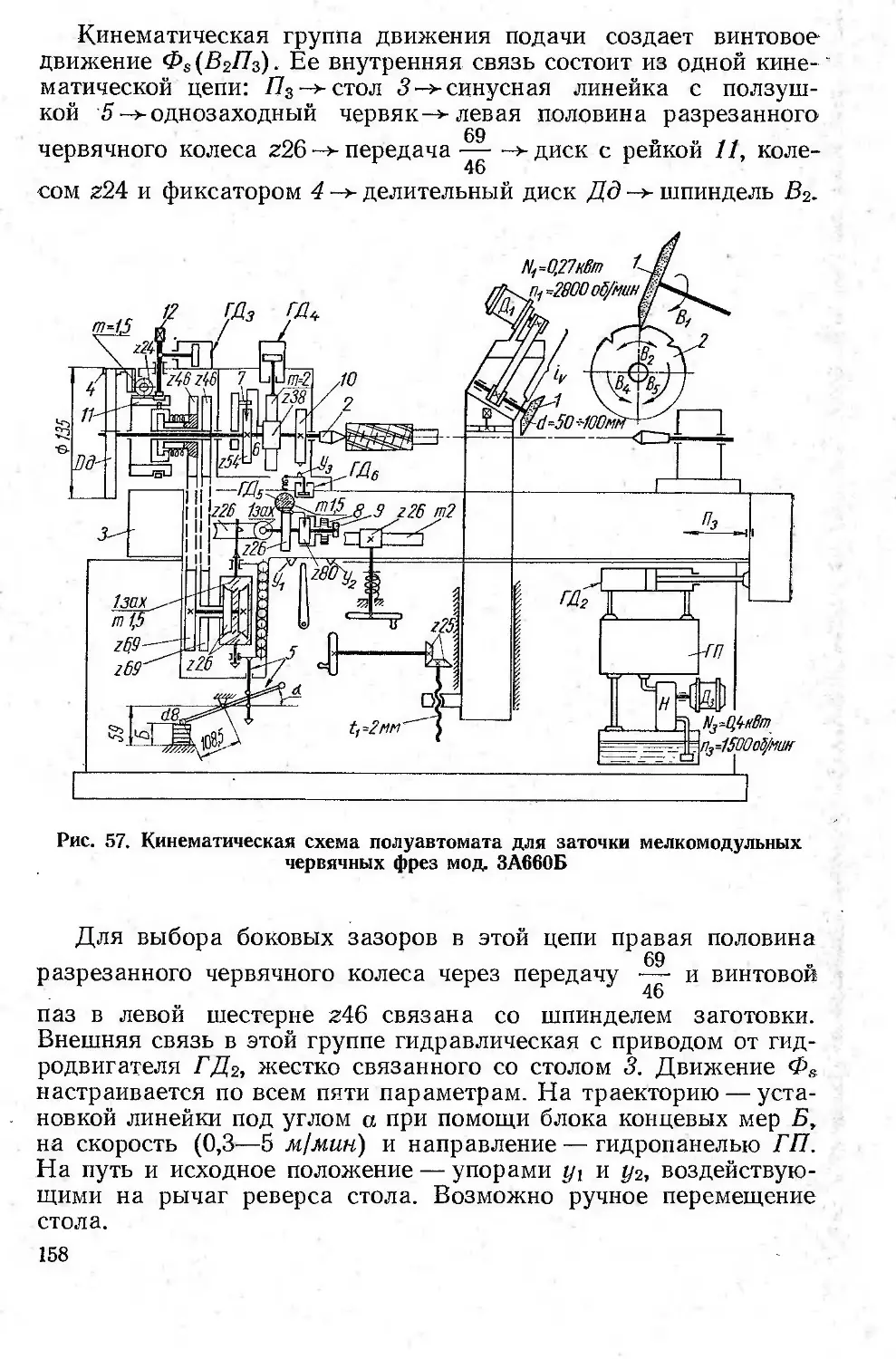
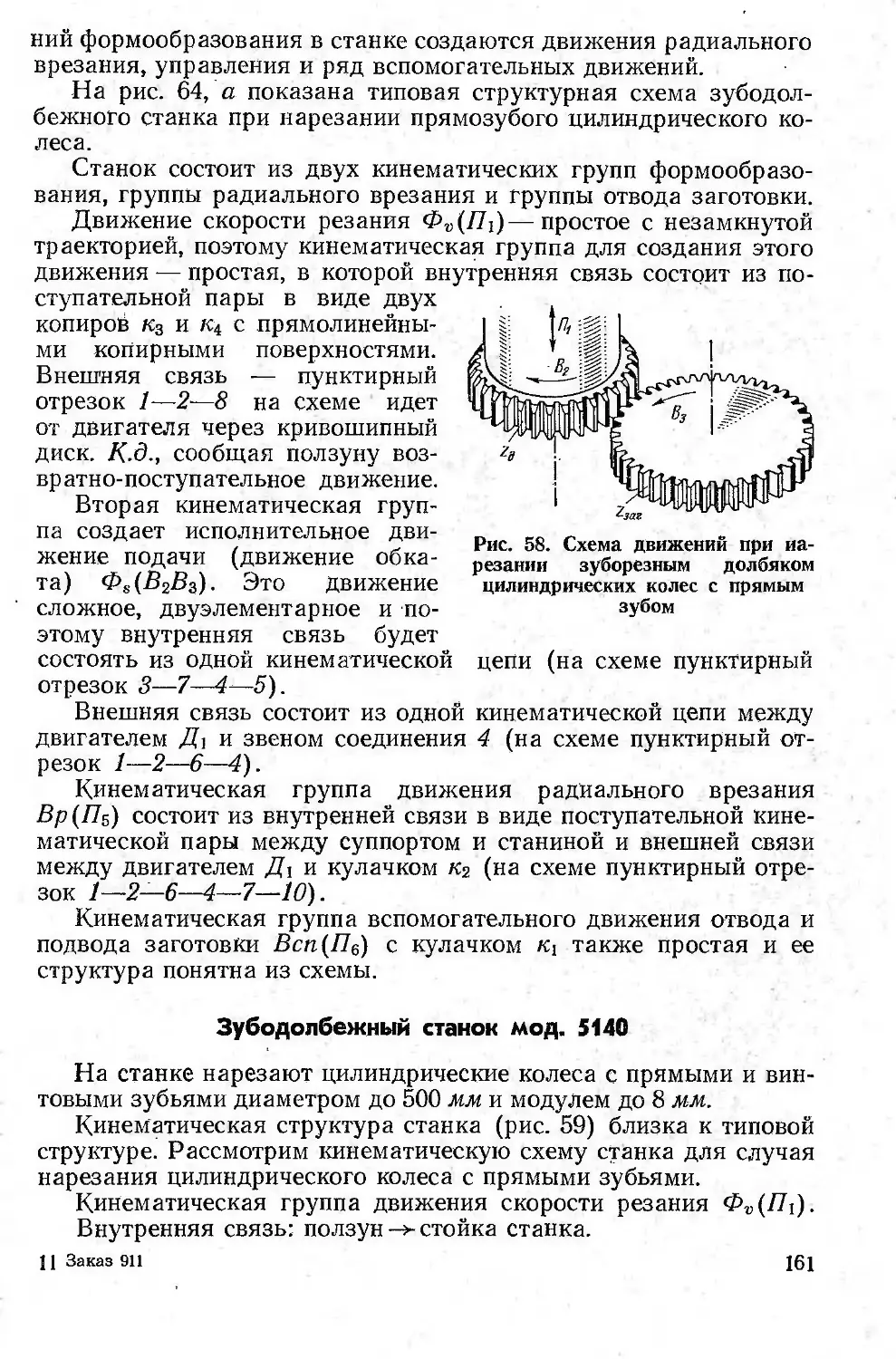
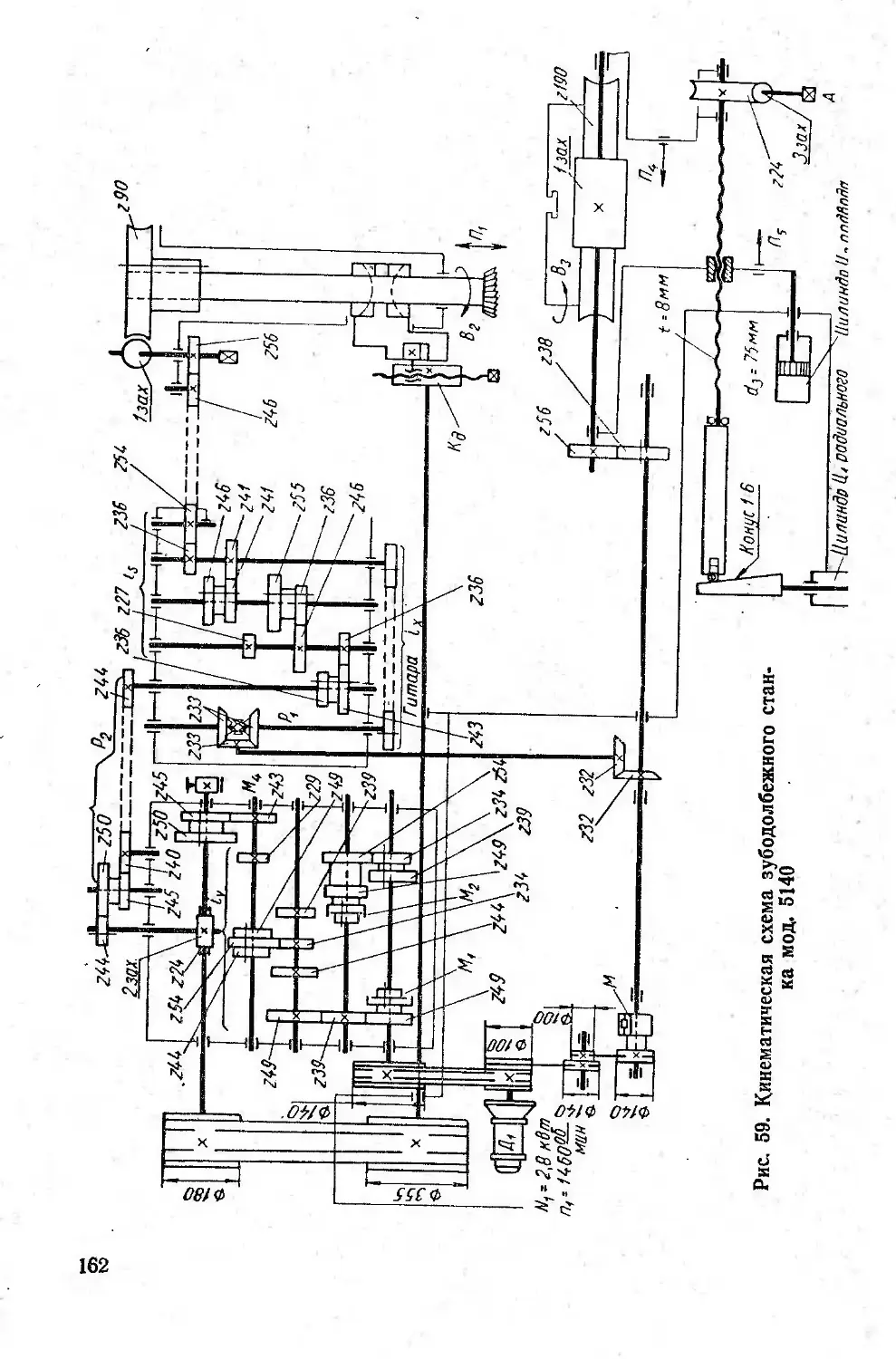
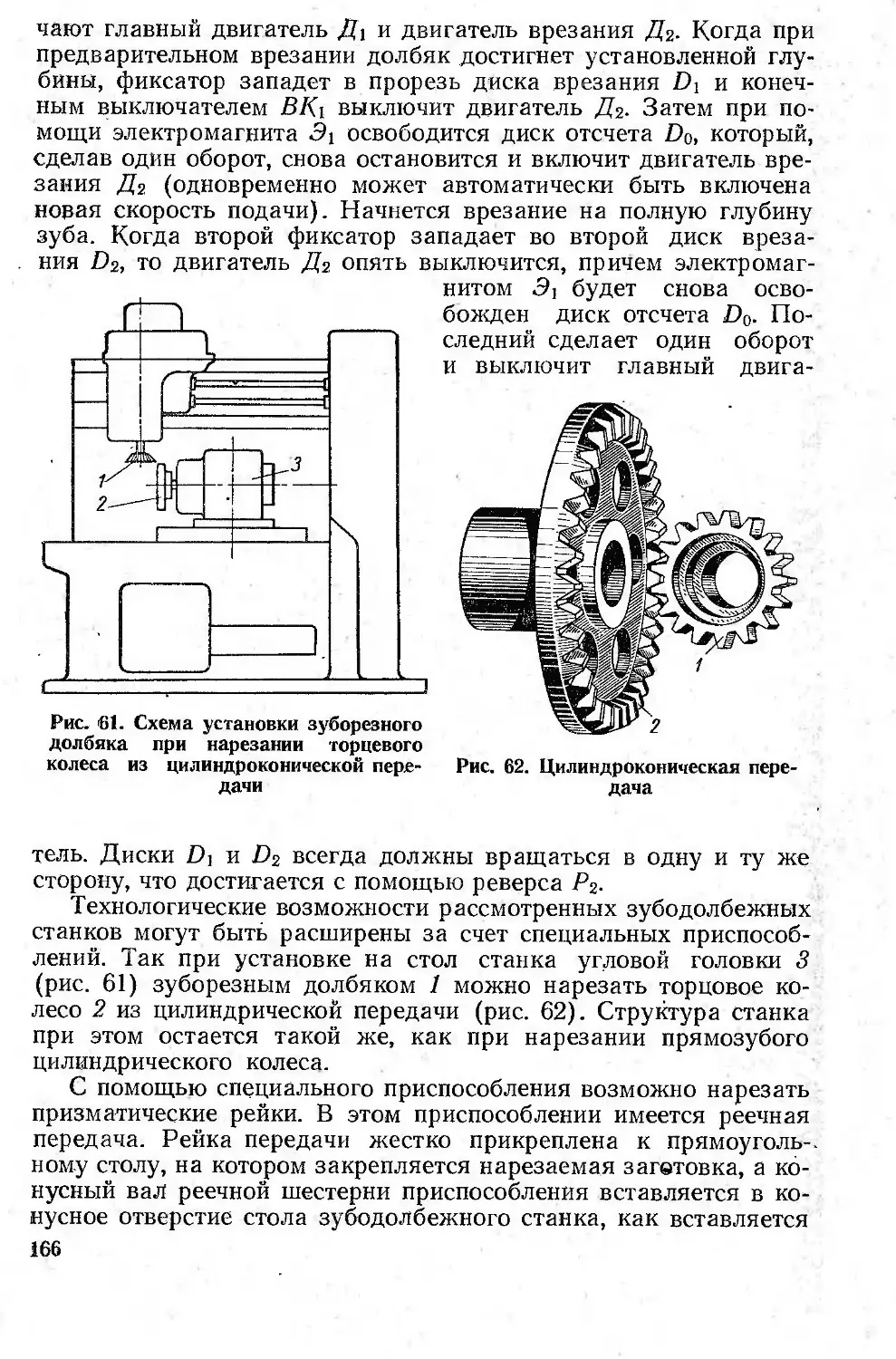
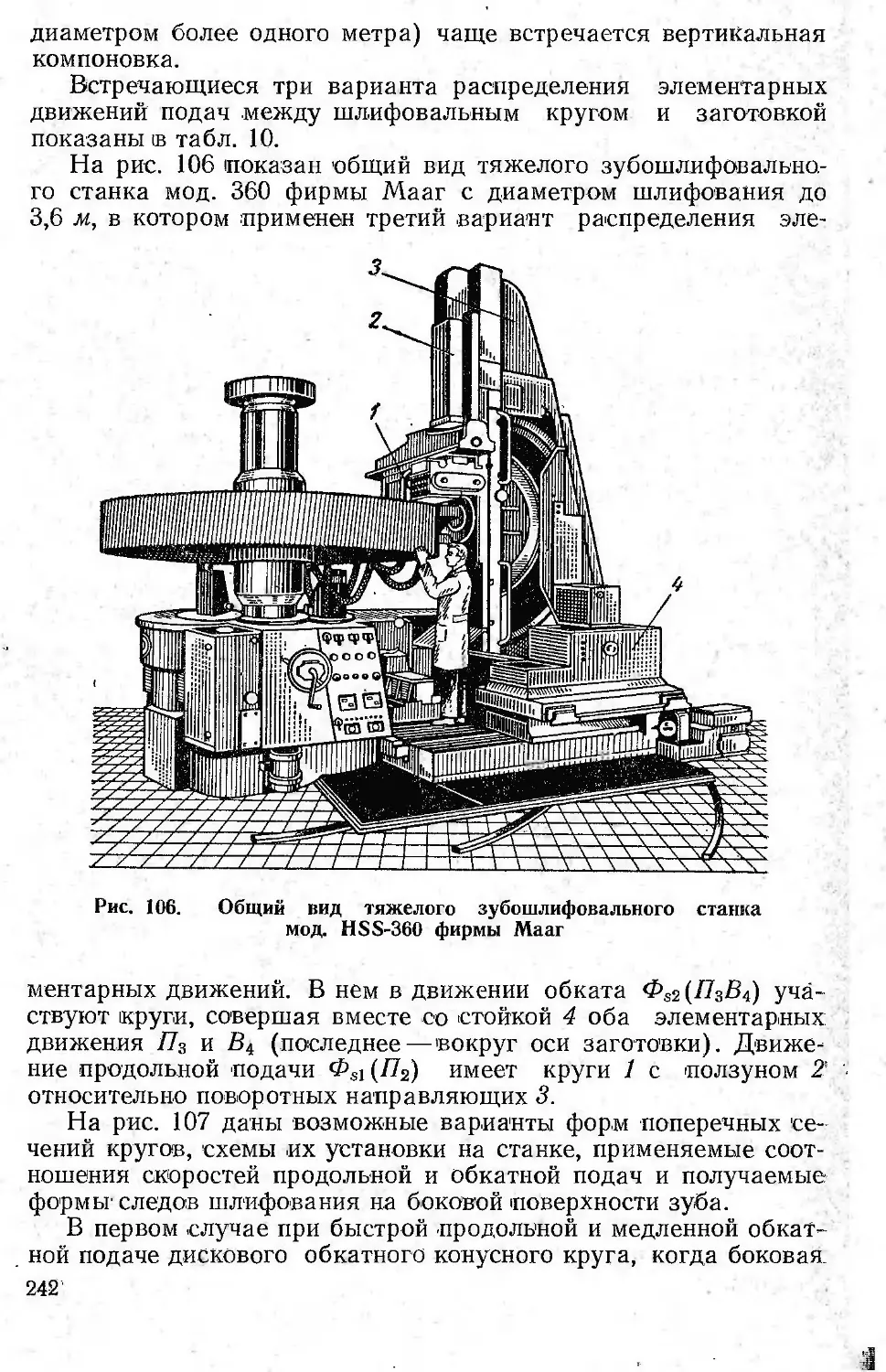
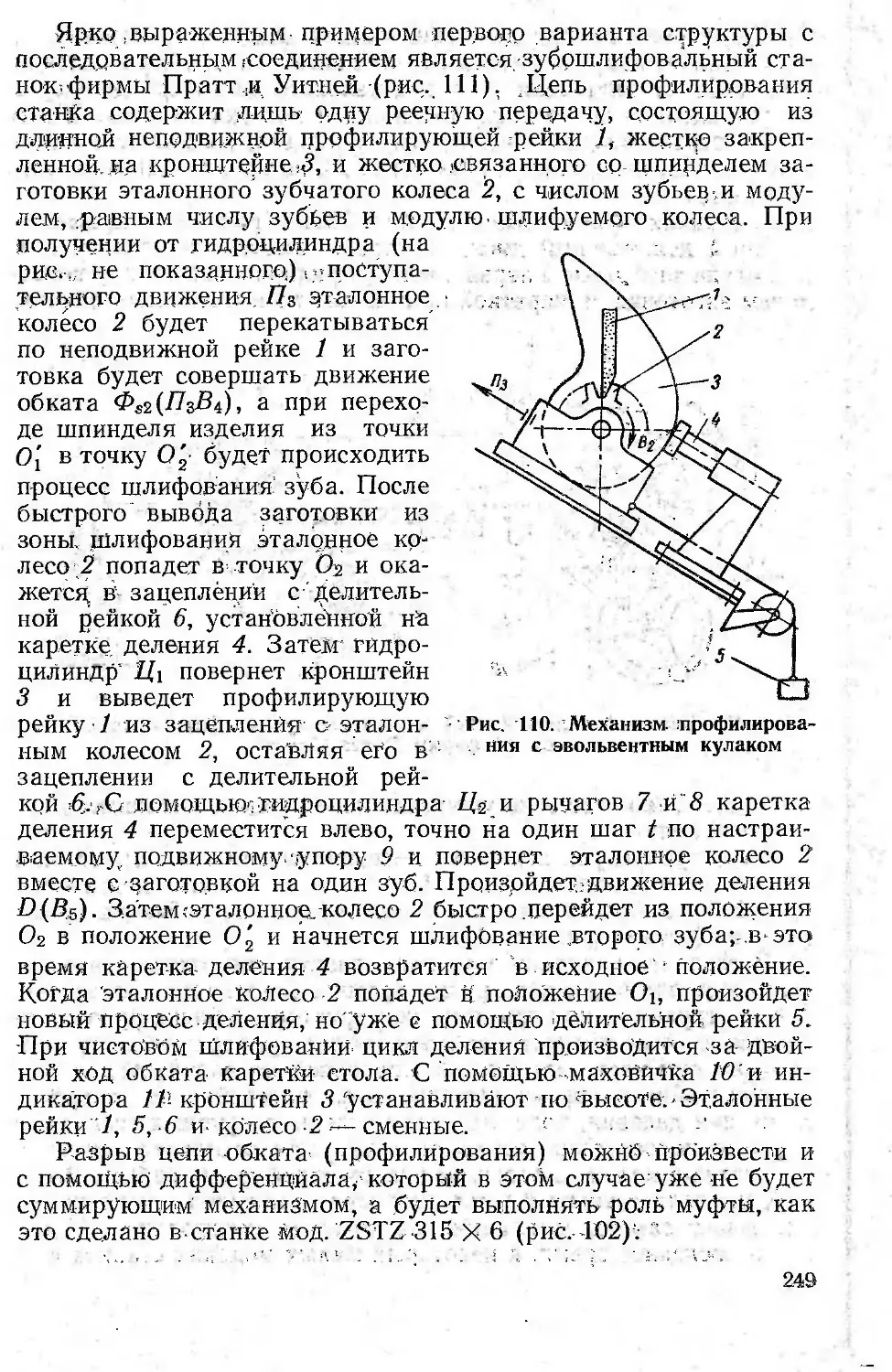
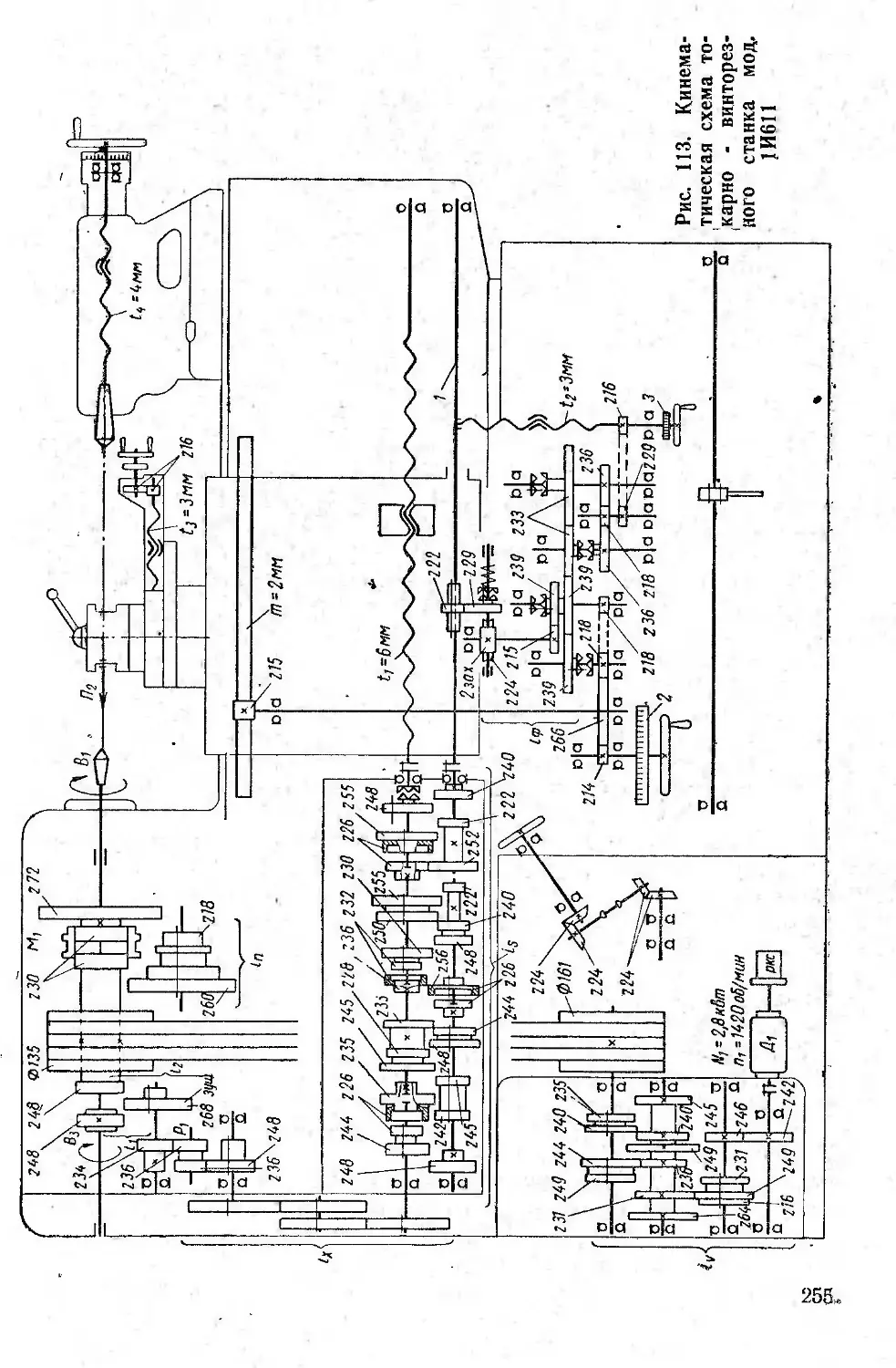
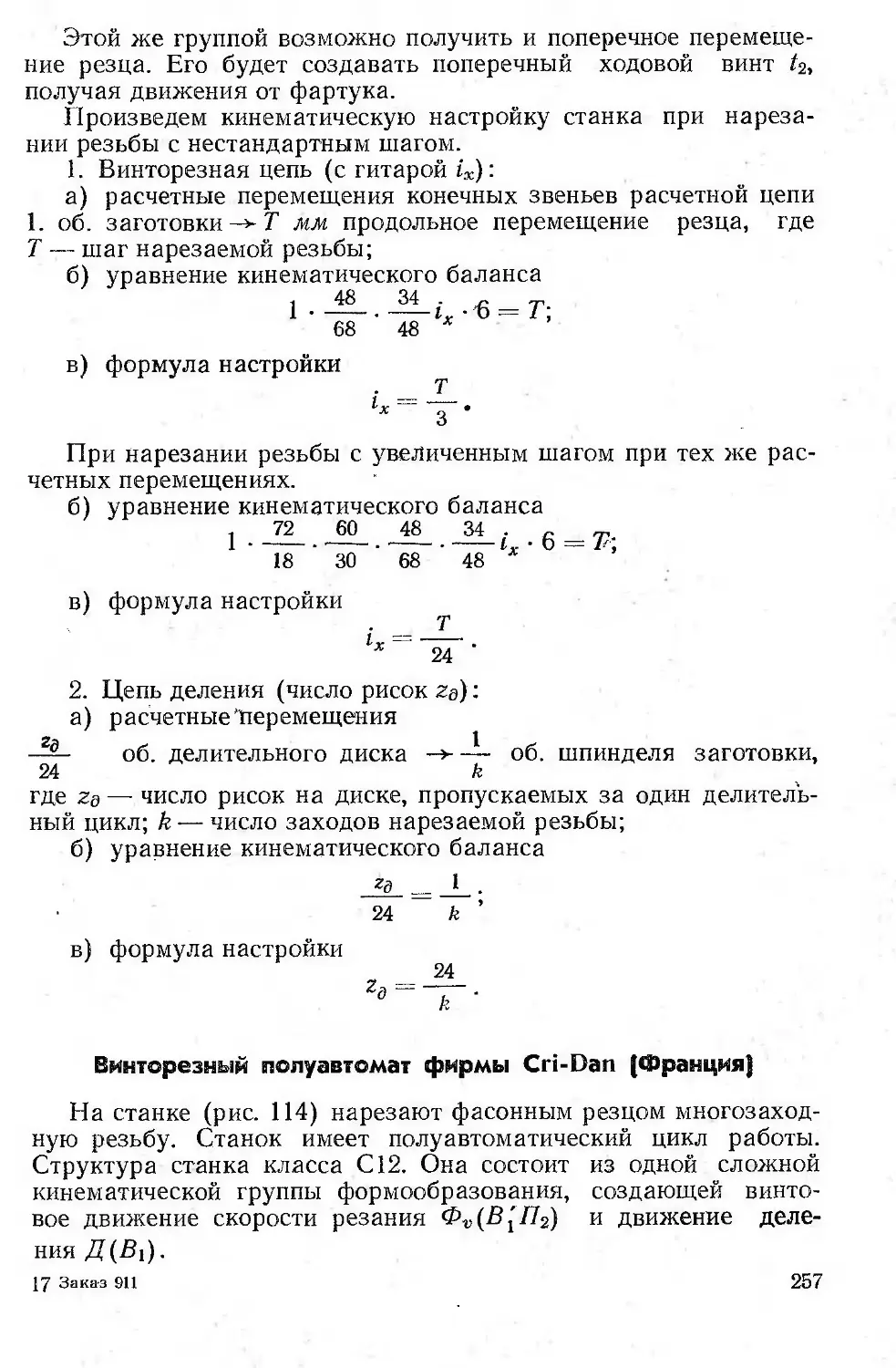
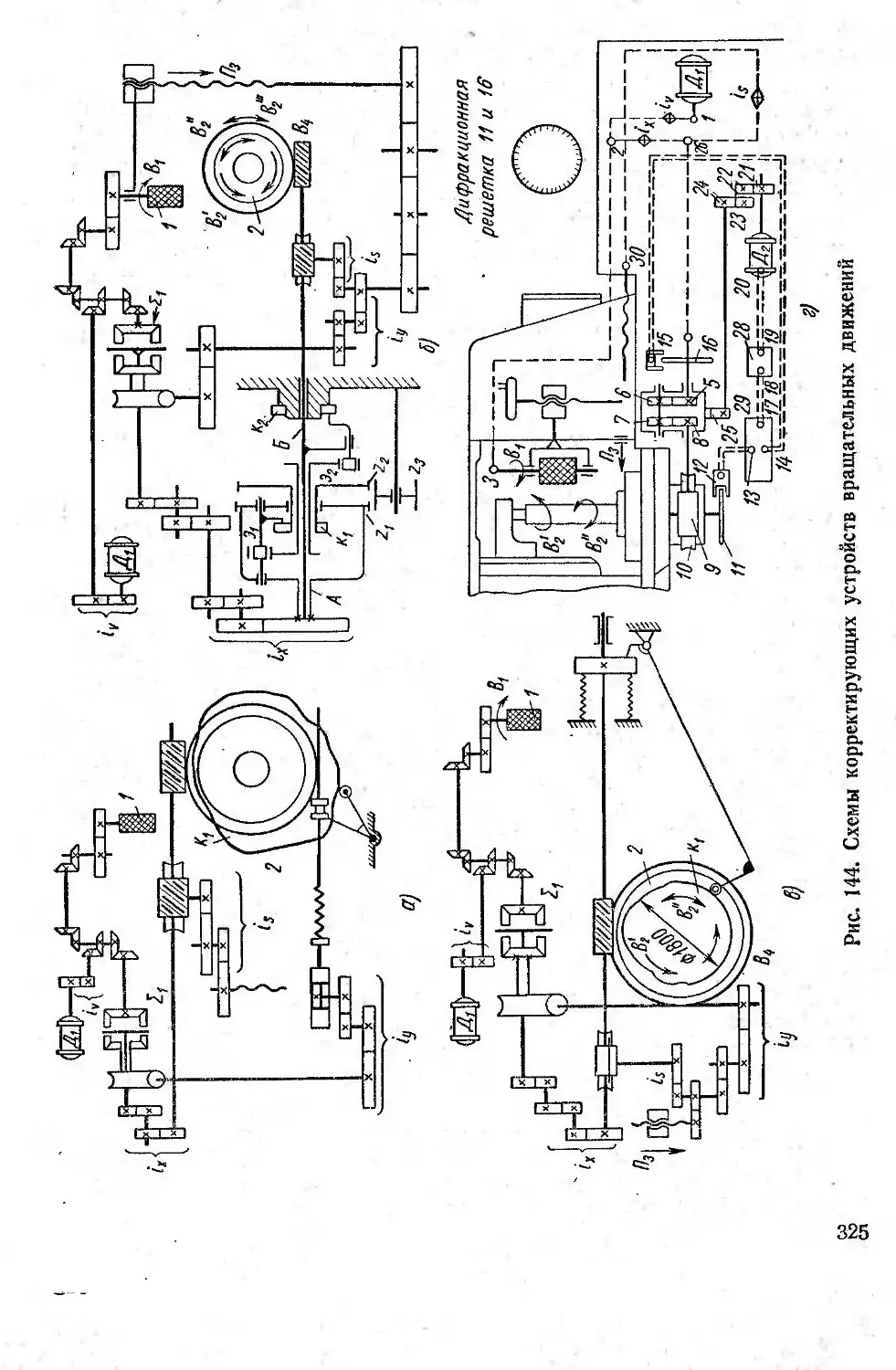
/









































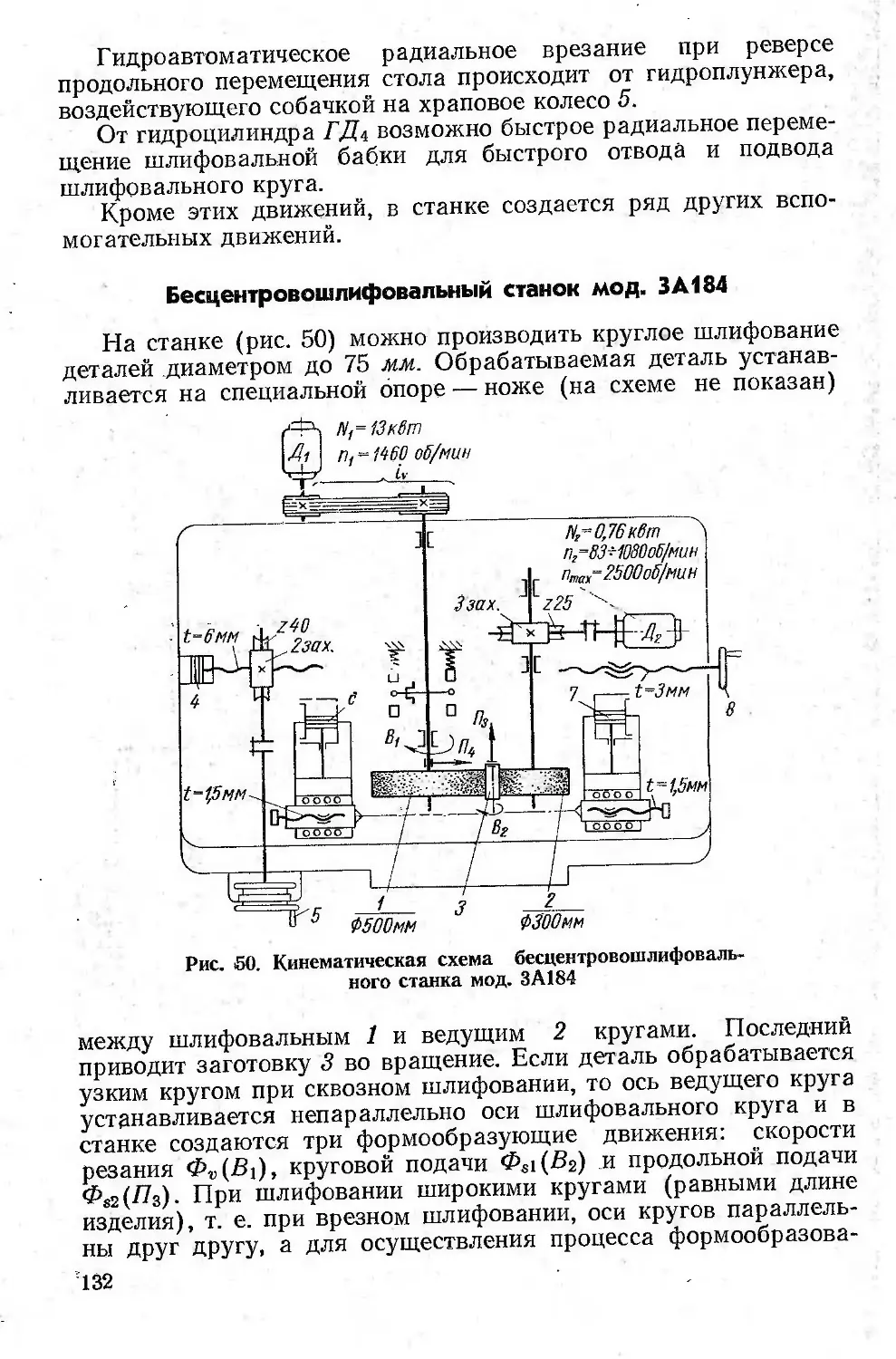

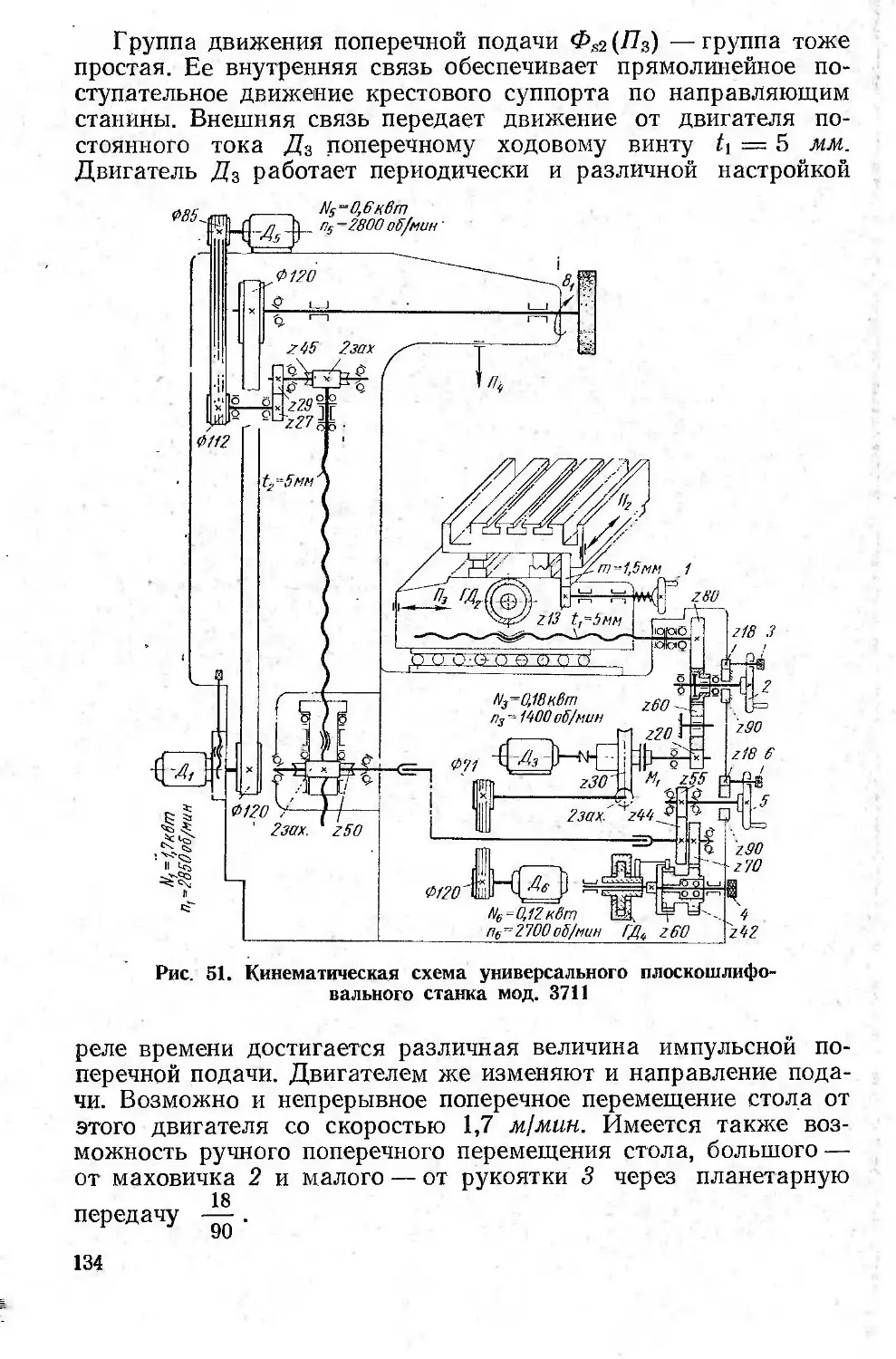





































































































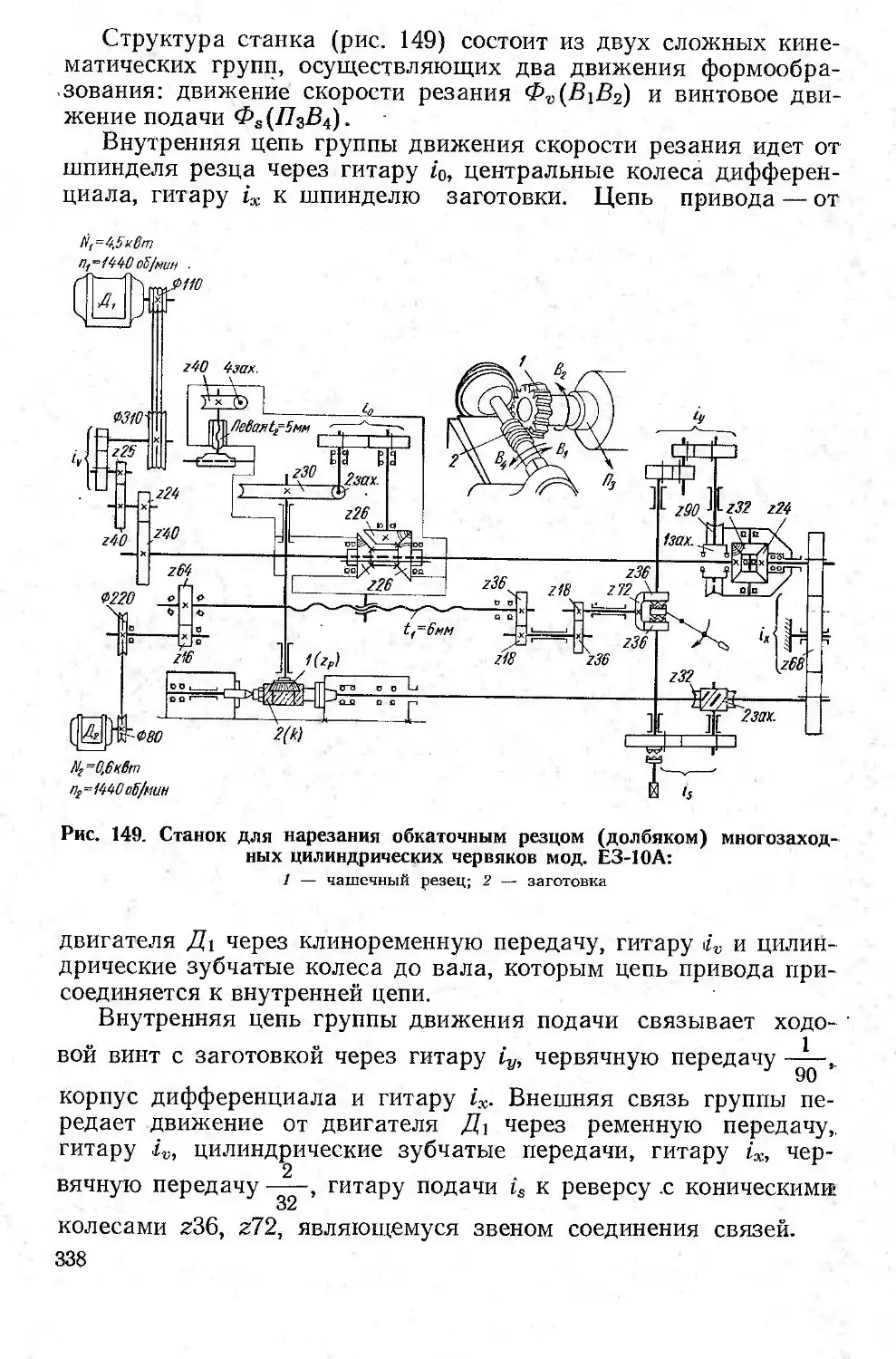






























Текст
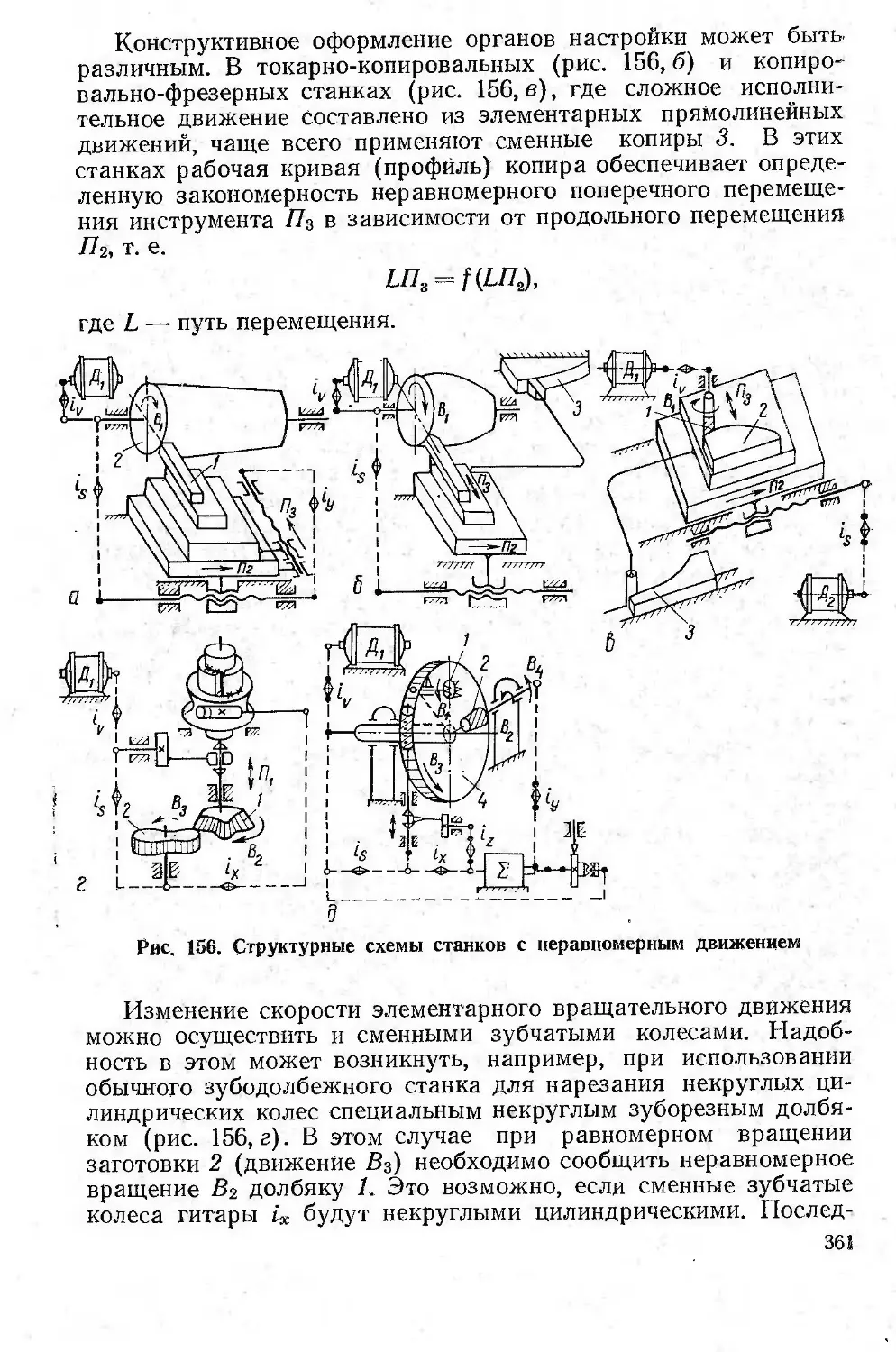
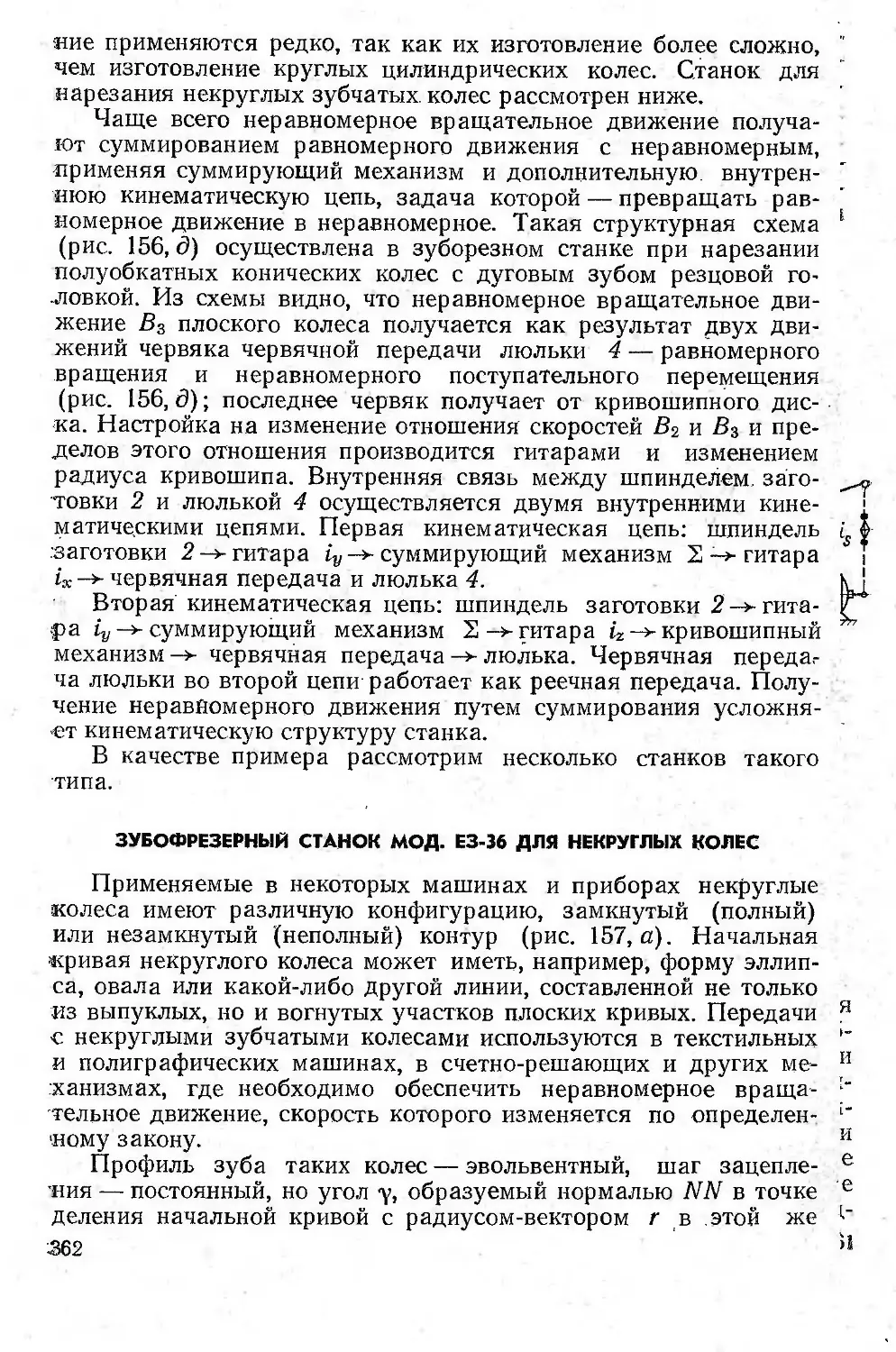
А.А.ФЕДОТЕНОК Кинематическая структура металлорежущих станков
А. А. ФЕДОТЕНОК
Д-р ТЕХН. НАУК
КИНЕМАТИЧЕСКАЯ СТРУКТУРА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Издание 2-е, дополненное и переработанное
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ» Москва 1970
УДК 621.9.06.62-231.3
Кинематическая структура металлорежущих станков. Ф ед о-т е н о к А. А. М., «Машиностроение», 1970, стр. 403.
В книге дано систематическое изложение методики анализа кинематической структуры металлорежущих станков, состоящей как из механических, так и немехаиических (гидравлических, пневматических, электрических) кинематических связей. Общие теоретические положения разработанной методики позволяют привести кинематическую схему стачка любой сложности к одной из немногих типовых схем.
В книге проведен сравнительный анализ кинематических схем ряда новых моделей советских и зарубежных металлорежущих станков.
Книга предназначена для инженерно-технических работников машиностроительных заводов.
Табл. 12, илл. 172, библ. 6 назв.
Рецензент канд. техн, наук Ю. А. Евстигнеев Редактор каид. техн, наук В. С. Хомяков
176-70
ВВЕДЕНИЕ
Развитие науки и техники приводит к быстрому росту машиностроения и заставляет машиностроителей предъявлять ряд новых требований к станкостроению и, в частности, к дальнейшему расширению типажа станков. Существующий в Советском Союзе и за рубежом парк станков, насчитывающий в настоящее время около четырех тысяч различных моделей, не удовлетворяет все расширяющиеся запросы потребителей. Следовательно, в будущем типаж станков будет все время увеличиваться и обновляться. В типаже станков, кроме количественных, происходят и качественные изменения. В современных станках широко используются как механические, так и электрические, гидравлические, пневматические и другие устройства, что приводит к усложнению их конструкции.
Первоначальной базой той или иной конструкции станка является кинематическая структура станка, выражаемая кинематической схемой, в дальнейшем для краткости называемой кинематикой станка, так как назначением станка является создание, относительных движений режущего инструмента и заготовки, необходимых для получения в процессе резания заданных поверхностей. Следовательно, и при конструировании, и при эксплуатации нужно прежде всего знать кинематическую структуру станка.
Несмотря на большое разнообразие станков, предназначенных для выполнения не только различных, но и однотипных технологических операций, кинематическая структура любого станка базируется на ряде существующих основных, достаточно общих, кинематических закономерностей, присущих всем станкам. Без общей методики кинематического анализа нередко бывает трудно самостоятельно разобраться в устройстве современного станка, а следовательно, и в том, как он работает и каковы возможности его использования. Знание общих кинематических закономерностей позволяет быстрее освоить, рациональнее эксплуатировать и создавать новые металлорежущие стан-
ки, наиболее полно отвечающие требованиям точности и производительности.
В годы первых пятилеток в нашей стране создавались целые новые отрасли народного хозяйства, такие, как авиастроение, автомобилестроение, тракторостроение, станкостроение. Для них потребовалось в очень короткие сроки произвести освоение и пуск огромного количества закупленных за границей металлорежущих станков. Для решения этой сложной проблемы перед наукой была поставлена задача создания общих теоретических положений по кинематической настройке станков. Проф. Г. М. Головин впервые в мире сформулировал основные положения по теории кинематической настройки станков и создал единую формулу настройки. Исследования проф. Г. М. Головина были полностью и успешно использованы в практике машиностроения и явились основой для дальнейших исследований по кинематике станков. В то время, когда наше советское станкостроение было в начале своего развития, не было большой необходимости и условий для разработки общих теоретических положений по кинематической структуре станков. При более высоком уровне развития конструкций станков стала настоятельно необходимой дальнейшая разработка вопросов, связанных не только с кинематической настройкой, но и, особенно, с кинематической структурой станков, причем имеющих не только механические, но и электрические, гидравлические и другие кинематические связи.
На основании и в развитие работ проф. Г. М. Головина автором были проведены дальнейшие исследования по кинематике станков.
Выявлению и установлению более общих закономерностей по кинематической структуре металлорежущих станков и посвящается эта книга..
В результате этой работы автором найдены типовые структурные схемы и создана методика анализа кинематической структуры станков с любыми кинематическими цепями. Предложена классификация движений и их условная запись, позволяющая определять структуру кинематических связей и число, настраиваемых параметров движений, а следовательно, и число органов настройки.
Показано, что формой образуемой поверхности, формой режущего инструмента и методом образования поверхности детали предопределяется основная часть кинематической структуры, которой обеспечиваются процессы формообразования, деления и врезания.
Разработана классификация методов геометрического образования поверхностей которая позволяет определить количество движений формообразования. Определены возможные способы соединения между собой механизмов, создающих 4
отдельные заданные относительные движения, если у них имеется общее исполнительное звено.
Сформулированы три условия, при которых возможна замена дифференциальной структуры станка на бездифференциаль-ную.
Выявлено влияние скрытого дифференциального механизма на работу станка и рассмотрены способы гашения этого влияния.
Новая методика анализа кинематических схем дает возможность читателю самостоятельно проанализировать кинематическую структуру станка любой сложности, без привлечения материалов, описывающих кинематику станка. Существующая практика рассмотрения кинематических схем (от двигателя) не всегда приемлема, так как она пригодна только для некоторых сравнительно простых схем.
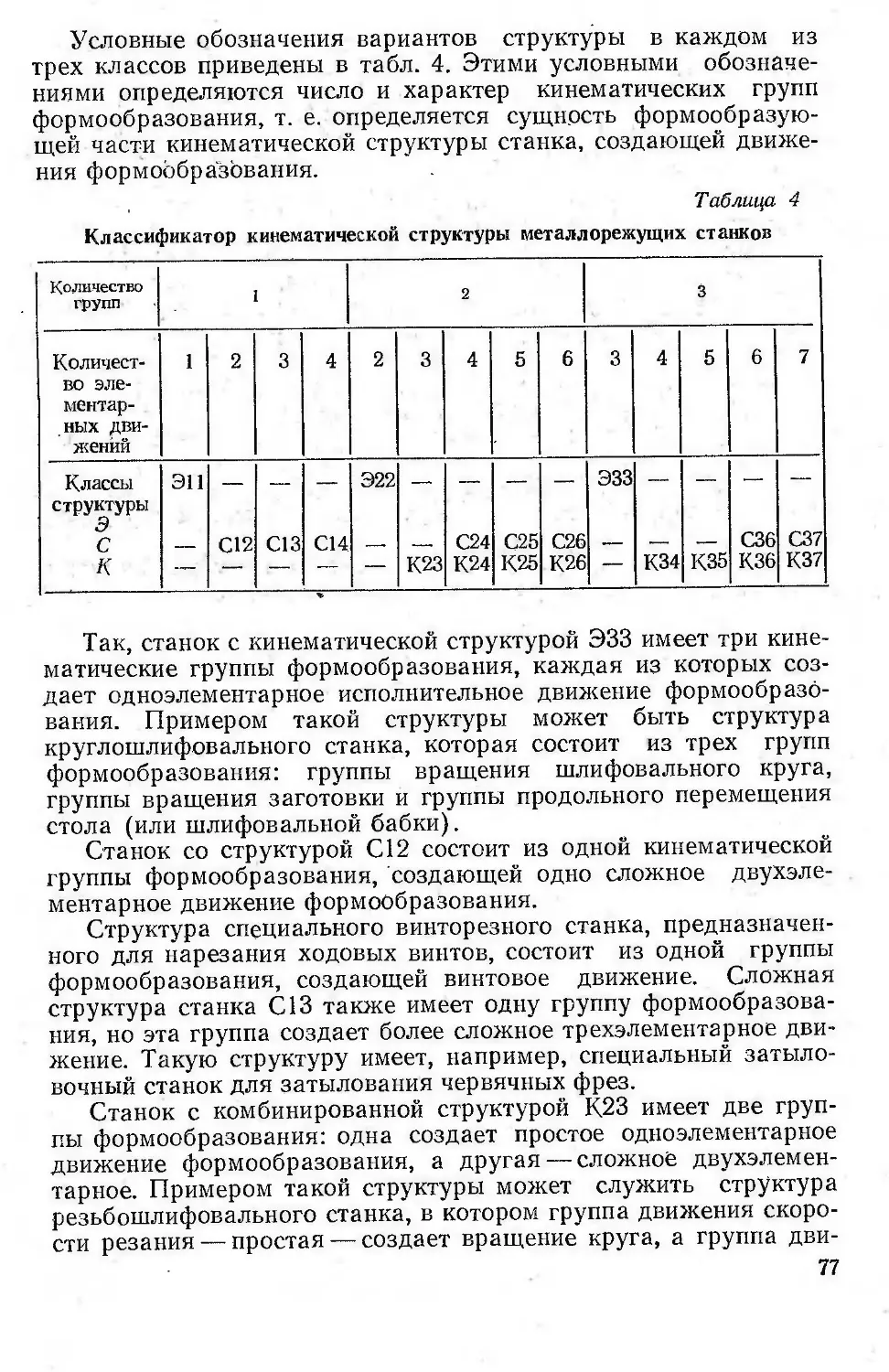
В дополнение к существующей классификации металлорежущих станков (по признаку технологического назначения станка) создан кинематический классификатор, позволяющий привести любую кинематическую схему к одной из немногочисленных типовых схем, исключая тем самым необходимость изучения большого количества однотипных кинематических структур.
Рассмотренная в книге методика анализа кинематической структуры станков позволяет понять физическую сущность и назначение отдельных элементов кинематики станков, не прибегая к механическому запоминанию достаточно большого количества кинематических схем существующих станков.
Настоящая книга является вторым, полностью переработанным изданием книги автора «Кинематические связи в металлорежущих станках», изданной Машгизом в 1960 г.
Первая — теоретическая часть книги значительно сокращена и дополнена некоторыми новыми теоретическими положениями. Изучение общих теоретических положений потребует от читателя серьезного внимания, которое вполне окупается приобретенным умением прочитать «с листа» любую кинематическую схему, а следовательно, иметь возможность быть своевременно информированным о последних новых моделях станков по более упрощенной документации, какой является кинематическая схема станка.
Вторая часть книги значительно расширена. В ней дается анализ более 70 кинематических схем станков, выпускаемых в настоящее время отечественной станкостроительной промышленностью и передовыми зарубежными фирмами.
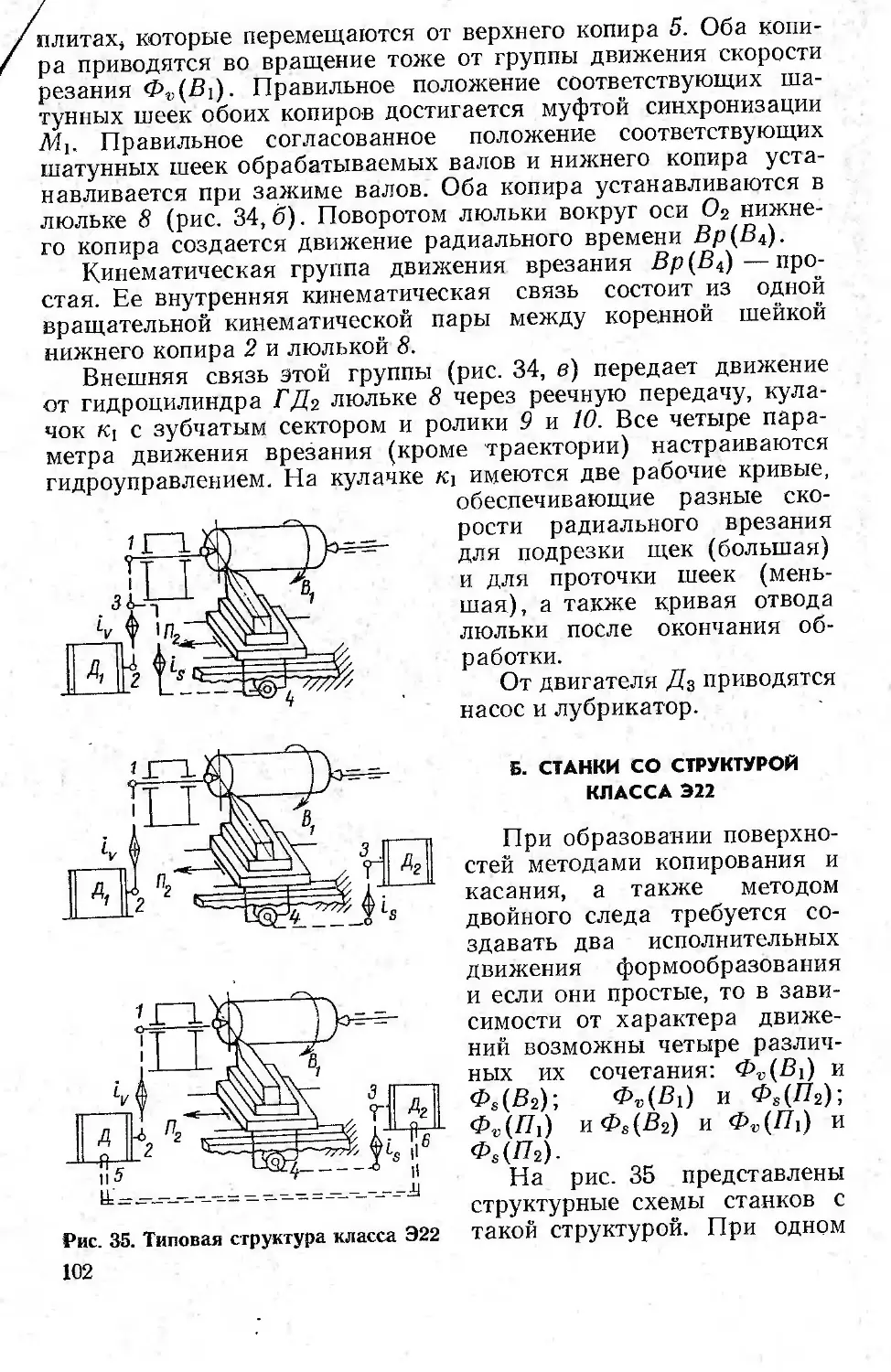
Станки собраны в группы по кинематическим признакам с учетом их технологического назначения. По группам наиболее распространенных станков показано влияние технологических требований на кинематическую структуру станка. По сравнению с первым изданием анализ кинематических схем универсальных
станков с элементарной кинематической структурой значительно расширен и представлен станками почти всех основных технологических групп.
В книге не ставится задача дать описание работы всех существующих станков. Дан анализ кинематики, в основном, характерных станков, наиболее полно иллюстрирующих общие теоретические положения по кинематической структуре металлорежущих станков.
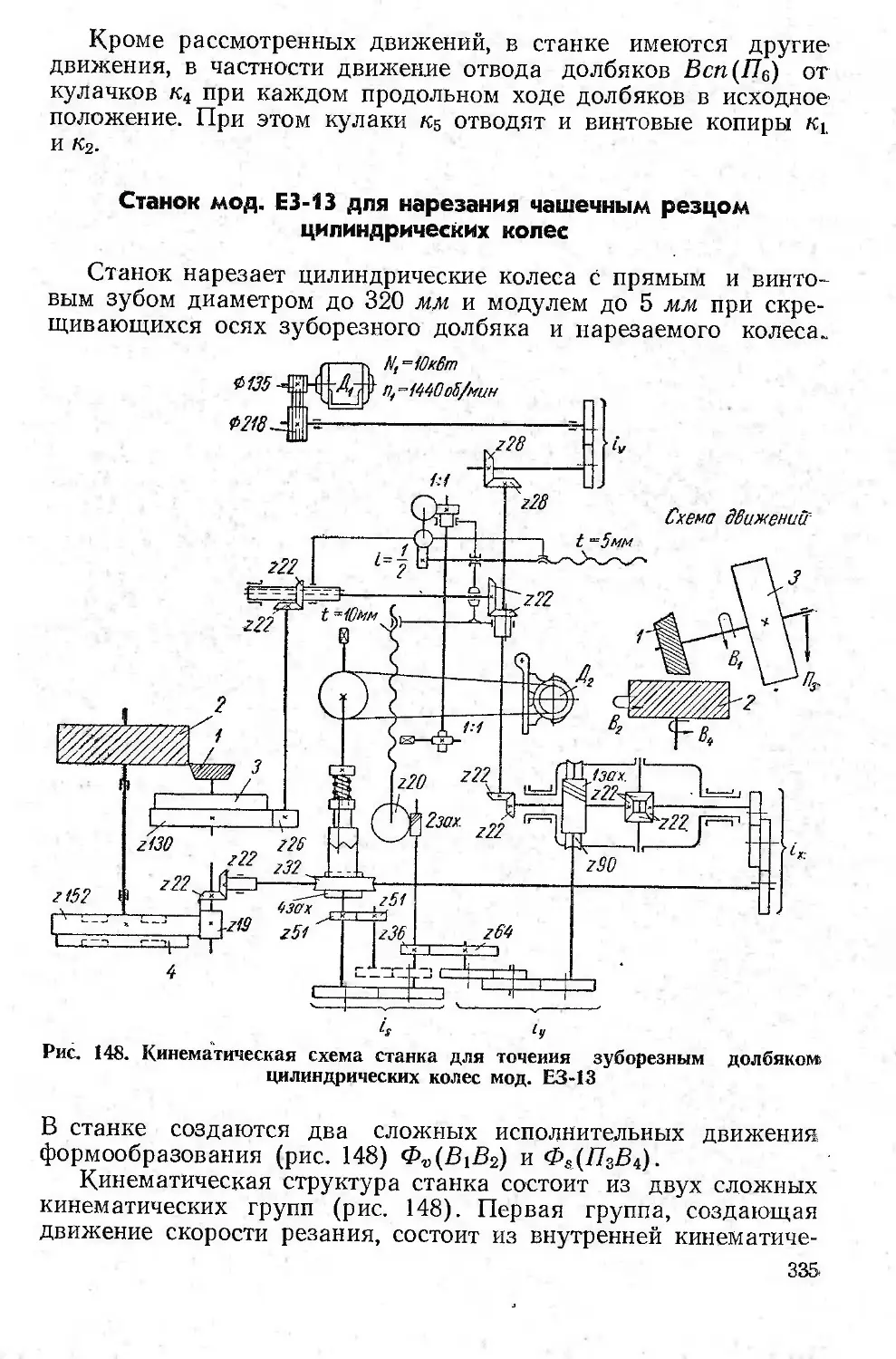
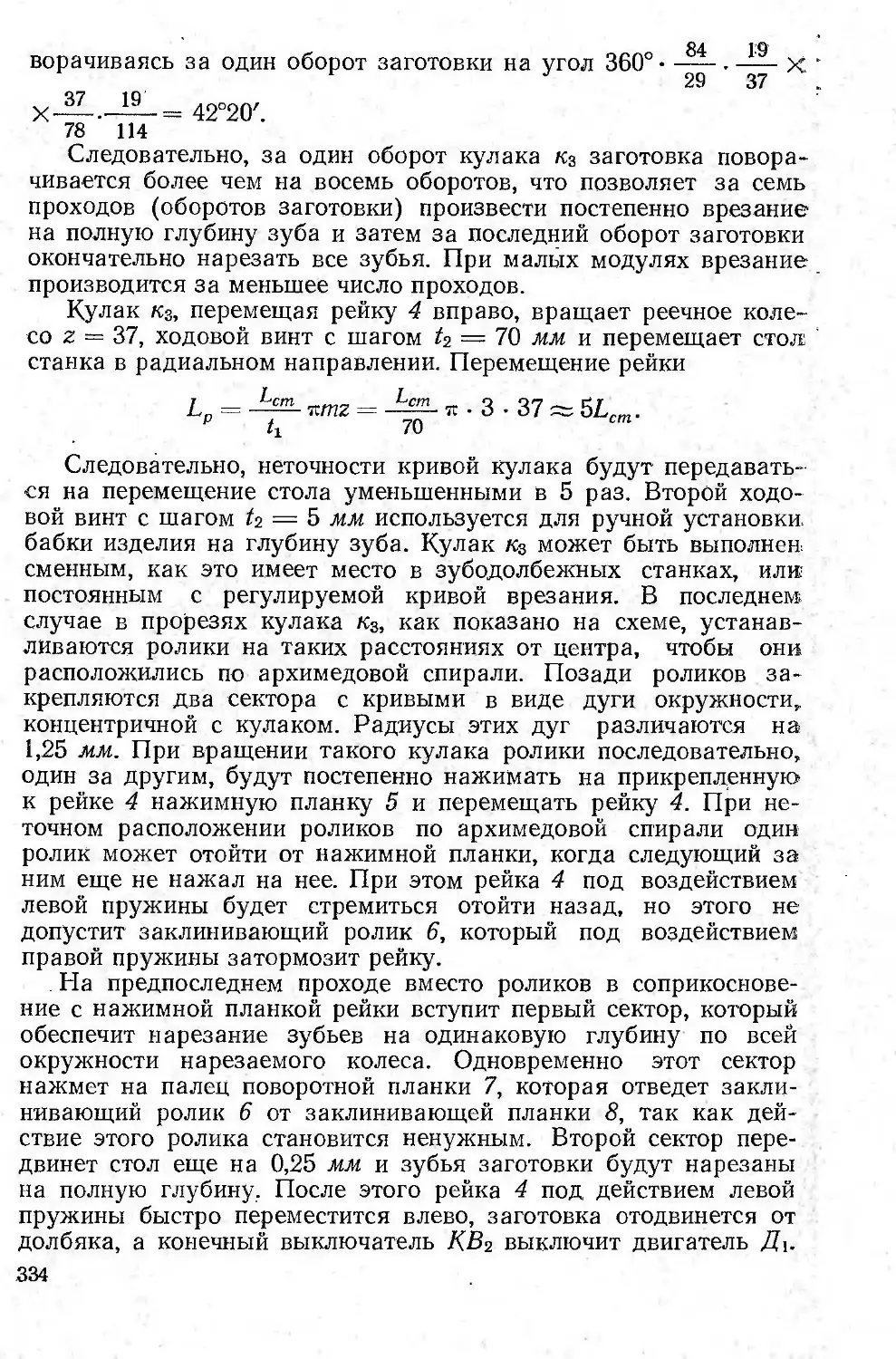
I. ГЕОМЕТРИЧЕСКОЕ ОБРАЗОВАНИЕ ПОВЕРХНОСТЕЙ
ПОВЕРХНОСТИ, ОБРАБАТЫВАЕМЫЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Геометрические поверхности деталей машин, приборов и инструментов отличаются большим разнообразием. Применяя различные процессы резания и соответствующие инструменты на станках, практически можно образовать поверхность любой требуемой формы. Проще всего на металлорежущих станках обрабатывать плоскости, круглые (круговые) цилиндры и конусы, винтовые поверхности, а также цилиндрические и конические поверхности, в основе образования которых лежат эвольвента «окружности, некоторые спирали и т. д., т. е. те поверхности, которые можно образовать комбинацией вращательных и прямолинейных равномерных движений режущего инструмента и заготовки; эти движения легче всего реализовать с помощью простых механизмов.
Для исследования кинематики станков и решения задач, рассматриваемых в этой области, удобно пользоваться следующей классификацией поверхностей: плоскости, цилиндры круговые (круглые) и некруговые (некруглые), конусы круговые и некруговые, линейчатые развертывающиеся и неразвертывающие-ся, шаровые, нелинейчатые.
Если рассматривать любую поверхность как след, оставляемый одной производящей линией — образующей при ее движении по другой — направляющей, то по признаку изменчивости (или неизменности) формы производящих линий во время образования поверхностей последние можно разделить на три группы: 1) с обеими постоянными производящими линиями, 2) с одной постоянной производящей и одной изменяющейся и 3) с обеими изменяющимися производящими линиями.
Если при образовании поверхности поменять функции производящих линий, т. е. образующую сделать направляющей, а направляющую — образующей, и если в результате этого форма поверхности не изменяется (пример — цилиндрические поверхности), то говорят, что поверхность имеет обратимые производящие линии. Примером поверхности с необратимыми произво-
дящими линиями может служить круговой конус: если сделать окружность его основания образующей линией, то перемещая ее по прямой (направляющей), конуса не получим.
Поверхности могут быть объемлющими, или внутренними, либо объемлемыми, или наружными. Однако не все поверхности можно точно разграничить, пользуясь этими названиями. Например, в зубчатом колесе боковые поверхности зуба можно отнести к поверхностям объемлемым (наружным), но если в колесе рассматривать впадину между зубьями как одну непрерывную поверхность, то эти же самые поверхности должны быть отнесены к категории объемлющих, т. е. внутренних поверхностей.
Поверхности можно разделить на замкнутые (например, круговой конус, овальный цилиндр, полная шаровая поверхность и т. д.) и незамкнутые (неполная шаровая поверхность, плоскость, винтовые поверхности и т. д.).
Обрабатываемые на станках заготовки редко имеют одну поверхность, как, например, шарики подшипников. В большинстве случаев заготовки ограничиваются несколькими поверхностями, которые должны занимать вполне определенные относительные (взаимные) положения. В этом случае на заготовке имеются линии сопряжения этих поверхностей. Вся поверхность детали составляется из ряда элементарных поверхностей. При обработке таких заготовок необходимо получить как сами элементарные поверхности, так и правильные их относительные положения. Например, прямозубое цилиндрическое колесо можно представить себе как две совокупности определенного числа одинаковых цилиндрических поверхностей (с эвольвентной направляющей), расположенных симметрично вокруг оси колеса; они образуют правые и левые боковые поверхности зубьев. Поверхность вершины каждого зуба — это незамкнутая поверхность кругового цилиндра, а поверхность дна впадины также незамкнутая поверхность цилиндра с направляющей той или иной формы. Многозаходный цилиндрический червяк представляет собой совокупность цилиндрических и винтовых поверхностей, расположенных симметрично вокруг одной оси — оси червяка.
Иногда поверхность, особенно если она имеет большую протяженность, искусственно разбивают на ряд элементарных поверхностей, каждую из которых в отдельности и получают обработкой на станке.
Приведенное выше подразделение поверхностей позволяет оценить всякую поверхность в отношении возможностей образования ее на станке, не определяя для этого параметры ее геометрической формы. Так, поверхности с постоянными производящими обрабатывать на станках проще, чем поверхности с изменяющимися производящими линиями. Для образования однотипных замкнутых поверхностей (например, полного круглого 8
цилиндра) можно применить большее количество методов обработки, чем для незамкнутой поверхности (например, неполный круглый цилиндр не всегда можно обрабатывать на токарном станке). То же относится и к обратимым поверхностям: их можно образовать большим числом типов (по форме режущей кромки) режущих инструментов, чем поверхности необратимые.
Геометрическая форма большинства технических поверхностей (т. е. геометрических поверхностей, применяемых в различных отраслях техники) может быть образована путем использования в качестве производящих следующих линий.
А. Линии, реализуемые на станках с помощью простых — вращательного и прямолинейного — и только равномерных движений: 1) прямая, 2) окружность или ее дуга, 3) эвольвента окружности (нормальная, удлиненная, укороченная), 4) винтовая линия на цилиндре, конусе, глобоиде, 5) архимедова спираль, 6) эпициклоида (нормальная, удлиненная, укороченная), 7) гипоциклоида (нормальная, удлиненная, укороченная), 8) пространственные кривые, образованные равномерными вращательными и прямолинейными движениями (пример-—кривая затылка зуба червячной фрезы).
Б. Линии, реализуемые на станках с помощью простых— вращательного и прямолинейного — движений как равномерных, так и неравномерных: 1) парабола, 2) гипербола, 3) эллипс, 4) синусоида, 5) логарифмическая спираль.
Этими линиями и задается форма образуемой поверхности. Например, боковая поверхность зуба цилиндрического винтового колеса будет задана формой ее производящих: это — эволь-вентная цилиндро-винтовая поверхность, так как одна производящая линия — это эвольвента окружности, а другая — винтовая линия на цилиндре. Если деталь ограничена несколькими однотипными поверхностями, то, кроме определения геометрической формы этих поверхностей, должны быть указаны-их количество и относительные положения.
В некоторых случаях, в частности для поверхностей с изменяющимися производящими линиями, форма их задается либо* графическим способом (в виде чертежей или шаблонов), либо уравнением или уравнениями, по которым строятся копирные кривые.
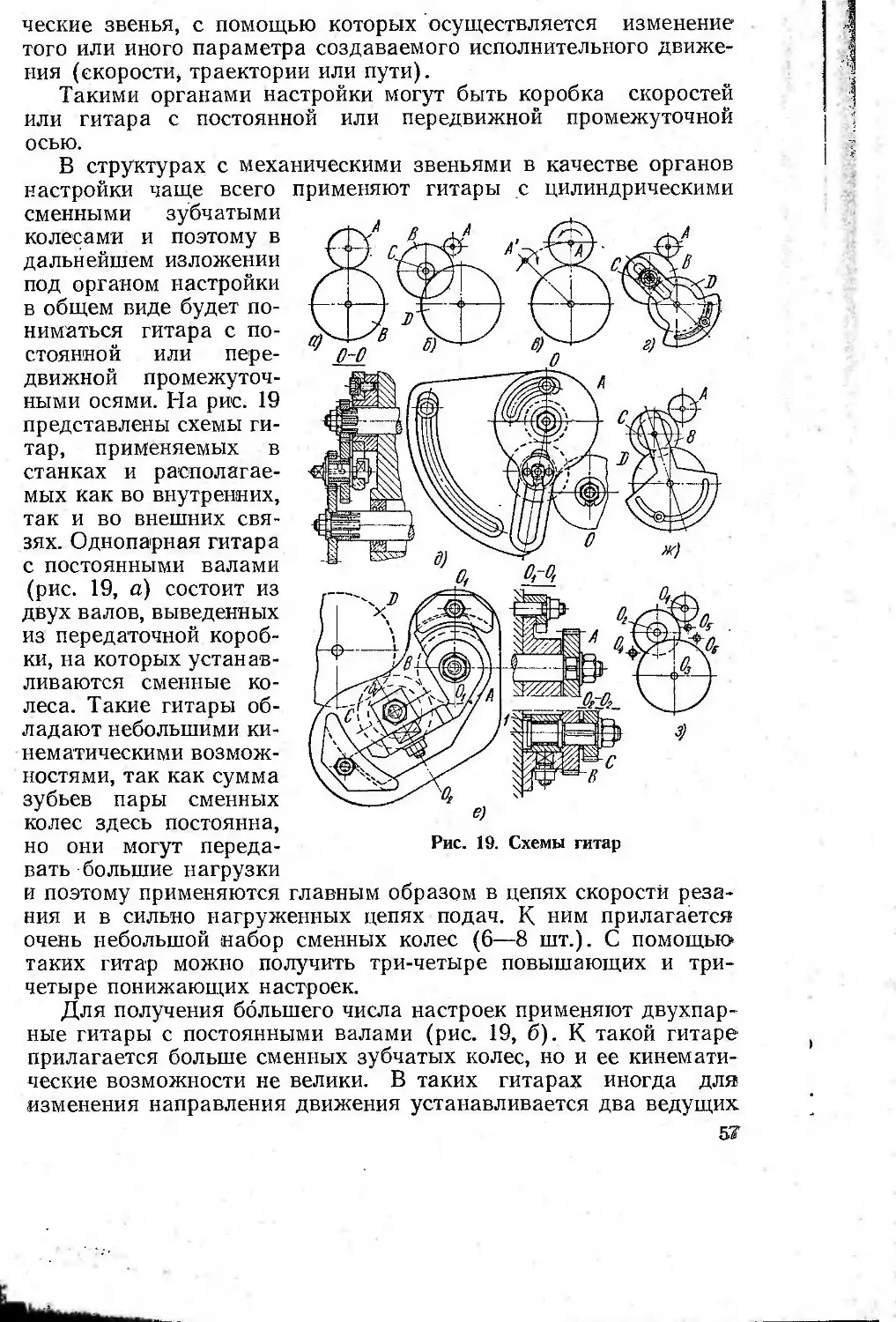
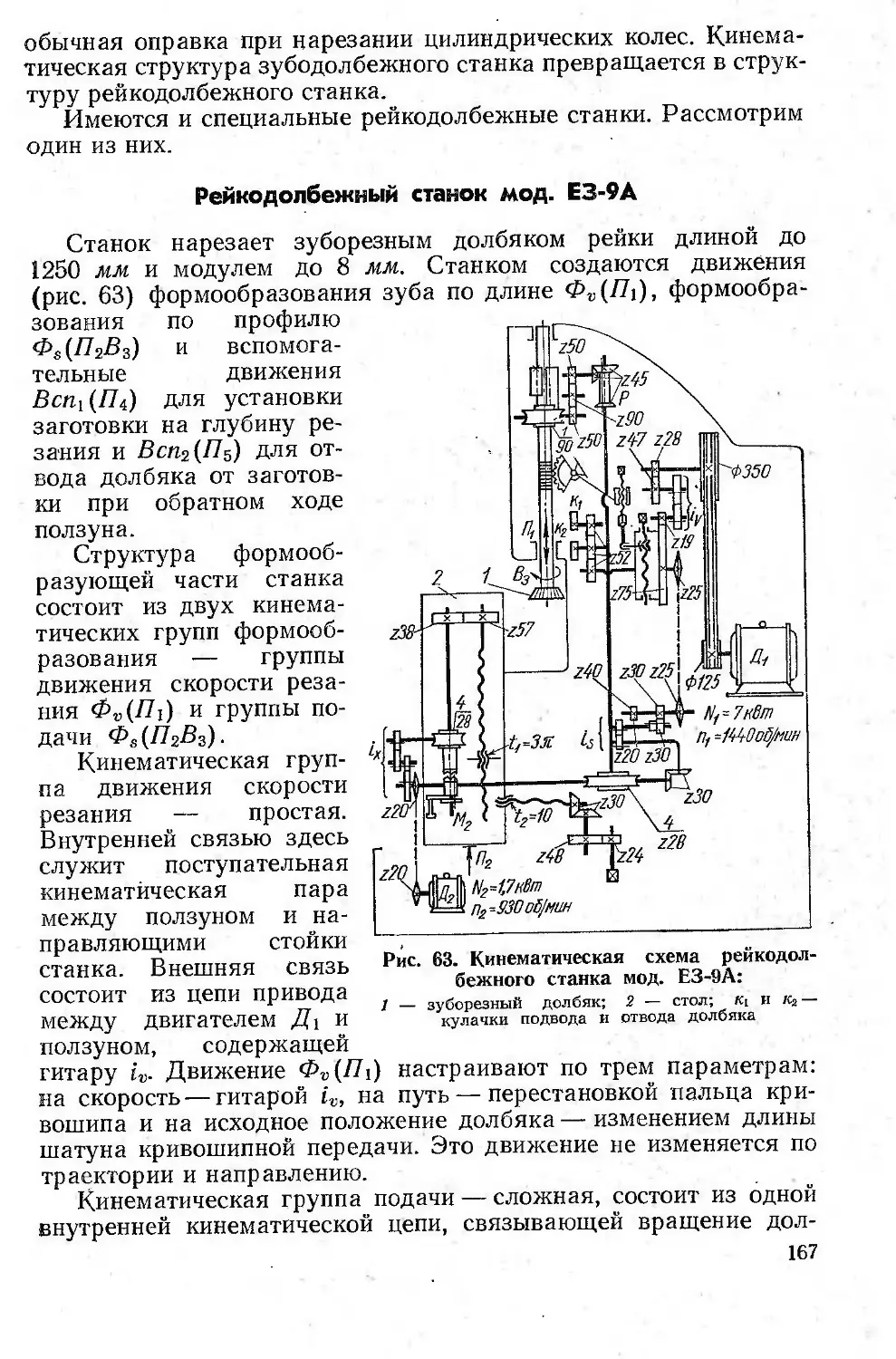
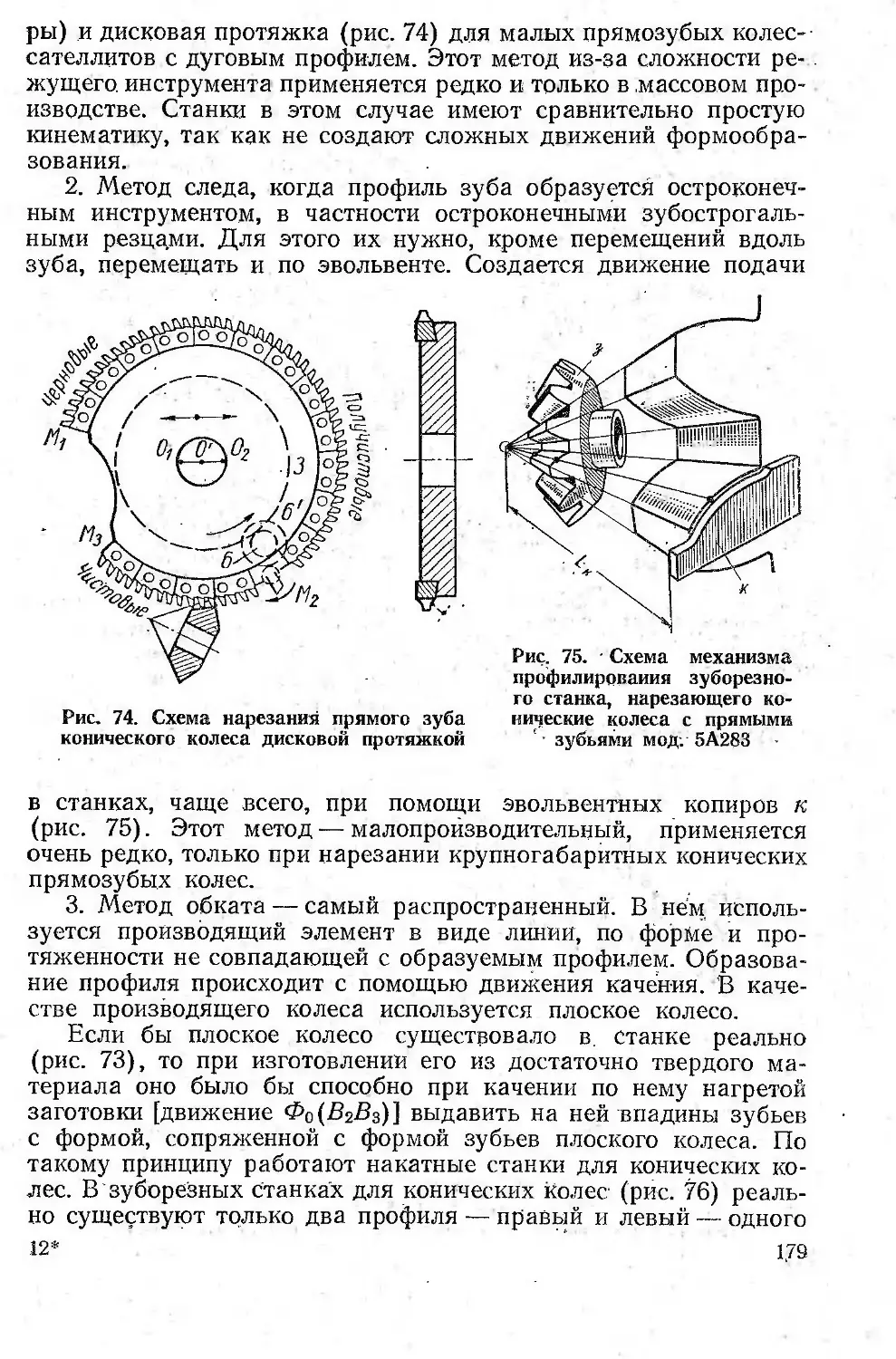
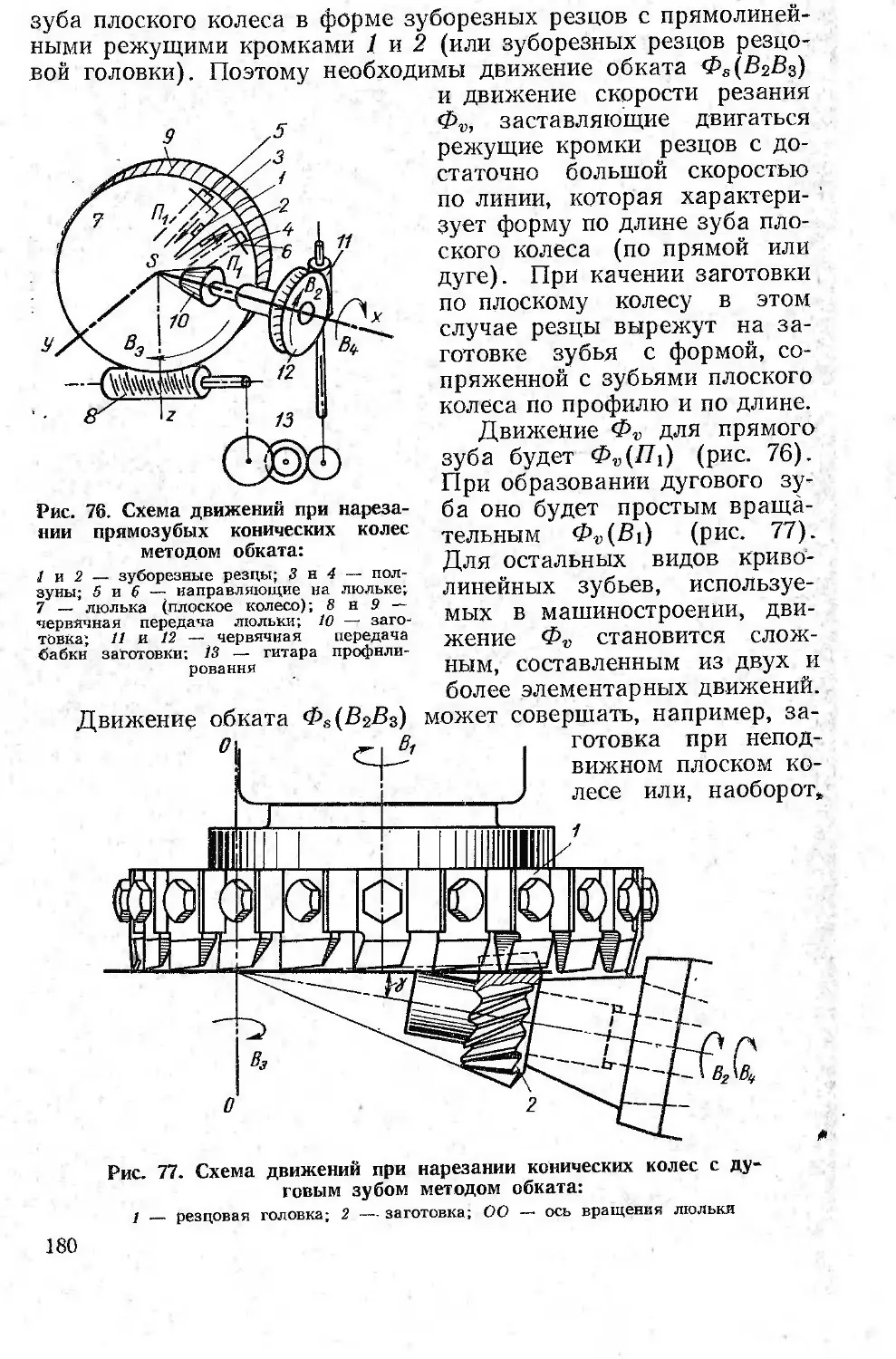
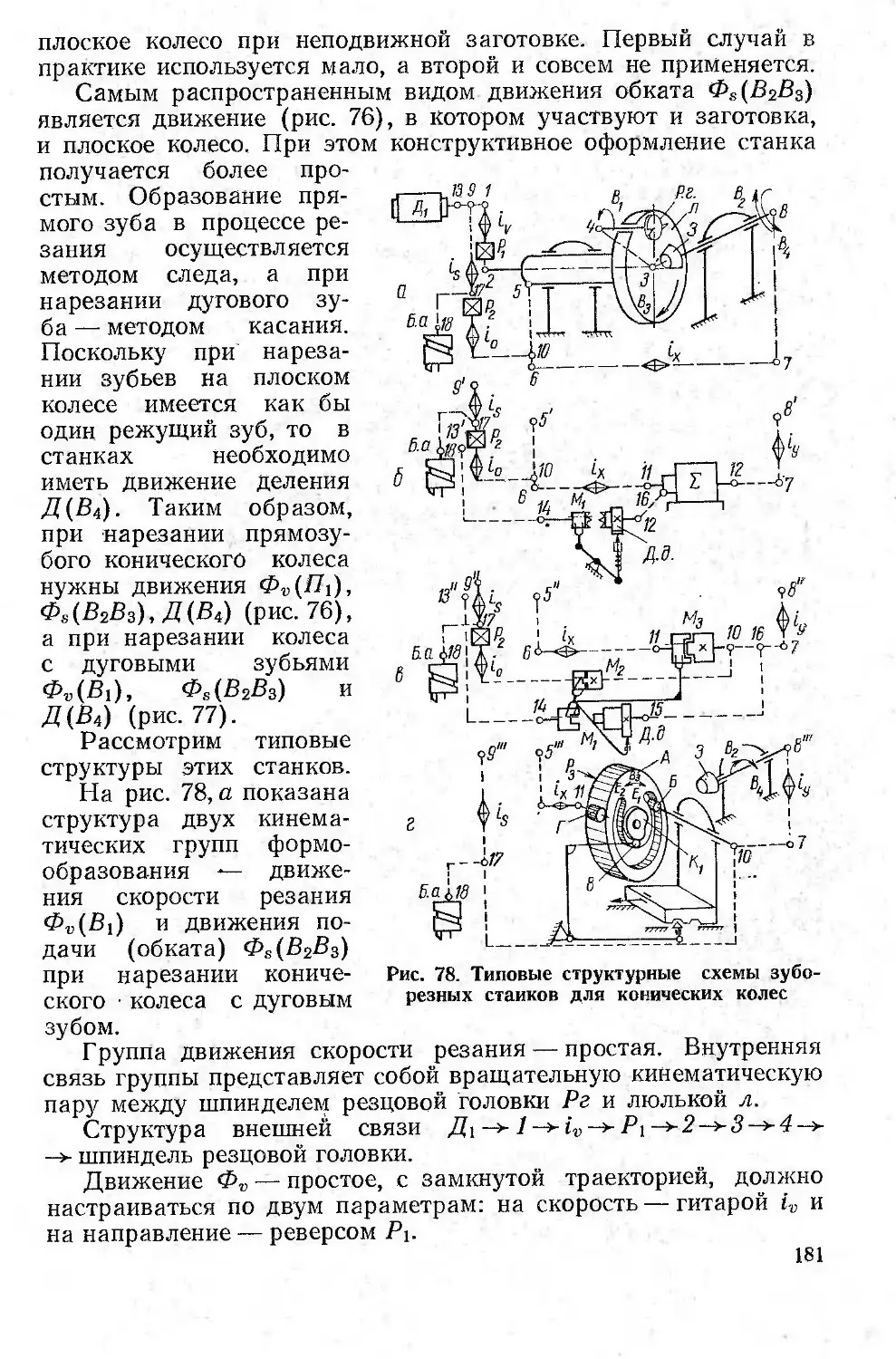
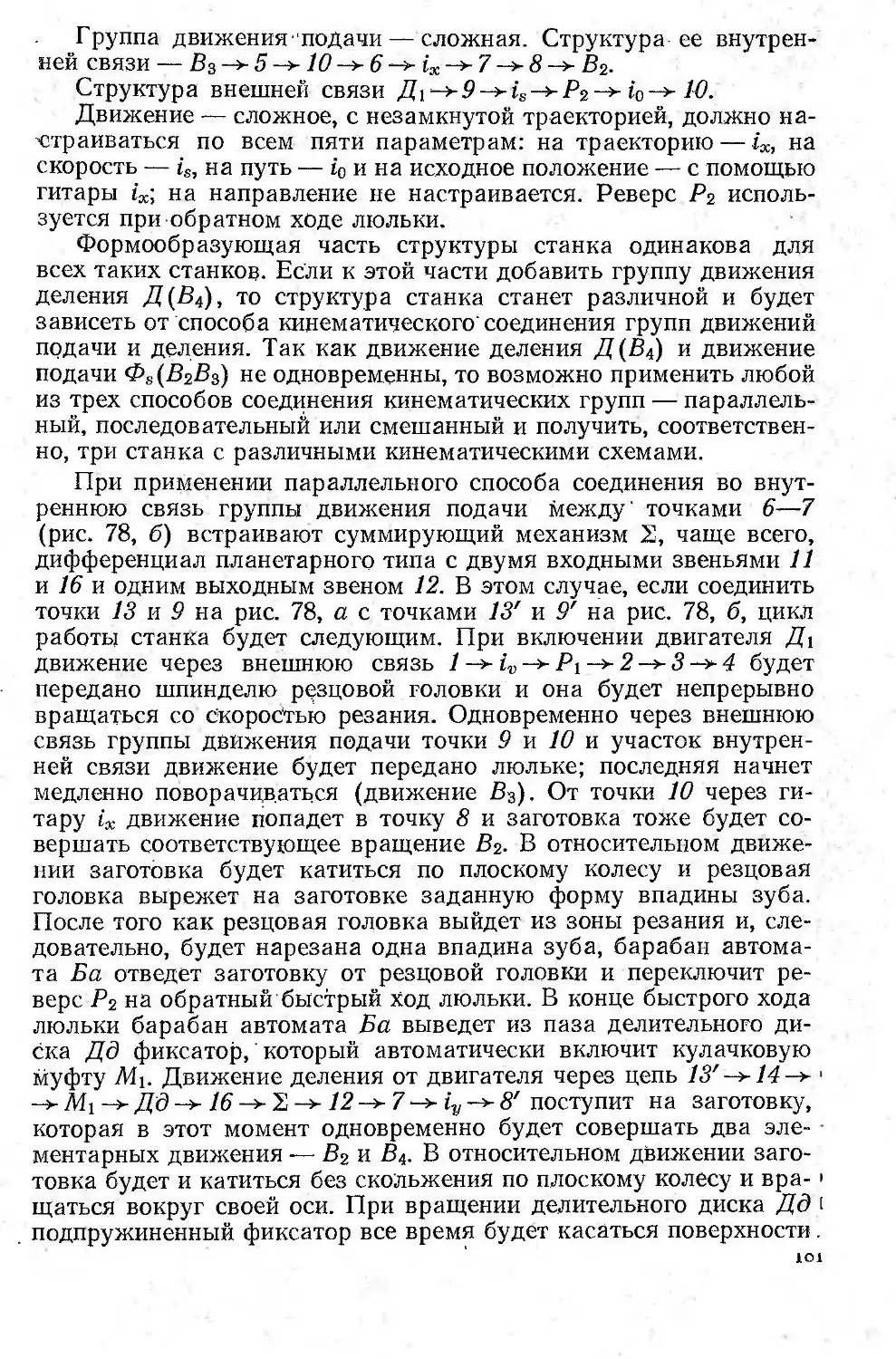
Приводим перечень обрабатываемых на станках деталей и поверхностей: 1) конические колеса с наружным и внутренним зубом, нормальные и гипоидные, с эвольвентным и не эвольвент-ным профилем зуба, с постоянной (равновысокий зуб) и с уменьшающейся высотой зуба, с прямым, дуговым и криволинейным зубом; 2) цилиндрические колеса круглые с наружным и внутренним зубом, с прямым, винтовым и шевронным зубом, полные и неполные, с нормальным, бочкообразным и дуговым зубом, одновенцовые, двухвенцовые и многовенцовые; 3) ци-
линдрические колеса некруглые, полные и неполные, с прямым и винтовым зубом; 4) червячные колеса, нормальные и глобоидные; 5) червяки цилиндрические и глобоидные, одно- и много-заходные: конволютные, архимедовы и звольвентные; 6) рейки прямые призматические с нормальным и с червячным зубом и круговые с прямым, дуговым и криволинейным зубом, полные и неполные, рейки круглые; 7) резьбы цилиндрическая и коническая, с различным профилем, с нормальным и увеличенным шагом, однозаходная и многозаходная, наружная и внутренняя, с равномерным и с неравномерным шагом; 8) кулачки дисковые, торцовые, цилиндрические; 9) клинья; 10) шкивы гладкие и для клиновых ремней; 11) шлицы наружные и внутренние, прямоугольные и звольвентные, прямые и винтовые; 12) затылки зубьев режущего инструмента; 13) фасонные тела вращения; 14) многогранные тела; 15) плоскости; 16) цилиндрические поверхности, круглые и некруглые, полные и неполные, наружные и внутренние, постоянного по длине сечения (гладкие) и ступенчатые; 17) конические поверхности, круглые и некруглые, полные и неполные — наружные и внутренние; 18) сферические поверхности, наружные и внутренние, полные и неполные; 19) сложные фасонные поверхности.
ГЕОМЕТРИЧЕСКИЕ МЕТОДЫ ОБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ
Образование реальной поверхности на твердом теле любым технологическим способом формирования материала (отливкой, пластическим деформированием, резанием, электрофизическим способом и т. д.) имеет один общий для всех видов обработки признак, состоящий в том, что всякая реальная поверхность является некоторым приближением к соответствующей геометрической (воображаемой «идеальной») поверхности. Следовательно, технологический процесс образования реальной поверхности представляет собой по существу процесс образования соответствующей ей геометрической поверхности, иначе говоря — процесс геометрического образования реальной поверхности. Поэтому прежде всего нужно рассмотреть общие закономерности геометрического образования реальных поверхностей.
Под геометрической поверхностью обычно понимают след, оставляемый одной производящей геометрической линией, называемой образующей линией, при ее движении по другой производящей геометрической линии—-направляющей. Под следом понимается образуемая поверхность как непрерывное множество последовательных геометрических положений движущейся образующей линии.
Существует и второе определение геометрической поверхности, когда поверхность рассматривается как геометрическое место точек, но в металлообработке оно используется очень редко.
Таким образом, для геометрического образования любой поверхности прежде всего необходимы геометрические производящие линии.
Производящие линии реальных поверхностей создаются при помощи вспомогательных элементов, каковыми могут быть материальные линии и точки. Движения вспомогательных элементов, в результате которых образуются геометрические производящие линии, будем называть в дальнейшем движениями формообразования и обозначать буквой Ф. Рассмотрим возможные методы образования геометрических линий. Если вспомогательный элемент представляет собой материальную линию 1, то образовать геометрическую линию 3 можно двумя методами. Во-первых, методом копирования (рис. 1, а), когда форма и
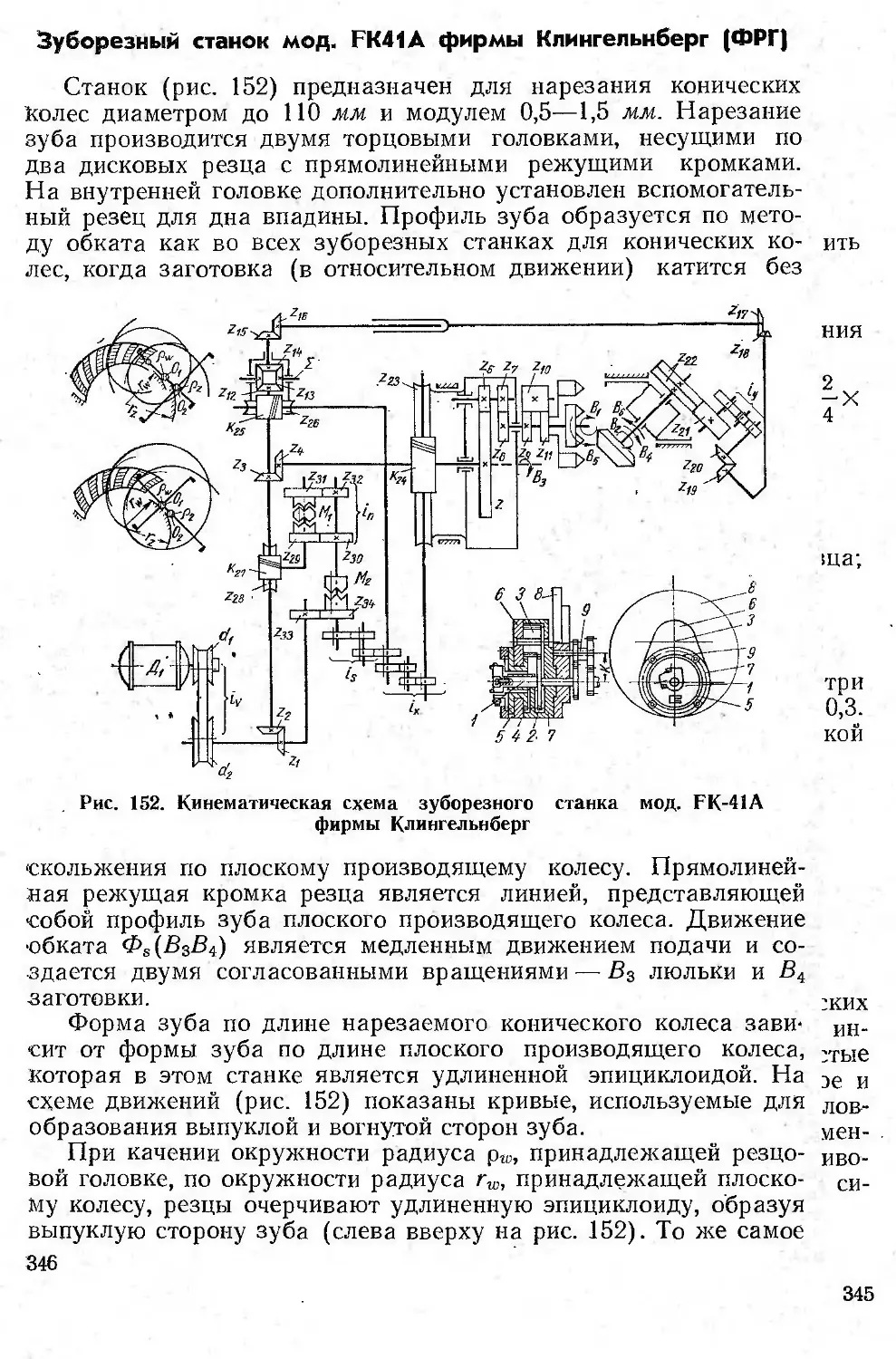
Рис. 1. Методы образования геометрических линий:
1 — вспомогательная материальная линия; 2 — вспомогательная материальная точка; 3 — образуемая линия; 4, 5 — вспомогательные геометрические линии
протяженность вспомогательной материальной линии 1 одинаковый формой и протяженностью образуемой линии 3. Последняя получается как копия или как «зеркальное отражение» материальной линии. В этом случае образование линии происходит без движения формообразования — нужно только установочное движение для перемешения вспомогательного элемента в исходное положение.
Во-вторых, когда форма и протяженность материальной линии 1 не одинаковы с формой и протяженностью образуемой линии 3 — методом обката (рис. 1, б). Образуемая линия 3 получается как огибающая последовательных положений, занимаемых вспомогательным элементом 1 при обкате (обкатывании) им образуемой линии. Этот метод требует одного движения формообразования — движения качения.
Вспспиетательным элементом может быть и материальная точка. Образовать геометрическую линию материальной точкой 2 возможно также двумя методами. При движении эта материальная точка 2 будет оставлять след, являющийся образуемой линией 3 (рис. 1, в). В этом случае линия образуется методом следа, для которого нужно иметь одно движение формообразования.
Материальной точкой 2 можно получить линию и другим методом (рис. 1, а), когда образуемая линия 3 является касатель
ной к ряду дополнительных геометрических линий 4 (например., прямых), созданных материальной точкой 2. При этом методе, называемом методом касания, требуются два движения формообразования— одно для образования дополнительных линий 4 и другое — для такого их относительного расположения, при котором образуемая линия 3 будет иметь заданные формы и протяженность. Возможна разновидность метода касания, характеризуемая тем, что дополнительные геометрические линии 4 образуются не методом следа, а методом касания (рис. 1, д). В этом случае необходимо иметь три движения формообразования: два для образования дополнительных линий 4 и 5 (например, прямых и окружностей) и одно — для их относительного расположения. На практике этот метод применяется очень, редко.
Таким образом, геометрическую производящую линию можно' образовать четырьмя методами со следующим количеством движений формообразования: методом копирования (без движений формообразования), методом обката (при одном движении формообразования), методом следа (также при одном движении формообразования), методом касания (при двух и более движениях формообразования).
Для того чтобы создать заданную поверхность, необходимо« иметь образующую и направляющую геометрические производящие линии соответствующей формы и протяженности, каждую из которых возможно образовать указанными четырьмя методами. Отсюда следует, что методы образования поверхностей будут составляться из методов образования геометрических производящих линий образуемой поверхности, сочетаний которых может быть много. Поэтому метод образования поверхности будет зависеть не только от формы вспомогательного элемента (инструмента) и метода образования каждой геометрической производящей линии в отдельности, но и от сочетания методов геометрического образования производящих линий.
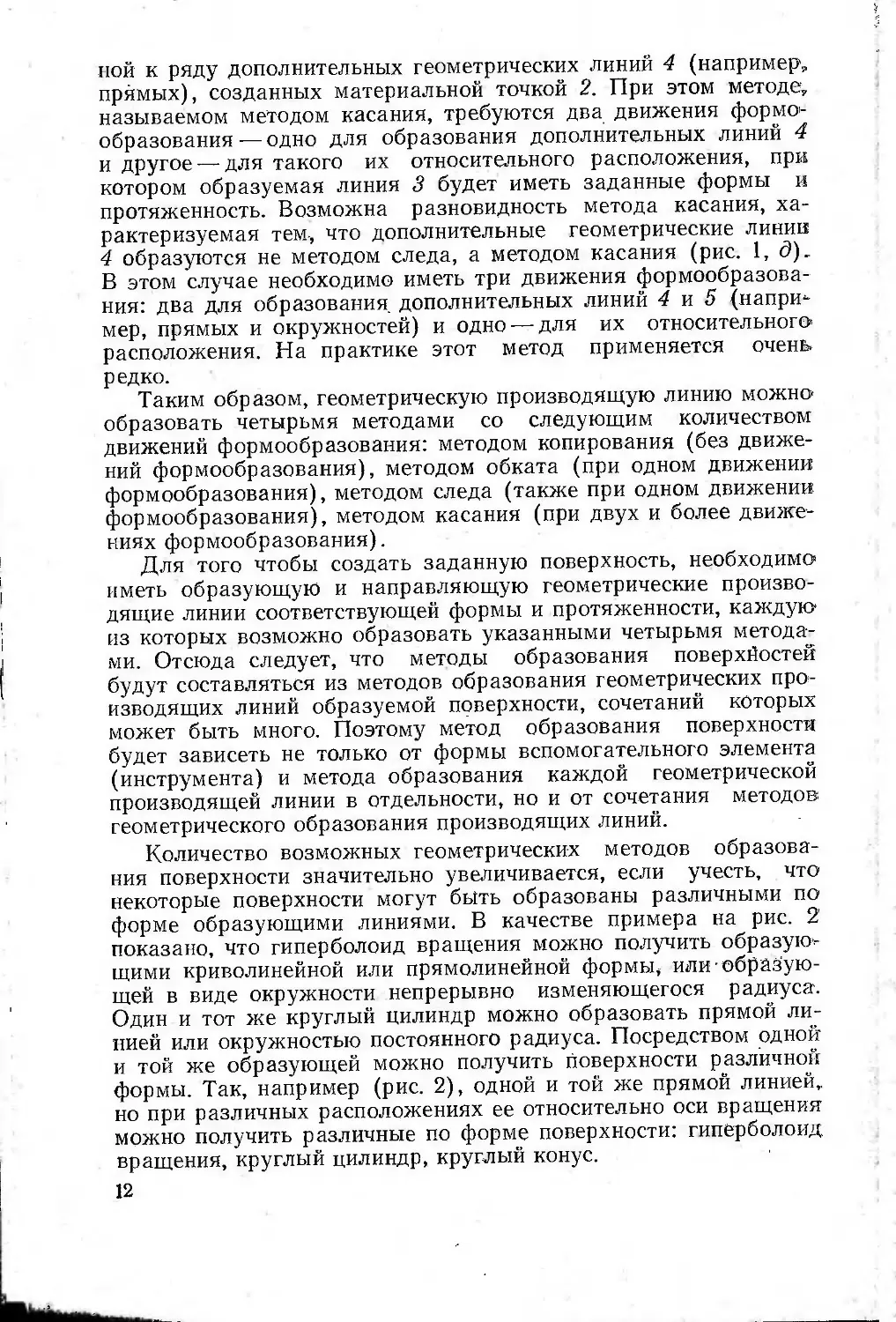
Количество возможных геометрических методов образования поверхности значительно увеличивается, если учесть, что некоторые поверхности могут быть образованы различными по форме образующими линиями. В качестве примера на рис. 2 показано, что гиперболоид вращения можно получить образующими криволинейной или прямолинейной формы, или образующей в виде окружности непрерывно изменяющегося радиуса. Один и тот же круглый цилиндр можно образовать прямой линией или окружностью постоянного радиуса. Посредством одной и той же образующей можно получить поверхности различной формы. Так, например (рис. 2), одной и той же прямой линией,, но при различных расположениях ее относительно оси вращения можно получить различные по форме поверхности: гиперболоид вращения, круглый цилиндр, круглый конус.
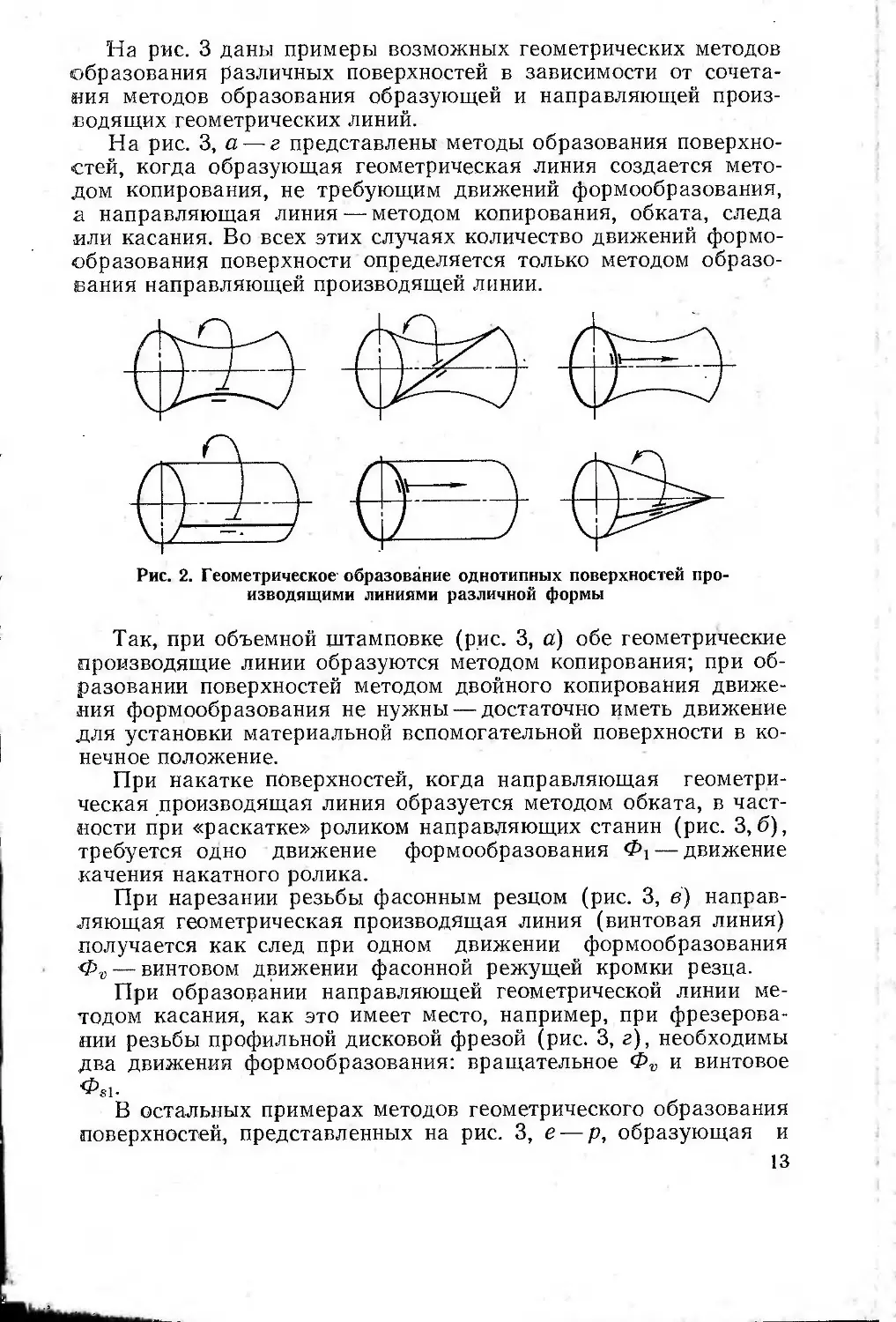
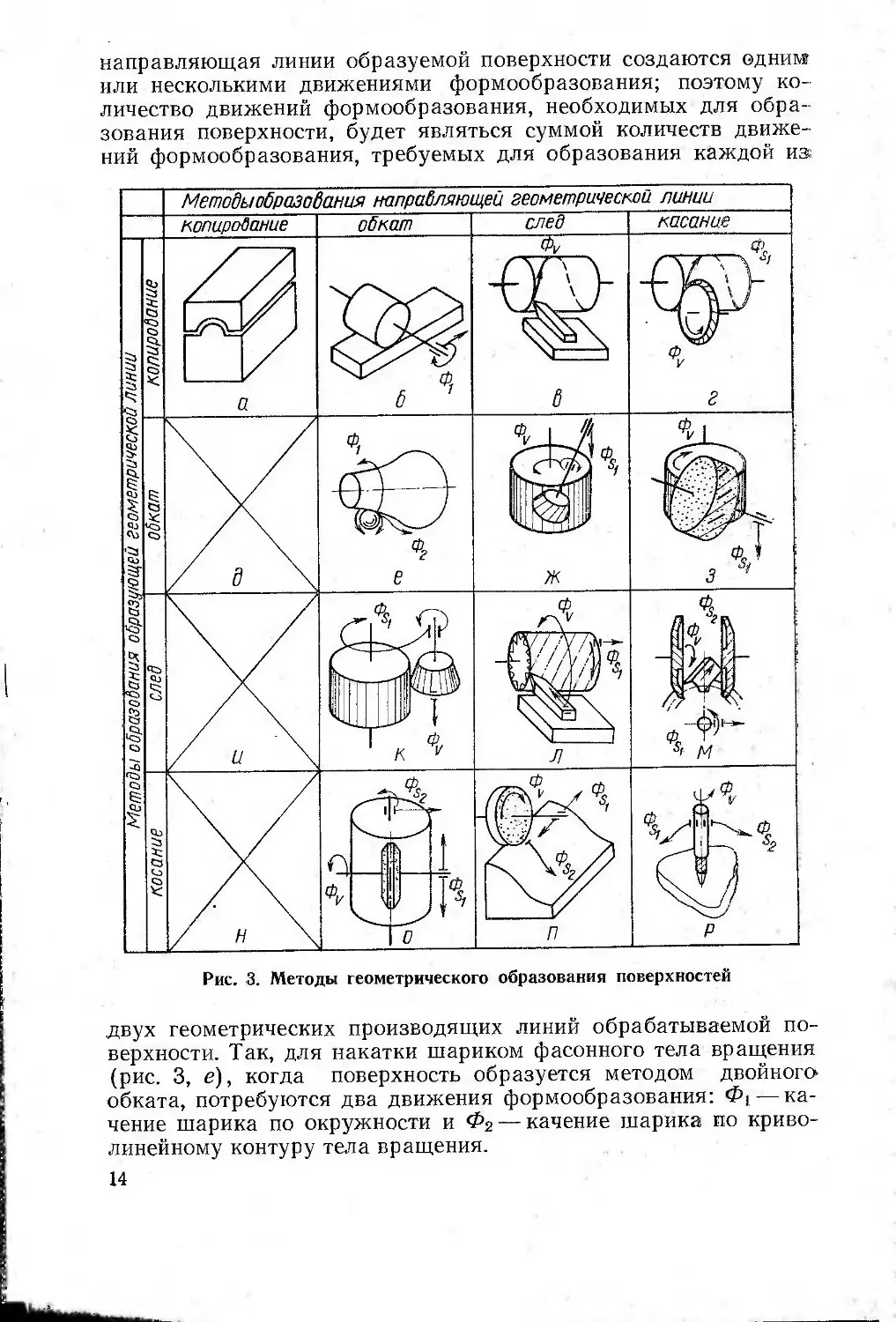
На рис. 3 даны примеры возможных геометрических методов образования различных поверхностей в зависимости от сочетания методов образования образующей и направляющей производящих геометрических линий.
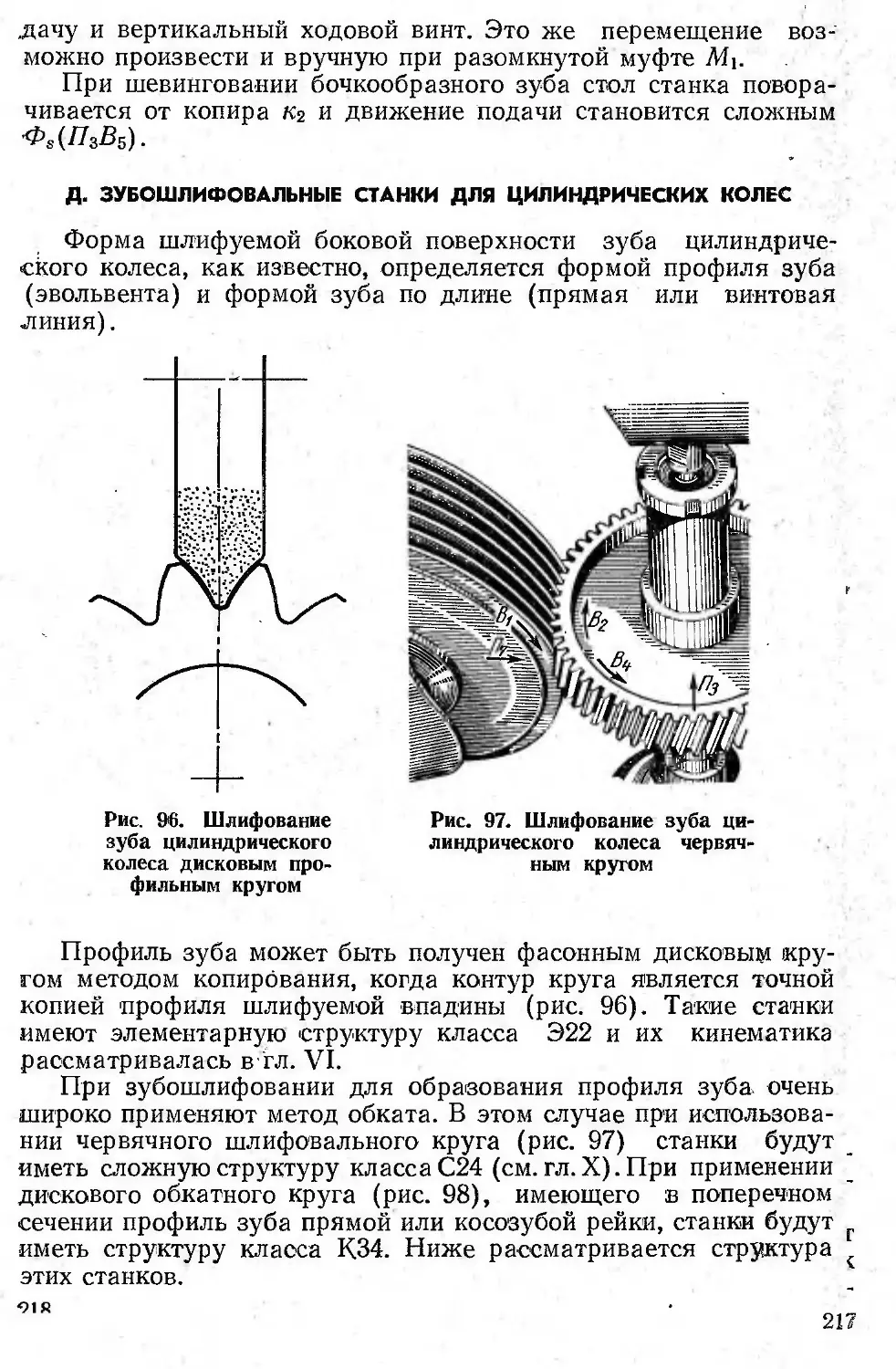
На рис. 3, а— г представлены методы образования поверхностей, когда образующая геометрическая линия создается методом копирования, не требующим движений формообразования, а направляющая линия — методом копирования, обката, следа или касания. Во всех этих случаях количество движений формообразования поверхности определяется только методом образования направляющей производящей линии.
Рис. 2. Геометрическое образование однотипных поверхностей производящими линиями различной формы
Так, при объемной штамповке (рис. 3, а) обе геометрические производящие линии образуются методом копирования; при образовании поверхностей методом двойного копирования движения формообразования не нужны — достаточно иметь движение для установки материальной вспомогательной поверхности в конечное положение.
При накатке поверхностей, когда направляющая геометрическая производящая линия образуется методом обката, в частности при «раскатке» роликом направляющих станин (рис. 3,6), требуется одно движение формообразования Фх — движение качения накатного ролика.
При нарезании резьбы фасонным резцом (рис. 3, в) направляющая геометрическая производящая линия (винтовая линия) получается как след при одном движении формообразования Фс— винтовом движении фасонной режущей кромки резца.
При образовании направляющей геометрической линии методом касания, как это имеет место, например, при фрезеровании резьбы профильной дисковой фрезой (рис. 3, г), необходимы два движения формообразования: вращательное Ф-» и винтовое Фм-
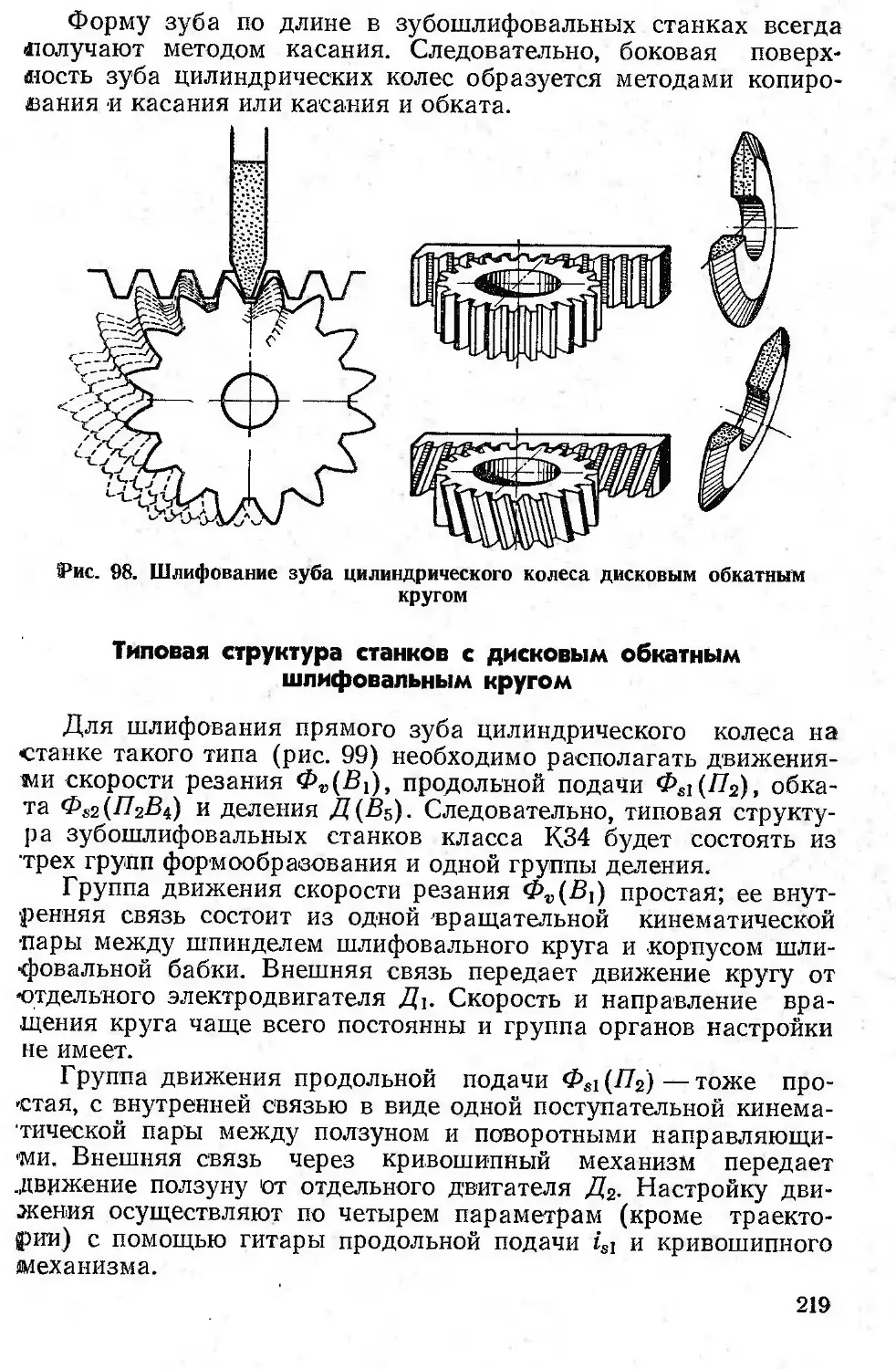
В остальных примерах методов геометрического образования поверхностей, представленных на рис. 3, е — р, образующая и
направляющая линии образуемой поверхности создаются одним или несколькими движениями формообразования; поэтому количество движений формообразования, необходимых для образования поверхности, будет являться суммой количеств движений формообразования, требуемых для образования каждой из.
Рис. 3. Методы геометрического образования поверхностей
двух геометрических производящих линий обрабатываемой поверхности. Так, для накатки шариком фасонного тела вращения (рис. 3, е), когда поверхность образуется методом двойного обката, потребуются два движения формообразования: Ф1 — качение шарика по окружности и Ф2 — качение шарика по криволинейному контуру тела вращения.
Для образования поверхности методом обката и следа (рис. 3, ж), например при точении цилиндрического колеса зуборезным круглым долбяком, необходимы два движения формообразования: сначала образуются профили зубьев движением резания Ф.с (движением качения, составленным из взаимно согласованных вращений долбяка и заготовки), а затем длина зуба движением подачи Ф4] (при прямом зубе это движение — прямолинейное перемещение долбяка, при винтовом зубе — винтовое).
При шлифовании червячным абразивным кругом прямозубого цилиндрического колеса (рис. 3, з) образующую линию боковой поверхности зубьев составляет совокупность профилей зубьев колеса, которые образуются методом обката, а направляющей является прямая линия, являющаяся формой зуба по длине,—• она образуется методом касания. Образование поверхности методом обката и касания теоретически должно осуществляться тремя движениями формообразования: одно движение — обката для'образования профиля и два движения — вращение абразивного круга и его продольное перемещение вдоль зуба для образования формы зуба по длине. Так как для получения движения обката исходной рейки круга последний нужно вращать, то это же вращение круга используется для образования формы зуба по длине. Следовательно, из трех движений формообразования два являются совпадающими (совмещенными) и поэтому при шлифовании зубчатого колеса в этом случае практически требуются только два движения формообразования — Ф.с и Ф8ь
На рис. 3, к — м представлены примеры, поясняющие методы образования поверхностей, у которых геометрическая образующая линия создается методом следа. Так, на рис. 3, к круглым зуборезным долбяком нарезается прямозубое цилиндрическое колесо.
Образующая линия — прямая — образуется здесь методом следа — движением резания Фт а направляющая линия — методом обката — движением подачи Ф.5| (качение долбяка или заготовки); формообразование поверхности обеспечивается здесь двумя движениями.
При затыловании цилиндрической фрезы с винтовым зубом остроконечным резцом (рис. 3, л) образующей линией является затылочная кривая зуба, которая образуется методом следа движением резания Ф„. Направляющей линией является в данном случае винтовая линия по длине зуба, которая образуется также методом следа — движением подачи Ф8ь Следовательно, задняя поверхность зуба фрезы образуется методом двойного следа.
Образование поверхностей методом следа и касания применяется очень редко. К этому методу (рис. 3, лг) можно отнести шлифование тарельчатыми кругами, нулевым способом, прямо-15
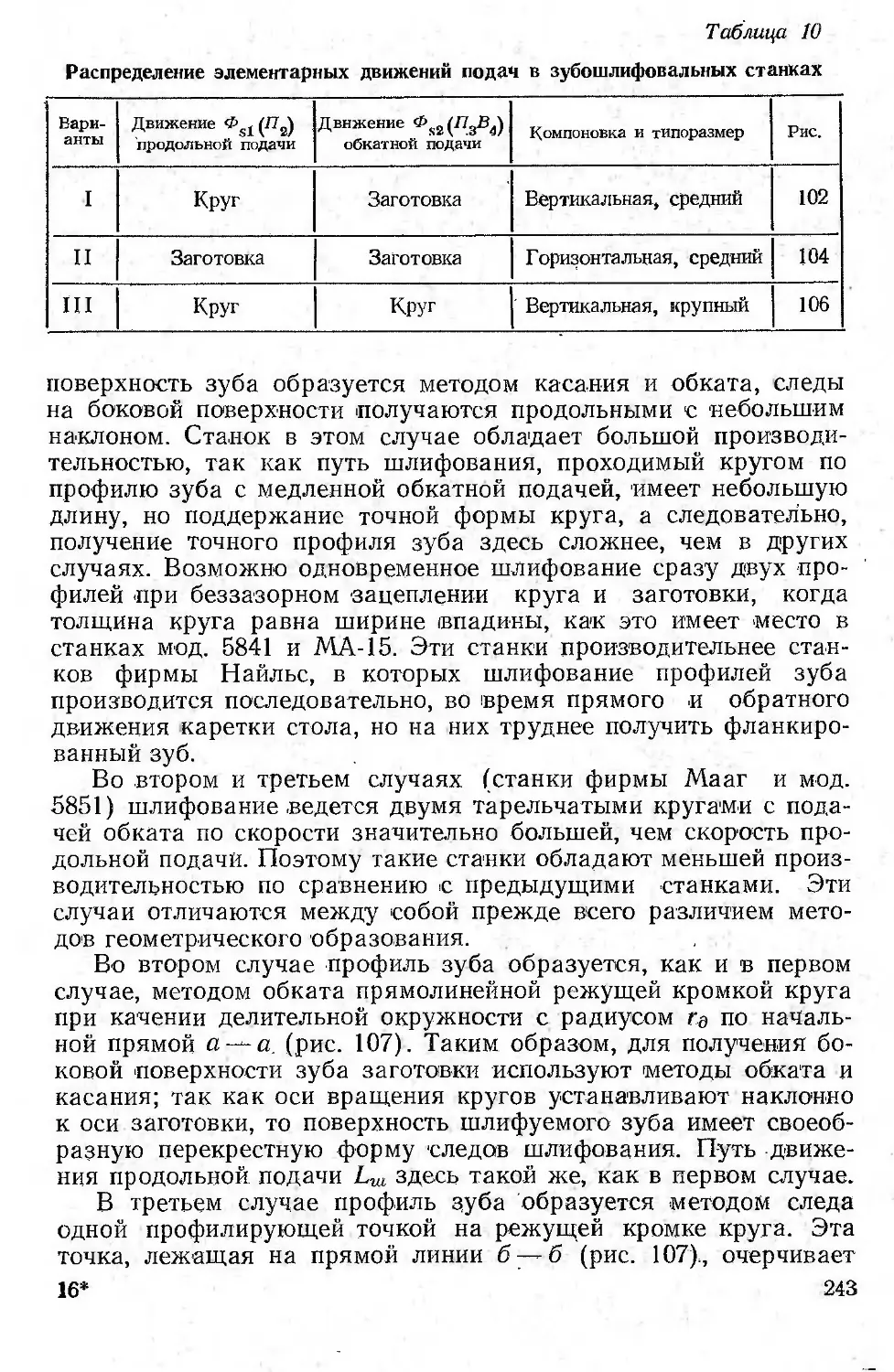
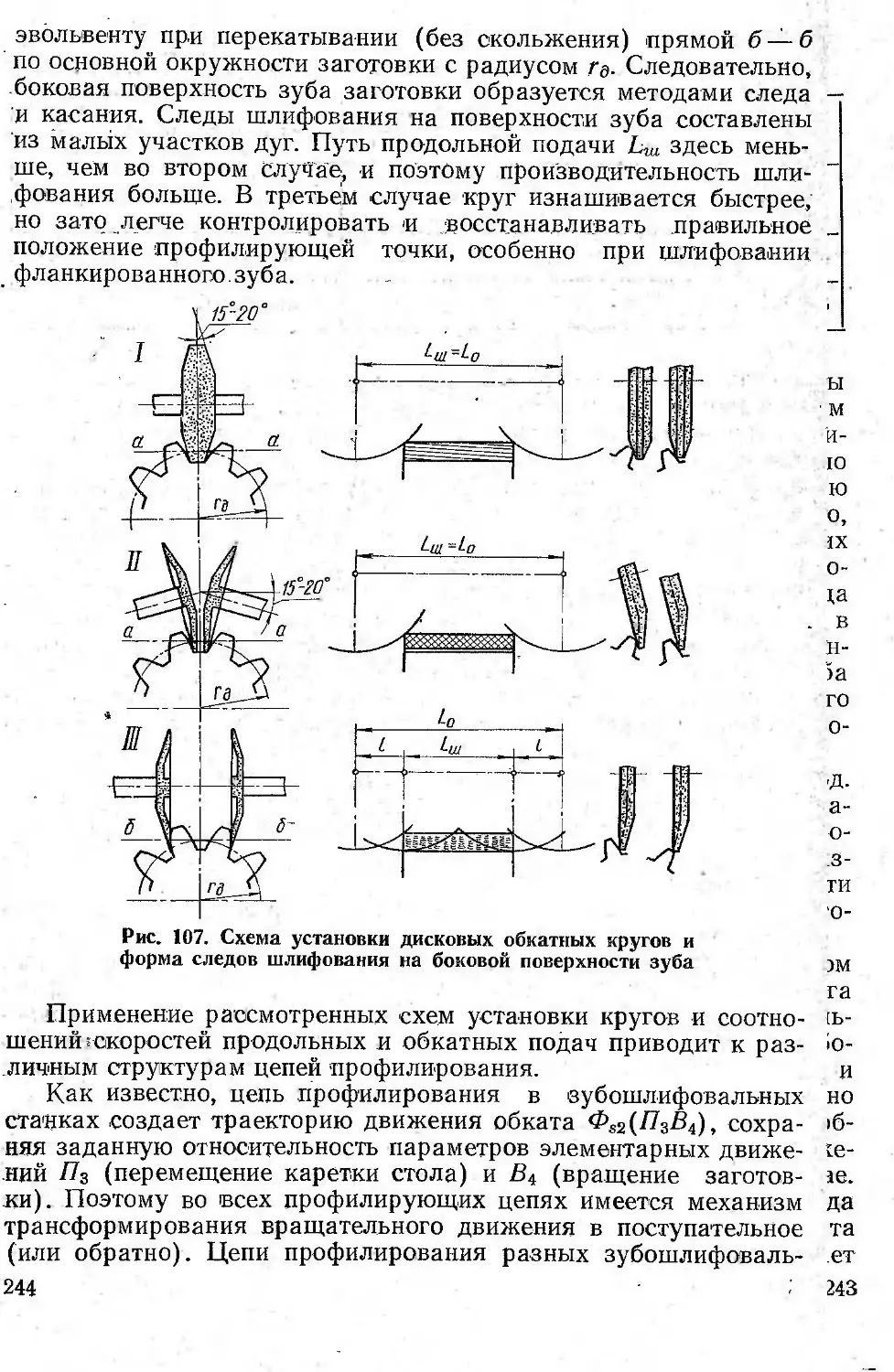
зубых цилиндрических колес (на станках фирмы «Мааг»). Одной точкой круга, методом следа, с быстрой подачей профилирования Ф51 (при вращении и поперечном перемещении д заготовки) образуется профиль зуба. Вращением круга Фи и медленным перемещением заготовки методом касания, соз- а дается форма зуба по длине.
В последней группе примеров (рис. 3, о — р) геометрическая образующая линия создается методом касания, а направляющая линия — методами обката, следа или касания.
На рис. 3, о дисковым обкатным кругом шлифуется прямозубое цилиндрическое колесо тремя движениями формообразования Ф„, Ф6) и Фе2 по методу касания и обката. Линия длины g зуба (прямая) образуется методом касания, а профиль зуба — •обкатом.
При шлифовании криволинейной поверхности дисковым кру- я гом (рис. 3, п) образующая линия (прямая) получается методом а касания, двумя движениями формообразования Фъ и Ф^, а направляющая линия (в данном случае — кривая)—методом я следа, движением подачи Фв2. Следовательно, поверхность образуется здесь методом касания и следа.
Примером, в котором обе геометрические производящие ли-нии образуемой поверхности создаются методом касания _ •(рис. 3, р), может служить фрезерование криволинейной поверх- у ности пальцевой фрезой на копировально-фрезерном станке. д Каждая из криволинейных производящих линий образуется двумя движениями Фг, и Ф.\ или Ф82. Для осуществления этого (1‘ метода теоретически требуется иметь четыре движения формообразования, но так как в этом случае движение резания Фг уча- д •ствует в создании обеих линий, практически необходимы всего е три движения.
Три сочетания методов образования линий (рис. 3, д, и, н) — д о£щат и копирование, след и копирование, касание и копирование—являются чисто теоретическими случаями, так как практи- д чески они неосуществимы. В них методом копирования должна 3 •создаваться направляющая производящая геометрическая линия образуемой поверхности. Образовать этим методом линию воз- д можно только посредством материальной линии, которая обычно д выполняет роль образующей. Направляющая производящая линия а может быть создана методом копирования в том единственном •случае, когда образующая производящая линия создается также д методом копирования, т. е. этот случай отвечает методу двойного , копирования. а
При всех существующих технологических способах придания деталям требуемой формы посредством различных формообразующих инструментов реальные поверхности создаются одним 4 из указанных выше методов геометрического образования поверхностей.
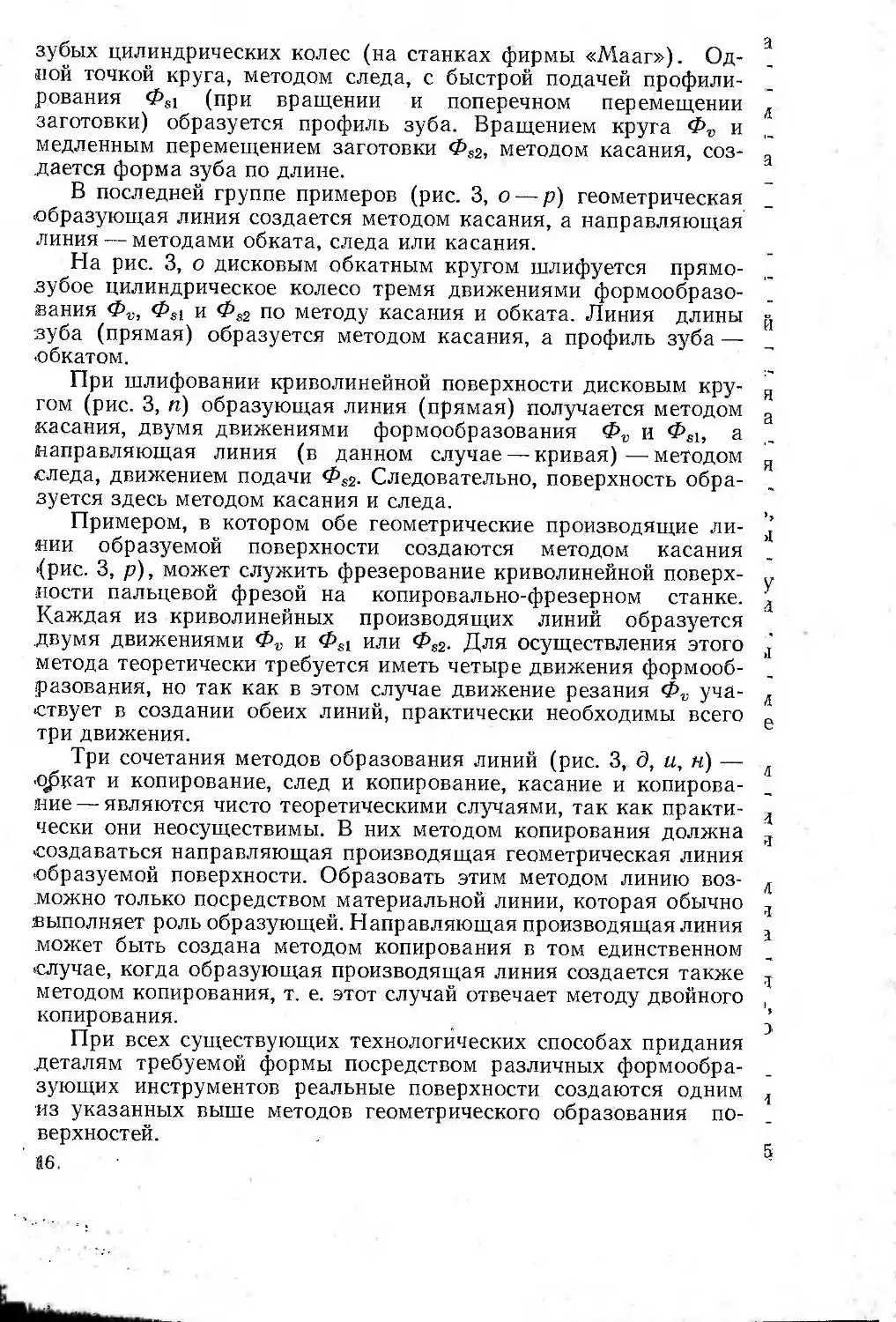
В табл. 1 приведены основные технологические способы изготовления деталей и указаны методы геометрического образования поверхностей, характеризующие каждый из этих способов.
Определенному методу геометрического образования соответствует вполне определенное число движений формообразования, по которым вполне можно определить характер кинематической структуры данной технологической машины. Например, при применении электроэрозионного станка любая поверхность образуется сочетанием методов копирования и следа.
Следовательно, такой станок должен осуществлять одно движение формообразования и иметь для этого один отдельный механизм.
Обработка металлов и других материалов на металлорежущих станках всегда производится режущей кромкой инструмента, которая может быть реализована в виде материальной линии или материальной точки. Поэтому из рассмотренных выше методов геометрического образования поверхности (рис. 3) при обработке резанием не могут быть использованы три метода, основанные на применении вспомогательного производящего элемента, осуществленного по-существу в форме материальной поверхности, т. е. методы двойного копирования, копирования и обката, двойного обката. Следовательно, образовать резанием реальную поверхность возможно лишь десятью различными геометрическими методами при различных сочетаниях методов образования производящих линий (ниже первый метод относится к образованию образующей, второй — к образованию направляющей линии),
Если режущая кромка инструмента представляет собой материальную линию, по форме и протяженности совпадающую с образующей производящей линией заданной поверхности, то последнюю можно образовать методами: копирования и следа при одном движении формообразования и копирования и касания при двух движениях формообразования.
Если форма и протяженность режущей кромки инструмента не совпадает с образующей производящей линией, то поверхность можно образовать методами: обката и следа, следа и обката при двух движениях формообразования; обката и касания, и касания и обката при трех движениях формообразования.
Когда режущая кромка инструмента представляет собой материальную точку, под которой понимается, конечно, малый отрезок режущей кромки, то образовать поверхность можно методами: двойного следа при двух движениях формообразования; следа и касания, касания и следа при трех и больше движениях формообразования, двойного касания при четырех и более движениях формообразования.
Таблица 1
Связь между способами технологического формирования материала и методами геометрического образования поверхности
Наименование технологического способа обработки X арактеристика формообразующего инструмента форма вспомогательного геометрического элемента Методы образования геометрических производящих линий
образующей । направляющей
Отливка Литейные формы Поверхность Копирование Копирование
Объемная штамповка Штампы » То же То же
Контурное вырезывание » Линия » След
Накатывание и прокат Ролики или валики » » Обкат
Раскатывание Шарик Поверхность Обкат В
Резание резцами, Режущая Точка или Копирова- Обкат,
сверлами, фрезами и другими подобными инструмен- кромка линия ние, обкат, след, касание след, касание
тами
Шлифование Шлифовальный круг Линия илн точка Касание То же
Хонигование твердым абразивом Шлифовальные бруски Точка След След
Хонингование жидкостное Абразивная жидкость Поверхность Копирование Копирова-• ние
Полирование Полировальные круги Точка Касание Касание
Притирка Притиры » След След
Суперфиниширование Абразивные круги » Касание Касание
Дорнирование Шарик Линия Копирование След
Электроэрозия Электрод » » В
Прессование Прессформы Поверхность » Копирование
Металлизация Заготовка » » »
Размерное хромиро- » » » в
ванне и никелирование
Электрохимическая обработка » Поверхность » Копирование
Лучевая обработка Луч » » То же
Ультрозвуковая обработка Фасонный инструмент Линия » След
Волочение Волочильный глазок » в В
Из этого перечня видно, что определенной форме режущей кромки (материальная линия или материальная точка) соответствуют вполне определенные методы геометрического образования поверхностей. Общее количество движений формообразования, которые требуются для образования какой-либо поверхности, равно сумме количеств движений формообразования, необходимых для создания двух производящих линий, если отсутствуют совмещенные движения формообразования. Совмещенные движения возможны, если инструмент имеет несколько режущих кромок с таким относительным расположением их, которое позволяет одним движением формообразования создавать обе производящие геометрические линии образуемой поверхности.
В зависимости от вида инструмента, формы его режущих кромок и от методов образования производящих линий образуемой поверхности общее количество движений формообразования определяется следующей зависимостью:
Н =Н„ + Нн — — Нс,
где Но— количество формообразующих движений для создания геометрической образующей производящей линии;
Нн— количество формообразующих движений для создания направляющей производящей линии;
Нс — количество совмещенных движений при формообразовании.
Значения Но и Ни определяются соответственно методу образования производящих линий, а значение Нс — из анализа схемы движений; чаще всего Нс— 0 (совмещенные движения отсутствуют) или Нс =2 (совмещены лишь два движения).
Исходя из методов образования геометрических линий, можно установить, что при методе двойного касания необходимо располагать шестью отдельными движениями формообразования. Следовательно, теоретически максимальное количество движений формообразования при обработке резанием Н$ = 6; практически всегда Н$ < 6 и достигает максимум трех — за счет совмещения движений.
При образовании поверхностей резанием нужны, помимо дви-. жений формообразования, так же движения, имеющие иное назначение.
Изготовляемые на станках изделия редко имеют одну- непрерывную поверхность. В большинстве случаев они ограничены несколькими элементарными поверхностями, которые должны занимать вполне определенные относительные положения. В результате обработки необходимо получить как сами элементарные поверхности, так и обеспечить их правильные относительные положения.
2:
19
Так, например, поверхность зубьев прямозубого цилиндрического колеса можно представить себе как две совокупности определенного числа одинаковых цилиндрических поверхностей (с эрольвентной или иной направляющей). Расположенные симметрично относительно оси колеса они образуют правые и левые боковые поверхности зубьев. Для образования одной боковой поверхности зуба потребуется то или иное количество движений формообразования, зависящее от применяемого метода геометрического образования, а для обработки всех зубьев нужны и другие движения.
Естественно, стремление к выбору таких методов образования поверхности, которые приводят к меньшему количеству требуемых движений формообразования, что упрощает станок. Рациональное минимальное количество движений формообразования, необходимых для образования поверхностей резанием, зависит от ряда факторов и прежде всего от выбранного метода геометрического образования поверхности. К числу этих факторов относятся: 1) характер разделения заданной поверхности на элементарные поверхности; 2) выбор образующей из двух геометрических производящих линий на образуемой поверхности; 3) форма производящего элемента и его геометрическое положение относительно образуемой поверхности; 4) методы геометрического образования как образующей, так и направляющей линий.
Рассмотрим более подробно влияние каждого фактора.
1. Разделение заданной поверхности на ряд элементарных поверхностей всегда связано с двумя противоречивыми моментами. С одной стороны, элементарные поверхности по протяженности меньшей всей заданной поверхности и поэтому для образования их легче изготовить режущий инструмент. Вместе с тем оно всегда делает необходимым делительный процесс, осуществление которого связано с необходимостью иметь отдельное движение деления, а следовательно, и более или менее сложный отдельный делительный механизм, что усложняет изготовление станка и его эксплуатацию.
При отказе от делительного движения приходится предусмотреть такую геометрическую форму режущего инструмента, при которой делительный процесс осуществляется одним из движений формообразования, а это приводит к усложнению и удорожанию режущего инструмента. Ярким примером этого положения является обработка долблением прямозубого цилиндрического колеса. Если общую поверхность всех зубьев разбить на элементарные поверхности (боковые поверхности каждого зуба), то при долблении колеса одним профильным резцом требуется после обработки каждой впадины производить делительный процесс посредством отдельного делительного движения, для чего в станке нужно иметь точный делительный механизм. 20
Это вызывает усложнение станка по сравнению со станком того же назначения, но без делительного механизма, при не очень сложном режущем инструменте в виде одного фасонного резца. На операцию деления необходимо дополнительное вспомогательное время и поэтому такая обработка мало производительна. При отказе от делительного процесса боковые поверхности всех зубьев колеса становятся единой поверхностью, зубодолбежный станок получается очень простым, но режущий инструмент (в данном случае — резцовая головка) сильно усложняется, так как он должен иметь столько фасонных резцов, сколько нарезается зубьев. Такой инструмент очень сложен и поэтому дорог, но производительность станка в этом случае становится очень большой.
Следовательно, решение вопроса может быть найдено только в результате технико-экономических расчетов, определяющих выгоды выбора того или иного варианта. Выбор второго варианта в случае нарезания одновенцовых зубчатых колес выгоден только при больших масштабах производства цилиндрических колес одного модуля и с одним и тем же числом зубьев.
2. Выбор образующей из двух геометрических производящих линий на образуемой поверхности определяется прежде всего следующим положением: всегда желательно одну из геометрических производящих линий сделать материальной линией (режущей кромкой инструмента) с тем, чтобы применить для образования одной производящей линии метод копирования, который в сочетании с методом следа приводит к минимальному количеству движений формообразования и, следовательно, к простому и производительному станку. Однако этому препятствует плохая работа режущей кромки при большой ее протяженности и большой кривизне (т. е. малых радиусах кривизны). Поэтому в качестве образующей нужно выбирать более короткую и пологую линию; лучше, если она будет прямой.
3. Выбор формы вспомогательного производящего элемента (линия или точка) зависит от многих технологических факторов и прежде всего от требований, предъявляемых к точности и чистоте образуемой поверхности и производительности. Следовательно, этот выбор должен определяться специальными расчетами на точность, чистоту и производительность для каждого конкретного случая. В общем виде этот вопрос пока решить еще очень трудно, так как и здесь немаловажную роль играют техникоэкономические факторы.
4. Методы геометрического образования как образующей, так и направляющей линией также выбирают в каждом отдельном, конкретном случае с учетом всех технологических факторов и, в частности, с учетом вида обработки металла. Немаловажное влияние оказывает выбор метода геометрического образования поверхности на ее качество. Если технологические условия вы
бора метода геометрического образования поверхности не являются решающими, то, имея в виду получение и использование более простого и дешевого станка, следует отдать предпочтение методам, требующим минимального количества движений, обеспечивающих геометрическое образование поверхности.
Количество движений, необходимых для образования поверхности, еще не определяет полностью кинематику станка: важна еще и качественная сторона этих движений, особенно — движений формообразования, которые в основном и определяют кинематическую структуру станка.
II. ДВИЖЕНИЯ В СТАНКАХ
В металлорежущем станке создается ряд движений для образования режущим инструментом на заготовке одной или нескольких заданных поверхностей. Все эти движения являются вполне определенными, отвечающими заданному процессу. Для того чтобы обеспечить необходимую закономерность каждого из этих движений, нужно установить ха р актер изующе их параметры и создать в станке соответствующие им механизмы.
Образование поверхности резанием требует более или менее значительного количества движений не только звеньев, несущих инструмент и обрабатываемую заготовку (в дальнейшем они называются подвижными исполнительными звеньями), но и ряда других звеньев станка. Чтобы движения удобно было сравнить между собой, нужно прежде всего уметь их оценить.
Механическое движение (как и вообще всякое движение) происходит в пространстве и во времени и потому должно определяться параметрами пространства и времени. Прежде всего рассмотрим параметры, определяющие движение в пространстве..
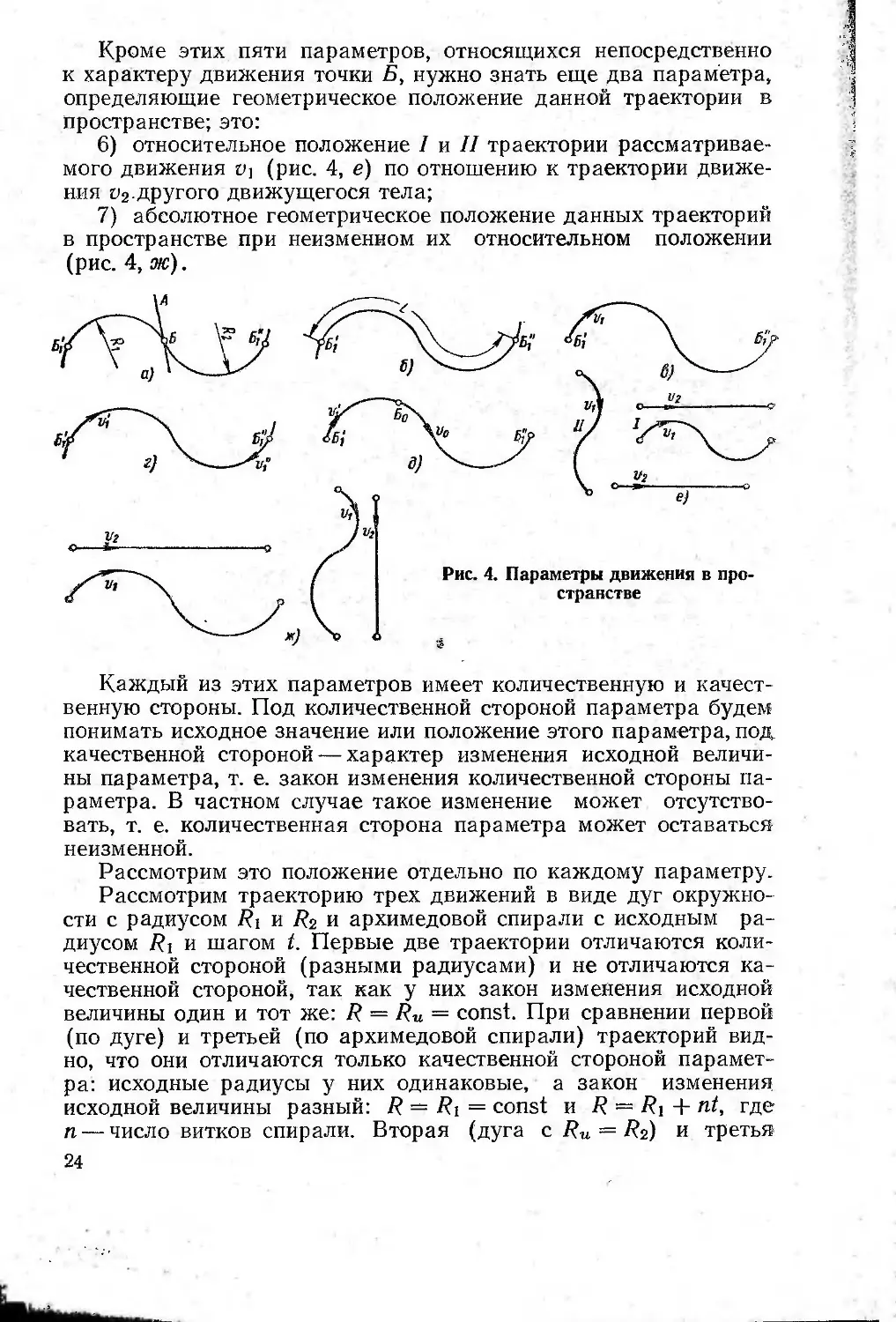
Пусть линия А (рис. 4) движется в пространстве, причем характер ее движения оценивается характером движения одной ее точки Б (наиболее простой случай). Движение последней определяют следующие параметры:
1) траектория — форма пути, по которому движется точка Б (рис. 4, а)-
2) путь — протяженность траектории (длина L) между начальной Б j и конечной Б" точками (рис. 4, б);
3) скорость Vi перемещения точки Б по траектории (рис. 4, в);
4) направление движения—движение vj от точки Б, к точке Б" или движение v'[ от Б]" к Б' (рис. 4, г);
5) исходное положение .6' или Бс, соответствующее началу движения точки Б по траектории (рис. 4, д).
Кроме этих пяти параметров, относящихся непосредственно к характеру движения точки Б, нужно знать еще два параметра, определяющие геометрическое положение данной траектории в пространстве; это:
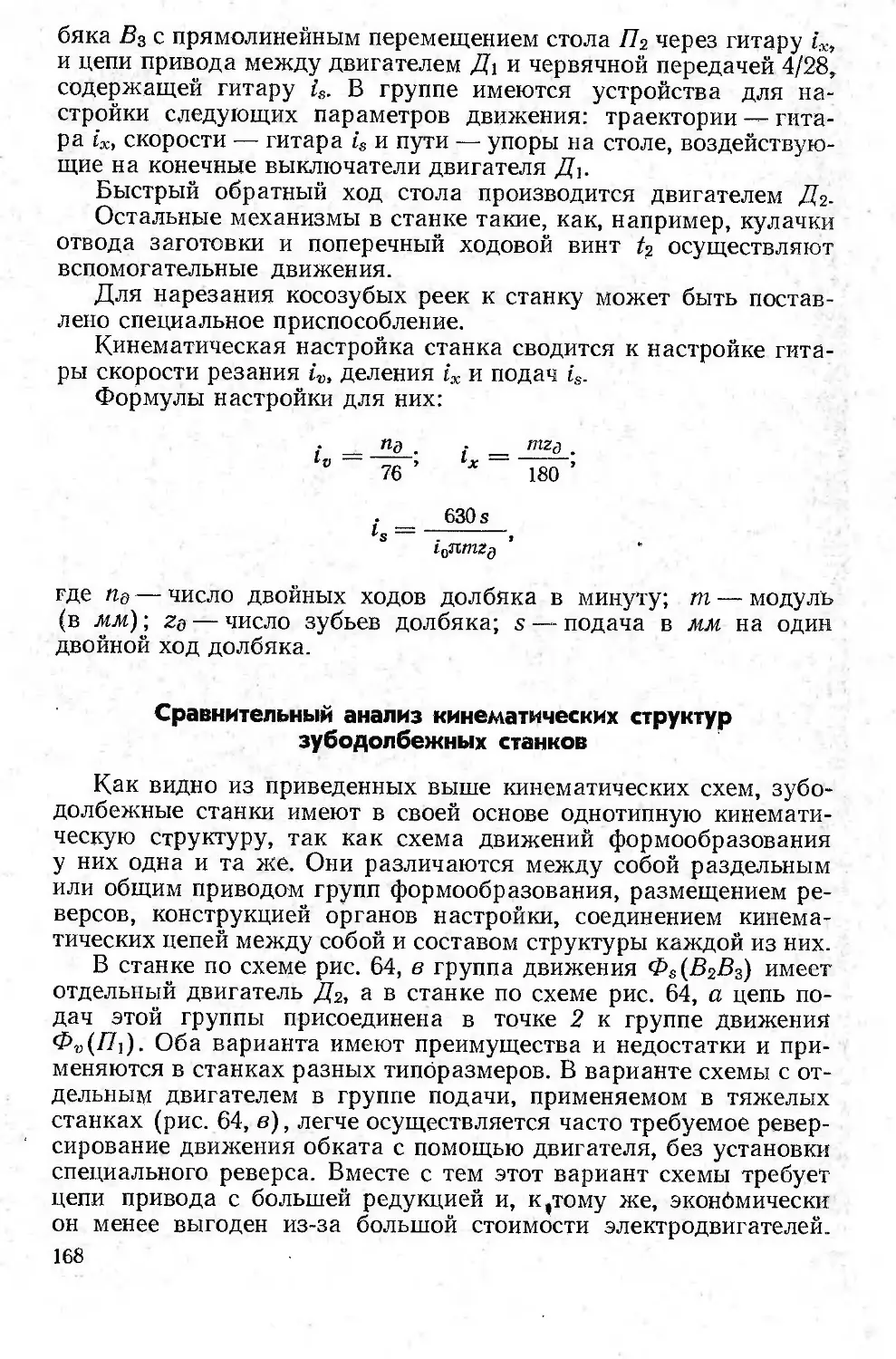
6) относительное положение I и II траектории рассматриваемого движения V] (рис. 4, е) по отношению к траектории движения о2 другого движущегося тела;
7) абсолютное геометрическое положение данных траекторий в пространстве при
(рис. 4, ж).
положении
относительном
неизменном их
Каждый из этих параметров имеет количественную и качественную стороны. Под количественной стороной параметра будем понимать исходное значение или положение этого параметра, под качественной стороной — характер изменения исходной величины параметра, т. е. закон изменения количественной стороны параметра. В частном случае такое изменение может отсутствовать, т. е. количественная сторона параметра может оставаться неизменной.
Рассмотрим это положение отдельно по каждому параметру.
Рассмотрим траекторию трех движений в виде дуг окружности с радиусом и /?2 и архимедовой спирали с исходным радиусом и шагом t. Первые две траектории отличаются количественной стороной (разными радиусами) и не отличаются качественной стороной, так как у них закон изменения исходной величины один и тот же: R = Ru = const. При сравнении первой (по дуге) и третьей (по архимедовой спирали) траекторий видно, что они отличаются только качественной стороной параметра: исходные радиусы у них одинаковые, а закон изменения исходной величины разный: R = Rt = const и R — Ri + nt, где и — число витков спирали. Вторая (дуга с Ru = R2) и третья 24
(архимедова спираль с Ru = Ri) траектории отличаются количественной и качественной сторонами параметра траектории.
Скорость и путь имеют ясно выраженные количественную и ’ качественную стороны. За качественную сторону параметра 5 скорости принимается характеристика движения с точки зрения его равномерности — равномерное или неравномерное движение (иначе говоря — постоянство или непостоянство скорости движения). Качественной стороной параметра пути можно считать неизменность пути или его изменяемость; последнее имеет место, * например, при движении свободного маятника. Количественная 1 сторона скорости и пути определяются исходными значениями скорости и пути.
Количественной стороной параметра направления является само направление, например, вправо и влево, по часовой стрел- >/ ке или против нее. Качественной стороной этого параметра является закон изменения направления движения в процессе движения. Количественной стороной параметра исходного положения является значение координат точки начала движения относительно точки начала отсчета расстояния на траектории. Качественной стороной является неизменность или, наоборот, изменяемость исходного положения при повторении движения, как это имеет место при движении свободного маятника.
Во времени движение оценивается двумя параметрами:
а) моментом начала движения — абсолютным или относительным, характеризующим относительное положение данного движения в общем цикле или последовательности движений;
б) характером движения по времени в смысле его непрерывности: движение в пределах заданного пути может быть либо прерывистым, с различным законом прерывности, либо непрерывным.
Таким образом, если рассматривать движение отдельно, вне связи его с другими движениями, то его нужно оценивать довольно большим количеством параметров в пространстве и во времени. Если же существует система (совокупность) движущихся тел, то, естественно, количество параметров еще больше увеличится, так как необходима координация движений в пространстве и во времени.
Движения характеризуются не только параметрами пространства и времени, но и той специфической функцией, которую они выполняют в общей системе движений.
В станках каждое из движений служит для исполнения какой-либо производственной функции или для решения задачи, связанной с исполнением производственной функции. Такие движения назовем исполнительными движениями. Траектория этих движений может быть весьма простой—дугой окружности или прямой линией, но может иметь и более сложную - форму, е
• Я
25
например форму винтовой линии, эвольвенты окружности, пространственной спирали и т. д. В подобных случаях одного вращательного или одного. прямолинейного движения не достаточно: потребуется несколько вращательных, прямолинейных или сразу тех и других движений, чтобы создать исполнительное движение ио заданной сложной траектории. Каждое из этих вращательных и прямолинейных движений, взятое в отдельности, не может •обеспечить решения той производственной задачи, для выполнения которой предназначается исполнительное движение; поэтому назовем такие движения, которыми создается заданное исполнительное движение,— элементарными движениями.
Рассмотрим, например, нарезание резьбы фасонным резцом. Образующая линия заданной винтовой поверхности, представляющая собой профиль резьбы, по форме и протяженности совпадает с режущей кромкой резца и, следовательно, получается по методу копирования, при котором не требуется движений формообразования. Для получения направляющей — винтовой линии требуется одно винтовое движение резца относительно заготовки. Это движение — исполнительное, задача его —образование на заготовке винтовой поверхности посредством резца. Относительное перемещение лезвия резца по винтовой линии достигается чаще всего согласованным вращением заготовки и прямолинейным перемещением резца вдоль оси заготовки. Каждым из этих движений в отдельности получить необходимое перемещение резца нельзя, т. е. нельзя образовать винтовой поверхности резьбы. Таким образом, вращение заготовки и прямолинейное перемещение резца являются элементарными движениями, задачей которых является создание траектории исполнительного движения при определенном согласовании их параметров, в рассматриваемом случае — создание траектории винтового движения резца для образования винтовой поверхности на заготовке.
Но те же вращательное движение заготовки и прямолинейное перемещение резца будут исполнительными движениями при обточке цилиндрической поверхности остроконечным резцом, так как в этом случае первое из них имеет задачей получение образующей, а второе — направляющей производящих линий заданной поверхности.
Вращательное движение заготовки будет исполнительным движением и при обточке цилиндра резцом, ширина которого несколько превышает длину цилиндра, поскольку в этом случае одного вращательного движения достаточно для образования заданной цилиндрической поверхности. То же самое относится, например, к строганию плоскости достаточно широким резцом: прямолинейное движение резца (в поперечно-строгальном станке) или заготовки (в продольно-строгальном) также будет исполнительным движением.
Естественно возникает вопрос, чем же отличается вращательное или прямолинейное исполнительное движение соответственно от вращательного или прямолинейного элементарного движения?
Изменением скорости исполнительного движения нельзя изменить формы траектории движения—-она остается неизменной. Так, при обтачивании цилиндра резцом скорость вращения заготовки не влияет на форму образуемой цилиндрической поверхности (если не учитывать влияния силовых факторов, изменяющих в какой-то мере траекторию резца). Изменение же скорости, как и любого другого параметра элементарного движения, ведет к изменению траектории исполнительного движения, в создании которого принимает участие элементарное движение.
Изменение скорости вращения заготовки при нарезании резьбы фасонным резцом при постоянной скорости прямолинейного движения резца имеет следствием изменение траектории исполнительного движения, а следовательно, и формы образуемой поверхности, поскольку это исполнительное движение предназначено для образования таковой.
Элементарные движения — это взаимосвязанные вращательные и прямолинейные движения, цель которых всегда одна — создание исполнительного движения. Элементарные движения не могут существовать в станке как самостоятельные движения вне исполнительного движения. Траектория элементарных движений всегда создается простой вращательной или прямолинейной поступательной парой.
В дальнейшем элементарное вращательное движение обозначается условно через В, а элементарное прямолинейное движение—-через П. Исполнительное движение будет обозначено буквами, отвечающими составляющим элементарным движениям, заключенными в круглые скобки, например: винтовое движение— ВП, вращательное — В, прямолинейное —- П, плоское поступательное — ПП и т. п. Для различения элементарных движений к буквенному символу движения будем добавлять порядковый номер цифрового индекса, например: В1П2-, Bt; П}Г12.
Элементарное и исполнительное движения, как и всякие другие движения, оцениваются в пространстве семью перечисленными выше параметрами.
Исполнительные движения отличаются одно от другого количеством и сочетанием элементарных движений (с различными параметрами), из которых рассматриваемые исполнительные движения составляются. Сочетание элементарных движений может быть одним из следующих:
при одном элементарном движении: Вь 77ь
при двух элементарных движениях: BXB2, В^П^', П\П2,
при трех элементарных движениях: BXB2BZ-, В}В2П2, ВхП2Пг-, П\П2П2.
Теоретически число элементарных движений, входящих в состав одного исполнительного движения, может быть любым. На практике же бывают исполнительные движения, составленные максимум из четырех или пяти элементарных движений, но такие сложные движения встречаются довольно редко. Так, например, исполнительное движение при затыловании метчика для конической резьбы состоит из четырех взаимосвязанных элементарных движений: вращение заготовки, продольное перемещение резца, поперечное перемещение резца для получения затылка и поперечное перемещение резца для получения конуса на метчике. Следовательно, исполнительное движение может быть одноэлементарным, двухэлементарным, трехэлементарным и т. д. или, короче, одноэлементарным или многоэлементарным (и— элементарным, где п 2).
Одноэлементарные исполнительные движения будем называть в дальнейшем простыми, многоэлементарные — сложными.
Сочетания элементарных движений различаются тем, что некоторые из них состоят только из вращательных, например В]В2. или только из поступательных, например а другие-
из тех и других элементарных движений, например, движения или ВхВъПз. Следовательно, исполнительные движения могут быть составлены из однотипных или из разнотипных элементарных движений. Однако различие этих сочетаний не ограничивается параметром траектории: каждое из элементарных движений имеет скорость, направление и другие параметры, характеризующие движение в пространстве. Так, элементарное движение может быть равномерным или неравномерным, происходить в одном или в разных направлениях, т. е. такое движение может иметь изменяемые (переменные) параметры, либо неизменные (постоянные) параметры, либо параметры обоих этих видов.
Для элементарных движений, создающих определенное исполнительное движение, характерны два признака:
1) они всегда е д и н о в р е м е н н ы, т. е. начинаются в один и тот же момент времени, являющийся моментом начала исполнительного движения, и одинаковы по длительности. Это обстоятельство позволяет оценивать путь и скорость исполнительного движения практически через путь и скорость только одного элементарного движения. Так, например, скорость и путь винтового-движения практически оцениваются скоростью и путем или только вращательного, или только поступательного элементарного движения в зависимости от угла подъема винтовой линии;
2) параметры элементарных движений, образующих исполнительное движение, всегда взаимосвязаны определенной закономерностью и поэтому важно знать соотношение между параметрами пространства каждого из элементарных движений и параметрами исполнительного движения. Очевидно, что если 28
исполнительное движение — простое, т. е. состоит из одного элементарного движения, то параметры последнего становятся параметрами исполнительного движения.
Если исполнительное движение — сложное, т. е. состоит из нескольких элементарных движений, то его параметры будут зависеть от параметров всех элементарных движений, входящих в его состав. Необходимо рассмотреть эти зависимости.
Траектория исполнительного движения зависит от следующих параметров составляющих элементарных движений: 1) числа их, 2) формы их траекторий, 3) исходных геометрических положений их траекторий, 4) соотношения между их исходными скоростями, 5) законов изменения их скоростей, 6) их исходных направлений, 7) законов изменения их направлений.
Изменение хотя бы одного из этих факторов приводит к изменению формы траектории сложного исполнительного движения. В качестве примера рассмотрим винтовое движение ВХП2 на цилиндре. Если к двум элементарным движениям добавить движение /73, получим новую траекторию исполнительного движения — пространственную спираль или винтовую линию на конусе. Если изменить радиус исходной окружности цилиндра или конуса, т’ е. радиус дуги в траектории движения Вь то форма траектории также изменится.
Изменение геометрического положения траекторий элементарных движений Bi и П2 приводит к изменению формы траектории исполнительного движения, например, теми же, но лежащими в одной плоскости (компланарными) движениями Bi и П2 можно создать движение по архимедовой спирали, а изменением исходного направления движения Bi— правую или левую спирали. Если изменять направление движения В] несколько раз, то получится новая кривая, имеющая по длине форму многошевронного зуба цилиндрического колеса.
Если изменить соотношение исходных скоростей движения Bi и П2 при винтовом движении, то изменится шаг винтовой линии, следовательно, ее форма. Если изменить закон изменения скорости движения Вх или П2, например, если движение П2 станет неравномерным, то винтовая линия будет иметь неравномерный шаг, т. е. и в этом случае изменится форма траектории.
Таким образом, траектория сложного исполнительного движения зависит от соотношений всех параметров элементарных движений между собой. Абсолютные значения параметров элементарных движений при условии сохранения заданных отношений между соответствующими параметрами этих движений не влияют на форму траектории сложного исполнительного движения.
Все остальные параметры сложного исполнительного движения будут зависеть от абсолютных значений соответствующих параметров каждого составляющего элементарного движения.
Так, если взять для примера винтовое исполнительное движение В\П2 и, не меняя величин отношений между параметрами движений В\ и 772, изменить их абсолютные значения, то форма траектории винтового движения сохранится, но изменится его исходная скорость. Движение по винтовой линии будет равномерным, если равномерны движения Вг и П2', если оба эти. элементарных движения станут неравномерными, но с одним » тем же законом неравномерности (т. е. отношение скоростей обоих движений будут при этом оставаться все время постоянными), то винтовое движение также станет неравномерным, но форма траектории — винтовой линии — сохранится неизменной. То же самое относится к параметрам направления, пути, исходной точки и геометрического положения траектории в пространстве.
Этот анализ позволяет сделать следующий общий вывод: соотношения (абсолютных значений) параметров элементарных движений, входящих в состав рассматриваемого исполнительного движения, определяют его траекторию. Абсолютные же значения параметров каждого элементарного движения характеризуют (при условии сохранения неизменными существующих отношений между ними), соответственно все параметры исполнительного движения, за исключением параметра траектории.
Абсолютные исходные значения параметров исполнительного-движения могут оставаться постоянными во все время движения или быть переменными. В некоторых случаях могут быть движения, имеющие часть параметров с переменными значениями, а часть с постоянными.
Постоянство или переменность значений параметров исполнительного движения удобнее проследить на примерах.
1. Скорость подачи при обкате в случае нарезания конического колеса с прямым зубом на некоторых станках величина переменная. Она изменяется в зависимости от формы криволинейного кулачка подачи. Делая скорость подачи переменной,, достигают большей производительности, так как лучше используется режущая способность инструмента. В других станках, того же типа скорость подачи при обкате остается чаще всего* постоянной.
2. Иногда нарезание конического зуба происходит при вращении люльки и заготовки в обоих направлениях. Тем же кулачком подачи изменяется направление вращения в движении обката. Следовательно, это исполнительное движение обката имеет еще переменным и другой параметр — направление движения. В таких же станках, но других моделей, это же движение-подачи происходит только в одном направлении.
3. При сверлении глубоких отверстий с целью удаления> стружки из отверстия движение подачи периодически прерывается, и сверло быстро выводится из отверстия, затем, сверление-30
Т.продолжается еще на некоторую глубину и так далее. В этом "« В случае такие параметры движения подачи как путь и исходное-ж положение — переменны.
ei Особо следует остановиться на понятии переменности или-и< постоянства такого параметра движения, как траектория. Это-м понятие — условное. Траектория считается постоянной в случае-
3Jмногоэлементарного исполнительного движения, в котором от-«ношения всех параметров элементарных движений являются по-о(стоянными величинами. Например, при нарезании резьбы (по-шстоянного шага) резцом винтовое движение резания имеет ф постоянную траекторию, так как отношения скоростей и путей Йсоставляющих элементарных движений и направления послед-нсних постоянны. При нарезании резьбы с переменным шагома стпрямолинейное элементарное движение будет происходить с.
переменной скоростью, вращательное движение —с постоянной ссскоростью и отношение скоростей этих элементарных движений, д!будет величиной переменной. Следовательно, в данном случае-швинтовое исполнительное движение будет иметь траекторию непременной.
(i Простые (одноэлементарные) исполнительные движения' ншсегда имеют постоянную траекторию; остальные параметры, гсэтих движений могут быть и переменными.
Таким образом, исполнительные движения различаются сте-дшенью изменяемости исходных значений параметров во время; щдвижеНия и их можно разделить на исполнительные движения Hie постоянными и с переменными значениями параметров.
44 Исполнительные движения можно подразделить и по признаку регулируемости количественных и качественных показателей ншараметров движений. Под регулируемостью параметров понимается здесь возможность изменять исходные значения пара-сгметров (количественная регулируемость) и законы из изменения. п®о время движения (регулирование качественного показателя, щпараметра). Исполнительные движения могут быть со веема дерегулируемыми, со всеми нерегулируемыми и с частично регули-зуэуемыми параметрами.
тс Возможное число регулируемых параметров зависит от ха-шрактера исполнительных движений. Из семи указанных выше: параметров, характеризующих движения в пространстве, два щпоследних — относительное и абсолютное геометрическое прло-лужение траектории рассматриваемого движения —в станках, обэбычно обеспечивают постоянными направляющими на корпус-йтных деталях и их положением в пространстве, создавая горизон-жгальную или вертикальную компоновку станка. Поэтому при; поксплуатации станка настраиваются только пять пространственных параметров каждого исполнительного движения: траекто-
стрия, путь, скорость, направление и исходное положение. Но и эти; етпараметры не всегда полностью настраиваются. В. зависимости 30 зь
Так, если взять для примера винтовое исполнительное движение 5iZ72 и, не меняя величин отношений между параметрами движений By и П2, изменить их абсолютные значения, то форма траектории винтового движения сохранится, но изменится его-исходная скорость. Движение по винтовой линии будет равномерным, если равномерны движения и П2; если оба эти элементарных движения станут неравномерными, но с одним и-тем же законом неравномерности (т. е. отношение скоростей обоих движений будут при этом оставаться все время постоянными), то винтовое движение также станет неравномерным, но форма траектории—-винтовой линии — сохранится неизменной. То же самое относится к параметрам направления, пути, исходной точки и геометрического положения траектории в пространстве.
Этот анализ позволяет сделать следующий общий вывод: соотношения (абсолютных значений) параметров элементарных движений, входящих в состав рассматриваемого исполнительного-движения, определяют его траекторию. Абсолютные же значения параметров каждого элементарного движения характеризуют (при условии сохранения неизменными существующих отношений между ними), соответственно все параметры исполнительного движения, за исключением параметра траектории.
Абсолютные исходные значения параметров исполнительного-движения могут оставаться постоянными во все время движения или быть переменными. В некоторых случаях могут быть движения, имеющие часть параметров с переменными значениями, а. часть с постоянными.
Постоянство или переменность значений параметров исполнительного движения удобнее проследить на примерах.
1. Скорость подачи при обкате в случае нарезания конического колеса с прямым зубом на некоторых станках величина переменная. Она изменяется в зависимости от формы криволинейного кулачка подачи. Делая скорость подачи переменной,, достигают большей производительности, так как лучше используется режущая способность инструмента. В других станках, того же типа скорость подачи при обкате остается чаще всего* постоянной.
2. Иногда нарезание конического зуба происходит при вращении люльки и заготовки в обоих направлениях. Тем же кулачком подачи изменяется направление вращения в движении-обката. Следовательно, это исполнительное движение обката имеет еще переменным и другой параметр — направление движения. В таких же станках, но других моделей, это же движение-подачи происходит только в одном направлении.
3. При сверлении глубоких отверстий с целью удаления, стружки из отверстия движение подачи периодически прерывается, и сверло быстро выводится из отверстия, затем, сверление 30
продолжается еще на некоторую глубину и так далее. В этом случае такие параметры движения подачи как путь и исходное-положение — переменны.
Особо следует остановиться на понятии переменности или постоянства такого параметра движения, как траектория. Это. понятие — условное. Траектория считается постоянной в случаемногоэлементарного исполнительного движения, в котором отношения всех параметров элементарных движений являются постоянными величинами. Например, при нарезании резьбы (постоянного шага) резцом винтовое движение резания • имеет постоянную траекторию, так как отношения скоростей и путей, составляющих элементарных движений и направления последних постоянны. При нарезании резьбы с переменным шагом, прямолинейное элементарное движение будет происходить о переменной скоростью, вращательное движение — с постоянной скоростью и отношение скоростей этих элементарных движений будет величиной переменной. Следовательно, в данном случаевинтовое исполнительное движение будет иметь траекторию переменной.
Простые (одноэлементарные) исполнительные движения? всегда имеют постоянную траекторию; остальные параметры этих движений могут быть и переменными.
Таким образом, исполнительные движения различаются степенью изменяемости исходных значений параметров во время? движения и их можно разделить на исполнительные движения! с постоянными и с переменными значениями параметров.
Исполнительные движения можно подразделить и по признаку регулируемости количественных и качественных показателей параметров движений. Под регулируемостью параметров понимается здесь возможность изменять исходные значения параметров (количественная регулируемость) и законы из изменения, во время движения (регулирование качественного показателя, параметра). Исполнительные движения могут быть со всеми, регулируемыми, со всеми нерегулируемыми и с частично регулируемыми параметрами.
Возможное число регулируемых параметров зависит от характера исполнительных движений. Из семи указанных выше, параметров, характеризующих движения в пространстве, два’ последних — относительное и абсолютное геометрическое положение траектории рассматриваемого движения — в станках, обычно обеспечивают постоянными направляющими, на корпусных деталях и их положением в пространстве, создавая горизонтальную или вертикальную компоновку станка. Поэтому при', эксплуатации станка настраиваются только пять пространственных параметров каждого исполнительного движения: траектория,, путь, скорость, направление и исходное положение. Но и эти. параметры не всегда полностью настраиваются. В. зависимости
зь
от характера движения некоторые из них отпадают. Исли взять, например, траектории двух движений — одного неполного вращательного движения —• движения качания с незамкнутой дуговой траекторией и другого полного вращательного движения с замкнутой траекторией по окружности, то в последнем случае может отпасть необходимость настраивать это движение на путь (он будет равен протяженности замкнутой траектории) и на исходное положение (начинать движение возможно с любой точки замкнутой траектории).
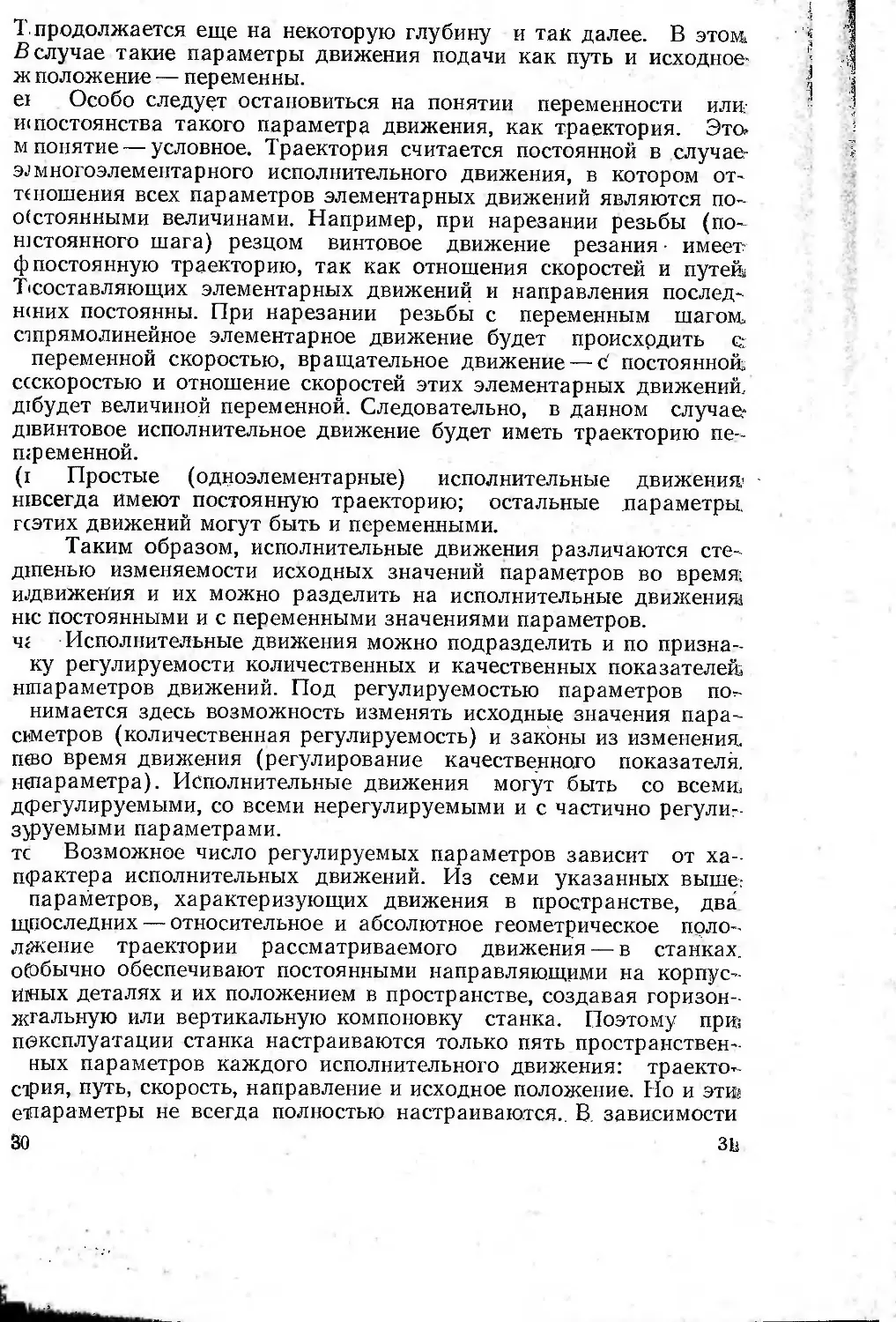
Если исполнительное движение простое (одноэлементарное)—вращательное или прямолинейное, то его траектория не зависит от скорости элементарного движения и поэтому настройка исполнительного движения на траекторию отпадает. Следовательно, простое исполнительное движение с замкнутой траекторией имеет минимальное число настраиваемых параметров— два (на скорость и направление). Максимальным числом настраиваемых параметров обладает сложное движение с незамкнутой траекторией. В этом случае настраиваются все 5 параметров движения: траектория, путь, скорость, направление и исходное положение.
В табл. 2 приведено возможное число настраиваемых параметров в зависимости от характера движений.
Таблица 2
Число настраиваемых параметров в зависимости от характера движения
Движение Траектория движения
замкнутая | незамкнутая
Настраиваемые параметры движения
Количество Наименование Количество Наименование
Простое Сложное 2 3 Скорость, направление Траектория, скорость, направление 4 5 Путь, скорость, направление, исходное положение Траектория, путь, скорость, направление, исходное положение I
Конечно, указанное в таблице количество настраиваемых параметров не всегда может быть использовано полностью. Иногда, учитывая факторы, вытекающие из технологического назначения станка, конструктор отказывается от настройки некоторых параметров — чаще всего от параметра направления движения.
Исполнительные движения в станках необходимо разграничить и по их целевому назначению. Все исполнительные движе-32
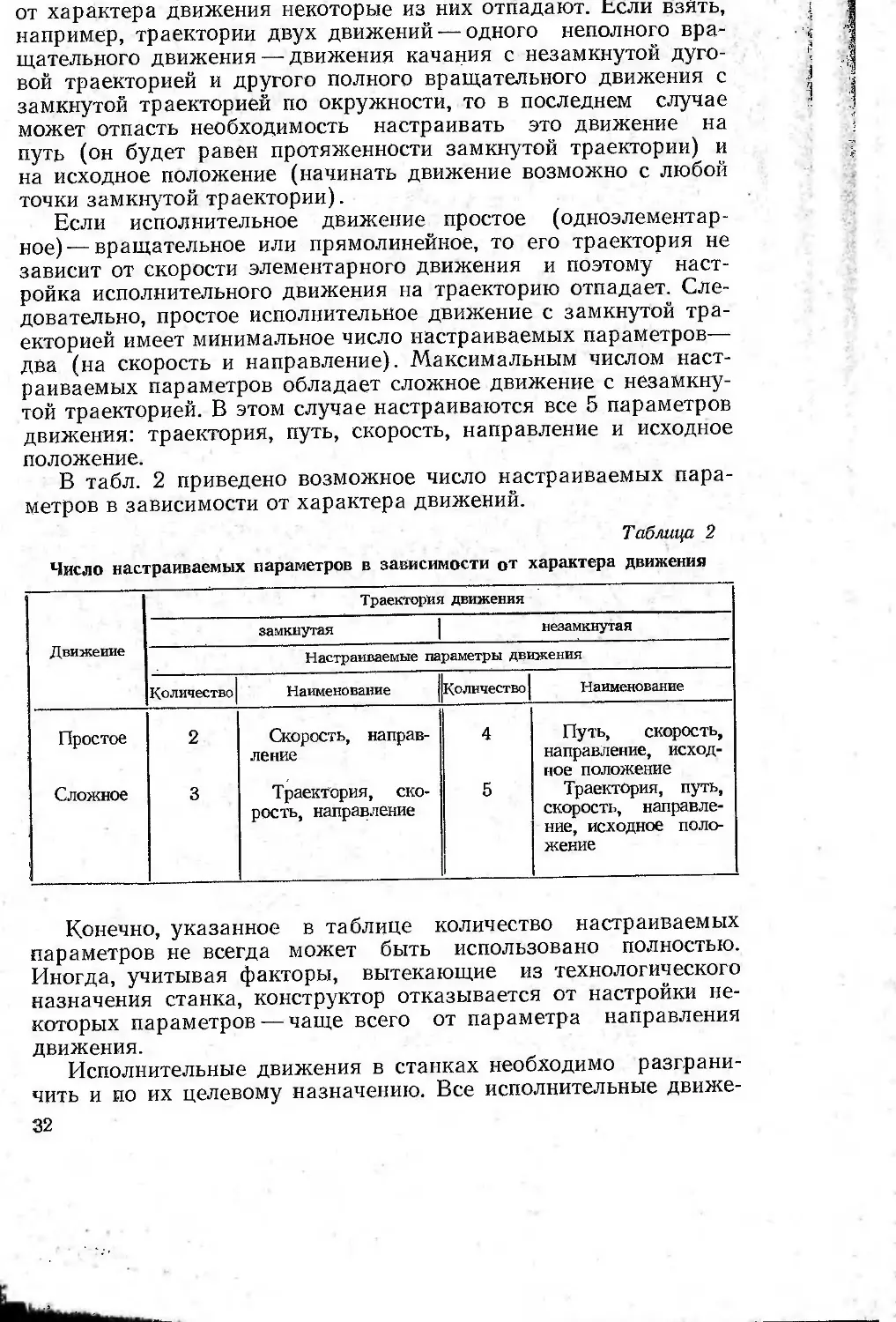
Рис. 5. Схема движения при нарезании многозаходной резьбы
ния в станках можно разделить на движения: формообразования, деления, врезания, управления и вспомогательные.
Рассмотрим их на примере нарезания многозаходной цилиндрической резьбы фасонным резцом (рис. 5).
Движения формообразования — это те движения, которые в процессе резания образуют заданные поверхности на заготовке после того, как режущий инструмент и заготовка заняли исходные положения, необходимые для осуществления процесса формообразования: при этом положении режущее лезвие инструмента находится на траектории движения формообразования. В нашем примере движение формообразования является винтовым движением В\П%, создаваемым двумя взаимосвязанными элементарными движениями.
Для введения резца в зону резания существует движение врезания 773. При нарезании резьбы это движение периодическое. Если требуется переместить траекторию движения формообразования в новое геометрическое положение для того, чтобы образовать еще несколько одинаковых поверхностей, повторяя движение формообразования в новом месте заготовки для получения многозаходной резьбы, то для этого приме
няется отдельное исполнительное движение В4, которое называет-' ся движением деления.
К вспомогательным движениям относятся движения для: зажима заготовки и освобождения изделия или частично обработанной заготовки; транспортирования и установки заготовок; снятия и транспортирования готовых изделий; зажима и освобождения инструмента; установки и снятия инструмента; правки инструмента, охлаждения, смазки, удаления стружки и т. п.
В нашем примере — это быстрые движения П5 и Па отвода и подвода резца в поперечном и продольном направлении и ряд других движений, на рисунке не показанных.
Движения управления совершаются различными органами регулирования движений формообразования, деления и врезания и органами координирования их в пространстве и во времени— такими, как сцепные муфты, упоры, фиксаторы, реверсирующие устройства, дифференциалы, механические, электрические и гидравлические ограничители хода и др.
Как уже упоминалось выше, процесс геометрического образования поверхности осуществляется тем или иным технологиче-3 Заказ 911 33
ским процессом обработки; в частности, в станках этим процессом является процесс резания, и поэтому нужно установить связь между понятиями «движения формообразования» и «движения резания».
Движения скорости резания и подачи являются движениями формообразования и наоборот — всякое движение формообразования является или движением скорости резания, или движением подачи.
Очевидно, что процесс формообразования осуществляется в станках через процесс резания.
Ранее было установлено, что процесс формообразования можно осуществить одним, двумя или тремя исполнительными движениями формообразования. Следовательно, при одном движении формообразования оно будет одновременно движением скорости резания, при двух движениях формообразования одно движение будет движением скорости резания, а другое — движением подачи, при трех движениях формообразования одно будет движением скорости резания и два —движениями подачи.
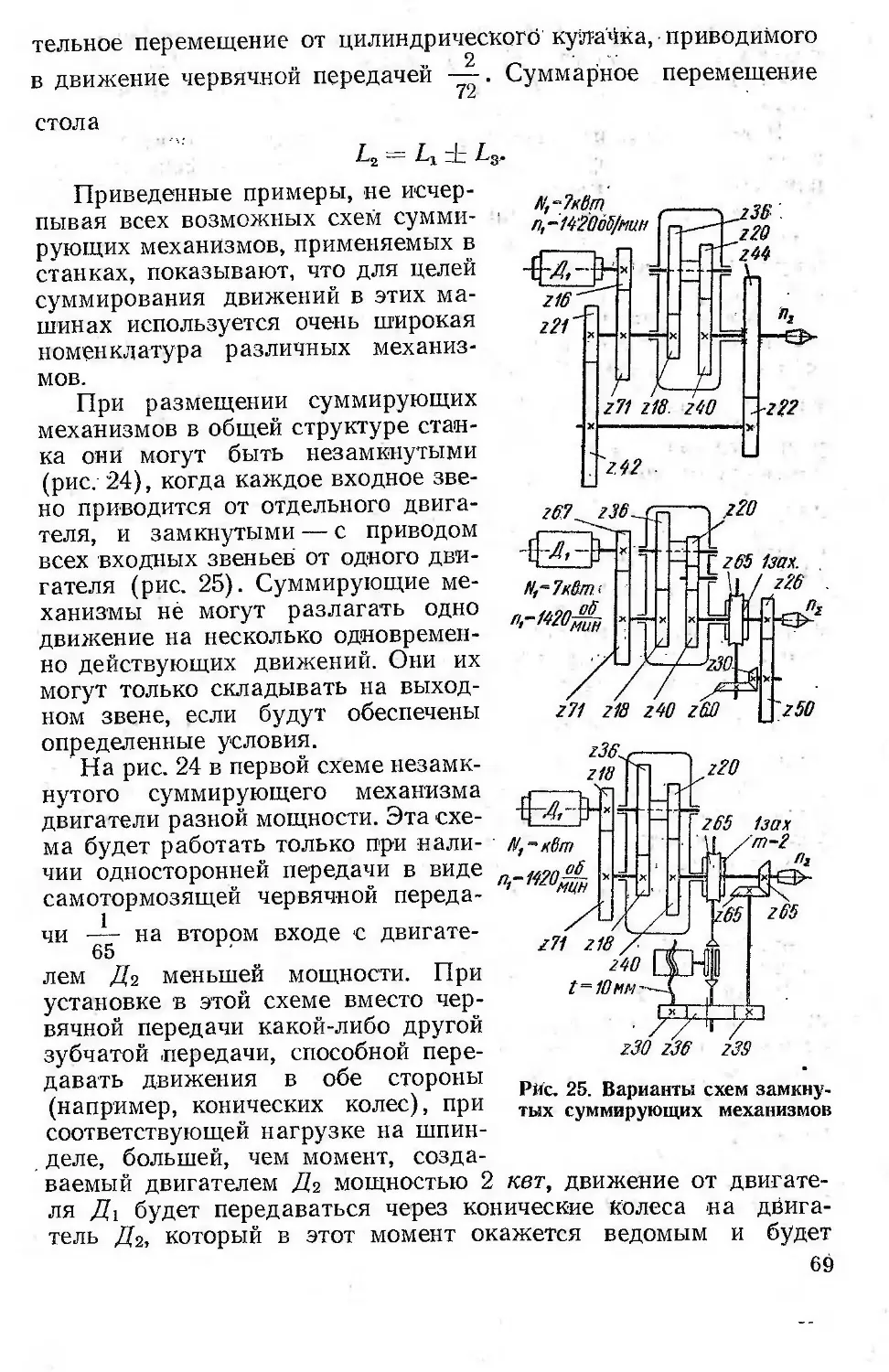
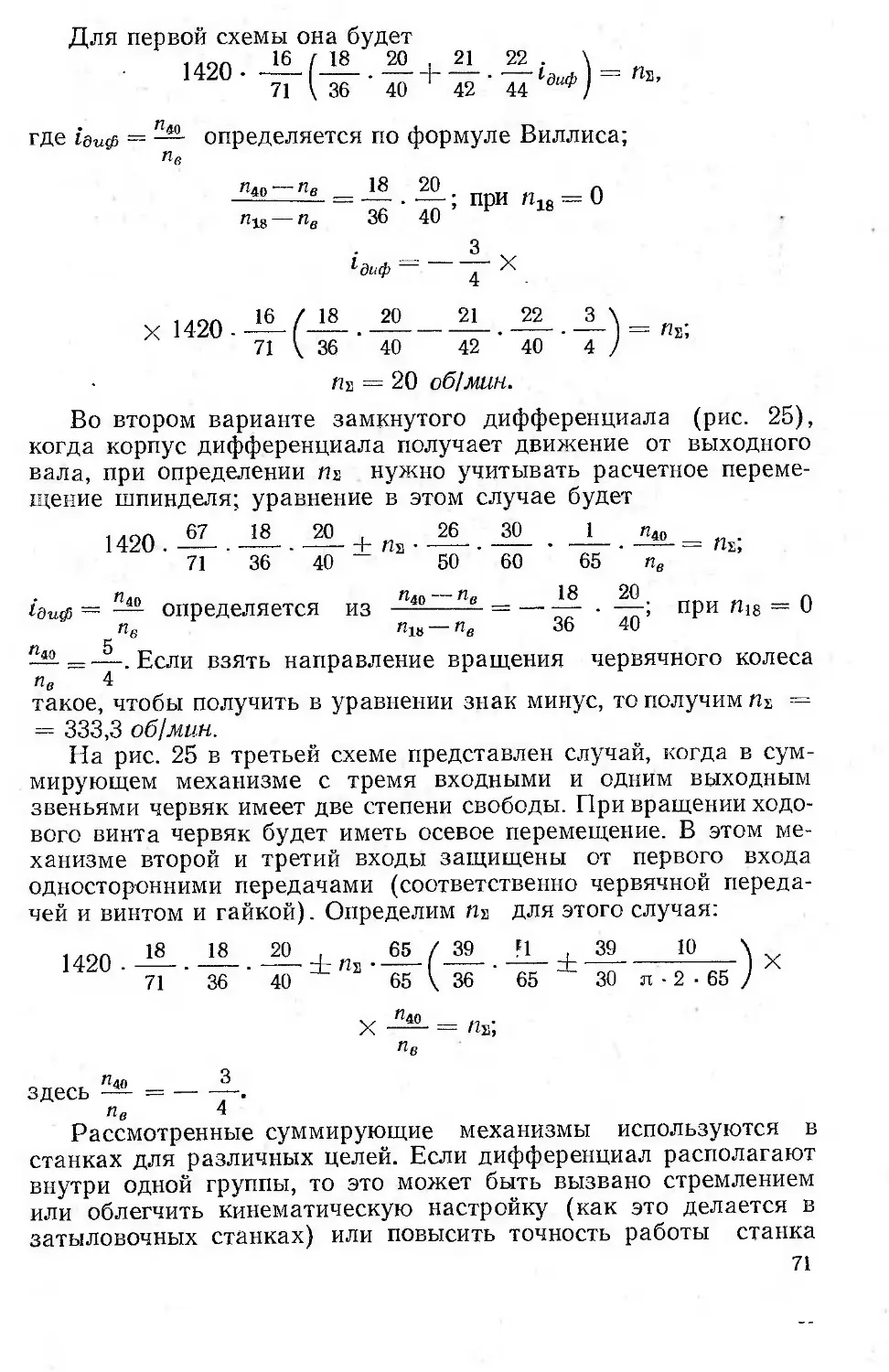
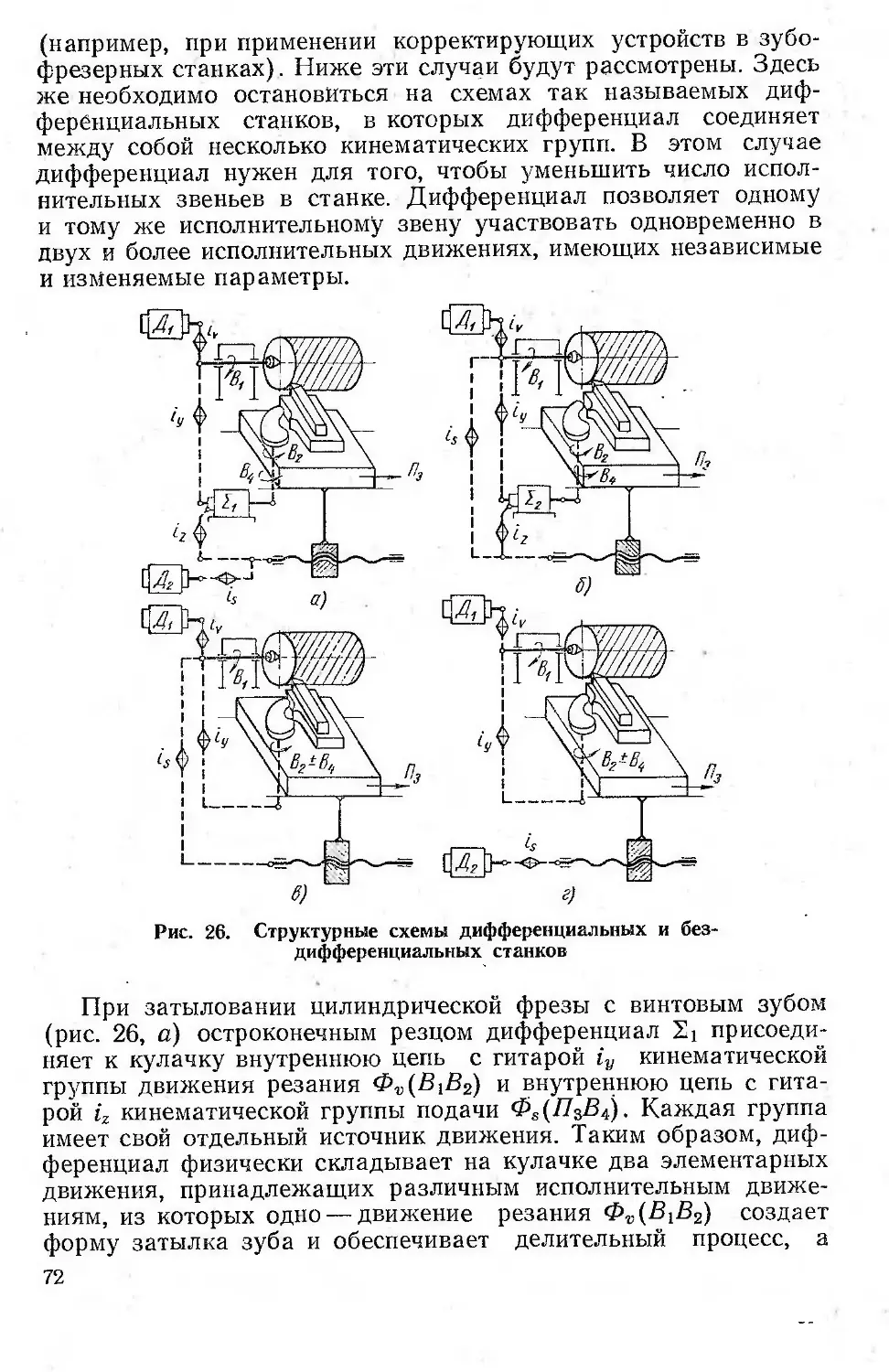
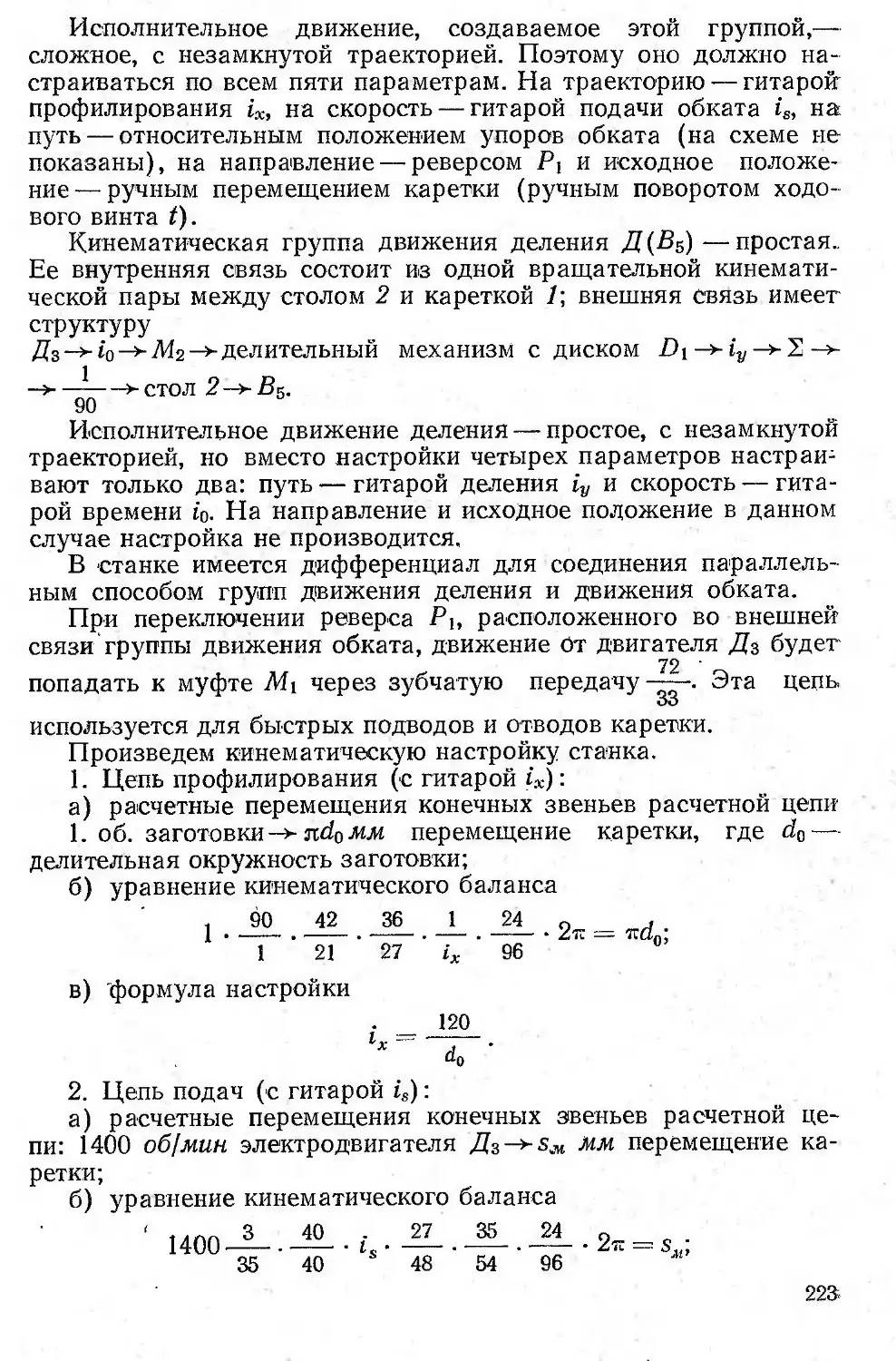
Применяя предлагаемое ниже условное обозначение, возможно довольно полно охарактеризовать любое исполнительное движение. Это условное обозначение движения состоит из сочетания нескольких букв и может иметь, например, такое начертание: Ф„(В1772/73). Буква Ф обозначает здесь, что исполнительное движение является движением формообразования, а индекс v при ней указывает на то, что по отношению к процессу резания оно одновременно является движением скорости резания. Если это движение будет движением подачи, при букве Ф ставится индекс s, и исполнительное движение запишется Ф8(В1772/73) • В скобках указывается, из каких элементарных движений составляется исполнительное движение. Используя некоторые дополнительные обозначения, можно несколько расширить характеристику исполнительного движения. Если элементарное движение — равномерно, то после букв в скобках указывается отношение скоростей или путей элементарных движений. Так, например, При нарезании профильным резцом конической резьбы движением ФС(В1772773) рядом с буквами в скобках можно указать отношение скоростей элементарных движений. Если через п обозначить угловую скорость вращательного движения (в об!мин) и через L — длину перемещения при прямолинейном движении, то пх = -у- и L3 = L2tgcc, где Г — шаг нарезаемой резьбы, а а — половина угла при вершине конуса. Полное обозначение движения будет
ФЛВДД,);
«1 = -у ; Д = L2tga.
Если одно из элементарных движений — неравномерно, то над его обозначением ставится знак (символ) неравномерности, а после замыкающей скобки указывается, если это возможно, закон относительной неравномерности. Например, если это же движение ФЩ(В1772/73) служит для нарезания резьбы с неравномерным шагом, то продольное перемещение резца П2 должно быть неравномерным, и в этом случае условное обозначение при-¥=
мет вид Ф„(В1772773).
Если движений формообразования несколько, то желательно указывать соотношения между скоростями этих исполнительных движений.
Так при нарезании на зубофрезерном станке червячной фрезой цилиндрического колеса с винтовым зубом потребуются два исполнительных движения формообразования:
k
= ; За один оборот заготовки
. (движения Фв) фреза перемещается
ФД/73В4); ni = на s0 мм.
В этой записи условных обозначений исполнительных движений k — число заходов фрезы, z— число нарезаемых зубьев, Т — ход винтовой линии зуба и so — оборотная продольная подача.
При формообразовании поверхности тремя исполнительными движениями, например, при шлифовании круглого цилиндра узким кругом их условная запись будет
<W, и <Psz(ns).
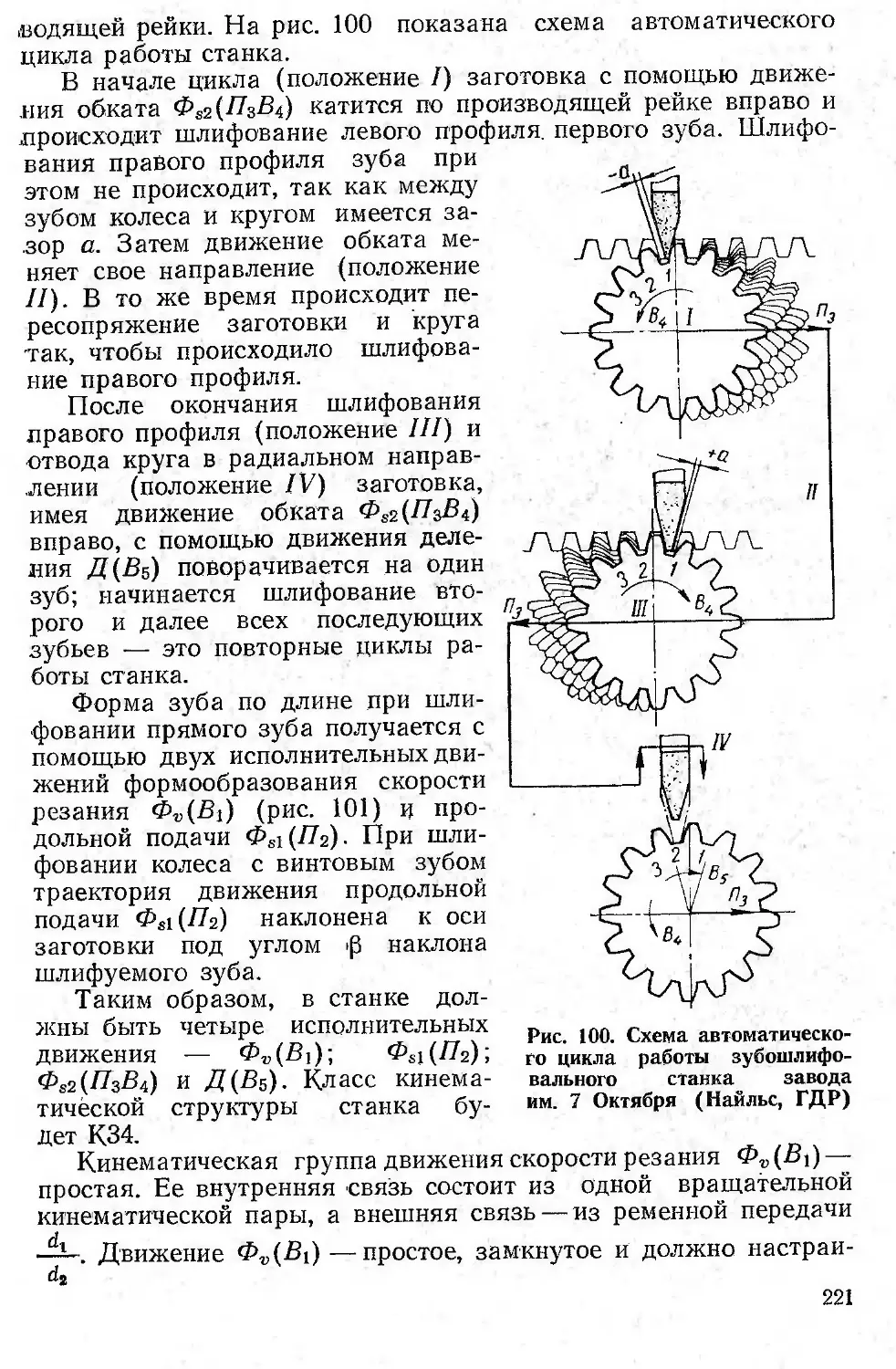
Остальные исполнительные неформообразующие движения будут .иметь следующие условные обозначения: движение деления Д(В5); движение врезания Вр(ГД)-, движение управления У (В7); движение вспомогательное Всп(Пъ).
Условные обозначения исполнительных движений, вытекающие из предложенной классификации движений, облегчают проведение анализа кинематической структуры станков, позволяют вести анализ по единой методике, а все разнообразные кинематические схемы станков могут привести к нескольким типовым кинематическим структурам. Таким образом, облегчается изучение кинематики станков в целом.
Рассмотрев методы геометрического образования поверхностей и движения, которыми обеспечивается технологический процесс образования их, необходимо теперь изучить структуру механизма, создающего каждое в отдельности заданное исполнительное движение, а затем и кинематическую структуру всего станка.
III. КИНЕМАТИЧЕСКИЕ СВЯЗИ
| | | | I
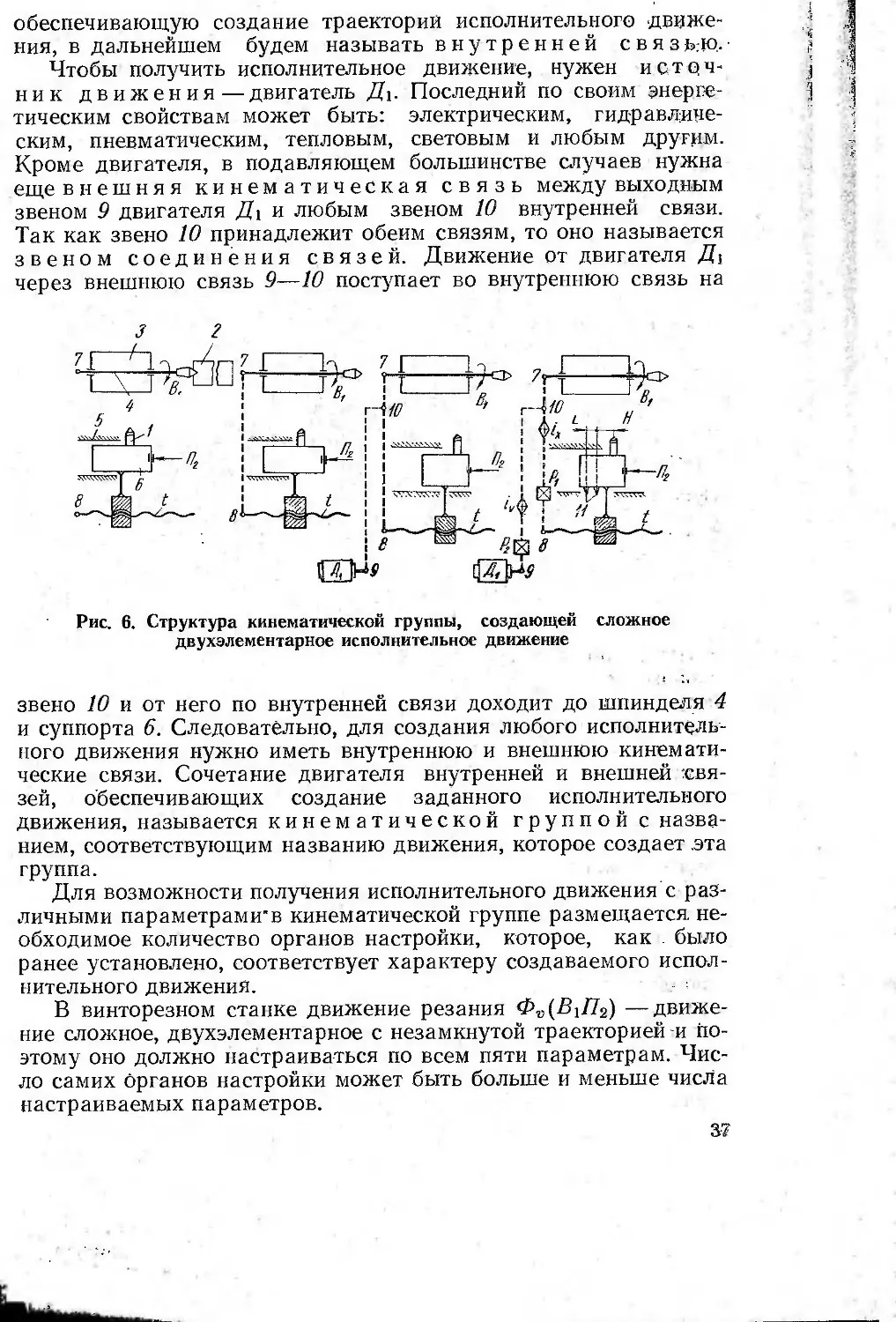
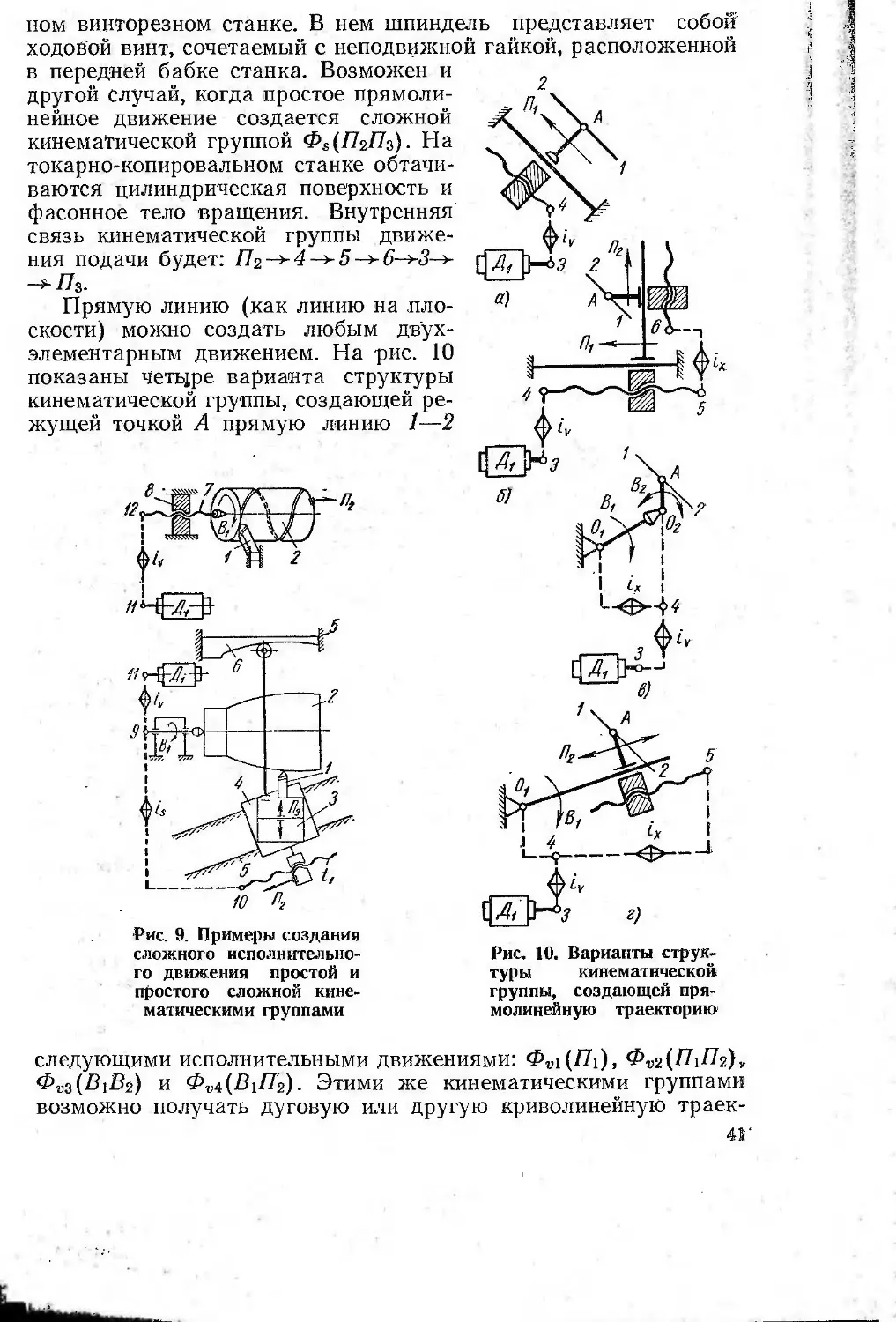
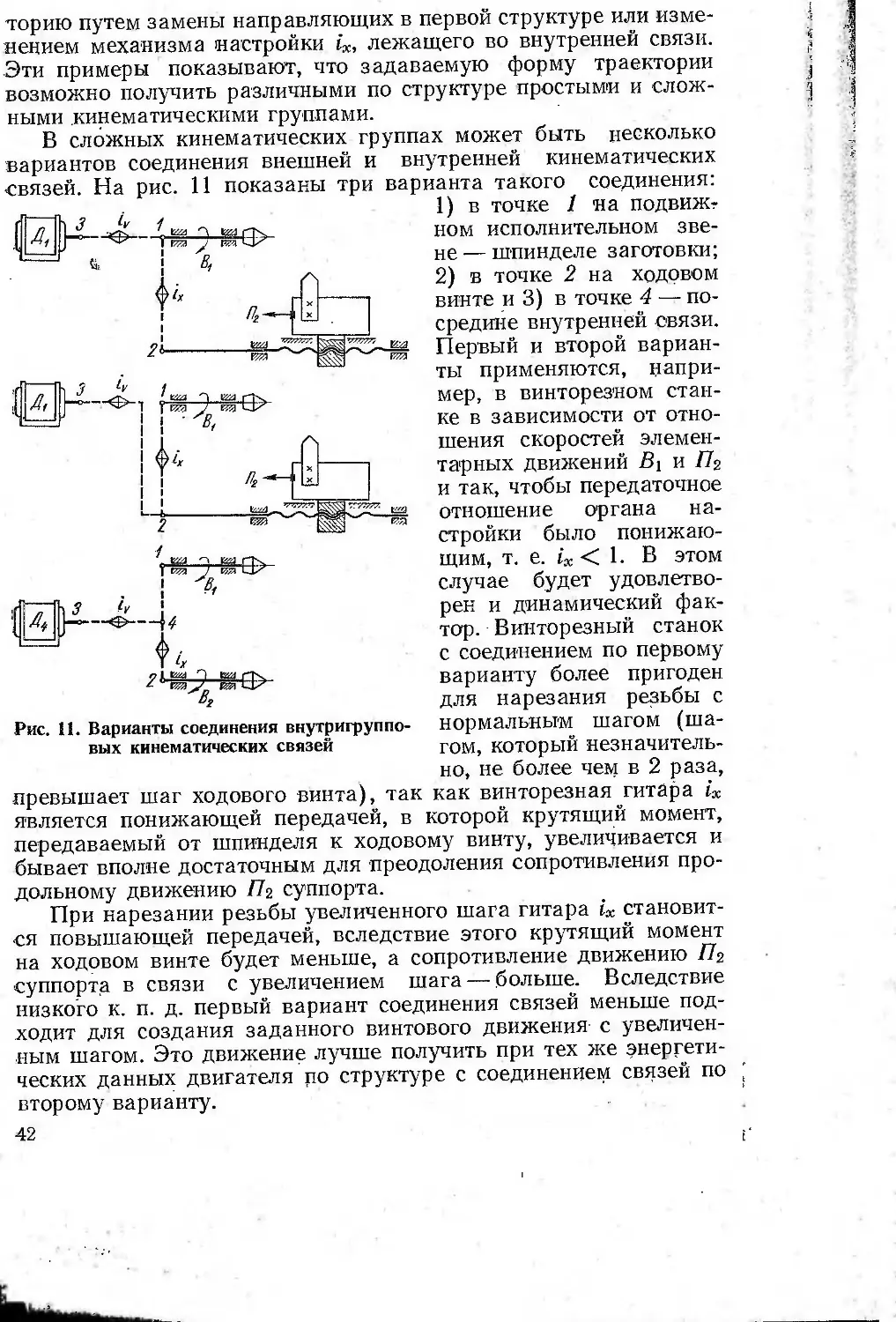
Пусть требуется создать сложное двухэлементарное винтовое исполнительное движение формообразования, оно же — движение рерания, Фг,(£]772), необходимое при нарезании на винторезном станке фасонным резцом однозаходной цилиндрической резьбы.
На рис. 6 показаны две исполнительные кинематические пары. Одна — вращательная — между шпинделем 4 и корпусом передней бабки 3 и вторая — поступательная — между суппортом 6 и станиной 5. Обе они обеспечивают траектории элементарных движений Bj и 772, входящих в создаваемое исполнительное движение Ф^(В1П2). Если от двух отдельных источников передать движения на шпиндель 4 и суппорт 6, то на этих подвижных исполнительных звеньях будут два отдельных исполнительных движения — вращательное Фъ(Вх) и поступательное Фв{П2). Чтобы получить винтовое исполнительное движение Фг(ВуП2), нужно между шпинделем 4 и ходовым винтом с шагом t создать жесткую кинематическую связь, не позволяющую вращаться шпинделю 4 без поворота ходового винта. Однопунктирная линия 7—8 на рис. 6 обозначает эту жесткую связь с вращающимися механическими звеньями.
Кинематическая связь между шпинделем 4 и продольным суппортом 6, состоящая из самих исполнительных кинематических пар, ряда механических звеньев, расположенных в участке 7—8, и передачи винт — гайка с шагом t, создает лишь потенциальную возможность винтового движения. Для создания самого движения нужен источник движения. Но если шпиндель 4 получит движение, то через эту связь он вызовет продольное перемещение. суппорта 6. Если движение получит не шпиндель, а какое-либо промежуточное звено, то оно через эту связь вызовет вращение шпинделя Вх и продольное перемещение суппорта П2, и резец 1 будет совершать относительно заготовки 2 винтовое движение. Следовательно, эта связь обеспечивает создание траектории исполнительного движения. Кинематическую связь, 36
обеспечивающую создание траектории исполнительного движения, в дальнейшем будем называть внутренней связь.ю-Чтобы получить исполнительное движение, нужен истцч-ник движения — двигатель Дх. Последний по своим энергетическим свойствам может быть: электрическим, гидравлическим, пневматическим, тепловым, световым и любым другим. Кроме двигателя, в подавляющем большинстве случаев нужна еще внешняя кинематическая связь между выходным звеном 9 двигателя Д] и любым звеном 10 внутренней связи. Так как звено 10 принадлежит обеим связям, то оно называется звеном соединения связей. Движение от двигателя Д\ через внешнюю связь 9—10 поступает во внутреннюю связь на
Рис. 6. Структура кинематической группы, создающей сложное двухэлементарное исполнительное движение
звено 10 и от него по внутренней связи доходит до шпинделя 4 и суппорта 6. Следовательно, для создания любого исполнительного движения нужно иметь внутреннюю и внешнюю кинематические связи. Сочетание двигателя внутренней и внешней связей, обеспечивающих создание заданного исполнительного движения, называется кинематической группой с названием, соответствующим названию движения, которое создает .эта группа.
Для возможности получения исполнительного движения с различными параметрами'в кинематической группе размещается, необходимое количество органов настройки, которое, как было ранее установлено, соответствует характеру создаваемого исполнительного движения.
В винторезном станке движение резания Ф1>(В1Л2) —движение сложное, двухэлементарное с незамкнутой траекторией и поэтому оно должно настраиваться по всем пяти параметрам. Число самих органов настройки может быть больше и меньше числа настраиваемых параметров.
На полной структурной схеме винторезного станка (рис. 6) такие органы настройки, как коробки и гитары, изображены ромбом с двумя диагоналями. Если гитара лежит во внутренней связи и позволяет настраивать траекторию движения, то она обозначается символами ix, iy или iz. При размещении ее во внешней связи, когда она настраивает скорость движения,— iv или is.
Реверсивные механизмы изображаются квадратом с двумя
диагоналями.
В винторезном станке настройка на траекторию ведется двумя органами: гитарой 1Х на шаг резьбы и реверсом Pi — на направление резьбы (на правую Таблица 3 или леВуЮ резьбу). Настройку
на путь обеспечивают упоры, установленные на суппорте на расстоянии L друг от друга и воздействующие на конечные выключатели двигателя при движении суппорта. Скорость движения настраивается коробкой или гитарой скорости резания iv. Направление нарезания резьбы (к передней бабке или от нее) достигается реверсом Р2. Исходное положение начала резьбы получают установкой абсолютного положения
Органы настройки в винторезном станке для конических резьб
Параметры Органы настройки
Траектория .... Путь Скорость Направление . . . Исходное положение 1я» Pi н Рг Упоры (размер L) ps Упоры (размер IT)
тех же упоров на суппорте на размер Н, не изменяя их относительного положения (размер L). За счет конструкции органов настройки возможно уменьшить число органов настройки в этой структурной схеме. Если гитару iv сделать с двумя ведущими валами, но с разным направлением вращения, а в гитару 1Х поставить дополнительный промежуточный вал для паразитного колеса, то тремя органами настройки обеспечивается настройка
пяти параметров.
. Рассмотрев структурную схему винторезного станка, создающего сложное двухэлементарное исполнительное движение ФЪ(Р1П2) формообразования, можно установить, что сложная двухэлементарная кинематическая группа содержит внутреннюю связь в виде одной кинематической цепи между двумя подвижными исполнительными звеньями (между шпинделем заготовки и продольным суппортом) и внешнюю связь между двигателем и внутренней связью.
Рассмотрим структуру кинематической группы для создания более сложного движения Фъ(В1П2П3), трехэлементарного, которое имеет место,- например, при нарезании фасонным резцом однозаходной конической резьбы (рис. 7). Внутренняя связь
Рис. 7. Структуры кинематических групп, создающих сложные исполнительные движения
этой группы более сложна и состоит из двух кинематических цепей:
В^7-*1Х->Р^8^1^ГЦ
и П^^9-^1у^Р^Ю^^П3.
Внешняя связь состоит из одной кинематической цепи между двигателем и внутренней связью (на схеме участок 13—14).
Движение Ф^(В{П<2ПР)—движение сложное, с незамкнутой траекторией и должно настраиваться по всем пяти параметрам. Семь органов настройки указаны в табл. 3.
Вторая структурная схема специального затыловочного станка для конических метчиков (рис. 7) состоит из сложной кинематической группы, которая создает еще более сложное, четырех элементарное движение формообразо в а н и я Ф^В^ПъГЦГЦ). Внутренняя связь этой группы состоит из трех кинематических цепей:
8 it -> Z7a;
-> 10-^t^n, и Вх->
Внешняя связь (отрезок 13—14) передает движение от двигателя Д] во внутреннюю связь.
Из анализа этих структурных схем видно, что внутренняя связь этих кинематических групп содержит несколько кинематических цепей, число которых всегда на единицу меньше числа элементарных движений, составляющих создаваемое движение.
Кинематические группы, имеющие во внутренней связи одну или несколько кинематических цепей, в дальнейшем будем называть сложными кинематическими группам и..
На рис. 8 представлены три структуры. Первая кинематическая группа создает прямолинейное движение формообразования Фу(П1). Внутренняя связь этой группы представляет собой одну поступательную кинематическую пару между ползуном 3 и станиной 4 протяжного станка. Внешнюю связь составляют кинематическая цепь 11—12 и ходовой винт с шагом Движение ФД/71) -—простое, с незамкнутой траекторией и настраивается оно по. четырем параметрам: на скорость — гитарой К, на направление—реверсом Pi, на путь и исходное положение — упорами (размер L и Н).
Вторая группа имеет внутреннюю связь в виде одной вращательной кинематической пары между шпинделем 5 круговой протяжки 1 и корпусом инструментальной бабки 6 в зубопротяжном
Рис. 8. Структура простой кинематической группы
станке. Внешняя связь (11-12) остается той же. Создаваемое группой движение Ф^(В1) —движение простое с замкнутой тра-екторйей и поэтому настройка производится по двум параметрам. Кинематические группы, имеющие внутреннюю связь в виде одной кинематической пары, называются простыми кинематическими группами. В этом же зубопротяжном станке есть вторая простая кинематическая группа, создающая движение деления Д (В2). Структура ее та же, но движение деления— движение периодическое, поэтому во внешнюю связь группы встраивается отсчетное звено 9 (делительный диск) с фиксатором 10 и кулачковой муфтой.
В третьей группе, с периодическим движением, внешняя связь имеет разветвленный участок И—13 и-12—14 с делительным диском 9 и с механизмом управления с немеханической связью 17—18, передающей команды от фиксатора 10 двигателю Дь
Простой кинематической группой можно создать и сложное движение (рис. 9), например, винтовое Фъ^Пэ), в прецизион-40
ном винторезном станке. В нем шпиндель представляет собой' ходовой винт, сочетаемый с неподвижной гайкой, расположенной
в передней бабке станка. Возможен и другой случай, когда простое прямолинейное движение создается сложной кинематической группой Ф8(772773). На токарно-копировальном станке обтачиваются цилиндрическая поверхность и фасонное тело вращения. Внутренняя связь кинематической группы движения подачи будет: Пг~+-4-+5-+6-+-3-+ -+П3.
Прямую линию (как линию на плоскости) можно создать любым дв'ух-элементарным движением. На рис. 10 показаны четыре варианта структуры кинематической группы, создающей режущей точкой А прямую линию 1—2
Рис. 10. Варианты структуры кинематической, группы, создающей прямолинейную траекторию
Рис. 9. Примеры создания сложного исполнительного движения простой и простого сложной кинематическими группами
следующими исполнительными движениями: 0^1(771), Ф«2 (77i772) г и Ф,,4(В1772). Этими же кинематическими группами возможно получать дуговую или другую криволинейную траек-
4Г
торию путем замены направляющих в первой структуре или изменением механизма настройки ix, лежащего во внутренней связи. Эти примеры показывают, что задаваемую форму траектории
возможно получить различными по структуре простыми и сложными .кинематическими группами.
В сложных кинематических группах может быть несколько
вариантов соединения внешней и внутренней кинематических
связей. На рис. 11 показаны три варианта такого соединения:
Рис. 11. Варианты соединения внутригрупповых кинематических связей
превышает шаг ходового винта), так
1) в точке 1 на подвиж-ном исполнительном звене — шпинделе заготовки; 2) в точке 2 на ходовом винте и 3) в точке 4 — посредине внутренней связи. Первый и второй варианты применяются, например, в винторезном станке в зависимости от отношения скоростей элементарных движений Bi и Пг и так, чтобы передаточное отношение органа настройки было понижающим, т. е. ix < 1. В этом случае будет удовлетворен и динамический фактор. Винторезный станок с соединением по первому варианту более пригоден для нарезания резьбы с нормальным шагом (шагом, который незначительно, не более чем в 2 раза, как винторезная гитара ix
является понижающей передачей, в которой крутящий момент, передаваемый от шпинделя к ходовому винту, увеличивается и бывает вполне достаточным для преодоления сопротивления продольному движению /7г суппорта.
При нарезании резьбы увеличенного шага гитара ix становится повышающей передачей, вследствие этого крутящий момент на ходовом винте будет меньше, а сопротивление движению /72 суппорта в связи с увеличением шага — больше. Вследствие низкого к. п. д. первый вариант соединения связей меньше под-
ходит для создания заданного винтового движения с увеличенным шагом. Это движение лучше получить при тех же энергетических данных двигателя до структуре с соединением связей по
второму варианту.
При необходимости нарезания резьб как с нормальным, так и с увеличенным шагом в станке устанавливают кулачковые муфты, позволяющие присоединять внешнюю связь и к шпинделю, и к ходовому винту в зависимости от величины нарезаемого шага. Структура станка усложняется (имеются как бы две ветви внешней связи), но зато станок обладает большей универсальностью. Структура с таким двойным соединением применяется, например, в группе подачи универсальных резьбофрезерных станков.
Присоединение внешней связи по третьему варианту приводит к разделению внутренней связи на два участка, что позволяет поставить на ее концах резко понижающие передачи (червячные и конические передачи), которые уменьшают кинематические ошибки промежуточных звеньев.
Рассмотренные варианты соединения внутригрупповых кинематических связей показывают, что структура группы зависит не только от кинематических факторов, но и от ряда требований, предъявляемых к создаваемому исполнительному движению и вытекающих из технологического назначения станка; поэтому в ней могут быть сильнее развиты как внутренняя, так и внешняя связи, особенно в тех случаях, когда параметры исполнительного движения переменны и регулируемы. Примеры таких групп будут рассмотрены в последующих главах. Структура кинематической группы с немеханической внутренней связью рассматривается в гл. X.
IV. ТИПОВАЯ КИНЕМАТИЧЕСКАЯ СТРУКТУРА СТАНКА
Кинематическая структура станка может состоять из одной кинематической группы, создающей одно исполнительное движение формообразования — движение резания. В этом случае кинематическая структура станка — это структура кинематической группы. В качестве примера можно указать на протяжные станки, в которых одним исполнительным движением осуществляется несколько процессов обработки: процессы формообразования, врезания и, в некоторых случаях, деления.
Чаще в станке создается несколько разных исполнительных движений. В этих случаях кинематическая структура станка составляется из нескольких кинематических групп и зависит прежде всего от числа этих групп, их характера и назначения.
Станок не обязательно должен иметь кинематические группы всех указанных выше назначений. Так, например, станки часто не имеют групп деления, поскольку или процесс деления не нужен для работы станка, или этот процесс осуществляется попутно каким-либо другим движением, например, движением формообразования. Может отсутствовать также движение врезания. Единственными кинематическими группами, без которых не может существовать станок, являются группы формообразования, которые определяют кинематическую структуру Станка.
Если на станке обрабатывать одним режущим инструментом, разные поверхности (например, на зубофрезерном станке червячной фрезой нарезать цилиндрические колеса с прямым и винтовым зубом) или одну и ту же поверхность образовать разными инструментами (например, цилиндрическое прямозубое колесо — червячной или дисковой фасонной фрезой), то для каждого из этих случаев в станке будет использоваться своя частная структура. Общая структура большинства универсальных станков состоит из ряда частных кинематических структур, которые образуются путем составления разных комбинаций имеющихся кинематических групп. Для этого иногда применяются межгрупповые и межструктурные кинематические связи.
Если станок имеет несколько однотипных подвижных исполнительных звеньев для инструмента или заготовки, то в. станке будут применяться межпозиционные кинематические связи.
Иногда станок составляется из нескольких автономных секций и тогда в станке появляются межсекционные кинематические связи. Все эти связи называются внутристаночными связями.
Кинематические группы, осуществляющие процессы формообразования, деления и врезания, вместе составляют основную часть частной структуры станка. Основная часть и группы управления и вспомогательных движений составляют полную частную структуру станка. Обычно структура станка не является простой суммой нескольких кинематических групп. Большое влияние на нее оказывает, помимо числа и характера групп, способ кинематического соединения групп между собой.
- Рассмотрим способы соединения кинематических групп между собой.
СПОСОБЫ КИНЕМАТИЧЕСКОГО СОЕДИНЕНИЯ ГРУПП
Соединение групп между собой прежде,всего зависит от того, имеются или нет в соединяемых группах совмещенные по траектории исполнительные или элементарные движения.
Структура круглошлифовального станка (рис. 12) состоит из четырех простых кинематических групп с автономными двигателями. Первая группа — это группа движения резания 0^(5]) (вращение шлифовального круга) с электродвигателем Др, вторая группа — группа движения круговой подачи 061(В2) вращение заготовки) с электродвигателем Д2; третья — группа движения продольной подачи Ф82(Дз) (продольное перемещение стола) с гидродвигателем ГД2 и четвертая — группа движения врезания Вр(ГЦ) (радиальное перемещение шлифовальной бабки) с электродвигателем Д4. В этом случае нет совмещенных по траектории исполнительных движений. Как же кинематически соединены эти группы между собой?
Группа движения резания 0^(5^ связана с группой врезания Вр(ГЦ) через шлифовальную бабку 4 как через промежуточное исполнительное звено. По отношению к шпинделю 3 бабка 4 является неподвижным исполнительным звеном, а к станине 5— подвижным исполнительным звеном. Такое же соединение через промежуточные исполнительные звенья имеет группа 0si(B2) с группой Вр([Ц) и с группой 062(ГТз). Группа 08г(^з) с группой Вр(/74) соединяется через общее неподвижное исполнительное звено.
Таким образом, в этом случае кинематические группы соединяются между собой через промежуточные или неподвижные исполнительные звенья.
Структура станков, имеющих кинематические группы с совмещенными по траекториям исполнительными или элементарными движениями, в свою очередь зависит от того, имеются ли в станке общие для нескольких групп исполнительные кинемати-
Рис. 12. Структурная схема круглошлифовального станка
ческие пары, т. е. соответствует ли количество пар числу движений или оно меньше его. На рис. 13 показаны варианты структуры таких станков, составленные из кинематических групп с поступательными исполнительными движениями ФД/7]) и
В первой схеме на две соединяемые простые группы имеется только одна исполнительная пара Л. Если
количество исполнительных пар .меньше числа движений, то ки-
нематическое соединение групп между собой осуществляется лишь через какое-либо специальное устройство, в частности, че-
рез суммирующий механизм (дифференциал Si).
Рис. 13. Соединение кинематических групп с количеством исполнительных пар равным и меньшим числа элементарных движений
Последний обычно имеет два входных звена 7 и 8 и одно выходное 9. Может быть и одно входное звено, но тогда оно должно иметь две степени свободы. Более подробно суммирующие механизмы рассмотрены ниже.
Структура станка по второй схеме принимает несколько иной вид, так как совмещение траекторий исполнительных движений производится здесь через промежуточное исполнительное звено 2;
Соединяются те же две простые группы, но теперь для создания двух движений П\ и 772 имеются две кинематические пары: первая — поступательная пара А находится между исполнительными звеньями 1 и 2, а вторая — Б — между звеньями 2 и 5.. Как и в предыдущем случае, для соединения групп также требуется иметь в станке специальное соединительное устройство. Таким соединительным устройством является промежуточное исполнительное звено 2, несущее на себе конечное исполнительное звено 1. Верхний ходовой винт в этом случае имеет две степени свободы: он приводится во вращение от двигателя Д\ и получает осевое перемещение Я2 от двигателя Д2. Такие же виды соединений можно осуществить при двух сложных или сложной и простой группах как с поступательными, так и с вращательными элементарными движениями.
На практике применяют оба способа соединения кинематических групп с совмещенными по траектории движениями, так как каждый из них имеет свои достоинства и свои недостатки. При определенных условиях выгоднее использовать тот или иной способ соединения.
Способ соединения групп при общей исполнительной кинематической паре вызывает необходимость иметь в станке такое сложное по кинематике и конструкции соединительное устройство, как дифференциал — в этом недостаток данного способа. С другой стороны, благодаря меньшему числу исполнительных звеньев конструкция исполнительного механизма в этом случае получается обычно более компактной и обладает более высокой жесткостью. Поэтому такой способ соединения применяется чаще всего в прецизионных станках, в частности в резьбошлифовальных, для соединения групп, создающих радиальное перемещение шлифовальной бабки.
Второй способ соединения групп —через общее промежуточное звено— имеет большее количество подвижных стыков; поэтому станок имеет меньшую при прочих одинаковых условиях общую жесткость и большие габариты, но устройства для кинематического соединения групп получаются более простыми. Он применяется в широкоуниверсальных станках, в частности — токарно-винторезных станках, которые имеют два суппорта для продольного перемещения резца — нижний и верхний.
Если совмещение траекторий двух движений выполняется общей исполнительной кинематической парой и движения эти происходят одновременно, то кинематическое соединение двух групп возможно только с помощью суммирующих механизмов (дифференциалов) по схемам, приведенным выше. Если же ис-47
полнительные движения — разновременные, то применимы следующие три способа соединения групп.
1. Способ параллельного соединения групп, показанный на рис. 14, а, б, по существу повторяет разобранный выше способ -соединения групп при помощи суммирующих механизмов, когда совмещенные по траектории движения могут быть и разновременными или разными по длительности. Так на рис. 14, а показана структура станка со сложной и простой группами. Движение формообразования Ф1(В1В2) происходит непрерывно, а
в:
Рис. 14. Способы соединения кинематических групп
.движение деления Д2(В3)—периодически. Благодаря суммирующему механизму исполнительное звено II участвует в двух разных по длительности исполнительных движениях и
_Д2(В3). Признаком параллельного соединения двух групп всегда является наличие в станке суммирующего механизма (дифференциала), через который проходят связи обеих групп.
На рис. 14, а суммирующий механизм Si расположен во внутренней связи 1—2 группы Фь Во второй схеме (рис. 14, б) суммирующий механизм S2 вынесен за пределы первой группы. Если второе движение деления Д2(В3) отсутствует, то одноку-
лачковая муфта А сцеплена с однопазовой муфтой А2 и внутрен- е-няя связь между элементарными движениями Вх и В2 будет осуществляться по участку 1 -> А -> А2-*-12-*-2. на
В это время левая однопазовая муфта At будет синхронно об вращаться, получая движение через участок, связи 14-*-5-*- да
13, причем это вращение муфты необходимо для >е-
возможности сцепления ее с муфтой А в любой момент времени. La-
Когда муфта А будет сцеплена с муфтой Ль то фиксатор автома- <е-тически выводится из сцепления с делительным диском Дд, а а кулачковая муфта Г сцепляется. В этом случае первое движение Ф1(В]В2) остается, но внутренняя связь этой группы изменяется и становится
1 7^ 11 Л -> Л1 -> 13^3^ 22 -> 5 -> 14 -> Л2-> 12 -+2.
Одновременно вторым двигателем Д2 через дифференциал на исполнительном звене II создается второе движение — движение деления Д2(В3). После одного или нескольких оборотов делительного диска Дд фиксатор остановит его, выключатся муфты Г и Ль вновь включится муфта Л2, и останется только одно первое движение Ф1(В]В2).
Вторая схема обладает большей кинематической точностью, чем первая, так как при создании движения формообразования Ф1(В1В2) дифференциал в работе первой группы не участвует. Вместе с тем эта схема имеет большую протяженность кинематических связей. Способ параллельного соединения применяется в станках очень часто.
2. Способ последовательного соединения кинематических групп представлен на рис. 14, в, г. Сущность его состоит в том, что общее исполнительное звено II поочередно участвует то в одном исполнительном движении — Ф1(В1В2), выполняя элементарное движение В2, то в другом исполнительном движении — Д2(В3), выполняя элементарное движение В3. При этом способе общее исполнительное звено II поочередно присоединяется муфтой А к соединяемым кинематическим группам. При передвижении кулачковой муфты А вправо муфта Г делительного диска выключается, а муфта Б включается.
Последовательное соединение тех же двух групп можно произвести и с помощью суммирующего механизма (рис. 14, г). Если делительный диск заперт фиксатором, то от двигателя Д\ движение поступит на шпиндель II и затем через суммирующий механизм — на шпиндель I; тем самым будет обеспечено сложное движение ФДВД32). Если вывести фиксатор из паза или отверстия делительного диска, то последний станет свободным и вследствие того, что момент сил сопротивления в цепи между дифференциалом и делительным диском обычно меньше такого же момента в цепи, идущей от дифференциала к шпинделю I, последний остановится, а делительный диск начнет вращаться.
4 Заказ 911 49
Иру-твух г) и егда £фе-
во 1, б) ппы. юку-
Вместо сложного исполнительного движения формообразования Ф1(В]В2) на шпинделе II появится простое делительное движение Д2(В3). Когда фиксатор снова западет в делительный диск, а движение формообразования восстановится. б
Признаком, структуры станка, в котором кинематические а группы соединены последовательно, является наличие механиз-ма, разрывающего и вновь соединяющего кинематические связи, i-Разрыв и восстановление этих связей может производиться ку- г-лачковыми муфтами (однопазовыми), дифференциалами, дели- а тельными дисками и другими устройствами.
3. Смешанное (параллельно-последовательное) соединение групп (рис. 14, д, е) состоит в том, что на базе одного непрерывного, менее сложного движения деления Д2(В2), создается периодическое более сложное движение формообразования ФДВД!^). Если во внутренней связи 1—2 кинематической группы Ф\(В}В^) (рис. 14, д) установить реверс Pi, то, когда последний изменит направление элементарного движения В\ на В\ на шпинделе II сохранится движение В2. Следовательно, общее исполнительное звено (шпиндель II) вначале, пока элементарное движение В] не изменило своего направления и не стало движением В', участвует в двух исполнительных движениях Ф^ВхВ^) и Д(В2), затем при возникновении на шпинделе 1 вспомогательного движения В, исполнительное движение ФДВХВ'2) прекращается, а на шпинделе II остается простое движение деления Д2(В2). Следовательно, вначале осуществляется параллельно два процесса — формообразования и деления, а затем — только деления.
На рис. 14, е — вторая схема смешанного соединения групп, в которой реверс Р\ не находится во внутренней связи первой группы ФДВхВ'2). При сцеплении муфт А и Ai создается группа движения Ф1(В1В2), состоящая из внутренней связи 1-+4-+ и внешней связи Д1->5->6->7->Л1. В это время муфта Л2 синхронно вращается с муфтой Л. При сцеплении муфт Л и Л2 реверс Pi будет переключен на обратное вращение, и шпиндель II будет совершать вспомогательное движение В{, возвращаясь в исходное положение, а шпиндель / будет продолжать совершать движение деления Д(В2) через участок связи Д1->5->6->7->Л1->3->2.
Когда муфта Л снова сцепится с муфтой Ль сложное движение формообразования Ф1(В1В2') восстановится. Реверсивные механизмы, осуществляющие способ смешанного соединения, не должны допускать проскальзывания звеньев во время изменения направления движения Bi с прямого на обратное В'. К числу таких реверсов относятся: специальные реверсы с составным 50
РУ" вух ) и гда фе-
во б) ,пы. жу-
зубчатым колесом и различного вида кулачки, устройство и работа которых будет рассмотрена в следующем параграфе. Эти реверсы имеют свои собственные кинематические ошибки и поэтому, с этой точки зрения, вторая схема смешанного соединения (рис. 14, е) предпочтительнее первой (рис. 14, <5). Каждый из рассмотренных способов соединения кинематических групп видоизменяет кинематическую структуру станка, усложняет или упрощает ее.
Соединение кинематических групп между собой по внешним, связям показано на рис. 15.
а
Рис. 15. Соединения кинематических групп через внешние связи
На первой схеме две группы для сложных движений формообразования Ф7](В}В2) и Ф«(В3В4) соединены между собой через1 общий двигатель Д\.
На второй схеме рис. 15 показана такая же структура с одним общим двигателем Дь но с соединением через внешние связи. В этой схеме имеется общий участок 8—6, принадлежащий; обеим группам. В случае соединения групп формообразования эти две схемы применяются при необходимости получения минутной подачи.
Структура станка на третьей схеме рис. 15 отличается от' второй схемы тем, что привод к внутренней связи второй группы.' (участок 3—4) проходит через внутреннюю связь первой группы' (участок 5—2). Следовательно, внешняя связь второй группы* будет где точка 5 — звено соединения внут- ЭУ"
ригрупповых связей. Эту схему соединения применяют для по-- *УХ лучения оборотной подачи. 1 и
Такой прием использования участков других цепей упрощает ’Да кинематическую структуру станка. Вместе с тем, если передача I36' движения сопровождается значительными нагрузками, то условия работы внутренней связи первой группы, выполняющей • в0 функции внешней связи второй группы, будут ухудшены, что б) приведет к снижению точности ее работы. Такую структуру не; пы-следует применять в прецизионных станках. КУ'
4* 5Л
Во всех рассмотренных схемах нет кинематических соединений групп через внутренние связи: группы соединены только через внешние связи (или цепи привода). На рис. 16 представлены- структурные схемы станков с кинематическими группами для движений ФГ(В3В4) и Ф8(ВхВ2), соединенными по внутренним и внешним связям. Для анализа возможных вариантов таких соединений рассмотрим в качестве примера станки с параллельным способом соединения кинематических групп, когда для такого соединения применяется суммирующий механизм.
На рис. 16, а- показана структурная схема станка, в котором группы соединены только внутренними связями. В этом случае
Рис. 16. Соединение кинематических групп по внутренним и внешним связям
об-щими для двух групп звеньями внутренней связи являются суммирующий механизм Si и участок 7—2 с вращательной исполнительной парой. На рис. 16, б те же группы соединены внутренними и внешними связями; дополнительно, общими стали двигатель Д\ и участок 4—5 цепи привода. В двух последних схемах (рис. 16, в и г) цепь привода группы движения подачи проходит через внутреннюю связь группы скорости резания. Так, в схеме станка по рис. 16, в во внутреннюю связь группы подачи движение поступает от двигателя через участок 4—3 цепи привода группы скорости резания, участок 3—5 внутренней связи этой же группы и участок 5—9 внешней связи группы подачи. Эти три схемы позволяют получить минутную подачу. Для получения оборотной подачи применяют схему станка по рис. 16, г. 52
?у~ iyx I и 'да 1>е-
ВО б) пы. ку-
в которой цепь привода группы подачи Ф«(В1В2) еще длиннее — она проходит от двигателя через участки 4 ->-3 -> 5->S4->6-> ->2-*-8. В этом месте цепь привода присоединяется к внутренней связи группы подачи. Движение от точки 8 по участку 8-+1 поступает на верхний шпиндель, а по участкам <8->7->S4->6-> на средний шпиндель. Структура по рис. 16, г применяется довольно часто, в частности, в зубофрезерных станках, если движение подачи происходит при небольших нагрузках. По сравне
нию со схемой на рис. 16, б эту схему применять выгоднее, так как большая редукция, необходимая в цепи привода группы подачи, в данном случае получается за счет внутренней связи группы скорости резания. Отрицательной стороной этой схемы является то, что внутрен-.
няя связь группы движения скорости резания получает дополнительную нагрузку, обусловленную передачей через нее усилий, действующих в цепи подачи.
Соединение по внутренним связям трех кинематических групп производят в
Рис. 17. Примеры соединения трех кинематических групп через одну общую исполнительную кинематическую пару
станках одним или несколькими из разобранных выше способов. Примеры струк-
турных схем таких станков приведены на рис. 17.
В первой схеме станка для заточки червячных фрез с движениями ФЪ(ВХ), Ф8\(П2В&), Д(В4) и Вр(В5) шпиндель заготовки II участвует в трех исполнительных движениях: в винтовом движении подачи Ф«1(/72Вз), в делении Д(В4) и в круговом врезании Вр(В5). В этом станке процессы формообразования, деления и врезания не одновременны и поэтому способы соединения при
У-Ух и да >е-
во б) [Ы. <у-
менены разные. Рассмотрим их;
Группа движения подачи Ф81(/72В3)—внутренняя связь: /72->линейка 10->рейка /2и колесо 5фиксатор 6 и делитель-
яый диск 7->В3; внешняя связь: Д2 -*-l-*-is-* Р\ -*-2-+- передача винт — гайка с шагом Л-> бабка изделия 1.
Группе движения деления Д(В4) —внутренняя связь: вращательная кинематическая пара между шпинделем II и корпусом йабки изделия /; внешняя связь: Д3Mi-> шпиндель II.
Группа движения кругового врезания Вр(Въ')—внутренняя связь: вращательная кинематическая пара между шпинделем II и корпусом бабки изделия /; внешняя связь: электромагнит ЭМ4^*- храповое колесо 13 -*-8-*-9 -> передача винт — гайка с шагом основание 11 линейки 10-*-рейка /2колесо —> фиксатор 6 -> делительный диск 7->шпиндель II.
Группа подачи Ф81(772В3) соединена с группой деления Д(В4) последовательно, при помощи сменного делительного диска 7 и фиксатора 6. Когда фиксатор введен в диск 7, а муфта Mi выключена, создается движение подачи Фв(П2Вй) и происходит процесс формообразования —заточка зубьев фрезы по передней грани. После вывода фиксатора 6 из диска 7 и автоматического включения муфты М] начинается движение деления Д(В4), существующее до тех пор, пока подпружиненный фиксатор 6 не западет в следующий паз сменного делительного диска 7.
Группа движения врезания Вр(В5) с группой подачи Ф8(/72В3) соединена параллельно. Это значит, что движение врезания Вр(Въ) поступает от ЭМ4 на шпиндель II через суммирующий механизм, причем шпиндель II продолжает одновременно совершать винтовое движение подачи Ф8(/72В3). Суммирующим механизмом является линейка 10 с основанием 11 и рейка 12. Последняя получает вертикальное перемещение от продольного перемещения ее ползушки вдоль линейки 10 и от вертикального перемещения основания 11 вместе с линейкой 10.
Во второй схеме — зубофрезерного станка (рис. 17)—при нарезании червячной фрезой цилиндрического колеса с винтовым зубом методом диагональной подачи необходимо одновременно создать три сложных движения формообразования: движение скорости резания Ф„(В1В2), движение продольной подачи Ф81(/73В4) и движение тангенциальной подачи Фа2(П5ВЁ) (две эти подачи и создают диагональную подачу). В этом станке у-•четырьмя исполнительными кинематическими парами создается ух шесть элементарных движений. Исполнительная вращательная и
^кинематическая пара между столом и станиной участвует во да
всех трех исполнительных движениях. Все эти три кинематиче- >е-ские группы соединены между собой при помощи суммирующего .механизма 2 с тремя входными звеньями 5, 6, 7 и одним выход- во :ным звеном 8. В этом случае способ соединения групп по вну- б) •тренним связям — параллельный. Станок имеет следующую ки- 1Ы. тематическую структуру. <У*
в этом станке придется установить два
Рис. 18. Межгрупповая кинематическая связь
Группа движения скорости резания ФДВХВ2)—внутренняя связь: — ->В2, внешняя связь:
г0 10.
Группа движения продольной подачи Ф81(ЛзВ4)—внутренняя связь: Д35-> Sв->• гж2—>В4;
zo
внешняя связь: Д1->9->1и->70—12.
Группа движения тангенциальной подачи Ф«2(^5^б) —внутренняя связь: 775~>-/2->4->г2->7->Х-><8->гж->2->- ——^ВЁ; «о внешняя связь: Д1->9-э-гг,->/0->5->Х->-8->1ж->//->151->-12-^13-^is2^-14.
Если применить менее сложный дифференциал S с двумя входными звеньями, то таких дифференциала. Правомочны оба варианта структуры.
Кроме рассмотренных способов, существует соединение групп с помощью межгрупповых связей. Через эти межгрупповые связи происходит согласование работы соединяемых групп по одному или нескольким параметрам создаваемых движений. Обычно эти связи воздействуют на источники движений. Межгрупповые связи наиболее успешно применяются в тех случаях, когда автономные источники движения различаются по своим
энергетическим данным. Так, в тяжелом токарном станке (рис. 18, первая схема) привод шпинделя заготовки происходит от электродвигателя Дь а привод продольного суппорта — гидравлический — ГД2. Для обеспечения постоянства оборотной подачи применяется механическая межгрупповая связь: шпиндель заготовки-><?-> 4золотник 5. Ходовой винт t2 получает два одинаковых, но противоположно направленных прямолинейных движения /7] и П2. Движение ГЦ он получает через межгрупповую связь 3—-4, а движение П2 — от продольного суппорта, при этом
золотник будет неподвижным, настроенным на заданную оборотную подачу. Если шпиндель начнет вращаться быстрее, то скорость движения ГЦ ходового винта будет больше скорости движения П2. В результате золотник 5 переместится так, что скорость движения П2 продольного суппорта тоже увеличится и, следовательно, оборотная подача будет все время оставаться постоянной.
На второй схеме (рис. 18) показана структура станка с двумя сложными группами <PV(BXB2) и Ф«(773В4), имеющая межгрупповую связь 10—11 — 12—13. Эта связь — немеханическая; она обеспечивает постоянство соотношения скоростей вращения двигателей.
Таким образом, существуют следующие способы кинематического соединения групп между собой: 1) через общее неподвижное исполнительное звено, 2) через общую исполнительную’ кинематическую пару, 3) через общий двигатель, 4) через внутригрупповые- (внутреннюю и внешнюю) кинематические связи (соединения параллельное, последовательное и смешанное), 5) через межгрупповую кинематическую связь.
Возможны комбинации этих способов соединения.
Из произведенного анализа соединений видно, что они оказывают ясно выраженное влияние как на кинематическую структуру, так и на конструктивное оформление станка.
ВАРИАНТЫ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ КИНЕМАТИЧЕСКИХ СВЯЗЕЙ В ОБЩЕЙ СТРУКТУРЕ СТАНКА
Применение различных способов соединения кинематических групп между собой приводит почти всегда к наличию в структуре станка общих для этих групп участков во внутренних и внешних кинематических связях. Эти общие участки обслуживают две или три кинематические группы и изменение их параметров, естественно, будет оказывать положительное или отрицательное влияние на работу всех обслуживаемых групп. Изменение параметров автономных участков кинематических связей, обслуживающих одну группу, оказывает влияние только на эту же группу. Кинематические связи состоят из ряда элементов, которые могут иметь постоянные или изменяемые во время эксплуатации станка характеристики; последние при своей настройке оказывают различное влияние на работу станка в целом (к таким элементам> относятся гитары и реверсы). Не меньшее значение имеет применение в станках и суммирующих механизмов (дифференциалов) .
Рассмотрим работу и оказываемое на станок влияние каждого из этих элементов связи.
Гитары. Органами настройки, изображаемыми в структурных: схемах ромбами, являются сменные или передвижные механи-56
ческие звенья, с помощью которых осуществляется изменение того или иного параметра создаваемого исполнительного движения (скорости, траектории или пути).
Такими органами настройки могут быть коробка скоростей или гитара с постоянной или передвижной промежуточной
осью.
В структурах с механическими звеньями в качестве органов
настройки чаще всего сменными зубчатыми колесами и поэтому в дальнейшем изложении под органом настройки в общем виде будет пониматься гитара с постоянной или передвижной промежуточными осями. На рис. 19 представлены схемы гитар, применяемых в станках и располагаемых как во внутренних, так и во внешних связях. Однопарная гитара с постоянными валами (рис. 19, а) состоит из двух валов, выведенных из передаточной коробки, на которых устанавливаются сменные колеса. Такие гитары обладают небольшими кинематическими возможностями, так как сумма зубьев пары сменных колес здесь постоянна, но они могут передавать большие нагрузки
применяют гитары с цилиндрическими
Рис. 19. Схемы гитар
и поэтому применяются главным образом в цепях скорости резания и в сильно нагруженных цепях подач. К ним прилагается очень небольшой набор сменных колес (6—8 шт.). С помощью
таких гитар можно получить три-четыре повышающих и три-
четыре понижающих настроек.
Для получения большего числа настроек применяют двухпарные гитары с постоянными валами (рис. 19, б). К такой гитаре прилагается больше сменных зубчатых колес, но и ее кинематические возможности не велики. В таких гитарах иногда для
изменения направления движения устанавливается два ведущих
вала (рис. 19, в) с разными направлениями вращения (оси А и Л').
На рис. 19, г дана схема гитары с передвижным промежуточным валом. В этом случае на ведущую или ведомую ось устанавливается плита с двумя пазами: радиальным и дуговым. Промежуточный вал, устанавливаемый на плите, может иметь радиальное и дуговое перемещения. К таким гитарам дается очень большой набор сменных зубчатых колес (до 70 шт.), причем эти колеса могут сцепляться друг с другом в любом сочетании. Такие гитары обладают практически неограниченными кинематическими возможностями как в смысле числа настроек, так и в отношении точности подбора, но они не могут передавать больших нагрузок из-за нежесткой конструкции. Применяют их во внутренних кинематических связях и, иногда, в малонагру-женных цепях подач (в последнем случае — с меньшим количеством сменных колес). По конструкции эти гитары бывают на опорах скольжения (рис. 19, д) и на опорах качения (рис. 19, е). При необходимости передачи через них больших нагрузок применяют двухпарную гитару с поворотным промежуточным валом (рис. 19, ж). В ней промежуточная ось не имеет радиального перемещения и сумма зубьев колес величина постоянная. Если требуется передавать большие нагрузки через гитары, расположенные во внутренних связях, эти гитары делают не с передвижными, а с переставными осями (рис. 19, з), ввертываемыми в резьбовые гнезда на стенке станины.
Размещение гитар в автономных или в общих участках кинематических групп оказывает прямое влияние на время настройки и наладки станка. Поэтому не безразлично, следует ли и какую гитару располагать в общем участке, так как ее перестройка будет сказываться на работе всех групп, в которые она входит.
В первой структурной схеме горизонтального зубофрезерного станка (рис. 20), нарезающего червячной фрезой цилиндрическое колесо с винтовым зубом и состоящего из двух сложных групп, соединенных через общую исполнительную кинематическую пару со шпинделем II, создается два движения формообразования: движение скорости резания Ф-в(В1В2) и движение подачи Фв(773В4). В станке имеются две внутренние связи, имеющие общий участок и два автономных участка I-+8-+4 и
5 -+-10-+3, присоединенных к общему через суммирующий механизм £. В этой схеме гитары ix и iy, обеспечивающие настройку на траектории создаваемых исполнительных движений, расположены в автономных участках внутренних связей. В общем участке гитар нет. Так как внутренняя связь движения
скорости резания ФЪ(В1В2) имитирует такое движение червячной фрезы относительно заготовки, какое существует в червячной передаче, то гитара ix — fi (k, z), где k — число заходов на фрезе 58
и 2 —число нарезаемых зубьев. Внутренняя связь второй группы движения подачи 0S(773Z?4) создает возможность перемещения режущих кромок червячной фрезы по винтовой линии с шагом Т и ПОЭТОМу гитара iy — fz(л, т, z, р).
Структуру внутренних связей при этом можно записать условно следующим образом:
B^l -+8-~>ix-+4->'£~>6-+9->2~>B2±Bi;
ns^3^10^iy^ 5.------1 ’ общий участок
Этот вариант структуры не является оптимальным, так как при нарезании двух сопряженных колес с числами зубьев zx и 22 придется перестраивать обе гитары ix и iy, что увеличит время переналадки станка. Кроме того, передаточное число гитары iv всегда будет выражено через десятичную дробь, которая с разной (для 21 и 22) степенью точности будет заменена простой дробью. Поэтому возможны случаи, когда сопряженные колеса будут иметь разные углы наклона р винтового зуба.
Второй вариант размещения гитар в той же схеме, когда гитара iy находится в общем участке. Структура внутренних связей в этом случае будет
Пё~->3-^10~->5
общий участок
Зависимость для гитары iy сохранится ly = /а (л, tn, z, р), а для гитары 1Х изменяется: гж — f3(n, k, т, р). В этом варианте не нужно перестраивать гитару ix при нарезании сопряженных колес, но значение ix при расчетах будет выражено приближенно десятичной дробью и подбор сменных зубчатых колес будет излишне усложнен, так как степень точности при подборе колес для гитары деления ix должна быть очень высокой.
Третий возможный вариант той же схемы — при размещении гитары деления ix в общем участке — самый рациональный. При нем структура внутренних связей будет:
П@ _ 3 -> 10 -> -> 5----' °бщий
й У
При нарезании сопряженных колес гитару iy пересчитывать не нужно, достаточно лишь поставить в гитару iy паразитную шестерню. Следовательно, время наладки будет минимальным и углы наклона Pi и р2 винтовых зубьев будут одинаковыми.
Не нарушая этой последней комбинации, можно гитару ix расположить в участке 9—2, а гитару 1У— в участке 10—3, но такое размещение гитар затруднит подбор оборотной подачи, так как в выражение для is будут входить значения 1Х и iv.
Возможно гитару is расположить в участках 9—2 или 10—3, но это ухудшит точность работы внутренних цепей и усложнит подбор подач, так как при изменении значений is придется изменять значения ix и iy. То же самое относится к гитаре iv, если ее перенести в участок 8—1.
Если станок не имеет совмещенных по траектории движений, то вариантов размещения гитар будет меньше. Например, во второй схеме (рис. 20) —схеме резьбофрезерного станка, состоящего из двух кинематических групп для движения <PV(B\) и ФД/ТзВг), имеется общий участок 7—9 во внешних связях. В этом случае возможны два равноценных варианта размещения гитары iv: такой, как показан на рисунке, удобен при оборотной подаче; при использовании минутной подачи рациональнее гитару iv перенести в участок 9—1.
Следовательно, в каждой структуре станка, имеющей общие участки как во внутренних, так.и внешних связях, существует наиболее рациональный вариант размещения органов настройки.
Реверсы. Реверсирование исполнительного движения возможно осуществить различными средствами. Рассмотрим их на примере структуры группы движения подачи (движения обката) Ф8(В2В3) зубодолбежного станка, варианты которой представлены на рис. 21. Структура группы состоит из внутренней кинематической связи В2-+1-+4-+-1х-+-2-+-В5 и внешней связи -э-3-э-18-э-4. Если в группе имеется свой отдельный двигатель Д1 (первый вариант схемы), то изменением вращения вала дви-
гателя возможно изменить направление исполнительного движения подачи Ф8(В25з). Если двигатель общий на несколько групп, то реверсирование того же движения возможно получить установкой в гитаре is паразитного сменного колеса. В обоих этих случаях нет специального реверсивного механизма. При частом реверсировании такой прием не удобен, и тогда во внешней связи группы устанавливается реверс Р\ (рис. 21, второй вариант схемы). Если нельзя расположить реверс во внешней связи, то»
60
I
—к
ишшпши
Рис. 21. Схемы реверсирования сложных исполнительных движений
реверсирование движения производят внутренней связью, располагая в ней два реверса Pt и Р2, как это сделано в третьем вари; анте схемы. Такой прием применяется в том случае, если по условиям работы необходимо иметь реверс Р2 во внутренней связи, как это имеет место в зубодолбежном станке. В нем реверс Р2 нужен для изменения относительного вращения долбяка и заготовки при нарезании колес внешнего и внутреннего зацепления. Этот реверс изменяет траекторию исполнительного движения, но не направление этого движения. Для изменения направления движения используются сразу оба реверса Р\ и Р2. Такой вариант размещения реверсов ухудшает кинематическую точность работы внутренней связи, и его применение не всегда желательно, особенно в прецизионных станках. Применяют его в зубодолбежных станках малых размеров, где заданная точность достигается и при этом условии.
В ряде случаев требуется размещать во внутренней связи реверсы, назначение которых состоит в изменении направления одного из составляющих элементарных движений. К этим случаям относятся: изменение направления вращения заготовки В2 в движении подачи ФДВ2Дз) при фрезеровании шевронного зуба пальцевой фрезой или изменение направления вращения люльки в движении подачи при смешан
ном соединении групп движений подачи (обката) и деления в станках для нарезания конических колес и в ряде других станков. Во всех этих случаях реверсы отличаются от обычных реверсов (рис. 22, о, б) тем, что они должны быть более точными и не допускать случайных проскальзываний. Существует ряд реверсов такого типа (рис. 22, в —е), применяемых в станках.
Реверс (рис. 22, в) с однокулачковой муфтой и с управлением через составную замкнутую рейку располагается в винторезной цепи тяжелых зубофрезерных станков и используется при нарезании пальцевой фасонной фрезой цилиндрических колес с шевронным зубом. На ведущем валу реверса на скользящей шпонке установлен двухзаходный передвижной червяк, на каж-
дом торце которого находится по одному кулачку. На торцах зубчатых колес z51 и z34, свободно сидящих на этом валу, имеется по одному пазу. Передвижной червяк приводит во вращение червячное колесо z39 и реечное колесо zl6. Последнее сцепляется с замкнутой рейкой zl28, находящейся на ползушке. Если передвижной червяк находится в верхнем положении, то движение будет передаваться ведомому валу через колеса —•
51
в это время реечное колесо Z16 будет сцепляться с верхним уча-
стком рейки zl28. Когда ползушка окажется в одном из крайних
Рис. 22. Схемы реверсивных механизмов, применяемых в станках
положении, реечное колесо zl6 перекатится по одному из полукружий, соединяющих верхнюю и нижнюю рейки, и окажется в зацеплении с нижней рейкой, а кулачок червяка при этом войдет в паз колеса z34. Ведомый вал реверса получит противоположное вращение, а ползушка начнет перемещаться в обратном направлении. Через вполне определенное число оборотов ведущего вала вновь произойдет реверсирование ведомого вала.
Реверс (рис. 22, г) с коническим составным ко-
лесом применяется в зубофрезерных станках фирмы Ситроен. Ведомое колесо Б составлено
из двух неполных конических колес, соединенных двумя коническими полукружьями и образующих замкнутое составное коническое колесо, которое и будет поворачиваться на часть оборота в обе стороны. При этом ведущее колесо А будет'перекатываться по каждому из полукружий, переходя из положения Aj в положение Дг и обратно. Такой механизм дает плавное реверсирование, но он очень сложен в изготовлении и поэтому не получил
широкого распространения.
Менее сложную конструкцию имеет реверс с качающимся составным цилиндрическим колесом (рис. 22, д), разработанный д-ром техн, наук В. Н. Кедринским. Ведущее колесо А реверса, сцепляясь с внутренним венцом составного колеса Б и вращаясь против часовой стрелки, будет вращать последнее тоже против часовой стрелки. Затем, когда левое полукружье подойдет к колесу А, фиксатор кулачком будет выведен из паза ползушки,
62
колесо А, перекатываясь по левому полукружью, перейдет из положения А1 в положение А2 и будет там зафиксировано. В этом новом положении колесо А будет сцепляться с внешним венцом колеса Б, которое начнет поворачиваться по часовой стрелке. Реверсирование происходит плавно и без проскальзывания.
Кроме сложности изготовления, основным недостатком этих последних реверсов является невозможность получения нужного полного числа оборотов составного колеса Б в обе стороны. В. Н. Кедринским предложен второй вариант реверса с вращающимся цилиндрически составным колесом Б (рис. 22, е), который не имеет этого недостатка. У него составное колесо Б по толщине состоит из двух колес — узкого Бг и широкого Б2. Колесо Бг составлено из неполных венцов — внутреннего и внешнего зацеплений и двух полукружий, соединяющих эти венцы. Колесо Б2 представляет полное зубчатое колесо с внутренним и внешним зацеплениями. Ведущее колесо А, установленное на качающемся рычаге, может сцепляться как с внутренним, так и внешним венцами колеса Б1, переходя через полукружья с одного на другое. Составное колесо Б передвигается барабаном автомата вдоль своей оси так, что колесо А может сцепляться как с колесом так и с колесом Б2, причем по наружному и внутреннему зацеплениям. Во время сцепления колеса А с колесом Б2 составное колесо Б будет иметь полное число оборотов в обоих направлениях. Возможности реверса с составным зубчатым колесом благодаря последней конструкции расширились.
В ряде случаев, в станках с малонагруженными внутренними цепями в качестве реверсов используют дисковые и цилиндрические кулачки.
Суммирующие механизмы. В станках в качестве суммирующих механизмов используются не только планетарные механизмы (дифференциалы), но и все другие виды передач: червячные, винтовые, реечные, рычажные и т. п. передачи. Для создания суммирующего механизма достаточно в любой передаче одному из звеньев дать две или более степени свободы. Поэтому в суммирующих механизмах всех типов имеется два или несколько входных звеньев и одно выходное звеном на последнем и получается алгебраическая сумма движений.
Рассмотрим устройство и методику определения перемещения выходного звена суммирующих механизмов, применяемых в металлорежущих станках (рис. 23).
Для суммирования движений с помощью цилиндрических зубчатых колес используется обычная планетарная передача (рис. 23, а), но центральному колесу Z\ сообщается движение пь и тогда колесо z2 получает суммарное движение, слагающееся из двух движений — от вращения колеса Z\ и вращения водила в. Возможны и другие варианты суммирования.
«64
Суммарное движение определится из формулы Виллиса: п1—пе г2 . пг—пв гх
!Ч = Пв
21
2г
21 — «1 —
2г
Для примера на рис. 23, б дана схема дифференциала зубо-шлифовального станка мод. 5831. Передаточное отношение между водилом (корпусом дифференциала) в и его центральным колесом z32 определится по схеме механизма, для которой можно написать
п32—я8 22 22
п22—пе 24 32
откуда
121 , 71
«за =----«22 Ч-----«в ‘
32 192 192
121 Л22 . 71
Дифференциалы с цилиндрическими колесами в станках применяются очень часто.
Если взять косозубую передачу (рис. 23, в) и сообщить колесу zi наряду с вращением гц осевое перемещение Ц, то на колесе Z2 получится суммарное вращение п#:
'4= —«1 — z2 zmsz2
где р —• угол наклона зуба;
ms — торцевой модуль сопряженных зубчатых колес.
Этот механизм применяют довольно редко и лишь при малом перемещении Д, выполняемом чаще всего вручную.
В качестве суммирующего механизма используется и реечная передача (рис. 23, г). Здесь и рейка, и реечное колесо получают поступательные перемещения Lj и L2. Суммарное вращательное движение реечного колеса будет происходить > с угловой скоростью
7.2 7-1
/72 = —------—.
лтг лтг
Такой же механизм, но другой конструкции применен на зубошлифовальных станках фирмы Мааг в цепи образования профиля зуба (рис. 23, д). Реечная передача по схеме на рис. 23, г заменена здесь барабаном 2 с натянутыми на нем тонкими стальными лентами 3, концы которых укреплены в рамке 1.
5 Заказ §11 65
Когда стол с заготовкой (шлифуемой зубчатым колесом) переместятся на величину Li, то барабан 2, жестко сидящий на шпинделе заготовки, будет перекатываться относительно лент, поворачивая заготовку на —оборотов, где Дв-—диаметр л (£*б+6)
барабана 2, а д — толщина стальной ленты. Одновременно рычаг 4 произведет перемещение рамки 1 с лентами 3 на величину L2 = — Li в противоположном направлений, и барабан 2 полу-
У
J' X
чит дополнительный поворот на ----—— об. Суммарный пово-
™/(£>б+б)
рот барабана составляет
п = £10 +х) .
2 л(Рб+д)(1+.'/)’
116+—)
\ У )
п — ----- g оборотов.
л(£>6 + 0
Применение этого суммирующего механизма позволило уменьшить количество сменных барабанов 2, так как при одном барабане можно получить несколько различных настроек кинематической цепи, изменяя плечи рычага 4.
Червячная передача применяется в качестве суммирующего механизма в зуборезном станке для конических колес мод. 528 и в ряде других станков (рис. 23, е). Червяк имеет две степени свободы: вращение пл и осевое перемещение £]. Суммарное вращение червячного колеса будет
kt ।
п2 = «1— Н--—,
z2 птг2
где k — число заходов червяка;
z2— число зубьев червячного колеса;
т — модуль.
Очень часто в станках применяются дифференциалы с коническими колесами; на рис. 23, ж из даны их схемы.
Корпус дифференциала на рис. 23, з является водилом. Если числа зубьев колес 1 и 2 одинаковы, то передаточное отношение водила к любому центральному колесу равно 2, от центрального колеса к водилу равно '/2 и между центральными колеса’ми равно 1. j
Таким образом, «2 = «1 ± 2нв.
Если во время вращения винта 1 в схеме на рис. 23, и вращать и его гайку 2, то получим суммирование движений с помощью механизма винт-—гайка. На рис. 23, и ходовой винт 66
(имеющий обычно шаг малой величины) позволяет осуществить суммарное поступательное (прямолинейное) перемещение гайки
L2 = nxt ± и2 — t. zs
Такой механизм широко применяется, например, в токарно-винторезных станках. Ходовые винты с большим шагом резьбы; используются иногда для получения вращательного суммарного-движения. На рис. 23, к дана схема суммирующего механизма,, применяемого в зубодолбежных станках при нарезании косозу-бых колес. Здесь копир 3 закреплен на червячном колесе 2, at второй винтовой копир 4 — на ползуне 1. При поступательном перемещении последнего на величину Lj копир 4, скользя по копиру 3, будет поворачивать ползун. Копир 3<, получая вращение от червячной передачи, передает его копиру 4; Таким образом, ползун будет иметь суммарный поворот
где Тк — шаг винтовой линии копиров.
В суммирующем механизме (рис. 23, л) зуборезного станка фирмы «Глисон» для конических колес червяк 1 имеет две степени свободы: вращение вокруг оси шпинделя 2 от колес — че-
Z4
рез полый вал и вращение вокруг своей оси для передачи движения червячному колесу z5, жестко сидящему на шпинделе 2. Последний будет иметь суммарное вращение
Zg . К = п3-^-±п1—.
Z6
Реже используют для суммирования рычажные и другие механизмы. Так, например, в резьбошлифовальном станке пол-зушка 1 (рис. 23, м), жестко связанная с шлифовальной бабкой, получает суммарное радиальное перемещение Ls от рычажного суммирующего механизма: при вращении кулачка 5 рычаг 4, опираясь на рычаг 6, будет через упор 3 и рычаг 2 передавать ползушке 1 первое движение. При своем продольном перемещении копир 8 также будет через толкатель 7 и рычаг 6 сообщать, движение рычагу 4. Последний, опираясь на кулачок 5, через упор 3 и рычаг 2 сообщает ползушке 1 второе поступательное перемещение. Суммарное перемещение ползушки
Ls = ( n2t —+ Lxtg а
\ Xj. -J- х2 ХБ хх -}- х2 / х9
В заточном полуавтомате для червячных фрез суммарное вращение шпинделя заготовки создается механизмом, показанным на рис. 23, н. От гидроцилиндра Гу продольный стол 2 получает перемещение Ц. Последнее через линейку, установленную 5* 67
под углом а, вызывает перемещение рейки и вращение, шпинделя» Линейка установлена на подвижной ползушке 3, которая получает периодическое движение L3 от гидроцилиндра Г2 через рычаг 4, храповую передачу 5 и ходовой винт 6. Движение й3 ползушки 3 преобразуется через реечную передачу в дополнительное вращение шпинделя.
Рис. 24. Варианты схем незамкнутых суммирующих механизмов
Суммарный поворот шпинделя
— и :Пз
'<2 —
птг
В зубошлифовальном станке для конических колес мод. 5872 (рис. ;23, о) стол получает суммарное перемещение от гидроцилиндра за счет того, что, помимо обычного перемещения поршня относительно цилиндра, сам гидроцилиндр получает поступа-68
выполнять функцию генератора. Шпиндель при этом будет неподвижен. Поэтому второй вход суммирующего механизма защищают от возможности передачи на него движения от первого входа.
Если входы близки по скорости и по своей мощности, как это имеет место во второй схеме (рис. 24), то самотормозящими червячными передачами защищают оба входа.
В третьей схеме (рис. 24) в резьбофрезерном станке • мод. 5М5Б62, в котором оба входа имеют одинаковую мощность, но разные скорости и работают поочередно, применен другой вид защиты.
Водило приводится в движение от самотормозящей червячной передачи и поэтому при остановленном двигателе Д2 движение от двигателя Д, пойдет через винтовую зубчатую пере-
12 Л.Л.
дачу —, верхнее центральное колесо дифференциала и через па-
разитные колеса попадет на нижнее центральное колесо. Верхнее центральное колесо приводится через винтовую зубчатую пере-
12 й тт
дачу -—допускающую движение в обе стороны. Поэтому при 36
остановленном двигателе Д\ движение от Д2 пойдет через колеса гитару is и червячную передачу —па сателлиты. При большой нагрузке на шпинделе заготовки последние не смогут повернуть нижнее центральное колесо дифференциала, а будут обкатываться по нему и приводить верхнее центральное колесо, 36 а
которое через винтовую передачу — будет вращать вал электродвигателя Д{. Чтобы этого не случилось, на валу этого двигателя установлен тормоз Т, который держит в зажатом состоянии верхнее центральное колесо при выключенном двигателе Дь Тогда сателлиты, обкатываясь в дифференциале по верхнему центральному колесу, будут вращать нижнее центральное колесо. При включении двигателя Д1 тормоз автоматически выключается и вал двигателя растормаживается. Установка винтовой зубчатой передачи вызвана здесь тем, что двигатель Д, должен создавать быстрый холостой ход станка.
В замкнутых суммирующих механизмах (рис. 25) можно иметь два варианта схем: с передачей движения на второй вход от первого входа (первая схема) или от выходного звена (вторая схема). В последнем случае нужна защита второго входа от первого входа (на втором входе установлена червячная переда-1 \
ча —I.
66/
Методика определения суммарного числа оборотов выходного звена в замкнутых суммирующих механизмах с передачей движения на второй вход от первого входа обычна.
тельное перемещение от цилиндрического кулачка, приводимого в движение червячной передачей — . Суммарное перемещение стола
£-2 “
Приведенные примеры, не исчерпывая всех возможных схем суммирующих механизмов, применяемых в станках, показывают, что для целей суммирования движений в этих машинах используется очень широкая номенклатура различных механизмов.
При размещении суммирующих механизмов в общей структуре станка они могут быть незамкнутыми (рис. 24), когда каждое входное звено приводится от отдельного двигателя, и замкнутыми — с приводом всех входных звеньев от одного двигателя (рис. 25). Суммирующие механизмы не могут разлагать одно движение на несколько одновременно действующих движений. Они их могут только складывать на выходном звене, если будут обеспечены
определенные условия.
На рис. 24 в первой схеме незамкнутого суммирующего механизма двигатели разной мощности. Эта схема будет работать только при наличии односторонней передачи в виде самотормозящей червячной переда-1
чи — на втором входе с двигате-65
лем Д2 меньшей мощности. При установке в этой схеме вместо червячной передачи какой-либо другой зубчатой передачи, способной передавать движения в обе стороны (например, конических колес), при соответствующей нагрузке на шпин-
Рйс. 25. Варианты схем замкнутых суммирующих механизмов
деле, большей, чем момент, созда-
ваемый двигателем Д2 мощностью 2
кет, движение от двигате-
ля Д1 будет передаваться через конические колеса на двигатель Д2, который в этот момент окажется ведомым и будет
Для первой схемы она будет
1лол 16 fl8 20 , 21 22 .
1420 • --| .-----------. •—— la.irh
71 \ 36 40 42 44 ф
= Не,
где ig-ucfi = — определяется по формуле Виллиса; «в
«40 пв
18 20 п
Ч?-ПРИ ''18 = °
«18 — «в 36 40
„ 3
^диф .
4
16 / 18 20 21 22 3 \
71 36 40 42 40 4 /
Ле = 20 об/мин.
Во втором варианте замкнутого дифференциала (рис. 25), когда корпус дифференциала получает движение от выходного вала, при определении «е нужно учитывать расчетное перемещение шпинделя; уравнение в этом случае будет
1420 .
67
71
18 20 , 26 30
---- - --- + ns • . ----- 36 40 ~ 50 60
1 п40 _ ,, .
65 пв
* «40 «40 «в 16 20 р,
1диф — — определяется из —----------- =-------- —; при щ8 = 0
пв пы — пв 36 40
— . Если взять направление вращения червячного колеса
пв 4
такое, чтобы получить в уравнении знак минус, то получим Пе = = 333,3 об/мин.
На рис. 25 в третьей схеме представлен случай, когда в сум
мирующем механизме с тремя входными и одним выходным звеньями червяк имеет две степени свободы. При вращении ходового винта червяк будет иметь осевое перемещение. В этом механизме второй и третий входы защищены от первого входа односторонними передачами (соответственно червячной передачей и винтом и гайкой). Определим Не для этого случая:
18 18 20 , 65 / 39 1 .39 10 \
71 36 40 65 \ 36 65 30 л - 2 65 /
X -^ = лЕ; «в
Лдл 3
здесь — = -------.
пв 4
Рассмотренные суммирующие механизмы используются в станках для различных целей. Если дифференциал располагают внутри одной группы, то это может быть вызвано стремлением или облегчить кинематическую настройку (как это делается в затыловочных станках) или повысить точность работы станка 71
(например, при применении корректирующих устройств в зубофрезерных станках). Ниже эти случаи будут рассмотрены. Здесь же необходимо остановиться на схемах так называемых дифференциальных станков, в которых дифференциал соединяет между собой несколько кинематических групп. В этом случае дифференциал нужен для того, чтобы уменьшить число исполнительных звеньев в станке. Дифференциал позволяет одному и тому же исполнительному звену участвовать одновременно в двух и более исполнительных движениях, имеющих независимые и изменяемые параметры.
Рис. 26. Структурные схемы дифференциальных и без-дифференциальных станков
При затыловании цилиндрической фрезы с винтовым зубом (рис. 26, а) остроконечным резцом дифференциал Sj присоединяет к кулачку внутреннюю цепь с гитарой iv кинематической группы движения резания ФУ{ВХВ2) и внутреннюю цепь с гитарой iz кинематической группы подачи Ф5(773В4). Каждая группа имеет свой отдельный источник движения. Таким образом, дифференциал физически складывает на кулачке два элементарных движения, принадлежащих различным исполнительным движениям, из которых одно — движение резания Фъ(В\В2) создает форму затылка зуба и обеспечивает делительный процесс, а 72
другое — движение подачи Ф8(773В4) создает винтовую форму зуба по его длине. Регулировка любого параметра движения резания Фг, не изменяет параметров движения подачи Ф8. Подобная же схема, но с одним двигателем, показана на рис. 26, б.
Ту же обработку можно производить, складывая элементарные движения В2 и на кулачке математически (рис. 26, в), т. е. сообщая кулачку через внутреннюю кинематическую цепь с гитарой iv алгебраическую сумму движений В2 ± В4. В этой схеме нет дифференциала и отсутствует внутренняя связь с гитарой iz в группе движения подачи ФДПД34). Осталась здесь цепь привода к ходовому винту (цепь подач), которая теперь, хотя и частично, становится внутренней связью для поддержания постоянства скорости подачи. Отклонение этой скорости от расчетной привело бы к изменению скорости элементарного движения /73, следовательно, изменились бы отношения скоростей движений 773 и В4 и шаг винтовой линии, т. е. изменилась бы форма затылуемого зуба по длине. Поэтому, если станок имеет два двигателя, то без дифференциала (рис. 26, г) он не может обеспечить нужной формы затылуемого зуба. Действительно, при изменении скорости вращения двигателя Д2 (в реальных условиях это бывает довольно часто) будет изменяться скорость движения 773 без соответствующего изменения скорости движения В4, а следовательно, не получится требуемая форма зуба обрабатываемой фрезы. Неправильная форма зуба по затылку получится, если будет изменяться также скорость вращения двигателя Д\.
Замена дифференциального станка бездифференциальным, в котором вместо физического сложения элементарных движений через механизм дифференциала производится математическое сложение, возможна только при соблюдении следующих трех условий: 1) слагаемые движения должны иметь одну и ту же скоростную характеристику, т. е. быть либо равномерными, либо неравномерными, но с изменением скоростей слагаемых движений по одному и тому же закону; 2) продолжительность всех слагаемых движений должна быть одинакова; 3) слагаемые движения должны создаваться одним й тем же источником движения.
При невыполнении хотя бы одного из этих условий складывать два или несколько движений на одном исполнительном звене без суммирующего механизма нельзя. При выполнении всех трех условий возможно применять бездифференциальные станки для обработки различных деталей в крупносерийном и массовом производствах, где при выборе режима обработки исходят из технически обоснованных нормативов, стараются избегать дифференциалов, которые не всегда позволяют обеспечить необходимую точность работы, особенно, если стружкообразо-вание происходит при больших усилиях.
Дифференциальные структуры применяются в универсальных станках, где быстрота и удобство настройки имеют решающее значение.
ВЛИЯНИЕ РАСПРЕДЕЛЕНИЯ ЭЛЕМЕНТАРНЫХ ДВИЖЕНИИ МЕЖДУ ЗАГОТОВКОЙ И РЕЖУЩИМ ИНСТРУМЕНТОМ НА КИНЕМАТИКУ СТАНКА
Распределение элементарных движений между заготовкой и режущим инструментом при создании одного или нескольких формообразующих исполнительных движений оказывает влияние па структуру кинематических связей, не говоря уже о влиянии на конструкцию станка. Количество вариантов распределения движений может быть достаточно большим. В такой, не очень сложной, группе, какой является группа движения резания Ф7,(В]В2) в резьботокарном станке, и то возможны четыре варианта распределения элементарных движений между заготовкой и инструментом (рис. 27):
1) заготовка имеет вращение Bit резец — продольное перемещение П2 (рис. 27, а) — вариант структуры, наиболее распространенный для универсальных станков;
2) заготовка имеет перемещение П2, резец — вращение Bi (рис. 27, б); эта схема в станках не применяется;
3) заготовка имеет винтовое движение, резец неподвижен (рис. 27, в); применяется в прецизионных станках, в ней сменным элементом является точный ходовой винт, жестко соединяемый со шпинделем, гайка тоже сменная;
4) заготовка неподвижна, резец совершает винтовое движение (рис. 27, г). Этот вариант используется в тяжелых станках.
По кинематической структуре все четыре варианта группы одинаковы и состоят они из внутренней и внешней кинематических связей. Но конструктивная компоновка каждого варианта различная, и в некоторых случаях она может повлиять на кинематическую структуру группы и изменить ее. В структуре может появиться так называемый скрытый суммирующий механизм, который искажает некоторые параметры создаваемого исполнительного движения по сравнению с заданным движением. Такое положение имеет место в четвертом варианте (рис. 27, г). Вращение В] продольного суппорта с резцом происходит от колес za и гъ, причем колесо гъ на поворотном суппорте сидит жестко. Продольный суппорт получает перемещение от ходового винта, который, в свою очередь, приводится от зубчатых колес zc,. zd и ze. Колесо Zg на поворотном суппорте сидит свободно, а опоры вала колеса ze жестко закреплены на поворотном суппорте и, следовательно, колесо ze, кроме вращения вокруг своей оси, совершает вращение вокруг оси колеса Zg, обкатываясь по нему. Таким образом, во внутренней связи появляется суммирующий 74
механизм планетарного типа с цилиндрическими колесами (колесо ze имеет две степени свободы), который искажает элементарное движение 772. Этот механизм не вызывается кинематической необходимостью и называется скрытым суммирующим механизмом. Влияние появившегося дополнительного движения ±/73 продольного суппорта возможно исключить двумя способа-
Рис. 27. Варианты структурных схем резьботокарных станков с различным распределением элементарных движении между режущим инструментом и заготовкой
ми: учесть его при настройке гитары или установить суммирующий механизм 2 (рис. 27, д), который гасит движением 774 дополнительное движение 773, возникшее от скрытого суммирующего механизма. Этот вариант, конечно, более сложен, но он применяется.
Скрытый суммирующий механизм иногда возникает и во внешних связях. Если он находится в группе подач, то на процесс
формообразования влияния он не оказывает, а оказываемое им изменение скорости резания практического значения не имеет. Если скрытый суммирующий механизм находится во внешней связи группы резания, то в некоторых случаях он может оказать очень сильное влияние на величину подачи. Тогда в структуру станка вводят суммирующий механизм, гасящий движение, возникающее от скрытого суммирующего механизма. Такой случай итутеет место, например, в расточных станках с летучим суппортом, в которых в группе подачи устанавливается дифференциал, гасящий влияние скрытого суммирующего механизма. Расточные станки, у которых на планшайбе не установлен летучий суппорт, этого дифференциала не имеют. Кинематика таких расточных станков проще, но технологические возможности более ограничены.
Поэтому при проектировании станков нужно подвергать анализу все возможные варианты распределения элементарных движений между инструментом и заготовкой.
КИНЕМАТИЧЕСКИЙ КЛАССИФИКАТОР ТИПОВЫХ СТРУКТУР МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Формообразующая часть структуры любого станка может быть отнесена к одному из трех классов, так как она может состоять из кинематических групп формообразования:
а) только простых, создающих исполнительное движение с одним элементарным движением, такая структура обозначается в дальнейшем буквой Э и называется элементарной структурой;
б) простых и сложных; такая структура станка будет обозначаться буквой К (комбинация простых и сложных кинематических групп) и называется комбинированной структурой;
в) только сложных, каждая из которых создает исполнительные движения, состоящие из двух или нескольких элементарных движений; такую структуру будем обозначать буквой С и называть сложной структурой.
После каждой из этих букв ставится цифра, обозначающая число кинематических групп формообразования, и далее вторая цифра, обозначающая суммарное число элементарных движений, из которых составлены все исполнительные движения формообразования. Структуры классов Э и С могут состоять каждая из одной или нескольких кинематических групп, структура класса К имеет, очевидно, цо меньшей мере две группы. Суммарное число элементарных движений в станках с элементарной структурой всегда равно числу кинематических групп, в структурах С и К оно всегда больше числа групп.
Условные обозначения вариантов структуры в каждом из трех классов приведены в табл. 4. Этими условными обозначениями определяются число и характер кинематических групп формообразования, т. е. определяется сущность формообразующей части кинематической структуры станка, создающей движения формообразования.
Таблица 4
Классификатор кинематической структуры металлорежущих станков
Количество групп I 2 3
Количество элементарных движений 1 2 3 4 2 3 4 5 6 3 4 5 6 7
Классы структуры Э С К Э11 С12 С13 С14 Э22 К23 С24 К24 С25 К25 С26 К26 ЭЗЗ К34 К35 С36 К36 С37 К37
Так, станок с кинематической структурой ЭЗЗ имеет три кинематические группы формообразования, каждая из которых создает одноэлементарное исполнительное движение формообразования. Примером такой структуры может быть структура круглошлифовального станка, которая состоит из трех групп формообразования: группы вращения шлифовального круга, группы вращения заготовки и группы продольного перемещения стола (или шлифовальной бабки).
Станок со структурой С12 состоит из одной кинематической группы формообразования, создающей одно сложное двухэлементарное движение формообразования.
Структура специального винторезного станка, предназначенного для нарезания ходовых винтов, состоит из одной группы формообразования, создающей винтовое движение. Сложная структура станка С13 также имеет одну группу формообразования, но эта группа создает более сложное трехэлементарное движение. Такую структуру имеет, например, специальный затыловочный станок для затылования червячных фрез.
Станок с комбинированной структурой К23 имеет две группы формообразования: одна создает простое одноэлементарное движение формообразования, а другая — сложное двухэлементарное. Примером такой структуры может служить структура резьбошлифовального станка, в котором группа движения скорости резания — простая — создает вращение круга, а группа дви
жения подачи создает винтовое движение заготовки (сложное движение).
Остальные возможные варианты структуры станков, приведенные в табл. 4, также легко расшифровываются и по ним можно представить основу кинематической структуры любого станка.
Классификация кинематических структур станков по характеристике и количеству групп формообразования позволяет устанавливать у станков, различных по технологическому признаку, однотипность по кинематическим данным и, следовательно, привести структуры существующих станков к небольшому количеству типовых структур, изучение которых не представляет большой трудности.
В основную часть кинематической структуры станка входят, помимо групп формообразования, также группы иного назначения — врезания и деления. Как уже упоминалось, эти группы в какой-то мере дополняют и изменяют формообразующую часть структуры станка. Они могут существовать как отдельные части общей структуры станка, но могут быть соединены и с формообразующей частью структуры.
Все последующие главы книги посвящены изучению типовых кинематических структур металлорежущих станков.
V. ОБЩАЯ МЕТОДИКА СТРУКТУРНОГО АНАЛИЗА СТАНКА
АНАЛИЗ КИНЕМАТИКИ СТАНКА
Кинематическую схему любого металлорежущего станка можно проанализировать, пользуясь сформулированными выше общими теоретическими положениями, относящимися к кинематической структуре станков. Из этого анализа выясняются кинематические связи станка и назначение каждого из различных устройств (органов настройки, суммирующих механизмов и пр.), указанных на схеме. Примерный план анализа кинематики станка можно дать в общем виде. Он основан на следующих трех положениях.
1. Кинематическая схема должна анализироваться по частям, а не целиком, и прежде всего должны рассматриваться кинематические группы, создающие движения формообразования, деления и врезания, а затем и другие группы — управления и вспомогательных движений.
2. Анализ кинематики станка нужно начинать не с источников движения (двигателей), а с поиска подвижных исполнительных звеньев и внутренних связей, обеспечивающих траектории исполнительных движений; только после этого можно определять цепи привода от двигателей.
3. Следует помнить, что при структурном анализе и кинематической настройке станка структурные и расчетные цепи это не одно и то же. Структурные кинематические цепи — это реальные цепи, которые обеспечивают кинематические связи, необходимые для получения заданных параметров создаваемого исполнительного движения. Расчетные кинематические цепи составляются искусственно с целью определения неизвестных параметров органов настройки. Поэтому расчетные цепи могут отличаться от структурных цепей как по своему составу, так и по количеству.
В общем случае анализ кинематической структуры слагается из трех этапов.
А. Определяют количество и характер кинематических групп для движений формообразования, деления и врезания, после чего кинематическую схему станка разделяют на столько же частей.
Б. Зная характер исполнительных движений, разбирают структуру каждой кинематической группы в отдельности. В группе находят внутреннюю и внешнюю кинематические связи и органы настройки для регулируемых параметров исполнительного движения.
В. Рассматривают оставшуюся неразобранной остальную часть кинематической схемы, состоящую обычно из механизма управления и кинематических групп для вспомогательных движений.
В качестве примера проведем анализ кинематической структуры зубодолбежного станка мод. 5М14 для случая нарезания на нем прямозубого цилиндрического колеса.
А. Первый этап структурного анализа
1. Из чертежа обрабатываемой детали выясняются форма и размеры геометрических производящих линий, образуемой поверхности в поперечном (по профилю) и в продольном (по длине) направлениях.
Например, боковая поверхность прямого зуба цилиндрического колеса очерчена по профилю эвольвентой окружности, а по длине прямой линией.
2. Форма, размеры и относительное геометрическое положение режущих кромок инструмента выясняются из технологии обработки и ознакомлении с самим режущим инструментом или с его чертежом. Например, зуборезный долбяк состоит из ряда режущих контуров зубьев, каждый из которых имеет правую и левую режущие кромки в виде материальных линий, очерченных по эвольвенте. Размеры режущих зубьев обычно соответствуют размерам впадин между нарезаемыми зубьями, а их геометрическое взаимное положение обусловлено необходимостью выполнения делительного процесса и определяется окружным шагом нарезаемого зубчатого колеса.
3. Исходя из формы режущих кромок инструмента и сопоставления ее с формой одной из геометрических производящих линий образуемой поверхности определяют метод образования каждой из производящих линий; следовательно, становится известным и метод образования поверхности.
Форма режущей кромки зуборезного долбяка и форма профиля зуба нарезаемого колеса различаются между собой, поэтому профили зубьев можно получить только методом обката. Образующая прямая линия по длине зуба образуется методом следа, так как долбяк при движении вдоль зуба оставляет за собой прямолинейный след. Так как станок зубодолбежный, то на нем прежде всего образуется форма зуба по длине, а затем — профиль зуба. Следовательно, образование боковой поверхности прямого зуба цилиндрического колеса на зубодолбежном станке производится методом следа (форма зуба по длине) и обката (профиль).
4. Зная метод образования поверхности, легко установить количество движений формообразования, поскольку метод образования поверхности определяется методами образования геометрических производящих линий, а для них известно количество движений формообразования. В рассматриваемом примере для образования линии методом следа нужно иметь одно движение формообразования и методом обката — также одно движение. Следовательно, в станке потребуется иметь два движения формообразования.
5. Если процессы деления и врезания осуществляются отдельными движениями, то, добавляя их к движениям формообразования, получим полное количество движений для осуществления процессов формообразования, деления и врезания, которыми и определяется основа кинематической схемы. Процесс деления в зубодолбежном станке производится попутно в процессе формообразования, поэтому отдельного движения для него не потребуется, а для процесса врезания нужно одно движение. Таким образом, в зубодолбежном станке требуется создавать три исполнительных движения и, следовательно, основа его кинематической схемы состоит из трех частей.
Б. Второй этап структурного анализа
1. По форме производящих геометрических линий образуемой поверхности и форме режущей кромки инструмента определяется состав каждого исполнительного движения и составляется условная запись этих движений. Так, при нарезании цилиндрического колеса зуборезным долбяком характер исполнительных движений определяется следующей условной записью: форма зуба по длине образуется движением формообразования ФЪ(П\), состоящим из одного прямолинейного движения ползуна, профиль зуба создается движением формообразования ФЬ(В2В3), называемый также движением обката. Это исполнительное движение — сложное, оно составлено из двух элементарных вращательных движений: вращения долбяка В2 и вращения заготовки В$. Третье исполнительное движение — движение врезания Вр(Пц) —простое и состоит из одного прямолинейного перемещения долбяка в радиальном направлении.
2. На основании условной записи исполнительных движений анализ кинематической схемы начинаем с поиска исполнительных звеньев, которые совершают соответствующие элементарные движения. В зубодолбежном станке такими исполнительными звеньями являются: ползун, на котором устанавливается долбяк, стол с заготовкой, суппорт ползуна. Далее рассматри-' вается структура каждой кинематической группы по порядку их условной записи, в частности — начинают анализ группы движения скорости резания, а затем и движения подачи.
Анализируем состав кинематических групп станка мод. 5М14 (рис. 28) по порядку.
Рис. 28. Кинематическая схема зубодолбежного станка мод. 5М14
I. Кинематическая группа формообразования, создающая движение скорости резания ФД/71).
Движение простое, состоящее из одного элементарного движения, следовательно, внутренняя кинематическая связь, обеспечивающая характер (траекторию) исполнительного движения, будет состоять из поступательной кинематической пары между ползуном долбяка и суппортом долбяка. Между ними имеются прямолинейные направляющие. Внешней связью является в
данном случае цепь привода, расположенная между главным электродвигателем и ползуном; в состав этой цепи входят ременная передача, коробка скоростей с двумя передвижными блоками, кривошипно-шатунная передача, на конце шатуна которой нарезана рейка, сцепляющаяся с реечным колесом 1, и шлицевый вал, на правом конце которого сидит реечное колесо, постоянно сцепленное с рейкой ползуна.
Движение, создаваемое этой кинематической группой,— простое с незамкнутой траекторией, поэтому в группе должно быть четыре органа настройки и они действительно имеются в этом станке. Настройка производится здесь посредством следующих органов: на путь (на длину хода) —установкой пальца кривошипа на разных расстояниях от центра кривошипного диска; на скорость — коробкой скоростей; на направление (резание сверху вниз или снизу вверх) — установкой пальца кривошипа по одну
или другую сторону от центра кривошипного диска; на исходное положение — установкой длины раздвижного шатуна.
II. Кинематическая группа формообразования, создающая движение подачи Ф5(В2В3).
Движение это сложное, двухэлементарное и поэтому внутренняя связь состоит из одной кинематической цепи, связывающей
между собой два элементарных движения: В2 — вращение долбяка и Вч — вращение заготовки. Эта цепь содержит ползун долбя-1 30
ка, червячную передачу —, две конические передачи —-, гитару
- 1 т
деления tx, червячную передачу — и стол 10 станка.
Внешняя связь идет от главного электродвигателя станка до внутренней связи: электродвигатель Д\ — ременная передача 100 й „ 28
коробка скоростей — цепная передача червячная пе-280-----------------------------------------28
3 28
редача — — реверс с коническими колесами — ________гитара по-
дачи is. В этом месте цепь привода (внешняя связь) присоединяется к внутренней цепи. Следовательно, кинематическая группа подачи состоит из двух структурных кинематических цепей.
Движение ФДВ2В3) —сложное с.замкнутой траекторией, поэтому группа подачи имеет три органа настройки: на траекторию— гитара деления ix, на скорость подачи (скорость обка
та) — гитара подач is и на направление — реверс во внешней связи.
III. Кинематическая группа врезания, создающая движение радиального перемещения суппорта долбяка Вр(ГД).
Движение это простое, и внутренняя кинематическая связь обеспечена одной поступательной кинематической парой между суппортом долбяка и станиной, которые имеют прямолинейные направляющие. Внешняя связь состоит из одной цепи привода между главным электродвигателем и суппортом долбяка. Структура цепи врезания: электродвигатель Д\ — ременная пере-100 „ „ 28
дача ——коробка скоростей — цепная передача——гитара
24
врезания tep — коническая передача----- червячная передача
48
1 2
——червячная передача—— и кулачок 6, воздействующий на ролик 7 тяги, соединенный с суппортом через невращающийся в данном случае ходовой винт 4. Движение простое с незамкнутой траекторией, следовательно, можно ожидать наличия четырех органов настройки, однако имеются только два: на скорость врезания — гитара врезания iep и на исходную точку — поворот гайки на ходовом винте 4 тяги суппорта. Не использованы здесь настройка на путь, так как для этого потребовалось бы иметь большой набор сменных кулачков врезания и настройка на направление, изменять которое в процессе врезания нет надобности.
В. Третий этап структурного анализа.
После анализа основной части кинематической схемы, создающей движения формообразования, деления и врезания, легче рассматривать и остальные устройства, создающие вспомогательные движения и движения управления.
Вспомогательные движения и движения управления в станках создаются отдельными кинематическими группами, методика анализа которых не отличается от методики анализа кинематических групп формообразования, деления и врезания. В зубодолбежном станке (рис. 28) имеются следующие вспомогательные движения; Всп(Пъ) -—отвод заготовки во время обратного хода ползуна и Всп(В6) —вращение заготовки при выверке ее на радиальное биение. Для каждого из этих движений имеется своя кинематическая группа.
Первая группа состоит из внутренней связи в виде поступательной кинематической пары между основанием стола и станиной и внешней связи в виде цепи, идущей от главного двигателя Д\ к эксцентрику Д сидящему на ведомом валу коробки скоростей. Далее от него движение через рычаги передается столу. Вторая группа движения Bcti(BR) с внутренней связью в виде одной вращательной кинематической пары между столом и ста-:®4
ниной имеет в приводе отдельный двигатель мощностью 0,6 кет. При включении этого двигателя гитара деления ix должна быть разъединена. Обе группы не настраиваемы.
Имеется.и отдельная группа для создания движения управления. Кулачок врезания 6 одновременно является и кулачком управления: после окончания врезания он выключает цепь врезания, отсчитывает число проходов, за которое производится полное врезание заготовки, и затем выключает станок. Для этого после окончания врезания кулачок получает движение по второй цепи привода: от эксцентрика 9 (расположенного около стола станка) через рычаги, собачку 5, храповое колесо z48 и чер-2
вячную передачу-—. В конце работы кулачок 6 нажимает на конечный выключатель (на схеме не показан) и выключает станок.
КИНЕМАТИЧЕСКАЯ НАСТРОЙКА СТАНКА
В станках с механическими цепями еще широко применяются в качестве органов настройки различные гитары, характеристики которых определяются через передаточные отношения. Поэтам отношениям подбираются сменные зубчатые колеса. Кинематическая настройка станка с механическими связями сводится в основном к определению передаточного отношения гитары и подбору сменных зубчатых колес.
При анализе кинематической структуры станка рассматривались структурные кинематические цепи, через которые передается движение исполнительным звеньям. Для определения передаточного отношения гитар в каждой кинематической группе между некоторыми конечными звеньями намечаются расчетные кинематические цепи, причем так, чтобы гитары, для которых определяются искомые передаточные отношения, располагались внутри этих цепей. Для каждой расчетной кинематической цепи составляется уравнение, названное Г. М. Головиным «уравнением кинематического баланса», из которого и определяется искомое передаточное отношение гитары. Таким способом определяют передаточное отношение для каждой из имеющихся в станке гитар. Так как для одной и той же гитары иногда возможно наметать несколько различных расчетных кинематических цепей, то эти цепи являются условными кинематическими цепями, не всегда определяющими сущность кинематического устройства станка. Поэтому расчетные кинематические цепи служат только для определения передаточных отношений гитар. Однотипные станки с одинаковой кинематической структурой могут иметь различные количества гитар и расчетных кинематических цепей, если параметры создаваемого исполнительного движения будут настраиваться на одном станке посредством гитар, а в другом — органами настройки иного
типа, для определения характеристик которых не требуется составлять уравнений кинематического баланса. Так, в зубодолбежном станке имеется три органа настройки, для которых требуется составить формулы настройки: гитара деления ix, гитара подач is и гитара врезания iep.
Для определения передаточного отношения каждой гитары намечается расчетная кинематическая цепь, составляются расчетные перемещения конечных звеньев этой цепи и уравнение кинематического баланса, из которого и выводится формула настройки гитары. Наметить расчетные цепи для гитар, расположенных во внутренних цепях, довольно просто, так как последние обычно имеют один и тот же состав как для структурных, так и для расчетных цепей.
Расчетные и структурные цепи внешних связей обычно по своему составу отличаются друг от друга.
Методику кинематической настройки станка рассмотрим на примере того же зубодолбежного станка (рис. 28).
Для определения формулы настройки гитары деления ix намечаем расчетную цепь деления, связывающую вращение долбяка и вращение заготовки. Знать величины скоростей этих двух движений нет необходимости — для создания движения обката должно быть известно лишь отношение этих скоростей. Поэтому, сообщая произвольное расчетное перемещение одному из конечных звеньев этой цепи, получим расчетное перемещение второго конечного звена из соотношения: 1 об. долбяка-> --071-6- об. заго-%заг
товки. Здесь стрелка заменяет слово «соответствует», а гдолв и zaae обозначают числа зубьев соответственно долбяка и нарезаемого зубчатого колеса. По этим расчетным перемещениям составляем уравнение кинематического баланса цепи деления:
1 . 100 30 . 30 . i . 1 = гволб
1 ' 30 ' 30 х 240 гзаг
и получаем формулу настройки
• , 12 Ядолб
* 5 ‘ гзаг ’
- Гитары is и iep лежат во внешних связях групп подачи и врезания, и поэтому состав расчетных цепей для них будет зависеть от того, в каких единицах измеряются скорость подачи и скорость врезания. Обычно в зубодолбежных станках под подачей понимают дуговой поворот долбяка за один его двойной ход. Поэтому конечными звеньями расчетной цепи подач будут шпиндель долбяка и ползун.
Для цепи подач расчетные перемещения, уравнение кинематического баланса и формула настройки выглядят следующим образом:
б)
в)
X
1 дв. ход ползуна (1 об. кривошипа) -об. долбяка
ШИЗфолб
. 28 3 28 . 1 ^долб
1----. — . — t — з отсюда,
28 23 42 100 п/игйолб
• пел Здолб ls = 1150 ------.
лтгдолб
Для цепи врезания:
а) расчетные перемещения
1 дв. ход ползуна -> s рад. мм перемещения долбяка ... 28 . 24 1
б) уравнение кинематического баланса 1- ~‘1вр •— • — х
2 , _ *
40
, . ..I600 Snpd
в) формула настройки 1вр = ----—,
где гдолб и z3a? — числа зубьев соответственно долбяка и заготовки;
яволб —дуговое перемещение долбяка; т — модуль нарезаемого зуба;
Spad — радиальное перемещение долбяка;
tK — шаг рабочей кривой врезания на кулачке.
Все линейные размеры в мм.
Этим частным примером не восполняется необходимость общих указаний по кинематической настройке станков.
При определении расчетных перемещений конечных звеньев внутренних расчетных цепей можно руководствоваться тем, что режущий инструмент, который для образования заданной поверхности совершает сложное исполнительное движение, всегда является звеном какой-либо механической передачи. Следовательно, передаточное отношение этой передачи должно быть использовано при определении расчетных перемещений инструмента и заготовки. На рис. 29 •’ показаны схемы механических
передач, звенья которых используются в качестве режущего инструмента и образуемой поверхности с указанием исполнительных движений, которые они совершают. Их расчетные перемещения приведены в табл. 5.
Рис. 29. Схемы передач для определения расчетных перемещений конечных звеньев внутренних кинематических цепей
Расчетные перемещения конечных звеньев внутренних кинематических цепей
Зацепление Исполнительное движение Расчетные перемещения конечных звеньев
Цилиндрических зубчатых колес Конических зубчатых колес Ходового винта Ц и гайки (колесо z2) Ходовых винтов Ц и i2 Рейки с колесом z2 Червяка kA с червячным колесом z2 Червяка k2 с реечным колесом z2 Червяка k3 с гайкой (колесо z2) Червяка k3 с рейкой Кулачка tK с толкателем Ф2 (В2В3) Фз(В^Пъ) ФЛв^ве) Ф6(ПЧВ2) Фе (В8В2) Ф1 (ПвВ2) Фц (В1ПП5) Фе (вюв н) Фад (В2П12) Zj 1 об. колеса zY -> 1 об. коле- 22 са z2 z3 1 об. колеса z3 -» I — об. колеса z2 22 1 об. ходового винта Ц -» t2 мм продольное перемещение колеса z2 1. об. ходового винта Ц-» 1 об. ходового виита t2 , „„ -
мм перемещение редки —> об. колеса z2 ki 1. об. червяка-» 1 • — об. колесаz2 22 , „ .. ... Ц
об. колеса z2 1 об. червяка /г3—> tikginj перемещение колеса z2 1 об. червяка k3 -» jife3mj перемещение рейки 1 об. кулачка -»tK мм перемещение толкателя
Здесь приведены схемы цилиндрической и конической передач, зацепления винта с колесом и винта с винтом, призматической рейки с колесом, червяка с колесом при вращающемся и перемещающемся в осевом направлении червяке, рейки с червяком и кулачка с толкателем.
Этими сочетаниями исполнительных звеньев охватываются почти все возможные практические случаи образования резанием сложных поверхностей. В некоторых случаях могут быть использованы и две передачи, так, например, при нарезании червячной фрезой цилиндрического колеса с винтовым зубом используется червячная передача при образовании профиля зуба и передача винт и гайка — для формы зуба по длине (по винтовой линии).
Для гитар, расположенных в цепях подач, расчетные перемещения конечных звеньев (табл. 6) будут зависеть от характера оценки скорости подачи (минутная, оборотная, цикловая) и формы траектории движения подачи (линейная и круговая). 88
Расчетные перемещения конечных звеньев расчетных цепей подач
Вид подач Линейная | Круговая
Минутная пд об/мин двигателя -> мм перемещение исполнительного звена подачи пэ об/мин двигателя -» пм об/мин исполнительного звена подачи
На один оборот 1 об. исполнительного звена группы резания —> s0 мм перемещение исполнительного звена подачи 1 об. исполнительного звена группы резания —> s$ мм дуговое перемещение исполнительного звена подачи
Цикловая й пэ оборот распределительного вала —> • spa6 оборот дви-360 60 гателя, где 6—угол поворота распределительного вала в град
Для расчетной цепи деления расчетные перемещения п об. делительного диска —— об. заготовки, где z, — число пропу-
2заг
скаемых зубьев за делительный цикл.
СПОСОБЫ ПОДБОРА СМЕННЫХ ЗУБЧАТЫХ КОЛЕС
Способ подбора сменных зубчатых колес, в основном, зависит от конструкции гитары и от места ее расположения в станке.
К гитарам с постоянными валами (рис. 19, а) прилагается небольшой набор сменных колес, такой, например, который имеет гитара скорости резания резьбофрезерного станка мод. 5Б62. Этот набор состоит из 6 сменных колес: 37, 43, 49, 55, 61, 67 с суммой зубьев сопряженных колес Sz =104. С помощью гитары такой конструкции возможно получить только три понижающих передаточных отношения. Подбор'сменных колес сводится к подбору передаточного отношения, более или менее близкого к требуемому. По формуле iv = с точностью до второго знака после запятой определяется требуемое передаточное отношение и сравнивается с шестью возможными на станке передаточными 67 61 55 49 43 37 „
отношениями гитары —; —; —; —; —-; •—. Для получения 1 37 43 49 55 61 67 1
большего числа настроек применяют двухпарные гитары с постоянными осями (рис. 19, б). К такой гитаре прилагается значительно больше сменных зубчатых колес, так, например, в зуборезном станке мод. 528 к гитаре скорости iv дается 12 сменных колес: 20; 24; 29; 32; 36; 40, 44, 48, 52, 55, 60, 64 при 2г = 84.
В таком случае способ подбора сменных колес несколько видоизменяется.
Полученное из формулы для гитары iv передаточное отношение, например 0,78, приравнивается произведению двух чисел х • у = 0,78. Далее задаются любым значением х из набора, 40 44
например —, и определяют у — 0,78--------- 0,86. По этому
44 40
- 36
числу определяют из набора вторую пару сменных колес — —.
48 Следовательно,
40 36
t0 =---.----.
44 48
При настройке гитар с передвижным валом (рис. 19, г) пользуются двумя вариантами подбора сменных колес в зависимости от формул настроек для них.
Первый вариант применяют, когда буквенным величинам соответствуют только целые числа.
Так, в зубофрезерном станке мод. 5Д32 гитара деления имеет следующую формулу:
1Х = 24—,
г
где k — число заходов на фрезе;
z — число нарезаемых зубьев.
Оба эти числа — всегда целые числа.
24
Для примера возьмем К — 1 и z = 85, тогда ix =—Превра-85
щать эту простую дробь в десятичную не нужно. Прежде всего нужно посмотреть имеющийся набор с тем, чтобы определить: нет ли в нем колес z = 24 и z = 85. Если они есть, тогда колесо z = 24 ставят на ведущий вал, а колесо — z = 85 на ведомый вал и между ними устанавливают паразитное колесо (число зубьев его определяют практически при наладке станка). В данном случае в наборе нет колеса z = 85 и поэтому упомянутым выше вариантом подбора воспользоваться нельзя. Тогда, если возможно, сокращают эту дробь и затем числитель и знаменатель разлагают на простые множители:
. _ 24 _ 2-2-2 • 3
tx ~ 85 ~ 5-17
Далее составляют комбинацию из этих множителей, чтобы в числителе и знаменателе было по два множителя. Группировать эти множители нужно так, чтобы множители в числителе и знаменателе по своим значениям были ближе друг к другу. В нашем случае лучше всего расположить их следующим образом:
Труднее будет подбирать колеса для варианта
2 12
I, ---------.
17 5
Затем числитель и знаменатель каждой дроби умножают на такое целое число, чтобы получить имеющиеся в наборе сменные колеса:
• __L 8 45 32
* ~ 5 17 ~ 75 ' 68 '
Такой вариант подбора дает всегда точную настройку.
Если некоторые буквенные значения в формуле настройки выражаются не целыми числами, то применяют вариант приближенной настройки с заданной точностью; в частности, для станков нормальной точности она равна '±2 единицам в пятом знаке после запятой.
Примером такого случая может служить формула настройки гитары дифференциала в зубофрезерном станке мод. 5Д32:
7,95775 sin р
mk
где р — угол наклона зуба;
т — модуль зуба в мм;
k — число заходов на фрезе.
В этой формуле постоянный коэффициент и sin fi — числа дробные и поэтому точную настройку произвести нельзя. Передаточное отношение гитары в данном случае можно выразить в виде десятичной дроби с пятью или шестью десятичными знаками и затем по таблицам для подбора шестерен (например, Сандакова М. В. или других авторов) подобрать простую дробь с заданной точностью.
Пусть для примера iy = 0,17714.
По книге М. В. Сандакова «Таблицы подбора зубчатых ко-. 82
лес» этому числу будет соответствовать простая дробь — .
465 Разлагаем числитель и знаменатель этой дроби на простые множители и получаем
82 _ 41 • 2
465 ~~ 3 • 5 • 31 ‘
Разложение 465 = 3 • 5 • 31 взято из тех же таблиц.
Группируем и добавляем множители:
2 41 2 _ 4 41 20 41
15 ' 31 ' 2 ~ 15 ’ 62 — 75 ' 62 ‘
При подборе колес, сообразуясь с имеющимся набором, группируют прежде всего мало удобные множители — такие, как 7, 13, 17, 19, 31 и т. д., а затем и остальные.
Если необходимо произвести подбор колес для малых передаточных отношений (менее 0,03) или отношений больших единицы, для которых не существует таблиц, то передаточное отношение гитары можно увеличить или уменьшить в несколько раз, в частности, в 2 или 3 раза, подобрать сменные колеса для нового значения передаточного отношения, а затем уменьшить или увеличить число зубьев одного из колес в то же количество раз.
Когда подбор осуществлен, нужно проверить подобранные сменные колеса на сцепляемость. Чтобы промежуточные колеса
А С
гитары — . — (см. рис. 19) не касались валов гитары, необходимо, чтобы A+B>CnC+D>B не менее чем на 15 (т. е. А + В — С > 15 и С + D — В > 15).
Чтобы колеса были достаточного диаметра для осуществления нормального зацепления, должно быть А + В > 100 и С + D > 100. Число 100 является средним значением для гитар большинства станков.
Если для данной величины передаточного отношения подбор колес затруднен, берут большее или меньшее ближайшее передаточное отношение по таблицам и снова производят для него подбор колес.
VI. АНАЛИЗ КИНЕМАТИЧЕСКИХ СВЯЗЕЙ СТАНКОВ С ЭЛЕМЕНТАРНОЙ структурой класса э, с простыми КИНЕМАТИЧЕСКИМИ ГРУППАМИ ФОРМООБРАЗОВАНИЯ
Структуры формообразующей части станков этого класса наиболее простые. Они различаются только количеством групп формообразования. Такую структуру имеет большинство универсальных металлорежущих станков, а также и некоторые специальные станки. Кроме обычного электропривода, в них часто применяется гидравлический и некоторые другие типы приводов.
Структура класса Э может быть следующей: с одной группой!— ЭН, с двумя группами — Э22, с тремя группами—ЭЗЗ.
А. СТАНКИ СО СТРУКТУРОЙ КЛАССА Э11
При образовании поверхностей методом копирования и следа в станке требуется создать одно простое исполнительное движение формообразования — движение скорости резания — поступательное или вращательное 0„(B|). Структура
формообразующей части таких станков будет состоять только из одной группы; примером могут служить прежде всего универсальные протяжные станки (рис. 30) . Структура формообразующей части станка является превалирующей в общей структуре, так как группы движения управления и вспомогательных движений просты и примитивны. Геометрия и конструкция призматических протяжек таковы, что одним движением резания 0^(77]) обеспечиваются не только формообразование, но и процессы врезания и деления.
При других видах инструмента с фасонной режущей кромкой, например, таких, как фасонные резцы, требуется, помимо движения формообразования, создавать и движение врезания.
Внизу рис. 30 представлена структура инструментального токарного станка для обточки широким резцом конических хвостовиков режущего инструмента. Станок с одним общим двигателем, и группа движения врезания Вр^П^) кинематически соединена через внешние связи с основной группой движения формообразования Ф^(Вх).
Рис. 30. Типовая структура класса Э11
При наличии нескольких двигателей возможны два случая: 1) станки без межгрупповой кинематической связи, когда соединение групп осуществляется через общее неподвижное исполнительное звено — станину станка, и 2) станки с межгрупповой кинематической связью, как, например, при нарезании круговой протяжкой дугового зуба на коническом колесе. Межгрупповая связь, в данном случае, позволяет производить процесс деления тогда, когда ревущие зубья протяжки находятся вне зоны резания.
Две схемы, представленные на рис. 30, являются типовыми структурами класса Э11.
В зависимости от формы режущего инструмента движение формообразования может сочетаться с движениями деления и врезания.
Возможны случаи, когда и вспомогательные движения будут участвовать непосредственно в процессе формообразования.
В качестве примеров ниже рассмотрены кинематические схемы четырех станков со структурой класса Э11.
1. Зубодолбежный станок мод. 5120, нарезающий зубья цилиндрических колес охватывающей резцовой головкой. Станок создает движение формообразования и врезания. Процесс деления обеспечивается конструкцией резцовой головки — число резцов равно числу нарезаемых зубьев. Двигатель — общий. Группы кинематически соединены внешними связями.
2. Протяжной станок мод. 5232 с круговой протяжкой для конических колес с дуговым зубом. Создает движения формообразования и деления. Процесс врезания обеспечивает сам инструмент. Двигатель — общий. Группы кинематически соединены через внешние связи.
Станок мод. 5Б232 — такого же типа, но с обособленными группами и гидромеханической межгрупповой связью.
3. Токарный станок мод. 1А841 для обтачивания шатунных шеек коленчатых валов. Основной частью станка создаются три движения: формообразования, врезания и вспомогательное для удержания постоянного положения резцов в зоне резания. Станок — с двумя двигателями, без межгрупповых связей.
Структура формообразующей части упомянутых выше станков без групп врезания и деления очень проста.
Зубодолбежный станок мод. 5120 (рис. 31)
На станке можно нарезать цилиндрические колеса с прямыми зубьями диаметром до 250 мм и модулем до 6 мм. Нарезка ведется специальной охватывающей резцовой головкой, состоящей из большого количества фасонных резцов 1 (по количеству нарезаемых зубьев), имеющих наклонные хвостовики и способных перемещаться внутри головки в радиальном направлении.
Рис. 31. Кинематическая структура зубодолбежного станка с охватывающей резцовой головкой мод. 5120
Заготовке 2, закрепленной на ползуне 3, сообщается возвратно-поступательное движение скорости резания Фг,(/71). Одновременно в начале автоматического цикла резцы 1 получают два движения: от конуса 4— движение радиального врезания BpiTIz) (движение к центру головки) и от конуса 5 — вспомогательное движение Всп^Пз) отвода резцов от заготовки (движение от центра головки) перед обратным ходом ползуна 3. Имеется быстрое вспомогательное вертикальное движение-Вспг(П4) резцовой головки для подвода и отвода ее от заготовки перед началом и после нарезания заготовки. Этими движениями создаются процессы формообразования и врезания.
Процесс деления осуществляется этими же движениями за счет конструкции самой резцовой головки.
Формообразующая часть станка состоит из одной простой группы формообразования и имеет структуру класса ЭН.
Кинематическая группа движения скорости резания ФДДЦ) имеет внутреннюю связь в виде одной поступательной кинематической пары между ползуном 3 и станиной станка. Внешняя связь сообщает ползуну 3 движение от двигателя Д1 через кинематическую цепь с гитарой iv. Движение скорости резания настраивается на скорость — гитарой скорости резания iv и на путь — поворотом эксцентриковой втулки 6, посаженной на
пальце кривошипа.
Кинематическая группа движения радиального врезания Вр(/72) с внутренней связью в виде поступательной кинемати-
ческой пары между резцом и корпусом резцовой головки получает периодическое движение от двигателя Дь Внешняя
связь группы будет следующей: Д\ -> ременная передачам
tv
18
86
Мг^з-»-кулачок Ki-э-храповой механизмкула-
чок к2 -> рычаг гильза с конусом 4 —> резцы 1.
Угол конуса 4 выбран равным 34° 16z с тем, чтобы при перемещении гильзы на 1 мм резцы перемещались на 0,5 мм (для удобства отсчета величины радиального врезания).
Движение- радиального врезания настраивается по трем
параметрам: на скорость — сменным храповиком и числом захватываемых собачкой зубьев храповика за один оборот кулака
толкателя к\, на путь — сменным кулачком врезания к2 и на исходное положение — поворотом храповика в нужное поло-
жение.
Кулак отвода к3 создает возвратно-поступательное вспомогательное движение ВспДПз) отвода резцов от заготовки (до 0,5 мм) перед холостым ходом ползуна.
Для создания вспомогательного установочного вертикального перемещения резцовой головки по высоте Всп2(П^ имеется отдельная группа с двигателем Д2.
Зубопротяжные станки мод. 5232 и 5Б232
Станок мод. 5232 (рис. 32) предназначен для нарезания методом кругового протягивания конических колес с дуговым зубом (из полуобкатной кинематической пары) диаметром до 500 мм и модулем до 8 мм в массовом и крупносерийном производстве. В этом случае форма профиля калибрующих зубьев протяжки соответствует форме профиля обрабатываемой впадины.
Круговая протяжка диаметром 7, 9 или 12 дюймов может иметь одну или две группы зубьев. В каждой группе имеются 96
предварительные и калибрующие зубья. Между группами резцов на протяжке имеются пропуски — свободные места, не имеющие зубьев. В момент, когда такой пропуск проходит заготовку, с помощью делительного механизма происходит поворот заготовки на следующий зуб. Протяжка вращается непрерывно и за один ее оборот (при одногрупповой протяжке) нарезается один зуб, а если протяжка двухгрупповая—два зуба. Заготовка вращается прерывисто. Для нарезания зубьев на заготовке требуется два исполнительных движения и /ДВг)-
Рис. 32. Кинематическая схема зубопротяжного станка конических колес мод. 5232
Обе кинематические группы простые. Их внутренние связи простые, состоят каждая из одной вращательной кинематической пары и поэтому на траекторию движений эти группы настройки не имеют. Кинематическая группа движения резания ФДВ1) имеет короткую внешнюю связь между двигателем и шпинделем резцовой головки.
Настройка . на скорость резания достигается двухпарной гитарой скорости резания Д с постоянными осями вращения. Гитара обеспечивает скорость протяжки в пределах от 3,4 до 26 об/мин. Так как процесс резания для черновых и чистовых зубьев протяжки различен, то в станке установлен двухскоростной двигатель, от которого протяжка, в пределах одного оборота, 7 Заказ 911 07
В зависимости от настройки гитары iv время цикла обработки одного зуба колеблется от 17,7 до 1,15 сек. Следовательно, и время деления, которое занимает часть общего времени цикла, будет также сильно колебаться. Колебания в скорости деления допустимы, но минимальное время деления, определившееся из режимов резания, не должно быть меньше допустимого, на которое способен сам делительный механизм. В данном станке это время равно 0,3 сек. В связи с этим станок может быть выполнен с шестью различными исполнениями делитель-
^1=2~3квт п1=г/'10---^20е5/мин \
Рис. 33. Кинематическая схема зубопротяжного станка мод. 5Б232
ного механизма. Каждое исполнение имеет свой барабан автомата и другие зубчатые колеса в делительной бабке, передающие движение к делительному диску. На рис. 32 представлена схема станка с делительным механизмом первого исполнения. В этом случае один оборот ведущего диска а совершается за ’/12 оборота барабана автомата, что соответствует r/i2 оборота протяжки. Первое исполнение применяется, если время обработки одного зуба не менее 3,6 сек. В делительном механизме шестого исполнения ведущий диск а делает один оборот за 'А оборота протяжки; применяют это исполнение для цикла обработки одного зуба продолжительностью не менее 1,15 сек. Отсюда видно, что протяжка и применяемое исполнение делительного механизма должны быть между собой согласованы, поэтому протяжка проектируется отдельно для каждой обрабатываемой детали.
Настройка на исходную точку движения деления производится гитарой i'o и является очень важной настройкой. Нужно, чтобы поворот заготовки совершался только в тот момент, когда 7* Ш
зубья протяжки вышли из заготовки. Для этого гитару i0 разъединяют, вручную поворачивают протяжку в нужное положение по отношению, к барабану автомата и затем снова соединяют колеса гитары.
В этом станке группа движения деления Д(В2) присоединена к группе движения резания ФДВ]) через внешние связи.
„ Станок мод. 5Б232 (рис., 33) по назначению и размерам однотипен со станком мод. 5232. Структура его отличается тем, что группа деления имеет свой отдельный гидродвигатель ГД2. Для согласования процессов нарезания зуба и деления во времени в станке имеется межгрупповая гидромеханическая связь между шпинделем 1 протяжки и гидродвигателем ГД2: П 108 60 .48 1 . „
—»---. — . — . — -жулак кпреобразователь уча-
сток связи 3—4—5гидродвигатель ГД2.
С помощью этой связи процесс нарезания зуба продолжается большую часть оборота шпинделя 1 протяжки; за меньшую часть — шпиндель 2 заготовки поворачивается в делительном движении на один зуб. Эта гидромеханическая связь значительно упрощает механическую часть станка и, обладая меньшей инерцией, позволяет быстрее проводить делительный процесс.
С Токарный полуавтомат для коленчатых валов мод. 1А841
I; На станке (рис. 34, в) одновременно подрезаются резцами торцы щек одного коленчатого вала (на верхнем шпинделе 6) и обтачиваются шесть шатунных шеек другого коленчатого вала (на нижнем шпинделе 7). Привод вращения каждого коленчатого вала осуществляется с двух сторон, что обеспечивает меньшее закручивание коленчатого вала во время обработки. Обрабатываемые коленчатые валы зажимаются с двух сторон за коренные шейки гидроцилиндрами Ц\ и в осевом направлении поджимаются гидроцилиндрами Ц2. Рассмотрим работу станка на нижней позиции, на которой широкими резцами обтачиваются шатунные шейки.
'При вращении В[ (рис. 34, а) коленчатого вала вокруг оси О] коренных шеек шатунные шейки вала будут перемещаться по окружности с радиусом, равным эксцентрицитету шеек обрабатываемого коленчатого вала 57,15 мм, и занимать ряд положений, обозначаемых на рис. 34, а римскими цифрами (на рисунке условно показано одно колено вала). Для возможности обточки шатунной шейки вала необходимо резец 3 все время держать в зоне резания. Для этого суппортная плита 4 связана с нижним копиром 2 (в виде коленчатого вала), так что при его синхронном вращении с обрабатываемым коленчатым валом суппортная плита. 4. совершает плоскопараллельное движение, создаваемое двумя согласованными элементарными прямоли-
нейными движениями П2П3. Вращение В[ коленчатого вала вокруг оси Oj коренных шеек и вспомогательное движение резца Вт (П2П3) вызывает относительное вращение резца вокруг оси О, шатунной шейки. Это движение и будет исполнительным движением скорости резания Фг,(В}).
Кинематическая группа движения ФГ(В]) —группа простая (рис. 34, в). Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем и корпусом бабки.
&
Рис. 34. Специальный полуавтомат для обточки шатунных шеек коленчатых валов мод. 1А841
Такие же кинематические пары имеются в левых и правых, нижних и верхних бабках.
Внешняя связь передает движение от двухскоростного двигателя Д1 нижним (правому и левому) шпинделям, вращающим нижний коленчатый вал, и верхним (левому и правому) шпинделям с верхним коленчатым валом. Настройка движения на скорость осуществляется только с помощью двигателя Д\ (две скорости). У верхнего коленчатого вала 6 производится подрезка торцов щек. Подрезные резцы находятся на суппортных
плитах, которые перемещаются от верхнего копира 5. Оба копира приводятся во вращение тоже от группы движения скорости резания <2^(51), Правильное положение соответствующих шатунных шеек обоих копиров достигается муфтой синхронизации .М]. Правильное согласованное положение соответствующих шатунных шеек обрабатываемых валов и нижнего копира устанавливается при зажиме валов. Оба копира устанавливаются в люльке 8 (рис. 34, б). Поворотом люльки вокруг оси О2 нижнего копира создается движение радиального времени Вр(В4).
Кинематическая группа движения врезания Вр(В4)—простая. Ее внутренняя кинематическая связь состоит из одной вращательной кинематической пары между коренной шейкой нижнего копира 2 и люлькой 8.
Внешняя связь этой группы (рис. 34, в) передает движение от гидроцилиндра ГД2 люльке 8 через реечную передачу, кулачок К] с зубчатым сектором и ролики 9 и 10. Все четыре параметра движения врезания (кроме траектории) настраиваются гидроуправлением. На кулачке кд имеются две рабочие кривые,
Рис. 35. Типовая структура класса Э22
102
обеспечивающие разные скорости радиального врезания для подрезки щек (большая) и для проточки шеек (меньшая), а также кривая отвода люльки после окончания обработки.
От двигателя Д3 приводятся насос и лубрикатор.
Б. СТАНКИ СО СТРУКТУРОЙ КЛАССА Э22
При образовании поверхностей методами копирования и касания, а также методом двойного следа требуется создавать два исполнительных движения формообразования и если они простые, то в зависимости от характера движений возможны четыре различных их сочетания: Фг,(В)) и Ф6(В2); ФДВО и Ф8(П2); Фг,(П1) иФ8(В2) И ФГ(П1) И ФДП2).
На рис. 35 представлены структурные схемы станков с такой структурой. При одном
общем двигателе первая схема) они — однотипны и различаются только характером исполнительных кинематических пар — вращательных, поступательных или их комбинаций. При наличии двух двигателей возможны структура без межгрупповой связи, при которой обеспечивается минутная подача (вторая схема) и структура с межгрупповой связью 5—6, в которой поддерживается постоянство подачи на оборот (третья схема).
Обычно в станках требуются еще движения врезания и деления, и тогда структура основной части станка имеет до четырех кинематических групп; при наличии от одного до четырех двигателей возможно иметь очень много вариантов, типовой структуры.
Необходимо отметить, что часто в этих станках, в связи с их технологическим назначением, механизмы врезания, деления и управления сложнее механизмов групп формообразования, и поэтому в общей структуре станка они становятся как бы •основными.
К структуре Э22 относятся универсальные станки большинства технологических групп по классификации ЭНИМСа. Технологические факторы заметно видоизменяют типовую структуру. Поэтому ниже рассматриваются кинематические схемы 12 универсальных станков со структурой класса Э22 следующих технологических групп: токарной; сверлильной; расточной; фрезерной; строгально-долбежной.
Токарный автомат мод. КТ61
На автомате (рис. 36) можно в центрах обтачивать ступенчатые валики диаметром от 15 до 40 мм при длине до 325 мм. При обточке проходным резцом цилиндрических валиков структура станка состоит из двух кинематических групп формообразования и одной группы врезания. Кинематическая группа движения ФГ(В1)—группа простая. Вращательная кинематическая пара между шпинделем и корпусом передней бабки является внутренней связью. Внешняя связь состоит из двух ременных передач. Движение настраивается: на скорость — шестью сменными шкивами в пределах 1000—2000 оборотов в минуту и на направление — двигателем Д\.
Кинематическая группа движения продольной подачи
(Jh) — простая с внутренней кинематической связью в виде поступательной кинематической пары между кареткой и станиной. Внешняя связь передает движение каретке от гидродвигателя ГД2 через ряд зубчатых передач и реечную передачу.
Движение продольной подачи Ф8ДП2) —движение простое •с незамкнутой траекторией и поэтому должны настраиваться «его четыре параметра: скорость — бесступенчато гидропанелью, направление — гидродвигателем ГД?, путь и исходное положе-103
ние — упорами. Кинематическая группа движения врезания Вр(П3)—то же простая группа с внутренней связью в виде одной поступательной кинематической пары между поперечным суппортом и кареткой и внешней связью — от поперечного гидроцилиндра. Движение Вр(П3) настраивается по четырем параметрам: на скорость, путь, направление и исходное положение, управление движением осуществляется двумя сменными копирами К\ и «2 (черновой Ki на первый проход и чистовой к2 — на второй). Переход щупа с чернового на чистовой копиры осуществляется автоматически специальным гидроустройством.
В станке на задней бабке имеется отдельный подрезной суппорт, создающий поперечное движение Ф^С^), используемое для подрезки торца обрабатываемого валика.
Станок работает по автоматическому циклу. Поэтому у него имеется ряд других кинематических групп, создающих движение управления и вспомогательные движения. Имеются: автопогрузчик и разгрузчик (на схеме не показаны), автозажим, автоматическое перемещение пиноли задней бабки, автоматическое управление двухпроходным циклом. При обточке конических и фасонных тел вращения обе группы для движений, радиального врезания и продольной подачи работают одновременно, т. е. группы объединяются; создавая одно сложное движение подачи Ф81(/72/73). Эта же группа в данном случае выполняет движение врезания, устанавливая проходной резец на нужную глубину резания. Указанное объединение групп происходит за счет формы копира к2. В этом случае структура станка будет К.23.
Карусельный станок мод. 1520
На станке (рис. 37) можно обрабатывать наружные и внутренние поверхности вращения диаметром до 2000 мм и высотой до 1250 мм с одновременной подрезкой торца. Станок двухстоечный с двумя верхними суппортами, без поперечных суппортов.
Кинематическая структура станка состоит из кинематических групп, создающих движение скорости резания ФДВ]') и движение подачи — поперечной Ф£1 (772) или продольной Ф82(П3).
Кинематическая группа движения скорости резания Ф1,(В))—простая. Ее внутренняя связь — это вращательная кинематическая пара между столом, на котором устанавливается заготовка, и станиной. Внешняя связь передает движение от двигателя Д{ столу. Настройка движения производится только по скорости, коробкой скоростей. Последняя дает 18 скоростей в пределах 3,2—160 об!мин стола. 18 скоростей получаются следующим образом: 12 скоростей — при использовании двух групп передач между / и /// валами (Л16 — выключена) и далее передач на вал V — либо непосредственно через М7, Мо 105
8
5 £ _ = < ? ? = -i S й ? к о a £
j ? 5 ? ? 7 s« ? ? ? d
!,v s« Y a> т 7 т s n м
Либо через 7И3, перебор—- —и Л10; еще 6 скоростей — при использовании передач между I и II валами, далее на вал V через Л16 и одну из передач с муфтами Ms или Mj и Мо (М5 и М4 при этом выключены).
Кинематические группы движений поперечной и продольной подачи 0si(772) и Ф82(773) идентичны друг Другу. Поэтому рас
смотрим только одну из них.
Структура кинематической группы движения поперечной подачи Фв1 (772) — простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между салазками и поперечиной.
Внешняя связь передает движение поперечным салазкам от
22 33 двигателя Д\ через коробку скоростей передачу--------» ре-
33 22
42 31 24 20
вере-—передачи— - —.—, коробку подач is, ходовой винт с
54 56 45 20
шагом
Движение поперечной подачи — движение простое, с незамкнутой траекторией; оно должно настраиваться по четырем параметрам: на направление — реверсом в коробке подач (муфты 7И1з и Af12), на путь и исходное положение — упорами и на скорость — коробкой подач is. Последняя имеет 16 ступеней, обеспечивая подачу на оборот в пределах 0,07—12,5 мм)об.
Различные ступени в коробке подач получаются с помощью нескольких электромагнитных и обгонных муфт. Так на валу XIV получаются две ступени подач, на валу XV — 4 ступени, на валу XVI — 8 ступеней; далее возможны два варианта: или через муфту Л4ц передачи — • — • —, муфту 7И13 и передачу 40 — движение поступает на выходной вал XX коробки подач и 76 затем на ходовой впит с шагом t\ или с вала XVI через переда-25 .36 53 34
чи — - — - —- . — и далее тем же путем.
84 72 55 75
В станке имеются ручные и быстрые механические перемещения суппортов, механическое перемещение и зажимы поперечины.
1
I I
Вертикально-сверлильный станок мод. 2Н125
На станке (рис. 38) можно сверлить отверстия диаметром -до 25 мм. Станок состоит из двух кинематических групп фор- -мообразования:
Группа движения скорости резания Ф-е(В1) —вращение л шпинделя — имеет внутреннюю связь в виде вращательной 4 кинематической пары между шпинделем 1 и его гильзой 2. 0
Внешняя связь передает движение к шпинделю от двигателя Д1 через коробку скоростей iv. Движение ФЪ(В1) —простое, с замкнутой траекторией и должно настраиваться по двум параметрам: на скорость — коробкой скоростей на 12 ступеней в преде-
Рис. 38. Кинематическая схема вертикально-сверлильного станка мод. 2Н125
лах 45—2000 об/мин и на направление — реверсированием двигателя Дь Обратное вращение шпинделя используется при нарезании резьбы.
Группа движения подачи Ф8(П2) —простая, и ее внутренняя связь состоит из одной поступательной кинематической пары между гильзой 2 и корпусом сверлильной головки 5. Внешняя
108
связь передает движение гильзе шпинделя от того же двигателя Д1 через коробки скоростей iv и подач is, зубчатую ЛЬ и предохранительную шариковую Мг муфты, червячную и реечную передачи. Движение подачи Ф8(772) —движение простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам: на скорость — коробкой подач на 9 ступеней в пределах 0,1—1,6 мм на оборот шпинделя, на путь — лимбом 4 с упорами, на исходное положение — при помощи муфты-штурвала Л4з. Обратного механического перемещения шпинделя в станке нет. Оно может быть только ручным. Сверлильная головка может вручную перестанавливаться по вертикали. Стол тоже имеет ручное вертикальное перемещение.
Горизонтально-расточный станок мод. 2Л614
На станке (рис. 39) можно выдвижным шпинделем растачивать отверстия в корпусных деталях. Радиальным суппортом, размещенным на планшайбе, можно протачивать торцовые поверхности, растачивать отверстия больших диаметров (до 430 мм) и производить прорезку внутренних кольцевых канавок. На станке также возможно осуществить торцовое фрезерование. Диаметр расточного шпинделя 80 мм. Он имеет возможность осевого перемещения. Шпиндельная бабка может перемещаться вертикально, а стол — поворачиваться и перемещаться в продольном и поперечном направлениях.
Кинематическая группа движения вращения расточного шпинделя Ф^1(В1) —группа простая. Ее внутренняя связь состоит из одной вращательной пары между гильзой планшайбы и гильзой шпинделя. Внешняя связь'—в виде кинематической цепи между двигателем Дх и расточным шпинделем. Движение — простое с замкнутой траекторией и должно настраиваться по двум параметрам: на скорость — с помощью двухступенчатого двигателя Д1 и коробки скоростей (20 ступеней в пределах 20—1600 об!мин) и на направление — двигателем
Для установки шпинделя в нужном положении (для ввода в отверстие и вывода расточных штанг) возможен медленный поворот шпинделя с помощью электрических устройств.
В процессе переключения скоростей, при необходимости, создается автоматический импульсный поворот колес в коробке скоростей.
Кинематическая группа движения вращения планшайбы ФгДВг) по своей структуре близка к предыдущей группе. Настройка на скорость вращения планшайбы осуществляется через ту же коробку скоростей iv (в пределах 8—200 об!мин).
Кинематическая группа движения осевой подачи Ф«1(Дз) расточного шпинделя — группа простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между
о
шпинделем и его гильзой. Внешняя связь — кинематическая цепь между двигателем Д2 и ходовым винтом с шагом t = — 16 мм, проходящая через реверс Р2 и зубчатые муфты Mir М2. Движение простое с незамкнутой траекторией и оно должно настраиваться по четырем параметрам: на путь — муфтой М2, на скорость — бесступенчатым изменением оборотов двигателя постоянного тока Д2, на направление — реверсом Р2 или двигателем Д2 и на исходное положение — рукояткой осевой подачи.
Кинематическая группа движения радиальной подачи Ф-Д/Л) суппорта на планшайбе тоже простая. Ее внутренняя связь — это поступательная пара между радиальным суппортом, и планшайбой. Внешняя связь расположена между двигателем подачи Д2 и червячной рейкой на радиальном суппорте; она проходит через реверс Р2, муфту Л1ь передачу муфту М3, центральные колеса дифференциала 2, цилиндрические пере-30 150 20
дачи — - — коническую передачу — и червячно-реечную пе-
редачу. Цилиндрическое колесо 2150 сидит свободно на гильзе-планшайбы, а сцепляющееся с ним колесо 234, расположенное на быстро вращающейся планшайбе, перекатывается по колесу
1 tn 150
2150. Следовательно, цилиндрическая пара —- является скры-
той суммирующей передачей, так как колесо 234 получает сумму двух вращений: от медленного поворота колеса 2150 (от привода подачи) и от быстрого вращения планшайбы (через-150 \
скрытый планетарный механизм — ). Чтобы компенсировать, быстрое вращение колеса 234, в эту группу встроен суммирующий механизм 2 (дифференциал), второй входной вал которого через шестерни — получает вращение от гильзы планшайбы, так что за один оборот планшайбы колесо г!50 делает 1- —- х 34 30
X 2- — = 1 оборот в том же направлении. Настройка движения', радиальной подачи осуществляется органами настройки предыдущей группы.
Для поддержания постоянной осевой и радиальной оборотной подачи между ручным управлением коробкой скоростей и управлением скорости вращения двигателя подач Д2 имеется, кинематическая связь (на схеме не показана), которая при переключениях в коробке скоростей автоматически переключает двигатель Д2 на новую минутную подачу для поддержания установленного уровня оборотной подачи.
Подачи: вертикальная &sz(Jh) шпиндельной бабки, продольная Ф84(776), поперечная ФвДПт) и круговая Фв6(В8) стола
150 \
— }. Чтобы компенсировать.
осуществляются оттого же двигателя подач Дг- Кинематические группы, осуществляющие эти движения, по структуре аналогичны структуре кинематической группы движения осевой подачи Ф81(77з).
Для сохранения постоянства скорости подачи двигатель постоянного тока-Дг работает от ЭМУ с управлением через тахо-' генератор ТГ, приводимый во вращение через ременную передачу от двигателя подач Дг.
Все вышеперечисленные рабочие перемещения выдвижного шпинделя, радиального суппорта, шпиндельной бабки и стола могут быть быстрыми механическими и ручными в обоих направлениях.
Люнет в задней стойке имеет самостоятельное перемещение от двигателя Д3.
Универсально-фрезерный станок мод. 6Н80
На станке (рис. 40) можно фрезами (быстрорежущими и твердосплавными) различной формы (цилиндрическими, дисковыми, торцовыми и концевыми) фрезеровать плоскости, скосы, лыски, шлицы, пазы (прямые и винтовые) на небольших деталях из различных материалов.
Размер рабочей поверхности стола: 200 X 800 мм. Станок консольного типа.
Кинематическая структура станка состоит из нескольких частных структур. Каждая из этих структур состоит из кинематических групп для двух движений: движения скорости резания ФДВ[) и движения подачи — продольной Ф«1(/7г), поперечной Ф62(Дз) или вертикальной Ф83,(/74).
Кинематическая группа движения скорости резания ФД-В1) —простая. Ее внутренняя связь состоит из одной кинематической вращательной пары между шпинделем фрезы и станиной.
Внешняя связь передает движение от двигателя Д\ фрезерному шпинделю. Движение простое, с замкнутой траекторией и оно должно настраиваться по двум параметрам: на скорость — коробкой скоростей (12 ступеней с диапазоном от 50 до 2240 оборотов в минуту шпинделя) и на направление — двигателем Д\.
Кинематическая группа продольной подачи ФаДЛа) тоже простая. Внутренняя связь — в виде одной поступательной кинематической пары между столом и поперечными салазками. Внешняя связь расположена между двигателем Д% и столом. Настройка движения производится по четырем параметрам: на скорость — коробкой подач (12 ступеней с диапазоном от 25 до 1120 мм в минуту), на направление — реверсом Рь на путь и исходное положение — упорами, установленными на столе. 112
Структура кинематических групп поперечной и вертикальной подач однотипна со структурой группы продольной подачи.
Все движения стола (продольное, поперечное и вертикальное) можно выполнять вручную или механически с большой скоростью для вспомогательных перемещений. Для последней цели в станке предусмотрена кинематическая цепь быстрых „ 20 36
ходов: д2~>- передачи цилиндрическими колесами — , —,
z32 Z39
Рис. 40. Кинематическая схема универсального консольнофрезерного станка мод. 6Н80
— -> фрикционная муфта М2 и далее ко всем трем ходовым винтам. При включении кулачковой муфты М2 муфта М3 размыкается и стол будет перемещаться со скоростью рабочей подачи. В широкую шестерню z60 (правая часть зубчатой муфты М2) вмонтирована предохранительная муфта от перегрузок цепей подач. При установке на стол станка делительной головки на станке можно фрезеровать прямые и винтовые пазы.
g Заказ 911 113
Продольно-фрезерный станок мод. 6606
На станке (рис. 41) можно, в основном, торцовыми фрезами фрезеровать плоскости тяжелых корпусных деталей весом до 2500 кг (совместно с зажимными приспособлениями), устанавливаемых на столе размером 630 х 2000 мм. Станок трехшпиндельный.
Кинематическая группа движения скорости резания
—простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем фрезы и корпусом фрезерной бабки. Внешняя связь расположена между двигателем Д1 и шпинделем фрезы. Движение ФДВг)—простое с замкнутой траекторией и должно настраиваться на два параметра: на скорость — коробкой скоростей (21 ступень с диапазоном от 16 до 1600 об/лшн шпинделя) и на направление — двигателем Д\. На станке установлены три одинаковые фрезерные бабки: две — на боковых суппортах и одна, вертикальная, на траверсе, каждая со своим отдельным двигателем.
Движение подачи стола ФвДПг) создается тоже простой кинематической группой с внутренней связью в виде поступательной кинематической пары между столом и станиной. Внешняя связь передает движение от двигателя Д% столу.
Вращательное движение выходного вала передаточной коробки превращается в поступательное движение стола с помощью червячно-реечной передачи.
Движение продольной подачи стола Ф81(Л2) —движение простое с незамкнутой траекторией и должно настраиваться по четырем параметрам: на скорость и направление — двигателем Д2 постоянного тока, на путь и исходное положение — упорами, устанавливаемыми на столе. Этой же группой создается быстрое перемещение стола через муфту М2 при включении двигателя Д2 на максимальное число оборотов.
Кинематическая группа вертикальных подач ФЕ1 (773) — простая и одна на оба боковых суппорта. Ее внутренняя связь — поступательная кинематическая пара между боковым суппортом и стойкой станка.
Внешняя связь передает суппортам движение от отдельного двигателя Д3. Настройка, как и в предыдущей группе, осуществляется по четырем параметрам: на скорость и направление — двигателем Д3 постоянного тока ина путь и исходное ( положение — упорами, устанавливаемыми на суппорте.
Примерно такую же структуру имеет группа движения горизонтальных подач ФЕ1 (774) со своим двигателем Д4. :
Эти группы создают соответствующие быстрые перемещения • при включении своих двигателей на максимальное число а оборотов.
И*_______ 3
се
СП
- Юк Вт ~146Оо5/мин
На станке возможна одновременная работа всех групп.
Траверса станка имеет быстрое установочное движение Всп(Пъ) от отдельного двигателя Д$.
Плоскошлифовальный станок мод. 3A732
На станке (рис. 42) можно шлифовать плоскости торцом сегментного круга диаметром 400 мм. Размер шлифуемых деталей 800 X 360 мм с высотой не более 400 мм, а шлифуемых плоскостей 800 X 320 мм.
Рис. 42. Кинематическая схема плоскошлифовального станка мод. 3A732
Структура станка состоит из двух простых кинематических групп формообразования.
Кинематическая группа движения скорости резания ФДВ1) — группа простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем круга и корпусом шлифовальной головки. Внешняя связь — связь с фланцевым двигателем Д). Группа настроек не имеет.
Кинематическая группа движения продольной подачи ФцДПъ) —группа простая с внутренней связью в виде одной поступательной кинематической пары между столом и станиной. Внешняя связь состоит из гидроцилиндра Г Д\, непосредственно 116
связанного со столом, и гидроуправления с настройкой на путь, скорость, направление и исходное положение (на схеме гидравлика не показана).
Кроме этих двух кинематических групп, имеется группа движения врезания Вр(П3), создающая три вида вертикального перемещения круга на глубину шлифования: периодическое автоматическое, быстрое механическое и ручное. Движение врезания — простое, и внутренняя кинематическая связь этой группы будет простой, состоящей из поступательной кинематической пары между вертикальной плитой, на которой установлена шлифовальная бабка, и колонкой. Внешняя связь имеет три различных источника движения в зависимости от приме
няемого врезания.
При периодическом автоматическом врезании используется гидроцилиндр с реечным штоком 1. Далее через реечное колесо 2, кривошипно-шатунную передачу 3, 4, поворотный рычаг 5,
собачку 6 и храповое колесо 7 движение передается ручному
маховичку 8. От него — через передачу
21 д,
—, кулачковую муф-
Л Л о
ту All и передачу — на гайку вертикального ходового винта.
Величина периодического врезания устанавливается вручную поворотной перекрышей 9. При автоматическом цикле эта перекрыта от плунжера 10 устанавливается на чистовое шлифова-
ние и на выхаживание.
Быстрый отвод и подвод круга осуществляется с двумя различными скоростями — малой 9 мм)мин при отводе круга на величину припуска после окончания шлифования и большой — 406 мм/мин для установочного отвода и подвода круга. При малой скорости движение от двигателя Дз через планетарный механизм и цепную передачу передается гайке вертикального ходового винта. При этом с помощью гидравлики через муфту М2 левое центральное колесо zl6 планетарного механизма S останавливается. При большой скорости колесо z!6 через муфту М3 присоединяется к водилу (корпусу) планетарного механизма 2 и он в этом случае работает как простой вал. При этом муфта Mi выключается.
Зубошлифовальный станок мод. 5860Л
На станке (рис. 43) профильным кругом можно шлифовать прямозубые цилиндрические колеса диаметром до 800 мм и модулем до 12 мм.
Для этого в станке создаются два формообразующих движения, движение деления, движение врезания и вспомогательные движения.
Рис. 43. Кинематическая схема зубошлифовального станка мод. 5860А
К формообразующим движениям относятся: движение скорости резания Фг(В1) и движение подачи Ф8(П2). Движение деления — это движение Д (В3). Движение радиального врезания — движение Вр (Д4).
К вспомогательным движениям относятся: непрерывное вращение заготовки Bcnl(Bs)-1 поворот заготовки для разделения припуска ВспДВв); движение алмазов для правки круга Вспг (В7В&).
Рассмотрим кинематические группы, создающие вышеперечисленные движения.
Группа движения резания ФДВг) создает движение простое с замкнутой траекторией.
Внутренняя связь этой группы состоит из одной кинематической вращательной пары между шпинделем круга и корпусом шлифовальной бабки.
Внешняя связь этой группы состоит из очень простой кинематической цепи: двигатель Д1 -временная передача —-280
-> шпиндель круга.
Группа движения подачи ФДП2) —группа простая с незамкнутым движением.
Внутренняя связь состоит из одной кинематической поступательной пары между столом и станиной.
Внешняя связь обеспечивается гидросистемой с настройками ее через гидропанель (на схеме не показана).
Группа движения деления Д(Вз) создает периодическое вращение изделия после каждого хода стола. Движение деления — движение простое с незамкнутой траекторией и поэтому оно должно настраиваться по 4 параметрам. Обычно движение деления настраивается только по одному параметру — по пути, но в этом станке, как станке тяжелом, зубошлифовальном, движение деления настраивается еще и на скорость гитарой io-Внутренняя связь группы состоит из одной вращательной кинематической пары между шпинделем заготовки и корпусом делительной бабки. Внешняя связь идет от отдельного двигателя Д2 до шпинделя заготовки.
В этой группе имеются устройства для автоматического включения и выключения делительного цикла.
Для этого на входном валу делительного механизма имеется храповая втулка в, а на выходном валу — два делительных диска а и б. Диск а фиксирует выходной вал в исходном положении, а диск б несет на себе собачку д с уступом, которым он с помощью рычага е фиксируется в неподвижном состоянии. Кулачок ж приводится во вращение от ведомого вала делительного механизма через гитару времени деления i0. Если золотник отожмет рычаг е вправо, то собачка д сцепится с храповой втулкой в и делительные диски начнут вращаться и передавать
движение шпинделю заготовки через гитару деления ix. Одновременно вращается кулачок ж. За один оборот последнего делительные диски в зависимости от настройки гитары i0 могут делать 1, 2, 3 или 4 оборота соответственно за 0,85; 1,7; 2,6; 3,5 сек. Чем меньше число шлифуемых зубьев, тем больше выбирается время делительного цикла. Гитары ix и i0 настраиваются следующим образом:
Гитара 1Х:
а) Расчетные перемещения ng об. делительных дисков ----об. заготовки;
z
б) уравнение баланса
40 . 1 1
пй—1х-------= —;
d 40 240 z
в) формула настройки
240
ngz
Гитара io:
а) расчетные перемещения
1 об. кулачка ж пв об. делительного диска;
б) уравнение баланса
«Л= 1;
в) формула настройки
1 го —
Пд
Для радиального врезания Вр(ГЦ) имеется отдельная простая кинематическая группа с ручным приводом и ходовым винтом /1 = 8 мм.
Ряд вспомогательных движений создается уже рассмотренными механизмами.
Так, например, если золотник делительного механизма не выключать, то шпиндель заготовки будет вращаться непрерывно. С помощью этого движения определяют радиальное биение заготовки. Для ручного поворота шпинделя у делительной баб-
1 ки имеется квадрат и червячная передача —.
30
Для правки круга алмазами к станку прилагается два пантографа 6:1 и 3 : 1. Схема пантографа 3 : 1 показана на рис. 43
отдельно.
Для более точной работы станка на делительное червячное колесо непрерывно действует тормоз 1\, позволяющий выбрать зазоры в зацеплении. Конические подшипники шпинделя заготовки регулируются четырьмя червячными передачами — .
Рейкошлифовальный станок мод. МШ-147
На станке (рис. 44) можно фасонным кругом диаметром 400 мм шлифовать рейки с модулем до 5 мм, длиной зуба до 120 мм и длиной рейки до 750 мм. Заготовка нарезаемой рейки устанавливается на столе.
На станке необходимо создавать два формообразующих движения: вращательное движение скорости резания ФДВ^) и возвратно-поступательное движение подачи Фв(1Д), а также движение деления Д(773).
Рис. 44. Кинематическая схема рейкошлифовального станка мод. МШ-147
Кинематическая группа движения скорости резания Ф„(В1) —простая с приводом от двигателя Д\ и ее структура не требует пояснений.
Ползун вместе со шлифовальной головкой имеет возвратно-поступательное движение подачи ФДГД) от гидроцилиндра (на схеме он не показан).
Кинематическая группа движения деления Д (П3) — группа простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между столом и станиной. Внешняя связь передает движение от двигателя Дг продольному ходовому винту с Шагом /1 = 2л. Движение деления — движение простое с
незамкнутой траекторией и должно настраиваться по четырем параметрам. Но как и большинство групп деления, оно настраивается только на путь гитарой деления ix. Делительный цикл этой группы осуществляется следующим образом. После окончания шлифования одного зуба ползун круга через конечник включает электромагнит Эм\, который выводит фиксатор Ф из делительных дисков. Диск левый Дл— четырехпазовый, сидит жестко на ходовом винте, а диск правый Дп — однопазовый — свободно. Под действием пружины червяк червячной передачи — смещается в осевом направлении, включает фрикционную муфту Mi и начинает вращаться, вращая ходовой винт и делительные диски. После того как диск правый Дп сделает один оборот, а левый — нужное число оборотов для получения заданного шага (но так, чтобы один из четырех пазов левого диска находился в одной плоскости с пазом правого диска), собачка западет в пазы дисков и остановит их. Червяк, продолжая вращаться относительно остановленного червячного колеса, передвинется вдоль своей оси и выключит фрикционную муфту Mi. Делительный цикл закончится. Конечный выключатель ВК.1 блокирует движение ползуна во время деления.
Для настройки станка на дробный модуль (с учетом тепловых деформаций или при шлифовании косозубой рейки), имеется наклоняемая под углом настроечная линейка, которая вызывает нужный поворот полугаек. В этом случае движение деления Д (П3) представляется как движение Д (П^П").
Механизм деления в этом станке используется и для быстрых установочных перемещений стола — при изменении направления вращения двигателя Д2 и сохранение в отведенном положении нужное время фиксаторе.
Для разделения припуска стол вместе с ходовым винтом можно смещать с помощью специальных винтов 1 и 2.
Шлифовальная головка имеет ручное вертикальное перемещение Вси(/74) на глубину шлифования и установку по вертикали.
Правка круга производится вручную.
Продольно-строгальный станок мод. 7210
На Станке (рис. 45) производится строгание плоскостей размером до 3000 X 1000 мм на деталях различной формы высотой не более 900 мм. Станок двухстоечный с двумя вертикальными и одним боковым суппортами. Формообразующая часть станка имеет структуру класса Э22, создающую движение скорости резания ФДП\) —возвратно-поступательное перемещение стола с заготовкой, и движение подачи ФДГД) — горизонтальное или вертикальное перемещения резцов, размещений
Рис. 45. Кинематическая схема продольно-строгального станка мод. 7210
ных соответственно на вертикальных или боковом суппортах. Эти же резцы имеют движение врезания Вр (П3).
Кинематическая группа движения скорости резания Фг,(771) —простая; ее внутренняя связь состоит из одной поступательной кинематической пары — между столом и станиной. Внешняя связь передает движение от двигателя постоянного тока Д1 столу через передаточную коробку и червячно-реечную передачу. Движение ФД/71) —простое, с незамкнутой траекторией и поэтому настраивается по четырем параметрам: на скорость и направление — двигателем Д{ и коробкой iv с муфтой Mi, на путь и на исходное положение — специальным настроечным устройством, расположенным в передаточной коробке. С помощью этого устройства также возможно управлять двигателем Дь изменяя скорости прямого и обратного хода стола независимо друг от друга. При рабочем ходе стола устройство обеспечивает плавный его разгон и замедление в конце хода. Это позволяет получить минимальную и постоянную величину перебега стола на всем диапазоне скоростей рабочих ходов стола.
Кинематическая группа движения подачи ФДП2) —тоже простая, с внутренней связью в виде поступательной кинематической пары, например, между вертикальным суппортом и поперечиной. Суппорт получает движение от двигателя Д2, который включается упором на столе в момент переключения движения стола с быстрого хода на рабочий. Двигатель Д2 связан 2
с червячной передачей —, на валу колеса которой установлена фрикционная муфта М2 с разрезным кольцом. На последнем слева имеется собачка, сцепляющаяся с колесом z60. При повороте этой муфты разрезное кольцо встречается с неподвижным упором (на схеме не показан) — муфта и двигатель выключаются. При холостом ходе стола двигатель Д2 включается на обратное вращение, а муфта, поворачиваясь в обратном направлении, своим разрезным кольцом наталкивается на подвижной упор и останавливается в исходном положении. Двигатель Д2
19
тоже выключается. Через зубчатую пару — подвижный упор устанавливается в нужное положение, а сидящее рядом реечное колесо zl5 удерживает его от произвольного перемещения. От храпового колеса z60 движение поступает через передачи — • — на муфты реверса 7И3, М*, М5, Ме и далее через ходовые оО ZZ
винты и ходовые валики к вертикальным суппортам. Перемещение последних на исходное положение можно производить также вручную. Таким образом, движение подачи ФДП2) настраивается по четырем параметрам: на путь, скорость, направление и исходное положение.
Быстрые перемещения вертикальных суппортов производятся тем же двигателем Д2 при включении с помощью электромагнитов кулачковой муфты М7.
Боковой суппорт имеет такое же устройство.
Перемещения поперечины производятся от двигателя Д4, а ее автоматизированный зажим — от двигателя Д5.
Поперечно-строгальный станок мод. 7В36
Наибольшая длина хода ползуна, на котором закрепляется резец, 700 мм. Стол станка с заготовкой может перемещаться в горизонтальном направлении на 650 мм и в вертикальном — на 310 мм.
Рис. 46. Кинематическая схема поперечно-строгального станка мод. 7В36
В станке (рис. 46) создаются следующие движения: движение скорости резания ФЪ(П\), движение горизонтальной подачи 0si(772), движение вертикальной подачи ФзгС^з), движение врезания Вр(П4) и ряд вспомогательных движений.
Группа движения скорости резания —простая. По-
ступательная кинематическая пара между ползуном 1 и станиной станка является ее внутренней кинематической связью. Внешняя связь передает движение от двигателя ползуну через коробку скоростей iv (8 ступеней в диапазоне 10,6—118 двойных ходов ползуна в минуту) и кулисный механизм.
Движение ФДД]) —простое с незамкнутой траекторией и поэтому оно должно настраиваться по четырем параметрам. На скорость — коробкой скоростей iv, на путь — изменением вручную радиуса кривошипа кулисного механизма (поворотом квад-рата А, шестерен — —, винта q = 6 мм-, величина установленного радиуса кривошипа указывается на диске Д), на исход-
а
ное положение — изменением места соединения кулисы с ползу-22
ном (вращением квадрата Б, шестерен — и винта i2 = 6 мм).
Строгание в станке происходит всегда в одну сторону и поэтому настройки на четвертый параметр — направление движения — в станке нет.
Группы движений горизонтальной и вертикальной подач стола Ф8ДП2) и Фв2(П3) — простые и однотипные.
Рассмотрим группу движения горизонтальной подачи ФМ):
Внутренней связью группы является поступательная кинематическая пара между столом 4 и консолью 3. Внешняя связь передает движение от двигателя Д\ столу, проходя через коробку скоростей iv, передачу —, кулак кь зубчатый сектор сь 105
шестерню z32, храповую передачу Xj —• z50, муфту М\ (находя-26 22
щуюся в нижнем положении), передачи— • —, реверс Pi и 26 26
я я
винт ВГ с шагом t3 — 6 мм. Движение подачи — простое с незамкнутой траекторией, настраивается по четырем параметрам: на путь — выключением муфты Mi (рукояткой В), на скорость — установкой собачки на захват нужного числа зубьев на храповике х, —z50 (рукояткой з через шестерню z31 и
7
£
1Н
сектор с2 устанавливают ролик сектора щ в то или иное положение, что дает этому сектору разный угол качания), на направление — реверсом Pi и на исходное положение — поворотом квадрата Е.
Группа вертикальной подачи Ф8г(Дз) имеет внутреннюю связь в виде поступательной кинематической пары между консолью 3 и станиной станка. Внешняя связь — частично та же, что и в предыдущей группе, но с добавлением после реверса П 30 О 20 DD
Pi передачи —, реверса Р2, передачи — и винта В В с шагом
45 32
— 6 мм.
Стол получает быстрое непрерывное (горизонтальное — 1,8 м/мин, вертикальное — 0,45 м/мин) перемещение при включении муфты Mi вверх.
Резцовый суппорт имеет вертикальное перемещение Вр(П1), используемое для установки резца на глубину строгания или в качестве движения вертикальной и наклонной подачи. Внут-
е-1и ие
о-и-ю. ie-18
ренняя связь этой кинематической Труппы движения врезания Вр(ГЦ) —поступательная кинематическая пара между суппортом 2 и ползуном 1. Внешняя связь имеет механический привод от движения ползуна станка. Упор 5, установленный на станине, при движении ползуна нажимает на ролик 6 рычага, связанного с собачкой храпового колеса х$ z50 суппорта и повора-30-33 26 17
чивает через передачи —, —, —, — ходовой винт с шагом ts — 5 мм. Возможно и ручное перемещение суппорта от маховичка Ж.
В станке имеется механизм отвода резца от обрабатываемой детали при обратном ходе ползуна. Он состоит из длинной тяги, расположенной на ползуне и связанной с резцедержателем и пластинчатым тормозом Т. При обратном ходе ползуна сила трения в тормозе Т будет притормаживать тягу, тем самым, через систему рычагов, поворачивая резцедержатель с резцом. От шкива 0355 через шестерню z37 эксцентрик и храповой механизм создается медленное вращение шестерен iv, облегчающее переключение скорости.
Долбежный станок мод. 7432
На станке можно долблением получить плоские и фасонные линейные поверхности и различного рода пазы и канавки. Наибольший ход ползуна у станка — 320 мм.
Структура формообразующей части станка (рис. 47) состоит из простых кинематических групп формообразования — группы движения скорости резания <£>„(771) и трех групп движений подач: поперечной 0si(772), круговой и продольной
ФззС^)-
Кинематическая группа движения скорости резания ФК(П\) имеет внутреннюю связь в виде поступательной кинематической пары между ползуном и стойкой станка. Внешняя связь группы представляет собой кинематическую цепь между двигателем Д\ и ползуном. В нее входят: ременная передача, муфта сцепления Л11, коробка скоростей iv и круговая кулиса. Настройка движения ФД/71) производится по трем параметрам: на путь — изменением радиуса кривошипа R с помощью ходового винта ti, на скорость — коробкой скоростей iv и на исходное положение — изменением положения точки присоединения шатуна кулисы к ползуну при помощи винта Направление движения в данном случае не настраивается — рабочий ход ползуна всегда происходит сверху вниз.
Группа движения поперечной подачи Ф81(П2) состоит из внутренней связи в виде кинематической пары между поперечными салазками и продольными салазками и внешней связи между двигателем Ду и поперечными салазками.
Внешняя связь имеет следующую структуру:
125
Двигатель ременная передача——>муфта ЛД->-ко-355
„ „ . 30 35
робка скоростей передачи —— —> шарнирный валик
60 35
18
-> передача----> шарнирный валик-»-набор дисковых кулачков
36
с толкателем -> зубчатый сектор и сопряженные с ним коле-
Рис. 47. Кинематическая схема долбежного станка мод. 7432
са-----^-храповый механизм с муфтой обгона М2 и предохра-
32 54 32
нителыюй муфтой М3 -> передачи —, —, — -> винтовая
22 передача —
-> зубчатая муфта М4 передачи
26 32
32’ 26
ХОДО-
ВОЙ винт ts — 6 мм поперечных салазок.
Для получения обратного хода салазок муфту ЛД выключают и включают реверс Р1. Движение поперечной подачи Ф,1(Л2) настраивается по четырем параметрам: на путь — уста-
128
8
новкой упора, на скорость — выбором соответствующего кулачка Ki, на направление — реверсом Pi, на исходное положение — ручным маховиком через кулачковую муфту М5.
Внешняя связь группы движения круговой подачи частично совпадает с внешней связью предыдущей группы. От
кулачковой муфты Л44 движение передается вправо на цилин-22
дрнческие колеса z26, 24, 26, винтовую передачу —, червячную
передачу ~ и на круглый стол. Внутренняя связь этой группы
будет состоять из одной вращательной пары между круглым столом и поперечными салазками. Настройка движения — такая же, как и в предыдущей группе, за исключением того, что
поворот стола в исходное положение производится маховиком через муфту М6,
Группа движения продольной подачи Ф8з(П4) по структуре внешней связи мало отличается от обеих предыдущих групп.
После кулачковой муфты М4 движение передается через кулач-22
ковую муфту М7, винтовую передачу — и ходовой винт t4 про
дольному суппорту. Настройка движения остается той же. Имеется ручное продольное перемещение стола через муфту Л48. Поперечное, продольное перемещения салазок и поворот стола возможно получить на быстром ходу от двигателя Д2 через муфту обгона Л49.
Кроме рассмотренных выше движений, имеется движение отвода резца от изделия при обратном ходе ползуна с помощью силы трения, создаваемой на штанге и тормозных колодках Т2,
размещенных на ползуне.
В. СТАНКИ СО СТРУКТУРОЙ КЛАССА ЭЗЗ
При образовании поверхностей методами следа и касания, двойного касания в станке требуется создавать три исполнительных движения формообразования, и если они все простые (одноэлементарные), то по характеру элементарных движений
возможно составить восемь различных сочетаний:
1. Ф„(В1) 2. ФД51) 3. Ф„(В1) 4. Ф„(В1) 5. ФДЛ,) 6. Ф«(Л])
7. Ф^ЛО
8. фЛПА
, Фв1 (В2) , Фз2(53)
, Ф81 (В2), Ф8г(Л3) , Фя! (Л2), Ф«2(Вз) , Ф8а(П2), Фз^Пз) 1 Фц (В2), Фе2(Вз) , Ф8] (В2), Ф8з(Пз) > Ф*1 Щз), Ф3з(Вз) 1 Ф«1 (Пз), Ф8з(Пз)
9 Заказ 911
Рис. 48. Типовая структура класса
ЭЗЗ
129 !5
На практике используются не все эти сочетания. Варианты 2, 3, 4 структур находят применение в универсально-шлифовальных станках. Как и в предыдущих классах структур,, они могут быть либо с общим двигателем, либо с отдельными двигателями. Наибольшее применение имеет вариант с отдельными двигателями (рис. 48). Конечно, в этих станках, наряду с движениями формообразования, создаются и другие движения.
Ниже рассматриваются кинематические схемы четырех универсально-шлифовальных станков со структурой класса ЭЗЗ.
Круглошлифовальный станок мод. ЗБ151
На станке (рис. 49) можно производить сквозное и врезное шлифование валов диаметром до 200 мм и длиной до 700 мм.
Основная часть станка состоит из четырех групп формообразования и группы радиального врезания.
Группа движения скорости резания ФДВу)—группа простая, с электродвигателем Д\. Движение ФЪ(В\) настраивается только на скорость вращения круга (1112 и 1272 об!мин) с помощью сменных шкивов iv.
Группа движения осевой подачи круга ФеДП2) с тем же двигателем Д} при помощи червячной и кривошипно-шатунной передач создает осциллирующее движение шпинделя круга с размахом колебаний от 0 до 3,4 мм при 40 колебаниях в минуту. Это движение используется при работе с ручным радиальным срезанием для улучшения чистоты поверхности. Включение и выключение его производится рукояткой 1.
Группа движения круговой подачи изделия Ф^С^з) —простая, с внутренней связью в виде одной вращательной кинематической пары между поводковым патроном и неподвижным шпинделем передней бабки. Внешняя связь через ременные передачи передает движение от двигателя Д% постоянного тока патрону, обеспечивая бесступенчатое регулирование скорости вращения изделия в пределах 63—400 об!мин.
Продольное перемещение ФеДВД) стол с изделием получает от гидроцилиндра ГДз с управлением через гидропанель. Возможно ручное перемещение стола от маховичка 2 через ряд зубчатых передач и реечную передачу. Имеется гидроблокировка, исключающая включение ручного привода при движении стола.
Движение радиального врезания круга Вр(П5) (радиальное перемещение шлифовальной бабки) может быть ручным и гидравлическим во время реверса стола. Последним движением производится предварительное шлифование детали с припуском в 0,01 мм. Окончательный размер детали достигается ручным врезанием при вращении маховичка 3. Кнопкой 4 устанавливают подвижный упор для работы по жесткому упору.
co
Рис.. 49. Кинематическая схема круглошлифовального станка мод. ЗБ151
Гидроавтоматическое радиальное врезание при реверсе продольного перемещения стола происходит от гидроплунжера, воздействующего собачкой на храповое колесо 5.
От гидроцилиндра ГД4 возможно быстрое радиальное перемещение шлифовальной бабки для быстрого отвода и подвода шлифовального круга.
Кроме этих движений, в станке создается ряд других вспомогательных движений.
Бесцентровошлифовальный станок мод. ЗА184
На станке (рис. 50) можно производить круглое шлифование деталей диаметром до 75 мм. Обрабатываемая деталь устанавливается на специальной опоре — ноже (на схеме не показан)
Рис. 50. Кинематическая схема бесцентровошлифовального станка мод. ЗА184
между шлифовальным 1 и ведущим 2 кругами. Последний приводит заготовку 3 во вращение. Если деталь обрабатывается узким кругом при сквозном шлифовании, то ось ведущего круга устанавливается непараллельно оси шлифовального круга и в станке создаются три формообразующие движения: скорости резания Ф^Ву), круговой подачи 0si(B2) и продольной подачи Ф^(П3). При шлифовании широкими кругами (равными длине изделия), т. е. при врезном шлифовании, оси кругов параллельны друг другу, а для осуществления процесса формообразова-132
ния будет достаточно создавать два движения формообразования -г- ФЩ(В1) иФ,1(В2) и одно движение радиального врезания Вр (774)..
Структура кинематической группы движения скорости резания Ф„(В1) —простая, с внутренней связью в виде одной вращательной кинематической пары между шпинделем шлифовального круга и корпусом шлифовальной бабки. Движение Ф-ДВ1) настраивается только на скорость — сменными шкивами (2 ступени— 1337 и 1910 об)мин).
Группа круговой подачи Ф81(В2) тоже простая. Ее внутренняя связь — это вращательная кинематическая пара между шлифуемой деталью 3 и ножом (на схеме не показан). Внешняя связь располагается Между двигателем Д2 и шпинделем ведущего круга. Движение настраивается только на скорость — двигателем постоянного тока Д2 в пределах 10—130 об!мин при бесступенчатом регулировании.
При наклоне оси вращения ведущего круга последний вызывает осевое перемещение обрабатываемой детали относительно опорного ножа и тем самым создает движение продольной подачи Фв2 (Дз) • Скорость продольной подачи зависит от скорости вращения ведущего круга и угла наклона его шпинделя.
Кинематическая группа движения радиального врезания — простая, с внутренней связью в виде поступательной кинематической пары между корпусом шлифовальной бабки и станиной. Внешняя связь — гидравлическая от гидроцилиндра 4. Возможно ручное перемещение бабки при вращении маховичка 5.
Для правки кругов алмазами имеются две отдельные кинематические группы правки кругов, установленные на соответствующих бабках с гидроцилиндрами 6 и 7.
Межосевое расстояние между кругами устанавливается винтом t = 3 мм при вращении маховичка 8.
Плоскошлифовальный станок мод. 3711
На станке можно периферией круга шлифовать плоскости размером 630 X 200 мм при высоте детали не более 320 мм. Структура формообразующей части станка состоит из трех кинематических групп формообразования (рис. 51).
Группа движения скорости резания ФДВ1)—группа простая, без органов настройки и пояснений не требует.
Группа движения продольной подачи Ф8(772) (возвратно-поступательное перемещение стола) состоит из внутренней связи в виде одной поступательной кинематической пары между столом и крестовым суппортом.
Привод группы ГД2 — гидравлический, и настройка движения по четырем параметрам производится гидропанелью. Для ручного продольного перемещения стола имеется маховичок 1.
Группа движения поперечной подачи Ф82(Дз) —группа тоже простая. Ее внутренняя связь обеспечивает прямолинейное поступательное движение крестового суппорта по направляющим станины. Внешняя связь передает движение от двигателя постоянного тока Д3 поперечному ходовому винту Ц == 5 мм. Двигатель Д3 работает периодически и различной настройкой
Рис. 51. Кинематическая схема универсального плоскошлифовального станка мод. 3711
реле времени достигается различная величина импульсной поперечной подачи. Двигателем же изменяют и направление подачи. Возможно и непрерывное поперечное перемещение стола от этого двигателя со скоростью 1,7 м!мин. Имеется также возможность ручного поперечного перемещения стола, большого — от маховичка 2 и малого — от рукоятки 3 через планетарную 18 передачу — .
Группа движения врезания Вр(ПА)—простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между корпусом шлифовальной бабки и станиной. Это движение периодическое и создает его гидродвигатель ГД4 с качающейся лопастью. От него движение передается через храповой механизм и ряд передач вращающейся гайке ходового винта t% —’ 5 мм. Настройка движения врезания ведется по трем параметрам: на путь — кнопкой 4, устанавливающей заслонку храповика в нужное положение, на исходное положение — вручную маховичком 5 (предварительно) или кнопкой 6 через пла-18 . „.
нетарную передачу — (для малых перемещении).
Для быстрых вспомогательных вертикальных перемещений шлифовальной бабки имеется отдельная кинематическая группа с двигателем Д5.
Непрерывное поперечное перемещение стола при правке круга осуществляется двигателем постоянного тока Де через ременную передачу, червячную передачу и фрикционную муфту Д41 в пределах 0,02—0,2 мм на оборот шлифовального круга.
Внутришлифовальный станок с планетарным вращением круга мод. ЗА287
На станке можно шлифовать сквозные и глухие цилиндрические отверстия диаметром от 200 до 500 мм и длиной до 1250 мм в корпусных деталях. Возможно также одновременное шлифование торцов.
В станке (рис. 52) создаются следующие исполнительные движения:
—движение скорости резания (вращение круга);
0si(B2) —движение круговой подачи (вращение наружной гильзы 3 совместно с внутренней гильзой 2);
Фв2(Дз) —движение продольной подачи (перемещение шлифовальной бабки 4);
Вр(В4) — движение радиального врезания (поворот внутренней гильзы 2 относительно наружной гильзы 3);
Вси(Вб) —поворот внутренней гильзы 2 для совмещения оси шпинделя круга с осью наружной гильзы 3 при выверке соосности оси изделия с осью гильзы 3 и при правке круга.
Имеется и ряд других вспомогательных движений.
Рассмотрим структуру кинематических групп, создающих эти движения.
Кинематическая группа движения скорости ' резания Фг,(В1)—простая. Вращательная кинематическая пара между шпинделем 1 круга и внутренней гильзой 2 является внутрен-135
ней связью. Внешняя связь соединяет двигатель Д\ со шпинделем 1 круга. Настройка движения ведется только на скорость резания. С помощью двухскоростного двигателя Дь двух ре-230 230
менных передач —• и -—, муфты обгона MOi и электромаг-
нитной муфты ЭЛ14 возможно получить четыре различных числа оборотов в минуту шпинделя круга: 1100, 1600, 2200, 3200. Шпиндели шлифовальных кругов — сменные, для шлифоваль
ных кругов разных диаметров.
Кинематическая группа движения круговой подачи — простая. Внутренняя связь состоит из кинематической вращательной пары между наружной гильзой 3 и корпусом шлифовальной бабки 4. Внешняя связь идет от четырехскоростного двигателя Д2 через ременную передачу, муфту обгона МО2 и 3 й .
червячную передачу -—, обеспечивая рабочее вращение гильзы
со скоростями 15, 19, 30 или 60 обIмин. При выверке соосности шлифуемого отверстия двигатель Д2 вращается в обратном направлении, передавая движение гильзе 3 через расположенный в ведомом шкиве 0 267 мм планетарный механизм с муфтой обгона МО3. Скорость вращения гильзы будет при этом изменена пропорционально передаточному отношению 1пл планетарной передачи, определяемому по формуле:
ч60 — по 56 24- 4
п5е'—по 28 60 5
при «60 = 0
,7Б6 __
1
4 ‘
Следовательно, гильза будет вращаться медленнее, со скоростями 3,75; 4,75; 7,5 или 15 об/мин.
Так как внутренняя гильза не имеет жесткого соединения с наружной гильзой, то она должна быть кинематически связана с последней. Для этого между гильзами имеется специальная кинематическая цепь, проходящая через дифференциал и обеспечивающая при неподвижном правом центральном колесе дифференциала синхронное вращение обеих гильз. Уравнение кинематического баланса этой цепи 1 об. наружной гильзы X
189 „36 , й О1Г
X — -2- — = 1 об. колеса z216.
63 216
Колесо z216 как поводок поворачивает внутреннюю гильзу 156 через колеса — . г 116
Группа движения продольной подачи (/73) — простая, с приводом от гидроцилиндра (на схеме не показан); настройка 137
движения осуществляется по всем пяти параметрам гидромеха
ническим путем.
Группа движения радиального врезания Вр(В4)—простая. Вращательная кинематическая пара между гильзами будет внутренней кинематической связью. Внешняя связь передает
движение от ручного маховичка в через червячную передачу
54’
дифференциал S и передачи —, — внутренней гильзе. По-
следняя, поворачиваясь относительно внешней гильзы, будет перемещать шлифовальный круг в радиальном направлении. Это перемещение не будет постоянным при одинаковом пово
роте маховичка в; оно зависит от радиального положения
круга.
Чтобы выдержать постоянство радиального перемещения круга, ручной маховичок в поворачивают неравномерно. Для этого доворот маховичка отсчитывают относительно неравномерно поворачивающейся от кулачка К\ стрелки.
Группа вспомогательного движения Bctii(B5) для совмещения оси шпинделя круга с осью внешней гильзы при выверке соосности изделий и внешней гильзы — группа простая. Ее внутренняя связь та же, что в группе движения врезания. Внешняя связь расположена между двигателем Д3 и внутренней гильзой и проходит через тот же дифференциал. Выключение этого движения в исходном и конечном положении круга производится с помощью кулачков и Кз и конечных выключателей 2ВК и ЗВК.
В станке имеется механизм уравновешивания эксцентрично расположенного шлифовального круга. На правом конце внутренней гильзы установлены два балансира. При повороте однозаходного червяка через шестерни zl6 и зубчатые венцы z24 можно повернуть эти балансиры в необходимое положение.
Из кинематической схемы видно, что, кроме рассмотренных движений, в станке возможно создать следующие вспомогательные движения:
а) установочное ручное продольное перемещение шлифовальной бабки (маховичком г);
б) ручное врезание при торцовом шлифовании по упору (маховичком д);
в) ручное (тонкое) и механическое (грубое) поперечное леремещение стола 5 (маховичком е и двигателем Д4);
г) ручное (тонкое) и механическое (грубое) вертикальное перемещение консоли 6 со столом 5 (квадратом ж и двигателем Д5).
Два последних движения нужны для установки соосности изделия и наружной гильзы.
а 38
[ Специфические особенности кинематических схем станков с элементарной структурой класса Э, связанные с их технологическим назначением
Приведенный анализ кинематических схем ряда существующих станков со структурой класса Э показывает, что структура •формообразующей части станков однотипна и проста. Внутренняя связь каждой группы формообразования состоит из одной вращательной или поступательной кинематической пары между подвижным и неподвижным исполнительными звеньями. Внешние связи состоят из кинематических цепей между подвижными исполнительными звеньями и двигателем — общим на несколько групп или отдельным на каждую группу. При общем двигателе кинематические соединения групп между собой также однотипны по внешним связям. При отдельных двигателях межгрупповые связи применяются очень редко. Довольно часто используются в одной и той же структуре двигатели с различными энергетическими характеристиками, чаще всего—в форме сочетания электродвигателя с гидродвигателем. Поэтому основным отличием формообразующих частей структуры таких станков является число групп формообразования.
При рассмотрении структуры основной части станков, в которую входят наряду с кинематическими группами формообразования еще и группы врезания и деления, можно заметить, что она оказывается значительно разнообразнее, чем структура станков, состоящих только из групп формообразования.
Проведем сравнительный анализ кинематических схем и опишем специфические особенности структуры и влияние на нее технологических факторов, отдельно по каждой технологической группе станков Э, придерживаясь классификации ЭНИМСа для универсальных станков.
Токарные станки
На токарных станках обтачивают, в основном, резцами круглые (круговые) внешние и внутренние цилиндрические поверхности и подрезают торцы. Поэтому общая структура токарного станка состоит обычно из двух частных структур, различающихся группами подач. Первая частная структура состоит из группы движения скорости резания Ф„(В1) и группы движения продольной подачи Ф51(П2), а вторая — из той же группы Ф„(В1) и группы движения поперечной подачи Ф52(П3).
Группу движения скорости резания Ф„(В1) в токарных станках, как правило, конструируют, исходя из требований наиболее типичной операции — обточки цилиндра проходным резцом, когда скорость резания не меняется в процессе обработки. Настройка на скорость резания Осуществляется чаще
всего коробкой скоростей. При подрезке торца заготовки подрезным резцом с равнопеременной скоростью резания чистота поверхности будет лучше и производительность больше, чем при равномерной скорости. Следовательно, структура группы движения скорости резания Ф„(В1) в обычном исполнении мало подходит для работы во второй частной структуре станка.
В обеих частных структурах для получения равномерной и одинаковой на всей образуемой поверхности чистоты на обе группы устанавливают общий двигатель и соединяют группы по внешним связям, располагая точку соединения после коробки скоростей, чтобы обеспечить постоянную подачу на оборот. Группы подач различаются конечными передачами. Продольная подача осуществляется через реечную передачу, а поперек-* ная — от ходового винта. При обточке цилиндра группа движения поперечной подачи Ф82(/73) работает как группа движения врезания.
Для массового производства изготовляются операционные токарные станки с одной частной структурой.
Компоновка токарных станков чаще всего горизонтальная.
На кинематическую структуру станков оказывают некоторое влияние и размеры станка: станки малых размеров часто имеют только ручные продольную и поперечную подачи; тяжелые токарные станки имеют иногда отдельный гидродвигатель подач и специальную межгрупповую кинематическую связь, обеспечивающую постоянство подачи на оборот.
Степень автоматизации работы станка оказывает довольно сильное влияние на кинематику станка за счет развития групп движения управления.
Токарно-карусельные станки
На этих станках выполняют те же виды работ, что и на токарных станках, но заготовки имеют значительно большие размеры — диаметр от 200 до 25 м. Станки изготовляют только в вертикальном исполнении. По конструкции исполнительных звеньев эти станки отличны от токарных центровых: заготовка устанавливается на столе, а резцы — на верхних и боковых суппортах, размещенных на стойках и на поперечине (траверсе). Во многих токарно-карусельных станках инструменты устанавливаются в револьверной головке. Номенклатура режущего инструмента расширяется за счет большего приме-, нения сверл, зенкеров и разверток. Все это несколько отличает кинематику карусельных станков от кинематики токарных — в ней обычно сильно развиты группы для вспомогательных движений: установочные перемещения суппортов и поперечины в разных направлениях, их автоматический зажим, повороты револьверной головки и т. д. Часто эти группы имеют отдельные 140
двигатели, поэтому станки, как правило, многодвигательные. На станках этой группы чаще всего производится одновременная обработка нескольких поверхностей, поэтому используется вся общая структура станка, состоящая из нескольких частных структур.
Сверлильные станки
Образование внутренней круглой цилиндрической поверхности сверлом, зенкером и разверткой производится, как и резцом — методом двойного следа при точечном контакте инструмента с заготовкой; поэтому структура формообразующей части универсальных сверлильных станков однотипна со структурой токарных станков. Общая структура других сверлильных станков несколько видоизменяется в зависимости от их компоновки и специфического назначения. Кинематика радиально-сверлильных станков развита за счет ряда групп вспомогательных движений с отдельными двигателями, таких, как перемещение -сверлильной головки по рукаву (траверсе), рукава по колонне, зажим рукава и др.
Кинематика станков для глубокого сверления несколько изменяется по сравнению с кинематикой универсальных станков: они имеют кинематическую группу, создающую периодическое осевое перемещение сверла для вывода стружки с переменным исходным положением.
Обычно общая структура сверлильных станков состоит из одной частной структуры с движениями Фъ(В1) и Ф5(П2).
Расточные станки
На расточных станках растачивают полости и отверстия ц корпусных деталях. Эти отверстия различного диаметра, а расстояния между их осями должны быть выдержаны с очень большой точностью. В некоторых деталях, обрабатываемых на расточных станках, имеется широкий фланец, торцовая плоскость которого должна быть строго перпендикулярна к оси растачиваемого отверстия. Эти требования оказывают влияние на число и характер исполнительных звеньев, на компоновку станка, на распределение элементарных движений между исполнительными звеньями и, конечно, на кинематическую структуру станка.
На расточных станках применяются режущие инструменты большой номенклатуры. Расточка малых отверстий производится расточной борштангой, имеющей два движения — скорости резания Ф-1}(В1) и продольной подачи ФЯ(П2). Для растачивания отверстий большого диаметра применяют планшайбу, обеспечивающую движение скорости резания продоль
ная подача Фе(П2) передается в этом случае столу, на котором закреплена заготовка. Структура формообразующей части универсальных расточных станков близка к структуре токарных станков и составляется как бы из двух расточных станков — с расточной борштангой и с планшайбой.
В некоторых расточных станках для проточки торцовой плоскости фланца за один установ на планшайбе имеется летучий суппорт, перемещающийся радиально. В этом случае, как видно из рассмотренной схемы станка мод. 2Л614, формообразующая часть станка значительно усложняется — вводится суммирующий механизм (дифференциал), через который летучему суппорту сообщается дополнительное перемещение. Оно-гасит движение, возникающее из-за того, что одна из шестерен привода летучего суппорта при вращении планшайбы перекатывается по соосному с расточным шпинделем большому колесу,, образуя скрытую планетарную передачу.
В расточных станках сильно развиты кинематические группы для создания ряда вспомогательных движений, таких, как поперечное перемещение и поворот стола, вертикальное перемещение бабки и т. п. Имеются встроенные измерительные устройства для отсчета координат центров растачиваемых отверстий и, следовательно, для определения межцентровых (межосевых) расстояний.
Управление станком чаще всего ручное, так как машинное время, как правило, велико.
Для очень точных расточных работ применяются координатно-расточные станки, у которых формообразующая часть упрощена, имеется только расточной шпиндель с вертикальной осью вращения и с подачей вдоль своей оси. Стол имеет продольное и поперечное координатно-установочные перемещения с очень точным и поэтому сложным измерительным устройством, составляющим как бы основную часть станка. Такие станки иногда используются как измерительные машины.
Алмазно-расточные станки должны иметь крайне малую-скорость продольной подачи (несколько миллиметров в минуту),, и поэтому у них эта подача осуществляется специальным гидроприводом.
Фрезерные станки
Структура формообразующей части всех фрезерных станков; определяется геометрией фрезы, которая имеет много лезвий одного и того же назначения, с линейным формообразующим контактом, и колебания скорости подачи не могут оказать, большого влияния на чистоту обрабатываемой поверхности. Поэтому группа подач этих станков всегда имеет отдельный двигатель без межгрупповой связи.
Обычно фрезе сообщается движение скорости резания Ф®(В1), а заготовке — движение подачи Ф8(П2).
Наиболее широкое применение в машиностроении имеют универсальные, горизонтальные и вертикальные консольнофрезерные станки. Их кинематика подчинена необходимости иметь три движения подачи стола: продольное, поперечное и вертикальное. В продольно-фрезерных станках вертикальные и поперечные подачи обычно отсутствуют; эти станки чаще всего многошпиндельные. Поэтому у них более развита группа движения скорости резания. Группа движения подачи часто бывает снабжена гидроприводом.
Карусельно-фрезерные станки имеют круговую подачу Ф„(В2), и именно структурой группы круговых подач в основном и отличается их кинематика от кинематики других станков, фрезерной группы.
Реечно-шлифовальные станки
Формообразующая часть станков создает два движения — Ф„(В1) и ФДП2). Обе группы имеют индивидуальные двигатели. Группа подач—-с гидравлическим приводом. Имеются также группа врезания для перемещения абразивного круга на глубину шлифования и устройство для правки круга, как в любом шлифовальном станке. Дополнительной группой является группа движения деления Д (773). Делительное перемещение стола создается отдельным электродвигателем. В группе деления имеется отсчетный механизм, поскольку делительное движение — периодическое. Управление станков обычно автоматическое.
Зубошлифовальные станки с фасонным кругом
По своей структуре они отличаются от реечно-шлифовальных станков только группой деления, которая сообщает вращательное движение заготовке Д (В3).
Строгальные и долбежные станки
Меняются характер и сочетание формообразующих движений, резко изменяется и кинематическая структура этих станков. Движение скорости резания Ф« (ГЛ) — прямолинейное с Незамкнутой траекторией. Структура этой группы видоизменяется в зависимости от длины обработки (пути). В продольнострогальных станках, при больших значениях пути (свыше 700 мм) скорость резания сообщается столу с заготовкой, и в качестве последней передачи используется реечная передача; При коротком пути — до 700 мм (поперечно-строгальные стан-
,ки) — движение скорости резания сообщается резцу, через кривошипно-кулисный или гидравлический механизм. Движение = подачи всегда периодическое. Имеется специфическое вспомога-, тельное движение для отвода резца от заготовки на время ? каждого обратного холостого хода резца; этого движения нет в ? других станках.
Долбежные станки очень близки по структуре к поперечно-строгальным станкам. На них обрабатываются чаще всего ; внутренние поверхности небольшой высоты, поэтому обработку , (долбление) ведут в вертикальной плоскости, при коротких хо- ; дах ползуна, используя для этого кривошипный механизм с вращающейся кулисой или гидравлику. Для возможности обра- ' ботки поверхностей более сложной формы столу станка наряду с продольной и поперечной подачей также круговая подача.
долбежного сообщается
этих стан
Шлифовальные станки
В большинстве случаев формообразующая часть ков состоит из трех кинематических групп формообразования, J создающих одно движение скорости резания , и два движения л подачи при различных сочетаниях элементарных движений,? Каждая группа имеет отдельный привод, в группах движений ' подачи — гидравлический.
Группа движения врезания создает периодическое переме-; щение абразивного круга на глубину шлифования. Имеются; устройства для правки круга и осуществления ряда вспомога-; тельных движений. ;
К таким станкам, относятся: круглошлифовальные (с про-s дольным шлифованием) центровые и бесцентровые, внутришли-фовальные с вращением изделия и с планетарным движением круга, плоскошлифовальные с обработкой узким дисковым кру^ гом (его периферией) и ряд других типов станков. Общая-структура каждого из них отличается от структуры станков’ других типов спецификой структуры групп вспомогательных: движений, присущих данному станку. Так, например, у внутри-5 шлифовальных станков с планетарным движением круга имеет-; •ся дополнительная группа, создающая вспомогательное ради-5 альное перемещение круга при выверке соосности круга и детали.
Все рассмотренные станки со структурой класса Э обладаю^ в отличие от станков структур классов С и К одним общиг,-свойством: кинематическая точность формообразующей частя станка зависит больше от точности работы исполнительны) кинематических пар и менее всего — от скорости элементарны; движений.
VII. АНАЛИЗ КИНЕМАТИЧЕСКИХ СХЕМ СТАНКОВ с комбинированной структурой класса к
Структуры этого класса, являющиеся комбинацией. простых и сложных кинематических групп формообразования, должны иметь минимум две кинематические группы. Станки с тремя группами формообразования встречаются значительно реже.
Структуры К23, К24, К25, в которых сочетаются две кинематические группы формообразования, из которых одна — сложная, а другая — простая, можно разделить на два вида: на структуры с простой группой движения скорости резания и структуры со сложной группой движения скорости резания.
Станки, у которых движение скорости резания является простым прямолинейным или вращательным движением, могут иметь различную кинематическую структуру с движением подачи, образуемым следующими сочетаниями элементарных движений:
1) ФЪ(В1) и Ф8(В2Пз)—в резьбофрезерных и резьбошлифовальных станках, в заточных станках для ^ервячных фрез;
2) Ф,, (771) иФДВ2П3)—в зубострогальных станках нарезающих зуборезной гребенкой цилиндрические колеса и в зубодолбежных станках для изготовления реек;
3) Ф„(771) и Ф8(В2В2)—в зубодолбежных станках при нарезании прямозубых цилиндрических колес; в станках для нарезания конических колес с прямым зубом;
4) Ф„(В1) и Фе(В2Вз) — в станках для конических колес с дуговым зубом;
5) Фъ(В1) и Фв(П2Пз) — в копировально-фрезерных станках;
6) Ф„(771) и Ф3(П2П5)— в строгальных станках с копировальным устройством.
Станки, у которых движение скорости резания сложное, имеют аналогичные сочетания элементарных движений. К таким станкам относятся, например, шевинговальные, токарные для профилирования кулачков, профилешлифовальные станки.
Чаще всего структура станка со сложным движением скорости является частной структурой станка, имеющего структуру класса С со сложными группами формообразования. Например, 10 Заказ 911 145
в зубофрезерных станках нарезание прямозубых цилиндрических колес производится сложным движением резания ФИ(В1В2) и простым движениём подачи Ф5(Л3).
В некоторых случаях структура станков класса К, имеющих две группы формообразования, может несколько усложниться, если одно из движений формообразования будет создаваться не двумя, а тремя или более элементарными движениями. В качестве примера можно указать на зуборезный станок для конических колес с дуговым зубом, имеющий структуру К24, в котором осуществляются движение скорости резания ФДВГ) и движение подачи Ф8(В2В3ГЦ).
Структура резьбошлифовального станка при шлифовании конического метчика еще сложнее; станок имеет в этом случае структуру К25 с двумя, движениями формообразования Ф«(В1) и Фе(В2П3ЩП5).
В структурах класса К редко применяются дифференциалы, а если их применяют, то, чаще всего, для присоединения группы деления к группе формообразования.
Обеспечить точную, надежную работу станков со сложной группой движения скорости резания всегда труднее, чем станков, у которых сложной является группа движения подачи, так как движение скорости резания, более быстроходное, происходит часто с большими динамическими нагрузками.
Примерами станков с тремя кинематическими группами формообразования могут служить зубошлифовальные станки ' для цилиндрических колес, работающие дисковым обкаточным кругом, и зубошлифовальные полуавтоматы для прямозубых конических колес.
А. СТАНКИ ДЛЯ ФРЕЗЕРОВАНИЯ И ШЛИФОВАНИЯ РЕЗЬБ И ЧЕРВЯКОВ
Резьбы и червяки можно фрезеровать и шлифовать (рис. 53), во-первых, многопрофильным фасонным инструментом — кольцевой фрезой или широким кругом, ширина которых несколько больше длины нарезаемой резьбы, и, во-вторых, однопрофильным фасонным инструментом — дисковой фрезой или кругом. В обоих этих случаях в станках для обработки резьб и червяков нужно создавать движение скорости резания Ф„(В1), движение подачи Фя (В2П3) по винтовой линии и движение врезания Вр (ГЦ) на глубину резания. Поэтому формообразующая часть таких станков будет состоять из двух кинематических групп.
Кинематическая группа движения скорости резания Ф-в(В1)— группа простая, С внутренней связью в виде одной вращательной кинематической пары между шпинделем фрезы и корпусом инструментальной бабки. Внешней связью группы является участок 3—4 с гитарой скорости резания iv между двигателем Д\ и 146
шпинделем фрезы. В обоих станках эти группы одинаковы и имеют самостоятельный двигатель, так как скорость движе-ния Ф„(В1) значительно (в сто и более раз) отличается от скорости движения винтовой подачи Фе(В2П3).
Кинематическая группа движения подачи 0S(B27Z3)—группа сложная. Она имеет внутреннюю связь в виде винторезной кинематической цепи между шпинделем заготовки и кареткой инстру
ментальной головки.
В зависимости от того, многопрофильный или однопрофильный инструмент применяется в станке, в винторезной цепи используются кулачковый механизм, иногда поворотная линейка (как в резьбофрезерном станке мод. КТ-44 или в заточном станке мод. ЗА660Б) или ходовой винт.
При многопрофильном инструменте, которым обычно обрабатываются короткие резьбы, путь продольного перемещения каретки небольшой и равен шагу нарезаемой резьбы. В этом случае выгодно применить в винторезной цепи кулачок к, который является
Рис. 53. Варианты кинематической структуры К23 станков для фрезерования и шлифования резьб и червяков
сменным, причем он выполняет еще и функцию распределительного вала: за один его оборот происходит один цикл
и станок выключается.
Станки, работающие однопрофильным инструментом, имеют более .сложную общую структуру, рассчитанную на обработку более длинных резьб и червяков с различным профилем, с нормальным и увеличенным шагом, однозаходных и многозаходных. Общая структура развита в этих станках за счет группы движения деления Д(В5) и некоторого усложнения внешней связи группы движения подачи ф/(В2Л3). Структура группы движения подачи Фв(В2П3) будет следующей. Внутренняя связь — B2-+5-^-iy-^-6-+M2 (влево)-> ->773.
Внешняя связь при нарезании резьб нормального шага — Дг -> 11 -* 12-^-Мх (влево)-*-13 -> гД -> 14, далее движение пойдет по внутренней связи к заготовке и ходовому винту.
При нарезании резьб с увеличенным шагом (с шагом, превышающим шаг ходового винта станка в 4 и более раз) винторезная гитара ix становится повышающей передачей и уменьшает 10* 147
передаваемый на ходовой винт крутящий момент. Поэтому в универсальных резьбофрёзерных станках встраивают вторую цепь привода — через муфту 7И1 (вправо), участок 15—16, гитару isZ, муфту М4 до точки соединения связей 8, расположенной около , ходового винта Л. При втором варианте цепи привода гитара 1Х оказывается понижающей передачей.
Кинематическая группа движения деления Д(В5)—группа простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем заготовки и корпусом передней бабки. Внешняя связь группы может иметь различную структуру. Во время деления при нарезании резьб нормального шага движение от двигателя Д2 поступает на муфту М2, которая передвинута вправо, а далее на заготовку и на делительный диск Дд (муфта М3 выключена). При нарезании резьбы увеличенного шага движение деления поступает на заготовку через правую муфту Л41, муфту Л13, делительный диск Дд, правую муфту М2 и гитару деления iv. При движении деления муфта М4 выключена и ходовой винт не вращается.
В резьбофрезерных и резьбошлифовальных станках при обработке резьб с небольшим числом заходов чаще всего применяют способ последовательного деления с разрывом внутренней винторезной цепи, без дифференциала.
К этой же группе станков относятся станки для заточки червячных фрез, у которых общая структура близка к рассмотренной. Так как шаг Т винтовых стружечных канавок у затачиваемых червячных фрез очень большой (более 1000 мм), то цепь привода у них всегда присоединяется к исполнительному звену винторезной цепи, имеющему поступательное движение П3. Дви- • жение врезания в станках для заточки червячных фрез — это круговое вращение заготовки В5. Следовательно, заготовка у них совершает и третье движение — движение Вр (В5). Кинематическая группа движения врезания Вр (В5) обычно соединяется с группой Движения винтовой подачи ФДВ2Пз) по способу параллельного соединения через дифференциал. Эти станки могут служить примером применения различных способов соединения кинематиче-ских групп в одном и том же станке.
Резьбофрезерный автомат мод. КТ-44
На станке (рис. 54) гребенчатыми резьбовыми фрезами фрезеруют однозаходные наружные и внутренние короткие крепежные резьбы диаметром до 140 мм, длиной до 50 мм и с шагом до 4 мм. Для этого в станке должно создаваться два движения формообразования: движение скорости резания Ф„(В1) и винтовое движение подачи 0S(B2/7S). Имеются также движение радиаль- .1 ного врезания Вр(П4) и ряд быстрых продольных и поперечных перемещений фрезерной головки.
Кинематическая группа движения скорости резания Ф-ДЯ;) осуществляет простое вращательное движение фрезы 1, и поэтому ее внутренняя связь будет состоять из одной вращательной кинематической пары между шпинделем фрезы и корпусом фрезерной головки. Внешняя связь группы состоит из одной ременной передачи. Движение настраивается только на скорость в пределах от 710 до 4750 оборотов шпинделя фрезы в минуту с помощью сменных шкивов и переключения 2 ступеней вращения двигателя. .
Кинематическая группа движения подачи ФДДгДз) перемещает режущие кромки фрезы по винтовой линии. Ее внутренняя
Рис. 54. Кинематическая схема резьбофрезериого автомата мод. КТ-44 .
связь состоит из кинематической цепи, связывающей вращение Вг шпинделя заготовки с продольным перемещением фрезерной головки Л3. При перемещении косозубой рейки т — 4 гидроцилиндром Hi шпиндель заготовки с закрепленным ща. нем реечным колесом z.20 будет вращаться. Вместе с рейкой перемещается линейка, устанавливаемая в зависимости от шаг.а нарезаемой резьбы под углом а к направлению перемещения рейки т =, 4. Установка угла производится по специальному лимбу, на котором указаны значения шага резьбы с точностью до 0,01 мм. Сухарь а, скользя по линейке, перемещает штангу б, а вместе с ней и фрезерную головку в продольном направлении. Настройка на левую и правую резьбу производится наклоном линейки в ту или другую сторону от ее среднего положения. Настройка на скорость подачи через гидропанель обеспечивает бесступенчатое вращение заготовки в пределах до 8 оборотов в минуту. Установка фрезы по длине резьбы производится левым маховиком Mi-
Группа движения радиального врезания Bp^Hi) приводится тем же гидроцилиндром Hi. При перемещении поршня цилинд-
ра Цх упор в, размещенный на нем, нажимает на рычаг г, жестко сидящий на штанге б, и поворачивает ее вокруг своей оси на угол до 8 град. Сидящая на штанге б реечная шестерня z24 перемещает рейку т = 2,5, а с ней и фрезерную головку на полную глубину нарезаемой резьбы. Исходное положение движения врезания устанавливается вручную специальным маховичком М2.
На станке имеется автоматическая загрузка, выгрузка, зажим и разжим детали. Эти механизмы на рис. 54 не показаны. При автоматическом цикле станок последовательно, не останавливаясь, нарезает детали одну за другой. При полуавтоматическом цикле после нарезания одной детали станок останавливается. В этом станке во внутренней связи всего одна зубчатая передача.
Червячно-фрезерный станок мод. 5402
На станке возможно фрезеровать дисковой фасонной фрезой цилиндрические многозаходные червяки диаметром 25—200 мм и модулем 2—12 мм. Для осуществления процессов формообразования, деления и врезания в станке необходимо создавать (рис. 55): движение скорости резания ФДВ\), движение подачи 0s(B2/Z3), движение деления Д(В4) и движение радиального врезания Вр(П5),
Группа движения скорости резания — простая. Кинематическая вращательная пара между шпинделем фрезы и корпусом фрезерной бабки является внутренней связью.
Внешняя связь — кинематическая цепь между двигателем Дг и шпинделем фрезы. Движение Фг,(В1) —простое, с замкнутой траекторией и поэтому настройка группы осуществляется по двум параметрам: на скорость —• 10-сменными шкивами и зубчатым перебором, на направление — двигателем Д\. Возможно получить 12 ступеней оборотов шпинделя фрезы в диапазоне от 20 до 500 об!мин, что позволяет вести фрезерование как быстрорежущими, так и твердосплавными фрезами диаметром до 300 мм. Для более равномерного вращения фрезы на шпинделе установлен маховик 4. Установка фрезы под углом производится рукояткой 5 через червячную передачу.
Группа движения подачи, создающая винтовое движение ФДВ2ГД),— группа сложная. Ее внутренняя связь
ь 48 54 66 . 60 45 . 28 34 , п
2 1 27 58 у 60 90 х 56 68 . •
Внешняя связь:
„ „ „ 20 43
Гидродвигатель ГД2-> — . —.
Зубчатое колесо zl00 является звеном, присоединения [ внешней связи к внутренней. Далее по внутренней связи движе- . ние будет передаваться заготовке 2 и гайке ходового винта t\. } 150
Движение ФДВ2П3)— движение сложное, с незамкнутой траекторией и поэтому должно настраиваться по всем пяти параметрам: на траекторию — винторезной гитарой ix, на скорость и направление— изменением чисел оборотов и направления вращения гидродвигателя ГД2, на путь — установкой положения бесконтактных конечных выключателей БВК (на схеме не пока-:
зано) и на исходное положение — квадратом 7 через червячную
передачу
и ходовой винт t\. Регулирование скорости — бес
1
43
ступенчатое, обеспечивает скорости вращения заготовки в преде-
Рис. 55. Кинематическая схема червячно-фрезерного станка мод. 5402
лах от 0,05 до 2,5 об1мин\ обороты заготовки измеряются тахогенератором 6, присоединенным к винторезной цепи через кони-60
ческие шестерни —. 1 30
Группа движения деления Д{В4)—простая. Ее внутренняя связь — вращательная кинематическая пара между шпинделем заготовки и корпусом передней бабки.
Внешняя связь разветвленная и состоит из двух ветвей: между гидродвигателем ГД2 и заготовкой и между гидродвигателем ГД2 и делительным флажком Фе- Группа Деления начинает работать тогда, когда гидроцилиндр ГД3 разъединит однокулачковую муфту Mi и сцепит цилиндрические колеса z70, которые
будут вращать делительный флажок Фд. При вращении относительно бесконтактного конечного выключателя БВК, флажок будет вызывать электрические импульсы. С помощью специальных электрических устройств можно установить продолжительность делительного цикла в 6, 8, 12 и 24 оборота делительного флажка Фа. В этих случаях при гитаре деления iy = 1 заготовка соответственно будет разделена на 12, 9, 6 и 3 заходов. Деление заготовки на иное число заходов достигается соответствующей настройкой гитары деления 1У. После выполнения заданного числа оборотов делительного флажка Фд электрическое устройство yi через электрическую связь 1—2 дает команду гидродвигателю ГД3 на замыкание однокулачковой муфты Mi и, следовательно, на восстановление винторезного движения подачи ФДВ-ДД). Таким образом, общее исполнительное звено — шпиндель заготовки •— присоединяется к группам подач и деления последовательно.
Группа движения радиального врезания Вр(Пъ) предназначена для ручного перемещения фрезерной бабки на высоту нарезки 27 1
рукояткой 8 через передачи — . — и ходовой винт /2 = 8 мм.
При использовании гидродвигателя ГД4 возможно получить быстрый подвод и отвод фрезерной бабки.
Двигатель Д5 приводит во вращение шнек для отвода стружки. Гидронасос Hr, приводимый двигателем Де, регулируется по производительности вручную квадратом 10 через червячную пере-
АаЧу ’
Кинематическая настройка станка
1. Сменные шкивы скорости резания iv = —: d2
а) расчетные перемещения конечных звеньев расчетной цепи скорости резания: 970 об!мин двигателя Д\->п.ф об!мин фрезы;
б) уравнение кинематического баланса
в) формула настройки
. _ Пф
° 237 ix ‘
2. Винторезная гитара ix:
а) расчетные перемещения конечных звеньев расчетной цепи:
1 об. заготовки -> Т мм продольное перемещение фрезы;
б) уравнение кинематического баланса
, 48 54 66 1 60 45 . 28 34 .
1 • - .-- • -• — • ------ - - i г - -- ---- 4-гс = 1;
1 27 88 iy 60 90 х 56 68
в) формула настройки
I = х 36 л’
где Т — шаг винтовой линии червячной нарезки.
3. Гитара деления iy:
а) расчетные перемещения конечных звеньев расчетной цепи деления:
Па оборотов делительного флажка Фа-^-— об. заготовки, где k — число заходов нарезаемого червяка;
б) уравнение кинематического баланса
40 70 60 . 88 27 1 _ _1_.
д 40 70 ’ 60 ’ у ’ 66 ’ 54 ’ 48. “ k ’
в) формула настройки
— 72
У kng
В табл. 7 приведены сочетания значений k, ng и iv.
Таблица 7
Формулы настройки гитары в червячно-фрезерном станке мод. 5402
Число заходов k 1 2 3 4. 5 6 7 8 9 10 11 12
Число оборотов флажка 24 24 24 12 12 12 8 8 8 6 6 6
Гитара iy iy = 72 kng ly = 1 iy ~ 72 kne iy= 1 iy 72 kng- = 1 = 72 kng 1^=1
Червячно-шлифовальный полуавтомат мод. МВ27
Станок (рис. 56) предназначен для шлифования дисковым кругом одно- и многозаходных червяков диаметром до 125 мм.
Основная часть структуры станка состоит из двух групп движений формообразования Ф„(В1) и ФДВгЛз), группы движения, деления Д(В4) и группы движения врезания Вр(П5).
Группа движения скорости резания Ф^В^) очень простая и пояснений не требует.
Группа движения подачи Ф&(В2Пй)—перемещения заготовки по винтовой линии — состоит из внутренней и внешней связей. Внутренняя связь — это кинематическая цепь между шпинделем 1 заготовки и столом 2, проходящая через винторезную гита-
py ix при разомкнутой муфте деления Afx и фиксаторе ф, введенном в паз делительного диска Dx. Внешняя связь передает дви-жение во внутреннюю связь от двигателя Д2 через ременную —, 76 20 2
винтовую — и червячную — передачи. Движение подачи Ф8(В2ГД)—сложное, с незамкнутой траекторией и поэтому настраивается по всем пяти параметрам: на траекторию — винторезной гитарой 1Х и коррекционной линейкой 5, на скорость и направление — двигателем постоянного тока Д2, на путь и исходное положение — упорами стола 2 (на схеме не показаны).
В связи с тем, что станок шлифовальный и винтовое движение Ф8(В2П3) должно быть очень точным, то в этой группе установлено несколько дополнительных элементов, повышающих точность работы винторезной цепи. Гайка продольного ходового винта с шагом t\ = 2п состоит из двух частей: внутренней части 3, поворачивающейся от коррекционной линейки 5, и внешней — 4, поворачивающейся от ручного маховичка 6. Так как у шлифуемых червяков шаг винтовой линии выражается дробным числом, то целая часть этого числа настраивается гитарой ix, а дробная часть — коррекционной линейкой. Маховичком 6 через гайку 4 производят ввод круга во впадину шлифуемого червяка. На шпинделе 1 установлен компенсатор 7 боковых зазоров в винторезной цепи, в котором имеется поводок 8 шестерни zl 12 и два поводка 9 шпинделя 1. Имеется в цепи и два постоянно действующих тормоза Т.
Группа движения деления Д(В4)—простая, с внутренней связью в виде одной вращательной кинематической пары между шпинделем 1 и корпусом передней бабки. Внешняя связь состоит из разветвленной кинематической цепи, идущей от двигателя Д2 2
к червячной передаче — и далее к шпинделю заготовки и сменному делительному диску D2. Делительный цикл осуществляется следующим образом. В начале цикла электромагнит Э\ включает муфту Mi и с помощью толкателя 10 выводит фиксатор ф из делительного диска Di (как показано на рис. 56). Винторезная цепь разрывается, стол останавливается, а диск фиксатора Дф и шпиндель 1 продолжают вращаться. Одновременно через муфту Mt
2
и червячную передачу — происходит вращение сменного дели-23
тельного диска В2.
Через некоторое время диск £)2 своим упором нажмет на конечный выключатель ВД} и выключит электромагнит Делительная муфта 7И1 разомкнется под действием пружины, а фиксатор ф западет в паз делительного диска Di, восстановив винторезную цепь. Делительный цикл закончится и начнется шлифование следующего захода на заготовке.
Движение деления настраивают на путь сменными делительными дисками Дг при постоянной скорости деления.
Кинематическая группа движения врезания Bp(Z7s)—периодического радиального перемещения шлифовальной бабки — состоит из внутренней связи в виде поступательной кинематической пары между корпусом шлифовальной бабки и станиной и из внешней связи. Структура последней будет разная в зависимости от характера движения врезания — будет ли оно ручным или автоматическим. В случае автоматического врезания электромагнит Э2 перемещает золотник, и масло от насоса поступает в гидродвигатель ГД4. Затем кратковременно включается электромагнит Эз и позволяет барабану врезания Б\ повернуться на часть оборота, пока рычаг электромагнита не захватит следующего, упора на барабане Положение упоров на барабане Д соответствует выбранной величине врезания. Движение через ряд зубчатых колес передается гайке поперечного ходового винта с шагом /2 — 3 мм. Переход от чернового к чистовому врезанию производится рукояткой 11. По достижению кругом нужного ра-. диального положения последний упор на барабане Б] нажимает на микровыключатель окончания цикла и с помощью того же гидродвигателя ГД4 шлифовальная бабка возвращается в исходное положение. Команду на включение врезания подает механизм отсчета числа заходов (на рис. 56 он расположен рядом, с делительным диском D2). Во время деления включается электромагнит Э4 и собачка перемещается на несколько зубьев храпового колеса z60. После окончания деления электромагнит выключается и под действием Пружины собачка поворачивает барабан отсчета заходов Б2. Положение упоров ,на нем соответствует числу заходов шлифуемого червяка. После окончания шлифова- . ния всех заходов упор на барабане Б2 нажимает на конечный выключатель ВД2 и он дает команду электромагниту Эз на врезание. При ручном врезании конечный выключатель дает коман- ' ду на остановку шлифования. Ручное врезание производится от маховичка 12 при выключенных рукояткой 11 зубчатых переда- -чах iep.
Возможен автоматический и ручной быстрый подвод и отвод круга. Автоматическое быстрое перемещение круга производится при включении электромагнита Эз гидродвигателем ГДз, который Ч через цепную передачу, кулачок kt и рычаг сообщает ходовому винту t2 = 3 мм осевое перемещение. Это же движение можно' произвести вручную рукояткой 13 при выключенной муфте М2. , Работа механизма правки круга с приводом от двигателя Де ясна из схемы на рис. 56.
Перемещение .прибора правки на глубину правки и радпаль-/ ное перемещение круга для компенсации износа круга произво- -дится специальным механизмом с двигателем Д2. Последний через ряд передач и ходовой винт В = 1 мм передает радиальное f 156
перемещение салазкам 14 механизма правки и на ту же величину через ходовой винт t3 = 3 мм шлифовальной бабке.
Кинематическая настройка станка:
1. Винторезная цепь с гитарой ix:
а) расчетные перемещения
1 об. заготовки -> Т мм продольное перемещение заготовки, Т = kmn — ход винтовой нарезки заготовки;
k — число заходов;
m — нормальный модуль.
Если Т kmn, то его значение, выраженное через какую-то другую десятичную дробь, представляют как Т = kmn + АГ и настраивают первое слагаемое гитарой ix, а второе слагаемое АГ — с помощью коррекционной линейки 5;
б) уравнение кинематического баланса , 112 90 . о ,
1 ------- --^-2и = й/дтг;
28 30
в) формула настройки
2.
а)
шд оборотов диска Дф
Цепь деления расчетные перемещения — об. заготовки; k
б) уравнение кинематического баланса
30 28 ___ 1
90 ’ 112 “ k ’
в) формула настройки
Полуавтомат для заточки червячных фрез мод. ЗА660Б
Станок предназначен для заточки мелкомодульных червячных •фрез с модулем 0,05—1 мм и диаметром 10—65 мм.
Основная структура станка (рис. 57) состоит из четырех кинематических групп для движений скорости резания Ф„(В1), подачи Фв(В2Лз), деления Д(В4) и кругового врезания Вр(Въ).
Структура кинематической группы движения скорости резания ФДВХ)-—простая, с внутренней связью в виде вращательной кинематической пары между шпинделем круга 1 и корпусом шлифовальной бабки и с внешней связью в виде ременной передачи со сменными шкивами iv, обеспечивающими настройку на скорость вращения круга (3 ступени в пределах 2900—5500 об/мин).
Кинематическая группа движения подачи создает винтовое движение Фе(В2П3). Ее внутренняя связь состоит из одной кинематической цепи: Л3—>стол 3 -> синусная линейка с ползуш-кой 5->однозаходный червяк—> левая половина разрезанного 69
червячного колеса z26-> передача — ->диск с рейкой 11, колесом z24 и фиксатором 4 -> делительный диск Дд -> шпиндель В2.
Рис. 57. Кинематическая схема полуавтомата для заточки мелкомодульных червячных фрез мод, ЗА660Б
Для выбора боковых зазоров в этой цепи правая половина 69 разрезанного червячного колеса через передачу —- и винтовой 46
паз в левой шестерне z46 связана со шпинделем заготовки. Внешняя связь в этой группе гидравлическая с приводом от гидродвигателя ГД2, жестко связанного со столом 3. Движение Фя настраивается по всем пяти параметрам. На траекторию — установкой линейки под углом а при помощи блока концевых мер Б, на скорость (0,3—5 м/мин) и направление — гидропанелью ГП. На путь и исходное положение — упорами у\ и у2, воздействующими на рычаг реверса стола. Возможно ручное перемещение
стола.
Кинематическая группа движения деления Д (ДД) — группа простая. Ее внутренняя связь состоит из одной кинематической пары между шпинделем заготовки 2 и корпусом передней бабки.. Внешняя связь передает движение от гидродвигателя ГД$ шпинделю заготовки 2 через реечную передачу z38 и храповой механизм z54. Движение деления настраивается только на путь с помощью сменного делительного диска Дд, число пазов которого совпадает с числом затачиваемых зубьев. Перед включением движения деления гидродвигатель ГДз через реечные передачи выводит фиксатор 4 из паза делительного диска Дд. Возможен и ручной вывод фиксатора ручкой 12. При возвращении рейки-плунжера гидродвигателя ГД4 собачка 6 храпового механизма попадает на перекрышку деления 7, что дает возможность шпинделю заготовки 2 совершать движение подачи ФДВДД). Во время деления стол 3 станка — неподвижен. Как видно из схемы, шпиндель заготовки 2 принадлежит группам подачи Ф&(В2ПЪ) и деления Д(В4), соединенным между собой последовательно..
Кинематическая группа движения кругового врезания Вр(В5)— простая. Ее внутренняя связь такая же, как и в группе деления. Внешняя связь передает движение от плунжера гидродвигателя ГД5 через реечную передачу z26 и храповой механизм z80 червячной передаче . Последняя вращает червяк
69 червячной передачи с разрезанным колесом и через колеса —
поворачивает шпиндель 2. Червячная передача — с разрезан-26
ным колесом является суммирующим механизмом, так как ее червяк имеет две степени свободы: вращение и перемещение вдоль своей оси. Через эту червячную передачу осуществляется параллельное соединение групп движения подачи ФДВ2П3) и движения врезания Вр(В5).
Этот станок, таким образом, может служить примером присоединения одного исполнительного звена — шпинделя заготовки 2 к трем группам: формообразования, деления и кругового врезания при использовании двух способов соединения групп — последовательного и параллельного.
Движение кругового врезания Вр(В3) настраивается по двум параметрам: на путь установкой перекрыши врезания 8 и на исходное положение — лимбом 9. При обратном ходе плунжера гидродвигателя ГД$ собачка храповика z80 останавливается на перекрыше 8.
Движение кругового врезания происходит после каждого полного оборота заготовки и команду на включение гидродвигателя ГД5 дает диск 10 (с выступом), сидящий на шпинделе 2 заготовки и воздействующий на выдвижной упор У3 (последний перемещается гидродвигателем ГД6).
Шлифовальная бабка станка может быть установлена по высоте и наклонена относительно оси затачиваемой фрезы.
Станок имеет механизм правки (на схеме не показан). Кинематическая настройка станка.
1. Определение размера Б блока концевых мер:
а) расчетные перемещения
1 об. заготовки -> Т мм перемещение стола, где Т — шаг стружечной канавки фрезы;
б) уравнение кинематического баланса
1 1 5 • 26 • ctga = Т;
69
,в) формула настройки
Т а — arcctg-------.
81,6814
Для определения размера блока Б можно написать
59 —Б — 4 = 108,5 • sin arcctg -—---
81,6814
Т ги, окончательно, Б = 55— 108,5 -sinarcctg----.
81,6814
Б. ЗУБОДОЛБЕЖНЫЕ И ЗУБОСТРОГАЛЬНЫЕ СТАНКИ ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Типовая структурная схема
При нарезании прямозубых цилиндрических колес зуборезны--?ми долбяками движением скорости резания ФД77]) прежде всего : методом следа образуется форма зуба по длине (рис. 58). Для образования профиля зуба по эвольвенте методом обката необ-ходимо второе движение — качение долбяка относительно невра-драющейся заготовки, или качение заготовки по невращающемуся .долбяку, или относительное качение при взаимно согласованных вращениях заготовки и долбяка—движение подачи Ф8(В2Вз)-Чаще всего применяется последний вариант распределения эле-,: ментарных движений между исполнительными звеньями (рис. 58) как более простой для конструктивного оформления станка, Вариант с качением заготовки по долбяку применяется в специаль-й ных зубодолбежных станках, но очень редко.
Движением подачи Ф8(В2В3) обеспечивается и процесс деле-.? ;ния, если круглый долбяк — замкнутый; если он незамкнутый, то! такое деление возможно при условии zs > гзаг.
Следовательно, станок должен создавать два движения форЧ ^образования: движение скорости резания Ф„(П}) и движение-! .подачи (движение обката) Фе(В2В3). Помимо двух этих движе-’j .160 |
ний формообразования в станке создаются движения радиального врезания, управления и ряд вспомогательных движений.
На рис. 64, а показана типовая структурная схема зубодолбежного станка при нарезании прямозубого цилиндрического колеса.
Станок состоит из двух кинематических групп формообразо-
вания, группы радиального врезания и группы отвода заготовки.
Движение скорости резания 0K(77j)—простое с незамкнутой траекторией, поэтому кинематическая группа для создания этого движения — простая, в которой внутренняя связь состоит из по
ступательной пары в виде двух копирой к3 и к4 с прямолинейными копирными поверхностями. Внешняя связь — пунктирный отрезок 1—2—8 на схеме идет от двигателя через кривошипный диск. К.д., сообщая ползуну возвратно-поступательное движение.
Вторая кинематическая группа создает исполнительное движение подачи (движение обката) Ф8(В2В3). Это движение сложное, двуэлементарное и поэтому внутренняя связь будет состоять из одной кинематической отрезок 3—7—4—5).
Рис. 58. Схема движений при нарезании зуборезным долбяком цилиндрических колес с прямым зубом
цепи (на схеме пунктирный
Внешняя связь состоит из одной кинематической цепи между двигателем Ду и звеном соединения 4 (на схеме пунктирный отрезок 1—2—6—4).
Кинематическая группа движения радиального врезания Вр(Пе) состоит из внутренней связи в виде поступательной Кинематической пары между суппортом и станиной и внешней связи между двигателем Д\ и кулачком к2 (на схеме пунктирный отрезок 1—2—6—4—7—10).
Кинематическая группа вспомогательного движения отвода и подвода заготовки Всп(Пъ) с кулачком К\ также простая и ее
структура понятна из схемы.
Зубодолбежный станок мод. 5140
На станке нарезают цилиндрические колеса с прямыми и винтовыми зубьями диаметром до 500 мм и модулем до 8 мм.
Кинематическая структура станка (рис. 59) близка к типовой структуре. Рассмотрим кинематическую схему станка для случая нарезания цилиндрического колеса с прямыми зубьями.
Кинематическая группа движения скорости резания 0„(77i). Внутренняя связь: ползун -> стойка станка.
11 Заказ 911 161
D ZT 100 180
Внешняя связь: Д\-*------------------> кривошипным диск
Кд-*- ползун.
Кинематическая группа движения подачи Фп (В2В3).
Внутренняя связь: В2 ~~ i* Л В3.
D 77 1°° • 2 о • -ЗС
Внешняя связь: Дj -э--—> iv -э-----> Р2 -> is -> z36.
140 24
Кинематическая группа движения радиального врезания стола Вр(П4).
Внутренняя связь: салазки стола—> станина.
Внешняя связь: гидродвигатель /Л-т-конус — -> салазки
6 стола.
Кинематическая группа движения отвода и подвода стола при смене заготовки Betti (П$).
Внутренняя связь: салазки стола -> станина.
Внешняя связь: гидродвигатель Ц2 -> салазки стола.
Кинематическая группа движения установки стола на межцентровое расстояние долбяка и заготовки.
Внутренняя связь: салазки стола-> станина.
з
Внешняя связь: рукоятка ——>/= 8 лиг—>салазки.
п п 100 100
В станке имеется кинематическая цепь Д\ ->------— —>•
140 140
муфта обгона М, которой пользуются при выверке радиального биения долбяка и заготовки... ;
Органы настройки указаны в табл. 8.
Таблица 8
Органы настройки к станку мод, 5140
Движение Органы настройки на:
траекторию путь скорость направление исходное положение
ФДГВ) — «3 Кз Шатун
2za lx — гзаг — h Ръ —
Вр(/74) — Гидропанель Гйдропа-нель — Квадрат А
Зубодолбежный станок мод. 5В150
На станке (рис. 60) можно нарезать цилиндрические колеса внешнего и внутреннего зацепления с прямым и с винтовым зубом диаметром до 800 мм и с модулем до 12 мм.
И* 163
Рассмотрим структуру и настройку станка при нарезании ци- | линдрического колеса внешнего зацепления с прямым зубом.
Для этого в станке нужно иметь два исполнительных движе- I ния формообразования — ФДГЦ) и ФДВгВз). Кроме этих движе- ;; ний, есть движение радиального врезания, быстрый подвод и от- | вод стола, отвод и подвод долбяка к заготовке за каждый его j двойной ход и быстрые вращения стола и долбяка, необходимые J для выверки их радиального биения. . , J
Кинематическая группа движения скорости резания ФДГЦ) состоит из внутренней связи в виде поступательной кинематиче-: л
Рис. 60. Кинематическая схема зубодолбежного станка мод. 5В150
ской пары (копир К] на червячном колесе и копир к2 на ползуне) J и внешней связи, передающей движение от двигателя Дг во вну-треннюю связь. ' ?
Настройка движения скорости резания, как простого движе- у ния с незамкнутой траекторией, производится по четырем пара- ? метрам: на путь — изменением радиуса кривошипа, на ско-рость — двигателем Д5 и гитарой iv (15 ступеней от 33 до 188 дв.- л ходов в минуту), на направление — изменением положения паль- i ца кривошипа и на исходное положение — изменением длины « шатуна. . J
11*
|63
Кинематическая группа движения подачи ФДВ2В3) состоит
из внутренней связи между шпинделем долбяка и столом и внеш
ней связи, идущей от двигателя до червячной передачи
4
28 ’
Червяк последней является точкой соединения внешней и внутренней связей. Движение обката Ф3 — сложное движение, но с замкнутой траекторией и поэтому настраивается по трем параметрам: на траекторию — гитарой деления ix и реверсом Pi, иа скорость подачи — гитарой is и коробкой i0 и на направление— гитарой is (через паразитное колесо).
Произведем кинематическую настройку станка.
Гитара ix определяется из следующего уравнения кинематического баланса:
j 90 50 45 32 28 25 . 20 1 __ гдолб
1 50 45 ' 32 4 ’ 25 х 75 ' 168 ~ гзог
И
Составляем расчетные перемещения и уравнение кинематического баланса для определения формулы настройки гитары подач is
1 об. долбяка—>-Л дв. ходов ползуна.
1 90 . 50 45 32
1 50 ’ 45 ' 32
28
4
70 .
83
<0
20
32
4 =
30 1 56 1
30 is 28
19 А ---= k;
75 168 kiu
Число k выбирается по заданному режиму обработки.
Группа радиального врезания имеет отдельный двигатель Д2. Гитара врезания iep определится из уравнения
20 1 . 64 1 1П :
1470 -----------------------------10 = snad;
40 103 бр 48 40 1
Чр — 2,4 Spag.
Двигатель Д2 может сообщать столу быстрое радиальное перемещение через муфту ЛК. Муфты ЛК и М2 сблокированы.
При разомкнутой гитаре 1Х стол может получить быстрое вращение от двигателя Д3. Возможно также быстрое вращение дол-бяка от двигателя Д4 при разомкнутом реверсе Р\.
Автоматический цикл работы станка при двухпроходном нарезании колеса происходит следующим образом. Перед началом работы диски врезания Di и D2 поворачивают на валу вручную в нужное положение и закрепляют с помощью гайки. Затем вклю
чают главный двигатель Д] и двигатель врезания Д2- Когда при предварительном врезании долбяк достигнет установленной глубины, фиксатор западет в прорезь диска врезания Di и конеч-
ным выключателем В/G выключит двигатель Д2. Затем при помощи электромагнита освободится диск отсчета Do, который, сделав один оборот, снова остановится и включит двигатель врезания Д2 (одновременно может автоматически быть включена
новая скорость подачи). Начнется врезание на полную глубину зуба. Когда второй фиксатор западает во второй диск врезания D2, то двигатель Д2 опять выключится, причем электромаг-
витом Э] будет снова освобожден диск отсчета Do. Последний сделает один оборот и выключит главный двига-
Рис. 61. Схема установки зуборезного долбяка при нарезании торцевого колеса из цилиндроконической пере-
Рис. 62. Цилиндроконическая пере-
дача
дачи
тель. Диски £)] и D2 всегда должны вращаться в одну и ту же сторону, что достигается с помощью реверса Р2.
Технологические возможности рассмотренных зубодолбежных станков могут быть расширены за счет специальных приспособлений. Так при установке на стол станка угловой головки 3 (рис. 61) зуборезным долбяком 1 можно нарезать торцовое колесо 2 из цилиндрической передачи (рис. 62). Структура станка при этом остается такой же, как при нарезании прямозубого цилиндрического колеса.
С помощью специального приспособления возможно нарезать призматические рейки. В этом приспособлении имеется реечная передача. Рейка передачи жестко прикреплена к прямоугольному столу, на котором закрепляется нарезаемая заготовка, а конусный вал реечной шестерни приспособления вставляется в конусное отверстие стола зубодолбежного станка, как вставляется 166
обычная оправка при нарезании цилиндрических колес. Кинематическая структура зубодолбежного станка превращается в структуру рейкодолбежного станка.
Имеются и специальные рейкодолбежные станки. Рассмотрим один из них.
Рейкодолбежный станок мод. ЕЗ-9А
Станок нарезает зуборезным долбяком рейки длиной до 1250 мм и модулем до 8 мм. Станком создаются движения
(рис. 63) формообразования зуба по длине Ф„(/7]), формообра-
зования по профилю Фв(П2В3) и вспомогательные движения Вещ (ГЦ) для установки заготовки на глубину резания и Всп2(П5) для отвода долбяка от заготовки при обратном ходе ползуна.
Структура формообразующей части станка состоит из двух кинематических групп формообразования — группы движения скорости резания <Pv(17i) и группы подачи Фа(П2В3).
Кинематическая группа движения скорости резания — простая. Внутренней связью здесь служит поступательная кинематическая пара между ползуном и направляющими стойки станка. Внешняя связь состоит из цепи привода между двигателем Д\ и
Рис. 63. Кинематическая схема рейкодолбежного станка мод. ЕЗ-9А:
1 — зуборезный дол бяк; 2 — стол; Kt и — кулачки подвода и отвода долбяка
ползуном, содержащей
гитару Ц. Движение ФД/71)
настраивают по трем параметрам:
на скорость — гитарой Ц, на путь — перестановкой пальца кривошипа и на исходное положение долбяка — изменением длины
шатуна кривошипной передачи. Это движение не изменяется по
траектории и направлению.
Кинематическая группа подачи — сложная, состоит из одной внутренней кинематической цепи, связывающей вращение дол-
бяка Bs с прямолинейным перемещением стола П2 через гитару ix, и цепи привода между двигателем Д\ и червячной передачей 4/28, содержащей гитару ls. В группе имеются устройства для настройки следующих параметров движения: траектории — гитара ix, скорости — гитара is и пути — упоры на столе, воздействующие на конечные выключатели двигателя Ду.
Быстрый обратный ход стола производится двигателем Д2.
Остальные механизмы в станке такие, как, например, кулачки отвода заготовки и поперечный ходовой винт t2 осуществляют вспомогательные движения.
Для нарезания косозубых реек к станку может быть поставлено специальное приспособление.
Кинематическая настройка станка сводится к настройке гитары скорости резания iv, деления ix и подач is.
Формулы настройки для них:
_ «а . _ mzd .
76 180
630 s »s = ------.
ionmzd
где ng — число двойных ходов долбяка в минуту; т — модуль (в мм); zg — число зубьев долбяка; s — подача в мм на один двойной ход долбяка.
Сравнительный анализ кинематических структур зубодолбежных станков
Как видно из приведенных выше кинематических схем, зубодолбежные станки имеют в своей основе однотипную кинематическую структуру, так как схема движений формообразования у них одна и та же. Они различаются между собой раздельным или общим приводом групп формообразования, размещением реверсов, конструкцией органов настройки, соединением кинематических цепей между собой и составом структуры каждой из них.
В станке по схеме рис. 64, в группа движения Фв(В2Въ) имеет отдельный двигатель Д2, а в станке по схеме рис. 64, а цепь подач этой группы присоединена в точке 2 к группе движения ФДГЦ). Оба варианта имеют преимущества и недостатки и применяются в станках разных типоразмеров. В варианте схемы с отдельным двигателем в группе подачи, применяемом в тяжелых станках (рис. 64, в), легче осуществляется часто требуемое реверсирование движения обката с помощью двигателя, без установки специального реверса. Вместе с тем этот вариант схемы требует цепи привода с большей редукцией и, к,тому же, эконбмически он менее выгоден из-за большой стоимости электродвигателей. 168
Имеющиеся в данном случае колебания минутной подачи оказывают отрицательное влияние на чистоту боковой поверхности зуба.
Известно, что один из реверсов в зубодолбежных станках (на рис. 64 реверс Р%) предназначен для изменения направления вращения заготовки в случае нарезания на станке колес внутреннего зацепления. Этот реверс всегда расположен в той ветви внутренней связи группы движения обката, которая идет к заготовке. Второй реверс Pi, предназначенный для изменения направления движения обкатки (с целью более равномерного изнашивания обеих режущих кромок каждого зуба долбяка), может быть расположен как во внутренней, так и во внешней связи группы движения. обката. Вариант размещения реверса Pi во внутренней
Рис. 64. Структурные схемы зубодолбежных станков
связи менее удачен, так как точность ее работы при наличии двух реверсов будет ниже. Кроме того, для изменения направления движения обката в этом случае необходимо будет переключать оба реверса, что несколько усложняет управление станком.
Присоединение цепи врезания в точке 7 сделано в сопоставляемых станках по-разному. В схеме а эта цепь присоединена к цепи деления (внутренней связи), а в схемах бив— к цепи привода.
Последнее присоединение лучше, так как при этом цепь деления не испытывает дополнительных, довольно больших нагрузок,, понижающих точность ее работы.
Настройка станка на скорость резания и подачу может производиться коробками или гитарами скоростей и подач или тем и другим одновременно; применение этих вариантов зависит от степени универсальности станка.
бяка Вз с и цепи г'о содержу строй 91 ра '
ЩИА V-
ы цепи деления (она же — цепь обката) для \ первостепенное значение, поэтому структуре уделяться особенно большое внимание. В ка-чр сослаться на станки одного типоразмера ^аточно было в станке мод. 5А12 (рис. 65) я с гитарой ix все зубчатые передачи с пе-,жколес зубчатыми передачами с параллель-io), получим станок мод. 5В12, обеспечивающий степень точности изготовления колес. Хотя такая привела к увеличению общего числа зубчатых колес юлес в цепи деления станка мод. 5А12 до 21 в мод. 5В12),
Рис. 65. Кинематическая схема зубодолбежного станка мод. 5А12
-составление цепи деления из цилиндрических зубчатых передач резко повысило точность ее работы. Точность цепи деления может -быть повышена еще более путем уменьшения в ней числа колес и перенесением реверса в цепь подач.
Движение врезания Вр(П1) может совершать долбяк (рис. 64, а и б) или заготовка (рис. 64, в) в зависимости от того, какое исполнительное звено отводится движением Всп(Пъ) при обратном ходе ползуна.
В тяжелых станках отвод Д5 совершает долбят/ (как имеющий меньшую массу) и поэтому радиальное врезание Вр(ГЦ) передается заготовке.
Рис. 66. Кинематическая схема зубодолбежного станка мод. 5В12
Зубострогальный станок мод. SH-45 фирмы Мааг (Швейцария)
На станке (рис. 67) можно нарезать зуборезной гребенкой цилиндрические колеса с прямым и винтовым зубом диаметром до 450 мм.
Для этого необходимо иметь три исполнительных движения: движение скорости резания Ф-ДГЦ), движение подачи (движение обката) и движение деления Д(В4). Следовательно,
основная часть станка, показанная на рис. 67, будет состоять из трех кинематических групп.
Группа движения скорости резания Ф„(/71)—простая и ее 4 внутренняя связь состоит из одной поступательной кннематиче- т ской пары между ползуном и поворотным основанием передней с стойки станка. Внешняя связь расположена между двигателем и ползуном; она состоит из ременной передачи пары конических к колес, коробки скоростей iv (на 9 ступеней), передачи — и кри- ц вошипно-шатунной передачи. Эта группа создает простое движение с незамкнутой траекторией и поэтому она должна иметь и настройку создаваемого движения по 4 параметрам: на ско
рость — коробкой скоростей iv, на путь — изменением радиуса кривошипа г, на исходное положение — присоединением шатуна
в различных точках ползуна и на направление — с помощью кривошипного диска. s
Группа движения подачи ФДВгЛз) создает движение качения заготовки по зуборезной гребенке. Группа сложная и ее внутрен- i няя кинематическая связь состоит из одной кинематической цепи,
Рис. 67. Кинематическая схема зубострогального станка с зуборезной гребенкой мод. SH-45 фирмы Maar
связывающей элементарное движение В2 круглого стола и перемещение Пй прямоугольного стола. Структура этой цепи
D 60 1 50 „ j-j
В2—>~ -——»-——>------1Ж—>ходовой винт
1 iy 50
Структура внешней связи группы движения подачи
„ 150 1 . 12 1
Д1 —>—•------------------>-——>кулиса и храповой механизм
350 1 66 1
Последнее колесо z50 является звеном соединения внешней и внутренней связей. От него движение пойдет по внутренней 172
ч т с
к и й
связи к прямоугольному и круглому столам. Создаваемое этой группой движение — сложное с незамкнутой траекторией и поэтому оно настраивается по всем 5 параметрам: на траекторию — гитарой профилирования ix, на скорость — храповым механизмом и коробкой подач i0, на путь — барабаном автомата БА, на исходное положение — установкой положения прямоугольного стола через гитару ix вручную, на направление — реверсом Р{.
Внутренняя связь группы движения деления Д(В4) состоит из одной вращательной кинематической пары, расположенной между круглым и прямоугольным столами. Внешняя связь этой группы на схеме не показана.
Червячное колесо z60 является звеном соединения внешней и внутренней связей. Настройка этого движения, как и обычно всякого другого движения деления, производится только на путь — гитарой деления iy. Исполнительное звено — круглый стол участвует в двух исполнительных движениях — в движении обката Ф8(В2ПЪ) и движении деления Д(В4), причем эти движения происходят неодновременно. Следовательно, соединение кинематических групп подачи и деления между собой может быть произведено одним из трех способов: параллельным, последовательным или смешанным. Во внутренней связи группы движения подачи станка расположен механизм разрыва цепи — однокулачковая муфта Л14. Это указывает на то, что в станке применен способ последовательного соединения групп.
Автоматический цикл работы станка происходит следующим образом. После нарезания одного зуба барабан автомата БА дает команду на остановку ползуна в верхнем исходном положении, через специальную цепь быстрого непрерывного движения (на схеме она не показана) изменяется направление движения прямоугольного стола, причем кулачковая муфта ТИ4 нарушает связь между круглым и прямоугольным столами и прекращает движение обката Ф8(В2ПЪ). Прямоугольный стол быстро возвращается в исходное положение (вспомогательное движение /73'), при этом круглый стол некоторое время не вращается. Когда ведущая половина муфты ТИ4 сделает 2 оборота, она снова сцепится со своей ведомой половиной, круглый стол начнет вращаться и движение обката восстановится. В начале прямого хода стола барабан автомата включит цепь прерывной подачи обката, даст команду на движение ползуна и начнется нарезание следующего зуба. Во время обратного перемещения заготовки (движение П') последняя повернется относительно гребенки на один зуб (движение деления В4). Нарезание одного зуба происходит за один оборот барабана автомата БА.
Произведем кинематическую настройку станка для нарезания цилиндрического колеса с прямым зубом.
Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев цепи профилирования
1 об. заготовки nmz мм перемещение заготовки;
б) уравнение кинематического баланса , 60 1 50 . с,
1 ------ — • ----- tr • — nmz;
1 itJ 50
в) формула настройки (после подстановки значения гитары деления iv)
т
1Х ==-•
4
Цепь подач с храповым механизмом:
а) расчетные перемещения конечных звеньев расчетной цепи подач
1 дв. ход ползуна->sc мм перемещение заготовки;
б) уравнение кинематического баланса ,1 zs 57 35 . 1 50 . о
1 • •—• • —5— • -.-----in • — • ---- ix • 2л = s0;
1 120 35 35 1 50
в) формула настройки
47 s0
7 —______ . ..У.
i0 т
58 39 52 где 10 имеет три значения: —; —; —.
F 20 39 26
Цепь деления (с гитарой iv):
а) расчетные перемещения конечных звеньев расчетной цепи деления:
2 об. муфты ЛЦ -> — об. заготовки;
б) уравнение кинематического баланса
2 • 1у
в) формула настройки iy где z — число нарезаемых зубьев;
т — нормальный модуль нарезаемых зубьев;
zs — число зубьев храпового колеса а120, захватываемых собачкой за один ее двойной ход;
' s0 — подача прямоугольного стола за один двойной ход пол- # зуна.
При нарезании цилиндрических колес с винтовым зубом (рис. 68) кинематическая структура станка остается такой же, 174
60 г ’
30
но перемещение ползуна происходит под углом р к оси заготовки. В этом случае форма зуба по длине (винтовая линия) получается с помощью двух движений — ФЪ(П\) и Фв(В2П3), и, следовательно, последнее движение участвует и в образовании профиля зуба,, и в создании формы зуба по длине.
Для расширения технологических возможностей на станке можно установить специальную зубодолбежную головку и зуборезным долбяком производить нарезание цилиндрических колес, внутреннего зацепления (рис. 69). В этом случае кинематическая структура станка будет иной — похожей на структуру зубодол
Рис. 68. Схема установки заготовки и зуборезной гребенки при нарезании винтового зуба на цилиндрическом колесе
Рис. 69. Специальная долбежная головка для нарезания цилиндрических колес внутреннего зацепления
бежных станков, так как потребуется создавать два исполнительных движения формообразования — ФДД)) и Ф8(В2В3). Движением подачи создается профиль зуба и производится деление и поэтому в этом случае отдельного движения деления не требуется.. Ходовой винт станка в это время не работает. Движение подачи Ф8(В2В3) в отличие от зубодолбежных станков будет прерывистым.
С помощью другого приспособления возможно нарезать рейки любой длины обычными зуборезными гребенками (рис. 70). Цикл работы станка в этом случае будет следующим. Прямоугольный стол автоматически постепенно врезается на полную глубину зуба нарезаемой рейки, затем ползун останавливается в верхнем положении, а стол перемещается в исходное положение в радиальном
направлении и одновременно делает несколько шагов в боковом направлении. После этого включается следующий цикл работы станка.
Кинематическая структура станка при использовании таких приспособлений будет уже другой. Все эти приспособления расширяют номенклатуру обрабатываемых деталей. Таким образом,
Рис. 70. Приспособление для нарезания реек зуборезной гребенкой
при применении на зубострогальном станке указанных выше приспособлений станок становиться не одноструктурным, а многоструктурным.
При дополнительных требованиях к технологическому назначению зубострогальных станков, например, в случае использования их в крупносерийном производстве, выпускают ряд специализированных станков с повышенной производительностью, но с меньшими размерными и фор-
мообразующими возможностями. Так, на станке мод. SH-10 фпр: мы Мааг нарезают колеса диа-
метром до 100 мм специальными длинными зуборезными гребенками, имеющими число режущих зубьев, большее или равное числу зубьев нарезаемого колеса j(piic. 71).
Рис. 71. Схема движения обката в зубострогальных станках при нарезании колес длинной зуборезной гребенкой
В этом случае для создания движения Фв(В2П3) качения заготовки по зуборезной гребенке на полную ее длину на оси зато- ; товки устанавливается эталонная шестерня, сцепляющаяся б^з зазора с эталонной рейкой, установленной параллельно направляющим прямоугольного стола. При одном проходе стола за один его ход из положения I в положение II происходит нарезание
<7fi
всех зубьев без отдельного делительного движения, что резко повышает производительность обработки. Структура станка упрощается и состоит из двух групп формообразования, причем группа обката по своей структуре оказывается менее сложной, чем в обычных станках. Одним из недостатков такого способа является то, что при нагревании длинной режущей гребенки она
сильно удлиняется и неблагоприятно влияет на величину накопленной ошибки нарезаемого колеса. Для избежания этого в станке устанавливают специальное устройство, нагревающее эталонную рейку до температуры инструмента.
Увеличение производительности при использовании станка мод. Д Н-20 достигнуто за счет одновременной обработки двух заготовок. На общем прямоугольном столе устанавливается два круглых стола с одним приводом. Ползуны имеют общий привод, но установка зуборезных гребенок по высоте раздельная.
Зуборезными гребенками можно нарезать цилиндрические колеса с шевронным зубом (метод Сондерлянда). Схема движений гребенок и заготовки для этого случая показана на рис. 72. Каждая гребенка нарезает свой полушеврон. Так как движение подачи и деления те же, что и в обычных зубострогальных станках, то кинематическая идентична зубострогальным станкам.
Рис. 72. Схема движений при нарезании гребенками цилиндрического колеса с шевронными зубьями
структура станков
В. ЗУБОРЕЗНЫЕ СТАНКИ ДЛЯ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМ И ДУГОВЫМ ЗУБОМ
Типовые структурные схемы
Форма боковой поверхности зуба конического колеса определяется формой зуба по профилю и формой по длине. Из теории зацепления известно, что профили зубьев конических колес представляют собой сферические кривые, следовательно, отличаются от эвольвент — плоских кривых. Замена сферической поверхности, на которой должен строиться профиль зуба, касательной к ней конической поверхностью (дополнительным конусом) приводит к октоидальному зацеплению, которое по форме близко к эвольвентному.
Форма зубьев по длине может быть прямолинейной, совпадающей с образующей конуса или криволинейной, наклоненной к образующей начального конуса под углом.
J2 Заказ 911 177
Расположение кривых, определяющих форму зуба по длине, на боковой поверхности конуса (кривые двоякой кривизны) сильно затрудняет в общем случае выяснение закона нх образования, что необходимо для разработки способов профилирования зубьев и создания кинематики соответствующих станков. Поэтому форму по длине зуба конического колеса определяют обычно формой по длине зуба сопряженного с ним плоского колеса. Как известно, последнее представляет собой коническое колесо с углом при вершине начального конуса 2<р = 180°. Плоское колесо (с зубьями на торце) представляет собой круговую рейку (рис. 73). Она
является предельным коническим колесом (2ф = 180°) в том же смысле, в каком прямолинейная зубчатая рейка представляет собой предельное цилиндрическое колесо с радиусом R —> оо.
На плоском колесе (круговой рейке) линия, определяющая форму зуба по длине, лежит на плоскости и может быть: прямой, дугой окружности, удлиненной или укороченной эпициклоидой или гипоциклоидой, удлиненной или укороченной эвольвентой и т. д. Использование именно этих
Рис. 73. Зацепление конического колеса с плоским колесом
линий связано с тем, что их можно образовать с помощью комбинации простых равномерных движений •— вращательного и прямолинейного, которые на станках легче всего осуществить.
Радиус плоского колеса зависит от длины начального конуса сопряженного колеса: = L.
Выразив их через модуль и число зубьев, получим
тгПл mz z
----— =---------- и гпл = -------->
2 2 sin ф sin ф
где ф — угол начального конуса.
Рассматривая методы образования боковой поверхности зуба конического колеса, нужно рассматривать отдельно методы образования профиля зуба и методы образования формы зуба по его длине.
Для образования профиля зуба применяются три метода образования из четырех возможных методов геометрического образования производящих линий.
1. Метод копирования, когда форма режущей кромки инструмента представляет собой линию, по своей форме и протяжен-, ности совпадающую с профилем зуба. Таким режущим инструментом является круговая протяжка для больших конических колес с прямолинейным профилем (колесо из полуобкатной па-178
ры) и дисковая протяжка (рис. 74) для малых прямозубых колес-сателлитов с дуговым профилем. Этот метод из-за сложности режущего. инструмента применяется редко и только в .массовом производстве. Станки в этом случае имеют сравнительно простую кинематику, так как не создают сложных движений формообразования.
2. Метод следа, когда профиль зуба образуется остроконечным инструментом, в частности остроконечными зубострогальными резцами. Для этого их нужно, кроме перемещений вдоль зуба, перемещать и по эвольвенте. Создается движение подачи
Рис. 74. Схема нарезания прямого зуба конического колеса дисковой протяжкой
Рис. 75. • Схема механизма профилирования зуборезного станка, нарезающего конические колеса с прямыми
' • зубьями мод; 5А283
в станках, чаще всего, при помощи эвольвентных копиров к (рис. 75). Этот метод — малопроизводительный, применяется очень редко, только при нарезании крупногабаритных конических прямозубых колес.
3. Метод обката — самый распространенный. В нём используется производящий элемент в виде линии, по форме и протяженности не совпадающей с образуемым профилем. Образование профиля происходит с помощью движения качения. В качестве производящего колеса используется плоское колесо.
Если бы плоское колесо существовало в. станке реально (рис. 73), то при изготовлении его из достаточно твердого материала оно было бы способно при качении по нему нагретой заготовки [движение Ф0(В2В3)] выдавить на ней впадины зубьев с формой, сопряженной с формой зубьев плоского колеса. По такому принципу работают накатные станки для конических колес. В зуборезных станках для конических колес (рис. 76) реально существуют только два профиля — правый и левый — одного 12* 179
зуба плоского колеса в форме зуборезных резцов с прямолинейными режущими кромками 1 и 2 (или зуборезных резцов резцовой головки). Поэтому необходимы движение обката Ф8(В2В^)
Рис. 76. Схема движений при нарезании прямозубых конических колес методом обката:
1 и 2 — зуборезные резцы; 3 н 4 — ползуны; 5 и 6 — направляющие на люльке;
7 — люлька (плоское колесо); 8 н 9 — червячная передача люльки; 10 — заготовка; 11 и 12 — червячная передача бабкн заготовки; 13 — гитара профилирования
и движение скорости резания Фг,, заставляющие двигаться режущие кромки резцов с достаточно большой скоростью по линии, которая характеризует форму по длине зуба плоского колеса (по прямой или дуге). При качении заготовки по плоскому колесу в этом случае резцы вырежут на заготовке зубья с формой, сопряженной с зубьями плоского колеса по профилю и по длине.
Движение Ф® для прямого зуба будет ФДТТ)) (рис. 76). При образовании дугового зуба оно будет простым вращательным Фъ(В1) (рис. 77). Для остальных видов криволинейных зубьев, используемых в машиностроении, движение Ф® становится сложным, составленным из двух и более элементарных движений, может совершать, например, за-
Движение обката Ф8(В2В3)
Рис. 77. Схема движений при нарезании конических колес с дуговым зубом методом обката:
1 — резцовая головка; 2 — заготовка; ОО — ось вращения люльки
плоское колесо при неподвижной заготовке. Первый случай в
практике используется мало, а второй и совсем не применяется.
Самым распространенным видом движения обката Ф8 (В2В3) является движение (рис. 76), в котором участвуют и заготовка,
и плоское колесо. При этом конструктивное оформление станка
получается более простым. Образование прямого зуба в процессе резания осуществляется методом следа, а при нарезании дугового зуба — методом касания. Поскольку при нарезании зубьев на плоском колесе имеется как бы один режущий зуб, то в станках необходимо иметь движение деления Д(В4). Таким образом, при нарезании прямозубого конического колеса нужны движения Фг(/71), Ф8(В2В3),Д(В4) (рис. 76), а при нарезании колеса с дуговыми зубьями Ф„(В1), ФДВ2В3) и Д(В4) (рис. 77).
Рассмотрим типовые структуры этих станков.
На рис. 78, а показана структура двух кинематических групп формообразования — движения скорости резания ФГ(В1) и движения подачи (обката) ФЯ(В2В3)
При нарезании кониче- Рис. 78. Типовые структурные схемы зубо-ского колеса С дуговым резных станков для конических колес зубом.
Группа движения скорости резания — простая. Внутренняя связь группы представляет собой вращательную кинематическую пару между шпинделем резцовой головки Рг и люлькой л.
Структура внешней связи Д\~^ 1
—> шпиндель резцовой головки.
Движение Ф„ — простое, с замкнутой траекторией, должно настраиваться по двум параметрам: на скорость — гитарой iv и на направление — реверсом Pi.
Группа движения- подачи — сложная. Структура ее внутренней связи — B3-+5-^10->6-+ix->7 -+8-+ В2.
Структура внешней связи Д1~^9->Ц-^Р2-^ i0->-10.
Движение — сложное, с незамкнутой траекторией, должно на--страиваться по всем пяти параметрам: на траекторию — ix, на скорость — is, на путь — i0 и на исходное положение —- с помощью гитары ix; на направление не настраивается. Реверс Р2 используется при обратном ходе люльки.
Формообразующая часть структуры станка одинакова для всех таких станков. Если к этой части добавить группу движения деления Д(В4), то структура станка станет различной и будет зависеть от способа кинематического'соединения групп движений подачи и деления. Так как движение деления Д(В4) и движение подачи Ф8(В2В3) не одновременны, то возможно применить любой из трех способов соединения кинематических групп — параллельный, последовательный или смешанный и получить, соответственно, три станка с различными кинематическими схемами.
При применении параллельного способа соединения во внутреннюю связь группы движения подачи между' точками 6—7 (рис. 78, б) встраивают суммирующий механизм 2, чаще всего, дифференциал планетарного типа с двумя входными звеньями 11 и 16 и одним выходным звеном 12. В этом случае, если соединить точки 13 и 9 на рис. 78, а с точками 13' и 9' на рис. 78, б, цикл работы станка будет следующим. При включении двигателя Д1 движение через внешнюю связь 1 -> iv -> Pi -> 2 3 -> 4 будет
передано шпинделю резцовой головки и она будет непрерывно вращаться со скоростью резания. Одновременно через внешнюю связь группы движения подачи точки 9 и 10 и участок внутренней связи движение будет передано люльке; последняя начнет медленно поворачиваться (движение В3). От точки 10 через гитару ix движение попадет в точку 8 и заготовка тоже будет совершать соответствующее вращение В2. В относительном движении заготовка будет катиться по плоскому колесу и резцовая головка вырежет на заготовке заданную форму впадины зуба. После того как резцовая головка выйдет из зоны резания и, следовательно, будет нарезана одна впадина зуба, барабан автомата Ба отведет заготовку от резцовой головки и переключит реверс Р2 на обратный быстрый ход люльки. В конце быстрого хода люльки барабан автомата Ба выведет из паза делительного диска ДО фиксатор, который автоматически включит кулачковую муфту Mi. Движение деления от двигателя через цепь 13' -> 14 -> 1 -> Mi -> Дд-> 16-+- 2 -> 127—> iy-^8' поступит на заготовку, которая в этот момент одновременно будет совершать два элементарных движения — В2 и В4. В относительном движении заготовка будет и катиться без скольжения по плоскому колесу и вра- > щаться вокруг своей оси. При вращении делительного диска Дд [ подпружиненный фиксатор все время будет касаться поверхности.
окружности диска. После одного оборота делительного диска фиксатор западет в паз последнего, выключив при этом кулачковую муфту Mi, и движение деления Д(В4) прекратится. На заготовке останется движение В% (с обратным направлением). В конце обратного хода люльки барабан автомата Ба подведет заготовку к резцовой головке и включит реверс Р% на рабочий ход. Цикл нарезания одного зуба закончится и начнется нарезание второго, а затем и всех последующих зубьев. После нарезания последнего зуба счетчик числа зубьев выключит двигатель.
При соединении двух групп последовательно (рис. 78, е) вместо суммирующего механизма S устанавливают механизм размыкания внутренней связи группы движения подачи (цепи профилирования) в виде однозубой кулачковой муфты Л13, связанной [ автоматической блокировкой с муфтами М2, Mi и фиксатором делительного диска. При замкнутой муфте Мз движение от двигателя Д] через муфту М2 и внешнюю связь группы движения подачи поступает на люльку (движение В3) и шпиндель заготовки (Вг), создавая исполнительное движение подачи (обката) ^«(ВгВз).
При возвращении люльки в исходное положение после нарезания одного зуба барабан автомата Ба выводит фиксатор из паза делительного диска Дд\ при этом автоматически размыкаются муфты М2 и ТИз и замыкается муфта Mi. Люлька останавливается, а движение от двигателя Д1 через внешнюю связь группы деления Д1 -> 13"-*-14->Mi -*-Дд-> 15-*-16—>7-> ф-> 8" передается на заготовку,' которая совершает движение деления Д(В4). После одного оборота делительного диска фиксатор западает в его паз и положение кулачковых муфт восстанавливается. Заготовка в течение цикла последовательно переходит от качения ФЦ.В2В3) к чистому вращению Д(В4) и опять к качению ФДВ2Вз)-
При смешанном (параллельно-последовательном) соединении (рис. 78, а) вместо дифференциала устанавливают реверс Р3 (работающий без проскальзывания). На рисунке показан зубчатый реверс с составным колесом. В малых моделях станков применяются также реверсы кулачкового типа. Составное колесо А состоит из двух неполных зубчатых венцов (внешнего и внутреннего зацепления) и двух зубчатых полукружий Е, соединяющих между собой предыдущие венцы. Ведущее колесо Б в этом реверсивном механизме вращается непрерывно в одну и ту же сторону, например, по часовой стрелке. В начале цикла работы станка колесо Б сцеплено с венцом внутреннего зацепления и, следовательно, составное колесо вращается по часовой стрелке. Через некоторое время правое полукружье Ei подойдёт к колесу Б. Чтобы механизм не сломался, кулачок Ki через рычаги выведет фиксатор из паза ползушки колеса Б, предоставляя возможность последнему вместе с ползушкой переместиться в радиальном на-183
правлении. Перекатившись по полукружью Ei, колесо Б войдет в зацепление с наружным зубчатым венцом составного колеса и фиксатор, попав в другую впадину ползушки, зафиксирует это положение. После этого составное колесо получит быстрое вращение против часовой стрелки. В конце обратного хода колесо Б перекатится по полукружью Е2 и займет первоначальное положение.
Цикл работы станка при смешанном соединении будет следующим, когда колесо Б сцепляется с венцом внутреннего зацепления составного колеса А, в станке существуют параллельно два исполнительных движения — движение обката Ф8(В2Вз) и движение деления Д(В4).
В конце рабочего хода, когда колесо Б переходит на участок наружного зацепления колеса А, люлька изменяет направление своего движения, а заготовка продолжает вращаться в том же направлении. Это означает, что относительное движение обката закончилось, как закончилось и нарезание зуба, а вместо него появилось вспомогательное движение для возвращения люльки в исходное положение и сохранилось движение деления Д(В4). Следовательно, в станке обеспечивается то процесс формообразования вместе с процессом деления, то только процесс деления.
При смешанном способе соединения групп зубья обрабатываются не один за другим, а выборочно — через z, зубьев. Число Zj выбирают исходя из того, что оно должно быть: целым числом, достаточно большим для нарезания зуба полного профиля, не иметь общих множителей с числом гзаг (чтобы при обработке заготовки не нарезать дважды одну и ту же впадину).
Все три способа кинематического соединения групп движений подачи и деления в зуборезных станках для конических колес с дуговыми зубьями применяются на практике.
Такие же типовые схемы будут иметь и зуборезные станки для нарезания конических колес с прямым зубом. Отличаться они будут только структурой группы движения скорости резания, так как вместо движения ФДВ1) должно создаваться движение ФДП1).
Зуборезный полуавтомат мод. 5А27С4П
На станке торцовой резцовой головкой нарезают конические колеса с дуговым зубом диаметром до 500 мм (при i . = 1 : 10) и модулем до 10 мм. Станок может быть использован во всех отраслях машиностроения как в мелкосерийном, так и в крупносерий* ном производстве.
Кинематическая структура станка (рис. 79) состоит из двух групп движения формообразования — ФДВ]} и ФДВ2В^ и группы движения деления Д(В4).
00
Группа движения скорости резания Ф^(В1)—простая. Ее внутренняя связь состоит из одной вращательной кинематической пары, расположенной между шпинделем резцовой головки и корпусом люльки. Во внешней связи, которая состоит из кинематической цепи между двигателем Д\ и шпинделем резцовой головки, расположена гитара скорости резания iv, посредством которой движение ФДВХ) настраивается на скорость и направление.
Вторйя кинематическая группа формообразования — группа движения подачи Ф5(В2Вз)—сложная; ее внутренняя кинематическая связь (цепь профилирования) расположена между люлькой и шпинделем заготовки и имеет следующую структуру: D 300 16 . „ . 26 26 26 40 1 D
->-----> - . -->- ->- ->- - . - . - . -- -->- l„. ->- - ->
1 32 26 26 26 20 120
Внешняя связь группы движения подачи передает движение от двигателя Дг через гитары подач is и угла качания люльки ф 12 14 42
лзо внутреннюю связь: Д^ -> ——> isPi -> Ф , далее движение идет по внутренней связи к люльке и к заготовке.
Движение подачи ФДВ2ВЪ)—движение сложное с незамкнутой траекторией и должно настраиваться по всем пяти параметрам: на траекторию гитарой ix, на путь — гитарой угла качания люльки i0, на скорость — гитарой подач iSi на исходное положение — гитарой ix. На направление в данном случае настройка не производится.
Гитара iy лежит в общей ветви, принадлежащей цепям профилирования и деления, и используется для настройки кинематической группы деления.
При обратном быстром вращении люльки движение во внутреннюю связь группы подачи поступает от двигателя через цепь тт 28 ,, 46 30 14 п 42 дд , _
» > >Pi-+t0-> . Муфта обго-[68--------------------------------62-30-37-42 J
на М2 позволяет не исключать также движение через гитару is. Благодаря этой цепи быстрого хода независимо от настройки гитары подач is получается наименьшее и постоянное время обратного холостого хода люльки (3,85 сек) :
Группа движения деления Д(ДД)—простая. Ее внутренняя связь — это вращательная кинематическая пара между шпинделем заготовки корпусом делительной бабки. Внешняя связь имеет „ 12 . 14 28 21 20 - „
структуру — мальтиискии ме-
58 „ 26 26 26 40
.ханизм с поводком к и крестом л->---------— . —. — . —
29 26 26 26 20
1
—*- iv ---> шпиндель заготовки.
Группа движения деления Д(Вц) присоединена к внутренней связи группы движения подачи Фв(В2Въ) параллельно, через дифференциал. Движение деления Д(ВР)— периодическое. 186
Включение и выключение его происходит следующим образом. При обратном повороте люльки барабан автомата БА через рычаги перемещает постоянно вращающийся ведущий диск к мальтийского механизма до тех пор, пока ролики диска не начнут вращать ведомый элемент механизма — мальтийский крест л. Два ролика расположены на диске к по одной окружности, а крест л имеет четыре паза; поэтому за один оборот диска к мальтийский крест сделает ~ оборота и повернет корпус дифференциала на один оборот. После этого движение деления прекратится, так как ведущий диск будет отведен влево и ролики диска к выйдут из пазов креста л.
Заготовка отводится от резцовой головки двояким путем. Автоматический отвод осуществляется кривыми барабана автомата перед делительным процессом. Помимо этого, каретку вместе с делительной бабкой можно отвести в любой момент при помощи гидроцилиндра, расположенного между барабаном и кареткой. Масло поступает в этот цилиндр через золотник, управляемый вручную.
На барабане автомата для отвода заготовки имеются две кривые. Одна из них служит, как было сказано выше, для отвода заготовки от резцовой головки перед делительным процессом и возвращения заготовки в исходное положение перед началом процесса профилирования. Другая кривая (крайняя правая на барабане) используется при черновом нарезании колес без движения обката, когда впадины зуба получают прямолинейный профиль (копия формы режущей кромки резца).
Эта кривая, более плавная, чем первая кривая барабана, производит медленное перемещение каретки с делительной бабкой, надвигая заготовку на резцовую головку и осуществляя тем самым процесс врезания. Когда вершины резцов головки достигнут уровня- впадин зубьев, произойдет быстрый отвод заготовки и деление.- Люлька в случае чернового нарезания зубьев устанавливается в среднем положении и не вращается. Заготовка вращается только .в процессе деления. Метод копирования -при черновом нарезании более производителен, чем метод обката, так как путь движения врезания, равный примерно высоте зуба, значительно меньше пути движения обката, особенно при нарезании колес с большим углом делительного конуса.
Кинематическая настройка станка:
1. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
1440 об/мин двигателя Д\~>п об/мин резцовой головки; •
б) уравнение кинематического баланса
1ЛЛП 12 . 45 . 27 23 23 55 24 17 17
1440 • ---•----ir) • ‘ • • • — Д,
41 45 27 30 30 43 24 17 91
в) формула настройки
2. Цепь профилирования (с гитарой ix)
а) конечным звеньям расчетной цепи сообщают обычно следующие расчетные перемещения:
I об. люльки-> об. шпинделя заготовки; гзаг
б) уравнение кинематического баланса
J 300 16 . ] 26 26 26 40 . 1 _ гпл .
1 32 ’ х ’ 26 ’ 26 ’ 26 ' 20 ’ у' 120 гзаг ’
в) отсюда после подстановки значения передаточного отно-30
шения гитары iv = ---- (см. ниже) формула настройки гитары
zsae
профилирования 1Х = ~ .
75
3. Цепь угла качания люльки (с гитарой io).
а) Обозначим угол поворота люльки за рабочий ход (процесс нарезания зуба) через 6. Одним конечным звеном рассматриваемой цепи будет люлька, другим — барабан автомата, воздействующий на реверс и тем самым ограничивающий длительность рабочего хода. Кривая для реверсирования на барабане — постоянная. Следовательно, длительность прямого и обратного поворота люльки будет зависеть от соотношения скоростей ее вращения при повороте в одну и в другую стороны. Из передаточных отношений зубчатых колес механизма реверса видно, что скорость прямого вращения люльки в 2 раза меньше скорости обратного вращения. Поэтому расчетные перемещения конечных звеньев цепи: — об. барабана автомата -> — об. люльки. Но эти рас-3 360
четные перемещения следует уточнить. Во время переключения реверса люлька останавливается, а барабан автомата продолжает вращаться. Поэтому определим число оборотов пр выходного вала реверса за рабочий ход люльки, т. е. за 2/3 оборота барабана автомата:
«р
2 44 24 30 20 , п ,
— .----.-----. —.--------= 10,66 оборотов.
3 1 33 30 40
Отсюда видно, что переключение реверса происходит после 10 оборотов его ведомого вала. Следовательно, расчетные пере-
мещения будут
10 об. ведомого вала реверса
0
* 360
об. люльки;
б)
уравнение кинематического баланса
32 1 0
16 ’ 300
in • 42
10 Iq •
42 формула настройки
360 ’
0
1о =----•
0 24
Цепь подачи (с гитарой is).
Обычно в зуборезных станках для конических колес поль-
4.
а) . .
Зуются цикловой подачей, которая определяется как время обработки одного зуба в секундах — s4. Нарезание одного зуба происходит за один оборот барабана автомата, а время s4 сек может быть выражено через число оборотов вала двигателя. Следовательно, расчетные перемещения конечных звеньев цепи подач можно было бы записать следующим образом:
1 об. барабана автомата ->------s„ об. двигателя.
60
Однако в этом станке, как было указано ранее, имеется цепь быстрого хода, позволяющая передавать во внутреннюю связь группы подач быстрое движение помимо гитары подач is. Вследствие этого барабан автомата имеет две различные скорости, а время обратного хода люльки не зависит от подачи, остается всегда постоянным и равным sx = 3,85 сек. Поэтому время полного цикла s4 = spa6 + нельзя поставить в расчетные перемещения. В этом случае в них можно использовать только время рабочего хода sPa6 сек п тогда расчетные перемещения будут:
2 1440
— об. барабана автомата-*—-spa6 об. электродвигателя, з
б)
60 Уравнение кинематического баланса 2 44 24 37
3 ’ 1 33 14
1 41 _ 1440
, „ сп $раб’
is 12 60
в) формула настройки
8 ---. spa6
5. Цепь деления (с гитарой iy):
а) расчетные перемещения
1 об. ведущего диска к мальтийского механизма-*—— об. за-гзаг
готовки;
б) уравнение кинематического баланса
1 2 58 2 26 26 26 40 i *_______1
4 29 26 26 26 20 у 120 гзаг ’
отсюда
в) формула настройки
%заг
Зубострогальный станок мод. 60Н фирмы Гарбек
На станке зуборезными резцами нарезают прямозубые конические колеса. Кинематическая структура станка (рис. 80) так же, как и в ранее рассмотренном станке мод. 5А27С4П, состоит из двух групп движений формообразования — ФД771) и Ф3(В2В3) и группы движения деления Д (В4). Но она отличается тем, что
Рис. 80. Кинематическая схема зубострогального станка для прямозубых конических колес мод. ООН фирмы Гарбек
движение скорости резания здесь прямолинейное, а группы движения деления и подачи соединены между собой не параллельно, а последовательно. В связи с этим видоизменяются основная часть структуры и управление станком.
Группа движения скорости резания ФД771)—простая. Поэтому внутренняя связь ее состоит из одной поступательной кинематической пары, расположенной между ползунами 1 и их направляющими на люльке 3. Внешняя связь состоит из кинематической цепи между двигателем Д\ и ползунами. Движение скорости резания — простое, с незамкнутой траекторией и настройка его
должна производиться по четырем параметрам: на скорость — гитарой скорости резания iv, на путь и исходное положение — кривошипным механизмом. Изменение направления резания в. данном случае на станке не производится.
Вторая кинематическая группа формообразования — группа движения подачи Ф6(В2В&)— сложная. Ее внутренняя связь (цепь профилирования) имеет структуру
Л а Л- €> у а
г17 Внешняя связь
Z13
далее движение будет передаваться по внутренней связи через муфту All к люльке 3 и через колеса 2м, Zis, zi6, Zn и муфту М3 к заготовке.
Движение подачи Фв(В2В2)— движение сложное, с незамкнутой траекторией и должно настраиваться по пяти параметрам: на траекторию — гитарой профилирования ix, на путь (угол качания люльки) — установкой подвижного упора у2, воздействующего на двустороннюю электромагнитную муфту М4, на скорость — гитарой подач is, на исходное положение — с помощью гитары профилирования. Направление движения подачи — постоянное.
При обратном быстром вращении люльки и заготовки движение от двигателя Д2 поступает во внутреннюю связь группы подач через муфту и зубчатые колеса zg, з[0, что обеспечивает наименьшее и постоянное время обратного холостого хода люльки,, независимо от настройки гитары подач is.
Группа движения деления Д(В4)—простая, с внутренней связью в виде одной вращательной кинематической пары между шпинделем заготовки и корпусом делительной бабки 2. Движение от двигателя Д2 шпинделю заготовки передается через следующую внешнюю связь:
210 г12
? > Z14> г16 ,
г13 г16 I г17
Дд
232
Движение деления — периодическое; в кинематической группе должно быть отсчетное звено, которое, как известно, может рас
полагаться прямо во внешней связи или приводится во вращение через отдельную ветвь. В этом станке имеет место последний случай. Отсчетным звеном является делительный диск Дд, закрепленный на корпусе дифференциала 2 и связанный с внешней связью группы деления через зубчатое колесо zie. Так как группа движения деления Д(В4) присоединена к группе движения подачи Фа(В2В3) последовательно, то во внутренней связи последней имеется устройство разрыва цепи •— однокулачковая муфта Mi. Во время нарезания зуба движение от червячной передачи поступает в дифференциал S двумя путями: через г13
муфту Л11 и цилиндрическую передачу на левое центральное z37
колесо дифференциала; через передачу на правое централь-zie
ное колесо. Передаточные отношения передач и направления движений в этих двух цепях подобраны так, что, одновременно работая во время нарезания зуба, они не создают вращения корпуса дифференциала. Следовательно, делительный диск неподвижен и движения деления Д (В4) нет.
При разъединении муфты Mi люлька остановится и движение через левую ветвь прекратится. Так как левое центральное колесо дифференциала станет неподвижным, то движение, поступающее на его правое центральное колесо, заставит корпус дифференциала вращаться. В это время и будет происходить делительный процесс. За время полного оборота делительного диска заготовка повернется на один зуб; затем муфта Alj снова включится и восстановит движение обката.
Движение деления Д(В4)—простое, с незамкнутой траекторией и теоретически должно настраиваться по четырем параметрам. Вместе с тем нет прямой необходимости настраивать все эти четыре параметра. Обычно настройка производится только по одному параметру — на путь гитарой деления, имеющей формулу 20 настройки 1У -----.
гзле
Станок имеет автоматический цикл работы. После нарезания одного зуба упор у2, находясь в правом положении, включает муфту М4 вправо на быстрое возвращение люльки в исходное положение. Одновременно инструментальная бабка отводится от заготовки. В процессе отвода бабка упором у\ поворачивает зубчатый сектор с и размыкает однозубую муфту деления Мх. В разомкнутом состоянии муфта Mi удерживается фиксатором ф. Конечный выключатель (на схеме он не показан) включает электротормоз Т\ й люлька останавливается. Неподвижными становятся колеса z36, z37 и левое центральное колесо дифференциала S. Следовательно, начнет поворачиваться корпус дифференциала. Заготовка в это время будет иметь движение деления
Д(В4). После одного оборота корпуса дифференциала упор, расположенный на делительном диске Дд, нажмет на конечный выключатель BKJ и включит электромагнит ЭМ\ последний отодвинет фиксатор ф и муфта деления Mi снова включится. Люлька начнет вращаться, инструментальная бабка быстро подойдет к заготовке, муфта М4 упором у% включится влево на рабочий ход и начнется процесс нарезания следующего зуба.
После нарезания последнего зуба счетчик нарезанных зубьев Сч выключит станок.
При черновом нарезании зубьев методом копирования (без движения обката), когда не требуется вращение заготовки и люльки, муфту Мг выключают, а муфту 7И3 устанавливают влево и выключают тормоз Д. В цепи обката имеется постоянно действующий тормоз Д для выбора боковых зазоров.
Зуборезный полуавтомат мод. 5230
Нарезание прямых конических зубьев на этом станке производится по методу обката двумя дисковыми головками с резцами, имеющими прямолинейные режущие кромки и расположенными так, что в совокупности они составляют контур зуба производящего колеса (рис. 81). Перемещения вдоль нарезаемого зуба
Рис. 81. Схема установки дисковых резцовых головок и заготовки при нарезании прямозубых конических колес
дисковые резцовые головки 1 не имеют, Форма зуба по длине получается только за счет вращения дисковых головок, поэтому на этом станке нарезают конические колеса с небольшой длиной зуба (например, саттелиты дифференциалов автомобилей). В этом случае дно впадины зуба получается очерченным не по прямой линии, а по дуге окружности, диаметр которой равен диаметру резцовой головки (т. е. в пределах 250—300 мм). Дисковыми резцовыми головками легко получить зуб, имеющий бочкообразную форму по длине. Производительность этого метода по 13 Заказ 911 193
сравнению с зубостроганием зуборезными резцами значительно выше (до 4 раз). Это достигается за счет большей скорости резания при вращательном движении резцовых головок (до 70 mImuh), большой подачи обката при участии в процессе резания большего числа резцов и исключении из процесса обработки быстрого отвода резцов при обратном ходе ползунов в зубострогальных станках.
На станке возможно нарезание прямозубых конических колес диаметром до 320 мм (при i = 10 : 1), модулем до 8 мм и шириной зубчатого венца до 50 мм.
Станок (рис. 82) состоит из трех кинематических групп, создающих движения скорости резания ФДВ\), подачи 0s(jB2B3) и деления Д(Л4). Кинематическая группа движения скорости резания Фг,(б1)—простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем резцовой головки и корпусом инструментальной бабки. Внешняя связь передает движение от отдельного двигателя Д\ через гитару iv к инструментальным шпинделям. Гитарой ir: настраивают скорость и направление движения Ф^Еп).
Кинематическая группа движения подачи — сложная. Ее вну
тренняя связь через гитару ix, составное колесо и гитару iy соединяет люльку со шпинделем заготовки. Внешняя связь передает движение от второго двигателя Д2 во внутреннюю связь, 23
присоединяясь к ней через коническую передачу —располо-23
женную около составного колеса. Во внешней связи группы подачи имеется муфта М, позволяющая сообщать люльке и заготовке ускоренное вращение по цепи быстрых ходов. Быстрый обратный ход люлька может сделать за 2,5 или за 5 сек. Более высокая скорость обратного хода люльки используется при нарезании колес с числом зубьев меньше 15.
На станке можно получить более медленную скорость движения подачи, если переключить двигатель Д2 на 600 об!мин L Процесс деления осуществляется смешанным способом; для этого в цепи профилирования располагается специальный реверс в виде составного колеса. Если колесо z!4 сцепляется с внутренним венцом составного колеса, люлька совершает рабочий ход. В конце этого хода колесо Z]4 перекатится по левому полукружью и перейдет (при освобожденной оси вращения) на венец внешнего зацепления. Люлька начнет поворачиваться в обратную сторону. После возвращения люльки в исходное положение колесо z14 перекатится по правому полукружью и снова сцепится с венцом внутреннего зацепления. Люлька начнет совершать новый рабочий ход.
1 Эта скорость используется при комбинированном способе нарезания колес, когда зуб нарезается и врезанием и обкатом.
Движение подачи Ф8(52бз)—сложное, с незамкнутой траекторией и поэтому оно должно настраиваться по всем пяти параметрам: на траекторию — гитарой ix; на скорость подачи — гитарой is; на путь — гитарами ix и iy, путем подбора необходимого числа пропускаемых зубьев на исходное положение — гитарой ix; на направление движение в данном случае не настраи-
вается.
В цепи профилирования группы движения подачи имеется передвижной зубчатый блок с числами зубьев 75 и 27 и передвижная шестерня z = 42 с кулачковой муфтой. При черновом нарезании колес, особенно с большим числом зубьев, профиль зуба вместо обкатки получают методом копирования. В этом случае люльке и заготовке дают очень небольшие повороты, необходимые только для обеспечения процесса деления (причем только на один шаг). Для этого шестерню z27 на передвижном блоке сцепляют с колесом 2108, а кулачковую муфту у колеса г42 разъединяют, сцепляя с колесом z20. Таким образом, скорость
вращения изделия относительно люльки становится в двадцать раз меньше, т. е. эта цепь в данном случае не обеспечивает движения обкатки. Профиль нарезаемого зуба становится почти прямолинейным. Глубина зуба достигается перемещением салазок с делительной бабкой за счет их медленного перемещения, сообщаемого салазкам барабаном автомата Б. На последнем
имеется два паза: один — для быстрого отвода перед делением и быстрого подвода после деления — при нарезании шестерен обкаткой, второй, дающий медленный подвод заготовки к резцам во время профилирования зуба и быстрый отвод перед делением — при работе по методу врезания. Передаточные отношения сменных шестерен гитар ix, iy, iv и is определяются из следующих уравнений кинематического баланса.
Гитара скорости резания iv:
Qnnn 13 34 48 48
3000 ---------tv------- -—-
52 34 33 60
1.
4
---= Пр И
28 г
‘Р
пр
125
2. Гитара профилирования ix:
1 об. люльки
26 26
Х 26 ' 26 tv
135 28 1 21
2 30 Б 252
29 30 1 2/гл
29 30 120 2заг
224 32 23
14 ' 16 23
и при iy = 2
75
60
гзаг
26
гитара
где Zt — число зубьев, пропускаемых между двумя последовательными циклами деления.
3. Гитара подачи ts:
3000 16 f 34______42 44 2 __ 6роб
60 раб ’ 64 ' s ' 68 ’ 56 64 ' 66 360
При угле 6Раб = 168° поворота барабана автомата за рабочий „ • 4,8
ход и цикловои подаче храб гитара подач is =
4. Гитара деления iy:
, 66 64 23
1 об. барабана автомата.--------- —
1 2 44 23
1 zi
----= —— и отсюда 120-%заг
i = 2-ly z , 4заг
29 30
29 ’ 30
spa6
75
60
26 26
26~ ’ 26
26 .
------lrj
26 y
Зубострогальный полуавтомат мод. 5Т23В
Высокоточный станок (рис. 83) нарезает двумя зубострогальными резцами (имеющими прямолинейные лезвия) конические колеса с прямыми зубьями диаметром до 125 мм и модулем 0,5—1,5 мм. При хорошем качестве резцов и достаточной точности и жесткости оправки на станке можно нарезать колеса 5—6-й степени точности.
Профиль нарезаемого зуба образуется методом обката, форма зуба по длине образуется методом следа.
В станке создаются движение скорости резания Ф„(Л1), движение подачи ФДВ'Вз) и движение деления Д(В2).
Структура станка состоит из трех кинематических групп.
Группа движения скорости резания Ф„(771)—простая, с внутренней связью в виде поступательных кинематических пар между ползунами 1 и люлькой 2. Внешняя связь передает движение от двигателя Д\ через ременную передачу, ряд зубчатых колес и гитару iv кривошипно-шатунному механизму, связанному с ползунами 1. Движение скорости резания ФДДД—простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам: на скорость — гитарой скорости резания iv, на путь — перестановкой пальца кривошипа, на исходное положение — изменением места крепления шатуна к ползуну. Направление движения скорости резания не настраивают.
Кинематическая группа движения подачи (обката) Ф8(В'2В3)-~ сложная; она имеет внутреннюю связь, состоящую из одной кинематической цепи между люлькой и заготовкой, которая проходит через гитару ix, реверс Pi и гитару iy. Внешняя связь передает движение от двигателя Д2 через фрикционную муфту Mi во внутреннюю связь. Далее движение идет по внутренней связи к заготовке и люльке. Движение обката — движение сложное, с незамкнутой траекторией и должно настраиваться по всем пяти параметрам; на траекторию — гитарой профилирования К, на скорость — регулированием оборотов двигателя постоянного тока Д2, на путь — подбором соответствующего числа z{, необхо-
димого для нарезания зуба с полным профилем, и на исходное положение — приведением люльки в зону резания с помощью гитары 1Х. Направление движения обката в станке постоянно.
Группа движения деления Д(В2)— простая, с внутренней связью в виде одной вращательной кинематической пары между
Рис. 83. Кинематическая схема высокоточного зубострогального полуавтомата мод. 5Т23В
шпинделем заготовки и корпусом делительной бабки. Внешняя связь имеет следующую структуру:
„ 122 17 38 75 23 27 . 1
JL о •—>--->--------------------- • -- • -- • ' *“
188 66 38 75 23 24 180
РВ 50 80
—> шпиндель заготовки.
Распределительный вал РВ выполняет две функции — отсчетного звена и органа управления. 198
Группы движения обката Ф8(В^В2) и движения деления .Д (В2) имеют смешанный способ соединения, так как во внутренней связи группы движения подачи расположен специальный реверс Pi. В этом случае заготовка вращается непрерывно только в одну сторону, а люлька после окончания профилирования
возвращается в исходное положение, причем за одно качание
Z; <-
.люльки заготовка поворачивается на —— оборота, а распреде-%заг
лительный вал — на один полный оборот. Чтобы не было случайных перебегов люльки, муфта реверса Pi сделана однокулач-
ковой и, кроме того, на его выходном валу установлен кулачок
Кь От этого же вала через шестерни
120
и планетарную переда-
чу получает медленное вращение поворотный упор ух в виде вилки, в который встроены два конечных выключателя 1НВ1< и 2НВК. Когда кулачок кх сделает 40 оборотов, то жесткий поворотный упор у\ подойдет к одной из рабочих плоскостей кулачка кх\ при этом сработает конечный выключатель. Реверс Pi с помощью гидроустройства переключит люльку на обратный ход, а заготовка будет продолжать вращаться в ту же сторону. Одновременно с люлькой изменит направление вращения и кулачок Кь Во время переключения реверса Pi кулачок к2, установленный на распределительном валу Р. в., замедлит вращение двигателя Д2 до 300 оборотов в минуту. При обратном ходе люльки этот же кулачок к2 даст команду на установку максимального 'числа оборотов двигателя (3000 об!мин). Когда люлька придет в исходное положение, кулачок кх сделает еще 40 оборотов и его вторая рабочая плоскость подойдет к поворотному упору У\. Конечный выключатель, встроенный в упор у\, даст команду на переключение реверса Pi на рабочий ход люльки с установленной рабочей подачей. Кулачок к3, расположенный на распределительном валу, дает импульсы цилиндру Ц2 счетчика циклов 3, который после нарезания всех зубьев остановит станок магнитным пускателем МП.
Кроме рассмотренных движений, в станке имеется ряд вспомогательных движений.
При нарезании колес с углом конуса большим 70° не хватает максимально возможного угла поворота люльки. Поэтому такие колеса нарезают методом радиального врезания; врезание осуществляет сменный кулачок к4 в начале рабочего хода люльки до полной глубины впадины между зубьями.
В станке предусмотрен отвод заготовки от люльки во время холостого хода люльки.
При каждом обратном ходе резца последний с помощью сменного кулачка к$ (установленного на валу кривошипного диска) отводится от заготовки.
При быстром возвращении люльки в исходное положение резцы продолжают свое возвратно-поступательное движение, но в отведенном положении, не задевая заготовки. Этого достигают гидроцилиндром Ц}, управляемым кулачком кв.
На станке возможна нарезка колеса за два прохода. Для этого имеется специальный двухпроходный механизм в виде валика с соответствующими площадками, которыми стол упирается в жесткий упор станины.
Кинематическая настройка станка.
1. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев:
1 об. люльки-»-•ZfM об. заготовки;
гзаг
б) уравнение кинематического баланса
1 240 1 33 75 23 27 • 1 _ .
/ 1 -. ' ix 33 ' 75 ’ 23 ’ 24 у' 180 — гзаг ’
в) формула настройки
при iy = 2-^— (вывод формулы дан ниже); ix = 3—— ^заг %пл
2. Цепь деления (с гитарой iy):
а) расчетные перемещения конечных звеньев:
1 об. распределительного вала РВ—>—zi— об. заготовки; Zgae
б) уравнение кинематического баланса
1 80 50 38 75 23 27 • 1 _ гг .
1 50 38 75 23 24 у' 180 ~ гЬОс.'
формула настройки
3.
гзаг
Цепь скорости резания (с гитарой К): расчетные перемещения конечных звеньев:
1420 об!мин электродвигателя Д\-^пр -дв-: ходов резца;
б)
мин уравнение кинематического баланса
1лоо 80 33 Г 31 . 76
1420 ---------------- ы-----= п '
208 67 69 20 р
в) формула настройки ц —
460
4. Цепь подач (с двигателем постоянного тока Д2):
а) расчетные перемещения конечных звеньев:
0,56 об. распределительного вала—>- п--5р0б об. двигателя Д2 за ' 60
рабочий ход люльки;
б) уравнение кинематического баланса
п 80 50 66 188
0,56----------------— = п,
1 50
в) формула настройки
17 122
268 spa6
Условные обозначения:
гпл— число зубьев плоского производящего колеса;
гзаг — число нарезаемых зубьев;
— число зубьев, пропускаемых за цикл при делении;
п2 — число оборотов в минуту двигателя Д2; s-раб — время рабочего хода люльки в сек.
Зубошлифовальный полуавтомат мод. 5А871
На станке (рис. 84) шлифуют двумя кругами с прямолинейными режущими кромками прямозубые конические колеса диаметром до 500 мм и модулем до 10 мм.
В станке создаются три движения формообразования ФДВГ), Ф81(772) и Ф82(В3В'4), движение деления Д(В4) и движение врезания Вр(В5).
Метод образования зубьев в данном случае такой же, как в, зуборезных станках для прямозубых конических колес, только вместо резцов на ползунах 2 установлены шлифовальные головки 1 со шлифовальными кругами диаметром 300 мм.
Кинематическая группа движения скорости резания ФДВ\) с двигателем Ду и настройкой на скорость сменными шкивами iv — группа простая и пояснений не требует.
Кинематическая группа движения продольной подачи ФК1 (ГД) — группа простая, с внутренней связью в виде поступательной кинематической пары между ползуном 2 и поворотными направляющими 3. Внешняя связь состоит из цепи между двигателем Д2 и ползунами 2. Движение настраивается по трем параметрам: на скорость — гитарой продольных подач на путь — изменением радиуса кривошипа, на исходное положение — положением шлифовальной головки на ползуне, на направление — движением не настраивается.
Кинематическая группа движения обкатной подачи Фв2(В3В4)—группа сложная. Ее внутренняя связь состоит из цепи между люлькой и заготовкой с гитарами ix и iy. Внешняя связь передает движение от двигателя Д3 ко внутренней связи 201
через гитару is2, двойной блок, муфты Мг и М2, зубчатые колеса 55 24
—, ременную передачу, зубчатые колеса — и коническое колесо 55 51
,г37, которое является звеном соединения связей. Далее движение поступает по внутренней связи к люльке и заготовке. Движение обката Фв2 настраивается по четырем параметрам. На траекторию — гитарой профилирования ix, на путь — выбором числа Zi пропускаемых зубьев, на скорость — гитарой is2 и двойным зубчатым блоком 2'40 и <25 (черновая и чистовая шлифовка), на исходное положение — установкой люльки в исходное положение через гитару профилирования 1Х. На направление движение обката не настраивается.
Кинематическая группа деления Д (В4) — простая. Ее внутренняя связь — это вращательная кинематическая пара между шпинделем заготовки и корпусом делительной бабки. Внешняя связь — это кинематическая цепь между двигателем Дз и шпинделем заготовки с гитарой деления iy. Кинематические группы движения обкатной подачи и деления соединены смешанным способом.
Станок работает следующим образом. Шлифование первого зуба заканчивается, когда вал упоров ВУ сделает 30 оборотов. При этом кулачок /<1 через рейку а и реечную шестерню z37 повернет вал с упорами 1Ц и i/4; кулачок к4, закрепленный на распределительном валу РВ, с помощью гидроустройств переключит муфты М2 и М3 для того, чтобы упор у2 перед остановкой на упоре У1 двигался медленно. В это же время рейка а через зубчатый сектор в и упор повернет рычаг с и сектор d. Произойдет включение однозубой муфты ТИ4 вниз и поворот гидрокрана Др, который через гидросистему воздействует на муфту Л4ь Последняя включит быстрый обратный ход люльки. Следовательно, люлька будет возвращаться в исходное положение, а заготовка — продолжать вращаться в том же направлении и заканчивать движение деления Д(В4). После 30 оборотов вала упоров ВУ в обратном направлении кулачок через сектор d и кран Др переключит муфты и М2 и начнется шлифование второй впадины, расположенной на расстоянии z,- шагов от первой. Станок имеет автоматическое управление, которое работает по заданной программе в отношении числа проходов и количества правок круга. Для установки программы на пульте управления 6 имеются два круга отверстий, в которые вставляют штекера— по внешней окружности — для команд на правку и по внутренней — на число и глубину проходов шлифования.
В конце каждого холостого хода люльки 4 кулачок к2 включает счетчик числа зубьев. После окончания шлифования последнего зуба кулачок на счетчике циклов (на схеме не показан) вместе с кулачком к3 на распределительном валу выключает двигатели ползунов Д2 и обката Дз и включает двигатель вреза-203
через гитару is2, двойной блок, муфты Мг и М2, зубчатые колеса 55 24
—, ременную передачу, зубчатые колеса — и коническое колесо
55 51
z37, которое является звеном соединения связей. Далее движение поступает по внутренней связи к люльке и заготовке. Движение обката Фв2 настраивается по четырем параметрам. На траекторию — гитарой профилирования ix, на путь — выбором числа Zi пропускаемых зубьев, на скорость — гитарой is2 и двойным зубчатым блоком 2'40 и <25 (черновая и чистовая шлифовка), на исходное положение — установкой люльки в исходное положение через гитару профилирования 1Х. На направление движение обката не настраивается.
Кинематическая группа деления Д (В4) — простая. Ее внут-
ренняя связь — это вращательная кинематическая пара между шпинделем заготовки и корпусом делительной бабки. Внешняя связь — это кинематическая цепь между двигателем Дз и шпинделем заготовки с гитарой деления iy. Кинематические группы движения обкатной подачи и деления соединены смешанным способом.
Станок работает следующим образом. Шлифование первого зуба заканчивается, когда вал упоров ВУ сделает 30 оборотов. При этом кулачок /<1 через рейку а и реечную шестерню z37 повернет вал с упорами 1Ц и i/4; кулачок к4, закрепленный на распределительном валу РВ, с помощью гидроустройств переключит муфты М2 и М3 для того, чтобы упор у2 перед остановкой на упоре У1 двигался медленно. В это же время рейка а через зубчатый сектор в и упор у$ повернет рычаг с и сектор d. Произойдет включение однозубой муфты ТИ4 вниз и поворот гидрокрана Др, который через гидросистему воздействует на муфту Л4ь Последняя включит быстрый обратный ход люльки. Следовательно, люлька будет возвращаться в исходное положение, а заготовка — продолжать вращаться в том же направлении и заканчивать движение деления Д(В4). После 30 оборотов вала упоров ВУ в обратном направлении кулачок через сектор d и кран Др переключит муфты Л1] и М2 и начнется шлифование второй впадины, расположенной на расстоянии z,- шагов от первой. Станок имеет автоматическое управление, которое работает по заданной программе в отношении числа проходов и количества правок круга. Для установки программы на пульте управления 6 имеются два круга отверстий, в которые вставляют штекера— по внешней окружности — для команд на правку и по внутренней — на число и глубину проходов шлифования.
В конце каждого холостого хода люльки 4 кулачок к2 включает счетчик числа зубьев. После окончания шлифования последнего зуба кулачок на счетчике циклов (на схеме не показан) вместе с кулачком к3 на распределительном валу выключает двигатели ползунов Д2 и обката Дз и включает двигатель вреза-
ния Д4. Последний передвигает инструментальную бабку i^ca следующую установленную глубину шлифования и выключаете когда подвижной контакт на пульте 6 не подойдет к штекер0 следующего прохода шлифования. Затем включаются двигателе. Д2 и Д3 и начинается следующий проход. ви_
Если на пульте 6 в одном из рядов отверстий наряду со шт^а Кером прохода шлифования имеется штекер и на внешнем кру:юм отверстий, то тогда дается команда на правку круга. В 3Tc0g_ случае вместо команды на включение двигателей Д2 и Д3 дает<ов_ команда цилиндру 1Д и инструментальная бабка отводится цое заготовки в загрузочное положение. Ролик бабки отходит <ви_ кулачка врезания к5. Двигатель Д2 работает толчками, noi качающийся диск zl 15 не будет зафиксирован. Затем цилиндрс-уТ_ Ц1 ползуны 2 будут разведены еще на 60 мм в положение, болиду удобное для правки. После этого двигатели Дз правки круг^яя включаются на быстрый подвод и медленную правку; от эт!ин. же двигателей одновременно производится радиальное перецпы щение шлифовальных головок для компенсации износа кру!п0_ Число проходов алмаза устанавливается клавишами на счетчи числа проходов алмаза (на схеме счетчик не показан). Пос.ого окончания последнего прохода правки начинается очередной пров ход шлифования. После процесса выхаживания и окончан^ду цикла шлифования, т. е. после прохода подвижным. контакт< последнего штекера, установленного на внутренней окружное пульта управления 6, и возвращения его в исходное положений все двигатели в станке выключаются и включается красная ш„е нальная лампа. р0_
В станке имеется еще несколько различных вспомогательн р0_ устройств. Цилиндр Ц3 поворачивает направляющие 3 (движку жение В5) и отводит ползуны 2 вместе с кругами от заготовк1,дО во время обратного хода люльки. При шлифовании бочкообр^ а ного зуба продольное движение ползунов становится сложнГ и Фв1(П2Ве). Элементарное движение Вб направляющих 3 создаала ся движением П2 ползунов 2 через реечную передачу z40, ру бочки i6 и эксцентрик к6, упирающейся в жесткий упор.
Кинематическая настройка станка.
1. Цепь профилирования (с гитарой ix): а) расчетные перемещения
1 об. люльки -> об. заготовки; %заг
б) уравнение кинематического баланса , 240 1 108 37 116 116 . 1 __ гпл .
в) формула настройки
при iy = 2 —г— (вывод дан ниже); ix = 3-^- . Zsaz лпл
гиф d ние (ер-ает 1че-|ЭВ-гте-по
лю-щд-ан) ает ;за-
Рис. 85. Схема механизма, создающего бочкообразность прямого коническое зуба
расширения универсальности зуборезных станков, что, в свою очередь, оказало влияние на общую структуру универсальных станков. В связи с этим на них можно нарезать прямой бочкообразный зуб, производить черновое нарезание зубьев по методу копирования и чистовое — по методу обката, изготовлять нормальные обкатные и полуобкатные конические пары, осуществлять нарезание гипоидных колес и получать зубья разной формы по высоте. Поэтому обычно общая структура станков состоит из ряда частных структур различных классов. Рассмотрим их.
В ряде станков для нарезания обкатными резцами прямозубых конических колес имеются механизмы, позволяющие получить на зубе «бочку» по его длине. С помощью этих механизмов резцам дают дополнительное (рис. 85) перемещение П5 или в направлении глубины зуба, или в направлении толщины зуба, согласованное с их продольным перемещением Пг. В обоих случаях резцы срезают концы зубьев. Наибольшее применение имеет механизм образования бочки (рис. 85) с приводом от ползунов
(движение ГЦ) через реечную передачу z30, гитару io и кулачок, поворачивающий направляющие ползунов (движение П5). Таким образом, простое движение резания 'Ф^П^ превращается в сложное движение Ф„(/71/75). Следовательно, изменяется и структура формообразующей части станка. Структура класса К23 становится структурой класса*С24.
В ряде случаев на станках для нарезания прямозубых конических колес производят и черновую (предварительную) обработку зуба. Для увеличения производительности при черновом нарезании изменяют форму зуборезных резцов. Режущее лезвие делают ступенчатым или криволинейным. Каждую впадину зуба получают движением врезания Вр(Пв) в направлении высоты зуба без движения обката, так как путь движения врезания в данном случае короче пути движения обката. Изменяется и процесс деления: заготовка поворачивается на 2 зуба за делительный цикл. Сокращается общее время деления. Изменения в цикле обработки приводят к необходимости перестройки типовой структуры класса К23 на структуру класса Э22. Для этого в станках с параллельным и последовательным соединением цепь профилирования разрывают, а люльку устанавливают в среднее положение и закрепляют. Медленное движение врезания на полную глубину зуба и быстрый отвод заготовки перед делением 206
создают барабаном автомата, для чего на нем предусматривают специальную дополнительную винтовую канавку. Делительный, механизм переводят на двойное деление.
В станках со смешанным способом соединения групп в цешд профилирования предусмотрен передвижной блок, позволяющий^ уменьшить относительную скорость поворота люльки так, чтобы; за делительный цикл люлька поворачивалась на очень небольшой угол. Впадина обрабатывается двумя резцами тоже движением врезания с приводом от специального паза на барабане., автомата.
Автотракторная промышленность применяет полуобкатные-конические пары с дуговым зубом, состоящие из малой шестерни и большого колеса. Исходя из возможностей массового производства профиль зуба на колесе делают прямолинейным, методом копирования, а на шестерне, сопряженной с ним,— криволинейным, методом обката. Поэтому эти зубчатые пары называют полуобкатными. Нарезание колеса методом копирования на универсальных станках ничем не отличается от чернового нарезания-конических колес. В массовом производстве колеса нарезают-торцовой протяжкой на специальных зубопротяжных станках,, имеющих структуру Э11. Профиль зуба шестерни (малого колеса) в полуобкатных парах отличается от профиля зуба шестерни обычной (обкатной) конической пары, так как он сопрягается с прямолинейным профилем колеса полуобкатной пары. Такой профиль срезается по головке и ножке зуба.
Этот модифицированный профиль зуба конической шестерни-можно нарезать двумя способами: 1) плосковершинным производящим колесом при <рил = 90 — у (рис. 86, а), когда ось О3О4 вращения резцовой головки и ось ОО\ люльки параллельны, при неравномерном вращении люльки и 2) коническим производящим колесом при фпл = <Р1 (рис. 86, б), когда эти же оси не параллельны, при равномерном вращении люльки. Для осуществления обоих способов в типовую структуру зуборезных станков, вносятся соответствующие изменения.
При нарезании шестерни первым способом в люльку с плосковершинным производящим колесом встраивают механизм модификации обката с гитарой iz (рис. 86, в), как это сделано в. базовых станках ЭНИМСа мод. 525. В них движение подачи (обката ФЯ(В2В'В") составлено из трех элементарных движений— равномерного вращения заготовки В2, равномерного вращения люльки В' и неравномерного вращения люльки В").
В этом случае группа движения подачи Ф., будет иметь внутреннюю связь, состоящую из двух кинематических цепей: 1) обычной цепи профилирования (на рис. 86, в не показанной): jg3 -> червячная передача на люльке /-> гитара профилирования. ix~> составное колесогитара деления передача на шпин-
деле заготовки ->-В9 и 2) цепи модификации обката (рис. 86, в), 26 2
содержащей передачу —, гитару tz, червячную передачу —- и 38 54
эксцентрик Эь связанный с ползуном 4 двухзаходного червяка люльки. Последний получает неравномерное осевое перемещение. Следовательно, вращение люльки при работе с модификатором будет неравномерным.
При нарезании шестерни вторым способом, когда ось вра-
щения резцовой головки должна располагаться наклонно по отношению к оси вращения люльки, требуются соответствующие
Рис. 86. Возможные изменения в типовой структуре зуборезных станков, связанные с нарезанием полуоб-катных конических пар
изменения конструкции цепи привода к резцовой головке. В малых моделях станков при небольших усилиях резания применяют шарнирный валик (рис. 86, г). В средних моделях с приводом от одного общего двигателя цепь скорости резания сильно удлиняется, как это сделано в станке мод. 116 фирмы Глисон (рис. 86,6) и станке мод. 5А27С4П Саратовского завода тяжелых зуборезных станков (рис. 79). В этих станках люлька составлена из нескольких поворотных частей и допускает наклон шпинделя резцовой головки при передаче движения к нему через зубчатые колеса. Конструкция люльки усложняется, жесткость ее уменьшается. Более простой является люлька (рис. 86, е) со встроенным отдельным двигателем .
Для нарезания гипоидных колес (рис. 87) шпиндель заготовки 4 с помощью микрометрического винта может устанавливаться
Предложение СКБ-4.
по вертикали на величину гипоидного смещения И. Эта величина в автотракторной промышленности составляет 0,1—0,2 началь
ного диаметра колеса.
Конические колеса с зубом различной высоты (рис. 88) получают благодаря соответствующей форме заготовки и установке салазок стола станка под необходимым углом. Все это достигает-
ся без применения специальных механизмов. В первом варианте высота зуба изменяется вдоль зуба, а образующие линии всех конусов сходятся в одной вершине О. В этом случае зазор Cj не является постоянным по длине зуба. Второй, наиболее распростра-
Рис. 87. Схема установки режущего инструмента и заготовки при нарезании резцовой головкой гипоидных конических колес:
1 — резцовая головка; 2 — люлька; 3 — геометрическое плоское производящее колесо; 4 — нарезаемое гипоидное колесо; OiO4 — ось вращения резцовой головки; ОуО3 — ось вращения люльки; О5О6 — ось вращения заготовки
Рис. 88. Форма конических зубьев по высоте:
I — конический зуб с переменными высотой и зазором; II — зуб с переменной высотой н постоянным зазором; III — равновы-сотиый конический зуб; — угол начального конуса шестерни; ф ш~угол наружного конуса шестерни; уш— угол ножки зуба шестерни; ук—угол ножки зуба колеса; — угол головки зуба шестерни; Ci — переменный зазор по высоте зубьев; С2 — постоянный зазор по высоте зубьев; h — высота зуба; —высота головки зуба; Кн — высота ножки зуба; L — длина начального конуса; О — вершина начального конуса; — вершина наружного конуса шестерни; k — колесо; ш — шестерня
пенный вариант зуба предусматривает одинаковый зазор с2, но образующие линии зуба по его длине будут сходиться в двух вершинах О и Оь Третий вариант — равновысокий зуб применяется при небольших передаточных отношениях конических колес. Контроль профиля конических колес еще является проблемой, нет цеховых эвольвентомеров для конических зубьев. Поэтому конструкторы стремятся создавать в станках для нарезания конических колес более точные кинематические цепи про-14 Заказ 911 209
филирования. В трех рассмотренных выше станках эти цепи состоят из довольно большого числа зубчатых колес: в мод. 5А27С4П—25 (рис. 79), в мод. 60КН (рис. 80)—32 и мод. 5230 (рис. 82)—33. Кинематические цепи профилирования трудно сделать короче из-за специфической конструкции и компоновки станка. Поэтому во внутренних связях этих станков стараются, где это возможно, применять более точные передачи, в частности, барабаны со стальными лентами, заменяя ими зубчатые или реечные передачи (рис. 89). Вместо гитар со сменными' зубча-
Рис. 89. Варианты структуры внутренней кинематической связи в зуборезных и зубошлифовальных станках для конических колес
тыми колесами применяют рычаги настройки с подвижной опорой. Вариант такой цепи профилирования, показанный на рис. 89, применен в зуборезном станке мод. 12КН фирмы Тарбек.
Движение В3 от барабана 1, жестко сидящего на люльке с осью вращения у, лентами 2 передается ползушке 3. Последняя через рычаг настройки ix с передвижной опорой перемещает ползушку 4, которая, в свою очередь, через ленты 5 и барабан 6, конические колеса 7, 8 и барабаны с лентами 9, 10 поворачивает заготовку 11. Резцы 12 имеют возвратно-поступательное движение резания ФД771).
В этой цепи имеется только одна коническая зубчатая передача, необходимая для передачи движения при установке бабки изделия на различные углы внутреннего конуса. В целом эта цепь построена достаточно удачно. Однако эта единственная коническая передача создает большую неточность, чем другие передачи в цепи.
Во втором станке (рис. 89) фирма Мааг не применяет зубчатых передач в цепи профилирования зубошлифовального станка мод. KS-42 для прямозубых конических колес.
Рис. 90. Варианты структуры станков для конических колес при сочетании групп по способу параллельного соединения
В этом станке движение качения Ф6(В2В3) по плоскому колесу 10 совершает заготовка 9. От червячной передачи 7 и 8 вокруг оси OZ поворачивается весь механизм вместе с заготовкой. Это движение В3 через барабаны 1 и 2 с лентами, сменные барабаны 6 и 5 с лентами и барабаны 4 и 3 тоже с лентами создает поворот заготовки В2 вокруг оси ОХ. Применение передач со стальными лентами обеспечивает хорошую кинематическую точность цепи, но такие передачи применимы лишь в станках с небольшими нагрузками в цепи профилирования, в зуборезных станках малых размеров и в зубошлифовальных станках.
В зуборезных станках средних размеров, в которых нельзя применить барабаны с лентами, конструкторы стремятся вывести из внутренней связи механизмы, которые обладают обычно наименьшей кинематической точностью, такие, например, как дифференциалы. и специальные зубчатые реверсы. Тогда внутренняя цепь профилирования становится короче и точнее. Такие новые структурные схемы представлены на рис. 90—92.
Рис. 91. Варианты структуры станков для конических колес при сочетании групп по способу после-дователыЛго соединения
Из сравнения двух вариантов структурных схем (рис. 90) станков с параллельным соединением групп профилирования и деления видно, что во второй схеме дифференциал S расположен вне внутренней связи. Эта схема работает следующим образом. Движение от двигателя в точке 2 поступает во внутреннюю связь и приводит во вращение люльку Л и шпиндель бабки заготовки Б; при этом средняя часть кулачковой муфты М2 включена вниз. Происходит рабочий ход—нарезание одного зуба. Одновременно от нижней части муфты М2 через участок связи 4—6, дифференциал 2 и участок связи 7—8 синхронно поворачивается верхняя часть муфты с тем, чтобы впадина верхней части и выступ средней части были друг против, друга. Во время обратного хода люльки при переключении реверса Р\ муфта М2 включена 212
вверх и через точки 8—7—S — 6 — 4 движение поступает на заготовку. При включении муфты Л'Ц (для процесса деления) движение от делительного диска Д.д. через участок связи 10—11— S — 6 — 4 поступает на заготовку. Таким образом, во время деления заготовка совершает два движения Ф8(В2В3) и Д(В4).
При последовательном соединении групп предпочтительнее первый вариант структуры — с однокулачковой муфтой Af2 (рис. 91), чем второй вариант—-с дифференциалом X. В нем механизм X работает не как суммирующий, а как механизм распределения движений. Если фиксатор ф выведен из делительного диска Д.д., то движение через механизм X пойдет к
Рис. 92. Варианты структуры станков для конических колес при сочетании групп по способу смешанного соединения
делительному диску Д.д., а не к люльке Л, так как сопротивление движению в участке 3—4 больше, чем в участке 7—6.
В станках с соединением групп смешанным способом начинают применять структурную схему, в которой специальный зубчатый реверс Рс выведен из внутренней связи. В первой схеме (рис. 92) он находится во внутренней связи, что, конечно, снижает кинематическую точность станка. Схема по второму варианту работает следующим образом. При рабочем ходе люльки, когда происходит нарезание зуба, средняя часть муфты М включена вниз. При включении муфты М вверх нижняя часть муфты М вместе с заготовкой продолжает вращаться в ту же сторону, а люлька Л через специальный реверс Рс и верхнюю часть муфты М получает вращение в обратную сторону.
В зуборезных станках для конических колес с прямыми и дуговыми зубьями немалое внимание уделяют вопросу сохранения на длительное время первоначальной кинематической точности цепи профилирования. Наиболее изнашиваемой передачей является червячная передача люльки. В последнее время стремятся заменить ее более работоспособной передачей. Такой передачей является коническая гипоидная передача с передаточным отно-213'
шением-^- — -^-(рис. 86, д'). Она допускает высокие скорости об
ратного хода люльки, а ее долговечность обычно равна полному сроку службы станка. Широкому применению этой передачи препятствуют трудности изготовления ее для станков крупных моделей. Идут также поиски других конечных передач для цепей профилирования.
Не меньшее влияние на структуру станков оказывает требование высокой их производительности. В частности, структура внешней связи группы движения скорости резания ФДВ^) в зуборезных станках для дугового конического зуба является раз-
Рис. 93. Варианты схем люлек в зависимости от способа отсчета координат положения резцовой головки:
1 — резцовая головка; 2 — люлька; 3 — суппорт; 4 — станина; 5 — стойка; 6 — эксцентрик; Oi — ось шпинделя резцовой головки; О2 — ось поворота люльки; Оз — ось поворота эксцентрика; Н и V -— горизонтальная и вертикальная1 координаты центра резцовой головкн; U = Vli2 + V2— радиальнаи координата центра резцовой головки; Q — угол установки люльки; а — угол установки эксцентрика;
21» Zs, z3, z4 — числа зубьев колес люльки
личной и зависит от применяемой системы координат для установки шпинделя резцовой головки относительно оси вращения люльки и от того, имеется ли автономный двигатель в группе движения резания или общий двигатель на все группы. В последнее время применяют две системы отсчета координат: биполярную, в которой положение центра резцовой головки определяется двумя углами — углом, установки эксцентрика а и углом установки люльки Q (рис. 93, в), и полярную, определяющую положение центра головки радиусом U и углом Q (рис. 93, в). Люлька с биполярной системой координат (рис. 93, в) применяется в станках с одним общим двигателем, так как она позволяет передать движение резцовой головке через жесткие зубчатые передачи при любом положении центра резцовой головки. При установке на люльке отдельного двигателя Д\ для привода резцовой головки (см., например, рис. 86, е) применяется люлька с системой полярных координат, расчет которых 214
требует меньше времени, чем определение биполярных координат. Люлька с декартовой системой координат (рис. 93, а) теперь в практике не применяется. Не меньшее влияние на производительность станка оказывает структура группы движения подачи (обката) ФДВ2В3). В последнее время стремятся к переменной скорости движения обката. Она позволяет равномерно нагрузить режущие лезвия инструмента в течение всего рабочего хода люльки. В станках модели 116 фирмы Глисон переменную скорость обката получают с помощью криволинейного паза на барабане автомата и кулисы. Этот и другие механизмы механического типа применяются в станках с одним общим двигателем. В последнее время в группе движения обката некоторых станков применяют автономный двигатель постоянного тока и через следящую систему регулируют скорость его вращения. Производительность станков с такими механизмами повышается.
Время наладки зуборезных станков стремятся сокращать. В связи с этим настройку на угол 0 качания люльки также выполняют различным образом. В станке мод. 5А27С4П (см. рис. 79) и некоторых других подобных станках настройку на этот угол производят гитарой угла качания люльки io- Настройку гитарой применяют обычно в станках для массового производства конических колес. В станках мод. 5230 (рис. 82) и некоторых других моделей со смешанным способом соединения групп, которые не имеют специального органа настройки на угол 0, он настраивается косвенным путем, за счет выбора числа Z{, обеспечивающего требуемый угол 0 и настраиваемого гитарой профилирования ix и гитарой деления iv. Если угол был выбран недостаточно большим, то приходится снова производить расчет и перестраивать гитары ix и iy. Для универсального станка такая настройка мало удобна. Поэтому для универсальных станков угол 0 лучше выбирать, практически, без предварительных длительных расчетов, как это делается, например, при работе на станках фирмы Гарбек (рис. 80), в которых он подбирается на ходу станка вращением маховичка реверса вручную.
Если угол 0 оказывается значительным, т. е. время нарезания одного зуба увеличивается, то изменяют автоматический цикл нарезания. Вначале дают заготовке движение врезания в радиальном направлении, затем продолжают нарезание зуба движением обката. Такой цикл можно получить специальным барабаном автомата. Смена барабанов автомата предусматривается только в станках для массового производства.
В заключение следует указать на наличие у этих зуборезных станков скрытой дифференциальной передачи. При повороте люльки (рис. 82) колеса z65 катятся по колесу z48 и резцовые головки получают дополнительное вращение. Так как оно незначительно по сравнению с движением скорости резания, то его обычно не учитывают.
шением-^-— -^-(рис. 86, д). Она допускает высокие скорости об-
ратного хода люльки, а ее долговечность обычно равна полному сроку службы станка. Широкому применению этой передачи препятствуют трудности изготовления ее для станков крупных моделей. Идут также поиски других конечных передач для цепей профилирования.
Не меньшее влияние на структуру станков оказывает требование высокой их производительности. В частности, структура внешней связи группы движения скорости резания в
зуборезных станках для дугового конического зуба является раз
Рис. 93. Варианты схем люлек в зависимости от способа отсчета координат положения резцовой головки:
1 — резцовая головка; 2 — люлька; 3 — суппорт; 4 — станина; 5 — стойка; 6 — эксцентрик; Oi — ось шпинделя резцовой головки; О2 — ось поворота люльки; Оз — ось поворота эксцентрика; Н и 17 —- горизонтальная и вертикальная1 координаты центра резцовой головкн; U = УН2 + V2 — радиальная координата центра резцовой головки; Q — угол установки люльки; а — угол установки эксцентрика;
21, г2, z3, г4 — числа зубьев колес люльки
личной и зависит от применяемой системы координат для установки шпинделя резцовой головки относительно оси вращения люльки и от того, имеется ли автономный двигатель в группе движения резания или общий двигатель на все группы. В последнее время применяют две системы отсчета координат: биполярную, в которой положение центра резцовой головки определяется двумя углами — углом-установки эксцентрика а и углом установки люльки Q (рис. 93, в), и полярную, определяющую положение центра головки радиусом U и углом Q (рис. 93, в). Люлька с биполярной системой координат (рис. 93, в) применяется в станках с одним общим двигателем, так как она позволяет передать движение резцовой головке через жесткие зубчатые передачи при любом положении центра резцовой головки. При установке на люльке отдельного двигателя Д\ для привода резцовой головки (см., например, рис. 86, е) применяется люлька с системой полярных координат, расчет которых 214
требует меньше времени, чем определение биполярных координат. Люлька с декартовой системой координат (рис. 93, а) теперь в практике не применяется. Не меньшее влияние на производительность станка оказывает структура группы движения подачи (обката) Ф8(В2Б3). В последнее время стремятся к переменной скорости движения обката. Она позволяет равномерно нагрузить режущие лезвия инструмента в течение всего рабочего хода люльки. В станках модели 116 фирмы Глисон переменную скорость обката получают с помощью криволинейного паза на барабане автомата и кулисы. Этот и другие механизмы механического типа применяются в станках с одним общим двигателем. В последнее время в группе движения обката некоторых станков применяют автономный двигатель постоянного тока и через следящую систему регулируют скорость его вращения. Производительность станков с такими механизмами повышается.
Время наладки зуборезных станков стремятся сокращать. В связи с этим настройку на угол 0 качания люльки также выполняют различным образом. В станке мод. 5А27С4П (см. рис. 79) и некоторых других подобных станках настройку на этот угол производят гитарой угла качания люльки io- Настройку гитарой применяют обычно в станках для массового производства конических колес. В станках мод. 5230 (рис. 82) и некоторых других моделей со смешанным способом соединения групп, которые не имеют специального органа настройки на угол 0, он настраивается косвенным путем, за счет выбора числа Zi, обеспечивающего требуемый угол 0 и настраиваемого гитарой профилирования ix и гитарой деления iv. Если угол был выбран недостаточно большим, то приходится снова производить расчет и перестраивать гитары ix и iy. Для универсального станка такая настройка мало удобна. Поэтому для универсальных станков угол 0 лучше выбирать практически, без предварительных длительных расчетов, как это делается, например, при работе на станках фирмы Гарбек (рис. 80), в которых он подбирается на ходу станка вращением маховичка реверса вручную.
Если угол 0 оказывается значительным, т. е. время нарезания одного зуба увеличивается, то изменяют автоматический цикл нарезания. Вначале дают заготовке движение врезания в радиальном направлении, затем продолжают нарезание зуба движением обката. Такой цикл можно получить специальным барабаном автомата. Смена барабанов автомата предусматривается только в станках для массового производства.
В заключение следует указать на наличие у этих зуборезных станков скрытой дифференциальной передачи. При повороте люльки (рис. 82) колеса z65 катятся по колесу z48 и резцовые головки получают дополнительное вращение. Так как оно незначительно по сравнению с движением скорости резания, то его обычно не учитывают.
Г. СТАНКИ СО СТРУКТУРОЙ КЛАССА К23 И СЛОЖНЫМ ДВИЖЕНИЕМ СКОРОСТИ РЕЗАНИЯ
Существуют станки, имеющие структуру К23, но со сложным движением скорости резания. Примером таких станков может служить зубошевинговальный станок.
Зубошевинговальный автомат мод. 5702
На станке можно производить дисковым зубчатым шевером окончательную отделку зубьев цилиндрических колес с прямым и винтовым зубом диаметром до 320 мм и модулем до 6 мм. Дисковый шевер представляет собой (рис. 94) зубчатое колесо, на боковых поверхностях зубьев которого имеются режущие канавки в направлении профиля зуба. Ось вращения шевера всегда устанавливается под некоторым углом к оси вращения заготовки с тем, чтобы при их вращении происходило относительное скольжение зубьев шевера вдоль зубьев заготовки подобно тому, как это происходит в обычной винтовой зубчатой передаче. При шевинговании предварительно нарезанных прямозубых колес применяют шевер с винтовыми зубьями, при шевинговании колес с винтовым зубом — тоже с винтовым зубом, но возможно шевингование и прямозубым шевером.
При вращении шевера (движение Bi) будет вращаться заготовка (движение В2) и, следовательно, в их относительном движении за счет продольного проскальзывания зубьев шевера относительно зубьев заготовки будет создаваться движение скорости резания. Таким образом, движением скорости резания является движение обката Ф„(В1В2)- Этим движением осуществляется получение профиля зуба и процесс деления. Для образования формы зуба по длине заготовке сообщают движение подачи 773 (рис. 94).
Рассмотрим кинематическую структуру станка (рис. 95). Группа движения скорости резания ФУ(В1В2) —группа сложная. Внутренняя связь этой группы — короткая и несколько необычная кинематическая цепь. Она состоит из одной высшей кинематической пары, звеньями которой являются шевер и заготовка, и двух вращательных кинематических пар между корпусами бабок и шпинделями шевера и заготовки. Такая структура внутренней связи является примером использования заготовки и инструмента в качестве звеньев кинематической цепи.
Внешней связью является кинематическая цепь с гитарой скорости резания iv между электродвигателем Дг и шпинделем шевера 1.
Движение скорости резания ФДДВ2)—движение сложное, с замкнутой траекторией и должно настраиваться по трем параметрам. Фактически оно настраивается только по двум 216
параметрам: на скорость — гитарой iv и на направление — двигателем Д\. На траекторию специальной настройки нет, так как числа зубьев заготовки 2 и шевера 1 автоматически обеспечивают относительное движение обката.
Кинематическая группа движения подачи Ф«(/73)—простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между столом и поворотным основанием. Внешняя
связь передает движение от двигателя Дг столу через гитару is. Движение ФД/73) — простое, с незамкнутой траекторией должно настраиваться по четырем параметрам. Настраивается оно только по трем параметрам: на скорость — гитарой подачи is, на путь и исходное положение — упорами на столе.
1зах
Z35
Пч
Z16 ,rn--2w Из
1 зах А,
Z36
ц3
цг
Рис. 94. Схема новки шевера и
уста-заго-
Z4
Z/5
Z20
нВт п2 -/320об/мин гЗО-/зах
Z2I
товки
д[ Ц-Зквт л, = /365 об/мин
В
Z80 232 /тмЗ,5 'К,
Рис. 95. Кинематическая схема зубошевинговаль-
ного автомата мод. 5702
На направление движение не настраивается, так как шевингование производится в обе стороны (реверс с помощью двигателя Д2).
Перемещение консоли стола Всп(ГЦ) осуществляется от гидроцилиндра Ц\ через реечную и зубчатую передачи, кулак Ki, реечную передачу с колесом 21, муфту Mi, коническую пере
дачу и вертикальный ходовой винт. Это же перемещение возможно произвести и вручную при разомкнутой муфте Л1ь
При шевинговании бочкообразного зуба стол станка поворачивается от копира «2 и движение подачи становится сложным <Р,(П3В5).
Д. ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Форма шлифуемой боковой поверхности зуба цилиндрического колеса, как известно, определяется формой профиля зуба (эвольвента) и формой зуба по длине (прямая или винтовая линия).
Рис. 96. Шлифование зуба цилиндрического колеса дисковым профильным кругом
Рис. 97. Шлифование зуба цилиндрического колеса червячным кругом
Профиль зуба может быть получен фасонным дисковым кругом методом копирования, когда контур круга является точной копией профиля шлифуемой впадины (рис. 96). Такие станки имеют элементарную структуру класса Э22 и их кинематика рассматривалась в гл. VI.
При зубошлифовании для образования профиля зуба очень широко применяют метод обката. В этом случае при использовании червячного шлифовального круга (рис. 97) станки будут _ иметь сложную структуру класса С24 (см. гл. X). При применении дискового обкатного круга (рис. 98), имеющего в поперечном сечении профиль зуба прямой или косозубой рейки, станки будут иметь структуру класса К34. Ниже рассматривается структура этих станков.
91R
Форму зуба по длине в зубошлифовальных станках всегда получают методом касания. Следовательно, боковая поверхность зуба цилиндрических колес образуется методами копирования и касания или касания и обката.
!Рис. 98. Шлифование зуба цилиндрического колеса дисковым обкатным кругом
Типовая структура станков с дисковым обкатным шлифовальным кругом
Для шлифования прямого зуба цилиндрического колеса на станке такого типа (рис. 99) необходимо располагать движениями скорости резания ФЪ(В1), продольной подачи Фе](П2), обката Ф82(Я2В4) и деления Д(В5). Следовательно, типовая структура зубошлифовальных станков класса К34 будет состоять из трех групп формообразования и одной группы деления.
Группа движения скорости резания ФДВ}) простая; ее внутренняя связь состоит из одной вращательной кинематической •пары между шпинделем шлифовального круга и корпусом шлифовальной бабки. Внешняя связь передает движение кругу от -отдельного электродвигателя Скорость и направление вращения круга чаще всего постоянны и группа органов настройки не имеет.
Группа движения продольной подачи Ф41 (П2) — тоже простая, с внутренней связью в виде одной поступательной кинематической пары между ползуном и поворотными направляющими. Внешняя связь через кривошипный механизм передает .движение ползуну от отдельного двигателя Д2. Настройку движения осуществляют по четырем параметрам (кроме траектории) с помощью гитары продольной подачи isl и кривошипного механизма.
вания ix и подачи ооката ts2 реверсом г.
Рис. 99. Типовая структурная схема зубошлифовального станка для цилиндрического колеса с дисковым обкатным кругом
Группа движения обката Ф82(П3В4) — сложная; ее внутренняя связь имеет структуру: П3-* каретка—>-ix-><?->• Sж2—> -жруглый стол Д4. Внешняя связь передает движение от. двигателя Д3 во внутреннюю связь, присоединяясь к ней в точке 4. Движение обката — сложное с незамкнутой траекторией и обычно настраивается по всем пяти параметрам гитарами профилиро-и упорами, определяющими путь и исходное* . положение движения.
Группа движения деления Д(В5) — простая, с внутренней связью в виде вращательной кинематиче-, ской пары между круглым столом и кареткой. Внешняя связь» соединяет двигатель Дз со столом через; суммирующий меха- ' низм S, если применен так называемый параллельный способ присоединения группы деления к группе обката. Настройка движения деления обычно ведет-ся только по одному параметру — пути — гитарой деления iy. ' Применение других .
способов присоединения группы деления к группе обката (последовательного и смешанного) будет рассмотрено ниже.
Эта типовая структура видоизменяется в зависимости от тре- '?; бований, предъявляемых к станку по точности, производительно,- • стп, удобству и быстроте настройки станка и т. п.
Рассмотрим несколько кинематических схем зубошлифоваль-ных станков с дисковым кругом.
Зубошлифовальный станок мод. ZSWZ 315X6 фирмы Найльс (ГДР)
На станке можно шлифовать цилиндрические колеса с прямым и винтовым зубом. Шлифование профиля зуба производится методом обката дисковым кругом с трапециевидной формой сечения по толщине, меньшей, чем ширина впадины шлифуемого» зуба. Дисковый конический круг представляет собой зуб произ-220
.водящей рейки. На рис. 100 показана схема автоматического цикла работы станка.
В начале цикла (положение 7) заготовка с помощью движе-
ния обката Фг;2(/73В4) катится по производящей рейке вправо и происходит шлифование левого профиля, первого зуба. Шлифо-
вания правого профиля зуба при этом не происходит, так как между зубом колеса и кругом имеется зазор а. Затем движение обката меняет свое направление (положение II). В то же время происходит пе-ресопряжение заготовки и круга так, чтобы происходило шлифование правого профиля.
После окончания шлифования правого профиля (положение III) и отвода круга в радиальном направлении (положение IV) заготовка, имея движение обката Ф&ЩзВ*) вправо, с помощью движения деления Д(В5) поворачивается на один зуб; начинается шлифование второго и далее всех последующих зубьев — это повторные циклы работы станка.
Форма зуба по длине при шлифовании прямого зуба получается с помощью двух исполнительных движений формообразования скорости резания Ф»(В1) (рис. 101) и продольной подачи Ф8ДП2). При шлифовании колеса с винтовым зубом траектория движения продольной подачи 0si(/72) наклонена к оси заготовки под углом наклона шлифуемого зуба.
Таким образом, в станке должны быть четыре исполнительных движения — Ф„(В1); Фм(772);
Фв2(1Т3Вл) и Д(В5). Класс кинематической структуры станка будет К34.
Рис. 100. Схема автоматического цикла работы зубошлифовального станка завода им. 7 Октября (Найльс, ГДР)
Кинематическая группа движения скорости резания Ф„(В}) — простая. Ее внутренняя связь состоит из одной вращательной кинематической пары, а внешняя связь — из ременной передачи
Движение Ф-ДВ^) —простое, замкнутое и должно настраи-d2
ваться по двум параметрам: на скорость и на направление. Большой практической потребности в настройке движения этой группы иет и поэтому скорость и направление вращения круга остаются постоянными.
Кинематическая группа продольной подачи Ф®1(/72) —тоже-простая. Ее внутренняя связь — поступательная кинематическая пара между ползуном и стойкой. Внешняя связь — цепь между?
Рис. 101. Кинематическая схема зубошлифовального станка с обкатным дисковым кругом мод. ZSWZ 315 X 6 фирмы Найльс (ГДР)
двигателем Д2 и ползуном. Движение — простое, с незамкнутой траекторией. Настройке подлежат три параметра движения: скорость — четырехступенчатым двигателем Д2, путь — изменением радиуса кривошипа, исходное положение — изменением
положения точки крепления шатуна к ползуну.
Кинематическая группа движения обката —
сложная. Ее внутренняя связь состоит из кинематической цепи
между кареткой 1 и столом 2, имеющей структуру Структура внешней связи
—> t—> ix—>
д3
з
>---X-
35
27 35
48 54 ’
I
Исполнительное движение, создаваемое этой группой,— сложное, с незамкнутой траекторией. Поэтому оно должно настраиваться по всем пяти параметрам. На траекторию — гитарой профилирования ix, на скорость — гитарой подачи обката is, на путь — относительным положением упоров обката (на схеме не показаны), на направление — реверсом и исходное положение — ручным перемещением каретки (ручным поворотом ходового винта t).
Кинематическая группа движения деления Д (В5) — простая.. Ее внутренняя связь состоит ив одной вращательной кинематической пары между столом 2 и кареткой 7; внешняя связь имеет
структуру
Дз->1'о—>-Л42—>-Делительный механизм с диском Di —> iy —> S —
—>-— >стол 2—у-Вк.
90
Исполнительное движение деления — простое, с незамкнутой траекторией, но вместо настройки четырех параметров настраивают только два: путь — гитарой деления iv и скорость — гитарой времени i0. На направление и исходное положение в данном случае настройка не производится.
В станке имеется дифференциал для соединения параллельным способом групп движения деления и движения обката.
При переключении реверса Рь расположенного во внешней связи группы движения обката, движение От двигателя Д$ будет попадать к муфте Afi через зубчатую передачу-—. Эта цепь оо
используется для быстрых подводов и отводов каретки.
Произведем кинематическую настройку станка.
1. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи
1. об. заготовки—>- nd0MM перемещение каретки, где d0—
делительная окружность заготовки;
б) уравнение кинематического баланса
90 42
1 ’ 21
36 1
27 ’ ix
2и = тм10;
96
в) формула настройки
2. Цепь подач (с гитарой is):
а) расчетные перемещения конечных звеньев расчетной цепи: 1400 об!мин электродвигателя Дз—^ем мм перемещение ка
ретки;
б) уравнение кинематического баланса
1400— — is • — - — • — • 2- = s ;
35 40 48 54 96
в) формула настройки
3. Цепь деления (с гитарой :
а) расчетные перемещения конечных звеньев расчетной цепи па об. делительного диска Di —— об. заготовки,
гзаг
где Zi — число зубьев, пропускаемых между последовательными делениями;
б) уравнение кинематического баланса
1 __ Z,
пд1у1диф • — — ——;
^заг
в) формула настройки
90г, iv =----:-----•
пд1диф2заг
Из кинематической схемы определим значения пд и ieu$.
В этом станке зубья шлифуются последовательно, друг за другом и поэтому Zi = 1. Число оборотов делительного диска Д\ за один делительный цикл определяется из условия, что прорези обоих делительных дисков А и £>2, вращающихся с разной скоростью, в какой-то момент времени должны оказаться в одной плоскости с тем, чтобы фиксатор вошел ib оба диска одновременно.
Определим относительную скорость дисков.
84 27 7
За 1 оборот диска D\ диск D2 сделает — оборотов;
следовательно, диск D2 вращается быстрее диска Di и за делительный цикл диск Di делает‘6 оборотов, а диск£)2— 7 оборотов. Таким образом, пд = 6. Передаточное отношение дифференциала idu^ = Д&- определяется из формулы Виллиса: пв
плз— пя 27 21 п
—------- =----.----; при п27 = 0 получим
п25 — пв 36 42
3 ^42 — g ^в>
5 . _ Ща ___ 5
^42 = ”'61 о •
о -о
Подставляя значения Zi, na и 1аиф в формулу настройки гитары деления, получаем
90 • 1 • 8 24
1у =--------=------•
6*5* Zsgs Zsaz
4. Цепь времени деления (с гитарой i0):
а) расчетные перемещения конечных звеньев расчетной цепи
6 об. делительного диска Di -» 1400 t об. двигателя Дз, где t —
60
1 •
i0 60
время деления в секундах;
б) уравнение кинематического баланса
с 84 , 1 1400/
6 -------
24
в) формула настройки 1'о
9
10£ ‘
Зубошлифовальный станок мод. ZSTZ 315Х6В фирмы Найльс (ГДР)
На станке можно шлифовать цилиндрические колеса с прямым и винтовым зубом диаметром до 315 мм и модулем до 6 мм. Кинематическая структура этого станка (рис. 102) очень близка
Рис. 102. Кинематическая схема зубошлифовальиого станка с дисковым обкатным коническим кругом мод. ZSTZ 315 X 6В фирмы Найльс
Структурный анализ схемы станка на рис. 102
Таблица 9
Движение Кинематические связи и расчетные перемещения Органы настройки на:
внутренняя внешняя траекторию путь скорость направление исходное положение
шпиндель — ползун круга а. I а. “ г — — — — —
Ф81(Л2) ползун-стойка Д2 iSi К.д ползун — Дг, !'si —
Фз2 77з —> t ix —» S -> , . п -> -> tii г18 1 об. заготовки nd$ мм перемещения каретки п г» . Дз ~* lS1 ls3 > г10 «з об/мин. s0 мм[мин перемещения каретки 119,5372 tx' dd i =-^-s2 293 ’ «0 ^S3 Sn Дз «2
Д(ВЬ) Стол-каретка д^-^д.д^-^-+ г22 Z19 -> -> S -» -» стол г18 п6 об. делит, диска -* 1 — об. заг. г — 24 ‘р-.г — — —
Обозначения; — диаметр делительной окружности; г — число шлифуемых зубьев; sn— предварительная подача обката в мм'мин\ s0 — окончательная минутная подача обката в мм/мин; Lt н Ьг — относительное положение упоров на ползуне и каретке; Ht и Н2 — абсолютное положение упоров на ползуне и каретке; D. д — делительный диск.
к структуре зубошлифовального станка того же завода, схема которого была представлена на рис. 101.
В рассматриваемом станке (рис. 102) группа движения деления Д (В5) имеет отдельный двигатель Д4, а включение и выключение вращения делительных дисков Di и D2 происходит через . электромагнитную муфту М3.
Настройка на скорость подачи в группе движения обката ФДП3В4) осуществляется двумя гитарами: при предварительном шлифовании — гитарой подачи is2 (в этом случае движение идет через колеса z7 иг8),а при чистовом шлифовании — гитарой is3. Электромагнитный тормоз удерживает группу обката в неподвижном состоянии во время деления. Поэтому несмотря на то, что во внутренней связи расположен дифференциал 2, движения обката и деления проходят через него поочередно и, следовательно, группы деления и обкатка соединены способом последовательного соединения. Дифференциал здесь работает не как суммирующий, а как распределительный механизм, присоединяя поочередно свое выходное звено к разным входным звеньям. В этой же группе движения обката имеется два постоянных тормоза— Т2 на каретке и Т3 на столе, позволяющих выбирать боковые зазоры во внутренней связи при реверсировании движения обката.
Вспомогательное движение Всп(П&) опоры круга О. к. отводит круг от заготовки.
Полный структурный анализ кинематической схемы станка дан в табл. 9.
Зубошлифовальный станок мод. 5841
По принципу работы и размерам шлифуемых колес станок однотипен с предыдущим станком мод. ZSWZ 315 X 6 фирмы Найльс (ГДР). На нем можно шлифовать дисковым обкатным кругом с двухпрофильным контуром цилиндрические колеса с прямым и винтовым зубом диаметром до 320 мм и модулем до 6 мм (рис. 103). На этом станке оба профиля впадины между зубьями шлифуются одновременно.
Структура группы движения скорости резания ФДВ^) — проста и пояснений не требует. Группа движения продольной подачи Ф51 (П2) — тоже простая с приводом от регулируемого двигателя постоянного тока Д2. Движение настраивается по трем параметрам: на скорость — двигателем Д2, на путь — изменением радиуса R кривошипа, на исходное положение — изменением места крепления шатуна к ползуну с помощью ходового винта t2 — 5 мм.
Здесь же рядом в стойке станка размещена группа движения отвода круга от заготовки перед делением, имеющая двигатель Д4. Отвод круга осуществляется благодаря тому, что вал криво-15* , 227
шипного диска К. д. размещен эксцентрично в специальном диске 24
отвода До. При повороте последнего через передачу-ползун
124
приподнимается вверх. Величина отвода регулируется упорами, установленными на специальном барабане и воздействующими на конечный выключатель ВД2.
Группа движения обката Ф£ДПДД) имеет очень короткую внутреннюю цепь обката, состоящую из ходового винта = 2л. и гайки, жестко связанной с кареткой 1, гитары профилирования ix и червячной передачи —— на круглом столе 2. Внешняя связь передает движение в цепь обката от двигателя Д3 через гитару 35 подач is, муфту ЛД— блок-передачу й и зубчатую передачу—. Колесо z97 является звеном соединения внутренней и внешней связей. Движение обката—сложное, с незамкнутой траекторией и поэтому настраивается по всем пяти параметрам: на траекторию— гитарой ix, на скорость—гитарой подач is и блок-переда-чей ii (при переходе от чернового к чистовому проходу), на путь, направление и исходное положение — упорами, установленными на каретке 1 (на схеме они не показаны).
Группа движения деления Д(ВЪ)—простая. Ее внутренняя связь-—это вращательная кинематическая пара между столом 2 и кареткой 1. Внешняя связь передает движение столу от двига-„ 22 38 46 лк
теля Дз через передачи . ——, храповик z4 и собачку с,
делительный диск Dlt гитару деления iv, гайку Г, зубчатую пере-97 35
дачу—, муфту М2, передачу — и далее по цепи обката через ги-35 97
тару ix к столу. Одновременно с той же скоростью и в том же направлении, что и гайка Г, будет вращаться ходовой винт с шагом ti = 2л и поэтому каретка станка будет неподвижна, а стол будет вращаться. Движение обката продолжается, но скорость его будет равна нулю; при этом за три оборота делительного диска D\ стол с заготовкой повернется на один зуб. Во время деления муфта М\ выключается. Следовательно, заготовка будет совершать то движение обката, то, благодаря суммирующему механизму (винт t\ и гайка Г), сумму движений обката и деления. Таким образом, группы деления и обката соединены параллельным способом.
Механизм деления работает следующим образом. Электромагнит Э1 с помощью рычага деления Е накидывает собачку с на непрерывно вращающееся храповое колесо z4. Делительный диск ГЛ 40 48
£>1 начинает сам вращаться и через колеса — . -^-приводит во вращение второй делительный диск D2. Когда диск Di сделает три оборота, а диск D2 — один оборот, то последний, воздействуя 229
на рычаг Е, отведет собачку с от колеса z4 и зафиксирует положение диска £>i. В цепи деления станка имеется постоянно действующий тормоз
Группа правки круга приводится от отдельного электродвигателя Д5. Боковые алмазы получают прямолинейное движение от внутреннего криволинейного паза в колесе z52, периферийный
алмаз — от эксцентрика «2, а перемещение круга для компенсации его износа осуществляет кулак к3. Скорость последнего движения (0,01 и 0,02 мм за одну правку) можно установить с помощью штифтов 5, причем движение это происходит после окончания правки, когда широкая шестерня A (z38) из-за своего среза не будет сцепляться с колесом z36. Полный цикл правки происходит за 1 оборот кулачка Кь Переключение двойного бло
ка i2 позволяет получить черновую и чистовую правки круга.
В станке имеются устройства для ряда вспомогательных движений; в частности, движение разделения припуска производится перемещением каретки вручную через червячную передачу—• 48
и резьбу t6 на гильзе Б.
Кинематическая настройка станка.
1. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи
1 об. заг-> лтгзаг мм перемещение .заготовки;
б) уравнение кинематического баланса
1 96 1 о
1 •---. — • 2тг = nmzsae‘,
1 ix
в) формула настройки
192 Ц
Ш-2з аг
2. Цепь подачи обката (с гитарой is):
а) расчетные перемещения конечных звеньев расчетной цепи 1420 об/мин электродвигателя Дз~>«.л1 мм]мин перемещение каг ретки;
б) уравнение кинематического баланса
22 . 38 42 35 о
-------- I. ---.------. -------- 2к = S
76 79 92 97
в) формула настройки is = —
3. Цепь деления (с гитарой iv):
а) расчетные перемещения конечных звеньев расчетной цепи
3 об. делительной муфты D\ -> —-— об. заготовки;
^заг
б) уравнение кинематического баланса
97 35 . 1 _ 1
35 ' 97 'tx' 96 z3ae ’
в) формула настройки
. т
1и~---- •
У 6
Зубошлифовальный станок мод. 5851
Рассмотрим кинематическую структуру станка для наиболее сложного случая зубошлифования— шлифования цилиндрического колеса с винтовым фланкированным зубом. Зуб шлифуется двумя дисковыми обкатными кругами.
Основная часть частной структуры станка (рис. 104) состоит из кинематических групп, создающих движение скорости резания движение подачи обката (ПгВДД), движение
продольной подачи Фе2(П5Ве), движение деления Д(В7) и движение тангенциального врезания Вр(П8).
Группа движения скорости резания ФК(В1) —простая. Внутренняя связь состоит из вращательной кинематической пары между шпинделем шлифовального круга и корпусом шлифовальной бабки. Внешняя связь —ременная передача между двигателем Д1 и шпинделем круга. Простое движение Фк(Вг) с замкнутой траекторией должно настраиваться на скорость и направление. В станке производится настройка только на скорость с помощью ступенчатого шкива на шпинделе шлифовального круга. Натяжение ремня осуществляется перемещением двигателя Дь На станке установлены два круга. Вторая группа движения скорости резания с двигателем Д2 идентична первой группе.
Движением подачи обката Ф^(П2В8ГЦ) обеспечивается получение профиля зуба по эвольвенте и фланца на нем. Движение— сложное, трехэлементарное.
Кинематическая группа обката — сложная, с внутренней кинематической связью, состоящей из двух кинематических цепей. Первая внутренняя кинематическая цепь связывает элементарное движение П2 стола 1 с вращением шпинделя заготовки В3. Эта цепь состоит из одной передачи в виде барабана 3, рамки 5 и натянутых между ними стальных лент 4 (передача, имитирующая реечдую).
Вторая внутренняя кинематическая цепь увязывает элементарное движение стола П2 с тангенциальным перемещением П4 шлифовальной бабки и имеет следующую структуру: П2->-кри-гл 45 • 68 • 22
вошипныи механизм с диском
Д.д. муфта М[ -22 -32 _ 29 '29
32-22 29 29
кулачок К]—> рычаг Г1—> толкатель Тх -+П4.
Имеется продолжение этой цепи к кулачку к2.
68 • 45 • 22
52
52
кулачковая муфта М2
29
29
29
231
232
Рис. 104. Кинематическая схема зубошлифовального станка мод. 5851
Внешняя связь группы движения подачи обката Фе1 (/72В3/74) очень короткая: Д3—временная передача со ступенчатыми шкивами tsi->червячная передача -временная передач-^-.
Движение Ф81 (ПДЗДЦ') — сложное, возвратно-поступательное, следовательно, с незамкнутой траекторией и поэтому оно должно настраиваться по всем пяти параметрам. Настройка производится на траекторию сменным барабаном 5 и передвижной опорой 01 на рычаге Рь на путь — изменением радиуса кривошипного диска К. д., на скорость — изменением передаточного отношения трехступенчатой ременной передачи isi, на исходное положение — вращением ходового винта Л; на направление настройки нет, так как шлифование производится в обе стороны.
Кинематическая группа движения продольной подачи ФгДПвйб) для перемещения круга вдоль зуба заготовки по винтовой линии тоже сложная, но движение является двухэлементарным и поэтому внутренняя связь группы состоит только из одной кинематической цепи со структурой П5 -> ползушка 6 с линейкой 7, устанавливающейся под углом наклона р шлифуемого зуба->рамка 5, с ползушкой 6->барабан 3 с лентами 4-+Вб.
Внешняя связь группы имеет привод от гидродвигателя Д4.
Движение Ф8ДП5Ве)—сложное, с незамкнутой траекторией и поэтому должно настраиваться по всем пяти параметрам. Настройка производится на траекторию — установкой линейки 7 под углом, на путь и исходное положение — установкой относительного и абсолютного положения упоров, воздействующих на соответствующие устройства гидропанели, управляющей гидро-двигателем Д4 на скорость и направление — соответствующими устройствами гидропанели.
Рассмотренные группы движений Ф8| (П2ВДЦ) и Ф.,2(П5Ве) имеют общее подвижное исполнительное звено — шпиндель заготовки; поэтому соединение групп между собой должно произойти по внутренним связям. Так как эти движения одновременно и постоянно действующие, то их соединение должно быть параллельным и произойти через суммирующий механизм. Таким механизмом является механизм барабана со стальными лентами, в котором два входных движения—П2 стола 1 и П6 рамки 5 превращаются в одно выходное вращательное движение В3 ± Ве полого вала барабана 3.
Группа движения деления Д(В7) в станке простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем заготовки и полым валом барабана 3. Внешняя связь (рис. 104, вид Л) содержит гидродвигатель Д5 с плунжером-рейкой, сцепленной с зубчатым сектором Зс, который прижат гидродвигателем Де к жестко посаженному на шпиндель заготовки делительному диску Д.д„ (рис. 104, вид Г). Делительная группа станка работает следующим образом.
S
В иачале делительного цикла масло поступает одновременно ш гидродвигатель Д6, прижимая делительный диск D.d. к зубчатому сектору 3. с., и в гидродвигатель Д7 для вывода фиксатора ф из паза делительного диска. Гидродвигатель Д6 в конце своего хода открывает ход маслу в гидродвигатель Д5 и последний производит поворот шпинделя заготовки на один зуб. Затем „двигатель Д5 останавливается, фиксатор входит в следующий паз делительного диска, причем последний больше не прижимается к зубчатому сектору 3. с., теперь полый вал барабана 3, соединяясь через фиксатор ф и делительный диск D.d. со шпинделем заготовки, создает относительное движение обката. Настройка движения деления Д(В7) производится только на путь с помощью сменного делительного диска. Из проведенного анализа видно, что группа деления соединяется с двумя группами формообразования через общее исполнительное звено — шпиндель заготовки —последовательным способом.
Две группы движения тангенциального врезания Вр(П8) — простые, с ручным приводом предназначены для перемещения шлифовальных бабок ходовыми винтами В и t2. Последние связаны между собой кинематической цепью, позволяющей вручную перемещать одновременно обе шлифовальные бабки.
В станке имеются также простые кинематические группы формообразования торца и периферии шлифовального круга (механизмы правки круга). Правка круга может быть ручной или автоматической. При автоматической работе периферия круга правится непрерывно, а торец круга — периодически по команде. Имеется кинематическая группа осевого перемещения круга для компенсации износа круга по торцу.
Все эти механизмы расположены в шлифовальных бабках. Рассмотрим правую бабку. От двигателя Д{ движение через ременную и червячную передачи передается к валу, на котором расположен ряд храповиков и кулачков. Свободно сидящий на валу барабан Bi может поворачиваться от храповика хь если электромагнит ЭЛ11 накинет на него собачку барабана 5]. Последний своим криволинейным пазом перемещает торцовой алмаз. Кулачок к3 перемещает алмаз правки периферии.
Движение от храповика х2 при замыкании на него электромагнитом ЭМ2 собачки, принадлежащей коническому колесу г 16, передается через кривошип храповику х3 и далее через ци7 линдрические колеса zl6, zBO, z\ 14 ходовому винту В, который перемещает гильзу шпинделя круга. Величина осевого перемещения зависит от числа захватываемых собачкой зубьев на храповике х3, которое устанавливается положением поворотного ко-,, зырька над храповиком х3. Регулировка козырька осуществляется вручную через червячную передачу.
Электромагнит ЭМ] включается от счетчика числа правок. Электромагнит ЭМ2 получает команду от механизма ощупыва-234
Я
ния круга. Рычаг, ощупывающий круг, имеет ролик, который входит в паз червячного колеса z63 механизма правки. На внешней и внутренней стенках паза имеются углубления. Ролик рычага в зависимости от метода шлифования катится по одной из боковых стенок и, проваливаясь в углубление паза, подводит ощупывающий рычаг к шлифовальному кругу. Если рычаг не достает до круга, то своим другим концом он замыкает соответствующие контакты, включая электромагнит ЭЛ12 механизма компенсации круга.
Кроме рассмотренных движений, в станке создается ряд вспомогательных движений: радиальные ручные перемещения кругов при установке на диаметр заготовки и на компенсацию расхода круга при правке, поворот заготовки при разделении припуска (вид Б на рис. 104). Последнее происходит при ручном повороте однозаходного червяка, который через осевое перемещение тарелок вызывает поворот рычагов, перемещающих стальные ленты обкатного механизма.
Шлифовальные круги могут быть установлены вручную на угол зацепления и угол наклона винтовой линии шлифуемого зуба.
Цикл работы станка частично автоматизирован. Шлифование колеса производится за несколько проходов и автоматизация цикла относится к одному проходу. После одного продольного хода стола происходит деление, во время которого стол стоит в крайнем положении. Затем снова следует двойной продольный ход стола и деление. После прохода последнего зуба счетчик цикла дает команду на остановку стола.
Вручную производят тангенциальное врезание и пуск продольного движения стола и движения обката. В зависимости от настройки счетчика правки внутри цикла во время деления производится боковая правка круга.
Проходы ведутся до момента достижения требуемого размера зубьев.
Зубошлифовальный станок мод. МА-15
На станке (рис. 105) можно шлифовать цилиндрические колеса с прямым и винтовым зубом диаметром от 300 до 800 мм и модулем от 2 до 10 мм. Инструментом служит дисковый обкатной круг диаметром 250 мм с прямолинейным режущим контуром, представляющим собой зуб рейки при двухпрофильном зацеплении.
Процесс шлифования происходит следующим образом. Быстро вращающийся круг совершает прямолинейное перемещение вдоль шлифуемого зуба. Одновременно заготовка перекатывается относительно круга до тех пор, пока шлифуемый зуб не выйдет из соприкосновения с кругом. После этого стойка станка 235
Рис, 105. Кинематическая схема зубошлифовального станка мод. МА-15
отходит в сторону, круг выводится из впадины зуба, а стол 1 вместе с вращающейся заготовкой возвращается в исходное положение. Таким образом, эвольвентный профиль зуба образует-, ся методом обката, а форма зуба по длине—-методом касания. Следовательно, для шлифования боковой поверхности зуба потребуется три движения формообразования: движение скорости резания Ф„(В1), движение продольной подачи Ф81(772) и движение подачи обката Ф82(П2В4). Кроме трех этих движений, нужны движение деления Д(В5) и движение радиального врезания Вр(П6), Таким образом, основная часть структуры станка содержит пять кинематических групп, не считая групп вспомогательных движений.
Группа движения скорости резания Ф»(В1)—простая. Ее внутренняя связь состоит из вращательной кинематической пары между шпинделем шлифовального круга и ползуном, а внешняя связь—из одной ременной передачи между кругом и двигателем Д1, установленным на ползуне. Шлифовальный круг вращается с постоянной скоростью, делая 2800 оборотов в минуту.
Группа движения продольной подачи Фе1(П2) —так же простая. Поступательная кинематическая пара в виде прямолинейных направляющих на ползуне и передней стойке представляет ее внутреннюю связь. Внешняя связь размещенная в передней стойке станка, передает движение от двигателя Д2 к кривошипношатунной передаче и ползуну. Движение (П2) — простое, с незамкнутой траекторией и поэтому настраивается по четырем параметрам: на скорость — коробкой подач isl на восемь ступеней, на путь — изменением радиуса кривошипа при помощи ходового винта с шагом tj = 1,5 мм, на исходное положение движения— изменением положения ползуна относительно шатуна при помощи ходового винта t2 = 6 мм, на направление — самим кривошипным диском.
Группа движения подачи обката Ф82(П5В4) — сложная. Ее внутренняя связь состоит из одной кинематической цепи, расположенной между столом 1 и кареткой 2 и имеющей следующую структуру: В.^ у- ю.80.50
= 5л -> Пз-
11 . 33
Структура внешней связи Дз~^>-------
33 86
—Последнее цилиндрическое колесо z42 является точкой Присоединения внешней связи к внутренней. От него движение пойдет к столу 1 и одновременно к ходовому винту с шагом t2 = 5л каретки 2.
Движение Фе2(П2В4~) —сложное, с незамкнутой траекторией и поэтому должно настраиваться по всем пяти параметрам. Настройка на траекторию этого движения осуществляется гита-237
а
рой обката ix, на скорость — гитарой подачи tS2, на путь — выбором числа Zi пропускаемых зубьев за один делительный цикл; нужное исходное положение каретки 2 устанавливается вращением вручную червячной передачи и гайки на ходовом винте с шагом./з = 5л. Направление движения обката по технологическим соображениям не меняется.
Группа движения деления Д (В5) — простая, с внутренней связью в виде одной вращательной кинематической-пары между столом 1 и кареткой 2. Внешняя связь получает движение от двигателя Д3 группы движения подачи Фз2 и передает его круглому столу 1.
Движение Д(В5)—простое, с незамкнутой траекторией и должно настраиваться только по одному параметру — на путь — гитарой деления iv. Стол 1 принадлежит сразу двум группам— деления и обката, а соединение их, как известно, возможно тремя способами. Во внутренней связи группы движения обката располагается специальный реверс Р\ в виде составного колеса,, следовательно, в этом станке применен смешанный способ соединения. Это значит, что при шлифовании зуба процессы профилирования и деления в начале цикла осуществляются одновременно, а затем последовательно.
После окончания шлифования зуба передняя стойка станка с кругом отводится барабаном Бу, а специальный реверс Ру изменяет направление движения каретки 2 на обратное, не изменяя направления вращения стола 1. Следовательно, в этот момент-движение обката прекращается, движение В4 перехо-
дит в движение деления В5, а движение П3 заменяется вспомогательным движением П7, возвращающим каретку 2 в исходное положение. За время шлифования и возвращения каретки 2" заготовка поворачивается на несколько зубьев z<, причем для деления на заданное число зубьев гзаг нужно, чтобы числа zi и гзаг не имели общих множителей. Кроме того, число Zi должно быть целым числом и притом таким, чтобы длина хода каретки 2 была достаточной для шлифования профиля полностью (обычно Zi 7). Специальный зубчатый реверс Pi с составным колесом а работает следующим образом. Если ведущее колесо б реверса находится в зацеплении с внутренним венцом в и непрерывно вращается против часовой стрелки, то каретка 2 совершает быстрый обратный ход П7. Через некоторое время составное колесо а, вращаясь против часовой стрелки, войдет в зацепление с колесом б своим полукружьем г, причем колесо б перекатится из положения 01 в положение 02 и, сцепляясь с внешним венцом д, начнет медленно вращать составное колесо а по часовой стрелке. Следовательно, каретка 2 получит рабочий ход П3, по окончании этого-движения ведущее колесо б, перекатываясь по другому полукружью е, перейдет снова в положение Оу и опять будет происходить обратный ход каретки 2. Таким образом, колесо б не вы- ; 238
ходит из зацепления с составным колесом а, которое при этом, совершает повороты в обе стороны.
Группа движения радиального врезания Bpj(776)—простая. Ее внутренняя связь состоит из одной кинематической поступательной пары между передней стойкой и станиной станка. Передняя стойка приводится в движение в радиальном направлении; от двигателя Д3 через следующую внешнюю связь.: Д2 > —»
, - 33 лл 46-74 2 „ „
Iq-+is2-+---►Л4-’-------->---->-Ь]-ч-шток передней стоики
86 74-65 80
с ходовым винтом Б = 8 мм. Движение настраивается только по» двум параметрам—на путь и исходную точку: на путь — при помощи барабана врезания Б2, имеющего на своем торце ряд выступов, на исходное положение — при помощи винта /4 = 8 мм и вращающейся гайки.
Кроме рассмотренных кинематических групп, в станке имеется еще ряд других групп. В частности, в нем, как и во всяком: другом шлифовальном станке, имеется группа правки шлифовального круга. Правка может производится вручную и автоматически. Для этого имеется привод механизма правки с двигателем Д4, в котором предусмотрено создание не только движения, самой правки, но и движения компенсации износа круга через храповой механизм и ходовой винт с шагом ts = 1,5 мм.
Управлять станком можно в трех режимах: автоматическом,, полуавтоматическом и наладочном.
В автоматическом режиме управления станок работает следующим образом.
После пуска станка и окончания шлифования одного зуба упор, установленный на барабане цикла Бъ, нажимает на конечный выключатель 1ВК и включает электромагнит 2Э пилота муфты Afj быстрого хода каретки 2. После того, как барабан Б* отведет переднюю стойку с шлифовальным кругом от заготовки, каретка 2. от специального реверса Рх начнет быстро двигаться назад при вращающемся в том же направлении столе 1.
После возвращения каретки 2 в исходное положение закончится один делительный цикл, и заготовка повернется на заданное число зубьев Zi. Отходя назад, передняя стойка нажимает на конечный выключатель 4ВД. Если в конце обратного хода каретки 2 конечный выключатель 6ВД выключится, а муфта быстрого хода Мг переключится на медленный рабочий ход. то конечный выключатель 2ВД муфты тоже выключится, и начнется цикл шлифования следующего зуба. Если по каким-либо причинам муфта быстрого хода не переключит станок на рабочий ход, то конечный выключатель 4ВК выключит двигатели продольного» перемещения ползуна Д2 и движения обката Д2.
После того как будут прошлифованы все зубья в первом проходе, счетчик циклов 3, налаженный на заданное число зубьев, 239»
нажмет на конечный выключатель ЗВК. Электромагнит ЗЭ установит счетчик циклов 3 на нуль, а электромагнит 1Э поставит ‘свой анкерный рычаг так, что барабан врезания Б2 с помощью гидроцилиндра, рейки и реечного колеса z='2O сможет повернуться и занять новое положение. На периферии барабана врезания В2 установлены три ряда сменных упоров у, воздействующих на путевые выключатели 9ВК, 8ВК и 5ВК. Упоры расставлены на барабане Б2 по заранее составленной программе на данное шлифуемое колесо. Если при повороте барабана Б2 упор третьего ряда нажмет на путевой выключатель 5ВК, то начнется шлифование зубьев на новой глубине. Если упор второго ряда нажмет на путевой выключатель 8ВК, то произойдет правка круга, после окончания которой путевой выключатель 7ВК, размещенный в механизме привода правки, выключит механизм правки и включит станок на дальнейшую обработку. Если упор первого ряда нажмет на путевой выключатель 9ВК, последний' даст команду на окончание всего цикла шлифования и установку барабана врезания Б2 в исходное положение для возможности, шлифования следующей заготовки.
При полуавтоматическом режиме обработки станок будет останавливаться после каждого прохода шлифования зубьев при постоянной глубине шлифования. Для шлифования заготовки на новой глубине нужна команда рабочего.
При наладочном режиме всеми 'механизмами управляет рабочий.
Переход от одного режима к другому осуществляется поворотом специального электропереключателя.
При шлифовании колес с винтовым зубом продольное двй-жение ползуна происходит под углом наклона зуба р к оси заготовки.
Кинематическая настройка станка.
1. Цепь деления (с гитарой iv):
а) делительный цикл происходит за один оборот барабана цикла Б3, следовательно, расчетные перемещения концов расчетной цепи
1 об. барабана цикла £>3—»- Zl об. заготовки;
2заг
б) уравнение кинематического баланса
1 80 65 42 . i . 1 = .
2 ’ 65 ’ 42 ' у ’ 80 zsas ’
в) формула настройки
2z;
1У= ----
гзаг
2. Цепь профилирования (обката) (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи 1. об. заготовки тств23аг мм перемещения каретки;
240
22
210
б) уравнение кинематического баланса
1 80 1 20
1 iy 50
2Ю с
—— . tx . 5к =
в) формула настройки
ms2i
=
Л 80 '
3. Цепь подачи обката (с гитарой is2):
а) расчетные перемещения
В зубошлифовальном станке, шлифующих колеса дисковым обкаточным шлифовальным кругом, возможно применить цикловую подачу, как время обработки одного зуба в секундах sv; шлифование одного зуба происходит за один оборот барабана цикла £3, поэтому расчетные перемещения конечных звеньев расчетной цепи
1 Л й Л с 1430 < тт
1 об. барабана цикла Б3—>--.— s4 об. двигателя Дз!
60
б) уравнение кинематического баланса
! 80 65 86 1 1 33 1430
2 46 ' 33 ib2
в) формула настройки
io П
19
Сравнительный анализ кинематической структуры зубошлифовальных станков
Рассмотренные кинематические " схемы зубошлифовальных станков по своей общей структуре имеют ряд отклонений от наиболее типичной кинематической структуры. Эти отклонения вызваны дополнительными требованиями, связанными С технологическим назначением станка. К числу факторов, влияющих на всю кинематику зубошлифовальных станков, относятся:
1) компоновка станка; 2) форма шлифовальных кругов и соотношение скоростей движений продольной и обкатной подач; 3) структура цепи обката; 4) средства осуществления способов соединения групп обката и деления; 5) структура группы деления; 6) способы вывода круга из зоны обката.
Компоновка станка зависит от расположения оси вращения заготовки (вертикальная или горизонтальная) и от распределения элементарных движений подач между заготовкой и кругом.
В станках средних типоразмеров применяются горизонтальная и вертикальная компоновки. Трудно отдать предпочтение какой-либо из них. В тяжелых станках (для шлифования колес 16 Заказ 911 241
диаметром более одного метра) чаще встречается вертикальная компоновка.
Встречающиеся три варианта распределения элементарных движений подач между шлифовальным кругом и заготовкой показаны ib табл. 10.
На рис. 106 показан общий вид тяжелого зубошлифовально-го станка мод. 360 фирмы Мааг с диаметром шлифования до 3,6 м, в котором применен третий вариант распределения эле-
Рис. 106. Общий вид тяжелого зубошлифовального станка мод. HSS-360 фирмы Мааг
ментарных движений. В нем в движении обката Фв2 (Л3В4) участвуют круги, совершая вместе со стойкой 4 оба элементарных движения П3 и В4 (последнее—вокруг оси заготовки). Движение продольной подачи Фз1(П2) имеет круги 1 с ползуном 2 относительно поворотных направляющих 3.
На рис. 107 даны возможные варианты форм поперечных сечений кругов, схемы их установки на станке, применяемые соотношения скоростей продольной и обкатной подач и получаемые формы следов шлифования на боковой поверхности зуба.
В первом случае при быстрой продольной и медленной обкатной подаче дискового обкатного конусного круга, когда боковая 242
Распределение элементарных движений подач в зубошлифовальных станках
Варианты Движение <Z»sI (П2) продольной подачи Движение фя2(^3В4) обкатной подачи Компоновка и типоразмер Рис.
I Круг Заготовка Вертикальная, средний 102
II Заготовка Заготовка Горизонтальная, средний 104
III Круг Круг ' Вертикальная, крупный 106
поверхность зуба образуется методом касания и обката, следы на боковой поверхности получаются продольными с небольшим наклоном. Станок в этом случае обладает большой производительностью, так как путь шлифования, проходимый кругом по профилю зуба с медленной обкатной подачей, имеет небольшую длину, но поддержание точной формы круга, а следовательно, получение точного профиля зуба здесь сложнее, чем в других случаях. Возможно одновременное шлифование сразу двух профилей при беззазорном зацеплении круга и заготовки, когда толщина круга равна ширине впадины, как это имеет место в станках мод. 5841 и МА-15. Эти станки производительнее станков фирмы Найльс, в которых шлифование профилей зуба производится последовательно, во время прямого и обратного движения каретки стола, но на них труднее получить фланкированный зуб.
Во втором и третьем случаях (станки фирмы Мааг и мод. 5851) шлифование ведется двумя тарельчатыми кругами с подачей обката по скорости значительно большей, чем скорость продольной подачи. Поэтому такие станки обладают меньшей производительностью по сравнению с предыдущими станками. Эти случаи отличаются между собой прежде всего различием методов геометрического образования.
Во втором случае профиль зуба образуется, как и в первом случае, методом обката прямолинейной режущей кромкой круга при качении делительной окружности с радиусом Гд по начальной прямой а — а. (рис. 107). Таким образом, для получения боковой поверхности зуба заготовки используют методы обката и касания; так как оси вращения кругов устанавливают наклонно к оси заготовки, то поверхность шлифуемого зуба имеет своеобразную перекрестную форму следов шлифования. Путь движения продольной подачи Ьш здесь такой же, как в первом случае.
В третьем случае профиль зуба образуется методом следа одной профилирующей точкой на режущей кромке круга. Эта точка, лежащая на прямой линии б —б (рис. 107)., очерчивает 16* 243
эвольвенту при перекатывании (без скольжения) прямой б —б по основной окружности заготовки с радиусом Гд- Следовательно, боковая поверхность зуба заготовки образуется методами следа — и касания. Следы шлифования на поверхности зуба составлены из малых участков дуг. Путь продольной подачи Ьш здесь меньше, чем во втором случае, и поэтому производительность шлифования больше. В третьем случае круг изнашивается быстрее, но зато легче контролировать и восстанавливать правильное _ положение профилирующей точки, особенно при шлифовании фланкированного, зуба.
Рис. 107. Схема установки дисковых обкатных кругов и форма следов шлифования на боковой поверхности зуба эм
га
Применение рассмотренных схем установки кругов и соотно- сь-шений скоростей продольных и обкатных подач приводит к раз- io-личным структурам цепей профилирования. и
Как известно, цепь профилирования в вубошлифовальных но станках создает траекторию движения обката Ф82(-^зА1), сохра- »б-няя заданную относительность параметров элементарных движе- te-ний П3 (перемещение каретки стола) и В4 (вращение заготов- ie. ки). Поэтому во всех профилирующих цепях имеется механизм да трансформирования вращательного движения в поступательное та (или обратно). Цепи профилирования разных зубошлифоваль- ет 244 - 243
зависит точность по-
6)
8
7
Рис. 108, Варианты схем механизмов профилирования шлифовальных станков фирмы Мааг
ных станков отличаются друг от друга в основном конструкцией этого механизма, а также числом звеньев и кинематических пар. От точности работы цепи профилирования лучения профиля шлифуемого зуба. Так как измерение профиля зуба на отшлифованном колесе является весьма длительной операцией, то конструкторы стремятся сделать цепь профилирования точной и надежной.
Для трансформирования движений в. цепях профилирования чаще всего применяют два механизма: барабан с лентами (рис. 108) и ходовой . винт с гайкой (рис. 109). Рёже испбльзу-. ют кулак с толкателем (рис. ПО) й реечную передачу (рис. 1.11),
В некоторых, случаях вся цепь профилирования состоит только из одного механизма трансформирования движение. Такая короткая цепь работает точно, но настройка ее затруд7 няется. необходимостью, иметь барабан, реечный механизм и кулак, сменными, что очень дорого.
Фирмой. Мааг предложен б.олее сложный механизм барабана с лентами в виде суммирующего механизма (рис. 108,о, б). Профилирующий механизм обычного исполнения
(рис.' 108, о) с неподвижной рамкой 5 превращен в суммирующий механизм с подвижной рамкой 5 (рис. 108, б), получающей поперечное перемещение от стола 1 через рычаг 6. Суммарный поворот В4 шпинделя заготовки оказывается составленным из двух движений: В' —от перемещения П3 барабана вместе со столом 1 относи-245
тельно лент и — от перемещения лент вместе с рамкой 5. Изменяя плечо рычага 6, можно при одном и том же барабане 3 шлифовать колеса с различной начальной окружностью.
Если рамку 5 (рис. 108, в) приводить в движение не от поперечного перемещения /73 стола 1, а от продольного перемещения П2 каретки 2 через поворотный диск с пазом 7 и ползушкой 8, то барабан с лентами станет суммирующим механизмом и заготовка будет иметь два исполнительных движения формообразования: от движения стола 1 — движение обката Ф81(П3В4) и от движения каретки 2— винтовое движение продольной подачи Фе?(П2Вб), которые необходимы при шлифовании цилиндрического колеса с винтовым зубом.
Профилирующие механизмы с барабаном и лентами применяются в зубошлифовальных станках других фирм, в частности в станках фирмы Кольб, но при другом сочетании скоростей подач. В них при быстрой продольной подаче скорость подачи обката — медленная.
В зубошлифовальных станках, как и в ряде других станков, имеется общее подвижное исполнительное звено-шпиндель заготовки, которое одновременно принадлежит группам движения обката Ф8(П3В4) и деления Д(В5). Процессы формообразования и деления, обеспечиваемые этими движениями, неодновременны и поэтому для соединения групп применяют все три возможных способа соединения: параллельный — станки фирмы Найльс и мод. 5841, последовательный — станки фирмы Найльс и мод. 5851 и смешанный — мод. МА-15.
Средства осуществления этих способов соединения по сравнению, например, с зуборезными станками для нарезания конических колес с прямыми и дуговыми зубьями в основном такие же, но имеются некоторые особенности, присущие зубошлифовальным станкам. Они вызваны следующими двумя обстоятельствами: первое — движение обката Ф^С^Щ) составлено из двух разнородных элементарных движений — поступательного и вращательного и второе — оба процесса — профилирования и деления по нагрузкам сильно не отличаются друг от друга, как это имеет место в зуборезных станках.
Из рассмотрения кинематических схем существующих зубошлифовальных станков с параллельным способом соединения групп обката и деления (рис. 109) видно, что соединение групп в обоих станках осуществляется с помощью суммирующего механизма (дифференциала), так как во время процесса деления заготовка совершает одновременно два исполнительных движения-—обката Фв(П3В4) и деления Д(В5), но размещение его в группе обката не одинаково. В первом станке дифференциал 2 размещен в цепи профилирования Вц-^——
г1
——>- 8 —>- 6 —> 2 —>- Л3.
246
Во втором станке в дифференциал превращена передача винт —гайка; во время деления гайке сообщают вращение, синхронное с вращением ходового винта, что вызывает дополнительное перемещение П5 гайки в противоположном движению П3 направлении с такой же скоростью. Каретка 2 стола 1 останавливается и происходит процесс деления. Здесь дифференциал размещен на исполнительном звене, вне цепи профилирования. В первом станке общим участкам групп обката и деления был уча-
Рис. 109. Варианты структурных схем параллельного соединения групп обката и деления в зубошлифовальных станках с дисковым обкатным кругом
сток 4—3 (по протяженности незначительный), а во втором станке общим участком является вся цепь профилирования, да и цепь деления становится значительно длиннее:
г4 г2
Сравнительный анализ точности работы станков, построенных по этим схемам, может быть сделан только после специального (исследования.
В станках, построенных по первой схеме (рис. 109), размещение гитар профилирования ix и деления 1У может быть разным.
В табл.. 11 показано влияние этого<фактора на формулы настройки гитар ix и iv для трех вариантов:. лв, общем участке связей 3—4 нет гитар, или размещены гитара деления iy или гитара -профилирования ix; , • •_ .
При анализе вариантов размещения гитар по табл. 11 нужно учитывать, что значение модуля т .'может быть и дррбным> числом, так как при шлифовании винтового зуба под т. подразумевается торцовой модуль.
Таблица 11
Варианты размещения гитар в зубошлнфовальных станках и влияние размещения на нх формулы настройки
Варианты размещения гитар Участки связей по первой схеме (рис. 109) Примечания
3—4. (общий участок) s—6 10—11
I ix = fi(m, z) iU = M^) На практике применяется
. II iy ~/г(г) Вариант наиболее .рациональный-
п г ix = fi («, z) — iy = М") На практике не применяется
О б-о -з н а ч е. н и,я. ix — гитара профилирования: iy — гитара деления; z — число шлифуемых зубьев; т — модуль' нормальный или торцовой. - ; >
Вариант I на практике применяется, но он не самый рациональный, так как при настройке станка, на второе шлифуемое колесо из пары сопряженных колес нужно перестраивать обе гитары. Набор сменных колес для гитары профилирования в этом случае должен быть значительным, так. как гитара зависит от двух параметров, причем значение 1Х может быть дробным.
При втором варианте перестраивать гитару профилирования 1Х в подобном случае не нужно, так как модуль сопряженных колес одинаков. Третий вариант требует больших наборов сменных колес для обеих гитар и перестройки гитары профилирования.
Вторая схема на рис. 109 вариантности размещения гитар не имеет, но настройка гитар и их насыщенность сменными колеса-1 ми соответствует третьему варианту.
Механизм трансформирования движений в виде кулака с толкателем (рис. ПО) — дорогой и применяется в особо точных зубошлифовальных станках.
Возможны варианты структур зубошлифовальных станков с последовательным способом соединения групп обката’и деления: с нарушением работы механизма обката, с разрывом цепи, профилирования при помощи дифференциала и с разрывом связи между выходным звеном цепи профилирования и заготовкой.
Ярко .выраженным примером первого варианта структуры с последовательном .соединением является -зубошлифовальный станок, фирмы Пратт д Уитней (рис. 111). Цепь профилирования станка содержит лишь одну реечную передачу, состоящую из длинной неподвижной профилирующей рейки 7, жестко закрепленной, да кронштейне:.?, и жестко связанного со шпинделем заготовки эталонного'зубчатого колеса 2, с числом зубьев-.и модулем, .-равным числу зубьев и модулю шлифуемого колеса. При получении от гидроцилиндра (на рис. ,, не показанного;) i ?; поступательного движения. /7з эталонное колесо 2 будет перекатываться' по неподвижной рейке 1 и заготовка будет совершать движение обката Ф52(77зВ4), а при переходе шпинделя изделия из точки О[ в точку О2 будет происходить процесс шлифования’ зуба. После быстрого вывода заготовки из зоны, шлифования эталонное колесо 2 попадет в точку Os и окажется в зацеплении с Делительной рейкой 6, установленной нН каретке деления 4. Затем гидро-цилиндр Ц\ повернет кронштейн 3 и выведет профилирующую
рейку У из зацепления с эталон- Рис. 110. Механизм, .профилирова-ным колесом 2, оставляя его в НИя с эвольвентным кулаком зацеплении с делительной рейкой 6. С помощью':гидроцилиндра 27s и рычагов 7 й' 8 каретка деления 4 переместится влево, точно на один шаг t по настраиваемому, подвижному-.упору 9 и повернет эталонное колесо 2 вместе с заготовкой на один зуб. Произойдет, движение деления
Затем .-эталонное,-колесо 2 быстро .перейдет из положения О2 в положение О2 и начнется шлифование .второго зуба;,в-это время каретка деления 4 возвратится в исходное положение. Когда эталонное колесо 2 попадет в положение Oi, произойдет новый процесс деления, но уже с помощью делительной рейки 5. При чистовом шлифовании цикл делений производится -за двойной ход обката каретки стола. С помощью маховичка 10 и индикатора 1Р- кронштейн 3 ‘устанавливают по ‘высоте,-Эталонные рейки 7, 5, 6 и- колесо 2 сменные. !
Разрыв цепи обката (профилирования) можно произвести и с помощью дифференциала,-который в этом случае уже не будет суммирующим механизмом, а будет выполнять роль муфты, как это сделано в-станке мод. ZSTZ -315 X 6 (рис. -102);
Дифференциал при движении обката соединяет каретку и "стол станка, получая движение от двигателя Д3. При делении движение от двигателя Д\ и делительного диска пройдет через второе входное звено дифференциала и попадет на стол. В это время первое входное звено дифференциала, связанное с ходовым винтом, неподвижно. Двигатель Д3 во время деления выключается.
В станках фирмы Мааг и мод. 5851 (рис. 104) применен сменный делительный диск, который жестко закреплен на шпинделе заготовки. Разрыв цепи профилирования между шпинделем заготовки и кареткой происходит не в механизме обката,
<? // 9 4 J
Рис. 111. Обкатной и делительный механизмы зубошлифовального станка мод. 10 фирмы Пратт Уитней
•а вне его. Такое решение упрощает конструкцию механизмов обката и деления.
Структуры групп движения деления отличаются тем, что они' бывают с отдельным (рис. 104) или с общим двигателем (рис. 103), и тем, имеется ли у них гитара настройки на время деления (гитара i0 на рис. 102).
Установить какие-либо закономерности, связанные с необходимостью применения в группе деления отдельного двигателя, весьма трудно и, по-видимому, конструкторы больше руководствуются в этом вопросе экономическими соображениями, поскольку стоимость двигателей еще довольно значительная.
Настройка на время деления, т. е. настройка на скорость движения деления, пока встречается лишь в крупных станках, в которых недостаточно иметь одну скорость движения деления для колес с малым и большим числом шлифуемых зубьев. В малых моделях станков фактор скорости движения деления не оказывает заметного влияния на точность шлифования. И все же, в последнее время, в некоторых малых моделях станков ста-250
ли устанавливать органы настройки на скорость движения деления, но упрощенной конструкции, лишь на две фиксированные скорости.
Способы вывода круга из зоны обката перед делением в зу-«бошлифовальных станках также имеют немаловажное значение. Время вывода и ввода круга из зоны и в зону обката, как и время деления, холостое время и поэтому оно должно быть как можно меньшим. Значительное увеличение скорости разобщения круга и заготовки привело бы к большим динамическим нагрузкам и возможно снизило бы точность работы станка. Поэтому стремятся сократить путь этого движения. Практически на станках были осуществлены четыре разных способа. Вывод круга из зоны обката движением продольной подачи Ф«1(П2) с периодическим прекращением этого движения и остановкой ползуна с кругом вне впадины шлифуемого зуба применяется редко, так как из-за большой инерционности ползуна механизм остановки ползуна не обладает необходимой работоспособностью. Чаще всего вывод круга осуществляют движением обката 0S2(773B4), но производимым с большей скоростью, чем при шлифовании. В этом случае большие скорости вывода оказывают отрицательное влияние на точность работы механизмов профилирования и поэтому время вывода круга остается все еще значительным.
Возможен отвод круга отдельным вспомогательным движением в радиальном направлении, как это, например, сделано в станке мод. МА-15 (рис. 105). Но это требует отвода всей стойки, имеющей довольно большую массу.
Более рациональным является применение отдельного движения для вывода круга вдоль зуба без остановки возвратно-поступательного движения ползуна Ф81(П2), как это сделано в зубошлифовальном станке мод. 5841 (рис. 103). Этот способ вывода круга позволяет достичь наименьшего времени, не оказывая вредного влияния на работоспособность других механизмов. Правда, следует отметить, что он требует создания отдельного, довольно сложного по конструкции механизма и, следовательно, дополнительных затрат.
Из приведенного сравнительного анализа видно, что все эти «отклонения оказывают некоторое влияние на общую структуру станка, не затрагивая типовой «структуры формообразующей части станка.
VIII. АНАЛИЗ КИНЕМАТИЧЕСКИХ СХЕМ СТАНКОВ СО СЛОЖНОЙ СТРУКТУРОЙ КЛАССА С, СОСТОЯЩЕЙ ТОЛЬКО ИЗ СЛОЖНЫХ КИНЕМАТИЧЕСКИХ ГРУПП ФОРМООБРАЗОВАНИЯ
В станках со „структурой, состоящей только из сложных групп формообразования, движение скорости резания всегда сложное. Следовательно, группа, создающая это движение,; должна .обеспечивать заданную точность при больших нагрузках и скоростях резания.; Это обстоятельство .часто заставляет конструктора, усложнять структуру группы движения скорости, резания проектируемого станка,- особенно, в- части ее внутренней кинематической связи,, используя различные приемы, повышаю--щие точность работы групп. Для создания сложного движения-подачи, которое чаще всего сопровождается малой нагрузкой и небольшими скоростями, довольно часто применяют коррекционные устройства. .. • , i
В структурах с двумя сложными, группами :формообразования, часто встречается, необходимость присоединить обе эти группы к одному и тому же исполнительному звену. В подобных, случаях конструктор вынужден устанавливать суммирующий механизм (дифференциал)-, что, естественно, осложняет кинематическую структуру станка.
Очень часто станки со сложными кинематическими группами делают многоструктурными путем установки специальных устройств для перевода сложной, структуры станка в простую или комбинированную.
В структурах станков с одной сложной группой формообразования возможны следующие сочетания элементарных дви-т жений: , , - . . .
при двух элементарных'движениях — структура С12:
1) 0„(Z?i772) — в токарно-винторезных станках;
2) Ф„(Д1Д2) —в станках для нарезания глобоидных передач;
3) Ф1)(77!772)—не применяется;
при трех элементарных движениях —- структура С13:
1) Фг,(Д1Д2Д3)—в зуборезных мастер-станках для нарезания червячных колес;
2) .ФК(В1В2/73)—не применяется;
3) Ф^(.В1П2П3) — в затыловочных станках при. затыловании червячных фрез;
4) ФЪ(П1П2П3)— не применяется;
при четырех элементарных движениях — структура С14;
1) Фг,(В1В2В3В4)—в зуборезных мастер-станках для нарезания червячных колес;
2) Ф^ДЛгЛз/Д)—ПРИ затыловании конических метчиков.
Остальные возможные сочетания из четырех элементарных движений в практике не встречаются.
Рис. 112. Структурная схема токарного станка для некруглых болванок:
1 — резец; 2 — заготовка; 3 — шпиндель; 4 — верхний суппорт; 5 — поперечный суппорт; 6 — каретка; 7 —. кулачок
В структурах с двумя сложными группами формообразования возможны следующие сочетания элементарных движений:
1) ФТ{ВХВ2), Фе(В3В4)—в зуборезных станках для нарезания конических колес с криволинейным зубом;
2) . Ф1)(В1772), Фв(В3В4)—в зубодолбежных станках при нарезании цилиндрических колес с винтовыми зубьями;
3) Ф1,(771/72), Ф£(В3В4)—в зуборезных станках, нарезающих конические колеса с бочкообразным зубом; .
4) Фъ(В1В2), Фв(П3Вь)—в зубофрезерных станках, работающих червячной фрезой; в зубошлифовальных, работающих чер-.вячным кругом; в станках, нарезающих цилиндрические колеса и червяки методом точения;
5) Ф1)(В1/72), Ф«(773В4)—в затыловочных станках при заты-.ловании .цилиндрических фрез с винтовым зубом;
, 6) Фг,(Д1./72), ФЦ773В4)—не применяется;
7) ФДВуВз), ФДПзГЦ)}— в токарных станках для много-
8) Фъ^Пг), ФДПзГЦ) J гранных конических деталей;
9) ФДГЦГД), ФДП3П4)— не применяется.
Встречаются, хотя и редко, станки с кинематической структурой, состоящей также из двух сложных групп, одна из которых создает не двухэлементарное, а более сложное исполнительное движение. Такую кинематическую структуру имеют, наприт мер, станки для нарезания некруглых колес с винтовыми зубьями.
Структуры станков с двумя сложными группами формообразования отличаются прежде всего тем, что у одних станков, число подвижных исполнительных звеньев равно числу элементарных движений, из которых составляются создаваемые исполнительные движения формообразования (например, в токарном станке для многогранных конических деталей — рис. 112), а у других число этих звеньев меньше числа создаваемых элементарных движений. В первом случае во внутренних связях групп не будет дифференциала и структура станка будет проще, чем во втором случае — с дифференциалом.
Станки с тремя сложными кинематическими группами формообразования так же, как и в других классах, встречаются редко.
А. ВИНТОРЕЗНЫЕ СТАНКИ
Токарно-винторезный станок мод. 1И611
На станке (рис. 113) можно производить всевозможные-токарные работы и нарезание однозаходной и многозаходной цилиндрической резьбы фасонным резцом. Наибольший диаметр обработки—250 мм, наибольшая длина — 500 мм. Структура всего станка состоит из двух частных структур — структуры токарного и структуры винторезного станка. По этой'» последней структуре, более сложной, и оценивается класс структуры всего станка — С12. ,
Рассмотрим структуру винторезного станка класса С12 пр», нарезании резьбы.
В этом случае станок состоит из одной сложной кинематической группы движения скорости резания Ф«(В1/72). Ее внутренняя связь представляет собой винторезную кинематическую* цепь между шпинделем и продольным суппортом:
Д зубчатые колеса й реверс Pi ix -> is й -> lh-Внешняя связь имеет структуру Д\ iv -> ременная передача 161 . .
---—> перебор 1П ->• шпиндель. 135 х
Движение скорости резания Ф1)(В1/72)—сложное, с незамкнутой траекторией и должно настраиваться по: всем пяти 254
23*
236
s, ,
236 '248
т-2мм
248 244 126 235 245.2'48 236 232 230 226 255
t, =6 MM
П
231 249 244 240 235
224
Z16
224
az29t>
a 3
Д1
Рис. 113. Кинематическая схема то-карно - винторезного станка мод.
1И611
>24^ 245 у
246 °
О U
216 '249^242
2 56
248
Z3ffx4Dla
244 ht'-is
224
0161
>4 = 2,8 кВт n, = 1420об/мин
40
Iv1, 266
224 z 15
239
t?-3MM
параметрам; Движение настраивают на траекторию (шаг резь- J бы) — коробкой подач или гитарой ix (при нестандартных ша- s гах) и реверсом Pi (на правую или левую резьбу), на скорость— коробкой скоростей Д и перебором in, на направление движения резания — двигателем Дь на путь — по лимбу1 продольного перемещения 2 и на исходное положение — по упору.
При нарезании резьбы увеличенного шага, когда шаг резьбы в несколько раз превышает шаг ходового винта станка, структура внутренней связи в этой группе несколько видоизменяется: Bi перебор 1п зубчатые колеса h (при передвижении блока звена увеличения шага 3. у. ш. вправо) и далее через реверс Р\ гитару ix, is, на ходовой винт и продольный суппорт с движением 77г.
Коробка подач предусматривает нарезание метрических, дюймовых, модульных и питчевых резьб.
Для нарезания многозаходной резьбы необходимо иметь периодическое движение деления D(BS). Для отсчета ручного поворота шпинделя при делении на заходы на нем установлен диск с 24 рисками. Группа движения деления и группа движения скорости резания соединены последовательно; поэтому при делении звено увеличения шага З.у.ш. ставят в нейтральное положение, тем самым разрывая винторезную цепь. После осуществления процесса деления звено увеличения шага снова ставят в левое (нормальная резьба) или правое (резьба с увеличенным шагом) положение.
Структура того же станка при выполнении токарных работ будет состоять из двух простых кинематических .групп для движений формообразования и относиться к классу Э22. Кинематическая группа движения скорости резания ФД51)— простая. Ее внутренняя связь — одна вращательная кинематическая пара между шпинделем и корпусом передней бабки. Внешняя связь та же, что в предыдущем случае. Движение скорости резания— простое, с замкнутой траекторией и должно настраиваться по двум параметрам: на скорость — коробкой скоростей , и на направление — двигателем Д\.
Кинематическая группа движения продольной подачи. ФДЛУ —простая, с внутренней связью в виде поступательной кинематической пары между продольными салазками суппорта, и станиной. .?
Внешняя связь группы имеет структуру Д1 —1Ъ -> ременная передача—зубчатая муфта ЛДР]Д-э-Кходовой ; валик -> передачи фартука 1$ -*• реечная передача.
Движение продольной подачи — простое, с незамкнутой тра-. екторией и должно настраиваться по четырем параметрам: на скорость — коробкой подач is, на направление — реверсом Рь на путь — по лимбу продольного перемещения салазок, на исходное положение — по упору.
Этой же группой возможно получить и поперечное перемещение резца. Его будет создавать поперечный ходовой винт получая движения от фартука.
Произведем кинематическую настройку станка при нарезании резьбы с нестандартным шагом.
1. Винторезная цепь (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи 1. об. заготовки-> Т мм продольное перемещение резца, где Т — шаг нарезаемой резьбы;
б) уравнение кинематического баланса
. 48 34 . .. ~
1 ----.----1, 6 = Т;
68 48 х
в) формула настройки
Т
ix = —.
3
При нарезании резьбы с увеличенным шагом при тех же расчетных перемещениях.
б)
уравнение кинематического баланса ,72 60 48 34 . с
1 ---------.----.----г • 6 = 77.
18 30 68 48
формула настройки
Т
1х =---•
х 24
Цепь деления (число рисок zg):
расчетные 'перемещения
об. делительного диска — об. шпинделя заготовки, k
в)
2.
а) га 24
где zg — число рисок на диске, пропускаемых за один делительный цикл; k — число заходов нарезаемой резьбы;
б) уравнение кинематического баланса zg _ 1 .
24 k ’
в) формула настройки
24
ze = — /г
Винторезный полуавтомат фирмы Cri-Dan [Франция)
На станке (рис. 114) нарезают фасонным резцом многозаход-ную резьбу. Станок имеет полуавтоматический цикл работы. Структура станка класса С12. Она состоит из одной сложной кинематической группы формообразования, создающей винтовое движение скорости резания Фе(В[П2) и движение деления Д(В1).
17 Заказ 911 257
Кинематическая группа движения скорости резания Ф.„(В'П2)—группа сложная. Ее внутренняя связь состоит из одной кинематической цепи между шпинделем и продольным суппортом, называемой винторезной.
В этой винторезной цепи с гитарой ix нет ходового винта. Его заменяет плоский сменный копир с шагом tK, , который немного больше длины резьбы. В шаге tKt должно содержаться целое число шагов нарезаемой резьбы. Цикл нарезания много-заходной резьбы, в отличие от обычных винторезных станков,
Рис. 114. Кинематическая схема резьбонакатного полуавтомата фирмы Cri-Dan
з
сводится к тому, что при возвращении продольного суппорта в исходное положение после первого прохода резец попадает не в ту же нитку резьбы, а в следующую, после второго прохода опять в следующую нитку и т. д., причем нарезание всех заходов производится при одной и той же глубине резания. Когда нарезание всей резьбы на неполную глубину закончится, производится врезание резца на новую глубину и все повторяется сначала до тех пор, пока резьба не будет нарезана на полную глубину. Когда начинается процесс формообразования первого захода винтовой нарезки, то одновременно начинается процесс деления во время рабочего хода—-два процесса идут, параллельно. Затем в конце продольного хода суппорта, после окончания нарезания первого захода, когда суппорт начнет возвращаться в исходное положение, процесс формообразования прекращается, а процесс деления продолжается отдельно, т. е. как бы последовательно с формообразованием. Следовательно, в станке применен способ смешанного соединения групп движений формообразования и деления.
Копир Ki выполняет в станке сразу несколько задач: превращает вращательное движение в прямолинейное, реверсирует прямолинейное движение, является органом настройки на шаг нарезаемой резьбы и отсчетным делительным звеном. Гитара /х является гитарой деления и ее настраивают на число заходов. Кулачок к2 создает движение радиального врезания, а кулачок /<з—-поперечный отвод и подвод резца. После полного нарезания резьбы станок выключается автоматически.
Произведем кинематическую настройку станка.
1. Винторезная цепь (с копиром tKi)
, 'Г ' ! л ' 4 (Lp + 2Z)
К, = Но/; По = По + Дно, а п0 = ~ ,
где /к, —шаг рабочей кривой сменного копира Kj (рабочая кривая расположена на дуге 270° копира, составляю-з
щей — полного его оборота) ;
T-k-s — шаг винтовой линии многозаходной нарезаемой резьбы;
k — число заходов резьбы;
s — шаг нарезаемой резьбы;
п0 — число оборотов шпинделя за цикл (н0 должно быть числом целым и большим п^);
Lp — длина резьбы;
I — пробег резца с одной стороны.
2. Цепь деления (с гитарой К):
а) расчетные перемещения конечных звеньев расчетной цепи
п0 + — об. заготовки —> 1 об. копира /q;
б) уравнение кинематического баланса
Z . 1 \ 22 3 . 60
р?о Ч— ) — • —— к • —• = !; k k ) 44 36 х 60
в) формула настройки
24А
1Х =------- .
nok + 1
Винторезный полуавтомат мод. 1К62Р
Станок предназначен для нарезания фасонным резцом цилиндрических однозаходных и многозаходных резьб диаметром 16—70 мм, длиной 50—700 мм с шагом 2—48 мм. Станок построен на базе токарно-винторезного станка мод. 1К62 и работает по полному замкнутому автоматическому циклу. Он может быть использован в качестве полуавтомата при ручном зажиме заготовки; при автоматизации зажима заготовки он может быть встроен в автоматическую линию.
17* 259
В станке создаются следующие исполнительные движения: формообразования ФУ(В[ П2), деления Д(В>), врезания на глубину резьбы Вр(П3), продольного возвращения резца в исходное положение ВспДГЦ), ввода и вывода резца из нитки нарезки Всп2(П5), поворота резцедержателя Всп&(В6).
Следовательно, станок состоит из шести кинематических групп, создающих указанные выше движения. Рассмотрим структуру каждой кинематической группы в отдельности (рис. 115).
Движение ФДВ,'/^)—сложное, двухэлементарное. Внутренняя связь создающей его группы состоит из одной кинематической цепи между шпинделем и продольным ходовым винтом. В -составе этой цепи находятся передвижной двойной зубчатый блок z — 60. и z — 45 (используется как звено увеличения шага, увеличивает шаг в 8 и 32 раза), передвижной двойной зубчатый блок z = 42 и z = 28 (используется при нарезании длинных резьб мелкого шага), гитара деления iy, реверсивное составное зубчатое колесо (обеспечивает процесс деления), винторезная гитара Д, реверс (передвижное колесо z ~ 40) для получения правой и левой резьбы и, наконец, передвижной двойной зубчатый блок z = 23 и z ----- 20 на продольном ходовом винте (используется для нарезания модульных и дюймовых резьб). Все эти передвижные и сменные звенья оказывают влияние на траекторию винтового движения. Настройка на шаг резьбы осуществляется винторезной гитарой ix.
Внешняя связь между двигателем и шпинделем заготовки состоит из ременной передачи и коробки скоростей, которая вместе с двухскоростным двигателем позволяет получить 26 различных скоростей вращения шпинделя в пределах 6—2000 об!мин.
Путь движения Фг настраивается гитарами ix и iy; направление движения не меняется; исходное положение движения — маховичком д, вращающим гайку продольного ходового винта.
Рассмотрим группу движения деления Д(В1). В станке использован смешанный способ деления, так как во внутренней связи группы движения скорости резания расположен специальный зубчатый реверс 4 в виде составного зубчатого колеса. Если нарезается многозаходная резьба, то при первом проходе нарезается первая нитка резьбы; затем резец выводится из нарезаемой нитки и продольному суппорту с помощью специального зубчатого реверса 4 сообщается продольное перемещение ВсП1(/74) в обратном направлении до исходного положения. При этом заготовка продолжает вращаться в том же направлении. Это вращение рассчитывается так, чтобы за время движения суппорта в прямом и обратном направлениях шпиндель повернулся на целое число оборотов плюс часть оборота, кото-260
рая соответствует попаданию резца в новую нитку многозаход-ной резьбы. Процесс деления в этом случае происходит после каждого прохода.
Структура группы деления весьма простая и состоит из внутренней связи в виде вращательной кинематической пары между шпинделем и корпусом коробки скоростей и разветвленной внешней связи, идущей от двигателя до шпинделя через коробку скоростей и от шпинделя до ведущего колеса z — 15, сцепляющегося с составным колесом специального реверса через гитару деления iv. Последняя обеспечивает настройку движения деления на путь, причем ведущее колесо z = 15 является в этом случае отсчетным звеном. По остальным четырем параметрам движение деления не настраивается.
Вспомогательное движение ВспДГД) —возвращение резца в исходное положение — не требует самостоятельной кинематической группы и создается группой движения формообразования
Внутренняя связь группы вспомогательного движения Всп2(Пь) для ввода и вывода резца из нитки нарезки состоит из поступательной кинематической пары в виде направляющих между поперечным и продольным суппортом. Группа имеет отдельный гидродвигатель —ГД2, шток з которого через рычаг е связан с поперечным ходовым винтом. Последний является тягой, связывающей поперечный суппорт с рычагом е. Настраивается в этом движении только исходное положение, для чего имеется маховичок ж.
Рассмотрим структуру кинематической группы движения врезания на глубину нарезки Вр(Пз,у Внутренняя связь группы та же, что и в группе движения Всп2(П5),— поступательная кинематическая пара между поперечным и продольным суппортами. Внешняя связь группы работает следующим образом.
Гидродвигатель ГД2 поворачивает рычаг и, который перемещает тягу м. Последняя поворачивает рычаг л и, через храповики, колесо н. Вместе с ним поворачивается диск числа проходов р. В одно из отверстий диска р введен фиксатор рукоятки п, которая жестко связана с толкателем а. Следовательно, при работе гидродвигателя ГД2 поворачивается и толкатель а. Он через храповой механизм вращает торцовой кулачок к. Так как кулачок к по торцу имеет разную высоту, то шток з гидродвигателя ГД2 имеет разный ход, за счет чего и происходит периодическое движение врезания на заданную величину. Резьба обычно нарезается тремя резцами — прорезным 1, отделочным 2 и фасочным резцом 3. После нарезания резьбы прорезным резцом упор 61, установленный на лимбовом диске о, жестко посаженном на том же валу, на котором сидит торцовой кулачок к, нажимает на конечный выключатель КВЗ, который i 262
заставляет гидродвигатель ГД3 повернуть резцедержатель для установки отделочного резца в рабочее положение. При нарезании резьбы отделочным резцом 2 последние два прохода должны происходить на меньшей скорости. Для этого упор в нажимает на конечный выключатель ДВ4, который дает команду на переключение вращения двигателя Д\ с 1450 об[мин на 720 об[мин. После чистового нарезания резьбы упор 62 нажимает на конечный выключатель ДВЗ, который дает команду на поворот резцедержателя и установку фасочного резца в зоне резания. После снятия фаски упор г нажимает на конечный выключатель КВ2, который воздействует на соленоид с2, вследствие чего собачка отжимается и храповое колесо вместе с торцовым кулачком к под воздействием спиральной пружины возвращается в исходное положение; при этом резцедержатель поворачивается в исходное положение, а станок выключается.
Фиксатор рукоятки п может устанавливаться в различные отверстия на диске р. Если нарезается однозаходная резьба, то рукоятка п устанавливается в первое отверстие. В этом случае при каждом ходе поршня гидродвигателя ГД2 толкатель а будет поворачивать на один зуб храповое колесо кулачка к, при этом толкатель а нажимает на конечный выключатель КВ1, который включает соленоид с1 и возвращает толкатель а в исходное положение.
При нарезании многозаходных резьб рычаг п устанавливается во второе, третье или другое отверстие на диске р, соответствующее числу заходов нарезаемой резьбы. Тогда толкатель а в исходном положении будет отстоять дальше от KJB1. Для включения последнего и поворота храпового колеса и торцового кулачка к на один зуб потребуется два, три и более ходов поршня гидродвигателя ГД2. Это позволит нарезать все заходы резьбы при одной и той же глубине.
Группа вспомогательного движения ВспДВ6) для поворота резцедержателя — простая. Внутренняя связь обеспечивается вращательной кинематической парой между резцедержателем и поперечным суппортом станка. Внешняя связь состоит из расположенных за гидродвигателем ГД3 реечной и храповой передач. Движение не настраивается ни по одному из пяти параметров.
В станке имеются различные механизмы управления. Так, на составном колесе специального реверса установлен упор, который в конце рабочего хода воздействует на конечный выключатель КВ6, который дает команду гидродвигателю ГД2 на отвод резца из нитки резьбы. На подвижной каретке ведущего колеса z — 15 специального реверса 4 имеется другой упор, нажимающий на конечный выключатель КВ5, который' дает команду гидродвигателю ГД2 снова ввести резец в нитку резьбы,, при этом шток з будет опираться на торцовой кулачок к.
Кинематическая настройка станка.
1. Винторезная кинематическая цепь (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи
1 об. заг. —> Т мм продольное перемещение резца, где Т — шаг нарезаемой резьбы;
б) уравнение кинематического баланса (без перебора и звена увеличения шага)
, 60 42 . 43 39 18 15 160 . 22 40 31 с „
1 • • --'Iи* - • " • —— • -- •-----’Iу * • —— • -О —• / у
60 42 v 39 43 36 120 16 22 31 20
в) формула настройки
27
1Х = ------ •
15 . iy
2. Цепь деления (с гитарой iy):
а) за одно качание составного колеса специального реверса 4 происходит делительный процесс, когда при нарезании многозаходной резьбы резец после прорезания первой нитки резьбы попадает во вторую или другую нитку. Для этого за время прямого и обратного хода продольного суппорта заготовка должна сделать пч оборотов. С другой стороны, одно качание составного колеса соответствует числу Пц оборотов сцепляющегося с ним ведущего колеса z = 15. Следовательно, конечными расчетными звеньями делительной цепи будут ведущее колесо z = 15 и шпиндель заготовки, а их расчетными перемещениями
П15 об. ведущего колеса zl5->n4 об. шпинделя заготовки.
Определим значения «15 и пц.
Число оборотов П15 за цикл определяется исходя из пара-96-1-64-1-2-10 , , 1О . метров составного колеса, как «15 =--------------1- 1 = 13 об. из
96 „ . Л й » ! 13 65 \ тт
них-^- = Ь,4 об. за рабочий ход суппорта!--------~ ~32~/' ^исло
оборотов пц определяется исходя из необходимости получения резьбы заданной длины L\ при обязательном получении на ней
Т-Г 65
z заходов. Поэтому пч = прав + nz.
Число оборотов заготовки за рабочий ход суппорта
„ _L1-]-2h
"раб — т <
где h — пробег резца.
Значение -Ц--проб в формуле для пч округляют до ближайшего целого большего числа. Число оборотов заготовки, необхо-димое для получения z заходов nz = —, где А — целое число.
меньшее и некратное числу z. Например, при нарезании вось-мизаходной резьбы nz может в зависимости от длины L и шага
13 5 7
нарезаемой резьбы Т принимать значения 1—; 1—; 1—; 1—;
8 8 8 8
о I » о 5 . Q 7
2Т 2Т;2Т"т-д-;
б) теперь составим уравнение кинематического баланса
, о 36 43 39 1 42 60
13 • -.----.----. — .---.--- — ц •
18 39 43 iy 42 60 4
в) формула настройки
Винторезный станок мод. 1633С1
На станке (рис. 116) нарезают фасонным резцом ходовые винты повышенной точности диаметром до 180 мм и длиной до 12 000 мм.
Станок состоит из одной кинематической группы, создающей сложное винтовое движение скорости резания где
П2 = П'2 + П"2. Элементарное движение П'2, создаваемое поворотом гайки ходового винта от специальной копирной линейки, корректирует ошибки движения П2, имеющие место из-за неточности работы винторезной цепи. Винторезная цепь состоит из винторезной гитары и длинного ходового винта с шагом 6 = = 12 мм. Привод станка при рабочем ходе осуществляет двигатель Дь имеющий нижнюю ступень оборотов (720 об/мин). Движение на шпиндель попадает через коробку скоростей на 6 ступеней и две ременные передачи. Верхняя скорость двигателя (1450 об/мин) предназначена для обратных ходов суппорта.
Настройка станка очень проста и сводится к настройке винторезной гитары ix.
1. Винторезная цепь (с гитарой Д):
а) расчетные перемещения конечных звеньев расчетной цепи 1 об. шпинделя -> Т мм продольное перемещение суппорта; б) уравнение кинематического баланса
1 • ix • 12 = Т-,
в) формула настройки
т
Для получения очень точных ходовых винтов в станке принят ряд конструктивных решений, направленных на повышение точности его работы. Так, например, станок имеет очень корот-265
ttS z58 745 253 237 7б4 279
кие кинематические цепи, его коробка скоростей вместе с двигателем установлена вне станка, суппорт имеет малую высоту я ходовой винт располагается в середине станины между направляющими.
Полуавтомат для нарезания спирали на диске кулачкового патрона мод. МК-51
Станок (рис. 117) предназначен для нарезания фасонным резцом спиралей на дисках трехкулачковых самоцентрирую-щихся патронов диаметром 165, 240, 325 и 400 мм с шагом спирали 7/16,3/8 дюймов и 6, 8, 10 и 12 мм.
На станке можно также производить подрезным и расточным резцами чистовую подрезку торца и расточку отверстий. Поэтому станок состоит из нескольких частных структур, но основной является структура класса С12, когда производится нарезание спирали.
Для этого случая создается одно движение формообразования ФЪ{В\П2) —движение скорости резания по спирали и продольное врезание Вр(П3) на глубину спирали.
Кинематическая группа движения скорости резания ФДДЛг) имеет внутреннюю связь со структурой
D 80 • 42 , ., 65
В, —>-------> муфта М. —> —- сменный
80 - 42 65
ХОДОВОЙ ВИНТ
и внешнюю связь
п 190 ; ; 28 51 200 36
У-/-» ~ • • • ,
190 к 67 79 200 108
Движение ФДВ1П2)—сложное, с незамкнутой траекторией и должно настраиваться по всем пяти параметрам. Настройка .производится: на траекторию (шаг спирали) —установкой соот-
ветствующих сменных ходовых винтов заводом-изготовителем с шагом t\ или установкой соответствующих сменных ходовых винтов при наладке станка, на скорость — гитарой iv и коробкой скоростей <к, на путь и исходное положение — по упорам у\
и у?, на каретке; направление движения скорости резания в станке постоянно. С помощью муфты Mt поперечная каретка быстро возвращается в исходное положение после каждого
прохода.
Группа движения продольного врезания на глубину резания Вр(П3)—простая. Ее внутренняя связь — это кинематическая поступательная пара между суппортом и кареткой. Внешняя связь получает движение от гидродвигателя ГД2 и передает его й 18 33
через реечную передачу, зубчатые передачи— , -и храповик
z = 220 ходовому винту с шагом t2 — 10 мм.
Движение врезания Вр(Пз) —простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам. Настраивается оно лишь по двум параметрам: на путь и исходное положение — установкой собачки на храповике и упором на глубину резания. Это же движение может производиться вручную.
Рис. 117. Кинематическая схема полуавтомата для нарезания спирали на диске кулачкового патрона мод. МК-51
В этой же группе на ведущем валу винтовой передачи — 18 имеется эксцентрик который отводит резец от заготовки перед возвратом его в исходное положение.
При проточке торца в станке создаются два движения формообразования— ФЪ(В1) и Ф31(П4), а при расточке отверстия тоже два движения—ФЪ(В1) и Ф82(П5). Для движений поперечной и продольной подачи Ф82(П4) и предусмотрен
специальный суппорт с кареткой, перемещающейся по станине реечной передачей (г15) вручную. Движения П4 и Пз осуществляются ходовыми винтами 6 и h от отдельного электродвигателя Дъ. Скорость движений подачи обеспечивается гитарой подач is. При расточке отверстий для получения более высоких •оборотов шпинделя используется специальная кинематическая цепь от двигателя Д1 через муфту М2.
Специфические особенности кинематики винторезных станков
В машиностроении применяются резьбы крепежные и ходовые, однозаходные и многозаходные. Естественно, что если меняется назначение резьбы, то меняются и требования к ней, а следовательно, меняются и условия ее изготовления. Следствием этого является различие в кинематике винторезных станков.
Очень большой группой является группа токарно-винто-резных станков. Это объясняется тем, что для токарных и резьбовых работ исполнительные движения создаются одними и теми же элементарными движениями и П2. Так, для токарных работ нужны исполнительные движения ФДВ1) и Ф8(772). а для резьбовых — ФГ(В1П2). Это обстоятельство накладывает определенный отпечаток и на кинематику станка. В группе движения Фъ настройка на скорость осуществляется или очень развитой коробкой скоростей или бесступенчатым приводом. •Во внутренней винторезной цепи настройка на шаг резьбы осуществляется чаще всего коробкой подач и иногда винторезной гитарой ix. Продольное перемещение каретки может производиться реечной передачей или ходовым винтом. Общая структура станка состоит из двух частных структур: из структуры Э22 для токарных работ и из структуры С12 для нарезания резьбы.
Потребность в нарезании коротких резьб очень большая, и поэтому создаются специальные винторезные станки и полуавтоматы. Они предназначаются для нарезания не только одноза-ходных, но и многозаходных резьб. Это требование потребовало иметь в станке, кроме одной группы формообразования, еще и группу деления. Из трех возможных вариантов соединения этих групп в резьботокарных автоматах применяется смешанный способ соединения и это тоже оказало определенное влияние на кинематику станков. Рассмотренные станки фирмы Cri-Dan и винторезный станок мод. 1К62Р отличаются друг от друга только типом специальных реверсов (кулачковый или зубчатый с составным колесом), размещенных в винторезной цепи.
В станках для нарезания ходовых винтов обращают особое внимание на винторезную цепь. И кинематика, и конструкция станка направляются на получение точного шага резьбы. Для этого движение резания Фг,(В1/72) усложняется и с помощью
корректирующей поворотной гайки на ходовом винте превращается в движение ФД.В1/7'/7" ).
Конструкцию суппортной части станка делают очень жесткой, с минимальным количеством стыков.
Станок для торцовых резьб тоже делается как токарновинторезный; его кинематика мало чем отличается от кинематики'обычных токарно-винторезных станков.
Б. ЗАТЫЛОВОЧНЫЕ СТАНКИ
Рис. 118. Схема движений при затыловании фасонным разцом червячной фрезы
На затыловочных станках возможно затыловать зубья у различных фрез: цилиндрических и конических червячных, цилиндрических и фасонных с винтовым зубом, дисковых и гребенчатых резьбовых. Наиболее характерной формой фрез с затылованным зубом являются червячные цилиндрические фрезы и поэтому прежде всего рассмотрим структуру специальных и универсальных затыловочных станков при затыловании этих фрез (рис. 118). В дальнейшем, будем называть их просто червячными фрезами.
Затылочная поверхность зуба червячной фрезы представляет собой поверхность с кривизной,, по профилю совпадающей с профилем зуба фрезы, распространенной в направлении длины поверхности по пространственной спирали. Образуется она фасон
ным резцом (рис. 119) посредством одного сложного исполнительного движения скорости резания ФЪ(В'1П2П'3), составленного из трех взаимосвязанных, элементарных равномерных движений: вращения заготовки В[ и поперечного П2 и продольного /7' перемещений резца. Следовательно, формообразующая часть структуры затыловочного станка представляет собой одну сложную кинематическую группу (рис. 119), состоящую из внутренней связи в виде двух внутренних кинематических цепей с гитарами С, iy, и внешней связи — кинематической цепи между двигателем Дх и точкой 4.
При затыловании многозубого инструмента, кроме движения формообразования, необходимо осуществить делительный процесс. Так как зубья червячной фрезы расположены на ней по винтовой линии, то делительное движение будет винтовым Д(В1773). Оно является составной частью сложного формообра-270
зующего движения Фг(В'/7277'). Переход от этого формообразующего движения к делительному Д(В]/73) производится путем разложения исполнительного движения ФУ(В'1П2П^) на два: на винтовое Д(В1/73)—для осуществления делительного процесса и вспомогательное Всп (/74) — для возвращения резца в исходное положение. Разложение сложного движения формообразования на два и восстановление его производится с помощью кулачка. Участок abc на кривой кулачка (рис. 120) создает движение П2, а участок са — движение /74. Для получения равномерного движения П2 участок кулачка abc очерчивают чаще всего по архимедовой спирали. Кулачки делают
Рис. 119. Структурная схема специального затыловочного станка для червячных фрез
Рис. 120. Сменный кулачок затыловочного станка
сменными, с различным шагом спирали в соответствии с величиной падения затылка зуба фрезы. На кулачке располагают либо одну рабочую кривую abc, либо несколько кривых (до. четырех) для рабочих и холостых ходов резца, если желательно уменьшить скорость вращения кулачка.
Следовательно, группа движения скорости резания Ф^В^ПъП’з) является одновременно и группой движения деления, но структура кинематических связей последней будет несколько иной (рис. 119). Внутренняя связь ее состоит из одной кинематической цепи с гитарой iy для создания траектории винтового движения деления. Структура внешней связи (рис. 119): Д1-> 6 и далее по внутренней связи к шпинделю ц
ходовому винту.
-> 2 ix 3 Ki и к затыловочному суппорту.
Следовательно, внешняя связь — разветвленная. Группы: формообразования и деления сочетаются по способу смешанного соединения. Кулачок К\ при этом выполняет функции: 1) звена настройки на траекторию движения скорости резания,. 2) специального реверса, расположенного во внутренней связи группы движения скорости резания и осуществляющего смешанное соединение групп, и 3) отсчетного звена, расположенного во внешней связи группы движения деления.
Расчетные перемещения исполнительных звеньев станка при затыловании цилиндрической червячной фрезы составляются следующим образом. Обозначим через к — число рабочих участков кривой (профиля) кулачка; z — число винтовых (режущих) канавок на червячной фрезе или, что то же самое, число зубьев но торцу фрезы; ze — число зубьев, расположенных на длине одного полного витка винтовой нарезки фрезы; т — осевой шаг этой винтовой нарезки (рис. 121); Т — шаг винтовых режущих канавок; (3 — угол наклона винтовой канавки; D — диаметр «фрезы.
1. Делительная цепь с органом настройки tx-
Расчетные перемещения конечных звеньев расчетной цепи деления
1. об. заготовки > Zg ходов k
резца.
Так как ze—число дробное, нужно найти зависимость его от целого числа г. Зубья на фрезе расположены по винтовой линии шага т (рис. 121). Буквами bi, bi, b3 обозначены точки пересечения винтовой нарезки фрезы с винтовыми режущими канавками, начальные точки которых на торце
фрезы обозначены буквами аь аг, а3. На длине винтовой линии червячной нарезки фрезы, соответствующей одному шагу т, т. е. на длине одного витка этой линии, расположено равномерно ze , зубьев. Число зубьев, размещенных в отрезке biCi винтовой линии, равно числу г винтовых канавок. Если обозначить через за число добавочных зубьев в отрезке Cid винтовой линии, то ze — z + zs.
При относительном перемещении резца на отрезок Cid винтовой линии заготовка повернется на угол, соответствующий дуге окружности ed. При повороте заготовки на угол, соответствующий дугео йщ2, резец проходит один зуб. Следовательно,
Рис. 121. Схема определения числа зубьев ze, размещаемых на длине данного шага битовой нарезки червячной фрезы
^1^2
Дуга ed определяется из развертки прямоугольного треугольника bide на плоскость как ed = bid tg р = т tgp.
Так как а^ =-----------, tg р = ,
то окончательно
тл£> т
2Й = -----Z = Z ---
d TnD Т
Следовательно,
ze = z-f-za = zh + -у
Таким образом, окончательно для делительной расчетной
цепи расчетные перемещения
1. оё. заготовки 4~ °б. кулачка.
2. Винторезная цепь (с органом настройки iv).
Расчетные перемещения конечных звеньев расчетной цепи
1 об. заготовки->-т леи продольное перемещение резца.
3. Цепь скорости резания (с органом настройки iv).
Расчетные перемещения конечных звеньев расчетной цепи п3 об/мин вала двигателя —пзаг об/мин заготовки.
Движение подачи в станке в данном случае отсутствует, так как поверхность образуется фасонным резцом с формой режущей кромки резца, совпадающей с профилем затылуемого зуба.
Анализ значений величин, входящих в расчетные перемещения при определении передаточных отношений ix и iy, показывает, что они будут выражаться дробными числами. Кроме того, значение гитары деления ix зависит сразу от трех параметров —z, т и Т, что усложняет настройку станка из-за большого числа возможных сочетаний этих трех параметров. Для универсальных станков большое значение имеет удобство настройки и поэтому желательно, чтобы гитары этих станков имели формулы настройки, зависящие только от одного какого-либо параметра. В данном случае это можно сделать за счет увеличения числа
гитар и соответствующего их расположения с одновременным введением в кинематическую структуру станка дифференциала.
В связи с этим рассмотрим возможные структурные схемы универсальных затыловочных станков. Как было показано ранее, в бездифференциальном станке расчетные перемещения
для цепи деления
1 об. заготовки 1 4- —) k \ Т }
об. кулачка.
Это соотношение можно выразить иначе, разбив его на два:
1 об. заготовки ->—об. кулачка и
1 об. заготовки об. кулачка.
Если эту сумму оборотов кулачка связать с оборотом заготовки не через одну кинематическую цепь, а через две цепи и суммирующий механизм 2, то получим новую структуру станка (рис. 122, а). Указанное выше соотношение обеспечивается в ней двумя гитарами ix и iz. Но при расположении гитары iz, когда она получает движение от шпинделя через точку 7, ее настройка опять будет зависеть от тех же трех параметров.
Если гитара iz будет получать движение от ходового винта (рис. 122, б), то настройка гитары iz будет зависеть уже от двух параметров (параметр т сократится). Если; наконец, гитару деления ix (рис. 122, в) перенести из участка 2—10 в участок 9—3 после дифференциала, то каждая гитара будет зависеть только от одного параметра
ix = fi (2), iz = h (T) n iy = f8 (т).
Этой последней структуре соответствуют структуры затыловочных станков последних выпусков и резьбошлифовальных станков, имеющих механизм затылования.
Затыловочные станки более ранних выпусков строились со структурой по схеме на рис. 122, б.
Кинематическая структура затыловочных станков для фрез других типов (не червячных) будет изменяться соответственно изменению характера формообразующих движений (рис. 123).
Для затылования цилиндрической фрезы с винтовыми зубьями (рис. 123) необходимо иметь два формообразующих движения — Фг,(В'/72) и Ф8(П5В5), так как затылочная поверхность, являющаяся винтовой поверхностью, образуется остроконечным резцом. Движением Ф-0(В'1П2) образуется кривая затылка зуба — архимедова спираль. Кинематическая группа, осуществляющая это движение, состоит из одной внутренней кинематической цепи с органом настройки ix и цепи скорости резания iv.
Движением Фе(ПъВ$) образуется винтовая линия по длине зуба. Это движение медленное и является в процессе затылования движением подачи. Его осуществляет кинематическая группа с внутренней связью в виде винторезной цепи с гитарой 274
iy и внешней связью — цепью подач с гитарой is. Так как шпин-8 дель изделия должен совершать одновременно два вращатель-* ных движения — быстрое В, и медленное В5, то внутренние!” кинематические цепи обеих групп имеют общую ветвь и соеди-ь няются между, собой с помощью суммирующего механизма (дифференциала) 2.
Кроме двух формообразующих движений, станок в данном случае осуществляет еще и делительное движение. Это движе-,
Рис. 123. Структурные схемы специальных затыловочных станков
ние — простое вращательное Д(В1)—заканчивается, во время обратного поперечного движения резца 774. Группы движений деления и скорости резания имеют смешанное соединение.
В рассматриваемом случае затылования цилиндрической фрезы с винтовым зубом различные цепи станка будут иметь следующие расчетные перемещения:
1. Делительная цепь (с органом настройки tx)
1 об. кула'чка -> — об. заготовки.
а
а г
а
а
i
2. Винторезная цепь (с органом настройки iy)
1 об. заготовки -> Т мм продольное перемещение резца.
3. Цепь скорости резания (с органом настройки iv) пэ об/мин вала двигателя —пзаг об/мин заготовки.
4. Цепь подач (с органом настройки 4)
1 об. заготовки s мм продольное перемещение резца.
При затыловании дисковой фрезы фасонным резцом (рис. 123) движение подачи отпадает и кинематическая структура станка состоит из одной кинематической группы, осуществляющей исполнительное формообразующее движение ФЪ(В'1П2) и делительное движение Д(Вi).
Структура станка для затылования групповой резьбовой конической фрезы фасонным резцом (рис. 123) будет состоять из двух частей: а) кинематической группы формообразования, осуществляющей, как и во всех приведенных выше станках, два исполнительных движения—движение ФДВ[П2) для образования направляющей линии затылка зуба по архимедовой спирали и первое делительное движение ДЦВ1) и б) кинематической группы деления, создающей второе делительное (сложное) движение /ЬЦЛД?), необходимое для размещения зубьев на конической поверхности на расстояниях друг от друга, равных шагу т по длине фрезы. В этой группе размещают отдельное отсчетное звено — делительный диск.
Цепь формообразования с органом настройки ix настраивается так же, как и в предыдущем случае.
Делительная' группа, осуществляющая сложное движение Д2(ПеП7), состоит из внутренней кинематической цепи с органом настройки 4, для осуществления перемещения резца по образующей конуса и внешней связи — цепи с органом настройки iv. При настройке гитары 4 обеспечиваются следующие расчетные перемещения:
L мм продольное перемещение резца -> L tg а мм поперечное перемещение резца, где L — произвольная величина перемещения резца и
а — половина угла при вершине конуса затылуемой резьбовой фрезы.
Для настройки гитары деления iy расчетные перемещения: «а об. делительного диска ->т мм продольное перемещение резца.
В структуре затыловочного станка для затылования червячной фрезы потребуется также отдельная дополнительная делительная группа, если фреза многозаходная.
Наиболее сложной структурой является структура станка при затыловании конической червячной фрезы (рис. 123) или конического метчика, так как в станке создается одно сложное четырехэлементарное движение скорости резания ФЪ(В[П2П '3П'Ъ)<, 276.
В этом случае внутренняя связь группы будет состоять из трех внутренних цепей с гитарами ix, iy и iz.
Внешняя связь остается такой же, как и в предыдущих схемах по рис. 123. При затыловании часто требуется за один установ производить некоторые токарные работы, такие, как проточка контрольных шеек на червячной фрезе и т. п., и поэтому универсальные затыловочные станки делаются токарнозатыловочными станками. В таких станках, естественно, появляется дополнительный привод каретки через ходовой валик, фартук и реечную передачу, более развитая коробка скоростей, чем у специальных затыловочных станков. Этот дополнительный привод используется при затыловании фрез по верху. В затыловочных станках применяются некоторые специфические устройства. В цепи деления устанавливается храповая муфта, автоматически выключающая вращение кулачка при быстром обратном ходе каретки, устройство для автоматического поперечного отвода резца от заготовки и др.
Рассмотрим структуру и настройку двух затыловочных станков.
Затыловочный станок для червячных фрез мод. № 12 фирмы Д. Браун [Англия]
Станок приспособлен в основном для затылования червячных фрез диаметром до 200 мм и длиной до 530 мм.
Структура станка (рис. 124) состоит из одной сложной трехэлементарной группы, создающей движение скорости резания ФтДВ^ПгП^ )• Внутренняя связь группы состоит из двух внутренних кинематических цепей: цепи деления, связывающей через гитару деления ix заготовку с торцовым кулачком к, имеющим два выступа, и винторезной цепи, расположенной между заготовкой и ходовым винтом (с винторезной гитарой 1У). Внешняя связь группы очень короткая: от двигателя Д\ движение через гитару скорости резания iv передается во внутреннюю связь. Движение скорости резания — сложное, с незамкнутой траекторией и должно настраиваться по пяти параметрам. На станке это движение настраивается на траекторию — гитарами ix, iy и кулачком, на исходное положение — маховичком м, на путь — кулачком, на скорость — гитарой iv, на направление движение не настраивается.
Эта же кинематическая группа является одновременно и группой движения деления, необходимого для перемещения резца от зуба к зубу по винтовой линии. Траектория движения деления Д(ВД1ъ) создается внутренней связью, состоящей из винторезной цепи с гитарой iv. Внешняя связь группы движения деления является разветвленной: движение от двигателя Дь минуя гитару iv через колесо z = 35, попадает во внутреннюю
связь и через гитару ix к кулачку к, который в этом случае выполняет функцию отсчетного звена (делительного диска). Движение деления настраивается только на путь •— гитарой деления ix.
Произведем кинематическую настройку станка при затыловании червячной фрезы.
Рис. 124. Кинематическая схема затыловочного станка мод. № 12 фирмы Д. Браун
1. Цепь деления (с гитарой ix): а) расчетные перемещения
1 об. заготовки об. кулачка;
б) уравнение кинематического баланса
, 56 30 25 . , г Л . т \
1 -----.--------------- Z, • 1 = — 1 J-------1;
35 40 3 2 \ Т ]
в) формула настройки
г /. , т \ tjj. — 11 —I— — I
20 \ Т )
2. Винторезная цепь (с гитарой iv):
а) расчетные перемещения
1 об. заготовки т мм продольное перемещение резца; б) уравнение кинематического баланса
1 • — 25,4= т;
.35 ’ 16 . ’
в) формула настройки 2т iv = .
у 25,4
3. Цепь скорости резания (с гитарой i„):
а) расчетные перемещения
1400 об) мин двигателя Д\-^п об!мин заготовки;
6) уравнение кинематического баланса
3 40 35
--- , --„ --- -— fl
25 30 56
1400 • — . i
22
в) формула настройки
. ____ п
25
Токарно-затыловочный станок мод. 1Б811
Станок (рис. 125) —универсальный и на нем можно выполнять все виды затыловочных и токарных работ. Станок имеет высоту центров 260 мм и расстояние между центрами 710 мм.
Рассмотрим структуру станка при затыловании червячной фрезы фасонным резцом.
В этом случае в станке необходимо создавать сложное трехэлементарное движение формообразования ФДВ'^П-ДЦ). Это исполнительное движение возможно записать как Фг\В\ В2П’^, где В2 — вращение кулачка Кь Станок универсальный и его структура должна позволять осуществлять быструю переналадку станка. Для этого в универсальных затыловочных станках между кулачком и шпинделем станка размещают дифференциал S. Трехэлементарное движение Фг становится четырехэлементарными Фг>{В{В'2В2П'^).
Следовательно, кинематическая группа движения скорости резания Фи должна состоять из трех внутренних кинематических цепей и одной внешней.
Структура внутренних кинематических цепей будет следующей:
а) цепь деления I
>,z 44 45 х1 • - d 9
—> If) —> - •--—>lx —> K\ —> jD2>
36 33 x
б) винторезная цепь
—>77з;
54 ”
в) цепь дифференциала
В[
54 п . 48
->------->-------------------
54 у 36
42 . 3
------>1 —>----
42 19
-> 2 —> ix -+К1 -> В"2.
л. внешняя связь передает движение от двигателя Д\ во внут-реццтою связь через коробку скоростей lv и звено соединения 254,
Движение Ф„ сложное, с незамкнутой траекторией и настраивается оно по всем пяти параметрам: на траекторию —-гитарами ix, iv, кулачком К\ и реверсом Р\, на скорость — коробкой iv, направление — двигателем, на путь и исходное положение — по упорам.
Для перехода при затыловании от зуба к зубу по винтовой линии (по червячной нарезке с шагом т) необходимо движение Д(В1П3). Кинематическая группа движения скорости резания Ф^ одновременно является группой движения деления, но структуры внутренних и внешних связей в этих группах разные. Внутренняя связь группы движения деления состоит из одной винторезной цепи. Внешняя связь имеет разветвленную структуру, включающую кинематические цепи, идущие от двигателя к винторезной цепи и к кулачку К\ по делительной и дифференциальной цепям группы движения скорости резания. Кулачок выполняет в группе движения деления функцию отсчетного звена. Соединены группы движений и скорости резания Фъ и деления Д смешанным, (параллельно-последовательным) способом. При рабочем ходе затылобочного суппорта одновременно производятся два процесса: формообразования и деления. При отходе затыловочного суппорта от изделия процесс формообразования прекращается и остается только процесс деления. Движение формообразования ФДВ [ПДТ.Д распадается на два движения: на движение деления Д(В1/73) и на вспомогательное движение Всп(ГД)—движение отвода резца от изделия при делении. В затыловочных станках сменный кулачок Ki выполняет три функции — он является органом настройки на траекторию, реверсом Для отвода резца при делении и отсчетным звеном.
В рассматриваемом станке настройка на величину падения затылка осуществляется не только сменой кулачка К\, но и специальным рычажным механизмом. Кулачок кх воздействует на затыловочный суппорт через рычаг, плечо которого можно изменять с помощью ходового винта с шагом /2 = 3 мм. Величина хода суппорта устанавливается по лимбу л. К станку прилагаются кулачки с величиной подъема 3,9 и 13,5 мм. Например, при кулачке с подъемом 9 мм при помощи рычажного механизма можно получить ход суппорта 3—12 мм. Имеется кулачок с двойной кривой 9 и 12,7 мм для предварительного затылования зубьев шлифуемых червячных фрез.
Храповая муфта М\ предназначена для выключения вращения кулачка К\ при быстром обратном ходе продольного суппорта и для останова кулачка при отведенном положении затыловочного суппорта.
На рис. 125 муфта ЛЦ изображена при рабочем ходе продольного суппорта, когда ведущий вал 1, вращаясь против часовой стрелки, через ведущую собачку 2 приводит во вращение ведомый вал 3. Фиксирующая собачка 4 откидывает упор 5 и проходит мимо него. При вращении ведомого вала 1 по часовой стрелке зуб фиксирующей собачки 4 выйдет из прорези вала 1, повернув фиксирующую собачку 4 так, что другой ее конец прижмется к упору 5. Поэтому ведомый вал останавливается всегда в одном и том же положении, когда затыловочный суппорт отведен от заготовки в самое крайнее положение.
При токарной обработке и затыловании инструмента по верху продольный суппорт получает движение от ходового валика.
Станок имеет ручное управление.
Произведем кинематическую настройку станка при затыловании червячной фрезы фасонным резцом.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. шпинделя — об. кулачка;
б) формула настройки
j 96 1 44 45 1 . 27 г
24 i0 ' 36 ' 33 ' 2 х 27 ~ k ’
в) формула настройки
3 . г , 1
I .—---. I * — где 1л — 1 или —.
х 10 ° k ° 4
2. Винторезная цепь (с гитарой iy):
а) расчетные перемещения
1 об. шпинделя -> т мм перемещение каретки;
б) уравнение кинематического баланса
1 54 36 .
1 --------•------1,. • 12 = т;
54 36 у
в) формула настройки
т
12~ ’
i
При затыловании червячных фрез с шагом т > 50 мм используют звено увеличения шага (колесо z54 сцепляется с колесом z45, как показано на кинематической схеме). В этом случае уравнение баланса и формула настройки будут другие;
б) уравнение кинематического баланса (при использовании звена увеличения шага)
, 96 1 54 36 .' о
1-------. — .----.----1, • 12 = т;
24 i0 54 36 v
в)‘ формула настройки (при использовании звена увеличения шага)
i0
lu = —Vt.» ;
48 ' “
1
3. Цепь дифференциала (с гидарой iz): i
а) расчетные перемещения : ,
1. об. шпинделя --------— об. кулачка; *
б) уравнение кинематического баланса
54 36 . 48 42 . 3 1 . 27 z т
1--------1,.-----.-I, —--------ir------- — .—;
54 36 v 36 42 2 19 2 2 27 k Т
в) формула настройки
380
ВТ
В формулах настройки:
z — число затылуемых зубьев;
k — число рабочих кривых на кулачке кц
т — шаг червячной нарезки затылуемой фрезы;
Т — шаг стружечной винтовой канавки фрезы;
г’о — передаточное отношение двойного зубчатого блока в переборе.
В. ЗУБОФРЕЗЕРНЫЕ СТАНКИ
На зубофрезерных станках можно фрезеровать червячной фрезой круглые цилиндрические колеса с прямым (рис. 126) и винтовым зубом и червячные колеса. Как известно, типовая структура станка зависит от движений формообразования, которые, в свою очередь, при одной и той же форме режущего инструмента зависят от формы боковой поверхности зуба нарезаемого колеса. Последняя характеризуется формой производящих линий, по профилю зуба — эвольвентой, по длине — прямой или винтовой линией на цилиндре у цилиндрических колес и винтовой линией на тороиде у червячных колес. Червячная фреза представляет собой совокупность исходных режущих реек (зуборезных гребенок), расположенных на цилиндре и смещенных одна относительной другой по винтовой линии. Чтобы получить прямолинейным режущим лезвием эвольвентный профиль зуба в станке, нужно создать формообразующее движение юбката (оно же движение скорости резания) <Pv(BiB2) | (рис. 126), в котором за 1 оборот фрезы (элементарное движе
ние Bi) заготовка поворачивается на —
оборотов (элементар-
ное движение В2). Движение обката аналогично движению,
создаваемому червячной передачей. Этим движением осуществляется и делительный процесс, так что за один оборот заготовки образуются профили на всех зубьях. Профиль зуба червячного колеса при нарезании его летучим резцом (рис. 127) образуется движением тангенциальной подачи Фе(П5В6) (тоже движением обката), аналогичным движению в реечной передаче: за L мм перемещения резца (элементарное движение П5) заго-товка должна повернуться на-----оборотов (элементарное дви-
птг
жение В6). Движением скорости резанияФ,-(В1В2) в этом случае производится форма зуба по длине и делительный процесс.
Рис. 126. Схема движений при фрезеровании червячной фрезой прямозубого цилиндрического колеса
Рис. 127. Схема движений при нарезании летучим резцом червячного колеса
Если вместо летучего резца установить червячную фрезу с заборным конусом (рис. 128) и сообщить исполнительным звеньям те же два двдгжения Ф„(В1Д2) и Фв2(175В6), то первым движением будет осуществляться образование зуба на червячном колесе по профилю и длине и делительный процесс. Вторым движением Фе2 осуществляется врезание на глубину зуба за счет конусной части фрезы и еще раз образуется профиль зуба цилиндрической частью фрезы.
При нарезании цилиндрического колеса с винтовым зубом форма зуба по длине (рис. 129) создается движением продольной подачи Ф81(773В4) со следующими расчетными перемещениями: за 1 оборот заготовки (элементарное движение В4) фреза должна переместиться по образующей цилиндра на Т мм (элементарное движение /73), где Т мм — шаг винтовой линии зуба.
Если к двум этим движениям — Ф,- и Ф-л добавить третье движение — Ф82(77бВ6), то фрезерование зуба по длине будет происходить с диагональной подачей.
Комбинацией двух из трех этих движений формообразования —- движения скорости резания (оно же движение обката) 284
’Ф„(В1В2) и движений продольной 0si (ПгВ4) или тангенциальной подачи Фв2(П5В6) возможно червячной фрезой нарезать цилиндрические и червячные колеса. Чаще всего применяются следующие комбинации движений: 1) и Ф«1 (П3В4)—для
цилиндрических колес с винтовым зубом и 2) ФГ(В1В2) и <Фв2(Лк,В6) —для червячных колес.
зРис. 128. Схема движений при нарезании червячного колеса -червячной фрезой с заборным конусом методом тангенциального врезания
Рис. 129. Схема движений при нарезании червячной фрезой цилиндрического колеса с винтовым зубом
Таким образом, структура формообразующей части станка обычно состоит из трех кинематических групп с одним общим исполнительным звеном — столом станка. При эксплуатации станка из этих трех кинематических групп составляются две типовые
Рис. 130. Типовые частные структуры зубофрезерных станков с червячной фрезой
частные структуры. При нарезании червячной фрезой цилиндрических колес с винтовым зубом с продольной подачей (рис. 130) первая частная структура будет состоять из двух групп, создающих движение скорости резания Фъ(В1В2) и движение продольной подачи Ф81(773В4).
Структура кинематической группы движения скорости резания ФДВ\В2) состоит из внутренней связи
-+5->ix-+6-+7 -+8-+9-+-В2 и внешней связи Д\ ->/-> i.c
Звено 2 является звеном соединения внешней и внутренней, связей. Движение скорости резания Ф, — сложное, с незамкнутой траекторией и оно обычно настраивается по трем параметрам: на траекторию — гитарой ix, на скорость — коробкой скоростей или гитарой скорости, резания iv и на направление — реверсом Р{.
Структура кинематической группы продольной подачи Фм (П3В4) имеет внутреннюю связь в виде одной кинематической-
Рис. 131. Структурная схема зубофрезерного станка при нарезании цилиндрического колеса с винтовым зубом методом диагональной подачи
цепи между вертикальным ходовым винтом и столом П3 -+ t\ —10 -> iy\ Р2 —* 11 -> 2 -> 5 -+ ix-+ 6 -* 7
8 9 В4.
Внешняя связь передает движение от двигателя Д1 во внутреннюю» связь по цепи Д\ -> 1 -> -> iv -+ Р\ -> 2 -> 4 -> -*• ' 2 ->• 5 -+ 1Х -> 6 -+ rsi —> Р3 -> 10. От соединительного звена 10 движение будет передаваться к ходовому винту и к столу по внутренней
связи. Движение Ф81 (П3В4) — сложное, с незамкнутой траекторией, настраивается по пяти параметрам: на траекторию — гитарой дифференциала iVi и реверсом Р2 (для правого и левого-зуба), на скорость — гитарой продольной подачи isi, на направление— реверсом Р3 (попутное и встречное фрезерование), на путь — относительным положением упоров (размер В), выключающих двигатель Д\, на исходное положение — размером Н, определяющим абсолютное положение упоров на суппорте.
Вторая частная структура (рис. 130), создающая движение-скорости резания Фг(в1В2) и движение тангенциальной подачи Фв2(ЯБВ6) для нарезания червячного колеса червячной фрезой с заборным конусом, близка к первой частной структуре (рис. 130); в ней вместо вертикального ходового винта используется тангенциальный ходовой винт, перемещающий червячную фрезу вдоль ее оси (элементарное движение П5).
Если эти две частные структуры соединить вместе и добавить к ним третий ходовой винт ВР — радиальный, необходимый для 286
радиального врезания на глубину зуба (с приводом от того же-двигателя Д1), то получится общая типовая структура (рис. 131), соответствующая большинству универсальных зубофрезерных станков. !
Зубофрезерный полуавтомат мод. 5К328А
iHa станке (рис. 132) можно нарезать червячной фрезой цилиндрические колеса с прямыми и винтовыми зубьями с продольной, радиальной и диагональной подачей и червячные колеса с радиальным, тангенциальным и диагональным врезанием. Наибольший диаметр нарезаемого колеса 1250 мм, наибольший модуль 12 мм.
Станок имеет три ходовых винта —• вертикальный ВВ, радиальный ВР и тангенциальный ВО (для тангенциального перемещения фрезы вдоль ее оси). Эти винты могут быть включены или поочередно, или попарно, или все вместе в зависимости от способа нарезания и формы зубьев нарезаемого колеса. Полностью структура станка обычно не используется. Почти полностью она используется лишь в случае нарезания цилиндрического колеса с винтовым зубом с диагональной подачей.
В этом случае, как уже было сказано выше, к двум движениям формообразования ФДВХВ2) и Ф51(/73В4) добавляется третье движение Ф&2(ПъВь), где П5— осевое перемещение фрезы для возможности постепенного ввода всех ее режущих кромок в работу во время нарезания заготовки, что увеличивает стойкость, фрезы.
Структура кинематической группы движения скорости резания Фъ(В1В2) состоит из внутренней связи в виде кинематической цепи, связывающей шпиндель фрезы со столом через центральные конические колеса дифференциала и гитару ix, и внешней связи, через которую движение от двигателя Д1 передается во внутреннюю цепь. Движение скорости резания ФГ(В1В2) настраивается по двум параметрам: на траекторию — гитарой ix и на скорость — гитарой iv.
Вторая кинематическая группа —- группа движения продольной подачи Ф^ (IhBt) состоит из внутренней кинематической связи в виде кинематической цепи, связывающей через дифференциал и гитару iy вертикальный ходовой винт ВВ со столом. Внешняя связь этой группы передает движение от двигателя Д) во внутреннюю цепь и соединяется с последней через коническое колесо z40, сцепляющееся с двумя коническими колесами я36. Движение ФК1 настраивается по всем пяти параметрам: на траекторию (шаг винтовой линии)—гитарой iy, на путь и на исходное положение — передвижными упорами на суппорте (на схеме не показаны), на скорость — гитарой подачи isl и на направление — реверсом Р\, расположенным на выходном валу гитары подач.
Co
CO
Рис. 132. Кинематическая схема зубофрезерного станка мод. 5К328А
Третья кинематическая группа создает сложное движение тангенциальной подачи ФвДПъВъ), которое также используется для образования профиля зуба нарезаемого, колеса. Следовательно, профиль зуба создается двумя движениями: ФДВДЗъ) и Ф&2.(П5Вв).
Произведем кинематическую настройку станка при нарезании червячной фрезой цилиндрического колеса с винтовым зубом с диагональной подачей.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
k
1 об. фрезы-э----об. заготовки;
z
б) уравнение кинематического баланса
. 108 29 29 27 , 58 е . 33 44 1 k
1 •----.-----.----.----1-----. — -tx------------= — ;
18 29 29 27 58 f 33 44 120 г
в) формула настройки
1х = 20^-е z
здесь — = при нарезании колес с z = 20 -4- 160 и — = при нарезании колес с z > 161.
2. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
1440 об!мин двигателя Д^-^-Пф об[мин фрезы;
б) уравнение кинематического баланса
1ЛЛП 26 . 29 29 29 18
1440 --iv •-----•----. —— •--—
69 29 29 29 108 ф
в) формула настройки
3. Цепь дифференциала (с гитарой iy):
а) расчетные перемещения;
для получения диагональной подачи нужно одновременно иметь два движения подачи — Фя\ (П3В4) и
Составим расчетные перемещения для случая бездифферен-циального соединения кинематических групп двух этих движений, который имеет место в рассматриваемом станке.
Для получения винтового зуба цилиндрического колеса необходимо при вертикальном перемещении фрезы 'se иметь поворот заготовки на -у- оборота.
Учитывая, что Для получения диагональной подачи одновременно с вертикальным перемещением фрезы на величину se должно происходить ее осевое перемещение на величину «о, опре-19 Заказ 911 289
делим величину дополнительного поворота заготовки, вызванного этим осевым перемещением.
При перемещении фрезы вдоль ее оси на «о нужно повернуть s0cos X - s0cos X
ее на -------оборота или стол на —------- оборота, где X— угол
TttnHk лтнг
подъема витков фрезы.
Если учесть, что Т = птн^ , то расчетные перемещения для sin р
цепи дифференциала будут se вертикальное перемещение фре-s„sin В . sncos X , зы—>- ——— ±—2-------- об. заготовки.
лтнг шпнг
Для определения зависимости между вертикальной se и осевой so подачами составим следующее уравнение кинематического баланса между вертикальным и осевым ходовыми винтами: se ' 48 40 46 . 28 40 2 68 2 о
10 1 36 46 35 40 36 40 26
откуда so — 0,247977iose.
Используя этот результат, получим окончательное выражение расчетных перемещений конечных звеньев расчетной цепи дифференциала:
, se sin В . s„ мм вертикальное перемещение фрезы-* —---с ±
лтнг
se0,247977cosX . ,
+ —--------------10 об. заг.,
лтнг
где se — вертикальная подача фрезы в мм на об. заготовки; тн — модуль нормальный в мм;
z — число зубьев нарезаемого колеса;
io — передаточное отношение передвижного блока осевой подачи;
р — угол наклона винтовой линии зуба колеса;
X—-угол подъема витков фрезы;
k — число заходов червячной нарезки фрезы;
б) составляем уравнение кинематического баланса расчетной цепи дифференциала
s„ 48 40 . 27 1 2 58 е . 33 44 1 =
ЛсГ’ 1 36 1у' 27 ‘ 45 ’ 1 ' 58 ’ f х 33 ’ 44 120
sa sin р , se0,247977 cos X . . ----------------±---------------— лтнг------------лтнг
в) формула настройки:
после подстановки ix = 20 — • — и л = 3,14159 получим е z
i _ 8,057226sin р 1,998008 cos Xt0
у mHk mHk
4. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки-н-se мм продольное перемещение фрезы; б) уравнение кинематического баланса
, 120 44 33 4 . 39 50 1
1 ----.----.----. -— t ---.----.-----10 = se;
1 44 33 38 s 65 45 48
в) формула настройки
is = 0,57se.
При нарезании цилиндрических косозубых колес с продольной подачей гитара дифференциала настраивается по более простой формуле
8,057226 sin В
1У~--------------
mHk
Гитары iv, is настраиваются, как и в предыдущем случае.
Иногда вызывает трудности нарезание цилиндрических колес с числами зубьев больше 100, так как нет специальных сменных колес. В этом случае даже при нарезании цилиндрических колес с прямым зубом используют дифференциал, но зато обходятся обычным набором сменных колес. Выведем формулы настройки гитар деления ix и дифференциала iy для этого случая.
Связь между заготовкой и фрезой осуществляем через две кинематические цепи с гитарами ix и 1У со следующим уравнением кинематического баланса:
, 120 44 33 / 1 f 58 27 4 44 . 39 50
1 44 33 \ 1Х е 58 27 38 44 s 65 45
40 • 27 1 2Л 27 29 29 18 _ г
Х ~36~ ~2Г ' "Тб" 1 ) 27 ’ 29 ’ 29 ‘ 108 ~ k '
Гитару деления ix настраиваем на число зубьев z ± Az, удобное Для настройки (в котором Az выражается простой дробью), f k
по формуле ix = 20---------. Подставляя в уравнение баланса
е z + Дг
57 , .
значение гитары подачи is — — se, получим уравнение z ± Az ±
4-— iy-Se’k = z, откуда формула настройки гитары дифферен-405
, 405 Дх
циала и == ± -• -—.
27 16 ksa
Рассмотрим пример настройки. Требуется нарезать однозаход-ной червячной фрезой цилиндрическое прямозубое колесо с чис-19* 291
лом зубьев z = 151 с продольной подачей se = 1 мм/об. Задаемся Az =.—----. Следовательно,
31
• _ on f k _ 20-1-1 _ 20 - 31
х е z± Дг / 1 \ 151 • 31 — 1 ~
= 20 - 31 = 25 31 .
~ 4680 ~~ 75 ’ 78 ’
• — 405 As 405 • 1 9 45 _ 45 90
у ~ 16 kse 16-31-1 ~ 16 ’ 31 " ~80~ ’ ”б2~ ’
57 57 , 57
100 100 100
Зубофрезерный станок мод. 5А312
На станке возможно нарезать червячной фрезой круглые цилиндрические колеса с прямыми винтовыми зубьями диаметром 45—390 мм и модулем до 6 мм.
Компоновка станка (рис. 133)—вертикальная, стол с заготовкой имеет продольное перемещение П3, а стойка с фрезой — радиальное П;>.
Кинематическая структура всего станка определяется частной структурой станка, имеющей место в случае нарезания колеса с винтовым зубом. В этом станке она отличается от типовой структуры обычных зубофрезерных станков тем, что кинематическая группа движения продольной подачи имеет свой отдельный
двигатель.
Кинематическая группа движения скорости резания ФГ(В1В2) 72 24
имеет внутреннюю связь, структура которой --->z40,
24 24 1
z56, z64—>2—s------------------->B2, и внешнюю связь Д\-+
24 24 60
iv z40.
Цилиндрическое колесо <40 является звеном соединения кинематических связей (внутренней и внешней) данной группы.
Кинематическая группа движения продольной подачи Ф81(П3В4) имеет внутреннюю связь, структура которой
20 сл гп СА 30 1 „ 24 1 „
---> z50, z50, z50 и -э-------->- 2 ->-----> ix ->---->- B4 и
1 u 32 30 24 60
внешнюю связь Д3-^-
> is-+ z50, где z50 — звено соединения
кинематических связей группы.
Кинематическая группа движения радиального врезания . Вр(П5) имеет внутреннюю связь в виде поступательной кинематической пары между стойкой и станиной станка (горизонтальные
направляющие); внешняя связь этой же группы имеет структуру Дз -> рычаг (/1 : /2 = —).
4
Радиальное врезание BplIJs) осуществляется со скоростью, колеблющейся в пределах 1—20 мм/мин. Этот же механизм обеспечивает быстрый радиальный отвод и подвод фрезы.
Кинематическая группа периодического осевого перемещения фрезы Всп(П6) имеет внутреннюю связь в виде поступательной
Рис. 133. Кинематическая схема зубофрезерного станка мод. 5А312
кинематической пары между шпиндельной коробкой и фрезерным суппортом и внешнюю связь •—Д4->- реечная передача z23-> храповой механизм->z23, z26, z23-> реечная передача zl4.
Станок снабжен гидрозажимом шпинделя фрезы и шнековым транспортером для отвода стружки.
Произведем кинематическую настройку станка для случая, когда производится нарезание колеса с винтовым зубом.
1. Цепь деления (с гитарой 1Х):
а) расчетные перемещения
k
1 об. фрезы-»--об. заготовки;
2.
б) уравнение кинематического баланса
! 72 24 40 । 24 24 1 fe
18 ’ 24 ’ 64 24 ’ 24 х 60 ~ z ’
формула настройки
ix=24 — .
Z
Цепь скорости резания (со сменными шкивами i„): расчетные перемещения
1400 об/мин двигателя об/мин фрезы;
б) уравнение кинематического баланса
1ллл • 24 I8
1400 • и.-- --= пЛ;
° 24 72 ф
в) формула настройки
. _ Пф v 350
Число оборотов фрезы в минуту регулируется в пределах от 94 до 650.
3. Цепь дифференциала (с гитарой iy):
а) расчетные перемещения
1 об. заготовки->Т мм продольное перемещение заготовки;
б) уравнение кинематического баланса
1 60 1 24 24 1 30 32 1
1 1Х ’ 24 ' 24 ' 2 ' 1 30 ’ iy
В этом уравнении ix = 24 — и Т = ~1тг ; г sin р
в) '
— . -Зт: = T.
50 20
формула настройки
6 sin В ~ mk Цепь подач (с гитарой is): ‘ расчетные перемещения
2850 об/мин двигателя Д% мм/мин продольное перемещение заготовки;
б) уравнение кинематического баланса оосп 131 1 . 50 1 о
2850 - ---.----1..----.----Зи == s-
160 30 s 50 20 м
в) формула настройки
• s~ 37 ‘ Минутная подача sM определяется из следующей зависимости:
$М ~ 5о'1ф,
4. a)
где so — оборотная подача выбирается по технологическому справочнику. Минутная подача sM на станке изменяется в пределах 2,5—100 мм/мин.
При нарезании прямого зуба гитара дифференциала iv не настраивается.
Зубофрезерный полуавтомат мод. 5КЗО1
На станке (рис. 134) можно нарезать цилиндрические колеса с прямым и винтовым зубом и червячные колеса методами радиального и тангенциального врезания диаметром до 125 мм и модулем до 2,5 мм.
Полная кинематическая структура станка состоит из ряда частных структур.
При нарезании червячной фрезой цилиндрического колеса с винтовым зубом необходимо создавать два движения формообразования— движение скорости резания ФДВД^) и движение подачи ФВ(ПДЦ). Следовательно, в этом случае частная структура станка будет состоять из двух кинематических групп.
Кинематическая группа движения скорости резания имеет внутреннюю связь между шпинделем, фрезы и столом через дифференциал и гитару деления ix. Внешняя связь передает движение от двигателя Д1 во внутреннюю связь. Шестерня z = 64 является звеном присоединения внешней связи к внутренней. Движение ФД/^Д?)—сложное, с замкнутой траекторией и по-
этому настраивается по трем параметрам: на траекторию — гитарой деления ix, на скорость — с помощью бесступенчатого редуктора с раздвижными шкивами iv и на направление — двигателем Дь
Кинематическая группа движения продольной подачи состоит
из внутренней связи между салазками стола с ходовым винтом tz = 2л и заготовкой; она проходит через гитару дифференциала iy и дифференциал 2.
Внешняя связь группы идет от отдельного электродвигате-
ля Д2 через ременную передачу и коробку подач до червячной 2
передачи —. Движение продольной подачи — сложное, с не-50
замкнутой траекторией. Поэтому оно должно настраиваться по 5 параметрам: на траекторию — гитарой дифференциала iy, на скорость — коробкой подач is, на направление — двигателем Д2,
на путь и исходное положение — по упорам на салазках стола (на схеме не показаны).
При нарезании червячного колеса червячной фрезой с тангенциальным врезанием нужно иметь одно движение формообразования ФДВ1В2) и движение врезания Bp(nsB6). Движение скорости резания ФДВ1В2) осушествляется той же группой, что и
в предыдущем случае.
Группа движения тангенциального врезания Вр(П5В6) состоит из внутренней связи в виде кинематической цепи между салазками фрезерного суппорта с ходовым винтом ti — п и столом, проходящей через вторую гитару дифференциала iz и дифференциал S.
Внешняя связь группы идет от двигателя Дч через ременную передачу, коробку подач is, гитару врезания i0 и до конического
Рис. 134. Кинематическая схема зубофрезерного полуавтомата мод. 5К301
колеса z28. Это движение — сложное, с незамкнутой траекторией, поэтому оно будет настраиваться по 5 параметрам: на траекторию — второй гитарой дифференциала i2, на скорость и направление— гитарой врезания to, на путь и исходное положение— по упорам на барабане управления Бу, V
Если при нарезании цилиндрического колеса с винтовым зубом перемещать фрезу вдоль ее оси (применить протягивание фрезы, когда в процессе резания участвует полная длина фрезы), 296
то исполнительные движения будут следующими: Ф«(В1В2), Фв(ПаВ4 ± Ве), Вр(П5). В этом случае кулачковая муфта М5 выключена, а муфта М4 — включена. Такой способ называется фрезерованием с диагональной подачей.
Кроме непрерывного осевого перемещения фрезы, возможно это же движение получить периодически, когда во время смены заготовок от гидроцилиндра будет поворачиваться ведущий вал гитары врезания i0 на один оборот.
Произведем кинематическую настройку станка на нарезание цилиндрического колеса с винтовым зубом.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. фрезы-*-:— об. заготовки;
z , hi V f
б) уравнение кинематического баланса 19 ,•
1 . 78 30 64 j _28 '£8 'У 1 __k_. I
’ 26 ’ 24 ’ 96 ' "IF" 42 2^”** 60 ~ ~z ’jl
в) формула настройки ‘
ix=24—
2. Первая цепь дифференциала (с гитарой iy):
а) расчетные перемещения
1 об. заготовки-*-7 мм продольное перемещение заготовки; б) уравнение кинематического баланса
, 60 1 28 42 28 1 40 60 1 2 45 „ „
1 ix 28 42 28 2 2 60 iy 50 45
в) формула настройки. "%
; / Z 2sin₽ ;
, km
При нарезании на стайке-червячного колеса методом тангенциального врезания кинематическая настройка станка будет следующей:
1. Цепь деления (с гитарой ix) настраивается так же, как и. при нарезании цилиндрического колеса с винтовым зубом.
2. Вторая цепь дифференциала (с гитарой iz):
а) расчетные перемещения
L мм тангенциальное перемещение фрезы-*-—— об. заг.; птг
б) уравнение кинематического баланса
L 36 24 35 30 28 . 60 2 2 28
.' я ' 24 ‘ 56 ' 1 2^ ’ ^Wlz~60 -' ^ ’ ’“Й’Х. -
у 42 28 . 1 Lb
42 28 х 60 nmz ’’
в) формула настройки
1
1г =--•
km
j
3. Цепь осевых подач (с гитарой t0):
а) расчетные перемещения
3000 об!мин электродвигателя Д2 -* s0 мм/мин осевое перемещение фрезы;
б) уравнение кинематического баланса
„ппп 90 22 3 . . 27 1 ;56 24
3000 •-----.---•----*-------•----.----•----тс —-
125 22 33 30 35 24 36
в) формула настройки
. _ l,27s0 3lls
При нарезании цилиндрического колеса с прямым зубом методом диагональной подачи гитара iz будет настраиваться так же, как и при нарезании червячного колеса, но с учетом наклона оси шпинделя фрезы под углом о, поэтому формула настройки гитары дифференциала будет \
. cos со / ' = --------
km J
Гитара i0 будет настраив'йться в этом случае тоже с соответствующими изменениями:
а) расчетные перемещения
se мм продольное (вертикальное) перемещение заготовки -> -> s0 мм осевое (тангенциальное) перемещение фрезы;
б) уравнение кинематического баланса
se 45 50 28 . 27 1 56 24
---- . - . --- . --I . --- . - . ---- . -ТС - Sn\
2л 45 2 ,28 30 35 . 24 36
в) формула настройки z
. 2s0 .
I
so определяется из зависимости s0 = —se, В
где I — длина осевого перемещения фрезы;
В — длина вертикального перемещения заготовки.
Зубофрезерный станок мод. НН-150 фирмы Тосиба (Япония)
Станок (рис. 135) предназначен для нарезания червячной фрезой цилиндрических колес с прямым и винтовым зубом и червячных колес диаметром до 1500 мм и модулем до 16.
Рассмотрим структуру станка при нарезании цилиндрического колеса с винтовым зубом червячной фрезой.
с
1
a
236
D
Съемный протяжный суппорт
130
a
232
z25
У-7.К
Пз
2хи
tflUMM
230
240
256 736
235 250
236
27 „ Qr'A>SF
234 M, 2275г
1зт
15
о a
о
о;
tflOtm
5140
433 240
240
z^.zgr
224
248 Ziet
° 248
^258127
720-227.
2355 1г
243-.
250-.
230.
BO
^°bz4g a a|_|
ton
а о
«Я М?=27к6т ^735 T.WllSf
- П1 =1440оО/№> 430^ 746^
) При f=60eu ^=^-г аг 2,16
2)При f-.ЗОгц
и 2^ 1,о
а 230 724
<5
0,
ь
236
236
248
256
236. 2за>
Рис. 135. Кинематическая Схема зубофрезерного станка мод. НН-150В фирмы Тосиба
(Япония)
°,2 20 FPPZ6Z? ГТг^Л EX
24622^' ”^7.30
^гЗО
\1т^24
224]
m ..z#
о
*248
260
*230
248
246
24.
a
247.
239
NfllOm n, ^1440об/мин при /*50 га n, = 1730o6/MUH при f=60гц
1у 220 is
lx
235
231
239
Кинематическая группа движения скорости резания состоит из внутренней кинематической связи в виде кинематической цепи деления между шпинделем фрезы и столом, проходящей через центральные колеса дифференциала 2, гитару ix и реверс Pi.
Внешняя связь группы очень простая и присоединяется к внутренней связи через выходной вал коробки скоростей. Шкивы; ременной передачи — сменные, с передаточным отношением 1 :2,16 и 1 : 1,8, но изменяются они только в зависимости от частоты переменного тока в сети. Последнее значение используется при частоте 50 гц, когда двигатель Д\ имеет скорость щ — = 1440 обIмин.
Настройка движения осуществляется по трем параметрам: на траекторию — гитарой деления 1Х и реверсом Pt, на скорость и направление — коробкой скоростей и гитарой скорости iv.
Кинематическая группа движения подачи Ф8(П3Вц) состоит-из внутренней связи в виде кинематической цепи дифференциала,, идущей от салазок суппорта фрезы через вертикальный ходовой винт с шагом t2 = 10 мм, гитару дифференциала iy, водило дифференциала, гитару ix, реверс Pt к столу.
Внешняя связь этой группы передает движение от двигателя Д! во внутреннюю связь через ременную передачу, гитару iv„ коробку скоростей, центральные колеса дифференциала, гитару ix, реверс Р2, гитару is, коробку подач до цилиндрической зуб-24
чатой передачи-^-. От этой передачи движение по внутренней ' связи идет к столу и к вертикальному ходовому винту, заставляя режущие кромки фрезы перемещаться вдоль зуба по винтовой линии с шагом Т. Движение подачи Ф8 — движение сложное,, с незамкнутой траекторией и поэтому оно настраивается по всем: ' пяти параметрам: на траекторию — гитарой дифференциала iy, на скорость — коробкой подачи i2 и гитарой подач is, на направление — реверсом Р2, на путь и исходное положение — относительным и абсолютным положением упоров, размещаемых на суппорте (на схеме не показаны).
При нарезании червячных колес методом тангенциального врезания обычный суппорт заменяют протяжным суппортом, схема которого на рис. 135 показана отдельно. Для радиального врезания имеется горизонтальный ходовой винт.
При нарезании прямого зуба гитару дифференциала iy не настраивают, а ее ведомый вал стопорят специальным зубчатым сектором.
На станке можно нарезать бочкообразный зуб по длине. Для-этого на станке устанавливают отдельный специальный механизм с гитарой 1б, присоединяемый к станку через шлицевую муфту АД. Выходной вал этого механизма имеет на конце эксцентрик, на который надевается хомут, жестко соединяемый со стой-300
кой станка. Радиальный винт в этом случае должен быть отсоединен от станины.
Быстрые перемещения в станке обеспечивает двигатель Д2.
Произведем кинематическую настройку гитар деления 1Х и дифференциала iv для случая нарезания винтового зуба.
Гитара деления ix:
1 . 75 35 33 28 32 32 25 30 48 } 46 .
15 ' 28 33 ' 28 25 32 25 24 46 48 **
х 48 48 34 30 1______fe_.
48 ‘ 48 ' 34 ' 48 150 ~ z ’
ix = 24 — . z
Гитара дифференциала 1у: Z Z 48 1 46 36 24
й 150 48 34 48 48
* 1 . 1 1 , л . — _ I I . _
1 30 34 48 48 24/г 46 2 48 2 40
. 1 37 28 30 40 36 48 40 2 , „ simz
* —— V— _ . • 1и~ ;
1У 37 . 28 30 40 36 48 40 30 sin р
36 sin p mmk
При нарезании бочкообразного зуба настраивается гитара «бочкообразования ig. Зная величину бочкообразности по специ-
альным номограммам, определяют угол 6 поворота эксцентрика при перемещении фрезы на длину зуба В. Обычно бочка he яе превышает 100 мк, а угол 0 < 40°. За 1 об. эксцентрика ke стойка продвинется на = 0,9 мм.
При этих условиях расчетные перемещения, уравнение кинематического баланса и формула настройки гитары 1б будут:
В мм пред, перемещение фрезы-э-Лб мм рад. перем, фрезы.
В 30 40 48 36 1 . 1 п о , - 7ОЛ he
— .----------------1-----.p g — ftб и t — 720 —2_е
2 40 48 36 27 ° 36 В
Ю
Зубофрезерный станок с двумя дифференциалами (предложение доц. В. К. Шунаева и Г. М. Шанина)
Зубофрезерный станок (рис. 136) предназначен для нарезания цилиндрических колес с прямым и винтовым зубом червячной фрезой методом диагональной подачи. На зубофрезерных станках обычного исполнения с накладным или встроенным протяжным суппортом фрезерование методом диагональной подачи возможно, но с применением бездифференциальной настройки, которая требует сложных и длительных расчетов. Поэтому этот метод зубофрезерования целесообразно было использовать только в крупносерийном и массовом производствах. В структуру рассматриваемого станка добавлен второй дифференциал, что
позволило упростить настройку станка при применении метода диагональной подачи. Станок не имеет протяжного суппорта, позволяющего перемещать фрезу вдоль ее оси; соответствующее
Рис. 136. Кинематическая схема зубофрезерного станка с диагональной подачей (предложение доц. В. К. Шунае-ва и Г. М. Шалина)
движение П$ совершает стол станка. Такая компоновка станка, по-видимому, будет целесообразнее, так как обычный суппорт (без возможности осевого перемещения фрезы) обладает большей стыковой жесткостью.
Для осуществления зубофрезерования цилиндрического колеса с винтовым зубом методом диагональной подачи станок должен создавать три исполнительных движения формообразова-302
ния — Ф13(В1^2), &si(n3B4), Ф82(П$В6). Следовательно, станок будет иметь структуру класса С36. Так как 6 элементарных движений осуществляют только 4 подвижных исполнительных звена (шпиндель фрезы, суппорт, стол и его каретка), то общему исполнительному столу станка приходится совершать сразу три элементарных движения — B2BiBe. Эти движения одновременны, не-
зависимы и сложить их на одном исполнительном звене возможно только с помощью двух дифференциалов, что и имеет место в кинематике. рассматриваемого станка (дифференциалы 2! и S2).
Для осуществления бесступенчатых подач в станке установлены два гидродвигателя вращения ГД2 и ГД3. Поэтому каждая кинематическая группа движений Фг, Ф81, Фв2 имеет отдельный двигатель. Это объясняется тем, что станок предназначался для исследования метода зубофрезерования с диагональной подачей.. При серийном выпуске этих станков возможны и другие варианты применения двигателей.
Рассмотрим кинематическую структуру станка для наиболее сложного случая обработки, при нарезании цилиндрического колеса с винтовым зубом методом диагональной подачи.
Кинематическая группа движения скорости резания ФДВ1В2) имеет внутреннюю связь со структурой -+ix-+B2 и внеш-27
нюю связь — Д\ -> iv ->--, где ведущее колесо z27 — звено сое-
27
динения внешней и внутренней кинематических связей.
Кинематическая группа движения продольной подачи по винтовой линии Ф61 (JhBi) имеет внутреннюю связь со структу-
70
рой /73->-гайка ходового винта tx -* В^
и внешнюю связь ГД2 Л.
Кинематическая группа движения тангенциальной подачи Ф82(П5Ве) имеет внутреннюю связь со структурой /75—>-/2->-70 1
-> iz -> S2 --->- 2i ix -> Be и внешнюю связь ГД3-^>-> f2.
70 25
Движение радиального врезания на глубину зуба Вр(Пт) обеспечивается вручную и гидродвигателем ГД4.
Произведем кинематическую настройку станка при нарезании цилиндрического колеса с винтовым зубом методом диагональной подачи.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. фрезы об. заготовки;
Z
б) уравнение кинематического баланса
. 36 38 27 27 . 52 е . 39 27 58 1 fe
1--------- .----.------.--------- 1-----------I---------.--------------------=-------;
6 38 27 54 52 f х 39 27 58 72 z
в) формула настройки
^ = 24—. — . е г
2. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
1440 об!мин двигателя Д\ -> п$ об!мин фрезы;
б) уравнение кинематического баланса
1440.^*4’—• — • — =
192 27 27 38 36
в) формула настройки
•3. Цепь с гитарой iy второго дифференциала Х2:
а) расчетные перемещения
1 об. заготовки -> Т мм продольное перемещение фрезы;
•б) уравнение кинематического баланса
1 72 58 27 39 1 f 52 1 70 1
1 58 ’ 27 ’ 39 ’ ix ' е ' 52 ’ 2 ’ 70 ’ 2 •
в) формула настройки
26 sin В лтг , . о. f k
I =---------ь- при Т =-------- И г, = 24 —----:.
у . mk sin Р е г
4. Цепь с гитарой iz второго дифференциала 22:
а) расчетные перемещения
1 об. заготовки -> ят-г- мм тангенциальное перемещение заго-cos X
-товки;
б) уравнение кинематического баланса
1 72 58 27 39 1 f 52 1 70 t 1
1 58 ’ 27 ’ 39 ’ ix ' е ’ 52 ‘ 2 ’ 70 1г
39 21. nmz
X-----•--4т: =------;
39 21 cos X
в) формула настройки
6 cos X
I, =--------
mk
где X — угол подъема витков фрезы.
Величины скоростей вертикальной и тангенциальной подачи устанавливаются на гидропанели.
Шлицефрезерный полуавтомат мод. 5350
На станке (рис. 137) можно фрезеровать червячными фрезами прямобочные и эвольвентные шлицы и шестерни — валы с прямым и винтовым зубом диаметром до 150 мм и длиной до 750 мм. Компоновка станка — горизонтальная.
Станок состоит из двух кинематических групп формообразования.
Рис. 137. Кинематическая схема шлицефрезерного станка полуавтомата мод. 5350
Группа движения скорости резания ФЪ(В\В^— сложная, с внутренней кинематической цепью (с гитарой деления 1Х) между фрезой 1 и шпинделем заготовки 2 и внешней связью между двигателем Д) и звеном соединения связей — коническим колесом z21. Движение скорости резания настраивается по двум параметрам: на траекторию — гитарой ix и на скорость — сменными шкивами iv.
Кинематическая группа движения продольной подачи Ф«(Пз)—простая с внутренней связью в виде поступательной кинематической пары между суппортом фрезы и станиной и внешней связью в виде цепи с гитарой подачи is между двигателем Д\ 20 Заказ 911 305
и ходовым винтом с шагом t = 10 мм. Движение настраивается по четырем параметрам: на скорость и направление — гитарой подач is, на путь и исходное положение — упорами, воздействующими на конечные выключатели и двигатель Дх. В' станке имеются ручные установочные перемещения фрезы в поперечном и вертикальном направлениях и быстрые продольные перемещения от двигателя Д2.
Кинематическая настройка станка при фрезеровании шлицевых валов и шестерен-валов с прямым зубом очень проста. Приведем настройку станка при нарезании на нем валов-шестерен с винтовым зубом. В этом случае в станке, как известно, нужно создавать два сложных движения формообразования ФЪ{ВХВ2) и Ф8(П3В4), где элементарное движение В4, взаимосвязанное с продольным перемещением фрезы /73, перемещает режущие кромки фрезы вдоль зуба заготовки по винтовой линии. Станок — бездифференциальный и настройка будет тоже бездифферен-циальнбй, когда элементарные движения заготовки В2 и В4 будут сложены математически, без дифференциала. В этом случае условная запись исполнительных движений формообразования будет иной — ФДВ{В2 ± В4) и ФДПг). При этом между кинематическими группами этих движений обязательно должна быть кинематическая связь. Произведем настройку станка для этого случая.
1. Цепь деления (с гитарой ix):
а) при нарезании прямого зуба за один оборот заготовки фреза делает — оборотов и перемещается по образующей ци-k
линдра на s мм. Для получения винтового зуба при перемещении фрезы на величину s заготовка должна дополнительно повернуться на — оборотов, что соответствует дополнительному по-
Z S
вороту фрезы на ± — . —
оборотов; следовательно, расчетные
перемещения
1 об.заготовки
где Т — шаг винтовой линии нарезаемого зуба; б) уравнение кинематического баланса
—- р ± y-j оборотов фрезы,
27 1 21 30
1 ix ' 21 30
28 16 17 2 | s
21 ’ 24 ’ 68 k \ Т )’
в) формула настройки
6kT , _--------
х (T±s)
где знак минус берется при одноименных направлениях винтовых линий червячной фрезы и зубьев нарезаемого колеса.
2. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки-> s мм продольное перемещение фрезы;
б) уравнение кинематического баланса
, 27 . 24 3
1------1------.------10 = s;
1 s 54 45
в) формула настройки . s ls = — .
s. 8
Бездифференциальный зубофрезерный станок мод. ZFC-20 (ЧССР)
Станок предназначен для нарезания червячной фрезой цилиндрических колес с прямым и винтовым зубом. В отличие от ранее рассмотренных зубофрезерных станков направляющие 3 продольного суппорта 4 в этом станке могут устанавливаться под углом р к оси заготовки 2 (рис. 138) для перемещения фрезы 1 по наклонной линии, что позволяет нарезать цилиндрические колеса с винтовым зубом без дифференциала. Здесь винтовая линия зуба получается методом касания при наличии двух движений— обката и наклонной подачи ФДП3). Профиль
зуба образуется методом обката тем же движением скорости резания Ф-и(В1В2). Структура станка — К23.
Структура кинематической группы движения скорости резания Ф„(В1В2) такая же, как и у обычных зубофрезерных .станков: внутренняя связь — в виде кинематической цепи с гитарой деления ix между шпинделем фрезы и столом, внешняя связь — кинематическая цепь, идущая от электродвигателя Д\ через гитару скорости резания iv до звена соединения связей — цилиндрического колеса z52. Группа имеет три органа настройки: на траекторию — гитарой ix, на скорость — гитарой iv и на направление— двигателем Дь
Группа движения наклонной подачи ФВ(П3)—простая. Ее внутренняя связь — поступательная кинематическая пара между суппортом 4 и его поворотным основанием 3. Внешняя связь — кинематическая цепь между гидродвигателем ГД2 и суппортом. Настройка движения подачи осуществляется по четырем параметрам (кроме траектории) гидравлическими средствами. В станке фреза имеет установочное периодическое перемещение вдоль оси от гидродвигателя ГД3, используемое для ввода новых лезвий в зону резания. Имеется также ручное установочное радиальное перемещение стола; Установка поворотного основания на. угол р производится с помощью специального микрометра на размер А = 930 • sin + 20. Поворотная часть 5 суппорта устанавли-
вается на угол подъема фрезы у.
20* 307
Рис. 138. Бсздифференциальный зубофрезерный станок мод. ZFC20 (ЧССР):
/ — фреза; 2 — заготовка; 3 — поворотное основание суппорта;
4 — суппорт; 5 — фрезерная головка; В — угол наклона зуба;
р — угол подъема червячной нарезки фрезы; А — размер калибра для установки угла р
Комбинированный зубофрезерно-долбежный станок
Фирма Пфаутер выпускает на базе универсального зубофрезерного станка зубофрезерно-долбежный станок.
На рис. 139 представлена схема зубофрезерного станка мод. 5324, на котором вместо задней стойки установлена зубодолбежная приставка фирмы Пфаутер. На станке можно одновре-308
Рис. 138. Бсздифференциальный зубофрезерный станок мод. ZFC20 (ЧССР):
I — фреза; 2 — заготовка; 3 — поворотное основание суппорта;
4 — суппорт; 5 — фрезерная головка; В — угол наклона зуба;
р — угол подъема червячной нарезки фрезы; А — размер калибра для установки угла Р
Комбинированный зубофрезерно-долбежный станок
Фирма Пфаутер выпускает на базе универсального зубофрезерного станка зубофрезерно-долбежный станок.
На рис. 139 представлена схема зубофрезерного станка мод. 5324,- на котором вместо задней стойки установлена зубодолбежная приставка фирмы Пфаутер. На станке можно одновре-308
менно нарезать червячной фрезой широкое косозубое колесо и долбяком — тонкое прямозубое колесо для муфты. Так как для нарезания червячной фрезой заготовка получает довольно большое число оборотов, то долбление второго колеса ведется с медленным радиальным врезанием П7- при этом точность нарезания колес не ухудшается, а производительность нарезания даже увеличивается. Зубодолбежная приставка присоединяется к зубофрезерному станку через червячную передачу стола.
На этом станке одно и то же исполнительное звено (стол станка) принадлежит двум разным структурам и обе они работают одновременно. В станке создаются две комбинации движений: ФДВДЗц), 0si(/73B4) и ФъДПз), Фа2(В2± BiBe). Использование такой приставки дает возможность расширить технологические возможности зубофрезерного станка. На таком станке возможно изготовлять колеса с внутренним зубом.
Мелкомодульный зубофрезерный станок мод. 530П
На станке (рис. 140) можно фрезеровать мелкомодульные цилиндрические колеса с прямым зубом диаметром до 50 мм и модулем до 1 мм.
Станок состоит из двух групп формообразования.
Кинематическая группа движения скорости резания ФДВД^) имеет внутреннюю связь в виде одной кинематической цепи с гитарой ix между шпинделями фрезы 1 и заготовкой 2. Ее внешняя связь — кинематическая цепь между двигателем Д\ и шкивом диаметром 100 мм (вал этого шкива является звеном соединения кинематических связей). Движение настраивается по двум параметрам: на траекторию— гитарой деления 1Х и на скорость — коробкой скоростей i„, имеющей 6 ступеней в пределах 202—2040 оборотов в минуту.
Кинематическая группа движения подачи Фв (Л3) — простая, с внутренней связью в виде поступательной кинематической пары между фрезерной кареткой 3 и станиной; внешняя связь этой группы расположена между двигателем Д\ и продольным ходовым винтом с шагом ti = 2 мм. Движение настраивается по трем параметрам: на скорость—-гитарой подач is в пределах 0,1 4- 1,42 мм/об, на путь и исходное положение — регулируемыми упорами.
В станке создается несколько вспомогательных движений: быстрое продольное перемещение фрезерной каретки 3 в исходное положение и быстрый подвод и отвод фрезерного суппорта в вертикальном направлении.
Кинематическая группа быстрого продольного перемещения фрезы Bctii (774) имеет ту же внутреннюю связь, что и группа движения подачи Ф8(П3)— поступательную кинематическую пару между фрезерной кареткой и станиной. Внешняя связь передает 310
движение каретке от двигателя Д2 через муфту обгона ТИь В этой группе нет органов настройки. Движение имеет постоянную скорость 0,94 м!мин.
Группы движений Bchi(/74) и 0S(773) соединены между собой последовательным способом по внешним связям через муфту обгона ТИь
Рис. 140. Кинематическая схема зубофрезерного станка мод. 530 П
Кинематическая группа быстрого вертикального перемещения суппорта 4 Всп2 (П5) имеет внутреннюю связь между суппортом 4 и фрезерной кареткой <3. В качестве двигателя использован электромагнит Э\, который поворачивает кулачок к.\ и перемещает вверх суппорт 4. Эта группа органов настройки не имеет.
Перемещение фрезы на глубину фрезерования производится вручную микрометрическим винтом 5. Фреза устанавливается вручную под углом к оси заготовки.
Станок работает в полуавтоматическом цикле. После пуска станка суппорт 4 устанавливается вспомогательным движением ВспДПъ) в верхнее рабочее положение. По окончании рабочей подачи движение Ф«(773) прекращается, двигатель Дх выключается, фреза отводится вниз от заготовки и включается обратное перемещение фрезерной каретки Bcni(/74); по достижении кареткой 3 исходного положения двигатель Д2 выключается. Цикл работы станка заканчивается до следующего запуска.
Кинематическая настройка станка.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. фрезы-* — об. заготовки;
б) уравнение кинематического баланса
1 • ix •
в) формула настройки
50 ~ г '
50
2. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки-*s мм продольное перемещение фрезы;
б) уравнение кинематического баланса
в) формула настройки
= 2,54s.
Тяжелый зубофрезерный станок мод. 5А375
На станке (рис. 141) можно нарезать червячной фрезой, дисковой и пальцевой фасонными фрезами цилиндрические колеса с прямыми, винтовыми и шевронными зубьями наружного зацепления, диаметром до 1250 мм и длиной установки до 5600 мм с модулем до 40 мм. Вес станка свыше 63 т.
Обычно крупногабаритные станки выполняются широкоуниверсальными и поэтому этот станок — многоструктурный. Компоновка станка горизонтальная и на нем возможно нарезать шестерни заодно с валом.
Рассмотрим не все возможные частные структуры, а только две из них: одну — при использовании метода обката, а другую — при единичном делении.
При нарезайии червячной фрезой цилиндрического колеса с винтовым зубом нужно создавать два движения формообразо-312
Станок работает в полуавтоматическом цикле. После пуска станка суппорт 4 устанавливается вспомогательным движением ВспДПъ) в верхнее рабочее положение. По окончании рабочей подачи движение Ф«(773) прекращается, двигатель Дх выключается, фреза отводится вниз от заготовки и включается обратное перемещение фрезерной каретки Bcni(/74); по достижении кареткой 3 исходного положения двигатель Д2 выключается. Цикл работы станка заканчивается до следующего запуска.
Кинематическая настройка станка.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. фрезы-* — об. заготовки;
б) уравнение кинематического баланса
1 • ix •
в) формула настройки
50 ~ г ’
50
2. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки-*s мм продольное перемещение фрезы;
б) уравнение кинематического баланса
в) формула настройки
= 2,54s.
Тяжелый зубофрезерный станок мод. 5А375
На станке (рис. 141) можно нарезать червячной фрезой, дисковой и пальцевой фасонными фрезами цилиндрические колеса с прямыми, винтовыми и шевронными зубьями наружного зацепления, диаметром до 1250 мм и длиной установки до 5600 мм с модулем до 40 мм. Вес станка свыше 63 т.
Обычно крупногабаритные станки выполняются широкоуниверсальными и поэтому этот станок — многоструктурный. Компоновка станка горизонтальная и на нем возможно нарезать шестерни заодно с валом.
Рассмотрим не все возможные частные структуры, а только две из них: одну — при использовании метода обката, а другую — при единичном делении.
При нарезайии червячной фрезой цилиндрического колеса с винтовым зубом нужно создавать два движения формообразо-312
вания— ФГ(В1В2) и Ф8(77зВ4), которые обеспечивают формообразование зуба по профилю и по длине, деление и продольное
врезание.
Кинематическая группа движения скорости резания ФЮ(В1В2) состоит из внутренней связи с гитарой ix между шпинделем 1 фрезы и шпинделем 2 заготовки и внешней связи с гитарой iv, расположенной между двигателем Д1 и соединительным зве-иом — ведущим коническим колесом z44. Движение настраивается по трем параметрам: на траекторию — гитарой деления ix и передвижным колесом z40 с муфтой Mi (среднее положение
этого колеса, как показано на рисунке, используется при нарезании колес с числом зубьев меньше 200), на скорость и направление — гитарой скорости резания iv.
Кинематическая группа движения продольной подачи ФДПзД^ имеет внутреннюю связь в виде одной кинематической
цепи между заготовкой и продольным, ходовым винтом. Эта
связь проходит через второй привод дифференциала (муфта М2
включена вправо, как показано на рисунке). Внешняя связь группы передает движение от двигателя Д\ через гитару ix, муфту Л13
(включена влево), муфту М4 (включена вниз) и гитару подач is
ж муфте М5 и шестерне z48 или через передачу
32
--- к второй ше-64
стерне z48.
Далее движение идет по внутренней связи к продольному ходовому винту ti = 4л и через гитары iv и ф к заготовке. Движение подачи настраивается по всем 5 параметрам: на траекторию — гитарой дифференциала 1У, на скорость и направление — гитарой подач is и перебором через муфту М$, на путь и исходное положение — упорами.
Нарезание фасонной пальцевой фрезой цилиндрических колес с шевронным зубом осуществляет вторая частная структура с единичным делением. Для выполнения этой работы применяют накладную фрезерную головку для пальцевой фрезы и приставной механизм специального реверса шеврона с гитарами iz и ф, соединяемый с входным и выходным валами гитары дифференциала iy.
В этом случае в станке тремя кинематическими группами создаются движения Фг,(В1), Ф5(773В4) и Д(В2).
Кинематическая группа движения скорости резания ФИ(В1)— простая, с внутренней связью в виде вращательной кинематической пары между шпинделем 3 пальцевой фрезы и корпусом накладной фрезерной головки. Внешняя связь передает движение от двигателя Дл через гитару iv шпинделю 3. Чтобы это движение не передавалось заготовке через гитару ix, колесо z40 с муфтой М4 передвигают вправо и сцепляют с колесом z60. Движение скорости резания настраивается на скорость и направление гитарой скорости резания iv. :314
Кинематическая группа движения продольной подачи *0S(/73B4) при образовании шеврона должна при неизменном направлении элементарного движения /73 изменять направление ' движения заготовки В4. Внутренняя связь этой группы координирует движения заготовки и продольного ходового винта Л = 4л через гитару ix, дифференциал, гитару дифференциала для шеврона iz, реверс Pi шеврона и гитару i0 шеврона. Внешняя связь передает движение от двигателя Д1 во внутреннюю связь через гитару I», муфту М4 (включена вверх), гитару подач is и муфту Ms. Настройка движения производится по всем 5 параметрам: ыа траекторию — гитарой 12 дифференциала для шеврона и гитарой i0 шеврона, на скорость и направление — гитарой подач is, на путь и исходное положение — упорами (на схеме не показано).
Изменение направления вращения заготовки для получения шеврона производится автоматически механизмом управления реверсом Pi шеврона. От вала муфты М6 через червячную пере-2 28
дачу ----и цилиндрические колеса -------движение передается ко-
28 30
лесу-водилу Z140. В нем расположен вал колеса z50. Последнее, •обкатываясь по неподвижному колесу z55, приводит во вращение колесо z77, имеющее на своем торце кулачковый паз. По пазу скользит ролик штанги Ш], вращающийся вместе с Z140 и поворачивающий (при выдвинутом положении) кулачки «1 и к2, которые через реечную передачу переключают муфту Л46 реверса Pi шеврона.
Вычислим передаточное отношение планетарной передачи:
«77 — ^14о «55 28 ,
пьь— ?г14о S0 77
п 2
при /г55 — 0, и77 /?140 — — /?!40;
о
2
И77 —----~ ^140 + tt14o!
О
3 n77 3
«77^—^140 И——-=— .
О «140 5
Следовательно, за 5 оборотов колеса zl40 колесо z77 поворачивается на 3 оборота вокруг своей оси и на 2 оборота относительно колеса zl40. Таким образом, за один оборот колеса z77 штанга Ш\ сделает один двойной ход и переключит муфту Л46. Момент переключения муфты Л46 настраивается через гитару io шеврона.
Кинематическая группа движения деления Д(В2)—простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем заготовки и корпусом бабки из-315
делия. Внешняя связь передает движение заготовке от двигате-17
ля Д% через зубчатые колеса----, муфту М7, червячную переда-
68
4
чу цилиндрические колеса z40, z60 и z40, центральные колеса
дифференциала, гитару деления ix, муфту Л43 (включена влево),, колеса —, -^-и червячную передачу-^. Движение деления на-
страивается по одному параметру — на путь — гитарой деления ix.
Движение деления — периодическое, поэтому в группе деления имеется отсчетный механизм. Перед делением конечный выключатель дает команду электромагнитам, которые выводят фиксаторы фх и ф2 из делительных дисков А и Б. Выводится и палец из муфты Л41, которая под действием пружины включается. Затем включается двигатель Д2 и начинается вращение делительного механизма и заготовки. Через 3—5 сек электромагнит фиксаторов выключается и фиксаторы начинают скользить по поверхности дисков А и Б. Пазы на дисках совпадут, когда делительный диск Б сделает 8 оборотов, а диск А — 7 оборотов. При входе фиксаторов ф1 и фг в пазы дисков двигатель Д2 выключается, палец входит в муфту М7 и она размыкается, а с помощью маховика делительные диски поворачиваются, пока фиксаторы ф\ и ф? не войдут полностью в пазы. Делительный процесс будет закончен.
От двигателя Д2 возможно получить быстрое вращение заготовки через цилиндрические колеса 217, z68, z68, коническую пе-23 редачу----и муфту (включена вправо).
35
Тем же двигателем Д2 через электромагнитную муфту ЭМ} создается быстрое перемещение фрезерных салазок. При включении двигателя Дз и электромагнитной муфты ЭМ2 салазки получают более медленное (доводочное) перемещение.
Двигатель Д4 создает быстрое радиальное перемещение стой-44
ки через передачу --- и более медленное (доводочное) через
1
червячную передачу --
36
Имеется еще ряд вспомогательных движений, например, перемещение задней бабки и шнека для уборки стружки.
Кинематическую настройку станка произведем только для случая, когда нарезается фасонной пальцевой фрезой цилиндрическое колесо с шевронным зубом.
1. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
1460 об/мин электродвигателя Д1->-Пд5 обIмин пальцевой фрезы;
б)
2. а)
уравнение кинематического баланса 1 лсо I70 • - I9 44 30 60 30
1460 -----tav-------- -—- .------ -— = пл;
270 45 40 44 60 90 ф
формула настройки ; ~ пФ .
Цепь деления (с гитарой ix): расчетные перемещения
>8 об. делительного диска Б —об. заготовки; г
уравнение кинематического баланса о 40 60 , . 25 72 1 1
8 ----.-----l-i----------------=---;
60 40 х 24 72 150 г
формула настройки 18 1х ' Z
б)
3. Цепь шеврона (с гитарой io):
а) расчетные перемещения
2
— об. колеса 2140 реверса P\~+L мм продольное перемеще-5
sine пальцевой фрезы,
где L — длина продольного хода фрезы;
б) уравнение кинематического баланса
5 140 28 1 48 2 _ L.
2 28 2 i0 48 32
в) формула настройки
175 л 4L
4. Цепь дифференциала для шеврона (с гитарой 4):
а) расчетные перемещения
1 об. заготовки-»-? мм продольное перемещение пальцевой фрезы,
где Т = —-----шаг винтовых линии шевронного зуба;
sin р
б) уравнение кинематического баланса
1 150 72 24 1 1 40 1 34 1 48 2 = nmHz .
1 72 ' 25 ’ ix ’ 2 ’ 2 ’ iz ' 34 ’ i0 ' 48 32 ' sinp
в) формула настройки
16L sin 6
, -------i- .
35nmH
317
цевой б)
5. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. пальцевой фрезымм продольное перемещение паль фрезы;
уравнение кинематического баланса
1 90 60 44 40 20 32 20
30 ’ 60 ’ 30 ’ 44 ’ 20 ’ 32 ’ 38
2 .
•lsl„--4тт = s;
s 32
формула настройки
0,6
«s-
г2
Зубофрезерный мастер-станок мод. 543
Станок (рис. 142) предназначен для нарезания червячной фрезой (или шевером) 1 точных делительных червячных колес с диаметром до 800 мм и модулем до 6 мм. Повышенная точность нарезания достигается здесь применением корректирующего* устройства, которое от специальных кулачков 3 и 6 через дифференциал 2 сообщает дополнительное движение столу для компенсации ошибок в кинематической цепи. При нарезании червячных колес нормальной точности исполнительное движение обката обычно составляется из двух элементарных движений, т. е. Ф„(ВХВ2), где Bi— вращение фрезы и В2— вращение заготовки. В этом станке движение обката составляется уже из четырех элементарных движений Ф^(В1В2В3В4), два из которых — В3 и В4 — неравномерные.
Кинематическая группа, создающая сложное исполнительное движение, будет состоять из следующих кинематических связей.
Первая цепь внутренней кинематической связи между равномерными вращением фрезы В\ и вращением заготовки В2 имеет D 114 55 33 . 32 36 1 D
структуру В! ------------>-----» Iх —>------>-—>-----> В2.
J 19 44 33 х 40 36 360
Вторая цепь той же внутренней связи между равномерным вращением заготовки В2 и неравномерным вращением заготов-
D с „ 360 48 1 60
ки В3 от кулачка 6 имеет структуру В2 -*• —-> ——> — — ->
5 1
—> —— кулачок 62 ->-----------> В3.
36 360
Структура третьей цепи внутренней связи между равномерным вращением заготовки В2 и ее неравномерным вращением В4 от „ D 360 36 „ о , ,
кулачка 3 В2-^------»---->кулачок <?->корпус 8 днфференциа-
1 36
ла 2->—1----> В»..
360
Коррекционное устройство работает следующим образом. Кулачок 6 имеет рабочую кривую, соответствующую накопленной ошибке на червячном делительном колесе станка, и за один оборот этого колеса кулачок 6 тоже делает полный оборот. При вращении последнего через ролик 5 покачивается рычаг 4, который через второй ролик 7 поворачивает корпус 8 дифференциала а следовательно, и стол вместе с заготовкой.
Кроме этого поворота, второй кулачок 3, жестко сидящий на нижнем валу дифференциала, поворачивается со скоростью вра-
Рис. 142. Кинематическая схема зубофрезерного мастер-станка мод. 543. для нарезания точных делительных червячных колес
щения червяка делительной пары стола станка. На кулачке 3 нанесена кривая, учитывающая циклические ошибки червячного делительного колеса. При повороте кулачка 3 относительно ролика 7 корпус 8 дифференциала S будет поворачиваться и дополнительно поворачивать стол станка. Таким образом, кулачки 6 и 3 и дифференциал 2 суммируют на заготовке три элементарных движения В?, Вз и создавая тем самым равномерное движение обката Фчз^ВхВзВзВц). Кривые на кулачках строятся из того расчета, что угловой ошибке на нарезанном зубе в одну угловую секунду соответствует перепад радиуса на кулачке в 2,1 мм.
Три указанные выше кинематические цепи составляют внутреннюю кинематическую связь группы движения обката.
К этой связи присоединяется внешняя связь со структурой
-э------>-----> iv -> ведущее коническое колесо z33.
250 48
Это колесо является звеном присоединения внешней связи -к внутренней. Движение от этого звена будет передаваться к i шпинделю фрезы и к столу станка. Эти две связи и составляют . кинематическую группу, создающую движение скорости резания (оно же движение обката).
Кроме движения обката, существует движение радиального -врезания Вр(П5). Это движение — простое и создается оно простой кинематической группой, в которой внутренняя связь, обес-
печивающая траекторию исполнительного движения, состоит из одной поступательной кинематической пары между фрезерной стойкой и станиной станка. Внешняя связь этой группы передает движение от двигателя Д\ ходовому винту по цепи со структурой л 100 18 . . 32 36 48 1 . 32 1
250 48 40 48 go
Для быстрого отвода и подвода фрезерной стойки имеется
отдельный электродвигатель Дг, который передает быстрое дви-
жение через муфту М2 (при выключенной муфте Mi).
Для измерения радиального биения заготовки быстрое вращение стола можно получить от двигателя Д2 через муфту М3 (при разомкнутой гитаре ix). Муфта Mi в кинематической группе радиального врезания выключает движение врезания после достижения заданного межосевого расстояния между заготовкой и. червячной фрезой.
Кроме непрерывного движения радиального врезания, в стан-
ке имеется механизм периодического радиального движения, перемещающий стойку на 0,02—0,06 мм- этот механизм используется при окончательной обработке червячного колеса. После ! одного оборота стола от гидроцилиндра ГЦ1 перемещается рейка, связанная с реечным колесом z52, которое поворачивает хра-
повик и храповое колесо zlO, передавая периодическое движение
ходовому винту. По достижении заданной глубины зуба периоди-
ческое радиальное врезание будет выключено, несущая на себе упор, получит перемещение от
55 через зубчатую передачу--.
66
так как гайка, ходового винта
Для нарезания червячных колес повышенной точности, кроме
коррекционного механизма, в конструкции станка предусмотрены другие устройства, позволяющие более надежно получать высокую точность. Так, на шпинделе фрезы установлено косозубое колесо, диаметр которого превышает диаметр фрезы в 3,5 раза. Подвижные соединения на валах выполнены на шпонках, сделанных заодно с валом. Вся конструкция суппорта и фрезерной стойки обеспечивает весьма большую жесткость и точность обработки.
Делительное колесо имеет 360 зубьев с увеличенной высотой и уменьшенным углом профиля. Это уменьшает циклическую ошибку колеса.
С целью контроля качества работы делительной пары в корпусе делительного червяка и кожуха стола встроены индикаторы для проверки биения контрольных поясков, имеющихся на столе и делительном червяке. Для измерения точности поворота стола на валу червяка имеется делительный диск 9 и индикаторное устройство.
На хвостовике стола и на шпинделе предусмотрены тормоза, обеспечивающие одностороннее натяжение делительной цепи станка. Большинство промежуточных валов станка установлено на опорах качения.
Для регулирования зазоров в червячной передаче привода коррекционного устройства червяк этой передачи имеет переменную толщину витка.
Смазка станка — автоматическая и централизованная. Во время работы стол станка разгружается при помощи гидравлики. Электродвигатели вынесены за пределы станины. Радиальное и осевое биение стола не превышает соответственно 1,5 и 3 мкм, а фрезерного шпинделя — 3 мкм. Кинематическая погрешность делительной цепи не превышает одной угловой секунды по накопленной и циклической ошибкам.
На мастер-станке можно нарезать червячные колеса 3-й степени точности (по ГОСТу 3675—56).
Так, на одном из этих станков было нарезано червячное колесо из бронзы ОЦС6-6-3 с модулем 6 и диаметром 480 мм с накопленной погрешностью окружного шага 2,32 мкм и разностью соседних окружных шагов 1,16 мкм.
Кинематическая настройка станка обеспечивается тремя гитарами ix, iv, is- Произведем кинематическую настройку станка при нарезании червячного колеса.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. фрезы-»-— об. заготовки;
Z
б) уравнение кинематического баланса
1 114 55 33 i 32 36 1 __ fe ,
19 44 33 х 40 ’ 36 ' 360 ~ z ’
в) формула настройки
ix = 60— .
2
2. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
950 об/мин двигателя Д\ об/мин фрезы;
21 Заказ 911 321
б) уравнение кинематического баланса
1
псп 100 18 . 33 44 19
950 -----.------го.----.----.----
250 48 33 55 114
в) формула настройки
3. Цепь радиального врезания (с гитарой ц): а) расчетные перемещения
1 об. заготовки ->S мм перемещение стойки;
б) уравнение кинематического баланса
>1 e a e
1 360 48
1 ' >48
в) формула настройки
1 . 32 1 1Л
------ц . 10 — $: 50----46-------50-------'
t’s = s-
и э
a
Специфические особенности кинематики зубофрезерных станков, связанные с их технологическим назначением J1
'>
Различные формы зубьев и самих колес, нарезаемых на зубо- ь фрезерных станках, размеры колес, способы их изготовления по " фрезерованию (попутное и встречное), по формообразованию (с продольной, тангенциальной, диагональной подачей) и по вре- ' занию (радиальное, продольное, тангенциальное) и ряд других дополнительных факторов (точность, производительность, удоб- ' ство настройки) оказывают влияние на кинематику станка, видо- ’ изменяя и дополняя типовую структуру как формообразующей ° части, так и всего станка. Основным моментом, определяющим структуру формообразующей части любого зубофрезерного стан- " ка, является то, что нужно создавать сложное (двухэлементар- а ное) очень точное движение скорости резания Фг(5]52), которое производит форму профиля зуба и процесс деления при относительно больших и значительных переменных нагрузках и при больших требованиях к чистоте поверхности образуемых зубьев. Эти трудно сопоставимые условия заставляют прежде всего искать и испытывать различные решения по структуре как внутренних, так и внешних кинематических цепей формообразующей части станка, которые бы позволяли обеспечить ряд вышеуказанных требований с помощью кинематики станка.
В качестве примеров ранее были приведены кинематические схемы зубофрезерных станков, выпускаемых в настоящее время в Советском Союзе и за рубежом.
Попытаемся проанализировать эти схемы.
Каковы же специфические особенности структуры внутренних связей формообразующих групп движения скорости резания (обката), продольной (винтовой) и тангенциальной (осевой) подач. 322 1
В цепи деления, связывающей шпиндель фрезы со столом, в качестве концевых передач применяются: у стола — червячная передача с однозаходным червяком, с передаточным отношением для станков средних моделей, большей частью i —~±—, а у фре-96
. -^1 зы — косозубая цилиндрическая зубчатая передача с i Червячная передача стола должна быть очень точной с возможностью регулирования бокового зазора в зацеплении по мере ее износа. Для этого в некоторых станках применяют червячную передачу с червяком «дуплекс», имеющим разную толщину нарезки за счет разного шага левого и правого профиля, с разницей шагов в пределах одного миллиметра. Осевым перемещением этого червяка, при сохранении межосевого расстояния, удается уменьшить боковой зазор в червячной передаче. Изготовление такой передачи значительно усложняется. В крупных зубофрезерных станках иногда на столе устанавливают две червячные передачи: с малым числом зубьев крупного модуля — для чернового нарезания и с большим числом зубьев малого модуля — для окончательной обработки. Это решение тоже не является всеобъемлющим и поэтому проблему обеспечения точности червячной передачи нельзя считать решенной.
Очень часто в цепи деления около гитары деления ix распо-лагают однопарную гитару — с постоянными осями (с набором из четырех сменных колес). Она позволяет изменять коэффициент в формуле настройки гитары с тем, чтобы была возможность с одной и той же гитарой деления ix нарезать колеса с малыми и большими (больше 160) числами зубьев.
Дифференциал, устанавливаемый в цепи деления, безусловно уменьшает кинематическую точность. Поэтому, с одной стороны, стремятся к улучшению кинематики и конструкции дифференциалов, а с другой — к установке устройств, позволяющих исключать их из общей структуры станка и составлять частную структуру без дифференциала в цепи деления (при нарезании прямозубых цилиндрических колес и червячных колес методом радиального врезания).
На рис. 143 показаны примеры этих устройств. В первом примере при включении кулачковой муфты М влево вал центрального левого колеса дифференциала жестко соединяется с корпусом (водилом) дифференциала, а следовательно, и с выходным валом (валом правого центрального колеса) и дифференциал исключается из работы цепи, становясь одним единым валом. Правда, из-за наличия большого количества стыков крутильная жесткость такого вала не всегда достаточна.
Во втором примере рядом с дифференциалом 2 встроен участок 13—14 делительной цепи, позволяющий передавать движе-21* 323
ние помимо дифференциала. Это решение увеличивает стоимость станка.
В последнее время, как показали проведенные исследования, за счет изменений в конструкции возможно получить дифференциал с незначительной кинематической ошибкой и отказаться от устройств вывода его из цепи деления.
Применение дифференциалов с цилиндрическим или коническими колесами существенного влияния на кинематическую точность станка не оказывает.
Одним из приемов повышения кинематической точности цепи деления зубофрезерных станков является усложнение исполнительного движения скорости резания Ф„(В1В2), которое состав-
Рис. 143. Способы вывода дифференциала из структуры зубофрезерного станка
ляется не из двух, а из трех или четырех элементарных движений Ф-0(В\В'2В"2В'2 ), как это сделано, например, в зубофрезерном мастер-станке мод. 543. Внутренняя связь группы резания в этом станке состоит из трех внутренних кинематических цепей, через которые и устанавливается кинематическая связь между элементарными движениями В\ и В2, где В2 = В2 ± В" ± В2". Этот же принцип компенсации ошибок цепи деления дополнительными движениями заложен и в других типах корректирующих устройств (рис. 144), применяемых как в универсальных, так и в специальных (маточных) зубофрезерных станках.
При нарезании прямозубого цилиндрического или червячного колеса на универсальном зубофрезерном станке можно использовать имеющийся в нем дифференциал для передачи через него корректирующего движения от кулачка Ki (рис. 144, а), установленного на столе станка, создавая движение скорости резания Фо тремя элементарными движениями в виде <Pv(BiB2B2 ).
Устройство ЦНИИТМАШа (рис. 144, б) устанавливают на станке вместо гитары деления ix. Вращение от вала А к валу Б передается через эксцентрики Э| и э2, работающие как поводки. При этом правый конец вала эксцентрика, скользя по неподвижному кулачку к2, кривая которого учитывает циклические ошибки 324
й Рис. 144. Схемы корректирующих устройств вращательных движений
червячной передачи стола, поворачивает эксцентрик эг, от которого поворачивается вал Б и на столе станка создается движение В"'. Колеса zi и z2, сцепленные между собой через паразитное колесо z3, отличаются числом зубьев на один зуб и рассчитаны так, что за один оборот стола кулачок к\ поворачивается тоже на один оборот. Кривая его учитывает накопленные ошибки червячного колеса стола. Рычаг вала эксцентрика эь скользя по кулачку, поворачивает эксцентрик Э] и дает столу поворот S". Таким образом, с помощью этого корректирующего устройства на обычном универсальном зубофрезерном станке создается более сложное и точное четырехэлементарное движение обката Фдв^да"')-
На рис. 144, в представлена схема корректирующего устройства, когда червяку червячной передачи стола дают, кроме вращения, еще и небольшое дополнительное осевое перемещение от кулачка К\. Червячная передача стола становится суммирующим механизмом, слагающим два движения В2 к В2 в одно равномерное движение В2.
В станке мод. РН-30 фирмы Д. Браун (рис. 144, г) использовано корректирующее устройство с электро-оптико-механическими связями. На столе станка установлена точная дифракционная решетка 11. Через нее от света осветителя в оптической головке 12 создаются электрические импульсы, которые по участку связи 12—13 передаются в фазомер 29. В него же через второй ввод 14 подаются импульсы, созданные другой дифракционной решеткой 16 и оптической головкой 15, установленной с правой стороны дифференциала. После сравнения этих импульсов фазомер выдает сигнал, который усиливается усилителем 28 и через участок связи 17—18—19—20 поступает в двигатель Д2. Последний приводит в движение цилиндрические колеса 21, 22, 23, 24 и эксцентрик 25, который поворачивает корпус дифференциала, а следовательно, и стол, создавая дополнительное его вращение В2 .
Всеми этими коррекционными устройствами удается значительно повысить кинематическую точность зубофрезерных станков, если коэффициент коррекции будет не менее 1 : 500. Кроме того, они позволяют путем изменения профиля кулачков восстанавливать после износа червячной передачи первоначальную кинематическую точность цепи деления. Из рассмотренных механических корректирующих устройств лучшие результаты показывают системы с коррекцией через поворот червяка, а не через его осевое перемещение, так как при замедлении и убыстрении вращения стола червяк всегда вращается в одну и ту же сторону. Недостатки всех этих устройств — это большая их стоимость.
Обращают на себя внимание и другие особенности внутренних связей формообразующей части зубофрезерных станков. Ги-326
тара деления ix всегда располагается в общей ветви 5—6 двух групп формообразования между дифференциалом и столом (рис. 130). В этой же ветви могла бы быть расположена и гитара дифференциала iv при размещении гитары ix в участке связи 2—4. Такой вариант не применяется. Применяемый вариант размещения гитары позволяет при нарезании сопряженного колеса после нарезания первого колеса не перестраивать гитару iy, так как из-за размещения гитары 1Х в участке 5—6 передаточное отношение гитары iy = f(m, р, k) не зависит от числа зубьев z2. Значения же т, р и k одинаковы для обоих сопряженных колес. Это уменьшает общее время переналадки и позволяет получить более правильные значения шагов винтовой линии 1\ и 7’2 зубьев колес.
Во всех зубофрезерных станках и особенно в тяжелых станках внутренние связи в группах продольной и тангенциальной подач довольно длинные; это связано с большой универсальностью этих станков, требующей встраивания ряда устройств. Так, для нарезания шевронного зуба в цепи дифференциала нужно иметь специальный реверс или для нарезания колес с малым конусом нужно дополнительное устройство для получения конуса. При использовании пальцевых и дисковых фасонных фрез в станке нужно иметь отдельную группу единичного деления и специальные фрезерные головки. Чтобы эти устройства не ухудшали точность работы станка, когда они не нужны, их часто делают съемными или легко выводимыми из общей структуры. В станках для массового и крупносерийного производства за счет усложнения органов настройки сильно упрощают кинематическую схему станка. Такая простая схема зубофрезерных станков фирмы Сайкес мод. SPH-88 показана на рис. 145. В нем стол, кроме вращения, имеет и винтовое движение, создаваемое гидроцилиндром Д2 и винтами направляющими 3 на столе и в червячном делительном колесе. Из-за трудности кинематической настройки такая схема в универсальных станках не применима.
Специфические особенности имеют и внешние связи формообразующей части станка. Как правило, зубофрезерные станки строят с одним двигателем. Изредка производят станки с двумя двигателями, отдельно для движений скорости резания и подачи. В этом случае настройку на скорость осуществляют гитарами, бесступенчатыми редукторами и регулируемыми электрическими и гидравлическими двигателями. При одном общем двигателе применяют сменные шкивы, гитары и коробки скоростей и подач.
Схема с одним двигателем позволяет более простыми средствами получить оборотную продольную подачу, а это необходимо, так как фрезерование колеса червячной фрезой происходит с точечным контактом по профилю и по длине, и для получения необходимой точности и чистоты необходимо обеспечить постоянство перемещения фрезы на оборот заготовки.
ство для автоматического
Рис. 145. Структурная схема зубофрезерного станка фирмы Сайкес мод. SPH-8 с винтовым движением стола: 1 — фреза; 2 — нарезаемое колесо; 3 — стол с винтовыми направляющими
В станках с одним двигателем группа продольных подач, кроме рабочей подачи от главного двигателя, имеет еще второй • привод от отдельного маломощного двигателя, создающего в обоих направлениях быстрое перемещение фрезы по винтовой линии. Оно необходимо при наладке и при фрезеровании колес за два прохода.
В цепи радиального врезания всегда устанавливается устрой-выключения радиального врезания после достижения фрезой заданного межосевого расстояния. Это устройство выполняют в виде падающего червяка или кулачковой муфты.
По-разному решается вопрос об изменении направления продольной подачи при применении встречного и попутного фрезерования. В малых и средних моделях станков это достигается установкой паразитного колеса в гитару подач, в крупных моделях — специальным реверсом.
В массовом и крупносерийном производстве для получения хорошей точности и высокой производительности стремятся иметь зубофрезерные станки без дифференциала для фрезерования винтового зуба. В зубофрезерных станках, в отличие от других станков, схемы без дифференциала можно получить двух видов: при продольном и наклонном перемещении фрезы. Первый тип станка применяется в массо-как требует сложных расчетов. Вто-
рой — в настройке прост, но фрезерование широких шестерен или пакетов из узких колес с большим углом наклона зубьев можно, вести только специальными, более длинными фрезами. Введение устройств для наклона направляющих при перемещении фрезы под углом снижает общую жесткость таких станков.
Fla общую структуру в какой-то мере оказывает влияние и компоновка станков. Больше всего выпускается вертикальных станков с вертикальной осью вращения нарезаемого колеса. Но выпускаются зубофрезерные станки и горизонтальной компоновки для зубчатых колес, выполненных заодно с валом.
Фирмой Пфаутер для крупносерийного производства выпускаются двухсекционные станки, у которых с обеих сторон вертикальной станины находятся два независимых зубофрезерных станка со своими двигателями.
328
вых производствах, так
В схемах этих зубофрезерных станков имеются изменения, соответствующие их компоновке.
Рассмотренные основные специфические особенности кинематики зубофрезерных станков, однако, не нарушают типовую структуру этих станков.
Г. СТАНКИ, ОБРАБАТЫВАЮЩИЕ ВИНТОВЫЕ ПОВЕРХНОСТИ ЗУБОРЕЗНЫМ ДОЛБЯКОМ ИЛИ ЧАШЕЧНЫМ РЕЗЦОМ
Для образования винтовых поверхностей на цилиндре зуборезный долбяк используется в станках при различных относительных геометрических положениях осей вращения долбяка и заготовки. Возможны три случая.
Если оси вращения заготовки и зуборезного долбяка параллельны (рис. 146), то долбяком можно нарезать цилиндрическое колесо с прямым или винтовым зубом; при таком именно' относительном положении осей долбяка и заготовки работают уже ранее рассмотренные зубодолбежные станки. При нарезании винтового зуба в них создаются два движения формообразования: винтовое движение скорости резания Ф^П^) и движение подачи, оно же движение обката Ф«(В3В4). Форма долбяка и нарезанного колеса и расположение их осей, а также движения в зубодолбежном станке соответствуют обычной цилиндрической косозубой передаче, если бы одно из ее колес имело дополнительное быстрое возвратно-поступательное винтовое перемещение вдоль своей оси.
Винтовую форму зуба по длине нарезаемого колеса 2 получают методом касания. Для этого долбяку 1 сообщают винтовое движение (рис. 146, а), но не вокруг оси заготовки, а вокруг оси долбяка. При одном лишь таком винтовом движении долбяк не может прорезать винтовую канавку на заготовке, но в сочетании с движением качения заготовки по долбяку 0s(B3B4) образование винтового зуба становится возможным. Винтовая линия зуба на заготовке будет касаться ряда вспомогательных винтовых линий, начерченных винтовым движением ФД771В2). Зубодолбежные станки для нарезания колес с .винтовым и шевронным зубом, как правило, создают по этой схеме движений с исполнительными движениями Ф-с (П\В2) и Фв (В3В4),
При нарезании винтового зуба в станках устанавливают копиры с винтовыми поверхностями шага Тк — копир Ki на делительное червячное колесо, копир к2 на ползун. Копиры — сменные, их шаг должен соответствовать шагу винтовой линии зуборезного долбяка Те.
При образовании винтового по длине зуба методом следа нужно в процессе резания перемещать режущие кромки долбяка относительно заготовки по винтовой линии, т. е. при неравномерном возвратно-поступательном движении 77] долбяка нуж-
ио давать неполный и неравномерный поворот В2 заготовке в обе стороны. Таким образом, заготовка должна совершать в этом случае непрерывное медленное вращение В4, согласованное с вращением долбяка В3, и быстрый поворот в обе стороны В2, согласованный с возвратно-поступательным движением Пх .долбяка. При сложении на заготовке двух указанных выше движений при помощи суммирующего механизма планетарного
Рис. 146. Схемы движений при образовании зуборезным Долбяком винтовых поверхностей на круглом цилиндре: 1 — режущий инструмент; 2 — заготовка; — вектор окружной скорости вращения чашечного резца /; v2 — вектор окружной скорости вращения заготовки 2; vK— вектор скорости качения; иС1— вектор скорости скольжения лезвия резца по боковой линии нарезаемого зуба; v^g—вектор скорости скольжения боковой линии нарезаемого зуба относительно резца; Bi —угол наклона зуба чашечного резца; Вг — угол наклона нарезаемого зуба
типа последний работал бы в очень тяжелых условиях и зубодолбежные станки по этой схеме движений не строят.
При взаимно перпендикулярном расположении осей вращения заготовки 2 и долбяка 1 (рис. 146, б) и движениях Фг)(В152) и Ф5{П3В^ зуборезный долбяк будет работать как чашечный резец и выточит многозаходный цилиндрический червяк, если движение скорости резания Ф„(5152) будет аналогичным движению в червячной передаче, а движение подачи Фв(П3Вь) — винтовым движением. Расположение оси вращения 330
заготовки и долбяка соответствует расположению осей элементов червячной передачи. Заготовка получает два вращения: •быстрое Вх и медленное В4.
Возможны еще два варианта распределения элементарных движений между чашечным резцом и заготовкой. Элементарное движение В4 в исполнительном движении подачи Ф5(П3В^ передают резцу при соотношении скоростей элементарных движений П3 и В^ как в реечной передаче, в которой чашечный резец выполняет роль реечного колёса. В этом случае за один оборот резец переместится на лтг мм и в сочетании с тем же движением. скорости резания Фг>(й1В2) нарежет многозаходный цилиндрический червяк. Сложение двух элементарных движений В2 и Bi в данном случае происходит на резце. Оба эти варианта равноценно используются на практике.
Если, наконец, резцу сообщить винтовое движение скорости резания Ф^ГЦВ?) и движение подачи Ф5{П3В^) как во втором «случае, то он опять нарежет многозаходный цилиндрический •червяк. При этом третьем варианте движений процесс резания, однако, становится прерывным, малопроизводительным и на практике поэтому не применяется.
Наклонное расположение осей долбяка 1 и заготовки 2 •(рис. 146, в) соответствует работе винтовой зубчатой передачи со скрещивающимися осями, в которой, как известно, при вращении обоих колес профиль зуба одного колеса скользит вдоль зуба сопряженного колеса. Это относительное скольжение профилей со скоростью Htei '± ос2 используется здесь в качестве движения резания. Поэтому в данном случае движение обката производится со скоростью резания Ф^В^В^), а движением подачи Ф8(П3В^ режущие кромки долбяка перемещаются вдоль зуба по винтовой линии.
На этих станках можно нарезать цилиндрические колеса с прямым и с винтовым зубом." При нарезании прямозубых колес необходим долбяк с винтовым зубом для того, чтобы нарезать .колеса при скрещивающихся осях долбяка и заготовки. Нарезание косозубых колес можно производить как прямозубым дол-бяком, так и долбяком, имеющим винтовой зуб.
Зубодолбежный полуавтомат для шевронного зуба мод. 5171
Станок (рис. 147) в основном предназначен для нарезания двумя зуборезными долбяками диаметром 150 мм цилиндрических колес с шевронным (елочным) зубом диаметром до 800 мм и модулем до 10 мм; на нем возможно нарезать также колеса с винтовым и прямым зубом как наружного, так и внутреннего зацепления.
Основная часть структуры станка состоит из двух сложных групп формообразования и одной простой группы врезания.
Рис. 147. Кинематическая схема зубодолбежного станка мод. 5171 для цилиндрических колер с шевронными зубьями
Внутренняя связь кинематической группы движения скорости резания ФЩ(771В2) состоит из одной винтовой кинематической пары между винтовыми копирами и к2'. Внешняя связь через коробку скоростей и кривошипный диск Кд передает движение ползуну 3. Движение настраивается по четырем параметрам: на траекторию — сменными копирами и к'2, на скорость — коробкой скоростей iv, на путь — кривошипным диском Кд и на исходное положение •— ходовым винтом на ползуне 3.
Определим шаг Ткоп винтовой линии на сменных копирах к [ и к2.
Для получения винтовой линии на заготовке необходимы следующие расчетные перемещения конечных звеньев:
1 об. заготовки -> Тзаг мм продольное перемещение долбяка.
Но перемещение долбяка на Тзаг сопровождается в этом станке, как и в других зубодолбежных станках, поворотом -дол-бяка, причем за один оборот заготовки долбяк должен повернуться на -— оборотов. Следовательно, за —-ал- долбяка ^до л б %долб
ползун переместится на Тзаг мм. Но Тзаг ТеОЛб и поэтому
%долб
—об. долбяка-»—~—-Т<,ОЛб мм перемещение долбяка, %долб гдолб
отсюда 1 об. долбяка -> ТвОЛб мм перемещение долбяка, а 1 коп ~ долб-
Кинематическая группа движения подачи Ф8(В3В4) состоит из внутренней связи в виде кинематической цепи между долбяком 1 и заготовкой 2 с гитарой деления ix и внешней связи, которая от двигателя Д] через коробку скоростей К, кривошипный диск Кд, коробку подачи in, гитару подач is и коническое колесо г24 передает движение во внутреннюю связь. Настройка движения подачи ведется по трем параметрам: на траекторию — гитарой деления ix, на скорость и направление — коробкой 1п и гитарой подач is. Шпиндели долбяков 1 принадлежат обеим кинематическим группам, соединенным параллельным способом — через дифференциал. Винтовые копиры Ki и к2 являются суммирующим механизмом. При поступательном перемещении П\ копира К] относительно копира к2 на долбяке создается движение В2, а при вращении копира к2 от червячной передачи 1 о
-------движение В3.
100
Группа движения врезания Вр(П5) предназначена для перемещения заготовки в радиальном направлении на высоту зуба. Одновременно кулак врезания к3 выполняет функцию управления автоматическим циклом станка.
От шпинделя заготовки через кинематическую цепь кулак врезания к3 получает равномерное непрерывное вращение, по-333
37
ворачиваясь за один оборот заготовки на угол 360° • 19
X——= 42°20'.
78 114
Следовательно, за один оборот кулака к3 заготовка поворачивается более чем на восемь оборотов, что позволяет за семь проходов (оборотов заготовки) произвести постепенно врезание на полную глубину зуба и затем за последний оборот заготовки окончательно нарезать все зубья. При малых модулях врезание производится за меньшее число проходов.
Кулак к3, перемещая рейку 4 вправо, вращает реечное колесо z = 37, ходовой винт с шагом t% — 70 мм и перемещает стол: станка в радиальном направлении. Перемещение рейки
= = • 3 • 37^5Lcm.
Р t 70 ст
Следовательно, неточности кривой кулака будут передаваться на перемещение стола уменьшенными в 5 раз. Второй ходовой винт с шагом /2 = 5 мм используется для ручной установки, бабки изделия на глубину зуба. Кулак к3 может быть выполнен, сменным, как это имеет место в зубодолбежных станках, или постоянным с регулируемой кривой врезания. В последнем, случае в прорезях кулака к3, как показано на схеме, устанавливаются ролики на таких расстояниях от центра, чтобы они расположились по архимедовой спирали. Позади роликов закрепляются два сектора с кривыми в виде дуги окружности, концентричной с кулаком. Радиусы этих дуг различаются на 1,25 мм. При вращении такого кулака ролики последовательно, один за другим, будут постепенно нажимать на прикрепленную * к рейке 4 нажимную планку 5 и перемещать рейку 4. При неточном расположении роликов по архимедовой спирали один : ролик может отойти от нажимной планки, когда следующий за ним еще не нажал на нее. При этом рейка 4 под воздействием • левой пружины будет стремиться отойти назад, но этого не i допустит заклинивающий ролик 6, который под воздействием правой пружины затормозит рейку. i;
На предпоследнем проходе вместо роликов в соприкоснове- ? ние с нажимной планкой рейки вступит первый сектор, который г обеспечит нарезание зубьев на одинаковую глубину по всей i окружности нарезаемого колеса. Одновременно этот сектор нажмет на палец поворотной планки 7, которая отведет заклинивающий ролик 6 от заклинивающей планки 8, так как действие этого ролика становится ненужным. Второй сектор передвинет стол еще на 0,25 мм и зубья заготовки будут нарезаны на полную глубину. После этого рейка 4 под действием левой пружины быстро переместится влево, заготовка отодвинется от долбяка, а конечный выключатель КВ2 выключит двигатель Д\.
Кроме рассмотренных движений, в станке имеются другие-движения, в частности движение отвода долбяков Всп(П6) от кулачков к4 при каждом продольном ходе долбяков в исходное-положение. При этом кулаки к5 отводят и винтовые копиры и к2.
Станок мод. E3-13 для нарезания чашечным резцом цилиндрических колес
Станок нарезает цилиндрические колеса с прямым и винтовым зубом диаметром до 320 мм и модулем до 5 мм при скрещивающихся осях зуборезного долбяка и нарезаемого колеса.
В станке создаются два сложных исполнительных движения формообразования (рис. 148) Ф„(В1В2) и Ф«(П3В4).
Кинематическая структура станка состоит из двух сложных кинематических групп (рис. 148). Первая группа, создающая движение скорости резания, состоит из внутренней кинематиче-
ворачиваясь за один оборот заготовки на угол 360° • . -5^- х '
29 37 „
X —.—= 42°20'.
78 114
Следовательно, за один оборот кулака к3 заготовка поворачивается более чем на восемь оборотов, что позволяет за семь проходов (оборотов заготовки) произвести постепенно врезание на полную глубину зуба и затем за последний оборот заготовки окончательно нарезать все зубья. При малых модулях врезание производится за меньшее число проходов.
Кулак Кз, перемещая рейку 4 вправо, вращает реечное колесо z = 37, ходовой винт с шагом 4 — 70 мм и перемещает стол ' станка в радиальном направлении. Перемещение рейки
L = ^mz = и . з . 37 _ 5г
Р 70 ст
Следовательно, неточности кривой кулака будут передаваться на перемещение стола уменьшенными в 5 раз. Второй ходовой винт с шагом /2 = 5 мм используется для ручной установки, бабки изделия на глубину зуба. Кулак к3 может быть выполнен сменным, как это имеет место в зубодолбежных станках, или постоянным с регулируемой кривой врезания. В последнем случае в прорезях кулака к3, как показано на схеме, устанавливаются ролики на таких расстояниях от центра, чтобы они расположились по архимедовой спирали. Позади роликов закрепляются два сектора с кривыми в виде дуги окружности, концентричной с кулаком. Радиусы этих дуг различаются на 1,25 мм. При вращении такого кулака ролики последовательно, один за другим, будут постепенно нажимать на прикрепленную к рейке 4 нажимную планку 5 и перемещать рейку 4. При неточном расположении роликов по архимедовой спирали один ролик может отойти от нажимной планки, когда следующий за ним еще не нажал на нее. При этом рейка 4 под воздействием левой пружины будет стремиться отойти назад, но этого не допустит заклинивающий ролик 6, который под воздействием правой пружины затормозит рейку.
. На предпоследнем проходе вместо роликов в соприкосновение с нажимной планкой рейки вступит первый сектор, который обеспечит нарезание зубьев на одинаковую глубину по всей окружности нарезаемого колеса. Одновременно этот сектор нажмет на палец поворотной планки 7, которая отведет заклинивающий ролик 6 от заклинивающей планки 8, так как действие этого ролика становится ненужным. Второй сектор передвинет стол еще на 0,25 мм и зубья заготовки будут нарезаны на полную глубину, После этого рейка 4 под действием левой пружины быстро переместится влево, заготовка отодвинется от долбяка, а конечный выключатель КВ3 выключит двигатель Д\. 334
Кроме рассмотренных движений, в станке имеются другие-движения, в частности движение отвода долбяков Всп(Пе) от кулачков к4 при каждом продольном ходе долбяков в исходное положение. При этом кулаки к5 отводят и винтовые копиры кг и к2.
Станок мод. E3-13 для нарезания чашечным резцом цилиндрических колес
Станок нарезает цилиндрические колеса с прямым и винтовым зубом диаметром до 320 мм и модулем до 5 мм при скрещивающихся осях зуборезного долбяка и нарезаемого колеса..
В станке создаются два сложных исполнительных движения формообразования (рис. 148) ФДВ1В2) и 0S(773B4).
Кинематическая структура станка состоит из двух сложных кинематических групп (рис. 148). Первая группа, создающая движение скорости резания, состоит из внутренней кинематиче
ской цепи с гитарой ix (цепи деления), связывающей вращение долбяков с вращением заготовки Вя, и цепи привода, идущейие от электродвигателя через гитару скорости резания iv до верхот 22
лей конической передачи Этой группой обеспечивают^00'
образование профиля зуба, процесс деления и частично образо вание формы зуба по длине. Так как цепь деления работает прг больших скоростях, то червячные передачи, устанавливаемые i зубодолбежных станках по концам этой цепи — на шпиндел» долбяка и шпинделе заготовки, заменены в этом станке цилин дрическими зубчатыми передачами. Движение Ф« — сложное не
замкнутое, поэтому оно настраивается по трем параметрам,е. на траекторию — гитарой ix, на скорость и Направление —-а> гитарой iv.
Вторая кинематическая группа движения подачи Ф8(773В4) состоит из внутренней цепи с гитарой iv (называемой цепьк дифференциала), связывающей перемещение долбяка вдоль об разующей заготовки и вращение заготовки, и цепи привода идущей от двигателя через гитару iv, центральные колеса диф , 4
ференциала, гитару tx, червячную передачу ---- и гитару tsi
32
далее движение по внутренней цепи идет к вертикальному хо довому винту и через гитару iy, водило (корпус) дифферен диала, гитару 1Х на шпиндель заготовки. Движение Ф8 сложа-ное, с незамкнутой траекторией и поэтому настраивается п<| всем пяти параметрам: на траекторию •— гитарой iy, на скорости и направление — гитарой is, на путь и исходную точку — ушД рами (на рисунке не показаны), воздействующими на конечны»
выключатели, включающие и выключающие соответствующш двигатели; двигателем Дг суппорт возвращают в исходно»
положение.
Произведем кинематическую настройку станка для нареза ния цилиндрического колеса с винтовым зубом.
1. Цепь деления (с гитарой /ж):
а) расчетные перемещения
1 об. долбяка -> -2долб об. заготовки;
гзаг
б) уравнение кинематического баланса
1 130 22 22 22 1 . j . 22 19 = гдолб .
' 26 ’ 22 ' 22 ’ 22 х 22 152 гзаг ’
\ 1 ° )
в) формула настройки
j __ 3 ^долб
5 Zsas jj
2. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения. :х
п об!мин электродвигателя пв об!мин долбяка; я
б) уравнение кинематического баланса
135 . 28 22 22 26
1440-------------------------- —— =
218 28 22 22 130
в) формула настройки
3. Цепь дифференциала (с гитарой iy):
а) расчетные перемещения
1 об. заготовки Т мм, продольное перемещение суппорта; б) уравнение кинематического баланса
1 152 22 1 1 90 1 64 2 1р = у
19 ' 22 ’ ix ’ 2 ’ 1 ’ ly ’ 36 ’ 20
где т = ;
sin (i
в) отсюда после подстановки найденного выше выражения для ix получаем формулу настройки
127,3296 sin В 1у =----------— •
m гдолб
4. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки se, продольное перемещение суппорта;
б) уравнение кинематического баланса
, 152 22 4 . 2 . п _ „.
1 . --.-----, --- ./ , --• 1(J — se,
19 22 32 s 20
в) формула настройки
is = se.
Так как в этом станке движение скорости резания Ф-в(В\В2) состоит из двух вращательных движений и является непрерывным, то по сравнению с зубодолбежными станками, у которых движение резания возвратно-поступательное, станок мод. E3-13 имеет очень высокую производительность.
Полуавтомат мод. ЕЗ-10Л для нарезания чашечным резцом цилиндрических червяков
Станок предназначен для нарезания чашечным резцом одно-заходных и многозаходных червяков с наибольшим диаметром 100 мм, наибольшим шагом витка 15 мм и наибольшей длиной 300 мм при перпендикулярном расположении осей вращения резца и заготовки.
22 Заказ 911 337
Структура станка (рис. 149) состоит из двух сложных кинематических групп, осуществляющих два движения формообразования: движение скорости резания ФДВ\В2) и винтовое движение подачи Фв(П3В4).
Внутренняя цепь группы движения скорости резания идет от шпинделя резца через гитару io, центральные колеса дифференциала, гитару ix к шпинделю заготовки. Цепь привода — от
А{=4,5квгп nf’IMO ой/мин
Рис. 149. Станок для нарезания обкаточным резцом (долбяком) многозаход-ных цилиндрических червяков мод. ЕЗ-10А:
1 — чашечный резец; 2 — заготовка
двигателя Дг через клиноременную передачу, гитару iv и цилиндрические зубчатые колеса до вала, которым цепь привода присоединяется к внутренней цепи.
Внутренняя цепь группы движения подачи связывает ходовой винт с заготовкой через гитару iy, червячную передачу корпус дифференциала и гитару 1Х. Внешняя связь группы передает движение от двигателя Д1 через ременную передачу,, гитару iv, цилиндрические зубчатые передачи, гитару 1Х, чер-2 вячную передачу---, гитару подачи is к реверсу .с коническимге
колесами z36, г72, являющемуся звеном соединения связей. 338
Станок имеет два реверса. Они расположены во внутренних цепях скорости резания и подачи и позволяют нарезать на станке как правые, так и левые червяки.
Для быстрого перемещения суппорта ходовой винт приводится во вращение от отдельного электродвигателя Д2, который . 36 о
может быть включен только после установки реверса в нейтральное положение.
Верхняя часть суппорта станка сделана поворотной для установки резца на глубину и для отвода его в конце продольного хода.
Отвод резца от обрабатываемой детали производится автоматически копиром.
Кинематическая настройка станка производится следующим образом.
1. Цепь деления (с гитарами 1Ж и io):
а) расчетные перемещения.
1 об. обкаточного резца-»-— об. заготовки;
б) уравнение кинематического баланса , 30 1 26 . . zp
1 . -- .-----• 1 . I - --?
2 i0 26 k
в) формула настройки
1х — го
15/г
где z — число зубьев на резце;
k — число заходов на нарезаемом червяке.
Здесь в одной цепи располагаются две гитары ix и i0. Гитара io — с постоянными осями, и набор сменных колес для нее невелик. Гитара ix имеет большой набор сменных колес, но этот набор недостаточен для всех возможных значений ix. Это связано с тем, что при очень больших нагрузках, передаваемых через гитару ix, она не может иметь передвижной оси. Но так как нужно обеспечить довольно много различных значений ix, то эта гитара выполнена с переставной промежуточной осью. В пространстве между ведущей и ведомой осями гитары в станке станины станка сделаны отверстия с резьбой. В них ввертывается промежуточная ось гитары. Такая конструкция гитары позволяет передавать через нее большие нагрузки и допускает большее число настроек. Однако этих настроек все же не хватает и поэтому в цепи деления установлена дополнительная гитара i0.
2. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения
п об/мин электродвигателя Д\~+пзаг об/мин заготовки;
22*
339
б) уравнение кинематического баланса
1440-
110 . 25 24 , . _
310 1°" 40 ' 40 1х ~Пзаг’
в) формула настройки [
; _ kn3as
12/()Zp
3. Формула гитары дифференциала iy может быть определе- ( на двумя равноценными способами.
Первый способ:
а) расчетные перемещения
1 об. заготовки -> Т мм продольное перемещение резца, где Т — ход винтовой линии нарезаемого червяка в мм; t
б) уравнение кинематического баланса
, 1 1 90 1 36 18 18 „ гт
1-------. — .----. —-----------.------о = 1;
ix 2 1 iy 72 36 36
в) формула настройки . _ 2025 ty ~ 4iozpT •
Второй способ:
а) б) в)
1 об. резца ~^nmzv мм продольное перемещение резца;
. 30 1 26 1 90 1 36 18 18 „
1 • —— • — - —— - — - -— - — ---• -— .---- • о = nmzv\
2 i0 26 2 1 iy 72 36 36 1
формула настройки
2025 4i0nmzp
4. Цепь подач (с гитарой is):
а) расчетные перемещения
1 об. заготовки—> s мм продольное перемещение резца;
б) уравнение кинематического баланса:
а »_
т
I-
2 . 36 18 18
32 ' s 72 ’ 36 ‘ 36
в) формула настройки
Станки типа ЕЗ-10А из-за сложности режущего инструмента применяются только в крупносерийном и массовом производствах.
Чашечным резцом при перпендикулярном расположении осей вращения резца и заготовки возможно получить и другие виды изделий при создании станком соответствующих исполнительных движений формообразования.
S s 3 й » Н ? яи
На рис. 150 показаны две схемы движений. В первой схеме создаются два движения формообразования:
движение скорости резания Фг,(В1) и движение подачи (обката) Фв(П^Вц)—качение резца (за один оборот он перемещается на лЬо мм, где Do — диаметр катящейся окружности резца). В этом случае фасонный чашечный резец выточит фасонное тело вращения.
Во второй схеме создается одно сложное движение формообразования 0t,(BiB2) с соотношением скоростей элементарных
Рис. 150. Структурные схемы станков при обточке фасонного тела вращения и нарезания глобоидного червяка чашечными резцами:
I — чашечный резец; 2 — заготовка
движений, соответствующих скоростям движений в червячной передаче. Чашечным резцом, по форме сходным с зуборезным долбяком, будет нарезан глобоидный червяк. Необходимо, конечно, иметь радиальное движение врезания резца П3.
Станок мод. ЕЗ-ЗЗ для нарезания круглого напильника чашечными резцами
На станке (рис. 151) нарезают круглыми чашечными резцами по методу обката круглые напильники диаметром 12—45 мм и длиной 300—400 мм. Специальные чашечные резцы представляют собой инструмент типа зуборезного долбяка, но с остроконечными по профилю зубьями для получения пилооб-341
разной по сечению нарезки на напильнике; каждый резец входит в зацепление с напильником как червячное колесо с червяком. Обычно на напильниках имеются две винтовые нарезки, одна режущая, а другая — стружколомная. Последняя при том же направлении винтовой линии имеет больший шаг, нежели режущая нарезка. Каждый из двух резцов нарезает свою нарезку. Кроме этих двух резцов, в станке имеется обычный токарный резец, который производит обточку цилиндриче-
Рис. 151. Кинематическая схема станка для нарезания напильников дисковыми фрезами методом обката мод. ЕЗ-ЗЗ
ской и конической поверхности напильника по копиру «ь Для образования нарезки на конической части напильника чашечные резцы имеют радиальное перемещение от копира Кг. Метод нарезания напильников чашечными обкатными резцами по сравнению с существующим методом насекания производительнее, причем напильники с нарезанными канавками обладают повышенными режущей способностью и износостойкостью.
Для нарезания канавок на круглых напильниках методом обката потребуется создавать в станке два сложных формообразующих движения: движение скорости резания Ф„(В1В2) как движение обката и движение продольной подачи Ф8(П3В4П5) 342
по винтовой линии на цилиндре и на конусе. Структура формообразующей части станка имеет класс С25 и состоит из двух сложных кинематических групп.
Произведем структурный анализ кинематической схемы станка. Кинематическая группа движения скорости резания Фъ(ВхВ2), при котором профилируются канавки и создается нужное число нарезок, имеет внутреннюю связь со структурой
38 30 • v 40 25 п
---- . -------> IY > 2-i >------ > D с
38 30 х 64 20
Внешняя связь этой группы
66 ’
где z66 — звено соединения внешней и внутренней связей.
Движение скорости резания — сложное, с замкнутой траекторией и поэтому оно должно настраиваться по трем параметрам — на траекторию, скорость и направление. Фактически настраивается оно только по двум параметрам: на траекторию — гитарой ix ина скорость —• гитарой iv.
Кинематическая группа движения продольной подачи которым создается форма нарезки по ее длине — по винтовой линии на цилиндре и на конусе, имеет внутреннюю связь со структурой
—»копир /г2—> рейка /н2,5—>zl6—> рейка m2,5 —>ПЪ Внешняя связь этой группы
где z30 — звено соединения внешней и внутренней связей.
Движение (П3В4П5) — сложное, с незамкнутой траекторией и поэтому оно должно настраиваться по всем 5 параметрам. Настраивается оно только по 4 параметрам: на траекторию — гитарой iy и копирами Ki и к2; на путь — относительным положением упоров на суппорте, на скорость — гитарой подач is, на исходное положение — абсолютным положением упоров на суппорте (упоры на схеме не показаны).
Так как две группы формообразования имеют общее исполнительное звено — шпиндель чашечного резца и общий источник движения — двигатель Дь то кинематическое соединение этих групп производится по внутренним и внешним связям. Оба движения происходят одновременно и поэтому для внутренних связей возможно применить только способ параллельного соединения через дифференциал S.
Кинематическое соединение по внешним связям происходи^ через коническое колесо z30, находящееся во внутренней связ! группы движения <f>v(BAB2) перед червячной передачей —[Ы 45
Кинематическая группа движения быстрого продольногад отвода и подвода резцов ВсП1(П6) имеет внутреннюю связь ад4 виде поступательной кинематической пары между Суппортом г станиной и внешнюю связь со структурой
п 20 25 , с „
Д.>—>•——>------>t = 6 мм—*Пк.
* 40 50 6
Движение Bcti\ (П6) — простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам. Настраивается оно только по трем параметрам: на путь — относительным положением упоров на суппорте, на направление — реверсирова-ж-нием двигателя Дг, на исходное положение — абсолютнымгт-положением упоров на суппорте. ' ки
. Подвижное исполнительное звено — суппорт является общимго-звеном этой группы и группы продольной подачи. Но движения,
создаваемые этими группами, не одновременные и, как известно, чи в этом случае могут быть использованы все три способа соеди-
нения групп. В этом станке применен способ последовательногоэю соединения через звено разрыва и соединения кинематических связей — кулачковую муфту М\. Включается и выключается она автоматически от гидродвигателя Д3.
Кинематическая группа движения быстрого радиального подвода и отвода чашечных резцов Всп2(П7) имеет внутреннюю связь в виде поступательной кинематической пары между резцовой кареткой и суппортом и внешнюю связь со структурой Д4 —> резцовая каретка.
Резцовая каретка является общим звеном для этой группы и группы продольной подачи, но эти движения разновременные и их кинематическое соединение производится по последователь-ному способу соединения групп с помощью снятия силового замыкания между роликом и копиром к2. ’ т"
Кинематическая группа движения быстрого радиального под-вода и отвода токарного резца Всп3(П8) имеет структуру, идеи- ы тичную со структурой предыдущей группы. В станке имеется гид- дач розажнм заготовки (на схеме не показан). Ров
Произведем кинематическую настройку станка.
1. Цепь деления (с гитарой ix):
а) 1 об. напильника— об. резца; НИе
.. 1 38 66 30 . Р42 < 40 30 22 2 гн 5ба
' 38 66 30 42 64 24 22 20 z„
_ р юе-
в) tx = 5- —.
\ zp
2. Цепь скорости резания (с гитарой iv):
а) 1420 об!мин двигателя Д\-+пн об!мин напильника;
Имеющимся набором сменных колес возможно получить шесть значений пн в пределах 164—600 об]мин.
3. Цепь дифференциала (с гитарой iy) :
а) 1 об. напильника -> Т мм продольного перемещения
резца;
. 38 66 30 . 42 I 48 22 1 42 30 32
' 38 66 30 42 2 2 22 i„ 42 40 64
х6=Т;
в) iv -135-
’ J грТ
4. Цепь подач (с гитарой is):
а) 1 об. напильника s мм продольного перемещения резца;
_ . 38 66 4 22 39 . 30 32 „
б) 1 . — .--------.--.------ts----------6 = s;
7 38 66 45 22 39 s 40 64
в) is == 5s.
Имеющимся набором сменных колес возможно получить три значения передаточного отношения гитары подач; 0,13; 0,2; 0,3.
5. Сменные копиры «1 и к2 выбираются по углу конической части напильника.
Обозначения в формулах:
zu — число нарезок на напильнике;
zp — число зубьев на круглом чашечном резце;
Т — шаг винтовой нарезки на напильнике.
Д. ЗУБОРЕЗНЫЕ СТАНКИ ДЛЯ КОНИЧЕСКИХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Ранее были рассмотрены станки для нарезания конических колес с прямыми и дуговыми зубьями, у которых режущие инструменты — резцы или резцовые головки совершали простые движения скорости резания — соответственно прямолинейное и вращательное. Если режущим инструментам — резцовой головке, конической фрезе или резцам сообщить сложное двухэлементарное движение скорости резания, то будут нарезаны криволинейные зубья, очерченные по циклоидной, эвольвентной и синусоидной кривым.
Рассмотрим структуру таких станков.
Зуборезный станок мод. FK41A фирмы Клингельнберг (ФРГ)
Станок (рис. 152) предназначен для нарезания конических Нолес диаметром до НО мм и модулем 0,5—1,5 мм. Нарезание зуба производится двумя торцовыми головками, несущими по два дисковых резца с прямолинейными режущими кромками. На внутренней головке дополнительно установлен вспомогательный резец для дна впадины. Профиль зуба образуется по методу обката как во всех зуборезных станках для конических колес, когда заготовка (в относительном движении) катится без
ить
Рис. 152. Кинематическая схема зуборезного станка мод. FK-41A фирмы Клингельнберг
НИЯ
2
4
три 0,3. кой
ща;
скольжения по плоскому производящему колесу. Прямолинейная режущая кромка резца является линией, представляющей собой профиль зуба плоского производящего колеса. Движение обката Ф8(В3В4) является медленным движением подачи и создается двумя согласованными вращениями — В3 люльки и В4 заготовки.
Форма зуба по длине нарезаемого конического колеса зависит от формы зуба по длине плоского производящего колеса, которая в этом станке является удлиненной эпициклоидой. На схеме движений (рис. 152) показаны кривые, используемые для образования выпуклой и вогнутой сторон зуба.
При качении окружности радиуса р№, принадлежащей резцовой головке, по окружности радиуса rw, принадлежащей плоскому колесу, резцы очерчивают удлиненную эпициклоиду, образуя выпуклую сторону зуба (слева вверху на рис. 152). То же самое 346
жих ин-
:тые эе и лов-мен-иво-
си-
показано на нижнем рисунке для вогнутой стороны зуба, нарезание которой производится наружной резцовой головкой при качении окружности рг по окружности rz.
Движение качения резцовых головок по плоскому колесу является движением скорости резания Фъ(В\В2), которое в станке осуществляется согласованным вращением В\ резцовой головки и вращением В2 заготовки. Следовательно, для нарезания зуба требуются два движения формообразования ФС(В1В2) и Фе(В3В4). Эти движения создаются двумя сложными кинематическими группами.
Первая кинематическая группа — группа движения скорости резания Ф^^ВхВ^ состоит из внутренней и внешней кинематических связей.
Внутренняя связь соединяет резцовую головку с заготовкой через зубчатые передачи —— . — - — . —, дифференциал,
Zp z7 Z5 Z3
конические передачи, гитару деления iy и зубча-• г1в г1В г20
гр, -
тую передачу ——, обеспечивая перемещение резцов по задан-г22
мой траектории (по удлиненной эпициклоиде).
Через внешнюю связь ( бесступенчатый привод iv, колеса — ) движение от двигателя Д\ поступает во внутреннюю связь. Бесступенчатый привод iv с клиновидным ремнем и двумя передвижными коническими шкивами обеспечивает бесступенчатое регулирование скорости вращения резцовых головок в пределах 100—400 обIмин.
Вторая кинематическая группа — группа движения подачи — создает движение обката Ф5(В3В4). Ее внутренняя связь соединяет люльку с заготовкой через червячную передачу гитару ^24
профилирования Д, червячную передачу —дифференциал и 220
далее через конические зубчатые передачи, гитару деления iy и ^21 передачу —
г22
Движение от двигателя во внутреннюю связь группы пе-гх
редается через вариатор iv, коническую передачу —, червячную 2г
передачу муфту ЛД и далее через передачу или ~^-7’28 Z32 г30
и гитару подачи is.
Ведомое колесо этой гитары является тем звеном, которое соединяет внешнюю и внутреннюю связи. Через зубчатую передачу и муфту М2 можно получить быстрое вращение г34
люльки, используемое при установке люльки в исходное положение. 1
Этим исчерпывается формообразующая часть структуры станка. Группа врезания и другие устройства, связанные с управлением станка, на схеме не показаны. *
В схеме наряду с обычным дифференциалом с коническими 1 колесами Z12, Z13, Ч4 имеется еще и скрытый дифференциальный " механизм. При вращении люльки колесо Ze, находящееся в 1 люльке, обкатывается по колесу z5, опоры которого расположен " ны в станине, и вызывает дополнительное вращение В5 резцовых головок. Чтобы получить правильную форму зуба, это. 1 движение при кинематической настройке нужно учесть и сооб- " щить заготовке дополнительное движение Ве, согласованное с движением В5 при соотношении их скоростей как для движений * В, и В2. [,
Движением Ф1](В1В2) будет осуществляться и делительный процесс. В зависимости от радиусов pw и р2 катящихся окруж-ностей резцовые головки будут нарезать последовательно зуб за зубом или пропускать несколько (z,) зубьев. На рис. 152 пока-зана головка, которая нарезает колесо через два зуба (z, = 2). В этом станке ,z< колеблется от одного до трех зубьев. Применяют головки двух видов, имеющих два значения радиуса ок- ) ружности, на которой размещаются внутренние резцы: 25 > и -40 мм.
Для получения правильного сопряжения выпуклой и вогну- ~ той сторон зубьев двух колес пары и получения правильного* е положения пятна их контакта нужно, чтобы наружные и внут- х ренние резцы вращались вокруг разных центров (Д и 02 (рис. 152). Поэтому в данном станке применены две резцовые ~ головки, а люлька состоит из нескольких поворотных частей* Плита 6 может поворачиваться вокруг оси 3 для смещения у центра вращения наружных резцов относительно внутренних резцов. Для установки резцовых головок на радиус-вектор и гс = rw + pw относительно центра люльки эксцентриковый барабан 8 поворачивается вокруг оси 9. Имеется также возмож- и |ность поворота корпуса 7 вокруг оси 1. Все эти установки обеспечивают надлежащие размеры зубьев нарезаемого колеса и правильную форму пятна контакта зубьев.
Произведем кинематическую настройку станка с учетом ю скрытой планетарной передачи.
1. Цепь деления (с гитарой iy): -L
а) расчетные перемещения. ю
1 об. резцовой головки ->—об. заготовки, гзаг
где Zi — число пропускаемых зубьев за один оборот резцовой ю головки; ' 5е
z3ae — число нарезаемых зубьев;
848 47
г21 _ гг-
У'
г22 Zsas
Pl =
числа Zi и гзаг не
производится бес-
1 ги г8 ге г4 г12 г15 г1< Z1B ;
1 • -- . - . •- . - . -- . - . ---- .---1и-
гв г7 г5 Zg Zi4 Zjg 2lfi ?20
в) формула настройки
Z:
1У = Р^-~ • ^заг
где pi — постоянная цепи деления;
5о£т£5^£1Аб£18^2О^22 'ZiiZgZgZjZ^ZigZiTZigZa!
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса ni .-£l 2з г* г» -п tL3LV .... д
Z2 Z4 Z6 Zg Zu
откуда iv = p2nPi где пэ —• число об!мин электродвигателя; пр — число об!мин резцовой головки; р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки. гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая головка сделает относительно люльки 1 • — — = р3 оборо-
те Zg z41
тов; за рз оборотов резцовой головки заготовку нужно повернуть на рз —— оборотов.
гзае
Следовательно, 1. об. люльки-э—^а~<± р3 Zsaz б) уравнение кинематического баланса
1 . Zg3 1 ^25 . 2 . 215 гП 219 . г21__
^24 *JC Z26 Z46 Zig Z20 Z22
в) формула настройки
i
об. заготовки; гзаг
гпл I „ 2/
----- ± Рз гваг-гзаг
Pt?i гпл ± Р&а где рз и р4 — постоянные коэффициенты.
1 ги z8 ге г4 г12 г16 г17 г4|) . г24 гг-
1 • ----. — ..— . — .---.-----.----. •---ty----=------,
Ze Z7 г5 Z3 Zli Z16 Z1S г20 г22 гзаг
в) формула настройки
Z;
1У = Р^-~ • ^заг
где pi — постоянная цепи деления;
„ гвг7г5гЗг14г1С,218г20г22
Pl-----------------------.
’Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
числа Zi и гзаг не производится бес-
гг Z4 26 Z8 ZU
откуда iv = p2nPi
где пэ —• число об!мин электродвигателя;
пр — число об!мин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки. гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-- 2r 2« 2л
4. Цепь подач (с гитарой is):
При повороте люльки на угол 6, когда резцы войдут в зону резания и выйдут из нее, заготовка будет полностью нарезана за время /Сек- Настройка на цикловую подачу производится передачей in и гитарой подачи is.
Расчетные перемещения
Пд , 6 -
1об.электродвигателя • оо. ЛЮЛЬКИ.
Уравнение кинематического баланса
пЭ / г1 &2? ; ; ; &24 ®
60 ° z2 г28 " 4 s x г23 360
отсюда определяется is.
Эти станки применяют в приборостроении. Их преимущества! перед станками, нарезающими прямой и дуговой зуб, состоят из; непрерывности процесса нарезания колеса, в простоте и небольшом количестве применяемых резцов. Они могут применяться как в массовом, так и в единичном производстве зуб-
1 ги z8 г6 г4 г12 г16 г17 г4|) . г24 гг-
1 • ----. — ..— . — .-----.-----.-----. •---ty-----=-------,
Ze Z7 г5 Z3 Zli Z16 Z1S г20 г22 гзаг
в) формула настройки
Z; гваг
где pi — постоянная цепи деления;
Hi-----------------------.
Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
числа Zi и гзаг не производится бес-
гг Z4 26 Z8 ZU
откуда iv = p2nPi
где пэ —• число об!мин электродвигателя;
пр — число об!мин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки.
гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-
-
По структурной схеме (рис. 153) кинематическая группд движения скорости резания Ф^(В1В2) имеет внутреннюю связь в виде кинематической цепи между фрезой и заготовкой В, 7 6 -> 5 8 2 9 iv -+ 10 В2.
1 Z11 Z8 гб Z4 Z12 Z15 z17 Z1B • Z21 Zz
1 • --- . -- . .- . - . --- . --- . ---- . •--ly-----= ------ ,
ZS Z7 Z5 Z3 Zli zle Z18 z20 Z22 zsae
в) формула настройки
Z:
Zsaz
где pi — постоянная цепи деления;
„ zoz7z5z3zi4zi6zi8z2oz22
Hi-----------------------.
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
числа Zi и z3ae не производится бес-
гг г4 26 г8 zu
откуда iv = p2nPi
где пэ —• число об!мин электродвигателя;
пр — число об!мин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки.
гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-
-
Кинематическая группа движения подачи обката Фе{В3В4) состоит из внутренней и внешней связей.
Внутренняя связь —• связь между люлькой 3 и заготовкой 2 имеет структуру В3-> 18-у-14-у-12ix- +11 -> S iv-+--> 10-^В4.
Внешняя связь расположена между двигателем Д\ и точкой 15 ее присоединения к внутренней связи. Движение настраивается: на траекторию — гитарой ix, на скорость гитарой is, на путь и исходное положение—упорами (на схеме не показаны).
При вращении люльки колесо А, обкатываясь по колесу 6, получает дополнительный поворот и создает на червячной фрезе дополнительное движение В5. Так как эта скрытая планетарная передача находится во внутренней связи группы движения Ф-о, то она будет оказывать влияние на траекторию этого движения, искажая форму зуба по длине. В станке нет второго дифференциала, компенсирующего движение В5> и поэтому при настройке гитары ix это движение должно учиты-
1 ги z8 г6 г4 г12 г16 г17 г4|) . г24 гг-
1 • ----. — ..— . — .------.----.------. •---ty-----=------,
Ze Z7 г5 Z3 Zli Z16 Z1S г20 г22 гзаг
в) формула настройки
Z; гваг
где pi — постоянная цепи деления;
Hi----------------------.
Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
числа Zi и гзаг не производится бес-
гг Z4 26 Z8 ZU
откуда iv = р2пр, где пэ —• число об!мин электродвигателя;
пр — число об!мин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки. гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-. Zr 2- 2«
... . 120 1 4 о 21
б) 1 •—--------2-------.
1 iy 32 21
г,» ±0,25 .
%заг
х . 15
в) так как tx = ---- то ; =
2заг * У
21 21 21 21 .
21 ’ 21 ’ 21 21 ’ х
7,5 _ 30
г„Л±0,25 ~ 4г„л ± 1 '
2
120
Настройка на скорость резания и скорость подачи произво-
дится двигателем Д\, передвижными коническими колесами и коробкой подач. Быстрое вращение инструментальной бабки
ее в исходное положение производится элек-45
для возвращения
тродвигателем через коническую передачуминуя коробку 30
подач.
Зубострогальный полуавтомат мод. 60" фирмы Глисон (США)
Станок (рис. 154) предназначен для нарезания крупных ко-1 ЕПС — ---~~ ОС а-.-..
1 ги z8 г6 г4 г12 г16 г17 г4|) . г24 гг-
1 • ----. — ..— . — .------.----.------. •---ty-----=------,
Ze Z7 г5 Z3 Zli Z16 Z1S г20 г22 гзаг
в) формула настройки
Z; гваг
где pi — постоянная цепи деления;
Hi----------------------.
Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Фъ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
числа Zi и гзаг не производится бес-
гг Z4 26 Z8 ZU
откуда iv = р2пр, где пэ —• число об!мин электродвигателя;
пр — число об!мин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> 2пл об. заготовки. гзаг
В эти расчетные перемещения нужно внести поправку в •связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-- 2г 2« 2Л
] . Z11 г8 ге z4
z9 z.
z6 zs
z12
z14
z15 z17 z19 ; Z21
----- . ------- . .----------------
Z16 Z18 ^20 ^22
zi . zsas
в) формула настройки
Z:
ly = Pi—^
гзаг
где pi — постоянная цепи деления;
„ ZS1Z7ZSZ3Z14Z16Z18Z2OZ22
Fl---------------------.
Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев числа 2,- и z3ae не должны иметь общих множителей.
2. Настройка на скорость движения Ф,; производится бесступенчатым вариантом Р. Определяем Р.
Уравнение кинематического баланса
Z, z3 z. z, z„
tU-v • — • — — — • —— = Пр, z2 z4 Z6 z8 Z11
откуда iv = p2np,
где n3 —• число об!мин электродвигателя;
np — число обIмин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> г'1Л об. заготовки. %заг
В эти расчетные перемещения нужно внести поправку в связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z5 колесом z6 резцовая го-„ 2г 2~ 2Л
обода колеса (рис. 154,6). При нарезании крупных колес этот прием не применим из-за больших окружных- усилий на заготовке и поэтому спрямление кривой осуществляется через добавочное неравномерное движение люльки от эксцентрика При движении ФД/ВВгВз) (рис.- 154, о) получается форма зуба меньшей кривизны, без перегиба в середине зуба. За счет движения Фр обеспечивается и делительный-процесс.
Кроме движения Фр, в станке создается обычное движение обкатки Ф3(В4В5). Кинематическая схема станка представлена на рис. 154, г. Разберем структуру станка.
Внутренняя связь кинематической . группы движения Фр(П1В2Вз) состоит из двух внутренних кинематических цепей: одна — между ползуном резца 1 и заготовкой 2, проходящая через ползундифференциал 21 -Треверс дифференциал 22->- гитару iy и червячную передачу у шпинделя заготовки; другая —между ползуном и люлькой 3, проходящая через ползун -> дифференциал 21эксцентрик к4 и червячную передачу люльки 3 (работает как реечная передача 2з при осевом пере-<
Pi =
Z15 217 Z19 . Z21 2/
—.—...— ly----
^22 гзаг
1 . 211 zs . Zs z4 Z12
z9 z7 z6 z3 z14 z16 Z18 z20
в) формула настройки Z;
Zsaz где pi — постоянная цепи деления;
Zj>Z7Z5Z3Z14ZleZ18Z20z22 Z11Z8Z6Z4Z12Z15Z17Z19Z21
Для возможности нарезания всех зубьев должны иметь общих множителей.
2. Настройка на скорость движения Ф^ «ступенчатым вариантом iv. Определяем iv.
Уравнение кинематического баланса
„ Z1 Z3 Z5 Z7 1 1э*"и • • •
Z2 Z6 Z8
числа Zi и гзаг не
производится бес-
Z9
—— = п ,1р>
zn
откуда iv = p2nPi
где п3 —• число об!мин электродвигателя;
пр — число обIмин резцовой головки;
р2 — постоянная цепи скорости резания.
3. Цепь профилирования (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной цепи профилирования
1 об. люльки -> г'1Л об. заготовки.
%заг
В эти расчетные перемещения нужно внести поправку в связи с наличием скрытой дифференциальной передачи. За один оборот люльки при обкате колеса z$ колесом z6 резцовая го-
-
жно быть дополнено взаимно согласованными движением заго-’Т товки Ве и неравномерным вращением люльки В&, т., е. должно’ быть создано третье движение формообразования Ф0(П7В6В8) с’* той же траекторией, что и движение Ф,-. Эта третья кинематиче- ь ская . группа движения формообразования Ф0(П7ВъВъ) имеет,а внутреннюю связь между ползуном, заготовкой и люлькой в;т виде двух внутренних кинематических цепей:
1) ползун кривошипно-шатунный механизм -> скрытая 6 35 3
планетарная передача --> люлька 3 корпус дифференциала
Si и далее до заготовки; 2) как в первой цепи от ползуна через я центральные колеса дифференциала 21 и далее к эксцентрикуi-Ki и люльке. Внешняя связь в третьей кинематической группея идет от двигателя Д\ через две кинематические цепи при-л .вода:
1) Дт~>ivэксцентрик кь вызывающий осевое переме-1-щение червяка, приводящее к неравномерному вращению У люльки: 2) 271 ->- i„ 2i->-Д?isМччервячная передача!-1
жно быть дополнено взаимно согласованными движением заготовки В6 и неравномерным вращением люльки В&, т., е. должно быть создано третье движение формообразования Ф0(П7В6В8) с той же траекторией, что и движение Ф,-. Эта третья кинематическая . группа движения формообразования ФО(П7ВЪВ&) имеет внутреннюю связь между ползуном, заготовкой и люлькой в виде двух внутренних кинематических цепей:
1) ползун кривошипно-шатунный механизм -> скрытая 35
планетарная передача --> люлька 3 корпус дифференциала
Si и далее до заготовки; 2) как в первой цепи от ползуна через центральные колеса дифференциала 21 и далее к эксцентрику Ki и люльке. Внешняя связь в третьей кинематической группе идет от двигателя Д\ через две кинематические цепи привода:
1) эксцентрик кь вызывающий осевое переме-
щение червяка, приводящее к неравномерному вращению люльки; 2) Д1->-2isчервячная передача люльки, вызывающая равномерное вращение люльки Bs- Червяч-ня передача люльки является суммирующим механизмом 23. Таким образом, в станке имеется четыре суммирующих механизма (включая червячную передачу 23 люльки и скрытую в ней планетарную передачу).
Для чернового (предварительного) образования зубьев методом копирования, без движения обкатки, предусмотрено движение врезания Вр(В$): бабка заготовки, вращаясь вокруг вертикальной оси, медленно надвигает заготовку на резцы до тех пор, пока они не войдут на полную глубину. Для этого от гитары is движение идет через кривошипный диск Кг, храповую передачу z50, муфту М4, передачи и червяк и червячный сектор стола станка z364.
Предусмотрены также быстрые движения люльки и стола в обоих направлениях (реверс Pi, муфты Л43 и Л44). Кинематическая настройка станка производится по выведенным ниже формулам настройки.
А. Движение Ф-ДТрВ^Вз).
1. Цепь деления (с гитарой 1У):
. . .85 35 24
. . 1 (дв. ход ползуна).-^- • . —
25
25
24 25
24 ’ 25
25 ZrU ZiO Z.O .
25 ' 25 ’ 25 ‘ '
25 25 28 . 1 = zi
50 ’ у' 140 гзаг
, . 30
отсюда при Zi =1 iy —--------:
гзаг
356
жно быть дополнено взаимно согласованными движением заготовки В6 и неравномерным вращением люльки В&, т., е. должно быть создано третье движение формообразования Ф0(П7В6В8) с той же траекторией, что и движение Ф,-. Эта третья кинематическая . группа движения формообразования ФО(П7ВЪВ6) имеет внутреннюю связь между ползуном, заготовкой и люлькой в виде двух внутренних кинематических цепей:
1) ползун кривошипно-шатунный механизм -> скрытая 35
планетарная передача --> люлька 3 корпус дифференциала
Si и далее до заготовки; 2) как в первой цепи от ползуна через центральные колеса дифференциала 21 и далее к эксцентрику Ki и люльке. Внешняя связь в третьей кинематической группе идет от двигателя Д\ через две кинематические цепи привода:
1) эксцентрик кь вызывающий осевое переме-
щение червяка, приводящее к неравномерному вращению люльки; 2) Д1->-2isчервячная передача люльки, вызывающая равномерное вращение люльки Bs- Червяч-ня передача люльки является суммирующим механизмом 23. Таким образом, в станке имеется четыре суммирующих механизма (включая червячную передачу 23 люльки и скрытую в ней планетарную передачу).
Для чернового (предварительного) образования зубьев методом копирования, без движения обкатки, предусмотрено движение врезания Вр(В$): бабка заготовки, вращаясь вокруг вертикальной оси, медленно надвигает заготовку на резцы до тех пор, пока они не войдут на полную глубину. Для этого от гитары is движение идет через кривошипный диск Кг, храповую передачу z50, муфту М4, передачи и червяк и червячный сектор стола станка z364.
Предусмотрены также быстрые движения люльки и стола в обоих направлениях (реверс Pi, муфты Л43 и Л44). Кинематическая настройка станка производится по выведенным ниже формулам настройки.
А. Движение Ф-ДТрВ^Вз).
1. Цепь деления (с гитарой 1У):
, . , 85 35 24
. . 1 (дв. ход ползуна).-^- • . —
25
25
24 25
24 ’ 25
25 25 28 . 1 = zt
‘ ' 50 ' у' 140 zsaz
25
25 25 25
, . 30
отсюда при Zi =1 iy —--------:
гзаг
356
2.
Цепь скорости резания (с гитарой iv):
шло I8 • 17 21
1000 • —— t0----.----= п
61 35 85 р
; _ «Р
I'D ~, 35
Б. Движение Ф3(В4В5).
3. Цепь профилирования (с гитарой ix):.
, . . . 200 50 . 21 25 20 ~
1 (об. плоского колеса) • ——- • ix — - — - — • X
1 2 40 40 /о
25 25 25 25 28 . 1 = гпл .
Х 25 ’ 25 ’ 25 25 ’ 50 ’ 140 ~ гзаг ’
30 отсюда при 1У =------получается
гзаг
:____гпл
х ~ 240 ‘
4. Цепь подачи (с гитарой is); подача в этом станке оценивается как дуговое перемещение sg плоского колеса за один двойной ход резца.
, . , 85 ' 35 24 , 25 , 18
1 (дв. ход резца) -----.---------1 • —— -is- —— X
v 14 17 21 17 24 25 36
2 2 птгпл _ .
53 50 200 р
. ~ 10 000sa ls --
тгПл
Е. СРАВНИТЕЛЬНЫЙ АНАЛИЗ КИНЕМАТИЧЕСКИХ СХЕМ СТАНКОВ СО СТРУКТУРОЙ КЛАССА С24
Рассмотренные схемы зубофрезерных станков, станков с круглым зуборезным долбяком и зуборезных станков для конических колес с криволинейным зубом, имеющих структуру класса С24, обладают одним и тем же признаком — они имеют одно общее исполнительное звено. Этим звеном может быть шпиндель инструмента или заготовки, суппорт или люлька. Возможные варианты структурных схем станков со структурой класса С24 представлены на рис. 155. В качестве примера взят зуборезный станок для конических колес с циклоидным зубом. На рис. 155, а показана схема станка без внешних связей, причем расстановка элементарных движений, образующих движения формообразования, предполагает их сложение на люльке. Следовательно, создавая два сложных исполнительных движения формообразования ФТ(В[В') и ФЦВз^), внешние связи нужно
:______‘-пл
240 *
расположить так, чтобы сложение элементарных движений В'2 и В3 произошло на люльке. Этот вариант схемы не показан полностью потому, что на практике не применяется. Если его осуществить, то люлька, вращаясь со скоростью резания, будет быстро выводить резцовую головку из зоны резания. Производительность станка, построенного по этой схеме, будет минимальной. Поэтому вращение люльки В' с соответствующим из-
менением скорости в ..... раз передают заготовке и в действую-
гзае
щих схемах создают движения Ф„(В1В2) и Ф8(В3В4). Наиболее распространенным вариантом схемы является схема со сложением движений на заготовке (рис. 155,6), которая применяется в станках средних размеров. При сложении движений В[ и Вх на шпинделе инструмента (рис. 155, в) суммирующий механизм 5 размещают в участке 6—4 внутренних связей, где он испы-358
тывает значительные нагрузки от момента резания; поэтому этот вариант применяется в станках малых моделей.
На структуру станка оказывает влияние скрытая дифференциальная передача —, расположенная в люльке 3. В этих Б
станках она располагается во внутренней связи группы движения скорости резания Ф„(В1В2) и оказывает влияние на форму зуба по длине. Из-за нее на резцовой головке появляется движение В5. Это движение В5 можно учесть при настройке гитары профилирования ix (для схемы на рис. 155, в) или дополнить движением В6 с отношением их скоростей, идентичным отношению скоростей элементарных движений резания Ф^(В1В2) при настройке гитары ix (в схеме на рис. 155,6). Если движение В5 от скрытой передачи неравномерное (как это имеет место в станке мод. 60" фирмы Глисон), то учесть его при настройке гитары профилирования нельзя и поэтому в схему станка (рис. 155, а) вводят второй дифференциал 2г> через который заготовка получает дополнительное движение Be, взаимосвязанное с движением В5. .
В зубофрезерных станках применяется структура со сложением движений на заготовке.
В станках с зуборезным долбяком применяются оба варианта схем в зависимости от характера нагрузок.
IX. АНАЛИЗ КИНЕМАТИЧЕСКИХ СХЕМ СТАНКОВ С НЕРАВНОМЕРНЫМИ ЭЛЕМЕНТАРНЫМИ ДВИЖЕНИЯМИ ФОРМООБРАЗОВАНИЯ
Выше были рассмотрены станки, у которых отношение ско- i ростей взаимосвязанных элементарных движений, создающих [ сложные исполнительные движения формообразования, было -величиной постоянной.
Существуют, однако, и такие кинематические структуры -станков, у которых отношение скоростей элементарных движений не остается постоянным.
Структурные схемы станков, осуществляющие сложные исполнительные движения, составленные из двух элементарных взаимосвязанных движений, у которых отношение скоростей — величина переменная, представлены на рис. 156.
В этих станках сложные формообразующие движения составляются из нескольких элементарных движений, одно из которых — обязательно неравномерное; закон изменения скорости этого движения определяется из условий образования требуемой поверхности. Например, при обтачивании круглого конуса (рис. 156, а) и фасонного тела вращения остроконечным резцом (рис. 156, б) применяются два одинаковых исполнительных движения Ф„(В1) и Фв(П2П3), причем второе из них — сложное.
Однако в первом случае (рис. 156, а) оно составляется из двух элементарных равномерных движений (или из двух неравномерных движений, но таких, что отношение мгновенных скоростей этих движений — величина постоянная). Во втором же случае (рис. 156, б) при равномерном движении П2 движение /73 — неравномерное и отношение мгновенных скоростей этих движений обязательно величина переменная. Как видно, состав кинематических групп не изменился, изменились лишь параметры настройки.
Во втором случае с помощью специального органа настройки, расположенного в внутренней связи, непосредственно в процессе работы станка можно получать различные законы изменения скорости одного из элементарных движений, составляющих сложное исполнительное движение.
Конструктивное оформление органов настройки может быть различным. В токарно-копировальных (рис. 156, б) и копировально-фрезерных станках (рис. 156, в), где сложное исполнительное движение составлено из элементарных прямолинейных движений, чаще всего применяют сменные копиры 3. В этих станках рабочая кривая (профиль) копира обеспечивает определенную закономерность неравномерного поперечного перемещения инструмента П3 в зависимости от продольного перемещения Т?2, т. е.
ЛП3 = /(Щ),
где L —• путь перемещения.
Рис. 156. Структурные схемы станков с неравномерным движением
Изменение скорости элементарного вращательного движения можно осуществить и сменными зубчатыми колесами. Надобность в этом может возникнуть, например, при использовании обычного зубодолбежного станка для нарезания некруглых цилиндрических колес специальным некруглым зуборезным долбяком (рис. 156, г). В этом случае при равномерном вращении заготовки 2 (движение В3) необходимо сообщить неравномерное вращение В2 долбяку 1. Это возможно, если сменные зубчатые колеса гитары ix будут некруглыми цилиндрическими. Послед-361
•ние применяются редко, так как их изготовление более сложно, чем изготовление круглых цилиндрических колес. Станок для нарезания некруглых зубчатых колес рассмотрен ниже.
Чаще всего неравномерное вращательное движение получают суммированием равномерного движения с неравномерным, применяя суммирующий механизм и дополнительную, внутреннюю кинематическую цепь, задача которой — превращать равномерное движение в неравномерное. Такая структурная схема (рис. 156,<3) осуществлена в зуборезном станке при нарезании гюлуобкатных конических колес с дуговым зубом резцовой головкой. Из схемы видно, что неравномерное вращательное движение Bs плоского колеса получается как результат двух движений червяка червячной передачи люльки 4 — равномерного вращения и неравномерного поступательного перемещения (рис. 156,6); последнее червяк получает от кривошипного диска. Настройка на изменение отношения скоростей В2 и В3 и пределов этого отношения производится гитарами и изменением радиуса кривошипа. Внутренняя связь между шпинделем заготовки 2 и люлькой 4 осуществляется двумя внутренними кинематическими цепями. Первая кинематическая цепь: шпиндель •заготовки 2-^-гитара iv-> суммирующий механизм 2-> гитара червячная передача и люлька 4.
Вторая кинематическая цепь: шпиндель заготовки 2 -> гитара iy -> суммирующий механизм 2-> гитара tz кривошипный механизм-> червячная передача-> люлька. Червячная переда.-ча люльки во второй цепи работает как реечная передача. Получение неравномерного движения путем суммирования усложняет кинематическую структуру станка.
В качестве примера рассмотрим несколько станков такого типа.
ЗУБОФРЕЗЕРНЫЙ СТАНОК МОД. E3-36 ДЛЯ НЕКРУГЛЫХ КОЛЕС
Применяемые в некоторых машинах и приборах некруглые колеса имеют различную конфигурацию, замкнутый (полный) или незамкнутый (неполный) контур (рис. 157, а). Начальная кривая некруглого колеса может иметь, например, форму эллипса, овала или какой-либо другой линии, составленной не только из выпуклых, но и вогнутых участков плоских кривых. Передачи с некруглыми зубчатыми колесами используются в текстильных и полиграфических машинах, в счетно-решающих и других механизмах, где необходимо обеспечить неравномерное вращательное движение, скорость которого изменяется по определенному закону.
Профиль зуба таких колес — эвольвентный, шаг зацепления — постоянный, но угол у, образуемый нормалью NN в точке деления начальной кривой с радиусом-вектором г в этой же 362
точке кривой, является переменным (рис. 157,6). Переменны также угол 0 между соседними радиусами и сами радиусы-векторы г (у круглых цилиндрических колес у = 0, 0 = const и г = const.) Это сильно осложняет нарезание некруглых колес, в частности, потому, что изменение угла у приводит к изменению исходного положения производящего контура относительно радиусов-векторов.
Если некруглое колесо нарезать дисковой фасонной фрезой (рис. 157, в), то для делительного процесса потребуется не только поворот заготовки на неодинаковые углы, но и смещение
Рис. 157. Некруглые зубчатые цилиндрические колеса
центра заготовки (соответствующего положению оси вращения нарезанного некруглого колеса) на величины х и у. Наибольшая трудность при нарезании зубьев этим способом состоит в том, что каждый зуб нужно нарезать отдельной фасонной фрезой, профиль которой соответствует профилю нарезаемого зуба.
Нарезать некруглые колеса можно по методу обката обычным стандартным зуборезным инструментом (рейкой, долбя-ком, червячной фрезой).
При образовании профиля зуба некруглого колеса обкатом (рис. 157, г) необходимо начальную кривую колеса катить без скольжения по начальной прямой рейке. Такое движение качения реализуется с помощью трех взаимосвязанных движений В\П2 и /73, причем при одном равномерном движении два остальных должны быть неравномерными. Отношения скоростей этих движений непостоянны.
В Советском Союзе большей частью некруглые зубчатые колеса нарезают червячной фрезой.
На станке (рис. 158) можно нарезать более длинной по сравнению с обычной червячной фрезой (длина до 275 мм)
Рис, 158. Кинематическая схема зубофрезерного станка для некруглых колес с прямым зубом, мод. E3-36
овальные цилиндрические колеса с отношением большого радиуса овала к малому не более 8:5, с наибольшим радиусом овала до 250 и модулем до 2,5 мм.
В станке создаются два движения формообразования: движение скорости резания Фг\ВхВ2П3) и движение подачи Ф^ГЦ).
В движении скорости резания вращение заготовки В2 — неравномерное.
Кинематическая группа движения скорости резания — сложная. Ее внутренняя связь состоит из трех внутренних кинематических цепей, так как неравномерное вращение заготовки В2 составлено из равномерного вращения В2, получаемого от равномерного вращения червяка стола, и неравномерного B2t создаваемого осевым перемещением червяка стола. Осевое перемещение червяк получает от сменного кулака «ь Таким образом, внутренняя связь группы движения Ф„(В1В'2В2 П3) состоит из следующих внутренних кинематических цепей:
п 60 22 21 20 е . ,
Bi —»-—.-----•----•----—-> гитара ix -> зубчатые передачи
15 22 21 24 f
36 31 1 D,
- —-----> червячная передача —* В2,
1 31
В2 -> червячная передача —>-зубчатые передачи-^- X
41 1
X ——> червячная передача ——>кулак К\ -> рычаг узкое колесо z31-> осевое перемещение червяка стола -*• стол В'2,
В2 -> червячная передача 41
X ——> червячная передача ла П3,
Червячная передача
-> зубчатые передачи X 1
—- кулак Кг -> салазки сто-
стола является суммирующим
механизмом, так как червяк имеет две степени свободы: вращение вокруг своей оси и перемещение вдоль своей оси от кула
ка Ki.
Внешняя связь группы движения скорости резания очень простая. Присоединяется она к внутренней связи через коническое колесо z — 24. Группа продольной подачи также простая. Настраивать необходимо гитары ix и is.
Цепь деления (с гитарой ix):
1 (об. фрезы)----
22 21 20 е . 36 31 1 fe
22 ‘ 21 ’ 24 ' f ’ х 36 ’ 31 ’ 100 ~~ 2 ’
ix = 30
е г
Цепь продольных подач (с гитарой is):
. , л ч 100 31 1 . 1
1 (об. стола) .-.---.----. г,.--. 10 = s-
' 1 31 20 20 8
2 ls~ --Se-
s 5 в
Сменные кулаки Ki и изготовляют отдельно для каждого нарезаемого колеса.
Нарезать овальные колеса с винтовым зубом на этом станке можно, применив бездифференциальную настройку станка.
В станке имеется быстрое перемещение каретки стола от отдельного электродвигателя
ШЛИФОВАЛЬНЫЙ СТАНОК МОД. ХШЗ-20 ДЛЯ ДИСКОВЫХ КУЛАЧКОВ
На станке (рис. 159) можно шлифовать широким кругом дисковые кулачки диаметром до 250 мм с подъемом профиля не более 30 мм. Заготовка устанавливается на оправке, которая вставляется в конусное отверстие шпинделя 2 (на рисунке заготовка не показана).
В станке создаются: вращение шлифовального круга — движение скорости резания ФД£ч), движение профильной подачи заготовки Фе(В2Вз) —взаимосвязанные вращательные движения шпинделя заготовки 2 и люльки 3, осциллирующее движение продольной подачи круга Ф^Л^), движение радиального врезания Вр(П3) и ряд вспомогательных перемещений.
Кинематическая группа движения скорости резания ФДВ1) —простая, с приводом от двигателя Дь с настройкой на две скорости за счет сменных шкивов.
Кинематическая группа движения профильной подачи Фв1 (В2Вз) — сложная. Ее внутренняя связь согласовывает движения В2 шпинделя заготовки и люльки В3 с помощью блока копиров Ki, устанавливаемого на конической шейке шпинделя заготовки. Копир /сь касаясь упорного ролика 4, создает поворот люльки 5. Внешняя связь передает движение шпинделю заготовки от двигателя Д2 через ременные передачи и червячный редуктор.
Движение Ф£, (В2В3) — слоимое, с замкнутой траекторией и должно настраиваться по трем параметрам: на траекторию, скорость и направление. Фактически в этой кинематической группе имеется только две настройки: на траекторию — сменными копирами Ki и на скорость —- сменными шкивами. Отвод копиров к} от ролика 4 производится винтом 5. Перевод ролика на другой копир Ki — рукояткой 6.
Кинематическая группа движения осциллирующей продольной подачи круга Ф&2(ГЦ)—простая, с внутренней кинематической связью в виде одной цилиндрической кинематической 366
367
Рис. 159, Кинематическая сдема шлифовального станка для дисковых кудачкрв мод. ХЩЗ-20
пары между шпинделем и бабкой. Внешняя связь группы передает движение от двигателя Д1 кривошипно-шатунному механизму, который через коромысло сообщает осциллирующее осе-ное движение шпинделю круга в пределах 0—3,4 мм. При правке круга это движение с помощью гидроцилиндра Ц1 прекращается.
Движение радиального врезания Вр(П'5) осуществляется поперечным перемещением шлифовальной бабки. Внутренняя связь группы, создающей это движение, представляет собой поступательную кинематическую пару между шлифовальной •бабкой и станиной. Внешняя связь осуществляет передачу движения от гидроцилиндра ГД2. Последний через реечную передачу и кулачок к2 перемещает тягу, связанную с ходовым винтом и гайкой шлифовальной бабки. Это же движение можно •создать от ручного маховичка. Гидроцилиндр ГД3 осуществляет постоянный прижим гильзы 11с роликом к кулачку «2 через упор у и быстрый отвод и подвод шлифовального круга к заготовке. Медленное радиальное перемещение шлифовальной бабки для компенсации износа круга возможно осуществить вручную рукояткой 7, быстрое — маховичком 8 и толчком на 2,5 мкм — рукояткой 9.
Имеется медленное и быстрое ручное перемещение стола с бабкой 1 заготовки с помощью маховичка 10. Гидроцилиндр Ц2 выбирает зазоры в винте и гайке врезания = 1,5 мм).
Для шлифования новых сменных копиров или для перешли-•фовки изношенных на станке устанавливают специальную шлифовальную головку вместо упорного ролика 4, шлифуемый копир на наружную шейку шпинделя 2, упорный ролик вместо •шлифовального круга. Эталонный копир устанавливается на оправке в шпинделе заготовки 2.
ДУГОФРЕЗЕРНЫЙ СТАНОК МОД. ЛР-90Б
На станке (рис. 160) можно прежде всего фрезеровать паль-•цевыми фрезами с шаровым концом различные прессформы и .штампы, имеющие выпуклые и вогнутые цилиндрические и •сферические поверхности (табл. 12). Станок имеет размеры •стола 400 X 1600 мм и наибольший радиус качания фрезерной головки 90 мм.
В станке (рис. 160) создаются три движения формообразования: движение скорости резания &V(BX) —вращение фрезы 1, движение дуговой- подачи 0si (Л2Лз) — перемещение фрезы по дуге в вертикальной плоскости, создаваемое вертикальным 2 и горизонтальным <3 ползунами, и движение Ф5г(Л4) продольной шодачи стола 4 или поперечной подачи Ф«г(Л5) салазок 5. Консоль 6, перемещаясь по вертикали, создает движение врезания Вр(П6). Движения стола, салазок и консоли могут быть непре-:368
рывными и периодическими. Остальные движения вспомогательные.
Кинематическая группа движения скорости резания — простая (рис. 161). Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем и Пинолью. Внешняя связь передает движение от двигателя Д\ (установленного на горизонтальном ползуне) шпинделю. Движение' Ф„(В1) — простое, с замкнутой траекторией и поэтому настраивается на два параметра: на скорость — с помощью четырех
ступеней двигателя Д\ и двух ступеней в коробке скоростей iv (всего на 8 скоростей в пределах 95 — 1500 об/мин), на направление — реверсированием двигателя Д].
Кинематическая группа движения дуговой подачи Ф51 (772/73) — сложная, двухэлементарная, так как перемещение фрезы пр дуге заданного радиуса создается не одним элементарным вращательным движением, а двумя взаимосвязанными элементарными поступательными движениями. Внутренняя связь группы состоит из одной кинематической цепи (рис. 160): движение /7г вертикальный ползун 2-+- палец кривошипа 7 горизонтальный ползун 3 движение 773.
Рис. 160. Схема движений в дугофрёзер-ном станке
Внешняя кинематическая связь (рис. 161) расположена между двигателем и кривошипом и проходит через коробку
41 дуговых подач, предохранительную муфту Мп, червячную пе-2 25
редачу и цилиндрическую передачу
Кривошип не делает полного оборота, и поэтому это сложное движение с незамкнутой траекторией должно настраиваться по пяти параметрам: на траекторию — установкой радиуса кривошипа вручную с помощью ходового винта 4 на кривошипе (не останавливая вращения кривошипа), на направление — двигателем Дч, на путь и исходное положение — упорами, установленными на валу кривошипа, и на скорость — коробкой подач 41 на 9 ступеней в пределах 0,-2—2 об/мин.
24 Заказ 911
369
Таблица 12
Типичные схемы обработки на дугофрезерном станке
Цикл работы Вид обрабатываемой поверхности Движения подачи
Фрезерование плоскости (или паза)
Подача столом. Периодическая подача салазками
Фрезерованиевыпуклых и вогнутых цилиндрических поверхностей
Фрезерование выпуклых и вогнутых сферических поверхностей
Дуговая подача <7-’sl шпиндельной головкой
Периодическая подача столом Ф52
Дуговая подача шпиндельной головкой
Периодическое вращение глобусного стола ФЛ2
Кинематическая группа движения продольной подачи стола Ф82(Л4) — простая. Ее внутренняя связь является поступательной кинематической парой между столом и салазками. Внешняя связь передает движение от двигателя Д3 продольному ходовому винту (1=6 мм через коробку подач iS2 и ряд промежуточных шестерен. Это движение—-простое, с незамкнутой траекторией и настраивается по четырем параметрам: на скорость — коробкой подач isi с 18 ступенями в пределах 25 — 1250 mmImuh, на направление — двигателем Дз, на путь и исходное положение — упорами на столе (на схеме не показаны).
С левой стороны двигателя Дз имеется привод к диску Дй периодической подачи с выдвижным упором, выключающим двигатель Д3, когда двигатель дуговой подачи Дг изменяет свое направление. Этот диск позволяет получить периодическую подачу стола в пределах 0,4—20 мм на ход фрезерной головки. 370
Через обгонную муфту Л48, расположенную на выходном валу коробки подач isz, возможно получить быстрые перемещения стола.
Эта же группа создает поперечные перемещения П5 салазок и вертикальное перемещение консоли Пв, используемое как движение врезания.
При фрезеровании сферических тороидных и наклонных цилиндрических поверхностей на продольном столе устанавливается поворотный глобусный стол, верхняя часть которого может устанавливаться под углом 45°.
Рис. 161. Кинематическая схема дугофрезерного станка мод. ЛР-90Б
КИНЕМАТИЧЕСКАЯ СТРУКТУРА СТАНКОВ, НАРЕЗАЮЩИХ РЕЗЬБУ С НЕРАВНОМЕРНЫМ ШАГОМ
Ходовые винты с неравномерным шагом применяются в машинах для текстильной, бумажной и некоторых других отраслей промышленности. Для нарезания таких винтов требуются спё-24* у ' 371
ции'Льные станки, в которых исполнительное движение инструмента происходитi'ПО 'винтовой линии, имеющей неравномерный шаг. Такая резьба уже не может характеризоваться шагом Т винтовой линии, который в обычной резьбе постоянен. Здесь должны быть известны; То — шаг первого витка; Tz— шаг последнего витка; z — число витков на длине резьбы- Т =£= const — переменный шаг винтовой'линии', <р-д- угол поворота шпинделя и s-ч-длина перемещения инструмента (длина резьбы).
- Для:нарезания‘'резьб'неравномерного шага в производстве применяются несколько различных моделей станков (рис. 162).
На рис. 162, а представлена структура станка, нарезающего резцовой головкой с фасонными резцами винтовые канавки с неравномерным'шагом в стволах орудий и винтовок. Неравномерное вращение В, создается здесь криволинейной копирной линейкой. На этом станке можно получить также любой задан-ныщзакон йзменевдя.-щага и в очень широких пределах. Для этого нужны лишь*'сменные лийейки с кривыми поверхностями различной кривизны. -...
Основным; йеДо'Статком : в работе таких станков является трудность изготовления точных и износостойких криволинейных копирных линеек./ ,
Стайок, схема которого представлена на рис. 162, б, также имеет копирную лцнёйку во внутренней связи, с помощью которой и создается вйнтовор движение <Pv(Bin2) с неравномерным продольным перемещением П2 фасонного резца, но линейка здесь—, прямолинейная (и Не сменная. Во время работы эта линейка равномерно поворачивается вокруг оси О.
Настройка на заданные параметры резьбы осуществляется гитарами ix, iy и iz. Но эти Дитары обеспечивают только количественную сторону заданных параметров резьбы. Закон изменения шага резьбы вытекает' из природы самого механизма неравномерности. Вращающаяся'линейка обеспечивает параболическую развертку винтовой.Ыиний./, ,
В станке третьего типа ! р' качестве механизма неравномерности использована передача 'со шкивами и стальной лентой (рис. 162, в). При равномерном вращении ведущего шкива этой передачи стальная лента перематывается с нижнего шкива на верхний и из-за изменения .радиусов шкивов по мере намотки ленты ведомый шкив, а вместе с ним и ходовой винт получают неравномерное вращение. Здесь закон изменения неравномерности шага получаётся ’таким^ каким может его дать передача с лентами; получить другой зацон. изменения здесь нельзя.
Основным недостатком станка.’этого типа является то, что можно получать резьбы только с небольшим перепадом соседних шагов. и .
1 Авторк 3. Платонов:й'Г.' КЙёбнбЁ-.' '
Рис. 162. Кинематическая структура станков, нарезающих резьбу с неравномерным шагом
На рис. 162, г, д показаны структурные схемы станков, в которых изменение шага резьбы достигается с помощью конических шкивов и клинового ремня или стального кольца *. В первом станке (рис. 162, г) раздвигание и сдвигание конических шкцвов производится ходовым винтом с шагом ?2, который получает равномерное движение через гитару iy от шпинделя станка. Во втором станке (рис. 162, д) ходовой винт t2 получает неравномерное вращение от ходового винта 6. Законы изменения шага винта несколько отличаются друг от друга, но их характеристика определяется самим механизмом, создающим неравномерное движение.
Все эти станки не получили сколько-нибудь широкого применения и являются, как правило, экспериментальными образцами, изготовленными на отдельных машиностроительных заводах, так как почти каждая новая резьба требует создания нового специального станка. Настройка гитар и других органов настройки также требует применения специальной методики.
1 Станок был изготовлен на заводе им. Второй пятилетки.
X. СТРУКТУРА СТАНКОВ С ВНУТРЕННИМИ НЕМЕХАНИЧЕСКИМИ КИНЕМАТИЧЕСКИМИ СВЯЗЯМИ
Немеханические связи (гидравлические, пневматические и др.) широко используются в кинематических группах станков в качестве внешних связей (цепей скорости резания и подач), где •они весьма успешно работают. Иногда их используют как межгрупповые связи для согласования работы некоторых узлов •станка, расположенных друг от друга на значительном расстоянии: например, для синхронизации движений подачи двух головок в центровально-фрезерном станке или для получения подачи на оборот в токарном станке, имеющем электродвигатель в группе движения скорости резания и гидродвигатель в группе .подачи.
В ряде станков имеется потребность применять их так же, как и внутренние связи.
Внутренние связи с механическими звеньями при большой протяженности становятся громоздкими и поэтому не всегда обеспечивают необходимую кинематическую точность работы. Если к тому же они работают в тяжелых динамических условиях, передавая конечным звеньям большие усилия, то элементы цепи быстро изнашиваются и первоначальная кинематическая точность работы станка теряется. В качестве примера можно указать на тяжелый зубофрезерный станок мод. 5355М, в котором протяженность цепи обката 28 м. В тяжелых токарно-винторезных станках, при расстоянии между центрами 10— 4.0 м, протяженность винторезной цепи может доходить до 40 м. В тяжелых двухстоечных карусельных, строгальных и фрезерных станках для синхронного вращения ходовых винтов, перемещающих поперечину станка, применяются громоздкие валы длиной 20—25 м.
Не всегда хорошо работают короткие внутренние цепи с механическими звеньями в быстроходных прецизионных станках типа зубошлифовальных станков с червячным кругом. Поэтому в последнее время в этих станках пытаются применять внутренние цепи с немеханическими элементами, используя для 375
этого электрические, гидравлические и другие способы передачи энергии.
Электрические, гидравлические и другие виды немеханических кинематических связей, несмотря на ряд преимуществ по сравнению с механическими связями (допускают большую протяженность цепей, элементы их меньше изнашиваются, дольше сохраняется первоначальная кинематическая точность), все же еще не получили широкого распространения в станках, особенно в универсальных. Это объясняется прежде всего тем, что эти связи не обладают той устойчивостью кинематической связи, какой обладают цепи с механическими звеньями. Электрические и гидравлические связи по ряду причин часто и легко нарушаются, не обеспечивают сохранения постоянства отношений кинематических параметров движений конечных звеньев и, следовательно, нужной кинематической . точности. • Устойчивая работа таких связей иногда зависит от условий, которые трудно поддерживать постоянными во время работы станка. Так, точность работы гидравлической связи зависит от температуры рабочей жидкости, сопротивлений в гидросистеме, утечек и т. д.
Поэтому неизбежно применение различных дополнительных устройств, создающих и поддерживающих условия, необходимые для нормальной работы немеханических связей, что, в свою очередь, вызывает усложнение конструкции всего станка. Следовательно, эти обстоятельства не позволяют широко применять электрические и гидравлические системы в качестве внутренних связей до тех пор, пока не будут созданы более совершенные элементы этих связей.
В качестве внутренних связей в пределах одной кинематической группы немеханические связи довольно широко используют в станках с копировальными устройствами, в том числе в копировально-фрезерных станках.
При практическом решении вопроса о применении электрических и гидравлических связей в станках чаще всего выбирают смешанные связи: электромеханические, гидромеханические, гидроэлектрические и т. п., используя специфические преимущества каждого отдельного вида связи. По мере совершенствования электрических, гидравлических, пневматических и других устройств перспектива применения немеханических связей все более, расширяется, так как такие связи сильно упрощают меха-i ническую часть станков.
Структура кинематической группы с немеханической внутренней кинематической связью оказывается несколько иной, чем с механической, так как становится возможным размещение двигателя и во внутренней связи. :
На рис. 163 на примере винторезного станка с механически- ' ми связями (рис. 163, а) представлены возможные варианты структуры. этого станка с полумеханическими и немеханически-, 1 376 5
Рйс. 163. Варианты структуры винторезных станков ' с внутренней немеханической кинематической связью
ми внутренними связями. Структура этих вариантов зависит от характеристики, количества и расположения двигателей во внутренней и внешней связях и наличия преобразователей движения в немеханические сигналы.
В схеме на рис. 163, б имеются два источника движения и оба они находятся вне внутренней кинематической связи. Последняя имеет несколько участков: участок 1—2—3 — механический, затем — преобразователь ПР\, далее через немеханический участок 4—5 (связь здесь обозначена двойной пунктирной
Рис. 164. Структурная схема фрезерного станка с программным управлением системы Кобринского, Бесстрашнова и Брейдо
линией) энергетические импульсы передаются дозатору Доз, а от него движение поступает на механический участок 6—7 (однопунктирная линия).
Исходное движение от первого электродвигателя Д1 используется полностью, а от второго электродвигателя Д% — частично.
Такую структуру имеет, например, группа движения подачи во фрезерном станке с системой программного управления А. Е. Кобринского, В. К. Бесстрашнова и М. Г. Брейдо (рис. 164). На круглый стол станка устанавливается заготовка и пальцевой фрезой обрабатывается контур фасонного кулачка. В станке создается два движения формообразования: движение скорости резания ФДВ1), где Bi— вращение фрезы и движение подачи Ф8(ВД1Ъ), где В%— вращение стола, а /73— радиальное перемещение стола.
Структура кинематической группы движения скорости резания Ф„(В1) очень проста и поэтому здесь не рассматривается. Рассмотрим структуру группы, создающей движение подачи т 378
ФДВ2П3). Подвижными исполнительными звеньями в этой группе являются круглый стол и его салазки. Между ними имеется внутренняя кинематическая связь, состоящая из нескольких участков.
Первый ее участок состоит из стола, червячной передачи и трех цилиндрических зубчатых колес, которые вращают барабан с фотопленкой Пл.
На фотопленке нанесены три дорожки знаков в виде горизонтальных и вертикальных штрихов. При перемещении пленки часть лучей света от осветителя о попадает в фотоэлементы, ф. В последних возникают электросигналы, которые через усилители у попадают в соответствующие реле. Реле величины импульса Рв включает и выключает реле двух анкерных колес с мелким At и крупным А2 зубом. Движение от электродвигателя Д2 все время поступает в дозатор, в котором корпусы двух электромагнитных муфт свободно вращаются на валу ходового винта салазок стола. На левом конце последнего расположен дифференциал.
При включении одной из электромагнитных муфт через реле Рн направления перемещения салазок ходовой винт будет поворачиваться периодически на угол, допускаемый одним из анкерных колес, включенных в связь через реле величины импульсов Ре- Элементарное движение П2 — радиальное перемещение салазок стола получается импульсным.
Устройство, состоящее из осветителя, барабана с пленкой и фотоэлементов, является преобразователем, а механизм с анкерными колесами, дифференциалом и фрикционными муфтами — дозатором. Здесь во внутренней кинематической связи используются не только механические звенья, но и другие устройства, в которых средством Кинематической связи являются свет, электричество и магнетизм.
На рис. 163, в показана схема, в которой двигатели расположены во внешней и во внутренней кинематических связях. В последней находится гидродвигатель ГД2 поступательного движения. Движение Д от шпинделя через механический участок связи 1->2-+3 передается гайке, к которой прикасается щуп дозатора. Последний регулирует объем масла, поступающего в гидроцилиндр, который осуществляет перемещение П2 суппорта. Эта структура со следящей системой используется в рассмотренном ниже резьбофрезерном станке мод. ДФ-309.
В следующей структурной схеме (рис. 163, г) оба двигателя расположены во внутренней связи, которая состоит из двух механических участков 1—^2 и 6-+7 и одного участка 3-+5 с немеханической связью. По этой схеме работают рассмотренные ниже зубошлифовальные станки с червячным кругом фирмы Рейсхауэр и мод. 5835, копировально-фрезерный мод. 6441 А, профилешлифовальный станок мод. 395М.
Вариант структуры с полной немеханической связью представлен на рис. 163, д. Механическая часть станка состоит только из двух исполнительных кинематических пар. Этот вариант является прототипом схем будущих станков.
Возможен вариант станка и с тремя двигателями (рис. 163, е), когда два из них — Дг и Д3 находятся во внутренней связи. По такой схеме строят станки с программным управлением. В качестве преобразователя используются магнитная и перфорированная ленты или перфорированные карты. В качестве примера таких станков ниже рассмотрен токарный станок с программным управлением мод. 1К62ПУ.
В кинематических группах с немеханическими связями источники движения часто оказываются расположенными во внутренней связи. В этом случае, точность траектории исполнительного движения зависит и от характеристик этих двигателей. Характеристики таких двигателей должны отвечать требованиям, которые обычно предъявляют элементам внутренних связей станков в смысле показателей точности их работы.
Непредвиденные изменения скорости выходного звена двигателя, расположенного во внутренней кинематической, связи, приводят к изменению траектории исполнительного движения, а следовательно, и к изменению формы образуемой поверхности.
Одновременно следует отметить, что все рассмотренные и сформулированные выше общие теоретические положения по кинематической структуре станков с механическими связями полностью применимы к станкам с внутренними немеханическими связями. Ниже рассмотрены примеры Станков с немеханиче-скйми внутренними связями как с постоянным, так и с переменным отношением скоростей элементарных формообразующих движений.
А. СТРУКТУРА СТАНКОВ С ПОСТОЯННЫМ ОТНОШЕНИЕМ СКОРОСТЕЙ ЭЛЕМЕНТАРНЫХ ФОРМООБРАЗУЮЩИХ ДВИЖЕНИЙ
Зубошлифовальный станок мод. ZA фирмы Рейсхауэр (Швейцария)
На станке можно шлифовать червячным кругом с горизонтальной осью вращения круглые цилиндрические Колеса С прямым и с винтовым зубом диаметром от 12 до 240 мм и модулем от 0,5 до 4 мм.
Разберем кинематическую структуру станка (рис. 165) для более сложного случая — шлифования колеса с винтовым зубом;
Процесс формообразования боковой поверхности зуба сводится к образованию формы зуба по профилю и по длине. В этом станке используются те же исполнительные движения формообразования, что и в зубофрезерных станках, работающих 380
w 00
Рис. 165. Зубошлифовальный станок с червячным кругом мод. ZA фирмы Рейсхауэр
червячной фрезой: для профиля — движение (В1В2), где Bi — вращение шлифовального круга 1, В2—вращение заготовки 2, а для формы зуба по длине — движение подачи Ф8(ПзВ4)^ где Лз — продольное перемещение заготовки, В4 — вращение заготовки 2.
Процесс деления осуществляется движением ФЪ{В1В2), продольное врезание — движением и радиальное вреза-
ние— движение Вр(Пч). Как и во всех шлифовальных станках, требуется периодически производить правку круга, т. е. номере его износа восстанавливать его форму. Для образования формы боковой поверхности червячной нарезки шлифовального круга алмазом или накатником необходимо винтовое исполнительное движение правки круга ФК(775В6), где П5 — продольное перемещение алмаза и В6 — вращение шлифовального круга 1. Следовательно, в станке создаются три сложных исполнительных движения и Фк) и его кинематическая структура состоит из трех отдельных кинематических групп (группы управления в это число не входят).
Кинематическая группа для создания движения Ф„(В1В2), как и любая другая кинематическая группа, состоит из внутренней связи и цепи привода. Внутренняя связь обеспечивает связь между элементарными движениями Bi и В2 и располагается между шпинделем червячного круга и шпинделем заготовки. Эта внутренняя связь состоит из одной кинематической цепи с несколько необычными элементами (звеньями). Структура ее такова: шпиндель червячного круга 1 синхронный двигатель трехфазного тока Д1—> электросеть-> синхронный двигатель-трехфазного тока Д2-+- дифференциал 2-> гитара гж->-цилиндрические колеса шпиндель заготовки 2. Связь, обе-
б г
спечивающая траекторию движения обката Ф„(В1/?2), должна работать точно, но в ней нет, как в других станках, точных червячных передач на шпинделях круга и заготовки. Наряду с механическими звеньями — зубчатыми колесами — в нее входят и немеханические элементы (электродвигатели, электросеть). Несмотря на это, цепь работает очень точно: в данном случае точность ее работы достигается за счет ряда дополнительных условий. Электродвигатели имеют достаточно жесткую характеристику. При установившемся режиме работы и колебаниях напряжения на выходе стабилизатора напряжения С.н не более ±5% они работают синхронно. При пуске станка двигатель Д2 запускается без реле, а двигатель Д1 через реле «звезда — треугольник» и реле времени. Переключение «на треугольник» происходит автоматически через 4 сек.
Для односторонней выборки зазоров и повышения точности работы станка в участке кинематической цепи двигатель Д2 — шпиндель заготовки установлен насос-тормоз Н\, получающий 382
движение от шпинделя заготовки через передвижной двухвен-цовый зубчатый блок. В зависимости от числа зубьев и угла наклона шлифуемого зуба с помощью блока и регулировочного клапана «i по манометру устанавливаются необходимые условия работы насоса Н[. Например, при шлифовании колес с винтовым зубом необходима работа насоса при более высоком давлении, чем при шлифовании прямозубых колес. Гитара ix в этой цепи обеспечивает настройку на траекторию движения.
Приводом внутренней цепи служат двигатели Д\ и Д2> непосредственно входящие в состав этой цепи. Так как настройка на скорость резания в этом станке не нужна, то двигатели имеют строго постоянное число оборотов.
Вутренняя связь кинематической группы движения подачи ФДПДД) расположена между салазками 3 суппорта заготовки и шпинделем 2 заготовки и проходит через поворотную линейку с рейкой е, реечное колесо ж, гитару iv, корпус (водило) дифференциала 2, гитару 1Х и зубчатые колеса а, б, в, г. Предварительную (приблизительную) настройку на шаг винтовой линии зуба Т производят гитарой iv, а более точную настройку — путем угловой установки направляющих линейки с рейкой е относительно направляющих салазок суппорта заготовки; поэтому линейка е движется медленнее, чем салазки суппорта заготовки.
Привод группы движения подачи — гидравлический, но по структуре он отличается от обычных схем гидравлического привода. При рабочем ходе суппорта (снизу вверх) масло из насоса Н3 поступает в цилиндр суппорта Цг через насос-дозатор Н2, который приводится от широкого зубчатого колеса а, расположенного в цепи деления. Таким образом, регулируя выпуск масла насоса-дозатора за один его оборот, можно отсчитать подачу заготовки, отнесенную к одному ее обороту, а не минутную подачу, как это бывает в обычных гидравлических приводах. При быстрых отводах и подводах суппорта масло из насоса Н3 через золотник поступает, минуя дозатор, непосредственно в цилиндр lit, одновременно изменяя и направление движения Фв.
Величина и положение .хода суппорта регулируются переставными упорами л, расположенными на салазках. Эти упоры, воздействуя на электроконтакты, передают команду соленоиду,, который, в свою очередь, передвигая золотник, автоматически меняет направление движения Ф8.
Следовательно, движение Ф8 можно настраивать по всем пяти параметрам.
Третья кинематическая группа, создающая движение правки круга ФК(П5В6), также состоит из внутренней связи и привода к ней. Внутренняя связь — цепь правки, расположенная между правильным суппортом и шпинделем круга 1, проходит через 363
передвижное колесо р, кулачковую муфту, три цилиндрических зубчатых колеса, кулачковую муфту, гитару 4, ходовой винт. Гитара 4 настраивает эту цепь на осевой шаг червячного круга. При обратном быстром ходе правильного суппорта движение к ходовому винту идет через фрикционную муфту и пару зубчатых колес помимо гитары 12.
Цепь правки приводит в движение двигатель Д3 (двигатели Д1 и Д2 выключаются) через цилиндрические колеса, двух-венцовый блок и шестерни о и р. Движение правки круга -ФДПДЗв) настраивается на траекторию — гитарой iz и на скорость — двойным зубчатым блоком, расположенным около электродвигателя Д3. Правка круга производится при числе его оборотов, значительно меньшем, чем во время шлифования. Две имеющиеся скорости правки используются для кругов разного модуля: одна — для кругов с т = 0,5 до 2,5 мм и другая для кругов с т = 2,75 до 4 мм. Для правки круга применяются три приспособления, которые поочередно устанавливаются на правильном суппорте: 1) для обточки круга алмазом; 2) для нарезания витка шарошкой или прорезным диском; 3) для правки витка широким алмазом.
Кроме этих трех основных кинематических групп, в станке имеется ряд дополнительных устройств, автоматизирующих работу станка и повышающих ее точность.
Шпиндель круга лежит в двух конических подшипниках скольжения, к которым непрерывно подается масло под давлением 2 атм.
Одновременно смазываются и подшипники электродвигателя Д1. Масло из бачка, расположенного в шлифовальной бабке, подается насосом Н5 через фильтр ф\ к контрольным клапанам к2 и к3. Если в подшипниках не будет масла, клапан к2 разъединит электроконтакты к4 и двигатели Д[ и Д2 автоматически остановятся. У заднего подшипника шпинделя круга над верхним торцом имеется полость, в которую подается масло под давлением, и пружины, стремящиеся переместить подшипники вверх. Когда электродвигатель разгоняется или останавливается (включением его на «звезду»), контрольный клапан к3 не пропускает масла в полость данного подшипника. Во время шлифования под воздействием давления масла задний подшипник перемещается вниз и шпиндель круга устанавливается в рабочее положение с минимальными зазорами. Этим достигается -более точное вращение шпинделя круга.
Автоматический гидрозажим оправки заготовки, работающий от насоса Я4, позволяет при освобождении оправки легко, без специальных устройств, ввести нитку круга в предварительно нарезанные впадины между зубьями заготовки; после этого гидрозажим включается и круг оказывается в правильном положении относительно заготовки. После окончания- шлифо-384
вания, на ходу, гидрозажим выключается и круг вращает оправку на центрах, что позволяет произвести при таком «свобод-нрм шлифовании» более тонкую отделку шлифуемых зубьев. Салазки изделия — поворотные, что необходимо для установки изделия под нужным углом.
Управление станком гидроэлектрическое. Оно позволяет шлифовать колеса с автоматическим радиальным врезанием на полную глубину с заданным числом проходов.
Зубошлифовальный станок мод. 5835
На станке (рис. 166) можно шлифовать цилиндрические зубчатые колеса с прямым и с винтовым зубом диаметром до 500 мм и модулем до 6 мм.
Как и в предыдущем зубошлифовальном станке, основная часть структуры станка осуществляет четыре исполнительных движения — движение скорости резания Фг)(В1Д2), движение продольной подачи ФЬ(Г73), движение правки круга ФК(П5В6) и движение врезания Вр(П7) и состоит из четырех отдельных кинематических групп.
Группа движения скорости резания Фъ(В1В2) имеет электромеханическую внутреннюю связь между шлифовальным кругом и заготовкой со структурой
Bi -> >Дг-> электрическая связь 4 — 5-+Д2-+1х^>- ->В2.
Двигатели Д) и Д2— синхронные, переменного тока, с жесткой характеристикой. Эта внутренняя связь, при наличии в ней двух двигателей, является одновременно и внешней связью.
Движение скорости резания — сложное, с замкнутой траекторией и должно настраиваться по трем параметрам, но в этом станке оно настраивается только на траекторию — гитарой деления 1Х. Его скорость и направление остаются неизменными.
Для образования формы винтового зуба по длине в этом станке использовано свойство линейчатой боковой поверхности зуба развертываться на плоскость. Если заготовку медленно перемещать движением подачи ФДП3) (рис. 167) вдоль боковой поверхности зуба под углом ft к образующей цилиндра, то при одновременном быстром движении обката ФДД.В2) боковая поверхность зуба получится винтовой. Поэтому кинематическая группа продольной подачи в этом станке простая (рис. 166). Ее внутренняя связь представляет собой поступательную кинематическую пару между суппортом и стойкой заготовки. Внешняя связь передает движение от двигателя Д3 через муфту скольжения и гитару подач is ходовому винту Л = 6 мм. Движение настраивается по четырем параметрам. Настройка на скорость — бесступенчатая, через привод ПМС-, гитара подач is 25 Заказан 385
Рис, 166. Кинематическая схема зубошлифовального станка с червячным кругом мод. 5835
расширяет диапазон бесступенчатого регулирования. Настройка на путь, направление и исходное положение осуществляется двигателем Дз-
Кинематическая группа движения правки круга Фк имеет внутреннюю связь между кругом и правильным суппортом с алмазами 3. Внешняя связь передает движение от двигателя Д4 через червячную передачу ——. Движение настраивается по всем 5 параметрам. На траекторию — гитарой iv, на скорость, направление, путь и исходное положение — двухступенчатым двигателем Д^. При 25 об/мин круга правка ведется алмазами, при 39 об/мин — стальными накатниками.
Кинематическая группа движе-врезания
движений
Рис. 167. Схема в зубошлифовальном станке мод. 5835
ния радиального
Вр(Пт) — простая, с внутренней связью в виде поступательной кинематической пары между стойкой круга и станиной.
Внешняя связь группы передает импульсное движение стойке круга от гидродвигателя ГДз через реечную передачу, храповое колесо 2120, ходовой винт t$ и рычаг. Движение настраивается по двум параметрам: на путь — лимбом 7, поворачивающим перекрышу над храповым колесом z 120, и маховиком <8 — на исходное положение.
Движение врезания совершается автоматически после каждого продольного перемещения изделия. Возможно и ручное перемещение круга в радиальном направлении.
Для более точной работы цепи деления в ней гидравлическим тормозом Н создается постоянный натяг.
Произведем кинематическую настройку станка.
1. Цепь деления (с гитарой ix):
а) расчетные перемещения
1 об. круга —>-об. заготовки;
Z
б) уравнение кинематического баланса
, 90 1500 . 4 1
1 •-----.---------tr------= —;
90 1500 * 96 z
в) формула настройки
25*
387
2. Цепь правки круга (с гитарой iv):
а) расчетные перемещения
1 об. круга—>шпи мм перемещение правильного инструмента;
б) уравнение-кинематического баланса
. 98 . о
1 • --I,,- ок = отд •
98 у
в) формула настройки
_ тн у 3 ’
Сверлофрезерный полуавтомат мод. ДФ-309
На станке можно фрезеровать дисковой фасонной фрезой канавки спиральных сверл диаметром 60—80 мм, причем фрезеруются одновременно два сверла.
В станке (рис. 168) создаются три движения: движение скорости резания ФДВ]), движение подачи Ф8(В2773.В4)—перемещение фрезы по пространственной спирали и движение деления Д (В5),
Структура кинематической группы движения скорости резания Фг,(В1)—простая. Внутренняя связь группы состоит из одной кинематической вращательной пары между шпинделем фрезы и корпусом фрезерной бабки. Внешняя связь расположена между двигателем Д] и шпинделем двух дисковых фрез. Движение настраивается по двум параметрам: на скорость —-гитарой скорости резания iv и на направление — двигателем Д).
Кинематическая группа движения подачи Ф5 (В2/73В4) — сложная, создающая относительное перемещение фрезы по пространственной спирали, соответствующей форме стружечной канавки сверла. Внутренняя связь группы состоит из двух гидромеханических цепей, связывающих элементарные движения В2 — Дз по закону винтовой линии с шагом Т канавки сверла и 7?з — — по кривой, обеспечивающей закономерность утолще
ния сердцевины сверла по его длине.
Первая внутренняя цепь имеет следующую структуру:
D 1 76 30 , ,
В2 червячная передача------> колеса-------- -> дифференци-
50 25 30
ал 2 (движение идет через центральные конические колеса, во-
, , ч 40
дило дифференциала—неподвижно) —> колеса винторез-
ная гитара К—> ходовой винт и гайка с флажком (шаг ti = == 4 мм) -> гидропреобразователь ГПр} со щупом (специальный золотник), упирающимся во флажок-> гидравлическая связь на участке 3—4 или 5—6 -> гидродвигатель Д3 -> стол П3. Нормальное колебание положения щупа золотника допустимо в пре
делах 0,05 мм. Если рассогласование движений флажка и щупа достигает 0,2—0,3, привод винторезной цепи выключается.
Вторая внутренняя цепь имеет структуру:
773 -> стол -> копир К] -> гидропреобразователь ГПр2 гидродвигатель ГД4->качающийся корпус фрезерной бабки-> -сдвижение В4.
Рис. 168. Кинематическая схема сверлофрезерного станка мод. ДФ-309
• Внешняя связь группы состоит из кинематической цепи,
расположенной между двигателем Д2 и червячной передачей
1
50 ’
причем червячное колесо является звеном соединения внут
ренней и внешней связей.
Следящая система (гайка с флажком и преобразователь ГПр\) в этой группе освобождает точный ходовой винт от очень больших нагрузок, возникающих при фрезеровании винтовых канавок с увеличенным шагом (300—400 мм).
Настройка кинематической группы движения подачи ФДВ2ПзВ4), создающей сложное движение с незамкнутой траекторией, производится по пяти параметрам: на траекторию —
винторезной гитарой Д и сменным копиром Ki, на скорость — гитарой подач is, на путь и исходное положение — относительным и абсолютным положением упоров; на направление движение не настраивается.
Кинематическая группа движения деления Д (В5) — простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем заготовки и корпусом делительной бабки.
Внешняя связь состоит из разветвленной кинематической цепи, имеющей четыре ветви: первая ветвь идет от двигателя Дз до муфты Mi через цилиндрические колеса z20, 60, 32 и конические колеса z30 и z45, вторая ветвь —- от муфты Mj до заготовки, третья ветвь — от муфты Mt через водило дифференциала до левого делительного диска DM и четвертая ветвь — от левого делительного диска Ол до правого делительного диска Dn. Каждый из дисков имеет по одному пазу, в которые входит общий фиксатор ф. Делительное устройство работает следующим образом. При включении электромагнита 1ЭМ он выведет из делительных дисков общий фиксатор ф и включит тормоз Т, который затормозит правое центральное колесо дифференциала; движение от левого центрального колеса дифференциала попадет через водило к левому делительному диску и через ци-39 38
линдрические колеса----•----к правому делительному диску
38 38
Dn. За 1 оборот диска Ол правый диск сделает 1 —- оборота; 38 следовательно, за 38 оборотов левого диска и 39 оборотов правого диска пазы обоих дисков окажутся в одной плоскости и фиксатор ф войдет в пазы. Диски остановятся, делительный процесс закончится, тормоз выключится, восстановится винтовое движение, а заготовка повернется на половину оборота.
Движение деления — простое, с незамкнутой траекторией и должно настраиваться теоретически по четырем параметрам; практически в группах деления настройка осуществляется только на путь. Однако, так как сверла имеют всегда две канавки, то в группе деления этого станка нет и органа настройки на путь (на число делений).
Произведем кинематическую настройку станка.
1. Цепь скорости резания (с гитарой iv):
а) расчетные перемещения конечных звеньев расчетной кинематической цепи
1450 об Iмин двигателя Ду—^Пф об!мин фрезы;
б) уравнение кинематического баланса
1450-
140 . 20
----- . lv .-- ----
180 84 ф
в) формула настройки
i
__ пФ
269
2. Винторезная цепь (с гитарой ix):
а) расчетные перемещения конечных звеньев расчетной кинематической цепи
1 об. заготовки —> Т мм продольное перемещение заготовки, где Т — шаг винтовой канавки сверла;
б) уравнение кинематического баланса
, 50 76 30 , 40 . .
1 . - , - . —— • 1 • - ’ * — к ,
1 25 30 40
в) формула настройки
Т tx =------.
* 608
3. Цепь подач (с гитарой is):
а) расчетные перемещения конечных звеньев расчетной кинематической цепи
1500 об!мин двигателя Дг —> ns об/мин заготовки;
б) уравнение кинематического баланса
1СПП 20 . 1 30 25
1500-------ls---•-------•--
60 s 50 30 76
1
----= П'
50
в) формула настройки
is = 15,2«s.
4. Цепь деления:
а) расчетные перемещения конечных звеньев расчетной кинематической цепи:
38 об. левого делительного диска Дл~^По об. заготовки;
б) уравнение кинематического баланса
в) формула настройки
Б. СТРУКТУРА СТАНКОВ С ПЕРЕМЕННЫМ ОТНОШЕНИЕМ СКОРОСТЕЙ ЭЛЕМЕНТАРНЫХ ФОРМООБРАЗУЮЩИХ ДВИЖЕНИЙ
Станки с электро- и гидрокопировальными устройствами
На рис. 169 показана структурная схема электрокопироваль-ного фрезерного полуавтомата мод. 6441А (системы Т. Н. Соколова).
Рис. 169. Структурная схема копировального фрезерного полуавтомата мод. 6441А
При обработке пальцевой фрезой пространственнсг’ СЛОЖНии— поверхности методом горизонтальных строчек требуется создавать три движения формообразования: ФДВ4), Фьх(ПхП2) и Ф82(772Лз). Кинематическая группа непрерывного движения подачи Ф81 (Z7iZ72) имеет внутреннюю связь со структурой ГЦ -> ->-стол с копиром /с—>щуп щ — копировальный аппарат а —> участок связи 1 — 2-+- электронный анализатор Э -> участок связи 5— 4 -> электронный усилитель ух —>- участок связи 5—6 -> участок связи 7— 8-^Д2—> редуктор -> t2-+- П2.
Во время работы станка, когда стол с копиром к перемещается в продольном направлении (движение Л1), щуп щ, прижимаемый к копиру пружиной, перемещается в соответствии с профилем копира и вызывает изменения воздушного зазора между якорем я и сердечниками с катушек. При этом изменяются индуктивные сопротивления катушек и сигнал рассогласования поступает в анализатор Э, на выходе которого появляются три составляющие напряжения : пропорциональная величине рассогласования, интегралу от этой величины и скорости рассогласования. Все три составляющие подаются к усилителю Ух, оттуда к обмотке управления 1ЭМУ и усиленные в несколько тысяч раз попадают к двигателю постоянного тока Д2, который создает движение П2.
Напряжение, получаемое на выходе анализатора Э, подается также через усилитель у2 к 2 ЭМУ, питающему двигатель Дх задающей подачи 77ь
Нулевому напряжению на выходе анализатора Э соответствует определенное значение скорости задающего движения ГЦ; с увеличением этого напряжения (увеличивающего скорость движения П2) скорость задающего движения ГЦ должна уменьшаться, чтобы заданная скорость полного движения непрерывной подачи Фз! осталась неизменной.
Структура второй группы — движения прерывистой подачи Фе2(П2П3) — примерно такая же.
На рис. 170 показаны структурные схемы двух гидрокопиро-вальных следящих устройств для токарных станков. Гидроко-пировальные устройства токарных станков создают, как правил ло, движение подачи Ф81(Л1772). Схема системы с дифференциальным цилиндром и однокромочным золотником (рис. 170, а) представляет собой кинематическую группу, внутренняя связь которой имеет структуру: ГЦ -> продольный суппорт 1 -> станина 10копир 9-т>~золотник 4->гидравлическая цепь—>гидро-цилиндр поршень 12поперечный суппорт 2-+ГЦ. Схема работает следующим образом. Масло из насоса 5 (рис. 170, а) поступает в полость I гидроцилиндра, через отверстие 7 в поршне перетекает в полость II, а из нее через золотник 4 в бак. Если золотник, передвигаясь вверх, полностью закроет щель, то давление масла в рбеих полостях цилиндра будет одинако-26 Заказ 911 393
вым, но так как площадь поршня в полости I меньше, чем в полости II, то сила давления масла на поршень снизу будет больше и суппорт пойдет вверх. При перемещении золотника вниз щель будет увеличиваться, давление масла в полости II уменьшится и скорость перемещения суппорта вверх также будет уменьшаться.
При определенном положении золотника наступит равновесие сил, действующих на поршень с обеих сторон, и суппорт остановится; затем при дальнейшем перемещении золотника вниз суппорт также начнет перемещаться вниз, и при полном открытии проходной щели его скорость будет максимальной.
Постоянство скорости задающего движения ГЦ приводит к непостоянству скорости результирующего движения подачи Фв^ГЦГЦ), и, следовательно, к неточности и неравномерной чистоте обработанной поверхности.
На рис. 170, б представлена гидрокопировальная система с автоматическим регулятором, поддерживающим постоянство скорости результирующей подачи, примененная в токарно-копировальном станке мод. 1722. В схеме имеется простой (недифференциальный) гидроцилиндр с четырехкромочным копировальным золотником 4 для следящего поперечного перемещения резца и гидроцилиндр 13 с регулятором скорости 14 и двумя дросселями на «выходе» 15 и 16 для продольного перемещения резца.
С регулятором скорости 14 соединены выходные полости поперечного и продольного цилиндров. Поэтому масло, вытекающее из этих полостей, будет попадать в верхнюю IV и нижнюю III полости регулятора скорости 14. Сумма сил, действующих на золотник регулятора скорости, уравновешивается силой пружины.
Копировальная система работает следующим образом. При увеличении угла наклона образуемого профиля скорость поперечного движения Я2 увеличивается. Из цилиндра 11 будет вытеснен больший объем масла, следовательно, давление в полости IV регулятора повысится, золотник регулятора передвинется вниз и скорость движения Я2 уменьшится.
Скорость движения подачи Ф«1(Я1Я2), устанавливаемая дросселями 15 и 16, остается постоянной.
Структура кинематической группы с автоматическим регулятором сложнее группы по рис. 170, а, так как в ней имеется дополнительная связь между внешней и внутренней связями. Структура внутренней связи группы: ГЦ — продольный суппорт 1-+10-+9~+4-+11^>- поперечный суппор 2 -> Я2; внешняя связь: насос 5-> 13-+ продольный суппорт 7; дополнительная связь: поперечный суппорт 2 11 14 13.
Токарный станок мод. 1К62ПУ с программным управлением
На станке (рис. 171) производится токарная обработка сложных тел вращения, многоступенчатых цилиндрических’ и конических валиков диаметром до 400 мм и длиной до 1000 мм.
В станке создаются два движения формообразования: ФДД1) и Ф8(П2П3).
Кинематическая группа движения скорости резания Ф«>(51)—простая. Настройка движения скорости резания производится на скорость — коробкой скоростей на 23 ступени с диапазоном от 12,5 до 2000 об!мин.
Кинематическая группа движения подачи Фк(/72/73) —сложная. Ее внутренняя связь, расположенная между кареткой и суппортом,—-электромеханическая, с двумя шаговыми электродвигателями Д2 и Д3. Однотипные секции обоих шаговых двигателей связаны электрическими устройствами. Так, первые сек-26* 395
Рис. 171. Кинематическая Схема токарного станка с программным управлением ГК62ПУ
ции двигателей Д2 и Д3 соединены между собой следующими участками электросвязи:
Д2 -* 1—2 ->- усилитель считывания УЖ1 ->• <5—4 -> блок считывающих головок Б магнитная лента Л -*-Б 16—15 Уу\ -> -^/4-УЗ-^Д3.
Полная электромеханическая внутренняя связь будет: П2 —шариковый ходовой винт Л ->• гидроусилитель моментов Б1 Д2 —Укь Ух2, Ухз ~*• Б —> Л --> Б —> Уу\, УУ2, Ууз ~* Дз —> 12 ~Из-
В этой внутренней связи имеются двигатели, следовательно, внешняя кинематическая связь сливается с внутренней связью.
В группе движения подачи применена система числового программного управления (шаговая система контурного управления), разработанная в ЭНИМСе.
Система работает следующим образом. Лентопротяжный механизм с отдельным трехфазным асинхронным двигателем (на схеме двигатель не показан) перемещает магнитную ленту шириной 35 мм и толщиной 60 мм со скоростью 200 мм!сек-,-1000 м ленты, закладываемой в кассету, достаточно для трехчасовой работы станка. На ленте Записано шесть дорожек сигналов, по три дорожки на каждое элементарное движение. Дорожка на ленте состоит из записи в унитарном коде последовательных импульсов, поступающих после соответствующего усиления в одну и ту же обмотку шагового двигателя. Каждый импульс вызывает поворот двигателя на один шаг. При перемещении ленты с постоянной скоростью расстояние между последовательными импульсами определяет скорость исполнительного движения подачи Ф8. Относительное расположение этих импульсов по трем дорожкам координат х илй у влияет на направление этого движения. Расстояние L между последовательными сигналами координат Xi и у\, х2 и у2, %з и уз определяет траекторию движения подачи. Количество импульсов на любой дорожке указывает путь этого движения. Положение первого сигнала на ленте определяет исходное положение движения подачи. Следовательно, одним органом настройки — магнитной лентой — движение подачи Ф5(/72/73) настраивается по всем пяти параметрам. Три дорожки Zi, z2 и z3 на ленте — запасные.
Шесть магнитных головок в блоке Б считывают сигналы с • магнитной ленты и посылают импульсы в усилители Ужь УХ2, УхЗ> Уyl, Уу2 И УуЗ-
Далее сигналы поступают в шаговые электродвигатели Д2 и Дз. Последние представляют собой реактивные импульсные двигатели (ШД-4) с шагом поворота вала н'а 1,5° и максимальным статическим моментом, равным 2500 Гем. Статор имеет три кольцевых обмотки и зубцы, которые определяют шаг двигателя. Ротор также имеет три секции зубцов (ферромагнитные вставки), смещенных на треть шага относительно каждой после-397
довательной секции. При каждом импульсе ток проходит после- i довательно через все секции обмоток, и ротор также последова- ] тельно поворачивается на один шаг. Шаговые двигатели Д\ и Д2 вращают золотники гидроусилителей моментов 1\ и Г2, имеющих коэффициент усиления 200—250 при 50 атм давления масла. Гидроусилители вращают шариковые ходовые винты, перемещая за один шаг двигателей каретку на 50 мкм и суппорт на 5 мкм. Скорость продольных перемещений резца может изменяться в пределах 6—1800 мм/мин, а поперечных — 0,6— 180 мм/мин.
Вследствие применения программного управления производительность станка при обработке деталей сложной конфигурации повышается в 2—3 раза по сравнению с ручной обработкой на обычных токарно-винторезных станках типа 1К62, сокращается время наладки станка на новую деталь, уменьшается утомляемость рабочего.
-Точность обработки соответствует классу 2а, шероховатость обработки не ниже 6-го класса чистоты.
Станок выгодно применять при токарной обработке сложных деталей в мелкосерийном производстве.
Профилешлифовальный станок мод. 395М
На станке (рис. 172) можно шлифовать плоские и круглые поверхности со сложными профилями. Размер шлифуемой плоскости 10 X 10 мм. Размер плоскости при комбинированной обработке с помощью эталонных плиток— 150 X 60 мм, максимальная толщина шлифуемого изделия 48 мм.
На станке создается несколько формообразующих исполнительных движений: движение скорости резания —
вращение шлифовального круга, возвратно-поступательное движение вертикальной подачи ФеДП2) —перемещение ползуна в направлении толщины шлифуемой детали 1 и профильная подача Ф,ч2(П3П4) —взаимно согласованные перемещения верхних 2 и нижних салазок 3 шлифовальной бабки.
Кинематическая группа движения скорости резания ФДВ1) —простая. Ее внутренняя связь состоит из одной вращательной кинематической пары между шпинделем шлифовального круга и шлифовальной головкой 4, установленной на ползуне. Внешней связью является ременная передача между валом двигателя и шпинделем круга. Все параметры этого движения постоянны и не настраиваются.
Шлифовальный круг диаметром 125 мм имеет 3000 об/мин.
Кинематическая группа движения подачи ползуна Ф31(П2) — простая, с внутренней связью в виде одной поступательной кинематической пары между ползуном 5 и корпусом шлифовальной бабки.
Рис. 172. Кинематическая схема профилешлифовального станка мод. 395М
Внешняя связь передает движение от двигателя через ременную передачу на шкив диаметром ПО мм и далее через коробку isi и кулисный механизм ползуну 5. Это движение — простое, с незамкнутой траекторией и должно настраиваться по четырем параметрам. Фактически настройка производится: на путь — поворотом эксцентриковой втулки, изменяющей положение пальца кулисы, на скорость — коробкой подач isi ползуна (возможны две ступени 45 и 85 дв.ход/мин), на исходное положение — изменением положения присоединения кулисы к ползуну через ходовой винт на ползуне; на направление движение не настраивается, так как шлифование происходит в обоих направлениях.
Кинематическая группа профильной подачи — сложная, создающая двухэлементарноё исполнительное движение <J>s2(/73774). В ее внутреннюю связь, расположенную между верхними салазками 2 шлифовальной бабки и нижними салазками 3, входят не только зубчатые колеса редукторов, но и' двигатели постоянного тока Д2 и Д3 и сам рабочий, который смотрит на экран и управляет через реостаты скоростями вращения двигателей Д2 и Дз. С помощью оптической системы на экране изображаются чертеж профиля детали, увеличенный в 50 раз (профиль вычерчивается в расчлененном виде тонкими линиями толщиной 0,2 мм), и действительное положение контуров круга и детали во время шлифования, тоже увеличенных в 50 раз. Чертеж профиля детали на экране является как бы копиром, к контуру которого рабочий старается приблизить круг. Эта внутренняя связь не является чисто механической, в нее входит также человек, как элемент биологической связи, и такую связь, по-видимому, можно назвать биомеханической. Двигатели Д2 и Дз тоже находятся во внутренней связи и, таким образом, внешняя связь сливается с внутренней связью. Точность работы этой группы в основном зависит от самого рабочего.
Если рабочий ведет работу на станке вручную при выключенных двигателях Д2 и Д3, то он является не только элементом внутренней связи, согласующим скорости прямолинейных движений Д3 и П4, но еще и источником движения.- В редукторах этой группы встроены планетарные механизмы с западающей шпонкой, присоединяющей ходовой винт или непосредственно к червячному колесу (быстрое перемещение) или к левому центральному колесу (медленное перемещение).
Ручное, вертикальное, продольное и поперечное перемещения стола 6 со шлифуемой деталью являются вспомогательными движениями, в основном нужными для получения правильного изображения детали на экране.
Шлифовальная головка может устанавливаться наклонно в двух плоскостях.
Для шлифования фасонных тел вращения (круглые фасон-400
ные резцы) на стол устанавливают специальное приспособление со своим двигателем, позволяющее вращать шлифуемую-деталь (на рисунке не показано).
На станке имеется приспособление для правки круга.
Так как шлифование различных участков профиля детали часто требует применения шлифовальных кругов разной формы,, то для их быстрой смены во время работы каждый круг имеет свой фланец.
ЗАКЛЮЧЕНИЕ
В результате этой работы удалось найти взаимосвязь между «формой поверхности изделия, формой режущего инструмента, способом технологической обработки и кинематической структурой станка, изыскать типовые структуры станков и создать методику анализа кинематической структуры с любыми кинематическими цепями. Предложенная классификация движений позволила найти кинематическую общность в разнообразных механизмах, создающих эти движения, что значительно облегчает изучение кинематики станков.
Установлено, что формой образуемой поверхности, формой режущего инструмента и методом обработки материала предопределяется основная часть кинематической структуры станка, которой обеспечиваются процессы формообразования, деления и врезания.
На основе классификации методов геометрического образования поверхностей можно определить количество движений формообразования.
В связи с автоматизацией управления станками и широким применением в них электрических, гидравлических и других устройств предложенная общая методика анализа кинематической структуры металлорежущих станков позволяет выявить сущность кинематической структуры станка любой сложности по его кинематической схеме. Общая методика анализа позволяет выявить главное в устройстве станка, а следовательно, и то, как он работает и каковы возможности его использования. Применение установленных общих теоретических положений позволяет создавать и обосновывать кинематическую структуру станка при его проектировании. Предложенный кинематический •классификатор станков дает возможность привести кинематическую схему станка любой сложности к одной из немногочисленных типовых схем, изучение которых уже не представляет трудностей.
Выявленные и установленные общие закономерности по анализу кинематики металлорежущих станков открывают возможность приступить к разработке методики синтеза кинематической структуры станков, позволяющих оценить кинематическую структуру станка на наиболее ранней стадии проектирования, при создании первого варианта кинематической схемы станка, до разработки его конструкции.
Все приведенные теоретические положения кинематики металлорежущих станков относятся ко всем применяемым в промышленности машинам-орудиям, работающим режущим инструментом.
ЛИТЕРАТУРА
1. Головин Г. М. Кинематика станков. Ч. I и II. Изд. МВТУ им. Баумана, 1946—1949.
2. ФедотенокА. А. Кинематические связи в металлорежущих станках. Машгиз, 1960.
3. Ачеркан Н. С. и др. Металлорежущие станки. Т. 1. «Машиностроение», 1965.
4. Левашов А. В. Основы расчета точности кинематических цепей металлорежущих станков. «Машиностроение», 1966.
5, Кедринский В. Н. и ПисманникК. М. Станки для нарезания конических зубчатых колес. «Машиностроение», 1967.
6. Н е n г i о t G. Traite theorique et pratique des engrenges. Come 2. Dunod. Paris, 1961.
Введение....................................... .......... 3
I. Геометрическое образование поверхностей.................7
Поверхности, обрабатываемые на металлорежущих станках . . 7
Геометрические методы образования поверхностей.........10
II. Движения в станках.................................. 23
ill. Кинематические связи............................... 36
4V. Типовая кинематическая структура станка...............44
Способы кинематического соединения групп...............45
Варианты размещения элементов кинематических связей в общей структуре станка..................................... 56
Влияние распределения элементарных движений между заготовкой и режущим инструментом на кинематику станка..............74
Кинематический классификатор типовых структур металлорежущих станков................................................76
V. Общая методика структурного анализа станка......................79
Анализ кинематики станка........................................79
Кинематическая настройка станка . ...........................85
Способы подбора сменных зубчатых колес .........................89
VI. Анализ кинематических связей станков с элементарной структурой класса Э, с простыми кинематическими группами формообразования 93
А. Станки со структурой класса ЭН.............................93
Зубодолбежный станок мод. 5120.............................95
Зубопротяжные станки мод. 5232 и 5Б232 ................... 96
Токарный полуавтомат для коленчатых валов мод. 1А841 . . 100
Б. Станки со структурой класса Э22.................. . . .102
Токарный автомат мод. КТ61................................103
Карусельный станок мод. 1520 105
Вертикально-сверлильный станок мод. 2Н125.................107
Горизонтально-расточный станок мод. 2Л614.................109
Универсально-фрезерный станок мод. 6Н80...................112
Продольно-фрезерный станок мод. 6606 .................... 114
Плоскошлифовальный станок мод. 3A732 116
Зубошлифовальный станок мод. 5860А........................117
Рейкошлифовальный станок мод. МШ-147 . ................121
Продольно-строгальный станок мод. 7210....................122
Поперечно-строгальный станок мод. 7В36....................125
Долбежный станок-мод. 7432 127
В Станки со структурой класса ЭЗЗ............................129
Круглошлифовальный станок мод, ЗБ151......................130
Бесцейтровошлифовальный станок мод. ЗА184 . .............132
Плоскошлифовальный станок мод. 3711.......................133
Внутришлифовальный станок с планетарным вращением круга мод. ЗА287 ............................................. 135
Специфические особенности кинематических схем станков с элементарной структурой класса Э, связанные с их технологическим назначением.........................................139
VII. Анализ кинематических схем станков с комбинированной структурой класса К..................................................145
А. Станки для фрезерования и шлифования резьб и червяков . . 146-
Резьбофрезерный автомат мод. КТ-44................• . . . 148
Червячно-фрезерный станок мод. 5402 ....................... 150
Червячно-шлифовальный полуавтомат мод. МВ27 ... . 153
Полуавтомат для заточки червячных фрез мод. ЗА660Б . . . 157
Б. Зубодолбежные и зубострогальные станки для цилиндрических колес....................................................... 160
. Типовая структурная схема ............................... 160
V Зубодолбежиый станок мод. 5140.............................161
Зубодолбежный станок мод. 5В150...........................163
Рейкодолбежный станок мод. ЕЗ-9А..........................167
Сравнительный анализ кинематических структур зубодолбежных станков..................................................168
Зубострогальиый станок мод. SH-45 фирмы Мааг (Швейцария) . 171
В. Зуборезные станки для конических колес- с прямым и дуговым зубом ;..................................................... 177
Типовые структурные схемы . . ..................... 177
Зуборезный полуавтомат мод. 5А27С4П . ..............184
Зубострогальный станок мод. 60Н фирмы Тарбек .... 190 Зуборезный полуавтомат мод. 5230 ....................... 193-
Зубострогальный полуавтомат мод. 5Т23В....................197
Зубошлифовальный полуавтомат мод. 5А871.................. 201
Сравнительный анализ кинематической структуры зуборезных станков для конических колес с прямыми и дуговыми зубьями 205
Г. Станки со структурой класса К23 и сложным движением скорости резания................................................. .... 216
Зубошевинговальный автомат мод. 5702 . ................ 216
Д. Зубошлифовальные станки для цилиндрических колес . . . 218
Типовая структура станков с дисковым обкатным шлифовальным кругом...................................................219
Зубошлифовальный станок мод. ZSWZ 315 X 6 фирмы Найльс (ГДР) . ................................................220'
Зубошлифовальный станок мод. ZSTZ 315 X 6В фирмы Найльс (ГДР)....................................................225
ювальиый станок мод. 5841 ..................... 227
(овальный станок мод. 5851 ......... 231
(овальный станок мод. МА-15......................235
Сравнительный анализ кинематической структуры зубошлифовальных станков ............................................ 241
VIII. Анализ кинематических схем станков со сложной структурой класса С, состоящей только из сложных кинематических групп формообразования .................................................. 252
А. Винторезные станки.......................................254
Токарно-винторезный станок мод. 1И611 ....................254
Винторезный полуавтомат фирмы Cri-Dan (Франция) .... 257 Винторезный полуавтомат мод. 1К62Р...................... 259'
Винторезный станок мод. 1633С1 ......................... 265>
Полуавтомат для нарезания спирали на диске кулачкового патрона мод. МК-51 ......................................... 267-
Специфические особенности кинематики винторезных станков . . 269’
\3уб(
Б. Затыловочные станки...................................... 270
Затыловочный станок для червячных фрез мод. № 12 фирмы
Д. Браун (Англия)......................................277'
Токарно-затыловочный станок мод. 1Б811 ................. 279' v
В. Зубофрезерные станки................................... 283>
Зубофрезериый полуавтомат мод. 5К328А ...................287
Зубофрезерный станок мод. 5А312..........................292
Зубофрезерный полуавтомат мод. 5К301 ................. 295
Зубофрезериый станок мод. НН-150 фирмы Тосиба (Япония) . . 298
Зубофрезерный станок с двумя дифференциалами (предложение
доц. В. К. Шунаева и Г. М. Шалина).....................301
Шлицефрезерный полуавтомат мод. 5350 .................... . 305.
Бездифференциальный зубофрезерный станок мод. ZFC-20 (ЧССР) 307 Комбинированный зубофрезерно-долбежный станок .... 308 Мелкомодульный зубофрезерный станок мод. 530П . . . . 310.
Тяжелый зубофрезерный станок мод. 5А375 ................ 312
Зубофрезерный мастер-станок мод. 543 .................... 318 Vv
Специфические особенности кинематики зубофрезерных станков, связанные с их технологическим назначением...............322
Г. Станки, обрабатывающие винтовые поверхности зуборезным дол-бяком или чашечным резцом.........................: . . . 329
Зубодолбежный полуавтомат для шевронного зуба мод. 5171. . . 331
Станок мод. E3-13 для нарезания чашечным резцов цилиндриче-
ских колес...............................................335
Полуавтомат мод. ЕЗ-10А для нарезания чашечным резцом цилиндрических червяков .....................................337
Станок мод. ЕЗ-ЗЗ для нарезания круглого напильника чашечными резцами..................................................341
Д. Зуборезные станки для конических колес с криволинейными зубьями......................................................345
Зуборезный станок мод. FK41A фирмы Клингельнберг (ФРГ) . 346 Зубофрезерный станок мод. FK200 фирмы Клингельнберг (ФРГ) 350 Зубострогальный полуавтомат мод. 60" фирмы Глисон (США) . 353 Е. Сравнительный анализ кинематических схем станков со структу-
рой класса С24 ......................................... 357
IX. Анализ кинематических схем станков с неравномерными элементарными движениями формообразования...............................360
Зубофрезерный станок мод. E3-36 для некруглых колес .... 362
Шлифовальный станок мод. ХШЗ-20 для дисковых кулачков . . . 366
Дугофрезериый станок мод. ЛР-90Б........................... . 368
Кинематическая структура станков, нарезающих резьбу с неравномерным шагом....................................................371
X. Структура станков с внутренними немеханическимн кинематическими
связями...................................................375
А. Структура станков с постоянным отношением скоростей элементарных формообразующих движений......................... 380
Зубошлифовальный станок мод. ZA фирмы Рейсхауэр (Швейцария) ..................................................380
Зубошлифовальный станок мод. 5835 .................... 385
Сверлофрезерный полуавтомат мод. ДФ-309 .............. 388
Б. Структура станков с переменным отношением скоростей элементарных формообразующих движений . . . ............391
Станки с электро- и гидрокопировальными устройствами . . .391
Токарный станок мод. 1К62ПУ с программным управлением . . 395
Профилешлифовальный станок мод. 395М...................398
Литература................................................ 404
Алексей Антонович Федотенок
КИНЕМАТИЧЕСКАЯ СТРУКТУРА МЕТАЛЛОРЕЖУЩИХ* СТАНКОВ
Редактор издательства Я. А. Иванова
Переплет художника А. Я. Михайлова Технический редактор Л. П. Гордеева Корректор Л. В. Асташенок
Сдано в производство 5/IX 1969 г-Подписано к печати 15/1 -1970 г.
Т-01311 Тираж 10 000 экз. Печ. л. 25,5
Бум. л. 12,75 Уч.-нзд. л. 25,5
Формат 60 X 90/16 Цена 1 р. 53 к. Зак. № 911
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66, 1-й Басманный пер., 3
Экспериментальная типография ВНИИ полиграфии Комитета по печати при Совете Миинстров СССР Москва К-51, Цветной бульвар, 30