/




























































































Текст
Инж. М. М. ХРУЩОВ
--
Х-95/Г
' 5^ - Ь
А1 Ф С"
.... ИЕ
ЧАСТЬ ВТОРАЯ
*
инти нктп
ГОСУДАРСТВЕННОЕ
авиационное и автотракторное
ИЗДАТЕЛЬСТВО
МОСКВА 1932
f
ПРЕДИСЛОВИЕ КО ВТОРОЙ ЧАСТИ
Курс „Авиамоторостроение" разделен на две части: первая часть издана
ГНТИ осенью 1931 г., вторая часть изложена в настоящем выпуске.
В первой части рассматриваются вопросы материалов, идущих для изго-
товления деталей авиационных моторов, и вопросы производства горячих
цехов моторного завода: содержание первой части таково:
1. Особенности, история и современное состояние авиамоторного про-
изводства.
2. Материалы, употребляемые для авиамоторостроения и способы оценки
их свойств.
3. Сталь и производство стальных поковок.
4. Производство отливок из легких алюминиевых сплавов.
5. Производство отливок из электрона.
6. Чугун, бронза, баббит.
7. Термическая обработка стали и алюминиевых сплавов.
8. Сварка и пайка.
Во второй части рассматриваются вопросы холодной механической об-
работки главнейших деталей, сборки и испытания авиационных моторов.
Курс предназначен для техникумов, а также для ВТУЗов с эксплоата-
ционной специальностью.
Целью всего курса является сообщение читателю тех особенностей, ко-
торые характеризуют производство авиамоторов.
Изложение курса предполагает предварительное знакомство читателя с
общетехническими предметами, с механической технологией металлов, а
также с описательным курсом авиамоторов в объеме техникума.
Для обеспечения усвоения курса при его самостоятельной проработке в
конце каждой главы приведены контрольные вопросы.
ГЛАВА I
МЕХАНИЧЕСКИЙ ЦЕХ
§ 1. МЕХАНИЧЕСКИЙ ЦЕХ —ОСНОВНОЙ ЦЕХ
авиамоторного завода
Механический цех, т. е. цех, где сосредоточены станки, производящие меха-
ническую обработку деталей путем снятия стружки, является основным
цехом авиамоторного завода, так как: стоимость его оборудова-
ния больше, чем других цехов, при серийном производстве затрата рабочей
силы на мотор по механическому цеху больше, чем по другим цехам, и
так как он занимает большую площадь, сравнительно с другими цехами.
Примером соотношения площадей разных цехов моторного завода могут
служить данные (табл. 1) по одному из крупных европейских заводов.
ТАБЛИЦА 1
Наименование цеха Площадь в усл. един. °/о
Механический .... Литейный Термический Сборочный Испытательная станция 100 44 6,5 12 29 ♦ 52,2 23,0 3,4 6,3 15,1
Итого . . . 191,5 100
Модельный цех отнесен здесь к литейной, а часть сборочной, связанная
с разборкой и сборкой моторов после испытания, — к испытательной стан-
ции; своей кузницы для ковки деталей моторов этот завод не имеет.
Из приведенных данных можно видеть, что у этого завода механиче-
ский цех занимает такую же площадь, как все другие цеха вместе взятые.
Многие моторные заводы не имеют своих горячих заготовительных
Цехов, а состоят из: механического цеха как основного, термического и
сборочного цехов, испытательной станции, и вспомогательных мастерских
по оборудованию, инструменту, окраске и т. п.
Мастерские по оборудованию и инструменту часто относят к механи-
ческому цеху, так как их работу ид^т главным образом по обслуживанию
механического цеха ремонтом станков, изготовлением приспособлений и
изготовлением инструмента. Иногда считают, что инструментальная мастер-
ская должна иметь около 12°/о станков от их числа в основном механиче-
ском цехе; размеры этой мастерской зависят от того, приходится ли ей
обслуживать также литейный цех изготовлением металлических моделей и
кузнечный цех—изготовлением штампов и матриц, или это выделено в дру-
гие мастерские, или заказывается где-то на стороне.
Соотношение количества человеко-часов, затрачиваемых на постройку
мотора по механическому цеху и по всем цехам, зависит от ряда обстоя-
тельств, как например: размер производства, его налаженность, изготовляемая
модель, характер и качество заготовок, поступающих для обработки, и т. д.
Фирма Райт (Америка) указывает, что на изготовление мотора Уэйрль-
винд 200 л. с (воздушного охлаждения) у нее затрачиваетя всего 883 чело-
веко-часов, из которых 7О°/о, а именно 620 человеко-часов, падает на меха-
ническую обработку.
§ 2. СООТНОШЕНИЕ СТАНКОВ РАЗНЫХ ТИПОВ
Станки механического цеха можно разбить на группы, по их типам: токар-
ные, сверлильные, строгальные, фрезерные и т. д. Соотношение количества
станков по группам можно видеть на примере одного современно оборудо-
ванного германского завода, у которого общее число станков около 500
Револьверные, автоматы и полуавтоматы..........
Фрезерные.................................• . .
Токарные ......................................
Сверлильные ...................................
Шлифовальные...................................
Зуборезные . . • . •...........................
290, о
22 „
15,
13.
4 .
Итого . . . . 100°,'о
Проценты числа станков по каждой группе по отношению к числу всех
станков цеха характеризуют общую постановку работ данного завода и
представляют интерес с этой стороны. Чем меньше процент токар-
ных и больше процент револьверных и сверлильных
станков, тем больше приближается производство к со
временным приемам серийной работы.
§ 3. РАССТАНОВКА СТАНКОВ
Расположение станков в механическом цехе завода с небольшой производи-
тельностью часто бывает таким, что токарные станки ставятся к токарным,
сверлильные—к сверлильным и т. п. Такое расположение группами по
признаку характера станка удобно в том отношении, что наблю-
дение за группой однотипных станков может быть поручено одному мас-
теру, станки могут иметь некоторые общие приспособления, один рабочий
может обслуживать два или несколько соседних станков, расположение обо-
рудования не меняется, если цех перейдет к изготовлению другой модели
мотора. Неудобства же такого группового расположения заключаются
в том, что деталь должна переноситься по ходу своей обработки из одной
группы станков в другую и иногда по нескольку раз возвращаться в одну
и ту же группу,
6
Пока масштаб производства мал, это неудобство большого значения не
имеет: но по мере увеличения выпуска цеха это неудобство вырастает в
крупное затруднение, вследствие большой работы, падаюшей на вру трен-
ии й. цехов ой транспорт.
При массовом производстве цеха, например на крупном автомобильном
заводе, станки ставятся независимо от их характера, группируясь по
обрабатываемым деталям; например станки, обрабатывающие колен-
чатый вал, составляют одну группу и расставляются рядом так, чтобы вал
при его обработке передавался по кратчайшему пути со станка на станок.
На некоторых автомобильных заводах в ряд со станками ставятся и дру-
гие машины, например приборы для гидравлического испытания, моечные
машины, приборы для механических испытаний и даже некоторые печи для
термообработки (например завод Хорьх в Германии). Но и на таких заво-
дах все же некоторую часть станков оказывается целесообразным расстав-
лять по первому способу; сюда относятся обычно станки, малозагруженные
на одной детали и потому обрабатывающие несколько разных деталей, и
станки, требующие особого наблюдения и обслуживания, как например
автоматы и зуборезные ста нки.
На заводах авиам:оторов, расстановка станков обычно бывает по обоим
способам, а именно для деталей более крупных или идущих в большом
количестве — станки расставляются по порядку операций, так что
имеется группа станков по обработке коленчатого вала, группа станков по
обработке цилиндра и т. д. Для других деталей, для которых составить
особую группу нельзя, так как станки оказались бы недостаточно загру-
женными, они ставятся группами по характеру станка.
На заводе Гном и Рон (Франция) станки стоят подетальными груп-
пами для следующих деталей: коленчатый вал, шатун, картер, поршень,
кулачковый валик, цилиндр, головка цилиндра, клапан.
Ввиду значительной экономической эффективности, расстановки станков
по ходу обработки деталей, — этот принцип расстановки следует класть
в основу, в случае крупно-серийно:о производства.
§ 4. ПРИВОД СТАНКОВ
Современные станки изготовляются с приводом от отдельного для каж-
дого станка электрического мотора, иногда заключенного в станине
станка или с приводом от трансмиссии на один шкив, имеющийся у
станка. Изменения в скоростях вращения шпинделя и других механизмов
станка достигаются переключением шестерен в специальных коробках скоро-
стей, составляющих часть станка.
Электрический привод к каждому станку имеет большие удобства, так
как расстановка станков не зависит от трансмиссии, помещение получается
благодаря отсутствию ремней более светлым, отпадает специальный уход за
трансмиссией и ремнями.
Один из крупных германских моторных заводов, имевший большую
часть станков для ременного привода, все их переделал своими средствами
на электрический привод. Для этого к каждому станку он приставил
легкую клепаную колонку, на верху которой поместил электромотор и
приводимый от него цепной передачей контрпривод со ступенчатым шки-
вом, от которого ремцем движение передается вниз ступенчатому шкиву
§ 5. ПОРЯДОК ПУСКА ДЕТАЛЕЙ В ОБРАБОТКУ
В механическом цехе детали обычно пускаются в обработку определен-
ными партиями, и с одной операции партия передается на следующую
лишь тогда, когда все детали эту первую операцию прошли. При каждой
партии деталей полагается свой листок, где отмечается по каждой операции,
сколько деталей поступило, сколько обработано удовлетворительно и сколько
брака. После каждой операции приемщик производит проверку правиль-
ности обработки всех деталей партии и делает в сопроводительном листке
отметку о проверке.
Положительная сторона такого порядка заключается в том, что наблю-
дение за правильностью обработки облегчается, вб-время улавливается брак
и устанавливается операция, на которой он появился. Неудобство же этого
порядка в том, что в обработке всегда находится большое количество дета^
лей в разных переходах, требующих лишней площади около станков и
в промежуточных складах.
Количество деталей в одной партии для разных деталей берется различ-
ным и зависит от масштаба производства, количества деталей в комплекте
на один мотор, от степени ее „ответственности", а также от имеющегося у
завода оборудования.
В табл. 2 приведено количество деталей в одной партии, принятое на
одном из европейских заводов.
ТАБЛИЦА 2
Название детали Колич. в партии Название детали Колич. в партии
Цилиндр .... 30 Шатун главный • 25
Картер . верхний 5 Поршень .... 10
„ нижний. 5 Клапанный рычаг 100
„ распред. Головка выпуска 60
вала 10 Поршневый палец 120
Кулачковый валик 10 Ролик 500
В массовом производстве применяется поточный способ прохождения
деталей через обработку, который заключается в том, что деталь после
окончания операции передается на следующую тотчас же,
не дожидаясь других деталей партии, так как партий в этом
случае нет. В определенных местах своего движения деталь проходит
контроль.
При этом способе количество деталей, находящихся одновременно в
цехе, сильно уменьшается, и время прохождения детали от начала до конца
обработки значительно сокращается за счет сокращения времени ожидания
Деталью своей очереди перед каждой операцией и времени ожидания окон-
чания обработки отдельных деталей партии после каждой операции.
В моторостроении такой способ обработки применяется некоторыми
заводами для изготовления деталей, идущих на мотор, в значительном коли-
честве, как например поршневые кольца, ролики, вкладыши и т. П.
8
дрИ весьма значительном масштабе производства по-
точный способ может быть применен к большинству дета-
лей авиационного мотора.
§ 6. УЧЕТ ОСОБЕННОСТЕЙ ДЕТАЛЕЙ
Иногда заводу приходится вводить в размеры какой-либо детали те или
иные изменения или заменять один сорт материала другим — в этих слу-
чаях необходимо бывает как-то отделить такие измененные детали от преж-
них чтобы они не перепутались. Это особенно важно для более ответ-
ственных деталей, за работой которых в дальнейшей их службе Ъ экс-
плоатации заводу желательно иметь наблюдение. Поэтому такие измене-
ния приурочиваются к определенным моторам, и сами моторы с изменен-
ными деталями как бы отделяются от прежних тем, что относятся к другой
партии или серии. Деление моторов, выпускаемых заводом, на серии,
с определенным количеством моторов в каждой серии (например 20, 50,
100, и более) с этой точки зрения весьма удобно.
Обычно завод приурочивает все изменения, какие он желает ввести, к
новой серии моторов, и в пределах одной серии старается ни-
каких изменений не проводить. Поэтому обычно моторы разби-
ваются на серии, а в пределах серии — на партии.
Для некоторых особо ответственных деталей, как например колен-
чатый вал, заводы ведут учет особенностей и индивидуальных свойств по
каждой детали отдельно. Поковка вала имеет свой номер, по которому
можно точно установить, к какой плавке сталь относится и какие были
механические свойства материала поковки. При поступлении в механичес-
кий цех поковка получает новый порядковый номер механического цеха и
затем, по мере обработки, клеймо это возобновляется. На готовом валу
ставятся оба клейма — завода, изготовившего сталь, и завода, произведшего
механическую обработку. По последнему номеру возможно установить каковы
были механические качества материала после термообработки при контроль-
ных испытаниях образцов и какие особенности оказались на окончательно
готовом коленчатом валу при его внешнем освидетельствовании (наружные
пороки) и при проверке правильности геометрической формы.
Листки со всеми этими записями подшиваются к паспорту каждого
мотора, который хранится на заводе, и по ним бывает возможно в случае
необходимости восстановить все данные, связанные с йрохождением вала
через обработку.
§ 7. СРАВНИТЕЛЬНАЯ ТРУДОЕМКОСТЬ ДЕТАЛЕЙ
Количество станочных часов, которые приходится затрачивать на механиче-
скую обработку тех или иных деталей, зависит от целого ряда причин, из
которых главные были уже названы раньше: форма, размеры, конструкция
и материал детали, качество заготовки, из которой деталь изготовляется,
принятый порядок обработки, оборудование и др.
В табл. 3 приводятся часы, затрачиваемые на изготовление деталей
мощного мотора со сварными цилиндрами, взятые по нормам одного из
европейских заводов. Эти цифры дают лишь общее сравнительное представле-
ние о трудоемкости деталей в данных условиях их производства, так kik
в иных условиях они могут быть другими. Цифры эти для современного
оборудования и серийного производства надо считать слишком высокими
(пр некоторым деталям вдвое).
У
ТАБЛИЦА 3
Название детали Чело- веко-часы Название детали Чело- веко-часы
Верхняя часть картера . . . Нижняя „ , ... Поршень Передаточный валик . . . Поплавковая камера карбю- ратора Корпус карбюратора .... я водяного насоса . . 30 27 2,7 3 6 4,2 2,4 Втулка пропеллера Главный шатун Боковой „ Втулка „ (верхняя) . Цилиндр Кулачковый валик Рычажок клапана .... 7 20 8 0,6 22,7 26 2,4
§ 8. ПОРЯДОК И УСЛОВИЯ ОБРАБОТКИ
Задача механической обработки заключается в том, чтобы придать заготовке
окончательно требуемую для детали форму и размеры возможно более эко-
номным способом. Требования к форме и размерам каждой детали
точно излагаются в чертеже и являются для цеха заданными.
Выбор способов и приемов механической обработки и их последова-
тельности, или, как говорят, выбор „технологического процесса при меха-
нической обработке" производится заводским отделом подготовки производ-
ства и устанавливается в зависимости от вида и требований к детали, под-
лежащей изготовлению, ее материала,' характера заготовки, располагаемого
оборудования и других соображений.
При этом под экономной обработкой обыкновенно понимают
такую, которая в результате дает при требуемом качестве обработки наи-
более дешевое изделие. Введение некоторых специальных станков, приме-
няемых в массовом производстве, может дать весьма резкое сокращение в
расходе человеко-часов, потребном на такую обработку, но использование
станка может оказаться далеко не полным.
Примером уменьшения времени на обработку может служить следую-
щий случай из американской практики: при переводе на американском за-
воде Кертисс обработки головки шестицилиндрового авиационного мо-
тора Челленджер на карусельные автоматы Мультоматик фирмы
Б о л л э р д расход времени на производство ряда операций сократился с
28 мин. до 1 мин. 58 сек., т. е. в 14 раз (§ 99).
Механический цех получает из отдела подготовки производства полный
план того, как надо вести обработку, в какой последовательности, на ка-
ких станках что делать, какие употреблять приспособления и инструменты,
с какими скоростями и подачами работать.
Для того чтобы обработка оказалась наиболее выгодной, надо чтобы
каждая операция производилась в возможно короткие сроки.
Если проследить за ходом какой-либо операции обработки на станке,
то можно отметить, что весь период времени, затрачиваемый на эту опера-
цию, слагается из двух главных частей: из времени работы станка
и времени, когда станок не работает, а рабочий производит
те или иные манипуляции по установке обрабатываемой детали, подводу
супорта, отводу супорта, остановке станка, снятию детали и т. д.
Вопросом наиболее экономного использования этой второй части вре-
мени занимается заводское или цеховое технико-нормировочное бюро. Во-
10
с наиболее экономного использования первой части времени разрешается
отделом подготовки производства при разработке им технологического
процесса.
н Основные моменты, влияющие на выбор условий обработки на станке,
вкратце указаны ниже; подробно этот вопрос рассматривается в курсе
Холодной обработки металлов".
§ 9. ЗНАЧЕНИЕ СЕЧЕНИЯ СТРУЖКИ И СКОРОСТИ РЕЗАНИЯ
Если путем обработки на станке надо снять с какой-либо детали определен-
ный объем металла, то время, которое потребуется станку на
эту работу, будет тем меньше, чем большее сечение
стружки будт браться и чем больше будет скорость сня-
тия этой стружки (скорость резания).
Сечение стружки, в случае обточки на токарном станке, определяется
как произведение глубины резания или глубины снимаемого слоя на ве-
личину подачи, и выражается в мм2.
Величина сечения стружки и свойства обрабатываемого материала опре-
деляют величину того давления на резец, которое имеет место при резании.
Величина давления на резец и диаметр обтачиваемого предмета определяют
величину того крутящего момента, с которым надо приводить во вращение
шпиндель станка, чтобы производить снятие стружки. Для каждого станка
имеется такая предельная величина крутящего момента, больше ко-
торой станок нельзя нагружать; таким образом с этой стороны имеется
ограничение, в пределах которого надо выбирать размер сечения
стружки.
Соотношение между глубиной резания и величиной подачи выбирается
из тех соображений, что выгоднее для службы резца брать большую глу-
бину и малую подачу при том же сечении стружки, но часто глубин^» ре-
зания определяется уже заданным припуском на обработку.
Во многих случаях оказывается, что не станок ограничивает возможное
сечение стружки при данном материале, а сама обрабатываемая деталь, ко-
торая при приложении к ней большого усилия может прогнуться или сло-
маться, или ее нельзя достаточно прочно закрепить на станке, чтобы избе-
жать дрожания.
Скоростью резания называется та окружная скорость,
с которой обрабатываемая поверхность движется отно-
сительно режущей кромки резца, и выражается в метрах
в минуту.
Скорость резания вместе с величиной сечения стр ужки при данномма-
териале определяет собой мощность, которую надо развивать, чтобы
вести обработку.
На диаграмме рис. 1 показано, как изменяется мощность, потребная
на снятие определенных объемов стружки в минуту, для разных металлов.
Из этой диаграммы можно видеть, что электрон обрабатывается зна-
чительно легче остальных метериалов, и наибольшей затраты энергии тре-
бует сталь. Легкие алюминиевые сплавы в этом отношении близки к
электрону.
Скорость резания, при которой наиболее выгодно вести обработку,
ограничена целым рядом обстоятельств. Она зависит от свойств обрабаты-
ваемого материала, от материала, из которого изготовлен резец, от формы
U
резца, от величины сечения стружки, интенсивности охлаждения резца,
характера обработки и от той продолжительности, которую должен выдержи-
вать резец до его переточки.
Зависимость скорости резания от всех этих факторов изучена, и если
все они известны, то можно подсчитать допустимую для данных условий
скорость резания.
/^Мощность -
Рис. 1. Диаграмма, показывающая сравни-
тельную обрабатываемость разных материалов.
§ 10. НОВЫЕ МАТЕРИАЛЫ
ДЛЯ РЕЗЦОВ
В последние годы получили рас-
пространение новые материалы для
резцов, как например стеллит и
победит, при применении кото-
рых можно допускать значительно
более высокие скорости резания,
чем при известной и наиболее рас-
пространенной пока быстрорежу-
щей стали.
Если допустимую скорость ре-
зания для резца из углеродистой
инструментальной стали принять
за 1, то допустимые скорости
резания в случае резцов из дру-
гих материалов при прочих оди-
наковых условиях выразятся ниже-
следующими цифрами.
Таким образом в случае резца
из материала видна можно ско-
рость резания увеличить в 2-3
раза сравнительно с случаем резца
из быстрорежущей стали, если
ТАБЛИЦА 4
Материал резца Условная скорость резания
Углеродистая инструменталь- ная сталь Быстрорежущая сталь .... Стеллит Видиа или победит 1 5- 6 9-10 15-20
остальные условия работы останутся теми же. При этом мощность, затрачи-
ваемая на снятие стружки, соответственно возрастает.
Приблизительный химический состав резцовых материалов приведен в
табл. 5 (стр. 13).
Материал видна приближается по своей твердости к твердости алмаза
(по-немецки „как алмаз" произносится „ви диамант", откуда сокращенное
название видиа) и является наиболее устойчивым из известных в настоящее
время материалов для резцов. У нас изготовляется аналогичный резцовый
12
таблица 5
Материал резца Химический состав в %.
углерод вольфрам хром кобальт железо
Углеродистая инструмен- тальная сталь Быстрорежущая сталь’) . . Стеллит Видиа 0,8-1,2 0,6—0,9 1—2 6 13—24 10—15 88 3,5—4,5 20-35 35-55 6 Остальное Остальное 4-13
материал победит (московский Электрозавод). Ниже приво-
дятся для иллюстрации скорости резания, употребляемые при резцах видиа
при обработке на токарных станках (по английским данным).
ТАБЛИЦА 6
Материал Обдирка .м/мин Отделка лт/мин
Литая мягкая сталь (поковки) » , „ (отливки) Хромо-никелевая сталь с коэф, крепости от 60 до 140 кг/мм2 Быстрорежущая сталь (отожжен.)- • . . . Сталь Гадфильда (с 12°/0 марганца) .... Чугун серый, твердость по Бринеллю 200 Перлитный чугун • Медь Мягкая латунь Твердая латунь, фосфористая бронза и дру- гие бронзы Алюминий • Алюминиевые сплавы • . • Стекло 36,5-60 24-60 30-60 27-45 3—7 40—75 4,5-9 150-240 150-240 60—135 150-300 90-230 9-20 105-180 45—105 45-105 30—75 7-12 105-180 7—12 150-300 180—300 120-240 до 1200 135-300 15-35
§ 11. вид обработанной поверхности
При обработке резцом, например на токарном станке, на обработанной
поверхности остается след резца даже при самой тщательной отделке; этот
след в случае обточки цилиндра будет иметь вид как бы винтовой нарезки
с шагом равным величине подачи, и с маленькой глубиной резьбы. При
грубой «бточке след резца виден на-глаз, при тщательной отделке его
можно обнаружить при рассмотрении поверхности под микроскопом.
При шлифовке камнем след, оставшийся от предыдущей обработки рез-
цом, устраняется, но появляется новый, вследствие того, что камень никогда
не снашивается равномерно. В массе камня всегда найдется режущее зерно,
которое оставит свой след на обрабатываемой поверхности детали.
Полировка сглаживает острые выступы царапин, остающихся в виде
следов шлифовки и обточки, но не устраняет их окончательно.
’) Быстрорежущая сталь содержит также до 2°/о ванадия.
13
Неровность отделанной поверхности можно оценить количественно, если
измерять величину возвышений вершин над впадинами, подобно тому как
измеряется глубина профиля винтовой резьбы.
Результаты подобного измерения, сделанного проф. Саввиным при
разных приемах отделки поверхности, призводятся ниже:
При обточке на токарном станке или прострожке на строгальном станке
обыкновенными чистовыми резцами и при обыкновенном развертывании дыр,
величина возвышения вершин над впадинами составляет от 0,030 до 0,060 мм,
или, выражая в микронах (тысячные доли мм, обозначаются знаком и.), от
30 до 60 [а.
При тонкой торцовой обработке на токарном станке, фрезеровании ци-
линдрической или лобовой фрезой и весьма тщательном развертывании *
Дыр...............................................от 10 до 20 р.
При шлифовке на исправном станке..................от 3 до 15 р.
При самой тщательной шлифовке закаленных поверх-
ностей и при их полировке.......................... до 1 [i
§ 12. ЗНАЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ
Качество отделанной поверхности, т. е. наличие царапин и неровностей
имеет для многих деталей авиамотора большое значение, причем в разных
случаях это значение определяется совершенно различными соображениями,
как это ниже пояснено.
Некоторые ответственные места нагруженных деталей, как например
стержень шатуна в случае если он делается тонкостенным, подвергаются на
некоторых заводах тщательной внешней и внутренней отделке до удаления
следов резца и царапин, потому что наличие царапин на поверхности, как
это установлено опытами, заметно понижает предел выносливости при по-
вторных напряжениях материала. Примером подобной весьма тщательной
обработки может служить отделка трубчатого стержня шатуна мотора С и-
м е н с, у которого отверстие развертывается последовательно несколькими
развертками и чистота поверхности внутри контролируется специальным п е-
рископом с электрической лампочкой.
Трущиеся поверхности обрабатываются с расчетом, чтобы они получа-
лись возможно более правильными, в смысле своей формы, и возможно бо-
лее гладкими. Только при этом условии давление от одной части к другой
будет передаваться не в отдельных местах соприкосновения, а по всей по-
верхности, через промежуточный слой смазки.
Если представить себе прошлифованный цилиндр, у которого на поверх-
ности зеркала все же имеются, как было выше указано, неровности в виде
следов обработки винтового направления, и если представить себе поршень
или поршневые кольца, которые также имеют после их шлифовки неров-
ности такого же винтового направления, то станет понятным, что при дви-
жении поршня и поршневого кольца в цилиндре мы будем иметь прикос-
новение между ними по отдельным более возвышенным местам (неровно-
стям). Вначале это прилегание будет плохое, и при работе неровности будут
усиленно снашиваться, постепенно улучшая тем самым прилегание. Это и
имеет место в действительности, почему собранный мотор не пускают сразу
на полную нагрузку, а предварительно прирабатывают его трущиеся
поверхности более или менее значительное время сперва вхолостую, а по-
том с постепенно увеличивающейся нагрузкой.
14
Таким образом приработка является способом при*
онки дрУг к ДРУГУ трущихся поверхностей и окончатель*
ого придания им той правильной отделки, которую они
не смогли получить в механической обработке.
Но приработка на моторе является способом длительным и дорогим, и
ее стараются сократить путем как приработки отдельных собранных меха-
низмов (например распределительного механизма, помп и т. д.) или деталей
(например поршневых колец), так и путем дополнительных способов окон-
чательной отделки поверхностей.
К числу последних относится например пришабривание поверхности баб-
бита вкладышей по шейке вала, операция длительная, производи ая сле-
сарями вручную, в слесарно-сборочном отделении.
В последнее время получили распространение машинные способы такой
обработки, которая дает приблизительно тот же эффект, что и приработка;
к этим способам относятся операции ла пинг и хонинг, описанные ниже
при изложении способов обработки отдельных деталей.
Для деталей из легких сплавов, а также для обработки баббита и
бронзы, а в отдельных случаях и твердой стали, начинают применяться
отделочные алмазные резцы (§93), поверхность при этом обра-
батывается при очень больших скоростях резания и получается более
гладкой, чем при шлифовке.
Наконец в некоторых деталях мотора имеются такие места, где тщатель-
ность отделки связана с самой конструкцией; так например пригонка
днища стального цилиндра к алюминиевой головке цилиндра производится
путем пришабривания для того, чтобы обеспечить плотное прилегание и
хорошую теплопередачу (например цилиндр мотора Юпитер).
Соединение шатуна с шатунной шейкой при помощи роликового под-
шипника требует весьма тщательной и точной обработки тех поверхностей,
по которым катятся ролики, т. е. внутреннего отверстия шатуна, наружного
диаметра шатунной шейки и самого ролика (например у мотора БМВ VI).
Здесь важно как качество поверхности, так и точность в соблюдении раз-
меров, так как только при соблдении этих условий подшипник может
работать надежно.
§ 13. ПРИЧИНЫ НЕТОЧНОСТИ ОБРАБОТКИ
В предыдущем параграфе указывалось, что на обработанной поверхности
при ее тщательном рассмотрении оказываются возвышенные места и впа-
дины, размер которых зависит от примененного способа обработки. Нали-
чие этих неровностей составляет одну из неточностей, получаемых при
обработке на станках.
Проф. Саввин подробно исследовал этот вопрос и нашел, что погреш-
ности при обработке цилиндрических поверхностей слагаются из следую-
щих причин: 3) неровность обработанной поверхности, 2) отклонение обра-
ботанной поверхности от геометрически правильной формы и 3) погреш-
ности, связанные с самим измерением и измерительными приборами.
Выше была приведена величина неровностей, установленная для разных
видов обработки и отделки. Погрешности обработки, зависящие от состоя-
ния поверхностей и измеряемые по диаметрам круглых поверхностей как
внешних, так и внутренних, проф. Саввин определяет в следующем
размере:
15
Обычная (грубая) отделка на разных станках больших изделий . + 130 р
Нормальная обработка малых изделий.........................± 60 р.
Тонкая обработка больших изделий...........................+ 100 р
Тонкая обработка малых изделий.............................+ 20 р
Нормальная шлифовка и тонкое развертывание дыр .... + 10 р
Тонкая шлифовка............................................± 4 р
Тонкая шлифовка и полировка закаленных поверхностей . . ± 2 р
Геометрически правильной формы, например цилиндриче-
ской, в обработке получить невозможно; вал, который должен быть
цилиндрическим, практи-
Рис. 2. Три типа предельных калибров, применяе-
мых в производстве для проверки диаметра отверстия:
а — цилиндрический калибр, один конец соответствует
наибольшему, другой — наименьшему предельным раз-
мерам, б—плоский калибр, соответствующий одному
из предельных размеров, в — концевой калибр, со-
ответствующий одному из предельных размеров.
чески всегда получает не-
которую овальность в се-
чении, и притом разную
в разных сечениях; его
образующие имеют откло-
нение от прямой линии и
от параллельности между
собой. Эти неточности
увеличиваются с увели-
чением диаметра, и они
больше для внутренних
поверхностей, т. е. для
отверстий, чем для валов
Неточности, связанные
с инструментом и спосо-
бами измерений, могут
быть таковы: измеритель-
ные калибры разных кон-
струкций, имеющие один
и тот же размер, могут
показывать разный ре-
зультат, так как измере-
ние калибром связано с
тем, что он приводится
в соприкосновение с об-
работанной поверхностью,
и усилие, которое надо к калибру приложить, чтобы произвести опера-
цию проверки, зависит от величины поверхности, на которой он с про-
веряемой деталью соприкасается, и от веса калибра. Так например, из
трех калибров в точности одного диаметра и служащих для измерения
отверстий, цилиндрический калибр а (рис. 2) будет входить в отверстие
более туго, чем плоский б, а последний—более туго, чем концевой в. Прй
измерении одного и того же отверстия эти три конструкции калибров по-
кажут разные диаметры (например при диаметре 100 мм измерение кон-
цевым дает на 8 р. больше, а измерение плоским калибром—на 6 р. больше,
чем измерение цилиндрическим калибром).
Само изготовление калибров производится со всей возможной тщатель-
ностью, но некоторые погрешности при этом изготовлении неизбежны.
Точность измерения зависит от температуры помещения; калибры про-
веряются при определенной температуре, например, в Германии при 4~20°С,
а если в цехе, где производится, проверка размеров, температура отличается
16
анной нормальной, то получится ошибка тем большая, чем больше
°Т ница температуры и чем больше разность в коэфициентах линейного
ЭТсширения материалов измеряемого и того, из которого калибр изготов-
ЛеН'от навыка рабочего зависит величина погрешности, которая может
оизойти при самой операции измерения.
ПР gcc эти погрешности складываются и образуют неточности размера, по-
лучаемого в обработке.
§ 14. ДОПУСКИ НА НЕТОЧНОСТЬ ОБРАБОТКИ
Необходимость получать в производстве постоянный характер сопряже-
ний (посадок) одних и тех же деталей (например вкладыша и шейки вала)
заставила установить нормы для этих посадок. Если по условиям службы
данного подвижного соединения (например вкладыш и шейка вала) диа-
метральный <азор (разница гиаметра отверстиями диаметра вала) допустим
в пределах от до а2 мм, то возможные погрешности при обрабом
этих деталей уже тем самым получают в своей сумме (на обе детал*
известное ограничение. Сумма неточностей обработки должна- быть
меньше, чем меньше разница между и а2. Это справедливо для
случая, когда от деталей требуется взаимозаменяем ость.
та
тог
18
хсно(1млй д пшзоньошэн онльпшд
fl
Для точности обработки установлено несколько клас’
сов (в германских нормах 4 класса), и требование известной тоЧ'13 ~—«-е.™ е цедит. ьит витчит» мтллшшие> и понмсппшци да-
но ст и обработки выражается в отнесении к и з в е с тн о мУ 'l Допустимого в соединении двух деталей, настолько мало различаются
классу.
Получение большей или меньшей правильности геометрической формы
при обработке и олределендд^^ачества поверхности связано со свой-
' цосо^л^ги^и ^нструмента. Следовательно возможность
аналогичная диаграмма построена тоже для 2-го класса
ь точность обработки, отвечающей выбранному классу, зависит,
IIOJ|1 всего прочего, от качества и состояния оборудования.
кР°иСа диаграмме рис. 3 показано, как суммируются неточности в случае
ботки внутренних цилиндрических поверхностей
обРа сти£ разного диаметра по 2-му классу точности. По горизон-
<оТ оси отложены величины диаметров, а по вертикальной оси — отдель-
ТЯ виды погрешностей в микронах, а также сумма погрешностей.
нь1е0СНОВные причины, из которых слагается погрешность обработки, — не-
ность формы, отступление от правильной геометрической формы и
Р гоешности измерений, — представлены отдельными кривыми. Погрешности
измерения состоят из погрешностей контрольных эталонов, влияния темпе-
ратуры и влияния типа калибра; разница температур принята при этих
подсчетах в 3 .
На рис. 4
точности для случая обработки вала. Уступы на кривой „калибр",
отражающиеся также на суммарной кривой, соответствуют тому, что в слу-
чае измерения отверстия для диаметров до 100 мм применяется цилин-
дрический калибр, от 100 до 260 мм применяется плоский калибр и
свыше 260 мм—концевой калибр (рис. 2); в случае измерения вала
для диаметров до 200 мм применяется стальная скоба, для диаметров
свыше 200 мм — алюминиевая скоба.
На этих диаграммах суммарные кривые означают величину той погреш-
ности изготовления, которую надо иметь в виду как наибольшую допус-
тимую при изготовлении по 2-му классу. Следует отметить, что эти диа-
граммы, составленные проф. Саввиным, приводятся нами лишь как иллю-
страция построения допусков на неточность изготовления из отдельных
элементов; допуски на неточность изготовления по тому же классу в нор-
мах ДИН и в нормах ОСТ несколько отличаются от приведенных выше.
Большинство обрабатываемых мест деталей авиационного мотора, вхо-
дящих в сопряжение с другими деталями, по точности требуемой обработки
соответствует 2-му классу точности. Неподвижные соединения в не-
которых случаях требуют 1-го класса точности. Для мест не сопряжен-
ных допустимая степень точности определяется конструктивными соображе-
ниями и возможным упрощением обработки.
§ 15. ПРЕДЕЛЬНЫЕ РАЗМЕРЫ
Из изложенного выше можно видеть, что, давая цеху задание на обработку,
необходимо одновременно указывать требуемую точность изготовления; от-
сюда следует целесообразность обозначения каждого размера, который дол-
жен быть получен в обработке, двумя предельными цифрами — наиболь-
шим и наименьшим размерами, между которыми должен уложиться действи-
тельно изготовленный размер.
Разность между наибольшим и наименьшим размерами
называется допуском на неточность изготовления.
Установление предельных размеров производится конструкторским бюро
завода совместно с цехом. Если величины наибольшего и наименьшего за-
'ежду собой (допуск зазора мал), что получаемые как следствие отсюда
Допуски на неточность изготовления отверстия и вала не могут быть в
производстве выдержаны, то приходится от требования взаимозаменяе-
мости для этих мест отказаться, установить приемлемые для цеха допуски
*
19
на неточность изготовлений и необходимые в сборке зазоры подбирать
спаривая соответствующие детали. Такой порядок весьма неудобен, так как оц
замедляет темпы в сборке и вносит затруднения в эксплоатации в смысле за,
мены запасными .частями, но тем не менее он в некоторых случаях применяется]
Нормы, какие надо давать зазорам или натягам для получения опреде1
ленного характера сочленения, их изменение с изменением размера соеди!
няемых мест (например диаметров), нормы допусков на неточность изгото,
вления — все это вместе составляет предмет учения о допусках ц
пригонках, являющегося отдельным курсом. Нормы допусков и приго
нок, построенные планомерно, составляют известную систему. В Германии
Франции, Англии, Америке и у нас, на разных авиамоторных заводах при!
меняются разные системы, а в некоторых случаях применяемые допуски и
пригонки ни в какую систему не укладываются.
Вопрос принятия заводом той илн иной системы имеет значение в том
случае, если завод использует нормальный инструмент, имеющийся на рынке,
или заказывает на стороннем заводе, пользующимся такими инструментами
части, которые входят в соединение с частями, изготовляемыми у него самого]
Введение в промышленности страны определенной си.,
стемы допусков и пригонок имеет большое рационализа!
торское значение, выходящее за пределы интересов oil
дельных заводов. Для отдельного же завода, замкнуто ведущего сво<
хозяйство, с полным самоснабжением инструментом, практически безраз
лично какой системы придерживаться.
§ 16. УНИВЕРСАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ
Для измерения диаметров обработанных мест деталей в производстве упо
требляется как универсальный измерительный инструмент (например
Рис. 5. Микрометр (разрез).
микрометры), так и предельный измерительный инструмент (например
предельные скобы или калибры).
С помощью универсального инструмента можно установить действитель-1
ный размер обработанного места; с помощью предельного инструмента
можно лишь выяснить, укладывается ли действительный размер между опрей
деленными пределами или из них выходит.
Для измерения внешних диаметров употребляются микрометры. На
рис. 5 представлена конструкция микрометра фирмы Цейсс малого раз-
20
Для получения сближения концов микрометра при измерении какого-
меРа' Измерз приводится во вращение малая головка, находящаяся справа,
ЛИб° ая передает вращение шпинделю, ввертывающемуся в гайку, через по-
КОТ°Р в0 конусного фрикциона. Назначение фрикциона передавать от руки
сРеДСинделю крутящий момент не более определенной величины, во избе-
к Ш е погрешности, связанной с разной степенью нажатия концами микро-
жаН_а на поверхности измеряемой детали. Винт шпинделя имеет шаг в
О 5^ММ поэтому один оборот соответствует подаче на 0,5 мм; барабан,
’ котором нанесены круговые деления, разделен на 50 частей, поэтому
цена одного деления, отнесенная к перемещению шпинделя, равна 0,01 мм.
Точность обмера при помощи микрометра зависит в значительной мере
от искусства в обращении с ним. Точность, которую от нового микрометра
первого сорта точности можно ожидать, иллюстрируется германскими нор-
мами, относящимися к разнице в показаниях на разной длине, могущей по-
лучиться у одного и того же микрометра при измерениях контрольными
плитками Иогансона:
При длине до 100 мм .......... 4 р.
„ . 150 мм..........5 р.
При работе на станке рабочий иногда устанавливает заранее по ми"
крометру желательный размер, закрепляет шпиндель микрометра зажимом и
в дальнейшем пользуется микро-
метром как скобой; при этом
концы микрометра сильно стра-
дают и сам он развернется, так
как при незначительном усилии,
с которым его насовывают на
обработанный вал, усилие вдоль
оси его шпинделя получаемся
весьма большим. Чтобы избе-
жать этого и в то же время
удовлетворить удобству подоб-
ного измерения, микрометры
также снабжаются индика-
тором, который своим под-
вижным штифтом с постоянным
усилием прижимается к изме-
ряемой поверхности.
акой микрометр с ин-
дикатором для измерения
больших диаметров показан на Рис. 6. Микрометр с индика юром и концевые
№с. ,, „ „ калибры для его проверки.
• о, устройство самого ин- ин
Дикатора описано ниже в § 18.
Индикатор дает разбег в 10 мм, и цена одного деления, показываемого
Стрелкой, — 0,01 мм. Микрометры с индикаторами изготовляются также
малого размера, но у них разбег, который дает индикатор, меньше; на-
пример у микрометра Цейсса для длины 25—50 мм индикатор
может отметить отклонения zt 0,02 мм, причем цена его одного деления 2 р.
Для прочтения измеренного размера надо к показаниям по делениям головки
прибавить показание индикатора.
*>1
«^1
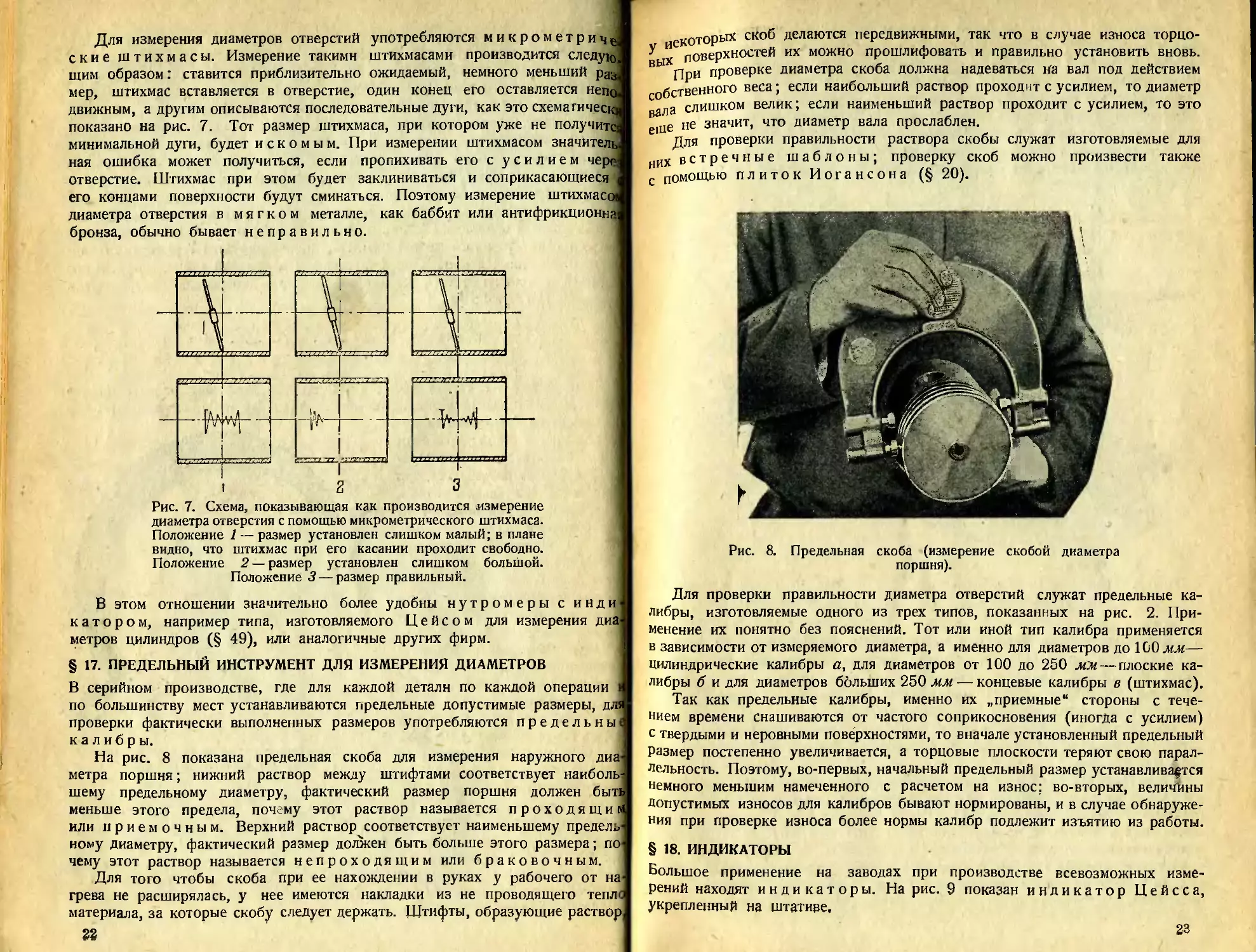
Для измерения диаметров отверстий употребляются микрометри\е
ские штихмасы. Измерение такими штихмасами производится следуя
шим образом: ставится приблизительно ожидаемый, немного меньший ра^
мер, штихмас вставляется в отверстие, один конец его оставляется нец0
движным, а другим описываются последовательные дуги, как это схемагическ
показано на рис. 7. Тот размер штихмаса, при котором уже не получите
минимальной дуги, будет искомым. При измерении штихмасом значител»
ная ошибка может получиться, если пропихивать его с усилием чере
отверстие. Штихмас при этом будет заклиниваться и соприкасающиеся 4
его концами поверхности будут сминаться. Поэтому измерение штихмасо
диаметра отверстия в мягком металле, как баббит или антифрикционн
бронза, обычно бывает неправильно.
Рис. 7. Схема, показывающая как производится измерение
диаметра отверстия с помощью микрометрического штихмаса.
Положение 1 — размер установлен слишком малый; в плане
видно, что штихмас при его касании проходит свободно.
Положение 2 — размер установлен слишком большой.
Положение 3 — размер правильный.
В этом отношении значительно более удобны нутромеры с инди
к а т о р о м, например типа, изготовляемого Цейсом для измерения диа
метров цилиндров (§ 49), или аналогичные других фирм.
§ 17. ПРЕДЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ
В серийном производстве, где для каждой детали по каждой операции
по большинству мест устанавливаются предельные допустимые размеры, дл
проверки фактически выполненных размеров употребляются предельны
калибры.
На рис. 8 показана предельная скоба для измерения наружного лиг
метра поршня; нижний раствор между штифтами соответствует наиболь
шему предельному диаметру, фактический размер поршня должен быт
меньше этого предела, почему этот раствор называется преходящи
или приемочным. Верхний раствор соответствует наименьшему предел;
ному диаметру, фактический размер должен быть больше этого размера; пс
чему этот раствор называется непреходящим или браковочным.
Для того чтобы скоба при ее нахождении в руках у рабочего от ш
грева не расширялась, у нее имеются накладки из не проводящего тепл
материала, за которые скобу следует держать. Щтифты, образующие раство{
2?
которых скоб делаются передвижными, так что в случае износа торцо-
У поверхностей их можно прошлифовать и правильно установить вновь.
вь1ХррИ проверке диаметра скоба должна надеваться на вал под действием
ветвенного веса; если наибольший раствор проходит с усилием, то диаметр
вала слишком велик; если наименьший раствор проходит с усилием, то это
еше не значит, что диаметр вала прослаблен.
Цля проверки правильности раствора скобы служат изготовляемые для
них встречные шаблоны; проверку скоб можно произвести также
с помощью плиток Иогансона (§ 20).
Рис. 8. Предельная скоба (измерение скобой диаметра
поршня).
Для проверки правильности диаметра отверстий служат предельные ка-
либры, изготовляемые одного из трех типов, показанных на рис. 2. При-
менение их понятно без пояснений. Тот или иной тип калибра применяется
в зависимости от измеряемого диаметра, а именно для диаметров до 100 мм—
Цилиндрические калибры а, для диаметров от 100 до 250 мм— плоские ка-
либры б и для диаметров больших 250 мм — концевые калибры в (штихмас).
Так как предельные калибры, именно их „приемные" стороны с тече-
нием времени снашиваются от частого соприкосновения (иногда с усилием)
с твердыми и неровными поверхностями, то вначале установленный предельный
размер постепенно увеличивается, а торцовые плоскости теряют свою парал-
лельность. Поэтому, во-первых, начальный предельный размер устанавливается
немного меньшим намеченного с расчетом на износ; во-вторых, величины
Допустимых износов для калибров бывают нормированы, и в случае обнаруже-
ния при проверке износа более нормы калибр подлежит изъятию из работы.
§ 18. ИНДИКАТОРЫ
Большое применение на заводах при производстве всевозможных изме-
рений находят индикаторы. На рис. 9 показан индикатор Цейсса,
укрепленный на штативе.
23
Устройство индикатора видно из схемы рис. 10. Шпиндель 1, кончаю-
щийся внизу конусным наконечником, а вверху головкой, прижимается пру-
жинкой 6 книзу, так что он высовывается вниз. На шпинделе имеется на-
резка, входящая в зацепление с шестеренкой 2; на одной оси с этой ше-
стеренкой сидит шестерня 3, сцепляющаяся с шестерней 4, а на одной оси
с последней сидит стрелка индикатора. На оси шестеренок 2 и 3 сидит
свободно еще одна шестеренка, сцепленная с шестерней 4, которая соеди-
нена со спиральной пружинкой; последняя оказывает при вращении шесте-
ренок некоторое сопротивление и уничтожает л ю ф т ы, могущие получиться
Рис. 9. Индикатор Цейсса, установлен-
ный на штативе.
Рис. 10. Схема устройства
индикатора Цейсса.
в зацеплениях. Грубые отсчеты в целых миллиметрах, связанные с передви-
жением конца шпинделя относительно корпуса индикатора, указываются
внизу циферблата движком; дробные доли миллиметров с точностью до
0,01 мм показывает стрелка циферблата. Наибольший разбег шпинделя
10 мм, цена одного деления циферблата 0,01 мм.
Индикаторы изготовляются также для более точных измерений и в этом
случае наибольшее возможное передвижение стрелки является обычно зна-
чительно меньшим.
Германская фирма Хи рт изготовляет подобные индикаторы, называемые
миниметрами, устройство которых отлично от описанного выше и пред-
ставлено схематически на рис. И. Шпиндель а, нижний конец которого
приводится в контакт с проверяемой поверхностью и снабжен шаровидным
наконечником, может иметь небольшое перемещение вдоль своей оси, огра-
ничиваемое винтом й. Нож b упирается с одной стороны своим острым
концом в верхний конец шпинделя, а с другой стороны — своим ребром в
поперечину с, которая может качаться около ребра неподвижного ножа f.
b
a
9~
Рис. 11. Схема устройства ин-
дикатора .миниметра" Хирт.
f
d
диНия соприкосновения b и f смещена относительно оси шпинделя, по-
этому при перемещении последнего поперечина с поворачивается, и с ней
вместе поворачивается соединенная с ней стрелка, дающая указания на
циферблате. Пружина g оттягивает шпиндель книзу.
Миниметры изготовляются для разной степени точности обмеров; и
цена одного деления циферблата у них делается от 0,02 мм (расход шпин-
деля 0,4 мм') до 0,001 мм (расход шпинделя
0,02 мм).
На шкале циферблата имеются два пере-
движных движка, установкой которых отме-
чаются пределы, допустимые для измеряемого
размера.
Пример практического применения ми-
ниметра приведен на рис. 12, представля-
ющем собой универсальный калибр - скобу
германской фирмы Фортуна, служащий
для проверки диаметров валов при их шли-
фовке, взамен предельных скоб.
Скоба имеет две шлифованных щеки, на-
клоненных друг к другу под углом в 60е;
в скобе закрепляется миниметр таким обра-
зом, что конец его шпинделя высовывается
между щек, как показано на рисунке. Для
того, чтобы измерять этим прибором диаметр
валов, его надо сперва отрегулировать по
образцовому валу, диаметр которого точно
измеряется каким-либо другим прибором и
лежит в пределах тех диаметров, которые
надо получить в шлифовке. Для этого оде-
вают скобу верхом на эталонный вал и
приводят конец шпинделя в соприкоснове-
ние с его поверхностью; зная пределы, до-
пустимые в обработке, и диаметр эталонного
вала, легко установить передвижные указатели
на циферблате соответственно допустимым
пределам. При надевании скобы на шлифуе-
мый вал по показанию стрелки можно будет
видеть, на сколько тысячных долей милли-
метра фактической диаметр не доходит до
того или иного предела. Верхний правый винт служит для закрепления
поворота верхней части миниметра в удобном положении, левый винт слу-
жит для перемещения втулки с сидящим в ней миниметром в длину, нижнее
кольцо служит для закрепления этой втулки в определенном положении.
Угол в 60° между щеками выбран потому, что при нем перемещения
конца шпинделя пропорциональны изменениям в величине диаметра вала,
касающегося щек.
§ 19. КОМПАРАТОРЫ
Другой пример применения миниметра виден на рис. 13, где представлен
компаратор фирмы Хирт, служащий для проверки в массовом произ-
водстве толщин или диаметров, Миниметр устанавливается на определен-
85
ный размер при помощи плиток Иогансона или специального калибра; тогда
при контрольных промерах изделий стрелка миниметра будет указывать
отклонения фактических размеров от этого установленного нормального
размера.
Такой компаратор можно назвать механическим по принципу его
устройства, в отличие от компаратора оптического фирмы Цейс с, пред,
ставленного на рис. 14 в своем внешнем виде и на рис. 15 в виде схемы.
Рис. 12. Скоба Хирт с миниметром, для измерения
диаметров валов.
На схеме видна, идея устройства этого прибора. Короткий шпинделек,
приводимый в соприкосновение с поверхностью измеряемого предмета, свя-
зан своим другим концом с зеркальцем, могущим поворачиваться около гори-
зонтальной оси. На это зеркальце падает изображение шкалы с делениями,
нанесенное на стекле, находящемся между окуляром и призмой. Стекло поме-
щено несколько в стороне от центральной оси прибора, так что в окуляр
оно не видно, и освещается, как показано стрелкой, от лампочки или другого
источника света с помощью зеркальца, которое видно на рис. 14 вверху
влево. Отраженное от нижнего зеркала изображение шкалы, проделав вновь
путь через объектив и призму, попадает в окуляр. Если смотреть в него,
перемещая одновременно конец шпинделечка, то можно видеть, как отражен-
ное изображение шкалы подымается и опускается. Одно деление шкалы
соответствует перемещению конца шпинделя на 0,001 мм, полный разбег—-
0,2 мм.
В работе этим компаратором пользуются так же, как описанным выше
компаратором Хирт, а именно: с помощью плиток или калибра расстояние
от предметного столика до кончика шпинделя устанавливается таким, чтобы
на отражении шкалы, видимом в окуляр, читалось показание нуль.; .Тогда
при замене калибра измеряемым предметом компаратор укажет отклонение
26
фактического размера от калибра в ту или иную сторону в тысячных долях
миллиметра.
Некоторые специальные приборы и приспособления, употребляемые при
проверке деталей, описаны в дальней-
ших главах: прибор для измерения
диаметра цилиндра — в § 49, прибор
для измерения углов — в § 39, при-
боры для измерения зубьев шестерен —
в § 82. В настоящем курсе не затраги-
Рис. 13. Компаратор
Хирт.
Рис. 14. Оптический ком-
паратор Цейсе.
вается описание многих других употребительных приборов, как например
для проверки резьб, проверки шарикоподшипников, клапанов и т. д., так
как это заняло бы слишком много места и должно составить предмет
отдельного курса.
§ 20. ПЛИТКИ ИОГАНСОНА
Для установки компараторов, про-
верки микрометров, для установки
автоматических выключателей само-
ходов станков употребляются плит-
ки Иогансена (название, приня-
тое у нас в Союзе). Плитки эти пред-
ставляют собой прямоугольные сталь-
ные призмы одинакового сечения, но
Разной высоты, отличающиеся тем, что
Две стороны призмы, отделанные чрез-
вычайно тщательно, параллельны
между собой и расстояние между ними
выдержано с весьма большой точ-
Рис. 15. Схема устройства оптического
компаратора Цейсс.
27
HOfTbio. Каждая плитка в отдельности представляет собой таким образом
нормальный калибр толщины или длины.
Благодаря исключительной отделке рабочей поверхности, две или 1
неск; лько плиток, сложенных между собой этими поверхностями, предвари-
тельно протертые бензином, прочно слипаются, как это показано на рис. 16
и общая длина сложенных плиток с большой точностью равна сумме отдель-
ных их длин. Соединение плиток между собой обусловливается тем, что
между ними благодаря совершенной поверхности, возбуждаются молеку-
лярные силы сцепления, что доказывается большим усилием, не-
обходимым для того, чтобы плитки оторвать друг от друга. Это усилие
доходит до 30 кг]сл№; если бы они слипались только потому, что между
ними удален воздух, то усилие, необходимое для отрыва, было бы не более '
1 кг 1см2.
Плитки Иогансона, в зависимости от назначения в производстве,
изготовляются разных степеней точности. По германским нормам ДИН
точность плиток должна быть
Рис. 16. Плитки Иогансона держатся силой моле-
кулярного сцепления.
такова: плитки первого сорта
точности изготовляются с до-
пуском ±0,001 мм до 100 мм
длины, свыше 100 мм до- ।
I
пуск JQ0-QQ0 длины; плитки
второго сорта точности имеют
допуск:1! 0,002 мм до 100 мм
I
длины n-gQQQQ длины свыше
100 мм; плитки третьего
сорта точности имеют до-
пуск^ 0,005 мм до 100 мм длины и "20060 ДЛИНЬ| свыше ЮО мм.
Плитки первого сорта употребляются в наиболее ответственных случаях
точных измерений, при установке приборов или проверке контрольных
инструментов. Плитки второго сорта употребляются в контрольных отделах,
плитки третьего сорта — в мастерских, например при наладке станков.
Целесообразное использование плиток для точных измерений требует
производства самих измерений при определенной температуре, при которой
плитки калиброваны, и требует весьма аккуратного обращения с ними.
Несмотря на высокую степень твердости закаленной стали, из которой они
изготовляются, их поверхность легко можно повредить, в результате чего
они перестанут слипаться и окажутся к употреблению не пригодными.
§ 21. РОПРОСЫ ДЛЯ САМОПРОВЕРКИ
I. Как расставляются станки в механическом цехе авиамоторного завода с серий-
ным выпуском продукции?
2. В чем заключаются преимущества индивидуального электрического привода
к каждому станку сравнительно с приводом от общей трансмиссии?
3. При каких условиях производство деталей моторов в механическом цехе
может быть пущено поточным порядком?
4. Какое значение может иметь учет индивидуальных свойств ответственных
деталей?
5. Каковы задачи ТНБ и отдела подготовки производства в отношении возмож-
ного увеличения выработки на станках?
6. Что ограничивает размеры сечения стружки при обдирке на токарном
станке?
7 Какоз значение Имеет гладкость обработанной поверхности для трущихся
мест деталей?
8 Из каких причин складывается неточность, получаемая в механической
обработке?
g в чем практическое удобство работы по предельным размерам?
ю". Как отразится на взаимозаменяемости введение допуска на зазор меньшего,
чем сумма допусков на неточность изготовления обеих соединяемых деталей?
11. Какое значение имеет фрикцион в головке микрометра?
12. В чем удобство микрометра с индикатором?
13. Целесообразно ли отсчитывать с помощью микрометра показания меньше
0,05 мм?
14. Почему калибры для измерения диаметров отверстий трех разных конструк-
ций: цилиндрической, плоской и штихмас, при измерении ими одного и того же
отверстия в детали, дают разные результаты?
15. Какие стороны предельных калибров больше снашиваются и почему?
16. Может ли вызвать ненадлежащая температура помещения погрешности при
производстве измерений и почему?
17. Подсчитать вероятную погрешность, обязанную ненормальной температуре
измерения при измерении стальным микрометром диаметра заточки на дюралюминие-
вом картере, имеющем размер 500 мм. имея в виду, что коэфициент линейного
расширения стали 0,000011 мм на 1°, дюралюминия 0,0000226 мм на 1°, темпера-
тура помещения в момент измерения 12°С и микрометр выверен при 20°С.
18. В каких случаях применение компараторов для контроля в производстве явля-
ется целесообразным?
ГЛАВА II
МЕХАНИЧЕСКАЯ ОБРАБОТКА
КОЛЕНЧАТЫХ ВАЛОВ
§ 22. ПОРЯДОК ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ
Коленчатые валы поступают для обработки в механический цех в виде поко-
вок, внешняя форма которых более или менее приближенно обрисовывает
окончательную форму готового вала. Поэтому объем работы, падающей
на механическую обработку, может быть отчасти охарактеризован количе-
ством металла, которое должно быть с поковки удалено путем снятия
стружки.
В табл. 7 приведены некоторые данные для валов авиамоторов, авто-
мобилей и тракторов, взятые из практики.
ТАБЛИЦА 7
ВЕСА коленчатых валов
С какого мотора вал исло колен Где произво- дилась поковка Вес по- ковки кг Вес готового вала Вес стружки в % от веса поковки
Авиамотор 450 л. с. 6 Германия 120 44 63,5
Авиамотор 400 л. с. 6 СССР 125 43,5 65
Автомобиль Линкольн 8 Америка 43,5 20,8 52
Трактор типа Интер- иационал 4 СССР 64 48,8 24
Трактор типа Фордзон 4 СССР 27,5 , П,6 40
2Э
Вес поковки зависит от приня
того метода горячей обработки;
так-например, разные методы ковки
одного и того же вала, приме-
нявшиеся у нас на разных заво-
дах, давали веса поковок: 230,
125 и 110 кг.
У валов автомобильных и осо-
бенно тракторных разница весов
поковки и готового вала не столь
велика, как в случае авиамотор-
ного вала, который изготовляется
значительно более облегченным, с
пустотелыми коренными и шатун-
ными шейками.
Как было выше отмечено, со-
противление стали резанию при
снятии резцом стружки увеличи-
вается с увеличением твердости
стали; поэтому выгодно обтачи-
вать поковку в ее возможно более
мягком состоянии, т. е. когда она
отожжена, и термическую обра-
ботку производить тогда, когда
большая часть металла, подлежа-
щего удалению, уже снята.
Если бы коленчатый вал в ре-
зультате термической обработки
не изменялся в своих размерах, то
его можно было бы в термообра-
ботку пускать механически почти
совершенно обработанным, с не-
большими лишь припусками. Но
валы в термообработке несколько
изменяют свою длину и получают
поводку (§ 126 ч. I).
Автомобильные и тракторные
коленчатые валы, которые тоже
коробятся в термообработке, пра-
вятся под прессом, и опытом уста-
новлено, что правка не уменьшает
надежности их службы. К колен-
чатым валам авиамоторов правка,
насколько нам известно, не при-
меняется и окончательные свои
размеры готовый вал получает из
покоробленной в термическом цехе
заготовки путем ее механической
обработки на станке.
Величина этого коробления
устанавливается следующим обра-
30
. вал своими крайними коренными шейками укладывается на двух призмах,
' меюших V-образные выемки и установленных на плите, и проверты-
вается от руки. В результате коробления ось вала по коренным шейкам не
оедставляет собой прямой линии, и при провертывании вала его средняя
коренная шейка дает биение.
Для коленчатого вата мотора типа Либерти, показанного на рис. 17, ве-
личина этого биения на одном из заводов получалось в пределах от 2 до 5 мм.
В отдельных случаях она может быть и больше, как это указано в § 26.
На рис. 17 внизу этот вал представлен в механически обработанном
виде, а вверху — в том виде, как он поступает в термическую обработку,
с значительными припусками, учитывающими вероятную поводку.
Термическая обработка как бы разделяет механическую на два этапа;
в § 131 ч. I была указана на примерах взаимная последовательность этих
двух видов обработки.
Порядок и содержание операций при механической обработке зависит
от конструкции вала, вида заготовки, размера производства и характера
оборудования. Чем размер производства крупнее, тем выгоднее вводить
подразделения на отдельные узкие операции, выполняемые на отдельных,
иногда специальных станках.
В табл. 8 приведены операции по механической обработке шестико-
ленчатого вала, в той последовательности, как они приняты на одном из
заводов со средним выпуском продукции (около 100 валов в месяц).
ТАБЛИЦА 8
ОПЕРАЦИИ по ОБРАБОТКЕ шестиколенчатого вала авиамотора
№ п/п. Название операции № п/п. Название операции
1 Разметка поковки по длине, раз- метка щек 15 Фрезеровка закруглений щек со стороны шатунных шеек
2 3 Отрезка концов, центровка Черновая обдирка коренных шеек и щек со стороны коренных шеек 16 Сверление отверстий для смазки в щеках, коренных и. шатунных шейках
4 Черновая обдирка шатунных шеек 17 Фрезеровка скосов шек
5 Термическая обработка 18 Подрезка концов, расточка под
6 Центровка 19 пробки
7 Предварительная обточка концов вала Обточка носовой части вала и хво- стовой части под шлифовку
8 Обточка коренных шеек и щек со 20 Обточка конуса на носке
стороны коренных шеек 21 Фрезеровка шпоночной канавки
Обточка шатунных шеек и щек со стороны шатунных шеек 22 Шлифовка коренных шеек и ко- нуса на носке
11 Первая шлифовка шатунных шеек Сверление отверстий в коренных 23 Нарезка резьбы на носовой части вала
шейках 24 Шлифовка шатунных шеек
Сверление отверстий в шатунных 25 Сверление отверстий во фланце
13 шейках 26 Полировка коренных шеек
Фрезеровка по ширине щек и ско- 27 Полировка шатунных шеек
14 сов Фрезеровка закруглений щек со стороны коренных шеек 28 Слесарная ручная отделка(снятие заусенцов и т. п.)
31
Этот план обработки относится к серийному производству и сложному
по своей конструкции валу.
Для иллюстрации связи дробления обработки на операции с масштабо|
производства можно привести следующие примеры: план обработки четц
рехколенчатого вала тракторного двигателя Интернационал, значительна
более простого, у которого щеки не обрабатываются и отверстия в шейка
не сверлятся и который производится в массовом масштабе — свыше 2000 пгт
в одну смену в месяц, — предусматривает 26 операций. Обработка колен
чатого вала на автомобильном заводе Форда, где масштаб производств
много больше, состоит из 63 операций.
Трудоемкость авиамоторного коленчатого вала типа приведенного выше
можно приблизительно оценить в серийном производстве в 50 человеке
часов, или несколько больше, в зависимости от производства. На обработк
коленчатого вала трактора типа Интернационал при массовом произ.
водстве затрачивается около 2,3 человеко-часов.
Ниже рассматриваются некоторые из отдельных операций по обработке
коленчатых валов, наиболее характерные для этих деталей.
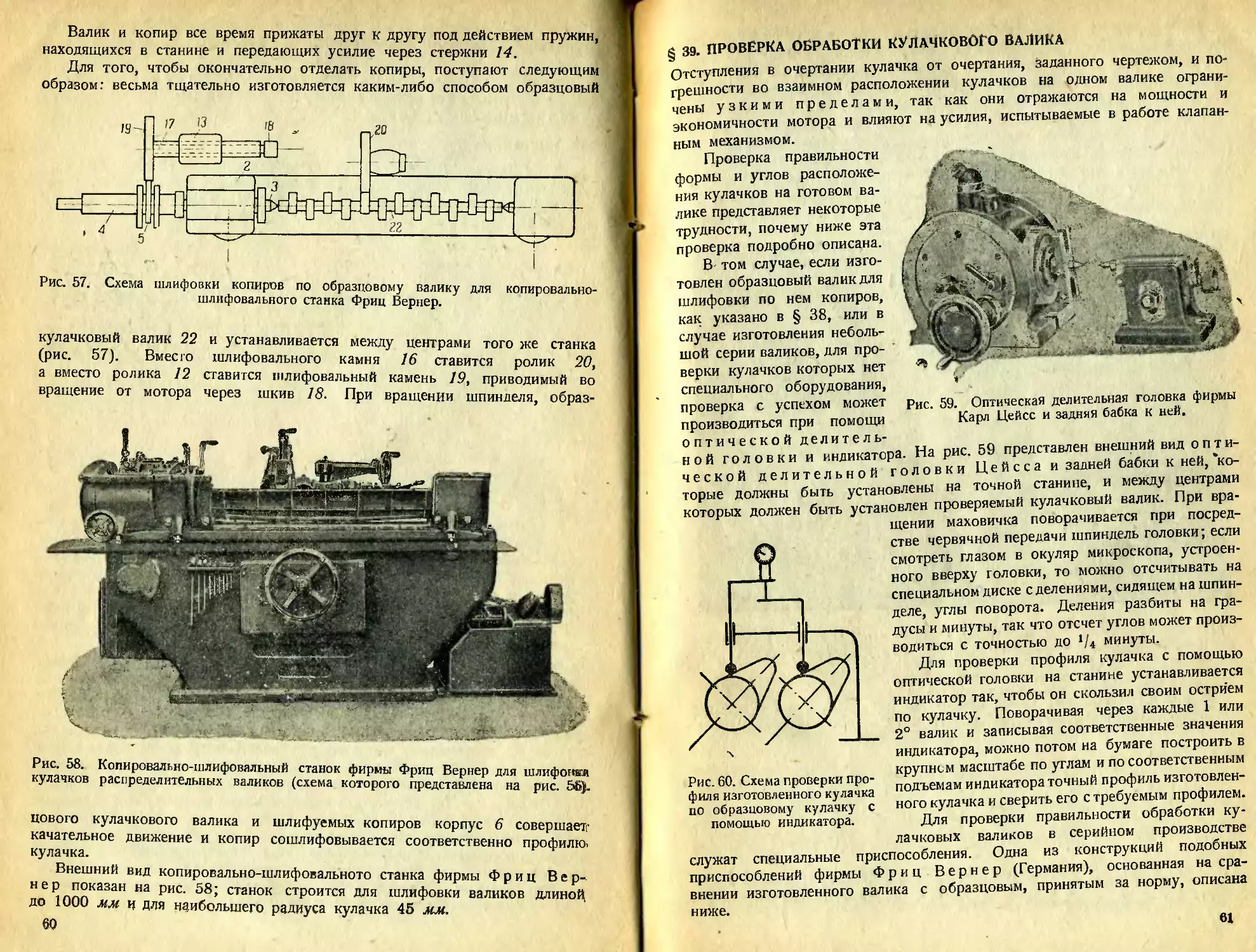
§ 23. ОБТОЧКА КОРЕННЫХ ШЕЕК
Обработка и обточка коренных шеек коленчатых валов может произво
диться на любой самоточке достаточного размера. Значительная длин!
Рис. 18. Станок фирмы Уэйке для обработки коренных шеек валов.
многоколенчатого вала, при сравнительно тонких шейках и щеках, делаег
иногда затруднительным снятие таких крупных стружек, которые могл<
бы позволить мощность станка, так как вал может скручиваться, про
гибаться, пружинить и дрожать.
Чтобы избежать этого, надо, во-первых, передавать коленчатом)
валу крутящий момент возможно ближе к тому месту, гд<
снимается стружка и, во-вторых, дать дополнительную опор)
валу по середине его длины, чтобы уменьшить прогиб вала от давле
ния резца.
На рис. 18 представлен токарный станок американского завода Уэйк<
(Wickes Brothers, Saginaw), специально оборудованный для обточки концо!
32
пенных шеек многоколенчатых валов авиамоторов в условиях их не
И *сового, а серийного производства. Станок приводится от индивиду-
ма о1о мотора мощностью 5 л. с., имеет 12 скоростей ’ для шпинделя с
^слом оборотов от 13 до 360 и 8 скоростей для передвижения супорта.
Рис. 19. Укрепление вала на станке Уэйке для обработки коренных шеек.
На рис. 19 видна особенность этого станка: коленчатый вал установ-
лен в центрах, одной из своих средних коренных шеек оперт в люнете
и при помощи особого массивного приспособления, сидящего на шпинделе,
приводится во вращение непосредственно за одну из средних шатунных шеек.
Ввиду того, что приспо-
собление сильно вынесено
вперед, он получает в своем
конце опору в своем спе-
циальном люнете.
На рис. 20 представлена
установка на супорте этого
станка нескольких резцов для
одновременной обточки раз-
ных диаметров в носовой
части вала.
§ 24. ОБРАБОТКА
Шатунных шеек
Обработку шатунных
шеек, вообще говоря, воз-
можно вести и на обыкновен-
ных токарных станках с до- Рис 20 Обработка
на станке Уэйке конца вала
“точной высотой над су- одновременно несколькими резцами.
портом, пристраивая к план-
шайбе приспособления для захвата одного конца вала, и к шпинделю задней
°абки приспособления для укрепления другого конца. Вал вместе с приспо-
соблениями должен быть при этом вывешен около оси шпинделя контр-
гРузами, прикрепляемыми к планшайбам.
Однако такое устройство позволит работать в случае длинного вала
лишь медленными темпами, так как налицо будут иметься все указанные
3 Авиамоторостроение, ч. II.
33
быте неудобства, а именно — вал будет прогибаться, пружинить и дрожа!
Поэтому для обработки шатунных шеек в производстве употребляют
специальные токарные станки.
На рис. 21 представлен станок для обработки шатунных шеек, изп
товлявшийся до прошлого года германским заводом Р ейн е кер. Стан<
Рис. 21. Станок фирмы Рейнекер для обточки шеек валов
отличается тем, что у пего одновременно приводятся во вращение обе бабв
и средний люнет, в середину вращающейся части которого зажимается вал
укрепленный концами в зажимах на планшайбах передней и задней бабки
Таким образом вал приводится во вращение сразу в трех мес-
тах, что уменьшает длину, на которой он может скручиваться и про-
Рис. 22. Ставок фирмы Шисс-Дсфрис для обточки шеек коленчатых валов.
гибаться, и позволяет вести более и н те н с и в ну ю обработку одновременно
двумя супортами.
При переходе с обработкой от одной модели вала к другой надо ме-
нять планшайбы с зажимами передней и задней бабки, так как они изго-
товляются на определенную величину радиуса кривошипа. От изготовления
34
вижнЫХ зажимов, которые можно было бы устанавливать на любой
перед завод отказался, так как погрешности, связанные с неточной уста-
РаДоЙ привели бы к неправильностям в обработке. Зажим на планшайбе
Н°П1дней бабки позволяет давать валу повороты вокруг его центральной
пеР на до, 120 или 180° для перехода от обработки одних шатунных
°СИц к другим. К'<планшайбам укрепляются кон1ргрузы, при помощи- ко-
пых вал должен быть уравновешен около оси шпинделей.
у станка, рассчитанного на наибольшую длину вала в 2000 мм и наиболь-
ший радиус кривошипа 125 мм, имеется 9 скоростей шпинделя с числами
Рис. 23. Обработка шеек коленчатого вала на станке Шисс-Дефрис.
оборотов от 12,5 до 75 в минуту и 6 подач от 0,1 до 1,25 мм на обо-
рот шпинделя. Мощность станка —5 л. с.
Этот станок, хотя и не изготовляется в настоящее время, но приводится
здесь как характерный пример осуществленной конструкции.
На рис. 22 представлен общий вид специального станка гер-
манского завода Ш и с с-Д е ф р и с, предназначенного для обработки корен-
ных и шатунных шеек коленчатых валов. У этого станка, так же как у
станка Рейнекера, описанного выше, приводятся во вращение одновременно
шпиндели обеих бабок и средний люнет, в который вал зажимается одной
из своих средних щек, как это представлено на рис. 23. При этом пере-
дача устроена таким образом, что вращение передается сперва люнету, а от
него уже вспомогательными валиками к обоим шпинделям.
Станок имеет два передних супорта внизу и два задних супорта на
Верхних параллелях и таким образом обработка может вестись одновременно
* 35
в четыре резца. Зажимы для концов вала на планшайбах могут передви-
гаться на разный размер радиуса кривошипа.
Станок отличается универсальностью в том смысле, что вс< шейки ва-
ла и прилегающие к ним поверхности щек могут быть на нем обработаны,
Станок средней модели для обработки вала длиной до 2500 мм имеет
12 скоростей шпинделя с числами оборотов от 4 до 70 в минуту и 6 по-
дач для супортов от 0,24 до 1,8 мм на 1 оборот шпинделя в продольном
направлении и от 0,13 до 1,0 мм в поперечном; станок потребляет
до 25 л. с.
У станка английской фирмы Гарднер, служащего специально дл«
обточки шатунных шеек коленчатых валов и схема которого представлещ
на рис. 24, идея приближения места снятия стружки к месту передачи
валу крутящего момента получила свое наиболее полное осуществление
Рис. 24. Схема станка фирмы Гарднер для обточки шатунных шеек
коленчатых валов.
Пустотелый сильно развитый по диаметру шпиндель 8 передней бабки 1
вращается в подшипниках, будучи приводим во вращение от электромо-
тора с помощью передачи, конечным звеном которой является шестерня
Обрабатываемый коленчатый вал всовывается внутрь шпинделя и центри-
руется в зажиме 2 крышки передней шайбы 3 шпинделя; эта шайба к те-
лу шпинделя привернута. Конец вала, находящийся внутри шпинделя, под-
держивается подвижной шайбой 4, скользящей в шпинделе, другой конеи
поддерживается центром задней бабки 5. Передняя шайба 3 имеет солид-
ные щечки 6, приходящиеся по сторонам щеки вала, подлежащего обработк
щека вала зажимается с боков болтами проходящими в щечках 6 (см. так-
же рис. 25). На супорте имеются салазки, на которых установлен в виде
стойки массивный резцедержатель 7.
На схеме рис. 24 показано положение вала при обработке его шатун-
ной шейки. Таким образом в этом станке усилие, необходимое для приве J
дения вала во вращение при его обработке, прилагается к валу непосред-
ственно вблизи самой обрабатываемой шейки, так что даже щека валг
этим усилием нагружена на минимальной длине. Это позволяет снимать hi
станке Гарднера при обработке длинных валов стружки такого размера,
каких не удается брать на других станках.
Внешний вид станка Гарднера показан на рис. 25. Основные размеры
36
а Гарднера (средняя модель В) таковы: диаметр отверстия в шпин-
СТ р 560 мм, наибольшее расстояние от сеоедины резца до подвижной
ДеЛ«бы в ее крайнем положении 1435 мм, наибольшее расстояние от сере-
111 пезца до центра задней бабки 1708 мм,, число скоростей шпинделя 8,
дИНЫ н
потребляемая мощность до 17 л. с.
На рис. 25 видны установленные на супорте: передний резцедержа-
тель и сзади вспомогательный супорт. Передний резцедержатель несет ре-
зец Для обдирки; на том же супорте устанавливается задний резцедержа-
тель* которого на рис. 25 не видно (он снят) и на котором укрепляется
отделочный резец. Вспомогательный супорт имеет каретку, передвигающуюся
вдоль оси обрабатываемого вала, на которой устанавливается резец для
обточки торцов щек вала.
Рис. 25. Станок Гарднер для обточки шатунных шеек коленчатых
валов.
Передвижение резцов для обработки шеек происходит только в направ-
лении, поперечном к оси шпинделя, так как резец захватывает сразу всю
Ширину шейки; это передвижение производится самоходом. Передви-
жение каретки вспомогательного супорта производится вдоль станка само-
ходом. Ручные маховички блужат для передвижения резцов от руки; при
этом делениями отмечается подача резца на каждые 0 0127 мм (0,0005").
Число подач для каждого из супортов — две.
Таким образом шатунная шейка может быть с Одной установки обо-
драна и отделана под шлифовку.
Станок Гарднера служит для обточки лишь шатунных шеек вала; для
Дозможности установки вала у него должны быть предварительно точно
обработаны коренные шейки с прилегающими к ним сторонами щек и
Щеки с боков по своей ширине должны иметь более или менее правиль-
ную форму (из штамповки или последующей механической обработки) для
их закрепления.
После обработки на станке Гарднера шатунные щейки получают
Щдифовку,
87
§ 25. ОБТОЧКА ШЕЕК ВАЛОВ
ПРИ КРУПНОМ МАСШТАБЕ ПРОИЗВОДСТВА
Большие масштабы производства автомобилей потребовали создания дл!
обработки автомобильных коленчатых валов станков высокой про из
вод ит ел ь ноет и; автомобильные валы получают незначительные припуск,
на механическую обра-
Рис. 26. Обработка первой и восьмой шеек восьми-
коленчатого вала на станке Дуплекс фирмы Уэйке.
Рис. 27. Обработка четвертой и пятой шеек восьми-
коленчатого вала на станке Дуплекс фирмы Уэйке.
ботку (заготовка штам
пованаяд имеют сравни-
тельно небольшую длину
и иногда щеки с боко-
вых сторон вовсе обра-
ботке не подвергаются
Станки для массовой
производства отличаюта
обычно тем, что он;
имеют в виду изготовле-
ние вала одной опреде-
ленной конструкции и
размеров и для перехода
на другую модель вала
или вовсе непригодны или
требуют новых зажим-
ных патронов и супортов.
При крупных масштабах
производства авиамото-
ров применение подоб-
ных станков соответству-
ющего размера мож<
быть
целесообразно
И ДЛЯ
авиамоторных коленча-
тых валов, почему н<
основных сторонам
устройства этих станкот
вкратце остановимся.
На рис. 26 предста-
влено закрепление вал;
на полуавтоматическо'
станке „дуплекс" фирме
Уэйке, ведущем обра-
ботку одновременно дву
шеек при помощи четы
рех резцов по два н.
каждую шейку, один спереди и один сзади, причем оба передних резп,
закреплены в общих салазках и получают одновременную одинаковую по
перечную подачу, также и оба задних. Зажимные патроны, укрепленные н
шпинделях обеих бабок, передней и задней, передают вращающий момен
валу через щеку, соседнюю с шейкой, подвергаемой обработке; привод н.
оба шпинделя одновременно.
Таким образом на станке можно обработать лишь 2 шейки, и для каж
дой пары остальных шеек необходимо иметь по специально оборудован
38
ному станку > ПРИ этом станок оборудуется лишь для обработки определен-
ной модели вала. На рис. 26 показан станок для обточки первой и вось-
мой шеек восьмиколенчатого вала, на рис. 27—для обточки четвертой и
пяТОй шеек. Станок рассчитан на длину вала около 1100 мм и потребляет
до 20 л. с.
Аналогичные станки строят многие заводы.
Завод В а л ь к о т изготовляет специальные станки, которые одновремен-
но обрабатывают все-шейки вала, причем резцы совершают при посред-
стве специальных механизмов сложное движение, следуя за движениями
кривошипа, сохраняя постоянным угол резания и получая необходимую
подачу. Такие станки строятся для определенной модели коленчатого вала,
рассчитаны на массовый их выпуск и отличаются весьма большой произ-
водительностью.
§ 26. СВЕРЛЕНИЕ ПРОДОЛЬНЫХ ОТВЕРСТИЙ В КОРЕННЫХ ШЕЙКАХ
Сверление продольных отверстий в коренных шейках можно производить
на достаточно длинной самоточке, укрепив один конец вала в патроне или
специальном зажимном приспособлении, насаженном на шпиндель и оперев
другой конец шейкой в люнет. Сверло, точно направляемое перед концом
вала кондуктором, укрепленным на станине, может подаваться при помощи
специального приспособления или же, будучи укреплено в стойках на су-
порте, может подаваться самоходом вместе с супортом. Но подобная ра-
бота невыгодна, так как в первом случае будет итги медленно, а во вто-
ром случае станок будет работать в весьма неблагоприятных условиях:
давление на сверло, будучи направлено по оси шпинделя, вместе с тяговым
усилием по винту даст значительный по величине момент,
изгибающий станину.
Поэтому подобная работа обычно производится на специальных
горизонтально-сверлильных станках, в которых механизм,
передающий тяговое усилие, располагается возможно ближе к оси шпинделя
и в одной с ним осевой плоскости станка.
Такой станок германского завода Магдебург представлен на
рис. 28.
Сверление центральных продольных отверстий в коренных шейках на
горизонтально-сверлильном станке можно вести двумя способами: первый —
вращается вал, подается сверло; второй — вращается сверло, подается
вал.
К этим двум способам можно присоединить третий возможный способ
сверления под вертикальным сверлильным станком; в этом случае будет
вращаться и подаваться сверло, а вал будет неподвижным. Второй и тре-
тий способы следует признать не дающими необходимой точности, так как
во всех случаях сверления длинных отверстий в невра-
Шающемся предмете сверло уводится в сторону на более
или менее значительную величину. Поэтом}' второй способ, пред-
ставленный на рис. 28, рекомендовать нельзя. На этом же станке сверле-
ние следует вести по первому способу, и в этом случае сверло укрепляется
в супорте, как это показано на рис. 29 (показано короткое сверло) и
перед самым валом направляется особым кондуктором, укрепленным на
станине.
Горизонтально-сверлильные станки в Германии изготовляются фирмами
Людвиг Лёве, Бёрингер и Магдебург.
;’Э
Рис. 28. Горизонтальный сверлильный станок фирмы Магдебург; установка на станке^коленчатого вала для сверления
отверстий коренных шеек, по схеме „вращается сверло, подается зал’, которая не рекомендуется для данной операции.
Станок Магдебург, представленный на рис. 28, марки Z ВВ имеет
ледуюШие основные размеры: высота ^центров 300 мм, длина сверления
/пОдача стола) 2200 мм, число скоростей шпинделя 12, с числом оборотов
оТ 7,5 до 340. Длина станины 6500 мм, потребляемая мощность до 10 л. с.
Подача стола осуществляется при помощи шестерни, ось которой зак-
реплена в супорте и которая катится по рейке, укрепленной в выемке сга-
0йНы между параллелями.
Сверление обычно производится при помощи сверла пушечного
типа.
Рис. 29. Супорт станка Магдебург с установленной на нем державкой для
сверла, для случая сверления вращающейся детали.
§ 27. СВЕРЛЕНИЕ ПРОДОЛЬНЫХ ОТВЕРСТИЙ
В ШАТУННЫХ ШЕЙКАХ
Сверление продольных отверстий в шатунных шейках можно вести только
при вращающемся сверле. Погрешность, связанная с уводом отверстия в
сторону, в данном случае практического значения не имеет, так как длина
отверстия невелика.
Для этой операции применяются следующие станки: а) вертикально-
сверлильные, например радиальные, б) горизонтально-сверлильные станки
типа описанного выше или горизонтально-расточные станки (§ 87), в) спе-
циальные мноюшпиндельные станки.
На заводе Л о р э н-Д и т р и х операция сверления шатунных шеек про-
изводится под радиально-сверлильным станком. Вал опускается в
особое углубление в полу, так как иначе высота подъема шпинделя оказа-
лась бы недостаточна. Щека вала, соседняя с той шейкой, в которой про-
изводится сверление, опирается на специальное приспособление, имеющее
кондуктор для направления сверла.
На рис. 30 представлено сверление на горизонтально-сверлиль-
ном станке первой и шестой шатунных шеек шестиколенчатого вала.
Последний укреплен на столе станка, показанного на рис. 28; сверло
вращаемся и направляется перед самым отверстием кондуктором, установ-
ленным на столе. Аналогичным образом сверлятся и остальные шейки
(рис. 31),
Г
Завод Испано-Сюиза применяет для сверления продольных отве
стий в шатунных шейках своих шестиколенчатых валов специальный м н о г
шпиндельный станок, представленный на рис. 32. Станок име
6 шпинделей по 3 в каждой шпиндельной головке, причем они распол
жены так, что их оси совпадают с осями шатунных шеек. Вал укрепляет
Рис. 30. Установка на столе горизонтально-сверлильного станка коленчатого
для сверления отверстий в первой и шестой шатунных шейках.
Рис. 31. Установка на столе горизонтально-сверлильного станка коленчатого ва
для сверления отверстий во второй и пятой шатунных шейках.
Рис. 32. Специальный станок фирмы Испано-Сюиза для сверления с одной
установки вала отверстий во всех шести шатунных.шейках коленчатого вала.
на станине неподвижно, при сверлении подаются супорта с бабками.
одной установки вала, но с нескольких
операций,
связанных
со смено
режущего инструмента, отверстия шатунных шеек просверливаются,
тываются и в них обрабатываются конусные поверхности под пос
заглушек.
42
развер
Понятно, что такой станок значительно ускоряет обработку, срав-
к1!тельно со станком одношпиндельным, работающим в одно сверло. Уско-
рение обработки происходит также благодаря тому, что в первом случае
вся обработка происходит с одной установки. Недостатком станка
является то, что он пригоден для обработки вала лишь одной определен-
ной модели. Изготовление подобного станка не представляет больших за-
труднений для моторных заводов, своими средствами изготовляющих к стан-
кам сложные приспособления.
§ 28. ШЛИФОВКА ВАЛОВ
Шлифовка шеек коленчатых валов производится на к р у г л о-ш л и ф о в а ль-
ных станках более или менее крупного размера в зависимости от размера
вала. Станки для шлифовки шатунных шеек должны иметь специальные
зажимные патроны, подобно станкам для обточки этих шеек, и устраиваются
с приводом на обе бабки для уменьшения эффекта скручи-
Рис. 33. Станок фирмы Рейнекер для шлифовки шеек коленчатых валов.
вания вала и обеспечения большей точности шлифовки. Камень по
своей ширине обычно бывает меньше, чем длина шейки и во время работы
получает продольную подачу самоходом.
Станки для шлифовки шеек автомобильных коленчатых валов в массо-
вом производстве снабжаются иногда шлифовальными камнями такой тол-
щины, чтобы сразу брать всю длину шейки, ‘ем достигается увеличение
производительности станка; профиль камня п, и этом надо часто проверять
алмазом.
На рис. 33 представлен станок для шлифовки шеек валов завода
Рейнекер (Германия). Станок имеет привод на обе бабки, переднюю и
заднюю, от электромотора в 1 л. с. постоянного тока, число оборотов ко-
торого можно регулировать; вращение камня от отдельного мотора в 12 л. с.
с регулировкой числа оборотов мотора от 900 до 1400 в минуту. Диаметр
шлифовального камня 800 мм. Этот станок позволяет установку вала до
1500 мм длиной.
На рис. 34 представлен станок для шлифовки шеек валов завода
На кс ос-Ун и он (Германия); станок также имеет привод на две бабки, и
Движение камню и валу сообщается от разных моторов. Завод строит та-
кие станки разного размера, вплоть до шлифовки валов дизелей.
Аналогичные станки изготовляются многими заводами: Нортон (Аме-
рика), Лэндис (Америка), Черчиль (Англия), Вернер (Германия)
и другими.
43
§ 29. НЕКОТОРЫЕ ДЕФЕКТЫ ВОЗМОЖНЫЕ В ШЛИФОВКЕ
При шлифовке в центрах коренных шеек коленчатого вала необходимо
обращать внимание на то, чтобы вал не был сжат по своей
Рис. 34. Станок фирмы Наксос Унион для шлифовки шеек коленчатых валов.
длине центрами, так как вал в этом случае может получить^п'ро-
дольный изгиб. Если это произойдет, то после шлифовки коренных
шеек, до снятия вала с центров, оси всех прошлифованных- шеек будут
совпадать, но как только центра отпустить — вал распрямится, примет свое
После обработ-
ки до снятия со
станка.
После снятия
со станка.
Рис. 35. Схема образования дефекта при
шлифовке в виде .изгиба оси вала", вслед-
ствие слишком сильного зажатия детали
в центрах,
первоначальное поло- I
жение и окажется, что I
оси всех коренных шеек I
не совпадают, а обра- I
зуют вогнутую линию. I
Последовательные
стадии образования та- I
кого дефекта показаны I
на схеме рис. 35.
В случае, если вал
сперва не был туго за- I
жат в центрах, но вслед-
ствие н е д о с т а т о ч- I
ного охлаждения
водой при шлиф овке I
нагрелся, удлинился и I
вследствие этого уперся I
в центра и получил I
изгиб — он также ока- ]
жется после шлифовки j
имеющим как бы изог- 1
нут>ю центральную ось. 1
При проверке валд на
плите способом, опи- I
санным’в § 33, можно 1
будет [в этом- случае I
44
отметить биение средней шейки. Указанный недостаток встречается довольно
часто и поэтому все готовые валы проверяются на биение.
Попутно следует отметить одно любопытное явление, которое замечено
на валах Либерти: вал, положенный на две опоры под крайние шейки, по-
лучает под действием собственного веса по истечении нескольких часов
остающуюся деформацию — прогиб. Величина этого остающегося про-
гиба оказалась равной 0,02 мм за 16 часов. За неделю лежания в таком
положении вал может получить прогиб в 0,075 мм. Причина этого явле-
ния не выяснена, но невидимому величина прогиба зависит от конструк-
ции вала.
Рис. 36. Стойка для хранения валов.
Хранить обработанные коленчатые валы у станков или на складе.надо
так, чтобы прогиб был возможно меньшим, например укладывая их гори-
зонтально в стойках с опорами под третью и шестую коренные шейки
(валы Либерти) или устанавливая валы наклонно в специальные козла, как
это рекомендует завод Лор эн (рис. 36).
В случае шлифовки цементированных шеек вала при недостаточном
охлаждении шейки и сильных местных нагревах возможно образование в це-
ментованном слое мелких трещин; эти трещинки заметны лишь при тща-
тельном рассмотрении их в лупу. Наличие таких даже мало заметных тре-
щинок на нагруженной части детали может повести в процессе работы к
развитию трещины и поломке, как это можно видеть из следующего при-
мера.
На цементированных щеках коленчатого вала (рис. 37), с авиэточного
мотора Черуб завода Бристоль (Англия) мощностью 3? л. с. были
Отмечены маленькие волосные трещинки в цементированном слое,
45
расположенные как указано на рис. 38. Вал через 36 часов работы мотору
сломался в щеке, причем излом имел „усталый" вид (рис. 39) и начал?
излома шло из развития упомянутых поверхностных трещинок. Подобные
же трещинки были обнаружены также на втором коленчатом валу мото-
ра, еще не бывшего в работе.
Кроме шеек и конусной части носка вала, в некоторых валах подвер.
гаются шлифовке торцовые^стороны щек; примером могут служить валы
авиамоторов типов F и Н завода Р о л ь с-
Ройс, который применяет для этой цели
специальное приспособление
шлифовальному станку.
иЗГ'С'^
Рис. 37. Коленчатый вал авиэточного мотора
» Черуб завода Бристоль.
Рис. 38. Мелкие трещины в
цементованном слое металла на
щеках вала мотора Черуо.
§ 30 ПРИТИРКА И хонинг
Значение приработки трущихся поверхностей мотора было изложено выше,
в § 12. В качестве дополнительной операции, дающей приблизительно
тот же эффект, что и приработка на моторе, для шеек коленчатых валов
применяется на некоторых авиамоторных заводах (например, у Р о л ь с-Р о й с)
притирка на особых станках с помощью чугунных или же свинцовых
Рис. 39. Вид излома щеки вала мотора Черуб.
колодок. Эта операция носит также название л а п и н г; станки для при-
тирки шеек валов изготовляются несколькими заводами, например Валь кот
(Америка), Нортон (Америка) и др.
В последние годы взамен такой притирки начала .применяться анало-
гичная операция хонинг (у нас называется иногда доводка), причем
вместо металлических колодок употребляются бруски из искусственного
шлифовального камня. Несколько таких брусков (например 4) укрепляются
в оправках, так что образуется нечто вроде вкладыша, раскрывающегося
на две половинки и обхватывающего шейку вала ; бруски располагаются
вдоль шейки.
46
На рис. 40 показан станок для операции хонинга шеек коленчатых ва-
нов фирмы С к р э н е р (Америка). Обработке.подвергаются одновременно все
шейки как коренные, так и шатунные; коленчатый вал вращается и кроме
тоГо получает вдоль своей оси
передвижение взад и вперед на
небольшую величину около 3 мм.
Оправки с камнями, охваты* ающие
шатунные шейки, удерживаются
от вращения особыми шатунами.
Обе половинки оправки сжимают
шейку с определенным усилием,
которое можно регулировать.
Операция хонинга произво-
дится до полного вывода на шей-
ках царапинок, оставшихся как
след шлифовки камнем; на полу-
чение чистой отделки с наимень-
шей затратой времени влияют
следующие факторы: 1) размер
зерна камня, 2) твердость этих
зерен, 3) усилие, с которым
бруски прижимаются к шейке, и
4) скорость вращения вала, кото-
рые подбираются в зависимости
от материала вала, толщины слоя,
подлежащего снятию, и тщатель- Рис. 40. Станок фирмы Скрэнер для хонинга
ности предшествовавшей шли- шеек коленчатых валов.
фовки.
Для исправления неравномерного износа брусков служит специальный
правильный аппарат с алмазом.
Операция хонинг применяется к шейкам валов на некоторых авиамотор-
ных заводах, например у Испано-Сюиза.
§ 31- СТАТИЧЕСКАЯ И ДИНАМИЧЕСКАЯ БАЛАНСИРОВКА
КОЛЕНЧАТЫХ ВАЛОВ
Если центр тяжести вращающейся детали, например шкива, не лежит точно
на геометрической оси вращения, то на опоры вала, на котором сидит
шкив, будет действовать центробежная сила, величина которой пропор-
циональна квадрату чисел оборотов, пропорциональна
массе шкива и пропорциональна смещению центра тяже-
сти. Центробежная сила как бы приложена к центру тяжести и направлена
по радиусу от оси вращения кнаружи. При значительной величине этой
Центробежной силы на вал и на подшипники ляжет дополнительная нагрузка,
все время меняющаяся по направлению, благодаря чему появится вибрация
всей установки. Особенно большое значение такая неуравновешенность шки-
ва или другой вращающейся детали будет при высоких числах об о-
ротов.
Для устранения неуравновешенности в случае тела, приближающегося по
своей форме к диску, т. е. длина которого по оси вращения неве-
лика сравнительно с диаметром, прибегают к операции статической
балансировки. Сущность этой операции поясняется схемой рис. 41.
47
Рис. 41.
Рис. 42
балансировки еще недостаточно
хода без вибраций; здесь требуется
Предположим, что имеется диск, могущий перекатываться по горизон.
тальной плоскости и у которого центр тяжести не совпадает с осью; оче-
видно, что диск будет перекатываться по плоскости до тех пор, пока центр
тяжести не займет самого низкого положения, т. е. диск не перейдет из по.
ложения 1 в положение 2 рис. 41. Если в цилиндре на диаметре ав со
стороны в высверлить столько металла, чтобы центр тяжести переместился
и пришел в совпадение с осью диска, то тогда окажется, что в любом по. ,
ложении на плоскости
он будет устойчив и
не будет стремиться
перекатываться. •
Подобный спосоЯ
проверки уравновешенЛ
ности применяется к
шкивам, маховикам, '1
крыльчаткам вентиля- I
тора или центробеж- 1
ного насоса, пропелле- ;
ру, собранному вместе со втулкой, и т. д. Детали плотно сажаются на точно I
шлифованную ось или на специальные разъемные, взаимно центрирующиеся
оправки, которые своими концами кладутся на горизонтально расположен- 4
ные линейки. Путем снятия металла или постановки прокладки в том или 1
ином место достигается статическая уравновешенность.
Аналогичным образом
можно проверить также
целый коленчатый вал. Одна-
ко для деталей, име-
ющих значительную
длину по оси, сравни-
тельно с диаметром,
как коленчатый вал,
якорь динамомашины, ротор
турбины, барабан молотилки
и т. д. — статической
для получения ровного
также динамическая балансировка.
Необходимость ее поясняется из нижеследующего. Предположим, что
имеется барабан, представленный на рис. 42, изготовленный совершенно
точно из однородного материала; такой барабан будет около своей оси
аб вполне уравновешен, так как его центр тяжести о будет находиться на
этой оси. Если теперь в местах в и г, лежащих в одной плоскости с осью,
добавить по одинаковому грузу qq. то центр тяжести не изменит своего
положения, и при проверке на статическую уравновешенность барабан
окажется вполне уравновешенным. Между тем если такой барабан с добав-
ленными грузами пустить во вращение, то грузы в в и г дадут неуравно-
вешенные центробежные силы р, направленные в разные стороны и обра-
зующие обе вместе неуравновешенную пару сил с плечом I, которая
вызовет вибрацию и тряску всей установки. Для того чтобы этой
тряски избежать, необходимо, чтобы не только центр тяжести лежал на
оси вращения, но также чтобы не было никакой не уравновешенной
пары сил.
48
Таким образом задача статической балансировки детали
сводится
q к о л ь к о
ти центр тяжести в совпадение
Задача же динамической балансировки
к о м у уравновешиванию детали,
шести пришел бы в совпадение
та-
т я-
и в
о т
или снимаемых
о р и е н-
дл и н е
диску,
поэтому
опера-
к определению того, где по окружности и
металла надо снять или добавить, чтобы привес-
с осью вращения.
сводится к
при котором центр ее
с осью вращения, как
случае статической балансировки, но с тем отличием
последней, ч т о р аз м е ще н и е добавляемых
масс металла должно быть определенным образом
тировано относительно центра тяжести также по
оси, а не только по окружности.
В деталях, приближающихся по своей форме к плоскому
плечо возможной неуравновешенной пары сил мало (плечо I мало ,
ею пренебрегают и ограничиваются одной статической балансировкой.
Коленчатые же валы авиамоторов, автомобилей и трак-
торов на всех лучших заграничных заводах проходят и
статическую и динамическую балансировку (в одну
цию), осуществляемую на специальной машине для балансировки.
Ниже дано описа-
ние принципа устрой-
ства машины Гишольт
для одновременной ста-
тической и динами-
ческой балансировки.
Идея,
основу балансировки
на этой машине, пояс-
няется следующим при-
мером.
Представим себе,
что имеется пустотелый
цилиндр (рис. 43) с толстыми стенками и осью вращения
не уравновешен ни статически, ни динамически, потому что
него сосредоточена излишняя масса весом, предположим, в
положенная в
аб, что он
в месте А у
_________г ____ ± 60 г. Оче-
видно, что если с противоположной стороны диаметра в месте Б добавить
60 г, то будет достигнута полная уравновешенность. Но этого можно
достичь также иным путем: добавлением в В 40 г и в Г 20 г. Действи-
тельно, равнодействующая даваемых ими при вращении центробежных сил
пройдет по направлению АБ, будет направлена в сторону, противополож-
ную центробежной силы от массы, сосредоточенной в А, и будет равна ей
по величине. Если бы мы в В и Г добавили по 30 г, то получили бы
только статическую уравновешенность, а динамически цилиндр остался
бы неуравновешен. Места В и Б для добавочных масс могут быть выбраны
произвольно, но величины помещаемых в них масс должны быть обратно
пропорциональны расстояниям от АБ для получений полной уравно-
вешенности.
Схема машины Г и ш о л ь т представлена на рис. 44. На станине Р на
ножах, служащих опорой, лежит рама В, соединенная тягой L с плоской
пружиной S, закрепленной другим концом в станине станка. На раме В на-
ходится бабка Е, в подшипниках которой помещается шпиндель с диском К.
4 Авиамоторостроекие, ч. П.
деталь, представленная на рисунке — для простоты
с двумя муфтами с и d; вал лежит в люнетах и приводи^
во вращение от шпинделя, который в свою очередь может
во вращение фрикционным зацеплением от электромотора, ца
показанного. Проверка уравновешенности вала производится
следующим образом: валу
сообщается некоторая скц-
рость вращения, после
чего мотор выключают и
число оборотов вала вслед-
ствие трения в подшип-
никах бабки и люнета# »,
постепенно уменьшается.
Если вал уравновешен, то i
это уменьшение скорости
вращения проходит спо-
койно; если же вал не
уравновешен, то неуравно- I
вешенные центробежные I
силы будут передаваться |
в виде вибраций на раму, а через нее на плоскую пружину, и
ходе через определенную скорость вращения, соответствующую
ному периоду колебаний пружины, вибрации станут сильными и
их можно будет отметить по
На диске К имеется диа-
метральный прорез в виде
паза, в котором можно пере-
двигать пэлзун W, имеющий
определенный вес, и в лю-
бом положении по радиусу
закреплять; диск К можно
относительно остальной части
шпинделя поворачивать на
любой угол, отсчитывая углы
поворота. Передвижением
ползуна и поворотом диска
можно добиться того, что
вал вместе со шпинделем и
диском окажется динамически
Проверяемая
гладкий вал
ся поводком
приводиться
рисунке не
Рис. 44. Схема устройства станка фирмы Гишольт
для динамической балансировки.
при про-
собствен-
величину
указателю на конце рамы.
Рис. 45. Станок фирмы Гишольт для динамической
балансировки коленчатых валов.
уравновешенным; по поло-
жению ползуна и углу по-
ворота диска можно уста-
новить размер поправки на
снятие металла и ее угловое положение; эта поправка выражается у
Гишольта в произведении унний на дюймы. Размер массы, подлежащей сня-
тию, зависит от того расстояния по радиусу от оси, в котором ее желательно
снимать; с другой стороны, он определяется отношением расстояний по
длине оси вала места, намеченного исправлению, М и ползуна W от верти-
кали, проходящей через ножевую опору рамы.
После того как вал в таком положении вы б ал а н си р о в ан, т. е. он
спокойно проходит критическое число оборотов при положении пол-
50 1
зуна, установленном на нуль, вал Перевертывают, соединяя со шпинделем
другим концом, и операцию повторяют.
На рис. 45 показан внешний вид балансирной машины Г и ш о л ь т а. Кри-
тическое число оборотов, т. е. соответствующее тому, при котором отме-
чается неуравновешенность, у этой машины около 100 в минуту. На прак-
тике проведение балансировки упрощается наличием у машины ряда вспо-
могательных устройств и приспособлений для подсчетов и определения ве-
личины и места поправки.
Машины для балансировки коленчатых валов изготовляются также аме-
риканскими-фирмами Ле-Блонд, Нортон, Ольсен, германскими фир-
мами Шенк, Лозенгаузен и другими.
Рис. 46. Коленчатый вал мотора Юпитер в собранном виде.
I
Рис. 47. Передняя и задняя половинки коленчатого вала мотора Юпитер.
§ 32. ИЗГОТОВЛЕНИЕ РАЗЪЕМНЫХ КОЛЕНЧАТЫХ ВАЛОВ
У некоторых звездообразных моторов коленчатые валы делаются разъем-
ными. На рис. 46 представлен такой разъемный вал мотора Юпитер VI
в собранном виде и на рис. 47 показаны в разобранном виде обе поло-
ловинки вала.
У этого вала в задней щеке имеется отверстие, в которое проходит
конец шатунной шейки передней части вала, причем верхняя часть щеки
51
над отверстием прорезана так, что при стягиваний болтом конец шейки
зажимается. На последнем имеется прорезь для шпонки, а в отверстии щеки
при ее обработке вырезывается выступ шпонки.
Это соединение представляет собой весьма ответствен-
ное место и обрабатывается с большой тщательностью;
отверстие в щеке сперва сверлится, потом долбится и подвергается оконча-
тельной калибровке с помощью броши на протяжном станке (см. § 65)
(проходится тремя брошами), причем разбег допуска в ширине шпонки со-
ставляет всего 0,015 мм.
Обе половинки вала после соединения их подвергаются дальнейшей ме-
ханической обработке в спаренном виде и являются невзаимозаменяе-
мыми с половинками других валов.
§ 33. ПРОВЕРКА ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА
Качество материала коленчатого вала проверяется дважды: после произ-
водства поковки и ее отжига от специального припуска с конца коленча-
Рис. 48. Коленчатый вал при проверке индикатором биения средней шейки и носка-
того вала отрезается брусок, из которого изготовляются образцы для ис-
пытания на растяжение и на удар, с расположением в образце волокон
вдоль и поперек оси образца. Вторично такие же образцы вырезаются из
оставшейся части припуска, после полной термической обработки вала.
В термическом цехе проверяется на твердость по Бринеллю однород-
ность в термической обработке вала по его длине, на разных щеках; раз-
ница в диаметрах отпечатка не должна превосходить определенной установ-
ленной в технических условиях величины. После термообработки проверяет-
ся также микроструктура стали, и вал подвергается внешнему осви-
детельствованию на отсутствие закалочных трещин и других пороков, а так-
же проверяется на биение, как указано на рис. 48.
После полной механической обработки производится проверка геомет-
рических размеров вала, причем отмечаются: диаметры каждой шейки в
двух сечениях по длине шейки по двум взаимно-перпендикулярным направле-
ниям, откуда определяется отклонение размера от норм, овальность и
конусность. Правильность конуса на носке вала проверяется по краске
и стандартному кольцу с коническим отверстием. Проверяются размеры
щек, ширины шеек, диаметр отверстий в шейках, резьбы и ряд других мест
52
в зависимости от конструкции. Кроме того, обязательно проверяется
фактическое расстояние Осей коренных и шатунных шеек и величина биения
вала, уложенного на крайние коренные шейки и отмеченная на средней
шейке (рис. 48).
Готовый вал подвергается тщательному внешнему освидетельствованию
с применением лупы для проверки отсутствия закалочных трещин, плен,
так называемых флокенов, которые выходят на поверхность вала в виде
коротких волосных трещинок и других пороков.
§ 34. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Почему значительную часть механической обработки коленчатого вала авиацион-
ного мотора приходится проводить после его термической обработки?
2. Какие преимущества дает такое устройство токарного станка для обточки
валов, при котором расстояние от места снятия стружки до места передачи валу
от шпиндгля крутящего момента возможно мало ?
3. Почему можно считать, что у станка Гарднрр эта идея получила наиболее
полное осуществление ?
4. Какими способами можно сверлить центральные отверстия в коренных
шейках вала ?
5. Какой способ сверления длинных отверстий является наиболее точным и
почему ?
6. Какими способами можно сверлить отверстия в шатунных шейках вала и
какие способы применяются на практике?
7. Какой дефект может произойти при шлифовке при слишком сильном на-
жатии вала центрам задней бабки ?
8. Какой дефект может произойти при шлифовке цементированного вала при
неправильных условиях работы ?
9. Для какой цели применяется операция притирки шеек и хонинга шеек?
10. В чем заключается статическая неуравновешенность вала?
11. Как производится статическая балансировка?
12. В чем заключается динамическая неуравновешенность вала?
13. В чем состоят главные операции по проверке качества вала?
ГЛАВА 111
МЕХАНИЧЕСКАЯ ОБРАБОТКА
КУЛАЧКОВОГО ВАЛИКА
§ 35. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
Примерная последовательность основных операций по обработке кулачкового
валика при его изготовлении из круглой заготовки с высаженным на конце
флянцем указана в табл. 9 на стр. 54. <
В указанные в табл. 9 операции не вошел ряд вспомогательных опера-
ций, как шлифовка под люнет, нарезка во внутреннем отверстии резьбы
для постановки центров и др. Для пояснения приведенного перечня операций
служит схематическое изображение на рис. 49 последовательной обработки
Двух соседних пар кулачков и участка валика, приходящегося между ними,
причем под соответствующими эскизами поставлены операции по табл. 9.
Общее время, затрачиваемое на обработку валика, за-
висит от масштаба и методов производства и характера
заготовки, также как и в случае обработки других деталей. Из табл. 9
можно видеть, что термическая обработка валика является одной из
последних операций и предшествует шлифовке шеек и кулачков. Валик
при его термической обработке ведет, и иногда весьма сильно, но правка
на станке эту поводку позволяет исправить. Такая правка считается по
63
ТАБЛИЦА 9
Основные операции по обработке кулачкового валика
I № опер. Название операций опер. Название операций
1 Отрезка концов поковки 10 Фрезеровка кулачков
2 Центровка 11 Первая шлифовка кулачков
3 Обдирка между кулачками 12 Цементация
4 Проточка концов 13 Центровка и правка
5 Высверливание внутреннего отвер- 14 Окончательная прорезка и подрезка
стия кулачков, обточка флянца
6 Проточка верха кулачков, проточка 15 Сверление отверстий для смазки
между кулачков и их А подрезка 16 Термообработка
с одной стороны 17 Правка
7 То же с другой стороны 18 Шлифовка шеек и флянца
8 Проточка шейки между кулачками 19 Шлифовка кулачков
под шлифовку 20 Сверление во флянце отверстий
9 Прорезка кулачков 21 Зачистка и слесарная отделка
Оп.З On В
Оп.5 Оп.8
Оп.6 On/О
0п7 Оп.И
Рис. 49. Схема переводов при обработке кулачков (к табл. 9).
54
отношению к валику, изготовляемому из мягкой цементуемой стали, допу-
стимой и применяется почти на всех заводах.
Необходимо упомянуть о том, что в процессе цементации науглероживанию
подвергаются только самые кулачки; для того чтобы остальные части ва-
лика не науглероживались, их перед цементацией покрывают защитным
слоем — обычно медью, гальваническим путем. Для того чтобы при этом
не покрылись медью кулачки — их защищают слоем воска, который после
покрытия медью легко счищается.
§ 36. ОБТОЧКА ШЕЕК И КУЛАЧКОВ
Ряд некоторых операций по обработке валика весьма выгодно производить
на многорезцовых токарных станках, позволяющих вводить в
работу одновременно несколько резцов, чго значительно сокращает продол-
жительность всей обработки.
Рис. 50. Многорезцовый токарный станок фирмы Гейденрейх и Гарбек.
На рис. 50 представлен внешний вид многорезцового токарного станка
фирмы Гейденрейх и Гарбек (Германия), часто применяемого для обточ-
ки кулачковых валиков.
Этот станок имеет высоту центров 120 лог, расстояние между центрами
берется, смотря по длине валика, до 2000 мм. У станка два супорта, направ-
ляемых наверху по одной из параллелей станины и внизу—по специаль-
ному направлению; это позволяет ставить ряд люнетов для поддержания
обрабатываемого предмета и перемещать любой супорт, не считаясь с поло-
жением люнета или задней бабки. В разрезе станина и супорт показаны иа
рис. 51. Стружки, попадая между параллелями, проваливаются по наклону,
образуемому ребром станины, в корыто.
Каждый супорт может нести 4 резцедержателя, так что одновременно
в работе могут быть 8 резцов. Оба супорта получают движение от общего
ходового валика. Имеется приспособление с остановами для автоматиче-
ского выключения подачи. Число скоростей шпинделя 8, от 52 до 293 обо-
ротов в минуту, число подач 6, от 0,17 до 1,1 мм на оборот шпинделя.
Наибольший расход мощности станка 9 л. с.
Операции, указанные в табл. 9 под №№ 6, 7, 8 и 14, могут выпол-
няться на станке такого типа.
55
На рис. 52 показана последовательность обточки на этом станке ку-
лачкового валика из прутка, как ее указывает сама фирма.
Направление давления
Прорез для пропуска,стружек
Рис. 51. Поперечный схематический разрез станины станка,
представленного на рис. 50.
Положение первое — в супорте 3 резца, которыми надо шесть раз
прорезать места, обрисовывающие кулачки; положение второе — про-
точка пространства между кулачками и одного конца валика производится
5в
обработкой сразу 7 резцами, в два супорта. Положение третье — под-
резка боковых сторон кулачков производится двумя резцами в шесть приемов.
Согласно этой схеме, общее время на описанную обработку валика
110 минут. На эскизе указано, в каких местах валик поддерживается люне-
тами.
Высверливание внутреннего отверстия в валике производится на гори-
зонтально-сверлильных станках типа Бер ингер или П р а тт-В и т н е й, при-
чем при этой операции вращается валик, подается сверло (см. § 26). Для
упрощения операции сверление ведут с каждой стороны на половину длины
валика.
§ 37. ФРЕЗЕРОВКА КУЛАЧКОВ
Фрезерование кулачков производится на специальных копировально-
фрезерных станках для кулачков, изготовляемых многими фирмами.
Рис. 53. Копировально-фрезерный станок фирмы Рейнекер для обработки кулачков
распределительных валиков (вид сзади, со стороны копиров).
Копировально-фрезерный станок фирмы Рейнекер изображен на рие. 53—
вид сзади со стороны копиров.
Устройство этого станка таково: обрабатываемый валик укладывается в
люнеты, два из которых видны на снимке, и приводится во вращение от
шпинделя. Со шпинделем соединен постоянной шестеренчатой передачей
валик, на котором сидят копировальные шайбы, числом 12 штук, которые
видны на снимке.
Супорт имеет верхнюю часть подвижную в направлении перпендикуляр-
ном к оси станка, и эта подвижная часть соединена передачей с осью ро-
лика, соприкасающегося с одной из копировальных шайб таким образом,
что когда шайба начнет отпихивать ролик — верхняя часть супорта получит
поперечное перемещение. Супорт несет косой фрез, приводимый во вращение
57
через промежуточный валик от электромотора. При обработке следую-
щего кулачка супорт передвигается вдоль станка, и ролик ставится на со-
ответствующую шайбу; валик же при этом не снимается и не переставляется
до тех пор, пока все кулачки не будут закончены. Шайбы имеют про-
филь и взаимное расположение соответственно профилю и расположению
кулачков; 12 шайб соответствуют 6 кулачкам выхлопа и 6 кулачкам впуска,
причем одноименные копировальные шайбы различаются только взаимным
Рис. 54. Первая схема токарпо - копирова 1ь-
ног? станка фирмы Людвиг Лёве.
Рис. 55. Вторая схема токарно-копировального
станка фирмы Людвиг Лёве.
расположением под углом, со-
ответственно кулачкам.
Этот же завод раньше изго-
товлял другую модель копиро-
вально-фрезерного станка для
кулачков, в которой всю обра-
ботку валика можно было вести
с помощью лишь двух шайб, а
для перехода от одного кулачка
к другому надо было каждый
раз поворачивать валик в шпин-
деле. При этом возможны были
погрешности в установке, и ва-
лики могли получаться с ку-
лачками, имеющими ненадлежа-
щие углы между собой; в пос-
ледней модели станка этого по-
лучиться не может.
Станок позволяет изготов-
лять кулачки с величиной ра-
диуса от 13 до 50 мм, длина
валика до 1250 мм.
Вместо фрезерования воз-
можна обточка кулачков по ко-
пиру на специальных к о пи-
ро ва л ь н о-то к а р н ы х стан-
ках.
На рис. 54 показан в схе-
матическом разрезе токарно-
копировальный станок Л. Лёве.
Резнодержатель п прижи-
мается через посредство ролика
I к копиру b посредством силь-
ной пружины. N—обрабаты-
ваемый валик, 5— ролик люнета. Вращение N и копира b связано.
Недостатком этой конструкции является то, что угол резания не остается
постоянным и меняется в зависимости от положения обрабатываемого
кулачка валика, что отражается на чистоте поверхности.
Это неудобство устранено в другом станке той же фирмы Л. Лёве.
Разрез по супорту второго станка дан на рис. 55. N— обрабатываемый валик,
Ь — копир, передвигающий салазки п в направлении поперечной оси валика,
и — резцедержатель, могущий качаться вокруг оси w в салазках п под
действием второго копира с. Вращение копиров Ь, с£и валика N свя-
зано.
Здесь угол резания остается ^постоянным, но недостатком конструкции
является ее сложность и трудность правильного изготовления копиров
b и с.
Копировально-токарные станки более производитель-
ны, чем копировально-фрезерные, что является их суще-
ственным преимуществом.
§ 38. ШЛИФОВКА КУЛАЧКОВ
Шлифовка кулачков производится на специальных копировально-
шлифовальных станках, аналогичных станкам для фрезерования. Такие
станки изготовляются фирмами Рейнекер, Людвиг Лёве, Вернер
(Германия), Ч е р ч и л ь (Англия), Лэндис, Нортон (Америка) и др.
Рис. 56. Схема копировально-шлифовального станка фирмы Фриц Вернер для шли-
фовки кулачков распределительных валиков.
Станок Рейнекера для шлифовки употребляется тот же, что для фре-
зеровки, причем ставится лишь приспособление с шлифовальным камнем
вместо супорта с фрезой.
На рис. 56 представлена схема станка для шлифовки кулачковых валиков
фирмы Фриц Вернер (Германия). На корпусе 6, могущем качаться
около оси 7-—7, имеются две бабки — передняя 2 и задняя 1, в центрах
которых устанавливается кулачковый валик 2/. На одной оси со шпинде-
лем передней бабки сидят копиры 5 числом 12. В кронштейне, неподвижно
соединенном со станиной, вращается в подшипнике /3 валик с роликом 12.
Шлифовальный круг обозначен 16. Вращение шпинделю, кулачковому
валику и копирам передается от электромотора через посредство шкива 8
и шестерен 10 и 11. Если начать вращать шпиндель, то тот копир, по
которому катится ролик 12, будет отклонять весь корпус 6 с обеими баб-
ками и таким образом шлифуемый кулачок будет получаться не круглым,
а формы, зависимой от формы копира. При переходе к шлифовке другого
кулачка ролик приводится в соприкосновение с другим копиром, а камень—
с соответственным кулачком. Кулачковый валик не снимается со станка,
пока не будут пройдены шлифовкой все кулачки.
59
Валик и копир все время прижаты друг к другу под действием пружин,
находящихся в станине и передающих усилие через стержни 14.
Для того, чтобы окончательно отделать копиры, поступают следующим
образом: весьма тщательно изготовляется каким-либо способом образцовый
Рис. 57. Схема шлифовки копиров по образцовому валику для копировально-
шлифовального станка Фриц Вернер.
кулачковый валик 22 и устанавливается между центрами того же станка
(рис. 57). Вместо шлифовального камня 16 ставится ролик 20,
а вместо ролика 12 ставится шлифовальный камень 19, приводимый во
вращение от мотора через шкив 18. При вращении шпинделя, образ-
Рис. 58. Копировально-шлифовальный станок фирмы Фриц Вернер для шлифонюи
кулачков распределительных валиков (схема которого представлена на рис. 5<6).
цового кулачкового валика и шлифуемых копиров корпус 6 совершаете
качательное движение и копир сошлифовывается соответственно профилю,
кулачка.
Внешний вид копировально-шлифовальното станка фирмы Фриц Вер-
нер показан на рис. 58; станок строится для шлифовки валиков длиной
до 1000 мм ц для наибольшего радиуса кулачка 45 мм.
60
Рис. 59. Оптическая делительная головка фирмы
Карл Цейсс и задняя бабка к ней.
Рис. 60. Схема проверки про-
филя изготовленного кулачка
но образцовому кулачку с
помощью индикатора.
§ 39. ПРОВЕРКА ОБРАБОТКИ КУЛАЧКОВОГО ВАЛИКА
Отступления в очертании кулачка от очертания, заданного чертежом, и по-
грешности во взаимном расположении кулачков на одном валике ограни-
чены узкими пределами, так как они отражаются на мощности и
экономичности мотора и влияют на усилия, испытываемые в работе клапан-
ным механизмом.
Проверка правильности
формы и углов расположе-
ния кулачков на готовом ва-
лике представляет некоторые
трудности, почему ниже эта
проверка подробно описана.
В том случае, если изго-
товлен образцовый валик для
шлифовки по нем копиров,
как указано в § 38, или в
случае изготовления неболь-
шой серии валиков, для про-
верки кулачков которых нет
специального оборудования,
проверка с успехом может
производиться при помощи
оптической делитель-
ной головки и индикатора. На рис. 59 представлен внешний вид опти-
ческой делительной головки Цейсса и задней бабки к ней, ‘ко-
торые должны быть установлены на точной станине, и между центрами
которых должен быть установлен проверяемый кулачковый валик. При вра-
щении маховичка поворачивается при посред-
стве червячной передачи шпиндель головки; если
смотреть глазом в окуляр микроскопа, устроен-
ного вверху головки, то можно отсчитывать на
специальном диске с делениями, сидящем на шпин-
деле, углы поворота. Деления разбиты на гра-
дусы и минуты, так что отсчет углов может произ-
водиться с точностью до */4 минуты.
Для проверки профиля кулачка с помощью
оптической головки на станине устанавливается
индикатор так, чтобы он скользил своим острием
по кулачку. Поворачивая через каждые 1 или
2° валик и записывая соответственные значения
индикатора, можно потом на бумаге построить в
крупном масштабе по углам и по соответственным
подъемам индикатора точный профиль изготовлен-
ного кулачка и сверить его с требуемым профилем.
Для проверки правильности обработки ку-
лачковых валиков в серийном производстве
служат специальные приспособления. Одна из конструкций подобных
приспособлений фирмы Фриц Вернер (Германия), основанная на сра-
внении изготовленного валика с образцовым, принятым за норму, описана
ниже.
61
Идея приспособления поясняется схемой на рис. 60: оба валика, испы-
туемый и нормальный, закладываются в прибор, так что оси профилей срав-
ниваемых кулачков располагаются строго параллельно друг другу.
Индикатор соединен корпусом со штифтом, скользящим по одному кулачку,
и в то же время соединен подвижным концом со штифтом, скользящим по
другому кулачку. При вращении кулачков корпус индикатора будет при-
подниматься и опускаться; если оба кулачка совершенно одинаковы, то и
подвижный конец г.ндикатора будет совершенно также приподниматься и
опускаться, и в этом случае стрелка индикатора будет неподвижной.
Если кулачки будут иметь хотя бы небольшое различие в профилях, то
стрелка покажет разницу в величине подъема корпуса и подвижного конца.
Рис. 61. Прибор фирмы Фриц Вернер для проверки профиля кулачков изготовлен-
ного распределительного валика по образцовому валику (по схеме, представленной
на рис. 60).
На рис. 61 представлен самый прибор для проверки. 1 и 2—испытуе-
мый и нормальный кулачковые валики; 10 и 11 - штифты, скользящие по
кулачкам. На диске, соединенном с маховичком, можно отмечать углы пово-
рота валиков.
На этом приборе возможно также непосредственное измерение углов
начала открытия и конца закрытия для каждого кулачка, а также
определение вылоты подъема кулачка, без сравнения с нормальным вали-
ком. Такая сокращенная проверка является совершенно
необходимой в применении к кулачковым валикам авиа-
моторов.
Однако некоторые европейские заводы ограничиваются проверкой кулач-
ковых валиков прямо на собранном моторе, по углам начала открытия и
конца закрытия клапанов.
62
Кроме специальной проверки правильности профиля кулачка и углов,
под которыми кулачки друг к другу расположены, обычными приемами
проверяется общая высота кулачков, их расположение по длине, диаметры
и длины шеек, размеры флянца и другие места, смотря по конструкции
валика, а также производится тщательное освидетельствование валика с
точки зрения внешних пороков в материале.
§ 40. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие операции по механической обработке кулачкового валика требуют специ-
альных станков?
2. В чем заключаются преимущества многорезцового токарного станка в его
применении к обточке кулачковых валиков сравнительно с обычным токарным станком?
3. В чем заключается принцип устройства копировально-фрезерного станка тина
Рейнекера?
4. В чем заключается принцип устройства копировально-токарного станка типа
Лёзе?
5. В чем заключается принцип устройства копировально-шлифовального станка
типа Вернер?
6. В чем заключается принцип проверки правильности профиля кулачка на
приборе типа Вернер?
ГЛАВА IV
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЦИЛИНДРОВ
§ 41. КОНСТРУКЦИЯ ЦИЛИНДРОВ
1 Цилиндры разных авиационных моторов значительно различаются между
собой по конструкции и в зависимости от последней являются для произ-
водства более или менее сложными.
Главнейшие типы коншрукций цилиндров следующие:
а) Отдельные цилиндры водяного охлаждения из стали,
причем отдельные части цилиндра соединены между собой путем сварки.
Примером являются цилиндры моторов Либерти, Кондор (завода
Рольс-Ройс), БМВ Рено и др.
б) Цилиндры водяного охлаждения соединены в блоки,
все части из стали и соединение выполнено путем сварки. Примером явля-
ются: мотор Лорэн 480 л. с., у которого цилиндры соединены в блоки
попарно (всего 12 цилиндров в 3 ряда); мотор Лайон (завод Нэпир)
450 л. с., у которого цилиндры соединены обшей рубашкой по четыре
(12 цилиндров в 3 ряда) и имеют общую для блока отъемную алюминиевую
головку.
в) Цилиндры водяного охлаждения соединены общим
алюминиевым блоком, в который цилиндры, являющиеся в этом слу-
чае стаканами, вставляются тем или иным образом.
Примером служит мотор Ис пан о; у него цилиндр представляет собой
стальной стакан с флянцем и с дном, ввертывающийся на резьбе в алюми-
ниевый блок, причем блок является общим для каждого ряда в 4 или 6
цилиндров; в днище стакана имеются отверстия для клапанов.
У мотора Рольс-Ройс тип Н, мощностью 825 л. с. (12 цилиндров
в 2 ряда) цилиндры в виде втулок, не имеющих дна и флянцев и имеющие
лишь несколько кольцевых ребер по длине, вставляются в алюминиевые
блоки; такой цилиндр-втулка называется лейнер и представляет собой
пример цилиндра наиболее простого и легкого для механической обработки.
63
У мотора С и д'Л е й-П ума 240 л. с. (6 цилиндров в 1 ряд) стальной
стакан цилиндра не имеет дна й. ввертывается на резьбе, имеющейся на
наружной верхней части стакана в алюминиевую головку, общую для трех
соседних цилиндров.
Рис. 63. Цилйндр звездообразного мотора
воздушного охлаждения завода Фарман.
Рис. 62. Цилиндр звездо-
образного мотора воздуш-
ного охлаждения Юпитер.
Рис. 64. Цилиндр
звездообразного
мотора воздуш-
ного охлаждения
завода Сальмсон.
г) У моторов воздушного охлаждения цилиндр представляет
Собой ребристый стакан с флянцем, причем у одних моторов
стальной цилиндр делается с дном, и в этом случае ребра идут до самого
верха цилиндра. Примером может служить цилиндр звездообразного мотора
Юпитер (500 л. с., 9 цилиндров), внешний вид кото-
рого представлен на рис. 62 (алюминиевая головка снята).
У других моторов цилиндр не имеет дна и ввертыгается
на резьбе в алюминиевую головку; примером является ци-
линдр звездообразного мотора Фарман (модель 9Еа,
250 л. с.), представленный на рис. 63: справа — стальной
стакан цилиндра, слева—алюминиевая головка.
У третьих стальной стакан, имеющий флянец и дно,
заливае1ся алюминиевым сплавом, образующим ребра с бо-
ков и на головке; примером такой конструкции служит ци-
линдр звездообразного мотора Сальм сон (модель АС7;
95 л. с.), представленный на рис. 64.
Из перечисленных примеров легко видеть, что разные
по своей конструкции цилиндры представ-
ляют собой весьма различные объекты для
производства как по характеру потребного
оборудования, так и затраты рабсилы на их-
механическую обработку.
В моторах водяного охлаждения с индивидуальными сталь,
ными сварными цилиндрами и в моторах воздушного охлаж-
дения с ребристыми цилиндрами, имеющими днище, цилиндры являются
одной из наиболее трудоемких деталей из всего мотора: если принять во
внимание, что в комплект на мотор входит несколько цилиндров (5, 7,
64
q 12 ит. д.), то станет ясно, что комплект цилиндров явится в этом
случае наиболее трудоемким сравнительно с комплектами других
деталей.
§ 42. ПОСЛЕДОВАТЕЛЬНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
В дальнейшем описывается главным образом изготовление цилиндров водя-
ного охлаждения сварной конструкции, в части, содержащей особенности,
характерные для производства авиационных цилиндров.
Примерная последовательность и чередование механической и термиче-
ской обработок уже приводились ранее в § 131, и в части, связанной со
сваркой, в § 144 (см. ч. I).
В табл. 10 приведена примерная последовательность основных операций
при обработке цилиндра типа Либерти.
ТАБЛИЦА 10.
О с о с % Содержание операции «Ni по пор. Содержание операции •
1 2 Обдирка штамповки снаружи Обдирка штамповки изнутри 17 Пригонка флянцев головок впуска и выпуска и их приварка
Термическая обработка 18 Отпуск
4 Расточка цилиндра изнутри 19 Подрезка флянца
5 Обточка снаружи боковой поверх- ности 20 Проверка цилиндра изнутри раз- верткой
6 Обточка изнутри днища, подрезка по длине 21 Проверка опорной поверхн. флянца и проточка пояска над флянцем
7 я Обточка снаружи днища Подрежа флянца по длине 22 Фрезерование флянцев головок впуска и выпуска
9 10 И 19 Сверление отверстия во трлянце Расточка отверстия для клапанных 23 Расточка отверстий в флянцах головок
ГОЛОВОК Обточка и сверление мест для све- 24 Проточка флянца на толщину с верхней его стороны
чей, нарезка резьбы Окончательная обточка боковой по- 25 Расточка под втулки клапана и фрезеровка гнезд клапана
верхности цилиндра снаружи 26 Фрезеровка бобышек для установки
13 Удаление с головки снаружи лиш- него металла распредкартера по расстоянию от опорной поверхности флянца
14 Фрезерование контура флянца 27 Шлифовка зеркала цилиндра
15 Пригонка головок и их приварка, гидроиспытание 28 Сверление отверстия во флянцах и бобышках под постановку шпилек,
16 Пригонка рубашек и трубок, их 29 нарезка резьбы, постановка шпилек
приварка и гидроиспытание Запрессовка направляющих втулок для клапанов и их развертывание
Разделение процесса механической обработки на операции или группы
операций, выполняемых на отдельных станках, зависит от самой конструк-
ции детали, заготовки, масштаба производства, располагаемого оборудова-
ния и других факторов. На разных заводах, даже ведущих производство
приблизительно одинаковых деталей и с одинаковым масштабом, эта задача
решается по-разному, в зависимости от местных условий.
На заводе БМВ план обработки цилиндра, имеющего конструкцию, ана-
логичную конструкции того цилиндра, к которому относится план обработ-
ки, приведенный в табл. 10, предусматривает 47 операций, при таком же
5 Авиамоторострос ие, ч. П. 65
масштабе выпуска: у завода Рольс-Ройс план обработки цилиндра мотора
Кондор III состоит из 71 операции.
Необходимо отметить, что в плане табл. 10 термообработка указана
задолго до операции приварки головок; между тем в результате сварки
сильные местные нагревы уничтожат эффект термообработки, понизят твер-
дость гнезд для клапанов и сделают их менее устойчивыми в работе.
Надо считать более правильным, как это уже было отмечено в § 144,
чтобй термообработка производилась после операции
приварки головок, если конструкция цилиндра это позво-
ляет.
§ 43. ОБДИРКА И, РАСТОЧКА
Цилиндр поступает обычно на моторный завод в виде заготовки, грубо
ободранной после штамповки. Дальнейшая обдирка снаружи ведется на мощ-
ных токарных станках с короткой станиной, причем задняя бабка приме-
няется лишь на первой операции.
Рис. 65. Тяжелый токарный станок с револьверной голов-
кой фирмы Гишольт.
Для расточки цилиндров изнутри весьма распространен револьверный
станок тяжелого типа фирмы Гишольт. Подобный станок модели 3L пред-
ставлен на рис. 65. Основные данные этого станка таковы: диаметр, про-
ходящий над постелью станины, 535 мм, диаметр, проходящий над попе-
речным супортом, 485 мм, диаметр отверстия в шпинделе 125 мм, число
оборотов шпинделя в минуту от 9 до 256 (восемь скоростей), число подач
продольных и поперечных по 8, величина подачи от 0,2 до 12,7 мм на
один оборот шпинделя, потребная мощность 15 л. с., вес станка около 5,5 т.
Станок имеет супорт с шестигранной револьверной головкой и боковой
супорт.
К планшайбе станка крепится массивное приспособление, в котором
устанавливается цилиндр при его расточке, центрируясь по своему наруж-
ному диаметру. Режущий инструмент, обдирочные резцы, и для обточки
дна лопаточные резцы—укрепляются в длинных державках, закрепляемых
в револьверной поворотной головке.
Из операций токарной обработки цилиндра сварной конструкции со
сферическим дном следует отметить обработку этого сферического дна как
снаружи, так и изнутри.
На заводе БМВ обточка сферического дна снаружи производится сле-
дующим образом: цилиндр, предварительно начерно обработанный по сво-
ему внешнему диаметру, вставляется в зажимное приспособление на патроне
66
сильного токарного станка Берингер, причем конец цилиндра, высовываю-
щийся из этого приспособления, поддерживается люнетом из трех роликов.
Проходной резец укреплен в супорте; супорт соединен шарниром с одним
концом рычага, другой конец рычага соединен шарниром со станиной. Таким
образом, е^ли освободить продольный самоход супорта и включить только
поперечный, то резец будет описывать окружность с центром на оси шар-
нира рычага у станины.
Сферическая обточка днища цилиндра изнутри на этом заводе произво-
дится на револьверном станке Г и ш о л ь т при помощи лопаточных резцов
последовательно двумя резцами — обдирочным и отделочным.
На заводе Рольс-Ройс окончательная обточка изнутри сферической по-
верхности днища цилиндра мотора Кондор производится не лопаточным,
Рис. 66. Установка цилиндра на стайке при операциях об, аботки
днища изнутри (завод Рольс-Ройс).
а проходным резцом, передвигаемым по окружности посредством особого
приспособления, заключенного в державке; внешний вид приспособления
представлен на рис. 66, а подробное устройство — на рис. 67. На рис. 66
видно, что цилиндр закрепляется головкой в патроне и направляется в
люнете, а режущий инструмент установлен в державке А, закрепленной в
револьверной головке; державка имеет ручной маховичок. На рис. 66
видно, что если начать вращать червяк Е (вращается упомянутым выше
маховичком), то будет вращаться червячное колесо и связанный с ним валик Д
с конической шестеренкой; последняя будет поворачивать плоскую коническую
рейку и вместе с ней всю оправку В вокруг оси С. Таким образом резец
опишет часть окружности с центром на оси С, а так как цилиндр вращается,
то его головка получится при этом изнутри сферической с центром в С.
При расточке дна глубина цилиндра отмеряется или от края цилиндра,
или от его флянца, в зависимости от базы, принятой в той или иной раз-
работке (план обработки).
§ 44. ОБРАБОТКА МЕСТ ПОД КЛАПАННЫЕ ГОЛОВКИ
Прежде чем начать обработку мест под клапанные головки и фрезеровку
флянцев, во флянце цилиндра сверлится контрольное отверстие,
*
67
Рис. 67. Приспособление для обточки изнутри сферической поверхности
днища цилиндра (завод Рольс-Ройс).
Рис. 68. Установка цилиндра на токарном станке при оперщиях обра-
ботки на дннще цилиндра гнезд для головки клапана (завод Рольс-Ройс).
68
которое в дальнейшей обработке на разных операциях служит основным
местом для правильной установки цилиндра.
Места для приварки клапанных головок, расположенные по бокам на
сферической поверхности днища, могут обрабатываться разными способами:
а) на токарном станке, б) на сверлильном станке. В первом случае цилиндр
крепится на планшайбе револьверного
токарного станка, как это показано на
рис. 68 (обработка цилиндра мотора
Кондор, завод Рольс-Ройс), при
помоши приспособлений А и Б. В днище
должны быть обработаны места под че-
тыре клапана; после того как одно место
обработано, цилиндр вместе с частью А
поворачивается вокруг своей оси около
части В и вновь крепится болтами. Ци-
линдр около оси шпинделя вывешен про-
тивовесом.
На заводе БМВ обработка мест под
головки клапанов (в цилиндре 2 клапана)
ведется на простом сильном вертикально-
сверлильном станке, причем цилиндр уста-
навливается в - приспособление, показан-
ное схематически на рис. 69.
Обработка проходит в три операции
для каждого места клапана: а) сверлится
сквозное отверстие и растачивается коль-
цевая канавка при помощи специальной
Рис. 69. Схема приспособления для
обработки на днище цилиндра гнезд
для головки клапана под сверлильным
станком.
головки с сверлом и резцами; б) растачивается кольцевой уступ в сквозном
отверстии при помощи специальной режущей головки; в) производится
окончательная расточка гнезда под клапанную головку фасонным фрезом.
§ 45. ОБРАБОТКА ФЛЯНЦЕВ ЦИЛИНДРОВ
Флянец цилиндра, имеющий сложный (для облегчения) контур, обычно обра-
батывается на фрезерных станках, горизонтальных и вертикальных.
На заводе Бристоль обработка флянца цилиндра мотора Юпитер
производится на специальном горизонтальном копировально фрезерном станке.
Также и на заводе Рольс-Ройс для обработки флянца цили дра мотора
Кондор служит специальное копировально-фрезерное приспособление.
§ 46. ШЛИФОВКА ЦИЛИНДРОВ
Шлифовка зеркала цилиндра производится на специальных шлифовальных
станках, которые можно по принципу их устройства разбить на следующие
три группы:
1. Цилиндр или блок укрепляется неподвижно, камень
вместе со шпинделем совершает так называемое планетарное движение
(т. е. камень вращается вокруг оси шпинделя, а ось шпинделя тоже враща-
ется около другой оси, ей паралельной) и кроме того вместе с супортом хо-
дит взад и вперед. Такие станки строят фирмы Черчи ль Англия),
Мейер-Шмидт (Германия), Наксос-Унион (Германия). Схема такого
станка показана на рис. 70-1,
69
2. Цилиндр или блок получает вместе со столом воз-
вратно-поступательное движение, а камень совершает планетар-
ное движение. Такие станки изготовляет американская фирма Гильд и
по ее образцу — германская фирма
зана на рис. 70-2.
Рейнекер. Схема такого станка пока-
<3 а
Рис. 70. Схемы станков для шлифовки цилиндров.
35
3. Цилиндр получает вращательное движение, а камень,
вращаясь нормально вокруг оси шпинделя, имеет вместе с супортом воз-
вратно-поступательное движение. Такие станки строят американские фирмы
Брайент (см. схема рис. 70-За) и Гильд (см. схема рис. 70-36).
Последний тип
станка надо считать
обеспечивающим наи-
большую точность
шлифовки; однако при-
менение его возможно
лишь для шлифовки от-
дельных цилиндров. Для
шлифовки цилиндров в
блоках приходится выби-
рать между типами I и 2.
Упомянутые выше
фирмы изготовляют стан-
ки с горизонтальной осью
шпинделя. Станки, осуще-
блоков ствляющие устройство по
принципам, указанным в
пунктах 1 и 3, могут быть
подобные станки строит фирма
осуществляющий вторую из схем,
Рис. 71. Станок для шлифовки цилиндров и
фирмы Гильд (по схеме рис. 70-2).
также с вертикальной осью шпинделя
Рейнекер (Германия).
На рис. 71 показан станок Г иль да,
упомянутых выше; станок имеет гидравлическую подачу стола,
допускающую в известных пределах установку любой скорости подачи.
70
На рис. 72 показан станок Брайент для шлифовки цилиндров.
Основные данные этого станка (модель 20): наибольшая длина шлифо-
вания 345 мм, возможные числа оборотов шпинделя с деталью (3 скоро-
сти) 115, 175 и 230 в минуту, подачи на один оборот детали от 2,4
Сти) 115, 175 и 230 в
ухо 12,7 мм, вес станка
с контрприводом 1,75 т,
мощность мотора 3 л. с.
Все передачи в этом
станке механические и
осуществляются от одного
электромоторас помощью
контрпривода и при по-
средстве четырех ремен-
ных приводов от него: к
шпинделю с деталью, к
шпинделю камня, к по-
даче и помпе. Такое
устройство передач
является весьма громозд-
ким и в некоторых слу-
чаях неудобным для уста-
новки станка.
На рис. 73 показана
установка цилиндра Л и-
берти при шлифовке на станке Брайент №20, описанном выше. Цилиндр
сперва привертывается к кольцу а, центрируясь в нем своим бортиком б,
а само кольцо крепится болтами к флянцу шпинделя, центрируясь в трех
специальных накладках в, привернутых к нему накрепко шурупами. Сквозь
Рис. 72. Станок для шлифовки цилиндров фирмы
Брайент (по схеме рис. 7О-За).
Рис. 73. Установка цилиндра мотора Либерти на станке Брайент, представленном
на рис. 72.
пустотелый шпиндель подводится охлаждающая вода в цилиндр через отвер-
стия для свечей.
Фирма Гильд изготовляет станки для внутренней шлифовки по третьему
из приведенных выше вариантов (см. схему рис. 70 — 36), как и фирма
Брдйент.
71
Такой станок Гильд № 72 А-5, назначенный специально для шли-
фовки отдельных цилиндров авиамоторов, представлен на рис. 74. Шпиндель
с камнем и шпиндель, в котором укрепляется .цилиндр, приводятся от
Рис. 74. Станок для шлифовки цилиндров фирмы Гильд
(по схеме рис. 70-6).
отдельных электрических моторов переменного тока. Имеется особое при-
способление, автоматически контролирующее величину расшлифовываемого
отверстия. Подача стола гидравлическая; скорость подачи может быть
Рис. 75. Установка цилиндра мотора воздушного охлаждения на станке Гильд,
представленном на рис. 74.
взята любая, в пределах до 13,7 м в минуту. При приближении диа-
метра отверстия к окончательному, подача автоматически меняется с соот-
ветствующей для грубой шлифовки на отделочную,
72
Специальное приспособление служит для правки камня алмазом; эта
правка производится также автоматически перед переходом на окончатель-
ную отделку отверстия (зеркала) цилиндра. По достижении желательного
диаметра отверстия камень автоматически выводится из цилиндра, и станок
останавливается. Числа оборо ов шпинделя с изделием могут меняться:
120, 150, 180 или 210 в минуту. Мощность мотора, приводящего в дей-
ствие шпиндель камня—10 л. с.
На рис. 75 представлены в продольном разрезе передняя бабка этого
станка и сильно развитый пустотелый шпиндель, в котором закрепляется
обрабатываемый цилиндр. Как видно на рисунке, цилиндр центрируется по
своему внешнему диаметру
ниже флянца (юбка ци-
линдра), т. е. по тому
месту, по которому он
устанавливается в картере,
и привертывается своим
флянцем к кольцу, центри-
рующемуся и укрепляемому
в свою очередь во флянце
шпинделя. Отверстие в
шпинделе равно в диаметре
254 мм.
На рис. 76 показана
установка цилиндра водн-
ого охлаждения на станке
типа Наксос-У ни он,
работающего по первой из
упомянутых выше схем. Ци-
линдр w центрируется в кольце с угольника а своей частью, лежащей за
флянцем (на чертеже эта часть не видна), и прижимается к угольнику
накладками s.
Со стороны головки цилиндр опирается нижней частью на d, прижи-
маясь сверху f, а с боков направляясь винтами е в стойках Ь. Наждачная
пыль отсасывается трубой х.
Рис. 76. Установка цилиндра мотора водяного ох-
лаждения на станке, осуществляющем схему рис.70-1.
§ 47. ХОНИНГ ЦИЛИНДРОВ
В § 12 уже указывалось на значение качества поверхности зеркала цилиндра
и на то, что в результате шлифовки эта поверхность еще не i олучает той
окончательной отделки, которая желательна. Окончательная отде.ка
получается после операции хонинга, которая заключается в следующем.
В цилиндр вводится оправка, устройство которой видно из рис. 77;
при сближении конусов оправки карборундовые бруски прижимаются
к стенке цилиндра с некоторым усилием, после чего оправка вместе
с брусками приводится во вращение и одновременно получает возвратно-
поступательное движение по длине цилиндра. Вся операция производится
на специальном станке для хонинга. Такой станок фирмы Барнес (Аме-
рика) приведен на рис. 78.
Вращение шпинделя производится при посредстве механической (шесте-
ренчатой) передачи; число оборотов шпинделя от 250 до 350 в минуту.
Возвратно-поступательное движение шпинделя — от гидравлической передачи,
позволяющей изменять как величину хода, так и число ходов; в этом станке
73
число циклов (двойных ходов, вверх и вниз) можно менять от 40 до 50
в минуту. Станок приводится мотором в 7,5 л. с.
Для подъема шпинделя в крайнее верхнее положение, при смене детали,
имеется особое приспособление. Обрабатываемая поверхность в процессе
обработки обильно поливается керосином от специальной помпы, причем
керосин пропускается через фильтр для
ведущий шпиндель
вепхний конус
поперечное
цетан,
винт
стальной
палец
универе
у шарнир
Рис. 77. Оправка с карборундовыми бру-
сками для операции хонинг.
пружина для
разводки конусов
при отпуске----
винта
брусок карборун-
довый —------
нижний конус
инет Форм в которую
залит брусок
сечение
очистки от частиц металла и камня.
Оправка с камнями соединена
со шпинделем шарниром Гука
и направляется в цилиндре уже
имеющимся в нем отверстием, под-
лежащим отделке.
Помимо высокого качества по-
верхности, получаемой при помощи
процесса хонинг, можно заданный
диаметр выдерживать также с боль-
шой точностью (до 0,01 мм).
Скорость вращения оправки и
скорость ее продольного движения
должны находиться в некотором
соотношении для получения наи-
лучших результатов. При шли-
фовке автомобильных чугунных ци-
линдров принимается соотношение
числа оборотов оправки в минуту
к числу продольных ходов в минуту
3,5:1, и для малых отверстий 2:1.
В каталоге фирмы указывается,
что нормально в одну минуту сни-
мается слой металла толщиной
около 0,03 мм.
В литературе имеются указа-
ния, что при помощи операции
хонинга можно снимать при фор-
сированной работе значительные
толщины металла; приводится при-
мер хонинга чугунного цилиндра
(компрессор паровоза) диаметра
около 200 мм, когда диаметр был
увеличен на 4,5 мм в течение
18 минут.
§ 48. ОБРАБОТКА РЕБЕР ЦИЛИНДРОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
Обработка ребристых стенок цилиндра воздушного охлаждения поясняется
на примере цилиндра мотора Юпитер, представленного в готовом виде на
рис. 62. Ребра имеют толщину от 1,5 до 0,5 мм при высоте до 30 мм
и примыкают к стенке цилиндра, имеющей толщину около 2 мм.
Ребра, лежащие ниже бобышки для свечи, протачиваются (на заводе
Г н о м-Р о н) попарно резцом и отделываются каждое с двух сторон одно-
временно (чтобы ребрышко не отогнулось).
Между верхних ребер цилиндра находятся две бобышки для свечей,
друг против друга по диаметру, причем высота бобышек меньше высоты
74
Рис. 78. Станок фирмы Бэрнес
для операции хонинга цилиндров.
ребер. Эти ребра профрезовываются наборными дисковыми фрезами сле-
дующим образом: сперва фрезерование идет на одну и ту же глубину по
окружности цилиндра, пока не будет достигнута глубина, соответствующая
верхушке бобышки. Дальше цилиндр фрезеруется уже не по всей окруж-
ности, а только на участках между бобышками. Для этого цилиндр делает
меньше полоборота, пока идет фрезерование, потом оправка с фрезами
отводится, проходит над верхушкой бо-
бышки и затем опять фреза режут ребра
на всю глубину. Эта операция произво-
дится на специально приспособленном т о-
карном станке.
§ 49 ПРОВЕРКА МЕХАНИЧЕСКОЙ
ОБРАБОТКИ ЦИЛИНДРА
Готовый цилиндр проходит, как и
остальные детали мотора, помимо проверки
размеров в промежуточных стадиях обра-
ботки, после отдельных операций, также
общую окончательную проверку
размеров. Основной и наиболее полной
проверкой является проверка после-
операционная, при которой могут быть
проконтролированы в отношении соответ-
ствия требованиям чертежа и допускам
такие места, которые на готовом цилиндре
проверены быть не могут, как, например,
толщина днища или стенок цилиндра и др.
В готовом цилиндре производится про-
верка тех размеров, которые определяют
возможность заменить на готовом моторе
один цилиндр другим без какой-либо осо-
бой подгонки.
После операций проверки головок, флян-
цев и рубашек производится проверка под
давлением на непроницаемость стенок ста-
кана и рубашки, как это было указано
в § 146 (см. ч. 1).
Ниже вкратце описаны главнейшие ме-
тоды контроля размеров цилиндра.
Для проверки внутреннего диаметра
зеркала цилиндра весьма удобен специаль-
ный прибор — нутромер с индикатором, представленный на рис. 79
в своем внешнем виде, на рис. 80—в продольном разрезе и на рис. 81 —
в поперечном разрезе (прибор фирмы Цейсс, Германия).
Этот прибор состоит из корпуса Е, в который ввертывается штифт В,
с противоположной стороны которого на двух направляющих скользит
пластинка С; если корпус Е завести в цилиндр, то пластина С под дей-
ствием пружинок ляжет своими краями С и Д на стенки цилиндра и за-
ставит штифт В также упереться в его стенку (рис. 81). К корпусу
Е на длинной трубе прикреплен индикатор, устройство которого описано
было в § 18; системой штанг и рычажков штифт индикатора соединен
7а
с подвижным штифтом А, скользящим в корпусе £; несколько пружинок
служат для уничтожения зазоров в соединениях и обеспечения постоянного
усилия нажатия штифта А.
Рис. 79. Прибор фирмы Пейсс для измерения диаметра
цилиндров.
Операция измерения диаметра цилиндра производится следующим обра-
зом: пластина С прижимается пальцами к корпусу Е, нажатием на кнопку
индикатора штифт А поднимается вверх, корпус Е заводится в цилиндр,
пластина С отпускается и прибор задвигается в цилиндр на нужную глубину;
Л CD
Рис. 80. Схема прибора, представленного на рис. 79.
после этого отпускается кнопка, вследствие чего штифт А упирается в стенку
цилиндра и по индикатору
читается показание. Перед операцией измере-
ния прибор проверяется по контрольному
кольцу. Контрольные кольца имеют следу-
ющие ступени диаметров: 60, 80, 100, 120
и 140 мм. Индикатор позволяет отмечать изме-
нения в диаметре до 10 мм непосредственно
на циферблате; кроме того возможно заменять
штифты В (разной длины), и соответственно
диаметрам сменяются пластинки С (в наборе
несколько штук); таким образом возможно
измерение любого диаметра в указанных выше
пределах.
Точность показаний прибора + 0,01 мм.
Измерение диаметра цилиндра возможно
производить также микрометрическим штихма-
сом (см. § 16), но это измерение связано с
погрешностью вследствие возможно раздич-
76
ного усилия, с которым концы штихмаса будут касаться стенок ци-
линдра.
Измерение с помощью предельных калибров (см. § 17) не применяется
к цилиндрам авиамотора, так как ими нельзя количественно учесть разли-
чия в диаметре цилиндра в разных его местах. Между тем такое раз-
личие может иметь место по следующим причинам:
а) у некоторых цилиндров воздушного охлаждения зеркало представляет
собой слегка коническую поверхность, а именно диаметр около головки
меньше, чем у фляниа, крепящего цилиндр, из расчета различного нагрева
разных частей цилиндра при его работе на моторе и выравнивания диаме-
тров за этот счет. Так, например, у цилиндра мотора Юпитер дийметр
зеркала у головки меньше на 0,07 мм, чем у флянца;
б) после шлифовки зеркало цилиндра может оказаться не вполне
круглым, а имеющим овал; это может быть обязано несовершенству
станка, или его состоянию, или дефекту крепления цилиндра. Кроме
допусков на диаметр зеркала, обычно устанавливается также для каждой
конструкции цилиндра наибольший допустимый овал, причем величина его
обычно устанавливается равной или меньшей, чем разница между наиболь-
шим и наименьшим допустимыми диаметрами. В следующей табличке при-
ведены величины наибольшего допустимого овала (для новых цилиндров)
по нескольким авиамоторам;
ТАБЛИЦА 11.
(по ДАННЫМ фирм)
Название мотора Диаметр цилиндра (номинальный) Наибольший допу- стимый овал
в миллиметрах
Либерти 400 л. с БМВ Игл (Рольс-Ройс) Юпитер Лорэн 450 127 160 114,3 116 120 0,05 0,08 0,05 0,06 0,03
в) овал зеркала может постепенно образоваться также вследствие
не устраненных в цилиндре, после приварки рубашек, внутренних
напряжений. У некоторых цилиндров головная часть является недоста-
точно жесткой (особенно если клапанные головки не связаны „мостиком*1)
и при случайном ударе по рубашке в головке зеркало деформируется.
В этих случаях овал не обязан шлифовке, а образуется после нее, и зеркало
на уровне флянца остается круглого сечения, у головки получается наиболь-
ший овал зеркала, а ниже флянца овал зеркала располагается в обратном
направлении, сравнительно с верхней частью.
По этим причинам измерение зеркала цилиндра производится в несколь-
ких поясах по его высоте, как это пояснено на примере цилиндра Либерти,
рис. 82, и в каждом поясе диаметр измеряется по двум взаимно-перпен-
дикулярным направлениям.
В готовом цилиндре должен также проверяться объем его головной
части.
77
Проверка объема головной части цилиндра необходима для того, чтобы
на собранном моторе степени сжатия в разных цилиндрах получились
с возможно меньшими различиями в величине, что имеет большое значение
для работы мотора. Ввиду довольно сложной формы головной части
цилиндра этот объем из обработки получается с большими колебаниями.
Некоторые заводы перед окончательной проточкой опорной поверхности
флянца проверяют на специальном приборе объем головной части цилиндра
и в зависимости от полученного результата определяется толщина той
стружки, которую надо при окончательной проточке флянца |снять; таким
образом производится подгонка объема головной части в каждом из
Рис. 82.
цилиндров по отношению к флянцу.
Самый прибор, употребляемый для
этой проверки, осуществляет следую-
щую идею: цилиндр надевается на
болван, имеющий очертание дна
поршня и имеющий опорную поверх-
ность для флянца цилиндра; верхняя
часть болвана находится приблизи-
тельно на таком уровне, как пор-
шень на собранном моторе в его
верхнем мертвом положении. Полость
между внутренней поверхностью го-
ловки цилиндра и поверхностью
поршня заполняется жидкостью,
объем которой замеряется тем или
иным способом. При этом необхо-
димо обеспечить полное удаление воз-
духа из полости, заполняемой жид-
костью.
В готовом цилиндре весьма важно
получить правильное взаимное рас-
положение всех тех мест, которые входят в соединение с другими деталями;
Проверка эта представляется довольно сложной для проведения, если не
пользоваться специальными приспособлениями. На заводе БМВ на специ-
альных контрольных приспособлениях проверяется в цилиндре: расстояние
флянцев всасывающего трубопровода и патрубков выхлопа от оси цилиндра,
высота бобышек для установки распределительною картера от опорной
поверхности флянца цилиндра, правильность расположения осей отверстий
направляющих втулок клапанов относительно опорной поверхности флянца
и оси цилиндра; при этом не определяется абсолютная величина этих разме-
ров, а только проверяется, не вышли ли они за известный допуск.
§ 50. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы главнейшие различия в конструкции разных цилиндров авиационных
моторов водяного и воздушного охлаждения?
2. Какими способами осуществляется обточка днища снаружи и изнутри по
сфере ?
3 Какими способами осуществляется обработка мест под клапанные головки?
4. Чем различаются три основных конструкции станков для шлифовки
цилиндров?
5. Как осуществляется центрировка цилиндра при его установке в станке для
шлифовки?
78
6. Чем отличается операция хонинг от шлифовки?
7. Почему можно считать нутромер с индикатором более удобным прибором
для проверки диаметра цилиндра, чем предельные калибры?
8. Для чего производится проверка объема головной части цилиндра?
ГЛАВАУ
МЕХАНИЧЕСКАЯ ОБРАБОТКА ШАТУНОВ
§ 51. КОНСТРУКЦИИ ШАТУНОВ
Шатуны авиамоторов по своей конструкции могут иметь весьма значитель-
ные различия, определяющие то или иное механическое оборудование, по-
требное для их обработки.
Рис. 84. Главный шатун
семицилиндрового звездо-
образного мотора воздуш-
ного охлаждения Лорэн J
240 л. с.
Рис. 83. Главный шатун девятицилин-
дрового звездообразного мотора воз-
душного охлаждения Фарман 250 л. с.
Шатуны тех моторов, цилиндры которых располагаются рядами, могут
иметь стержень круглый (например, боковые шатуны трехрядного мотора
Лорэн 450 л. с. — рис. 96, — шатуны мотора И с п а н о, БМВШ и др.)
или двутавровый (например средний шатун трехрядного мотора
Лорэн 450 л. с., шатуны моторов Либерти, BMBVI и др.); у двух-
рядных моторов вспомогательный шатун может сочленяться шарниром с
главным шатуном, имеющим соответствующие ушки (BMBVI), или может
обхватывать вкладыш главного шатуна (Л и б ер т и), или часть головки
самого главного шатуна ( I спа но); большая головка у главного шатуна
может быть разрезной (Либерти, Испано) или неразрезной под роли-
коподшипник (BMBVI).
У звездообразных моторов главный шатун имеет совершенно другую
конструкцию, чем вспомогательный, как это видно на рис. 83 и 84;
70
головка главного шатуна может быть неразрезной, как на рис. 83 (девяти-
цилиндровый мотор Фарман 250 л. с.) или разрезной, как на рис. 84
(семицилиндровый мотор Лорен 240 л с.).
§ 52. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
В табл. 12 приведена последовательность механической обработки вильча-
того шатуна мотора типа Либерти при его серийном производстве сред-
него масштаба; самый шатун в обработанном виде пред-
ставлен на. рис. 85.
Из этого перечня операций можно видеть, что обра-
ботка вильчатого шатуна мотора Либерти требует главным
образом фрезерных станков; это замечание справед-
ливо ко всем шатунам, и особенно имеющим стержень дву-
таврового сечения.
Рис. 86. Главный шатун шестици-
линдрового звездообразного мо-
тора воздушного охлаждения Чел-
ленджер (сдвоенная звезда). Слева
поковка шатуна, справа шатуи в
окончательно обработанном виде.
Рис. 85. Вильча-
тый шатун 12-ци-
линдро 5ого мо-
тора водяного ох-
лаждения Либерти
400 л, с.
§ 53. ПРИМЕРЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ШАТУНА.
Ниже приведены примеры отдельных операций по обработке шатуна авиа-
мотора Челленджер (звездообразный, шестииилиндровый, воздушного
охлаждения, мощность 170 л. с.) на заводе Кертисс в Америке.
Внешний вид поковки шатуна и шатуна в обработанном виде представлен
на рис. 86. Шатун в готовом виде весит вместе с крышкой 2,95 кг,
а в поковке 12,3 кг.
Общее количество операций в механическом цехе, включая контрольные
операции, — 63.
Первая операция обработки шатуна состоит в одновременной фрезе-
ровке лицевых сторон большой и малой головки и средней части стержня,
как представлено на рис. 87. С каждой стороны снимается за один проход
3,2 мм металла, причем остается припуск в 0,8 мм на последующую
отделку шлифовкой. Отверстия в большой головке для вкладыша, два
отверстия для пальцев боковых шатунов и отверстие в малой головке обра-
батываются под вертикально-сверлильным станком путем сверления и затем
80
ТАБЛИЦА 12
по пор. Название операции Тип станка
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 Термическая обработка Фрезеровка стержня с одной стороны Обдирка головок с обеих сторон Сверление малой головки, развертка Расточка большой головки Проточка торцов малой головки Черновая проточка торцов большой головки Фрезеровка тавра „ конусов малой головки » хомута - „ выреза в вилке „ боков Предвар. фрезеровка боков стержня Фрезеровка стержня Окончательная фрезеровка боков стержня Фрезеровка закругления Фрезеровка контура малой головки Отделка тавра Фрезеровка торцов под головки болтов и раз- резка Шлифовка торца хомута и вилки Сверление и развертка отверстий для болтов Фрезеровка вилки внутри Сверление смазочн. отверстия в малой головке Спаривание шатуна с хомутом, зеньковка от- верстия под болты и развертка Прорезка мостика, соединяющего оба хомута Предварительная шлифовка боковой стороны большой головки снаружи Обработка отверстия большой головки под шлифовку Обработка бокоаоЙ стороны большой го >овки с внутренней стороны вилки Обработка уступов под бортики вкладыша,в большой головке Окончательная шлифовка боковой стороны большой головки снаружи Шлифовка отверстия в большой головке Шлифовка отверстия в малой головке Ручная отделка и зачистка Запрессовка втулки в малую головку Сверление и развертка отверстия во втулке малой головки Сверление в хомутах отверстия для шпонки Зеньковка отверстия в хомутах для шпонок и их развертка Постановка шпонки Подгонка шатуна под вес Гориз.-фрезерн. Продольно-фрезер. Сверлильный Токари, или сверл. Фрез, или токари. То же Гориз.-фрезерн. Верт.-фрезерн. Г ориз.-фре.ерн. То же То же Верт.-фрезерн. Гориз.-фрезерн. Верт.-фрезе н. Гориз.-фрезерн. Верт -фрезерн. То же Гориз.-фрезерн. Плоско-шлифов. Сверлильный Гориз. фрезерн. Сверлильный То же Гориз.-фрезерн. Шлифовальный Токарный То же То же Шлифовальный То же То же Ручной пресс Сверлильный То же То же
развертки, с применением приспособления для точной установки шатуна
и направления сверла.
Обработка боковых сторон С (рис. 86) стержня шатуна производится
на горизонтально-фрезерном станке с применением копировального устрой-
ства, показанною на рис. 88. Два шатуна, обрабатываемые одновременно,
6 Авпамоторостроевие, ч. 11.
укреплены в приспособлении, установленном на столе станка; это приспб*
собление соединено со столом с левой стороны посредством шарНИра
Рис. 87. Фрезеровка лицевых сторон боль-
шой^! малой головки шатуна (завод Кертисс).
и имеет с нижней стороны пр0,
фильные копиры А, опирающиеся
на ролики, оси которых остаются
неподвижными, будучи соединены
со станиной. Таким образом при
движений стола приспособление
с шатунами, передвигаясь со сто-
лом, одновременно получает изве-
стное перемещение по высоте. С
двух проходов обрабатываются обе
стороны шатуна. Толщина снимае-
мого слоя в разных местах различна,
доходя до 20 мм\ после этой опе-
рации остается припуск 0,12 мм
на окончательную отделку.
Боковые стороны Е (рис. 86)
большой головки обрабатываются
на горизонтально-фрезерном стан-
Рис. 88. Фрезеровка при помощи приспо-
собления с копиром боковых сторон стержня
шатуна (завод Кертисс).
ке, как представлено на рис. 89.
Два шатуна, обрабатываемые одно-
временно, укрепляются в приспо-
соблении, устройство которого по-
нятно из рисунка, и устанавлива-
ются по отверстиям в большой и
малой головках.- Здесь также оста-
вляется на отделку припуск в
0,8 мм.
Фрезеровка выемки Д в дву-
тавре стержня (рис. 86) про-
изводится на вертикально-фрезер-
ном станке, как
представлено
на
рис. 90. Ширина выемки больше
У
большой головки и уменьшается
к головке поршневого пальца, по-
этому
обработка
каждой
выемки
Рис 89. Фрезеровка боковых сторон боль-
шой головки шатуна (завод Кертисс).
производится с двух проходов
фрезы. Шатуны укрепляются в
специальном приспособлении,
устроенном таким
образом,
что
шатуны можно на определенный
угол поворачивать около оси го-
ловки поршневого
пальца, для
чего
следует вращать маховичок А
(рис. 90). Такое перемещение ша-
туна производится после первого
прохода фрезы. Подобным образом
производится сперва
затем окончательная
черновая,
а
обработка
выемок стержня.
82
На рис. 91 представлена разрезка шатуна на две части на торизон*
таЛьНО-фрезерном станке при помощи двух дисковых разрезных фрез
одновременно. Шатун устанавливается на приспособлении в горизон-
тальном положении; приспособление двустороннее, с одной стороны его
стоит обрабатываемый шатун, а с другой стороны во время обработки
Рис. 90. Фрезеровка выемки в двутавро-
вом стержне шатуна (завод Кертисс).
Рис. 91. Разрезка большой головки
шатуна (завод Кертисс).
Рис. 92. Шлифовка стыковых поверхностей
большой головки и ее крышки (завод Кер-
тисс).
первого снимается шатун, обработанный перед тем, и ставится новый.
Приспособление после окончания обработки каждого шатуна поворачи-
вается на столе станка вокруг вертикальной оси на 180°, и таким образом
время, теряемое станком на ожидание смены и установки детали, значи-
тельно сокращено.
На рис. 92 представлена шли-
фовка стыковых поверхностей ша-
туна и его крышки; два шатуна
и две крышки укрепляются на спе-
циальном приспособлении, устано-
вленном на столе плоско - шлифо-
вального станка Бланшард.
Сверление и развертка отверстий
для шпилек в теле шатуна и крышки
производится на 24-шпиндельном
станке Фут-Борт, как пред-
ставлено на рис. 93. Шатуны и
крышки укрепляются в четырех-
гранном массивном приспособле-
нии, могущем поворачиваться во-
круг вертикальной оси. На каждую
из трех граней приходится по 8
шпинделей, соответственно 8 от-
верстиям— 4 в шатуне и 4 в крышке; свободная грань, обращенная к ра-
бочему, служит для съемки обработанных деталей и ycranoi ки новых, пока
идет обработка на остальных трех гранях. Если принять грань, обращенную
к рабочему, за первую, то на второй грани (слева) 8 сверл сверлят отвер-
стия в шатуне и крышке, на третьей грани два отверстия в шатуне рассвер-
* 83
ливаются на неполную глубину, и’два других отверстия и четыре отверстия
в крышке рассверливаются на всю глубину (из четырех шпилек крышки
лишь две точно обрабатываются по отверстию и служат для восприятия
боковых усилий). На четвертой грани все
Рис. 93. Сверление и развертка
отверстий под шпильки в головке
шатуна (завод Кертисс).
отверстия в крышке и шатуне разверти-*
ваются.
Все операции по обработке проушины
большой головки, как до, так и после
- прорезки, а также обработка скошенных
на конце кромок Е (рис. 86) производятся
на вертикально-фрезерных станках с пово-
ротным столом. На рис. 94 представлена
операция окончательной обработки про-
ушины в крышке.
Большое отверстие в шатуне и отвер-
стие для пальцев боковых шатунов и пальца
поршня шлифуются на специальном станке
Гильд. Для этой операции установлены
следующие допуски: для большого отвер-
стия и отверстия пальцев боковых шату-
нов zt 0,0125 мм, для отверстия поршне-
вого пальца 0,0125 — 0,025 мм. На
рис. 95 представлена планшайба подобного станка Гильд, на которой
видны приспособления для точной установки шатуна; на этом рисунке изо-
бражен шатун автомобильного двигателя.
§ 51. КОНТРОЛЬ КАЧЕСТВА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ШАТУНОВ
Проверка соответствия размеров отдельных элементов шатуна требованиям
чертежа и указанным в нем допускам
дельных калибров, скоб, ле-
кал и приспособлений. Ниже
вкратце излагаются некоторые осо-
бые приемы проверок, характерные
для шатунов.
Для правильной сборки мотора
весьма важно, чтобы оси отверстий
в большой и в малой головках ша:уна
были параллельны между со-
бой. А так как совершенной парал-
лельности достичь в производстве
нельзя, то приходится устанавливать
определенные ограничения—до
пуски на непарал лельно сть
и производить специальную проверку
производится при помощи пре-
Рис. 94. Окончательная фрезеровка про-
ушины в большой головке шатуна (за-
вод Кертисс).
каждого шатуна.
На рис. 96 и 97 представлена
проверка бокового шатуна авиамо-
тора Лорэн 450 л. с. Проверка
производится в два приема, причем, во-первых, проверяется параллель-
ность осей в главной плоскости шатуна (рис. 96/ и, во-вторых, проверяется
скрученность головок (рис. 97).
84
В головки шатуна вставляются калиброванное оправки, подбираемые
таким образом, чтобы" они плотно входили в отверстие (необходимо иметь
набор оправок для подбора подходящих к каждой головке). В том случае
если в головку поршневого пальца запрессовывается втулка, то проверка
производится уже после того, как втулка, посаженная на место, оконча-
тельно обработана. Оправка после ее вставки в отверстие шатуна должна
с каждой стороны иметь свободные конпы (меньшего лияметя'1; олна
оправка укладывается на призмы,
имеющие V-образные углубления и
поставленные на точную плиту, или
укладывается на специальное при-
способление, как видно на рис. 96.
Шатун ставится в вертикальное
положение и каким-либо способом
в этом положении удерживается.
После этого индикатором, устано-
вленным на штативе (§ 18), про-
изводится четыре замера — два на
нижней оправке и два на верхней,
а именно определяется каждый раз
разница показаний индикатора, при-
водимого в соприкосновение с верх-
ней образующей каждой оправ-
ки справа и слева от шатуна на
определенном расстоянии от его оси
Рис. Ь5. Ушановка maiy^a на план-
шайбе шлифовального сапка Гильд, для
шлифовки отверстия малой головки.
симметрии.
Аналогичным образом производится проверка скрученности отвер-
стий в головках, как видно на рис. 97.
Ниже приведены допуски на непараллельности осей голо-
вок шатунов, применяемые некоторыми заводами.
ТАБЛИЦА 13
Мотор Длина, на кото- рой установлен допуск мм Наиб, допуск в мм на неп; рал- лельность по рис. 96 Наиб, допуск в мМ на скручен- ность по рис. 97
Игл (Рольс-Ройс) 200 0,300 —
Лорэн 450 л. с. 100 0,050 0,050
Лайон (Нэпир) — 0,125 0,125
Конкве, ор (Кертисс) 300 0,100 0,100
Из этих двух погрешностей обработки более серьезной явл яется
погрешность на непараллельность осей, выявляемая проверкой
но рис. 96. Исправление непараллельности осей отверстий головок шатуна
путем его правки, т. е. путем изгиба или скручивания стержня шатуна,
Допускается некоторыми заводами для шатунов из мягкой цементуемой
стали. Однако правку шатунов надо считать недопусти-
мой, и ее не применяют даже многие автомобильные заводы (лучшие).
85
Между прочим, замечено, что правленый шатун с течением времени
стремится вернуться в свое исходное состояние.
Длина шатунов, т. е. расстояние между осями их головок, должна
у разных шатунов одного мотора различаться
Рис. 96 Проверка на плите параллельности осей
большой и малой головок шатуна (боковой шагун
мотора Лорэн 450 л. с.).
Рис. 97. Проверка на плите „относительной скру-
ченное. и“ осей большой и малой головок шатуна.
возможно меньше, так как
от этого зависит различие в
степени сжатия разных ци-
линдров. Допуск на длину
шатуна обычно удается вы-
держать благодаря примене-
нию специальных приспособ-
лений при обработке отвер-
стий в последних операциях
шлифовки или развертки. Не-
которые затруднения наблю-
даются с шатунами, у кото-
рых on ерстия большой го-
ловки и отверстие для порш-
невого пальца подвергаются
цемен ации. В процессе тер-
мической обработки расстоя-
ние между осями этих отвер-
стий может несколько изме-
ниться; в последующей ме-
ханической обработке можно
исправить это изменение за
счет снятия в отверстиях не-
одинакового слоя'металла по
окружности, что однако
весьма нежелательно. На
одном из германских заводов
принято обработку обоих
отверстий в шатуне после
цементации производить,
ориентируясь по центрам
отверстий; при этом полу-
чается постоянная по окруж-
ности толщина цементован-
ного слоя, но допуск на рас-
стояние между осями отвер-
стий получается значитель-
ным (разбег допуска 0,6 мм
на длине около 250 мм).
Мы отметили в § 12 важ-
ность тщательной отделки по-
верхности деталей, подверженных, как шатун, переменным нагрузкам значи-
тельной величины. Наличие царапин с острыми углами на поверхности, остав-
шихся как следы обработки резцом, могут с течением времени, благодаря повы-
шенным местным напряжениям в этих острых углах, развиться в трещины и
повести к поломке детали в работе. Поэтому7 на некоторых заводах шатуны
подвергаются наружной шлифовке до полного удаления следов резца, и про-
ходят контроль по внешнему осмотру на качество отделанной поверхности.
86
§ 55. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какой вид обработки требует главным образом шатун, имеющий стержень дву
таврового сечения?
2. Какое значение имеет копировальное приспособление, представленное на
рис. 88? •
3. Для чего сделано поворачивающимся приспособление, представленное на
рис. 91 и употребляемое при разрезке шатуна?
4. В чем состоит выгодность в применении многошпиндельного сверлильного
станка, подобного представленному на рис. 93, для сверлений отверстий под
шпильки или болты шатуна?
5. Какое значение имеет параллельность осей отверстий в головках шатунов
и как она проверяется?
•
ГЛ А В А VI
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ПОРШНЕВЫХ КОЛЕЦ
§ 56. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПОРШНЕВЫМ КОЛЬЦАМ
Основное назначение поршневого кольца — создать уплотнение
между стенкой цилиндра и движущимся в цилиндре порш-
нем для того, чтобы не пропускать воздуха при сжатии в цилиндре и
газов в период рабочего хода. Для этого поршневое кольцо, заложенное
в цилиндр, должно плотно прилегать по всей своей окружности к стенке
цилиндра и должно прижиматься к ней с некоторым постоянным по
окружности усилием. Величина этого усилия (давление на единицу
поверхности стенки цилиндра) должна быть не слишком мала, иначе уплот-
няющий эффект кольца может оказаться недостаточным; и не должна быть,
с другой стороны, слишком большой, так как иначе слой масла между
стенкой цилиндра и поршневым кольцом будет недостаточен, и будет иметь
место значительное трение и износ кольца и цилиндра.
Помимо этого поршневое кольцо выполняет вторую важную задачу,
а именно оно служит для отвода тепла от поршня к стенкам
цилиндра. С этой точки зрения плотное прилегание кольца к стенке
цилиндра, с постоянным давлением по окружности, также имеет значение.
Таким образом поршневое кольцо должно обладать упругими свой-
ствами, что зависит от материала; должно, будучи заложено в ци-
линдр равномерно по всей окружности, прилегать к стенке цилиндра, что
зависит от конструкции и обработки; и должно при этом при-
жиматься к стенке цилиндра с определенным удельным давле-
нием, что зависит от конструкции, материала и обработки
кольца.
Кроме того, поршневое кольцо должно обладать антифрикцион-
н остью, должно не терять своих упругих свойств при повышенной темпе-
ратуре и должно хорошо проводить тепло, что зависит от материала.
Как было указано в § 106 (см. ч. I), наиболее употребительным ма-
териалом для поршневых колец является чугун, лучше всего отвечающий
одновременно всем требованиям.
Кольца, отливаемые индивидуально, получают при правильном процессе
производства удовлетворительную структуру в результате литья и терми-
ческой обработке не подвергаются. Кольца, изготовляемые из маслот, под-
вергаются обычно термообработке до вырезки из маслот.
87
Необходимо упомянуть о том, что в некоторых моторах старого типа,
как например в моторах Рон, поршневые кольца приготовлялись не из
чугуна, а из стали.
Во многих современных авиамоторах нижнее поршневое кольцо имеет
целью не уплотнение поршня в цилиндре, а регулировку толщины слоя
масла на стенках цилиндра («масляное кольцо11). Такие кольца, несколько
отличаясь от уплотняющих по своей конструкции, требуют производства
некоторых дополнительных второстепенных операций в механической обра-
ботке.
§ 57. МЕТОДЫ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ
В нижеследующей таблице приведены разные способы изготовления чугунных
поршневых колец, применяемые на практике: В * * *
ТАБЛИЦА 14
Вид отливки Способ отливки Способ получения пружи- нения при механической обработке
Отливка в виде барабана (маслота). В песок В кокиль Центробежный Вырезка замка или насечка То же То же
Отливка в виде отдель- ного кольца (индивидуальная) В песок — круглое кольцо В песок — некруглое кольцо Насечка Вырезка замка
В последнем столбце этой таблицы указано, каким образом достигается
то, что готовое поршневое кольцо пружинит; но, как было выше указано,
поршневое кольцо должно, будучи сжато и заведено в цилиндр, не только
пружинить, но и оказывать одинаковое в разных своих местах по окруж-
ности давление на единицу поверхности цилиндра, и величина этого давления
должна быть определенной, находящейся в известных пределах.
Эти требования удовлетворяются при разных методах изготовления
кольца в разной мере и по разному, как это видно из нижеследующего:
а) Наиболее старый и наименее согершенный способ изготовления
поршневого кольца таков: из барабана вытачивается заготовка в виде
кольца, из нее вырезается замок, кольцо сжимается и протачивается снаружи
по диаметру цилиндра. Удельное давление, с которым кольцо прижи-
мается к стенке цилиндра, получается в разных местах кольца разным.
б) Более совершенный и распространенный способ изготовления колец:
кольцо, вырезанное из барабана (или отдельно отлитое круглой формы),
разрезается в замке и насекается изнутри, в результате чего концы кольца
расходятся, образуя раствор в замке такой же, как в первОхМ случае.
Насечка наносится более сильно против замка и сходит на-нет к концам.
Такие кольца даюг более правильное удельное давление, чем в первом случае.
в) С той же целью получения более равномерного удельного давления
кольца делаются иногда непостоянной радиальной толщины путем эксцен-
тричной обточки внутреннего отверстия относительно наружной поверхности.
Такие кольца не насекаются. Применения для авиамоторов они почти не
88
получили, так как они около замка (где радиальная их толщина меньшая)
легко пропускают газы и наминают алюминий в поршне и обработка их
более сложна.
г) Вопрос о том, какой формы должно быть поршневое кольцо в сво-
бодном состоянии для того, чтобы, будучи заведено в цилиндр, дать
одинаковое по окружности удельное давление на сгенку цилиндра — тео-
ретически давно разрешен. Несколько лет назад был предложен новый
способ изготовления колец, заключающийся в следующем: кольцо обтачи-
вается снаружи и изнутри и затем шлифуется снаружи на копировальных
станках, не по окружности, а по сложному некруглому профилю, опреде-
ленному теоретически. После вырезки замка такое кольцо дает правильное
распределение давлений на стенку цилиндра, вследствие чего ее износ
в работе значительно уменьшается, как это установлено опытами. Эти
кольца не насекаются. Этот способ изготовления поршневых колец (способ
Бенета, Швеция) еще не получил широкого распространения, невидимому
вследствие своей дороговизны.
д) При индивидуальной отливке некруглого кольца, с последующим
снятием небольших слоев металла снаружи, изнутри и с боков и с вырезом
замка, получается кольцо, приближающееся по своим свойствам к кольцу,
указанному выше в п. „г“. Такие кольца не насекаются. Этот метод изго-
товления колец получил в последнее Время широкое применение в авто-
тракторостроении.
На большинстве заграничных авиамоторов поршневые кольца имеют
насечку. Но это не должно указывать на то, что метод изготовления
колец с насечкой является лучшим.
Заграничные авиамоторные заводы получают поршневые кольца со
стороны, от специальных заводов поршневых колец, и находятся в за-
висимости от тех методов производства, какие на этих заводах уста-
новлены.
В дальнейшем описание методов изготовления колец имеет в виду только
так называемые концентрические поршневые кольца, т. е. такие,
у которых в сжатом состоянии внешняя и внутренняя окружности, обрисо-
вывающие контур кольца, концентричны, или иначе говоря —у которых
радиальная толщина одинакова во всех местах окруж-
ности.
§ 58. ПОРЯДОК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОРШНЕВОГО КОЛЬЦА,
ВЫРЕЗАННОГО ИЗ БАРАБАНА (БЕЗ ПОСЛЕДУЮЩЕЙ НАСЕЧКИ)
Основная идея этого способа заключается в том, что из барабана вытачи-
вается заготовка кольца, из нее вырезается замок, заготовка сжимается так,
чтобы концы сошлись, и после этого кольцо протачивается — как снаружи,
так и изнутри, и шлифуется снаружи по размеру цилиндра. Необходимо
иметь в виду, что для получения правильного прилегания кольца к цилиндру
по всей окружности надо ввести ряд дополнительных операций, состоящих
в том, что сжатая заготовка не один раз протачивается снаружи и изнутри,
а последовательно несколько раз, причем после каждой операции кольцо
распускается и собирается на новую оправку (одновременно на оправку
сажается партия колец в 15 — 20 шт.). В табл. 15 приведена примерная
последовательность операций по изготовлению поршневого кольца (без
насечки) из барабана, для цилиндра диаметром 127 мм.
89
ТАБЛИЦА 15
№ по пор. Название операции Диаметр после обработки мм
1 Обдирка болванки снаружи и изнутри ’(в один или в два приема, с промежуточной термообработкой 134,5 и 118
болванки * 1
2 Отрезка колец на заготовки
3 Шлифовка обеих боковых поверхностей заготовки
4 Прорезка замка фрезой
5 Расточка изнутри нескольких (наир. 12) заготовок, сжатых и собранных в оправке 116,5
6 Обточка снаружи нескольких заготовок, сжатых и 128,5
собранных на оправке •
7 Вторая расточка изнутри заготовок, вновь сжатых и собранных на оправке 117,25
8 Вторая обточка снаружи нескольких заготовок, вновь сжатых и собранных на оправке 127,26
9 Третья расточка изнутри заготовок, вновь сжатых и собранных на оправке 118,0
10 Шлифовка боковых сторон под окончательный размер
11 Шлифовка наружного диаметра сжатой заготовки под 127,0
окончательный размер
12 Припиловка замка вручную (доводка)
Шлифовка поршневых колец с боков производится на шлифовальных
станках с магнитным патроном типа, представленного на рис. 98
(станок фирмы Рейнекер); кольцо прикладывается к магнитному патрону
Рис. 98. Станок фирмы Рейнекер с магнитным
патроном для шлифовки боковых (плоских) сторон
поршневого кольца.
и удерживается притяжением
электромагнитов, заключен-
ных в патроне (электрома-
гниты питаются постоянным
током). Камень, кроме вра-
щения, имеет возвратно-по-
ступательное движение в на-
правлении, параллельном пло-
скости магнитного патрона.
Последний во время работы
также вращается. Станок ра-
ботает полуавтоматически и
после окончания шлифовки
одного кольца его надо оста-
новить, обработанное кольцо
снять, поставить . новое, и
снова пустить станок. По-
этому более удобными, осо-
бенно при крупном производ-
стве, являются автомати-
ческие станки, сами произ-
водящие смену колец; подоб-
ные станки изготовляются
фирмой Эрт ер (Америка),
фирмой Гильд (Америка).
90
Шлифовка боковых сторон кольца обычно производится в три приема,
а именно сперва шлифуется одна сторона, потом вторая и затем вновь
первая, что обеспечивает большую точность.
Шлифовка поршневых колец снаружи производится на обычных кругло-
шлифовальных станках с применением оправки, которая ставится в центрах
и между фланцами которой зажимается партия колец, шлифуемых одновре-
менно. Для сборки колец на оправке служит приспособление, в которое
вставляются кольца перед их зажатием между фланцами; внутренняя
цилиндрическая поверхность этого приспособления, к которой прилегают
кольца — шлифована; ось центров оправки должна направляться в приспо-
соблении так, чтобы совпадать с осью этого цилиндра. После каждой
шлифовки кольца собираются в новый цилиндр приспособления, имеющий
несколько меньший диаметр.
§ 59 ПОРЯДОК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОРШНЕВОГО КОЛЬЦА,
ОТЛИТОГО ИНДИВИДУАЛЬНО (НЕКРУГЛОГО)
По этому способу кольца изготовляются для автомобильных и трак-
торных моторов. В табл. 16 приведена последовательность обработки
поршневого кольца, как она принята на одном из тракторных заводов.
ТАБЛИЦА 16
№ по пор Название операций № по пор Название операций
1 2 3 4 Обдирка по внешнему диаметру с помощью карборундового камня Обдирка по внутреннему диаметру с помощью карборундового камня Обдирка карборундовым камнем бо- ковых сторон кольца (одновре- менно обе стороны)’- Шлифовка одной боковой стороны на автомате с магнитным патро- ном 5 6 7 8 9 Шлифовка другой боковой стороны (такой же станок) Повторная окончательная шлифовка первой стороны (такой же станок) Вырезка замка фрезой Зачистка замка Обточка предварительная и оконча- тельная по внешнему диаметру сжатого кольца (несколько колец одновременно собраны на оправку
При обработке по плану, указанному в табл. 15, нужно удалить
значительное количество металла, для чего приходится прибегать к обра-
ботке на токарном станке.
При обработке по плану, указанному в табл. 16, приходится уда-
лять очень небольшое количество металла, для чего достаточно употребле-
ние на большинстве операций обдирки и шлифовки камнями. Правиль-
ное прилегание сжатого кольца достигается тем, что само кольцо в исход-
ном своем состоянии отлито не круглым, а имеющим особую форму
(§ Ю6 ч. I).
Операции 1 и 2 по табл. 16 производятся, как показано на схемах
рис. 99 и 100„ Одновременная обдирка-шлифовка боковых сторон кольца
(операция № 3 по табл. 16) производится на специальных станках
фирмы Гарднер (Америка) или Веслей (Америка), отличающихся весьма
большой производительностью. Кольца одно за другим пропускаются между
91
плоскостями двух дисковых камней, быстро вращающихся в разные стороны
и приводимых во вращение от двух электромоторов. Расстояние между
плоскостями можно регулировать, изменяя тем самым толщину колец.
§ 60. ПОРЯДОК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОРШНЕВОГО КОЛЬЦА,
ВЫРЕЗАННОГО ИЗ БАРАБАНА (С ПОСЛЕДУЮЩЕЙ НАСЕЧКОЙ)
Основная идея этого способа такова: из барабана, обточенного до дйаметра,
близкого к диаметру готового кольца, отрезается кольцо, разрезается
в замке и подвергается с внутренней стороны насечке, благодаря которой
концы кольца в замке расходятся. На заводе Те вес (Германия) принят
следующий порядок обработки таких колец (табл. 17).
ТАБЛИЦА 17
О к о с % Название операции
1 Расточка барабана изнутри и от- резка торцов
2 Обточка барабана снаружи
3 Разрезка барабана на кольца набо- ром круглых пил сразу до 18 ко- лец
4 Окончательная расточка кольца (от- дельного) изнутри
5 Шлифовка боковых сторон
6 Окончательная обточка кольца сна- ружи
№ па пор. Название операции
7 Прорезка замка
8 Насечка с внутренней стороны, бо- лее сильная против замка, посте- пенно слабее к концам; недалеко от замка насечка прекращается. Операция производится на спе- циальном автомате
9 Шлифовка наружного диаметра сжа- того кольца
У автоматов, применяемых этим заводом, при насечке кольца изнутри,
усилие, с которым наносится специальным зубилом удар по кольцу, может
изменяться в зависимости от того места, где производится насечка: против
Рис. 99. Схема станка
для обдирки наружной
поверхности индиви-
дуально отлитого порш-
невого кольца, А—порш-
невое кольцо, К — кар-
борундовый камень, а,
бив — резиновые ро-
лики, один из которых
приводит кольцо в мед-
ленное вращение.
Рис. 100. Схема станка
для обдирки внутреи-
н й поверхности индиви-
дуально отлитого коль-
ца. А —поршневое коль-
цо, К — карборундовый
камень, а и б — резино-
вые ролики, один из
которых приводит коль-
цо в медленное враще-
ние.
замка по диаметру это уси-
лие наибсльш^:,. к концам
кольца оно постепенно умень-
шается. После насечки на
кольце остается поперечный
след от удара зубилом, при-
чем расстояние между этими
следами одинаковое.
При другой конструкции
автомата, употребляемой
Американским обще-
ством поршневых ко-
лец, усилие, с которым на-
носится зубилом удар по
кольцу, не меняется, а изме-
няется расстояние между теми
местами, куда наносится
удар.
92
Существует также другой способ нанесения нйсеЧкй на кольцо, путем
его накатки. Кольцо, сжатое в замке, вращают в патроне, помещая его
эксцентрично относительно оси, и остроугольно-рифленый ролик (накатка)
сильнее нажимает против замка, слабее к концам. В Германии изготовляются
ручные настольные приборы, осуществляющие такой способ накатки.
§ 61. ПРИРАБОТКА ПОРШНЕВЫХ КОЛЕЦ
Большинство авиамоторных заводов, получающих поршневые кольца гото-
выми со стороны от специальных заводов поршневых колец, подвергают
их приработке, несмотря на то, что получают кольца уже шлифованными.
Так например на заводе ВМВ (Германия) для этой цели имеется специальная
усгановка: поршень с набранными кольцами заправлен в неподвижный
цилиндр и приводится в возвратно-поступательное движение от кривошип-
ного механизма, приводимого через передачу от электромотора.
На заводе Сименс (Германия) кольца также прирабатываются, причем
станок для приработки имеет то отличие, что цилиндр не неподвижен, а
медленно вращается от привода; продолжительность приработки - 2 часа, при
смазке маслом с наждаком.
На заводах Испано-Сюиза (Франция) и Лорен-Дитрих (Франция)
поршневые кольца также прирабатываются на аналогичных установках. Цель
приработки в применении к поршневым кольцам — это не только устра-
нение тех мелких царапин, которые остаются после шлифовки, но также
окончательное придание кольцу точно круглой формы в сжатом, но пружи-
нящем состоянии; путем шлифовки эта круглая форма получается не вполне
точной, так как кольцо при этой операции бывает сжато с боков, а снятие
даже небольшого слоя металла меняет в нем распределение внутренних
напряжений.
Если кольцо прилегает не с одинаковым удельным давчением по своей
окружности к стенке цилиндра, то при приработке отдельные места, дающие
более высокое давление, сильнее будут снашиваться; но все же в результате
приработки исправить указанный дефект кольца не удается.
§ 62. СПОСОБЫ ПРОВЕРКИ КАЧЕСТВА ГОТОВОГО КОЛЬЦА
В поршневых кольцах проверяется: а) качество материала, б) геометри-
ческая форма и размеры, в) упругость кольца.
Об основных требованиях к материалу поршневого кольца было указано
в §§ 103 и 104 ч. I. Эти требования касаются: химического со-
става чугуна и его микроструктуры. По английскому стандарту
(BESA) проверяются механические свойства чугуна на готовом поршневом
кольце. Для этого кольцо устанавливается между ножевыми оправками раз-
рывной машины так, чтобы замок лежал на диаметре, образующем 90° с на-
правлением растягивающего усилия, и растягивается до излома. Коэфи-
циент крепости подсчитывается по эмпирической формуле:
(3)
где:
S —- напряжение в кольце кг/мм2,
d—внешний диаметр кольца в мм,
Ъ — высота кольца в мм,
t — радиальная толщина кольца в мм.
93
света берется электрическая
Рис. 101. Схема испытания упру-
гости поршневого Иольца.
под действием нагрузки, по
При Э1ом испытании 5 дблжно быть нС менее 25,2 кг/млА,
Проверка геометрической формы и размеров заключается в:
1) проверке высоты кольца (по оси) в нескольких Местах,
которая должна лежать в установленных пределах;
2) проверке прилегания кольца своим наружным диаметром
к внутренней шлифованной стенке контрольного кольца, имеющего диаметр
цилиндра; наличие зазора в отдельных местах определяется по просвечи-
ванию, для чего устраивается специальная камера, и в качестве источника
лампочка;
3) проверке по щупу величины
зазора в замке поршневого кольца, зало-
женного в контрольное кольцо;
4) проверке внутреннего диа-
метра сжатого кольца;
5) проверке отсутствия на внут-
ренней стороне кольца острых
граней, которые нежелательны по двум при-
чинам: во-первых, канавка в поршне должна
иметь небольшие галтели, чтобы отсутствием
острых углов усилить поясок, разделяющий
две соседние канавки, и во-вторых, острые
грани могут резать руки сборщиков.
Проверка упругости производится путем
испытания кольца на сведение его концов
схеме, принятой в английском стандарте, на
поршневые кольца, как показано на рис. 101.
Если мы обозначим:
Q — нагрузка на кольцо в кг,
t — радиальная толщина кольца в мм,
d—номинальный диаметр цилиндра в мм,
b — высота кольца по оси цилиндра в мм (ширина кольца),
с — разница между зазором кольца в свободном состоянии и сведенном
состоянии, измеренная в плоскости, перпендикулярной оси кольца,
в мм,
Е—условный модуль упругости в кг/мм2,
то зависимость между всеми этими величинами выразится следую-
щей формулой:
или
(б)
d
5,37(7—I)3 Q
b с
(в)
Если из опыта известны Q, с и все геометрические размеры, то можно
определить величину Е. Последняя обычно бывает у хороших колец в пре-
делах от 8500 до 9750 кг/мм2.
94
При проверке качества колеи, выходящих из производства и у котдрыХ
может изменяться, как величина Е, зависящая от материала, так и вели-
чины си/ зависящие от тщательнос!и механической обработки, имеют
суждение об упругости кольца по величине Q, для которой устанавливают
определенные пределы.
Опреде ив из опыта по схеме рис. 101 величину Qo необходимую для
того, чтобы сжать кольцо до величины рабочего зазора, как у кольца за-
ложенного в цилиндр, — можно подсчитать среднее удельное давление р
кольца на стенку цилиндра:
(г)
В табл. 18 приведены нормальные размеры поршневых колец по
английским нормам BESA; эти кольца применяются на алюминиевых
поршнях.
ТАБЛИЦА 18'
ПОРШНЕВЫЕ КОЛЬЦА ДЛЯ АЛЮМИНИЕВЫХ ПОРШНЕЙ
Диаметр цилиндра Высота кольца по оси цилиндра ! Радиальн. тол- щина кольца t Зазор в свободном состоянии Груз для смыка- ния замка 1 Q
наиб. найм. наиб. найм. наиб. найм.
в м и л Л и м е т р а х кг кг
100 3.175 3,15 3,53 3,33 11,7 3,67 2,67-
105 3,175 3,15 3,71 3,51 12,2 3,88 2.80
ПО 3.175 3,15 3,86 3,66 12,7 3,95 2,97
115 3,175 3,15 4,04 3,83 13,5 4,17 3,10
120 3,175 3,15 4,19 3/9 14,0 4.30 3,22
125 3,175 3,15 4,37 4,17 14,5 4,47 3,36
127 3,175 3,15 4,45 4,24 14,7 4,53 3,40
130 3,175 3,15 4,55 4,34 15,2 4,67 3,50
135 3,175 3,15 4,70 4,50 15,7 4,77 3,63
140 3,175 3,15 4,88 4,67 16,2 5,00 3,74
145 3,175 3,15 5,03 4,83 17,0 5,05 3,88
150 3,175 3,15 5,21 5,00 17,5 5,26 4,01
§ 63. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каково назначение поршневого уплотняющего кольца?
2. Перечислить основные требования, предъявляемые к готовому поршневому
кольцу.
3. Для чего сообщают кольцу насечку?
4. Каким способом можно получить кольцо необходимой упругости без его
насечки?
5. Почему при обработке поршневого кольца по варианту его изготовления из
маслоты без насечки недостаточно однократной наружной шлифовки?
6. Какие способы насечки колец применяются?
1 Груз Q прикладывается по схеме рис. 101.
95
1. Почему насечка делается не одинаковой по окружности кольца?
8, Чем отличается механическая обработка поршневого кольца, в случае инди-
видуального некруглого кольца, сравнительно с другими способами изготовления?
9. Какова цель приработки колеи?
10. В чем состоит проверка механических свойств и правильности размеров
и формы кольца?
ГЛАВА VII
МЕХАНИЧЕСКАЯ ОБРАБОТКА ШЕСТЕРЕН
§ 64. ПРИМЕРЫ ПРИМЕНЕНИЯ ШЕСТЕРЕН В АВИАЦИОННЫХ МОТОРАХ
Шестерни,, применяемые в авиационных моторах, можно разделить на две
основные группы: шестерни цилиндрические и шестерни кониче-
Рис. 102. Продольный разрез авиамотора Лорэн 480 л. с. (трехрядный
12-цилиндровый).
с к и е. Цилиндрические шестерни бывают с прямым зубом, с винто-
вым зубом или с шевронным зубом (елочным). Конические шестерни
в авиационных моторах применяются пока только с прямым зубом, но они
также могут изготовляться с винтовым зубом и с шевронным зубом, как
ниже будет указано.
Применение шестерен в авиационных моторах поясняется на нижесле-
дующих примерах.
На рис. 102 представлен продольный разрез по одному из рядов трех-
рядного мотора Лорэн 480 л. с. (12 цилиндров), на котором видно устрой-
96
Ствб Передач от коленчатого вала мотора к вертикальному валику 2 и ку-
лачковому валику 1 с помощью конических шестерен; от коленчатого
вала к валикам магнето 4 с помощью цилиндрических винтовых
шестерен; от коленчатого вала к валику водяной помпы 6 и к промежу-
точным валикам бензиновых помп 5 и масляных помп 7 с помощью ряда
конических шестерен, сцепляющихся с двойной конической шестерней 3.
На рис. 103 представлен продольный разрез носовой части мотора
Лорэн 650 л. с. (18
редуктора Лорэн.
цилиндров в три ряда), где видно устройство
Редуктором или демультипликатором
Рис. 103. Редуктор с цилиндрическими шестернями авиамотора Лорэн 650 л. с.
(трехрядный, 18 цилиндровый). Продольный разрез.
называется шестеренчатая передача от коленчатого вала к винту, имеющая
целью уменьшение числа оборотов винта. На конце коленчатого вала 1
к фланцу привернута чашкообразная шестерня 2, имеющая внутренний
зуб; в зацеплении с этой шестерней находится шесть маленьких шестерен 3
(так называемые сателиты), сидящих на осях 4 на роликах. Оси 4 за-
креплены во фланцах обоймы, образующей одно целое с валом винта 5.
К картеру редуктора привернута неподвижная зубчатая шестерня 6 (вну-
тренний зуб), с которой в соединении находится двойная шестерня 7, тоже
неподвижная, и сидящая на вале 5 на роликоподшипниках. Сателиты 3 по
этой неподвижной шестерне 7 катятся. Этот редуктор дает уменьшение
числа оборотов в отношении 1: 1,545, так что если коленчатый вал мотора
вращается со скоростью 2000 об./мин., то вал винта вращается со скоро-
стью 1295 об./мин.
Редуктор, изображенный на рис. 103, представляет собой пример ре-
дуктора с цилиндрическими шестернями. На рис. 104 пред-
ставлен редуктор с коническими шестернями (вынутый из
Авиамоторостроение, ч. II. 97
картера) к мотору Сименс-Юпитер 500 л. с. (звездообразный, воз-
душного охлаждения, 9 цилиндров); этот редуктор дает уменьшение числа
оборотов при передаче к винту в два раза.
На рис. 105 представлена шестерня ку-
лачковой шайбы звездообразного мотора
воздушного охлаждения Лорэн, а на рис. 106 —
шестерня с внутренним зубом, со-
ставляющая одно целое с кулачковой шайбой
Рис. 105. Шестерня кулач-
ковой шайбы звездообраз-
ного авиамотора Лорэн.
Рис. 104. Редуктор с коническими ше-
стернями звездообразного авиамотора
Сименс-Юпитер 500 л. с.
звездообразного мотора воздушного охлаждения Фарман (250 л. с., мо-
дель Еа).
Помимо приведенных примеров, шестерни применяются в передачах
к импеллеру (в моторах с наддувом воздуха), в передачах от само-
Рис. 106. Шестерня с внут-
ренним зубом кулачковой
шайбы звездообразного
авиамотора Фарман
250 л. с.
пуска, в помпах масляных и бензиновых, в
передачах к синхронизатору пулемета
и т. д.
§ 65. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
ШЕСТЕРЕН
В процессе обработки шестерни из поковки можно
отметить следующие основные этапы: механическая
обработка поковки до нарезки зуба, нарезка зуба,
термическая обработка, окончательная механическая
обработка. Обдирка и обточка шестерен
производится на обычных токарных или чаще
на револьверных станках, выбираемых в
зависимости от размера заготовки. Нарезка зуба
производится на специальных зуборезных стан-
ках, принципы работы которых изложены дальше.
Шестерни изготовляются как из малоугле-
родистой специальной стали, и в этом
случае получают цементацию с соответственной
термообработкой, так и из специальной
стали с содержанием углерода 0,3—
О,45°/о, термообрабатываемой без цементации.
В первом случае зуб должен нарезаться до операций цементации и тер-
мообработки и в последующей механической обработке может быть под-
98
вергнут только шлифовке. Во втором случае можно поступать двояко: или
производить предварительную прорезку зуба до термической обработки,
с тем, чтобы после термической обработки окончательно нарезать зуб; или
после термообработки производить только шлифовку зуба.
Необходимость той или иной механической обработки зуба после тер-
мообработки вытекает из того, что в процессе термообработки несколько
изменяются форма и профиль зуба,
как это схематически в преувеличенном виде
показано на рис. 107: зуб становится ниже
и толще (эта деформация зависит от харак-
тера термообработки, формы и материала
детали).
В зависимости от метода после-
дующей механической обработки
термически обработанного зуба
стоит допустимая твердость мате-
риала шестерни. В случае применения
шлифовки твердость зуба может быть выше,
чем в случае применения резца или фрезы;
Рис. 107. Схематическое изобра-
жение деформации зуба в ре-
зультате термообработки; слева
профиль до термообработки,
справа после нее.
в первом случае ограничение допустимой
твердости исходит из условий работы зуба в эксплоатации (возможно боль-
шая твердость при достаточной вязкости), в втором случае — из возмож-
ности его обработки резцом. В этом последонм случае твердость по Бри-
неллю ограничивают обычно пределами 40—388 кг/мм2.
При термообработке шестерен значительного
диаметра, имеющих форму тарелки или диска или
венца, наблюдается коеробление всей шестерни,
иногда весьма значительно ; для уменьшения ко-
робления необходимо примене ие специальных
закалочных прессов (§ 127 ч. I).
Если во вгулке шестерни имеется отверстие
для многопазового соединения с валом (на
шлицах), то обработка этого отверстия произво-
дится сперва путем обычной расточки, а затем с
помощью операции протяжки или прошивки.
На рис. 108 представлено сечение такого от-
верстия, имеющего шесть канавок для соответству-
Рис. 108. Профиль отвер- юших шести шлиц на валике’
стия во втулке шестерни, Операция протяжки или прошивки состоит в
сидящей на шлицах (шесть том, что через отверстие шестерни протягивается
шлиц)- особой формы длинный режущий инструмент, на-
зываемый брошью (или прошивкой, или
Дорном), имеющий много последовательно расположенных режущих кро-
мок, каждая из которых снимает небольшой слой металла.
На рис. 109 представлена схема броши и расположения детали при
этой операции. Конец броши, называемый хвостом, соединяется с под-
вижной частью станка, тянущей брошь в направлении, показанном стрелкой.
Рабочая часть броши состоит из трех элементов: направляющей части,
собственно режущей части и отделывающей части, как это схематически
представлено на рис. 109 (общая длина броши бывает, смотря по сечению,
до 2 щ).
7‘
99
Станки для протяжки различаются, fi основном, По Мощности и по ролу
передачи на гидравлические и механические, и по конструкции
на вертикальные и горизонтальные.
На рис. 110 представлена часть цеха одного американского тракторного
завода, где видны станки для протяжки фирмы Л я п о й н т (Америка).
Операция протяжки позволяет обрабатывать отвер-
стия как простого, т^к и сложного профиля в попереч-
ном сечении, с большой точностью и чрезвычайно быстро;
поэтому этот способ обработки широко практикуется
в современном массовом производстве.
Рис. 109. Схема обработки отверстия во втулке шестерни методом протяжки.
В случае цементуемой шестерни такое отверстие начерно обрабаты-
вается до цементации, в процессе цементации оно защищается от наугле-
роживания, и после цементации и термообработки отделывается оконча-
тельно таким же способом протяжки.
§ 66. СПОСОБЫ НАРЕЗКИ ЦИЛИНДРИЧЕСКИХ ШЕСТЕРЕН
С ПРЯМЫМ ЗУБОМ
Ниже излагаются наиболее употребительные способы обработки зубьев
шестерен цилиндрических и конических, способы их шлифовки, приработки
и проверки.
Существуют два принципиально различных способа нарезки прямого
наружного зуба цилиндрической шестерни:
1) Нарезка фасонным резцом на фрезерном станке и
2) Нарезка по методу обкатки.
Первый способ наиболее старый. Заготовка шестерни, обточенная и по-
саженная на оправку, устанавливается на универсальном горизонтальном или
специальном фрезерном станке, будучи соединена с делительной головкой.
Фреза, имеющая профиль выемки между зубьями, прорезает сперва одну
выемку, затем после поворота заготовки при помощи делительной головки
на угол, соответствующий одному зубу, — следующую выемку и так далее
кругом.
При обработке по этому способу могут иметь место погрешности в по-
лучаемом профиле зуба по следующим причинам:
а) Шестерни (с наиболее распространенным профилем по эвольвенте),
имеющие одинаковый модуль, но разное число зубьев, имеют разный про-
100
филь, поэтому нужно было бы на каждый модуль и каждое число зубьев
употреблять свою фрезу; на пркаакт ограничиваются применением на
каждый модуль набора в 8 фрез для всех чисел зубьев, поэтому некоторые
из нарезаемых такими стандартными фрезами шестерен получают лишь
приближенный профиль. При изготовлении для нарезаемой шестерни своей
фрезы этого недостатка можно избежать.
б) При термообработке фреза обычно получает некоторое изменение
формы и коробление, что также сказывается на точности профиля.
в) У шестерен малого диаметра нормальный профиль зуба получается
несколько поднутренним; этот профиль путем описанного выше фрезеро-
вания в некоторых ше-
стернях получить невоз
можно.
г) Фреза в процессе
работы постепенно те-
ряет, вследствие износа,
свою первоначальную
правильную форму, что
отражается на правиль-
ности профиля зуба.
д) При нарезке
зубьев подряд полу-
чается неравномерный
нагрев шестерни, что
ведет к получению не-
точной формы началь-
ной окружности. Для
уменьшения этого не-
достатка зубья ше-
стерни нарезают не под-
Рис. ПО. Протяжные станки фирмы Ляпойнт.
ряд, а с пропуском че-
рез несколько зубьев, а также производят нарезку в два прохода черновой
фрезой и окончательной.
Для нарезки шестерен по изложенному способу некоторыми фирмами
изготовляются специальные станки, например Браун Шарп (Америка),
Рейнекер (Германия) Левен и Леви (Франция) и др.
Недостатки изложенного метода нарезки зубьев, а также меньшая сравни-
тельно с некоторыми другими способами, производительность обработки
служат объяснением, почему на современных заводах авиамоторов этот
метод не находит применения.
Разновидностью нарезки зубьев фасонным резцом является нарезка
с помощью пальцевой (концевой) фрезы; этот способ широко применяется
Для нарезки крупного размера цилиндрических шестерен с прямым, косым,
простым шевронным или двойным шевронным зубьями для тяжелого
машиностроения. Упомянутые выше недостатки нарезки зубьев с по-
мощью фасонной фрезы имеют место и здесь.
§ 67. НАРЕЗКА ЗУБЬЕВ ШЕСТЕРЕН ПО МЕТОДУ ОБКАТКИ
Представим себе (рис. 111), что А—обточенная заготовка шестерни, в ко-
торой надлежит прорезать зубья; Б — резец для долбления в виде шестерни
с таким же модулем, какой требуется нарезать на заготовке А, причем весь
101
Рис. 111- Схема обработки шестерни по методу
ст; ожки шестерней - резцом с обкаткой.
контур этой шестерни, за исключением соответствующего основанию впа-
дины, является режущим. Представим себе, что оси заготовки и шестерни-
резца параллельны и находятся на таком расстоянии, какое соответствует
расстоянию между двумя шестернями, находящимися в правильном зацепле-
нии (начальные окружности обеих шестерен соприкасаются) Если резцу-
шестерне дать движение вдоль своей оси, то он режущими гранями будет
строгать заготовку. Если после каждого такого хода строжки и обратного
хода резца-шестерни в исходное положение сообщать заготовке и резцу-
шестерне небольшой поворот около их осей и притом такой, как будто
они находятся в зацеплении (обкатка), то резец-шестерня будет при
каждом рабочем ходе сострагивать с заготовки стружку, и постепенно
таким образом на заготовке будет выстрагиваться профиль зубьев.
На рис. 11 показано
схематически, какие раз-
меры стружки будут при
этом последовательно сни-
маться для образования
впадины и как будет обра-
зован профиль зуба. Он
будет, естественно, гране-
ным, с числом граней, рав-
ным числу рабочих ходов,
но так как число послед-
них на один зуб берется
большим, то эти грани
мало заметны.
Шестерне-резцу можно
придать любой профиль
зуба, и соответственно ему на шестерне-заготовке будет выстроган парный
профиль. Обратно, желая получить определенный профиль в шестерне-
заготовке, можно построить шестерню-резец с необходимым профилем.
Выбор профиля зуба шестерни зависит от двух обстоятельств: от тре-
бований конструктивного характера (прочность на изгиб и на
смятие, плавность передачи, наименьший износ в работе) и от требований
производственного характера. Последние заключаются в том,
что инструмент-резец должен быть возможно проще в изготовлении, легко
затачиваться, и набор этих резцов дла разных модулей и чисел зубьев
должен быть минимальным.
Для построения профиля зуба шестерен наиболее распространено
применение одной из разновидностей эвольвенты- развертки
круга.
Необходимо отметить нижеследующие две особенности шестерен с таким
профилем зуба:
а) Шестерни с эвольвентным профилем зуба и одинаковым углом
линии зацепления, и одного определенного модуля, но с разным числом
зубьев, входят между собой в правильное зацепление, что позволяет приме-
нять один долбяк (так называется резец-шестерня, применяемый при изло-
женном выше способе нарезки зубьев строжкой) для нарезки шестерен
того же модуля, но с разным числом зубьев;
б) У рейки, т. е. шестерни с бесконечно большим числом зубьев про-
филь зуба получается, в случае эвольвентного зацепления, ограничен-
102
ный прямыми линиями, что упрощает ее изготовление и заточку
в случае применения рейки в качестве долбяка.
Эти особенности эвольвентного профиля в значительной мере упрощают
изготовление инструмента при нарезке зубьев по методу обкатки и, вместе
с некоторыми его конструктивными положительными свойствами (например
зацепление остается правильным, если расстояние между шестернями, нахо-
дящимися в зацеплении, несколько изменится), привели к тому, что эволь-
вентный профиль получил весьма широкое применение
в машиностроении.
В табл. 19 приведены наиболее распространенные способы нарезки
зубьев, имеющих эвольвентный профиль, на цилиндрических шестернях, по
методу обкатки.
ТАБЛ И ЦА 19
НАРЕЗКА ЦИЛИНДРИЧЕСКИХ ШЕСТЕРЕН ПО МЕТОДУ ОБКАТКИ
Название способа Вид резца Вид обработки Пример фирм, изготов- ляющих станки Какой зуб можно нарезать
Феллоу Резец в гиде шестерни Долбление Феллоу (Америка) Лоренц по Феллоу (Германия) Рейнекер (Германия) Рёбер (Германия) Прямой, косой Прямой, кос й Прямой П ямой
Нарезка 1 ребенкой Резец в виде грсб нки (часть рейка) олблеиие Мааг (Швейцария) Рейнекер ^Германия) Прямой, косой Прямой
Пфаутер Резец в виде червяка Фрезерова- ние Пфаутер (Германия) Гульд Эберхардт (Америка) Рейнеке (Г рм ния) Шухарт и Шютте (Германия) Барбер Кольман (Аме- рика) Прямой, косой Прямой Прямой, косой Прямой, косой Прямой, косой
Ниже вкратце излагаются принципы нарезки зубьев по способам Фел-
лоу, Мааг иПфаутер, являющимся типичными для каждой группы
§ 68. СПОСОБ ФЕЛЛОУ.
Способ Феллоу осуществляет схему, показанную на рис. 111. Внешний
вид станка Феллоу представлен на рис. 112, где видна обрабатываемая
деталь и слева, сбоку от нее, видна часть резца-шестерни А, называемой
до л б я к.
Рабочий ход долбяка, при котором происходит операция строжки, про-
изводится в этом станке снизу вверх. При работе деталь со своим шпин-
103
делем и долбяк совершают следующие движения: во время рабочего хода
обрабатываемая деталь неподвижна, долбяк движется снизу вверх; при
обратном движении долбяка вниз, стол вместе со шпинделем и деталью
немного отходит, чтобы
свободно пропустить зубья
долбяка; в нижнем поло-
жении долбяк и шпиндель
с деталью поворачиваются
на некоторый угол, после
чего начинается новый ра-
бочий ход.
На рис. 113 показан
внешний вид долбяка. сле-
ва — резец для обычного
прямого зуба, справа —
резец для косого зуба.
Последовательность
работы на станке такова:
пускается в ход долбяк,
совершающий движение
вверх и вниз, обрабаты-
ваемая деталь подводится
так, что долбяк начинает
строгать и врезается на
глубину приблизительно
высоты зуба. После
этого включается движение
обкатки долбяка и обра-
батываемой шестерни, и
расстояние между долбя-
ком-шестерней и обраба-
тываемой шестероей дово-
дится до соприкосновения
начальных окружностей.
Рис. 112. Станок Феллоу для нарезки зубьев цилин- На рис. 114 пред-
дрических шестерен. ставлено устройство
шпинделя, на котором
закрепляются обрабатываемые шестерни; в данном случае ведется обработка
сразу трех одинаковых шестерен.
На станках типа Феллоу можно вести строжку зуба таких шестерен,
у которых по конструкции конец зуба находится близко от стенки детали,
как например у двойных шестерен,
у шестерен с фланцем или у венцов
с фланцем (рис. 106). Для вы-
хода стружки достаточно 2—3 мм.
На рис. 115 представлена строжка
на станке типа Феллоу шестерни
с внутренним зубом.
Станки Феллоу делаются раз-
ных размеров, в зависимости от наз-
начения, и изготовляют их несколько
104
Рис. 113. Долбяки для станка Феллоу;
слева для нарезки прямых зубьев, справа
для нарезки косых (винтовых зубьев).
фирм, в одних случаях копирующих в точности оригинальную конструкцию
Феллоу, в других — с некоторыми отступлениями.
Станки Феллоу весьма производительны, что является их главным до-
стоинством. Число ходов долбяка в минуту до 700, смотря по материалу
и допустимой скорости резания. Фирма Лоренц указывает следующее
время, необходимое для обработки одного зуба (см. табл, на след. стр.).
На станках типа Феллоу можно строгать не только прямые, но и ко-
сые зубья; для этого долбяк делается с косыми зубьями и ему при движении
105
ТАБЛИЦА 20
Модуль А атериал Число проходов Время на 1 зуб в сек.
черновых кончат.
4 хромо-никеле в. сталь 1 2 42
3 1 1 23
2 1 1 18
1,5 бронза 1 1 1,7
вверх и вниз сообщается также вращательное попеременное движение. Шпин-
дель долбяка такого станка представлен отдельно на рис. 116; для каждого
угла наклона зуба нужно иметь свой шпиндель.
Рис. 116. Шпиндель
долбя ка ста н ка Фел-
лоу для нарезки
цилиндрических
шестерен с косым
зубом.
Таким образом на станках типа Фе л л оу можно на-
резать прямые и косые зубья цилиндрических шестерен
как с внешним, так и с внутренним зубом Для на-
резки внутренних зубьев способ Фелл оу счи-
тается наиболее точным и дешевым.
При тщательной обработке зубьев для последнего
прохода употребляется более новый долбяк, чем для
пр дварительного прохода. Шлифовка и заточка дол-
бяка производятся на специальных шлифовально-заточ-
ных станках, работающих по методу обкатки.
В самом принципе нарезки зубьев с помощью резца-
шестерни лежат причины, по которым точный профиль
нарезаемой шестерни получается лишь в том случае, если
число ее зубьев равно или меньше, чем число зубьев
долбяка. При больших диаметрах обрабатываемой ше-
стерни имеют место некоторые искажения про-
филя, благодаря которым зацепление такой шестерни в
работе с шестерней, изготовленной иным способом, бу-
дет не вполне правильным. Поэтому способ М а а г, опи-
санный ниже, считается более совершенным, чем способ
Ф е л л о у.
§ 69. СПОСОБ МААГ
Обработка зубьев по способу М а а г поясняется схемой
рис. 117. Резец имеет вид гребенки, представляющей
собой часть рейки с модулем, соответствующим модулю
нарезаемой шестерни. Гребенка совершает движение
вверх и вниз, как на долбежном станке, причем рабо-
чий ход совершается сверху вниз.
После обратного хода гребенки вверх, шестерня по-
лучает двоякое движение: она слегка поворачивается по
стрелке, и весь стол со шпинделем, на котором сидит
обрабатываемая шестерня, получает небольшое передви-
жение параллельно гребенке, как показано другой стрел-
кой. Оба эти движения подобраны так, что получается
эффект как бы качения шестерни по рейке.
После этого шестерня останавливается, следует новый
рабочий ход гребенки, потом гребенка поднимается, вверх
106
и снова обрабатываемая шестерня получает движение обкатки. Гребенку
практически нельзя сделать такой длины, чтобы перекатить по ней всю
шестерню, поэтому описанным выше способом нарезается только часть
зубьев, и когда шестерня дошла до конца гребенки, то станок автомати-
чески совершает следующую перестановку шестерни: гребенка останавли-
вается в своем верхнем положении, стол с шестерней передвигается па-
раллельно гребенке в свое исходное положение, и шестерня поворачивается
на один или несколько зубьев, после чего процесс обработки начинается
снова.
Нарезка производится
двумя гребенками—п р е д-
варительной и окон-
чательной. В том слу-
чае, если зубья после на-
резки должны быть шлифо-
ваны, применяется особая
отделочная г ребе н-
к а, оставляющая припуск
на шлифовку. Для охлаж-
дения при работе произ-
водится обильное полива-
ние смазкой.
Внешний вид станка
Мааг для нарезки пря-
мых зубьев цилиндриче-
ских шестерен представлен
на рис. 118. Фирма Мааг
изготовляет также станки
для нарезки шестерен с
косым зубом; у них
головка резцедержателя
может наклоняться под
углом, так что гребенка
ставится наискось.
Рис. 117. Схема обработки цилиндрической шестерни
на станке фирмы Мааг по методу строжки । ейкой
с обкаткой.
Станки Мааг изго-
товляются разных размеров, для нарезки шестерен с модулем от 2 до 20,
и для диаметра шестерен до 2 м. Шестерен с внутренним зубом на них
изготовлять нельзя.
§ 70. СПОСОБ ПФАУТЕРА
Фрезерование цилиндрической шестерни червяком по способу обкатки пред-
ставлено на рис. 119 (станок Пфаутер, Германия). Обрабатываемая
шестерня и фрезер все время находятся в согласованном вращении, как бы
в зацеплении. Фрезер-червяк показан на рис. 120 отдельно.
Образующие профиля зуба фрезера — прямые линии; если фрезер по-
ставить на станке наклонно, а именно под таким же углом, пол которым
наклонены его зубья (считая по начальной окружности) к оси, то обра-
батываемая шестерня будет в зацеплении как бы с прямо поставленной рей-
кой, и в результате фрезерования у нее получится прямой зуб. При всяком
другом наклоне червяка обрабатываемая шестерня будет получать косой
107
зуб, с большим или меньшим уклоном, смотря по углу установки фрезера.
Этот способ нарезки зубьев шестерен является одним из самых распростра-
Рис. 118. Станок фирмы Мааг для нарезки цилин-
дрических шестерен с прямым зубом.
Рис. 119. Станок фирмы Пфаутер для нарезки цилин-
дрических шестерен по методу фрезерования
с обкаткой.
ненных, особенно в Гер-
мании.
На рис. 121 представ-
лен станок Г ульд-Эбер-
х а р д т (Америка) для
фрезерования по этому
принципу цилиндрических
шестерен исключительно
с прямым зубом. Благо-
даря особой конструкции
фрезера этой фирмы, он
ставится не наклонно, а
горизонтально (ось
фрезера ставится под 90° к
направлению длины зуба).
Положительной сторо-
ной способа нарезки чер-
вяком является непре-
рывность процесса
и постепенность, с
которой по окружности
шестерни и по ее высоте
идет обработка, вслед-
ствие чего погрешности,
связанные с неравномер-
ными местными нагревами,
уменьшаются.
Следует отметить, что
точность получаемого про-
филя при этом способе
нарезки ниже, чем при
способе Мааг.
При помощи червячно-
го фрезера, показанного
на рис. 122, можно вести
фрезерование по методу
обкатки шлиц (шпо-
нок, составляющих одно
целое с валиком) на вали-
ках. Подобный валик пока-
зан в сечении на рис. 108.
§ 71. ИЗГОТОВЛЕНИЕ
ЦИЛИНДРИЧЕСКИХ
ШЕСТЕРЕН С ЕЛОЧНЫМ
(ШЕВРОННЫМ) ЗУБОМ
В последнее время цилин-
дрические шестерни с елоч-
ным (шевронным) зубом
108
Начали применяться Ё НёкотбрыХ конструкциях авиамоторов (например ё ре-
дукторе мотора Конкверор завода Кертисс).
Преимущество этих шестерен заключается в плавности передачи большей,
чем имеет место в шестернях с прямым зубом, и в
лий, которые возникают в обычных шестернях с
косым зубом; шевронные шестерни, если они точно
изготовлены, допускают большие нагрузки на ту же
ширину венца, чем в случае прямого зуба.
На рис. 123 представлена пара шевронных ше-
стерен в зацеплении (шестерни не с авиационным
моторов).
Способом Мааг, или Феллоу, или Пфау-
тер возможно изготовление двойной косозубчатой
шестерни, но в ней зуб будет посредине прерван,
как это показано на рис. 124: слева настоящая
шевронная шестерня (изготовленная по способу
Сикес, посредине—двойная косозубчатая,изготовлен-
ная на обычном станке Феллоу, и справа — изгртовленная на станке
отсутствии осевых уси-
Рис . 20. Червячный фре-
зер для нарезки зубьев,
применяемый на станках
типа Пфаутер.
Рис. 121. Станок фирмы Гульд-Эберхардт для нарезки цилиндрических
шестерен фрезерованием с обкаткой.
109
Пфаутер. Для изготовлений |шевронНых цилиндрических шестерен изве-
стны следующие три способа:
1. Способ Сёндерлэнд, состоящий в нарезке
Рис. 122. Фрезер для изго-
товления на станке типа
Пфаутер шлиц на валах
методом фрезерования с
о б . аткой .
долблением двумя гребенками: станки, осуществля-
ющие этот способ, строит фирма Давид Броун
в Англии.
2. Способ С и к е с, состоящий в нарезке долб-
лением двумя косозубчатыми долбяками по типу
Фел л.о у; станки, осуществляющие этот спо-
соб, строятся в Англии и в Германии (Лоренц).
На такой машине могут изготовляться цилиндри-
ческие шестерни с наружным прямым, косым или
шевронным зубом, и с внутренним прямым или
косым зубом.
Рис. 123. Шестерни с ше-
вронным (елочным) зубом.
3. Способ фрезерования пальцевым
фрезером — способ наиболее старый, соответ-
ствующие станки строятся несколькими фирмами
(Лоренц — Г ермания, Дави д-Б р о у н — Англия
и др.).
Первые два способа осуществляют метод об-
катки, последний способ является разновидностью
применения фасонного профильного фрезера. Из
этих способов первый является обеспечивающим
наибольшую точность получаемого
профиля, как производящий нарезку посред-
ством гребенки.
§ 72. СПОСОБЫ ШЛИФОВКИ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ ШЕСТЕРоН
Из вышеописанных методов нарезки шестерен, на
пример по способу Феллоу или по способу
Маа га, следует, что зуб образуется строжкой с
нескольких ходов, и поэтому неизбежно получается
граненым, но грани эти тем менее заметны, чем
ббльшее число ходов приходится на один зуб. Уничтожение этих следов
граней, а также других случайных дефектов нарезки достигается шли-
фовкой зубьев и отчасти при-
работкой (§ 81).
Шлифовка зубьев цилин-
дрических шестерен произво-
дится для ответственных и
нагруженных шестерен, рабо-
тающих с большими скоро-
стями. Шлифовка зубьев осу-
ществляется по методу про-
филированного шлифоваль-
ного камня или по методу
обкатки.
Рис. 124 Шестерни с шевронным зубом, изго-
товленные: слева — на станке Сикес, в центре—на
станке Феллоу, справа — на станке Пфаутер.
В первом случае шлифовальный камень должен иметь профиль, в точности
соответствующий профилю впадины между двумя соседними зубьями. Процесс
происходит аналогично фрезерованию зубьев профильной фрезой (§ 66).
ПО
Такие станки изготовляет фирма Г р и и д и н г-К о м п а н и (Англия). Для
постоянного поддержания у шлифовального камня необходимого точного
профиля у станка имеется особое автоматическое устройство, благодаря
которому камень периодически отводится и проверяется тремя алмазами,
одним — снизу и двумя — с боков, причем сами алмазы направляются ша-
блонами.
Для шлифовки шестерен по методу обкатки станки изготовляются не-
сколькими фирмами, осуществляющими различные схемы
Рис. 125. Станок для шлифовки цилиндрических шестерен"фирмы
Рейнекер (по Лис-Брэднер).
1. Шлифовка с помощью одного большого шлифовального камня была
введена фирмой Лис-Брэднер (Америка); по этому типу строят также
станки фирмы Рейнекер (Германия) и Кёльман (Германия) и с неко-
торым изменением конструкции—Валькот (Америка) и Черчиль
(Англия).
2. Шлифовка с помощью двух небольших шлифовальных камней —
фирма М а а г (Швейцария) или с помощью одного камня — Рейнекер
(Германия).
3. Шлифовка по методу Феллоу (Америка).
§ 73 СПОСОБ ШЛИФОВКИ ЛИС-БРЭДНЕР
На рис. 15 представлен станок Рейнекера, работающий по методу
Лис-Брэднер. Большой шлифовальный камень (диаметр 750 мм) имеет
плоскую рабочую (заднюю) поверхность, которой соприкасается с зубом
ш
обрабатываемой шбстерни. Можно себе представить, что обрабатываемая
шестерня как бы находится в зацеплении с рейкой, у которой фактически
имеется только одна сторона одного зуба, и эта сторона образована рабо-
чей плоскостью шлифовального камня. Если сообщить обрабатываемой
шестерне движение качения по этой рейке, то правые стороны зубьев будут
постепенно приходить по всему боковому профилю в соприкосновение
с камнем и подвергаться шлифовке.
Для обработки левых сторон шестерни нужно последнюю перевернуть.
Камень взят большого диаметра для того, чтобы избежать
Рис. 126. Схема расположения шлифоваль-
ных камней на станке фирмы Мааг для
шлифовки зубьев.
продольной подачи ше-
стерни вдоль камня; по-
этому станок пригоден лишь для
шлифовки узких шестерен, с ши-
риной зуба до 40 мм.
Для движения обкатки и для
передвижения шестерни на один
зуб, когда шлифовка первого окон-
чена, имеется автоматически дей-
ствующий механизм.
Продолжительность шлифовки
одной стороны зуба продолжается,
в среднем, 15 секунд. На станке
можно шлифовать шестерни диа-
метром от 40 до 300 мм, с моду-
лем до 7 и длиной, зуба до 40 мм.
§ 74. СПОСОБ ШЛИФОВКИ МААГ
Идея шлифовки прямых цилиндри-
ческих шестерен по способу Мааг
поясняется схемой на рис. 126.
Два шлифовальных тарельчатых
камня располагаются таким обра-
зом, что их шлифующие кромки
лежат в плоскости двух боковых
сторон зуба рейки. Шлифуемая
шестерня получает такое
движение, как если бы она
катилась по этой несуществующей рейке, и таким образом
обе боковые стороны зубьев, соприкасающиеся с камнями, получают шли-
фовку (см. схему рис. 127).
Станок Маа га показан в своем внешнем виде на рис. 128 (модель SSj
для шлифовки шестерен до 400 мм в диаметре, с длиной зуба до 400 мм
и модулем от 2 до 7). Шестерня совершает во время шлифовки частые
движения обкатки и получает медленную подачу по длине зуба. После
того как один зуб пройден, шестерня автоматически поворачивается на
один зуб, и операция повторяется.
Для избежания погрешностей, связанных с износом кругов, имеется
специальное приспособление, действующее следующим образом: к каждому
из кругов периодически (через каждые 5 сек.) подходит рычажок с плоско-
зашлифованным алмазом (рычажки показаны иа рис. 126), и если положе-
ние шлифующей плоскости круга не изменилось более, чем на 0,001 мм,—
112
рычажок отходит обратно; если же, вследствие износа, положение плоскости
передвинулось более указанной величины, рычажок, делающий в этом слу-
чае больший ход, замыкает ток и пускает в ход вспомогательный механизм,
сообщающий каретке с камнем необходимое перемещение до правильного
положения плоскости шлифования. Такое приспособление имеется у каждого
камня отдельно. Исправление камня путем его выверки здесь таким обра-
зом не имеет места.
Шлифовка производится всухую, для удаления пыли имеется особое
вытяжное устройство.
Рис. 127. Схема обкатки шестерни на станке фирмы "Мааг для шли-
фовки зубьев.
§ 75. СПОСОБ ШЛИФОВКИ РЕЙНЕКЕР
Шлифовка зубьев на станке Рейнекер, представленном на рис. 129,
осуществляется следующим образом: шлифовальный камень заточен так,
что его профиль соответствует профилю зуба рейки; обраба тываемая
шестерня получает движение обкатки как бы по этой рейке, и таким
образом шлифуются боковые стороны двух зубьев одной впадины. Схема
действия в этом отношении напоминает схему станка Мааг, описанного
выше.
Специальное приспособление служит для правки камня. Шлифовка со-
провождается обильным охлаждением водой.
По возможной точности получения профиля зуба этот способ повиди-
мому уступает способу Мааг.
® Авиаиоторпстроение, ч. П. ИЗ
Фирма изготовляет две модели станка для диаметров шестерен от 50
до 400 мм и от 400 до 1000 мм. На рис. 129 представлена большая
модель.
§ 76. СПОСОБЫ НАРЕЗКИ КОНИЧЕСКИХ ШЕСТЕРЕН С ПРЯМЫМ ЗУБОМ
Изготовление конических шестерен с прямым зубом производится или по
методу строжки по шаблону, или по методу обкатки.
Первый способ поясняется схемой рис. 130. Нарезаемая шестерня не-
подвижна; салазки В могут вращаться в шарнире Дас другой стороны
Рис. 128. Станок фирмы Мааг для шлифовки зубьев цилиндрических
шестерен. .
имеют ролик, передвигающийся по шаблону (копиру), представляющему
собой увеличенный профиль зуба. Резец D укреплен в каретке С и пере-
двигается по салазкам В. Таким образом режущая кромка резца будет
обрабатывать на шестерне конический профиль, подобный профилю ша-
блона.
Этот принцип обработки конических шестерен является наиболее старым;
он осушествляется в станках фирмы Гибсон (Англия), работающих с одним
резцом, в станках фирмы Циммерман (Германия), работающих одно-
временно двумя резцами, и в станках фирмы Глисон, работающих в два
резца, для крупных шестерен.
Нарезка конических зубьев по способу обкатки осуществляется в ряде
станков разных фирм, различающихся конструктивным выполнением; наибо-
лее известны станки Б и л ь г р а м, изготовляемые заводом Рейнекер (Гер-
мания), и фирмы Глисон (Америка), которые описаны ниже. Кроме того,
станки для конических шестерен с прямым зубом изготовляют фирмы:
114
Гейденрейх и Гарбек (Германия), Магдебург (Германия), Эрли-
кон (Швейцария) и др.
Для облегчения работы зуборезных станков впадины между зубьями
конической шестерни подвергаются предварительной прорезке обыкновенной
Рис. 129. Станок фирмы Рейнекер для шлифовки зубьев цилиндриче-
ских шестерен.
круглой фрезой на любых универсальных фрезерных станках или на фре-
зерных специальных станках для предварительной прорезки (изготовляются
многими фирмами, например
Глисон, Гульд-Эбер-
хардт и др.)
Пример такого' станка
фирмы Гульд-Эберхардт
представлен на рис. 131.
Стол, на котором укрепляется
шестерня, может наклонять-
ся под любым углом, соот-
ветственно обрабатываемой
шестерне. Подача фрезы
сверху вниз; после прорезки
одной впадины каретка с
Фрезой быстро поднимается
вверх, после чего шестерня
операция повторяется.
Рис. 130. Схема строжки зубьев конической ше-
стерни по копиру.
автоматически поворачивается на один зуб, и
I
8*
115
§ 77. СПОСОБ БИЛЬГРАМ
Способ Бильграма основан на методе обкатки и на свойстве развертки
круга (эвольвенты) превращаться в прямую линию в случае круга беско-
нечно большого диаметра.
Выше было указано, что благодаря этому последнему свойству, рейка,
в случае эвольвентного профиля, оказывается профилированной прямыми
линиями. Тоже самое относится и к случаю плоского конического
венца, т. е. такой конической шестерне, у которой угол при вершине
равен 180°.
Рис. 131 Предварительная прорезка впадины между зубьями конической
шестерни на специальном станке фирмы Гульд-Эберхардт.
Подобная плоская коническая шестерня схематически представлена на
рис. 132, изображающем собой схему способа Бильграм. Обрабаты-
ваемая шестерня А сидит на одном валу с конической шестерней Т, нахо-
дящейся в зацеплении с неподвижной плоской конической шестерней Б.
Шестерня Т подобрана так, что имеет угол при вершине такой же, как
шестерня 4. Если начать поворачивать ось MN вокруг оси XY, то ше-
стерня Т покатится по Б и шестерня А, жестко связанная с ней, будет
также совершать движение обкатки, как бы по несуществующей плоской
конической шестерне, находящейся над нею и с нею зацепленной.
Если изготовить резец Р с плоскими сторонами, наклоненными друг
к другу под углом (например 40°), и с размерами соответственно желае-
мому модулю, и заставить его двигаться по стрелке, то он после каждого
небольшого поворота обкатки шестерни А будет выстрагивать в ней про-
филь зуба. Этот резец явится как бы единственным зубом из несуще-
ствующей плоской конической шестерни, с которой обрабатываемая
шестерня находится в зацеплении.
116
Если в шестернях Т к Б мы начнем увеличивать число зубьев, при
том же диаметре шестерен, то шаг зубьев будет все уменьшаться, и в пре-
деле, при бесконечно большом
числе зубьев, получится глад-
кий конус Т» катящийся без
скольжения по плоскому диску
Б', таким образом возможна
замена шестерен Т к Б кону-
сом, катящимся по плоскости,
что, и осуществлено в станке
Бильграм.
Схема станка представлена
на рис. 133.
Обрабатываемая шестерня Л
закреплена на шпинделе, ле-
жащем в подшипниках го-
ловки С. Головка С имеет ось
вращения XY, причем точка
О пересечения оси XY и оси
шпинделя является вершиной
конуса шестерни. Шпиндель,
на котором сидит' шестерня,
имеет слева дугу Т, которая
является не чем иным как
частью конуса с вершиной в О.
Эта дуга Т соединена с не-
подвижным столом станка с
Рис. 132. Схема изготовления зубьев кониче-
ской шестерни путем строжки с обкаткой дю
методу Бильграм.
помощью стальных лент Ьп и
ат, так что дуга Т может по столу перекатываться без скольжения. Если
головку С повернуть вокруг оси XY, то дуга Т несколько перекатится по
столу и повернет обрабатываемую шестерню.
У
Рис. 133. Схема станка фирмы Рейнекер для нарезки зубьев конической
шестерни по методу Бильграм.
117
Таким образом имеется полная аналогия между схемой этого станка и
схемой, представленной на рис. 132.
Внешний вид станка фирмы Рейнекер, работающего по способу
Бильграм, представлен на рис. 134 (модель АКН2); на станке можно наре-
зать шестерни диаметром до 400 мм с разными углами конуса при вершине.
Для перехода на другой угол конуса имеются сменные дуги (дуга Т по
схеме рис. 133), комплект которых состоит из 28 штук.
Нарезка зубьев производится в три приема: сперва производится черновая
прострожка впадин между зубьями, потом одним резцом обрабатываются
Рис. 134. Ставок фирмы Рейнекер для нарезкн зубьев кониче-
ской шестерни, прямых или „спиральных**, по методу Бильграм.
все правые стороны зубьев и наконец другим резцом обрабатываются все
левые стороны.
Станок большой производительностью не отличается, но качество обра-
ботанного профиля получается высоким.
§ 78. СПОСОБ ГЛИСОН
Самый принцип, положенный в основу нарезки зубьев конической шестерни
на станке Глисона, тот же, что в способе Бильграм а, описанном выше;
но конструктивное осуществление движения обкатки обрабатываемой
шестерни относительно резца у Глисона иное, причем в результате этот
станок является значительно производительнее.
Внешний вид станка Глисона, модель 15", представлен на рис. 135.
В этой медели качательное движение совершает су порт с резцами; эта
фирма изготовляет также станки, у которых супорт с резцами неподвижен,
и движение обкатки совершает обрабатываемая шестерня.
На рис. 136 схематически представлено, как идет обработка зуба;
в отличие от станка Рейнекер а, здесь режут два резца. Когда один резец
совершает рабочий ход, другой отводится назад; потом первый резец отво-
118
дится назад, а второй совершает рабочий ход. Относительное перемеще-
ние обрабатываемой шестерни и резцов представлено в положениях от 1
Ю 6.
Шестерня как бы катится по воображаемому плоскому коническому
ненцу, у которого резцы образуют боковые стороны двух соседних зубьев.
После того как совершено движение обкаткой и один зуб отделан, резцы
отводятся, шестерня поворачивается на один зуб, резцы и шестерня пере-
ходят в начальное положение, и операция повторяется.
Рис. 135. Станок фирмы Глисон для нарезки прямых зубьев конической
шестерни.
У станка, представленного на рис. 135, обработка одного и того же
зуба производится и при обратном перекатывании шестерни, и только после
этого шестерня переводится на один зуб.
Чистота обработки связана с числом ходов, которые сделает резец для
обработки одного зуба; это число ходов составляет для зуба среднего
размера (того, который обычно применяется в передачах мотора) от 160
до 200.
§ 79. СПОСОБЫ НАРЕЗКИ КОНИЧЕСКИХ ШЕСТЕРЕН
СО СПИРАЛЬНЫМ ЗУБОМ
Конические шестерни со спиральным или вернее с косым зубом в авиамо-
торах пока не находят применения; однако они обладают теми же преиму-
ществами сравнительно с прямыми коническими шестернями, что и цилинд-
рические косозубчатые сравнительно с цилиндрическими прямыми, и нет
основания думать, что их применение к авиамоторам не будет иметь
места.
119
Наиболее известны следующие способы изготовления таких шестерен;
1. Способ, получаемый на станке Рейнекера (работающем по методу
Кильграм);
Рис. 136. Схема обкатки шестерни на станке фирмы Глисон для нарезки
прямых зубьев конических шестерен.
2. Способ Глисон (Америка);
3. Способ Шихт и Прей с, осуществленный в станках Клингельи-
берга (Германия);
120
4. Способ Моннерэ-Бранденбергер, осуществленный в станкак
фирмы Э р л и к о н (Швейцария), и фирмы Магдебургер-Веркцейг-
машиненфабрик (Германия).
Все эти способы имеют между собою общее то, что во всех них приме-
няется метод обкатки. Различие заключается в том, по какой геоме-
трической кривой изогнут зуб, какой применяется инструмент и как, в
связи с этим, конструктивно оформлена машина. Надо добавить, что
шестерни, изготовленные этими разными способами, не могут входить между
собой в зацепление и каждый из перечисленных способов имеет свои тео-
ретические и практические недостатки.
На станке фирмы Рейнекер, представленном на рис. 133 и 134, можно*
нарезать также конические шестерни с косым зубом, причем применяютсг
такие же резцы с плоскими режущими гра-
нями.
ели мы представим себе коническую
шестерню с прямым зубом, то в ней все
образующие профиля зуба сходятся в точке О
(рис. 137), являющейся вершиной конуса.
Представим себе на высоте вершины ко-
нуса окружность К', если теперь направить
все прямые, образующие профиль, таким об-
разом, чтобы они касались окружности К, бу-
дучи наклонены в одну сторону, то мы по-
лучим шестерню (с тангенциальным зубом),
как она получается на станке Рейнекера.
Ее особенность заключается в том, что все
образующие, — прямые и как в вертикальной,
так и в горизонтальной проекции зуб по
длине будет очерчен прямыми линиями.
Недостаток этих шестерен заключается в
том, что они требуют весьма тщательной
установки для правильной работы в эксплоа-
тации.
На рис. 138 представлена коническая
шестерня с косым зубом, как она получа-
Рис. 137. Схема построения;
спирального зуба конической
шестерни по Рейнекеру. Обра-
зующая зуба по длине — пря-
мая линия, в своей проекции
касательная к окружности К,„
проведенной на высоте верши-
ны конуса.
ется на станке Глисон; образующие профиля в этом случае — окруж-
ности, касающиеся начального конуса и проходящие через его вершину.
Таким образом здесь мы имеем общую точку, через которую проходят все
образующие всех зубьев (практически это не вполне соблюдается).
На рис. 139 представлена схема этого станка. На неподвижную часть
станины А опирается в направляющих Г корпус К, могущий качаться так,
что центром его вращения является ось Л1У. На валу О сидит фрезерная
головка с наборными резцами С, все время вращающаяся. Обрабатываемая
шестерня сидит на валу Д. Резцы головки С проходят через точку М,
являющуюся вершиной конуса обрабатываемой шестерни и вершиной не-
существующего плоского конического венца В; в послед-
нем мы имеем в действительности только две стороны двух соседних зубьев
(относящихся к одной впадине), и они образованы резцами головки С
Если теперь сообщить такое относительное движение обрабатываемойг
шестерне и головке С, как если бы эта шестерня и венец В были в заце-
плении, то головка С будет нарезать на шестерне спиральные зубья
121
это относительное движение достигается одновременным перемеще-
нием корпуса К вокруг оси MY и обрабатываемой шестерни вокруг оси
вала Д.
В начале работы, до сообщения обкатки, шестерня подводится путем
вращения стола Н до тех пор, пока резцы не прорежут необходимой
глубины.
На рис. 140 представлена резцовая головка, обрабатывающая- большую
шестерню. Резцы, общее число которых около 20, располагаются через
один таким образом, что одни окончательно обрабатывают только вогнутые
стороны зуба, а другие — только выгнутые стороны. После того как обра-
ботаны все вогнутые стороны, производится новая регулировка станка (для
этого резцовую головку можно передвигать в двух направлениях — верти-
Рис. 138. Схема построения спирального зуба кониче-
ской шестерни по Глисон. Образующая зуба по длине —
окружность, лежащая в плоскости, касательной к конусу,
и проходящая через его вершину.
«сально и горизонтально), после чего окончательно обрабатываются все
.'выпуклые стороны.
Внешний вид станка Глисон представлен на рис. 141.
На остальных способах мы останавливаться не будем, отметим лишь,
что шестерня, обработанная на станке К л и н ге л ьн б ер га, имеет зубья,
изогнутые по эвольвенте, а обработанные на станке Эрли кон — изо-
«гнуты по более сложной кривой — э п и с и н о и д е.
423
j 80. ШЛИФОВКА ЗУБЬЕВ КОНИЧЕСКИХ ШЕСТЕРЕН
Для шлифовки зубьев конических шестерен известен лишь один тин станка
фирмы Рейнекер, работающий по
этой фирмой в станках для нарезки
тому же принципу, который применен
конических шестерен (§ 77).
Такой станок представлен на
рис. 142 (модель AKS); резец за-
менен шлифовальным камнем, приво-
димым в движение от отдельного эле-
ктромотора, в остальном станок по-
вторяет конструкцию станка для на-
резки зубьев. Для проверки и правки
камня у станка имеется специаль-
ное приспособление с ал-
мазом.
На этом станке можно шлифо-
вать также конические шестерни с
косым тангенциальным зубом, т. е.
Р
Рис. 139. Схема станка фирмы Глисон
для нарезки спиральных зубьев кони-
ческой шестерни фрезерованием с
обкаткой.
Рис. 140. Фрезер для нарезки спи-
ральных зубьев конической шестерни
на станке Глисон (новая модель).
шестерни, изготовляемые на станке этой же фирмы, описанном в преды-
дущем параграфе.
§ 81. ПРИРАБОТКА ЗУБЬЕВ
В том случае, если шестерни не проходят шлифовки, их иногда подвергают
приработке под некоторой нагрузкой, в результате чего стираются
123
станки изготов-
фирмы Глисон
штрихи резца и выравниваются мелкие неправильности обработки. Такие
станки применяются как для цилиндрических, так и для конических
шестерен.
Для приработки цилиндрических шестерен известен специальный
станок Фел л оу (применяется например заводом Гном-Рон — рис. 143).
Прирабатываемая шестерня сцепляется с тремя другими шестернями, соста-
вляющими принадлежность станка и имеющими тот же модуль, но несколько
разнящиеся профили зубьев, и гоняется некоторое время в зацеплении
с ними под нагрузкой. Эта операция называется также полировкой.
Для приработки кони-
ческих шестерен специ-
альные
ляют
(Америка), Рейнекер»
(Германия), Клингельн-
берг (Германия) и др.
Первый из них пред-
ставлен на рис. 144
(модель /8"). Маленькая
коническая шестерня яв-
ляется образцовой, она.
сидит на шпинделе, при-
водимом в движение от
электрического мотора,
находящегося в станине.
Слева на шпинделе сидит
большая прирабатываемая
шестерня; этот шпиндель.
, имеет тормоз, включением!
которого можно нагру-
1 жать шестерни. Обе
' шпиндельные головки на-
ходятся на салазках, пе-
редвижение которых поз-
воляет производить точ-
ную установку зацепле-
ния и производить ис-
пытания шестерен разно-
Рис. 141. Станок фирмы Глисон для нарезки спиральных го диаметра.
зубьев конический шестерни. Надо отметить, что»
этими станками пользу-
ются преимущественно для проверки правильности нарезанного в кониче-
ской шестерне зуба, для чего смазывают зубья малой шестерни краской
и затем по следам краски на зубьях большой шестерни отмечают правиль-
ность их зацепления, для соответствующей регулировки зуборезного станка.
§ 82. ПРОВЕРКА КАЧЕСТВА ШЕСТЕРЕН
Проверка качества механической обработки изготовленных шестерен со-
стоит в проверке соответствия геометрических размеров
установленным допускам и в проверке правильности
124
формы как профиля зуба, так и самой шестерни, осо-
бенно если она имеет значительные размеры. Последняя проверка состоит
s том, что определяется величина биения шестерни, плотно посаженной
на точно шлифован-
ную оправку, как в
-радиальном направле-
нии по зубьям, так и
в боковом направле-
нии, параллельном оси
шестерни (в случае та-
рельчатой плоской ше-
стерни). Каждый завод
практически вырабаты-
вает допустимые для
надежной работы ше-
стерни пределы этих
биений, которыми и
руководствуется.
Проверка правиль-
ности профиля зубьев
имеет весьма большое
значение, особенно в
применении к наибо-
лее нагруженным (ре-
дуктор) и наиболее
быстроходным (переда-
ча импеллера) шестер-
ням.
Рис. 142. Станок фирмы Рейнекер для шлифовки
прямых или спиральных зубьев конических ше-
стерен, изготовленных по методу Бильграм.
Методы проверки
профиля зубьев разра-
ботаны более подроб-
но для цилиндрических
проверки существует несколько прибо-
шестерен, и для осуществления
ров различной конструкции.
Рис. 143. Станок типа Феллоу для приработки
зубьев цилиндрических шестерен.
На приборе фирмы П а р-
к с о н испытуемая шестерня
приводится в зацепление с
образцовой и прижимается к
ней с некоторым постоян-
ным усилием, причем ось
одной шестерни неподвижна,
а ось другой может при
проворачивании шестерен
приближаться или отдалять-
ся от первой. Это измене-
ние расстояния между ося-
ми отмечается индикатором
и записывается на диа-
грамму. Если испытуемая
шестерня изготовлена правильно, индикатор не будет показывать коле-
баний ; если же профиль неправилен или же начальная окружность не
125
является строгой окружностщо— индикатор дает колебания, и по ним
можно оценить качество обработки.
На рис. 145 представлена схема прибора фирмы Лис-Брэднер (Аме-
рика) для проверки шестерен с эвольвентным профилем зуба. Испытуемая
шестерня сидит на оправке а, могущей вращаться, и на которой одновре-
менно сидит диск Ь, строго круглой формы, и имеющей диаметр, равный
диаметру образующего круга испытуемой шестерни. Каретка с может пере-
двигаться, как показано стрелкой, причем она прижимается бортом d к
диску b и увлекает его во вращение. Рычажок g, ось которого сидит на
каретке с, а конец j касается испытуемой стороны зуба, передает свое дви-
Рис. 144. Станок фирмы Глисон для приработки и проверки зубьев
конических шестерен.
жение стрелке й, конец которой чертит диаграмму на неподвижном листе
бумаги I. Если боковая сторона зуба отклоняется от эвольвенты, то каран-
даш чертит вместо прямой линии линию неправильной формы.
Кроме того известны еще несколько различных приборов для проверки
шестерен, например прибор фирмы Мааг (Швейцария), прибор фирмы
Карл Мар (Германия), близкие по идее той, которая лежит в основе при-
бора Лис-Брэднер.
Наиболее показательным и точным прибором для проверки шестерен
небольшого диаметра является оптический прибор фирмы Карл Цейсе
(Германия), с помощью которого можно определять в одной шестерне:
а) точную величину шага разных зубьев;
126
Рис. 145. Схема прибора Лис-Брэднер
для проверки правильности профиля
эвольвентного зуба цилиндрической
шестерни.
б) отклонение формы профиля и величину угла линии зацепления;
в) точное расположение зубьев по окружности и эксцентричность;
г) величину диаметра начальной окружности.
Работа на этом приборе довольно кропотлива, но зато получаемые ре-
зультаты позволяют количественно оценивать имеющиеся отступления, и па.
ним разделять шестерни на приемле-
мые и подлежащие забракованию.
§ 83. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие затруднения может встретит!,
нарезка зубьев стальных шестерен после
их термообработки ?
2. Почему не применяется для точ-
ных цилиндрических шестерен неболь-
шого диаметра нарезка зубьев фасонной
фрезой ?
3. В чем состоит нарезка зубьев по
методу обкатки ?
4. Какими линиями очерчен про-
филь зуба в рейке, построенной в си-
стеме эвольвентного зацепления ?
5. В чем различие в нарезке зубьев
во способам Феллоу, Мааг и Пфаутер ?
6. Что общего в нарезке по спосо-
бу Мааг и Пфаутер, помимо того, что
в обоих способах осуществляется прин-
жип обкатки ?
7. В чем преимущество цилиндриче-
ских шестерен с шевронным зубом над
шестернями с прямым зубом ?
8. Чем объясняется то, что при шлифовке по методу Лис-Брэдиер применяется»
шлифовальный камень большого диаметра ?
9. Как располагаются шлифующие плоскости камней на шлифовальном станке
Маага ?
10. В чем принципиальное различие в работе шлифовальных станков Лис-Брэд-
нер и Мааг?
11. В чем состоит нарезка конической шестерни по методу строжки по-
шаблону?
12. Для какой цели применяется предварительная прорезка впадин зубьев ко-
нической шестерни?
13. Какую роль играет плоский конический зубчатый венец в методе нарезки,
конических шестерен по Бильграму ?
14. Как движется обрабатываемая шестерня относительно одного резца в спо-
собе Бильграм н двух резцов в способе Глисон?
15. В чем различие конических шестерен с косым зубом, получаемых на станке-
Рейнекера по способу Бильграм, и на станке Глисон?
16. Для чего применяется приработка зубьев шестерен?
ГЛАВА VIII
МЕХАНИЧЕСКАЯ ОБРАБОТКА
АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
§ 84. КОНСТРУКЦИИ ГЛАВНЫХ КАРТЕРОВ
Главные картеры авиамоторов по конструкции, отражающейся на приемах,
обработки, можно разделить на две основные группы:
1. Картеры таких моторов, цилиндры которых располо-
жены рядами.
127
2. Картеры звездообразных моторов.
Первые являются обычно состоящими из двух половин—верхней и ниж-
«ей, причем у одних моторов коренные вкладыши помещаются в обеих
яюловинах картера, линия разъема идет по оси коленчатого вала, и обе
-половины картера являются нагруженными деталями (например моторы Л и-
•берти, Испано, БМВVI); у других же моторов верхняя часть картера
является главной, она рассчитывается на всю нагрузку, имеет отдельные
яодвески, схватывающие нижние половинки коренных вкладышей, линия
разъема картеров проходит ниже оси вала, и нижняя половина картера в
этом случае является ненагруженной, служит сборником масла и для кре-
пления вспомогательных механизмов и передач (например моторы Кертисс,
Райт, Рольс-Ройс). Принципиального различия в обработке картеров
тех и других моторов нет.
Картеры этого типа изготовляются исключительно из легких литых спла-
вов на алюминиевой или магниевой основе.
Картеры звездообразных моторов можно разделить по роду мотора на
картеры ротативных моторов (с вращающимся цилиндром) и картеры
«обычных моторов с не вращающимися цилиндрами. Первые изготовляются
из кованой и термически обработанной стали (например, мотор Рон), вто-
рые изготовляются из легких алюминиевых сплавов, литых или кованых.
Это разделение по материалу значительно отражается на приемах обра-
ботки тех или иных картеров.
Картера звездообразных моторов по конструкции делятся на имеющие
один или два ряда звезд, на имеющие разъем по плоскости осей цилинд-
ров (например моторы Юпитер, Хорнет и др:) и на не имеющие такого
разъема и т. п., но эти различия на принципах механической обработки
не сказываются.
Таким образом по отношению к механической обработке надо рассма-
тривать два типа картеров: моторов с цилиндрами в ряд и звездо-
образных моторов. В дальнейшем основные моменты обработки обоих
типов картеров описываются отдельно.
§ 85. ОБРАБОТКА ФЛАНЦЕВ ГЛАВНОГО КАРТЕРА
ДВУРЯДНОГО 12 ЦИЛИНДРОВОГО МОТОРА
Ниже приводится краткое описание главнейших операций по обработке
главного картера двурядного мотора (12-цилиндрового) на одном из
европейских заводов.
Верхний картер подвергается прежде всего разметке, и после этого
производится первая операция обработки базы для установки картера при
его дальнейшей обработке. За базу принимается плоскость, обозначенная
на рис. 146, представляющем схематический поперечный разрез картера,
-через аб. Обработка производится на продольно-фрезерном станке. С двух
проходов сперва снимается около 3,5 мм, а затем 0,5 мм.
Следующая операция — фрезерование большого фланца (пло-
скость разъема) картера — производится на продольно-фрезерном станке
того же типа. Картер устанавливается на столе станка на плоскость аб,
обработанную в предыдущей операции. Припуск, оставляемый в литье, бы-
вает обычно от 5 до 7 мм, и этот слой снимается в два прохода, причем
вторым проходом снимается около 1 мм.
Для этой операции завод применяет продопьно-фрезерный станок, пока-
занный на рис. 147 (фирма Рейнекер, Германия). Основные данные этого
128
Рис. 147. Продолыю-фрезсриый трех-
шпиндельный станок фирмы Рейнекер.
станка (модель MRF2D)— длина фрезерования 2000 мм, проход между
стойками станины 1000 мм, число оборотов шпинделя от 17 до 465 в
минуту (16 скоростей), скорости подач стола при рабочем ходе от 10 до
220 мм в минуту (12 скоростей), скорость обратного хода стола 1220 мм
в минуту, потребляемая
мощность до 10 л. с.,
вес около 7,6 т. Шпин-
деля можно наклонять по
30° в каждую сторону от
их нормального положе-
ния, т. е. вертикальный
шпиндель от вертикали,
а боковые шпинделл —
от горизонтали. В дан-
ной операции боковые
шпинделя не использу-
ются.
Аналогичные станки
для продольной фрезе-
ровки деталей из лег-
ких сплавов изготовляют
также многие другие за- „
. Рис. 146.
воды, например Фриц
Хюрк-сталь (Германия), Ингерсоль (Америка), Кендэлл (Англия).
При операции продольной плоской фрезеровки осуществляются наибо-
лее высокие скорости резания алюминиевых сплавов и применяются
фрезерные головки с наборными резцами из быстрорежущей стали диамет-
ром до 750 мм. Наиболее вы-
годными скоростями резания счи-
таются при этой операции скоро-
сти порядка 400 — 500 м в ми-
нуту.
После этой операции произ-
водится разметка по длине плос-
кости большого фланца и конце-
вых гнезд коренных вкладышей;
затем производится сверление и
развертка двух отверстий во
фланце, которые служат в даль-
нейшем исходными пунктами для
установки картера при его обра-
ботке.
Сверление производится с по-
мощью приспособления с кон-
дуктором, которое устанавливает-
ся острыми штифтами по раз-
метке на торцовых концах край-
них гнезд для коренных вклады-
шей, и привертывается затем зажимами к картеру. Одновременно свер-
лятся отверстия для соединительных шпилек, после чего в них нарезается
Резьба.
' Авиамоторостроепие, ч. II.
129
Следующая операция заключается в фрезеровке опорных поверхностей
операция производится также на продольно-
фрезерных станках.
под фланцы цилиндров. Эта
Рис. 148. Схема установки картера при фрезеровке
опорной плоскости для цилиндров.
В случае одношпиндель-
ного станка картер может
быть установлен, как пред-
ставлено схематически на
рис. 148, на приспособле-
ние, лежащее на столе стан-
ка, имеющее на наклонной
плоскости две установочных
шпильки для контрольных
отверстий в картере, про-
сверленных в предыдущей
операции. Обработка каждой
поверхности производится в
два прохода, причем снима-
ется слой металла от 5 до
7 мм, и оставляется при-
пуск в 1 мм на дальнейшую
обработку. После обработки
поверхности под один ряд
цилиндров картер повора-
чивается, и так же обрабатывается вторая плоскость. При этой же опера-
ции производится обработка установочных плоскостей для некоторых вспо-
могательных механизмов, например
В случае крупносерийного
или массового производства кар-
теров для этой операции выгод-
нее применять более производи-
тельный станок с двумя шпинде-
лями, установленными под углом
соответственно конструкции кар-
тера. На рис. 149 представлен
подобный станок фирмы И н-
герсоль (Америка), приспособ-
ленный под обработку верхних
картеров моторов Либерти; как
видно из рисунка, шпинделя не
могут изменять своего наклона
(22°30'), и в случае перехода на
обработку картера с другим углом
развала цилиндров нужно шпин-
дельные головки заменять новыми.
для магнето.
Рис. 149. Обработка фланцев для установки
цилиндров мотора Либерти на продольно-
фрезерном двухшпнндельном станке фирмы
Ингерсоль.
§ 86. ОБРАБОТКА ГНЕЗД
ДЛЯ ЦИЛИНДРОВ
На заводе, указанном выше, сле-
дующей операцией обработки глав-
ного картера является расточка и развертка гнезд для цилин-
дров. Эта операция производится под мощным радиально - сверлильным
130
Рис. 150. Схема установки картера при опера-
ции рассверливания гнезд для установки цилин-
дра под вертикальво-сверлильным станком.
станком, причем применяется приспособление, схематически показанное б
поперечном разрезе на рис. 150.
Картер кладется на наклонную плоскость АА приспособления Б, уста-
навливается по контрольным отверстиям и привертывается. Против каждого
из окон для цилиндров одного ряда на приспособлении приходится напра-
вляющая втулка В для хвоста резцовой головки Г, вставляемой своим ко-
нусом в шпиндель сверлиль-
ного станка. Головка Г несет
следующие резцы: а — три
резца, расставленных по ок-
ружности для обдирки ци-
линдрической части отвер-
стия, б — три резца для от-
делки, в — один резец для
снятия фаски. Глубина фаски
определяется тем, что при
опускании шпинделя вниз го-
ловка упрется в бронзовое
кольцо Д.
Для обработки гнезд
цилиндров следующего ряда
картер предварительно сни-
мается и перевертывается.
Эта же операция на неко-
торых других заводах произ-
водится на продольно-фре-
зерном станке с наклонными
шпинделями; после обра-
ботки одного отверстия стол
подается на расстояние между
осями цилиндров, обрабаты-
вается следующее отверстие
и т. ц. Для получения точ-
ного расположения гнезд ци-
линдров здесь также необхо-
димо применение приспо-
соблений. Использование такого большого и мощного станка для обра-
ботки гнезд нельзя считать целесообразным.
При этой же операции обработки гнезд для цилиндров производится
Расточка и развертка гнезд для вертикальных передач.
§ 87. ОБРАБОТКА МЕСТ ДЛЯ КОРЕННЫХ ВКЛАДЫШЕЙ
Следующей операцией является предварительная обработка гнезд под ко-
ренные вкладыши в картере, осуществляемая на расточном станке.
Такой станок фирмы Унион (Германия) представлен на рис. 151
(модель BQ2). Электромотор А, установленный на головке шпинделя В,
ПРИводит в движение как шпиндель Б (подъем всей головки, вращение
’Ппинделя, подача шпинделя вдоль станка), так и стол Д (продольный и
Поперечный самоходы). На станке можно сверлить, растачивать, фрезеро-
ать фасонным фрезом и фрезеровать плоскость, а также нарезать резьбу.
т°л Д имеет поворотный круг, позволяющий поворачивать его вокруг
е* 131
вертикальной оси под любым углом к шпинделю. В задней стойке имеется
направляющий люнет Г, служащий для опоры при расточке борштангой.
Операция обработки гнезд для вкладышей производится по схеме, пред-
ставленной на рис. 152. На столе расточного станка лежит приспособление
А, имеющее несколько люнетов для поддержания и направления вала Б
несущего фрезы и приводимого во вращение шпинделем станка Г. На при.
соответствует числу гнезд, и таким
Рис. 151. Расточной станок фирмы Унион.
способлении А установлен по своим контрольным отверстиям и привернут
картер В. При пода че стола по стрелке картер надвигается гнездами на
вращающиеся фрезы, число которых
образом происходит их обработка.
В следующей операции эти гнезда
меняется такой же расточной станок.
подрезаются с торцов, для чего при-
Картер ставится на ребро, на спе-
циальном присш соблении,
показанном схематически
на рис. 153 и устроенном
следующим образом. Пли-
та А устанавливается на
столе станка, с плитой
соединены три неподвиж-
ные стойки В, несущие
подшипники, в которых
покоится вал Г с фрезами,
и от него получающий вра-
соединенный одним концом со шпинделем станка
щение. Угольник Д, к вертикальной стенке которого крепится картер Е
(устанавливаемый по своим контрольным отверстиям), может перемешаться
по направлению, перпендикулярному к оси вала Г, как показано стрелкой.
Для этого перемещения служит винт Ж, приводимый вручную маховичком 3-
132
При производстве операции угольник с картером подается по направле-
нию к валу. Для избежания могущего произойти бокового смещения вала Г
Рис. 153. Схема установки картера при операции обработки торцовых сторон гнезд
вкладышей.
относительно картера, он направляется особым диском, входящим в гнездо,
имеющееся у одной из стоек В.
Операция обработки цилиндрической части гнезд для коренных вкла-
дышей производится на некоторых заводах совершенно иначе, а именно она
соединяется в одну операцию с фрезеровкой плоскости большого фланца.
Рис. 154- ПродольныйДоризонтально-фрезерный станок фирмы Кендэлл,
188
В этом случае обработка ведется на продольно-фрезерном станке с гори-,
зонтальной осью шпинделя (например фирма Ингере оль-—Америка,
Кендэлл — Англия) набором фасонных фрез, сидящих на шпинделе: ста-
нок такого типа представлен на рис. 154 (фирма Кендэлл).
Рис. 155. Карусельный станок фирмы Боллэрд.
§ 88. ПОСЛЕДУЮЩИЕ ОПЕРАЦИИ ПО ОБРАБОТКЕ КАРТЕРА
Дальнейшие операции по обработке верхней части главного картера, сле-
дующие за приведенными выше, заключаются: в окончательной фрезеровке
плоскости большого фланца, сверлении, развертке и зеньковке различных
отверстий и нарезке резьбы в некоторых из них, и притирке плоскости
большого фланца на плите.
Аналогичным образом производится обработка нижней половины глав-
ного картера.
134
После этого обе половины картера свертываются, и в таком виде в них
производится развертка гнезд для коренных вкладышей.
Затем обе плоскости крепления цилиндров верхней части картера под-
вергаются окончательной фрезеровке.
В изложенном описании обработки главного картера пропущено не-
сколько второстепенных операций по обработке мелких фланцев и по свер-
лению и нарезке резьбы в различных отверстиях.
Необходимо отметить в этом плане обработки ту последовательность,
с которой завод подходит к окончательной обработке ответственных, флан-
цев: окончательная фрезеровка большого фланца производится после того
как закончены все обдирочные опера-
ции на картере и сняты большие слои
металла, подлежащие удалению; окон-
чательная развертка гнезд для корен-
ных вкладышей производится после
притирки и шабровки этих фланцев;
окончательная фрезеровка плоскостей
для установки цилиндров производит-
ся после того, как гнезда коренных
вкладышей окончательно разверну 1Ы.
Неустраненные полностью внут-
ренние напряжения в отливке не-
сколько деформируют картер
после того, как с него снимается
значительный слой металла, поэтому
окончательная обработка каждой
плоскости производится в несколько
приемов, разделенных обработкой
других плоскостей той же детали.
Кроме этого соображения, имеет зна-
чение и то, что точность взаимного
расположения оси гнезд вкладышей
и фланцев при описанной последо-
вательности обработки получается
Рис. 156. Обточка картера звездообраз-
ного мотора Уэйрльвинд на карусельном
станке (завод Райт).
значительно выше.
Надо добавить, что этот завод оставляет одну операцию окончательной
отделки торца заднего коренного вкладыша до мом°нта сборки картера
с коленчатым валом, где этот торец подгоняется в каждом картере индиви-
дуально.
§ 89. ОБРАБОТКА КАРТЕРОВ ЗВЕЗДООБРАЗНЫХ МОТОРОВ
Для обработки картеров звездообразных моторов широко применяются то-
карные станки и карусельно-токарные станки (последние например на заво-
дах Райт и Гном-Рон).
Карусельный станок фирмы Б о л л э р д (Америка) представлен в своем
внешнем виде на рис. 155 (модель 36"). Станок имеет верхний супорт
с револьверной пятиконечной головкой, могущей перемещаться как гори-
зонтально, так и вертикально, и боковой супорт с четырехконечной голов-
кой, также имеющий два перемещения, i оризонтальное и вертикальное. Ста-
нок приводится от отдельного электромотора. Шпиндель со столом имеет
12 скоростей,
135
Надо заметить, что наибольшие числа оборотов стола в таких станках
обычно невелики (до 100 в минуту) в расчете на обработку стальных и
чугунных деталей. Скорости вращения стола, в случае обработки алюми-
ниевых деталей, могли бы быть взяты значительно большими, но они огра-
Рис 157. Фрезеровка фланцев для уста-
новки цилиндров на картере звездообраз-
ного мотора Уэйрльвинд (завод Райт).
ничиваются трудностью уравнове-
шивания детали на столе, необхо-
димого для избежания сильных виб-
раций.
Надо Qi метить также необхо-
димость защиты работающего от
стружек и брызг охлаждающей жид-
кости, разбрасываемых станком при
работе.
На рис. 156 представлена пер-
вая операция по обработке картера
мотора Уэйрльвинд (завода
Райт) на карусельном станке Б о л-
лэрд. Обточка всех поверхностей,
осью которых является главная ось
картера, производится на ряде по-
добных станков, расположенных в
последовательности операций.
Обработка опорных поверхно-
стей под цилиндры производится
на заводе Райт путем фрезеровки, как представлено на рис. 157. Картер
установлен в приспособлении, лежащем на столе, и его можно поворачивать
на угол, образуемый между осями цилиндров для перехода от данного фланца
к другому. На этом станке и приспособлении можно также расточить отвер-
стия для установки цилиндров.
Сверление мелких отверстий в картере
производится с помощью приспособлений с
кондукторами под обычными сверлильными
станками. На. рис. 158 представлено в каче-
стве примера сверление отверстий для на-
правляющих толкателя клапанной тяги в кар-
тере мотора Юпитер на заводе Гном-
Рон.
В том случае, если картер изготовляется
из алюминиевой поковки, у него внешние
очертания получаются лишь приближенно обри-
совывающими конечную форму, и путем ме-
ханической обработки должны быть прорезаны
Рис. 158. Сверление отверстий
для направляющих толкателя в
картере мотора Юпитер (завод.,
Гном-Рон).
различные выемки около ребер, впадины и
выемки у фланцев, которые в случае литого
картера получаются совершенно готовыми из
дитья.
Поэтому например изготовление картера
мотора Юпитер из дюралюминиевой поковки связано с производством
целого ряда дополнительных операций фрезерования на копировально-фре-
зерных станках (фрезеровка ведется концевым или пальцевым фрезером,
направляемым копиром),
136
§ 90. ОБРАБОТКА БЛОКОВ
В описании обработки блоков мы ограничимся двумя примерами применения
заводом И с п а н о-С ю и з а специальных станков, сконструированных самим
заводом для некоторых операций.
В 12- и 18-цилиндровых моторах Испано каждый ряд цилиндров
заключен в одном 6-цилиндровом блоке из алюминиевого сплава; сталь-
ной стакан цилиндра
ввертывается на резьбе
во всю свою длину в
алюминиевый блок.
Обработка места
под этот стакан произ-
водится на станке, пред-
ставленном на рис. 159.
Станок этот имеет 6-
шпиндельную неподвиж-
ную головку; блок кла-
дется на подвижной стол,
который самоходом или
вручную может надви-
гаться на шпинделя.
Установка блока произ-
водится по предвари-
тельно фрезерованным
боковым плоскостям и
Рис. 159. Специальный станок для обработки отверг
стий под цилиндровые стаканы в блоках (завод
Испано-Сюиза).
по контрольным отверстиям, просверленным на специальном станке, на основа-
нии проверки и разметки блока после фрезеровки. Обработка отверстий под
стакан цилиндра производится с трех операций, каждая из которых состоит
из нескольких приемов: обдирка отверстия, его развертка и нарезка резьбы.
Рис. 160. Специальный станок для обработки мест под клапанные гнезда
и под направляющие клапаны (завод Испано-Сюиза).
На рис. 160 представлен другой оригинальный станок Испано для об-
работки мест под клапанные гнезда и под направляющие втулки клапанов.
У этого станка блок укрепляется к неподвижному столу, а подвижными
являются многошпиндельные головки. Каждая из головок имеет 12 шпин-
делей; левая головка обрабатывает гнезда, правая—• места под направляю-
137
щие. Подача головок самоходом или от руки. Обработка ведется сперва
одной головкой, потом другой, с трех приемов, сопровождаемых каждый
раз сменой инструмента или перенесением блока на такой же соседний
станок, заправленный под следующую операцию. На рис. 160 представлена
последняя операция; каждая развертка для клапанных направляющих имеет
на своем конце хвост, который плотно входит в отверстие в левой развертке
для гнезда клапана; в этой операции обе головки работают одновременно
и этим обеспечивается концентричность отверстий.
Оба типа станка могут обрабатывать, как 4-, так и 6-цилиндровые
блоки И с п а н о, имеющие одно и то же расстояние между цилиндрами.
§ 91. ПРИМЕНЕНИЕ СТАНКОВ СИП
Для изготовления кондукторов, при посредстве которых производится свер-
ление деталей, как например отверстий во фланцах картеров, в блоках и
в других деталях, в инструментальных цехах часто употребляется станок для
безразметочного сверления фирмы СИП (Женевское общество
физических инструментов, Швейцария), являющийся наиболее точным стан-
ком из всех применяемых в машиностроении. ✓
Такой станок представлен на рис. 161 (модель № 6). Станок этот
сверлильный и отличается тем, что как передвижение стола вдоль станины,
так и поперечное передвижение супорта со шпинделем можно производить
на желательную величину, отсчитываемую на самой станине с большой
точностью. Для этого служат линейки, где производится отсчет целых
миллиметров, и делительные диски, где размечены десятые и сотые доли
миллиметров, с помощью нониуса определяются тысячные доли миллиметров.
Таким образом можно сверлить отверстия в кондукторах, не прибегая
к разметке, а прямо передвигать стол и супорт на необходимые по чертежу
расстояния, производя только отсчеты на станке и самые передвижения
производя с весьма большой точностью.
На таком станке можно также производить разметку, производить про-
верку изготовленных деталей или моделей или штамп, причем, в зависи-
мости от задачи, вместо сверла в шпиндель можно вставить оправку, или
чертилку, или индикатор.
Машина отличается большой точностью; в самой ее конструкции пре-
дусмотрено уменьшение причин, обусловливающих погрешности при отсче-
тах, изготовление деталей производится заводом с особой тщательностью
и кроме того для исправления неточностей в изготовлении ходовых винтов
стола и супорта введены корректоры, исправляющие эту неточность,
автоматически действуя на приспособление, служащее для точных отсчетов.
Точность передвижения стола и супорта для этой модели станка (пред-
последняя по величине, остальные меньше размером и более точны) соста-
вляет 0,015 мМ, наибольшая разница в расстоянии между двумя отверстиями,
просверленными на этой модели станка, не превосходит 0,025 мм.
Передвижение стола производится или от мотора, или вручную, передви-
жение супорта — вручную.
Главный шпиндель имеет 9 скоростей вращения (от 40 до 160 оборо-
тов в минуту) и 4 подачи; малый шпиндель имеет скорость вращения от
200 до 1000 оборотов в минуту и 4 подачи. Длина стола 1300 мм, по-
перечный ход головки шпинделя 1000 мм.
На стол можно устанавливать круглый стол, позволяющий производить
точные отсчеты углов.
J38
§ 92. УСЛОВИЯ ОБРАБОТКИ МЕЛКИХ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
При механической обработке деталей небольшого размера из легких алю-
миниевых сплавов на токарных и револьверных станках обычно нельзя
бывает осуществлять тех высоких скоростей резания, которые материал сам
по себе позволяет применять. Такое ограничение вызывается двумя главными
причинами: во-первых у небольших деталей длина точения является неболь-
Рис. 161. Станок'для^ сверления деталей без предварительной разметки
Женевского общества физических инструментов (СИП).
шой, требующей малых промежутков времени на обработку и скоРого
выключения подачи, так что ускорение режимов работы может затруднить
самое ведение работы, и во-вторых, большие скорости вращения вызывают
как деформирование детали под действием центробежных сил, так и вибра-
цию всего станка, вследствие трудности уравновесить шпиндель с деталью,
особенно если она сложной неправильной формы. Эта последняя причина
отзывается на качестве обработки.
Скорости резания и подачи применяются в зависимости
от размера и характера деталей. При токарной обдирке неболь-
ших деталей скорости резания обычно берутся от 150 до 250 м в минуту,
139
при отделке поверхности резцом — от 100 до 150 м в минуту, при сверле-
нии отверстий — около 30 м в минуту, при развертке от 5 до 10 в минуту.
Наибольшие скорости резания алюминиевых сплавов практически приме-
няются при фрезеровке плоскостей головками с наборными резцами, как
было указано выше (§ 85).
Обработка ведется как с охлаждением жидкостью, так и без нее; назна-
чение жидкости заключается в этом случае не столько в охлаждении,
сколько в смывании мелких алюминиевых стружек, имеющих
склонность налипать на резец, вследствие чего на обрабатываемой поверх-
ности появляются царапины.
§ 93. ОБРАБОТКА ПОРШНЯ
В табл. 21 приводится в качестве примера последовательность механиче-
ской обработки поршня типа Либерти.
ТАБЛИЦА 21
№ по пор. Название операций О е о с Название операций
1 Обдирка снаружи боковых стенок и дна 6 Окончательная обточка боковой по- верхности и прорезка канавок
2 Подрезка поршня по длине со сто- для колец
роны, противоположной днищу 7 Окончательная прорезка канавок
3 Предварительное сверление в бо- для ко ец
бышках отвер.тия 8 Фрезеровка выемок для сухарей
4 Проточка дн । оаружи и боковой поршневого пальца
5 поверхности 9 Сверление отверстий для масла
Расточка на токарном станке (на угольнике) отверстий для порш- невого пальца и подрезка бо- бышек с внутренней стороны поршня 10 Подгонка поршня по весу
В готовом поршне должно быть строго выдержано определенное рас-
стояние (в установленных допусках) от оси отверстия для поршневого
пальца до днища поршня для того, чтобы уменьшить возможные колебания
степени сжатия в разных цилиндрах мотора; кроме того ось этого отвер-
стия должна быть строго перпендикулярна к оси поршня.
Эти два требования являются основными и определяющими последова-
тельность обработки поршня.
Весьма важным является получение хорошей гладкой поверхности
в следующих местах поршня: в отверстии для поршневого пальца, на боко-
вой поверхности поршня и на днище поршня. Гладкая поверхность в отвер-
стии для пальца нужна потому, что допуск на обработку отверстия дается
очень небольшим, и необходимо, чтобы палец прилегал возможно большей
своей поверхностью к поверхности поршня; если этого не будет, то под
влиянием ударных нагрузок произойдет местное смятие отдельных возвы-
шающихся мест гнезда, и посадка поршневого пальца изменит свой харак-
тер, станет более свободной, вследствие чего ее износ усилится.
Отверстие для поршневого пальца получает окончательную обработку
или разверткой вручную, или путем шлифовки на станке.
140
На рис. 162 представлена Шлифовка этого Отверстия в поршНе йвиацион*
ного мотора на одном из американских заводов, осуществляемая на спе-
циальном двухшпиндельном станке Гильд (модель 70А) для внутренней
шлифовки.
Бабка расположена посреди станины, 'шпиндель сильно"”развит, пусто-
телый и открыт с обеих сторон; поршень закреплен в отверстии шпинделя.
Шлифовка каждого отверстия поршневого пальца производится с каждой
стороны бабки своим шлифовальным кругом от отдельного шпинделя.
Тщательная обработка боковой поверхности поршня необходима для
получения хорошего прилегания этой поверхности к стенке цилиндра.
Рис. 162. Станок фирмы Гильд для шлифовки отверстий для поршневых
пальцев в бобышхах поршня (шлифовка производится с обеих сторон).
Отделка чистовым резцом не дает необходимого качества поверхности, и ее
подвергают после токарной обработке или шлифовке на обычном
шлифовальном станке, или же проходят алмазным резцом.
Обработка алмазным резцом есть в сущности тоже токарная обработка,
но она должна производиться на очень точном быстроходном станке, у кото-
рого устранены вибрации, вращающиеся части выбалансированы, и шпин-
дель покоится в шарикоподшипниках. Скорость резания принимается от
100 м в минуту и более, подача от 0,02 до 0,1 мм на оборот шпин-
деля, глубина от 0,02 до 0,2.и.и. При такой обработке, производимой
всухую, особенно при малой подаче, поверхность получается ровной и почти
зеркального вида. С детали слетает стружка в виде мелкой пыли.
На рис. 163 пр-дставлен алмазный резец (фирма Шнееман, Гер-
мания); а — державка, b — промежуточная пластина, с — зажимная голонка,
d— установительный штифт, е — винт, которым головка притягивается,
/—алмазный резец.
141
Самые алмазы для резцов бывают разной формы и разного качестМ,
смотря по назначению. Можно предполагать, что в таком резце возможно
заменить алмаз победитом или аналогичным материалом, близким по
твердости к алмазу.
Поверхность головки поршня не является трущейся поверхностью, и
здесь чистота отделки преследует иные цели.
Очень часто на поверхности алюминиевых поршней, после их работы на
моторе, наблюдается явление выгорания или
Рис. 163. Алмазный резец и оправка для него.
представление рис. 164, где показан поршень
(Германия), проработавший 20 часов. Область,
обозначена стрелкой.
Точные причины явле-
ния не выяснены, но уста-
новлено, что, с одной сто-
роны, оно связано с явле-
нием детонации в ци-
линдре, а с другой сто-
роны, качество материала
поршня и состояние по-
верхности днища могут
способствовать его про-
явлению. Кроме того за-
мечено, что нагар труднее
удерживается на зер-
кально-гладкой поверх-
ности донышка. Поэтому
поверхность днища стара-
ются обрабатывать так,
чтобы она была возможно
более гладкой, не имела
никаких царапин и следов
резца. Для этой цели неко-
торые заводы применяли
одно время накатку до-
нышка большим шариком
на токарном станке; другие заводы полируют днище; третьи отделывают
его алмазным резцом, как и боковую поверхность.
§ 94. ОБРАБОТКА ГОЛОВКИ ЦИЛИНДРА
Ниже приводится, в качестве примера, описание нескольких операций по
обработке алюминиевой головки цилиндра воздушного охлаждения мотора
142
выветривания мате-
риала, заключающееся в
том, что на некотором
участке появляются мел-
кие точки в виде пор, по-
степенно увеличи-
вающиеся и превращаю-
щиеся в местную сеть глу-
боких раковин. О выго-
рании в его первона-
чальном проявлении дает
мотора завода Юнкере
где имеется выгорание,
Рис. 164. Днище поршня, имеющее начало выгорания
(это место указано стрелкой).
Челленджер (завод Кертисс, Америка), производимых на станке
Мультоматик, применяемом в массовом производстве.
Станок Мультоматик фирмы Боллэрд (Америка) представлен на
рис. 165. Он представляет собой комбинацию из нескольких карусельных
станков, расположен-
ных вокруг одной цент-
ральной стойки и име-
ющих общий меха-
низм, управляющий
движением столов для
детали и резцовых су-
портов. Число столов
шесть; первый из них
во время работы станка
неподвижен, он служит
для снятия обработан-
ной детали и уста-
новки новой. Над этим
столом нет супортов
с резцами, т«к как они
здесь не нужны. На
рис. 165 видно место,
где расположен пер-
вый стол, против него
приходится ключ для
патрона; на рисунке
железный кожух, за-
щищающий рабочего
от стружек и брызг,
изображен прозрач-
ным для ясности ри-
сунка.
Пока рабочий про-
изводит смену детали,
остальные пять столов
вращаются, ихсупорты
автоматически подво-
дят резцы и произво-
дят необходимую обра-
ботку. По окончании
обработки резцы ста-
новятся в исходное по-
ложение. Слева от
места рабочего нахо-
Рис. 165. Станок Мультоматик фирмы Боллэрд.
дится стол, где производится первая операция, дальше —- вторая и т. д., на
правом столе производится последняя операция на этом станке. Условия
работы на всех операциях подбираются таким образом, что они начинаются
и заканчиваются одновременно. После этого, вся карусель с шестью
столами поворачивается на 60°, и обработка после этого начинается сна-
чала: рабочий на подошедшем к нему столе сменяет деталь, а в это время
на остальных пяти столах автоматически идет обработка.
143
каждое иЗ шести мест, где останавливается карусель, называется
станцией.
Станок устроен таким образом, что на каждой станции столу можно
дать свою наивыгоднейшую скорость вращения (подбором сменных шесте-
Псрвая станция Втор о я станция
Пятая станция шестая станция
Рис. 166. Последовательность обработки головки цилиндра мотора Чел-
лэнджер на станке Мультоматик (завод Кертисс).
рен) и супортам можно сообщить необходимую подачу. На этом станке
можно обтачивать, сверлить, развертывать и нарезать резьбу, но обработка
ограничивается деталями, определенными по размеру и по своей форме.
Таким образом станок Мультоматик является комбинацией из
щести сТанков карусельного типа, обслуживаемых одним человеком и рабо-
144
тающих с общим ритмом, которому человек, сменяющий деталь, должей
следовать. Эти два положения объясняют, почему при переводе обработки
детали с обычных токарных станков на станок Мультоматик полу-
чается большой выигрыш во времени.
На рис. 166 представлены схематически переходы в последовательной
обработке алюминиевой головки цилиндра мотора Челленджер на станке
Мультоматик, а на рис. 167 представлен общий вид станка с устано-
вленными головками, со стороны первой загрузочной станции.
Головка при установке ее в приспособление центрируется по толстому
ребру-флянцу, предварительно проточенному вместе с четырьмя соседними
ребрами. Это приспособление видно на рис. 167; у—само приспособление,
Рис. 167. Часть станка Мультоматик, обрабатывающего
головки цилиндров.
z — откидная на шарнире скоба для зажима, U — откидной болт. В верти-
кальном направлении головка фиксируется установительным штифтом X
(рис. 167, слева), входящим в заранее просверленное отверстие.
На второй станции производится сперва черновая расточка поверхностей С,
D и G трехступенчатым плоским резцом, и затем обтачивается поверхность F
двумя резцами (рис. 166); скорость вращения головки — 61 об./мин.
На третьей станции производится черновая проточка сферической по-
верхности головки, причем резец совершает движение, указанное стрелкой,
на четверть окружности; этот принцип обточки сферы уже был описан выше,
в § 43. Скорость вращения головки — 91,4 об./мин.
На четвертой станции производится чистовая расточка поверхностей С
и О, проточка поверхности F, прорезка заточки В и снятие фаски Е. Все
резцы укреплены в сложной головке; скорость вращения головки —
75 об./мин.
На пятой станции заканчивается обработка поверхности D и сфери-
ческой поверхности А способом, аналогичным примененному при черновой
обточке этой поверхности; скорость вращения головки —113 об./мин.
О Авиамотороотроение, ч. II» 145
На Шестой станции производится нарезка резьбы на поверхности С
(диаметр 5,5") раздвижным метчиком; скорость вращения головки —
30 об./мин.
§ 95. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Для чего наборные резцовые головки в случае плоской фрезеровки делаются
большого диаметра?
2. Для чего во флянце картера сверлятся в начале его обработки контрольные
отверстия?
3. На станках какого типа можно вести обработку в картере гнезд для цилинд-
ров?
4. На станках какого типа можно вести обработку в картерах гнезд для вкла-
дышей?
5. Почему надо считать неправильным такой порядок обработки, при котором
каждая большая обрабатываемая поверхность картера (плоскость большого флянца,
плоскость флянцев под установку цилиндров) заканчивалась бы обработкой сразу с
одной установки?
6. В чем заключается удобство в применении карусельного станка для обра-
ботки картеров звездообразных моторов?
7. Почему механическая обработка штампованных алюминиевых картеров слож-
нее, чем картеров литых?
8. В ч^м заключается удобство станка СИП в случае сверл ния нескольких от-
верстий, расстояние между которыми должно быть весьма точно выдержано?
9. Чем ограничивается применение высоких скоростей резания при обработке
на токарных станках алюминиевых деталей?
10. Какое значение имеет качество отделки боковой поверхности поршня?
11. Для чего применяются алмазные резцы при обработке аллюминиевых деталей?
12. Почему сильно сокращается время обрабстки детали при перенесении ее
обработки на станок Мультоматик?
ГЛАВА IX
СБОРКА
§ 96. СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ
Большинство крупных деталей, поступающих из механической обработки в
сборный цех, проходит целый ряд слесарных операций, прежде чем
поступить в самую сборку: они опиливаются, зачищаются для удаления
заусенцев или скругления острых граней, вручную доделываются некоторые
галтели, которые не могли быть полностью выполнены в механической обра-
ботке; из внутренних каналов и отверстий удаляются опилки и стружки и
они промываются керосином; у некоторых деталей нарезается в отвер-
стиях резьба; вручную производится развертка отверстий, требующих особо
тщательной подгонки и т. п.
Самая сборка разделяется на отдельные группы операций, выполняемые
каждая своей бригадой, специализировавшейся на ограниченном количестве
определенных операций и деталей. Если проследить за движением деталей
в сборке, то можно отметить, что сперва детали собираются в сборные
единицы (например картер с поставленными на нем шпильками, трубками
для маслопровода, вкладышами и т. п.); отдельные сложные сочленения,
требующие тщательной сборки, собираются из деталей и сборных единиц
в узлы .(например коленчатый вал с главными и боковыми шатунами,
пальцами шатунов, шатунными вкладышами и т п ); из деталей, сборных
единиц и узлов собираются также отдельные механизмы (например водя-
ная или масляная помпа, карбюратор); наконец, из деталей, сборных
единиц, узлов и механизмов собирается самый мотор.
Для ускорения работы и для обеспечения ее точности как при слесар-
ных, так и при монтажных операциях, каждый завод применяет специ-
альные вспомогательные приспособления и специальный
инструмент.
Качество сборки, кроме того, должно быть обеспечено надлежащей орга-
низацией производства в этом цехе, а именно:
а) снабжением сборочного цеха деталями, которые все без исключения
прошли через заводской контроль;
б) правильным распределением операций между бригадами;
в) контролем качества фактически выполняемой сборки во время ра-
боты.
§ 97. ПРИМЕР КОМПЛЕКТОВАНИЯ СБОРОЧНОЙ ЕДИНИЦЫ
В качестве примера комплектования сборочной единицы мы приве-
дем операции, производимые в слесарно-сборочном цехе над нижней поло-
виной главного картера 12-цилиндрового мощного мотора.
В § 88, при описании механической обработки картера, уже гово-
рилось, что обе его половинки прошли последние операции, будучи спа-
ренными; в таком спаренном виде они поступают в слесарное отде-
ление.
Здесь у нижнего картера прежде всего производится отделка как
внешней, так и внутренней поверхности, с зачисткой всех
1еровностей там, где поверхность осталась необработанной, со снятием
раусенцев, оставшихся в результате механической обработки и т. п. Для
'такой зачистки и отделки некоторые заводы применяют небольшие наждач-
ные камни или щетки, действующие от электромотора с передачей посред-
[ством гибкого вала, что сильно облегчает работу.
На заводе Лорэн Дитрих отделце внешней поверхности алюминие-
вых картеров придается по требованию некоторых заказчиков (например
[военно-воздушного флота Испании) совершенно исключительное внимание:
[большое отделение, оборудованное простыми стационарными станками с
Наждачными кругами для грубой шлифоьки и матерчатыми кругами для
полировки служит для этой цели; рабочий держит картер на весу на руках
и таким образом сперва зачищает, а затем заполировывает его поверхность.
[После получения совершенно ровной блестящей поверхности на этих кар-
ьерах наводится еще для большей красоты мороз. Подобную отделку
[внешней необработанной поверхности картера нельзя считать целе-
сообразной.
В нижней половине картера вставляются трубки масляной магистрали,
[сверлятся каналы, соединяющие напорную магистраль с коренными вклады-
рцами, в этих отверстиях нарезается резьба и вставляются ниппеля, ставятся
[трубки, канализирующие масло в распределительный картер; после про-
верки метчиком резьбы под шпильки, последние ставятся на место. Каргер
проверяется на непроницаемость своих стенок (завод применяет пробу
бензином без давления); после постановки трубок для маслопровода прове-
ряется герметичность системы под давлением 7 ат.
После всех этрх операций нижний картер с рядом поставленных на
1”его деталей является подготовленным к дальнейшей сборке в качестве
[сборной единицы.
Сборными единицами являются также: верхний картер с ввернутыми в
h него шпильками, трубками маслопровода и вкладышами; коленчатый вал
I • 147
С установленными заглушками и упорными шарикоподшипником; проме.
жуточные передачи, собранные из корпуса подшипников, валиков и шесте,
рен и т. д.
§ 98. УЗЛОВАЯ СБОРКА
Примером узловой сборки может явиться сборка шатунов на колен-
чатом валу. Операции, необходимые при этой сборке, зависят от конструк,
ции узла и деталей, входящих в соединение.
В том случае, когда вкладыши шатунного подшипника залиты бабби-
том, производится подгонка поверхности вкладыша путем шабровки по
краске таким образом, чтобы поверхность, фактически соприкасающаяся
с шейкой, была возможно большей. Чем точнее была произведена меха-
ническая обработка спариваемых деталей, тем меньше работы приходится
на ручную пригонку при сборке.
Перед узловой сборкой шатунного механизма производится сорти-
ровка шатунов по фактическому их весу, как далее указано. Равным
образом в некоторых случаях приходится подбирать детали шатунного меха-
низма, с целью получения наиболее выгодных зазоров; последнее имеет
место например при сборке шатунного роликового подшипника, у которого
ролики катятся по шатунной шейке вала и поверхности отверстия главного
шатуна, а также имеет место и в других сопряжениях.
Таким образом перед узловой сборкой некоторые детали
собираются в комплекты по признаку веса или спарива-
ются по признаку наиболее удовлетворительного зазора.
В результате механической обработки, вообще говоря, технически воз-
можно получать настолько точно обработанные детали, что упомянутого
подбора или спаривания можно бы избежать. Однако в отдельных случаях
требования к точности обработки оказались бы столь строги, что выпол-
нение их повело бы к значительному усложнению и удорожанию произ-
водства. Для большинства деталей и поверхностей, входящих в соединение,
условия работы сочленения допускают такое колебание зазора, что пре-
дельные допуски обрабатываемых мест удается получить в производстве
без большого затруднения. В отдельных случаях их подгонка требуется
только для весьма ограниченного числа ответственных мест.
§ 89. ПОСАДКИ В СОПРЯЖЕННЫХ МЕСТАХ
Ниже приведены примеры допустимых зазоров в некоторых сочленениях
заграничных авиамоторов, по данным фирм.
В табл. 22 указаны диаметральные зазоры между поршневым пальцем
и отверстием в малой головке шатуна и поршневым пальцем и отверстием
в бобышках поршня.
Эти данные являются не вполне сравнимыми между собой в силу идей-
ного различия в конструкциях сочленения поршневого пальца.
Малый разбег допуска на зазор между пальцем и отверстием головки
шатуна в некоторых случаях (Кертисс, Нэпир)уже требует спаривания
этих деталей путем подбора.
Некоторые заводы, указывая допустимые пределы зазора для какого-
нибудь соединения, указывают одновременно наиболее выгодный желатель-
ный зазор, которого они при сборке новых моторов придерживаются'
Вследствие износа в работе зазоры увеличиваются, соответственно с чеМ
ухудшаются условия смазки и условия передачи нагрузки между деталями-
148
j-дБЛИЦА 22
ДОПУСТИМЫЕ ДИАМЕТРАЛЬНЫЕ ЗАЗОРЫ!
ПОРШНЕВОЙ ПАЛЕЦ---ОТВЕРСТИЕ ВТУЛКИ
рОБЫШКИ ПОРШНЯ
ШАТУНА И ПОРШНЕВОЙ ПАЛЕЦ—ОТВЕРСТИЕ
Название мотора Диаметр поршне- вого пальца Поршневой па- лец — поршень Поршнев. палец- головка шатуна
наиб. найм. наиб. найм.
в миллиметрах
Либерти 12 Кертисс Д 12 . . . Игл (Рольс-Ройс) БМВ VI Юпитер Нэпир 12 Конкверор (Кертисс) 31,6 28,5 32,0 29,5 28 7 0,010 0,125 0,012 0,020 0,046 0,025 0,020 0,012 0,006 0,013 0,000 0,060 0,062 0,087 0,030 0,054 0,070 0,038 0,030 0,050 0,008 0,006 0,050 0,000
Опытом эксплоатации каждый завод вырабатывает наибольший предельный
зазор для каждого соединения, превышение которого уже требует смены
детали.
В табл. 23 приведены зазоры между поршнем и цилиндром для не-
скольких моторов.
ТАБЛИЦА 23
Допустимые диаметральные зазоры: поршень — цилиндр
(поршни из алюминиевых сплавов)
Название мотора Диаметр цилиндра Степень сжатия Верх поршня Юбка поршня
наиб. найм. н 1иб. найм.
в миллиметрах
Либерти 12 127 5,4 0,960 0,850 0/50 0,450
БМВ VI 160 6,0 1,100 0,900 0,600 0,400
Конкверор 130 5,8 0,685 0,584 0,508 0,406
Паккард ЗА, 2500 . 162 5,8 — — 0,660 0,560
Нэпир 139,7 60 — — 0,572 0,560
Испано 300 140 5,3 1,180 1,020 0,600 0,500
Кертисс Д12 .... 114,4 5,3 0,533 0,432 0.356 0,254
Юпитер1 146 5,3 1,431 1,335 0,751 0,655
Зазор между поршнем и цилиндром при их комнатной температуре
зависит в основном от диаметра поршня, от различия температуры поршня
и температуры стенки цилиндра во время работы на моторе и от величины
1 Следует иметь в виду, что зазор для юбки поршня Юпитер относится к
ЙИзУ юбки, что цилиндр этого мотора шлифуется на конус с расчетом на его ци-
л,1ндрическую форму в нагретом виде и что величины зазоров, указанные в таб-
ЛиЧ‘, относятся к положению поршня в верхней мертвой точке. В приведенной
таблице мотор Юпитер является единственным мотором с воздушным
° \л а ж д е н и е м.
149
коэфициентов линейного расширения стального цилиндра и аллюминиевого
поршня. Для наиболее употребительных поршневых сплавов, приведенных
в § 60, ч. I, коэфициенты линейн го расширения (см. § 68) можно при»
нить одинаковыми; для сталей, употребляемых разными заводами для изго»
товления цилиндров, коэфициенты линейного расширения также практически
одинаковы. Температура поршня зависит прежде всего от констр кции пор»
шня, а также от конструкции самого мотора, его степени сжатия, среднего
индикаторного давления, средней скорости и др. факторов. Для назна-
чения правильного зазора поршня необходимо знание
распределения в нем температуры при разных условиях
работы. Кроме того для установления наименьшего зазора принимается
во внимание возможный рост и коробление поршня в процессе работы (см
§ 131, ч. I).
В табл. 24 приведены боковые зазоры поршневых колец в поршне для
разных моторов.
ТАБЛИЦА 24
ДОПУСТИМЫЕ БОКОВЫЕ ЗАЗОРЫ ПОРШНЕВОГО КОЛЬЦА В КАНАВКЕ ПОРШНЯ
(СЧИТАЯ ПО ОБРАЗУЮЩЕЙ ЦИЛИНДРА)
Название мотора Верхнее кольцо 2-е кольцо 3 е кольцо Специальное кол - цо, сни- мающее масло
Наиб. Наим. Н.шб. Наим. Наиб.| Наим Наиб. Наим.
В миллиметрах
Либерти 12 Пал кард . А 2500 Нэпир Кертисс Д12 Юпитер Уэйрльвинд 0,070 0,088 0.300 0.068 0,243 0,100 0,030 0,076 0,250 0,017 0,193 0,062 0,070 0,076 0,068 0,193 0,100 0,030 0,063 0,017 0,143 0,062 0,070 0,063 0,200 0,068 0,075 0,030 0,051 0,140 0,017 0,037 0,120 0,138 0,075 0,070 0,104 0,037
Более значительный зазор в верхних поршневых кольцах дается с целью!
устранения возможного заклинивания кольца вследствие деформации поршня
при его работе (что зависит от конструкции). Большой зазор в канавке
ведет к тому, что кольцо как бы перегоняет масло, смазывающее
стенки цилиндра, по направлению к камере сгорания, в результате чего
получается значительный расход масла; в этом случае поэтому ставится
специальное нижнее кольцо, служащее для соскребания излишнего слоя
масла со стенки цилиндра (Н э п и р, Юпитер).
В табл. 25 приведены допустимые зазоры в стыке колец, заведенных
в цилиндр.
Поршневое кольцо на работающем поршне нагрето сильнее, чем стенка
цилиндра, поэтому зазор в стыке при работе меньше, чем зазор, прове-
ряемый при комнатной температуре. В случае слишком большого зазора
кольцо будет пропускать через стык газы во время вспышки и рабочего
хода поршня. В случае слишком малого зазора концы кольца могут
упереться друг в друга и привести к поломке концов или сильному износу
кольца со стороны его рабочей поверхности вследствие того, что оно
получит распор в цилиндре,
150
При сборке поршня на некоторых заводах производится подбор колец
таким образом, чтобы они давали зазор наиболее благоприятный: например
у мотора БМВ VI верхнему кольцу дается зазор 0,7—0,8 мм, второму—
ТАБЛИЦА 25
ДОПУСТИМЫЕ ЗАЗОРЫ В СТЫКЕ КОЛЕЦ
Название мотора Диаметр цилиндра Наиб, зазор Нанм. зазор
В миллиметрах
Либерти 12 . Паккард ЗА 2500 . Нэпир . ... Кертисс Д12 . . . Игл (Рольс-Ройс) Юпитер .... 127 162 139,7 114,4 114,4 146 1,05 1,05 0,30 0,23 1,90 0,80 0,52 0,54 0,18 0,18 0,70
0,5—0,6 мм, третьему и четвертому — по 0,3—0,4 мм, путем припи-
ли в а п и я стыка.
В табл. 26 приведены допустимые диаметральные зазоры между стержнем
клапана и отверстием направляющей втулки.
ТАБЛИЦА 26
ДОПУСТИМЫЕ ДИАМЕТРАЛЬНЫЕ ЗАЗОРЫ: СТЕРЖЕНЬ КЛАПАНА--- ВТУЛКА
Название мотора Диаметр стержня Всасыв. клапан Выхлопн. клапан
наиб. ' найм. наиб. | найм.
В миллиметрах
Либерти 12 БМВ VI Нэпир Кертисс Д12 Игл (Рольс-Ройс) .... Юпитер Юнкере L5 Уэйрльвинд 11,0 13,0 8,7 прибл. всас. 10,4, вых. 12,0 12,8 0,110 0,070 0,100 0,124 0,125 0,050 0,025 0,062 0,071 0,062 0,160 0,120 0,100 0,275 0,124 0,268 0,187 0,100 0,076 0,062 0,100 0,071 0,150 0,125
Величина зазора между стержнем клапана и втулкой зависит от мате-
риалов клапана и втулки, их температуры, диаметра стержня и длины
втулки. Слишком малый зазор может повести к заеданию клапана, слишком
большой зазор — к ускоренному износу втулки, плохому направлению
клапана, к неправильной выработке вследствие этого грибком своего седла
и, в результате, к потере мощности мотора.
В табл. 27 приведены диаметральные зазоры между коренной шейкой
коленчатого вала и его вкладышем и между шатунной шейкой вала и его
вкладышем для пяти моторов,
ТАБЛИЦА 27
Допустимые диаметральные зазоры шеек коленчатого вала
и их ВКЛАДЫШЕЙ
Шатунная шейка Коренная шейка
Название мотора диаметр наиб. найм. диаметр наиб. найм.
В миллиметрах В миллиметрах
Либерти 12 Паккард ЗА 2500 . . . Кертисс Д12 Юнкере 5 Конкверор 60,3 82,6 63,5 (пр.) 65 63,5 0,100 0,127 0,062 0,040 0,051 0,080 0,076 0,050 0,020 0,038 66,6 89,0 76,2 (пр.). 65 89,0 0,114 0,075 0,030 0,084 0,063 0,050 0,015 0,076
Все эти моторы — с цилиндрами, расположенными в ряд.
Рис. 168. Схема сопряжений главного шатуна звездообразного мотора
Юпитер 500 л. с.
На рис. 168 приведен пример зазоров в шатунном сочленении звездо-
образного мотора Юпитер, У этого мотора в главный шатун А запрес-
152
совано стальное кольцо Б, и между этим кольцом Б и шейкой вала В
находится бронзовая плавающая втулка Г, являющаяся шатунным
вкладышем и залитая с внутренней стороны баббитом. Втулка Г потому
называется плавающей, что она свободно может проворачиваться как
в кольце главного шатуна, так и на шейке вала. Боковой шатун Д имеет
запрессованную бронзовую втулку Е, свободно сидящую на пальце Д{,
который плотно закрепляется в проушинах главного шатуна.
Величины зазоров в сочленениях коленчатого вала и вкладышей зависят
от конструкции машины (диаметр и длина шейки, среднее и наибольшее
давление от шейки на вкладыши, средняя скорость, характер нагрузки,
условия смазки); допустимые величины зазоров здесь, также как и в боль-
шинстве других ответственных мест, вырабатываются на основе опыта
эксплоатации.
Цифровой материал в таблицах этого § следует рассматривать лишь
как иллюстрационный материал, и в практической работе, напр. при ремонте,
надлежит пользоваться специальными инструкциями, имеющимися для каждой
модели мотора.
§ 100. ПОДБОР ПО ВЕСУ ДЕТАЛЕЙ ШАТУННОГО МЕХАНИЗМА
Для избежания вибраций при работе мотора поршни, шатуны и поршневые
пальцы должны изготовляться так, чтобы иметь возможно малую разницу
в весе, или же при сборке должны подбираться такими комплектами,
чтобы разница веса отдельных одноименных деталей комплекта была воз-
можно меньшей.
В качестве примера можно привести нормы, рекомендуемые заводом
Л о р э н-Д и тр и х, для подбора по весу деталей шатунного механизма
авиамотора Лорэн 450 л. с. (трехрядный, 12-цилиндровый мотор).
Поршни, выходящие из производства, разделяются на несколько кате-
горий по своему весу, причем каждая категория клеймится своей условной
буквой; разница веса двух соседних категорий составляет 30 г, а в пределах
одной категории разница веса не более ±4г (путем слесарной под-
гонки).
На один мотор ставятся поршни, относящиеся к одной весовой кате-
гории, т. е. с одинаковым буквенным клеймом.
Поршневые пальцы подбираются с разницей веса не более ±4 г.
Шатуны главные подбираются с разницей веса не более ±5 г.
Шатуны боковые „ , „ „ „ —2,5 г.
Кроме того два собранных комплекта шатунов, а именно: главный
шатун, два боковых шатуна и их поршневые пальцы не должны разли-
чаться по весу более, чем на ±15 г.
Завод Нэпир (12-цилиндровый трехрядный мотор) указывает сле-
дующие весовые допуски:
Поршни, поставленные на одном моторе, не должны различаться между
собой по весу более, чем на 56 г, но при этом поршни одного и того же
ряда не должны различаться более, чем на ±7 г.
В собранном виде (с кольцами и поршневыми пальцами) комплект из
4 поршней одного ряда должен быть подобран так, чтобы разница в весе
собранных поршней была бы не свыше 28 г.
В собранном виде (с вкладышами) комплект из 4 шатунов должен быть
подобран так, чтобы разница в весе шатунов не была бы выше 42 г.
163
В таких моторах, цилиндры которых расположены рядами, существенно
то, чтобы поршни каждого ряда различались между собой
по весу возможно меньше, а различие весов поршней в двух разных
рядах такого большого значения для спокойного хода мотора не имеет.
Следует отметить, что подбор шатунов только по весу еще недоста-
точен; необходимо, чтобы в шатунах, устанавливаемых на одном моторе,
не только веса были бы одинаковы, но и было одинаковым располо-
жение центров тяжестей шатунов по их длине. Это имеет
большое значение для быстроходных моторов, например автомобильных,
где на многих заводах введен подбор шатунов путем сортировки их по
распределению веса между обоими головками, для чего каждый шатун
взвешивается на двух рядом стоящих весах одновременно, укладываясь
одной головкой на одни весы, а другой на другие. Для такого взвешивания
изготовляются также специальные весы (например фирма Толедо, Америка).
§ 101. ПРИРАБОТКА И ИСПЫТАНИЕ ОТДЕЛЬНЫХ МЕХАНИЗМОВ
Собранные механизмы, прежде чем поступить на сборку мотора, подвер-
гаются приработке и испытаниям в работе. Значение прира-
ботки уже отмечалось ранее (§ 12).
К числу отдельных механизмов, подвергаемых приработке, относятся
например масляный насос, водяной насос, передача к магнето, распредели-
тельный механизм и т. п. Механизмы, поступающие на авиамоторный завод
в совершенно готовом виде от специальных заводов (как например бензи-
новая помпа AM или магнето), проходят обычно приработку и испытание
на выпускающем их заводе.
Завод Сименс имеет 4 специальные установки для испытания масляных
насосов разного размера. При испытании проверяегся наибольшее давление
в напорной магистрали, проверяется способность откачивающих помп заби-
рать масло при перебоях в подаче, соответствие подач обоих помп. Одно-
временно производится их приработка.
На заводе БМВ (Германия) масляный насос (для мотора БМВ VI)
испытывается также на специальном станке, будучи приводим в действие
от электромотора, причем питание его производится для приближения
условий работы к таковым на моторе маслом, подогреваемым до темпе-
ратуры около 75°. Редукционный клапан регулируется на давление 5 ат\
при испытании проверяется подача каждой из отдельных помп, входящих
в комплект всего насоса.
На заводе Лорэн-Дитрих водяная помпа для мотора 450 л. с.
испытывается на специальной установке, представленной на рис. 169.
Электромотор, число оборотов которого можно широко изменять, приводит
помпу во вращение через промежуточную передачу и привод помпы; про-
веряется подача, которая должна быть, в среднем, 6,5 литров в секунду
при числе оборотов помпы 2300 в минуту.
На заводе БМВ водяные помпы испытываются на аналогичной установке,
причем прокачивается горячая вода, нагретая до 80°, и проверяется подача
при определенном напоре.
Завод Сименс производит испытание самопусков к мотору Сименс-
Юпитер на специальной установке.
Завод Лорэн-Дитрих на специальной установке ведет испытание и
приработку передачи к магнето мотора 450 л, с, следующим образом;
154
передача, состоящая из корпуса с подшипниками и двух цилиндрических
шестерен с валиками, оси которых расположены в двух взаимно перпенди-
кулярных плоскостях, устанавливается на приспособлении и приводится от
электромотора, так что число оборотов передачи соответствует таковому
при работе на моторе (1850 оборотов) при его нормальном режиме работы.
Приработка ведется без магнето. В результате приработки выясняется
поведение подшипников
и правильность зацепле-
ния шестерен.
Завод Л о р э н-Д и т-
р и х производит прира-
ботку каждого комплек-
та распределительного ме-
ханизма. Для этого име-
ется постоянная уста-
новка в виде нескольких
собранных с клапанами
цилиндров, укрепленных
на плите в ряд, как на
моторе. На эти ци-
линдры укладывается рас-
пределительный картер,
собранный с рычажками,
и приводится во враще-
ние от электромотора,
так что кулачковый ва-
лик, ролики и рычажки
работают под своей нор-
мальной н. грузкой.
На этом же заводе
производится испытание
на специальной установке
бензиновых помп AM, по-
лучаемых в готовом виде
со стороны.
Из этих нескольких
примеров выясняется важ-
ность, которую придают
заводы приработке и ис-
пытанию отдельных со-
бранных механизмов.
Рис. 169. Установка для испытания водяных помп
(завод Лорэн-Дитрих).
§ 102 СБОРКА МОТОРА
Из сборных единиц, собранных механизмов и отдельных деталей, собранных
в комплекты, производится сборка самого мотора. В процессе сборки
трущиеся поверхности смазываются, в картер наливается определенное коли-
чество масла, маслом заполняются полости, которые в работающем моторе
бывают заполнены маслом (маслопроводящие трубки, полость коленчатого
вала); ставятся уплотняющие прокладки.
При сборке окончательно проверяются те диаметральные и долевые
зазоры, которые не могли быть проверены раньше, в частности зазоры
155
между зубьями конических шестерен. У некоторых моторов в этом оконча-
тельном периоде сборки по месту сверлятся отверстия для застопоривания
деталей, имеющих продольное перемещение с целью фиксирования опреде-
ленных долевых зазоров, а также ставятся с этой же целью калиброванные
стальные регулировочное прокладки.
После постановки трубопроводов производится испытание их герметич-
ности в собранном виде (водяная система).
На собранном моторе производится проверка фаз распределения, т. е.
начала открытия и закрытия каждого клапана по отношению к положению
поршня этого цилиндра. Производится регулировка системы зажигания и
проверка системы самопуска.
Сборка моторов производится на передвижных столах или тележках,
устроенных таким образом, что мотор можно легко опрокидывать.
Рис. 170. Сборочный цех завода Пратт-Виттней.
На рис. 170 представлена часть сборочного цеха завода Пратт-
Ви т н е й (Америка), где видна конструкция тележек для сборки звездо-
образных моторов.
§ 103. ПРИРАБОТКА МОТОРА
После того, как мотор окончательно собран, его нельзя сразу пускать
с полной нагрузкой на нормальных числах оборотов, так как отдельные
трущиеся поверхности деталей, как бы хорошо они обработаны ни были,
не будут вполне удовлетворительно прилегать друг к другу. В отдельных
их местах нагрузки будут более высокие, чем допустимо для надежной
работы, эти места будут подвержены в первое время более сильным износам
и в них будет развиваться вследствие трения большое количество тепла.
Для того чтобы достичь правильного прилегания трущихся поверхностей
друг к другу, их надо приработать друг к другу, что требует известного
времени.
Выше, в гл. I, указывалось как на причины, ведущие к неточностям
в обработке деталей, так и на те приемы механической обработки, которые
имеют своей целью возможно более приблизить состояние трущихся поверх-
ностей к тому, которое получается в результате работы их на моторе после
приработки (§ 30—лапинг и хонинг коленчатого вала, § 47 — хонинг
цилиндра, § 61—приработка поршневых колец и т. д.).
Такие дополнительные операции механической обработки значительно
сокращают продолжительность приработки трущихся поверхностей деталей
156
при Их работе на мбторе, но все же Не позволяют обойтись без нее. Это
зависит от того, что, во-первых, не все трущиеся поверхности деталей
проходят хонинг, и, во-вторых, от того, что все же нужна индиви-
дуальная приработка входящих в соприкосновение парных трущихся
деталей друг к другу.
Правильно проводимая приработка мотора состоит в том, что он приво-
дится в движение сперва на малых числах оборотов, а затем, на постепенно
повышающихся до нормальных, отмечается мощность, затрачиваемая на
каждом режиме на преодоление внутренних сопротивлений в моторе
вследствие трения, и переход к следующим, более высоким числам обо-
ротов производится тогда, когда на данном режиме испытания затрата
мощности уменьшилась до определенной величины или установилась
неизменной.
Для производства приработки мотор чаще всего приводится во вращение
от трансмиссии или отдельного электромотора, позволяющего менять числа
оборотов, или же пускается в работу на бензине, начиная с самых малых
оборотов.
Во время приработки мотор водяного охлаждения должен питаться водой,
имеющей температуру, соответствующую той, которая является нормальной
для работающего мотора. В период приработки происходит усиленный износ
отдельных, плохо прилегающих мест трущихся поверхностей, и частицы
металла сильно загрязняют масло; поэтому отработанное масло должно от
мотора отводится с целью очищения и подаваться в помпу должно
или свежее или очищенное масло. Температура масла, которым
мотор питается, должна соответствовать той температуре, которая соответ-
ствует нормальной для работающего мотора.
Значение поддержания нормальной температуры воды и температуры
масла заключается в том, что детали при этом будут нагреты приблизи-
тельно так, как на работающем моторе, и благодаря этому в сочленениях
установятся нормальные зазоры, при которых и будет происходить прира-
ботка.
Длительность приработки на отдельных режимах работы (числах обо-
ротов мотора) и всей приработки в целом зависит прежде всего от
качества механической обработки деталей, от особенностей того или иного
типа мотора и от проведения самой приработки. В установившихся усло-
виях производства каждый завод, в результате ряда опытов, устанавливает
нормы времени для того или иного режима приработки, но все же отдельные
моторы, в силу разных случайных причин, могут давать оттлонения в сто-
рону более скорого или более медленного достижения достаточной прира-
ботанности частей.
В том случае, если мотор приводится в движение от электромотора
с регулируемым числом оборотов, то по мощности, потребляемой электро-
мотором на вращени- двигателя, можно судить о том, достигнута ли необ-
ходимая приработанность на данных оборотах. В том случае, если мотор
идет на бензине и приработка ведется на испытательном балансирном
станке, та или иная приработанность отмечается по показаниям термо-
метров на выходящем масле и воде, а также на повышении мотором числа
оборотов при том же самом открытии дросселя.
Из двух разных способов приработки мотора, а именно: путем приве-
дения его во вращение от постороннего источника энергии (трансмиссия
или электромотор) или приведения его в движение самоходом, на бензине —
157
первый способ является гораздо более точным, более удобным для контроля
за поведением мотора и значительно более дешевым.
Из разных способов приведения мотора во вращение от постороннего
источника энергии (от трансмиссии, от электромотора переменного тока и
от мотора постоянного тока) наилучшим должен считаться тот способ,
который дает возможность более широкого и гибкого регулирования числа
оборотов; таким способом является привод от электромотора
постоянного тока.
§ 104. СПЕЦИАЛЬНЫЕ УСТАНОВКИ ДЛЯ ПРИРАБОТКИ МОТОРОВ
На рис. 171 представлена специальная установка для проведения приработки
мотора Лорэн 450 л. с. Двигатель приводится во вращение от электро-
мотора с помощью цепной передачи.
Вода, выходящая из мотора верхним трубопроводом, поступает в водяной
бак, откуда снизу подводится обратно к водяной помпе. В бак можно
Рис. 171. Установка для приработки моторов.
добавлять свежую воду из водопровода и тем самым понижать темпера-
туру воды, находящейся в нем; в баке имеется змеевик, обогреваемый
паром, и при помощи его можно нагревать воду в баке до необходимой
температуры. Для регулировки температуры на трубопроводах, подводя-
щих и отводящих воду, имеются краны. Температура входящей в двигатель
воды поддерживается 50° С; температура выходящей воды поддерживается
50—70° С.
Масло, отводимое из двигателя, поступает в центробежный маслоочисти-
тель, приводимый в движение отдельным электромотором, и из бачка вновь
подводится к помпе. Для поддержания постоянной температуры масла,
подаваемого в двигатель (нормально 40° С), в бачке имеется обогреватель
(паровой змеевик или электросопротивление).
Для приработки фирма Лорэн-Дитрих рекомендует употреблять ми-
неральное масло, как обладающее меньшей вязкостью.
158
Самая Приработка мотора 450 л. С. начинается при числе оборотов
коленчатого вала 400 в минуту. Мощность, затрачиваемая на приведение
двигателя в движение, постепенно уменьшается (число оборотов поддержи-
вается постоянным), и когда она уменьшится приблизительно в два раза
против начальной, число оборотов подымают до 600.
Мощность, которая требуется на приведение упомянутого двигателя
в движение, после того, как он вполне приработан, такова:
при числе оборотов 400 в мин.—10 л. с. при числе оборотов 1000 в мин.—23 л. с
„ . 600 „ , -12 . . . , . 1200 „ , -31 , „
. „ . 800 . . -15 „ » , „ , 1400 , , -41 . .
На каждом отдельном режиме приработка считается достигнутой, если
затрачиваемая мощность понизится до указанных выше цифр; следует
отметить, что в этих цифрах не учтена потеря на передачу и к. п. д. эле-
ктромотора.
При нормальном качестве обработки и сборки деталей вся продолжи-
тельность приработки двигателя указывается заводом Лорэн-Дитрих
в 8 часов.
Это количество часов на разных заводах и для разных конструкций
моторов различно. Но оно бывает различным даже для разных моторов
одной модели одного завода в силу случайных индивидуальных особен-
ностей отдельных моторов, и поэтому оно может явиться известной харак-
теристикой однородности продукции.
♦
§ 105. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Для чего производится подбор деталей шатунного механизма по весу ?
2 Какое значение имеет приработка отдельных механизмов перед выдачей их
на сборку мотора ?
3. Какое знзчение имеет испытание отдельных механизмов перед их постановкой
на мотор?
4. В чем заключается приработка мотора?
5. Какие признаки окончания приработки?
6. Какое значение имеет поддержание при приработке определенных температур
воды и масла, и каковы должны бы । ь эти температуры ?
7. Почему при установке для приработки моторов завода Лорэн в масляную
систему включен очиститель масла ? v
ГЛАВА X
ИСПЫТАНИЕ МОТОРОВ
§ 106. ОСНОВНЫЕ КАЧЕСТВА МОТОРА, ВЫЯВЛЯЕМЫЕ ИСПЫТАНИЕМ
Каждый совершенно готовый мотор должен до своего выпуска с завода
пройти испытание в работе, целью которого является фактическая проверка
соответствия качеств мотора предъявляемым к нему требованиям. Эти ка-
чества, выявляемые в работе, — мощность, экономичность, пра-
вильность работы и надежность.
Каждый мотор должен давать при определенных числах оборотов мощ-
ность не ниже той, которая для этой модели мотора установлена и указана
в технических условиях на данную модель.
Эти числа оборотов берутся соответствующими максимальному,
Номинальному и эксплоатационному режимам работы
159
I ~ —
мотора; под словом режим применительно к работе мотора понимается
совокупность нагрузки и скорости. При работе мотора с простым нерегу-
лируемым винтом каждой нагрузке соответствует только одно определенное
число оборотов, поэтому указание числа оборотов в данном случае является
уже указанием определенного режима.
Максимальной мощностью мотора называется такая
наибольшая мощность, которую мотор, работая нор-
мально, в состоянии развивать на уровне земли в течение
хотя бы короткого времени (не менее: (5 минут невысотные
моторы, 2 минуты высотные моторы без наддува).
Номинальной мощностью называется такая мощность,
которую мотор может, работая нормальцо,., развивать
в течение не менее часа на уровне земли. Величины номиналь-
ной мощности мотора данной модели устанавливаются заводом, изгото-
вляющим мотор, и являются вместе с соответствующими этим мощностям
числами оборотов основными его характеристиками.
Э к с п л о а т а ц и о н н о й мощностью называется такая мощ-
ность, на которой мотор может работать на уровне земли
продолжительное время, причем величина этой мощности
не должна быть менее 0,9 от номинальной.
Экономичность мотора определяется по удельному рас-
ходу горючего и масла, т. е. по величине часового расхода, прихо-
дящегося на одну фактически развиваемую мотором лошадиную силу в час.
Наибольшие допустимые для данного мотора удельные расходы горючего
и масла указываются в технических условиях на данную модель мотора.
Под правильностью работы мотора понимается его способ-
ность :
а) работать ровно и нормально на разных режимах, принятых при
испытании, без перебоев, вибраций и ненормальных для данной конструкции
стуков;
б) хорошо пускаться в ход;
в) устойчиво работать на малом газе при малом числе оборотов;
г) правильно работать при быстром (но плавном) открытии и закрытии
дросселей (последнее качество называется приемистостью).
Под надежностью мотора разумеется его способность работать
длительное время вполне надежно, без поломок, уменьшения мощности и
без каких-либо других дефектов, ведущих к неожиданным остановкам или
требующих скорой замены деталей.
§ 107. ПРОДОЛЖИТЕЛЬНОСТЬ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
Современные авиамоторы способны работать без замены частей, без пере-
борок и даже без остановки весьма длительное время порядка нескольких
сот часов (см. например диаграмму рис. 2 в § 7 ч. I).
Ввиду невозможности подвергать каждый мотор длительному испытанию,
таковому обычно подвергают один из моторов серии или партии, взятый
на выдержку, а остальные испытывают непродолжительное время, например
по 3 часа (в технических условиях разных стран приняты различные
нормы).
Вопрос о том, какое число часов работы мотора, при его длительном
испытании должно возможно полнее характеризовать его надежность,
160
имеет большое практическое значение. Это число часов можно с грубым
приближением наметить, исходя из условий работы деталей при повторных
напряжениях.
В § 32, ч. I, были приведены диаграммы усталости при испытании на
изгиб (рис. 18 и 20), в которых можно видеть, что кривая усталости
идет сперва вниз, а затем делает загиб и становится параллельной гори-
зонтальной оси (это отчетливо видно только на диаграммах, построенных
в логарифмических координатах). То число циклов, при котором имеет
место загиб кривой усталости, указывает, что если образец, подвергнутый
нагрузке, неизвестной по величине, но того же характера, не сломался при
меньшем числе циклов, то он, вероятно, не сломается и при большем,
потому что у него напряжения меньше предела выносливости.
Число циклов, при котором имеет место загиб кривой усталости, раз-
лично для разных материалов, но для сталей оно при упомянутом способе
испытания составляет от 5 до 10 миллионов циклов, будучи значительно
более этой цифры для дюралюмина и медных сплавов.
Если мы имеем обычный четырехтактный мотор, работающий с числом
оборотов в минуту 1650, и если мы примем один цикл напряжений соот-
ветственно одной вспышке в цилиндре равным двум оборотам, то за
10 часов работы мотора мы получим число циклов равным:
1650 • 0,5-60-10 = 495000 (около 0,5 миллиона).
Следовательно для получения уверенности в том, что в деталях из стали,
подверженных вибрационной нагрузке с периодом, соответствующим периоду
двух оборотов коленчатого вала, возникают напряжения, меньшие предела
выносливости, следовало бы вести испытания продолжительностью не менее,
чем 100—200 часов.
Подобные, даже более длительные, испытания применяются при изу-
чении новых опытных моторов; при испытании же на надежность одного
из моторов серии обычно ограничиваются 100 часами.
Приведенный подсчет надо считать условным; в действительности не-
которые детали подвержены ударным нагрузкам, периодичность повторения
нагрузки может быть сложной, материал некоторых деталей под действием
длительного нагрева изменяет свою структуру и механические свойства (термо-
обработанные алюминиевые сплавы) и т. д.
§ 108. МОЩНОСТЬ, РАЗВИВАЕМАЯ МОТОРОМ
Мощность мотора зависит от развиваемого им крутящего момента и числа
оборотов и определяется по формуле
где /V—мощность в л. с.
М — крутящий момент в кг-м,
п — число оборотов в минуту.
Выяснение величины мощности мотора при каком-либо определенном
числе оборотов сводится к измерению развиваемого при этом крутящего
Момента и подсчету мощности по формуле (а).
Если мы будем давать мотору различные числа оборотов при полностью
открытых дроссельных заслонках, измерять при этом величину крутящего
И Авиамоторостроение, ч. II. 161
момента и подсчитывать мощность и построим в виде диаграммы изменение
крутящего момента (/И) и мощности (N) с изменением числа оборотов,
Рис. 172. Изменение крутящего момента и мощности мотора при полностью откры-
том дросселе с изменением числа оборотов (М мотора и N мотора). Изменение
крутящего момента и мощности винта с изменением числа оборотов (М винта
и 7V винта).
для наибольшего крутящего момента кривую Мт (М мотора) и для наи-
большей мощности кривую Nm (N мотора).
162
Величина наибольшею крутящего момента, развиваемого мотором при
определенном числе оборотов, зависит всецело от конструкции мотора;
кривая наибольших мощностей Nm получается как следствие из кривой
Мт и называется характеристикой’мощности мотора.
.Область тех полезных мощностей, которые от мотора можно на разных
оборотах получить, ограничена сверху кривой Nm, слева ограничена из-
вестным числом наименьших оборотов, при котором мотор еще может
работать, и справа ограничена наибольшим допустимым числом оборотов.
При работе мотора на автомобиле вся эта область используется, так
как мотору приходится на разных скоростях работать с разной степенью
нагрузки, от самой малой до полной. При работе авиамотора на самолете,
где мотор соединен с воздушным винтом, условия использования мотора
совсем другие, что видно из нижеследующего.
Если вращать воздушный винт с числом оборотов п, то крутящий
момент, потребный на его вращение, выразится формулой:
Мь = (б)
где Мь — крутящий момент в кг,
а — коэфициент, постоянный для данного винта,
у — вес единицы объема воздуха в кг, л/3,
п — число оборотов винта в минуту.
Формула для мощности (Afo), потребной на вращение винта, выразится так:
Nb = c-(^)-rfl, (в)
где с — коэфициент, постоянный для данного винта.
Таким образом для вращения винта с определенным числом
оборотов требуется совершенно определенная мощность.
Если мы соединим на одном валу мотор и винт, будем давать мотору
определенные числа оборотов путем того или иного открытия дроссельной
заслонки, то каждый раз мотор будет развивать мощность, равную той,
которая требуется на вращение винта.
Кривая Nb (N винта) нанесена на диаграмму рис. 172.
Из изложенного следует, что от мотора, соединенного с винтом, можно
при разных числах оборотов получать только те мощности, которые лежат
на кривой Nb до места пересечения последней с кривой Nm.
§ 109. СПОСОБЫ ОПРЕДЕЛЕНИЯ МОЩНОСТИ МОТОРА
Мощность, развиваемую мотором, возможно определять следующими спо-
собами :
1. Если мотор будет приводить во вращение динамомашину и электро-
энергия будет каким-либо способом использоваться или поглощаться, то
по показаниям электрических приборов можно установить мощность полу-
чаемой электроэнергии и, зная заранее к. п. д. .динамомашины, определить
мощность, развиваемую мотором.
Положительной стороной подобного способа является возмож-
ность полезного использования мощности мотора при его
испытании, тогда как при всех других способах испытания полезное
использование этой мощности места не имеет.
Недостатком является неточность определения мощности и дорого-
Визна специальной мощной и быстроходной динамомашины. Подобные
*
163
способы испытания моторов применяются на автомобильных и тракторных
заводах массового производства (например СТЗ), где мощность каждого из
испытываемых моторов сравнительно невелика. Для испытания авиамоторов
в заводских условиях подобные установки пока не применяются.
2. Если мотор будет приводить во вращение какую-либо установку
или тормоз и между валом мотора и этой установкой ввести динамометр,
позволяющий отсчитывать на ходу величину передаваемого крутящего мо-
мента, то по моменту и числу оборотов можно будет определить мощность,
развиваемую мотором.
Известны два вида таких динамометров: а) крутильные динамометры
(торсиометры) и б) д и н а м о м е тр и ч ес к ие втулки квинтам.
Примером крутильного динамометра является динамометр Амслера,
основанный на том, что при передаче крутящего момента через стальную
деталь в виде втулки происходит ее упругая деформация скручивания, и по
углу, на который один конец втулки поворачивается относительно другого,
определяют величину момента. Втулка предварительно тарирована (т. е.
установлено, каким углам деформации какие крутящие моменты соответ-
ствуют) ; прочтение угла скручивания во время вр ццения втулки произво-
дится на ходу оптическим методом с помощью особого приспособления
(по методу стробоскопа).
Нецелесообразность применения подобных приборов к испытанию авиа-
моторов в произвотстве состоит в том, что для пользования ими нужно
все равно иметь специальный тормоз, который бы поглощал работу
мотора, а при применении тормоза величина крутящего момента может быть
определена более простым способом, как будет указано дальше.
Динамометрическая втулка непосредственно служит втулкой
винта и устанавливается на носке вала мотора, причем она устраивается
так, что часть втулки, соединенная с винтом, связана с частью, соединенной
с валом не жестко, а при посредстве гидравлической передачи через
две системы особых цилиндров, передающих усилия от одной части втулки
к другой, чтобы можно было измерять и тяговое усилие и крутящий
момент. Гидравлические цилиндры соединены трубками с манометрами, по
показаниям которых определяются давления в цилиндрах и, зная площади
поршней, передаваемые усилия, а следовательно и мощность.
Подобные динамометрические втулки имеют значение при испытании и
изучении самолетов в полете; для испытания моторов в производстве они
пока не применяются, так как их показания недостаточно точны и надежны.
3. Наиболее употребительными способами определения мощности мотора
являются такие, где мощность определяется по величине крутящего момента,
измеряемого при помощи весов того или иного устройства, при торможении
мотора воздушными, г и др а вл и ч е с к и м и (водяными) или электри-
ческими тормозами. Тормоза механического трения (например типа
Про ни) для торможения авиационных моторовне применяются.
Воздушные тормоза делятся на такие, которые не позволяют произ-
водить на ходу изменение величины крутящего момента при одних и тех же
оборотах (простые винты, мулинетки), и на такие, которые подобное изме-
нение допускают (регулируемые винты, которые пока еще не получили
большого пр штического распространения; специальные регулируемые воз-
душные тормоза). *
Все гидравлические и электрические тормоза допу-
скают изменение крутящего момента на ходу.
164
§ 110. ТОРМОЖЕНИЕ ВИНТОМ И МУЛИНЕТКОЙ
Применение винта или мулинетки для торможения мотора требует
наиболее простого оборудования испытательной установки и распространено
на многих заводских испытательных станциях Европы и Америки.
Винты (пропеллеры) разделяются по наклону лопастей относительно оси
вращения (правый и левый наклоны) на винты тянущие и на винты
толкающие; по материалу, из которого они изготовляются, — на винты
деревянные и металлические (дюралюмин, сталь).
Мулинеткой называется двухконечная лопасть, надеваемая на про-
пеллерную втулку вместо винта, причем к концам этой лопасти обычно
бывают прикреплены накладки, количество, размер и расположение которых
подбирается в зависимости от того наибольшего крутящего момента, который
необходимо получить при известном числе оборотов мотора. На рис. 173
представлена подобная мулинетка с накладками.
Величина крутящего момента Мъ, потребного на вращение винта или
мулинетки, и величина соответственной мощности (N/,) определяются по
Рис. 173. Мулинетка.
формулам (б) и (в), приведенным в § 108. Из рассмотрения этих формул
можно видеть, что если заранее определить величину постоянного ко-
эфициента для данного винта (нерегулируемого) или мулинетки, то доста-
точно будет знать число оборотов, с которым она вращается, и знать
величину (8), зависящую от атмосферных условий, чтобы подсчитать
величину Мь по формуле (б), не прибегая к каким-либо ее фактическим
измерениям.
Такой способ определения величины крутящего момента и мощности
мотора на практике применяется, называется торможением с помощью
тарированного винта или мулинетки и является самым
простым из всех существующих способов определения
момента и мощности, так как при этом не требуется никаких спе-
циальных станков для фактического измерения крутящего момента.
Слабые стороны этого способа торможения заключаются в следующем:
во-первых, сложность самой тарировки, которая должна производиться
с винтом, поставленным в те же условия (в смысле находящихся вблизи
предметов), которые будут иметь место при его работе на моторе;
во-вторых, необходимость каждый раз определять состояние атмосферы,
чтобы учесть влияние (у);
в-третьих, недостаточная наглядность и доказательность этого способа
определения мощности для приемщика, официально проверяющего ка-
чество работы мотора. По техническим условиям обычно требуется про-
изводить испытания таким образом, чтобы величину крутящего момента
было бы возможно фактически замерять.
165
Следует добавить, что винты в зависимости от своей конструкции
могут быть недостаточно жесткими и могут под нагрузкой дефор-
мироваться, благодаря чему величина постоянного коэфициента в формулах
(б) и (в) не останется постоянной, а будет изменяться при изменении
числа оборотов.
При тарировке винтов для применения их к испытанию моторов поэтому
надежнее составлять таблицы величин моментов или мощностей при разных
оборотах, чем определять величину постоянного коэфициента.
Подобные таблицы составляются на основе следующего опыта: винт
или мулинетка сажается на конец электромотора, установленного на балан-
сирном станке (см. ниже), мотор питается постоянным током и позволяет
изменять число оборотов. Если мулинетка или винт вращается вправо,
то люлька балансирного станка будет стремиться опрокинуться влево.
Уравновешивая этот опрокидывающий момент грузами на конне рычага
люльки, можно определить величину момента. Величина момента
равна величине крутящего момента, потребного на вра-
щение винта.
Рис. 174. Схема балансирного
станка простого типа; ось вала
мотора и сидящего на нем тор-
моза (мулинетки) выше оси А
качания люльки.
§111. БАЛАНСИРНЫЕ СТАНКИ
Балансирный станок служит для установки на нем мотора при его
торможении с помощью воздушного тормоза (винт или мулинетка) и имеет
устройство, позволяющее производить
измерение величины крутящего момента,
развиваемого работающим мотором.
На рис. 174 представлена схема
простейшего балансирного стан-
ка. Станок состоит из двух основных
частей — подвижной, могущей слегка
поворачиваться (или качаться) около
оси А, и неподвижной части, укре-
пленной на фундаменте. На подвиж-
ной части, называемой люлькой, свер-
ху устанавливается мотор ; с подвижной
частью соединен противовес В, размеры
которого подбираются таким образом,
чтобы полностью вывесить мотор вместе
с люлькой около оси А. Кроме того
к подвижной части прикреплен рычаг
с гирями Б и Bi и контргрузом Г.
При работе мотора (на рис. 174 мули-
нетка вращается против часовой стрел-
ки) он будет стремиться опрокинуться
вместе с подвижной частью станка в направлении, обратном вращению
мулинетки, и крутящий момент этой реакции равен крутящему моменту,
развиваемому мотором и затрачиваемому мулинеткой на преодоление со-
противления воздуха.
Таким образом с помощью грузов Б и можно величину этого мо-
мента определить. Контргруз Г служит для уравновешивания собственного
веса рычагов.
На рис. 175 представлена другая, более совершенная конструкция балан-
сирного станка. Его отличие от ранее описанного заключается, во-первых,
166
в том, что здесь ось качания люльки и ось вала мотора совпадают по
направлению, и во-вторых, второй станок является передвижным, в то
время как первый — стационарный (т. е. неподвижный). Кроме того
у второго станка есть одно преимущество, заключающееся в возможности
б..лее точного измерения момента, о чем будет сказано дальше в § 122.
На рис. 175 обозначения приняты те же, что и на рис. 174: А — ось
качания люльки, В — противовес, Б и — грузы, Г—контргруз, уравно-
вешивающий собственный вес рычагов. Устройство рычагов видно из
схемы.
Для того чтобы чувствительность станка была возможно больше, ось
А устраивается на шарикоподшипниках; шарниры рычагов также устраиваются
иногда с применением
шарикоподшипников.
При торможении мо-
тора винтом создается
тяга вдоль оси вала,
которая должна вос-
приниматься нижней
частью станка; для
восприятия этой тяги
между люлькой и ниж-
ней частью на оси А
устанавливается упор-
ный шарикоподшип-
ник, способный пере-
давать осевые усилия
в обе стороны (для слу-
чая тянущего и случая
толкающего винта).
Передвижной балан-
сирный станок перед
испытанием должен
прикрепляться так, что-
бы он не покатился
под действием осевого
усилия винта.
Передвижным ба-
лансирный станок де-
лается с целью произ-
водить установку или
снятие мотора и при-
надлежностей в теплом
Рис. 175. Схема выдвижного балансирного станка,
у которого ось вала мотора и сидящего на нем
тормоза (винт) совпадает по направлению с Осью А
качания люльки.
рабочем помещении, а самое испытание производить
на открытом воздухе, для чего станок выкатывается по рельсам из ворот
станции. Испытание мотора в помещении невозможно в виду сильного
шума, производимого выхлопом и винтом, а также порчи воздуха выхлоп-
ными газами.
Устройство выхлопного длинного трубопровода с целью отвода
газов не применяется в балансирных станках, так как наличие жесткого
трубопровода затруднило бы производство замеров крутящего момента,
сильно уменьшив чувствительность станка.
Разновидностью балансирного передвижного станка является лафетный
167
станок, применяемый чаще при испытании моторов небольшой мощности.
Подобный лафетный станок представлен на рис. 176 (испытание авиамотора
Испано в условиях разреженно-
Рис. 176. Лафетный станок для испыта-
ния мотора. Испытания мотора Испано в
1916—17 гг. в горах на высоте 3000 м.
го воздуха в горах).
Одной из удачных конструкций
балансирного станка считается
конструкция фирмы Цеппелер
(Германия). Схема этого станка
представлена на рис. 177. Этот
станок имеет следующие две прин-
ципиальные особенности: мотор
крепится к люльке посредством
упругого соединения, и станок
позволяет производить, кроме из-
мерения величины крутящего мо-
мента, также измерение величины
осевого усили я, развиваемого
винтом (безразлично — тянущим
или толкающим).
В дополнение к схемам балан-
сирных станков, приведенным вы-
ше, добавим еще одну схему, в которой ось качания люльки и ось вала мотора
совпадают. Эта схема представлена на рис. 178. Ее особенность заключается в
том, что люлька не имеет оси вращения, как таковой, а укреплена к непо-
Рис. 177. Схема балансирного станка фирмы Цеппелер.
168
движной части станка с помощью шарнирных звеньев; точка пересечения
линий, соединяющих центры шарниров каждого звена, дает мгновенный
центр вращения люльки,
равновесном положении
люльки. В остальном из-
мерение крутящего мо-
мента производится так
же, как на других балан-
сирных станках.
§ 122. ОСОБЕННОСТИ
ИСПЫТАНИЯ НА
БАЛАНСИРНОМ СТАНКЕ
При торможении моторов
на балансирном станке
необходимо считаться с
некоторыми особенностя-
ми такого испытания,
вытекающими из того,
что, во-первых, тормозом
служит воздушный
тормоз, т. е. тянущий
или толкающий винт или
мулинетка, и, во-вторых,
и эта точ^а должна совпадать с осью вала при
Рис. 178. Схема подвески в балансирном станке
фирмы Хинан.
зависящими от той или иной конструкции
станка, как это ниже пояснено.
Тормозящее действие мулинетки и тянущего или толкающего винтов
одинаково; однако условия, создаваемые ими для работы мотора, и
влияние их на точность
Рис. 179. Схема расположения мотора в воздушном
потоке; а — испытание с тянущим винтом, б—испыта-
ние с толкающим винтом.
определения крутящего
момента при испыта-
нии весьма разли чны.
Поток воздуха, соз-
даваемый работающим
воздушным винтом,
делится на две ча-
сти — подсасывае-
мую и отбрасы-
ваемую. В отбрасы-
ваемой части потока
воздух проходит с
большой скоростью и
струи воздуха не пред-
ставляют собой парал-
лельного пучка, а силь-
но завихрены (закру-
чены) в направлении
вращения винта. В под-
сасываемой части ско-
рость потока значи-
тельно меньше, воздух подходит к винту по большему числу путей и
поток не завихрен. На рис. 179 схематически пояснена разница в распо-
169
ложении мотора в воздушном потоке: а — мотор испытывается с тянущим
винтом, б-—мотор испытывается с толкающим винтом.
В первом случае закрученный поток будет действовать на люльку и
мотор таким образом, что будет стараться их опрокинуть в сторону вра-
щения винта, и тем самым окажет сильное влияние на показание весов
балансирного станка, измеряющих величину крутящего момента; эта величина
будет меньше действительной, и погрешность может составить 10—15°/о
а в отдельных случаях бывает еще выше. Это обстоятельство составляет
главный недостаток в применении тянущего винта, как тормоза, при таком
испытании, когда необходимо измерять величину крутящего момента.
При официальных испы-
таниях обычно по техни-
ческим условиям примене-
ние в качестве тормоза тя-
нущих винтов не допуска-
ется, за исключением осо-
бых случаев.
Если почему-либо все
же необходимо применение
тянущего винта, то для
определения крутящего мо-
мента, развиваемого мото-
ром, необходимо предвари-
тельно определить величину
поправки. Определение
ее производится путем срав-
нения величины момента
при торможении мулинет-
кой и при торможении тя-
нущим винтом, при одина-
ковых числах оборотов мо-
тора и одинаковых откры-
тиях дроссельной заслонки
карбюратора.
Аналогично влиянию за-
вихренного потока, отбрасы-
ваемого винтом, может ска-
заться влияние ветра, если
балансирный станок стоит
Рис. 180.
на открытом месте, и мотор от непосредственного воздействия бокового
ветра не защищен.
Подобным же образом могут влиять на точность показаний станка
воздушные потоки, создаваемые работающим винтом соседнего балан-
сирного станка.
Если балансирный станок устроен по схеме рис. 174, то может иметь
место погрешность, обязанная различному сопротивлению воздуха на разных
участках пути лопасти винта; например, если винт или мулинетка на неко-
тором участке проходит близко от фундамента или такого места, к которому
подвод воздуха стеснен (рис. 180), то появляется дополнительный момент,
опрокидывающий люльку в ту или иную сторону. Погрешность, обязанная
этой причине, может достигать величины 20%, например, если мулинетка
170
спрятана в улиткообразном кожухе и для испытания применяется лафетный
станок.
Эта же причина — неодинаковое сопротивление воздуха на разных
участках пути лопасти винта — может повести к появлению значительной
тряски мотора при его работе на станке.
Выхлопные газы, выходя из патрубков цилиндров с большой скоростью,
дают реакцию, которая также может оказать значительное влияние на пока-
зание весов станка, стараясь опрокинуть мотор в сторону, противоположную
направлению выхлопа газов.
Если мы имеем на балансирном станке однорядный мотор, и кратчайшее
расстояние от оси качания люльки до линии, указывающей направление
движения выхлопных газов, обозначим через I в м, то опрокидывающий
момент от действия выхлопных газов можно приближенно выразить (по
Deschamps и Kutzbach) следующим образом:
Мг = 0,065 -N-1,
где N—мощность мотора в л. с.,
Мг — опрокидывающий момент в кг/м от действия выхлопа.
Величина потребной поправки может быть значительной, поэтому ее
необходимо учитывать.
При испытаниях обычно стараются устранить влияние реакции выхлопа
путем придания выхлопным патрубкам такого расположения, чтобы величина
опрокидывающего момента сводились к нулю. Этого можно достичь одним
из нижеследующих способов.
Из приведенной выше формулы видно, что величина опрокидывающего
момента зависит от величины /, и что если / будет равно нулю, то и Мг
также будет равно нулю. Следовательно, если дать такое направление
хпатрубкам, чтобы линия направления газов проходила через ось качания
люльки, реакция выхлопа влияния на показания весов не окажет.
Если мы направим половину патрубков в одну сторону, а половину в
другую сторону, так чтобы линии направления выхлопа газов легли сим-
метрично по обе стороны оси качания люльки, то действие обеих групп
выхлопных струй газа взаимно уравновесится.
Равным образом влияние реакции выхлопа устранится, если направление
газам дать параллельно оси мотора.
§ 113. ВЫБОР ВОЗДУШНОГО ТОРМОЗА ДЛЯ ИСПЫТАНИЯ МОТОРА
На основании изложенного выше можно сравнить между собой три типа
воздушных тормозов: тянущий винт, толкающий винт и мулинетку.
Тянущий и толкающий винты создают воздушный поток, омыва ющий
мотор, что для некоторых конструкций моторов водяного охлаждения имеет
значение, так как способствует охлаждению масла в картере.
При тянущем и толкающем винтах создается осевое усилие, нагру-
жающее упорный подшипник и носовую часть картера, что приближает
Условия испытания мотора на станке к действительным условиям его работы
в эксплоатации.
Применение тянуще, о винта имеет крупное неудобство, выражающееся в
затруднительности определения на балансирн м станке величины крутящего
Момента. Применение толкающего винта не имеет этого неудобства.
171
В случае торможения мулинеткой отсутствует обдув мотора воздухом-
иногда делают мулинетки с немного скошенными лопастями, так что они
несколько приближаются по эффекту обдува к толкающему винту.
Как тянущий, так и толкающий винты во время работы могут при изве-
стной своей конструкции деформироваться; это обстоятельство, если оно
имеет место, затрудняет определение поправок в случае п шменения тянущего
винта, в случае же толкающего винта оно значения не имеет. Мулинетки
делаются значительно более жесткими и деформациям обычно не подвержены.
Для правильного- проведения испытания мотора к нему надо подобрать
мулинетку и винт таких размеров, чтобы получить при нормальном числе
оборотов для номинальной мощности мотора поглощение этой номинальной
мощности, как это поясняется схематически на рис. 181.
Предположим, что мы имеем характеристику мотора АВ', точка С, соответ-
ствующая максимальной мощности мотора и нормальным для этой мощности
оборотам nv указывает, что кривая мощности тормоза должна пройти через
эту точку, — это будет кривая ОС.
Если мы поставим на мотор тормоз, который покажет при полном
о оборотов п3,— это укажет на то, что
тормоз тяжел (кривая О£>); если при
полном открытии дросселя число оборо-
тов п2 будет большим нормального —
тормоз легок (кривая ОЕ). Оба по-
следние тормоза для проведения правиль-
ного испытания непригодны, так как мо-
тор не будет поставлен в нормальные
условия работы.
Название тяжел или легок дано
условно, оно не имеет отношения к весу.
Для выявления надежности мотора при
испытании существенно важно, чтобы при-
меняемый тормоз был не только пра-
вильно подобран с точки зрения получе-
ния определенной мощности при опреде-
ленном числе оборотов, но также, чтобы он обладал таким же момен-
том инерции, как те винты, с которыми мотору надлежит
работать в эксплоатации; величина момента инерции винта влияет
на условия работы коленчатого вала и обусловливает те напряжения, ко-
торые возникают в материале вследствие упругих колебаний вала.
§ 114. ПРИМЕНЕНИЕ ВОЗДУШНЫХ ТОРМОЗОВ ДЛЯ ИСПЫТАНИЯ МОТОРОВ
ВОЗДУШНОГО ОХЛАЖДЕНИЯ
При испытании моторов воздушного охлаждения необходимо производить
обдув ц и л и н др о в в о з дух о м; при этом скорость обдувающего воздуш-
ного потока должна быть определенной, соответственно условиям работы
мотора в эксплоатации.
Этот обдувающий поток может быть создан или винтом, применяемым
для торможения, или обдувом от отдельного источника, или применением
для торможения специального вентилятора, создающего обдув.
Для получения надлежащей скорости обдуваюшг’-о воздушного потока
от винта, последний берется тянущим, и в этом случае мотор оказывается
в завихренной области, и отсчеты крутящего момента, производимые при
172
открытии дросселя меньшее
Мощность
О n2 R
Рис. 181.
помощи балансирного станка, требуют внесения поправок. Величина поправок
может быть установлена заранее путем тарировки винта, как выше указано.
Пример применения торможения тянущим винтом дает завод Гном-Рон
при испытании моторов Юпитер на своей подземной станции, как ука-
зано ниже в § 124.
Рис. 182. Схема установки завода Фарман для испытания моторов воздушного охла-
ждения. 1 — шестеренчатая муфта (мультипликатор); 2— гибкая муфта; 3 — дверь,
ведущая в комнату наблюдений; 4— резервуар масла, являющийся радиатором;
5 — щит с приборами; 6—застекленное окно из комнаты наблюдений; 7 — соеди-
нение выхлопного трубопровода с глушителем; 8 — весы; 9—бак с бензином.
Завод Фарман для испытания моторов воздушного охлаждения приме-
няет установку, представленную схематически на рис. 182. Мотор крепится к
жесткой станине, тормозом служит тянущий винт, между винтом и мотором
включен промежуточ-
ный механизм(рис.183)
состоящий из двух
больших конических
шестерен, из которых
одна сидит на валу
винта, а другая на кор-
пусе механизма, и из
промежуточных малых
конических шестерен
(сател иты), сцепляющих
упомянутые выше две
большие шестерни. Оси
малых шестерен жестко
соединены с валом мо-
Рис. 183. Схема шестеренчатой муфты (мультипликатора),
включаемой между валом мотора и винтом в установке
завода Фарман.
тора. Таким образом
при работе мотора сателиты катятся по неподвижной шестерне и приводят
во вращение вал винта. Неподвижная шестерня, вместе со своим корпусом,
тоже старается вращаться, но удерживается рычагом, опирающимся на весы,
и по усилию, воспринимаемому ими, определяется крутящий момент.
173
Положительная сторона этого устройства заключается в том, что весь
корпус механизма имеет малый диаметр, и завихренный поток воздуха
практически на показание весов поэтому не влияет.
Пути движения воздуха в этой установке показаны на рис. 182 стрелками.
При применении обдува от внешнего источника, например сильного вен-
тилятора, мотор тормозится гидравлическим тормозом.
Завод Хинан-Фрудэ (Англия) изготовляет специальную машину
ХинанФелл для торможения моторов воздушного охлаждения, схемати-
ческий разрез которой пред.тавлен на рис. 184.
Мотор крепится к люльке балансирного станка, установленного на
тележке, могущей передвигаться по балкам. Носок мотора соединяется
Рис. 184. Схема регулируемого воздушного тормоза Хинан-Фелл фирмы
Хинан-Фрудэ, для торможения моторов воздушного охлаждения.
муфтой с валом центробежного вентилятора, устройство которого таково:
засасываемый воздух отбрасывается лопастями А к периферии кожуха,
откуда, как это указано стрелками, он проходит к направляющей решетке
В; эта решетка представляет собой ряд перегородок, придающих воздуш-
ному потоку направление, параллельное оси вала мотора. Лопасти можно
прикрывать, передвигая цилиндрическую заслонку Б, и тем самым регули-
ровать нагрузку вентилятора и, следовательно, двигателя и скорость обду-
вающего потока.
На этой установке возможно вести более широкие испытания мотора,
чем те, которые допускают нерегулируемые воздушные тормоза.
§ 115. ГИДРАВЛИЧЕСКИЙ ТОРМОЗ ФРУДЭ
Для торможения авиационных моторов в Европе получили распространение
гидравлические тормоза Фрудэ (Англия) и Ранзи (Италия).
Кроме них известен гидравлический тормоз Юнкере (Германия), который
применяется для торможения главным образом более тихоходных двигателей,
но по указаниям фирмы может служить и для торможения авиамоторов.
Схема тормоза фрудэ в продольном разрезе представлена на рис. 185.
Тормоз состоит из следующих основных частей: вал с насаженным на
нем ротором, качающаяся часть, дисковые заслбнки и неподвижная станина.
174
Ротор (вращающееся тело) имеет по своей боковой поверхности ряд углуб-
лений, соответствующих таким же углублениям в качающейся части машины;
эти углубления представляют собой яйцеобразные ячейки Свежая вода
подводится к кольцеобразному каналу в качающейся части, откуда по ряду
каналов, показанных пунктиром, подходит к ротору.
Вода при вращении ротора вследствие центробежной силы увлекается
во вращение и стремится занять часть ячейки, более удаленную от оси
вращения, отбрасывается при этом в невращающуюся половинку ячейки,
теряет свою скорость, вновь увлекается во вращение и т. д.
Работа мотора затрачивается таким образом на трение воды о стенки,
на внутреннее трение воды, в результате чего механическая работа превра-
Рис. 185. Схема гидравлического тормоза Фруде, продольный разрез.
щается в тепло, и вода нагревается. Вода старается увлечь во вращение
качающуюся часть машины, коюрая удерживается от вращения грузами и
динамометром на конце рычага, показанными на рис. 186, представляющем
внешний вид тормоза Фрудэ.
Посредством заслонок между ротором и ячейками в качающейся части
можно на ходу изменять крутящий момент тормоза; вентиль служит для
регулировки количества воды.
Вода, уходящая из тормоза, должна иметь нормально температуру
около Ь0°, но не свыше 80°; если свежая вода будет иметь температуру
10°, то количество воды для питания тормоза потребуется из расчета 10 л
на 1 л. с. в час (по указанию фирмы). Вода должна подводиться к тор-
мозу под давлением 1,5 — 2 ат, причем весьма важно, чтобы это давление
было все время постоянным, так как в противном случае количество проходя-
щей через тормоз воды будет меняться, а это поведет к колебаниям в нагрузке.
Большое количество отводимого водой тепла требует для экономии воды
Устройства градирни или иной какой-либо установки для охлаждения воды.
175
Рис. 186. Гидравлический тормоз Фрудэ.
Рис. 187. Торможение авиамотора Сиддлей Пума 240 л. с. с помощью
тормоза Фрудэ (завод Армстронг-Сидцлей).
176
На рис. 187 представлена часть испытательной станции завода
Армстронг-Сидлей в Ковентри (Англия). На рисунке видны неко-
торые дополнительные принадлежности тормоза: демфер (масляный буфер
или амортизатор), служащий для смягчения вибраций, передающихся на
качающуюся часть тормоза; тахометр (показатель числа оборотов в минуту),
соединенный с валом тормоза ременной передачей.
Для пуска в ход мотора, соединенного с тормозом, обычно служит спе-
циальный пусковой электромотор.
§ 116. ГИДРАВЛИЧЕСКИЕ ТОРМОЗА РАНЗИ И ЮНКЕРС
Схематическое устройство тормоза Ранзи показано на рис. 188. Тормоз
состоит из следующих частей: вращающаяся часть—вал 23 с насаженными
на нем дисками 22; качающаяся часть 9 с диском 21 (диафрагмой), приходя-
Рис 188. Схема гидравлического тормоза Ранзи.
щимся между дисками 22; неподвижная часть с опорными шарикоподшип-
никами. К кожуху качающейся части прикреплены рычаги, а к последним
подвешивается груз 13, удерживающий кожух вместе с передвижным гру-
зом 3 от вращения.
Действие тормоза аналогично тормозу Фрудэ. Пространство между вра-
щающимися дисками и кожухом с его диафрагмой заполняет вода, которая
центробежной силой отжимается к периферии, образуя кольцевой слой;
в дисках и в диафрагме имеется ряд отверстий; боковые зазоры между дис-
ками, диафрагмой и стенками кожуха делаются малыми. Таким образом при
вращении дисков мотором затрачивается значительная работа на трение
воды о стенки и на внутреннее трение воды, превращающаяся в тепло,
которое должно водой отводиться. Количество дисков и диафрагм может
быть разным в зависимости от потребной мощности тормоза.
Регулировка тормоза производится следующим образом: краном 19 регу-
лируется приток свежей воды; трубкой 15, которую можно более или менее
вдвигать в кожух (через посредство ручного маховичка 11 и рычага 12)—
регулируется толщина слоя воды, находящейся в кожухе.
Для смягчения вибрации тормоза в работе и возможных ударов при
резких изменениях режима работающего мотора служит демфер (амортиза-
тор) 1. Специальное устройстве из рычагов 6 и динамометра 7 служит
12 Авиамоторостроение, ч. II. 177
для отсчета величины крутящего момента. Вода должна подаваться к тор-
Мозу под постоянным давлением 2 ч водяного столба от бачка с нормаль-
ным уровнем.
Рис. 189. Торможение авиамотора Лорэн 450 л. с. с помощью тормоза Ранзи
(завод Лорэн — Дитрих).
Рис. 190 Схема гидравлического тормоза Юнкере.
На рис. 189 представлена часть испытательной станции завода Лорэн-
Дитрих. Авиамотор Лорэн 450 л с. сс единен упругой муфтой с тор-
мозом Ранзи; электромотор, расположенный позади тормоза, служит для
пуска установки в ход.
178
Гидравлический тормоз Юнкерса представлен схематически в попе-
речном разрезе на рис. 190.
На валу 3 насажен стальной (или чугунный) барабан, на наружной цилин-
дрической поверхности которого укреплены железные штифты квадратного
сечения, расположенные рядами на одинаковом расстоянии по окружности
друг от друга; штифты устанавливаются ребром в направлении вращения.
Эти ш гифты при вращении барабана проходят близко от таких же штифтов,
укрепленных в кожухе 4 качающейся части тормоза Через трубу 1 в про-
странство между кожухом и вращающимся барабаном подводится вода,
которая увлекается барабаном во вращение и, вследствие центробежной
силы, отжимается к периферии кожуха; при этом штифты кожуха стре-
мятся задержать воду. В результате в водяном слое происходит энергичное
Рис. 191. Схематические разрезы гидравлического двухкамерного тормоза
фирмы Юнкере.
завихривани.-; на трение воды о штифты, о кожух и на внутреннее
трение ноды затрачивается работа, вследствие чего вода нагревается и
должна отводиться, заменяясь свежей. Весь кожух стремится повернуться
в направлении вращения барабана, и крутящий момент, с которым он
увлекается, может быть определен путем измерения усилия (на весах 6),
которое надо приложить на известном плече, чтобы удержать кожух в
равновесии.
Величина крутящего момента, требуемого для вращения барабана
с определенным чистом оборотов, зависит от толщины водяного слоя 7;
изменением этой толщины путем регулирования ее выпуска можно получить
различные крутящие моменты.
На рис. 191 представлен продольный схематический разрез тормоза
Юнкере, этот тормоз как бы двойной, так как правая и левая часть
разгорожены и могут нагружаться независимо, что имеет значение для
более точной регулировки. Тормоз снабжен маятниковыми весами.
Внешний вид тормоза показан на рис. 192. Питание водой этого
тормоза должно производиться при постоянном давлении через посредство
промежуточного бачка с постоянным уровнем.
*
179
§ 117. ГИДРОЭЛЕКТРИЧЕСКИМ ТОРМОЗ
Для торможения авиамоторов большей мощности с помощью регулируемого
тормоза фирма Хинан-Фрудэ (Англия)
Рис. 192. Гидравлический тормоз фирмы Юнкере
с маятниковым динамометром.
изготовляет комбинированные
гидроэлектрические тормоза’
системы Фрудэ-Хэйфил ьд.
Такой тормоз мощностью
до 1500 л. с. представлен на
рис. 193. Он представляет со-
бой балансирную динамома-
шину (т. е. такую, у которой
корпус или статор не уста-
навливается на фундаменте, а
подвешен на подшипниках на
валу якоря, и может качаться
около его оси, а опорные под-
шипники выделены отдельно) и
гидравлический тормоз Фрудэ
большой мощности, установ-
ленные на обшей фундаментной
плите, причем качающаяся
часть 6 гидравлического тор-
моза жестко соединена с по-
перечной 3 качающейся ча-
стью 1 динамомашины. При
помощи рукоятки 2, действуя на муфту, можно к валу гидравлического
тормоза присоединять вал якоря динамомашины.
Весы для измерения величины крутящего момента на рисунке не пока-
заны, они присоединяются к уху 4 поперечины 3. Маховичок • 5 служит
Рис. 193. Гидро - электрический тормоз на 1500 л. с. Фрудэ-Хейфильд
фирмы Хинан-Фрудэ.
180
для регулировки (нагрузки гидравлического тормоза. При применении
этого тормоза большая часть мощности поглощается гидравлическим тор-
мозом, и только 250 л. с,-—динамомашиной.
Преимущество гидроэлектрического тормоза заключается в возможности
тонкой регулировки его нагрузки, благодаря наличию динамома-
шины. Гидравлический тормоз большой мощности такой тонкой регули-
ровкой не обладает; динамомашина, которая в этом отношении чувстви-
тельнее гидравлического тормоза, на такие большие мощности была бы
громоздка и дорога.
§ 118. СПОСОБЫ ОПРЕДЕЛЕНИЯ СКОРОСТИ ВРАЩЕНИЯ.
Измерение скорости вращения вала мотора может производиться следую1-
щими способами:
а) путем непосредственного определения скорости вращения с помощью
тахометра;
б) путем измерения счетчиком числа оборотов, которое вал
сделает за определенный промежуток времени, измеряемый одновременно
секундомером.
Тахометр представляет собой прибор, непрерывно показывающий
скорость вращения; он соединяется гибким валом с концом распределитель-
ного вала мотора или магнето. Все время работы мотора тахометр нахо-
дится в действии и показывает в каждый данный момент стрелкой на
циферблате скорость вращения в числах оборотов в минуту.
По принципу устройства тахометры бывают: а) центробежные
и б) электромагнитные. Первые являются наиболее распространенными,
но не особенно надежны и требуют частой проверки.
Для определения среднего числа оборотов в минуту путем суммирова-
ния того числа оборотов, которое вал сделает в определенный промежу-
ток времени, пользуются одним из следующих методов:
а) измерением одновременно суммарным счетчиком числа оборотов
и секундомером продолжительности этого измерения;
б) определением прибором, автоматически отсчитывающим суммарное
число оборотов за определенный промежуток времени и показывающим
прямо среднее число оборотов в минуту за период измерения.
В первом случае наиболее несовершенным является применение сум-
марного счетчика и отдельного секундомера, так как здесь возможны сле-
дующие погрешности.
Движущиеся части счетчика обладают инерцией, и при употреблении
счетчика с резиновым наконечником в первый момент присоединения нако-
нечника к постоянно вращающемуся валику (соединенному гибким валом
с распределительным валом мотора) происходит пробуксовывание; для
избежания этого наконечник лучше применять стальной граненый, и соот-
ветственное углубление в валике—также граненое. При отнятии счетчика
также может иметь место неточность вследствие того, что механизм по
инерции не останавливается мгновенно.
Наибольшая погрешность может произойти вследствие того, что весьма
трудно согласовать одновременность начала и конца отсчета оборотов и вре-
мени по секундомеру. Для уменьшения этой погрешности некоторые при-
ставные суммарные счетчики делаются комбинированными
с секундомером таким образом, что при нажатии на наконечник
181
счетчика секундомер автоматически включается и выключается, как только
нажатие прекращено.
Все эти погрешности могут быть уменьшены, если замер числа оборотов
производить за более длинный период времени, например в течение не
одной, а трех минут.
Более удобными являются счетчики, показывающие непосредственно
среднее число оборотов за определенный короткий период измерения.
Счетчик Г а с л е р представляет собой прибор, в котором соединены сум-
марный счетчик и часовой механизм, причем продолжительность, в течение
которой счетчик суммирует число оборотов, равна 3 секундам, и его
включение и выключение происходит автоматически.
При пользовании этим счетчиком его приставляют к валу, и когда шпин-
дель счетчика начал вращаться, нажимают кнопку; после этого автоматически
включается суммирующий механизм, стрелка передвигается, и через 3 секунды
автоматически останавливается, показывая прямо число оборотов в минуту.
Дальнейшее видоизменение этого принципа осуществляет счетчик Тель,
действующий следующим образом. Счетчик соединяют гибким валом, напри-
мер с кулачковым валиком мотора, так что он все время находится
в действии. В приборе соединены суммарный счетчик и часовой механизм;
суммирование числа оборотов производится каждую секунду, и стрелка
все время дает показание средней скорости вращения (среднего числа обо-
ротов в минуту), имевшей место в предыдущую секунду.
Таким образом по эффекту (и по внешнему виду) счетчик Тель равноценен
тахометру, отличаясь от него возможностью получения большей точности.
§ 119. СПОСОБЫ ОПРЕДЕЛЕНИЯ РАСХОДА БЕНЗИНА И МАСЛА
Измерение расхода горючего при испытании мотора производится, в зави-
симости от цели испытания, одним из следующих способов:
От бензинового
бака
а) при обычных заводских
испытаниях на надежность мо-
тора—замеряется объемный рас-
ход за определенный период
времени, например 10 минут.
Для этой цели бензиновый
бак, питающий карбюратор,
снабжается мерным стеклом с
делениями, цена которых тща-
тельно определяется тарировкой.
б) При регулировке мотора
Рис. 194. Схема штихпробера фирмы Цеппелер. или при точном определении
удельного расхода горючего из-
мерение объемного расхода за более короткие промежутки времени произво-
дится с помощью штихпробера (изготовляет например фирма Цеппе-
лер, Германия).
Штихпробер представляет собой прибор, принцип устройства которого
поясняется схемой рис. 194. Бензин течет от бензинового бака к карбю-
ратору через кран а в направлении, указанном стрелкой. Изогнутая сте-
клянная трубка присоединяется к трубопроводу до и после крана а, при-
чем в этой трубке имеется в каждом колене по уширению b к с, обра-
зующему резервуар, из которых правый резервуар имеет точно вымерен-
ный объем между черточками.
182
Часть объема трубки заполнена воздухом. Когда кран а открыт, как
показано на схеме, — бензин течет непосредственно в карбюратор, и уро-
вень его в обоих коленах трубки одинаков. Если кран а закрыть, то бен-
зин начнет наполнять резервуар Ь, а в другом колене уровень бензина
начнет опускаться. В тот момент, когда уровень сравняется с верхней чер-
точкой резервуара с, пускают секундомер и останавливают его, когда уро-
вень опустится до нижней черточки. После этого кран а открывают вновь.
Таким образом посредством штихпробера (и секундомера) можно опре-
делить время расхода определенного объема горючего, причем устройство
прибора обеспечивает истечение горючего все время под одним и тем же
давлением, определяемым высотой расположения бензинового бака над
карбюратором.
Непосредственное определение весового расхода горючего, путем напри-
мер взвешивания баков, не применяется, так как это слишком
сложно, сравнительно с определением весового расхода по объемному.
Для перехода с объемного расхода на весовой необходимо определение
удельного веса горючего, что производится с помощью ареометра.
Необходимо отметить, что ареометры сами тарируются при определен-
ной температуре (обычно 15° С), и прочтение по шкале удельного веса
можно делать лишь тогда, когда проба бензина имеет ту температуру,
которая указана на ареометре.
Ввиду того, что удельный вес бензина с понижением температуры уве-
личивается, и карбюратор может питаться холодным бензином (например
зимой), необходимо удельный вес, определенный для температуры 15°,
пересчитать на его фактическую температуру.
Поправку эту можно принять равной 0,000897 t (где t разница тем-
пературы 15° и фактической температуры бензина), и ее следует приба-
вить к показанию, прочитанному по ареометру (или отнять, если темпера-
тура бензина выше 15е). Определение расхода масла производится обычно
за большие промежутки времени, чем бензина, причем чаще всего также по
объемному методу.
§ 120. СПОСОБЫ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУР
При испытаниях моторов необходимо замерять температуры выходящей
и входящей в моторводы, входящего и выходящего масла, температуру воздуха
и при точных замерах расхода горючего — температуру бензина.
Применение наиболее простых ртутных термометров ограничивается
такими местами, где прочтение их показаний легко доступно.
Для измерения температуры воды и масла, где прочтение показания
должно делаться монтером, ведущим испытание (или пилотом), а место
измерения удалено, приходится прибегать к термометрам, дающим
показания на расстояние.
Наиболее распространенным из подобных термометров является аэро-
термометр Фурнье. Он состоит из трех основных частей: приемника,
передаточной трубки и манометра. Приемник представляет собой закрытую
металлическую трубку, заполненную около половины своего объема жид-
костью, кипящей при сравнительно низкой температуре — метилхлоридом;
приемник является той частью аэротермометра, которая погружается в среду,
температуру которой хотят определить. Передаточная трубка соединяет
приемник с манометром; отверстие трубки чрезвычайно мало — капил-
лярно, и заполнение смесью глицерина со спиртом. Эта смесь является
183
настолько вязкой, а с другой стороны — отверстие трубки настолько мало
что смесь не вытекает из трубки, все время ее заполняя.
Манометр состоит из металлической изогнутой трубки, с одной стороны
глухой, а с другой стороны соединенной с капиллярной передаточной труб-
кой, и из рычажков, соединяющих глухой конец манометрической трубки
со стрелкой. Манометрическая трубка заполнена той же смесью глицерина
со спиртом, что и передаточная трубка.
Действие аэротермометра таково: при нагреании приемника часть
метилхлорида испаряется к оказывает давление через жидкость, заполняю-
щую трубку манометра, которая выгибается и поворачивает стрелку.
Прежде чем аэротермометром пользоваться, его необходимо проверить
путем сравнения его показаний с показаниями точного ртутного термо-
метра.
Аэротермометры Фурнье обладают двумя недостатками: медленно
реагируют на изменение температуры и не дают вполне точных показаний
§ 121. ОБОРУДОВАНИЕ ИСПЫТАТЕЛЬНОЙ УСТАНОВКИ
Ниже вкратце указываются требования, предъявляемые к оборудованию
испытательной установки, на примере торможения воздушным винтом
мотора водяного охлаждения на балансирном станке.
Балансирный станок, после установки на люльку мотора и уравнове-
шения ее грузами около оси качания, подвергается тарировке, т. е.
проверяется цена тех делений, которые имеются на плечах рычагов или на
весах станка. Для этой цели к люльке прикрепляется железный рычаг и
на конце его привешиваются гири, так что люлька нагружается известным
опрокидывающим моментом, который уравновешивается показаниями весов.
Величина момента берется в тех пределах, в которых люлька бывает
нагружена в работе. Чувствительность станка должна быть не менее dr 1°/о
от величины измеряемого момента.
Проверка чувствительности делается при присоединенных к мотору
трубопроводах бензина, масла и воды, и по наполнении водяной системы
водой.
Охлаждающая вода должна подводиться к водяной помпе при давлении
не более 3 м водяного столба; для каждого мотора имеется установленная
нормальная температура выходящей воды и нормальный перепад
температур воды, выходящей и входящей. К воде предъявляется требование
не содержать солей, которые бы отлагались на стенках цилиндра
в рубашках в виде накипи.
Водяная система охлаждения должна предусматривать возможность регу-
лирования температуры входящей в помпу воды, что обычно достигается
большим или меньшим добавлением в бак свежей воды и выливанием
части горячей воды наружу.
Баки для питания мотора бензином должны стоять на определенной
высоте по отношению к карбюратору, соответствующей взаимному их
расположению на самолете, обычно 3 м бензинового столба. Число баков
для бензина берется два для каждой установки, для того чтобы питать
карбюратор из одного бака, пока другой наполняется.
Трубопроводы и краны между баками и карбюратором должны
иметь сечение не меньше определенного для каждого мотора во избе-
жание потерь напора, могущего сказаться на режиме наибольшей
мощности.
184
Бак для масла также должен по отношению к помпе находиться на
определенной высоте, соответственно таковому расположению на самолете.
Сечение труб должно быть не меньше определенного для каждого мотора.
Масляная система должна предусматривать возможность как подогрева,
так и охлаждения масла, подаваемого к помпе, так как температура его
должна быть около 40° (по нашим техническим условиям не ниже 45°).
Как бензиновый, так и масляный трубопроводы должны быть герме-
тичны и расположены так, чтобы при их заполнении не образовались воз-
душные мешки.
На линии маслопровода должен ставиться сетчатый фильтр
с большой поверхностью, для того чтобы удерживать взвешенные в масле
частицы нагара, кокса и металла, присутствие которых в масле весьма
сильно увеличивает износы трущихся поверхностей и приводит к появлению
на них задирин и царапин.
Некоторые моторы водяного охлаждения требуют усиленного охлаждения
картера, которое не может быть достигнуто при торможении мулинеткой
или гидравлическим тормозом.
Завод Л о р э н применяет в этом случае обдув картера мотора снизу
струей воздуха, подводимой от отдельного стоящего в стороне вентилятора,
приводимого в движение электромотором.
§ 122. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
Перед испытанием производится проверка (тарировка) баков, приборов
и балансирного станка (с установленным на нем мотором) и определяются
размеры поправок, которые необходимо учесть при подсчетах.
После проверки правильности присоединения и действия арматуры
мотор запускается, прогревается и при достижении им нормального
теплового состояния нагружается.
В случае трехчасового испытания таковое проводится на следующих
режимах:
5 минут на максимальном режиме
30 „ „ номинальном „
2 ч. 20 , „ эксплоатационном режиме
5 „ „ максимальном режиме
Вовремя официального приемочного испытания про-
изводятся следующие замеры:
1. Крутящий момент мотора определяется через каждые 10 мин.
данного режима, с точностью, допускаемой станком (не ниже1°/0).
2. Число оборотов мотора — через каждые 10 мин. данного
режима с точностью не ниже 10 оборотов в минуту.
3. Расход горючего — через каждые 10 мин. данного режима,
с точностью не ниже 3°/0 (учитывая погрешности приборов и отсчетов).
4. Расход смазки через каждые 30 мин., если то позволяет
конструкция установки, с точностью -не ниже 3°/0.
5. Температура воды, входящей в систему охлаждения и выходящей
из нее, с точностью не ниже 2° через каждые 10 мин. данного режима.
6. Температура масла, выходящего из картера, измеряется возле
выходного отверстия мотора, через каждые 10 мин. данного режима
с точностью не ниже 2°.
7. Температура масла, входящего в мотор из радиатора, — через
каждые 10 мин. данного режима, с той же точностью.
185
8. Давление масла в главной магистрали маслопровода с точностью
до 0,25 ат. через каждые 10 мин.
9. Температура окружающего воздуха с точностью не ниже 1°
через каждый час.
10. Барометрическое давление с точностью не ниже 1 мм ртут-
ного столба через каждый час.
11. Удельный вес горючего, измеренный при 15°, определяется
с точностью до третьего десятичного знака перед испытанием мотора,
если есть основания сомневаться в качестве применяемого горючего.
В случае длительного испытания таковое составляется из несколь-
ких 5- и 10-часовых испытаний, так например 50-часовое испытание
составляется из двух 5-часовых испытаний и четырех 10-часовых. В случае
более длительного чем 50 часов суммарного периода испытания добавляются
10-часовые испытания.
Каждое из 5-или 10-часовых испытаний состоит из:
5 мин. работы на максимальном режиме,
20 „ ., „ номинальном „
4 ч. 20 мин. для 5-часового или 9 ч. 20 мин. для 10-часового испы-
тания, работы на эксплоатационном режиме,
5 мин. работы па максимальном режиме.
Начало каждого испытания считается с момента установившейся работы
мотора.
В случае официальных приемочных испытаний мотор рассматривается
с этого момента как находящийся на самолете в полете, и обслуживание
его допускается лишь такое, какое может быть произведено в дей-
ствительности при полете. Все вмешательства в работу мотора, не отве-
чающие этим требованиям, рассматриваются как остановка.
Подробные правила ведения официальных испытаний моторов указаны
в „Общих технических условиях на серийную поставку
авиационных моторов советского производства".
После окончания приемочного испытания мотор подвергается внешнему
осмотру, разборке, промывке частей, внутреннему осмотру, новой сборке
и контрольному 20-минутному испытанию на балансирном станке, целью
которого является проверить качество сборки и регулировки
вновь собранного мотора.
После этого мотор выпускается с завода.
§ 123. ПОДСЧЕТ ВЕЛИЧИНЫ МОЩНОСТИ
Если известна величина крутящего момента и соответствующее число обо-
ротов, то подсчет мощности мотора производится по формуле (а), приве-
денной в § 108. Эта мощность будет действительной мощностью, разви-
ваемой мотором при данных атмосферных условиях.
Если атмосферные условия изменятся, например температура воздуха
понизится, а барометрическое давление повысится, то при том же самом
открытии дроссельной заслонки карбюратора и при том же самом числе
оборотов в мотор будет засасываться большее количество по весу
воздуха, так как удельный вес воздуха увеличится; следовательно можно
будет сжечь в моторе большее количество топлива, и мощность мотора
повысится.
186
t
Для того чтобы можно было сравнивать между собой мощности разных
моторов, испытание которых проведено при разных атмосферных условиях,
а также сравнивать их с мощностью типового мотора, принято номинальную
и максимальные мощности мотора считать при нормальных атмо-
сферных условиях, т. е. при давлении, равном 760 мм ртутного
столба, и температуре воздуха, равной 15° С. Если испытание производи-
лось при иных условиях атмосферы, чем нормальные, то для решения
вопроса, какова была бы мощность, если бы атмосферные условия были
нормальные, необходимо к мощности, подсчитанной из опьпа, внести
поправку.
Эта поправка определяется на основании нижеследующей формулы:
Я — А , (а)
где No — приведенная к нормальным условиям мощность в л. с.,
N — мощность в л. с., полученная из опыта,
А —поправочный коэфициент.
Величина А определяется из формулы:
Z 900
4 = 1.117во1/ 273Zp-0.ll. • (6)
где Р—замеренное показание барометра в мм ртутного столба,
t — температура воздуха в градусах С.
По известным Put определение величины Л можно делать по диаграмме
рис. 195 (взята из наших „Общих технических условий на поставку
моторов11).
Изменение мощности мотора происходит не пропорционально весу
единицы объема воздуха, а находится в более сложной зависимости от его
температуры и давления, как это выражается коэфициентом А. Мощность
же, поглощаемая мулинеткой или тормозом, как было указано § 108, изме-
няется с изменением атмосферных условий прямо пропорционально весу
единицы объема воздуха.
При приведении мощности к нормальным атмосферным условиям не
учитывается влажность воздуха; между тем влажность оказывает влияние на
мощность, а именно с увеличением влажности мощность мотора понижается.
Измерение фактической температуры воздуха должно производиться
с учетом следующих замечаний: при испытании мотора в закрытом или
полузакрытом помещении термометр должен показывать температуру воз-
духа этого помещения. При испытании мотора на открытом воздухе тер-
мометр должен показать температуру воздуха вне влияния солнеч-
ного тепла. В обоих случаях термометр должен быть помещен вне
влияния тепла, лучеиспускаемого от моторной установки.
В случае торможения винтом или мулинеткой вся работа, производимая
мотором, уходит на нагревание воздуха, и может случиться при известном
расположении воздушных потоков, создаваемых тормозом и зависящих от
расположения всей установки, что в карбюратор будет поступать уже
подогретый воздух, имеющий более высокую температуру, чем температура
наружного воздуха, измеренная в другом месте вблизи установки; за темпе-
ратуру воздуха в этом случае надо считать ту, которая будет измерена
у входа в карбюратор.
187
Измерение давления воздуха должно производиться по точному ртут-
ному барометру.
Для получения полного сравнения максимальной мощности, развиваемой
данным мотором с, максимальной мощностью, требуемой по техническим
условиям, необходимо мощность, приведенную к нормальным атмосферным
Рис. 195. Диаграмма для определения коэфициента
А в формуле приведения мощности к нормальным
атмосферным условиям.
условиям, привести также к
нормальным оборотам. Это
приведение производится по
следующей формуле:
Nnp=N.^, (в)
где Nnp — мощность приве-
дения и к нор-
мальным атмо-
сфернымусловиям
и к нормальным
оборотам,
No — мощность, при-
веденная к нор-
мальным атмо-
сферным усло-
виям,
п0 — число оборотов в
минуту, нормаль-
ное для данной
мощности,
п — фактическое
число оборотов,
измеренное при
испытании.
Приведение к нор-
мальным атмосферным
условиям и нормаль-
ным оборотам макси-
мальной мощности
имеет целью полу-
чить сравнимые между
собой наибольшие мощ-
ности разных моторов
одной модели, испытанных в разных условиях и с раз-
ными тормозами.
Предположим, что мотор Либерти, который должен давать при
нормальных атмосферных условиях по английским техническим условиям
(Военного воздушного министерства) 425 л. с. при 1750 оборотах,
показал при испытании при числе оборотов 1710 - 435 л. с. при полном
открытии дросселя, причем во время этого испытания барометрическое
давление было 750 мм и температура воздуха—30° С. Путем подсчета по
приведенной выше формуле мы найдем, что при нормальных атмосферных
условиях испытуемый мотор развил бы 402 л. с. при 1710 оборотах,
188
а приведя мощность и к Нормальным оборотам 1750, найдем 412 л. с.
Сравнивая эту мощность с требуемой по техническим условиям, легко уста-
новить, что мотор нужную мощность не развивает.
При испытании на эксплоатационном режиме нагрузку держат
из расчета фактической мощности около 0,9 от номинальной. Целью
испытания на эксплоагационном режиме является проверка в работе деталей
и механизмов мотора под определенной нагрузкой, почему приведение
мощности к нормальным атмосферным условиям не производится.
При испытании на номинальном режиме фактическая мощность
мотора, согласно наших технических условий, должна быть такой, чтобы
по приведении ее к нормальным атмосферным условиям она была не меньше
установленной для нормальных атмосферных условий.
Определение величины барометрического давления произво-
дится с помощью ртутного барометра. Барометры механические (анероид)
для определения величины барометрического давления с целью внесения
поправок к мощности — не применяются, так как они недостаточно точны.
§ 124. УСТРОЙСТВО ЗАВОДСКИХ ИСПЫТАТЕЛЬНЫХ СТАНЦИЙ
Заводские испытательные станции устраиваются каждым заводом по своему,
в зависимости от местных условий, конструкции моторов и разных при-
входящих обстоятельств.
Прежде всего при устройстве испытательной станции приходится счи-
таться с сильным шумом, который имеет место при свободном выхлопе
газов и применении воздушного тормоза.
Завод Ис па но-Сю и за, расположенный в населенном предместьи Па-
рижа, разрешил этот вопрос таким образом, что выхлоп от мотора отвел
через длинные трубопроводы в глушители, и вместо воздушных тормозов
применил тормоз Фрудэ; моторы при этом неизбежно ставятся в несколько
ненормальные условия в отношении теплового режима, что является глав-
ным недостатком подобного устройства.
Испытательная станция завода И с п а н о-С ю и з а полуоткрытого типа,
т. е. защищена сверху от осадков легкой крышей на железных колоннах и
имеет лишь одну стену. Станция расположена на территории завода.
Завод Изотта Фраскини (Италия) испытывает моторы при тормо-
жении гидравлическими тормозами Ранзи; выхлоп также отведен в глу-
шители. Внутренний вид станции представлен на рис. 196.
Завод Сименс (Берлин) испытывает моторы во дворе завода, со сво-
бодным выхлопом и с винтами, чем создает тяжелые условия для работы
в близлежащих рабочих помещениях.
Завод Пратт Витней (Америка) применяет для испытания моторов
воздушного охлаждения У о с п, при свободном выхлопе и винте в качестве
тормоза, оригинальные установки, представленные на рис. 197: по обе
стороны каждого здания, где помещается персонал, обслуживающий две
тормозных установки, расположено по башне, назначение которой смягчать
шум.
Завод БМВ испытывает моторы водяного охлаждения с помощью тол-
кающего винта на балансирных станках, при свободном выхлопе, на спе-
циально устроенной станции. Подобного типа станция представлена в
плане на рис. 198 и в поперечном разрезе на рис. 199.
Обозначения, относящиеся к рис. 198, таковы: 1—здание для разборки мо-
торов после испытания и окончательной их сборки; 2 — беговая асфальтовая
189
дорожка иокруг станции для испытания мотоциклов или небольших авто-
мобилей ; 5 — земляной вал вокруг станции для смягчения шума; 4 — ба-
лансирные станки; 3—помещение для обслуживающего персонала; 6 — под-
Рис. 196. Испытательная станция завода Изотта — Фраскини.
Рис. 197. Испытательная станция завода
Пратт — Виттней.
земный тоннель, соединяющий станцию с зданием сборочной мастерской
для перевозки моторов и прохода персонала; 7—подъемник из тоннеля.
Обозначения к поперечному разрезу рис. 199 следующие: 1—испытуе-
мый мотор; 2—будка для моториста, ведущего испытание; 3—бак с го-
рючим ; 4— канал с трубо-
проводами воды, бензина и
масла; 5— сетка, защищаю-
щая от случайных поломок
винта персонал, работающий
на соседнем станке.
Площадка, на которой
расположена станция, нахо-
дится ниже уровня земли на
6 м и ниже верха земляного
вала на 8 м.
Соседние станки отгоро-
жены легкими кирпичными
перегородками; вся станция
открытого типа и сверху за-
щищена от осадков легкой
крышей. Питание бачков каж-
дого станка бензином и мас-
190
I
лом производится по трубам от центральных резервуаров. Расстояние от
станции до сборочной мастерской около 80 м и шум моторов не беспокоит
работающих в ней.
На заводе Г н о м-р о н, расположенном в самом Париже, имеется стан-
ция, оборудованная для испытания моторов воздушного охлаждения Юпи-
тер. Испытания ведутся при открытом выхлопе с помощью винта, причем
Рис. 199. Схематический разрез испытательной станции германского завода,
шум заглушается благодаря специальному устройству станции настолько,
что на улице его почти не слышно.
Общее устройство станции видно из поперечного разреза рис. 200.
Рядом с зданием завода 5, на глубине 10 м, имеется длинный, открытый
сверху коридор 1, к которому примыкает ряд железоб.тонных труб 3,
идущих под зданием, как это видно на рисунке. В устье каждой из этих
Рис. 200. Схема подземной испытательной станции завода Гном —Рон.
труб расположен балансирный станок с мотором, причем мотор ставится
винтом к коридору (винт тянущий), и поток воздуха от коридора идет по
трубе 3 к башням 6, заглушающим звук. Над станками имеется зал 4,
совершенно изолированный от шума, где сосредоточено все управление
моторами, и производятся все отсчеты, так что моторист испытуемого мо-
тора вовсе не видит и не слышит. В конце коридора 1 имеется лестница
для персонала и подъемник для моторов. Следует отметить все же, что в
коридоре /ив мастерских, прилегающих к этому колодцу, стоит весьма
192
сильный шум, который не слышен на улице, потому что вокруг колодца
расположены заводские корпуса.
Между двумя соседними трубами 3 устроенТузкий, неглубокий кори-
дорчик— тупик, служащий для того, чтобы из него сквозь небольшое
отверстие наблюдать за состоянием мотора в работе.
Из коридора 1 имеется сообщение с отдельным помещением 2 для при-
работки моторов.
На рис. 201 представлен внутренний вид зала 4, откуда ведется управ-
ление моторами; снабжение бензином и маслом бачков при каждом станке
производится по трубам из центрального склада, находящегося в другом
помещении.
Рис. 201. Зал управления моторами в подземной испытательной станции
завода Гном-Рон.
При каждой установке имеется центробежный маслоочиститель,
через который периодически пропускается масло, находящееся в масляной
системе данного станка.
Испытания моторов, которые обычно приходится производить заводу,
можно разделить по их характеру и цели на два вида: рядовые испытания
моторов серийной продукции (включая сюда 3-часовые, контрольные
20-минутные и длительные) и испытания, связанные с изучением новых
типов моторов, построенных заводом.
Для первого вида испытаний наиболее подходящей станцией надо счи-
тать такую, где испытания ведутся с воздушным винтом и при сво-
бодном выхлопе; для второго вида испытаний необходимо иметь
возможность широко регулировать величину крутящего мо-
мента при одних и тех же оборотах, что требует применения
регулируемого тормоза. Равным образом свободный выхлоп и в этом слу-
чае предпочтителен.
Испытания высотных моторов в условиях разрежения и низкой темпе-
ратуры, производимые в обстановке завода, требуют весьма сложного спе-
циального оборудования — высотной камеры; насколько известно, ни на
13 Авиамоторостроение, ч. II.
одном заводе такой установки нет. Они имеются лишь в нескольких
научно-исследовательских учреждениях.
Для испытания нового мотора в отношении выяснения его работы на
высоте прибегают чаще всего к испытаниям в полете или же к испытани-
ям в горах (рис. 176, в § 111).
§ 125. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем состоят основные качества мотора, выявляемые при его испытании?
2. В чем различие между понятиями мощности „максимальная*1, „номиналь-
ная” и „эксплоатациоиная**?.
3. Что называется характеристикой мотора?
4. Какими способами можно определять мощность мотора?
5. Что называется мулинеткой?
6. В чем заключается испытание мотора с помощью тарированного винта или
мулинетки ?
7. Что называется баланс рным станком?
8. Какие типы балансирных станков наиболее употребительны?
9. Какие винты называются толкающими и какие тянущими?
10. Отчего имеет место погрешность в опр. делении величины крутящего мо-
мента в случае применения тянущего винта на обычном балансирном станке?
11. Перечислите причины, ведущие к погрешностям в определении величины
крутящего момента мотора в случае применения толкающего винта или мулинетки
и способы их устранения или уменьшения.
12. В чем состоит затруднение в определении мощности, развиваемой мотором,
при применении в качестве тормоза тянущего винта?
13. Какие способы торможения мотора воздушного охлаждения применяются,
кроме торможения винтом?
14. Что общего между действием гидравлических тормозов Фрудэ, Раизи и
Юнкере, и в чем принципиальные различия в них?
15 Для какой пели производится приведение максимальной мощности, получен-
ной при торможении мотора, к нормальным атмосферным условиям и нормальные
оборотам?
ГЛАВА XI
ОРГАНИЗАЦИЯ АВИАМОТОРНОГО ЗАВОДА
§ 126. СХЕМА ЗАВОДА
Структурная схема авиамоторного завода и управления производством
является обычной для машиностроительного завода, как это можно ви-
деть из рис. 202, где приведена схема одного из крупных германских
авиамоторных заводов, и рис. 203, где приведена схема одного из наших
заводов.
Отдел экономики труда (рис. 203) включает в себе следующие
функции: по технико-рационализаторскому бюро — вопросы учета рациона-
лизаторских мероприятий и их планирования, вопросы содействия рабочему
изобретательству; по Т. Н. Б. — вопросы усыновления рабочих норм. Сюда
же относятся вопросы охраны труда, исследования отдельных технологиче-
ских процессов с точки зрения выиаботки норм, статистика всей работы по
установлению норм за прошлое время и по их действительному выполнению.
Контрольный отдел на схеме рис. 202 подчинен техническому
директору, на схеме рис. 203 подчинен непосредственно главному дирек-
тору. Место контрольного отдела на последней схеме надо признать более
правильным, особенно в авиамоторном производстве, где вопросы контроля
имеют исключительно большое значение.
194
Контроль должен быть по возможности независим от руководства
текущим производством, чтобы случайные заминки в цехах, отражающиеся
на выполнении промфинпланов, не легко приводили к пропуску задержан-
ных контролем не вполне удовлетворительных или сомнительных деталей
в дальнейшую обработку. Эта независимость, однако, имеет свои целесо-
образные пределы и не должна приводить к мысли о полном отделении
контроля от производства путем подчинения его например управлению
*
195
объединением или специальному органу, так как заводской контроль есть,
в сущности, одна из промежуточных производственных функций. Лишь
вторичный контроль, например контроль военной приемки на заводе, может
Рис. 203, Схема организации советского авиамоторного завода.
быть совершенно независимым от производства и быть ячейкой например
специального государственного управления контроля предметов снабжения
авиации.
196
На схеме рис. 202 заведующий литейным цехом подчинен главному ди-
ректору, на схеме рис. 203 литейный цех в этом отношении от других
цехов не отличается, будучи подчинен техническому директору через глав-
ного инженера. Выделение литейного цеха, указанное на рис. 202, не слу-
чайно в приведенной схеме и встречается на некоторых машиностроитель-
ных европейских заводах.
Придание литейному цеху более самостоятельного положения вызывается,
во-первых, стремлением поставить его в отношении выполнения требо-
бований к качеству (а иногда и стоимости) отливок со стороны других це-
хов, потребляющих отливки, в положение стороннего снабжающего завода,
во-вторых, тем, что руководителем ответственного и крупного литейного
цеха должен быть весьма квалифицированный металлург с большим опы-
том и стажем, многократное подчинение которого не металлургам, а меха-
никам в лице заведующего производством или главного инженера и тех-
нического директора, явилось бы не всегда целесообразным.
В ведении технического директора, согласно схемы рис. 203, находятся :
зав. лабораториями, зав. конструкторским отделом, главный инженер,
являющийся главным руководителем производства, и главный механик.
Значительная часть работы лабораторий (химической, механической,
металлографической) связана с выполнением контрольных функций. На не-
которых заводах, особенно не имеющих своих литейных цехов, лаборатории
иных задач, кроме установления состава и свойств того или иного мате-
риала или проверки результатов той или иной тепловой обработки, и не
выполняют. На других заводах лаборатории ведут также исследовательские
работы в области изучения материалов и их тепловой обработки; на за-
водах, имеющих свои литейные цеха, лаборатории служат средством в ру-
ках заведующего цехом для правильного направления технологических про-
цессов.
Поэтому лаборатории, если они обслуживают и контроль, и цеха, и
ведут самостоятельные исследовательские работы — находятся в ведении
технического директора.
Если же лаборатории работают только для контроля — тогда они вхо-
дят в подчинение заведующего контрольным отделом.
Так например на заводе БМВ контрольный отдел и лаборатория не-
зависимы и оба подчинены техническому директору, причем взаимо-
отношения контрольного отдела и лаборатории таковы, что лаборатория
ведет работу по контролю всего сырья и полуфабрикатов, поступающих
на завод, в части проведения испытаний.
На заводе Сименс при авиамоторном отделении имеется лаборатория,
входящая в состав контроля; исследовательские же работы сосредоточены
в специальном Центральном исследовательском институте фирмы, который
авиамоторному отделению не подчинен.
Правильное положение конструкторского отделало схеме опре-
делить труднее всего, особенно если в его задачи входит создание новых
конструкций машин. Подчиненность главному или техническому директору
или иные условия определяются во многих случаях персональными увяз-
ками.
В ведении главного директора находятся как заведующие цехами, так
и заведующий отделом подготовки производства, включающим в себе сле-
дующие ячейки: инструментальный отдел с инструментальным цехом и
лабораторией резания; бюро методов обработки, составляющее техноло-
107
гический план обработки деталей и устанавливающее потребный инстру-
мент; бюро подготовки; бюро распределения, составляющее календарный
план работ и регулирующее движение деталей в обработке по цехам и
складам с точки зрения выполнения календарных сроков.
На германской схеме рис. 202 в ряду других цехов стоит испыта-
тельная станция, которая в схеме рис. 203 входит в состав контроль-
ного отдела. Повидимому на последней схеме испытание мотора рассматри-
вается как один из способов проверки качества обработки и сборки его
частей. Отнесение испытательной станции к аппарату контроля надо счи-
тать слишком теоретичным, это в сущности такой же производственный
цех, как и другие цеха, с тем отличием, что он требует присутствия кон-
тролера при самом процессе сдаточной работы мотора, так как иной по-
следующий контроль здесь не может иметь места.
§ 127. ОТДЕЛ КОНТРОЛЯ
Из отделов непроизводственных на авиамоторном заводе особое место и
значение имеют отделы контроля и конструкторский.
Заводской контроль должен охватывать следующие задачи:
1. Контроль металлургический — качество продукции горячих
цехов: литейного, кузнечного, термического, сварочного, заливочного (за-
ливка баббитом), а также вспомогательных цехов: медницкого, эмалировоч-
ного и модельного.
2. Контроль материальный — качество получаемых со стороны
материалов, полуфабрикатов и готовых частей и качество их хранения на
заводских складах с точки зрения своевременной документации, маркировки
и правил хранения.
3. Контроль холодной обработки — качество продукции цеха
механической обработки на станках.
4. Контроль сборки и готовой продукции.
5. Контроль средств производства: в части горячих цехов —
ремонт моделей, стержневых ящиков, штампов, пирометрического хозяйства;
в части механического цеха — ремонт станков, приспособлений и инстру-
мента.
Проверку качества должны проходить все без исключения материалы,
полуфабрикаты и готовые части, поступающие на завод со стороны для
производства из них моторов; для этого прежде всего на все эти матери-
алы, полуфабрикаты и готовые части должны быть технические условия,
в которых были бы точно формулированы количественные требования к
качеству и указаны методы проверки качества. Но производство этой
проверки может происходить и вне моторного завода.
Проверка качества многих материалов и полуфабрикатов у нас произ-
водится в основном приемщиками на заводах - поставщиках, причем эти
заводы сами дают сведения о фактическом химическом составе и механиче-
ских свойствах сдаваемых материалов, на основе данных своих контрольных
отделов и лабораторий, что упрощает проверку качества при приемке.
Эти приемщики обычно работают от центрального снабжающего органа
при управлении объединением. При такой системе контроля качество це-
лого ряда изделий будет зависеть в значительной степени от постановки
контроля на заводе - поставщике. Но, во-первых, в наших условиях госу-
дарственной промышленности такая зависимость не представляет какой-
либо опасности для роторного завода, а, во-вторых, полная лабораторная
проверка свойств всех материалов и полуфабрикатов представляет весьма
большую и дорогую работу, которую нецелесообразно повторять, коль скоро
есть уверенность, что проверка, выполненная однажды, является правильной.
Как выше отмечалось, многие европейские заводы ведут у себя полную
проверку качества получаемых со стороны материалов, полуфабрикатов и
особенно готовых деталей, так как они находятся в иных условиях в смысле
источников снабжения, чем наши заводы.
Весьма важно, чтобы хранение на заводском складе надлежащим образом
проверенных материалов было обставлено так, чтобы никакой путаницы с
материалом не могло бы произойти и чтобы происхождение и свойства
всякого материала было точно известны. Равным образом некоторые ма-
териалы и изделия требуют особых условий хранения для избежания порчи,
например такие материалы, как магний, алюминий, отливки из их сплавов,
готовые шарикоподшипники и г. д. Поэтому в задачи контроля входит также
проверка ведения учета и соблюдения правил хранения на заводских складах.
В предыдущих главах указывалось, в чем состоят задачи контроля ка-
чества продукции производственных цехов. Для того чтобы этот контроль
был поставлен надлежащим образом, заводу необходимо иметь техниче-
с кие условия на продукцию его цехов: литье, поковки, детали, выходя-
щие из механической обработки, отдельные механизмы, целый мотор. Этими
техническими условиями должен руководствоваться как цех, так и контроль,
производящий приемку.
В качестве примера технических условий на отдельную деталь в конце
книги в приложении приведены технические условия завода Лорэн-
Дитрих на коромысло клапана мотора 450 л. с.
Однако в некоторых случаях проверку качества приходится производить,
наблюдая самый производственный процесс, так как проверка качества ра-
боты по результатам является затруднительной: сюда можно отнести на-
пример процесс заливки вкладышей баббитом, процесс сварки, процесс сбор-
ки. Для этих случаев должны иметься точные инструкции для самого ве-
дения производственного процесса, с указанием, какие стороны процесса
подлежат контролю. Отсутствие таких инструкций может привести к тому,
что при смене рабочего персонала операции, удачно получавшиеся до этой
смены, будут давать брак по неизвестным причинам, и расследование при-
чин брака может потребовать больших усилий и времени, и возможны про-
рывы в работе завода.
Контроль средств производства (инструмент, приспособления,
станки) в некоторых случаях выделяется из основного отдела, ведающего
контролем качества самого производства, и в виде отдельной группы подчи-
няется непосредственно заведующему производством (или главному инженеру).
Необходимость иметь значительное количество контролеров в авиамо юр-
ном заводе вытекает из значения этого отдела в данном производстве. В
качестве примера можно привести один из крупных германских авиамотор-
ных заводов, у которого число сотрудников контрольного отдела составляет
около 12°/о от числа производственных рабочих.
§ 128. КОНСТРУКТОРСКИЙ ОТДЕЛ
Задачами конструкторского отдела обычно бывают: проектирова-
ние новых конструкций авиамоторов, проведение усовершенствований в
уже изготовляемых заводом конструкциях, изготовление рабочих чертежей
деталей, назначение для них материалов, разрешение вопросов возможных
199
изменений чертежей и замены материалов, возникающих иногда в произ-
водстве.
Если новая конструкция имеет в виду существенные нововведения, то
часто требуется предварительное проведение исследований отдельных дета-
лей или узлов, или даже опытных моделей в работе. Надо отметить, что
работа по созданию новой конструкции может считаться выполненной лишь
после удачного проведения длительных эксплоатационных испытаний несколь-
ких моторов и что от момента окончания проекта в чертежах до момента,
когда конструкцию можно считать выработанной, лежит период наиболее
трудной и долгой работы.
Заводы, разрабатывающие новые конструкции, имеют иногда специально
выделенные опытные отделы, значительные по своему объему, а также
специальные испытательные станции для опытных моторов. Такое
выделение имеет целью разгрузку нормального серийного производства от
единичных деталей иных размеров и изготовляемых часто в индивидуаль-
ном порядке.
Некоторые примеры могут иллюстрировать сроки, которые имели место на
иностранных заводах при разработке новых конструкций. Известный мотор
Испано-Сюиза был начат проектированием в декабре 1914 г.; в феврале
1915 г. имели место первые испытания мотора; в июле 1915 г. происходили
первые официальные испытания, в результате которых фирме был передан
условный заказ на 50 шт. и заказчиком потребованы некоторые изменения
в конструкции; в августе 1916 г. моторы начали работать на фронте.
Другая конструкция мотора той же фирмы от начала проектирования
до признания машины после испытаний пригодной к серийной постройке в
условиях мирного времени заняла 2 года.
Однако, в некоторых случаях эти сроки оказываются еще более дли-
тельными или вовсе не приводят к желательным результатам, так как другие
фирмы раньше успевают выпустить более удачный мотор.
Поэтому некоторые заводы вовсе отказываютёя от трудностей создания
новых конструкций, ограничиваясь постройкой моторов по лицензиям,
купленным у других фирм; иные же заводы, будучи принуждены для удер-
жания своего положения на рынке строить чужие моторы по лицензиям,
продолжают в то же время дальнейшую самостоятельную работу в области
опытного строительства.
Улучшения в конструкции мотора, уже выпускаемого заводом, произво-
дятся с целью устранения тех недостатков конструкции, которые обнару-
живаются в эксплоатации, удешевления производства, увеличения срока
службы мотора, дальнейшего облегчения машины. Мотор, даже поставленный
на серийное производство, не остается застывшим в конструктивном отно-
шении, а непрерывно совершенствуется. Эта часть работы заводского кон-
структорского отдела является чрезвычайно важной, и ей должно отводить-
ся самое серьезное внимание. Постепенный путь развития конструкций на
основе накопления опыта эксплоатации, тщательного экспериментального
изучения отдельных элементов конструкции и своего производства, является
наиболее эффективным путем, по которому следует большинство заводов
в создании новых конструктивных форм.
Мощность конструкторских отделов у разных заводов различна в зави-
симости от объема работы и ее характера. Так например на одном фран-
цузском заводе конструкторское бюро состоит из 60 человек, на другом
германском заводе при втрое меньшем числе рабочих — из 40 человек.
300
§ 129 СОСТАВ ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ.
Большинство авиамоторных заводов не имеет своей литейной и своей кузни
для таких крупных поковок, как коленчатые валы, цилиндры, и получают
эти полуфабрикаты со стороны. К числу подобных заводов относятся на-
пример Лорэн-Дитрих, Испано-Сюиза, Кертисс. Небольшое ко-
личество заводов имеет свои литейные цеха; к их числу относятся
Гн о м-Р он, БМВ, Райт, Сименс. Еще меньшее число моторных заво-
дов имеет свои кузнечные цеха, изготовляющие крупные поковки (напри-
мер Гн о м-Р о н).
К выгодным сторонам наличия в составе авиамоторного завода
своих литейного и кузнечного цехов относятся: меньшая зависимость от
поставщиков, лучшая обеспеченность поэтому качеством, а иногда и коли-
чеством полуфабрикатов, более легкая возможность быстрого проведения
конструктивных изменений и опытного строительства. При больших масшта-
бах производства добавляются экономические соображения. Отрицатель-
ными сторонами являются — необходимость значительных капитальных
затрат на оборудование и более высокая себестоимость полуфабрикатов при
небольшом масштабе своего производства, чем покупная стоимость тех же
полуфабрикатов, поступающих со стороны от специализированных заводов.
Авиамоторный завод, имеющий горячие цеха, состоит из нижеследующих
отделов и цехов: модельный, литейный, кузнечный, термический, сварочный,
травильный, медницкий, механический, слесарно-сборочный, эмалировочный,
испытательная станция, инструментальный, ремонт оборудования.
Цеха инструментальный и ремонта оборудования являются
как бы вспомогательными, в них изготовляются инструменты, приспособле-
ния, производятся исправления, переделки и приспособления станков,
т. е. в них происходят работы по подготовке к самому производству.
§ 130. СНАБЖЕНИЕ СО СТОРОНЫ
Автостроение вызвало к жизни целый ряд заводов, узко специализиро-
вавшихся в изготовлении отдельных полуфабрикатов, деталей и механиз-
мов. Близкое сходство автомобильного и авиационного моторов легко
позволяет некоторым из этих заводов снабжать своими изделиями и авиа-
моторные заводы. Малый сравнительно масштаб каждого из авиамоторных
заводов делает для него такое снабжение со стороны весьма выгодным. Не-
обходимое для дешевого производства оборудование было бы на моторном
заводе слабо загружено, на специальном же заводе, снабжающем сразу не-
сколько моторных заводов, использование оборудования и людей будет го-
раздо более рациональным и изделия будут более дешевыми.
Все моторные заводы получают со стороны магнето, свечи и другие
приборы зажигания, шарикоподшипники, ролики для роликоподшипников,
пружинные шайбы; большинство из них получает со стороны также кар-
бюраторы, приборы самопуска, бензиновые помпы, поршневые кольца, пру-
жины.
Большинство заводов получает со стороны все литье—алюминиевое,
электронное, бронзовое, и все крупные поковки — валы, цилиндры, шатуны,
втулки пропеллера и др. '
Существуют специализированные заводы, которые снабжают авиамотор-
ные готовыми клапанами, совершенно обработанными коленчатыми валами,
вкладышами подшипников и др. деталями.'
201
Число заводов-поставщиков у некоторых моторных заводов достигает,
благодаря возможностям такого снабжения, нескольких десятков. Надо от-
метить, что некоторые моторные заводы заказывают одни и те же предметы
снабжения, например поковки или отливки, одновременно двум или более
поставщикам; причина такого дробления — желание некоторой перестра-
ховки на случай неожиданного ухудшения качества поставляемых предметов
или срыва снабжения по непредвиденным причинам. Неожиданное ухудше-
ние качества материала бывает иногда у лучших фирм, и этим объясняется
желание моторного завода уменьшить зависимость нормального течения сво-
его производства от такого прорыва качества у поставщика.
к
Рис. 204.
ПРИЛОЖЕНИЕ.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ
И ПРИЕМКУ КОРОМЫСЛА КЛАПАНА АВИАМОТОРА ЛОРЭН 450 л. с.
(Общий вид коромысла показан на рис. 206).
Стержень. Диаметры А, В и С шеек (рис. 204) должны быть кон-
центричны с осью XY, и коромысло, опертое на крайних своих шейках А
и С на призмах, имеющих V - образные
выемки (призмы должны быть поставлены
на точной плите), при провертывании не
должно в шейке В давать биение более
0,01 мм. Шейки должны быть совершенно
цилиндрическими, и их диаметр имеет до-
+ 0 п н
пуска ' „. Допустимый овал опреде-
-
ляется указанными допусками.
Поверхность шеек должна быть поли-
рованной, без царапин и граней, и должна
иметь переходы с галтелью радиусом не
менее 0,5 мм; стороны детали, примыка-
ющие к шейкам, должны быть плоскими и
перпендикулярно расположенными по отно-
шению к общей оси.
Центральное отверстие имеет допуск
+ 0,2 .
1 и должно быть концентричным с
точностью 0,5 мм к общей оси. Это отвер-
стие с каждого конца должно заканчиваться
непосредственно резьбой, в которую дол-
жен плотно ввертываться образцовый ка-
либр.
Длина резьбы имеет допуск + 1 мм.
С каждого конца коромысла отверстие
раззеньковано на конус с углом 60°, для
фовке.
Отверстия для смазки сверлят диаметром, обозначенным на чертеже с
4-0 2
допуском -~-р с точностью их расположения по длине до 0,5 мм, и с
уочностьк) в отношении углового расположения до 0,2 мм. Эти отверстия
203
установки в центрах при шли-
соединяются с центральным каналом, причем заусенцы должны быть под,
ностью удалены. Отверстие на внешней поверхности должно быть раззень.
Рис. 205.
Ковано, с углом конуса око
ло 45°.
Длины имеют следующее
допуска:
D и Н • + 0,2 -0,2 Мм
Е + 0 — 0,5
F + 0,05 — 0 эт
G ' +2_ -0,1 и
Плечо винта (рис. 205).
Ось резьбы должна быть такова, чтобы
Расстояние L оси валика
до оси резьбы имеет до-
пуск + 0,2 и расстояние I
от оси резьбы до оси отвер-
стия стяжного болта имеет
+ 0,3
допуск
резьбовой калибр (рис. 206),
имеющий на конце К опорную поверхность диаметром 5 мм, будучи ввер-
нут в нарезанное отверстие, не выходил бы за пределы опорной поверхности
штифта L, имеющего на конце диаметр 7 мм, при контакте с последним.
Штифт L составляет часть приспо-
собления, указанного на рисунке и
служащего для данной проверки. Ко-
ромысло лежит шейками на двух
призмах с V- образными выемками
и поддерживается шпилькой, вставлен-
ной в отверстие для оси ролика и
входящей в паз N неподвижной части
М приспособления.
Резьбовая часть для регулировоч-
ного винта должна иметь полную
резьбу, так что ввертывание калибра
должно итти плотно и принуждать
Рис. 206.
прорезь к легкому раскрытию.
I Q к
Допуск для ширины прорези мм.
— и,О
Отверстие для стягивания имеет допуск диаметра мм.
В месте прохода этого отверстия через резьбу не должно быть
витков.
Стороны N и N' (рис. 205) должны быть перпендикулярны к оси
отверстия. Толщина О между отверстием и оконечностью плеча имеет до-
+ 0,30
пуск-—— мм.
— иДО
204
/л | (j
Выемка Р в конце плеча имеет допуск радиуса-— мм, так что толщи-
на в R и R1 не должна быть не менее 1 мм, не более 2 мм.
Выемки Т плеча должны быть таковы, чтобы расстояние V до оси резь-
бы было бы -|-1 мм.
+ 02
Глубины выемки U и U1 имеют допуск ~ мм, допуск толщины ребер
-------------------------------------
X и допуск ширины выемки Y имеют допуск + 0,3, общий допуск шири-
+ 0,6
ны плеча — мм-
— 0,0
Головка роликодержателя (рис. 207): Расстояние е от оси от-
верстия для оси ролика до оси коромысла имеет допуск + 0,05; угол
оси 1—2 должен быть выдержан с
точностью до 2°. |
Диаметр отверстия F для оси ро-
+ 0 __ I
лика имеет допуск z- . Параллель- □□_________-------L
------------------- v,UD | |
ность этого отверстия по отношению
к оси коромысла проверяется проме-
ром в двух направлениях (см. приме-
чание 1) по оправке длиной в 240 мм,
вставленной в отверстие; допустимая
иепараллельность, измеренная на кон-
цах этой оправки, составляет 0,15 мм.
Профиль головки должен соответ-
ствовать чертежу, с соблюдением сле-
дующих допусков : толщина 5 между
отверстием f и краем головки имеет
допуск +0,5 мм, так же как ширина
щеки h. Отверстие / в каждой щеке
с наружной стороны раззеньковано в i на конус под 45°, с шириной ско-
са от 0,8 до 1,2 мм. Плечо р имеет придаток j высотой I с допуском
+ 0,2 „ f плох +0,15
_д- мм и шириной к (рис. 208) с допуском — мм.
Расстояние между щеками должно быть таково, чтобы ролик толщиной
12,0 мм свободно вращался на своей оси, а ролик толщиной 12,05 мм
в тех же условиях не мог бы провертываться. Допуск на толщины плеч
+ 0,1 мм, причем максимальному значению одного должно соответствовать
205
минимальное значение другого, с тем чтобы были сохранены установленные
выше пределы колебания для размеров I и т.
Допуск на расстояние Q (рис. 209) между средней осью головки и
осью нарезанного отверстия проверялся уже при проверке на приспособле-
нии (рис. 206).
Термическая обработка производится согласно указаниям ведо-
мости на термообработку деталей мотора.
Выявление внешних пороков. Все коромысла в процессе произ-
водства подвергаются испытанию керосином и песком (см. примечание 2),
и они не должны обнаруживать при этом трещин, закоьов и других дефек-
тов. Эта проверка производится после окончательной обработки или, по
возможности, перед шлифовкой.
Рис. 210.
Маркировка. Деталь клеймится в установленном месте клеймами, рас-
положенными последовательно в форме буквы V:
1) номер чертежа; 2) фабричная марка завода; 3) время изготовления,
как это установлено заказчиком. Симметрично располагаются клейма:
4) марка стали; 5) марка поставщика материала.
Примечания. 1. На рис. 210 показано на примере коромысла клапана от
мотора другой конструкции, как производится проверка параллельности оси отвер-
стия, в которое вставляется валик (ось) ролика, и оси шеек коромысла. В каждом
положении А и Б (из коих положение А должно быть такое, чтобы обе оси лежали
в плоскости, перпендикулярной плоскости проверочной плиты, на которой лежит
оправка с центрами и стоит индикатор, а в положении Б они были бы в плоскости,
параллельной плоскости этой плиты) производится четыре отсчета индикатором раз-
ницы высот в I и 2, и разницы высот в 3 и 4.
2. Проверка на отсутствие трещин состоит в том, что деталь погружается в
сильно нагретое масло (или керосин), которое затекает в незаметные трещинки. По
вынутии детали из масла она насухо обтирается; масло, затекшее в трещинки, вслед-
ствие постепенного остывания детали, выжимается оттуда, и если деталь посыпать
мелким песком, то песок пристанет в тех местах, где имеются дефекты, и ясно их
обозначит. Эта проба постоянно применяется заводом Лорэн при контроле.
СОДЕРЖАНИЕ
стр.
Предисловие ко второй части...............' . . . ................ 3
Глава I. Механический цех......................................... 5
Глава II. Механическая обработка коленчатых валов................. 29
Глава III. Механическая обработка кулачкового валика ............. 53
Глава IV. Механическая обработка цилиндров........................ 63
Глава V. Механическая обработка шатунов .................... 79
Глава VI. Механическая обработка поршневых колец................. 87
Глава VII. Механическая обработка шестерен........................ 96
Глава VIII. Механическая обработка алюминиевых деталей........... 127
Глава IX. Сборка................................................. 146
Глава X. Испытание мотор в...................................... 159
Глава XI. Организация авиамоторного завода .* . . ............... 194
Приложение. Технические условия на изготовление и приемку коро-
мысла клапана авиамотора Ларен 450 л. с.................... 203
ОНТИ W 155. Индекс АЛ-50-4-2. Сдано в набор 7/1 32 Подписано к печати. 26/V 32. Тираж 15000.
Формат бумаги 62X94- Количество бумажных листов 6>/, л. Колич. печати, знаков на бум. листе 110400
Заказ № 35. S полвомоченный Главлита В. 25993. Выход в свет июнь 1932 г.
7-я типография Огиза РСФСР им. Бухарина, Ленинград, ул. Моисеенко. 10.