/








































































































































































































































































































Текст
РЕМОНТ
МЕТАЛЛОРЕЖ'/ШЙЗ)
(ТАНКОВ
К. Н. МУРАВЬЕВ, И. к. МУРЗИН
РЕМОНТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ИЗДАНИЕ ТРЕТЬЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ Л ИТЕРАТУРЫ
МОСКВА 1963
ВВЕДЕНИЕ
По численности станочного парка Советский Союз занимает одно из первых мест в мире: в 1958 г. парк металлорежущих станков в нашей стране составлял 1915 тыс. единиц. Этот парк непрерывно увеличивается. Естественно, что на содержание в работоспособном состоянии такого количества интенсивно эксплуатируемых станков затрачиваются громадные материальные средства. Ежегодные затраты на ремонт и эксплуатацию, например, универсальных станков составляют 25—40% от их первоначальной стоимости. Кроме того, на ремонтных работах занят большой штат высококвалифицированных рабочих и инженерно-технических работников. Только в машиностроительной промышленности на ремонте технологического оборудования занято около 250 тыс. рабочих — слесарей и станочников. Эти краткие данные достаточно убедительно показывают, что в издержках на ремонт станочного оборудования скрываются значительные резервы экономии средств и труда. Применение совершенной технологии ремонта, механизация ремонтных операций, правильная организация ремонтного производства и труда рабочих, и надлежащий уход за оборудованием открывают большие возможности к сокращению объема и стоимости ремонтных работ,, а также непроизводительного простоя станков в ремонте.
Технология ремонта станков в принципе не отличается от технологии станкостроения, но имеет свои особенности и трудности. Изготовление новых станков обычно производится более или менее крупными сериями, что позволяет применять при производстве их специальные высокопроизводительные приспособления и инструмент, обеспечивающие высокую точность, обработки деталей и сводящие к минимуму слесарные пригоночные работы при сборке узлов и станка. При ремонте же станков., вследствие большого их разнообразия, применение дорогостоящих приспособлений и инструмента часто экономически не оправдывается, поэтому удельный вес слесарных пригоночных работ весьма высок. Эта особенность и создает дополнительные трудности в технологии и организации ремонтных работ.
Другая важная особенность ремонтного производства заключается в следующем. При ремонте станков, в зависимости от состояния и назначения, одни детали выбраковываются и заменяются новыми, другие восстанавливаются тем или иным методом, а третьи — только зачищаются и в таком виде используются для дальнейшей работы.
При разбраковке деталей ремонтнику весьма часто приходится руководствоваться только собственным опытом, так как достаточно систематизированных данных по предельно допустимым износам деталей станков пока еще нет. Для правильного решения этих вопросов необходимо хорошо знать условия работы станка, его конструкцию и взаимную связь всех узлов и механизмов, а также различные способы восстановления изношенных деталей.
К современным металлорежущим станкам предъявляются высокие требования в отношении точности работы. На точность работы оказывают влияние не отдельные узлы или механизмы станка, а в большинстве случаев все или преобладающее большинство узлов. Поэтому при ремонте станков очень важным является выбор базы для замера и контроля положения деталей и узлов станка.
Главное внимание в настоящей книге уделено описанию конструкции и технологии ремонта основных деталей и узлов наиболее распространенных металлорежущих станков, механизации ремонтных и контрольных операций, системе организации ремонтов, а также методам восстановления и упрочнения деталей ремонтируемых станков.
В связи с тем, что модернизация станков входит в обязанности ремонтных служб заводов, в книге кратко освещены и эти вопросы.
Совместными усилиями советских ученых, инженеров и передовиков-ремонтников проделана значительная работа по разработке и внедрению в практику прогрессивных методов ремонта оборудования. В результате этой работы сократились простои станков в ремонте, снизилась стоимость ремонтных работ и улучшилось их качество. Значительную пользу ремонтным службам машиностроительных заводов дала разработанная ЭНИМС «Единая система планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий».
Однако быстро развивающаяся социалистическая промышленность предъявляет новые, повышенные требования к ремонтным службам заводов. Как мера дальнейшего улучшения ремонтного дела заслуживает внимания такое мероприятие, как создание в промышленных экономических районах страны спе-
диализированных ремонтных предприятий централизованного капитального ремонта массовых моделей станков и изготовления сменных деталей. Такие предприятия могут при ремонте станков широко применять различные средства механизации, современные высокопроизводительные технологические процессы изготовления и восстановления деталей, а также сборки и разборки станков, что значительно удешевит и улучшит качество ремонта.
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
1. ОРГАНИЗАЦИЯ ЧЕРТЕЖНОГО ХОЗЯЙСТВА
Продолжительная безаварийная работа станка возможна в том случае, когда его детали имеют достаточно обоснованные размеры и форму и изготовлены из материалов необходимого качества. Эти требования можно выполнить во время ремонта лишь при наличии чертежей. Поэтому организация чертежного хозяйства в ремонтном производстве играет не меньшую роль, чем в основном производстве машиностроительных предприятий.
Обеспечение чертежами всей ремонтной службы завода входит в обязанности конструкторского бюро отдела главного механика (ОГМ) и отдела главного энергетика (ОГЭ). Для обеспечения чертежами текущих потребностей ремонта в крупных цехах создаются конструкторские группы.
Изготовляемые для ремонтных целей чертежи должны полностью отвечать требованиям Общесоюзных стандартов («Чертежи в машиностроении», «Система чертежного хозяйства» и др.).
Чертежи комплектуются по типоразмерам станков в альбомы. В альбомы чертежей входят: а) чертежи узлов и сменных деталей станка; б) спецификация ремонтируемых деталей; в) паспорт и схемы станка; г) схема смазки; д) спецификация подшипников качения, цепей, ремней, нормалей и др.; е) перечень быстроизнашивающихся деталей.
Альбомы чертежей используются для:
1) руководства при ремонте оборудования;
2) планирования и изготовления сменных деталей и узлов;
3) разработки ремонтных размеров деталей;
4) разработки технологии изготовления сменных деталей;
5) разработки технологии ремонта оборудования;
6) нормализации сменных деталей и заготовок;
7) составления заявок на нормализованные детали, получаемые со стороны;
8) модернизации оборудования.
Чертежи на сменные детали станков отечественного производства следует получать с заводов-изготовителей и только в крайнем случае изготовлять самим. Составление (эскизирова-ние) чертежей недостающих деталей производится при разборке станка на ремонт.
В чертежах деталей, подлежащих ремонту путем изменения размера посадочного места, должны быть указаны ремонтные размеры (ремонтными называют номинальные размеры, измененные на величину износа и припуска на обработку). Ремонтные размеры могут быть предельными, переходными и заготовочными. Предельный размер устанавливают уменьшением для вала или увеличением для отверстия номинальных размеров за счет частичного уменьшения прочности и жесткости. По переходным размерам детали изготавливают в тех случаях, когда можно заранее установить, на какой переходный размер будут переведены при ремонте сопрягаемые с указанными деталями несменяемые детали. Если размеры несменяемых деталей заранее определить невозможно, то изготовляемые детали должны быть подготовлены к ремонту по заготовочным размерам. Ремонтные размеры деталей должны оформляться в виде таблиц.
Нумерацию чертежей рекомендуется производить по инструкции «Система чертежного хозяйства» НО2-3, разработанной ЭНИМС и утвержденной в качестве нормали станкостроения. По этой инструкции детали и соответствующие им чертежи обозначаются одним и тем же индексом. Номер детали состоит из трех частей, разделяемых между собой черточкой; первая часть состоит из номера модели агрегата; вторая часть — из двух цифр, первая из которых означает номер группы, а вторая — номер узла; третья часть — из порядкового номера детали в данном узле. В инструкции дана разбивка агрегата на группы и узлы.
Альбомы чертежей хранятся в конструкторском бюро ОГМ и у механиков цехов. Кальки чертежей хранятся в архиве ОГМ.
2. ПОНЯТИЕ О ЧИСТОТЕ ПОВЕРХНОСТИ
В зависимости от назначения условий работы детали ее поверхности обрабатываются с различной степенью шероховатости. Трущиеся поверхности деталей станков, как правило, обрабатываются более чисто, чем контактирующие, но не трущиеся. Свободные поверхности обрабатываются более грубо.
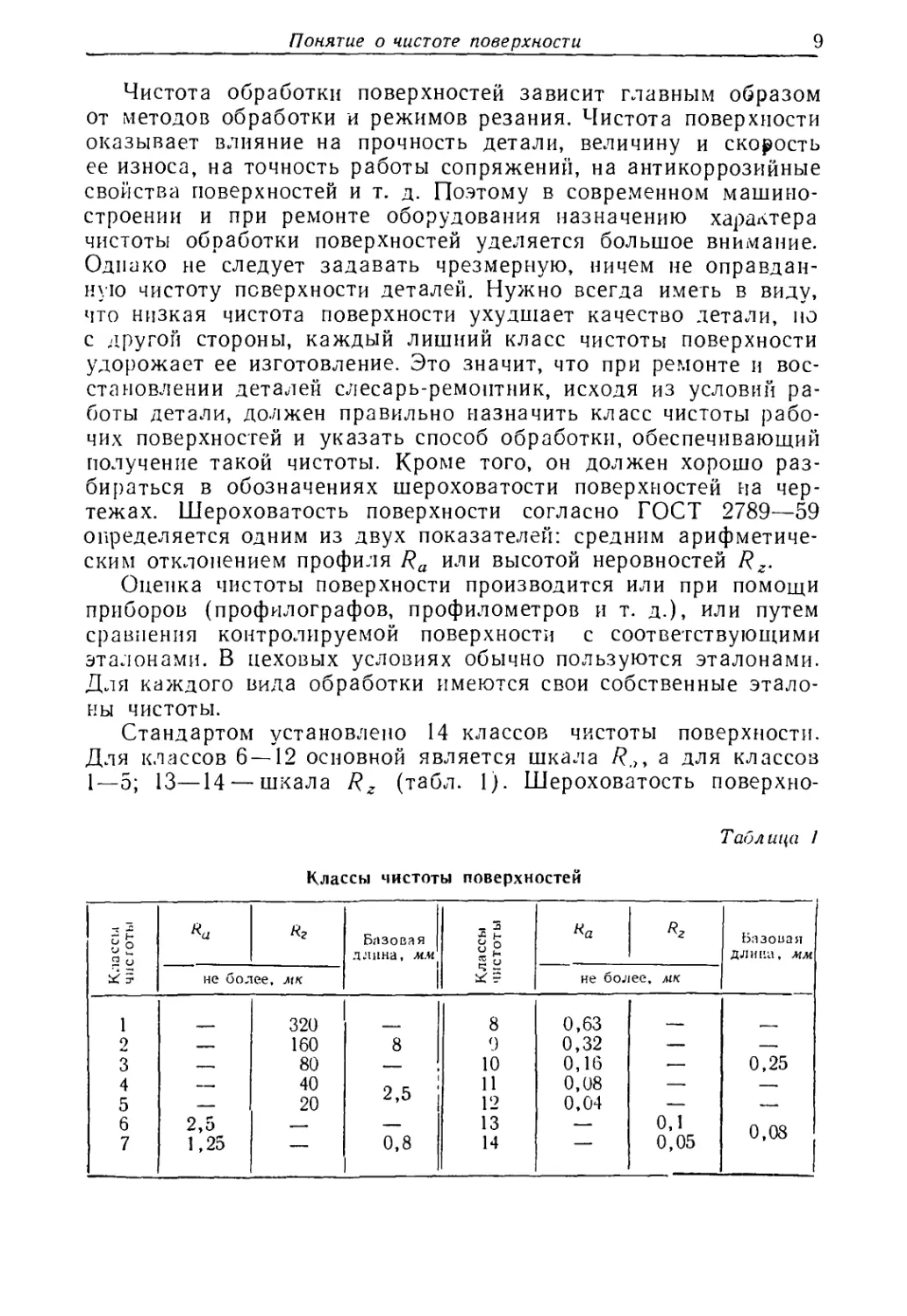
Чистота обработки поверхностей зависит главным образом от методов обработки и режимов резания. Чистота поверхности оказывает влияние на прочность детали, величину и скорость ее износа, на точность работы сопряжений, на антикоррозийные свойства поверхностей и т. д. Поэтому в современном машиностроении и при ремонте оборудования назначению характера чистоты обработки поверхностей уделяется большое внимание. Однако не следует задавать чрезмерную, ничем не оправданную чистоту поверхности деталей. Нужно всегда иметь в виду, что низкая чистота поверхности ухудшает качество детали, но с другой стороны, каждый лишний класс чистоты поверхности удорожает ее изготовление. Это значит, что при ремонте и восстановлении деталей! слесарь-ремонтник, исходя из условий работы детали, должен правильно назначить класс чистоты рабочих поверхностей и указать способ обработки, обеспечивающий получение такой чистоты. Кроме того, он должен хорошо разбираться в обозначениях шероховатости поверхностей на чертежах. Шероховатость поверхности согласно ГОСТ 2789—59 определяется одним из двух показателей: средним арифметическим отклонением профиля Ra или высотой неровностей Rz.
Оценка чистоты поверхности производится или при помощи приборов (профилографов, профилометров и т. д.), или путем сравнения контролируемой поверхности с соответствующими эталонами. В цеховых условиях обычно пользуются эталонами. Для каждого вида обработки имеются свои собственные эталоны чистоты.
Стандартом установлено 14 классов чистоты поверхности. Для классов 6 — 12 основной является шкала а для классов 1—5; 13—14 — шкала Rz (табл. 1). Шероховатость поверхно-
Таблица 1
Классы чистоты поверхностей
Классы чистоты «г Базовая | длина, мм' । 1 Классы чистоты «а «г Базовая длина, мм
не бол [ее, мк не бол iee, мк
1 320 8 0,63 —
9 — 160 8 9 0,32 — —
3 — 80 — 10 0,16 — 0,25
4 —. 40 2,5 11 0,08 — —
5 — 20 12 0,04 — —
6 2,5 — 13 — 0,1 0,08
7 1,25 — 0,8 14 — 0,05
сти в зависимости от класса чистоты измеряется на определенной длине, называемой базовой.
Обозначение шероховатости для всех классов производится так. Впереди ставится знак V, за которым следует номер класса. Например, девятый класс чистоты поверхности обозначается V9. Это значит, что шероховатость не более 0,32 мк. В тех случаях, когда требуется ограничить максимальную и минимальную величину шероховатости, в обозначении указывают два номера классов или разрядов. Например, V9—10 указывает, что шероховатость должна быть по Ra не менее 0,16 и не более 0,32 мк.
Иногда на некоторые поверхности деталей требуется установить более узкие интервалы величин шероховатости. Для этого стандартом, начиная с 6 и по 14 класс включительно, введены разряды чистоты поверхности (табл. 2). В этом случае, когда кроме класса (например, 9) задается разряд (например, б), то рядом со знаком указывают номер класса и разряд, т. е. \7 96.
Шероховатость поверхностей грубее 1 класса обозначается знаком V, над которым указывается высота неровностей по 500
Rz в микронах, например, V • Численные значения Rz берутся по ГОСТ 8032—56.
Таблица 2
Разряды шероховатости поверхностей
Классы чистоты Ra , мк Rz , мк
а 1 6 1 * а 1 6 1 а
6 2,5 2,0 1,6 10 8
7 1,25 1,0 0,8 6,3 5,0 4,0
8 0,63 0,5 0,4 3,2 2,5 2,0
9 0,32 0,25 0,2 1,6 1,25 1,0
10 0,16 0,125 0,1 0,8 0,63 0,5
11 0,08 0,063 0,05 0,4 0,32 0,25
12 0,04 0,032 0,025 0,2 0,16 0,125
13 0,02 0,016 0,012 0,1 0,08 0,063
14 0,01 0,008 0,006 0,05 0,04 0,032
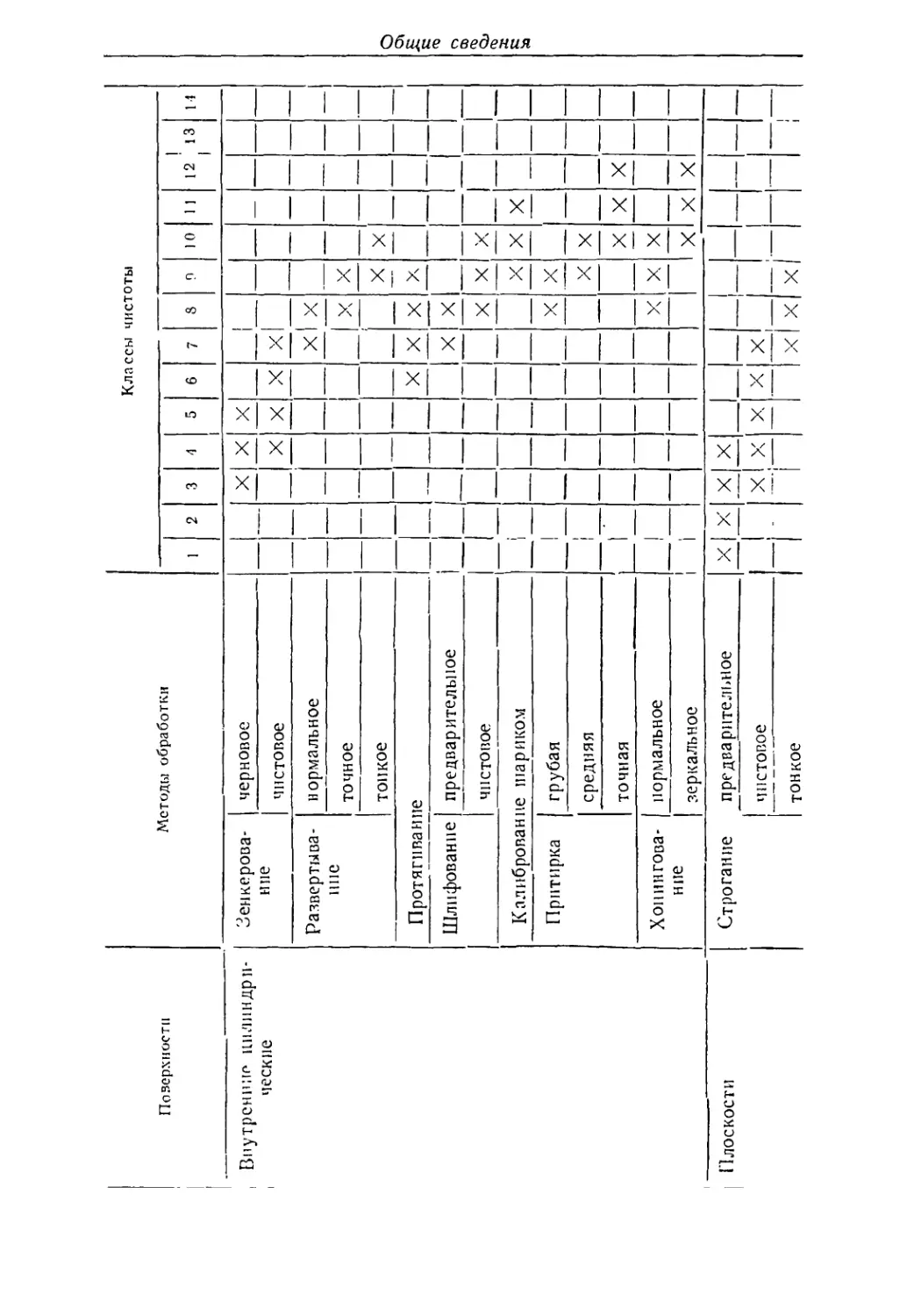
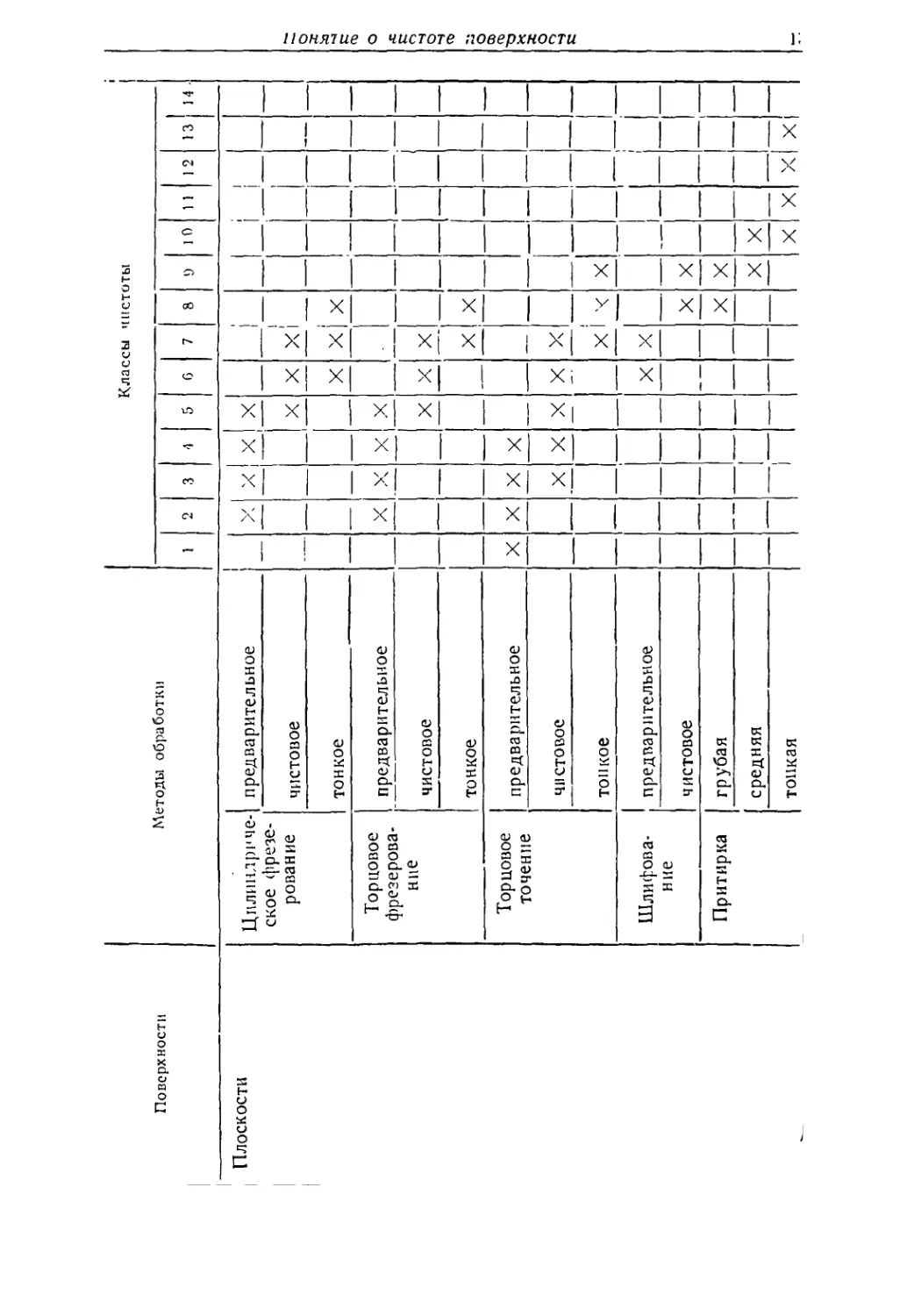
В табл. 3 приведена чистота поверхностей, обработанных различными методами.
В табл. 4 приводятся данные ЭНИМС о назначении классов чистоты для некоторых поверхностей деталей станков.
Поверхности Методы обработки Классы чистоты
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Наружные цилиндрические Обтачивание предварительное «2< X X X X X X X X —
чистовое
тонкое — X X
Шлифование предварительное
чистовое 1 1 X X X
тонкое
Притирка грубая X X X X —
средняя
тонкая — X X X _х X X X X
Отделка абразивным полотном
Обкатывание роликом X X X
Суперфиниширование X х X X
Внутренние цилиндрические Растачивание предварительное X X X X X X X 1 i X X X X X X X
чистовое
тонкое
Сверление |
Понятие о чистоте поверхности
Внутренние цилиндрические Зенкерова-ние черновое
чистовое
Развертывание нормальное
точное
тонкое
Протягпва нпе
Шлифование предварительное
чистовое
Калибрование шариком
Притирка грубая
средняя
точная
Хониигова- | нпе । нормальное
зеркальное
Плоскости Строгание п ре дв а рительное чистовое тонкое
Кла ссы чистоты
1 2 3 6 7 8 О 10 11 12 1 13 1 14
X X X
X X X X X
X X
X X
— — — X X X X
X X X
X X X
! х X
j X X
—1 X X X
1 X X X
1 X X X
X X X х
X X X _х_1
1 X х ’х! 1
Общие сведения
Плоскости
Цилиндрическое фрезерование предварительное
чистовое
тонкое
Торцовое фрезерование предварительное
чистовое
тонкое
Торцовое точение предварительное
чистовое
топкое
Шлифование предварительное
чистовое
Притирка грубая
средняя
тонкая
понятие о чистоте поверхности
Валы Наружные охватываемые поверхности (налы)
Вращение
Поступательное перемещение
Поступательное пере.ъеще- | ние
Опорные шеикн и цапфы п пощнипниках скольжения (подвижные посадки 2 класса точности)
Цилиндрические направляющие в корпусных и других незакаленных деталях
I
Цилиндрические направляющие в стальных закаленных деталях
Шпиндели шлифовальных Отделочное V9
станков шлифование
Шпиндели токарных стан- Шлифова- V8
ков ние круглое
Валы, оси V8
Борштанги в неподвижных направляющих V8
Вращающиеся втулки V8
Пальцы, оси., цапфы (неподвижные) V8
Шпиндели задних бабок, Шлифование V8
направляющие гильзы сверлильных и расточных станков круглое
Направляющие валы и скалки V8
Поршни гидравлических цилиндров V8
Золотники Притирка V9
Золотники Шлифование круглое V 8
Фиксаторы Притирка V9
Борштанги во вращающих- Шлифова- V8
ся втулках ние круглое
Ходовые валы Бесцентровое шлифование V7
Общие сведения
Вид поверхности Расположение поверхностей Характер соединения поверхностей Типовые поверхности деталей станков
Цилиндрические поверхности Валы Поступательное перемещение Цилиндрические направляющие в уплотнениях и сальниках Цилиндрические напра- вляющие в регулируемых вкладышах
Базированные съемные детали Центрирующие и базовые шейки для съемных деталей и инструмента
Неподвижные соединения Шейки и цапфы под посадку подшипников качения
Неподвижные соединения Шейки и цапфы под посадку других неподвижно соединяемых деталей
Детали станков Способ обработки Класс чистоты по гост
Штоки гндроцилиндров Дол бяки зубодолбежиых станков Бесцентровое шлифование Шлифование круглое V7 V8
Шпиндели Установочные штыри и фиксаторы Сменные втулки кондукторов Шлифование круглое V8 V8 V8
Шпиндели Валы, оси, пальцы и другие детали Шлифование круглое V8 V8
Шпиндели Валы, осн, пальцы и другие детали Вкладыши, втулки подшипников скольжения Втулки, ступицы и другие детали Шлифование круглое V8 V8 V8 V8
Понятие о чистоте поверхности
Теплица 4 (продолжен не;
Вид поверхности Расположение по-cep х-пости Характер соединения поверхностей Ti новые поверхности деталей станков Детали станков Спосоо <• бработкч Класс чистоты по ГОСТ
‘ " '1 •верстия) I Вращение Опорные поверхности для валов в подшипниках скольжения Статоры Шлш| ова-пве внутреннее \/ 8
't поверх пос hi поверхности (от Посп ии тельное вращение Направляв чипе отверстия в корпусных деталях и других и с за каленных дет а л я х Залине бабки, карегки и другие корпусные детали Гидроннлиндры с поршневыми кольцами Гидроцилипдры с кожаными манжетами Развертыванье Притирочное шлифование Расточка V6 V9 V6
S' § р га с 3 са Направляющие отверстия в закаленных деталях Направляющие втулки фиксаторов Вращающиеся направля т-лше втулки для борцы ап г Шли }.ова-пне внутреннее \78 V 8
— Внутренние oxi I Неподвижные соединения Отверстия под посадку подшипников качения Отверстия под посадку подшипников скольжения Станины, бабки, коробки п другие корпусные детали Фланцы, гильзы и другие детали Бабки, коробки и , ругне корпусные детали Гильзы, стаканы Расточка Расточка 1 VG V6 V6 _ V _G
Цилиндрические от-верстия_ Отверстия' Неподвижные Отверстия под посадку других неподвижных деталей Сталины, бабки и другие корпусные детали Фланцы, гильзы и другие детали Расточка V6 V6
Общи? сведения
(OH II Eh HOMO) uhlWyDJ,
'.L'OHXd39011 dlOlJHh О Mlb'HO[]
3. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
При выполнении ремонтных работ слесарю-ремонтнику часто приходится руководствоваться чертежами, а поэтому он должен иметь необходимые знания по допускам и посадкам, а также уметь пользоваться условными обозначениями и таблицами допусков.
Для удешевления сборки машин и станков при их изготовлении и ремонте, а также для использования запасных деталей и узлов при ремонте оборудования и облегчения кооперирования различных заводов детали и узлы стремятся изготавливать так, чтобы они были взаимозаменяемыми. Взаимозаменяемость может быть полной и неполной (ограниченной). Полная взаимозаменяемость означает возможность полной замены любых деталей или узлов, входящих в конструкцию машины или механизма, при соблюдении требований технических условий к работе данного узла или механизма в целом. При неполной взаимозаменяемости происходит частичный или групповой подбор деталей при сборке, производится дополнительная обработка (подгонка) в процессе сборки и применяются компенсаторы.
Основным условием для осуществления взаимозаменяемости является выполнение сопрягаемых размеров деталей в заранее установленных пределах, определяемых допусками. Величина же допуска непосредственно связана с характером соединения (посадкой) деталей, с предельным и средним значением возможных зазоров или натягов и, таким образом, с эксплуатационными требованиями, предъявляемыми к данному узлу или машине в целом.
Допуски. Размеры деталей при конструировании станков определяются расчетным путем или назначаются по конструктивным соображениям. Такие размеры называются номинальными. При изготовлении деталей номинальные размеры абсолютно точно выполнены быть не могут — действительный размер изготовленной детали всегда отличается от номинального в большую или меньшую сторону. Наибольшие и наименьшие значения размера, определенные измерением с заданной точностью, называются наибольшими и наименьшими предельными размерами. Разность между наибольшим предельным размером и номинальным называется верхним предельным отклонением, а разность между наименьшим предельным размером и номинальным называется нижним предельным отклонением. Среднее арифметическое между верхним и нижним отклонениями называется средним отклонением.
Для получения необходимого сопряжения двух деталей на их размеры задаются верхние и нижние допускаемые предель-
пые отклонения от номинальных размеров. Величина этих отклонений, как правило, зависит от характера работы данной детали. Разность между наибольшим и наименьшим предельными размерами называется допуском. Посадкой называется характер соединения деталей, определяемый разностью между диаметрами отверстия и вала, создающей большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению.
Посадки классифицируют на три группы: 1) посадки подвижные— при наличии в соединении зазора; 2) посадки неподвижные— при наличии в соединении натяга; 3) посадки переходные — в соединении возможен зазор или натяг. Общесоюзным стандартом установлены различные типы посадок и их условное обозначение. Посадки подвижные: С — скользящая: Д — движения; X — ходовая; Л — легкоходовая и Ш — широкоходовая. К неподвижным посадкам относятся: Гр — горячая; Пр — прессовая; Пл — легкопрессовая и Г — глухая. Посадки переходные: Т — тугая; И — напряженная и П — плотная.
Классы точности. В зависимости от намечаемой точности изготовления деталей выбираются соответствующие допуски, которые разбиваются на классы: 1: 2; 2а; 3; За; 4; 5; 7; 8; 9. Классы точности ставятся в виде индексов у обозначений посадок, например, Ci — посадка скольжения первого класса точности. Второй класс точности употребляется без индекса, например, С — посадка скольжения второго класса точности. В первом классе точности прессовых посадок две, а в третьем — три. Обозначаются они следующим образом: Пр1Пр2у, Пр13; Пр23; Пр33.
Система допусков. Совокупность допусков и посадок называется системой допусков. В системе допусков одна из сопрягаемых деталей принимается за основную. Такой деталью является вал или деталь, имеющая отверстие. В зависимости от этого применяют две системы: одна называется системой отверстия, другая — системой вала.
Система отверстия характеризуется тем, что для всех посадок одного класса точности при одинаковом номинальном размере предельные размеры диаметра отверстия остаются постоянными, а различные посадки достигаются за счет изменения предельных размеров вала. Система вала характеризуется тем, что для всех посадок одного класса точности при одинаковом номинальном размере предельные размеры диаметра вала остаются постоянными, а различные посадки достигаются за счет изменения предельных размеров отверстия. При обозначении на чертежах отклонений по системе отверстия номинальный размер диаметра отверстия указывается с буквой А,
а при обозначении отклонений по системе вала номинальный размер диаметра вала — с буквой В.
Если размер, поставленный на чертеже, не сопровождается указаниями о классе точности и посадке, то такой размер называется свободным. Свободные размеры изготавливаются по 7, 8 и 9 классам точности.
Кроме условных обозначений размеров деталей и посадок, пользуются и цифровыми стандартизованными таблицами допусков и посадок. Если допуски на обработку поверхностей приняты по системе отверстия, то у диаметра отверстия на чертеже указывается буква А, а у диаметра вала проставляются лишь условные обозначения посадок.
Например, 90Аз означает отверстие третьего класса точности с номинальным размером 90 мм, выполняемое по системе отверстия. По таблице системы отверстия третьего класса точности численные значения размеров для этого случая будут равны 90°107 мм. Размеры вала тогда будут иметь условное обозначение 90Хз, что показывает, что вал диаметром 90 мм изготавливается по системе отверстия третьего класса точности и что при его сборке с отверстием, выполненным по системе отверстия этого же класса, получится ходовая посадка. Численные значения этого обозначения, найденные по таблице системы отверстия третьего класса точности, будут равны 90 _о’?4ОЛШ*
Если допуску на обработку поверхности приняты по системе вала, то у диаметра вала проставляется буква В, а у диаметра отверстия указываются лишь условные обозначения посадок.
Отклонения размеров деталей в сборочных чертежах обозначаются в виде дроби. В числителе указывается отклонение д
отверстия, а в знаменателе — вала. Например, 55— обозначает напряженную посадку по системе отверстия при точности второго класса и номинальном диаметре соединения 55 мм. Численные значения размеров, найденные по таблицам, будут равны: оз °’023
для отверстия 55и’ибл(Л!, для вала 55 о,003 мм-
Иногда требуется осуществить сопряжение деталей, которое при их изготовлении по допускам обеспечено быть не может. Например, в револьверных головках, в делительных столах и других механизмах станков требуется, чтобы фиксатор перемешался во втулке по плотной посадке, без зазора. В этих случаях в технических условиях делаются указания, как технологически это осуществить, например притиркой.
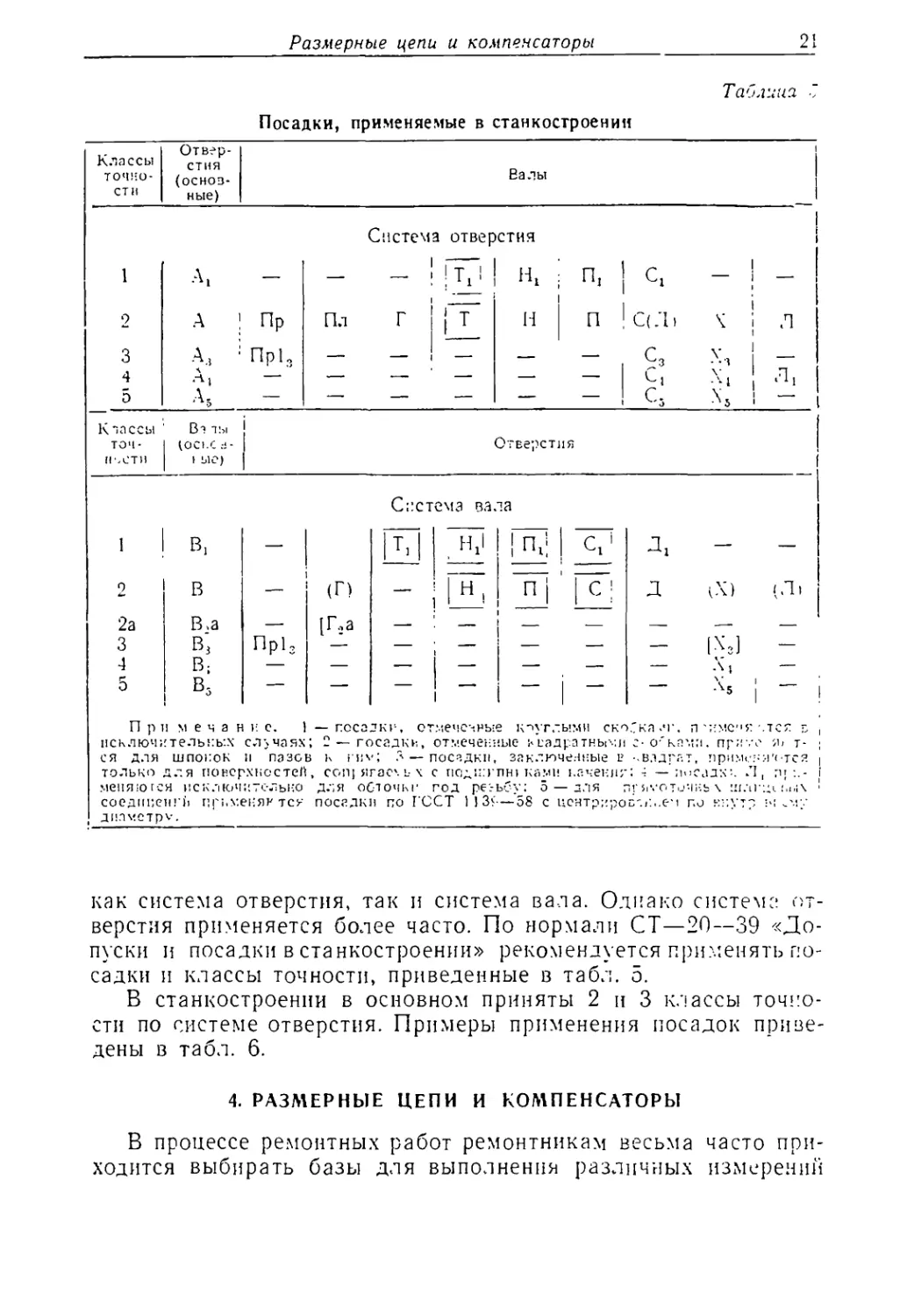
Классы точности и посадки. В станкостроении применяются
Таблица
Посадки, применяемые в станкостроении
Классы точности Отверстия (основные) Валы
Система отверстия
1 А, — — 1 —. 1 !т/ Hi _ I —
9 А Пр Пл г LL н п С( л । i л
3 4 А3 А) Пр 13 — 1 — i Я,
5 а. — — — — — С3 Х5 1 " 1
Ктассы точности Ва ты I IOCI.C.-5- I » ЫО) i [ | Отверстия 1 1
Система вала
1 1 в. — N H.I |п,! Л — —
9 в — (Г) — ;гт 'Е д (Я)
2а 3 В.а в; Пр13 [Г2а — и । — — — iyi —
4 5 В; В5 — 1 — — •Ч | 1
При меча) исключительных с я для шпонок 1 и с. 1 — посадки, от случаях; 2 — госадкн, и пазов к гну; 3 —j •мечс-.ньр отмечен: аосадкн, е круглыми ско'ка.т, п '.ые Лсадратны-.-.и с- о'ками заключенные в -.влдгат, '; мс1 • $? . при у. приме; лея в ? я» т-•ЯЮТСЯ
только для поверхностей, conj ягас\ ь х с поди.тпн» ками каче меняются исключительно для оС-точкг год ре?ьбу; 5 — для соединен’ )! пгт.у.еняк тся посадки по ГОСТ 1 J 3<—58 с цсят-р; диаметру.
как система отверстия, так и система вала. Однако систем? отверстия применяется более часто. По нормали СТ—20--39 «Допуски и посадки в станкостроении» рекомендуется применять посадки и классы точности, приведенные в табл. 5.
В станкостроении в основном приняты 2 и 3 классы точности по системе отверстия. Примеры применения посадок приведены в табл. 6.
4. РАЗМЕРНЫЕ ЦЕПИ И КОМПЕНСАТОРЫ
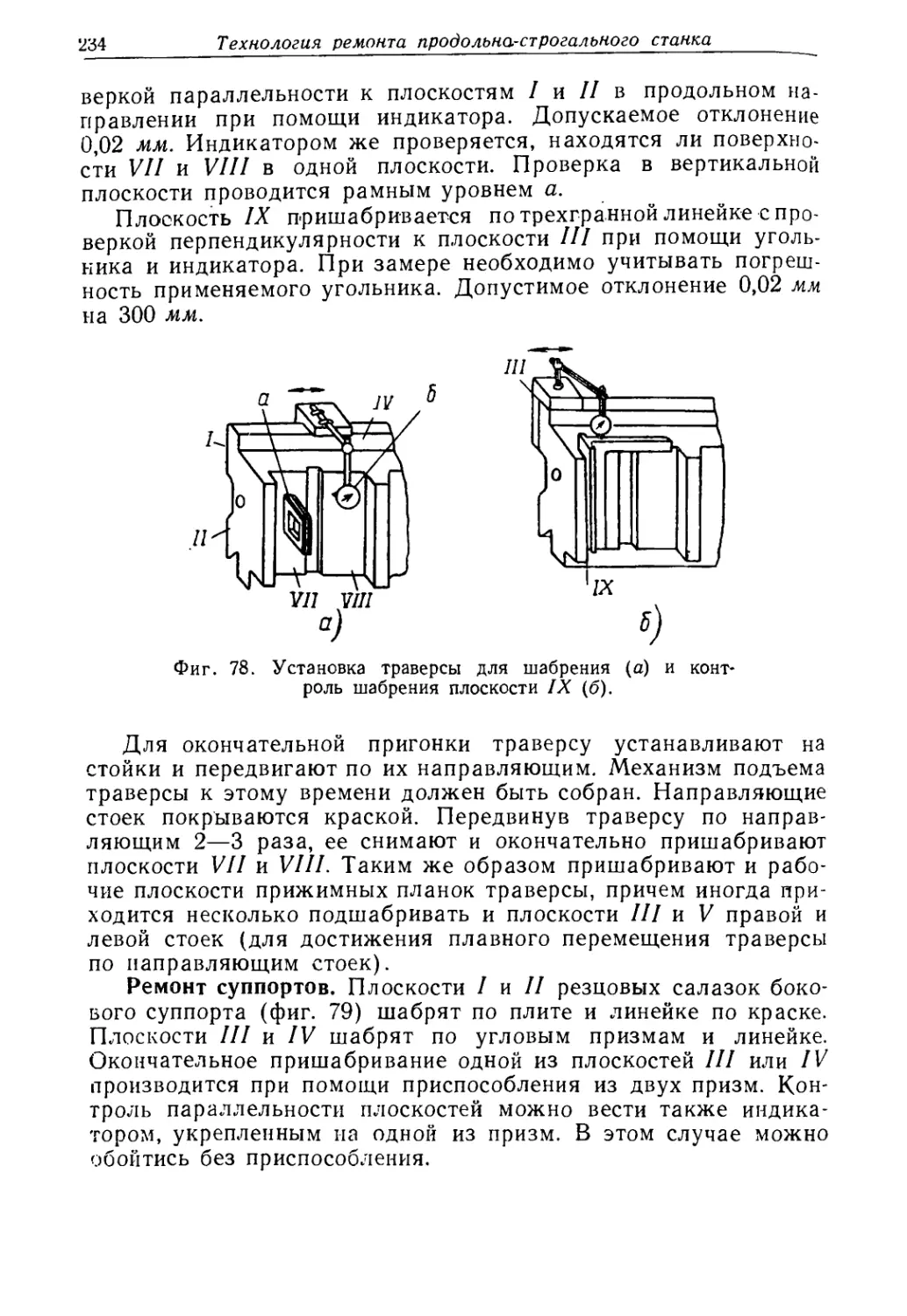
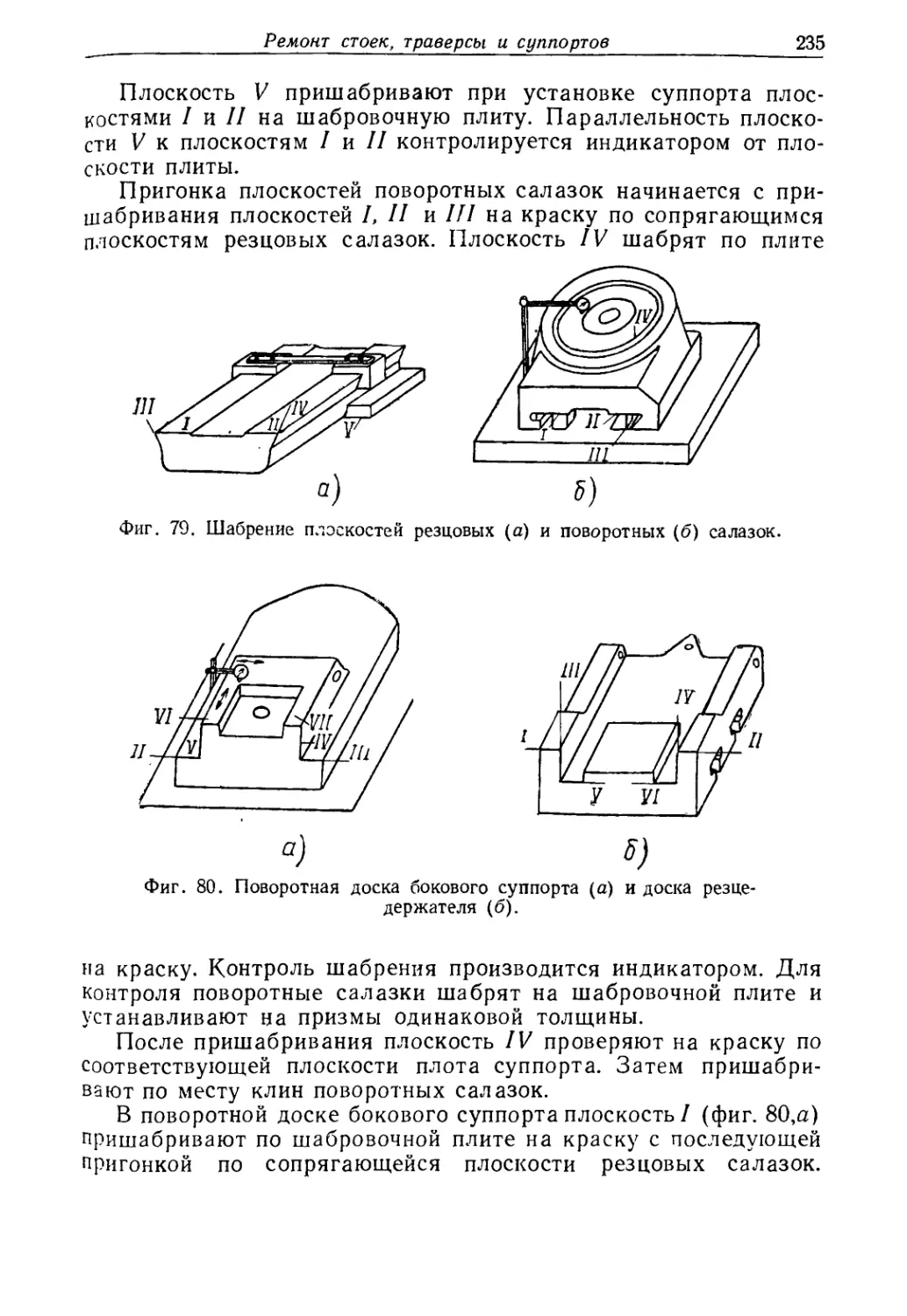
В процессе ремонтных работ ремонтникам весьма часто приходится выбирать базы для выполнения различных измерений
Таблица 6
Характеристика и примеры применения посадок
Характеристика
Примеры применения
Применяется для неподвижных соединений, допускающих сборку или разборку под давлением
Соединяемые детали должны быть обеспечены от провертывания (например, шпонкой)
Применяется для неподвижных соединений, допускающих сборку или разборку при незначительных усилиях (легкие удары молотка)
Соединяемые части должны быть обеспечены против провертывания и продольного смещения
Применяется, когда требуется легкая сборка и разборка при достаточно плотном соединении. Допускается проворачивание деталей
Применяется для соединения деталей, имеющих относительное вращение с соблюдением хорошей центровки
Применяется в тех случаях, что и ходовая, если требуется большой зазор
Применяется, когда особая точность не требуется, но должно быть гарантировано относительное свободное. вращение. Отверстие А4 можно получить из-под сверла
Зубчатые венцы на шестернях; втулки в подшипниках постоянные; насаженные буртики на шпинделях и валах; червячные шестерни. Детали, получающие при своем движении толчки, как, например, приводные шестерни на валах встряхивающих аппаратов
Диски соединительных муфт, рабочие приводные шкивы. Шестерни на валах моторов
Детали, туго насаженные на шпонках и снимаемые лишь изредка: втулки в шестернях; шестерни на рабочем шпинделе (токарные станки);- диски соединительных муфт; несъемные маховички, рукоятки и т. п.
Рабочие приводные шкивы, когда нет надобности в глухой посадке; втулки, вгоняемые в простой подшипник
Шпиндель задней бабки; патроны и шпиндельная гильза сверлильных станков; колонны радиально-сверлильных станков; установочные кольца иа валах; штифт указателя в делительных кругах, оправках для фрез
Муфты, передвигающиеся на валах (выключаемые); фрикционные муфты на валах; съемные рукоятки н маховички на валах
Шейки валов перебора
Ходовые винты суппортов; валы с несколькими подшипниками
Съемные рычаги и рукоятки; оси рычагов и вилок
и восстановления координат узла или станка в целом, а также производить подгоночные и регулировочные операции. Для выполнения этих работ слесарь-ремонтник должен иметь необходимые сведения о размерных цепях и компенсаторах.
Размерной цепью называют замкнутую цепь взаимно связанных размеров (звеньев размерной цепи), относящихся к одной или нескольким деталям и координирующих относительное положение поверхностей или осей этих деталей. Под звеном размерной цепи понимают любой размер, входящий в ее состав: диаметральный размер, размер между плоскостями или осями, отклонения от требуемого положения и др. Замыкающим назы-
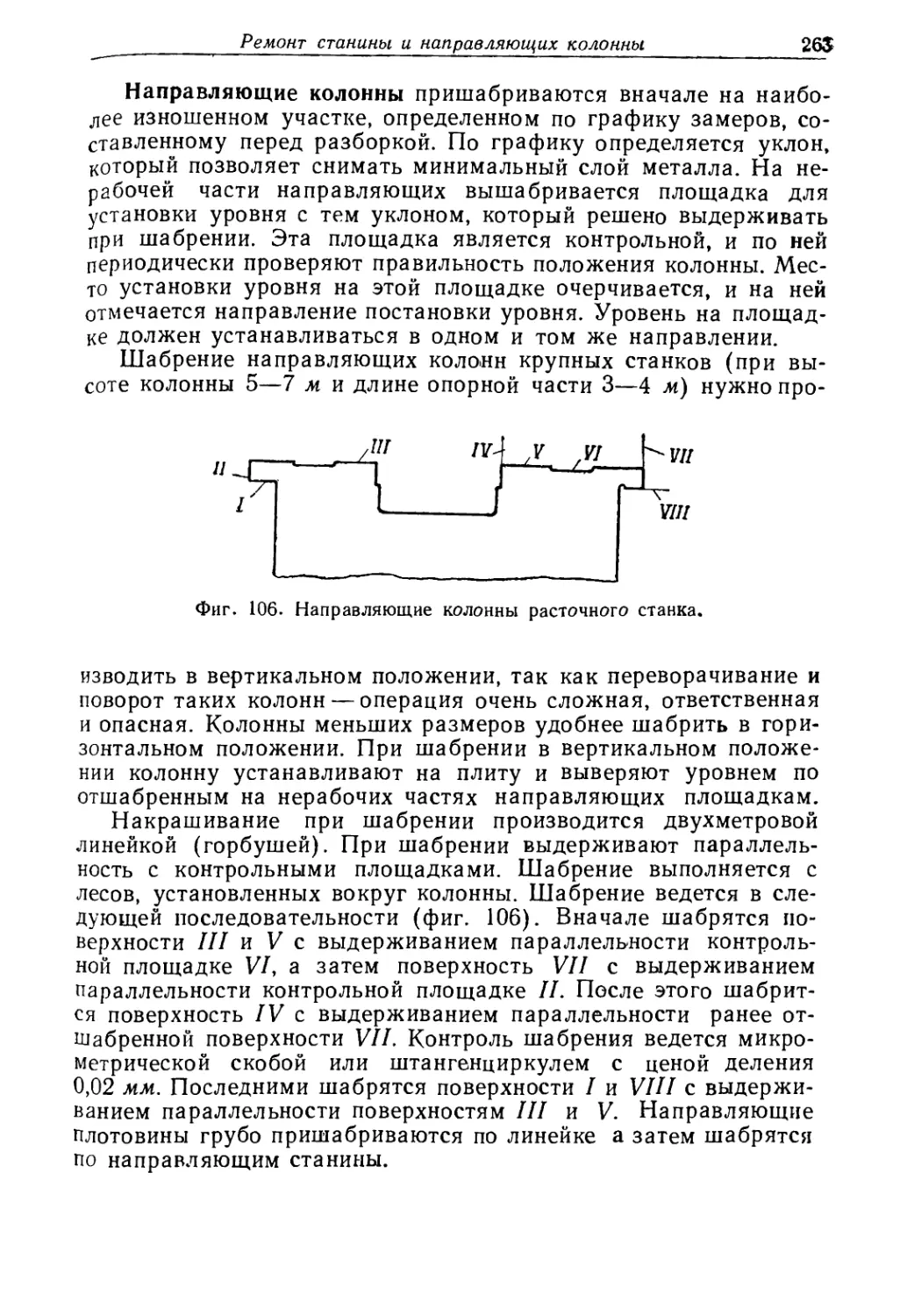
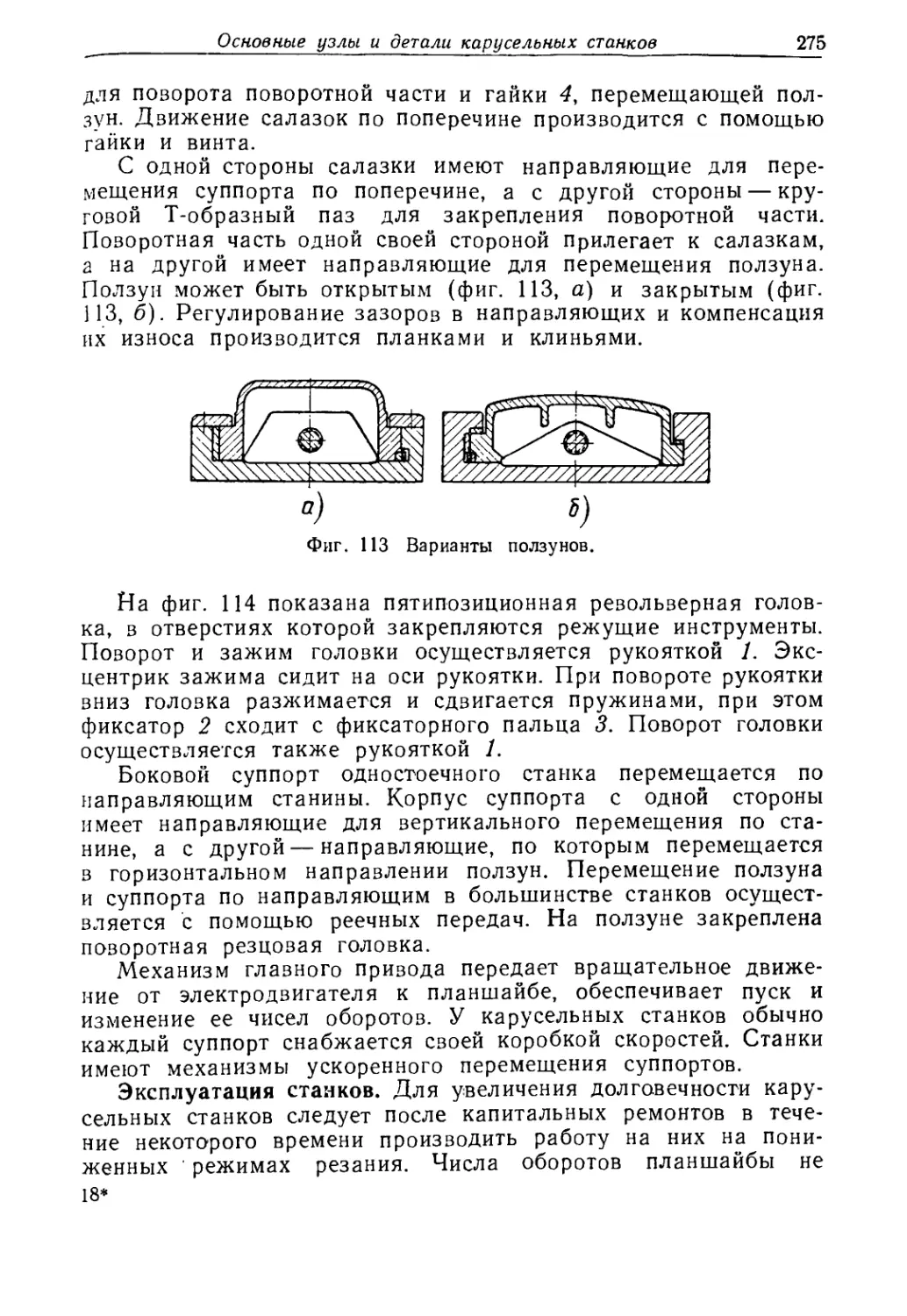
Фпг. 1. Схемы размерных цепей ступенчатого вала.
вается такой размер размерной цепи, который получается последним в процессе сборки узла или в процессе обработки детали.
На фиг. 1 приведены примеры размерных цепей для детали, где в зависимости от способа простановки размеров решаются задачи по определению отклонений одного из размеров И в связи с заданными отклонениями остальных размеров А ступенчатого валика.
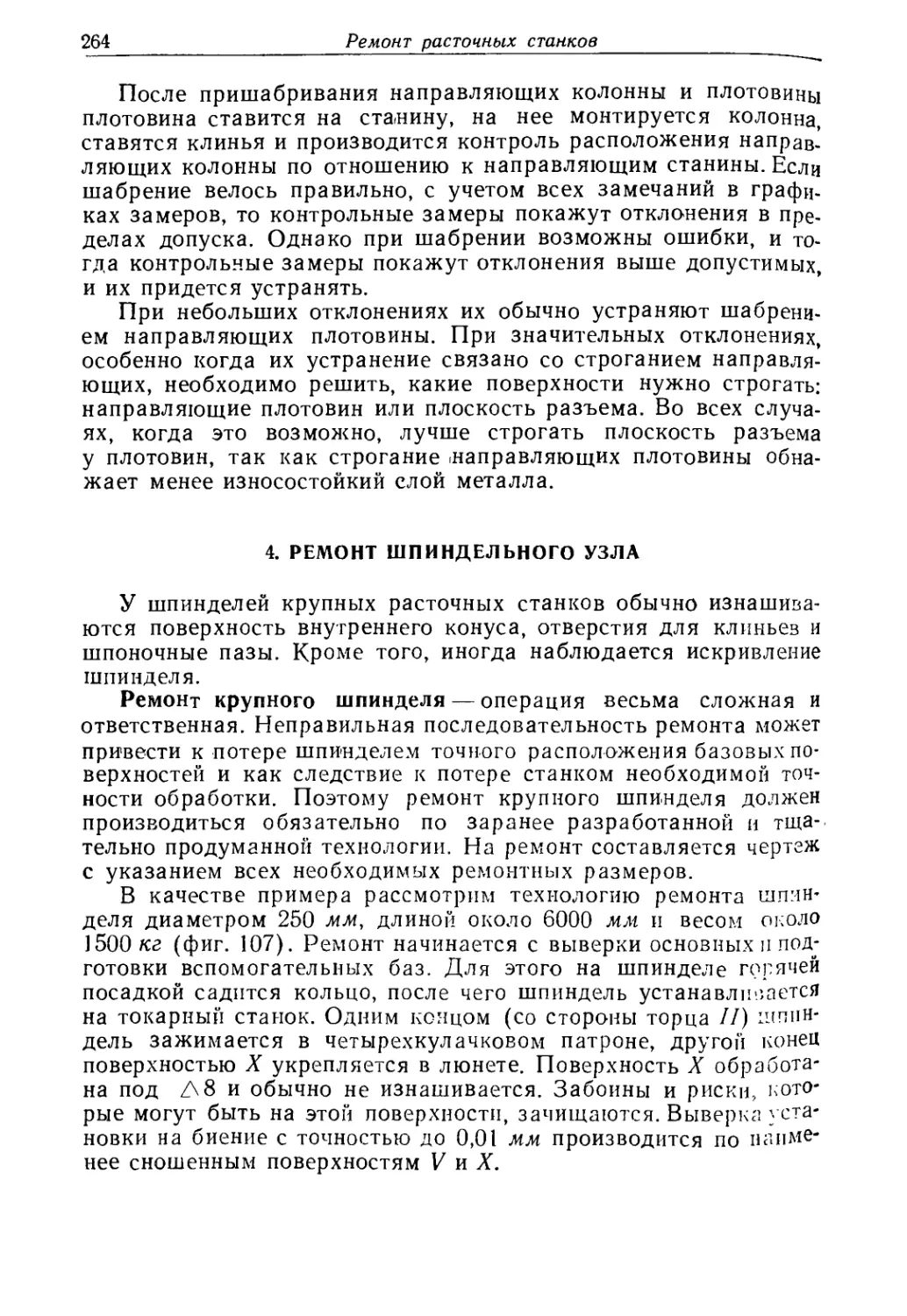
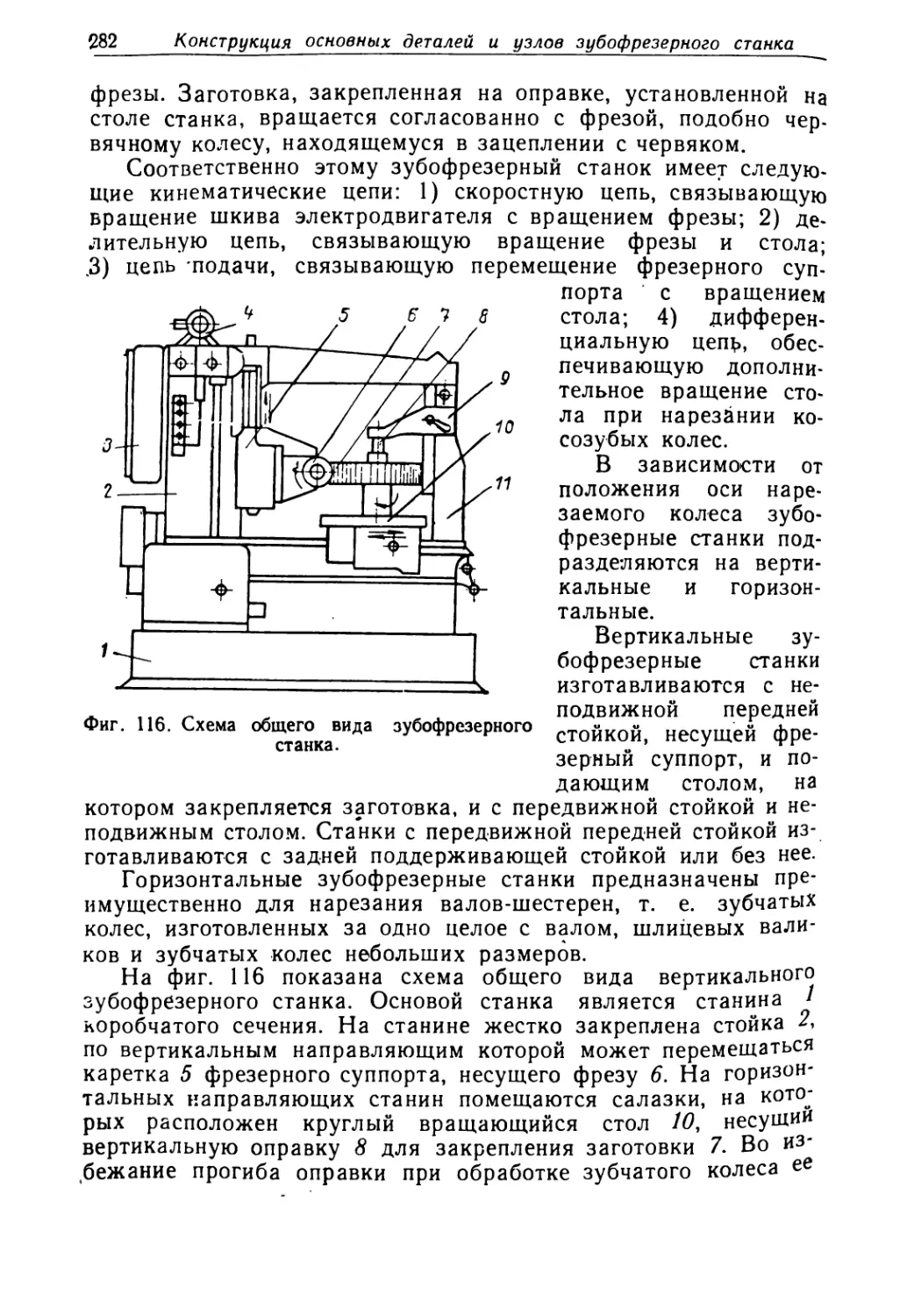
На фиг. 2 приведена размерная цепь реечного зацепления фартука токарного станка (фиг. 2, а) и ее схема (фиг. 2, б). В левую ветвь цепи входит размер Л1 от верхней грани направляющей станины (базовая плоскость) до поверхности прилегания фартука к каретке и размер Л2 от поверхности прилегания до оси реечной шестерни. Правая ветвь цепи состоит из размера Л3 от оси шестерни до ее делительной окружности, размера Л4 от начальной линии зубьев рейки до ее опорной плоскости и размера Л5 от опорной плоскости рейки до базовой плоскости станины. Знаком Л на схеме обозначен радиальный зазор в зацеплении рейки и шестерни.
Размерные цепи могут решаться различными методами. При ремонте металлорежущих станков особенно широко при
меняются методы пригонки и регулировки. При применении этих методов неточность размерной цепи, образовавшаяся в результате различных причин, исключается за счет одной детали, называемой компенсатором.
При пользовании методом регулировки необходимая точность замыкающего звена размерной цепи достигается за счет
Фиг. 2. Размерная цепь реечного зацепления фартука токарного станка.
перемещения подвижного компенсатора или включения в размерную цепь неподвижной компенсирующей детали. В первом случае неточность цепи компенсируется непрерывным или периодическим регулированием компенсатора, а во втором — заменой новым компенсаторохм по измененным размерам.
Примерами подвижных компенсаторов являются клинья суппортов, втулки подшипников скольжения с наружной конической поверхностью и другие детали станков. Эти детали периодически подтягиваются для компенсации зазоров, появляющихся вследствие изно-
са сопряжения. Неподвижными компенсаторами служат кольца, прокладки, наделки и т. д. При ремонте станков с помощью на-
делок на направляющие кареток и столов часто компенсируют нарушение размерной цепи, получающееся вследствие износа трущихся поверхностей или в результате механической обработки этих плоскостей.
Метод пригонки при ремонте станков обычно осуществляется следующим образом. Накопившаяся в размерной цепи неточность переносится на деталь-компенсатор путем разметки по месту с последующей обработкой по разметке (например, раз-метка гайки салазок токарного станка специальным кернов). Накопившаяся в цепи ошибка также может быть устранена обработкой конечного звена размерной цепи на самом ремонтируемом станке (например, растачивание отверстия под пиноль задней бабки на ремонтируемом токарном станке для точного совпадения осей шпинделя и пиноли).
В металлорежущих станках применяются различные компен
саторы. Для поглощения ошибок линейных размеров в качестве компенсаторов применяются резьбовые детали, установочные кольца, специальные шайбы, прокладки, клинья, пружины и т. д. Для поглощения ошибок диаметральных размеров применяются конусные соединения, клеммовые соединения, прокладки и др. Ошибки угловых размеров компенсируются мелкошлицевыми компенсаторами, зубчатыми муфтами с торцовыми зубьями, зубчатыми шайбами, соединительными муфтами. Для поглощения ошибок соосности деталей применяются различные соединительные муфты и другие детали.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как организуется чертежное хозяйство?
2. Что такое ремонтные размеры?
3. Как влияет шероховатость поверхности на долговечность детали?
4. Как обозначаются классы чистоты поверхностей?
5. Почему нельзя станок с новыми подшипниками скольжения сразу запускать на полную нагрузку?
6. Что называется допуском?
7. Что такое предельный размер?
8. Чем отличается система отверстия от системы вала?
9. Что такое свободный размер?
10. Какие классы точности применяются в станкостроении?
11. Что такое размерная цель?
12 Какими методами решаются размерные цели при ремонте станков?
13. Что такое детали-компенсаторы?
ГЛАВА II
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
Высокое качество выполнения ремонтных работ в значительной степени зависит от точности контрольно-измерительных инструментов и приспособлений, а также от умения ими пользоваться. Контрольно-измерительные инструменты можно подразделить на две основные группы: к первой группе относятся измерительные, а ко второй — проверочные инструменты. Особую группу составляют контрольно-измерительные приспособления.
Измерительные инструменты позволяют определять размеры деталей и величину отклонений от размеров, обозначенных на чертеже. К таким инструментам относятся штангенциркули, микрометры, миниметры, глубиномеры, индикаторы, уровни и др.
Проверочные инструменты указывают только на наличие ошибок в размерах и форме деталей, но не показывают величину ошибок. К таким инструментам относятся плиты, мостики, линейки и др. Проверочные инструменты применяются не только для контроля плоскостности и прямолинейности поверхностей, но и в качестве рабочего инструмента при шабровочных и других ремонтных операциях.
При контроле качества ремонта необходимо пользоваться только проверенными инструментами и приспособлениями, имеющими аттестаты, подтверждающие их пригодность. При пользовании контрольными оправками и линейками, когда требуется повышенная точность, необходимо учитывать влияние их прогиба от собственного веса на величину измерений.
1. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Штангенциркуль. Наименьшая величина измерения, которую можно получить при пользовании штангенциркулем, не прибегая к определению части деле^я на глаз, называется величи-
ной отсчета штангенциркуля. Штангенциркули бывают с величиной отсчета в 0,1; 0,05 и 0,02 мм.
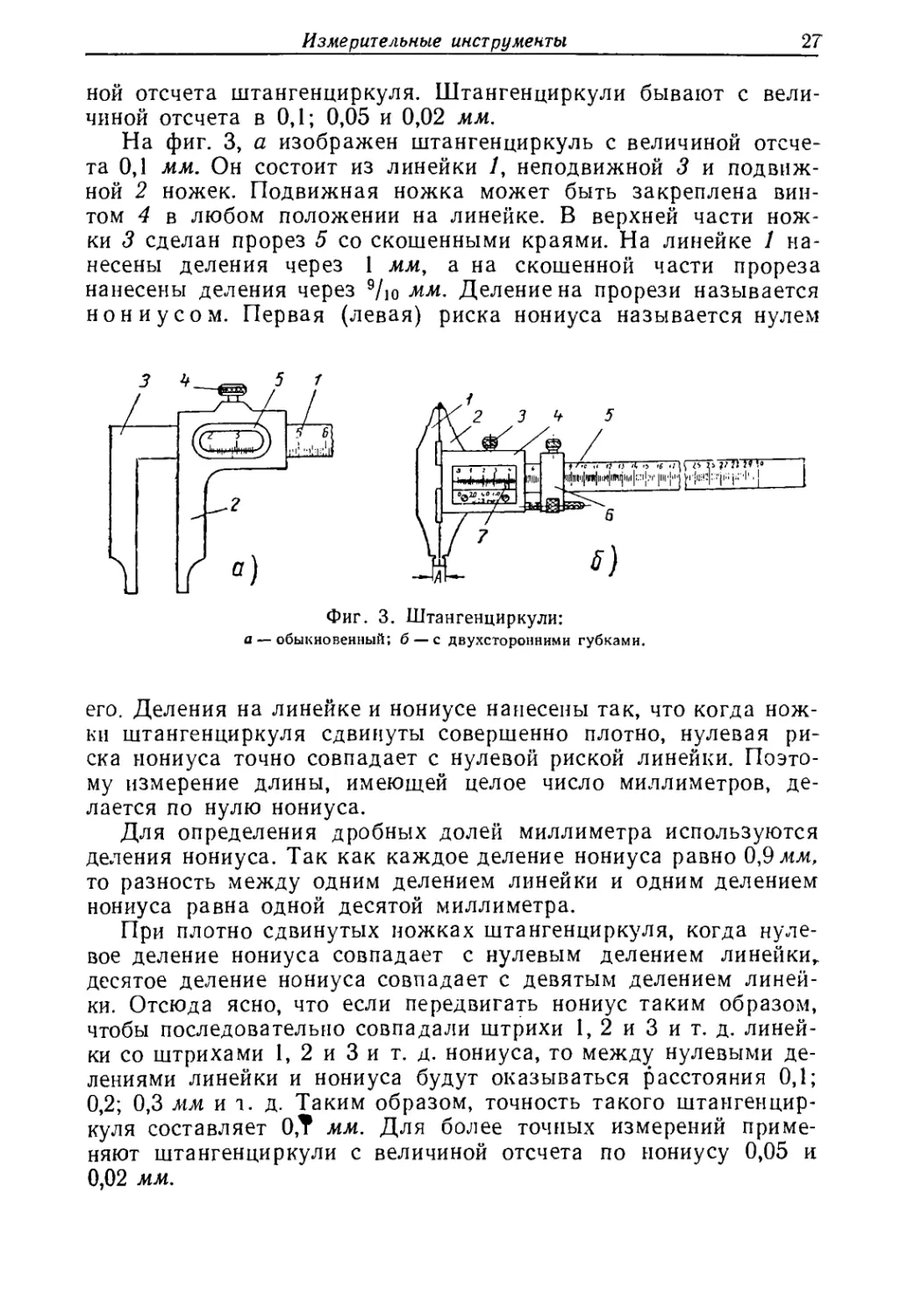
На фиг. 3, а изображен штангенциркуль с величиной отсчета 0,1 мм. Он состоит из линейки /, неподвижной 3 и подвижной 2 ножек. Подвижная ножка может быть закреплена винтом 4 в любом положении на линейке. В верхней части ножки 3 сделан прорез 5 со скошенными краями. На линейке 1 нанесены деления через 1 мм, а на скошенной части прореза нанесены деления через 9/10 мм. Деление на прорези называется нониусом. Первая (левая) риска нониуса называется нулем
а — обыкновенный; б — с двухсторонними губками.
его. Деления на линейке и нониусе нанесены так, что когда ножки штангенциркуля сдвинуты совершенно плотно, нулевая риска нониуса точно совпадает с нулевой риской линейки. Поэтому измерение длины, имеющей целое число миллиметров, делается по нулю нониуса.
Для определения дробных долей миллиметра используются деления нониуса. Так как каждое деление нониуса равно 0,9 лш, то разность между одним делением линейки и одним делением нониуса равна одной десятой миллиметра.
При плотно сдвинутых ножках штангенциркуля, когда нулевое деление нониуса совпадает с нулевым делением линейки,, десятое деление нониуса совпадает с девятым делением линейки. Отсюда ясно, что если передвигать нониус таким образом, чтобы последовательно совпадали штрихи 1, 2 и 3 и т. д. линейки со штрихами 1, 2 и 3 и т. д. нониуса, то между нулевыми делениями линейки и нониуса будут оказываться расстояния 0,1; 0,2; 0,3 мм иъ д. Таким образом, точность такого штангенциркуля составляет 0,Т мм. Для более точных измерений применяют штангенциркули с величиной отсчета по нониусу 0,05 и 0,02 мм.
Штангенциркуль с двухсторонними губками (фиг. 3, б) служит для измерения наружных и внутренних размеров деталей, г также для разметочных работ. Он состоит из линейки 5 с неподвижными губками Л рамки 4, передвигающейся по линейке вместе с губками 2, зажимного винта 5, нониуса 7 и устройства 6 для микрометрической подачи рамки. Заостренные концы губок служат для разметки деталей. Величина отсчета по нониусу 0,02 мм. Толщину А губок, служащих для измерения внутренних размеров, маркируют на штангенциркуле, она принимается равной 9—10 мм.
Допустимая неточность при наружном измерении штангенциркулями, приводится в табл. 7.
Таблица 7
Суммарные псгрешности при наружном измерении штангенциркулем
Номинальный предел измерения, мм Допускаемые отклонения (-), .«.«» при наименьшей величине отсчета, леи
1 0,02 | 0,05 | о, 1
I до 300 i от 300 до 500 I от 500 до 1000 । 0,02 0,03 0,04 0,05 0,05 0,05 0,1 0,1 0,1
Микрометр. Для более точных измерении применяются микрометры. Точность измерений обыкновенного микрометра 0,01 мм, а рычажного микрометра 0,002 мм.
На фиг. 4 показан обыкновенный микрометр. Он состоит из скобы /, в левый конец которой вставлена закаленная пятка 4, закрепляемая винтом 2. С помощью шурупа 3 пятка может быть вынута из скобы, что бывает необходимо при проверке и ремонте микрометра. На другом конце скобы имеется стебель 7, в который вставляется трубка 9 с внутренней резьбой для микрометрического винта 5. На конце трубки имеется наружная коническая резьба. Навертывая на эту резьбу гайку 10, можно несколько сжимать трубку. При повороте головки // происходит перемещение микрометрического винта вправо пли влево. Микрометрический винт, на котором закреплен барабан 8, может быть застопорен в нужном положении кольцом 6. Для обеспечения постоянства измерительного усилия на поверхность измеряемой детали служит трещотка 12. Трещотка устроена так, что как только между измерительной плоскостью микрометрического винта и измеряемой поверхностью деталей создается определен
ное давление, она начнет проворачиваться, и перемещение микрометрического винта прекращается.
Для отсчета размеров детали на стебле 7 имеется продольная риска и деления на расстоянии 0,5 мм друг от друга. На скошенной части барабана 8 также нанесены деления (пятьдесят делений по всей окружности). Шаг нарезки микрометрического винта равен 0,5 мм. Таким образом, за один оборот он переместится на одно деление стебля. При повороте барабана на одно деление микрометрический винт переместится на 0,01 мм.
По точности измерений микрометры разделяются на три класса: нулевой, первый и второй.
Фиг. 4. Микрометр.
Микрометрический нутромер (штихмас). Используется для точных измерений внутренних размеров деталей. Штихмас состоит из наконечника со сферической измерительной поверхностью, гильзы с внутренней резьбой, в которой перемещается микрометрический винт, барабана со шкалой, стопорного винта и затяжной гайки.
Штихмасы изготавливаются с нижними пределами измерения 75 и 150 мм. Для измерения различных по величине внутренних размеров к штихмасу прилагается комплект удлинителей. Удлинительные стержни присоединяются к концу штихмаса. Каждый удлинитель имеет соответствующее своей длине номерное обозначение. Перед навинчиванием удлинителя с конца гильзы штихмаса отвертывается резьбозащитная гайка.
Штихмас с соответствующими удлинителями устанавливают приблизительно на данный размер и вводят в измеряемое отверстие; одним концом его упирают в измеряемую поверхность отверстия, а другим производят покачивание в плоскости сечения отверстия и в плоскости его оси, производя при этом регулирование размера микрометрическим винтом. Найденный размер фиксируют сторорным винтом, после чего штихмас вынимают
линейности, а также для контроля поверхностей и деталей. Индикаторы
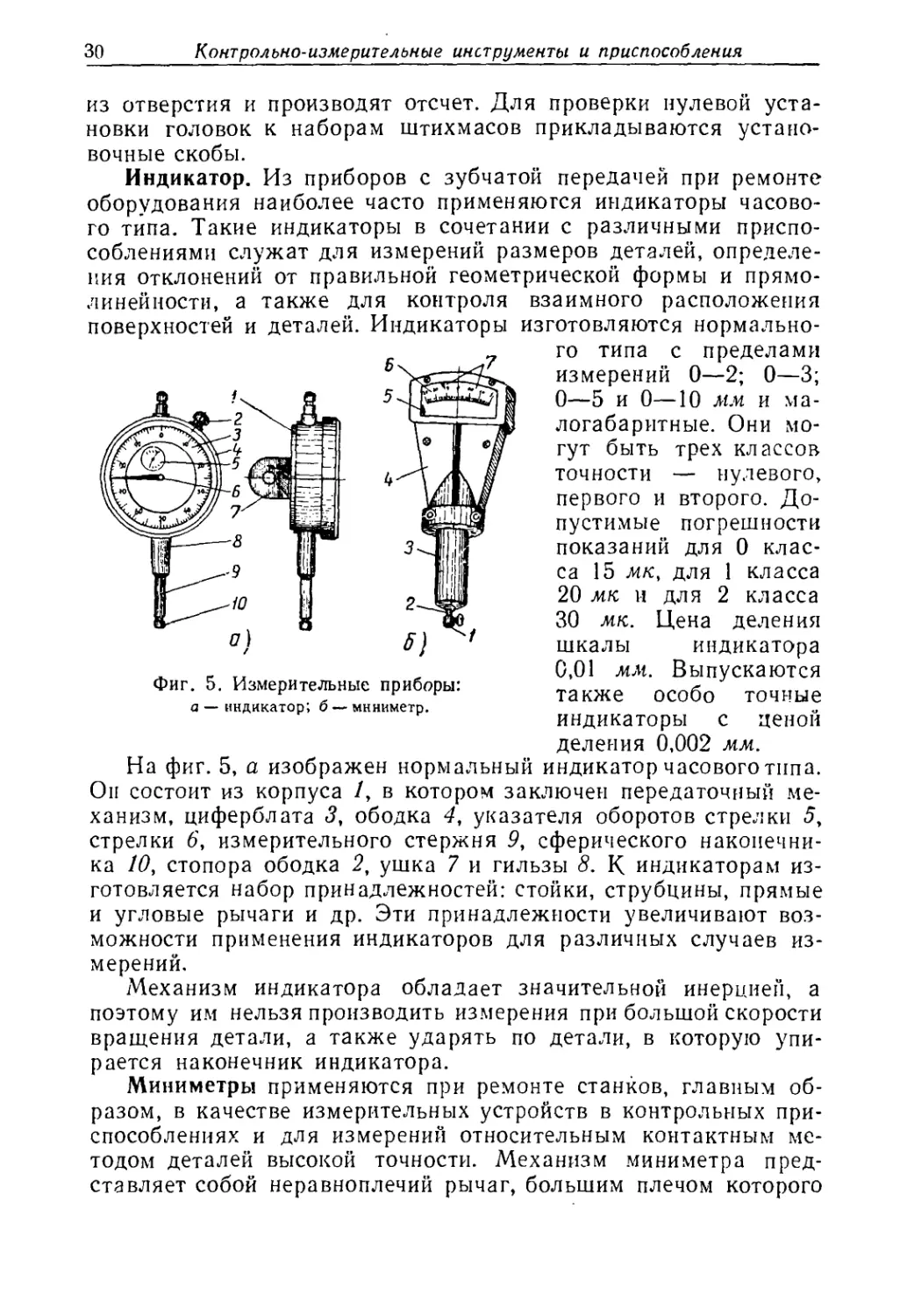
Фиг. 5. Измерительные приборы: а — индикатор; б — миниметр.
из отверстия и производят отсчет. Для проверки нулевой установки головок к наборам штихмасов прикладываются установочные скобы.
Индикатор. Из приборов с зубчатой передачей при ремонте оборудования наиболее часто применяются индикаторы часового типа. Такие индикаторы в сочетании с различными приспособлениями служат для измерений размеров деталей, определения отклонений от правильной геометрической формы и прямовзаимного расположения изготовляются нормального типа с пределами измерений 0—2; 0—3; 0—5 и 0—10 мм и малогабаритные. Они могут быть трех классов точности — нулевого, первого и второго. Допустимые погрешности показаний для 0 класса 15 .шс, для 1 класса 20 мк и для 2 класса 30 мк. Цена деления шкалы индикатора 0,01 мм.
также особо точные индикаторы с ценой деления 0,002 мм.
На фиг. 5, а изображен нормальный индикатор часового типа. Он состоит из корпуса /, в котором заключен передаточный механизм, циферблата <?, ободка 4, указателя оборотов стрелки 5, стрелки 6, измерительного стержня 9, сферического наконечника 10, стопора ободка 2, ушка 7 и гильзы 8. К индикаторам изготовляется набор принадлежностей: стойки, струбцины, прямые и угловые рычаги и др. Эти принадлежности увеличивают возможности применения индикаторов для различных случаев измерений.
Механизм индикатора обладает значительной инерцией, а поэтому им нельзя производить измерения при большой скорости вращения детали, а также ударять по детали, в которую упирается наконечник индикатора.
Миниметры применяются при ремонте станков, главным образом, в качестве измерительных устройств в контрольных приспособлениях и для измерений относительным контактным методом деталей высокой точности. Механизм миниметра представляет собой неравноплечий рычаг, большим плечом которого
является стрелка, а меньшим — призма. Он состоит (фиг. 5, б) из корпуса 4, трубки 5, измерительного стержня 2, наконечника /, стрелки 5, шкалы 6 с указателями пределов поля допуска 7. Цена деления шкалы миниметра 0,001; 0,002 и 0,005 ,юи; соответственно пределы измерения 0,06; 0,12; 0,3 лш при допустимой погрешности показаний +0,5; 1,0; 2,0 мк.
Щупы. При выполнении ремонтных и контрольных операций часто применяются щупы. Они служат для измерения зазоров между поверхностями деталей, для определения отклонений поверхностей от прямолинейности и плоскостности и других контрольных работ. Они представляют собой стальные пластинки с параллельными измерительными плоскостями. Щупы комплектуются в наборы, позволяющие комбинировать пластины через 0,01 мм толщины (наборы № 1—6) и через 0,05 мм (набор № 7). Наборы имеют следующие пределы измерения:
Номер набора 12 34
Предел измерения, мм . 0,03—0,52 0,03—0,46 0,03—3,12 0,03—1,9
Номер набора 56 7
Предел измере-
ния, мм . . 0,05—4 0,05—2,95 0,5—8,25
Перед измерением зазоров пластинки тщательно протираются мягкой тряпкой. Затем по предполагаемой величине зазора выбирают одну или несколько вместе сложенных пластинок и измеряют зазор. При сборке/станков с помощью щупов проверяется плотность прилегания сопряженных поверхностей. Например, плотность прилегания направляющих можно проверять щупом толщиной 0,04 мм по всему доступному контуру прилегания; при этом щуп не должен заходить между сопряженными поверхностями. Закусывание щупа с торцов в направляющих допускается на глубину до 20 мм лишь на отдельных участках торцов для станков весом до 10 т и до 25 мм для станков весом свыше 10 т.
Штангензубомер применяется для измерения толщины зубьев цилиндрических шестерен. Он состоит из двух штанг 1 и 9, расположенных под прямым углом друг к другу (фиг. 6). По штанге 1 перемещается высотная линейка 5, а по второй штанге—подвижная губка 6. Для точной установки высотной линейки и подвижной губки предусмотрена микрометрическая подача 2 и 8 и шкалы с нониусами 7 и 4.
Измерение толщины зубьев производится следующим образом. Перед измерением совмещают высотную линейку с делением штанги, соответствующим высоте головки зуба от хорды начальной окружности шестерни, и закрепляют ее зажимным
винтом 5. После этого устанавливают штангензубомер высотной линейкой на проверяемый зуб шестерни, подводят губки вплотную к профилю зуба и измеряют толщину.
Штангензубомеры с нониусом выпускаются двух видов: для измерения зубчатых колес с модулем от 1 до 18 мм и для модулей от 5 до 35 мм.
Тахометр служит для измерения числа оборотов валов станков, электродвигателей и др. На фиг. 7 показан центробежный
Фиг. 7. Тахометр типа ИО-10.
тахометр ручного типа ИО-10, позволяющий измерять от 25 до 10000 об/мин. с погрешностью показаний не более +2% от максимального значения шкалы в каждом диапазоне. Для большой точности отсчетов числа оборотов разбиты на пять диапазонов: 25—100; 75—300; 250—1000; 750—3000 и 2500—10000. Эти цифры нанесены на шкале 4. Положение указателя 3, передвигаемого вдоль шкалы, показывает, в каком диапазоне чисел оборотов производится измерение скорости вращения вала.
Для определения числа оборотов тахометр имеет циферблат 7 с двумя шкалами и стрелку в. По внутренней шкале измеряются числа оборотов в диапазонах 25—100; 250—1000 и 2500—10000 об/мин., а по наружной — в диапазонах 75—300 и 750—3000 об/мин. Цена одц^го деления шкал для различных диапазонов чисел оборотов приводится в табл. 8.
При пользовании внутренней шкалой показания тахометра надо умножить на цену деления соответствующего диапазона. При измерении чисел оборотов по наружной шкале следует количество удлиненных штрихов в зависимости от диапазона соответственно умножить на 1 или 10, а количество делений, рас-
положенных между двумя удлиненными штрихами, умножить па цену деления. Например, если измерение производится по наружной шкале в диапазоне 75—300 об/мин. и стрелка остано-
вилась па делении 124, то число оборотов вала будет Таблица 8
120X1 = 120 об/мин. плюс 4 де- Цена деления шкалы
ления, цена каждого из кото- Диапазон чи- Цена
рых на этом диапазоне равна Шкала сел оборотов, деления.
2 об/мин., т. е. 120+4X2=128 мин. об/мин.
„ 1 Внутренняя 25- 100 1
об/мин.
Перед измерением числа 250— 1000 10
оборотов вала указатель 3 не- Наружная 2500—10000 100
обходимо установить против 75— 300 2 i
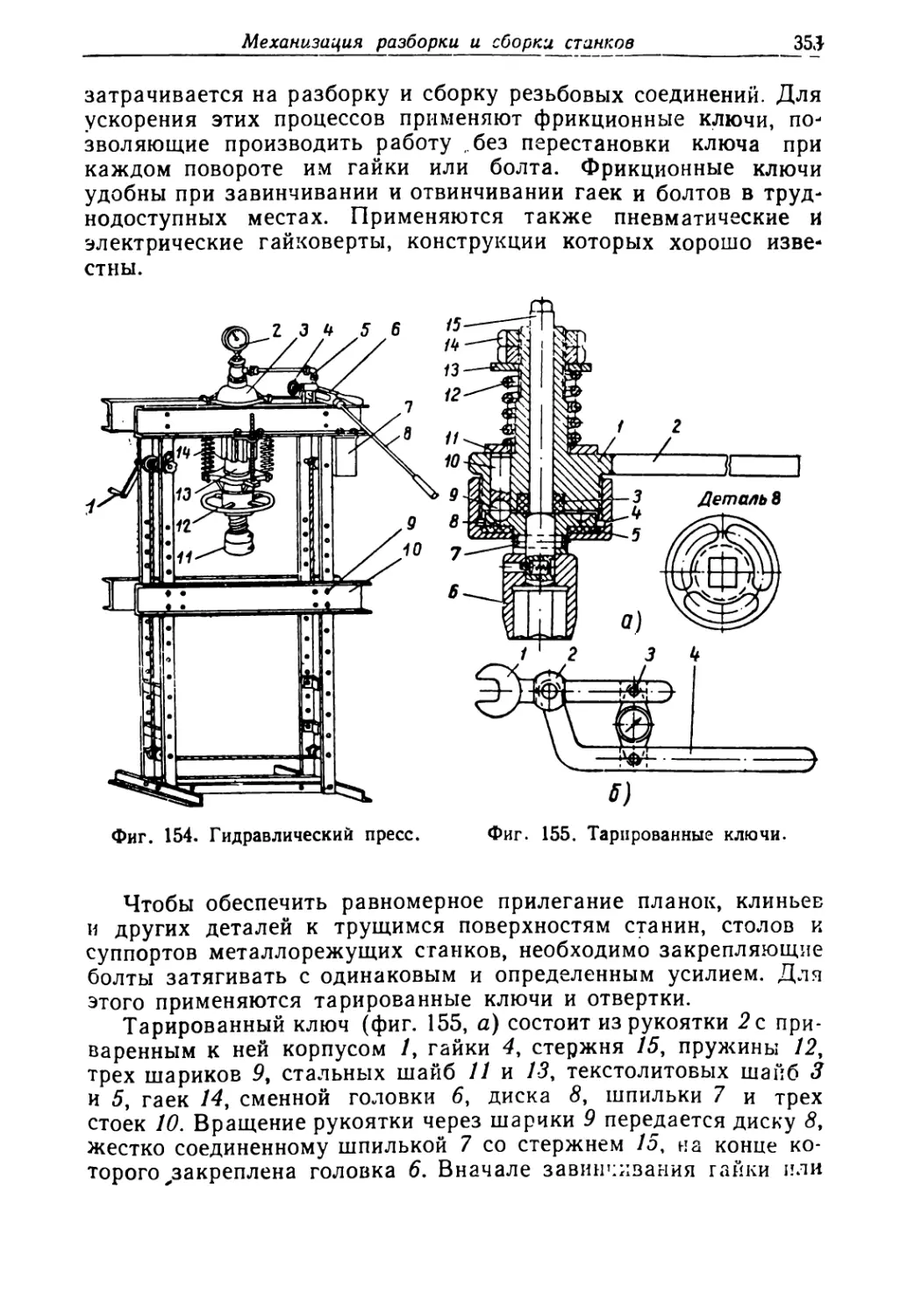
цифр 2500—10000 шкалы 4. 750— 3000 20 |
Для этого следует придержать
рукой приводной вал тахометра, нажать кнопку 5 и перевести указатель. После этого установить приводной вал тахометра
параллельно оси вала и прижать наконечник 2 к измеряемому валу 1. Если при этом стрелка циферблата не отклоняется, то необходимо перевести указатель тахометра в следующий диапазон. Такие переключения указателя производят до отклонения стрелки па одном из диапазонов чисел оборотов, на котором и измеряют число оборотов вала.
К тахометру прилагаются конусный наконечник, наконечники
с металлическим и резиновыми центрами, шкивок, удлинитель. Эти принадлежности служат для присоединения тахометра к
вращающемуся валу.
Плоскопараллельные концевые меры длины (плитки) применяются при разметке деталей, наладке и ремонте станков и во многих других случаях. Плитки обладают чрезвычайно важным свойством притираемости — поверхности двух плиток при их контакте под небольшим давлением и некотором относительном перемещении достаточно прочно сцепляются. Способность притираться придает плиткам исключительную универсальность, так как из них можно составлять блоки, размеры которых равны сумме размеров отдельных плиток, входящих в блок.
Плитки по точности изготовления разделяются на пять классов и изготовляются сечением 30\9 мм для размеров до 10 мм и сечением 35X9 мм для размеров более 10 мм. Плитки комплектуются в наборы с таким расчетом, чтобы можно было со-
3 Заказ № 936
ставить блоки требуемых размеров из возможно меньшего количества плиток. Такие наборы с размерами до 100 мм выпускаются в количестве 83, 38 и т. д. штук. Выпускаются также микронные наборы и наборы крупных размеров (от 125 до 500 мм). Наибольший набор и микронный набор плиток позволяют получить более 100000 размеров.
Для уменьшения износа к наборам прилагаются защитные плитки, которые помещаются по концам блоков. Для расширения возможностей применения плиток при выполнении различных работ применяются державки, плоскопараллельные, радиусные и центровые боковики, стяжки и др.
При составлении блоков необходимо стремиться к тому, чтобы блок содержал не более 3—4 плиток. Для удобства подсчета плиток, входящих в блок, следует подбирать в первую очередь такие размеры, которые после их вычитания из размера всего блока давали бы в остатке наименьшее количество знаков. Например, при составлении размера 87,546 мм выбирают следующие размеры плиток: первой плитки 1,006 мм, второй 1,04 мм, третьей 5,5 мм и четвертой 80 мм. При составлении блоков плитки притирают друг к другу. Для этого одну плитку накладывают на другую, примерно на ]/3 длины измерительной поверхности, и передвигают ее с легким нажимом до совпадения граней. Плитки необходимо особенно тщательно оберегать от механических повреждений и от коррозии.
Уровни весьма широко применяются при определении отклонений поверхностей от горизонтального или вертикального положений. С помощью уровняй соответствующих линеек и шаблонов можно производить проверку внутренних и наружных конусов деталей. При ремонтных и монтажных работах применяются рамные и плоские уровни.
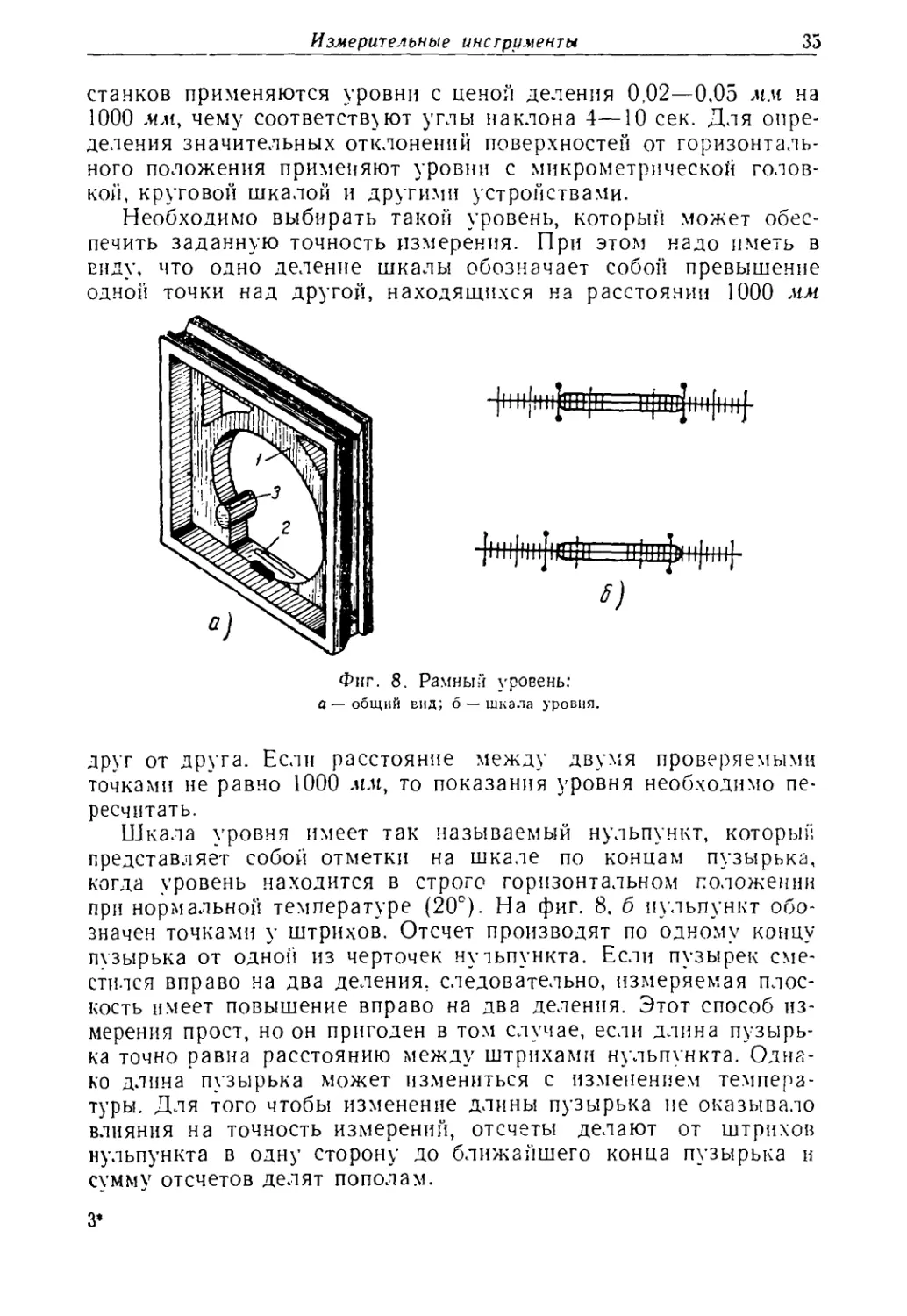
На фиг. 8, а изображен рамный уровень, который состоит из корпуса /, основной (продольной) ампулы 2 и установочной (поперечной) ампулы 3. Ампулы заполнены этиловым эфиром или этиловым спиртом с таким расчетом, чтобы внутри трубки остался небольшой пузырек воздуха. Корпус представляет собою четырехугольную раму с точно выполненными углами. Рама может устанавливаться на горизонтальных и вертикальных поверхностях.
Чувствительность (точность) уровня зависит от цены деления ампулы. Под ценой деления обычно понимается величина наклона уровня, соответствующая перемещению пузырька ампулы на одно деление шкалы, или высота подъема одного конца уровня в миллиметрах на 1 м длины проверяемой плоскости. В точных уровнях наклон уровня в 0,01 мм на 1000 мм проверяемой поверхности соответствует углу в 2 сек. При ремонте
станков применяются уровни с ценой деления 0,02—0,05 л.ч на 1000 мм, чему соответствуют углы наклона 4—10 сек. Для определения значительных отклонений поверхностей от горизонтального положения применяют уровни с микрометрической головкой, круговой шкалой и другими устройствами.
Необходимо выбирать такой уровень, который может обеспечить заданную точность измерения. При этом надо иметь в виду, что одно деление шкалы обозначает собой превышение одной точки над другой, находящихся на расстоянии 1000 мм
Фиг. 8, Рамный уровень:
А — общий вид; 6 — шкала уровня.
друг от друга. Если расстояние между двумя проверяемыми точками не равно 1000 льч, то показания уровня необходимо пересчитать.
Шкала уровня имеет так называемый нульпункт, который представляет собой отметки на шкале по концам пузырька, когда уровень находится в строго горизонтальном положении при нормальной температуре (20°). На фиг. 8. б нульпункт обозначен точками у штрихов. Отсчет производят по одному концу пузырька от одной из черточек нузьпункта. Если пузырек сместился вправо на два деления, следовательно, измеряемая плоскость имеет повышение вправо на два деления. Этот способ измерения прост, но он пригоден в том случае, если длина пузырька точно равна расстоянию между штрихами нульпункта. Однако длина пузырька может измениться с изменением температуры. Для того чтобы изменение длины пузырька не оказывало влияния на точность измерений, отсчеты делают от штрихов нульпункта в одну сторону до ближайшего конца пузырька и сумму отсчетов делят пополам.
Проверку прямолинейности длинных поверхностей уровнем производить нельзя даже и в том случае, если эта поверхность установлена строго в горизонтальном положении, так как он будет показывать отклонения от прямолинейности только того хчастка поверхности, на котором непосредственно установлен. При шабрении, например, направляющих станин станков уровнем пользуются для контроля горизонтальности, а при шабрении направляющих колонн и стоек — для проверки вертикального положения.
2. ПРОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Плиты проверочные предназначены для проверки плоскостности поверхностей деталей по пятнам касания на краску или на блеск. По точности рабочих поверхностей плиты разделяются на четыре класса: нулевой, первый, второй и третий. Качество поверхностей плит характеризуется числом пятен касания, приходящихся на площадку со стороной квадрата 25 мм. Для плит U и 1 классов точности число пятен должно быть не менее 25, для плит 2 класса не менее 20 и для плит 3 класса не менее 12. Плиты 0, 1 и 2 классов применяются как проверочные, а плиты 3 класса как разметочные. Плиты могут иметь различные размеры рабочих поверхностей от 100X200 до 1000X1500 мм.
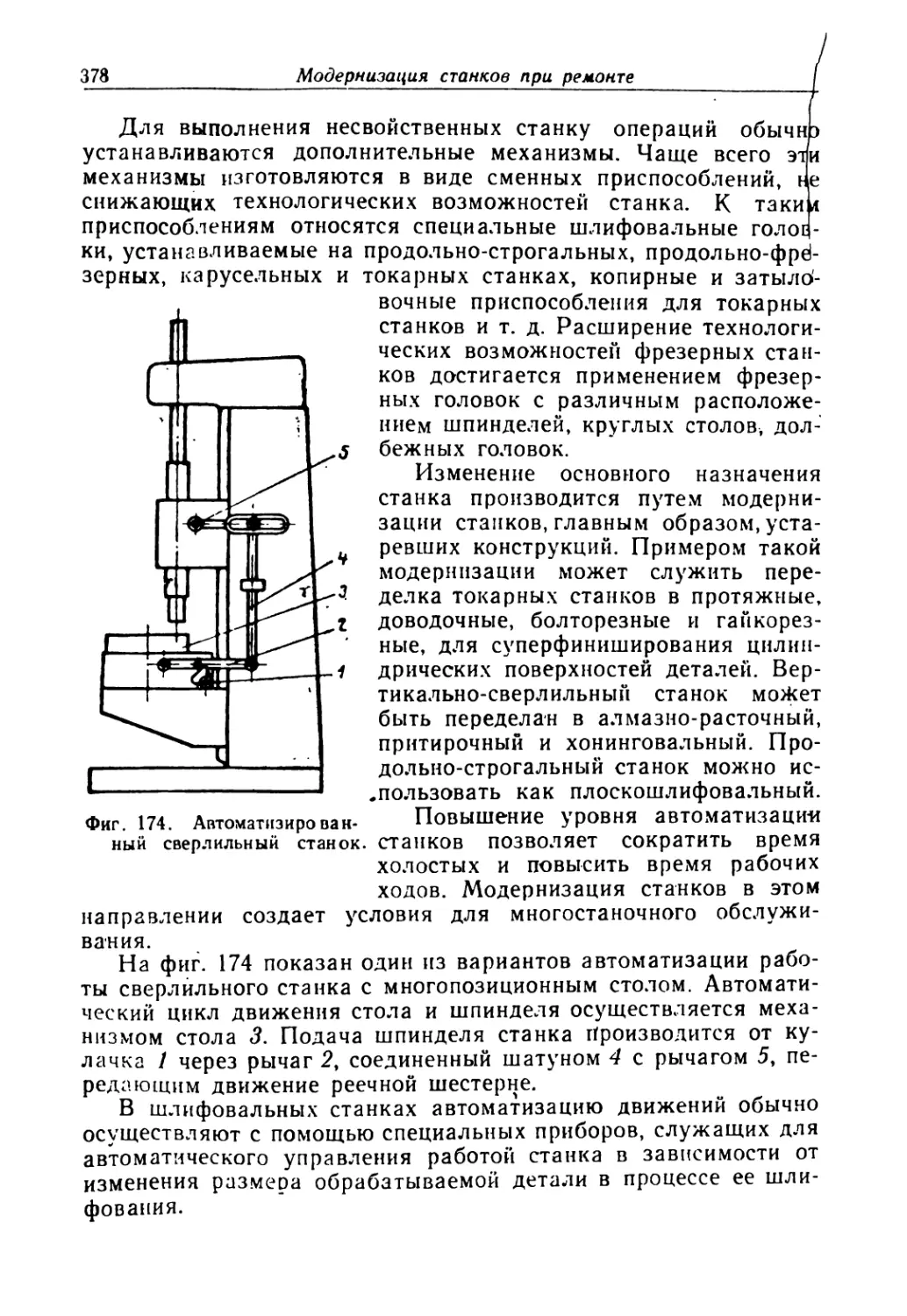
Мостики широко применяются при шабровочных работах, например при шабрении направляющих станин, стоек, колонн и т. д. Ими пользуются для контроля поверхностей деталей на краску и на блеск. Они также используются в сочетании с мерными плитками и щупами для измерения линейных отклонений поверхностей от прямолинейности и плоскостности. Мостики 1 класса точности предназначены для контроля поверхностей деталей высокой точности (до 20 пятен на площадке со стороной квадрата 25 мм); мостики 2 класса точности применяются для контроля поверхностей нормальной точности (до 15 пятен). Мостики изготовляются с размерами рабочих поверхностей от 500X40 до 5000X130 мм.
При пользовании длинными мостиками в случае точных проверок необходимо учитывать их прогиб от собственного веса. Например, мостик длиной 4000 мм дает прогиб около 80 мк.
Линейки. Стальные линейки с широкой рабочей поверхностью двутаврового и прямоугольного сечений применяются для проверки поверхностей деталей на плоскостность и прямолинейность путем определения линейных отклонений с помощью мерных плиток и щупов, а также для проверки поверхностей на краску и на блеск. Такие линейки изготовляются по 1, 2 и 3 клас
сам точности. Линейки двутаврового сечения выпускаются длиной от 500 до 6000 мму а прямоугольного сечения от 500 до 2000 мм.
При пользовании линейками в случаях точных проверок необходимо учитывать их прогиб от собственного веса. Линейка, опирающаяся на опоры (например, на мерные плитки), расположенные у ее концов, может иметь значительный прогиб. Линейки двутаврового и прямоугольного сечения можно применять для очень точной проверки поверхности только длиной до 1000 л!Ж, так как более длинные линейки прогибаются и сильно деформируются от нажатия рук рабочего. Наименьший прогиб линейки получается, когда опоры находятся от ее концов на расстоянии 2/у длины линейки. В табл. 9 приводятся величины прогибов стальных линеек, выпускаемых заводом «Калибр».
Таблица 9
Прогиб линеек завода «Калибр»
Длина, мм Величина прогиба при опорах на концах, мк Величина прогиба при опорах, отстающих на 2/9 длины линейки от концов, мк
прямоугольное сечение двутавровое сечение прямоугольное сечение двутавровое сечение
500 1,5 1,3 0,031 0,028
1000 16 13 0,31 0,27
1500 53 43 1,1 0,9
2000 117 96 2,4 2,0
2500 227 138 4,8 4,0
3000 327 274 6,8 5,7
Для проверки прямолинейности, плоскостности и угла поверхностей типа ласточкина хвоста применяются угловые линейки. Такие линейки изготовляются длиной от 250 до 1000 мм с углами 45, 55 и 60°.
Для проверки формы поверхностей деталей на просвет применяются лекальные линейки. Длина таких линеек от 75 до 300 мм. Их изготовляют по 0 и 1 классам точности.
Оптические приборы. При проверке прямолинейности поверхностей, например, направляющих длинных станин, столов станков и т. д. применяются оптические средства измерений. К ним относятся: оптический прибор, зрительная труба с вехой, зрительная труба с каллиматором, автокаллиматор и др.
Одним из наиболее простых приборов для проверки прямолинейности считается оптический прибор (фиг. 9). Прибор
представляет собой смонтированную на трехногой опоре зрительную трубу, снабженную приспособлением для отсчета. Приспособление для отсчета состоит из двух плоскопараллельных стекол. Переднее стекло вращается вокруг горизонтальной оси и служит для отсчета смещений проверяемой поверхности по вертикали. Заднее стекло вращается вокруг вертикальной оси
и служит для отсчета смещений по горизонтали. Повороты стекол производятся верньерами, снабженными градуированными барабанами 1 и 2.
Труба может вращаться вокруг своей вертикальной оси, причем грубая установка обеспечивается винтом 4, а точная — винтом 5. Для контроля установки трубы в горизонтальном положении служит сферический уровень 3. К трубе прилагаются одна или две
Фиг. 9. Оптическая труба.
штриховые прицельные марки. В окуляре трубы помещается крестовая визирная марка. Окуляр 7 для резкой наводки визирной марки может перемещаться и снабжен диоптриальными делениями, которые для нормального зрения устанавливаются на нуль. Прицельная марка освещается матовой лампой, помещающейся в особом корпусе. Подставки для прицельной марки и лампы выполняются самими потребителями, соответственно целям измерения.
Техническая характеристика прибора
Расстояние между маркой и трубкой, м: минимальное.......................................1,1
максимальное.....................................40
Цена одного деления на измерительном барабане, мм . . . 0,05
Возможная оценка отклонений на глаз, мм................0,01
Вращением головки 6 линза может передвигаться вдоль оси трубы. Это дает возможность получить резкое изображение прицельной марки в плоскости визирной марки при различных расстояниях прицельной марки от прибора.
Кажущаяся величина изображения прицельной марки в поле зрения окуляра зависит от расстояния между маркой и прибором. Например, видимое в окуляре изображение марки, находящейся на минимальном расстоянии (1100 мм) от прибора, ка
жется увеличенным приблизительно в семь раз по сравнению с маркой, рассматриваемой невооруженным глазом.
Штрихи прицельной марки с увеличением расстояния кажутся тоньше, но они могут быть установлены по кресту визирной марки с большой точностью. Для этого нужно добиваться, чтобы светлые острия между клиновыми линиями прицельной марки располагались строго симметрично относительно линий креста визирной марки и чтобы при больших расстояниях пользоваться более удаленными от центра штрихами прицельной марки.
Изменяющаяся вместе с изменением расстояния яркость штрихов не влияет на точность измерения. Точность измерения прибора в зависимости от расстояния выражается формулой.
а = |0,01Н—-—мм.
1 200000 /
где L — расстояние между прицельной маркой и трубой, мм.
Этой формулой можно пользоваться, если расстояние между прицельной маркой и трубой не более 10 м. Проверка прямолинейности при пользовании оптическими приборами производится в следующем порядке.
Допустим, нужно проверить отклонения от оси ряда гнезд подшипников или отверстий. В этом случае трубу устанавливают на простую подставку на расстоянии 1,1 м от ближайшего места измерения. Прицельная марка центрируется посредством втулки или переходного кольца, каждый раз по отверстию или гнезду. Когда нужно проверять какую-либо плоскость, то трубу и лампу устанавливают на ранее проверенных подставках, причем надо иметь в виду, что проверка может начинаться только с расстояния 1,1 м.
Перед началом проверки прибор и измерительные барабаны устанавливаются в среднее положение, а визирную марку устанавливают на резкость посредством вращения окуляра. Прицельная марка и лампа придвигаются к трубе и как можно точней регулируются по высоте. Затем лампу передвигают на другой конец проверяемого расстояния, а прицельная марка сначала устанавливается на минимальном расстоянии 1,1 м и трубу наводят на штриховую фигуру прицельной марки. После этого проверяют, находится ли она в пределах измерения барабана, и переносят прицельную марку на наибольшее расстояние. Проверку здесь производят таким же путем. Если обе штриховые картины лежат в пределах измерения, то проверку можно начинать. Если же одна или обе установки лежат вне области измерений, то положение прибора улучшают двумя путями.
Первый — измерение в высоту: параллельное перемещение
трубы по высоте или наклон ее в вертикальной плоскости с помощью трехножных винтов. Второй — боковые измерения: боковое перемещение прибора, включая подставку, или вращение трубы в горизонтальной плоскости с помощью винтов 1 и 4.
Измерения производятся следующим образом. Головка 6 устанавливается на резкую видимость прицельной марки, находящейся в крайнем положении. С помощью барабана 1 прицельная марка приводится точно в середину визирной марки. Отсчет по барабану записывается, и прицельную марку переставляют на следующее место измерения, расположенное ближе к трубе. Снова ставят головку 6 на резкость, приводят изображение штрихов прицельной марки к центру креста визира, отсчитывают и записывают полученные значения. В таком порядке идут от места к месту, приближаясь к трубе.
Если нужны более точные отсчеты, то на каждом измеренном отрезке берут не один, а по три замера и принимают за истинный размер среднее из трех. При этом замеры следует брать вразброс, приближая прицельную марку к трубе и удаляя ее от трубы. Чтобы прицельную марку было лучше центрировать относительно креста визира, она должна вращаться в своей оправе.
Для уменьшения погрешностей измерения, связанных с люфтами в приборе, совмещение меток визирной и прицельной марок нужно производить вращением трубы всегда только в одну сторону.
3. ИЗМЕРИТЕЛЬНЫЕ И ПРОВЕРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Кроме универсальных средств измерений и контроля при ремонте станков, широко применяются специальные измерительные и контрольные приспособления.
Параллельность оси шпинделя к направляющим движения суппорта, каретки, стола и других деталей станков, а также биение конического отверстия шпинделя проверяются с помощью индикатора и специальной контрольной оправки с коническим хвостовиком (фиг. 10, а). К контрольным оправкам предъявляются следующие требования: а) конусный хвостовик должен быть выполнен строго по калибру; б) цилиндрическая и коническая части оправки должны быть строго соосны; в) отклонение оправки от цилиндрической формы не должно превышать 0,005 мм.
При очень точных измерениях необходимо учитывать величину прогиба оправки. Размеры оправок и их прогиб приведены в табл.. 10.
Таблица 10
Размеры цилиндрических оправок и величины их прогиба
Диаметры оправок, мм Длина цилиндрической части, мм Номер конуса Морзе Прогиб „а конце. мк
общая измерительная
16 150 130 2 1,3
25 250 230 4 4,3
25 315 295 4 9,6
40 375 350 5—6 7,8
65 555 525 6 19,8
В том случае, когда шпиндель не имеет конического отверстия, положение оси шпинделя по отношению к направляющим базовых и других детален проверяется с помощью регулируемой оправки (фиг. 10, б). Она состоит из контрольной оправки 7 с фланцем; оправка закреплена на шпинделе 2 станка при помощи планшайб 3 и 5. Совмещение оси оправки с осью шпинделя производится винтами 4 и 6. Проверка совмещения осей производится индикатором. Затем затягиваются винты Л
Перед ремонтом станин станков производят измерение износа их трущихся поверхностей. Это делается для того, чтобы выбрать наиболее рациональный способ восстановления направляющих. Износ направляющих станин удобно измерять с помощью универсального шаблона (фиг. 11) и щупов. Шаблон состоит из стальной планки/, прикрепленной винтами 4 к колодкам 7. К одной колодке планка крепится жестко, а ко второй — шарнирно. К планке прикрепляются три (может быть и больше— по числу одновременно измеряемых поверхностей) линейки 2, 3 и 5, которые могут перемещаться по пазам планки и поворачиваться на необходимый угол. Измерительные линейки в требуемом положении закрепляются винтами 6.
За базу при измерении износа направляющих для каретки токарного станка принимают направляющие 8 для задней бабки, которые практически мало изнашиваются. Колодки устанавливают на этих направляющих в конце станины, а измерительные поверхности линеек плотно, без зазора, прижимают к измеряемым поверхностям. В этом положении линейки закрепляются винтами 6. После этого шаблон перемещают вдоль станины и с помощью щупов измеряют износ направляющих поверхностей. Универсальным шаблоном измеряют износ одновременно всех поверхностей направляющих в продольном и поперечном направлениях. Он удобен и в том отношении, что им можно измерять износ направляющих без снятия со станины каретки и
Фиг. 10. Контрольные оправки: а — жесткая; б — регулируемая.
Фиг. 11. Универсальный шаблон для измерения износа станины.
Фиг. 12. Проверка прямо-линейности направляющих по уровню жидкости.
задней бабки, что важно при плановых проверках и текущих ремонтах станков.
Проверку прямолинейности направляющих производят с помощью оптических приборов. При их отсутствии такую проверку производят по уровню жидкости. Сущность этого способа заключается в том, что вдоль направляющих поверхностей (фиг. 12, а) устанавливается закрытый по концам желоб 4, в который наливается вода, или несколько желобов, соединенных между собой гибкими шлангами для того, чтобы вода, налитая в них, имела одинаковый уровень.
По проверяемым поверхностям станины перемещают мостик 1 с установленной на нем державкой 2 для микрометрического глубиномера 3, имеющего заостренный штифт. В местах измерения отклонений от прямолинейности штифт приводят в соприкосновение с поверхностью воды, записывая показания глубиномера. Момент соприкосновения штифта с водой определяется на глаз или посредством электрического контакта. Это обеспечивает точность измерений до 0,01 мм. О прямолинейности направляющих судят по разности показаний микрометрического глубиномера.
При проверке прямолинейности направляющих необходимо станину установить в горизонтальное положение, т. е. так, чтобы штифт глубиномера, при неизменном его положении по высоте, касался поверхности воды, когда мостик находится на концах направляющих. Если направляющие имеют желобчатую форму (станины продольно-строгальных, продольно-фрезерных и других станков), то при проверке их прямолинейности желобы могут быть наполнены водой (фиг. 12, б). Концы таких желобов заделывают цементом или глиной.
При ремонте станков всегда производят проверку взаимного положения рабочих поверхностей деталей. Сущность проверки заключается в выяснении отклонений от параллельности, перпендикулярности и соосности поверхностей.
На фиг. 13 показаны приспособления для проверки параллельности скошенных рабочих поверхностей. Приспособление (фиг. 13, а) состоит из плиты I с прикрепленной к ней державкой 7 для индикатора 8. В одном пазу плиты на оси 4 находятся измерительный рычаг 5 с шаровым наконечником. На втором конце рычага имеется регулирующий упорный винт 6, который упирается в штифт индикатора; во втором пазу плиты — сухарь 2 со сферической головкой. Сухарь при установке приспособления может перемещаться вдоль паза плиты и в зависимости от расстояния между проверяемыми поверхностями закрепляется в нужном месте гайкой 9. При перемещении приспособления вдоль проверяемых поверхностей рычаг 5, находясь
под действием пружины 3, прижимается шаровой поверхностью к одной из плоскостей. При одинаковой длине плеч рычага 5 точность измерений равна 0,01 мм. Для получения большей точности измерения следует увеличить длину верхнего плеча рычага и соответственно высоту державки
Фиг. ^.Приспособления для проверки параллельности скошенных поверхностей.
Этим приспособлением можно проверять параллельность поверхностей типа ласточкина хвоста. Для этого необходимо перевернуть рычаг 5 вместе с пружиной и переставить упорный винт 6,
Фиг. 14. Приспособление для проверки параллельности ходовых винтов и валиков направляющих станин.
На фиг. 13, б приведено универсальное приспособление для проверки параллельности поверхностей типа ласточкина хвоста. Оно состоит из штанги /, индикатора 2, стойки 5, стопорного винта 4, рычага 5, кронштейна 6, оси 7, измерительных роликов 8 и 10, штифта 9, стопорной рукоятки 11 и ползуна 12.
На фиг. 14 показано приспособление для проверки парал-
дельности ходовых винтов и валиков направляющих станин станков. Приспособление состоит из двух башмаков 1 и 4, штанги 3 и штангенрейсмуса 6 с подвижной головкой 5, служащей для перемещения штангенрейсмуса по штанге 3. Штанга в горизонтальном положении устанавливается винтом 2. При проверке параллельности винтов и валиков относительно направляющих станин станков в горизонтальной плоскости необходимо измерительный наконечник штангенрейсмуса заменить изогнутым под углом 90°.
Фиг. 15. Приспособления для проверки перпендикулярности направляющих станин к поперечным направляющим салазок.
На фиг. 15 показаны приспособления, предназначенные для проверки перпендикулярности направляющих станин к поперечным направляющим салазок. Приспособление (фиг. 15, а) состоит из линейки /, прикрепленной к колодке 5, рабочие поверхности которой изготовлены по форме призмы станины, и установочного винта 2. Линейка устанавливается с помощью винта 2 в уровня в горизонтальное положение. Затем на каретку суппорта устанавливают индикатор, штифт которого касается боковой поверхности линейки. Перемещая суппорт с индикатором вдоль линейки, производят измерение.
Если проверка производится в процессе ремонта, т. е. при шабрении направляющих суппорта, то стойку индикатора устанавливают на мостик или угловую призму.
На фиг. 15, б показано приспособление для проверки перпендикулярности направляющих каретки к направляющим станины относительно оси шпинделя. Приспособление устанавливается конусным хвостовиком 1 в отверстие шпинделя станка. Оно состоит из контрольной линейки 5 таврового сечения, со
единенной с корпусом 2 двумя стержнями 4, на которых имеются пружины, отжимающие линейку от корпуса.
Перед проверкой с помощью барашка 3 и индикатора рабочая поверхность линейки устанавливается перпендикулярно к оси шпинделя. После этого производят проверку перпендикулярности направляющих каретки к направляющим станины, имея в виду, что направляющие станины параллельны оси шпинделя.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Чем отличаются измерительные инструменты от проверочных?
2. Перечислите основные измерительные и проверочные инструменты.
3. В каких условиях контрольные линейки имеют наименьший прогиб от собственного веса?
4. Что такое цена деления уровня?
5. Как пользоваться оптической трубой при проверке прямолинейности поверхности?
6. Как проверяется прямолинейность направляющих станков по уровню жидкости?
7. Расскажите принцип устройства приспособления для проверки параллельности ходовых винтов и валиков направляющих станин.
^//////////////////////////^^^^
ГЛАВА 111
ОСНОВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ СТАНКОВ
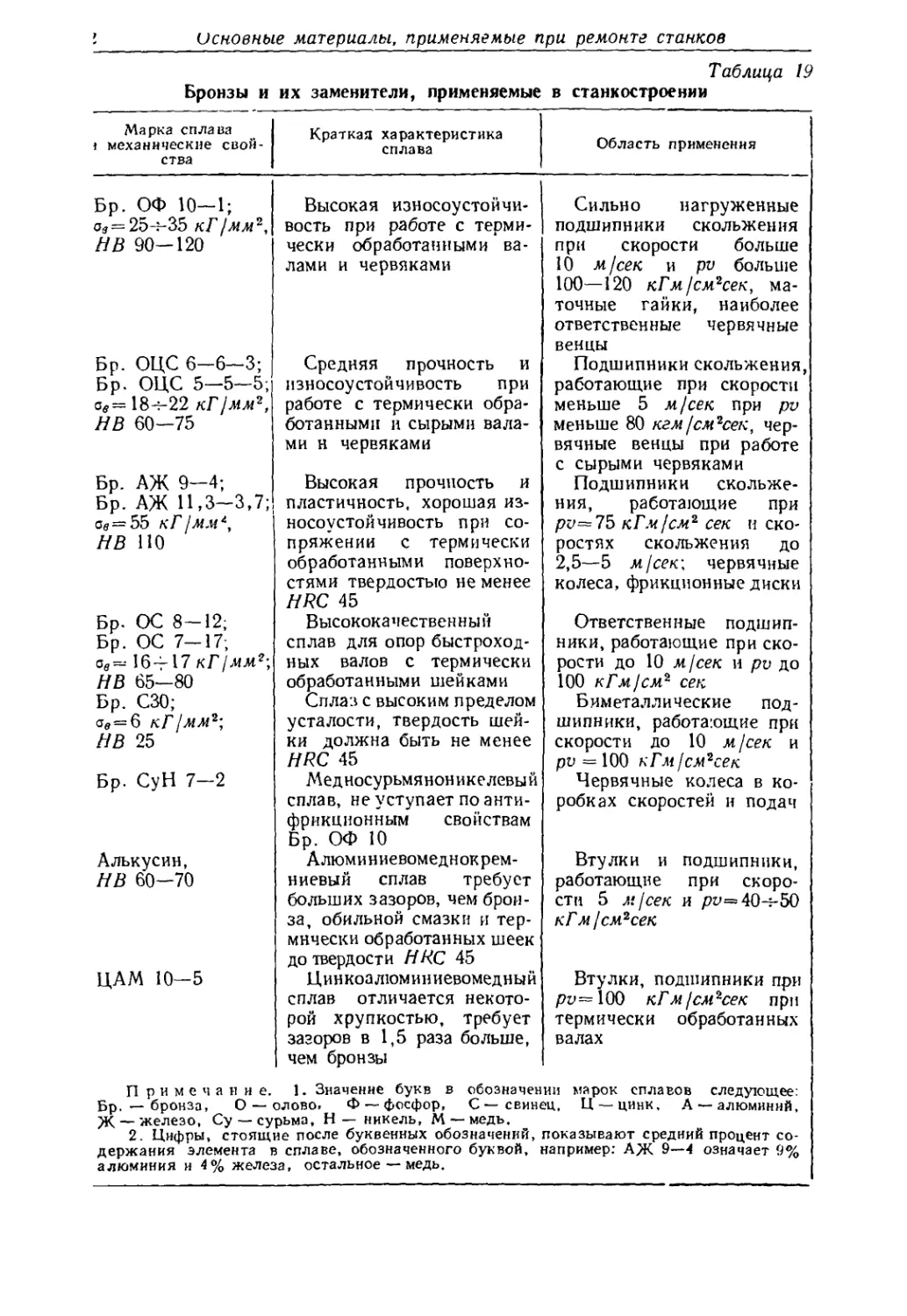
При ремонте так же, как и при изготовлении новых станков применяются самые разнообразные материалы: чугуны и стали различных марок, бронзы и баббита и их заменители. В последнее время в станкостроении и при ремонте станков расширяется область применения неметаллических материалов — пластических масс, многие из которых обладают весьма ценными техническими свойствами. К таким материалам относятся текстолит, стеклотекстолит, древесно-слоистые пластики и др.
При выборе материалов для изготовления той или иной детали сначала изучаются условия ее работы. Выясняется, какие силы будут действовать на нее в процессе работы, их величина и характер действия. Если деталь работает на трение, то устанавливается, какое влияние может оказывать износ ее трущихся поверхностей на эксплуатационные качества того или иного узла или станка в целом. После всестороннего изучения условий работы детали выбирается материал для ее изготовления, который по своим физическим и механическим свойствам наилучшим образом подходит к данным условиям работы.
К физическим свойствам материалов относятся объемный вес, теплопроводность, тепловое расширение, температура плавления и др.
Объемным весом называют вес единицы объема тела. В таблицах объемных весов приводятся числа, выражающие вес 1 см3 металла в граммах. Например, объемный вес стали 7,8 означает, что 1 см3 стали весит 7,8 г.
Теплопроводностью называют способность материалов проводить тепло. Теплопроводность имеет размерность ккал/м час град.
Все металлы обладают хорошей теплопроводностью. Материалы, плохо проводящие тепло, применяются в качестве тепловой изоляции (асбест, нювель, шлаковата и др.).
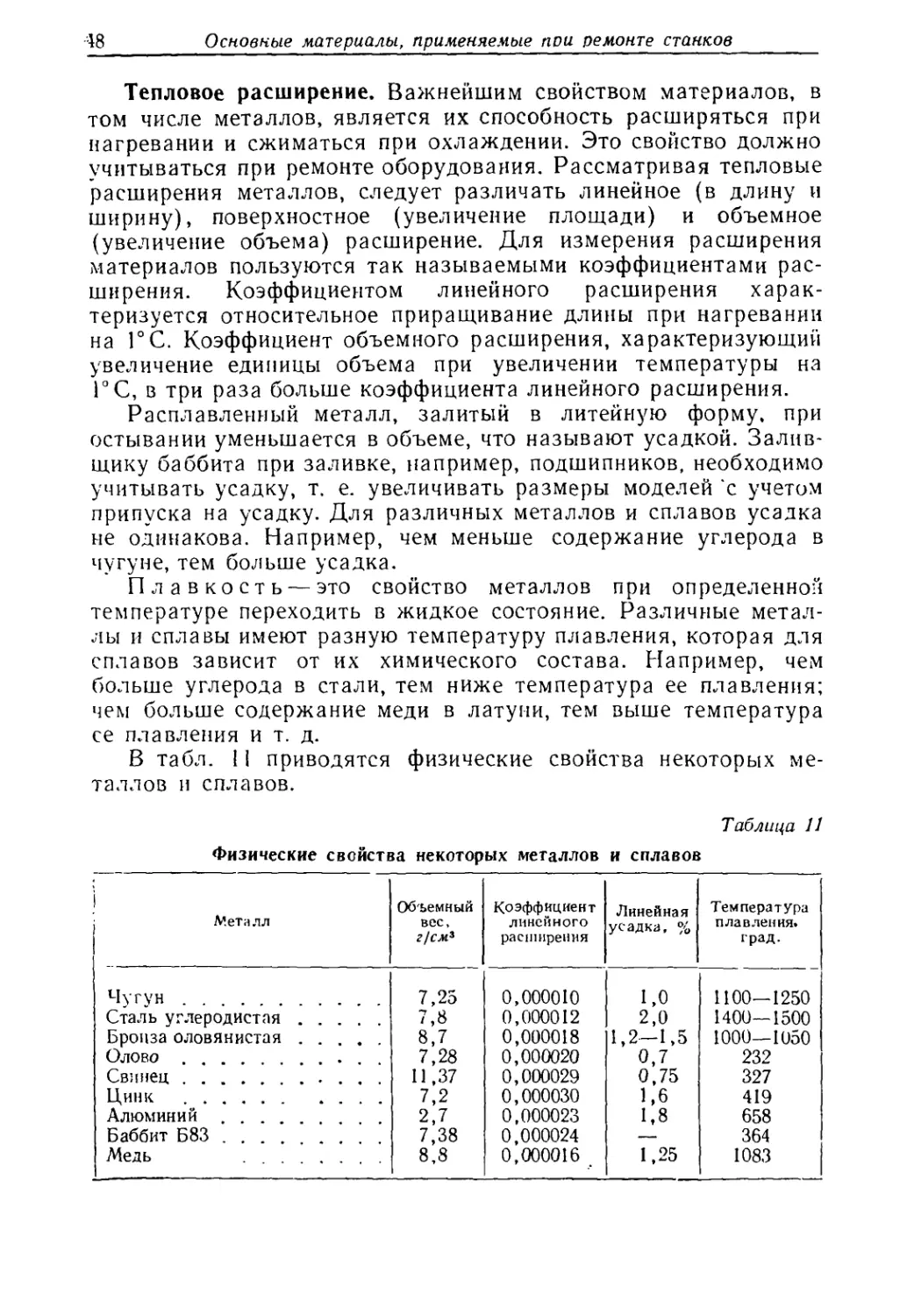
Тепловое расширение. Важнейшим свойством материалов, в том числе металлов, является их способность расширяться при нагревании и сжиматься при охлаждении. Это свойство должно учитываться при ремонте оборудования. Рассматривая тепловые расширения металлов, следует различать линейное (в длину и ширину), поверхностное (увеличение площади) и объемное (увеличение объема) расширение. Для измерения расширения материалов пользуются так называемыми коэффициентами расширения. Коэффициентом линейного расширения характеризуется относительное приращивание длины при нагревании на 1°С. Коэффициент объемного расширения, характеризующий увеличение единицы объема при увеличении температуры на 1°С, в три раза больше коэффициента линейного расширения.
Расплавленный металл, залитый в литейную форму, при остывании уменьшается в объеме, что называют усадкой. Заливщику баббита при заливке, например, подшипников, необходимо учитывать усадку, т. е. увеличивать размеры моделей 'с учетом припуска на усадку. Для различных металлов и сплавов усадка не одинакова. Например, чем меньше содержание углерода в чугуне, тем больше усадка.
Плавкость — это свойство металлов при определенной температуре переходить в жидкое состояние. Различные металлы и сплавы имеют разную температуру плавления, которая для сплавов зависит от их химического состава. Например, чем больше углерода в стали, тем ниже температура ее плавления; чем больше содержание меди в латуни, тем выше температура се плавления и т. д.
В табл. 11 приводятся физические свойства некоторых металлов и сплавов.
Таблица 11
Физические свойства некоторых металлов и сплавов
i : Металл Объемный вес, г/см* Коэффициент линейного расширения Линейная усадка, % Температура плавления, град.
Чугун 7,25 0,000010 1,0 1100—1250
Сталь углеродистая 7,8 0,000012 2,0 1400—1500
Бронза оловянистая 8,7 0,000018 1,2—1,5 1000—1050
Олово 7,28 0,000020 0,7 232
Свинец 11,37 0,000029 0,75 327
Цинк 7,2 0,000030 1,6 419
Алюминий 2,7 0,000023 1,8 658
Баббит Б83 7,38 0,000024 — 364
Медь 8,8 0,000016 1,25 1083
Механические свойства материалов характеризуются прочностью, пластичностью, твердостью и т. д. Под прочностью понимается способность материала сопротивляться действующим на него силам не разрушаясь. Прочность характеризуется так называемым пределом прочности, т. е. напряжением, соответствующим нагрузке, при которой материал разрушается. Чем выше предел прочности, тем прочнее материал. Например, сталь Ст. 3 имеет предел прочности ^в—384-47 /сГ/льи2, а у более прочной стали Ст. 6 об = 60-?72 кГ/мм*.
Пластичность — это способность материалов деформироваться. Мерой пластичности служит относительная деформация, т. е. деформация образца испытываемого материала на единицу его длины. Относительное удлинение стали Ст. 3 составляет 20—25%, а менее пластичной стали Ст. 6 всего только 11-13%.
Предел прочности и относительная деформация материалов определяются на специальных испытательных машинах.
Твердость металлов измеряется различными способами. Наиболее распространенными из них являются способы определения твердости по Бринеллю и по Роквеллу. Твердость по Бринеллю обозначается через НВ, а по Роквеллу через HRC. Твердость незакаленных сталей, чугуна и цветных металлов обычно определяют по методу Бринелля, а твердость закаленных сталей измеряют методом Роквелла. Определение твердости металлов производится на специальных приборах — твердомерах. Измерение твердости часто производится непосредственно в цеховых условиях.
1. ЧУГУНЫ
В современном станкостроении чугунное литье получило широкое распространение: оно составляет в общем весе станков 60—75%. Объясняется это положительными качествами чугунного литья. Так, например, чугун хорошо отливается в формы, дешев, легко обрабатывается и обладает способностью быстро гасить появляющиеся во время работы станка вибрации, что очень важно для точных станков. Однако за последнее время появляются станки со станинами, свариваемыми из листового проката, например станины протяжных станков. Основной недостаток стальных сварных конструкций — малая способность к гашению вибраций устраняется приваркой дополнительных ребер жесткости и другими конструктивными усовершенствованиями.
Наибольшее распространение в станкостроении получили
Таблица 12
Литье из серого чугуна
Марка (ГОСТ 14 12—54) Твердость Величина и характер напряжений, испытываемых при работе Характеристика применения
СЧ 21—40 СЧ 18—36 СЧ 15—32 СЧ 12—28 П р и м е ч сопротивлемм! 170—241 170—229 163—229 143—229 1 а и и е. В е разрыву в Детали, испытывающие напряжения изгиба примерно до 5 кГ)мм2 Детали, испытывающие изгибающие напряжения примерно до 1 кГ/мм2 Детали, испытывающие небольшие напряжения, главным образом, от собственного веса обозначениях марки чуг; кг/мм2, а вторая — пред Основные детали, работающие на износ при удельном давлении свыше 5 кГ/см2: станины, стойки и колонны станков; патроны токарных станков; крупные звездочки при окружной скорости меньше 4 м/сек; зубчатые колеса, работающие без ударов при окружной скорости меньше 6 м/сек; шпиндели планшайб карусельных станков, полые шпиндели расточных станков и т. п. Детали, работающие на износ при удельном давлении меньше 5 кГ/см2: стан ины станков, колонны сверлильных станков, хоботы фрезерных станков. Все детали весом выше 3 ш с резкими переходами по сечению, работающие в условиях износа: корпуса коробок скоростей, суппорты, каретки и др. Детали, не работающие на износ: стойки, основания, крышки, кожухи и т. п. с’нов первая цифра означает предельное ель ное сопротивление изгибу нкг/мм2.
обычные серые чугуны. Их характеристика и примеры применения помещены в табл. 12.
Ответственные чугунные отливки, например станины, а часто и корпуса коробок скоростей подвергаются старению для снятия внутренних напряжений, возникающих при остывании отливок. Старение производится после грубой обдирки заготовок. Старение применяется двух видов: естественное и искусственное. Естественное старение заключается в том, что обработанная начерно заготовка выдерживается на воздухе в течение двух-четырех месяцев в зависимости от сложности и величины отливки. При искусственном старении заготовку нагревают в печи до температуры 500—550°, скорость нагрева 40—50° в час.
По достижении заготовкой температуры 500—550° ее выдерживают при этой температуре 3—6 час. (в зависимости от толщины сечения стенок заготовки) и охлаждают вместе с печью до температуры 150° со скоростью 20° в час.
Стальные сварные станины также подвергаются термообработке для снятия внутренних напряжений, получившихся в результате сварки. Термообработка заключается в том, что станина нагревается в печи в течение 4—6 час. до 600—800°, выдерживается при этой температуре в течение 10—15 мин. на каждые 5 мм толщины наиболее толстого листа и охлаждается вместе с печью до 200° со скоростью 1° в мин. для станин нормальной точности и скоростью 0,2° в мин. для станин высокой точности.
Направляющие станин из чугуна нормальной твердости подвергаются значительному износу в процессе работы. Для повышения износостойкости направляющих их часто подвергают поверхностной закалке токами высокой частоты или подогревом кислородно-ацетиленовым пламенем до твердости HRC 40—50. Поверхностная закалка направляющих повышает их износостойкость в несколько раз по сравнению с сырыми направляющими.
Модифицированный чугун применяется для сильно нагруженных деталей станков особо сложной конфигурации, требующих материала повышенной прочности (ов=30-у40 кГ/мм2). Назначение модифицированного чугуна для деталей станков приведено в табл. 13.
Таблица 13
Отливки модифицированного чугуна
Марка (ГОСТ 14 12—54) Т вердость НВ Назначение чугуна
СЧ 38—60 СЧ 35—56 СЧ 28—48 197—262 197—248 170—241 Для отливок простой конфигурации при толщине стенок выше 20 мм: станины, суппорты, каретки, корпуса гидронасосов и т. п. Для отливок особо сложной конфигурации с резкими переходами толщины стенок (от 8 мм): патроны, шестерни и т. п.
Антифрикционным чугуном называется чугун с небольшими добавками легирующих элементов: 0,2—0,35% хрома, 0,3—0,4% никеля, 0,2—0,3% меди и 0,10—0,15% алюминия. Этот чугун применяется в станкостроении как антифрикционный материал для подшипников, работающих при окружных скоро
стях не более 2 м/сек и при удельном давлении не более 20 кГ/см\ но при произведении удельного давления на окружную скорость меньше 20 кГм/см2сек. Такие подшипники хорошо работают при тщательной обработке сопряженных поверхностей и наличии зазоров, повышенных на 10—25% по сравнению с бронзовыми подшипниками. Наилучшая работа получается,, когда шейки вала имеют твердость не меньше HRC 40—45. Твердость отливки НВ 170—229.
В станкостроении применяются антифрикционные чугуны марок СЧ Ц—1 и СЧ Ц—1.
Ковкий чугун (ГОСТ 1215—59) в станкостроении применяется редко. Из него изготовляются рычаги, ручки и другие детали, которые могут подвергаться ударам в работе.
За последнее время некоторые заводы применяют высокопрочные чугуны с шаровидной формой графита. Эти чугуны применяются для сильно нагруженных деталей уникальных станков. Высокопрочный чугун с успехом заменяет сталь, обладает антифрикционными свойствами и применяется в тех случаях, когда конструкция детали затрудняет или делает невозможной отливку ее из стали. Успешно работают планшайбы уникальных токарных станков и другие детали, отлитые из высокопрочного чугуна.
2. СТАЛИ
В настоящее время в станкостроении применяются лишь углеродистые и низколегированные стали. Необходимое качество деталей обеспечивается соответствующей обработкой поверхностей и термообработкой.
В табл. 14 приводится назначение марок сталей для изготовления деталей станков, за исключением некоторых основных видов деталей, выбор заготовок для которых рассматривается ниже, отдельно для каждого вида деталей.
Шпиндели изготовляются из сталей, марки которых приводятся в табл. 15. Шпиндели разделяются на две основные группы: шпиндели, работающие в подшипниках скольжения, и шпиндели, работающие в подшипниках качения. Для первой группы шпинделей, кроме их прочности и жесткости, большое значение имеет износостойкость шеек, работающих на трение скольжения. Поэтому для этих шпинделей назначается цементируемая сталь с последующей закалкой на высокую твердость поверхности с мягкой сердцевиной основного металла или закаливающаяся сталь с поверхностной закалкой токами высокой частоты или азотированием. Для второй группы шпинделей высокая твердость поверхности шеек не требуется, поэтому для них
Стали, применяемые для и
Марка стали Вил термической обработки и твердость
А12 Жидкостная цементация
А15 А35 или цианирование
15 Цементация, закалка и отпуск (HRC 56—62)
35 Нормализация
35 Закалка и отпуск (HRC 30—40)
45 Закалка и отпуск (HRC 40—50)
45 Поверхностная закалка т. в. ч. {HRC 48—58)
40Х Поверхностная закалка т. в. ч. (HRC 48—60)
20Х Цементация, закалка и отпуск {HRC 56—62)
65Г Закалка и отпуск (HRC 58—62); пружинящая часть цанги подвергается отпуску на твердость HRC 40—45
65Г Закалка и отпуск (HRC 40—46)
ШХ15 । Закалка и отпуск (HRC 59-63)
Таблица 15
Стали, применяемые для изготовления шпинделей (по данным ЭНИМС)
Условия работы и характеристика шпинделей Марка стали Вид термообработки Твердость
основная заменяющая /ГВ HRC
Работающие в подшипниках скольжения •при больших окружных скоростях 20Х 20ХГ Цементация, закалка и отпуск — 56—62
То же при больших окружных скоростях 40Х 35Х 45Х Закалка с иагревом т. в. ч. — 54—60
Работающие в подшипниках качения при больших нагрузках 40Х 35Х 45Х 35ХГС Закалка и отпуск — 35—42
То же при малых нагрузках 40Х 45Х Закалка и высокий отпуск (улучшение) 230—260 23—27
Требующие высокую износоустойчивость и прочность 40ХЮ; 40МХЮ 38ХМЮ Азотирование — 750—1000 по Виккерсу
Требующие доста-» точно высокую нз-носоустой чи вость 45 50 Закалка с нагревом т. в. ч. — 54—60
Малона груженные диаметром до 70 мм, работающие в подшипниках качения Для тяжелых станков, работающих в подшипниках качения 45 50Г2 50 МСт. 6 40ХС 65Г 45Г2 Закалка и высокий отпуск (улучшение) Нормализация 220—250 196—217 —•
выбирают стали с большим содержанием углерода, но термообработка обеспечивает повышение вязкости стали за счет снижения твердости.
Ходовые винты изготовляются из стали, марки которой приводятся в табл. 16. Ходовые винты должны изготовляться из стали, обладающей хорошей износоустойчивостью и в то же время хорошо обрабатываемой механически, так как это снижает величину деформаций, возникающих в процессе механической обработки.
Основными причинами появления деформаций в процессе механической обработки являются остаточные напряжения, имеющиеся в стальных заготовках, и напряжения, возникающие
Таблица 16
екомендуемые стали для ходовых винтов и Способы уменьшения деформации их (по данным ЭНИМС)
Степень точности винта и его применение Марка стали Характер и режим обработки для сокращения деформаций винтов
до механической обработки твердость НВ (ие более) в процессе механической обработки
Винты станков типа СИП и точных приборов У12А Отжиг на зернистый перлит, если сталь отожжена 207 После обдирки отжиг при температуре 500°
Вииты точных и резьбошлифовальных станков 45 Отожженная на пластинчатый перлит с ферритом 207 То же
XI335 Холоднотянутая с отжигом при температуре 500° 202—228 После чернового нарезания — старение при температуре 225—250° в течение 20 час.
Винты токарных и резьбофрезерных станков 45 горячекатаная Отожженная на пластинчатый перлит с ферритом 207 После обдирки — отжиг при температуре 500°
45 калиброванная То же 207 После чернового нарезания — старение при температуре 225—250° в течение 20 час.
Винты управления, подъема, зажимных устройств и пр. 45 горячекатаная Отожженная на пластинчатый перлит с ферритом 207 Должны подвергаться вылеживанию в течение 10—12 суток для уменьшения остаточных напряжений 1 с ..
XI335 1 1 Холоднотянутая с отжигом при температуре 500° 2024-228
Примечание. Все данные приводятся для винтов не длиннее 1,5 л,
в результате срезания стружки в процессе черновой обработки заготовки и особенно черновой прорезки резьбы. Поэтому заготовкам перед механической обработкой назначают термообработку для снятия остаточных напряжений, а после обдирки или черновой прорезки резьбы назначают низкотемпературный (при 500°) отжиг или старение.
Сильно изогнутые заготовки или винты нельзя править в холодном состоянии, так как в дальнейшем они снова будут склонны к деформации.
В станкостроении зубчатые колеса в основном изготовляются из углеродистых и низколегированных сталей (табл. 17). Мелкие шестерни насосов с небольшим числом зубьев (9—14) иногда изготовляются из сталей 40ХН и 12ХНЗ. Мелкие быстроходные шестерни, главным образом шестерни двигателей, работающие в паре со стальными колесами, изготовляются часто из бронз ОЦС 6—6—3 и АЖ 9—4, а наиболее ответственные —из бронз ОФ 10—1 и ОЦ 10—2.
Для уменьшения шума быстроходные шестерни часто изготовляются из текстолита, лигнолита, фибролита, искусственной кожи и тому подобных материалов.
Червячные передачи работают в условиях большого относительного скольжения, причем эти передачи в станках обычно работают длительное время без перерывов. Поэтому правильный выбор заготовок для червячных пар имеет очень большое значение. Материал червяка должен, кроме прочности, обладать высокой износоустойчивостью, а боковые стороны витков червяка должны обрабатываться с очень высокой чистотой.
Червяки чаще всего изготовляются из стали 20Х с последующей цементацией и закалкой до HRC 56—62 и 40Х с закалкой до HRC 40—45 или из стали 40ХН с закалкой до HRC 45—50. Закаленные поверхности витков червяков чисто шлифуются и затем полируются до зеркального блеска. Тихоходные и вращаемые вручную червяки изготовляются из сырой стали 35 или 40. Иногда червяки, работающие по чугунному червячному колесу, изготовляются из бронзы.
3. ЦВЕТНЫЕ СПЛАВЫ
В станкостроении цветные сплавы применяются в основном в качестве антифрикционных материалов. К таким материалам относятся бронзы, баббиты, их заменители и др. Антифрикционные материалы применяются в узлах трения— в подшипниках, втулках, ходовых гайках и т. д. Работоспособность подшипниковых материалов удобно характеризовать допускаемым удель-
Стали, применяемые для изготовления зубчатых колес (по данным ЭНИМС)
Таблица 17
Марка стали Твердость
Условия работы я характеристика основная заменяющая Вид термообработки НВ HRC
Мелкие шестерни, работающие в условиях больших скоростей и средних давлений и подвергающиеся ударным нагрузкам 15 20 15Г Цементация, закалка и низкий отпуск Сердце-вина 142—156 56-62
Ответственные шестерни сложной конфигурации, работающие при больших скоростях и средних давлениях и подвергающиеся толчкам и ударам 20Х 20ХГ Цементация, закалка н отпуск Сердце-вина 217—269 —-
Шестерни, работающие при низких скоростях и средних давлениях 45 МСт. 6 50 Закалка и высокий отпуск (улучшение) 220-250 —
Шестерни, работающие при больших скоростях и средних давлениях без ударных нагрузок 45 50 Закалка т. в. ч. и низкий отпуск — 50—54
Шестерни, работающие при небольших скоростях и средних давлениях 40Х 45Х 35Х 35ХГС Закалка и высокий отпуск (улучшение) 220—260 23-27
Шестерни, работающие при высоких давлениях и средних скоростях 40Х 35ХМ 35ХГС 40ХС Закалка и низкий отпуск — 45—50
Шестерни высокой точности и износоустойчивости, работающие при высоких удельных давлениях без резких толчков н ударов 10Х 35Х Цианирование или жидкостная цементация и низкий отпуск — 48-53
Шестерни, работающие на высоких скоростях и средних удельных давлениях без резких толчков и ударов 40Х — Закалка т. в, ч. — 52-56
Крупные шестерни, работающие при средних скоростях и средних удельных давлениях 50Г2 ( 45Г2 40ХС Закалка и высокий отпуск — 28—33
Цветные сплавы
ным давлением р в кГ/см2, скоростью скольжения v в м/сек и произведением pv в кГм/сек см2.
Основным расчетом подшипников скольжения является расчет на жидкостное трение, который основывается на том, что масляный слой должен воспринимать всю нагрузку, а его толщина должна быть больше суммы неровностей обработки поверхностей цапфы и вкладыша. Подшипники, работающие в условиях несовершенной смазки (полужидкостное трение), рассчитываются условно по удельному давлению р или по произведению pv. Расчет по допускаемым удельным давлениям «производят по формуле
где /? —давление на подшипнике, кг\
Ind - соответственно длина и диаметр подшипника, см\ р — допустимая величина удельного давления, яг/сл2.
Для ориентировочного выбора подшипникового материала удобно пользоваться опытной допускаемой величиной pv, так как это произведение в некоторой степени характеризует износ и нагрев подшипника. Таким образом, пригодность того или иного антифрикционного материала применительно к конкретным условиям его работы в узле трения может быть оценена по уравнению
pv < [рр],
где pv — произведение фактических величин давления и скорости скольжения;
[pvl— произведение допускаемых для данного материала величин.
Подшипники с заливкой из высокооловянистых баббитов могут работать при давлении до р=200 кГ/см2 и pv= = 1000 кГм/сек см2. Оловянно-свинцовистые баббиты Б16, БН и др. могут работать при р < 150 кГ/см2 и pv<500 кГм/сек см2. Свинцовистая бронза С—30 допускает работу при р = 300кГ/сл2 и р=10 м/сек. Оловянистая бронза ОФ 10—1 может работать при р=300 кГ/см2 и выше.
Ниже приводятся значения допустимых удельных давлений [р] для подшипников шпинделя (кГ/см2):
Сталь по чугуну ...........................15—20
Сталь по бронзе............................25—30
Сталь по баббиту ..........................30—40
Закаленная сталь по бронзе................. . 40—50
Закаленная сталь по баббиту..................50—60
Надежность работы подшипника шпинделя считается обеспеченной для любой ступени скорости, если
Rn 1910/
< [pd,
где п — число оборотов шпинделя в минуту.
Допустимые величины [pv] выбираются по табл. 18.
Таблица 18
Допустимые величины [ро] для подшипников скольжения
Материал вкладыша Значение [ро], кГм}сек. см1
для закаленной шейкн вала для иезак?.-лсиной шейкн вала
Бронза оловянистая 100 60
Бронзы оловянистые вторичные: Бр. ОЦС 5-7—12 80 50
Бр. ОЦС 6-6—3 80 50
Бронза свинцовистая СЗО 100 .—
Алькусин АМК 40-50 —
Цинковый сплав ЦАМ 10—5 90—100 40
Баббит Б16 и БН6 150 100
Антифрикционный чугун 15 10
Бронза. Бронзой называется сплав меди с различными легирующими материалами. Легирующих материалов добавляют в медь немного, медь составляет основную массу. Бронзы, осо-беннно оловянные, очень дорогой сплав, а поэтому их расходуют на изготовление лишь в том случае, если это действительно необходимо и по условиям работы детали бронзу нельзя заменить более дешевым и недефицитным материалом. Особенно дорогими и дефицитными составляющими бронз являются олово и свинец, поэтому в первую очередь стремятся найти равноценные заменители оловянным бронзам или понизить содержание в них олова и свинца.
Хорошим заменителем оловянных и свинцовых бронз являются бронзы типа Бр. АЖ 9—4, в которых олово и свинец заменены алюминием и железом. Эти бронзы по механическим свойствам не уступают самой лучшей оловянной бронзе Бр. ОФ 10—1, но несколько уступают ей по антифрикционным свойствам. Они требуют, чтобы подшипники получали обильную смазку, а шейки вала были .чисто обработаны, и имели поверхностную твердость не менее HRC 45.
Свинцовая бронза СЗО обладает отличными антифрикционными свойствами, она является заменителем оловянных бронз и баббитов и может применяться для сильнонагруженных подшипников (удельное давление до 300 кг/см2). Эта бронза содержит 26—32% свинца, 0,07—0,12% фосфора и 0,9% других примесей и остальное — медь. Она может применяться также в биметаллических подшипниках.
Заменителем высокооловянных бронз может служить бронза Бр. АЖМц 10—3—1,5. Ее состав: 9—11% алюминия, 2—4% железа и 1—2% марганца. Эта бронза отливается как в земляные формы, так и в кокиль, она хорошо поддается ковке. После ковки механические свойства бронзы значительно возрастают, структура кованой бронзы становится более однородной, раковины отсутствуют. Твердость такой бронзы НВ 120. По механическим свойствам бронза АЖМц 10—3—1,5 превосходит высоко-оловянные бронзы, но по антифрикционным качествам значительно им уступает.
Присутствие в этой бронзе твердых включений служит причиной задиров шеек валов, работающих в паре с ней. Поэтому бронза АЖМц 10—3—1,5 должна применяться с соблюдением определенных условий, основными из которых являются следующие. Для нормальной работы стальных деталей в паре с бронзой АЖМц 10—3—1,5 требуется высокая поверхностная твердость стальной детали и обильная смазка. Капельная смазка или смазка от лубрикаторов может оказаться недостаточной. Шейки валов, работающих с этой бронзой, должны быть термически обработаны на твердость не менее HRC 45 или хромированы, а также чисто отделаны шлифованием. Окружная скорость вращения шейки должна быть не более 2,5—5 м/сек при pv не больше 100 кГм/см2 сек. В настоящее время при ремонте из этой бронзы изготовляются втулки, цилиндрические и червячные шестерни, подкладки плотовин и детали, подвергающиеся коррозии.
Бронза Бр. АЖМц 10—3—1,5 может применяться для изготовления червяков делительных пар зуборезных станков, взамен изношенных термообработанных стальных червяков. Такая замена, произведенная на одном из зуборезных станков в механизме вращения стола, показала при эксплуатации в течение года очень хорошие результаты и может быть рекомендована для увеличения долговечности дорогостоящего червячного венца.
Бронза АЖМц широко применяется для изготовления моторных шестерен с целью уменьшения шума, так как она быстро прирабатывается к парному стальному зубчатому колесу и в то же время обладает высокими механическими свойствами.
Дисковые муфты трения в металлорежущих станках обычно
состоят из двух видов дисков — стальных и бронзовых, которые чередуются между собой. Бронзовые диски обычно быстро снашиваются и их приходится часто заменять, что связано с расходом дорогой бронзы. В настоящее время с целью замены бронзы на более дешевые материалы, бронзовые диски при ремонте заменяют на стальные. Стальные диски изготовляют из стали 45 или 50 с последующей закалкой между чугунными плитами или хромированием поверхностей слоем хрома толщиной 0,03 мм. Такне диски хорошо работают при средней напряженности работы станка, при тяжелой же работе и частом реверсировании они нагреваются и вследствие этого коробятся. Хромированные диски нагреваются меньше, по иногда бывают случаи местного отслаивания хрома, приводящие к «задирам» дисков. Во избежание этого необходимо уделять особое внимание качеству хромирования дисков трения.
Если можно поставить более толстые диски, то следует вместо бронзовых ставить чугунные диски из серого, антифрикционного или модифицированного чугуна. Чугунные диски в паре со стальными работают хорошо и нашли применение в ряде расточных и карусельных станков.
На некоторых заводах в качестве заменителя оловянной бронзы Бр. ОСЦ 6—6—3 применяют сплав марганцевосвинцо-вой латуни ЛМнС 58—2—2 следующего химического состава: 57—60% меди, 1,5—2,5% марганца, 1,5—2,5% свинца, а остальное— цинк. ^Механические свойства: ^^404-42 кГ/мм2, НВ 100.
Наибольшую же экономию дорогих и дефицитных металлов дают антифрикционные сплавы, не содержащие не только олова и свинца, но и меди или с оставлением небольшого ее процента. К таким сплавам относятся алькусины и сплав ЦАМ 10—5.
Алькусины представляют собой алюминиевый сплав с добавкой 6—9% меди, 1,5—2,5% кремния и небольшого количества железа (до 1—2%). Алькусины применяются вместо оловянных бронз для изготовления подшипников. Условия работы подшипников: шейки валов должны быть чисто отшлифованы и иметь твердость не менее HRC 45. При толщине стенки втулки 10 мм зазор должен быть увеличен на 8 мк по сравнению с нормальным для подшипников из оловянных бронз. Удельные давления допускаются до 20 кГ/см2 и скорости до 3 м/сек.
Значительное применение в станках нашел цинковый сплав ЦАМ 10—5. Он имеет следующий химический состав: 8—10% алюминия, 3,5—5% меди, разных примесей не более 0,45% и остальное —цинк. Этот сплав является хорошим заменителем оловянных бронз для подшипников и втулок; его можно применять для подшипников с удельным давлением до 200 кГ/см2 при малых скоростях, а при небольших давлениях он допускает ско-
Таблица 19 Бронзы и их заменители, применяемые в станкостроении
Марка сплава 1 механические свойства Краткая характеристика сплава Область применения
Бр. ОФ 10—1; os = 25-:-35 кГ/мм2, НВ 90—120 Бр. ОЦС 6-6—3; Бр. ОЦС 5—5—5; 18-^22 кГ/мм2, НВ 60—75 Бр. АЖ 9—4; Бр. АЖ 11,3-3,7; 00=55 к Г/мм*, НВ НО Бр. ОС 8-12; Бр. ОС 7-17; Зе—* 16--17 кГ/мм2; НВ 65—80 Бр. СЗО; ае=6 кГ/MM2; НВ 25 Бр. СуН 7-2 Алькусин, НВ 60-70 ЦАМ 10-5 Высокая износоустойчивость при работе с термически обработанными валами и червяками Средняя прочность и износоустойчивость при работе с термически обработанными и сырыми валами н червяками Высокая прочность и пластичность, хорошая износоустойчивость при сопряжении с термически обработанными поверхностями твердостью не менее HRC 45 Высококачественный сплав для опор быстроходных валов с термически обработанными шейками Сплаз с высоким пределом усталости, твердость шейки должна быть не менее HRC 45 Медносурьмяноникелевый сплав, не уступает по антифрикционным свойствам Бр. ОФ 10 Алюминиевомеднокрем-ниевый сплав требует больших зазоров, чем бронза, обильной смазки и термически обработанных шеек до твердости HRC 45 Цинкоалюминиевомедный сплав отличается некоторой хрупкостью, требует зазоров в 1,5 раза больше, чем бронзы Сильно нагруженные подшипники скольжения при скорости больше 10 м/сек и pv больше 100—120 кГм/см2сек, маточные гайки, наиболее ответственные червячные венцы Подшипники скольжения, работающие при скорости меньше 5 м/сек при pv меньше 80 кгм/см2сек, червячные венцы при работе с сырыми червяками Подшипники скольжения, работающие при ри~1Ъ кГм/см2 сек и скоростях скольжения до 2,5—5 м/сек; червячные колеса, фрикционные диски Ответственные подшипники, работающие при скорости до 10 м/сек и pv до 100 кГм/см2 сек Биметаллические подшипники, работающие при скорости до 10 м /сек и pv = 100 кГм/см2сек Червячные колеса в коробках скоростей и подач Втулки и подшипники, работающие при скорости 5 м/сек и pv= 40-^50 кГ м /см2сек Втулки, подшипники при ру=100 кГм/см2сек при термически обработанных валах
е.
Примечая и
Бр. — бронза, С
' х 2. Цифры, стоящие после буквенных обозначений, показывают средний процент содержания элемента в сплаве, обозначенного буквой, например: АЖ 9—4 означает 9% алюминия и 4% железа, остальное — медь.
____________________ 1. Значение букв в обозначении марок сплавов следующее: ____________, О — олово, Ф — фосфор, С — свинец, Ц — цинк, А — алюминий, Ж — железо, Су — сурьма, Н— никель, М — медь.
Название баббита Марка олово
Высокооловянный Оловянный . . . Никелевый . . . Свинцовистый
Б83 81,5-84,5
Б16 15-17
БН6 5-7
БС —
Химический состав, % Механические свойства
сурьма медь никель свинец предельное напряжение при разрыве з в, твердость НВ
10-12 5,5—6,5 11 29—31
15—17 1,5—2,0 — Остальное 8 30—33
13—15 1,5—2,0 0,5-1,5 — —- 26
17 1,5 — — —. 22
Д'ля экономии баббита толщину его заливки следует назначать возможно малой. При центробежной заливке можно получить толщину заливки до 1 мм.
Экономия дорогих бронз и баббитов возможна за счет применения подшипниковых втулок из текстолита и других неметаллических материалов, а также за счет применения биметаллических втулок и подшипников, которые в настоящее время нашли широкое применение в станкостроении. Изготовление биметаллических подшипников и втулок вполне возможно и в условиях ремонтно-механических цехов.
Наиболее распространенные в станкостроении типы баббитов приведены в табл. 20.
4. ПЛАСТМАССЫ
Пластические массы обладают многообразными ценными свойствами. Во многих случаях они уже не являются заменителями дорогих и дефицитных машиностроительных материалов, а представляют собой основные материалы, наилучшим образом отвечающие техническим условиям изделий. Механическая прочность некоторых пластмасс достигает, а иногда и превосходит прочность многих металлических сплавов. Вместе с этим пластмассы отличаются малым удельным весом. Многие из них в 5—8 раз легче стали, бронзы и других металлических сплавов.
Некоторые виды пластмасс обладают высокими антифрикционными свойствами, поэтому они с успехом применяются для изготовления подшипников, вкладышей и других деталей оборудования. работающих в условиях трения. И, наоборот, другие пластмассы обладают высокими фрикционными свойствами, а поэтому используются в различных тормозных механизмах и устройствах. Многие пластмассы обладают большой химической стойкостью против различных агрессивных сред и высокими диэлектрическими свойствами.
Себестоимость изделий, изготовленных из пластмасс, в большинстве случаев ниже, чем из других материалов даже и тогда, когда сама по себе пластическая масса является более дорогой, чем другой материал. Объясняется это тем, что детали из пластмасс можно изготовлять наиболее производительными методами: прессованием, штамповкой, литьем и сваркой. Они также хорошо обрабатываются на станках. Трудоемкость изготовления деталей оборудования из пластмасс при обработке на станках снижается во много раз по сравнению с трудоемкостью изготовления таких же деталей из металла.
В станкостроении и при ремонте станков применяются различные пластические массы, однако наиболее широко распрост
ранены слоистые пластики, к которым относятся: текстолит, стеклотекстолит, древесно-слоистые пластики, асботекстолит и гетинакс.
Текстолит получают прессованием полотнищ ткани, пропитанных искусственной смолой. Текстолит обладает высокой механической прочностью и малым коэффициентом трения, поэтому он широко используется как конструкционный материал. Из него изготавливают зубчатые колеса, втулки и подшипники. Листовой текстолит применяется в качестве накладок на направляющие салазок суппортов токарио-винторезных и других станков, а также на направляющие столов продольно-строгальных и других станков.
Благодаря хорошим электроизоляционным свойствам и повышенной влагостойкости, текстолит с успехом используется в электро- и радиотехнике.
Текстолит выпускается различных марок (ПТК, ПТ, ПТ-1 и др.) в виде листов толщиной до 8 мм и плит толщиной больше 8 мм. Из текстолита изготавливаются также трубы и стержни. Удельный вес текстолита 1,3—1,4 г!см\ предел прочности при сжатии параллельно слоям не менее 1500 к,Г1см2 (текстолит марки ПТК), а перпендикулярно слоям не менее 2500 к,Г1см'2. Предел прочности при статическом изгибе не менее 1600 кГ/см2~ Теплостойкость по Мартенсу не менее 125°.
Стеклотекстолит представляет собой слоистый листовой материал, получаемый горячим прессованием полотнищ стеклянной ткани или стеклянной ткани в комбинации с хлопчатобумажной тканью, пропитанной смолой. Стеклотекстолит обладает высокой механической прочностью, влагостойкостью, жаростойкостью и химической стойкостью, а поэтому он применяется как конструкционный материал.
Стеклотекстолит выпускается различных марок (КАСТ, СТ,. СТУ и др.) в виде листов толщиной до 15 мм. Предел прочности-стеклотекстолита КАСТ при сжатии параллельно слоям не менее 1000 кГ1см2, а перпендикулярно слоям — 2700 кГ/слЛ удельный вес 1,6—1,85 г!см3.
Гетинакс — слоистый пластический материал, изготовляемый на основе бумаги, пропитанной синтетическими смолами и спрессованный под давлением 60—100 к,Г!см2. Гетинакс обладает значительной механической прочностью. Например, предел прочности при сжатии гетинакса А и В вдоль листа равен 2400— 3400 кГ1см2.
При ремонте станков средних размеров гетинакс применяется для накладок на направляющие поверхности.
Асботекстолит представляет собой материал, наполнителем в котором является асбестовая бумага, а связующим вещест
вом— фенолоформальдегидная смола. Он обладает высокой теплостойкостью и неплохими механическими свойствами. Удельный вес асботекстолита 1,5—1,7 г/см3, предел прочности при сжатии 850 кГ/см2, теплостойкость по Мартенсу 200°. Асботекстолит применяют для изготовления деталей тормозных устройств.
Древесные пластики подразделяются на жесткие, термогибкие и цельнопрессованные.
Жесткие древесные пластики изготовляются из тонких листов лущеной древесины (шпона), пропитанных смолой и склеенных между собой при высокой температуре и давлении. Они обладают высокой механической прочностью, низким коэффициентом трения и хорошей износостойкостью, поэтому являются ценными заменителями цветных и черных металлов, а также дорогостоящего текстолита. В зависимости от взаимного расположения волокон древесины в смежных слоях шпона пластики разделяются на ряд марок.
ДСП-А — пластик с параллельным направлением волокон древесины во всех слоях шпона или пластик, в которо^м чередуются через каждые четыре слоя с параллельным направлением один слой шпона с направлением волокон под углом 20—25° к смежным слоям.
ДСП-Б — пластик, в котором через каждые 5—20 слоев шпона с параллельным расположением волокон один слой имеет перпендикулярное направление по отношению к смежным слоям.
ДСП-В — пластик с перекрестным расположением волокон в смежных слоях.
ДСП-Г — пластик с звездообразным направлением волокон.
Из этих пластиков изготовляются различные детали при ремонте станков: шестерни, втулки, подшипники, кулачки люнетов, накладки на направляющие. Так, например, на машиностроительном заводе имени В. И. Ленина (г. Ленинград) хорошо работают зубчатые колеса из пластика ДСП-Г в гитарах токарных станков, в коробках скоростей фрезерного станка. На том же заводе применяются пластики ДСП-Б для накладок на направляющие салазок стоек расточных станков и салазок суппортов карусельных станков. Подшипники, изготовленные из ДСП, по износостойкости приближаются к подшипникам из цветных металлов.
Древесные пластики обладают невысоким коэффициентом трения. В табл. 21 приводятся значения коэффициента трения вкладышей, изготовленных из пластиков ДСП, работающих в паре со сталью при окружной скорости 1,2 м/сек.
В качестве материала, применяемого для изготовления деталей, работающих на трение, смазка которых затруднена, выпускаются древесно-слоистые пластики (ДСП-Б-М, ДСП-В-М
Таблица 21
Коэффициент трения пластиков по стали
Марка Смазочные материалы Значение коэффициента при удельной нагрузке, кГ1см,2
10 1 20 | 30 40 | 50
ДСП-Б Вода 0,057 0,034 0,030 0,018 0,021
Машинное масло 0,087 — — 0,018 —
ДСП-В Вода 0,099 0,045 0,025 0,018 0,020
Машинное масло 0,076 0,048 0,029 0,023 0,021
и другие). Шпон таких пластиков пропитан минеральным маслом.
При применении древесных пластиков для изготовления деталей станков надо учитывать, что они обладают низкой теплопроводностью и способностью разбухать при поглощении влаги.
Термогибкие древесные пластики (ДСТП) при высокой прочности обладают способностью принимать заданную форму при нагревании. Термогибкие древесные пластики представляют собой ценные материалы для изготовления различных деталей..
Цельнопрессованные древесные пластики производятся на основе древесной пресскрошки. Они применяются для изготовления прессованных изделий, не требующих механической обработки, а также для заготовок, подвергаемых дальнейшей механической обработке. Из древесной пресскрошки изготавливают разнообразные детали: вкладыши, втулки, зубчатые-колеса и др.
Коэффициент трения цельнопрессованной древесины при работе в паре со сталью при удельном давлении 3 кГ/см2 и смазке машинным маслом равен 0,03—0,06, а при удельном давлении 70 кГ/см2 и смазке водой равен 0,02—0,04.
В табл. 22 приводятся'основные свойства некоторых подшипниковых материалов.
Капрон — твердое вещество белого или светло-желтого цвета. Выпускается капрон в виде крошки. В настоящее время значение капрона, как конструкционного материала, сильно возрастает, так как он обладает многими полезными техническими свойствами: сравнительно высокой механической прочностью и износоустойчивостью, эластичностью, низким коэффициентом трения, устойчивостью к маслам, бензину, слабым кислотам и щелочам, способностью свариваться и т. д. Однако капрон, как конструкционный материал, имеет и отрицательные свойства. Он обладает низкой теплопроводностью (в 200—400 раз меньше., 5*
Таблица 22
Основные свойства некоторых подшипниковых материалов
Показатели Бронза (сурьма 6%; свинец —10%) Текстолит Пластифицированная древесина Древесные слоистые пластики
Удельный (объемный) вес, г/см3 8,6—8,9 1,35—1,40 1,30—1,38 1,30—1,35
Предел прочности кГ/см2 при сжатии: вдоль волокон . . 4500 1300—1500 1250—1500 1400—1700
при сжатии поперек волокон . . — 2300—2400 750—850 1 1150-1300
при скалывании вдоль волокон — — 180—250 140—160
при статическом изгибе 1450—1600 2300—2800 2200—2930
Твердость, кг/мм2\ вдоль волокон . . 80 30—35 15—20 20—35
поперек волокон — 35-40 12—14 —
Коэффициент трения при нагрузке 75—100 кГ/см2 . , . 0,01 0,002—0,003 0,003—0,005 0,004
Коэффициент линейного расширения на 1° 1,8Л0“5 2,4-10—5 — 0,3—0,4 10-5
Коэффициент теплопроводности, ккал/м час град . . 45 0,25—0,35 0,20—0,25 0,15—0,30
Теплостойкость по Мартенсу, град 400 130—150 160—190 150—180
чем у металлов), высоким коэффициентом линейного расширения (в 8—11 раз больше, чем у металлов), что требует разработки специальных допусков и посадок для капроновых деталей. Предел прочности капрона при изгибе 700—1000 кГ/см2, предел прочности при сжатии 700—800 кГ/см2, температура плавления 212—215°, удельный вес 1,13 г/см*.
Капрон и другие полиамиды обладают сравнительно высоким водопоглощением; при пребывании на воздухе водопоглогце-ние составляет 2—3%. Однако капроновые детали при водопо-глощении разбухают незначительно, поэтому они могут удовлетворительно работать в условиях повышенной влажности. Минеральных масел капроновые детали не поглощают.
При применении капрона для изготовления деталей следует иметь в виду, что он имеет склонность к ползучести, которая увеличивается с повышением температуры. Наибольшая рабочая температура для деталей из капрона должна быть не выше 80°. Капрон также недостаточно морозостоек.
Однако все эти недостатки не снижают экономической целесообразности применения капрона в качестве конструкционного материала, заменяющего металлические сплавы и слоистые пластические массы. В настоящее время изготавливают самые разнообразные детали: зубчатые колеса, втулки и вкладыши подшипников, манжеты и т. д.
Плохая теплопроводность капрона ограничивает величину нагрузки на капроновый подшипник и скорости скольжения. Теплопроводность подшипника можно повысить включением в стенки вкладыша или втулки теплоотводящего наполнителя, уменьшением толщины стенки вкладыша, применением циркуляционной смазки и другими мерами. Вкладыши и втулки из капрона получают методом литья под давлением или центробежным литьем. Он хорошо приваривается к металлическим поверхностям и легко обрабатывается механическими способами. Усадка при отливке втулок из капрона составляет по наружному диаметру 0,7—2°/о, по внутреннему диаметру 1—2,5% и подлине 1,1—2,1%.
Работоспособность капроновых втулок и вкладышей зависит от многих причин, в том числе от удельного давления и скорости скольжения. В табл. 23 приведены оптимальные значения произведения удельного давления р на скорость скольжения и подшипников из капрона и других полиамидов в зависимости от условий работы.
Таблица 23
Величины произведения удельного давления на скорость скольжения подшипников из капрона
Условия смазки Величина произведения pv, кГм/сек см2
при непрерывной работе при работе с перерывами
Без смазки . 10,5 21
Смазка маслом в начале работ 42 52
Смазка водой . 52,5 52,5
Смазка маслом (слабая) 1000 1470
На работоспособность капроновых подшипников большое влияние оказывают зазоры в сопряжениях и натяги при запрессовке капроновой втулки в подшипниках или обойму.
Капрон обладает низкой теплостойкостью и высоким коэффициентом линейного расширения, поэтому неправильное назначение зазора в сопрягаемых деталях неизбежно приведет к интенсивному износу детали из капрона. В табл. 24 приведены
Таблица 24
Величина зазоров и натягов втулок из капрона
Диаметры сопрягаемых деталей, мм Натяг в неподвижном соединении, мм Зазоры в подвижных соединениях, мм Рекомендуемая толщина стенок втулки, мм
при вращательном движении при колебательном движении
до 30 0,10—0,20 0,06—0,07 0,03—0,04 1,5—2,5
30— 50 0,20—0,30 0,07—0,08 0,04—0,05 2,5—3,5
50— 80 0,30—0,40 0,08—0,10 0,05—0,06 2,5—3,5
80—120 0,40—0,50 0,10—0,15 0,06—0,07 2,5—3,5
120—180 0,50—0,65 0,15—0,25 0,07—0,09 3,5-5,0
180—260 0,65—0,80 0,25—0,35 0,09—0,11 3,5—5,0
рекомендуемые зазоры и натяги втулок из капрона при сопряжении с металлическими деталями.
При обильном охлаждении трущихся поверхностей зазоры могут быть уменьшены на 25—30%. При скорости скольжения свыше 2 м}сек, и при недостаточном охлаждении зазоры нужно увеличить на 25—30%. В условиях запыленного воздуха зазоры следует увеличить в 2 раза и смазку не применять. В этом случае рекомендуется сопрягаемые поверхности периодически промывать водой или продувать сжатым воздухом.
Изготовление капронового изделия способом литья под давлением производят на специальных литьевых прессах или машинах. Центробежный способ литья изделий из капрона прост и доступен для любого машиностроительного завода. Капрон в расплавленном состоянии обладает способностью быстро окисляться при соприкосновении с кислородом воздуха. Поэтому не следует давать материалу длительное время находиться в расплавленном состоянии.
Для снятия внутренних напряжений и образования однородной структуры отлитая капроновая деталь подвергается термической обработке. Для этого капроновая деталь нагревается, например, в ма*сле до температуры 185—195°. Длительность термообработки определяется из расчета 5 мин. на 1 мм наибольшего сечения детали.
Возможен центробежный способ литья капроновых деталей при расплавлении капрона непосредственно в форме. Для создания центробежного давления форму устанавливают на токарный станок и сообщают ей вращательное движение. Вращение продолжают до тех пор, пока капрон не остынет до температуры 100—120°. Затем втулку извлекают из формы и кипятят в воде (15 мин. на 1 мм толщины втулки). Центробежным литьем можно изготовлять детали различных размеров и формы.
Для повышения антифрикционных свойств капроновых втулок и вкладышей в капрон добавляют графит. Графит повышает также теплостойкость деталей из капрона.
В Гомельском филиале лаборатории прочности и долговечности деталей машин института машиноведения АН БССР разработан центробежно-вакуумный способ изготовления крупногабаритных подшипников скольжения из термопластов с теплоотводящими наполнителями. Этот способ позволяет получать втулки и вкладыши с расположением в их наружных слоях теплоотводящих материалов, при этом трущиеся поверхности остаются свободными от посторонних включений и полностью сохраняют антифрикционные свойства исходного термопласта.
Многочисленные исследования показали, что чем тоньше стенки втулок или вкладышей из капрона, тем лучше они работают— выдерживают большие нагрузки, меньше изменяют свои размеры и лучше отводят тепло. В связи с этим в настоящее время разработан технологический процесс нанесения тонких слоев порошкового капрона на металлические поверхности деталей, работающих в узлах трения. Нанесение порошкового капрона на металлические поверхности может быть произведено газопламенным или вихревым напылением.
Вихревое напыление металлических поверхностей порошковым капроном обеспечивает получение высокого качества покрытия толщиной от 0,04 мм и выше, при этом прочность сцепления с металлом достигает до 300 кГ/см1. Для напыления применяется хорошо просушенный и мелко измельченный капрон с размером частиц 100—200 мк. Перед напылением, например, втулки, ее внутреннюю поверхность грубо обрабатывают, затем обезжиривают ацетоном и выдерживают в течение 10—15 мин. Поверхности, не подлежащие напылению, изолируют фольгой. После этого деталь нагревают в муфельной печи до температуры 270° при толщине стенки детали до 2 мм и до 250° — при толщине стенки 5 мм. Нагретую деталь помещают в специальную установку и выдерживают в течение 1—5 сек. в зависимости от требуемой толщины напыления. Затем деталь вынимают из установки, помещают в масло, нагретое до 140°, и охлаждают вместе с маслом.
К преимуществам капрона, как материала, применяемого для изготовления шестерен, относится малый удельный вес этого материала, его способность поглощать вибрации и ударные нагрузки, а также работать с меньшим шумом. Капрон обладает сравнительно небольшим модулем упругости, что положительно влияет на износостойкость зубьев шестерен, так как уменьшает местные давления в местах неровностей зубьев. Шестерни из капрона изготавливаются литьем под давлением или центробежным способом литья в пресс-формах.
В некоторых случаях для получения большей точности зубья шестерни нарезают на станках.
Для повышения износостойкости металлических шестерен производят облицовку их зубьев капроном. Так, Киевский завод продовольственного машиностроения изготавливает редукторы с чугунными червячными колесами, зубья которых облицованы капроном толщиной 2—3 мм. Облицовка производится метолом литья под давлением. Опытные образцы испытывались в литейном цехе на очистных барабанах. Износостойкость червячного колеса с облицованными капроном зубьями, работая без смазки в условиях абразивной среды, оказалась в 1,5 раза выше износостойкости колеса с бронзовым венцом.
Стиракрил ТШ представляет собой пластмассу, состоящую из мелкодисперсного порошка (полимера) и жидкости (мономера). Этот раствор обладает свойством затвердевать при нормальной температуре без давления. Стиракрил марки ТШ обладает высокой механической прочностью и износостойкостью. К весьма ценным свойствам стиракрила относится его высокая сцепляе-мость при определенных условиях с поверхностью металла и пластмассы. Он не растворяется в маслах и слабых кислотах и щелочах. Затвердевший стиракрил хорошо обрабатывается механическими способами. Ниже приводятся некоторые физикомеханические свойства стиракрила ТШ:
Предел прочности при статическом изгибе, кГ!см? . . 700—800
Предел прочности при сжатии, кГ/см2 ........ 1000—1200
Твердость по Бринеллю, кГ[мм2........................ 12—15
Ударная вязкость, кГсм!см2 ........................ 12—15
Коэффициент трения . . . . • .................. 0,14
Теплостойкость по Мартенсу, град.................... 100
Усадка, %...........................................0,2—0,3
Стиракрил является хорошим материалом для восстановления резьбы гаек ходовых винтов станков.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные физико-механические свойства материалов.
2. Какими методами определяется твердость металлов?
3. Какие чугуны и стали применяются в станкостроении?
4. Какие материалы применяются при изготовлении шпинделей станков?
5. Какие материалы применяются при изготовлении ходовых винтов?
G. Какие стали применяются при изготовлении зубчатых колес?
7. Расскажите о свойствах бронзы и ее заменителях.
8. Какой величиной характеризуется износ и нагрев подшипников?
9 Перечислите основные пластические массы, применяемые при ремонте станков.
ГЛАВА IV
МЕТОДЫ УПРОЧНЕНИЯ МЕТАЛЛОВ И ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ
Термической обработкой называется специальная тепловая обработка, изменяющая физические, механические и химические свойства заготовок и изделий. Изменение свойств при термообработке происходит в результате структурных превращений при различных температурных условиях. Цель термической обработки заключается в получении определенных свойств материала, необходимых по условиям работы детали или инструмента.
К процессам термообработки стали относятся отжиг, нормализация, закалка, отпуск и обработка холодом. Каждый процесс состоит из нагрева до определенной температуры с заданной скоростью, выдержки при этой температуре в течение некоторого времени и охлаждения. Свойства термически обработанной стали зависят от ее химического состава и режима термической обработки, т. е. от скорости и конечной температуры нагрева, продолжительности выдержки при конечной температуре и скорости охлаждения после выдержки.
Для получения необходимых физико-механических свойств сплава необходимо знать, какие изменения происходят в его структуре в зависимости от режима термообработки. Основные структурные изменения, происходящие в сплаве железо — углерод в зависимости от изменения его температуры, устанавливаются по так называемой диаграмме состояния сплава железо — углерод. Диаграмма состояния строится путем нахождения критических точек при охлаждении сплавов с различным содержанием углерода. Нижняя критическая точка для всех сталей равна 723°, а верхняя меняется в зависимости от состава стали. По вертикальной оси диаграммы откладывается температура, а по горизонтальной — процентное содержание углерода в сплаве. Сплавы с содержанием углерода до 1,7% называются сталями, а сплавы с содержанием углерода от 1,7 до 6,67% — чугунами.
1. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Отжиг стали применяется с целью улучшения ее структуры, понижения твердости для лучшей обрабатываемости, уменьшения внутренних напряжений и т. д. В зависимости от исходного состояния стали и требований к ней применяются различные виды отжига: полный, неполный и др.
Полный отжиг заключается в нагреве стали до температуры выше верхней критической точки на 30—50°. После выдержки при температуре отжига сталь медленно охлаждают до 400—600° вместе с печью; дальнейшее охлаждение может осуществляться с большей скоростью. Полному отжигу подвергается преимущественно фасонное литье, поковки и прокат из углеродистой и легированной стали с содержанием углерода 0,45—0,6%, а также сварные изделия.
При неполном отжиге сталь нагревается на 15—20° выше нижней критической точки, т. е. до 730—740°, с последующей выдержкой при этой температуре и медленным охлаждением. Неполному отжигу обычно подвергают стали с содержанием углерода 0,83—1,7%.
Закалка стали производится с целью получения высокой твердости и прочности деталей. При закалке обычно уменьшается пластичность стали. В зависимости от марки стали и предъявляемых требований к детали или инструменту применяется закалка полная, неполная, изотермическая и т. д.
Полная закалка сталей, содержащих до 0,83% углерода, заключается в нагреве до температуры выше верхней критической точки на 30—50° с последующей выдержкой при этой температуре и охлаждении с большой скоростью. Для сталей, содержащих 0,83—1,7% углерода, нагрев производится выше нижней критической точки на 30—50°. Сущность закалки заключается в том, чтобы получить очень твердую структуру — мартенсит. Это достигается быстрым охлаждением нагретой до определенной температуры стали. В качестве охлаждающих сред применяются вода, водные растворы каустической соды и поваренной соли, индустриальное масло. Полная закалка применяется для деталей с целью получения высокой твердости, прочности и износостойкости.
Инструментальные стали с содержанием углерода более 0,8% обычно подвергаются неполной закалке. Сущность неполной закалки заключается в нагреве стали до температуры выше нижней, но ниже верхней критических точек с последующей выдержкой при этой температуре и быстрым охлаждением.
Отпуск производится с целью повышения вязкости, уменьшения внутренних напряжений и хрупкости. В зависимости от тем
пературы нагрева отпуск закаленных сталей подразделяется на высокий, средний и низкий. При высоком отпуске закаленная сталь нагревается до 500—670°, выдерживается при этой температуре, а затем охлаждается. Средний отпуск производят путем нагревания до 250—450° с последующей выдержкой при этой температуре и охлаждением. Низкий отпуск заключается в нагреве закаленной стали до 140—230° с последующей выдержкой и охлаждением. Такой отпуск применяется для цементованных, поверхностно закаленных и объемно закаленных деталей с целью получения высокой поверхностной твердости и износостойкости.
Нормализация1 заключается в нагреве стали выше верхней критической точки и последующем охлаждении на воздухе. Нормализация широко применяется для низкоуглеродистых сталей для исправления структуры кованых, штампованных и других деталей.
2. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
При химико-термической обработке поверхностные слои стали насыщаются различными элементами с целью увеличения поверхностной твердости, усталостной прочности, износостойкости. К химико-термической обработке относятся цементация, азотирование, цианирование и т. д.
Цементацией называется насыщение поверхностного слоя стали углеродом. Науглероживание происходит при нагреве стали до 880—950° в атмосфере газов, разлагающихся с выделением атомарного углерода. Цементацией после соответствующей термической обработки можно получить твердость поверхности HRC 58—62. Цементация может выполняться с помощью твердых углеродосодержащих смесей, называемых карбюризаторами, а также с помощью газовых и жидких углеродосодержащих веществ.
Цель цементации — получение деталей с твердой и износоустойчивой поверхностью и вязкой сердцевиной. Для цементации применяются низкоуглеродистые стали, для которых неприемлема обычная закалка. Для мелких деталей обычно применяются стали с содержанием углерода 0,08—0,25%, а для крупных — с содержанием углерода 0,2—0,3%.
Глубина цементованного слоя для различных групп деталей колеблется от 0,5 до 2 мм. Глубина цементованного слоя задается в зависимости от нагрузки на деталь и размеров детали. На цементацию поступают детали, обработанные с припуском на окончательную обработку. Места, не подлежащие цементации, защищаются тонким слоем меди, нанесенным электролитиче
ским способом или специальными обмазками. На местах, не подлежащих упрочнению, может быть также оставлен припуск, удаляемый затем при механической обработке.
Цементация твердым карбюризатором. Детали, подлежащие цементации твердым карбюризатором, укладываются в чугунные ящики и засыпаются карбюризатором. Ящик закрывается крышкой, которая замазывается шамотной глиной, после чего ящики устанавливаются в печь. Лучшим карбюризатором в настоящее время считается карбюризатор следующего состава: 74—78% древесного угля, 12—15% углекислого бария, 1,0—1,5% углекислого натрия, 3,0—5,0% углекислого кальция, 4,0—5,0% мазута или патоки и не более 6% влаги.
О скорости и глубине цементации можно судить по таким данным (температура цементации 900°):
Время выдержки, час. ..3 6 8 10 12 14 16 18 Глубина цементации, мм 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,2
После цементации детали поступают на механическую обработку, а затем закаливаются на ту или иную температуру (в зависимости от требуемой твердости поверхностного слоя). После закалки детали подвергаются низкому отпуску для снятия возникших при закалке напряжений.
Температура закалки хромоникелевых (высоколегированных) сталей 760—790°, низколегированных и углеродистых 810—820°. Отпуск дается обычно с температуры 180—200° при выдержке 2—4 часа для снятия напряжений.
При газовой цементации детали нагреваются до 930— 950° в муфельных печах в атмосфере углеродосодержащих газов, к числу которых относятся естественные газы, например, саратовский светильный газ, газы, полученные в результате пиролиза керосина, солярового масла и др. Продолжительность процесса нагрева зависит от требуемой глубины цементованного слоя. Последующая термообработка аналогична термообработке при цементации твердым карбюризатором, но в некоторых случаях при газовой цементации возможна закалка непосредственно из газовой печи без предварительной механической обработки.
Жидкая цементация производится в ваннах из расплавленных солей, содержащих 75—85% углекислого натрия (Na2COg), 10—15% хлористого натрия (NaCl) и 6—10% карбида кремния (SiC). Процесс ведется при температуре 840—860° в течение 0,5—2,5 час., что позволяет получить цементованный слой глубиной 0,2—0,6 мм. Добавление в ванну хлористого аммония значительно ускоряет процесс. Режим закалки тот же, что и для других видов цементации. Достоинством жидкой цемента
ции является равномерность нагрева детали и возможность закалки непосредственно из соляной ванны. Жидкая цементация деталей широко распространена на станкостроительных заводах.
Азотированием называется поверхностное насыщение стали азотом путем нагрева ее при температуре 500—650° в атмосфере аммиака (NH3). Простые углеродистые стали при азотировании лишь незначительно повышают свою твердость, поэтому азотирование их не практикуется. Для азотирования применяются стали с содержанием алюминия и других легирующих элементов.
Примерный состав стали для азотирования следующий: 0,35—0,45% углерода, 1,35—1,65% хрома, 0,7—1,25% алюминия, 0,15—0,25% молибдена. Эти легирующие элементы, особенно алюминий, при соединении с азотом аммиака образуют очень твердые нитриды, которые и обусловливают высокую твердость азотируемой поверхности стали. Твердость поверхности стали после азотирования достигает HRC 65—67. В станкостроении для азотирования применяются стали марок 35ХЮА, 40ХЮ, 38ХМЮА, 40ХМЮ.
Перед азотированием детали обрабатываются начерно с припуском под термическую обработку, заключающуюся в закалке с температуры 950° в воде или масле и отпуске при температуре 650—675°. После термической обработки детали обрабатываются начисто.
Подвергающиеся азотированию детали свободно помешаются в наглухо закрывающийся ящик, вкатываемый по рельсам в холодную печь. Затем из баллона по трубке через дроссельный клапан в ящик подается аммиачный газ. Из ящика газ выпускается по второй трубке. После пуска газа печь нагревается до 520—570° и выдерживается при этой температуре в течение 20— 60 час. После окончания процесса печь с деталями медленно охлаждается до 150—100°, после чего подача газа прекращается и детали выгружаются.
Для сокращения длительности процесса применяется так называемый двухступенчатый процесс. Этот процесс заключается в том, что сначала азотирование ведется при температуре 500— 520°, а затем ее повышают до 600—650°. Глубина азотированного слоя колеблется от 0,25 до 0,65 мм.
Поверхности, которые не должны подвергаться азотированию, защищаются при помощи никелирования или лужения. Толщина защитного слоя должна быть не менее 0,12 мм.
Цианирование возможно двух видов — жидкое и газовое. Жидкое цианирование осуществляется в ваннах, содержащих хлористый барий, натрий, калий и 4% цианистого натрия. Процесс ведется при температуре 900—950° в течение
1—6 час. После цианирования следует закалка. В результате цианирования образуется слой глубиной 0,5—2,0 лш, содержащий 1,0—1,2% углерода и 0,2—0,3% азота. По своим свойствам циа-нированнып слой близок к цементованному.
К преимуществам цианирования по сравнению с цементацией относятся большая скорость процесса и одновременное насыщение поверхности стали углеродом и азотом. Все это обеспечивает лучшее сопротивление износу и значительно меньшие деформации и коробление деталей сложной конфигурации. Жидкое цианирование широко применяется в станкостроении.
Газовое цианирование отличается от газового цементирования тем, что к цементующему газу добавляется аммиак. В реторте печи смешиваются 3—4 части цементирующего газа и одна часть азотирующего газа — аммиака. Цементирующий газ разлагается в печи с выделением углерода, а аммиак — с выделением атомарного активного азота. Процесс ведется при 800— 850° и при выдержке 3—4 часа. Глубина слоя 0,4—0,6 мм. После закалки цианированный слой стали получает твердость HRC 56—60.
3. ПОВЕРХНОСТНАЯ ЗАКАЛКА
Закалка токами высокой частоты. Для поверхностной закалки применяют переменный электрический ток, который непрерывно и плавно меняет свою величину, возрастая от нуля до некоторого максимума и затем снова уменьшается до нуля, меняя при переходе через нуль направление на обратное. В СССР для освещения и промышленных целей применяется переменный ток в 50 периодов в секунду. В установках для высокочастотной закалки переменный ток частотой 50 периодов в секунду превращается в ток большой частоты: до 1 000 000 периодов в секунду и больше.
Ток высокой частоты (т. в. ч.) обладает свойством при прохождении по проводникам располагаться на их поверхности, проникая в глубину ее только на небольшой слой, причем чем выше частота тока, тем на меньшую глубину он может проникать в тело проводника. На этом свойстве тока высокой частоты и основан нагрев поверхности детали перед закалкой.
Процесс электронагрева и закалки происходит следующим образом. Деталь помещена внутри витка проводника. Деталь помещается внутри витка проводника (индуктор), по которому проходит ток высокой частоты. При включении тока в детали индуктируются токи, которые нагревают поверхностный слой до необходимой для закалки температуры. Если стальную деталь, поверхность которой нагрета выше верхней критической точки, быстро охладить, то поверхность ее закалится.
Нагрев деталей, как сказано выше, производится с помощью индукторов. Индуктор представляет собой полый проводник, обычно прямоугольного или квадратного сечения, состоящий из одного или нескольких витков (фиг. 16). Как правило, индукторы изготовляются из красной меди. Во внутренней полости индуктора циркулирует вода для охлаждения. Часто индукторы одновременно служат для нагрева и охлаждения детали для закалки. Для этого на внутренней поверхности индуктора просверлены отверстия, через которые поверхность детали охлаждается струями воды или эмульсии. В этом случае нагрев детали производится без охлаждения индуктора, охлаждающая жидкость пу-
скается в индуктор после нагрева детали и отключения тока.
Существует три способа закалки деталей: одновременная, последовательная и непрерывно - последовательная закалка.
Одновременная закалка заключается в том, что деталь нагревается по всей
Фиг. 16. Индуктор для нагрева т. в. ч
поверхности сразу и сразу же охлаждается. Таким способом закаливают шестерни неболь-
шого модуля. У шестерен крупного модуля закаливается каж-
дый зуб в отдельности.
Последовательная закалка состоит в том, что деталь
нагревается, а затем охлаждается отдельными участками постепенно от участка к участку. Таким образом закаливаются длинные шейки валов.
При непрерывно-последовательной закалке нагреву подвергается лишь небольшой участок детали. Этим способом закаливаются цилиндрические валы, оси, шлицевые валы, вал-шестерни при длине детали, в несколько раз превышающей ее диаметр.
При закалке т. в. ч. цилиндрических деталей увеличивается их наружный диаметр и уменьшается внутренний, а при неравномерной закалке по длине происходит коробление оси детали. Наличие в отверстиях шестерен шпоночных пазов приводит при закалке зубьев к овальности отверстия. Поэтому закалку зубьев следует производить до обработки шпоночных пазов. При закалке шестерен со шлицевыми отверстиями овальности отверстия не получается.
Твердость сталей, закаленных т. в. ч., несколько выше, чем
при обычной закалке. Как показали исследования, поверхностная закалка деталей т. в. ч. сообщает им качества во многих случаях выше, чем обычная закалка; коробление деталей после закалки т. в. ч. очень небольшое, а поверхность закаленных деталей не имеет окалины. Поэтому закалка т. в. ч. получает все более широкое распространение на машиностроительных и особенно на станкостроительных заводах.
Поверхностная закалка с нагревом пламенем. При этом методе нагрев поверхности, подлежащей закалке, производится газовыми горелками, сжигающими смесь кислорода с ацетиленом или светильным газом. Непосредственно за нагревом производится охлаждение поверхности тонкими струями воды. Перемещение горелок вдоль закаливаемых поверхностей должно быть равномерным, а расстояние горелки от закаливаемой поверхности должно быть постоянным, иначе закалка получается неравномерной. Поэтому ручной способ перемещения горелки не применяется.
В станкостроении кислородно-аиетиленовую закалку применяют для закалки направляющих станин станков, шеек валов и шпинделей, а также поверхностей, служащих для крепления инструментов или оснастки. Закалка направляющих станин производится при помощи специальной установки, обеспечивающей равномерное механизированное перемещение горелок. Станина погружается почти до плоскости направляющих в бак с водой. Во время закалки вода в баке циркулирует для того, чтобы в станине поддерживалась постоянная температура. Это предохраняет станину от коробления. Охлаждающие наконечники помещаются на расстоянии около 20 мм позади горелок, которые располагаются на равном расстоянии от поверхностей станины. Скорость перемещения каретки с горелками устанавливается в зависимости от желаемой глубины закаленного слоя. Так, например, при одном проходе пламени со скоростью 100— 150 мм/мин глубина закалки получается 3—5 мм. По данным завода, применяющего закалку направляющих, коробление станины токарного станка после закалки не превышает 0,35—0,5 мм на 4 м. Твердость закаленной поверхности достигает НВ 450— 600. После закалки необходимо шлифование направляющих.
Поверхностная закалка валов и шпинделей производится двумя способами. По первому способу нагрев производится горелкой, пламя которой располагается вдоль образующей цилиндрической или конической поверхности закаливаемой шейки. Непосредственно вслед за пламенем следует струя охлаждающей жидкости. Глубина закаленного слоя регулируется скоростью вращения закаливаемого вала. Недостаток этого способа заключается в том, что в конце процесса образуется полоска шириной
10—20 лии с пониженной твердостью. Например, для стали 45 твердость такой полоски равна НВ 350—400 при твердости остальной части поверхности шейки НВ 500—600. Объясняется это тем, что пламя, вступая на ранее закаленную поверхность, производит отпуск ее, так как в конце процесса эта часть поверх
ности не охлаждается струей жидкости.
По второму способу закалки (фиг. 17) горелки /, 2 и 3 располагаются перпендикулярно оси закаливаемого вала, который быстро вращается, а крепежное кольцо 4 с горелками — медленно и равномерно перемещается вдоль оси вала. Кольцо 4 с кольцевым пазом для крепежных болтов укрепляется на каретке, перемещающейся по бортам водяного бака. Горелки крепятся к .кольцу планками 5. Вал, подлежащий закалке, крепится в шпинделе коробки скоростей станка с бесступенчатым регулированием скоростей. Этот способ обеспечивает равномерную твердость ности.
Фиг. 17. Поверхностная закалка газо вым пламенем.
по всей закаливаемой поверх-
4. МЕХАНИЧЕСКИЕ И ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ УПРОЧНЕНИЯ
Дробеструйный наклеп является высокопроизводительным, дешевым и эффектным методом поверхностного упрочнения деталей. Такому наклепу подвергают детали любой конфигурации, прошедшие механическую и термическую обработку. Сущность процесса заключается в том, что поверхностные слои деталей подвергаются ударам металлической дроби, которая двигается с большой скоростью, увлекаемая воздушной струей или отбрасываемая лопатками центробежного колеса. Многократные удары дроби вызывают остаточную пластическую деформацию в верхних слоях металла, в результате чего происходит наклеп, изменяющий первоначальные свойства поверхности — повышается твердость и износостойкость. В результате наклепа твердость повышается: у низкоуглеродистых сталей она больше на 60— 80%, у среднеуглеродистых —на 18—20%, у инструментальных и цементованных — на 13—14%. Слой повышенной твердости имеет небольшую глубину, равную десятым долям миллиметра.
6 Заказ № 936
Наклеп дробью вызывает изменение шероховатости обрабатываемой поверхности. В начальный период обработки шероховатость увеличивается, а по достижении некоторого ее значения в дальнейшем остается постоянной. Шероховатость зависит от твердости материала и размеров дроби — чем тверже материал и мельче дробь, тем меньше шероховатость поверхности детали.
Обработка дробью значительно повышает прочность деталей, ‘имеющих резкие переходы сечений, канавки, отверстия, уменьшает вредное влияние начальных трещин усталости на прочность детали, замедляя или приостанавливая их развитие. Особенно сильно дробеструйный наклеп повышает предел выносливости и долговечность деталей из твердых, термически обработанных сталей, имеющих галтели, надрезы, напрессованные втулки. Дробеструйный наклеп повышает сопротивление деталей, например шестерен, осповидному износу (питтингу). Однако надо иметь в виду, что чрезмерный наклеп поверхности вызывает ее шелушение и, наоборот, понижает сопротивление осповидному износу.
Дробь изготовляется из отбеленного чугуна или из твердой пружинной проволоки. Наиболее часто применяется дробь диаметром 0,5—1,5 мм. Чтобы избежать деформации дроби в момент удара, твердость ее должна быть выше твердости обрабатываемого материала, однако очень твердая дробь при ударе раскалывается, повреждая поверхность детали, поэтому разрушенную дробь необходимо удалять. Лучше применять стальную дробь, которая не только более прочна, чем чугунная, но и позволяет увеличить скорость до 100 м/сек. Выбор размера дроби зависит от размеров обрабатываемых деталей — чем крупнее деталь, тем крупнее применяется дробь, и наоборот.
Для дробеструйного наклепа в большинстве случаев применяют механические дробеметы. Центробежное колесо дробемета в различных установках имеет ширину от 50 до 125 мм, диаметр 200—500 мм, скорость вращения 2200—3500 об/мин. Расстояние до обрабатываемых деталей должно быть 300—500 мм.
Обкатка деталей. Одним из эффективных способов поверхностного упрочнения деталей является обкатка стальными роликами и шариками. Обкатка создает наклеп и улучшает чистоту поверхности детали. При обкатке роликами, в зависимости от давления, глубина наклепанного слоя может изменяться в широких пределах, достигая нескольких миллиметров. Твердость при этом постепенно уменьшается по глубине. Обкатка значительно повышает усталостную прочность различных деталей и точность их размеров.
Цилиндрические и плоские поверхности обкатываются стальным закаленным роликом, смонтированным в державке на роли
ковых подшипниках. Обкатку производят на токарных, строгальных и специальных станках. На фиг. 18 показана схема обкатки цилиндрической поверхности на токарном станке. Для обкатки применяются также специальные станки и даже автоматы.
При обкатке происходит пластическое деформирование поверхностей — сглаживание неровностей и сжатие верхних слоев металла, в результате чего диаметр вала несколько уменьшается. Галтели, фаски и закругления на детали также должны подвергаться обкатке, так как это сильно повышает их прочность и износостойкость. Величина давления подбирается опытным путем
в зависимости от исходной твердости металла детали. Обкатка роликами применяется также для повышения твердости и отделки рабочих поверхностей втулок и вкладышей подшипников. Обкатка поверхностей, например, баббитовых вкладышей предупреждает сжатие металла в процессе работы.
Принцип работы роликовых и шариковых инструментов для обкатки одинаков. Однако при обкатывании поверхностей шариками условия обработки более благоприятны. Основное отличие процесса обкатки шариками от обкатки роликами заключается в способности шарика во время работы самоустанавливаться. Кроме того, шарики всех размеров изготавливаются подшипниковой промышленностью, что облегчает внедрение этого способа в производство.
Большое значение обкатка шариками приобретает при обработке длинных отверстий 2—3 классов точности. Конструкции шариковых обкаток отличаются количеством одновременно работающих шариков, их размерами и способом создания давления на обрабатываемые поверхности. В качестве примера можно указать, что шариковая раскатка применяется при обработке деталей на Минском станкостроительном заводе им. Кирова.
На фиг. 19 показана типовая конструкция многошарикового приспособления для обкатки длинных отверстий деталей. Благо
даря тарированной пружине 1 и конусным втулкам 2 обкатка осуществляется с регулируемым радиальным давлением. Работа производится на гокарном станке. Для этого державка 3 приспособления зажимается в резцедержателе станка.
На станкостроительном заводе им. Ильича (г. Ленинград) обкатке шариками подвергают такую ответственную деталь, как гидроцилиндр плоскошлифовального станка, имеющего диаметр отверстия 50 лш и длину 740 мм. Обкатка производится на револьверном станке после одного чистового прохода резцом. Режим обкатки следующий: скорость 80 м/мин, подача 0,22 мм/об, давление шарика 30 кГ, диаметр шарика 11 мм. Работа произ-
Фиг. 19. Приспособление для обкатки отверстий шариками.
водится при смазке машинным маслом. Чистота поверхности после обкатки шариками соответствует 9—10 классам.
Обкатка поверхностей шариками является весьма эффективным методом окончательной обработки не только цилиндрических, но и профильных поверхностей. Так, возможна обкатка шариками таких деталей, как рукоятки к станкам. Обкатка производится при совмещении с профильной обточкой.
Хорошие результаты по упрочнению поверхностей получаются при ударно-импульсном наклепывании шариками. Упрочнение поверхностей при наклепывании этим способом основано на использовании ударной силы шариков, свободно сидящих в гнездах приспособления. Обрабатываемая поверхность наклепывается на глубину от сотых долей до 1,2—1,4 мм. Наклепыванием обрабатывают всевозможные твердые металлы, включая стали, закаленные до HRC 60—62. Упрочнитель может наносить шариками до 1000000 ударов в минуту. Этот высокопроизводительный способ с успехом может заменить многие отделочные операции.
Обкатка как способ упрочнения применяется не только при обработке круглых, но и плоских поверхностей. На Уралмашзаводе внедрена обкатка роликами направляющих поверхностей
станин крупных и средних станков, как отделочная операция после чистового строгания. При сравнительно небольшой выработке станины строгание производят широким резцом в два прохода. Чистовой проход производят с глубиной резания 0,1—0,2 лии, подачей 8—10 мм/дв. ход и скоростью резания 6—8 м/мин. Обкатку производят на продольно-строгальном станке с применением специальной оправки. На фиг. 20 показана оправка с роликом диаметром 70 мм. Оправка состоит из корпуса /, сферического ролика 4 и штока 3 с регулируемой пружиной 2. Пружина позволяет регулировать усилие прижатия ролика к обкатываемой поверхности. Максимальное усилие на ролике достигает 1500 кГ. При диаметре ролика 70 мм радиус сферы принимается 70— 100 мм. Ролики изготовляют из стали и закаливают до высокой твердости, рабочую поверхность полируют. Ролик вращается в оправке на радиальных игольчатых подшипниках. Оправка для обкатки закрепляется в резцедержателе продольно-строгального станка. Обкатка производится при прямом и обратном ходе
стола станка. При этом механизм откидывания досок суппортов выключается и доски жестко связываются с суппортами.
При рабочем давлении от 1000 до 1400 кГ подачу выбирают в пределах 0,8—2 мм/дв. ход., а скорость стола 15—20 м/мин. Обкатку чугунных направляющих производят без смазки за два прохода. При описанном режиме работы чистота поверхности соответствует 7 классу. Твердость поверхности после обкатки возрастает на 15—18%, коэффициент трения снижается примерно на 20%.
На Уралмашзаводе во время капитальных ремонтов так обрабатываются направляющие станин крупных и средних токарных, продольно-строгальных и других станков.
Электроискровая обработка металлов основана на использовании электрического разряда в цепи выпрямленного тока. Этот
способ обработки применяется для упрочнения поверхностей деталей, наращивания металла и для размерной обработки. При упрочнении и наращивании при помощи электрического разряда металл наносится на деталь с электрода, а при размерной обработке производится разрушение и снятие металла с детали. При ремонте оборудования электроискровая обработка применяется для извлечения сломанного инструмента, прошивки отверстий в закаленных деталях, упрочнения поверхностей и восстановления изношенных деталей.
При обработке электродом, включенным в электроискровую установку, создаются мгновенные, периодически следующие друг за другом тепловые импульсы, вызывающие глубокие изменения в элементарных объемах материала электрода и детали. В поверхностном слое детали происходит диффузия элементов элек* трода и азота воздуха. При каждом тепловом импульсе величина участка поверхности, подвергаемого воздействию высоких температур, чрезвычайно мала, поэтому скорости нагрева и охлаждения этого элементарного участка обрабатываемой детали очень велики. Это приводит к образованию в поверхностных слоях закалочных структур, в результате чего на поверхности детали создается весьма твердый и износостойкий слой. Для электроискрового упрочнения и наращивания металлов в условиях ремонтных цехов применяются электроискровые аппараты ЦНИИТМАШ ИАС-2М и ИАС-3.
Качество упрочненного слоя зависит от электродов Для упрочнения деталей оборудования рекомендуется в качестве электрода применять твердые сплавы и феррохром (75% хрома). Твердость упрочненного слоя и толщина слоя диффузии легирующих элементов зависят от мощности аппарата — с увеличением мощности глубина слоя увеличивается, а твердость уменьшается. Чистота поверхности упрочненного слоя также зависит от электрического режима — чем жестче режим, тем ниже класс чистоты. При упрочнении и восстановлении деталей с помощью аппарата ИАС-2М можно получать чистоту поверхности до 6 класса.
Восстановление размеров изношенных деталей производится путем последовательного отложения металла электрода на ремонтируемую поверхность. Твердость нанесенного слоя в 2—3 раза выше твердости материала электрода, поэтому восстановление размеров поверхностей стальных деталей можно с успехом производить электродами из низкоуглеродистой стали с содержанием углерода 0,1—0,2%, а чугунных деталей — электродами из обыкновенного серого чугуна.
Упрочнение и восстановление поверхностей деталей производится вручную Одним и несколькими электродами или механизированным способом. При обработке круглых поверхностей, на
пример, посадочных мест шпинделей, валиков и других деталей станков, работу можно производить на токарном станке. В этом случае вибратор закрепляется на суппорте, а обрабатываемая деталь в центрах или в патроне.
На аппарате ИАС-2М можно получить глубину упрочненного диффузионного слоя до 2 мм. Производительность аппарата при ручной работе 8 см2!мин, а при механизированной до 20 см21мин. Другой электроискровой аппарат ИАС-3 работает по трем циклам: по упрочняющему циклу, дающему наибольшую глубину упрочненного слоя до 2 мм\ по циклу повышенного упрочнения, позволяющему получить глубину слоя до 2,5 мм,и по циклу глубокого упрочнения, дающему возможность получить глубину упрочненного слоя до 3,5 мм.
5. СПОСОБЫ ПОКРЫТИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Гальванические покрытия наносятся на поверхности деталей путем кристаллизации металлов из водных растворов соответствующих солей (электролитов) при прохождении через них постоянного тока. Электрическая цепь через электролит замыкается между двумя проводниками — электродами. Катодом служит наращиваемая деталь, а анодом пластины меди, свинца, цинка и других металлов. При гальванических покрытиях обычно анодами служат металлы, родственные тем, которые осаждаются из электролита на детали (катоде) и только при хромировании применяются нерастворимые (свинцовые) аноды.
При ремонте оборудования в качестве гальванических покрытий применяются хром, сталь, медь. Целесообразность применения гальванических покрытий объясняется ценными свойствами, приобретаемыми поверхностями деталей и возможностью обработки закаленных деталей, так как процесс электролитического покрытия протекает при низких температурах (до 145°).
Наибольшее распространение при ремонте оборудования получило хромирование, так как электролитический хром обладает высокой твердостью и износостойкостью, низким коэффициентом трения, коррозийной стойкостью и хорошим сцеплением с материалом детали.
Качество гальванических покрытий зависит от подготовки поверхностей к покрытию, от условий электролиза и от обработки деталей после нанесения слоя.
Перед покрытием поверхности деталей шлифуются, полируются, обезжириваются и промываются. Детали сложной конфигурации очищаются от коррозии химическим или электрохимическим травлением. Химическое травление производится в 5—10%-ном растворе серной или соляной кислоты, нагретом до 60—70%
После травления деталь очищается стальными щетками при обильном смачивании 2—3%-ным раствором щелочи (NaOH) или соды (№2СОз).
Поверхности деталей, имеющие простую форму, шлифуют на станках, а поверхности сложной формы шлифуют фетровыми или войлочными кругами, покрытыми клеем с абразивным порошком. После механической обработки поверхности детали обезжириваются химическим или электрохимическим способами. Химическое обезжиривание производят бензином или ацетоном. Обезжиренную деталь промывают в горячей воде. Участки деталей, на которых не должен откладываться электролитический слой, еще до обезжиривания изолируются целлулоидным клеем. Для удаления оксидных пленок, образующихся в процессе подготовки деталей к покрытию, производят декопирование — легкое протравливание поверхностей деталей в 2—3%-ном растворе серной кислоты.
Хромирование производится в ванне, облицованной свинцом и имеющей устройство для подогрева электролита. Ванна должна иметь вытяжную вентиляцию, обеспечивающую отсос 80 м3 воздуха в минуту с 1 м2 поверхности электролита. Ванну подготавливают следующим образом. Заливают необходимое количество дистиллированной воды и нагревают ее до 70°, затем добавляют хромовый ангидрид — для износостойких покрытий от 50 до 250 г на 1 л воды. Кроме этого в ванне должна содержаться серная кислота в количестве 0,01 от веса хромового ангидрида. Облицовку ванны подключают в качестве анода, катодом при этом служат свинцовые пластинки, погруженные в электролит. Ванна находится под током в течение 48—72 час., затем в нее погружают деталь, подключая ее в качестве катода.
Для получения износостойкого покрытия хромирование производят при плотности тока 20—25 а/дц2 и температуре электролита 65—68°, при этом получается отложение хрома молочного цвета. Повышая плотность тока и уменьшая температуру электролита, получают отложение хрома с блестящей поверхностью. Такое отложение обладает большой твердостью и хрупкостью. Толщину слоя хрома берут в зависимости от условий работы деталей: чем больше удельное давление на поверхности детали, тем меньше должна быть толщина слоя хрома. Предельно допускаемой толщиной хромового покрытия считают 0,5 мм.
Существенным недостатком хромовых покрытий является отслаивание хромового слоя от поверхности детали. Для устранения этого производят слоистое хромирование, т. е. наращивают нужную толщину слоя с перерывами. К числу недостатков хромовых покрытий также относятся плохая прирабатываемость и плохая смачиваемость маслом. Эти недостатки в значительной
мере могут быть устранены путем дополнительной анодной обработки, при которой микроскопические трещины осадков хрома растравляются, становясь более широкими и глубокими, образуя так называемый пористый хром. Пористое хромирование является эффективным способом повышения износостойкости деталей. Сущность получения пористого хрома заключается в травлении отложенного хрома в том же электролите при температуре 30— 40° и плотности тока 25—35 а/дц2. Деталь подключают в качестве анода. Продолжительность травления 10—20 мин.
После окончания хромирования детали промываются, сушатся и подвергаются тепловой обработке — нагреванию до температуры 150—200° с выдержкой при этой температуре в течение 1,5—2 час. Как правило, детали после хромирования подвергаются механической обработке. Механическая обработка хромовых покрытий производится шлифованием и хонингованием.
Электролитическое меднение обычно применяется для нанесения подслоя перед хромированием или никелированием. В ремонтном деле меднение применяется для восстановления размеров стальных и медных деталей, воспринимающих небольшие нагрузки. Для меднения деталей применяются сернокислые электролиты следующего состава: сернокислая медь 200 г/л, серная кислота 50 г/л и спирт этиловый 10 г/л. Меднение ведут при температуре 35—40° и плотности тока 3—5 а/дц2 с применением анодов из электролитической меди.
Железнением называется электролитическое осаждение железа из водных растворов его солей. Оно применяется для восстановления изношенных деталей. Восстановление деталей может производиться просто железнением, железнением с последующим хромированием и железнением с последующей термообработкой.
Достаточно хорошие осадки электролитического железа получаются при работе с электролитом следующего состава: хлористого железа 400—500 г/л, хлористого кальция 170 г/л, соляной кислоты 1—2 г/л и хлористого марганца 7—10 г/л. Осталивание производят при температуре 97+1° и плотности тока 15+1 а/дм2.
Металлизация распылением металла. Сущность процесса заключается в непрерывном плавлении металла, распылении его на мельчайшие частицы и нанесении на специально подготовленную поверхность детали. Металлизацию распылением производят электродуговыми металлизационными станочными (ЭМ-6) к ручными (ЭМ-ЗА) аппаратами.
Прочность сцепления частиц металла друг с другом и с поверхностью восстанавливаемой детали зависит от многих причин и, в первую очередь, от шероховатости обрабатываемой поверхности и режима металлизации. Для увеличения прочности сцепления обрабатываемым поверхностям придают необходимую
шероховатость путем пескоструйной обдувки или нарезанием рваной резьбы. Для придания шероховатости поверхностям закаленных деталей применяется обработка электроискровым, анодно-механическим и другими способами. Хорошая прочность
сцепления распыленных частиц с металлом детали получается при давлении сжатого воздуха 4,5—6 ати и расстоянии от очага плавления стальной проволоки до металлизируемой поверхности 100—125 мм. Прочность сцепления увеличивается, если перед металлизацией обрабатываемую поверхность нагреть до температуры 200°.
Твердость напыленного слоя зависит от материала применяемой проволоки — с увеличением содержания углерода в стальной
проволоке твердость слоя увеличивается. В табл. 25 приводятся данные по твердости различных марок стали и покрытий из них.
Характерной особенностью металлизационного покрытия является пористость. Объем пор по отношению к объему напыленного металла составляет примерно 10%. Пористость покрытых поверхностей играет положительную роль при работе деталей в условиях жидкостного и полужидкост-
Таблица 25
Твердость различных марок стали и покрытий из них
Марка стали Твердость, НВ
стальной проволоки покрытия
15 167 197—220
45 207 223—285
У8; У10 225—242 285—320
2X18Н9 170 270—285
ного трения, так как в поры проникает смазка и в случае уменьшения или прекращения подачи к трущимся поверхностям масла оно может сравнительно продолжительное время поступать из пор.
Металлизацией распыления можно восстанавливать различные детали станков: шпиндели, втулки, подшипники. Трущиеся поверхности валов металлизируются стальной проволокой с высоким содержанием углерода. Посадочные места под шариковые и роликовые подшипники целесообразно металлизировать низкоуглеродистой сталью. Для восстановления изношенных втулок применяются металлизационные антифрикционные псевдосплавы, которые легко прирабатываются и обладают хорошей износостойкостью.
При металлизации наружных поверхностей толщина наносимого слоя может быть 0,05—10 мм, а при металлизации внутренних— до 6 мм.
Металлизированные поверхности деталей подвергаются механической обработке — обтачиванию, строганию и шлифованию.
Вибродуговая наплавка деталей. В настоящее время этим способом широко пользуются для восстановления размеров и формы деталей при ремонте оборудования, так как вибродуговая наплавка имеет некоторые преимущества по сравнению с другими способами восстановления деталей. Эти преимущества заключаются в том, что деталь в процессе наплавки практически не нагревается, а следовательно, полностью сохраняется ее форма и физико-механические свойства материала. При вибродуговой наплавке можно регулировать толщину наплавленного слоя от 0,3 до 3 мм за один проход, причем в процессе наплавки получается слой высокой твердости. Процесс наплавки протекает автоматически и обеспечивает высокую производительность работы. При наплавке тонких слоев производительность работы составляет до 30—40 см2!мин.
Сущность вибродуговой наплавки заключается в следующем. Деталь, подлежащая наплавке, закрепляется в патроне токарного станка. Наплавочную головку, осуществляющую автоматическую подачу к детали электродной проволоки при непрерывной ее вибрации (100 колебаний в секунду), устанавливают на суппорте станка. К детали и проволоке подводится постоянный ток 12—22 в, причем деталь подключается к отрицательному, а электрод к положительному полюсу. В зону наплавки насосом станка подается охлаждающая жидкость. Наплавка цилиндрических поверхностей производится по винтовой линии при вращении детали и продольной подаче суппорта станка.
Подача проволоки осуществляется следующим образом. Асинхронный электродвигатель, установленный на плите наплавочной головки, через редуктор вращает ведущий ролик, к которому усилием пружины прижимаются два ведомых ролика. Ролики тянут проволоку из кассеты и проталкивают ее через вибрирующий мундштук в зону наплавки. Ведущий ролик сменный, так как от его диаметра зависит скорость подачи проволоки. Механизм подачи рассчитан на применение проволоки диаметром 1,4—2,0 мм.
Этот же электродвигатель через клиноременную передачу вращает эксцентриковый вал. На валу имеется эксцентриковая втулка, шарнирно соединенная с шатуном, который при вращении вала передает колебания через коромысло мундштуку наплавочной головки.
Величина амплитуды вибрации регулируется путем поворота эксцентриковой втулки на валу. Измерение амплитуды производится индикатором.
Для вибродуговой наплавки можно применять различные источники постоянного тока, обеспечивающие напряжение 12— 30 в при силе тока до 200 а. Хорошим источником постоянного тока
является низковольтный агрегат типа АНД, имеющий жесткую внешнюю характеристику. Подвод тока к наплавляемой детали осуществляется через патрон станка. Для этого на патрон насаживается медное кольцо, к которому ток подводится с помощью меднографитовых подпружиненных щеток.
Токарный станок выбирается с учетом размеров и конструкции восстанавливаемых деталей. Главный привод станка несколько изменяется так, чтобы число оборотов шпинделя было в пределах от 1 до 20 об/мин. Это достигается заменой электродвигателя, шкивов или установкой редуктора.
Детали, подлежащие восстановлению, должны быть очищены от грязи, нагара и ржавчины. Перед наплавкой, например, вала он должен быть выправлен или проточен для устранения биения. Отверстия и шпоночные канавки должны быть заглушены медными или графитовыми вставками.
Сварочную проволоку следует тщательно очистить от масла и ржавчины. Для восстановления деталей, имеющих высокую твердость, рекомендуется применять проволоку с большим содержанием углерода. В этом случае наплавленный слой может быть обработан только шлифованием.
В качестве охлаждающей жидкости применяют 3—4%-ный водный раствор кальцинированной соды или 10—20%-ный раствор технического глицерина. Для постоянства процесса количество жидкости, подаваемой в зону наплавки, должно быть строго определенным. При работе с напряжением тока 12—15 в количество охлаждающей жидкости должно быть 0,5—1,0 л/мин. При напряжении 20—30 в количество охлаждающей жидкости может быть увеличено в 2—3 раза.
Сила тока в сварочной цепи при постоянном напряжении зависит от диаметра электродной проволоки, скорости ее подачи, сопротивления токоподводящих проводов и контактов. При скорости подачи 1,2—1,5 м!мин проволоки диаметром 1,6 мм величина тока в процессе наплавки ориентировочно должна быть 150—200 в.
Амплитуда колебаний устанавливается тем больше, чем больше толщина наплавляемого слоя и величина напряжения источника тока.
Толщина наплавляемого слоя зависит от скорости подачи проволоки и скорости вращения детали. При наплавке тонких слоев (до 1 мм) рекомендуется подача 1,2—2,0 мм/об; при наплавке толстых слоев подача выбирается в пределах 1,7—• 3,0 мм]об.
Постоянство процесса наплавки контролируется по показаниям амперметра. При нормальном ходе процесса стрелка амперметра стоит на месте или колеблется в пределах 2—3 делений
шкалы. При больших колебаниях стрелки необходимо проверить работу вибратора и количество подаваемой жидкости.
При работе по наплавке деталей вибродуговым способом должны быть приняты меры по технике безопасности. Все работы по смене и установке обрабатываемых деталей, по регулировке головки должны производиться при выключенном общем рубильнике. Под ногами работающих всегда должен находиться резиновый ковер. Станок следует надежно заземлить. Электродвигатель привода подачи необходимо изолировать от головки прокладками и заземлить. Запрещается касаться голыми руками токонесущих частей. Головку необходимо изолировать от станка прокладкой.
При регулировании длины дуги рабочий должен пользоваться специальными очками или шлемом. В процессе работы образуется сварочный угар, поэтому рабочее место необходимо проветривать.
Во время наплавки образуются искры, которые могут быть причиной загорания легко воспламеняющихся материалов. Поэтому вблизи рабочего места не должно быть таких материалов. Работающий должен быть в брезентовОлМ комбинезоне и в головном уборе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем сущность термической обработки стали?
2. Каково назначение нормализации стали?
3. Что называется химико-термической обработкой?
4. Расскажите сущность поверхностной закалки деталей токами высокой частоты.
5. В чем сущность цементации стали?
6. Расскажите способ дробеструйного наклепа деталей.
7. Что такое электроискровое упрочнение и восстановление деталей?
8. В чем заключается сущность упрочнения поверхностей обкаткой роликами и шариками?
9. Для чего применяются гальванические покрытия?
10 Расскажите сущность хромирования поверхностей.
11 В чем заключается сущность металлизации распылением металла?
12. Расскажите технологию вибродуговой наплавки деталей.
ГЛАВА V
КИНЕМАТИКА И ОСНОВНЫЕ РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ СТАНКОВ
Для изготовления на станке деталей заданной формы с требуемой точностью необходимо, чтобы инструмент и заготовка определенным образом были связаны между собой и с источником движения (электродвигателем). Такая связь обеспечивается кинематическими цепями станка.
Кинематической цепью называется совокупность последовательно расположенных кинематических пар (передач), связывающих движения одного органа стайка с другим. Кинематические цепи металлорежущих станков имеют механизмы настройки, с помощью которых обеспечивается возможность получения нужных перемещений соответствующих органов.
Для анализа движений различных органов станков применяются упрощенные и условные схемы их механизмов, дающие простое и наглядное представление не только о кинематике, но в значительной мере и о конструкции станков. Кинематической схемой называется условное изображение всех кинематических цепей механизмов станка в их взаимной связи. На фиг. 21 в качестве примера показана кинематическая схема токарного станка Т-4, где элементы кинематических пар зубчатых колес обозначаются цифрами, показывающими число зубьев, а ременной передачи — цифрами, показывающими диаметры шкивов. По схеме можно проследить следующую последовательность передачи движения от электродвигателя к шпинделю станка: электродвигатель — 80 X 170—29 X 41 — 13 X 63 — шпиндель (муфта А включена вправо). Такая совокупность кинематических пар будет являться кинематической цепью от электродвигателя к шпинделю. В этой цепи, включая муфту А (вправо и влево) и блок шестерен 20, 38, 29 с шестернями 50, 32 и 41, получим шесть вариантов скоростей вращения шпинделя.
Другой пример кинематической цепи — от шпинделя к каретке суппорта, т. е. цепи продольной подачи: шпиндель — 31X21 —
8 — 18X31 — a х & — cxd — BxC — каретка суппорта, л цепи a, b, с и d—зубчатые колеса гитары, В — ходовой С — разъемная гайка. При смене зубчатых колес гитары можно получить различные скорости перемещения инстру-. Точно таким же образом по кинематической схеме станка э установить кинематическую цепь поперечной подачи.
Фиг. 21. Кинематическая схема токарного станка Т-4.
1. ВИДЫ ПЕРЕДАЧ И ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ
большинстве случаев органы станков имеют либо враща-юе, либо прямолинейное поступательное движение. Для пели вращательного движения обычно применяются зубчатые [1ачи или передачи с гибкой связью (ременные или цепные), преобразования вращательного движения в поступательное галлорежущих станках наиболее часто применяются рееч-и винтовые передачи и кривошипные или кулисные меха-ы.
ели кинематическая цепь состоит из нескольких зубчатых г с числом зубьев Zi, z2, z3, z4 и z5 (фиг. 22, a) и известно
число оборотов в минуту* пвщ ведущего вала, то число оборотов пвд ведомого вала определится из следующего уравнения:
^вд ^вщ
*1
г2
^2 .
*3 Ч
(1)
Фиг. 22. Схемы передач: с—зубчатая передача; б—ременная передача.
21 22 ^4 ^-вд :
Выражение — •------—-------= Ч-п называется передаточным
r ?2 2з гъ ПвЩ
отношением кинематической цепи от / к II. Оно показывает отношение числа оборотов ведомого вала к числу оборотов ведущего вала или отношение чисел зубьев ведущих зубчатых колес к числам зубьев ведомых зубчатых колес. Зубчатое колесо с числом зубьев z2 является одновременно и ведущим и ведомым, поэтому оно не влияет на величину общего передаточного отношения и включено в цепь только для изменения направления вращения ведомого вала. Такие зубчатые колеса называются паразитными.
Передаточное отношение кинематической цепи, составленной из конических колес, имеет выражение, совершенно аналогичное выведенному ранее.
Для ременной передачи с открытым (фиг. 22,6) и перекрестным ремнем передаточное отношение будет
Di
(2)
где Dlt D2 — диаметры ведущего и ведомого шкивов;
т, —0,98 4- 0,99 — коэффициент, учитывающий скольжение ремня. Передаточное отношение для цепной передачи
(3)
где z2 — числа зубьев звездочек.
Для червячной передачи передаточное отношение может быть выражено следующей формулой:
(4)
где к— число заходов червяка;
z—число зубьев червячного колеса.
Направление вращения червячного колеса зависит не только от направления вращения червяка, но и от того, какой является резьба червяка — правой или левой.
В случае реечной передачи за один оборот реечной шестерни, имеющей шаг t и число зубьев z, рейка переместится на расстояние zt. Если шестерня сделает п оборотов, то рейка переместится на величину s
s=nzt. (5)
Наоборот, если известна величина перемещения рейки s и необходимо определить число оборотов шестерни, то расчет производят по формуле
и=-у. (6)
zt
При преобразовании вращательного движения в поступательное с помощью винтовой передачи расчет производят следующим образом. За один оборот винта, имеющего шаг резьбы t и к заходов, гайка переместится на расстояние/?/, а при п оборотах винта гайка переместится на величину
s=ktn. (7)
Все рассмотренные случаи определения передаточных отношений применяются при кинематической настройке станков.
2. РЯДЫ ЧИСЕЛ ОБОРОТОВ КОРОБОК СКОРОСТЕЙ И МЕХАНИЗМОВ ПОДАЧ
Ряды чисел оборотов шпинделей станков располагают в геометрической прогрессии. Это означает, что каждое последующее число оборотов шпинделя может быть получено из предыдущего путем умножения на определенное и посюянное для данного станка число, называемое знаменателем геометрической прогрессии.
Пусть, например, станок имеет шесть чисел оборотов: п*—• п2— пз — гц— расположенных по геометрической про-
грессии в возрастающем порядке, со знаменателем <?. Тогда
Все числа оборотов можно выразить через п} путем постепенной подстановки, а именно: = /2S= ^^2-2= Ср2/2Х,
= nQ = *n5 = ^nv
Если обозначить число ступеней скоростей через z (в нашем случае z = 6), то последнее максимальное число оборотов можно выразить формулой
Из этой формулы можно определить знаменатель прогрессии <?. Он будет равен
По этой формуле можно у любого станка определить знаменатель прогрессии, по которой расположены числа оборотов его шпинделя. Для этого нужно знать: минимальное число оборотов /11, максимальное число оборотов п z и число ступеней скоростей г.
Для примера применим эту формулу для токарного станка ДИП-300. У него /21 = 9,6; nz =480 и z=18. Следовательно,
//480 —
?=]/ 50=1,26.
у У ,0
Определив можно по предыдущим формулам найти значения всех промежуточных чисел оборотов шпинделя.
Таким образом, если приходится ремонтировать станок, у которого отсутствует таблица чисел оборотов или она стерлась и числа оборотов невозможно прочесть, то по приведенным выше формулам таблицу можно восстановить заново. Числа оборотов можно проверить также тахометром.
В советском станкостроении нормально Hll-1 МСС «нормальные ряды чисел оборотов в станкостроении» 1943 г. приняты следующие знаменатели прогрессий: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2. Соответствующие этим знаменателям прогрессий нормальные числа оборотов шпинделей приведены в табл. 26.
В табл. 26 числа оборотов всех рядов, кроме =1,41 и 2, получаются умножением или делением имеющихся чисел оборотов на 10, 100 и т. д. Например, ряд <р = 1,78 можно продолжить следующим образом: 10; 18; 31; 56; 100; 180; и т. д. Или: 0,56; 0,315; 0,18; 0,1; 0,56 и т. д.
Ряды = 1,41 и 2 умножать или делить на 10 нельзя, для получения новых чисел оборотов нужно предыдущие числа оборо-
Таблица 26
Нормальные числа оборотов шпинделей
?=1 ,06 <р=1 , 12 <Р=1 ,26 ср= 1,41 (р= 1,58 <р= 1,78 М
1,00 1,00 1,00 1,00 1,00 1,00 1,00
1,06 — — .— — —
1,12 1,12 — — — —• —
1,18 — — —
1,25 1,25 1,25 — — — —.
1,32 — — — — —
1,40 1,40 — 1,40 — — —
1,50 — —
1,60 1,60 1,60 — 1,60 — —
1,70 — — — — —
1,80 1,80 — — — 1,80 —
1,90 — —- — — — —
2,00 2,00 2,00 2,00 — — 2.00
2,12 — — — — —
2,24 2,24 — — — — —
2,36 — — —
2,50 2,50 2,50 — 2,50 — —
2,65 — — — — — —
2,80 2,80 2,80 — — —
3,00 — — — — — —
3,15 3,15 3,15 — •— 3,15 —
3,35 — — — — — 1
3,55 3,55 — — — — I
3,75 — — — — — —
4,00 4,00 4,00 4,00 4,00 — 4,00
4,25 — — — —- — —
4,50 4,50 — — — — •—-
4,75 — — — — —- —
5,00 5,00 5,00 — — — —
5,30 — — —• —— —
5,60 5,60 — 5,60 — 5,60 —
6,00 — — — — —
6,30 6,30 6,30 — 6,30 — —
6,70 — — — — — —
7,10 7,10 — — — — —
7,50 — — — •—• —
8,00 8,00 8,00 8,00 — — 8,00
8,50 — — — — • —
9,00 9,00 — — — — —
9,50 — — — — —
тов умножать или делить на ?. По нормали Н11-1 фактически полученные числа оборотов могут отличаться от нормальных на ±10 (? — 1) процентов.
Числа оборотов станков, изготовленных до утверждения нор
Г
мали Н11-1» соответствуют действовавшему ранее стандарту СТ20 ГУСИП 1578.
Ряды чисел двойных ходов таких станков, как долбежные, поперечно- и продольно-строгальные, берутся также по геометрической прогрессии из нормальных рядов чисел оборотов.
Ряды ступеней механизмов подач осуществляются по геометрической или арифметической прогрессии, но часто не соблюдается ни та, ни другая прогрессия и величины промежуточных подач распределяются равномерно между величинами максимальной и минимальной подачи.
3. МОЩНОСТЬ, КОЭФФИЦИЕНТ ПОЛЕЗНОГО ДЕЙСТВИЯ
И КРУТЯЩИЙ МОМЕНТ
Ремонтнику в своей работе приходится встречаться с такими понятиями, как мощность, коэффициент полезного действия и крутящий момент. Поэтому ему необходимо научиться определять значения этих понятий расчетным путем.
Мощность. Различают потребную мощность Nпотр и эффективную мощность А\г Потребной называется мощность, которая подводится к станку. Для станка со встроенным электродвигателем она равна мощности электродвигателя.
Эффективной называется мощность, которую можно получить на шпинделе станка. Эта мощность идет на работу резания, а поэтому она иногда называется полезной мощностью.
Потребная мощность всегда больше эффективной, потому что часть ее тратится на преодоление работы трения в механизмах станка. Эта часть мощности является потерянной, так как она расходуется только на нагрев и износ деталей станка.
Отношение эффективной мощности к потребной называется коэффициентом полезного действия станка (к.п.д.) и обозначается греческой буквой т] (эта):
1V потр
откуда можно получить
Nnomp=^, (Ю)
ИЛИ
N9—Nnompx\. (Н)
Таким образом, зная и АГ,, можно определить Nnomp и, наоборот, зная -q и Nпотр, определим N3.
Как сказано выше. Nэ расходуется на резание. Эффективную мощность можно выразить формулой
где Рг— усилие резания, кг\
v — скорость резания, м’мин;
л dn . „
v=----- м.мин, (13)
1000
где - = 3,14;
d — диаметр обработки, мм\
п — число оборотов изделия или инструмента, об'мин.
В приведенных формулах мощность определена в лошадиных силах, однако часто мощность выражается в киловаттах. Чтобы получить киловатты, необходимо мощность в л. с. разделить на число 1,36:
квГП (]4»
1,36
Зная эти формулы, можно проверить, насколько правильно загружаются станки. Допустим, требуется проверить фактическое использование мощности токарного станка ДИП-200. У этого станка мощность мотора /VЛ=3,8 кет, или 3,8 • 1,36=5,2 л. с. Считая коэффициент полезного действия станка т( =0,75. по формуле (И) получаем, что на шпинделе он может дать мощность
/V* = 5,2-0,75 = 3,9 ж с.
Обрабатывается сталь с пределом прочности на разрыв з{ = =75 кГ/мм2\ диаметр обработки d=200 мм\ работа производится на оборотах /г=304 об/мин. (по паспорту); глубина резания t=2 мм\ подача s = 0,2 мм!об.
По нормативам режимов резания для данной стали и сечения стружки Рг =111 кг. По формуле (13) определяем скорость резания
?xdn 3,14-200-304 1П1 ,
V=- - = ----------= 191 MMUH.
1000 1000
Теперь по формуле (12) можно определить, какая эффективная мощность требуется для данной работы
_4.7 с.
3 4500 4500
Станок же нормально может дать только /Vэ=3,9 л. с. Следовательно, он работает с перегрузкой, отчего ремень буксует и быстро изнашивается. Если бы передача была непосредственно от электродвигателя, то он при работе с такой перегрузкой на
гревался.
Уметь производить подобные расчеты требуется ремонтникам не только для того, чтобы наблюдать за нормальным ис-
пользованием станков, но и для ясного представления о ссстоя-
Фиг. 23. Схемы включения приборов.
станков, поль-электрическими этого ватт-включенных в электродвигателя,
нии работающих станков.
ААожно проверять загрузку зуясь приборами. Для при помощи двух метров, цепь определяется подводимая к электродвигателю мощность. Мощность, подводимая к электродвигателю, вычисляется по формуле
* j IV7
W =———- кет, 1000
где — показания
ваттметров, вт.
Схема включения приборов показана на фиг. 23.
При известном к. п. д. электродвигателя можно найти потребную мощность, т. е. мощность, подводимую к станку. Для встроенного в станок электродвигателя потребная мощность определится по формуле
потр = Г^эд^0*
Сравнивая Nпотр с мощностью электродвигателя, взятой из паспорта, можно судить о степени загрузки станка.
Коэффициент полезного действия указывается в паспорте станка. Тем не менее бывают случаи, когда станки не имеют паспорта или модернизированы. Тогда к. п. д. необходимо определять расчетом. Для грубых ориентировочных расчетов к. п. д. станков с главным вращательным движением принимают т|= =0,75—0,85. Для более точных расчетов к. п. д. определяют по элементам, входящим в кинематическую цепь станка.
Общий к. п. д. станка убудет равен произведению к. п. д. отдельных элементов, входящих в кинематическую цепь станка:
7icm = (TU-*i2i;'3 • • • *). (15)
где т41, т]3 — к. п. д. отдельных элементов кинематической
цепи главного рабочего движения;
к— коэффициент, учитывающий расход мощности на трение в механизме подач (0,85—0,96).
Средние значения к. п. д. элементов передач приведены в табл. 27.
Таблиц -1 27
Средние значения коэффициента полезного действия элементов передач
Характеристика элементов передач Значение к. п. д.
Ременная передача открытая, без натяжного ролика Ременная передача открытая, с натяжным роликом Клиноременная Зубчатая передача с цилиндрическими колесами: с шлифованными зубьями с нарезанными зубьями с коническими зубьями . . Червячная передача при насадном червяке: однозаходном двухзаходном трехзаходном . . . ! Червячная передача при ненасадном червяке: однозаходном . . . двухзаходном трехзаходном Цепная передача: роликовой цепью . зубчатой (бесшумной) цепью Подшипники качения Подшипники скольжения при нормальной смазке Кулиса и ползун в шепингах и долбежных станках ... 0,98 0,97 0,96 0,99 0,98 0,97 0,68 0,75 1 0,81 0,72 0,80 0,83 0,96 0,97 0,995 0,9/ I 0,90 i 1
Для примера произведем расчет к. п. д. станка ДИП-200 для кинематической цепи, передающей 300 об/мин. В этой цепи имеется ременная передача, пять пар зубчатых передач со шлифованными зубьями, четыре вала с подшипниками качения и один вал с подшипниками скольжения. Следовательно, к. п. д. данной цепи при fe=0,96 будет цсш=0,98 • 0,995 • 0,9954 • 0,97 0.96=0.85. Решение этого уравнения удобнее вести логарифмированием.
Ремонтник должен хорошо разбираться в паспортах станков, так как в них занесены все характеристики станков, а также все данные о наибольших нагрузках, которые допускают различные механизмы и устройства станка. Превышение этих нагрузок может повести к поломке станка. В частности, в паспорте имеют
ся: наибольшее допустимое усилие резания Р2, наибольшее усилие подачи Рх и наибольшие крутящие моменты для каждого числа оборотов шпинделя.
Крутящим моментом называется пара сил, лежащая в плоскости, перпендикулярной оси вращения детали. Например, шпиндель преодолевает усилие резания, которое приложено касательно к окружности обрабатываемой детали, следовательно, крутящий момент на шпинделе будет
м=—,
2
где d — диаметр обработки.
Крутящий момент на приводном шкиве будет
2
где Р — сила натяжения ремня (берется из справочников);
D — диаметр шкива.
В паспортах для удобства расчетов записывается значение двойного крутящего момента, т. е. 2М и измеряется он в килограммометрах (кГм).
У станков мощность на любой ступени скорости без учета к. п. д. остается постоянной, а крутящий момент изменяется обратно пропорционально числу оборотов шпинделя, т. е. чем больше число оборотов, тем меньше крутящий момент, и наоборот.
Двойной крутящий момент на шкиве равен
2/И=—кГм, (16)
1000 7
где Р—натяжение ремня, кГ;
D — диаметр шкива, мм.
Двойной крутящий момент на шпинделе равен
2М=-^- кГм, (17)
1000 ' '
где Р2—усилие резания, кГ\ d—диаметр обработки, мм.
Двойной крутящий момент можно выразить также через мощность и число оборотов
2М= 1432,4— кГм (18)
Л
Например, по паспорту станка ДИП-200 допустимый двойной крутящий момент на ступени скорости п=304 об/мин. равен
19,2 кГм. Подсчитаем фактический двойной крутящий момент по формуле (18), если ЛГЭ=4,7 л. с.
2М= 1432,4 — = 1432,4—= 22,2 кГм. п 304
Таким образом, по крутящему моменту станок оказывается перегруженным.
4. КИНЕМАТИЧЕСКАЯ НАСТРОЙКА СТАНКОВ
*
Настройка станков производится для того, чтобы придать различным их органам вполне определенные и согласованные друг с другом движения. Для осуществления этой цели служат сменные зубчатые колеса, шкивы и специальные механизмы, дающие возможность получать необходимые передаточные отношения в соответствующих кинематических цепях станков.
Степень точности настройки зависит от характера производимых станком операций. В цепях главного движения и подачи допускаются некоторые отклонения от заданного значения передаточного отношения, так как эти отклонения не оказывают влияния на точность обработки. Поэтому в эти цепи могут включаться передачи, работающие со скольжением (фрикционные муфты, ременные передачи и др.). В делительных, винтовых и других цепях требуется высокая степень точности в согласовании отдельных движений органов станка и в этих случаях применение передач, работающих с проскальзыванием, недопустимо.
Независимо от сложности станка методика настройки во всех случаях одинакова. Поясним ее на примере настройки цепи подачи суппорта токарного станка по кинематической схеме (см. фиг. 21).
Кинематическая цепь будет: шпиндель—31X21—21X18— — 18X31 (трензель)—а\Ь — c\d (гитара)—22><44 (коробка подач) — 1X36 — 32X58—29X66 (фартук) — ПХрейка.
Расчетная формула продольного перемещения суппорта за один оборот шпинделя запишется так:
$ ^трЬит^кп^фарС’
где c=T.mz — длина начальной окружности реечной шестерни; i—передаточное отношение трензеля;
а с\
t9— передаточное отношение гитары ihunt=— • —);
b d
iKn — передаточное отношение зубчатых колес коробки подач;
^Фар — передаточное отношение фартука.
В рассматриваемой цепи iKn и i гит зависят от вариантов переключения зубчатых колес коробки подач и сменных зубчатых колес гитары.
Подставим в расчетную формулу известные величины-
31 21 18 . . 1 32 29 « с 1« . .
21 18 31 кп 36 58 66 6
где соб — общий коэффициент цепи продольной подачи, равный , тогда
s=— iSumiKn. (19)
В последнем уравнении, зная iKn и задаваясь величиной подачи s по условиям работы, можно подобрать передаточное отношение сменных зубчатых колес гитары.
Подобным же образом настраиваются кинематическая цепь главного движения станка — так называемая скоростная цепь.
Для универсальных станков, имеющих коробки скоростей и подач, обычно нет необходимости определять передаточные отношения той или иной цепи, так как настройка ее производится по таблице соответствующими рукоятками. Однако эти расчеты необходимы, например, при модернизации станков.
Ряды чисел оборотов шпинделей и подачи нормализованы и расположены по геометрической прогрессии с знаменателем <? =1,06; 1,12; 1,26; 1,41; 1,58; 1,78, 2.
Требуемое число оборотов шпинделя подсчитывается по формуле
П2 = Пг<?г~1, где лх— минимальное число оборотов шпинделя;
z — порядковый номер соответствующей скорости коробки передач.
Отношение максимального числа оборотов шпинделя к минимальному называется диапазоном регулирования. Для универсальных станков диапазон регулирования в среднем составляет 30—80, а для специальных — 3—30. В металлорежущих станках широко применяются гитары со сменными зубчатыми колесами, которыми пользуются при настройке кинематических цепей.
Для сменных колес гитар рекомендуется следующий ряд чисел зубьев: 20; 23; 25; 30; 33; 34; 35; 37; 40; 41; 43; 45; 47; 50; 53; 55; 58; 59; 60; 61; 62; 65; 67; 70; 71; 73; 75; 79; 80; 83; 85; 89; 90; 92; 95; 97; 98; 100; 105; НО; 113; 115; 120; 127. Для настройки токар-‘но-винторезных станков из приведенного ряда берутся зубчатые
колеса с числом зубьев, кратным пяти, а также колеса с числом зубьев 71; 113 и 127. Для настройки зуборезных станков берется весь ряд зубчатых колес до колес с числом зубьев равным 100 (зуборезный набор).
9
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется кинематической цепью?
2. Для чего нужна кинематическая схема станка?
3. Что такое передаточное отношение?
4. Что такое эффективная мощность и как она находится?
5. Как подсчитывается коэффициент полезного действия станка?
6. Как определить двойной крутящий момент?
7. Что такое кинематическая настройка станка?
ГЛАВА VI
ПРИЧИНЫ РЕМОНТА И ПОДГОТОВКА К НЕМУ СТАНКОВ
Срок службы станков между двумя ремонтами определяется их физическим износом, под которым понимается значительная утрата станком первоначальных эксплуатационных качеств в результате механического и химического износа деталей, а также усталостных и других явлений. В процессе работы станков происходит непрерывный износ трущихся поверхностей деталей. В результате износа изменяются первоначальные зазоры в сопряжениях, форма и размеры деталей, а также состояние трущихся поверхностей. При некоторой величине таких изменений наступает резкое ухудшение эксплуатационных качеств отдельных деталей, механизмов и станка в целом, что и вызывает необходимость ремонта.
Износ деталей станков зависит от многих причин, в том числе и от характера взаимодействия сопрягаемых поверхностей. Возможно взаимодействие поверхностей деталей без относительного перемещения. Такой вид характерен для шпоночных, шлицевых и резьбовых соединений, для упоров, штифтов и т. д. В условиях вращательного и возвратно-поступательного движений работают большинство ответственных деталей станков: подшипники скольжения, втулки, шпиндели, диски фрикционных муфт и тормозов, станины, столы, суппорты.
Взаимодействие двух поверхностей при качении без скольжения бывает при работе роликов кулачковых муфт, подшипников качения и др. Зубчатые колеса работают в условиях качения со скольжением. Каждому из этих случаев взаимодействия поверхностей деталей соответствует свой наиболее типичный вид износа. Износ зависит также и от характера действия нагрузки. При статическом действии деталь или сооружение нагружается постепенно; 'будучи приложены к детали, такие нагрузки остаются постоянными. К динамическим нагрузкам относятся внезапно приложенные нагрузки, ударные и повторно-переменные.
Во время работы многие детали станков (валы, зубья зубчатых колес, шатуны, пружины, подшипники качения) подвергают-
ся длительному действию переменных нагрузок. Опыты показывают, что повторно-переменные нагрузки гораздо опаснее для прочности детали, чем нагрузки статические. При действии переменных нагрузок разрушение детали, изготовленной даже из пластического материала, происходит без заметных остаточных деформаций — происходит хрупкий излом.
Явление разрушения материала от действия повторно-переменных нагрузок называется усталостью материала.
В зависимости от условий работы детали явление усталости наблюдается или в верхних слоях металла или в сечениях. При усталости верхних слоев происходит постепенное отслаивание частиц металла. Такое явление наиболее часто наблюдается в зубьях зубчатых колес и в подшипниках качения.
Валы, пружины и другие детали разрушаются от усталости по сечению. При этом получается весьма характерный вид излома. Он имеет две зоны — зону развивавшихся трещин и зону, по которой произошел излом. Поверхность первой зоны гладкая, а второй — с раковинами, а иногда зернистая. Наличие такого вида излома у аварийных деталей дает основание считать, что причиной поломки их является усталость. Поломка детали от усталости материала делает такую аварию особенно опасной, так как она до самого разрушения работает нормально, а поэтому обнаружить ее дефект не всегда возможно. Для предотвращения разрушения детали от усталости, нужно, во-первых, правильно выбрать размеры ее поперечного сечения; во-вторых, спроектировать деталь так, чтобы она по возможности не имела резких переходов от одного размера к другому. Большое влияние на усталостную прочность оказывает чистота обработки поверхностей деталей. Грубо обработанная поверхность, наличие рисок и царапин могут стать причиной возникновения трещин усталости. Полированная деталь выдерживает переменную нагрузку в полтора-два раза большую, чем грубо обработанная или имеющая на поверхности различные повреждения. Усталостная прочность может быть значительно повышена также хромированием деталей, азотированием, обработкой дробью и т. д. Например, азотирование деталей способствует повышению усталостной прочности на 50% и более.
1. ВИДЫ, ПРИЧИНЫ И ХАРАКТЕР ИЗНОСА ДЕТАЛЕЙ СТАНКОВ
Главной причиной повреждения и выхода деталей станков из строя при нормальных условиях эксплуатации является износ их трущихся поверхностей. В деталях станков наиболее часто встречаются следующие виды износа — износ от трения, от пластической деформации (смятия), от усталости поверхностных слоев металла и от коррозии.
При взаимодействии поверхностей без относительного их перемещения они разрушаются в результате смятия или среза. При вращательном и возвратно-поступательном движении деталей разрушение поверхностей происходит в результате износа от трения и смятия. В случае качения без скольжения частицы металла отслаиваются вследствие усталости поверхностных слоев, а при недостаточной твердости материала и больших давлениях происходит также и смятие. При качении со скольжением, что характерно для зубчатых передач, происходит разрушение поверхностей зубьев от трения и усталости поверхностных слоев, а в некоторых случаях происходит и смятие.
Величина и характер износа деталей зависит от физико-механических свойств верхних слоев металла, условий работы сопрягаемых поверхностей, удельного давления, относительной скорости перемещения, условий смазки трущихся поверхностей, чистоты обработки поверхностей и т. д.
Наиболее разрушительное действие на детали оказывает абразивный износ, который наблюдается в тех случаях, когда трущиеся поверхности загрязняются мелкими абразивными и металлическими частицами. Обычно такие частицы попадают на трущиеся поверхности при обработке деталей на станке или являются результатом изнашивания самих поверхностей. Свойства частиц, загрязняющих трущиеся поверхности, зависят от свойств обрабатываемых материалов. При обдирке, например, литья и поковок детали загрязняются очень твердыми абразивными частицами, которые вызывают царапины и задиры на трущихся поверхностях. Такие частицы длительное время сохраняют свои режущие свойства.
Износ деталей станков от усталости чаще всего проявляется в виде отслаивания частиц металла с поверхностей трения. Хотя начало усталости верхних слоев металла часто не вызывает необходимости в немедленной выбраковке такой детали, однако появление признаков усталости сильно ускоряет процесс дальнейшего разрушения поверхностей.
Большое влияние на износ деталей оказывает коррозия. Разрушение поверхностей деталей станков от коррозии получается в результате непосредственного соприкосновения металла с жидкостью, влажным воздухом и газами. Процесс разрушения металла от коррозии значительно ускоряется, если деталь грубо обработана или имеет царапины и задиры.
2, ДЕФЕКТЫ ДЕТАЛЕЙ, ИХ АВАРИЙНЫЙ ИЗНОС И ПОЛОМКИ
При нормальных условиях эксплуатации станков их детали могут разрушаться и выходить из строя из-за конструктивных и технологических дефектов.
Кконструктивным дефектам относятся: несоответствие материала и термической обработки условиям работы деталей; неправильный выбор зазоров и посадок в местах сопряжений деталей; нерациональный способ соединения деталей; недостаточные размеры трущихся поверхностей; неправильный выбор способа подвода масла к трущимся поверхностям; недостаточная прочность и жесткость деталей и т. д.
Конструктивные дефекты снижают эксплуатационную надежность станков, уменьшают срок службы их деталей, а следовательно, увеличивают затраты на ремонты и межремонтное обслуживание. Поэтому из всей совокупности средств, повышающих долговечность и эксплуатационную надежность, в первую очередь необходимо улучшать конструкцию станков на основе изучения их в эксплуатационных условиях, при этом обязательным условием хорошей конструкции станка должна быть вполне удовлетворительная ремонтная технологичность. Для уменьшения трудоемкости ремонта станков необходимо применять детали— компенсаторы, предназначенные для компенсации образовавшегося износа сопряжения.
К технологическим дефектам относятся: несоответствие чистоты обработки поверхностей условиям работы детали; недоброкачественное выполнение пригоночных и сборочных работ при изготовлении или ремонте станков; неправильная регулировка узлов станка; неточная установка станка при монтаже и т. д.
Для улучшения технологии ремонта станков необходимо механизировать трудоемкие работы и в первую очередь пригоночные операции; заменить шабрение больших поверхностей шлифованием, тонким строганием или фрезерованием. С целью повышения долговечности деталей станков следует широко пользоваться современными методами упрочнения поверхностного слоя.
В настоящее время ремонт металлорежущего оборудования, как правило, производится по технологии индивидуального производства, что затрудняет применение при ремонте станков прогрессивных технологических процессов. Для улучшения качества и уменьшения стоимости ремонта необходимо станки ремонтировать по технологии серийного производства, что возможно при условии создания специализированных предприятий для централизованного капитального ремонта оборудования общего назначения.
Аварийным износом называется такой износ, который интенсивно увеличивается и в течение короткого времени достигает таких размеров, когда дальнейшая работа детали или станка становится невозможной. В массовом производстве аварий
ный износ даже одной детали или станка может вызвать остановку целого производственного участка. Поэтому ремонтнику необходимо знать причины, вызывающие аварийный износ деталей, и уметь предупреждать их.
Детали станков, получающие повреждения при нормальных условиях эксплуатации, определяют объем и содержание плановых ремонтов. Детали, выходящие из строя в результате ненормальных условий работы или конструктивных и технологических дефектов, составляют содержание и объем неплановых ремонтов.
Кроме конструктивных и технологических дефектов, аварийные износы и поломки могут быть в результате несоблюдения установленного режима смазки; нерегулярной очистки и промывки станка; несвоевременного мелкого ремонта деталей и регулирования подвижных соединений; несоблюдения графика плановых ремонтов и осмотров; несоответствия режима обработки и изделий технической характеристики станка (перегрузка станка) и т. д. Главной причиной поломок деталей станков является отсутствие или неисправность предохранительных и блокирующих устройств и ограничителей движений, а также перегрузка и несвоевременная смазка станков.
Правильная эксплуатация, своевременный и доброкачественный ремонт оборудования часто исключают возможность аварий и значительно увеличивают межремонтные периоды станков, что практически доказано новаторами производства. Например, путем бережного отношения к оборудованию новаторы П. Г. Быков, Б. И. Кулагин и многие другие показали, что длительность ремонтного цикла токарных станков, эксплуатируемых в две смены в условиях серийного производства, можно увеличить до 12—15 лет.
3. ОРГАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Ответственность за сохранность оборудования цеха и его работоспособность несут начальники цехов, а за правильное осуществление системы планово-предупредительных ремонтов (ППР) и выполнение плана ремонтов—главные механики заводов. В связи с этим и в зависимости от характера производства и величины предприятия производство ремонтных работ может быть централизованным, децентрализованным и смешанным.
При централизованном ремонте оборудования все виды ремонтных работ, а иногда и межремонтное обслуживание, производятся ремонтно-механическим цехом, подчиненным главному механику завода. Централизованный ремонт применяется на небольших заводах индивидуального и мелкосерийного производ
ства, где количество оборудования не превышает 3000 ремонтных единиц.
При д ец е н т р а л и з о в а н н о м ремонте оборудования все виды ремонтов, включая и капитальный, а также межремонтное обслуживание выполняются цеховыми ремонтными базами под руководством механика. В этом случае ремонтно-механический цех завода занимается изготовлением сменных и запасных деталей, выполнением ремонтных работ, которые не могут быть сделаны в цеховых ремонтных мастерских, и капитальным ремонтом отдельных станков. Такой ремонт применяется на заводах крупносерийного и массового производства с количеством оборудования в 5000 и более ремонтных единиц.
При смешанном проведении ремонтов капитальные ремонты оборудования проводят бригады ремонтно-механического цеха завода, а все остальные ремонтные операции — ремонтными бригадами тех цехов, где установлено оборудование. Смешанный вид производства ремонтов применяется на заводах тяжелого машиностроения и на мелких и средних заводах.
Работы по ремонту и межремонтному обслуживанию металлорежущих станков выполняются бригадным способом, что объясняется необходимостью сокращения простоя ремонтируемых станков и лучшего использования квалификации рабочих. Количественный состав бригады устанавливают, исходя из сложности и трудоемкости планируемых ремонтов.
При определении состава ремонтных бригад по квалификациям необходимо пользоваться «Единым тарифно-квалификационным справочником рабочих сквозных профессий».
Ниже приводятся краткие квалификационные характеристики слесарей-ремонтников применительно к шестиразрядной сетке.
1 разряд. Опиловка наружных и внутренних поверхностей, зачистка заусенцев у деталей; резка металла ножовкой. Разборка, ремонт и сборка простых узлов и механизмов. Простые слесарные работы по образцам, разметке, шаблону. Обработка деталей по 5—7 классу точности. Ремонт несложного оборудования, подъемных механизмов и транспортных средств совместно со слесарем-ремонтником более высокой квалификации.
2 разряд. Разборка, ремонт и сборка отдельных узлов и механизмов несложного оборудования, агрегатов, машин, подъемных механизмов и транспортных средств. Ремонт и изготовление новых деталей средней сложности по 4—5 классу точности и простых приспособлений для ремонта и сборки. Ремонт и монтаж сложного оборудования совместно со слесарем более высокой квалификации.
3 разряд. Текущий, средний и капитальный ремонт, монтаж, проверка и регулирование оборудования средней сложности.
Слесарная обработка и пришабривание деталей и узлов по 3—4 классу точности. Составление дефектных ведомостей на отдельные узлы и несложное оборудование. Ремонт и монтаж особо сложного и крупногабаритного оборудования совместно со слесарем-ремонтником более высокой квалификации.
4 разряд. Капитальный ремонт, сборка, наладка, монтаж сложного оборудования. Сложные, ответственные и точные слесарные работы по ремонту оборудования и его узлов по 2—3 классу точности. Восстановление координат шабровкой. Испытание, регулировка и сдача оборудования после ремонта. Составление дефектных ведомостей на капитальный и средний ремонт оборудования. Изготовление приспособлений для сборки и монтажа оборудования.
5 разряд. Капитальный и средний ремонт особо сложного металлообрабатывающего, кузнечно-прессового и другого оборудования. Составление дефектных ведомостей на ремонт оборудования. Слесарная обработка деталей и узлов по 1 и 2 классу точности. Монтаж, испытание, регулирование и сдача отремонтированного оборудования.
6 разряд. Капитальный и средний ремонт особо сложного и крупногабаритного оборудования и автоматических линий металлообрабатывающих станков, имеющих сложные агрегаты. Восстановление и замена особо сложных и ответственных узлов, механизмов и деталей. Выявление и устранение дефектов во время эксплуатации оборудования и при проверке в процессе ремонта. Проверка на точность и производительность; испытание и сдача отремонтированного оборудования. Восстановление координат станка с длиной станины свыше 10 м.
Для определения среднего разряда бригады при выполнении ремонтных работ металлорежущие станки по степени сложности разбиваются на четыре группы: малой, средней, большой и особой сложности. В табл. 28 приводятся средние тарифные разряды бригад по ремонту в зависимости от степени сложности станков.
Таблица 28
Средние тарифные разряды работ бригад
Степень сложности станков Величина тарифного разряда для различных работ
слесарных станочных прочих
Малая .... 3,0 3,0 3,0
Средняя .... 3,5 3,5 3,0
Большая .... 4,0—5,0 4,0 3,0
Особая ..... 5,5 5,0 3,0
Для сокращения простоев станков на ремонте целесообразно, чтобы обеденные перерывы и выходные дни у производственных рабочих и ремонтников не совпадали. Необходимо также использовать те смены, в которых оборудование не работает. Длительность простоя станков на ремонте может быть значительно сокращена при узловом или последовательно-поузловом методах ремонта.
При узловом методе ремонта узлы станка, требующие ремонта, заменяют запасными, приобретенными или заранее отремонтированными. К таким узлам относятся передние бабки, фартуки, суппорты, шпиндельные коробки, револьверные и шлифовальные головки. Заранее подготовленные узлы должны быть проверены и испытаны. Узловой метод ремонта целесообразно применять в тех случаях, когда на заводе имеются в значительном количестве станки одинаковых моделей или отдельные станки, ограничивающие производство.
При последовательно-поузловом методе узлы станка ремонтируются не все одновременно, а последовательно. Такой ремонт производят в рабочее время без остановки станка. При последовательно-поузловом методе ремонта станок разбивают на узлы, затем составляют график очередности их ремонта.
Особенно важное значение имеет правильная организация ремонта для оборудования, работающего в потоке или автоматических линиях, так как выход из строя или кратковременная остановка одного агрегата может привести к прекращению выпуска продукции. Ремонт оборудования в поточных и автоматических линиях производят узловым или последовательно-поузло-вым методами в нерабочие смены и дни. Если же в наличии имеются резервные агрегаты, то агрегаты, требующие ремонта, снимают с фундамента и ремонт их производят вне линии. Особое внимание обращается на подготовку к ремонту такого оборудования. Для этого проводится следующая работа: 1) изготовляются недостающие и проверяются имеющиеся чертежи; 2) разрабатывается технологический процесс восстановления деталей и ремонта всего агрегата; 3) заблаговременно изготовляются запасные детали; 4) подбираются необходимый инструмент, приспособления и подъемно-транспортные средства; 5) составляется график ремонта. При ремонте оборудования в поточных и автоматических линиях широко используются средства механизации ручных пригоночных операций.
Ремонт транспортных устройств, обслуживающих ремонтируемый агрегат, производится одновременно с ремонтом самого агрегата.
Ремонт прецизионных станков требует строгого соблюдения специальных правил и инструкций. Не рекомендуется без край-8*
ней необходимости производить разборку станка и особенно тех узлов, которые определяют его точность. Запрещается пользоваться электротельфером при разборке станка. Средние и капитальные ремонты производятся по разработанной технологии ремонта. Разрабатывается также технологический процесс изготовления или восстановления наиболее ответственных и точных деталей станка (шпиндели, коррегирующие линейки, винты). Ремонт прецизионных станков должен выполняться специально обученной бригадой, а ремонт оптических устройств таких станков поручается специалисту.
Проверку точности ответственных деталей производит отдел технического контроля (ОТК) с привлечением работников измерительной лаборатории.
Крупным и уникальным станкам уделяется особое внимание, как наиболее дорогим и обычно лимитирующим ^производство. На все крупные и уникальные станки заводятся учетные карточки, паспорта, кинематические схемы, чертежи на наиболее ответственные и запасные детали и другая техническая документация. Перед ремонтом крупных и уникальных станков проводится необходимая подготовительная работа: 1) составляется предварительная дефектная ведомость, в которой указывается перечень операций, подлежащих выполнению при ремонте, а также перечень деталей, которые должны быть изготовлены или отремонтированы; в период разборки предварительная дефектная ведомость уточняется; 2) разрабатывается технология ремонта; 3) подбирается инструмент и приспособления; 4) проверяется наличие и состояние подъемно-транспортных средств; 5) комплектуются и инструктируются ремонтные бригады; 6) подготовляется рабочая площадка.
Механическая и электрическая части станков должны ремонтироваться одновременно. Продолжительность капитального и других видов ремонтов электрической части станков обычно меньше продолжительности ремонта механической части, а поэтому при работе станков в две смены простои на ремонт электрооборудования не планируются. Для выполнения ремонта электрической части станков отделы главного механика и энергетика согласовывают месячные планы ремонтов.
Перед ремонтом тяжелых и уникальных станков, имеющих сложную электрическую часть, бригадиры или мастера бригад слесарей-ремонтников и электриков разрабатывают совместно план последовательности разборки и сборки станка. Все работы, связанные с электрооборудованием станков, должны выполняться только рабочими электротехнической специальности. Чтобы исключить возможность поражения рабочих электрическим током, станок перед разборкой отключается электромонтером от
сети и принимаются меры, исключающие опасность случайного включения тока до окончания ремонтных работ.
Ремонт оборудования является разновидностью машиностроительного производства, поэтому для него действительны все основные положения по технике безопасности, установленные для обработки металлов, сборки, разборки и транспортировки деталей и узлов.
4. РАЗБОРКА СТАНКА
Перед разборкой станка необходимо ознакомиться с его устройством, установить назначение и взаимодействие отдельных узлов и деталей. Если наружным обследованием станка нельзя выяснить устройство и назначение некоторых его узлов и деталей, то необходимо ознакомиться с\цмеющимися инструкциями и чертежами и лишь после этого приступить к разборке.
Снятые при разборке станка детали следует промыть, протереть и уложить в ящики или на стеллажи, не нагромождая их одну на другую, чтобы при сборке все нужные детали были под рукой. Все замененные детали надо хранить до пуска и сдачи станка, так как они могут понадобиться для уточнений, связанных с работой вновь изготовленных деталей, а также для того, чтобы проверить, все ли детали поставлены обратно в станок.
Разборка крупных и особо крупных станков — операция сложная и поэтому такой работой должен руководить механик цеха или в крайнем случае мастер. Перед разборкой надо подробно ознакомиться с имеющимися фирменными материалами и инструкциями. Обследованием станка на месте необходимо тщательно выяснить последовательность разборки, чтобы не нарушить преждевременно цельности кинематики какого-либо узла, так как в этом случае возможны неожиданные падения деталей. Следует также наметить узлы и детали, которые должны разбираться только в присутствии механика цеха или мастера.
До начала разборки станка необходимо:
а) расчистить площадь около станка, достаточную для нормальной работы людей и для правильной укладки деталей, снятых со станка, а также для кантовки их;
б) проверить наличие необходимых для работы исправных и испытанных стропов и чалочных приспособлений;
в) обеспечить необходимое количество подкладок, распорок и козел для укладки снятых деталей и для предохранения от падения деталей и узлов, еще не разобранных и требующих крепления в процессе разборки;
г) проверить наличие и качество необходимых рымов;
д) запустить станок и проверить работу всех механизмов;
е) для сравнения коэффициента полезного действия станка после ремонта замерить мощность станка на холостом ходу;
ж) провести все необходимые проверки;
з) отключить питающие станок электропровода и изолировать их концы.
В процессе разборки станка и снятия отдельных деталей следует обращать особое внимание на следующие узлы и детали станков:
1. Рукава и шпиндели радиально-сверлильных станков. При разборке винта подъема рукава сам рукав должен быть опущен до упора в крайнее нижнее положение и зажат на гильзе в продольном направлении по отношению к фундаментной плите. Если при этом положении винт вынуть нельзя, надо опустить рукав на специальные козлы или брусья и лишь после этого разъединить крепления винта. При разборке сверлильного шпинделя надо учесть, что он может упасть при снятии груза или разъединении крепления.
2. Грузы и шпиндельные коробки расточных станков. Грузы должны быть надежно подвешены или опущены на подставки, после чего шпиндельная коробка должна быть опущена также на подставки. Лишь после этого можно разъединить узлы подъема шпиндельной коробки и подвеса грузов.
3. Поперечные направляющие, суппорты, грузы продольнострогальных, продольно-фрезерных, карусельных и других станков. Меры для предупреждения аварий при разборке следует принимать те же, чт^и в пунктах 1, 2.
4. Тяжелые планшайбы станков, снимаемые краном. Планшайбы тяжелых токарных станков, как правило, напрессованы на шпиндель, поэтому они снимаются вместе со шпинделем. Разборка узла шпинделя определяется в каждом случае отдельно в зависимости от конструкции узла, веса деталей и наличия подъемных средств. Планшайбы токарных станков, навертываемые на шпиндель, снимаются с него следующим способом. Посредством ломика, вставленного в паз планшайбы, легкими толчками освобождается ее затяжка. Затем планшайба подвешивается на кран так, чтобы при сходе с нарезки шпинделя она не могла перевернуться и ударить в станок, после чего приводится во вращение шпиндель станка. Приспособление для подвешивания должно закрепляться не менее чем в двух пазах планшайбы. На станину станка подкладываются деревянные подкладки, чтобы при сходе со шпиндел-я планшайба не могла удариться о металл.
Планшайбы крупных карусельных станков, снятые вместе со шпинделем, укладываются на специальные подставки или козлы шпинделем вниз. Необходимо сразу укладывать планшайбу так, чтобы при ремонте не нужно было ее поворачивать. Перед сня
тием планшайбы вместе со шпинделем при помощи крана следует разобрать узел подпятника шпинделя.
5. Длинные валы и винты, вынимаемые с помощью крана. В случае снятия вверх, если на валах и винтах нет специальных рымов или утолщений, препятствующих скольжению каната, необходимо пользоваться зажимными хомутами. При вынимании в сторону также надо пользоваться хомутами, чтобы ветви стропа не могли сдвинуться друг к другу, результатом чего может быть поворот или прогиб поднимаемой детали. Винты и валы должны укладываться на подкладки.
6. Станины станков и сами станки, снимаемые с фундамента при помощи крана. При подъеме станины станка краном надо освободить ее от всех креплений, удалить прилипший бетон и затем посредством подбивки клиньев (если станок не был закреплен на башмаках) отделить от фундамента. Лишь убедившись в том, что станина освобождена от всех креплений и лежит только на клиньях, поднимают ее настолько, чтобы было можно проверить правильность подвешивания. Убедившись в этом, можно продолжить транспортировку груза. При освобождении станка с фундаментных болтов необходимтгучитывать его устойчивость в подвешенном состоянии. Особенно это важно для сверлильных станков. В случае неустойчивости станка необходимо снять узлы, создающие неустойчивость, или дать надежные распоры.
У радиально-сверлильных станков рукав, кроме укрепления хомутом, необходимо укрепить дополнительно, чтобы он не смог произвольно повернуться поперек фундаментной плиты и тем самым опрокинуть станок.
При ремонте станок вначале разбирают на узлы, а затем на отдельные детали. Разобранные детали нужно промыть и сложить в ящик. Желательно для каждого узла станка иметь отдельный ящик, чтобы не смешивать схожие по конфигурации и размерам детали и не осложнять сборку.
Крепежные детали: болты, гайки, шпильки, шайбы желательно оставлять в деталях с навернутыми гайками или же складывать их в отдельный ящик; при этом болты обязательно должны складываться с навернутыми гайками и надетыми шайбами. Детали, сопрягающиеся друг с другом, маркировать кернами в нерабочих местах, не портя внешнего вида деталей.
Крупные детали укладывать на чистых досках, уложенных на подставках или на специально поставленных для этой цели стеллажах. На сложные узлы перед разборкой и в процессе разборки желательно сделать схемы расположения и сопряжения отдельных деталей.
Детали, собранные по неподвижным посадкам, например шкивы, муфты, шестерни, если они длительное время не разбира
лись, часто бывает очень трудно разобрать, применяя обычные методы.
Такие соединения следует распрессовывать на прессе. Однако это не всегда возможно из-за конструкции деталей или из-за отсутствия пресса. Тогда нужно применить смачивание посадочных мест керосином, опуская мелкие детали в керосин целиком, а крупные детали обкладывать тряпками, смоченными в керосине. Если и после этого деталь не снимается, можно во время снятия проковывать ее жесткими ударами молотка через медную прокладку. Если же проковка не поможет, надо быстро нагреть деталь, охлаждая вал мокрыми тряпками. При неудаче и этого способа придется уничтожить одну деталь, сохраняя другую.
Ни в коем случае не приступать к выпрессовке какой-либо детали, если нет уверенности в том, в какую сторону следует вы-прессовывать и все ли крепящие устройства раскреплены.
Отвинчивание тугих гаек и болтов также лучше проводить при смачивании резьбы керосином. Крупные гайки можно подогревать, а мелкие простукивать по граням, прижимая к противоположной грани массивный металлический предмет или тяжелый молоток. Туго вывинчивающийся болт полезно раскачать ударами по головке с одновременным повертыванием болта ключом в ту и другую сторону. Чрезмерные усилия при отвинчивании болтов часто приводят к тому, что резьба задирается.
В качестве примера рассмотрим разборку коробки скоростей токарного станка (фиг. 24).
Начинать разборку надо с деталей, снятию которых не мешают другие детали. Например, начиная разборку вала 13, следует снять крышку 6, отвернув винты 7. Контрольный штифт 3 можно вынуть заранее или же снимать крышку вместе с ним. Обычно контрольные штифты имеют в торце нарезанное отверстие, в которое ввинчивается шпилька, за которую штифт вытягивается. Часто штифт имеет наружную нарезку с навинченной гайкой, ввинчивая которую можно выпрессовать штифт из гнезда.
Сняв крышку 6, нужно освободить зажим разрезного угарного кольца 4, для чего следует ослабить шуруп 5. После этого упорное кольцо 4 легко свинчивается и снимается. Теперь можно снять целиком узел шкива 8 вместе с шарикоподшипниками, а затем и фланец 10, отвернув болты 9. Маслоотражательное кольцо 12 не мешает дальнейшей разборке, но чтобы не забыть, его лучше снять, вывинтив стопорный шуруп 11.
Теперь разборку нужно приостановить и выяснить, в какую сторону будет выниматься вал 13 и какие детали могут быть оставлены на нем без разборки, так как разбирать в коробке труднее, чем в свободном положении. Наиболее выгодно, отвинтив винты 15, 20 и вытянув стопорный штифт 18, вал 13 вместе со
фиг. 24. Коробка скоростей токарного станка.
Разборка станка
всеми деталями, сидящими на нем, вынуть вправо через отверстие для корпуса реечного механизма 22. Однако движению вала 13 вправо будет препятствовать гильза 14 и стопорное кольцо 16, которые не пройдут мимо шестерни 17. Следовательно, вал 13 нужно вынимать влево, разбирая все детали, мешающие выемке вала, в коробке скоростей и снимая их с вала по мере движения его влево.
Это очень кропотливо и неудобно вследствие тесноты, поэтому начинать разборку более целесообразно было бы не с вала /3, а с промежуточного вала 23. Разборка этого вала очень проста. Сняв крышки 2 и 24, можно движением вала вправо или влево освободить, а потом и вынуть кольца 1 и 25 конических роликоподшипников, после чего вал 23 со всеми деталями, сидящими на нем, вынуть вверх через крышку коробки.
Такая последовательность разборки кажется целесообразной при рассмотрении фиг. 24, которая сделана в развернутой проекции, т. е. в проекции, на которой оси всех валов показаны в одной плоскости. В действительности это не так: ось промежуточного вала 23 находится в коробке ниже осей вала 13 и шпинделя. Поэтому выемка вала 23 вверх вместе с деталями, сидящими на нем, будет затруднительна.
Учитывая все условия разборки, можно прийти к заключению, что наиболее правильным было бы начать разборку со шпинделя, затем вынуть со всеми деталями вал 23 и после этого, имея достаточно свободного места, приступить к разборке вала 13. Дальнейший анализ разборки вала 13 приводит к заключению, что и после удаления вала 23 вал 13 придется вынимать влево, снимая с него постепенно детали, так как при движении вправо детали 14 и 16 не пройдут через отверстие, освобождаемое деталью 19. а деталь 19 не пойдет через отверстие, освобождаемое деталью 21.
Из рассмотренного примера выясняется последовательность разборки сложного механизма.
Очень часто в станках и особенно в коробках скоростей встречаются детали, которые должны устанавливаться только в вполне определенном положении относительно других деталей или целых кинематических звеньев. Для фиксирования положения таких деталей заводы обычно маркируют их, но иногда маркировка отсутствует. Поэтому, разбирая станок, нужно иметь в виду это обстоятельство и проверять наличие маркировки, а также трудности, которые могут возникнуть при последующей сборке.
Примером деталей, требующих определенной фиксации их расположения в коробке скоростей и подач, могут служить шестерни, которые должны быть расположены на валах в опреде
ленной последовательности на вполне определенных расстояниях на оси вала, рейки и сектора для передвижения включающих вилок. Поэтому прежде, чем разбирать коробку скоростей или подач, нужно проверить правильность положения всех рукояток согласно фиксаторам. Если имеются переходы или недоходы рукояток до своих мест, надо замерять величину отклонений и при разборке коробки выяснить причину дефекта с тем, чтобы устранить ее в дальнейшем.
Разбирая соединение рейки с сектором включения, нужно проверить, имеется ли маркировка зубьев, рейки и сектора. При отсутствии маркировки заметить мелом зуб на секторе и впадину рейки, в которую входит данный зуб (лучше в положении сектора, соответствующем холостому ходу), затем нанести маркировку. Маркировку можно наносить, выбивая нули на торце зубьев сектора и рейки.
5. ДЕФЕКТОВКА ДЕТАЛЕЙ
Перед дефектовкой детали, снятые со станка, очищаются от грязи и промываются. Для промывки применяются керосин, бензин и специальные растворы. При применении керосина и других горючих жидкостей надо иметь в виду, что они не только опасны в пожарном отношении, но их пары вредны для здоровья. Кроме того, все эти жидкости вызывают коррозию обработанных поверхностей, поэтому после их применения детали необходимо промывать горячей водой и насухо вытирать.
Детали необходимо промывать в специальных моечных ваннах. Очень крупные детали промываются смоченными в керосине тряпками.
При промывке деталей бензином к нему добавляют 3% тетрахлорина, который уменьшает способность бензина к воспламенению. Однако следует иметь в виду, что выделяющиеся соединения хлора могут оказывать вредное действие на детали из меди и алюминия.
Для горячей промывки деталей наибольшее применение имеют растворы следующих составов:
1) на 1 л воды 7 г каустической соды, 11 г кальцинированной соды, 9 г фосфорнокислого натрия и 1,5 г зеленого мыла;
2) на 1 л воды 23 г едкого натрия, б г углекислого натрия и 3 г зеленого мыла;
3) на 1 л воды 10 г жидкого стекла и 5 г каустической соды.
Эти растворы применяются, как правило, в подогретом состоянии. Температура раствора поддерживается 60—80°.
Для горячей промывки и обезжиривания деталей применяют
ся переносные и стационарные ванны. Постоянные ремонтные участки оборудуются стационарными моечными установками для горячей промывки деталей.
После очистки и промывки определяют дефектность деталей. Для этого знакомятся с их рабочими чертежами. Обычно при этой операции детали подразделяются на три группы: годные без ремонта, требующие ремонта и негодные, подлежащие замене. Очень часто вопрос о замене или ремонте детали решается в зависимости от ее сложности и производственных возможностей предприятий. При определении дефектности деталь вначале подвергают внешнему осмотру, затем производят ее измерение и в некоторых случаях проверяют на взаимодействие с сопряженной деталью.
Технических условий на выбраковку деталей станков по величине предельного износа пока еще нет, поэтому ремонтники решают вопрос о замене или ремонте деталей на основании своего опыта.
При выбраковке деталей составляется дефектная ведомость. По ней определяется объем ремонтных работ, количество материалов, необходимых для ремонта, затраты труда в часах. На основании дефектных ведомостей изучаются причины преждевременного износа деталей. Ремонт того или иного механизма производится в соответствии с данными дефектной ведомости, которая в ремонтном деле играет роль технологической карты, позволяет контролировать качество ремонта, планировать работу в бригаде и т. д. Имеется два вида дефектных ведомостей: предварительная и окончательная рабочая дефектная ведомость. По форме предварительная дефектная ведомость не отличается от рабочей.
В предварительную дефектную ведомость должны быть записаны детали, которые будут заменяться при ремонте новыми, а также детали, которые хотя и не заменяются, но ремонт их потребует разработки технологии, изготовления чертежей, специального инструмента, приспособлений, переделки чертежей на отдельные узлы и т. д. Вообще в предварительную дефектную ведомость вносится все то, что можно сделать до начала ремонта, чтобы сократить его продолжительность и не создавать каких-либо затруднений при ремонте. Также записываются все детали, имеющиеся на центральном складе запасных частей. В этом случае в дефектной ведомости указывается, где взять запасную деталь.
Подготовку к составлению предварительной дефектной ведомости проводит конструкторское бюро, которое должно иметь план подготовок на каждый месяц года, а на данный месяц — график остановки каждого станка. Конструктор к этим срокам
подбирает альбом чертежей, восстанавливает недостающие чертежи и производит изменения, если это требуется, в существующих конструкциях отдельных деталей и узлов.
Составление предварительной дефектной ведомости производит инспектор по оборудованию отдела главного механика (ОГМ) совместно с механиком цеха и конструкторами.
Дефектная ведомость с подобранными чертежами поступает в плановое бюро, которое выдает заказы на изготовление заготовок и деталей, а затем в технологическое бюро, которое разрабатывает технологические процессы, конструкции специального инструмента и необходимых приспособлений, и передает дефектные ведомости с разработанной технологической документацией на участок ремонтного цеха.
Во время разборки станка для ремонта предварительная дефектная ведомость уточняется, отчасти изменяется и, главным образом, дополняется. После этого предварительная дефектная ведомость становится рабочей дефектной ведомостью, которой предусмотрено уже все до мелочей, не включенных в предварительную дефектную ведомость. Рабочая дефектная ведомость должна ясно показывать, какие детали и в какой последовательности по узлам заменяются новыми: Указываются способы сочленения старых деталей с новыми. В ней должны быть перечислены все работы вплоть до снятия станка с фундамента, разборки, транспортировки в ремонтный цех и всех сопутствующих
Таблица 29
Дефектная ведомость (рабочая)
о п 6 £Х а
Наименование о <U S’ go S ® Операция
узлов и деталей 5* S Q.® W Ч X Л о ч
о X Ном< ли н те же ь с 2 о <5 о Ш л к
Механизм скоростей
Соединительная муф-
та . . 1 00 000 — Сменить
Вал ротора ..... 1 00 000 — Наварить и проточить на 45Н, шпоночный паз 14x70x5 фрезеровать
Вал фрикциона . . . 1 00 000 — Хромировать четыре шейки
Диски фрикциона . . Вилка перевода ше- 6 00 000 Склад Сменить
стерни Шлицевый вал . . . 1 00 000 — Наварить бронзой и проточить по чертежу
1 00 000 — Ремонтировать согласно чертежу
работ, ремонта всех ограждений и кожухов, испытания на стенде и на производстве, монтажа на месте после ремонта с установ кой электропроводки и сдачей станка ОТК и цеху.
Подпись механика цеха-заказчика на дефектной ведомости обязательна. Это необходимо потому, что механик изучает станок в процессе его эксплуатации и может дать ряд ценных указаний, которые можно использовать при ремонте.
Для примера приведена выборка записей из дефектной ведомости (табл. 29).
6. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ И СБОРКУ ОСНОВНЫХ ДЕТАЛЕЙ СТАНКОВ
Качество механической обработки деталей должно соответствовать требованиям чертежа, нормалей и стандартов. Чисто обработанные поверхности не должны иметь следов вибрации и дрожания режущего инструмента, заусенцы и острые углы должны быть сняты. Изготовленные детали принимаются ОТК и маркируются номером чертежа, по которому они изготовлялись.
Направляющие поверхности скольжения станин, столов, кареток должны иметь твердость согласно нормалям. В пределах одной и той же направляющей скольжения колебание твердости не должно быть больше НВ 25 при длине направляющих до 4 м и НВ 35 при длине более 4 м. Для направляющих станин, состоящих из нескольких отдельных частей, колебание твердости допускается до НВ 45 на всей длине направляющей. Указанные отклонения даются с условием, чтобы значения НВмакс и НВмцн не выходили из допускаемых пределов.
Направляющие поверхности скольжения должны чисто обрабатываться шабрением, шлифованием или другим способом, который сообщает поверхности такое же высокое качество. Закаленные направляющие должны быть тонко отшлифованы.
Шабрение направляющих выполняется равномерно по всей их площади. Определение качества шабрения производится по краске, по количеству пятен на площади 25X25 мм, причем количество пятен получается как среднее арифметическое при замерах, не менее чем в трех разных местах направляющих. Количество несущих пятен на площади 25X25 мм должно быть не менее 16 для направляющих высокоточных (прецизионных) станков, 10 — для направляющих скольжения шириной меньше 250 мм и 6 — при ширине направляющих больше 250 мм.
Направляющие скольжения должны по всей поверхности прилегать к соответствующим поверхностям сопряженных деталей, Плотность прилегания проверяется на краску и щупом 0,04 мм, который не должен заходить в стык между сопряженными по*
верхностями; допускается лишь закусывание щупа на длине 25 мм с торцов направляющих.
Клинья для регулирования зазоров должны плотно прилегать к направляющим по всей длине как в плоскости скольжения, так и в плоскости прилегания.
Широкое применение при ремонте станков находят наделки на направляющие скольжения. Наделки ставятся на направляющие плотов суппортов и столов токарных, карусельных, револьверных, расточных, фрезерных, зуборезных и других станков. Опыт работы показывает, что после установки наделок износ направляющих значительно уменьшается. Толщина наделок зависит от размеров станка и веса узла, давление которого испытывают направляющие, а также от режима работы станка. Толщина наделок берется с таким расчетом, чтобы при последующих капитальных ремонтах была возможность ремонта их строганием и шабрением.
В настоящее время в качестве материала для наделок широко применяются пластические массы (текстолит, гетинакс, винипласт, древесно-слоистые пластики) и металлические сплавы, например, ЦАМ 10—5, латунь ЛМцС 58—2—2. Опыт эксплуатации станков с наделками на направляющих скольжения из пластических масс и антифрикционных сплавов показал, что износ чугунных направляющих, например станин, работающих в паре с пластмассой, значительно меньше, чем при работе в паре с чугуном. Применение наделок из пластмасс почти полностью устраняет образование задиров на трущихся поверхностях станин. Наилучшие результаты получаются при применении наделок из текстолита и ЦАМ 10—5 на направляющие поверхности тяжелых станков. Хорошие результаты получаются также и при применении наделок в станках средних размеров.
Наиболее часто для наделок на направляющие применяют текстолит, выпускаемый в виде листов и плит. При отсутствии текстолита при ремонте станков применяют менее дефицитные материалы: винипласт и гетинакс. Эти пластмассы рекомендуется применять для деталей станков, работающих с небольшими скоростями, равными примерно скоростям подач.
Наделки из пластмасс устанавливаются на закрытых поверхностях— на плотах суппортов токарных и револьверных станков, на столах продольно-фрезерных и продольно-строгальных станков и т. д. В станках с круговыми направляющими, например в карусельных станках, наделки можно ставить на направляющих планшайбы или станины. Наделки прикрепляются к металлическим поверхностям винтами или штифтами, однако чаще всего они приклеиваются. Толщина наделок равна 2—4 мм для станков средних размеров и до 10 мм для тяжелых станков.
Перед постановкой наделок производят строгание направля ющих поверхностей станины и плота суппорта с таким расчетом чтобы после закрепления наделок на поверхностях плота сохра нить исходное взаимное положение узлов и деталей станка. За тем шлифуют или шабрят направляющие станины в соответствии с нормами точности и чистоты обработки и по этим поверхностям грубо пришабривают направляющие плота суппорта.
Наделки изготовляют из листового текстолита марок ПТ или ПТ-1. Перед наклеиванием на сопрягаемых плоскостях наделок и каретки наждачной шкуркой создают повышенную шероховатость. Склеивание производят эпоксидными или карбинольными клеями. Перед нанесением слоя, например эпоксидного клея, поверхность обезжиривают бензином Б-70 и в течение 10—20 мин. просушивают. Клей наносят ровным слоем толщиной 0,1—0,2 лш. Для вытеснения воздуха и равномерного распределения клея поверхности слегка притираются. Затем плот с наклеенными наделками накладывают на станину и прижимают к ней грузом из расчета 0,2 кГ/см2 склеиваемой поверхности. Продолжительность выдержки под нагрузкой при температуре не ниже 15° должна быть 24 час. Качество склеивания определяется легким простукиванием молотком по поверхности накладок — однотонный звук указывает на непрерывность клеевого соединения.
Работать с эпоксидными клеями следует в перчатках и в помещении с хорошей вентиляцией.
В тяжелых станках наклеиваемые наделки по концам закрепляются винтами. Это делается для того, чтобы приклеиваемые текстолитовые наделки во время установки тяжелого плота суппорта на станину не могли сдвинуться со своего места. При ремонте станков припуск на шабрение текстолитовых наделок принимается 0,2—0,3 мм.
Очень удобны для ремонта станки с уже имеющимися текстолитовыми накладными направляющими. Применение наклеиваемых тонкослойных накладок из пластических масс позволяет при ремонте оборудования с наименьшей трудоемкостью восстанавливать трущиеся поверхности направляющих. Таким образом, первоначальные затраты на изготовление накладных направляющих окупаются при последующих ремонтах.
Весьма хорошие результаты получены Уралмашзаводом при восстановлении планшайб карусельных станков наплавкой антифрикционным и относительно недорогим цинковым сплавом ЦАМ 10—5. В настоящее время Коломенским заводом тяжелых станков изготавливаются крупные карусельные станки, на круговые направляющие планшайб которых наносится слой антифрикционного сплава ЦАМ 10—5, хорошо противостоящий образованию задиров.
Шкивы для плоских и клиноременных передач. Биение обода в зависимости от его диаметров не должно превышать следующих величин:
Диаметр шкива, мм............до 300
Радиальное биение, мм . . . .0,10
Торцовое биение, мм..........0,06
300—600
0,15
0,08
Шкивы и другие вращающиеся детали должны ваться статически или динамически в соответствии с приведенными в табл. 30.
балансиро-условиями,
Таблица 30
Условия выбора вида балансировки
Скорость, м/сек Отношение В : D Вид балансировки
3—6 Любое Статическая
6—15 Меньше 1 Статическая
Больше 1 Динамическая
св. 15 Меньше 1/3 Статическая
Больше 1/2 Динамическая
П ри меча н не. В—ширина обода шкива; О—диаметр шкива.
Динамическая балансировка может производиться только на специальной машине, а при ее отсутствии, когда по условиям работы требуется динамическая балансировка, статическую балансировку следует производить с особенной тщательностью, с наиболее возможной точностью.
Шпиндели, работающие с окружной скоростью больше 3 м/сек, должны балансироваться.
Передние концы шпинделей выполняются по существующим стандартам для токарных и револьверных станков ОСТ 428; для сверлильных и расточных ГОСТ 2701—44; для фрезерных ГОСТ 836—47; для шлифовальных ГОСТ 2323—51.
Твердость поверхности шеек, вращающихся в подшипниках скольжения при числе оборотов больше 1000 об/мин., будет HRC 54—60, при числе оборотов 300—1000 об/мин. не меньше НВ 220, при числе оборотов меньше 300 об/мин. твердость шеек не регламентируется.
Биение мест посадок зубчатых колес относительно опорных Шеек для колес 1 и 2 класса допускается не свыше 0,015 жл^для колес 3 и 4 класса — не свыше 0,03 мм.
9 Заказ № 936
Допустимое отклонение от совпадения оси резьбы с осью опорных шеек, измеренное по среднему диаметру резьбы, не должно превышать 0,25 мм. Биение торца опорной гайки, плотно навернутой на шпиндель, не должно превышать 25 мк на радиусе 50 мм.
Шлицевые валы. Биение центрирующей поверхности шлицевого участка относительно опорных шеек допускается для зубчатых колес 1 и 2 класса не свыше 0,02 мм, для зубчатых колес 3 и 4 класса не свыше 0,04 мм.
Суммарная ошибка шага и неравномерности ширины шпонок допускается не свыше 0,02 мм. Отклонение боковых граней шпонок от параллельности оси вала допускается на длине 100 мм не свыше 0,02 мм.
Твердость поверхностей шпоночной части вала, по которой будут скользить передвижные детали при числе перемещений свыше 15 в часНКС 50—60, при меньшем числе перемещений не ниже НВ 220.
Зубчатые колеса. Согласно нормалям станкостроения зубчатые колеса делятся на 4 класса:
1 класс — зубчатые колеса высокой точности для делительных механизмов и прецизионных станков, когда от зубчатых колес требуется сохранение точного и постоянного передаточного отношения при малых углах поворота. К этому же классу относятся все зубчатые колеса, работающие со скоростью 15 м/сек и выше;
2 класс — зубчатые колеса коробок скоростей и подач станков нормальной точности, а также колеса, работающие с окружной скоростью от 10 до 15 м/сек\
3 класс — зубчатые колеса, работающие с окружной скоростью от 5 до 10 м/сек\
4 класс — зубчатые колеса ручных и тихоходных передач, работающих с окружной скоростью до 0,5 м/сек.
Зубчатые колеса, работающие с окружной скоростью свыше 3 м/сек, должны, как правило, закаливаться; твердость поверхности зуба после закалки должна быть не меньше HRC 48.
Наружный диаметр цилиндрических зубчатых колес должен выполняться с допусками, указанными в табл. 31.
Биение по наружному диаметру и непараллельность торцов зубчатых колес допускается согласно табл. 32.
Толщина зуба по делительной окружности должна лежать в пределах, указанных на чертеже; при отсутствии таких указаний на чертеже толщина принимается равной половине шага с минусовыми допусками, указанными в табл. 33.
При сборке правильность зацепления зубчатых колес должна проверяться па краску. Касание зубьев по высоте должно быть не менее чем на 60% профиля, а по длине для колес 1 класса
Таблица 31
Допустимые отклонения по наружному диаметру зубчатых колес
Класс точности Величина •опуска, мк, при диаметре колеса, мм
4 0—100 101—200 2 0^—4 00 401—800 801—1200 1201 — 1600
1 —25 —30 —35 —50 —60 —89
2 —45 —50 —60 —80 — НО — 140
3 —80 —90 — 100 — 140 —200 —250
4 — 140 — 150 — 180 —240 —320 —400
Примечание. 1. Эти допуски даются при условии, что измерение элементов
зуба производится от наружного диаметра.
2. При получении фактического размера наружного диаметра с отклонениями боль-
1ННМИ, чем указано п таблице, размер фактического диаметра, измеренный с точностью
до 0,02 мм, выбивается на торце зубчатого колеса и контроль элемент •. зуба нропзво-
Дмтся с учетом полученного отклонения от чертежного размера наружного диаметра.
Таблица 32
Допустимое биение по окружности выступов и по торцу зубчатых колес
Класс точности Величина биения, мк, при шаметрс колеса, мм
40—100 101—200 201—4 00 4 01—800 801 — 1200 1201 — 1600
1 15 20 25 35 50 60
2 30 35 40 60 80 ПО
3 40 50 70 80 100 130
4 100 110 140 180 220 280
75%, 2 класса 65%, 3 класса 50%. Для колес 4 класса разрешается касание в отдельных точках, расположенных равномерно по длине профиля зуба.
Корпуса коробок скоростей и подач точных станков; корпуса^ несущие шпиндель шлифовальных станков; шпиндельные блоки миогошпиндельных автоматов и им подобные детали отливаются из чугуна СЧ 32—52. Корпуса коробок скоростей обычных станков, корпуса коробок подач, фартуков, консолей и других аналогичных деталей отливаются из чугуна СЧ 21—40. Корпуса второстепенных деталей, например коробок переключения, передачи ручных движений и т. п., отливаются из чугуна СЧ 15—32.
Отклонения от размера межцентрового расстояния и допуски на перекос и непараллельность осей расточек в корпусах кора-
Таблица 33
Допустимые отклонения от размера по толщине зуба
К ла сс точности Модуль, мм Величина допуска, мк, при диаметре колеса, мм
40—100 101—200 201—400 401—800 801 — 1200 1201 — 1600
2 1,0—2,25 40 45 50 60
2,5—4,0 40 45 50 60 80 100
4,5—6,0 40 45 50 70 90 ПО
6,5—8,0 40 45 50 70 90 110
3 1,0—2,25 60 70 80 110
2,5—4,0 70 70 90 120 160 200
4,5—6,0 70 80 90 120 160 200
6,5—8,0 80 । 90 100 130 170 210
4 до 4,0 ПО 120 140 190 250 310
4,5—6,0 120 130 150 200 260 320
6.5—8,0 130 140 160 210 270 330
8,5—10,0 140 150 170 220 280 340
12,0—14,0 — 160 190 230 290 350
Таблица 34
Допуски иа межцентровое расстояние, иепараллельность и перекос осей
Элементы проверки Межцентровое расстояние. мм Величина допуска, мк, для классов точности передач ‘
1 1 2 1 3 1 4
Отклонение фактического размера до 100 25 40 70 100
мсжосевого расстояния (±) 101—200 30 50 80 120
201—400 40 60 90 130
401—800 45 70 100 150
Допуск на иепараллельность и пе- до 100 35 60 100 150
рекос осей на длине 500 мм 101—200 40 60 120 180
201—400 60 90 140 200
401—800 70 100 150 200
бок скоростей с цилиндрическими колесами модулей 1,0—8,0 лии не должны быть больше указанных в табл. 34.
Червяки. В зависимости от назначения червячные передачи в станкостроении делятся на два класса. К первому классу отно-
Таблица 35
Допуски на средний диаметр червяков
Класс Модуль, мм Отклонения (—), мм, при минимальном среднем диаметре, мм
До 50 | 50-75 1 75—100 100—150
1 1 in in о со in оо 1 1 1 ООО сч тго 0,02—0,05 1 000 оро ! О СП со 1 1 1 о о о — о о дсо 0,04—0,08 0,06—0,10 0,11—0,16 0,07—0,12 0,14—0,20
2 ш ш о со in 00 1 1 1 ООО СЧ 4 о 0,04—0,07 ООО £ do S 1 1 1 о о о ьо"— о •— со о 0,06—0,11 0,10—0,15 0,16—0,25 0,11—0,18 0,20—0,30
сятся червячные передачи делительных механизмов точных станков: зуборезных, резьбонарезных, делительных головок и т. п. Ко второму классу относятся все остальные червячные передачи.
Допуски на средний диаметр червяка не должны превышать величин, указанных в табл. 35.
Отклонение осевого шага между двумя любыми витками от его теоретической величины допускается для червяков 1 класса 4-0,01 ш и для червяков 2 класса +0,02 m— модуль червяка.
Отклонение угла между боковой стороной профиля витка и перпендикуляром к оси червяка допускается в пределах +2 мин. для червяков 1 класса и +4 мин. для червяков 2 класса.
Допуски на отклонение концентричности цилиндра среднего диаметра червяка и поверхности центрального отверстия или поверхностей его опорных шеек рекомендуется брать по табл. 36.
Таблица 36
Допуски на биение по среднему диаметру червяков
Кла сс Величина допускаемого биения, мм> прн номинальном диаметре, мм
до 50 50-75 75—100 100—125 125—150
1 0,02 0,03 0,04 0,05 0,06
2 0,03 0,04 0,06 0,08 0,10
Твердость рабочих поверхностей витков червяка должна быть Для цементованных колес не меньше HRC 56 и сырых колес не Меньше НВ 220.
Таблица 37
Допуски иа межцентровое расстояние червячных передач
Класс передачи Модуль червяка. мм Отклонения ( + )» мк, при номинальном расстоянии между осями, мм
менее 50 50—100 | 100—200 | 200—400
1 2,0—4,5 30 40 50 70
5,0—8,0 40 50 70 90
2 2,0—4,5 50 60 80 100
5,0—8,0 60 80 100 120
Отклонения межцентрового расстояния осей расточек корпусов коробок п-ри червячном зацеплении не должны быть больше указанных в табл. 37.
7. СМЕННЫЕ И ЗАПАСНЫЕ ДЕТАЛИ
Сменными называются такие детали, которые при ремонте станков заменяются новыми. Запасные детали выбираются из числа сменных; их держат в том или ином виде и постоянно пополняют запас в кладовой.
В номенклатуру запасных деталей входят: а) быстроизнаши-вающиеся детали, срок службы которых до выбраковки не превышает продолжительности одного межремонтного периода; б) трудоемкие в изготовлении и крупные детали, получаемые со стороны; в) детали, расходуемые в значительном количестве, из-за их большого числа в каждом станке или большого числа станков одной модели; г) для особенно ответственных и уникальных станков все сменные детали независимо от сроков их службы; д) покупные детали и узлы (подшипники качения, насосы, цепи, тексропные ремни и др.), а также нормальные крепежные детали.
На складе запасные детали могут храниться с различной степенью готовности. Детали, которые могут быть поставлены в станок без доделок, изготовляются и хранятся в готовом виде. Для сокращения пригоночных работ при ремонте необходимо некоторые детали хранить в сборе, например винты в комплекте с гайками, валики с втулками, шпиндели с подшипниками и затяжными гайками. Запасные детали могут также храниться в предварительно обработанном виде с припуском на окончательную пригонку при ремонте станка по сопрягаемой детали,
или же в виде заготовок (поковок и литья). При наличии на заводе большого количества одномодельных и уникальных станков рекомендуется иметь в кладовой некоторые узлы, например, коробки скоростей, револьверные и шлифовальные головки.
Запас деталей на складе должен быть таким, чтобы полностью обеспечить возникающую в них потребность, но в то же время надо иметь в виду, что хранение лишних деталей на складе экономически невыгодно. Поэтому при установлении норм запаса деталей для металлорежущих станков необходимо это учитывать.
Обычно нормативы запаса сменных деталей в кладовых устанавливаются в денежном выражении на единицу ремонтной сложности оборудования. Для мелких и средних станков, работающих в условиях индивидуального или серийного производства, предельные нормы запасных деталей не должны превышать 3 руб., а работающих в поточно-массовом производстве 5 руб. па одну ремонтную единицу. Для крупных станков, работающих в серийном и индивидуальном производстве, нормы должны быть не выше 5 руб., а в поточно-массовом производстве 10 руб. на одну ремонтную единицу. Для тяжелого и уникального оборудования нормы запаса деталей устанавливаются по фактической потребности. Указанные нормативы являются предельными и по мерс освоения методов восстановления изношенных деталей они должны снижаться.
Запасные детали хранятся в центральной кладовой ОГМ и в цеховых кладовых крупных цехов. Готовые детали, узлы и заготовки деталей станков одной модели укладываются в ячейках отдельного стеллажа. Бирки с указанием наименования и номера деталей прикрепляются к стенкам стеллажа или к самим деталям. Длинные валы, ходовые винты и другие подобные детали должны храниться в вертикальном положении.
Детали, предназначенные для длительного хранения, промываются в подогретом до 70—80° 4%-ном растворе смеси кальцинированной соды, жидкого стекла и едкого натрия. После промывки детали из черных металлов смазываются пушечной смазкой, а детали из медных сплавов и алюминия — техническим вазелином и обертываются парафинированной бумагой.
Все детали, проходящие через кладовую запасных частей, учитываются. Для каждого наименования заводится учетная карточка, в которой указываются максимальные и минимальные нормы запаса и отмечается приход и расход деталей. Учетные карточки хранятся по группам оборудования. Детали из склада выдаются по требованиям или лимитным карточкам.
Один раз в год в кладовой производят инвентаризацию запасных деталей.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие виды износа наиболее часто наблюдаются в деталях станков?
2. Перечислить причины износа деталей станков.
3. Какие меры предпринимаются для увеличения усталостной прочности деталей?
4. Перечислить технологические дефекты деталей.
5. Что такое аварийный изиос и какими причинами он вызывается?
6. В чем заключается сущность последовательно-поузлового метода ремонта станков?
7. Расскажите особенности организации ремонта прецизионных крупных и уникальных станков.
8. Какие особенности в организации ремонта оборудования в поточных и автоматических линиях?
9. Перечислите основные приемы разборки неподвижных соединений.
10. Для чего и как маркируются детали при разборке станков?
11 Для какой цели составляются дефектные ведомости?
12. Как крепятся иаделки иа направляющих?
13. На сколько классов и по каким признакам разделяются зубчатые колеса в станкостроении?
14. Какие детали нужно балансировать?
15. Какие меры принимаются для предохранения деталей от коррозии при длительном хранении их?
ГЛАВА VII
СБОРКА И ТЕХНИЧЕСКИЙ КОНТРОЛЬ СТАНКА
В отличие от сборки нового станка, в ремонтном деле к моменту начала сборки отдельные детали станка могут быть не полностью изготовлены или отремонтированы. Сборка, как правило, сопровождается ремонтом и пригонкой отдельных деталей и узлов станка, т. е. сборка станка при ремонте неотделима во времени от ремонта станка в целом. Это усложняет ведение ремонта и поэтому он должен быть правильно организован и должен вестись по графику, составленному заранее.
Основой для составления графика является типовая технология ремонта с разбивкой ее на несколько операций. Нормы на выполнение этих операций должны быть укрупнены. Эта технология разрабатывается технологами, с учетом опыта ранее производившихся ремонтов станков подобного типа.
График составляется старшим мастером, который руководит ремонтом, и продолжительность работ по ремонту должна соответствовать тому сроку, который назначен станку по плану ремонта.
Длительность каждой операции на графике обозначается горизонтальной линией, а начало и конец—вертикальными черточками. Фактическое выполнение графика по каждой операции отмечается также линиями и черточками, нанесенными ниже. График дает возможность видеть каждый день, на каких операциях должна производиться работа и на каких она фактически производится, есть ли отставание или опережение графика.
ТВ графике необходимо предусмотреть особую графу для записей номеров деталей, которых не хватает к моменту составления графика. По мере готовности деталей эти номера отмечаются. Таким образом, каждый день видно, отсутствие каких деталей задерживает сборку.
1. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СБОРКУ СТАНКОВ
Стандартизованных технических условий на сборку ремонтируемых станков в настоящее время не имеется. Ремонтникам
при сборке станков надо руководствоваться нормами точности на ремонтируемые станки и техническими условиями, которые разрабатывают технологические и конструкторские бюро отдела главного механика.
На некоторых заводах отсутствуют и эти технические условия, и сборку ведут на основе опыта бригадира и самих слесарей. Поэтому целесообразно привести здесь основные технические условия на сборку универсального токарного станка, применяемые на крупных машиностроительных заводах. По аналогии с этими техническими условиями можно разработать технические условия на сборку любого типа станка.
Технические условия на сборку токарного станка. 1. Перед сборкой все поверхности деталей, работающие на трение, очищаются от масла и грязи, промываются в керосине и вытираются чистыми тряпками. Шарико- и роликоподшипники промываются в бензине.
2. Пригонка и посадка деталей должна соответствовать требованиям чертежа и условиям работы соединения. Неподвижные соединения не должны иметь в местах соединения зазоров. Подвижные соединения должны при нормальных зазорах легко и плавно перемещаться по направляющим.
3. Неподвижно соединяемые детали некруглой формы (кронштейны, стойки, корпуса коробок подач), посадка которых определяет движение, сцепление или относительное положение движущихся деталей, должны фиксироваться контрольными шпильками илу штифтами не менее двух штук на одну пару соединяемых деталей.
4. Для подтяжки разъемные подшипники шпинделя снабжаются прокладками толщиной нс более 2 мм. Прокладки пс должны выступать за габариты подшипников.
5. При сборке станины, корыта, тумбы или ножек нельзя применять прокладки для устранения односторонних зазоров в опорных поверхностях. Чтобы избежать коробления станины при скреплении винтами корыта со станиной, опорные поверхности их должны быть хорошо пригнаны друг к другу. Так же хорошо пригоняются опорные поверхности корыта, тумбы и ножек.
6. Неподвижные бабки, стойки, коробки хороню подгоняются к станине по опорным поверхностям, при этом не допускаются зазоры, превышающие 0,05 мм.
7. Рабочие поверхности шпоночных соединений должны быть чистыми; забоины и заусенцы не допускаются.
8. Шарико- и роликоподшипники всех видов, сидящие на валах, выходящих наружу, надежно защищаются уплотняющими кольцами и крышками от проникновения в них грязи и пыли.
9. Вкладыши и втулки подшипников прочно запрессовываются в конических или цилиндрических гнездах бабок и коробок.
10. Монтаж валов коробок скоростей, подач выполняется так, чтобы параллельность осей валов была сохранена. Максимальное отклонение от параллельности осей двух связанных зубчатой передачей валов не должно превышать значения, установленного техническими условиями и допуском.
II. Соединительные муфты должны быть плотно посажены на валы. Не допускаются выступающие наружу гайки, головки болтов, шпильки и т. п.
12. Кулачковые муфты монтируются так, чтобы они не имели продольного смещения при крайних положениях рычага управления муфтой.
13. В шпиндельных бабках со ступенчатым шкивом и перебором между торцом фланца шкива и шестерней перебора должен быть зазор, обеспечивающий свободное вращение шкива.
14. Положения рукояток коробок скоростей и подач должны соответствовать указаниям таблиц, связывающих эти положения с определенным числом оборотов шпинделя или подачами йри полном включении муфт или скользящих шестерен.
15. Рейка подгоняется к станине так, чтобы в местах стыков не было искажения шага зубьев, уступов в сопряжении звеньев и перекосов.
16. Кронштейны ходовых винтов и валов пришабриваются к соответствующим поверхностям станины, надежно укрепляются, причем крепления должны иметь не менее двух контрольных шпилек.
17. Мертвый ход падающих винтов не должен превышать 0,3/ оборота маховичка, где t—шаг резьбы винта.
18. Допускаемое радиальное и торцовое биение шкивов на валах не должно быть больше установленных.
19. Опорные поверхности дверец и люков должны прилегать без зазоров, заметных на глаз.
20. Центрирующие кулачки люнета хорошо подгоняются к своим гнездам и должны плавно перемещаться в них.
21. Масло-, водо- и воздухопроводы монтируются так, чтобы не было никакой течи в соединениях. Трубопроводы должны идти с равномерным уклоном в сторону резервуара для жидкостей, во избежание образования местных скоплений воздуха, нарушающих правильную работу системы. Перед постановкой на место все масло-, водо- и воздухопроводы продуваются сжатым воздухом.
22. Все масленки и смазочные отверстия защищаются от попадания в них стружки, пыли и грязи. Лучше всего простые отверстия заменять масленками с шариками.
23. Выступающие вращающиеся части станка: шкивы, ремни, валы, шестерни закрываются кожухами.
2. НОРМЫ ТОЧНОСТИ СТАНКОВ, ВЫШЕДШИХ ИЗ РЕМОНТА
Современные машины отличаются быстроходностью, высокой производительностью, точностью работы и автоматизацией управления. Все это вызывает необходимость в повышении точности изготовления деталей и узлов машин, что, в свою очередь, приводит к повышению точности работы металлорежущих станков.
Точность новых станков соответствует нормам ГОСТ, предусматривающим проверку точности деталей и узлов, их взаимное положение и относительное перемещение. Предусматривается также проверка станков в работе. В ГОСТ приводятся методы и средства проверок станков на точность и допуски отклонений.
Что касается станков, выпускаемых из ремонта, то на некоторых заводах, к сожалению, существует еще неверное мнение о том, что металлорежущие станки после ремонта могут иметь более низкую точность, чем это предусмотрено нормами ГОСТ. Примером ошибочного решения вопросов о точности выпускаемых из ремонта станков могут служить «Технические условия на испытания станков, вышедших из ремонта», созданные в 30-х годах Реммаштрестом. Реммаштрест рекомендовал делить ремонтируемые станки на три класса: Н — точные станки, сдаваемые после ремонта по нормам точности новых станков; П — станки пониженной точности и Г — станки грубые. Для этих классов станков были приняты произвольные соотношения норм точности: 1:2:3 (или 1:2:4) — для обычных станков и 1:1,5:2,5— для более точных станков. Однако всякое увеличение допусков на отклонения приводит к увеличению зазоров в сочленениях деталей станков, а это, в свою очередь, вызывает не только уменьшение точности станков, но и значительное сокращение их срока службы между ремонтами.
Опыт ремонта станков на многих крупных заводах показывает, что при правильной организации ремонта и контроля его качества точность станков, выходящих из капитального и среднего ремонтов, может быть выдержана в пределах норм ГОСТ для новых станков без дополнительных затрат времени.
В табл. 38 приводятся стандарты на нормы точности новых металлорежущих станков, которыми следует пользоваться при капитальном и среднем ремонтах станков.
Методы и средства проверки указываются в ГОСТ. Однако при необходимости для проверки станков могут применяться и
Стандарты на нормы точности станков Таблица 38
Наименование оборудования Номер гост
Станки токарные повышенной точности с наибольшим диаметром обрабатываемого изделия до 500 мм и расстоянием между центрами до 1500 мм; станки общего назначения с наибольшим диаметром обрабатываемого изделия до 6300 мм н расстоянием между центрами до 20 000 мм 1969—43;
Станки револьверные с вертикальным и горизонтальным расположением оси револьверной головки (кроме настольных) н с отверстием шпинделя под пруток диаметром от 16 до 150л«л« 42—56 17—59
Автоматы токарные многошпиндельные прутковые горизонтальные 43—55
Полуавтоматы токарные многошпиндельные патронные, горизонтальные с наибольшим диаметром обрабатываемого изделия до 250 мм 6819—54
Полуавтоматы токарные многошпиндельные патронные, вер- < тикальиые 6820—54
Станки токарные многорезцовые с движением суппортов по направляющим станины и с горизонтальным расположением осей резцов, с наибольшим диаметром обработки до 600 мм и с расстоянием между центрами до 2000 мм . 1110—41
Станки координатно-расточные общего назначения 6744—53
Станки алмазно-расточные вертикальные одношпиндельные 594—41
Станки вертикально-сверлильные на колонне с конусом Морзе до № 4 и с диаметром сверления до 35 мм 370—60
Станки радиально-сверлильные общего назначения стационарного типа с одной или несколькими плитами, со сверлением перпендикулярно плите 98—59
Станки продольно-строгальные . . . 35—54
Станки протяжные горизонтальные общего назначения . . . 5404—54
Станки протяжные вертикальные общего назначения .... 5404—54
Станки фрезерные консольные общего назначения 13—54
Станки продольно-фрезерные общего назначения 97—58
Станки резьбофрезерные для длинных резьб с высотой центров до 250 мм н с расстоянием между центрами до 7000 мм 1797—42
Станки шлицефрезерныё 5642—51
Станки зубофрезерные вертикальные общего назначения для обработки зубчатых колес диаметром от 80 до 5000 мм . . 659—53
Станки зубошлифовальные общего назначения для цилиндрических колес, работающие методом обкатки при единичном делении . . 7640—55
Станки круглошлифовальные общего назначения, универсальные с наибольшим диаметром устанавливаемого изделия до 560 мм и станки специальные с наибольшим диаметром устанавливаемого изделия до 800 мм 1450-56
Станки внутришлифовальные с наибольшим диаметром шлифуемого отверстия 500 мм . 25—57
Станки круглошлифовальные бесцентровые с наибольшим диаметром шлифования до 800 мм 4694—61
Таблица 38 (окончание)
Наименование оборудования Номер ГОСТ
Станки плоскошлифовальиые с вертикальным шпинделем и прямоугольным столом общего назначения 11—59
Станки плоскошлифовальные с горизонтальным шпинделем и круглым столом диаметром до 750 мм общего назначения . 14—40
Станин плоскошлифовальиые с вертикальным шпинделем и круглым столом диаметром до 1500 мм общего назначения . . 27—40
Станки ножовочные с направляющим рукавом и габаритом распиловки до 250x250 мм ... 15—40
Станки для холодной резки металла круглой пилой с наибольшим диаметром диска пилы до 1500 мм 28—40
другие методы и средства, если применение их экономически целесообразно и если они обеспечивают точность измерения отклонений не ниже точности, предусмотренной ГОСТ.
3. ПРОВЕРКА СТАНКОВ, ВЫШЕДШИХ ИЗ РЕМОНТА, НА ХОЛОСТОМ ХОДУ
Внешний осмотр отремонтированного станка производят с целью проверки выполнения предусмотренного объема ремонтных работ.
При осмотре станков проверяют также правильность установки и крепления стапины или плиты, исправность масляных устройств и наличие смазочного материала в масленках и картерных емкостях, наличие указателей, таблиц режимов работы станка, защитных устройств по технике безопасности и охране труда, качества отделки окрашенных и обработанных наружных нерабочих поверхностей и наличие всех полагающихся к станку принадлежностей.
Проверка станков на холостом ходу производится для выявления и устранения возможных дефектов сборки и регулирования узлов и механизмов. При такой проверке постепенно увеличивают скорость шпинделя, стола, ползуна, долбяка при включенных механизмах подач. Это необходимо для первоначальной приработки подшипников скольжения и других трущихся деталей. На самой большой скорости станок должен проработать не менее часа без перерыва, при этом производят проверку температуры нагрева подшипников и других деталей.
При работе станков на холостом ходу проверяют:
1) все включения органов управления для выявления правильности их действия, надежности фиксации и отсутствия самопроизвольных смещений, провертывания и заедания;
2) безопасность и точность работы автоматических, блокировочных, тормозных и фрикционных механизмов;
3) точность, бесшумность и надежность работы всех передач и делительных механизмов;
4) правильность работы масляных и эмульсионных систем;
5) надежность работы механизма зажима заготовок и инструмента;
6) состояние открытых трущихся поверхностей;
7) надежность действия защитных устройств по технике безопасности и охране труда.
При проверке станков на холостом ходу проверяется также надежность и безопасность работы электрооборудования.
Окончательным критерием качества ремонта станка являются результаты испытания его в работе.
Проверка станков на точность обработки выполняется после инструментальной проверки норм точности, установленных по ГОСТ для новых станков или по техническим условиям, если на данный тип станка отсутствует ГОСТ. Проверку па точность обработки производят в зависимости от назначения станков путем протачивания, строгания, фрезерования, шлифования, и т. д. образцов простой формы при режимах резания чистовой обработки. При контрольной обработке цилиндрических поверхностей образцы проверяют на овальность и конусность, а при обработке плоских поверхностей проверяют их плоскостность, прямолинейность, параллельность и перпендикулярность.
При проверке на точность обработки деталей на токарном станке производится обточка наружной цилиндрической поверхности стального или чугунного образца, закрепленного в патроне или в коническом отверстии шпинделя без упора центром задней бабки. При этом диаметр образца должен быть не менее 7з наибольшего диаметра обрабатываемого на этом станке изделия, а длина образца должна быть равна трем его диаметрам. Для токарных станков общего назначения с наибольшим диаметром обработки до 400 мм овальность и конусность обточенного образца па длине 100 мм должны быть не более 0,01 мм. Отклонение от плоскостности обточенной торцовой поверхности при диаметре образца 400 мм должно быть не более 0,025 мм (допускается отклонение только в сторону вогнутости).
Продольно-строгальные станки проверяют в работе на плоскостность обработанной поверхности образца, на параллельность верхней обработанной поверхности образца его основанию и перпендикулярность верхней и боковой обработанных поверх
ностей. В качестве образца берется жесткая чугунная плита сечением не менее 350X350 мм и длиной не менее 0,6 длины стола- Образец должен быть предварительно обработан. Аналогично этому проверяются в работе фрезерные и другие станки.
Сверлильные станки на точность обработки не испытываются. Эти испытания заменяются проверкой перпендикулярности оси нагруженного шпинделя к рабочей поверхности стола в продольном и поперечном направлениях. Нагружение шпйнделя производится, в зависимости от размеров станка, определенной сжимающей осевой силой, величина которой измеряется динамометром, помещенным между шпинделем и столом.
Одновременно с проверкой станка на точность обработки проверяется и чистота поверхностей. Обработанные поверхности при чистовых режимах резания не должны иметь видимых невооруженным глазом неровностей и следов дробления.
Качество слесарно-сборочных работ позволяет оценивать проверка станка на жесткость. Под жесткостью деталей и узлов понимают их способность сохранять форму и первоначальное положение при действии на них сил. При обработке изделий на станках усилия резания передаются на их детали и узлы, в результате чего происходит упругая деформация и смещение деталей. Превышение допустимых пределов деформации и смещений деталей станка оказывает вредное влияние на точность и чистоту обработки изделий..
Жесткость станка численно характеризуется отношением величины нагрузки, приложенной к его рабочим органам, к величине их отжатия. Жесткость станков зависит от размеров и формы деталей и качества обработки, но, главным образом, от точности пригонки поверхностей сопрягаемых деталей и качества сборки и регулирования узлов.
При проверке токарных станков на жесткость рекомендуется руководствоваться ГОСТ 7035—54 и разработанной ЭНИМС нормалью станкостроения «Станки металлорежущие токарные общего назначения. Нормы жесткости» Н71-1.
Повышение жесткости металлорежущих станков во время их ремонта и сборки может быть достигнуто разными путями: улучшением качества обработки и пригонки поверхностей сопрягаемых деталей; тщательностью регулирования подвижных соединений; уменьшением вылетов деталей; применением материалов и выбором соответствующих размеров и формы деталей, при которых они могут иметь наименьшую деформацию изгиба, кручения и т. д. В табл. 39 приводятся нормы жесткости токарных станков общего назначения.
Проверка станков под нагрузкой производится путем обдирки болванки или детали. Обдирку производят быстрорежущим
Таблица 39
Нормы жесткости токарных станков
Для станков с наибольшим диаметром обрабатываемого изделия, мм Прилагаемая сила, кГ Наибольшее допускаемое перемещение резцедержателя, мм
относительно оправки в шпинделе относительно оправки в пииоли
100 70 0,04 0,05
125 100 0,05 0,07
160 140 0,07 0,10
200 200 0,10 0,13
250 280 0,13 0,16
320 400 0,17 0,21
400 560 0,21 0,27
500 800 0,28 0,35
630 1120 0,3> 0,47
800 1600 0,47 0,61
1000 2240 0,61 0,82
1250 3150 0,30 1,05
1600 4500 1,05 1,40
2000 6300 1,40 1,80
инструментом без охлаждения, материал болванки сталь Ст. 2— Ст. 5. Станок должен проработать в течение получаса при полной нагрузке, соответствующей номинальной мощности привода. Фактические числа оборотов, получаемые при полной нагрузке станков, не должны отличаться от табличных более чем на 5%.
При проверке станков под нагрузкой проверяется работа фрикционных муфт, надежность работы тормозов и т. д.
4. ОТДЕЛКА СТАНКА И СДАЧА ЕГО В ЭКСПЛУАТАЦИЮ
После капитального, а иногда и после среднего и текущего ремонтов станки подвергаются окраске. Окраска станков не только придает красивый вид, но и предохраняет поверхности деталей от коррозии. Придавая станкам красивый внешний вид, окраска способствует улучшению содержания и эксплуатации станков и в конечном счете повышению производительности труда рабочих.
Для окраски станков применяются такие материалы, которые при нанесении их на детали не позволяют проникать к поверхности металла влаге, а сами при этом не вызывают коррозию. Кроме того, покрытие должно обладать хорошей эластичностью и твердостью, а также длительное время хорошо Ю Заказ № 936
держаться на поверхности деталей и не разрушаться от воздействия минеральных масел и эмульсий. Покрытие должно в течение длительного времени сохранять первоначальный цвет и хорошо отражать световые лучи.
Для окраски станков раньше применялась лишь краска серого цвета, однако в настоящее время следует подумать о более веселых, радостных цветах. Цвет станка ведь тоже влияет на производительность. Основные наружные части станка следует красить светло-зеленой краской. Этот цвет не утомляет зрения, радует глаз. Детали, находящиеся в движении, выделяются желтой краской, от этого они будут более выпуклыми, более заметными. Красным цветом следует подчеркнуть опасные места.
Окончательная окраска обычно производится после всех проверок станка перед сдачей в эксплуатацию. Окраска является трудоемкой работой и в значительной мере увеличивает простои оборудования в ремонте. Поэтому технологический процесс окраски станков при ремонте необходимо механизировать.
На отремонтированный станок не разрешается ставить случайные детали. Пригонка стыков деталей и узлов должна быть выполнена тщательно и чисто. Таблицы переключений, указатели, щитки и ограждения должны быть восстановлены или заменены новыми.
Сдачу станка в эксплуатацию оформляют двумя документами: протоколом испытаний и актом на сдачу станка в эксплуатацию.
Протокол испытаний ведет представитель ОТК, принимающий станок. В протокол заносится название станка, его характеристика и инвентарный но-мер, даты испытаний, по мере их осуществления. Протокол хранится в деле станка.
Первым вносится в протокол результат испытания станка па точность сборки. Затем указываются наименования проводимых проверок, допускаемые и фактически полученные отклонения. После этого дается заключение: принят или не принят станок по нормам точности сборки. Если станок не принят, то указывается, по каким проверкам он не принят, и назначается срок повторного предъявления станка к сдаче.
После исправления дефектов и вторичного предъявления по решению ОТК проводятся или только те проверки, которые не показали требуемой точности при первом испытании станка, или же проводятся и другие проверки точности тех элементов станка, на которые могла повлиять работа по исправлению дефектов.
После приемки станка на точность сборки в протокол заносятся данные по проверке на точность обработки: эскиз обрабатываемой детали, материал и его твердость НВ, характеристика режущего инструмента и режимы обработки. Затем нроизво-
дятся замеры размеров, полученных при обработке, с указанием этих размеров па эскизе детали, и по ним судят о годности станка по точности обработки. Результаты испытаний станка под нагрузкой также записываются в протокол с указанием режимов, сорта материала и поведения станка в работе.
После указанных проверок станок передается под расписку в протоколе иеху, эксплуатирующему станок. В начале эксплуатации станок должен проработать под надзором ремонтного цеха не менее 16 час. при половинной нагрузке по мощности, чтобы дать возможность приработаться всем движущимся деталям станка. После этого станок предъявляется для окончательной сдачи цеху по акту. Акт подписывается представителями ремонтного цеха и цеха, эксплуатирующего станок.
В течение 48 час. работы станка после сдачи (испытательный срок) он работает под надзором работников ремонтного цеха, и в этот срок ремонтный цех обязан устранить все дефекты, выявляющиеся в процессе работы станка. Время, затраченное на устранение дефектов, исключается из испытательного срока. Разногласия между ремонтным и производственным цехами решаются представителем ОТК.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для чего и как составляется график ремонта?
2. В чем заключается внешний осмотр отремонтированного станка?
3. Расскажите о проверке станков на холостом ходу.
4. Как проверяются отремонтированные станки на точность?
5. Что такое жесткость станка?
6. Как испытываются станки под нагрузкой?
7. Как оформляется сдача станка в эксплуатацию?
ГЛАВА VIII
КОНСТРУКЦИИ ОСНОВНЫХ УЗЛОВ И ДЕТАЛЕЙ ТОКАРНОГО СТАНКА
Ремонтник, производящий ремонт токарного станка, должен хорошо знать его конструкцию и условия его эксплуатации. Поэтому, прежде чем перейти к описанию методов ремонта токарного станка в целом и ремонта его отдельных узлов, целесообразно дать описание конструкции его основных деталей и узлов, которые наиболее подвержены износу в процессе работы. В токарном станке такими деталями и узлами считаются направляющие станин (суппорты, их фартуки и падающие червяки; резцедержатели; шпиндели; задние бабки; фрикционы и т. д.). Большинство этих деталей и узлов по своей конструкции аналогичны с одноименными деталями и узлами револьверных станков и, следовательно, описание этих узлов даст возможность ремонтнику ознакомиться также с теми конструкциями, которые он встретит и при ремонте револьверного станка. В отдельных случаях, например, при описании направляющих станин токарного станка параллельно будет дано и описание некоторых оригинальных конструкций направляющих револьверных станков.
1. СТАНИНЫ ТОКАРНЫХ И РЕВОЛЬВЕРНЫХ СТАНКОВ И ИХ НАПРАВЛЯЮЩИЕ
Станина — основная часть станка, на которой смонтированы все его остальные узлы. Износу у станины подвергаются только ее направляющие. Износ направляющих понижает точность станка и постепенно выводит из строя все связанные с направляющими узлы станка. Поэтому станкостроительные заводы уделяют большое внимание выбору рациональной конструкции направляющих. В имеющихся конструкциях станины можно разбить на три типа: плоские, призматические и комбинированные (фиг. 25).
Характерным для плоских направляющих является то, что они общие для суппорта и задней бабки. Поэтому при износе направляющих от движения суппорта станок быстро теряет точность из-за несовпадения центров передней и задней бабок.
Общие недостатки плоских направляющих следующие: а) необходимость применения регулировочных клиньев для компенсации износа направляющих. Износ их по длине не может быть равномерным, так как изнашивается больше та часть, которая больше бывает в работе; б) частое повреждение поверхностей стружкой и другими загрязняющими веществами.
Однако плоские направляющие обладают и определенными
Фиг. 25. Типы направляющих станин токарных станков:
а — плоские прямоугольного сечения; б— плоские со скошенными сторонами; в — призматические; г — комбинированные.
достоинствами. Это легкость обработки и пригонки; хорошее удерживание смазки, а отсюда и меньший расход смазки; большая рабочая поверхность, а следовательно, меньшее удельное давление и износ.
У призматических направляющих недостатков больше: а) большая сложность обработки и особенно ремонта; б) плохое удерживание смазки и большой расход смазочного материала; в) трудность получения параллельности между двумя призматическими направляющими; г) неравномерное давление на грани, особенно при обработке деталей больших диаметров. У направляющих комбинированного типа эти недостатки соответственно уменьшаются.
Достоинства призматических и комбинированных направляющих следующие: а) отсутствие регулирующих клиньев; б) луч
шая прирабатываемость плоскостей; в) саморегулирование при износе; г) меньшее смещение суппорта в горизонтальной плоскости при износе направляющих; д) меньшая способность к повреждению стружкой.
Станкостроительные заводы располагают призматические направляющие для задней бабки по-разному: одни помещают ее впереди, другие — сзади. С точки зрения эксплуатации положение призмы с задней стороны станины лучше, так как она подвергается меньшим опасностям повреждения.
Для устранения неравномерности давления на грани призм прибегают к применению у призм разных углов наклона граней, причем разные заводы применяют различные углы. Например, в токарном станке ДИП-300 завода «Красный пролетарий» (фиг. 25, г) т =25°, 3=65°, а =90°.
Крупные станки для тяжелых работ лучше делать с плоскими прямоугольными направляющими, причем задняя бабка обычно располагается на тех же направляющих, что и суппорт.
Материалом для станин служит обычно чугун, так как чугунные направляющие даже при слабой смазке хорошо работают. Кроме того, чугунные литые станины имеют способность поглощать вибрации. ЭНИМС широко практикует применение сварных станин для целого ряда специализированных станков, например, агрегатных. Сварные станины работают удовлетворительно.
Поверхность направляющих должна быть гладкой, т. е. шлифованной или шаброванной и с твердостью НВ 170—241 (для чугуна). С повышением твердости уменьшается износ направляющих и их склонность к задирам. Уменьшения износа направляющих станков станкостроительные заводы добиваются подбором специальных шихт с присадкой стали и никеля, а также отливкой чугунных станин с отбелкой поверхности на направляющих. Однако все эти способы повышения износоустойчивости направляющих широкого распространения не получили.
Более широко распространен метод поверхностной закалки направляющих, отлитых из обычного серого чугуна. Поверхностная закалка производится кислородно-ацетиленовым пламенем или токами высокой частоты. Благодаря поверхностной закалке твердость направляющих повышается до НВ 450—600. В последнее время поверхности направляющих упрочняются методом электроискровой обработки. Недостатками поверхностной закалки являются возможность последующего коробления направляющих вследствие внутренних напряжений, вызванных закалкой, а также трудность ремонта в случае износа.
При ремонте чугунных направляющих следует иметь в виду, что наиболее плотный и качественный слой металла находится
у поверхности, а поэтому строгать направляющие следует лишь в крайнем случае, снимая минимальный слой. Были случаи, когда строганием обнажали настолько рыхлый слой металла, что фактически направляющие оказывались совершенно негодными для работы.
Ниже приводятся некоторые наиболее часто встречающиеся конструкции направляющих револьверных станков (фиг. 26).
Направляющие револьверного станка, показанные на фиг. 26,а, отличаются простотой своей конструкции. Шабрение и выверка этих направляющих при ремонте не представляют затруднений.
Фиг. 26. Типы направляющих станин револьверных станков.
На этих направляющих располагаются передняя бабка (коробка скоростей), отрезной суппорт и суппорт револьверной головки. Передняя бабка устанавливается на плоскости I и II и крепится к ним болтами таким образом, чтобы до закрепления болтов бабку можно немного перемещать по опорным плоскостям в ту или другую сторону. Это значительно облегчает при подгонке направляющих контроль за расположением оси шпинделя в горизонтальной плоскости.
Для закрепления передняя бабка имеет внизу выступы для упора регулировочных болтов, располагающихся спереди и сзади бабки. При помощи этих болтов производится выверка оси шпинделя в горизонтальной плоскости.
Направляющие револьверного станка с горизонтальной осью головки показаны на фиг. 26, б. Плоскости /, II, III, IV служат для направления револьверного суппорта, а плоскости V, VI и VII для передней бабки. Плоскости VIII и IX служат для направления прижимных планок револьверного суппорта. В отличие от предыдущего случая здесь передняя бабка (коробка скоростей) не может перемещаться в горизонтальной плоскости, она, наоборот, в этом направлении очень хорошо фиксируется призматическими плоскостями V и VI, поэтому у данной конструкции предъявляются жесткие требования к параллельности всех направляющих оси шпинделя.
В направляющих токарного станка, показанных на фиг. 26, в, для направления суппорта применены плоские направляющие, а для направления задней бабки — направляющие комбинированного типа. Этот станок имеет так называемые узкие направляющие. Это означает, что в горизонтальной плоскости суппорт направляется вертикальными поверхностями только одной передней направляющей а. Вертикальные поверхности второй направляющей б могут быть только чисто обработаны и никакой пригонки не требуют. Поверхности Д II, III и IV служат для направления суппорта. Эта конструкция имеет следующие достоинства:
1. Благодаря тому, что точка приложения тяговой силы суппорта (реечная шестерня или гайка ходового винта) лежит очень близко от оси симметрии поверхностей суппорта и направляющих его по постели, защемляющий момент очень мал, и суппорт ходит плавно и легко даже при наличии иногда значительных зазоров между направляющими. Поэтому в последнее время почти все заводы в крупных тяжелых станках применяют узкие направляющие.
2. При узких направляющих значительно упрощается контроль шабрения и само шабрение, потому что точно параллельно надо пригонять вертикальные плоскости только передней направляющей, а это значительно проще, чем пригонять переднюю вертикальную поверхность первой направляющей параллельно задней вертикальной поверхности второй направляющей, как это пришлось бы делать при широких направляющих. Трудность контроля шабрения при широких направляющих заключается в значительном расстоянии друг от друга проверяемых поверхностей.
2. СУППОРТЫ ТОКАРНЫХ СТАНКОВ И РЕЗЦЕДЕРЖАТЕЛИ
Суппорт универсального токарного станка состоит из следующих основных частей (фиг. 27): плота суппорта 1 (продольные салазки), поперечных салазок суппорта 5, поворотных салазок 4, верхних салазок 6, фартука 2 и резцедержателя 5.
Суппорт токарного станка осуществляет движение продольной подачи резца и дает возможность установить резец на необходимой высоте и в надлежащем рабочем положении относительно обрабатываемой детали.
Как правило, токарный резец зажимают спереди, на стороне, обращенной к рабочему так, что режущая кромка резца обращена вверх. Усилие резания в этом случае действует на суппорт вниз, и суппорт работает плавно и без заклинивания, так
как направляющие его отдельных частей прижимаются друг к ДРУГУ-
На шпиндель же станка усилие резания действует вверх, прижимая шпиндель к верхней части подшипника, и по мере увеличения износа в подшипнике появляется зазор внизу. Величина усилия резания в процессе снятия стружки меняется. Так как силы веса детали и шпинделя все время направлены вниз, то бывают моменты, когда силы, действующие на шпиндель вверх, становятся меньше сил, действующих вниз. При этом, при наличии зазора в подшипнике, шпиндель вибрирует, что отражается на чистоте обрабатываемой поверхности.
При обратном вращении
шпинделя и при установке а
резца режущей кромкой вниз
(на заднем, отрезном сунпор-те) станок снова работает спо-койно и чисто, так как в дан-ном случае усилие резания и s
собственный вес шпинделя и yL \у\
заготовки направлены в одиу 3 I I /2 1
сторону. Казалось бы, что для спокойной и цистой работы _ _
станка более вьтодно/ рабо- »»• *’• тать резцом с режущей кромкой, направленной вниз.
Однако при таком направлении вращения обрабатываемой детали работающему трудно наблюдать во время работы за резцом и, кроме того, части суппорта будут работать на отрыв. Поэтому почти все токарные станки нормально работают с резцами, режущая кромка которых направлена вверх.
Конструкция суппортов во многом зависит от назначения станка: предназначен ли он для тяжелых обдирочных работ или же для отделочных точных операций. Большинство заводов для универсальных токарных станков средних размеров делают обычные суппорты (см. фиг. 27), у которых салазки резцедержателя устанавливаются непосредственно на поворотном суппорте.
У тяжелых же обдирочных станков, как правило, резцедержатель устанавливается на особых дополнительных салазках на верхнем суппорте. Делается это потому, что у обдирочных станков поперечные салазки слишком массивны и тяжелы для перемещения вручную при установке резца на стружку.
Клинья, которые служат для устранения смещения направляющих, располагают так, чтобы давление было направлено на
неподвижные поверхности направляющих, а не на поверхность движущегося клина или на его винты. Считают, что при такой установке клиньев суппорт будет работать более плавно и без вибраций. Однако на некоторых станках ставят клинья, наобо-
Фиг. 28. Фартук токарного станка (вид сверху).
рот, со стороны давления, и суппорты также работают хорошо. Очевидно, дело больше зависит не столько от того, с какой стороны поставлен клин, сколько от того, как хорошо он пригнан.
Направляющие салазок суппорта у большинства универсальных токарных станков среднего размера делают в виде ласточкина хвоста, суппорты же более тяжелых станков предпочитают делать с плоскими прямоугольными или же с комбинированны'
Фиг. 28. Фартук токарного станка (вид спереди).
Суппорты токарных станков и резцедержатели
ми направляющими, т. е. одну направляющую делают прямоугольной, а другую в виде ласточкина хвоста.
Фартуки суппортов. Типичным фартуком универсальных токарных станков среднего размера можно считать фартуки станков ДИП-200 и ДИП-300 (фиг. 28). Фартуки этих станков получают движение от ходового валика 1 или от ходового винта 2. На ходовом валике помещена шестерня 5, сидящая своим удлиненным хвостом в подшипнике кронштейна фартука таким образом, что она может свободно вращаться, но не может смещаться по оси. Эта шестерня связана с ходовым валиком скользящей шпонкой 11 и двигается вместе с фартуком. От шестерни 3 вращение передается двойной шестерне 4, которая может сцепляться с шестернями 8 и 10 шестеренного блока. Сцепление происходит либо непосредственно с шестерней 10, либо через паразитную шестерню 5 с шестерней 8. Таким образом, данный механизм является трензелем. Переключение шестеренного блока производится рукояткой 6 и вилкой 7. Шестеренный блок передает вращение валику 9, который шарнирно связан с валом падающего червяка 20. Сам червяк сидит на валу вхолостую на втулках и закреплен от осевого смещения затяжным кольцом 33.
Вращение червяк получает через специальную муфту 28, сидящую на шлицах валика 31. От червячной шестерни 16 вращение передается через колеса /5, 14, 17 на реечную шестерню 12 и рейку.
При включении шестерен 15, 17 и 18 вращение через шестерню 19 передается шестерне 22, сидящей на валике 23. Шестерня 22 имеет двойную длину зуба и благодаря этому сцепляется одновременно и с шестерней 21, сидящей на шпонке на ходовом винте поперечной подачи. Таким образом шестерня 22 при включенной поперечной подаче является паразитной. Шестерня 22 имеет удлиненный хвост, на котором сделан паз для сухаря вилки осевого перемещения шестерни и на торце — кулачки, которые могут сцепляться с кулачками муфты, сидящей па валике 23. С помощью муфты шестерня 22 может вращать валик 23. При движении шестерни 22 по оси она выходит из зацепления с шестерней 21 и сцепляется с муфтой, а следовательно. и с валиком 23.
Через шестерни 21, 22 вращение передается на винт нижних салазок, суппорта, а через шестерню 22 вращение также передается на валик 23, а от него при помощи конической шестерни вращение передается валику 3 (фиг. 29) и коническим шестерням 1 и 2. Шестерня 2 вращается в подшипнике, укрепленном па поворотной части верхних салазок, дальше через скользящую шпонку и шпоночный паз вращение передается ходовому винту 5
верхних салазок, который проходит через гайку 4, укрепленную также на поворотной части верхних салазок. Таким образом осуществляется автоматическая подача верхних салазок.
При ручной подаче рукояткой 6 конические шастерни и валик вращаются вхолостую, так как муфта должна быть выключена.
Поперечная автоматическая подача производится с помощью ходового виита 7 и гайки <5. Гайка здесь двойная. Основная гайка
Фиг. 29. Поперечные салазки суппорта токарного станка.
крепится с помощью хвоста, входящего в гнездо, выточенное в корпусе поперечных салазок, и затягивается винтом 9. Гайка сидит в гнезде неподвижно. Вторая гайка служит для ликвидации люфта в резьбах гайки и винта.
При помощи шурупа 11 и клина 10 можно при ослабленном винте 12 сделать натяг гайки на резьбе ходового винта и затем закрепить ее при помощи этого же винта.
При износе направляющих ось гайки не совпадает с осью винта и начинается быстрый износ винта и гайки. Компенсировать износ здесь очень просто за счет смещения хвоста у гайки.
Винт поперечного самохода бывает составным, что очень облегчает изготовление его в случае замены новым.
Падающие червяки устанавливаются для работы по упорам, а также как предохранители от перегрузки механизма. Конструкция падающего червяка станка ДИП видна на фиг. 28. При усилии на червяке, превосходящем силу пружин 27, червяк останавливается, и муфта 28 начинает скользить по торцу червяка, одновременно отодвигаясь вправо. При движении вправо муфта поворачивает рычаг 24 вокруг оси 25, при этом опорная плоскость рычага 29, на которой лежит удлиненный хвост корпуса червяка, спускается вниз и червяк пальцем 24 рычага 30, сидящего на той же оси 25, выводится из зацепления. Рычаг 29 в своем крайнем положении подошвой опирается на дно коробки и останавливается. В этом положении конец хвоста корпуса червяка остается на опорной плоскости рычага 29, а поэтому при вращении его в обратную сторону рукояткой, укрепленной на оси 25, червяк снова входит в рабочее зацепление с червячной шестерней.
Из сказанного видно, что натягом пружины' можно значительно измен\ь тяговую силу червяка и что регулировка натяга пружины фактически зависит от слесаря-ремонтника, который не всегда правильно решает этот вопрос. Часто orf доводит натяг пружины до таких пределов, что зазора между витками пружины оказывается недостаточно для того, чтобы муфта 28 могла вывести червяк из зацепления, т. е. червяк оказывается жестко замкнут с муфтой. В таком положении работать по упорам нельзя, так как при наезде суппорта на какое-нибудь препятствие авария станка неизбежна. Чтобы избежать подобных случаев, нужно длину нажимной втулки 26 делать такой, чтобы гарантировать пружину от натягов до опасных пределов.
Описанный выше червяк выключается как при прямом, так и при обратном вращении.
Второй тип конструкции падающих червяков представлен на фиг. 30, а. От ходового валика вращение передается по цепи: шестерня 2, 4— червяк 12— червячное колесо 5 и т. д. В рабочем положении червяк 12 удерживается натягом пружины /, которая через плунжер 5, имеющий на торце призматический вырез, удерживает рычаг 14 в определенном положении. На рычаге 14 шарнирно на оси VI укреплен корпус 13 червяка 12. Второй конец 8 корпуса своей опорной частью 9 опирается на сухарь /5, сидящий на шпонке 16 валика IV. Сухарь может смещаться вдоль оси вправо, сжимая пружину /7, но поворачиваться не может, так как валик также заклинен шпонкой в кронштейне фартука. Конец 8 корпуса прижимается вниз штифтом 6 при помощи пружины 7. Второй конец штифта 6 входит в отверстие
валика V, который является осью вращения замка маточной гайки. Таким образом, при включенном червяке маточная гайка находится в разомкнутом положении и не может замкнуться; это и является блокировкой в данной конструкции.
При работе по упору суппорт, упершись в упор, остановится, остановится и червячное колесо, червяк же валика вынужден будет вращаться, так как ходовой валик 2 вращается. Вращаясь,
Фиг. 30. Схема работы падающего червяка токарного станка.
червяк должен ввинчиваться (или вывинчиваться) по неподвижному червячному колесу, как по гайке. Следовательно, он потянет в сторону, преодолевая натяг пружины /, рычаг 14 и весь корпус 13 червяка 12 сдвинется в сторону, хвост 9 соскочит с опоры и под действием пружины 7 и штифта 6 червяк 12 будет выведен из зацепления. Опускаясь вниз, конец 8 корпуса надавит на пален 11 рычага 10 и потянет его рукоятку 18 также вниз.
Перед соскакиванием с опорной поверхности конец 8 корпуса
находится по отношению к опорной поверхности сухаря 15 в положении, показанном на фиг. 30, 6. После соскакивания с опоры и выхода червяка из зацепления пружина / заставит рычаг 14 стать в свое среднее положение и опорные поверхности конца 8 и сухаря 15 займут новое положение (фиг. 30, в). При выключенном червяке штифт 6 выходит из гнезда валика V, и маточная гайка может свободно включаться. Следующее включение червяка окажется возможным только тогда, когда гнездо валика V станет против штифта 6, т. е. тогда, когда маточная гайка будет выключена.
Включение червяка производится следующим образом. Вращая рычаг 10 против часовой стрелки (с помощью рукоятки 18) ч пальцем 11 поднимаем хвост 8, отодвигая одновременно сухарь /5, который под действием пружины 17 стремится занять прежнее положение.
Резцедержатель служит для установки резца как по высоте, так и в горизонтальной плоскости. Установка резца по высоте имеет очень важное значение. При обточке резец целесообразно ставить так, чтобы режущая кромка его была немного выше линии центров станка и ни в коем случае не ниже. При расточке, наоборот, нужно резец ставить ниже линии центров. Лишь в крайнем случае как при обточке, так и при расточке допускается ставить резец точно по центру.
Резцедержатели бывают разных типов. Наиболее простой тип — это так называемый солдатик со сферической подкладкой. Крепление резца солдатиком со сферической подкладкой очень просто и удобно. За счет повертывания сферической подкладки можно в известных пределах регулировать углы резания и установку по высоте. Зажим осуществляется с помощью одного болта.
Недостаток крепления солдатиком заключается в том, что все усилия передаются на один болт, а поэтому он должен быть затянут очень прочно. Рабочий обыкновенно с излишней силой затягивает болт, поэтому резьба у него быстро портится, растягивается, болт обрывается. В самом солдатике резьба также быстро портится и изнашивается. Ремонт солдатиков в основном заключается в замене оборванных болтов, а при износе—в замене болтов на больший размер и нарезке резьбы на солдатике. Если позволяет тело солдатика, лучше всего вместо перехода на больший размер болта впрессовывать втулку с нарезкой и с невысоким, но широким буртиком.
Болты резцедержателей делаются из стали Ст. 3 и 12ХНЗА с последующей цементацией на глубину 0,6—0,8 мм и закалкой т. в. ч. до HRC 50—60. Стойкость таких болтов увеличивается в 10—15 раз по сравнению с сырыми, изготовленными из стали 45.
Резцедержатели изготовляются из улучшенной стали 45 с НВ 220—260.
Для тяжелых станков крепление резцов солдатиками с одним болтом ненадежно, поэтому здесь применяются другие типы резцедержателей. В этом случае резец кладется на рифленые и каленые опоры и прижимается двумя планками с помощью болтов. Чтобы планки не затрудняли установку резца, они держатся в поднятом положении четырьмя пружинами. Ремонт этих резцедержателей очень прост: он сводится к замене крепежных болтов и к перенасечке или замене рифленых опорных планок. Установка резца по высоте в подобных резцедержателях производится за счет подкладок под резец.
Наибольшее распространение у токарных станков получили четырехгранные поворотные резцедержатели, позволяющие укреплять одновременно четыре различных резца для четырех различных последовательных операций обработки. Основные требования к поворотным резцедержателям: а) надежное крепление резца; б) точная фиксация головки в любом из четырех положений; в) возможность при помощи одной рукоятки освобождать головку от фиксатора, поворачивать, снова фиксировать и зажимать.
При ремонте станков поворотные резцедержатели создают значительные трудности вследствие большой трудоемкости работ и разнообразия конструкций и габаритов. Приходится держать в запасе большое количество стальных кубиков разных размеров для головок резцедержателей. Поэтому целесообразно все разнообразные типы резцедержателей, имеющиеся на заводе, свести к нескольким типам по конструкции и по габаритам, т. е. провести их нормализацию.
3. ШПИНДЕЛИ и их подшипники
Шпиндели. Рабочий шпиндель станка — одна из наиболее ответственных деталей. Он должен /Центрировать заготовку или инструмент, закреплять и так точно вращать, чтобы при обработке получалась правильная геометрическая форма цилиндра,, конуса, плоскости или криволинейной поверхности, с отклонениями для токарных станков до 0,01 мм, для фрезерных до 0,02 мм и для шлифовальных до 0,005 мм. Такая большая точность обрабатываемой поверхности предъявляет особые требования к точности изготовления шпинделей и к их способности без вибраций и заметных деформаций воспринимать усилия, возникающие в процессе резания.
Шпиндель станка ДИП-300 (фиг. 31, а) представляет собой пустотелый вал. На переднем конце внутреннее отверстие расто-
чепо на конус, в который вставляется центр 14, центрирующий заготовку. Выступающая из корпуса передней бабки наружная поверхность конца шпинделя разделена на три части: нарезанную часть 13, цилиндрическую 12 и буртик И, служащие для крепления патрона.
Шейками 17 и 20 шпиндель лежит в подшипниках 15 и 21. Для предотвращения возможности осевого перемещения шпинделя с обеих сторон корпуса 7 подшипника поставлены упор-
Фиг. 31. Шпиндель токарного станка ДИП-300:
а —с упором на передний подшипник; и —с упором на задний подшипник.
ные шарикоподшипники 4 и 10, поджимаемые упорными кольцами 5. Шестерня 2 посажена на конус 19 и шпонку и зажимается при помощи упорных колец 1. Задняя шейка 20 может свободно двигаться вдоль оси в своем подшипнике. Сделано это потому, что шпиндель во время работы вследствие трения нагревается и удлиняется. Если ему не дать возможности беспрепятственно удлиняться, то он может получить продольный изгиб или распереть стенки коробки и перегрузить упорные шарикоподшипники.
Центрирующий поясок 12 должен быть параллелен, а торцы буртика 11 строго перпендикулярны оси шпинделя, так как их
неточность вместе с неточностью упорных шарикоподшипников вызывает биение оси шпинделя.
Второй вариант конструкции шпинделя (фиг. 31, б) отличается от первого тем, что упорные подшипники перенесены на заднюю опору и один шарикоподшипник заменен упорной шайбой.
Недостаток первой конструкции заключается в сравнительной сложности, в необходимости применять шарикоподшипникй больших диаметров (передняя шейка имеет значительно больший диаметр, чем задняя) и в большом вылете конца шпинделя, чем уменьшается жесткость. >
Вторая конструкция значительно проще и вылет шпинделя меньше, однако он имеет большой недостаток, заключающийся в том, что при работе в центрах и при нагреве шпиндель расширяется в сторону детали и может получить продольный изгиб, а более слабый упорный шарикоподшипник легко перегружается и быстро выходит из строя. л
Как известно, посадка на конус уменьшает возможность появления вибраций, поэтому некоторые заводы заменяют цилиндс рический поясок для посадки патрона посадкой на конус. Разь меры конусов для центра во всех странах нормализованы. Выбор материала для шпинделей зависит от многих причин: величины шпинделя, скорости вращения шеек, нагрузки на подшипники, от вида подшипников, а при подшипниках скольжения — от их материала. .л
Тихоходные шпиндели крупных станков, когда конструкция станка позволяет сделать их достаточно массивными, часто изь готовляются из мелкозернистого чугуна или из кованой углерог диетой стали. Шпиндели же, тяжело нагруженные или же вращающиеся в подшипниках скольжения с большим числом оборог тов, требуют прочной стали и очень твердых шеек. Прочность достигается применением легированных сталей, а твердость -г-Цементацией и закалкой или же азотированием.
Массивные полые шпиндели при цементации и закалке сильно деформируются, а поэтому обычно их не закаливают, а лишь улучшают. Шейки шпинделей, работающих в подшипниках качения или в подшипниках, залитых баббитом, не требуют твердой поверхности и, следовательно, не требуют закалки. Шейки шпинделей, работающих в подшипниках из заменителей бронз, должны иметь твердость не менее HRC 45—50.
Износоустойчивость шеек повышается не только с твердостью, но и с улучшением чистоты их поверхности, поэтому шейки следует шлифовать, а потом полировать или притирать до зеркального блеска.
Подшипники шпинделя могут быть как скольжения, так и качения (шариковые и роликовые). За последнее время подшипг 11*
ники качения все более и более вытесняют подшипники скольжения. Подшипники скольжения имеют тот недостаток, что они требуют регулировки зазора между поверхностями шейки и подшипника в зависимости от числа оборотов и нагрузки. Кроме того к. п. д. подшипников скольжения значительно ниже, чем к. п. д. подшипников качения. Однако они имеют и большое преимущество— их можно изготовить с любой степенью точности и качества поверхности путем притирки, алмазной расточки, хонингования и т. п. Главным же достоинством подшипников скольжения является их способность поглощать колебания вращения. Поэтому для точных, хотя и быстроходных (800— 3000 об/мин.) станков с небольшими колебаниями чисел оборотов предпочитают подшипники скольжения. Примером этому могут служить подшипники в станках для алмазной расточки.
Преимуществом подшипников качения является практическое отсутствие зазора при минимальном масляном слое. Следовательно, нет необходимости дополнительно регулировать зазор при различных числах оборотов и при сильно колеблющейся нагрузке.
Типичными представителями подшипников скольжения универсальных токарных станков могут служить подшипники станков ДИП-300. Вкладыш подшипника представляет собой бронзовую втулку с наружным конусом, вдоль оси которой сделано четыре прорези, причем одна сквозная, а по концам — участки с нарезкой. Прорези сделаны для придания втулке большой упругости при сжимании ее по окружности и для лучшего прилегания по окружности шейки.
При износе подшипника или при необходимости уменьшить или увеличить зазор подшипник регулируется следующим образом. Ослабляются упорные кольца 3 и крышка (каппа) 9, винты б вывинчиваются на один оборот и по ним легко ударяется, чтобы клин 8 осадить книзу (см. фиг. 31, а). Теперь, подтягивая упорное кольцо 5, можно сдвинуть втулку влево. Вдвигаясь в конус стальной гильзы /6, запрессованной в корпус бабки, втулка уменьшает диаметр, а следовательно, и зазор.
Отрегулировав требуемый зазор, нужно снова зажать крышку 9, а затем кольца 3 и винты 6. Подтягивать втулку нужно лишь настолько, чтобы шпиндель при включенном переборе можно было легко повернуть за шестерню. Винты 6 и клнн^ служат для прижатия разрезанных частей втулки к поверхности конусной гильзы, чтобы выправить деформацию втулки и тем самым улучшить прилегание ее к шейке шпинделя. Недостаток разрезной конусной втулки заключается в том, что при подтягивании она перестает плотно прилегать по всей окружности конуса гильзы 16. Поэтому шпиндель по мере износа и подтягивания
втулки начинает вибрировать и не давать чистой поверхности обрабатываемой детали. Втулку приходится вынимать и пригонять к конусу гильзы.
У станка 1К62 втулка этого недостатка не имеет. Она (втулка 7) внутренним конусом садится на конус шейки шпинделя (фиг. 32). Зазор регулируется вращением крышки 3. От осевого смещения крышка 3 закрепляется кольцом 2, укрепленным винтом 4 к гильзе 5 и к корпусу 6. От произвольного вращения крышка закрепляется болтом /.
Задняя шейка у самого шпинделя цилиндрическая, но на нее на двух сегментных шпонках 15 насажена стальная втулка /3,
Фиг. 32. Подшипники шпинделя токарного станка 1К62.
имеющая наружный конус, направленный обратно к конусу передней шейки шпинделя. Подшипником является гильза /6,. укрепленная к корпусу коробки винтами 10. От осевого смещении шпиндель крепится у заднего подшипника упорным подшипником 17 и шайбой 14, которые затягиваются упорными кольцами 12. Особенностью подшипников у станка 1К62 является применение биметалла вместо бронзы. Здесь стальные втулки 7 и гильза 16 залиты тонким слоем 8 и 9 бронзы. Регулируется у этого станка только передний подшипник; у заднего же, по мере его износа, можно припиливать буртик 11 у втулки 13 и тем самым уменьшать зазор в подшипнике.
В качестве опор шпинделей в современных токарных и других станках все более широкое применение находят прецизионные подшипники качения. Например, на подшипниках качения установлен шпиндель токарно-винторезного станка JA62. Передняя шейка его вращается в специальном регулируемом двухрядном радиальном роликовом подшипнике, получающем принудительную смазку от особого плунжерного насоса. Задняя шейка шпинделя вращается в коническом роликовом подшипнике. Осевая
нагрузка на шпиндель воспринимается упорным шарикоподшипником, находящимся у задней опоры шпинделя. Задний подшипник снабжен фитильной смазкой.
Регулирование подшипников производится так, чтобы шпиндель легко провертывался вручную при допустимом радиальном отжиме. Радиальный отжим контролируют следующим образом. В коническое отверстие шпинделя вставляют коническим хвостовиком оправку длиной 300 мм, а к центрирующей шейке шпинделя подводят пуговку индикатора. Затем вручную отжимают свободный конец оправки и замечают показания индикатора. При правильном регулировании подшипников отклонение стрелки индикатора не должно превышать 0,01 мм.
При эксплуатации станка надо регулярно проверять через смотровое отверстие поступление масла в передний подшипник шпинделя, а после длительного бездействия станка необходимо вручную подкачать плунжер насоса на полный его ход.
К подшипникам качения, применяемым в качестве опор шпинделей станков, предъявляются высокие требования, поэтому обычные подшипники для этих целей не годятся. Например, у опорных подшипников для шпинделей станков все шарики могут отличаться по диаметрам не более чем на+0,003 мм, а вращающееся кольцо не должно иметь осевого биения, превышающего 0,005 мм. Такие требования могут быть*осуществлены только при весьма точном изготовлении подшипников. Для большинства шпинделей средней точности станков применяют подшипники класса А (прецизионные) и В (высокого класса).
Для достижения требуемой точности вращения шпинделя обычно производят индивидуальный подбор подшипников качения. В этом случае требуется маркировка спаренных деталей, определяющая их взаимное расположение. Шейки шпинделя под посадку подшипников качения обрабатываются шлифованием до чистоты V 8.
Предельные отклонения и допуски шеек шпинделей токарных и револьверных станков, сопрягаемых с подшипниками качения, выбираются по П1 при легких условиях работы, но Hi при средних условиях и по Н| пли Т[ при тяжелых условиях работы.
4. ЗАДНИЕ БАБКИ
Задняя бабка представляет собой вторую опору при обработке в центрах. Задняя бабка должна удовлетворять следующим условиям:
а) ни при каких условиях произвольно не сдвигаться;
б) давать правильное положение оси центра;
в) давать возможность быстрой установки по оси станка;
г) предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка;
д) обеспечивать надежное направление шпинделя задней бабки и зажим его без нарушения положения оси.
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворитель-
Фиг. 33. Задняя бабка токарного станка ДИП-200.
пых результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка ДИП-200 (фиг. 33). Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и плота или мостика задней бабкн 2. Плот пришабривается по направляющим станины, а па верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель задней бабки 7 представляет собой пустотелый цилиндр, в передний край которого вставляется центр 6, а в задний— гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в за^юю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите о достоинствах и недостатках плоских и призматических направляющих станин станков.
2. Какие методы обработки применяются для повышения твердости направляющих станин?
3. Перечислите основные части суппорта токарного станка.
4. Расскажите назначение падающих червяков в токарном и револьверном станках-.
5. Какие требования предъявляются к резцедержателям?
6. Из каких материалов изготавливаются шпиндели?
7. Какие требования предъявляются к подшипникам качения и скольжения шпинделей?
8. Какие требования предъявляются к задним бабкам?
ТЕХНОЛОГИЯ РЕМОНТА ТОКАРНОГО СТАНКА
Чтобы правильно составить план ремонта и технологию его, необходимо заранее выбрать базы, которые следует принять за основные при контроле прогоночных работ, а для этого нужно знать, насколько они надежны и правильно расположены. Поэтому перед разборкой станка для ремонта необходимо сделать некоторые проверки.
1. ПРОВЕРКА СТАНКА ПЕРЕД РЕМОНТОМ
Высота центров передней и задней бабок. Для проведения этой проверки необходимо зачистить конусы шпинделей передней и задней бабок. В центры вставляют контрольную оправку длиной 300—500 мм и индикатором, установленным на плоскую направляющую для задней бабки (фиг. 34), делают замеры у конца и начала оправки. Разность замеров дает разность высот центров передней и задней бабок. Точность замера при этом способе вполне достаточная, потому что направляющая задней бабки обычно бывает мало изношена на участке, где проводятся замеры, так как здесь задняя бабка обычно не работает. Имеющиеся на направляющей забоины необходимо перед проверкой зачистить.
Замер несовпадения центров по высоте дает возможность определить, какие отклонения получат после шабрения оси центров, и позволяет компенсировать эти отклонения с наименьшей затратой труда в процессе самого ремонта. Следовательно, такую проверку нужно вести до начала ремонта, а не на собранном станке, как это делается обычно.
Параллельность оси шпинделя и направляющих для задней бабки. Производить эту проверку с помощью контрольной оправки, вставленной в конус шпинделя, нельзя, так как ось конуса вследствие износа может не совпадать с осью шпинделя. Поэтому для данной проверки наиболее простым и надежным спосо
бом будет проточка поясков заготовки, зажатой в патрон (фиг. 35). Проточку обоих поясков надо делать за один проход. Проверка производится в горизонтальной и вертикальной плоскостях индикатором, установленным на мостике задней бабки. На одном из поясков индикатор следует поставить в нулевое положение. Показания индикатора на втором пояске дадут отклонение образующей поясков по отношению к направляющим задней бабки на длине 250 мм. Но это не есть отклонение оси шпинделя по отношению к направляющим задней бабки, так как в эту величину входит еще ошибка, которую вносит отклонение оси шпинделя от направляющих суппорта.
Фиг. 34. Схема проверки расположения осей цен- Фиг. 35. Схема проверки тров станка. оси шпинделя станка.
Чтобы исключить ошибку, нужно микрометром замерить диаметры поясков и половину их разности вычесть из показаний индикатора; полученные результаты будут отклонениями параллельности оси шпинделя направляющим задней бабки на длине 250 мм в горизонтальной и вертикальной плоскостях. Измерения следует проводить с точностью 0,01 мм.
Данные этой проверки вместе с результатами предшествующей позволяют выправить положения оси шпинделя и оси задней бабки относительно друг друга и относительно направляющих для задней бабки в процессе ремонта, не дожидаясь общей сборки станка.
Износ направляющих измеряют для того, чтобы иметь ясное представление о толщине слоя металла, который придется снять в том или ином участке направляющих. Величина износа позволяет выбрать наиболее рациональный способ ремонта станины: шабрение, шлифование, строгание и т. д.
Для измерения износа каждую направляющую разбивают на ряд участков длиной 200—250 мм и нумеруют эти участки. Износ коротких станин измеряют с помощью контрольной линейки и мерных плиток или щупов. За базу при измерении принимаются неизнашивгющиеся концевые участки трущихся поверхностей. На этих участках под линейку подкладывают две одинаковые по высоте мерные плитки. Затем на отмеченных участках каждой
направляющей измеряют просвет между линейкой и проверяемой поверхностью. Результаты измерений записывают в таблицу и устанавливают, где и какую толщину слоя металла надо снять, чтобы направляющие были прямолинейны, горизонтальны и параллельны. Иногда строят график износа направляющих.
Измерение износа коротких и длинных станин можно производить с помощью универсального шаблона. Измерение изнОса длинных направляющих производят также с помощью уровня с ценой деления 0,02—0,04 мм на 1000 мм и оптическими приборами (см. гл. II).
2. СПОСОБЫ РЕМОНТА НАПРАВЛЯЮЩИХ
Восстановление изношенных направляющих производится шабрением, шлифованием, тонким строганием или фрезерованием и притиркой. Выбор способа ремонта направляющих зависит от размеров и формы ремонтируемых поверхностей, наличия необходимого оборудования для их обработки, а также от величины износа поверхностей. Чем больше изношены направляющие и чем больше их поверхности, тем выгоднее замена ручной обработки машинной. Шабрение изношенных направляющих станин целесообразно заменять шлифованием в следующих случаях: когда длина направляющих 2000 мм и выше, а величина износа свыше 0,10 мм] когда длина направляющих 1000—2000 мм, а величина износа свыше 0,20 мм и когда длина направляющих 300— 1000 мм, а величина износа 0,30 мм. После строгания, а иногда и после шлифования, особенно когда шлифование производится с помощью приспособлений, направляющие поверхности пришабриваются. В табл. 40 приводятся примерные припуски на шабрение плоскостей после механической обработки.
Таблица 40
Припуски на шабрение после механической обработки
Ширина плоскости, мм Припуски на шабрение, мм, при длине плоскости, мм
100—500 500—1000 1000—2000 2000—4000 4000—6000
до 100 0,05 0,08 0,10 0,12 0,15
100—500 0,08 0,10 0,12 0,15 0,20
Если направляющие восстанавливаются шабрением, то при износе их до 0,08—0,10 мм они предварительно опиливаются личным напильником, а затем шабрятся. При износе от 0,10—
0,50 мм — опиливаются или обрабатываются с помощью переносной шлифовальной машинки, причем оставляется припуск на шабрение.
Направляющие в большинстве случаев шабрят по контрольному инструменту — контрольной линейке, мостику или плите. Для этого на их рабочую поверхность наносят тонкий слой краски, затем накладывают на пришабриваемую поверхность и перемещают по ней. О качестве выполнения работы судят по числу пятен касания на площади размером 25X25 мм.
При шабрении длинных поверхностей пользуются способом создания базовых площадок —маяков.
3. РЕМОНТ СТАНИНЫ
При ремонте станины очень важно правильно выбрать проверочную базу, по отношению к которой производится шабрение и контроль остальных направляющих поверхностей. Для комбинированных направляющих станины токарного станка за проверочную базу принимают направляющие для задней бабки, так как в процессе работы она подвергается незначительному износу.
Шабрение мостика задней бабки. Выбрав направляющие для задней бабки в качестве основной базы, можно приступить к первой операции шабрения. Этой операцией является шабрение мостика задней бабки, который затем будет использован для шабрения и контроля направляющих станины.
Пришабриваются плоскости /, II, III (фиг. 36) мостика. Как правило, эти плоскости срабатываются мало, а поэтому при шабрении с них снимается очень небольшой слой металла. После пришабровки геометрическое расположение мостика на своих направляющих будет очень мало отличаться от первоначального. Это отклонение не имеет практического значения.
Шабрение мостика ведут по наименее сработанному участку направляющих для задней бабки. Этот участок расположен на конце направляющих или под передней бабкой в тех случаях, когда она установлена на направляющих задней бабки.
Строгание станины. Наибольшая производительность при ремонте станин достигается обработкой направляющих на продольно-строгальном, продольно-фрезерном и плоскошлифовальном станках. Точность обработки направляющих на станках в значительной мере зависит от правильности установки станины.
Выверку станины следует производить по плоскостям / и VI (фиг. 37) и по концам плоскости II предварительно по рейсмусу, а окончательно — по индикатору. Чтобы не вызвать прогиба станины, необходимо закреплять ее на столе станка с минимальной затяжкой болтов, контролируя деформацию индикаторами.
Обработку призматических направляющих производят широким резцом по шаблонам, изготовленным по форме направляющих на наименее изношенных участках станины. После обработки направляющих станины щуп толщиной 0,04—0,05 мм не должен проходить между шаблоном и проверяемой плоскостью. Плоскости VII и VIII прострагиваются сразу окончательно.
Окончательно обработанная станина освобождается от крепления и проверяется на прямолинейность и спиральную изогнутость. Прямолинейность проверяется линейкой и щупами. Отклонение допускается только в сто*
Фиг. 36. Мостик задней бабки.
Фиг. 37. Установка станины иа стол строгального зтанка.
м
йлонение не более 0,05 мм на 1000 мм.
' Для улучшения чистоты обработки и повышения твердости, а следовательно, и износостойкости трущихся поверхностей ста-йин в настоящее время после чистового строгания направляющие подвергают обкатке стальными роликами. Этот метод окончательной отделки станин крупных и средних станков нашел широкое применение на Уралмашзаводе.
г' Шлифование станины. Большое распространение в настоящее бремя при ремонте станин получило шлифование. Направляющие станин шлифуются на специальных плоскошлифовальных йли продольно-строгальных станках при помощи шлифовальных Щэиспособлений, а также переносных приспособлений, позволяющих шлифовать направляющие, не снимая их с фундамента.
А Шлифование станин на специальных плоскошлифовальных станках производится сравнительно редко из-за отсутствия на Многих заводах и в ремонтных цехах таких станков. Поэтому в
настоящее время для шлифования ремонтируемых станин широко используются продольно-строгальные станки, которые оснал щаются шлифовальными головками, закрепляемыми на траверсе станка и боковом суппорте. Для шлифования направляющи^ станин без снятия их с фундамента применяют переносные прил способления с ручным или механическим приводом. Эти приспоь собления обеспечивают необходимую точность и чистоту обработки направляющих. . i
Очень часто -на направляющих станины образуются довольно глубокие задиры. При ремонте таких станин рекомендуется снимать лишь минимальный слой металла. В большинстве случаев целесообразнее оставлять глубокие задиры, чем обнажать мягкие слои металла, удаляя их. Исправляют задиры обычно запайкой или металлизацией, разделывая при этом их стенки так, чтобы они образовывали между собой угол 90—100°. Запайку производят баббитом с помощью тяжелых электрических паяльников; в качестве флюса применяют хлористый цинк. Разделанные поверхности обезжиривают, например, высококачественным бензином. Перед запайкой поверхность задира нагревают. Для этого можно использовать метод индуктивного нагрева. Температура нагрева регулируется изменением сопротивления цепи катушки с помощью регулятора, соединенного с трансформатором.
Для исправления задиров металлизацией применяются металлы менее твердые, чем металл станины, так как распыленный металл имеет более высокую износостойкость. Часто металлизация станин Производится латунью и цинком. Перед металлизацией стенки задира разделываются под углом 90°. Металлизация производится с помощью аппаратов марок ЭМ-ЗА, ЭМ-6А, ГИМ-2А и УПН-4У. ;
Установка станины перед шабрением. Если станина снимается с фундамента, то ее нужно перед шабрением правильно устан новить и выверить в продольном и поперечном направлениях. Станина ставится на плиту или на монтажные балки и выверяь ется с помощью клиньев. При этом станина не крепится или слегка закрепляется так, чтобы не прогибалась. > >
Если станина после предварительной обработки сразу устанавливается на фундамент, то начинать шабрение следует после подливки и затвердевания цемента. i<.
Шабрение направляющих длиной до 2500 мм. По результатам измерения износа выбирают наиболее износившийся участок на направляющих /, II, III станины (фиг. 38) для задней бабки. Затем этот участок пришабривается так, чтобы направляющие равномерно покрывались краской, нанесенной на мастик задней бабки. Таким образом получают маяк. !
В процессе шабрения контролируют горизонтальность участка маяка уровнем, устанавливаемым на плоскость I. Закончив шабрение маяка, проводят шабрение плоскости I по всей длине. Для этого предварительно надо изготовить специальную угловую призму. Основание призмы делают обычно более широким, чем требуется для ремонтируемой станины, с тем чтобы эта призма могла служить и для ремонта станков с более широкими направляющими. Плоскости основания и верха призмы пришабриваются по контрольной
плите, а плоскость, прилегающая к призматической направляющей, пришабривается по несработанной части направляющей ремонтируемого станка. Верхняя и нижняя плоскости призмы должны быть параллельны. Длиной призма делается около 250 мм.
Фиг. 38. Шабрение направляющих станины длиной 2500 мм.
Вышаренный J
участок I
Фиг. 39. Нанесение первого и второго маяков с помощью оптической трубы.
Шабрение плоскости / ведут по линейке с одновременным контролем уровнем с ценой деления 0,02—0,04 мм на 1000 мм. Для контроля в продольном направлении уровень ставится на направляющую, а для контроля в поперечном направлении уровень устанавливается на угловую призму. Показания уровня в поперечном направлении должны быть те же, что и на маяке.
Шабрение направляющих II и III производится по линейке с ориентировкой по маяку. Контроль производится мостиком задней бабки. Уровень, установленный на мостике, должен показывать по всей длине такое же количество делений, какое он показывал на участке маяка. Мостик должен равномерно закрашивать плоскости /, II и III. Горизонтальность направляющих // и III в продольном направлении контролируется уровнем, устанавливаемым на угловую призму.
Шабрение направляющих длиной более 2500 мм. Шабрение длинных направляющих удобнее всего производить по маякам. Первый маяк делается на наиболее изношенном участке на
правляющих для задней бабки точно так же, как в предыдущем случае. Имея маяк, производят шабрение плоскости I (фиг. 38) по линейке. Длина шабрения должна быть немного больше длины линейки. Шабрение производится до тех пор, пока весь участок на длине, перекрываемой линейкой, станет горизонтальным, и линейка равномерно закрасит первый маяк. После этого на расстоянии, перекрываемом линейкой от отшабренного участка, делается второй маяк (фиг. 39), углубление которого контролируется оптической трубой, а направление плоскости маяка — уровнем. Вышабрив участок второго маяка, производят шабрение участка между двумя маяками. Затем проверяется вся вышабренная плоскость: иа прямолинейность. После чего, если нужно, делаются еще маяки и вышабриваеися вся плоскость I. Шабрение плоскостей II и Ш производится также по линейке, начиная от первого маяка. Контроль шабрения ведется мостиком задней бабки, уровнем и оптической трубой. Оптическая труба (фиг. 40) настраивается по концам направляющих при помощи марки, укрепленной на мостике задней бабки. При помощи мостика, уровня и оптической трубы вышабривается необходимое количество маяков. Маяки шабрятся до тех пор, пока уровень, установленный в поперечном положении на мостике, покажет тот же уклон, что и на маяке /, и все плоскости станут равномерно закрашиваться. Смещение мостика в горизонтальной плоскости контролируется оптической трубой. Промежутки между маяками вышабриваются по линейке. Горизонтальность в продольном направлении контролируется уровнем, установленным на призме.
Для улучшения контроля направления маяков в горизонтальной плоскости они должны шабриться по длине на двойную ширину мостика с контролем оптической трубой.
Шабрение плоскостей /, II и III можно производить также по уровню и струне. Однако этот способ недостаточно точен и кропотлив. Кроме того, при отсутствии оптической трубы шабрение длинных направляющих поверхностей для задней бабки производят по уровню жидкости, налитой в желоб, расположенный вдоль станины. Шабрение направляющих и в этом случае производится по маякам.
Шабрение направляющих для плота суппорта. Основная база — направляющие для задней бабки — должна быть пришабрена и принята с особой тщательностью и точностью, так как все ошибки, допущенные при шабрении этой базы, повторяются на всех остальных направляющих. Если же основная база пришабрена точно, то шабрение остальных поверхностей станины не представит больших трудностей.
Следующей плоскостью для шабрения будет плоскость /V. При помощи угловой призмы следует нанести маяки на расстоя
нии, перекрываемом линейкой. Контроль углубления и направления маяков можно производить индикатором, укрепленным на мостике задней бабки (фиг. 41, а). Первый маяк наносится в наиболее изношенном месте. Затем по обе стороны от первого маяка наносят еще по одному и пришабривают промежутки по линейке. После этого производят контроль всего пришабренного участка по индикатору, укрепленному на мостике задней бабки. Этим способом работу ведут до окончания шабрения на всей длине направляющей /1Л
Фиг. 41. Шабрение направляющих для плота суппорта.
Фиг. 40. Настройка оптической трубы.
Шабрение плоскости V (фиг. 41, б) начинают с создания первого маяка при помощи призмы а и уровня. Призма а предварительно должна быть пришабрена по наименее изношенному участку направляющей IV—V. Первый маяк наносится на наиболее изношенном участке плоскостей IV и V. Пришабрение его следует вести до тех пор, пока плоскость IV не станет равномерно краситься призмой. Последующие маяки наносятся так, чтобы уровень в поперечном направлении показывал тот же уклон, что и на первом, и чтобы плоскости IV и V равномерно закрашивались. Углубление маяков контролируется индикатором, укрепленным на мостике задней бабки. Дальнейшее шабрение производится так же, как и шабровка плоскости IV.
Шабрение плоскости VI ведут по линейке (мостику). Контроль в продольном направлении осуществляют индикатором, укрепленным на мостике задней бабки. Контроль в поперечном направлении ведется уровнем, установленным на угловую призму. Допустимое отклонение равно 0,02 мм на 1000 мм.
Последними из направляющих шабрят нижние плоскости станины VII и VIII. Плоскость VII шабрят по линейке с проверкой параллельности к плоскостям IV—V индикатором, укрепленным на призме. Плоскость VIII шабрят также по линейке, выдерживая по всей длине направляющей одинаковое расстояние от плоскости VI. Контроль ведется при помощи микрометра.
4. РЕМОНТ СУППОРТА
После окончательной обработки станины приступают к ремонту суппорта. Ремонт суппорта начинается с ремонта плота суппорта. Плоты суппортов часто бывают настолько изношены, что их нужно восстанавливать при помощи наделок. Чтобы установить наделки, необходимо
предварительно прострогать плот. При некачественном строгании появляется много излишних пригоночных работ, особенно при пригонке фартука, поэтому настройку при строгании нужно производить очень тщательно.
Плот суппорта, установленный па столе строгального ставка при помощи подкладок, выверяется по индикатору, укрепленному в суппорте станка. Установка выверяется по плоскостям бив (фиг. 42) и по привалочной плоскости а фартука. После постановки упоров и крепящих планок еще раз проверяется установка, чтобы убедиться, нет ли перетяжек поверхностей плота. Плоскость в не является
Фиг. 42. Строгание направляющих плота суппорта.
рабочей, но при первоначаль-
ном изготовлении станка она обрабатывалась за одну установку с остальными плоскостями, а поэтому выверка по ней плота в продольном направлении обеспечивает достаточную точность установки. Плоскости I—II вследствие большой изношенности
для выверки установки не годятся.
Наделки на направляющие плота суппорта обычно изготавливают из листового текстолита марок ПТ или ПТ-1 и реже (для
мелких станков) из бронзы или латуни. Строгание направляю’ щих плота суппорта производят с таким расчетом, чтобы текстолитовые наделки получались толщиной 2—4 мм для станков средних размеров и более 4 мм для тяжелых станков. При по-
становке наделок из металлических сплавов толщина планок
должна быть не менее 4—5 мм.
Строгание выполняется по разметке. Для разметки плот-ставится на вышабренную станину, к нему прикрепляют фартук и
устанавливается ходовой валик. На подкладках и клиньях плот выверяется таким образом, чтобы отклонения оси ходового валика были в пределах норм. Плот должен стоять строго горизонтально, что проверяется уровнем. После этого на торцах пло-
Контрольная I плита
Фиг. 43. Шабрение поперечных салазок суппорта.
та от направляющих делают раз-метку для строгания с учетом толщины наделки. Под фартук подбивают подкладки, плот снимается для строгания, а фартук остается на подкладках. После строгания плот ставится вновь на станину и делаются окончательные замеры толщины всех наделок. Величина зазоров определяется при помощи мерительных плиток или специальным измери-
тельным клином. Затем по направляющим станины грубо пришабривают. направляющие поверхности плота суппорта.
Текстолитовые наделки прикрепляют к направляющим плота склеиванием эпоксидным или карбинольным клеем. Перед этим на сопрягаемых плоскостях наделок и плота наждачной шкуркой создают повышенную шероховатость.
Припуск на шабрение текстолитовых наделок принимается 0,2—0,3 мм.
В том случае, когда наделки изготавливают, например, из бронзы, то вначале делают заготовку с припуском по длине 10— 15 мм и по толщине 0,5 мм на чистовое строгание. Затем наделки пришабривают по плоскостям плота и закрепляют медными шурупами или заклепками. После сборки наделки строгают, оставляя припуск по толщине 0,08—0,10 мм на неточность строгания и на шабрение. Сверление и зенкование отверстий под шурупы необходимо делать строго концентрично, иначе наделки не будут плотно прилегать к поверхностям плота. Плот с наде-
данными направляющими пришабривается по направляющим станины.
Одновременно с шабрением плота производят шабрение поперечных салазок суппорта. Вначале шабрятся плоскости / и II по контрольной плите по краске (фиг. 43, а), затем плоскость VI (фиг. 43, б) по плите с проверкой индикатором параллельности плоскости VI к плоскости /—//. Шабрение выполняется на контрольной плите. Плоскости ///, IV и V шабрятся по направляющим суппорта.
После шабрения поперечных салазок суппорта приступают к шабрению верхних плоскостей плота суппорта. Вначале шабрят-
Фиг. 44. Шабрение верхних плоскостей плота суппорта.
ся плоскости I—II (фиг. 44). Плоскости /—II шабрятся по трехгранной линейке и по сопрягающим плоскостям поперечных салазок. Проверка горизонтальности в продольном и поперечном направлениях производится уровнем, устанавливаемым на верхнюю плоскость поперечных салазок. Плоскость /// шабрится по трехгранной линейке с проверкой перпендикулярности к оси шпинделя.
Перпендикулярность плоскости III к оси шпинделя можно проверить с помощью специального приспособления очень простой конструкции (см. фиг. 44). Приспособление состоит из планки 2, в которой на оси 5 укреплена линейка 1. Концы линейки отжимаются пружинами 4 и 6. Пружина 4 сидит на винте 3, а пружина 6—на направляющем штифте. К планке 2 приварен конусный хвостовик, которым приспособление с помощью переходных втулок крепится в конусе шпинделя станка.
Проверка производится следующим образом. На мостике 8, или на угловой призме, устанавливается стойка 7 с индикатором. Мостик плотно прижимается к плоскости 5, а пуговка индикатора упирается в грань линейки /. Снимается показание индикатора в этом положении, и шпиндель с закрепленным в нем приспособлением поворачивается на 180°. Затем винтом 3 положение линейки 1 регулируется так, чтобы стрелка индикатора показывала деление, соответствующее половине разности показаний индикатора, бывших при первом и втором положениях линейки. Повторяя этот прием, добиваются такого положения линейки, что при повороте ее на 180° показания индикатора остаются неизменными.
После установки линейки перпендикулярно к оси шпинделя перемещением мостика с индикатором вдоль плоскости III проверяют перпендикулярность этой плоскости к оси шпинделя. Проверку перпендикулярности плоскости III к оси шпинделя можно также производить индикатором, укрепленным на выступающем конце оправки шпинделя и по калиброванному валику.
Плоскость VI плота суппорта также шабрится по трехгранной линейке ^проверкой параллельности плоскости III поперечных салазок. Допустимое отклонение, равное 0,02 мм на всей длине, проверяется с помощью калиброванных валиков й микрометра (фиг. 45). Плоскости IV—V зачищают и на них наводят мороз. Одновременно с шабрением плоскости III плота суппорта по ней пришабривают сопрягающуюся с ней плоскость поперечных салазок суппорта.
Клин поперечных салазок суппорта шабрится по месту и по контрольной плите по краске. Величина зазора между плоскостью клина и плоскостями плота допускается не больше 0,05 мм, при условии плавного перемещения салазок по направляющим плота.
Для окончания ремонта основания плота необходимо прй-шабрить нижние прижимные планки плота. Рабочая плоскость планок шабрится по плите до тех пор, пока при затянутых крепежных болтах щуп толщиной 0,05 мм не будет проходить между планкой и нижней соприкасающейся плоскостью станины и в то же время суппорт будет легко от руки перемещаться вдоль станины.
После пришабровки всех плоскостей плота суппорта* и поперечных салазок ось гайки поперечных салазок не будет совпадать с осью винта поперечной подачи. Поэтому обычно изготовляется новая гайка. Чтобы обеспечить совпадение осей винта и гайки, необходимо новую гайку, обработанную полностью, за исключением нарезки, установить на место, а в отверстие для подшипника шейки винта поперечной подачи вставить специаль
ный центр, на который надеты сменные кольца с наружным диаметром, равным диаметру отверстия в плоте суппорта.
Салазки с зажатой гайкой подводятся как можно ближе к центру (фиг. 46) и ударом по центру на гайке делается углубление, по которому центрируют и нарезают резьбу.
Фиг. 45. Контроль плоскости плота суппорта.
Гайка
Фиг. 46. Нанесение центра оси гайки поперечных салазок.
Поворотные салазки (фиг. 47, а) суппорта шабрятся на контрольной плите. Салазки устанавливаются на три калиброванные плитки, подложенные под круговые направляющие VII.
Фиг. 47. Поворотные салазки (а) и верхние резцовые салазки (б).
Плоскости /—// шабрятся по трехгранной линейке по краске с проверкой параллельности к плоскости VII индикатором. Плоскости III и IV также пришабриваются по трехгранной линейке. Взаимная параллельность этих плоскостей контролируется микрометром при помощи калиброванных валиков. Плоскости IV—V зачищаются и на них наводится мороз.
Плоскости /, //, III верхних резцовых салазок (фиг. 47, б) пришабриваются по сопрягающимся плоскостям поворотных салазок по краске. Плоскости IV—V достаточно зачистить и проверить наличие зазора по отношению к соответствующим со
прягающимся плоскостям поворотных салазок. Подгонка клина производится так же, как подгонка клина для поперечных салазок плота.
После подгонки клина резцовые салазки ставятся на поворотные салазки, устанавливаются винт и гайка и в собранном виде у поворотных салазок шабрятся круговые направляющие по сопрягающей плоскости поперечных салазок. Контроль шабрения производится по выступающей оправке шпинделя индикатором, укрепленным на резцовых салазках. Резцовые салазки передвигаются на максимальную длину.
Завершением ремонта суппорта является ремонт резцедержателя. Опорная плоскость резцедержателя и сопрягающаяся с ней плоскость резцовых салазок подгоняются друг к другу по краске с проверкой зазора щупом. Щуп толщиной 0,04 мм не должен проходить между сопрягаемыми плоскостями.
5. РЕМОНТ ГАНКИ ХОДОВОГО ВИНТА И САМОГО ВИНТА
Отливку для гайки ходового винта целесообразно делать общую для обеих половинок гайки. Это значительно упрощает обработку гайки, но в то же время несколько усложняет подгонку ее в фартуке по оси винта.
После чистовой обработки наружных поверхностей гайка пришабривается по гнезду в фартуке и на ней по центру заготовки наносится осевая риска. Фартук устанавливается на плите при-валочной плоскостью вниз (фиг. 48). Рейсмусом на плоскости 1 наносится риска, соответствующая центру кулачка (фланца) зажима ходовой гайки, и после этого гайка устанавливается на место. Осевая риска гайки должна совпадать с риской центра кулачка, вынесенной на плоскость фартука. Гайка зажимается неподвижно в своем гнезде, и фартук устанавливается на станок. Суппорт подводится к заднему кронштейну и при помощи специального кернера на торце гайки закернивается точка, которая определяет положение оси ходового винта. Фартук снимается и снова устанавливается на плиту. При помощи рейсмуса по накерненной точке наносится риска оси ходового винта. Керн на гайке дает возможность сделать разметку для нарезки резьбы, а по размерам смещения оси кулачка и оси ходового винта намечаются центры отверстий для штифтов с тем же смещением.
Изготовленная таким способом гайка не дает смешения оси ходового винта при замыкании ее и не требует многократной подгонки припиловкой штифтов по месту.
В том случае, когда корпус гайки остается старым, а заменяется лишь вкладыш, то после обработки наружных поверх
ностей вкладыша его вставляют в корпус гайки и замыкают гайку; затем так же, как и раньше, намечают кернером положение оси ходового винта и по этому керну ведут разметку для расточки и нарезки резьбы.
Если вкладыш уже имеет предварительно просверленное отверстие, то для нанесения керна в отверстие с торца забивается1 свинцовая пластинка.
Для снижения стоимости и ускорения ремонта гаек ходовых винтов в настоящее время применяется восстановление резьбы в. гайках стиракрилом. Ниже приводится технология восстановления изношенной резьбы гайки ходового винта.
Фиг. 48. Выверка положения оси гайки ходового винта в фартуке.
Ес^и при ремонте станка старый винт не заменяется-новым,, то при значительном износе нарезки его рихтуют и прорезают резьбу. При незначительном износе достаточно только выправить винт и зачистить резьбу. После этого весь или только часть, нарезки винта погружают в расплавленный парафин. Когда винт будет вынут из расплавленного парафина, на поверхности его нарезки образуется слой парафина толщиной 0,05—0,10 мм, Если требуется, то при вторичном погружении толщина парафинового слоя может быть увеличена. Покрытие нарезки парафином (или стеарином) необходимо для того, чтобы избежать сцепления жидкого стиракрила с поверхностью винта при формировании резьбы в гайке, а также для создания необходимого зазора в. резьбе винта и гайки.
Подготовка изношенной гайки к восстановлению резьбы заключается в растачивании резьбового отверстия, обезжиривании поверхности и центрировании винта и гайки при заливке стиракрилом.
Растачивание восстанавливаемой гайки производят с таким расчетом, чтобы диаметр отверстия гайки был на 4—5 мм больше наружного диаметра винта. Чистота поверхности должна
быть не выше VI — V2. Для лучшего сцепления стиракрила на стенках гайки рекомендуется делать выточки и насечку.
Обезжиривание расточенных поверхностей производят ацетоном или бензином.
Центрирование гайки и винта перед заливкой производится различными способами. В том случае, когда не требуется большой точности, центрирование винта и гайки производят rio резьбе гайки. Для этого при растачивании гайки на одном конце ее оставляют 2—4 нитки резьбы. Для более точного центрирования отверстие гайки растачивают на всю длину. Затем изготавливают две центрирующие шайбы. Диаметры отверстий шайб должны быть равны наружному диаметру винта, а диаметры заточек— диаметру расточенного отверстия в гайке. Затем нижнюю шайбу и гайку надевают на вертикально расположенный винт и пространство между гайкой и винтом заполняют стира: крилом. После того как раствор несколько загустеет, надевают верхнюю шайбу, которая окончательно центрирует винт и гайку. Для того, чтобы раствор не вытекал через резьбу, снизу шайбу заделывают пластилином или замазкой.
В тех случаях, когда в результате ремонта деталей станка происходит нарушение соосности винта и гайки, отверстие в гайке под заливку целесообразно растачивать по разметке. Иногда конструкция узла позволяет производить заливку предварительно расточенной гайки в сборе с другими деталями, но во всех -случаях заливку гайки следует производить при вертикальном положении винта.
При приготовлении раствора стиракрила порошок помещают в фарфоровую или металлическую посуду и заливают жидкостью (на 100 г порошка 75 г жидкости), затем эту смесь в течение 1—2 мин. тщательно перемешивают. Заливку производят в несколько приемов небольшими порциями по 100—150 г. Раствор следует приготавливать перед самой заливкой.
Полное затвердевание стиракрила происходит через 12— 15 час., поэтому только по истечении этого времени гайку можно свинчивать с винта.
Характер ремонта ходового винта зависит от назначения станка. Если станок предназначен для универсальных работ или для обработки деталей, которые требуют сохранения всей длины нарезки, то изношенный ходовой винт необходимо заменить новым или же нарезать на нем новую резьбу.
Если станок предназначен для обработки деталей с длинной резьбой, не превышающей длину неизношенной части винта, то винт можно перевернуть, т. е. поменять положение его концов, проточив его опорные цапфы на новые размеры и заменив вкладыши для опорных цапф.
Если станок работает на определенных, закрепленных за ним деталях, которые имеют длину нарезки значительно короче, чем длина ходового винта, то ходовой винт необходимо заменить новым с укороченной нарезанной частью, которую следует изготовить с большой точностью, закалить и прошлифовать.
6. РЕМОНТ ШПИНДЕЛЕЙ И ИХ ПОДШИПНИКОВ
Шпиндель — деталь дорогая и трудная в изготовлении, поэтому менять его следует только в исключительных случаях, особенно у крупных станков. У шпинделей чаще изнашиваются шейки, концевые отверстия, места под шарико- и роликоподшипники, резьба и шпоночные пазы.
Шейки. Износ шеек во многом зависит от их качества. Если шейки сырые, то износ может быть очень значительным и возможны большие задиры по окружности. Если конструкция позволяет, шейку нужно проточить, прошлифовать и отполировать пастой ГОИ или жимками с мелким наждачным полотном,, обильно смачивая при этом шейки маслом. Если нет шлифовальных станков, то шейки следует чисто обработать широким пружинящим резцом на токарном станке, снимая очень тонкую, стружку, а потом отполировать до зеркального блеска.
Если уменьшить диаметр шейки нельзя, можно проточить ее и надеть на нее с горячей посадкой втулку из соответствующей стали. Если же это невозможно, то шпиндель нужно заменить новым.
При закаленных или азотированных шейках глубоких задиров не бывает. Обычно бывают риски и равномерный или неравномерный износ. В этих случаях шейки нужно шлифовать и полировать до зеркального блеска, но перед полированием необходимо проверить, не снят ли твердый слой весь или частями. Проверку можно произвести пробой мелким напильником. Если шейка мягкая, ее следует нахромировать тонким слоем (до 0,01—0,03 мм хрома). Если сталь шпинделя поддается закалке, шейки можно закалить токами высокой частоты. При невозможности повысить твердость шеек, вопрос о замене шпинделя нужно решать в зависимости от условий работы станка.
Конус для центра или инструмента из-за небрежности рабочих часто забивается и теряет свою правильную форму. Происходит это также и от провертывания хвостовика инструмента или оправки. Проверить правильность конуса можно по калибру. Для этого нужно конус предварительно зачистить от забоин и прошлифовать наждачным полотном, а затем хорошо протереть, нанести на калибр вдоль образующих конуса три-четыре линии
мелом, вставить калибр в конус шпинделя и осторожно несколько раз повернуть его. По тому, как будут стираться меловые черты на калибре, можно судить о правильности формы конуса шпинделя.
Если конус требуется прошлифовать, то лучше всего это делать на самом станке переносным шлифовальным приспособлением или в крайнем случае шабером вручную по калибру. Если же потребуется расточка конуса, то лучше растачивать под переходную втулку, у которой внутренний конус сделать стандартным, чтобы он годился для нормальных центров и оправок.
Посадочные места под шарико- и роликоподшипники часто ослабляются. Лучший способ исправления — хромировать или металлизировать эти места на необходимую толщину. Если позволяет конструкция, можно обточить шейку и в горячем состоянии насаживать стальное кольцо с припуском по наружному диаметру для обточки и шлифования. Кольцо следует делать толщиной не менее 4—6 мм в зависимости от диаметра шейки.
Резьба конца шпинделя обычно забивается или изнашивается. Резьбу для упорный колец и других мало ответственных и легко заменяемых деталей следует прорезать, а сопрягающиеся детали сделать новые с резьбой по месту. Резьбу конца шпинделя для навинчивания патрона также можно прорезать, если юна может быть нестандартной. Если же резьба должна быть .стандартной, шпиндель нужно заменять. Заварку производить не рекомендуется, так как редко удается получить хорошую поверхность резьбы, вследствие чего она быстро портится и заедает при свинчивании патрона.
Шпоночные пазы на шпинделе обычно разбиваются. Самый простой способ исправления — расфрезеровать больший паз и пригнать нестандартную шпонку. В тех случаях, когда шпоночный паз не требует расположения обязательно на старом месте, можно делать новый паз на новом месте.
Обработка шпинделя — операция очень ответственная и сложная. Выверка шпинделя и его окончательная пригонка обычно связаны с большими затруднениями. Чтобы избежать этих затруднений, можно рекомендовать следующий метод обработки шпинделя.
Ремонтируемый шпиндель надевается на оправку со штреве-лем (фиг. 49, а). Оправка имеет конус несколько круче, чем конус шпинделя. Конус шпинделя перед надеванием на оправку не растачивается — зачищаются лишь грубые неровности. Конец справки выступает из конуса шпинделя на 250—300 мм.
Оправка с надетым на нее шпинделем центрируется на токарном станке (фиг. 49, б). Выверка в патроне и люнете производится по пояску для центрирования патрона (поверхность ///)
и по шейке II с точностью, если позволяет состояние поверхностей, до 0,01 мм. Если поясок для центрирования патрона испорчен, то выверка производится по поверхности I.
После того как оправка сцентрирована, шейки, и выступающий конец оправки протачиваются в центрах токарного станка, а затем шлифуются в центрах круглошлифовального станка. Поясок для направления патрона также шлифуется. Если при шлифовании приходится снимать несколько сотых миллиметра с гребешков резьбы, то это не имеет большого значения.
Фиг. 49. Ремонт шпинделя:
д— оправка со штревелем; б — центрирование оправки.
Новый шпиндель после рассверловки внутреннего отверстия и расточки начерно конуса также насаживается на оправку. Оправка остается в шпинделе до самой последней операции сборки и выверки станка. Ее выступающий шлифованный за одну установку с шейками шпинделя конец служит вместо контрольной оправки для всех выверок оси шпинделя и других узлов станка. Эта оправка дает возможность упростить одну из самых сложных в ремонтных условиях работу по ремонту или изготовлению нового шпинделя.
После выверки станка оправка удаляется и растачивается конус шпинделя. Расточка и доводка конуса производится на •самом станке при помощи резца или шлифовального приспособления.
Если шпиндель обрабатывается окончательно и сдается на склад как запасная часть, то шлифование его конуса следует вести в специальном приспособлении с базированием на рабочие шейки шпинделя. В этом случае проверка станка произво
дится по контрольной калиброванной оправке, вставленной в конус шпинделя. Совпадение же осей шпинделя передней и задней бабок достигается за счет расточки отверстия под шпиндель задней бабки.
Подшипники. Шарико- и роликоподшипники ремонтировать самим не следует, так как хорошего качества ремонта в условиях ремонтного цеха достичь нельзя. При поломке отдельных шариков и при неиспорченных поверхностях колец шарики нужно заменить новыми, но при более или менее продолжительной работе колец нужно менять все шарики, независимо от того, сколько их сломалось.
Упорные шарикоподшипники, если почему-либо нельзя поставить новые, в виде крайнего исключения можно ремонтировать или заменять самодельными. При этом рекомендуется с канавкой ставить только одно кольцо, а второе ставить плоское с хорошо шлифованной поверхностью.
Подшипники скольжения обычно изготовляются так, чтобы можно было регулировать зазоры по мере износа подшипников. Ремонт обычно сводится к уменьшению натяга и к пришабри-ванию.
Подшипник с конусной разрезной втулкой подтягивается, а внутреннее отверстие пришабривается по шейке шпинделя. Подтягивание можно вести не более чем на 1—2 мм, дальше втулка начинает плохо прилегать к гильзе. Необходимо наружную поверхность втулки пригнать по краске к поверхности гильзы, тогда можно будет снова производить подтягивание и шабровку втулки, пока хватит нарезки.
Крупные станки обычно имеют разъемные подшипники с двумя бронзовыми полувкладышами или с чугунными, залитыми баббитом. Бронзовые вкладыши ремонтируются уменьшением натяга и шабрением по шейкам на краску. Здес1> тоже нужно следить за тем, чтобы полувкладыши сидели плотно в своих гнездах. Полувкладыши при разрезке часто коробятся, а поэтому перед окончательной обработкой внутреннего отверстия их нужно пригнать по краске к гнездам корпуса и крышки подшипников, а затем уже спаивать для окончательной обработки внутреннего отверстия. Нужно также следить, чтобы смазочные канавки не доходили на 5—6 мм до торца вкладышей.
Чугунные полувкладыши перед заливкой баббитом обязательно лудятся оловом. После заливки баббитом нужно тщательно проверить плотность прилегания баббита. Делается это простукиванием металлическим предметом по всей поверхности слоя баббита. В местах хорошего прилегания баббита звук будет звонкий» а в местах отслаивания — глухой, дребезжащий. Если мест плохого прилегания много или пни занимают отдельные
большие участки» то полувкладыш нужно перезалить, так как баббит при работе подшипника быстро выкрошится по всей поверхности или растрескается.
Выверка оси шпинделя. По произведенным перед разборкой станка проверкам положения оси шпинделя определяется, за счет чего будет производиться основная выверка оси шпинделя на параллельность к направляющим станины: за счет шабрения подшипников шпинделя или за счет шабрения основания передней бабки.
При выборе объектов шабрения надо иметь в виду восстановление первоначальных координат станка. Например, если нарушение положения оси шпинделя получалось из-за износа подшипников, то нужно выправить оси подшипников, стараясь не изменять основания бабки. Или, если причиной перекоса оси шпинделя является неправильное положение основания передней бабки, то ремонт надо вести за счет исправления основания передней бабки. В первом случае нужно произвести шабрение опорной плоскости передней бабки по сопрягающейся плоскости станины на краску, с проверкой щупом зазора между ними. Щуп толщиной 0,05 мм не должен проходить между сопрягающимися плоскостями.
После пришабровки основания коробки выполняется шабрение подшипников по шейкам шпинделя на краску с одновременной проверкой при помощи контрольной оправки параллельности оси шпинделя к направляющим для задней бабки. Проверка ведется в горизонтальной и вертикальной плоскостях индикатором, установленным на мостик задней бабки. В процессе выверки мостик задней бабки передвигается на длину оправки.
Во втором случае подшипники шпинделя шабрятся без проверки положения оси шпинделя. Правильное положение ее получается за счет шабрения основания коробки по сопрягающимся плоскостям станины.
Расточка конуса шпинделя. Расточка конуса шпинделя производится на самом станке. Прежде чем растачивать конус, необходимо обкатать подшипники шпинделя, подтянуть их, проверить положение оси шпинделя и его биение. Убедившись, что все проверки шпинделя и суппорта удовлетворяют нормам точности, можно убрать из шпинделя выступающую оправку и приступить к расточке конуса. Для этого необходимо установить резец по высоте точно по центру шпинделя, настроить резцовые салазки иод угол, соответствующий углу конуса шпинделя; смазать поверхность конуса скипидаром и расточить под ближайший нормальный калибр. После расточки поверхность конуса следует отполировать мелким наждачным полотном и тщательно протереть чистой тряпкой.
Если имеется шлифовальное приспособление, то вместо полирования наждачным полотном лучше произвести шлифование конуса. Конус проверяется нормальной калиброванной пробкой по краске или по мелу. Проверку на биение производят при помощи контрольной оправки, вставленной в конусное отверстие шпинделя. При этом способе расточки конуса его биения не должно быть. Если же оправка имеет биение, то нужно прежде всего проверить оправку и лишь потом уже искать причину биения в неточности шпинделя или его подшипников.
7. РЕМОНТ ЗАДНЕЙ БАБКИ
В тех случаях, когда отверстие под шпиндель задней бабки растачивается, шабрение плоскостей /, //, /// (фиг. 50, а) корпуса задней бабки и плоскостей IV, V, VI и VII (фиг. 50, б) мостика задней бабки производится друг по другу.
Фиг. 50. Ремонт задней бабки: а — шабрение корпуса; б — шабрение мостика; « — проверка шабрения поверхностен задней бабки.
Если отверстие для шпинделя не растачивается, то вначале пришабривается плоскость VL Шабрение производится по прямоугольной линейке с проверкой перпендикулярности плоскости VI к направляющим станины. Для этого индикатор укрепляется
в резцедержателе и поперечным салазкам суппорта сообщается движение вдоль плоскости VI. Затем на контрольной плите по краске пришабривается плоскость / корпуса задней бабки, после чего по сопрягающимся плоскостям / и III корпуса задней бабки пришабриваются по краске плоскости IV, V и VII мостика задней бабки. Контроль шабрения производится по выдвинутому шпинделю (фиг. 50, в). Допустимые отклонения на всю длину или ширину мостика 0,02 мм.
Одновременно производится периодический контроль высоты центра задней бабки относительно центра передней. Если необходимо поднять ось задней бабки, то применяют металлизацию
Фиг. 51. Расточка отверстия под шпиндель задней бабки.
илл наплавку медью плоскостей IV, V и VII мостика задней бабки или, в крайнем случае, ставят наделки.
Расточка отверстия под шпиндель задней бабки производится, как показано на фиг. 51. Установленная в конце шпинделя борштанга затягивается штревелем, который проходит через шпиндель. Цилиндрический конец борштанги поддерживается люнетом. Параллельность борштанги к направляющим станины проверяют при помощи индикатора, зажатого в резцедержателе. Проверку проводят в горизонтальной и вертикальной поверхностях. Кроме того, борштангу проверяют на биение в местах I и //. Во время проверки на биение бабку передвигают в положение, показанное пунктиром, чтобы можно было передвигать суппорт по направляющим.
После выверки борштанги бабку передвигают в исходное положение, устанавливают резец и растачивают отверстие для шпинделя. Во избежание вибрации резца при работе на заднюю бабку подвешивают грузы. После проверки расточенного отверстия на конусность и эллиптичность отверстие шлифуют при
13 Заказ № 936
помощи наждачного полотна, зажатого на деревянной оправке, вставленной в шпиндель станка. Подача при расточке осуществляется при помощи суппорта станка, который двигает заднюю бабку на резец. В том случае, когда бабка имеет с заднего торца выточку под фланец, при расточке отверстия под шпиндель нужно расточить и выточку. При этом подача направлена от передней бабки, и для передвижения заднюю бабку нужно крепить к суппорту.
При расточке отверстия для шпинделя можно иногда сохранить старый шпиндель, вставив в отверстие бабки втулки, но чаще шпиндель приходится заменять, так как втулки не всегда можно ставить по конструктивным соображениям и из-за опасения ослабить бабку. При замене шпинделя нет смысла снимать в бабке расточкой стружку большей толщины, чем требуется для придания отверстию правильной геометрической формы. Поэтому новый шпиндель заготовляется с припуском по наружному диаметру 2—3 мм на сторону. Внутренние диаметры шпинделя растачиваются по чистовым размерам, и в отверстия вставляются пробки. После расточки задней бабки производится точный замер расточенного отверстия и после этого шпиндель обтачивается с припуском под шлифование. Шлифуется шпиндель* в размер, но с одновременным контролем по месту. Установив шпиндель на место, необходимо сверить центры передней и задней бабок и путем поворота шпинделя вокруг своей оси добиться максимального совпадения осей центров передней и задней бабок. В этом положении производится разметка шпоночной канавки на шпинделе для последующей ее фрезеровки.
Окончательная обработка конусного отверстия шпинделя производится конусной разверткой, закрепленной в шпинделе передней бабки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для чего делаются проверки станка перед разборкой?
2. Какие проверки делаются у токарного станка?
3. Как и для чего измеряют износ направляющих станин?
4. Какие способы применяются при ремонте станин?
5. В чем сущность шабрения направляющих по маякаМ и как оно производится?
6. Как устанавливаются и строгаются наделки на направляющих плота суппорта?
7. Как ремонтируется гайка ходового винта?
8. Каковы способы ремонта ходовых винтов в зависимости от их назначения?
9. Как выверяется положение оси шпинделя на параллельность и на перпендикулярность?
10. Как растачивается отверстие для шпинделя задней бабки?
ГЛАВА X
СУППОРТЫ РЕВОЛЬВЕРНЫХ СТАНКОВ
Револьверный станок обычно имеет два суппорта: поперечный и суппорт револьверной головки. Поперечный суппорт мало отличается по конструкции и способам ремонта от обычных суппортов токарных станков. Суппорт же револьверной головки имеет существенные отличия от суппортов токарных станков. На револьверном суппорте вместо резцедержателя ставится револьверная головка, Ихмеющая обычно только продольный самоход.
Револьверные головки разделяются на два основных типа: головки с вертикальной осью вращения и головки с горизонтальной осью вращения. Станки, имеющие головки с вертикальной осью вращения, почти всегда снабжаются поперечным суппортом, а станки, имеющие головки с горизонтальной осью вращения, обычно поперечным суппортом не снабжены. Но если станок предназначен для многоонерационной работы и число отверстий револьверной головки недостаточно для требуемого количества инструментов, то наряду с револьверной головкой, независимо от расположения оси ее вращения, станок должен иметь поперечный суппорт.
1. РЕВОЛЬВЕРНАЯ ГОЛОВКА С ГОРИЗОНТАЛЬНОЙ ОСЬЮ
Конструкция. В револьверных салазках 6 (фиг. 52) на двух подшипниках уложена шлифованная ось головки. При помощи двойного конуса положение ее точно фиксируется. Несущая ось 5 имеет на переднем конце особый зубчатый венец 4 с хвостовой частью для посадки сменной револьверной головки 3, На заднем конце оси помещен барабан 7 для установки упоров 8.
Выбитые номера на отдельных штифтах или упорах согласованы с соответствующими номерами отверстий для инструмента в револьверной головке. Во избежание закусывания сменной 13*
револьверной головки 3 на центрирующей части зубчатого фланца 4, между ним и сменной револьверной головкой уста-новлено чугунное кольцо 2.
Крепление сменной револьверной головки к зубчатому венцу производится тремя болтами /, причем точное положение голов-
Фиг. 52. Револьверная головка с горизонтальной осью вращения: а — общий вид; б—разрез головки.
ки по отношению к оси шпинделя станка фиксируется центрирующей шпилькой.
Отверстия для инструмента в сменной револьверной головке имеют различные диаметры, чтобы можно было вставлять инструменты и оправки-
Особенности ремонта. Основная трудность ремонта заключается в том, чтобы обеспечить точное совпадение осей отверстий для инструмента в каждой позиции с осью шпинделя станка; отклонения допускаются в пределах 0,01—0,02 мм. Наиболее простой и проверенный способ выполнения этого требования — делать окончательную расточку отверстий для инструмента резцом, вставленным в шпиндель самого станка после того, как станок окончательно собран и проверен.
Перед расточкой необходимо отрегулировать и подтянуть все клинья и подшипники. Вылет оправки для резца, а также подачу и сечение стружки нужно выбирать минимальные. Полезно также положить груз на револьверные салазки.
Прежде чем делать расточку отверстия, надо проверить наличие набора инструментов, державок, зажимных втулок, сменных головок; отверстия с новыми диаметрами должны позволять применять имеющиеся у станка инструменты и приспособления. Если отверстия расточены на большие диаметры, чем требуется, то в них следует запрессовать втулки. Если же запрессовка втулок невозможна, то изготовляют новую головку. Отверстия для инструмента растачиваются предварительно с припуском 0,5—2,0 мм на диаметр.
Расточка отверстий удается хорошо только тогда, когда фиксатор поворота головки и его глазок пригнаны точно и надежно фиксируют головку в каждой позиции. Убедиться в этом можно при помощи индикатора, вращая маховичок (при выключенном фрикционе) путем поворота звездочки в ту и другую сторону. Если размах колебаний индикатора больше 0,01—0,02 мм, то, следовательно, фиксатор пригнан плохо, и тогда после окончательной расточки отверстий одно и то же отверстие при вращении головки в одну сторону будет показывать одно отклонение, а при вращении в другую — другое и чаще всего — недопустимое.
Пригонка фиксатора — наиболее кропотливая и трудная работа при ремонте револьверной головки. Поэтому заменять зубчатый фланец новым следует только тогда, когда в этом имеется действительная необходимость. Если возможен ремонт венца, хотя бы и сложный, — лучше сделать этот ремонт, оставляя нетронутыми гнезда для фиксирующих глазков.
При изготовлении нового зубчатого фланца необходимо учесть наличие сменных головок, которые должны насаживаться на фланец с точным расположением осей отверстий для инструмента, а при расточке гнезда под глазки необходимо добиться, чтобы все их оси находились на одной окружности и шаг между ними был одинаковым.
Сохранить взаимозаменяемость сменных головок, не имея
специальных кондукторов, трудно. Работу можно несколько облегчить, растачивая отверстия под глазки с помощью точной делительной головки, на которую устанавливают венец, точно выверив его по отверстию под ось револьверной головки и по торцу. Этот способ не гарантирует точность размера диаметра окружности, на которой расположены оси гнезд глазков, но гарантирует с достаточной степенью точности расположение их на одной окружности и получение шага по окружности между ними в пределах допуска.
Чтобы компенсировать неточность диаметра окружности, на которой расположены оси глазков, внутренний диаметр глазков
нужно делать эксцентрично относительно наружного диаметра. Эксцентрицитет берут равным 0.5—1,0 мм в зависимости от предполагаемой неточности. Ось смещенных окружностей глазков
Фиг. 53. Схема пригонки фиксирующего глазка.
кую сторону имеется тем вставляют также
надо отметить риской на тонком участке торца глазка (фиг. 53), а у гнезда глазка дать риску направления радиуса, проходящего из центра зубчатого фланца через центр гнезда глазка.
Предварительно в гнездо вставляют сырой глазок с центрально расположенным внутренним отверстием и с помощью его определяют по краске и индикатору точность фиксирования, как описано выше. Этим способом определяют, в ка-отклонение и примерно его величину. За-пробный, но эксцентричный глазок и вра-
щением его в гнезде добиваются точного фиксирования. Делают метку положения риски глазка на окружности гнезда. Таким
образом, на окружности гнезда глазка имеются две риски: одна с радиусом из центра зубчатого фланца, другая показывает положения оси смещения окужностей глазка.
По этим рискам, как по координатам, все остальные глазки
устанавливаются в совершенно одинаковом относительно друг друга положении. Чтобы в сменной револьверной головке увязать положение фиксатора с точным расположением в пространстве всех отверстий для инструмента, надо до сверления отверстия для контрольной шпильки поставить зубчатый фланец и сменную головку на свое место, включить фиксатор и зажать фрикцион. После этого, ослабив крепления, точно выверить совпадение оси шпинделя станка с осью противолежащего отверстия для инструмента револьверной головки и закрепить ее болтами. Затем головку вместе с зубчатым фланцем можно снять и закончить обработку фланца.
В первую очередь растачивают отверстие для контрольной
шпильки, пользуясь головкой как кондуктором. После этого можно растачивать в зубчатом фланце отверстия для инструмента, используя головку в качестве контрольного кондуктора. Окончательную обработку отверстий для инструмента лучше делать в собранном виде на самом станке/
Если точной делительной головки не имеется или почему-либо на ней нельзя произвести обработку зубчатого фланца, то лучше всего использовать старый фланец в качестве кондуктора. В этом случае каждый глазок придется доводить индивидуально. Гнезда под глазки нужно обрабатывать очень чисто, чтобы они выдержали несколько пробных посадок глазков. Наружный диаметр пробных глазков нужно делать с посадкой средней между напряженной и скользящей второго класса точности и ставить их, смазав маслом.
2. РЕВОЛЬВЕРНАЯ ГОЛОВКА С ВЕРТИКАЛЬНОЙ ОСЬЮ
Конструкция. Для этого типа головок типичной является конструкция револьверной головки токарно-револьверного станка 137 (фиг. 54). Эта головка имеет шесть граней и шесть отверстий для инструмента. Инструмент крепится в отверстиях и на вертикальных гранях головки при помощи болтов, для которых на каждой грани предусмотрено по четыре отверстия с нарезкой. Чтобы можно было точно установить инструмент, оси отверстий для инструмента должны точно совпадать с осью шпинделя станка, а боковые грани должны быть перпендикулярны ей.
Рассматриваемая револьверная головка может поворачиваться только от руки, для этого необходимо вначале опустить рычаг 1 вниз. Рычаг поворачивает винт, имеющий на обоих концах двухходовые правую и левую резьбы, вследствие чего раздвигаются две половинки зажимного хомута, который освобождает револьверную головку. При опускании рычага 1 еще ниже он своим языком поворачивает рычаг 6, который вытягивает пружинный фиксатор из глазка 5. После поворота револьверной головки в следующее рабочее положение рычаг 1 немного приподнимается и фиксатор под действием пружины заскакивает в следующий глазок. Поднимая рычаг еще выше, зажимают хомут 4 и закрепляют головку в рабочем положении.
Включение рабочего перемещения продольного хода салазок револьверной головки производится при помощи семи упоров: шесть для инструмента и один для материала. Они расположены на вращающемся шлицевом валу 3. Вал упоров получает вращение от револьверной головки через три винтовых и три прямозубых шестерни с передаточным отношением, равным единице.
Автоматическое выключение подачи револьверной головки происходит следующим образом. Салазки головки перемещаются до тех пор, пока они не упрутся своим кронштейном в упор 2 на шлицевом валу. Кронштейн при помощи рычажного механизма выключает фрикционную муфту продольной подачи.
Особенности ремонта. Основная особенность ремонта этой головки заключается в том, что при износе салазок оси отверстий для инструмента не совпадают с осью шпинделя станка, и этот износ ничем не компенсируется. Изношенные салазки при-
Фиг. 54. Револьверная головка с вертикальной осью вращения.
ходится восстанавливать металлизацией, наделками или постановкой эксцентриковых втулок в отверстия для инструментов. Пригонку боковых граней перпендикулярно оси шпинделя станка лучше всего производить после окончательной сборки и проверки станка. Для контроля пригонки следует резцом, зажатым в патрон станка, сделать на каждой боковой грани риску в виде окружности, сняв минимальный слой металла, достаточный лишь для того, чтобы окружность получалась замкнутой. После этого следует снять головку и пригнать грани припиловкой и .шабровкой по плите, базируясь по сделанной риске. Пригонка фиксатора у этой головки ничем не отличается от пригонки его у головки с горизонтальной осью.
Круглые фиксаторы и глазки должны изготовляться из лучшей инструментальной стали и закаливаться до твердости HRC 60—65. Это необходимо для того, чтобы в результате по
стоянной односторонней нагрузки они не стали овальными и не ухудшили устойчивость головки. Чем больше расстояние фиксатора от оси головки, тем он долговечнее. При круглом коническом фиксаторе недопустим даже самый незначительный зазор или овальность, потому что в этом случае поверхность прилегания фиксатора обращается теоретически в линию (образующую конуса), а практически — в поверхность с очень малой площадью.
В этом отношении фиксатор с плоской поверхностью прилегания лучше, так как удельное давление при большой площади этой поверхности получается меньше, и плоскости всегда прилегают плотно одна к другой, если угол наклона грани гнезда и фиксатора выдержан точно, т. е. если фиксатор хорошо пригнан по гнезду,
КОНТРОЛЬНЫЕ ВОПРОСЫ
Г В чем трудности ремонта револьверной головки с горизонтальной осью вращения?
2. Каким способом растачиваются отверстия для инструмента в револьверной головке с горизонтальной осью вращения?
3. Почему при ремонте револьверной головки делают глазки для фиксаторов с эксцентричными отверстиями?
4. Каким способом производят пригонку боковых граней револьверной головки с вертикальной осью вращения?
5. Из какой сталя и с какой точностью изготовляются глазки фиксаторов?
ГЛАВА X/
КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ И ДЕТАЛЕЙ ПРОДОЛЬНО-СТРОГАЛЬНОГО СТАНКА
Продольно-строгальные станки, особенно крупные, при шем уходе и профилактике могут работать длительное время без ремонтов. Заботливый уход здесь имеет решающее значение для сохранения работоспособности станков. Чтобы продлить срок службы строгальных станков, ремонтники должны обладать определенными знаниями по уходу и эксплуатации. Поэтому здесь более подробно рассматриваются вопросы, освещающие конструкцию наиболее важных узлов, их регулировку и правильную эксплуатацию.
Особенность процесса строгания заключается в периодичности рабочей подачи резца и в реверсировании движения обрабатываемой детали (рабочий и холостой ход) с некоторыми перебегами при прямом и обратном ходах стола.
Основной величиной, характеризующей продольно-строгальный станок, является наибольшая ширина детали, которая может обрабатываться на данном станке (ширина строгания). В зависимости от ширины строгания продольно-строгальные станки бывают трех типов:
а) легкого — с шириной строгания до 600 мм\
б) среднего — с шириной строгания от 600 до 1000 мм;
в) тяжелого — с шириной строгания свыше 2000 мм.
Конструкции приводов продольно-строгальных станков тоже очень разнообразны. Применяются приводы с перекидными ремнями, с электромагнитной муфтой и с реверсивным электродвигателем. Наибольшее распространение имеют конструкции приводов с электромагнитной муфтой для легких и средних станков, а для тяжелых — с реверсивным электродвигателем постоянного тока, работающим по системе Леонарда. Станки могут быть с одним или с большим числом электродвигателей.
У станков тяжелого типа отдельными электродвигателями обеспечивают не только приводы основных узлов (например, тра-
Станины и столы продольно-строгальных станков 203 верса, суппорты), но даже и такие вспомогательные движения, как подъем и опускание откидной доски и крепление траверсы. У станков легкого типа электродвигатель бывает расположен на самом станке, вверху, на архитраве, или внизу, рядом со станком, у редуктора.
На фиг. 55 показан общий вид современного портального продольно-строгального станка модели 7242А. Стол 6 станка приводится в движение от электродвигателя 1 постоянного тока
Фиг. 55. Общий вид портального продольно-строгального станка 7242А.
по системе генератор — двигатель (система Леонарда) через червяк и рейку, привернутую к нижней поверхности стола. На траверсе 4 имеются два суппорта 5, которые приводятся в движение от электродвигателя, обеспечивающего горизонтальную и вертикальную подачи. Кроме того, имеются два боковых суппорта 2 также с отдельным электродвигателем, обеспечивающим подачу в вертикальном направлении. Горизонтальная подача боковых суппортов производится вручную. Все суппорты имеют быстрое перемещение и снабжены приспособлением для автоматического подъема резца в конце рабочего хода. Траверса 4 станка перемещается отдельным электродвигателем. Управление станком сосредоточено на пульте 3, смонтированном на гибком шланге
и имеющем возможность устанавливаться в любом месте рабочей зоны.
Станок другой модели (модель 7А278) завода «Тяжстанко-гидропресс» им. Ефремова имеет аварийную защиту, не допускающую работу станка при неработающей смазочной станции, при перегрузке главного привода и при перебеге стола за пределы максимального хода. Станок имеет блокировки, ограничивающие ход суппортов и поперечины, а также предохраняющие от аварий при столкновении вертикальных суппортов между собой или поперечины с боковыми суппортами. Имеются также блокировки, не допускающие включение перемещения поперечины при закрепленном зажиме или работающем главном приводе.
1. СТАНИНЫ И СТОЛЫ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ
Раньше почти исключительно изготовлялись короткие станины с длиной направляющих, лишь немного превышающей длину направляющих стола. В настоящее время большинство заводов делает длинные станины с длиной направляющих, вдвое большей длины направляющих стола.
Короткие направляющие станин быстрее изнашиваются и теряют точность направления, чем длинные направляющие. Недостаток коротких станин также в том, что при свешивании направляющих стола с них стекает масло, и, несмотря на наличие добавочных корыт для сбора его, оно попадает на пол около станка. Большие давления на концах направляющих станины способствуют появлению задиров. Все эти недостатки объясняют переход на изготовление станков с длинными станинами.
Длинные станины (начиная с 6—8 м строгания) делаются составными из двух частей. При установке составной станины необходимо заботиться не только о правильном (без ступени или излома) положении соединенных в стык направляющих, но и о том, чтобы место стыка было пригнано хорошо и не пропускало масла. Столы станков тяжелого типа также часто делаются составными по ширине. Стык стола производится посередине, вдоль оси стола.
Длинные станины очень трудно выверять на фундаменте, и, как показал опыт, через несколько месяцев даже хорошо выверенные и надежно подлитые цементом станины расстраиваются, и станок теряет точность. Поэтому станины лучше не подливать, а ставить на специальные башмаки (фиг. 56), которые должны быть надежно залиты в фундаменте. Башмаки надо ставить по одному возле каждого фундаментного болта. Еще лучше иметь башмаки с овальным отверстием для фундаментного болта и пропускать болт через башмак.
Фиг. 56. Башмак с регулирующим клином для установки станков на фундаменте.
Станину сначала нужно грубо установить на клиньях и подкладках, а затем настроить башмаки так, чтобы у них был запас для регулировки как на подъем, так и на опускание, после чего башмаки подклиниваются для занятия правильного положения под станиной и заливаются цементом. После затвердевания цемента все подкладки из-под станины вынимаются, и точная выверка производится только с помощью башмаков. Пространство между полом и станиной, во избежание скопления мусора, забивается деревом или облицовывается слабым раствором цемента. Опыт показал, что при хорошем затягивании фундаментных болтов станина стоит на башмаках так же хорошо, как и при сплошной подливке цементом, и в тоже время при необходимости легко регулируется.
Направляющие станины и стола бывают трех типов: а) плоские; б) V-образные и в) комбинированные, у которых одна направляющая плоская, а другая V-образная.
Для станков легкого и среднего типов обычно применяются плоские и V-образные направляющие, причем трудно отдать предпочтение какой-либо из этих конструкций, так как та и другая при соответствующем уходе и смазке работают хорошо.
На фиг. £7, а б даны схемы плоских направляющих. Из них более удачной следует признать конструкцию по фиг. 57, б, так как она допускает лучший подвод смазки и лучше ее сохраняет. Схема V-образных направляющих показана на фиг. 57, в.
Недостаток плоских направляющих состоит в том, что, хорошо воспринимая усилия резания при строгании горизонтальных плоскостей, они плохо работают при строгании вертикальных (боковых) плоскостей. V-образные направляющие хорошо работают при строгании горизонтальных и вертикальных плоскостей, но они очень чувствительны к деформациям стола и станины. При малейших деформациях начинается нагрев направляющих, повышается расход энергии, и на направляющих могут появиться задиры.
Эти недостатки заставляют станкостроительные заводы при выпуске продольно-строгальных станков тяжелого типа применять комбинированные направляющие (фиг. 57, г), хорошо воспринимающие горизонтальные и боковые нагрузки и менее чув
ствительные к деформациям стола и станины. В очень тяжелых станках иногда применяют комбинированные направляющие, показанные на фиг. 57, д.
Чувствительность к деформациям стола и станины в большей или меньшей степени проявляют направляющие всех типов. Поэтому необходимо следить, чтобы детали правильно устанавливались на стол, а особенно чтобы при креплении деталей не
д')
Фиг. 57. Форма направляющих постели продольно-строгальных станков:
/ — корыто для стока масла; 2 — клин; 3 — прижимной болт; 4 — регулировочный болт; 5 — нажимная планка; 6 — крепежные болты; 7— прижимная планка.
перетягивали стол. В случае перетягивания он деформируется, и в некоторых местах направляющих появляются огромные удельные давления, в результате чего происходит выдавливание смазки и образование задиров на трущихся поверхностях. Особенно опасна в этом отношении крутая грань V-образной направляющей.
С целью предотвращения задиров и быстрого износа станин направляющие столов крупных продольно-строгальных станков моделей 7А256, 7А278, 7А288 и др., выпускаемых заводом «Тяж-станкогидропресс» им. Ефремова, покрыты текстолитовыми накладками. Это мероприятие не только повышает долговечность станков, но и облегчает их ремонт.
Смазка направляющих станин в настоящее время применяется почти исключительно циркуляционная под давлением. Масляный насос, обычно шестеренчатый, помещается в редукторной коробке, внутри станины. От насоса смазка подводится ко всем местам, которые надо смазывать. На концах станины имеются корыта, в которые стекает масло с направляющих и по трубопроводам сливается обратно в редукторную ванну. Прежде чем попасть на направляющие станины, масло проходит через фильтр.
Фиг. 58. Схема привода стола продольно-строгального станка: а —с реверсивным электродвигателем и шестереиочио-реечной передачей; и — с чергячно-реечной передачей
Смазка направляющих станин продольно-строгальных станков завода «Тяжстанкогидропресс» подается от центральной смазочной системы под давлением до 2 ат. В зависимости от веса обрабатываемой детали давление масла можно регулировать при помощи специального клапана. Предусмотрено также устройство, которое автоматически останавливает стол станка, если давление масла в системе и его количество снизится против допустимой величины.
В процессе эксплуатации станка необходимо время от времени проверять точность положения станины. При нарушении точности станину следует выверить.
Стол делают коробчатого сечения с внутренними ребрами. Верхняя поверхность стола чисто прострогана и имеет Т-образные пазы для крепления обрабатываемых деталей. Движение столу передается от приемного вала через рейку и шестерню (фиг. 58, а) или через червячно-реечное зацепление (фиг. 58, б). Червячно-реечное зацепление дает более плавный ход и значи-
208 Конструкция основных узлов и деталей продольно-строгального станка тельно меньшие усилия при реверсировании движения стола, чем при шестереночно-реечном зацеплении.
Имеются также станки с гидравлическим приводом стола.
Для осуществления возвратно-поступательного движения стола реечной шестерне или червяку, сцепляющемуся с рейкой стола, необходимо сообщать вращение попеременно то в одном, то в другом направлениях. Реверсирование вращения производится одним из следующих способов: перекидыванием на рабочий и холостой шкивы открытого и перекрестного ремней, переключением электромагнитной муфтой ременной передачи или передачи зубчатыми колесами, применением реверсивного электродвигателя. Продольно-строгальные станки с приводом стола перекидными ремнями в настоящее время встречаются редко.
Рассмотрим привод станка,, реверсирование которого производится электромагнитной муфтой. Конструкция электромагнитной реверсивной муфты приведена на фиг. 59.
Электромагнитная муфта служит для того, чтобы сообщать валу 1 попеременное вращение в одну и другую сторону. В сторону рабочего хода вращение сообщается шкивом 2, а в сторону холостого хода шкивом 5. Эти шкивы сидят на валу 1 на шарикоподшипниках 7 и сами непосредственно сообщать вращение валу 1 не могут. Между шкивами на валу 1 неподвижно закреплен стальной диск 3. К диску с обеих сторон прикреплены кольца 4 из материала с большим коэффициентом трения. На шкивах же, с внутренней стороны, против этих колец прикреплены чугунные кольца 11. Внутри шкива вмонтированы сильные электромагниты обычного устройства. Железный корпус 9 (сердечник) имеет внутри катушки 10 с намоткой из изолированной проволоки.
Концы проводов катушек соединены последовательно и выведены к медным кольцам 8, и к ним при помощи щеток подводится постоянный ток. Если дать ток на электромагниты какого-либо шкива, то последний с большой силой притянется к диску 3, кольца 4 диска и кольца И шкива плотно прижмутся друг к другу, и вследствие трения между дисками вращение от шкива передастся на диск.
Шкивы 2 и 5 для свободного притяжения к диску трения имеют небольшое продольное перемещение по валу, а в свободном состоянии отжимаются при помощи трех пружин 6 от диска 3. Сила притяжения электромагнитом меняется в зависимости от величины зазоров между сердечником 9 и плоскостями диска 3.
В притянутом состоянии этот зазор должен быть от 0,8 до 1,5 мм. Он измеряется специальными измерительными клиньями с наклоном 1:10. Зазор измеряется в момент притяжения
Фиг. 59. Электромагнитная муфта.
ьно-строгальных станков
муфты, а поэтому перед измерением необходимо пустить ток в ту половину муфты, у которой производится замер.
Муфта работает следующим образом (фиг. 60). В конце холостого хода стола упор А упрется в рычажок /, сидящий шарнирно на рычаге 5, и повернет его вокруг неподвижной оси 4. При повороте рычага 3 тяги 5 и 8 передвинут вправо роликовый контакт 10 в переключательной коробке 9, вследствие чего электрический ток, питавший электромагнитные катушки холостого шкива X, прервется и направится в элек-
Фиг. 60. Схема переключения направления хода стола.
тромагниты рабочего шкива Р. При рабочем ходе второй упор (на фигуре не показан) повернет рычаг 3 за рычажок 2 в обратном направлении, и электромагниты снова переключатся. Таким образом осуществляется прямой и обратный ход стола.
Рукоятка 7 служит для перемены направления хода стола вручную, а также для остановки его в любом положении. Валик 6 выходит на другую сторону станка, и на нем насажена такая же рукоятка так, что управлять движением стола вручную можно с обеих сторон станка.
Для питания электромагнитов муфты требуется постоянный ток, а поэтому, кроме электродвигателя трехфазного тока для главного движения, станок снабжается небольшим умформером, состоящим из электродвигателя переменного тока и динамомашины постоянного тока, обычно расположенных на одном валу-
В тяжелых станках, где необходимо производить пуск и останов больших масс, применяется привод стола червячной парой — червяком и рейкой с винтовыми зубьями, которые получают движение от реверсируемого и регулируемого электро*
двигателя по схеме мотор — генератор. Эта схема включает двигатель переменного тока, который приводит в движение генератор постоянного тока. Генератор подает ток в двигатель станка, который осуществляет плавные изменения скоростей и реверсирование движения стола. Электродвигатель с медленного вращения (для рабочего хода стола) на быстрое обратное переключается автоматически от переставных упоров, привертываемых к столу станка так же, как при других системах привода.
2. ТРАВЕРСЫ, СТОИКИ, СУППОРТЫ
Продольно-строгальные станки изготавливают одностоечными и двухстоечными. Одностоечные станки обладают меньшей жесткостью и предназначены для обработки сравнительно небольших деталей. Стойки станков обычно закрепляются на станине болтами. В верхней части двухстоечных станков стойки связаны перекладиной и распоркой. По направляющим стоек может перемещаться траверса и боковые суппорты.
Давление резания создает на траверсе значительные усилия, изгибающие ее вверх и назад, а также скручивающие ее вокруг продольной оси. Наибольшие напряжения в траверсе возникают, когда суппорт с резцом находится посредине траверсы и резец имеет наибольший вылет. Особенно большие напряжения возникают, когда происходит самопроизвольное врезание резца.
Ввиду значительных усилий, направленных вверх, обычно сминается резьба гайки вертикального самохода суппорта. Если гайка срезается, то авария ограничивается только этим, ко часто ломается суппорт или отрывается откидная доска.
Чтобы придать большую жесткость траверсе любой конструкции после установки по высоте, она перед началом строгания должна крепиться к направляющим. Способов крепления траверсы много: от простого зажима болтами при помощи ключа до автоматического, сблокированного с подъемом и опусканием траверсы.
Суппорт служит для закрепления резца и для сообщения ему подачи. Суппорты бывают вертикальные, перемещающиеся по направляющим траверсы, и боковые, скользящие по направляющим боковых стоек и расположенные горизонтально.
Нормальная конструкция вертикального суппорта показана на фиг. 61. Задние салазки 7, несущие на себе поворотную часть 8, перемещаются по направляющим траверсы. Поворотная часть после установки в нужном положении крепится к задним салазкам болтами 14, Болты своими головками входят 14*
в круговые пазы, имеющие форму ласточкина хвоста или Т-образную форму. Спереди поворотная часть имеет направляющие, на которые опираются передние салазки 9. На эти салазки двумя болтами 12 прикреплена поворотная доска 11, на которой помещена откидная доска 10, вращающаяся на шарнире 15. На передней стороне откидной доски имеется резцедержатель. Задние салазки 7 служат для передвижения суппорта по направляющим траверсы, для подвода резца к обрабатываемой детали и для сообщения горизонтальной подачи. Для компенсации износа направляющих служит клин 4 и прижимная планка 3.
Фиг. 61. Суппорт продольнострогального станка.
Фиг. 62. Общий вид бокового суппорта продольно-строгального станка завода им. Я. М. Свердлова.
При строгании вертикальных и наклонных поверхностей задние салазки крепятся на траверсе стопорным винтом 2. Передвижение салазок по траверсе осуществляется при помощи ходового винта 6. Цапфы ходового винта вращаются в подшипниках, закрепленных в траверсе, а гайка закреплена в салазках.
Вертикальное перемещение суппорта производится от ходового валика 5, подшипники которого закреплены в траверсе. Ходовой валик вращает при помощи двух конических шестерен ходовой винт /, который поднимает или опускает поворотные салазки 11. Для компенсации износа направляющих имеется клин, регулируемый винтами 13.
Обычно продольно-строгальные станки имеют по два вертикальных суппорта, а поэтому в траверсе расположены два ходовых валика и два ходовых винта.
Боковые суппорты (правый и левый) имеют одинаковую конструкцию (фиг. 62). Такие суппорты имеют следующие главные части: задние салазки 15, поворотную часть 14, передние
салазки 6, поворотную доску 12 и откидную доску 13. Задние салазки 15 при помощи винта 1 и гайки, укрепленной в корпусе задних салазок, могут скользить вверх и вниз по направляющим боковых стоек. Сзади салазки крепятся прижимными планками 3. Износ направляющих компенсируется клином 2.
Поворотная часть 14 может вращаться при ослаблении четырех болтов 10. Установка наклона поворотной части производится при помощи имеющейся на ней черты — указателя и градуированной шкалы на задних салазках.
Для установки резца в требуемом положении служит поворотная доска 12. Зажим доски производится болтами 11. Вращением валика 7 осуществляется пермещение салазок 6 вручную. Валик 5 служит для перемещения суппорта вручную по направляющим боковых стоек. Через коробки подач проходят два вертикальных валика, 8 и 9. Один из них служит для сообщения суппортам автоматической подачи, а другой — для ускоренных перемещений. Ускоренное перемещение включается рукояткой 4.
3. МЕХАНИЗМ ДВИЖЕНИЯ ПОДАЧИ
У станка завода имени Я. М. Свердлова автоматическая подача суппортов осуществляется через упоры А и Б (фиг. 63), служащие для перемены направления движения стола.
Упоры А и Б закрепляются на боковом пазу стола. Место их расположения зависит от желаемой величины хода стола. При ходе стола в ту или иную сторону упоры встречают на своем пути головки рычагов, сидящих шарнирно на рычаге переключения (на фиг. 63 не показаны). Сам рычаг переключения сидит на оси 9 и упорами поворачивается в ту или другую сторону, вследствие чего тяга 14у прикрепленная к нижнему концу рычага переключения, двигается вправо или влево и переключает контакты, находящиеся в. коробке 75, укрепленной па станине станка. Переключение контаков изменяет направление тока в катушках электромагнитной муфты, вследствие чего изменяется направление движения стола. Рукоятка 16 служит для остановки и переключения направления движения стола вручную.
Для сообщения суппортам автоматической подачи к упорам А и Б добавлены планки 5 и /7, а на ось 9 надет рычаг 7 подачи. Этот рычаг имеет вверху два отростка, в один из них вставлен пружинный штифт 6, а на другом укреплен ролик 8. Нижний конец рычага 7 через тягу 10 соединен шарнирно с рычагом /2, заклиненным на валу 13.
В конце рабочего хода стола упор Б пойдет к ролику 8 и повернет рычаг 7 вправо, вследствие чего вал 13 повернется против часовой стрелки. В конце холостого хода упор А повернет за пружинный штифт 6 рычаг 7 в обратную сторону. Вал 13 повернется также в обратную сторону. Таким образом, при каждой перемене направления движения стола вертикальные .валы подачи 4t связанные с валом 13 коническими шестернями,
Фиг. 63. Схема механизма подачи продольно-строгального станка завода им. Я. М. Свердлова.
сбудут поворачиваться на некоторую часть оборота в ту или другую сторону. На валах 4 на скользящих шпонках сидят винтовые шестерни 1 и 2, которые через парные шестерни и валики 3 передают движение в коробки подач вертикальных и боковых суппортов. Вертикальные суппорты имеют общую коробку подач (с правого конца траверсы), боковые же суппорты имеют каждый свою коробку подач. Левый суппорт получает движение подачи от левого вертикального валика.
На случай перегрузки механизма подач имеется предохранительное устройство. Рычаг 12 на валу 13 насажен свободно, а рядом с ним на шпонке сидит муфта 11. Эта муфта связана <с рычагом 12 срезной шпилькой. При перегрузке шпилька срезается, и подача прекращается.
Основным механизмом коробки подач является храповой механизм. От храпового механизма требуется: а) безударное включение и выключение; б) регулирование величины подачи от одного зуба до максимального числа зубьев храповика; в) подача в обоих направлениях; г) включение вручную в любой момент; д) автоматическое выключение в заранее назначенном положении.
В качестве примера рассмотрим храповой механизм коробки подач продольно-строгального станка завода имени Я. М. Сверд-
Фиг. 64. Храповой механизм автоматической подачи продольно-строгального станка.
лова (фиг. 64). На ведущем валу 3 с помощью фрикциона посажен диск 5. У диска 5 по окружности меньшего диаметра часть тела срезана, и здесь на шарнире 9 укреплена собачка 4, На том же валу 3 при помощи фланца 6 вхолостую* посажена шестерня 1. Для предохранения от осевых смещений фланец и шестерни обхватывают буртик диска 5. Шестерня 1 имеет наружные зубья, при помощи которых она сцепляется с шестерней 11, и внутренние треугольные зубья, служащие для сцепления с собачкой 4. Эти внутренние зубья и создают храповое колесо. Собачка 4 под действием пружины, помещенной под ней в углублении срезанной части диска 5, все время стремится отжаться от срезанной поверхности диска 5 и включиться в зубья храпового колеса.
При затянутом фрикционе диск 5 вместе с собачкой 4 не может смещаться относительно вала 3. При вращении вала 3
216 Конструкция основных узлов и деталей продольно-строгального станка в ту или другую сторону диск вместе с собачкой вращается на тот же угол. Шестерня 1 остается неподвижной до тех пор, пока собачка 4 не включится в зубья храпового колеса. Тогда начнут вращаться шестерня / и через шестерню // ряд других шестерен коробки подач, ходовой валик или ходовой винт суппортов, производя нужную подачу.
Величина подачи регулируется кольцом 7, которое сидит рядом с шестерней 1 и может свободно вращаться в корпусе коробки подач. Собачка 4 имеет по ширине выступ, заходящий во внутреннее отверстие кольца 7, которое расточено по двум диаметрам. Диаметр а несколько меньше наружного диаметра зубьев храпового колеса, а диаметр Ь несколько больше диаметра впадин храпового колеса, поэтому, когда выступ собачки скользит по окружности кольца диаметра а, собачка не достает до зубьев храпового колеса и шестерня / остается неподвижной; когда же выступ собачки скользит по окружности диаметра Ь, собачка попадает во впадину зубьев храпового колеса и при вращении увлекает за собой и шестерню 1.
Так как вал 5, а вместе с ним и диск 5 могут вращаться в обе стороны только на один определенный угол, то, вращая кольцо 7, мы можем установить его так, чтобы полностью использовать дугу окружности диаметра Ь, и собачка будет в зацеплении с храповым колесом по всей ее длине (максимальная подача), или же поставить кольцо так, чтобы путь движения выступающей части собачки проходил только частично по дуге окружности диаметра b и частично по дуге диаметра а. В этом случае подача будет меньше. Кольцо 7 можно поставить так, чтобы путь выступающей части собачки проходил только по дуге диаметра а, и тогда собачка на всем пути вращения диска 5 не сможет попасть во впадину зубьев храпового колеса, и никакой подачи не будет. При обратном вращении вала 3 собачка проскальзывает по зубьям храпового колеса.
Для вращения кольца 7 в корпусе коробки подачи имеется дугообразная прорезь 10, через которую в кольцо ввернут стержень с рукояткой 8. При повороте рукоятки 8 влево кольцо 7 освобождается, и его можно поставить в любое положение, соответствующее нужной подаче, и поворотом стержня вправо закрепить кольцо в этом положении. Около прорези нанесены деления, обозначающие установленную подачу в мм.
Фрикционное устройство у диска 5 необходимо для того, чтобы при монтаже узла механизма подачи можно было без больших затруднений найти правильное положение собачки 4 относительно кольца 7 и шкалы подач. Рычаг 2 служит для автоматического подъема откидной доски суппорта при холостом ходе стола.
Описанный механизм дает направление подачи только в. Ьдну сторону, поэтому для перемены направления движения кодачи в коробке подач должен быть особый узел, изменяющий направление вращения (реверс).
Привод механизма подач очень прост, но он не обеспечивает безударного включения вертикальных валов подач (см. фиг. 63)у а следовательно, и собачки храповика. Безударное включение й выключение собачки и храповика без отхода назад возможно только в том случае, если относительная скорость между собачкой и зубом храповика при включении и выключении будет равна нулю. Это требование надежнее всего может быть удовлетворено, если деталь, приводящая в движение валы вертикальных подач, например кривошипный палец, всегда будет совершать только половину оборота. При этом условии головка шатуна постоянно начинает и заканчивает свое движение с нулевой скоростью, т. е. совершенно без удара и без отхода назад. Для осуществления точного поворота на 180° вала, приводящего в движение храповик механизма, существует целый ряд конструкций.
4. ПРИЧИНЫ ИЗНОСА И АВАРИЙ СТАНКА
Поступательно движущиеся части и механизмы для приведения их в движение у продольно-строгальных станков (за исключением механизма главного привода) нагружены слабо' и работают с небольшими скоростями, поэтому в нормальных условиях они мало изнашиваются и длительное время работают без ремонта.
Большая часть ремонта объясняется плохим уходом за станком и неправильной эксплуатацией. Ремонтировать приходится в основном поломки, вызванные перегрузкой, и задиры направляющих. Например, узлы суппортов обычно перегружаются и выходят из строя вследствие наездов детали на плоскую часть резца, подхватов резца и обработки поверхностей с отдельными участками повышенной твердости металла. На этих участках резец резко подпрыгивает вверх и сминает гайку винта суппорта, создавая в ней недопустимый люфт.
Неправильные установка и крепление деталей вызывают вырывание пазов стола и его перетяжку с вытекающими из этого последствиями. Часто жесткую деталь крепят так, что она является аркой, которая крепящим болтом с огромной силой выгибает стол вверх. Необходимо рядом с болтом под деталь на стол ставить подкладки, а потом уже крепить болт. Для предотвращения смещения детали вдоль стола часто торец ее упи
рают в стенку корыта стола и выламывают ее. Такие упоры необходимо запрещать.
Поломки происходят также и вследствие отсутствия конечных выключателей, которые станочники снимают, чтобы увеличить ход суппорта или траверсы при обработке какой-либо специальной детали, а потом забывают поставить выключатели на место или ставят их неправильно. Направляющие суппортов и траверсы при нормальном уходе почти не изнашиваются. Направляющие стола и постели изнашиваются больше, но тоже очень мало. Износ резко увеличивается при небрежном уходе и неправильной эксплуатации, а также от наличия в цехе пыли и грязи, от грязной, редко сменяемой смазки и от попадания на направляющие окалины и стружки от обрабатываемых деталей.
Большие задиры направляющих, как правило, появляются -не сразу, и их можно предотвратить внимательным надзором. Надо часто (особенно у крупных станков) ощупывать направляющие рукой и при малейшем нагреве их немедленно остановить станок, поднять стол и осмотреть направляющие стола и постели. При обнаружении хотя бы мелких царапин и рисок, а также грязного масла необходимо риски тщательно зачистить, а масло сменить.
Вообще направляющие стола и постели должны регулярно (раз в 2—3 месяца) осматриваться. Все царапины и риски надо тщательно зачистить и восстановить мороз в тех местах, где он заглажен. Это мероприятие значительно снизит возможность появления задиров.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем заключается особенность работы продольно-строгального станка?
2. Какие приводы для движения стола применяются в продольно-строгальных станках?
3. Почему станины крупных станков устанавливаются на башмаки с регулируемыми клиньями?
4. Какие типы направляющих применяются у станин и столов продольнострогальных станков?
5. Расскажите о достоинствах привода стола с червячно-реечным зацеплением.
б. Перечислите основные части вертикального суппорта станка.
7. Перечислите основные части бокового суппорта станка.
8. Для чего применяется электромагнитная муфта?
9. Как можно повысить межремонтный срок службы продольно-строгальных станков?
ГЛАВА XII
ТЕХНОЛОГИЯ РЕМОНТА ПРОДОЛЬНО-СТРОГАЛЬНОГО СТАНКА
1. ПРОВЕРКА СТАНКОВ ПЕРЕД РЕМОНТОМ
По кинематике продольно-строгальные станки довольно просты, и ремонт отдельных узлов их не представляет затруднений. Трудности заключаются в очень большом объеме шабровочных работ, которые должны проводиться весьма точно, с очень сложным согласованием координатных осей. Непродуманная
Фиг. 66. Проверка расположения боковых граней стоек.
последовательность работ влечет за собой большой объем пере-шабровок и напрасную затрату труда слесарей. Трудности возрастают с величиной станка. Поэтому технология ремонта продольно-строгального станка должна быть разработана с особой тщательностью и последовательностью.
Перед разборкой станка желательно произвести проверку геометрического расположения всех основных деталей станка. Наиболее важно выполнить следующее.
1. Проверить, находятся ли передние грани стоек в одной плоскости (для станков с двумя стойками). Проверка производится при помощи линейки и щупа (фиг. 65). Линейку кладут на стол станка или на калиброванные валики одинакового диаметра и плотно прижимают к передним граням направляющих обеих стоек. Величину просвета замеряют щупом и записывают с точным указанием, в каком месте произведен замер. Место на стойках, в котором производится замер, отмечают кернами.
2. Проверить перпендикулярность передних граней стоек к направляющим станины. Для этого рамный уровень а прикладывают к наименее изно-шенному участку направ-ляющих стоек, а также I —11 устанавливают его на ка-
/ либрованный валик б,
/ L уложенный на призмати-
I ческие направляющие по-
стели. Валик укладывает-ся вблизи стоек. Прове-ренные места на стойках и постели отмечают кер-J нами. Эта проверка со-
вместно с первой дает ’Фиг. 67. Проверка расположения иаправля- ВОЗМОЖНОСТЬ провести ющих стойки одностоечных станков. правильную шабровку пе-редних граней стоек.
3. Проверить перпендикулярность боковых поверхностей стоек к направляющим станины. Рамный уровень прикладывают в наименее изношенной части боковых направляющих обеих стоек, в точках а и б (фиг. 66). Проверенные места отмечают кернами. Затем рамным уровнем, установленным на линейку, положенную на калиброванные валики, проверяют горизонтальность направляющих в поперечном направлении. Разность показаний уровней в точках а и в и в точках б и в дает величины отклонения боковых поверхностей стоек от перпендикулярности их к направляющим станка. Эта проверка дает возможность (при небольших отклонениях) пришабрить боковые поверхности стоек перпендикулярно к направляющим постели. Если же отклонения окажутся значительными и устранение их потребует большого объема слесарных работ, то достаточно пришабрить боковые поверхности стоек так, чтобы они были параллельны друг другу. Неперпендикулярность боковых направляющих стоек к направляющим постели компенсируется строганием поверхности стола после окончательной сборки и выверки станка.
4. Проверить параллельность плоскостей I и II стойки
(фиг. 67) направляющим постели (для одностоечных станков). Проверка производится при помощи индикатора, установленного на призме. Призму с индикатором передвигают в продольном направлении. Проверенные места на стойке отмечают кернами. Замеры, полученные при проверке, понадобятся во время установки стойки для шабрения. Проверка перпендикулярности плоскостей I и II к направляющим постели производится так же, как проверка перпендикулярности боковых поверхностей к направляющим станины.
2. РЕМОНТ НАПРАВЛЯЮЩИХ СТАНИН И СТОЛОВ
После снятия стола со станины нужно проверить величину износа и наличие спиральной изогнутости направляющих станины. Проверка производится в вертикальной и горизонтальной плоскостях. Замеры производятся через каждые 500 мм для станин длиной до 6000 мм и через 1000 мм для станины от 6000 мм и выше. Затем составляется график состояния направляющих станины. Порядок замеров и составление графика такой же, как и для токарных станков.
Отклонения в горизонтальной плоскости проверяют или при помощи оптического прибора, передвигая марку по направляю- ' щим последовательно от одного деления на другое, или при помощи уровня воды. Проверку отклонений в вертикальной плоскости производят при помощи уровня, устанавливаемого на калиброванный валик, или при помощи оптической трубы. При замерах уровнем необходимо его показания производить к расстоянию между замеряемыми точками.
По графику состояния направляющих решается вопрос о необходимости припиливания или строгания станины и выбирается наиболее правильная последовательность шабрения.
Восстановление направляющих поверхностей станин продольно-строгальных станков можно производить шабрением, тонким строганием и шлифованием. Выбор того или иного способа часто зависит от величины износа трущихся поверхностей, размеров станины, наличия соответствующего оборудования и т. д.
Шабрение является наиболее трудоемкой операцией, однако несмотря на это, шабровочные работы при восстановлении изношенных поверхностей с целью получения требуемой точности формы и размеров, а также для обеспечения необходимой чистоты и плотности прилегания трущихся поверхностей применяются довольно широко. Это объясняется тем, что при этом способе обработки не требуется специального дорогого оборудования. Кроме этого, шабрение позволяет окончательно
отделывать поверхности такой формы и размеров, которые часто исключают возможность применения других способов обра. ботки.
При наличии соответствующего оборудования направляющие станины ремонтируемого станка целесообразно восстанавливать тонким строганием или шлифованием. При этом надо иметь в виду, что точность обработки направляющих в большой степени зависит от правильности установки ремонтируемой станины.
Перед обработкой направляющих станину выверяют так, чтобы ее базовые поверхности были прямолинейны в пределах соответствующих норм точности и строго горизонтальны в продольном и в поперечном направлениях. Для облегчения и ускорения установки станины на столе станка рекомендуется применять регулируемые башмаки. При этом не должно быть чрезмерного зажима креплений станины. Поэтому, чтобы станина не перемещалась по столу станка при обработке, ее надо закреплять продольными и поперечными упорами, не применяя прижимных захватов.
Тонкое строгание изношенных направляющих с последующим легким (декоративным) шабрением обеспечивает высокое качество обработки и является высокопроизводительным процессом. Так, по данным Минского станкостроительного завода, при применении строгания вместо шабрения станины продольнострогального станка 7231А время на обработку сократилось в 36 раз. Особенно хорошие результаты получаются в результате обкатки роликами предварительно простроганных поверхностей направляющих станин.
Шлифование направляющих поверхностей производят на крупных плоскошлифовальных станках или продольно-строгальных станках при помощи шлифовальных приспособлений (заводом «Тяжстанкогидропресс» выпускаются продольно-строгальные станки с шлифовальными головками), а также переносными приспособлениями, дающими возможность производить шлифование направляющих, не снимая станину с фундамента.
Восстановление направляющих стола чаще всего производят шабрением. Для предохранения направляющих станин от быстрого износа и образования задиров на направляющих столов устанавливают специальные наделки из текстолита и реже из бронзы.
Перед постановкой наделок производят строгание направляющих стола с таким расчетом, чтобы после сборки сохранить взаимное положение деталей и узлов привода стола. Текстолитовые наделки закрепляют на направляющих стола склеиванием карбинольным клеем. После соответствующей выдержки под
нагрузкой плоскости наделок строгают широким резцом и прифабривают по направляющим станины.
Иногда направляющие стола после строгания грубо пришабривают по отдельным направляющим станины. Затем приклеивают пластины текстолита и после соответствующей выдержки под нагрузкой производят шабрение текстолитовых направляющих стола по станине. В этом случае припуск на шабрение текстолита должен быть в пределах 0,2—0,3 мм.
3. РЕМОНТ СТОЛА И СТАНИНЫ
Выверка стола перед шабрением. Для выверки стол устанавливают направляющими вверх на плиту, выверенную в горизонтальной плоскости. Если плиты не имеется, то стол устанавливают на залитые в фундамент монтажные балки. Установка стола должна гарантировать отсутствие сотрясений во время шабрения. Выверка стола производится при помощи регулируемых клиньев (фиг. 68) уровнем, который устанавливается на вышабренной площадке мостика поочередно в продольном и поперечном направлениях. Перед замерами направляющие в местах установки призм мостика зачищаются от задиров. Прилегание призм мостика проверяется щупом.
Регулируемые клинья устанавливают с каждой стороны стола через 1—2 м по длине. Крайние клинья устанавливают на ’/4 длины стола от края. Средние клинья устанавливают точно посередине стола. Первоначальная выверка стола производится только на трех клиньях: с одной стороны на двух крайних клиньях и с другой стороны на одном среднем клине. После предварительной выверки для более точной и надежной установки подтягивают слегка остальные клинья, следя с помощью уровня за тем, чтобы не деформировать при этом стол.
После выверки стола производят замеры износа плоскостей /, //, III и IV направляющих стола для того, чтобы решить, можно ли сразу шабрить направляющие или целесообразнее вначале припилить их. Строгать направляющие можно лишь в крайнем случае.
Шабрение направляющих стола длиной до 2500 мм начинают с наиболее изношенного участка наиболее изношенной направляющей. Шабрение производится по линейке и призме. Горизонтальность в продольном и поперечном направлениях проверяют уровнем (с ценой деления 0,02—0,04 мм на длине 1000 AtAi), который устанавливается на призме (фиг. 69, а). Допустимое отклонение от горизонтальности 0,02 мм на 1000 мм.
Затем по линейке и мостику шабрится вторая направляющая. горизонтальность которой предварительно проверяется
уровнем. Уровень устанавливается на верхней площадке мостика. Показания его в поперечном направлении должны быть одинаковыми по всей длине направляющих. Шабрение считается; законченным, когда призмы мостика равномерно окрашивают плоскости Л /Л III, /V и уровень на мостике показывает одно и1 то же отклонение (не свыше 0,02 мм на длине 1000 мм) на всем протяжении направляющих.
Шабрение направляющих стола длиной свыше 2500 мм У длинных столов также сначала шабрят более изношенную направляющую. Перед шабрением устанавливают оптическую трубу.
/ Л ш /V
Фиг. 68. Проверка стола перед шабрением.
Фиг. 69. Контроль шабрения: а~ призмой и уровнем; б — оптической трубой.
Трубу настраивают по концам направляющей, марку устанавливают на призме (фиг. 69, б). Передвижением призмы вдоль направляющих или по графику состояния направляющих определяют наиболее изношенное место на направляющей, на котором пришабривают первый маяк. Маяк вышабривается при помощи мостика по краске одновременно на обеих направляющих с контролем при помощи уровня. Уровень устанавливают на мостике в продольном и поперечном положениях. Пришабрить маяк так, чтобы уровень, установленный на мостике, показывал горизонтальность в пределах допуска, нетрудно, но маяк может быть перекошен по отношению к продольной оси призматической направляющей. Во избежание этого маяк расшабривают по длине до двух длин призм мостика с одновременной проверкой по оптической трубе, при этом первый маяк принимают за контрольный.
Проверку можно также производить по уровню воды или при помощи струны и микроскопа.
На расстояниях, перекрываемых линейкой, вышабривают маяки длиной, равной двойной длине призмы. Маяки на горизонтальность проверяются уровнем, устанавливаемым в продольном
и поперечном направлениях. Сравнение их высоты с высотой контрольного маяка проводится при помощи оптической трубы или линейки и уровня, а проверки на боковое смещение — при помощи трубы, струны с микроскопом или уровня воды.
После пришабривания маяков пришабриваются перемычки между ними. Шабрение ведется по линейке с ориентировкой на маяки и с периодическим контролем при помощи уровня на призме. Уровень устанавливают в продольном и поперечном направлениях. Допустимое отклонение 0,02 мм на 1000 мм. Шабрение считается законченным, когда линейка красит равномерно плоскости маяков, а призма равномерно закрашивает обе грани направляющих.
Вышабрив наиболее изношенную направляющую, приступают к шабрению второй направляющей. Для этого на ней пришабривают маяки при помощи мостика. Контроль шабрения маяков производится уровнем, устанавливаемым на мостике. Уровень в продольном и поперечном направлениях должен давать те же отклонения, что и на первом (контрольном) маяке. Призмы мостика должны равномерно закрашивать плоскости направляющих. После нанесения маяков поверхности между ними шабрятся по линейке.
После шабрения направляющие через каждые 500 мм проверяют на прямолинейность одним из способов, указанных выше. Допустимое отклонение 0,02 мм на 1000 мм и не более 0,05 мм на всю длину направляющих.
Строгание плоскостей стола под рейку. Глубину строгания определяют по величине слоя металла, снятого при ремонте с направляющих стола и станины. Для того чтобы рейка после ремонта имела правильное зацепление с реечной шестерней, очень важно точно установить стол при строгании его на продольно-строгальном станке. Стол устанавливают на подкладках и выверяют на призмах индикаторами, установленными на столе и суппорте станка (фиг. 70). Если призматические направляющие были сильно изношены и нет уверенности в правильности выверки по их плоскостям, лучше проводить выверку по одной из вертикальных поверхностей, строгавшихся за одну установку с призматическими направляющими.
Чтобы избежать прогиба стола при его прикреплении, выверку по призме нужно делать не реже чем через каждые 500 лш по длине обеих направляющих. Для крепления стола достаточно поставить надежные упоры, а по концам — крепительные планки, но не затягивать их с большой силой. После строгания Направляющих производят строгание плоскостей V и VI на не-°бходимую глубину, зачищают плоскости и ставят рейку на Место.
Фиг. 70. Установка стола для строгания на станке.
Фиг. 72. Контроль установки станины для шабрения.
а) б)
Фиг. 71. Контроль шабрения направляющих сгола (а) и станины (б).
Выверка станины перед шабрением. Прежде чем снимать станину для строгания или приступать к ее шабрению, необходимо подготовить мостик, при помощи которого будут наноситься маяки и контролироваться правильность шабрения.
Для этого выбирается наименее изношенный участок направляющих станин, и плоскости этого участка ’(на длине, равной приблизительной двойной длине призмы мостика) пришабриваются. По этому участку пришабриваются призмы мостика. Торцы призмы мостика маркируются в том положении, в котором они пришабривались относительно переднего и заднего концов направляющих станины. В дальнейшем мостик надо ставить только в этом направлении. Изготовить мостик с такой точностью, чтобы его можно было ставить, не обращая внимания на направление, трудно и практически не требуется.
По мостику для станины пришабривают мостик для стола, который после этого устанавливают при помощи калиброванных валиков на шабровочную плиту точностью не ниже 2 класса и на нем пришабривают площадку под уровень. Контроль шабрения производится индикатором (фиг. 71, а).Валики подклинивают деревянными или медными клиньями, на которые следует уложить груз, иначе валики при шабрении будут перекатываться.
На той же шабровочной плите по мостику для стола при-шабровывается площадка мостика для станины (фиг^ 71,6). Маркировка торцов призм переносится на призмы мостика стола. По мостикам можно пришабривать отдельные призмы, необходимые для проверок.
Перед установкой станины на шабрение следует решить, за счет чего будут устранены отклонения, замеренные перед разборкой станка. Если отклонения будут устраняться за счет шабрения направляющих станины, то это нужно учесть при установке ее на эту операцию. После окончания шабрения направляющих уровень, установленный на верхней площадке мостика, должен показывать горизонтальность станины в поперечном направлении.
Если станина для шабрения снимается с фундамента, ее необходимо установить на массивное основание — на плиту или монтажные балки. Установку станины проводят на регулируемых клиньях, которые подкладывают под опоры станины. Установку проверяют при помощи уровня, калиброванных валиков и линейки (фиг. 72).
Торцы валиков должны быть замаркированы. Валики нужно укладывать при всех проверках направляющих всегда в од-' ном и том же направлении и не переставлять с одной направляющей на другую, так как они имеют некоторое расхождение 15*
б величине диаметров, которое вполне достаточно, чтобы допустить ошибку при измерениях. Уровни также лучше ставить всегда одной стороной вперед. Направление линейки не следует менять. При проверке станины в продольном направлении путем передвижения уровня, установленного на валике по направляющим, следует обращать внимание на то, чтобы пузырек поперечного уровня находился посередине ампулы.
При установке следует руководствоваться графиком состояния направляющих; по нему можно судить, какие отклонения можно выправить правильной установкой и какие нельзя.
Фиг. 73. Нанесение первого маяка на направляющих станины.
Фиг. 74. Нанесение маяков с помощью призм и линейки.
Шабрение направляющих станины. Прежде всего нужно по графику определить на направляющих наиболее изношенный участок и на этом участке вышабрить первый маяк (фиг. 73). Маяк вышабривается одновременно на плоскостях /—II и III—IV при помощи мостика по краске с проверкой уровнем горизонтальности в продольном и поперечном направлениях. Уровень устанавливают на мостике. Длина маяка должна быть равна двойной длине призм мостика. Проверка прямолинейности производится оптической трубой, которая настраивается по концам направляющих с учетом поправок, даваемых графиком состояния направляющих. Прицельная марка устанавливается на призмах, пригнанных по плоскостям I—/Ли III—IV.
По способу, приведенному при описании шабрения стола, на расстоянии, перекрываемом линейкой, шабрится второй маяк, высота его контролируется оптической трубой. Затем при помощи линейки (мостика) пришабриваются направляющие между маяками. Контроль горизонтальности производится
уровнем, установленным на призме. Допускаемое отклонение не более 0,02 мм на 1000 мм длины.
Шабрение считается законченным, когда линейка закрашивает равномерно оба маяка. После пришабривания участка между маяками проверяют установку оптической трубой и, если потребуется, перенастраивают ее. Это необходимо потому, что настройка оси этого прибора по концам направляющих, когда они еще не пришабрены, недостаточно надежна в вертикальной плоскости. Затем наносят остальные маяки и пришабривают направляющие станины на всей их длине, сначала наиболее изношенную, а затем вторую. Допустимые отклонения плоскостей маяков одного относительно ‘другого (проверка оптической трубой) 0,01 мм.
Контроль шабрения в горизонтальной плоскости производится в поперечном направлении — уровнем, установленным на мостике, а в продольном направлении — уровнем, установленным на валике. После шабрения производится проверка на прямолинейность при помощи оптической трубы. Марка при этом устанавливается на призме. Замеры производятся через каждые 500 мм по длине направляющих.
Нами описан способ шабрения, при котором маяки (за ис-ключенем первого) наносятся одиночной призмой, а затем (после пришабривания первой направляющей) мостиком наносятся маяки на второй направляющей. С таким же успехом можно было бы все маяки наносить сразу на обеих направляющих при помощи мостика. Однако мостик для крупных станков получается довольно тяжелым, а поэтому для них применяют шабрение по одиночной призме.
Шабрение направляющих без помощи оптической трубы. Метод шабрения в данном случае мало отличается от предыдущего. Прямолинейность в горизонтальной плоскости выверяется микроскопом или микрометром и струной (для станин длиной не более 8000 мм). Струну настраивают по концам направляющих.
Углубление маяков контролируется линейкой с уложенным на ней уровнем с ценой деления 0,02—0.04 мм на 1000 мм длины (фиг. 74). При этом способе для одновременного нанесения маяков на обеих направляющих требуется два мостика, изготовление которых довольно сложно. Поэтому шабрение направляющих ведут поочередно, нанося маяки одиночными призмами, изготовление которых весьма просто.
Наносить сразу все маяки не рекомендуется, так как некоторые из них могут оказаться заниженными, что обычно выясняется при окончании шабрения всей направляющей. После пришабривания участка направляющих между двумя первыми
маяками по ту и другую сторону от них пришабривают еще по одному маяку и вслед за этим шабрят промежутки по всей длине направляющей и т. д.
После шабрения каждого отдельного участка направляющих обязательно тщательно контролируют прямолинейность всей пришабренной длины направляющих. Микроскоп со струной можно заменить контрольной линейкой длиной 3000 мм и индикатором. Линейка укладывается горизонтально на станину вдоль направляющей. Индикатор укрепляется на мостике или на отдельно^ призме. Пуговка индикатора упирается в рабочую грань линейки. При этом способе проверки линейка заменяет струну, а индикатор — микроскоп. Линейка накладывается на две строго выверенные в горизонтальной плоскости опоры. Расстояние между опорами должно составлять 0,554 длины линейки. Концы линейки, свешивающиеся с опор, должны быть одинаковой длины. При этих условиях получается наименьший прогиб линейки от собственного веса.
Для длинных станин этот способ громоздок и недостаточно надежен. Линейка длиною более 3 м, уложенная на свое широкое основание, оказывается недостаточно жесткой и дает большой прогиб, уменьшить который за счет увеличения числа опор больше двух нельзя, так как выверить линейку на трех опорах практически невозможно.
После пришабривания направляющих станины и стола в отдельности выполняется окончательное пришабривание их друг к другу по краске. Краска наносится на направляющие стола.
4. РЕМОНТ СТОЕК, ТРАВЕРСЫ И СУППОРТОВ
Шабрение стоек двухстоечного станка начинается с шабрения направляющих правой стойки. Шабрение плоскостей, сопрягающихся с плоскостями траверсы и бокового суппорта, удобнее всего производить, если ее можно контролировать уровнем. Поэтому стойку надо установить плоскостями / и // вверх. Выверка установки производится по закерненным участкам (фиг. 75, а) при помощи уровня. Выверку и установку проводят с учетом устранения при шабрении отклонений, обнаруженных при замерах, сделанных перед разборкой стойки.
После выверки и надежной установки стойки производят шабрение плоскости I по линейке и плите, периодически контролируя горизонтальность уровнем. Допустимое отклонение в продольном направлении 0,03 мм на 1000 мм, допустимое отклонение осей подшипников подъемного винта 0,1 мм.
Плоскость II пришабривают по контрольной и трехгранной линейке, проверяя индикатором параллельность к плоскости /•
Плоскость VI пришабривают по трехгранной контрольной линейке с проверкой параллельности к плоскости // микрометрической скобой.
Плоскости /// и V удобно было бы шабрить при этой же установке, но этого сделать нельзя, так как плоскость III является основной плоскостью, фиксирующей правильное движение траверсы относительно направляющих станины, и шабрить ее в произвольном направлении нельзя (при указанном расположении стойки нет базы для контроля шабрения). Плоскость V должна шабриться параллельно плоскости III, поэтому стойку переставляют плоскостью /// вверх. Выверка плоскости// впро-
Фиг. 75. Установка стойки для шабрения плоскости V (а) и плоскости III (б).
дольном направлении производится уровнем а, установленным на отмеченном участке G—С2 (фиг. 75, б).
После выверки и надежного закрепления стойки производится шабрение плоскости /// по линейке и угловой призме с проверкой горизонтальности уровнем в продольном направлении. Допустимое отклонение от горизонтальности 0,02 мм на 1000 мм длины.
Плоскость IV шабрится по линейке, причем параллельность ее к плоскости / проверяется при помощи микрометра. Допускаемое отклонение 0,02 мм на всю длину направляющей. После пришабривания плоскости IV стойку вновь переставляют плоскостями /—// вверх и пришабривают плоскость V по трехгранной линейке и приспособлению, состоящему из двух соединенных призм.
Окончательную проверку параллельности плоскости V к плоскости /// производят при помощи микрометра и калиброванного валика. Допустимые отклонения от параллельности 0»02 мм на всю длину. Плоскость VII служит для зажима тра-.
версы и в точной выверке и шабрении не нуждается. При необходимости выправить ее контроль можно вести индикатором, укрепленным на плоту бокового суппорта или на приспособлении из призм.
Шабрение и контроль по скрепленным призмам могут быть заменены во всех случаях шабрением по одной призме с контролем ее индикатором, укрепленным на другой призме.
Методы установки и выверки, последовательность шабрения и нормы точности для левой стойки те же, что и для правой стойки.
Плот бокового суппорта. Плоскости /, //, /// и IV (фиг. 76) плота бокового суппорта удобнее всего пришабрить по сопря
Фиг. 76. Контроль шабрения плоскости V плота бокового суппорта . *
гающимся плоскостям, а затем, установив плот на плите на плитки одинаковой толщины, пришабрить плоскость V по плите с одновременной проверкой параллельности к плоскостям 1, IV индикатором в продольном и поперечном направлениях.
Если плот шабрится одновременно со стойкой, то пользоваться стойкой для шабрения плоскостей плота невозможно. В этих случаях плот шабрится отдельно от стойки, но плоскости Л II и III шабрят предварительно до 3—4 пятен на краску, плоскость же IV лишь припиливается (если это требуется) по шаблону, снятому со стойки для плоскостей II, III и IV. Трудность чистового шабрения плота отдельно от стойки заключается в том, что в данном случае необходимо точно пригнать одновременно две плоскости, II и IV, а это требует очень точных и потому дорогих призм и контрпризм. В связи с этим такое шабрение нужно считать нецелесообразным.
Предварительное шабрение выполняется в следующем порядке. Сначала шабрятся круговые направляющие для поворотных салазок. Шабрение производится по плите на краску.
Затем плот ставят на шабровочную плиту плоскостями I и II вверх и шабрят плоскости /, // и /// при помощи линеек по краске. Контроль прямолинейности и параллельности плоскостей I и II проводят индикатором от плоскости шабровочной плиты, на которой уложен плот. Угол между плоскостями // и 77/ контролируют угловой призмой. После пришабрйвания плоскостей II и III припиливают по шаблону плоскость IV с припуском на шабрение. Шабрение плоскости IV и чистовое шабрение плоскостей /, II и III выполняется по сопрягающимся плоскостям стойки с проверкой по краске.
Траверса двухстоечного станка. Для шабрения направляющих суппорта траверсу следует правильно установить и выверить по уровню в продольном и поперечном направлениях (фиг. 77). Под консольные части траверсы надо установить добавочные подпорки или домкраты ближе к плоскости А. Плоскости I и 11 шабрятся по плите и линейке с проверкой уровнем в продольном и поперечном направлениях. В продольном направлении уровень устанавливается на плоскостях / и II. В поперечном направлении при больших расстояниях между плоскостями I и II уровень устанавливается на линейке. Допускаемые отклонения 0,02 мм на 1000 мм. Контроль параллельности плоскостей I и II к оси винта подачи суппорта производится индикатором у концов винта. Допустимые отклонения от параллельности 0,1 мм.
Плоскость III шабрится по линейке и угловой призме с проверкой параллельности к оси винта подачи суппорта. Методы замеров и допустимые отклонения те же, что и в предыдущем случае. Угол проверяется с помощью призмы по краске.
Плоскости V—VI шабрятся по трехгранной и контрольной линейкам с проверкой индикатором параллельности к плоскостям Л II и III. Допустимые отклонения 0,02 мм на всю длину направляющей.
Остальные плоскости можно было бы пришабрить, не меняя установки траверсы, но практика показывает, что, несмотря на громоздкость детали, ее всегда выгоднее переставить, чем шаб-брить в неудобном положении. Поэтому траверсу следует переставить (фиг. 78 а).
В вертикальной плоскости траверса выверяется при помощи рамного уровня, устанавливаемого на плоскости I и II. В горизонтальной плоскости выверка проводится уровнем, установленным на плоскости III (фиг. 78, б).
Плоскость IV шабрится по линейке с проверкой параллельности к плоскости / при помощи микрометра. Допускаемые отклонения 0,02 мм на всю длину направляющей. Поверхности V// И VIII шабрятся по короткой линейке или по плитке с про
веркой параллельности к плоскостям I и II в продольном направлении при помощи индикатора. Допускаемое отклонение 0,02 мм. Индикатором же проверяется, находятся ли поверхности VII и VIII в одной плоскости. Проверка в вертикальной плоскости проводится рамным уровнем а.
Плоскость IX пришабривается по трехгранной линейке с проверкой перпендикулярности к плоскости III при помощи угольника и индикатора. При замере необходимо учитывать погрешность применяемого угольника. Допустимое отклонение 0,02 мм на 300 мм.
Фиг. 78. Установка траверсы для шабрения (а) и контроль шабрения плоскости IX (б).
Для окончательной пригонки траверсу устанавливают на стойки и передвигают по их направляющим. Механизм подъема траверсы к этому времени должен быть собран. Направляющие стоек покрываются краской. Передвинув траверсу по направляющим 2—3 раза, ее снимают и окончательно пришабривают плоскости VII и VIII. Таким же образом пришабривают и рабочие плоскости прижимных планок траверсы, причем иногда приходится несколько подшабривать и плоскости /// и V правой и левой стоек (для достижения плавного перемещения траверсы по направляющим стоек).
Ремонт суппортов. Плоскости I и II резцовых салазок бокового суппорта (фиг. 79) шабрят по плите и линейке по краске. Плоскости /// и IV шабрят по угловым призмам и линейке. Окончательное пришабривание одной из плоскостей /// или IV производится при помощи приспособления из двух призм. Контроль параллельности плоскостей можно вести также индикатором, укрепленным на одной из призм. В этом случае можно обойтись без приспособления.
Плоскость V пришабривают при установке суппорта плоскостями I и II на шабровочную плиту. Параллельность плоскости V к плоскостям I и II контролируется индикатором от плоскости плиты.
Пригонка плоскостей поворотных салазок начинается с пришабривания плоскостей I, II и III на краску по сопрягающимся плоскостям резцовых салазок. Плоскость IV шабрят по плите
Фиг. 79. Шабрение плоскостей резцовых (а) и поворотных (б) салазок.
Фиг. 80. Поворотная доска бокового суппорта (а) и доска резцедержателя (б).
на краску. Контроль шабрения производится индикатором. Для контроля поворотные салазки шабрят на шабровочной плите и устанавливают на призмы одинаковой толщины.
После пришабривания плоскость IV проверяют на краску по соответствующей плоскости плота суппорта. Затем пришабривают по месту клин поворотных салазок.
В поворотной доске бокового суппорта плоскость / (фиг. 80,а) пришабривают по шабровочной плите на краску с последующей пригонкой по сопрягающейся плоскости резцовых салазок.
Плоскости II и III шабрят по трехгранной линейке с контролем микрометром или индикатором на шабровочной плите параллельности к плоскости I.
Плоскости IV и V шабрят по угловой призме (с углом 90°) на краску с проверкой параллельности между ними микрометром. Допускается отклонение 0,02 мм на всю длину. Плоскости VI и VII шабрятся по плите с проверкой индикатором параллельности к плоскости I.
Плоскости Л II. Ill, IV, V и VI доски резцедержателя (фиг. 80,6) припасовываются на краску по сопрягающимся плоскостям поворотной доски.
Фиг. 81. Поворотные (а) и резцовые (6) салазки вертикального суппорта.
В поворотных салазках вертикального суппорта плоскость I (фиг.- 81,а) шабрят по плите и подгоняют по сопряженной плоскости суппорта на кромку. После пришабривания плоскости I салазки укладывают на шабровочную плиту и производят шабрение остальных поверхностей II, III, IV при помощи трехграп-ной линейки. Контроль производится индикатором. Плоскости а, б (фиг. 81,6) являются нерабочими, поэтому их следует лишь зачистить так, чтобы при сборке они не касались одноименных плоскостей резцовых салазок.
Плоскости II, III и IV резцовых салазок вертикального суппорта шабрятся по сопрягающимся плоскостям салазок на краску. Плоскость V шабрится по трехгранной линейке. Плоскость I шабрится по линейке с проверкой на краску.
5. ПРОВЕРОЧНОЕ СТРОГАНИЕ СТОЛА
После окончательной сборки и выверки необходимо прострогать верхнюю плоскость стола. Перед строганием необходимо
проверить по уровню положение траверсы и стоек. После строгания производят шпаклевку и покраску наружных нерабочих поверхностей станка. Внутренние нерабочие поверхности следует шпаклевать и красить перед сборкой станка. Нанесение надписей,’ даты ремонта и последующая сдача ОТК производится так же, как у токарных станков.
При строгании стола снимается стружка минимального размера.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие проверки необходимо делать перед ремонтом продольно-строгального станка?
2. Какими инструментами проверяются отклонения направляющих станины к горизонтальной и вертикальной плоскостям?
3. Расскажите, какие способы применяются при ремонте станин и столов продольно-строгальных станков.
4. Как нужно устанавливать стол станка перед шабрением направляющих?
5. В какой последовательности ведется шабрение направляющих стола с помощью маяков и мостика?
6. Как изготовляются мостики для шабрения направляющих столов и станины?
7. Как устанавливаются станины перед шабрением направляющих?
8. Почему нужна определенная система установки калиброванных валиков, мостиков, призм и т. п. при шабрении направляющих?
ГЛАВА XHI
РЕМОНТ ФРЕЗЕРНОГО СТАНКА
Фрезерные станки находят широкое применение в машиностроительной промышленности, удельный вес их составляет в настоящее время около 10% всего парка металлорежущих станков. На фрезерных станках выполняются самые разнообразные работы: обработка плоскостей и фасонных поверхностей, нарезание резьбы и шлицев, изготовление зубчатых колес, сверление, растачивание и т. д.
1. ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ ФРЕЗЕРНЫХ СТАНКОВ
В зависимости от назначения фрезерные станки можно разбить на две основные группы: станки общего назначения и специализированные станки. К станкам общего назначения относятся обыкновенные, универсальные и продольно-фрезерные. Специализированные фрезерные станки предназначены для выполнения ограниченного круга работ. К таким станкам относятся зубофрезерные, резьбофрезерные, шпоночно-фрезерные, копировально-фрезерные и другие станки.
Наиболее распространенными являются универсально-фрезерные станки. На фиг. 82 показан общий вид универсального горизонтально-фрезерного станка модели 6Н82. Основные узлы станков других моделей мало чем отличаются от узлов этого станка.
На станине. 2, прикрепленной болтами к основанию /, смонтированы все узлы станка. Станина имеет коробчатую форму. На ее передней стенке расположены вертикальные направляющие, выполненные в виде ласточкина хвоста, по которым перемещается консоль /2. Наверху станины имеются горизонтальные направляющие хобота 4. Хобот коробчатой формы поддерживает при помощи кронштейна 7 конец оправки 6 с инструментом. Хобот может быть перемещен по верхним направляющим станины и закреплен в нужном положении.
Консоль 12 представляет собой достаточно жесткую чугунную отливку, установленную на вертикальных направляющих станины. В верхней части консоли имеются горизонтальные направляющие для перемещения в поперечном направлении салазок 10. В универсальных фрезерных станках между салазками и столом помещается поворотная часть Р, позволяющая устанавливать стол под заданным углом к оси шпинделя 5. Стол 8,
Фиг. 82. Общий вид универсального горизонтально-фрезерного станка.
имеющий Т-образные пазы для закрепления обрабатываемых деталей, может перемещаться по своим направляющим в продольном направлении.
Таким образом, перемещения стола, салазок и консоли могут сообщать обрабатываемой на станке детали продольную, поперечную и вертикальную подачи. Консольно-фрезерные станки обычно имеют ручную и механическую подачи стола, салазок и консоли.
Привод шпинделя состоит из электродвигателя 3 и коробки скоростей, смонтированной в станине. Перемещение стола осуществляется от электродвигателя 11, Шпиндель получает вращение от коробки скоростей и сообщает вращение режущему
инструменту. От точности изготовления шпинделя и от его жесткости в значительной мере зависит точность и чистота обработки поверхностей изделий. Шпиндели фрезерных станков изготавливают из легированной стали 40Х и подвергают термической обработке. К шпинделям предъявляются очень высокие требования в отношении точности и чистоты обработки, что видно из приведенного на фиг. 83 чертежа шпинделя горизонтально-фрезерного станка 6Н82Г. Шейки этого шпинделя опираются на два роликовых и шариковый подшипники. Шейки обрабатываются по 1 классу точности с чистотой V 8. Очень точно обрабатывается передний конец шпинделя и коническое гнездо — место для
установки и крепления приемного конуса оправки или хвостовика фрезы.
У тяжелых и средних фрезерных станков часто на каждой шейке шпинделя ставят по два конусных роликовых подшипника (фиг. 84). Осевое давление в обоих направлениях в этом случае воспринимает передний подшипник. Задний же подшипник смонтирован в гильзе, которая может перемещаться в осевом направлении.
В некоторых конструкциях фрезерных станков передняя шейка шпинделя лежит на двух шариковых радиально-упорных подшипниках, которые воспринимают осевые усилия (фиг. 85). Задняя же шейка лежит на одном роликовом цилиндрическом подшипнике. При нагревании шпинделя, а следовательно, и изменении его длины этот подшипник может смещаться вдоль оси за счет перемещения роликов по наружному кольцу.
Регулирование люфта радиально-упорных подшипников производится с помощью распорного кольца А. Неудобства этой конструкции заключаются в трудности регулирования люфта подшипников. Чтобы обеспечить правильную работу подшилни^
кое, необходимо достаточно точно определить длину распорного ко;:ьца. Для этого необходимо измерить длину С упорного бурака и изготовить кольцо А с небольшим припуском по длине. Собрать узел надо так, чтобы наружные обоймы подшипников плотно прилегали к упорному буртику. Затем затянуть гайку В и с помощью индикатора замерить осевой люфт шпинделя. После этого необходимо произвести контроль касания торцов распорного кольца и внутренних колец шариковых подшипников. Для этого надо на один из торцов кольца, когда оно пригнано, капнуть воском и полностью собрать узел. Проверить осевой
Фиг. 84. Подшипник шпинделя крупного фрезерного станка.
Фиг. 85. Шпиндель фрезерного станка с радиально-упорными шарикоподшипниками.
люфт шпинделя, разобрать узел и тогда по смятию воска можно судить о правильности размера длины распорного кольца.
Шпиндель фрезерного станка отличается от шпинделя токарного станка более мощным концом и конструкцией его. Фреза при работе должна быть жестко связана со шпинделем, хорошо центрирована, и крепление ее не должно ослабевать при вибрациях, которые часто возникают во время работы.
Наиболее простое, надежное и точное центрирование дает конус, и поэтому фрезерный шпиндель, как правило, снабжается на переднем конце приемным конусом для оправки или хвоста фрезы.
В шпинделе по нормали СТ 20—180 конус применяется очень крутой (7:24), но только для центрирования, а не для передачи крутящего усилия. Для передачи усилия служат два стальных каленых сухаря 1 со шлифовальными параллельными поверхностями (фиг. 86). Эти сухари укреплены винтами 3 в месте наибольшего сечения головки шпинделя и входят в соответствующие пазы 4 оправки 5 или фрезерной головки 6. Фрезерная головка крепится к фланцу шпинделя четырьмя болтами, для чего во фланце предусмотрено четыре отверстия 2 с нарезкой.
Вертикально-фрезерные станки отличаются от горизонталь-
16 Заказ № 936
ных в основном только расположением шпинделя и отсутствием хобота и поддержек. На фиг. 87 показаны основные узлы верти-кально-фрезерного станка 6Н11 производства Дмитровского завода фрезерных станков. Отдельные узлы и их взаимодействие друг с другом видны без описания.
На фиг. 88,а приводится общий вид стола и салазок фрезерных станков 6Н82Г, 6Н82 и 6Н12. Стол может быть настроен на полуавтоматический или ручной цикл работы. Рукоятка 5 служит для включения продольного хода стола. Установка этой
Фиг. 86. Крепление фрезерной головки по нормали СТ20-181.
ко связана с рукояткой 5 и полностью
рукоятки в положение «стоп» автоматически выключает правую или левую рабочую подачу, правого или левого ускоренного хода во всех случаях независимо от настройки станка на полуавтоматический цикл или на ручное управление, за исключением случаев, когда для автоматического перехода стола на обратный ход утепляется штифт 6, расцепляющий рычаги выключения кулачковой муфты продольного хода. Рукоятка 13 жест-повторяет ее движения.
Она расположена в низу салазок, и ею пользуются тогда, когда рабочий находится сбоку станка.
Кулачки 1 и 9 ограничивают ход стола при движении его влево и вправо. Для переключения с рабочей подачи на ускоренную или наоборот служат кулачки 4. Эти кулачки работают только в случае настройки станка на полуавтоматический цикл. Кулачки 3 и 8 работают при настройке станка на полуавтоматический цикл и производят переключение с рабочей подачи влево на ускоренную вправо и с рабочей подачи вправо на ускоренную влево.
Кнопочная станция 11 дублирует кнопки «быстро», «шпиндель» и «стоп», помещенные на корпусе механизма переключения скоростей.
При тяжелых режимах работы на продольной подаче рукоятки 10 и 14 дают возможность увеличить жесткость салазок.
Включать поперечную подачу при поджатых рукоятках нельзя. Кулачки 12 предназначены для автоматического выключения поперечной подачи или поперечного ускоренного хода в нужном месте.
Фиг. 87. Основные узлы вертикально-фрезерного станка 6Н11:
1— электродвигатель привода стола; 2— кнопочная станция; 3— коробка подач; 4—переключение скоростей; 5 — коробка скоростей; 6— электродвигатель привода шпинделя; 7 — клиноременная передача; 8—станина; 9—включение перебора; 10 —консоль; 11 — перебор; 12 — шпиндель; !3— гключсние механизма подач; 14—фрезерная оправка; 15 — стол;
16 — переключение подач; 17 — стойка; 18 — основание; 19— салазки.
На левой стороне корпуса салазок расположена рукоятка 15 ручной смазки салазок. Масляный насос прикреплен к внутреннему приливу салазок. Масло заливается через фильтр 2 до уровня, показываемого маслоуказателем. Винты 7 служат для поджатия клина. С помощью их выбираются зазоры в скосах стола при тяжелых условиях фрезерования.
Ремонт фрезерного стан<.
На фиг. 88,6 показан разрез стола и салазок по рукоятке продольного хода. Рукоятка 5 жестко соединена с осью 16, которая вращается во втулке 20, вращая вместе с собой копир 21. Ца этой же оси 16 через промежуточную втулку смонтированы звездочки 17 и 18, служащие для включения ускоренного хода при полуавтоматическом цикле работы. Имеющийся у копира 21 выступ воздействует на два лепестка 19 и через них на конечные выключатели. Конечные выключатели используют два мостика: один для блокировки с другими ходами, а второй на выключение через реверсивный магнитный пускатель хода вправо в одном конечном выключателе и хода влево в другом. Выключение двигателя получается после выключения кулачковой муфты.
На фиг. 89 показана развертка коробки подач фрезерных станков 6Н82Г, 6Н82 и 6Н12. Вращение от электродвигателя через пару зубчатых колес 26X44 передается на вал II, а от него через зубчатые колеса 24X64 на вал III. Затем при помощи трех блоков зубчатых колес вращение передается на IV, V и VI валы. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли. Ускоренные перемещения передаются от электродвигателя, минуя коробку подач, через зубчатые колеса непосредственно на вал VI.
На фрикционном валу 14 (вал VI) имеются две муфты — кулачковая 6 и фрикционная многодисковая 13. Для передачи рабочих подач на консоль включается муфта 6, а для передачи ускоренного движения — муфта 13. На фрикционном валу на шпонке сидит зубчатое колесо 15. С этим же валом через втулку 5 и шпонку 4 соединяется муфта 6 рабочего хода и фрикционная муфта 13. На втулке 3 смонтирована кулачковая втулка предохранительной муфты, корпус которой представляет.собой зубчатое колесо (z=40), находящееся в постоянном зацеплении с зубчатым колесом 1 (z=40). При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями фланца кулачковой втулки, сжимают пружины, вследствие чего зубчатое колесо предохранительной муфты 2 начинает проскальзывать и рабочая подача прекращается.
При сцеплении кулачковой муфты 6 с кулачковой втулкой предохранительной муфты 2 вал 14, а следовательно, и зубчатое колесо 15, в зависимости от положения переключаемых зубчатых колес коробки подач, получают 18 различных скоростей. Корпус фрикционной муфты вращает диски 11, входящие в пазы корпуса. Между этими дисками помещены такие же диски, но соединенные со втулкой фрикционной муфты. При нажатии кулачковой муфты 6 на фланец 7, а через гайку 10 на диски 11 и 12 происходит передача вращения ускоренного хода. Для регу
лирования зазора в дисках служит фиксатор 8, запирающий кольцо 9.
Срок службы, производительность и точность фрезерных станков зависит от ухода за ними и смазки.
Смазка коробки скоростей в станках старых моделей произ-
Фиг. 89. Развертка коробки подач станков 6Н82Г, 6Н82 и 6Н12.
водится разбрызгиванием; станки 6Н81, 6Н11, 6Н82, 6Н83 и др. имеют плунжерный насос для смазки зубчатых колес коробки скоростей. Шпиндельные узлы вертикальных фрезерных станков смазываются через насос или капельной масленкой.
Смазка механизма коробки подач в современных станках осуществляется разбрызгиванием масла на зубчатые колеса и на ролик фрикциона и подачей масла к отдельным точкам под давлением из маслораспределйтеля,
Смазка консоли и стола в станках старых выпусков производится фитильными масленками, а в современных станках — под давлением от плунжерного насоса. Смазка салазок про-из-водится ручным насосом. Направляющие поверхности станины, стола, консоли смазываются из ручных масленок. Прочие места фрезерных станков должны смазываться согласно инструкциям смазки.
Рассмотрим наиболее часто встречающиеся неисправности фрезерных станков.
Плавность перемещения стола, консоли и салазок обеспечивается хорошо пригнанными к их направляющим поверхностям клиньев и планок. В процессе работы станков клинья и планки изнашиваются по длине неравномерно, в результате чего перемещение перестает быть плавным, что вызывает ухудшение поверхности обрабатываемых деталей, а иногда и поломку инструмента.
Большое влияние на работу станка оказывают завышенные люфты в различных кинематических парах, например в ходовом винте и гайке стола. Наличие люфта определяют, поворачивая рукоятку подач. Если при этом люфт превышает 7в оборота рукоятки, то необходимо этот дефект исправить.
Во время обработки деталей на фрезерных станках, особенно на высоких режимах резания, может происходить вибрация станка, в результате чего ускоряется процесс износа его деталей, ухудшается чистота обработки и уменьшается стойкость фрезы. Вибрация станка вызывается многими причинами, главные из которых следующие:
1) ослабление затяжки или значительный износ подшипников, направляющих стола, консоли, салазок; большие зазоры в зубчатых зацеплениях; неправильная сшивка ремня и т. д.;
2) прерывистый характер резания металла фрезой с прямыми редко расставленными зубьями;
3) перегрузка станка и недостаточная его устойчивость на фундаменте.
Иногда вибрация станка вызывается неправильной его эксплуатацией. Например, при работе с продольной подачей не закрепляют консоль и салазки.
Способы ремонта основных деталей более или менее общие для всех типов фрезерных станков, поэтому дальше будет описываться лишь ремонт основных деталей вертикально-фрезерных станков. Зная ремонт станков этого типа и продольно-строгальных станков, легко по аналогии составить технологию ремонта фрезерных станков других типов.
Как и при ремонте токарных и строгальных станков, разборке станка для ремонта должна предшествовать его проверка.
Наиболее необходимыми для вертикально-фрезерных станков перед разборкой следует считать следующие две проверки.
Проверка перпендикулярности направляющих консоли (для стола) к направляющим станины. Эта проверка проводится посредством угольника на линейке, устанавливаемой на направляющих консоли (фиг. 90, положение а). Угольник и линейка
должны быть аттестованы, причем имеющиеся у них погрешности необходимо учитывать при замерах.
Под концы линейки прокладывают плитки одинаковой толщины. В шпиндель станка укрепляется индикатор, пуговка которого упирается в вертикальную плоскость угольника. Консоль передвигается вверх и вниз. Величина передвижения замеряется, и отклонение пересчитывается на длину 1000 мм. Перед проведением проверки необходимо подтянуть прижимные планки и отрегулировать клинья консоли и шпиндельной каретки.
Проверка параллельности вер-
Фиг. 90. Основные проверки фрезерного станка перед ремонтом .
тикального перемещения шпиндельной каретки к направляющим станины производится так же, как и первая, только движение сообщается не консоли, а шпиндельной каретке (фиг. 90, положение б).
2. РЕМОНТ СТАНИНЫ
Выверка станины перед шабрением. Для шабрения станину следует установить направляющими вверх и добиться их горизонтальности с помощью регулировочных клиньев и уровня с ценой деления 0,02—0,04 мм на 1000 мм. Базой для выверки являются плоскости 1 и П (фиг. 91). Для выверки в поперечном направлении уровень устанавливается на линейку или на мостике с пришабренной для уровня площадкой.
После выверки направляющих I и 11 нужно проконтролировать уровнем, установленным на линейке, горизонтальность плоскости VII в продольном и поперечном направлениях. В случае настолько больших отклонений плоскости VII от горизонтальности, что они не устраняются зачисткой, необходимо станину переустановить и выверить плоскость VII на горизонтальность, з плоскости I и II подогнать на параллельность к плоскости VII
при шабрении. Если после ремонта плоскость VII не будет параллельна плоскостям I и //, то при работе шпинделем с установкой его под углом будут искажения обрабатываемых поверхностей.
Шабрение направляющих станины. После установки и выверки станины шабрятся плоскости / и // по линейке или плите по краске с проверкой параллельности к плоскости VII, которая пришабривается одновременно. Про-
верка производится в продольном и поперечном направлениях. Допускаемое отклонение 0,04 мм на 1000 мм.
Ш
Фиг. 92. Контроль шабрения плоскостей I и II консоли.
У станины вертикальная плоскость VIII нерабочая, но она чисто обработана за одну установку с остальными вертикальными плоскостями, а потому ее можно принимать за контрольную базу для пригонки вертикальных плоскостей. Контрольную плоскость VIII следует зачистить от забоин и других неровностей и пришабрить по линейке и угловой призме на краску.
Плоскость III пришабривают по линейке и угловой призме на краску. Эта плоскость должна быть параллельна контрольной плоскости VIII. Допускаемые отклонения от параллельности 0,05 мм. Проверку параллельности проводят микрометром. Плоскость IV после шабрения по линейке и угловой призме на краску проверяется микрометром на параллельность к плоскости III. Допускаемые отклонения от параллельности 0,02 мм.
Если станина имеет направляющие салазок шпинделя, то при шабрении необходимо добиться параллельности этих направляющих направляющим консоли стола станка. Проверка проводится в вертикальной и горизонтальной плоскостях индикатором на контрольной оправке, вставленной в шпиндель станка. Основание салазок шпинделя пришабривается перед этой проверкой по сопрягающимся с ним направляющим станины.
Шабрение консоли. Консоль устанавливается плоскостями // вверх, и производится пришабривание этих плоскостей по трехгранной линейке на краску с проверкой уровнем горизон-тальности в продольном и поперечном направлениях (фиг. 92). При замерах горизонтальности в продольном направлении уро-вень устанавливается на направляющие /—//. При замерах горизонтальности в поперечном направлении уровень устанавливают на призме и на линейке (мостике) с подложенными под ее концы калиброванными призмами одинаковой высоты. После этого шабрят плоскость /// по трехгранной линейке по краске, но не окончательно. Шабрить окончательно нельзя из-за отсутствия надежной базы для контроля ее направления.
Для продолжения шабрения консоль устанавливают плоскостями I и II вертикально (фиг. 93) и выверяют по рамному уровню с ценой деления 0,02—0,04 мм на 1000 мм, прикладывая его к этим плоскостям. Для выверки в поперечном направлении уровень устанавливают на линейке (мостике) на плоскостях IV и К После выверки пришабривают плоскости IV и V по линейке и плите с проверкой уровня перпендикулярности в продольном направлении к плоскостям / и //.
Кроме того, проверяют перпендикулярность плоскостей IV и V в поперечном направлении к плоскости III. Эту проверку проводят с помощью угольника, прижатого к плоскости III, и индикатора, устанавливаемого на плоскостях IV и V. Пуговку индикатора передвигают вдоль узкой стороны угольника. Отклонения от перпендикулярности в продольном направлении допускаются 0,03 мм на 300 мм только в сторону повышения конца консоли. Отклонения в поперечном направлении допускаются 0,02 мм на 300 мм. Если окажется, что плоскость /// имеет значительные отклонения от перпендикулярности к плоскостям IV и V в поперечном направлении, то лучше эти отклонения ликвидировать за счет шабрения плоскости ///, так как площадь ее во много раз меньше, чем площади поверхностей IV и V.
Плоскость VI должна быть перпендикулярна к плоскостям / и //. Ее пришабривают по линейке и угловой призме. Контролируют плоскость VI при таком положении консоли, чтобы плоскость VI была расположена горизонтально, а плоскости I и П вертикально. Окончательную выверку ее делают после установки консоли на станину (фиг. 94). Отклонение от перпендикулярности допускается не более 0,04 мм на 1000 мм.
Шабрение плоскости VII ведут по линейке и угловой призме на краску с проверкой микрометром параллельности к плоскости VI. Отклонение на всю длину направляющей допускается до 0,03 мм. Плоскости VIII и IX пришабривают после перевертывания консоли по линейке на краску с проверкой микрометром
параллельности этих плоскостей к плоскостям IV и V. Отклонение от параллельности допускается до 0,03 мм на всю длину направляющих.
Окончательное пришабривание плоскостей I, II и III проводят по сопрягающимся плоскостям станины на краску с проверкой рамным уровнем перпендикулярности к плоскостям IV и V в продольном направлении и плоскости VI в поперечном направлении.
Фиг. 94. Проверка располо жен ия направляющих консо* ли относительно направляющих станины.
Кроме того, проводят проверку перпендикулярности плоскости /// к плоскостям IV и V при помощи индикатора, установленного на угловой призме, и угольника, прикладываемого одним ребром к плоскостям IV и V. Индикатор передвигают вдоль направляющих станины. Отклонения от перпендикулярности допускаются в поперечном направлении 0,03 мм на длине 300 мм и в продольном направлении 0,03 мм на длине 300 мм в сторону подъема конца консоли.
3. РЕМОНТ СТОЛА
Если рабочая плоскость VII стола (фиг. 95, а) имеет большие забоины и другие неровности, которые трудно вывести опиловкой или шабрением, то эту плоскость нужно прострогать. При небольших повреждениях достаточно произвести зачистку
плоскости VII. Перед зачисткой плоскость проверяют на прямолинейность в продольном и поперечном направлениях при помощи линейки с подложенными плитками. Места под плитки предварительно зачищают. Зачистку плоскости VII ведут по плите и линейке на краску до 3—4 пятен на площади 25\25 мм. После этого зачищают плоскости а и б направляющего (среднего) паза стола по специальной линейке на краску. При этом добиваются количества пятен 3—4 на площади 25\25 мм.
Фиг. 95. Стол (а) и установка его для шабрения плоскостей (б).
Для подгонки направляющих стол устанавливают плоскостью VII на плиту (фиг. 95, б). Плоскости I и II пришабривают по линейке (мостику) или по плите на краску с проверкой индикатором параллельности к плоскости VII. Замеры производят посредством передвижения индикатора вдоль и поперек направляющих. Отклонения допускаются в поперечном направлении 0,02 мм на длине 300 мм, в продольном направлении 0,02 мм на длине 500 мм.
Затем выбирают менее изношенную боковую направляющую, например плоскость ///, и пришабривают ее по линейке и угловой призме на краску с проверкой индикатором параллельности к боковым стенкам среднего паза, в который уложена специальная линейка. При этом отклонения от параллельности допускаются 0,02 мм на длине 500 мм. Пришабрив первую боковую направляющую, обрабатывают и вторую боковую направляющую, т. е. плоскость IV, по линейке и угловой призме на краску с про-
церкой микрометром или индикатором параллельность плоскости III. Отклонения от параллельности допускаются 0,02 мм.
Плоскости V и VI шабрить неудобно, их лучше зачистить
широким резцом на строгальном станке рости к плоскостям / и II микрометром. Допускаемые отклонения от параллельности 0,02 мм. Настройка под строгание производится индикатором.
Если стол имеет направляющие в виде ласточкина хвоста, то шабрение плоскости III нужно выполнить также с выверкой индикатором параллельности плоскости III боковым стенкам направляющего паза стола (.фиг. 96). Индикатор устанавливается на угловой призме.
При шабрении поперечных салазок стола их устанавливают на плите плоскостями I и 11 вверх (фиг. 97, а) и проводят предварительное пришабри-вание плоскостей / и II по линейке
с проверкой параллель-
Фиг. 96. Контроль шабрения плоскости III.
(мостику) на краску с проверкой индикатором параллельности плоскостям IV и V. Для этого под плоскости IV и V подкладывают калиброванные призмы а одинаковой высоты. Замеры ин-
дикатором производятся в продольном и поперечном направле
Фиг. 97. Установка поперечных салазок стола под шабрение в двух положениях.
ниях. так как поверхности I и // должны лежать в одной плоскости. Отклонение от параллельности допускается 0,03 мм на всю длину направляющих.
После этого переставляют салазки плоскостями IV и V вверх (фиг. 97, б). Под плоскости / и II подкладывают призмы одинаковой высоты и грубо пришабривают плоскости IV и V по трех
гранной линейке с проверкой индикатором параллельности плоскостям / и //. Индикатор устанавливают на плите и проводят проверку с концов плоскостей IV и V в продольном и поперечном направлениях. Отклонение допускается 0,03 мм на всю длину направляющих.
Окончательное шабрение плоскостей IV и V и шабрение плоскости III производят по сопрягающимся плоскостям консоли на краску с проверкой горизонтальности уровнем. Уровень устанавливается на плоскости I и II в продольном и поперечном направлениях и на линейку (мостик) с подложенными призмами одинаковой высоты. Отклонение
от горизонтальности в продольном и поперечном направлениях допускается 0,04 мм на 1000 мм.
Установив салазки на консоль, грубо пришабривают плоскость /// по линейке и краске с проверкой индикатором параллельности плоскости /// направляющим I и II станины в поперечном направлении (фиг. 98). Индикатор устанавливают на плоскости /—// консоли и,
прижав стойку индикатора к плоско-Фиг. 98. Контроль шаб- сти ///, передвигают ее вдоль плоско-рения плоскости ill. СТи ///. Отклонение от параллельности допускается 0,02 мм на длине 300 мм. Окончательное пришабривание плоскостей /, II, III ведется по сопрягающим плоскостям стола на краску с одновременной проверкой индикатором параллельности боковых граней направ-
ляющего паза стола направлению продольного движения стола. Отклонение от параллельности допускается 0,02 мм на длине 300 мм. Одновременно ведут проверку перпендикулярности граней направляющего паза стола к направлению поперечного движения стола. Проверка выполняется с помощью индикатора, укрепленного в шпинделе станка, и угольника, ребро которого упирается в специальную угловую линейку, вставленную в направляющий паз стола. Отклонение при этом допускается 0,02 мм на длине 300 мм.
4. РЕМОНТ ШПИНДЕЛЬНОЙ ГОЛОВКИ
При ремонте шпиндельной головки требуется расточить отверстие головки под втулку шпинделя и подогнать втулку. Перед расточкой пришабривают предварительно плоскость / по плите на краску с проверкой индикатором параллельности плоскости / оси шпинделя (фиг. 99). Проверку производят по
оправке, вставленной в отверстие головки. Отклонение на длине 300 мм допускается до 0,02 мм.
На столе расточного станка головку устанавливают плоскостью 1 вниз. В отверстие головки, предварительно зачищенное от возможных забоин, вставляют контрольную оправку (фиг. 100, а) и по ней выверяют головку в горизонтальной и вертикальной плоскостях. Отклонение на длине 300 мм допускается до 0,02 мм. После этого производят расточку по диаметру D до удаления изношенных мест и до устранения эллиптичности. На-
Фиг. 99. Контроль параллельности от шпинделя плоскости /.
Фиг. 100. Установка головки для расточки отверстия (а) и гильзы шпинделя (б).
ружную поверхность новой гильзы шпинделя прошлифовывают для посадки (фиг. 100, б) по скользящей посадке. Поверхность / должна быть пришабрена по сопрягающейся шейке шпинделя на краску. После расточки отверстия шпиндельной головки перед постановкой ее на место надо сделать чистовое шабрение этой поверхности по сопрягающейся с нею плоскостью станины на краску с проверкой перпендикулярности оси шпиндельной головки поверхности стола. Проверку проводят при помощи индикатора и угольником (фиг. 101, а). При проверке необходимо сообщить движение вначале консоли, а потом выдвижному шпинделю. Отклонение на длине 300 мм допускается только вверх для наружного конца консоли в размере 0,02 мм.
При ремонте шпиндельных головок, конструкции которых допускают только продольное (вертикальное) перемещение, необходимо обеспечить параллельность ее направляющих оси шпинделя. Проверка проводится при шабрении направляющих
индикатором по оправке, вставленной в отверстие головки. От клонение от параллельности направляющих оси шпинделя допу скается не более 0,01 мм на длине 300 мм.
При установке шпиндельной головки на место необходим^ проверить перпендикулярность оси вращения шпинделя рабоче| поверхности стола. Проверку производят с помощью индикатора, укрепленного в шпинделе станка (фиг. 101, б). Шпиндель
Фиг. 101. Проверка положения оси шпинделя (а) и перпендикулярности оси вращения шпинделя рабочей поверхности стола (6).
вращают вокруг своей оси и одновременно следят за показанием индикатора. Отклонение от перпендикулярности допускается 0,02 мм на длине 300 мм, причем конец консоли может быть только приподнят.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные узлы универсального горизонтально-фрезерного станка.
2. Перечислите основные узлы вертикально-фрезерного станка 6H1L
3. Какие требования предъявляются к конструкции шпинделя фрезерных станков?
4. Расскажите о наиболее часто встречающихся неисправностях фрезер*1 ных станков.
5. Какие проверки нужно произвести перед разборкой фрезерного станка в ремонт?
6. В каких случаях строгается рабочая поверхность стола?
7. Каким способом регулируется люфт в шарикоподшипниках шпинделя?
8. Как проверяется перпендикулярность оси вращения шпинделя к рабочей поверхности стола?
/;/УУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУУуУУУУУУУУУУУУУУУУУУУ"УУУУУУУУУУУ7УУУ77У.
ГЛАВА XIV
РЕМОНТ РАСТОЧНЫХ СТАНКОВ
Расточные горизонтальные и вертикальные станки изготавливаются с одним или несколькими шпинделями. По своему назначению эти станки могут быть универсальными и специальными. В особую группу выделяются координатно-расточные станки, предназначенные для обработки особо точных отверстий с особо точными межцентровыми расстояниями.
Наиболее характерными и распространенными в металлообрабатывающей промышленности являются универсальные горизонтально-расточные станки. Эти станки предназначены для обработки сложных и крупных деталей с соосными и несоосными отверстиями, расположенными в разных плоскостях, а также для обработки плоскостей, фасонных поверхностей, нарезания резьбы и пр.
1. ОСНОВНЫЕ УЗЛЫ РАСТОЧНЫХ СТАНКОВ
Расточные универсальные станки изготавливаются с неподвижными шпиндельными стойками и перемещающимися столами или с подвижными шпиндельными стойками, но без столов. В последнем случае вместо стола укладываются обработанные чугунные плиты. Основным размером, характеризующим горизонтально-расточные станки, является диаметр расточного шпинделя. Станки с перемещающимися столами изготавливаются с диаметром шпинделя до 150 мм. Станки без столов (с плитами) могут иметь диаметр шпинделя до 3.00 мм.
Универсальные горизонтально-расточные станки являются довольно сложными станками, имеющими следующие движения рабочих органов: вращение расточного шпинделя, движение планшайбы, продольная подача стола или передней стойки, поперечная подача стола, вертикальная подача шпиндельной бабки, радиальная подача суппорта планшайбы. Кроме этого, станок Может иметь вспомогательные движения: поворот стола, вертикальное и горизонтальное перемещение люнета и задней стойки.
17 : .Каз № 93G
На фиг. 102 показан общий вид универсально-расточного 'станка. Все узлы и механизмы смонтированы на станине /, на которой закреплена и передняя стойка 4, несущая основной узел 3— привод со шпинделем и планшайбой. Узел 3 может перемещаться в вертикальном направлении по направляющим стойки 4,
В шпиндельный узел входят главный привод станка с электродвигателем 2 и расточный шпиндель 6, который может получать вращательное и поступательное движения. Для предотвращения большого прогиба при работе шпиндель помещен на длинном
Фиг. 102. Общий вид узлов универсально-расточного станка.
кронштейне, по которому он направляется в процессе обработки изделия. Задняя стойка 9 с люнетом 8 служит для поддержания конца длинных оправок и борштанг, закрепляемых в шпинделе.
Планшайба 5 получает вращательное движение и несет на себе радиально перемещающийся суппорт, служащий для установки инструмента или дополнительной борштанги. Резцовый суппорт совершает прямолинейное возвратно-поступательное движение от привода шпиндельного узла 3. Стол 7 станка, на котором укрепляется обрабатываемая деталь, может перемещаться в продольном и поперечном направлениях. В некоторых моделях универсальных горизонтально-расточных станков стол имеет поворотную часть.
На фиг. 103 показан шпиндельный узел расточного станка без радиального суппорта. Он состоит из расточного шпинделя 3 и полого шпинделя 4. Планшайба 7, служащая для закрепления больших фрезерных головок, насажена непосредственно на гильзе шпинделя. Расточный шпиндель имеет высокую поверхно
стную твердость, полученную в результате специальной обработки— азотирования. Шпиндель перемещается в длинных втулках 2, запрессованных в гильзе.
Ремонт расточных станков с неподвижными шпиндельными стойками во многом похож на ремонт ранее описанных станков, поэтому здесь остановимся на ремонте станков с подвижными шпиндельными стойками, как более крупных и имеющих некоторые особенности. Рассматриваемые станки часто имеют детали и узлы настолько крупных размеров, что транспортировка их в
Фиг. 103. Шпиндель расточного станка.
ремонтный цех вызывает большие трудности. Поэтому ремонт таких станков обычно производится на месте их установки. В ремонтный цех отправляют лишь детали, нуждающиеся в механической обработке.
2. ПРОВЕРКА СТАНКА ПЕРЕД РЕМОНТОМ И ЕГО РАЗБОРКА
Перед разборкой станка на ремонт обязательно производится выявление дефектов у наружных деталей станка с участием механика цеха. У рабочих, работающих на станке, узнают о неполадках станка, которые не всегда могут быть обнаружены и устранены при ремонте. Поэтому все дефекты, указанные рабочими и выявленные при наружном осмотре, записываются в дефектную ведомость и учитываются при ремонте.
Перед разборкой станка для ремонта регулируются клинья и испытываются механизмы станка на всех скоростях и подачах. Выявленные при этом дефекты тоже записываются. Кроме того, Делаются следующие проверки:
1) проверяется прямолинейность и параллельность лицевых направляющих станины (выполняется уровнем с составлением графика замеров);
2) проверяется параллельность потолочных направляющих
17*
Станины лицевым направляющим станины, выполняемая микро
метром;
3) проверяется параллельность и прямолинейность лицевых направляющих колонны (шпиндельной стойки) и перпендикулярности их направляющим станины (производится рамным уровнем). Перед этой проверкой необходимо щупом замерить прилегание плотовины к направляющим станины и прилегание колонны к верхней плоскости плотовины;
4) проверяется прямолинейность и положение по уровню боковой направляющей колонны;
5) проверяется параллельность потолочных направляющих колонны лицевым ее направляющим (выполняется микромет-
ром). Эта проверка необходима для определения объема работ по шабрению направляющих колонны.
Проверки 3, 4 и 5 производятся с помощью шпиндельной бабки, которую перемещают через один метр по направляющим колонны. После выполнения замеров станок разбирается. Разборка ведется в следующей последовательности. Шпиндельная
Фиг. 104. Строповка шпиндельной бабка устанавливается в нижнее коробки с хвостовиком. положение. В отверстие колонны вставляется стальной прокат круглого сечения, и шпиндельная бабка поднимается до полной посадки противовеса на стальной пруток. Диаметр проката выбирается соответственно весу опускаемого на него противо-
веса.
Посадив противовес, можно разъединить от него грузовую цепь и опустить шпиндельную коробку на приготовленные для нее подставки. После опускания шпиндельной коробки борштангу перемещают в сторону планшайбы на максимальный вылет и под конец ее подставляют устойчивую подставку. Станок обесточивается, электродвигатель снимается, концы электропроводов надежно изолируются, чтобы при случайном включении тока не могло произойти несчастного случая. После укрепления противовеса и шпиндельной коробки на надежных подставках можно приступить к полной разборке станка. Когда необходимо перевернуть колонну, противовесы из нее удаляются.
При съеме шпиндельной коробки она стропится, как показано на фиг. 104. Колонна отсоединяется от плотовины (если она разъемная) и стропится за стальной прокат, вставленный в от‘
верстия колонны. Валы и винты должны стропиться обязательно с применением хомутов или струбцин для предохранения канатов от соскальзывания.
3. РЕМОНТ СТАНИНЫ И НАПРАВЛЯЮЩИХ КОЛОННЫ
Направляющие станины зачищаются от забоин и заусенцев. В зависимости от величины и характера износа решается вопрос о необходимости строгания, шлифования или шабрения направляющих.
Если все направляющие у станины плоские, то при проверке вдоль направляющих уровень.устанавливается через один метр на каждой направляющей. При проверке в поперечном направлении уровень устанавливается на площадку специальной линейки (горбуши). Если станина имеет призматические направляющие, вместо линейки применяется мостик. Шабрение направляющих станин выполняется по маякам. Способы шабрения и контроля направляющих станины применяются те же, что при ремонте токарных станков, за исключением того, что последними обрабатываются потолочные направляющие. Делается это с той целью, чтобы по прошабренным и выверенным поверхностям станины настроить приспособление для строгания потолочных направляющих, если с них приходится снимать слой металла больше 0,2 мм.
Приспособление для строгания (фиг. 105) состоит из стальной плиты 11, к которой с левой стороны приварена вертикальная доска 10, несущая два суппорта с резцами 4 и два прижимных устройства 13. С правой стороны плиты укреплена на болтах 19 вертикально расположенная планка 12, несущая устройства с подвижными направляющими сухарями 17 и 18. Болты крепят планку через сквозной паз 20 в плите 11. Таким образом, вертикальная планка 12 может перемещаться по ширине плиты 11, вследствие чего приспособление пригодно для работы при различной ширине обрабатываемых направляющих 5 станины.
Корпуса 15 суппортов имеют направляющие в виде ласточкина хвоста и перемещаются по направляющим плоскостям вертикальной доски 10 и накладки 1. Гайка 7 ходового винта 16 суппорта завинчивается в кронштейн 6, который крепится болтами 9 к плите 11. Вращением рукоятки 8 резец можно поднимать и опускать, настраивая его на срезание стружки.
От опрокидывания приспособления предусмотрены сухари 14 и 17. В боковом направлении приспособление фиксируется плоскостью вертикальной доски и сухарями 18. Резцы крепятся снизу двумя болтами 3 и сбоку одним болтом 2. Приспособление перемещается лебедкой с помощью тросов.
A -A
—--------- 623-------------I
Фиг. 105. Приспособление для строгания потолочных направляющих.
Ремонт расточных станков
Направляющие колонны пришабриваются вначале на наиболее изношенном участке, определенном по графику замеров, составленному перед разборкой. По графику определяется уклон, который позволяет снимать минимальный слой металла. На нерабочей части направляющих вышабривается площадка для установки уровня с тем уклоном, который решено выдерживать при шабрении. Эта площадка является контрольной, и по ней периодически проверяют правильность положения колонны. Место установки уровня на этой площадке очерчивается, и на ней отмечается направление постановки уровня. Уровень на площадке должен устанавливаться в одном и том же направлении.
Шабрение направляющих колонн крупных станков (при высоте колонны 5—7 м и длине опорной части 3—4 м) нужно про-
изводить в вертикальном положении, так как переворачивание и поворот таких колонн — операция очень сложная, ответственная и опасная. Колонны меньших размеров удобнее шабрить в горизонтальном положении. При шабрении в вертикальном положении колонну устанавливают на плиту и выверяют уровнем по отшабренным на нерабочих частях направляющих площадкам.
Накрашивание при шабрении производится двухметровой линейкой (горбушей). При шабрении выдерживают параллельность с контрольными площадками. Шабрение выполняется с лесов, установленных вокруг колонны. Шабрение ведется в следующей последовательности (фиг. 106). Вначале шабрятся поверхности III и V с выдерживанием параллельности контрольной площадке V/, а затем поверхность VII с выдерживанием параллельности контрольной площадке II. После этого шабрится поверхность IV с выдерживанием параллельности ранее от-шабренной поверхности VII. Контроль шабрения ведется микрометрической скобой или штангенциркулем с ценой деления 0,02 мм. Последними шабрятся поверхности I и VIII с выдерживанием параллельности поверхностям III и V. Направляющие плотовины грубо пришабриваются по линейке а затем шабрятся по направляющим станины.
После пришабривания направляющих колонны и плотовины плотовина ставится на станнину, на нее монтируется колонна, ставятся клинья и производится контроль расположения направляющих колонны по отношению к направляющим станины. Если шабрение велось правильно, с учетом всех замечаний в графиках замеров, то контрольные замеры покажут отклонения в пределах допуска. Однако при шабрении возможны ошибки, и тогда контрольные замеры покажут отклонения выше допустимых, и их придется устранять.
При небольших отклонениях их обычно устраняют шабрением направляющих плотовины. При значительных отклонениях, особенно когда их устранение связано со строганием направляющих, необходимо решить, какие поверхности нужно строгать: направляющие плотовин или плоскость разъема. Во всех случаях, когда это возможно, лучше строгать плоскость разъема у плотовин, так как строгание -направляющих плотовины обнажает менее износостойкий слой металла.
4. РЕМОНТ ШПИНДЕЛЬНОГО УЗЛА
У шпинделей крупных расточных станков обычно изнашиваются поверхность внутреннего конуса, отверстия для клиньев и шпоночные пазы. Кроме того, иногда наблюдается искривление шпинделя.
Ремонт крупного шпинделя — операция весьма сложная и ответственная. Неправильная последовательность ремонта может привести к потере шпинделем точного расположения базовых поверхностей и как следствие к потере станком необходимой точности обработки. Поэтому ремонт крупного шпинделя должен производиться обязательно по заранее разработанной и тщательно продуманной технологии. На ремонт составляется чертеж с указанием всех необходимых ремонтных размеров.
В качестве примера рассмотрим технологию ремонта шпинделя диаметром 250 мм, длиной около 6000 мм и весом около 1500 кг (фиг. 107). Ремонт начинается с выверки основных п подготовки вспомогательных баз. Для этого на шпинделе горячей посадкой садится кольцо, после чего шпиндель устанавливается на токарный станок. Одним концом (со стороны торца //) шпиндель зажимается в четырехкулачковом патроне, другой конец поверхностью X укрепляется в люнете. Поверхность X обработана под Л8 и обычно не изнашивается. Забоины и риски, которые могут быть на этой поверхности, зачищаются. Выверка установки на биение с точностью до 0,01 мм производится по наименее сношенным поверхностям V и X,
После выверки растачивается по размеру отверстие диаметром 120 мм и снимается фаска 2X45°, служащая в дальнейшем базой для упора вращающегося центра. Шпиндель подпирается вращающимся центром, убирается люнет, и делается повторная проверка по поверхностям V и X на биение, после чего протачивается и полируется под V 7 поверхность IV кольца. Затем шпиндель переустанавливается торцом IX к планшайбе и крепится через подкладки за поверхность VIII, другой конец шпинделя поверхностью IV ставится в люнет. Выверка производится так
Фиг. 107. Шпиндель расточного станка диаметром 250 мм.
же, как и в предыдущем случае. Конусная поверхность III тщательно зачищается и протирается.
Если ремонтируются отверстия для клиньев, то они предварительно завариваются электросваркой. Для этого они с внутренней стороны закрываются латунными прокладками, прокладки внутри отверстия укрепляются их расклиниванием. После проверки шпинделя кольцо срезается, шпиндель снимается со станка, и в него с обоих концов запрессовываются центровые пробки. Центровка производится на токарном станке с двух установок с применением люнетов, которые ставятся соответственно на поверхности IV и X. Центровые отверстия прирабатываются по центрам станка с контролем биения по тем же базам и с той же точностью.
Следующей операцией является ремонт шпоночных пазов. Ремонт заключается в строгании пазов на новый больший размер, причем снимается минимально возможный слой металла. Строгание производится на продольно-строгальном станке. Не-параллельность направления шпоночного паза к оси шпинделя допускается 0,1 мм на длине 1000 мм, но не более 0,3 мм на всей
длине паза. Такой допуск можно выдерживать лишь при самой тщательной выверке шпинделя при установке на столе станка. Выверка ведется по образующей шпинделя индикатором, укрепленным в суппорте станка. Симметричность расположения шпоночного паза относительно диаметра шпинделя выдерживается по разметочным рискам.
Для дальнейшей постановки люнетов в шпоночные пазы в двух местах пригоняются по две шпонки длиной 150 мм и крепятся на винты. Затем шпиндель поступает на токарный станок, в центрах которого заподлицо с поверхностью VI протачиваются шпонки и наплывы от заварки отверстий для клиньев. Эта операция является подготовительной к шлифованию на круглошлифовальном станке наружных поверхностей шпинделя. На шлифовальном станке сначала шлифуются места под установку люнетов (места с заделанными шпоночными пазами), затем ставятся два люнета и производится шлифование на всю длину поверхностей VI и VII. Контроль шлифовальной операции производится на шлифовальном станке до снятия с него шпинделя.
После шлифования на то же место шпинделя снова насаживается кольцо и протачивается в центрах токарного станка. Выверка установки шпинделя производится так же, как и в предыдущем случае. Затем шпиндель переустанавливается и крепится кулачками за поверхность VIII с подпором люнетом за поверхность IV, после чего конусная пробка выбивается. Конусная поверхность III шлифуется шлифовальной машинкой с проверкой конусным калибром по краске, а затем по контрольной оправке, после чего торец I подрезается до контрольной риски калибра, а торец II в размер по чертежу. Техническая приемка шпинделя осуществляется на станке. Прилегание калибра должно быть не менее чем на 75% поверхности. Допустимое биение у торца шпинделя 0,01 мм и на длине 300 мм 0,015 мм. При необходимости фрезеруется прямоугольный паз и окна для клиньев, после чего выбивается центровая пробка с торца IX и удаляются временные шпонки.
В центровочной операции приработка центровых отверстий на неподвижных центрах необходима, особенно в тех случаях, когда дальнейшая обработка шпинделя на токарном станке осуществляется с вращающимися центрами. При отсутствии предварительной приработки шпиндель попадает на шлифовальный станок с неприработанными центровыми отверстиями, и они прирабатываются в процессе шлифования. Это может привести к значительному смещению оси наружного цилиндра относительно оси внутренних поверхностей, а следовательно, возможен брак из-за превышения размера смещения осей против технических условий.
Ремонт гильзы шпинделя. Бронзовые втулки 4 и 5 (фиг. 108)
вследствие их износа и последующей шлифовки шпинделя обычно заменяются новыми. В большинстве случаев эти втулки вы-нрессовать не^ удается, и их вырезают на токарном станке, go время этой операции проверяются на биение, конусность и эллиптичность поверхностей I, II, III. Результаты проверки записываются в техническую карту и заверяются ОТК.
Новые бронзовые втулки изготовляют с припуском 6 мм по внутреннему диаметру и садят их на место с помощью охлаждения. Если втулка 4 садится на шпонку 8, то шпонка перед запрессовкой втулки подгоняется по шпоночным пазам и охлаждается вместе со втулкой. После запрессовки втулок 4 и 5 запрессовывается втулка 3.
Головная регулируемая конусная втулка изготовляется с припуском по внутреннему диаметру и по наружному конусу по 6мм
Фиг. 108. Гильза шпинделя.
на диаметр и по длине 20 мм. Изготовленная заготовка разрезается и надрезается на фрезерном станке согласно чертежу. Место разреза припиливается, и в него подгоняется и впаивается металлическая прокладка.
Дальнейшая обработка гильзы и втулок ведется в следующем порядке. Если биение, конусность и эллипсность поверхностей I, II, III больше допустимой, то во втулке 5 протачивают поясок 6 шириной 50—60 мм соосно с поверхностью III. Диаметр пояска должен быть меньше диаметра окончательно обработанного шпинделя. По размеру пояска изготовляется с напряженной посадкой пробка. Пробка садится во втулку и центрируется на токарном станке с установкой люнета на несработанную часть поверхности III. Центр прирабатывается на станке с проверкой биения относительно несработанных частей поверхностей II и III. Биение допускается не более 0,02 мм.
После приработки центров поверхности I, II, III обрабатываются широким полировочным резцом до ликвидации биения, ко
нусности и эллипсности. Резьба 7 зачищается или прорезается в зависимости от имеющихся дефектов.
При наличии в планшайбе радиальных салазок в этой же установке подрезается поверхность IV, которая будет служить базой при шабрении направляющих планшайбы для радиальных салазок. Затем гильза переустанавливается, крепится кулачками за поверхность III с постановкой люнета под поверхность II и выверяется индикатором на биение с точностью 0,02 мм. Резьба для гайки 1 прорезается, и проверяется посадочная поверхность для конической втулки 2, биение выводится проточкой.
Конусная поверхность втулки 2 протачивается с проверкой на краску прилегания к конусной поверхности гильзы. После проточки конусной поверхности металлическая прокладка из втулки 2 выпаивается, и вместо нее пригоняется фибровая прокладка. Конусная поверхность втулки вместе с фибровой прокладкой пришабривается по гнезду в гильзе, после чего втулка вставляется в гнездо и крепится гайкой 1.
Гильза вновь устанавливается на токарный станок и выверяется по тем же поверхностям для проточки внутренних диаметров втулок 2, 4 и 5. Обработка ведется с двух установок с учетом диаметра окончательно обработанного шпинделя. Биение внутренних поверхностей относительно поверхностей II и III допускается не более 0,02 мм.
Ремонт шпиндельной бабки. Направляющие корпуса шпиндельной бабки обычно шабрятся по направляющим колонны. При вертикальном расположении направляющих колонны корпус шпиндельной бабки прижимать к накрашенным направляющим колонны лучше не рабочими планками, а специальными сухарями, так как планки крупных станков обычно громоздки и тяжелы и установка их вручную требует много времени. Окончательное шабрение направляющих корпуса шпиндельной бабки производится после установки в него шпинделя, по которому ведется контроль окончательного шабрения.
При проверке боковой направляющей и клина корпуса шпиндельной бабки выдерживается перпендикулярность оси вращения шпинделя боковой направляющей колонны, а также соосность между гайкой и винтом подъема бабки в плоскости, параллельной лицевым направляющим колонны. Шабрение при этом производится после того, как шпиндельная бабка с ее механизмами будет полностью отремонтирована и окончательно установлена на направляющие колонны. Винт подъема, вертикальный вал и противовес с цепями также устанавливаются окончательно. Окончательная установка шпиндельной бабки возможна потому, что боковая направляющая бабки крупных станков почти всегда конструктивно оформляется в виде отъемной планки.
После установки на колонну бабка выверяется клиньями так, чтобы ось шпинделя была перпендикулярна боковой направляющей колонны, а винт при этом был соосен с гайкой. Выверка осуществляется по уровню так, как показано на фиг. 109.
У некоторых станков на верхней плоскости корпуса шпиндельной бабки обработана контрольная площадка для постановки уровня. Эта плоскость при ремонте проверяется и подшабри-гается, чтобы была выдержана параллельность оси шпинделя. При наличии таких площадок уровень ставится не на шпиндель,
Фиг. 109. Проверка положения шпинделя.
а на площадку. После выверки бабки щупом замеряются зазоры вверху и внизу между поверхностью 1 колонны и планкой 2. Новые планки изготовляются на размер, полученный при замерах, с припуском на шабровку.
Проверку перпендикулярности оси шпинделя боковой направляющей стойки можно производить следующим образом. Впереди бабки устанавливается призма и на ней индикатором, укрепленным в шпинделе, движением вверх и вниз шпиндельной! бабки выверяется угольник, установленный длинной полкой вверх. Выявленные отклонения от допустимых устраняются шабрением планки и клиньев.
Так же производится проверка перпендикулярности шпинделя направляющим станины. В этом случае линейка устанавливается горизонтально. Параллельность линейки направляющим станины проверяется при помощи индикатора, укрепленного в
шпинделе, перемещением колонны по станине. После выверки оси шпинделя проверяется биение конуса шпинделя. Проверка производится с помощью индикатора и контрольной оправки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Перечислите основные узлы универсально-расточного станка.
2. Какие проверки производятся перед разборкой расточного станка для ремонта?
3. В какой последовательности разбирается крупный расточный станок?
4. Как производится ремонт колонн крупных расточных станков?
5. Какие поверхности шпинделей расточных станков наиболее изнашиваются и как они ремонтируются?
6. Как ремонтируют гильзы шпинделей?
7. Как выверяется положение оси шпинделя по отношению к направляющим стойки?
IHIIIUI'IIIII'IUIIIII iiiiiBiiiiiiiiiiiiiiiiHUiiiiHHiiiiuniHHinilllllllllllllllllinillllllllllllllll
ГЛАВА XV
РЕМОНТ КАРУСЕЛЬНЫХ СТАНКОВ
Карусельные станки являются разновидностью станков токарной группы и отличаются от них горизонтальным расположением планшайбы. Благодаря такому ее расположению облегчается установка и выверка крупных деталей на станке. Диаметр планшайбы лежит в пределах от 0,5 до 18 м, а максимальный диаметр обработки достигает до 24 м. Карусельные станки с диаметром планшайбы до 1600 мм обычно изготавливаются с одной стойкой, а более крупные станки — с двумя. Количество одновременно работающих инструментов на карусельном станке доходит до 4—5.
У карусельных станков все движения поперечины, суппортов и штосселей имеют ускоренные перемещения, чаще всего от отдельных электродвигателей. Поперечина в рабочем положении закрепляется автоматически, причем механизм закрепления сблокирован с механизмом ускоренного перемещения поперечины. В некоторых станках на поперечине предусматриваются места для копирных линеек, с помощью которых можно обрабатывать пологие конусы и криволинейные поверхности. Иногда у карусельных станков имеются механизмы, связывающие вращение шпинделя планшайбы с подачей штосселя, что позволяет нарезать резьбы на обрабатываемой детали. Применяя специальные приспособления на карусельных станках, можно производить шлифование, фрезерование и другие операции.
Одностоечные станки имеют обычно два суппорта: вертикальный, помещенный на поперечине, и боковой (горизонтальный) — на станине.
1. ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ КАРУСЕЛЬНЫХ СТАНКОВ
Тяжелые двухстоечные карусельные станки изготовляются с двумя планшайбами: внутренней и наружной кольцевой. Они приводятся в движение независимо друг от друга или же совместно; внутренняя планшайба имеет большее число оборотов, чем наружная. Применение двух планшайб позволяет обраба-
тывать детали различных размеров с более экономичными режимами резания. Двухстоечные станки обычно имеют три суппорта: два вертикальных и один боковой.
Уникальные карусельные станки могут быть очень крупными. Например, станок модели МК-159, предназначенный для обработки крупных деталей с диаметром до 13300 мм, весит свыше 500 т и занимает площадь около 260 м2. Высота станка
Фиг. ПО. Одностоечный карусельный станок.
почти равна высоте трехэтажного дома. Станок рассчитан на обработку деталей весом до 170 т и имеет 42 электродвигателя.
На фиг. ПО показан общий вид распространенного одностоечного карусельного станка. Станок состоит из следующих узлов: привода движения Л планшайбы 4, бокового суппорта 9, вертикального 5 с револьверной головкой 2, стойки 6, поперечины 7, механизма 8 подачи суппортов, стола 10 и станины 3.
Станина является одной из основных деталей карусельного станка. На лицевой стороне станины имеются вертикальные направляющие, по которым перемещается поперечина с вертикальным суппортом и боковой суппорт. Внизу станины имеется платик, к которому жестко прикрёпляется стол станка. Направляющие станины делаются прямоугольными или с односторонним ласточкиным хвостом. Нижняя часть станины используется для размещения в ней коробки скоростей главного привода и в качестве резервуара для масла.
Стол. Наиболее ответственным узлом карусельного станка является стол. На фиг. 111 показана типичная конструкция стола, основными деталями которого являются: корпус /, планшайба 4, круговые направляющие 2 и шпиндель 5.
Вращение планшайбы осуществляется от электродвигателя главного привода через коробку скоростей, коническую зубчатую передачу S, вертикальный вал 7 и цилиндрическое зуб-
Фиг. 111. Стол карусельного станка.
чатое колесо 6, сцепляющееся с зубчатым венцом 3 планшайбы. Для разгрузки направляющих предусмотрен регулируемый подпятник с упорным шарикоподшипником. Смазка направляющих централизованно подается в канавку, расположенную между крутой и пологой направляющими.
Большинство находящихся в эксплуатации карусельных станков имеет V-образные, конические и плоские направляющие. Плоские направляющие имеют некоторые преимущества перед V-образными и коническими: простота в изготовлении, удобство в применении накладок, способность долго сохранять высокую точность и т. д.
Заводом им. Седина выпускаются одностоечные и двухстоечные карусельные станки, планшайбы которых установлены на плоские направляющие. Направляющие планшайб, покрытые текстолитовыми накладками, позволяют повысить верхний
18 Заказ № 936
предел чисел оборотов планшайбы, а также снизить потери на трение и вероятность образования задиров на направляющих столов.
Этим же заводом изготовляются станки (модель 1557), планшайбы которых имеют V-образные круговые направляющие.
Коломенский завод тяжелого станкостроения изготавливает
карусельные станки с круговыми направляющими, покрытыми антифрикционным сплавом ЦАМ 10—5.
В последнее время в конструкциях легких и средних карусельных станков в качестве опор планшайб получают распростр а нен и е высокоточные крупногабаритные подшипники качения, что является весьма прогрессивным мероприятием в деле улучшения эксплуа-
Фиг. 112. Поворотный вертикальный суппорт.
тационнных качеств и долговечности станков.
Поперечина. На вертикальных направляющих станины помещается поперечина, имеющая коробчатую форму. Спереди поперечина имеет горизонтальные направляющие, по которым перемещается вертикальный суппорт. Горизонтальные направляющие поперечины выполняются призматическими и прямоугольными. Нижнюю направляющую иногда делают в виде одностороннего ласточкина хвоста. К торцу поперечины прикрепляется коробка подач суппорта. В нише поперечины размещаются ходовой вал и винт.
Суппорты карусельных станков служат для установки и перемещения режущего инструмента. Они разделяются на вертикальные и горизонтальные (боковые). На фиг. 112 показан вертикальный суппорт с револьверной головкой. Он состоит из салазок 6, перемещающихся по направляющим поперечины, поворотной части 2, которая поворачивается вокруг оси салазок, ползуна 3 с револьверной головкой 5, перемещающегося в направляющих поворотной части. Червячная пара 1 служит
для поворота поворотной части и гайки 4, перемещающей ползун. Движение салазок по поперечине производится с помощью гайки и винта.
С одной стороны салазки имеют направляющие для перемещения суппорта по поперечине, а с другой стороны — круговой Т-образный паз для закрепления поворотной части. Поворотная часть одной своей стороной прилегает к салазкам, а на другой имеет направляющие для перемещения ползуна. Ползун может быть открытым (фиг. 113, а) и закрытым (фиг. 113, б). Регулирование зазоров в направляющих и компенсация их износа производится планками и клиньями.
Фиг. 113 Варианты ползунов.
На фиг. 114 показана пятипозиционная револьверная головка, в отверстиях которой закрепляются режущие инструменты. Поворот и зажим головки осуществляется рукояткой 1. Эксцентрик зажима сидит на оси рукоятки. При повороте рукоятки вниз головка разжимается и сдвигается пружинами, при этом фиксатор 2 сходит с фиксаторного пальца 3. Поворот головки осуществляется также рукояткой 1.
Боковой суппорт одностоечного станка перемещается по направляющим станины. Корпус суппорта с одной стороны имеет направляющие для вертикального перемещения по станине, а с другой — направляющие, по которым перемещается в горизонтальном направлении ползун. Перемещение ползуна и суппорта по направляющим в большинстве станков осуществляется с помощью реечных передач. На ползуне закреплена поворотная резцовая головка.
Механизм главного привода передает вращательное движение от электродвигателя к планшайбе, обеспечивает пуск и изменение ее чисел оборотов. У карусельных станков обычно каждый суппорт снабжается своей коробкой скоростей. Станки имеют механизмы ускоренного перемещения суппортов.
Эксплуатация станков. Для увеличения долговечности карусельных станков следует после капитальных ремонтов в течение некоторого времени производить работу на них на пониженных режимах резания. Числа оборотов планшайбы не 18*
Фиг. 114. Револьверная головка карусельного станка.
должны превышать 70% от наибольших возможных на станке; вес обрабатываемой детали и усилия резания принимаются не более 50% от наибольших допускаемых по паспорту станка. Необходимо более часто, чем обычно, производить регулировку и смазку механизмов.
Большое влияние на износ круговых направляющих станков (особенно крупных) оказывает способ крепления деталей на планшайбе. При чрезмерном зажатии детали возможна деформация планшайбы, что может вызвать задиры па направляющих. Для уменьшения деформации планшайбы необходимо располагать корпусы зажимных кулачков возможно ближе к центру. При обработке высокой детали с малой опорной поверхностью под выступающие части устанавливать поддерживающие домкраты.
Для повышения жесткости станка необходимо при работе ползуном зажимать салазки на поперечине, а при работе суппортом— ползун в салазках. С этой же целью рекомендуется проверять зазоры в клиньях и планках. При правильно отрегулированных клиньях щуп толщиной
0,04 мм не должен в местах подвижных соединений проходить на величину больше, чем 10—20 мм.
2. РЕМОНТ КРУГОВЫХ НАПРАВЛЯЮЩИХ
От точности и состояния круговых направляющих зависит точность и чистота обрабатываемых деталей. Круговые направляющие обычно изготовляют из чугуна, поэтому они являются одним из ненадежных мест карусельных станков.
Наиболее распространенным видом повреждения чугунных направляющих является заедание и образование задиров. Основными причинами образования задиров являются: большая склонность чугуна к схватыванию; нарушение условий контакта
Ремонт круговых направляющих 277 рабочих поверхностей направляющих из-за тепловых и упругих деформаций планшайбы и основания, из-за неравномерного нагрева и усилий в работе; нарушение режима смазки.
Способ восстановления изношенных круговых направляющих карусельных станков зависит от величины их износа. Если износ невелик, то восстановление поверхностей направляющих можно производить притиркой пастой ГОИ. При этом притираемые поверхности слегка пришабриваются до получения двух-трех пятен на квадрат площадью 25X25 мм, а затем покрываются слоем пасты и притираются с помощью механизмов самого ремонтируемого станка. Чтобы на трущихся поверхностях не образовались задиры, при притирке необходимо периодически обновлять пасту.
При значительном износе круговых направляющих исправ* ление их производят механической обработкой на карусельном станке путем чистового протачивания резцами с широкой режущей кромкой с последующим шабрением или притиркой. Карусельный станок может быть приспособлен и для шлифования ремонтируемых круговых направляющих. Для этого на вертикальный суппорт станка устанавливается шлифовальная головка. При шлифовании суппорт вместе с головкой поворачивается на определенный угол.
При наличии на трущихся поверхностях направляющих крупных задиров нецелесообразно их выводить полностью, так. как снятие большого слоя металла при механической обработке уменьшит жесткость и прочность деталей. Крупные задиры следует заделывать путем запайки высокооловянистым баббитом (Б83), металлизацией и другими способами. Отдельные глубокие задиры можно просто разделать, например, шабером,, чтобы они не оказывали влияния на износ сопрягаемой поверхности и не могли бы распространяться.
Для предотвращения задиров и уменьшения износа на круговых направляющих карусельных станков рекомендуется делать пластмассовые наделки, которые могут быть прикреплены к станине или планшайбе. Однако наделки лучше прикреплять, к направляющим поверхностям планшайбы, так как при этом уменьшаются температурные деформации планшайбы и снижается трудоемкость последующих ремонтов. В качестве материала для наделок круговых направляющих тяжелых карусельных станков применяется текстолит марки ПТ.
В карусельных станках наделки из текстолита рекомендуется делать на плоских круговых направляющих. Однако их можно устанавливать в карусельных станках и с коническими круговыми направляющими. В последнем случае пластины конической формы вырезаются или из толстых листов текстолита
или из листов материала толщиной 3 мм, из которых вырезается развертка конической поверхности. Крепят текстолитовые наделки к металлическим поверхностям клеем.
Для установки пластмассовых наделок с круговых направляющих, к которым будут прикрепляться наделки, снимается слой металла. При этом учитывается жесткость протачиваемой детали, толщина текстолитовых заготовок и углы наклона трущихся поверхностей. После прикрепления наделок производится проверка плотности прилегания их к металлическим направляющим простукиванием деревянным молотком. Затем производится шабрение наделок по направляющим сопрягаемой детали. При регулировании сочленений надо иметь в виду, что после некоторой приработки пластмасса может давать небольшую осадку (0,03—0,04 мм) за счет смятия разрыхленных при обработке поверхностей.
Эксплуатация карусельных станков моделей 1551 и 1553 с текстолитовыми наделками на круговых направляющих, а также других станков, где текстолитовые наделки были установлены при ремонте, показали высокую работоспособность. Достаточно сказать, что в станках моделей 1551 и 1553 скорость вращения планшайбы была увеличена в 1,5 раза.
Кроме пластмассовых наделок применяются наделки металлические. Например, на Уралмашзаводе при ремонте крупных карусельных станков с плоскими круговыми направляющими ставят накладки из бронзы Бр. ЛМцС 58—2—2. Такие направляющие работают долгое время при напряженной работе станков без каких-либо дефектов. Однако по опыту этого же завода при постановке бронзовых накладок на направляющие с одним скосом положительных результатов не получено.
На Уралмашзаводе с 1952 г. успешно применяется при ремонте карусельных станков наплавка круговых направляющих цинковым сплавом ЦАМ 10—5. Это позволяет значительно снизить трудоемкость ремонта.
Технология восстановления направляющих следующая. С изношенной направляющей протачиванием удаляется слой металла толщиной примерно 2 мм. Для укрепления наплавленного слоя на поверхности скосов (фиг. 115, а) протачиваются канавки в виде ласточкина хвоста, а на поверхности более пологого скоса, кроме того, высверливаются отверстия диаметром 10—12 мм и глубиной 15—20 мм, расположенные в шахматном порядке с шагом 70—80 мм. Отверстия высверливаются с наклоном 15—20° к поверхности направляющей.
Для получения необходимой толщины наплавленного слоя и уменьшения расхода сплава ЦАМ 10—5 применяется специально изготовленный сварной кожух (фиг. 115, б). Сплав зали
вается так, чтобы после проточки остался слой толщиной не менее 6—8 мм.
Длительная эксплуатация станка показала, что направляющие планшайбы из сплава ЦАМ 10—5 обладают высокими антифрикционными качествами и не имеют существенных задиров или каких-либо других дефектов, влияющих на производительность и точность работы станка.
ЭНИМС совместно с Коломенским заводом тяжелого станкостроения проведены большие исследования по изучению ра-
Фиг. 115. Наплавка направляющих цинковым сплавом.
беты круговых направляющих тяжелых карусельных станков. Ниже приводятся краткие выводы из этих исследований, которыми необходимо руководствоваться при ремонте круговых направляющих карусельных станков.
Наибольшая точность станка (торцовое биение планшайбы) достигается при отсутствии гидростатического давления. При отсутствии наделок точность выше, чем при их наличии. При наделках из текстолита и кордоволокнита, прикрепленных только винтами, точность станков ниже, чем при наделках из ЦАМ 10—5, тоже прикрепленных только винтами. При трении чугуна по чугуну, ЦАМ 10—5 по чугуну и приклеенных текстолитовых или кордоволокнитовых наделок по чугуну обеспечивается точность, требуемая ГОСТ даже при значительном гидростатическом давлении.
Изготовление текстолитовых наделок технологически проще, но для создания жидкостного трения менее благоприятно. Это, однако, не имеет значения, если конструкция масляной системы предусматривает возможность создания гидростатического движения.
Наделки из ЦАМ 10—5 или текстолита или наплавку из ЦАМ 10—5 надо делать, как правило, на планшайбе. Наделки на основании можно делать в исключительных случаях, например, при больших повреждениях поверхности основания и невозможности их устранить полностью механическим путем.
Наделки из текстолита толщиной 3 мм. длиной до 600 мм рекомендуется приклеивать двухкомпонентным клеем на основе эпоксидных смол, желательно с дополнительным креплением каждой полосы двумя-тремя текстолитовыми штифтами.
3. РЕМОНТ СУППОРТОВ
Ремонт суппортов карусельных станков механическими способами не отличается от ремонта суппортов, например, продольно-строгальных станков, поэтому здесь рассматривается лишь применение пластических масс при восстановлении изношенных направляющих.
Для уменьшения износа и предотвращения задиров на направляющие салазок, поворотной части и ползунов суппортов делают накладки из листового текстолита. Обычно текстолит приклеивают к направляющим поверхностям, реже применяют крепление винтами из цветных металлов. В настоящее время ремонтники успешно применяют накладки на направляющие суппортов, изготовляемые из древесно-слоистых пластиков. Например, на машиностроительном заводе имени В. И. Ленина (г. Ленинград) на направляющие салазок вертикального суппорта карусельного станка (диаметр планшайбы 2100 мм) были установлены накладки из древесно-слоистого пластика ДСП-Б. Опыт эксплуатации станка в течение нескольких лет показал, что накладные направляющие из ДСП вполне себя оправдали.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите о конструкции стола карусельного станка.
2. Какие меры принимаются для увеличения долговечности станков?
3. Как ремонтируются круговые направляющие стола и планшайбы?
4. Расскажите о наплавке круговых направляющих планшайб цинковым сплавом.
5. Как восстанавливаются изношенные поверхности суппортов?
КОНСТРУКЦИЯ ОСНОВНЫХ ДЕТАЛЕЙ И УЗЛОВ ЗУБОФРЕЗЕРНОГО СТАНКА
1. ОБЩИЕ СВЕДЕНИЯ
На машиностроительных заводах производят большое количество зубчатых колес разнообразных размеров и профилей. Нарезание зубьев цилиндрических колес производится двумя основными методами: копированием и обкаткой.
При нарезании зубьев методом копирования каждая впадина колеса обрабатывается отдельно фасонным режущим инструментом, профиль которого соответствует профилю впадины. После обработки одной впадины производится поворот заготовки колеса на один шаг для обработки следующей впадины и т. д.
Наиболее точным и производительным изготовлением зубчатых колес является метод обкатки. Он заключается в том, что образование формы зуба колеса происходит в результате воспроизведения обкатывания зубчатой пары, причем одним элементом этой пары является инструмент (червячная Фреза, гребенка, долбяк), а другим — заготовка будущего колеса. Это движение обеспечивается соответствующими механизмами зубообрабатывающего станка.
- Применяются и другие способы нарезания зубьев цилиндрических колес — накатывание, зубодолбление многорезцовыми толовками, протягивание и др. Эти способы позволяют значительно повысить производительность зубообрабатывающих операций, однако они все еще не получили широкого распростра-нения.
Наиболее распространенными являются зубофрезерныс станки, составляющие приблизительно 50% всего действующего ПаРка зубообрабатывающего оборудования. Зубофрезерные Станки работают по принципу обкатки червячной фрезы и обрабатываемой заготовки. При работе станка происходит одновременное вращение и вертикальное перемещение червячной
Фиг. 116. Схема общего вида зубофрезерного станка.
фрезы. Заготовка, закрепленная на оправке, установленной на столе станка, вращается согласованно с фрезой, подобно червячному колесу, находящемуся в зацеплении с червяком.
Соответственно этому зубофрезерный станок имеет следующие кинематические цепи: 1) скоростную цепь, связывающую вращение шкива электродвигателя с вращением фрезы; 2) делительную цепь, связывающую вращение фрезы и стола; .3) цепь подачи, связывающую перемещение фрезерного суппорта с вращением стола; 4) дифференциальную цеп^, обеспечивающую дополнительное вращение стола при нарезании косозубых колес.
В зависимости от положения оси нарезаемого колеса зубофрезерные станки подразделяются на вертикальные и горизонтальные.
Вертикальные зубофрезерные станки изготавливаются с не
подвижной передней стойкой, несущей фрезерный суппорт, и подающим столом, на котором закрепляется заготовка, и с передвижной стойкой и неподвижным столом. Станки с передвижной передней стойкой изготавливаются с задней поддерживающей стойкой или без нее. Горизонтальные зубофрезерные станки предназначены преимущественно для нарезания валов-шестерен, т. е. зубчатых колес, изготовленных за одно целое с валом, шлицевых валиков и зубчатых колес небольших На фиг. 116 показана схема зубофрезерного станка. Основой
коробчатого сечения. На станине жестко закреплена стойка 2, по вертикальным направляющим которой может перемещаться каретка 5 фрезерного суппорта, несущего фрезу 6. На горизонтальных направляющих станин помещаются салазки, на kotoj рых расположен круглый вращающийся стол 10, несущий вертикальную оправку 8 для закрепления заготовки 7. Во избежание прогиба оправки при обработке зубчатого колеса ее
размеров, общего станка
вида вертикального является станина 1
свободный конец опирается на дополнительную опору — кронштейн 9, перемещающийся по направляющим задней стойки 11. В кожухе 3 помещен главный привод. Дополнительный привод 4 служит для ускоренного перемещения суппорта.
На зубофрезерных станках выполняются следующие основные работы: 1) нарезание цидяйдрических зубчатых колес с прямым и косым зубом; 2) нарезание червячных колес; 3) нарезание шевронных колес с канавками в вершине зубьев.
Зубофрезерные станки отечественного производства (5А326, 5327, 5Д32, 5Б32, 532, 5326, 5330, 5310, 5320 и др.) в основном работают по одной кинематической схеме и отличаются только размерами и некоторыми конструктивными особенностями.
Ниже приводятся основные технические данные зубофрезерного станка модели 532:
Наибольший нарезаемый модуль, мм................ 6
Диаметр заготовок, мм ................. 120—750
Наибольшая длина фрезерования, мм............. 250
Число оборотов шпинделя, об/мин.......... 47, 58, 72, 87,
100, 122, 150, 188
Пределы вертикальной подачи суппорта (фре-
зы), мм/об . . .... . • 0,24—4
Пределы радиальной подачи стола (заготовки), мм/об 0,105—1,68
К числу основных деталей и узлов зубофрезерных станков относятся стайина, стол, суппорт фрезы, стойка каретки суппорта, головка подъема суппорта, механизм переключения подач суппорта, падающий червяк, задняя стойка и др.
2. СТАНИНА
Станина станка является базовой деталью, относительно направляющих которой при ремонте устанавливают и проверяют положение других деталей и узлов.
На фиг. 117 показан разрез станины наиболее распространенного в промышленности зубофрезерного станка завода «Комсомолец» модели 532. Станина коробчатого сечения усилена внутри ребрами жесткости. Нижняя часть станины представляет собой форму корыта, служащего для стока охлажденной Жидкости. В передней части станины помещен электронасос Для подачи жидкости к режущему инструменту.
По призматическим направляющим 3 станины перемещаются салазки. На плоскости 2 жестко закрепляется передняя стойка станка, несущая механизм фрезерного суппорта. Внутри
станины имеется перегородка /, над которой помещается механизм дифференциала, предназначенный для сообщения дополнительного вращения столу.
По бокам станины имеется с одной стороны плоскость для закрепления коробки скоростей, с другой — плоскость для закрепления коробки гитары подач и дифференциала. Спереди станины имеется плоскость для закрепления механизма падающего червяка радиальной подачи.
Фиг. 117. Станина зубофрезерного станка.
Станина устанавливается на достаточно жесткое основание яли на фундамент и прикрепляется четырьмя анкерными болтами. Проверка установки станины производится уровнем. Отклонение от горизонтальности в продольном и поперечном направлениях допускается не более 0,02 мм на 1000 мм.
3. УЗЕЛ СУППОРТА
Стоика каретки суппорта монтируется на станине и представляет собой достаточно жесткую отливку коробчатой формы (фиг. 118). Стойка 1 имеет призматические направляющие 2, по которым перемещается каретка 3 фрезерного суппорта. Внутри стойки имеется противовес, подвешенный на цепях 4\ он уравновешивает суппорт. Через стойку проходит вертикальный вал верхний конец которого имеет опору, а нижний проходит через кронштейн механизма дифференциала и несет на себе маховик, служащий для выравнивания угловой скорости фрезы. Плотное прилегание направляющих поверхностей каретки суппорта к направляющим стойки обеспечивается с помощью планки 5 клина 6,
На фиг. 119 показано устройство для регулирования направляющих каретки суппорта. Планка /, имеющая скос, прикрепляется к каретке болтами 4. Между планкой помещается клин 2, который перемещают и закрепляют в нужном положении болтами 3.
Головка подъема суппорта закрепляется на верхней плоскости стойки каретки. Головка^представляет собой отливку короб-
Фиг. 118. Стойка каретки суппорта.
чатой формы, закрывающейся сверху крышкой, на которой помещен электродвигатель для быстрого перемещения каретки суппорта (фиг. 120).
В головке установлены червячная передача 2 и гайка 3 вертикального винта для перемещения каретки суппорта. Ручное перемещение каретки осуществляется при помощи рукоятки, надеваемой на валик 5. Для быстрого перемещения каретки суппорта включается электродвигатель, который через клиновую Ременную передачу 1 сообщает вращение валику 5. В головке Расположены также направляющие звездочки 4 и 6 цепей противовеса. С головкой жестко скреплен хобот, свободный конец которого опирается на заднюю стойку станка.
Механизм переключения подачи суппорта (фиг. 121) связан с коробкой подач вертикальным валом /, включающим червяч-
ную передачу 2. Она передает движение на валик червяка головки подъема суппорта. В коробке переключения имеется
тяга 4 механизма подачи суппорта.
Вид Д
Фиг. 119. Приспособление для регулирования направляющих каретки суппорта.
автоматического выключения вертикальной Включение и выключение подачи суппорта осуществляется рычагами 3, переключающими зубчатую муфту сцепления. На конце тяги 4. выходящем из коробки механизма переключения^ закрепляют в требуемом положении упор автоматического выключения подачи каретки суппорта.
Суппорт фрезы состоит из двух несущих частей: каретки 1 и поворотной части 2 (фиг. 122).
Каретка перемещается по направляющим стойки при помощи винта и гайки и осуществляет таким образом верти
Фиг. 120. Головка подъема суппорта.
кальную подачу фрезы. Поворотная 1|асть суппорта несет шпиндель 3, в отверстии которого закрепляют фрезерную оправку /3. Поворотная часть повертывается для установки оси фре" зы под требуемым углом вручную, при помощи червячной передачи 14. Для отсчета угла поворота в градусах служит круго; вая шкала, нанесенная на диске, укрепленном на поворотной части суппорта, а отсчет минут производят по лимбу. Точность отсчета угла поворота равна двум минутам.
Шпиндель фрезы изготовляется из высококачественной стали и вращается в бронзовой втулке. Зазор, образующийся по мере
износа трущихся поверхностей, выбирается перемещением втулки в осевом направлении. Для этого освобождают гайку 10
Фиг. 121. Механизм переключения суппорта.
и подтягивают заднюю гайку 9. Отрегулировав радиальный люфт шпинделя, обе гайки затягивают.
Шпиндель с подшипниками можно перемещать в осевом направлении винтом, помещенным в корпусе поворотной части суп
порта и втулки, имеющейся на шпинделе. Люфт, получающийся вследствие износа упорных колец 6 и 7, устраняется подтягиванием кольцевых гаек 5. Смещение конического зубчатого колеса 12, вызванное регулировкой шарикоподшипников 3 и 4, устраняют заменой компенсаторного кольца 11 другим, большей толщины.
4. ОСТАЛЬНЫЕ УЗЛЫ СТАНКА
Стол зубофрезерного станка является одной из наиболее ответственных и сложных конструкций, определяющих качество работы станка. Обычно делительные колеса в приводе стола делаются чугунными с одним ведущим однозаходным червяком. В станках, работающих на высоких скоростях или нарезающих детали с малым числом зубьев, в приводе стола иногда применяются многозаходные червяки.
Стол 1 (фиг. 123) с укрепленной в его центре оправкой 2, служащей для установки и закрепления заготовки зубчатого колеса, располагается на салазках 4, перемещающихся по призматическим направляющим станины. Стол опирается на салаз-ки плоской кольцевой поверхностью и центрируется конусной поверхностью. Червячное колесо 3 скреплено со столом винтами и сцеплено с червяком. Люфт между делительным колесом и червяком регулируется перемещением червяка в радиальном направлении. Горизонтальное перемещение стола осуществля
ется посредством ходового винта и гайки 5, закрепленной на салазках 4„ Отсчет величины перемещения стола производят по лимбу с ценой деления 0,1 мм.
Падающий червяк закреплен на передней стенке станины. В корпусе 1 падающего червяка на шарнирном подшипнике 5 смонтирована червячная передача 2 (фиг. 124). На валу, проходящем через шарнирный^прдшипник, имеется червяк 7 и механизм 6 ручного и автоматического включения и выключения горизонтальной подачи. Червяк 7 сцепляется с червячным коле-
сом 5, жестко насаженным на конце винта 4 горизонтальной подачи. Этот винт ввертывается в гайку стола.
Задняя стойка имеет вертикальные направляющие /, по которым может перемещаться кронштейн 3 (фиг. 125). Этот кронштейн является дополнительной опорой оправки, на которую надевается заготовка зубчатого колеса. Кронштейн уравновешивается противовесом, помещенным внутри стойки, цепь которого направляется звездочкой 4. Для удобства работы при устаногке на станок заготовки и при снятии зубчатого колеса после обработки кронштейн может поворачиваться в сторону. Закрепление Кронштейна на стойке на требуемой высоте производят с помощью рукоятки 2. При нарезании цилиндрических зубчатых .Колес стойка жестоко скрепляется с хоботом болтом 5. При нг-Резании зубчатых колес большого диаметра стойка и хобот мо-гУт быть сняты со станка.
19 о
Заказ № 936
5. УСТРОЙСТВА для смазки станка
Для смазки трущихся поверхностей деталей зуборезных станков рекомендуется употреблять индустриальное масло 30 ГОСТ 1707—51.
Основные механизмы станка смазываются посредством плунжерного насоса (фиг. 126), смонтированного внутри коробки привода. Масло из резервуара через фильтр всасывается насосом по трубке 1 и подается через трубку 2 в центральный распределитель. Из центрального распределителя масло поступает
Фиг. 126. Механизм для смазки станка.
к различным механизмам станка: в головку подъема, в дифференциал, в гитару деления, в гитару перебора, в коробку скоростей. В резервуар, находящийся в станине, масло заливают через специальное окно, которое служит также для промывания резервуара. Менять масло в резервуаре рекомендуется.не реже одного раза в месяц.
Смазка опорной поверхности стола производится из бачка, смонтированного на салазках; подача масла регулируется посредством винтов. Червяк и делительное колесо стола работают в масляной ванне. Смазка направляющих станины производится при помощй ручной масленки не реже одного раза в смену перед началом работы.
Направляющие стойки каретки суппорта смазывают через масленки, установленные на каретке. Масло из масленок зигзагообразным канавкам каретки распределяется по направ
ляющим стойки. Смазку направляющих стойки каретки суппорта необходимо производить не реже одного раза в смену.
Зубчатые колеса и опоры механизма каретки смазываются через отверстия из масляной ванны каретки. Зубчатые колеса суппорта работают в масляной ванне. Опоры шпинделя и нижнего валика смазываются из масляной ванны.
6. НЕПОЛАДКИ ПРИ РАБОТЕ СТАНКА
Зубофрезерный станок имеет сложные согласованные движения инструмента и заготовки. Даже незначительные отклонения от согласованных движений кинематических цепей станка и другие неполадки часто вызывают непоправимый брак изделия. Поэтому ремонтники должны хорошо знать причины неполадок станков и уметь устранять их. Ниже приводятся наиболее часто встречающиеся причины неполадок при работе зубофрезерных станков.
1. Прекращение вращения стола в процессе зубонарезания
вызывается расцеплением сменных шестерен в гитаре деления или в гитаре дифференциала (при обработке колес с косым зубом).
2. Выключение подачи фрезерного суппорта при работе
станка вызывается расцеплением шестерен в гитаре подач.
3. Вибрация фрезы обусловливается наличием больших зазоров в заднем подшипнике, поддерживающем оправку с фрезой, или недостаточной жесткостью оправки. Недостаточно жесткое закрепление заготовки также вызывает вибрацию фрезы.
4. Неравномерное движение фрезерного суппорта объясняется ослаблением затяжки клиньев на направляющих или отсутствием смазки на направляющих суппорта. Чрезмерно большая подача также вызывает неравномерное движение фрезерного
суппорта.
5. Прекращение вращения фрезы в процессе нарезания зубьев колеса получается в результате срезания шпонки на фрезерной оправке. Срезание шпонки может произойти при слишком большой подаче.
6. Нагревание заднего подшипника фрезерного шпинделя Получается при отсутствии смазки или при сильной затяжке п°ДШипника.
7. Срезание зубьев заготовки происходит по следующим причинам: неправильно сделана настройка гитары деления; неправильное направление вращения стола от гитары дифференциации проворачивание заготовки на оправке.
8. Огранка профиля нарезаемого зуба получается в резуль-ате радиального и осевого биения фрезы.
1g*
9. У косозубых колес не получается заданный наклон зубьев из-за неправильной настройки гитары дифференциала или потому, что проворачивается заготовка.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Объясните принцип нарезания зубьев в зубчатых колесах на зубофрезерном станке.
2. Какие кинематические цепи имеет вертикальный зубофрезерный станок?
3. Перечислите основные узлы станка.
4. Как регулируется плотность прилегания направляющих поверхностей каретки суппорта к направляющим стойки?
5. Расскажите о конструкции стола станка.
6. Какое назначение имеет задняя стойка станка?
7. Расскажите о устройстве для смазки зубофрезерного станка.
8. Перечислите возможные неполадки станка при работе и способы их устранения.
ГЛАВА XV П
РЕМОНТ ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ
При нарезании зубчатых колес фрезами без дополнительных отделочных операций может быть достигнута 7 степень точности (ГОСТ 1643—56 установлено двенадцать степеней точности зубчатых колес и передач, обозначаемых в порядке от 1, 2, 3 и т. д. до 12).
Зуборезные станки, предназначенные для нарезания колес повышенной точности, рекомендуется устанавливать в отдельном помещении, в котором должна поддерживаться постоянная температура 20+0*5°. Фундаменты для таких станков изолируют от вибраций, .передаваемых от других станков и механизмов.
Зубообрабатывающие станки являются сложными в кинематическом отношении станками. Поэтому, чтобы правильно составить план и технологию ремонта станка, необходимо знать, как влияют неточности различных его механизмов на погрешности обработки зубчатых колес. Главными причинами, влияющими на погрешности обработки колес, являются: 1) нарушение соосности заготовки колеса и стола; 2) отсутствие соосности инструмента и шпинделя станка; 3) неправильное перемещение узла, несущего инструмент, относительно оси стола; 4) нарушение согласованных движений инструмента и заготовки (неточности кинематических цепей).
Осевое биение и плавание стола зубофрезерного станка, поручающиеся в результате износа, деформации или неправильной пригонки круговых направляющих, вносят погрешности в направление и толщину зубьев нарезаемых колес. Радиальное биение фрезерной оправки, повышенный зазор в подшипнике шпинделя и в поддерживающем подшипнике фрезерной оправки, а также осевой люфт шпинделя вызывают погрешность в профиле обрабатываемых зубьев и снижают чистоту обработки. Неправильное положение и форма направляющих суппорта относительно оси стола вызывает неточности движения инструмента относительно оси заготовки колеса, что вызывает погреш-
ности в направлении зубьев и создает непостоянство толщины зубьев по их длине.
Суммарная (полная) погрешность цепи деления зубофрезерного станка вызывает у обрабатываемых зубчатых колес погрешности профиля зубьев, окружного шага и др. Суммарная погрешность цепи, связывающей движение суппорта с . вращением стола, влияет на точность осевого шага нарезаемых зубь-ч ев, а также сокращает и смещает пятна контакта зубьев. Неточности профиля и шага зубьев у нарезаемых на зубодолбежном станке колес получаются, главным образом, в результате повышенных зазоров в узлах штосселя, подвижного копира и шпинделя заготовки колеса, ошибки цепи деления и прежде всего ошибок червячных пар вращения шпинделя заготовки и штосселя. Поэтому при ремонте зубодолбежных станков особое внимание должно быть уделено доводке поверхностей отверстий, сопрягающихся со штосселем и шпинделем, а также доводке поверхностей их шеек.
Для определения величины ошибок цепи деления необходимо перед разборкой станка отрегулировать шпиндель заготовки и узел штосселя. После этого проверенным долбяком нарезать зубья на чугунной заготовке и измерить равномерность шага и величину накопленной ошибки. Если получатся повышенные отклонения, то после разборки станка необходимо произвести проверку делительных червячных шестерен. Проверка делительных шестерен обычно производится в заводской лаборатории на стационарном приборе или специальной индикаторной скобой.
1. РЕМОНТ СТАНИНЫ, САЛАЗОК И СТОЛА ЗУБОФРЕЗЕРНОГО СТАНКА
Точность работы отремонтированного станка в значительной степени определяется точностью восстановления изношенных трущихся поверхностей станины, салазок и стола.
Исправленные направляющие станины зубофрезерного станка должны быть прямолинейными и взаимно параллельными в горизонтальной и вертикальной плоскостях в пределах допусков, принятых для новых станин, а также должен быть обеспечен прямой угол между направляющими станины, передней и задней стоек. Круговые направляющие салазок и стола в сечении, перпендикулярном оси оправки для заготовки, должно иметь правильную форму окружности. При ремонте направляющих должно быть достигнуто полное или близкое соответстви геометрической формы и размеров первоначальным.
Для обеспечения этих требований необходимо правильно в
брать технологическую базу, относительно которой должно производиться исправление^изношенных направляющих. При ремонте станины за базу принимаются малоизнашиваемые концевые участки направляющих поверхностей.
Направляющие станины восстанавливают обычно шабрением. Перед шабрением станину выверяют на клиньях или прокладках на горизонтальность и прямолинейность. Для этого по призмам базовых участков направляющих станины изготавливают мостик, на который устанавливают уровень с ценой деления 0,02— 0,04 мм на 1000 мм. Этот мостик служит также и для контроля
шабровочных работ.
Шабрение направляющих станины. После установки станины производят шабрение направляющих в следующей последовательности. Сначала шабрят по линейке и призме поверхности III и IV (фиг. 127, а), проверяя горизонтальность этой направляющей уровнем. Затем шабрят по линейке поверхности / и //, проверяя индикатором параллельность их поверхностям /// и IV. После этого производят шабрение нижних поверхностей V и VI станины (фиг. 127,6). стей призматическим направляю-
Фиг. 127. Станина зубофрезерного станка.
Параллельность ‘этих
щим контролируется индикатором, установленным на мостике.
Ремонт салазок и стола. Наиболее ответственным сопряжением стола и салазок являются их круговые направляющие. Дефекты взаимной пригонки поверхностей этих направляющих вызывают осевое биение стола и плавание его геометрической оси.
Ремонт стола начинают с пришабривания поверхностей I и II стола (фиг. 128, а) и сопряженных с ними поверхностей салазок. Затем пришабривается поверхность VI кольца а и салазок (фиг. 128; б) в сборе со столом. Допускается зазор 0,02—0,03 мм. ^°сле выполнения этих операций производится шабрение направляющих поверхностей II, III, IV и V салазок по сопрягае-мьгм поверхностям отремонтированной станины. Одновременно с этим проверяется параллельность поверхности I салазок набавляющим станины. Для этого на поверхность / салазок укладывается вдоль станины контрольная линейка, в верхнюю поверхность которой упирается штифт индикатора. Перемещая са-‘азки вместе с линейкой по направляющим станины, измеряют
параллельность поверхности / направляющим станины. Допускается отклонение от параллельности 0,02 мм на длине 500 мм.
Рабочая поверхность IV стола проверяется на плоскостность и торцовое биение. Для этого стол в сборе с салазками устанавливается на станину и производится шабрение его рабочей поверхности по плите. Допускается только вогнутость поверхности
0,01 мм на длине 300 мм. Одновременно с шабрением проверяется индикатором и исправляется торцовое биение стола. Допускается биение 0,015 мм на диаметре стола.
2. РЕМОНТ ПЕРЕДНЕЙ СТОЙКИ И САЛАЗОК
Передняя стойка. Стойку укладывают в горизонтальное положение (фиг. 129). Горизонтальность ее направляющих проверяется уровнем, помещенным на мостике, который перемещается вдоль стойки. После этого по линейке и призме шабрят поверхность II и IV, контролируя горизонтальность этой направляющей уровнем, установленным на призме. Затем по линейке шабрят поверхности / и V, проверяя параллельность этих поверх* ностей поверхностям // и IV индикатором (см. фиг. 127, а). При шабрении нижних поверхностей III и VI стойки параллельность их призматическим направляющим проверяется индикатором» установленным на мостике. Допустимое отклонение от параллельности 0,03 мм на всей длине направляющих.
Салазки стойки. Ремонт салазок начинают с пришабривани поверхности V (фиг. 130, а). Затем пришабривают поверхност /, II, III и IV по сопрягающимся поверхностям направляющ*^ передней стойки# Одновременно проверяется параллельность по
верхности V направляющим стойки. Проверка параллельности производится индикатором и линейкой. Линейку укладывают вдоль направляющих Хстойки на поверхность V салазок (фиг. 130, б). Штифт индикатора приводят в соприкосновение с верхней поверхностью линейки. Перемещая салазки с линейкой по направляющим стойки, проверяют параллельность поверхности V направляющим стойки.
По отремонтированной поверхности V салазок пришабривают сопрягающуюся с ней поверхность фрезерной каретки, а затем монтируют салазки и переднюю стойку на станину для проверки радиального биения отверстия стола и перпендикулярности направляющих передней стойки к плоскости стола.
Для проверки радиального биения в отверстие стола плотно вставляется цилиндрическая оправка а (фиг. 131). На фрезерной каретке закрепляется индикатор, штифт которого касается образующей цилиндрической оправки. Стол поворачивается и определяется радиальное биение оправки. Допускается биение 0,01 мм у поверхности стола и 0,02 мм на длине 300 мм.
Проверку перпендикулярности направляющих стойки к плоскости стола производят индикатором, закрепленным на каретке, по контрольному цилиндру, установленному на плоскости стола. Перемещая фрезерную каретку с индикатором, штифт которого касается образующей цилиндра, измеряют отклонения от перпендикулярности" направляющих стойки плоскости стола. Допускается отклонение 0,02 мм на длине 300 мм. При большем отклонении производят исправление шабрением опорной поверхности станины для передней стойки.
3. РЕМОНТ ШПИНДЕЛЬНОГО УЗЛА И ЗАДНЕЙ СТОИКИ
Шпиндельный узел. Неточность формы и положения посадочных мест шпинделя или оправки для инструмента, повышенный зазор в подшипнике шпинделя и поддерживающем подшипнике Фрезерной оправки, смещение оси поддерживающего подшипника относительно оси шпинделя, радиальное и осевое биение Шпинделя и другие дефекты шпиндельного узла вызывают значительные погрешности обработки зубчатых колес.
Ремонт шпинделя заключается в исправлении рабочих шеек / 11 // и конического отверстия 111 (фиг. 132, а). Для этого пасса-Метром проверяют шейки шпинделя. Если эллипсность и конусность шеек больше 0,01 мм, то их исправляют шлифованием, Устанавливая на станке по неизношенным поверхностям шеек.
Радиальное биение оси конусного отверстия /// проверяется На станке с помощью контрольной оправки и индикатора. При
Фиг. 129. Передняя стойка станка.
Фиг. 130. Ремонт салазок стойки.
Фиг. 131. Проверка радиального биения отверстия стола и перпендикулярности направляющих стойки и плоскости стола.
этом шпиндель очень точно устанавливается по исправленным шейкам; в конусное отверстие его плотно вставляется конусный хвостовик контрольной оправки, длина цилиндрической части которой должна быть не менее 150 мм. Штифт индикатора приводится в соприкосновение с оправкой. Допускается отклонение 0,01 мм на 150 мм. Если фактическое отклонение не больше 0,03 мм на 150 мм, то можно произвести исправление конусного отверстия шабрением или притиркой. При отклонении большем, чем 0,03 мм, конусное отверстие шлифуется.
По отремонтированным шейкам шпинделя пришабриваются поверхности / и II подшипников (фиг. 132, б). Затем узел шпин-
Фиг. 132. Шпиндельный узел.
деля монтируется, тщательно регулируются подшипники и производится проверка шпинделя на осевое биение (допускается биение до 0,01 мм) и радиальное биение оси конического отверстия. Если биение конусного отверстия превышает допускаемое, то этот дефект исправляется на месте шабрением.
Нарушение соосности оси подшипника, поддерживающего Конец фрезерной оправки, с осью фрезерного шпинделя вызывает изгиб оправки, ускоряет износ подшипников шпинделя. Проверка соосности производится с помощью оправки и индикатора следующим образом. В отверстие шпинделя вставляется конусным хвостовиком цилиндрическая оправка, имеющая диаметр, Равный диаметру отверстия поддерживающего подшипника. Индикатор устанавливается так, чтобы его штифт соприкасался с справкой вблизи торца поддержки, и замечается показание. За-'ем поддержка надвигается на оправку на всю длину подшипника и закрепляется. При этом вторично замечаются показания Индикатора и определяется отклонение от соосности. Такие за
меры производятся в двух взаимно перпендикулярных плоскостях. Допускаемое отклонение 0,01 мм.
При повышенном отклонении от соосности отверстие поддерживающего подшипника растачивается на месте при помощи оправки с резцом, вставленной в конусное отверстие шпинделя.
Ремонт узла задней стойки начинают с шабрения поверхностей I, И, III и IV кронштейна (фиг. 133, а). Поверхность / и IV шабрят по плите, а поверхности // и III — по угловой линейке. По сопрягающимся поверхностям кронштейна и по линейке пришабривают поверхности I, II и IV задней стойки (фиг. 133, б). Поверхность /// стойки шабрится по угловой линейке с провер-
Фиг. 133. Кронштейн задней стойки (а) и стойка (б).
кой параллельности поверхности II при помощи двух калиброванных валиков и микрометра (см. фиг. 45). Допускается отклонение от параллельности 0,02 мм на всей длине.
После выполнения шабровочных работ производят проверку параллельности направляющих задней стойки направляющим фрезерной каретки-. Для этого задняя стойка монтируется на салазках станины. На фрезерной каретке укрепляют индикатор (фиг. 134, а), штифт которого касается направляющих поверхностей задней стойки. Фрезерной каретке сообщается вертикальное перемещение. Проверка производится в продольной и поперечной плоскостях при закрепленном хоботе. Допускается отклонение 0,02 мм на длине 300 мм. Если отклонение от параллельности будет больше допускаемого, то исправление производят путем шабрения опорной поверхности салазок.
Соосность отверстия подшипника, поддерживающего кронштейна и отверстия стола проверяется при помощи оправки 2, вставленной в отверстие стола (фиг. 134. б) с прикрепленным к ней индикатором, и оправки /, вставленной в отверстие подшипника кронштейна. Стол приводится во вращение. Длина вЫ~
ступающей из подшипника части оправки 100 мм. Допускается отклонение от соосности 0,01 мм. При повышенных отклонениях от соосности отверстие кронштейна исправляется шабрением или растачивается на месте при помощи специальной оправки, закрепляемой на столе станка.
После монтажа и регулировки узлов станка производится проверка накопленной ошибки окружного шага по нарезаемому на станке чугунному зубчатому колесу. Колесо должно иметь
Фиг. 134. Проверка задней стойки в сборе.
диаметр делительной окружности не менее 300 мм для станков с верхним пределом диаметра обработки до 750 мм. Для колеса диаметром 300 мм допускается накопленная сшибка 0,08 мм.
4. ВОССТАНОВЛЕНИЕ ПОПЕРЕЧИНЫ ЗУБОДОЛБЕЖНОГО СТАНКА
При ремонте поперечины за базы принимаются поверхности III и IV (фиг. 135), которые зачищаются и подшабриваются по линейке. Допускаемая прямолинейность этих поверхностей 0,02 мм на длине 1000 мм. Шабрение направляющих поперечин производят в следующей последовательности. Сначала шабрят поверхность // по линейке, проверяя параллельность этой поверхности относительно базовой поверхности IV при помощи призмы и индикатора. Допускается отклонение от параллельности 0,03 мм на всей длине. Затем шабрят поверхность / по линейке,’ одновременно проверяя ее параллельность поверхности II микрометром. Допускается непараллельность 0,02 мм на всей длине.
При шабрении поверхности V параллельность ее проверяют относительно базовой поверхности III, по которой перемещают
призму с индикатором. Непараллельное^ этих поверхностей допускается до 0,03 мм на всей длине. Далее шабрят поверхность VII по линейке, одновременно проверяя индикатором ее параллельность базовой поверхности IV. Допускаемое отклонение 0,03 мм на всей длине. Поверхность VI шабрится по угловой линейке. Параллельность ее поверхности V проверяется индикатором, установленным на призме. Допускается непараллельность до 0,02 мм на всей длине.
5. РЕМОНТ УЗЛА ШПИНДЕЛЯ ИЗДЕЛИЯ
Шпиндель — деталь трудоемкая и дорогая, поэтому его обычно ремонтируют и только в исключительных случаях изготовляют новый. Чтобы выбрать тот или иной способ восстановления шпинделя, производят проверку его износившихся поверхностей. Для этого шпиндель устанавливают на токарный станок и с по-
Фиг. 135. Восстановление поперечины зубодолбежного станка.
Фиг. 136. Узел шпинделя изделия.
мощью индикатора определяют величину эллипснбсти шеек II и III и концентричность поверхности отверстия / относительно, эти;? шеек (фиг. 136, а). Эллипсность шеек допускается до 0,01 мм. При эллипсности до 0,02 мм шейки восстанавливаются доводкой притирами, при большей — шлифованием. Отверстие 1 шпинделя исправляется доводкой или шлифованием.
После восстановления шпинделя ремонтируют втулку а (фиг. 136, б). Сначала проверяют сопряжение цилиндрической шейки шпинделя с посадочным местом втулки. Если зазор будет
больше 0,02 мм, то нижнюю часть втулки растачивают под запрессовку компенсирующей втулки. Затем шабрят поверхности /, II и III втулки по сопрягающимся поверхностям шпинделя и в сборе пришабривают поверхность IV шпинделя (фиг. 136, а) по плите на краску, одновременно проверяя торцовое биение этой поверхности индикатором.
На фиг. 137 показана проверка положения шпинделя относительно направляющих поперечины. Шпиндель устанавливается
Фиг. 137. Проверка положения шпинделя.
Фиг. 138. Штоссель (а) и его каретка (б).
на стол так, чтобы его торцовая поверхность / была параллельна направляющим поперечины. Проверка параллельности производится индикатором, перемещающимся по направляющим поперечины, штифт которого соприкасается с поверхностью линейки а, уложенной на проверяемой поверхности шпинделя. После установки шпинделя измеряется зазор h под опорные планки стола, которые подгоняются по этому размеру и ставятся на место,
6. РЕМОНТ УЗЛА ШТОССЕЛЯ
Ремонт штосселя производится в следующей последовательности. Проверяются эллипсность и конусность поверхности / штосселя и величина износа посадочной поверхности II под дол-бяк (фиг. 138» а). Эллипсность и конусность допускается не более 0,006 мм. При эллипсности до 0,015 мм исправление поверхности производится притиром, а при большей величине — Шлифованием с последующей доводкой притиром. Шейка II под
долбяк восстанавливается хромированием с последующей обработкой по размеру. Зазор между отверстиями втулок а и поверхностью / штосселя не должен быть больше 0,01 мм. При большем зазоре втулки заменяются, внутренние поверхности которых обязательно притираются.
После этого производится предварительное шабрение поверхностей /, // и III каретки а (фиг. 138, б) по сопрягающимся плоскостям поперечины, сборка узла каретки и установка ее на поперечину. Затем проверяется перпендикулярность оси штосселя к поверхности стола в двух взаимно перпендикулярных плоскостях. Проверка производится по контрольному цилиндру и индикатору. Допускается отклонение от перпендикулярности 0,01 мм на длине наибольшего хода долбяка. При повышенном отклонении производится исправление путем дополнительного шабрения поверхностей /, II и III.
Далее производится проверка соосности штосселя и шпинделя для изделия с помощью оправки, вставленной в шпиндель, и индикатора. Отклонение от соосности допускается в пределах до 0,02 мм. При большем отклонении производится регулирование с помощью упорных сухарей.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите главные причины, влияющие на погрешности обработки зубчатых колес на зубофрезерном и зубодолбежном станках.
2. В какой последовательности производится шабрение поверхностей салазок и стола зубофрезерного станка?
3. Расскажите технологию ремонта и контроля салазок стойки.
4. Как проверяется соосность оси подшипника, поддерживающего конец фрезерной оправки, с осью фрезерного шпинделя?
5. Как восстанавливается поперечина зубодолбежного станка?
6. Как ремонтируется шпиндель изделия зубодолбежного станка?
7. Расскажите технологию ремонта узла штосселя.
ГЛАВА XVIII
ОСОБЕННОСТИ РЕМОНТА ШЛИФОВАЛЬНЫХ ГОЛОВОК
Современное производство быстроходных машин, основанное на взаимозаменяемости деталей, возможно только при широком применении шлифования, как отделочной операции, обеспечивающей высокую точность и чистоту поверхности. Уменьшение припусков на обработку в связи с улучшениями в технологии заготовительных цехов в некоторых случаях позволяет обрабатывать детали непосредственно шлифованием без их предварительной обработки.
В настоящее время в машиностроительной промышленности шлифовальные станки занимают большой удельный вес по отношению ко всему парку металлорежущих станков.
1. ОБЩИЕ СВЕДЕНИЯ
В зависимости от назначения шлифовальные станки разделяются на круглошлифовальные (универсальные, простые, работающие по методу врезания, бесцентровые и специализированные), внутришлифовальные (простые, бесцентровые, с планетарным движением шпинделя и специализированные), плоскошлифовальные, (работающие периферией и торцом круга), а также специализированные (для фасонного шлифования, для шлифования резьбы, червяков, шлицев валиков и др). Кроме этого, имеется большая группа станков, предназначенных для отделочных операций, при повышенных требованиях к гладкости поверхностей обрабатываемых деталей. К ним относятся станки Для хонингования, притирки, полирования и др.
При обработке деталей на шлифовальных станках достигается следующая точность геометрической формы изделий: на круг-Дошлифовальных станках — овальность 0,005 мм и цилиндрич-Ность от 0 до 0,01 мм на диаметре 50 мм и длине 1000 мм; на ^Нутришлифовальных станках — овальность 0,005 мм и цилин-Дричность 0—0,005 мм на длине 100 мм; на плоскошлифоваль-20
и Заказ № 936
ных станках — прямолинейность отшлифованной поверхности 0,01 мм на 1000 мм длины.
Ниже приводятся различные методы шлифования поверхностей и общие виды наиболее распространенных типов станков, что поможет ремонтникам разобраться в основных принципах их работы. Наиболее распространены следующие виды шлифования: круглое наружное, круглое внутреннее и плоское.
Круглое наружное может быть с продольной подачей (фиг. 139, а) или врезанием (фиг. 139, б). Возможно также бесцентровое шлифование (фиг. 139, в).
Фиг. 139. Схема основных видов шлифования.
При круглом внутреннем шлифовании также может быть шлифование с продольной подачей (фиг. 139, г) или бесцентровое шлифование (фиг. 139, д).
Плоское шлифование выполняется или периферией круга (фиг. 139, е), или его торцом 4(фиг. 139, ж).
На фиг. 140, а показан общий вид круглошлифовального станка. Станок имеет жесткую коробчатую станину /, на которой размещены все узлы станка, а внутри станины помещаются все приводные механизмы и агрегаты гидропривода.
Стол 3 станка имеет возвратно-поступательное движение от гидравлического привода. Стол также может перемещаться от ручного привода маховиком 9 при наладке станка или ручном способе шлифования. На верхней поверхности стола имеются Т-образные пазы для размещения и укрепления на столе передней бабки 6 и задней бабки 4. Верхняя плита стола может быть повернута относительно основной на угол + 10° Для шлифования конических поверхностей. Сбоку стол снабжен продольными пазами, где помещены передвижные кулачки 2 и 7, которые уста-
навливаются на соответствующую длину L хода стола и управляют рычагом 10 переключения направления хода стола станка.
Передняя бабка 6 станка предназначена для установки детали в центрах или в патроне и вращения детали в процессе рабо-
Фиг. 140. Общий вид круглошлифовального (а) и внутри^ шлифовального (б) станков.
ты. Бабка имеет отдельный привод от электродвигателя, помещенного сверху, и простейшую передачу к шпинделю с несколь-. ними скоростями или с бесступенчатой фрикционной передачей с небольшим диапазоном регулирования скорости вращения Шпинделя. Задняя бабка 4 станка, предназначенная для установки детали в центрах, имеет, как обычно, подвижную пиноль с центром. Зажим и подвод центра бабки иногда для ускорения Установочных операций детали снабжается пружинным устрой' 20*
ством взамен обычного винтового механизма. Задняя бабка перемещается по направляющим стола и устанавливается в зависимости от длины обрабатываемой детали. Шлифовальная головка 5 установлена на поперечных направляющих станины и может перемещаться по ним для осуществления радиальных подач и управляется маховиком 11. На передней стороне станка помещено кнопочное управление 8 станком.
Внутришлифовальный станок (фиг. 140, б) отличается от круглошлифовального тем, что передняя бабка его неподвижно установлена на станине, а шлифовальная головка закреплена на перемещающемся столе.
Станок имеет станину 1 коробчатой формы, внутри которой смонтирован гидропривод. По направляющим станины перемещается стол станка. Шпиндель передней бабки 2, закрепленной на станине, получает вращение от электродвигателя. На шпинделе имеется зажимное приспособление, обычно самоцентрирую-щего типа, в котором закрепляется деталь 4. Шлифовальный шпиндель 5, установленный на столе 6, приводится в движение от отдельного электродвигателя. Поперечное перемещение шлифовальной бабки осуществляется вручную маховиком 7 или автоматически от специального рычажного привода. Шлифовальные шпиндели внутришлифовальных станков являются сменными в зависимости от диаметра шлифовального круга.
Стол 6 перемещается от гидропривода; длина хода регулируется передвижными кулачками S, размещенными в боковом пазу стола. Изменение направления движения стола производится рычагом 9, который при перемещении переключает дро.ссель гидросистемы. На станке также предусмотрено ручное перемещение стола посредством маховика 10, сблокированного с работой гидроцилиндра. Длина хода стола внутришлифовального станка устанавливается в зависимости от длины шлифуемой детали.
Технология ремонта большинства деталей и узлов шлифовальных станков общего назначения во многом похожа на .технологию ремонта описанных ранее станков, поэтому здесь остановимся только на особенностях ремонта шлифовальных головок. Ремонт гидравлических систем станков будет рассмотрен дальше.
2. КОНСТРУКЦИЯ ШЛИФОВАЛЬНЫХ головок
Шлифовальные головки используются не только в шлифовальных станках, но и в различных шлифовальных приспособлениях. От их точности в значительной мере зависит чистота и точность обработки деталей.
На фиг. 141 показана шлифовальная головка, шпиндель которой делает 11000 об/мин. Шпиндель 1 вращается на шариковых радиально-упорных прецизионных подшипниках 13. Между на
го 1У 18
! 2 3 У 5 6 7 8 9 10 11 1213 1У 15 16 17
Фиг. 141. Внутришлифовальная шпиндельная головка.
Фиг. 142. Шлифовальная головка внутришлифовального станка 3250.
Особенности ремонта шлифовальных головок 309
ружными и внутренними кольцами подшипников поставлены распорные кольца 6, 7 и 14. Предварительный натяг подшипников осуществляется пружинами 10, расположенйыми по окружности обоймы 12. Лабиринтное уплотнение передней опоры состоит из фланца 3 и гаек 4 и 5, а задней опоры — из кольца 16 и гаек 15 и 17. Смазка подшипников производится через отверстия в корпусе 3, в которых имеются сетчатые фильтры 19.
Шпиндельная головка работает от плоскоременной передачи, что обусловлено высокой скоростью вращения шпинделя.
1 2 3 U
Фиг. 143. Шлифовальная головка с тарированной пружиной.
На фиг. 142 показана шлифовальная головка внутришлифо-вального станка модели 3250 Московского завода шлифовальных станков. Эти станки • являются наиболее распространенными из числа станков, предназначенных для патронных работ. Число оборотов шпинделя шлифовальной головки в минуту: 8000, 12000 и 15000.
Осевой натяг шпинделя этой головки осуществляется пружинами 3, установленными в обойму 4, которая упирается в наружное кольцо шарикоподшипника и перемещает его в осевом направлении вправо. Втулка /, неподвижно соединенная с корпусом головки, ограничивает перемещение кольца 2. Внутренние кольца шарикоподшипников закреплены на шпиндель гайкой 5. Таким образом, происходит натяг всех подшипников шпинделя.
Имеются шлифовальные головки, натяг подшипников в которых производится тарированной пружиной (фиг. 143). Регулирование натяга в такой конструкции осуществляется без разборки головки. Для этого вывертывается стопорный винт 3 № ослабления втулки /, которая под действием протарированной на усилие предварительного натяга пружиной перемещается и нажимает на наружное кольцо подшипника 4. После устранения радиального биения шпинделя втулка закрепляется винтом 3.
Имеются шлифовальные головки, у которых натяг шпинделя осуществляется с помощью распорных втулок и колец разной
длины. Регулирование предварительного натяга при ремонте таких головок с изношенными подшипниками производится путем установки прокладок из металлической фольги или бумаги.
3. РЕМОНТ ШЛИФОВАЛЬНЫХ головок
Шлифовальные головки относятся к весьма точным механизмам, поэтому при разборке и сборке их нельзя прилагать значительных усилий. После разборки головки все детали промывают в 6%-ном растворе минерального масла в бензине» насухо протирают, тщательно осматривают и проверяют.
Снятый шпиндель проверяется на радиальное и торцовое биение. Допустимая величина биения для шпинделей 1 класса 0,003 Л1Л1, а 2 класса — до 0,007 мм. Если шпиндель не удовлетворяет этим требованиям, то он ремонтируется или заменяется новым. При ремонте шпиндель шлифуется до устранения биения, а затем хромируется и окончательно шлифуется в размер. Проверка размеров и формы посадочных шеек шпинделя производится универсальным инструментом (например, пассиметром) с ценой деления 0,001—0,002 мм.
При изготовлении нового шпинделя надо иметь в виду, что во избежание деформации в дальнейшем после термической обработки его править нельзя. Поэтому припуск на шлифование шпинделя перед термической обработкой должен быть несколько увеличен. После термической обработки производится черновое шлифование и искусственное старение. При искусственном старении шпиндель в вертикальном положении нагревается до температуры 150+5° и выдерживается в течение трех часов с охлаждением на воздухе. После старения шпиндель подвергается окончательной обработке.
Шпиндели, изготовленные в запас, должны храниться на складе в предварительно обработанном виде. Окончательной обработке запасной шпиндель подвергается во время ремонта шлифовальной головки.
Демонтированные подшипники проверяют внешним осмотром. При внешнем осмотре подшипники выбраковываются при обнаружении следующих дефектов: 1) наличия цвета побежалости на поверхностях колец или шариков; 2) трещин, сколов, забоин и вмятин на рабочих поверхностях; 3) шелушения поверхностей беговых дорожек или шариков; 4) раковин на беговых дорожках и шариках; 5) торможения, стука или заедания при вращении подшипника от руки.
Кроме внешнего осмотра, подшипники проверяют на радиальный и осевой зазоры, получающиеся в результате износа беговых дорожек и шариков. Измерение зазоров является надеж
ным способом определения пригодности подшипников для дальнейшего использования. Заменяемые распорные кольца должны изготовляться с большой точностью. Торцы таких колец предварительно шлифуют, а потом доводят на чугунной притирочной плите с помощью пасты ГОИ. Размеры распорных колец и параллельность их торцов контролируют на плите индикатором.
Отремонтированная и собранная шлифовальная головка подвергается проверке. При этом контролируется биение шпинделя со стороны круга; биение конуса под шкив (не более 0,01 мм)\ биение шкива по наружному диаметру (не более 0,02 мм); осевое смещение шпинделя от усилия рукой (не более 0,01 мм). Собранная головка при вращении шпинделя от руки должна иметь бесшумный ход и работать без толчков и заеданий.
После указанных проверок шлифовальная головка испытывается на холостом ходу на нагревание. При этом работа головки должна быть почти бесшумной, а масло, выходящее из соединений, должно быть чистым.
4. ЭКСПЛУАТАЦИЯ ГОЛОВОК
Шпиндели шлифовальных головок работают с большими числами оборотов. Например, шпиндели головок для шлифования отверстий в некоторых случаях делают до 60000 об/мин. Поэтому в процессе эксплуатации шлифовальных головок необходимо своевременно производить добавление или смену м^сла, следить за температурой нагрева подшипников, характером шума и состоянием лабиринтных уплотнений.
Для смазки шлифовальных головок применяются следующие минеральные масла: вазелиновое (ГОСТ 1840—51), сепараторное Л (ГОСТ 176—40),. индустриальное 12 (ГОСТ 1707—51). Уровень масла в ванне должен находиться несколько ни^ке центра нижнего шарика в подшипнике.
Шпиндели, работающие с большим числом оборотов, регулярно проверяются на точность вращения. Сущность проверки заключается в определении радиального биения и осевого люфта шпинделя без разборки головки.
В табл. 41 приводится периодичность проверки шлифовальных головок, принятая на заводе имени В. И. Ленина (г. Ленинград).
Наиболее часто встречающиеся случаи неисправности шлифовальных головок следующие: 1) повышенный нагрев подшипников; 2) неплавное вращение шпинделя; 3) вибрация шпинделя; 4) радиальное биение и осевой люфт шпинделя. В некоторых случаях эти неисправности могут быть устранены без раз-
Таблица 41
Периодичность проверки на точность вращения шпинделей шлифовальных головок
Число оборотов шпинделя, об/мин. Длительность, час. между проверками
в обычных условиях в тяжелых условиях при фасонном шлифовании с прерывистым характером поверхности
до 6500 200 160
св. 6500 до 10000 150 120 100
» 10000 » 12000 96 72 56
» 12000 » 15000 48 36 32
» 15000 » 20000 32 24 18
борки и ремонта шлифовальной головки. Например, повышенный нагрев подшипников может быть вызван загрязнением масла, высоким уровнем смазки в ванне или несоответствием марки масла условиям работы подшипников. В этом случае для устранения нагревания подшипников необходимо промыть детали головки и залить чистым маслом до необходимого уровня. Повышенный нагрев подшипников может произойти и при перегрузке шпинделя головки. В этом случае следует изменить режим шлифования, заменить слишком тяжелый шлифовальный кругит. д.
Неплавность вращения шпинделя может произойти в результате плохой сшивки приводного ремня, биения шкива и т. д.
Вибрация шпинделя может быть вызвана несбалансированностью оправки или шлифовального круга. Это явление может быть устранено балансировкой круга или заменой оправки. Радиальное биение и осевой люфт шпинделя могут быть устранены регулированием предварительного натяга в подшипниках.
Исправность лабиринтных уплотнений определяется по величине утечки масла из головки, а также по загрязнению внутри головки масла.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какая точность обработки деталей может быть достигнута шлифова-ние.м?
2. Как регулируется шлифовальная головка, натяг подшипников в которой производится пружиной?
3. Как ремонтируются шпиндели шлифовальных головок?
4. Каким проверкам подвергается отремонтированная шлифовальная головка?
5. По каким внешним признакам выбраковываются шариковые подшипники головки?
6. Какие неисправности встречаются в шлифовальных головках и как они устраняются?
ГЛАВА XIX
РЕМОНТ И ЭКСПЛУАТАЦИЯ ГИДРАВЛИЧЕСКИХ СИСТЕМ СТАНКОВ
Гидропривод в станках получил широкое распространение особенно при осуществлении возвратно-поступательных движений. Основными механизмами гидропривода являются насосы — шестереночные, лопастные и поршневые. Шестереночные насосы бывают двух типов: обыкновенные — для давления до 20— 30 ат и уравновешенные — для давления до 70 ат.
Насосы могут быть регулируемыми, допускающими изменения производительности при постоянном числе оборотов, и нерегулируемыми, не допускающими изменения производительности. Шестереночные и лопастные насосы обычно изготовляются нерегулируемыми, а поршневые — регулируемыми.
Рабочими органами гидравлических систем являются гидравлический цилиндр с поршнем, шток которого сообщает рабочему органу станка необходимые усилия и возвратно-поступательные движения.
К ВИДЫ НАСОСОВ
Шестереночные насосы, предназначенные для подвода масла под давлением в рабочие цилиндры, осуществляют подачу стола, суппорта, зажим материала, питание вспомогательных устройств, а также принудительную смазку и охлаждение. На фиг. 144 представлен типичный фланцевый насос. Корпус 5 и крышка 2 прикреплены к фланцу 10 восемью винтами и зафиксированы контрольными штифтами 8 с резьбовыми отверстиями для выпрессовки Штифтов при раз'борке насоса. Внутри корпуса помещается пара шестерен 1 и 3. Шестерни изготовлены из цементируемой стали, зубья их прошли закалку и шлифование. Шестерня 1 закреплена на валу 13, являющемся одновременно и валом электродвигателя. Шестерня 3 запрессована на ось 6
4 5 б 7 Я 9 /л //
Фиг. 144. Типовой шестереночный фланцевый насос.
и вращается вместе с ней. Ось 6 и вал 13 вращаются на шарикоподшипниках. С обеих сторон корпуса имеются чугунные прокладки 4 и 7, за счет пригонки которых достигается плотное прилегание торцов шестерен и компенсируется их износ.
Для предотвращения течи масла между всеми стыковыми плоскостями поставлены прокладки из бумажной кальки. Чтобы не допустить утечки жидкости, на вал насоса поставлена чугунная втулка 12 с предохранительным кольцом 18. Эта втулка давлением жидкости прижимается к шлифованной поверхности стального каленого диска Р, прикрепленного винтами 17 к фланцу 10. Втулка притерта к валу и вращается вместе с ним. Износ втулки компенсируется за счет ее перемещения на валу. Утечки масла, проникающие через уплотнение, отводятся через штуцер 16. Чтобы масло не попадало в электродвигатель, в насосе установлены маслоотражатель 15 и уплотняющая набивка 14 в крышке 11.
Более надежно работают насосы с передачей от насоса к электродвигателю, так как у насосов с фланцевым мо
тором очень трудно избежать проникновения масла в электродвигатель.
При установке насоса обязательно нужно проверять наличие
предохранительного клапана.
В шестереночном насосе- изнашиваются торцы шестерен, поверхности прокладок 4 и 7, соприкасающиеся с торцами шестерен, и зубья шестерен. Если зубья шестерен закалены и отшлифованы, износ их очень’Невелик и практического значения не имеет. Если же износ шестерен получился значительным, например, при работе с грязным маслом, то шестерни нужно менять, так как с изношенными зубьями шестерни работают неровно. При износе торцов шестерен их нужно шлифовать по всей поверхности. Торцы корпуса 5 следует пришабрить заподлицо с торцами шестерен. Необходимый зазор между торцами шесте
рен и прокладками 4, 7 получают за счет прокладок из тонкой бумажной кальки.
При износе внутренней поверхности корпуса 5 его следует расточить и прошлифовать. При расточке необходимо снимать по возможности минимальную стружку, так как иначе может значительно повыситься производительность насоса и электродвигатель может оказаться слабым. На величину расточки внутренней поверхности корпуса нужно увеличить диаметр шестерни, коррегируя соответствующим образом зацепление. Если при расточке необходимо снимать значительную стружку, то корпус лучше заменить.
Заготовку для шестерен перед нарезкой зубьев нужно прошлифовать* по наружному диаметру с таким расчетом, чтобы зазор между головками зубьев и расточкой в корпусе был не больше 0,01—0,02 ми. Запрессовывать сменные кольца в расточ’-ку не рекомендуется, так как вследствие вырезов они коробятся и сидят неплотно в гнездах. Постановка дополнительных креплений портит окружность трения. Внутреннюю изношенную * поверхность корпуса можно наплавлять латунью, а затем растачивать до требуемого диаметра. Такой ремонт производится в том случае, когда необходимо сохранить старые шестерни.
Шестереночные насобы обычной конструкции применяются только для давления не более 30 ат и используются, главным образом, в механизмах подач и быстрых перемещений головок, столов, суппортов сверлильно-расточных, токарных, фрезерных и шлифовальных станков, в зажимных устройствах, а также для подачи охлаждающей жидкости в станках глубокого сверления. Для более высоких давлений (до 70 ат) существуют уравновешенные шестереночные насосы.
Лопастные насосы двойного действия применяются в гидросистемах сверлильно-расточных, токарных, фрезерных, протяжных и многих других типах станков. Эти насосы могут создавать давление до 70 ат. Устройство лопастного насоса двойного действия показано на фиг. 145.
Ротор 16 насоса насажен на конец шлицевого вала 7 и при помощи его вращается во втулках бронзовых дисков 9 и 10. Ротор сидит на шлицах со свободной посадкой, а потому может самоустанавливаться относительно своих подшипников. Каждый из боковых дисков 9 и 10 имеет четыре окна: 2» 3, 5 и 21, из которых одна пара (2 и 5) соединена литым каналом 22 в корпусе 8 насоса с полостью нагнетания, а другая пара (3 и 21) литым каналом 23 соединена с полостью всасывания. Ротор /о имеет пазы, в которых помещаются лопатки 1. Пазы выполнены под углом 13° к радиусам.
Статор 4 представляет собой кольцо, внутренняя поверх-
ность которого выполнена по специальному профилю, состоящему из четырех дуг окружностей, соединенных архимедовыми спиралями. Лопатки 1 во время вращения ротора прижимаются к этому профилю центробежной силой и давлением жидкости, подводимой из нагнетательной полости насоса к выточкам 13 в бронзовых дисках 9 и 10. Подвод жидкости к выточкам 13 осуществляется при помощи канавок шириной 4 мм и глубиной
2 мм, профрезерованных на торцах дисков 9 и 10. Фиксация статора 4 и бронзовых дисков по отношению к корпусу насоса выполняется ступенчатой шпилькой 17. Боковое уплотнение достигается за счет малых зазоров между дисками и ротором.
При вращении ротора лопатки, находящиеся в пределах профилей статора, соответствующими окнами 3 и 21 будут выдвигаться из ротора. При проходе участков между окнами 3 и 5, и также 2 и 21, выполненных по радиусу окружности, лопатки в пазах перемешаться не будут, а масло, заключенное между двумя лопатками, будет перемешаться к окнам 2 и 5, соединенным каналом 22 с полостью нагнетания. При проходе участков
профиля статора, соответствующих окнам 2 и 5, лопатки буду? вдвигаться в пазы ротора, вследствие чего масло будет выдавливаться в полость нагнетания; далее они проходят участки, выполненные по радиусу окружностей, расположенных между ок-нами 2 и 5, 5 и 21, после чего процесс повторяется. Следователь-' но, каждая лопатка за один оборот ротора подает жидкость два раза, а поэтому насос и называется насосом двойного действия.
Для отвода утечек масла, просачивающегося между торцами статора и бронзовых дисков 9 и 10, предназначено отверстие 12 в крышке 14 насоса, по которому масло направляется в пространство 15. Оттуда по валу насоса оно через отверстие 19 направляется к всасывающей линии 18 насоса. Уплотнение по валу насоса и,в стыке крышки 14 с корпусом 8 осуществляется пробковыми кольцами 11 и 20. Натяг производится винтами через крышку 14 и сквозной фланец 6. При плохом качестве этих уплотнений насос засасывает воздух и теряет производительность. Ротор должен вращаться так, чтобы наклон лопаток был в сторону вращения. При обратном вращении лопатки статора быстро изнашиваются.
Лопастные насосы высокого давления требуют тщательного изготовления и минимальных зазоров в сопряженных деталях. Зазор по диаметру шеек ротора и отверстий боковых дисков делается в пределах 0,018—0,05 мм. Зазор лопаток в пазу — не более 0,03 мм. Зазор по торцам между ротором (лопатками) и бронзовыми дисками 0,01—0,02 мм на обе стороны.
Ремонт лопастных насосов в основном сводится к замёне изношенных лопаток, правке пазов ротора и профильной поверхности статора.
Поршневые насосы. Одним из современных поршневых насосов может служить* насос, изображенный на фиг. 146, производительностью 10О л!мин. Ротор 9 с грибовидными поршнями 8 вращается от приводного вала 1 через муфту 4. При вращении ротора поршни 8 действием центробежной силы прижимаются к коническим поверхностям колец 7, запрессованных в барабан 5. Барабан 5 может свободно вращаться на шарикоподшипниках 2 и 12, посаженных в расточки блока 10. Эксцентрицитет насоса, а следовательно, и производительность его может меняться за счет перемещения блока 10 по своим направляющим 3 перпендикулярно оси вала 1. Жидкость подводится к ротору через каналы, просверленные в распределительной оси 13. Два верхних канала 16 служат для нагнетания и два нижних 17 — для всасывания жидкости.
Работа насоса происходит следующим образом. При вращении ротора против часоворг стрелки поршни, расположенные со стороны всасывания, действием центробежной силы выдвигают
ся наружу и засасывают жидкость в камеры /5; поршни же, расположенные со стороны нагнетания, скользя по кольцам 7, ^двигаются в ротор и через каналы 16 нагнетают жидкость в систему.
Всасывающие и нагнетающие каналы распределительной оси соединяются с камерами поршней 15 через вырезы 6 во втулке 11, посаженной в ротор, и также через вырезы 18 в распределительной оси. Во втулке 11 вырезы сделаны для каждого ряда поршней, а в распределительной оси — два выреза, разделенные перемычками 14. Эти перемычки отделяют полость всасывания от полости нагнетания. Ширина перемычки делается несколько больше, чем ширина выреза во втулке. Однако перекрытие с каждой стороны должно быть не больше, чем указано ниже (данные ЭНИМС):
Число поршней в одном ряду ... 7 9 11 13
Величина перекрытия........ 0,015D 0,018D 0.020D 0.023D
где D — диаметр распределительной оси.
Делать большое перекрытие нельзя, так как, проходя через перемычку, поршень продолжает двигаться по эксцентричной поверхности колец и подавать жидкость, вследствие чего резко повышается давление под поршнем и насос работает неспокойно.
Как видно из фиг. 146, головки поршней касаются конической поверхности колец 7 эксцентрично по отношению оси поршня, а поэтому поршень вращается вокруг своей оси. Такая работа поршня способствует равномерному его износу. Кроме того, скорости движения поршней относительно колец 7 невелики, так как барабан 5, в котором сидят кольца, может свободно вращаться в блоке 10 на шарикоподшипниках 2 и 12, вследствие чего трение поршней заставляет вращаться барабан с кольцами.
Насос обычно выполняется в виде агрегата, включающего, кроме поршневого насоса, еще вспомогательный шестереночный насос.
2. РАСПРЕДЕЛИТЕЛЬНЫЕ И РЕГУЛИРУЮЩИЕ УСТРОЙСТВА
Распределительные устройства направляют поток жидкости в различные механизмы гидравлической системы и отводят его в резервуар. Регулирующие устройства устанавливают требуемое давление, скорость потока, длительность действия механизмов и т. п. К распределительным и регулирующим устройствам относятся клапаны, дроссели, реле давления, золотники и краны управления.
Фиг. 146. Поршневой насос производительностью 100 л[мин.
Ремонт и эксплуатация гидравлических систем станков
5 и 6. В таком положении зо-
Фиг. 147. Типовая конструкция предохранительного клапана.
Клапаны. По конструкции и назначению клапаны делятся на обратные, предохранительные, напорные и редукционные. Типовая конструкция предохранительного клапана показана на фиг. 147.
Работа клапана происходит следующим образом. Жидкость от насоса поступает в камеру 6, но пройти на слив в бак через камеру 5 она не может, так как золотник 2 слабой пружиной 20 прижат вниз и разделяет камеры лотник будет тогда, когда давление в системе соответствует тому, на которое отрегулирована пружина /5, прижимающая шарик 17 к седлу 19. В это время золотник 2 сверху и снизу испытывает одно и то же давление жидкости, так как снизу на него давит жидкость, проходящая через отверстия 4 и 7, соединяющие камеры 22 и 8 с камерой 6, а сверху давит жидкость, проходящая из камеры 22 через демпфер 3 (отверстие малого диаметра) в камеру 9.
Если давление в системе поднимается выше нормального, то жидкость, давящая на шарик через отверстие 18, поднимет его и устремится через отверстие 21 и полость 5 в бак. По мере уве
личения давления поток жидкости будет увеличиваться, но эта жидкость может попасть в камеру 9 только через демпфер 5, где она будет терять давление. Вследствие этого в камере 9 давление окажется ниже, чем в камере 22, и золотник 2, преодолевая сопротивление пружины 20, поднимется вверх, открывая сообщение между камерами 6 и 5. Чем больше будет повышаться давление в системе, тем выше будет подниматься золотник 2, открывая все более широкую щель для соединения камер 6 и 5. Таким образом, этот клапан очень плавно поддерживает постоянное давление в системе.
Корпус клапана 1 сверху закрывается крышкой 11, притягиваемой болтами. Натяг пружины шарика регулируется винтом 12 с гайкой 16. Для создания герметичности винт закрывается колпаком 14, между торцами гайки проложены прокладки 13.
Такой предохранительный клапан может служить для разгрузки системы от давления. Для этого нужно открыть кран,
21 Заказ Ns 936
присоединенный к отверстию 10, тогда жидкость из камеры 9 направится в бак и золотник поднимется, соединяя полости 5 и 6.
Такие клапаны применяются не только как предохранительные, но и для поддержания определенного постоянного давления в системах с насосом постоянной производительности и дроссельным регулированием.
Предохранительные клапаны ставятся непосредственно на трубопроводах в горизонтальном, вертикальном или наклонном положениях. Сливная труба клапана должна монтироваться с той же тщательностью, что и нагнетательная, так как через нее возможен засос воздуха. Во избежание подсоса воздуха в систему и утечек необходимо сдедить за уплотнением прокладок 13. При утечках в кране или в соединяющих его трубопроводах давление в системе может колебаться или полностью отсутствовать.
Согласно указаниям ЭНИМС по эксплуатации клапанов, колебания давления и шум при работе клапанов чаще всего наблюдается при насыщении масла воздухом. При наличии воздуха в масле на поверхности масла в баке появляется пена. Загрязненность масла также может привести к колебаниям давления, так как грязь может забить демпфер 3, вследствие чего снизится, давление в камере 9 и золотник 2 поднимется. Грязь может нарушить плотное прилегание шарика к своему седлу, что приведет к пропуску масла и сбросу давления. Колебания давления могут возникнуть также вследствие износа шарика. В этом случае его следует заменить новым. Для прочистки седла шарика следует максимально ослабить его пружину, что даст возможность потоку масла пройти через отверстия 18 и 21 и смыть загрязнение.
При грязном масле могут засориться и другие отверстия. В этом случае промывка клапана потоком жидкости не даст удовлетворительных результатов. Клапан нужно разобрать и все его части тщательно промыть, а отверстия продуть и, убедившись в отсутствии в них грязи, клапан собрать так, чтобы выходы отверстий не были перекрыты завинчиваемыми штуцерами и пробками, а уплотняющие прокладки хорошо прижаты.
Напорные золотники монтируются непосредственно на трубопроводах и служат для предохранения гидросистем от перегрузки и для поддержания определенного постоянного давления в гидросистемах. Напорный золотник можно монтировать в горизонтальном, вертикальном, а также в наклонном положении. Такие золотники конструкции ЭНИМС выпускаются двух типов: Г54-1 и БГ54-1.
Редукционные клапаны широко применяются в гидравлических системах станков для понижения давления при питании механизма от насоса более высокого давления. Они применяются
в гидросистемах, когда система делится на главную и вспомогательную линии, для уменьшения давления подачи при резании слабыми, нежесткими режущими инструментами, регулирования силы зажима обрабатываемых деталей, устранения слишком быстрого переключения золотников, а также для равномерного расхода жидкости в регуляторах скорости.
Регуляторами скоростей называются аппараты, включающие в себя редукционные клапаны, работающие во взаимодействии с дросселями.
Дроссели в основном служат для регулирования количества масла, протекающего в системе. В гидросистемах современных
Фиг. 148. Типовая конструкция дросселя щелевого типа.
станков дроссели работают обычно в комбинации со специальными редукционными клапанами. Взаимодействие их с дросселями обеспечивает независимость, расхода масла, проходящего через дроссель, от давления в системе или нагрузки рабочих органов станка, что в конечном счете обеспечивает равномерную скорость движения рабочих органов станка.
На фиг. 148 показан дроссель конструкции ЭНИМС (тип Г77-11). Этот дроссель применяется при наибольшем расходе масла до 12 л)мин. Когда расход масла доходит до 70 л/мин, применяется дроссель типа Г77-14, который отличается от предыдущего только своими размерами.
Дроссель работает следующим образом. Масло подводится в одно из отверстий 12 или 13 и, проходя через щель 11, отводится в отверстие 10. Свободное отверстие закрывается проб
кой 12. Поворачивая дроссель 8 вправо или влево, можно увеличивать или уменьшать длину щели, доступную для прохода масла, а следовательно, увеличивать или уменьшать количество масла, проходящего через дроссель в единицу времени. Щели 11 в корпусе 5 соответствует отверстие 7.
При настройке дросселя гайка 1 отвинчивается, и лимб 2 при помощи рукоятки поворачивается вместе с дросселем 8 в требуемое положение, после чего лимб фиксируется гайкой 1. Для установки лимба на крышке 4 установлена шкала 3. Соединения между крышками 4 и 9 и торцами корпуса 5 уплотняются бумагой. Для предотвращения утечек по оси дросселя предусмотрено уплотнение 6. Отверстие 14 служит для стока утечек.
Щель в дросселе, через которую проходит масло, очень узка и легко засоряется, поэтому в системах с дроссельным регулированием надо особенно тщательно следить за чистотой масла. При плохой работе системы прежде всего следует проверить проходимость дроссельной щели.
Реле давления применяется для осуществления автоматического управления золотниковыми распределительными устройствами в тех случаях, когда они должны действовать при достижении в системе определенного давления масла. Например, отвод инструмента от детали при перегрузках или при находе на мертвый упор. Одна из конструкций реле давления (тип Г62-21 конструкции ЭНИМС) показана на фиг. 149. Принцип работы этого реле следующий.
В нарезном отверстии корпуса 12 ввинчивается винт 11, который регулирует натяжение пружины 10. Пружина через остроконечное седло 9 давит на рычаг 8, сидящий на оси 7. Рычаг опирается через шайбу £ на мембрану 4 из маслостойкой резины. Мембрана монтируется через отъемную крышку 2 и зажимается между корпусом и крышкой шайбой 5.
Давление масла от системы подводится через отверстие 1. Если давление масла меньше, чем давление, создаваемое пружиной 10, то рычаг 8 опускается на шайбу 5. Если же давление масла больше давления, создаваемого пружиной, мембрана 4 давит вверх и через шайбу 6 поднимает рычаг так, что он болтом 16 нажимает на штифт микровыключателя 15. Штифт Микровыключателя, поднимаясь, замыкает электрические контакты микровыключателя и тем самым вводит в действие аппаратуру (реле, соленоиды), управляющую переключением золотниковых устройств.
Электропровода подводятся к контактам 13 микровыключателя. Фиксирование болта 16 осуществляется гайкой 17, фиксирование винта 11 — винтом 18 через медный грошик 19. Аппарат защищен кожухом 3 с крышкой 14 л
Распределительные аппараты. Золотниковые устройства по роду управления бывают с ручным, с гидравлическим и с электрическим управлением, а также могут управляться от упоров станка.
Для сложных и наиболее употребительных циклов (циклы сверлильно-расточных, токарных, фрезерных, шлифовальных и шлифовально-притирочных станков) золотниковые устройства объединяются в комбинации с клапанами, дросселями, регуля-
Фиг. 149. Типовая конструкция Фиг. 150. Реверсивный золотник шлифоваль-реле давления. ного станка.
торами скорости в панели управления. Золотниковые устройства могут управляться комбинированно, т. е. вручную, от упора станка, а также электрически и гидравлически.
Золотники служат для распределения жидкости по каналам. В качестве примера на фиг. 150 представлен реверсивный золотник с пружинным механизмом внутришлифовального станка. Масло от насоса подводится в средней камере 10, откуда в зависимости от положения золотника 8 может направляться через камеры 9 и 11 в полости цилиндра. Масло из цилиндра выходит через камеры 7 или 12, соединенные с баком через дроссели 13, которые регулируют скорость перемещения поршня.
Реверсирование происходит в момент, когда укрепленный на столе станка упор воздействует на рычаг 6, который имеет воз-22 Заказ 936
можность поворачиваться на оси 5. При этом призма 4, укрепленная на рычаге 6, воздействует на рычаг с призмой 3, который, поворачиваясь относительно оси 2, преодолевает действие пружины 1. Как только рычаг- 6 немного перейдет вертикальное положение, призма 3 под действием пружины 1 перебрасывает его во второе крайнее положение. При повороте рычага 6 укрепленный на нем палец 18 ведет за собой золотник 8 при помощи заплечиков 19 и 20. Чтобы до подхода к вертикальному положению рычага 6 золотник 8 не прекратил доступ масла в цилиндр (так как в этом случае стол остановился бы и обратное движение его было бы невозможно), расстояние между заплечиками 19 и 20 должно быть больше диаметра пальца 18.
В момент переключения золотника 6 происходит торможение стола станка. При этом должны быть преодолены инерционные силы, которые при большой массе стола и значительной скорости его перемещения могут быть весьма велики. Чтобы движение стола не было резким (с ударами), конструкция золотника должна позволять регулировать время его переключения, а следовательно, и время торможения.
Это достигается тем, что масло из камеры 21 со стороны левого торца золотника перепускается под его правый торец через канал 23 и дроссель 22. Регулировкой дросселя может быть достигнута требуемая скорость переключения золотника и работа механизма без ударов. Заполнение торцовых камер золотника маслом, а также компенсация утечек в них осуществляется через шарик 15 и отверстия 14, 16, 17. Отверстие 14 соединено со сливной линией системы, в которой поддерживается минимальное давление.
3 РЕГУЛИРОВАНИЕ ГИДРАВЛИЧЕСКИХ СИСТЕМ. ОБЪЕМНЫЙ К.П.Д.
Регулирование гидравлических систем станков заключается в том, что за счет изменения объема масла, подводимого в единицу времени в полости рабочего цилиндра, изменяется скорость хода рабочего поршня, приводящего в движение рабочие органы станка.
При насосе с регулируемой производительностью изменение объема масла, подаваемого в рабочий цилиндр, производится за счет изменения производительности насоса, а при насосе с постоянной производительностью — за счет применения дросселирующих устройств.
В гидросистемах с регулируемым насосом (насос обычно поршневой) настраивается на подачу определенного объема жидкости в минуту. Количество жидкости, подаваемое насосом
□ минуту, т. е. его производительность, одинаково как для рабочего, так и для холостого хода.
При малых скоростях и больших давлениях применяют регулируемые насосы с устройствами для компенсации утечек. Такая система (фиг. 151) применяется в станках, где требуется малая подача, например, в токарных и сверлильно-расточных. Принцип ее работы заключается в следующем.
Поршневой регулируемый насос 2 подает жидкость в рабочий цилиндр 4. Плунжер / под действием рабочего давления, развиваемого насосом, стремится преодолеть действие пружинных Шайб 3 и сдвинуть вверх механизм изменения производительности, что увеличивает количество жидкости, подаваемой насосом. Подбором пружинных шайб можно так отрегулировать механизм изменения производительности насоса, чтобы утечки, возникающие в гидросистеме при повышении давления (в результате увеличения усилия /?), автоматически компенсировались увеличением производительности насоса.
Однако эта гидросистема не может обеспечить строгого постоянства скорости перемещения поршня, так как при работе масло нагревается, вязкость его уменьшается и утечки увеличиваются. Поэтому скорость поршня, отрегулированного при холодном масле, будет снижаться до тех пор, пока не установится постоянная температура масла. Система работает с постоянным противодавлением в 7 ат, что достигается постановкой клапана 5 на спускном трубопроводе; клапан 6 является предохранительным. Масло в рабочий насос подается от вспомогательного, обычно шестереночного насоса.
На фрезерных и сверлильно-расточных станках применяется также гидросистема с регулируемым насосом, работающим с постоянным рабочим давлением, которое обеспечивается постановкой на трубопроводе, отводящем масло из штоковой полости цилиндра, напорного золотника. Напорный золотник регулируется на определенное давление.
В тех случаях, когда не требуется тонкого регулирования скорости хода поршня,-устанавливают на параллельную работу несколько насосов постоянной производительности. Насосы могут включаться по отдельности и в любой комбинации. Такая система регулирования применяется, например, у протяжных станков. Мощные протяжные станки могут иметь до пяти насосов.
Качество конструкции и изготовления насосов, а также качество их ремонта характеризуется объемным к.п.д. Под объемным к.п.д. понимается отношение количества подаваемой насосом жидкости под давлением к количеству подаваемой им жидкости без давления, при одинаковых прочих условиях. Объ-
ный к.п.д. обычно указывается при рабочем давлении насоса при температуре масла (веретенного 3 или турбинного Л) 50°.
Температура масла имеет большое значение, так как насос может хорошо работать на холодном масле и плохо на горячем, что объясняется различной величиной утечек, зависящих от вязкости масла. При работе же станков, особенно в летнее время, температура масла в системе может доходить до 50°.
На фиг. 152 изображена схема включения насоса для замера его объемного к.п.д. Насос 1 устанавливается над масляным
Фиг. 151. Схема гидравлической системы с регулируемым • насосом.
Фиг. 152. Схема включения насоса для измерения объемного к. п. д.
баком 5, откуда он засасывает масло и подает его через дроссель 3 к переключающему крану 4. Переключающий кран направляет масло в мерный бак 5 или обратно в резервуар для масла.
Измерение производится следующим образом. Дросселем создается необходимое давление, величина которого контролируется манометром *2, затем переводят переключающий кран 4 в положение подачи масла в мерный бак, одновременно пускается в ход секундомер. По истечении определенного промежутка времени (по секундомеру) переключающий кран переводится в прежнее положение, а количество масла, поданного в мерный бак, замеряется по мерному стеклу 6.
Такое же измерение производится без давления, которое снимается открытием дросселя. Для спуска масла из мерного бака служит кран 7. Без проверки объемного к.п.д. нельзя проверить качество ремонта насоса.
4. ТРУБОПРОВОДЫ И БАКИ
По данным ЭНИМС внутренний диаметр трубопровода может быть подсчитан по формуле
Я _ t / 21.22Q “в I/ -------,
V v
где Q — количество жидкости, протекающей по трубопроводу, л/мин;
и — средняя скорость течения жидкости в трубопроводе, м/сек.
Для обычно применяемых масел скорость можно принимать: для всасывающих трубопроводов около 1 м/сек, для нагнетательных — около 3 м/сек.
В гидравлических системах применяются медные и бесшовные стальные трубы для давления до 70 ат. Трубы следует применять только в отожженном состоянии.
Объем бака должен обеспечивать работу системы без чрезмерного нагрева масла. Если масло нагревается выше 40—50°, объем бака нужно увеличить. Бак должен быть герметически закрыт, чтобы никакая грязь и сор не могли попадать в масло. Заливка масла должна производиться через проволочный фильтр.
Сливной трубопровод от всасывающего должен быть отделен перегородкой высотой 2/з высоты уровня масла. Перегородка будет способствовать очищению масла от частиц грязи и пузырьков воздуха. Сливной трубопровод не должен обнажаться из масла, так как сливающееся масло будет захватывать частицы воздуха и загонять его в циркулирующее масло, чем будет расстроена работа системы. Очень низко опускать концы трубопроводов тоже нельзя, так как в этом случае осевшая грязь будет заноситься во всасывающий трубопровод. Концы трубопроводов рекомендуется устанавливать на расстоянии двух диаметров трубопровода от дна бака.
5. МАСЛА ДЛЯ ГИДРОСИСТЕМ
Наиболее подходящими маслами для гидросистем являются веретенное 3 и турбинное Л. В случае отсутствия подходящего масла можно составить смесь из двух сортов, но так, чтобы вязкость смеси получилась той, на которой хорошо работает гидросистема.
Ни в коем случае не следует применять, выщелоченные сорта масел, так как они отлагают на стенках каналов смолистые вещества, что может служить причиной выхода из строя всей гидросистемы. Загрязнение масла в гидросисхеме является частой причиной неполадок в ее работе. Поэтому нужно тщательно следить за чистотой масла в системе и не допускать попадания в него грязи.
Для очистки масла в системе применяются фильтры различных конструкций (сетчатые, матерчатые, бумажные, пластинчатые и др.). Хорошо зарекомендовали себя в работе пластинчатые фильтры. Эти фильтры изготовляются с пропускной способностью от 7 до 90 л/мин при давлении до 65 ат.
Один раз в три месяца масло в гидросистеме надо спускать и тщательно фильтровать. Фильтры также следует промывать керосином, пропуская его под давлением в обратном рабочему направлении и спуская грязь в нижнее отверстие стакана.
6. НЕИСПРАВНОСТИ ГИДРОСИСТЕМЫ, ПРИЧИНЫ И СПОСОБЫ ИХ УСТРАНЕНИЯ
1. Толчки и вибрации, сопровождающиеся колебаниями давления в системе. Обычная причина неполадок — наличие воздуха в системе. Воздух может постепенно накапливаться в системе при неправильном монтаже и присоединении трубопроводов, а также засасываться насосом при неисправной всасывающей линии. При неправильном монтаже сливной трубы или при большом понижении уровня масла в резервуаре, когда конец сливной трубы обнажится, масло может обогащаться пузырьками воздуха. Масло в этом случае будет пениться, а стрелка манометра будет непрерывно колебаться. Насос будет работать с шумом.
Для удаления воздуха из системы нужно некоторое время поработать на холостом ходу при наибольшем ходе поршня. Если это не устраняет дефектов, необходимо проверить все узлы гидросистемы и устранить все замеченные неисправности.
2. Неравномерная подача масла насосом. Причина может заключаться в том, «гго вышел из строя один или несколько поршней или лопаток насоса. Этот дефект обычно сопровождается резким стуком в насосе. Необходимо насос разобрать и устранить дефект.
3. Резкие стуки и дрожание механизма при реверсировании. Причина — неправильно отрегулировано торможение.
4. Недостаточное давление в системе или полное его отсутствие. Возможные причины: наличие воздуха в системе, заедание или поломка обратного, предохранительного или переливного клапанов в системе. Необходима разборка и устранение указанных дефектов.
5. Понижение производительности насоса. Причина — повышение утечки вследствие неправильной сборки или большого износа. Необходимо проверить насос и, если потребуется, произвести ремонт.
6. Тугое переключение золотников гидросистемы. Причины — попадание посторонних частиц и заедания, а также засорение разгружающих каналов. Необходима разборка и проверка всех туго двигающихся золотников.
Безупречная работа гидросистемы возможна только при тщательном соблюдении чистоты. Масло должно применяться только хорошо профильтрованное, все детали гидросистемы, в том числе и трубопроводы, должны перед постановкой тщательно промываться, продуваться и обтираться. При обтирке нельзя пользоваться «концами», так как от них на деталях остаются волокна, которые могут засорить систему. Нужно тщательно следить, чтобы все уплотняющие устройства были на месте и исправны.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие типы насосов применяются в гидросистемах станков?
2. Как регулируется производительность поршневого насоса?
3. Для какой цели ставятся в гидросистемах предохранительные клапаны?
4. Какую роль выполняют в гидросистемах реле давления и редукционные клапаны?
5. Какое назначение имеют дроссели и золотники?
6. Как проверяется объемный к. п. д. насосов?
7. Расскажите о причинах неисправности гидросистемы.
ГЛАВА XX
СИСТЕМА ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА И ЭКСПЛУАТАЦИИ МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
В нашей промышленности вопросы содержания оборудования в исправном состоянии решаются с помощью разработанной в СССР системы планово-предупредительного ремонта (ППР) оборудования. Система ППР представляет собой совокупность заранее запланированных организационных и технических мероприятий по уходу, надзору и ремонту, направленных на предотвращение прогрессивного нарастания износа, предупреждение аварий, восстановление утерянной в процессе эксплуатации точности и производительности работы оборудования.
. Системой ППР предусматривается ремонт оборудования через определенные периоды и в определенной последовательности по заранее составленному плану, что дает возможность произвести своевременную, а следовательно, и качественную подготовку к ремонтным работам. Таким образом, в результате применения системы ППР сокрашаются простои оборудования в ремонте, снижается стоимость ремонтных работ и улучшается их качество.
1. ФИНАНСИРОВАНИЕ РЕМОНТНЫХ РАБОТ
Ремонтные работы разграничиваются не только по видам.ремонтов, но и по источникам финансирования.
Оборудование предприятий относится к основным фондам. По мере производственного использования основные фонды изнашиваются. Поэтому* на стоимость продукции, выпускаемой тем или иным предприятием, производят начисления некоторой части стоимости основных средств для возмещения изнашивания оборудования. Такое начисление называют амортизацией н ы м.
К тому сроку, когда тот или иной станок окончательно износится, накопленные амортизационные отчисления должны быть равны первоначальной стоимости станка. Зная первоначальную стоимость станка и срок его службы в годах, можно определить ежегодные амортизационные отчисления. Капитальными ремонтами полностью восстанавливают первоначальные эксплуатационные свойства оборудования, следовательно, финансирование капитальных ремонтов производится за счет амортизационных отчислений.
Использование амортизационных отчислений на капитальные ремонты заставляет строго выдерживать все технические условия на производство этого вида ремонтов. Если при капитальном ремонте эти условия не будут выполнены, то ремонт должен финансироваться как средний и малый за счет себестоимости выпускаемой предприятием продукции.
Размер амортизационных отчислений устанавливается правительственными органами и делится на две части: одна часть предназначается для производства капитальных ремонтов, а другая для обновления основных фондов. Ниже приводится в качестве примера выписка из новых норм амортизационных отчислений на капитальный ремонт металлорежущего оборудования, которые вводятся в действие с 1 января 1963 г. Нормы определены с учетом затрат на модернизацию, а также затрат на средний ремонт, проводимый с периодичностью свыше одного года.
Амортизационные отчисления для универсальных и специализированных станков (легких и средних) весом до 10 т, работающих неабразивным инструментом:
При массовом и крупносерийном производстве 9,3%
При серийном производстве . . ... 7,6%
При мелкосерийном и индивидуальном производстве ... .................... 6,9%
Амортизационные отчисления для универсальных и специализированных станков (крупных и тяжелых) весом от 10 до 100 т, работающих цеабразивным инструментом:
При массовом и крупносерийном производстве 10,0%
При серийном производстве ... 8,4%
При мелкосерийном и индивидуальном производстве ........................... 7,3%
Данные приведены применительно к работе станков в две смены. В условиях трехсменной работы к установленным нормам
применяется поправочный коэффициент не свыше 1,2, а в условиях односменной работы не свыше 0,8.
2. РЕМОНТНЫЙ ЦИКЛ, ЕГО СТРУКТУРА. ТРУДОЕМКОСТЬ РЕМОНТНЫХ РАБОТ
Ремонтный цикл представляет собой периодически повторяющуюся совокупность ремонтных и профилактических операций, выполняемых за время работы станка между двумя капитальными ремонтами, а для нового станка от начала его эксплуатации до первого капитального ремонта. Продолжительность ремонтного цикла, т. е. периодичность капитальных ремонтов зависит от срока службы основных деталей и узлов станка, замена или ремонт которых могут быть осуществлены только при условии полной разборки станка. Продолжительность ремонтного цикла зависит и от других причин: характера производства (индивидуальное, серийное, массовое), обрабатываемого на станках материала, применения для обработки деталей абразивных инструментов и запыленности производственных помещений, особенностей работы тяжелых станков.
Продолжительность Т ремонтного цикла для металлорежущих станков определяется по следующим формулам: для станков, проработавших до 10 лет,
24°00:
для станков, проработавших от 10 до 20 лет,
Т=РАут.23000;
для станков, проработавших свыше 20 лет,
20 000;
для агрегатных станков (автоматических линий)
T=PJJU-23OOO,
где Т — продолжительность ремонтного цикла в отработанных станком часах;
— коэффициент, учитывающий характер производства;
— коэффициент, учитывающий род обрабатываемого материала;
— коэффициент, учитывающий условия работы станков; р/я — коэффициент, учитывающий размеры станков;
Рл—коэффициент, учитывающий назначение и исполнение агрегатных станков;
Рст — коэффициент, учитывающий материал и термообработку направляющих станин станков агрегатных, не встроенных в автоматические линии, а также агрегатных, специальных и специализированных, встроенных в автоматические линии.
В табл. 42 приведены значения коэффициентов, входящих в формулы для определения продолжительности ремонтного цикла станков.
Структурой ремонтного цикла называется чередование осмотров и ремонтов в определенной последовательности, через определенные промежутки времени работы оборудования в пределах ремонтного цикла. Принятые в системе ППР, разработанной ЭНИМС, структуры ремонтного цикла для металлорежущих станков представлены в табл. 43.
Межремонтным периодом называется время работы станков между двумя очередными плановыми ремонтами. Продолжительность межремонтных периодов в отработанных станками часах может быть выражена в зависимости от продолжительности Т ремонтного цикла. Для легких, средних и тяжелых станков продолжительность межремонтного периода составляет Х/9Т* для особо тяжелых станков весом свыше 100 т и уникальных }/i2T\ для агрегатных станков автоматических линий Х/9Т.
Межосмотровым периодом называется время работы оборудования между двумя очередными осмотрами или между очередным плановым ремонтом и осмотром. Продолжительность межосмотровых периодов в отработанных часах составляет: для легких и средних станков весом до 10 т х 1\%Т\ для тяжелых станков весом 10—100 т х1ыТ\ для особо тяжелых станков весом свыше 100 т и уникальных Х1^Т\ для агрегатных станков автоматических линий с чугунными направляющими станин х1\цТ9 а со стальными закаленными и направляющими качения 'IziT.
Планирование длительности ремонтных циклов, межремонтных и межосмотровых периодов обычно производится по календарному времени работы станков с учетом коэффициента использования.
Трудоемкость ремонтных-работ зависит от вида ремонта (малого, среднего и капитального), размеров, конструкции и ремонтной технологичности и г. д. Для оценки ремонтных особенностей металлорежущих станков в качестве эталона принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Этому станку присвоена И категория сложности ремонта. Определение категории слож-
Числовые значения коэффициентов
Таблица 42
Коэффициент
Тип производства Значение
t Массовое и крупносерийное Серийное ....... Мелкосерийное и индивидуальное ........ 1,0 1,3 1,5
Коэффициент
Вид станка Значение $ при обработке
конструкционных сталей алюминиевых сплавов высокопрочных сталей чугуна и бронзы
Нормальной прочности Прецизионные .... Работающие абразивами 1,0 1,0 0,9 0,75 0,75 0,75 0,7 0,7 0,7 0,8—0,9
Коэффициент
Вид станка Значение 0^ при работе
» абразивами без смазки в нормальных условиях механического цеха в запыленных, загазованных и влажных помещениях в отдельном помещении (прецизионное оборудование)
Нормальной точности . Прецизионные . . Работающие абразивами: нормальной точности повышенной точности 0,7 1,0 1,2 1,0 1,1 0,8 1,4 1,3
Коэффициент рт
Вид станка Значение
Крупные и тяжелые Особо тяжелые и уникальные .......... Легкие и средние .... 1,35 1,7 1.0
Коэффициент
Вид станка
Таблица 42 (окончание)
Значение
горизонтального вертикаль-испол- ного иене ния полнения
Агрегатно-сверлильные: зенковочные и цековочные ... .........
Агрегатно-фрезерные и агрегатно-расточные ............................. . .
Агрегатно-резьбонарезные..............
1,0
0,9
1,6
1,1
1,0 1,8
Коэффициент
Вид направляющих
Чугунные...................................
Чугунные закаленные . .....................
Стальные закаленные и направляющие качения .
Значение
1,0
1,25
1,5
ности ремонта любого другого станка производится йутем сопоставления его с этим станком-эталоном.
Планирование и нормирование ремонтных работ производят с помощью условной ремонтной единицы. Для одного и того же станка категория сложности и число ремонтных единиц совпадают. Например, станок 10 категории сложности по ремонтной трудоемкости соответствуют 10 ремонтным единицам. В табл.44 приведены предельные нормы времени ремонтов и профилактических операций металлорежущих станков на одну ремонтную единицу.
Пользуясь этой таблицей, можно определять трудоемкость ремонтных операций станков. Например, на капитальный ремонт станка, содержащего десять ремонтных единиц, потребуется 10X23=230 час. на слесарные работы, 10X10=100 час. станочные и 10X2=20 час. на прочие работы.
Нормы времени на слесарные работы, приведенные в таблице, справедливы для станков, проработавших менее 20 лет. Для
Таблица 43
Структуры ремонтных циклов металлорежущих станков
Ремонтные операции 'в цикле 1
Вид станка коли- коли-
чередование ремонтных количество чество чество
% операций средних ремонтов малых ремонтов осмотров
Легкие и средние весом до 10 m к—о—м—о—м—о— — с—о—м—о—м—о— —с—о—м—о—м—о—к 2 6 9
Крупные и тяжелые весом 10—100 m К—О—О—О—М—О— —О—О—М—О—О—О— —С—О—О—О—М—О— —О—О—М—О—О—О— —С—О—О-О—М—О— —О—О—М—О—О—О— -к 2 6 27
Особо тяжелые весом свыше 100 т* и уникальные К—О—О—О—М—О— —О—О—М—О-О—О— -М—О—О—О—С-О— -О—О—М—О—О—О-—М-О—О—О—М—О— -О-О—С—О-О—О— —М—О—О—О—М—О— —О—О—М—О—О—О—к 2 9 36
Автоматические линии агрегатных станков, имеющих станины с чугунными направляющими К—О—М—О—М—О— —С—О—М—О—М—О— - С—О—М—О—М—О— -к 2 ь .9
Автоматические линии агрегатных станков, имеющих станины с закаленными направляющими К—О—О—М—О—O— _M—О—О—С—О-О— — м—О—О—М-О—О— —С—О—О—М-О—О— -M-О—О—к 2 6 18
Примечание. Обозначения в таблице: К — капитальней ремонт ремонт; М— малый ремонт; О — осмотр. ; С — средний
станков, проработавших свыше 20 лет, эти нормы могут быть увеличены на 10%. Если же по техническим возможностям предприятия ручное шабрение сопрягаемых поверхностей может быть заменено обработкой на станках, то нормы времени на слесарные работы должны быть уменьшены на 10—15%.
Нормы времени на станочные работы, приведенные в таблице, предусматривают получение до 10% потребного количества запасных деталей со стороны. При получении запасных деталей
. Таблица 44
Нормы времени в часах на одну ремонтную единицу
Наименование работ Промывка (самостоятельная операция) Проверка на точность (са-мостоятель- наяоперация) Осмотр перед капитальным ремонтом Осмотр Малый ремонт Средний ремонт Капитальный ремонт
Слесарные 0,35 0,4 1.0 0,75 4,0 16,0 23
Станочные . . Прочие (окрасочные, водопроводные, сварочные и — — 0,1 0,10 2,0 7,0 10
др.) — — — — 0,1 0.5 2
Всего . 0,35 0,4 1,1 0,85 6,1 23,5 35
со стороны свыше 10% потребного количества нормы времени на станочные работы соответственно уменьшаются. Нормами времени не учитываются работы по транспортированию станков и устройству фундамента.
В табл. 45 в качестве примера приведены категории сложности ремонта механической части некоторых токарных станков.
3. ТИПОВЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ ПРИ ОСМОТРАХ И РЕМОНТАХ СТАНКОВ
Плановые осмотры выполняются ремонтными слесарями в перерывы, нерабочие смены и выходные дни. При осмотрах выполняются следующие наиболее характерные работы:
1) проверка и исправление всех креплений, ограничителей, блокирующих устройств и упоров. Подтяжка клиньев и прижимных планок;
2) зачистка забоин и задиров на трущихся поверхностях станин, траверс, столов и т. д.;-
3) регулирование зазоров винтов и гаек суппортов, кареток, траверс, ходовых винтов и др.;
4) регулирование фрикционов, тормозов и подшипников шпинделя;
5) проверка переключений скоростей и подач;
6) проверка состояния и мелкий ремонт систем смазки, гидравлики и пневматики;
7) проверка и мелкий ремонт системы.охлаждения;
8) проверка наличия и мелкий ремонт ограждений и щитков;
9) проверка состояния важнейших механизмов с частичной разборкой их и заменой изношенных деталей;
10) выявление деталей, требующих замены при очередном плановом ремонте.
При осмотре станка перед капитальным ремонтом, кроме перечисленных выше работ, выявляются детали, требующие замены при капитальном ремонте, а также составляются эскизы изношенных деталей, если на них нет чертежей.
Малый ремонт является минимальным по объему плановым ремонтом, при котором заменяется и ремонтируется небольшое количество изношенных деталей и производится регулирование механизмов станка.
Наиболее типичные работы, выполняемые при малом ремонте:
1) разборка двух-трех узлов, подверженных наибольшему износу и загрязнению; промывка деталей этих узлов и по мере надобности ремонт или замена их; осмотр всех механизмов станка и устранение дефектов;
2) зачистка или пришабривание поверхностей регулировочных клиньев и планок;
3) разборка шпиндельного узла (за исключением шпинделей прецизионных, крупных и тяжелых станков) и зачистка рабочих мест шпинделя; зачистка или пришабривание подшипников шпинделя и регулирование их;
4) замена изношенных подшипников качения и втулок; регулирование подшипников качения;
5) ремонт и регулирование фрикционов и тормозов;
6) замена изношенных и сломанных крепежных деталей у клиньев, планок, резцедержателей и др.;
7) зачистка задиров и забоин на трущихся поверхностях станин, кареток, суппортов, траверс, столов и. др.;
8) проверка работы. и регулирование переключений скоростей и подач, блокирующих и предохранительных механизмов-и ограничителей хода;
9) замена изношенных деталей, которые не могут проработать до очередного планового ремонта;
10) ремонт ограждений и щитков по технике безопасности, а также предохранительных устройств, предназначенных для защиты трущихся поверхностей деталей станков от загрязнения:
11) ремонт системы смазки, гидравлики и пневматики; замена масла в картерных емкостях; ремонт системы охлаждения;
12) восстановление всех таблиц, схем, делений, указателей и номеров;
13) выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) с записью в предварительной дефектной ведомости;
14) испытание станка на холостом ходу на всех скоростях и
Таблица 45
Категории сложности ремонта механической части токарных станков
Конструктивные особенности станков и модель Высота цен. трое. Мм Расстояние между центрами, мм Категория сложности ремонта
Винторезный повышенной точности (1610) .... 100 350 7
Для нарезания особо точных резьб (503) .... 80 300 4
Винторезный (ВУ162) 150 750 5
Винторезный (1615М) 160 750 6
Винторезный повышенной точности (ТП-1М) . . . 150 750 9
Винторезный (162) 150 900 6
Винторезный (ТВ-01) 170 1000 8
Винторезный (161 А) 175 750 7 .
Винторезный (1А617) 175 750 7
Винторезный (1К62) 200 710—1400 11
Винторезный с гидрокопировальным суппортом
(1А62) 200 750—1500 13
Винторезный быстроходный (1М620) ....... 200 1000 11
Винторезный (Ml) . . . 200 1350 8
Быстроходный с бесступенчатым вариатором (1620) 225 1000 И
Винторезный (Т-60) 250 1250 10
Винторезный (ТУ-3) 280 1500 И
Винторезный (1963А) 300 3000 14
Винторезный повышенной точности (Кергер, Д2-20) 135 500 8
Винторезный с бесступенчатым вариатором (Рейне-
кер, ARB) 150 500 8
Винторезный (Шульц, 7535В) 170 1000 5
Винторезный (Кергер, ДИ-2) 175 1000 8
Винторезный (VDF, Е-3) 215 1750—2500 10
Винторезный (VDF,E-4) 285 1800 13
Винторезный (VDF, Е-5) 300 1000 12
Винторезный (VDF, Е-7) 350 2000 14
Винторезный (1658) 500 8000 38
Винторезный (1660Г) 625 8300 42
Винторезный (Монарх, С) 355 10360 38
Винторезный (Шисс-Дефриз, ИД) 550 12000 47
Винторезный (Ле Блонд, 48) . . ; 610 12025 51
Винторезный (Вагнер, ДК-65) 650 16000 60
Винторезный (Сименс) 700 6000 38
Винторезный (1680) 1000 10000 62
Без ходового винта (Шисс-Дефриз, 17ДД) . . . 1500 12500 77
подачах, проверка на шум, нагревание и на точность и чистоту обрабатываемой поверхности.
При малом ремонте проверке на точность по ГОСТ или техническим условиям подвергаются только те станки, которые включены в списки оборудования, подлежащего проверке на точность не только во время ремонтов, но и между плановыми ре
монтами. К такому оборудованию относятся прецизионные станки и станки, работающие на отделочных операциях.
При среднем ремонте производится частичная разборк'а станка, ремонт й замена тех деталей, срок службы которых равен межремонтному периоду (или меньше его) или периоду между двумя средними ремонтами. При среднем ремонте производится выверка всех координат станка и восстанавливаются предусмотренные ГОСТ или техническими условиями его точность, мощность и производительность.
Ниже приводится перечень работ, характерных для среднего ремонта станков:
1) частичная разборка станка; чистка, промывка и проверка износа деталей разобранных узлов. При среднем ремонте обычно разбираются следующие узлы: у токарных станков — коробки скоростей и подач, шпиндель, продольный и поперечный суппорты, фартук, насосы для охлаждения и смазки; у сверлильных станков — коробки скоростей и подач, шпиндель, реверсивный механизм, насос для охлаждения, система смазки; у фрезерных станков — шпиндель, коробки скоростей и подач, механизм самохода стола, рабочий стол, насосы для охлаждения и смазки, делительные головки; у продольно-строгальных станков — механизм вертикального перемещения поперечины, салазки, суппорт, механизмы изменения скоростей движения стола и перемены направления хода стола, механизм подачи, привод, систему смазки; у поперечно-строгальных станков — ползун, механизм подачи, кулисный механизм, коробка скоростей, привод, система смазки:
2) шлифование шеек шпинделя и замена или пришабривание подшипников;
3) замена изношенных втулок, подшипников качения, зубчатых колес, валиков, винтов, гаек и пригонка новых деталей-по месту;
4) ремонт всех фрикционов и тормозов;
5) замена изношенных и исправление поврежденных крепежных деталей;
6) замена или восстановление регулировочных клиньев и планок;
7) частичное шабрение или шлифование трущихся поверхностей станин, суппортов, кареток, столов, траверс, ползунов, если их износ превышает допустимый; общая поверхность шабрения не должна превышать 30—35% от поверхности трения;
8) чистка и ремонт фильтров и всей смазочной системы; установка новых масленок взамен утерянных или пришедших в негодность;
9) ремонт гидравлической и охлаждающей систем;
10) ремонт или замена оградительных устройств по технике
Типовые работы, «выполняемые при осмотрах и ремонтах станков 343 безопасности, а также устройств для защиты трущихся поверх-ностей станков от загрязнения;
11) проверка и ремонт блокирующих и предохранительных механизмов и ограничителей хода;
12) сборка отремонтированных узлов станка и проверка плавности перемещений деталей и правильности взаимодействия всех механизмов станка;
13) окрашивание наружных нерабочих поверхностей станка;
14) обкатка на холостом ходу на всех скоростях, и подачах; проверка на шум и нагревание;
15) восстановление всех таблиц, схем, делений и указателей;
16) проверка станка на точность по ГОСТ или техническим условиям.
Универсальные станки, переведенные на операционную работу, можно принимать после среднего ремонта по точности обрабатываемой детали.
Под капитальным ремонтом понимается наибольший по объему вид планового ремонта, при котором производится полная разборка станка, замена всех изношенных деталей и узлов и полный ремонт всех базовых деталей. При этом восстанавливают предусмотренные ГОСТ или техническими условиями точность, мощность и производительность станка.
При капитальном ремонте станков, помимо работ, выполняемых при малом и среднем ремонтах, производятся следующие работы:
1) полная разборка станка и промывка и осмотр деталей;
2) уточнение предварительно составленной дефектной ведомости;
3) замена или восстановление изношенных деталей и узлов;
4) ремонт систем охлаждения, смазки и гидравлики;
5) шлифование или шабрение всех направляющих поверхностей станин, столов, кареток, суппортов, траверс, стоек и т. п.
6) сборка станка, проверка правильности взаимодействия узлов и механизмов;
7) шпаклевка и окраска внутренних и наружных необработанных поверхностей по техническим условиям для отделки новых станков;
8) обкатка на холостом ходу на всех скоростях и подачах;
9) полная проверка на точность по ГОСТ или техническим условиям;
10) проверка и исправление дефектов фундамента.
Капитальные ремонты производятся в‘ремонтных цехах или на месте постоянной работы станков. Снятие с фундамента крупных, тяжелых ц особо тяжелых станков при капитальном ремонте не рекомендуется.
4. ПЛАНОВЫЕ ПРОСТОИ СТАНКОВ В РЕМОНТЕ. ПЛАНИРОВАНИЕ РЕМОНТОВ
Продолжительность простоя станков в ремонте зависит от категории сложности ремонта, вида ремонта, состава ремонтных бригад, механизации трудоемких ручных работ и т. д. Большое влияние на продолжительность простоя станков в ремонте оказывают организационно-технические мероприятия, направленные на ускорение производства ремонта. К таким мероприятиям относятся: 1) подготовка рабочего места, оборудованного соответствующими инструментами, приспособлениями и подъемнотранспортными средствами; 2) подготовка дефектной ведомости; 3) заблаговременное изготовление необходимых для ремонта станка деталей; 4) заблаговременное получение ремонтной бригадой необходимого материала и запасных частей; 5) разработка технических условий на ремонт наиболее ответственных узлов и механизмов станка; 6) разработка технологии ремонта и восстановления отдельных деталей и механизмов станка. Ремонт станков, как правило, должен производиться в две смены, а станки, особо необходимые в производстве, должны ремонтироваться в три смены.
В табл. 46 приведены нормы плановых простоев станков в ремонте в неавтоматизированном производстве на одну ремонт-* ную единицу сложности в сутках при работе ремонтной бригады в одну, две и три смены.
Таблица 46
Нормы плановых простоев станков в ремонте в сутках
Виды ремонтных работ Нормы простоя на одну ремонтную единицу
при работе в одну смену при работе в две смены при работе в три смены
Проверка на точность (самостоятельная операция) . . Малый ремонт . Средний ремонт Капитальный ремонт 0,1 0,25 0,6 1,0 0,05 0,14 0,33 0,54 0,04 0,10 0,25 0,41
Примечание, могут быть увеличены Для прецизионного оборудования нормы на 15%. простоев в ремонте
В табл. 47 приводятся нормы плановых простоев станков в автоматизированном производстве при ремонте отдельных их узлов и агрегатов.
Таблица 47
Нормы простоя станков в автоматизированном производстве
Наименование ремонтных работ Нормы простоя на одну ремонтную едэшвцу
автоматическая линия с последовательным расположением оборудования автоматическая линия с пара л л ельно - п ос ледовательным расположением оборудования
при работе в одну смену при работе в две смены при работе в одну смену при работе в две смены
Малый ремонт .... 0,2 0,10 0,2 0,11
Средний ремонт . . . 0,5 0,25 0,5 0,28
Капитальный ремонт . . 0,9 0,50 1,0 0,54
‘При проведении модернизации оборудования во время капитального и среднего ремонтов нормы простоев могут быть соответственно увеличены.
В качестве примера определим продолжительность простоя токарно-винторезного станка 1А62 при капитальном ремонте, если ремонт производится в две смены.
Пользуясь табл. 45, находим, что категория сложности ремонта этого станка 13. Из табл. 46 имеем, что простой на одну ремонтную единицу при работе бригады в две смены составляет 0,54 суток. Продолжительность простоя станка 1А62 тогда составит: 13X0,54=7 суток.
Годовой план ремонта оборудования составляется отделом главного механика с участием механиков цехов. В план включаются осмотры, малый, средний и капитальный ремонты. Промывку и проверку точности станков планируют в том случае, если они должны проводиться как самостоятельные операции.
При составлении годового плана ремонта оборудования руководствуются данными учета* отработанных станками часов или смен за период от последнего планового ремонта или осмотра с учетом результатов ежегодного осмотра технического состояния станков. Ежегодный осмотр технического состояния оборудования производится в конце года с целью уточнения состояния станков и соответствия его планируемому виду ремонта.
Годовой план для каждого цеха подписывается главным механиком, начальником и механиком цеха и утверждается директором завода. На основании годового плана составляются месячные планы с учетом отработанных каждым станком часов или смен и продолжительности межремонтных и межосмотровых периодов. Если Подлежащий ремонту станок в данный момент исправен или очередной вид ремонта может быть заменен дру-
23 Заказ № 936
гим, меньшим по объему, то такое отступление может быть допущено только с разрешения главного механика завода.
5. МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ СТАНКОВ
Правильная эксплуатация оборудования является главнейшим условием удлинения межремонтных периодов и удешевления содержания станков. Практика эксплуатации станков показывает, что наибольшее количество поломок и аварий происходит из-за нарушения правил эксплуатации и технологии изготовления деталей. Основными нарушениями являются несоблюдение режимов смазки, переключение шестерен на ходу станка, завышение режимов резания, неисправность блокирующих устройств. Поэтому вопросам эксплуатации станков должно быть уделено большое внимание. Рабочий должен допускаться к работе на станке только после инструктажа по технике безопасности, подробного ознакомления с устройством и управлением станка, инструкцией по смазке и уходу за ним.
До начала работы рабочий производит осмотр и проверку состояния механизмов станка и о всех неисправностях сообщает мастеру, который обязан вызвать дежурного слесаря для устранения этих неисправностей. Перед работой рабочий должен смазать станок и убедиться в нормальной работе смазочной системы. Для этого он должен знать местонахождение и работу смазочных устройств, а также периодичность смазки трущихся поверхностей.
Во время работы станка запрещается оставлять его без присмотра; при уходе с рабочего места необходимо выключить подачу, отвести режущий инструмент, остановить станок и выключить электродвигатель. При прекращении подачи тока немедленно выключить все электродвигатели. Запрещается работать при снятых защитных ограждениях и устройствах.
По окончании рабочей смены должны быть выключены все механизмы станка и отведены в исходное положение рабочие органы, произведена тщательная очистка станка, а перед нерабочей сменой или выходным днем необходимо смазать наружные трущиеся поверхности тонким слоем масла. После этого станок сдается сменщику. Если же сменщик будет продолжать обработку начатой в этой смене детали, то станок сдается на ходу.
Особое внимание уделяется эксплуатации прецизионных и тяжелых уникальных станков. К работе на прецизионных станках допускаются только рабочие, получившие специальную подготовку и право работать на прецизионном станке. Прецизионные станки должны быть использованы только по прямому назначе-г
нию. Обдирочные и другие грубые работы на этих станках не допускаются. Не допускается обработка деталей, вес которых пре-‘ вышает указанный в заводском руководстве или инструкции, имеющихся при каждом станке.
Станки, которые работают в условиях постоянной температуры, должны быть смонтированы в отдельном помещении, оборудованном установкой для поддержания постоянной температуры.
К эксплуатации тяжелого, уникального оборудования предъявляются следующие требования: 1) рабочие, работающие на таком оборудовании, должны пройти специальное обучение; 2) оборудование передается сменщикам с записью его состояния в журнале; 3) производится систематическая проверка на точность работы; 4) оборудование используется только по прямому назначению с обязательным соблюдением технологического режима; 5) должна производиться тщательная уборка и регулярная смазка станка.
При эксплуатации оборудования, установленного в потоке и в автоматических линиях, особое внимание уделяется работе смазочных систем и чистоте смазочных материалов.
. Межремонтное обслуживание является профилактическим мероприятием и выполняется дежурными слесарями, смазчиками, шорниками и электромонтерами. Эти рабочие следят за выполнением станочниками правил эксплуатации станков и производят своевременное регулирование механизмов и устранение мелких неисправностей.
Дежурный смазчик наблюдает за работой централизованных смазочных систем, инструктирует рабочих по вопросам смазки станков, производит смену масла в картерных емкостях, следит за правильным использованием и хранением масла.
Дежурный шорник следит за состоянием и содержанием ремней, предупреждает попадание на ремни масла и охлаждающей жидкости, перешивает и • заменяет ремни, а также следит за исправностью ограждений.
Расчет количества дежурных слесарей и смазчиков производится в зависимости от числа ремонтных единиц, закрепленных за одним рабочим. Для межремонтного обслуживания металлорежущих станков, работающих в условиях индивидуального и серийного производства, на одного дежурного слесаря в одну смену закрепляется 500 ремонтных единиц, а для смазчика 1000 ремонтных единиц. Для станков-автрматов и полуавтоматов на одного слесаря 400 и смазчика 900 ремонтных единиц. Для механического оборудования автоматических линий на одного дежурного слесаря 400 и смазчика 1000 ремонтных единиц.
За шорниками закрепляется в одну смену 300 физических единиц оборудования, имеющего ременные передачи.
В массовом и крупносерийном производстве нормы межремонтного обслуживания металлорежущих станков могут быть снижены на 15%. Для оборудования, проработавшего свыше 20 лет, нормы могут быть снижены на 10%. Для оборудования, работающего абразивами, нормы могут быть понижены на 5%.
К профилактическим мероприятиям относятся периодические промывки и проверки станков на точность, выполняемые ремонтными слесарями. Периодическим промывкам подвергаются станки, которые по условиям своей работы сильно загрязняются металлическими и абразивными частицами. При промывке производится разборка отдельных узлов и механизмов. Периодичность промывки станков в зависимости от условий их работы приводится в табл. 48.
Таблица 48
Периодичность промывки станков
г 1 Группы станков | Период между ^промывками в | отработанных часах
Станки, работающие с абразивным инструментом (шлифовальные, заточные, хонинговальные и др.) Станки, работающие металлическим инструментом 380
750
Крупные и тяжелые станки . 570
Прецизионные станки (координатно-расточные, резьбошлифовальные и др.) . . . ........... 190
Станки, обрабатывающие воспламеняющиеся сплавы .... 190
Прецизионные станки и станки, работающие на отделочных операциях, проверяются на точность не только во время плановых ремонтов, но и между ремонтами. Проверка производится в соответствии с ГОСТ или техническими условиями.
Перечень станков, подлежащих проверке на точность, и периодичность проверки устанавливаются главным технологом и механиком завода.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какое назначение имеет система ППР оборудования?
2. Что такое ремонтный цикл, межремонтный и межосмотровый периоды?
3. Что называется структурой ремонтного цикла?
4. Что такое условная ремонтная единица и зачем это понятие введено В ремонтную практику?
5. Как определяются плановые простои станков при капитальном ремонте?
6. Какие требования предъявляются к эксплуатации тяжелого и уникального оборудования?
7. В чем заключается межремонтное обслуживание станков?
ГЛАВА XXI
МЕХАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Одним из главных показателей эксплуатационных качеств металлорежущих станков является срок их службы и эксплуатационная надежность. Срок службы или долговечность станков, вообще говоря, определяется степенью их морального и физического износа. Срок же службы станков между двумя чередующимися друг за другом ремонтами определяется исключительно физическим износом.
Под физическим износом понимается значительная утрата станком первоначальных качеств (точности, производительности и т. д.) в результате механического и химического износа деталей, а также усталостных и других явлений. Под эксплуатационной надежностью станков понимается их способность к длительной безаварийной работе при минимальных затратах средств и труда на ремонтное обслуживание.
Для того чтобы оценить величину затрат материальных средств и труда на ремонты станков, в табл. 49 приводятся данные о соотношении трудоемкости капитального ремонта и изготовления станков.
Из таблицы видно, что в ремонтном производстве имеются громадные резервы повышения производительности труда ремонтников и снижения стоимости ремонтов.
Таблица 49
Соотношение трудоемкости капитального ремонта и изготовления станков
Станки Трудоемкость, час. Отношение трудоемкости ремонта к изготовлению
изготовления (по данным 1953 г.) капитального ремонта
Горизонтально-фрезерные (6Н82) . . 830 650 0,79
Токарно-винторезные (1616). . . . 515 425 0,83
Поперечно-строгальные (736) .... 470 540 1,15
Токарно-винторезные (1А62) .... 350 570 1,66
Главнейшим условием повышения труда ремонтников, снижения стоимости ремонтов и уменьшения простоев станков в ремонтах является так называемая малая механизация ремонтных операций. К средствам малой механизации отйосятся несложные приспособления, механизмы и различные устройства, с помощью которых частично или полностью механизируются те или иные ручные операции. Средства малой механизации обычно изготовляются без больших капитальных затрат силами самого завода, а поэтому они должны получить самое широкое применение в ремонтном производстве.
Однако более значительное улучшение экономических показателей и качества работ при ремонте станков может быть достигнуто при создании в промышленных экономических районах специализированных ремонтных предприятий для централизованного капитального ремонта массовых моделей станков и изготовления наиболее сложных сменных деталей. Такие предприятия будут иметь серийный характер производства, что позволит им при ремонте станков широко применять высокопроизводительные средства механизации, а также передовые технологические процессы изготовления и восстановления изношенных деталей.
1. МЕХАНИЗАЦИЯ РАЗБОРКИ И СБОРКИ СТАНКОВ
При ремонте станков всегда производится частичная или полная разборка. При капитальных ремонтах ремонтируемый станок разбирается полностью, а в случае средних и малых ремонтов — частично. Частично разбираются станки при осмотрах и промывках.
На разборку, сборку, регулирование узлов и механизмов, а также на проверку после капитальных ремонтов станков затрачивается значительное время, достигающее до 30% от общего времени, необходимого на все ремонтные работы. Поэтому механизация этих операций является необходимым условием для уменьшения стоимости ремонтных работ и уменьшения простоя станков в ремонтах. Механизация разборки и сборки станков при ремонте состоит в применении обычно несложного специального инструмента, приспособлений и механизмов. Большинство из них могут быть изготовлены без больших затрат силами самого завода.
Съемники. Известные трудности при разборке и сборке станков представляет выпрессовка и запрессовка деталей. Наиболее подходящим оборудованием для выполнения этих операций являются съемники и прессы. В зависимости от назначения, Г
съемники могут быть различных конструкций и размеров. Конструкции винтовых съемников, часто применяемых при разборке и сборке станков, показаны на фиг. 153. На фиг. 153, а изображен съемник, применяемый для снятия шкивов, шестерен, подшипников качения и других подобных деталей, находящихся сравнительно недалеко от конца вала или шпинделя. Съемник состоит из перекладины 2 с резьбой под винт 1 и лап 3. В головке винта имеется отверстие для рукоятки. На другом конце винта надета вращающаяся опорная коронка 4, В зависимости от размеров снимаемой детали лапы съемника переставляются по отверстиям 5 перекладины.
Фиг. 153. Съемники.
Этим съемником можно выпрессовывать также охватываемые детали, например, втулки. Для этого между опорной коронкой и торцовой плоскостью выпрессовываемой втулки помещается сменная подкладка, диаметр которой несколько меньше наружного диаметра втулки.
Для выпрессовки и запрессовки охватываемых деталей — втулок, подшипников, полых шпинделей станков успешно используется съемник, показанный на фиг. 153, б. Он состоит из винта 2 и гайки 1 с рукоятками 3, упорного диска 4, резьбовых стоек 5, сменного кольца 7 и гайки 8. Для того чтобы при вы-прессовке детали не происходило вращение винта, последний имеет шпоночную канавку, а опорный диск — шпонку.
Кроме описанных, имеются и другие конструкции съемников. Однако их принцип работы ничем не отличается от рассмотренных.
Прессы. Для запрессовки и выпрессовки мелких деталей применяются ручные винтовые и рычажно-реечные прессы, а для крупных деталей — гидравлические прессы.
На фиг. 154 показан ручной гидравлический пресс, развивающий усилие на штоке до 200 т. Он состоит из следующих основных частей: рамы, стола с подъемным механизмом, масляного пресса и насоса.
Стол 10 пресса поднимается или опускается на нужную высоту с помощью лебедки при вращении рукоятки 1. Положение стола фиксируется стопорными стержнями 9, пропущенными через отверстия стоек рамы и швеллеров стола. Сопряженные детали помещаются на стол и к выпрессовываемой детали с помощью маховика 12 подводится шток 11. Поршень 13, а вместе с ним и шток во время работы перемещаются под давлением масла в цилиндре 5, создаваемом насосом 6. Масло из бака 7 нагнетается в цилиндр через трубопровод 5 при качании рукоятки 8 насоса. Пресс имеет манометр 2.
Вентиль 4 служит для обратной подачи масла из цилиндра в бак. После работы поршень 13 со всеми закрепленными на нем деталями под действием пружин 14 автоматически возвращается в первоначальное положение. Подобные прессы изготовляются и с электрическим приводом для нагнетания масла из бака в цилиндр. Наличие в гидравлических прессах силоизмерителей (манометров) позволяет контролировать посадку ответственных соединений.
Перед запрессовкой деталей на прессах для уменьшения задиров их поверхности обычно смазывают маслом. Однако при •больших натягах масло выдавливается и не предохраняет поверхности от задиров. В этих случаях поверхности запрессовываемых деталей целесообразно смазывать порошкообразным сернистым молибденом. При применении сернистого молибдена возможна многократная* запрессовка и распрессовка одних и тех же деталей.
Во избежание возможных задиров и перекосов при запрессовке крупных деталей целесообразно при сборке соединений с натягом производить нагревание наружной (охватывающей) детали. Охватывающая деталь расширяется, в результате чего создается необходимый сборочный зазор. Температура нагревания зависит от материала и величины натяга сопряжения. Например, для посадки подшипников качения на вал их нагревают в масле до температуры 80—90°.
Для запрессовки деталей применяется охлаждение внутренней (охватываемой) детали. Этот способ имеет свои преимущества по сравнению с другими — получается высокая прочность сопряжения, улучшается структура металла, детали не коробятся. Охлаждение деталей производят в жидком воздухе или азоте, а также в твердой углекислоте.
Ключи и отвертки. Значительное время при ремонте станков г
затрачивается на разборку и сборку резьбовых соединений. Для ускорения этих процессов применяют фрикционные ключи, позволяющие производить работу „без перестановки ключа при каждом повороте им гайки или болта. Фрикционные ключи удобны при завинчивании и отвинчивании гаек и болтов в труднодоступных местах. Применяются также пневматические и электрические гайковерты, конструкции которых хорошо известны.
Чтобы обеспечить равномерное прилегание планок, клиньев и других деталей к трущимся поверхностям станин, столов и суппортов металлорежущих станков, необходимо закрепляющие болты затягивать с одинаковым и определенным усилием. Для этого применяются тарированные ключи и отвертки.
Тарированный ключ (фиг. 155, а) состоит из рукоятки 2 с приваренным к ней корпусом /, гайки 4, стержня 15, пружины 12, трех шариков 9, стальных шайб И и 13, текстолитовых шайб 3 и 5, гаек 14, сменной головки 6, диска 8, шпильки 7 и трех стоек 10. Вращение рукоятки через шарики 9 передается диску 8, жестко соединенному шпилькой 7 со стержнем 15, на конце которого ^закреплена головка 6. Вначале завинчивания гайки или
болта ключ работает, как одно целое. В момент же окончательной затяжки болта создается большое усилие, вследствие чего шарики перемещаются до упора (перемычек канавок) диска 8; затем шарики выжимается на перемычки и через стойки 10 сжимают пружину 12, выключая диск S, после чего ключ работает вхолостую. Если предварительно пружину сжать больше, то при затяжке болтов можно приложить большее усилие. Следовательно, гайками 14 чможно регулировать усилие затяжки, болтов и гаек при сборке.
Для того чтобы при достижении заданного усилия затяжки резьбового соединения ключ автоматически выключался, его надо протарировать, т. е. отрегулировать пружину на преодоление этого усилия.
На фиг. 155,6 показан тарированный ключ с динамометром, позволяющий измерять усилие затяжки болтов и гаек. Он имеет дополнительный рычаг 4, соединенный с ключом 1 шарниром 2, Рукоятка ключа связана с рычагом 4 пружинным динамометром 5, стрелка которого показывает усилие затяжки резьбового соединения.
При разборке и сборке станков весьма часто применяются отвертки. Для уменьшения набора инструмента используют отвертки со сменными железками. Квадратные концы железок входят в рукоятку и удерживаются в ней утопающим штифтом.
Для завинчивания винтов и шурупов с заданным усилием применяются тарированные отвертки (фиг. 156). Железка 1 своим квадратным концом вставляется во втулку 2 шпинделя 3 и удерживается в ней утопающим штифтом. Усилие сжатия пружины 4, находящейся в рукоятке 5, регулируется гайкой 6. Отвертка имеет расцепляющуюся кулачковую муфту, служащую для автоматического выключения вращения железки, когда усилие затяжки превысит некоторую определенную величину.
Интересны приспособления для завинчивания и отвинчивания резьбовых шпилек. Приспособление, показанное на фиг. 157, а, состоит из головки 1 с внутренней нарезкой под шпильку и спиральной прорезью. Стержень 3 свободно входит в отверстие головки и имеет штифт 2.
Приспособление навинчивается на один конец резьбы шпильки до упора с нижним концом стержня 5, а затем второй конец шпильки завинчивается в деталь. По мере увеличения сопротивления завинчиванию шпильки последняя сильнее зажимается в головке приспособления. При повороте рукоятки 4 в обратную сторону штифт отводит стержень от шпильки. После этого головка легко вывертывается. Описанным приспособлением пользуются и при вывинчивании шпилек. Для этого необходимо изменить направление спирали в головке 1.
На фиг. 157,6 показано приспособление с эксцентриковым роликом для завинчивания и отвинчивания шпилек. Приспособление состоит из корпуса 3 с отверстием 4 для прохода шпильки. В прорези корпуса находится насеченный ролик 2 с эксцентрично смещенным отверстием, который свободно поворачивается на оси 1.
При работе приспособления шпилька пропускается в отверстие 4 и прижимается роликом 2. При повороте рукоятки корпуса происходит заклинивание свободного конца шпильки между роликом и стенкой отверстия корпуса, в результате чего шпилька завинчивается в деталь.
Электрозаклепочник. При ремонте станков очень часто ремонтируются или изготовляются новые кожухи, ограждения и другие устройства из листовой и профильной стали. Для выполнения этих работ удобно пользоваться портативным электро-заклепочником И-120 пистолетного типа. Таким электрозакле-почником можно производить точечные внахлестку и стыковые швы. Толщина привариваемых листов от 0,2 до 2,5 мм. Источником тока служит сварочный трансформатор с дросселем.
2. МЕХАНИЗАЦИЯ ПРИГОНОЧНЫХ И ОТДЕЛОЧНЫХ РАБОТ
При ремонте станков значительное время затрачивается на различные слесарно-пригоночные работы. К таким работам относятся опиловка, шабрение, шлифование, доводка и т. д. От качества выполнения пригоночных работ зависит точность сопряжений и износостойкость трущихся поверхностей, а в конечном счете, эксплуатационные качества узлов и станка в целом. При ремонте станков весьма распространенной пригоночной операцией является ручное шабрение, сущность которого заключается в соскабливании шабером тонких слоев металла толщиной до 0,005 мм. При капитальном ремонте универсальных станков на шабровочные работы затрачивается 30% времени и более от времени на все слесарные работы.
Широкое применение ручного шабрения объясняется тем, что при этом способе обработки не требуется специального оборудования; шабрением можно достаточно точно пригонять такие поверхности, размеры и формы которых часто исключают возможность применения других способов обработки. Однако ручное шабрение является весьма непроизводительным способом обработки и подгонки сопрягаемых деталей, поэтому при ремонте станков ручное шабрение часто заменяется другим и более производительными способами обработки.
В настоящее время определились три основных направления в области повышения производительности труда при выполнении пригоночных работ:
1) совершенствование ручного шабрения путем применения новых конструкций шаберов;
2) замена ручного шабрения механизированным;
3) полная или частичная замена шабрения шлифованием, тонким строганием и фрезерованием и т. д.
Шабрение. На фиг. 158 показана новая конструкция шабера, предназначенного для шабрения широких плоскостей. Шабер представляет собой диск диаметром 50—60 мм и толщиной11 3—4 мм, закрепляемый болтом к державке. По мере затупления режущих граней диск поворачивается. Когда режущие грани обеих сторон затупятся, диск затачивается на круглошлифовальном станке.
Для увеличения производительности труда и облегчения работы при шабрении применяются механизированные шаберы с электрическим или пневматическим двигателем. На фиг. 159 показана переносная установка с электрическим двигателем, применяемая для шабрения станин, столов, стоек и других деталей станков. Она состоит из электродвигателя 2, укрепленного на станине /, приводной головки 5, передающей вращение через гибкий вал 4 механизму шабровочной головки 5. В шабровочной головке вращательное движение преобразуется в возвратно-поступательное движение шабера.
Механизированные шаберы с электроприводом имеют некоторые недостатки: изменение направления движения шабера сопровождается толчками; невозможно регулировать числа ходов шабера в минуту и усилия резания.
Пневматические шаберы не имеют этих недостатков, но их вес несколько больше, чем вес электрических.
Шлифование. Большое распространение в настоящее время при ремонте станков получает шлифование поверхностей. Направляющие, например станины станков, шлифуются на специальных плоскошлифовальных станках или продольно-строгальных и продольно-фрезерных станках при помощи шлифовальных и переносных ’приспособлений, позволяющих шлифовать станины, не снимая их с фундамента.
На фиг. 160 показано шлифовальное приспособление, применяемое для шлифования станин на продольно-строгальных станках. Приспособление состоит из следующих основных частей: плиты 7, суппорта 8, гильзы 5, шлифовальной головки 5, кронштейна 2, электромотора 11 и трехступенчатых шкивов 12-
Для установки и закрепления суппорта к плите последняя имеет центрирующую выточку и круговой Т-образный паз. Шлифовальная головка закрепляется в гильзе с помощью болтов А Суппорт вместе со шлифовальной головкой может быть установлен под различными углами. Для этого в плите имеется не*
Фиг. 156. Тарированная отвертка.
Фиг. 157. Приспособление для завертывания шпилек.
Фиг. 158. Дисковый шабер.
Фиг. 159. Механизированное шабрение.
сколько отверстий 4 с закаленными втулками и одно отверстие 5 с конусной втулкой % планке 8. После поворота головки на требуемый угол ее положение фиксируется стопором, пропущенным через отверстия двух втулок, и в этом положении закрепляется болтами 10. К гильзе приварен кронштейн, на котором закреплен электродвигатель (мощность 0,7 кет, 2800 об/мин.), передающий вращение на шпиндель шлифовальной головки с помощью трехступенчатых шкивов, что позволяет получить три скорости шпинделя. Для перемещения шлифовальной головки
Фиг. 160. Приспособление для шлифования направляющих станин на продольно-строгальном станке.
по направляющим суппорта имеется винт с рукояткой 6 и гайка.
Кроме описанной конструкции шлифовального приспособления, имеются аналогичные приспособления с прямым соединением электродвигателя со шпинделем, а также с шестеренчатой передачей.
При шлифовании станин на продольно-строгальном станке необходимо скорость движения его стола уменьшить до величины, соответствующей подаче при шлифовании.
Для шлифования направляющих станин без снятия станков с фундамента применяют переносные шлифовальные приспособления с ручным или механическим приводом. Эти приспособления целесообразно применять для шлифования направляющих не только длинных, но и коротких станин.
Точность шлифования переносным приспособлением в сильной степени зависит от точности поверхностей, по которым перемещается приспособление вдоль направляющих. Поэтому за базовые поверхности принимаются малоизнашивающиеся и легко восстанавливаемые плоскости. Например, при шлифовании станины токарного станка базовыми направляющими для приспо
собления могут служить направляющие для задней бабки, которые предварительно пришабриваются по линейке и проверяются на спиральную изогнутость.
На фиг. 161 показано переносное приспособление, применяемое на Свердловском турбомоторном заводе для шлифования направляющих станин ремонтируемых станков. К плите 8 прикреплены сменные направляющие 9, которые устанавливаются на предварительно пришабренные и проверенные поверхности станины. Перемещение плиты вдоль станины осуществляется путем пере-
Фиг. 161. Переносное шлифовальное приспособление.
катывания звездочки по натянутой роликовой цепи 10. Звездочка получает вращение от электродвигателя 5 через червячную передачу. Изменение направления движения приспособления производится переключателем 6 или автоматически по упорам, воздействующим в конце каждого хода на реверсивные переключатели. На переднем суппорте установлен электродвигатель 4, на конце вала которого закреплен чашечный абразивный круг 11. Установка абразивного круга для шлифования производится рукоятками 2, 3 и 7. Для снятия и переноса приспособления служат четыре рыма 1. Для большей точности работы и устойчивости приспособления в нижней части плиты устраивают подрессорные упоры, несущие шарикоподшипники,’ выполняющие роль катков.
Кроме описанного приспособления, применяются и другие переносные шлифовальные приспособления, характерная особенность которых заключается в том, что шлифовальная голов-
ка отделена от электродвигателя и вращение ее производится клиноременнон передачей.
Высокопроизводительным способом восстановления изношенных направляющих является тонкое строгание их на продольнострогальных станках с*последующей притиркой или легким (декоративным) шабрением. Строгание производится твердосплавными или быстрорежущими широкими резцами с тщательно доведенной режущей кромкой, с большими подачами и малой глубиной резания. Обработку рекомендуется производить, сма-лтивая поверхность детали керосином.
Фиг. 162. Приспособление к электромагнитному столу для шлифования клиньев.
При ремонте станков значительное время затрачивается на шабрение клиньев кареток и суппортов. На фиг. 162 показано приспособление, разработанное Оргтрансмашем, для шлифования клиньев. Нижняя плита 1 крепится к столу плоскошлифовального станка, работающего периферией круга. Верхняя плита 3 может поворачиваться на шарнирах 2, что позволяет устанавливать эту плиту под углом, соответствующим углу скоса шлифуемого клина. Настройка верхней плиты на заданный угол осуществляется с помощью двух направляющих 4, на одной из которых имеется шкала с ценой деления 5'. Точная регулировка наклона плиты производится болтом 6. Отрегулированное положение верхней плиты закрепляется двумя гайками 5. После настройки приспособления на плите 5’ закрепляется электромагнитный стол, на который помещается для шлифования клин.
Механизация окраски. К числу отделочных операций относится окраска станков после ремонта. Окраска предохраняет детали от коррозии и придает станкам красивый внешний цид-
Для окраски станков применяются такие материалы, которые после нанесения их на деталь не позволяют проникать к поверхности металла влаге. Покрытие должно обладать хорошей эластичностью и достаточной твердостью, а также длительное время хорошо держаться на поверхности деталей и не разрушаться от минеральных масел, эмульсий и т. д.
Работа по окраске станков после ремонта состоит из следующих операций: подготовки поверхности для грунтовки, грунтовки, шпаклевки и последующей сушки, окраски с последующей сушкой. Эти операции при выполнении их ручным способом очень трудоемки и значительно увеличивают непроизводительные простои станков в ремонте. Поэтому для повышения производительности труда и уменьшения простоев оборудования, а также для улучшения качества покрытий необходимо механизировать малярные работы.
Для очистки деталей от ржавчины, песка и старой краски в условиях ремонтного производства может быть использован электроинструмент И-109. Он состоит из электродвигателя, гибкого вала, корпуса, кожуха и шарошки. На четырех осях шарошки свободно, с большим диаметральным зазором насажено по семь звездочек. При вращении шарошки звездочки под действием центробежной силы перемещаются по оси вращения и своими зубьями производят очистку поверхности. При малом наслоении ржавчины и краски, а также при окончательной очистке поверхности шарошку заменяют стальной щеткой.
Для удаления окалины и старой краски с металлических поверхностей применяются пневматические строенные молотки. Такие молотки имеют следующую техническую характеристику:
Число ударов в минуту...................... 180
Давление воздуха, ат........................ 5
Расход воздуха, m*)muh.................0,3—0,35
Вес молотка, кг ... 2,5
Габаритные размеры, мм..................418x76x75
На фиг. 163 показана электрическая щетка для очистки поверхностей перед нанесением грунта. Она состоит из электродвигателя /, гибкого вала 4, передающего вращение металлической щетке 3 через редуктор 2, и пускателя 5. Электродвигатель помещен на тележке 7 и имеет возможность поворачиваться на оси 6.
После очистки поверхности производится грунтование. Грунтом называется первый слой покрытия, служащий основанием, на которое наносятся следующие слои покрытия. На загрунтованную поверхность наносится шпаклевка, представляющая собой густую пастообразную массу. Шпаклевание является трудоемкой операцией, так как при ремонте станков выполняется
обычно вручную обыкновенными металлическими или резиновыми шпателями. Однако для увеличения производительности труда при выполнении этих работ применяются и механизированные шпатели.
На фиг. 164 показана схема механизированного шпателя, предложенная С. А. Сусловым. Шпатель состоит из корпуса 1 коробчатого сечения, имеющего форму обычного шпателя. Верхняя стенка корпуса на 2—3 мм длиннее нижней и несколько отогнута кверху. Корпус соединен с металлической трубкой 2. Шпаклевка поступает из бачка 5 через кран 10 и шланг 4 под давлением воздуха, создаваемым воздушным насосом 7. Подача шпаклевки регулируется краном 3. Бачок имеет манометр 8, пробку 6 для наполнения шпаклевочной массой, пробку 9 для удаления оставшейся шпаклевки и вентиль 11 для спуска воздуха.
Автоматическое поступление шпаклевки под шпатель не только способствует увеличению производительности труда рабочих, но и сохраняет свойства шпаклевочной массы, так как исключает возможность преждевременного испарения ее летучей части.
После просушки производится шлифование зашпаклеванных поверхностей деталей. Для этих целей применяются наждачное полотно, пемза. Для механизации шлифования зашпаклеванных поверхностей можно воспользоваться электрической щеткой (см. фиг. 163). В этом случае ставится диск, на котором закрепляется наждачное полотно или кусок пемзы.
Для повышения производительности труда рабочих и улучшения качества покрытия окраску отремонтированных станков целесообразно производить методом распыления краски при помощи пистолетов-распылителей воздушного действия. На фиг. 165 показан пистолет-распылитель КР-Ю, который состоит из корпуса /, рукоятки 2, форсунки 4, регулятора подачи краски 3 и стаканчика 5 для краски. Краска из стаканчика подается самотеком по центральному каналу пистолета при одновременном действии воздушной струи. Воздух, которым производится распыление краски, должен быть очищен от масла и воды в специальном маслоотделителе.
При окраске воздушным распылением надо иметь в виду, что пыль, образующаяся от краски, вредна для здоровья работающих. Кроме этого, летучие растворители легко воспламеняются и пары их при известной концентрации в воздухе образуют взрывчатые смеси. Поэтому окраску распылением следует производить в специально оборудованной камере или пользоваться распылителями с уменьшенным туманообразованием.
При нанесении шпаклевки или краски на недостаточно просушенный предыдущий слой происходит вспучивание и отслаивание покрытия. Поэтому просушивание покрытий является
Фиг. 163. Электрическая щетка.
Фиг. 164. Схема механизированного шпателя.
Фиг. 165. Пистолет-распылитель КР-10.
Фиг. 166. Электроталн.
одним из важных элементов технологического процесса окраски деталей.
Естественная сушка покрытий происходит очень медленно. Поэтому для сокращения простоя станков в ремонте применяют искусственную сушку при окраске деталей. Для ускорения сушки окрашенных деталей ремонтируемых станков целесообразно применять переносные приспособления.
Наиболее совершенными устройствами для сушки окрашенного оборудования после ремонта являются передвижные рефлекторные щиты. Такие устройства, работающие по принципу облучения тепловыми инфракрасными лучами окрашенных поверхностей, позволяют производить ускоренную сушку деталей и станков. Источниками инфракрасных лучей в сушильных устройствах этого вида служат лампы накаливания со специальными рефлекторами, обеспечивающими более полное использование тепловой энергии и равномерность распределения лучей.
Типовая передвижная сушильная установка, представляющая собой вертикальный рефлекторный щит с лампами накаливания 200—500 вт, монтируется вместе со шкафом управления на легкой сварной тележке. Этот щит устанавливается около просушиваемой поверхности и остается неподвижным в течение всего периода сушки. Затем щит перемещается для сушки следующего участка поверхности и т. д. Устройство щитов позволяет регулировать температуру сушки деталей.
3. МЕХАНИЗАЦИЯ ПОДЪЕМНО-ТРАНСПОРТНЫХ РАБОТ
При ремонте станков значительное время занимают работы, связанные с подъемом*и перемещением тяжелых деталей и узлов, поэтому для увеличения производительности труда и улучшения условий работы ремонтников необходимо прежде всего обеспечить рабочие места, участки и отделения подъемно-транспортными средствами. Разнообразие ремонтируемого оборудования обусловливает применение различных подъемно-транспортных средств: домкратов, талей, треног, передвижных тележек, поворотных и мостовых кранов и т. д. Применяются также различные приспособления для подъема и перемещения деталей, узлов и станков в целом.
Подъемно-транспортные средства могут быть общего и местного назначения. Однако местные подъемно-транспортные средства при ремонте станков необходимы и в тех случаях, когда в цехе имеются краны общего назначения, так как при ремонтных работах требуются частые подъемы и перемещения грузов.
При подъеме и транспортировке тяжелых деталей и узлов необходимо убедиться, соответствует ли грузоподъемность
подъемно-транспортной машины или приспособления весу перемещаемого груза. Во избежание несчастных случаев необходимо обращать особое внимание на закрепление деталей перед их перемещением.
Тали. При ремонте станков широкое применение находят тали, которые изготовляются с ручным, электрическим и пневматическим приводом. Ручные тали подвешиваются к неподвижным опорам. Для удобства работы и увеличения площади обслуживания тали подвешиваются на тележки, перемещаются по подвесным однорельсовым путям при помощи ручного привода.
Наиболее удобными при ремонтных работах являются электрические тали. Электрические тали, так же как и ручные, могут подвешиваться на неподвижных опорах (фиг. 166, а) или закрепляться на специальных тележках, имеющих ручной или электрический привод (фиг. 166, б). Электрические тали изготовляются грузоподъемностью 0,25; 0,5; 1,0; 2,0; 3,0; 5,0 т, скорость подъема груза составляет до 8 м/мин.
Электрическая таль, связанная с тележкой, снабженной ручным или электрическим приводом для горизонтального перемещения, называется тельфером.* Управление тельфером производится с пола посредством подвесных кнопочных устройств или из кабины, подвешенной к тельферу. Тельферы грузоподъемностью 0,25 и 0,5 т устанавливаются на тележках с ручным приводом.
В табл. 50 приведена краткая техническая характеристика тельферов ТВ.
Козлы. При ремонте станков на месте их работы для подвешивания ручных или электрических талей часто применяются передвижные козлы и треноги. На фиг. 167, а показаны передвижные козлы, состоящие из рамы трубчатого сечения, тележ-
Таблица 50
Техническая характеристика тельферов ТВ
Марка тельфера Грузоподъемность, тп Скорость передвижения, м/мин Вес тельфера, кг Номер двутавра монорельсового пути Мощность электродвигателя механизма подъема, кет Мощность электродвигателя механизма передвижения, кет
ТВ-025 ТВ-05 ТВ-121 ТВ-221 ТВ-301 ТВ-501 Прине подъема 8 м 0,25 0,5 1,0 2,0 3,0 5.0 ч а н и с. I /мин. 20 20 30 30 Хля тельфет 74 91 490 550 880 1250 to в всех м 14—22 14—22 24—30 24— 30 24—45 24—45 арок высот: 0,40 0,85 2,40 3,50 4,00 5,60 а подъема 6 л 0,65 0,65 1,50 1,50 (» а скорость '
ки для перемещения рамы и балки 2 круглого сечения, по которой перемещается тележка / с подвешенной к ней ручной талью 3. Для закрепления тележки во время подъема или опускания груза ее колеса поворачиваются в разные стороны специальными рукоятками 4 и фиксируются в этом положении при помощи зубчатого сектора и штифта рукоятки.
На фиг. 167, б показана тренога, служащая для подъема грузов. Она состоит из трех стоек трубчатого сечения, шарнирно соединенных вверху и подвесного крюка для подвешивания тали. Треноги изготовляются разной грузоподъемности.
Фиг. 167. Подъемные козлы.
Тележки. При ремонтных работах широко применяются ручные и самоходные тележки. На фиг. 168, а показана ручная тележка, которая состоит из сварной рамы 5, четырех колес 4 и тяги /. Ось передних колес имеет возможность поворачиваться около вертикального штыря 2. Рамы таких тележек изготовляются из двутавров или уголков.
На фиг. 168, б показана ручная тележка с лебедкой, применяемая для перевозки тяжелых деталей, узлов и малогабаритных станков. Подъем груза осуществляется ручной лебедкой /, прикрепленной к кронштейну тележки. Ось передних колес соединена с вертикальным штырем 2 и с помощью тяговой рукоятки 3 может поворачиваться'в горизонтальной плоскости. Рама и кронштейн могут быть изготовлены в виде сварной конструкции.
При отсутствии соответствующих подъемно-транспортных средств для перемещения ремонтируемых станков удобно пользоваться специальными катками (фиг. 169). Каток состоит из оси 1 прямоугольного сечения с вырезанным сквозным пазом для прохода болтов и двух колес 2. Для перемещения станка под его станину подводят оси катков, которые закрепляются с подошвой станины болтами.
Фиг. 168. Приспособление для перемещения станков: а — ручная тележка; б — тележка с лебедкой.
Фиг. 169. Катки для перемещения станков.
Фиг. 170. Простые поворотные краны.
Самоходные тележки являются удобными транспортными средствами для межцеховых и внутрицеховых перевозок тяжелых деталей и малогабаритных станков. В зависимости от источника энергии самоходные тележки подразделяются на электрические, автоэлектрические, автотележки и пневмотележки. Наибольшее распространение получили электрические и автоэлектрические тележки. Для ремонтных работ удобны электрические тележки с подъемными платформами. Такие тележки с высоким подъемом платформы до 2050 мм от пола имеют грузоподъемность от 1500 до 3000 кг и с низким подъемом (до 400 мм) от 1500 до 5000 кг.
Краны. При централизованном ремонте станков ремонтные участки и пролеты оборудуются различными кранами, которые используются как местные подъемно-транспортные средства.
На фиг. 170 показаны простые поворотные настенные краны, которые могут быть изготовлены на любом заводе. Для подъема груза поворотный кран с постоянным вылетом (фиг. 170, а) снабжается ручной лебедкой или талью. Для увеличения площади обслуживания применяются поворотные краны с переменным вылетом. Такие краны снабжаются ручными тележками, перемещающимися с помощью тросов или цепей (фиг. 170, б). Подъем грузов производится ручной лебедкой. Для подъема грузов поворотные краны часто снабжаются тельферами (фиг. 170, в).
В качестве местных подъемно-транспортных средств обслуживания ремонтных работ применяются также мостовые краны с ручным приводом и кран-балки. Кран-балки представляют собой мостовые однобалдчные краны, у которых в качестве подъемных устройств применяются нормальные тельферы, обычно перемещающиеся по нижним полкам несущей двутавровой балки. Грузоподъемность кран-балок от 0,5 до 5 т. Управление такой балкой чаще всего производится с пола при помощи кнопок.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое эксплуатационная надежность станка?
2. Что подразумевается под малой механизацией ремонтных работ?
3. Перечислите средства механизации, применяемые при разборке и сборке станков.
4. Для какой цели применяется порошкообразный сернистый молибден при запрессовке деталей?
5. В каких случаях пользуются тарированными ключами?
6. Перечислите средства механизации, применяемые при пригоночных и отделочных работах.
7. Расскажите устройство и работу переносного шлифовального приспособления для шлифования направляющих станин..
8. Какие подъемно-транспортные средства применяются при ремонте станков?
ГЛАВА XXII
МОДЕРНИЗАЦИЯ СТАНКОВ ПРИ РЕМОНТЕ
Сущность технического прогресса заключается прежде всего в непрерывном расширении производства и совершенствовании средств труда: машин, станков, механизмов, инструментов. Вновь выпускаемое оборудование, как правило, характеризуется более высокими техническими качествами по сравнению с ранее изготовленными: повышаются скорость, мощность, точность, эксплуатационная надежность. Высокие технические качества новых станков и замена ими станков устаревших конструкций обеспечивают значительный рост производительности труда и снижение себестоимости продукции. Особенно большой экономический эффект дает замена старого оборудования полуавтоматическими и автоматическими станками и целыми автоматическими линиями.
1. НАЗНАЧЕНИЕ МОДЕРНИЗАЦИИ
По численности станочного парка Советский Союз занимает одно из первых мест в мире. В состав парка станков входит около 60% станков в возрасте свыше 10 лет, в том числе 18% —свыше 20 лет. Часть этого оборудования морально устарела и требует обновления. Ежегодно должно обновляться 12—18% парка оборудования. Однако осуществить замену такого количества старых станков новыми не представляется возможным, так как весь годовой объем производства металлорежущих станков составляет немногим больше 6%. Вот почему наряду с заменой старого оборудования новым необходимо в самых широких масштабах осуществлять модернизацию действующего парка станков. Из этого не следует, что модернизация станков является вынужденным, а следовательно, временным мероприятием. Наоборот, это совершенствование действующего оборудования должно быть постоянным и непрерывным процессом, как постоянно и непрерывно развивается техника.
Модернизация действующих станков хотя по своим результатам в ряде случаев менее эффективна, чем замена их новыми, но ее преимущества заключаются в быстроте увеличения выпуска промышленной продукции на имеющемся оборудовании и площадях при значительной экономии капитальных затрат. Поэтому модернизация оборудования является одним из главных средств технического прогресса.
При выборе станков для модернизации учитывается степень их физического и, главным образом, морального износа. Сущность морального износа заключается в том, что по мере технического прогресса некоторые действующие станки технически устаревают, т. е. по своей производительности, мощности, точности работы уже не отвечают тем возросшим требованиям, которые предъявляются к ним современными высокопроизводительными технологическими процессами. Работа на таких станках становится экономически невыгодной. Кроме этого, к моральному износу оборудования также относится частичная утрата стоимости некоторых станков в результате повышения производительности труда станкостроительных заводов, производящих эти станки, а следовательно, и снижение себестоимости станков.
Следовательно, под модернизацией понимается обновление действующего оборудования с целью полного или частичного устранения его морального износа. Модернизацией предусматривается изменение конструкций узлов и деталей станков с учетом технических достижений, применяемых при изготовлении новых станков.
Конкретные цели, которые преследуются модернизацией станков, обусловливаются условиями производства. Например, в условиях индивидуального и мелкосерийного производства, когда ставится задача максимального использования возможностей современного режущего инструмента и сокращения вспомогательного времени, производят модернизацию станков, увеличивая их скорости, мощности, уменьшая универсальность и т. д. В условиях крупносерийного и массового производства особенно важными вопросами модернизации являются автоматизация и специализация станков, создание полуавтоматических и автоматических станочных линий. •
Усовершенствование конструкций режущего инструмента, развитие производства и улучшение качества твердых сплавов создали предпосылки для значительного повышения режимов резания при обработке деталей на станках. В связи с этим возникла необходимость в модернизации многих станков с целью повышения их скорости и мощности, а следовательно, и производительности.
За последние 15 лет скоростй резания возросли в среднем в
4—5 раз, однако имеются еще громадные резервы для их дальнейшего повышения. Например, скорости резания на токарных и фрезерных станках в настоящее время, как правило, не превосходят 75—150 м!мин> хотя применяемые инструменты позволяют увеличивать их до 150—400 м!мин и более.
Модернизация станков с целью повышения их скорости и мощности обычно вызывает необходимость в повышении жесткости и виброустойчивости основных деталей и узлов, и в частности, шпинделей и шпиндельных подшипников. Повышение жесткости станков достигается различными конструктивными мерами, а также тщательностью пригонки подвижных и неподвижных соединений.
Существенное повышение производительности труда при работе на металлорежущих станках может быть достигнуто попутно с увеличением скорости резания сокращением вспомогательного времени, затрачиваемого на установку и снятие деталей, подвод и отвод инструмента, управление станком и на прочие работы.
Модернизация станков с целью сокращения вспомогательного времени дает значительный экономический эффект.
Для современной технологии машиностроения является характерной специализация станков. ^Модернизация станков в этом направлении заключается в приспособлении их к выполнению одной или нескольких родственных операций. Конструкции специализированных станков отличаются простотой — упрощаются движения рабочих органов станка, уменьшаются ступени скоростей и подач и т. д. Вместе с упрощением конструкций станка повышается производительность и точность работы на определенных операциях. Модернизации с целью выполнения определенных операций обычно подвергаются станки устаревших типов.
Во многих случаях производственные условия выдвигают необходимость модернизации станков с целью расширения их технологических возможностей. Технологические возможности, например, токарного станка могут быть расширены путем оснащения его специальными суппортами для обработки сферических или конических поверхностей и т. д.
Существенным резервом технического прогресса является создание полуавтоматических и автоматических станочных линий на базе модернизированных станков. Идя по этому пути, многие -заводы достигли значительных успехов. Например, на московском инструментальном заводе «Фрезер» им. М. И. Калинина в результате модернизации 24 станков создана автоматическая линия, позволившая увеличить производительность труда в 3 раза. При этом затраты на модернизацию были в
4—5 раз меньше, чем затраты на приобретение новых станков для такой линии.
На Первом государственном подшипниковом заводе (1ГПЗ) из модернизированного оборудования создано семь автоматизированных линий, позволивших полностью механизировать обработку деталей шариковых подшипников на токарном и шлифовальном участках. Эти линии позволили в 3—4 раза повысить производительность труда и снизить себестоимость продукции на 40—60%.
Важной формой этого направления модернизации является модернизация работающих автоматических линий. Так, например, поступил Московский завод малолитражных автомобилей. При выпуске новой модели автомобиля он вместо замены станков новыми модернизировал имеющиеся. В результате этого завод получил значительную экономию средств.
На ремонт и эксплуатацию металлорежущих станков затрачиваются громадные средства, поэтому модернизация станков для снижения расходов на их содержание заключается в повышении долговечности и эксплуатационной надежности, а также в снижении стоимости ремонтных работ и межремонтного обслуживания. Для увеличения срока службы и уменьшения стоимости ремонта станков применяют так называемые компенсаторы износа.
Для компенсации износа применяются сменные и подвижные детали — компенсаторы, которые позволяют многократно использовать износившиеся детали сопряжений. Для цилиндрических поверхностей сменными деталями-компенсаторами являются втулки, а для плоских — планки. При применении подвижных деталей-компенсаторов образовавшийся в процессе эксплуатации износ поверхностей сопряженных деталей компенсируется путем регулировки зазоров.
Для улучшения ремонтной технологичности, т. е. для ускорения процессов сборки, разборки, замены износившихся деталей, а также для сокращения времени, затрачиваемого на подгоночные операции, регулирование и другие виды работ при модернизации станков изменяют конструкцию их узлов и деталей.
С целью улучшения условий эксплуатации станков и предупреждения аварии устанавливают блокирующие механизмы для выключения станка в случае его перегрузки, а также механизмы, устраняющие возможность самовыключения станка или одновременного включения нескольких движений; уменьшают число органов управления и располагают их более удобно по отношению к рабочему.
На некоторых заводах широко проводится унификация узлов различного оборудования, что создает предпосылки для внедре
ния узлового метода ремонта, упрощает уход за оборудованием и создает условия для серийного производства запасных и сменных деталей. Так, например, на 1ГПЗ в различных моделях одношпиндельных токарных автоматов были унифицированы бабки шпинделя, суппорты, подшипники и другие узлы и детали На этом заводе ранее насчитывалось 29 моделей сферошлифо вальных станков, унификация которых позволила свести их всего к четырем типам.
Модернизация технологического оборудования входит в обязанности ремонтных служб заводов. Проведение работ по модернизации станков во многих случаях приурочивается ко вре мени выполнения капитального или среднего ремонтов. Опыт многих заводов показывает, что такое совмещение позволяет снизить общую трудоемкость работ по сравнению с выделением ремонтов и модернизации. Кроме этого, при совмещении модернизации с ремонтом значительно ускоряются темпы модерниза ции оборудования.
В выборе объектов модернизации, в проектировании необхо димой оснастки, в освоении и выявлении эффективности модер визированного оборудования должны принимать непосредственное участие технологи завода. Общее техническое руководство модернизацией металлорежущего оборудования осуществляется Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС).
2. ВИДЫ МОДЕРНИЗАЦИИ
Основные виды модернизации станков следующие: 1) повышение быстроходности и мощности; 2) сокращение вспомогательного времени; 3) повышение уровня автоматизации и механизации; 4) расширение технологических возможностей; 5) изменение основного технологического назначения; 6) улучшение эксплуатационных качеств станка и повышение безопасности работы на нем.
Повышение быстроходности большинства металлорежущих станков может быть достигнуто изменением передаточных отношений цепи привода главного движения, установкой более быстроходного электродвигателя, соединением оси двигателя непосредственно с первым валом коробки скоростей, установкой приставных коробок скоростей и т. д. Выбор способа увеличения быстроходности станка зависит от конструкции существующего привода и технологических требований, предъявляемых к модернизированному станку.
Повышение быстроходности обычно вызывает необходимость в улучшении конструкции шпиндельного узла и, в частности,
^шпиндельных подшипников и системы их смазки. При значительном повышении мощности станка и скорости главного привода в некоторых случаях требуется замена шестерен, валов, фрикционных муфт. I
При модернизации станков с целью повышения быстроходности обычно производят замену подшипников скольжения шпинделя подшипниками качения, что в большинстве случаев вызывает необходимость в изготовлении нового шпинделя и растачивании отверстий в корпусе бабки под подшипники. Обработку шеек шпинделя и отверстий в корпусе бабки производят по 1 классу точности. Наружные и внутренние кольца шарикоподшипников обычно монтируют по плотной посадке 1 класса точности. Конические роликоподшипники, не имеющие осевой регулировки, монтируют на напряженной посадке 1 класса, а имеющие осевую регулировку — на плотной посадке. В том случае, когда корпус передней бабки не позволяет сделать расточку отверстий под подшипники качения, то вместо вкладышей шпиндельных подшипников устанавливают специальные обоймы, в которых и монтируют подшипники качения.
Повышение быстроходности фрезерных станков осуществляется, главным образом, путем увеличения передаточного отношения цепи привода главного движения. При модернизации фрезерных станков устаревших конструкций с целью повышения их быстроходности применяют приставные коробки скоростей. При этом вращение от коробки скоростей передают обычно с помощью ременной передачи непосредственно шпинделю станка или через имеющийся на станке ступенчатый шкив. Для обеспечения более плавного вращения шпинделя и смягчения ударных нагрузок при фрезеровании на шпиндель станка рекомендуется устанавливать маховик.
Повышение быстроходности фрезерных станков вызывает необходимость модернизировать и их подвески. Сущность такой модернизации заключается в замене подшипников скольжения подшипниками качения или в замене неподвижных центров вращающимися. Как в том, так и в другом случаях производят растачивание корпуса подвески для специального стакана, в котором монтируют подшипники качения. На фиг. 171 показан один из вариантов конструкции подвески с вращающимся центром. В корпус подвески вставлен стакан 4, в котором на двойном игольчатом подшипнике 3 смонтирован центр 5. Осевое давление воспринимается регулируемой гайкой 1 через упорный подшипник 2.
Одновременно с увеличением быстроходности станков необходимо принимать меры, предотвращающие появление вибраций, которые могут явиться препятствием для работы с высо-
3 ъ
Фиг. 171. Подвеска с вращающимся центром.
кйми скоростями. Одной из главных причин вибрации является недостаточная объемная и контактная жесткость деталей. Повышение объемной жесткости деталей станков достигается выбором соответствующих размеров поперечных сечений, уменьшением вылетов деталей, введением дополнительных опор и связей.
Контактная жесткость может быть значительно повышена улучшением чистоты обработки соприкасающихся поверхностей деталей, созданием предварительного натяга в деталях, уменьшением числа стыков, усовершенствованием зажимов салазок, суппортов и столов, тщательной пригонкой подвижных и неподвижных соединений, хорошей регулировкой узлов станка и т. д.
При модернизации станков с целью повышения их быстроходности большое влияние на возникновение вибраций оказывает несбалансированность быстро вращающихся деталей и узлов: патронов, шкивов, крупных шестерен, роторов электродвигателей. Для предотвращения появления опасных вибраций станка необходимо производить балансировку быстро вращающихся деталей, повышать плавность ра
боты ременных, цепных и зубчатых передач, улучшать соосность валов, соединенных муфтами.
Для повышения жесткости токарных и револьверных станков дополнительно к сказанному рекомендуется применять удлиненные каретки поперечных суппортов и устройства для устранения зазора в гайках ходовых винтов. Для повышения жесткости задней бабки применяют встроенный вращающийся центр в виде шпинделя и достаточно жесткие крепления.
При модернизации фрезерных станков повышают жесткость консолей, хоботов, устраняют возможные зазоры в резьбе винта и гайки продольной подачи, а также зазоры в подшипниках ходового винта, применяют усиленные зажимы направляющих, по которым на данной операции не происходит перемещений и т. д.
Повышение жесткости консолей осуществляют путем дополнительной опоры. Эти опоры выполняются в виде стоек различ
ной конструкции. Жесткости хобота повышают дополнительной связью его с консолью. Устранение осевого зазора в подшипниках достигается установкой упорных или радиально-упорны^ подшипников, смонтированных с предварительным натягом. |
Важным видом модернизации металлорежущих станков яв|-ляется сокращение вспомогательного времени, затрачиваемого на установку детали для обработки и снятия после обработки, на подвод и отвод инструмента, управление станком. Для сокращения вспомогательного времени при работе на металлорежущих станках устанавливаются быстродействующие поворот-
Фиг. 172. Схемы механизмов автоматического останова.
ные резцедержатели, автоматические остановы подачи, механизмы ускоренных холостых перемещений, рабочих органов, быстродействующие зажимные устройства для заготовок.
При модернизации станков применяются различные конструкции упоров и автоматических остановов подач. Наиболее часто в станках применяются остановы, позволяющие производить разрыв кинематической цепи подачи. На фиг. 172, а показана схема механизма автоматического останова. При включенном состоянии кулачковой муфты 5 рычаг 2 удерживается собачкой 3. В конце заданного хода рабочий орган 1 нажимает собачку 3 и освобождает рычаг 2, который под действием пружины 4 поворачивается и выключает муфту 5. Точность такого останова находится в пределах 0,1—0,15 мм.
На фиг. 172, б показана схема другого варианта останова. Здесь выключение муфты через рычаг 2 производится соленоидом 4, который срабатывает при замыкании конечного выключателя 3 нажимом рабочего органа 7.
Значительное сокращение вспомогательного времени достигается установкой на станках механизмов для ускоренных холостых перемещений рабочих органов. На фиг. 173 показана схема механизма ускоренных перемещений стола и поперечины
поперечно-строгального станка. На поперечине станка закреплен электродвигатель 5, вращение от которого через валик 2 и па|ры шестерен 8 и 7 передается среднему звену обгонной муф--ть| 5. При включении шестерни 4 ускоренное перемещение получает стол, а при включении шестерни 9 — поперечина. Изменение направления движения достигается реверсированием электродвигателя. В конструкцию этого станка включен автоматический останов подачи. Он состоит из валика /, упоров И. рычага 10 и кулачковой муфты 6.
Фиг. 173. Схема модернизированного привода подачи и ускоренного перемещения поперечно-строгального станка.
При модернизации устаревших продольно-строгальных станков в их конструкцию вводят механизмы ускоренного перемещения траверсы и суппортов. В конструкцию фрезерных станков добавляют механизмы ускоренного перемещения холостых ходов продольного стола, а иногда поперечных салазок и консолей.
Расширение технологических возможностей является важным видом модернизации станков, особенно на заводах единичного и серийного производства. Модернизация станка в этом направлении производится для создания возможностей обработки на нем более крупных деталей или для выполнения несвойственных станку операций. Увеличение, например, диаметра обработки у большинства токарных станков достигается применением промежуточных подкладок пол переднюю и заднюю бабки и под верхний или нижний cynnopibi.
25 Заказ № 936
Для выполнения несвойственных станку операций обычно устанавливаются дополнительные механизмы. Чаще всего эт|и механизмы изготовляются в виде сменных приспособлений, не снижающих технологических возможностей станка. К таки л приспособлениям относятся специальные шлифовальные голоц-ки, устанавливаемые на продольно-строгальных, продольно-фрезерных, карусельных и токарных станках, копирные и затыловочные приспособления для токарных станков и т. д. Расширение технологических возможностей фрезерных станков достигается применением фрезерных головок с различным расположением шпинделей, круглых столов, дол-5 бежных головок.
Изменение основного назначения станка производится путем модернизации станков, главным образом, уста-v ревших конструкций. Примером такой модернизации может служить пере-3 делка токарных станков в протяжные, г доводочные, болторезные и гайкорезные, для суперфиниширования цилин-1 дрических поверхностей деталей. Вертикально-сверлильный станок моЯсет быть переделан в алмазно-расточный, притирочный и хонинговальный. Продольно-строгальный станок можно использовать как плоскошлифовальный. Фиг. 174. Автоматизирован- Повышение уровня автоматизация ный сверлильный станок, станков позволяет сократить время холостых и повысить время рабочих ходов. Модернизация станков в этом направлении создает условия для многостаночного обслуживания.
На фиг. 174 показан один из вариантов автоматизации работы сверлильного станка с многопозиционным столом. Автоматический цикл движения стола и шпинделя осуществляется механизмом стола 3. Подача шпинделя станка Производится от кулачка / через рычаг 2, соединенный шатуном 4 с рычагом 5, передающим движение реечной шестерне.
В шлифовальных станках автоматизацию движений обычно осуществляют с помощью специальных приборов, служащих для автоматического управления работой станка в зависимости от изменения размера обрабатываемой детали в процессе ее шлифования.
Например, прибор завода «Калибр», в зависимости от при-’ руска на чистовую обработку деталей, переключает станок -с чернового режима обработки на чистовой и по достижении окончательного размера отключает подачу и отводит шлифовальный круг в исходное положение. Переключение подач и отвод шлифовального камня осуществляется электромагнитами, которые получают команды от исполнительного реле прибора.
Улучшение эксплуатационных качеств станков производится с целью сокращения расходов на ремонт и текущее обслуживание. Сокращение расходов на ремонт станко.в достигается повышением долговечности их деталей и применением деталей — компенсаторов износа.
Долговечность станков может быть повышена изменением конструкции изнашивающихся деталей, термической обработкой, электроискровым упрочнением, дробеструйным наклепом, улучшением системы смазки, усовершенствованием защитных устройств, предохраняющих трущиеся поверхности от загрязнения, применением блокирующих устройств и ограничителей ходов рабочих органов.
Для повышения долговечности станин, суппортов и других деталей устанавливают стальные закаленные накладки или накладки из текстолита и древесно-слоистых пластиков. У передвижных зубчатых колес значительному износу подвержены торцы зубьев. Для повышения долговечности таких колес их зубьям придают бочкообразную форму.
При износе направляющих, например станины и каретки токарного станка, происходит опускание фартука. Особенно значительно опускание фартука происходит после ремонта станины. Для того чтобы сохранить соосность ходового винта и гайки, а также для обеспечения правильного соединения реечной шестерни с рейкой приходится прострагивать верхнюю поверхность фартука или соприкасающуюся с фартуком поверхность каретки. На выполнение этой работы затрачивается значительное время. В модернизированной конструкции суппорта токарного станка (фиг. 175) опускание фартука легко устраняется путем обработки компенсирующей планки, помещевной между кареткой и фартуком.
С целью повышения эксплуатационных качеств плоскошлифовальных станков на Ленинградском заводе полиграфических машин модернизирован поршень цилиндра продольной подачи рабочего стола. На фиг. 176, а показан узел поршня до модернизации. Поршень состоит из двух стяжных шайб 4, кожаных или хлорвиниловых манжет 5 и прокладного кольца 6. С помощью гайки 7 и упорного кольца 3 поршень крепится на штоке 2. Поршень работает в цилиндре /. К недостаткам такой конструкции 25*
Поршня относится сравнительно быстрый износ манжет. По мере эксплуатации манжеты теряют эластичность, в результате чего происходит большая утечка масла из рабочей полости, нарушающая плавность хода стола. ,
На фиг. 176, б показан модернизированный поршень. Поршень 1 изготовлен из чугуна с зазором в 0,02—0,03 мм, в одну
^Компенсирующая планка
Фиг. 175. Суппорт токарного станка с компенсирующей планкой.
сторону имеет кольцевые канавки. Проверка работы таких поршней на ряде станков показала хорошие результаты. Станки, оборудованные поршнями такой конструкции, обладают плавностью хода и мягкостью переключения направления движения
Фиг. 176. Модернизация поршня подачи стола плоскошлифовального станка.
стола, практически исключается > износ стенок цилиндра и поршня.
Повышение безопасности работы на станке достигается улучшением конструкций ограждений механизмов. В некоторых случаях ограждения целесообразно блокировать с органами пуска и останова станка так, чтобы при незакрытых ограждениях ста
нок нельзя было пустить. Необходимо располагать органы управления станков в удобных для работы местах.
При модернизации шлифовальных станков необходимо устанавливать усиленные защитные кожухи на шлифовальные круги. Эти кожухи лучше делать подвижными, с малым углом раскрытия.
3. КОМПЛЕКСНАЯ МОДЕРНИЗАЦИЯ
Наибольший экономический эффект получается от комплексной модернизации, когда одновременно усовершенствуются станок, инструмент и приспособление. Такая модернизация получила название системы СИП (станок — инструмент — приспособление). Практика показывает, что эффективность от комплексной модернизации системы СИП в 1,5—1,8 раза выше эффективности от модернизации только станка и в несколько раз выше, чем только от модернизации инструмента или приспособления.
Большой опыт модернизации системы СИП накоплен Свердловским турбомоторным заводом. На этом заводе от проведения комплексной модернизации производительность труда на отдельных участках повысилась в 6 раз. Основное направление при проведении полной комплексной модернизации—когда одновременно усовершенствуются станок, инструмент и приспособления. В отдельных случаях, модернизацией можно охватить только два элемента системы СИП, например станок и инструмент или станок и приспособление.
Усовершенствуя станки при их модернизации, механизируют вспомогательные перемещения исполнительных органов, автоматизируют управление, вносят кинематические и прочностные изменения в конструкции узлов станков для более полного использования усовершенствованного режущего инструмента, получения необходимой точности обработки и т. д. Способы усовершенствования станков при модернизации подробно описаны выше.
В отношении режущего инструмента улучшают геометрию режущих частей, применяют новые стойкие инструментальные материалы, создают конструкции многоинструментальных наладок, обеспечивают непрерывность резания и т. д.
Модернизируя приспособления, создают многоместные устройства, автоматизируют и механизируют закрепление заготовок, обеспечивают легкость настройки и перенастройки.
Комплексная модернизация системы СИП весьма часто обусловливается появлением новых конструкций инструмента или новых его материалов. Например, при применении многолезвий-
вых резцов В. А. Колесова возникла необходимость в усилении механизма подач токарных станков, в установке быстродействующих приспособлений, что в 2—2,5 раза сократило время обработки деталей. Этот пример одновременного усовершенствования станка, инструмента и приспособления показывает, что комплексную модернизацию можно осуществлять и без автоматизации процессов обработки деталей.
Модернизация системы СИП с целью частичной или полной автоматизации процессов обработки деталей осуществляется с помощью специальных приспособлений, выполняющих заданную программу работ. Программирование можно производить следующими механизмами: рычажно-шарнирными передачами; копирами, жестко связанными с режущим инструментом; копирами, связанными с инструментом через механические, гидравлические и электрические приводы (копирные следящие устройства) и бескопирными следящими устройствами.
Сущность автоматизации обработки деталей с помощью ко-пирного следящего устройства заключается в следующем. При включении продольной подачи, например в токарном станке, следящий ролик или штифт, касаясь профильной поверхности копира, сообщает перемещение (поперечную подачу) инструменту. При этом штифт прижимается к копиру пружиной, давлением жидкости или просто грузом. Такие устройства позволяют автоматизировать обработку ступенчатых валов и профильных деталей. Наибольший эффект от таких устройств получается при усовершенствовании других элементов системы СИП и, в частности, при модернизации зажимных устройств.
Для автоматизации процессов обработки деталей применяются гидравлические копировальные суппорты ГС-1, изготовляемые заводом «Красный пролетарий», и КСТ-1, изготовляемые заводом им. Орджоникидзе. Гидросуппорты позволяют производить обточку и расточку цилиндрических, конических и фасонных поверхностей, а также подрезку торцов. Они могут быть применены в токарных, револьверных, карусельных и других станках. Применение гидросуппорта часто вызывает необходимость в комплексной модернизации системы СИП. Например, на Свердловском турбомоторном заводе производят обточку силовой шпильки на токарном станке специальным резцом с помощью гидросуппорта КСТ-1. При этом деталь закрепляется в самозажимном патроне, куда она. подается пинолью задней бабки, имеющей пневматический цилиндр. Таким образом, универсальный станок превращен в полуавтомат.
При модернизации системы СИП фрезерных станков применяются многоинструментальные наладки и более совершенные конструкции фрез. В этом случае устанавливают дополнитель
ные прямые угловые или револьверные головки, применяют пневматические или гидравлические зажимы для инструмента и изделий, вводят дополнительные механизмы, обеспечивающие непрерывность фрезерования, автоматизацию переключения стола и т. д.
На Уралмашзаводе модернизирован фрезерный станок 6Б82, дополнен долбежной головкой и специальным приспособлением для закрепления деталей. Эта модернизация позволила выполнять на фрезерном станке долбежные операции.
Наиболее типичным видом комплексной модернизации сверлильных станков является увеличение скорости вращения шпинделя, применение так называемых силовых головок, предназначенных для сверления, развертывания, нарезания резьбы, торцевания, а также фрезерования ‘ в специальном приспособлении.
Комплексная модернизация системы СИП шлифовальных станков обычно заключается в устройстве быстродействующих зажимов, в автоматизации управления работой станка в зависимости от изменения размера обрабатываемой детали в процессе шлифования, в автоматизации контроля размеров деталей в процессе обработки, а также в применении профильных и наборных шлифовальных кругов.
При модернизации тяжелых и уникальных станков применяют многоинструментальные наладки, увеличивают скорости резания, повышают прочность отдельных узлов и деталей для более полного использования усовершенствованного режущего инструмента, совмещают различные виды обработки деталей, широко применяют дополнительные суппорты, шлифовальные и фрезерные головки, коробки скоростей как специально изготовленные, так и приспособленные от современных серийно выпускаемых станков.
Например, повышение быстроходности стола продольнострогального станка устаревшей конструкции осуществляют путем замены перекидываемой ременной передачи коробкой скоростей с реверсивной электромагнитной муфтой или реверсивным электродвигателем. При модернизации продольнострогальных станков вводят механизмы ускоренного перемещения траверсы и суппортов, а в конструкцию продольно-фрезерных станков еще добавляют механизмы ускоренного перемещения холостых ходов стола.
Для расширения технологических возможностей продольнострогальных, продольно-фрезерных и карусельных станков их оснащают шлифованными головками. Такая модернизация тяжелых станков дает значительный экономический эффект, так как позволяет без дополнительных затрат времени на переста
новку обрабатываемой детали производить чистовую обработку шлифованием. Кроме этого, такая модернизация станков часто бывает необходима, когда на заводе нет крупногабаритных шлифовальных станков.
При модернизации главного привода карусельных станков для повышения быстроходности и мощности необходимо принять меры, обеспечивающие нормальные условия для работы круговых направляющих стола и планшайбы. Это достигается усовершенствованием системы смазки направляющих, применением наделок на чугунные направляющие планшайбы из цинкового сплава ЦАМ 10—5 или текстолита.
4. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ МОДЕРНИЗАЦИИ
Модернизация металлорежущих станков является одним из направлений технического прогресса в машиностроительной и металлообрабатывающей промышленности. В результате повышения быстроходности и мощности, автоматизации цикла работы станка или иных, рассмотренных выше, видов модернизации создаются условия для увеличения выпуска промышленной продукции на действующем оборудовании и имеющихся площадях, повышения производительности труда, улучшения условий труда и т. д.
При выборе станков для модернизации необходимо учитывать, чтобы ее осуществление было не только конструктивно и технологически возможно, но и экономически целесообразно. Не следует проводить такую модернизацию станка, когда от него заимствуется, например*, лишь одна станина, а все остальные узлы и детали изготовляются вновь. В этом случае затраты на модернизацию станка могут оказаться слишком большими и экономически неоправданными. С другой стороны, экономически нецелесообразно подвергать модернизации станки сравнительно новых моделей, которые по технической характеристике близки к последним образцам этой группы станков.
Ниже приводятся некоторые примеры экономической эффективности модернизации металлорежущих станков. Так, на Харьковском электромеханическом заводе в результате модернизации токарного станка 1А62, заключающейся в автоматизации цикла его работы путем применения гидравлического копировального устройства, производительность труда на обработке валов возросла на 85% •
Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) совместно с заводами разработаны типовые проекты модернизации металлорежущих
станков отечественного производства, предусматривающие повышение степени механизации и автоматизации, расширение технологических возможностей, повышение долговечности работы станка. Осуществление этих проектов модернизации позволит повысить производительность труда металлорежущих станков на 15—35%.
При выборе объектов и составлении планов модернизации станков необходимо произвести расчет, позволяющий выявить, экономическую эффективность модернизации. Для этого следует в первую очередь установить, какие технические и экономические показатели могут измениться в результате модернизации станка или группы станков. Далее производится подсчет экономической эффективности по отдельным ее составляющим. Результаты этих подсчетов сравниваются с технико-экономическими показателями станка до его модернизации. При этом необходимо учитывать капитальные затраты, вызванные модернизацией оборудования.
Не всякие изменения, вносимые в конструкцию станка, могут относиться к понятию модернизации; хотя они и дают определенную пользу предприятию. Нельзя считать модернизацией станка, если в нем произведена, например, замена плоских ремней на клиновидные. Применительно к модернизации рекомендуется планировать и учитывать только ту работу, в результате которой существенно повышается производительность труда, улучшается качество продукции.
Однако не всегда может быть дана денежная или какая-либо вообще количественная оценка модернизации. Например, улучшение условий труда уже не поддается количественному измерению. Это не значит, что модернизация с этой целью не эффективна.
Существенный эффект модернизации оборудования, который не поддается денежной оценке, заключается и в выигрыше времени. Модернизация оборудования позволяет увеличить произ-водственнные мощности в короткие сроки без увеличения производственных площадей и без приобретения нового оборудования.
Важнейшим показателем экономической эффективности модернизированного оборудования является повышение и производительности труда. Рост производительности труда модернизированных металлорежущих станков может быть определен по следующей формуле *:
♦ Формула и таблицы к ней позаимствованы из брошюры Л. Я. Шух-гальтер, Модернизация оборудования и ее экономическая эффективность,. «Знание», 1959.
где Д—коэффициент повышения производительности;
Дх— коэффициент сокращения затрат машинного времени за счет увеличения скоростей резания;
До—коэффициент сокращения машинного времени заснет увеличения подач;
Д3 — коэффициент сокращения вспомогательного времени после проведения модернизации;
а — доля машинного времени в общем времени работы до модернизации станка;
b — доля вспомогательного времени в общем времени работ до модернизации;
с — доля общего времени работы станка, которое в результате модернизации совсем не изменяется (подготовительно-заключительное время, обслуживание рабочего места и др.).
Коэффициенты а, Ь и с могут быть взяты из табл. 51, а значения коэффициентов Дь Д2 и Дз, характеризующих степень сокращения затрат машинного и вспомогательного времени в результате модернизации станка, могут быть взяты из табл. 52.
Таблица 51
Значение коэффициентов о, в и с
Вид станка Тип производства 13начсние коэффициента
а в с
Токарные Единичное 0,2 0,3 0,5
Мелкосерийное 0,4 0,3 0,3
Крупносерийное 0,5 0,2 0,3
Револьверные Мелкосерийное 0,4 0,3 0,3
Крупносерийное . 0,6 0,3 0,2
Массовое (-.7* 0,2 0,1
Фрезерные Серийное 0,4 0,4 0,2
Вертикально- Мелкосерийное 0,5 0,3 0,2
сверлильные Крупносерийное . . .* 0,6 0,2 0,2
Массовое . 0,7 0,2 0,1
Круглошлифо- Мелкосерийное 0,5 0,3 0,2
вальные Крупносерийное 0,6 0,3 0,1
Массовое 0,7 0,2 0,1
При определении экономической эффективности модернизации с помощью ценностных измерителей расчет производят с
Таблица 52
Значения коэффициентов, характеризующих степень сокращения затрат машинного и вспомогательного времени в результате модернизации станка
Коэффициент Значение коэффициентов для различных типов станков
универсально-токарные токаоно-револь-верные консольнофрезерные вертикально-сверлильные круглошлифовальные зуборезные
Л\ 0,5—0,7 1 0,6—0,8 0,4—0,6 0,7—0,8 0,6 0,7-1,0
Л* а 0,6—0,8 0,8—1,0 0,5—0,7 0,4—0,6 1,0 0,4—0,5
К» 0,6 0,8 0,5—0,7 0,5—0,7 0,4—0,6 0,6
учетом обусловленных модернизацией изменений по отдельным статьям производственных издержек: заработной платы, затрат на материалы и инструменты, электроэнергию и т. д.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое моральный износ станков?
2. С какой целью производят модернизацию оборудования?
3. Перечислите основные виды модернизации станков.
4. Почему модернизацию станка целесообразно производить во время планового ремонта?
5. Как можно повысить быстроходность фрезерных и продольно-строгальных станков устаревших конструкций?
6. Какие изменения вносятся в конструкцию станка с целью сокращения вспомогательного времени при работе на нем?
7. Какие изменения вносятся в конструкцию станков для увеличения их долговечности?
8. Что такое комплексная модернизация станков?
9. Назовите важнейший показатель экономической эффективности модернизации станков.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
1. Галкин В. Д. и ОбидаровВ. Н- Рациональная простановка размеров и допусков на чертежах, Машгиз, 1960.
2. М я г к о в В. Д. Допуски и посадки, Машгиз, 1957.
3. Единая система планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий, под ред. М. О. Якобсона, Машгиз, 1962 (4-е издание).
4. Справочник механика машиностроительного завода, под ред. Ю. С. Борисова, т. II, Машгиз, 1958.
5. Петухов А. В. и Чесноков Н. Н. Применение древесно-слоистых ^пластиков при ремонте оборудования, «Станки и инструмент», № 2, 1958.
6. Болховитинов Н. Ф. Металловедение и термическая обработка, Машгиз, 1958.
7. Э д е л ь с о н А. М. Применение металлизации для восстановления изношенных деталей, Машгиз, 1960.
8. Браславский В. М. Обкатка направляющих роликами, «Станки и инструмент», № 10, 1958.
9. Н а л ч а н А. Г. Металлорежущие станки, Машгиз, 1957.
10. Про ников А. С. Износ и долговечность станков, Машгиз, 1957.
11. Шухгальтер Л. Я. Модернизация оборудования и ее экономическая эффективность, «Знание», 1959
12. Нормали станкостроения, «Станки и инструмент», № 10, 1956.
13. Металлорежущие станки. Под ред. Ачеркан Н. С., Машгиз, 1958.
14. С а ф р о н о в и ч А. А. и др. Карусельные станки, Машгиз, 1960.
15. Адам Я. И. и Овумян Г. Г. Справочник зубореза-фрезеровщика. Машгиз, 1961.
16. Никифоров В. М. и Мосин В. В. Рациональный ремонт шлифовальных головок, Машгиз, 1951.
17. Система планово-предупредительного ремонта металлообрабатывающего оборудования, ч. I, НИАТ, 1952.
18. Федоров Б. Ф. Механизация и автоматизация сборочных работ, Машгиз, 1959.
19. Ковальский Н. Н. «Механизация окрасочных работ в станкостроении, «Станки и инструмент», № 12, 1957.
20. Жданов А. И. Экономическая эффективность модернизации оборудования, Госпланиздат, 1960.
21. Справочник механика машиностроительного завода. Ред. Носкин Р. А., т. I, Машгиз, 1958.
22. Гольберг Б. Т. и Волосатое В. А. Модернизация узлов шлифовальных станков, Лениздат, 1956.
23. А в р у т и н С. Ф. Основы фрезерного дела, Профтехиздат, 1960.
24. Обработка деталей машин на расточных станках. Ред. Оглоблин А. Н., Машгиз, 1958.
25. Диев Б. В. и Строганов Е. А. Унифицированные шпиндельные головки, Машгиз, 1961.
26. Левит Г. А., Цырлин М. М. и Лапидус А. С. Материалы, ^конструкции и системы смазки опор планшайб тяжелых карусельных станков, «Станки и инструмент», № 5, 1958.
27 Полуянов В. Т. Технологическая модернизация металлорежущих «станков, Машгиз, 1961.
ОГЛАВЛЕНИЕ
Введение .......................................................... 3
Глава I. Общие сведения............................................ 7
1. Организация чертежного хозяйства.......................... 7
2. Понятие о чистоте поверхности............................. 8
3. Основные понятия о допусках и посадках................... 18
4. Размерные цепи и компенсаторы............................ 21
Контрольные вопросы.......................'. ..................... 25
Глава II. Контрольно-измерительные инструменты и приспособления 26
1. Измерительные инструменты................................ 26
2. Проверочные инструменты................................. 36
3. Измерительные и проверочные приспособления............... 40
Контрольные вопросы .............................................. 46
Глава III. Основные материалы, применяемые при ремонте станков 47
1. Чугуны .............................................. 49
2. Стали.................................................... 52
3. Цветные сплавы........................................... 56
4. Пластмассы .............................................. 64
Контрольные вопросы.............*................................. 72
Глава IV. Методы упрочнения металлов и поверхностного слоя деталей . . •..................................................... 73
1. Термическая обработка стали.............................. 74
2. Химико-термическая обработка ....................... 75
3. Поверхностная закалка.................................... 78
4. Механические и электрические методы упрочнения........... 81
5. Способы покрытия поверхностей деталей.................... 87
Контрольные вопросы.............................................. 93
Глава V. Кинематика и основные расчетные характеристики станков 94
1. Виды передач и передаточные отношения.................... 95
2. Ряды чисел оборотов коробок скоростей и механизмов подач . 97
3. Мощность, коэффициент полезного действия и крутящий момент ......................................................100
4. Кинематическая настройка станков.........................105
Контрольные вопросы ............................................. 107
Глава VI. Причины ремонта и подготовка к нему станков .... 108
1. Виды, причины и характер износа деталей станков..........109
2. Дефекты деталей, их аварийный износ и поломки...........110
3. Организация ремонтных работ..............................112
4. Разборка станка..........................................117
5. Дефектовка деталей........................................123
6. Технические условия на изготовление и сборку основных деталей станков.................<............................126
7. Сменные и запасные детали................................134
Контрольные вопросы................................................136
Глава VII. Сборка и технический контроль станка....................137
1. Технические условия на сборку станков ................... 137
2. Нормы точности станков, вышедших из ремонта...............140
3. Проверка станков, вышедших из ремонта, на холостом ходу . 142
4. Отделка станка и сдача его а эксплуатацию................ 145
Контрольные вопросы .............................................. 147
Глава VIII. Конструкции основных узлов и деталей токарного станка............................................................148
1. Станины токарных и револьверных станков и их направляющие ............................................ . . • 148
2. Суппорты токарных станков и резцедержатели...............152
3. Шпиндели и их подшипники.................................161
4. Задние бабки.............................................166
Контрольные вопросы...............................................168
Глава IX. Технология ремонта токарного станка.....................170
1. Проверка станка перед ремонтом...........................170
2. Способы ремонта направляющих.............................172
3. Ремонт станины..................:........................173
4. Ремонт суппорта..........................................179
5. Ремонт гайки ходового винта и самого винта...............184
6. Ремонт шпинделей и их подшипников........................187
7. Ремонт задней бабки......................................192
Контрольные вопросы ............................................. 194
Глава X. Суппорты револьверных станков............................195
1. Револьверная головка с горизонтальной осью ............. 195
2. Револьверная головка с вертикальной осью.................199
Контрольные вопросы . . . *.......................................201
Глава XI. Конструкция основных узлов и деталей продольно-строгального станка............................................202
1. Станины и столы продольно-строгальных станков............204
2. Траверсы, стойки, суппорты...............................211
3. Механизм движения подачи.................................213
4. Причины износа и аварий станка...........................217
Контрольные вопросы.......................................* . . . 218
Глава XII. Технология ремонта продольно-строгального станка 219
1. Проверка станков перед ремонтом.........................219
2. Ремонт направляющих станин и столов......................221
3. Ремонт стола и станины...................................223
4. Ремонт стоек, траверсы и суппортов.......................230
5. Проверочное строгание стола..............................236
Контрольные вопросы......................”........................237
Глава XIII. Ремонт фрезерного станка..............................238
1. Основные узлы и детали фрезерных станков.................238
2. Ремонт станины...........................................248
3. Ремонт стола............................................251
4. Ремонт шпиндельной головки..................................254
Контрольные вопросы..................................................256
Глава XIV. Ремонт расточных станков ...... ....... 2.57
1. Основные узлы расточных станков ...»................... 257
2. Проверка станка перед ремонтом и его разборка...............259
3. Ремонт станины и направляющих колонны.......................261
4. Ремонт шпиндельного узла....................................264
Контрольные вопросы................................................. 270
Глава XV. Ремонт карусельных станков.................................271
1. Основные узлы и детали карусельных станков..................271
2. Ремонт круговых направляющих................................276
3. Ремонт суппортов............................................280
Контрольные вопросы..................................................280
Глава XVI. Конструкция основных деталей и узлов зубофрезерного станка................................................... ...........281
1. Общие сведения............................................ 281
2. Станина ....................................................283
3. Узел суппорта...............................................284
4. Остальные узлы станка.....................................288
5. Устройства для смазки станка..............................290
6. Неполадки при работе станка.................................291
Контрольные вопросы..................................................292
Глава XVII. Ремонт зубообрабатывающих станков........293
1. Ремонт станины, салазок и стола зубофрезерного станка . . . 294
2. Ремонт передней стойки и салазок............................296
3. Ремонт шпиндельного узла и задней стойки.........297
4. Восстановление поперечины • зубодолбежного станка . - . . 301
5. Ремонт узла шпинделя изделия................................302
6. Ремонт узла штосселя........................................303
Контрольные вопросы..................................................304
Глава XVIII. Особенности ремонта шлифовальных головок . « • • .305
1. Общие сведения....................................... . . 306
2. Конструкция шлифовальных головок.................. . . , 308
3. Ремонт шлифовальных головок...............................311
4. Эксплуатация головок........................................312
Контрольные вопросы..................................................313
Глава XIX. Ремонт и эксплуатация гидравлических систем станков 314
1. Виды насосов................................................314
2. Распределительные и регулирующие устройства.................319
3. Регулирование гидравлических «систем. Объемный к. п. д. . . 326
4. Трубопроводы и баки.........................................328
5. Масла для гидросистем.......................................329
6. Неисправности гидросистемы, причины и способы их устранения ......................................................330
Контрольные вопросы..................................................331
Глава XX. Система планово-предупредительного ремонта и эксплуатации металлорежущего оборудования..................................332
1. Финансирование ремонтных работ..............................332
2. Ремонтный цикл, его структура. Трудоемкость ремонтных работ 334
3. Типовые работы, выполняемые при осмотрах и ремонтах
станков ...................................................339
4. Плановые простои станков в ремонте. Планирование ремонтов 344
5. Межремонтное обслуживание станков.......................346
Контрольные вопросы..............................................348
Глава XXI. Механизация ремонтных работ.......................... 349
1. Механизация разборки и сборки станков ................. 350
2. Механизация пригоночных и отделочных работ..............355
3. Механизация подъемно-транспортных работ ....... 364
Контрольные вопросы..............................................368
Глава XXII. Модернизация станков при ремонте..................< 369
1. Назначение модернизации.................................369
2. Виды модернизации.......................................373
3. Комплексная модернизация............................*. 381
4. Экономическая эффективность модернизации................384
Контрольные вопросы..............................................387
Использованная литература ................................... . 388
Ведущий редактор инж. Л. Н. Делюкин
Обложка М. Н. Гарапова Технический редактор Н. П. Ермаков Корректоры Я. В. Семенова, Н. К. Арсеньева.
НС 17108. Сдано в производство ЗОДО 1962 г. Подписано к печати 18/V 1963.
Печ. л. 24,5. Уч.-изд. л. 24,3. Бум. л. 12,25. Формат бОх^О’/и. ‘Краж 36000. Индекс 1—3—1—2Е. Цена 95 коп. Заказ 936.
Типография изд-ва «Уральский рабочий, г. Свердловск, проспект Ленина, 49.