/








Текст
и. я. СИТАНОВОПРЕДЕЛЕНИЕ
МАРКИ СТАЛИ
ПО ИСКРЕМАШГИЗГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ И СУДОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫМосква 19 5 3
В брошюре описаны организация работы и
оборудование рабочего места искровика для
проверки марки стали по искре. В конце бро¬
шюры приведены рисунки, показывающие, какая
искра получается при проверке сталей разных
марок.Книга предназначена для мастеров и рабочих.Редактор инж. Л. Я. Коя я иРедакция литературы
по металлообработке и станкостроению
Зав. редакцией инж. Р. Д. БЕЙЗЕЛЬМАНТехнический редактор А. >/. Тихонов Корректор Р. Г. СлучевскапХудожник Л. С. Вендров.Сдано в производство 10/11 1953 г. Подписано к печати 17(V1 1953 г. Т-05010 Тираж 15000 экз.
Печ.л. 2 (7 вклеек) Уч.-изд. л. 1,5 Бум. л. 1 Формат 60X92/j,v “Заказ № 3741-я типография Машгнза. Ленинград, ул. Моисеенко, 10
ОТ РЕДАКТОРАБурный рост всех отраслей народного хозяйства Советского
Союза, создание и освоение новых отраслей машиностроения при-*
вели к значительному увеличению потребления ^качественных ста¬
лей, среди которых инструментальная сталь занимает одно из пер¬
вых мест.Правильный выбор технологии изготовления того или иного
инструмента, той или иной детали машины и правильное назначе¬
ние режима термической обработки возможны только в том слу¬
чае, когда известен сорт стали, из которой будет изготовлен
инструмент или деталь. Состав стали, поступающей на завод, про¬
веряется анализом в лаборатории.Однако возможно, что в инструментальный цех или в цехи
серийного производства попадут заготовки с маркировкой, не соот¬
ветствующей сорту стали, или же в одну партию попадут заго¬
товки, изготовленные из стали разных марок.В результате при термической обработке инструментов или
деталей, изготовленных из такой партии стали, появится брак.Проверка в лаборатории всех партий стали, поступающей
в цехи со склада, сильно загрузила бы лабораторию и задержала
бы производство, и потому во многих случаях марка стали, посту¬
пающей в цехи, может быть определена скорее, проще и не мепее
точно, чем в лабораторий, пробой на искру.Эту работу должен выполнять специальный работник ОТК,
умеющий определять марку стали по искре.Автор настоящей брошюры работает в большом инструменталь¬
ном цехе крупного машиностроительного завода мастером по кон¬
тролю сорта стали по искре и описывает свой опыт по организации
работы мастера-искровика и по оборудованию рабочего места.
На заводе, где работает автор, вся сталь, поступающая со склада
в инструментальный цех и цехи серийного производства, прове-з
ряется на искру. Такой же проверке подвергают все партии дета¬
лей перед их термической обработкой,В результате на заводе брак деталей по вине металла сведен
практически к нулю.В конце брошюры приведены виды искр, получаемых при кон¬
троле стали того или иного состава, и даны краткие характери¬
стики искр.Метод работы, описываемый автором), применим не только на
заводах. Он может быть с успехом использован в МТС, в неболь¬
ших мастерских и механических цехах немашиностроительных
фабрик и заводов.
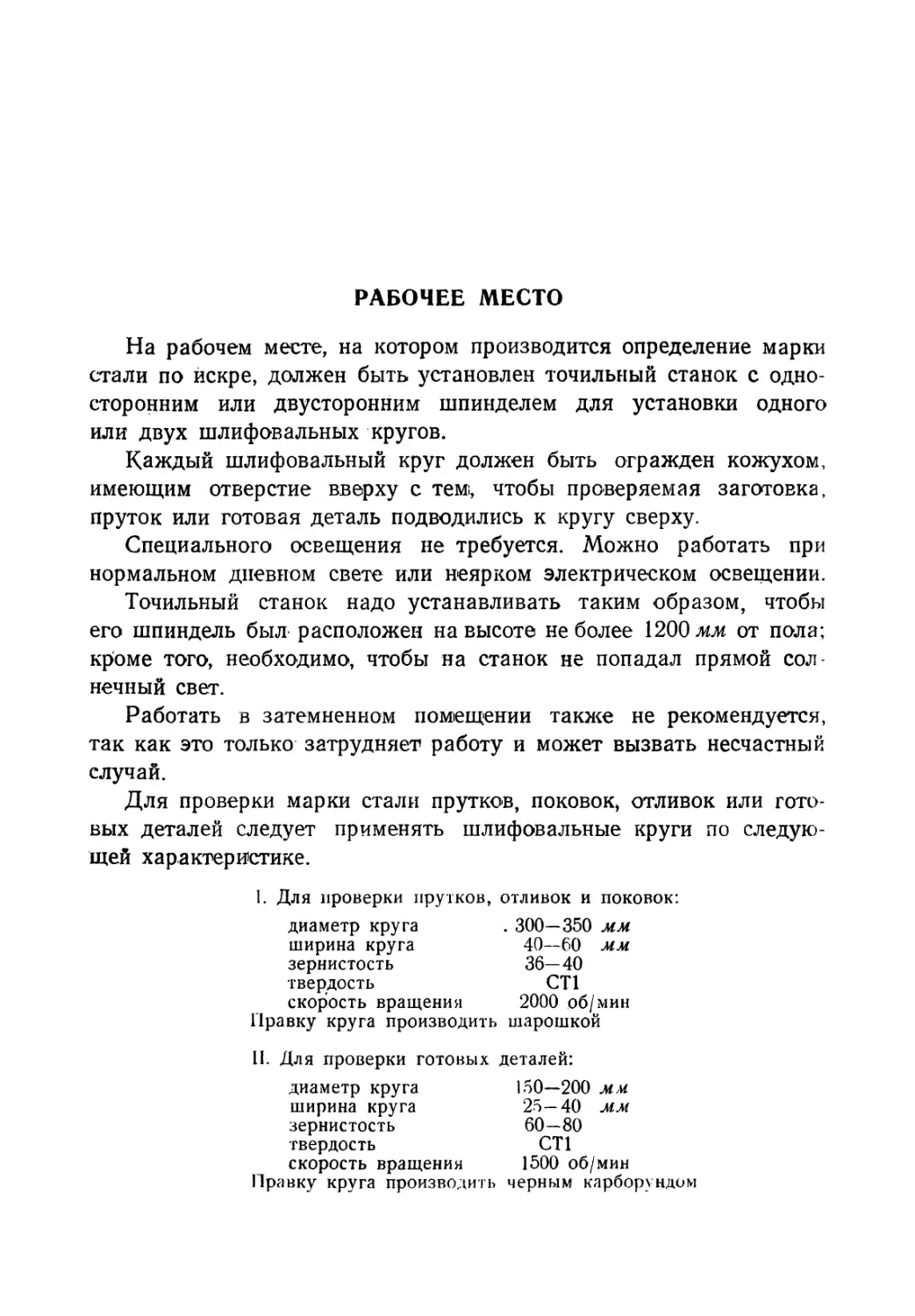
РАБОЧЕЕ МЕСТОНа рабочем месте, на котором производится определение марки
стали по искре, должен быть установлен точильный станок с одно¬
сторонним или двусторонним шпинделем для установки одного
или двух шлифовальных кругов.Каждый шлифовальный круг должен быть огражден кожухом,
имеющим отверстие вверху с тем!, чтобы проверяемая заготовка,
пруток или готовая деталь подводились к кругу сверху.Специального освещения не требуется. Можно работать при
нормальном дневном свете или неярком электрическом освещении.Точильный станок надо устанавливать таким образом, чтобы
его шпиндель был расположен на высоте не более 1200 мм от пола;
кроме того, необходимо, чтобы на станок не попадал прямой сол¬
нечный свет.Работать в затемненном помещении также не рекомендуется,
так как это только затрудняет работу и может вызвать несчастный
случай.Для проверки марки стали прутков, поковок, отливок или гото¬
вых деталей следует применять шлифовальные круги по следую¬
щей характеристике.I. Для проверки прутков, отливок и поковок:диаметр круга . 300—350 ммширина круга 40—60 ммзернистость 36—40твердость СТ1скорость вращения 2000 об/мин
Правку круга производить шарошкойII. Для проверки готовых деталей:диаметр круга 150—200 мм.ширина круга 25—40 ммзернистость 60—80твердость СТ1скорость вращения 1500 об/мин
Правку круга производить черным карборундом
Изменять характеристику шлифовальных кругов не рекомен¬
дуется, так как круги различных характеристик дают при испыта¬
нии одной и той же марки стали различный вид искры.Не следует также применять очень твердые шлифовальные
круги, так как при работе на таких кругах искры плохо видны,
а круги скоро засаливаются.Не рекомендуется применять круги и более мягкие, чем СТ1,
так как при работе с ними выделяется мало искр, а круги1 быстро
изнашиваются.Кроме станка и шлифовальных кругов, на рабочем месте дол¬
жен иметься набор эталонов сталей всех марок, применяемых на
заводе.Эталоны служат для облегчения работы в случае, если на про¬
верку поступит сталь, дающая искру, по характеру которой трудно
точно определить марку] стали.В этом случае, сравнивая искру, полученную от образца стали
с искрой, получаемой от эталона, возможно разрешить возникшее
затруднение.Эталоны особенно нужны начинающему, недостаточно опыт¬
ному рабочему, которому применение их может значительно облег¬
чить работу и предотвратить возможность ошибок.Размеры эталонов надо подобрать так, чтобы применение их
не утомляло рабочего.Опытом установлен наиболее удобный размер эталонов,
а именно: диаметр — 10—20 мм, длина до 200 мм, вес до 200 г.Эталоны могут быть и большего диаметра, но короче, с тем,
чтобы вес их не превышал указанного. На каждом эталоне должна
быть четко выбита клеймом марка стали.Эталоны следует хранить в специальных ящичках, причем все
эталоны надо сгруппировать по маркам сталей (углеродистые,
легированные и т. д.)ОРГАНИЗАЦИЯ РАБОТЫНа заводе, где работает автор, в целях устранения брака по
вине металла вся сталь, поступающая со склада во все цехи завода
для изготовления продукции и в инструментальный цех, передается
на проверку по искре.Рабочий, проверив каждый пруток или каждую заготовку, мар¬
кирует их яркой краской маленькой кистью.6
Все поковки, поступающие из кузницы, и отливки, поступающие
из литейного цеха, также проверяют на искру и маркируют.Изготовленная в инструментальном цехе продукция, особенно
направляемая на термическую обработку, вновь поступает на про¬
верку марки стали по искре и маркировку.Если на проверку поступают крупные тяжелые заготовки или
детали, нет необходимости поднимать их к камню. Достаточно
отрубить зубилом небольшой кусок металла и проверить его.Кроме маркировки стали или заготовок, рабочий делает отметку
в наряде, сопровождающем каждую партию стали, о том, что
сталь проверена.Как показал опыт завода, при такой организации работы брак
по вине металла в инструментальном цехе и при термической обра¬
ботке сведен почти к нулю.При проверке на искру перед термической обработкой готовых
деталей или изделий рекомендуется прижимать детали или изделия
к камню не рабочей поверхностью и не останавливать деталь над
камнем в одном месте, а скользить деталью по шлифовальному
кругу.При таком способе проверки след от круга на детали будет
мало заметен, а искра будет видна достаточно отчетливо.При проверке на искру прутков, поковок или отливок необхо¬
димо снять слой окалины, так как определение марки стали при
наличии окалины не дает правильных результатов.В зависимости от количества окалины приходится снимать слой
толщиной 1—4 мм при проверке поковок и отливок и 0,5—2 мм
при проверке прутков.В качестве примера можно указать на следующий случай, взя¬
тый из практики.Поковка из стали У8А со значительным слоем окалины была
проверена на искру.Когда был сошлифован слой толщиной 0,5—1 мм, то искра по¬
казала марку стали 20. Когда был сошлифован слой толщиной
около 2 мм, искра показала сталь 40 и только после того как был
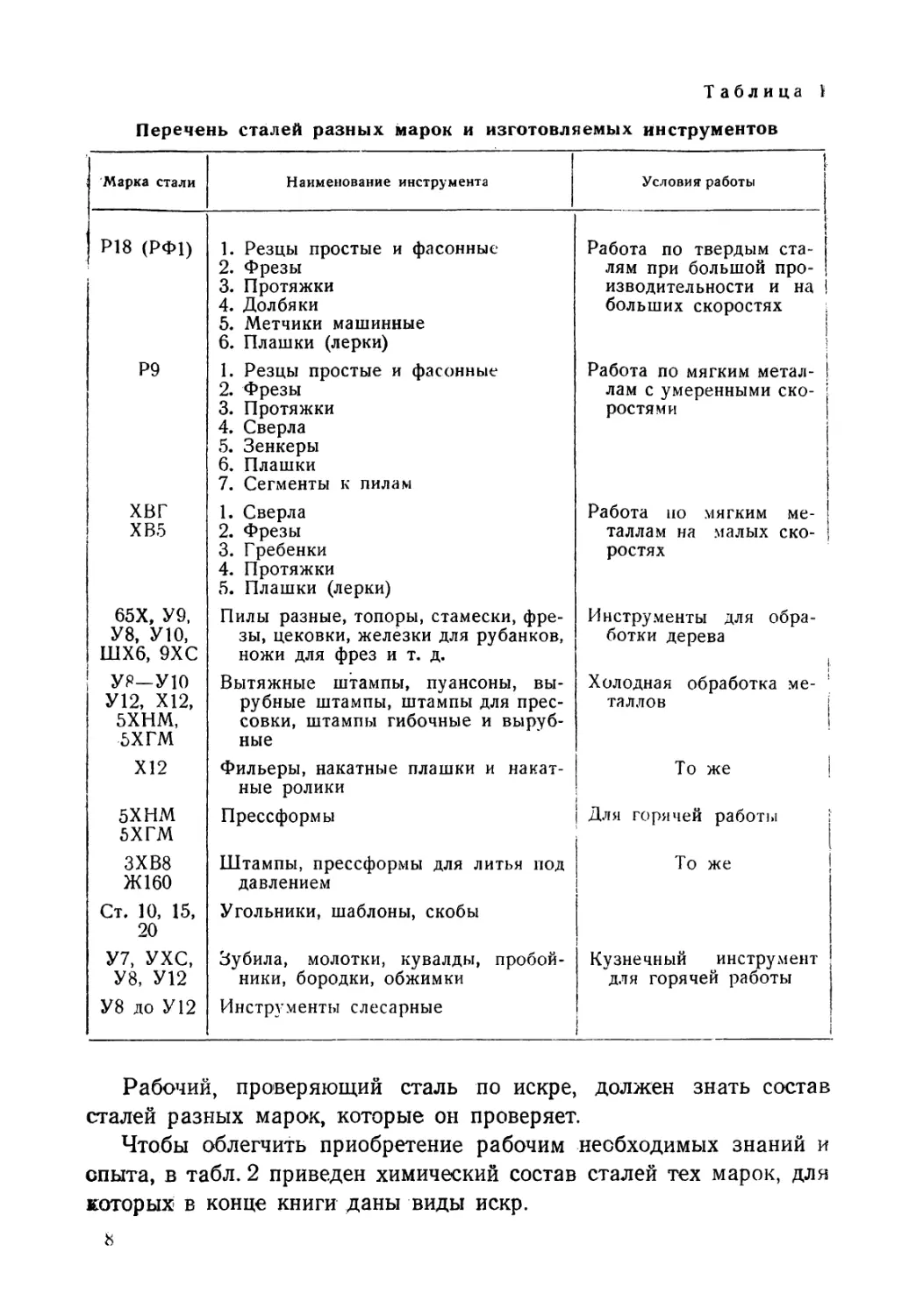
сошлифован слой толщиной в 3—4 мм искра показала сталь У8А.Рабочий, проверяющий сталь, должен знать все ее марки, при¬
меняемые на заводе для изготовления того или иного инструмента.В связи с этим в табл. 1 приведены краткий пер'ечень инстру¬
ментальных сталей разных марок, виды инструментов, изготовляе¬
мых из этих сталей, и условия работы инструментов.
Таблица \Перечень сталей разных марок и изготовляемых инструментовМарка сталиНаименование инструментаУсловия работыР18 (РФ1)1. Резцы простые и фасонные2. Фрезы3. Протяжки4. Долбяки5. Метчики машинные6. Плашки (лерки)Работа по твердым ста¬
лям при большой про¬
изводительности и на !
больших скоростяхiР91. Резцы простые и фасонные2. Фрезы3. Протяжки4. Сверла5. Зенкеры6. Плашки7. Сегменты к пиламРабота по мягким метал- !
лам с умеренными ско- j
ростями jХВГХВ51. Сверла2. Фрезы3. Гребенки4. Протяжки5. Плашки (лерки)Работа по мягким ме¬
таллам на малых ско¬
ростях65Х, У9,
У 8, У10,
ШХб, 9ХСПилы разные, топоры, стамески, фре¬
зы, цековки, железки для рубанков,
ножи для фрез и т. д.Инструменты для обра¬
ботки дереваj.УЯ-У10
У12, Х12,
5ХНМ,
5ХГМВытяжные штампы, пуансоны, вы¬
рубные штампы, штампы для прес¬
совки, штампы гибочные и выруб¬
ныеХолодная обработка ме- 1
галлов |1Х12Фильеры, накатные плашки и накат¬
ные роликиТ о же j5ХНМ5ХГМПрессформыДля горячей работыЗХВ8Ж160Штампы, прессформы для литья под
давлениемТо жеСт. 10, 15,
20Угольники, шаблоны, скобыУ7, УХС,
У8, У12Зубила, молотки, кувалды, пробой¬
ники, бородки, обжимкиКузнечный инструмент
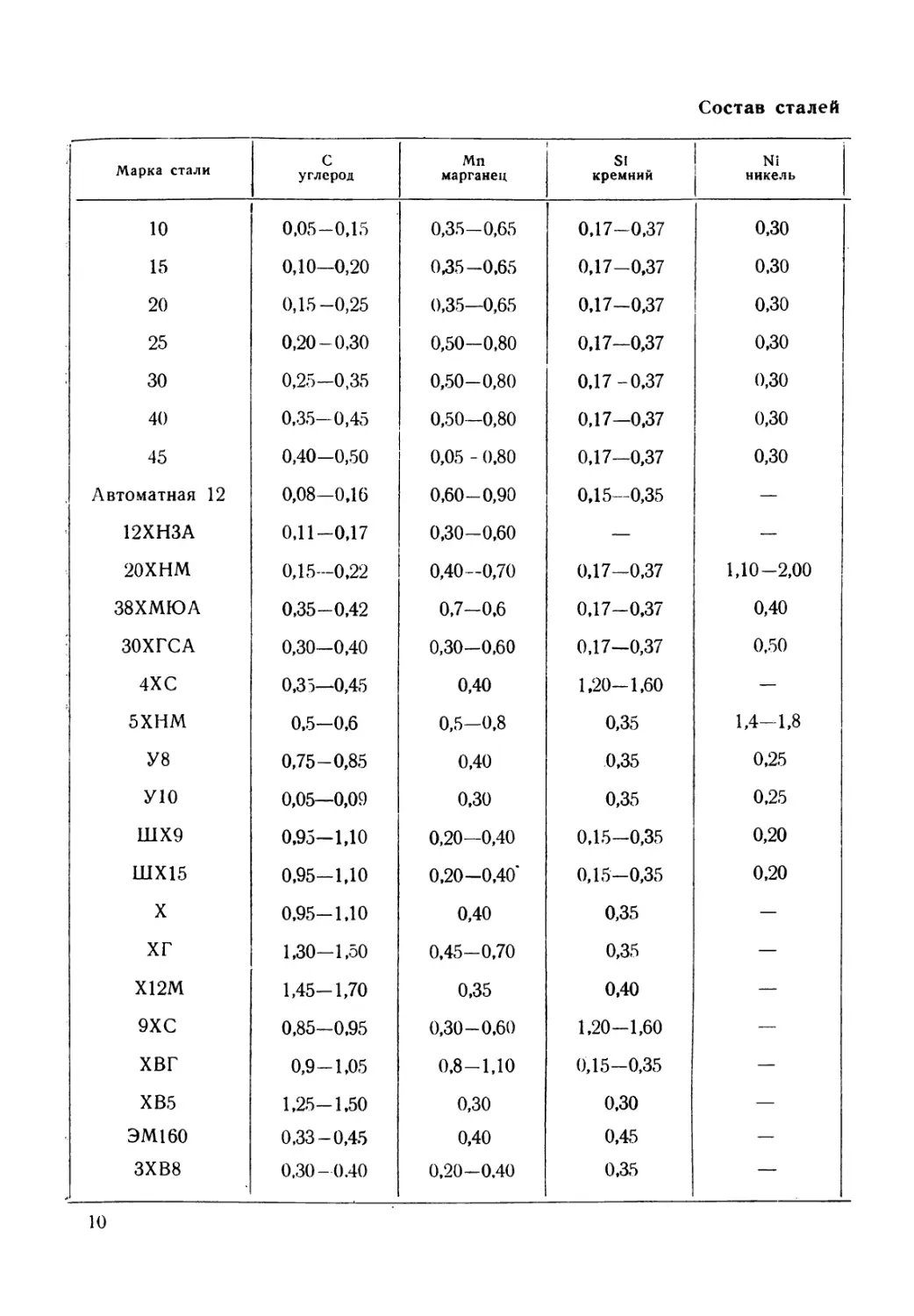
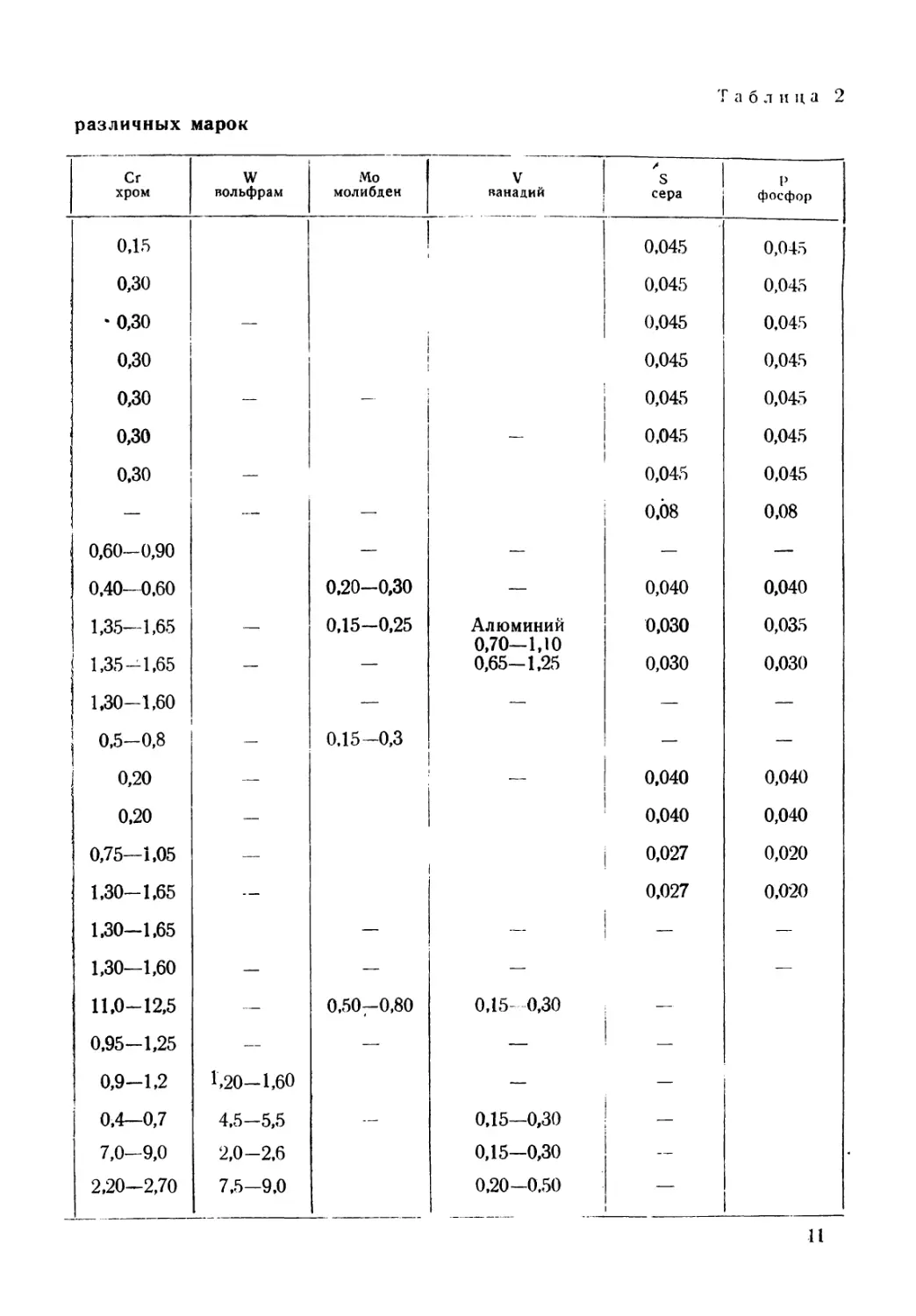
для горячей работыУ8 до У12Инструменты слесарныеРабочий, проверяющий сталь по искре, должен знать состав
сталей разных марок, которые он проверяет.Чтобы облегчить приобретение рабочим необходимых знаний и
опыта, в табл. 2 приведен химический состав сталей тех марок, для
которых в конце книги даны виды искр.
В конце книге приведены рисунки, показывающие, какие искры
получаются при проверке сталей разных марок.При определении марки стали по искре важен не только цвет
искры, но форма и длина нитей, форма и густота разветвлений,
количество, форма и размер звездочек, форма кончика нитей, на
которых при испытании некоторых сталей образуются стрелочки.Пользуясь приводимой в брошюре таблицей и эталонами, начи¬
нающий рабочий сможет довольно быстро научиться определять
марку стали по искре.Чтобы облегчить обучение молодых рабочих, приводим характе¬
ристику искр каждого вида, приведенного на рисунках.
Состав сталейМарка сталисуглеродМпмарганецS1кремнийNiникель100,05-0,150,35-0,650,17-0,370,30150,10—0,200,35—0,650,17-0,370,30200,15-0,250,35—0,650,17-0,370,30250,20-0,300,50-0,800,17—0,370,30300,25-0,350,50-0,800,17-0,370,30400,35-0,450,50—0,800,17—0,370,30450,40-0,500,05 - 0,800,17-0,370,30Автоматная 120,08-0,160,60-0,900,15—0,35—12ХНЗА0,11-0,170,30-0,60——20ХНМ0,15—0,220,40-0,700,17-0,371,10-2,0038ХМЮА0,35-0,420,7-0,60,17-0,370,40ЗОХГСА0,30-0,400,30-0,600,17—0,370,504ХС0,35—0,450,401/20-1,60—5ХНМ0,5-0,60,5-0,80,351,4-1,8У80,75-0,850,400,350,25У100,05—0,090,300,350,25ШХ90,95-1,100,20—0,400,15-0,350,20ШХ150,95-1,100,20-0,40*0,15-0,350,20X0,95-1,100,400,35—ХГ1,30-1,500,45-0,700,35—Х12М1,45-1,700,350,40—9ХС0,85-0,950,30-0,601,20-1,60—ХВГ0,9-1,050,8-1,100,15-0,35—ХВ51,25-1,500,300,30—ЭМ 1600,33-0,450,400,45—ЗХВ80,30-0.400,20-0,400,35—10
Та блица 2различных марокСгхромWвольфрамМомолибденVванадий !i>Sсерарфосфор0,15!0,0450,0450,300,0450,045осоо—!0,0450,0450,301j0,0450,0450,30-—0,0450,0450,3010,0450,0450.30-10,0450,045———0.080,080,60-0,90—-——0,40-0,600.20-0,30—0,0400,0401,35—1,65_0,15-0,25Алюминий0,0300,0350,70—1,101,35-1,65——0,65-1,250,0300,0301.30-1,60————0СЛ1о00-0,15-0,311——0,20—0.0400,0400,20—0,0400,040о1о—1j 0,0270,0201,30-1.65—0,0270,0201.30—1.65——_—1,30—1,60————11.0-12,5—0,50-0,800,15-0,3010.95-1,25———0,9-1,21,20—1,60——0.4—0,74,5-5,5—0,15-0,30—•<101соо2,0-2,60,15—0,30-2,20-2,707,5-9,00,20-0.50—И
ХАРАКТЕРИСТИКА ИСКР (НИТЕЙ) *, ПОЛУЧАЕМЫХ
ОТ СТАЛИ РАЗНЫХ МАРОКСталь ЭЯ2 (фиг. 1).Искры светложелтые, короткие в небольшом количестве, почта
без разветвлений.Сталь Х12Ф1 (фиг. 2).Искры желтые, короткие, густые звездочки, концы нитей
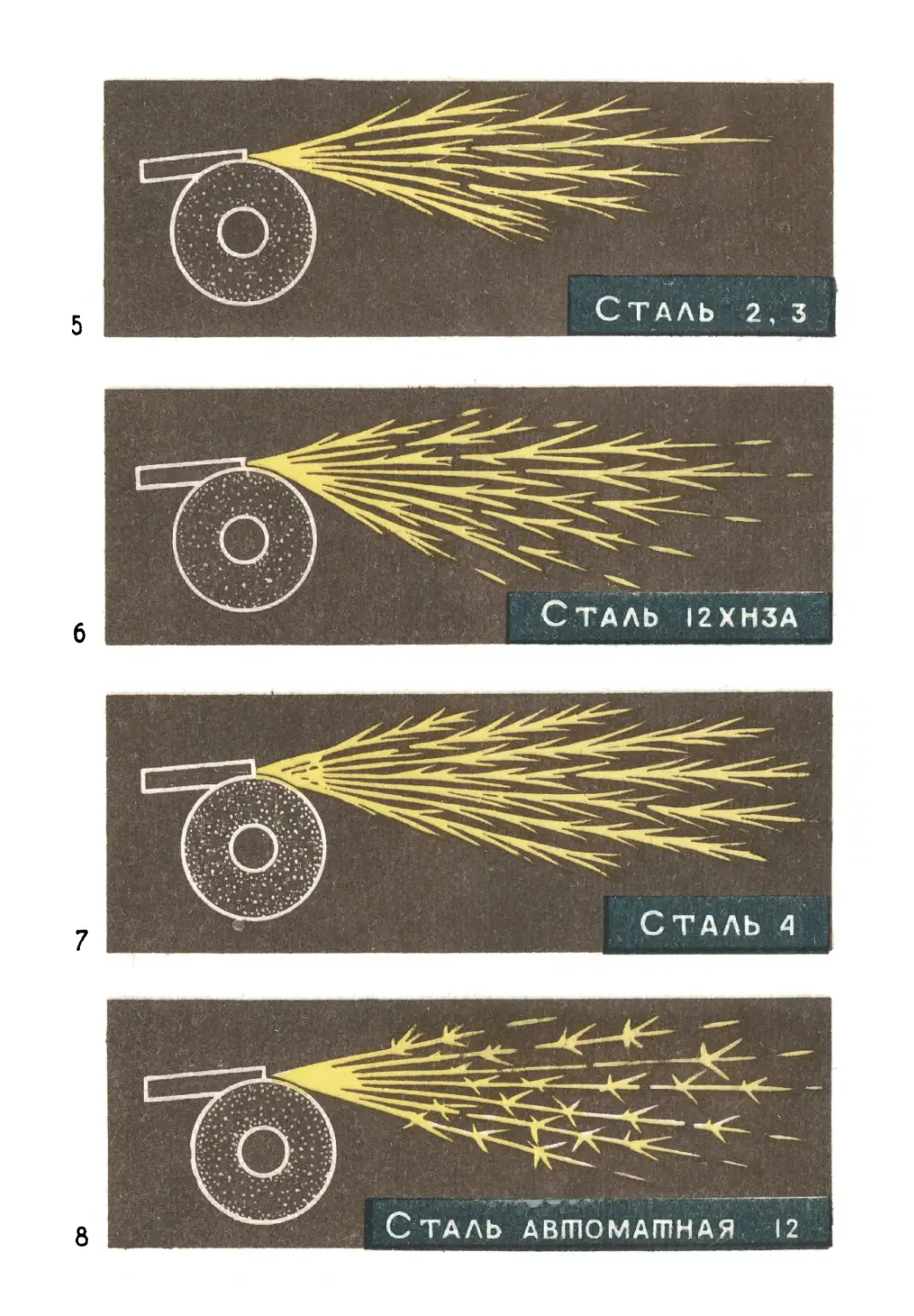
острые.Сталь ЭЖ1 (фиг. 3).Искры светложелтые, короткие с небольшими разветвлениями.Железо армко (фиг. 4)Искры светложелтые прямые без разветвлений.Сталь Ст. 2,3 (фиг. 5)Искры светложелтые, разветвления несколько более развиты
и тоньше, чем сама нить. Звездочек нет.Сталь 12ХНЗА (фиг. 6).Искры желтые, по форме похожи на искры стали 15. На кон¬
цах искр стрелочки. Звездочек нет.Сталь Ст. 4 (фиг. 7)Искры светложелтые. Разветвления тоньше, чем нити, и гуще,
чем у стали Ст. 2 и 3. Звездочек нет.Сталь автоматная 12 (фиг. 8)Искры светложелтые с тонкими разветвлениями и звездочками.
На концах нитей стрелочки.* Нити относятся ко всем маркам сталей.12
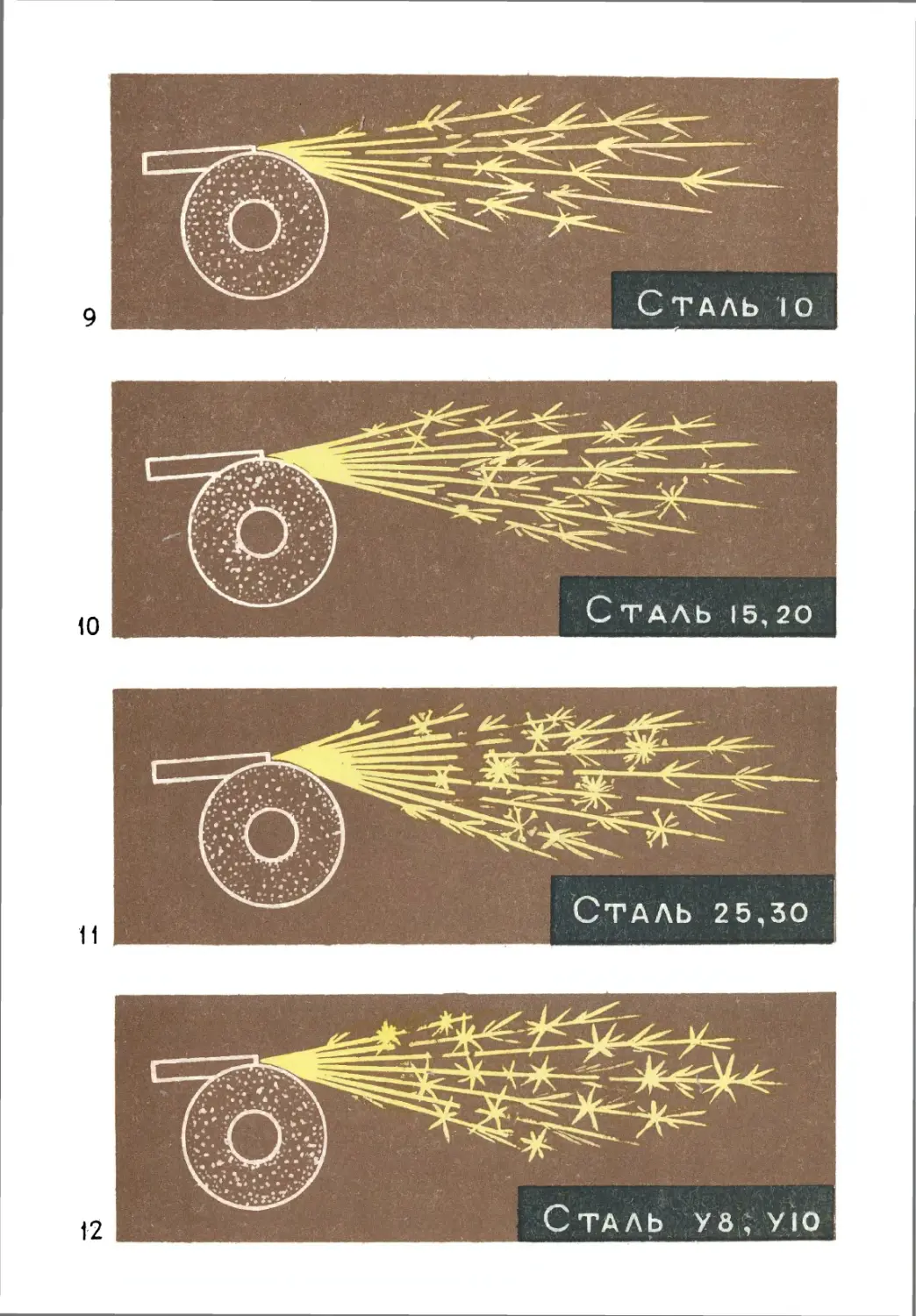
Сталь 10 (фиг. 9)Искры светложелтые с малым количеством разветвлений. Не¬
большое количество звездочек, кончики нитей острые.Сталь 15 и 20 (фиг. 10)Искры светложелтые. Разветвлений и звездочек больше, чем
у стали 10.Сталь 25 и 30 (фиг. 11)Искры светложелтые. Разветвлений и звездочек больше, чем
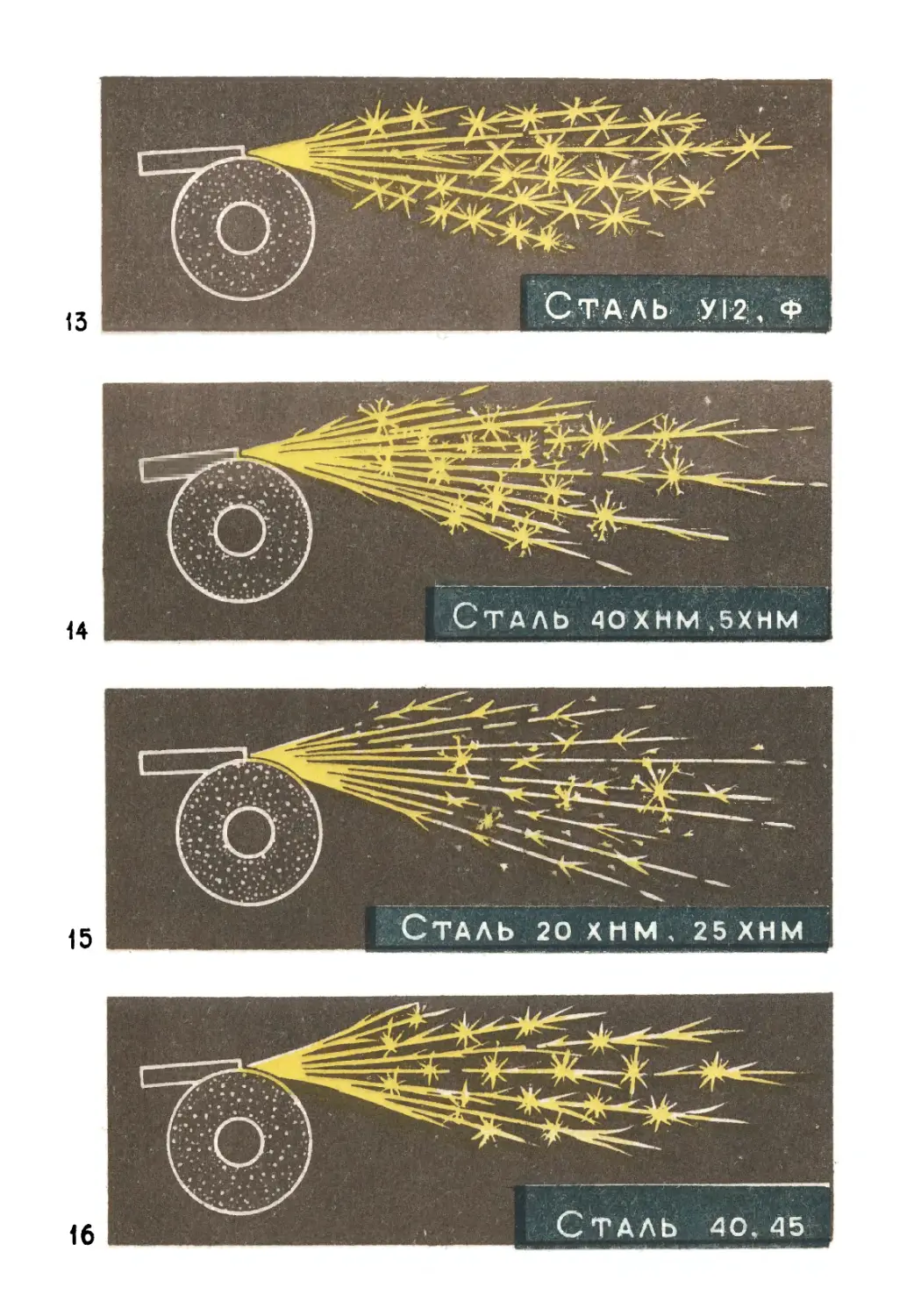
у стали 15 и 20.Сталь У8 и У10 (фиг. 12)Искры светложелтые. Разветвлений много, густые звездочки,
концы нитей тонкие.Сталь У12, Ф (фиг. 13)Искры светложелтые. Мелкие густые звездочки.Сталь 40ХНМ, 5ХНМ (фиг. 14)Искры светложелтые. В центре искр выделяются густые звез¬
дочки. На концах нитей небольшое количество стрелочек.Сталь 20XHM, 25XHM (фиг. 15).Искры желтые; в центре искр выделяются яркие звездочки, на
концах искр стрелочки.Сталь 40 и 45 (фиг. 16)Искры светложелтые, разветвления сильно развиты, на развет¬
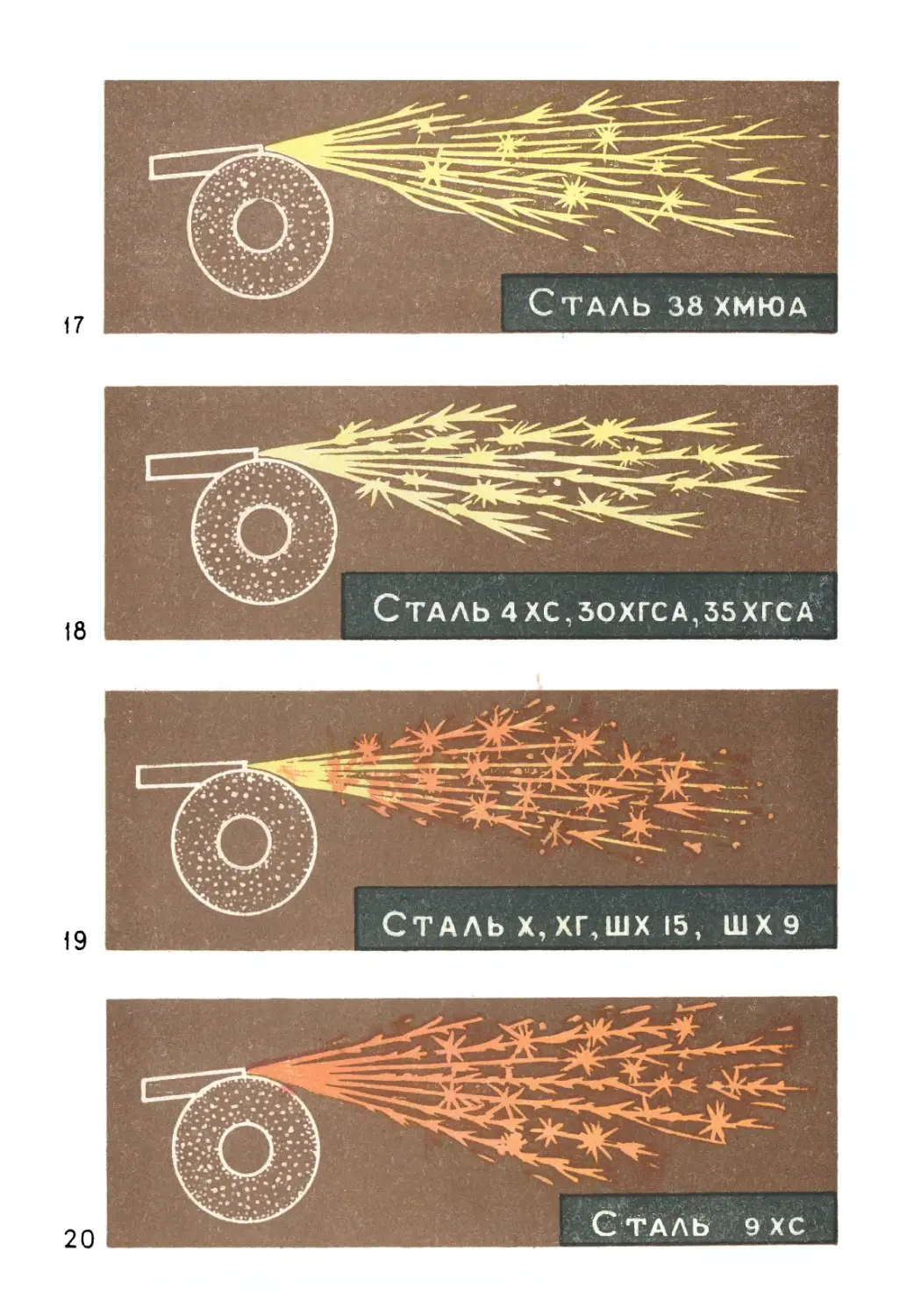
влениях крупные звездочки, концы нитей острые.Сталь 38ХМЮА (фиг. 17).Искры желтые, на концах нитей стрелочки, в середине нитей
звездочки.Сталь 4ХС, ЗОХГСА, 35ХГСА (фиг. 18)Искры светложелтые, на концах нитей стрелочки, на разветвле¬
ниях выделяются более светлые звездочки.Сталь X, ХГ, ШХ15 и ШХ9 (фиг. 19)Искры желтые, большое количество мелких, частых звездочек.Сталь 9ХС (фиг. 20)Искры темножелтые, мелкие разветвления и мелкие звездочки13
Сталь ЭИ 160 (фиг. 21)Искры темножелтые, чуть заметные редкие и мелкие развет¬
вления.Сталь ЭИ 184 (фиг. 22)Искры темножелтые, редкие разветвления, редкие, более свет¬
лые звездочки.Сгаль Р9 (ЭИ26Г) (фиг. 23)Искры светломалиновые, простые, редкие разветвления.Сталь Р9 (фиг. 24) *Искры светломалиновые, разветвления на концах нитей и куч¬
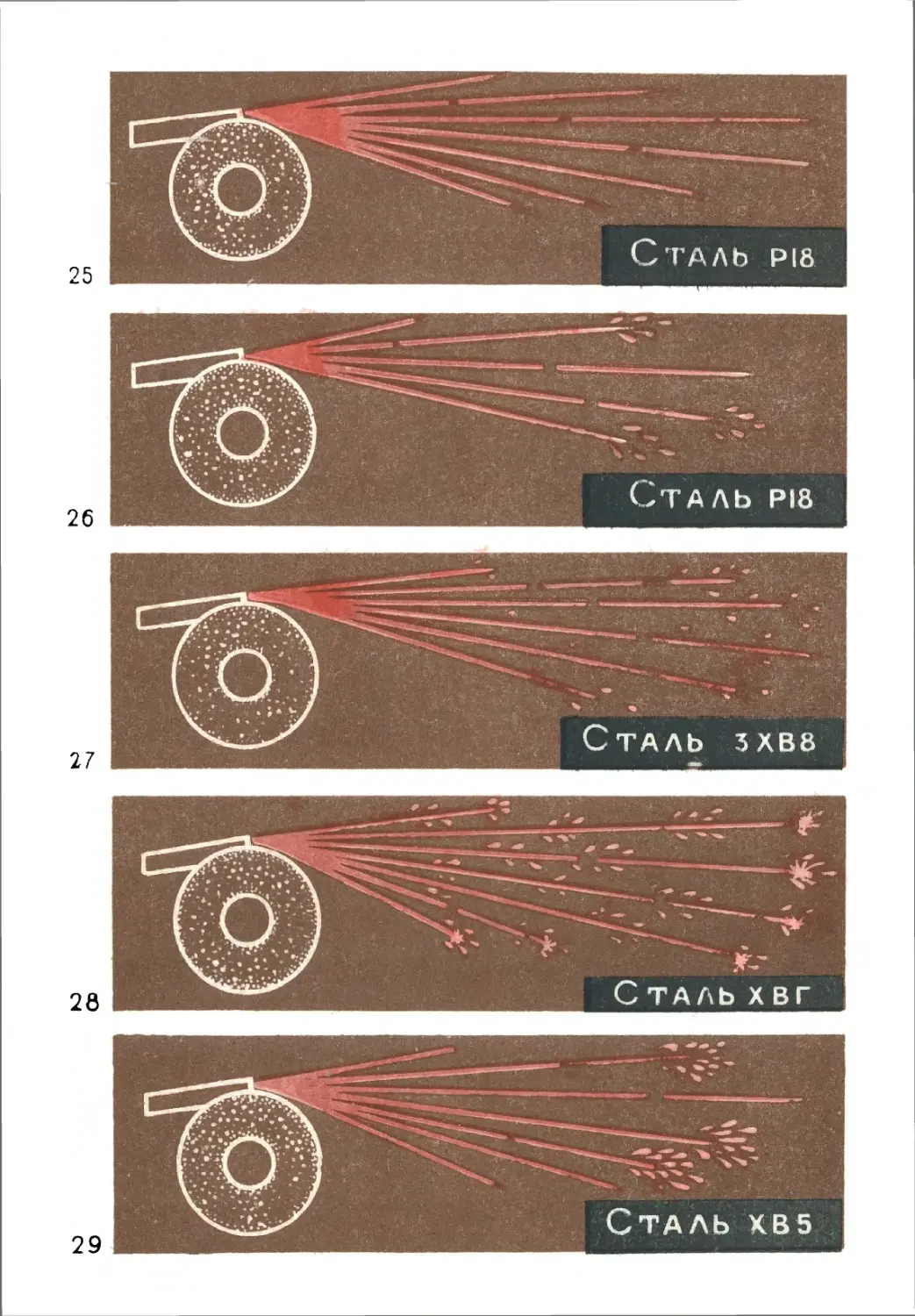
ные обрывистые крапины.Сталь Р18 (фиг. 25) *Искры темномалиновые, прямолинейные, без разветвлений.Сталь Р18 (фиг. 26)Искры темномалиновые, на концах двух, трех нитей небольшие
разветвления.Сталь ЗХВ8 (фиг. 27)Искры темномалиновые, нити с яркими кончиками, редкие и?
мелкие более светлые разветвления.Сталь ХВГ (фиг. 28)Искры темномалиновые, разветвления светлее и ярче располо¬
жены мелкими отдельными пучками.Сталь ХВ5 (фиг. 29)Искры темномалиновые, разветвления на концах некоторых
нитей более светлые и яркие.* Разный вид искр у одной и той же стали вызван или изменением!
содержания легирующих элементов, или изменением структуры стали, образова¬
нием более мелкого или более крупного зерна.
ТАБЛИЦЫВИДОВ ИСКР
РАЗЛИЧНЫХ СОРТОВ СТАЛИ
Ip. 95 к.МАШГИЗМосква, Третьяковский проезд, 1