь, разделятся на линии
с жесткой связью между оборудова-
оборудованием с межоперационным запасом
заготовок и без него и линии с гибкой
связью между оборудованием с меж-
межоперационным запасом заготовок.
Параллельные автоматические линии
обязательно имеют гибкую связь и об-
обладают межоперационным запасом за-
заготовок. В настоящее время последо-
последовательность передачи заготовок на ли-
линиях с жесткой связью при отсутствии
межоперационного запаса заготовок
свойственна только собственно выса-
высадочным автоматам, механизм переноса
которых передает заготовку с позиции
на позицию. При передаче заготовок
с одного автомата на другой, выпол-
выполняющий технологические функции,
последовательная связь с помощью
конвейера дополняется наличием меж-
межоперационного запаса заготовок. Если
межоперационный запас обеспечи-
обеспечивается только конвейером, не обладаю-
обладающим возможностью накапливать за-
заготовки, то между автоматами устанав-
устанавливается жесткая связь. В тех случаях,
когда запас заготовок обеспечивается
их накоплением в бункерах, связь
становится гибкой. При объединении
группы автоматов для объемной холод-
холодной штамповки, выполняющих оди-
одинаковые технологические функции
(обрезаные, резьбонакатные, гайко-
гайконарезные), общий конвейер питает
бункер каждого из автоматов, выда-
выдающих отштампованные заготовки иа
общий конвейер выдачи заготовок
к следующему оборудованию. В самом
общем виде современные автоматиче-
автоматические линии представляют последова-
последовательное поточное производство с вклю-
включением расположенного параллельно
оборудования.
На рис. 1 представлена автомати-
автоматическая линия для производства бол-
болтов. Линия состоит из многопозицион-
многопозиционного автомата 13, накатного устрой-
устройства 8, функциональных элементов —
бункера 9, правильных роликов 14,
конвейера 12, установленного на тумбе
19, склиза 10, ковшей 11 и 17, закреп-
закрепленных на цепи 18 и звездочке 20,
приемного лотка 16; вспомогатель-
вспомогательного оборудования — размоточного
устройства 15, конвейера, передаю-
передающего заготовки на следующую линию.
Конвейер состоит из движущихся по
направляющим 1 и 3 тележек 6 на хо-
ходовых колесах 2, 5. На рабочей ветви 4
на платформу устанавливается тара 7,
816
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
317
в которую ссыпаются готовые изделия.
Принцип работы линии следующий!
с помощью крана на размоточное уст-
устройство устанавливается бунтовой
материал. Конец проволоки направ-
направляется в правильное устройство авто-
автомата и после правки идет на линию
отрезки и далее к высадочным пози-
позициям автомата. Отштампованная за-
заготовка через лоток попадает на кон-
конвейер и из него в бункер резьбонакат-
ного автомата. После накатки резьбы
изделие по склизу попадает в тару.
По общему построению данная ли-
линия относится к автоматическим ли-
линиям из многопозицнонных автоматов
и специальных агрегатов. По целевому
назначению линия — болтовая: пла-
планировка линии — последовательная
с незаконченным циклом. Наличие
бункера и лоткового конвейера-на-
конвейера-накопителя превращает данную линию
в линию с гибкой связью.
Функциональные элементы
автоматических линий
и комплексов
Автоматическая линия и комплекс
состоят из оборудования для объемной
холодной штамповки, функциональ-
функциональных элементов, объединяющих обору-
оборудование в линию, и вспомогательного
оборудования. В зависимости от вида
заготовки функциональные элементы
имеют определенную структуру. При
штучных заготовках функциональные
элементы состоят из следующих уст-
устройств: транспортирующих бункерно-
ориентирующих, магазинных и встро-
встроенных в оборудование.
Рис. 2. Бункерно-орнентцрующее устроит
ство
Прн прутковых и бункерных заго-
заготовках функциональные элементы
включают устройства: транспорти-
транспортирующие, накопительно-ориентирую-
накопительно-ориентирующие, калибрующие, правильно-зада-
правильно-задающие и встроенные в оборудование.
Транспортирующие устройства со-
состоят из конвейеров, роликовых
конвейеров, раздаточных устройств,
которые могут работать совместно с ли-
линией, а также по автономному режиму.
Бункерно-ориентирующие устрой-
устройства состоят из бункера и ориентатора,
Аналогичные им по функции-'накопи-
тельно-ориентирующие устройства
бунтовых и прутковых заготовок
включают стеллажи-накопители,
ориентаторы и направляющие.
Магазинные устройства состоят из
магазинов, механизмов автоматиче-
автоматического включения-выключения, отсе-
кателей, питателей.
Калибрующие устройства служат
для калибровки металла перед пода-
подачей в автомат.
Правильно-задающее устройство
позволяет отрезать передний дефект-
дефектный конец материала и править его
перед подачей в автомат.
Встроенные в оборудование уст-
устройства имеют многоцелевое назначе-
назначение: для отключения подачи металла,
захвата полуфабрикатов и их пере-
переноса, заталкивания (выталкивания)
заготовок в технологический инстру-
инструмент и т. д.
Бункерио-ориеитирующее устрой-
устройство (рис. 2) состоит из бункера /,
захватного органа 5, ориентирующего
механизма 2, механизма сброса (от-
(отвода) 3 избыточных заготовок лотка 4
и привода 6 захватного органа.
Захватные органы конструктивно
оформляются в виде: вырезов опреде-
определенной формы на доске, перемещаю-
перемещающейся в бункере, крючков, штырей,
труб и т. д.
Форма захвата зависит от конфигу-
конфигурации заготовки. Для захвата болтов,
винтов, шурупов, т. е. заготовок с го- .
ловками, применяют щелевые захваты,
На рис. 3 показан дисковый щелевой .
механизм, состоящий из бункера ./.,
и вращающегося диска 2, опираю^
щегося на три ролика 6. Щелевой, за-.
хват состоит из кольца 3 и диска 2,
захватывающего заготовки прижи- ,
мами (собачками) 4, перемещающими.,
заготовки в приемник 5. Ширина
щели выполняется несколько большей
диаметра стержня заготовки, но мень-
меньше диаметра головки. Захват, выпол-
выполненный в виде полого сектора, при
качательном движении в нижнем по-
положении захватывает между двумя
станками заготовку, которая в верх-
верхнем положении под действием силы
тяжести соскальзывает в лоток. Чаще
применяют конструкцию захватного
органа в виде доски (шибера), со-
совершающий возвратно-поступатель-
возвратно-поступательное движение (рис. 4). На торцовую
поверхность доски 1 при ее нижнем
положении падают заготовки из бун-
бункера 2; при поднятии доски вверх за-
заготовки, лежащие на ее торце, сталки-
сталкиваются в направляющие 5 лотка. Не-
Неправильно сориентированные заго-
заготовки звездочкой 3 сбиваются обратно
в бункер. Положение заготовок по
высоте ограничивается в лотке план-
планкой 4.
Цилиндрические заготовки, имею-
имеющие отверстия (гайки, шайбы), за-
захватываются крючками и штырями.
В нижнем положении заготовка наде-
надевается на крючок (штырь), а в верх-
верхнем положении соскальзывает в прием-
приемный лоток.
Захватный орган и ориентирующий
механизм могут компоноваться в од-
одной конструкции. Например, крючко-
крючковым захватом гайка или шайба за-
захватывается за отверстие и центри-
центрируется по отверстию. При автономной
компоновке этих механизмов ориенти-
ориентирующим механизмом используются
особенности формы или положения
центра тяжести заготовки. Для ориен-
ориентирования заготовок гаек в бункере
резьбонакатного автомата исполь-
используется следующая конструкция. За-
Захватывающий крючок располагается
по периферии вращающегося бункера,
что позволяет гайкам нанизываться
на острый конец крючка и передви-
передвигаться вдоль оси крючка под действием
давления от последующих нанизан-
нанизанных гаек. Движение гаек по крючку
достигается принудительным переме-
перемещением их вращающимися пластмас-
пластмассовыми роликами. Производительность
такого механизма не более 60 шт/мин.
Большую производительность обес-
обеспечивает механизм ориентирования
с щелевым качающимся сектором, рас-
расположенным на дне бункера. Каса-
Касательное движение сектора способствует
6-Б
Рис. 3. Дисково-щелевой механизм
ворошению заготовок и сбрасыванию
их в направляющие лотка при верхнем:
положении сектора. Секторное загру-
загрузочное устройство состоит из бункера,
качающегося сектора, привода, сбра-
сбрасывателя, лотка и заслонки. Расстоя-
Расстояние между щеками сектора прини-
принимается равным 1,05—1,15 диаметра
стержней крепежных изделий и обес-
печивает стабильное попадание стерж-.
ней изделий в сектор с опорой по их
торцу. В зоне перед захватом изделий
сектором бункер перегорожен заслон*-
Рис. 4. Шиберный захват
318
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
КОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
1. Технические характеристики буикерио-ориеитирующих устройств
319
Бункерно-ориенти-
рующее устройство
Крючковое о ради-
радиальным наружным
расположением крюч-
крючков по окружности
вращающегося диска
Штыревое с возврат-
возвратно-поступательным
движением захват-
захватного органа
Карманное
Зубчатое
Секторное
Бункерно-щелевое
Лопастное
Область применения
Для стаканов, колпач-
колпачков, трубок при толщине
стенок более 0,3 мм и
длине заготовок боль-
большей, чем их диаметр
Для стаканов, трубок,
стержневых изделий с
головками
Для цилиндрических
заготовок с центром тя-
тяжести, смещенным с оси
Для цилиндрических за-
заготовок с центром тяже-
тяжести, смещенным к до-
нышку
Для болтов, заклепок,
винтов
То же
Для гаек, заготовок с
гранями
Число
захват-
захватных орга-
органов или
ориенти-
ориентирующих
механйЗ-
9—12
1
20—32
30—70
—
20—50
4—12
Средняя
произвбди-
захватного
органа,
шт./мнн
60—70
50-70
180—250
180—200
120—130
200—250
150—200
Коэффи-
щШ
вероят-
вероятности
захвата
0,5—0,6
0,3.
0,6—0,8
0,6-0,8
0,5—0,6
0,5—0,6
0,4—0,6
кон, чтобы уменьшить их поток над
сектором и обеспечить спокойную ра-
работу привода. Из сектора по лотку
сориентированные изделия переме-
перемещаются к питателю. Для предотвра-
предотвращения перегрузки питателя преду-
предусмотрен сбрасыватель. Как правило,
сбрасыватели конструктивно выпол-
выполняются в виде щитков, закрепленных
над сектором. Технические характе-
Рис. 5. Роторный бункер
ристики бункерно-ориентирующих
устройств приведены в табл. I.
Для автоматов с повышенным чис-
числом ходов (>200 ход/мин) более пред-
предпочтительны роторные бункера
(рис. 5). Бункер состоит из корпуса 3,
в котором размещены захваты 5, за-
закрепленные на круглом диске с зуб-
зубчатым венцом 4, посредством которого
осуществляется вращение захватов.
Вращающийся диск установлен на
валу 8 в подшипниках 10. Бункер
закрыт крышкой 9. При вращении
диска заготовки попадают в захваты
и перемещаются вверх, затем они по-
попадают в ориентирующие направляю-
направляющие, состоящие из планок 6 и 7 со ско-
скошенными поверхностями (для облег-
облегчения попадания на них заготовок).
Под действием силы тяжести заготовки
ориентируются на направляющих
планках. Лишние заготовки звездоч-
звездочкой 12 с приводом 2 сбиваются с на-
направляющих обратно в буикер. Заго-
Заготовки, попавшие в лоток 13, с помощью
2. Технические характеристики вибропривода
Типораз-
Типоразмер
ВПУ-160
ВПУ-250
ВПУ-400
ВПУ-630
Наиболь-
Наибольшая масса
загрузки
чаши, кг
1,5—3
5—10
15—25
45
54
75
130
200
72
120
200
300
163
253
410
633
Амплитуда
колебаний,
мм
о. 5
1,6
2,5
4,0
6,3
S3
0,7
0,7
1,0
1,0
0—360
350
550
800
1000
10
34
100
320
!"
0,03
0,09
0,48
1,5
з а
a §
160
250
400
630
3. Технические характеристики чаши
Размеры чаши, мм
Номинальный
диаметр чаши 0
160
250
400
630
168
260
410
645
130
250
320
500
н
60
100
160
250
t
18
32
48
64
Примечание. Do — посадочный
размер (см. табл. 2).
планки / получают строго ориентиро-
ориентированное по высоте положение. Бункер
крепится на кронштейне 11.
Широко применяют также вибра-
вибрационные лотки. На вибропривод мон-
монтируется чаша, к которой присоеди-
присоединяется ориентирующее устройство.
Технические характеристики вибро-
вибропривода и чаши приведены в табл. 2 и 3.
Промежуточным звеном между
бункерно-ориентирующим устройст-
устройством и питателем являются лотки /
(рнс. 6), которые выполняют не только
функцию транспортирования, но и
синхронизируют производительность
оборудования с бункерно-орнёнти-
рующим устройством. Как правило,
применяют щелевые и винтовые лотки.
Щелевой лоток имеет два участка:
прямолинейный и криволинейный.
Чтобы заготовки не выпадали, сверху
лоток огорожен предохранительным
щитком 2. При прохождении под щит-
щитком головка заготовки центрируется
между ним и направляющими и по-
постепенно занимает горизонтальное по-
320
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
321
Рис. 6. Чаша с лотками
ложение, необходимое для ее после-
последующей обработки.
Магазинные загрузочные устройства
являются переходной ступенью от бун-
керно-ориентирующего устройства
к рабочим органам высадочного пресса-
автомата. Они состоят из магазинов,
отсекателей с приводом и питателей.
Движение заготовок осуществляется
под действием нх силы тяжести, пру-
Жнн, цепей, дисков и т. п. Трущиеся
направляющие магазинов должны
после термической обработки иметь
высокое качество поверхности. Для
удобства обслуживания направляющие
стенки в зависимости от размера за-
заготовок могут регулироваться по ши-
ширине зазора. При работе автомата с ма-
магазинным загрузочным устройством
общий цикл их работы состоит из
следующих этапов: подачи заготовок
из магазина - на рабочую позицию;
передачи заготовки в зажимы автомата;
закрепления заготовки; обратного
Рис. 7. Конструкция поворотного и посту-
поступательного питателей
хода заталкивателя; обратного хода
питателя; рабочих операций (как пра-
правило, они совмещены с выдачей следу-
следующей заготовки из магазина в пита-
питатель); разжатия обработанной заго-
заготовки; выталкивания заготовки из
рабочей позиции.
Отсекатели, питатели, захватные ме-
механизмы являются необходимыми эле-
элементами автоматических линий. Для
четкой работы автомата число подавае-
подаваемых заготовок регулируется отсека-
телем, который отделяет от общего по-
потока необходимое число заготовок и
передает их в питатель.
Классификация отсекателей произ-
производится по характеру движения. При
поступательном движении отсекатель
своей поверхностью перекрывает до-
доступ заготовки из магазина к рабочим
органам автомата. Наличие обратного
хода у таких отсекателей снижает
их производительность до 80—
100 шт/мин.. При колебателышм дви-
движении отсекателя его производитель-
производительность несколько повышается. При
качательном движении отсекатель вы-
выполняется в виде скобы, ось которой
шарнирно закреплена по линии потока
заготовок.
На концах скобы поперечно движе-
движению заготовок установлены раздели-
разделители (планки и штифты), причем раз-
разделитель одного плеча скобы отодви-
отодвинут от второго разделителя, закреп-
закрепленного на другом плече, на размер
заготовки. При качании скобы вначале
весь поток перегораживается дальним
отделителем, а затем при переброске
скобы в другое положение от потока
вторым штифтом отделяется одна заго-
заготовка, а остальные перекрываются,
после чего цикл повторяется. При
вращательном движении отсекателя
достигается наибольшая производи-
производительность автомата из-за отсутствия
при подаче заготовок холостых ходов.
Как правило, отсекатель блокируется
с питателем, который служит для не-
непосредственной подачи заготовок из
лотка к рабочим позициям автомата.
Питатель имеет захват для удержа-
удержания заготовки при переносе ее на ра-
рабочую позицию или с одной позиции
на другую. Аналогично приводу отсе-
отсекателя конструкции питателей опре-
определяются характером их движения.
При поступательном движении пита-
питатель выполняется в виде ползушки,
4. Технические характеристики цепно-скребковых конвейеров
икация
Модиф
I
II
А
Н
О
о,
о
и
0,15
К га
<я га
3 к
со е.
Высот
полуф
мм
1285—1710
1480—1990
А
И
Произ
ность.
400—2000
400—2000
тные
ы (дли
иирина
эта), м
Габари
размер
иа X i
X вые
A465—1905) X
X 708 X
A190—2330)
1540 X B110—
2190) X 2520
Е-
Масса,
317
326
Диаметр полу-
полуфабрикатов, мм
Болт
6—12
6—12
Виит
4—6
4—6
Гайка
8—12
8—12
?
10—145
10—145
в захватах которой закрепляется заго-
заготовка. На рис. 7 показан поворотный
и поступательный питатели автомата
А2322А. Заготовки поступают с на-
наклонного направляющего аппарата /
в питатель 2 поступательного типа,
перемещающий от кулачка S с помощью
рычагов 4, 5, 7 п пружины 6. Заго-
Заготовка из поворотного питателя за-
захватами 12 с пружиной 13 поворотного
питателя перемещается к матрице 14.
Перемещение питателя обеспечивает
кулачок через рычаги 9, 10 и пру-
пружину //. Поступательный фиксатор 3
ограничивает положение питателя 2.
Иногда функции питателя выполняет
магазин, и тогда ему придается дви-
движение к рабочим позициям и он снаб-
снабжается захватом.
Наиболее производительны питатели
вращательного движения, выполнен-
выполненные в виде дисков с вырезами для заго-
заготовок, цепей с захватами и устройст-
устройствами в виде револьверных подач.
При этом большое внимание уделяется
необходимости точного удержания
или фиксирования заготовок.
Захватные механизмы классифици-
классифицируются по способу выборки заготовок
из лотков и крепления их в захвате
при транспортировке на рабочую пози-
позицию. Они делятся на три группы:
пазовые в виде призмы, полукруга,
круглой выточки; в них заготовки по-
попадают под действием силы тяжести
или задающего устройства;
клещевые, с захватом по наружной
поверхности заготовок;
стержневые, с захватом заготовок по
внутренней поверхности.
И П/р Е. И. Семенова
Эти механизмы широко применяют
в высадочных автоматах для холодной
объемной штамповки.
Транспортирующие устройства —
это различного рода конвейеры: цеп-
цепные, скребковые, шнековые, вибра-
вибрационные. Обычно для заготовок раз-
размером менее 12 мм используют цепно-
скребковые конвейеры, свыше — дру-
другие типы. Технические характери-
характеристики стандартных цепно-скребковых
конвейеров приведены в табл. 4.
На рис. 8 изображены цепной бункер
и направляющие линейки к оборудо-
оборудованию. От электродвигателя через
червячный редуктор приводятся
в движение две цепи 3 и 4 для переме-
перемещения пальцев ворошителей 2 и пи-
питателей /, которые к ним жестко при-
прикреплены. Скорость цепи ворошителя
несколько превышает скорость цепи
питателя, а их положение задают на-
направляющие 5. Ворошитель распола-
располагается над питателем и заставляет за-
заготовку принять строго ориентирован-
ориентированное положение, когда головка заго-
заготовки 7 располагается на торце на-
направляющих 8 и 9, а стержень заго-
заготовки между ними. При неправильном
положении болтов пружины 6 сбрасы-
сбрасывают их. После подъема на заданную
высоту одиночные заготовки посту-
поступают по линейкам 10, 11 в оборудова-
оборудование под действием силы тяжести. По-
Положение заготовки по высоте регули-
регулируется планкой 12.
Для связи бункеров в автоматиче-
автоматических линиях и комплексах применяют
шнековый конвейер (рис. 9). Основу
конвейера составляют шнек 6 и труба
322
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
323
В-Б
Рис. 8. Цепной бункер и направляющие линейки
2, вращающаяся на бандажах 3 по
опорным роликам 4, закрепленным
на кронштейнах 5. Вращение трубе
придает электродвигатель 8 через от-
открытую коническую передачу 7. Си-
Система крепится на опорах 9, 10, 11 и
закрывается ограждением /. Техниче-
Технические характеристики конвейера при-
приведены ниже.
Диаметр заготовок, мм . . 6—12
Длина заготовок, мм- ... До 145
Наибольшая высота выдачи
заготовок, мм 2670
Наибольшая длина транс-
транспортера, мм 6000
Произв однтель ность,
шт/мин 400—2000
Габаритные размеры, мм:
длмня 5500
ширина 600
Масса, кг 420
При большей высоте выдачи может
быть применен ковшовый элеватор
или подъемник. На рис. 10 показан
ковшевой подъемник. Он состоит из
привода /, перемещающего на цепях 2
шарнирно закрепленные ковши 4. Для
натяжения цепей применяются регу-
регулировочные звездочки 3. Нижнее по-
положение ковша обеспечивают пружин-
пружинные опоры. При определенном сжатии
пружин, характеризующем задан-
заданную массу заготовки в ковше, срабаты-
срабатывает конечный выключатель 5, и
ковши, заполненные через лоток 6, под-
поднимаются в верхнее положение до
контакта 9. В этом положении ковш 4
контуется вокруг опоры 8 и заготовки
ссыпаются в направляющие 7 следую-
следующего автомата.
При большей производительности
используется ковшовый элеватор
(рис. 11). На цепях 4 закрепляются
ковши 7. Цепь висит на звездочках /,
и ее натяжение регулируется станцией
3. Все система смонтирована в корпусе
2. При этом загрузка заготовок про-
производится через желоб 5, выгрузка —
через бункер 6.
На рис. 12 показан элемент горизон-
горизонтального виброконвейера, состоящего
из путепровода /, прикрепленного
Рис. Ю. Ков-
Ковшовый подъ-
подъемник
Рнс. 11. Ковшовый элеватор
к фундаментной балке 2 на пружин-
пружинных лапках 4 с помощью амортизиру-
амортизирующих резиновых накладок 5. Закреп-
Закрепление пружин к путепроводу обеспе-
обеспечивается накладками 3. Привод ви-
вибратора осуществляют якорь 6 и ка-
катушка электромагнита 7 с сердечни-
сердечником 8, которые крепятся к кронштей-
кронштейну 9. Общая длина виброконвейера
может достигать 5 м при работе с двумя
электромагнитами с питанием от сети
переменного тока напряжением 220 В
и частотой колебаний 60 Гц.
Вспомогательное оборудование
Используемый для автоматов хо-
холодной объемной штамповки материал
при диаметре до 20 мм применяется
в виде бунтовой проволоки; при диа-
диаметре свыше 20 мм — в виде прутков.
Это предъявляет определенные требо-
требования к выбору вспомогательного обо-
оборудования. При бунтовом материале
применяют фигурки и правильно-за-
дающие устройства; при прутковом —
в автоматическую линию включаются
стеллажи. Для калибровки металла
применяют калибрующие машины.
На рис. 13 показана фигурка для
бунтового материала, применяемого
кузнечно-прессовых цехах для
Рис. 12. Элемент горизонтального вибро-
виброконвейера
На стойке 7 расположена вращаю-
вращающаяся катушка /, сидящая на под-
подшипниках 2 и 3. Бунт 6 с помощью
крана подается через рог 4 на катушку
и фиксируется упором 5. Для высадки
изделий менее 10 мм фигурка состоит
из двух частей. Верхняя часть может
занимать горизонтальное положение
для удобства заправки бунта, а затем
поворачиваться в вертикальное поло-
положение и фиксироваться.
Правильно-задающее устройство
(ПЗУ), показанное на рис. 14, служит
для правки бунтового материала, от-
отрезки переднего дефектного конца н
подачи бунтового материала в автомат.
Z5OO
Рис, 0. Шиековый конвейер
холодной
11*
объемной штамповкн.
Рнс. 13. Фигурка для бунтового материала
324
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
325
tt П 13 /t IS
20 19
/в а ' 17
Рнс. 14. Правильно-задающие устройства
Технические характеристики двух мо-
модификаций ПЗУ приведены ниже.
ПЗУ-] ПЗУ-2
Наибольший диа-
диаметр бунта (мм)
при прочности ма-
материала, МПа:
800
до 500
Диаметр бунта,
мм:
наружный . .
внутренний . .
Масса бунта, кг
Скорость подачи,
м/мин
Мощность двига-
двигателя, кВт . . . .
Габаритные раз-
размеры, мм:
длина .'....
ширина . . . .
высота . . . .
Масса, кг . . . .
16
20
1000—
1400
200—500
100—500
5,2
2250
2100
1570
2800
32
1000—
1400
600—120
100—500
6,6
2590
2415
1836
4028
Бунт 14 (см. рис. 14) с помощью
крана надевается на основную опору
13. Центровка бунта осуществляется
с помощью роликов 9, передвигаю-
передвигающихся в пазах 10 маховиком регули-
регулировки 17. Горизонтальное положение
бунта ограничивается вертикальными
роликами 15. Заправочный конец
проволоки подается роликами 8, от-
отгибающими проволоку для подачи
в правильное устройство 5. Оно со-
состоит из приводных обжимных роли-
роликов 11, 16; для распрямления концов
используются ролики 3 к 7, которые
можно настраивать по вертикали с по-
помощью винтов 6, что обеспечивает не-
необходимый радиус кривизны правки.
Привод правильного устройства осу-
осуществляется электродвигателем по-
постоянного тока через червячный ре-
редуктор, цепную передачу и открытую
зубчатую пару.
Для осуществления поджима прут-
прутков верхняя часть корпуса с верхним
роликом шарнирно соединена с ниж-
нижней частью корпуса, в котором разме-
размещен нижний ролик. Поджим произ-
производится гидроцилиндром 4. После
правильного устройства пруток про-
проходит в направляющие холостые
валки 18 и через них в механизм за-
зажима 19, состоящий из двух ползушек
с зажимными призмами. В зависи-
зависимости от типа ПЗУ зажим дефектного
конца производится вручную (ПЗУ-1)
или пневматическим цилиндром
(ПЗУ-2). При этом зажимающие
призмы центрируются в общих на-
направляющих и через систему качаю-
качающихся рычагов получают перемещение
от своего привода. Отрезку дефектного
прутка и снятие фаски осуществляют
головкой, имеющей качательное дви-
движение и осевое перемещение. Привод
головка получает от электродвигателя
через клиноременную передачу. На
валу головки размещен абразивный
диск 2. Наклоном всей головки с по-
помощью рычага поперечной подачи 1
происходит отрезка дефектного конца.
Подрезка фаски осуществляется
двумя резцами, расположенными
у оси абразивного диска и получаю-
получающими вращательное движение, от об-
общего привода. Осевое перемещение
головки обеспечивает каретка от ры-
рычага продольной подачи; 20. Подго-
Подготовленная „таким образом: проволока
подается в автомат. Пульт ¦¦ управле-
управления 12 правильно-задающим устрой-
устройством' вынесен на его фронтальную
поверхность.
Для подачи прутковых материалов
используются автоматизированные
стеллажи моделей СА-13 и СА-5.
Стеллаж СА-13 для подачи прутков
изображен на рис. 15.
Технические характеристики стелла-
стеллажей приведены ниже.
Размер прутков,
мм:
диаметр ....
длина
Производитель-
Производительность, шт/мин . .
Емкость стелла-
стеллажа, т
Мощность двига-
двигателей, кВт ....
Габаритные раз-
размеры, мм ...
СА-13 СА-5
Масса, т .
20—40
4000—
6000
6
5
2,9
5500 X
Х2800Х
Х1470
5,170
До 6000
До 5
4
3
3,9
Стеллаж состоит из сварной рамы /,
горизонтального цепного транспор-
транспортера 2, состоящего из трех тяговых
цепей и соответственно трех толкате-
толкателей. Вертикальный подъем прутков
обеспечивает механизм захвата и ме-
механизм подъема 3, смонтированный
в трех стойках, которые могут пере-
перемещаться по раме в зависимости от
длины, прутков. Привод подъема соз-
создает электродвигатель через редук-
редуктор и общий распределительный вал 4.
Крючковое устройство механизма
захвата поднимает пруток сначала
с одной стороны, при этом отсекатель
препятствует подъему других прут-
прутков. Поднятый пруток сбрасывается
на упор и захватывается с него подъ-
подъемными крючками, выравнивающими
положение прутка, после чего пруток
падает на рольганг 5, приводимый от
двигателя через червячный редуктор
и цепную передачу. Крючки выпол-
выполняются сменными (в зависимости от
Диаметра подаваемых прутков).
Автоматизированный стеллаж
С роликового конвейера пруток
может подаваться в калибрующую
машину типа КУ (рис. 16). Техниче-
Технические характеристики машины следу-
следующие.
Диаметр калиброванной про-
проволоки, мм:
наибольший
наименьший
Степень деформации, % . .
Усилие калибровки, кН . .
Предел прочности исходной
заготовки (наибольший),
МПа
Скорость калибровки, м/мин
Диаметр намоточного бара-
барабана, мм
Марка двигателя
Мощность двигателя, кВт . .
Скорость вращения двига-
двигателя, об/мин
Габаритные размеры, мм . .
Общая масса с тиристорным
преобразователем, кг ...
Z 3
16
10
14
63,00
7,0
3—15
650
П72
2,5
1400
2300 X
Х3300Х
Х1500
6250
11 10 9 в 7
Рнс, 16. Калибрующая машниа тнла КУ
ЛИСТОВАЯ ШТАМПОВКА
327
326
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
Средства ориентации
Преобразующий
механизм
Захватный орган
Система управления и блокировки
Рис. 17. Замкнутая структурная схема средств автоматизации листоштамповочного произ-
производства
Машина предназначена для кали-
калибровки металла перед холодной вы-
высадкой на автоматах. Используется
металл отожженный, протравленный
после известкования или фосфатиро-
вания. Общая степень деформации не
должна превышать 14%. Машина
состоит из сварной, коробчатой за-
закрытого типа станины 9, в которой
смонтированы зубчатая передача при-
привода намоточного барабана, шкаф
с электроаппаратурой и фильерные
матрицы. Станина состоит из основа-
основания 3 и верхней части 4, соединенных
болтами. С передней стороны машины
расположены намоточный барабан,
прижимное и балансировочное уст-
устройства. Привод намоточнего бара-
барабана 12 калибрующего устройства
осуществляется через клиноременную
передачу, открытую зубчатую пару,
червячный редуктор электродвигате-
электродвигателем постоянного тока. Для плотного
прилегания откалиброванной прово-
проволоки в бунте, размещенном на намоточ-
намоточном барабане, применяется прижим-
прижимной механизм, передающий усилие
с пневмоцилиндра 10 на прижимной
рычаг И и далее через ролик 8 на ме-
металл. Пневматическое балансировоч-
балансировочное устройство состоит из двухплече-
вого рычага 7, отжимающего прово-
проволоку и контролирующего скорость
намотки и размер петли. Крайнее
положение двухплечевого рычага
фиксируется двумя конечными выклю-
выключателями 5 и 6. Металл подается на
приемный барабан 2 и через подаю-
подающие ролики переходит в фильерные
калибры, балансириое устройство и
намоточный барабан. Тиристорный
преобразователь / позволяет регули-
регулировать скорость в широких пределах.
2. АВТОМАТИЗАЦИЯ
И МЕХАНИЗАЦИЯ ЛИСТОВОЙ
ШТАМПОВКИ
На показатели роста производитель-
производительности труда рабочих и оборудования
оказывает влияние использование раз-
различных средств автоматизации и ме-
механизации.
Все средства механизации и автома-
автоматизации состоят из ряда узлов и меха-
механизмов, функционально связанных
между собой. На рис. 17 показана об-
обобщенная структурная схема средств
автоматизации листоштамповочного
производства, характерной особен-
особенностью которой является ее замкну-
замкнутое строение, т. е. наличие взаимо-
взаимосвязи между всеми механизмами, осу-
осуществляемой через систему управле-
управления и блокировки. Характерной осо-
особенностью структурной схемы средств
механизации (рис. 18) является отсут-
отсутствие обратной связи между приводом
и захватным органом.
Классификация захватных органов,
применяемых в средствах автоматиза-
автоматизации и механизации листоштамповоч-
иого производства, представлена на
рис. 19. В табл. 5 приведены харак-
характерные особенности различных типов
захватных органов.
В ряде случаев для расширения
возможностей средств автоматизации
применяют комбинированные эахват-
Захватный
орган
Преобразующий
механизм
Система
управления
Рис. 18. Разомкнутая структурная схема средств автоматизации лнстоштамповочного произ-
производства
Захватный орган
Без управляемого
силового устройства
С управляемым
силовым устройством
я
о.
¦9-
S
я
я
а.
1
*
я
©
Цанговый
Шиберный
Я
о.
га
СО
Рис. 19. Классификация захватных органов, применяемых в средствах автоматизации и меха-
механизации лнетоштамповочного производства
ные органы, состоящие из нескольких
Механизмов, дополняющих друг друга.
Привод средств автоматизации дол-
должен обеспечивать требуемое движение
захватного органа с заготовкой или
без нее. В средствах автоматизации
используются разнообразные приводы,
классификация которых представлена
на рис. 20.
При эксплуатации приводов в усло-
условиях кузнечно-штамповочного произ-
производства решающее значение имеют их
специфические особенности: составные
элементы, тип привода, допускаемое
число включений, точность остановки
и т. д.
Схемы, назначение, структура, ки-
кинематические и динамические свойства
преобразующих или передающих ме-
механизмов средств автоматизации я
механизации чрезвычайно разнооб-
разнообразны.
Их классификация представлена
на рис. 21.
Введение средств ориентации и пере-
переориентации в автоматизирующие уст-
устройства вызвано необходимостью
четкой фиксации заготовки в задан-
заданном положении при подаче ее в рабо-
рабочую зону. Применяются они в основ-
основном в средствах автоматизации, пред-
предназначенных для автоматической
328
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
5. Особенности захватных органов
Тнп захват-
захватного органа
Фрикцион-
Фрикционный
Пиевматв-
ческий
Электро-
Электромагнитный
Клиновой
Ножевой
Клещевой
Толкающий
Карманчи-
ковый
Методы удержа-
удержания н перемеще-
перемещения заготовки
Трением
Разрежением
на внутренней
полости за-.
хвата
Магнитным
притяжением
Упругим
заклиниванием
Внедрением
в заготовку
Трением и ча-
частичным вне-
внедрением в за-
заготовку
Усилием
в направлении
движения
Транспорти-
Транспортированием спе-
специальной по-
полостью
Характери-
Характеристика
заготовки
Непрерыв-
Непрерывный мате-
материал *
Плоская,
штучная
с непре-
непрерывной по-
поверхностью
контакта
Штучная
любой фор-
формы из на-
магничи-
магничиваемого
материала
Непрерыв-
Непрерывный мате-
материал
Непрерыв-
Непрерывный мате-
материал
Непрерыв-
Непрерывный мате-
материал
и штучная
Объемная,
штучная
Объемная,
штучная
Захватывание
Зависит от состояния
поверхности заготовки
и от плавности измене-
изменения скорости перемеще-
перемещения
Ухудшается у захватов
без управляемого сило-
силового устройства по мере
увеличения длительно-
длительности удержания заготов-
заготовки. Зависит от качества
резины, применяемой
для захвата
Происходит со стуком:
необходимо осуществ-
осуществлять разделение загото-
заготовок из стопы или при-
применять захваты со спе-
специальной формой полю-
полюсов
Устойчивое
Зависит от состояния но-
ножей, неустойчивое для
твердых материалов
Устойчивое
Неустойчивое для заго-
заготовок толщиной менее
0,5 мм
Неустойчивое при боль-
больших скоростях переме-
перемещения захватного орга-
органа
Освобожде-
Освобождение ааготов-
кн в период
рабочего хо-
хода
Возможно
ТОЛЬКО С
управляе-
управляемым сило-
силовым устрой-
устройством
Возможно
Возможно
Невозможно
Возможно
»
Невозможно
., ... ;ЛИСТОВАЯ ШТАМПОВКА
329
Продолжение табл. 5
Tim эахват-
иого органа
Крючковый
Гравита-
Гравитационный
Методы удержа-
удержания и перемеще-
перемещения заготовки
Транспорти-
Транспортированием
за отверстие
в заготовке
Силой
тяжести
Характери-
Характеристика
заготовки
Штучная
и непре-
непрерывный
материал
Штучная
Захватывание
Устойчивое
Неустойчивое для пло-
плоских легких деталей
* Непрерывный материзл — лист, полоса илн лента.
Освобожде-
Освобождение заготов-
заготовки в период
рабочего ко-
кода
Возможно
Невозможно
Привод
От пресса
Индивидуальный
Вал отбора
мощности
Электри-
Электрический
Гидравли-
Гидравлический
Пневма-
Пневматический
Пневмогид-
равлический
Рис. 20. Классификация приводов средств автоматизации и механнзацнн лнстоштамповочного
производства
ориентации заготовок и транспорти-
транспортировки их между переходами.
Средства ориентации и переориен-
переориентации подразделяют на средства пер-
первичной ориентации, когда заготовка
из произвольного положения пере-
переводится в устойчивое, и средства вто-
вторичной ориентации, когда заготовка
переводится из одного устойчивого
положения в другое до тех пор, пока
не будет установлена в заранее задан-
заданное положение. К средствам первичной
ориентации относятся лотки, крючки,
карманы и т. п. Вторичная ориента-
ориентация производится под действием сил
тяжести, встряхивания, вибрации или
за счет механического воздействия.
Системы управления и блокировки
средств автоматизации и механизации
обеспечивают включение привода,
связывают работу захватного органа
с работой привода, предотвращают
поломки элементов средств автоматиза-
автоматизации, штампов и оборудования при не-
нечеткой или неправильной работе за-
захватного органа в опасной зоне пресса.
Классификация систем управле-
управления и блокировки представлена на
рис. 22.
Одно из главных требований, предъ-
предъявляемых к подающим устройствам
для непрерывного материала и штуч-
штучных заготовок, — обеспечение задан-
заданной точности подачи заготовок на ра-
рабочую позицию штамповки, которая
зависит от ускорения, развиваемого
захватным органом. Выбор типа по-
подачи можно осуществить, пользуясь
данными табл. 6.
Если величина ускорения не превы-
превышает значений, указанных в табл. 6,
то все подающие устройства имеют
330
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
Преобразующие механизмы
Поступательное в
поступательное
Поступательное во
вращательное
Вращательное во
вращательное
Вращательное в
поступательное
—
—
—
—
—
Клино-
Клиновые
Рычаж-
Рычажные
Реечные
Троси-
ковые
Ролико-
Роликовые
Комбини-
Комбинированные
—
—
—
—
—
—
Винтовые
Байонет-
ные
Реечные
Рычаж-
Рычажные
Рычажно-
ролико-
вые
Комбини-
Комбинированные
Зубчатые
Червячные
Цепные
Ременные
Комбини-
Комбинированные
Рычажно-
роликовые
Кривошипно-
рычажные
Кривошипно-
реечные
Сочетание меха-
механизмов непре-
непрерывного движе-
движения с механиз-
механизмами прерывис-
прерывистого движения
(обгоиные муф-
муфты, храповики,
кулачковые муф-
муфты и т. д.)
Непре-
Непрерывного
действия
Периоди-
Периодического
вращения
—
Кривоши-
Кривошипный
Кулисно-
рычажный
Кривошип-
но-рычаж-
ный
Карданно-
зубчатые
Рис. 21. Классификация преобразующих механизмов средств автоматизация листоштамяо-
вочного производства
точность в пределах не менее ±0,1—
0,2 мм. Для повышения точности ра-
работы подающих устройств для непре-
непрерывного материала применяются шаго-
шаговые ножи или ловители, однако они
могут быть использованы не во всех
таких подачах.
Валковые подачи для полосового и
ленточного материала наиболее уни-
универсальны, удобны в обслуживании и
надежны в эксплуатации. Ими могут
оснащаться кривошипные прессы всех
конструкций, в том числе с нижним
приводом и многопозиционные. По
принципу работы валковые подачи
подразделяются на односторонние (тол-
(толкающие или тянущие) и двусторонние.
В табл. 7 приведены технические
характеристики двусторонних валко-
валковых подач различных моделей, пред-
предназначенных для автоматического
перемещения ленточного материала
ЛИСТОВАЯ ШТАМПОВКА
331
Система предохранения и блокировки
Предохранители
Средства блокировки
Фрикционные
Кулачковые
Пружинные
Контактные датчики
Оптические
Электр омагн итные
Ультразвуковые
Струйные
Рис. 22. Классификация систем управления и блокировки средств автоматизации и меха-
механизации листоштамповочного производства
в рабочую зону штампа при выполне-
выполнении вырубки, пробивки, формовки,
неглубокой вытяжки и других холод-
ноштамповочных операций на одно-
кривошипных прессах простого дей-
действия усилием 100—1600 кН. Привод
подачи осуществляется от кривошип-
кривошипного вала пресса. Подача обеспечи-
обеспечивает перемещение материала справа
налево и слева направо по фронту
пресса; подача может переналажи-
переналаживаться на одностороннюю и эксплуати-
эксплуатироваться в тянущем и толкающем ре-
режимах.
Клещевые подачи применяются при
штамповке из ленты толщиной св.
0.1 мм и при шаге преимущественно
до 200 мм, а с индивидуальным приво-
приводом — до 1000 мм. Перемещение мате-
материала в клещевых подачах осущест-
осуществляется захватом подвижной кареткой
совершающей возвратно-поступатель-
возвратно-поступательное перемещение. Торможение ленты
при обратном ходе каретки произво-
производится неподвижными захватами. До-
Допустимое число ходов клещевой подачи,
зависящее от шага подачи, приведено
ниже.
Шаг подачи, мм
Допустимое число ходов пол-
ползуна пресса в 1 мин ....
Шаг подачи, мм
Допустимое число ходов пол-
ползуна пресса в 1 мии ....
Для подачи ленты шириной более
400 мм используют клещевой меха-
механизм с двумя боковыми каретками,
смонтированными на общей нижней
плите с самостоятельными приводами.
Различают клещевые подачи с за-
захватом подаваемого материала роли-
роликами, шариками (их называют ролико-
клиновые), иглами, ножами или губ-
губками. Ролико-клиновые подачи нахо-
находят широкое применение при подаче
ленточного материала толщиной 0,4—
3 мм. Ножевые захваты применяют
для подачи ленточного материала тол-
толщиной 0,3—5 мм.
В табл. 8 приведены технические
характеристики серийно выпускаемых
ролико-клиновых подач для прессов
простого действия усилием 40—630 кН.
Привод каретки осуществляется от
кривошипного вала пресса. Подача —
односторонняя, может работать как
в тянущем, так и в толкающем режиме.
В табл. 9 приведены технические
характеристики клещевых подач о
рабочим органом, выполненным в
виде плоских губок, предназначенных
для подачи ленточного материала на
20
300—500
125
95—140
50
175—500
150
85—.130
75
125-225
200
75—120
100
105—150
275 300
80 70
332
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
6. Данные, необходимые для выбора типа
Тип подачи
Валковая
Ролико-
(шарико)
клиновая
Эксцентри-
ково- кли-
клиновая
Клещевая
Крючковая
Тип захватного
органа
Фрикционный без
управляющего си-
силового устрой-
устройства
Фрикционный с
управляющим си-
силовым устройст-
устройством
Клиновой
Ножевой по тор-
торцу
Ножевой по рабо-
рабочим поверхностям
ленты
Клещевой с пнев-
пневматическим при-
приводом
Крючковый
Привод
Ползун
Вал
Индиви-
дуаль-
дуальный
Ползун
Вал
пресса
Ползун
Ползун
Вал
пресса
Ползун
Инди-
виду-
видуальный
Ползун
подачи
Макси-
Максимальный
шаг, мм
120
300
Любой
100
200
50
100
200
100
200
100
Толщина
ленты, мм
0,8—2
0,5—2,5
0,5—2
0,5—2
2—5
2—5
0,5—2
0,1 — 1,2
1—2,5
Макси-
Максимальное
' ускоре-
ускорение, м/с2
10
15
15
15
20
20
20
10
5
Возмож-
Возможность ис-
пользова-
пользования фик-
фиксаторов
или шаго-
шаговых ио-
жей
Нет
Есть
Нет
Нет
Нет
Нет
Нет
Есть
Нет
ЛИСТОВАЯ ШТАМПОВКА
333
7. Технические характеристики
Параметр
Ширина леиты, мм
Толщина материала,
мм
Наибольший шаг по-
подачи, мм
Точность подачи, мм
Наибольшее число
ходов в минуту
Наибольшая ско-
скорость подачи мате-
материала, м/мин
Уровень подачи лен-
ленты над подштамповой
плитой пресса, мм
Габаритные разме-
размеры, мм:
длина
ширина
высота
Масса, кг
ВП 29
20—63
0,3—1,0
63
+0,2
170
11
60—90
1120
410
470
270
валковых
ВП 30
50—100
0,5—1,5
100
±0,3
120
12
70—100
1290
470
500
320
подач моделей ВП
ВП 31
50—160
0,5—2,0
160
+0,5
100
16
80—110
1575
553
690
575
ВП 32
10—40
0,3—1,0
40
±0,125
500
16
45—85
743
240
290
90
ВП 35
50—250
0,5—2,5
250
+0,625
80
20
120—140
1930
750
740
850
ВП 37
200—315
0,5—3,0
315
±0,75
70
22
120—140
2120
825
575
1200
8. Технические характеристики ролико-клиновых подач моделей РКП
Параметр
Размеры подаваемого материала, мм:
ширина
толщина
Наибольший шаг подачи, мм
Точность шага подачи, мм
Наибольшее число ходов в 1 мин
Наибольшая скорость подачи материала,
м/мин
Уровень подачи материала над подштам-
подштамповой плитой, мм
Габаритные размеры мм:
длина
ширина
высота
Масса, кг
РКП 10
20—40
0,3—1,5
40
±0,05
400
16
40—70
865
420
290
64
РКП 9
15—63
0,3—2,5
63
+0,075
170
11
60—90
1040
455
400
144
РКП 8
20—100
0,3—2,5
100
±0,1
120
12
70—100
1230
515
420
172
РКП 11
50—160
0,3—2,5
160
±0,12
100
16
80—110
1535
645
440
200
прессах усилием 100—1000 кН. При-
Привод подачи индивидуальный от пнев-
мосети. Управление подачей осущест-
осуществляется кулачком вала пресса, взаи-
взаимодействующим с пневмоклапаном
подачи. Подача может работать как
в тянущем, так и в толкающем режиме.
Крючковые подачи применяются при
штамповке из ленты и полосы на кри-
кривошипных прессах с числом ходов
в 1 мин до 250. Поскольку крючковые
подачи могут быть только тянущими,
их применение возможно при штампов-
штамповке с перемычками. Практика использо-
334
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
}. Технические характеристики клещевых подач моделей
Параметр
Размеры подаваемого материала, мм;
ширина
толщина
Наибольший шаг подачи, мм
Точность шага подачи, мм
Наибольшее число ходов в минуту
Наибольшая скорость подачи, м/мин
Уровень подачи материала над столом
пресса, мм
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
КП 6
10—100
0,1—2
100
+ 0,1
120
12
100—135
500
200
215—250
64,4
КП 7
10—160
0,1—2
160
±0,15
100
16
130—135
620
240
220—255
70,1
КП 8
10—200
0,1—2
200
±0,2
90
18
160—250
700
275
265—355
78,0
10. Технические характеристики шиберных подач моделей ПШ
Параметр
Ход шибера, мм:
наименьший
наибольший
Размеры подавае-
подаваемых заготовок, мм:
круглых
прямоугольных
ширина
длина
Наименьшая тол-
толщина подаваемых
заготовок, мм
ПШ 1
0
100
0 35—90
35—90
12—90
0,5
ПШ 2
0
250
0 90—
240
90—240
30—240
1,0
Параметр
Число подаваемых
заготовок в 1 мнн
Наибольшая вы-
высота стопы загото-
заготовок, мм
Расстояние от уров-
уровня пола до плоско-
плоскости подачи, мм
Габаритные раз-
размеры в плане, мм
Наибольшая вы-
высота, мм
Масса, кг
ПШ 1
100
200
790—1040
370Х 750
1070
320
ПШ 2
70
300
790—1040
400Х 1100
1070
400
вания таких подач показала, что наи-
наименьшая длина подаваемых полос
должна быть не менее 500 мм, наи-
наибольшая ширина ленты или полосы —
150 мм, а толщина 0,3—5 мм; шаг
подачи до 50 мм. Точность перемеще-
перемещения материала крючковыми подачами
зависит от шага, числа ходов пресса,
наличия фиксаторов в штампе, разме-
размеров полосы и других факторов. Зави-
Зависимость точности перемещения мате-
материала крючковыми подачами от шага
подачи может быть оценена следую-
следующим образом.
Шаг подачи, мм До 10
Точность перемещения полосы
(ленты), мм ±0,15
Св.
ДО
10
20
Св.
ДО
20
30
Св.
До
30
50
Св.
ДО
50
75
±0,20 ±0,25 ±0,30 ±0,50
ЛИСТОВАЯ ШТАМПОВКА
335
11. Технические характеристики револьверных подач моделей РП
Параметр
Количество гнезд в ре-
револьверном диске
Диаметр отверстия гнез-
гнезда, мм
Наружный диаметр дис-
диска, мм
Диаметр окружности
центров отверстий в гнез-
гнездах, мм
Толщина револьверного
диска, мм
РП 20
10
125
615
450
18
РП21
10
180
850
630
21
Параметр
Наименьшая толщина
заготовки, мм
Габаритные размеры по-
подачи, мм:
длина
ширина
высота (без учета при-
привода)
Масса, кг
РП 20
0,5
1160
1125
375
305
РП 21
0,5
1500
1400
400
765
Шиберные подачи применяются для
перемещения штучных заготовок из
магазина в рабочую зону штампа,
а также для передачи отрезанной на
штампе заготовки на следующую опе-
операцию. Они рекомендуются для подачи
плоских заготовок шириной (диаме-
(диаметром) до 150 мм и толщиной св. 0,5 мм,
а также объемных заготовок высотой
до 100 мм.
В табл. 10 приведены технические
характеристики серийно изготавли-
изготавливаемых шиберных подач, предназна-
предназначенных для транспортировки штучных
заготовок из магазина в рабочую
зону штампа дрессов усилием 40—
1600 кН. Привод подающего устрой-
устройства питателя — от пневмоцилиндра.
Револьверные подачи обеспечивают
транспортировку заготовок из зоны
загрузки в рабочую зону штампа и
удаление отштампованных заготовок
или деталей. Их рекомендуют приме-
применять для подачи плоских заготовок
различной конфигурации толщиной
св. 0,5 мм и объемных заготовок диа-
диаметром до 60 мм. Револьверная подача
состоит из следующих основных кон-
конструктивных элементов: револьверно-
револьверного диска с гнездами, механизма пери-
периодического вращения, привода, тор-
тормозного устройства, узла фиксации
диска и блокирующего устройства.
В табл. 11 приведены технические
характеристики револьверных се-
серийно выпускаемых подач для прес-
прессов усилием 250—630 кН. Привод
подачи — рычажный от планшайбы,
установленной на валу пресса.
Грейферные подачи применяются для
перемещения в ориентированном по-
положении плоских и полых мелко- и
среднегабаритных заготовок при
штамповке в штампах последователь-
последовательного действия, при миогопозиционной
штамповке в нескольких одноопера-
ционных штампах, а также при одно-
операционной штамповке заготовок
толщиной св. 4 мм в случае большего
расстояния от загрузочной до рабочей
позиции. Основным узлом подач нв-
ляются грейферные планки с захва-
захватами, совершающие возвратно-по-
возвратно-поступательное движение в двух направ-
направлениях: для захвата и освобождения
штампуемых заготовок — поперек
направления подачи и для перемеще-
перемещения заготовок и возврата в исходное
положение — в направлении подачи.
В табл. 12 приведены технические
характеристики ряда грейферных
подач, успешно эксплуатируемых на
отечественных заводах.
Механические руки рекомендуется
применять для подачи заготовок
сложной конфигурации, когда невоз-
невозможно перемещать их в одной пло-
плоскости, а также для плоских загото-
заготовок толщиной меньше 0,2—0,3 мм.
Механические руки имеют комбини-
комбинированный сдвоенный привод, обеспе-
обеспечивающий перемещение захватного
органа в двух взаимно перпендику-
перпендикулярных направлениях. Подъем и опу-
опускание захватного органа обычно про-
производится в крайних положениях:
у позиции загрузки руки и в рабочей
зоне штампа. В качестве привода ис-
336
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
12. Технические характеристики грейферных подач различных фирм
Параметр
Пресс:
модель
усилие пресса,
кН
Ход ползуна, мм
Число ходов пол-
ползуна в 1 мин
Размер стола, мм
Закрытая высота,
мм
Диаметр переме-
перемещаемых заготовок,
мм
Фирма
«Инночентн»
(Италия)
4-500-120-84
5000
610
15—25
2048X2134
1016—1219
450
«Шулер»
(ФРГ)
Т300-8-305
3000
255
8
—
250
Параметр
Шаг, мм:
продольный
поперечный
Уровень от плиты
штампа, мм
Вид привода
Число позиций по-
подачи
Скорость переме-
перемещения грейферов,
м/с:
продольная
поперечная
Фирма
к
°?*
|1|
V В* ¦—'
450
140
600
А
Р.
0J _
4t
120
305
500
От вала
14
0,614
0,35
8
¦ —
пользуются пневматические и гидрав-
гидравлические цилиндры или привод пресса.
Выбор захватного органа зависит от
особенностей заготовки. Чаще приме-
применяют электромагнитные, пневмати-
пневматические и клещевые захваты.
Технические характеристики меха-
механической руки модели МР 2 к прессам
моделей КД 2328, К 1128 усилием
630 кН с пневматическим приводом и
электромагнитным захватом при-
приведены ниже.
Диаметр подаваемой заготов-
заготовки, мм ... 30—100
Толщина заготовки, мм . . . 0,5—3,0
Тянущее усилие электрома-
электромагнита, Н 5
Наибольшее число заготовок,
подаваемых в 1 мин .... 40
Угол поворота руки, гра-
градусы 45
Подъем руки, мм (от средне-
среднего положения) ±25
Точность укладки заготовки
в штампьг, мм (без ловителей) ±1
Длина руки, мм, при длине
стола, мм:
500 345
600—670 415
670—730 450
Габаритные размеры, мм 975Х680Х
Х972
Масса, кг 245
Механическая рука МР 2 предна-
предназначена для перегрузки заготовок из
револьверного диска в штампы пресса.
В табл. 13 приведены технические
характеристики механических рук раз-
различных моделей для съема деталей.
Руки выполнены с горизонтальным
перемещением захватного механизма;
они работают в автоматическом ре-
режиме с управлением от командоаппа-
рата пресса. В зависимости от способа
монтажа предусмотрены две модифи-
модификации — напольные и навесные.
Применение механических рук по-
позволяет повысить производительность
на 20—30 %, увеличить коэффициент
использования прессов до 60—75%,
улучшить условия труда.
Промышленные роботы (автоматиче-
(автоматические манипуляторы) применяются для
13. Технические характеристики
механических рук
Параметр
Ход руки
Время полного
цикла, с
Масса удаляе-
удаляемой детали, кг
469К
630
0,8
До
10
2086
800
1,2
10—15
2135
1000
4
15—20
ЛИСТОВАЯ ШТАМПОВКА
337
автоматизации основных и вспомога-
вспомогательных технологических операций ли-
листовой штамповки в тех случаях, когда
другими традиционными средствами
автоматизации или невозможно, или
затруднительно автоматизировать про-
процесс. Целесообразность автоматизации
штамповки с применением роботов
определяется такими факторами, как
программа выпуска, стабильность тех-
технологического процесса, частота пере-
переналадок пресса и перепрограммиро-
перепрограммирование работы, возможность решения
автоматической ориентации всей но-
номенклатуры заготовок, закрепленных
за прессом, и др.
Конструктивно промышленные ро-
роботы состоят из следующих основных
частей: исполнительной (в виде мани-
манипулятора) и устройства передвижения
для подвижного робота; управляющей
(в виде управляющего устройстваI.
Для автоматизации листовой штам-
штамповки наибольшее распространение по-
получили роботы с пневматическим при-
приводом, работающие в цилиндрической
системе координат-с цикловой систе-
системой управления.
В табл. 14—16 приведены техниче-
технические характеристики ряда моделей
промышленных роботов, выпускаемых
отечественной промышленностью, ко-
которые целесообразно использовать в ка-
качестве средств автоматизации для ли-
листовой штамповки.
Разматывающие устройства приме-
применяются для ленточного материала в ру-
рулонах и подразделяются на устройства
с кулачковым зажимом материала по
внутреннему диаметру (катушки) и
с установкой рулона на катки по на-
наружному диаметру (рулонницы). Ка-
Катушки бывают с поворотной и непово-
неповоротной горизонтальной и вертикаль-
вертикальной осью вращения. Катушки и рулон-
рулонницы выполняют с приводом и без
него.
В табл. 17 приведены технические
характеристики серийно выпускаемых
неприводных разматывающих катушек
различных моделей, работающих со-
совместно с многопозиционными прес-
прессами.
В табл. 18 приведены технические
характеристики разматывающих уст-
устройств с индивидуальным приводом от
электродвигателя, которые предназна-
предназначены для автоматизации однокриво-
шипных открытых прессов, прессов-
автоматов с нижним приводом и кри-
кривошипных многопозиционных прессов-
автоматов усилием до 1600 кН, снаб-
снабженных автоматическими подачами
ленты.
Правильно-разматывающие устрой-
устройства предназначены для размотки и
правки леит в процессе подачи. Они
состоят из разматывающего и правиль-
правильного устройств, установленных на
общем основании. Разматывающие уст-
устройства выполняются в виде разматы-
разматывающих катушек, барабанов и рулон-
ниц. Размотка легких рулонов произ-
производится тяговым усилием правильных
валков, тяжелых рулонов — от элек-
электропривода.
Правильные устройства иногда снаб-
снабжаются устройствами очистки и смаз-
смазки ленты.
В табл. 19 приведены технические
характеристики серийно выпускаемых
правильно-разматывающих устройств
различных моделей с фиксацией ру-
рулона по наружному диаметру. Привод
осуществляется от электродвигателя
постоянного тока с бесступенчатым
регулированием частоты вращения.
Правильная головка имеет пять пра-
правильных и два тянущих валка.
Наматывающие устройства предна-
предназначены для намотки отходов при штам-
штамповке из ленты. Они выполняются
только приводными с приводом от
подающего механизма при помощи
цепной, ременной и рычажной пере-
передачи или от индивидуального электро-
электродвигателя.
В табл. 20 приведены технические
характеристики серийно изготавливае-
изготавливаемых наматывающих устройств различ-
различных моделей, которые предназначены
для наматывания отходов ленты, вы-
выходящей из вырубных прессов-автома-
прессов-автоматов с нижним приводом. Привод этих
устройств осуществляется от электро-
электродвигателя постоянного тока с бессту-
бесступенчатым регулированием скорости на-
намотки через клиноременную передачу,
редуктор и зубчатую пару. Устройства
снабжены натяжными роликами для
получения плотного рулона, направ-
направляющими роликами и фотореле, кон-
контролирующим провисание компенса-
компенсационной петли. i
Устройства для резки отходов режут
отходы ленты на мерные части, удоб-
удобные для дальнейшей переработки в ме-
металлургическом производстве. Резка
14. Технические характеристики моделей
Параметр
Грузоподъемность, кг
Система координат
Число рук
Число степеней подвижности
Точность позиционирования
Перемещение руки, мм, по осн:
X
Y
Z
Угол поворота руки вокруг осн Z, гра-
градусы
Скорость перемещения руки, м/с, по оси:
X
Y
Z
Скорость вращения вокруг осн Z, °/с
Захватное устройство:
поворот вокруг осн рукн; градусы
скорость поворота, ?/с
Тип привода
Система управления
Время непрерывной работы, ч
Наработка на отказ, ч
Габаритные размеры, мм
Масса, кг
роботов типа
Циклон-3,01
3 (каждой
руки)
Цилннд
2
6
±0,1
600
—
100
180
0,7
—
0,1
60
180
180
«Циклон» ,
Циклон-5,01
5 (каждой
руки)
эическая
2
7
±0,1
600
—
100
180.
1,5
—
0,2
120
180
180
«Ритм», НО
Рнтм-05,01
0,5 (каждой
рукн)
Прямо-
Прямоугольная
2
7
±0,1
400
300
50
—
1,2
1,0
0,5
—
180
180
Пневматический
16
140
1150Х1040Х
Х970
460
Цикловая
16
200
1150Х1040Х
Х980
420
16
200
500Х 800Х
Х810
326
РКТБ с пневматическим приводом
НО.01.1126.000
0,2
L
1
2
±0,5
45
30
—
—
45%
0,03
—
—
—
Электрический
Электромеха-
Электромеханическая
16
500
478X240X620
60
РКТБ-1
модульный
3
.илнндрнческ;
1
4
±0,5
500
180°
80
—
0,5
1807с
0,08
—
90,180
180
РКТБ-2
модульный
1 (каждой
руки)
ш
2
3
±0,5
400
180"
100
—
0,5
180
0,5
—
—
—
Пневматический
Цикловая
16
500
700Х860Х
Х800
220
16
500
860Х700Х
Х800
220
15. Технические характеристики
Параметр
Грузоподъемность, кг
Система координат
Число рук
Число степеней подвижности
Точность позиционирования
Перемещение руки, мм, по
осн:
X
Y
Z
Угол поворота руки вокруг
осн Z, градусы
Скорость перемещения рукн,
м/с, по оси:
X
Y
Z
Скорость вращения вокруг
оси Z, 7с
Захватное устройство:
поворот вокруг оси рукн,
градусы
скорость поворота, 7с
Тнп привода
Система управления
Время непрерывной работы, ч
Наработка на отказ, ч
Габаритные размеры, мм
Масса, кг
моделей роботов типа РКТБ и Рф с пневматическим приводом
РКТБ-З
0,3
L
2
3
±0,1
200
90,180°
30
—
0,2
90<7с
0,1
—
—
_
16
500
720Х220Х
Х280
50
РКТБ-5
1
РКТБ-6
0,5
нлнндрнческая
2
2
±0,1
180°
30—65
—
1807с
0,2
—
—
16
500
292Х 165Х
Х236
50
2
3
±0,1
200
180°
30—65
—
0,5
907с
0,2
—
—
РКТБ-7
0,7
Прямо-
Прямоугольная
2
2
±0,1
400
—
40
—
0,5
—
0,4
—
—
РФ-201М
0,2
РФ-202М
0,2 (каж-
(каждой руки)
РФ-203М
0,2 (каж-
(каждой рукн)
Цилиндрическая
1
4
±0,05
150
—.
30
90
—
—
180
360
2
8+2
захвата
±0,1
200
—
30
0—129
0,7
—
0,2
180
90, 180
720
"Тневматнческнй
Цикловая
16
500
292Х165Х
Х236
50
16
500
1730Х480Х
ХЮОО
100
16
200
470Х235Х
Х248
40
Микропро-
F П Я ММ Т-Т Я Я
1 U d У1W1П d /1
16
200
977Х750Х
Х325
43
2
. 6+2
захвата
±0,1.
200
—
30
50—120
0,7
0,2
180
90, 180
720
Цикловая
16
200
805Х 300Х
Х247
38
п
о
га
Е
н
>
5
О
га
8
340
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
|
S
о.
с
S
и
ш
в-
S
i-
ITS
СЧ
s
ю
X
с
U2
S
S
I-
о.
С
S
S
(
о
g
I
I
(X
3 „
S
ГО
If 11
I I
о
о
о
—О О
- -ЦЭ 00 IN
—< ' ОгО -N
О
Ю
5
о
о
о
0> СО tJ* О
я 1
is
§1
й! S"
X
ю
21
-н
3 О О
>о о
5 U3C4
О
О О ю
QIC CO
00Ю I
X
I 1x28
у— Ю О
-н
О OQ
о о о
tOCM —
«о coco
о" о" о
I I
X
О
:i-
ГО
I О
>о
1
S
о
g
* §
Mg*
«s .
3 я я
С О fcd
«§а
Я « QJ
4> О S
¦ Sc 5
ex iJ
о с
lag
1-1 n CJ
о.
и о м
к « °
1 5 « о
i У, о с га -а
eg ff S
к>я га" Я
e S о m
n -° «
я] r?2 &
IS
ЛИСТОВАЯ ШТАМПОВКА
341
17. Технические характеристики неприводных разматывающих катушек
моделей РУ
Параметр
Наибольшие раз-
размеры исходной лен-
ленты, ым::
толщина
ширина
Наибольший на-
наружный диаметр
рулона, мм
Внутренний диа-
диаметр рулона, мм
РУ-300
3
300
1100
400—600
РУ-200
3
200
800
140—500
Параметр
Масса рулона, кг
Габаритные раз-
размеры, мм:
ширина
длина
высота
Масса, кг
РУ-300
1900
600
850—950
820—920
420
РУ-200
_
820
553
1010
133
18. Технические характеристики разматывающих устройств моделей КП 91
Параметр
Наибольшие размеры исходной ленты,
мм:
толщина
ширина
Наибольший наружный диаметр руло-
рулона, мм
Внутренний диаметр рулона, мм
Скорость размотки ленты, м/мин
Мощность двигателя, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
КП 91-31
1,5
10—63
1000
300
1,8—18,0
0,2
2890
430
1250
560
КП 91-32
1,5
50—160
1000
300
2,4—24
0,5
2890
550
1290
700
КП 91-33
1,5
150—320
1000
300
2,4-24
0,7
2930
640
1375
848
19. Технические характеристики правильно-разматывающих устройств
моделей ПУ
Параметр
Наибольшие раз-
размеры ленты, мм:
ширина
толщина
Наибольший диа-
диаметр рулона, мм
Скорость разма-
разматывания ленты,
м/мии
ПУ 7
140
1,6
1000
2,4-
24
ПУ 9
250
4
1200
2,4—
24
ПУ 10
400
3,6
1200
2,4—
24
Параметр
Мощность элек-
электродвигателя,
кВт
Габаритные раз-
размеры, мм:
длина
ширина
высота
Масса, т
ПУ 7
1,5
1815
570
1360
0,740
ПУ 9
3,2
2220
600
1290
1,400
ПУ 10
4,5
2290
835
1470
1,855
342
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ЛИСТОВАЯ ШТАМПОВКА
343
20. Технические характеристики
Параметр
Наибольшие размеры исход-
исходной ленты, мм:
толщина
ширина
Наибольший наружный диа-
диаметр рулона, мм
Диаметр наматывающего ба-
барабана, мм
Скорость наматывания ленты,
м/с
Уровень подачи ленты над по-
полом, мм
Мощность электродвигателя,
v Rt
ivD I
Уровень оси рулона от пола,
мм
Габаритные размеры, мм:
ширина
длина
высота
Масса, кг
наматывающих устройств
НУ-9
1,8
140
700
300
0,04-0,4
940
1,0
710
670
1660
1100
758
НУ-10
1.4
63
700
300
0,04—0,4
710
1,0
450
750
850
857
758
моделей НУ
НУ-11
4,0 "
250
1200
300
0,04—0,4
1150
1,5
800
840
1350
1325
1250
НУ-17
3,6
400
—
—
—
—
1,5
735
1625
2000
1420
21. Технические характеристики ножниц
Параметр
Наибольшие размеры раз-
разрезаемого материала, мм:
ширина
толщина при давлении,
МПа:
300
500
1200
Наибольшее число ходов
ножа в 1 мин
НП 1
160
2
1,5
1
65
НП 2
400
4
3,5
3
32
для резки отходов моделей
Параметр
Ход ножа, мм
Кратность реза
Наибольшее время двой-
двойного хода ножа, с
Габаритные размеры, мм:
длина
ширина
Масса, т
НП
НП 1
8—14
1—32
0,2
850
480
0,27
НП 2
16—31
1—32
0,5
890
680
0,39
отштампованной ленты осуществляется
ножами с приводом от ползуна пресса,
вала пресса или индивидуального при-
привода.
В табл. 21 приведены технические
характеристики серийно изготавливае-
изготавливаемых ножниц различных моделей для
резки отходов с индивидуальным при-
приводом. Онк являются частью ком-
комплексов оборудования для штамповки
деталей из ленточного материала. При-
Привод ножниц индивидуальный пневма-
пневматический. Регулировка хода ножа бес-
бесступенчатая. Бесконтактная система
электроуправления обеспечивает резку
отштампованной ленты — пробивку че-
через заданное число ходов пресса.
Устройства для очистки и смазкн
исходного материала, заготовок и де-
деталей перед штамповкой улучшают
условия эксплуатации подающего
механизма и штампа, повышают
22. Основные характеристики
бункерных устройств с поштучной
выдачей заготовок
23. Основные характеристики
бункерных устройств с выдачей
заготовок порциями
Тип бункера
Крючковый
Карманчико-
вый:
наклонный
вертикальный
Число
захватных
органов
10—14
6—10
20—40
Коэффи-
Коэффициент
выдачи
0,6—0,9
0,6—0,9
0,6—0,8
Тип бункера
Секторный
Ножевой
Щелевой
Барабанный
2
5 ш «
У « О
1—2
1—2
6—12
4—12
О
Её
и я
3- о
*s
О Ь-
8—10
8—10
5—8
1—6
0
0
0
&н
,25—0
0,3—0
,35—0
,25—0
,4
,4
,5
,3
24. Данные для выбора типа бункера
Тип бункера
Крючковый
Карманчиковый на-
наклонный
Карманчиковый
вертикальный
Щелевой
Секторный
Ножевой
С подвижными втул-
втулками
Со щетками
Производи-
Производительность,
шт/мин
200
150
150
200—400
120
120
200
200
Тип и размеры заготовок, для загрузки ко-
которых рекомендуются бункера
Втулка, колпачок; lld = l,5-=-5; / < 75 мм;
d= 6-5-20 мм; S> 0,3 мм
Колпачок; 11 d— 2,5; 1 = 25-i-100 мм; d —
= 5-т-20 мм
Колпачок; l^d; d^ 25 мм
Колпачок; /^ 100 мм; d= 3-M5 мм
Втулка; /г^ 120 мм; dsj: 15 мм
Призматическая lib > 3; b/S > 5; f=s;
s? 120 мм; S >2 мм
Шайба SID < 1; D s? 40 мм; S > 2 мм
Втулка; /^ 120 мм; d — 4-=-12 мм
Призматическая lib > 3; b/S > 5; /sg:
^ 120 mm; S = 3-ь5 мм
Шайба D < 40 мм; S = З-т-5 мм
Втулка, колпачок; lid = 1-ьЗ; /г^ 20 мм
Шайба; S < d; d< 12 мм
Втулка с фланцем или стержень с фланцем;
/isg: d$; dф < 12 мм
344
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
¦ ЛИСТОВАЯ ШТАМПОВКА
. , 345
Продолжение табл. 24
Продолжение табл. 26
Тип бункера
С лопастями
Вибрационные
Производи-
Производительность,
шт/мнн
100
До 80
Тип н размеры заготовок, для загрузки
которых рекомендуются бункера
Шайба; d < 30 мм; S < 5 мм
Колпачок; d ^ 30 мм; h ^ 5 мм
Призматическая, квадратная в плане /sg:
^ 300 мм; S ^ 5 мм
Различной конфигурации с размерами до
100 мм
Примечание./ — длина заготовки; d — наружный диаметр; S — толщина;
</ф —¦ диаметр фланца; b — ширина заготовки.
25. Технические характеристики
Параметр
Диаметр чаши (внутрен- .
НИИ), ММ
Напряжение питания, В
Потребляемая мощность,
Rt
О 1
Максимальная скорость
движения заготовки по
лотку, м/с
Масса обечайки с лот-
лотком, кг
¦ Масса диа, кг
Общая масса, кг
о
о
*7
ш
Ш
100
220
50
2
0,11
0,22
4,25
вибробункеров
о
ее
*7
со
ш
160
220
50
2
0,25
0,4
4,51
о
о
ш
Ш
200
220
100
4
0,69
1,17
19,5
моделей БВ
о
ю
ш
ш
250
220
100
4
1,04
1,47
20,2
ю
со
Ш
и
315
220
250
5
1,63
2,24
54,0
о
о
Ш
ш
400
220
250
6
2,55
2,75
60,2
о
о
из
ш
Ш
500
220
600
8
8,55
7,85
228,46
о
СО
«Э
ш
10
630
220
600
10
13,4
3,75
235,6
26. Технические характеристики
Параметр
Диаметр вибропривода номи-
номинальный, мм
Момент инерции рабочего
органа, кг-см2.
Масса рабочего органа, кг
вибробункеров моделей ВПУ
о
о
С
ш
100
6,3—40
0,5—1,6
о
СО
С
ш
160
40—250
1,2—4,0
о
ю
С
Ш
250
250—1600
3,2—10,0
О
О
с
м
400
1600—
10 000
8,0—25,0
о
со
СО
С
ш
630
10 000—
63 000
20,0—
63,0
Параметр
Наибольшая загрузка, кг
Наибольшая скорость дви-
движения детали-эталона по лот-
лотку контрольной чаши, мм/с
Потребляемая мощность,
Rt
О 1
Габаритные размеры, мм;
высота
ширина (диаметр)
длина
Масса, кг
Напряжение, В
Частота, Гц
00А
~
со
1,2
300
35
141
108
202
6
380
50
60А
~
С
со
3,5
450
100
216
172
278
16
380
50
о
С
ш
10,0
650
300
292
268
375
42
380
50
00А
с
со
25,0
900
1000
430
423
585
ПО
380
50
ЗОА
со
С
?0
60,0
1150
2100
624
654
877
426
380
50
износостойкость их рабочих частей.
На поверхность исходного материала
смазочный материал наносится валка-
валками, пульверизатором, самотеком из ка-
капельниц или обмыванием под давле-
давлением. Пропитывание валков осуще-
осуществляется из капельниц, опущенных
в ванночки, а иногда (в прессах с ниж-
нижним приводом) масло подается через
валки. Устройства механизированной
смазки устанавливаются обычно перед
штампом или встраиваются в штамп,
смазывая непосредственно рабочий ин-
инструмент и штамп. Устройства очистки
и смазки ленты (полосы) очень часто
встраиваются в подающие устройства;
они представляют собой регулируемые
планки с прокладками, устанавливае-
устанавливаемыми на входе подаваемой ленты (по-
(полосы) в устройство подачи. В ряде
случаев устройства механизированной
смазки выполняются в виде отдельного
узла или совместно с устройством
очистки в виде комбинированного аг-
агрегата.
Ориентирующие и питающие уст-
устройства обеспечивают выдачу загото-
заготовок, ориентированных в заданном по-
положении. Различают автоматические
ориентирующие устройства — бункер-
бункерные устройства, в которых ориентация
производится без вмешательства чело-
человека, и неавтоматические — магазин-
магазинные устройства.
В табл. 22 приведены основные
характеристики бункерных устройств
с поштучной выдачей заготовок.
В табл. 23 приведены основные ха-
характеристики бункерных устройств с
выдачей заготовок порциями.
В табл. 24 приведены рекомендации
по выбору типа бункера в зависимости
от формы, размеров и требуемой
производительности.
В табл. 25 приведены технические
характеристики серийно выпускаемых
вибробункеров различных моделей
с электромагнитным приводом.
В табл. 26 приведены техническве
характеристики универсальных вибро-
виброприводов типа ВПУ (А), рассчитанных
на установку чаш вибробункеров диа-
диаметром 100, 125, 160, 200, 250, 320,
400, 500, 630, 800 мм. В отличие
от обычных виброприводов с прямо-
прямолинейной траекторией колебания, име-
имеющих один регулируемый параметр —
амплитуду колебаний, виброприводы
типа ВПУ имеют эллиптическую тра-
траекторию и обеспечивают раздельное
регулирование трех параметров: ам-
амплитуд горизонтальных (круговых) и
вертикальных (осевых) составляющих
колебания, и угла сдвига фаз между
ними.
Магазины — это устройства, пред-
предназначенные для накопления в один
J46
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
!7. Технические характеристики полосоукладчиков моделей ПП
Параметр
Габаритные размеры полос, мм:
толщина
ширина
длина
Максимальный шаг подачи, мм
Высота штабеля полос, мм
Ход присосок, мм:
вертикальный
горизонтальный
Величина хода полосы при сбрасыэ|ВИИ
ее с матрицы механизмом дополнитель-
дополнительного поворота валков, мм
Габаритные размеры подачи, мм
Масса подачи, кг
ПП 300
0,5—3,0
90—300
1200—2000
300
290
350
365
25
2170X510X1585
840
ПП 500
0,5—3,0
90—500
1200-2500
500
290
350
460
25
2560X680X1786
1160
ряд определенного количества штуч-
аых заготовок.
Ниже приведены технические ха-
характеристики магазинного устройства
МУПР-2, обеспечивающего ориента-
ориентацию заготовок в пространстве, подъем
и поддержание стопы заготовок на
определенном уровне.
Размер заготовки, мм . . 250X250—
500Х 500
Наименьшая толщина
заготовки, мм 0,5
Наибольшая высота сто-
стопы заготовки, мм ... 250
Наибольшая масса сто-
стопы, кг 400
Расстояние от уровня по-
пола до плоскости захвата
заготовки, мм 800—1100
Вид привода Пневмоги-
дравличе-
ский
Рабочее давление возду-
воздуха, Па D,5—5) 105
Габаритные размеры, мм 1450X690
Масса, кг 600
Такие магазинные устройства ис-
используются в составе автоматизиро-
автоматизированных на основе роботов комплексов
оборудования для листовой штамповки.
Ориентирующие устройства служат
для ориентации заготовок в про-
пространстве перед штамповкой или посл^
Нее в момент укладки. Ориентация*
Заготовок и деталей может осуществ-
осуществляться непосредственно в магазинах
р бункерах, в желобах и лотках
В момент перемещения заготовок к пи-
питающим устройствам или накопителям.
Конструкция и форма ориентиру-
ориентирующих устройств зависят от конфигу-
конфигурации и необходимого положения де-
детали. Наиболее распространены сле-
следующие способы ориентации: деталь
под действием центра тяжести пере-
перевертывается к верху дном; деталь
проталкивается через окно, имеющее
форму детали; ориентация с помощью
обдувки воздухом или жидкостью;
метод опознания с помощью электро-
электроконтактных головок или ориентиро-
ориентирование в магнитных полях; фотоэлек-
фотоэлектрический способ и др.
Полосоукладчики предназначены для
захвата полос из стопы и загрузки их
в механизм шаговой подачи пресса.
Захват полос осуществляется либо
пневмовакуумными, либо магнитными
захватами, смонтированными на по-
подвижной траверсе, или же магнитными,
роликами. Привод траверсы чаще всего
выполняется пневматическим.
В табл. 27 приведены технические
характеристики полосоукладчиков мо-
моделей ПП 300 и ПП 500, работающих
в комплексе с двусторонней валиковой
подачей (модели ЭР-35А и ЭР-36Б)
и механизмом дополнительного пово-
поворота валков. Они предназначены для
загрузки многопозиционных прессов.
ЛИСТОВАЯ ШТАМПОВКА
347
Транспортные устройства для
холодной листовой штамповки
Для перемещения и удаления
деталей
Для удаления отходов
; подачи
3
ж
Q.
•е-
«я
CJ
о.
U
шаговые
3
о.
«я
CJ
Конв
3
о.
CJ
¦S
CJ
n
ж
о
3
Цепн
а з
3 5.
х «Г
о °S
Лент
конв
инерци-
3
о, .
CJ
'Я
CJ CJ
Конв
ОИНЫ
цепные
3
Q.
CJ '
=К
CJ
Конв
1
леиточ-
Я
Q.
CJ
=Я
CJ
Конв
ные
инерци-
3
а.
CJ
>я
Конв
онны
аты
3
со
S
Ч
=я
ш
ые кон
водные
и Я
2 о.
« с
я
о 3
а Г
1
=я
СО CJ
п з
ые кон
жволя
О CJ
« X
я
ч з
а &
1
скаты
з"
СО
я
Рис. 23. Классификация транспортных устройств, применяемых в листовой штамповке
Листоукладчики и листоподаватели
предназначены для .механизации и
автоматизации подачи крупногабарит-
крупногабаритных листовых заготовок; Листоуклад-
Листоукладчики осуществляют подачу заготовок
непосредственно в пресс, листопода-
листоподаватели — на рабочие места прессов-
прессовщика. В комплект листоукладчиков
и листоподавателей входят механизмы
подачи стопы листовых заготовок,
механизмы подъема листов и меха-
механизмы подачи листа в пресс или на
рабочее место прессовщика, а также
блокирующие устройства, останавли-
останавливающие пресс в случае подачи в штам-
штампы более одного листа. Съем верхнего
листа осуществляется пневматически-
пневматическими и магнитными захватами.
Сбрасывающие устройства предна-
предназначены для удаления отштампован-
отштампованной детали из мсжштампового про-
пространства в тару в неориентированном
положении. К ним относятся пневма-
пневматические, пружинные, шиберные, крюч-
крючковые устройства. В пневматических
устройствах заготовки из рабочей зоны
штампа удаляются струей сжатого
воздуха. Пружинные устройства уда-
удаляют заготовки путем сталкивания
толкателем, получающим движение от
пружины. Оня применяются для прес-
прессов, у которых число ходов в минуту
равно 120—180. Шиберные устройства
применяются для прессов с числом
ходов до 90 в 1 мин и имеют привод
от ползуна пресса или штампа. Ино-
Иногда для удаления крупных заготовок
применяют шиберные сбрасыватели с
индивидуальным пневматическим при-
приводом, а также крючковые устройства.
348
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
28. Комплексы для
Модель комплекса
ВП-3-10
ВП-3-16
АККД 2122-1
АККД 2124-2
АККД 2126-1
АККД 2128-1
АККД 2328-1
К18.001
АККД 2330-1
АКК 2132А
РКП-3-6,3
РКП-3-10
Р КП-2-40
КП-3-16
КП-2-40
листовой штамповки
Пресс
КД 2120
КД 2122
КД 2122
КД 2124
КД 2126
КД 2128
КД 2328
КД 2130А
КД 2330
К 2132А
КД 2118
КД 2120
КД 2126
КД 2122
КД 2126
Состав
Подача
ВП 38
ВП 38
ВП 38
ВП 38
ВП 38
ВП 39
ВП 39
ВП 40
ВП 40
ВП 37
РКП 10
РКП 9
РКП 11
КП 6
КП 7
комплекса
Правильно-
разматывающее
устройство
ПУ8 (ПУ 63)
ПУ8 (ПУ 63)
ПУ8 (ПУ 63)
ПУ7 (ПУ 160)
ПУ7 (ПУ 160)
ПУ7 (ПУ 160)
ПУ7
ПУ9 (ПУ 250)
ПУ9 (ПУ 250)
ПУ10 (ПУ 400)
ПУ8 (ПУ 63)
ПУ8 (ПУ 63)
ПУП (ПУ160)
ПУ 8 (ПУ 63)
ПУ7 (ПУ 160)
Ножницы
для резки
отходов
НП 1
НП 1
НП 1
НП 1
НП 1
НП 1
НП 2
НП 2
НП 2
НП 2
НП 1
НП 1
НП 1
НП 1
НП 1
Выносящие устройства предназна-
предназначены для удаления отштампованных
заготовок из межштампового простран-
пространства в тару в ориентированном поло-
положении. К ним в первую очередь отно-
относятся механические руки, лотковые
устройства, конвейеры.
Транспортные устройства предназ-
предназначены для перемещения заготовок ме-
между оборудованием в поточно-меха-
поточно-механизированных и автоматических ли-
линиях, а также для удаления отштампо-
отштампованных деталей и отходов.
Классификация транспортных уст-
устройств, применяемых в листоштампо-
вочном производстве, приведена на
рис. 23.
Выбор типа транспортного устрой-
устройства зависит от формы и размеров
детали, ее массы и необходимости
сохранения ее определенной ориен-
ориентации. Конвейеры могут быть стацио-
стационарными или поворотными, с фикса-
фиксацией рабочего положения — горизон-
горизонтального, наклонного или вертикаль-
вертикального. Привод для транспортеров ис-
используется электромеханический, ги-
гидравлический, пневматический или
привод от предыдущего средства меха-
механизации.
Стапелирующие устройства служат
для укладки в ориентированном по-
положении заготовок после штамповки.
Стапелироваиие может осуществлятьсй
за счет свободного падения или сколь-
скольжения деталей, либо за счет принуди-
принудительного их перемещения. Выбор кон-
конструкции стапелирующего устройства
зависит от способа удаления заготовки
после штамповки, формы и размеров.
Плоские заготовки типа Ш-образных
пластин целесообразно стапелировать
с помощью склизов. Заготовки сим-
симметричной формы и с отверстием це-
целесообразно стапелировать на стерж-
стержнях, а без отверстия — в кассетах.
Средства механизации снятия, уста-
установки и крепления штампов позволяют
снизить потери, связанные со сменой
инструмента, составляющих в зави-
зависимости от размеров штампуемой пар-
партии и количества закрепленных за
прессом операций от 15 до 40 %
годового фонда времени работы обо-
оборудования. Для механизации смены
штампов на обычных прессах приме-
применяют самоходные, переносные и ста-
стационарные приспособления. К само-
самоходным средствам относятся автопо-
автопогрузчики, тележки и др.
Комплексы оборудования наиболее
рационально применять в массовом
и крупносерийном производстве. Они
обеспечивают выполнение всех опе-
операций производственного процесса й
автоматическом режиме.
Комплекс, предназначенный для
штамповки деталей из ленточного ма?
ЛИСТОВАЯ ШТАМПОВКА
349
териала, обычно состоит из основного
агрегата — кривошипного пресса, по-
подачи, правильно-разматывающего уст-
устройства и ножниц для резки отходов
ленты на мерные части для удобства
последующей транспортировки. При-
Применяются валковые, ролико-клиновые,
клещевые подачи. Правильно-разма-
Правильно-разматывающие устройства применяются
с индивидуальным приводом и без
него. Состав некоторых серийно вы-
выпускаемых на базе кривошипных прес-
прессов комплексов приведен в табл. 28.
В табл. 29 приведены технические
характеристики листоштамповочных
автоматов различных моделей с ниж-
нижним приводом, выпускаемых отече-
отечественными заводами. Онн предназна-
предназначены для выполнения операций хо-
холодной штамповки из металлических
лент в массовом и крупносерийном
производстве. Автоматы оборудованы
двусторонней валковой подачей и нож-
ножницами для резки отходов.
Наряду с комплексами для штам-
штамповки из ленты (полосы) применяют-
применяются комплексы оборудования для штам-
штамповки из штучных заготовок. Это
гибкие, быстропереналаживаемые ком-
комплексы, в состав которых входит
кривошипный пресс, промышленный
робот и питатель штучных заготовок.
Ниже даны технические характеристи-
характеристики комплекса оборудования АКК 63 ПР
для листовой штамповки деталей на
базе пресса усилием 630 кН с
применением промышленного робота
ПРЦ 1.
Ход ползуна пресса, мм . . 90—100
Наибольшая масса штам-
штампуемой заготовки, кг ... 2,5
Размеры обрабатываемых
плоских заготовок, мм:
наибольшие габаритные 250X250
наименьшие габаритные 100X100
наименьшая толщина . . 0,5
Точность позиционирова-
позиционирования, мм ±0,1
Расстояние от уровня пола
до плоскости укладки заго-
заготовок, мм 900—1000
Производительность ком-
комплекса, не менее шт.:
минутная 6
сменная G ч) 2000
Общая мощность, кВт ... 8,66
Масса, кг 730
Габаритные размеры ком-
комплекса, мм 3780Х
Х276ОХ
Х2890
В состав комплекса входит меха-
механизм контроля АКК 63 ПР-31-001,
ограждения АКК 63 ПР-71-001, АКК
63 ПР-72-001, промышленный робот
ПРЦ 1, пресс однокривошипный от-
открытый двухстоечный простого дей-
действия КД 2128, магазинное устрой-
устройство МУПР 1, захват вакуумный
ПРЦ 1-62-001, захват электромагнит-
электромагнитный ПРЦ-1-64-001, датчики внешней
информации ПБ 919-00-001, электрон-
электронный блок ПБ 919-00-001.
Ниже приведены технические ха-
характеристики комплекса на базе прес-
пресса К 2130 А.
Размеры обрабатываемых
плоских заготовок, мм:
прямоугольных .... 200X200—
500X500
круглых (наружный диа-
диаметр) 200—500
Номинальное усилие прес-
пресса, кН 1000
Ход ползуна, мм .... 25—130
Число ходов в 1 мин ... 40
Грузоподъемность робота,
кг 10
Наибольшая масса заго-
заготовки, переносимая одной
рукой робота, кг .... 5
Наибольшее перемещение
руки, мм:
горизонтальное .... 800
вертикальное 150
Точность позиционирова-
позиционирования, мм ±0,5
Программоноситель .... Штекер-
Штекерная
панель
Число Одновременно управ-
управляемых координат .... 5
Дискретность управляю-
управляющих импульсов, с .... 0,1—0,3
Производительность ком-
комплекса (при обработке заго-
заготовки размером 485Х
Х390 мм), шт/мин .... 10
Суммарная мощность при-
привода, кВт 10,15
Габаритные размеры, мм:
длина 3860
ширина 3700
высота 2725
Масса, т 8,34
350
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
I
S
о.
с
г
I
S
3
I
о
с
ев
I-
о
I
I
ем
««aw
SE39VV
V8Z39VV
8ZS93V
-»
V0S293V
V8I393V
HZ9V
Парам
1000
1600
о
о
CO
о
со
СО
о
250
о
о
' '
со
СО
in
см
X
¦х
к
ч
нальные уси
Номи
о
о
00
о
Ю
СО
см
со
см
о
00
см
о
см
00
граверсы, мы
Ход-
80—200
о
о
о
о
СО
1
1
со
СО
о
см
г->
00
о
1П
с
г
ч
->
о
0—315
см
120—315
о
о
Щ
о
о
См
—600
250
о
с
400
НИИ
п
71
и
Q.
та ходов тра
Чаете
ляю-
га
о
с
сз
X
X
к
п
Расст
о о
ою
СП ^
1120
560
см со
— 1П
оо
— со
о о
— со
t— ?о
оо
СО 00
ш см
о о
1П О
¦* СМ
оо
00 TJ"
?¦) " ''
О1П
CMCN
о о
(О —
в свету, мм
ва направо
эеди назад
S О) 0J
300
о
о
о
250
250
180
160
о
о
1
о
со
со
ы, мм
хна
ч
га
м
о.
Я
а
п
ю
X
00
со"
о
со
см
см"
см
см"
о
см"
00
см
о
S
X
р*
m
я
эльшаятолщ
Я
X
240
280
о
см
180
180
140
о
о
СО
а
1
<и
га
В"
к
га
а
%
о
о
435
о
346
360
о
см
со
о
см
СП
1
со
160
ежду
S
м
к
У
зльшее расст
ю
S
X
«нем
ни.
о)
м и траверсо
<ении, мм
столо
полом
ю
3
о
УО
о
СО
о
со
о
in
о
in
о
см
ГО
00
см
рас-
«
S
X
шна регули
Вели1
авер-
а.
s
|
ия между сто
1 стоян
сой, 1
710X300
X
о
с»
W
о
о
с_^
см
X
<—1
со
о
см
X
о
со
ю
0X190
LO
360X150
X
r—i
ГМ
СМ
X
о
со
ю
X
О)
«=3
н
03
ры отверсти
СП
га
100
120
о
—
о
00
о
00
ю
СО
о
in
со
см
со
шты,
*п
о
с
ина подштам
§2
н г
19,0
32,0
о
со
о
оо"
14,0
о
in"
я
о_
см
к
ч
га
^™
il
Мощн
главн
w X ю
Хо-с
О СО —
¦* — см
in со v
СМ у А
450 X
3280 X
B355
"Хл
Хю
О 00 СО
ю см см
Ч" со v-
СОХА
TJ" 00 СО
— см см
см х X
ч,Хоо
ЛЮ W
т^ООСО
— (М <М
CD <N w
мхх
360Х
2100Х
A890
1975Х
Х1580Х
X 1850
YXo
X осп
о coco
Ю —-1 -ч^
X
00 X
285Х
1260
1П —¦ W
-хх
о||
5хх
S
S
а"
о.
итные разме
Габар
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
351
В состав комплекса входит промыш-
промышленный робот ПРЦ 1 со струйной
пневматической системой управления,
магазинное устройство МУПР 2. Тех-
Технические характеристики комплекса
АККД 2118 А-2 для автоматической
холодной штамповки из штучных ли-
листовых заготовок приведены ниже.
Номинальное усилие пресса,
кН 63
Номинальная масса заготов-
заготовки, кг 0,1
Длина листовой заготовки,
мм 40—90
Точность позиционирова-
позиционирования, мм ±0,1
Разовая загрузка бункера,
кг 45
Производительность, шт/мин 30—40
Габаритные размеры, мм . . 1400Х
X 1800Х
Х1875
Масса, кг 1123
В состав комплекса входит пресс
модели КД 2118 А, робот модели
КМ 0.63Ц 4212, вибробункер, пульт
управления комплексом, тара.
Ниже приведены технические ха-
характеристики комплекса П 612 А,
в состав которого входят два пресса
модели КД-2124, робот КМ 1,25Ц 4216,
шиберный питатель ПШ-1, тара.
Номинальное усилие прес-
пресса, кН 250
Наибольшая масса заготов-
заготовки, кг 0,63
Размеры заготовки, мм:
диаметр '. 36—90 ¦
толщина 0,5—2,5
Точность позиционирования ±0,1
Производительность, шт/ч 940
Тип системы программного
управления УЦМ 663
Габаритные размеры, мм . . 3500Х
Х3400Х
Х2110
Масса, т 5
Комплекс предназначен для двух-
переходной штамповки из штучной
заготовки.
Технические характеристики ком-
комплекса на базе робота КМ 5Ц 4201
приведены ниже.
Максимальная масса штам-
штампуемой детали, кг 1,6
Максимальные размеры обра-
обрабатываемых плоских загото-
заготовок в плане, мм 450x500
Минимальная толщина заго-
заготовки, мм 0,5
Максимальная высота стопы
заготовок в магазинном
устройстве, мм 250
Производительность средне-
среднечасовая, шт/ч 480
Габаритные размеры, мм . . 49ООХ
Х4300Х
Х3180
Масса, кг .' 19 200
В состав входят также два пресса
усилием 630—1600 кН, магазинное
устройство типа МУПР 2, тара.
Листоштамповочные многопозици-
многопозиционные автоматы предназначены для
последовательного выполнения различ-
различных штамповочных операций в мас-
массовом производстве. Они позволяют
автоматизировать весь производствен-
производственный процесс изготовления деталей,
включая межоперационную транспор-
транспортировку полуфабрикатов, уборку отхо-
отходов и т. д.
3. АВТОМАТИЗАЦИЯ
И МЕХАНИЗАЦИЯ ГОРЯЧЕЙ
ОБЪЕМНОЙ ШТАМПОВКИ
Автоматизация позволяет повысить
производительность штамповочного
оборудования за счет сокращения ци-
цикла штамповки, высвободить рабочих
за счет интенсификации технологии
штамповки, проведения на одном аг-
агрегате максимально возможного числа
операций, улучшить качество и точ-
точность поковок за счет стабилизации
технологического процесса, повысить
безопасность труда. Автоматизация н
механизация технологических процес-
процессов горячей объемной штамповки раз-
развивается как путем оснащения сред-
средствами механизации и автоматизации
универсального оборудования, кото-
которое совместно с другим оборудованием
может образовывать механизирован-
механизированные и автоматизированные линии,
так и за счет применения специализи-
специализированных горячештамповочных ма-
машин-автоматов. Выбор метода опре-
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
353
352
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
30. Признаки типов производства
Тнп производ-
производства
Единичное и
мелкосерийное
Серийное
Крупносерий-
Крупносерийное и массовое
Ориентировочный годовой выпуск
поковок, шт/год
мелких (массой
до I кг)
Менее 50 000
50 000—500 000
Более 500 000
средних (мас-
(массой 2—10 кг)
Менее 10 000
10 000-100 000
Более 100 000
тяжелых (мас-
(массой 10—150 кг)
Менее 2 000
2 000—10 000
Более 10 000
Число типов де-
деталей, закреплен-
закрепленных за оборудо-
оборудованием (линией),
шт.
20
6—12
1-5
деляется масштабностью производства
поковок, номенклатурой деталей, за-
закрепленных за линией (машиной),
индивидуальными особенностями де-
деталей и технологических процессов
штамповки. Признаки типов произ-
производства приведены в табл. 30.
Одной из основных технических
предпосылок автоматизации является
возможность типизации технологиче-
технологических процессов штамповки, заключа-
заключающаяся в группировке поковок по
конфигурации, размерам и массе, тех-
технологии штамповки, объему выпуска.
Необходимость группировки опреде-
определяется высокой производительностью
кузнечно-штамповочного оборудования
и стремлением получить максималь-
максимальный коэффициент его использования.
Автоматизации и механизации под-
подлежат элементы технологического про-
процесса, выполняемые как в рабочем
пространстве штамповочного агрегатч,
так и вне его (рис. 24). Технико-эко-
Технико-экономическая целесообразность этого оп-
определяется характером производства.
На основе общих принципов поточнос-
поточности, типизации и интенсификации тех-
технологических процессов определились
основные типы автоматизирован-
автоматизированных комплексов, входящих в состав
автоматизированных линий, принцип
формирования которых основан на
выборе технологически необходи-
необходимого оборудования и последователь-
последовательном его объединении межоперацион-
межоперационным транспортом. Комплексные авто-
автоматические линии, обычно включающие
все или большинство элементов тех-
технологического процесса горячей штам-
штамповки поковок, являются одним из
главных направлений развития куз-
кузнечно-штамповочного производства,
так как обеспечивают коренное улуч-
улучшение условий н организации труда,
значительно повышают его произво-
производительность. Характерными для та-
такого подхода к автоматизации яв-
являются линии изготовления деталей
типа коленчатых валов и балок перед-
передней оси автомобиля, поковок шесте-
шестерен, клапанов, крестовин карданных
валов, колец подшипников и т. п.
Большинство существующих линий
предназначено для изготовления узкой
номенклатуры массовых однотипных
деталей.
Автоматизация и механизация заго-
заготовительных операций. Наиболее рас-
распространенным и производительным
способом разделки исходного проката
сечением до 250X250 мм является
отрезка его на пресс-ножницах. В ус-
условиях массового производства пресс-
ножницы часто встраиваются в основ-
основной штамповочный агрегат, где про-
производят отрезку мерных заготовок
от предварительно нагретой до ковоч-
ковочной температуры штанги (прутка).
В остальных случаях отрезку загото-
заготовок производят на заготовительных
участках. При этом малоуглеродистые
и углеродистые конструкционные стали
разрезают в холодном, а высокоугле-
высокоуглеродистые и специальные — в нагре-
нагретом до 700 °С состоянии.
Основные технические данные обо-
оборудования для разделки проката на
штучные заготовки приведены в
табл. 31. Объемная точность загото-
заготовок, получаемых на обычных пресс-
ножницах, находится в пределах 3 %.
При оснащении ножниц устройствами,
обеспечивающими контроль сечения
Элементы автоматизации
горячей штамповки
В зоне штамповки
Вне зоны штамповки
я
•е-
>> о-
о
с
'X
S
f
с
о
Л)
S
X
3
СО
я
ю
о
с
а;
к
X
о
Q_
рти
о
5
ж
Q.
н
Я
га
п
X
га
со
с
н
к
>.
Q-
О
С
Ш
то:
га
v
я
X
S
О
Я!
8
§
3
X
X
X
X
3
X
II
3
fc'g
га
х
га
Я!
О
ног
еватель
S
СП
X
о
Si
е
о
U
ыдача
CQ
0J
CU
и
0J
Q-
0J
С
'X
о
совк
га
Q-
U
эйства
Q-
X
3
н
О)
нелог
"8
Я!
Я!
О
О
С
га
о*
га
03
IV
&
га
а
3
о
ю
га
а*
га
а
s
о.
tv
ван;
о
X
ч
U
а
га
аз
1
о
а.
уст
s
о
X
S
Рис. 24. Элементы технологического процесса горячей объемной штамповки поковок, подле-
подлежащие автоматизации
31. Технические данные оборудования для отрезки проката
Наименование
Пресс-ножницы, стеллаж, ролико-
роликовый конвейер
Пресс-ножницы, печь газового на-
нагрева, стеллаж, роликовый кон-
конвейер
Универсальный пресс, индукци-
индукционный нагреватель, стеллаж, ро-
роликовый конвейер
Хладнолом
Усилие
пресса.
МН
1,0-10
1,0—25
0,4—2,5
До 20
Диаметр
проката,
мм
20—100
20—250
12—40
Производи-
Производительность,
шт/ч
3000—1000
3000—500
5000—2000
До 200
Модель
АКН 1830—
АКН 1838
НБ 1425—
НБ 1431
—
—
12 п/р Е. И Семенова
354
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШАТМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
355
Рис. 25. Схема автоматизированного комплекса для отрезки Сортового проката с подогревом
разрезаемого проката, автоматическое
регулирование заднего упора, при-
прижим штанги и отрезаемой заготовки
с целью получения реза, перпендику-
перпендикулярного образующей, и др., объемная
точность заготовок получается в пре-
пределах 0,5 %.
На рнс. 25 показана типовая схема
автоматизированного комплекса отрез-
отрезки во втулочных штампах легиро-
легированных сталей с подогревом до 450 °С.
Штанги укладывают иа автоматизи-
автоматизированный стеллаж / с отсекателем 3.
Когда конец предшествующей штанги
проходит ролики 6 подающего уст-
устройства, включается клапан подачи
сжатого воздуха в пневмоцилиндр 2
и очередная штанга перемещается на
линию подачи. Клещевой захват 5
подводится к штанге от штока пневмо-
цилиндра 4 и при обратном ходе
вводит ее в зону действия роликов 6.
Ролики 6 и 9 двухклетьевой валковой
подачи непрерывно вращаются от элек-
электродвигателя 11 через червячный ре-
редуктор 10, цепные передачи 8 и зуб-
зубчатые переборы 7. Верхние ролики
подпружинены и при достижении штан-
штангой упора втулочного штампа 14
проскальзывают относительно штанги,
что упрощает конструкцию подачи
и исключает отскок штанги от упора.
На пути движения штаиги она нагре-
нагревается в индукционном нагревателе 12
с направляющими роликами 13.
Серийно выпускаемый комплекс обо-
оборудования для холодной отрезки заго-
заготовок из сортового проката (рис. 26)
состоит из сортовых кривошипных
ножниц /, механизированного стел-
стеллажа 2 и наклонного роликового
конвейера 3. Ножницы / имеют меха-
механизмы реза и зажима, обеспечива-
обеспечивающие зажим отрезаемой заготовки
и отделение ее от прутка путем сдвига
для обеспечения качественной поверх-
поверхности среза. Имеется возможность
одно- и двухручьевой резки. Стеллаж 2
выполнен в виде системы неподвиж-
неподвижных и подвижных балок; колебатель-
колебательные движения последних способствуют
продвижению прутков к захватам стел-
стеллажа, которые, в свою очередь, по-
поштучно подают прутки на роликовый
конвейер. Комплекс может быть сиаб-
жен механизмом раскладки прутков,
предназначенным для укладки по-
поступающих со стеллажа прутков на
роликовый конвейер 3 в один или два
ручья. Его монтируют иа раме кон-
конвейера между подающими роликами.
Комплекс работает следующим об-
образом. Пачку прутков массой до 5 т
кран подает иа механизированный
3772
Рис. 26. Комплекс оборудования на базе сортовых кривошипных ножниц для отрезки заго-
заготовок из круглого и квадратного проката
стеллаж; рассыпка прутков по стел-
стеллажу происходит автоматически в ци-
цикле работы комплекса. Со стеллажа
по команде выдается пруток (или два
прутка при двухручьевой отрезке).
Роликовый конвейер подает его в зону
реза до заднего упора 4, настроенного
на заданный размер отрезаемой заго-
заготовки. Электроконтакт на заднем упоре
дает команду приводу механизма за-
зажима прутка и далее иа включение
12*
муфты ножниц. Механизм реза обжи-
обжимает отрезаемую заготовку и отделяет
ее от прутка. Отрезанная заготовка
под действием собственной силы тяже-
тяжести сваливается или сталкивается прут-
прутком (при коротких заготовках) в на-
клоиный лоток 5 ножниц, затем в раз-
разделительный лоток б и по нему в тару.
При выходе конца прутка с роликового
конвейера подается команда на за-
загрузку его очередным прутком. Далее
356
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОШСА
357
Рис. 27. Схемы бункерно-ориентирующих
устройств:
о — воронка с подвижными полувтулками;
б — воронка с вращающейся втулкой:
в — воронка с захватно-ориентирующим
устройством ножевого типа; г — бункер
с элеватором; д —¦ вибрационный бункер
цикл повторяется. Основные данные
комплекса: номинальное усилие
6300 кН, число ходов ползуна в ми-
минуту 26; размеры разрезаемого про-
проката в центральном ручье (мм): 80—
125 (пруток) и 75—100 (квадрат).
На ВАЗе применяют автоматиче-
автоматическую линию на базе пресс-ножниц
«Фисеп» (Италия), оборудованных ав-
автоматическим стеллажом, роликовым
конвейером и проходной газовой печью
для нагрева заготовок перед резкой.
На линии возможна отрезка одной
и двух заготовок одновременно про-
производительностью 700—2500 шт/ч.
Пневматический задний упор ножниц
смягчает удар прутка и гасит его
отскок, что увеличивает стабильность
длины отрезаемых заготовок.
Автоматизация и механизация на-
нагрева заготовок и их транспортирова-
транспортирования к штамповочным агрегатам. В ус-
условиях поточного, крупносерийного
и массового производства нагрев штуч-
штучных заготовок под штамповку осуще-
осуществляют в механизированных и авто-
автоматизированных нагревательных пе-
печах типа карусельных с вращающимся
подом, методических и полуметодиче-
полуметодических и т. п. с различного рода толка-
толкателями н загрузчиками, а также
в индукционных нагревателях и уста-
установках для нагрева методом сопро-
сопротивления. При электронагреве заго-
заготовок проще решаются вопросы авто-
автоматизации загрузки-разгрузки нагре-
нагревательных устройств. Основными опе-
операциями, подлежащими механизации
и автоматизации, являются подача и
укладка заготовок в ориентирован-
ориентированном положении на порог загрузочного
окна или стол нагревательного уст-
устройства, загрузка заготовок и переме-
перемещение их в нагревательном устройстве,
выдача заготовок из нагревательного
устройства с контролем их температу-
температуры и отбраковкой недогретых и пере-
перегретых заготовок.
Для загрузки и выгрузки заготовок
обычно применяют толкающие и вы-
выносящие устройства: шиберные, пла-
планочные, роликовые автоматические по-
подачи с пневматическими и электриче-
электрическими приводами и с соответствующими
автоматически ориентирующими уст-
устройствами. Для заготовок диаметром
до 50 мм применяют автоматические
бункерные ориентирующие устройства
типа воронок с подвижными полу-
полувтулками (рис. 27, а) или вращаю-
вращающейся втулкой (рис. 27, б) при корот-
коротких заготовках, а также ножевого
типа (рнс. 27, в) при длинных заго-
заготовках (lid = 2-т-б).
Для загрузки заготовок диаметром
до 100 мм при lid = 1,5-г-З получили
широкое применение автоматические
бункера с элеваторами (рис. 27, г),
а также вибрационные бункера (рис.
27, д) и прямолинейные вибролотки,
в которых перемещение заготовок осу-
осуществляется за счет сил инерции
и трения, возникающих при вибрации.
В качестве привода обычно исполь-
используют электромагнитные вибраторы, по-
позволяющие плавно регулировать ам-
амплитуду колебаний и, следовательно,
производительность.
Для заготовок диаметром более
100 мм, квадратных заготовок и заго-
заготовок с lid > 8-v- 10 обычно приме-
применяют магазины, куда заготовки скла-
складываются в ориентированном поло-
положении. На рис. 28 показано устрой-
устройство для загрузки заготовок с лотко-
лотковым магазином. Круглые заготовки 2
укладываются в лоток вручную или
подаются автоматически. Нижняя за-
заготовка из лотка / перемещается тол-
толкателем 5 в индукционный нагрева-
нагреватель 4 и одновременно выталкивает
крайнюю нагретую заготовку из ин-
индуктора в питающее устройство для
передачи ее к штамповочному агре-
агрегату. Толкатель 5 перемещается што-
штоком пневмоцилиндра 3, включаемым
на рабочий и обратный ход воздухо-
воздухораспределительным клапаном 6.
Для транспортирования нагретых
мелких и средних по размерам и
массе заготовок к штамповочному аг-
агрегату применяют склизы — наклон-
наклонные лотки, конвейеры. Крупные заго-
заготовки перемещают с помощью поса-
посадочных машин и крановых клещей.
Лотки изготовляют из стальных листов
или чугунных плит толщиной 4—6 мм
в форме желоба с бортами. Угол на-
наклона лотка для заготовок, переме-
перемещающихся за счет скольжения, 14—
40°, за счет качения 7—10°.
Из различных конструкций конвейе-
конвейеров наибольшее распространение для
заготовок массой до 30 кг получили
цепные, траковые и скребковые кон-
конвейеры с линейной скоростью переме-
перемещения заготовок до 1 м/с.
Для межоперационного транспорти-
транспортирования заготовок и покоаок, особенно
Рис. 28. Схема устройства для загрузки
индукционного нагревателя
когда требуется изменение их ориен-
ориентации, применяют специальные меха-
механизмы с индивидуальным приводом.
Примером такого механизма является
кантователь, показанный на рис. 29.
Вращение от электродвигателя 1 пере-
передается через клиноременную передачу
на маховик 2 с встроенной муфтой
сцепления, далее через редуктор 3
и муфту 4 на кривошипный вал, ша-
шатун 5 которого шарнирно свяаан
с поворотной рамой б, установлен-
установленной с возможностью поворота на оси 7.
На станине 9 кантователя неподвижно
закреплена звездочка 8, связанная
цепью 10 со звездочкой 13, закреплен-
закрепленной на корпусе захватов 11. Губки
захватов 15 общей осью 14 связаны
с пневмоприводом 12. Цепная передача
позволяет при повороте рамы на угол
120° переносить заготовку с одновре-
одновременным ее разворотом на 180°. Наи-
Наибольшая длина переноса 2,1 м; число
циклов в час при непрерывной ра-
работе — 900.
Средства автоматизации и механиза-
механизации, применяемые при штамповке.
Основными операциями, подлежащими
358
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
359
32. Автоматизированное штамповочное и формообразующее оборудование
автоматизации непосредственно в ра-
рабочем пространстве штамповочного аг-
агрегата, являются укладка (подача)
заготовок в первый ручей штампа или
на осадочный боек, передача полу-
полуфабриката по ручьям штампа, удале-
удаление поковок и заусенцев, если их
обрезка производится в том же штам-
штампе, а также смазывание и охлаждение
штампов. Для автоматизации и меха-
механизации горячей штамповки приме-
применяют толкающие подачи, шиберы,
подъемники, кантователи, грейферные
и револьверные подачи, роботы и ма-
манипуляторы. Подачи и манипуляторы
могут иметь индивидуальный привод,
быть кинематически связанными со
штамповочным агрегатом или иметь
смешанный привод.
Характерное автоматизированное
оборудование приведено в табл. 32
с указанием типа, массы поковок и
производительности. В настоящее вре-
время наибольшее применение находят
автоматизированные ковочные вальцы,
Рис. 29. Кантователь по-
ковок
кривошипные горячештамповочные
прессы (КГШП), горизонтально-ковоч-
горизонтально-ковочные машины (ГК.М) и электровысадоч-
электровысадочные машины.
Автоматизация ковочных вальцов.
На рис. 30 показана схема вальцов
с типовым манипулятором, имеющим
пневмомеханический привод, в кото-
котором использован принцип толкаю-
толкающей подачи. Такие манипуляторы,
помимо исключения физически тяже-
тяжелого труда, повышают производи-
производительность вальцовки в 1,5—2 раза,
что составляет 180—200 шт/ч. Ма-
Манипулятор работает следующим об-
образом. Нагретая заготовка на те-
тележке 15 подается к первому ручью
ковочных вальцов и пневматичес-
пневматическим заталкивателем направляется в
рабочую зону. При срабатывании
вальцов секторы захватывают, де-
деформируют и переносят полуфабри-
полуфабрикат к губке клещевого захвата,
после чего совершается их возвратное,
поперечное и поворотное движение.
Наименование
Машины радиаль-
но-обжимиые; го-
горизонтальные и
вертикальные
Импактор
Автомат горяче-
штамповочиый с
вертикальным
расположением
рабочих позиций
Автомат горяче-
штамповочный с
горизонтальным
расположением
рабочих позиций
Автомат специ-
специальный
Машина электро-
электровысадочная авто-
автоматическая гори-
горизонтальная
Машина электро-
высадочиая авто-
автоматическая вер-
вертикальная
Вальцы закрытые
двухклетьевые
автоматические
Вальцы много-
клетьевые авто-
автоматические
Вальцы попереч-
поперечно-клиновые вал-
валковые автомати-
автоматические
Вальцы попереч-
поперечно-клиновые вал-
ково-сегмеитные
автоматические
Определяющий
параметр
Наибольший
диаметр прут-
прутка 4—120 мм
Энергия удара
4—6 МДж
Усилие
1—20 МН
Усилие
0,4—25 МН
Усилие 16 МН
Усилие
40—630 кН
Усилие
20—160 кН
Усилие
0,12—1 МН
Диаметр
валков
200—600 мм
Усилие
0,63 МН
Диаметр вал-
валков 180 мм
Усилие
0,45—0,80 МН
Усилие
0,1—0,63 МН
Диаметр
валков
400—800 мм
Тип и масса т,
кг, поковок
Оси, валы дли-
длиной 0,160—2,0 м
С удлиненной
осью т — 0,6-ь15
Круглые поковки
типа колец, флан-
фланцев, шестерен
m = 0,02-т-8
Круглые поковки
типа колец, флан-
фланцев, шестерен
т= 0,02-М 0
Поковки плоских
двухсторонних
гаечных ключей
Полуфабрикаты
под штамповку
поковки
Полуфабрикаты
под штамповку
Полуфабрикаты
под штамповку
Поковки и полу-
полуфабрикаты под
штамповку
Полуфабрикаты
под штамповку
Поковки, полу-
полуфабрикаты ПОД
штамповку
Произ-
водитель-
водительность,
шт/ч
1800—630
обжа-
обжатый
500—150
3000—800
8000—
1000
1000—
1500
40—
475 кг/ч
10-
100 кг/ч
700—180
500
900—600
1500—600
Габаритные
размеры, м;
масса т, т
0,8Х2,7Х 1,5—
2,2хб,6Х2,5м
6,ЗХЗО,5Х
X 1,5—ЗОХ
Х71ХЗ
2X4X1,2—
10X20X2,85
т = 20-=-280
1,6X3,0X1,8—
9,5Х 15X6
т = 30-=-250
3,4X7,5X3,3
т — 99
1,25X3,3X1,8—
3,4X6,0X2,3
т = 4н-20
Роторного ти-
типа, наружный
диаметр 3—10,5
т= 1-5-5
1,7X2X1,25—
3,4X3,8X2,1
т = 4,9-н39
2,6X15,7X3,8
т= 83
2,7X6,7X2,2—
3,2X12,1X4,0
т= 16,3-5-46,5
2,4X1,3X2,3—
2,6X3,0X2,8
т= 45-5-185
360
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
361
Продолжение табл: 32
Наименование
Вальцы попереч-
поперечно-клиновые с
плоским инстру-
инструментом автомати-
автоматические
Пресс кривошип-
кривошипный горячештам-
повочный для
штамповки вы-
выдавливанием ав-
томатизирован-
томатизированный
Пресс кривошип-
кривошипный горячештам-
повочный с пере-
перекладчиком авто-
автоматизированный
. Машина горизон-
горизонтально-ковочная
с перекладчиком
автоматизирован-
автоматизированная
Пресс гидравли-
гидравлический двойного
действия
Раскаточная ма-
машина автомати-
автоматическая
Определяющий
параметр
Усилие
1—5 МН
Усилие
7—10 МН
Усилие
16—63 МН
Усилие
2,5—13,5 МН
Усилие
0,63/0,63 МН
Усилие
' 0,1—5 МН
Тип и масса т,
кг, поковок
Оси, пальцы ша-
шаровые, валы т =
= 0,5ч-2,5
Поковки типа
клапанов автомо-
автомобильных двига-
двигателей, колец под-
подшипников т =
= 0,02-ь0,6
Поковки типа
цапф, шестерен,
колец, фланцев
т^ 20
Типа стержня с
утолщением
Кольца подшип-
подшипников т — 0,3-М
Кольца
Произ-
водитель-
водительность,
шт/ч
200—100
700—1500
600—200
600—100
240—160
150—300
Габаритные
размеры, м;
масса т, т
2,5x2,8X2,5—
4,0X4,6X4,0
т = 10+60
На базе уни-
универсальных
кгшп
На базе уни-
универсальных
кгшп
4,6X6—6X9
На базе универ-
универсальных
прессов
На базе уни-
универсальных
машин
Деформация во втором и последу-
последующих секторах вальцов происходит
при непрерывном удержании полу-
полуфабриката в клещах манипулятора.
При последующем ходе вперед после
окончания вальцовки клещи раскры-
раскрываются и освобождают заготовку. Про-
Продольная и шаговая поперечная рабо-
рабочая подача клещей осуществляется
Vf
с помощью жесткой связи от привода
вальцов. Обратное движение попереч-
поперечной подачи и зажим-разжим клещей —
от пневмопривода.
Фирмой «Эймуко» (ФРГ) выпуска-
выпускаются специализированные манипуля-
манипуляторы для автоматизации процесса валь-
вальцовки. Они в автоматическом режиме
выполняют захват заготовки клещами,
Рис. 30. Ковочные вальцы с ма-
манипулятором:
/ — шестерня главного привода;
2 — водило; 3 — тяга; 4 — криво-
шипиый вал продольной подачи;
5 ¦— шестерня привода поперечной
подачн; 6 — пиевмоцилнндр упра-
управления поперечной подачей; 7—
ходовой винт; 8 — корпус клеще-
/ \~ ¦ ¦' I \& \ <Щ^ё( вого захвата; 9 — пневмоциливдр
/ \ ° ' \ ***y's привода губок захвата; 10 — пнев-
7 2" " моцилнндр привода поворота; // —
пневмоцвлиидр возврата поперечной подачи; 12 — губки клещевого захвата; 13 — исходная
заготовка; 14 — заталкиватель заготовок; 15 — тележка подачн заготовки
удержание ее в процессе вальцовки,
перемещение между ручьями с кан-
кантовкой на 90е, удаление готовой заго-
заготовки из вальцов и возврат клещей
в исходное положение.
Воронежским ПО по выпуску куз-
нечно-прессового оборудования имени
М. И. Калинина разработаны манипу-
манипуляторы моделей МП4 и МП6 для
автоматизации закрытых ковочных
вальцов моделей С1237 и С1240. Про-
ектно-конструкторским и технологиче-
технологическим институтом кузнечно-прессового
роботостроения (ПКТИкузробот г. Та-
Таганрог) разработаны специализирован-
специализированные конструктивно подобные мани-
манипуляторы моделей МКВ 16 и МКВ 50
для обслуживания закрытых ковоч-
ковочных вальцов с межосевым расстоя-
расстоянием 250—320 и 400—500 мм.
Краткая техническая
характеристика манипуляторов
Грузоподъемность,
кг
Число степеней
подвижности . .
Максимальное
число рабочих
продольных ходов
в минуту ....
Максимальное
число переходов
вальцовки . . .
Наибольшая дли-
длина прокатанной
заготовки, мм . .
Размер попереч-
поперечного сечения ис-
исходной заготов-
заготовки, мм
Продольный ход
руки, мм ....
Поперечный ход
руки, мм ....
Поворот руки
в вертикальной
плоскости, граду-
градусы
Высота продоль-
продольной оси руки ма-
манипулятора над
уровнем пола, мм
Рабочее давление,
МПа
МКВ 16
16
90
540
40
или 65
МКВ 50
50
3
60
4
820
75
или 105
500+1 750+1
100±0,1
175,5+.
±0,1
90+2 90±2
1000
6,174
1050
6,174
Рис. 31. Ковочные вальцы с манипуля-
манипулятором, работающим в наладочном и авто-
автоматических режимах:
/ — манипулятор; 2 — механическая ру-
рука; 3 — клещи; 4 — штампы ковочных
вальцов; 5 — гидростанция
Габаритные раз-
размеры в плане, мм
Высота над уров-
уровнем пола, мм . .
Масса, кг ....
ЗОООХ
Х1500
1520
1600
3500Х
Х2000
1420
2500
Система управления обеспечивает
работу манипулятора (рис. 31) в на-
наладочном и автоматических режимах
в соответствии с выбранным числом
вальцовочных ручьев, причем при
вальцовке заготовок в одном штампе
может осуществляться однократный,
двухкратный и четырехкратный ре-
режимы работы.
Механизм продольного перемещения
руки манипулятора с помощью син-
синхронизирующей тяги кинематически
связан с приводом вальцов, чем дости-
достигается полная синхронизация переме-
перемещения руки с заготовкой с вращением
секторов штампов. Все остальные дви-
движения руки осуществляются от гидро-
гидроцилиндров, для управления которыми
на станине манипулятора смонтиро-
смонтирована гидростанция.
Автоматизация кривошипных прес-
прессов. Применение средств автоматиза-
автоматизации, расположенных в рабочем про-
пространстве универсальных прессов, пре-
превращает их в большинстве случаев
в узкоспециализированные автоматы.
При этом подача нагретых заготовок
на первую операцию осуществляется
механической рукой, шибером, а транс-
транспортирование полуфабрикатов в ра-
рабочем пространстве пресса — поворот-
поворотными столами или грейферными пере-
перекладчиками. Средства автоматизации
могут иметь индивидуальный привод
или быть кинематически жестко свя-
связанными с ползуном или устройством
отбора мощности пресса.
362
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
Рис. 32. Общий вид пресса и установки
для нагрева заготовок:
1 — высокочастотный преобразователь;
2 — конденсаторный шкаф; 3 — пневмо-
цилиидр толкателя; 4 — толкатель заго-
заготовок; 5 — индуктор; 6 — пиевмоцилиидр
выталкивателя; 7 — матричный блок; 8 —
водило; 9 — предохранительная муфта;
10 — вал отбора мощности; // — кониче-
коническая передача отбора мощности; 12 —
конец кривошипного вала
На рис. 32 показан автоматизиро-
автоматизированный кривошипный пресс, на кото-
котором производится штамповка латунных
вентилей пневматических шин грузо-
грузовых автомобилей. Чертеж заготовки
и поковки показан на рис. 33.
Краткая техническая
характеристика автоматизированного
пресса
Усилие, кН 16 000
Число ходов в минуту
Количество позиций на штампе
Производительность, шт/мин
Температура нагрева загото-
заготовок, °С
30
7
15
750
Рис. 33. Заготовка (я) и поковка (б) вен-
вентиля шины грузового автомобиля
7 в i г
Рис. 34. Схема механической руки
Сориентированные в элеваторном
бункере и прошедшие предварительный
контроль по высоте заготовки (при
этом немерные автоматически отбра-
отбраковываются) поступают к индукцион-
индукционному нагревателю, в который они
поштучно заталкиваются пневматиче-
пневматическим толкателем. Проходя по каналу
индуктора, латунные заготовки нагре-
нагреваются до ковочной температуры. По
команде от датчика температуры вклю-
включается механическая рука с пневма-
пневматическим приводом, которая захваты-
захватывает выталкиваемую из индуктора
заготовку и подает ее на первую пози-
позицию штампа, установленного иа столе
пресса.
Механическая рука (рис. 34) смон-
смонтирована в окне боковой стойки прес-
пресса. Она состоит из каретки /, которая
в продольном направлении может пере-
перемещаться по двум скалкам 7 с помощью
пневмоцилиндра 8 и установленного
на каретке поворотного пневмоци-
пневмоцилиндра 2, к которому крепятся кле-
клещи 3. На выходе индуктора закреплены
два синхронно действующих пневмо-
пневмоцилиндра 4 и 5 одностороннего дейст-
действия и с возвратом штока от пружины,
которые служат для разжима клещей
при заталкивании в них нагретой
заготовки. В окне пресса над клещами,
находящимися на позиции /, верти-
вертикально закреплен пневмоцилиндр 6
для проверки наличия заготовки в кле-
клещах при первом рабочем ходе механи-
механической руки.
Работа происходит следующим об-
образом. В исходном положении каретка
находится у индуктора, а плечо руки
горизонтально в позиции /. Холодные
заготовки выталкиваются из индуктора
и по отводному лотку падают в тару.
Когда достигнута температура ковкя,
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
363
по команде от датчика температуры
срабатывает поворотный пневмоци-
лиидр 2, разворачивая клещи в пози-
позицию //. Включаются пиевмоцилин-
дры 4 и 5 и разжимают клещи. Как
только в клещи попадает нагретая
заготовка, выдвинутая из индуктора,
отключаются пневмоцилиндры 4 и
5, подпружиненные клещи зажимают
заготовку и поворотный пневмоцилиндр
возвращает их в позицию /. В этом
положении клещей срабатывает пнев-
пневмоцилиндр 6 и выталкивает первую
нагретую заготовку из клещей. Если
заготовка вытолкнута на позиции /,
значит, клещи правильно захватывают
заготовку и точно выставлены отно-
относительно выходного очка индуктора,
а пневмоцилиндры 2, 4, 5 и 6 срабаты-
срабатывают в заданной последовательности.
Затем клещи вновь поворачиваются
к индуктору в позицию //, захваты-
захватывают следующую нагретую заготовку
и возвращаются в позицию /. Далее
пневмоцилиндр 8 перемещает каретку
в штамп на позицию ///, где заготовка
в клещах размещается над очком
матрицы. После этого включается
пресс, при первом ходе которого заго-
заготовка проталкивается из клещей в мат-
матрицу. Возврат механической руки в по-
позицию // за следующей заготовкой
происходит в начале подъема ползуна
пресса по сигналу от командоаппа-
рата.
На столе пресса установлен штамп,
нижняя часть которого представляет
собой семипозиционный поворотный
блок матриц (рис. 35), а в верхней
половине смонтированы пуаисон, ощу-
ощупывающие и контрольные устройства,
приспособления для смазывания и кон-
контроля положения матриц.
Механизм периодического поворота
блока матриц выполнен в виде маль-
мальтийского креста и имеет механический
привод от коленчатого вала пресса,
что обеспечивает взаимодействие пол-
ползуна пресса и матричного блока таким
образом, что при рабочем ходе пресса
блок неподвижно зафиксирован на
столе пресса, а при ходе ползуна
пресса вверх производится поворот
его на один шаг. Вертикальный вал
привода выполнен разрезным, и в него
встроена шариковая предохранитель-
предохранительная муфта, срабатывающая в случае
рассогласования вращения коленча-
коленчатого вала пресса и матричного блока,
Рис. 35. Семнпозицнонный матричный
блок (вид сверху)
возникающего, например, при заеда-
заеданиях последнего.
При ходе ползуна пресса вниз нагре-
нагретая заготовка из клещей механиче-
механической руки заталкивается в матрипу
(поз. /, рис. 36). Заталкиватель
выполнен подпружиненным и регули-
регулируемым на высоте. Если по какой-
либо причине заготовка не попала
в матрицу, при повороте матричного
блока часть заготовки, выступающая
над зеркалом штампа, нажмет на стер-
стержень конечного выключателя, и про-
произойдет остановка пресса. В пози-
позиции 2 проводится выдавливание заго-
заготовки, смазывание иглы, обдув ее
и пуансона. В качестве смазочного
материала применяют графитную па-
пасту типа «Аквадаг», разведенную во-
водой в соотношении 1 : 20, которую
подают из специальной установки в ры-
рычажное устройство для смазывания
и охлаждения иглы и пуансона. Это
устройство одновременно является и
контрольным, так как проверяет, не
зависла ли поковка на игле пуансона
при ходе ползуна пресса вверх. Если
это произошло, то срабатывает конеч-
конечный выключатель в рычажном устрой-
устройстве смазывания, и пресс останавли-
останавливается.
В позиции 3 проводится проверка
целостности иглы. Если игла в про-
процессе штамповки в позиции 2 слома-
сломалась и осталась в поковке, ощупыва-
ощупывающий дорн при опускании ползуна
пресса упрется в выступающий обло-
обломок иглы, приподнимется, сжимая
пружину, и верхней частью нажмет иа
конечный выключатель, останавлива-
останавливающий пресс. Кроме того, внутри дорна
304
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
Поз.1
поз. г
Ло), 7
имеются каналы для подвода сжатого
воздуха, охлаждающего головку по-
поковки.
В позициях 4 к 5 находятся ощупы-
ощупывающие устройства аналогичной кон-
конструкции. В позиции 4 проводится об-
обдув головки поковки сжатым возду-
воздухом. Установленный на этой позиции
конечный выключатель является ре-
резервным. В позиции 5 ощупывающий
дорн, определив наличие поковки в ма-
матрице, нажимает верхней частью на
конечный выключатель, который дает
при этом команду на срабатывание
выталкивателя при следующем ходе
пресса.
На позиции 5 (см. рис. 36) прово-
проводится выталкивание поковки из штам-
штампа и удаление ее из рабочего простран-
пространства пресса по склизу. Выталкиваю-
Выталкивающий поковку стержень имеет привод
от расположенного вертикально под
штампом пневмоцилиндра, верхнее и
нижнее положение штока которого
контролируется конечными выключате-
выключателями. Если не нажимается верхний
конечный выключатель, то выталки-
выталкивание поковки не произошло, если же
не нажимается нижний конечный вы-
выключатель, то не опустился выталки-
выталкиватель, и поэтому застопорен поворот-
поворотный блок матриц. В обоих случаях
пресс останавливается.
В позиции 7 в матрицу вводится
дорн, через который ее внутренняя
полость смазывается смазкой чтипа
«Аквадаг». Кроме того, дорн является
контрольным щупом, проверяющим,
вытолкнута ли поковка на предыдущей
позиции. При упоре дорна в невытолк-
нутую поковку пресс останавливается.
Кроме указанных блокировок, в
верхней половине штампа закреплен
щуп, проверяющий правильность по-
положения матричного блока при каж-
каждом ходе пресса.
Пресс работает в режиме непрерыв-
непрерывных ходов со скоростью 30 ходов в ми-
минуту, Продолжительность цикла сра-
срабатывания механической руки и уста-
установки для индукционного нагрева
заготовок — 4 с, поэтому готовая по-
поковка получается при каждом втором
ходе пресса. Это создает благоприят-
благоприятные условия для смазывания и охла-
охлаждения инструмента.
Один пресс рассчитан на производи-
производительность 2,5 млн. поковок в год при
двухсменной работе и коэффициенте
использования 0,7.
Автоматизированный пресс входит
в состав комплексной автоматической
линии, имеющей газовую печь для
отжига поковок, автомат для правки
поковок, шаговых, цепного и вибра-
вибрационного межоперацнонных конвейе-
конвейеров, загрузочных н разгрузочных уст-
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
ройств, связывающих все агрегаты
в единую технологическую цепочку
и осуществляющих полную автомати-
автоматизацию всего процесса изготовления
поковок вентилей.
На рис. 37 показана кинематиче-
кинематическая схема грейферного переклад-
перекладчика поковок по ручьям штампа
универсального КГШП. Перекладчик
кинематически связан с прессом, на
торце коленчатого вала которого уста-
установлена шестерня 37 отбора мощности.
Через зубчатые передачи и кардан-
карданный вал 32 осуществляется передача
вращения на кулачково-рычажную си-
систему, с помощью которой произво-
производится поперечный, продольный и вер-
вертикальный ход грейфера 2 с захва-
захватами /. На рисунке показан только при-
привод левой части передней балки.
Привод левой части задней балки
аналогичен. Для привода правых ча-
частей балок предусмотрены соответству-
соответствующие карданные валы. Такой пере-
перекладчик применяют для автоматиза-
автоматизации штамповки на КГШП усилием
40 МН поковок типа шатунов двига-
двигателей автомобилей.
На рис. 38 показана схема грей-
грейферного перекладчика (подачи) с ин-
индивидуальным приводом для автомати-
автоматизации штамповки на универсальном
КГШП. После каждого хода пресса
грейферы совершают перемещение по
траектории е—а—б—в—г—д, причем
на участке е—а происходит сведение
грейферов и захват поковки, на уча-
участке а—б подъем поковки из штампа,
на участке б—в перенос из ручья
в ручей, на участке в—г опускание
поковки в штамп, на участке г—д
разведение грейферов и освобождение
поковки, на участке д—е возврат грей-
грейферов в исходное положение. Послед-
Последнее движение может совершаться одно-
одновременно с рабочим ходом пресса.
Привод всех двигателей грейферов
осуществляется от трех гидроцилин-
гидроцилиндров, срабатывающих в требуемой
последовательности. Команда на вы-
выполнение цикла поступает от командо-
аппарата пресса. Имеется наладочный
режим управления грейферами. Оте-
Отечественная промышленность серийно
выпускает грейферные подачи такого
типа для КГШП усилием 10—40 МН.
Они обеспечивают производительность
до 18 шт/мин при штамповке деталей
типа шестерен с зубьями, шатунов,
Рис, 37. Кинематическая схема грейфер-
грейферного перекладчика для универсального
кривошипного горячештамповочиого прес-
пресса:
/ — захват; 2 — балка; 3 — тяга; 4 —
направляющая; 5 — тяга поперечной по-
дачн балок; 6 и 7 — тягн привода и опуска-
опускания балки; 8 и 9 — коромысло и Тяга
привода поперечной подачи балок; 10 —
кулак привода поперечной подачи балок;
// — пиевмоцилиндр; 12 — карданный
вал привода механизмов подачи иа правой
стойке пресса; 13 — тяга; 14 — ось; IS —
тяга; 16 — шестерня; 17 — вал; 18 —ку-
—кулак привода подъема и опускания балок;
19 — 21 — шестерни привода кулаков; 22
и 23 — валы привода продольной подачи
балок; 24 — шестерня; 25 — ведомый вал
привода подачн; 26 — тяга; 27 — кулак
привода продольной подачи; 28 — пре-
предохранительная муфта; 29 — пружинный
предохранитель; 30 — демпфер; 31 — ре-
регулировочное устройство; 32 — кардан-
карданный вал; 33 — шестеренная передача;
34 — вал привода подачи; 35 — ведомая
шестерня; 36 — муфта выключения; 37 —
шестерня
поворотных кулаков автомобиля и т. п.
Грейферные подачи с индивидуаль-
индивидуальным механическим приводом, с кон-
консольными или двухопорными грей-
грейферами (рис. 39) могут применяться
для автоматизации КГШП усилием
16—50 МН при штамповке поковок
массой до 30 кг производительностью
8—12 шт/мин. Они более надежны,
чем грейферные модели с гидроприво-
гидроприводом, но нужны специальные предохра-
предохранители от перегрузок. Такие подачн
работают в последовательном цикле
с прессом.
366
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
Plic. 38. Кинематическая схема грейферного перекладчика с гидравлическим приводом:
/ — балка; 2 — захват; 3 — тяга привода подъема и опускания балок; 4 — корпус; 5 —
гидроцилиндр привода сближения и удаления балок; 6 — шарнир механизма подъема и опу-
опускания; 7 — рейка; 8 — зубчатый сектор; 9 — тяга; 10 — секторы привода сближения и раз-
разведения балок; // — тяги; 12 — гидроцилиндр привода продольной подачи балок; 14 —
шарнир; 15 — демпфер; 16 — ограничитель хода; 17 — тяга
Автоматизация горизонтально-ко-
горизонтально-ковочных машин. Кинематическая схема
перекладчика для автоматизации го-
горизонтально-ковочной машины с вер-
вертикальным разъемом матриц показана
на рис. 40. Перекладчик имеет жест-
жесткую связь с кинематикой ГКМ, чем
обеспечивается высокая надежность
и производительность работы. Подача
нагретых заготовок в ГКМ осуществ-
осуществляется пружинным толкателем 9, рас-
расположенным на каретке 7, приводимой
в движение кинематической цепью
деталей 3—6. Разжим-зажим и вер-
вертикальный ход клещей 15 осуществ-
осуществляется от кулаков 14 и 16.
Перекладчик работает следующим
образом. Подача нагретой заготовки
на позицию захвата осуществляется
при обратном ходе ползуна ГКМ.
Клещи также начинают зажиматься
при обратном ходе ползуна, но при
ёоыкнутых полуматрицах, удержива-
удерживающих поковку. Вертикальный рабо-
рабочий ход закрытых клещей с заготовкой
начинается после размыкания полу-
полуматриц и завершается к моменту их
смыкания и началу рабочего хода глав-
главного ползуна. Далее клещи разжи-
разжимаются и делают обратный ход. Цикл
срабатывания клещей приблизительно
2,4 с. Производительность штамповки
зависит от нагревателя и в среднем
равна 15 шт/мин.
Кинематическая схема перекладчика
для ГКМ с горизонтальным разъемом
матриц показана на рис. 41. Переклад-
Перекладчик типа «шагающая балка» имеет
индивидуальный привод; опускание
и возврат в исходное положение пода-
подающей балки 3 осуществляется от двух
синхронно работающих планетарных
редукторов 2. Верхний прижим 6
имеет пневмопривод. Работа переклад-
перекладчика происходит следующим образом.
Из нагревателя заготовка 4 подается
на приемную позицию; при подъеме
балка захватывается расположенными
на ней призмами и при смещении балки
вправо и опускании ее заготовка
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
367
IS 17
10
Рис. 39. Кинематическая схема автоном-
автономной подачи (перекладчика) с механичес-
механическим приводом:
/ — балка; 2 — рейка-опора; 3 — зубча-
зубчатый сектор; 4 — рычаг поворотный; 5 —
ползушка; 6 — кулак привода; 7 — шесте-
шестеренная передача; 8 — кулак привода про-
продольной подачи; 9 — система шестерен-
шестеренных передач; 10 — электродвигатель; 11 —
редуктор угловой; 12 ¦— промежуточный
вал; 13 — клиноременная передача; 14 —
вариатор; 15 — каретка продольной по-
дачн
перемещается в первый ручей ГКМ.
После штамповки балка поднимается
и захватывает призмами заготовку.
Далее верхний прижим опускается,
зажимает заготовку; совместным дви-
движением балки и прижима заготовка
перемещается во второй ручей и т. д.
Время цикла срабатывания шагающей
балки регулируется в пределах 2—¦
8 с. Требуемая последовательность
срабатывания ГКМ и механизмов пере-
перекладчика обеспечивается командоап-
паратом.
Смазывание и охлаждение штампов
для автоматизированной штамповки.
На штампы наносят смазочный мате-
материал, который позволяет уменьшить
теплообмен между деформируемым ме-
металлом и штампом, создает гидроди-
гидродинамические условия течения металла,
обеспечивающие уменьшение изнашива-
изнашивания штампа и заполнение его объема.
При нанесении смазочный материал
также охлаждает штамп. Наиболее
ш
Рис. 40. Кинематическая схема переклад-
перекладчика для универсальной горизоитальио-ко-
вочной машины с вертикальным разъемом
матриц:
/ — главный вал; 2 — цепная передача;
3 — распределительный вал; 4 — криво-
шипио-шатунный механизм; 5 — проме-
промежуточный вал; 6 — двуплечий рычаг; 7 —•
каретка; 8 — труба; 9 — пружина; 10 —•
цепиая передача; 11 — кулачковый вал;
12 — шестеренная передача; 13 — система
кулаков; 14 — кулак привода подъема
и опускания клещей; 15 — клещи; 16 —
кулак привода сжатия клещей; 17 — ры-
рычаги сжатия клещей; 18 — возвратная
пружина; 19 — рычаг
часто для смазывания штампов, осо-
особенно на КГШП, применяют суспен-
суспензии коллоидального графита в масле
или воде. При штамповке средних
и тяжелых по массе поковок, сложной
геометрии штампов с труднозаполняе-
мыми элементами и на операциях,
связанных с интенсивным течением
металла, например, при выдавлива-
Рис . 41.Схема перекладчика типа «шагаю-
«шагающая балка» для ГКМ с горизонтальным
разъемом матриц:
а — положение ручьев; б — кинематиче-
кинематическая схема привода; / — основание; 2 ^~
планетарный редуктор;^ — подающая бал-
балка; 4 — исходная заготовка; 5 — матрица;
6 — верхний прижим; 7 — позиция Уда-
Удаления поковок; 8 — электродвигатель; 9 в
предохранительная муфта; 10 — солнея*
ная шестерня планетарного механизма?
// — сателлит; 12 — ведомая шестерня;
13 — вал с кривошипом; 14 — ось; 15 =•
ведущая шестерня
368
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ШТАМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
369
Рис. 42. Схема установки для смазывания
штампов маслографитной суспензией
Рис. 43, Схема установки для смазывания
штампов суспензией мелкодисперсного
графита на водной основе
нии, обычно применяют смазочный
материал в виде суспензии машинного
масла и графита (до 30 %), Смазочные
материалы на масляной основе при-
применяют при температурах штампа более
250 °С. При низких скоростях дефор-
деформирования, малой массе поковок и
относительно холодных штампах (до
250 °С) водные суспензии графита тон-
тонкого помола (с размером частиц 5—
10 мкм) предпочтительнее. Соотноше-
Соотношение воды и графита в суспензии от
1 : 10 до 1 : 40. В условиях интенсив-
интенсивной штамповки мелких поковок иа
прессах-автоматах смазывание и охла-
охлаждение штампов осуществляется водой.
Установки для смазывания штампов
состоят из емкости для смазочного
материала, в которой поддерживается
равномерное распределение графита
по всему объему, системы сопел с тру-
трубопроводами и системы управления.
При смазывании неглубоких полостей
штампов (до 50 мм) сопла могут ста-
стационарно крепиться иа штампе. При
механизированном смазывании штам-
штамповщик включает установку педалью.
При автоматической штамповке сопла
крепятся на захватных органах средств
автоматизации. Перед нанесением сма-
смазочного материала производится сдув
окалины сжатым воздухом.
На рис. 42 показана схема установ-
установки для смазывания штампов маслогра-
фитными суспензиями. Установка со-
состоит из бака /, мешалки 2 с электро-
электроприводом и дозирующей системы, вы-
выполненной из двух неподвижных ди-
дисков 3 и 4, стягиваемых подпружинен-
подпружиненными стяжками 5, и поворотного
диска 6 с отверстиями по периметру,
расположенного между неподвижными
дисками. Диск 6 насажен на вал 7,
который может поворачиваться пнев-
мОцилиндром 8. Управление пневмо-
цилиндром осуществляется пневмокла-
паном К1, а подача сжатого воздуха
в установку клапаном К2. Установка
имеет четыре отвода, поэтому может
одновременно смазывать от одного до
четырех ручьев. Установка при руч-
ручной штамповке работает следующим
образом. В бак / заливают суспензию
графита в масле и включают мешалку 2.
Отштамповав очередную поковку,
штамповщик сбрасывает ее на лоток 9
через боковое окно пресса. На верхней
стенке окна расположен фотоэлектри-
фотоэлектрический датчик 10, который срабаты-
срабатывает от действия света нагретой поков-
поковки и дает команду на включение кла-
клапанов К1 и К2. Пневмоцилиндр 8
поворачивает вал 7 и связанный с ним
диск 6. При этом отверстия диска,
которые заполнены смазкой, пооче-
поочередно совмещаются с отверстиями в не-
неподвижных дисках 3 и 4, и смазочный
материал из них выдувается сжатым
воздухом, поступающим через клапан
К2, и уносится по шлангам 11 к соп-
соплам 12. Продолжительность впрыска
и, следовательно, доза наносимого
смазочного материала регулируются
реле времени.
На рис. 43 показана установка для
нанесения на штамп смазочного мате-
материала на водной основе с мелкодис-
мелкодисперсным графитом. Основными эле-
элементами установки являются смесе-
приготовительный бак /, устройство 8
для ввода сопел в зону штампа с пере-
перепускным клапаном 7 и пневмоавтома-
пневмоавтоматика. В бак / через заливочную
горловину с фильтром 13 заливается
разведенный в воде смазочный мате-
материал. Затем открывается вентиль 12,
и сжатый воздух из сети поступает
в бак / и пневмодвигатель 5, вращаю-
вращающий мешалку. Смазочный материал
под давлением вытесняется из бака
и в смеси с воздухом по шлангу 4
поступает к перепускному клапану 7.
Вентили 2 а 3 регулируют качествен-
качественный состав смазочного материала.
Отштамповав поковку, штамповщик
сбрасывает ее через боковое окно
пресса на лоток 11, перемещаясь по
которому поковка отклоняет штор-
шторку 10 с упором, который нажимает
иа датчик 9, после чего срабатывает
пневмопривод устройства 8 для по-
дачн сопел в зону штампа. В конце
хода устройства, когда сопла нахо-
находятся внутри штампа, включается пе-
перепускной клапан 7, и смазочный
материал по шлангу 6 поступает к соп-
соплам и распыливается на ручьи штампа.
По команде от реле времени сопла
выводятся из штампа, клапан 7 вы-
выключается и перекрывает путь смазоч-
смазочного материала к соплам.
Автоматизация и механизация об-
обрезки облоя. При комплексной авто-
автоматизации и механизации процессов
горячей штамповки обрезку облоя
проводят на горячештамповочном прес-
прессе или на обрезном прессе для горячей
обрезки, который встраивают в поточ-
\В тару
Рис. 44. Лотковое выносящее устройство
ную линию. Обрезку облоя и про-
прошивку отверстий в поковках целе-
целесообразно проводить в комбинирован-
комбинированных штампах за один ход пресса, что
упрощает конструкцию и повышает
надежность работы средств автомати-
автоматизации и механизации. Основными опе-
операциями, подлежащими автоматизации
и механизации, являются транспор-
транспортирование поковки в ориентированном
положении от штамповочной машины
к обрезному прессу, захват поковки
и укладка ее в ориентированном
положении на обрезную матрицу, если
требуется проколка перемычки и прав-
правка в отдельном штампе — передача
поковки и укладка ее (в ряде случаев
с поворотом на 180°) в соответствую-
соответствующий штамп, а затем удаление облоя
и поковки в раздельные тары.
Для удаления поковок и облоя из
зоны обрезного штампа применяют
удаляющие устройства с пневмопри-
пневмоприводом, а также механические рычаж-
рычажные сбрасыватели лоткового типа.
При применении последних обрезные
матрицы располагают вверху, и поков-
поковки после обрезки облоя и проколки
перемычки выдаются из верхней части
штампа.
На рис. 44 показано устройство
с приводом от ползуна пресса 5 через
систему рычагов 6. При подъеме пол-
ползуна после обрезки облоя пуансо-
пуансоном / лоток 2 подходит под матрицу 3,
из которой выталкиватель, упираясь
в планку 4, удаляет поковку, и она
падает на дно подвижного лотка 2.
При последующем опускании ползуна
лоток отводится назад и сбрасывает
поковку на неподвижный лоток 7,
370
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
КОВКА
371
33. Краткие технические характеристики горячештамповочных автоматов
Показатели
Номинальное усилие, кН
Максимальная масса поковки, кг
Максимальный диаметр поковки, мм
Производительность, шт/мин
Масса машины (без нагревательного устройства), т
АМР-30
1600
0,6
60
70—100
27,5
АМР-70
12 000
3
120
35—70
100
А03Э9
8000
1,7
92
60—100
82
по которому она попадает в тару или
на транспортер. Обло4 убирается спе-
специальным устройством с крючковым
захватом или вручную.
В ряде случаев для поковок и
заусенцев массой до 2 кг возможно
применение пневмосдува для удаления
их из штампа в тару. При этом по-
поковка проваливается при обрезке за-
заусенца сквозь матрицу иа стол пресса
и через окно в нижней плите штампа
сдувается на неподвижный лоток, да-
далее поступает в тару для поковок.
Заусенец остается на плоской поверх-
поверхности обрезной матрицы и также сду-
сдувается на другой склиз, затем посту-
поступает в тару для отходов. Давление
сжатого воздуха в сети пневмосдува
4 МПа, время действия воздушной
струи 2—3 с.
Горячештамповочиые автоматы.
Наибольшее распространение получи-
получили многопозиционные кривошипные
прессы-автоматы, предназначенные для
штамповки осесимметричных поковок
типа колец подшипников, шестерен,
фланцев и т. п. Прессы бывают двух
типов: с горизонтально и вертикально
расположенными рабочими позициями.
В табл. 33 приведены основные тех-
технические характеристики горизонталь-
горизонтальных автоматов фирмы «Хатебур» (Швей-
(Швейцария), а также данные отечественной
модели автомата А0339, выпускаемого
Рязанским ПО «Тяжпрессмаш».
Исходным материалом для штампов-
штамповки на автоматах указанных типов
является сталь в прутках длиной 4—
6 м (сортамент по ГОСТ 2590—71 *
повышенной точности); температура
подаваемой в автоматы заготовки
1100—1200 °С; нагрев — индукцион-
индукционный.
Автомат модели А0339 представляет
собой полностью автоматизированный
четырехпозиционный кривошипный
пресс с горизонтальным расположе-
расположением позиций штамповки и приводом
средств автоматизации и выталкива-
выталкивателей от кулачково-рычажной системы,
кинематически связанной с приводом
пресса. Автомат работает следующим
образом. Механизм "подачи задвигает
пруток до регулируемого упора, опре-
определяющего длину отрезаемой заго-
заготовки, механизм реза отрезает заго-
заготовку от прутка и переносит ее на
ось первой позиции штамповки, где
производится осадка заготовки и сбив
окалины. Использование шлифован-
шлифованного проката и прижима прутка к упо-
упору позволяет получить заготовки, до-
допускающие последующую безоблойную
штамповку. Далее осаженную заго-
заготовку механизм переноса последова-
последовательно транспортирует на вторую по-
позицию, где обычно производится пред-
предварительная штамповка; на третью,
где производится окончательное фор-
формообразование; на четвертую, где осу-
осуществляется прошивка отверстия в по-
поковке или разделение спаренных заго-
заготовок при многоштучной штамповке
с одновременной прошивкой отвер-
отверстия. Отштампованные поковки и от-
отходы попадают на соответствующие
транспортеры и раздельно направля-
направляются в цеховую тару или на дальней-
дальнейшие операции: отжиг, охлаждение
и др. Автомат имеет устройства для
предохранения от перегрузок, которые
обеспечивают останов исполнительных,
механизмов при работающем при-
приводе.
Привод автомата регулируется бес-
бесступенчато, что позволяет подобрать
наиболее оптимальный режим работы
в зависимости от размеров и формы
поковок, материала, температуры на-
нагрева. Это обеспечивает более высокую
стойкость инструмента. Охлаждение
и смазывание штампов производится
водой.
Приводы механизмов реза, зажима,
переноса, выталкивания поковок, ме-
механизм раскрытия клещей переноса
полуфабрикатов по ручьям размещены
в отдельных корпусах вне зоны штам-
штамповки, что предохраняет их от воз-
воздействия температуры, охлаждающей
воды, окалииы и тем самым повышает
надежность и долговечность работы.
Потребителям автомат поставляют
в составе автоматической линии мо-
модели Л 324.21.100, в которую кроме
штамповочного автомата входят авто-
автоматизированный стеллаж для накопле-
накопления и поштучной выдачи прутков,
индукционная нагревательная уста-
установка проходного типа, транспортеры
для раздельного удаления поковок
и отходов из рабочей зоны, транспор-
транспортер охлаждения поковок.
Автомат по производительности мо-
может заменить три—пять ГКМ или
КГШП. Допуски на поковки колеб-
колеблются от ±0,20 до ±0,60 мм на диа-
диаметр, а припуски на механическую
обработку составляют 0,5—0,75 мм.
4. АВТОМАТИЗАЦИЯ
И МЕХАНИЗАЦИЯ КОВКИ
Механизация и автоматизация про-
процессов свободной ковки исключает
применение тяжелого труда на всех
этапах изготовления поковок, повы-
повышает производительность и точность
ковки.
Для комплексного решения вопро-
вопросов механизации и автоматизации про-
процесса свободной ковки наряду с меха-
механизацией всех трудоемких работ необ-
необходимо автоматизировать управление
ковочным оборудованием и манипуля-
манипулятором, синхронизировав их работу,
управление нагревом, выдачу заготовок
(слитков) из печи, подачу инструмента,
смену бойков и т. д. Решение каждой
из перечисленных задач является само-
самостоятельной проблемой.
Выполнение всего комплекса задач
механизации и автоматизации создает
условия для перехода к программ-
программному управлению процессами свобод-
свободной ковки. Сравнительная эффектив-
эффективность уровня механизации приведена
в табл. 34.
34. Эффективность уровня
механизации
Оборудование и уро-
уровень механизации
Пресс без механиза-
механизации
Один манипулятор
Два манипулятора
Программное управ-
управление
Обслужива-
Обслуживающий пер-
персонал, чел.
8
5
3
3
Уровень эф-
фективно-
фективности, %
100
150
200
220
1
Выбор средств механизации процес-
процессов свободной ковки зависит в основ-
основном от объема производства, серий-
серийности, максимального и минимального
развеса поковок.
Автоматизацию н механизацию про-
процесса свободной ковки можно разде-
разделить на автоматизацию и механизацию
нагрева заготовок, ковки на паро-
паровоздушных и пневматических молотах,
ковки на гидравлических ковочных
прессах.
Нагрев заготовок. Загрузка и вы-
выгрузка печей и подача нагретого
металла к ковочному оборудованию
осуществляется, как правило, мани-
манипуляторами, мостовыми и поворотными
кранами, специальными посадочными
машинами. В качестве приспособлений
к ним используют посадочные вилки,
патроны, клещи и цепи. Выбор средств
механизации определяется типом на-
нагревательной печи, массой и серий-
серийностью заготовок. Так, загрузка тол-
кательных печей осуществляется пово-
поворотным электрическим краном с под-
подвесными клещами. Нагретая заготовка
выдается на приемное устройство тол-
толкателем, а затем к прессу манипуля-
манипулятором или ковочным поворотным кра-
краном.
Печи с выдвижным и выкатным
подом обслуживаются мостовым элек-
электрическим транспортным или ковоч-
ковочным мостовым краном с подвесными
клещами или цепями.
Использование манипуляторов в ка-
качестве посадочных машин является
малоэффективным, так как во время
транспортирования заготовок ковоч-
372
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
КОВКА
373
35. Количество средств механизации
процессов ковки на паровоздушных
ковочных молотах
Средства механизации
Манипулятор ковоч-
ими
ныи
Посадочн я машина
Ковочный электри-
электрический поворотный
кран
Подвесной кантова-
кантователь
Вспомогательный
мостовой кран
Поворотный стол
Масса пада-
падающих частей
ковочного
молота, т
(N
О
—*
1
1
1
1
ю
СО
1
1
—
—
1
1
00*
о
го
1
1
1
1
1
1
ный пресс простаивает. Рациональнее
применять специальные посадочные ма-
машины (шаржир-машины).
Ковка на паровоздушных и пневма-
пневматических ковочных молотах. При из-
изготовлении поковок на ковочных моло-
молотах следует механизировать техноло-
технологические и транспортные операции:
подачу нагретой заготовки к ковоч-
ковочному молоту, ковку заготовки, уда-
удаление поковки и отходов от молота.
Рекомендуемое количество средств
механизации на участке паровоздуш-
паровоздушного ковочного молота приведено
в табл. 35.
Процесс изготовления поковок на
пневматических молотах рекомендует-
рекомендуется механизировать при массе пада-
падающих частей молота св. 0,25 т. На
участках молотов свободной ковки
с массой падающих частей до 1 т
наиболее удобны безрельсовые мани-
манипуляторы и подвесные или безрельсо-
безрельсовые посадочные машины.
Грузоподъемность основных средств
механизации приведена в табл. 36.
Ковка на гидравлических ковочных
прессах. При ковке на гидравлических
прессах рекомендуется механизиро-
механизировать следующие технологические и
транспортные операции: подачу нагре-
нагретой заготовки (слитка) к прессу,
ковку заготовки, удаление поковки
от пресса и металлоотходов от пресса,
подачу инструмента, смену ковочных
бойков. Процессы биллетировки слит-
слитков, ковки гладких и ступенчатых
валов рекомендуется автоматизировать
путем установки ковочных комплексов
пресс—манипулятор.
Рекомендуемое количество средств
механизации процессов ковки на ги-
гидравлических прессах приведено
в табл. 37.
Рекомендуемая грузоподъемность
основных средств механизации при-
приведена в табл. 38.
В соответствии с ГОСТ 7284—80 *Е
для прессов с номинальным усилием
2—3,15 МН вместо выдвижного стола
36. Грузоподъемность основных средств механизации
при изготовлении поковок иа ковочных молотах
Тип ковочного
молота
Пневматиче-
Пневматический
Паровоздуш-
Паровоздушный
Масса пада-
падающих ча-
частей, т
0,15—0,4
0,75—1,0
1,0
2,0—3,15
5,0—8,0
Грузоподъемность, т
край а
транс-
портно-
портного (ре-
монт-
монтного)
5,0
5,0
5,0
10,0
10,0
крана ко-
ковочного
пово-
поворотного
1,0
1,0
3,0
5,0
манипу-
манипулятора
ковочного
0,1
0,25
0,5
1—2
3—5
посадоч-
посадочной ма-
машины
0,25
0,5
1-2
3—5
поворот-
поворотного сто-
стола
—
0,5
2
5
37. Количество средств механизации процессов ковки иа гидравлических прессах
Средства механизации
Посадочная машина
Манипулятор:
ковочный
для подачи инструмента
Край мостовой:
ковочный
вспомогательный
Электрический кантователь
Поворотный стол
2,0—5,0
1
1
—
1
1
Усилие ковочных прессов, МН
5,0—12,5
1
1
1
1
1
1
12,5-
31,5
1
1
1
__
1
I
1
31,5—
63,0
2
1
1
1
1
1
63,0—
100,0
2
1
2
1
2
1
38. Грузоподъемность основных средств механизации процессов ковки
иа гидравлических ковочных прессах
Усилие
пресса,
МН
5,0
8,0
12,5
20,0
31,5
63,0
100,0
Грузоподъемность, i
крана
тр аи с -
портного
10,0
15/3
20/3
30/5
50/10
100/20
150/30
крана
ковочного
50/10
75/30
200/50
250/75
манипу-
манипулятора
ковочного
2
5
10
30
50
80
120
посадоч-
посадочной ма-
машины
3
5
7,5
манипу-
манипулятора
для по-
подачи ин-
инструмента
0,25
0,25
0,50
0,50
1,0
2,0
2,0
кантова-
кантователя
3
10
20
40
60
120
200
поворот-
поворотного стола
2
2
10
20
30
Примечание. В числителе дана грузоподъемность главной тележки крана,
в знаменателе — вспомогательной.
допускается применять поворотный
стол с параметрами по согласованию
с потребителем.
Оборудование для механизации
и автоматизации процессов
свободной ковки
Ковочные мостовые краны. Предна-
Предназначены они для выполнения подъемно-
транспортных операций в процессе
ковочных работ, включая подачу на-
нагретой заготовки на стол пресса и
съем со стола, поддержание заготовки
за один конец, кантование слитка,
регулирование его положения на столе
пресса, а также для транспортирова-
транспортирования и установки тяжелых приспособле-
приспособлений для ковки в кузнечно-прессовых
цехах.
Кран состоит из моста, механизма
передвижения крана, главной тележ-
тележки, вспомогательной тележки, электро-
электрокантователя, кабины управления и
электрооборудования. Главная тележ-
тележка предназначена для подъема и пере-
перемещения вдоль моста тяжелых грузов
(подача слитков под пресс, кантова-
кантование в процессе ковки).
Вспомогательная тележка предна-
предназначена для подъема и перемещения
вдоль моста небольших грузов (пере-
(переброска и установка инструмента, под-
поддержка концов заготовки в процессе
ковки, поддержка оправок, патро-
патронов).
374
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
КОВКА
375
39. Технические характеристики ковочных кранов
Параметр
Грузоподъемность, т:
главной тележки
вспомогательной
кантователя
Пролет, м
Высота подъема крюка
тележки, м:
главной
вспомогательной
Кран ковоч-
ковочный грузо-
подъемно-
подъемностью, т
30/10
30
10
20
25
12
14
250/75
250
75
200
28
23
25
Параметр
Скорость подъема крюка
тележки, м/мин:
главной
вспомогательной
Скорость передвижения
тележки, м/мин:
главной
вспомогательной
Кран ковоч-
ковочный грузо-
подъемно-
подъемностью, т
30/10
7
12
34
35,5
73,5
250/75
2,9
9,1
30,0
44,8
65,0
Техническая характеристика кранов
грузоподъемностью 30 и 250 т приве-
приведена в табл. 39.
Ковочные поворотные краны. При-
Применяют их главным образом в кузнеч-
кузнечных цехах, оснащенных молотами сво-
свободной ковки с массой падающих
частей 0,5 т и выше. Их используют
для загрузки нагревательных печей
заготовками, подачи нагретых загото-
заготовок от печи к молоту, изменения поло-
положения заготовки в процессе ковки,
удаления готовой поковки от молота.
Между массой падающих частей
ковочных молотов и грузоподъем-
грузоподъемностью поворотных кранов существует
определенная взаимосвязь (табл. 40).
Склизы. Наклонные лотки (склизы)
являются простейшим транспортным
устройством для перемещения на ма-
малые расстояния относительно легких
заготовок от нагревательных, устройств
40. Рекомендуемые значения массы
падающих частей ковочных молотов
н грузоподъемности ковочных
поворотных кранов
Масса пада-
падающих частей
молота, т
0,5
1,0
2,0
3,0
5,0
Грузоподъ-
Грузоподъемность
крана, т
1,0
1,0
2,0
3,0
5,0
Вылет
стрелы
крана, м
4,0—4,5
4,5—5,0
5,0—5,5
5,5—6,0
6,0—6,5
к молоту, от молота в тару. Рекомен-
Рекомендуется принимать угол наклона склиза
равным 20—40е. Применяются также
наклонные роликовые желоба, состоя-
состоящие из двух боковых полос, соединен-
соединенных рядом неприводных роликов.
Конвейеры. Для передачи поковок
в горячем состоянии применяют пла-
пластинчатые конвейеры с движущейся
лентой из штампованных звеньев типа
траков гусеничного трактора. Реко-
Рекомендуемая скорость леиты конвейе-
конвейеров, подающих заготовку от печи
к молоту или от молота к молоту,
0,65 м/с; оптимальная ширина ленты
360 мм; длина конвейера не более
3200 мм.
При больших углах наклона ленты
применяют цепно-скребковые конвейе-
конвейеры, состоящие из двух рядов парал-
параллельно движущихся цепей с закреп-
закрепленными на них скребками. Скребки
передвигают перед собой поковку по
желобу.
Роликовые конвейеры приводные и
неприводные. Конвейеры приводные
эффективны при передаче заготовок
на сравнительно большие расстояния.
Расстояние между роликами не должно
быгь больше половины минимальной
длины заготовки (слитка) плюс 100 мм.
Ролики имеют обычно диаметр 150—
450 мм.
Посадочные машины (шаржир-ма-
шины). Предназначены оии для подачи
заготовок к нагревательной печи, за-
загрузки их в печь, выдачи заготовок
из печи и подачи к манипулятору или
к ковочному прессу.
Посадочные машины бывают четы-
четырех типов.
Напольные рельсовые
машины применяют для обслуживания
камерных печей на участке гидравли-
гидравлических прессов усилием до 12,5 МН
(табл. 41).
При установке одного или двух
ковочных прессов посадочная машина
подает слиток из печи в зону действия
ковочного манипулятора. При трех
ковочных прессах посадочная машина
подает слиток от нагревательной печи
на поворотный стол, расположенный
рядом с прессом.
Напольные безрельсо-
безрельсовые машины применяются для за-
загрузки нагревательных печей и подачи
нагретых заготовок к молотам. Такая
посадочная машина может обслужи-
обслуживать до шести нагревательных печей.
Источником питания служат аккуму-
аккумуляторные батареи.
При массовом и крупносерийном
производстве для загрузки нагрева-
нагревательных печей с вращающимся подом
применяют напольные стационарные
машины.
При ограниченных площадях в це-
цехах применяют подвесные по-
посадочные машины.
Кантователи. При недостаточной
грузоподъемности напольного манипу-
манипулятора, а также при его отсутствии
применяют электрические кантователи,
подвесные и напольные. Подвесные
кантователи подвешиваются к крюку
крана н управление ими осуществляет-
осуществляется из кабины. Кантователи работают
также совместно с манипуляторами,
поддерживая свободный конец длин-
длинной поковки.
Кантователь ковочный подвесной,
предназначенный для обслуживания
ковочных молотов с массой падающих
частей 2,0—3,0 т, подвешивается на
крюк крана за рым-болт с пружинной
подвеской, служащей для амортиза-
амортизации динамической нагрузки от удара
молота. Заготовка, подлежащая кан-
кантованию, лежит одним концом на
бойке молота, а вторым — поддержи-
поддерживается на весу цепью. Перемещение
цепи обеспечивается звездочкой, при-
привод которой осуществляется от элек-
электродвигателя через пару зубчатых
колес и червячный редуктор. Сила
трения между цепью и поковкой
обеспечивает кантование последней и
41. Технические характеристики
основных напольных рельсовых
посадочных машин
Параметр
Максимальная
высота подъема,
мм
Раствор клещей,
мм:
минимальный
максимальный
Скорость движе-
движения, м/мин:
моста
тележки
Частота враще-
вращения хобота вокруг
вертикальной
оси, об/мин
Ширина рельсо-
рельсового пути моста,
мм
Масса машины, т
Грузоподъем-
Грузоподъемность машни
>
900
100
300
70
60
10
20
15
з
1200
170
500
60
50
6
60
25
5
1700
200
600
50
45
3
80
50
. т
7,5
2200
400
1200
40
35
3
ПО
70
исключает проскальзывание цепи.
Мгновенная остановка и фиксация
заготовки в определенном положении
на бойке осуществляется дисковым
электромагнитным тормозом.
При ковке коротких заготовок или
слитков, когда большая часть веса
поковки приходится на боек, а не на
поддерживающую цепь и кантовка
затруднительна, применяют дополни-
дополнительные устройства в виде противо-
противовесов.
Кантователь ковочный подвесной
с патроном-манипулятором (рис. 45)
применяется для захвата и кантовки
поковок массой до 1,0 т. Патрон-
манипулятор используется совместно
с подвесным кантователем, подвешен-
подвешенным на крюке крана, и выполняет все
технологические перемещения в про-
процессе ковки: подъем и опускание
поковки с помощью крана, вращение
ее вокруг горизонтальной оси, захват
клещами. Привод механизма переме-
перемещения осуществляется от электродви-
электродвигателя, который одновременно обеспе-
обеспечивает работу масляного насоса гидро-
гидросистемы клещевой головки.
376
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
КОВКА
377
м"л
Рис. 45. Кантователь ковочный подвесной с патроном-манипулятором грузоподъемностью
10 кН:
¦1 — клещевая головка; 2 — рама хобота; 3 — механизм перемещения, обеспечивающий гори-
горизонтальное положение патрона; 4 — звездочка; 5 — цепь; 6 — масляный коллектор; 7 —
регулятор гидравлической системы; 8 — гидроцилиидр со штоком клещевого механизма;
9 — масляный насос; 10 — электродвигатель масляного насоса и механизма перемещения
1 -
Рис. 46. Кантователь напольный рельсовый:
/ — поковка; 2 — крановая цепь; 3 — хобот; 4 — пневмоцилиндр механизма зажима и раз-
разжима клещей; 5 — электромеханический привод хобота; 6 — подвески с пружинными амор-
амортизаторами; 7 — рама кантователя; 8 — бронированный кабель электропитания; 9 — меха-
механизм регулировки вращения хобота и хода тележки
Технические характеристики канто-
кантователя следующие:
Грузоподъемность, т 1,0
Размер зажимаемых заготовок,
мм:
наибольший 370
наименьший 180
Максимальная длина поковки,
мм 1500
Мощность электродвигателя, кВт 2,8
Частота вращения электродвига-
электродвигателя, об/мин 850
Основные размеры патрона, мм:
длина 4740
высота 780
Кантователь напольный рельсовый
(рис. 46) применяется у молотоь сво-
свободной ковки для удержания заго-
заготовки в процессе ковки, кантования
заготовки и для удаления ее из рабо-
рабочей зоны после окончания ковки.
Привод механизма перемещения кан-
кантователя электромеханический. Вра-
Вращение хобота с клещами осуществляет-
осуществляется электродвигателем через планетар-
планетарную передачу. Планетарная передача
с электродвигателем и хоботом смон-
смонтирована на раме, подвешенной на
подвесках с пружинными амортиза-
амортизаторами. Зажим и разжим клещей
хобота производится через систему
рычагов пневматическим цилиндром.
Цилиндр работает при давлении сжа-
сжатого воздуха 5-105 Па Кантователь
имеет несколько пар клещей и может
зажимать заготовки различного раз-
размера.
Технические характеристики канто-
кантователя напольного рельсового следу-
следующие:
Частота вращения клещей, об/мин 19
Скорость перемещения тележки,
м/мин 30
Угол поворота хобота, градусы 180
Ширина колеи, мм 1524
Диаметр ходовых колес тележки,
мм 300
Высота подъема хобота, мм ... 550
Диаметр зажимной заготовки, мм:
наибольший 205
наименьший 105
Столы. Столы подъемно-поворотные
грузоподъемностью 0,5; 1;2 т приме-
применяют для механизации работ на прес-
прессах и ковочных молотах с массой
падающих частей 1—5 т.
Заготовку шаржир-машиной или дру-
другим механизмом извлекают из печи
и укладывают на подъемно-поворотный
стол. В нерабочем положении поверх-
поверхность стола находится на уровне
пола. При верхнем (рабочем) положе-
положении стола нагретую заготовку манипу-
манипулятором подают на ковочный пресс
или молот.
Технические характеристики подъ-
подъемно-поворотных столов приведены
ниже:
Грузоподъемность,
т 0,5 1,0 2,0
Высота подъема,
мм 800 800 800
Угол поворота,
градусы 180 180 180
Частота вращения
плиты, об/мин . . 4—6 4—6 4—6
Диаметр плиты,
мм 750 750 750
Масса, т 1,0 1,3 1,5
Для оснащения ковочных молотов
с массой падающих частей 1—5 т
применяют столы поворотные непри-
неприводные. Поворот на 180° осуществ-
осуществляется под действием веса заготовки,
за счет установки верхней (поворот-
(поворотной) части стола под небольшим углом
и размещения шариков подшипника
концентрично центральной оси стола.
Стол поворотный приводной грузо-
грузоподъемностью 7,0 т применяют для
механизации работ на гидравлических
ковочных прессах усилием 8,0—
12,5 МН. Технические характеристики
таких столов приведены ниже.
Грузоподъемность, т 7,0
Частота вращения плиты, об/мин 5
Поворот плиты, градусы .... 180
Габаритные размеры, мм:
диаметр 2100
высота Ю00
Время поворота заготовки, с . . 6
Мощность электродвигателя, кВт 1,7
Частота вращения электродвига-
электродвигателя, об/мин . . . , 1420
Масса, т 1,8
Манипуляторы для подачи инстру-
инструмента. Крупные прессы оборудуют
специальными гидравлическими подъ-
подъемниками для подъема тяжелого ин-
инструмента. Для осуществления подъема
и подачи инструмента в рабочую
зону пресса применяют специальные
рельсовые и стационарные манипу-
378
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
42. Зависимость грузоподъемности
манипулятора от номинального
усилия ковочного пресса
Грузоподъ-
Грузоподъемность ма-
манипулятора,
т
0,315
0,630
1,25
2,50
5
10
20
40
80
Номинальное усилие
ковочного пресса, МН,
для ковки стали
углероди-
углеродистой
2,00
2,00
3,15
5,00
8,00
12,50
20,00
31,50
63,00
легиро-
легированной
2,00
3,15
5,00
8,00
12,50
20,00
31,50
63,00
43. Зависимость грузоподъемности
манипулятора от массы падающих
частей ковочного молота
Грузоподъ-
Грузоподъемность ма-
инпулятора,
т
0,315
0,63
1,25
2,5
5,0
Масса падающих
частей молота, т,
для ковки стали
углероди-
углеродистой
1,00
1,00
2,00
3,15
5,00—8,00
легиро-
легированной
1,00
2,00
3,15
5,00
ллторы, управление которыми осуще-
осуществляет машинист ковочного пресса.
Рекомендуемая грузоподъемность ма-
манипуляторов для подачи инструмента
приведена ниже.
ная машина имеет мультипликатор,
позволяющий наносить удары, необ-
необходимые для выбивки клиньев.
Технические характеристики клино-
^абивной машины модели МЗК-0,63
следующие.
Давление воздуха избыточ-
избыточное, Па D—7)
Масса подвижной бабы, т 054
Габаритные размеры, мм .
Масса, т
7) 0
0,54
2100Х
Х920Х
Х490
1,65
Ковочные манипуляторы. Предна-
Предназначены они для выполнения транс-
транспортных и технологических операций
свободной ковки. По конструктивному
исполнению такие манипуляторы бы-
бывают рельсовые, безрельсовые и под-
подвесные. Привод ковочных манипуля-
манипуляторов гидравлический или электро-
электромеханический.'
Рекомендуемая зависимость грузо-
грузоподъемности ковочных манипуляторов
от номинального усилия ковочных
прессов приведена в табл. 42, а от
массы падающих частей ковочного
молота в табл. 43.
Подвесные ковочные
манипуляторы применяют для
обслуживания ковочных молотов с мас-
массой падающих частей до 2,0 т. Тележка
таких манипуляторов перемещается
по однорельсовому пути. Хобот мани-
манипулятора может производить качание
относительно горизонтальной оси, а
также вращение вокруг нее на 360°.
Безрельсовые ковочные
манипуляторы изготовляют
грузоподъемностью до 5,0 т и приме-
применяют в основном для работы в режиме
полуавтоматического и ручного упра-
Усилие ковочного пресса, МН . . 8,0
Грузоподъемность манипулято-
манипулятора, т 2,5
12,5 20,0 31,5 63,0 100,0 150,0
5,0 5,0 10,0 10,0 20,0 20,0
Клннозабивные машины. Такие ма-
машины служат для забивки и выбивки
клиньев паровоздушных молотов с мас-
массой падающих частей до 8,0 т. Клино-
забивная машина подвешивается на
крюке мостового крана с помощью
цепной подвески; питание осуществ-
осуществляется сжатым воздухом. Клинозабив-
вления с ковочными прессами и паро-
паровоздушными молотами. Основные тех-
технические характеристики безрельсо-
безрельсовых манипуляторов приведены в
табл. 44.
Конструкция безрельсовых манипу-
манипуляторов обеспечивает захват заготовок
с уровня пола.
КОВКА
37$
44. Основные технические характеристики манипуляторов
ковочных безрельсовых
Параметр
Максимальный грузовой момент, кН-м
Наибольший диаметр заготовки, мм, не менее
Высота горизонтальной оси хобота над уров-
уровнем пола, мм, ие более
Величина подъема хобота параллельно его
оси, мм, не менее
Частота вращения хобота, об/мин:
наименьшая
наибольшая
Скорость перемещения, м/мин:
хобота в вертикальной плоскости:
манипулятора
наименьшая
наибольшая
Грузоподъемность, т
0,315
6,3
300
500
400
6
30
9,0
8
60
0,63
12,5
350
600
400
6
30
8,0
8
60
1,25
25,0
500
600
500
5
25
7,1
8
60
2,5
50,0
600
650
550
4
20
6,3
8
60
5,0
100,0
700
750
600
4
20
5,6
8
60
Рельсовые манипулято-
р ы, изготовляемые грузоподъемно-
грузоподъемностью до 80 т, а в отдельных случаях
до 120 т, подразделяются на несколько
типов: мостовые и тележечные, пово-
поворотные и неповоротиые.
Манипулятор ковочный грузоподъ-
грузоподъемностью 2,0 т служит для механиза-
механизации работ в цехах свободной ковки иа
молотах с массой падающих частей
3—5 т. Он производит технологиче-
технологические перемещения поковки: зажимает
заготовки клещами, вращает поковку
в горизонтальной плоскости, подни-
поднимает ее в вертикальной плоскости.
Электрогидравлические приводы осу-
осуществляют параллельный и наклонный
подъем хобота, перемещающегося во
время ковки при помощи шарнирных
подвесок в любом направлении. Удары,
передающиеся на хобот, восприни-
воспринимаются пружинными амортизаторами,
расположенными в вертикальной пло-
плоскости вдоль оси ковки и в попереч-
поперечном направлении.
3700
Рис. 47. Манипулятор ковочный грузоподъемностью 50 кН:
/ — поворотная рама; 2 — тележка; 3 — ходовые колеса; 4 — механизм подъема и выравни-
выравнивания хобота; 5 — гидроцнлнндры механизма подъема; 6 — хобот; 7 — клещн
380
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
КОВКА
381
Технические характеристики рель-
рельсового манипулятора приведены ниже!
Грузоподъемность, т 2,0
Грузовой момеит.в клещах, кН- м 45
Частота вращения клещей,
об/мни . 17,2
Угол поворота клещей, градусы 360
Время закрытия клещей, с . . 1—2
Величина раскрытия клещей,
мм:
наименьшая 260
наибольшая 500
Величина выравнивания хобо-
хобота, мм 450
Скорость, м/мии:
бокового поворота хобота . . 8
передвижения манипулятора 40
Габаритные размеры манипуля-
манипулятора, мм:
длина 6000
ширина 323S
высота 2385
Масса манипулятора с электро-
электрооборудованием, т 24,2
Манипулятор ковочный (рис. 47) гру-
грузоподъемностью 5,0 т предназначен
для механизации работ иа молотах
с массой падающих частей 5,0—8,0 т
и на гидравлических прессах усилием
8,0—12,5 МН. Манипулятор произво-
производит различные технологические пере-
перемещения поковок и обслуживает на-
нагревательные печи. Привод продоль-
продольного перемещения манипулятора и
механизма поворота рамы электро-
электромеханический, механизмов зажима и
вращения клещей — гидромеханиче-
гидромеханический. Технические характеристики
такого манипулятора следующие.
Грузоподъемность, т 5,0
Грузовой момент, кН-м . . . 120,0
Скорость передвижения тележ-
тележки, м/мии 40
Частота вращения манипуля-
манипулятора, об/мин 3, 7, 8
Размер зажимаемой заготовки,
Мм:
наименьший 400
наибольший 720
Длина захватных губок кле-
1цей, мм 440
Величина качания клещей, мм:
при подъеме 1880
при опускании 520
Частота вращения клещей,
йб/мии 14,6
Скорость зажима клещей иа
штоке, м/мии 1,1
Высота горизонтальной оси хо-
хобота над уровнем пола, мм . . 960
Наибольшая высота параллель-
параллельного подъема хобота, мм ... 500
Угол бокового поворота хобо-
хобота, градусы 360
Ширина колеи, мм 2700
Габаритные размеры, мм:
длина 7800
ширина 422Q
высота 3125
Масса манипулятора с электро-
электрооборудованием, т 53
Основные технические характери-
характеристики рельсовых манипуляторов при-
приведены в табл. 45.
Основные параметры и размеры ко-
ковочных напольных иеповоротиых ма-
манипуляторов (рельсовые и безрельсо-
безрельсовые), предиазиачеииых для работы в
составе автоматизированных ковочных
комплексов с ковочными гидравли-
гидравлическими прессами (ГОСТ 7284—80*Е),
а также для работы в режимах полу-
полуавтоматического и ручного управления
с ковочными прессами и паровоздуш-
паровоздушными молотами (ГОСТ 9752—75*),
определены ГОСТ 17808—82.
Ковочные комплексы с программным
управлением. В состав комплекса вхо-
входят: гидравлический пресс; один или
два рельсовых неповоротиых манипу-
манипулятора; тележки с поворотным столом
(для разворота и перехвата поковки
в процессе ковки); инструментальный
манипулятор; передвижной стол для
бойков; устройство числового про-
программного управления с дистанцион-
дистанционным пультом управления. Схема типо-
типового ковочного комплекса пресс—
манипулятор показана на рис. 48.
Ковочные комплексы с программным
управлением предназначены для изго-
изготовления осесимметричных поковок с
вытянутой осью в режиме автоматиче-
автоматического и программного управления и
поковок всех типов (колец, шайб,
фланцев и т. п.) в режиме ручного и
полуавтоматического управления.
Основные параметры и размеры ко-
ковочных комплексов с номинальным
усилием 5,0; 8,0; 12,5; 20,0; 31,5 МН'
определены ГОСТ 25354—82.
Количество управляемых координат
составляет пять для комплексов с од-
одним манипулятором и девять — для
45. Основные технические
Параметр
Максимальный грузовой
момент, кН-м, ие менее
Наибольший диаметр за-
заготовки, мм, не менее
Высота горизонтальной
оси хобота от головки
рельса, мм, не более
Величина подъема хобота
параллельно его оси, мм,
ие менее
Боковое смещение кле-
клещей, мм, ие менее
Частота вращения хобо-
хобота, об/мин:
наименьшая
наибольшая
Скорость перемещения,
м/мин:
хобота в вертикальной
плоскости
манипулятора:
наименьшая
наибольшая
характеристики манипуляторов
ковочных рельсовых
Грузоподъемность, т
0,63
12,5
350
600
400
100
6
30
8,0
8
60
1,25
25,0
500
700
500
125
5
25
7,1
8
60
2,50
50,0
600
750
550
150
4
20
6,3
8
60
5,0
100,0
750
800
600
180
4
18
5,6
8
60
10
250,0
800
900
700
200
3
15
5,0
8
40
20
500,0
950
1000
800
220
3
14
4,5
6
40
40
1000,0
1250
1300
900
250
2
12
4,5
6
35
80
2000,0
1800
1800
1250
300
2
10
4,5
5
35
Ряс. 48. Схема расположения оборудования ковочного комплекса:
/ — ковочный пресс усилием 63 МН: 2 — ковочный манипулятор грузоподъемностью
1000 кН; 3 — ковочный манипулятор грузоподъемностью 400 кН; 4 — стол поворотный
грузоподъемностью 1000 кН; б — стол поворотный грузоподъемностью 400 кН; б — инстру-
инструментальный манипулятор грузоподъемностью 20 кН; 7 — стол передвижной для бойков!
8 — пульт управления
382
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ КОВКИ
46. Значения усилий гидравлических
ковочных прессов и грузоподъемности
напольных ковочных рельсовых
манипуляторов
Номи-
Номинальное
усилие
пресса,
МН
5,0
8,0
12,5
20,0
31,5
Грузоподъемн ость
манипулятора, т
2,5
—
—
5,0
—
10,0
20,0
40,0
комплексов с двумя манипуляторами.
Дискретность задания перемещения
по осям X,, Х2, Y; Z не более 1 мм,
а по оси U — не более 0,25° (см.
рис. 48).
Точность остановки деформирующе-
деформирующего инструмента под нагрузкой соста-
составляет ±1,0н- ±2,0 мм в зависимости
от номинального усилия комплекса.
Входящий в комплекс гидравличе-
гидравлический пресс имеет нижнее расположе-
расположение цилиндровой группы и попереч-
поперечный инструментальный стол (наряду
с продольным выдвижным).
Рельсовый манипулятор имеет ре-
регулируемые скорости перемещения и
вращения поковки, обеспечиваемые ти-
ристорным электроприводом постоян-
постоянного тока; жесткую связь передвиже-
передвижения тележки с рельсовым путем по-
посредством цевочного зацепления; ги-
гидравлический механизм быстрой оста-
остановки осевого перемещения поковки.
Манипуляторы, предназначенные для
работы в составе автоматизированных
ковочных комплексов, в соответствии
с ГОСТ 17808—82 должны обеспечи-
обеспечивать поворот заготовки на фиксиро-
фиксированные углы 11° 15'; 22° 30'; 30°;
45°; 60°; 90°; 180°. Предельные откло-
отклонения угла поворота заготовок
±1°30'ч-±3°, предельные отклоне-
отклонения линейного перемещения ±8 -f-
ч- ±20 мм в зависимости от грузо-
грузоподъемности манипулятора.
Рекомендуемые значения усилий
прессов и грузоподъемности манипуля-
манипуляторов, используемых в ковочных про-
грамммируемых комплексах, приве-
приведены в табл. 46.
Применение автоматизированных
ковочных комплексов позволяет уве-
увеличить производительность ковки по
сравнению с установками на базе
ковочных прессов с ручным управле-
управлением и крановыми кантователями
в 1,6—2,2 раза; сократить числен-
численность бригады с 6—8 до 3 человек;
повысить точность ковки; улучшить
условия труда и культуру производ-
производства в кузиечио-прессовых цехах.
Основные технические характери-
характеристики ковочных комплексов АКТ1
500/2,5 и АКП 1250/5 приведены
ниже.
Глава
Номинальное усилие
пресса, МН ....
Наибольший ход
подвижной травер-
траверсы, мм
Расстояние между
столом и подвижной
траверсой, мм ...
Наибольший допу-
допускаемый эксцентри-
эксцентриситет при ковке, мм
Количество смен-
сменных инструменталь-
инструментальных блоков ....
Грузоподъемность
манипулятора, т . .
Грузовой момент,
кН-м
Наибольшее рас-
раскрытие клещей, мм
Высота горизонталь-
горизонтальной оси хобота от
головки рельса Нъ
мм
Величина подъема
хобота Я, мм ...
Боковое смещение
клещей А, мм ...
Достижимая точ-
точность задания раз-
размера поковки с пуль-
пульта при автоматиче-
автоматической и программной
ковке, мм:
по высоте ....
по длине ....
500
С
5,0
710
1800
150
4
2,5
50
500
750
455
100*
125
С
12,5
1250
2650
200
4
5,0
140
710*
800*
500*
125*
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ШТАМПОВКИ
±1,0
±5,0
±1,5
±8 *
• Данные ориентировочные.
I. АВТОМАТИЗАЦИЯ
ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ГОРЯЧЕЙ ОБЪЕМНОЙ
ШТАМПОВКИ
Средства информационного и техни-
технического обеспечения разрабатывают на
первом этапе автоматизации проекти-
проектирования. Информационные массивы
включают: таблицы припусков, штам-
штамповочных уклонов, радиусов закругле-
закруглений, припусков поковок, применяе-
применяемого сортамента материалов поковок
с указанием механических характе-
характеристик, параметров технологических
процессов отрезки, нагрева, штампов-
штамповки, обрезки, правки, термической обра-
обработки; классификаторы технологиче-
технологических операций изготовления поковок
с указанием инструмента и приспособ-
приспособлений, штампов, их основных элемен-
элементов, заготовок для штампов, основ-
основного и вспомогательного технологи-
технологического оборудования, а также таб-
таблицы нормативов времени на выполне-
выполнение основных и вспомогательных опе-
операций, разрядов и тарифных ставок
рабочих, норм расхода материалов и
их стоимости.
Стандартные программы, используе-
используемые при автоматизированной разра-
разработке конструкторской документации,
включают подпрограммы для вычисле-
вычисления площади поперечного сечения,
объема и массы тел вращения, напра-
направляющих косинусов отрезков, задан-
заданных координатами вершин, координат
точек пересечения прямых, проходя-
проходящих на заданном расстоянии от дан-
данных прямых, координат точек касания
окружностей заданного радиуса с пе-
пересекающимися отрезками и коорди-
координат центров этих окружностей, а также
для перестроения контура из отрезков
прямых путем изменения положения
вершин контура, исключения части
из них и введения новых вершин.
Оперативная информация о деталях
включает следующую технологическую
информацию: номер детали, материал
детали и ГОСТ на него, признак
группы деталей, группу точности по-
поковки, предполагаемую степень слож-
сложности поковки, размер заказываемой
партии и геометрическую информацию.
Геометрическая информация о деталях
типа тел вращения дается для правой
половины осевого сечения детали, рас-
рассматриваемого в прямоугольной систе-
системе координат X0Y; при этом одна из
осей координат совмещается с осью
вращения, а начало координат поме-
помещается вне сечения (рис. 1). В кодиро-
вочную аблицу последовательно зано-
заносят координаты всех вершин контура
осевого сечения детали, указывают
радиусы скругления у вершин и ше-
шероховатость тех участков поверхно-
поверхностей, которые начинаются с рассма-
рассматриваемой вершины контура, указы-
указывают координаты баз механической
обработки (табл. 1).
Технические средства включают:
ЭВМ с объемом оперативной памяти
более 256 Кбайт (ЕС 1030, ЕС 1033
и др.) для централизованной обработки
информации; чертежно-графические ав-
автоматы (табл. 2) для декодирования
конструкторско-технологической ин-
информации; устройства ввода-вывода
графической информации в системе
малых ЭВМ (СМЗ, СМ4) (табл. 3) для
диалогового режима проектирования.
Последовательность разработки кои-
структорско-технологической докумен-
документации следующая: чертеж поковки
с техническими требованиями; габа-
габаритные чертежи штампов; рабочие чер-
чертежи сменных деталей штамповых бло-
блоков; рабочие чертежи шаблонов для
контроля поковки и ручьев .штампов;
карта технологического процесса штам-
штамповки [35[.
Проектирование чертежа круглой в
плане поковки состоит из следующих
этапов [54, 58].
1. Определение объема детали на
основании кодированной геометриче-
геометрической информации о контуре осевого
сечения.
384 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
385
1. Кодирование технологической
Технологи-
Технологическая ин-
информация
Геометри-
Геометрическая ин-
информация
Номер
чертежа
10416
№
1
2
3
4
5
6
7
и геометрической информации о детали (см. рис. 1)
Материал,
ГОСТ
38ХС, 4543»
Координа-
Координаты вершин,
мм
X
9,5
21
21
28,5
28,5
30
42,1
У
34
34
37
37
61
71
71
Радиус,
мм
0
3
0
3
0
0
0
Группа
точн ости
2
Яг
320
320
320
320
320
320
320
Степень
сложности
3
№
8
9
10
11
12
13
14
Координаты
баз, мм
X
за
Координа-
Координаты вершии,
мм
X
44,1
44,1
30
30
10,5
9,5
9,5
У
69
20
20
0
0
1
34
у
0
Радиус,
мм
0
0
5
0
0
0
0
Годовая
программ
ма, шт.
2000
Яг
320
320
40
40
320
40
320
2. Определение массы детали Ма
и предварительная оценка массы по-
поковки Л'п (Мп = 1,5Мд).
3. Вычисление припусков на от-
отрезки контура, соответствующие ме-
механически обрабатываемым поверхно-
поверхностям, по табличным данным с учетом
Мп, параметра шероховатости поверх-
поверхности, группы точности, предваритель-
предварительно назначенной степени сложности
поковки и характеристики отрезка L:
2 .Чертежно-графические автоматы
Рис. 1. Рабочий чертеж детали для коди-
кодирования
Модель
автомата
ИТЕКАН-2М
ЕС 7051
ЕС 7053
<и
<V
Сг
о а>
й о
0. с
мм
594X841
• 1050Х
Х1000
841X1600
&&
а
С- <U
й г к
0,1
0,05
0,1;
0,05
и
о s
О. J)
о S
? о*
и 1
80
50
150
L = (Xi + хш) cos
+ У11 — I </б ||cos аг,
б
(i ш) Рг + | 0,51 yi+l +
+ У11 — I </б ||cos аг, где уб — орди-
ордината базы механической обработки;
xt, yi и xi+1, yi+1 — координаты
соседних вершин, контура детали (ось
вращения здесь и далее считается
совмещенной с осью Y);
У их — У
COS <Xi =
~ *02 + (УШ - У1)г '
L принимается за толщину (высоту),
длину или ширину поковки при опре-
определении припусков по ГОСТ 7505—74*.
4. Построение контура детали путем
параллельного переноса отрезков на
величину рассчитанных припусков и
увеличения радиусов сопряжения от-
отрезков на полусумму припусков, а
также исключения точек, образующих
«петли».
5. Перестроение контура детали от-
отрезками, образующими наружные и
внутренние уклоны из тех вершин,
которые служат началом отрезков с на-
направляющими косинусами, не удо-
удовлетворяющими ограничениям на на-
направляющие косинусы уклонов.
6. Определение координат точки пе-
пересечения контура поковки наружной
плоскостью разъема штампов, при
этом необходимым переносом отрезков
обеспечивается толщина поковки не
менее минимально допустимой, уста-
устанавливаемой регрессионным анализом.
7. Определение координат точки пе-
пересечения контура поковки внутрен-
внутренней плоскостью разъема штампов; при
этом обеспечивается толщина поковки
не менее минимально допустимой, уста-
устанавливаемой регрессионным анализом.
8. Перестроение контура детали в
области кольцевых углублений отрез-
отрезками, перпендикулярными оси вра-
вращения; рассчитывают среднюю ши-
ширину углубления а; если a ^ amln
(araln определяют регрессионным ана-
анализом), углубление закрывают; если
о > Qmin, устанавливают среднюю глу-
глубину отверстия / ^ 0,8а.
9. Перестроение контура в области
центрального отверстия отрезками,
перпендикулярными осн вращения;
13 П/р Е. И. Семенова
3. Устройства ввода-вывода
графической информации
в вычислительных машинах СМЗ,
СМ4
Модель
устрой-
устройства
СМ 7300
ШГЭПП2
Размеры
изобра-
изображения,
мм
240X240
350X350
Разре-
Разрешающая
способ-
способность,
число
точек
1024Х 1024
2048Х 2048
Число
символов
128
111
если диаметр отверстия со стороны
торца поковки d ^ dmln (rfmin опре-
определяют ' регрессионным анализом), от-
отверстие закрывают; если d > dmin,
образуют двусторонние углубления
с перемычками в зависимости от от-
отношения ho/d, где h0 — высота по-
поковки по краю отверстия.
10. Построение контура прошивае-
прошиваемого отверстия.
11. Перестроение контура по пп. 4—
10 отрезками, образующими напуски
на мелкие элементы контура, из ус-
условия
Ми = 0,05 + 0,03
р. и
где уИн — масса вводимого дополни-
дополнительного напуска на элемент s; Xis —
абсцисса ближайшей к оси вращения
вершины этого элемента; лгр н — абс-
абсцисса точки пересечения контура по-
поковки наружной плоскостью разъема
штампов.
12. Перестроение контура по пп. 4—
11 введением радиусов скругления
внутренних и внешних углов в тех
вершинах, где они ранее отсутство-
отсутствовали, по табличным данным.
13. Вычисление допусков на размеры
диаметров контура по табличным дан-
данным с учетом Ми, материала детали,
предварительно назначенных степени
сложности и группы точности поковки.
14. Вычисление допусков на размеры
по высоте по табличным данным,
с учетом отклонений на неравномер-
неравномерность износа гравюры и недоштам-
повку в зависимости от положения
отрезков контура по пп. 4—12 отно-
относительно плоскости разъема штампов.
15. Вычисление массы поковки в со-
соответствии с размерами контура по
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
Рис. 2. Габаритный чертеж ковочного
штампа [35]:
Технические требования:
1. Штампы изготавливать согласно СТП
2. Обработку хвостовиков и шпоночных
гнезд кубиков проводить по черт.
№ 400-31674
3. Окончательный ручей штампа изгота-
изготавливать по чертежам шаблонов на ковоч-
ковочный штамп с точностью по ITU CT СЭВ
145—75
4. 1 — 1 —¦ ось хвостовика; 2— 2 — ось
шпонки
Б. Штампы маркировать маркой стали(
номером комплекта, шифром детали
пп. 4—12, с учетом половины предель-
предельных положительных отклонений на-
наружных размеров и половины предель-
предельных отрицательных отклонений вну-
внутренних размеров и размеров отвер-
отверстий; определение степени сложности
поковки по ГОСТ 7505—74*; при су-
существенном расхождении массы по-
поковки с предварительно оцененной
в п. 2 и степени сложности поковки
с ранее назначенной при кодировании
чертежа детали проводят перепро-
перепроектирование контура поковки по
пп. 3—14.
16. Определение для технических
требований на поковку допускаемых
отклонений на смещение штампа по
плоскости разъема, иа несоосность
прошиваемого отверстия и внешнего
контура поковки, на изогнутость и
неплоскостность поковки и допускае-
допускаемого размера заусенца по периметру
среза.
17. Составление программы декоди-
декодирования графической и текстовой ин-
информации для выполнения рабочего
чертежа поковки на чертежно-графи-
ческом автомате.
Основные этапы проектирования мо-
молотового штампа для круглой в плане
ггоковки следующие.
1. Выбор молота по расчетной массе
падающих частей G и максимальному
диаметру поковки по табличным дан-
данным.
2. Определение размеров мостика
заусенечной канавки; выбор типа зау-
сенечной^канавки и размеров ее мага-
магазина по табличным данным.
3. Определение диаметра Do оса-
осаженной заготовки из условий
Do = 0,72 V(VB + 0,5VK) A +0,01/n>;
Dn > Z)o > Op,
где Vn — объем поковки; VK — объем
магазина заусенечной канавки; т —
процент угара; Dp — внутренний диа«
метр реборды поковки.
4. Определение диаметра D (мм)
замка штампа из условия D = DK -f-
+ E-г-10), где DK — внешний диаметр
заусенечной канавки; определение вы-
высоты замка Н — по табличным данным
с учетом G.
5. Определение ширины а и длины Ь
штампа (рис. 2) из условий
а = с + е; Ь = с + e'i
c=0,5D+ A-M,5)ff;
0,5omax > e > 0,5 (D + Do +
+ 40) cos а + 0,5D0 + 15;
ё = 0,5 (D+Do + 40) sin a -f-
+ 0,5D0+ 15,
где О^Яшах — максимальное расстоя»
ние от оси бабы до правой направляю-
направляющей молота; а — угол, определяемый
после подстановки значений ё и е
в условие \ё —е| = min; все разме-
размеры — в мм.
6. Выбор размеров ближайшей боль-
большей заготовки штампа по табличным
данным с учетом G, а и 6; определение
высоты (мм) верхнего штампа Нв по
табличным данным и высоты нижнего
штампа Ян = Нв + 50.
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
387
7. Поверочный расчет опорной по-
поверхности штампа по условию аХЬ —
— 0,5л (D2 + Dg) > 3,00 G, где разме-
размеры a b, D, Do в мм, 0—масса в т.
8. Определение толщины стенки
штампа между ручьем и выемкой под
клещевину, ширины и глубины выемки,
радиусов сопряжения стенок выемки
по табличным данным с учетом G
и D.
9. Определение координат места
простановки шифра поковки .
10. Построение (для шаблона, кон-
контролирующего изготовление ручья
штампа) контура горячей поковки по
контуру холодной поковки с учетом
теплового расширения.
11. Составление программы декоди-
декодирования информации для выполне-
выполнения на чертежно-графическом автомате
габаритного чертежа штампа с указа-
указанием габаритных размеров, размеров
замка, заусенечной канавки, площадки
для осадки, замка, размеров клеще-
клещевины и чертежа шаблона для конт-
контроля ручья штампа.
Оптимизация выбора заготовок для
круглых в плане поковок производится
путем перебора размеров осаженных
заготовок и выбора таких размеров,
для которых при минимальной массе
заготовок полностью заполняется по
расчетам гравюра окончательного
ручья штампа. Расчеты формоизме-
формоизменения проводят, используя кинемати-
кинематически возможные скорости пластиче-
пластического течения материала заготовки
в штампе:
ох
= -771 Г\ \ х (v0 —
x (h± — ho) J
dx;
К
У (hi. - fc0J
J x (va — v-l) dx,
о
¦X
J
о
где x — радиальная координата; у —
осевая координата; »f и va — скорости,
равные соответственно
13*
— »i (x) при y = hi (x) < Hi (x);
— б„ (x) при i/=A0 (х) > Но <*);
О при у = Ао (х) = #0 (х).
Здесь и — скорость верхнего штампа;
Ai (х) и 1ц (х) — функции, описываю-
описывающие контуры продольных сечений тор-
торцовых поверхностей заготовки в верх-
верхнем и нижнем штампах; Нх (х) и
Но (х) — функции, описывающие кон-
контуры продольного сечения поверхно-
поверхностей гравюр верхнего и нижнего штам-
штампов; 5j (х) и б0 (х)— функции, находи-
находимые из условия минимума мощностей
внутренних сил и сил контактного
трения при заполнении гравюры:
2<т.г
~Т=- X
X
j
s~0
где o"j •— среднее напряжение теку-
текучести материала заготовки при средней
температуре штамповки, среднеин-
тегральных значениях степени и ско-
скорости деформации материала; тк —
среднее значение сил контактного тре-
трения; vxl, vyl и vx0, Vy0 — значения
скоростей vx, vy на контактных по-
поверхностях заготовки в верхнем и ниж-
нижнем штампах Sx и So (рис. 3); V3 —
объем заготовки.
Минимизация массы заготовок для
круглых в плане поковок проводится
путем следующих расчетов.
1. Находят для поковок типа дисков
со ступицей и ребордой (рис. 4) сред-
средние значения толщины перемычки 2/j
под прошивку центрального отверстия,
высоты ступицы 212, толщины диска 2ls,
высоты реборды 2lit толщины заусе-
нечного мостика 21Ъ, внутренних и
наружных диаметров ступицы 2хх
и 2х2, реборды 2х3 и 2х4, наружного
388 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
Рис. 3. Рачетная модель формоизменения
поковки
диаметра заусенечного мостика 2х5
из условия сохранения объема поковки
и равенств 11Ъ = h3; хъ — х4 = Ь3,
где h3 и Ьа—соответственно тол-
толщина и ширина мостика заусенечной
канавки.
2. Выбирают пары возможных зна-
значений диаметра и высоты осаженных
заготовок Do и Но из условий
D0=2xs + @,2 ч- 1,8)(*4 —*8);
¦ = A,2- 1,5) 1/п.
4
3. Задают половину малого переме-
перемещения AS верхнего штампа в преде-
пределах AS = @,2+0,5) 1Ъ и определяют
иа каждом шаге вычислений п = 1,
2, 3, ... положение элементов гравюры
верхнего штампа:
(й)п = Ып-i
Ряс. 4. Расчетные модели поковки и гра-
гравюры штампа для минимизации массы
поковки
(Уь)п
положение торцовых элементов заго-
заготовки, соответствующих набору ме-
металла под ступицу и реборду:
и положение внешнего радиуса заго-
заготовки
(*))п = (Xj)n-i + (A*j)n.
где индексы п и л — 1 — шаги вы-
вычислений.
На первом этапе расчета
Шо = 0/i)o = 0,5Я0; (*,)„ = 0,5?>0;
(*?)-.
¦ (AS)»;
X
XX?
^~Ц
X (AS)».
При этом, если по расчетам (у*)п >
> (AS)n, то принимают (Л(/;)п =
= (AS)n; если (х/)п = дг4, то переходят
к определению (Д(/()п и (Дх-;-)п по зави-
зависимостям для третьего этапа расчетов
п. 5, заменяя в них х2 на х4 и прини-
принимая *3 = Х4 И (Д(/;)„.1 = (yj)n= 0.
Если при этих вычислениях (Ду;)« ^
< с (AS)n, где
с = —
полагают (Ау;)п = с
y» = 0.
сли на первом этапе расчетов
(уь)п = /5> что означает смыкание штам-
штампов, то расчеты прекращают; если
(у{)п = (ys)n, то переходят ко второму
этапу расчетов,
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
38?
4. На втором этапе расчетов вели-
величины (Аудп, (ЬУ])п и (Axj)n определяют
по зависимостям
| — х\) X
)п-1 - 4) X
n-l — (Уз)п-1
где fe = 0 на первом шаге вычислений
второго этапа и k = 1 на последую-
последующих шагах. При этом, если по расче-
расчетам (Л(/;)п ;> (AS)n, то принимают
(АУг)п = (AS)»; если (Ауг)п> (AS)n>
то принимают {Ау})п == (AS)n; если
(Уь)п = h' то расчет прекращают. Eg-
ли (Уг)п = (г/2)п. то иа последующих
шагах вычислений принимают (Ai/;)»|=
= (AS)n; если (у/)п = ((/4O1. то на по-
последующих шагах вычислений при-
принимают (Ai/y)» = (AS)».
Если
%IJL<.
4 — 4 '
(AS)»
то вычисления (Aj/j)» и (А(/;-)„ ведут
по зависимостям
X
(^)п-!
X (AS)»,
X
B)
где а» — радиус границы раздела те-
чеиия металла в дисковой части за-
заготовки:
ап = 0,5
xs) — ¦
¦ Ып-I —
(у?)п-1 + Ч
'Ъ)п-\
2(дс1-дс|)
— 0,125 (хг — х]
¦ (Ув)п-1-
При а» <3 -^2 полагают ап = ж2.
Если (дг^)„ = Хц, то переходят к треть-
третьему этапу расчетов.
5. На третьем этапе расчетов вели-
величины (Aj/i)rt, (Ау;)„ и (Ддг;)„ опреде-
определяют по зависимостям
X
L Л2
у2у2 ('QyS
+ «1 D -'
(^2 ^_ Х2 _ ^
+ 4)
Ф («I
*i) («1
+
— 4)
|
I
2 (У<)п-1 —
«I
I.
Wn-1
390 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
¦ +
y2
Х2 + x.iXi _ 2д|
, ^4
.
(AS)
hn ' 4 J
l
2 (Xj)n-1 (Уъ)п-1
X
(AS)n
Если по расчетам (Ai/;)n > (AS)n,
то принимают (А;/г-)„= (AS)n; если
(Д)п > (AS)n, то принимают
)п = (AS)n; если
«2
*2
(AS)n, C)
то вычисления (kyi)n и (Ai/^)n ведут
по зависимостям A) и B), подставляя
в них
ап = 0,5 (х2 + х3) —
(Уъ)пЛ [2 (уОпЛ — (j/sb
(У5)п-1 [2
¦ +
^-^). D)
При этом принимают ап = х2, если
по расчетам ап<& х2, либо ап = xs,
если по расчетам ап > х3. Если по
расчетам
^ 14
то вычисление (&yj)n ведут по зависи-
зависимости
— а2
2
=11-
2- I (AS)n,
где
6„ = 0,5
— 0,125 (xt — x3) -;— (yb)n_i,
а величина ап либо определяется ра-
равенством D), если выполняется C),
либо принимается равной нулю, если
г> C) не выполняется. Если 6П<5 х4)
полагают Ьп = х4. Если ((/г)п= (Уг)п,
X на последующих шагах вычислений
принимают (Ai/j)n = (AS)n и ап= 0;
2 если (yj)n =(yi)n, (на последующих
*4 "Ь шагах вычислений принимают {kyj)n =
'= (AS)n, подставляют в приведенные
выше зависимости х3 = х4, а величину
оп в вычислениях (Ai/;)n по A) при вы-
выполнении условия C) находят по вы-
выражению
п-l [2 (У1)п-.х — (Уь)п-\]
(Уъ)пЛ ~ 0,125 (*, -
Если (Xj)n >¦ дг6, то в дальнейших
вычислениях величину (x/Jn-T заменяют
на хь\ если A/5)^ = 1Ь, расчет прекра-
прекращают.
6. Определяют из условий полного
заполнения гравюры штампа и мо-
мостика заусенечиой канавки
(У1)п = '2; (У])п = h\ (*j)n > *s
ту пару значения Do, Ho, для которой
обеспечивается условие минимального
объема заготовки
= Ш1П,
и по ней рассчитывают объем заготовки
где /п — процент угара.
ЛИСТОВАЯ ШТАМЛОВКА
391
2. АВТОМАТИЗАЦИЯ
ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ЛИСТОВОЙ
ШТАМПОВКИ
Общие положения
Автоматизация проектирования тех-
технологических процессов и осиастки
холодной листовой штамповки на ос-
основе применения математических ме-
методов и средств вычислительной тех-
техники сокращает сроки и себестоимость
проектирования, повышает качество
проектов, высвобождает квалифици-
квалифицированных инженерно-технических ра-
работников от рутинного труда при вы-
выполнении типовых проектных расче-
расчетов и графических работ.
Системы автоматизированного про-
проектирования (САПР) в технологиче-
технологической подготовке холодноштамповочно-
го производства (ТП ХШП) дают
возможность проектировать техноло-
технологические процессы изготовления ли-
листовых деталей, решать сложные задачи
по выбору оптимального варианта
раскроя рулонного материала, листов
и полос на прямоугольные и фигурные
заготовки. Для выбора рационального
варианта технологической оснастки,
поиска подходящих штампов из числа
тех, что были спроектированы и изго-
изготовлены ранее, разработаны соответ-
соответствующие программы.
При необходимости могут быть скон-
сконструированы на ЭВМ новые штампы
(чертежи изготавливаются автомати-
автоматически), спроектированы технологиче-
технологические процессы их изготовления, под-
подготовлены данные для изготовления
рабочих и вспомогательных деталей
штампов на станках с ЧПУ.
Техническую базу таких систем об-
раауют ЭВМ Единой серии (начиная
с ЕС 1022), мини-ЭВМ СМ-4; чертеж-
чертежные автоматы (ИТЕКАН-2М, ИТЕ-
КАН-4, ЕС 7051, ЕС 7052, ЕС 7054);
автоматизированные рабочие места
(АРМ-М, АРМ 2-01).
Методическую основу систем обра-
образуют математические и эвристические
модели процессов технологического
проектирования и конструирования,
методы принятия рациональных и оп-
оптимальных проектных решений, спо-
способы кодирования и математического
описания машиностроительных объ-
объектов. Проектные процедуры строятся
на основе максимальной стандартиза-
стандартизации, унификации и типизации про-
проектных решений.
Проектирование процессов ТП ХШП
иа ЭВМ может быть полностью авто-
автоматизировано или осуществляться
с участием человека. Первый вариант
наиболее распространен и исполь-
используется для решения сравнительно хоро-
хорошо формализуемых, в первую очередь,
расчетных задач. Второй вариант,
предусматривающий наличие средств
диалогового проектирования алфавит-
алфавитно-цифровых графических дисплеев и
программного обеспечения связи между
человеком и ЭВМ, позволяет чело-
человеку оперативно о^иивать промежу-
промежуточные результаты проектирований J}
активно влиять на его дальнейший ход.
Этот вариант использования вычисли-
вычислительной техники применяется для ре-
решения логически сложных задач, про-
процесс решения которых не может быть
описан заранее в виде алгоритма.
Автоматизированное проектирование
технологических процессов и штампов
холодной листовой штамповки заклю-
заключается в преобразовании на ЭВМ по
заранее разработанной программе све-
сведений о штампуемой детали, условиях
ее производства, команд проектиров-
проектировщика в информацию о заготовке, по-
последовательности и параметрах тех-
технологических операций, применяемом
оборудовании, универсальной и спе-
специальной оснастке.
Автоматизированное проектирование
осуществляется с помощью- САПР—
организационно-технической системы,
состоящей из комплекса средств мето-
методического, программного, информаци-
информационного, технического и организацион-
организационного обеспечения.
Методическое обеспечение САПР
представляет собой совокупность до-
документов, содержащих описание мето-
методов, способов, математических моде-
моделей, алгоритмов, языков описания
объектов, стандартов, на основе кото-
которых ведется проектирование.
Программное обеспечение образуют
общесистемные и прикладные програм-
программы, предназначенные для реализации
проектных задач, решаемых с помощью
системы.
392 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
ЛИСТОВАЯ ШТАМПОВКА
393
Программное обеспечение
Информационное обеспечение
(база данных)
Системные программы
Базовые проблемно-
ориентированные
программы
Прикладные
программы
Монитор
САПР
Модель проекта
Библиотека типовых тех-
технологических процессов
Рис. 5. Структура программно-информационного
обеспечения САПР
Библиотека описаний кон-
конструктивных элементов
Данные о материалах
ТЗ иа проектирование
ТП и Ш
Подготовка входного
описания (ВО)
I
Данные об оборудовании
Нормативно-справочные
данные
Перенос ВО
на машинный носитель
Контроль ВО иа ЭВМ
1
Решение проектной
задачи иа ЭВМ
Изготовление документов
Контроль и корректировка
проектов
i ¦
Конец
Рис, 6. Основные этапы автоматизирован-
автоматизированного проектирования
Общесистемные программы обеспе-
обеспечивают управление вычислительным
процессом, трансляцию с алгоритмиче-
алгоритмических языков, диалог проектировщика
и ЭВМ и выполнение других функций.
Прикладные программы предназна-
предназначены для получения проектных реше-
решений в конкретной проблемной области.
Ядро комплекса прикладных программ
(базовые проблемно-ориентированные
программы) образуют те из них, ко-
которые обеспечивают решение типовых
задач, неоднократно встречающихся
при проектировании (геометрические
задачи, задачи поиска данных в табли-
таблицах, печати текстовых документов,
формирования программ управления
чертежными устройствами, станками
с ЧПУ).
Информационное обеспечение вклю-
включает библиотеки стандартных проект-
проектных процедур, типовых проектных
решений, конструктивных элементов,
комплектующих изделий, материалов
и другие данные, образующие в сово-
совокупности базу данных.
Взаимодействие между базой данных
и программным комплексом осуще-
осуществляет монитор — программа, управ-
управляющая процессом проектирования
(рис. 5).
Техническое обеспечение САПР об-
образует средства вычислительной и ор-
организационной техники, устройства
ввода, передачи, отображеиия данных.
Компонентами организационного обес-
обеспечения являются руководящие ма-
материалы, инструкции, положения и
другие документы, определяющие пра-
правила функционирования и развития
САПР в проектной организации.
Основные этапы процесса автомати-
автоматизированного проектирования в САПР
ТП ХШП и штампов (Ш) показаны
на рис. 6.
Этап 1 — анализируется техниче-
техническое задание иа проектирование иа
одном из входных языков, состав-
составляется формализованное описание
штампуемой детали, производственных
условий ее изготовления, специальных
требований к проекту проектировщика
(технолога, конструктора).
Этап 2 — входное описание пере-
переносится иа машинный носитель (пер-
(перфокарты, перфоленты или магнитную
ленту).
Технолог, конструктор
Оценка
и корректировка
промежуточных
результатов
Директивный
переход
к следующему
фрагменту
Рис. 7. Процесс автоматизированного
проектирования в режиме диалога
Этап. 3—для синтаксического и
частично семантического контроля
входного описания разрабатываются
специальные программы. Контроль
описания чертежа штампуемой детали
производится путем прочерчивания ее
иа графопостроителе или отображеиия
на экране графического дисплея.
Этап 4 — входное описание вводит-
вводится в ЭВМ, где записана программа
решения коиструкторско-технологиче-
ской задачи. Если задача реализуется
в автоматическом режиме, участие
проектировщика ограничивается оцен-
оценкой выдаваемых ЭВМ документов.
В случае автоматизированного проек-
4. Основные технические характеристики графопостроителей,
применяемых в САПР ТП ХШП
Параметр
Размеры рабочего
поля, мм
Максимальная ско-
скорость вычерчива-
вычерчивания, мм/с
Число пишущих
элементов
Шаг пишущего эле-
элемента, мм
Число символов
Интерполяция
Тип устройства
ISO,
*^
и
Щ
1050Х
1000
50
3
0,05
253
Лиу
Плаи-
шетиое
053
и
и
841X1600
150
3
0,1
253
о
и
И
1600Х
1200
100
4
0,05
96
ейио-круговая
Б ара-
баи иое
251
П
1189Х
841
100
3
0,05
Лиией-
пап
Плаишетио!
-2М
X
Щ
н
S
594X841
80
2
0,125
104
Линейис
X
ш
н
S
878Х
20 000
200
3
0,025
90
-круговая
Бара-
баииое
394 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ
ШТАМПОВКИ
ЛИСТОВАЯ ШТАМПОВКА
395
га Я
ЯН
о I*
Со
С
3
я
о
X
о;
Ч
С
о
Проектирова
I sa-
sail
н а
ГИЯ
о
§
CD
t-
i
ГОВЛ
о
я
со
тамп
3
а
eg
?¦
о
о.
с
со
о
§С
о*1"
к о
р,
о
я
я
вмеще
а
Си
я
я
деист
к
s
я
f-
u
о
с
си
ГОД
О
я
я
X
я
я
о
J.B
о-ч
|для
с
В»"
я"
ч
с
н
а
С
и
ционны
ера
О
I
1
1
1 1 1 !
!«
о 5
листа
оуголь-
отовки
о S га
cl ее со .
Paci
нап
ные
полосы
урные
овки
1*1
Sss
я Я
а
оение
рток
тирования (в режиме диалога) про-
процесс решения задачи разбивается на
фрагменты и ведется в соответствии
со схемой, изображенной на рис. 7.
Этап 5 — текстовые документы (тех-
(технологические карты, спецификации,
материальные ведомости и другие ма-
материалы) печатаются на стандартных
алфавитно-цифровых печатающих уст-
устройствах ЭВМ. Графические докумен-
документы — чертежи, операционные эскизы,
схемы —• изготавливаются на графо-
графопостроителях. Краткие характеристи-
характеристики отечественных графопостроителей
приводится в табл. 4.
Этап 6 — контроль документов (ре-
(результатов проектирования) осуще-
осуществляется проектировщиком визуаль-
визуально. При необходимости документы
корректируются.
Проектные задачи ТП ХШП, реа-
реализованные в отечественных САПР,
показаны на рис. 8.
Автоматизация решения
технологических задач
Проектирование раскройных опера-
операций. Пакет программ «Уклад» слу-
служит для построения планов оптималь-
оптимального раскроя полосы на фигурные
заготовки, а также листа на полосы
одинаковой ширины. Задача решается
для случая однорядной и двухрядной
штамповки, однорядной с обратным
перемещением полосы, развернутой на
180°.
Оптимальное решение ищется путем
моделирования на ЭВМ линейных пе-
перемещений и поворотов относительно
раскраиваемой полосы контура штам-
штампуемой детали.
Исходными для проектирования яв-
являются данные о геометрической форме
и размерах детали, требуемых разме-
размерах перемычек между деталями, тех-
технологических ограничениях, точности
расчета, варианте укладки, размерах
имеющихся листов. Форма и размеры
исходной детали описываются на гео-
геометрическом языке ИНКАНЭЛ-2А.
Найденный оптимальный вариант
раскроя прочерчивается на графопо-
графопостроителе. Задача решается на ЕС
ЭВМ. Язык программирования ФОР-
ТРАН-4.
Время решения одной задачи 1—
Ш мин при однорядном расположении
деталей в полосе и 15—40 мин — при
двухрядном. Использование програм-
программы позволяет на 5—10 % улучшить
коэффициент использования материала.
Пакет программ «Размещение» пред-
предназначен для решения задач рацио-
рационального размещения плоских гео-
геометрических объектов. Геометрическая
форма размещаемых объектов — пря-
прямоугольник, круг, многоугольник. Об-
Область размещения — в виде много-
многоугольника (прямоугольника в част-
частном случае). Задача размещения ре-
решается как задача математического
программирования с применением ап-
аппарата годографов вектор-функций
плотного размещения. На первом этапе
задачи строятся допустимые варианты
размещения, затем с использованием
специальных методов оптимизации (ме-
(метода сужающихся окрестностей, ме-
метода значимых переменных) опреде-
определяется рациональный вариант раз-
размещения.
Для описания входных данных (ко-
(количества и типа размещаемых объек-
объектов, размеров прямоугольников, коор-
координат вершин объектов и др.) исполь-
используется специальный язык. Пакет ори-
ориентирован на решение трех классов
задач (регулярное размещение, нере-
нерегулярное, компоновочные задачи) и
может быть сгенерирован на решение
любой из них. Пакет реализован на
ЭВМ БЭСМ-6 и ЕС ЭВМ. Язык про-
программирования ФОРТРАН-4. Время
решения задачи двухрядного раскроя
(с поворотом полосы) для заготовки
средней сложности около 20 мин.
Пакет программ «Рациональный рас-
раскрой промышленных материалов^ пред-
предназначен для проектирования планов
раскроя листового или рулонного ма-
материала на прямоугольные заготовки
с учетом требований массового, мел-
мелкосерийного или единичного произ-
производства и особенностей технологии
раскроя, применяемого оборудоваиня.
Данные о спроектированном плане
раскроя печатаются в виде табуля-
табуляграмм или оформляются в виде эски-
эскизов. Программы реализованы на ЕС
ЭВМ. Язык программирования ФОР-
ФОРТРАН-4. Достигается экономия ма-
материала 2—7 %.
Пакет программ иРаскрой-8Оъ пред-
предназначен для проектирования раскроя
детален типовых конфигураций с ис-
использованием типовых вариантов рас-
раскроя полосы. Характеризуется не-
396 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
ЛИСТОВАЯ ШТАМПОВКА
397
большими затратами машинного вре-
времени (не более 2 мин). Помимо эконом-
экономного расхода материала, при выборе
варианта раскроя учитывается ряд
экономических факторов, оказываю-
оказывающих влияние на эффективность из-
изготовления листовых деталей в целом
^затраты на проектирование, изготов-
изготовление и амортизацию оснастки, за-
заработная плата производственных ра-
рабочих). В основу пакета программ
положены результаты классификации
деталей и исходных материалов по
¦следующим параметрам: вид исход-
исходного материала (лист, лента, рулон);
вид исходной заготовки, поступающей
на штамповочную операцию (полоса,
лента); тип штампа (простого дей-
действия, совмещенного действия, после-
последовательного действия); уровень ав-
автоматизации подачи материала (не-
(неавтоматизированная, автоматизиро-
автоматизированная); рядность (однорядный, двух-
двухрядный, n-рядный); особенности типа
раскроя (безотходный, малоотходный,
с отходами); особенности конструкции
штампа (двухпуансонный, однопуан-
сонный для штамповки через шаг,
с последующим поворотом полосы на
180°).
Пакет программ «Раскрой—АРМ»
предназначен для диалогового про-
проектирования плана раскроя полосы на
фигурные заготовки. Технической ба-
базой для решения задачи является
¦автоматизированное рабочее место
{АРМ-М). Для ввода координат кон-
контура штампуемой детали может быть
использован планшет кодирования гра-
графической информации (ПКГИ).
Поиск рационального варианта рас-
раскроя производится методом секущих,
параллельных направлению перемеще-
перемещения полосы. Диалоговые процедуры
при поиске связаны с выбором угла
поворота контура при расчете очеред-
очередного варианта раскроя, указанием
точности расчета шага штамповки и
шага семейства секущих.
Диалог строится по принципу «вы-
«выбора из меню» и ведется с помощью
алфавитно-цифрового дисплея, входя-
входящего в состав АРМ-М. Для контроля
исходных данных о контуре штампуе-
штампуемой детали и визуальной оценки спро-
спроектированного варианта раскроя ис-
используется графический дисплей
УПГИ. Одобренный проектировщиком
вариант раскроя прочерчивается на
чертежном автомате АП 7251.
Данные об угле поворота контура
детали, ширине полосы, шаге штам-
штамповки, коэффициенте раскроя печа-
печатаются в виде табуляграммы. Для
контроля распечатываются также ко-
координаты узловых точек исходного
контура детали.
По желанию проектировщика поиск
наилучшего варианта раскроя может
быть реализован в автоматическом
режиме путем последовательного пе-
перебора с заданным им шагом всех
вариантов. При разработке программ
был использован адаптированный
к АРМ графический пакет PAD-EC.
Программы разработаны на языке
ФОРТРАН и работают под управле-
управлением дисковой операционной системы
АРМ (ДОС-АРМ). Среднее время про-
проектирования раскроя полосы или леи^
ты для одной штампуемой детали 15—
20 мин. За счет более рациональной
укладки деталей в полосе экономится
2—5 % материала.
Технологические расчеты. Пакет
программ для расчета параметров вы-
вытяжных переходов для цилиндриче-
цилиндрических и прямоугольных корпусов. Диа-
Диаметр штампуемых деталей (D) 3—
75 мм, высота (Н) до 150 мм. Про-
Программа OPERA3 рассчитывает данные
для типового трехоперационного про-
процесса комбинированной вытяжки
стальных цилиндрических корпусов на
прессах двойного действия (D > 15 мм,
Н > 60 мм).
Программа АВТОМАТ определяет
параметры вытяжки стальных цилин-
цилиндрических корпусов на многопозици-
многопозиционных вытяжных автоматах (D < 15,
Н < 60); программа POOPER — для
стальных цилиндрических корпусов,
изготовляемых на кривошипных и
гидравлических прессах (D < 15,
Н < 60).
Программа НТАМРР рассчитывает
параметры вытяжки без утонения пря-
прямоугольных корпусов. Расчет ведется
на ЭВМ ЕС 1022 или ЕС 1033. Исход-
Исходными для расчета являются сведения
о форме и размерах штампуемой дета-
детали, материале, радиусах закруглений
на последнем переходе, годовой про-
программе.
Табуляграммы с результатами рас-
расчета содержат сведения об усилии
вытяжки и прижима, размерах полу-
ев
*
Рис, 9. Типовые формы отверстий
фабриката после каждого перехода,
параметрах вытяжных матриц и пуан-
пуансонов по переходам, типоразмерах
применяемого штамповочного обору-
оборудования.
Пакет программ расчета параме-
параметров технологического процесса изго-
изготовления деталей из листа предна-
предназначен для комплексного решения
следующих задач:
расчет координат привязочных то-
точек отверстий детали относительно
базовой системы координат шаблона;
поиск выбора требуемых комплек-
комплектов пуансон—матрица;
определение рациональных путей об-
обхода пробиваемых отверстий;
проектирование технологических
операций изготовления отверстий в об-
обрабатываемой детали;
разработка управляющих программ
(УП) для изготовления фиксаторных
отверстий в шаблоне на станках с
ЧПУ;
разработка УП для изготовления
отверстий в деталях на станках с ЧПУ;
составление необходимой проектно-
технологической документации.
В состав последней входят таблицы
координат пробиваемых отверстий; све-
сведений о наборах штампов, вставляемых
в револьверную головку пресса за
одну наладку, и схема расположения
пробиваемых отверстий или чертеж
шаблона.
Исходными для проектирования на
ЭВМ данными являются кодированные
сведения о чертеже штампуемой де-
детали. Язык описания чертежа обес-
обеспечивает рациональное сочетание воз-
возможностей поэлементного и группо-
группового кодирования формы и расположе-
расположения пробиваемых отверстий, учиты-
учитывает практически все возможные спо-
способы задания размеров на чертеже,
обеспечивает компактность описания,
относительно небольшие затраты вре-
времени на его составление. Основные
типовые формы пробиваемых отвер-
отверстий приведены на рис. 9. Оси ху
используются для привязки элементов
к базовой системе координат шаблона.
Исходя из кодов типовых отверстий
детали, описанных в исходном задании
на автоматизированное проектирова-
проектирование, определяется набор оснастки (ком-
(комплектов пуансон—матрица) для обра-
обработки данной детали и рациональное
их расположение на прессе. Данные
о полном наборе оснастки хранятся
на внешних носителях ЭВМ. Преду-
Предусмотрена возможность занесения дан-
данных о новых и корректирования сведе-
сведений об изменившихся конструкциях
оснастки.
Для формирования таблицы коор-
координат все пробиваемые отверстия оди-
одинаковой формы, размеров и ориента-
ориентации объединяются в группы, опреде-
определяются рациональные пути обхода от-
отверстий в каждой группе, формируются
группы штампов, устанавливаемых за
одну наладку.
При конструировании шаблона опре-
определяются диаметр отверстия под фикса-
торные пальцы, габаритные размеры,
положения установочных пальцев и
мест под применение шаблона. Каж-
Каждому отверстию на чертеже присваи-
присваивается порядковый номер. Вычерчи-
Вычерчивание чертежей шаблонов произво-
производится на чертежных автоматах.
Автоматизация проектирования тех-
технологического процесса изготовления
398 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
ЛИСТОВАЯ ШТАМПОВКА
399
деталей сокращает время проектирова-
проектирования в 10—12 раз, снижает его стои-
стоимость в 8—10 раз, обеспечивает полу-
получение экономического эффекта для
средней детали C00—400 отверстий)
в размере 60—80 руб., повышает ка-
качество проектов, освобождает техно-
технолога от утомительной, рутинной ра-
работы.
Проектирование технологических
процессов изготовления деталей из
листа. Пакет программ «Технолог-1ъ
предназначен для автоматического про-
проектирования индивидуальных техно-
технологических процессов на основе при-
применения групповых методов обработки
деталей. Пакет состоит из следующих
программ:
АНАЛИЗАТОР — обеспечивает про-
проведение классификации деталей из
листовых материалов по виду приме-
применяемых формоизменяющих операций
на основе группирования по типам
оборудования и размерным характе-
характеристикам;
РАЗВЕРТКА — выполняет расчет
развертки типовых изогнутых и полых
деталей;
РАСКРОЙ — обеспечивает выбор
рационального варианта раскроя штам-
штампуемого материала, рассчитывает его
параметры и нормативные данные;
ВЫТЯЖКА-1 — производит расчет
параметров исходных и промежуточных
заготовок для многооперациониой вы-
вытяжки цилиндрических и коробчатых
деталей;
ВЫТЯЖКА-2 — обеспечивает рас-
расчет параметров операции последова-
последовательной вытяжки в ленте;
ШТАМП — формирует техническое
задание иа проектирование раздели-
разделительных штампов простого действия и
совмещенного действия, вычисляет уси-
усилие вырубки-пробивки, определяет ти-
типоразмер требуемого штамповочного
оборудования;
МАРШРУТ-1 — определяет после-
последовательность штамповочных и вспо-
вспомогательных операций для изготовле-
изготовления плоских деталей;
МАРШРУТ-2 — определяет после-
последовательность штамповочных и вспо-
вспомогательных операций для изготовле-
изготовления полых деталей.
Реализованные в пакете программ
«Технолог-1» алгоритмы построены о
учетом влияния параметров совокуп-
совокупности деталей, изменения программы
их выпуска и состава технических
средств предприятий на выбор ва-
варианта технологического процесса хо-
холодной листовой штамповки.
Исходными данными для проекти-
проектирования технологического процесса яв-
являются сведения о конфигурации и
размерах детали; ее номере, наимено-
наименовании, толщине и марке штампуемого
материала, количестве деталей в пар-
партии, годовой программе выпуска, све-
сведения о термообработке и покрытии.
С помощью технологического клас-
классификатора определяются и заносятся
в бланк-задание на автоматическое
проектирование данные об особенно-
особенностях геометрической формы и размерах
детали в целом, типовых элементов
ее наружного и внутренних контуров,
типовых пространственных элементов,
влияющих на расчет развертки. Опи-
Описываются такие элементы формы дета-
детали, как рельефы, отбортовки, под-
подрезы, ребра жесткости и пр. Типовые
конфигурации деталей и их элементов,
приведенные в классификаторе, раз-
разделены иа следующие группы:
типовые конфигурации, получаемые
гибкой (угольник, скобы, V- и Z-
образиые детали);
типовые конфигурации, получаемые
вытяжкой;
типовые конфигурации наружного
контура разверток и плоских деталей,
отверстии в деталях (круг, сектор,
кольцо, овал, прямоугольник, парал-
параллелограмм, трапеция и т. д.);
типовые комбинации круглых и фа-
фасонных отверстий;
типовые плоские элементы с не-
незамкнутым контуром (скруглеиия,
фаски, угловые вырезки, пазы, вы-
выступы и др.);
типовые пространственные элементы
(ребра жесткости, пуклевки, прочески,
отбортовки);
типовые элементы, обрабатываемые
резанием (отверстия, зеиковки, скосы,
ступени по толщине, пазы и др.). Для
каждой типовой конфигурации в клас-
классификаторе указаны код, схема про-
простановки размеров, приведены их бук-
буквенные и цифровые обозначения.
В ЭВМ вместе с программой про-
проектирования, определяющей последо-
последовательность реализации отдельных его
этапов и принятие технологических
решений, находятся сведения,, обра-
образующие информационную базу про-
проектирования технологических процес-
процессов. К ним относятся: сведения о мар-
марках штампуемых материалов; данные
по сортаменту листов и лент; данные
о прессовом оборудовании, об обору-
оборудовании заготовительного участка; дан-
данные об оборудовании для слесарно-
механической обработки; данные о при-
применяемой технологической оснастке;
технологические данные и норматив-
нормативные данные, применяемые в расчетах;
сведения о наименовании и содержании
основных операций и переходов хо-
холодной листовой штамповки и сле-
сарно-механической ' обработки.
При внедрении программы проекти-
проектирования ТП необходимо произвести
корректировку содержимого базы дан-
данных в соответствии с условиями про-
проектирования, существующими на кон-
конкретном предприятии.
Оптимальный экономический вари-
вариант технологического процесса выби-
выбирают по критерию минимальной тех-
технологической себестоимости. При этом,
исходя нз требуемого количества штам-
штампуемых деталей, точности изготовле-
изготовления и других технологических огра-
ограничений, прежде всего определяют
возможность и целесообразность из-
изготовления деталей в универсальных
штампах прогрессивными методами по-
поэлементной штамповки и затем уже
отдают предпочтение специальным
штампам.
Результатом работы программы про-
проектирования ТП является маршрутная
технологическая карта, содержащая
следующие данные по каждой опера-
операции: номер цеха, наименование и со-
содержание операции, количество ударов
(ходов) пресса, наименование и шифр
оборудования, его мощность, данные
об оснастке, вспомогательном, мери-
мерительном и режущем инструменте, шиф-
шифре профессии и разряде рабочего,
штучном и подготовительно-заключи-
подготовительно-заключительном Бремени и расценках.
Расчетные данные — исходные для
проектирования технологической ос-
оснастки печатаются в виде специальной
таблицы (тип штампа, данные о заго-
заготовке, шаг подачи, ширина полосы,
данные о перемычках, параметры рас-
раскроя заготовки, число переходов вы-
вытяжки, данные о размерах детали после
каждого перехода и др.).
Пакет программ «Техиолог-1» ори-
ориентирован для применения на ЕС
ЭВМ с минимальным объемом опера-
оперативной памяти 256 Кбайт. Язык про-
программирования ФОРТРАН-4. Опера-
Операционная система ДОС ЕС. Среднее
время выполнения расчетов для одного
пакета программ 2 мин. Сроки вы-
выполнения технологических расчетов
сокращаются в 2—3 раза, на 5—8 %
улучшается коэффициент использова-
использования раскраиваемого материала, иа
25—40 % повышается качество тех-
технологических решений и проектной
документации.
Автоматизация
проектирования штампов
Разработанные программные системы
предназначены для проектирования в
основном разделительных штампов (ти-
(типовых конструкций) совмещенного, по-
последовательного и простого действия,
применяемых в радиотехнической про-
промышленности, приборостроении, трак-
торосельхозмашиностроеиии и других
отраслях промышленности. Реализо-
Реализованные в программах методы позво-
позволяют в автоматическом режиме про-
проектировать штампы для изготовления
плоских деталей с произвольной фор-
формой наружного контура и отверстий.
Проектирование штампов ведется иа
основе максимальной стандартизации,
унификации и типизации конструкций
штампов, их узлов и деталей, элементов
деталей, типовых проектных решений.
Возможности алгоритмического метода
проектирования штампов ограничены,
таким образом, конечным набором ба-
базовых конструкций штампов, их узлов
и деталей. Последние разделяются иа
стандартные и типовые. Для стан-
стандартных деталей строго регламентиро-
регламентированы форма, размеры, точность изго-
изготовления, шероховатость поверхности и
другие характеристики; для типовых
характерно наличие унифицированных
по форме и оригинальных элементов.
Сведения о типоразмерах деталей и
узлов штампов, условиях их приме-
применяемости, характеристиках материалов
штампуемых деталей, сведения о штам-
штамповочном оборудовании, справочная
технологическая информация, описа-
описание типовых изображений — фрагмен-
фрагментов чертежей штампов — образуют ба-
базу данных, с которой взаимодействуют
программы проектирования штампов.
400 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
Перфоратор
Программа
проектирования
на пагнитнои ленте
Инструкция
по подготовке
задания на
проектирование
Табуляграмма
с результатами
проектирования
Рис. 16. Схема функционирования системы автоматизированного проектирования штампов
Основным методом, реализованным
. в разработанных системах автомати-
автоматизированного проектирования штампов,
является метод проектирования по
типовым представлениям. Последние
являются элементами базового набора
конструкций штампов, их узлов, дета-
деталей. Выбор типовых представителей
производится иа основе анализа ин-
информации, содержащейся в задании
на проектирование штампа. В общем
случае проектирование деталей штам-
штампов сводится к выполнению следующих
проектных процедур:
выбор типового представителя из
базового набора;
вычисление значений параметров
унифицированных и стандартных эле-
элементов конструкции;
компоновка стандартных, унифици-
унифицированных и оригинальных элементов;
выполнение при необходимости проч-
прочностных расчетов элементов конструк-
конструкции;
расчет размеров режущих контуров
(для рабочих деталей);
выбор материала детали, техниче-
технических условий ее изготовления;
формирование цифровой модели де-
детали и модели чертежа детали.
Для штампа в целом производится
определение параметров простран-
пространственного положения деталей штампов;
выбор штамповочного оборудования и
формирование и печать спецификации
деталей и узлов.
Типовая схема функционирования
системы автоматизированного проек-
проектирования штампов представлена на
рис. 10. Программное обеспечение
САПР штампов строится на основе
типовых проектных процедур. Ком-
Комплекс таких процедур, предназначен-
предназначенный для решения типовых задач про-
проектирования разделительных штампов,
реализован в виде библиотечного па-
пакета программ «Штамп-80».
Конструкции штампов последова-
последовательного (рис. 11), совмещенного и
простого действия, иа которые ориен-
ориентирован пакет, могут иметь различные
варианты фиксации заготовки: шаго-
шаговые ножи, предварительные упоры,
утопающие и грибковые ловители и др.
Программы разработаны с учетом того,
что максимальная толщина штампуе-
штампуемых материалов (металлов, неметал-
неметаллических материалов) достигает 5 мм,
а габаритные размеры матриц изме-
изменяются от 63X80 до 250X320 мм.
Пакет прикладных программ (ППП)
ориентирован на конструкции штам-
штампов, применяемые в приборостроении,
машиностроении и радиопромышлен-
радиопромышленности. Он предназначен для примене-
применения в САПР детерминированного типа.
По функциональному назначению
программы пакета разделены на шесть
групп:
1) решения геометрических задач иа
плоскости (метрических, позиционных,
экстремальных);
ЛИСТОВАЯ ШТАМПОВКА
401
2) контроля и первичной обработки
входных данных в САПР штампов;
обеспечивают синтаксический кон-
контроль входного описания чертежа
штампуемой детали, расчет координат
узловых точек контуров детали, по-
построения модели чертежа исходной
детали для визуального контроля;
3) расчета размеров режущих кон-
контуров пуансонов, матриц;
4) определения координат центра
давления штампа и усилия пресса,
координат привязки рабочей зоны
матрицы к осям пакета, расчета кон-
конструктивных параметров пуансонов
различных конструкций, матриц, ша-
шаговых ножей, съемников и других
деталей;
5) печати текстовых документов (спе-
(спецификаций, табуляграмм с результа-
результатами проектирования штампа, данных
для комплексной отладки программно-
программного обеспечения САПР штампов);
6) построения моделей чертежей
штампов (формирования описаний ти-
типовых изображений фрагментов чер-
чертежей деталей штампов, выбора фор-
формата чертежа и компоновки на нем
фрагментов изображений и др.).
В целях создания удобств и сокра-
сокращения затрат труда человека, созда-
создающего на базе ППП конкретную кон-
конфигурацию САПР, большое количество
программ из групп 1—3, инвариантных
относительно базовых конструкций
штампов, объединены в подсистему
«Вход». Последняя производит кон-
контроль входных данных, используемых
при проектировании штампов, преоб-
преобразование их к виду, удобному для
последующего решения задач по про-
проектированию штампов, выполняет рас-
расчет размеров рабочих участков пуан-
пуансонов и матриц, подготавливает дан-
данные для вычерчивания операционного
чертежа исходной штампуемой детали.
Эта подсистема используется без из-
изменений при создании САПР различ-
различных конфигураций, предназначенных
для проектирования разделительных
штампов базовых типовых конструк-
конструкций. Исходными для реализации про-
программ этой подсистемы являются све-
сведения о геометрической форме штам-
штампуемой детали, ее размерах, данные
о расположении размеров на чертеже,
сведения о схеме раскроя заготовки,
штампуемом материале, указания о же-
желаемом варианте конструкции штампа
Рис. П. Базовая конструкция штампа
последовательного действия
и других условиях проектирования,
подготовленные в соответствии с опре-
определенными правилами.
Пакет программ «Штамп-80» постро-
построен как пакет библиотечного типа.
Каталог программных компонент (ПК)
пакета насчитывает 220 единиц. Про-
Программы пакета написаны на языке
ФОРТРАН-4, работает под управле-
управлением операционных систем (ДОС и
ОС ЕС ЭВМ). Пакет программ пред-
предназначен для использования на ЕС
ЭВМ, начиная с ЕС 1020, с минималь-
минимальным объемом оперативной памяти
256 Кбайт.
Программы автоматического вычер-
вычерчивания (группа 6) вместе с графиче-
графическим базовым пакетом PAD-EC фор-
формируют данные, ориентированные на
чертежно-графические автоматы (ЧГА)
402 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
S
о
о
w
X
w
s
g
О
W
ь 'иьвкве
BHHamad ви
-ada эощгоц
i ни
¦1
13
o
3 g
II
II
6Й О
О
X О.
=Г > о 2
%?• . * §
g " л X о
рэ о &н В
5# Ч Н *# W
as
O.S
. о «
|Ё -
о -I и
км О UJ t-
С fc; s о
ы
a
4
I
<
ЛИСТОВАЯ ШТАМПОВКА
403
I
О
§
a.
С
цинэшэA ци
-ada aOHifon
ll
I8
г
s
go.
НИЗХОИЭ o\f
1022,
Кбайт
W
5
Sra
о ж s 5
? ™ ?
*§™1
га я
Si - ra
^ ra 3
3 « ч
§41
Я Q.
о <u
if
I**
РЭ н <u
«= U H
о
и
о
к
?; п "
is"
¦«
о
а
Ж
га
I
с
га
О
о.
а
О
моделей ИТЕКАН-4, ИТЕКАН-2М, .
ЕС 7051, ЕС 7054, АП 7251. Пакет
программ «Штамп-80» может быть ис-
использован как программное ядро САПР
разделительных штампов различных
конфигураций и отраслевых ориента-
ориентации. На основе программ пакета соз-
создана САПР «Автоштамп-ЕС». Методика
подготовки входных данных, алгорит-
алгоритмы и программы проектирования де-
деталей штампов, реализованные в па-
пакете, использованы при создании
САПР штампов семейства «Автоштамп».
Данные о некоторых САПР раздели-
разделительных штампов приведены в табл. 5.
Все представленные системы обеспе-
обеспечивают проектирование в автоматиче-
автоматическом режиме специальных штампов
в блочно-пакетном исполнении. По-
Последние предназначены для изготов-
изготовления операциями вырубки и про-
пробивки плоских деталей произвольной
формы. Контуры должны быть обра-
образованы из дуг окружностей и от-
отрезков прямых линий.
Предельное число элементов, обра-
образующих наружный и внутренние кон-
контуры детали, должно быть 60—120,
в зависимости от вида системы число
отверстий в деталях до 25, число раз-
размеров на чертеже штампуемой детали
до 100. Толщина штампуемого мате-
материала 0,1—5 мм. Исходная заготов-
заготовка — полоса, лента. Блоки штампов
выполнены литыми или из проката,
число колонок 2—4. Число типораз-
типоразмеров пакетов достигает в отдельных
системах 608, габаритные размеры из-
изменяются от 50X50 до 630X630 мм.
Форма пакета в плане — прямоуголь-
прямоугольная (в системе «Автоштамп-3» для
штампов совмещенного действия ис-
используются круглые в плане пакеты).
Штампы простого и последователь-
последовательного действия проектируются с верх-
верхним прижимом заготовки или с не-
неподвижным съемником.
Фиксация штампуемого материала
осуществляется с помощью шаговых
ножей, грибковых и цилиндрических
упоров, боковых прижимов, утопа-
утопающих и разовых упоров, направля-
направляющих планок.
Способ описания исходных данных
в системах — табличный (в системе
№ 4 используется наряду с табличным
языковое описание). В системах № 1—3
и 5 используются таблицы кодирован,
ных сведений (ТКС) следующих ти-
404 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХПРОЦЕССОВ ШТАМПОВКИ
пов: А — для описания общих' сведе-
сведений о проектируемом штампе (№ штам-
штампа и детали, тип штампа, параметры
раскроя, указания относительно же-
желаемого варианта конструкции штам-
штампа); R — для описания размеров штам-
штампуемой детали; V — для описания гео-
геометрической формы и структуры раз-
размерных связей между элементами де-
детали; D — для описания параметров
размерной сетки чертежа детали.
В системе № 4 используются следу-
следующие таблицы: ТОС (таблица общих
сведений), ТГСЗ (таблица геометриче-
геометрических сведений), ТРД (таблица разме-
размеров и допусков), ТЭО (таблица элек-
электроэрозионной обработки). Описание
чертежа штампуемой детали может
быть составлено также с использова-
использованием языка размерного кодирования
плоских изображений (СРКПИ).
В системе № 6 использована моди-
модификация системы кодирования ТГСЗ.
Вывод графических результатов про-
проектирования во всех системах может
быть реализован с помощью чертеж-
чертежных автоматов ИТЕКАН-2-2М, ИТЕ-
КАН-4, ЕС 7051, ЕС 7054, АП 7251,
постпроцессоры для которых преду-
предусмотрены в графическом пакете
PAD-EC, используемом в системах
(в системе № 4 используется модифи-
модифицированный PAD-EC).
Для проектирования используется
ЕС ЭВМ с минимальным объемом опе-
оперативной памяти 512 Кбайт (для си-
системы № 4 оперативная память может
быть ие менее 256 Кбайт), операцион-
операционная система ДОС или ОС ЕС. Набор
периферийных устройств стандартный.
Средняя стоимость автоматизирован-
автоматизированного проектирования одного штампа
•-—27 руб. Затраты времени (ч) рас-
распределяются по этапам следующим
образом:
Подготовка исходных данных . . 1—2
Перфорация 0,5
Счет на ЭВМ 0,2
Вычерчивание на чертежном ав-
автомате (в зависимости от его типа
и степени использования блаи-
ков-чертежей) 1—5
Заполнение бланков-чертежей . . 1
Проверка результатов проектиро-
проектирования 0,5
Комплексное решение задач техно-
технологической подготовки холодноштам-
повочного производства существенно
улучшает технико-экономические по-
показатели САПР. Так система «Авто-
штамп-3» в сквозном цикле решает
следующие задачи: на основе ана-
анализа контура плоской детали опре-
определяются методы ее изготовления
штамповкой, выбирается последова-
последовательность технологических переходов
штамповки, проектируется план рас-
раскроя полосы (ленты) и план рас-
раскроя листа на полосы, проектиру-
проектируется операционный процесс штам-
штамповки (подсистема «Технолог-1»);
проектируется штамп с вычерчива-
вычерчиванием рабочих чертежей его деталей
(подсистемы «Конструктор» и «Чер-
«Чертеж»);
проектируются технологические про-
процессы изготовления деталей штампа
(подсистема «Технолог-2»);
формируются управляющие про-
программы для изготовления деталей
штампов на сверлильных, фрезерных
и электроэрозионных стайках с ЧПУ.
Система «Автоштамп-3» может про-
проектировать 17 типов конструкций штам-
штампов 608 типоразмеров. По своим функ-
функциональным возможностям оиа пре-
превосходит не только отечественные, но
и некоторые зарубежные разработки.
Полный комплект конструкторской и
технологической документации на
штамп может быть получен за 6—7 ч.
На 30—40 % сокращается трудоем-
трудоемкость изготовления штампов.
Глава
и
ТЕРМИЧЕСКАЯ ОБРАБОТКА
СТАЛЬНЫХ ПОКОВОК
Качество поковок и изготовляемых
из них изделий в значительной сте-
степени зависит от термической обра-
обработки, которая состоит из двух ста-
стадий — предварительной и окончатель-
пон.
Целью предварительной термической
обработки является: улучшение обра-
обрабатываемости металла для изготовле-
изготовления изделий; подготовка структуры
металла для окончательной термиче-
термической обработки, т. е. получение одно-
однородной мелкозернистой структуры;
снятие наклепа, снижение уровня вну-
внутренних напряжений; противофлокен-
ная обработка; улучшение комплекса
механических свойств.
Цель окончательной термической об-
обработки — придание металлу требуе-
требуемых механических свойств.
Термическая обработка поковок име-
имеет ряд особенностей. Одна из них —
возникновение значительного перепада
температур по сечению поковки (осо-
(особенно у крупных), что приводит к не-
неодновременности протекания фазовых
превращений, а следовательно, к полу-
получению различных структур (от мар-
тенситной на поверхности до перлит-
перлитной в центре заготовки). Кроме того,
перепад температур по сечению по-
поковки и, как следствие, неодновремен-
неодновременность структурных превращений при-
приводят к возникновению внутренних
напряжений, отрицательно сказыва-
сказывающихся на свойствах поковки.
Охлаждение поковок, вызывающее
фазовое превращение при пониженных
температурах (ниже 400—300 °С), об-
обусловливает появление высоких растя-
растягивающих напряжений в поверхност-
поверхностной зоне, что может привести к обра-
образованию трещин. Для предотвращения
их образования крупные поковки после
охлаждения с температуры аустени-
тизации необходимо помещать в печь
с температурой 300—400 °С. Если от-
отпуску подвергается поковка с струк-
структурой перлита, то релаксация напря-
напряжений происходит в основном при
повышенных температурах нагрева
E00—550 °С). Учитывать напряженное
состояние поковок из различных ста-
сталей необходимо для правильной раз-
разработки оптимального режима терми-
термической обработки. Практика изготов-
изготовления крупных поковок показывает,
что при термической обработке не-
необходимо добиваться минимальных
остаточных напряжений, применяя для
этого отпуск при высоких температурах
и минимальную скорость охлаждения,
особенно в области температур упру-
гопластического состояния металла
G00—450 °С).
В сталях всегда присутствует водо-
водород, ухудшающий их качество и вы-
вызывающий при определенных условиях
распространенный дефект — флокены.
Поэтому второй особенностью терми-
термической обработки большинства поко-
поковок является необходимость противо-
флокенной обработки. В сталях слож-
сложного состава водород локализуется на
дислокациях и двумерных дефектах,
малоугловых и межфазных границах
и т. д. На распределение водорода
в структуре влияет также и тип не-
неметаллических включений: наибольшее
количество водорода скапливается
у сульфидов, наименьшее — у сили-
силикатов. Поэтому возможность образо-
образования флокенов в значительной сте-
степени определяется структурным со-
состоянием, степенью дефектности струк-
структуры, плотностью материала, т. е.
пористостью, а также природой и
морфологией неметаллических вклю-
включений. Как правило, флокены рас-
располагаются в средней части поковки
и не имеют определенной ориенти-
ориентировки. В крупных поковках они рас-
располагаются или берут начало в ликва-
ционных участках, обогащенных уг-
углеродом, фосфором, серой и легиру-
легирующими элементами.
Флокены образуются в поковках
при содержании в 100 г металла 4—
8 см3 водорода под действием допол-
дополнительных внутренних напряжений
(структурных, термических и механи-
механических), которые увеличивают локаль-
406
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
Группа стали
Небакууми-
рованная
Вакуум и -
рованная
Хрошстая.
трганцовистая
из Л
Сечение
поковки,
До 300
2-й
г-ч
I.S -2,5
г,5 - *
* - 5,5
\6ч0-660
15-25
Охлаждение
Вреяя, ч
Рис. 1. Отжиг поковок из сталей 1 и И группы
Группа стали
Сечение
поковки,
SiO-660
НеВаП/унЦ -
рованная
Вахууни -
робамная
До 300
5-6,5
20-26
6J-10
Время, ч
Рис. 2. Изотермический отжиг поковок из сталей I и II группы
hyra концентрацию водорода в твер-
твердом растворе.
Наименьшая скорость выделения во-
водорода происходит из переохлажден-
переохлажденного аустенита и резко увеличивается
при его распаде.
Протнвофлокенная термическая об-
обработка состоит из следующих эта-
этапов:
превращения переохлажденного
аустенита в перлит (для углероди-
углеродистых и низколегированных стален) или
бейнит (для легированных сталей,
обладающих значительной устойчи-
устойчивостью переохлажденного аустеннта
в перлитной области);
изотермической выдержки при суб-
критическнх температурах, обеспечи-
обеспечивающей повышенную подвижность во-
водорода и его выход из поковки;
замедленного охлаждения с темпе-
температуры изотермической выдержки,
обеспечивающего минимум внутренних
напряжений.
Как правило, поковки из углероди-
углеродистых и низколегированных сталей пе-
переохлаждаются до температур 450—
650 °С, из высоколегированной ста-
стали — до 200—350 °С. Выдеожка при
изотермических температурах обеспе-
обеспечивает удаление водорода из поверх-
поверхностных слоев и перераспределение
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
407
1, Распределение сталей различной степени легироваиности
по отношению их к флокеночувствнтельности
Группа
стали
I
II
III
IV
Степень легироваяности
сталей
Углеродистые
Низколегированные
Среднелегирован ные
Высоколегированные
Марка стали
15, 20, 30, 35, 40, 45, 50, 55
10Г2, 20Г, 50Г, 50Г2, 20Х, 35Х, 40Х, 50Х,
18ХГ, 15ХМ, 35ХМ, 20ХГСА, 35ХГСА
20ХН, 40ХН, 50ХН, 34ХН1МА, 38ХГН,
12Х1М1Ф, 25ХГМ
34ХНЗМ, 38ХНЗМА, 18Х2Н4МА.30ХН2МФА
его в объеме заготовки, что приводит
к уменьшению опасности возникнове-
возникновения флокенов. Длительность изотер-
изотермической выдержки определяется со-
составом стали и размерами поковок.
Режим термической обработки сталь-
стальных поковок общего назначения. При
выборе оптимальной технологии тер-
термической обработки стальных поковок
необходимо учитывать химический со-
состав, способ выплавки стали, сечение
поковок, а также оборудование, на
котором производится термическая об-
обработка.
В практике термической обработки
стальных поковок для получения не-
необходимых структуры и свойств ис-
используют отжиг, нормализацию, нор-
нормализацию с отпуском и закалку с от-
отпуском. Поковки из углеродистых ста-
сталей подвергают нормализации с по-
последующим отпуском, что обеспечи-
обеспечивает получение требуемых свойств
и является окончательной термической
обработкой. Термическая обработка
поковок из легированных сталей со-
состоит из двух этапов — предваритель-
предварительного и окончательного.
Типовые режимы предварительной
термической обработки поковок из
конструкционных сталей представлены
на рис. I—3.
Стали общего назначения по степени
флокеночувствительности делятся на
четыре группы (табл. 1), которые во
многом определяют режим противо-
противофлокенной обработки.
Общим для всех режимов термиче-
термической обработки поковок являетея на-
нагрев и выдержка выше критической
точки Ас3 (на 20 — 40 °С) в начале
технологического процесса. Это позво-
позволяет за счет фазовой перекристалли-
перекристаллизации получить, однородную мелко-
мелкозернистую структуру.
В ряде случаев рекомендуется совме-
совмещать процесс охлаждения после ковки
с началом предварительной термиче-
термической обработки с целью использования
теплоты ковочного нагрева и уменьше-
уменьшения времени технологического про-
процесса (см. рис. 3). В зависимости от
степени флокеночувствительностн ста-
сталей применяют одно-, двух и трех-
трехкратный отжиг (см. рнс. 1—3). Тем-
Температура отжига, как правило, 640—
660 °С. С целью повышения эффек-
эффективности противофлокенной обработки
после аустенитизации и в промежутке
между отжигами применяют переох-
переохлаждение на 200—350 °С.
Продолжительность предваритель-
предварительной термической обработки в зависи-
зависимости от марки стали и размера за-
заготовки составляет 200—1000 ч.
Для окончательной термической об-
обработки стальных поковок используют
нормализацию с высоким отпуском
или закалку с высоким отпуском.
Типовой режим закалки, нормализа-
нормализации н отпуска поковок из конструк-
конструкционных сталей приведен на рис. 4.
Время охлаждения поковок с темпе-
температуры аустенитизации в атом случае
ориентировочно определяют по экспе-
экспериментальным данным, представлен-
представленным в табл. 2.
Скорость нагрева под закалку до
температуры 650 °С, особенно для по-
поковок больших размеров, не должна
превышать 50-°С/ч. Нагрев свыше 650°С
до температуры аустенитнзации осу-
осуществляется с большей скоростью,
определяемой мощностью печи. Отно-
Относительно небольшая скорость нагрева
прн низких температурах принята для
408
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК,
Лдаа-j.
Грута
Сечение
покобки,
em-set
шит
до го о
201-500
2-5,5
4-10
зчхнзм
10-flt
V-1.5
14-16
16-20
64-SO
До 100
1,5
зт-еэо
601-1000
16-20
20-24
1201-1300
24-26
10-16
Время, V
Группа
стали
\
Сечение
поковки,
300-320
ACj+гош
бчо-660
г
ют-то
20-26
40-52
W-52
501-700
ЗЧХНЗП,
кислая,
(слиток
пассоп
во 27т)
42-Ю
ИЮО-1300
8-S
26-30
20-24
55-65
ЮО-Ш
гб-зо
52-60
52-60
ЗЧЖН,
31ХН2П,
кислоя,
'слиток
массой
во 57т)
8Ш-1300
№-26
6-Ю
10-75
16-26
40-75
Врет, ч
•ис. 3. Изотермический отжиг поковок из сталей 111 и IV группы:
! — с одним отпуском; б — с двумя отпусками; в — с тремя отпусками
ТЕРМИЧЕСКАЯчОБРАБОТКА СТАЛЬНЫХ' ПОКОВОХ '
409
s
о.
410
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
411
mi-mm sso - - ч-s - s-i 5-7 - - - - - ю- го тг-is
Врепя, ч
Рис. 4. Режимы окончательной термической обработки поковок из конструкционных сталей
предотвращения возникновения боль-
больших внутренних напряжений.
Температуру и время выдержки при
отпуске выбирают исходя из требова-
требования минимума внутренних напряже-
напряжений, возникающих в результате за-
закалки или нормализации. Для этой
цели используют обычно высокий от-
отпуск 400—680 °С. Рекомендуется про-
проводить отпуск не позже чем через
2—4 ч после окончания охлаждения.
Поковки сечением до 600 мм разре-
разрешается помещать в печь, имеющую
температуру их отпуска, а поковки
сечением 600—1000 мм — в печь, на-
нагретую не выше 400 °С из-за опасности
возникновения большого перепада тем-
температур и, как следствие, больших
внутренних напряжений. При тем-
температуре отпуска поковки выдержи-
выдерживают до выравнивания в них темпе-
температуры ориентировочно по 2—3 ч
на каждые 100 мм сечения по-
поковки.
2. Продолжительность охлаждеиия сердцевины цилиндрических поковок
в различных средах
я
а
¦>. i
и go
Я г* о
2.» .
S о §
^ >.я
870
850
850
880
870
850
860
850
850
860
1
а "
|о
ч!
Продолжительность охла-
охлаждеиия
мин,
от температу-
ры аустенитизации дотем-
700
пературы,
600
Охлаждение
200
250
400
580
4
5
14
30
6
7
20
38
Охлаждение
200
250
400
500
600
700
6
8
20
40
40
45
8
10
30
55
60
80
500
400
в воде
8
9
27
45
10
11
34
52
в масле
12
14
40
63
90
100
16
17
65
80
130
180
с
300
12
14
44
60
20
33
75
120
160
220
200
16
18
55
—
26
160
—
га
ft
ftg°.
S ь к
Н оз со
920
820
850
860
870
880
870
850
920
870
г
.
Продолжительность охла-
охлаждения
ры
700
мин,
от температу-
аустенитизацив
пературы, °
600
Охлаждение
945
1050
1200
80
90
100
110
130
150
500
400
в масле
140
170
200
Охлаждение на
250
300
520
600
800
920
1030
20
30
60
120
160
140
170
40
60
90
210
240
250
240
65
90
210
270
300
360
360
220
240
250
до тем-
С
300
260
290
310
воздухе
100
150
260
360
360
480
600
160!
200
420
480
540
960
200
360
_
300
720
412
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
413-
Выравнивание
и выдержка
О 50 КЮ КО 200 Врет, ч
Рис. в. Режим окончательной термической обработки роторов турбогенераторов массой 50-
100 т из сталей 25ХНЗМФА и 35ХНЗМФА
После окончания выдержки поковки
сечением до 600 мм охлаждают на
воздухе. Для поковок большего сече-
сечения применяют замедленное, ступен-
ступенчатое охлаждение (см. рис. 4). Поковки
ответственного назначения охлаждают
с регулируемой скоростью от 40—80
до 120—350°С/ч.
Кованые заготовки из углеродистых
сталей A0, 15, 20, 25) сечением до
400 мм после нормализации в ряде
случаев отпуску не подвергают. По-
Поковки из сталей, склонных к отпуск-
отпускной хрупкости C8ХГН, ЗОХГС и др.)
при небольших сечениях (^250 мм),
рекомендуется с температуры отпуска
¦охлаждать в масле или воде с после-
последующим отпуском при 450 °С и охла-
охлаждением на воздухе. Общая продол-
продолжительность окончательной термиче-
термической обработки обычно составляет
100—400 ч.
Режимы термической обработки поко-
поковок специального иазиачеиия. Терми-
Термическая обработка крупных поковок
для роторов турбогенераторов состоит
из отжига и закалки с последующим
высоким отпуском. Отжиг обеспечи-
обеспечивает подготовку структуры поковок
под окончательную термическую об-
обработку, удаление водорода и сни-
снижение твердости для улучшения обра-
обрабатываемости. Окончательная терми-
термическая обработка придает поковке
необходимый комплекс механических
и служебных свойств. Для отжига
поковок для роторов турбогенераторов
характерны двойное и тройное пере-
переохлаждение с температуры аустени-
тизации и медленные скорости охла-
охлаждения E—15°С/ч). Разработан и
внедрен новый сокращенный противо-
флокенный режим предварительной
термической обработки крупных по-
поковок сечением 800—2200 мм (рис. 5).
Общая продолжительность процесса
термической обработки поковок сече-
сечением 800—1200 мм ~350 ч, сечением
1250—1800 мм —550 ч, сечением
1850—2200 мм —670 ч, что на 30 %
меньше по сравнению с существовав-
существовавшими до настоящего времени режи-
режимами.
Окончательная термическая обра-
обработка роторов турбогенераторов, как
правило, состоит из однократной за-
закалки с охлаждением в масле или
в воде и отпуска, во время которого
производится правка. Режим окон-
окончательной термической обработки поко-
поковок валов роторов турбогенераторов
массой 50—100 т приведен на рис. 6.
Термическая обработка мелких по-
поковок, применяемых обычно в трак-
тракторном, сельскохозяйственном маши-
машиностроении и автомобилестроении, пре-
преследует две цели: улучшение обраба-
обрабатываемости заготовок резанием и штам-
штамповкой и создание требуемых, в соот-
соответствии с чертежом, свойств деталей.
С этой целью используют нормализа-
нормализацию, отжиг, изотермический отжиг,
улучшение.
Нормализации подвергаются поков-
поковки из углеродистых и малолегирован-
малолегированных сталей B0, 30, 35, 40, 45, 20Х,
40Х), ИЗ KOTOpbfX ИЗГОТОВЛЯЮТСЯ ВИЛКИ,
крюки, фланцы, кронштейны, втулки,
рычаги, валы, крестовины, оси, цапфы
поворотных кулаков и др Нормализа-
Нормализация поковок из более легированных
сталей A2ХНЗА, 20ХНТР, 25ХГНМ,
38Х2МЮА, 40ХГТР) приводит к об-
образованию бейнитной структуры в по-
поверхностных слоях, которая затруд-
затрудняет обработку заготовок резанием.•
Для устранения этого недостатка по-,
ковки из легированных сталей после
нормализации подвергают высокому
отпуску F00—700 °С).
Изотермическому отжигу подвер-
подвергаются поковки, для которых особо
важна хорошая обрабатываемость ре-
резанием. К ним относятся кованые
заготовки зубчатых колес коробки
передач, редукторов ведущих мостов,
сателлитов, валов ответственного на-
назначения, муфт зубчатых колес, из-
изготовляемые из сталей 15ХФ,
15ХГН2ТА, 18ХГТ, 20Х2НЧА,
25ХГМ, 25ХГНМ, 25ХГНМТ. Тем-
Температура изотермической выдержки
определяется температурной областью
распада переохлажденного аустенита
на феррито-карбидную структуру
F20—670 °С).
В тех случаях, когда требуется
повышенная твердость и прочность,
поковки подвергают улучшению, за-
закалке и отпуску на заданный уровень
свойств. Обычно такой вид термиче-
термической обработки применяется для ко-
кованых заготовок шатунов, вилок, сту-
ступиц, рычагов, втулок, чашек, изго-
изготавливаемых из среднеуглеродистых
и малолегированных сталей — 35, 40,
45, 50, 40Х, 60ХФА, 40ХН, 40ХТР.
Термическая обработка поковок вал-
валков горячей прокатки из сталей 50ХН,
60ХН, 60ХГ, 55Х, как правило, со-
состоит из нормализации и высокого
отпуска.
Цель нормализации — уменьшение
остаточных напряжений, возникающих
при ковке, измельчение зерна и, как
следствие, повышение механических
свойств поковок.
Для получения поковок хорошего
качества необходимо полное превра-
превращение аустенита в феррито-карбидную
структуру, чю обеспечивает удаление
водорода из поверхностных зон за-
roiouoK, выравнивание его содержания
во внутренних зонах и хорошую об-
обрабатываемость резанием. Поковки из
сталей, обладающих повышенной ус-
устойчивостью переохлажденного аусте-
аустенита, подвергают переохлаждению до
250—350 °С и выдержке при этих
температурах. Превращение переохла-
переохлажденного аустенита в бейнит при этих
температурах приводит к интенсифи-
интенсификации процесса удаления водорода
из поковки. Выдержка при 550—
650 °С и последующее медленное ох-
охлаждение с печью способствуют преду-
предупреждению образования флокенов.
Термическая обработка поковок вал-
валков холодной прокатки, изготовляе-
изготовляемых из сталей 9Х, 9X2, 9ХФ, 9Х2МФ,
состоит из отжига и закалки в масле
с последующим отпуском. Отжиг про-
проводят для получения мелкозернистой
структуры с равномерным распреде-
распределением зернистого цементита при от-
отсутствии карбидной сетки, а также
для предотвращения возможности об-
образования флокенов. Обычно исполь-
используют режим двойного отжига, обеспе-
обеспечивающий высокую структурную од-
однородность (см. рис. 3, б).
Термическая обработка поковок для
деталей подшипников производится
с целью¦ улучшения обрабатываемости
резанием, а также подготовки струк-
структуры к окончательной термической
обработке. Варианты температурных
режимов термической обработки по-
поковок приведены на рис. 7. Поковки
из сталей ШХ15, ШХ15СГ, ШХ20СР
обычно подвергают отжигу на мелко-
мелкозернистый перлит (рис. 7, а).
Выдержка при температуре отжига
должна быть достаточной для проте-
протекания фазовой перекристаллизации и
выравнивания температуры по объему
садки. Обычно время выдержки равно
3—4 ч. Охлаждение поковок до тем-
температуры 600—550 °С производят с
печью, а далее на воздухе.-
Скорость охлаждения поковок ори-
ориентировочно должна быть в пределах
15—20°С/ч для садок массой более
3 т, 20—25°С/ч для садок массой
0,5—3 т, 25—30 °С/ч для садок массой
менее 0,5 т.
В тех случаях, когда деталям под-
подшипников требуется повышенная твер-
твердость, вместо отжига проводят нор-
414
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ ПОКОВОК
415
780-806
3. Температурные режимы термической обработки и твердость поковок из
штамповых сталей
Врепя
Рис. 7. Режимы термической обработки поковок из подшипниковой стали
мализацию и ускоренный отжиг поко-
поковок (рис. 7, б).
Время выдержки при температуре
аустенитизации 40—60 мин. Продол-
Продолжительность процесса нормализации
составляет 1,5—2, а ускоренного от-
отжига 2,5—3 ч.
Отжиг поковок из стали 95X18
производят по режиму, показанному
на рис. 7, в. Скорость нагрева поковок
до 850—870 °С — 200 °С/ч, время вы-
выдержки при этой температуре 5—6 ч.
Затем следует охлаждение с печью до
740—760 °С со скоростью 30—40 °С/ч,
выдержка 4—6 ч и дальнейшее охлаж-
охлаждение с печью до 450 °С. Охлаждение
поковок с температуры 450 °С произ-
производят на воздухе.
После горячей деформации сталей
8ХВ9Ф2-Ш и 8Х4М4В2Ф-Ш также
производится отжиг для получения
зернистого перлита (рис. 7, г). Время
выдержки 3—5 ч при температуре
830—850 °С и 4—6 ч —при темпе-
температуре 720—750 "С.
Кованые заготовки из инструмен-
инструментальных сталей обычно подвергают
отжигу, цель которого — измельчение
зерна и получение структуры зерни-
зернистого перлита. Такой отжиг устраняет
опасность образования нафталинистого
излома у быстрорежущих сталей. У не-
некоторых заэвтектоидных сталей отжиг
при определенных условиях устраняет
карбидную сетку. Для устранения раз-
нозернистости и крупнозернистости в
поковках из легированных и высоко-
высоколегированных сталей рекомендуется
проводить двойной отжиг: сначала при
1000—1050 °С, а затем при 900—
950 °С.
Применяется также другой вариант
отжига. Поковки нагревают до 650 °С,
выдерживают 4—5 ч, продолжают на-
нагрев до 950—960 °С, охлаждают до
100 °С, нагревают до 840—860 °С, вы-
выдерживают 8—10 ч и медленно ох-
охлаждают до нормальных темпера-
температур.
Термическая обработка поковок
штамповых сталей состоит из нормали-
нормализации, отжига или высокого отпуска
в зависимости от марки стали, размера
и конфигурации заготовок. Темпера-
Температурные режимы термической обработ-
обработки поковок штамповых сталей при-
приведены в табл. 3. Поковки крупных
размеров из низколегированных сталей
подвергают отжигу или нормализации.
На 1 мм толщины поковки вреия вы-
Сталь
5ХНМ
5ХНВ
5ХНВС
8X3
4ХМФС
4ХЗВМФ
4Х4ВМФС
ЗХЗМЗФ
4Х5МФС
ЗХ2МНФ
5ХЗВЗМФС
Х12ВМ
Х12
Х12М
Х12Ф1
Х6ВФ
9Х5ВФ
6Х6ВЗМФС
Изотермический отжиг
Нагрев
Изотер-
мичес-
мическая вы-
выдержка
"С
760—790
760—790
780—820
810—830
850—860
880—900
860—880
840—860
780—810
840—880
830—850
840—860
850—870
850—870
830—850
820—840
860—880
650—660
650—660
650—660
670—700
650—660
660—680
660—680
670—690
650—660
690—700
700—720
700—740
700—720
680—700
700—720
700—720
760—780
Тверд.
НВ, в
лее
197—229
207—229
207—255
197—241
197—229
229—241
197—229
197—241
197—229
229—255
241—255
207—255
207—255
207—255
207—241
229—241
241—255
Отжиг с непрерыв-
непрерывным охлаждением .
2. е-
Темпе
ра на!
760—790
760—790
780—820
800—820
810—820
850—860
880—900
860—880
840—860
780—810
840—880
830—850
840—860
850—870
850—870
830—850
820—840
860—880
5"
hS; ч
197—241
207—241
207—255
207—229
197—255
197—229
241
229—241
229—241
197—241
229—255
255
241—255
241—255
241—255
207—241
229—241
255
Высокий
>.?
?.?¦
Темпе
ра на;
°С
680—700
700—720
680—720
680—710
700—755
740—760
750—780
760—780
760—780
690—700
750—780
750—780
—
750—780
750—780
760—790
750—770
760—780
отпуск
ость
ie бо-
Тверд
НВ, я
лее
207—241
207—241
255
229—255
241
269
269
255
241—255
229—241
269
255
—
255
255
241
241
269
держки при нагреве до температуры
отжига составляет 1 ч+ A,2-1-1,5 мин);
при изотермической выдержке 1 ч 4"
+ A,5-г-2 мин). Охлаждение от тем-
температуры отжига до 400 °С произво-
производится с печью, а далее на воздухе.
Поковки малых размеров, предна-
предназначенные для изготовления штампов
несложной формы, подвергаются вме-
вместо отжига высокому отпуску, что
сокращает время термической обра-
обработки, уменьшает обезуглероживание
и предупреждает образование карбида
WC в вольфрамовых сталях, который
плохо растворяется при нагреве под
закалку. Для поковок сложного ин-
инструмента, где требуется уменьшить
деформацию при термической обра-
обработке, рекомендуется применять изо-
изотермический отжиг.
Глава
12
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
417
КОВКА НА МОЛОТАХ
И ПРЕССАХ
3. Кольца справочные кузнечные
1. ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ
ДЛЯ КОВКИ НА МОЛОТАХ
И ПРЕССАХ
Инструмент для свободной ковкн
подразделяют на три группы:
1) основной технологический ин-
инструмент: бойки, плиты для осадки,
оправки, прошивки, кольца, раскатки,
уголки, пережимки, обжимки, то-
топоры;
2) поддерживающий инструмент:
клещн, стойки, патроны;
3) мерительный инструмент: крон-
кронциркули, угольники, нутромеры, ли-
линейки, калибры, шаблоны.
Инструмент подразделяют на уни-
универсальный н специализированный.
Технологический инструмент
для ковки иа молотах (табл. 1—53)
Бойки для молотов. Высота бойков
для молотов определяется конструк-
конструктивно с учетом высоты подшаботника
и нижнего положения бабы молота.
1. Размеры зеркала бойков
паровоздушных молотов
С5 о s к
ajj .
я Е к ш
Ном
ная
пада
част
1000
2000
3150
Размеры
зеркала
бойка,
мм
400Х 240
530X300
600Х 340
л « х h
в « ^*?
= s 2щ
X i с v
5000
8000
Размеры
зеркала
бойка, •
мм
710X400
800X480
Размеры зеркала бойка (см. табл. 1)
регламентированы ГОСТ 9752—75*.
Поддерживающий инструмент для
ковки на прессах приведен в
табл. 54—57.
Материал для инструмента
и некоторые правила
его эксплуатации
Ковочный инструмент изготовляют
из стали марок, указанных в табл. 58.
Подвергаемый ударным нагрузкам
инструмент рекомендуется подогревать
до температуры 150—200 °С для обес-
обеспечения высокой стойкости.
Технологический инструмент и при-
приспособления, подвергающиеся нагреву
при эксплуатации, следует периоди-
периодически контролировать по твердости и
при необходимости подвергать повтор-
повторной термической обработке.
Приспособления
Захватные приспособления наиболее
распространенных типов представлены
в табл. 59.
2. Размеры зеркала бойков
пневматических молотов
j3 Я 4 ^-j
§ К Su
~ К С и*
75
150
250
Размеры
зеркала
бойка,
мм
145X65
200Х 85
225X30
i " X Ь
я я Ef *
г «"
О к 4U
.- « я к
X в в у
400
750
1000
О, я д"
s я ^ Е
s||s •
265Х 100
345Х 130
390Х 150
1
D
90
95
100
105
ПО
115
120
125
130
140
150
160
170
D
L-4-J1
н
50
60
80
о,
70
75
80
85
90
95
100
105
ПО
120
130
140
150
d
50
55
60
65
70
65
70
75
80
90
1С0
ПО
30
35
40
45
50
45
50
55
60
70
80
90
г
2,0
2,5
3,0
D
180
190
200
210
220
240
250
260
280
300
320
340
360
380
400
420
450
н
80
100
100
о,
160
170
180
190
200
220
230
240
260
280
300
320
340
360
380
400
430
d
100
по
120
130
140
160
170
180
200
220
240
260
280
300
320
340
370
-,
80
90
100
ПО
120
140
150
160
180
200
220
240
260
280
300
320
350
Г
3,0
4,0
5,0
5,0
14 П/р Е. И. Семенова
418
КОВКА НА МОЛОТАХ И ПРЕССАХ
Продолжение табл. 3
D
480
500
530
Н
100
D,
460
480
510
d
400
420
450
380
400
430
г
5,0
D
560
600
н
100
D,
540
580
d
480
520
d,
460
600
г
5,0
4. Прошивни кузнечные для молотовых и прессовых работ
32
36
40
45
50
65
60
66
70
Р
50
60
60
80
60
80
80
100
100
80
D,
27
30
34
39
44
42
49
47
52
50
57
55
62
ft,
10
12
70
75
80
85
90
95
100
105
ПО
115
100
80
100
100
125
100
125
100
125
100
125
125
160
125
160
125
160
125
60
67
65
70
68
75
73
80
78
85
83
88
84
93
89
98
94
108
16
20
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
419
Продолжение табл. 4
D
116
120
125
130
140
150
160
170
180
190
Н
160
126
160
125
160
126
160
200
125
160
200
125
160
200
160
200
250
160
200
250
160
200
250
160
99
108
104
110
109
118
114
ПО
128
124
120
138
134
130
144
140
135
154
150
145
164
160
155
174
d
12
—
14
16
18
h
50
60
—
50
60
40
50
60
50
60
80
50
60
80
50
60
80
50
20
1
32
—
32
40
г 1 D
6
8
190
200
210
220
240
250
260
280
Н
200
250
160
200
250
200
250
320
200
250
320
200
250
320
200
250
320
400
200
250
320
400
200
250
о,
170
165
184
180
175
190
186
178
200
195
188
220
215
208
230
225
218
210
240
235
228
220
260
255
d
20
80
22
25
h
60
80
50
60
60
80
100
60
80
100
60
80
100
60
80
100
125
60
80
100
125
60
80
ft.
20
25
I
40
50
Г
10
14*
420
КОВКА НА МОЛОТАХ И ПРЕССАХ
D
280
300
320
340
360
380
н
320
400
200
250
320
400
200
250
320
400
250
320
400
500
250
320
too
500
250
320
400
248
240
280
275
268
260
300
295
288
280
315
308
300
290
335
328
320
310
355
348
340
d
28
32'
h
100
125
60
80
100
125
60
80
100
125
80
100
125
160
SO
10!!
12b
i C>0
¦ 80
100
125
ft.
60
r
12
16
20
D
380
400
420
450
4JS0
GOO
H
500
250
320
400
500
250
320
400
500
250
320
•400
500
320
Ю0
¦VJO
.30
,20
400
500
630
330
375
368
360
350
395
388
380
370
425
418
410
400
448
440
.30
417
¦i fi,
460
450
437
Продолжение табл.4
d
36
40
h
160
80
100
125
160
80
100
125
160
80
100
125
160
100
25
60
200
: oo
125
160
200
ft.
32
40
50
100
80
r
20
i
i
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
421
5. Надставки
D
36
40
45
50
55
60
кузнечные для молотовых
D
H
60
80
P
•€5
\
d
ft
г
г
3
4
D
70
80
90
100
ПО
125
140
160
н
100
125
160
200
250
180 ЬоО
200
со to
to сл
о о
d
12
16
18
и прессовых работ
ft
60
80
60
80
100
32
40
г
6
8
10
D
220
250
280
320
360
400
н
250
320
250
400
250
400
250
400
500
d
20
22
25
28
32
ft
80
100
80
125
80
125
80
125
160
50
60
Г
12
16
20
25
32
6. Раскатки полукруглые
(по ГОСТ 11421—75*)
Для раскап
/
V
1
Г
10
16
20
32
40
50
В
20
32
40
50
60
80
бо|юо
80
120
[
u
юн г>32мц
Щ
щ ]
^ Размеры в мм
и
16
20
25
32
40
50
<
200
.250
320
400
500
60| 630
80
710
1210
1260
1380
1340
1540
1670
1750
1
50
60
80
А-А •
щ
¦с
ft
8
10
12
20
25
32
40
50
•А
f
а,
гра-
ду-
дусы
_
10
Примечание. Здесь и дг!лее в таблицах
этого раздела / — инструменты; 2 — ручка;
знак п. 5 или п. 14 — места маркнровкн.
7. Раскатки клиновые
(по ГОСТ 11422—75*)
Полукруглые у/(\Л
1 В
Размеры в мм
В
280
320
400
ь
100
80
100
L
500
450
630
U
1820
1770
2050
н
100
80
100
75
60
75
л.
50
40
50
422
КОВКА НА МОЛОТАХ И ПРЕССАХ
8. Пережимки круглые
(по ГОСТ 11423—75*)
9. Пережимки треугольные
(по ГОСТ 11424—75*)
Для песежимок В>32иц
1 -1
h
Размеры в мм
D
10
16
20
32
40
50
60
75
100
L
800
100
200
100
200
100
200
100
200
160
250
200
310
400
—
870
950
870
950
1190
1270
970
1050
1030
1100
1050
1230
1320
(vi
1
1
—
30
50
30
50
30
50
30
50
30
50
80
3'
9
Для леремшиок с В>30ым
Л
в
20
30
40
50
0
85
100
.4
X—~
А^4
\Ш
Размеры в мм
L
125
175
150
200
150
200
250
300
350
400
и
900
1000
1025
1175
1020
1170
1280
1220
1330
1385
1435
1815
1425
25
30
35
а
7
10
13
16
20
23
А-А
г
2
3
4
5
10. Пережимки треугольные
Для пережимом
А Н>30„„ ^
,. * Л ч g
—4-^
Размеры в мм
)авносторонние (по
% Л-А
J
н
20
30
40
50
60
75
100
ГОС1
h
7,5
10,0
13,0
17,0
20,0
25,0
33,0
' 11425—75*)
В
23
35
46
58
70
86
116
L
100
200
250
oUU
400
930
1180
1230
1270
1390
1420
i
*>n
40
Г
2
3
4
6
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
423
11.
(по
Q
8
10
12
14
16
18
20
22
25
28
30
32
36
38
40
45
50
55
60
65
70
75
Обжимки круглые
ГОСТ 11426—75*)
D
Ej
г
г1
J
Q
80
120
150
г
щ
12
15
18
11 ^
Щ— -'-
L
L
Р
60
80
90
100
125
—
140
азмер
40
50
90
ПО
120
130
140
150
160
г
„и/
ы в
70
80
90
100
110
125
140
160
180
иружинньм
so.
мм
630
750
850
855
950
25
30
/)
Б-Б
< В >
32
40
45
50
60
—
70
4
J
10
с
10
15
12. Обжимки круглые разъемные
(по ГОСТ П427—75*)
Размеры а мм
80
85
90
95
100
105
ПО
120
12
130
135
140
145
150
160
170
180
160
170
180
200
220
250
280
200 300
н L
г
160
180
200
220
240
260
280
300
320
340
360
170
180
190
200
1040
1050
1170
220
220
240
260
280
300
320
1180
1190
1210
1350
1370
30
40
40
60
70
100
120
130
140
160
160
180
200
15
16
10
18
20
12
22
14
25
26
30
16
424
КОВКА НА МОЛОТАХ И ПРЕССАХ
13. Подкладки клиновые (откосы)
(по ГОСТ 11428—75*)
14. Топоры двусторонние
?по ГОСТ 11429—75*)
1
н
20
32
40
55
80
105
А
10
16
20
32
40
50
Для
L
* I
подкладок
к*
к !¦ .,
Размеры
К
8
10
16
20
32
40
L
100
125
140
160
220
260
ВО,, ,
н>32мм
¦
— — |ди||^яр,г
А-А
У///У/А
,.
И
В ММ
L,
870
895
1110
1230
1170
1210
i
1
1
36
40
50
60
85
120
h
30
50
15. Топоры односторонние
(no ГОСТ 11430—75*)
В
18
20
2b
3,
д.
14
16
18
20
P<
z.
100
160
180
200
¦iv.ep
L,
950
900
1100
ы в
/
30
50
MM
H
36
50
/5
100
ft
12
15
1/
18
с
12
18
20
25
10
16
18
20
1
t
г
В
18
20
25
3
2
6
40
45
50
в,
6
7
9
14
16
18
Щ
(
Размеры в
L
100
160
180
200
250
280
320
360
и
950
1000
1200
1300
1350
мм
'
30
50
80
—
-1
^
н
36
50
75
100
125
150
180
200
(vi
А
12
16
18
20
25
16. Топоры трапецеидальные
(по ГОСТ 11431—75*)
"А-
«
80
ПО
но
200
\/
(_¦,
i
ь
20
25
32
36
/
8
12
16
20
—У~ J'i
'я.М
г
t
Размерь
L
125
180
220
280
i,
835
103с
1182
1300
I В
L,
90
125
140
160
Щ]
мм
i
50
80
в
1
32
45
16
20
25
70j 36
i
r
!0
16
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
425
17. Топоры полукруглые (по ГОСТ 11432—75*)
А-А
Размеры в мм
16
20
32
36
32
40
10
В В,
16
18
13
14
16
18
10
12
16
а, гра-
градусы
25
32
40
45
40
50
80
;00
160
180
50
60
50
12
20
900
50
30
15
20
12
14
60
22
16
22
20
25
32
70
16
! 24
80
90
65
18
26
17
18
30
32
70
140
160
100
125
140
20
34 10
38
40
Ю00|
fiC
50
21
22
24
25
24
26
16
40
30
20
32 | 25
34
38
40
32
40
45
45
50
55
65
10
426
КОВКА НА МОЛОТАХ И ПРЕССАХ
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
427
18.
Обсечки (по ГОСТ 11433—75*)
Для обсечек н>32мы ^^ л л
у г л * щ^р
Размеры в мм
я
20
25
32
36
40
50
60
70
80
90
100
в
18
20
25
32
40
50
60
70
80
h
160
200
250
320
360
400
450
500
560
630
710
и
985
1150
1100
1360
1400
1440
1490
1540
1160
1520
1590
1670
1
25
50
80
100
19. Клещи лродольно-полеречяые
плоские (по ГОСТ 11384—75*)
20. Клещи с плоскими губками
(по ГОСТ 11385—75*)
«¦
н
12
16
20
32
Н— Ч L
\-+ М [
Размеры
Hi
50
55
60
70
L
630
710
800
з-
в мм
в
20
20
25
28
70
90
ПО
160
L
Размеры в мм
Н,
20
16 340
40
10
20
30
45
60
75
90
32
36
40
45
20
25
~32~
40
450
500
560
600
630
670
710
60
70
80
90
100
ПО
21. Клещи поперечные с крутыми
губками (по ГОСТ 11386—75*)
И
25
32
50
60
75
90
ПО
125
Размеры
н,
70
80
90
100
ПО
120
130
140
в
12
16
25
32
36
(дм)
В ММ
L
710
800
900
950
act
D
50 ,
75
100
125
150
175
200
250
23. Клещи поперечные с квадратными
губками (по ГОСТ 11388—75*)
Н
40
50
80
100
_ 7 2 @
Размеры
Hi
80
90
100
120
в
18
20
24
25
в мм
L
800
900
1000
1250
в,
70
100
140
180
22. Клещн поперечные с полукруглымш
губками (по ГОСТ 11387—75*)
В
12
16
18
20
24
26
30
~^—
гт |г-
~Л 1г~
> 1—
L
Размеры в
L
320
360
450
500
560
н
6
10
12
16
мм
н,
16
20
25
28
30
34
40
D
10
12
14
16
18
20
25
2 4. Клещи выгнутые
(по ГОСТ 11389—75*)
н
50
60
80
100
ПО
125
140
155
f
Hi
60
70
80
1
Hz
Размерь
а
40
40
40
50
60
60
65
75
L
юоо
П20
П80
1250
1320
1400
1500
1600
>
И—:
I В ММ
D
75
100
125
150
175
200
225
250
140
180
220
280
320
360
400
450
>
А
55
70
85
100
ПО
125
140
150
428
КОВКА НА МОЛОТАХ И ПРЕССАХ
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
25. Клещн продольные с круглыми
губками (по ГОСТ 11390—75*)
h 1
" Г
2 .,
-* ^
Разы
D
10
15
20
30
40
50
60
75
90
100
125
140
L
530
560
600
630
670
710
750
800
850
900
еры в
н
50
55
60
70
80
85
90
ЮО
к1
1'
мм
I
70
85
90
95
ЮО
125
140
160
180
1
<¦
35
40
45
50
60
75
80
85
27. Клещн продольные
с прямоугольными губками (по
ГОСТ 11392—75*)
с
=¦ Л
В
25
30
40
50
60
80
100
125
150
ft
=»
Размеры в
н
25
28
38
46
52
65
75
115
125
н,
50
60
70
90
100
120
130
ТА
Э-
мм
L
560
630
710
750
800
850
900
950
1000
i
80
90
100
ПО
125
140
160
200
220
26. Клещн продольные с квадратными
губками (по ГОСТ 11391—75*)
Е
в
25
30
40
50
60
70
80
100
125
150
-т. ^ь
Разм
L
630
710
800
850
900
1000
V''У
еры в
н
40
50
60
70
75
80
90
100
ПО
1 /г-
мм
'
80
100
ПО
125
140
160
180
200
40
отел
ото
60
70
80
100
120
28. Клещи вспомогательные для
заготовок цилиндрических (по
ГОСТ 11393—75*)
Размеры в мм
D
100
125
150
175
200
220
250
300
в
12
14
16
18
20
н
50
60
80
90
100
ПО
125
429
29. Клещн вспомогательные для
заготовок прямоугольных
(по ГОСТ 11394—75*)
30. Клещн вспомогательные
(по ГОСТ 11395—75)*
Размеры в мм
120
140
160
180
200
250
280
300
L
800
850
900
950
1000
1060
1120
100
ПО
120
130
140
160
170
i--tZ.
. 1
L
и i
Размеры в мм
10
16
20
25
32
36
Hi
25
32
36
40
10
630
750
800
850
30
40
50
60
70
80
90
100
80
90
no
125
140
150
Инструмент и приспособления для ковкн на прессах (табл. 31—53)
31. Наставки верхнего бойка
¦ачмеры в г.:м
Усилие
пресса,
M!-!
12,5
450
500
560
320 | 50
350
400
400
93
40
340
450
255
60
60
30,0
36,0
43,0
50,0
57,5
65,0
72,5
80,0
20
430
КОВКА НА МОЛОТАХ И ПРЕССАХ
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Продолжение табл. 3t
431
Усилие
пресса,
МН
12,5
20
32
50
L
630
710
800
560
630
710
800
1000
1250
1600
800
1000
1250
1600
800
1000
1250
1600
8вО
1000
1250
1600
800
1000
1250
1600
800
1000
1250
1600
800
1000
1250
1600
в
400
500
400
500
630
710
d
50
80
н
500
600
710
h
98
108
123
К
40
50
60
560
710
450
560
710
900
1120
1320
710
900
1120
1320
710
900
1120
1500
710
900
1120
1500
710
900
1120
1500
670
850
1060
1500
650
850
1060
1450
370
420
370
420
450
420
700
450
700
450
700
450
700
h
70
80
150
и
70
100
150
Г
30
50
75
32. Вкладыши вырезные нижней
Усилие
пресса,
'мн
8
12,5
20
32
50
L
535
600
675
775
775
D
140
220
140
220
200
370
350
200
370
350
200
300
400
200
300
400
300
360
800
300
360
800
300
360
800
300
500
600
>
бойка
_*,
и/
в
320
400
500
400
500
630
710
710
' 'II I*
\шь _ у
кг
(Г
Размеры в ми
ь
90
100
120
450
530
450
530
500
700
1050
500
700
1050
600
900
1100
600
900
1100
750
1100
1400
750
1100
1400
750
1100
1400
900
1350
1600
d
50
60
д
н
560
600
710
ft
30
40
60
ft.
400
270
400
270
320
200
190
320
200
190
400
290
180
400
290
180
180
ПО
60
180
ПО
60
180
ПО
60
430
210
90
100
120
120
435
500
575
675
675
Г
50
60
70
432
КОВКА НА МОЛОТАХ И ПРЕССАХ
33. Плиты низкие круглые для осадки и прошивки
<Ы130 . §l
¦8
1 [< >[ «Ч
т
г
П р и м е ч а
d
\
|—
Via.
насквозь
н и е. /
Ф700
§
X
S,
Усилие
ресса,
20
32
— плита; 2 — вкладыш
ПЛИТЫ
. кг
СО CL
и о
UO
CQ U
12 000
d, ым
315
' 395
495
620
Масса
вкладыша,
кг
1320
1390
1500
1670
сменный; 3 — кольцо сменное
34. Плиты
верхние плоские
ч
п7
пресса, МН
20
32
Примечание. I — плита; 2
D, мм
1400
1600
Н, мм
320
400
— штырь транспортный.
а, °
25
20
КГ
3960
6410
35. Плиты нижние литые высокие
Размеры в мм
Усилие
пресса,
МН
8
12,5
20
32
50
А
250
320
400
500
630
н
630
710
800
1000
D
900
1120
1400
1800
D,
800
1000
1250
1600
170
200
240
г сфера
770
1350
1490
2400
Масса,
кг
2 780
4 830
8 640
13 930
16 720
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
433
36. Плиты нижние кованые высокие
Усилие пресса, МН
23
50
Масса, кг
32 920
37. Плиты нижние кованые низкие
D сфера
Размеры в мм
Усилие
пресса. -
МН
20
32
50
й
400
500
630
А
720
900
1020
D
сфе-
сфера
1600
2000
2500
н
360
500
710
h
180
250
360
1400
1800
2240
R
сфе-
сфера
1900
3540
4400
Мас-
Масса, кг
4 700
11 500
24 900
38. Плиты верхние литые
> "f it yC/ff/////\
Размеры
jt. i
4 г сфера
у\
в мм
При мечан не.
Усилие
пресса,
МН
20
32
50
/ — п.,1ита;
D
1250
1400
1600
D,
1120
1320
1500
2 — штырь
н
320
400
г
сфера
2200
2700
3200
транспортный.
а, гра-
градусы
30
25
20
Масса,
кг
2870
4570
6000
39. Плиты верхние кованые
1 , _ .
009
Размеры в мм
Усилие
пресса,
МН
32
50
D сфера
2000
2500
D,
1700
2240
' сфера
3070
4392
Масса, кг
13 000
20 050
Примечание. / — плита; 2 — штырь транспортный.
134
КОВКА НА МОЛОТАХ И ПРЕССАХ
J0. Плиты нижние для осадки и кантовки слитков
Размеры в мм
20
32
320
400
1250
1400
1120
1320
560
700
2200
2700
Масса,
кг
8 470
10 220
Примечание. / — плита; 2 — коромысло левое; 3 — цапфа; 4 — коромысло
правое.
41. Кольца сменные для круглых и
квадратных осадочно-прошивочных
плит
42. Пережимки круглые (см. эскиз
к табл. 8)
Размеры в мм
й, мы
160
200
250
320
400
500
630
Шй»1
¦к/л
\f70
ч
ФП20
< ' 77.20
Масса, кг
1780
1750
1700
1420
1350
1240
1060
Вид плит
Квадрат-
Квадратные
Круглые
и квад-
квадратные
D
55
60
70
80
90
100
ПО
L
630
710
800
900
1000
1120
1250
3500
3600
3800
4300
4400
4500
5000
5600
80
100
120
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
435
43. Пережимки треугольные
(см. эскиз к табл. 9)
Размеры в мм
44. Прошивни пустотелые
(D св. 350 мм)
в
125
160
200
250
320
400
L
800
900
1000
1120
1250
3700
4300
4850
5450
5950
6050
140
180
45. Надставки пустотелые
(D св. 350 мм)
¦s
в
й
¦й-
г
US' '
Размеры в мм
360
400
500
630
н
250
400
250
320
400
250
320
400
500
320
630
h
100
150
100
150
100
150
125
150
й
220
250
280
300
320
360
380
400
25
32
50
60
D
400
500
630
710
н
320
400
-С
Л
•о
Р
о,
380
480
61ft
690
1
\ Ж
Г V
,4^.
азмеры в
d
200
250
330
360
910
260
330
370
30
40
60
мм
h
100
1Ь0
40
50
60
80
60
80
too
120
г
15
20
46. Топоры двусторонние
{см. эскиз к табл. 14)
Размеры в мм
н
200
250
320
400
450
L
400
500
630
800
1000
630
800
1250
500
630
800
1000
1250
630
800
1000
1250
в
50
60
80
в.
32
40
50
2600
2700
2800
3000
3200
3630
3830
4250
3400
3800
4000
4900
4100
4300
4500
4750
100
120
140
136
КОВКА НА МОЛОТАХ И ПРЕССАХ
17. Топоры
н
100
ПО
W
односторонние
L
н
1
Г*
4
Размеры в мм
L
400
500
630
800
2400
2500
2600
2800
в
45
50
2
в.
32
36
60
80
19. Обсечки (см. эскиз к табл. 18)
Размеры в мм
В
50
60
70
60
80
90
100
н
125
160
180
200
L
800
1000
1250
1000
1250
«L,
4300
4500
3700
5250
3750
4350
4600
48. Топоры двусторонние
трапецеидальные (см. эскиз
к табл. 16)
Размеры в мм
н
160
200
250
L
320
400
500
3150
4000
в
45
50
25
32
50. Оправкн для вытяжки поковок
Ш
ш
10
Размерь
D
320
400
500
L
3150
3350
о,
279
379
479
. ню
Л
?
1 В ММ
D2
400
500
600
710
800
d
100
по
51. Оправки удлумекные для сытяжки поковок
cfi f:-0 *ЗО
азтср-ы в ,\;м
220
250
280
S5C0
160
1G0
220
320
380
450
190
220
280
140
180
220
90 I 220 | 200
100 I 250 | 230
1400
6000
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
437
Продолжение табл. 51
D
320
300
400
450
500
560
630
710
800
900
L
8500
9000
8000
6700
260
300
340
390
450
510
580
660
760
860
450
530
560
600
670
750
800
850
950
1060
й
300
340
400
420
480
560
600
670
790
880
rf,
240
280
340
370
420
480
560
640
740
840
110
120
rfs
280
300
320
360
380
400
dt
250
280
300
340
360
380
1400
1920
1620
6000
5000
4000
52. Оправкн для
D
200
250
320
400
/
раскатки
L
Размеры в ш
L
1250
1600
2000
2500
3150
II °
500
630
800
1000
f
N
°
L
3150
4000
5000
6300
8000
53. Оправки одноступенчатые для
раскатки
D
200
250
320
400
'i-
L
1250
1600
2000
3150
ИЗО
1 ,
Размеры в
d
125
160
200
250
i
630
800
1000
1250
D
500
630
800
-ц
*i
мм
i
3150
5000
&20"
d
320
400
500
1600
2000
54. Патроны для ковки слитков массой до 40 т
f--
i
rt-
)) fl
II L
Размеры в мм
ь
6
13
25
40
?S
at О и
S Ь Й
300
380
480
600
D
320
400
500
630
U
7 180
9 620
10 250
11 480
D,
300
380
450
480
L
2000
2240
2500
2800
асса, кг
?
8 510
14 ПО
23 ПО
27 470
438
КОВКА НА МОЛОТАХ И ПРЕССАХ
55. Патроны для ковки слитков массой св. 40 т
4 У
Размеры в мм
Ма
сли
100
160
Диаметр
хвостовика
слитка
750 800
i
950
1000
12 050
15 050
о,
710
800
3350
3550
77 500
360
Примечание: / — головка; 2 — штанга; 3 — противовес; 4 — кольцо;
5 — болт стопорный.
56. Стойки для раскатки
¦
:* tpl -с:
1
f
у
V
8
Размеры в мм
Усилие
пресса, МН
20
32
50
100
н
1400
1700
2000
2360
2500
3500
в
450
710
800
900
1150
L
1400
1800
2120
2240
2650
3500
57. Вкладыши
1
I
•¦5т
~ 1 7
1
v
i
яю
\
шел
Разме
is
hf^4
ры в мм
н
180
250
300
320
340
в
300
400
ь
120
150
d
25
50
60
/1
70
150
180
200
ft.
100
120
150
160
200
L
335
595
695
795
270
500
600
700
'¦
60
70
80
/.
50
80
90
100
т
20
40
Г
80
150
180
200
40
80
100
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
439
58. Сталь для инструмента
Инструмент
Бойки цельные, смен-
сменные надставки и
вкладыши к бойкам
Плиты для осадки:
кованые
литые
Топоры, просечки
Прошивни сплошные
и пустотелые
Надставки к прошив-
прошивням
Пережимки, раскат-
раскатки, подкладки
Обжимки
Оправки:
для раскатки и вы-
вытяжки
калибровочные
Кольца:
оправочные
для осадки
Ручки к топорам и
другому инструменту
Клещи
Патроны:
головки
противовес
Стойки для раскатки:
основание и под-
подставка
вкладыши
Марка
стали
50, 50Г,
40ХН,
5ХНВ
5ХГМ
Ст 3, 35
35Л
35ХМ,
5ХНВ,
7X3, 8X3,
5ХГМ,
5ХНМ
40Х, 50Х,
5ХНВ,
5ХГМ
40, 50, 50Х
40, 45, 40Х
40, 45, 50,
У7, 40Х
35, 40, 50,
40ХН,
5ХГМ
50, 50Х,
5ХГМ
50
35, 50,
5ХГМ
Ст 3, 15, 20
15, 20, 25,
Ст 3
35, Ст 3
Ст 3
35
5ХНВ
59. Типы захватных приспособлений
для транспортирования заготовок
и слитков
Приспособления
Клещи зажимные по-
полуавтоматические
Область
применения
Захват и
транспор-
транспортирование
невысоких
поковок
Клещи охватывающие
Клещи зажимные:
для легких поковок
для тяжелых поко-
поковок
Захват и
транспор-
транспортирование
поковок
и слитков
Захват и
транспор-
транспортирование
поковок
любой
формы
Клещи зажимные с
кериами и защелкой
,?'
%
Захват и
транспор-
транспортирование
поковок
любой фор-
формы и уста-
установка их
в верти-
вертикальное
положение
40
КОВКА НА МОЛОТАХ И ПРЕССАХ
КОВОЧНЫЕ ОПЕРАЦИИ
441
!. КОВОЧНЫЕ ОПЕРАЦИИ
Осадкой называют формоизменяю-
цую операцию, в процессе которой
фоизводнтся уменьшение высоты за-
отовки при увеличении площади ее
юперечного сечейия.
Осадку применяют, когда необхо-
шмо: получить поковку или участок
х с поперечным сечением большим,
)ем сечение заготовки или слнтка;
увеличить уковку; уменьшить аин-
ютропню механических свойств и улуч-
пить эти свойства в осевом и попереч-
1ых направлениях поковки; более
эавномерно распределить и измельчить
карбиды в сталях карбидного класса;
щровнять торцовые поверхности за-
'отовкн и увеличить поперечное се-
1ение перед прошивкой.
При использовании операции осадки
цля увеличения уковки и уменьшения
анизотропии механических свойств
следует учитывать, что уковка поло-
положительно влияет до известного пре-
1ела, улучшение механических свойств
в поперечных направлениях приводит
к снижению их в осевом направлении.
Неравномерность нагрева способ-
:твует в процессе осадки искривлению
продольной оси и смещению ликва-
циониых зон. Слитки с подкорковыми
дефектами надо предварительно подвер-
подвергать обжиму, чтобы предотвратить
искрытие дефектов в процессе осадки.
Рис. 1. Исправление прогиба пра осадке
коротких заготовок
Степень деформации (%) при осадке
Н заг — Н j
е =
100,
Рис. 2. ПредБарительное исправление про-
прогиба при осадке дл.чнных заготовок
где Язаг и Hi — соответственно ис-
исходная и конечная высоты заготовки.
В обычных условиях осадки в ре-
результате неравномерности деформации
заготовка приобретает бочкообразную
форму. Повышению равномерности
осадки способствуют: уменьшение тре-
трения на поверхности контакта металла
с инструментом путем повышения ка-
качества его обработки и применения
(при осадке на прессе) смазочных ма-
материалов; использование нагретых про-
прокладок толщиной 15—20 мм между
инструментом и торцами заготовки из
низкоуглероднетой стали; применение
плоских выточек для удержания сма-
смазочных материалов на торцах заго-
заготовки глубиной 1—3 мм при ширине
1—2 мм.
В качестве смазочных материалов
применяют сухие древесные опилки,
графит с машинным маслом, водный
раствор коллоидного графита E—
10%) и жидкого стекла A5—20%)
и др.
Во избежание продольного изгиба
(искривления) не рекомендуется осадка
заготовок с отношением высоты к диа-
диаметру или к меньшей стороне сечения
больше 2,5. В случае изгиба заготовку
необходимо сразу же выправить одним
из двух способов (рис. 1 и 2). Первый
заключается в нажатии на искривлен-
искривленную заготовку по контактной поверх-
поверхности со стороны, противоположной
вогнутости (см. рис. 1). При этом тече-
течение металла происходит в направлении
вогнутости (см. стрелку на рис. 1),
в результате чего она исчезает. Пос.:е
устранения искривления контактную
площадь, по которой прикладывается
нагрузка, увеличивают осадой до
полного перекрытия всего торка.
Искривление очень длинных загогоьок
из г.ысокопляетннных материалов ис-
исправляют вначале вторым способом
(р-,;:с. 2), а затем первым способом.
Разновидности о с а л к и.
Сенека заготовок или слитков без
хвостовика (выступа) для получс!п:н
поковок типа дисков или под после-
последующую прошивку.
Осадка заготовок или слитков с хво-
хвостовиком для получения покозок с
местным утолщением (высадка) или
как предварительная операция перед
последующей вытяжкой. В качестве
инструмента применяют плоские или
вогнутые плиты, причем в нижней
плите есть отверстие для хвостовика.
Осадка (высадка) в подкладных коль-
кольцах для получения поковок типа
фланцев и дисков с одним или двумя
выступами. Отверстия в кольцах вы-
выполняют обычно с уклоном до 7°
к высаживаемой части, в зависимости
от сложности извлечения поковки из
колец. При высадке средней части
заготовки с применением двух колец
уклон по внутреннему отверстию од-
одного кольца обязателен.
Выбор молота. Массу пада-
падающих частей молота, необходимого для
осадки заготовки круглого или ква-
квадратного сечения, можно определить
по формуле ,
= 0,17
0,17
A)
где ?>пок и Ниок — соответственно
диаметр и высота заготовки после
осадки, мм; ог — напряжение теку-
текучести металла при температуре осадки,
приближенно равное пределу проч-
чости при той же температуре, МПа;
кк — степень деформации за послед-
чин удар (ек = 0,025 — для крупных
,; ек = 0,060 — для мелких поковок);
'наг — объем заготовки, см3.
На рис. 3 приведена диаграмма для
Mioopa массы падающих частей молота
т>и ковке с осадкой поковок зубчатых
мл ее (без помощи манипулятора).
Пример. Определить массу пуд^ющих
¦-лей молота дли осадки заготовки из
:'ЦИ ("в = б00 МПа) с исходными разме-
размечи ?>зар = !G0 мм. Ячаг = 300 мм до
хоты Я,,ок — 100 мм. Предел прочности
¦ ли ов = 22 МПа; при температуре
?тки 1200 °С принимаем !¦',. ~ 0.03.
\. Средний диаметр после осадки
— n
.ЮН U
2. Объем з;
V
заг
=
еготс
LrH
4
= 6
".иг
"пик
277 км,
Ш1:И
заг
050 см3
- 1Ь„ j/
3,14-Ю2
4
Л 300
Toj
¦30
Лпо
800
700
600
500
W0
300
?оп
К, Ml
W,
S
ш
ш
d
щ
3^
*?
/г"
с
Ш
т.
\—
ш,
Щ
ш
1
ж
Ш
т
%
щ
\,
т
ш
w
т,
ш.
щ
ч
'100 180 260 ЗШ}НпаК,мм
Рис. 3. Диаграмма для выбора массы
падающих частей молота для ковки поко-
поковок типа зубчатых колес:
/ — зона геометрических размеров поко-
поковок, изготовляемых на гидравлических
прессах; 1т—5т — масса падающих частей
молота
3. Масса падающих частей молота
G = 0,17 (l + 0,17 ¦—-) 22-0,03-6050^
«= 1000 кг.
Выбор пресса. Усилие прес-
пресса, необходимое для осадки заготовки
круглого и квадратного сечения, можно
определить по формуле
+0,17
гдс1|) — масштабный коэффициент; F —
площадь поперечного сечения поковки
после осадки, мм2; остальные обозна-
обозначения см. в A).
Пример. Определить усилие пресса,
необходимое для осадки заготовки из ста-
стали рв = 600 МПа) с исходными размера-
размерами Оцаг — 740 мы, Я,аг = 1200 мм до вы-
высоты WnoK = 600 мм."
Предел прочности стали при темпера-
температуре осадки аБ =. «т = 22 МПа, Прини-
Принимаем коэффициент i|) = 0,75.
1. Средний диаметр после осадки
600
= ]045 мм.
2. Площадь поперечного сечения по-
коькл после осадки
3,14 A045J
= 800 000 мм2.
442
КОВКА НА МОЛОТАХ И ПРЕССАХ
КОВОЧНЫЕ ОПЕРАЦИИ
443
Рис. 4. Схема протяжки с оправкой:
1 — бурт оправки; 2 — заготовка; 3
боек; 4 — поковка; 5 — оправка
8. Усилие пресса
1Q.
~600
Р =0,75 (l+0,17 -Шр) 22-860 000-10-'
» 18,4 МН,
т. е. необходим пресс усилием 20 МН.
Протяжкой называют формоизме-
формоизменяющую операцию, в процессе которой
производится удлинение заготовки или
ее части за счет уменьшения площади
поперечного сечения. Протяжка спо-
способствует устранению внутренних де-
дефектов (пустот) и улучшает механиче-
механические свойства металла в осевом на-
направлении заготовки.
Для обеспечения при протяжке бо-
более равномерной деформации по се-
сечению и длине, а также для более
полного устранения внутренних дефек-
дефектов (пустот) необходимо соблюдать
следующие условия.
Относительную подачу надо при-
принимать в пределах 0,5 < l/h < 1, где
t— подача; h — размер сечения в на-
направлении приложения усилия.
Границы подач следует смещать
после каждого прохода. Более бла-
благоприятной является протяжка с по-
последующим обжимом по всей длине
перед кантовкой.
Ковку участками — поясами — при
обычной конструкции бойков (с па-
раллельвымн рабочими поверхностя-
поверхностями) следует допускать только в техно-
технологически неизбежных случаях (на-
(например, при протяжке полых поковок
с оправками) или при получении ко-
коротких участков.
Следует осуществлять максимально
возможные обжнмы, допускаемые пла-
пластичностью металла при данной схеме
напряженного состояния. Исключение
составляет первоначальная протяжка
слитков, когда рекомендуются обжн-
обжнмы в пределах 20—60 мм на размер.
При большей величине обжима могут
вскрыться подкорковые пузыри, в ре-
результате чего на поковке окажутся
поверхностные дефекты.
При отсутствии в слитках подкор-
подкорковых дефектов данная предосторож-
предосторожность излишня.
Пластические свойства углеродистой
и среднелегнрованной конструкцион-
конструкционных сталей практически не ограничи-
ограничивают степень деформации.
Протяжка производится на плоских,
вырезных и комбинированных бойках
(верхний — плоский, нижний — вы-
вырезной). Производительность протяж-
протяжки на вырезных бойках на 20—40 %
выше, чем на плоских.
Разновидности протяж-
к и. Протяжкой с оправкой получают
полые заготовки типа цилиндров, тол-
толстостенных тр.уб, втулок и т. д. По-
Поковки могут быть гладкими (рис. 4)
или с уступами. Длина заготовки L3ar
увеличивается до длины поковки Ldok.
и площадь поперечного сечения заго-
заготовки уменьшается в данном случае
практически только за счет уменьше-
уменьшения наружного диаметра полой заго-
заготовки D3ar- Внутренний диаметр за-
заготовки d3ar остается практически-
постоянным (duai = ^пок)- Для облег-
облегчения съема поковки с оправки пос-
последнюю выполняют конической (ко-
(конусность 1 : 100—1 : 150). Для повы-
повышения стойкости внутри оправки свер-
сверлят отверстие, по которому подают
охлаждающую жидкость. Оправку пе-
перед протяжкой вводят в нагретую
заготовку, диаметр отверстия в кото-
которой должен быть больше диаметра
оправки. Ковку начинают с конца
заготовки, обращенного к меньшему
диаметру оправки. При этом в про-
процессе ковки заготовка перемещается
в сторону бурта оправки до упора
в него. Вначале куют концевой пояс
с одной стороны заготовки, а потом со
стороны заготовки, обращенной к бурту
оправки. Концевые пояса куют в пер-
первую очередь потому, что металл по
краям заготовки остывает быстрее.
Затем поковку куют в направлении
от ее края, противоположного бурту
оправки, к бурту оправки. В этом
случае металл течет вдоль оси заго-
заготовки в одном направлении — от бур-'
та оправки к ее концу. Так как диа-
диаметр конца оправки немного меньше
Рис. 5. Протяжка с оправкой на плоских
бойках
диаметра у бурта, то между поковкой
и оправкой образуется очень малый
зазор, за счет которого усилие съема
поковки с оправки уменьшается. Оп-
Оправку необходимо извлекать нз по-
поковки сразу же после окончания
ковки.
При протяжке с оправкой исполь-
используют вырезные бойки; при протяжке
высокопластнчного материала приме-
применяют вырезной (нижний) н плоский
(верхний) бойки. При протяжке с
оправкой с использованием двух пло-
плоских бойков (рис. 5) искажается
форма отверстия поковки 3 (оно ста-
становится овальным), а внутренний диа-
диаметр его будет больше диаметра оправ-
оправки 1 B — направление течения ме-
металла).
Уковка при протяжке с оправкой
°заг^заг. ср
где бзаг, бпок — соответственно тол-
толщина стенкн заготовки и поковки;
Ооср. Опок ср— соответственно сред-
средний диаметр заготовки и поковки.
Раскаткой на оправке (рис. 6) по-
получают относительно короткие тонко-
тонкостенные поковки типа колец, обечаек,
бандажей и т. д. При раскатке на
оправке увеличиваются внутренний и
наружный диаметры заготовки, а так-
также незначительно высота за счет умень-
уменьшения толщины стенки исходной за-
заготовки. В этом случае раскатка идет
вдоль касательных к среднему диа-
диаметру заготовки (увеличивается длина
заготовки по среднему диаметру).
/
/
/зяг
V'
\
\
Рис. 6. Раскатка иа оправке:
о — схема; б — обычным бойком; в -*
бойко м-лягушкой
В качестве инструмента используют
плоский боек (рис. 6, в) или при работе
на прессах узкий боек-лягушку и
цилиндрическую оправку. При раскат-
раскатке в заготовке / выполняют отверстие,
а длина бойка / (рис. 6, а) должна быть
больше высоты поковки 2. Обычно
диаметр оправки вначале раскатки
donp = @,85ч- 0,95) d3ar. После подо-
подогрева поковки диаметр оправки уве-
увеличивают.
После каждого нажатия происходит
вращательная подача заготовки путем
поворота оправки в опорах подста-
подставок. Относительный обжим при рас-
раскатке
„ _ °заг — 6\iob .
н ~~ ? »
Озаг
уковка при раскатке
и _ заг — Озаг^заг _ ^ср. пок
^к Опок^-пок ^заг. ср
при этом L3ar/Z.noK » 1,У « 6заг/бпок.
Получаемые величины будут немного
завышены. Раскатку на оправке рас-
рассчитывают с помощью специальных
таблиц, диаграмм (рнс. 7) и формул
для протяжки на плоских бойках.
Пример. Определить высоту заготовки
под раскатку для поковки с размерами
(см. рис. 7): ?>ПОК=982 мм, dn0K =
= 822 мм, #поК = 200 мм. Диаметр про-
прошиваемого отверстия daar = 200 мм.
Требуемая высота заготовки перед
раскаткой (с учетом отходов, выражен-
444
КОВКА НА МОЛОТАХ И ПРЕССАХ
КОВОЧНЫЕ ОПЕРАЦИИ
445
60. Ориентировочные значения коэффициента уширения К при раскатке
кольцевых поковок на гидравлических прессах
Наружный
диаметр
D, мм
До 1500
1501—2000
2001—3000
Высота поковок Ипок, мм
200
0,70
0,60
300
0,82
0,70
400
0,90
0,80
500
0,93
0,85
0,70
600
0,95
0,88
0,80
700
0,95
0,90
0,85
800
0,95
0,92
0,90
900
0,93
0,92
1000
0,94
0,93
1100
0,93
1200
0,95
Примечание. Высота заготовки Нзаг — К^пок-
пых через коэффициент 1,05) #3аг =
" 1.05 КНПОК.
Коэффициент уширеиия л по диаграмме
на рис. 7
Ч10В
ДЛЯ
822
200
= 4,1 и
Н
заг
П
(<0,3) равен 0,77. Тогда
дол
= 1,05-0,77.200 = 162 мм.
При раскатке иа прессах приближенно
определить уширеиие — коэффициент /С —
можно по табл. 60.
Выбор молота. Масса па-
падающих частей молота для протяжки
4,4
4,9
3,6
3,2
2,8
2,0
1,6
1,2
f
г
ч
т
77
/
/
г2
/
'/1 d
Т *1 1— ; Н
_J 1 1-
1,0 0,92
0,16 К
Рис. 7. Определение высоты заготовки
перед раскаткой иа молотах:
' - "покупок > °'3; 2 - Нпок/°пок<
< 0,3; / — эскиз заготовки перед раскат-
раскаткой; // — эскиз поковки (К — коэффи-
коэффициент уширения)
может быть определена по формуле
G = 1,7v
X
X
B)
где G — масса падающих частей, кг;
v — коэффициент, учитывающий фор-
форму бойков (для плоских v = 1,0, для
круглых вырезных v= 1,25); I—по-
I—подача, см; /i3ar. &заг — высота и ши-
ширина заготовки, см (при протяжке
круглой заготовки в круглых вырез-
вырезных бойках принимают h3Str = 6заг =
= ^заг-> ^заг — диаметр заготовки, см)
ат — напряжение текучести при тем-
температуре вытяжки, приближенно рав-
равное пределу прочности огв при той же
температуре МПа; е — принимаемая
степень деформации за один удар
(выше критической для данной стали,
но не более —0,3).
Пример. Определить массу падающих
частей молота для протяжки иа плоских
бойках (V = 1) заготовки из стали с 0"в =
= 600 МПа с размерами /iga[, = Ьзаг =
= 10 см при подаче / = 10 см и степени
деформации за одни ударе = 0,1.
Предел прочности стали а = 36 МПа
при температуре 1100°С. Тогда
О = 1,7-10 A
0,17 ~jj-) 36-0,1-10-10-ЮХ
Х1С-' « 700 кг.
Массу падающих частей молота для
ковки протяжкой, валов с уступами можно
определить по диаграмме, приведенной
иа рис. 8.
В табл. 61 приведены данные для ориен-
ориентировочного выбора массы падающих ча-
частей молота для протяжки конструкцион-
конструкционной стали.
61. Ориентировочная масса падающих
частей ковочного молота для
протяжки в зависимости от размеров
сечения заготовки
Масса
падающих
частей, кг
150
250
400
500
750
1000
1500
2000
3000
4000
5000
Прим
приведены
стороны кв
готовки, в
мальные.
Сторона квадрата или
диаметр
заготовки
исходной
мм, для
молотов
паровоз-
паровоздушных
80/180
95/200
110/230
125/260
140/280
165/330
180/370
200/400
пневмати-
пневматических
40/110
60/140
75/160
80/180
е ч а и и е. В числителе
минимальные
значения
эдрата или диаметра за-
зиамеиателе
— макси-
Выбор пресса. Усилие прес-
пресса, необходимое для протяжки, может
е'ыть определено по формуле
vtj) ( 1 + 0.17
где ф — масштабный коэффициент; I—
сдача, мм; /ji)ar, b3ac — соответсгвен-
.<> высота и ширина заготовки, мм
¦:;рн протяжке круглой заготовки в
.¦утлых вырезных бойках принимают
.-,,. = ЬЛЯ1 — d :Я1., где djar — диа-
'¦ i;) заготовки, мм); остальные обо-
• 'Ц'иия см. в B).
Пример. Орредрлить уснлге iijurccd для
- гн^'.ки не плоских Ск.йка\ (V =^ 3)
"Hiiiiiii из ста1:и с ар = 600 МПа с раз-
1ч!и li,,er " * jar = 8U0
600 мы. Предел
ы
рочности
подаче
-'6 МПа при
Приинмаоы
Т
:емг;ературе
- =-- 0.75.
0,
X V>-" — П 'ЛИ.
П табл. 62 приведены д-гшинс для
;-нтироБочно,'-о выбора уси.^чя прес-
для прсчяжки конструкционной
.:ли в зависимости от размеров
¦¦•одного
У//,
щ
1т
V//
у//л
//л
2
У//
щ
V/t
:д
Sm
''//<
У/Л
щ
У//
У/у.
'г
375
325
275
225
175
125
75
О 200 600 1О0О 1ЧОО Хг
Масса покоЗки, хг
Рис. 8. Диаграмма для выбора массы па-
падающих частей молота при ковке валов
с уступами:
/ — зона геометрических размеров поко-
поковок, изготовляемых иа гидравлических
прессах; 1т—5т — масса падающих частей
молота
Передача — это смещение одной
части заготовки относительно другой
при сохранении параллельности осей
или плоскостей частей заготовки.
Передача производится плоскими
бойками в одной или двух плоскостях.
Пережим металла делают обычно на
глубину передачи. При передаче в од-
одной плоскости (рис. 9, а) правую бо-
боковую грань верхнего бойка уста-
устанавливают в одной плоскости (линии
передачи) с левой боковой гранью
нижнего бойка. При передаче в двух
плоскостях (рис. 9, б) после пережима
металла левую боковую грань верх-
верхнего бойка ставят в одной плоскости
с вертикальной стенкой верхнего пере-
пережима, а правую боковую поверхность
нижнего бойка — в одной плоскости
с вертикальной стенкой нижнего пе-
пережима. Свободный конец заготовки
во время передачи необходимо поддер-
поддерживать цепью крипа или опирать на
подставки.
Прошивка — это получение полостей
в заготовке за счет вытеснения мате-
материала. Для прошивки применяют про-
шкккн (рис. 10 и 11) сплошные и пусто-
пустотелое. Диаметр прошивня рыбнраюг
примерно равным 1/2—1/3 наружного
диаметра заготонки. Прошивку заго-
заготовок можно производить с одной
стороны без поворота на 180°, приме-
применяя кольца, аналогичные показанным
на рис. 11 для полых прошивней.
446
КОВКА НА МОЛОТАХ И ПРЕССАХ
КОВОЧНЫЕ ОПЕРАЦИИ
62. Ориентировочное усилие пресса
для протяжки в зависимости от
размеров слитка
447
Рис. 9. Передача!
а — в одной плоскости! б — в двух пло-
плоскостях
Перед прошивкой заготовку под-
подвергают осадке, выравнивая торцы за-
заготовки для точной установки про-
прошивня.
При прошивке применяют смазоч-
смазочный материал, чаще всего смесь гра-
графита с мазутом или с машинным мас-
маслом, а также толченый уголь, порош-
порошкообразный графит или смесь графита
с коксом. Для нанесения смазочного
материала прошивень вдавливают в ме-
металл на глубину 10—30 мм н припод-
приподнимают. В образовавшееся углубление
помещают смазочный материал н за-
затем производят дальнейшее вдавлива-
вдавливание прошивня. Применять смазочный
материал следует осторожно, так как
прк его горении образуются газы,
стремящиеся вытолкнуть прошивень
из металла.
я*
и
С
1
5
8
10
12,5
16
20
25
Диаметр
исходного
слнтка,
мм
d
3
> а
и
5 та
S S
200
300
400
500
600
700
850
дЗ
U А
«s
я я
550
800
900
1000
1150
1300
1500
rf
и
ё.
с
1я
>¦?
32
40
50
60
80
100
Диаметр
ИСХОДНОГО
слнтка,
мм
та
i Я-
S A
Я Ч
X ?!
s г
1000
1200
1400
1600
1900
2100
«S
. г
S №
U А
X К
Я СЗ
1600
1900
2100
2300
2600
2800
Поэтому верхний боек не следует
поднимать над прошивнем выше рас-
расстояния, на которое он углубляется
в заготовку.
При высоте заготовки, большей вы-
высоты прошивня, используют надставки.
Усилие при прошивке сплошным
прошивнем
*-¦?..(.+¦?+»..-§¦)•
где d — диаметр прошивня; ц — коэф-
коэффициент трення между прошивнем
Рис. 10. Схема прошивки без подкладного кольца:
3-е — этапы прошивки; / — верхний боек; 2 — сплошной прошивень; 3 — заготовки
4 и 5 — надставки; 6 — прорезной прошивень; 7 «*¦ прошивни и отход металла после про
шибки; 8 =- прибыльная сторона слнтка
Рис. 11, Схема прошивки пустотелым прошивнем:
а — в — этапы прошивки; 1—¦ боек; 2, 3, 4, 8—надставки; 4 — прошивень; 5—прибыльная
сторона слитка; 6 — кольцо; 7 —подставка; 9 — отход металла
и заготовкой; h — толщина отхода;
2
Р = -г= — коэффициент Лодэ, учн-
' О
тывающнй влияние схемы напряжен-
напряженного состояния; D — наружный диа-
диаметр заготовки после прошивки.
Схема получения сквозных отвер-
отверстий в низких (HID = 1/3+ 1/4) заго-
заготовках на подкладном кольце при-
приведена на рис. 12. В этом случае про-
прошивень устанавливают большим диа-
диаметром вниз и заготовку фактически
пробивают, т. е. вначале прошивень
внедряется в металл на глубину @,2—
0,3) Н, а затем следует отделение от-
отхода. Усилие прошивки
Р == @,74-0,8) авп dH.
При этом отход больше, чем при
прошивке высоких заготовок.
Скручивание — это формоизменяю-
формоизменяющая операция, при которой производят
поворот части заготовки вокруг про-
продольной осн. Скручивание применяют
при ковке многоколенных коленчатых
валов, крупных сверл, бурильных
инструментов и т. п.
Чтобы избежать трещин и разрывов,
скручиваемую часть поковки следует
гладко н без поверхностных дефектов
отковать или обработать на станке
с плавными переходами к смежным
участкам и равномерно подогреть.
При скручивании длина деформируе-
деформируемого участка уменьшается, поэтому
для компенсации укорочения по сече-
сечению предусматривают некоторый за-
запас металла.
Скручивание производят при по-
помощи рычагов-вилок, поворачиваемых
в зависимости от требуемого усилия
вручную или с помощью мостовых
кранов. Усилие, необходимое для кру-
кручения цилиндрического участка на
любой угол, можно определить по
формуле
_
24/cos а-10 '
где d — диаметр в месте кручения, мм;
ат — напряжение текучести металла
при температуре закручивания, МПа,
приближенно равное пределу проч-
прочности С], при той же температуре; / —
длина плеча вилки, мм; а — угол
поворота вилки от горизонтальной
плоскости.
Рис. 12. Прошивка на подкладном кольце;
/ — заготовка; 2 — боек; 3 — прошивень;
4 — кольцо; 5 — отход металла
448
КОВКА НА МОЛОТАХ И ПРЕССАХ
КОВОЧНЫЕ ОПЕРАЦИИ
449
Отрубка, разрубка (рис. 14). Отруб-
Отрубкой называют полное отделение части
заготовки по незамкнутому контуру
путем внедрения в заготовку деформи-
деформирующего инструмента. Разделение за-
заготовки на части по незамкнутому
контуру называют разрубкой.
Разрубку поковок круглого сече-
сечения при ковке в комбинированных или
вырезных бойках обычно производят
с трех сторон. Топор устанавливают на
середине бойка и поковку прорубают
за центром сечения. После поворота
поковки на 120° тем же топором про-
производят еще одну разрубку на ту же
глубину; оставшийся участок отру-
отрубают с третьей стороны коротким
трапецеидальным топором. При раз-
разрубке в вырезных бойках применяют
специальные топоры или накладки
(рис. 15).
Разрубку крупных поковок под прес-
прессом с выдвижным столом можно про-
производить высоким топором в одном
направлении. Для этого топором или
трехгранником предварительно делают
круговую зарубку. Далее нижний боек
отводят в сторону так, чтобы его боко-
боковая плоскость находилась под середи-
серединой верхнего бойка, устанавливают
топор н нажимом верхнего бойка по-
поковку прорубают до отделения ме-
металла. Если высотл топооа недостаточ-
недостаточна, применяют надставки (квадраты).
При ковке на плоских бойках раз-
разрубку ведут с двух или четырех сто-
сторон. Высоким топором поковку с одной
стороны прорубают на глубину не-
Рис. 13. Схема скручивания;
1 — груз (противовес); 2 —'
изогнутая вилка; 3 — верх-
верхний боек; 4 — нижний боец
сколько меньшую высоты сечения, за-,
тем поворачивают ее на 180° и произ*'
водят окончательную разрубку ква^
дратом — просечкой, что исключав^
образование заусенца. Поковки боль-*
шого сечения при отсутствии высоки)|
топоров сначала надрубают глубж^.
середины с одной стороны, поворачи-
поворачивают на !80° и тем же топором отру«
бают остальную часть сечения.
Разрубку с четырех сторон приме-
применяют для крупных поковок и поковок,
у которых торцы не подвергают в даль-
дальнейшем механической обработке При
таком способе после надрубки топора^
ми по двум длинным сторонам поковку
поворачивают на 90° и разрубают;
с двух других сторон двумя квадра-1
тами, устанавливая один из них на
нижнем бойке. После поворота еще
на 90° топором производят оконча-
окончательную разрубку.
Топор, внедряясь в металл, образует
скосы, поэтому в местах отрубки пре-
предусматривают запас металла, который
затем сглаживают бойками или раскату
ками. При разрубке крупных загото*
вок на прессах рекомендуется примё-«
нять топоры с противовесом (рис. 16).
Гибкой называют образование или
изменение углов между частями за-
заготовки или придание ей крнволи*
нейной формы.
При гибке изменяется форма попе-
поперечного сечения заготовки за счеЯ
растяжения (утяжки) наружных Я
сжатия внутренних слоев металла.
Растяжение происходит выше ней-
нейтрального слоя, сжатие, иногда с об-
образованием складок, — ниже этого
слоя и тем больше, чем меньше ра-
радиус закругления и больше угол
загиба. Поэтому в необходимых слу-
случаях для получения одинакового се-
сечения по всей длине предусматривает-
предусматривается утолщение в изгибаемых местах.
Длину заготовки для поковки, изго-
изготовляемой гибкой из полосы, можно
рассчитать следующим образом:
1) если внутренний радиус равен
или больше 1/2 толщины заготовки,
то длину последней вычисляют по
средней линии поковки (прямые уча-
участки плюс длина кривых изгиба в уг-
углах);
2) если внутренний радиус меньше
1/2 толщины заготовки, то ее длину
определяют как сумму прямоугольных
участков с добавлением 1/4 толщины
полосы (или диаметра) на каждый
угол изгиба.
К полученной длине прибавляют до
трех толщин исходной заготовки на
обрезку концов после гибки в зави-
зависимости от способа разрезки металла
и последующей обработки концов.
Наиболее распростр-аненные и про-
простые приемы гибки: ручная при по-
помощи вилки, с помощью крана, в штам-
Рис. 16. Разрубка топором с противовесов^
/ — державка; 2 — топоры; 3 — моно-
монорельс
пе, на плите со штырями при помощи
рычага (рис. 17).
Правкой называют устранение иска-
искажений формы заготовки путем пла-
пластического деформирования.
Необходимость правки поковок вы-
вызывается чаще всего следующими на-
нарушениями технологического процесса:
несоблюдением прямолинейности в
конце ковки;
прогибом в процессе длительного
пребывания в печах при отсутствии
или редкой (более 0,5 м) укладке про-
прокладок;
Рис, 14. Отрубка (/) и разрубка B)
Рис. 15. Разрубка с вырезным бойкой,
а — специальным топором; 6 — с помощьц
накладки
Рис. 17. Гибка:
а — искажение формы поперечного сечения; б ¦*= усиление места гибки; в —> гибка заготовок
кувалдой; г — гибка с помощью крана; д — гибка раскаткой в подкладном штампе; I — иска-
искажение формы сечения; 2 — верхний боек; 3 •*¦ нижний боек; 4 — раскатка; 5 •*- штамп;
6 — кран; / — форма сечения заготовки до гибки; // «• форма сечения поковка после гибки
15 П/р Е. И. Семенова
450
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
451
прогибом от неравномерного по се-
сечению охлаждения поковок (напри-
мер, при укладке горячей поковки на
колодные плиты, сырой пол);
прогибом из-за небрежной передачи
поковок на стеллажи охлаждения или
укладки;
короблением (поводкой) при гермо-
обработке из-за несовершенства про-
процесса иагрева или охлаждения.
Для исправления кривизны с целью
упрощения процесса стремятся при-
применять холодную правку. Однако хо-
холодную правку не всегда можно до-
допускать.
Холодноправленные поковки легко
изменяют свою форму, особенно если
на них действуют нагрузки, противо-
противоположные по знаку тем, которые были
применены при правке. В процессе
эксплуатации они могут изгибаться
при нагрузках знaqитeльнo меньших,
чем pacqerabie. Поэтому целесообраз-
целесообразно производить высокий отпуск по-
порядка 680—700 °С или же выполнять
правку в нагретом состоянии при тех
же температурах. Холодная правка
вызывает в металле наклеп, который
при последующей термической обра-
обработке может привести к образованию
аон с укрупненным зерном, что ухуд-
ухудшит качество детали. Для ответствен-
ответственных деталей, эксплуатирующихся при
анакопеременных нагрузках и уста-
устанавливающихся на изделие без меха-
механической обработки, вредной является
колодная правка вручную при по-
помощи удара кувалдой или тяжелым
молотком, дающим местные вмятины.
Для правки технологически неиз-
неизбежных искривлений поковок или
деталей применяют рихтовальные стан-
станки различных конструкций.
При правке на прессах в качестве
инструмента применяют правильные
плиты (снизу) и плоский боек (сверху)
несколько большей ширины, чем боек,
применяемый для ковки. Для повыше-
вия эффекта правки используют про-
прокладки толщиной 8—10 мм. Расстоя-
Расстояние между ними меняют в зависимости
от размеров поковки и величины
искривления. Наименьшая высота про-
прокладок обеспечивает безопасность ра-
работы, исключая их вылетание из-под
поковкн. Расположение прокладки под
кромками поковки не допускается, ^
3. РАЗРАБОТКА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Основными этапами разработки тех-
технологического процесса ковки яв-
являются:
составление чертежа поковки с на-
назначением припусков, допусков и на-
напусков и определение массы поковки;
определение массы и размеров заго-
заготовки, установление необходимой уков-
ки и выбор слитка или проката на
заготовку;
выбор основных, вспомогательных и
отделочных кузнечных операций и их
последовательности, а также основного
и вспомогательного инструмента и
приспособлений;
выбор кузнечного оборудования не-
необходимой мощности и габаритных
размеров;
установление режимов нагрева и
охлаждения поковки, типов и разме-
размеров нагревательных устройств;
определение состава обслуживающе-
обслуживающего персонала и норм времени на ковку;
разработка мероприятий по органи-
вации рабочего места и охраны труда.
Чертеж поковки составляют на осно-
основании чертежа готовой детали нли
чертежа обработанной поковки, по-
поставляемой заказчику; при этом уста-
устанавливают припуски на обработку
резанием, допуски на ковку и при
необходимости напуски на поковку.
На рис. 18 показана схема располо-
расположения припусков и допусков на по-
поковке.
Контур поковки вычерчивают сплош-
сплошными контурными линиями по номи-
номинальным размерам. Габаритный кон-
контур готовой детали или заготовки
после механической обработки вычер-
вычерчивают на чертеже поковки тонкими
линиями.
Цифры без скобок над размерной
линией обозначают номинальные раз-
размеры, цифры в скобках под размерной
линией — номинальные размеры де-
детали или обдирочные размеры заго-
заготовки, если последняя непосредст-
непосредственно после обдирки подвергается
термической обработке; цифрами со
знаками плюс и минус, расположен-
расположенными справа от номинального размера
поковки, указывают соответственно ве-
величины верхнего (положительного) или
йижиего (отрицательного) отклонения.
Наибольший размер поковки
, 9-Ю"
Наибольший припуск
Лоле допуска,
Номинальный разпер поко&
ни ~~^— '
/в чистого изделия \
/loBpe/кВенный. слой, металла. \
Наименьший припуск.
Наименьший размер поковки.
Рис. 18. Схема расположения припусков
и допусков на поковке
Припуски на обработку и допуски
на ковку, а также условия образова-
образования уступов, выемок, фланцев, буртов
регламентированы ГОСТ 7829—70 для
поковок, изготовляемых под молотами,
и ГОСТ 7062—79 для прессовых по-
поковок массой до 100 т. ГОСТами пре-
предусмотрены припуски и допуски для
поковок различной формы, изготов-
изготовляемых из углеродистой и легирован-
легированной сталей.
Примеры назначения припусков и
допусков на детали круглого и пря-
прямоугольного поперечных сеченнй типа
валов и брусков показаны на рис. 19.
Пример чертежа поковки круглого
сечения с уступами и выемками, вы-
выполненного в соответствии с
ГОСТ 7062—79 нз стали 35, приведен
на рис. 20.
На чертеже всегда проставляется
общая длина поковки. В поковках
типа вала длину элемента, который
куют последним (элемент диаметром
380 ± 9 мм на рис. 20), не простав-
проставляют, а определяют расчетным путем.
Размеры поковок типа вала с усту-
65S+-6
[6Щ
108*12
Рис. 19. Примеры назначения припусков
и допусков на поковки, получаемые на
молотах
пами проставляют от базового сечения,
являющегося торцом участка с наи-
наибольшим диаметром (правый торец
участка диаметром 740 ± 11 мм).
Припуски и допуски на поковки из
высоколегированных сталей и спла-
сплавов цветных металлов назначают по
заводским и ведомственным нормалям.
Припуски и допуски на поковки из
углеродистой стали, если их масса
больше 100 т, также назначают по
нормалям.
Кроме припусков и допусков,
оговоренных ГОСТ 7829—70 и
ГОСТ 7062—79*, есть припуски на
пробы для различных испытаний и
контроля макроструктуры, а также
припуски под захваты для подвешива-
подвешивания поковок при термообработке. Как
правило, их назначают на концевые
части поковок, обращенные к прибыль-
прибыльной части слитков. На длину пробы
назначают напуск, величина которого
равна ширине проточки при отрезке
пробы. Так, прн ковке на прессе и
молоте длина пробы (припуск на про-
пробу) равна 200 мм. Участок поковки
Рис. 20. Пример чертежа по-
поковкн круглого сечения с ус-
уступами и выемками, получек-
иой ковкой на прессе
(ззоо)
15*
452
КОВКА НА МОЛОТАХ И ПРЕССАХ
под пробы выполняют диаметром, рав-
равным диаметру концевой части поковкн,
но ие более 250 мм.
Припуски и допуски для ряда ти-
типовых покозок из углеродистой и ле-
легированной сталей, изготовляемых сво-
свободной ковкой на молотах и прессах,
приведены в табл. 63—73.
63. Припуски и предельные отклонения размеров для гладких поковок круглого,
квадратного и прямоугольного сечений, изготовляемых свободной ковкой иа молотах
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
(M,SS}tZsf Размеры в мм
Длина детали L
До
Св. 250
» 500
» 800
» 1200
» 1700
» 2300
» 3000
» 4000
» 5000
250
до 500
» 800
» 1200
» 1700
» 2300
» 3000
» 4000
» 5000
» 6000
Диаметр детали D и размер сечения В, Н
°о
m О
О Щ.
°о
Я О
о Ef
я о
О Et
и о
О Щ.
«1
¦ S
о cf
is
я' о
О Ef
ч
л о
о ее
«So
Припуски (б, бц бг, 63) и предельные отклонения
5±2
6+2
7±2
8±2
—
—
6±2
7+2
8+2
9+3
10+3
11±3
—
—
7+2
8±2
9+3
10+3
11±3
12+3
13±4
—
—
—, ±
8+3
9±3
10+3
11 + 3
12+4
13+4
14+4
15+5
16±5
—
—. +
9±3
10+3
11+3
12±3
13±4
14+4
15+4
1б±5
17+5
18+5
2 ' *
—
11+3
12+3
13+4
14±4
15+4
16±5
17±5
18+5
19±5
—
12+3
13±4
14+4
15±4
16+5
17±5
18±5
19±5
20+6
—
13±4
14±4
15+4
16±5
17±5
18+5
19+5
20+6
21±6
14±4
15±4
16±4
17±5
18±5
19±5
20±6
21±6
22+6
64. Дополнительные припуски S для поковок круглого
и квадратного сечений с уступами, изготовляемых свободной ковкой на молотах
1.2S&
Размеры в мм
т
До 40
Св. 40
до 80
Св. 80
до 100
Св. 100
до 120
9
10
Св. 120
до 140
Св. 140
до 160
Св. 160
до 180
Св. 180
Примечание. По табл. 63 назначают основные припуски и предельные
отклонения размеров на диаметры, общую длину и размеры от единой базы до высту-
. пов и уступов исходя из полной длины вала и рассматриваемого сечения. За базу
выбирают торец выступа наибольшего диаметра. Затем назначают по табл. 64 допол-
дополнительный припуск иа диаметры всех сечений, кроме основного.
о
I
и
1*
ш
if
i
¦а я
К
¦в
Is
С1
1
ю >,
to a
4f(S'»l
X
ч
о
Ef
О
са
св. 300
до 360
св. 250
до 300
св. 215
до 250
св. 180
до 215
св. 150
до 180
св. 125
до 150
св. 100
до 125
§о
я' о
О Ef
св. 65
до 80
св. 50
до 65
до 50
) К S Я
« д а>
. Р ч 5
I I I
I I
I I
I I
-H-H
t r
-H-H I
CO CO
a»
I I
-H-H
a> en
-H-H
СП СП
-H-H
00 00
-H-H I
CO t^.
a>
453
CO CO •*
-H-H-H
cs cs oo
CO CO СЧ
-H-H-H
-H-H-H
О О CO
-H-H-H
0H0
СЧ CN (>J
-H-H-H
oo спю
cs cs cs
-H-H-H
oo oom
СЧ CS CS
-H-H-H
454
fOBKA НА МОЛОТА^ И ПРЕСвАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
455
s
X
g
я Р.
о
in о
«i О
СО _-
О Р.
Ю 00
100
О
СО
СВ.
ю
125
о
4
о
о
о
й
о
о
-н-н-н
* * о
— — см
^f Ю Ю
МММ
СО * *
-н-н-н
СМ СО СП
со * *
+1+1+1
со со со
+!+!+!
см со со
-Н-Н-Н
см со см
-н-н-н
00О СО
<м см см
¦н-н-н
00 О) tO
см см см
¦H+I-H
t^cnm
«3
2о
¦н-н-н
ю ю см
ю •
+1+1+1
МММ
—¦ —¦ см
-н-н-н
СМ СОО>
со * *
¦н-н-н
со * *
МММ
О СМ 00
см * *
-н-н-н
О5 СМ 00
см со со
+1+1+1
00 —' N
+!+!+!
ооо г—
см со со
+1+1+1
NO tO
«3
to to to
+1+1+1
N 00 -4f
to to to
¦H-H-H
tO NCO
tO tO tO
I-H-H
) tO CM
»~H »~H CM
Jc
Ю iO Ю
МММ
-H
o
№
* * Ю
+!+!+!
¦H+l-H
"-ч СО СУ)
CO Tf Tf
МММ
о соо>
со coco
¦н-н-н
О) СМ 00
со со со
¦н-н-н
со со со
+1+!+!
«3
¦н-н-н
00 СУ) 1О
¦н-н-н
+!+!+!
ю to to
¦н-н-н
ю to см
+1+1+1
—< —<см
+1+1+1
гаю-
¦н-н-н
см * о
—I —I <м
со * *
+!+!+!
О СО О)
СО * *
¦н-н-н
о см ст>
СО Tf Tf
¦н-н-н
СП СМ 00
«3
СО t— t—
¦н-н-н
ооо со
— см см
со Г~- Г~-
¦н-н-н
МММ
СО 00 *
— — см
Ю СО СО
¦н-н-н
ю t^co
¦н-н-н
* СО (М
1+1
¦н-н-н
¦H-H-H
¦н-н-н
о * о
СО* *
-н-н-н
Осоо
1—* t—t СМ
со* *
¦н-н-н
СУ) СО С)
ю
СО
ет
таб
S
дол
о
р.
U
али
«
S
2
о о
и 2-
у R
оо
«СО
• С\
о W
°
о ™
о0
о ^
— —
5ч
°§
и ч
ю о
CQ °
о Ч
ои^
И °
3 ч
о
ю
о
tf
дета-
оторые
юте я
ки и
Е n a s
-—ч
•<
-н
<
сч
-н
-н
N. ^
S
а
о
ьиые
а
S
ю
W
S
а
С
ьиые
еиия
здел
лои
&S
к
gaq
о
N 00 00
¦Н-Н-Н
—¦ см см
^ 00 00
+1+1+1
00 О СО
—¦ см см
С- 00 00
-н-н-н
—¦ —¦ см
СО1--Г~-
+1+1+1
СО 00*
—¦ — см
ю со со
-н-н-н
ю г~ со
ю со со
+1+1+1
Tf N СО
ю to to
-н-н-н
со со <м
* СО СО
+1+1+1
см to см
~ — см
Tf Ю 1С
"Н "М "Н
^_н if} ,—н
•гГ Ю Ю
+1+^+1
см
СО LG Ю
+1+1+1
о * о
— — см
оз
SC; «-J -в
Q
т
щ О
и «
f~ 00 00
¦н-н-н
СУ) СМ 00
—' СМ СМ
N 00 00
-н-н-н
—¦ см см
^ 00 00
-н-н-н
-ч СМ СМ
tO NN
¦н-н-н
tO СУ) Ю
—^ ^-нсм
ю to to
-н-н-н
Ю 00 -4f
^ ^-. см
ю to to
+1+1+1
Tf 00 Tf
ю to to
-H-H-H
со ь- со
— — CM
* CO CO
+1+1+1
CM t^ CO
— — CM
* Ю Ю
+1+1+1
— CO tM
— — CM
*IOIO
+1+1+1
—-' Ю CM
CO Ю Ю
+1+1+1
О Ю —'
— — CM
03
a; ^43
Q
*
и о
и *=?
+1+1+1
OCOOl
CM CM CM
+I-H+I
-CNtM
N 00 СУ)
+1+1+1
— CM CM
CO 00 00
-H+l-H
Г^- о CO
—¦ CM CM
¦H-H+l
tO СУ) Ю
^h-,CM
Ю N N
+1+1+1
Ю O> Ю
— — CM
+1+1+1
* 00 *
— — CM
*r-r-
+^+l+l
CO 00 *
— — CM
* CO CO
+1+1+1
CM Г- CO
— — CM
* CO CO
+1+1+1
CM CO CO
— — <N
1 1
O3
Q
ю°
и о
u«
00O1O)
+1+1+1
—1*0
CM CM CO
oomoi
¦H-H-H
О CO O5
CM CM CM
oorao)
¦H-H-H
en см 00
—¦ CM CM
^ 00 00
¦H+l-H
00—¦ r~-
—¦ CM CM
-н-н-н
~<MCN
CDNN
-H-H-H
COl-t-.
-H-H-H
««N
ю r~ 1^-
+I-H-H
ю to to
+1+1+1
CO 00*
— —¦ CM
Ю CO CO
+1+1+1
CO f- *
— —¦CM
1 1
«3
Q
•Л со
в о
и *=?
1 1 1
1 1
о о
¦н-н-н
onoi
см см см
оооют
¦н-н-н
СП СМ 00
—¦ см см
00 00 00
-н-н-н
00 — ^
— см см
I--CO30
-н-н-н
—- см см
N 00 00
-н-н-н
СО О СО
— см см
СО 00 00
-н-н-н
Ю О СО
— см см
СО С~ С-
+1+1+1
* спю
— — см
со 1-- г~
-н-н-н
* 00 Ю
— — см
1 1
«3
Q
is
и о
456
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
457
i
ев
В
S
(¦
3
о.
В»
1
i
ас*
из о
и
и
в ш
S §
o°
«я
«о
и Ч
S l.g = й «
__ О * ЙЙ Л О)
S Я S S !¦ й
8 « 2 с С О
¦н-н-н
о см m
со •* •*
¦н-н-н
О CS 1Л
со со со
+1+1+1
<N СО СО
см coco
¦н-н-н
СО О) СМ
I I
I I
¦н-н-н
¦н-н-н
— coco
+I-H-H
COCO СО
+1+1+1
мсосо
+1+1+1
-н-н-н
2о
ш о
+1+1 +1+1
^f СО О) О
1Л 1Л 1Л 1Л
+1+1 +1+1
СОЮ 00 О>
+1+1 +1+1
см •*
+1+1 +1+1
•ч СО СО t^-
+1+1 +1+1
осо со s
сосо
+1+1 +1+1
О) см m со
ит со со
+1+1 +1+1
0OCN Ю СО
СМ СО СО СО
+1+1 +!+!
тз о
SOo
¦в Q
6$
табл.
К
а
I
Ipo
1—
*
ал
<я
S
я
Оо
о ^
«о
. _
ою
— сч
в»
о Ч
оо
— 2
юо
§¦"
• о
о **
оо
св. 8
ДО 1С
из
«СО
о ^
св. 5
до 6
о
if}
о
ета
эры
гея
и
S § а и
to С
* м к с
метр
ли П
aS
¦н
¦ *
+i
<Ф
•н
4
к
к
оие
S
ьиые
цел
5?
с
а
«
«о
S
Прип
2 я
я я
Л «1
с я
а ¦*¦
с о
-HI
+1 1
COCO
+1+1
1Л 00
+1 +
'*' —
mm
+1+1
СО СО
+1 +
со^
+1+1
со-*
+1+1
О) СО
CS СО
+1+1
00 IM
IMCO
1 1
1 1
COCO
+1+1
«IN
тю
+1+1
т т
+1+1
0H
+1+1
222
+1+1
t-00
¦Н-Н
t~- 00
^^
и
coco
+1+1
т со
coco
+1+1
•* т
ю
1 ~
к о о
с
13 «а
О
°Щ
со о
1 1
coco
+1 +
-§
coco
+1+1
СО О)
ю со
¦Н+1
Ю 00
т со
+1 +
•* т
+1 +
со со
**• т
+1 +
см т
сою
мм
см •*
+1+1
О 'Ф
CS f
$$
см со
мм
00 СМ
1 1 1
СО СО СО
¦н-н-н
со •* т
IM IMIM
СО СО СО
¦н-н-н
(NMC4
СО СО СО
¦Н-Н-Н
— 1МС0
CM IMCN
СО СО СО
¦н-н-н
О ч-> IM
см см см
ю со т
+!+)+!
2S?;
т тю
¦Н-Н-Н
00 О) О
— — см
т т т
¦Н-Н-Н
ооо>о
— — см
¦н-н-н
t~-00 О>
+!+!+!
СО Г~-00
со со со
1Л COS
ю о
см ю
1:
з — —
~з со *
о
ii
a g-
О ч
ММ
t~-t~-
+1+1
-IM
COS
4J di
*~* CN
CO CO
+1+1
COO)
Ю CO
+1+1
m oo
Ю CO
+1+1
——
ЮСО
ss
¦*r m
+1+1
CM CO
¦* m
¦H-H
— m
CO-*
MM
+1+1
O) CO
"?
Q
H
T3
о
о
со
й
°
l4^ f^- t>4
ш
CM IMCN
¦H^+l
CM CM CM
¦H-H-H
CO ^ lO
CS OJCM
CO CO CO
-H-H-H
IMCO •*
IMCN CM
CO CO CO
¦H+l+l
— CN CO
CM CN CM
COCO CO
¦H+l+l
M CM CM
CO CO CO
+1+1+1
o>o —
— CM M
юю ю
+1+1+1
0H —
— (NC4
ют т
+1+1+1
00OJO
— — CM
+1+1+1
N00O)
-H+l+l
CO l4^ 00
ю о
СЧ 00
u
360
о
OOS
+1+1
ss
+1+1
-IM
ss
+1+1
— CM
ss
II И
-8
COS
¦H-H
COO)
--
CO CO
+1+1
m oo
m со
¦H-H
Ю CO
+1+1
CO S
^m
+1+1
CN CO
^.Ю
+1+1
— Ю
¦* m
22
sss
¦H-H-H
cosoo
CM CM M
sss
¦H-H-H
Ю CO S
CM CM IM
sss
MM It
CM IMIM
sss
+I+I+I
со -^f
CS CS <N
tsNN
¦H-H-H
CO CO-*
M CM CM
CO CO CO
¦H-H-H
— IMCO
CM OQ CM
CO CO CO
+)+!+)
CO CO CO
+!+!+)
О — IM
CM CM CM
¦H-H-H
и-ют
-H-H-H
000H
— — CM
юют
MS.
qS **
с 1
ТЗ И ж
if
и «
458
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
459
s
ё
s
1
о
о.
LJ
¦t
ч
та
?f
<ч
о
gg
CO со
5*
° о
«СО
я 2
юо
s§
оо
юо
оо
Юо
<?> ос
и °
и ¦=*
Юю
m О
S*
ю
О
<
i щ
я 2js
1=1 о ^ §
2_^ =f >,
т л ft
Jssc
11
«а
.—.
<
-И
<
<
к
5
0)
X
о
S
ft
S
а
о'
<с
о*
X
о
S
о.
2 я
л <и
5 о
пред
откл
со со со со оо
-Н-Н +1+1 +
О ^ NOOCf)
CS CS СЧ CS CS
г- со оососо
-Н-Н МММ
О СО СО N СО
—¦см см см см
N ОО ОО ОООО
ММ МММ
00 СМ Ю СО N
—¦см см см см
NN NNN
-Н-Н +!+! +
«~< CS CS CS CS
со t^-. t^- г— г—
-Н-Н +!+!+!
СО О СО Tf Ю
-"СМ СМ СМ СМ
СО I4— f— t^. Ь-
+I-H -H4I4I
—¦ — см см см
ю со со со со
+1 -Н +1 +141
-* 00 —¦ СМ СО
— —¦ см см см
ю со со со со
4141 +1+1-Н
СО СО •-" СМ СО
— — см см см
¦* СО СО СО СО
+1+1 +!+!+!
СМ N О — СМ
— — см см см
¦* СО СО СО СО
+1 41 +1 +1 +i
—¦ —¦ — см см
^ СО СО СО СО
+141 41+141
О Ю СО СТ) О
, , ^-н «-Н «-Н CS
ю о
"й «-ч cs
| о Л
Q§ ^
а' о
о ч
СО СО СО СЛ 00
+1 +1 41 41 41
~- Ю СО О О
CS CS СМ СЧ СО
coco оо coco
-н-н ммм
О Tf NCOO1
см см см см см
NOO ОООООО
-Н -Н +! +1 +1
о> со со г^» со
—¦см см см см
NOO ОО ОООО
-н-н ммм
СО CS ЮСО N
—«см смсч см
со со оо со со
+1+1 +14141
N —¦ ¦* ЮСО
—¦см см см см
СО N N NN
4141 МММ
СО О П^Ю
—•СМ СМ СМ (М
LON NNN
-Н-Н 41 41 +1
ю о см со ^
—"— СЧ CM CS
41M МММ
¦* о см со -^
~- "•* СМ СЧ СМ
¦н-н -н-н-н
со оо -— см со
~- ~- см см см
¦^ СО СО СО СО
+1+1 +!+!+!
СМ I"- О -— CS
•-• -н СМ СМ СМ
¦^ СО СО СО СО
+1+1 +1+1+1
—' СО О О —
— —¦ — см см
юо
см ю
13 — СМ
^ о. «
Qi?3 ^
4 б Л
go
я о
0 *
ООО
+1+1
—. СО
с< см
ООСЛ
+1+1
ою
см см
NO
+1+1
о ¦*
—¦ см
N ОО
JJ XI
28
СО 00
+1+1
to оо
мм
— см
+1+1
ю о
— см
юг-
+1+1
— см
¦Ч" N
+1+1
со о
rt" N
-н -н
см оо
¦* N
+1+1
— N
с
с
t
оооо
-н-н-н-н
о о — см
CM COCO СО
осла-ел
+1+1+1+1
ООСЛ О —
см см со со
о ел о ел
-н-н-н-н
N СО О О
см см см со
оооо оооо
-н-н-н-н
СО I4- СО О
CM CM CM CS
со со со со
+1+1+1+1
Ю СО N СО
см см см см
оооо оооо
-н-н-н-н
СМ СЧ СМ СМ
^^^.^
414141 М
СО rf Ю СО
см см см см
NN NN
мммм
со ^ ю со
см см см см
^^^.^
414141+1
СМ СО "* Ю
см см см см
^^.^^
-Н-Н +1+1
—'CMCO^f
см см см см
NNNN
+!+!+! 41
о — см со
см см см см
ю о с>
см ю —
3 — СЧСО
О S*
^t^ —• см
¦д сО * л
з о * л
§§
о «
со о
-н-н
см со
см см
Э0О
+1+1
— ю
см см
ооо
-н-н
см см
оо оо
41-Н
ел со
'—' СМ
NCO
оосм
— см
N ОО
мм
N СМ
—| СМ
со оо
¦н-н
со —¦
— см
со со
-H+I
ю—¦
— см
ю оо
+1+1
^ о
— см
ю со
МО)
юоо
+1+1
СМ 00
с
оооо
+I-H4I4I
ел о — см
см со со со
мммм
ооо о —¦
см см со со
оооо
41 М М М
N СО О О
см см см со
оо оооооо
-Н-Н 4141
СО N 00 О
см см см см
оо оооо оо
+!+!+!+!
Ю СО N СО
см см см см
ОООО 00 ОО
-Н-Н-Н 41
Ю СО N СО
см см см см
00 ОО ОООО
мммм
^ Ю СО N
см см см см
00 ОО ОООО
+1 +i 4141
СЧ СМ СМ СМ
оо со оо со
41 41 41+1
со -^ ю со
00 00 00 00
41М ММ
CS СО "^ Ю
со со оо оо
+1+1+1+1
— CM CO Tf
ю о ю
СМЮ Tf
3 — СМ СО
о ° « *
Ню4
¦в Q • •
§1
а' о
т я G. t
1;
О) О)
+1+1
см г—
см см
+1+1+1+1
ооо
+1+1
О
ОООО
+141-Н-Н
О О -ч CS
CS СО СО СО
00 О ОООО
+!+!+!+!
СО О О •—'
см см со со
ел о о о
+1+1+1+1
N00 0H
<м см см со
+1+1
coco
«-ч CN
оооо
+1+1+1+1
СО N 00 О
см см см см
+!+!
Г-- СО
—«см
оооо
+1+1 -Н-Н
СО Г"- СО О
CS CS CS CS
СО О
+1+1
СО СМ
—¦ см
оооо
+1+1+1+1
ю со t^- со
см см см см
оооо
+1+1+1+1
ЮСО N ОО
см см см см
+141 +!+!+!+!
Tf —' "* Ю СО N
—¦СМ СМ СМ СМ СМ
coo п^юю
CM CM CM CM
I! I I I I
юо см
СМЮ ОО
—¦ см со
а«л
+1+1
cooo
CM CM
о о о о
+1+1+1+1
о
о *—•
+1+1
СМ N
см см
+1+1+1+1
о — см со
coco coco
о
оо—¦
+1+1
— СО
см см
+!+!+!+!
о о — см
см со со со
00 О
+1+1
dn
+1+1+1+1
оооо —
см см coco
+1+1
о ¦*
— см
ел о о ел
+1+1 +1+1
N00 О О
см см см со
NO
+1+1
2S
О CTi О О
+1+1 +1+1
NOOO О
см см см со
СО О
+1+1
NCO
— см
о о о ел
+1+1 +1+1
СО N ООО
см см см см
СО О
41+1
СО СО
-н см
о о о ст>
+1+1+1+1
СО NOOO
см см см см
+1+1
оооо
+1+1 +1+1
Ю СО Г"- СО
см см см см
ю о
+1+1
ОООО
41 -H4I-H-H
+1+1
¦Ч-ЮСО N
см см см см
II
юо о
СМЮ О
—< см •*
«
и о
и «
I I I I I
+1+1+1+)
о —¦
+1+1
CM N
CM CM
+1+1+1+)
О "•* CM CO
CO COCO CO
+1+1 +I+I+I+!
— CO О О —¦ CM
о
oo —
-ИМ
ою
CM CM
оооо
41+1+1+1
ОООО —<
CM CM CO CO
о
оо —¦
+1+1
оооо
+1+1 +1+1
оо ел о —¦
см см со со
+1+1
ОС*
— см
оооо
+141+1+1
NCOOlO
СМ СМ СМ СО
+1+1 +1+1
NOOO О
см см см со
+1+1
СО СО
«-ч СМ
-н-н-н-н
СО Г"- СО О
см см см см
II ММ
л О ?:? л Л
ОЮО
3§
Лродолжение табл. 66
Диаметр
детали D
Св. 920
до 1000
Св. 1000
до 1085
Св. 1085
до 1200
11 р и
Размеры дета-
детали, иа которые
назначаются
припуски и
предельные
отклонения
н
D
d ппи Г) d
1+ HUH L-f U
До 50
Св. 50 до 125
» 125 » 250
» 250 » 400
Н
D
d при D—d
До 50
Св. 50 до 125
» 125 » 250
» 250 » 400
Н
D
d при D—d
До 50
Св. 50 до 125
» 125 » 250
» 250 » 400
Высота детали И
до 50
—
—
—
—
—
—
—
—
—
—
—
мечаиие. В отверстии
св. 50
до 65
св. 65
до 80
Припуски
—
—
—
.
—
—
—
—
—
—
—
,- —
17±7
24±11
27±П
28±П
29±11
30±11
18±8
25±П
28±11
29±П
30± 11
31±П
_
—
—
—
—
—
дополнительно к г
св. 80
до 100
(б, б„ б2
18±8
25+.П
28±П
29±П
30±П
31±П
19±9
26±11
29±11
30±П
31±П
32±П
20±9
27±12
30±12
31±12
32±12
33±12
фипускам
св. 100
до 125
св. 125
до 150
св. 150
до 180
и предельные отклонения (_
19±8
25±11
28±П
29±П
30±П
31±П
20±9
26±П
29±П
30±П
31±П
32±П
21±9
27±12
30±12
3I+.12
32±12
33±12
20±8
26±11
29±11
30±11
31±П
32±11
21±9
27±11
30±11
31±П
32±11
33±11
22±10
28±12
31±12
32±12
33±12
34±12
21±9
26±11
29±11
30±11
31±П
32±П
22±10
27±П
30±11
31±П
32±11
зз±п
28±10
28.-fcl2
31±12
32±12
33±12
34±12
допускается конусность 1 :
св. 180
до 215
22±10
27±П
30±11
31±11
32±11
33±11
23±Ю
28±П
31±11
32±11
за±п
34±11
24±11
29±12
32±12
33± 12
34±12
35±12
го.
св. 215
ДО 250
д, д
Т- ± 2
23±10
28±П
31±11
32±11
33±П
34±11
24±10
29±12
32±12
33±12
34±12
35+12
25±11
30±12
33±12
34±12
35±12
36±12
св. 250
до 300
св. 300
до 360
24±10
29±11
32±П
зз±п
34± 11
35±П
—
.
—
—
_
67. Припуски н предельные отклонения размеров для поковок типа цилиндров с отверстием,
изготовляемых свободной ковкой на молотах
Размеры в мм
Высота детали
Н
Наружный диа-
диаметр детали D
Припуски F. 6,. б2) и
предельные отклонения
2.
2 .
¦= а.
(Я ^ О
15
Высота детали
Н
Наружный диа-
диаметр детали D
Припуски F, бх, бг) и
предельные отклонения
2 • * 2 ' * 2
РЧ со
D.CfQ
X X Ji
ее х 2
ф СО
СО о S
До 80
До 80
13±4
14±5
12±3
12±3
I7±3
17+3
Св. 180 до 215
Св. 80 до 100
Св. 80 до 100
14±5
13±4
18+4
» 100 до 125
80 » 100
100 у, 125
15+6
15±6
13±4
14±4
18±4
19±4
» 215 » 250
» 125 ДО 150
» 80 » 125
» 125 » 150
16±6
16±6
14±4
15±5
19±4
20±5
150 до 180
» 100 » 150
» 150 » 180
17±6
17±6
15±5 20±5
16±5 21±5
250 » 300
Св. 120 до 150
» 150 » 180
» 180 » 215
18+6
18±6
18±6
15±5
16±5
17+6
20±5
21 + 5
22±6
145 » 180
180 » 215
215 » 250
19±7
19±7
19±7
16±5
17±6
18±6
21 + 5
22±6
23±6
169 * 215
-215 » 250
250 » 300
20±7
20±7
20±7
17±6
18±6
19±6
22±6
23±6
24±6
КОВКА НА МОЛОТАХ И ПРЕССАХ
m
d
>.
0
и
м
8
¦
§
g
CJ
S3 f*
а моло
s s
ковкой
«s
3 °
с
1 i
.2
1
n
В
t- a
та детал
о
3
св. 300
до 360
Оо
Ио
• 0
о Ч
«о
о °
и Ч
S2
5«
Ро
•Л со
и Ч
св. 125
ДО 150
о10
~
за
оо
СО О
О о
° ч
ш О
S Ч
до 50
«
s §¦"=
Ч° я *
х* я ^
i = я и
D. д
<
+1
<
-н
-н
<
-н
X
К
а:
s
1
X
1
11
о.
д
S
о
о1
S
X
и
X
5 ?
редел
ткло*
S я </
ян Q
so;*4
1 1
i
1 1 1 1
1 1
1 1
те —
+
те —
<N"T
+
о
<N !N СЧ —
tfti'+c,
4^+1+"
ь-1- ю
* >ч «•
S
о
м i i
мм
мм
1 1 1 1
1 1 1 1
11+11
СП
1 1 +
00
1
<n счте —1 сч
1
сч счте —¦ сч
+1+1 +
+1
оо оо t- -ф'
tN СЧ СЧ —| СЧ1
+1
счсчсч-
¦> СЧ
+1
СО
и «
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
463
8
I
о
С
иЭ со
св.
до
¦ а
о ^
¦Н
<*|<м
•о
к
о.
il
мм
||
о
I +I
те со -о" те
+1+1+1+1
+I+J+1+J
gOOO <?
(N00 *Ф <N
+1+1+1+1
о oootc
СЧ СЧСО СЧ
+1+1 +1+1
О СП г- Ю
ечсчтосч
оо ся г^ю
+I+I+J+I
i It1 I
I It1 I
+1+1+I +1
22 = g
CO ¦* Tf СЧ Tf
+1
СЧ TO О О)
СО ТО ¦* СЧ "О"
+1+1+1 +1
-М О J!
СО СО -ф СЧ ТО
+1+1+1 М
О- (Л S
ТО ТО "О" СЧ ТО
+1+1+1 a
О *-^ СГ5 t^
СЧ ТО "О" СЧ СЧ
+1+1+1 +1
С1 О СО СО
+1+1+1 +1
МО И Ю
+1+1 +
м V I
+ 1
то
Ю Ю <N
+)
. _. о
< — — СЧ
+1+1 +
+1+1+1 +I
ТО ТО — О)
+1+1+1 +I
NO ^ О)
00 00^ !N ^
+1+1+1 +I
"-1 !N О 00
со со ^ сч ^
¦ +1
00
+1+1+
О СЧ Ol
+1+1+1 +1
СЧО0-* СЧ 00
J-H+I +)
00-^ 00 ^
СЧ ТО Tf СЧТО
00 *Р
1+1
+1
то
—1 —| СЧ
<О СО СС» СЧ <О
+1+J+I +j
+1+1+1 +I
Ю Ю СО '**н
+^+l + l +1
¦Н-Н+1
00 ^ СЯ
—* —* —ч СЧ
00 "Ф 1Л СЧ "Ф
+1+1 +1 +I
"" —" СП
ТО ¦* тГ СЧ "О"
+1+1 +1 +I
-1 00 О <У>
со оо -^ счоо
+1+1 + 1 +1
О СЧ О °Р
ся сч ел
СЧТО ¦* СЧТО
а -ч
oo
O0 —'
2o
ев f- С
5 ад
i§
464
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
465
.x
!¦
0
Л
§^
СО со
О Н
Оо
,
¦во
з«
??
оо
л о
• о
• о
о X
оо
" «
"о
8«
за
о
,—.
<
• +1
<>
-Н
-н
<
онения
•а
и
к
5
с
Я
<О
о"
<о"
Я
а
дета-
оторые
1ЮТСЯ
ки и
ьные
ения
о. ? ^3 °
со ь- соо
+1+1+
Oi О> LO
+1+1 +
СО 00 LO
+1
CN
ч( t-
+1
CN
LO t~~ CO CN t~~
+1+1 +
+1
та
CN
-Ф со со cn со
+1+1 +
СО СО т**
+1
Й
Tf LO CO (N LO
+1+1 +
LO LO CO
+J
+1+1 +
«Ф LO CO
Tf Ю LO О
+I+J +
CO ^ OJ
ГОЮЮО
+1+1+
СП ¦* LO !>
+1+1 +
+1
•i LO
+i
о
CN
JLO
+1
О
+1
cn
та rf " CN ¦*
+1+1 +
о та о
CO Tf rf О
+1+1 +
СП CN СП
•в „ я
СО Q
88
и «:
+1
^ ¦Чг*
+1
00
+1+1 +
а> о со
+1+1 +
CO СП CD
CD t-~ CO С
+1+1 +
t^- QO LO
-н
CN
+!
CN
sj СО
+1
CN
tO CO CO СЧ LO
+1+1 +
CD t-~ LO
+1
та
CN
Tf LO CD CN LO
+1+1 +
LOCO ^
м
CN
CN
Tf Ю CO !N LO
+1+1 +
•fl
rP LO CO !M LO
+!+! +
таю та
~~ ~
Tf LO LO О
+1+1 +
<M LO !N
CO r** LO С
+1+1 +
та *ш !>
+1+1 +
о та —
1
1
-a
ii
U «
+1
+1
+1
о
CN
¦1 П"
+1
О
Csj
1
t^- 00 00
+1+1+1
о — t—
COCO 00
+1+1+1
<y> о со
CO 00 QO
•н-н-н
00 СП LO
IONN
+I+J+I
ь- со ^r
— — CM
LO CD CO
+1+1 +1
CD t-~ CO
— — CM
Tf CD CO
+1+1+1
1Л SCO
rf CDCC
+1+1+1
rf CDCN
-Ф CO CD
+1+1+1
та cdcn
та LO LO
+1+1+1
(M LO —н
—' — !N
CO LO LO
+1+1+1
I 1 1
та^
О «
t— CO 00
+1+1+1
CN CN CN
t— 00 00
+1+1+1
СП —' b-
— CN CN
CO 00 00
+1+1+1
00 О CD
— CNCN
CD t-~ t-~
+J+I+I
Г--СТ) LO
—i — CN
LO CD CD
+I+J+I
COCO rf
— — CN
¦* coco
+1+1+1
LO 00 rf
rf COCO
+1+1+1
¦* ь- та
¦* CD CD
+1+1+1
со s та
— — CN
та lo Lo
+1+1+1
CN CO CN
—i — O!
1 1 1
1 1 1
+1+1+1
о та cn
CNCN CN
t--cn cn
+1+1+1
CncN CO
—н CN CN
S СП СП
+1+1+1
00 — b-
— CN CN
CD 00 00
+l+l'+l
t-~ О CD
-чММ
CD t-~ Ь-
+1+1+1
CD СП LO
LO ^ t-
+1+1+1
LO СП LO
— — CM
¦*ss
+1+1+1
•* 00 ¦*
— —i CN
¦* ^ t-~
+1+1+1
та oo -^j-
— — CN
¦* coco
+1+1+1
m ^ m
— —i CN
1
1
•ffl О
U«
69. Припуски и предельные отклонения размеров для гладких поковок
круглого сечения, изготовляемых на прессах (группа точности II)
Длина детали h
До 1 000
Св. 1 000 до 1 250
» 1 250 » 1 600
» 1 600 » 2000
» 2 000 » 2 500
» 2 500 » 3 150
» 3 150 » 4 000
» 4 000 » 5 000
» 5 000 » 6 300
» 6 300 » 7 100
» 7 100 » 8 000
» 8 000 » 9 000
» 9 000 » 10 000
» 10 000 » 11 200
» 11 200 » 12 500
» 12 500 » 14 000
» 14 000 » 16 000
г—
4
хщ
(J)+fr)+Aft
Размеры в мм
Диаметр детали Г>
до 140
]
11±4
12±5
13+5
14±5
15±6
16±6
17±6
18±7
19±7
20±7
21±7
— ¦
—
—
—
—
—
св. 140
до 160
1рипуск?
12±5
13±5
14+.5
15±6
16+6
17±6
18±7
19±7
20±7
2!±7
22±8
22±8
—
—
—'
—
— ¦
св. 160
до 180
св. 180
до 2 00
св. 200
до 224
св. 224
до 250
св. 250
до 280
(б) в предельные отклонения |±—]
13±5
14±5
15±6
16±6
17±6
18+7
19±7
20±7
21±7
22±8
22±8
23±8
24±9
—
—
—
—
14±5
15±6
16±6
17±7
18±7
19±7
20±7
21±7
22+8
22±8
23±8
24±9
25±9
?6±Ю
—
—
—
15±6
16±6
17±6
18±7
19±7
20±7
21±7
22±8
22±8
23±8
24±9
25±9
26±10
27±10
28±Ю
—
—
16+.6
17±6
18±7
19±7
20±7
21±7
22±8
22±8
23±9
24±9
25±9
26±Ю
27±Ю
28±Ю
29±П
31±П
—-
17±6
18±7
19±7
20±7
21±7
22±8
22±8
23±8
24±9
25±9
26±10
27±10
28±10
29±Н
зо±п
32±П
33±12
466
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
467
Длина детали &
До 1 000
Св. 1 000 до 1 250
<
» 1 250
i 1 600
\ 2 000
» 2 500
t 3 150
I 4 000
ь 5 000
» 6 300
» 7 100
> 8 000
» 9 000
» 10 000
» 11200
» 12 500
» 14 000
> 16 000
> 18 000
» 1 600
» 2 000
» 2 500
» 3 150
» 4 000
» 5000
» 6 300
» 7 100
» 8 000
» 9 000
» 10 000
» 11 200
» 12 500
» 14 000
» 16 000
» 18 000
» 20 000
Длина детали L
До 1 000
Св. 1 000 до 1 250
]
5
1
5
> 1 250
> 1 600
> 2 000 )
\ 2 500 )
> 3 150
» 4 000
> 5000
» 6 300
t 7 100 j
. 8 000 !
> 9000 1
> 10 000 i
1} 200 :
J2 500 ;
» 14 000 !
> 16 000 !
> 18 000
> 1 600
» 2 000
> 2 500
> 3 150
> 4 000
> 5 000
> 6300
> 7 100
> 8000
9 000
> 10 000
11200
> (Ш
16 ооо
> 18 000
• 20 000
Продолжена
i табл. 69
Диаметр деталв D
св. 280
до 316
св. 315
до 355
св. 355
до 400
св. 400
до 450
св. 450
до 600
св. 500
до 560
Припуски (б) -дельные отклонения (±-j
18±7
19±7
20±7
21+.7
22±8
22±8
23±8
24±9
25±9
26±Ю
27±10
28±10
29±П
30±11
31±11
32±12
34±12
35±13
37±13
19±7
20±7
21±7
22±8
22±8
23±8
24±9
25±9
26±Ю
27±10
28±10
29±П
30±11
31+.11
32±12
33±12
35±13
37±13
39±13
20±7
2I+.7
22±8
22±8'
23+.8
24±9
25±9
26±10
27±10
28+10
29±11
30±11
31±11
32±12
33+Л2
34±12
36±13
38±13
40±13
21+.7
22±8
22±8
23±8
24+9
25±9
26±10
27±10
28±10
29±П
зо±п
31±11
32±12
33±12
34±12
35±13
37±13
39+. 13
41±14
22±8
22±8
23±8
24±9
25±9
26±10
27±10
28±10
29±1
30±11
31±1
32±12
33±12
34±12
35±13
36±13
38±13
40±13
42±14
22±8
23±8
24±9
25±9
26±10
27±10
28±Ю
29±11
30+Л1
31±11
32±12
33±12
34±12
35±13
36±13
37±13
39±13
41±14
43±14
св. 560
до 630
23±8
24±9
25±9
26±10
27±Ю
28±10
29±11
30±11
31±11
32±12
33±12
34±12
35±13
36±13
37±13
37±14
40±14
42±14
44±14
Диаметр детали D
св. 630
до 710
св. 710
до 800
св. 800
до 900
с
в. 900
до 1000
Припуски F) и предельные
24±9
25±9
26±10
27+.10
28±10
29±11
30±11
31±11
32+.12
33±12
34гЫ2
35zfcl3
36±13
37+.13
38+14
40±14
43±14
46± 5
49+Л5
25±9
26±10
27±10
28±10
29±11
30±11
31±11
32± 12
33+.I2
34±12
35±13
36±13
37±13
38±14
40±14
Ш\1
49±15
51±16
26±10
27±Ю
28±10
29±11
30±11
31±11
32±12
33±12
34+.12
35±13
36+13
37+.13
38±14
40+. 14
43±14
46+15
Mil
5I+.I6
54±16
i
L
1
t
1
св. 1000
до 1120
св. 1120
до 1250
/ Д \
отклонения 1 ± -—— i
28±10
28±10
29±11
Ю±П
Л±11
32±12
33±12
34±12
35±13
36±13
37±13
Ю±14
16±15
Ю±15
>4±16
57±17
30±П
30±11
31±11
32±12
33±12
34±12
35±13
36±13
37±13
38±14
40±14
43;Ь14
46±15
49±15
51±16
54±16
57±1?
—
31±11
32±12
33±12
34±12
35±13
36±13
37±13
38±14
40±14
43±14
46±15
49±15
51±16
54±16
57±17
Продолжение табл.
Длина детали ь
От 1 600 до
Св. 2 000 до
» 2 500 »
» 3 150 »
» 4 000 »
» 5 000 »
» 6 300 »
¦» 7 100 »
» 8 000 »
» 9 000 »
» 10 000 »
» 11 200 »
» 12 500 »
Прим
L > 1,2?>.
2 000
2 500
3 150
4 000
5 000
6 300
7 100
8 000
9 000
10 000
11 200
12 500
14 000
; ч а и и
св. 1250
до 1400
Длина
св. 1400
до 1600
детали D
св. 1600
до 1800
Припуски (в) и предельные отклонения (
33±12
34±12
35±13
36±13
37±13
38±14
40±14
43±14
46±15
49±15
51±16
54±16
57±17
35±13
Зб±13
37±13
38±14
40±14
43±14
46±15
49±15
51±16
54±16
57±17
—
е. Данные табл. 69 распрострг
38±14
39±14
40±14
43±14
46±15
49±15
51±16
54±16
57±17
—
ияются на детали,
ев. 1800
до 2100
41±14
43±14
46±15
49±15
51+16
54±16
57±17
—
—
—
у которых
70. Припуски и предельные отклонения размеров
Для гладких поковок квадратного и прямоугольного сечеиия,
изготовляемых на прессах (группа точности П)
Размеры в мм
Длина детали L
До 1 000
Св. 1 000 до 1 250
» 1 250 » 1 600
» 1 600 » 2 000
» 2 000 » 2 500
» 2 500 » 3 150
» 3 150 » 4 000
Размер сечения В, На
до 140
св. 140
до 160
до 160
св. 180
св. 180
до 200
св. 200
До 224
св. 224
до 250
св. 250
до 280
Припуски F, 6t) и предельные отклонения
15+4
16±5
17+5
18±5
19±6
20±6
21±6
16+5
17±5
18±5
19±6
20±6
21±6
22±7
17+5
18±5
19±6
20±6
21±6
22±7
23±7
18+. 5
19±6
20±6
21±6
22+7
23±7
24±7
19±6
20±6
21±6
22±7
23±7
24±7
25±8
20±6
21±6
22±7
23±7
24±7
25±8
26±8
21+.6
22±7
23±7
27±8
468
КОВКА НА МОЛОТАХ И ПРЕССАХ
Длина детали h
Св. 4 000 до Б 000
» 5 000 » 6 300
» 6 300 » 7 100
» 7 100 » 8 000
» 8 000 » 9 000
» 9 000 » 10 000
» 10 000 » 11 200
» 11 200 » 12Б00
Длина детали L
До 1 000
Св. 1 000 до 1 250
» 1 250 » 1 600
» 1 600 » 2 000
» 2 000 » 2 500
» 2Б00 » 3 150
» 3 150 » 4 000
» 4 000 » 5 000
» 5 000 » 6 300
» 6 300 » 7 100
» 7 100 » 8 000
» 8 000 » 9 000
» 9 000 » 10 000
» 10 000 » 11 200
» 11 200 » 12 500
» 12 500 » 14 000
» 14 000 » 16 000
» 16 000 » 18 000
» 18 000 » 20 000
Продолжение
табл. 70
Размер сечения В, Но
до 140
22±7
23+7
св. 280
до 315
22+. 7
23±7
24±7
25±8
26±8
27±8
28±8
29±9
30±9
31±10
32±10
35±10
36+11
37±11
38±11
39±12
—
—
—
св. 140
до 160
Припуск!
23±7
24±7
25±8
св. 315
до 355
Припуск»
23+7
24+7
25±8
26±8
27+8
28±8
29±9
30±9
31±10
32±Ю
33+10
36±1
37±11
38±П
39±12
40±12
42±13
—
—
св. 160
до 180
i F, б,)
24±7
25+8
26±8
27+. 8
св. 180
до 200
св. 200
до 224
св. 224
до 250
и предельные отклонения I j
25±8
26±8
27±8
28+8
31+9
26±8
27+8
28+8
29±9
32±9
33+10
Размер сечення В, >
св. 355
до 400
(б, в,)
24±7
25+8
26±8
27±8
28±8
29+9
30+9
31±Ю
32+. 10
зз±ю
34+11
37±11
38±1
39+12
40±12
41±12
43±13
45±14
—
св. 400
до 450
св. 450
до 500
27±8
28±8
29+9
30±9
зз±ю
34±10
35±10
св. 500
до 560
и предельные отклонения ы
25±8
26±8
27±8
28±8
29±9
30±9
31±10
32+ЛО
33±10
34+11
35±11
38±П
39±12
40±12
41+.12
42±13
44±13
46±14
48±15
26±8
27±8
28±8
29±9
30±9
31±Ю
32+10
33±10
34±П
35±11
36±11
39±12
40±12
41±12
42±12
43±13
45±14
47+14
50±15
27±8
28+8
29d=9
30+9
31+ЛО
32±10
33±10
34±11
35±П
36±11
37±П
40±12
41±12
42+13
43±13
44±13
46±14
49±15
52±16
св. 250
до 280
=-и
28±8
29±9
30±9
31+10
34±10
35+10
36+11
37±М
св. 560
до 630
28±8
29±9
30±9
31±10
32±10
33±10
34±11
35+П
36±П
37±12
38±12
41±12
42±13
43±13
44±13
45±14
48±15
51±15
54±17
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
469
Длина детали Ь
До 1 000
Св. 1 000 до 1 250
» 1 250 » 1 600
» 1 600 » 2 000
» 2 000 » 2 500
» 2 500 » 3 150
» 3 150 » 4 000
» 4 000 » 5 000
» 5 000 » 6 300
» 6 300 » 7 100
» 7 100 » 8 000
» 8 000 » 9 000
» 9 000 » 10 000
» 10 000 » 11 200
» 11 200 » 12 500
» 12 500 » 14 000
» 14 000 » 16 000
» 16 000 » 18 000
» 18 000 » 20 000
Длина детали L
От 1 600 до 2 000
Св. 2 000 до 2 500
» 2 500 » 3 150
» 3 150 » 4 000
» 4 000 » 5 000
» 5 000 » 6 300
» 6 300 » 7 100
» 7 100 » 8 000
» 8 000 » 9 000
» 9 000 » 10 000
» 10 000 » 11 200
Прнмечани
1 > l.SH0 и Н„ <S 6
св. 630
до 710
св. 710
до 800
Припуски (б,
2Э+.9
30±9
31±Ю
32±10
33±10
34±11
35±11
36±11
37±12
38±12
39±12
42±13
43±13
44±13
45+14
47±14
50±15
53±16
56±17
св. 125С
до 1400
30±9
31±Ю
32±Ю
33±10
34±П
36±11
36±П
37+12
38+12
39±12
40±13
43+13
44±13
45±14
47±14
49±15
52+16
55±17
59^18
св.
до 1
Припуски (б,
384=12
39+12
40+13
41±13
42±13
43±14
45+14
47+15
51+16
53±16
56i-17
е. Данные
J 1,5Н0.
Продолжение
Размер сечения В,
св. 800
до 900
св. 900
до 1000
табл. 70
Но
св. 1000
до 1120
св. 1120
до 1250
6t) и предельные отклонения (±—]
31±10
32+10
33±10
34+11
35±11
36±М
37±12
38±12
39-tl2
40±13
41±13
44±13
45±14
47±14
49±15
51±16
54±17
58±18
—
Размер
1400
6 00
33+10
34±11
35±11
36±11
37±12
38+12
39±12
40±13
41±13
42±13
45+14
47±14
49±15
51±16
53±16
57±18
—
:ечення В,
св. 1600
до 1800
34+11
35±П
36±11
37±12
38±П
39d=12
40±13
41+13
42+. 13
43+14
47±14
49±15
51±16
53±16
56±17
—
36±12
37±12
38±12
39±12
W±13
41±13
42±13
43±14
45±14
49±15
51±16
53±16
56±17
—
—
—
Но
св. 1800
до 2100
6i) и предельные отклонения |± — |
40+13
41+13
42+13
434
:14
45+. 14
47±15
49+.16
534=16
56±17
_
42+13
43+14
45±14
47±15
49±16
51±16
56rt. 17
—
_
45±14
47±15
49±16
514-16
54±17
—
табл. 70 распространяются на детали, у которых
470
КОВКА НА МОЛОТАХ И ПРЕССАХ
71. Дополнительный припуск для поковок круглого и квадратного сечения
с уступами, изготовляемых на прессах
\
Размеры в мм
Дополни-
Дополнительный
припуск
иа диа-
диаметр
(размер)
2
3
4
5
7
8
9
10
12
13
14
15
16
17
18
Разность
диаметра
(разме-
(размеров)
сечений
До 56
Св, 56
до 80
Св. 80
до 112
Св. 112
до 140
Св. 140
до 180
Св. 180
до 224
Св. 224
до 250
Св. 250
до 280
Св. 280
до 315
Св. 315
до 355
Св. 355
до 400
Св. 400
до 425
Св. 425
до 450'
Св. 450
до 475
Св. 475
до 500
Дополни-
Дополнительный
припуск
на диа-
диаметр
(размер)
19
20
22
23
24
25
27
29
30
32
34
36
40
45
50
Разность
диаметра
(разме-
(размеров)
сечений
Св. 500
до 530
Св. 530
до 560
Св. 560
до 600
Св. 600
до 630
Св. 630
до 670
Св. 670
до 710
Св. 710
до 750
Св. 750
до 800
Св. 800
до 850
Св. 850
до 900
Св. 900
до 950
Св. 950
до 1000
Св. 1000
до 1100
Св. 1100
до 1200
Св. 1200
до 1300
Примечание. По табл. 69 и 70 выбирают основные припуски б и предель-
предельные отклонения :fc — иа диаметры (размеры) рассматриваемого сечения.
Припуски и предельные отклонения иа общую длину и размеры от едииой базы
до выступов и уступов выбирают в соответствии с эскизом к табл. 71. За базу выби-
выбирают торец выступа наибольшего диаметра. Затем назначают дополнительный при-
припуск по табл. 71 иа диаметры всех сечеиий, кроме основного, в зависимости от раз-
разности диаметров основного н рассматриваемого сечения деталн. Для поковок с квад-
квадратными (прямоугольными) сечениями вместо диаметров принимают размеры стороны
сечения.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
471
72. Припуски и предельные отклонения размеров для поковок
типа муфты и дисков сплошных и с отверстиями,
изготовляемых иа прессах (группа точности П)
Размеры в мм
Высота деталн Иц
Диаметр деталн D
^ сч
и о
о П
go
ffl О
и <
да Ю
СП
03 О
СП
И О
а о
о ч
и о
о Ч
а о
о Ч
8§
Припуски (б) и предельные отклонения |± ——
От 125 до
Св. 160 »
» 200 »
» 250 »
» 315 »
160
200
250
315
400
14+.5
15±6
16+7
17±7
18+.7
400 » 500
500 » 630
630 » 800
800 » 1000
15+6
16±7
17+7
18±7
19±7
16+7
17+7
18±7
19±7
20±8
21±8
17±7
18+. 7
19±7
20+8
21+8
22±9
19±7
2О±8
21±8
22±9
23+9
24+10
19±7
20±8
21±8
22±9
23±9
24±10
25±10
20±8
21±8
22±9
23±9
24+Ю
25±Ю
26±11
27±11
21±8
22±9
23±9
24±10
25±Ю
26±П
27±11
28±11
22±9
23±9
24±10
25±10
26±11
27±11
28±П
29±12
30±12
Диаметр деталн D
Высота детали Яо
03 О
о
ю
а
и
о
о
<
о
ш
и
о
да
о
^s
во о
и К
о
о
О)
се
и
о
о
О
<
о °
м«
DQ О
120
***
@
D
g
о
ч
gg
"«
03* О
Прнпускн F) и предельные отклонения I ± -т—
От
Св.
125 до 160
160 » 200
200 » 250
250 » 315
315 » 400
23±9
24±Ю
25+10
26±11
27+11
24±10
25±Ю
26+П
27+1!
28+11
25±10
26±11
27±11
28±11
29±12
26±11
27±11
28±П
30±12
27±11
28±1
29+.12 30+.12
31±13
28±11
29±12
29±12 30±12
32+13
29±12
30±12
31±13 32±
31±13 32±13 33±14
33±14
30±12
31±13
13
35±14
31±13
32±13
33±14
35±1
37±1
472
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
473
Продолжение табл. 72
Высота детали Но
Св. 400 до 500
» 500 » 630
» 630 » 800
» 800 » 1000
» 1000 » 1120
* 1120 » 1250
» 1250 » 1400
» 1400 » 1550
» 1550 » 1700
Диаметр детали D
о
(DO
ю со
(О
со" о
и <
о
со о
(D -<
со о
О X.
о
—. о
00
со" о
О ег
о
оо
00 О
О)
еа о
О ег
—<
ffl О
и «=t
о
оо
а о
О ct
о
—, иД
*~*
СО о
и"
о
иД О
—<
со о
О в*
о
оо
—<
ш о
Припуски F) н предельные отклонения I ± ——
28±П
29±12
30±12
31±13
29-Ы2
30±12
31±13 32±13
32±13 33±14
33±14
30+.1231+.13
31+.13
35±14
32±13
32±13 33±14
35±1437±1539±1641±17
37±15 39±16
41=Ь 17
33+.14
35±14
37± 15 39*16
41±17
43±18
45±19
33±14;
35+.14;
37±15 39±16
41±17
43+18
45±19
47+. 20
49±21
35±15 37±15;
41±17
45±19
47±20
49±21
51±21
43± 18:
43±18 45±19;
47+20
49±21
51±21
53±22
39±16
41±17
43±18
45±19
47±20
49±21
51±21
53±22
55±23
Высота детали Но
От 125
Св. 160
200
250
315
400
500
630
800
1000
1120
1250
1400
1550
160
200
250
315
400
500
630
800
1000
1120
» 1250
» 1400
» 1550
» 1700
Диаметр детали D
св. 1550
до 1700
св. 1700
до 1850
св. 1850
до 2000
св. 2000
до 2 2 00
св. 2200
до 2400
св. 2400
до 2600
Припуски (б) н предельные отклонен
¦¦И)
32±13
33±14
36+14
37±15
39+. 16
41 ±17
43±18
45+19
47±20
49±21
51±21
53±22
55+.23
57±24
33±14
35+14
37+15
39±16
41±17
43±18
45±19
47+20
49±21
51±21
53±22
55±23
57±24
59±25
35±14
37±15
39±16
41±17
43±18
45±19
47±20
49±21
53±22
55±23
57±24
59±25
61±25
39±16
41±17
43±18
45+. 19
47±20
49±21
51±21
53±22
55±23
57±24
59±25
61±25
63±26
43±18
45+. 19
47±20
49±21
51±21
53±22
55±23
57±24
59±25
61±25
63±26
65±27
47±20
49±21
51±21
53±22
55±23
57±24
59±25
61±25
63±26
65±27
67±28
73. Припуски и предельные отклонения размеров для поковок типа
цилиндров с отверстиями с постоянным и переменным по длине сечением,
изготовляемых на прессах (группа точности П)
Бахрот
Размеры в мм
Длина детали Ь
Св.
1 000
1 250
1 600
2 000
2 500
3 150
4 000
5 000
6 300
8 000
9 000
10 000
11 000
До 1 000
до 1 250
» 1 600
» 2 000
» 2 500
» 3 150
» 4 000
» 5 000
» 6 300
» 8 000
9 000
10 000
11000
12 000
Длина детали Ь
Св.
До 1000
1 000 до 1 250
Днаметр детали D
О
СО О
со о
О в?
о
со о
U «=?
о
чт- О
ю
еа о
о
Ю
еа о
о
(О О
Ю (ГО
(D
еа о
О
соо
ед О
о
СО
га о
о
оо
ооо
ф
о«
Припуски (б) и предельные отклоиення ( ± -д—
зо±п
31±П
32±l3 33±l3 34±l3
33±l3 34±l3
34±l3
35±l4
36±l4
37±l5
38+15
31±
32±13
35+14
36+14
37+15
38± 15
39±16
32±13
33±13
35±14
36±14
37±15
38+Л5
39±16
40±16
41±17
42±17
33±13
34± 13
35±14
36±14
37±15
38+15
39±16
40±16
41±17
42±17
43±17
45±18
47±19
34+13
35±14
36±14
37±15
38±15
39+. 16
40±16
41 + 17
42±17
43±17
44±18
46±19
48±20
50±21
35±14
36±14
37+15
38+.15
39±16
40±16
41±17
42±17
43±17
44±18
45±18
47±19
49±20
51±21
36+.14
37+15
38±15
39±16
40±16
41+17
42±17
43±17
44±18
45±18
47+19
48±20
51±21
52±21
37+.15
38±15
39±16
40±16
41±17
42+. 17
43±17
44±18
45±18
47±19
48±20
50±21
52±21
53+.21
Диаметр детали D
900
1000
о о
О й
1000
1120
to о
1120
1200
10 о
Ох
1200
1320
m о
1320
1400
to' о
1400
1500
щ о
их
1500
1600
10* о
О «
о
о о
« с-*
ю' о
Ой
Припуски (б) и предельные отклонения | . —
39±16;
40+16
474
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
475
Продолжение табл. 73
Длина детали L
Св.
I 250 до
1 600 »
2 000 »
2 500 »
3 150 »
4 000 »
5 000 »
6 300 »
1 600
2 000
2 500
3 150
4 000
5 000
6 300
8 000
8 000 » 9 000
9 000 » 10 000
10 000 » 11 000
11 000 » 12 000
Длина детали L
Св.
До 1000
1 000 до 1 250
I 250 » 1 600
1 600 » 2 000
2 000 » 2 500
2 500
3 150
4 000
5 000
6 300
3 150
4 000
5 000
6 300
8 000
8 000 » 9 000
9 000 » 10 000
10 000 » 11 000
11 000 » 12 000
Диаметр детали D
оо
оо
О) О
go
о»
со о
ОЙ
ш о
и«
о
оо
О* см
со о
о«
go
«о
§о
^.о
со о
ОЙ
§я
ш о
о «
Припуски (б) и предельные отклонения I ± —-
40+.16
41±17
42±17
43.-fc 17
44+18
45+.18 47+.
47+. 19
48±20
50+. 21
52+21
53±22
54±22
41±17
42±17
43±17
44±18
45±18
19
48±20
50±21
51±21
53±22
54±22
55±23
42±17
43±17
44+18
45±18
47±19
48±20
50±21
51±21
52+.21
54±22
55±23
56±24
43+17
44+.18
45±18
46±19
48±20
49±20
51 + 21
52+. 21
53±22
55±23
56+24
58±2;
44±18
45±18
46+Л9
47±19
49±20
50+.21
52±21
53+22
54±22
56±24
58±25
60 ±25
46+. 19
47±19
48+.20
50±21
51±21
53±22
54±22
56±24
58±25
60+. 25
62±26
Диаметр детали D
47±19
48.+ 20
49±20
51±21
52+.21
54±22
56+.23
58+25
60+25
62+. 26
64±27
48+20
49±20
50±21
52±21
53±22
55±2;
57±2!
59±25
61±26
63±27
65+27
и о
О ч
о
оо
СО °
_. О)
"—'
Ш О
и <
О
оо
О) °
"" СМ
ш о
U X
о
оо
О)
я о
о
-, Л
СМ —'
см
ш о
и х
о
юо
см со
см
я о
о «
± ——
1
49±20
50±21
51 + 21
53±22
54±22
56+23
58±25
60±25
62±26
64±27
66±28
50+21
51±21
52±21
54+22
55±23
57±24
59±25
61 + 26
63±26
65±27
67±29
51±21
52±21
53+22
55+23
56+23
58±25
60+25
62±26
64±27
6fi±28
69±29
52+21
53±22
55+23
56+24
58+25
60+25
62+26
64±27
66+28
68±29
—
53+22
55±23
56+24
58±25
60±25
62+26
64±27
66+28
68±29
70±30
—
55+23
56+24
58+25
60+25
62±26
64+27
66±28
68±29
70+.30
—
—
56±24
58±25
60+25
62+26
64+27
66+28
68±29
70+30
Примечание. Данные тйбл. 73 распространяются на детали, у которых
L > 1.2D и d > 0,5D, При этом минимальная толщина стенкн поковки не должна
быть менее 100 мм.
72 13151719 21
i t i i ___^^_____
Рис. 21. К определению наименьшей вы-
высоты уступов в выемок при ковке на
прессах
Во избежание перерезывания воло-
волокон металла при обработке резанием
необходимо, чтобы коитур поковки
максимально соответствовал контуру
детали. Количество уступов и выемок
иа поковке зависит от возможности
их выполнения при ковке, а также от
наличия соответствующего инструмен-
инструмента и количества однотипных поковок.
Для небольшого числа поковок изго-
изготовление специального инструмента
часто обходится дороже, чем потери
металла иа иапуски и на увеличение
объема механической обработки.
Образование уступов практически
возможно при ковке только при опре-
определенной разнице диаметров выступа
и уступа и достаточной длине послед-
последнего. Ковка коротких уступов с малой
Высотой выступа экономически не-
нецелесообразна.
Уступы и выемки ие обжимают, если
разность их диаметров и диаметров
Прилегающих участков меньше опре-
определенной величины и если оии малой
Длины, хотя указанная разность диа-
диаметров достаточная. Промежуточные
уступы обжимают при меньшей раз-
разности их диаметров и диаметров при-
прилегающих участков, а также При
ни ,
Рис. 22. К определению наименьшей дли-
длины уступов н выемок при ковке на прессах
/t
1'
/)
/,
//
//
/ )
'"Я7
/
J.
4
/,
//
//
/}
/
/
/
7
/
/
/.
y zoo
1
,•/
</
//
'/
'/
I/
'/
200 400 600 800ЦН/1Н
Рис. 23. К определению наименьшей длины
буртов при ковке на прессах
Рис. 24. Схема нанесения напусков на
поковку тнпа вала:
1 — иа уступ; 2 — на выемку) 3 — иа
фланец! 4 — на бурт; 5 — припуск! 6 -*
контур детали
меньшей их длине по сравнению с диа-
диаметрами и длиной выемок и коицевыя
рттупов.
На рис. 21—23 приведены графики
для определения наименьших длин
буртов, уступов и выемок. При
определении наименьшей высоты вы-
Ступов hi, hi, ft6 и fte (см. рис. 21) и
глубины выемок /г« и hi исходят из
общей длины поковки Ln0H и диаме-
диаметров выступа Dt, ?>g, D^, Db, De (или
476
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
477
Нг, На), прилегающего к уступу. На-
Например, при определении наименьшей
высоты hx берут общую длину LnoK
и диаметр выступа D2, для h2 прини-
принимают Ln0K и D3 и т. д. Если Ln0K =
= 3100 мм и D2 = 740 мм (см. рис. 21),
наименьшее значение h± составляет
30 мм. Наименьшие длины уступов 1Ъ
12, 13 и т. д. (см. рис. 21), которые
могут быть получены при ковке, также
определяют исходя из общей длины
поковки и диаметра или высоты при-
прилегающего выступа по зависимостям
на рис. 22. Если общая длина по-
поковки LnoK = 3100 мм, а диаметр
D3 = 940 мм, то наименьшая длина
уступа 12 — 580 мм (см. штриховую
линию на рис. 22).
Наименьшую поковочную длину бур-
бурта определяют по диаграмме (см.
рис. 23) исходя из его диаметра (сто-
(стороны квадрата Н) и диаметра d при-
прилегающего уступа или выемки.
Поковочная наименьшая длина флан-
фланца должна быть в 1,5 раза больше
поковочной длины бурта, определен-
определенной по рис. 23. На рис. 24 показаны
места нанесения напусков на элементы
поковки, которые нельзя определить
по диаграммам, приведенным на
рис. 21—23.
Определение массы и размеров заго-
заготовки. Основная часть массы заго-
заготовки приходится на массу поковки,
которую определяют умножением объ-
объема поковки (дм3) на плотность (кг/дм3).
Для подсчета объема поковки разби-
разбивают на элементарные участки и опре-
определяют их объем по геометрическим
формулам. При этом в расчетах ис-
используют номинальные размеры по-
поковки (без учета допусков). Массу
галтелей на поковке определяют по
номограммам.
Масса заготовки (слитка)
= Gn0K
4-G
, GnpH(
4-
обе
J,
GnpnO
: 4- Gy,
°дн. (
-{- G
w +
Gy,—
где Gn0K,
соответственно масса поковки, при-
прибыльной части слитка, донной части
слитка, обсечек и угара (при ковке
проката GnpH6 = °дн = 0).
Для слитков, заливаемых сверху
с утепленной надставкой, масса при-
прибыльной части (Здриб составляет 20—
25 % массы слитка для конструкцион-
конструкционной углеродистой стали и 25—30 %
массы слитка для конструкционной
легированной стали. Для слитков, от-
отливаемых без утепленной надставки,
масса прибыльной части составляет
¦ 35—40 % массы слитка. Для инстру-
инструментальной легированной стали при
заливке в нормальные изложницы
GnpHg может достигать 50—60 % мас-
массы слитка. Масса донной части слнт-
ка бдц составляет 3—5 % массы
слитка для углеродистой стали и
5—7 % для легированной стали. При
ковке катаной заготовки Gnw,6 "=•
= Одн = 0.
Рассчитать массу обсечек затрудни-
затруднительно, так как она зависит от кон-
конкретного технологического процесса.
Поэтому обычно составляют нормали
и диаграммы исходя из статистических
данных Gogc для поковок сходной
конфигурации. Можно достаточно точ-
точно подсчитать только отход металла
при прошивке и концевые отходы
при отрубке концов.
Отход металла при прошивке
V
v —
где k — коэффициент, учитывающий
условия прошивки (при прошивке
сплошным прошивнем с кантовкой
k — 0,20-7-0,25; при прошивке с под-
подкладным кольцом k = 0,70+0,75); d —
диаметр прошиваемого отверстия;-
Язаг — высота заготовки перед про-
прошивкой.
При прошивке пустотелым прошив,-
нем
¦Н3
V = A,1 + 1,15)
где dBH — внутренний диаметр про-
прошивня.
Если при ковке длинных поковов
не предусмотрен избыточный материал
на отрубку концов, то не выдержи-
выдерживаются размеры по длине или ухуд-
ухудшается качество торца изделия — об-
образуется бочка, как при протяжке.
При образовании бочки или торцовой
конической утяжины увеличивается
объем последующей металлообработки.
Длина отрубаемой части должна быть
достаточной для возможности отрубки
и получения торца хорошего качества.
При ковке на молоте длина на от-
отрубку:
для круглой поковки L = 0,36?>ПОН+
+ 15;
для поковки с прямоугольным сече-
сечением L = 0,25ЛПОК + 15.
При ковке на прессе длина на
отрубку:
для круглой поковки L = 0,25DnoK4-
+ 25;
для поковки с прямоугольным сече-
сечением L = 0,13Л„„к 4- 50.
Здесь DnoK и Ааок — соответствен-
соответственно диаметр и меньшая сторона прямо-
прямоугольного сечения поковки.
Отход на угар берут в процентах
от массы нагреваемого металла. При
нормальных условиях за каждый на-
нагрев в среднем угар составляет 3 %
массы нагреваемого металла. При каж-
каждом подогреве угар составляет 1,5 %.
При ковке из проката угар меньше, чем
при ковке из слитков (из-за меньшего
времени нагрева); он составляет 2—
2,5 % массы заготовки.
Расчеты массы заготовки при ковке
поковок различных форм значительно
упрощаются при использовании нор-
нормативных коэффициентов выхода год-
годного.
Коэффициент выхода годного т|ПОк
определяет экономичность предложен-
предложенного технологического процесса:
г, _
¦ШОК —
Величину
tnoK пок
обратную т|пок, называют коэффициен-
коэффициентом расхода металла.
Для разного типа поковок, получае-
получаемых из слитков и проката, существуют
нормативные коэффициенты выхода год-
годного (иногда их выражают в процентах)
или расхода металла. Тогда примерная
масса заготовки
Массу заготовки можно определить
с помощью номограмм.
При ковке рекомендуется использо-
использовать следующие значения уковки н
осадки:
при биллетировке нормальных слит-
слитков у =. 1,15-г-1,2;
при осадке слитков для улучшения
качества металла у = 2+3;
при протяжке слитков после улуч-
улучшающей осадки у ^ 2j
общая уковка при протяжке нор-
нормальных слитков из углеродистой и
среднелегированной сталей г/Общ =
= 2,5+3,75 (меньшее значение для
слитков массой 1 т, большее — для
слитков массой 200 т; для удлиненных
слнтков уо5щ > 2);
для заготовительных операций зна-
значения уковкн и осадки следующие:
у ;> 2,5 при протяжке по схеме круг—
кРУг; У > 1.8 при протяжке по схеме
круг—квадрат—круг или квадрат—
квадрат; у ^ 1,5 при протяжке с оп-
оправкой; у ;> 1,8 при раскатке; у >
> 1,8—2 при заковке отверстий;
общая уковка при ковке легирован-
легированных сталей уовщ — 3+ 10 (#общ в этом
случае зависит от направлений про-
продольных волокон в поковке и действия
наибольших напряжений в детали; чем
больше степень совпадения этих нап-
направлений, тем больше уковка);
при использовании проката в каче-
качестве заготовки необходимо, чтобы
Jmin общ>1.25, так как это обеспечи-
обеспечивает измельчение выросших при на-
нагреве зерен металла заготовки.
Указанные степени уковки необхо-
необходимо обеспечить для наибольших се-
сечений заготовки.
Определяющими факторами при вы-
выборе проката или слитка для ковки
данной поковки являются ее масса и
марка материала. Если масса поковки
из углеродистой стали не превышает
нескольких сот килограммов, то при-
применяют прокат. При массе поковки
типа вала >700—800 кг н типа ко-
колец и дисков > 200 кг применяют
слитки. Если материал поковки леги-
легированная сталь, то иногда применяют
слитки для относительно мелких по-
поковок (массой 100 кг и более), т. е.
все зависит от марки материала.
Зная массу слитка и тип поковки,
выбирают тип слитка (обычный, удли-
удлиненный и т. д.). Для ответственных
поковок куют из отдельного слитка
Одну поковку. В других случаях
массу слитка и число получаемых из
него поковок определяют исходя из
удобства ковки и наименьшей себе-
себестоимости поковки. После определения
типа заготовки (слиток или прокат)
устанавливают потребную уковку для
получения качественной поковки. За-
*ем рассчитывают размеры заготовки.
Выбор размеров заготовки зависит
от ее типа (слиток, прокат) и основной
478
КОВКА НА МОЛОТАХ И ПРЕССАХ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
479
S
>
I
§
О
С
I
I
I
-
Смешанных сечений (сплошные с уступами
и расположением отдельных частей
в одной, двух, трех и более плоскостях)
Прямоугольного се-
сечения гладкие и
с уступами
Цилиндрические сплошные
гладкие и с уступами
<?>
со
CJ
¦«г-
СО
-
'•?¦
-
СО
-
эинеяиьЛс1нз и ebeKadau
'aouAioA инжэйэи 'bhCbdo
BBsolidoi 'внжвхойц
эииеаиьХбнэ
и BbBtfadau 'аоцЛхэЛ
ИНЖЭЙэи 'ВНЖ»Х0<1ц
ebBtfadsu
и воиАхоА иижэйэи
'BMtfBDO 'ВНЖКЮйц
вьвйэ<1эи и aouAxoA
нвжэйэи 'вижкхоДц
аоиЛюХ иижэ<1эи и
BMtfBOO 'ВЯЖК10Aц
аоиАюА
иижэ<1эи н внжвЮAи
ebeffadau
и souXioA иижэ<1эи
'eHtfBDO 'енжвюйц
souAidA иижэйэи
и ем^воо 'енжеюйц
вм»8ЭО и внжвюс1и
ВЯЖВ10Aи
виАюгаа waHHBaoeBdyo d
BMtfeoo н внжвюйц
BhBtradau
и аоиЛюЛ кижэйэи
'BMtfSOO 'ВМЖВХОAи
w«M<9dau
и вмСеоо 'внжихос!jj
нижайэи и емжвЮAи
BHtfBOO И ВНЖВХ0Aц
5МЖВХ0Aц
Инструмент "
1 1
1 1
1 1
1 1
1 1
1 1
необ-
[ без
¦1
1
1 1
1
с
с
1 {
«НИИ
уков-
, ког-
ЭЙКОВ
се-
а (за-
; тре-
дели-
стру-
При обеспе
необходимой
ки без осадки
да вырез б
соответствует
чению слитк
готовки) и hs
буется раз
тельного ии
мента
ходимой уковет
осадки
разделительного
инструмента
Вырезные
бойки
Плоские бой-
бойки или верх-
верхний плоский
боек, нижний
вырезиой
ё к
а
ИА
>
>
>
С криволи-
криволинейной
осью
а а м
я ° й
2
Я | s s
§ ggg
>> &*
S " S "
О - Q ^
К S О S
f | i
а § |
* Ч _ я
О та Л S
!Ь
|!|
юлые
ыми
•- ч
ские
с ма
тами
я S
|!
Различи ые
способы
ковки и
гибка
со
о*
1
о
S
го S ^ *° * О
1 М К ° ™ « «
ОТЯ
сад:
pej
туг
0Ш1
рот
пра
&6 «"ос о
с я "
«а
i о3 i s с"^"^1
я и га ^ О
??д «о а
о. о о.ffl с о
^ й « « g S
о у 3 о с У
йОййОп
С с с о
Протяжка
осадка,
прошивка
раскатка
гяжка,
дка с
гпом и
шивка
о «ро
Xs х
«S3
It I
В зависи-
вет-
S
О
и
ков
*я
о
хо
со
О)
о.
3
ротяж
с
ъну
5
S
V
я
д
СО
н
водя
СО
готовки прон
кой за
| мости от 1
ковки
о
отру
!Ю П
э
пер
огда
ы
0J
1
СО
я
о;
сеч
?
В
ойк
1 операций 1
и условий,
| указанных 1
| для других 1
групп
То же
I
U
СО
со
X
я
а.
и
S
СО
ебр
о.
о
л
<имают тол
кой о(
V3
отру
э
пер
ё
бой-
верх-
1СКИЙ
О) U
S в ч
и В с
Плос
ки и
иий
(
• ¦§
iS
«§•
О) эЯ
ПРИМЕРЫ КОВКИ НА МОЛОТАХ И ПРЕССАХ
481
КОВКА НА МОЛОТАХ И ПРЕССАХ
формоизменяющей операции при ковке
(i ротяжки, осадки).
Пусть основной операцией является
протяжка. Тогда при ковке из слитка,
исходя из рассчитанной массы заго-
заготовки, находят слиток с ближайшей
к ней большей массой и устанавливают
его размеры. Затем по соотношениям
поперечных размеров проверяют, обес-
обеспечит ли этот слиток достаточную
уковку.
Если слиток данной массы не обеспе-
обеспечивает нужной степени уковки, то
выбирают слиток большей массы по
поперечному сечению с учетом уковки.
В этом случае куют поковку с отхо-
отходом, годным для изготовления другой
поковки, или из одного слитка две
или несколько одинаковых поковок.
Кроме того, если по техническим
условиям допускается проводить вна-
вначале осадку, то подсчитывают уковку,
исходя из площади поперечного сече-
сечения осаженной заготовки.
Для определения размеров заго-
заготовки при ковке из проката протяж-
протяжкой находят площадь заготовки F3ar =
== УтШ общ'max пок-
Полученное значение F3ar округ-
округляют до ближайшего большего зна-
значения по ГОСТу, длину заготовки
определяют исходя из объема и пло-
площади заготовки.
При изготовлении поковки осадкой
с учетом ранее определенной массы
(объема) заготовки определяют раз-
размеры поковки с учетом того, что
1,25 < Язаг//)заг < 2,5.
Классификация поковок. Основные,
вспомогательные и отделочные куз-
кузнечные операции и их последователь-
последовательность, а также основной и вспомога-
вспомогательный инструмент и приспособления
выбирают с учетом формы, материала,
массы поковки, технических условий
на ее изготовление и т. д. Целесооб-
Целесообразно производить зьдбор основных,
вспомогательных и отделочных опера-
операций по технологическому процессу
ковки аналогичной детали в условиях
данного предприятия. В этом случае
полностью учитывается предшеству-
предшествующий опыт, возможности данного пред-
предприятия, имеющееся оборудование и
инструмент.
Если выбор основных и вспомога-
вспомогательных операций указанным способом
невозможен, то используют классифи-
классификацию поковок, представленную
в табл. 74.
К группе I поковок относят штоки,
оси, валы, колонны, цапфы, роторы
и т. п.; ко II — плиты, пластины,
штамповые кубики, вкладыши, шпин-
шпиндели и т, п.; к III — коленчатые валы
и т. п.; к IV — диски, фланцы, колеса,
покрышки, муфты, шестерни и т. п.;
к V — бандажи, кольца и т. п.; к VI —
барабаны, полые валы, цилиндры и т. п.;
к VII — крюки, бугели, скобы, дни-
днища и т. п.
4. ПРИМЕРЫ КОВКИ
НА МОЛОТАХ И ПРЕССАХ
Ковка иа молотах. 1. Вал-шестерня
(рис. 25, а), изготовленная из стали
40Х, имеет массу 75 кг. Поковка отно-
относится к подгруппе 3 группы I (см.
табл, 74). Основные припуски и до-
допуски на диаметры ступеней, общую
длину поковки и длины выступов и
уступов выбирают по табл. 63 и
ГОСТ 7829—70.
Кроме того, назначают дополнитель-
дополнительный припуск S, учитывающий эксцен-
эксцентриситет. При разности наибольшего
A73 мм) и наименьшего A05 мм)
диаметров детали, равной 68 мм, до-
дополнительный припуск S = 4 мм.
Определим объем и массу поковки
(см. рис. 25, б).
Объем поковки по участкам
я18,62
я12а
40,6 +
¦ 21
39,2 = 16 250 см».
Масса поковки
Одок = 16 250-7,85 = 129000 г
= 129 кг.
Масса заготовки из Проката
G3ar = GnoK -f- G0Ep 4- Gy4.
Здесь масса концевого отхода
GO6P ;
rot
обр
где
12,5
3
4 СМ.
125
Маркиробка
1
1
м
2/0
lit,
1
¦ <si
в
Рис. 25. Вал-шестерня (а), поковка (б) н эскиз переходов ковки (в)
В расчет принимают массу одной
обрубаемой части, так как куют от
прутка.
Массу угара принимаем 2,5 % мас-
массы нагреваемого металла (G3ar)- Итак,
масса заготовки
129 + 3,8
°заг = 0,975 = 137 КГ'
Выход годного
Т1пок = -^ ЮО = Щ 100 = 94 %.
Определим размеры исходной заго-
заготовки. При ковке из проката уковка
у ^ 1,25. Примем у = 1,5; тогда
з
_
У
Отсюда найдем
1>Пок = 18,6 см;
?)заг = К 1,5-18,6* = 24 см.
Длина
4Каг = 4G3ar = 4-137
= 39 см.
16 П/р Е. И. Семенова
Размеры исходной заготовки/)заг=
=^ 240 мм, Lgar = 390 мм.
Для Gn0K = 129 кг и?>пок = 186 мм
и с учетом того, что поковку изготов-
изготовляют только протяжкой (без осадки),
выбираем молот с массой падающих
частей 2 т.
Эскиз переходов ковки показан на
рис. 25, в. Куют с помощью манипу-
манипулятора с одного нагрева.-Температур-
нагрева.-Температурный интервал ковки 1200—700 °С.
Вначале выполдяют протяжку на диа-
диаметр 210 мм и / = 480 мм, затем раз-
размечают заготовку по эскизу (рис. 25, в)
и куют вал по чертежу поковки
(рис. 25, б).
2. Трехколенчатый вал. Поковка
из стали Ст5 или легированной стали
относится к подгруппе 5 группы III
(см. табл. 74). Для ковки используют
молот с массой падающих частей 3 т.
Поковка и схема ковки показаны на
рис. 26. Куют заготовку квадратного
или круглого сечения. По схеме
(рис. 26, б) выполняют следующие
операции:
ковку заготовки в зоне колен до
получения прямоугольного сечения (/);
разметку по шаблону, пережим ко-
колен /—/// и шеек вала B);
передачу колена // с помощью
накладок C);
КОВКА НА МОЛОТАХ И ПРЕССАХ
Рис. 26. Поковка (а) и схема ков-
ковки (б) трехколенчатого вала
ковку шеек А, Б, С вала на круглое
сечение и отделение кованой заготовки
от основной заготовки D);
ковку фланца, пережим шейки
у фланца и ковку шейки E);
скручивание шейки Б для поворота
колена / н скручивание шейки С
для поворота колена /// F). Колена /
и /// скручивают вилками. В это
время колено // зажимается бойками
молота.
Колена /// и // скручивают в про-
противоположные стороны до тех пор,
пока колена /—/// не будут располо-
расположены под углом 120°. В конце про-
процесса поковку правят и маркируют.
Ковка на прессах. 1. Вал-шестерня.
Чертеж поковкн и размеры детали
даиы в технологической карте ковки
№ 1.
Масса поковки 5200 кг, материал —
сталь 30X2 ГМТ. Куют на прессе с
усилием 25 МН. Поковка относится
к подгруппе 4 группы I (см. табл. 74).
Чертеж поковки составляет по чер-
чертежу поковки, прошедшей обдирку и
поступающей на термообработку. Со
3700±24
стороны прибыльной части предусмо-
предусмотрен припуск 220 мм для подвески
поковки после обдирки при термооб-
термообработке.
Переходы ковки, расход металла на
поковку и масса отходов даны в техно-
технологической карте ковки № 1.
2. Коленчатый вал из стали 50
имеет массу 2720 кг (рис. 27, а). Куют
из слитка массой 3850 кг. Поковка
относится к подгруппе 3 группы III
(см. табл. 74). Переходы ковки пока-
показаны на рис. 27.
Ь За первый вынос * (рис. 27, б)
протягивают цапфу под патрон, об-
жнмают грани слитка на диаметр
615 мм и обрубают донную часть.
* Выиос —¦ время выполнения части
технологического процесса ковкн между
нагревом и подогревом или между двумя
подогревами заготовки.
s)
54-1 ,
Ш
МЦ 1
. в)
Рис. 27. Поковка (а) и переходы ковки (б—г) коленчатого вала
ПРИМЕРЫ КОВКИ НА МОЛОТАХ И ПРЕССАХ
483
Технологическая карта ковки № 1
Наименование детали: вал-шестерня
Заказ
Сталь
30Х2ГМТ
Чертеж
Механические
свойства
поковки
Пресс
усилием
25 МН
Баланс металла
Химический
состав, %:
0,28—0,35 С;
1,0—1,3 Мп;
0,17—0,37 Si;
0,02—0,06 Ti;
1,7—2,0 Cr;
0,4—0,6 Mo;
0,04 P; 0,04 S
Группа III;
ГОСТ
8179—69**
Ов >
> 1100 МПа;
> 900 МПа;
KCV>
> 800 кДж/м2
HB 250—290
Число по-
поковок
Число по-
поковок из
слитка
Норма вре-
времени на
ковку
Стоимость
ковки по-
поковки
Темпера-
Температура на-
начала ковки
Темпера-
Температура конца
ковки
Охл ажде-
ние после
ковки
95 мин
876,4 коп,
1230°
820°
В печи
Состав-
Составляющая:
Слиток
Поковка
Прибыль
-Поддон
Угар
кг
8000
5200
2000
400
400
100
65
25
2570±30
Особые замечания
1. На эскизе размеры диаметров в скобках — обдирочные (+10 мм)
2. После ковки следует изотермический отжиг
3. Отходы маркировать ХМ
Операция
Эскизы переходов
и ннструмеита
Норма
времени и
расценка
Нагрев до 1230°С
Обжатие прибыльной части слитка
массой 8 т
Биллетировка иа 0 710 мм
Посадка заготовки в печь
17 мин;
156,8 коп.
V» 16*
Дат
; и?
X ы
ботал
ОЛОГ
Про
начальь
о
к
со
03
tr н
ела
о
огласов
с цехо
X
о
Отл
ивка
Ж
агрев
Ковк
9
х, О
Ф О\
ш и
&1 09
if
н
09 ОК
¦о
03
Н
ф
X
й
g
о
гнче<
я
р
fcl
§ .g °s |«
§ nl
sSt] я« ts
тка по э
и при
мм с п
азворотс
донной
аркиров
ЬЗ Ф ?3 5
Q S о ^ »
3з§Г
sgsS
"? 5 •?
а
i
J-1
1
но
ivjv
Нагр
Осад
ной
Прот
ев до
ка до
ллито
яжка
азя'$_
» я к>
о — со
«si
X
ней оса;
о
¦а
^>
\
f
V
S3
|S
о
перация
W
a g
о Е
1тг
з!
о
?- Я 03
О)
Я
хз
W
S
Технологи-
Технологическая карта
ковки поковок
из слитков
№ 2
Лит.
Лит.
Эскиз поковки
Марка стали
Технические условия на поковку
Сталь 45
Группа II
Количество деталей
в поковке
Количество поко-
поковок в слитке
Тип слитка
Масса,
детали
поковки
слитка
Баланс металла
Поковки
Удлинен-
Удлиненный
700
Отходы, кг
Прибыль
Поддон
Угар
Прочие
отходы
Коэффициент использования ме-
металла
Годный остаток
Итого
кг
700X3
410
865
165
2385
70
13,6
2,9
5,5
8,0
100
Профиль и размеры годного остат-
остатка
Использование годного остатка
Охлаждение после ковки
В печи
Продолжение карты № 2
Операционные эскизы
поковкн
Содержание операции
Темпера-
Температурный
интервал
ковки,
°С
На-
Начало
Ко-
Конец
Оборудо-
Оборудование .
Инструмент
основной и
вспомогатель-
вспомогательный
S
о,
Примечание
31
Ковать цапфу 0 320 мм
и длиной 480 мм с обжи-
обжимом до 40 мм за ход прес-
пресса
Обжать ребра и грани
слитка на 0 450 мм с
обжимом до 40 мм за ход
пресса
790
790
\
790
Протянуть на 0 380 мм
с обжимом до 60 мм в на-
начале и до 40 мм в конце
операции за ход пресса
Разметить согласно
эскизу. Отрубить заго-
заготовки
Осадить до высоты 160 мм
с обжимом до 100 мм в
начале и до 40 мм в кон-
конце операции за ход прес-
пресса
Править по плоскости
Маркировать
Контроль ОТК
1,4
4,7
1240
800
Пресс
усилием
20 ЛЩ
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — вырез-
вырезной
Кронциркуль
Измеритель-
Измерительная линейка
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — вырез-
вырезной
Кронциркуль
Измеритель-
Измерительная линейка
Пережимка
Топор
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — плита
Кронциркуль
Измеритель-
Измерительная линейка
Приемку
слитка про-
производить
по инструк
ции №
Транспорт-
Транспортные работы
произво-
производить по
инструк-
инструкции №
Нагреа
произво-
производить по
инструк-
инструкции №
Охлажде-
Охлаждение произ-
производить по
инструк-
инструкции №
о
а
о
о
н
я
¦о
га
R
Лит.
Технологи-
Технологическая карта
ковки поковок
из слитков
№ 3
Лит.
Зскнз поковки
'¦
1-— *'¦""'
| *то
<Ь950
4990
Марка стали
Сталь 45
Количество деталей
в поковке
Количество поко-
поковок в слитке
Тип слитка
Масса,
кг
Детали
Поковки
Слитка
1
3
Удлинен-
Удлиненный
Коэффициент использования ме-
металла
Профиль и размеры годного остат-
остатка
Использование годного остатка
Охлаждение после ковки
Технические условия на поковку
Группа II
Баланс металла
Поковки
Отходы, кг
Прибыль
Поддон
Угар
Прочие
отходы
Годный остаток
Итого
кг
650X3
410
865
180
3745
%
65
13,6
2,9
6,0
12,5
100
га-
¦о-
Е
х-
О-
а
X:
О-
О-
К
П.
о
>¦
х-
Операционные эскизы
Содержание операции
Темпера-
Температурный
интервал
ковки,
°С
На-
Начало
Ко-
Конец
Оборудо-
Оборудование
Инструмент
основной н
вспомогатель-
вспомогательный
Примечание
г
j
1
ш
1
1
41,
Ковать цапфу 0 320 мм
и длиной 480 мм с обжи-
обжимом до 40 мм в начале
операции за ход пресса
Обжать ребра и грани
слитка на 0 470 мм с
обжимом до 40 мм зд ход
пресса
\W///.
Протянуть на 0 380 мм
с обжимом до 60 мм в на-
начале операции и до 40 мм
в конце операции за ход
пресса
Разметить согласно
эскизу. Отрубить заго-
заготовки
Осадить до высоты 150 мм
с обжимом до 100 мм в
начале и до 20 мм в кон-
конце операции за ход прес-
пресса. Прошить отверстие
0 280 мм
Раскатать до 0 1220 мм
с обжимом до 10 мм в на-
начале и 40 мм в конце за
ход пресса. Править
Маркировать. Контроль
ОТК
1,1
1,4
1240
800
Пресс
усилием
20 МН
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — вырез-
вырезной
Кронциркуль
Измеритель-
Измерительная линейка
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — вырез-
вырезной
Кронциркуль
Измеритель-
Измерительная линейка
Пережимка
Топор
Бойки: верх-
верхний — пло-
плоский, ниж-
нижний — вырез-
вырезной
Кронциркуль
Измеритель-
Измерительная линейка
Прошивень
Приемку
слитка про-
производить
по инструк-
инструкции №
Транспорт-
Транспортные работы
произво-
производить по
инструк-
инструкции №
Нагрев
произво-
производить по
инструк-
инструкции №
Охлажде-
Охлаждение произ-
производить по
инструк-
инструкции №
О
и
О
О
ч
а
¦о
м
о
о
>
Лнт.
Технологи-
Технологическая карта
ковки поковок
из слитков
№ 4
Лит.
Эскиз поковки
1
I I
$
&/\ Направлени
¦&7 1 волокон
у
j Ось слитка
)
'/
Л
-у
/Л
'(вето
еймени
я
Марка стали
Сталь 5ХНВ
Количество деталей
в поковке
Количество поко-
поковок в слитке
Тип слитка
Масса,
кг
Детали
Поковки
Слитка
1
10
Удлинен-
Удлиненный
225
Коэффициент использования ме-
металла
Профиль и размеры годного остат-
остатка
Использование годного остатка
Охлаждение после ковки
Технические условия на поковку
Группа II
Баланс металла
Поковки
Отходы, кг
Прибыль
Поддон
Угар
Прочие
отходы
Годный остаток
Итого
кг
225Х 10
410
865
120
183,5
% "
75
13,6
2,9
4,0
4,5"
100
В печи
490
КОВКА НА МОЛОТАХ И ПРЕССАХ
к
I
I
о
a.
С
IJ ? g
Ш О О
ш а с
5SS
O»so
HHdMdde
1*11
- П я
.. r IS s*S
s I я I M 3 a
: *
s
§
is
1s
s
00
4
12
о
о
О
о
00
внаон/j
о
g
fia
g
о
н 5 °
s
о
С ь> u) ^*)
Ш СП
a> та •
\o <u о
О га w
S о
a aj
m
ИИПв<1эпо
КАЧЕСТВО ПОКОВОК И СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТОВ
491
На втором выносе (рис. 27, в) сли-
ток осаживают до диаметра 1000 мм
и протягивают на сечение 360Х 500 мм.
На третьем выносе (рис. 27, г) за-
заготовку протягивают на сечение 780 X
X 410 мм и размечают на пять частей
по длине поковки (/—V). Затем куют
///, // и / части, размечают и пережи-
пережимают части IV и V заготовки и куют
окончательно части III—V. В конце
процесса поковку правят, отрубают
концевой остаток от части V и по-
поковку от цапфы (прибыли).
Необходимое усилие пресса опреде-
определяется операцией осадки на диа-
диаметр 1000 мм (см. рис. 27, в).
Определим высоту осаженной за-
заготовки.
Масса осаженной заготовки
^ос. заг = Спок + <3ПрИб + 0ГОД. ост =
= 2720 + Ю6 + 81 = 2907 кг.
Объем осаженной заготовки VOc заг
равен ее массе, деленной на плотность
G,85-103 кг/м3):
2907
= 378-10 M3 =
"ос. заг- 7>85.10з
= 378 000 000 мм3.
Высота заготовки после осадки на
диаметр 1000 мм
378 000 000
я/4-1000 000
=485мм-
Напряжение текучести при 1100°С
для стали 50 равно 31 МПа. Коэффи-
Коэффициент ip примем равным 0,7.
Тогда
Р = г|Hт И +
= 0,7-31A+0,17^-
0,485а ^ 3,14-1»
J
-о-33
= 0,7-31 A +0,35 — 0,078H,785 =
= 21,7 МН.
Таким образом, для осадки требуется
пресс усилием порядка 20 МН. Осталь-
Остальные операции ковки можно осуще-
осуществлять на менее мощном прессе, так
как они требуют меньшего усилия.
Выход годного в данном процессе
составляет 71 %. Отходы: 17 % на
прибыль, 41, % на донную часть,
3,5 % иа угар, 2,7 на пробу. Годный
остаток 1,7 %.
3. Диск. Эскиз поковки, размеры
и переходы даны в технологической
карте ковки № 2.
4. Кольцо. Эскиз поковки, размеры
и переходы даиы в технологической
карте ковки № 3.
5. Кубик. Эскиз поковки, размеры
и переходы даны в технологической
карте ковки № 4.
5. КАЧЕСТВО ПОКОВОК
Качество поковок определяет точ-
точность их геометрических форм и раз-
размеров, механические свойства, струк-
структуру и отсутствие поверхностных и
внутренних дефектов. Получение вы-
высококачественных поковок зависит от
правильной разработки их чертежей,
проектирования и выполнения техно-
технологического процесса ковки, а также от
организации работы технического кон-
контроля, в задачу которого входит не
только выявление, но и предупре-
предупреждение брака.
Наряду с производственными опе-
операциями в технологические карты вно-
вносят операции контроля, которые раз-
разрабатывают технологи, проектиру-
проектирующие технологический процесс. Пра-
Правильная разработка технологического
процесса обеспечивает наилучшие ре-
режимы обработки с учетом свойств де-
деформируемых материалов, что исклю-
исключает нарушение их сплошности или
получение неоднородной структуры,
ухудшающей механические свойства
поковок.
В производственных условиях при-
причинами брака могут быть дефекты
исходного материала, дефекты заго-
заготовки при нагреве, а также де-
дефекты, вызванные отклонениями от
установленного технологического про-
процесса. Таким образом, все звенья от-
отлаженного технологического процесса
необходимо постоянно контролиро-
контролировать.
492
КОВКА НА МОЛОТАХ И ПРЕССАХ
КАЧЕСТВО ПОКОВОК
493
Причиной брака кованых поковок
могут быть наружные и внутрен-
внутренние дефекты стального слитка. Тре-
Трещины и другие поверхностные
дефекты при ковке не устраняются,
они переходят в поковки. При нагреве
в окислительной атмосфере с избытком
воздуха может образоваться слой ока-
окалины большой толщины (на крупно-
крупногабаритных слитках 12—15 мм), ко-
которая при ковке вдавливается в металл
и образует глубокие вмятины на по-
поверхности поковок.
На последних переходах ковки при
охлаждении заготовок из-за недоста-
недостаточной пластичности металла могут
образоваться трещины. При непра-
неправильном нагреве в результате выгора-
выгорания углерода на поковке из высоко-
высокоуглеродистой стали может образоваться
обезуглероженная поверхность, глу-
глубина которой будет превышать при-
припуск на обработку, вследствие чего
снижается твердость поверхности изде-
изделия после термообработки.
При интенсивной протяжке заго-
заготовки круглого сечения, недостаточ-
недостаточном ее нагреве или при малой массе
падающих частей молота на концах
поковки получаются вогнутые торцы,
увеличивающие концевые припуски.
При несоблюдении температурного ре-
режима ковки или недоброкачественном
исходном материале образуются наруж-
наружные трещины. Внутренние разрывы
(свищи, расслоения) чаще всего воз-
возникают вследствие неправильного ве-
ведения ковки. При недостаточной про-
проковке слитков в поковке может остать-
остаться крупная кристаллическая литая
структура, обусловливающая ее пони-
пониженные механические свойства.
Размеры поковок в процессе ковки
по переходам и готовых поковок кон-
контролируют с помощью универсальных
(линеек, рулеток, кронциркулей, ну-
нутромеров и др.) и специальных изме-
измерительных инструментов. Поковки, из-
изготовляемые повторяющимися партия-
партиями, контролируют шаблонами и ско-
скобами. Различают следующие шаблоны:
прутковые — для измерения общей
длины поковок или заготовок; про-
профильные — для контроля размеров ме-
между уступами и расположения усту-
уступов в осевом направлении; контур-
контурные — для проверки габаритных раз-
размеров и внешнего контура поковок
сложной формы. Толщину горячих
поковок в процессе ковки измеряют
предельными скобами, закрепляемыми
на специальных державках, и регули-
регулируемыми скобами.
Из напусков, предусмотренных иа
кованых поковках, вырезают образ-
образцы, по которым определяют пределы
прочности, текучести, относительное
удлинение или сужение, ударную вяз-
вязкость и твердость поковок.
Приемка поковок после ковки перед
термообработкой производится по на-
наружному осмотру и размерам отделом
технического контроля (ОТК) завода-
изготовителя.
Поковки предъявляются к контролю
партиями или поштучно без обработки
резанием или после предварительной
обработки резанием. Поковки в случае
необходимости подвергаются правке.
При наличии наружных дефектов не-
небольшой глубины их вырубают. В про-
процессе ковки также вырубают тре-
трещины.
Технические условия на поковки
общего назначения диаметром (тол-
шиной) до 800 мм из конструкционной
углеродистой, низколегированной и
легированной стали, изготовляемые
ковкой, регламентированы
ГОСТ 8479—70*. По ГОСТ 8479—70*
поковки разделены на пять групп:
I группа — поковки без испытаний;
II и III группы — поковки с испыта-
испытаниями на твердость, причем для по-
поковок II группы предварительную
термообработку выполняют одновре-
одновременно для всей партии, а для поковок
III группы — термообработку делают
по одинаковому режиму; IV группа —
поковки с испытаниями на растяжение,
ударную вязкость и твердость для по-
поковок одной плавки стали и при сов-
совместной термообработке; V группа —
принимается индивидуально каждая
поковка.
Сдаточными характеристиками для
поковок IV и V групп являются предел
текучести и относительное суже-
сужение.
Отнесение поковки к той или иной
группе производит потребитель, но-
номер группы указывается на чертеже
детали.
По требованию потребителя в чер-
чертеже поковки или в заказе могут быть
назначены дополнительные испытания
при сдаче поковок (проверка на фло-
кены, проба по Бауману, ультразву-
ультразвуковой и перископический контроль,
величина остаточных напряжений, пре-
предел текучести при рабочих температу-
температурах, ударная вязкость при рабочих и
отрицательных температурах, макро-
и микроанализ структуры, проба за
загиб, величина зерна и др.).
По химическому составу поковки из
углеродистой, низколегированной и
легированной стали должны соответ-
соответствовать требованиям ГОСТ 380—71*,
ГОСТ 1050—74**, ГОСТ 19281—73,
ГОСТ 4543—71* и другим стандартам
или техническим условиям. Допуски
и технологические напуски должны
соответствовать ГОСТ 7829—70 при
ковке на молотах и ГОСТ 7062—79*
при ковке на прессах.
Для поковок массой свыше 35 т
припуски и напуски устанавливают по
технологическим инструкциям, дей-
действующим на предприятии—изготови-
предприятии—изготовителе.
Поковки, поставляемые после окон-
окончательной термообработки, разделяют-
разделяются по категории прочности. Нормы
твердости для поковок II и III групп
и категории прочности для поковок IV
и V групп устанавливаются по согла-
соглашению изготовителя с потребителем.
Категории прочности, соответству-
соответствующие им нормы механических свойств,
определяемые при испытании на про-
продольных образцах, и нормы твердости
приведены в ГОСТ 8479—70*. Этот
ГОСТ предусматривает также рекомен-
рекомендуемые марки стали в зависимости от
диаметра (толщины) поковок и тре-
требуемой категории прочности. При опре-
определении механических свойств на по-
поперечных, тангенциальных или ра-
радиальных образцах ГОСТ 8479—70
регламентируется допускаемое сниже-
снижение норм в процентах.
Условные обозначения для поковок
разных групп следующие:
I группа — Гр. ГОСТ 8479—70*;
II—III группы с твердостью НВ
143—179:
Гр. II (III) — НВ 143—179
ГОСТ 8479—70*;
IV—V группы с категорией прочно-
прочности КП 50:
Гр. IV (V) — КП50 ГОСТ 8479—70*.
При особых нормах на прочностные
и пластические свойства условные обо-
обозначения включают эти нормы.
На обрабатываемых поверхностях
допускаются отдельные дефекты без
удаления, если глубина их, определяе-
определяемая контрольной вырубкой или зачист-
зачисткой, не превышает 75 % фактического
одностороннего припуска. Если глу-
глубина дефектов превышает односторон-
односторонний припуск, то для поковок из угле-
углеродистой и низколегированной стали
допускается заварка дефектов с пред-
предварительной вырубкой.
Режим термообработки устанавли-
устанавливает предприятие-изготовитель. Отбор
проб для определения химсоста-
химсостава производится по ГОСТ 7565—81*,
а химический анализ — по
ГОСТ 22536.0—77 —ГОСТ 22536.7—77,
ГОСТ 12344—78* — ГОСТ 12365—84*.
Изготовление образцов и испытание
на растяжение производят по
ГОСТ 1497—73*; на ударную вязкость
по ГОСТ 9454—78; на твердость по
Бринеллю по ГОСТ 9012—59*.
Поковки маркируют в месте, ука-
указанном на чертеже поковки. Каждая
партия поковок или поковка сопровож-
сопровождается документом о качестве, в кото-
котором указывается:
наименование или товарный знак
предприятия-изготовителя;
номер заказа;
количество поковок в партии и их
масса, номер чертежа;
марка стали и обозначение стандарта
или технических условий;
химический состав;
номер плавки;
группа поковок;
категория прочности для IV и V
групп или нормы твердости для II
и III групп и обозначение
ГОСТ 8479—70*;
вид термической обработки;
результаты дополнительных испы-
испытаний, предусмотренных чертежом по-
поковки или условиями заказа.
Технические условия на поковки
из коррозионностойких сталей и спла-
сплавов регламентированы ГОСТ 25054—81,
а на поковки из жаропрочных и жаро-
жаростойких сплавов — ГОСТ 26131—84.
При термообработке поковок (после
ковки или обдирки) и после нее также
494
КОВКА НА МОЛОТАХ И ПРЕССАХ
предусматривают контроль, который
регламентируется заводскими техноло-
технологическими инструкциями по термиче-
термической обработке поковок. Особое вни-
внимание при контроле обращают на тем-
температуру поковок при загрузке в печь;
правильность загрузки печи; заданную
скорость нагрева; температуру на-
нагрева под отжиг, нормализацию, за-
закалку, отпуск; температуру переох-
переохлаждения при нормализации; вырав-
выравнивание температуры при перекри-
перекристаллизации и отпуске, отжиге и нор-
нормализации, охлаждение с температуры
отпуска и отжига; температуру поко-
поковок при выдаче из печи.
Глава
13
ОСОБЕННОСТИ КОВКИ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ,
ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ
СТАЛЕЙ И СПЛАВОВ
И ЦВЕТНЫХ СПЛАВОВ
1. КОВКА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Сопротивление деформированию ин-
инструментальных сталей в основном
зависит от процентного содержания
углерода.' Чем больше в них углерода,
тем ниже пластичность и выше сопро-
сопротивление деформированию. Наличие
в этих сталях вредных примесей (осо-
(особенно серы и фосфора) приводит к по-
понижению пластичности из-за появле-
появления красно- или синеломкости. Влия-
Влияние легирующих элементов иа пла-
пластичность и механические свойства
инструментальных сталей происходит
вследствие замещения в решетке ато-
атомов железа атомами легирующего эле-
элемента. На основе физико-химических
(коэффициента теплопроводности, тем-
температуры фазовых превращений и др.)
и механических свойств (пластичности,
сопротивления деформирования уста-
устанавливают температурный режим на-
нагрева металла под ковку, температуру
начала и конца ковки, выбор схемы
процесса ковки и формы бойков,
а также степень и скорость деформа-
деформации.
Металлургическая природа
металла слитков
Ковкость инструментальных сталей
зависит от металлургической природы
и исходного состояния металла. Ков-
Ковкость Кф = V0b (Ч1 — относительное
сужение в зоне разрыва; 0В — вре-
временное сопротивление характеризует
поведение металла в процессах ковки
и горячей объемной штамповки). Ков-
Ковкость литого металла ниже деформи-
деформированного, вследствие.того что влитом
металле все хрупкие составляющие
располагаются по границам зерен.
Из-за склонности литого металла
при больших степенях деформации
разрушаться по границам зерен не-
необходимо при первых переходах про-
производить обжатие граней слитка с не-
небольшой степенью деформации.
Качественное рафинирование ме-
металла, т. е. освобождение от вредных
примесей, неметаллических включений
и газов, можно получить при специаль-
специальных способах выплавки. Например,
для инструментальных сталей наи-
наиболее оптималеи способ электрошлако-
электрошлакового переплава (ЭШП), количество
неметаллических включений при ко-
котором уменьшается в 3—4 раза по
сравнению со способом открытой ду-
дуговой плавки.
Применение ЭШП для штампо-
вых сталей обеспечивает повышение
пластичности и вязкости, предела
выносливости и изотропности меха-
механических свойств.
Ковкость литого металла зависит
от дисперсности, устойчивости про-
1. Влияние степени уковки на
карбидную неоднородность стали
Х12М
я
н
Масса слн
750
500
300
750
500
300
750
500
300
я"
>>
р
с
)JOH
ова
Сторона к
мм
130
90
60
X
ков
Степень у
4,3
3,2
2,3
9,0
6,8
4,9
20,0
15,2
11,0
Балл карбидной
неоднородности
по
ГОСТ 5950—73
ПС
на краю
4
6
5
4
4
4
2
2
3
) сечению
слитка
Is
на рассто
1/2 сторор
от центр а
4—5
6,5
6,5
4
6,5
6,5
—
—
в центре
8
7,5
9,0
5,0
6,5
7,0
4
4
5
496
КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
КОВКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
497
2. Влииние массы слитка и степени уковки
на карбидную эвтектику сталей Х12 и Х12Ф1
Масса
слитка,
кг
1000
750
500
Сталь
Х12Ф1
Х12
Х12Ф1
Х12
Х12
*
* Сетка кар
* Сетка ка|
Диаметр
круглых
загото-
заготовок, мм
Кругль
ТОВ*
140
130
130
120
130
120
120
100
120
100
Степень
уковкн
ie заго-
загони
7,2*
8,3**
8,5*
9,5**
6,1 *
7,1 **
7,1*
8,5**
5,5*
7,9**
Размеры
квадратных
заготовок,
мм
Квадратные
160
80
180—160
140—100
180—160
140—80
180—140
120—80
180—120
100—80
бндной эвтектики не разрушена,
бндной эвтектики отсутствует.
Степень
уковкн
заготовки
4,4
17,6
3,5-4,4
5,8—11,1
2,5—3,2
4,25—13,0
2,5—4,25
5,7—13,0
1,9—3,8
6,1—9,7
Состояние
сетки карбид-
карбидной эвтектики
Разрушена
Отсутствует
Не разрушена
Отсутствует
Разрушена
не полностью
Разрушена
Не разрушена
Отсутствует
Не разрушена
Отсутствует
тив оплавления и объемного содержа-
содержания эвтектических составляющих.
В табл. 1 приведены данные по карбид-
карбидной неоднородности инструментальной
стали Х12М в зависимости от степени
уковки, а в табл. 2 данные по влиянию
массы слитков и степени уковки на
состояние сетки карбидной эвтектики
сталей Х12 и Х12Ф1.
В заготовках больших сечеиий наи-
наиболее благоприятная структура обес-
обеспечивается при их производстве из
крупных слитков, а для получения
сортового проката диаметром менее
60 мм лучше использовать слитки
массой 300—500 кг.
В исследуемых слитках характер
распределения карбидной эвтектики
неодинаков: по мере удаления от по-
поверхности слитка к центру карбидная
эвтектика возрастает. В деформиро-
деформированном металле распределение карбид-
карбидной эвтектики по сечению поковки
также неодинаково. Наиболее тонкая
сетка карбидов наблюдается в поверх-
поверхностных слоях металла. С увеличением
степени уковки тонкая карбидная сетка
в поверхностных слоях исчезает, а в
центральных слоях сохраняется сплош-
сплошная или разорванная сетка карбидов.
В табл. 3 приведены результаты
испытаний образцов, изготовленных
из предварительно деформированных
заготовок из быстрорежущих сталей
разных марок и сплавов. Минимальной
ковкостью эти стали обладают в литом
состоянии.
Наиболее пластичной из анализируе-
анализируемых сталей табл. 3 является сталь Р9,
у остальных сталей пластичность сни-
3. Зависимость механических свойств инструментальных сталей
от температуры испытаний
Сталь
Р18К5Ф2
Р9Ф5
Р18Ф2
Р9
Серия
образ-
образцов
I
II
III
IV
Примечания
Темпера-
Температура испы-
испытаний, °С
900
1000
1100
1150
1200
1250
900
1000
1100
1150
1200
1250
/ 20
800
900
1000
1100
1150
1200
1220
1250
800
900
1000
1100
1150
1200
1. Принятые
(Тв
МПа
163
93
61
46
35
28
153
82
55
48
38
26
. .
189
141
82
56
40
31
130
81
47
27
18
15
б
56,6
97,4
130,4
74,0
37,8
65,6
60,0
51,2
52,8
,
65,6
76,0
81,2
60,0
63,4
'
.
*
9
58,1
66,6
77,0
82,5
—
59,2
61,9
57,1
51,4
76,3
56,6
60,3
63,7
59,9
61,9
67,5
69,8
68,2
68,2
55,0
KCV,
кДж/м2
400
530
760
810
420
80
410
530
680
580
710
160
130
330
660
710
710
810
830
660
350
490
830
1360
1150
1360
1330
%/МПа
0,36
0,72
1,26
1,79
—.
0,39
0,75
1,04
1,07
2,01
—
0,30
0,43
0,78
1,07
1,55
—
0,52
0,86
1,45
2,53
3,05
обозиачеиня: KCV — ударная вязкость.
2. Серия I — образцы изготовлены из заготовок сечением
II — IV — из заготовок
сечеинем 75 X
ЗсЧХЗо мм; сернн
75 мм; серии I, IV — образцы после ковки;
сернн II, Ш — образцы после прокатки и отжига.
жается по мере увеличения степени
легирования. Повысить пластичность
этих сталей можно в основном дефор-
деформацией литой структуры путем
дробления хрупкой сетки и распре-
распределения ее частиц в массе зерен
твердого раствора. Быстрорежущая
сталь с ярко выраженной карбидной
неоднородностью после термической
обработки имеет почти в 2 раза более
498 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
. 4. Влияние степени уковки иа механические свойства стали 4Х4ВМФС
КОВКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
499
Масса
слитка,
кг
1000
2080
Пруток
Сечение
заготов-
заготовки, мм
Круг,
150
Круг,
80
Квадрат,
180
Квадрат,
100
Степень
уковки
У
7
25,4
9,4
30,2
Темпера-
Температура
испыта-
испытаний, °С
20
600
20
600
20
600
20
600
ст0,2
°"в
МПа
1620
910
1610
920
1490
930
1560
920
1800
1070
1780
1070
1710
1070
1760
1090
б
Ф
%
9,0
16,5
10,0
12,0
9,0
15,0
7,0
14,0
37,0
65,0
35,0
52
30
60
32
60
s
>*¦
*х
450
650
420
600
250
570
350
500
я
с
?
0,02
0,06
0,02
0,05
0,02
0,06
0,02
0,05
Примечание. Свойства исследованы на образцах, вырезанных в продоль-
продольном направлении прутка. Состояние материала образцов: закалка 1060 °С; охлажде-
охлаждение в масле, отпуск 2 ч при 620 "С.
5. Режим отжига слитков инструментальных сталей
Сталь
7ХФ, 8ХФ, 9ХФ, 9X1, 9ХВГ
ХВ4, 7ХГ2ВМ, 7X3, 8X3,
5ХНМ, 4ХВ2С, 5ХВ2С,
6ХВ2С
ШХ15, ХВГ, 9ХС, 5ХНТ,
ХВ4
4Х5МФС, 4ХМФС, 4Х4ВМФС
5ХЗВЗМФС, 4ХЗВМФ,
ЗХ2В8Ф, ЗХЗМЗФ
Х12, Х12Ф1, Х12М, Х6ВФ,
8Х4ВЗМЗФ2
Р9, Р18, Р18М
Режим отжига
Температу-
Температура нагрева,
°С
770—790
820-840
820—840
860—880
. 900
Условия охлаждения
Одновременно с печью со ско-
скоростью 30-40 °С/ч до 450—500 °С,
затем в охлаждаемом колодце
Одновременно с печью до 300 °С,
затем на воздухе
Одновременно с печью со ско-
скоростью 50—60°С/ч до 550 °С, за-
затем в охлаждаемом колодце
Одновременно с печью со ско-
скоростью 60—70°С/ч, затем в охла-
охлаждаемом колодце
Одновременно с печью до 300 °С,
затем на воздухе
6. Зависимость продолжительности нагрева от массы слитка
Сталь
9X1, 12X1, 13Х, 9ХВГ, 7X3,
8X3, 9ХФ, ХВГ, 9ХС, 9Х5ВФ,
ХВСГ
Х12, Х12М, Х12Ф1, Х12ВМ,
8Х4ВЗМЗФ2, 8Х6НФТ,
6Х6ВЗМФС, Х12ВМ
Х6ВФ
ХВ4, 4ХВ2С, 5ХВ2С, 5ХНМ,
ЗХЗМЗФ, 4ХМФС, 5ХНВ,
ЗХ2В8Ф, 4Х2В5МФ,
4Х2В2МФС
4Х5МФС, 4Х5В2ФС, 4ХЗМВФ
Р18, Р18Ф2
Р9
Р9Ф5
Минимальная продолжитель-
продолжительность нагрева, ч
слитка массой, кг
1000—
1400
8
14
12
8
12
15
12
—
700-
1000
7
12
10
7
8
13
10
—
300—
600
6
10
8
6
7
11
8
9
кованой заготовки
со стороной квадра-
квадрата, мм
150—
200
3,5
4,0
3
2,5
3,5
7
5,5
7
1 00—
1 50
3
3
2,5
2,0
3
—
—
—
60—
100
1,5
2,0
2,0
1,0
1,0
—
—
—
низкую прочность и пластичность,
чем сталь, в которой карбиды распре-
распределены равномерно.
Для получения необходимого ка-
качества деформируемого металла угле-
углеродистых и среднелегированных ин-
инструментальных сталей при изменении
~ массы слитка обычной формы от 1 до
200 т степень уковки рекомендуется
применять в пределах 2,5—3,75.
Для высоколегированных, высоко-
высокохромистых и быстрорежущих инстру-
инструментальных сталей, содержащих устой-
устойчивые карбиды, степень уковки может
быть рекомендована в пределах 8—12.
Для некоторых легированных сталей
увеличение степени уковки более 7
не вызывает существенного повышения
их пластичности, как видно из табл. 4.
Температура иагрева слитков
перед ковкой
Процессу нагрева слитков перед
ковкой уделяется особое внимание,
так как слитки из инструментальных
сталей склонны после разливки, при
остывании, к образованию дефектов
в виде усадочных и интеркристалличе-
интеркристаллических трещин. Поэтому, где это воз-
500 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
7. Зависимость пластичности стали от вида испытания
при различных температурах
КОВКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
501
Вид испытания
Осадка до появления первой
трещины, %
Растяжение, %:
6
Протяжка в ромбических
бойках до появления трещи-
трещины, %, в образцах:
по концам
по середине
Температура испытания, °С
800
45,5
15,1
20,0
18,5
12,9
900
42,7
28,6
54,1
17,6
12,4
1000
50,2
42,6
84,5
19,0
13,3
1100
68,6
41,8
75,6
20,0
13,6
12 00
75,2
34,4
52,0
20,6
15,6
можно, следует подавать слитки для
нагрева перед ковкой в горячем состоя-
состоянии непосредственно после извлечения
из изложниц с температурой слитка на
поверхности не ниже 700 °С. Для
нагрева перед ковкой крупных слит-
слитков их следует загружать в печь,
температура которой не должна быть
выше 600—700 °С. В тех случаях, когда
это по каким-либо причинам невоз-
невозможно, слитки высоколегированных
инструментальных сталей подвергают
сначала непрерывному замедленному
охлаждению в неотапливаемых колод-
колодцах до температуры 150—250 °С, а за-
затем отжигу. В табл. 5 приведены
режимы отжига слитков некоторых
инструментальных сталей.
Температурные интервалы ковки раз-
различных инструментальных сталей (см.
в гл. 1) во избежание получения
брака при ковке сталей необходимо
строго соблюдать температурные усло-
условия начала и конца ковкн. Для исклю-
исключения перегрева сталей следует ру-
руководствоваться правилом: чем больше
в стали углерода, тем ниже должна
быть температура начала горячей об-
обработки давлением.
Для предупреждения возникновения
трещин по мере понижения темпера-
температуры металла в процессе ковки необ-
необходимо уменьшать величину единич-
единичных обжатий.
В табл. 6 приведены данные мини-
минимальной продолжительности нагрева
под ковку слитков и кованых загото-
заготовок для некоторых групп инструмен-
инструментальных сталей (см. гл. I).
От правильно выбранной технологии
охлаждения после ковки зависит ка-
качество металла поковок. Поэтому уско-
ускоренное охлаждение применяют только
для сталей, нечувствительных к фло-
кенообразованию и обладающих вы-
высокой теплопроводностью. Замедлен-
Замедленному охлаждению подвергают металл,
чувствительный к термическим напря-
напряжениям и к образованию флокенов.
Выбор схемы процесса ковки
и формы бойков
При протяжке слитка в одном на-
направлении без кантовки кристаллиты
приобретают вытянутую форму. При
этом исходные литые кристаллиты и
легкоплавкие структурные составля-
составляющие, расположенные по их границам,
разрушаются не полностью. Вследствие
этого требуется применять другие схе-
схемы деформации. Для получения в по-
поковке более оптимальных свойств и
однородной структуры металла необ-
необходимо ковку осуществлять с попе-
поперечной кантовкой на 90 или 180°. Такая
схема ковки протяжкой в осевом напра-
направлении в различных по форме вырез-
вырезных или комбинированных (верхний —
плоский, нижний — вырезной) бойках
является наиболее распространенной.
При этой схеме деформирования ме-
металл приобретает после ковки волок-
волокнистое строение.
В тех случаях, когда изготавливается
поковка сложной формы и действу-
действующие рабочие напряжения в детали
ие совпадают с направлением оси
поковки, целесообразно, чтобы по-
поковка имела анизотропные свойства
с учетом направления действующих
рабочих напряжений.
Деформируемость слитков при про-
прочих равных условиях улучшается по
мере снижения доли растягивающих
напряжений и приближения к схеме
неравномерного объемного сжатия,
уменьшения скорости деформирова-
деформирования и увеличения интервалов, между
обжатиями.
В табл. 7 приведены характеристики
пластичности стали, полученные раз-
различными способами деформации. Сте-
Степень деформации в определяется по
следующим формулам:
для осадки до появления первой
трещины
где //<> — начальная высота образца,
мм; Н1 — конечная высота образца, мм;
для протяжки в вырезных ромби-
ромбических бойках до появления первой
трещины
8пр = ^=А1ООо/о,
где h —• высота образца при протяжке
за один переход, мм; Do — диаметр
образца, мм.
При деформации на плоских бой-
бойках наиболее рациональная ковка
происходит при протяжке слитков по
схеме квадрат—прямоугольник—ква-
квадрат—прямоугольник—квадрат, и, наоборот, наименее рациональ-
рациональной является ковка по схеме круг—
круг. Эта схема приводит к макси-
максимальному развитию продольных тре-
трещин в середине слитка.
Степень и скорость
деформации
Для определения степени деформа-
деформации и температуры горячей обработки
давлением инструментальных сталей
строят отдельно для литого и дефор-
деформированного металла диаграммы ре-
рекристаллизации с осями координат
температура — размер зерна —степень
деформации. Общая степень дефор-
деформации выражается отношением раз-
разности площадей между сечением слит-
слитка и заготовки к площади сечения
слитка.
Средние значения критических сте-
степеней деформации легированных ин-
инструментальных сталей, при которых
рекристаллизация происходит с обра-
образованием зерна Go—G4, соответствуют
при температуре 850 °С 5—15%, а при
1250 °С 5—25 %. При повышении
температуры деформации в процессе
ковки рекристаллизация завершается
более полно и структура стали полу-
получается крупнозернистой. Поэтому для
последнего выноса необходимо при-
принять возможно более низкие темпе-
температуры начала и конца горячей обра-
обработки давлением, так как в отдельных
случаях последующая термическая об-
обработка полностью не устраняет круп-
крупнозернистую структуру. Анализ про-
процесса рекристаллизации проводится
по диаграммам рекристаллизации II
рода. Однако более точно его можно
провести по диаграммам рекристал-
рекристаллизации III рода.
Легированные и высоколегирован-
высоколегированные стали при низких температурах
нагрева имеют малую скорость рекри-
рекристаллизации. Поэтому в зависимости
от скорости деформации может изме-
измениться характер обработки: при боль-
больших скоростях деформации обработка
из горячей может обратиться в не-
неполную горячую со снижением пла-
пластичности металла и увеличением со-
сопротивления его деформированию. В
другом случае тепловой эффект может
способствовать повышению пластич-
пластичности и уменьшению сопротивления
деформированию. В табл. 9 приведены
данные о взаимосвязи между ско-
скоростью, степенью деформации, темпе-
температурой и сопротивлением деформиро-
деформирования сталей Х12 и Р18.
Анализ данных табл. 8 показывает'
что повышение скорости деформации,
снижение температуры и увеличение
степени деформации при прочих рав-
равных условиях резко увеличивают сопро-
сопротивление деформации.
Углеродистые и легированные ин-
инструментальные стали перлитного и
ферритного класса обладают высокой
пластичностью, т. е. степенью дефор-
деформации сдвига. В табл. 9 представлены
502 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
8. Влияние скорости деформации на сопротивлеиие деформирования
при различных температурах
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 503
о. Я
о о,
X О
ое-
си са
ее А
Я Я
Сталь Х12
0,007
0,007
0,007
0,007
0,05
0,05
0,05
0,05
0,05.
0,05
0,05
7,5
7,5
5
5
5
5
10
10
10
10
30
30
30
10
10
900
1000
1100
1200
900
1000
1100
1200
900
1000
1200
900
1000
120
64
40
24
180
125
85
60
206
140
62
222
164
ост
as
о а
X О
7,5
7,5
7,5
7,5
7,5
7,5
0,007
0,007
0,007
0,007
0,05
0,05
Se
5 M
II
«5S
10
10
30
30
30
30
ra *
as
га я
as
ф о.
s!
1100
1200
900
1000
1100
1200
щ В
Я Ш
X га
4) Я
С5 О
ш &
я я
а о
Сталь Р18
5
5
5
5
10
10
900
1000
1100
1200
900
1000
128
100
288
189
160
124
142
88
49
29
202
140
о И
о 2
аЯ
о а.
м о
0,05
0,05
0,05
0,05
0,05
0,05
7,5
7,5
7,5
7,5
7,5
7,5
7,5
IS
10
10
30
30
30
30
10
10
10
10
30
30
30
о. s
1100
1200
900
1000
1100
1200
900
1000
1100
1200
900
1000
1100
104
68
224
165
120
80
245
188
140
102
306
245
164
10. Влияние температуры на
степень деформации сдвига сталей
в литом состоянии при //Ор ~ 25 с
и а/Гср= 0,15
Сталь
60XH
9X1
9X2
75XM
П|
Л
900
1,40
1,50
1,18
1,10
) и м е
%, при температуре
испытаний
1000
2,00
2,62
1,96
1,97
ч а и и
средняя величина
пряженного
обозначения
1100
2,66
2,68
2,50
2,54
е.
°С
1200
3,06
2,66
2,62
3,00
<7гсг
показателя
состояния;
см. в
табл.
1250
3,10
2,50
1,78
2,90
на-
остальные
10.
данные, характеризующие влияние
температуры и скорости деформации
сдвига на степень деформации сдвига
предварительно деформированных
углеродистых инструментальных ста-
сталей при растяжении.
Легированная инструментальная
сталь аустенитного класса ледебурит-
ной группы с карбидами обладает по-
пониженной пластичностью.Поэтому ков-
ковку слитков из быстрорежущей стали
производят с весьма ограниченной
степенью деформации за первый пе-
переход.
В табл. 10 приведена зависимость
степени деформации сдвига хромистых
и хромомолибденовых сталей от тем-
температуры испытания при одинаковой
скорости деформации сдвига, равной
25 с.
2. КОВКА
ВЫСОКОЛЕГИРОВАННЫХ
ЖАРОПРОЧНЫХ СТАЛЕЙ
И СПЛАВОВ
Высоколегированные жаропрочные
стали, особенно аустенитные, в отли-
отличие от инструментальных обладают
худшей деформируемостью вследствие
снижения их пластичности, которая
зависит от многих факторов (рис. 1).
Высоколегированным сталям и спла-
сплавам при обработке давлением присущи
следующие особенности: большое упроч-
упрочнение при высоких температурах; .рез-
.резко выраженная гетерофазность струк-
9. Влияние скорости деформации на степень деформации сдвига
при различных температурах
Сталь
У7А
У8А
У10А
У12А
«ср. с-
1,73-Ю2
1,73-10-*
1,73-Ю2
1,73-10-*
1,73-102
1,73-10-*
1,73-102
1,73-10"*
Л_ %> при температуре испытаний, °С
700
2,79
3,07
2,88
4,17
2,79
3,54
2,41
1,98
800
4,88
4,15
4,88
11,9
4,61
^11,9
3,68
5,58
900
6,07
Зг=П,9
6,07
ЗзП,9
6,07
Зэ11,9
5,58
Зз11,9
1000—1200
11,9
Sail,9
Зз11,9
3&П,9
За11,9
3all,9
5=11,9
3*11,9
Примечание. Л_ — степень деформации сдвига к моменту разрушения;
Яс„ — скорость деформации сдвига.
Наличие пре-
препятствий сколь-
скольжению: ограни-
ограничение или за-
затормаживание
внутризеренной
или межзерен-
ной деформации
Факторы
Образование сетки,
хрупкой избыточ-
избыточной составля ющей
(чаще эвтектиче-
эвтектической) вокруг отно-
относительно пластич-
пластичных зерен основной
структуры твердого
раствора
Наличие двух
или более
структурных
составляю-
составляющих с
различными
свойствами
Ослабление
межкристаллит-
ной связи при
температурах
горячей пласти-
пластической дефор-
деформации
Высокое легирование твердого
раствора без образования избыточ-
избыточной упрочняющей фазы
Пересыщение твердого раствора и
образование дисперсной упрочняю-
упрочняющей фазы внутри зерен и по их
границам
Рас. 1. Факторы, снижающие пластичность высоколегированных сталей и спдааоа
504 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ "И ЦВЕТНЫХ СПЛАВОВ
11. Температура начала интенсивного окалииообразоваиия
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 505
Сталь, сплав
03Х16Н15МЗБ
45Х14Н14В2М
ХН80ТБЮ
ХН65ВМТЮ
Температура, "С,
начала интенсив-
интенсивного окалииообра-
зования
750
850
1050
1000
Сталь, сплав
ХН35ВТЮ
ХН77ТЮР
ХН70Ю
ХН60ВТ
Температура, °С,
начала интенсив-
интенсивного окалинообра-
зоваиия
900
1050
1200
1100
туры; высокое сопротивление деформи-
деформированию; малая прочность (особенно
при высоких температурах) межкри-
сталлитных связей границ кристаллов
при наличии вредных примесей (серы,
свинца, сурьмы, олова и др.), резко
понижающих пластичность и повыша-
повышающих хрупкость сталей; отсутствие фа-
фазовой перекристаллизации в процессе
ковки и при термической обработке;
низкая теплопроводность, обусловли-
обусловливающая применение особых условий
нагрева, и др.
Ковку высоколегированных жаро-
жаропрочных сталей и сплавов Необходимо
осуществлять в однофазовом состоя-
состоянии, так как при гомогенной структуре
более равномерно происходит деформа-
деформация отдельных кристаллов.
Фактически же металл слитков та-
такого типа сталей при температуре
ковки в большинстве случаев имеет
гетерогенную структуру, которая от-
отличается значительной неравномер-
неравномерностью.
Необходимая структура металла в
этих сталях достигается условиями
ковки. Термообработка (закалка с по-
последующим старением) в большинстве
случаев, применяемая для высоколеги-
высоколегированных аустенитных сталей, в луч-
лучшем случае может обеспечить сохране-
сохранение размеров зерец, полученных при
ковке. Термообработка таких сталей
может привести и к росту зерен без
каких-либо возможных изменений их
величин другими методами теплового
воздействия на металл.
Качество металла поковок высоколе-
высоколегированных сталей зависит от его
металлургической природы, подготовки
слитка под ковку, режима нагрева
под ковку и охлаждения, температур-
температурных интервалов ковки, схемы напря-
напряженного состояния, степени и скоро-
скорости деформации. В табл. 11 представ-
представлены сведения о температуре начала
интенсивного окалинообразования для
некоторых жаропрочных сталей и спла-
сплавов.
Влияние металлургической
природы слитка
на качество металла поковок
Металл поковок из высоколегиро-
высоколегированных сталей должен быть плотным,
физически однородным с минимальным
содержанием газов и неметаллических
включений.
Дефекты металла в виде трещин и
пористости снижают его свойства, яв-
являются сильными концентраторами на-
напряжений и служат очагами разруше-
разрушения изделия. Повышенное содержа-
содержание газов в стали является причиной
возникновения неметаллическх вклю-
включений. Кроме того, резко выраженная
транскристаллическая макрострукту-
макроструктура слитков с зоной столбчатых кри-
кристаллов вблизи наружной поверхности
создает значительную анизотропию
свойств. Поэтому правильному выбору
основных параметров ковки слитков
и режиму выплавки должно уделяться
в равной степени одинаковое вни-
внимание. Поглощение при выплавке ки-
кислорода, азота и водорода—одна из при-
причин пониженной жаропрочности стали
и плохой деформируемости. Кислород,
взаимодействуя с расплавленным ме-
металлом, образует труднорастворимые
тугоплавкие окислы хрома, алюминия
и титана. Эти окислы при застывании
обволакивают кристаллы металла.
Азот в высоколегированных жаро-
жаропрочных сталях вреден тем, что,
взаимодействуя с хромом, титаном и
алюминием, образует тугоплавкие ни-
нитриды или карбонитриды, часто в виде
12. Зависимость технологических
Сталь, сплав
10Х11Н20ТЗР
ХН70ВМТЮ
ХН55ВМТКЮ
10Х11Н20ТЗР-Л
¦ Образцы с
П р и м е ч а
дуговой переплав
ционная плавка;
выплавки
ОДП*
вдп
одп
одп
вдп
эшп
оип
вип
оип
эшп
оип
вип
КОВОЧНЫХ
свойств от способа
выплааки
Кратковременные испытания
20
20
700
800
800
800
800
800
800
900
800
900
20
20
надрезом, радиус 0,1 мм.
и и е. ОДП -
- открытая
МПа
980
970
780
810
810
800
800
850
610
850
620
900
900
дуговая
ЭШП — электрошлаковый перепла
б, %
12
18
5,0
11,0
7,4
13
10
5
11
8
18
7
16
плавка;
в; ОИП —
ВИП — вакуумная индукционная плавка.
*, %
14
20
10
16
14
16
15
11
21
12
26
13
24
%/МПа
0,01
0,02
0,01
0,02
0,017
0,019
0,019
0,013
0,034
0,014
0,041
0,014
0,038
ЗДП — вакуумно-
открытая
иидук-
ликвационных скоплении, в сильной
степени ухудшающих пластичность ста-
сталей при ковке, а следовательно, и их
деформируемость.
У многих жаропрочных высоколеги-
высоколегированных аустенитных сталей разность
в температурах линии ликвидуса и
солидуса достигает 100—200 °С. При
кристаллизации сталей дендриты бо-
богаты тугоплавкими составляющими.
Границы кристаллов обогащены легко-
легкоплавкими хрупкими составляющими,
не входящими в состав твердого рас-
раствора. Из-за таких особенностей струк-
структуры слитка при ковке с появлением
растягивающих напряжений в дефор-
деформируемом объеме в первую очередь
может наступить разрушение между
кристаллами, а не пластическая де-
деформация самих кристаллов.
В слитках, полученных вакуумно-
индукционной плавкой, электрошла-
электрошлаковым переплавом, электронно-луче-
электронно-лучевым и плазменно-дуговым способами,
17 П/р Е. И. Семенова
можно ослабить и даже исключить
дефекты, получаемые при плавке в от-
открытых дуговых и индукционных элек-
электрических печах. По данным табл. 12
можно видеть, как влияют различные
способы выплавки на свойства жаро-
жаропрочных сталей и сплавов.
Из данных табл. 13 видно, как влия-
влияет электрошлаковый переплав на ка-
качество исходного металла, полученно-
полученного открытой дуговой плавкой.
Механические свойства и микро-
микроструктура металла, полученного дуго-
дуговой плавкой, после электрошлакового
переплава резко улучшаются. Макро-
Макроструктура становится болеее плотной
и однородной, поверхность слитка
чистая и не требует дополнительной
зачистки, отсутствуют подкорковая и
осевая рыхлости. Микроструктура ме-
металла свободна от неметаллических
и строчечных оксидных включений.
Электрошлаковый переплав, снижая
содержание газов, способствует повы-
506 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
13. Влияние электрошлакового переплава на качество
металла в литом состоянии
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ
507
14. Влияние церия на пластичность при различных температурах
Сталь, сплав
ХН77ТЮР
20X13
13Х14НЗВ2ФР
15Х18Н12С4ТЮ
12Х18Н9Т
20Х15НЗМА
Микроструктура
Более чистая по неметалли-
неметаллическим включениям. Сниже-
Снижение балла по оксидам до 4 раз
@,5—1,5 вместо 3—6), точеч-
точечный характер неметалличе-
неметаллических включений (вместо стро-
строчечного); карбидная неодно-
неоднородность снижается
Более чистая по неметалли-
неметаллическим включениям; балл по
оксидам и сульфидам сни-
снижается в 3 раза
Значительно чище по стро-
строчечным оксидным включениям
Неметаллические включения
в виде нитридов титана рас-
распределены более равномерно
без строчечных скоплений. Со-
Содержание а-фазы снижается,
распределение ее более рав-
равномерное
Более чистая по неметалли-
неметаллическим включениям. Содержа-
Содержание а-фазы снижается, рас-
распределение ее более равно-
равномерное
Более чистая по неметалли-
неметаллическим включениям. Сниже-
Снижение балла по оксидам и суль-
сульфидам до 4 раз. Точечный ха-
характер неметаллических вклю-
включений (вместо строчечного).
Содержание а-фазы снижает-
снижается, распределение ее более
равномерное
Механические
свойства
— *
Механические
свойства по-
повышаются,
снижается
анизотропия
механических
свойств
Несколько
повышаются
Содержание
газов
и вредных
примесей
—
Содержа-
Содержание серы
снижается
в 2,5 раза
Содержа-
Содержание кисло-
кислорода сни-
снижается
в 2—3 ра-
раза, водо-
водорода —
в 2 раза
Содержание церия, %
расчетное'
Без добавок
0,15
0,15
0,25
0,25
0,35
0,35
фактическое
0,009
0,02
0,06
0,009
0,07
0,003
Число скручиваний до разрушения при
температуре испытания, °С
900
8,0
14,0
13,5
12,5
9,5
15,5
8,5
1000
20,0
16,5
27,5
24,5
17,0
32,0
17,0
1100 |
23,0
22,0
29,0
35,5
17,5
41,0
17,0
1150
25,5
23,5
56,5
32,5
15,5
46,0
21,0
1200
34,5
25,5
56,5
52,0
21,0
50,5
28,5
1250
35,6
30,0
47,0
6,0
13,0
66,5
30,0
шению пластичности металла при го-
горячей обработке давлением.
Для лучшего раскисления и моди-
модифицирования высоколегированных ста-
сталей аустенитного класса также приме-
применяют редкоземельные металлы (РЗМ),
главным образом церий. Такие ме-
металлы активно взаимодействуют с при-
примесями металла, способствуют его очи-
очистке от неметаллических включений,
растворению газов и устранению де-
дефектов кристаллизации, а в аустенит-
ных хромоникелевых и хромоникель-
молибденовых сталях — снижению
количества а-фазы. В табл. 14 приве-
приведены данные, характеризующие за-
зависимость числа скручивания до раз-
разрушения образца из стали 06ХН28МДТ
от процентного содержания церия в ме-
металле плавки.
Способы разливки, улучшающие
поверхность слитка,
и подготовка слитка к ковке
Хорошее качество поковок зависит
от состояния поверхности слитка, ко-
которое получается путем применения
рациональных методов и оптимальных
режимов разливки стали, способству-
способствующих формированию плотной макро-
макроструктуры слитка, уменьшающих со-
содержание в стали газов и неметалличе-
неметаллических включений. При открытой раз-
разливке жидкого расплава в изложницы
в атмосфере воздуха происходит кон-
контактирование и соединение части ти-
титана, содержащегося в жидком рас-
расплаве, с азотом и кислородом воздуха,
приводящие к образованию нитридов
й окислов титана. Эти соединения при
разливке и кристаллизации могут пе-
17*
реместиться к поверхности изложницы,
а затем концентрироваться в поверх-
поверхностной зоне готового слитка, образуя
подкорковую титановую пористость.
Глубина залегания подкорковой пори-
пористости составляет 10—35 мм. Приме-
. нение инертного газа при разливке,
разливка металла под слоем жидкого
шлака, разливка в вакууме уменьшают
контактирование жидкого расплава с
атмосферным воздухом, и глубина
дефектного поверхностного слоя резко
уменьшается.
При ВДП зона поражения титановой
пористостью практически отсутствует
в сталях и сплавах.
Слитки из высоколегированных жа-
жаропрочных сталей, пораженные под-
подкорковой пористостью, подвергают об-
обработке на токарных станках до пол-
полного удаления пористой поверхностной
зоны.
Температура и режим нагрева -
металла перед ковкой
Очень важно выбрать оптимальную
температуру нагрева высоколегиро-
высоколегированных жаропрочных сталей, так как
в таких сталях при высоких темпера-
температурах вблизи верхнего интервала ков-
ковки происходит интенсивный рост зерен
вследствие активного развития соби-
собирательной рекристаллизации. Опти-
Оптимальный температурный интервал ков-
ковки жаропрочных сталей устанавли-
устанавливается путем построения диаграмм
пластичности (рис. 2), а температура
конца ковки стали определяется по
данным диаграмм пластичности и ре-
рекристаллизации сталей и сплавов.
В табл. 15 приведены температуры,
508
КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
20
3200
2400
J600
300 J00O 7ЮО 7200
a) t, 'С
700
SO
60
to
го
'Л
1
k
ft
-r
KCV-
\\
л
W06
3200
2hOQ
1600
800 '
SOO SOO 1000 7700 1200 H0O
6) t°C -
Рис, 2. Диаграммы пластичности сталей
й сплавов:
а — 37Х12Н8Г8МФБ; б — ХН77ТЮР:
е«™ и 8_ — соответственно степени дефор-
мации при осадке на прессе н на копре
соответствующие максимальной пла-
пластичности сталей и сплавов, для не-
некоторых высоколегированных жаро-
жаропрочных сталей и сплавов, по которым
можно установить их температурный
интервал ковки.
15. Температура максимальной пластичности сталей и сплавов
Из данных табл. 15 видно, qTo
температура конца деформации высо-
высоколегированных жаропрочных сталей
тем выше, чем более легирован сплав.
Это связано с повышением у таких
сплавов температуры начала рекри-
рекристаллизации.
Результаты изменения механических
свойств материала промышленных
крупногабаритных поковок из сплава
ХЙ77ТЮР в зависимости от струк-
структуры приведены в табл. 16, а в табл 17—
данные по механическим свойствам
поковок из сплава ХН77ТЮР в зави-
зависимости от размера зерна.
Для некоторых жаропрочных сталей
необходимо устанавливать верхний
предел нагрева слитка на 30—40 °С
ниже температуры, соответствующей
максимальной пластичности, так каК
такой перегрев из-за наличия в сталях
боридной эвтектики может при ковке
привести кразрушениюметалла слитка.
На выбор оптимальных температур
иагрева под ковку влияет чистота
стали, так как вредные примеси резко
ухудшают пластичность металла при
ковке.
В табл. 18 приведена зависимость
образования количества а-фазы F-
феррита) от температуры иагрева для
некоторых сталей, а в табл. 19 — дан-
данные о влиянии температуры и продол-
продолжительности выдержки на выделение
а-фазы в стали 20Х15НЗМА.
Сталь, сплав
45Х14Н14В2М
40Х15Н7Г7Ф2МС
37Х12Н8Г8МФБ
25Х13Н2
ХН77ТЮ
ХН77ТЮР
ХН70ВМТЮ
ХН70МВТЮБ
10Х1Ш20ТЗР
ХН35ВТЮ
12Х17Г9АН4
15Х12ВНМФ
Температура
максимальной
пластичности,
"С
900—1150
1000—1180
1000—1200
1000—1150
1000—1150
1000—1100
1050—1220
1050—1220
850—1050
900—1050
900—1250
1220—880
Допустимая
степень дефор-
деформации за один
ВЫНОС Е, %
60
60
60
60
50
40-50
40
40
30—50
30—50
Механические свойства
при температурах мак-
максимальной пластичности
KCV,
нДж/м*
1000—900
1200—1000
400—450
1500—800
1700—200
% %
80—70
38—40
40—60
91
(при
1100°С)
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 509
16. Влияние структуры на механические свойства поковок
Зона вырезки
образцов в диске
НВ
МПа
KCV,
кДж/м2
%/МПа
Однородная мелкозернистая
Обод
Диафрагма
Центр ступицы
Диафрагма с утол-
утолщением
286—302
286—302
286—302
286
1050
1150
1020
1120
1000
1180
750
780
730
760
720
760
18
29
19
22
15
31
21
32
20
26
22
35
Разнозернистая
900
950
670
680
J2_
10
л
20
360
1000
470
800
1000
300
300
360
0,020
0,028
0,020
0,023
0,022
0,030
0,016
0,021
Примечание. В числителе приведены данные испытаний тангенциальных
образцов, в знаменателе — радиальных.
17. Зависимость механических свойств сплава от размера зерна
Размер зерна
Мелкое (балл 5)
Крупное (балл 1—0)
"в
стт
МПа
1140
926
714
656
6
%
25,3
11,8
25,7
13,6
KCV, кДж/м2
490
300
V *
%/МПа
0,022
0,015
Из анализа табл. 18 и 19 видно, что
с повышением температуры нагрева
и с увеличением продолжительности
выдержки растет содержание а-фазы,
которое достигает критического значе-
значения для пластичности стали
20Х15НЗМА при температуре выше
1200°С.
Высокое содержание в высоколеги-
высоколегированной жаропрочной стали феррит-
ной фазы резко снижает при ковке
пластичность стали, вследствие этого
возможны несплошности и образование
трещин в металле заготовок. Поэтому
для таких сталей, несмотря на запас
пластичности, температура конца ков-
ковки устанавливается выше верхнего
предела интенсивного образования а-
фазы.
В табл. 20 приведены данные
о влиянии продолжительности вы-
выдержки и температуры ковки на удар-
ударную вязкость KCV образцов, взятых
от слитка высоколегированного сплава.
510 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 511
18. Зависимость количества а-фазы
F-феррита) от температуры
Сталь
08Х22Н6Т
16ХПН2В2МФ
08Х17Н13М2Т
Сталь
08Х22Н6Т
16Х11Н2В2МФ
08Х17Н13М2Т
Количество
а-фазы F-фер-
F-феррита), %, при
температурах,
°С
1000
55
5
10
| 1050
55
5
10
1100
55
5
10
Количество
а-фазы F-фер-
F-феррита), %, при
температурах,
1 150
65
5
10
1200
80
10
15
1250
90
10
20
19. Влияние температуры
н выдержки иа содержание а-фазы,
%, стали 20Х15НЗМА
Темпера-
Температура, °С
1200
1250
Выдержка, ч
1
3
9
2
5
10—13
5
8
20
20. Влияние выдержки и
температуры ковки иа ударную
вязкость сплава
« о0
Темпе
тура
тания
1050
1100
1150
1180
1200
1220
1250
KCV-10'1, кДж/м2, при продол-
1
92
116
188
301
lib
133
50
•кительиости выдержки,
3
88
147
208
256
128
102
50
5
86
172
224
279
143
174
50
8
87
172
261
194
122
142
58
10
88
178
278
197
196
171
115
15
100
168
245
245
163
111
ч
20
128
W3
?78
?37
161
—
Схема напряженного состояния
Пластичность металла при ковке
зависит от характера технологической
операции, т. е. совокупности термоме-
термомеханических параметров, определяющих
оптимальные условия ковки.
Для количественной оценки пла-
пластичности металла при ковке исполь-
используют различные методы определения
пластичности, т. е. степени деформа-
деформации, выраженной относительным об-
обжимом. '
Наиболее достоверные результаты
при определении средней пластичности
получаются, если пользоваться пока-
показателями, полученными двумя спосо-
способами, т. е. растяжением образцов и
открытым обжатнем, с последующим
сравнением результатов деформации.
Ковка слитка протяжкой. Оценку
ковкости можно производить по спо-
способности слитка к изменению формы
без образования трещин. В табл. 21
приведены данные деформируемости не-
некоторых труднодеформируемых сплавов
в зависимости от размеров слитков.
При протяжке плоские бойки позво-
позволяют получить относительно большой
запас пластичности при ковке слитка
по схеме квадрат—квадрат или ква-
квадрат—прямоугольник—квадрат. При
ковке по такой схеме обеспечивается
наибольшая глубина распространения
деформации по сечению заготовки и
создаются благоприятные условия для
интенсивной проработки центральной
зоны слитка. Непригодно применение
плоских бойков при ковке по схеме
круг—круг или при изменении схемы
ковки (например, с квадрата на круг),
так как в этом случае в заготовке
возникают поперечные растягивающие
напряжения, особенно при небольших
степенях деформаций, приводящие к
образованию продольных трещин в се-
середине слитка.
При ковке слитков восьмигранного
сечения жаропрочных сталей на пло-
плоских бойках при обжатии по ребрам
возможно образование внутренних раз-
разрывов. Однако, если ковку такого
слитка вести в ромбических бойках
с углом развала 135°, в которых пе-
периметр контакта увеличивается вдвое,
внутренние разрывающие напряжения
не возникают независимо от величины
частных обжимов. Более того, такая
схема ковки приводит к закрытию
21. Зависимость деформируемости* слитка
из труднодеформируемых сплавов от его диаметра
Сплав
ХН78Т
ХН77ТЮ
ХН70ВМТЮ
ХН75ВМЮ
ХН62МВКЮ
Деформируемость, балл, при
160
5
5
4
4
3
230
5
4,5
4
3
2
280
4,5
4,0
3,5
2,3
1
300
4,5
4,9
3,0
2,0
циаметре слитков, мм
360
п
2,5
1,8
430
4,0
3,0
2,0
1,0
500
4,0
3,0
1,0
600
3
3
* В условных балл^|у 5 — очень хрррщая; 4 — хорошая; 3 =* удовлетворительная^
I ¦» плохая) 1 — очень плохая (слиток разрушается).
трещии, имеющихся в осевой зоне
Слитка,
Самым благоприятным условием при
ковке в вырезных бойках является
профиль, который обеспечивает кон-
Такт с заготовкой по максимальному
периметру поперечного сечения, т, е.
С радиусом выреза бойков, близким
к радиусу слитка. Напряженно-де-
Напряженно-деформированное состояние при этом
обеспечивает заготовке схему всесто-
всестороннего сжатия, исключающую обра-
образование трещин в середине слитка.
Но ввиДу того, что такие бойки при-
пригодны лишь для ковки заготовок
только одного размера, устанавливает-
устанавливается оптимальный диапазон диаметров
заготовок для вырезных бойков с опре-
определенным R. Технологический ряд диа-
диаметров определяется из условия
#сл > ^б (#сл и R5 — радиусы со-
соответственно слитка и бойка) с огра-
ограничением верхнего предельного радиу-
радиуса слитка.
Худший вариант, когда ЯСл<: Яб-
В самом неблагоприятном случае такой
вариант близок к схеме протяжки
круглых заготовок на плоских бой-
бойках. При протяжке бойками, радиус
выреза которых значительно больше
радиуса слитка [Re= A,2-=-1,3) Rcn],
в середине слитка в отдельных случаях
могут образоваться трещины.
В большинстве случаев после пред-
предварительного обжима слитка в вырез-
вырезных по радиусу бойках вполне допу-
допустима дальнейшая протяжка в ромби-
ромбических бойках с углом выреза 90—110°.
рптимальный параметр профиля бой-
бойка (угол выреза) устанавливается в за-
зависимости от характера выполняемой
технологической операции: билле^н»
ровки, протяжки, проглаживания, Для
каждого из этих случаев свойственны
свои конкретные напряженно-деформи-
напряженно-деформированные условия. Величину деформа-
деформации по обжатиям необходимо увели-
увеличивать по мере проковки литой струк-
структуры слитка.
В некоторых случаях после обжима
слитка на первом выносе в вырезных
бойках возможен вариант перехода
к дальнейшей ковке в комбинирован-
комбинированных бойках или даже использования
схемы ковки круг—квадрат—круг.
При ковке слитков и заготовок пе
схеме квадрат—квадрат или квад-
квадрат—прямоугольник—квадрат в зо-
зонах наиболее интенсивной деформации
возможно образование внутренних тре-
трещин вследствие повышенного дефор-
деформационного разогрева (теплового эф-
эффекта) и перегрева металла от превы-
превышения предельно допустимых величин
и скоростей обжима, проявляющихся
в первую очередь на сталях и сплавах
с высоким сопротивлением деформации.
Этому способствует ослабление границ
кристаллитов металла слитка благода-
благодаря наличию различных видов включе-
включений и рыхлостей.
В табл. 22 приведено изменение
пластичности (степени деформации)
высоколегированного жаропрочного
сплава ХН77ТЮ в зависимости от
температуры и скорости деформации.
При увеличении скорости деформа-
деформации выше критической, характерной
для данного металла, наблюдается
понижение пластичности, Чем более
512 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
22. Влияние температуры иа пластичность сплава ХН77ТЮ
при разных методах испытаний
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 513
H
Состояние
поверхности
обр азцов
после испы-
испытания
Iff
о я «
Состояние
поверхности
образцов
после испы-
испытания
т
о я «J
Состояние
поверхности
образцов
после испы-
испытания '
850
850
850
850
850
900
900
900
900
900
1000
1000
1000
1000
1000
1000
1050
1050
1050
1050
Динамические
испытания
30,0
40,0
46,5
52,5
55,0
30,0
40,0
46,5
51,0
55,5
31,0
40,0
50,0
53,0
58,0
60,0
30,0
39,0
43,5
47,5
Трещин нет
Мелкие
трещины
Трещины
Трещин нет
Мелкие
трещины
Трещины
Трещин нет
Трещины
Трещин нет
Динамические
испытания
1050
1050
1100
1100
1100
1100
1100
1150
1150
1150
1150
1150
1150
1150
53,5
60,0
30,0
40,0
50,0
60,0
63,0
30,0
40,0
50,0
55,0
60,0
64,5
70,0
Трещин нет
Статические испытания
850
•850
850
850
850
900
900
900
27,0
35,5
43,0
46,0
53,5
32,0
38,8
49,0
Трещи и нет
Трещины
Трещин нет
Статические испытания
900 | 57,0 | Трещины
1000
1000
1000
1000
1000
1000
1050
1050
1050
1050
1050
1050
1100
1100
1100
1100
1150
1150
1150
1150
1150
1150
1150
1150
37,8
43,7
56,7
58,0
62,1
67,6
29,7
42,9
46,5
50,0
61,0
73,0
30,1
48,5
55,0
72,0
2.5,0
25,0
30,6
52,0
66,1
72,2
77,0
77,6
Трещин нет
Мелкие
трещины
Трещин иет
легирована сталь или сплав, тем боль-
больше их сопротивление деформированию,
причем с повышением скорости де-
деформации сопротивление деформиро-
деформированию возрастает.
По условиям производства более
целесообразно ковать высоколегиро-
высоколегированные жаропрочные стали и сплавы
на оборудовании со скоростями де-
деформации, обеспечивающими полное
завершение процесса рекристаллиза-
рекристаллизации металла. Это позволит сущест-
существенно снизить сопротивление дефор-
деформированию стали и сплава.
Чтобы предупредить явление воз-
возникновения деформационного перегре-
перегрева и разрыхления осевой зоны заго-
заготовок, при ковке таких сталей следует
уменьшить величины обжима и ско-
скорость единичных деформаций; умень-
уменьшить частоту ударов бойка молота и
темп ковки; периодически в процессе
ковки немного охлаждать разогретую
заготовку.
Плохое качество поверхности не-
обточенного слитка .снижает пластич-
пластичность. При ковке обточенных слитков
возможен в 1,5—2 раза больший об-
обжим, чем слитков, не подвергнутых об-
обточке. При ковке высоколегированных
жаропрочных сталей и сплавов требу-
требуется весьма тщательно и равномерно
производить операции надрезки и
т. п. При этом для предотвращения об-
образования поверхностных трещии за-
заготовку следует подвергать небольшим
обжимам инструментом, имеющим необ-
необходимые радиусы закруглений и до-
достаточно высокое качество поверхно-
поверхности его рабочей части. Как правило,
для выполнения этих операций при-
применяют подогретый инструмент.
При ковке заготовок относительно
большой длины для сохранения тепла
в заготовках необходимо на свободную
часть поковки накладывать специаль-
специальные теплоизоляционные кожухи-
экраны.
Схему напряженного состояния при
протяжке слитка определяет также ве-
величина относительной подачи llh (I —
подача, h—толщина заготовки).
При малой относительной подаче
llh <j 0,5, т. е. когда имеется наиболь-
наибольшая неравномерность обжима по тол-
толщине заготовки, в центральной зоне
ее действуют продольные растягиваю-
растягивающие напряжения, приводящие к вы-
выявлению дефектов в структуре и об-
образованию поперечных трещин в ос-
ослабленных местах заготовки. Наоборот,
при llh > 0,5 в центральной части
заготовки возникают продольные сжи-
сжимающие напряжения, приводящие
к полной деформации центральной
зоны. При соотношении llh > 1 в за-
заготовке снова действуют поперечные
растягивающие напряжения.
Оптимальными величинами относи-
относительной подачи при ковке независимо
от формы бойков являются 0,8 >
> llh > 0,5.
Большие величины обжима при про-
протяжке способствуют проникновению
деформаций до оси заготовки и повы-
повышению плотности металла в централь-
центральных зонах с заваркой осевых рыхло-
рыхлостей и дефектов. Однако величины об-
обжима определяются запасом пластич-
пластичности высоколегированных сталей.
Ковка сталей с низким запасом плас-
пластичности производится с небольшими
величинами обжима Д// за каждый
ход траверсы пресса или удар бойка
молота. В этих случаях деформация
не проникает на всю толщину поковки,
возникает явление опережения течения
наружных слоев металла заготовки
по отношению к центральным слоям,
происходит образование «наплыва» или
образование воронок на торцовой по-
поверхности заготовки. Это явление на-
наблюдается при Ш<* @,08-5-0,1) D
и В<4 @,6^-0,8H (D — диаметр
слитка, В — ширина бойка),
Практически же многие высоколеги-
высоколегированные стали допускают относитель-
относительный обжим за одни проход ие более
@,05—0,08) D при протяжке в комби-
комбинированных бойках. В таких случаях
необходимо создать условия повы-
повышенной пластичности путем примене-
применения оптимального профиля бойков,
допустимых температур ковки, опера-
операции обточки слитков и других факто-
факторов, которые позволили бы увеличить
допустимую степень обжима при про-
протяжке.
Образование торцовых вороиок
можно предупредить предваритель-
предварительной осадкой заготовок, применяя сфе-
сферические осадочные плиты. При по-
последующей протяжке полученный ранее
выпуклый торец блока компенсируется
металлом из-за большого течения на-
наружных зон, способствующих выравни-
выравниванию торца.
Технологическая пластичность вы-
высоколегированных жаропрочных ста-
сталей на основе железа значительно
выше, чем сталей и сплавов на нике-
никелевой основе.
Допустимые степени деформации
ковки высоколегированных сталей при
протяжке на круг в ромбических и
комбинированных бойках составляют
за проход на прессах 8—20%, на
молотах 5—8 %.
При обжиме заготовок со степенями
деформации ниже указанных величин
создаются условия непроковки цент-
центральной зоны заготовки. Для полу-
получения одинаковой структуры при про-
протяжке заготовки квадратного сечения
на плоских бойках величины относи-
относительного обжима уменьшаются. Ука-
Указанные закономерности необходимы
для разработки параметров технологи-
технологического процесса и выбора оборудова-
оборудования при ковке рассматриваемой груп-
группы сталей. Допустимые степени дефор-
деформации за проход при ковке в области
нижнего температурного интервала
следует уменьшать. Суммарные об-
обжимы за вынос (несколько переходов)
с одного нагрева при ковке на прессах
и молотах в зависимости от свойств
стали находятся в пределах 40—80 %.
Ковка заготовок на молоте или прессе
в бойках разной формы сопровожда-
сопровождается неравномерной деформацией. В
очаге деформации при каждом единич-
единичном обжиме образуются зоны, в ко-
которых фактические степени деформа-
514 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
23. Зависимость критической степени
деформации от температуры
Температура дефор-
деформации, °С
900
950
1000
1050
1100
Интервал критической
степени деформации, %
прн статическом
деформировании
на прессах по
Диаграмме рек-
рекристаллизации
обыч-
обычной
1—8
1—6
1—8
1—10
1—12
истин-
истинной
0,5—14
0,5—20
0,5—20
0,5—20
прн дина-
динамическом де-
формирова-
формировании на мо-
молотах по
обычной
диаграмме
рекристал-
рекристаллизации
3—8
3-10
3—12
1 — 12
1 — 12
24. Температура начала
рекристаллизации сталей и сплавов
Сталь, сплав
12Х18Н9Т *
45Х14Н14В2М
ХН70Ю
Температу-
Температура, °С
-г о
то s
X О.
700—
800
800—
850
950
1100
1200
1100
1-10
0-5
0—10
1-12
* В отожженном состоянии
(800—900 °С) прн степени деформа-
деформации 12—15 % образуется разнозер-
ннстость.
ции могут быть ниже, равны илн выше
критических. Это еще больше усугубля-
усугубляется при ковке за несколько нагре-
нагревов. После термической обработки
в металле такой заготовки обнаружи-
обнаруживается разнозернистая схруктура.
В табл. 23 приведены данные, харак-
характеризующие изменение критической
степени деформации сплава ХН77ТЮ
в зависимости от температуры, а
в табл. 24 показана температура на-
начала рекристаллизации для различных
марок сталей и сплавов.
Поэтому с целью получения равно-
равномерной н сравнительно мелкозернистой
структуры при ковке заготовок за не-
несколько выносов нагрев заготовок для
последнего выноса следует производить
до температуры, соответствующей на-
наименее интенсивному росту зерен по
диаграмме рекристаллизации, а де-
деформация заготовки на последнем вы-
выносе должна быть выше критической
в любой части деформируемого тела.
Для большего числа высоколегиро-
высоколегированных сталей и сплавов аустеннтного
класса такой предел температуры будет
соответствовать 1100—1150°С. Кроме
того, заканчивать деформацию прн
температурах вблнзн нижнего интер-
интервала ковки также не рекомендуется.
В табл. 25 приведены свойства спла-
сплава ХН70ВМТЮФ прн различных
температурах. По данным таблицы
можно определить температурный ин-
интервал горячей пластической деформа-
деформации слитков и заготовок. Данные этой
таблицы дают представление о воз-
возможных пределах колебания уровня
пластичности металла, поступающего
в горячую пластическую деформацию.
Для большинства плавок максималь-
максимальная температура нагрева не должна
превышать 1160 °С. Начало распада
твердого раствора н образовання частиц
упрочняющей v'-фазы при охлаждении
деформируемой заготовки наблюда-
наблюдается прн 1000—1020 °С, когда ковку
заготовки следует прекращать.
Ковка слитков осадкой. Прн дефор-
мнрованни заготовки осадкой, при-
применяемой нлн в качестве вспомога-
вспомогательной операции для обеспечения не-
необходимой уковкн прн последующей
протяжке заготовок типа вала, нли
в качестве основной операции при
изготовлении деталей типа дисков,
возникают условия неравномерного
течения металла по толщине загото-
заготовки. По этой причине даже после
4—5-кратной осадки высоколегиро-
высоколегированных сталей в металле на торцах
заготовок вблизи контактных поверх-
поверхностей наблюдаются остатки недефор-
мнрованной литой структуры. Для
предотвращения этих дефектов заго-
заготовки перед осадкой подвергают про-
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 515
25. Механические свойства сплава ХН70ВМТЮФ
при различных температурах
лавки
1
2
bk
IP
Темп
pa и
НИИ,
20
900
1000
1100
1150
1180
1200
1250
20
900
1000
1100
1150
1180
1200
1250
П р
с
ь
1123
551
240
86
58
50
41
36
1340
565
219
77
57
56
46
38
Л
%
17,2
23,8
38,0
95,6
94,4
96,4
116,4
112,0
28,0
27,0
53,4
142,4
129,2
127,2
129,0
144,0
н м е ч а и н
16,9
27,7
57,3
82,5
81,9
85,8
87,1
90,4
42,2
36,5
57,7
92,4
88,5
81,7
84,0
84,1
_°Е
340
800
1360
2200
1310
400
140
140
1030
760
1090
2950
700
510
230
120
е. Образцы
%/МПа
0,01
0,05
0,23
0,96
1,41
1,72
2,12
2,51
0,03
0,06
0,26
1,20
1,55
1,46
1,83
2,21
тлавки
3
4
erg
ё|\
S =ss
О Я =
Н а. я
20
900
1000
1100
1150
1180
1200
1000
1100
1150
1180
1200
изготовляли из
35 мм (плавкн № 1 и 2) и квадратных сеченнем
получали из металла, подвергнутого прокатке
ботке по режиму: нагрев до 1050 °С с выдерж
кой 16 ч
75X75
(плавкн
кой 4 ч-
МПа
"и
ь
1171
501
276
78
69
61
35
245
<Г8
64
55
43
6
Го
17,6
16,4
30,0
85,0
104,4
118,4
98,2
37,8
66,4
98,2
112,8
150,0
21,1
28,0
38,1
87,2
91,6
86,5
84,1
63,8
87,8
94,3
92,7
88,5
круглых заготовок
360
360
410
1030
830
830
210
1080
1530
2830
1830
430
, %/МПа
0,02
0,06
0,14
1,12
1,32
1,41
2,40
—
—
—
—
—
диаметром
мм (плавкн № 3 и 4); заготовки
№ 3 и 4) и термической обра-
Ьотпуск при 800 °С с выдерж-
26. Зависимость макроструктуры сплава ХН77ТЮ от степени уковки
Состояние металла
Литой слнток
Кованая заготовка
Размеры
елнтка нлн
заготовок,
мм
280X290
120Х 120
75X75
Степень
уковкн у
0
4
10
Характер макроструктуры
Литая
Волокнистая в центре заготов-
заготовки и дендрнт на периферии
Волокнистая по всему сечению
тяжке. Степень уковкн только за счет
протяжек для заготовок ответственного
назначения должна быть не менее че-
четырех, так как даже при этой степени
уковки на периферии сечения заго-
заготовки еще наблюдаются неориенти-
неориентированные в направлении течения ме-
металла дендриты. Это подтверждается
данными приведенными в табл. 26,
h которой показано изменение макро-
макроструктуры сплава ХН77ТЮ в зависи-
зависимости от степени уковки.
Волокнистое строение по всему се-
сечению наблюдается только при 10-
кратной и более степени уковки.
Волокнистое строение после ковки
высоколегированных сталей в отлнчие
от обычных инструментальных и кон-
конструкционных сталей наблюдается
даже при 8-кратной степени уковкн.
516 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
517
Это объясняется в высоколегирован-
высоколегированных сталях меньшей протяженностью
(чем в обычных сталях) второй зоны
крупных столбчатых дендритов из-за
большего переохлаждения расплава
при кристаллизации более легиро-
легированных сплавов и значительно мень-
меньшей массой слитков. Осадку необхо-
необходимо производить, выполнив меро-
мероприятия, способствующие повышению
равномерности деформации. Умень-
Уменьшение и даже полное уничтожение зон
затрудненной деформации может быть
достигнуто путем применения бойков
с чистой гладкой рабочей поверхно-
поверхностью; горячих прокладок из мягкой
стали; антифрикционных смазочных
материалов; осадки дисков стопой с по-
поворачиванием дисков разными тор-
торцами друг к другу по мере осадки.
Повышение качества рабочей поверх-
поверхности бойков в значительной степени
снижает коэффициент трення и обе-
обеспечивает условие повышения равно-
равномерности деформации. Это условие еще
более справедливо для подогретых
до 350—400 °С бойков. Использова-
Использование смазки также резко снижает ко-
коэффициент трения.
В качестве смазочного материала
при ковке аустенитных сталей при-
применяют смесь жидкого стекла с графи-
графитом или стеклянный порошок и стек-
стеклянную вату, которые одновременно
служат и тепловой изоляцией между
металлом и бойком. Для удобства поль-
пользования в производстве такие смазоч-
смазочные материалы наносятся на картон-
картонные или асбестовые прокладки.
При ковке дисков из высоколеги-
высоколегированных жаропрочных сталей благо-
благоприятное изменение схемы напряжен-
напряженного состояния достигается примене-
применением горячих прокладок из мягкой
листовой стали и спаренной осадкой
заготовок. Основным условием при-
принудительного течения металла вблизи
контактов является более низкий пре-
предел текучести материала прокладки
по сравнению с материалом заготовки
при температуре ковки. Последнее до-
достигается выбором материала прокла-
прокладок, а также условиями их подогрева.
Наиболее целесообразно производить
нагрев прокладок совместно с заготов-
заготовками и подавать их под пресс в виде
стопы во избежание их быстрого осты-
остывания.
При ковке заготовок аа несколько
нагревов осадку заготовок с проклад-
прокладками целесообразно производить на
последнем и предпоследнем выносе.
Для высоколегированных жаропроч-
жаропрочных сталей толщина прокладок S
выбирается из соотношения размеров
осаживаемой заготовки D/H (D —
диаметр заготовки перед осадкой; Н —
высота заготовки перед осадкой).
Для заготовок с DIH — 1,5.-5-3,0
S = @,07-f-0,1) Н; для заготовок
с D/H = 3,0+5,0 S = @,1+0,12) Н.
Применение прокладок с соотноше-
соотношением размеров DIH ;> 3 обеспечивает
получение поковок с меньшей выпук-
выпуклостью на свободной поверхности, чем
при обычной осадке.
Осадка заготовок в стопе применя-
применяется для повышения равномерности де-
деформации в заготовках с большим соот-
соотношением D/H.
3. КОВКА ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
Ковка цветных металлов и сплавов
имеет свои особенности, существенно
влияющие на технологические про-
процессы. В ряде случаев ковка цветных
металлов и сплавов применяется как
предварительная обработка исходного
слитка с целью повышения равномер-
равномерности структуры металла, уменьшения
размера зерна при последующей штам-
штамповке.
Наибольшее применение в совре-
современном машиностроении, приборостро-
приборостроении и других отраслях промышленно-
промышленности получили алюминиевые, магни-
магниевые, медные и титановые металлы и
сплавы.
При установлении режима обработки
металлов и сплавов следует учитывать,
что на качество металла кованых заго-
заготовок и полуфабрикатов влияют ис-
исходная структура слитка, металлурги-
металлургическая природа слитков, состояние по-
поверхности слитков (т. е. подготовка
их к ковке), температурный режим
нагрева и ковки, иапряженно-деформи-
рованное состояние металла, фазовое
состояние металла, а также степень н
скорость деформации. Ковка слитков
из цветных сплавов протяжкой в од-
одном направлении при достаточных сте-
степенях обжима приводит к измельчению
зерна с образованием волокнистой
структуры. При этом существенно
Повышаются показатели механических
свойств, ио одновременно возникает
их анизотропия в продольном и по-
пер"ечном направлении.
Анизотропию свойств в слитках мо-
можно устранить ковкой металла слитка
в трех взаимно перпендикулярных
направлениях или по схеме осадка—
протяжка—осадка. На качество ме-
металла поковок влияет также внутри-
кристаллитная ликвация. Так, напри-
например, ликвация марганца в слитках
некоторых алюминиевых сплавов резко
ухудшает структуру и свойства метал-
металла.
Слитки и заготовки цветных метал-
металлов перед нагревом с целью предот-
предотвращения поверхностных дефектов при
ковке подвергают обтачиванию. Де-
Дефекты небольшой глубины (до 1 мм),
как правило, удаляют абразивной
обработкой.
Качество поковок определяется пра-
правильно выбранным термомеханическим
режимом ковки. Основными критери-
критериями, которые определяют термомеха-
нический режим ковки, являются тем-
температура нагрева сплава, степень де-
деформации, скорость деформации и вид
напряженного состояния.
Для обеспечения оптимальных усло-
условий ковки и получения качественных
поковок необходимо соблюдать требу-
требуемый интервал температур начала и
конца деформации. На рис. 3 показано
влияние отношения 77ТПл на проч-
прочность некоторых цветных металлов
и сплавов.
При установлении режима обработки
необходимо учитывать значение допу-
допустимой степени деформации сплава,
которая определяется пластическими
свойствами. Допустимые степени де-
деформации цветных металлов и сплавов
меньше для литого и крупнозерни-
крупнозернистого металла, а также для металла,
находящегося в многофазном состоя-
состоянии и имеющего гексагональную кри-
кристаллическую решетку по сравнению
с металлом, предварительно деформи-
деформированным с мелкозернистой структу-
структурой, находящимся в однофазном состоя-
состоянии и имеющим кубическую гране-
центрированную кристаллическую
решетку.
Хорошее качество металла поковок
из цветных металлов и сплавов обе-
обеспечивается при условии, когда вели-
величина осуществляемой степени дефор-
деформации, особенно на последнем пере-
¦ \
\
V
\
\\
\\
РЬ
"• .
Ni
\
\
\ \
-
г
вв,мпа
100
90
80
70
60
50
40
30
20
10
0,5 0,6 0,7 0,8 0,9
' ' температура
Рис. 3. Влияние отношения абсолютных
температур деформации (Г) и плавле-
плавления (ГПл)
ходе, не совпадает с ее критическими
значениями по диаграмме рекристалли-
рекристаллизации. Повышение скорости деформации
может привести к незавершению про-
процесса рекристаллизации и неполному
разупрочнению, что вызовет рост
сопротивления деформированию и
уменьшение пластичности.
Методы ковки и вид напряженного
состояния в зависимости от пластич-
пластичности сплавов следует определять по
схеме главных напряжений. Металл
будет иметь большую пластичность
при схеме, когда наблюдаются в мень-
меньшей степени растягивающие напряже-
напряжения и в большей — сжимающие.
Относительно невысокая пластич-
пластичность и небольшое сопротивление де-
деформированию алюминиевых и дру-
других сплавов наблюдается при ковке
на плоских бойках и обработке в от-
открытых ручьях штампового инстру-
инструмента.
При деформировании сплавов на
плоских бойках схемы ковки разделя-
разделяются на простые (а, б), когда заго-
заготовка подвергается только осадке или
протяжке, и сложные (в—д), представ-
представляющие собой сочетание двух простых
схем (рис. 4).
Алюминиевые сплавы. Деформируе-
Деформируемые алюминиевые сплавы делятся иа
три группы:
мягкие или пластичные (типа АМц,
АМг, АВ) с пределом прочности ав =
= 100+300 МПа н удлинением 6 =
= 10+ 20 %.
518 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
средней твердости и пластичности
(типа Д1, Д6, Д16, АК6, АК5 и др.)
С пределом прочности ав = 240-s
«-480 МПа и удлинением б = 12 %;
высокой твердости с пониженными
технологическими свойствами (типа
Рис. 4. Схемы ковки (изготовле-
(изготовления) заготовок из сплавов цвет-
цветных металлов:
а — протяжкой перпендикуляр*
но оси заготовки; б — осадкой;
в — осадкой с последующей про-
протяжкой поперек волокна; г <— раз-
разносторонней ковкой; д — протяж-
протяжкой и перековкой с большого дна-
метра на меньший
АК8, В95, В96) с ав = 450-s- 700 МПа
и 6 = 5-*-10%.
С повышением степени легирования
алюминиевого сплава пластичность
уменьшается, а прочность повыша-
повышается. К вредным примесям алюминие-
27. Механические свойства сплавов при различных температурах и скоростях
деформации v
5-10"*
3,0
8,0
5-10"*
3,0
8,0
5-10"*
О Г»
3,0
8,0
5-10
3,0
8,0
5-10
3,0
8,0
5-10-*
3,0
8,0
5-10
3,0
8,0
Температура, °С
50
341
337
339
227
221
206
15,7
14,4
14,0
33,8
33,8
28,5
161
159
153
127
118
97
17,7
21,2
22,7
| 100
287
288
298
210
209
201
17,8
15,5
13,4
44,1
43,1
35,6
144
144
140
123
117
101
18,4
22,3
23,9
| 150
{ 200
Сплав Д1
ав, МПа
234
239
255
184
192
213
а0]2, МПа
185
189
187
155
162
166
6, %
20,6
17,4
13,8
24,0
20,0
15,4
"ф. %
57,7
56,0
46,7
72,9
70,6
60,0
Сплав АД35
ов, МПа
128
128
126
111
113
112
ао,2, МПа
113
111
99
99
100
92
6, %
19,3
23,6
25,7
20,5
25,3
28,0
| 250
138
149
173
122
132
141
27,9
23,3
17,9
87,7
85,1
73,8
95
99
99
83
86
82
21,9
27;4
31,0
| 300
98
ПО
137
90
103
115
32,3
27,3
21,4
99,8
97,8
86,1
80
84
86
66
71
69
23,6
29,9
34,6
| 350
65
78
107
61
76
91
37,1
31,8
25,8
99,8
99,8
99,6
64
69
73
50
57
57
25,6
32,8
38,9
1 4 00
41
55
84
39
55
73
42,3
36,9
31,1
99,8
99 8
97,'2
50
57
61
36
44
45
25,9
36,2
43,9
| 500
30
41
66
24
43
63
53,6
48 5
44'
95,0
94 6
86,2
23
32
38
19
29
32
33,8
44 5
56,1
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
519
Продолжение табл. 27
t, С
5-10-*
30
8,0
5-10"*
5
10
5-10
5
10
5-10"*
5
10
5- 10~*
5
10
5-10"*
5
10
5-10"*
5
10
5-10
5
10
5-10
5
10
5-10
5
10
5- Ю-4
5
10
50
65,2
66,2
65,1
245
221
212
150
133
132
19,2
17,8
20,0
56,9
59,2
58,7
310
265
282
174
137
129
15,8
13,2
14
27,7
29,8
25,9
259
289
283
198
167
158
100 |
69,9
70,7
69,2
220
208
206
151
138
138
22,3
16,3
16,2
62,7
63,0
60,7
262
232
261
153
124
118
18,3
12,1
11,0
39,5
39,2
32,9
216
253
252
172
150
146
Температура, СС
150 ]
1>, %
74,9
75,6
73,8
200 |
79,8
80,5
78,7
Сплав АМгЗ
ов, МПа
196
193
198
172
178
188
а„,2, МПа
148
139
141
S, %
26,3
15,8
13,4
141
137
141
31,6
16,4
11,7
Ч>> %
68,6 74,5
67,3
63,4
71,8
66,7
Сплав АК6
ав, МПа
209
193
232
156
152
198
ао,2, МПа
135
113
111
119
105
105
S, %
21,7
12,1
9,3
i П/
2б;2
13,4
9,0
^, %
54,7 71,6
52,6
44,3
68
58,1
Сплав АК8
ов, МПа
178
219
224
145
189
197
а0|2> МПа
149
134
134
127
120
124
250 |
84,3
85,3
83,5
148
162
176
130
132
137
38,1
18,4
11,3
80,1
76,4
70,4
105
111
163
104
97
101
31,9
16,1
10,4
88,0
83,4
72,2
116
161
171
108
107
115
300 |
88,2
89,3
87,9
124
144
162
116
123
131
46,0
21,8
12,4
85,3
81,0
74,4
61
75
130
90
90
98
39 2
20,4
13,6
99,8
96,8
84,8
91
136
147
89
95
105
350 |
91,2
92,6
91,7
100
125
144
97
111
122
55,6
26,8
15,2
90,0
85,3
78,6
27
47
104
74
83
95
48,1
26,7
18,9
99,8
99,81
93,8
70
114
123
72
83
95
400 |
93,0
94,8
94,5
75
104
124
74
94
109
66,9
33,7
19,8
94,0
89,3
82,7
7
31
87
58
75
90
59,0
35,0
26,4
99,8.
99,8
97,2
52
93
98
55
71
85
500
91,8
94,7
96,3
23
57
75
16
51
74
95,5
53,4
35,2
99,3
95,5
90,0
23
48
98
17
51
75
87,2
58,8
49,1
93,9
90,4
79,2
25
55
46
19
43
59
520 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
Продолжение табл. 27
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
521
5- Ю-4
5
10
5-10~4
5
Температура, °С
50
5,9
6,7
11,0
20,1
23,2
100
6,9
7,3
11,1
32,1
31,9
150
i
10,4
10,4
13,3
i|>> %
48,6
45,5
200
), %
15,6
15,3
18,3
67,2
61,4
250
22
21,5
24,1
85,2
77,1
300
28,9
28,2
30,6
99,8
90,3
350
35,7
34,8
37,0
99,8
98,5
400
41,7
40,8
42,9
99,8
99,2
500
48,8
48,1
50,1
83,9
68,0
вых деформируемых сплавов относя-
относятся железо, кремний, натрий, кальций
и другие элементы.
Наиболее сильное влияние при ковко
иа свойства сплавов оказывают тем-
температура нагрева сплава, скорость де-
деформации и степень деформации. Тем-
Температурные интервалы ковки опреде-
определяются по диаграммам пластичности,
кривым течения и диаграммам состоя-
состояния соответствующих систем сплавов.
Температура начала и конца ковки,
допустимые степени и скорости де-
деформации для некоторых сплавов см.
в табл. 36 гл. I. Диаграммы их дефор-
деформирования приведены на рис. 6,9 гл. 1.
В табл. 27 даиы механические свой-
свойства сплавов при различных темпера-
температурах и скоростях деформации.
Диаграммы рекристаллизации об-
обработки этих сплавов свидетельству-
свидетельствуют о том, что критические деформации
их составляют 10—15 %.
При степенях деформации за один
обжим ниже и выше критических,
т. е. ниже 4 % и выше 15—20 %, не
наблюдается рекристаллизация спла-
сплавов, и зерна получаются мелкими.
Из диаграмм рекристаллизации видно
некоторое увеличение размеров зерна
с повышением температуры при данной
степени деформации. Более высокаи
температура окончания ковки способ*
ствует росту зерен вследствие проте-
протекания собирательной рекристаллиза-
рекристаллизации, которая наблюдается в период
остывания поковки после прекращении
ковки до температуры, соответствую-
27а. Свойства некоторых цветных сплавов при 20 °С
и температуре сверхпластичности (по зарубежным данным)
Состав сплава, %
Al-33Cu-7Mg
Al-25 Cu-11 Mg
Al-14,1 Cu-4,7Ni
Al-27,2Cu-5,2Si
Al-8,2 Mg-4,75 Si
Al-9,5 Mg-3,4 Si
Al-6,5 Mg-7,2 Si
Al-11 Si-4,9 Ni
Al-6,4 Ni
Al-7,0 Si
Al-11,7 Si
Al-17,0 Si
* При температуре
** При температуре
МПа
340
320
310
370
240 ~
470
220
240
240
190
210
210
б*, %
2
2
18
3
20
17
17
22
32
49
37
21
20 °С.
сверхпластичяости.
Температу-
Температура сверх-
пластич-
пластичности, "С
480
480
550
500
550
500
500
550
550
550
550
550
а * *
"max >
%
600
600
520
1310
580
200
400
320
210
200
480
320
m *•
0,46—0,72
0,47—0,70
0,35
0,43
0,4
0,23
0,34
0,5
0,37
0,17
0,28
0,29
КЫ,кД*1нг В,,
мпх
3000 \
200 300 400 t,'C
i a) A
2 000 А
200 300 400 t,"C
КСУ,кДж/мг 6f,
' мпа
WOO A
,3000 -\
2000 А
юоо \
200 300 i,00 t.'C
J
200 300 МО t,'C
г)
160
во
Рис. 7. Диаграммы деформирования магниевых сплавов:
а _ МА8; б — МА2; е — МАЗ; г — МА14
щей прекращению процесса рекристал-
рекристаллизации.
Допустимая степень деформации за
один обжим определяется по диаграм-
диаграммам деформирования для отдельных
групп сплавов (см. рис. 6,9 гл. 1).
Оптимальные показатели механиче-
механических свойств алюминиевых сплавов и
наименьшая анизотропия их свойств
достигаются при общей деформации
сплавов 65—75 %.
Анализ диаграммы пластичности
сплавов по изменению допз'стимых де-
деформаций за один обжим в зависимости
от скорости деформации показывает,
что с повышением скорости деформации
пластичность сплавов снижается не-
несущественно.
Методы ковки и вид напряженного
состояния металла устанавливаются
в зависимости от пластичности сплава.
Алюминиевые сплавы высокопла-
высокопластичные и средней пластичности могут
обрабатываться давлением при разных
напряженных состояниях от самых
жестких (ковка на плоских бойках)
до самых мягких механических схем
деформации (з закрытых ручьях). Дли
обработки малопластичных алюми-
алюминиевых сплавов необходимо приме-
применять закрытые и полузакрытые схемы
деформации.
В практике обработки металлов дав-
давлением, и в частности обработки цвет-
цветных металлов и сплавов, получает при-
применение явление сверхпластичности,
позволяющее проводить деформиро-
деформирование при очень низком сопротивлении
деформации. Степень деформации в ус-
условиях сверхпластичности достигает
весьма больших величин. Оценка
сверхпластичности металла и сплава
производится по критерию относитель-
относительного удлинения б и по коэффициенту т
чувствительности к скорости дефор-
деформации. Явление сверхпластичности
сплава наблюдается при т > 0,3.
В табл. 27а приведены свойства ряда
двойных и тройных сплавов при нор«,
мальной температуре и при температу*
ре проявления сверхпластичности. ..
Качество поковок зависит также от
размера слитка, из которого они изго-
изготавливаются. Так, например, дли
Б22 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
523
сплава АМгб при увеличении диаметра
слитка со 160 до 360 мм из-за увеличе-
увеличения размера зерна весьма существенно
снижается пластичность.
Магниевые сплавы. В промышлен-
промышленности из сплавов магния, подвергаемых
пластической деформации, наиболее
широко применяют сплавы МА2, МА1,
МА2-1, МАЗ, МА5 и МА8. Сплавы
MAI, MA8 обладают высокой пластич-
пластичностью прн горячей и холодной
обработке давлением. Предел проч-
прочности этой группы сплавов ав = 200-ь-
-=-230 МПа. Сплавы магния с различ-
различным содержанием алюминия и неболь-
небольшими добавлениями цинка и марганца
МА2, МА2-1, МАЗ, МА5 имеют более
высокие прочностные свойства (о"в =
== 240-г-ЗОО МПа) и пониженные пла-
пластические характеристики. Детали,
работающие в условиях повышен-
повышенных температур, изготовляют из
сплавов МА9, МАП, МА13.
Металлургические условия приго-
приготовления сплавов имеют решающее зна-
значение для последующей горячей об-
обработки этих сплавов давлением. По-
Поэтому следует обращать особое внима-
внимание на качество получаемых слитков.
На рис. 7 представлены диаграммы
пластичности сплавов в предвари-
предварительно деформированном состоянии
при испытаниях на осадку под копром
(вд) и прессом (ес) и на растяжение,
проведенных при температурах 20,
200, 250, 300, 350, 400, 450, 500 °С.
Рассмотрение диаграмм рекристал-
рекристаллизации, например, сплавов МА2 и
МАЗ прн статической @,11 м/с) и
динамической C—5,3 м/с) осадке пока-
показывает, что при статическом однократ-
однократном деформировании рекристаллиза-
рекристаллизация заметно проявляется уже при
температуре 350 °С. Прн повышении
скорости деформации начало процесса
рекристаллизации смещается в сторону
высоких температур F00 °С).
Критические деформации магние-
магниевых сплавов, вызывающие значитель-
значительный рост зерна, согласно диаграммам
рекристаллизации составляют 8—10 % .
Скорость деформации влияет на раз-
развитие процесса рекристаллизации, ко-
которая прн небольших скоростях де-
деформации успевает развиться лишь
при 350 °С. Наоборот, при больших
скоростях деформации рекристаллиза-
рекристаллизация развивается при температуре
значительно большей 350 СС.
Чтобы исключить получение разно-
зернистости при ковке магниевых спла-
сплавов, их необходимо деформировать за
проход не менее чем на 15 %.
Сплавы с повышенным содержанием
легирующих элементов более чувстви-
чувствительны к скорости деформации, поэто-
поэтому их целесообразно деформировать
на прессах с малыми скоростями де-
деформации; сопротивление деформиро-
деформированию сплавов прн малой скорости де-
формацин в 1,5—2 раза меньше по
сравнению с обработкой их прн высо-
высоких скоростях деформации.
При разработке технологических
процессов ковки магниевых сплавов на
прессах и молотах можно пользоваться
данными о температурах и допустимых
степенях деформации (см. табл. 37,
гл. П. Для большинства магниевых
28. Зависимость максимально
допустимой степени деформации (%)
магниевых сплавов от схемы ковки
на молоте с массой падающих
частей 2т
Сплав
МА2
МА8
MAI 4
МА5
Темпе-
Температурный
интервал
ковки,
°С
о
га
кг
га
X
430
420
420
380
я
<и
я
о
t<
350
340
300
300
Примечай
Схемы ковки
(см. рис. 4)
а
X
№
<анто
а без 1
н
о
а
С
55
35
40
н е
стичные сплавы МАЗ
мировать по схемам а,
Й
3 *
га м
м -г
К &
га О
a: S
в> с:
S»
D.5
Es
25
15
20
б
70
55
65
50
80
—
с
80
55
65
д
50
—
Менее пла-
и МА5 дефор-
е, г и д не ре-
комеидуется вследствие возникнове-
возникновения трещин (схемы а.
кого разрушения
й н ^) и хруп-
;схема е).
сплавов допустимые степени деформа-
деформации на молоте примерно в 1,5—2 раза
меньше, чем на прессе. Это характери-
характеризует отрицательное влияние высокой
скорости деформации на пластичность
магниевых сплавов.
Продолжительность нагрева магни-
магниевых сплавов в зависимости от диа-
диаметра или толщины заготовки приве-
приведена ниже.
С повышением степени предшествую-
предшествующей холодной деформации зерно полу-
получается значительно мельче при сниже-
снижении температуры рекристаллизации.
На процесс рекристаллизации и ско-
скорость ее протекания существенно влн-
яет также химический состав латуней.
С увеличением содержания Zn темпе-
температура начала рекристаллизации а-
латуией снижается. Прн отжиге сильно
Диаметр илн толщина заготовки а, мм . . До 50
Продолжительность нагрева, мин, 1 мм диа-
диаметра (толщины) • 1,5
50—100
@,5+0,001) X
X (а — 50)
Св. 100
2,0
Степень деформации сплавов для
различных схем ковки приведена в
табл. 28.
Медные сплавы. Сплавы на медной
основе — латуни и бронзы — допу-
допускают при ковке (осадке) за один об-
обжим степень деформации до 30 %.
Ковка в горячем и холодном состоя-
состоянии латуней имеет ряд особенностей,
связанных с их фазовым состоянием,
структурой сплава, т. е. с размером
зереи. Согласно диаграмме состояния
латуни с содержанием Zn до 39 %
при температуре 455 СС имеют одно-
однородное состояние, т. е. область твер-
твердого раствора, — а-фазу. Сплавы
этой области обладают высокой пла-
пластичностью и хорошо куются в горя-
горячем (при 750—850 °С) и холодном со-
состоянии.
Латуни с содержанием Zn более
39 % имеют или двухфазную (а + C),
или только однофазную структуру
(р-фазу). Сплавы этой группы имеют
низкую пластичность и хорошо дефор-
деформируются лишь в горячем состоянии.
Прн обработке латуней ковкой предпо-
предпочтительна мелкозернистая структура.
Двухфазные латуни, в которых а-фаза
расположена на основном фоне кри-
кристаллитов E-фазы в форме тонких
игл, обладают большей пластичностью,
чем латунн, в которых а-фаза выделя-
выделялась в виде круглых мелких включе-
включений.
Размер зерна, а следовательно, н
свойства латуней зависят от темпера-
температуры отжига, степени деформации н
продолжительности отжига. С повы-
повышением температуры отжига быстрее
протекает процесс рекристаллизации.
деформированной двухфазной латуни
рекристаллизация а-фазы начинается
при температуре 300 °С. Однако E-фаза
в этих условиях не изменяется, и
рекристаллизация ее происходит при
более высокой температуре. Неполная
рекристаллизация оказывает отрица-
отрицательное влияние на пластичность мед-
медных сплавов. Процесс рекристаллиза-
рекристаллизации медных сплавов с образованием
наиболее крупного зерна получается
при степенях деформации 10—15 %,
являющихся у этих сплавов критиче-
критическими. Рекристаллизация обработки
с образованием мелкого зерна проис-
происходит в том случае, когда ковка осу-
осуществляется при более высоких за-
критических деформациях. Поэтому
деформацию этих сплавов необходимо
осуществлять со степенями деформации
за один обжим, превышающими 15 %,
при установленных температурах де-
деформации для меди 800—950 С, а для
латуней и бронз порядка 750—850СС.
У латуней в зоне температур 200—
600 °С в зависимости от ее состава на-
наблюдается хрупкость. Так, например,
у латуней Л90, Л96 зона хрупкости
находится в интервале температур
500—600 °С. Это в основном зависит от
влияния примесей (Pb, Sn, Bi и др.),
приводящих к образованию в этих ус-
условиях хрупких межкристаллитных
прослоек. Кроме того, в латуни, на-
начиная с 450 °С и ниже, происходит
образование малопластичной р'-фазы,
также резко снижающей пластичность
сплава. Деформация при таких тем-
температурах приводит к значительному
возрастанию сопротивления деформи-
деформированию, Так, например, при ковке
524 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
29. Температурные интервалы ковки медных сплавов
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
525
Сплав
Медь: Ml, M2, МЗ
Латунь:
Л96
Л90
Л68, Л63
ЛАН59-3-2
ЛН65-5
ЛЖМц59-11
ЛМц58-2
ЛМцА57-3-1
Л090-1
Л070-1
Л062-1
ЛС60-1
ЛС59-1
ЛС59-1В
Температурный
интервал ковкн,
°С
Начало
950
850
900
850
750
850
820
750
730
900
750
750
820
780
Конец
800
700
800
700
700
650
650
600
600
850
650
680
700
640
Сплав
Бронза:
БрА5
БрА7
БрАМц9-2
БрАЖ9-4
БрАЖМц10-3-1,Б
БрАЖН 10-4-4
БрБ2
БрКМцЗ-1
БрКН1-3
Температурный
интервал ковки,
<>С
Начало
900
900
960
900
900
800
780
910
Конец
750
760
800
800
800
650
600
800
латуни ЛС59-1 с деформацией 40%
при температуре 600 °С происходит
увеличение сопротивления деформи-
деформированию в 4 раза. Однако с повыше-
повышением температуры примеси растворя-
растворяются, н пластичность латуней резко
повышается. У некоторых видов бронз
этот интервал зоны хрупкости зна-
значительно шире; например, для бронзы
БрАЖ9-4 он составляет 200—700° С с
резкимснижением пластических свойств
при температуре 400°С> Температурные
интервалы ковки некоторых медных
сплавов приведены в табл. 29.
Оптимальной температурой ковки
сплава ЛС59-1 являются 730—820 °С,
сплава Л90 800—900 °С, сплава
БрАЖ9-4 800—900 °С. Наибольшую
пластичность этот вид бронзы имеет
при температуре 850 °С, когда бронза
находится в однофазном состоянии.
Сравнительно узкий интервал тем-
температур ковки сплавов на медной
основе требует осуществление обрабо-
обработки давлением с минимальным коли-
количеством проходов и обжимов.
С повышением температуры выше
указанных пределов наблюдается сни-
снижение пластичности вследствие резкого
роста зерна, чрезмерного роста в ла-
латуни и бронзе кристаллитов E-фазы и
ослабления прочности кристаллов даже
при значительных степ еияхдеформации.
При ковке медных сплавов у ниж-
нижней границы температурного интер-
интервала пластичность нх резко снижается,
поэтому при обработке таких сплавов
в условиях, соответствующих линей-
линейной схеме напряженного состояния
(осадка, прошивка, протяжка) на пло-
плоских бойках, степень деформации сле-
следует выдерживать в пределах 30 %,
так как большие по величине степени
деформации за один обжим приводят
сплав в хрупкое состояние с образо-
образованием трещин.
Для повышения пластичности мед-
медных сплавов рекомендуется приме-
применять осадку с боковым давлением в ог-
ограничительном кольце или проводить
деформацию в обойме с полным боко-
боковым давлением. В первом случае по-
повышается пластичность из-за увеличе-
увеличения боковых давлений (увеличение
второго и третьего главных сжимаю-
сжимающих напряжений). В этом случае
исключается возможность свободной
разгонки, т. е. боковое давление на
осаживаемую заготовку повысило все
сжимающие главные напряжения и
снизило растягивающие напряжения
1 и деформации. При деформации по та-
такой схеме хрупкое состояние ие на-
наступает даже при деформации, превы-
превышающей 35—40 %. Однако такая схема
деформации позволяет производить
ковку (осадку) при соблюдении об-
общего правила, т. е. до момента сопри-
соприкосновения с внутренней стенкой
кольца деформация не должна пре-
превышать 30 %. В противном случае
может наступить хрупкое состояние
сплава, приводящее к его разрушению.
Еще лучший эффект повышения бо-
бокового давления достигается при осад-
осадке заготовки в обойме, т. е. с соблю-
соблюдением полного бокового давления,
где не происходит нарушения контак-
контакта наружной поверхности заготовки
с внутренней поверхностью обоймы.
В этом случае боковое давление вво-
вводится с самого начала осадки заго-
заготовки. В этой схеме осадки сила
на растяжение обоймы создает боковое
давление на заготовку. Критическая
степень деформации значительно по-
повышается по сравнению с осадкой за-
заготовки в ограничительном кольце.
Таким методом деформируют при осад-
осадке малопластичные труднодеформиру-
емые медные сплавы.
Для всесторонней равномерной про-
проработки структуры металла сплава на-
наряду с осадкой применяется протяжка.
С помощью протяжки можно получить
поковки заданных размеров или, на-
например, прутков, полос, мерных и не-
немерных по длине, из которых в горя-
горячем состоянии производится отрубка
заготовок заданных размеров для даль-
дальнейшей ковки. Протяжку сплавов мо-
можно осуществлять на плоских бойках.
Однако для малопластичных сплавов,
как правило, применяют вырезные
(особенно полукруглые) бойки, созда-
создающие всесторонний обжим, препят-
препятствующий возникновению боковых рас-
растягивающих (разрушающих) напряже-
напряжений. Кроме того, вырезные бойки
(полукруглые и ромбические с углом
р = 90-5-120°) позволяют достичь уве-
увеличения производительности протя-
протяжки (по сравнению с плоскими бой-
бойками) на 20—40 %. Необходимое ка-
качество металла при протяжке медных
сплавов можно получить за счет не-
небольших подач при каждом обжиме.
Это приводит к большей степени уков-
ки за каждый обжим и к интенсифика-
интенсификации процесса протяжки. Величина
относительного обжима по высоте счи-
считается критерием технологической пла-
пластичности. Операции протяжки можно
осуществлять на ковочных молотах,
прессах или ковочных вальцах.
Титановые сплавы. Применяемые в
промышленности сплавы по уровню
прочности и способности к пластиче-
пластической деформации подразделяются на
три группы: низкой прочности (ов ^
sg; 700 МПа) и повышенной пластич-
пластичности (технический титан марок
ВТ1-0, ВТ1-00, ОТ4-0, ОТ4-1); сред-
средней прочности (ов = 750-4-1000 МПа)
и пластичности (ВТ5-1, ВТ6С и др.);
высокой прочности (ВТ 15, ВТ16,
ВТ22 и др.); высокая прочность спла-
сплавов достигается гакалкой и старением.
При изготовлении поковок нз ти- '
тана используются круглые слитки
диаметром 350—950 мм с массой 0,5—
15 т, получаемые вакуумно дуговой
плавкой. Перед ковкой слитки подвер-
подвергаются обтачиванию по наружной по-
поверхности.
Ковка слитков из титановых спла-
сплавов производится в три этапа. На пер-
первом этапе деформация слитка осуще-
осуществляется слабыми обжимами в одно-
однофазной ^-области со степенью дефор-
деформации 20—30 % за проход до раз-
раздробления первичной литой структуры
при температуре, превышающей на
150—250 °С температуру полиморф-
полиморфного превращения. На втором этапе
производится деформация заготовки
в однофазной ^-области с применением
переменной двух-, трехкратной осадки
и протяжки со сменой осей, граней и
углов при температуре, превышающей
на 80—120 °С температуру полиморф-
полиморфного превращения. На третьем этапе
осуществляется всесторонняя прора-
проработка металла заготовки в двухфазной
(а + Р)-области при температуре, не
достигшей на 20—40 °С температуры
полиморфного превращения. Для соз-
создания благоприятной структуры при
ковке сплавы целесообразно нагревать
до температур, соответствующих од-
однофазной р-области. Но прн таких
температурах образуется крупнозерни-
крупнозернистая структура, снижающая из-за сла-
слабой прочности границ зерен прочно-
прочностные и пластические свойства поковон.
Поэтому для окончательного деформи-
деформирования, как правило, используются
более низкие температуры, соответ-
соответствующие двухфазной (a -f- р")-обла-
сти. При ковке титановых сплавов
используют в основном плоские бой-
бойки, так как эти сплавы достаточно пла-
пластичны. Иногда могут применяться и
вырезные бойки. Бойки во избежание
526 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
30. Термомеханические параметры ковки сплавов иа основе титана
КОВКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
527
Сплав
ВТ 1-00
ВТ1-0
ОТ4-0
ОТ4-1
ВТ5-1
Температурный
интервал ковкн
слитков, °С
Начало
1050
1050
950—1050
950—1050
1180
Ко-
Конец
750
750
750
750
900
Степень
деформации
слитков за
один нагрев,
20—30
20—30
30—50
30—50
30—50
Сплав
ВТ6
ВТ9
ВТ16
ВТ20
ВТ22
Температурный
интервал ковкн
слитков, °С
Начало
1100
1180
1050
1180
1080
Ко-
Конец
850
900
850
900
850
Степень
деформации
слитков за
один нагрев,
30—70
^40
30—60
20—30
30—50
охлаждения поверхности заготовки не-
необходимо нагревать до температуры не
ниже 250—300 °С.
Большое влияние на структуру ме-
металла заготовки, величину и стабиль-
стабильность его прочностных и пластических
характеристик оказывает температур-
температурный режим ковки, степень и скорость
деформации. При выборе температуры
нагрева титанового сплава под ковку
и температурного интервала горячего
деформирования определяющим фак-
фактором следует считать температуру по-
полиморфного превращения. Чем выше
температура полного полиморфного
превращения, тем выше температурный
интервал горячего деформирования.
Режимы ковки промышленных тита-
титановых сплавов выбирают по данным
диаграммы пластичности с учетом ско-
скорости деформации, сопротивления де-
деформированию, структуры металла, а
также температуры полного полиморф-
полиморфного превращения.
Рассмотрение диаграмм пластично-
пластичности титановых сплавов показывает,
что при температуре выше 1000 °С
титановые сплавы обладают высокой
пластичностью. Более легированные
сплавы допускают меньшую степень
деформации. Как правило, все сплавы
имеют пластичность в литом состоянии
существенно ниже, чем сплавы после
предварительной деформации. Такая
разница в пластичности наблюдается
примерно до температуры 1000 °С,
выше которой допустимые степени
деформации разницы практически ие
Имеют. Это позволяет сделать заклй-
чеиие о том, что ковку литых сплавов
иа основе титана следует проводить
с большой осторожностью. Заканчи-
Заканчивать ковку следует при температуре,
которая выше примерно иа 40—60 °С
температуры окончания ковки сплавов
предварительно деформированных.
В зоне температур 800—900 °С для
большинства титановых сплавов на-
наблюдается резкое повышение пластич-
пластичности. Ковка заготовок из слитков ме-
металла дуговой вакуумной плавки с дву-
двумя переплавами улучшает механиче-
механические и технологические свойства.
Режимы ковки слитков приведены
в табл. 30, а для сравнения
в табл. 31, для некоторых сплавов
представлены величины допустимых
степеней деформации за один удар
и за один вынос при динамическом
деформирований.
Для получения однородной струк-
структуры и хороших показателей механи-
механических свойств металла весьма важна
величиина деформации за каждый на-
нагрев. При ковке металла предвари-
предварительно деформированного в двухфаз-
двухфазной (а+ E)-области оптимальной явля-
является степень деформации, равная 40—
50 % за каждый нагрев или подогрев,
а при ковке металла в однофазной
р-области — 70 %. При ковке слитков
или заготовок диаметром 350—400 мм
иа последующий передел меньших раз-
размеров следует руководствоваться дан-
данными по режимам нагрева, приведен-
приведенными в табл. 32.
Титановые сплавы при ковке склон-
склонны к крайне неравномерной дефор-
деформации по сечению заготовки и к проя-
проявлению высокой ориентации кристал-
кристаллов при односторонней деформации.
Это приводит к анизотропии механиче-
механических свойств. При общей степени де-
деформации сплава ВТ1-0 примерно рав«
31. Допустимые
Сплав
ВТ-1-0
ВТЗ-1
ВТ5
ВТ6
гтенени деформации ковки титановых сплавов
Исходное
состояние
сплава
Слиток
Заготовка
Слиток
Заготовка
Слиток
Заготовка
Слиток
Заготовка
Допустимая
степень дефор-
деформации за один
удар. %
80—35
80—70
70—20
70—45
70—10
70—45
70—10
70—50
Допустимая степень деформации
за один вынос, %
наибольшая
80
80
70
70
70
70
70
70
наименьшая
60
40—25
60
40—25
60
40—25
60
40—25
32. Температура и продолжительность нагрева
перед ковкой титановых сплавов
Диаметр заго-
заготовки, мм
началь-
начальный
350
200
120
конеч-
конечный
200
120
100
Продолжи-
Продолжительность
нагрева,
мии
120
90
60
Температура нагрева, °С, сплавов
ВТЗ-1
1050
1050
980
ВТ6
1050
1050
980
ВТК
1050
1050
940
ВТ5-1
1150
1030
980
ВТ9
1100
980
980
ной 75—80 % и при температуре ковки
1000—800 °С анизотропия механиче-
механических свойств у этого сплава наимень-
наименьшая (табл. 33).
В более легированных сплавах, на-
например, ВТЗ-1 и ВТ5, для уменьшения
анизотропии свойств и достижения од-
однородности структуры требуется со-
соблюдать общую степень деформации
порядка 85—90 %.
Температура полного полиморфного
превращения (а + E *± E) и темпера-
температура начала и конца рекристаллиза-
рекристаллизации некоторых сплавов приведены
в табл. 34.
Температура начала рекристаллиза-
рекристаллизации обработки для сплава ВТ5 со-
составляет 800 °С, а для сплавов ВТЗ-1,
ВТ8 и ВТ9 — 900-^975 °С. Критиче-
Критические степени деформации, при которых
происходит значительный рост микро-
микрозерна у титановых сплавов, находятся
в пределах 2—12 %. При деформациях,
равных 85 % и выше, на диаграммах
рекристаллизации этих сплавов на-
наблюдается второй максимум, который
образуется вследствие развития про-
процесса собирательной рекристаллизации.
Для получения мелкого зерна необ-
необходимо превышать критические сте-
степени деформации за один обжим;
общая степень деформации не должна
превышать 85 %. У титанового сплава
ВТЗ-1 с повышением температуры ков-
ковки интервал критических деформаций
расширяется и их максимумы увели-
увеличиваются. Высокая температура ков-
ковки сплавов приводит к увеличению
зерна, что снижает качество поковки.
Оптимальной температурой для по-
получения мелкого зерна в однофазных
сплавах является 900 °С, а в двухфаз-
двухфазных сплавах температуру начала ков-
ковки выше 980 °С не применяют. Для
сохранения хорошей пластичности
сплавов не следует снижать температу-
температуру и заканчивать ковку при температу-
температуре, которая ниже температуры начала
528 КОВКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И ЦВЕТНЫХ СПЛАВОВ
33. Анизотропия механических свойств сплава ВТ 1-0
в зависимости от степени деформации
Глава
14
Состояние
материала
Литой
Кованый с на-
направлением во-
локои:
продольным
поперечным
Степень
дефор-
деформации,
%
—
75—80
75-80
°в
°0,2
МПа
325—402
435—465
444—525
271—317
349—359
345—443
б
*
%
12,6—15,0
26,4—24,6
22—22,4
17,1—20,6
48,0—26,0
39,8—40
KCV,
кДж/м"
190—130
260—250
250
34. Температуры полного
полиморфного превращения и
рекристаллизации титановых сплавов
Сплав
ВТ1-0
ОТ4-0
ОТ4-1
ВТ5-1
ВТ5
ВТЗ-1
ВТ9
ВТ15
ВТ18
ВТ20
ВТ22
Температу-
Температура полного
превра-
превращения
(а + р Z Р).
°С =ь 20 °С
885—900
850—930
910—950
980—1030
980—1030
960—1000
980—1020
750—800
1010
1010
840—880
Температу-
Температура рекрн-
сталлнза-
цнн (ориен-
(ориентировочная),
°С
На-
Начало
600
600
750
880
960
500
900
800
800
Ко-
Конец
700
950
850
950
1020
770
1000
950
825
рекристаллизации. Для обеспечения
хорошего качества металла титановых
сплавов также необходимо соблюдать
оптимальные скорости деформации, так
как в процессе деформации возникает
тепловой эффект. Разогрев титановых
сплавов при ковке объясняется боль-
большим сопротивлением деформированию
я их низкой теплопроводностью. Уве-
Увеличение скорости реформации при ков-
ковке приводит к понижению пластично-
пластичности сплавов, увеличению сопротивле-
35. Зависимость массы падающих
частей молота от размеров
заготовок из титановых сплавов
« ¦
*« S
и о * Ч
Si&i
250
500
750
1000
1500
Сторона
квадрата
илн диа-
диаметр за-
ГОТоВКН,
мм
40
40—70
60—100
80-150
100—180
К 1
safe
jo - j
s s as
2000
2500
3000
5000
Сторона
квадрата
нлн диа-
диаметр за-
заготовки.
мм
130—200
150—250
200—300
250—450
иия деформированию и к получению
неоднородности деформации.
Для ковки титановых сплавов чаще
всего применяют гидравлические прес-
прессы или молоты. В табл. 35 приведены
массы подающих частей молотов для
ковки титановых заготовок в зависи-
зависимости от размера их сечения.
Кованые заготовки, которые должны
быть подвергнуты в дальнейшем де-
деформации (в том числе и штамповке),
не должны иметь трещии и других де-
дефектов. Удаление дефектов произво-
производится зачисткой. На бойках не дол-
должна быть выработка более 2,0—3,0 мм.
Кромки бойков должны быть закруг-
закруглены. Для исключения образования
трещин иа поверхностях поковок бой-
бойки перед началом работы должны быть
подогреты до температуры не ниже
150—250 °С,
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
И АНАЛИЗ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
Классификация производственных
подразделений кузнечного производ-
производства в зависимости от выпуска поковок
в год (объема производства), числа ра-
работающих н общей площади подразде-
подразделений приведена в табл. 1.
В табл. 2 приведены нормативы
оптимальных мощностей кузнечных це-
цехов и заводов.
Кузнечно-прессовые производствен-
производственные подразделения по характеру про-
производства подразделяются на специ-
специализированные и универсальные; по
типу производства — на производства
единичного, серийного и массового
производства.
Серийность производства для цехов
горячей объемной штамповки и це-
цехов свободной ковки можно ориенти-
ориентировочно определить по табл. 3.
Основные технико-экономические
показатели. В табл. 4—16 приведены
основные технико-экономические по-
показатели для кузнечно-прессовых це-
цехов, включающих заготовительные
участки, штамповочные (ковочные)
участки, участки термической обра-
обработки и очистки штампованных заго-
заготовок (поковок) от окалины, участки
отделочных операций, вспомогатель-
вспомогательные службы цеха и транспорт.
Во всех таблицах показатели трудо-
трудоемкости, выпуск поковок на одного
рабочего и работающего, выпуск с
1 м2 общей площади цеха даны для
среднеарифметической величины массы
поковок по весовой группе н для це-
цехов (заводов) с указанными в табли-
таблицах годовыми выпусками поковок.
В случаях отклонений значений массы
поковок от средней величины и откло-
отклонений объемов производства от ука-
указанных в таблицах следует определять
необходимые удельные показатели пу-
путем интерполяции.
Средняя масса поковок по корпусу,
цеху, участку есть отношение годового
выпуска штампованных заготовок (по-
(поковок) корпусом, цехом, участком (кг)
к годовому выпуску штампованных за-
заготовок (поковок) корпусом, цехом,
участком (штук).
Средняя масса поковок по оборудо-
оборудованию есть отношение годового выпу-
выпуска штампованных заготовок (поковок),
закрепленных за данным типом обору-
оборудования (кг), к годовому выпуску
штампованных заготовок (поковок),
закрепленных за данным типом обору-
оборудования (штук).
Под общей площадью цеха в табл.
13—15 понимается сумма производ-
производственной и вспомогательной площадей,
в которую входит вся площадь цеха
на отметке ±0,0 м в осях здания (без
площади служебно-бытавых помеще-
помещений).
Удельные показатели таблиц при-
приведены для современных кузнечно-
прессовых цехов, оснащенных криво-
кривошипными горячештамповочными прес-
прессами (КГШП), горизонтально-ковоч-
горизонтально-ковочными машинами (ГК.М), индукционны-
индукционными нагревателями и прочим кузиеч-
ным оборудованием.
В случаях, когда наряду с КГШП
применяются паровоздушные штампо-
1. Классификация производственных
подразделений кузнечного
производства
Подразде-
Подразделение
Завод
Корпус
Цех
Отделение
Участок
Подразде-
Подразделение
Завод
Корпус
Цех
Отделение
Участок
Выпуск
поковок,
тыс. т/год
100—500
20—200
10—100
1—10
0,1—1
Число ра-
работающих
1000—5000
400—2000
200—1000
40—200
8-40
Общая площадь, м2
50 000—200 000
10 000—75 000
5 000—30 000
1 000—5 000
200—1 000
530 ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
2. Нормативы оптимальных мощностей кузнечных цехов и заводов
Подразделения
производства
Кузнечные заводы
(центрокузы)
Корпуса или комплек-
комплексы цехов горячей объем-
объемной штамповки
Кузнечные цехи горя-
горячей объемной штам-
штамповки
Цехи свободной ковки
из проката
Цехи свободной ковки
из слитка
Масса поковки (штампо-
(штампованной заготовки), кг
средняя
Св.
0,4
1,0
2,5
4,0
6,3
10,0
0,4
1,0
2,5
4,0
6,3
10,0
16,0
25,0
50,0
150,0
1 000
10 000
50 000
До
10,0
10,0
0,4
1,0
2,5
4,0
6,3
10,0
16,0
0,4
1,0
2,5
4,0
6,3
10,0
16,0
25,0
25,0
50,0
150,0
1 000
10 000
50 000
* Максимальная масса слитка.
максималь-
максимальная
До 400
До 400
До 6,3
10,0
16,0
25,0
63,0
100,0
400,0
До 6,3
10,0
16,0
25,0
63,0
100,0
400,0
Св. 400,0
250
500
1 500
10 000
40 000 *
180 000*
300 000 *
Тип про-
производства
Все типы
То же
Массовое
и крупно-
крупносерийное
Серийное
и мелко-
мелкосерийное
Мелко-
Мелкосерийное и
единичное
Мощность
производ-
производства.
тыс.
ч*
5й С «
* о я
к о g
Е в о
150
60
10
15
20
25
30
40
50
10
20
30
30
35
40
50
50
5,0
7,0
10,0
15,0
40
65
75
т/год
,
ч
1
gK
е га
о я
300
300
50
60
100
125
150
200
300
50
100
150
200
200
250
300
300
25
40
50
75
150
200
300
ТЕХНИКО-ЭКОНОМ.
ПОКАЗАТЕЛИ РАБОТЫ' КУЗНЕЧНЫХ ЦЕХОВ 531
3. Тип производства
Производ-
Производство
Кузнеч-
Кузнечные
цехи
Ориентировочный годовой выпуск штам-
штампованных заготовок на линии (или единице
оборудования), шт/год
мелких
(массой до
1 кг)
средних (мас-
(массой До 15 кг)
крупных
(массой до
100 кг) и
особо круп-
крупных (мас-
(массой более
100 кг)
Количество
деталей,
закрепляе-
закрепляемых за еди-
единицей обо-
оборудования
Единичное
и мелко-
мелкосерийное
Серийное
Крупно-
Крупносерийное
и массовое
Производство
Горячей
объем-
объемной
штам-
штамповки
До 50 000
50 000—
500 000
Св. 500 000
До 10 000
10 000—
100 000
Св. 1 000 000
До 2 000
2 000—
10 000
Св. 10 000
Кузнеч-
Кузнечные
цехи
Ориентировочный годовой выпуск
однотипных поковок, шт/год
средних
крупных
Св. 20
6—20
До 5
Количество
деталей»
закрепляе-
закрепляемых за еди-
единицей обо-
оборудования
Единичное
и мелко-
мелкосерийное
Серийное
Свобод-
Свободной
ковки
До 50 000
5 000—
50 000
До 1 000
1 000—100 000
До 200
200—10 000
Св. 15
4—15
вочные молоты (ПШМ), для определе-
определения трудоемкости следует принимать
повышающий коэффициент:
для массового и крупносерийного
производства п = 1,1 -г-1,2 к данным
табл. 4 в зависимости от удельного
объема поковок, штампуемых на ПШМ,
в общем выпуске цеха;
для серийного и мелкосерийного
производства п == 1,3 к данным табл. 5.
Для определения выпуска поковок
в год на одного рабочего и одного ра-
работающего при применении ПШМ сле-
следует вводить понижающий коэффи-
коэффициент:
для массового и крупносерийного
производства п = 0,92-т- 0,85 к дан-
данным табл. 7, 10;
для серийного и мелкосерийного
производства п = 0,8 к данным табл. 8,
11.
Анализ работы кузнечных цехов.
В табл. 17—24 приведены данные по
эффективному годовому фонду вре-
времени работы оборудования, нормы вре-
времени на установку и наладку штампов,
коэффициенты использования обору-
оборудования, соотношения категорий ра-
работающих, нормы расхода энерго-
энергоносителей, значения коэффициентов
использования металлов, нормы рас-
расхода вспомогательных материалов и
штампов.
532
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
4. Показатели трудоемкости выпуска поковок (штамповаииых заготовок)
для массового и крупносерийного производства
eg
По
Средняя i
поковок (
ванных з<
кг
Трудоемкость
«готовления
1 т поковок (штампованных
заготовок), чел.-ч,
общем
20
50
при
выпуске, тыс.т/год
70
С термообработкой и
До 1,0
1,1—1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—
10,0
от окалины
17,0
15,2
14,0
13,0
U-,5
10,8
10,4
10,0
9,7
9,5
—
—
14,0
12,5
11,8
10,8
9,2
8,5
8,0
7,6
7,2
7,0
6,5
—
13,0
11,5
10,5
9,5
8,5
7,9
7,5
7,1
6,8
6,5
6,2
6,0
90
120
<и
§
ю
— к
очисткой
8,5
8,0
7,5
7,2
6,9
6,6
6,3
6,0
5,7
8,0
7,5
7,2
7,0
6,7
6,4
6,0
5,7
5,4
7,5
7,3
7,0
6 8
6,5
6,2
5,8
5,4
5,0
ё!
«So
§"°
s а |з
к а
к о х
X д А
чо»
V X X
U С Д X
Без
До 1,0
1,1—1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—
10,0
Трудоемкость
1
(Зготовления
г поковок (штампованных
заготовок), чел.-ч
общем выпуске
20
50
70
термообработки i
13,5
12,0
11,0
10,0
8,4
7,9
74
7,0
6,8
6,6
от окалины
11,0
9,8
9,3
8,2
67
6,2
5,6
5,3
5,1
4,9
4,5
10,3
9,5
8,5
7,2
6 2
5J9
5,3
5,1
4,9
4,6
4,3
4,2
, тыс
90
при
• т/год
120
1 ОЧИСТКИ
.
6,4
5,9
5,5
5,1
4,9
4,7
4,4
4,2
4,0
6,0
5,5
5,3
49
4,7
4,5
4,2
4,0
3,8
§
-и В
5,6
5,3
5,1
4 7
4,5
4,3
4,0
3,8
3,5
5. Показатели трудоемкости выпуска поковок (штамповаиных заготовок)
для серийного и мелкосерийного производства
Средняя
масса
поковок
(штампо-
(штампованных
загото-
заготовок), кг
До 1,0
1,1—1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
16,1—16,0
1|,1—25,0
26,1-40,0
Св. 40,0
Трудоемкость i
10
25,0
24,0
23,0
22,0
20,0
—
—
—
—
—
—
—
—
—
—
20
30
13ГОТОЕ
1вЛ.-Ч,
Б0
ления
1 т поковок
при общем i
70
Серийное производство
21,0
20,0
19,0
17,0
16,0
15,0
15,5
14,0
13,0
12,0
—
—
—
—
—
—
18,0
17,0
16,0
15,0
14,0
13,5
13,2
13,0
12,5
12,0
11,0
10,0
—
—
16
15,0
14,0
13,5
13,0
12,5
12,0
11,5
11,0
10,5
10,0
9,0
8,0
7,0
—
—
15
14,0
13,0
12,0
11,5
11,0
10,5
10,0
9,5
9,0
8,5
8,3
7,0
6,0
5,5
5,0
100
_
11,0
10,0
9,7
9,4
9,0
8,7
8,4
8,0
7,0
6,0
5,0
4,5
4,0
(штампованных заготовок),
>ыпуске, тыс
10
20
т/год
30
50
70
100
Мелкосерийное производство
31 0
30,0
29,0
27,0
25,0
—
—
—
25,0
24,0
23,0
21,0
19,0
18,7
18,3
18,0
17,5
17,0
16,0
—
23,0
21,0
19,0
18,5
18,0
17,5
17,0
16,0
15,0
15,5
14,0
13,0
.
—
19,0
18,5
18,0
17,0
16,0
15,5
15,0
14,5
14,0
13,5
13,0
и,о
10,0
9,0
—
—
18,0
17,0
16,0
15,0
14,0
13,5
13,0
12,5
12,0
11,5
11,0
10,5
8,5
8,0
7,0
6,0
—
—
14,0
13,5
13,0
12,5
12,0
11,5
11,0
10,5
10,0
7,0
6,0
5,0
4,5
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
533
6. Показатели трудоемкости выпуска поковок (штамповаиных заготовок)
по кузнечным заводам (центрокузам) для серийного
и мелкосерийного производства
Средняя масса
поковок (штампо-
(штампованных заготовок),
кг
До 2,5
2,6—3,0
3,1-3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
10,1—16,0
16,1—25,0
25,1—40,0
Св. 40,0
Трудоемкость изготовления 1 т поковок (штампованных
заготовок), чел.-ч при общем выпуске, тыс. т/год
! ...
100 1
Серийное
10,0
9,7
9,4
9,0
8,7
8,4
8,0
7,0
6,0
5,5
—
—
200 ]
300
производство
9,0
8,7
8,4
8,0
7,7
7,4
7,0
6,0
5,0
4,5
4,2
4,0
8,0
7,7
7,4
7,0
6,7
6,4
6,0
5,5
4,5
4,2
4,0
3,5
1
100
13,0
12,5
11,5
11,0
10,7
10,4
10,0
9,0
8,0
7,0
—
|
200 |
Мелкосерийное
производство
11,0
10,7
10,4
10,0
9,7
9,4
9,0
8,0
7,0
6,0
5,0
4,5
300
10,0
9,7
9,4
9,0
8,7
8,4
8,0
7,0
6,0
5,0
4,5
4,0
7. Показатели выпуска поковок (штамповаииых заготовок)
на одиого рабочего дли массового и крупносерийного производства
Средняя масса по-
поковок (штампован-
(штампованных заготовок), кг
Выпуск поковок (штампованных заготовок) на одного рабочего,
т/год, при общем выпуске, тыс. т/год
20
50
70
90
120
150
и более
До 1,0
1,1-1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
48
53
58
62
70
74
78
81
84
85
58
65
68
74
89
95
101
106
112
115
123
62
70
76
85
95
102
108
113
119
123
130
134
—
—
—
95
101
108
112
117
122
128
134
141
—
—
—
101
108
112
115
121
126
134
141
149
—
—
—
108
ПО
115
119
123
130
139
149
161
634 ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
г/год
.
, тыс
:?
С
2
03
S
О
Ж
о.
с
/год.
-
абоче
о.
о
&
ЕС
О
>товок) на
ых загс
№
s
га
н
=|
X,
о
ПОКО1
о
>>
PQ
га
и
<Я
ГС
ГС
?
О
2
н
ОВОК A
ПО!
анных
пов
о
г--.
О
о
СО
о
-и
о
о
о
«
о
о
(_
§
о
(СТВО
У
со
про
О
к
К
о.
«
S
(СТВО
Э
СО
о
Си
С
<D
О
"Г"
Сер
1
¦Ч1
"Ч1
со
со
о
¦ч*
35/
СО
со
со
t^
со
СО
1
1
СО
in
СП
¦ч1
in
in
¦Ч1
СО
-ч1
40/
(N
¦ч1
Т5
СО
"Ч1
"Ч1
'О
¦ч1
40/
'40
со
СО
^1
СО
¦ч*
In
m
т?
¦Ч1
44
СП
со
СО
ю
|П
48/
о
in
"Ч1
"Ч1
оо
¦ч-
42/
со
"Ч1
<->
"Ч1
"Ч1
¦ч>
on
со
о
61/
ш
'О
(-*
ш
<->
СО
m
СО
ш
48/
<м
LO
in
¦ч1
СО
'
о
со
ю
СО
57/
1-^
ш
50/
<м
ю
ю
о
lO
оо
о
оо
о
00
см
СО
ю
СО
(--
m
СО
о5
ш
in
in
00
¦Ч1
о
о
1
СО
о
61/
ю
СО
56/
(М
СО
со
ш
СП
¦ч*
00
¦ч*
см
^J-
СП
ш
00
о
СП
78/
in
00
¦Ч1
р-
t^
(--
t^
СО
00
СО
о
СО
S
о
in
ш
о
с
-1
-1
Щ
68/
о
СО
ю
56/
S
<->
1
in
о
92/
(--
СП
00
я
оо
(^
с—,
00
<->
(--
о
о
62/
§
in
о
2,6—3
LO
m
3/
00
ш
00
75/
ю
о
СО
см
СО
<-о
in
о
95/
102
00
00
ю
СП
(N
00
in
00
Р-
¦Ч1
S
S
ш
ш
со
со
о
о
00
СО
on
62/
ш
00
75
ш
S
S
in
m
1
in
100/
108
94/
о
о
in
00
<¦">
СП
00
f~
00
s
oo
in
о
3,6—4
Ю
о
СП
84/
о
СП
00
00
00
CO
m
CO
in
I
1
о
CN
102/
115
100/
CO
о
CM
СП
го
СП
"^
00
о
00
i2
о
о
ю
¦Ч1
m
о
о
in
о
92/
in
83
_
70
CO
СП
1
о
112/
120
102/
о
о
СО
СП
СО
СП
го
см
00
72
1
о
СО
1
ш
ш
CN
о
-
о
о
о
о
00
ш
75
1
о
¦Ч1
122/
125
107/
ш
о
о
(М
о
00
00
о
а
«
D
ш
СО
ш
о
'-л
/S0I
ш
о
92
о
СП
79
1
1
1
о
130/
130
112/
о
см
in
о
<->
•—'
СО
о
1
1
1
о
—7*
00
о
о
см
о
со
о
(М
о
in
85
1
о
со
140/
140
120/
о
СО
о
<->
(М
•—<
in
о
1
о
со"
с
н
5
о
ш
о
СО
о
¦Ч1
о
см
о
со
о
1
о
150/
150
180/
о
¦ч1
о
см
1
сз
с
«
о
140/
о
ш
130/
1
о
160/
170
150/
1
о
¦Ч1
ш
о
с-
о
ш
о
СО
о
1
1
1
о
СП
170/
180
160/
1
1
1
1
1
о
Св. 40
ч
мента
а,
X
§
э
ЕЙ
S
н
мон
чнх
(Я
ft
етом
в*
о
о
а>
в*
< на одного рабо
и
CQ
га
0> X
без н
о
?|
. ь
х5
*1
а х
it"
V №
S .
-1
Пр
ых слу
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
535
9. Показатели выпуска поковок (штампованных заготовок) на одного
рабочего по кузнечным заводам (центрокузам) для серийного и мелкосерийного
производства
Средняя масса
поковок (штампо-
(штампованных заготовок),
кг
Выпуск поковок (штампованных заготовок) на одного рабочего,
т/год, при общем выпуске, тыс. т/год
100
200
300
100
200
300
До 2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
10,1—16,0
16,1—25,0
25,1—40,0
Св. 40,0
Серийное производство
70 85
75 90
80 95
85 100
90 105
95 ПО
100 115
115 130
130 145
140 155
155 170
170 185
60
64
67
70
75
80
85
100
115
130
Мелкосерийное производство
45
50
55
60
63
67
70
85
100
ПО
60
64
67
70
75
80
85
100
115
130
140
160
70
75
80
85
90
95
100
115
130
145
160
175
10. Показатели выпуска поковок (штампованных заготовок) на одного
работающего для массового и крупносерийного производства
Средняя масса
поковок (штампо-
(штампованных заготовок),
кг
Выпуск поковок (штампованных заготовок) на одного
работающего, т/год, при общем выпуске, тыс. т/год
20
50
70
90
120
150 и
более
До 1,0
1,1—1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
41
46
50
53
60
64
67
70
72
73
50
56
59
64
77
82
87
91
96
99
106
53
60
65
73
82
87
93
97
102
106
112
115
82
87
93
96
100
105
ПО
115
121
87
93
96
99
104
108
115
121
128
93
95
99
102
106
112
119
128
138
536
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ 537
S
«
е«
о
1
g
2
«
X
3
с о
il
им
Se-
Sees "
о
2
н
о
2
<U
EJ
К
К
g
Я"
2
га
о
о.
s
о
03
с
с
3
я" s
Si
Средняя
поковок
та
m
ЕЕ
ЕЕ
га
03
о
с
о
_
о
h»
О
О
о
(N
О
—
-
1-
О
о
СО
О
сч
о
1 ГОТОВОК
о
U
ОС
с
си
о
а.
и
о
О
Я
CQ
СО
К
а.
си
о
о.
и
i
О1
со
СП
LO
со
'33
аз
о
со
t--
О)
1A
OI
О1
OI
1
1
о
LO
"^
¦^
1A
о
о
ю
со
ю
со
—
7/30
о
аз
со
о
CD
со
CD
со
OJ
со
Oi
со
ао
О)
(D
OI
го
OI
1
1
LO
СП
о
LO
LO
¦*
со
оо
со
г.
со
со
тч
со
In
OI
1
1
t--
OI
OI
со
'38
со
со
со
гп
Oi
О)
¦^
О)
1
1
о
CD
со
ю
ю
ю
49/
oi
о
ю
9/33
OI
CD
а
'57
о
LID
о
со
со
Зо
со
'39
lO
со
LO
со
_
со
оо
О)
ю
О)
со
CD
ю
CD
оо
LO
о
CD
3
OI
LO
CD
¦^
LO
о
CO
CO
O'S
1
00
LO
OI
LO
'50
LO
LO
о
о
CD
CO
t--
CO
CO
CO
о
.CO
CD
Oi
lO
70
о
t--
OI
CO
Ю
CD
58/
'57
_
о
LO
1/35
CO
LO
of
j_
O)
s
CD
LO
LO
LO
rn
00
CO
'41
t~_
CO
00
CO
Tf
CO
о
t--
CO
LO
CD
CO
59/
en
LO
oi
LO
OJ
LO
CD
1
о
со"
C?
о
-1
CD
о
CD
'58
OI
LO
OI
CD
"^
CO
ao
CO
rn
CO
Ю
CO
1
4V
74
t--
ao
00
CD
s
s
ГО
LO
1
LO-
со"
j_
CO
о
O4
CD
O)
CD
Ю
LO
LO
9/E
'45
о
CD
CO
LO
s
о
00
о
о
3
со
CD
CD
LO
LO
Ю
en
1
CO
CO
O)
t—
¦"*¦
CD
s
LO
CD
lO
ao
CO
OI
-^'
t--
CO
1
1
en
79
CO
oo
4/
Ю
67/
s
LO
CD
LO
О
I
vo"
1
'74
CO
CD
CD
CD
O)
LO
t--
2/E
LO
O)
CD
rl"
¦^"
rn
CO
O4
82
00
t~-
o
00
CD
CD
СЛ
LO
(^
LO
—
1
6,0
1
ю
LO
t--
t^.
CD
'67
о
CD
2/58
LO
LO
LO
rn
LO
¦^
о
1
LO
85
о
oo
ID
ao
76/
CD
rn
LO
00
LO
oi
1
8,0
1
CO
'85
CD
f~
00
о
'"¦
о
oi
CD
'58
Oi
LO
1
о
lO
en
105
ao
ao
cn
ao
о
00
^^
1
1
I
10,0
1
00
о
§
о
00
о
о
LO
CD
ao
LO
1
1
1
о
OI
LO
о
1 '
115
о
о
¦ J
о
•—1
95/
о
о
LO
00
1
1
1
16,0
1 10,1—
ю
о
о
100
о
аз
о
о
00
|
1
|
1
о
со
15
' J
120
ю
о
¦ '
LO
•—1
о
о
1
1
I
1
1
25,0
С?
LO
Oi
о
115
о
1
1
1
1
1
1
1
о
ю
Oi
1
130
ю
•—<
1
1
1
1
1
1
1
1
40,0
1 25,1-
о
о
О|
'125
о
о
ю
о
• '
140
OI
0,0
6
о*
X
*"•
ных
га
н
а»
а
н
X
о
с
там
3
к
X
3
S
н
о
S
о»
а
а>
а
о
3
2
га
о
га
а
о
о
X
о
га
X
:й
а
3
зан
а>
ЭХ1
ч
а
а*
я и*
к
а> ш
К СО
10
«S
миг
вЗ
s
ffl
12. Показатели выпуска поковок
(штампованных заготовок) на одного
работающего по кузнечным заводам
(центрокузам) для серийного н
мелкосерийного производства
Средняя
масса по-
поковок
(штампо-
(штампованных
заготовок).
КГ
До 2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
10,1 — 16,0
16,1—25,0
25,1—40,0
Св. 40,0
Выпуск
(штамповг
товок) на
ботающего
общем
тыс.
о
о
о
о
О
О
СО
Серийное
произ-
производство
40
43
47
50
53
57
60
70
80
90
—
50
54
58
60
64
68
70
80
90
100
ПО
120
60
63
67
70
73
77
80
90
100
ПО
120
140
поково
иных заго-
одного
. т/год,
выпуске
т/год
о
о
о
о
ра-
прн
о
о
СО
Мелкосе-
Мелкосерийное
произ-
производство
30
34
38
40
44
48
50
60
70
80
—
40
43
47
50
5S
57
60
70
80
90
100
ПО
50
54
58
60
64
68
70
80
90
100
ПО
130
13. Показатели выпуска поковок
(штампованных заготовок) с 1 м2
общей площади цеха (без складов
металла н готовой продукции) при
работе цеха в две смены для
массового н крупносерийного
производства
Средняя масса
поковок (штампо-
(штампованных загото-
заготовок), кг
До 1,0
1,1 — 1,3
1,4—1,6
1,7—2,0
2,1-2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1-
10,0
Выпуск покопок (штам-
(штампованных заготовок),
т/год, с I м2 общей
площади цеха прн общем
выпуске, тыс. т/год
20
1,4
1,5
1,6
1,7
1,8
1,9
2,0
2,1
50
1,6
1,7
1,8
1,9
2,0
2,1
99
?3
2,4
?5
70
1,8
1,9
2,0
2,1
2,2
2,3
94
9 5
2,6
91
2,9
3,1
90
2,0
2,1
2,2
2,3
2,4
2,5
?6
91
2,8
3 0
3,2
3,4
120
2,3
2,4
2,5
2,6
2,7
98
?9
3,1
3 3
3,5
3,7
К v
V
о ч
ю о
— О
2,8
2,9
3,0
3 1
3?
3,4
3 6
3,8
4,0
14. Показатели выпуска поковок (штампованных заготовок)
с 1 м2 общей площади цеха (без складов металла и готовой продукции)
при работе цеха в две смены для серийного и мелкосерийного производства
Ср еди я я
масса по-
поковок (штам-
(штампованных
заготовок),
кг
До 1,0
1,1 — 1,3
1,4—1,6
1,7—2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
Выпуск поковок (штампованных
10
1,2/1,6
1,3/1,7
1,4/1,8
1,5/1,9
1,6/2,0
1,7/2,1
1,8/2,2
1,9/2,3
2,0/2,4
1аготовок), т/год, с I м2
площади цеха при общем выпуске, i
20
30
50
Серийное производство
1,3/1,7
1,4/1,8
1,5/1,9
1,6/2,0
1,7/2,1
1,8/2,2
1,9/2,3
2,0/2,4
2,1/2,5
2,2/2,6
,4/1,8
,5/1,8
,6/2,0
,7/2,1
,8/2,2
,8/2,3
,8/2,4
2,0/2,5
2,0/2,6
2,2/2,7
1,5/1,9
1,6/2,0
1,7/2,1
1,8/2,2
1,9/2,3
1,9/2,4
2,0/2,5
2,0/2,6
2,1/2,7
2,3/2,8
гыс. т/год
70
—
1,8/2,2
1,8/2,3
1,9/2,4
2,0/2,5
2,1/2,6
2,1/2,7
2,2/2,8
2,3/2,9
общей
100
—
—
1,9/2,4
2,0/2,5
2,1/2,6
2,2/2,7
2,2/2,8
2,3/2,9
2,4/3,0
18 П/р Е- И. Семенова
538
ТЕХНИКО-ЭКОНОМ, ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
539
Продолжение табл. 14
Средняя
масс! йо-
ковок (штам-
(штампованных
загбтовок),
кг
6,1—8,0
8,1—10,0
10,1—16,0
16,1—25,0
25,1—40,0
Св. 40
Выпуск
10
_
—
—
—
До 1,0
1,1—1,3
1,4—1,6
1,7-2,0
2,1—2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
8,1—10,0
10,1—16,0
16,1—25,0
25,1—40,0
Св. 40
,1/1,4
,2/1,5
,3/1,6
,4/1,7
,5/1,8
,6/1,9
,6/2,0
,7/2,1
1,8/2,2
—
—
—
—
—
поковок (штампованных заготовок),
площади цехи при общем выпуске,
20
_
—
—
—
—
—
30
2,3/2,8
2,4/3,0
—
__
—
50
2,4/2,9
2,4/3,1
2,5/3,2
2,6/3,3
—
Мелкосерийное производство
1,2/1,5
1,3/1,6
1,4/1,7
1,5/1,8
1,6/1,9
1,6/2,0
1,7/2,1
1,8/2,2
1,8/2,3
1,9/2,4
—
—
—
—
Примечание. В числителе
в состав которого входят
теле — без них.
>емонтные и
1,3/1,6
1,4/1,7
1,5/1,8
1,6/1,9
1,6/2,0
1,7/2,1
1,8/2,2
1,8/2,4
1,9/2,4
2,0/2,5
2,2/2,6
2,3/2,8
—
—
1,4/1,7
1,5/1,8
,6/1,9
,6/2,0
,7/2,1
,8/2,2
,8/2,3
,9/2,4
' 2,0/2,5
2,0/2,6
2,2/2,7
2,4/2,9
2,4/3,0
2,5/3,1
—
—
указан выпуск с 1 м2
шта мпоинструментальн ы
т/год, с I м
тыс. т/год
70
2,4/3,0
2,5/3,2
2,6/3,3
2,7/3,4
2,8/3,5
2,9/3,7
1,6/2,0
1,7/2,1
1,8/2,2
1,8/2,3
1,9/2,4
2,0/2,5
2,0/2,6
2,2/2,7
2,3/2,9
2,4/3,0
2,5/3,1
2,6/3,2
2,7/3,6
2,8/3,6
! общей
100
2,5/3,1
2,6/3,3
2,7/3,4
2,8/3,5
2,9/3,7
3,1/4,0
1,8/2,2
1,8/2,3
1,9/2,4
2,0/2,5
2,0/2,6
2,2/2,7
2,3/2,8
2,4/3,0
2,5/3,1
2,6/3,2
2,7/3,6
2,8/3,6
3,0/3,8
эбщей площади цеха,
е службы, в
знамена-
15. Показатели выпуска поковок (штампованных заготовок)
С 1 м2 общей площади по кузнечным заводам (цеитрокузам)
при работе в две смены для серийного и
Средняя масса по-
поковок (штампован-
(штампованных заготовок), кг
До 2,5
2,6—3,0
3,1—3,5
3,6—4,0
4,1—5,0
5,1—6,0
6,1—8,0
мелкосерийного производства
Выпуск поковок (штампованных заготовок
площадн завода
100
200
при
300
Серийное производство
1,10
1,15
1,20
1,25
1,30
1,35
1,40
1,20
1,25
1,30
1,35
1,40
1,45
1,50
1,30
1,35
1,40
1,45
1,50
1,55
1,60
, Т/ГОД, С М
общем выпуске, тыс. т/год
100
200
Мелкосерийное
производство
1,0
1,05
1,10
1,15
1,20
1,25
1,30
1,10
1,15
1,20
1,25
1,30
1,35
1,40
г общей
300
1,20
1,25
1,30
1,35
1,40
1,45
1,50
Продолжение табл. 15
Средняя масса по-
поковок (штампован-
• иых заготовок), кг
8,1—10,0
10,1 — 16,0
16,1—25,0
25,1—40,0
Св. 40,0
Выпуск поковок
общей площади
100
Серийное
1,45
1,50
1,60
—
200
штампованных заготовок), т/год, с
завода при
300
производство
1,55
1,60
1,70
1,9
2,0
1,65
1,70
1,80
2,0
2,1
общем
100
1,35
1,40
1,50
—
1 м2 :
выпуске, тыс. т/год
200
Мелкосерийное
производство
1,45
1,50
1,50
1,70
1,80
300
1,55
1,60
1,70
1,80
1,90
16. Технико-экономические показатели кузнечных цехов
н участков ковки с заготовительным производством
Показатель
Выпуск с 1 м2 площа-
площади цеха, участка (без
учета подвалов, антре-
антресолей, эстакад и слу-
жебно-бытовых поме-
помещений), т/год
Трудоемкость выпу-
выпуска 1 т поковок, чел.-ч
Выпуск на одного ра-
рабочего, т/год
Выпуск на 1 м2 пло-
площади цеха, участка
(без учета подвалов,
антресолей, эстакад,
служебно-бытовых
помещений), т/год
Трудоемкость выпу-
выпуска 1 т поковок, чел.-ч
Выпуск на 1 рабочего,
т/год
* Максимальному
затель.
До Ю
1,6
16,3
80
2,5
12,8
105
Св. 10
До 20
С учетом
1,6—
1,75
16,3—
10,7
80—120
Без учетг
2,5—3,0
12,8—
7,7
105—170
значению выпуске
Выпуск, тыс. т'го^
Св. 20
до 30
Св. 30
до 50
Св. 50
До 75
Св. 75
до 100
термообработки и адьюстажных
операций *
1,75-
1,8
10,7—
8,3
120—140
1,8—1,9
8,3—5,2
140—280
i термообработки и
операций *
3,0—3,3
7,7—5,8
170—205
3,3—3,5
5,8—2,9
205—625
цеха соответствует
1,9—2,0
5,2—4,5
280—320
2,0—2,2
4,5—4,0
320—360
адьюстажных
3,5—3,8
2,9—2,6
625—630
3,8—4,3
2,6—2,3
630—780
наибольший пока-
18*
540 ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОБ
17. Эффективный (расчетный) годовой фонд времени работы оборудования
Оборудование
Эффектив-
Эффективный
вой
гоДо-
фонД
времени, ч
в и
5.1
п и
Прессы механические
Прессы обрезные, вин-
винтовые, чеканочные уси-
усилием, кН'
1 000
до 3 150
8 000
св. 8 000
Прессы кривошипные го-
рячештамповочные уси-
усилием, кН:
6 300—16 000
25 000
40 000
63 000
4080
4015
3870
3745
3910
3725
3645
3520
Прессы гидравлические
Прессы гидравлические
ковочные усилием, кН:
8 000
12 500
20 000
32 000
40 000
63 000
100 000 и более
Ножницы, машины ги-
гибочные и правильные
3725
—
4015
X
ч
X й!
с о
6085
5990
5775
5590
5835
5560
5405
5215
5465
7370
7200
7030
6855
6600
6430
5990
Оборудование
Молоты
Молоты ковочные с мас-
массой падающих частей,
(МПЧ), кг, до:
400
2 000
5 000
Молоты штамповочные
с МПЧ, кг:
630—2 000
3 150—5 000
10 000—25 000
Эффектив-
Эффективный
вой
годо-
Фоид
времени, ч
X
в*
«?
и
С О
4100
4015
3890
3955
3870
3560
Машины ковочные
Машины горизонталь-
горизонтальные ковочные усилием,
кН'
1 600—4 000
6 300—8 000
12 500—16 000
20 000—31 500
Вальцы ковочные
Станы поперечно-клино-
поперечно-клиновой прокатки, радиаль-
но-ковочные машины
3910
3765
3645
3520
4055
3765
К
прн тр(
сменах
6115
5990
5805
5900
5775
5215
5835
5590
5405
5215
6055
5525
Автоматы кузнечно-прессовые
и автоматические линии
Автоматы • многопози-
многопозиционные
Автоматические линии
3645
3645
5405
5280
Нормы расхода вспомогательных
материалов на 1 т выпуска поковок
в зависимости от средней массы поковок
приведены в табл. 25, 26. Расход куз-
кузнечных штампов на 1 т штампованных
Заготовок приведен в табл, 27,
Начальный фонд шТамповой осна-
оснастки должен состоять из штампов
основного фонда и их дублеров. Коли-
Количество штампов дублеров опреде-
определяется в зависимости от объема вы-
выпуска поковок в год
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ 541
18. Нормы времени на установку и наладку штампов
и коэффициенты использования и загрузки оборудования
O6fynvnn-
ванне
кгшп
гапм
г км
Автоматы
и автома-
автоматические
линии
Прочее
Для ковки
Характеристи-
Характеристика оборудова-
оборудования и режим
работы
Усилие, кН:
до 16 000
25 000—40 000
63 000
МПЧ, кг:
до 2 000
3 150—5 000
10 000
16 000—25 000
Усилие, кН:
до 8 000
12 500—16 000
20 000—31 500
_
Двухсменный
Трехсменный
Непрерывный
1 — 5
2—3
4-5
6—7
3—4
5-6
7—8
9—10
2—3
4—5
6—7
10—12
2—3
—
—
* Коэффициент КИ учитывает
иия, переналадку и потери,
Нормы
штампов
времени иа иаладк}
, %, при
количестве
типоразмеров штампованных
заготовок, закрепленных з<
единицей оборудо
6—10
4—5
6—7
8-9
5—7
7—8
9—10
11 — 12
4—5
6—7
8—9
13—15
4—5
—
—
1
11-20
6—7
8-9
10—12
8—9
10—12
12—14
14—15
6—7
8—9
10—12
15—20
6—7
—
—
ютери времени нг
ваиия, шт
21 — 50
10—11
12—13
15—16
11—12
15—17
19—20
22—25
11—12
13—15
17—19
—
10-15
—
—
плановы?
св. 50
12—13
14—15
17—18
13—14
18—20
21—25
26—30
13—16
17—19
20—25
—
17—20
—
—
ло
ш *
о в
ч
О ~^Г
eg
-* я
si
sg
f*
85
0,90
0,89
0,88
0,92
0,90
0,90
0,88
0,92
0,90
0,90
0,75
0,92
0,95
0,95
0,95
со
si
ёя
=*§
•Is
&¦>>
о й-
_ о
*s
ia:
SI*
0,85
0,85
0,90
0,85
0,90
0,90
0,90
0,85
0,90
0,90
0,90
0,85
0,90
0,93
0,95
ремонт оборудова-
оборудовасвязанные с организационно-техническими причин*
** Коэффициент К3 определяется отношением расчетного количества
ваиия к фактическому.
)МИ.
оборудо-
542
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
I
I
s
г
1
I
I
3
о
ас
00I-9Z
Si —IS
OS —IE
.ОЕ-IS
OS —II
01
s
от 10
о
до 20
e-ss
s3"siSs4s!
m as a S S Ч ?
ooco.ro 5 *
I о
Ю OO
lo
со
Zl ^ <N
Ю CO
3tJ< —<
о ¦*
Z- —< W
a -
i: ¦* ¦* —
Л О
Ч о.
О н
га ф
со я
о
о
W LO
о
о
m
о
о. о
<D О ct
О Ж О
Ж ад CD о
»Я S Ю
КС —'
С О)
л ° р-
0) О
8 В.
о
t^
120
см
м
м —
м —
со
со
Sc -
мм —¦
0J О
К U
¦1°:
^ g Ё g S Ё
2
I
си
о
о
с
и
CQ
ш g
Кхо
я «о g о s ° к ю ч s
S^so.^o.sa.Q.
н к к в се
8е
о s
I#tf
H и
S X
п с
?EIS llSca1
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ 543
20. Укрупненные показатели расхода энергоносителей
Показатель
Средняя масса поковок (штампованных заготовок), кг
Расход электроэнергии,
потребляемой производ-
производственным, вспомогатель-
вспомогательным и подъемно-транс-
подъемно-транспортным оборудованием
(без нагревательных
устройств) на 1 т вы-
выпуска поковок (штампо-
(штампованных заготовок),
кВт-ч, в цехах, оборудо-
оборудованных:
кривошипными горя-
чештампованными
прессами и прочим куз-
кузнечным оборудова-
оборудованием
штамповочными моло-
молотами и прочим кузнеч-
кузнечным оборудованием
Установленная мощ-
мощность электроприводов
основного, вспомога-
вспомогательного и подъемно-
транспортного оборудо-
оборудования цеха (без нагрева-
нагревательных устройств) на
1 т выпуска поковок
(штампованных загото-
заготовок), кВт, в цехах, обо-
оборудованных:
кривошипными горя-
чештамповочными
прессами и прочим куз-
кузнечным оборудова-
оборудованием
штамповочными мо-
молотами и прочим куз-
кузнечным оборудова-
оборудованием
Расход электроэнергии
на нагрев заготовок под
штамповку токами повы-
повышенной частоты на 1 т
выпуска поковок (штам-
(штампованных заготовок),
кВт-ч
370
185
0,21
0,11
750
280
150
0,16
0,09
700
220
120
0,13
0,07
650
185
100
0,11
0,06
600
150
85
0,09
0,05
560
ПО
70
0,08
0,04
480
60
0,03
460
50
0,03
440
544 ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОБ
Продолжение табл. 20
Показатель
Установленная мощ-
мощность, кВт:
индукционных нагре-
нагревателей на 1 т выпуска
поковок (штампован-
(штампованных заготовок)
преобразователей то-
токов повышенной ча-
частоты (с учетом холод-
холодного резерва в 10—
15 % ) на 1 т выпуска
поковок (штампован-
(штампованных заготовок)
Расход воздуха (давле-
(давлением 0,6 МПа) * на муф-
муфты включения, тормоза,
прижимы, средства меха-
механизации и удаления ока-
окалины со штампов на 1 т
выпуска поковок (штам-
(штампованных заготовок), м3,
в цехах, оборудованных:
кривошипными горя-
чештамповочными
прессами и прочим обо-
оборудованием
для удаления окалины
в том числе штамповоч-
штамповочными молотами и про-
прочим кузнечным обору-
оборудованием
в том числе для удале-
удаления окалины
Расход воздуха (давле-
(давлением 0,7—0,9 МПа) или
пара (давлением 0,8—
0,9 МПа) на 1 т поковок
(штампованных загото-
заготовок), изготавливаемых
на паровоздушных моло-
молотах (штамповочных)
Средняя масса поковок (штампованных заготовок), кг
о
Ч
0,32
0,45
1450
350
1300
500
4200
i
ю
1
1
0,30
0,43
1200
275
1075
400
3500
***
1
(О
0,28
0,40
900
180
775
250
3000
|
I
0,26
0,37
700
150
600
200
2800
О
1
1
0,25
0,35
600
135
525
175'
2600
Ю
1
10,1
0,24
0,33
500
120
450
150
2500
о
1
25,1
0,23
—
380
130
2300
о
Св.
0,22
—
320
ПО
2100
1
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
545
Продолжение табл. 20
Показатель
Расход воды, м3:
технической смягчен-
смягченной на охлаждение мо-
мотор-генераторов и ста-
статических преобразо-
преобразователей тока на 1 т вы-
выпуска поковок (штам-
(штампованных заготовок),
нагреваемых токами
повышенной частоты
дистиллированной **
на внутренний контур
статических преобра-
преобразователей тока на 1 т
выпуска поковок
(штампованных заго-
заготовок), нагреваемых
токами повышенной
частоты
на охлаждение индук-
индукторов на 1 т выпуска
поковок (штампован-
(штампованных заготовок), нагре-
нагреваемых токами повы-
повышенной частоты
для охлаждения штам-
штампов, инструмента,
муфт и тормозов куз-
кузнечных машин и про-
прочего оборудования на
1 т поковок (штампо-
(штампованных заготовок)
Расход условного топли-
топлива B94-102 кДж/кг) на
1 т поковок (штампован-
(штампованных заготовок) для на-
нагрева, кг, перед отрез-
отрезкой заготовок, штампов-
штамповкой, в печах:
толкательных и с вра-
вращающимся подом
камерных и конвейер-
конвейерных
йбйкой из проката
ковкой из слитка
Средняя масса поковок (штампованных заготовок), кг
о
п
19—24
20—25
22—26
4
250
350
400
500
ю
сч
1
1
18—22
19—23
20—24
4
250
350
400
500
**¦
1
I
<0
17—20
18—21
19—23
4
250
350
400
500
1
16—18
17—19
17—21
3
250
350
400
500
• Максимальный часовой расход воздуха по цеху
больше его среднечасового расхода.
*• В оборотной системе расход воды равен
подачи охлаждающей воды
большие — для серийиогс
приведены для
Ю%
О
1
15—17
16—18
16—20
3
250
350
400
500
в целом
подачи.
ю
О)
1
10,1
14—16
15—17
15—19
3
250
350
400
500
о
1
25,1
—
—
—
—
250
350
400
500
принимать на
О
Св.
—
—
—
—
250
350
400
500
50%
Меньшие значения
массового и крупносерийного производства,
и мелкосерийного производства.
546 ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОБ
21. Нормы расхода воды для цехов ковки
Область использования воды
•Для охлаждения засло-
иок нагревательных печей
Для охлаждения компрес-
компрессора насосно-аккумуля-
торной станции
Для долива питательного
бака насосно-аккумуля-
торной станции
Для охлаждения кузнеч-
кузнечного инструмента
Для полива пола в куз-
кузнечном цехе
Характеристика качества воды
Температура 18—20 °С; давление
0,15—0,2 МПа; содержание взве-
взвесей 20—30 мг/л; содержание масел
и нефтепродуктов 10—20 кг/л;
жесткость 5 мг-э/л
Температура 18—20 °С; давление
0,1—0,3 МПа; жесткость не выше
4 мг-э/л; содержание взвесей не
более 25 мг/л
То же
Техническая вода; температура
18—20 °С; давление 0,15—0,2 МПа
То же
Часовой рас-
расход воды, м3
1 на 1 м2
площади
заслонки печи
175—160 *
0,01
0,01
0,001 на 1 м2
* Один комплект оборудования иасосио-аккумуляториой станции.
22. Нормы расхода энергоносителей
(пара и сжатого воздуха) для
работы ковочных молотов *
23. Нормы расхода сжатого воздуха
для обдувки бойков
Молоты
Ковочные па-
паровоздушные
с МПЧ, кг:
1000
2000
3150
5000
Расход
средний
1050
1540
2000
2550
макси-
максимальный
2100
3080
3970
5100
* Приведен расход насыщенно-
насыщенного пара давлением 0,6—0,8 МПа
в кг или холодного сжатого воздуха
давлением 0,6—0,7 МПа в м3 (сво-
(свободного воздуха).
Оборудование
Молот ковочный
с МПЧ, кг:
до 1000
св. 1000
Пресс гидравли-
гидравлический ковоч-
ковочный усилием, кН:
8 000—12 500
20 000—100 000
Диаметр сопла, мм
3
5
6
10
Примечание,
сжатого воздуха должно
но 0,3—0,4 МПа.
Расход
свобод-
свободного воз-
воздуха,
м'/ч
средний
5
12
17
48
макси-
мальный
25
60
85
240
Давление
быть рав-
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОБ
547
24. Средние значения коэффициентов использования металла и отходов
для цехов массового и крупносерийного производства,
оборудованных КГШП, ГКМ и проч им кузнечным оборудованием
Средняя
масса по-
поковки, кг
Коэффи-
Коэффициент *
использо-
использования ме-
металла К
Коэффициент **
использования
металла в куз-
иечном произ-
производстве Кв г
Коэффи-
Коэффициент * * *
весовой
точности
^в. т
Отходы металла от
общего расхода ме-
металла, %, на
До 1
1,1—2,5
2,6—5,0
5,1—6,0
6,1—10
10,1—16
16,1—25
25,1—40
Св. 40
До 1
1,1—2,5
2,6—5,0
5,1—6,0
6,1-10
10,1—16
Св. 40
С индукционным нагревом
0,45
0,51
0,55
0,58
0,59
0,60
0,61
0,61
0,62
0,40
0,45
0,49
0,52
0,53
0,54
0,57
0,75
0,8
0,83
0,85
0,86
0,87
0,88
0,88
0,89
0,60
0,64
0,66
0,68
0,69
0,69
0,69
0,69
0,70
2,5
2,5
3,0
3,0
3,0
3,0
3,0
3,1
3,1
1,0
1,0
1,0
1,0
1,0
1,0
1,0
0,9
0,9
21,5
16,5
13,0
11,0
10,0
9,0
9,0
9,0
8,5
С пламенным нагревом
0,72
0,75
0,78
0,8
0,81
0,82
0,84
0,56
0,60
0,63
0,65
0,66
0,66
0,68
2,5
2,5
3,0
3,0
3,0
3,0
3,1
3,0
3,0
3,0
3,0
3,0
3,0
2,9
22,5
19,5
16,0
14,0
13,0
12,0
11,0
30,0
29,0
28,0
27,0
27,0
27,0
26,0
26,0
25,5
32,0
30,0
29,0
28,0
28,0
28,0
26,0
* Коэффициент К определяется отношением массы детали к массе металла
с учетом отходов кузиечиого производства и отходов при механической обработке.
•• Коэффициент Кв, г определяется отношением массы поковки (штампован-
(штампованной заготовки) к массе металла с учетом отходов кузиечиого производства и отходов
при механической обработке.
**• Коэффициент Кв т определяется отношением массы детали к массе поковки
(штампованной заготовки).
25. Нормы расхода вспомогательных материалов на 1 т выпуска поковок
для цехов объемной (горячей) штамповки
Вспомогательные материалы
Смазочные и промывочные
Химические
Текстильные и бумажные
Для нагрева нагревательных
установок
Прочие
Норма расхода материалов на 1 т выпуска в зави-
зависимости от средней массы поковок (по цеху), кг
до 1,6
10,0
4,7
1,0
5,0
3,0
1.7 — 4,0
9,5
4,0
0,9
4,6
2,7
4,0—10,0
9,0
2,8
0,8
4,2
2,3
548
ТЕХНИКО-ЭКОНОМ. ПОКАЗАТЕЛИ РАБОТЫ КУЗНЕЧНЫХ ЦЕХОВ
26. Нормы расхода вспомогательных материалов для цехоп ковки
Вспомогательные
материалы
Для изготовления:
осиастки (бойки,
оправки, осадоч-
осадочные плиты, под-
подкладные кольца,
прошивки и т. п.)
инструмента (то-
(топоры, раскатки,
обжимки, пробой-
пробойники, клещи)
Огнеупорные (кир-
(кирпич, песок, глина)
Обтирочные (ветошь)
Норма расхода
и а 1 т поковок,
кг, изготовлен-
изготовленных и а
прессах
20,0
5,0
30,0
1.0
моло-
молотах
10,0
34,0
30,0
0,5
Вспомогательные
материалы
Теплоизоляционные
(асбест шнуровой,
картон асбестовый,
полотно асбестовое)
Кислород для отрез-
отрезки прибыльной и дон-
донной части слитка и
заварки дефектов
Пропан-бутан для от-
отрезки прибыльной и
донной части слитка
Смазочные материа-
материалы (масла, вазелин)
Краски
Норка расхода
на 1 т поковок,
кг, изготовлен-
изготовленных иа
прессах
0,2
10,0 м3
0,3 м3
0,25
0,1
моло-
молотах
,0,2
0,25
0,1
27. Расход кузнечных штаммов (кг) на 1 т
Средняя
масса штам-
штампованных
заготовок,
кг
До 1,0
1,1 — 1,6
1,7—2,5
2,6—4,0
4 1—6,0
6,1—8,0
8,1 — 10
11,0—15,0
16,0—20,0
21,0—25,0
26,0—30,0
31,0—35,0
36,0—40,0
Св. 40
Расход штампов на 1 т штампованных заготовок, кг
КГШП
22/30
18/26
15/23
12,5/19
10,5/15
9/12
8/11
-/10
—/9,5
—/9
-/8,5
-/8
/
1
пшм
25/35
22/32
19/28
17/24
14/20
11,5/19
10,5/18
-/17
-/16
-/15
-/14
—/13
-/13
-/12
г км
12/13
11/12
10/11
9/10,5
7,5/10
6,5/9
6/8
-/7
/
1
—/-
/
-/-
-/-
ШВА *
26/—
22/—
18/—
15/—
-/—
-/-
-/-
1
—/—
—/—
-/—
1
j
-/-
РКМ **
—/0,8
—/0,8
—/0,7
-/0,7
-/0,7
—/0,6
—/0,6
—/0,6
-/0,5
—/0,5
-/0,4
—/0,4
—/0,4
—/0,4
• Штамповочные вальцы.
** Ротационно-ковочиые машины.
Примечание. В числителе приведены расходы для цехов массового и
крупносерийного производства; в знаменателе — расходы для цехов серийного и
мелкосерийного производства.
Глава
15
ОХРАНА ТРУДА
В КУЗНЕЧНО-ШТАМПОВОЧНЫХ
ЦЕХАХ
Общие положения
(ГОСТ 12.2.003—74 *). Производствен-
Производственное оборудование должно удовлетво-
удовлетворять требованиям безопасности при
монтаже (в необходимых случаях —
демонтаже), эксплуатации, ремонте,
транспортировании и хранении, при
1. Устройства, снижающие опасные
факторы
Тип уст-
устройства
Защит-
Защитные опас-
опасной зоны
Огражда-
Ограждающие
движу-
движущиеся
меха-
механизмы
Управ-
Управления
Наименова-
Наименование устрой-
устройства
Решетки
Рукоот-
странители
Корпусо-
отводчики
Фотоэле-
Фотоэлементы
Вращаю-
Вращающиеся
детали
Поступа-
тельно-пе-
ремещаю-
щиеся
детали
Ножные
педали
Ручное
управление
Вид
исполнения
Подвижные
Непод-
Неподвижные
—
Электри-
Электрические
Пневмати-
Пневматические
Двурукое
стационар-
стационарное
Двурукое
переносное
Рычажное
рукояткой
использовании его отдельно или в со-
составе комплексов н технологических
систем.
Производственное оборудование
в процессе эксплуатации не должно
загрязнять выбросами вредных ве-
веществ в окружающую среду (воздух,
почву, водоемы), которые превышают
нормы, установленные стандартами
СЭВ*.
Производственное оборудование
должно быть пожаро- и взрывобезо-
пасным.
Производственное оборудование при
эксплуатации в условиях, уста-
установленных эксплуатационной и ре-
ремонтной документацией по
ГОСТ 2.601—68* и ГОСТ 2.602—68*,
не должно создавать опасных и вред-
вредных факторов для работающих в ре-
результате воздействия влажности, сол-
солнечной радиации, механических ко-
колебаний, высоких и низких давлений
и температур, агрессивных веществ,
ветровых нагрузок, обледенения.
Производственное оборудование дол-
должно соответствовать требованиям безо-
безопасности в течение всего срока службы.
Безопасность производственного
оборудования должна обеспечивать-
обеспечиваться: выбором принципов действия, кон-
конструктивных схем, безопасных эле-
элементов конструкции и т. п.; примене-
применением в конструкции средств механиза-
механизации и автоматизации, дистанционного
управления и средств защиты; выпол-
выполнением эргономических требований;
включением требований безопасности
в техническую документацию по мон-
монтажу, эксплуатации, ремонту, тран-
транспортированию и хранению; исполь-
использованием в конструкции соответству-
соответствующих материалов.
Технические средства безопасности.
Выбор принципов действия, конструк-
* Если стандартами СЭБ соответствую-
соответствующие нормы не установлены, следует руко-
руководствоваться национальной нормативно-
технической документацией по стаидар-»
гизаиии.
S50
ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
тивных схем и безопасных элементов
конструкций зависит в основном от
технологического процесса и типа из-
изделия.
Технические средства, которые сни-
снижают или устраняют опасные факторы
при работе на кузнечно-прессовом обо-
оборудовании, подразделяются на уст-
устройства, непосредственно снижающие
Опасные факторы (табл. 1), и устрой-
устройства, способствующие их устранению
(табл. 2).
При одновременном управлении
двумя руками система ручного управ-
управления должна допускать возможность
включения рабочих органов только
при нажатии обеих пусковых кнопок
(рычагов), оси которых должны распо-
располагаться иа расстоянии не менее 300
и не более 600 мм.
Во избежание случайного включения
рабочих органов кнопки ручного уп-
управления двумя руками должны быть
ограждены или расположены так, что-
чтобы исключалась возможность их слу-
случайного нажатия, а рычаги для этой
цели должны быть снабжены фикса-
фиксаторами.
При управлении двумя руками, при-
применяемом в кузнечно-прессовом обору-
оборудовании (КПО) с поступательно-воз-
поступательно-возвратным движением рабочего органа,
длительность воздействия на пуско-
пусковые кнопки (рычаги) должна исключать
возможность последующего ввода рук
в опасную зону во время рабочего хода.
При управлении рабочими режима-
режимами одной рукой или педалью должны
применяться защитные устройства ра-
рабочей (опасной) зоны.
В случае, когда КПО может быть
использовано для технологических
Операций (загрузка заготовок и удале-
удаление готовых изделий), при которых
применяются приспособления или
средства автоматизации и механиза-
механизации, исключающие необходимость
ввода рук оператора в рабочую зону
(опасную^, а также при которых удер-
удержание заготовок осуществляется обе-
обеими руками вне рабочей (опасной)
зоиы, управление допускается без за-
защитных устройств.
Ножная педаль должна быть огра-
ограждена кожухом, исключающим воз-
возможность случайного воздействия на
нее и открытым только с фронта
ббслуживания.
Усилия на рукоятках и рычагах при
2. Устройства, способствующие
устранению опасных факторов
Назначение
устройства
Включают
и выключают
пресс
Обеспечивают
безопасность
и удобство
наладки
машины
Предохраняют
от поломки
деталей и
указывают
усилие пресса
Исключают
произвольное
движение от-
отдельных де-
деталей
Механизация
и автоматиза-
автоматизация
Наименование
устройства
Муфты фрикцион-
фрикционные
Микропривод
Подвижный стол
Предохранители,
лимитирующие
усилие
Предохранители,
лимитирующие
крутящий момент
Указатели усилий
Тормозные уст-
устройства
Уравновешиватели
Устройства для
удержания пол-
ползуна при ремонте
Механизмы и си-
системы автомати-
автоматизации
постоянном ручном режиме и одиноч-
одиночных ходах не должны превышать
40 Н. Усилия на рукоятках и рычагах
(маховиках) механизмов перемещения
с механическим и редко используемым
ручным управлением, включаемых не
более 5—10 раз в смену, не должны
превышать 150 Н, включаемым не
более 25 раз — 80 Н.
Требования к устройству средств за-
защиты (ГОСТ 12.2.017—76). Все от-
открытые движущиеся и вращающиеся
части оборудования, расположенные
иа высоте до 250 мм от уровня пола,
если они являются источниками опас-
опасности, должны быть закрыты сплош-
сплошным или сетчатым ограждением со
стороной ячеек не более 10 мм, за
исключением мест, ограждение кото-
которых не допускается нх функционала-,
ным назначением (не относится к ра-
рабочей зоне машины).
Ограждения должны подвешиваться
на петлях, шарнирах. Может быть
применено подвешивание на болтах
ОХРАНА ТРУДА Б КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
551
S. Рекомендуемые рабочие позы
Ва прессах
Установленная
рабочая поза
В положении сидя
В положении си-
сидя—стоя
В положении стоя
Номинальное
усилие прес-
пресса, кН
40; 63; 100
250; 400; 630;
1000
1600; 2000;
2500; 4000
и шпильках при наличии в ограждении
окна с подвижной крышкой для до-
доступа к частям, требующим обслужи-
обслуживания (при диаметре окон менее 30 мм
установка подвижной крышки необя-
необязательна).
Ограждения массой более 5 кг
должны иметь -рукоятки, скобы или
другие устройства для удержания при
открывании или съеме.
Части нагревательных устройств с вы-
высокой температурой поверхностей, на-
находящихся в зоне постоянного обслу-
обслуживания, должны закрываться огра-
оградительными кожухами или теплоизо-
теплоизоляцией с обеспечением температуры
наружной поверхности не более 45 С.
Эргономические требования при ра-
работе на прессах. На основе анализа
поз работающих в соответствии с тре-
требованиями научной организации труда
для каждого типоразмера пресса ре-
рекомендуются рабочие позы (табл. 3).
Общие эргономические требования
к рабочим местам при выполнении ра-
работ в положении сидя или стоя при
проектировании нового и модернизации
действующего оборудования и произ-
производственных процессов должны быть
выполнены согласно следующим стан-
стандартам: ГОСТ 12.2.032—78 и
ГОСТ 12.2.003—74*.
Конструкция рабочего места при
выполнении работ сидя должна обе-
обеспечить рациональное выполнение тру-
трудовых операций, размещение прибо-
приборов и органов управления.
Высота рабочей поверхности при
организации рабочего места для вы-
выполнения легких работ (работа, не
требующая высокой точности) состав-
составляет 725 мм.
Ниже приведены данные о высоте
сиденья, мм, на прессах для мужчин
и женщин.
Женщины 400
Мужчины и женщины . . 420
Мужчины 430
Конструкция рабочего места при
выполнении работ стоя должна обеспе-
обеспечить рациональное выполнение трудо-
трудовых операций и размещение приборов
и органов управления.
Высота рабочей поверхности при
организаци рабочего места при вы-
выполнении легких работ составляет
1025 мм.
Выполнение трудовых операций
с режимами работы «часто» и «очень
часто» должно быть в пределах зоиы
легкой досягаемости (рис. 1).
Электробезопасность. Кузнечно-
штамповочные цехи относятся к по-
помещениям с повышенной опасностью,
которые характеризуются наличием
сырости с относительной влажностью
более 75%; с высокой температурой
воздуха, длительно превышающей
+30 °С; с полами из токопроводящих
материалов; большим количеством вы-
выделяющейся токопроводящей техно-
технологической пыли, оседающей на про-
проводах и проникающей внутрь электро-
электроустановок; с размещением электроуста-
электроустановок металлическими корпусами,
имеющих соединение с землей, а та-
также металлоконструкциями зданий и
технологическим оборудованием. -
Нормы производственной санитарии.
Нормы производственной санитарии
должны обеспечить: рациональное раз-
размещение предприятий, зданий и соору-
сооружений; размеры производственных по-
помещений; выбор состава и компоновки
вспомогательных помещений; опти-
оптимальные параметры метеорологиче-
метеорологических условий; рациональное освеще-
освещение; уровень шума и вибрации иа
рабочем месте ниже допустимых зна-
значений.
Размещение предприятий, зданий и
сооружений. Производства, в состав
которых входят кузнечно-прессовые
и листоштамповочные цехи, относятся
к IV классу с шириной санитарно-
защитной зоны 100 м (СН 245-71).
Промышленные предприятия, выде»
ляющие в процессе работы вредные и
загрязняющие вещества (газ, пыль)
552
ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
200
О
200
/
1
V
I
3
^—-
/
(
1 3
1
/ 1
1
чь
1
1
1
\
\
\
3
—».
\
J
еоо too 200
200 tOO MM
see too 2oo о гяо too
я)
Рис. 1. Зоны для выполнения различных
операций и размещения органов управле-
управления при выполнении работ стоя в гори-
горизонтальной (а) плоскости и при выполне-
выполнении работ сидя (б):
1 — зона для размещения очень часто
используемых и наиболее важных органов
управления; 2 — зона для размещения
часто используемых органов управления;
3 — зона размещения редко используемых
органов управления
и распространяющие неприятные за-
запахи и шум, не допускается размещать
с подветренной стороны к жилому
району; их следует отделять от жилых
районов санитарно-защнтными зонами.
В проектах промышленных предпри-
предприятий должны предусматривать техно-
технологические процессы, исключающие вы-
выделение вредных веществ в атмосферу,
и достаточно эффективные современ-
современные мероприятия по недопущению
вредного влияния производственных
факторов иа население (пылеулавлива-
(пылеулавливание, газоочистка, увеличение высоты
труб, шумопоглощение, герметизация
аппаратуры и коммуникаций, рекупе-
рекуперация) и по снижению их до сущест-
существующих норм.
Между длинными сторонами н тор-
торцами зданий, а также между торцами
зданий с оконными проемами преду-
предусматриваются санитарные разрывы ие
менее 12 м (СН 245-71).
Производственные помещения. При
проектировании производственных по-
помещений должны учитываться размеры
производственных помещений согласно
СН 245-71.
Наименьшие допустимые значения
размеров производственных помеще-
помещений по санитарным условиям следую-
следующие.
Объем производственного поме-
помещения на каждого работающе-
работающего, м3 15
Площадь каждого производствен-
производственного помещения, выгороженного
стенами или глухими перегород-
перегородками, на каждого работающего, ма 4,5
Высота, м:
производственного помещения
от пола до потолка 3,2
от пола площадки, сооружен-
сооруженной в производственном поме-
помещении, до низа выступающих
конструктивных элементов,
относящихся к вышерасполо-
вышерасположенным конструкциям или ли-
линиям коммуникаций:
при регулярном проходе ра-
работающих 2,0
при нерегулярном проходе
работающих 1,9
галерей от уровня пола до низа
выступающих конструкций по-
покрытий:
при регулярном проходе ра-
работающих 2,0
при нерегулярном проходе
работающих .1,9
Ширина пешеходных галереи (м)
при числе проходящих по ней
в смену в одном направлении:
не более 400 человек .... 1,5
более 400 человек 2,2
Вспомогательные здания и поме-
помещения промышленных предприятий
(СНиП 11-92-76). Санитарно-бытовые
помещения для рабочих, инженерно-
технических работников и обслужива-
обслуживающего персонала в кузнечно-прессо-
вых цехах проектируются в соответ-
соответствии с группой Па («Производствен-
(«Производственные процессы, осуществляемые при
неблагоприятных метеорологических
ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
553
4. Состав специальных саиитарно-бытовых помещений и устройств
в зависимости от санитарной характеристики производственных процессов
(СНиП 11-92-76)
Группа
произ-
водст-
водственных
процес-
процессов
I
II
Санитарная характеристика
производственных процессов
Осуществляемых в помеще-
помещениях, в которых избытки явно-
явного тепла незначительны [не
более 23 Дж/(м3-с)] и отсут-
отсутствуют значительные выделе-
выделения влаги, пыли, особо загряз-
загрязняющих веществ
Вызывающих загрязнение
рук, специальной одежды и
тела
Осуществляемых при небла-
неблагоприятных метеорологиче-
метеорологических условиях, при значи-
значительных выделениях влаги,
пыли, особо загрязняющих
веществ (кроме вредных), при
значительных избытках явно-
явного тепла [более 23 Дж/(м3-с)],
в основном лучистого
Область
применения
процессов
В ЛИСТО-
штампо-
вочных
цехах
В кузнеч-
кузнечных и
прессовых
цехах
Специальные саиитарно-
бытовые помещения
Душевые, ножные ван-
ванны
Душевые, . помещения
для охлаждения рабо-
работающих; помещения
для хранения и чистки
спецодежды (при про-
процессах со значительным
выделением пыли)
5. Допустимые нормы температуры,
относительной влажности и скорости
движения воздуха в рабочей зоне
производственных помещений
в холодный и переходный периоды
года
Категория
работы
Легкая 1
Средней тя-
тяжести Па
Средней тя-
тяжести Пб
Тяжелая III
При меч
пая влажность
тегорий рабочь
Темпе-
Температура
воздуха,
19—25
17-23
15-21
13—19
Скорость
движения
м/с, ие
более
0,2
0,3
0,4
0,5
а н и е. Относитель-
воздуха дли всех ка-
не болсь
5 %.
условиях, при значительных выделе-
выделениях влаги, пыли, особо загрязняющих
веществ (кроме вредных), при значи-
значительных [более 23 кДж/(м3-с)] из-
избытках явного тепла, в основном кон-
конвекционного»). К санитарно-бытовым
помещениям относятся гардеробные,
душевые, уборные, курительные,
устройства питьевого водоснабжения;
к административным — помещения
здравоохранения, предприятия обще-
общественного питания, помещения куль-
культурного обслуживания, управления,
конструкторские бюро, помещения для
учебных занятий и общественных ор-
организаций.
В листоштамповочных, кузнечных и
прессовых цехах предусматриваются
специальные санитарно-бытовые по-
помещения (табл. 4).
Параметры метеорологических ус-
условий (ГОСТ 12.1.005—76). В куз-
кузнечных и листоштамповочных це-
цехах с целью обеспечения повышения
554
Охрана *руда в кузнечно-штамповочных цехах
6. Допустимые нормы температуры,
Относительной влажности н скорости
движения воздуха в рабочей зоне
Производственных помещении
в теплый период года (для Москвы
и Московской области)
Кате-
Категория
работы
Лег-
Легкая I
Средней
тяжести
На
Средней
тяжести
Пб
Тяже-
Тяжелая III
П р
ратура
. и
g I
«S»
и 3 »
° * я"
S Н Е
и » о
о я 2
й п О
«go
н * S
я " о
п.* к
с % 3
щ щ и
S- S я
27
27
27
26
и м е ч a
воздуха
Скорость движе-
движений возДуха в по-
помещениях, м/с
с незна-
читель-
чительным из-
избытком
явного
тепла
0,2—0,5
0,2—0,5
0,3-0,7
0,3-0,7
со значи-
значительным
избытком
явного
тепла
0,2—0,5
0,3—0,7
0,5—1,0
0,5—1,0
н и я: 1. Темпе-
в помещениях с ие-
значительным избытком явного теп-
тепла для
лее 25°
всех категорий работ ие бр-
С.
2. Относительная влажность
в помещениях для всех категорий
работ не более
25 "С.
производительности и улучшения усло-
условий труда устанавливаются допустимые
параметры метеорологических условий
(табл. 5 и 6).
Освещение. При проектировании ес-
естественного н искусственного освеще-
освещения в производственных помещениях
следует руководствоваться требовани-
требованиями строительных норм н правил по
проектированию освещения (табл. 7).
Шум и производственные вибрации.
Нормирование шума и производствен-
производственных вибраций в кузнечных и листо-
штамповочиых цехах производится на
основании ГОСТов (табл. 8 и 9).
Пожарная безопасность. Кузнечно-
штамповочные цехи относятся к ка-
категории Г производств по взрыво-
пожароопасности (СНиП П-М и 2-72)
и характеризуются III степенью огне-
огнестойкости (СНиП П-А. 5-70). На
производствах категории Г несгора-
несгораемые вещества и материалы находят-
находятся в горячем, раскаленном или рас-
расплавленном состоянии; процесс их
обработки сопровождается выделением
лучистого тепла, искр и пламени.
Основные строительные конструкции
кузнечно-штамповочных цехов харак-
характеризуются следующими пределами
огнестойкости. Несущие стены, стены
лестничных клеток и колонны отно-
относятся к классу несгораемых с пределом
огнестойкости 2 ч. Плиты, настилы
и другие несущие конструкции покры-
покрытий относятся к классу трудносгора-
трудносгораемых с пределом огнестойкости 0,75 ч.
Наружные стены из навесных панелей
относятся к классу несгораемых
с пределом огнестойкости 0,25 ч
или трудносгораемых с пределом огне-
огнестойкости 0,15 ч
ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ
555
7. Нормы освещенности в листо штамповочных
и кузнечно-прессовых цехах (СНиП 4-79)
Характе-
Характеристика
зрительной
работы
Грубая
(очень ма-
малой точ-
точности)
Со светя-
светящимися
материала-
материалами и изде-
изделиями в
горячих
цехах
* КЕС
При
Контраст
объекта
различения
с фоном
Незави-
Независимо от
характе-
характеристик
фона и
контраста
объекта
с фоном
То же
— коэффицие
мечаиня: 1
Искусствен-
Искусственное осве-
освещение
Освещен-
Освещенность при
общем осве-
освещении, лк
200
200
it естественной
. Наименьший
2. Разряд зрительной работы VI.
3. Освещенность npi-
Естественное
освещение
КЕО*, %
о
я о
•=; о
**>
прн верх
верхнем
освещен н
2
3
прн боковом
освещении
t
"о s
° ¦ °
>.щ О
в зоне с
ЧНВЫМ СН
ным пок;
0,4
0,8
о
на остал!
террнтор]
СССР
0,5
1
освещенности.
Совместное
освещение
КЕО, %
g
§ о
ас а к
при верх
верхнем
освещенн
1,2
1,8
при боковом
освещении
о *^
у i о
Г! ? м
>»ш °
в зоне с
ЧНВЫМ СИ
НЫМ ПОК?
0,3
0,5
о
Ж S
на остал!
территор]
СССР
0,3
0,6
размер объекта различения более 0,5 мм.
общем искусственном освещении составляет 200 лк.
556
ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОБОЧНЫХ ЦЕХАХ
8. Нормы уровня звукового давления и уровня звука
(ГОСТ 12.1.003—76*)
Рабочее место
Кабины наблюде-
наблюдений н дистанцион-
дистанционного управления:
без речевой связи
по телефону
с речевой связью
по телефону
Постоянные рабочие
места и рабочие зоны
в производствен-
производственных помещениях и
на территории пред-
предприятий
Уровень звукового давления, дБ, в октавиых
полосах со среднегеометрическими частотами, Гц
63
94
83
99
125
87
74
92
250
82
68
86
500
78
63
83
1000
75
60
80
2000
73
57
78
4000 | 8000
71
55
76
70
54
74
Уровень
звукз и
эквивалент-
эквивалентные уровни
звукз, дБ/А
80
65
85
9. Среднеквадратичные значения виброскорости, (м/с)' 10 2,
ие более, на постоянных рабочих местах в кузнечно-прессовых цехах
(ГОСТ 12.1.012—78*)
Вибрация
Общая техноло-
технологическая и а по-
постоянных рабо-
рабочих местах в про-
производственных
помещениях
предприятий
Локальная
Логарифмические уровни виброскорости, дБ, в октавных
полосах со среднегеометрическими частотами, Гц
1
1,3
108
0,45
99
»
0,2
93
5,0
120
.6
0,22
92
5,0
120
31.5
0,2
92
3,5
117
63
0,2
92
2,5
114
125
1,8
111
250
1,3
108
500
0,9
105
1000
0,65
Т02
Примечание. В числителе даны среднегеометрические значения вибро-
виброскорости, в знаменателе — логарифмические уровни виброскорости.
СПИСОК ЛИТЕРАТУРЫ
1. Бабаев Ф. В. Оптимальный рас-
раскрой материалов с помощью ЭВМ.
М.: Машиностроение, 1982. 168 с.
2. Бережковский Д. И. Метод ком-
комплексной оценки деформируемости ста-
стали и сплавов при ковке. — Кузнечно-
штамповочиое производство, 1975,
№ 12, с. 11—12.
3. Васильев К. В. Плазменно-ду-
говая резка. М.: Машиностроение,
1974. 111 с.
4. Высоцкий Е. Н., Косяк В. И.
Схемы раскроя проката методом хо-
холодной ломки. — Кузнечно-штамповоч-
ное производство, 1976, № 12, с. 37—
38.
5. Головин В. Я. Комплектование
кузнечно-прессовых производств вы-
высокопроизводительными технологиче-
технологическими комплексами. — Кузнечно-штам-
повочное производство, 1981, № 5,
с. 27—29.
6. Горелик А. Г. Автоматизация
инженерно-графических работ с по-
помощью ЭВМ. Минск: Вышэйшая шко-
школа, 1980. 205 с.
7. Гривачевскнй А. Г., Прохват-
кин Н. В., Ярош Г. А. Система авто-
автоматизированного проектирования раз-
разделительных штампов «АВТОШТАМП-
ЕС». Общее описание. Ч. 1. Минск:
ИТК АН БССР, 1984. 117 с.
8. Григорьев Л. Л. Автоматизи-
Автоматизированное проектирование в холодной
листовой штамповке. Л.: Машинострое-
Машиностроение. Ленинград, отд-ние, 1984. 280 с.
9. Гуревич С. Г., Моргун В. В. Ис-
Источники питания средней частоты уста-
установок индукционного нагрева. 4-е.
Л.: Машиностроение. Ленинград, отд-
ние. 1980. 287 с.
10. Дзугутов М. Я. Пластическая
деформация высоколегированных ста-
сталей и сплавов. М.: Металлургия, 1977.
312 с.
П. Исаченков Е. И. Контактное
трение и смазка при обработке метал-
металлов давлением. М.: Машиностроение,
1978. 208 с.
12. Исследование и разработка меро-
мероприятий для снижения угара металла/
В. Е. Чернов, М. П. Ревун, А. Н. Бай-
буз, А. Н. Андриенко. — Кузнечио-
штамповочиое производство, 1980,
№ 2, с. 32—34.
13. Казанцев Е. И. Промышленные
печи. Справочное руководство для
расчетов и проектирования. М.: Ме-
Металлургия, 1975. 367 с.
14. Ковка и объемная штамповка
стали: Справочник В 2-х т. Т1/Под. ред.
М. В. Сторожева. М.: Машинострое-
Машиностроение, 1967. 435 с.
15. Ковка и штамповка цветных ме-
металлов: Справочник. М.: Машинострое-
Машиностроение, 1972. 232 с.
16. Кохан Л. С. Комплексная меха-
механизация и автоматизация метизных
цехов. М.: Металлургия, 1983. 97 с.
17. Кривандин В. А., Филимо-
Филимонов Ю. П. Теория, конструкция и рас-
расчеты металлургических печей. М.:
Металлургия, 1978. 359 с.
18. Кривошипные горячештампо-
вочные прессы в современном куз:
нечно-штамповочном производстве/
Ю. Т. Гурьев, В. Н. Горожанкин,
А. Т. Крук, В. Г. Плюгачев, А. И. Гон-
Гончаров. М.: НИИМАШ, 1983. 78 с.
19. МакшановЛ. Я., КудиновЕ. И.,
Удалов П. П. Оборудование для рас-
раскроя сортового проката. — Кузнечно-
штамповочное производство, 1981,
№ 5, с. 26—28.
20. Маркин П. В., Кабалкин Н. А.
Механизация и автоматизация куз-
нечно-прессового производства. Ката-
Каталог на внедрение в производство. При-
Приспособления, устройства и средства
механизации. М.: НИИинформтяж-
маш, 1975. 38 с.
21. Марочник стали и сплавов/Под
ред. И. Р. Крянина, А. А. Астафьева,
Е. П. Могилевского М.: ЦНИИТМАШ,
1977. 483 с.
22. Массен В. А., Раскинд В. Л.
Справочник молодого кузнеца-штам-
кузнеца-штамповщика. М.: Высшая школа, 1980.
255 с.
23. Матвеев А. Д. Влияние неравно-
неравномерности растяжения на деформацию
листового металла. — Известия вузов.
Машиностроение, 1977, № 5, с. 197.
24. Машиностроительные материа-
материалы: Краткий справочник/В. М. Рас-
Раскатов, В. С. Чуенков, Н. Ф. Бессонова,
Д. А. Вейс. 3-е изд., перераб. и доп.
М.: Машиностроение, 1980. 511 с.
25. Мигачев Б. А., Потапов А. И.
Пластичность инструментальных ста-
сталей и сплавов: Справочник. М.: Ме-
Металлургия, 1980. 420 с.
26. Микляев П. Г., Дуденков В. М.
Сопротивление деформации и пластич-
пластичность алюминиевых сплавов: Справоч-
Справочник. М.: Металлургия, 1979. 189 с.
27. Могучий Л. Н. Обработка давле-
давлением труднодеформируемых материа-
Б58
СПИСОК ЛИТЕРАТУРЫ
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
559
лов. М.: Машиностроение, 19?6.
157 с.
28. Намзер Г. Г., Двоскии В. Л.,
Рязанцев А. Б. Разработка и создайие
новых технологических режимов на-
нагрева слйТКов перед ковкой на прес-
прессах. — Кузнечно-штамповочное про-
производство, 1976, № 11, с. 28—32.
29. Охримеико Я. М. Технология
кузнечно-штамповочного производ-
производства. М.: Машиностроение, 1976. 560 с.
30. Пашистов М. А., Брук В. Д.,
Кольца Н. Т. Нагревательные печи
с плоскопламенными горелками. —
Кузнечно-штамповочиое производство,
1980, № 11, с. 30—32.
31. Петров Л. Н., Касатонов В. Ф.,
Этии И. 3. Ковка на молотах и гидра-
гидравлических прессах. Л.: Машинострое-
Машиностроение. Ленинград, отд-ние, 1980. 248 с.
32. Поздияк Л. А., Скрыкчеи-
ко Ю. М., Тишаев С. И. Штамповые
стали. М.: Металлургия, 1980. 204 с.
33. Полухин П. И., Горелик С. С,
Воронцов В. К. Физические основы
пластической деформации. М.: Метал-
Металлургия, 1982. 584 с.
34. Проектирование машинострои-
машиностроительных заводов и цехов: Справочник.
Т. З/Под ред. А. М. Мансурова. М.:
Машиностроение, 1974. 336 с.
35. Разработка автоматизированной
системы технологической подготовки
кузнечно-штамповочного производст-
производства/А. И. Петров, А. П. Лутовинов,
Г. В. Дегтярев, М. А. Яхннс. — Куз-
нечио-штамповочное производство,
1977, № 12, с. 13—15.
36. Расчет нагревательных и терми-
термических печей: Справочник /Под ред.
В. М. Тымнака, В. Л. Гусовского.
М.: Металлургия, 1983. 430 с.
37. Романов Д. И. Электроконтакт-
Электроконтактный нагрев металлов. М.: Машино-
Машиностроение, 1981. 182 с.
38. Рыскии С. Е. Применение сквоз-
сквозного индукционного нагрева в про-
промышленности. Л.: Машиностроение.
Ленинград, отд-ние, 1979. 411 с.
39. Сатановский А. Г., Мир-
ский Ю. А. Нагревательные и терми-
термические печи в машиностроении. М.:
Машиностроение, 1971. 383 с.
40. Свеичаиский А. Д. Электриче-
Электрические промышленные печи. М.: Энер-
Энергия, 1975. 352 с.
41. Севердеико В. П., Маку-
шок Е. М., Равии А. Н. Окалина при
горячей обработке металлов давле-
давлением. М.: Металлургия, 1977. 208 с.
42. Семей ков О. И. Введение в си-
системы автоматизации проектирования.
Минск: Наука и техника, 1979. 85 с.
43. Семенов Е. И. Ковка и объемная
штамповка. М.: Высшая школа, 1972.
350 с.
44. Семенов Е. И., Кондратен-
Кондратенко В. Г., Ляпунов Н. И. Технология
и оборудование ковки и объемной
штамповки. М.: Машиностроение,
1978. 310 с.
45. Скворцов А. А., Акимекко А. Д.,
Кузелев М. Я. Безокислительный и ма-
малоокислительный нагрев стали под
обработку давлением. М.: Машино-
Машиностроение, 1968. 270 с.
46. Склюев П. В. Термическая обра-
обработка крупных поковок. М.: Машино-
Машиностроение, 1976. 60 с.
47. Слухоцкий А. Е., Рыскин С. Е.
Индукторы для индукционного нагре-
нагрева. Л.: Энергия, 1974. 124 с.
48. Смирнов-Аляев Г. А. Сопро-
Сопротивление материалов пластической де-
деформации. Л.: Машиностроение. Ле-
Ленинград, отд-ние, 1978. 368 с.
49. Смирягик Л. П., Смиряги-
иа Н. А., Белова А. В. Промышлен-
Промышленные цветные металлы и сплавы: Спра-
Справочник. М.: Металлургия, 1974. 417 с.
50. Соловцов С. С. Безотходная раз-
разрезка сортового проката в штампах.
М.: Машиностроение, 1985. 176 с.
51. Соловцов С. С. Отрезка от сорто-
сортового проката точных заготовок для
объемной штамповки. — Кузнечно-
штамповочное производство, 1978,
№ 8, с. 18—22.
52. Степаиский Л. Г. Расчеты про-
процессов обработки металлов давлением.
М.: Машиностроение, 1979. 215 с.
53. Сторожев М. В., Попов Е. А.
Теория обработки металлов давлением.
М.: Машиностроение, 1977. 424 с.
54. Тарновский И. Я., Вайс-
бурд Р. А., Еремеев Г. А. Автомати-
Автоматизация проектирования технологии го-
горячей штамповки. М.: Машинострое-
Машиностроение, 1969. 240 с.
55. Телегии А. С, Лебедев Н. С.
Конструкция и расчет нагревательных
устройств. М.: Машиностроение, 1975.
263 с.
56. Теория пластических деформа-
деформаций металлов/Под ред. Е. П. Унксова,
A. Г. Овчинникова. М.: Машинострое-
Машиностроение, 1983. 598 с.
57. Термическая обработка в маши-
машиностроении: Справочник/Под ред.
Ю. М. Лахтина, А. Г. Рахштадта. М.:
Машиностроение, 1980. 783 с.
58. Тетерин Г. П., Полухин П. И.
Основы оптимизации и автоматизации
проектирования технологических про-
процессов горячей объемной штамповки.
М.: Машиностроение, 1979. 215 с.
59. Технология листовой штампов-
штамповки/В. И. Стеблюк, В. Л. Марченко,
B. В. Белов, А. Г. Гривачевский.
Киев: Вища школа, 1983. 279 с.
60. Трение и смазка при обработке
металлов давлением: Справочник/
A. П. Грудев, Ю. В. Зильберг,
B. Т. Килик. М.: Металлургия, 1982.
312 с.
61. Трофимов И. Д., Стоколов В. Е.
Оборудование для горячей штамповки
с электронагревом. М.: Машинострое-
Машиностроение, 1972. 361 с.
62. Тюрин В. А. Теория и процессы
ковки слитков на прессах. М.: Маши-
Машиностроение, 1979. 240 с.
63. Фиикель В. М., Головин Ю. И.,
Родюков Г. Б. Холодная ломка про-
проката. М.: Металлургия, 1982. 192 с.
64. Фомин Н. И., Затуловский Л. М.
Электропечи и установки индукцион-
индукционного нагрева. М.: Металлургия, 1979.
247 с.
65. Холодная объемная штамповка:
Справочник/Под ред. Г. А. Навроцкого.
М.: Машиностроение, 1973. 352 с.
66. Шамов А. Н., Бодажков В. А.
Проектирование и эксплуатация вы-
высокочастотных установок. Л.: Маши-
Машиностроение. Ленинград. отд-ние,
1974. 281 с.
67. Штампы разделительные. Авто-
Автоматизированное проектирование на
ЕС ЭВМ. РТМ 105-0-213—83. Рос-
Ростов-на-Дону: НИИТМ, 1983. 290 с.
68. Электротехиологические про-
промышленные установки/И. П. Евтю-
кова, Л. С. Кацевич, Н. М. Некрасова,
А. Д. Свенчанский. М.: Энергия,
1982. 96 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
в
Автоматизация проектирования штампов
399 — Базовая конструкция штампа по-
последовательного действия 400, 401 —
Обеспечение методическое, программно-
информационное, техническое 391 —
393—С АИР разделительных штампов 402,
403 —Схема функционирования системы
автоматизированного проектирования
штампов 400 — Функциональное назна-
назначение программ 400, 401
— решения технологических задач —
Виды — см. под их названиями, напри-
например. Операции раскройные — Расчетные
модели поковки и гравюры штампа
для минимизации массы поковки 388—
Расчетные модели формоизменения по-
поковки 388
Автоматы — Нормы времени на установку
и наладку штампов 541— Эффективный
годовой фонд времени работы 540
— горячештампозочные — Краткиехарак-
теристики 370
Анизотропия нормальная 155
— плоскостная 155
— цветных металлов и сплавов 517
Бойки — Нормы расхода сжатого воздуха
для их обдувки 546 — Размеры зеркала
416
Бронзы 45 — Механические свойства 52
— Физические свойства 51, 52
—¦ Химический состав 49
Бункер роторный 318
— цепной — Направляющие линейки 321,
322 — Схема 321, 322
Вальцы ковочные для поперечно-клиновой
вальцовки валково-сегментные — На-
Назначение 309 — Основные параметры 313
— двухклетьевые — Назначение 310
— плоскоклиновые — Назначение 310
Вальцы ковочные закрытые — Назначе-
Назначение 309
— Основные параметры 311
Вальцы ковочные консольные двухкле-
двухклетьевые — Назначение 309 — Основные
параметры 312
— одноклетьевые (многоклетьевые) — На-
Назначение 309 — Основные параметры 312
Вальцы с манипулятором — Принцип
работы 359—361
Виброконвейер — Конструкция 322, 323
Винипласт листоюй 63
Вкладыши — Размеры 438
— вырезные нижнего бойка •- Размера
431
Вырубка 161; см. также Пробы техно'
логические
Вытяжка сложных несимметричных дета-
деталей 158
— сложных симметричных деталей 158
.— с утонением стенкн 158
Гетинакс электрический 6.2
Гибка 156 — Назначение 448
— Приемы гнбкн 449
ГОСТ 2.309 — 73* 161
2.601 — 68* 549
2.602 — 68* 549
12.1.005 — 76 553
660
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ГОСТ 12.1,012 — 78* 556
12.2.003 — 74* 549, 551
12.2.017—76 551
12.2.032 — 78 551
5—78*Е 64
20-76» 64
82 — 70* 117
103—76» 82-85
288 — 72» 64
380—71» 9-11, 493
503 — 81» 122, 123
712 — 82 289
713—81Е 302
1050—74»* 12, 13, 163, 493
1133—71 73
1435—74* 26, 27
1497—73» 493
1530—78» 120, 121
1577-81 103
2162 — 78* 64
2590—71* 76, 370
2591—71* 73
2718 — 74* 62
2748—77* 64
2789 — 73* ?1
2824— 75»Е 62
2879-69* 89
3717 — 70* 64
4194 — 83 62
4405 — 75* 86 — 88
4543-71» 14 — 22, 384, 493
4693—77 74
4784 — 74» 31
4986 — 79» 125, 126
5210—82 92, 93
5384-84Е 305
5632—72* 24, 25
5639-82 144, 146. 160
5950—73 28, 29
6009 — 74 118, 119
6039 —82Е 287, 289, 293
6308 — 7 1* 64
6418 — 81 64
6645 — 68* 201
6659 — 83 62
6722 — 75* 62
6724-77 287
6808 — 76* 289
6809 — 70* 296
7023—70* 299
7024 — 75* 293
7062 — 79* 451
7268 — 82 160
7284 —80*Е 291, 372, 380
7338—77* 64
7417—75 77
7505 — 74* 386
7829 — 70 451
8179 — 69'* 483
8479 — 70* 492
8559 — 75* 75
8560 — 78* 90, 91
8617—81* 96
9012 — 59» 493
9236—74* 64
9347—74* 62
9421 — 80* 62
9639 — 71* 63
9752 — 75* 287, 380
9858—75 64
10007 —80Е 63
10292 — 74* 64
10885—75* 128—130
11302-78* 64
11384—75* 426
11385 — 75* 426
11386-75» 427
ГОСТ 11387—75» 427
11388—75» 427
11389-75» 427
11390-75» 428
11392 — 75* 428
11393—75* 428
11394—75* 429
11395—75* 429
11421 — 75* 421
11422-75* 421
11423—75* 422
11424-75* 422
11425—75 422
11426-75* 423
11427-75» 423
11428—75» 424
11429-75* 424
11430—75» 424
11431-75* 424
11432-75* 425
11433-75* 426
12344—78* 493
12365—84* 493
12456—83 62
12855—77* 64
14613—83Е 62
14906-77* 63
14955 — 77 79, 80
14957-76* 41
14959-79* 12, 13
15527—70» 47, 48
15588-70* 63
15809 —70* Е 63
16338 — 70 63
16434-80Е 312
16435 — 80 311
16523—70* 160
17133—83 64
178.08—82 380, 382
18175—78* 49
19265—73* 27
19281 — 73 493
19657-74* 99
19807—74* 54
19851 — 74* 124
19903—74» 103
19904 — 74* 112, ИЗ
20358—78* 62
20376—74* 62
20836 — 75* 64
21228 — 75 64
21996—76* 127, 128
22535.0—77 493
22535.1 — 77 493
22535.2 — 77 493
22535.3 — 77 493
22535.4 — 77 493
22535.5-77 493
22535.6 — 77 493
22535.7 — 77 493
25054 — 81 493, 494
25354 — 82 380
26131 — 84 493, 494
Графопостроители — Технические хараш
теристики 393, 394
Д
Деформация — Локализация 157, 158
*— инструментальных сталей 501 — Влия-
Влияние скорости деформации на сопротив-
сопротивление деформированию 502; на степень
деформации сдвига 502 — Влияние
температуры на степень деформации
сдвига 503
деформирование горячее медных сплавов
61 _ Диаграммы 36-39, 41, 45, 53
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
561
Дозирование заготовок по объему (массе)
189—193 — Измерение прутка в дози-
дозирующих устройствах 192
— Отрезка с дозированием 193
Заготовки — Выбор способа разделения
металла 164, 214 — 216
— стальные иепрерывно-литые квадрат-
квадратные и прямоугольные 94
Задачи проектные ГП ХШП 394, 395, 399
Заточка ножей фасонная — Выбор разме-
размеров по графику 174
Захват шиберный 317
Зачистка поверхности металла — Выбор
способа 163
1— Допустиммя глубина 163
И
Индуктор — Назначение 261, 262
— Особенности конструкции 262, 263
— Параметры 263
¦— Режимы иагрева стальных заготовок 263
Инструмент для ковки — Классификация
по группам 416 — Материал для его
изготовления 439
— на молотах 416 — Виды — см. под
их названиями, например, Кольца сп-
справочные кузнечные
— на прессах — Виды — см. под их
названиями, например, Плиты верх-
верхние плоские
<— поддерживающий — Виды — см. под
их названиями, например. Патроны
для ковки слитков массой до 40 т
К
Кантователи — Назначение 375 — При-
Привод 377
— напольные рельсовые 376, 377
— подвесные с патроном-манипулятором
375, 376
— поковок — Схема 357, 358
Картон электроизоляционный 62
Карты технологические 483 — 490
Катушки иеприводиые разматывающие —
Технические характеристики 34 1
Клещи вспомогательные — Размеры 429
— для заготовок цилиндрических — Раз-
Размеры 428
Клещи выгнутые — Размеры 427
Клещн поперечные с квадратными губ-
губками — Размеры 427
— с круглыми губками—Размеры 427
— с полукруглыми губками — Размеры
427
Клещи продольно-поперечные плоские
— Размеры 426
Клещи продольные с квадратными губка-
губками — Размеры 428
— с круглыми губками — Размеры 428
— с прямоугольными губками — Размеры
428
Клещи с плоскими губками — Размеры 426
Ковка — Выбор схемы процесса и формы
бойков 500
— Определение массы и размеров заготов-
заготовки 476, 477
— Температурный интервал 217—223
— Этапы разработки технологического
процесса 450
Ковка высоколегированных жаропрочных
сталей и сплавов 503—516 — Влияние
режима на ударную вязкость 510 —
Влияние структуры иа механические
свойства 509 — Влияние ЭШП на каче-
качество металла 506 — Зависимость ковоч-
ковочных свойств от способа выплавки 505 —
Зависимость критической степени де-
деформации от температуры 514 — Ка-
Качество металла поковок 504 — Снижение
пластичности 503 — Схема напряженного
состояния 510 — Температура и режии
нагрева 507 — Температура начала ре-
рекристаллизации 514 — Улучшение по-
поверхности слитка 507
— осадкой 514 — 516
— протяжкой 510 — Влияние темпера-
температуры на пластичность 512— Дефор{ш«
руемость слитка 511
Ковка инструментальных сталей 495—
503 — Влияние вредных примесей и
легирующих элементов 495
— Температурный режим 495
Ковка на молотах ковочных — Примеры
расчета 480 — 482
— паровоздушных — средства автомати-
автоматизации и механизации 372
— пневматических ¦— Средства автомати-
автоматизации и механизации 372
Ковка иа прессах — Графики для опре-
определения наименьших длин буртов, вы-
высот уступов и выемок 475, 476 — При-
Примеры расчета 482, 491
— гидравлических ковочных — Средства
автоматизации и механизации 372, 373
Ковка свободная — Оборудование для
механизации и автоматизации процес-
процессов — см. под их названиями, например,
Краны ковочные мостовые
Ковка сплавов алюминиевых — Темпера-
Температура 59
— магниевых — Режим 59
— титановых — Температура 62
Ковка цветных металлов н сплавов 516—
528 — Влияние температуры на проч-
прочность 517
— Термомехаиическнй режим ковки 517
— Установление режима обработки 516
Ковкость 131, 495, 496 — Зависимость от
дисперсности 495
Кожа техническая 64
Кольца оправочиые кузнечные — Размеры
417, 418
— сменные для круглых н квадратных
осадочно-прошивочных плит — Раз-
Размеры 434
Комплекс для отрезки сортового проката
с подогревом — Схема 354
Комплексы ковочные с программным управ-
управлением — Назначение 380— Состав 382—
Схема расположения оборудования 382—
Технические характеристики 382
Комплексы оборудования — Назначение
348 — Технические характеристики
349 — 351
— иа базе прессов с различными усилия-
усилиями — Технические характеристики 351
— иа базе сортовых кривошипных нож-
ииц для отрезки заготовок из круглого
и квадратного поката — Конструкция
354, 355 — Принцип работы 354 — 356
Конвейеры — Назначение 374
— пластинчатые — Скорость ленты 374
— роликовые — Назначение 374 — Рас-
Расстояние между роликами 374
— цепно-скребковые — Конструктивные
особенности 374 — Технические харак-
характеристики 321
— шнековые — Технические характери-
характеристики 321, 322
Консервация горячая — Режимы 228—230
Коэффициент анизотропии 155
— вытяжки предельный 157, 161
— загрузки пода 238
¦— использования металла 157* 158
s— масштабный 148
$62
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ер нормальной анизотропии 157
г- раскроя 213
— расхода эоздуха 237
«— скоростной 148
— треиия 148, 153, 206
— увеличения продолжительности иагре-
иагрева в зависимости от схемы загрузки
слитков в печи 231
— утоиеиия стенки 158
— формоизменения 159
Краны ковочные мостовые — Конструк-
Конструктивные особенности 373 — Назначение
373 — Технические характеристики 373
*— поворотные — Зависимость массы па-
падающих частей ковочных молотов от
грузоподъемности кранов 374
Круги абразивные — Материал 203
*— Рекомендуемые параметры 204
I— Характеристика 204
Л
Латуни — Диаграммы деформирования
и 'рекристаллизации 45, 46
|— Классификация 51, 52
— Физические свойства 50
— Химический состав 47, 48
Лента горячекатаная 118 — Предельные
отклонения 119
>— листовая двухслойная коррозионно-
стойкая 128 — Длина 129 — Предель-
Предельные отклонения 128 — Толщина 128
*— подкат из углеродистой качественной
конструкционной стали 120 — Предель-
Предельные отклонения 120, 121
Лента холоднокатаная из коррозиоиио-
и жаростойкой стали 125, 126 — Пре-
Предельные отклонения 125
s— из низкоуглеродистой стали 122 —
Предельные отклонения 123
I— резаная из углеродистой стали 124
*— термообработаниая стальная 127 —
Предельные отклонения 127, 128
Линии автоматические кузиечио-прессовых
цехов — Классификация 314, 315
•- Назначение 314
•— Нормы времени на установку и иаладку
штампа 541
1— Оборудование вспомогательное — см.
под их названиями, например, Устрой-
Устройства правильно-задающие
*— Типы планировки 314
•— Функциональные элементы — см. под
их названиями, например. Устрой-
Устройства бункерно-ориентирующие
— Эффективный годовой фонд времени
работы 540
Лнстоподаватели 347
Лнстоукладчнкн 347
Ломка холодная — Расчет 166
— Схема 166
Лотки вибрационные — Технические ха-
характеристики вибропривода и чаши 319
>— винтовые 319, 320
¦- щелевые 319. 320
М
Магазины — Назначение 345, 346
I— Технические характеристики 346
Манипуляторы для подачи инструмента —
Грузоподъемность 378
•- Назначение 377
Манипуляторы ковочные — Грузоподъем-
Грузоподъемность 378 — Назначение 378 — Привод
378
е*- безрельсовые — Технические характе-
характеристики 379
•=- подвесные — Область применения 378
fe- рельсовые «- Грузоподъемность 379 —
Технические характеристики 381 >-¦
Типы 379, 380
Материалы теплоизоляционные » Харак»
теристнка 232
Машины горизонтально-ковочные — Типы
средств автоматизации и механизации —
см. под их названиями, например,-
Перекладчик для универсальной горизон*
тально-ковочной машины с вертикаль-
вертикальным разъемом матриц
е- с вертикальным разъемом матриц —>
Назначение 294 — Ориентировочная,
производительность 301 — Основные
параметры 299—301 — Схема 298
Машины калибрующие типа КУ — Кон*
структивные особенности 326 — Назиа»
чеиие 326 — Схема 325 — Технические
характеристики 326
¦— клииозабивиые — Назначение 378 —•
Технические характеристики 378
— ковочные — Нормы времени на уста-
установку и наладку штампов 541 — Эффек-
Эффективный годовой фонд времени работы 540
Машины посадочные — Назначение 374
— напольные безрельсовые 375
— напольные рельсовые — Технические
характеристики 375
— подвесные 375
Машины радиальио-обжимные с программ-
программным управлением — Назначение 308 —
Основные параметры 310
— электровысадочиые — Назначение 309—
Основные параметры 310
Металлы листовые — Технологические
пробы 159—162, см. также Пробы
технологические
— Технологические свойства и штампуе-
мость 154—159
Механизмы дисково-щелевые 317
— захватные — классификация 321
— преобразующие — Классификация 330
Микрогеометрия поверхности — Оценка 161
Микроструктуры — Характеристики 145,
146
Молоты — Нормы времени иа установку
и иаладку штампа 541
— Укрупненные показатели расхода энер-
энергоносителей 543—545
— Эффективный фонд времени работы 540
Молоты ковочные — Нормы расхода
энергоносителей 545
•— паровоздушные двойного действия —
Назначение 287 — Ориентировочные
данные для выбора падающих частей
молотов в зависимости от размера по-
поковки 288 — Параметры 287 —Произ-
—Производительность 288 — Размеры 287
f— пневматические — Данные для выбора
массы падающих частей 290 — Назна-
Назначение 288 — Производительность 290 —
Размеры 289
Молоты штамповочные бесшаботные —
Назначение 290
— высокоскоростные — Назначение 310 —
Основные параметры 313
— с гидравлической связью баб 294
— с ленточной связью баб 294
Молоты штамповочные паровоздушные
двойного действия — Параметры 293 —
Производительность и масса поковок
в зависимости от массы падающих ча-
частей 294
<— фрикционные с доской — Назначение
290 — Параметры 295
Н
Нагреватели индукционные — Нагрев
концов заготовок и местный нагрев
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
563
265 — Нагрев коротких заготовок с ко-
косыми торцами 256
I— Нагрев мерных цилиндрических заго-
заготовок длиной до 300 мм 256 — Нагрев
цилиндрических заготовок длиной 300—
2000 мм 265 —Преобразователи частоты
265 — Способы обеспечения энерго-
энергоснабжения 264, 265
"t методического действия — Преимуще-
Преимущества 264 — Схема 264
— периодического действия — Схема 263,
264
— серийные — Параметры 279
Нагреватели кузнечные — Параметры 280
— Типы 280
Нагрев в электролите — Область приме-
применения 274 — Параметры нагрева сталь-
стальных заготовок перед деформированием
иа высадочных автоматах 275 — Режимы
иагрева концевых участков стальных
заготовок 272 — Схема иагрева 272
*- заготовок — Средства автоматизации
и механизации — см. под их названия-
названиями, например, Устройство для загрУ-
эки индукционного нагревателя
¦— индукционный ¦— Выбор времени иа-
иагрева 259, 260 — Выбор частоты тока
257, 258 — Глубина проникновения
тока в металл 257 — Мощность нидук-
циоииого нагревателя 260, 261 — Об-
Область применения 274 — Преимущества
274 — Расход электроэнергии 273 —
Энергетические показатели иагрева ста-
стали под обработку давлением 273, 277
— стали — Продолжительность 225, 227,
231 — Режимы 228, 231 — Скорость 224
— электрокоитактиый— Назначение 266—
Недостатки 267 — Преимущества 266—
Схема контактной установки 266 —
Технологическая схема процесса элек-
электровысадки 266— Технологическая схе-
схема электрокоитактиого иагрева 266
Надставки верхнего бойка — Размеры
429, 430
— кузиечиые — Размеры 421
— пустотелые — Размеры 435
Некратность 211
Ножн отрезных штампов н сортовых иож-
ннц 188, 189 — Глубина внедрения
иожа 191
— Рекомендуемые параметры иожей 189,
190
— Стали для иожей 191
— Типовые конструкции 188
— Формулы для расчета 190
Ножницы для разрезки сортового и фа-
фасонного проката 194
— сортовые кривошипные закрытые 194
Нормы производственной санитарии 551
О
Обжимки круглые пружинные—Размеры423
— разъемные — Размеры 423
Обкатка клиновым инструментом 165
Обмазки 237
Оборудование автоматизированное и ме-
механизированное для штамповки —
Типы — см. под их названиями) напри-
например. Вальцы ковочные с манипулятором
Обрезка облоя — Средства механизации
и автоматизации — см. под их назва-
названиями, например, Устройство лотковое
выносящее
Обрезки концевые 211
Обсечкн — Размеры 426, 4 36
Обтяжка 157
Огнеупоры — Нормы расхода иа текущий
ремонт и эксплуатацию печей 251
— Основные свойства 250
Операции заготовительные — Средства
автоматизации и механизации — cli.
под их названиями, например, KojtHJ
леке для отрезки сортового проката
с подогревом
*— раскройные — Оптимальное решение
раскроя 395
Оправки для вытяжки поковок — Размеры
438
— для раскатки — Размеры 437
— одноступенчатые для раскатки —• PaS«
меры 437
— удлиненные для вытяжки поковок =¦*
Размеры 436, 437
Органы захватные — Классификация 326»
327
— Характерные особенности 328, 329
Осадка — Выбор молота 441 — Назначение
440 — Способы выправления заготовой
440 — Степень деформации 440
— в подкладных кольцах 441
— заготовок или слитков без хвостовика
440
— заготовок или слитков с хвостовиком
440, 441
Отбортовка отверстия 158
Отрубка 165 — Особенности 448
Отсекатели — Конструктивные особенно-
особенности 320
Охрана труда — Освещение 554
— Параметры метеорологических условий
554
— Пожарная безопасность 554
— Проектирование вспомогательных зда
— ний, производственных помещений, про-
промышленных предприятий 552
¦— Размещение предприятий, зданий, со-
сооружений 551, 552
— Шум и производственные вибрации 554
П
Пакеты программ 395
Патроны для ковки слитков массой до
40 кг — Размеры 437
— св. 40 т. — Размеры 438
Передача — Особенности 445
Пережимкн круглые — Размеры 422, 434
— треугольные — Размеры 422, 435
— треугольные равносторонние — Раз-
Размеры 422
Перекладчик грейферный для универсаль-
универсального кривошипного горячештамповоч-
иого пресса — Кинематическая схема 365
— с иегидравлическим приводом — Кине-
Кинематическая схема 365, 366
Перекладчик для универсальной горизоя-
тальио-ковочной машины с вертикаль-
вертикальным разъемом матриц — Кинематиче-
Кинематическая схема 366, 367
— типа «шагающая балка» для ТКМ
с горизонтальным разъемом матрица-
Схема 366, 367
Печи — ванны нагревательные электрод-
ио-соляные 283
>— однофазные для иагрева заготовок в со-
соляном растворе 273
Печи сопротивления электрические «
Конструктивные особенности 235 -*•
Нагревательные элементы 253, 254 =*¦
Назначение 253
— камерные — конструкция 254, 255 =
Разновидности 255 — Технические Дан-
Данные 275, 276
— карусельные — Конструкция 256 —
Параметры 277 — Типы 277
Печь двухкамерная кузначнай Щелевая 241
564
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
*i- двухкамерная на жидком и газообраз-
газообразном топливе 241
— камерная малоокислительного нагрева
243
— камерная щелевая нагревательная с
обогревом плоскопламениой горелкой
244
— конвейерная с подподовым конвейером
246
— крупная с шагающими балками 246
-— кузнечная камерная двухстаднйного
сжигания для мало- или безокислитель-
безокислительного нагрева открытым пламенен 247
— кузнечная с вращающимся подом 24Б
— малая рекуперативная для безокнсли-
тельного нагрева открытым пламенем
237
— очковая вращающаяся 244
— полуметодическая толкательная 244
— рециркуляционная нагревательная с вы-
выдвижным подом 242
— скоростного конвективного нагрева 247
— с наклонным подом и пульсатором для
выдачи заготовок 245
— с подъемно-шагающими балками (для
нагрева металла перед резкой) 244
— термическая рециркуляционная с вы-
выдвижным подом 242
¦— трехзоиная однорядная методическая
243
Печь — КПД 248, 249
— Напряженность пода (удельная произ-
производительность) 248
¦— Продолжительность эксплуатации раз-
различных элементов 252
— Рекуперативный нагревательный ко-
лодец 241
— Характеристика и расход материалов
для постройки 252
Пилы дисковые — Преимущества, недо-
недостатки 199 — Скорость резания 199,
200 — Стойкость 200
— леиточиые — Выбор числа и формы
зубьев 200, 201 — Для сталей и цвет-
цветных металлов 200—Производительность
200 — Скорость реззиия 201
— иожовочиые — Время резання 202 —
Основные параметры 201 —203— Про-
Производительность станков 201—Скорость
резания на станках 202
— фрикционные — Размеры диска 206 —
Расчет 20Б, 206 —Схема определения
параметров резки 205 —Формы зубьев
205
— электромеханические — Преимущества,
недостатки 206 — Схема резки 206
Питатели — Конструктивные особенности
320, 321
— поворотные — Схема 320, 321
— поступательные — Схема 320, 321
Пластичность — Диаграммы 218
Пластмассы 63
Плиты верхние кованые — Размеры 433
— литые — Размеры 433
— плоские — Размеры 432
Плиты нижние для осадки и кантовки
слитков 434
— кованые высокие — Размеры 433
— литые высокие — Размеры 432
Плиты низкие круглые для осадки и про-
прошивки — Размеры 432
Пиевмосдув 37С
Подачи валковые — Принцип работы 330,
331 — Технические характеристики 333
— грейферные — Назначение 335 — Тех-
Технические характеристики 336
Подачи клещевые — Назначение 331 —
Принцип работы 331
— ножевые 331
»*- ролико-клиновые — Назначение 331 тч
Технические характеристики 331
I— с рабочим органом, выполненным в виде
плоских губок — Назначение 331
Подачи крючковые — Назначение 333
¦— револьверные — Назначение 335 -*
Технические характеристики 335
>=- с механическим приводом автономные
(перекладчик) — Кинематическая схема
365, 367
.— шиберные — Назначение 335 — Тех-
Технические характеристики 334
Подкладки клиновые — Размеры 424
Подъемник ковшовый — Схема 323
Поковки — Качество 491 — 494
— Классификация 478 — 480
— Показатели выпуска 533—538
•— Схема расположения припусков н до-
допусков 451
Поковки гладкие квадратного н прямо-
прямоугольного сечеиий, изготовленные на
прессах — Припуски н предельные от-
отклонения 467 — 469
¦— круглого, квадратного и прямоуголь-
прямоугольного сечеиий, изготовленных свободной
ковкой на молотах — Припуски и пре-
предельные отклонения 452
¦— круглого сечення, изготовленные на
прессах — Припуски и предельные
отклонения 465 — 467
Поковки круглого и квадратного сечений
с уступами, изготовляемые на прессах —
Дополнительные припуски 470
!— изготовляемые свободной ковкой на
молотах — Дополнительные припуски
452
Поковки круглого сечения с уступами и
выемками, полученные на молотах —
Примеры назначения припусков н до-
допусков 451
— полученные на прессах 451
Поковки мелкие — Режимы термообработ-
термообработки 412 — 415
— общего назначения — Режимы предва-
предварительной и окончательной термообра-
термообработки 406, 407 — 410
— специального назначения — Режимы
окончательной и предварительной тер-
термообработки 411, 412
— стальные — Изменение температуры
поверхности прн ковке в зависимости
от массы 233 — Способы охлаждения
232 — 234
Поковки типа втулок с уступами, изготов-
изготовленные свободной ковкой, на молотах —
Припуски и предельные отклонения
462 — 464
¦— дисков, цилиндров, брусков и т. д.—
Припуски н предельные отклонения
453 — 455
•-— муфт н дисков сплошных и с отвер-
отверстиями, изготовленные на прессах —
Припуски н предельные отклонения
471, 472
1— раскатных колец, изготовленные сво-
свободной ковкой на молотах — Припус-
Припуски и предельные отклонения 456—460
Поковки типа цилиндров с отверстиями —
изготовленные свободной ковкой на мо-
молотах — Припуски и предельные от-
отклонения 461
*— с постоянным и переменным по длине
сечением, изготовленные на прессах —
Припуски и предельные отклонения
473, 474
Полиэтилен 63
Полоса стальная горячекатаная 82—85
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
565
Полосоукладчики — Назначение 346
Правка 449, 450
ЙреДел текучести 155
Преобразователи частоты тока для ин-
индукционных нагревателей машинные -•
Параметры 277 — Типы 277, 278
— тирнсторные — Параметры 278
Типы 278
Прессы — Нормы времени на установку
и наладку штампа 541 — Эргономические
требования при работе на прессах 551
1— винтовые — Назначение 298 — Основ-
Основные параметры 302, 303
— гибочно-штамповочные горизонтальные
(бульдозеры) ¦— Назначение 308 — Ос-
Основные параметры 309
Прессы гидравлические для безоблойной
штамповки многоплунжерные — Назна-
Назначение 308 — Основные параметры 308
¦— для горячей объемной штамповки —
Назначение 308 — Основные параметры
309
— ковочные — Данные для выбора прес-
прессов в зависимости от массы слитка
292 — Назначение 288 — Параметры
291, 292
Прессы закрытые обрезные двухкрнво-
шипные — Назначение 304 — Основные
параметры 304
<— однокривошипные — Назначение 298 —
Основные параметры 304
Прессы кривошипные — Средства автома-
автоматизации и механизации — см. под их
названиями, например, Рука механи-
механическая
— автоматизированный с установкой для
нагрева 362
Прессы кривошипные горячештамповоч-
ные — Масса поковок 298 — Назначе-
Назначение 290 — Основные параметры 296,
297 — Производительность 298
— двойного действия для штамповки
в разъемных матрицах — Назначение
294 — Основные параметры 298
Прессы холодно-штамповочные кривошип-
но-коленные — Графики Допустимых
усилий 304, 308
— Назначение 304
— Основные параметры 305 — 307
Привод — Классификация 327, 329
Приспособления для ковки на прессах —
Виды — см. под их названиями, напри-
например. Надставка верхнего бойка
— захватные — Типы 439
Пробы технологические — Глубина пла-
пластического внедрения 161 — Качество
поверхности 161 — Условное напряже-
напряжение 161
•— на вырубку-пробивку 161
•— на изгиб 161
— на осесимметричную: вытяжку 161,
формовку 162
— на отбортовку отверстия в листе 162
Проектирование чертежа круглой в плане
поковки — Этапы 383 — 386
Производство холодно-штамповочное —
Средства обеспечения и этапы автомати-
автоматизации проектирования технологической
подготовки — см. под их названиями,
например. Обеспечение САПР программ-
ноинформационное
Прорезка 211
Протяжка — Выбор молота 444 — Выбор
пресса 445 — Назначение 442 — Ориен-
Ориентировочные усилия пресса для протяжки
446 — Производительность 442
<=- раскаткой на оправке — Назначение
443 — Схемы 443
— с оправкой — Особенности процесса
442 — Схема 442
Профили прессованные из алюминия в
алюминиевых сплавов 96 «. Механнче-
ские свойства 99
— из бронзы 102
— из латуни 102
— из магниевых сплавов 99 — Механиче-
Механические свойства 101
— из меди и медных сплавов 102
— конструкционные из титановых спла-
сплавов 101
— стальные фасонные горячепрессован-
ные 95, 96
Процессы технологические изготовления
деталей из листа — Группы конфигура-
конфигураций деталей 398
— Маршрутная технологическая карта 399
— Назначение программ 398
— Расчетные данные 399
Прошивка — Особенности процесса 445,
446 — Схема прошивки без подкладного
кольца 446 — Схема прошивки на под-
кладиом кольце 447 — Схема прошивки
пустотелым прошивнем 447 — Усилие
прошивки 446
— пустотелая — Размеры 435
Прошивки кузнечные — Размеры 418—420
Пруживение 156, 157
Раздача конца трубы 158
Разрезка — Допуски на длину заготовок
213 — Механизация и автоматизация
193—198 — Области применения различ-
различных способов 215, 216 — Отходы металла
211 — 214 — Припуски на отрезку заго-
заготовок 212, 213
— абразивными кругами 203—205, си.
также Круги абразивные
— дисковыми пилами 199, 200, см. также
Пилы дисковые
Разрезка в штампах и на ножницах —i
Качество заготовки и его оценка 169
— Нагрев сталей перед разрезкой 176
— Параметры и силовые характеристики
процесса 170
— Способы и механические схемы 167—>
169
— импульсная холодная 196
— кручением 198
— ленточными пилами 200, 201, си.
также Пилы ленточные
— ножовочными пилами 203, 203, си.
также Пилы ножовочные .
— резцами на токарно-отрезных станках
2 03
— с нагревом 176
— с охлаждением 176, 177
— с повышенной и высокой скоростью
177, 178
Разрубка с вырезным бойком 448
— топором с противовесом 449
Раскатки клиновые — Размеры 421
— полукруглые — Размеры 421
Растяжение одноосное — Испытания образ.
цов металла для определения механи-
механических свойств 159
Расход топлива 248
Расчеты технологические — Пакеты про-
программ 396, 397
Резина 64
Резка ано дно-механическая 207, 208
— Режим 208
— воздушно-дуговая 210
•— кислородная 208 — 210 — Глубина зоны
термического влияния углеродистой
стали 209 ^- Параметры 209
666
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
е- кислородно-флюсовая 210
?- лазерная 211
§- плазменко-дуговая 210, 211
S- фрикционными пилами 205, 206, см.
также Пилы фрикционные
е- электромеханической пнлой 206, см.
также Пилы электромеханические
е- электроэрозиониая (электроискровая)
206 — Принципиальная схема 207
Рекристаллизация 143, 144, 223— Диаграм-
Диаграммы 39, 40, 44—46, 53, 54, 58, 143, 144,-
147
Роботы промышленные — Назначение 337
.— Технические характеристики 338—340
Рука механическая — Назначение 335
*— Принцип работы 363
.— Схема 362
•- Технические характеристики 336
Система управления и блокировки средств
автоматизации — Классификация 331
~- Назначение 329
Склнзы — Назначение 374
Скручнванне — Назначение 447 — Осо-
Особенности процесса 447
<— Схема 448
*— Усилие для кручения цилиндрического
участка 447
Слнткн — Металлургическая природа
металла 495 — Нагрев перед ковкой
499, 500 — Перегрев 500 — Предупреж-
Предупреждение возникновения трещин 500
>— алюминиевые и из алюминиевых де-
деформируемых сплавов 94, 95
¦— вакуумно-дугового переплава 65
1— восьмигранные 68, 69
1— «горячие» и «теплые» — Режимы на-
нагрева 228
s— «захоложенные» — Режимы горячей
консервации 228, 229
?— кузнечные 66
*— плазменио-дугового переплава 70
— роторные, отливаемые в вакууме 72
!— «холодные» — Деление: по маркам
стали 231; по начальному состоянию
229, 231; по размеру и массе 231 —Ре-
—Режимы горячей консервации 230
¦— электронно-лучевой плавки 70
— электрошлакового переплава 65
Сплавы алюминиевые 30—37, 517—520
*— Диаграммы деформирования 35, 36
-—- Механические свойства 33, 34, 518, 519
1— Свойства при температуре нормальной
н сверхлпастичиости 520
I— Температурный интервал ковки и штам-
штамповки 58, 59
•— Физические свойства 31, 32
¦— Химический состав 31
Сплавы магниевые 37—41, 522 — 523
.— Диаграммы деформирования 41, 521;
рекристаллизации 44, 45
— Критические деформации 522
t— Механические свойства 42 — 44
'¦— Продолжительность нагрева 523
•— Режимы ковки иа молотах и прессах 59
1— Температура штамповки 60
f— Температурный интервал ковки и штам-
штамповки 59, 60
*- Физические свойства 42, 43
!— Химический состав 41
Сплавы медные 41 — 46, 523—525 — Диа-
Диаграммы рекристаллизации 45
•— Температура горячего деформирования
61
¦— Температурные интервалы ковки 524
Сплавы титановые 46—58, 525—528 «
Анизотропия механических свойств 528
— Диаграммы рекристаллизации 58
>— Допустимые степени деформации 527
— Механические свойства 57, 58
— Температура и продолжительность на»
грева перед ковкой 527
— Температура ковки и штамповки 62
*— Температура полного полиморфного
превращения и рекристаллизации 528
— Физические свойства 56
— Химический состав 54
Средства безопасности — Требования
к ним 550
>— снижающие опасные факторы 549
¦— способствующие устранению опасных
факторов 550
Средства информационного и технического
обеспечения — Кодирование информа-
информации о Детали 384 — Типы 383 — 385
е- механизации снятия, установки, креп-
крепления штампов 348
г— ориентации — Назначение 327 — Типы
327
Стали — Борьба с окислением при нагреве
236, 237 — Механические характери-
характеристики при ковочных температурах 132—
142
— высоколегированные, коррозионно-стой-
коррозионно-стойкие, жаропрочные н жаростойкие —
Механические свойства 26 — Химиче-
Химический состав 24, 25
— инструментальные: быстрорежущие и
углеродистые — Деформация 501 —
Критические точки 30 — Механические
свойства 497 — Химический состав 26,
27; легированные — Химический состав
28, 29
— легированные конструкционные — Кри-
Критические точки 23 — Механические свой-
свойства 18 — 22 — Температурный коэффи-
коэффициент линейного расширения 23 — Теп-
Теплопроводность 23 — Химический состав
14-17
— углеродистые качественные конструк-
конструкционные — Критические точки 13 —
Механические и физические свойства
13 — Химический состав 12
— углеродистые обыкновенного качества—
Механические свойства 9 — Хими-
Химический состав 10
Сталь горячекатаная калиброванная 75,
77, 78, 90, 91
— качественная круглая 79 — 81
— квадратная 73
•— круглая 76
— кованая 73, 86 — 88
— листовая 103—111
— полосовая 86—88
— прокатная 92, 93
— шестигранная 89
— широкополосная универсальная 117
Старение деформационное 160
Стекло органическое конструкционное 63
Стеллажи — Схема 325
— Технические характеристики 325
Стойки для раскатки — Размеры 438
Стойкость вытяжного штампа 157
— инструмента 157, 158
Стол — Назначение 377 — Технические
характеристики 377
^- поворотный иеприводной 377
— поворотный приводной — Технические
характеристики 377
Схема структурная средств автоматизации
лнстоштамповочного производства —
Элементы схемы — см- под их названиями,-
например, Органы захватные
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
567
Текстолит конструкционный 64
Теплоизоляционные изделия — Основные
свойства 251
Техинко-экоиомнческие показатели — см.
под их названиями, например. Трудоем-
Трудоемкость выпуска поковки
Топоры двусторонние — Размеры 424, 435
"*- двусторонние трапецеидальные — Раз-
Размеры 436
!= одиостороиние — Размеры 424, 436
V— полукруглые — Размеры 425
1— трапецеидальные — Размеры 424
Трансформаторы однофазные — Параметры
! 283
"*- Трудоемкость выпуска поковки 532, 533
I У
[Угар при нагреве 234 — Влияние продол-
продолжительности и способа нагрева 236
— Потери металла 235
Упрочнение — Кривые 157
Установки для смазывания штампов су-
суспензией маслографитиой — Схема 368
— мелкодисперсного графита иа водной
основе — Схема 368, 369
Установки нагревательные индукцион-
индукционные — Принцип работы 261
— кузнечные 284
Установк-н алектрокоитактные — Виды
281 — Выбор и расчет основных параме-
параметров процесса и оборудования 268—
271 — Параметры 281 — Рекомендации
по улучшению работы 267, 268 — Типы
токоподводящих контактов зажимных
головок 267
— двухпозициоииые — Параметры 282
Типы 282
— четырехпозициоииые — Параметры 282.
283 - Типы 282
Устройства бункерно-ориеитирующие —
Технические характеристики 318
Типы захватов — см. под их названия-
названиями, например, Механизмы дисково-ще-
левые
<— выносящие — Назначение 348
— для очистки и смазки — Места уста-
установки 343, 345
— для резки отходов — Назначение 337—
Технические характеристики ножниц
342
— лотковые — выносящие — Назначение
369 - Схема 369, 370
— магазинные загрузочные — Назначение
320 — Цикл работы 320
— наматывающие — Назначение 337 —
Технические характеристики 342
— ориентирующие — Назначение 346 —
Особенности конструкции 346
— питающие — Назначение 345
— разматывающие — Назначение 341 —
Технические характеристики разматы-
разматывающих катушек 341
— сбрасывающие — Назначение 347
Типы 347
— стапелирующие — Назначение 347 —.
Классификация 348
— транспортирующие— Назначение 347—
Типы—см. под их названиями, напри-
например, Конвейеры цепно-скребковые
-— электронагревательные промышлен-
промышленные — Типы 275 — 286
Фнбра 62
Фигурка для бунтового материала 323
Формовка рельефная 157
Целлулоид 64
Цехи ковки — Нормы расхода воды 546 ••
Нормы расхода вспомогательных мате1
риалов 547
— кузиечио-прессовые — Нормы освещен-
освещенности 555
— кузиечио-штамповочные — Нормы уров-
уровня звукового Давления 556 — Охрана
труда 549 — 556 — Средние квадратич-
квадратичные значения виброскорости 556
<?- кузнечные — Анализ работы 531 —¦
Классификация 529, 531— Нормативы
оптимальной мощности 530 — Соотно-
Соотношения между категориями работающих
542 —Средние значения коэффициентов
использования металла и отходов 547
~ листоштамповочиые — Нормы осве-
освещенности 555
*— объемной штамповки '— Нормы расхода
вспомогательных материалов 547
Ш
Штамповка объемная — Средства обеспе-
обеспечения и этапы автоматизации проекти-
проектирования технологических процессов —*
см. под их названиями. например?
Средства информационного и техни-
технического обеспечения
<— горячая — Элементы технологического
процесса, подлежащие автоматизации
353
Штамповка сплавов алюминиевых — Тем-
Температура 62
— магниевых — Режим 59 — Темпера-
Температура 60
— титановых — Температура 62
Штамп — Схемы для закрытой отрезки
183
— вытяжной — Стойкость 157
— для не полиостью закрытой разрезка
180—182; открытой отрезки 178
Штампуемость 154, 156
Штампы для автоматизированной штам-
штамповки — Типы установок для смазыва*
иия и охлаждения — см. под их назвав
ииями, например, Установка для смп'
зывания штампов маслографитной сус
пензией
•— Для разрезки на прессах 178—198 =
Классификация 179, 184, 186
г— дублеры запасные — Количество 540
— кузнечные — Расходы 548
Эвтектика карбидная — зависимость от
массы слитка и степени уковки 496
*— Характер распределения в слиткая
496
Элеватор ковшовый — Схема 323
Электробезопасность 551
Электронагрев — Назначение 2«I*.
— Преимущества 253
¦— Технико-экономические показатели раз*
ных методов электроиагрева 273
Энергоносители — Укрупненные показа-
показатели расхода 543 — 545
Этапы проектирования молотового штампа
для круглой в плане поковкн 386, 387
е- процесса автоматизированного проек-
проектирования САПР ТП ХШП н штамйой
392, 393, 395—Режим диалога 393, 39Й
Александр Юрьевич Аверкиев,
Давид Исаакович Бережковский,
Юлий Сигизмундович Вильчинский и др.
КОВКА И ШТАМПОВКА
Справочник (в 4-х томах)
Том 1
Редакторы: Е. В. Медведева, Т. Д. Онегина
Художественный редактор С. С. Водчиц
Оформление художника А. Я- Михайлова
Технический редактор Л. П. Гордеева
Корректоры: И. Г. Богомолова и Л. Е. Сонюшкина
И Б № 3334
Сдано з набор 13,05.85. Подписано в печать 29.10.8Б. Т-18772. Формат 60X90'/ie
Бумага кн.-журн. Гарнитура лигепэтуряэч. Печать вьиэкчя. Усл. печ. л. 35,5.
Усл. кр.-отт. 36,0. Уч.-нзд. л. 45,99. Тираж 20 677 экз. Заказ 140. Цена 2 р 60 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена прома при Государственном комитете СССР
Трудового Краснэго Знамени Ленинград- по делам издательств, полиграфии и книж-
ского объединения «Техническая книга» иой торговли.
им. Евгении Соколовой Союзполнграф- 193144, г. Ленинград, ул. Моисеенко, 10.