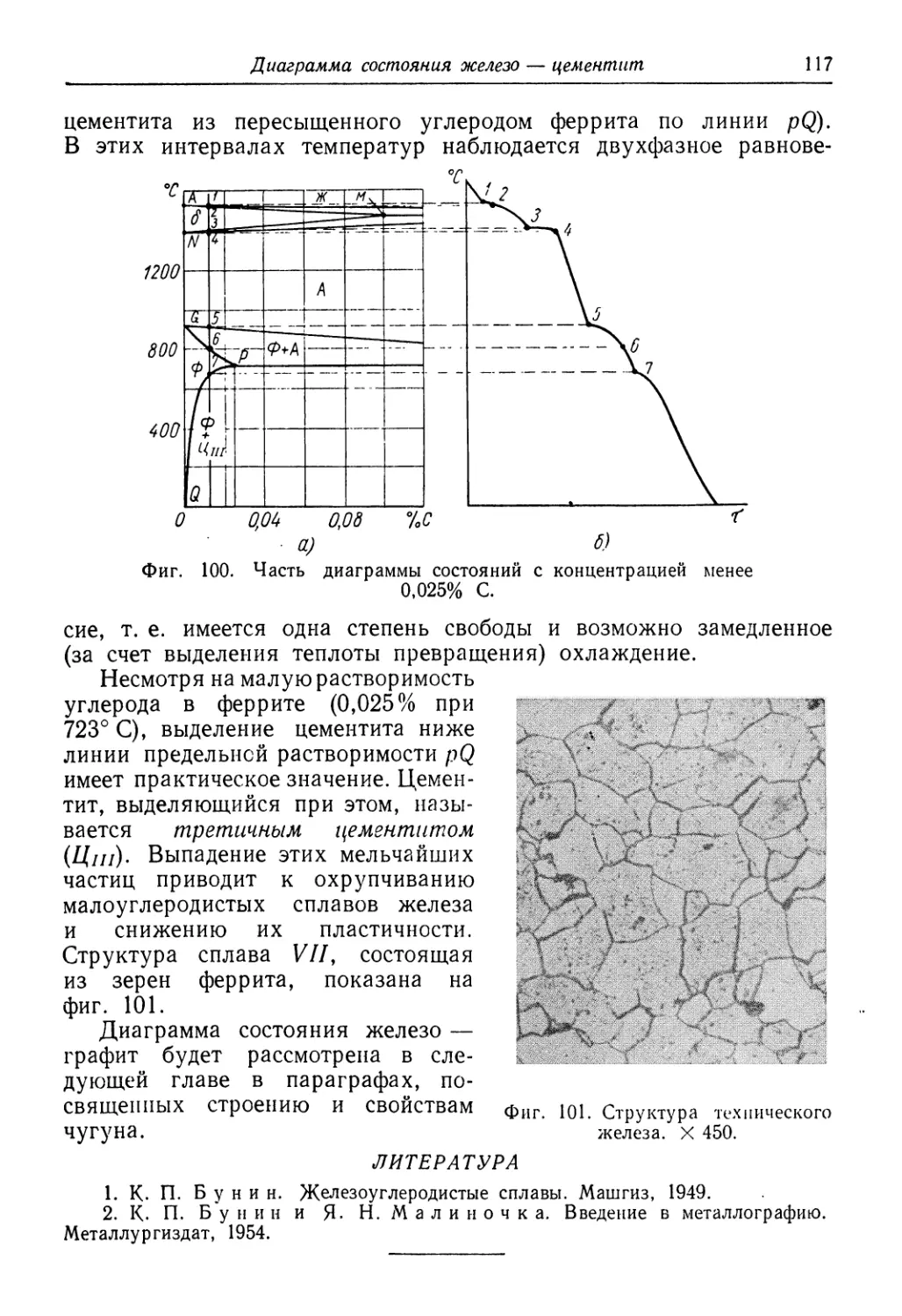
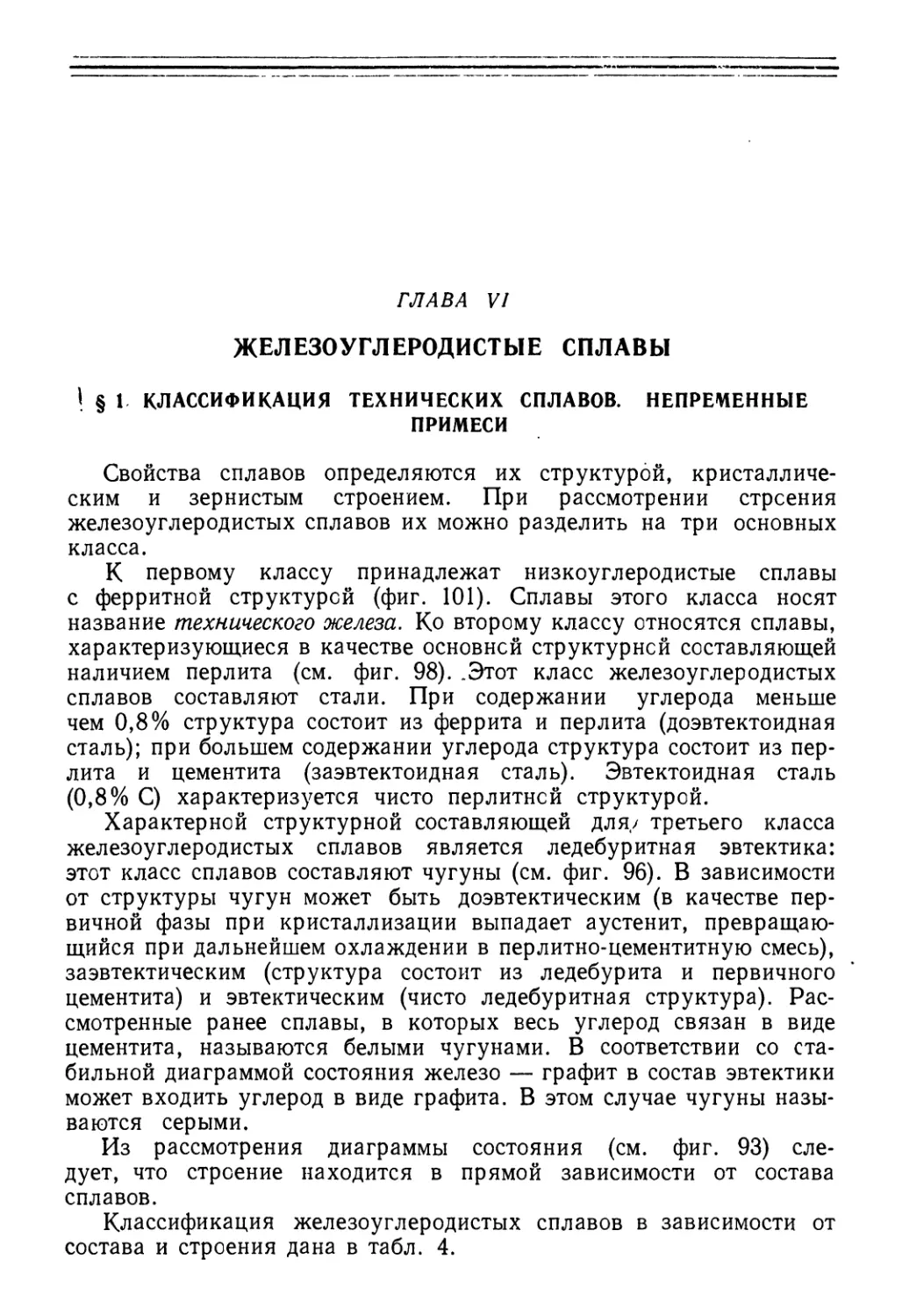
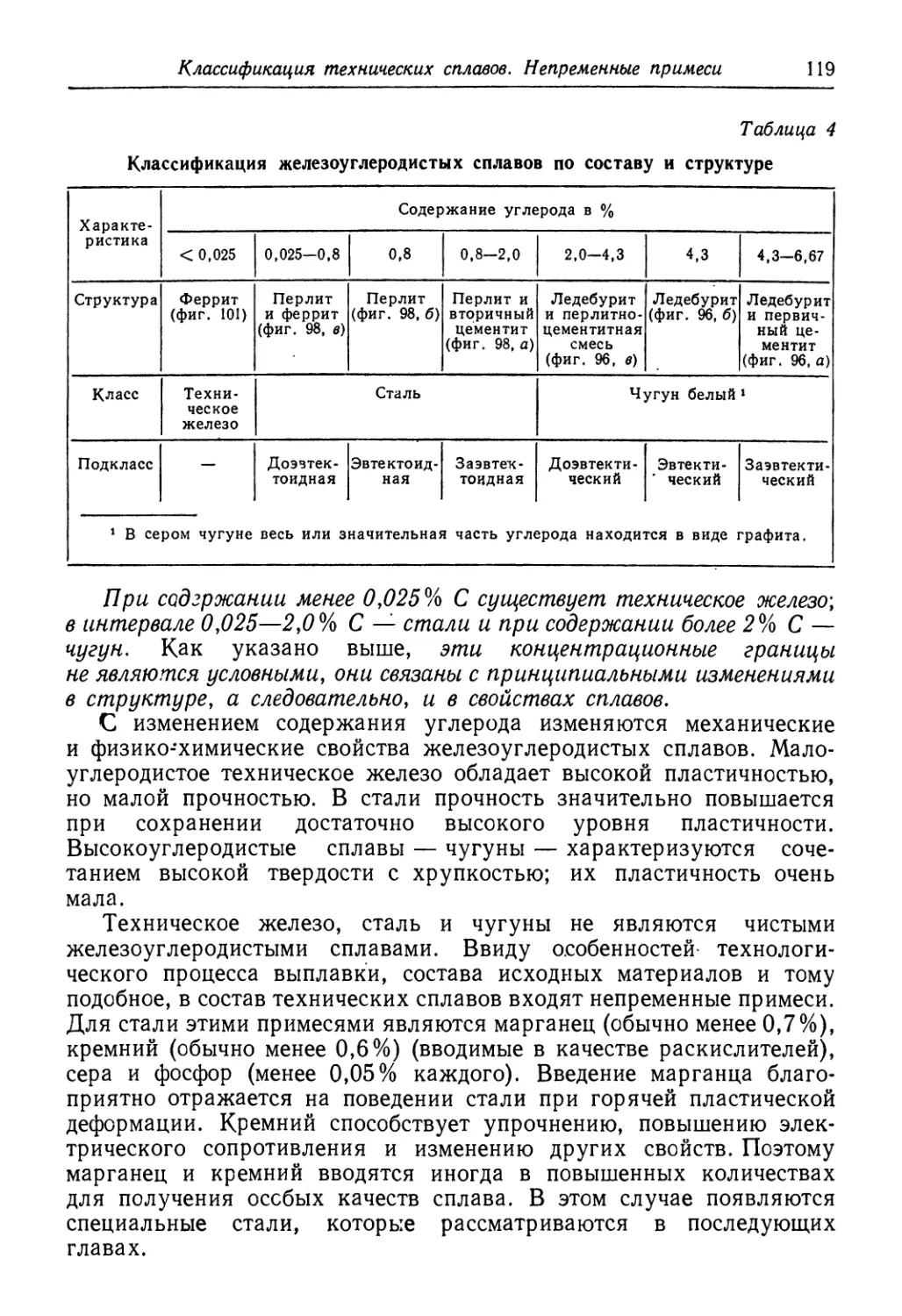
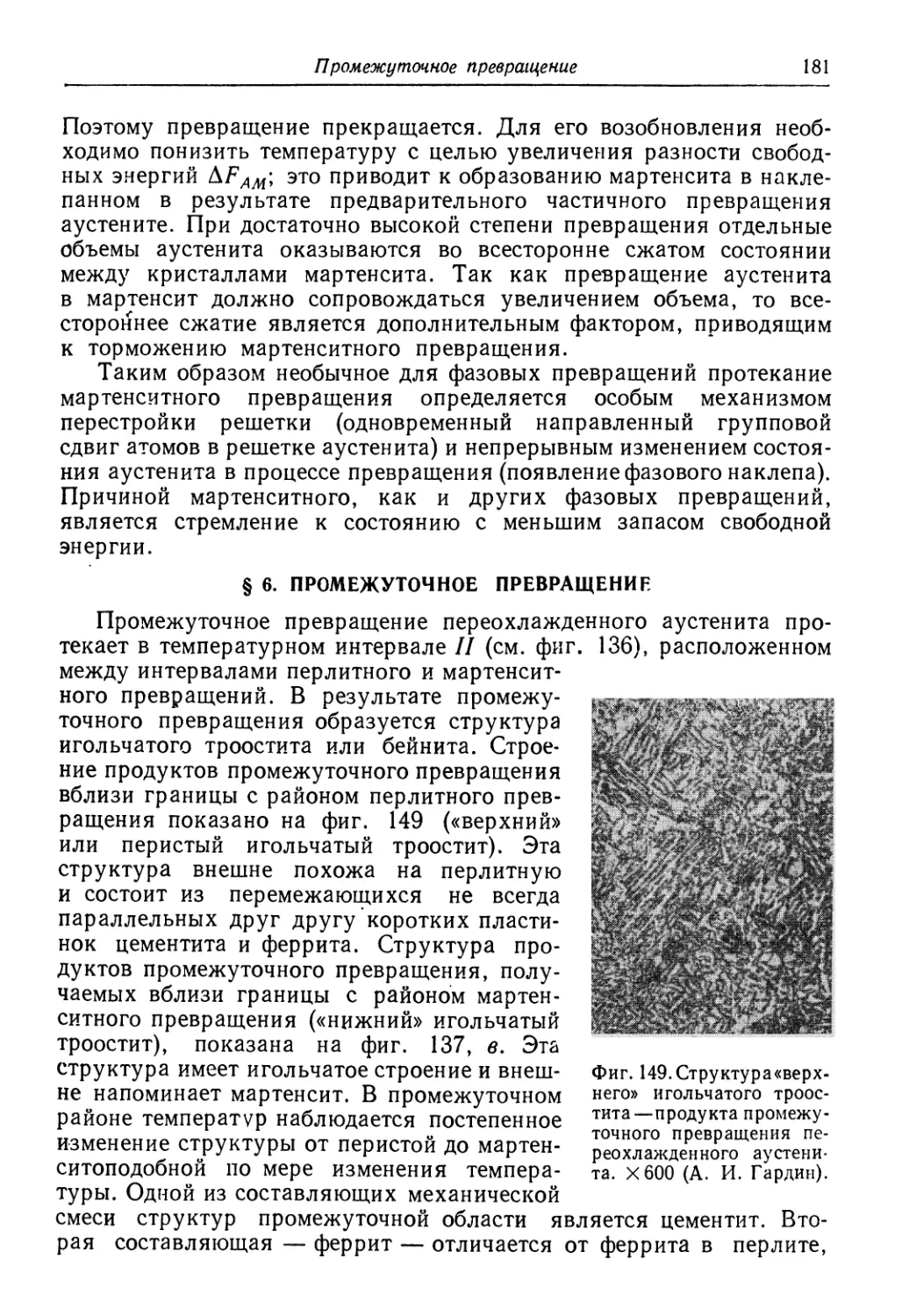
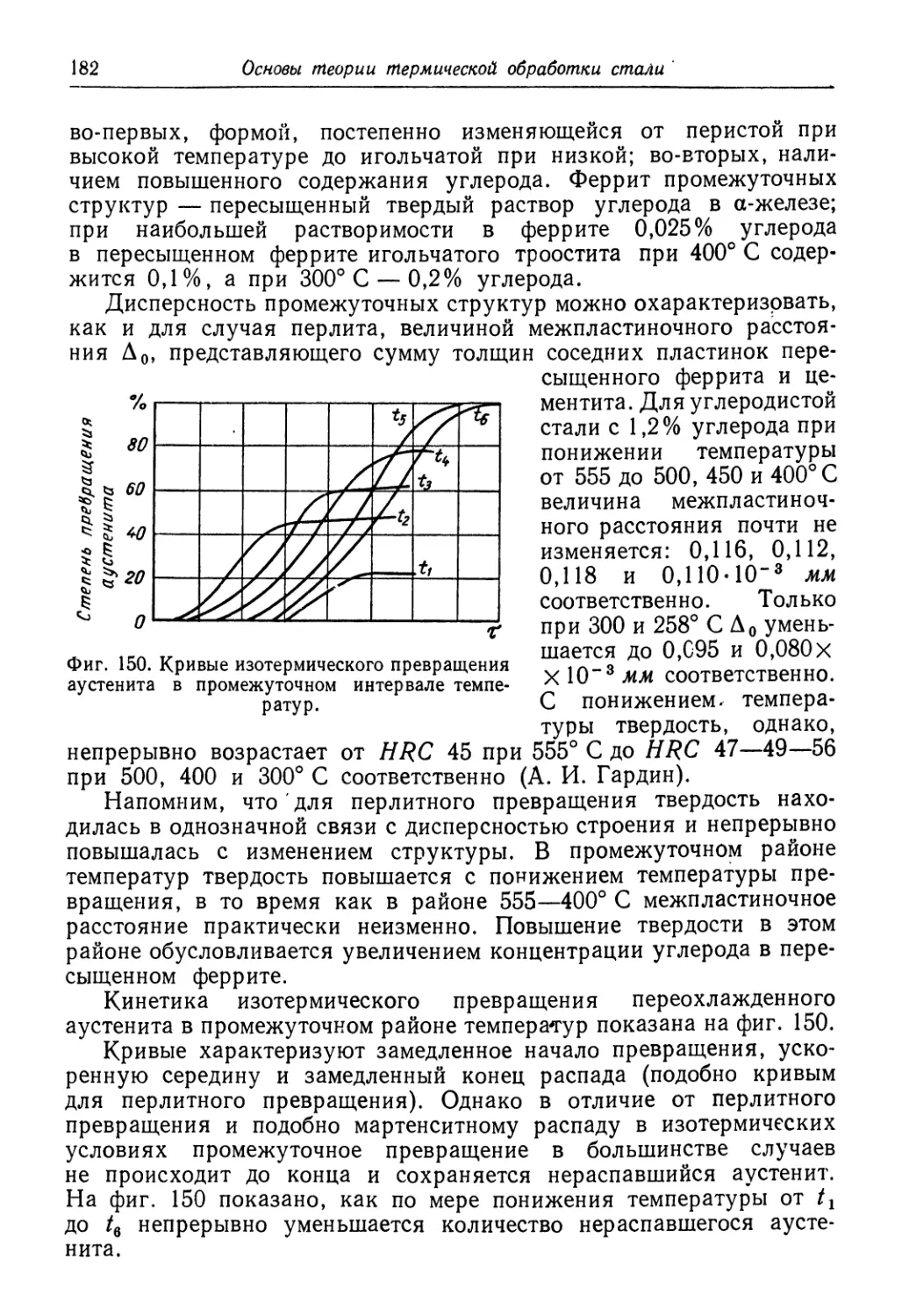
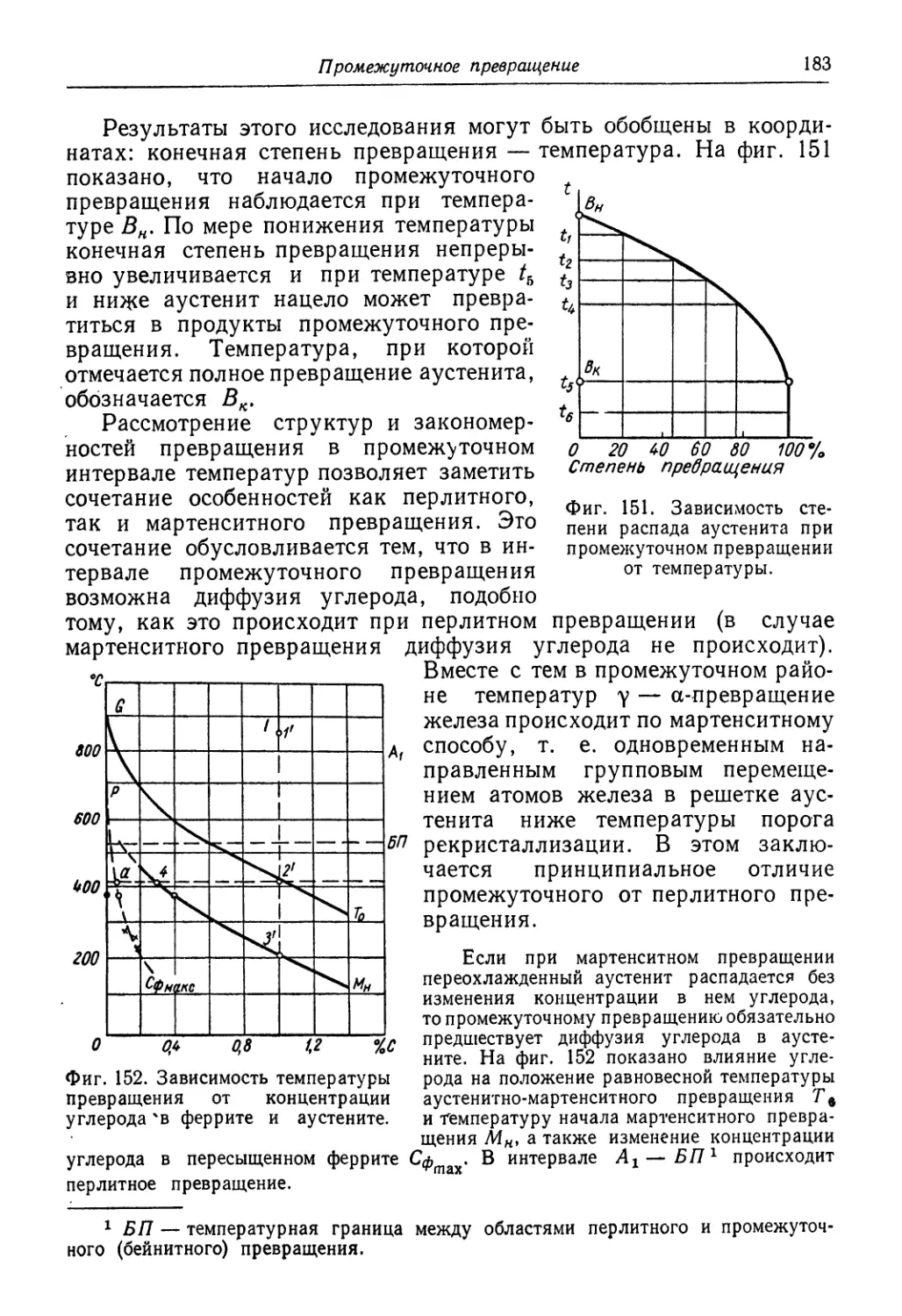
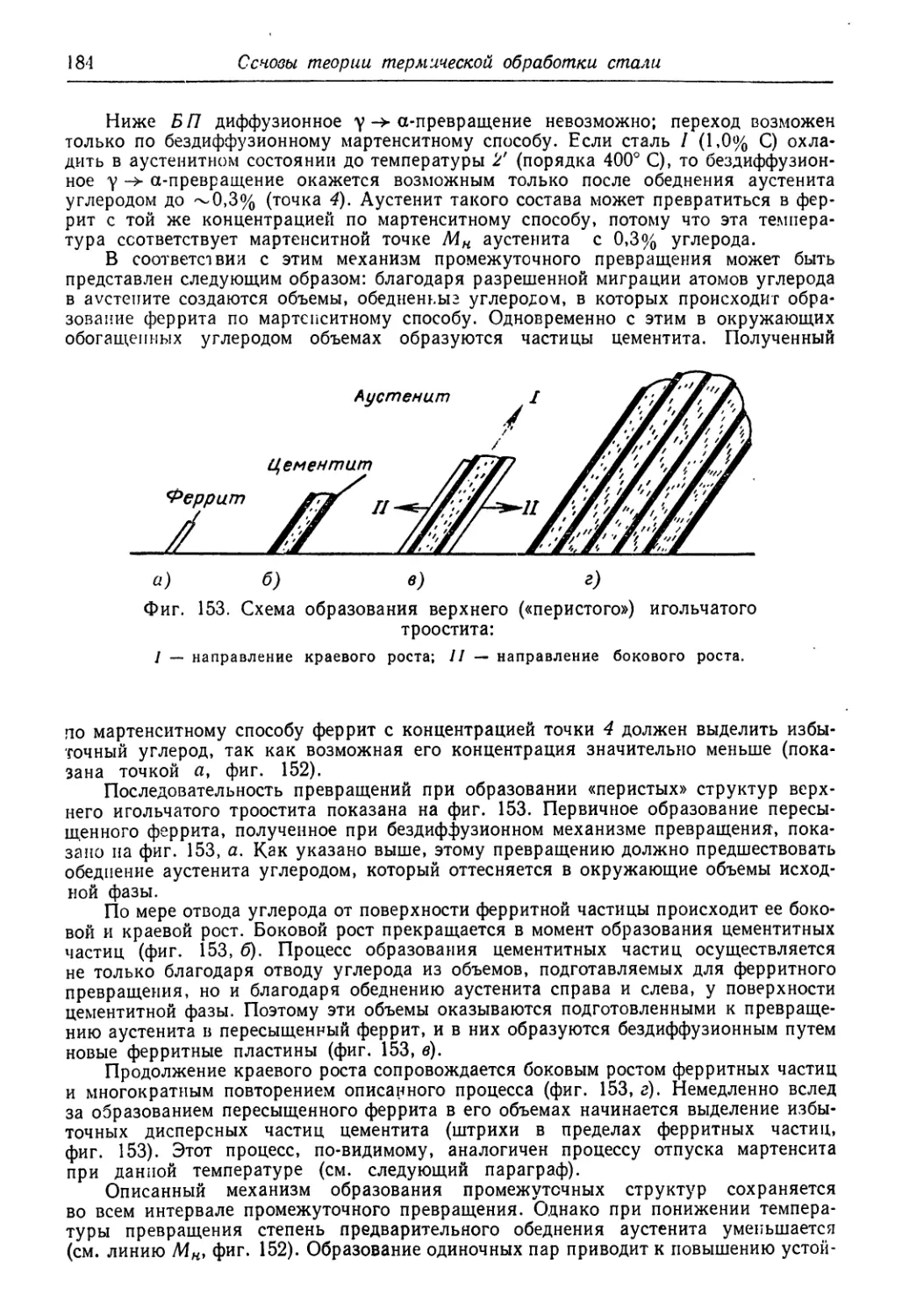
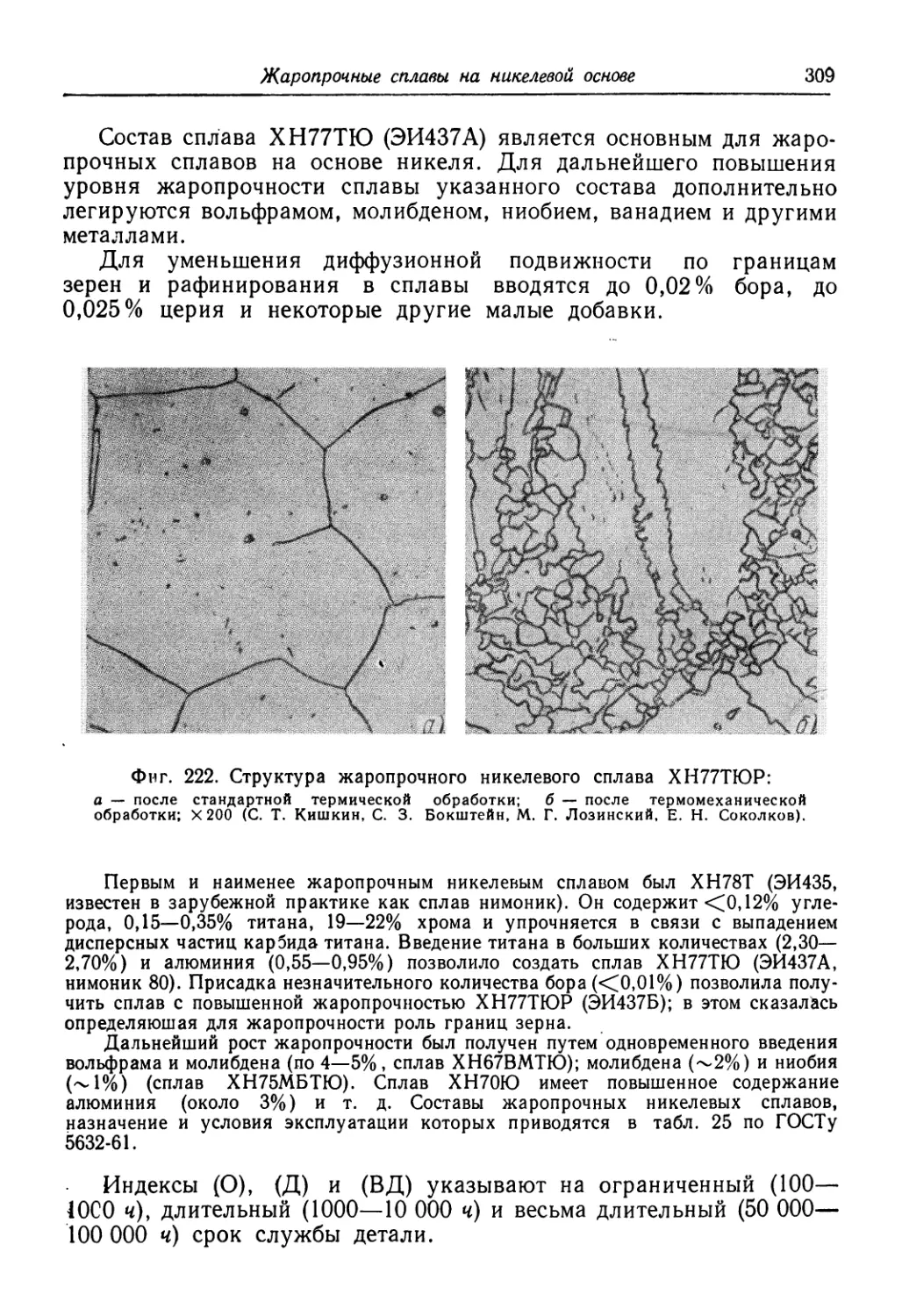
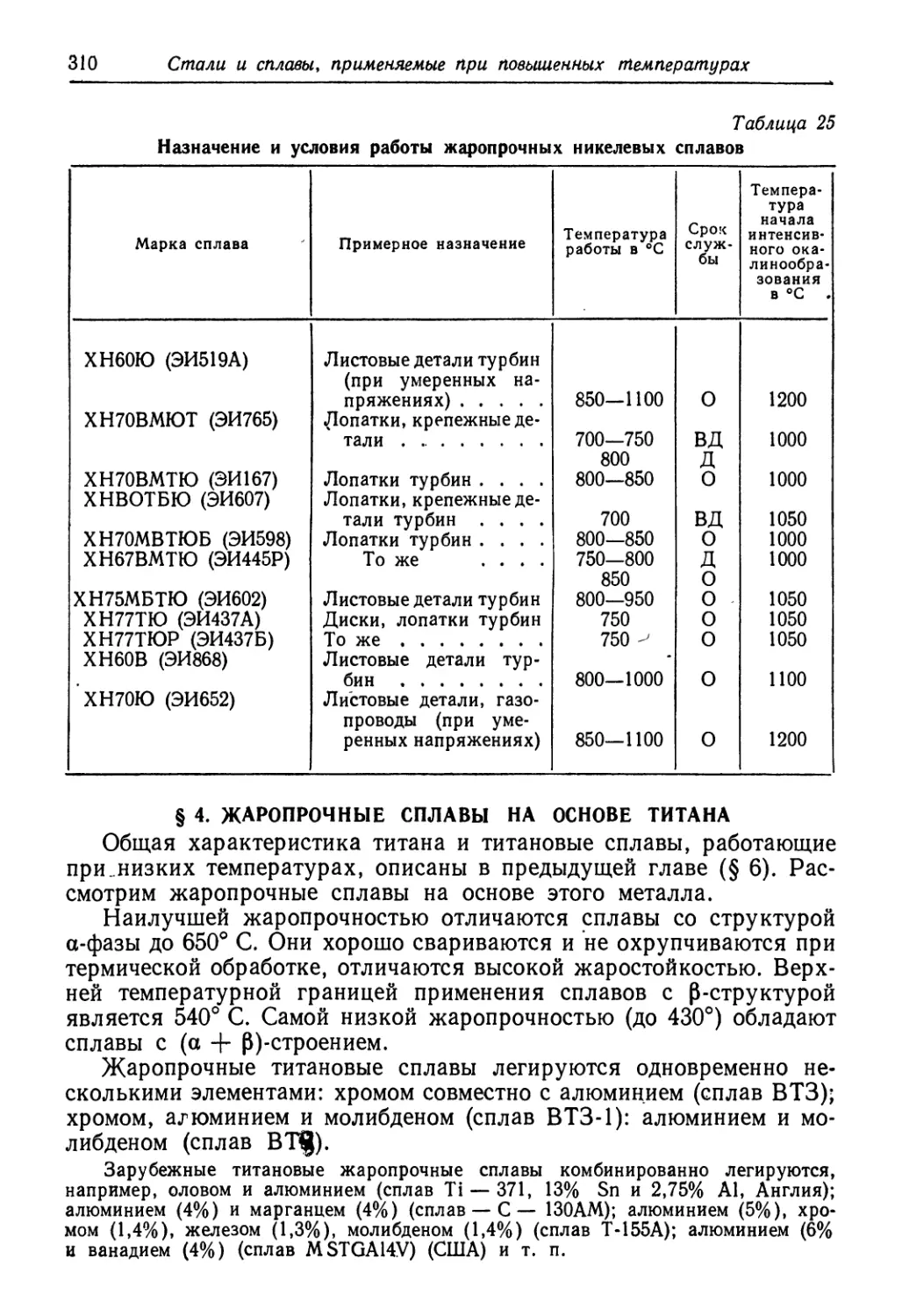
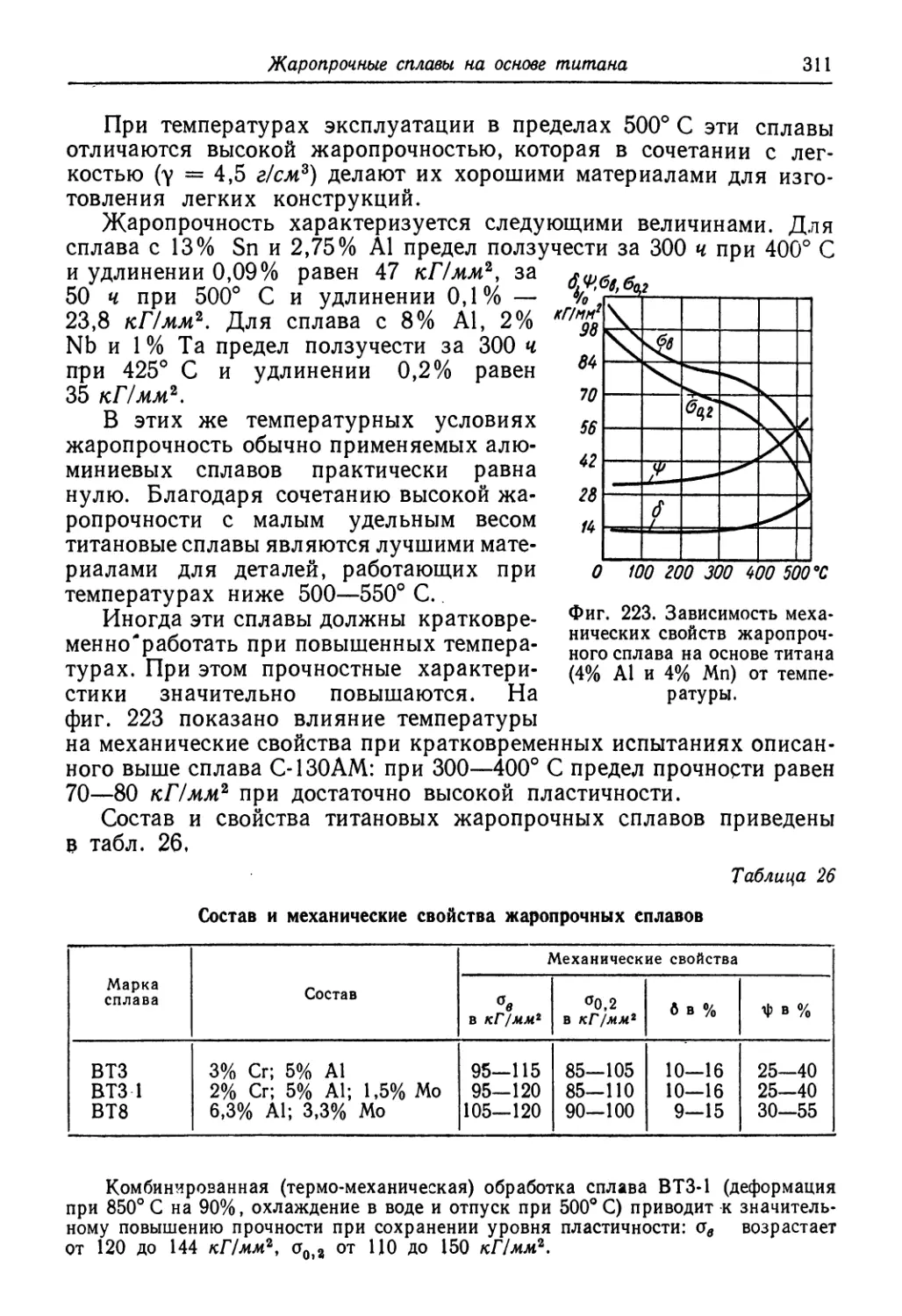
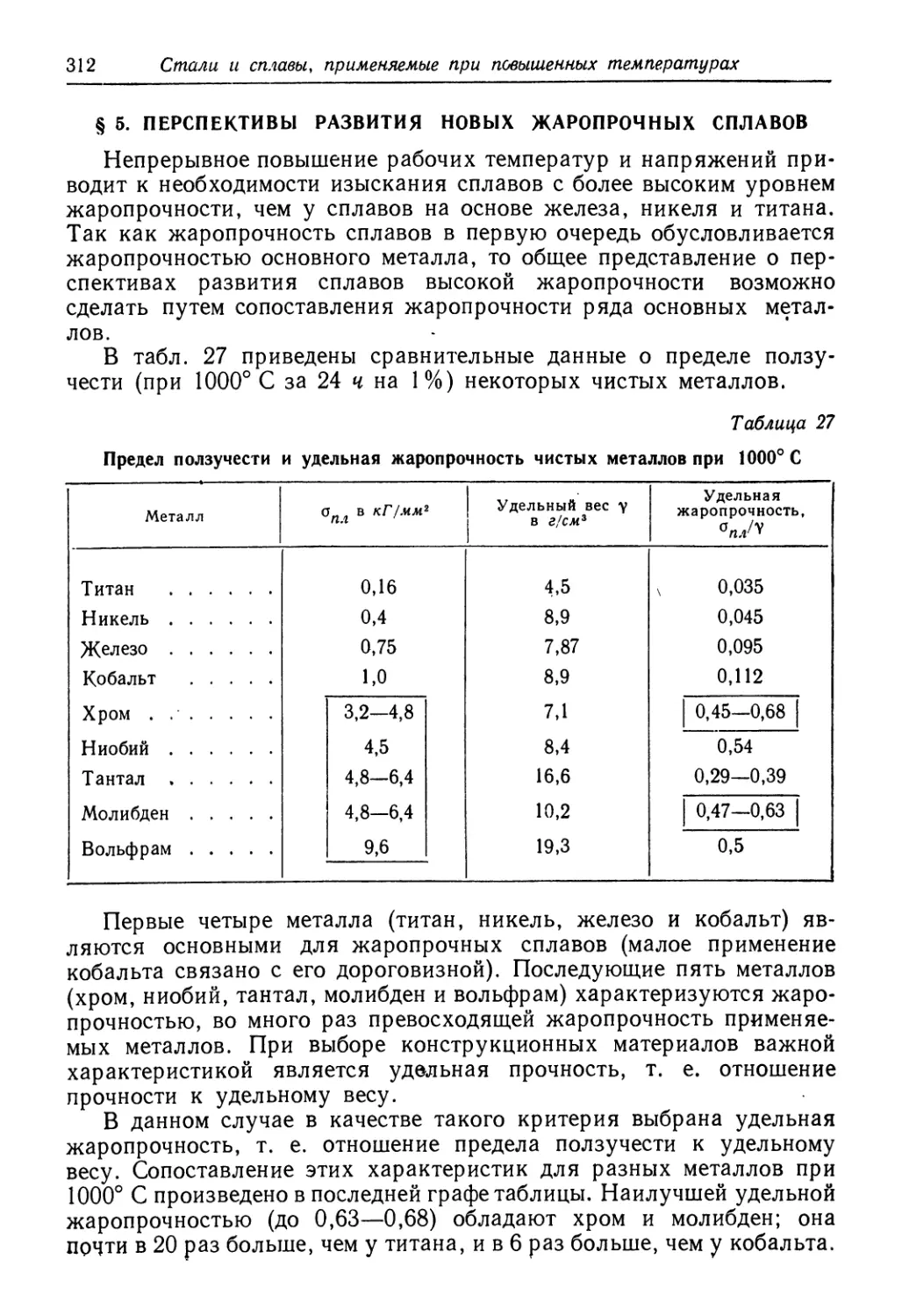
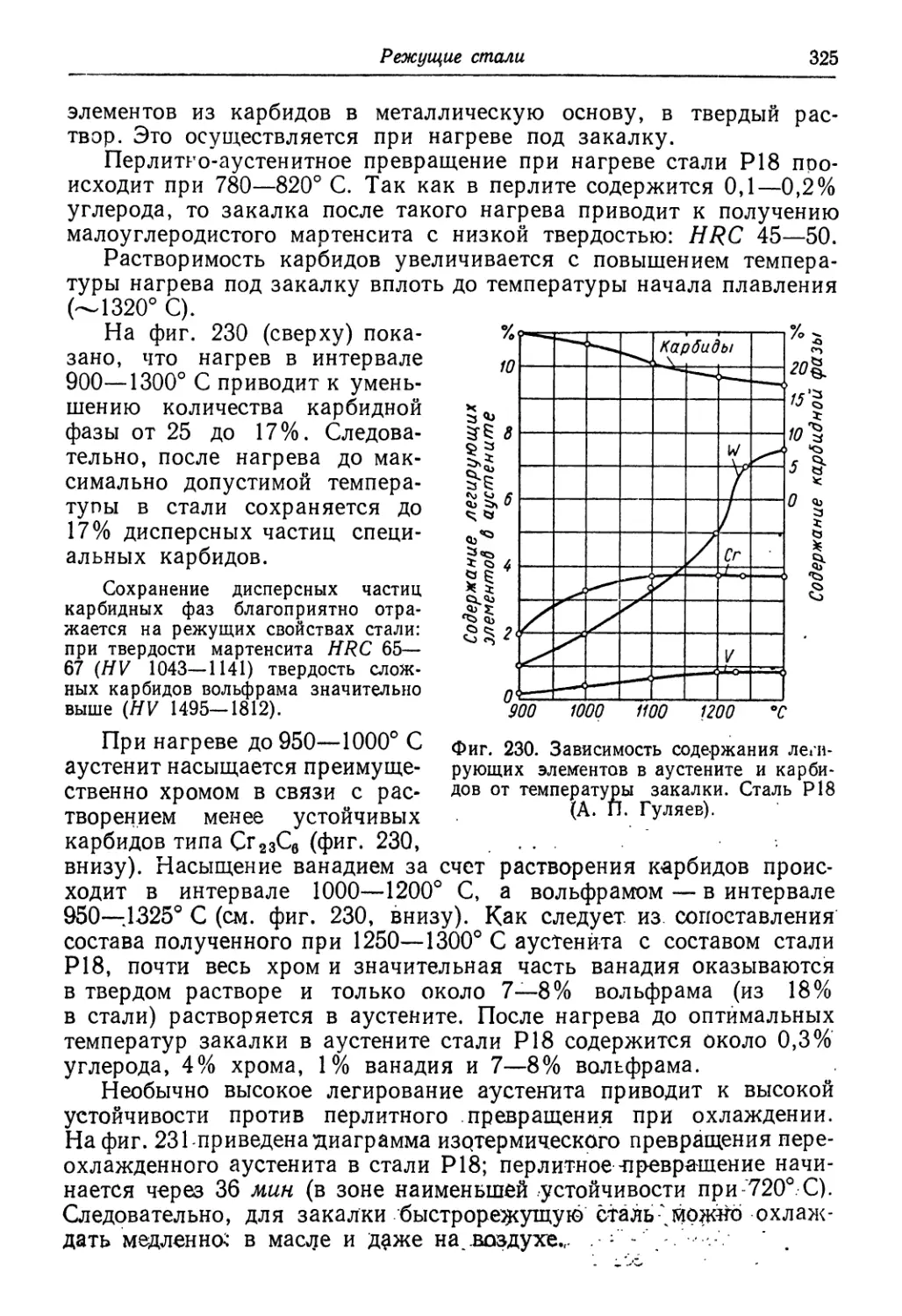
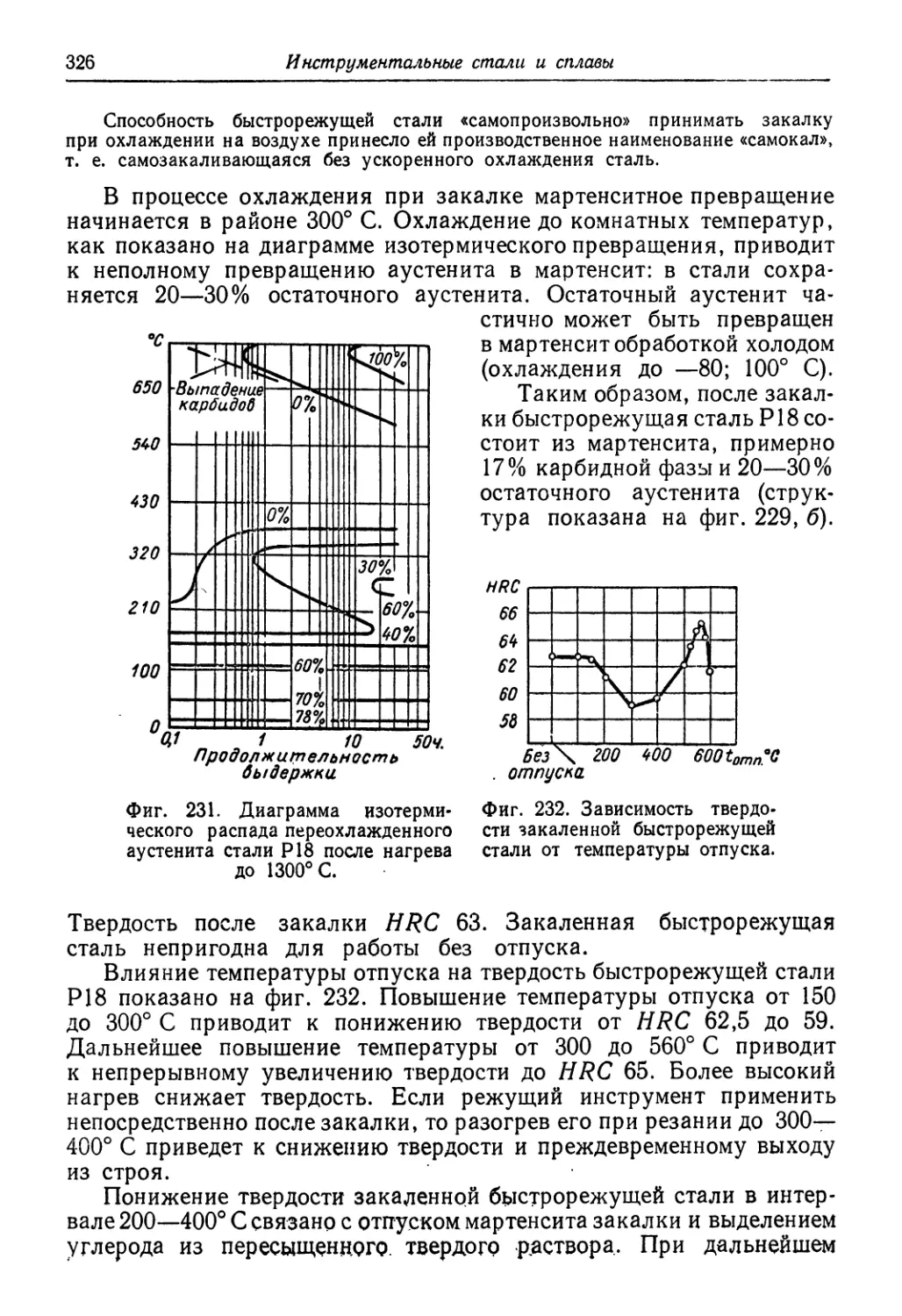
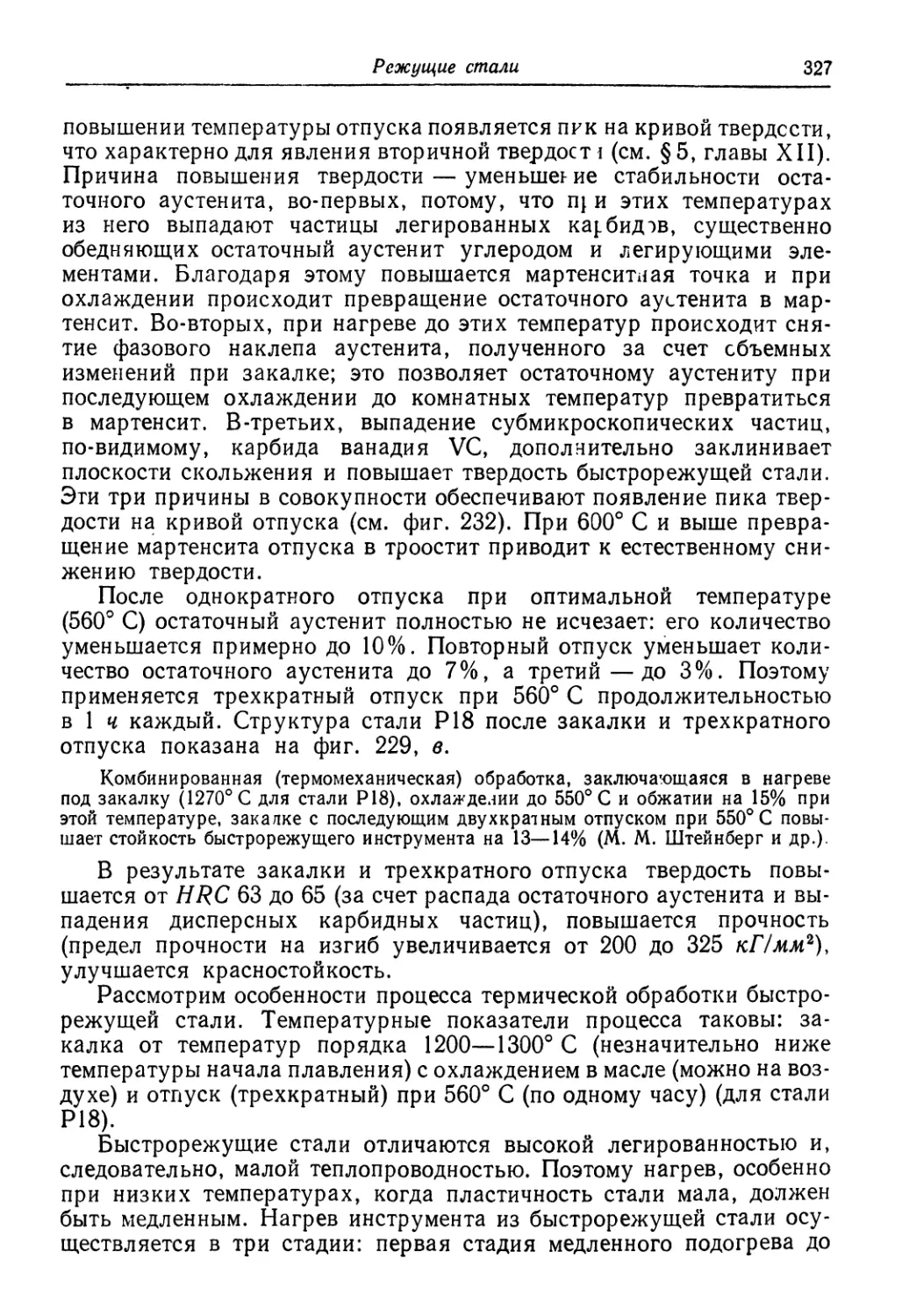
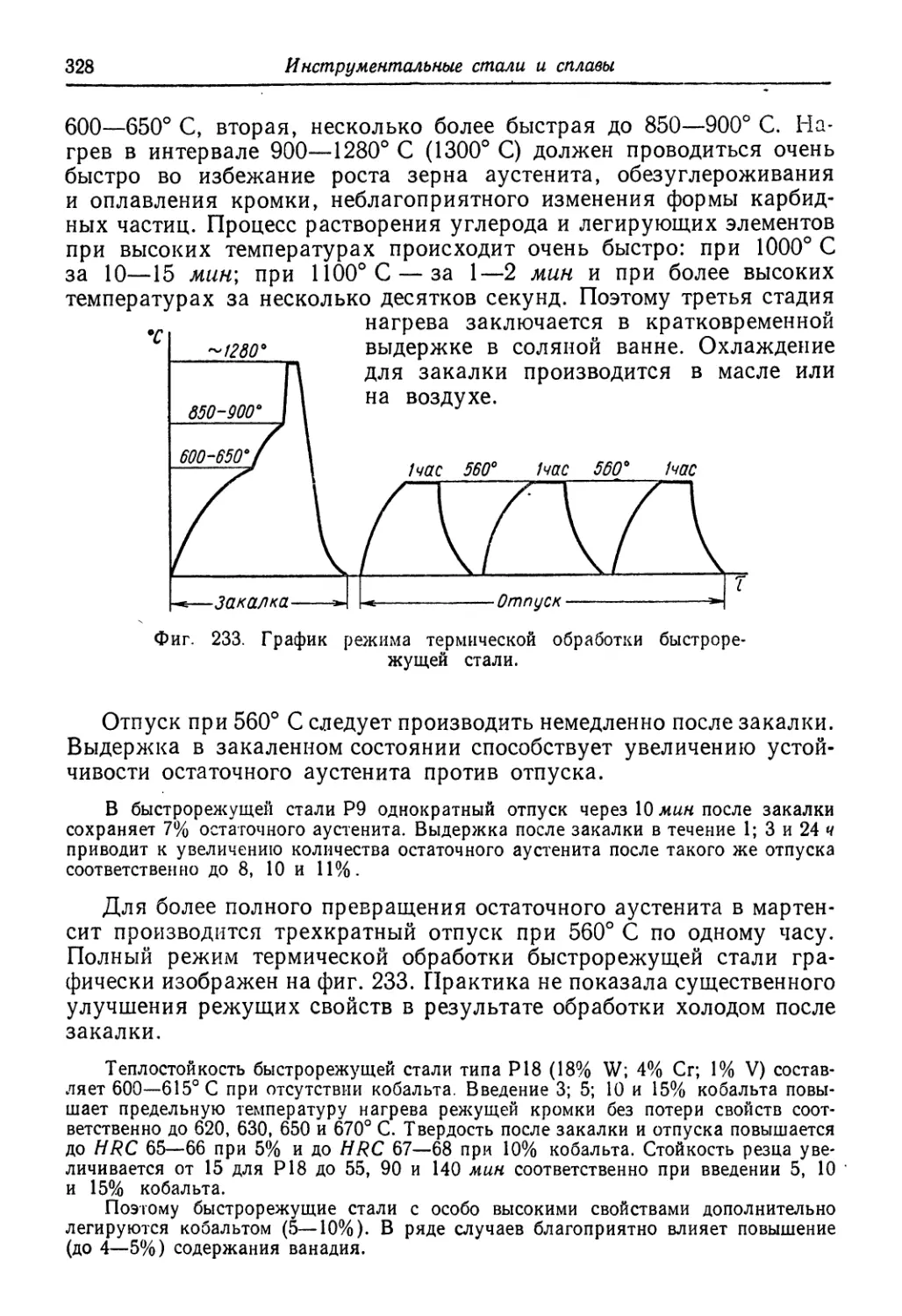
/
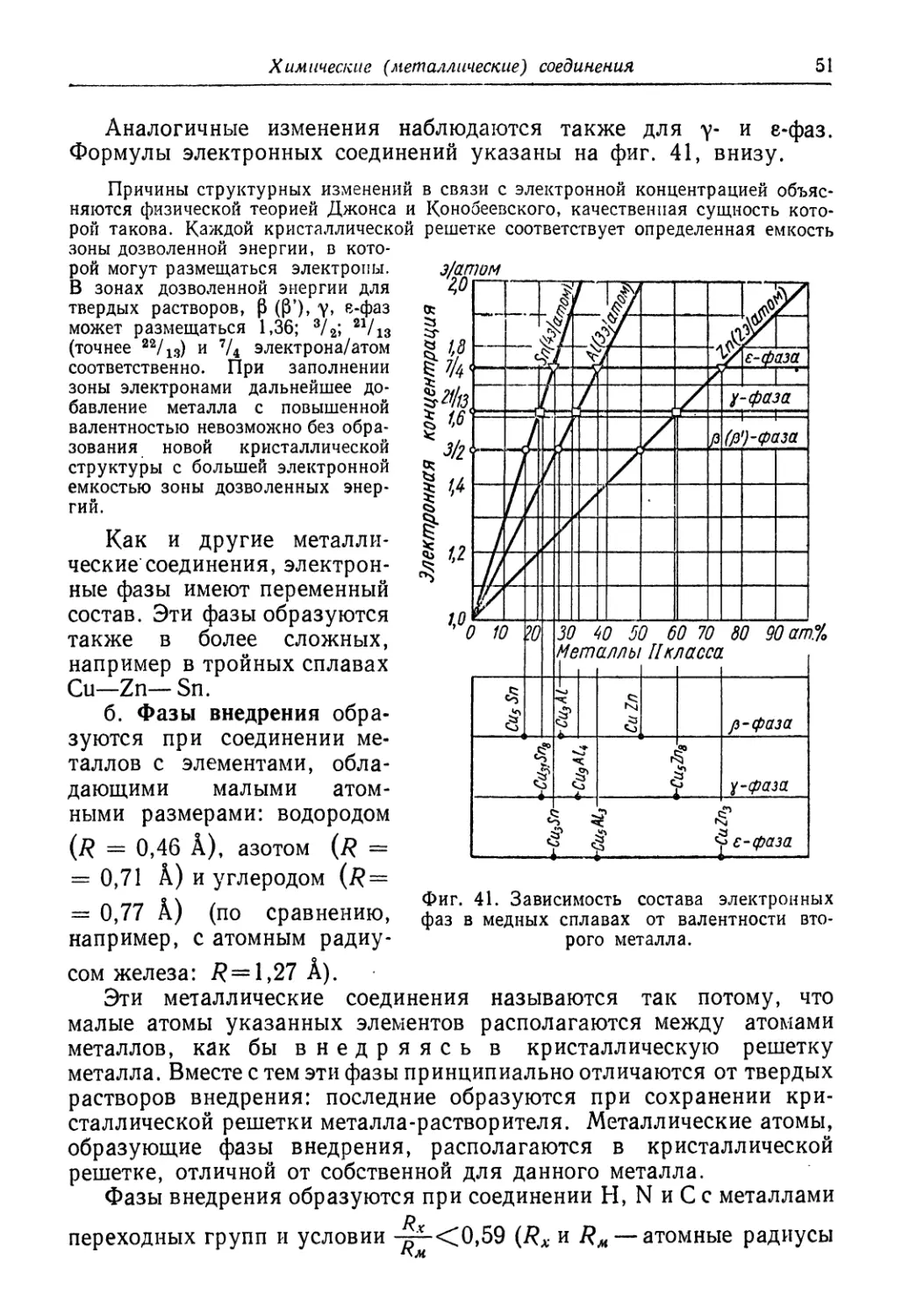
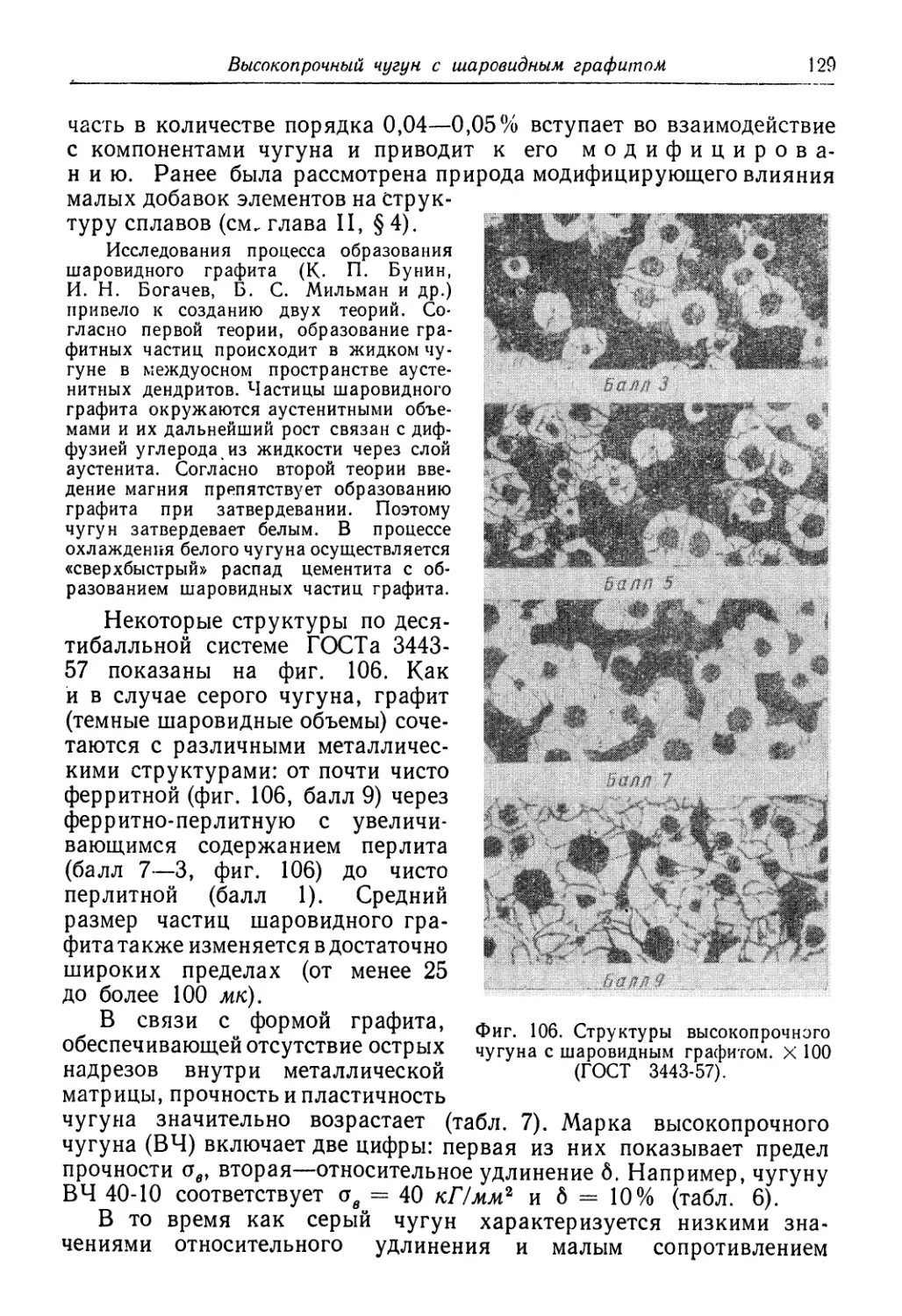
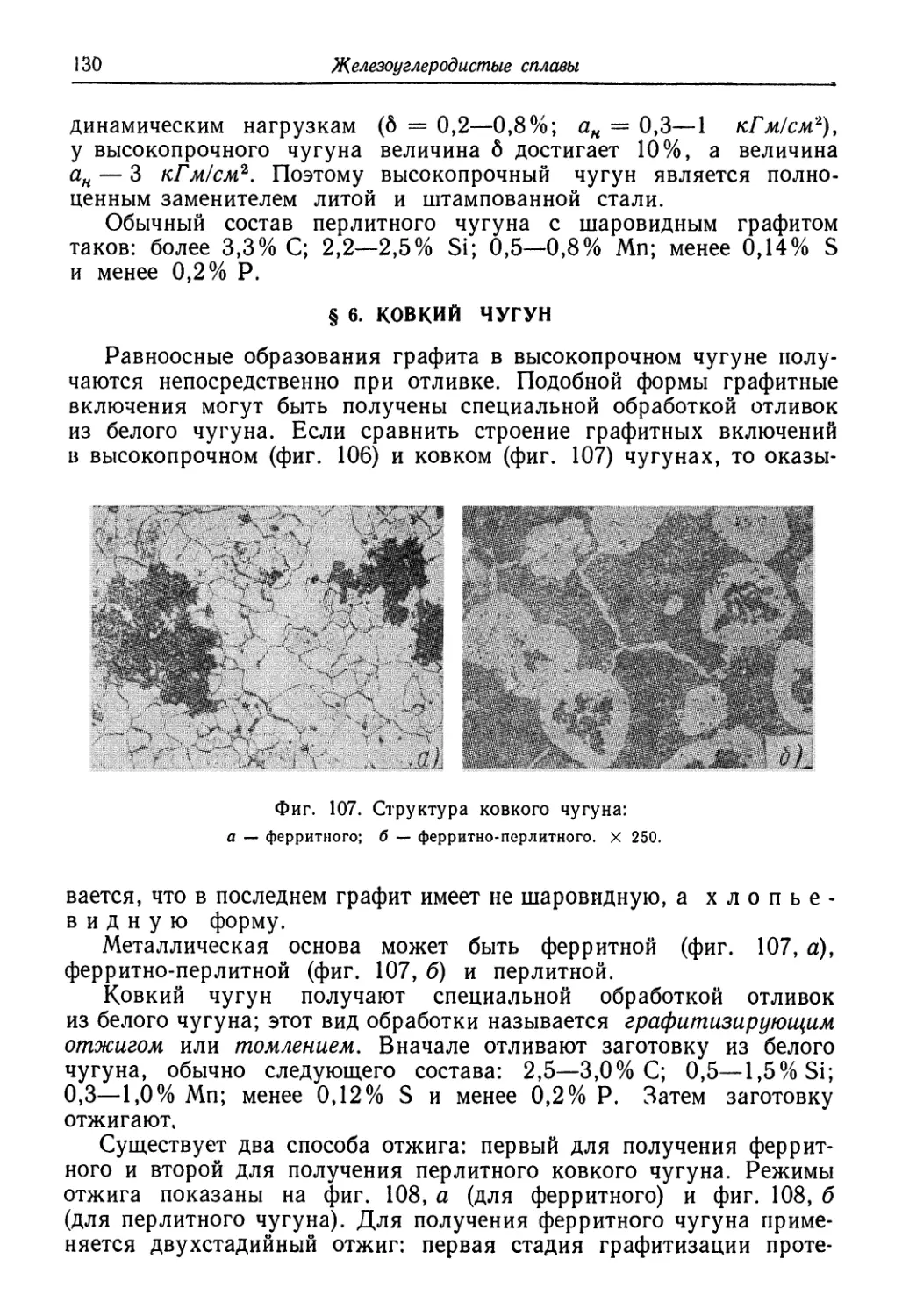
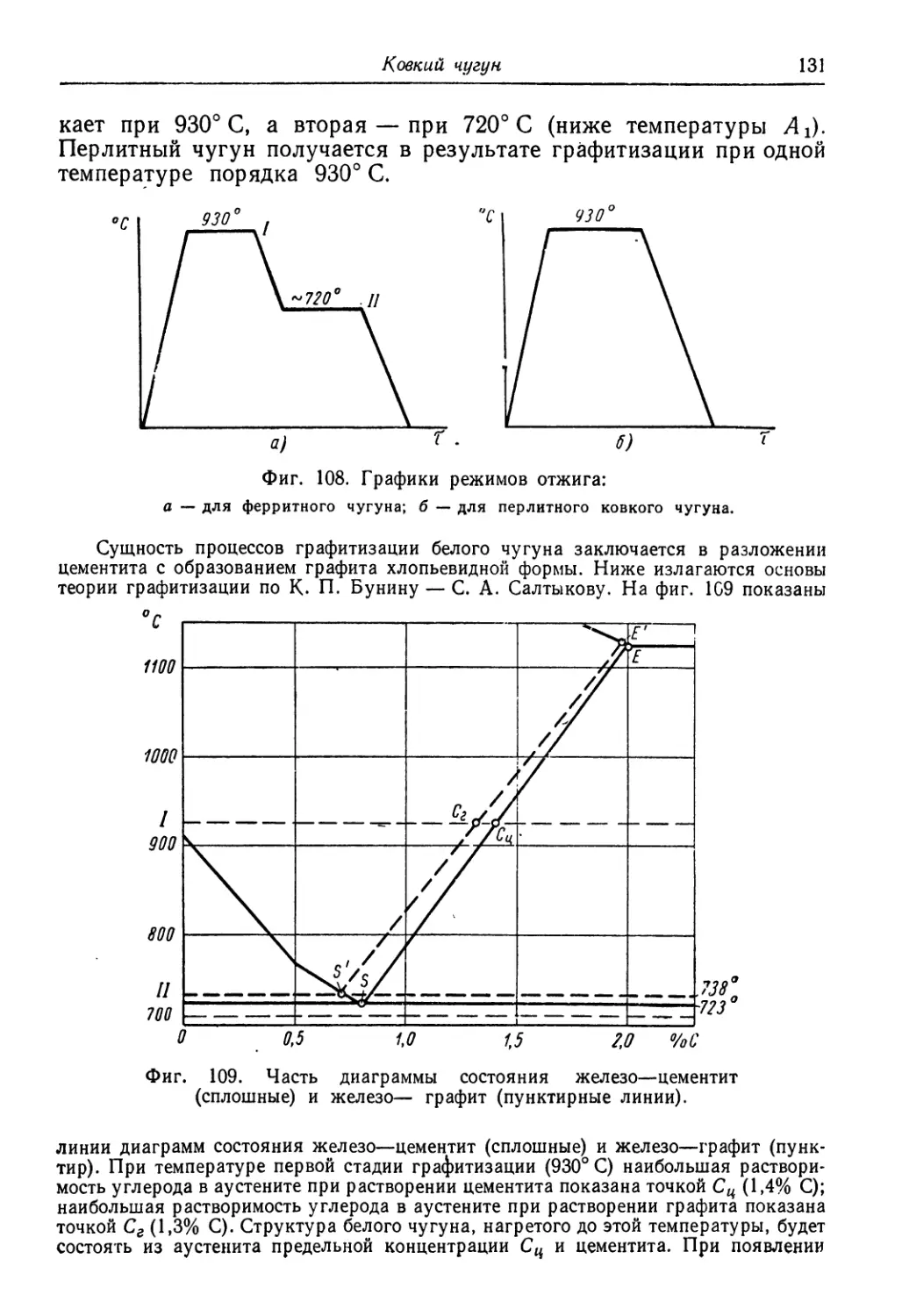
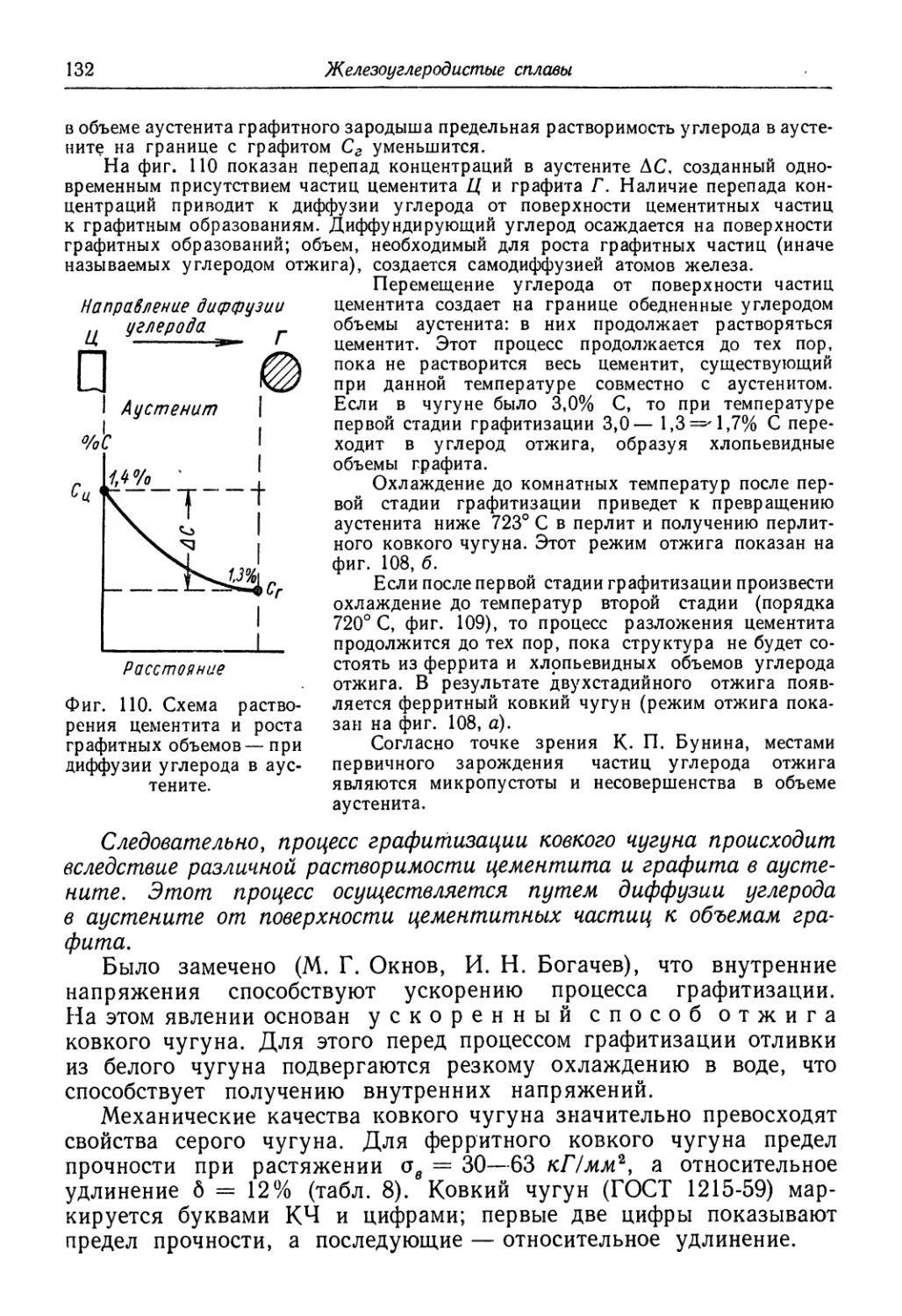
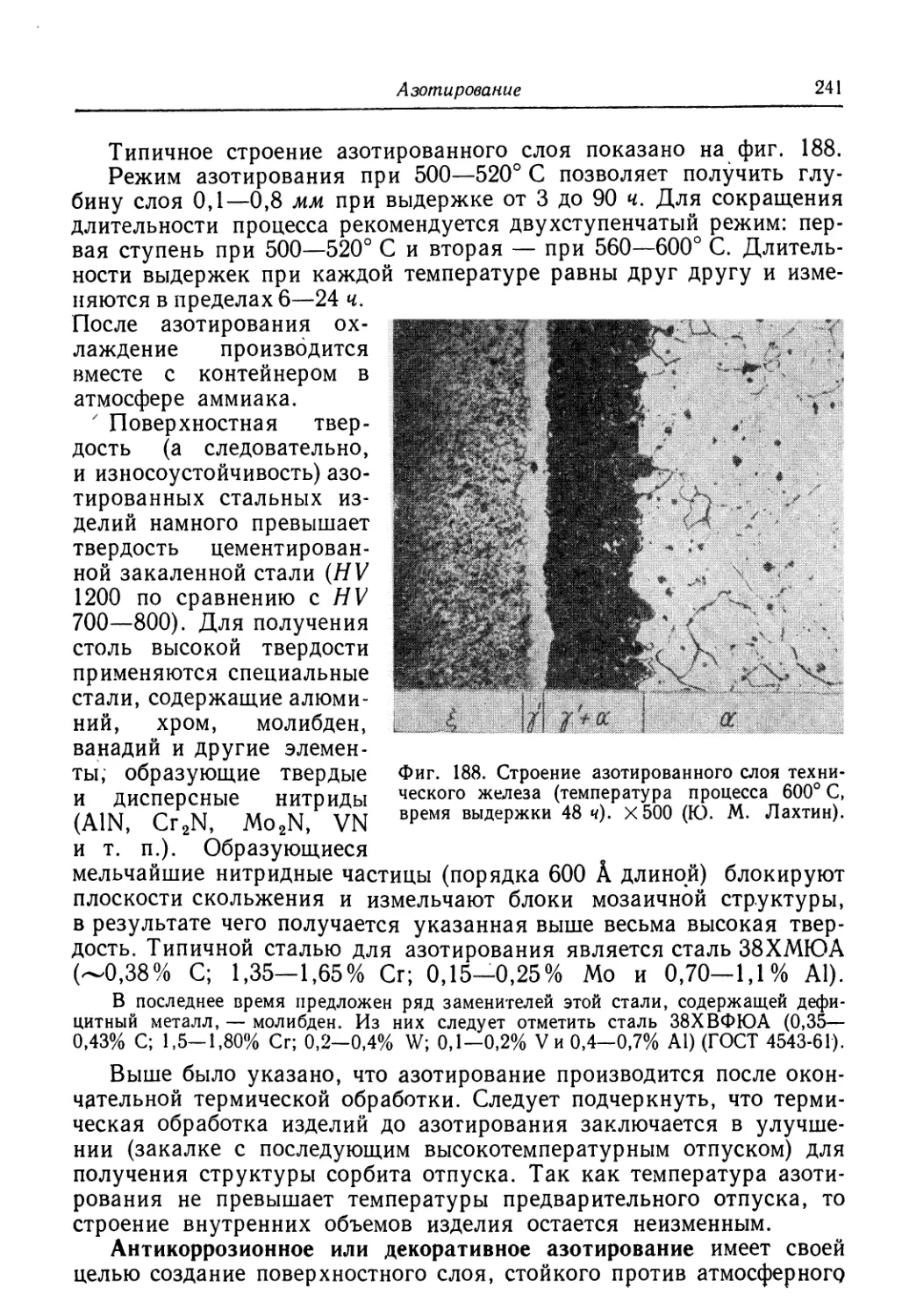
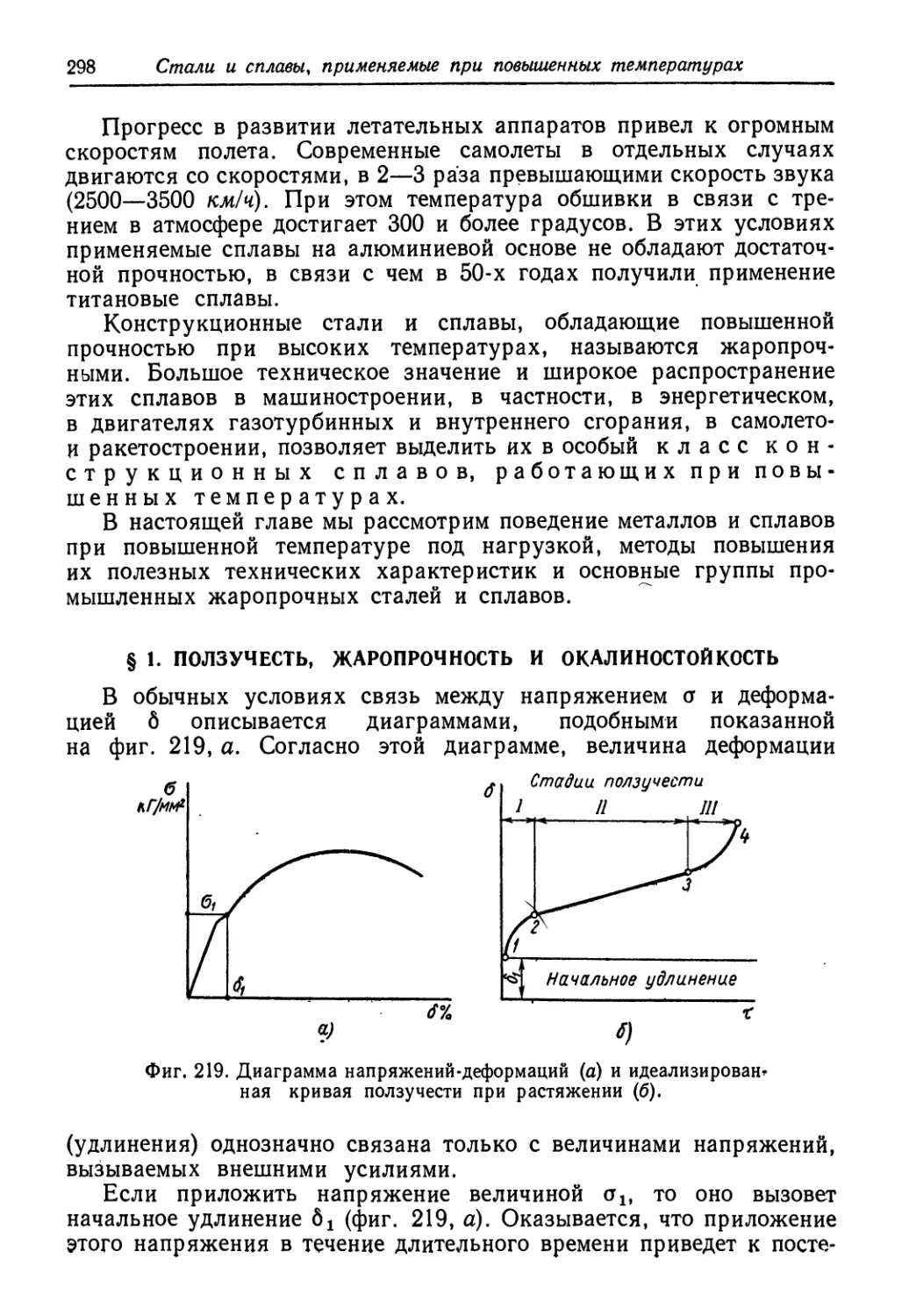
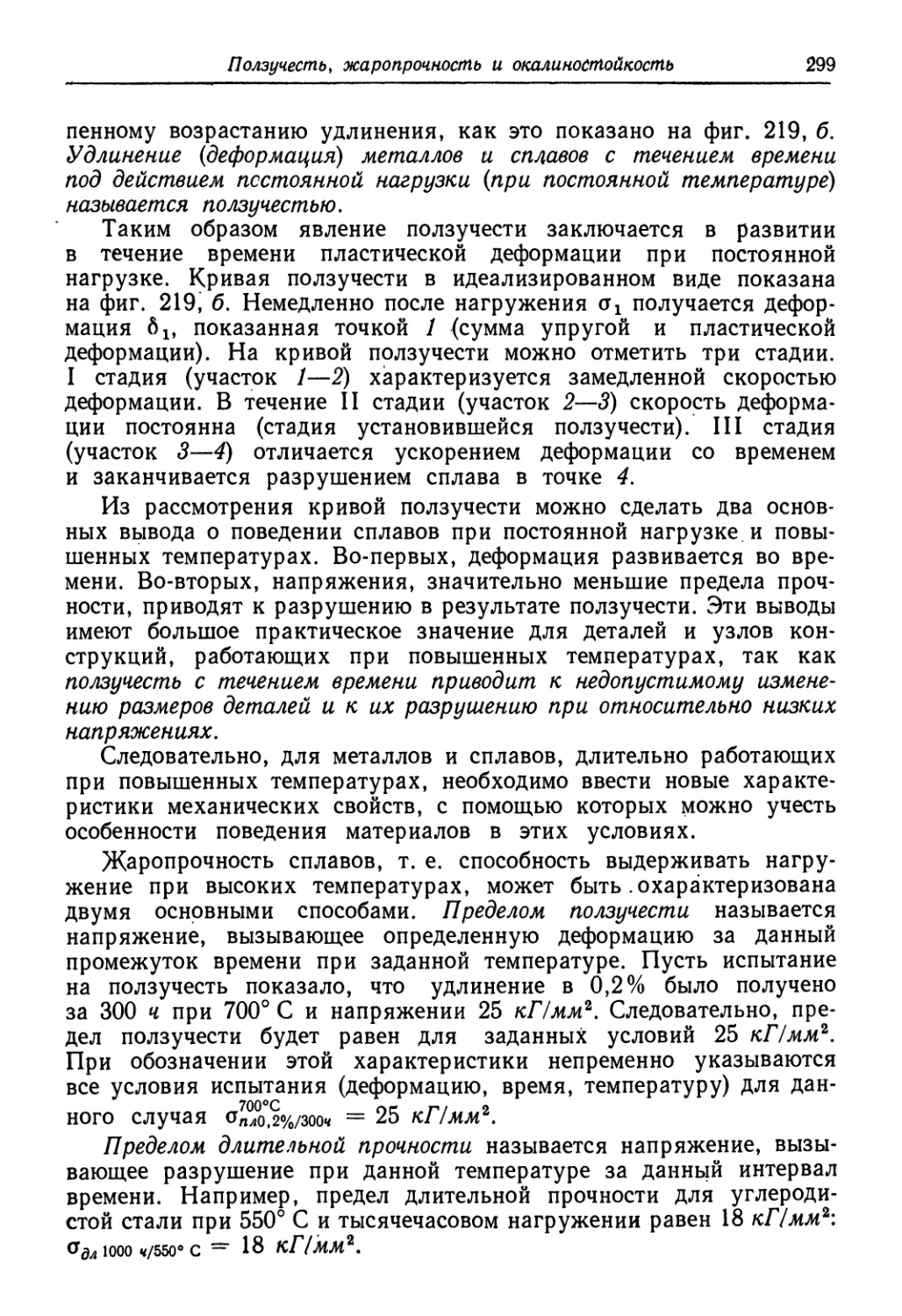
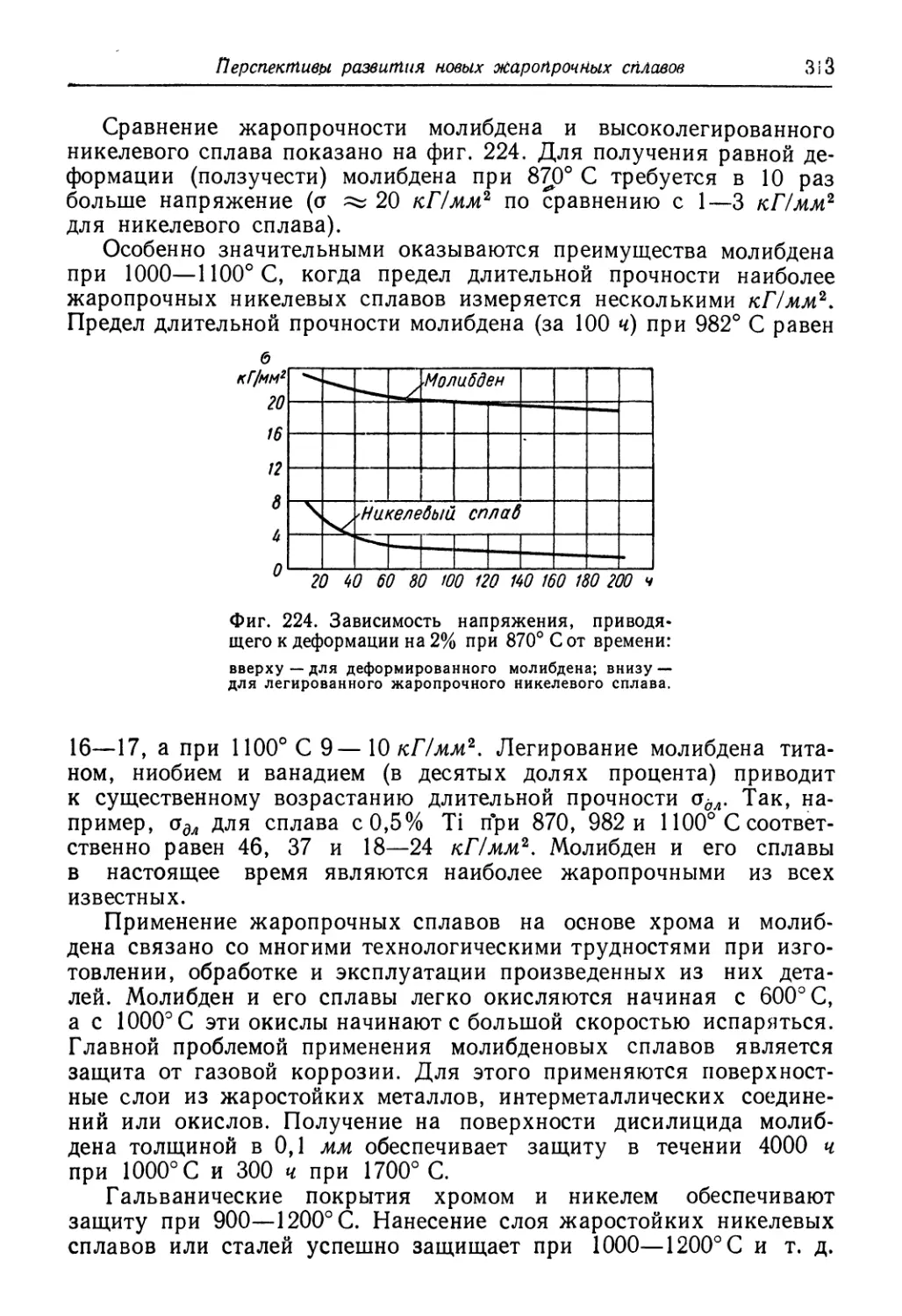
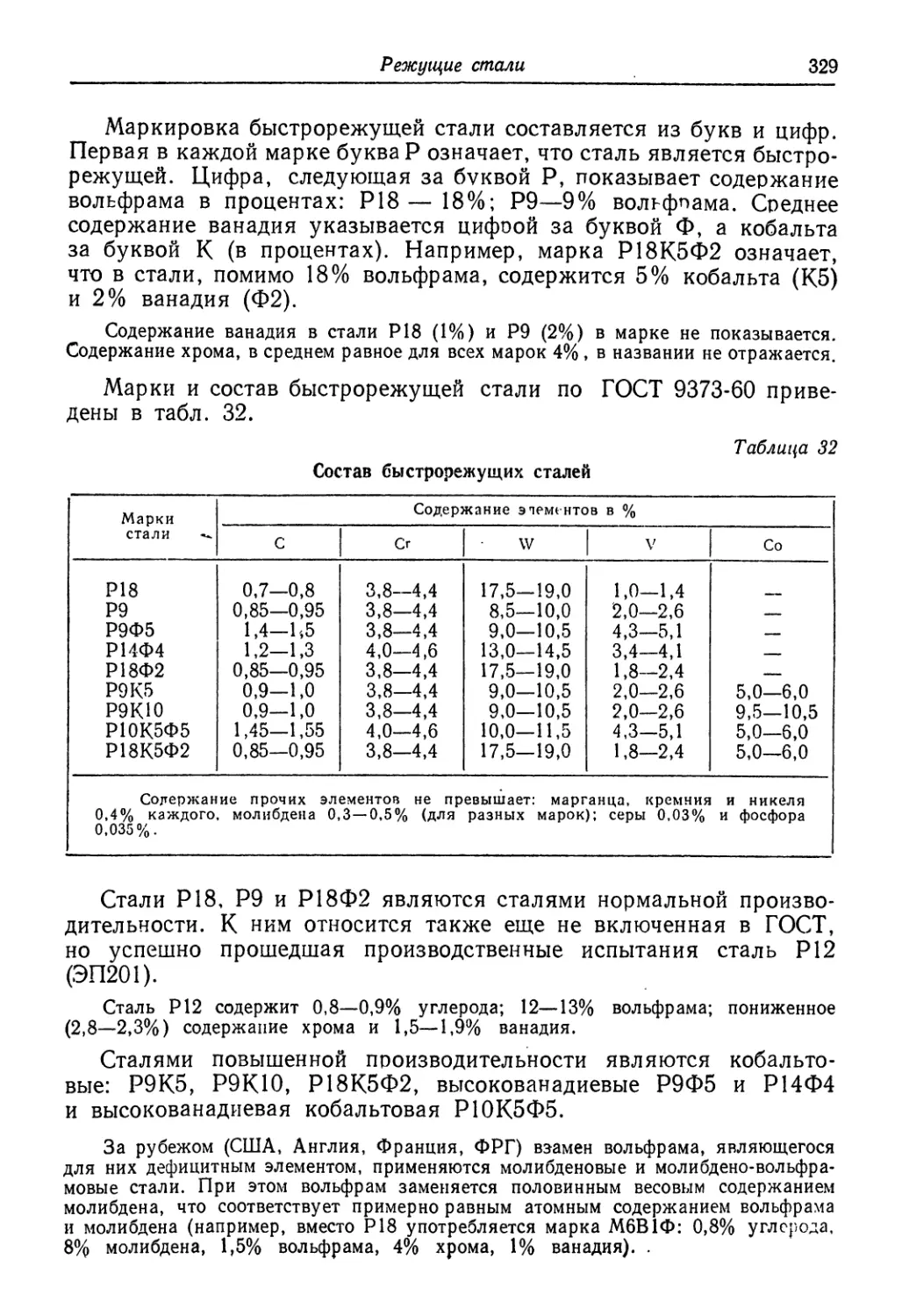
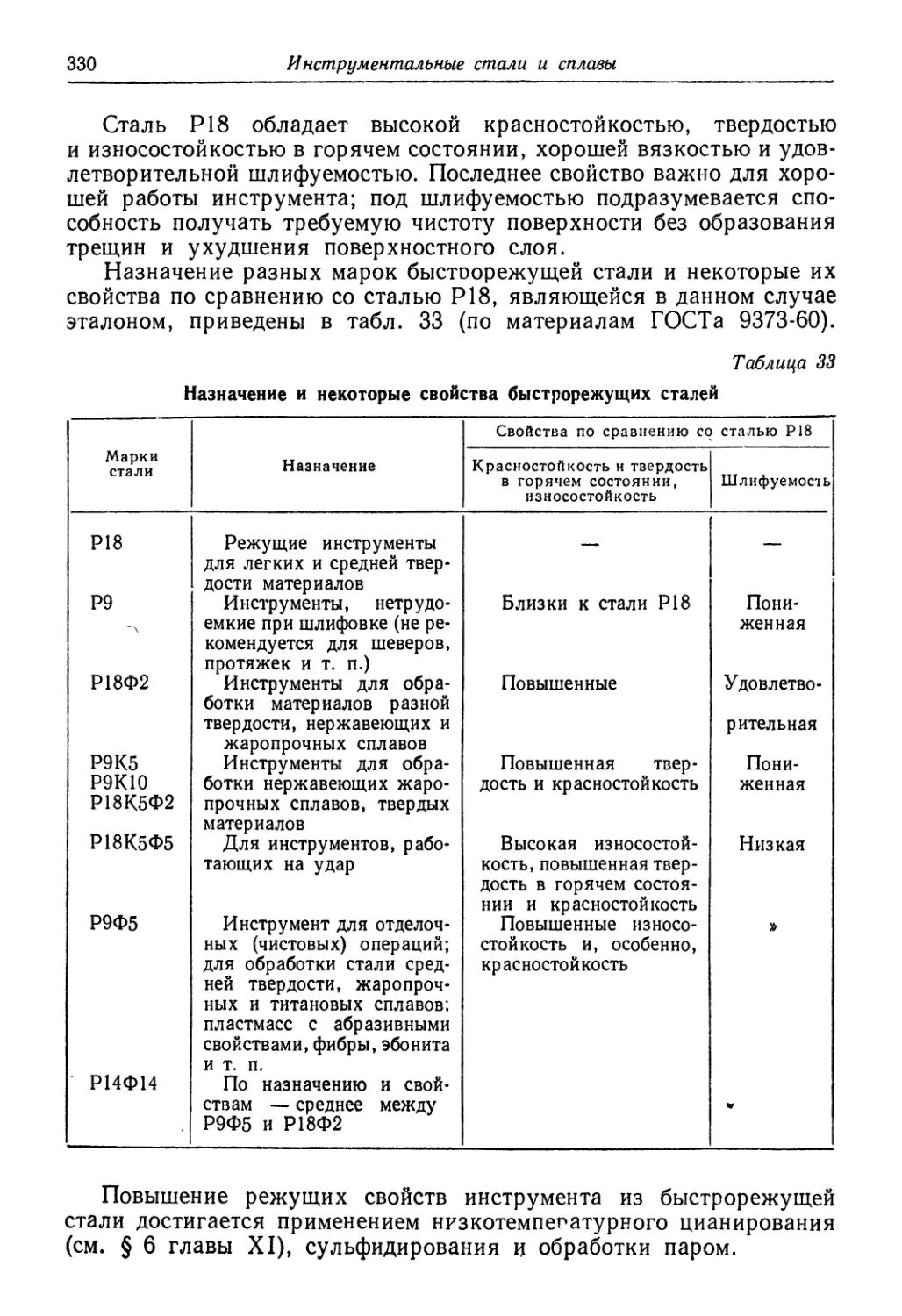

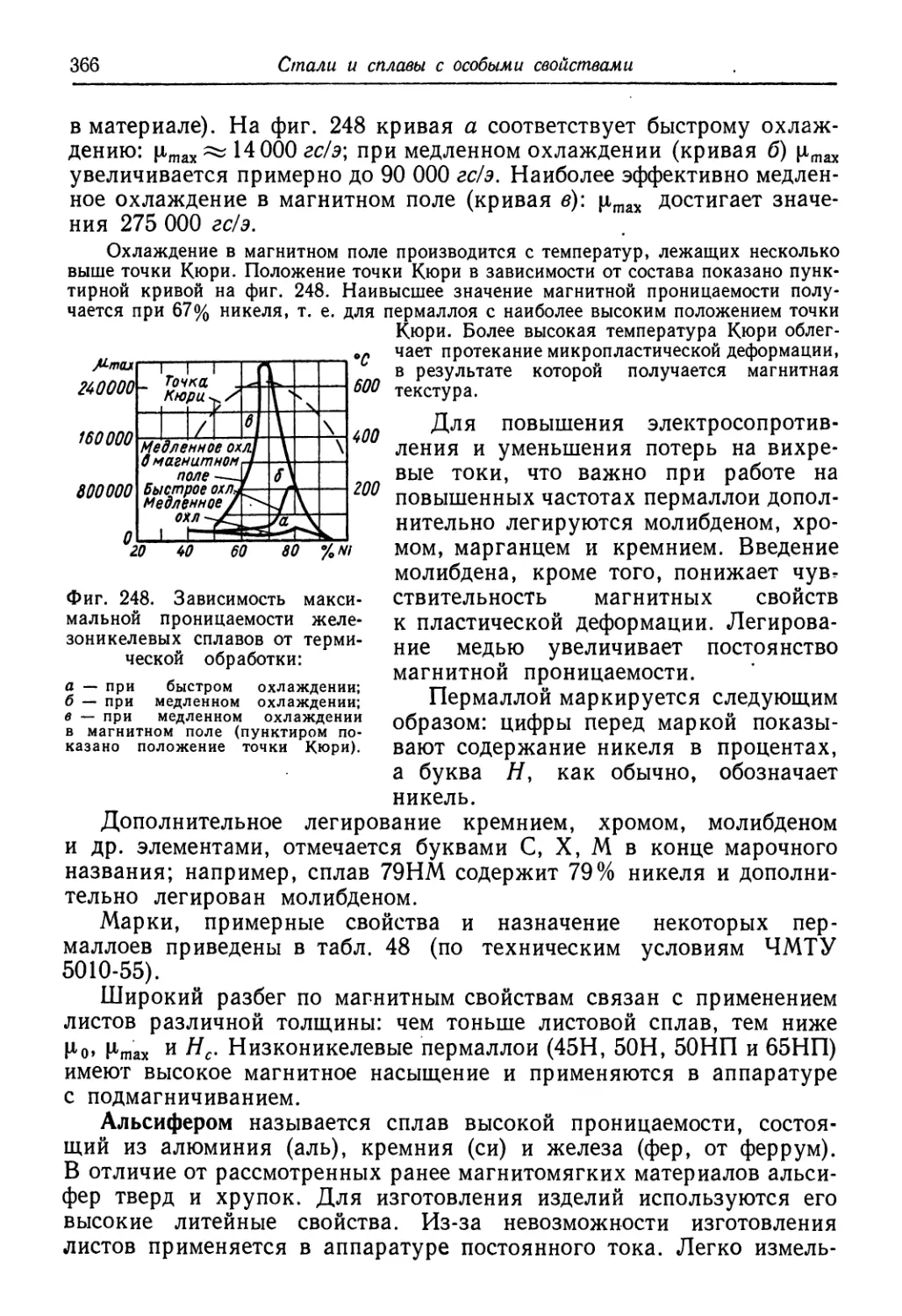
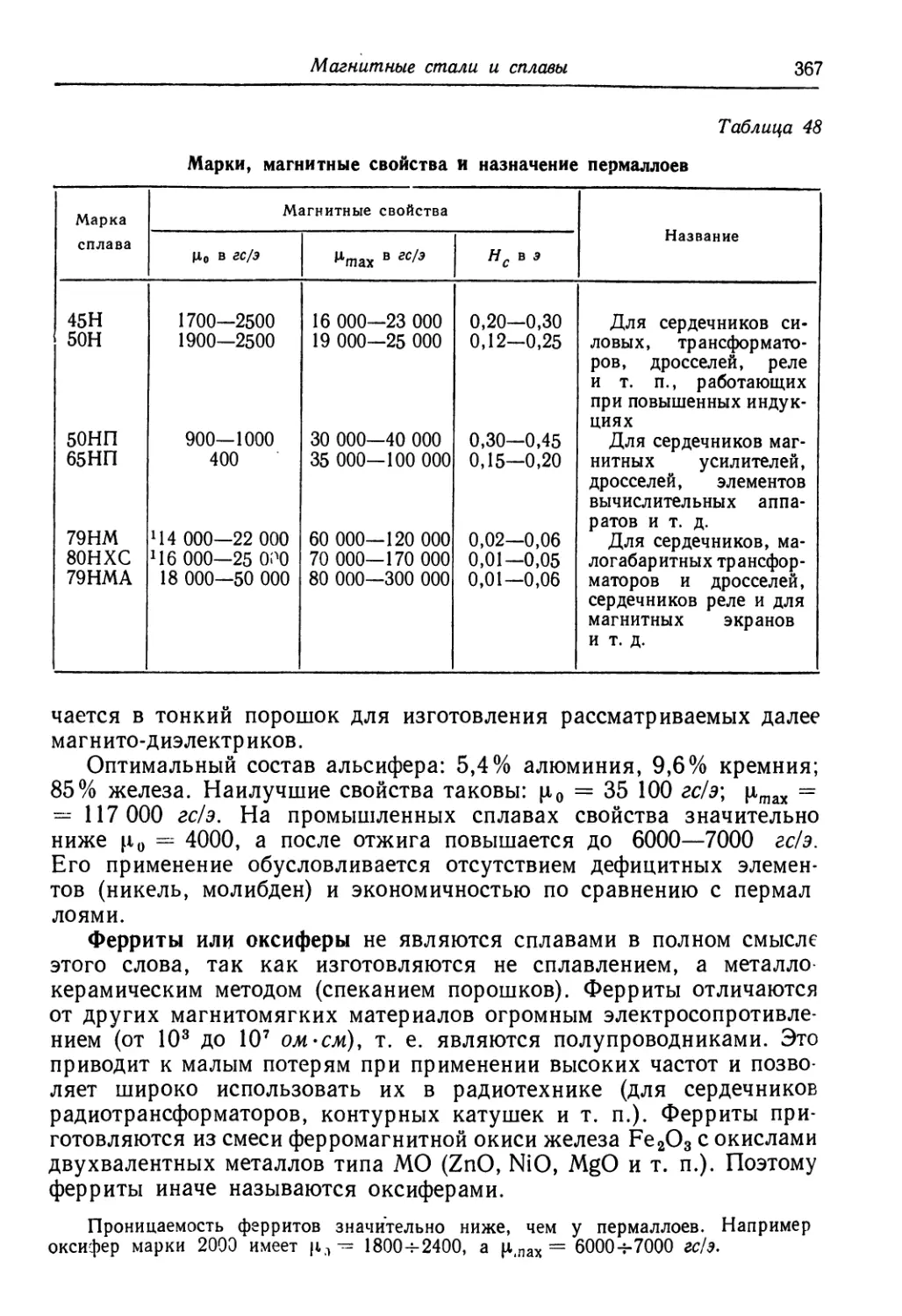
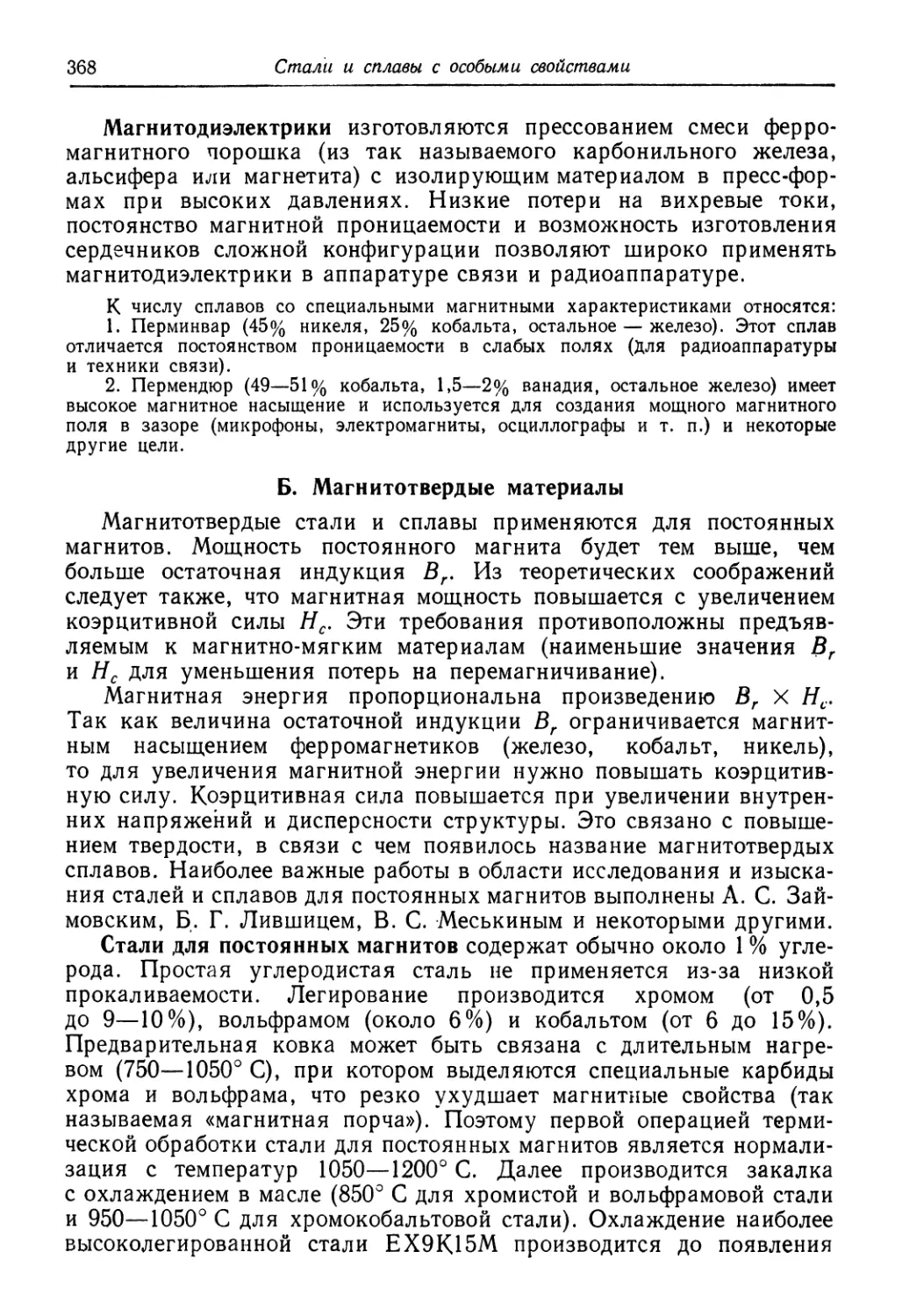



Текст
УДК 669 . 014-621. 78 (075 . 8)
В книге излагаются теоретические основы металловедения
и термической обработки. Описаны методы выбора и назначения
металлов и сплавов в зависимости от типа конструкций и усло-
вий нагружения деталей машин и приборов, а также инстру-
мента. Приведены данные о конструкционных и инструменталь-
ных сталях, сталях и сплавах с особыми физическими и хими-
ческими свойствами, о цветных металлах и их сплавах, анти-
фрикционных сплавах и металлокерамических материалах.
Книга соответствует программе курса «Металловедение и тер-
мическая обработка» и предназначена в качестве учебника для
студентов машиностроительных вузов и факультетов, а также
может быть использована в практической работе инженерно-
техническими. работниками машиностроительных заводов, кон-
структорских бюро и исследовательских институтов.
Рецензенты: Кафедра «Металловедение и термическая обработка» Московского
станкоинструментального института;
проф. д-р техн, наук М. М. Штейнберг
Редактор инж. Л. И. Фрид
Редакция литературы по холодной обработке металлов
и станкостроению
И. о. зав. редакцией инж. С. Л. МАРТЕНС
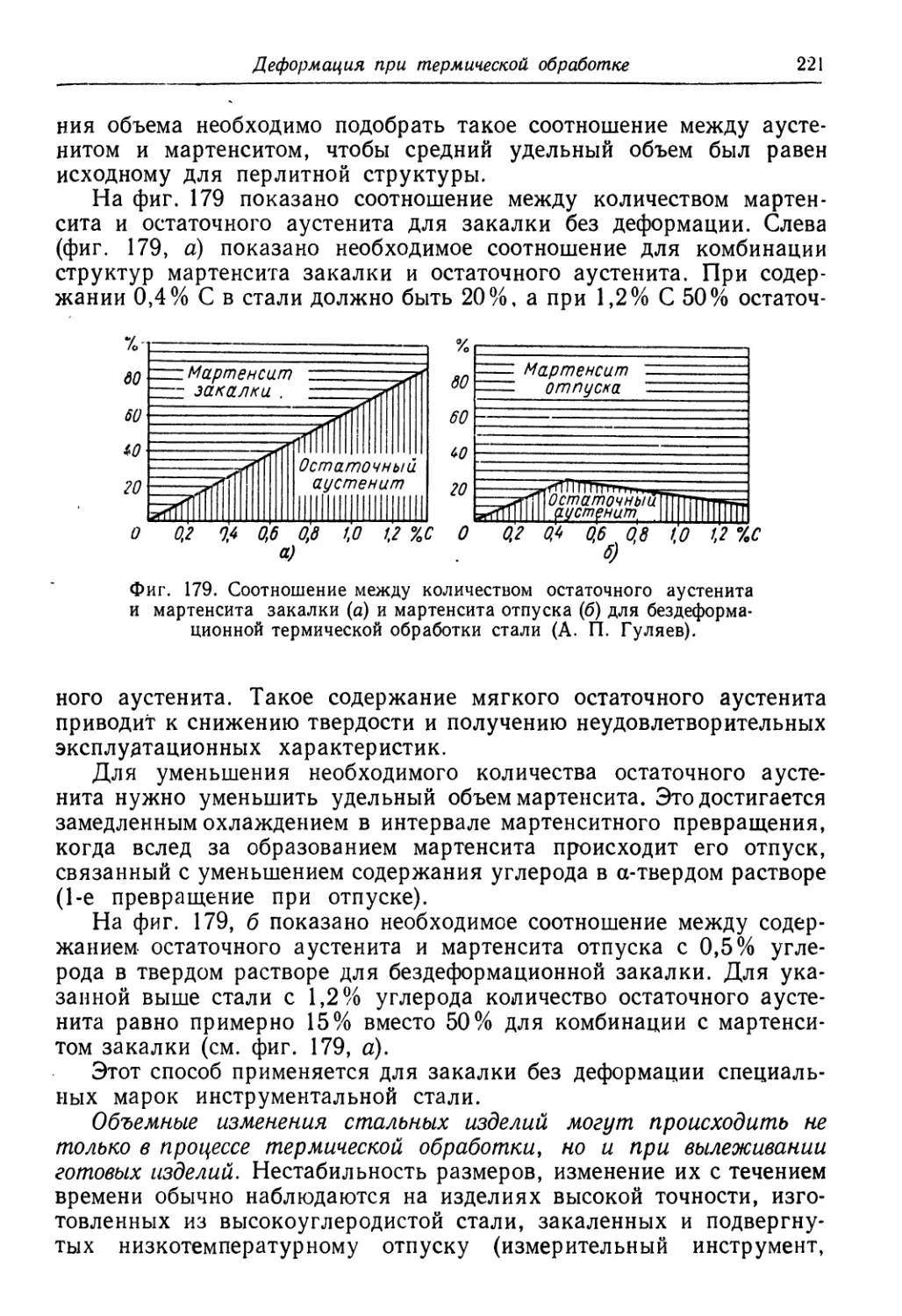
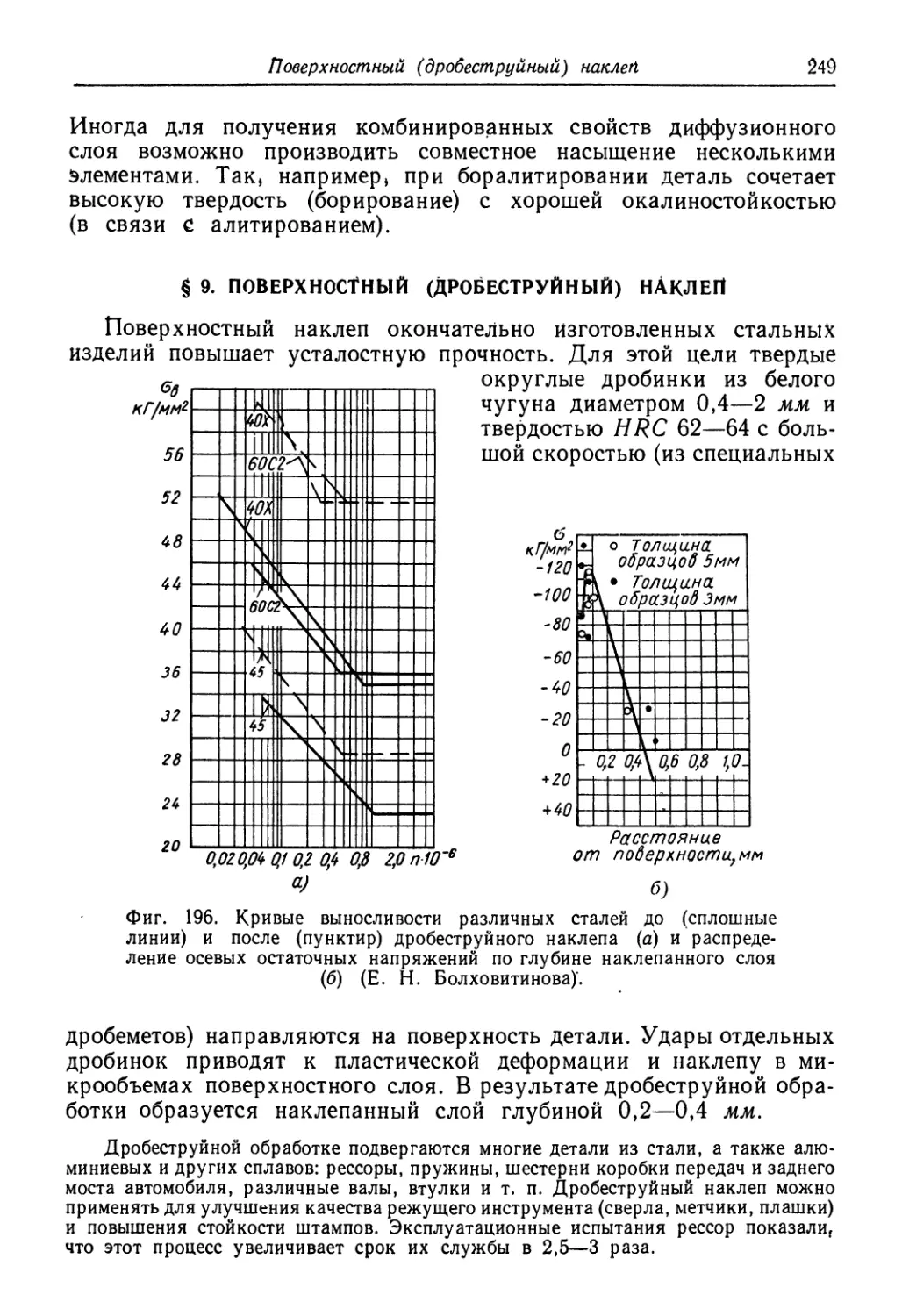
ПРЕДИСЛОВИЕ
Настоящая книга является учебником по курсу «Металловедение
и термическая обработка» для машиностроительных вузов. Соот-
ветствуя по содержанию утвержденной программе, этот учебник
характеризуется рядом особенностей.
Первая особенность определяется тем, что технологическая часть
изучаемого курса—термическая обработка сталей и сплавов — яв-
ляется составной частью технологии машиностроения. В связи с этим
оказалось необходимым использовать в качестве основного класси-
фикационного признака разделение по назначению не только спла-
вов, но и технологических процессов. В учебнике предложена новая
классификация видов термической обработки по назначению и полу-
чаемым результатам, а не по однотипности внутренних превращений.
Этот принцип используется в построении большинства глав.
Второй особенностью данного учебника является широкое при-
менение современных физических представлений для объяснения
и обоснования технологических процессов. Так, например, в книге
• не только излагаются основы теории дислокаций, но и элементы
этой теории используются при рассмотрении процессов наклепа,
возврата и рекристаллизации, мартенситного превращения, стаби-
лизации остаточного аустенита, природы конструктивной проч-
ности и т. д.
Третьей особенностью книги является рассмотрение и рекомен-
дация методов выбора и правильного назначения металлов и спла-
вов для деталей машин и приборов, а также для различного инстру-
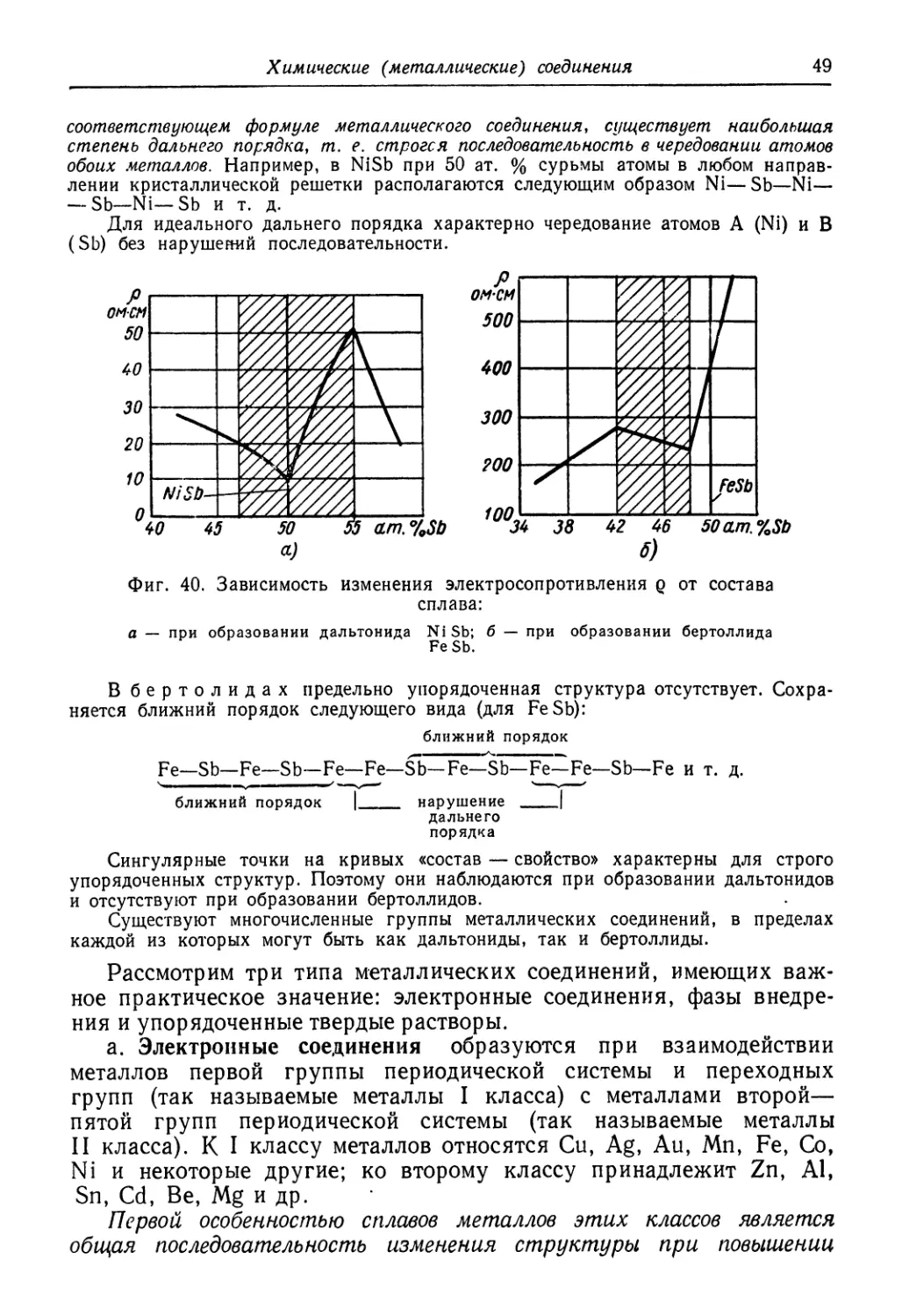
мента в зависимости от конструкции и условий эксплуатации. Для
этой цели приведены специальные таблицы и диаграммы.
Объем знаний в области металловедения и термической обра-
ботки различен для разных специальностей машиностроительных
вузов. С этим связана четвертая особенность учебника: он напеча-
тан в два шрифта (корпус и петит). В петит вынесено углубленное
рассмотрение ряда теоретических положений и многие справочные
данные. Чтение книги без материалов, напечатанных петитом, не
нарушает связности изложения. Степень использования материала
учебника, напечатанного петитом, зависит от специальности и опре-
деляется соответствующей кафедрой высшего учебного заведения.
Учебник предназначен не только для очных (дневных и вечерних),
но и для заочных машиностроительных вузов. Поэтому в книге
4
Предисловие
содержатся все материалы, необходимые и достаточные для выпол-
нения контрольных работ в заочных вузах.
В подготовке учебника к изданию большое участие принимала
кафедра металловедения и термической обработки Всесоюзного
заочного машиностроительного института. Свою признательность
за помощь при подготовке иллюстративного материала автор
выражает доценту канд. техн, наук Н. П. Беседину, старшему пре-
подавателю Л. А. Меташоп и старшему лаборанту А. Н. Лопухи-
ной. Последняя выполнила большинство оригинальных микрофото-
графий, помещенных в книге.
*
* *
С 1 января 1963 г. в СССР введена новая предпочтительная
Международная система единиц СИ согласно ГОСТу 9867-61.
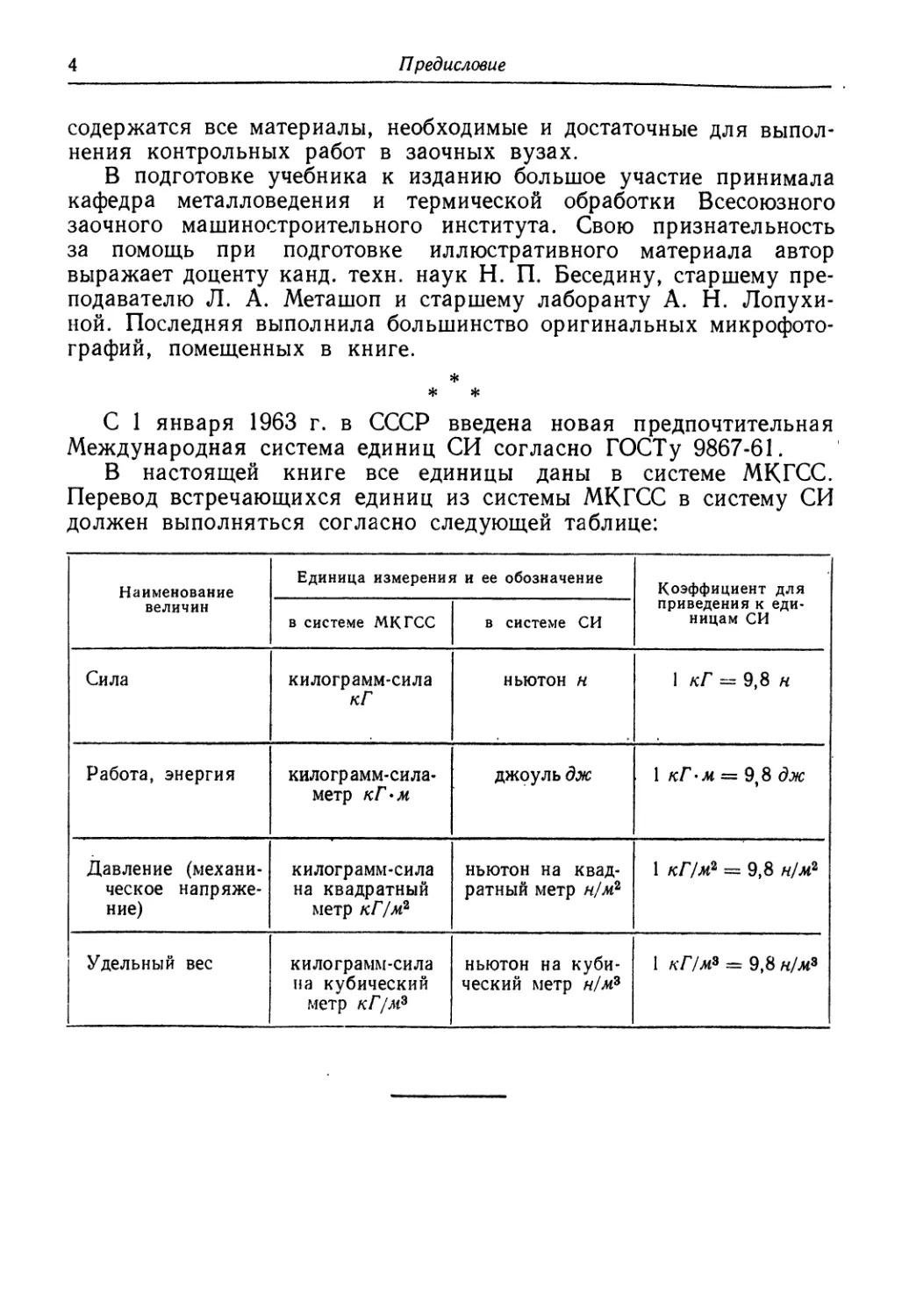
В настоящей книге все единицы даны в системе МКГСС.
Перевод встречающихся единиц из системы МКГСС в систему СИ
должен выполняться согласно следующей таблице:
Наименование величин Единица измерения и ее обозначение Коэффициент для приведения к еди- ницам СИ
в системе МКГСС в системе СИ
Сила килограмм-сила кГ НЬЮТОН Н 1 кГ = 9,8 н
Работа, энергия килограмм-сила- метр кГ -м джоуль дж 1 кГ -м = 9,8 дж
Давление (механи- ческое напряже- ние) килограмм-сила на квадратный метр кГ/м2 ньютон на квад- ратный метр н/м2 1 кГ/м2 = 9,8 «/ле2
Удельный вес килограмм-сила на кубический метр кГ/м2 ньютон на куби- ческий метр н/м2 1 лТ/л» = 9,8 «/ж»
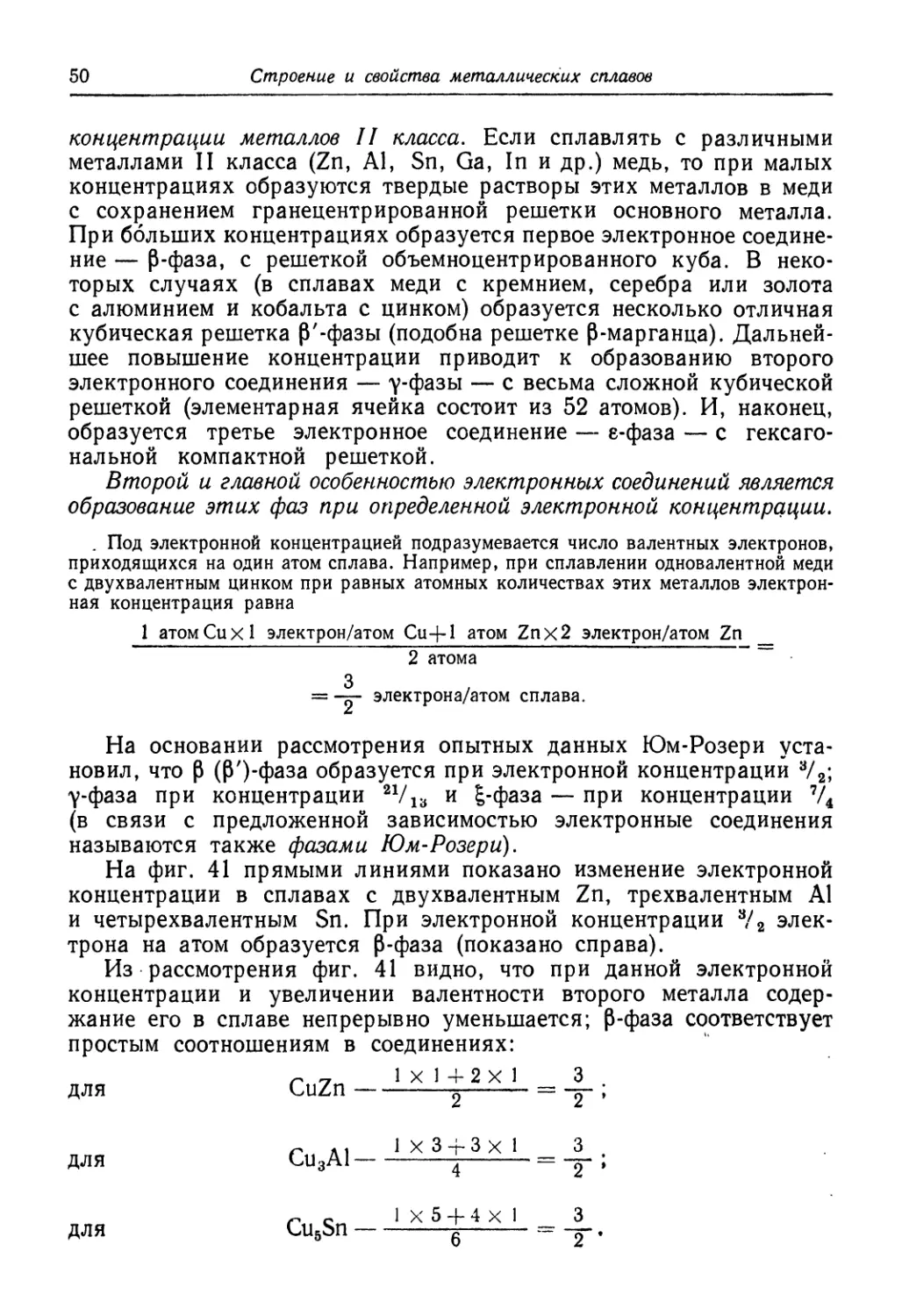
ВВЕДЕНИЕ
Содержание науки определяется не только объектом исследова-
ния (в данном случае металлом), но главным образом системой изу-
чаемых связей. Предметом металловедения является изучение свя-
зей между составом, обработкой, строением и свойствами металлов
и сплавов. Центральным звеном этих связей является внутреннее
строение, структура металлов.
Внутреннее строение определяется в первую очередь составом
металла или сплава (первая главная связь). При дан-
ном составе строение изменяется в зависимости от обработки (вто-
рая главная связь). В настоящее время применяются два
различных вида обработки, изменяющей строение: термическая
обработка и пластическая деформация. В свою очередь внутреннее
строение определяет свойства металлов и сплавов (третья
главная связь). Изучение этих трех главных связей состав-
ляет содержание науки металловедения.
Металловедение является научной основой изыскания сплавов,
обладающих сочетанием определенных полезных технических свойств.
Так как свойства зависят не только от состава, но и от обработки,
то металловедение является научной основой технологических про-
цессов, связанных с термической обработкой и пластическим дефор-
мированием. Одна и та же сталь в результате термической обработки
может быть пластичной и малопрочной или высокопрочной, но хруп-
кой. После холодной пластической деформации прочность металла
или сплава может повыситься в 2—3 раза, а последующий нагрев
возвратит металл в пластичное состояние. В течение последних двух-
трех лет предложены технологические процессы комбинированной
(так называемой термомеханической) обработки, которые сочетают
термическую обработку и пластическую деформацию. Применение
комбинированной обработки позволяет получить высокопрочные
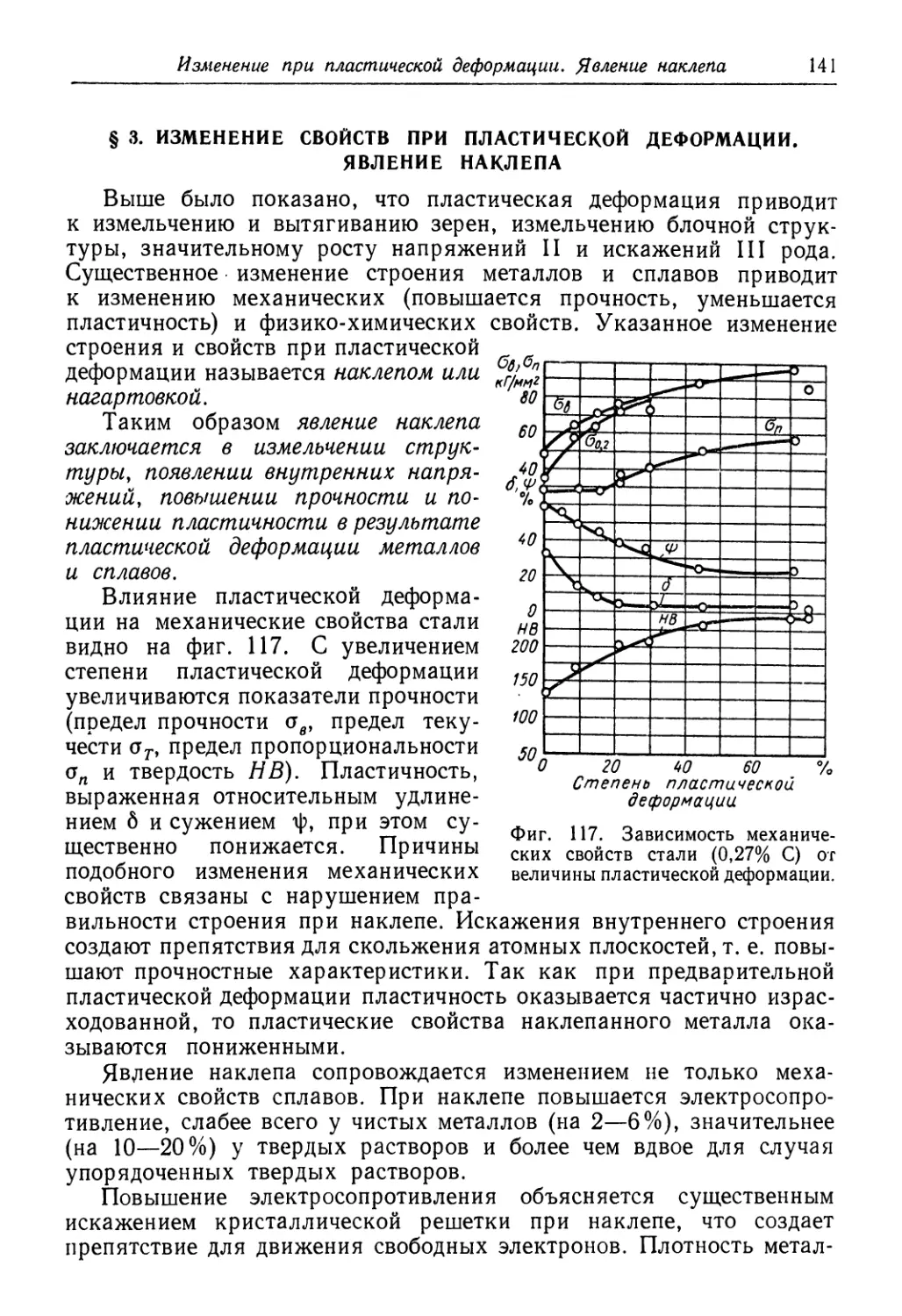
сплавы со свойствами, лежащими за пределами, достигнутыми ранее.
В соответствии с вышеизложенным, в настоящем учебном курсе
сочетается изучение теоретических основ металловедения и процес-
сов термической обработки металлов и сплавов, применяемых
в промышленности. Процессы термической обработки играют важ-
ную роль в современном машиностроении и приборостроении. Бла-
годаря этим процессам мы получаем комплекс необходимых свойств
деталей машин и приборов, а также инструмента. В металлургии
6
Введение
термическая обработка применяется ограниченно — в виде отдель-
ных технологических процессов. Поэтому термическую обработку
следует рассматривать как непременную составную часть общей
технологии машиностроения.
Поточные линии, автоматизация и механизация в машинострое-
нии нашли уже применение в технологии термической обработки.
Опыт передовых машиностроительных предприятий серийного про-
изводства показывает, что возможно и нужно создавать автомати-
ческие и полуавтоматические устройства с использованием индук-
ционного нагрева, которые включаются в поточные линии без орга-
низации специальных термических цехов.
Для создания новой техники (реактивной, атомной, кибернетиче-
ских устройств и т. д.) и дальнейшего развития машиностроения
потребуются металлы и сплавы с новыми свойствами.
В новой Программе КПСС, принятой на XXII съезде партии,
указывается, что при интенсивном развитии промышленности «На-
много повысится удельный вес. . . металлов и сплавов с новыми
свойствами»1. Наиболее важной задачей в области науки является
развитие теоретических исследований. Для этого необходимо изу-
чение и совершенствование металловедения.
Второй основной задачей является соединение науки с производ-
ством: с этим связано усовершенствование и открытие новых техно-
логических процессов на основе использования современной теории.
В течение многих столетий применение сплавов и термическая
обработка металлов носили ремесленный характер. Случайно откры-
тые секреты производства передавались из поколения в поколение,
пока такие «эстафеты» знаний не обрывались. Известным примером
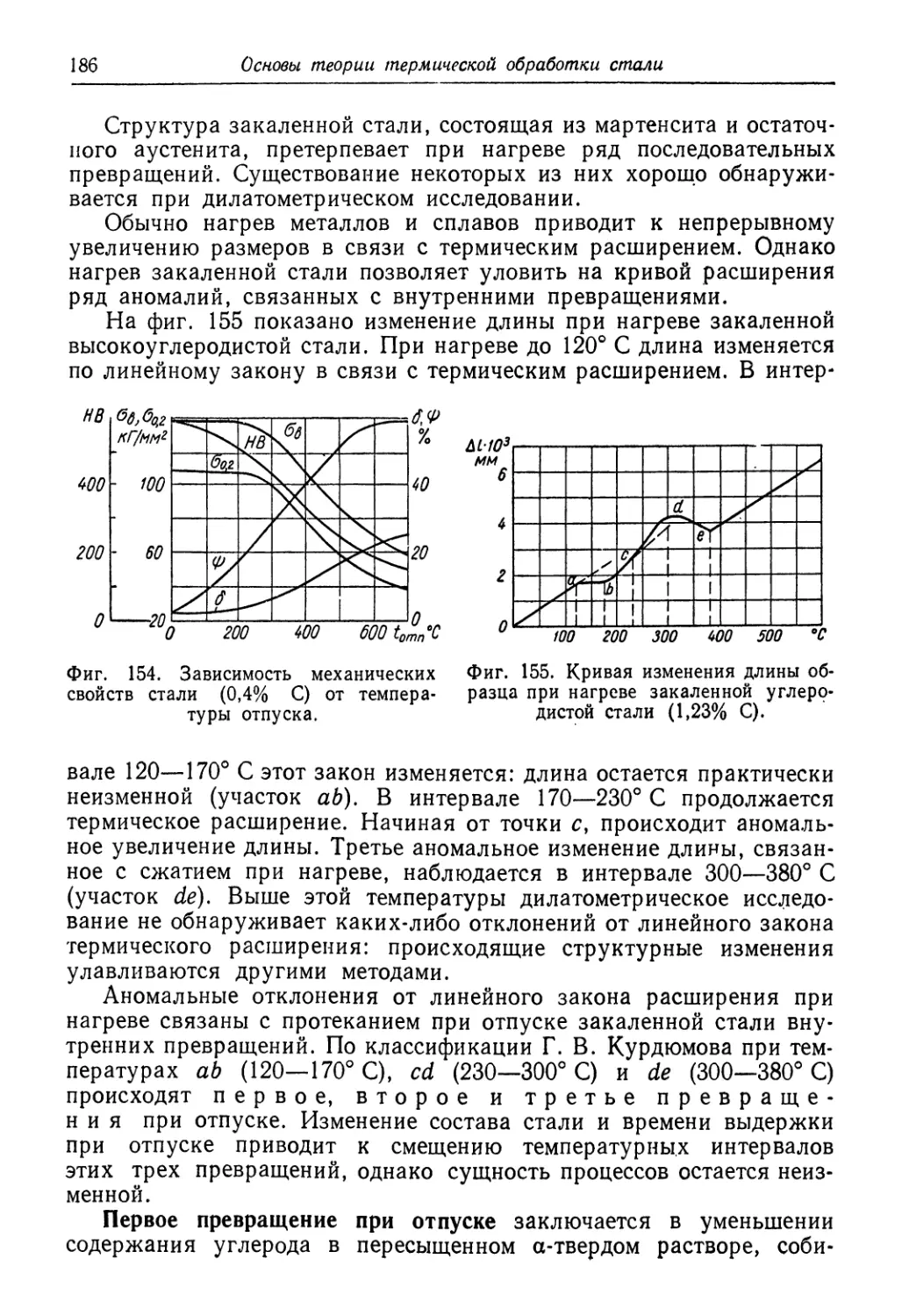
утерянного секрета является случай с булатной сталью, применяе-
мой с древних времен для изготовления высококачественного холод:
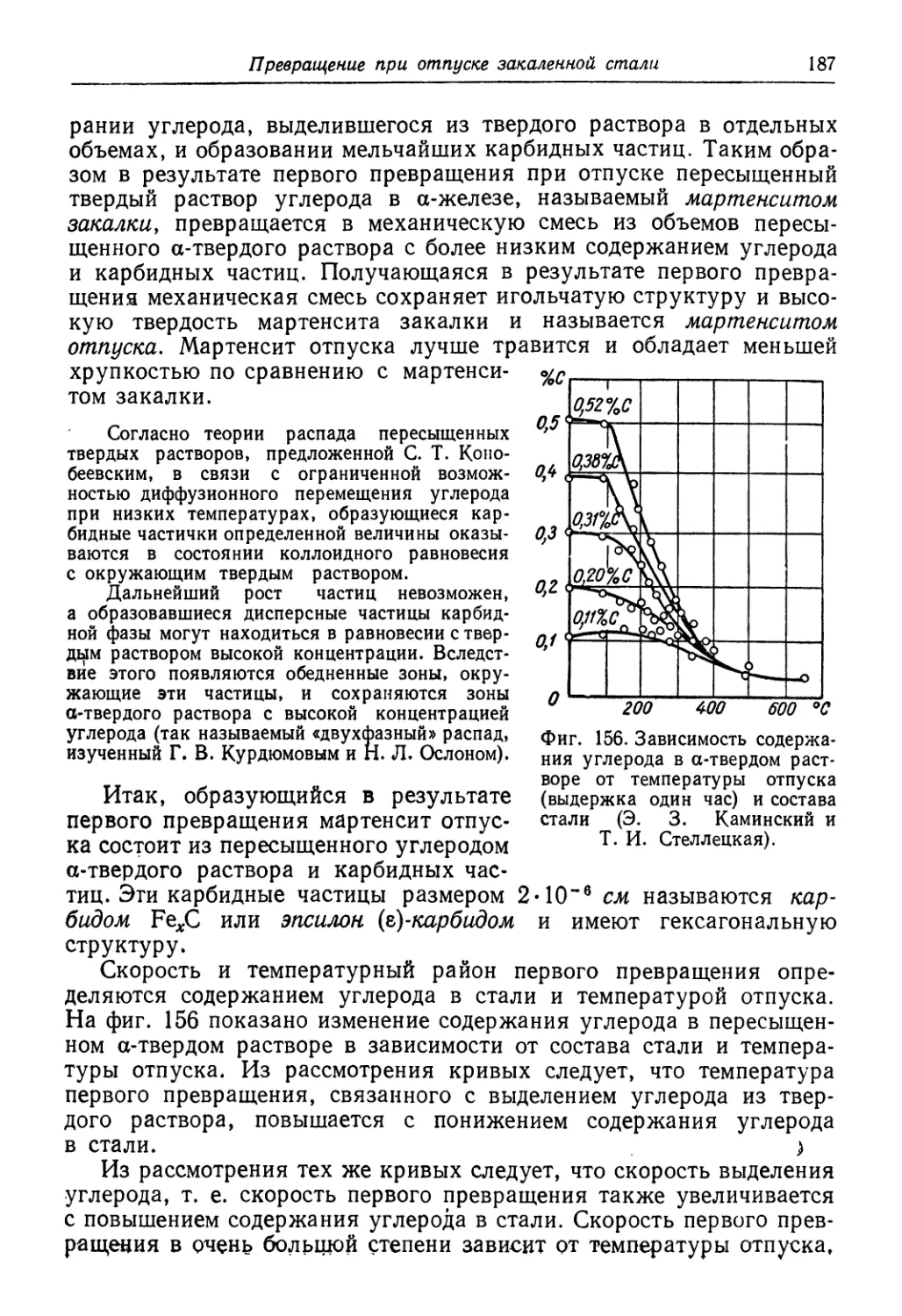
ного оружия. Булатом эта сталь.называлась в России, дамасской —
на Ближнем Востоке, толедской — в Испании и сталью вуц — в Ин-
дии. К началу XIX в. секрет изготовления и обработки этой стали
был повсеместно утерян. Многочисленные попытки, предпринятые
в различных странах, в которых принимали участие выдающиеся
ученые (в частности, Михаил Фарадей), не увенчались успехом.
Честь решения этой сложной технической задачи выпала нашему
соотечественнику П. П. Аносову, который во второй четверти прош-
лого века наладил массовое производство булатных клинков на Зла-
тоустовском заводе. В процессе решения этой задачи П. П. Аносов
впервые в мире (1831 г.) применил микроскоп для изучения строения
стали. С
Основы теории и научно обоснованной технологии термической
обработки стали были заложены в замечательных работах Д. К. Чер-
1 Программа Коммунистической партии Советского Союза, изд-во «Правда»,
1961
Введение
7
нова, доложенных на заседании Русского технического общества
в 1868 г. Открытие критических точек в железе и стали быстро завое-
вало международное признание. Двадцать лет спустя крупнейший
французский ученый Флорис Осмонд писал, что в этих исследова-
ниях, «как в капле воды, отразилось будущее состояние физической
химии» (металлов). Выдающийся американский металлург Г. М. Хоу
посвятил свой капитальный труд, изданный в 1903 г., «профессору
Дмитрию Константиновичу Чернову, отцу металлографии железа»
(так тогда называлось металловедение).
Первый период развития теории и технологии термической обра-
ботки был связан преимущественно с качественными исследованиями,
которые закончились к началу нашего века построением диаграммы
состояния желёзо — углерод. Благодаря этому теперь известны
и объяснимы превращения в строении стали, происходящие в усло-
виях достаточно медленного нагрева или охлаждения.
Начало XX в. ознаменовалось изобретением и широким распрост-
ранением новых машин и механизмов. Производство автомобилей,
самолетов, двигателей внутреннего сгорания, радиотелефонной аппа-
ратуры и т. д. было связано с увеличением скоростей, повышением
рабочих температур, новыми требованиями к магнитным и электри-
ческим свойствам. Развитие химической промышленности потребо-
вало изыскания сплавов с высокой коррозионной стойкостью в агрес-
сивных средах и т. п. Взамен железа, углеродистой стали и простых
медных сплавов потребовались металлические сплавы более высокой
прочности (специальные или легированные стали), легкие сплавы
на основе алюминия, стали и сплавы с высокими режущими свой-
ствами и т. д. Применение металловедения в промышленности
в этот период носило чисто эмпирический характер.
Начало второго периода в развитии теории металловедения и тех-
нологии термической обработки следует связать с открытием Порт-
веном и Гарвеном зависимости между скоростью охлаждения и поло-
жением критических точек; при этом были окончательно определены
условия закалки стали (1918 г.). В последующем десятилетии были
проведены многочисленные исследования, в которых изучалось вли-
яние состава стали и скорости охлаждения на температурные усло-
вия протекания превращений, структуру и свойства термически
обработанной стали. Результаты научных и промышленных иссле-
дований первого и второго периодов были систематизированы в эн-
циклопедическом труде крупнейшего советского ученого проф.
Н. А. Минкевича.
Начало третьего, современного, периода развития металловеде-
ния и термической обработки приблизительно совпадает с первыми
исследованиями изотермического превращения переохлажденного
аустенита (1929—1930 гг.). Эти исследования позволили с общих
позиций объяснить ранее обнаруженные опытные факты и зависи-
мости и связать превращения в сплавах с общей теорией фазовых
8
Введение
превращений. В период 1930—1940 гг. главнейшие зависимости,
связанные с превращениями в стали, были изучены в работах
уральской школы, которую возглавлял чл.-корр. Академии наук
С. С. Штейнберг. В то же время большие успехи в области техно-
логии термической обработки были получены московской школой во
главе с Н. А. Минкевичем; в области изыскания легированных
сталей — ленинградской школой, руководимой акад. Н. Т. Гудцо-
вым. Одновременно большими достижениями ознаменовались исследо-
вания цветных сплавов, предпринятые школой акад. А. А. Бочвара.
Первоначально развитие металловедения основывалось на общих
законах физической химии. Применяя методы физико-химического
анализа, школа акад. Н. С. Курнакова определила основные зависим
мости между составом, строением и свойствами для большого коли-
чества металлических сплавов. В двадцатых годах начинается про-
никновение физических представлений, в первую очередь для объяс-
нения механических свойств металлов и сплавов (акад. А. Ф. Иоффе).
Рентгеноструктурный метод для исследования атомно-кристалличе-
ского строения металлов и сплавов, примененный акад. Г. В. Курдю-
мовым в 1927 г., до настоящего времени является важнейшим методом
для изучения тонкого строения и выявления природы превращений.
Приложение этого и некоторых других методов позволило обнаружить
существенные искажения в кристаллических решетках и различного
рода несовершенства внутреннего строения. В последние годы особо
плодотворным явилось введение представлений теории дислокаций
для объяснения механических и других свойств и механизма проте-
кания некоторых превращений в металлах и сплавах.
С момента своего возникновения металловедение как наука
физико-химического направления, вышедшая из недр металлурги-
ческого производства, изменила свою сущность. Применение физи-
ческих методов исследования, введение ряда представлений из физики
металлов и теории прочности, создание на этой основе новых теорий
и технологических процессов все в большей степени сближает метал-
ловедение с науками физического направления.
Дальнейшее развитие металловедения по указанному пути позво-
лит успешно решить задачи, связанные с усовершенствованием тех-
нологии машиностроения и изысканием сплавов для различных об-
ластей техники.
ГЛАВА /
СТРОЕНИЕ И СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
Металлы характеризуются комплексом свойств, главнейшими
из которых являются высокая пластичность, металлический блеск,
высокая электро- и теплопроводность \
Общность свойств определяется специальным типом межатомной
химической связи и подобием электронного строения атомных обо-
лочек металлов. Металлам присуще кристаллическое строение.
§ 1. МЕТАЛЛИЧЕСКИЙ ТИП ХИМИЧЕСКОЙ СВЯЗИ
Основными типами межатомной связи в веществах являются:
ионная (иначе гетерополярная), ковалентная (гемеополярная) и ме-
таллическая 1 2 3. Для рассмотрения физической природы типов хи-
мической связи следует вспомнить, что атомы сами по себе электро-
нейтральны, т. е. число положительных зарядов ядра равно числу
электронов в атоме и порядковому номеру элемента в периодической
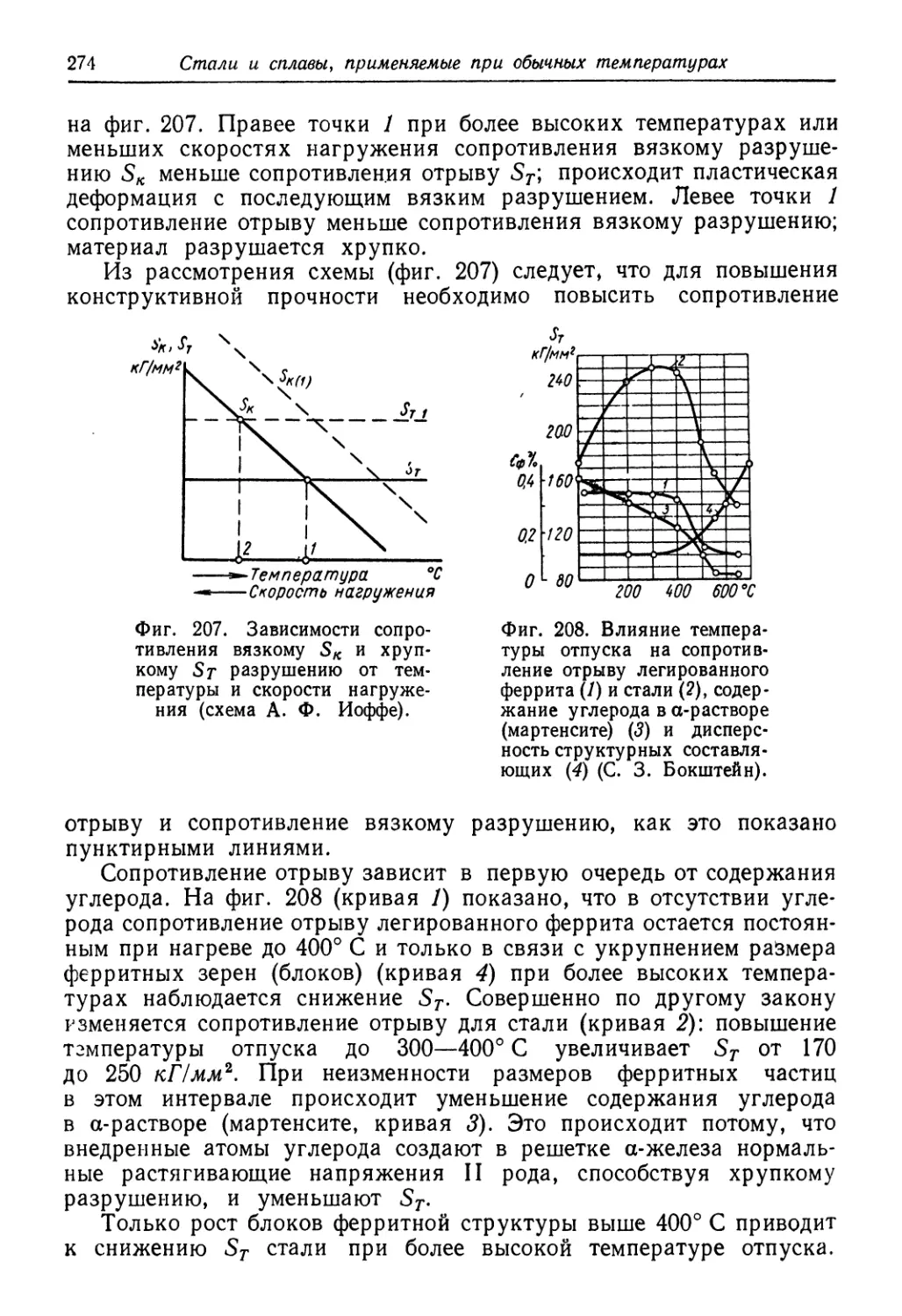
системе Д. И. Менделеева. Так, например, порядковый номер натрия
равен И, т. е. число положительных зарядов ядра и число электро-
нов также равно 11; для алюминия эти величины равны 13, а для
железа — 26 и т. д.
Ионный тип связи. Возникновение этого типа межатомной связи
определяется переходом электронов от одного атома к другому
и образованием положительно и отрицательно заряженных ионов.
Например, при взаимодействии натрия (№ 11) и хлора (№ 17) внеш-
ний электрон атома натрия переходит на электронную оболочку
атома хлора. Вследствие этого равенство положительных и отрица-
тельных за‘рядов в атомах нарушаются. Атом натрия превращается
в однократно положительно заряженный ион натрия, а атом хлора —
в однократно отрицательно заряженный ион хлора. Между разно-
именно заряженными ионами натрия и хлора возникают силы
1 Характерным для металлов является также повышение электросопротивления
с повышением температуры и положительный термический коэффициент электро-
сопротивления.
3 Слабое взаимодействие между нейтральными атомами или молекулами может
возникнуть также в связи с поляризацией электрического заряда и появлением
сил притяжения Ван-дер-Ваальса.
10
Строение и свойства чистых металлов
электростатического взаимопритяжения,
обусловливающие образование молекулы NaCl. Следует подчер-
кнуть, что при этом химическая связь осуществляется между опре-
деленными атомами, образующими данную молекулу.
В случае соединения в молекулы атомов одного вида (например
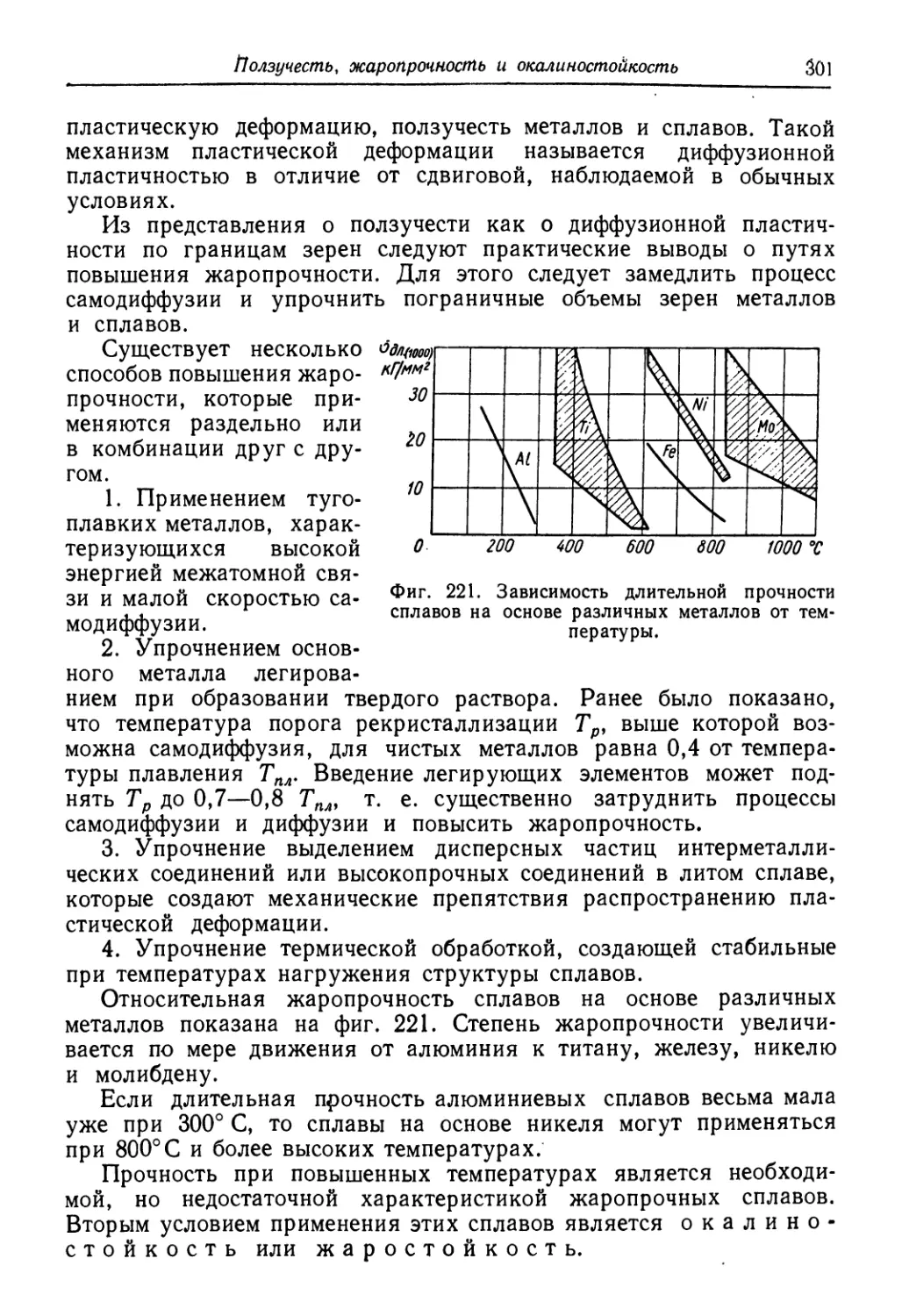
атомов хлора) нет оснований для перехода электронов и образова-
ния разноименно заряженных ионов.
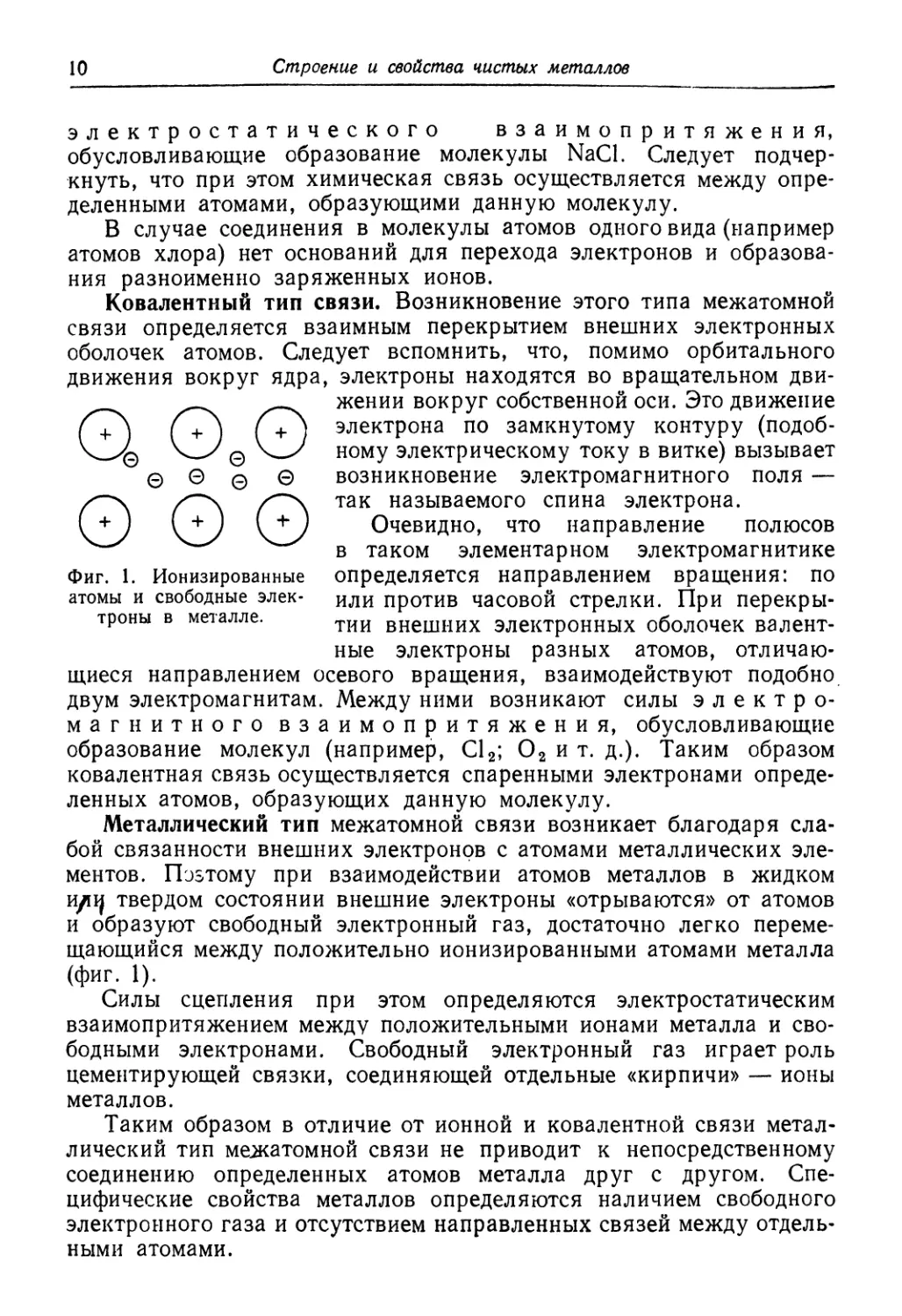
Ковалентный тип связи. Возникновение этого типа межатомной
связи определяется взаимным перекрытием внешних электронных
оболочек атомов. Следует вспомнить, что, помимо орбитального
движения вокруг ядра, электроны находятся во вращательном дви-
жении вокруг собственной оси. Это движение
электрона по замкнутому контуру (подоб-
ному электрическому току в витке) вызывает
© О q © возникновение электромагнитного поля —
Фиг. 1. Ионизированные
атомы и свободные элек-
троны в металле.
©так называемого спина электрона.
Очевидно, что направление полюсов
в таком элементарном электромагнитике
определяется направлением вращения: по
или против часовой стрелки. При перекры-
тии внешних электронных оболочек валент-
ные электроны разных атомов, отличаю-
щиеся направлением осевого вращения, взаимодействуют подобно
двум электромагнитам. Между ними возникают силы электро-
магнитного взаимопритяжения, обусловливающие
образование молекул (например, С12; О2 и т. д.). Таким образом
ковалентная связь осуществляется спаренными электронами опреде-
ленных атомов, образующих данную молекулу.
Металлический тип межатомной связи возникает благодаря сла-
бой связанности внешних электронов с атомами металлических эле-
ментов. Поэтому при взаимодействии атомов металлов в жидком
и/iij твердом состоянии внешние электроны «отрываются» от атомов
и образуют свободный электронный газ, достаточно легко переме-
щающийся между положительно ионизированными атомами металла
(фиг. 1).
Силы сцепления при этом определяются электростатическим
взаимопритяжением между положительными ионами металла и сво-
бодными электронами. Свободный электронный газ играет роль
цементирующей связки, соединяющей отдельные «кирпичи» — ионы
металлов.
Таким образом в отличие от ионной и ковалентной связи метал-
лический тип межатомной связи не приводит к непосредственному
соединению определенных атомов металла друг с другом. Спе-
цифические свойства металлов определяются наличием свободного
электронного газа и отсутствием направленных связей между отдель-
ными атомами.
Свойства металлов
11
§ 2. СВОЙСТВА МЕТАЛЛОВ
Одним из характерных свойств металлов является высокая пла-
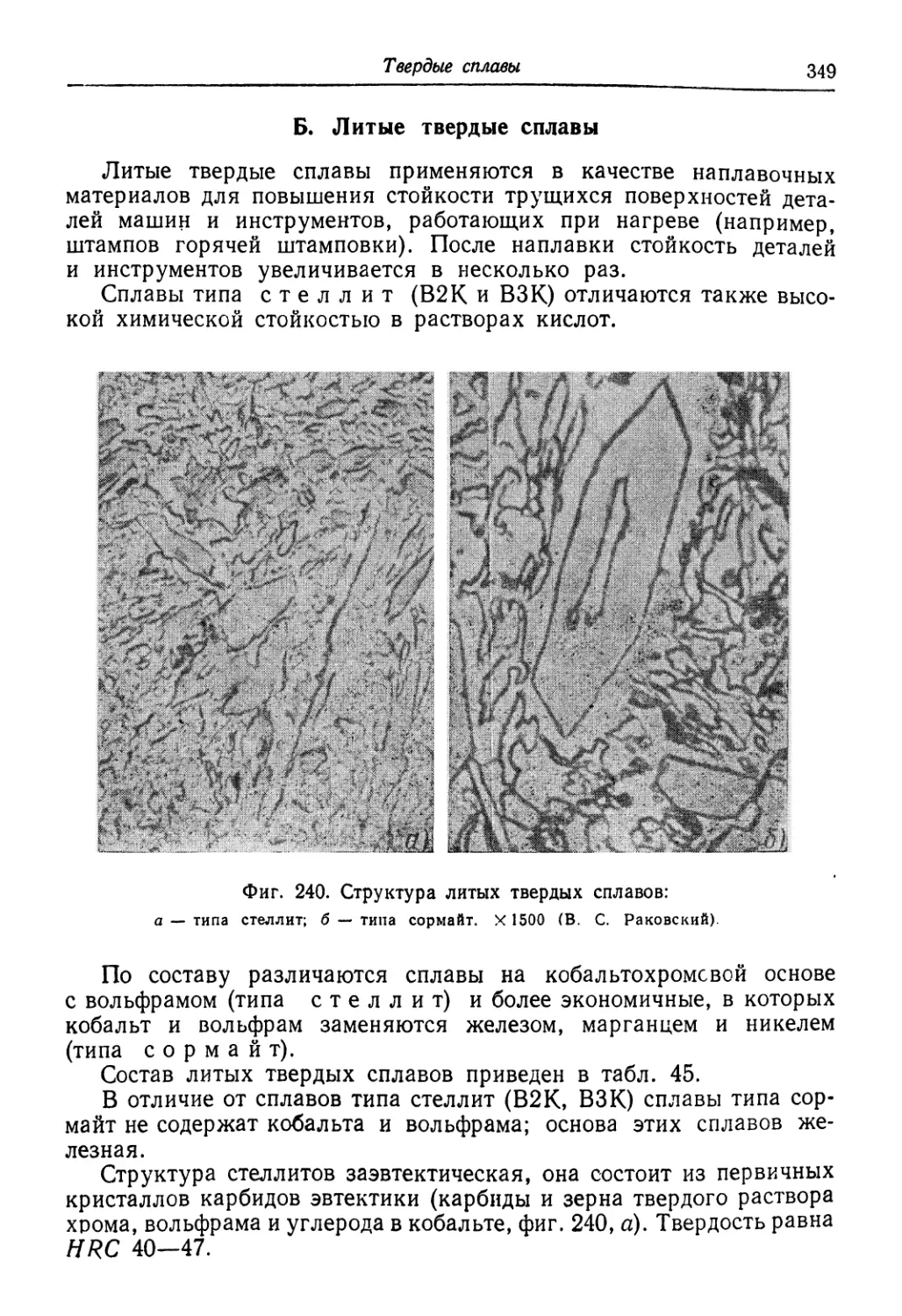
стичность. Физическая природа высокой пластичности определяется
металлическим типом связи.
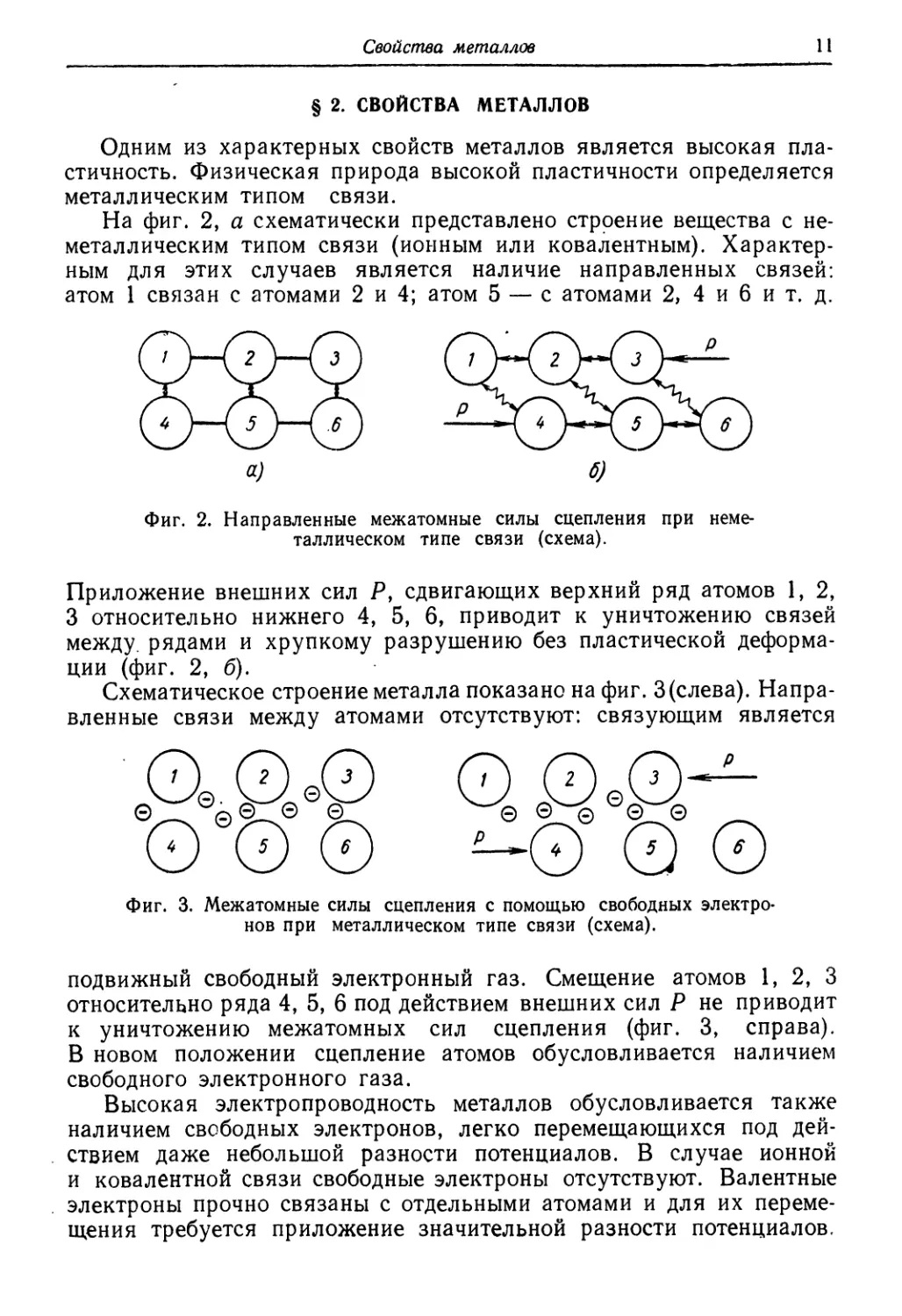
На фиг. 2, а схематически представлено строение вещества с не-
металлическим типом связи (ионным или ковалентным). Характер-
ным для этих случаев является наличие направленных связей:
атом 1 связан с атомами 2 и 4; атом 5 — с атомами 2, 4 и 6 и т. д.
Фиг. 2. Направленные межатомные силы сцепления при неме-
таллическом типе связи (схема).
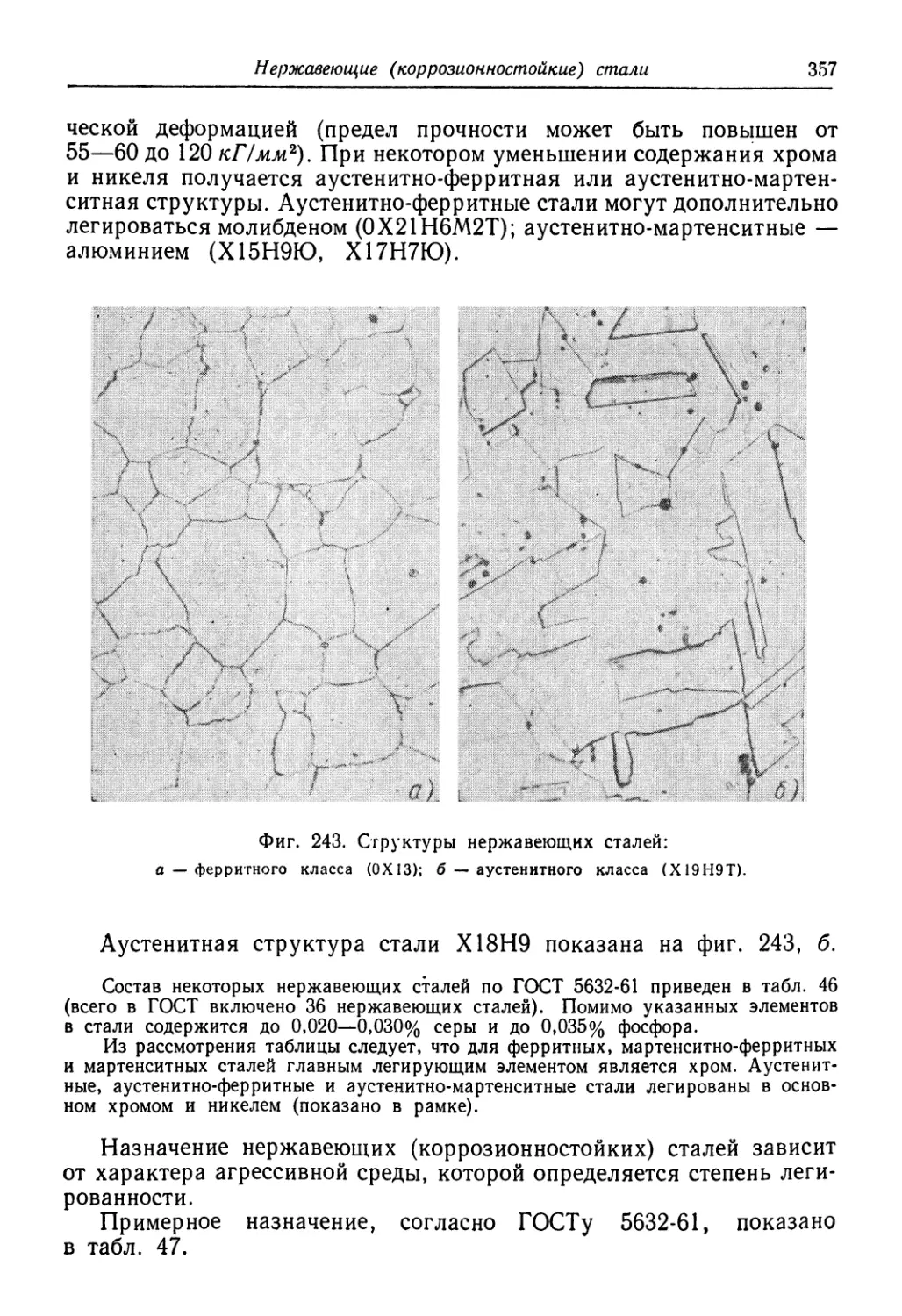
Приложение внешних сил Р, сдвигающих верхний ряд атомов 1, 2,
3 относительно нижнего 4, 5, 6, приводит к уничтожению связей
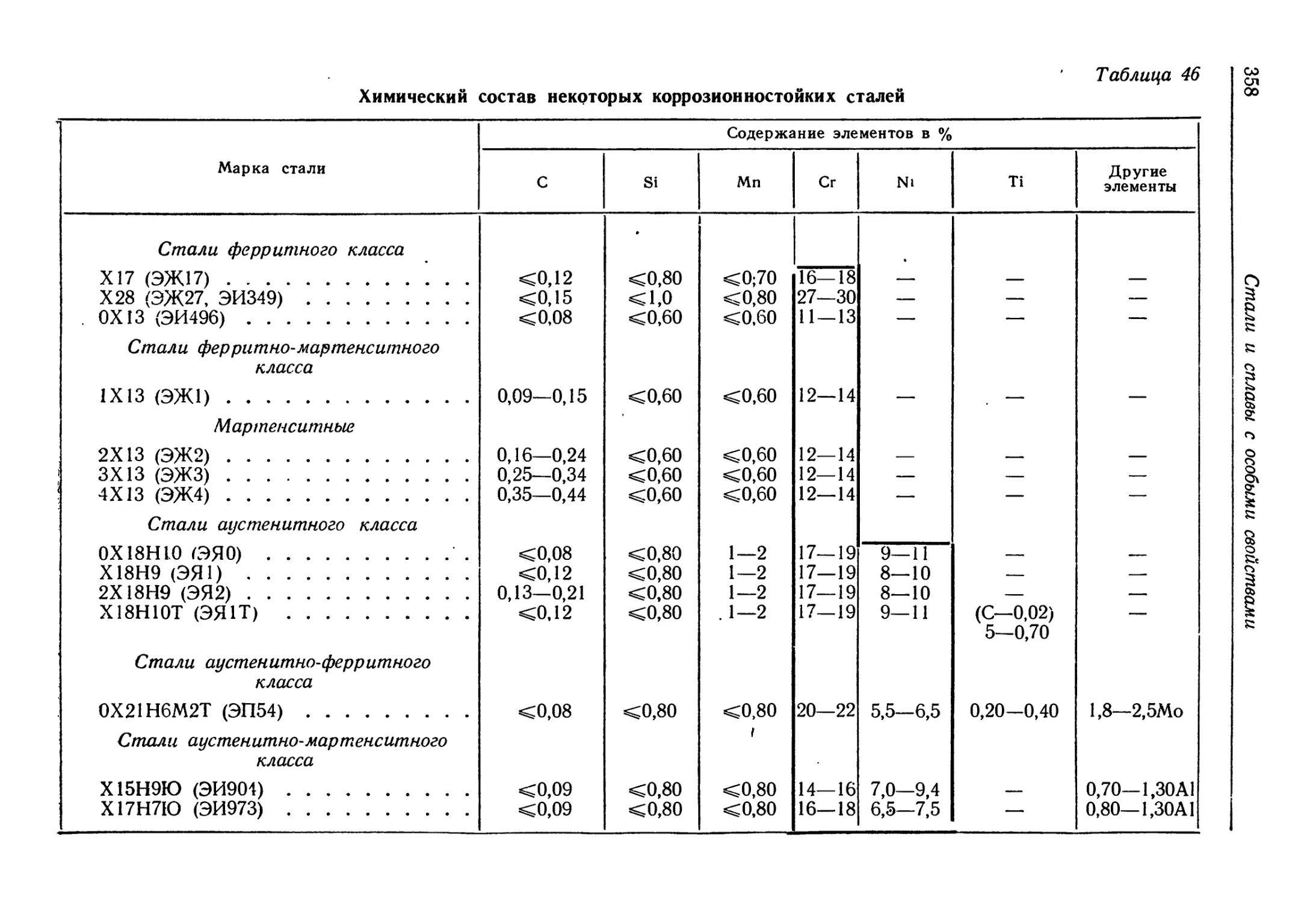
между, рядами и хрупкому разрушению без пластической деформа-
ции (фиг. 2, б).
Схематическое строение металла показано на фиг. З(слева). Напра-
вленные связи между атомами отсутствуют: связующим является
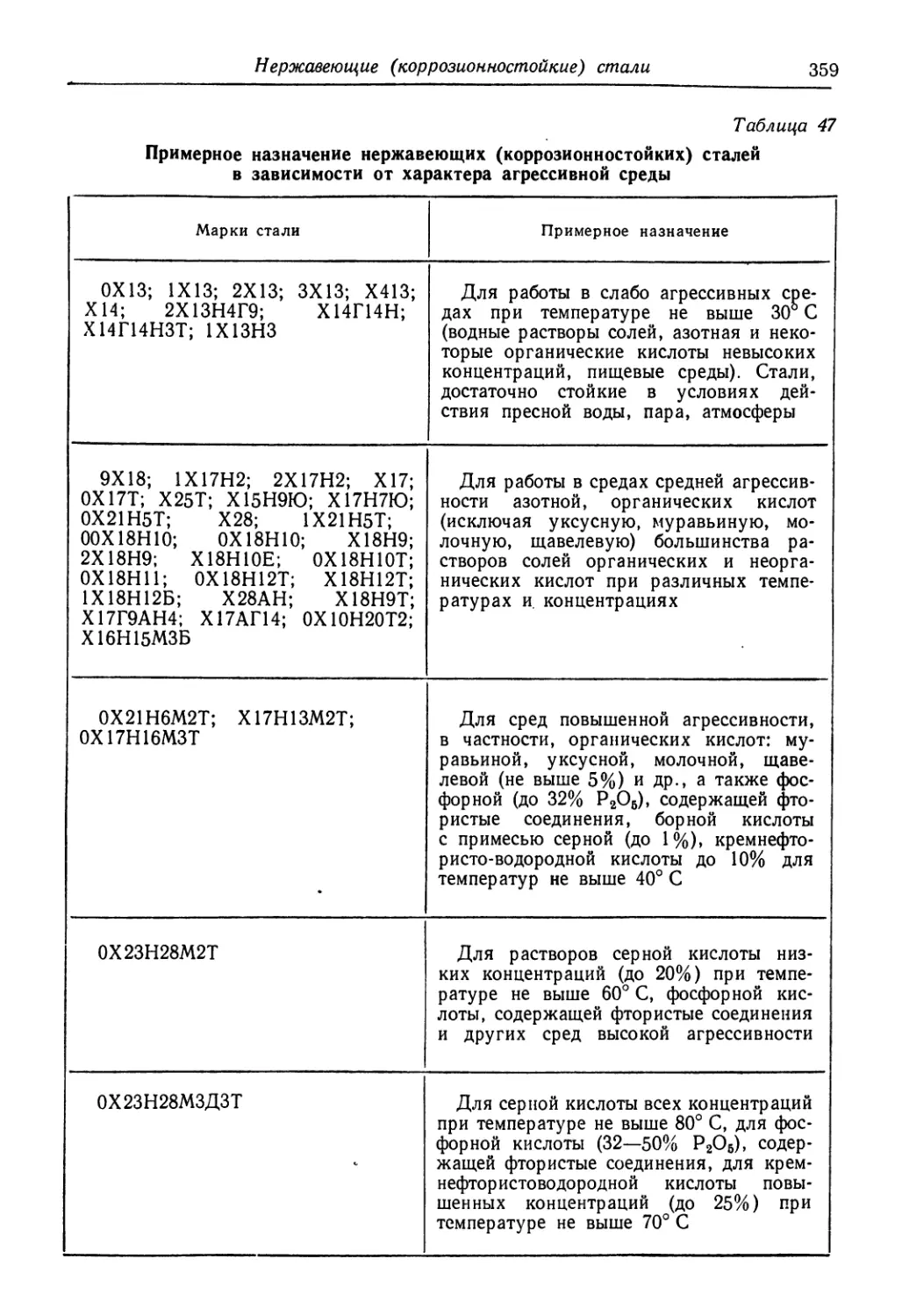
Фиг. 3. Межатомные силы сцепления с помощью свободных электро-
нов при металлическом типе связи (схема).
подвижный свободный электронный газ. Смещение атомов 1, 2, 3
относительно ряда 4, 5, 6 под действием внешних сил Р не приводит
к уничтожению межатомных сил сцепления (фиг. 3, справа).
В новом положении сцепление атомов обусловливается наличием
свободного электронного газа.
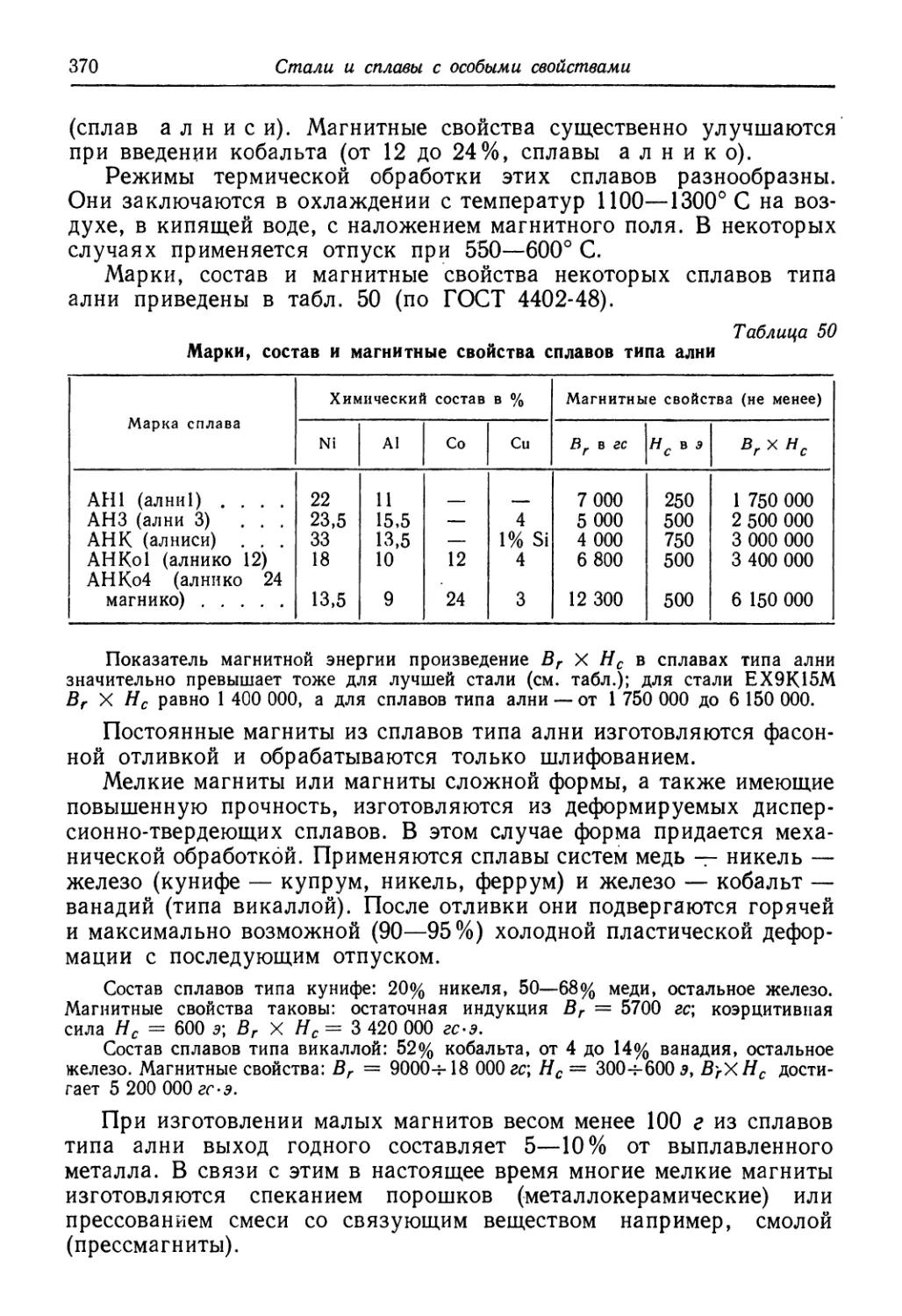
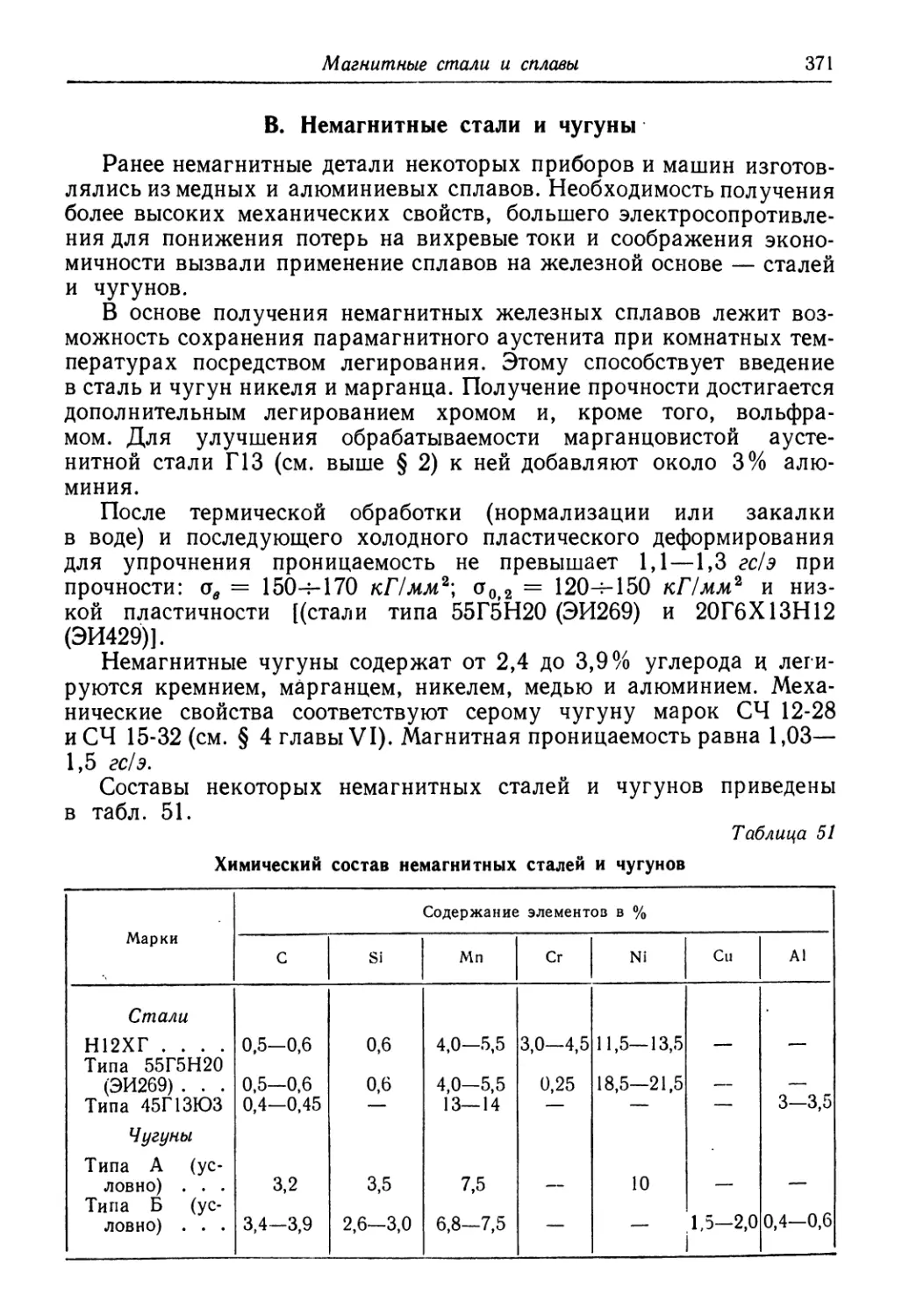
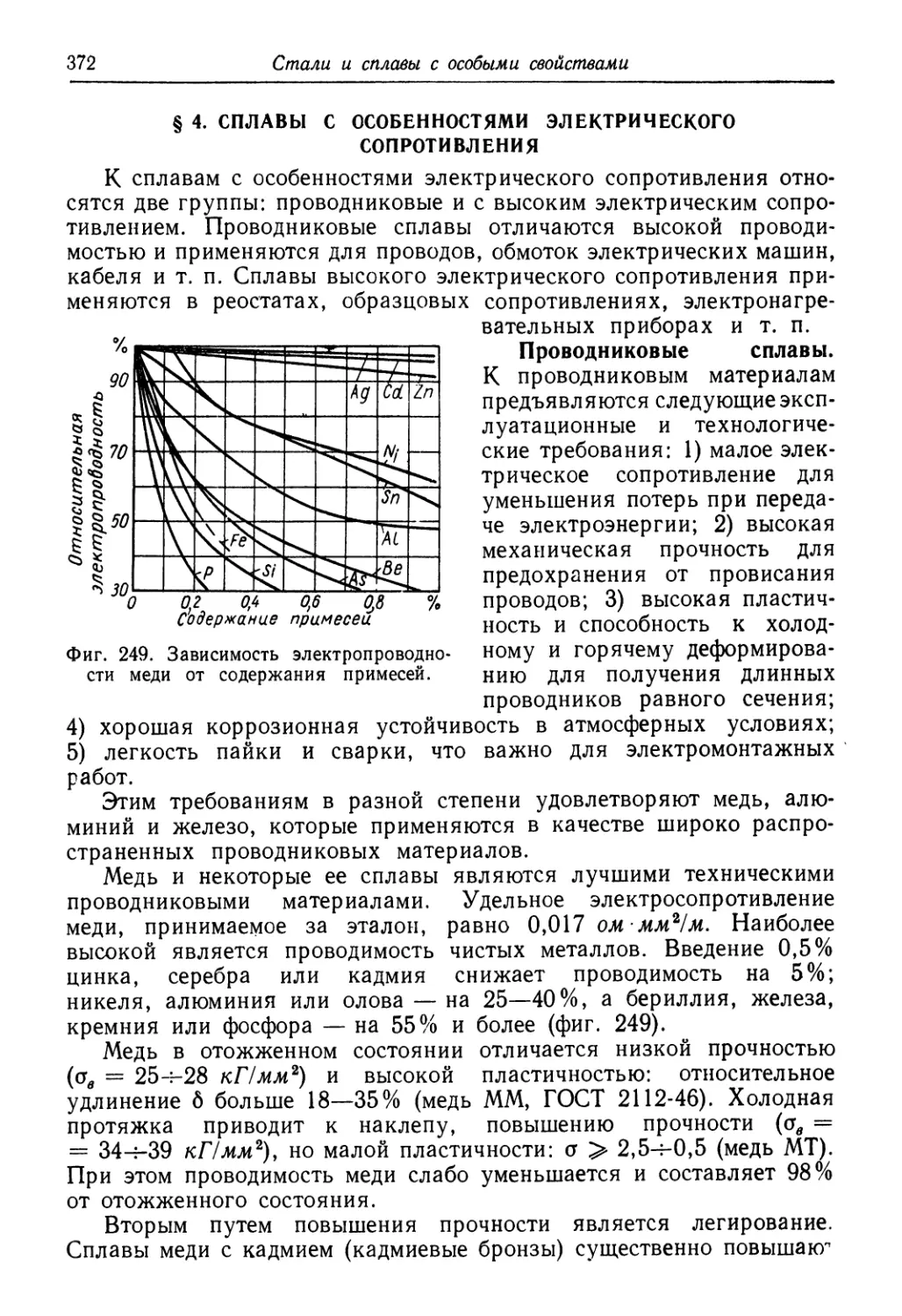
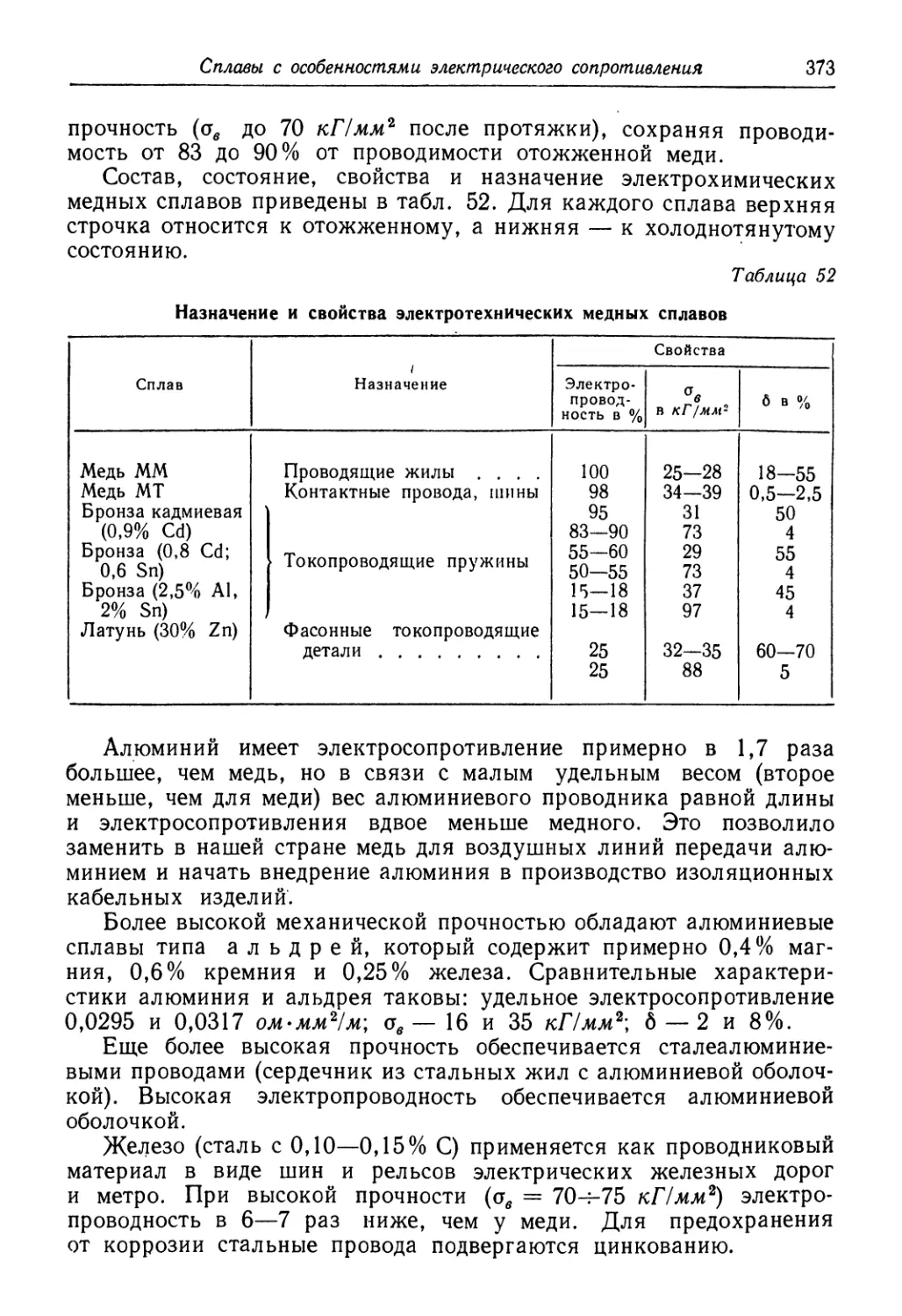
Высокая электропроводность металлов обусловливается также
наличием свободных электронов, легко перемещающихся под дей-
ствием даже небольшой разности потенциалов. В случае ионной
и ковалентной связи свободные электроны отсутствуют. Валентные
электроны прочно связаны с отдельными атомами и для их переме-
щения требуется приложение значительной разности потенциалов.
12
Строение и свойства чистых металлов
достаточной для отрыва электрона от атома (электропроводность
низка).
В общем случае теплопроводность осуществляется следующим
образом: внешний слой атомов получает тепловую энергию от нагре-
вателя; при этом увеличиваются амплитуда колебаний и запас кине-
тической энергии атомов. Эта энергия путем соударений передается
нижнему слою атомов и т. д. В случае металлов появляются легко-
подвижные материальные частицы — свободные электроны, пере-
мещение которых от нагреваемой поверхности способствует быстрой
передаче тепловой энергии, т. е. высокой теплопроводности.
Таким образом специфические свойства металлов определяются
металлическим типом межатомной связи.
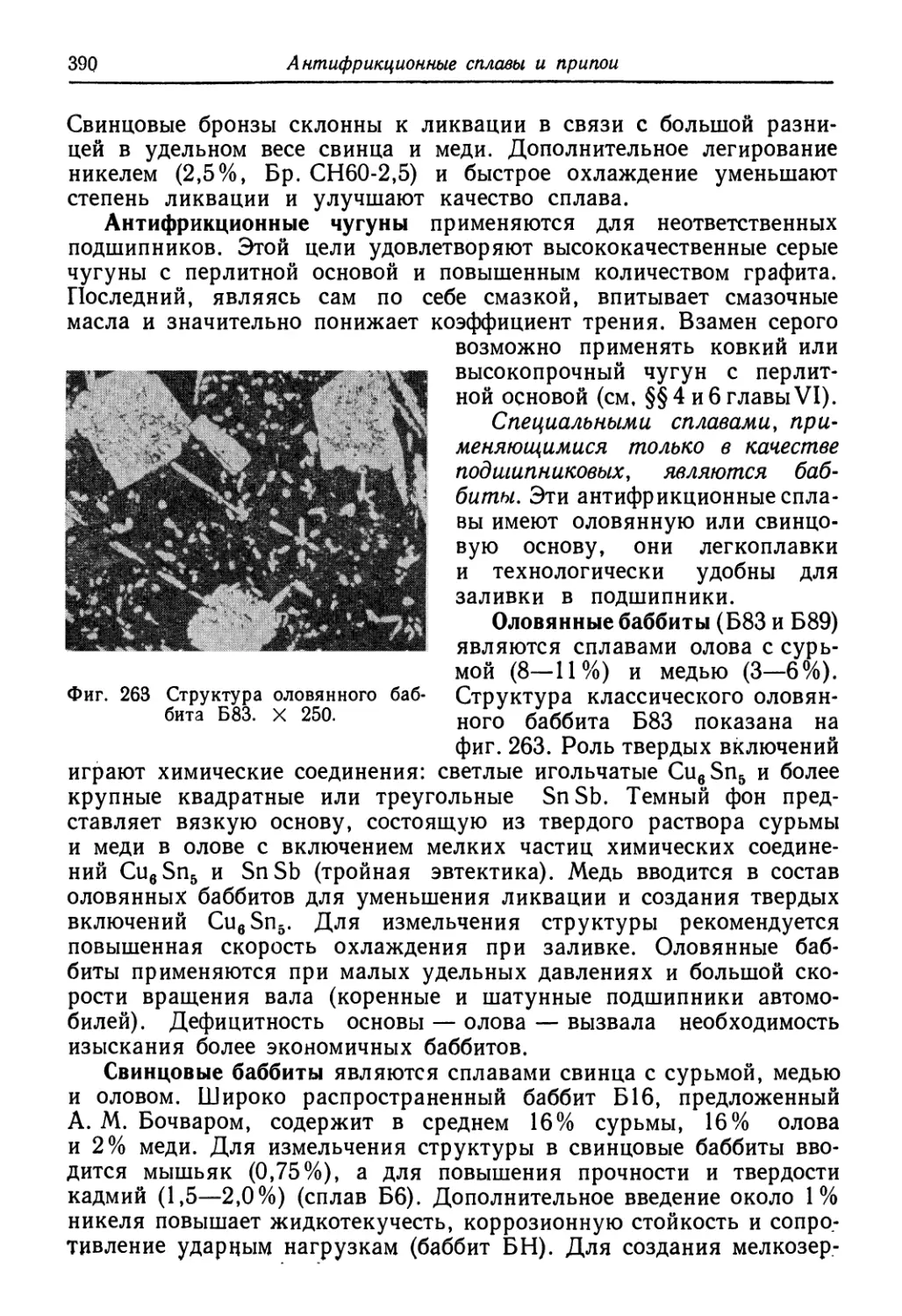
§ 3. МЕТАЛЛЫ И ПЕРИОДИЧЕСКАЯ система элементов
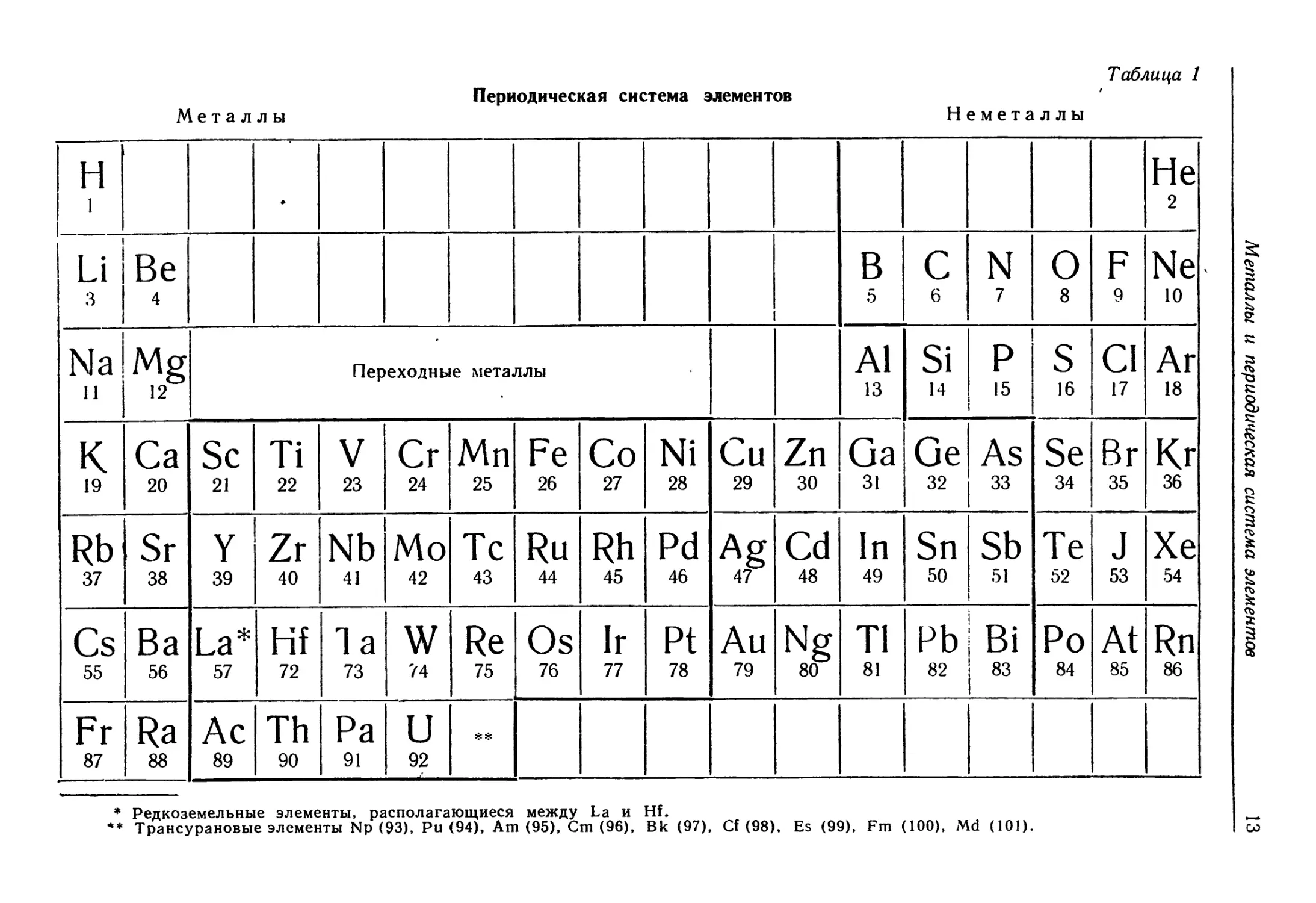
Несмотря на то, что периодическая система элементов была пред-
ложена Д. И. Менделеевым задолго до возникновения современных
представлений о строении атома, этот общий закон природы описы-
вает также периодичность электронного строения атомов. Периоди-
ческая система элементов приведена в табл. 1.
Элементы первой группы (Н, Li, Na, Кит. д.) характеризуются
наличием одного электрона на внешней электронной оболочке.
Число таких электронов непрерывно увеличивается при перемеще-
нии вдоль периода слева направо. Каждый период заканчивается
построением законченной электронной оболочки инертного газа
(Не, Ne, Аг и т. д.).
Выше было указано, что для образования металлической связи
внешние электроны атомов образуют свободный электронный газ.
Очевидно, что способностью к «освобождению» обладают валентные
электроны, наиболее слабо связанные с атомами. Характеристикой
прочности связи электронов является ионизационный потенциал,
измеряемый в электронвольтах (эв). Величина ионизационного по-
тенциала увеличивается при движении в каждом периоде слева
направо.
Например, во втором периоде ионизационный потенциал Li
равен 5,36 эв, а инертного Ne — 21,46 эв; в четвертом периоде иони-
зационный потенциал К равен 4,32 эв; Са — 6,09 эв; Sc — 6,7 эв
и т. д. Элементы, расположенные в правой половине четвертого пе-
риода, характеризуются более высокими значениями ионизацион-
ного потенциала: As— 10,5 эв; Se — 9,7 эв; Вг— 11,5 эв. Межатом-
ное взаимодействие элементов, расположенных в начале каждого
периода, приводит к образованию свободного электронного газа
и металлического типа связи. При возрастании значения ионизацион-
ного потенциала до определенного предела энергетически более
выгодным оказывается образование ковалентной связи, присущей не-
металлическим элементам. Поэтому в периодической системе металлы
Периодическая система элементов
Таблица 1
Металлы Неметаллы
н 1 • He 2
Li 3 Be 4 I В 5 6 N 7 0 8 F 9 Ne 10
Na 11 Переходные металлы Al 13 Si 14 p 15 s 16 Cl 17 Ar 18
к 19 Ca 20 Sc 21 Ti 22 V 23 Cr 24 Mn 25 Fe 26 Co 27 Ni 28 Cu 29 Zn 30 Ga 31 Ge 32 As 33 Se 34 Br 35 Kr 36
Rb 37 Sr 38 Y 39 Zr 40 Nb 41 Mo 42 Tc 43 Ru 44 Rh 45 Pd 46 Ag 47 Cd 48 In 49 Sn 50 Sb 51 Те 52 J 53 Xe 54
Cs 55 Ba 56 La* 57 Hf 72 la 73 w 74 Re 75 Os 76 Ir 77 Pt 78 Au 79 Ng 80 Tl 81 Pb 82 i Bi | 83 Po 84 At 85 Rn 86
Fr 87 Ra 88 Ac 89 Th 90 Pa 91 u 92 **
* Редкоземельные элементы, располагающиеся между La и Hf.
** Трансурановые элементы Np (93), Pu (94), Am (95), Cm (96), Bk (97), Cf (98), Es (99), Fm (100), Md (101).
Металлы и периодическая система элементов
14
Строение и свойства чистых металлов
располагаются в левой части таблицы, а неметаллы — справа (см.
табл. 1).
Некоторые элементы характеризуются смешанным типом связи.
Так, например, атомы висмута, селена и мышьяка соединяются в ряды
ковалентными связями; эти ряды соединяются друг с другом метал-
лическим типом связи. Благодаря этому ряд элементов обладает
менее выраженными металлическими свойствами, чем истинные
металлы.
в современной технике имеют переходные
относятся -----
Большое значение
металлы. К их числу
Периоды
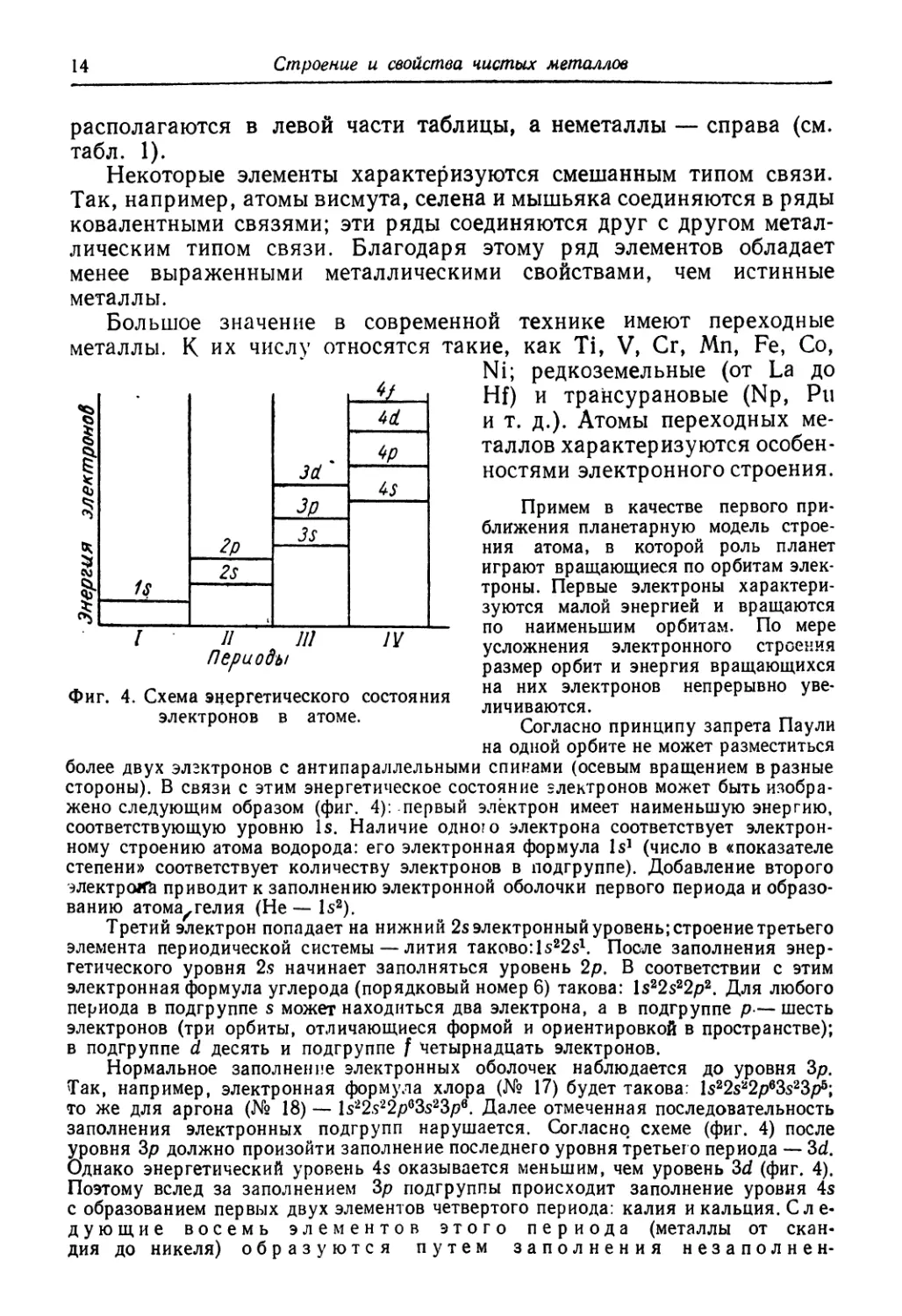
Фиг. 4. Схема энергетического состояния
электронов в атоме.
такие, как Ti, V, Cr, Мп, Fe, Со,
Ni; редкоземельные (от La до
Hf) и трансурановые (Np, Pu
и т. д.). Атомы переходных ме-
таллов характеризуются особен-
ностями электронного строения.
Примем в качестве первого при-
ближения планетарную модель строе-
ния атома, в которой роль планет
играют вращающиеся по орбитам элек-
троны. Первые электроны характери-
зуются малой энергией и вращаются
по наименьшим орбитам. По мере
усложнения электронного строения
размер орбит и энергия вращающихся
на них электронов непрерывно уве-
личиваются.
Согласно принципу запрета Паули
на одной орбите не может разместиться
более двух электронов с антипараллельными спинами (осевым вращением в разные
стороны). В связи с этим энергетическое состояние электронов может быть изобра-
жено следующим образом (фиг. 4): первый электрон имеет наименьшую энергию,
соответствующую уровню 1s. Наличие одною электрона соответствует электрон-
ному строению атома водорода: его электронная формула 1s1 (число в «показателе
степени» соответствует количеству электронов в подгруппе). Добавление второго
электрод приводит к заполнению электронной оболочки первого периода и образо-
ванию атома^гелия (Не — 1s2).
Третий электрон попадает на нижний 2s электронный уровень; строение третьего
элемента периодической системы — лития таково:ls22s1. После заполнения энер-
гетического уровня 2s начинает заполняться уровень 2р. В соответствии с этим
электронная формула углерода (порядковый номер 6) такова: ls22s22p2. Для любого
периода в подгруппе s может находиться два электрона, а в подгруппе р—-шесть
электронов (три орбиты, отличающиеся формой и ориентировкой в пространстве);
в подгруппе d десять и подгруппе f Четырнадцать электронов.
Нормальное заполнение электронных оболочек наблюдается до уровня Зр.
Так, например, электронная формула хлора (№ 17) будет такова: ls22s22pe3s23p®;
то же для аргона (№ 18) — ls22s22p°3s23pe. Далее отмеченная последовательность
заполнения электронных подгрупп нарушается. Согласно схеме (фиг. 4) после
уровня Зр должно произойти заполнение последнего уровня третьего периода — 3d.
Однако энергетический уровень 4s оказывается меньшим, чем уровень 3d (фиг. 4).
Поэтому вслед за заполнением Зр подгруппы происходит заполнение уровня 4s
с образованием первых двух элементов четвертого периода: калия и кальция. Сле-
дующие восемь элементов этого периода (металлы от скан-
дия до никеля) образуются путем заполнения незаполнен-
Кристаллическое строение металлов
15
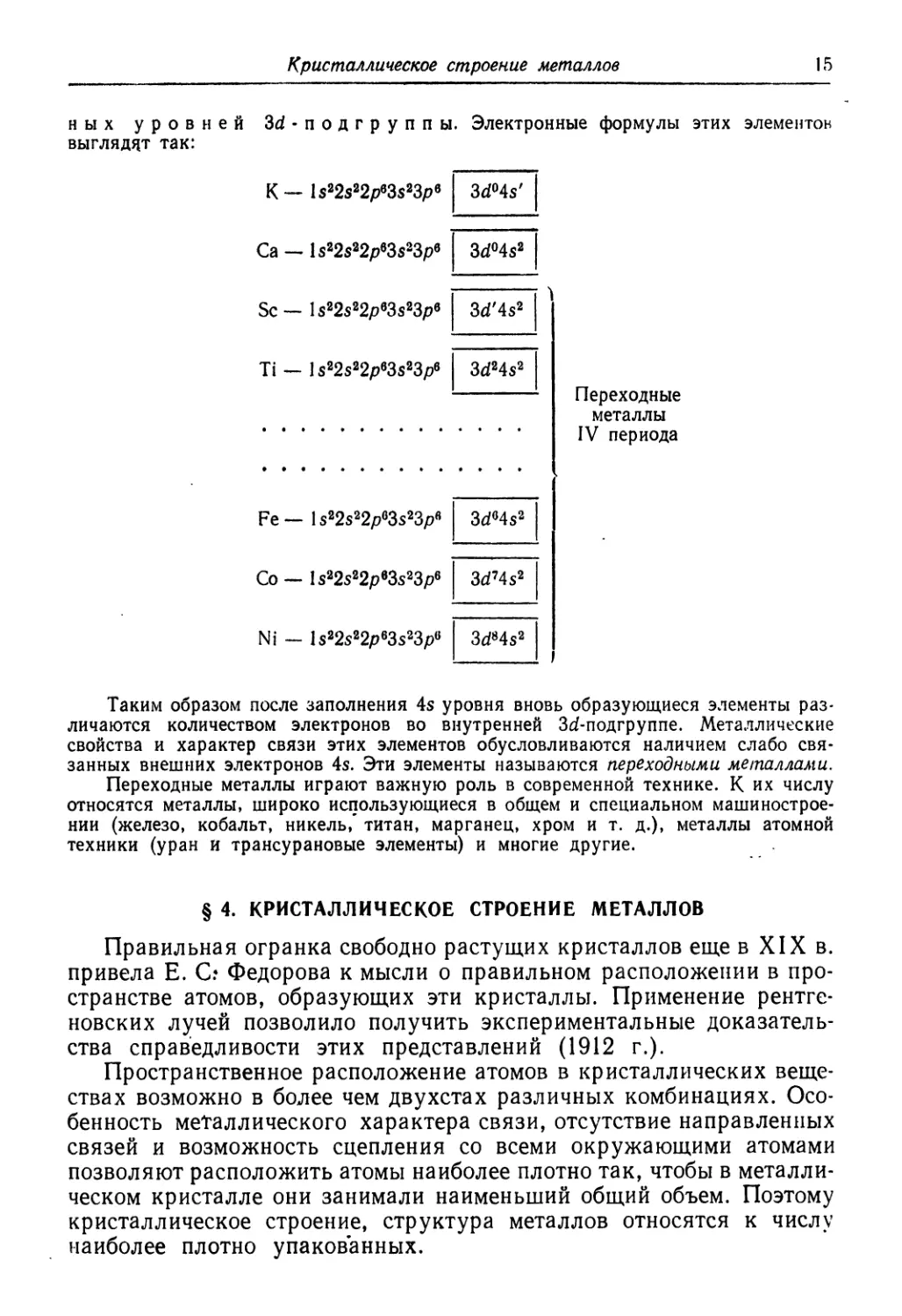
них уровней 3d- подгруппы. Электронные формулы этих элементов
выглядят так:
Переходные
металлы
IV периода
Таким образом после заполнения 4s уровня вновь образующиеся элементы раз-
личаются количеством электронов во внутренней Зб/-подгруппе. Металлические
свойства и характер связи этих элементов обусловливаются наличием слабо свя-
занных внешних электронов 4s. Эти элементы называются переходными металлами.
Переходные металлы играют важную роль в современной технике. К их числу
относятся металлы, широко использующиеся в общем и специальном машинострое-
нии (железо, кобальт, никель/ титан, марганец, хром и т. д.), металлы атомной
техники (уран и трансурановые элементы) и многие другие.
§ 4. КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
Правильная огранка свободно растущих кристаллов еще в XIX в.
привела Е. С.* Федорова к мысли о правильном расположении в про-
странстве атомов, образующих эти кристаллы. Применение рентге-
новских лучей позволило получить экспериментальные доказатель-
ства справедливости этих представлений (1912 г.).
Пространственное расположение атомов в кристаллических веще-
ствах возможно в более чем двухстах различных комбинациях. Осо-
бенность металлического характера связи, отсутствие направленных
связей и возможность сцепления со всеми окружающими атомами
позволяют расположить атомы наиболее плотно так, чтобы в металли-
ческом кристалле они занимали наименьший общий объем. Поэтому
кристаллическое строение, структура металлов относятся к числу
наиболее плотно упакованных.
16
Строение и свойства чистых металлов
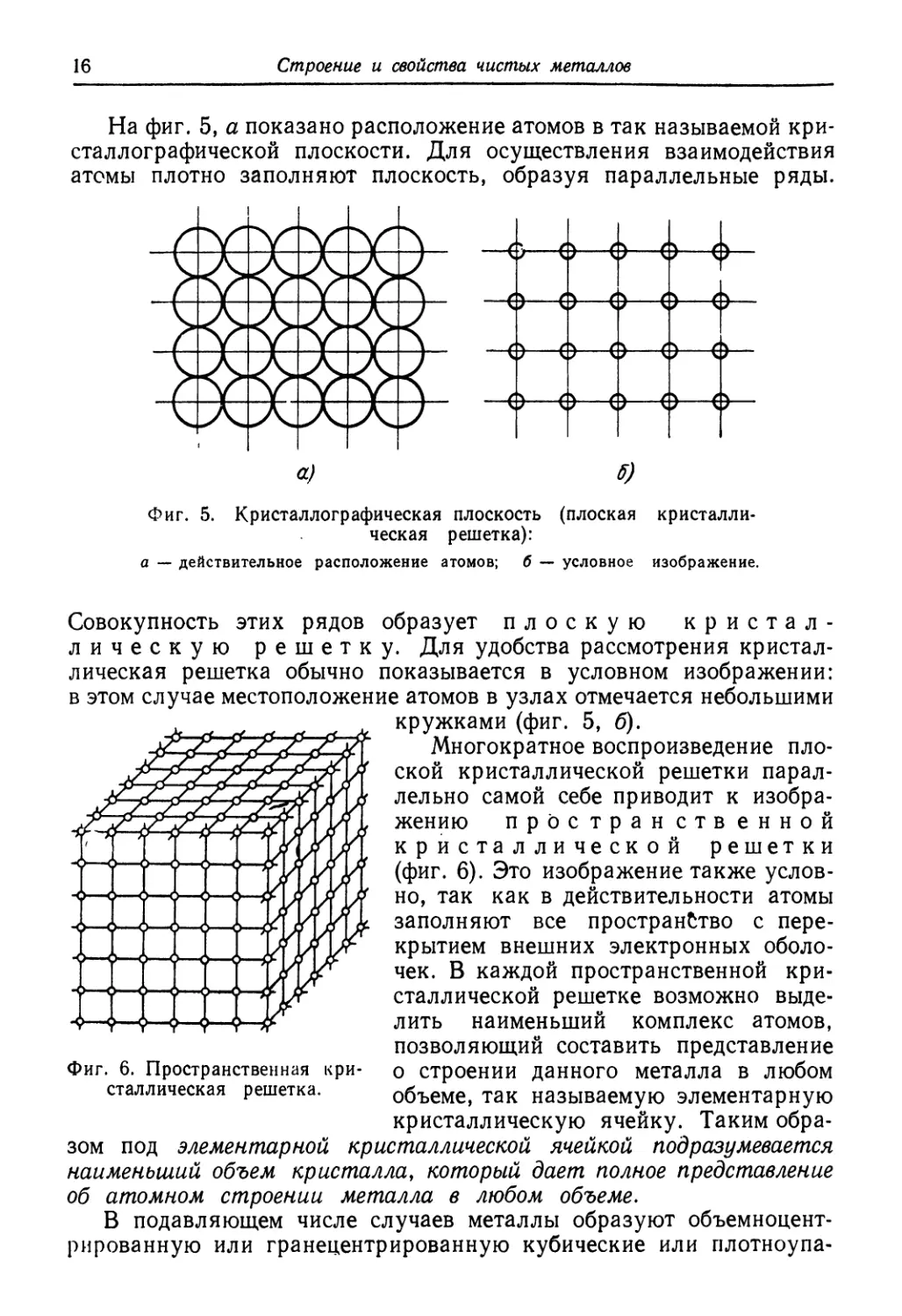
На фиг. 5, а показано расположение атомов в так называемой кри-
сталлографической плоскости. Для осуществления взаимодействия
атомы плотно заполняют плоскость, образуя параллельные ряды.
Фиг. 5. Кристаллографическая плоскость (плоская кристалли-
ческая решетка):
а — действительное расположение атомов; б — условное изображение.
Совокупность этих рядов образует плоскую кристал-
лическую решетку. Для удобства рассмотрения кристал-
лическая решетка обычно показывается в условном изображении:
в этом случае местоположение атомов в узлах отмечается небольшими
кружками (фиг. 5, б).
Многократное воспроизведение пло-
ской кристаллической решетки парал-
лельно самой себе приводит к изобра-
жению простран ств енной
кристаллической решетки
(фиг. 6). Это изображение также услов-
но, так как в действительности атомы
заполняют все пространство с пере-
крытием внешних электронных оболо-
чек. В каждой пространственной кри-
сталлической решетке возможно выде-
лить наименьший комплекс атомов,
позволяющий составить представление
Фиг. 6. Пространственная кри- о строении данного металла в любом
сталлическая решетка. объеме, так называемую элементарную
кристаллическую ячейку. Таким обра-
зом под элементарной кристаллической ячейкой подразумевается
наименьший объем кристалла, который дает полное представление
об атомном строении металла в любом объеме.
В подавляющем числе случаев металлы образуют объемноцент-
рированную или гранецентрированную кубические или плотноупа-
Кристаллическое строение металлов
17
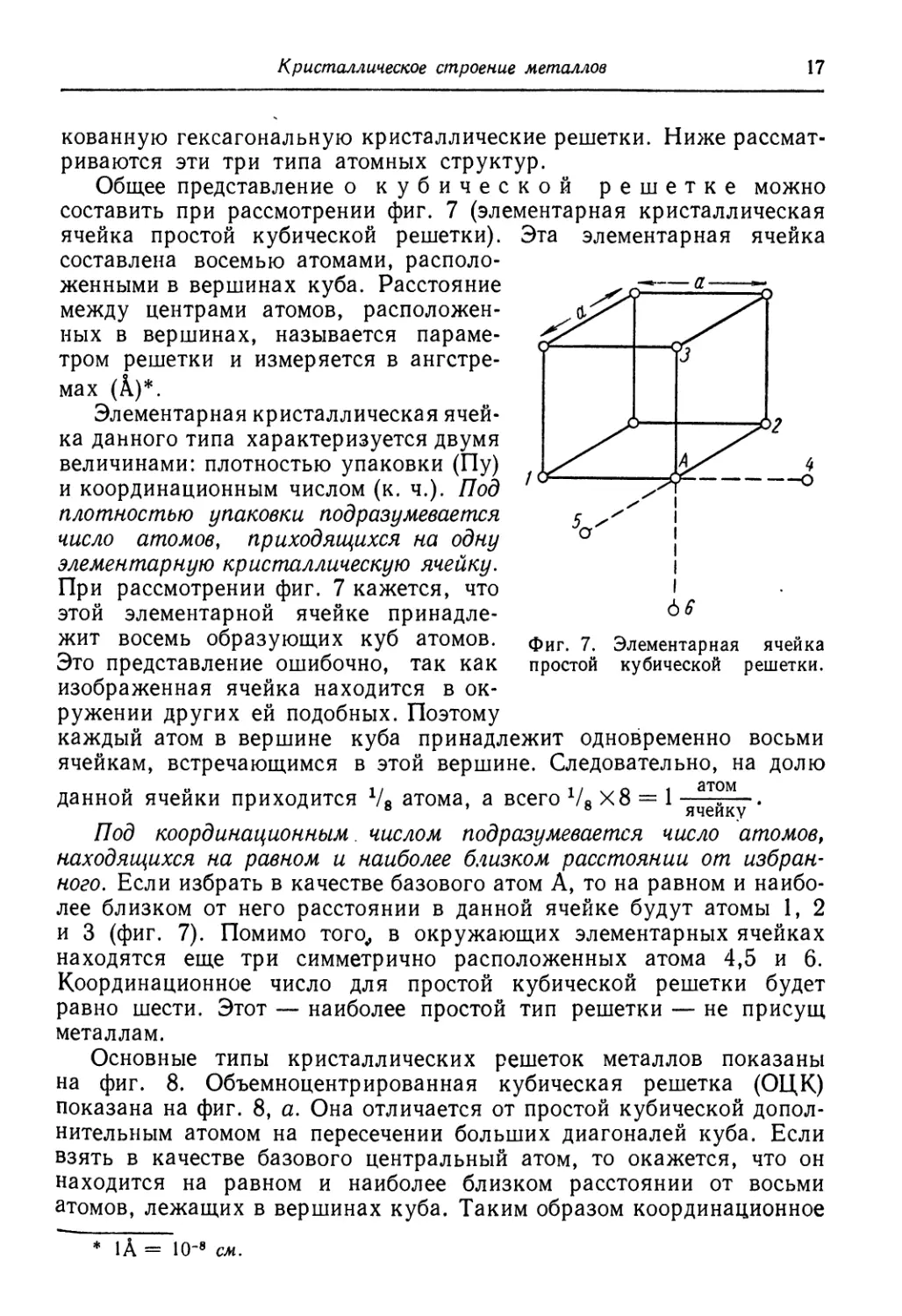
Эта элементарная ячейка
Фиг. 7. Элементарная ячейка
простой кубической решетки.
кованную гексагональную кристаллические решетки. Ниже рассмат-
риваются эти три типа атомных структур.
Общее представление о кубической решетке можно
составить при рассмотрении фиг. 7 (элементарная кристаллическая
ячейка простой кубической решетки),
составлена восемью атомами, располо-
женными в вершинах куба. Расстояние
между центрами атомов, расположен-
ных в вершинах, называется параме-
тром решетки и измеряется в ангстре-
мах (Л)*.
Элементарная кристаллическая ячей-
ка данного типа характеризуется двумя
величинами: плотностью упаковки (Пу)
и координационным числом (к. ч.). Под
плотностью упаковки подразумевается
число атомов, приходящихся на одну
элементарную кристаллическую ячейку.
При рассмотрении фиг. 7 кажется, что
этой элементарной ячейке принадле-
жит восемь образующих куб атомов.
Это представление ошибочно, так как
изображенная ячейка находится в ок-
ружении других ей подобных. Поэтому
каждый атом в вершине куба принадлежит одновременно восьми
ячейкам, встречающимся в этой вершине. Следовательно, на долю
данной ячейки приходится атома, а всего 1/8 Х8 = 1 "яч^к” •
Под координационным, числом подразумевается число атомов,
находящихся на равном и наиболее близком расстоянии от избран-
ного. Если избрать в качестве базового атом А, то на равном и наибо-
лее близком от него расстоянии в данной ячейке будут атомы 1, 2
и 3 (фиг. 7). Помимо того, в окружающих элементарных ячейках
находятся еще три симметрично расположенных атома 4,5 и 6.
Координационное число для простой кубической решетки будет
равно шести. Этот — наиболее простой тип решетки — не присущ
металлам.
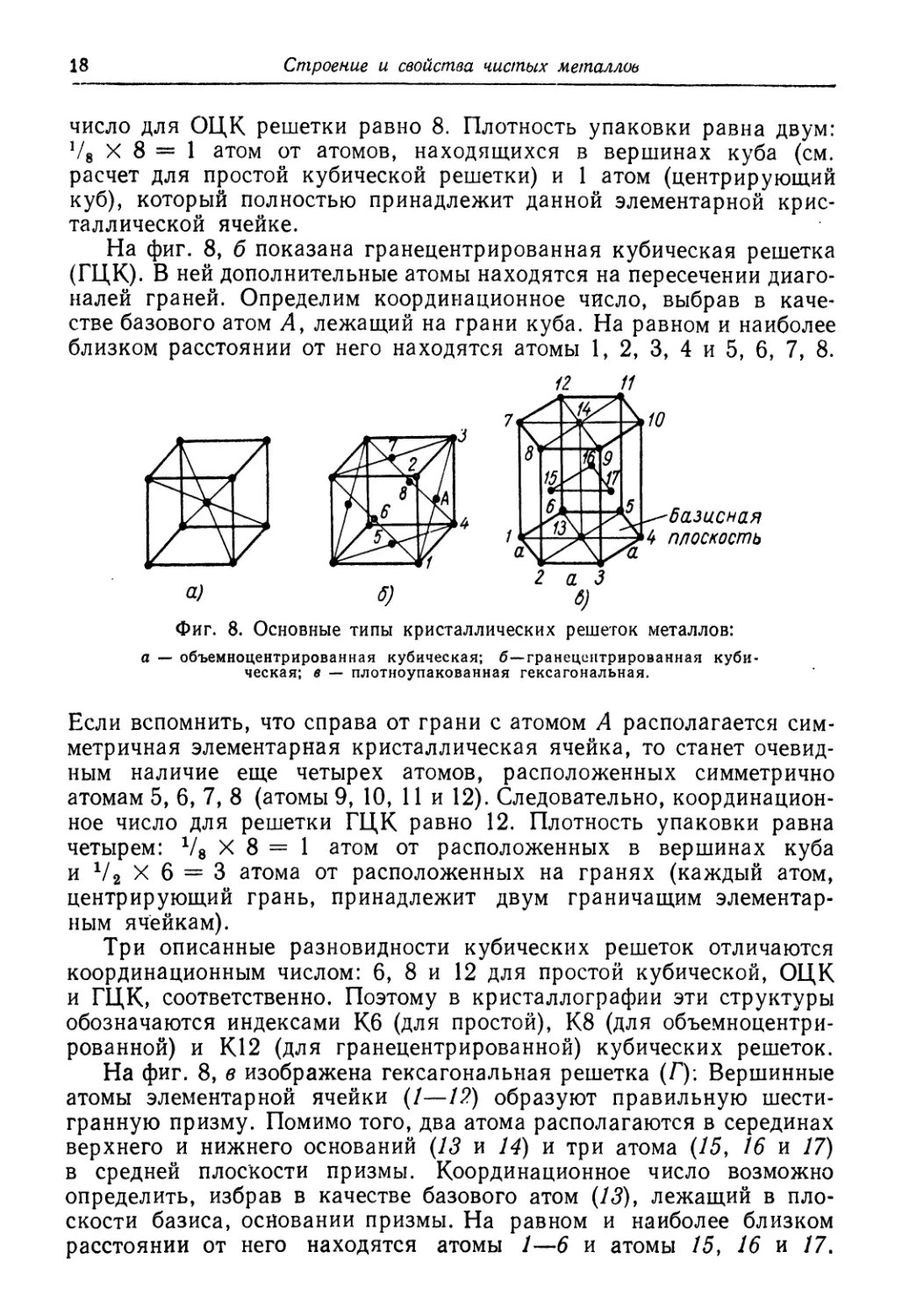
Основные типы кристаллических решеток металлов показаны
на фиг. 8. Объемноцентрированная кубическая решетка (ОЦК)
показана на фиг. 8, а. Она отличается от простой кубической допол-
нительным атомом на пересечении больших диагоналей куба. Если
взять в качестве базового центральный атом, то окажется, что он
находится на равном и наиболее близком расстоянии от восьми
атомов, лежащих в вершинах куба. Таким образом координационное
* 1А = 10-8 см.
18
Строение и свойства чистых металлов
число для ОЦК решетки равно 8. Плотность упаковки равна двум:
V8 X 8 = 1 атом от атомов, находящихся в вершинах куба (см.
расчет для простой кубической решетки) и 1 атом (центрирующий
куб), который полностью принадлежит данной элементарной крис-
таллической ячейке.
На фиг. 8, б показана гранецентрированная кубическая решетка
(ГЦК). В ней дополнительные атомы находятся на пересечении диаго-
налей граней. Определим координационное число, выбрав в каче-
стве базового атом Л, лежащий на грани куба. На равном и наиболее
близком расстоянии от него находятся атомы 1, 2, 3, 4 и 5, 6, 7, 8.
а)
Фиг. 8. Основные типы кристаллических решеток металлов:
а — объемноцентрированная кубическая; б—гранецентрированная куби-
ческая; в — плотноупакованная гексагональная.
Если вспомнить, что справа от грани с атомом А располагается сим-
метричная элементарная кристаллическая ячейка, то станет очевид-
ным наличие еще четырех атомов, расположенных симметрично
атомам 5, 6, 7, 8 (атомы 9, 10, 11 и 12). Следовательно, координацион-
ное число для решетки ГЦК равно 12. Плотность упаковки равна
четырем: V8 X 8 = 1 атом от расположенных в вершинах куба
и V2 X 6 = 3 атома от расположенных на гранях (каждый атом,
центрирующий грань, принадлежит двум граничащим элементар-
ным ячейкам).
Три описанные разновидности кубических решеток отличаются
координационным числом: 6, 8 и 12 для простой кубической, ОЦК
и ГЦК, соответственно. Поэтому в кристаллографии эти структуры
обозначаются индексами Кб (для простой), К8 (для объемноцентри-
рованной) и К12 (для гранецентрированной) кубических решеток.
На фиг. 8, в изображена гексагональная решетка (Г); Вершинные
атомы элементарной ячейки (/—/2) образуют правильную шести-
гранную призму. Помимо того, два атома располагаются в серединах
верхнего и нижнего оснований (13 и 14) и три атома (15, 16 и 17)
в средней плоскости призмы. Координационное число возможно
определить, избрав в качестве базового атом (13), лежащий в пло-
скости базиса, основании призмы. На равном и наиболее близком
расстоянии от него находятся атомы 1—6 и атомы 15, 16 и 17.
Кристаллическое строение металлов
19
Если вспомнить, что ниже плоскости базиса расположена совер-
шенно подобная ячейка, то окажется в наличии еще три координи-
рованных атома, симметричных атомам /5, 16 и 17.
В этом случае координационное число будет равно 12. Условие
равенства расстояний для атомов 1—6 и 15—17 соблюдается в слу-
чае плотной упаковки, когда отношение высоты призмы с к стороне
основания а равно 1,633. Плотноупакованная гексагональная решетка
с координационным числом 12 обозначается в кристаллографии Г12.
Однако в некоторых случаях 1,633 (например, для Zn
~~ = 1,86). Тогда на одном расстоянии от базового атома (13)
(фиг. 8) будут находиться первые шесть атомов (1—6), а на несколько
большем — вторые шесть атомов (15—17 и симметричные им в ниже
лежащей ячейке). В этом случае координационное число равно 6,6.
Эта решетка обозначается индексом Гб. Плотность упаковки равна
шести атомам на ячейку: V2 X 2 = 1 атом от лежащих в серединах
базисных плоскостей;X 12 = 2 атома от образующих вершины
призмы; 1X3 = 3 атома, от лежащих внутри призмы.
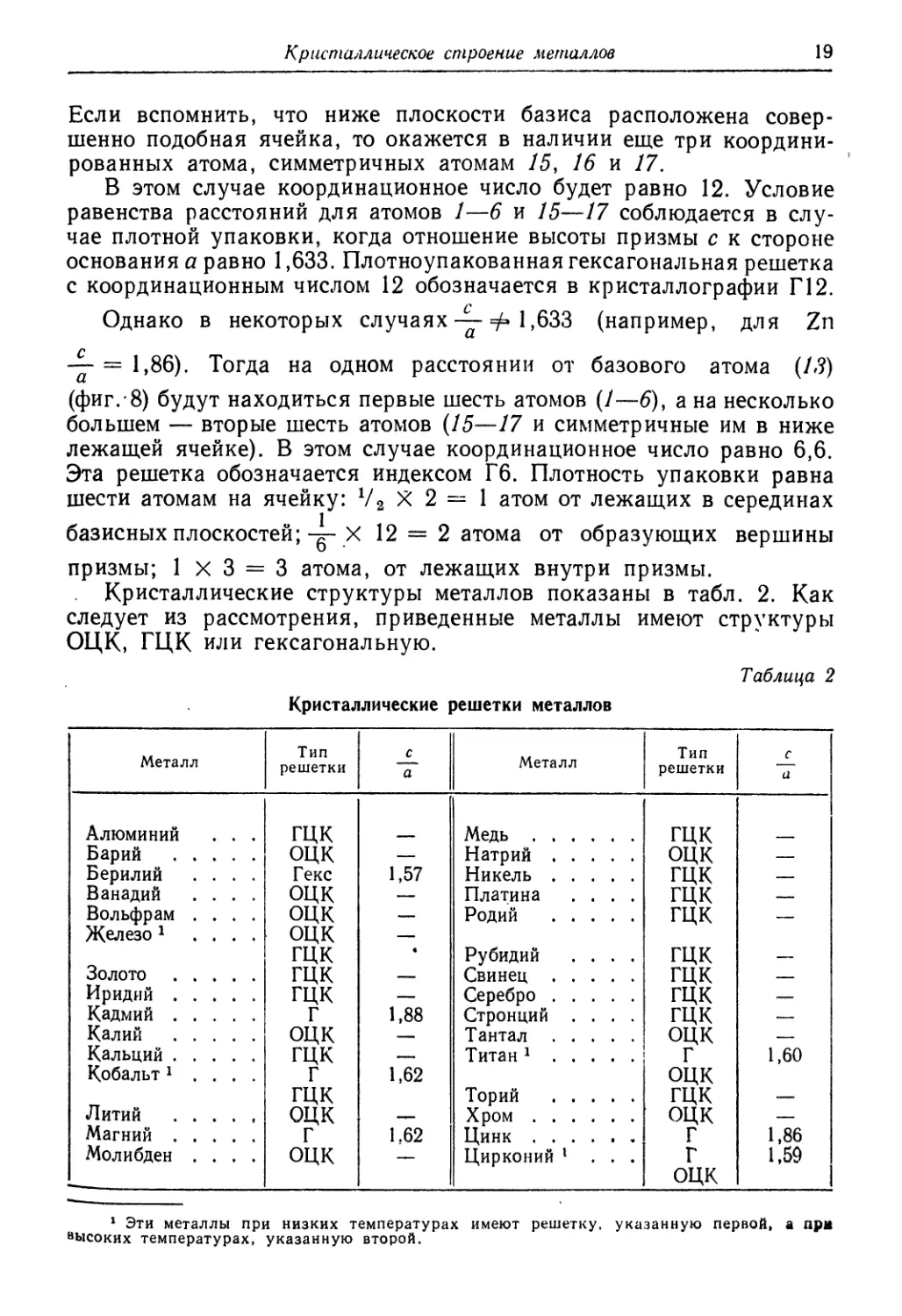
Кристаллические структуры металлов показаны в табл. 2. Как
следует из рассмотрения, приведенные металлы имеют структуры
ОЦК, ГЦК или гексагональную.
Таблица 2
Кристаллические решетки металлов
Металл Тип решетки с а Металл Тип решетки а
Алюминий . . . гцк Медь гцк
Барий оцк — Натрий оцк —
Берилий .... Гекс 1,57 Никель гцк —
Ванадий .... оцк — Платина .... гцк —
Вольфрам .... оцк — Родий гцк —
Железо1 .... оцк —
Золото гцк • Рубидий .... гцк —
гцк — Свинец гцк —
Иридий гцк — Серебро гцк —
Кадмий г 1,88 Стронций .... гцк —
Калий оцк — Тантал оцк —
Кальций гцк — Титан1 г 1,60
Кобальт1 . . . . г 1,62 оцк
Литий гцк Торий гцк —
оцк — Хром оцк —
Магний г 1,62 Цинк г 1,86
Молибден .... оцк — Цирконий 1 ... г 1,59
оцк
1 Эти металлы при низких температурах имеют решетку, указанную первой, а при
высоких температурах, указанную второй.
20
Строение и свойства чистых металлов
В виде исключения следует указать на такие истинные металлы,
как марганец и уран, имеющие более сложную структуру. Сложная
структура присуща также полуметаллическим элементам со сме-
шанным типом межатомной связи — металлической и ковалентног
(например, As, Se, Bi).
§ 5. ПОЛИМОРФИЗМ И МАГНИТНЫЕ ПРЕВРАЩЕНИЯ
Среди металлов, приведенных в табл. 2, находятся железо,
кобальт, титан и цирконий, для которых указано (в зависимости
от температуры) по два типа кристаллической решетки. Например,
ниже 910° С железо имеет решетку ОЦК, а выше (до 1400° С) —
решетку ГЦК. Возможность существования одного и того же'веще-
ства в различных кристаллических формах называется явлением поли-
морфизма (многоформие). Это явление называется также другим,
совпадающим по смыслу термином «аллотропия».
Существование вещества в различных кристаллических формах
при разных температурах обусловливается его стремлением к состоя-
нию с наименьшим запасом так называемой свободной энергии.
Образование в этих условиях определенной кристаллической струк-
туры означает, что для данной пространственной конфигурации
атомов запас свободной энергии оказывается наименьшим \
Превращение одной кристаллической решетки в другую сопро-
вождается тепловым эффектом, подобно явлению плавления-затвер-
девания или испарения-конденсации. Это связано с необходимостью
затраты определенной энергии на перестройку кристаллической
решетки. Иногда полиморфное превращение сопровождается изме-
нением типа межатомной связи. Так, например, существующее при
более высоких температурах белое олово имеет объемноцентрирован-
ную тетрагональную структуру и является типичным металлом.
При низких температурах возможно образование другой полиморф-
ной (аллотропической) модификации — серого олова с тетраэдри-
ческой решеткой и полностью ковалентными связями. Иногда ме-
таллы существуют более чем в двух модификациях (марганец).
Полиморфизм имеет большое техническое значение. На исполь-
зовании этого явления основаны способы упрочнения и разупрочне-
ния, т. е. термическая обработка сплавов на основе железа и титана,
имеющих важное применение в практике промышленного производства.
Эти вопросы будут подробно рассмотрены в главах IX, X и XIII.
В отличие от полиморфного магнитное превращение не сопро-
вождается перестройкой кристаллической решетки. Ряд технически
важных металлов (Fe, Со, N!) и некоторые редкоземельные элементы
(гадолиний, диспозий, эрбий) обладают способностью гигантски
увеличивать магнитное поле благодаря возникновению магнитной
1 Более подробно этот вопрос рассматривается в главе II.
Основные характеристики и свойства кристаллов
21
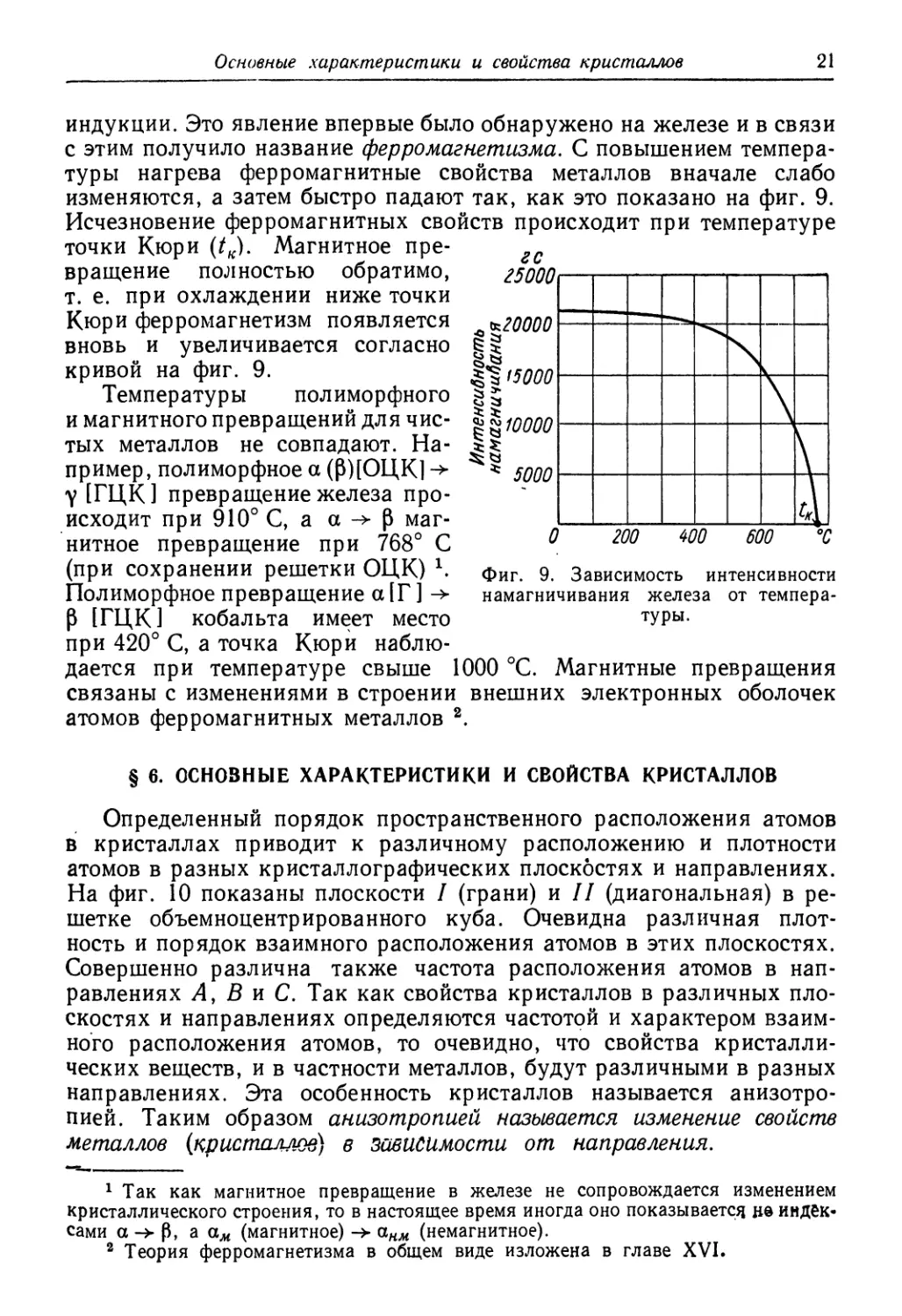
Фиг. 9. Зависимость интенсивности
намагничивания железа от темпера-
туры.
индукции. Это явление впервые было обнаружено на железе и в связи
с этим получило название ферромагнетизма. С повышением темпера-
туры нагрева ферромагнитные свойства металлов вначале слабо
изменяются, а затем быстро падают так, как это показано на фиг. 9.
Исчезновение ферромагнитных свойств происходит при температуре
точки Кюри (tK). Магнитное пре-
вращение полностью обратимо,
т. е. при охлаждении ниже точки
Кюри ферромагнетизм появляется
вновь и увеличивается согласно
кривой на фиг. 9.
Температуры полиморфного
и магнитного превращений для чис-
тых металлов не совпадают. На-
пример, полиморфное а (Р)[ОЦК]
у [ГЦК] превращение железа про-
исходит при 910° С, а а -> р маг-
нитное превращение при 768° С
(при сохранении решетки ОЦК) х.
Полиморфное превращение а [Г ] ->
Р [ГЦК] кобальта имеет место
при 420° С, а точка Кюри наблю-
дается при температуре свыше 1000 °C. Магнитные превращения
связаны с изменениями в строении внешних электронных оболочек
атомов ферромагнитных металлов 1 2.
§ 6. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ И СВОЙСТВА КРИСТАЛЛОВ
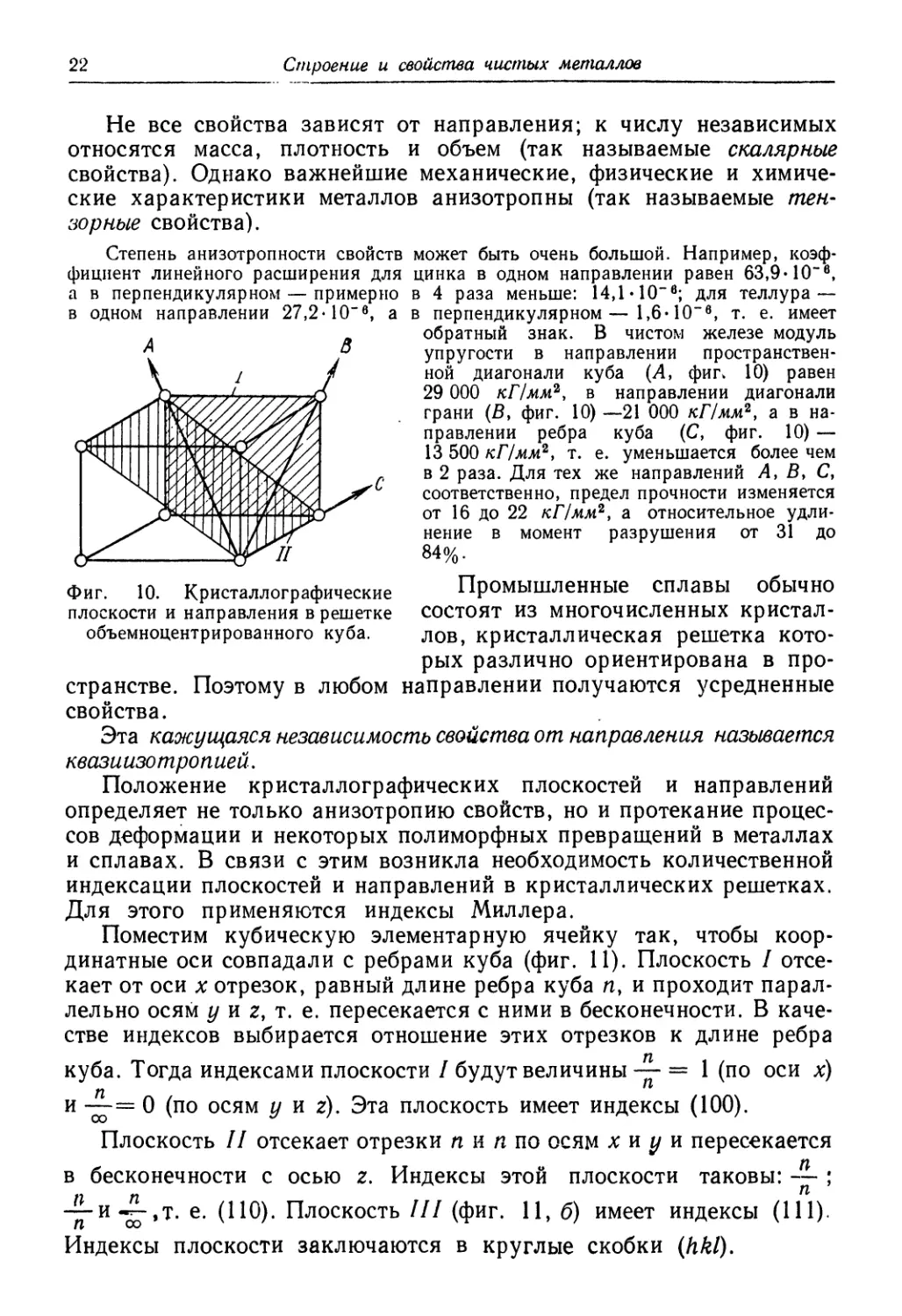
Определенный порядок пространственного расположения атомов
в кристаллах приводит к различному расположению и плотности
атомов в разных кристаллографических плоскостях и направлениях.
На фиг. 10 показаны плоскости I (грани) и II (диагональная) в ре-
шетке объемноцентрированного куба. Очевидна различная плот-
ность и порядок взаимного расположения атомов в этих плоскостях.
Совершенно различна также частота расположения атомов в нап-
равлениях Л, В и С. Так как свойства кристаллов в различных пло-
скостях и направлениях определяются частотой и характером взаим-
ного расположения атомов, то очевидно, что свойства кристалли-
ческих веществ, и в частности металлов, будут различными в разных
направлениях. Эта особенность кристаллов называется анизотро-
пией. Таким образом анизотропией называется изменение свойств
металлов (кристаллов) в зависимости от направления.
1 Так как магнитное превращение в железе не сопровождается изменением
кристаллического строения, то в настоящее время иногда оно показывается не индек-
сами а -> р, а ам (магнитное) -> анм (немагнитное).
2 Теория ферромагнетизма в общем виде изложена в главе XVI.
22
Строение и свойства чистых металлов
Не все свойства зависят от направления; к числу независимых
относятся масса, плотность и объем (так называемые скалярные
свойства). Однако важнейшие механические, физические и химиче-
ские характеристики металлов анизотропны (так называемые тен-
зорные свойства).
Степень анизотропности свойств
фициент линейного расширения для
а в перпендикулярном — примерно
в одном направлении 27,2-10"6, а
может быть очень большой. Например, коэф-
цинка в одном направлении равен 63,9* 10“в,
в 4 раза меньше: 14,1 «10"6; для теллура —
в перпендикулярном—1,6-Ю"6, т. е. имеет
обратный знак. В чистом железе модуль
упругости в направлении пространствен-
ной диагонали куба (Л, фиг. 10) равен
29 000 кГ/мм2, в направлении диагонали
грани (В, фиг. 10) —21 000 кПмм2, а в на-
правлении ребра куба (С, фиг. 10) —
13 500 кГ/мм2, т. е. уменьшается более чем
в 2 раза. Для тех же направлений Д, В, С,
соответственно, предел прочности изменяется
от 16 до 22 кПмм2> а относительное удли-
нение в момент разрушения от 31 до
84%.
фиг. 10. Кристаллографические Промышленные сплавы обычно
плоскости и направления в решетке СОСТОЯТ ИЗ многочисленных Кристал-
объемноцентрированного куба. лов, кристаллическая решетка кото-
рых различно ориентирована в про-
странстве. Поэтому в любом направлении получаются усредненные
свойства.
Эта кажущаяся независимость свойства от направления называется
квазиизотропией.
Положение кристаллографических плоскостей и направлений
определяет не только анизотропию свойств, но и протекание процес-
сов деформации и некоторых полиморфных превращений в металлах
и сплавах. В связи с этим возникла необходимость количественной
индексации плоскостей и направлений в кристаллических решетках.
Для этого применяются индексы Миллера.
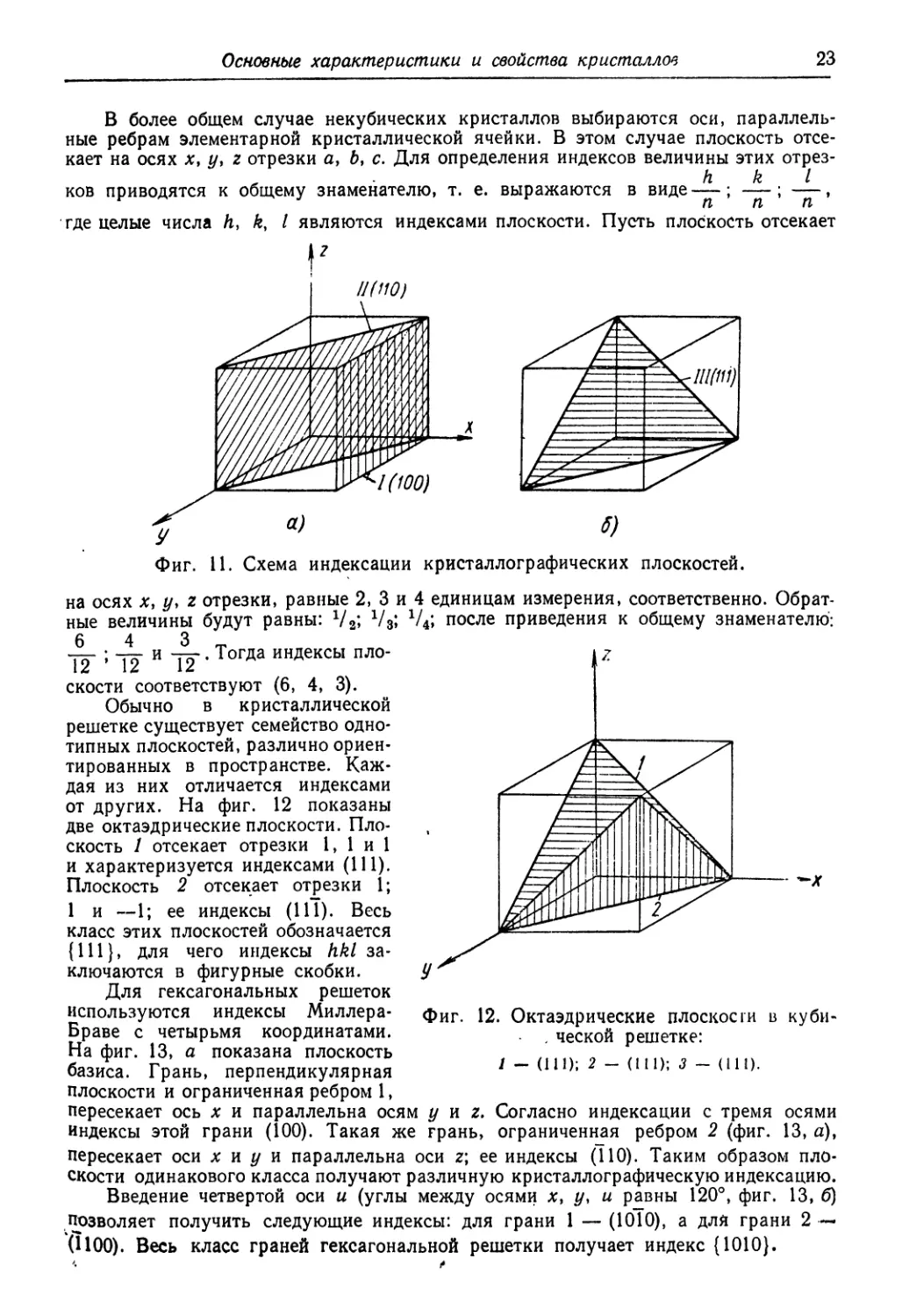
Поместим кубическую элементарную ячейку так, чтобы коор-
динатные оси совпадали с ребрами куба (фиг. 11). Плоскость / отсе-
кает от оси х отрезок, равный длине ребра куба п, и проходит парал-
лельно осям у и г, т. е. пересекается с ними в бесконечности. В каче-
стве индексов выбирается отношение этих отрезков к длине ребра
куба. Тогда индексами плоскости / будут величины = 1 (по оси х)
и -£-= 0 (по осям у и z). Эта плоскость имеет индексы (100).
Плоскость II отсекает отрезки п и п по осям х и у и пересекается
в бесконечности с осью z. Индексы этой плоскости таковы: ~ ;
-~и-^-,т. е. (110). Плоскость III (фиг. 11, б) имеет индексы (111).
Индексы плоскости заключаются в круглые скобки (hkl).
Основные характеристики и свойства кристаллов
23
В более общем случае некубических кристаллов выбираются оси, параллель-
ные ребрам элементарной кристаллической ячейки. В этом случае плоскость отсе-
кает на осях х, z отрезки а, б, с. Для определения индексов величины этих отрез-
х h k 1
ков приводятся к общему знаменателю, т. е. выражаются в виде—; —; —,
п п п
где целые числа h, ky I являются индексами плоскости. Пусть плоскость отсекает
Г
Фиг. 11. Схема индексации кристаллографических плоскостей.
на осях х, у, г отрезки, равные 2, 3 и 4 единицам измерения, соответственно. Обрат-
ные величины будут равны: V2; V3; 1/^ после приведения к общему знаменателю:
Фиг. 12. Октаэдрические плоскости в куби-
, ческой решетке:
1 - (111); 2 - (111); 3 - (111).
ные величины будут равны: 1/2\ V3; V4;
6 4 3 _
ТТ ’ Т2 и Тогда индексы пло"
скости соответствуют (6, 4, 3).
Обычно в кристаллической
решетке существует семейство одно-
типных плоскостей, различно ориен-
тированных в пространстве. Каж-
дая из них отличается индексами
от других. На фиг. 12 показаны
две октаэдрические плоскости. Пло-
скость 1 отсекает отрезки 1, 1 и 1
и характеризуется индексами (111).
Плоскость 2 отсекает отрезки 1;
1 и —1; ее индексы (111). Весь
класс этих плоскостей обозначается
{111}, для чего индексы hkl за-
ключаются в фигурные скобки.
Для гексагональных решеток
используются индексы Миллера-
Браве с четырьмя координатами.
На фиг. 13, а показана плоскость
базиса. Грань, перпендикулярная
плоскости и ограниченная ребром 1,
пересекает ось х и параллельна осям у и z. Согласно индексации с тремя осями
индексы этой грани (100). Такая же грань, ограниченная ребром 2 (фиг. 13, а),
пересекает оси х и у и параллельна оси z; ее индексы (110). Таким образом пло-
скости одинакового класса получают различную кристаллографическую индексацию.
Введение четвертой оси и (углы между осями х, у, и равны 120°, фиг. 13, б)
позволяет получить следующие индексы: для грани 1 — (1010), а для грани 2 —
(1100). Весь класс граней гексагональной решетки получает индекс {1010}.
У
24
Строение и свойства чистых металлов
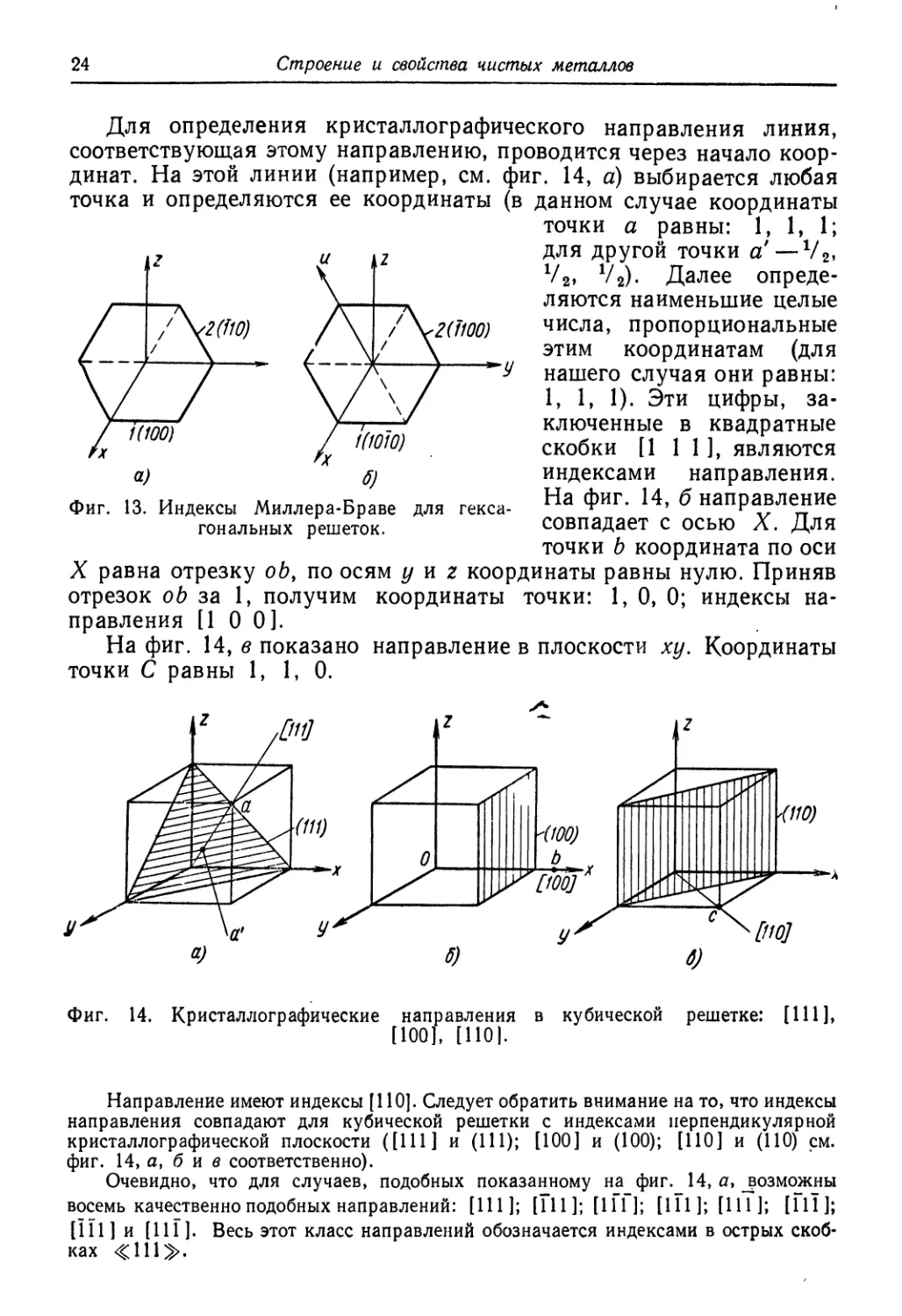
Для определения кристаллографического направления линия,
соответствующая этому направлению, проводится через начало коор-
динат. На этой линии (например, см. фиг. 14, а) выбирается любая
точка и определяются ее координаты (в данном случае координаты
Фиг. 13. Индексы Миллера-Браве для гекса-
гональных решеток.
точки а равны: 1, 1, 1;
для другой точки а'—V2,
V2, V2)- Далее опреде-
ляются наименьшие целые
числа, пропорциональные
этим координатам (для
нашего случая они равны:
1, 1, 1). Эти цифры, за-
ключенные в квадратные
скобки [1 11], являются
индексами направления.
На фиг. 14, б направление
совпадает с осью X. Для
точки b координата по оси
X равна отрезку obt по осям у и г координаты равны нулю. Приняв
отрезок ob за 1, получим координаты точки: 1, 0, 0; индексы на-
правления [10 0].
На фиг. 14, в показано направление в плоскости ху. Координаты
точки С равны 1, 1, 0.
Фиг. 14. Кристаллографические направления в кубической решетке: [111],
[100], [ПО].
Направление имеют индексы [ПО]. Следует обратить внимание на то, что индексы
направления совпадают для кубической решетки с индексами перпендикулярной
кристаллографической плоскости ([111] и (111); [100] и (100); [НО] и (ПО) см.
фиг. 14, а, б и в соответственно).
Очевидно, что для случаев, подобных показанному на фиг. 14, а, возможны
восемь качественно подобных направлений: [111]; [Г11]; [111]; [111]; [111]; [111];
[111 ] и [111 ]. Весь этот класс направлений обозначается индексами в острых скоб-
ках <П1>.
Виды несовершенств строения. Мозаичная структура
25
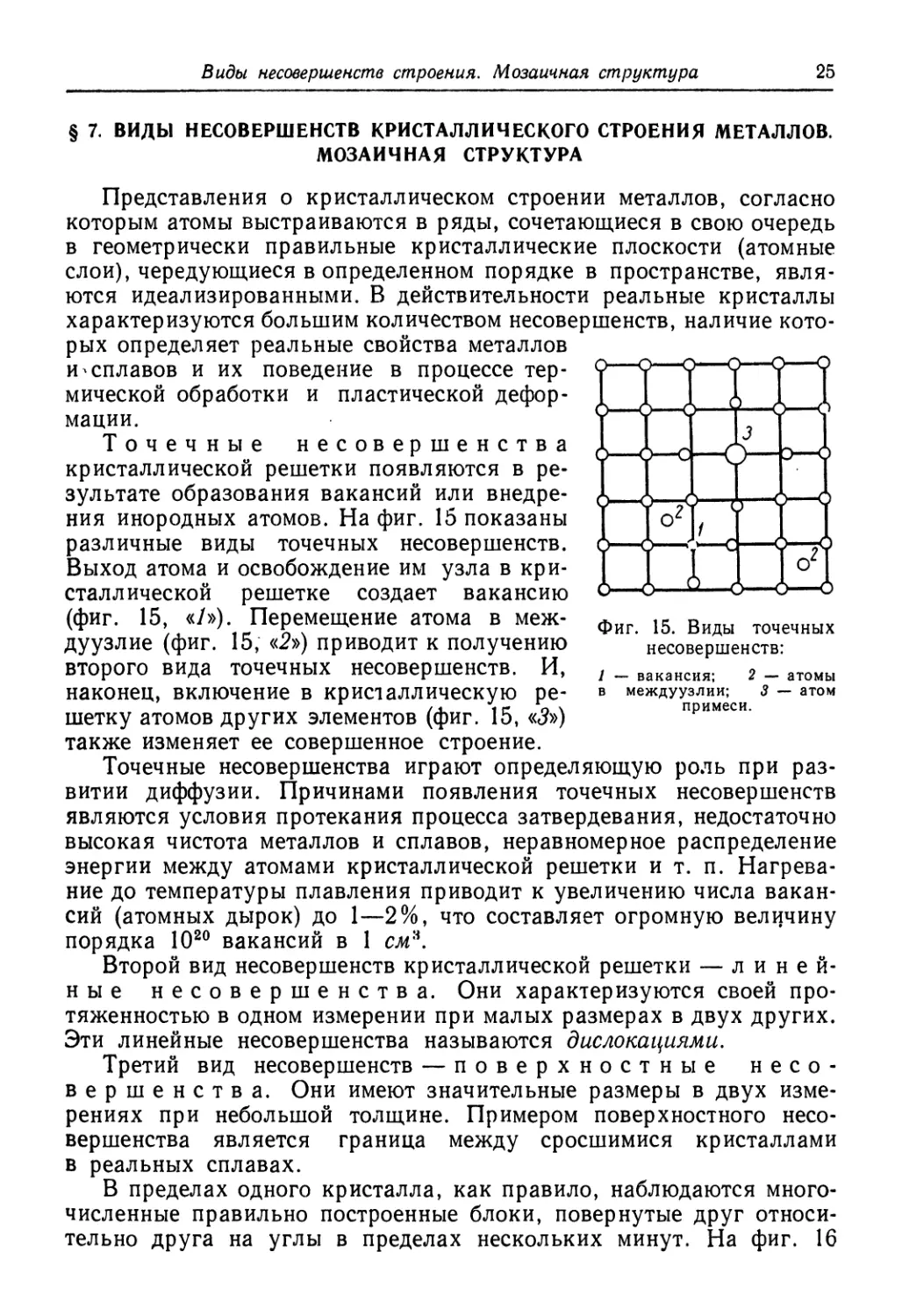
§ 7. ВИДЫ НЕСОВЕРШЕНСТВ КРИСТАЛЛИЧЕСКОГО СТРОЕНИЯ МЕТАЛЛОВ.
МОЗАИЧНАЯ СТРУКТУРА
Фиг. 15. Виды точечных
несовершенств:
1 — вакансия; 2 — атомы
в междуузлии; 3 — атом
примеси.
Представления о кристаллическом строении металлов, согласно
которым атомы выстраиваются в ряды, сочетающиеся в свою очередь
в геометрически правильные кристаллические плоскости (атомные
слои), чередующиеся в определенном порядке в пространстве, явля-
ются идеализированными. В действительности реальные кристаллы
характеризуются большим количеством несовершенств, наличие кото-
рых определяет реальные свойства металлов
и ^сплавов и их поведение в процессе тер-
мической обработки и пластической дефор-
мации.
Точечные несовершенства
кристаллической решетки появляются в ре-
зультате образования вакансий или внедре-
ния инородных атомов. На фиг. 15 показаны
различные виды точечных несовершенств.
Выход атома и освобождение им узла в кри-
сталлической решетке создает вакансию
(фиг. 15, «/»). Перемещение атома в меж-
дуузлие (фиг. 15, «2») приводит к получению
второго вида точечных несовершенств. И,
наконец, включение в кристаллическую ре-
шетку атомов других элементов (фиг. 15, «<?»)
также изменяет ее совершенное строение.
Точечные несовершенства играют определяющую роль при раз-
витии диффузии. Причинами появления точечных несовершенств
являются условия протекания процесса затвердевания, недостаточно
высокая чистота металлов и сплавов, неравномерное распределение
энергии между атомами кристаллической решетки и т. п. Нагрева-
ние до температуры плавления приводит к увеличению числа вакан-
сий (атомных дырок) до 1—2%, что составляет огромную величину
порядка 1020 вакансий в 1 см'\
Второй вид несовершенств кристаллической решетки — линей-
ные несовершенства. Они характеризуются своей про-
тяженностью в одном измерении при малых размерах в двух других.
Эти линейные несовершенства называются дислокациями.
Третий вид несовершенств — поверхностные несо-
вершенства. Они имеют значительные размеры в двух изме-
рениях при небольшой толщине. Примером поверхностного несо-
вершенства является граница между сросшимися кристаллами
в реальных сплавах.
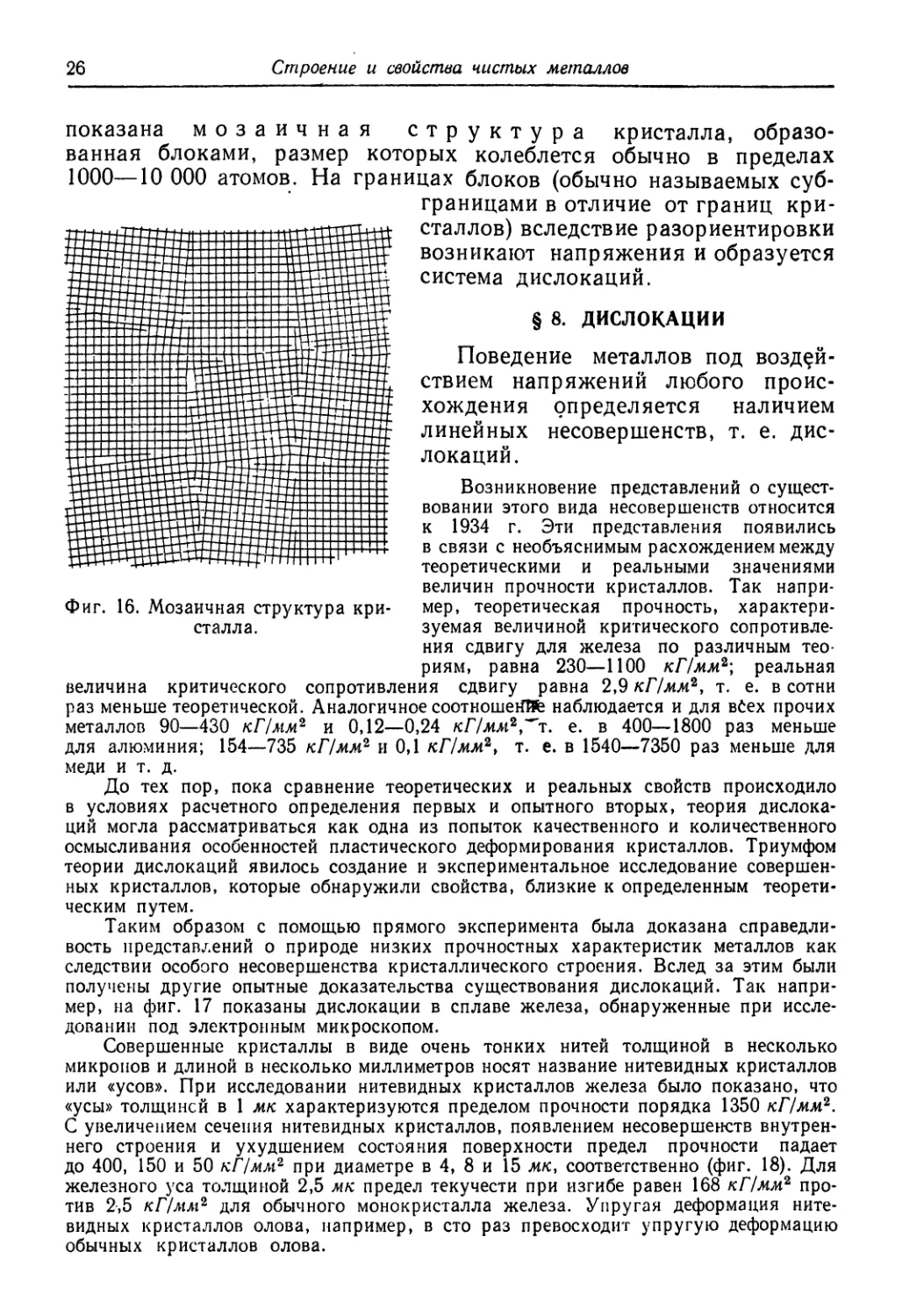
В пределах одного кристалла, как правило, наблюдаются много-
численные правильно построенные блоки, повернутые друг относи-
тельно друга на углы в пределах нескольких минут. На фиг. 16
26
Строение и свойства чистых металлов
показана мозаичная стр
ванная блоками, размер которых
1000—10 000 атомов. На границах
у к т у р а кристалла, образо-
колеблется обычно в пределах
блоков (обычно называемых суб-
Фиг. 16. Мозаичная структура кри-
сталла.
границами в отличие от границ кри-
сталлов) вследствие разориентировки
возникают напряжения и образуется
система дислокаций.
§ 8. ДИСЛОКАЦИИ
Поведение металлов под воздей-
ствием напряжений любого проис-
хождения определяется наличием
линейных несовершенств, т. е. дис-
локаций.
Возникновение представлений о сущест-
вовании этого вида несовершенств относится
к 1934 г. Эти представления появились
в связи с необъяснимым расхождением между
теоретическими и реальными значениями
величин прочности кристаллов. Так напри-
мер, теоретическая прочность, характери-
зуемая величиной критического сопротивле-
ния сдвигу для железа по различным тео-
риям, равна 230—1100 кГ/мм2\ реальная
величина критического сопротивления сдвигу равна 2,9 кГ/мм*, т. е. в сотни
раз меньше теоретической. Аналогичное соотношение наблюдается и для вбех прочих
металлов 90—430 к,Пмм2 и 0,12—0,24 кГ/мм2^- е. в 400—1800 раз меньше
для алюминия; 154—735 кГ/мм2 и 0,1 кГ!мм2, т. е. в 1540—7350 раз меньше для
меди и т. д.
До тех пор, пока сравнение теоретических и реальных свойств происходило
в условиях расчетного определения первых и опытного вторых, теория дислока-
ций могла рассматриваться как одна из попыток качественного и количественного
осмысливания особенностей пластического деформирования кристаллов. Триумфом
теории дислокаций явилось создание и экспериментальное исследование совершен-
ных кристаллов, которые обнаружили свойства, близкие к определенным теорети-
ческим путем.
Таким образом с помощью прямого эксперимента была доказана справедли-
вость представлений о природе низких прочностных характеристик металлов как
следствии особого несовершенства кристаллического строения. Вслед за этим были
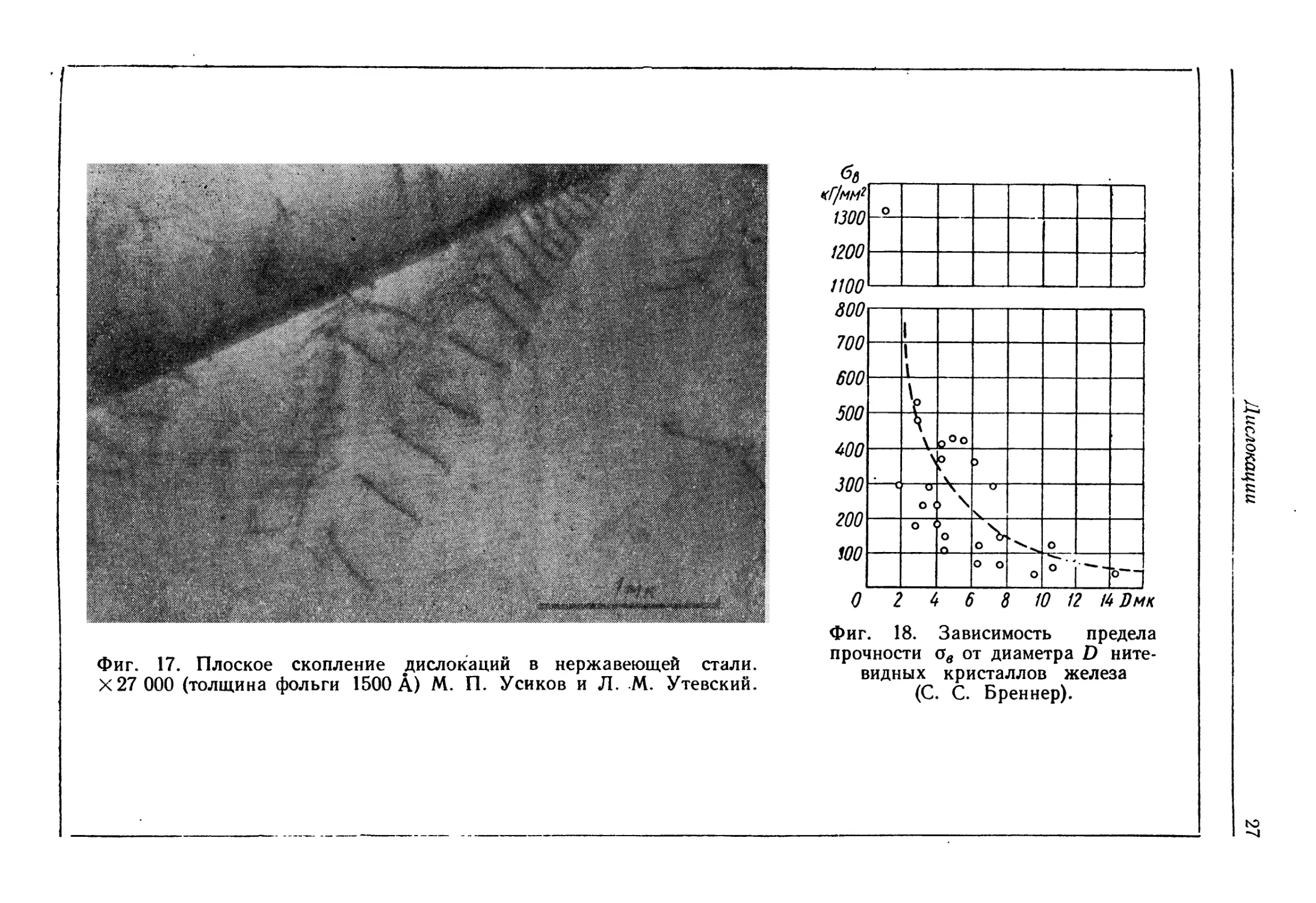
получены другие опытные доказательства существования дислокаций. Так напри-
мер, на фиг. 17 показаны дислокации в сплаве железа, обнаруженные при иссле-
довании под электронным микроскопом.
Совершенные кристаллы в виде очень тонких нитей толщиной в несколько
микронов и длиной в несколько миллиметров носят название нитевидных кристаллов
или «усов». При исследовании нитевидных кристаллов железа было показано, что
«усы» толщиной в 1 мк характеризуются пределом прочности порядка 1350 кГ/мм2.
С увеличением сечения нитевидных кристаллов, появлением несовершенств внутрен-
него строения и ухудшением состояния поверхности предел прочности падает
до 400, 150 и 50 кГ/мм2 при диаметре в 4, 8 и 15 мк, соответственно (фиг. 18). Для
железного уса толщиной 2,5 мк предел текучести при изгибе равен 168 кГ/мм2 про-
тив 2,5 кГ/мм2 для обычного монокристалла железа. Упругая деформация ните-
видных кристаллов олова, например, в сто раз превосходит упругую деформацию
обычных кристаллов олова.
Фиг. 17. Плоское скопление дислокаций в нержавеющей стали.
Х27 ООО (толщина фольги 1500 А) М. П. Усиков и Л. М. Утевский.
Фиг. 18. Зависимость предела
прочности ов от диаметра D ните-
видных кристаллов железа
(С. С. Бреннер).
Дислокации
28
Строение и свойства чистых металлов
В настоящее время для железа в отожженном состоянии экспериментально опре’
делено количество дислокаций, приходящихся на 1 см2 (2*106 дислокаций/см2).
Наличие этих несовершенств приводит к наблюдаемому снижению механических
свойств реальных кристаллов в сотни раз.
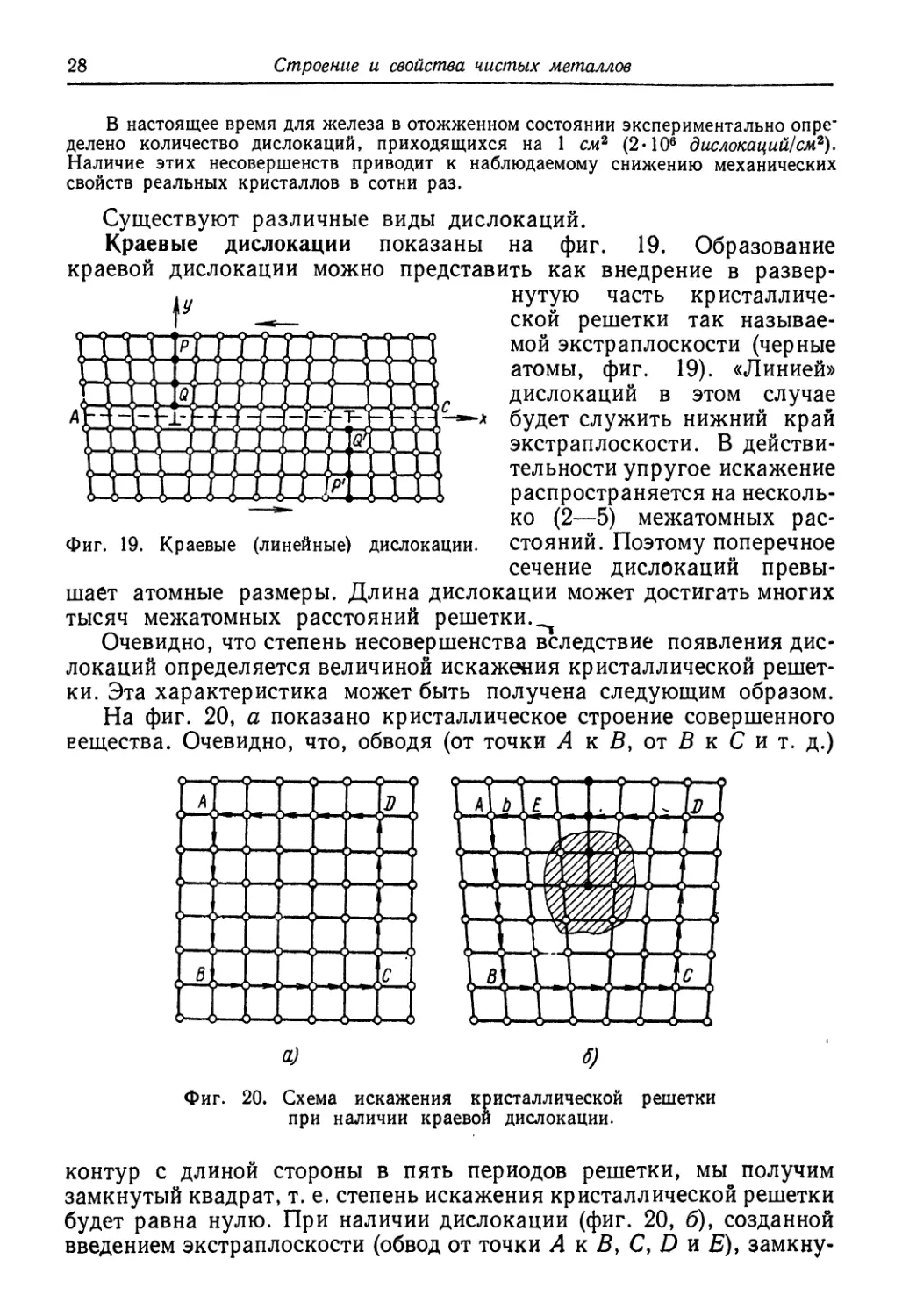
Существуют различные виды дислокаций.
Краевые дислокации показаны на фиг. 19. Образование
краевой дислокации можно представить как внедрение в развер-
Фиг. 19. Краевые (линейные) дислокации.
нутую часть кристалличе-
ской решетки так называе-
мой экстраплоскости (черные
атомы, фиг. 19). «Линией»
дислокаций в этом случае
будет служить нижний край
экстраплоскости. В действи-
тельности упругое искажение
распространяется на несколь-
ко (2—5) межатомных рас-
стояний. Поэтому поперечное
сечение дислокаций превы-
шает атомные размеры. Длина дислокации может достигать многих
тысяч межатомных расстояний решетки.^
Очевидно, что степень несовершенства вследствие появления дис-
локаций определяется величиной искажения кристаллической решет-
ки. Эта характеристика может быть получена следующим образом.
На фиг. 20, а показано кристаллическое строение совершенного
вещества. Очевидно, что, обводя (от точки А к В, от В к С и т. д.)
контур с длиной стороны в пять периодов решетки, мы получим
замкнутый квадрат, т. е. степень искажения кристаллической решетки
будет равна нулю. При наличии дислокации (фиг. 20, б), созданной
введением экстраплоскости (обвод от точки А к В, С, D и В), замкну-
Дислокации
29
тый контур с длиной стороны, также равной пяти периодам, не будет
получен. Степень искажения благодаря наличию дислокаций будет
определяться отрезком «разомкнутости» контура ЕА = &, назы-
ваемым вектором Бюргерса. На фиг. 20 видно, что для краевых
дислокаций вектор Бюргерса направлен перпендикулярно к линии
дислокации.
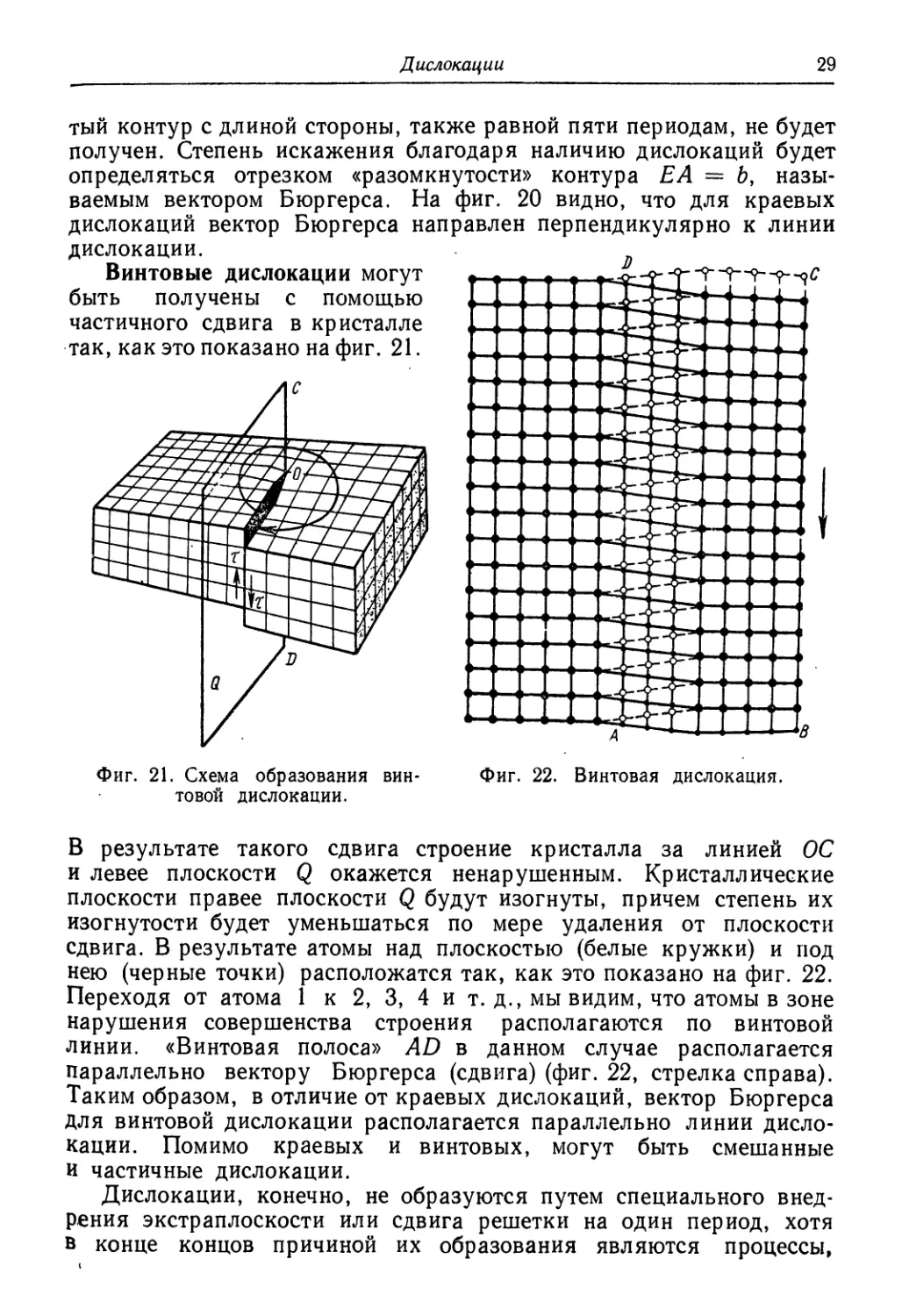
Винтовые дислокации могут
быть получены с помощью
частичного сдвига в кристалле
так, как это показано на фиг. 21.
В результате такого сдвига строение кристалла за линией ОС
и левее плоскости Q окажется ненарушенным. Кристаллические
плоскости правее плоскости Q будут изогнуты, причем степень их
изогнутости будет уменьшаться по мере удаления от плоскости
сдвига. В результате атомы над плоскостью (белые кружки) и под
нею (черные точки) расположатся так, как это показано на фиг. 22.
Переходя от атома 1 к 2, 3, 4 и т. д., мы видим, что атомы в зоне
нарушения совершенства строения располагаются по винтовой
линии. «Винтовая полоса» AD в данном случае располагается
параллельно вектору Бюргерса (сдвига) (фиг. 22, стрелка справа).
Таким образом, в отличие от краевых дислокаций, вектор Бюргерса
для винтовой дислокации располагается параллельно линии дисло-
кации. Помимо краевых и винтовых, могут быть смешанные
и частичные дислокации.
Дислокации, конечно, не образуются путем специального внед-
рения экстраплоскости или сдвига решетки на один период, хотя
в конце концов причиной их образования являются процессы,
30
Строение и свойства чистых металлов
приводящие к указанным конечным результатам. По современным
представлениям образование этого вида несовершенства может
происходить в процессе кристаллизации, при пластической дефор-
мации, термической обработке и т. д.
Причиной легкой подвижности дислокации является смещение
атомов в зоне дислокаций относительно их равновесного положения
в кристаллической решетке. Поэтому существует стремление атомов,
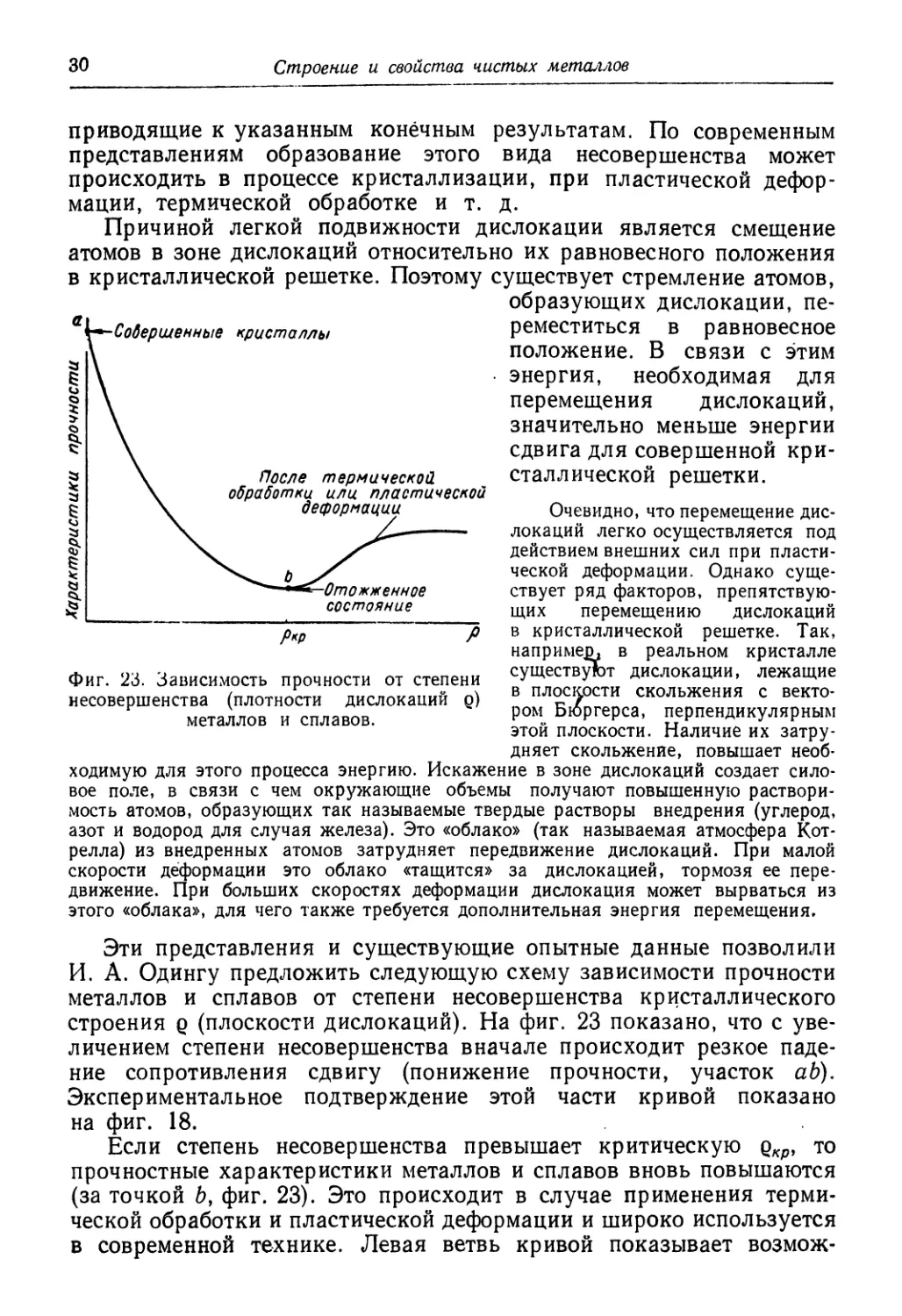
Фиг. 23. Зависимость прочности от степени
несовершенства (плотности дислокаций q)
металлов и сплавов.
образующих дислокации, пе-
реместиться в равновесное
положение. В связи с этим
энергия, необходимая для
перемещения дислокаций,
значительно меньше энергии
сдвига для совершенной кри-
сталлической решетки.
Очевидно, что перемещение дис-
локаций легко осуществляется под
действием внешних сил при пласти-
ческой деформации. Однако суще-
ствует ряд факторов, препятствую-
щих перемещению дислокаций
в кристаллической решетке. Так,
например, в реальном кристалле
существуют дислокации, лежащие
в плоскости скольжения с векто-
ром Бюргерса, перпендикулярным
этой плоскости. Наличие их затру-
дняет скольжение, повышает необ-
ходимую для этого процесса энергию. Искажение в зоне дислокаций создает сило-
вое поле, в связи с чем окружающие объемы получают повышенную раствори-
мость атомов, образующих так называемые твердые растворы внедрения (углерод,
азот и водород для случая железа). Это «облако» (так называемая атмосфера Кот-
релла) из внедренных атомов затрудняет передвижение дислокаций. При малой
скорости деформации это облако «тащится» за дислокацией, тормозя ее пере-
движение. При больших скоростях деформации дислокация может вырваться из
этого «облака», для чего также требуется дополнительная энергия перемещения.
Эти представления и существующие опытные данные позволили
И. А. Одингу предложить следующую схему зависимости прочности
металлов и сплавов от степени несовершенства кристаллического
строения q (плоскости дислокаций). На фиг. 23 показано, что с уве-
личением степени несовершенства вначале происходит резкое паде-
ние сопротивления сдвигу (понижение прочности, участок ab).
Экспериментальное подтверждение этой части кривой показано
на фиг. 18.
Если степень несовершенства превышает критическую то
прочностные характеристики металлов и сплавов вновь повышаются
(за точкой Ь, фиг. 23). Это происходит в случае применения терми-
ческой обработки и пластической деформации и широко используется
в современной технике. Левая ветвь кривой показывает возмож-
Литература 31
ность несравнимо большего использования естественного ресурса
прочности путем создания совершенных кристаллов. Получение
совершенных металлических кристаллов позволит создать высоко-
прочные сплавы будущего.
ЛИТЕРАТУРА
1. я. С. Уманский, Б. Н. Финкельштейн и М. Е. Блантер
Физические основы металловедения. Металлургиздат, 1949.
2. Я. С. Уманский и др. Физическое металловедение. Металлургиздат,
1955.
3. И. А. Одинг. Теория дислокаций в металлах и ее применение. Изд-во
АН СССР, 1959.
4. А. X. К о т р е л л. Строение металлов и сплавов. Металлургиздат, 1961.
ГЛАВА //
ПРОЦЕССЫ ПЛАВЛЕНИЯ И КРИСТАЛЛИЗАЦИИ
Для выяснения принципиальных различий между твердым
и жидким состояниями необходимо рассмотреть сущность процесса
плавления.
§ 1. ПЛАВЛЕНИЕ МЕТАЛЛОВ
Атомы в узлах кристаллической решетки не неподвижны, а ко-
леблются с огромной частотой порядка 1013 периодов в секунду.
Повышение или понижение температуры изменяет энергию колеблю-
щихся атомов. При этом частота колеба.ний для атомов данного эле-
мента остается постоянной: изменяется только размах, амплитуда
колебаний.
С повышением температуры амплитуда колебаний атомов возрас-
тает. Колеблющиеся атомы сталкиваются друг с другом, подобно упру-
гим шарам, тем сильнее, чем выше температура. При достижении
определенной температуры энергия столкновений становится на-
столько большой, что атомы «выбивают» друг друга из положений
в узлах кристаллической решетки, и кристаллическая решетка раз-
рушается. Разрушение кристаллического строения при повышении
температуры является сущностью процесса плавления, а темпера-
тура этого процесса есть температура плавления.
Таким образом непременным признаком твердого состояния
является кристаллическое строение. Жидкое состояние характери-
зуется хаотическим тепловым передвижением атомов или молекул
в объеме расплава.
Подобное представление о строении жидкостей является приближенным. Как
показано В. И. Даниловым, при температурах, незначительно превышающих тем-
пературу плавления, в жидком расплаве сохраняется ближний порядок
Это означает, что в отдельных микрообъемах расплава сохраняется порядок рас-
положения атомов подобный порядку в кристаллическом теле. По мере повышения
температуры степень ближнего порядка и количество таких микрообъемов умень-
шается.
Помимо истинных твердых веществ, характеризующихся кристал-
лическим строением, существуют псевдотвердые вещества, строение
которых подобно строению жидкости. Эти вещества называются
аморфными. Между поведением твердых и аморфных тел при на-
греве существует принципиальное различие. Переход из твердого в
Механизм кристаллизации
33
жидкое состояние кристаллического тела происходит при строго опре-
деленной температуре плавления. При нагреве аморфных тел про-
исходит постепенное размягчение и незаметный переход от «твердого»
достояния к состоянию истинной жидкости. Подобным образом изме-
няется состояние силикатов и их сплавов (например, стекла). Аморф-
ное вещество следует рассматривать как переохлажденную жид-
кость.
Металлы не существуют в аморфном состоянии.
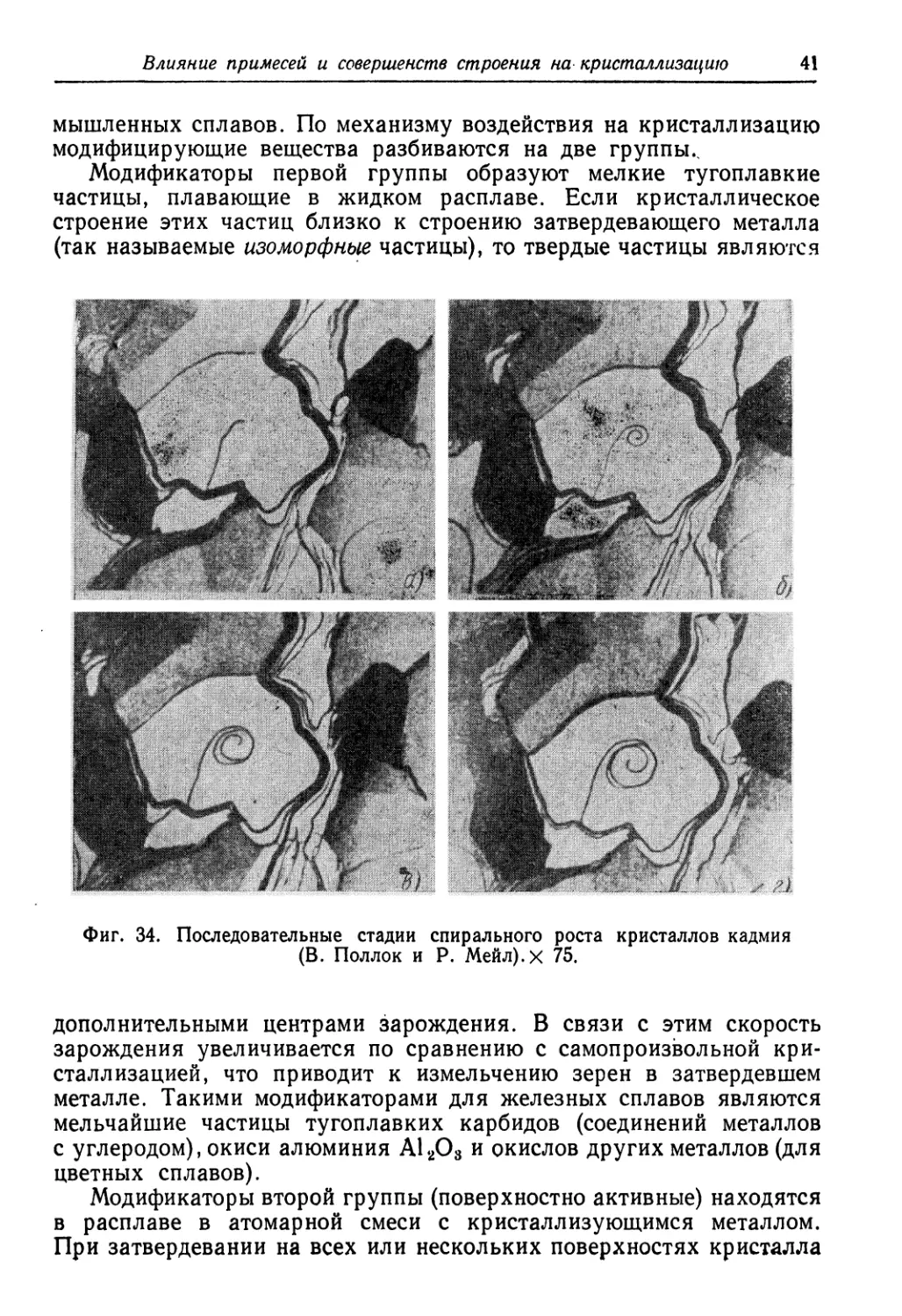
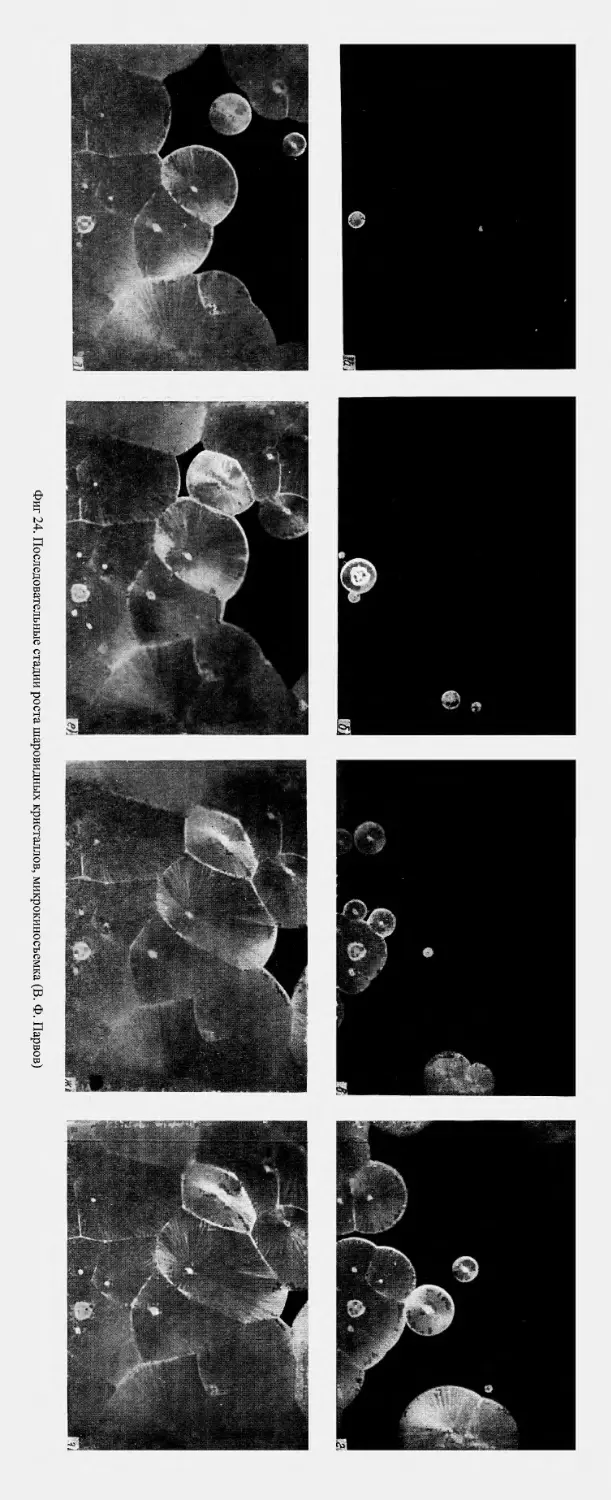
§ 2. МЕХАНИЗМ КРИСТАЛЛИЗАЦИИ
«Механизм кристаллизации (затвердевания) может быть установ-
лен при исследовании этого процесса под микроскопом. На фиг. 24, а
(см. вклейку) показаны первые кристаллы, зародившиеся в жидком
расплаве. По мере развития кристаллизации появляются новые час-
тицы и наблюдается рост ранее зародившихся кристаллов (фиг. 24, б,
виг). Свободно растущие кристаллы сохраняют правильную форму,
зависящую от состава вещества. В дальнейшем происходит столкно-
вение кристаллов и их срастание (фиг. 24, д и далее). На поверхностях
срастания свободный рост прекращается и форма растущих образо-
ваний перестает быть правильной. Поэтому отдельные частицы после
окончания затвердевания имеют неправильную огранку (фиг. 24, з).
В отличие от свободно растущих в жидкости кристаллов с правиль-
ной огранкой такие частицы называются кристаллитами или зернами.
Из рассмотрения структуры (строения) полностью закристаллизо-
вавшегося вещества следует, что оно состоит из многочисленных
зерен (кристаллитов). Такие твердые тела называются поликри-
сталлическими и они характерны для подавляющего количества
металлов и сплавов. Однако в некоторых случаях для целей науч-
ного исследования и производств полупроводников (кремний, гер-
маний) бывает необходимым выращивание отдельных кристаллов.
Выращивание одиночных, так называемых монокристаллов, про-
изводится в специальных условиях охлаждения. Размер монокристал-
лов может достигать нескольких сантиметров.
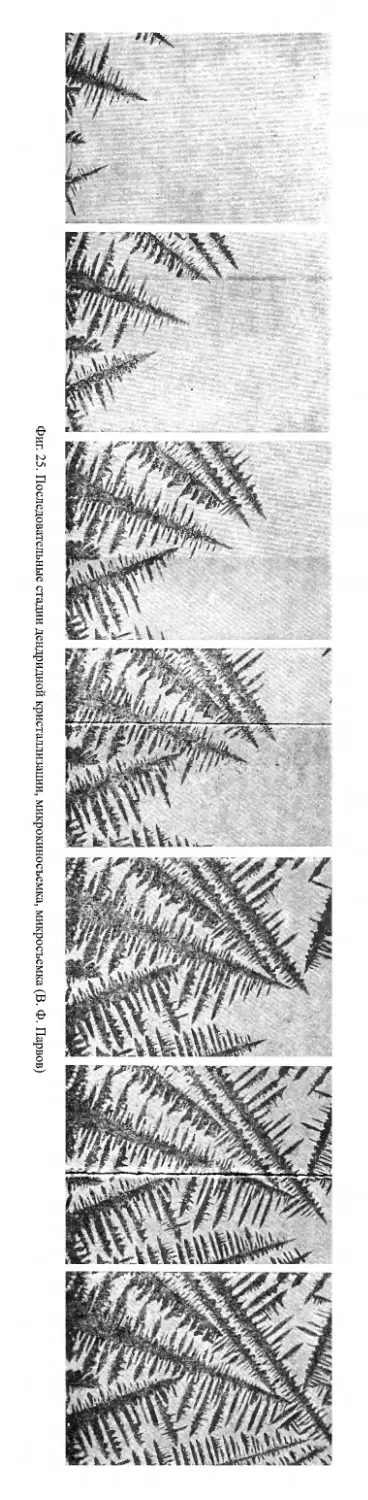
Образование при затвердевании равноосных (шаровидных, куби-
ческих и т. д.) кристаллов не является типичным для металлов и их
сплавов. На фиг. 25 (см. вклейку) показаны последовательные ста-
дии кристаллизации характерных для металлов дендритов
(древовидных кристаллов). Дендриты растут благодаря быстрому
линейному продвижению главной оси дендрита по ее длине. Перпен-
дикулярно главной оси растут оси второго порядка. Их рост не про-
исходит по всей длине главной оси: выделение скрытой теплоты
кристаллизации приводит к разогреву жидкого расплава в между-
осном пространстве и местному прекращению этого процесса. Пер-
пендикулярно осям второго порядка растут оси третьего порядка
и т. п. Рост осей низших порядков по нормали к существующим по-
верхностям обусловливается повышенной теплопроводностью твердых
34
Процессы плавления и кристаллизации
частиц по сравнению с жидкостью и ускоренным отводом тепла
через затвердевшие кристаллы по направлениям перпендикулярным
к поверхностям. Следует подчеркнуть, что, как и в ранее рассмот-
ренном случае, процесс дендритной кристаллизации развивается
путем зарождения и роста кристаллов. Правильная форма дендритов
искажается в результате столкновения и срастания частиц на позд-
них стадиях процесса.
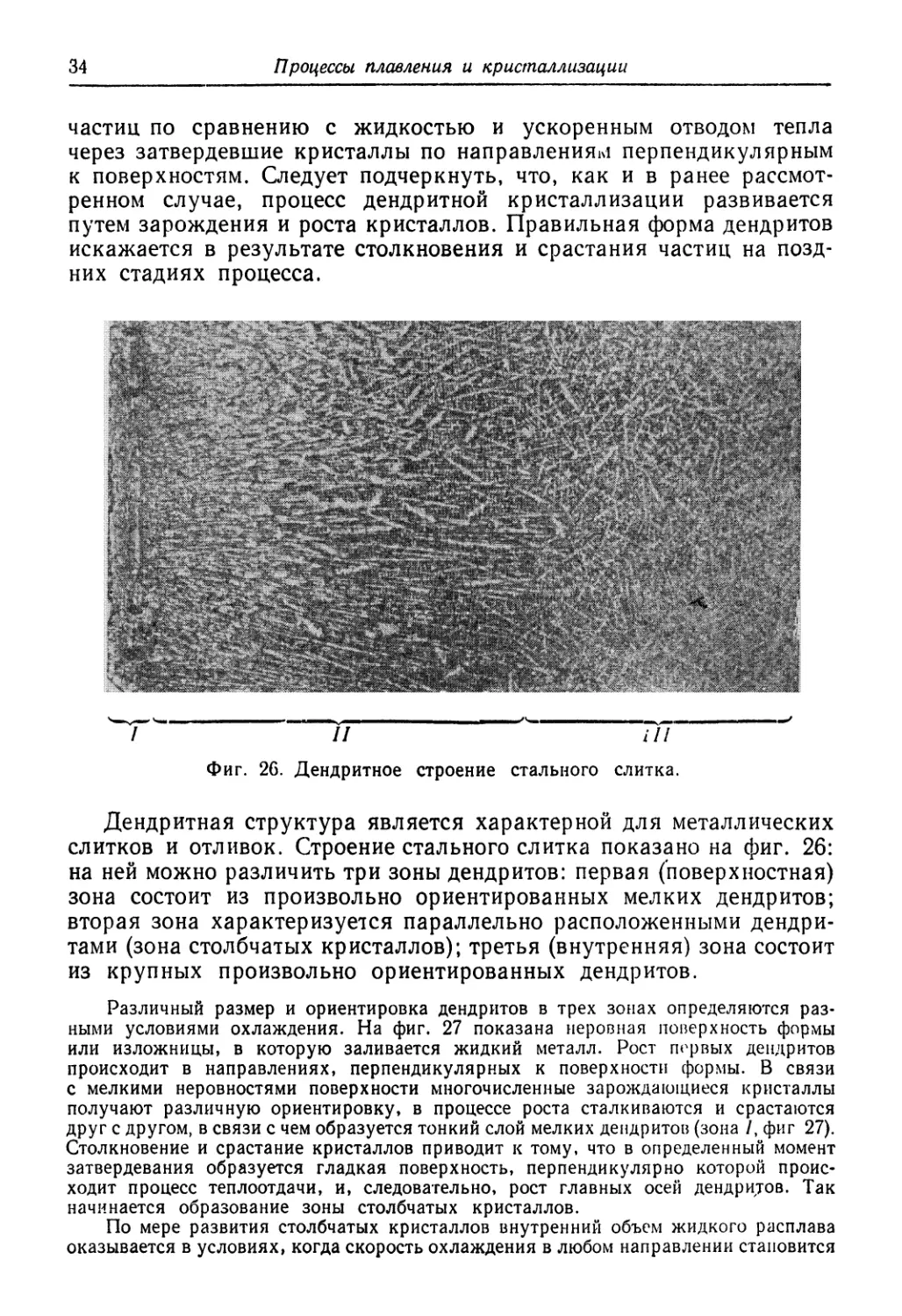
Фиг. 26. Дендритное строение стального слитка.
Дендритная структура является характерной для металлических
слитков и отливок. Строение стального слитка показано на фиг. 26:
на ней можно различить три зоны дендритов: первая (поверхностная)
зона состоит из произвольно ориентированных мелких дендритов;
вторая зона характеризуется параллельно расположенными дендри-
тами (зона столбчатых кристаллов); третья (внутренняя) зона состоит
из крупных произвольно ориентированных дендритов.
Различный размер и ориентировка дендритов в трех зонах определяются раз-
ными условиями охлаждения. На фиг. 27 показана неровная поверхность формы
или изложницы, в которую заливается жидкий металл. Рост первых дендритов
происходит в направлениях, перпендикулярных к поверхности формы. В связи
с мелкими неровностями поверхности многочисленные зарождающиеся кристаллы
получают различную ориентировку, в процессе роста сталкиваются и срастаются
друг с другом, в связи с чем образуется тонкий слой мелких дендритов (зона /, фиг 27).
Столкновение и срастание кристаллов приводит к тому, что в определенный момент
затвердевания образуется гладкая поверхность, перпендикулярно которой проис-
ходит процесс теплоотдачи, и, следовательно, рост главных осей дендритов. Так
начинается образование зоны столбчатых кристаллов.
По мере развития столбчатых кристаллов внутренний объем жидкого расплава
оказывается в условиях, когда скорость охлаждения в любом направлении становится
Основы теории кристаллизации
35
одинаковой. Поэтому ориентировка дендритов в третьей зоне является произвольной
и определяется причинами статистического происхождения.
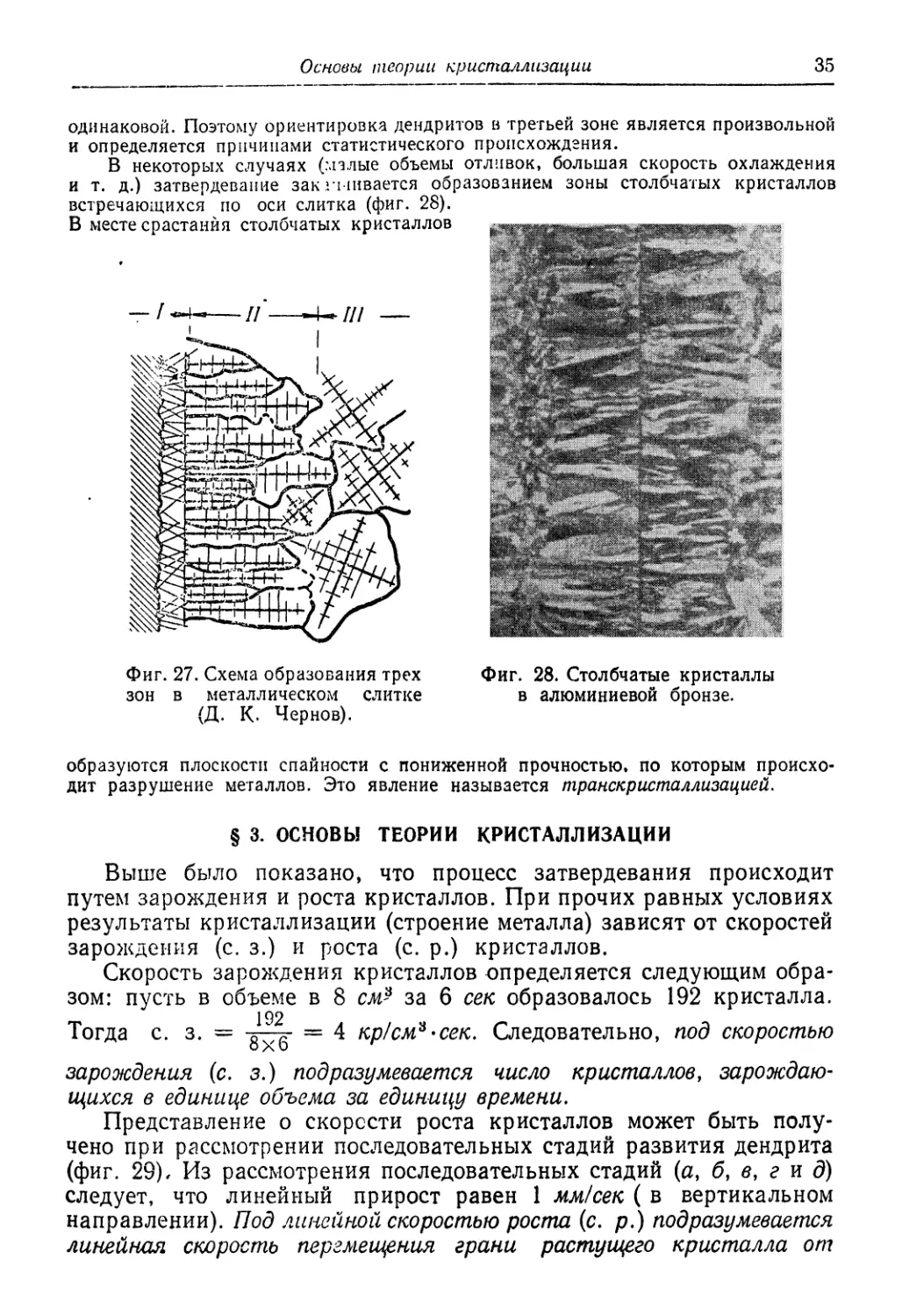
В некоторых случаях (малые объемы отливок, большая скорость охлаждения
и т. д.) затвердевание зак ушивается образованием зоны столбчатых кристаллов
встречающихся по оси слитка (фиг. 28).
В месте срастания столбчатых кристаллов
Фиг. 28. Столбчатые кристаллы
в алюминиевой бронзе.
Фиг. 27. Схема образования трех
зон в металлическом слитке
(Д. К. Чернов).
образуются плоскости спайности с пониженной прочностью, по которым происхо-
дит разрушение металлов. Это явление называется транскристаллизацией.
§ 3. ОСНОВЫ ТЕОРИИ КРИСТАЛЛИЗАЦИИ
Выше было показано, что процесс затвердевания происходит
путем зарождения и роста кристаллов. При прочих равных условиях
результаты кристаллизации (строение металла) зависят от скоростей
зарождения (с. з.) и роста (с. р.) кристаллов.
Скорость зарождения кристаллов определяется следующим обра-
зом: пусть в объеме в 8 см- за 6 сек образовалось 192 кристалла.
Тогда с. з. = = 4 кр/см*-сек. Следовательно, под скоростью
зарождения (с. з.) подразумевается число кристаллов, зарождаю-
щихся в единице объема за единицу времени.
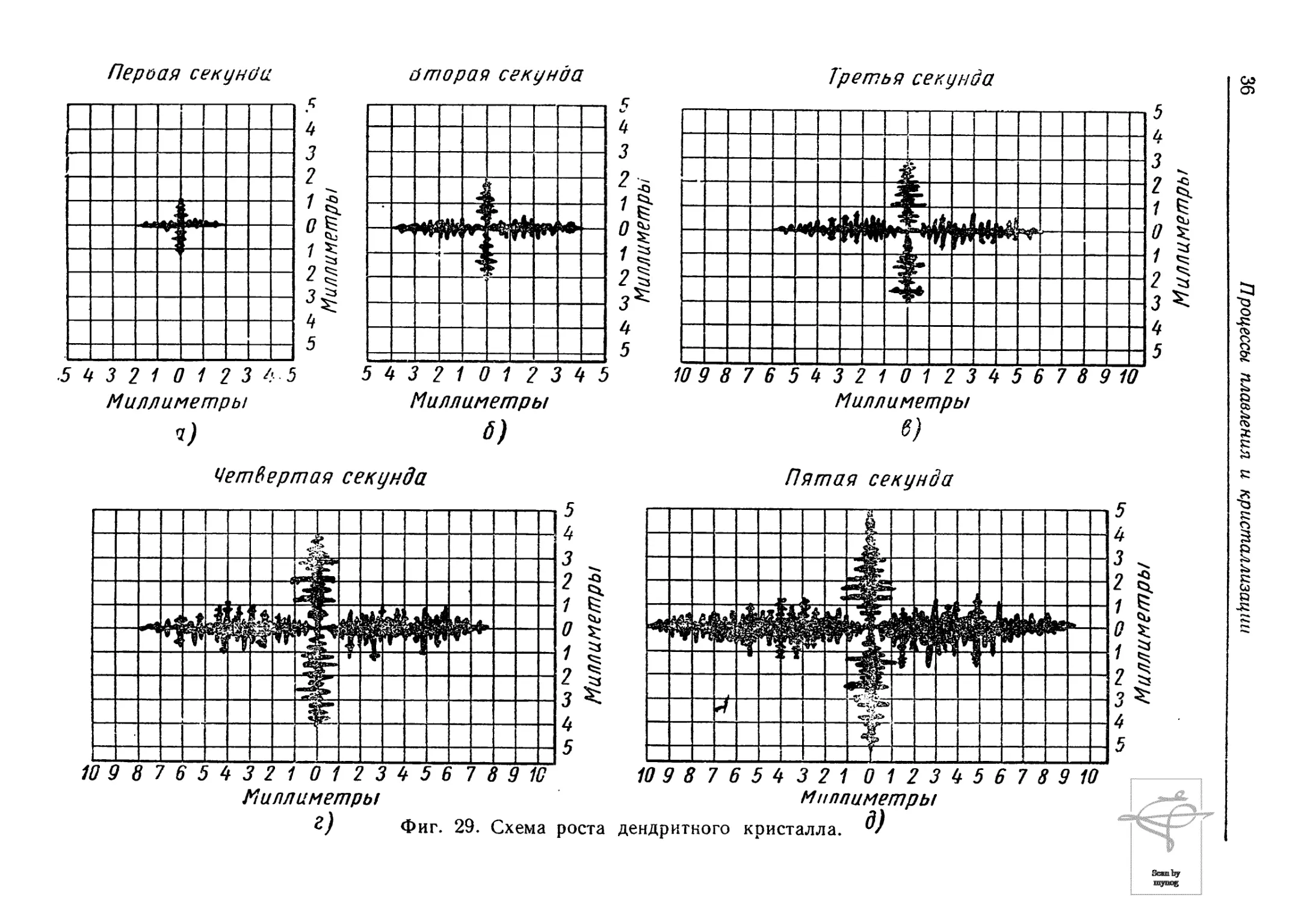
Представление о скорости роста кристаллов может быть полу-
чено при рассмотрении последовательных стадий развития дендрита
(фиг. 29). Из рассмотрения последовательных стадий (а, б, в, г и б)
следует, что линейный прирост равен 1 мм!сек ( в вертикальном
направлении). Под линейной скоростью роста (с. р.) подразумевается
линейная скорость перемещения грани растущего кристалла от
Третья секунда
О)
и
6)
Четвертая секунда
%) Фиг. 29. Схема роста
в)
Пятая секунда
Миллиметры
дендритного кристалла.
Процессы плавления и кристаллизации
Основы теории кристаллизации
37
центра зарождения. С. р. измеряется отношением линейного при-
роста ко времени этого процесса и выражается в см/сек\ мм/мин\
мк/сек и т. д.
Помимо линейной, существует объемная скорость роста, выражаемая отноше-
нием прироста объема к единице времени.
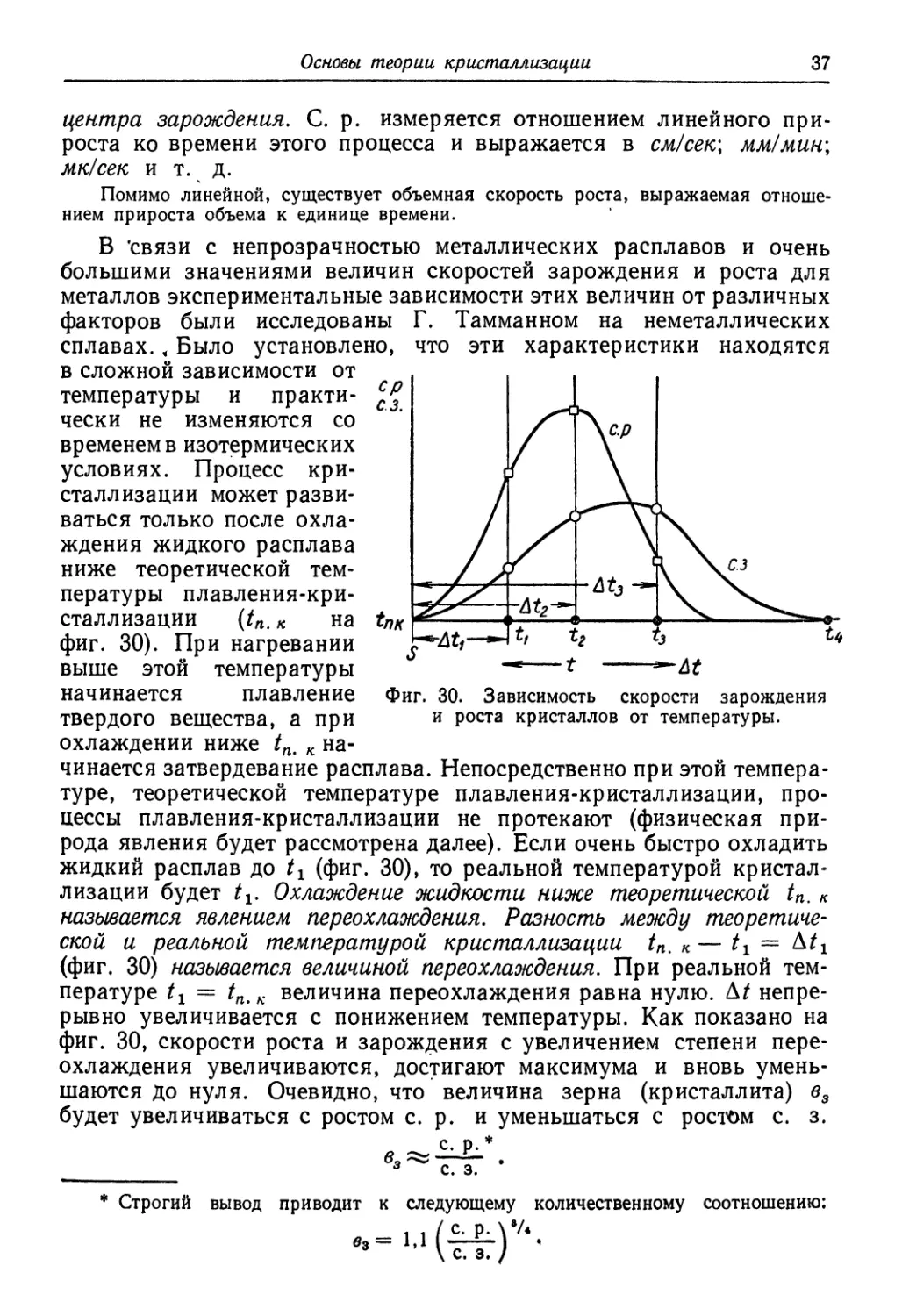
В ’связи с непрозрачностью металлических расплавов и очень
большими значениями величин скоростей зарождения и роста для
Фиг. 30. Зависимость скорости зарождения
и роста кристаллов от температуры.
металлов экспериментальные зависимости этих величин от различных
факторов были исследованы Г. Тамманном на неметаллических
сплавах.< Было установлено, что эти характеристики находятся
в сложной зависимости от
температуры и практи-
чески не изменяются со
временем в изотермических
условиях. Процесс кри-
сталлизации может разви-
ваться только после охла-
ждения жидкого расплава
ниже теоретической тем-
пературы плавления-кри-
сталлизации (tn. к на
фиг. 30). При нагревании
выше этой температуры
начинается плавление
твердого вещества, а при
охлаждении ниже tn, к на-
чинается затвердевание расплава. Непосредственно при этой темпера-
туре, теоретической температуре плавления-кристаллизации, про-
цессы плавления-кристаллизации не протекают (физическая при-
рода явления будет рассмотрена далее). Если очень быстро охладить
жидкий расплав до tx (фиг. 30), то реальной температурой кристал-
лизации будет tx. Охлаждение жидкости ниже теоретической tn. к
называется явлением переохлаждения. Разность между теоретиче-
ской и реальной температурой кристаллизации tn. к — tr = Д/х
(фиг. 30) называется величиной переохлаждения. При реальной тем-
пературе tx = tn, к величина переохлаждения равна нулю. Д/ непре-
рывно увеличивается с понижением температуры. Как показано на
фиг. 30, скорости роста и зарождения с увеличением степени пере-
охлаждения увеличиваются, достигают максимума и вновь умень-
шаются до нуля. Очевидно, что величина зерна (кристаллита) в3
будет увеличиваться с ростом с. р. и уменьшаться с ростом с. з.
* Строгий вывод приводит к следующему количественному соотношению:
38
Процессы плавления и кристаллизации
Поэтому при малой степени переохлаждения Д/х, когда с. р.
велика, а с. з. мала, величина зерна будет большой; при Д/2 с- 3-
возрастает быстрее с. р. и зерно несколько уменьшается; при наи-
большей из рассматриваемых степеней переохлаждения Д/3 с. з.
велика, а с. р. мала и размер зерна оказывается еще мельче. Таким
образом, при показанном на фиг. 30 взаиморасположении кривых
величина зерна уменьшается с увеличением степени переохлаждения.
Большие значения величин с. р. и с. з. для металлов приводят
к очень быстрому затвердеванию расплава при малой ширине «границы
метастабильности» (В. И. Данилов), т. е. интервала затвердевания,
порядка нескольких градусов. Поэтому для металлов эксперимен-
тально обнаруживаются только восходящие ветви кривых с. р.
и с. з.
Для некоторых неметаллических веществ (например, стекла) жидкий расплав
может быть переохлажден до температуры /4 (фиг. 30). При этой и еще более низких
температурах зарождение и рост кристаллов невозможны, так как скорости соот--
ветствующих процессов равны нулю. В этом случае сохраняется строение переохла-
жденной жидкости и образуется аморфное вещество.
Рассмотрим физическую природу процесса кристаллизации.
Все самопроизвольные процессы в природе протекают в сторону
образования состояния с наименьшим запасом энергии. Так, напри-
мер, падение тел объясняется тем, что при этом понижается потен-
циальная энергия, которая является характеристикой состояния для
механических систем.
Любое простое или сложное вещество является системой, в кото-
рой частицы (атомы или молекулы) находятся в сложном физико-
химическом взаимодействии. Для таких физико-химических систем
энергетической характеристикой состояния является свобод-
ная энергия.
Свободной энергией называется та составляющая полной энергии вещества,
которая может обратимо изменять свою величину при изменении температуры,
полиморфных превращениях и изменениях состояния (плавлении, испарении и обрат-
ных процессах). Изменение свободной энергии расходуется на тепловые эффекты
превращений и изменение теплоемкости. Свободная энергия F связана с полной
энергией U, энтропией S и температурой Т следующим соотношением:
F U — TS.
Величина свободной энергии уменьшается с повышением температуры.
Изменение величины свободной энергии в зависимости от тем-
пературы для твердого и жидкого состояния показано на фиг. 31. При
температуре 7\ свободная энергия жидкости Fm\ меньше свободной
энергии твердого тела Frv Так как всякая система стремится к со-
стоянию с наименьшим запасом энергии, то при Т{ устойчивой ока-
зывается жидкость, т. е. происходит процесс плавления. Процесс
плавления будет происходить при всех температурах выше Ts'.
Ниже этой температуры соотношение свободных энергий будет
обратным: свободная энергия твердого состояния FT окажется
Основы теории кристаллизации
39
меньше свободной энергии жидкости Fx (фиг. 31). В силу стремле-
ния к состоянию с наименьшим запасом энергии в этом районе
температур (ниже Tsr) будет происходить кристаллизация рас-
плава.
При температуре Ts> в точке пересечения наблюдается равенство
свободных энергий твердого и жидкого состояний. Движущая сила
плавления (кристаллизации) — разность свободных энергий — при
этом равна нулю. Поэтому совмещенные при этой температуре объемы
Фиг. 32. Зависимость скорости диф-
фузии D, разности свободных энер-
гий ДГ и скорости кристаллизации
VKp от температуры (схема).
Фиг. 31. Зависимость свободных энергий
жидкости (Рж) и твердого вещества (Ft) от
температуры.
жидкости и твердого тела будут находиться в равновесии. Эта тем-
пература ранее была названа теоретической температурой плавле-
ния-кристаллизации.
Следовательно, для протекания процесса кристаллизации необ-
ходима разность свободных энергий AF = Fx — FT > 0. Эта раз-
ность свободных энергий появляется с переохлаждением; например,
при Т2 имеем Fx2 — Рт2 = kF2 (фиг. 31). Как следует из постро-
ения, движущая сила кристаллизации — разность свободных энер-
гий — повышается с увеличением степени переохлаждения.
Используя эту зависимость, можно объяснить сложный характер
температурного изменения скоростей роста и зарождения (с макси-
мумами), как это показано на фиг. 30. На фиг. 32 показано непре-
рывное увеличение разности свободных энергий AF при понижении
температуры (увеличении степени переохлаждения). Учитывая влия-
ние этого фактора, скорость кристаллизационных процессов (заро-
ждения и роста) должна непрерывно увеличиваться. Однако построе-
ние кристаллов связано с возможностью атомов перемещаться от жид-
кости к поверхности твердого тела,т.е. с диффузионной подвижностью
атомов в жидком расплаве. Скорость диффузии D непрерывно умень-
40
Процессы плавления и кристаллизации
шается с понижением температуры (фиг. 32), т. е. под влиянием этого
фактора с увеличением степени переохлаждения скорости зарождения-
роста должны непрерывно уменьшаться. При малых степенях пере-
охлаждения диффузионная подвижность атомов велика и главное
влияние на увеличение скорости кристаллизации оказывает увели-
чение разности свободных энергий. При больших степенях переох-
лаждения и низких температурах определяющей является малая
диффузионная подвижность атомов, в связи с чем скорости кристал-
лизационных процессов начинают уменьшаться. При очень больших
степенях переохлаждения диффузионная подвижность атомов столь
мала, что разность свободных энергий оказывается недостаточной
для перестройки жидкости в твердое тело. Скорости зарождения
й роста кристаллов становятся равными нулю, сохраняется состоя-
ние переохлажденной жидкости, т. е. образуется аморфное вещество.
Для металлов это невозможно в связи с резким возрастанием AF
и, следовательно, величин скоростей зарождения и роста металли-
ческих кристаллов при понижении температуры. Поэтому затверде-
вание протекает в узком интервале температур (от 1 до 5°).
§ 4. ВЛИЯНИЕ ПРИМЕСЕЙ И НЕСОВЕРШЕНСТВ СТРОЕНИЯ
НА ПРОЦЕСС КРИСТАЛЛИЗАЦИИ
Описанные выше закономерности относятся к самопроиз-
вольной кристаллизации, зависящей исключительно
Фиг. 33. Форма растущих кристаллов
хлористого аммония в зависимости от
добавки модификатора NiCla
(Ю. Я. Тильманс).
от состава и температуры процесса.
В обычных условиях решающим
оказывается влияние реаль-
ной среды.
Роль реальной среды при за-
твердевании играют примеси,
специально вводимые в расплав или
попадающие в него в результате
применения данного технологиче-
ского процесса выплавки и мате-
риалов определенной чистоты. При-
меси, находящиеся в расплавах
в количестве от тысячных до де-
сятых долей процента, оказывают
существенное влияние на размер
и форму кристаллитов. Явление
воздействия малых количеств при-
месей на структуру называется
модифицированием, а примеси,
воздействующие на структуру, —
модификаторами. Модифицирование имеет большое значение в совре-
менной технике, обеспечивая получение высококачественных про-
Влияние примесей и совершенств строения на кристаллизацию
41
мышленных сплавов. По механизму воздействия на кристаллизацию
модифицирующие вещества разбиваются на две группы..
Модификаторы первой группы образуют мелкие тугоплавкие
частицы, плавающие в жидком расплаве. Если кристаллическое
строение этих частиц близко к строению затвердевающего металла
(так называемые изоморфные частицы), то твердые частицы являются
Фиг. 34. Последовательные стадии спирального роста кристаллов кадмия
(В. Поллок и Р. Мейл).х 75.
дополнительными центрами зарождения. В связи с этим скорость
зарождения увеличивается по сравнению с самопроизвольной кри-
сталлизацией, что приводит к измельчению зерен в затвердевшем
металле. Такими модификаторами для железных сплавов являются
мельчайшие частицы тугоплавких карбидов (соединений металлов
с углеродом), окиси алюминия А12О3 и окислов других металлов (для
цветных сплавов).
Модификаторы второй группы (поверхностно активные) находятся
в расплаве в атомарной смеси с кристаллизующимся металлом.
При затвердевании на всех или нескольких поверхностях кристалла
42
Процессы плавления и кристаллизации
осаждается тонкий, по-видимому, одноатомный слой модификатора.
Влияние модификаторов этой группы связано с тем, что осаждение
их на поверхности растущих кристаллов приводит к уменьшению
поверхностной энергии.
Избирательное осаждение на различных кристаллографических
плоскостях может существенно изменить не только скорость кри-
сталлизации, но и форму растущих кристаллов. На фиг. 33, а, б,
в и г показано изменение формы кристаллов одного и того же вещества
при добавлении разных количеств поверхностно активного моди-
фикатора от разветвленного дендрита до простого куба.
К числу поверхностно активных модификаторов относятся бор
(для железных и никелевых сплавов) и магний (для серого чугуна).
Экспериментально установлено наличие в монокристаллах дисло-
кационных несовершенств. В месте выхода винтовой дислокации
на поверхность кристалла создаются благоприятные условия для
осаждения атомов из расплава с меньшей затратой энергии, чем
для кристаллизации на плоской грани. В связи с этим наблюдается
спиральный рост кристаллов, различные стадии которого показаны
на фиг. 34, а — г.
ЛИТЕРАТУРА
1. Я. С. Уманский, Б. Н. Ф ин кел ьштей н и М. Е. Бланте р.
Физические основы металловедения. Металлургиздат, 1949.
2. Я- С. У м а н с к и й и др. Физическое металловедение. Металлургиздат,
1955.
3. к. П. Бунин иЯ.Н. Малиночка. Введение в металлографию. Метал-
лургиздат, 1954.
4. А. А. Б о ч в а р. Металловедение. Металлургиздат, 1958.
5. С. С. Штейнберг. Металловедение. Металлургиздат, 1961.
ГЛАВА III
СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛИЧЕСКИХ СПЛАВОВ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА СТРОЕНИЯ СПЛАВОВ
В технике в большинстве случаев применяются не чистые металлы,
а их сплавы. В расплавленном состоянии при этом образуется рас-
твор, представляющий атомарную смесь составляющих
(компонентов) сплава. После затвердевания сплав состоит
Фиг. 35. Структура сплава ни-
келя с 5% молибдена (автор
и Л. И. Кузнецов). Х200.
Фиг. 36. Структура сплава
меди с 41% цинка. Х200.
из зерен различной огранки, но одинакового кристаллического
строения, состава и свойств (фиг. 35). Структуры таких сплавов
называются однофазными (фаза в физико-химическом смысле характе-
ризуется подобием кристаллического строения, свойств и, во многих
случаях, постоянством состава зерен — кристаллитов, составляю-
щих сплав), см. подробно ниже на стр. 61.
На фиг. 36 показана структура, состоящая из зелен двух видов,
различающихся окраской (светлые и темные), формой частиц и местом
44
Строение и свойства металлических сплавов
их расположения. Светлые зерна имеют определенное
кристаллическое строение, состав и свой-
ства и являются одной фазой этого сплава; темные
зерна с другими характеристиками являются второй
фазой. Эти фазы образуют механическую смесь.
Механическая смесь в сплавах характеризуется прочным сцеплением
между отдельными зернами различных фаз. Прочность сцепления
между зернами обычно превышает собственную прочность отдельных
зерен. Поэтому, как правило, разрушение происходит не по гра-
ницам, а по самому зерну. Механическая смесь в сложных сплавах
может состоять более чем из двух фаз.
Фазами в сплавах являются: «чистые» 1 металлы, твердые растворы
и химические соединения. Строение и свойства чистых металлов
рассмотрены в главе I.
§ 2. ТВЕРДЫЕ РАСТВОРЫ
Микроструктура твердого раствора молибдена в никеле показана
Фиг. 37. Схемы кристаллического строения:
а — основного металла, б — твердого раствора замещения.
строением и свойствами. Твердый раствор является однофазным
веществом.
Понятие «твердый раствор» представляется необычным,
так как термин «р а с т в о р» ассоциируется с жидкостью. Однако
рассмотрение атомного строения поможет нам убедиться в точности
данного названия.
Для определения понятия «твердый раствор» следует
рассмотреть его кристаллическое строение. На фиг. 37, а показана
решетка металла, на основе которого образуется твердый раствор.
1 «Чистые» металлы обязательно содержат некоторое количество примесей.
Степень чистоты определяется количеством примесей в «чистом» металле.
Твердые растворы
45
При образовании твердого раствора часть атомов основного металла,
иначе металла-растворителя (светлые кружки), замещаются
атомами второго металла — растворенного (темные кружки, см.
фиг. 37, б). Твердый раствор, образующийся путем замещения ато-
мов металла-растворителя в его кристаллической решетке ато-
мами растворенного металла, называется твердым раствором заме-
щения.
Согласно общим определениям, раствором называется тонкая
смесь атомов, молекул или комплексов этих частиц (например, кол-
лоидных частиц) друг с другом. Показанное на фиг. 37, б строение
именно таково: оно характеризуется смешением мельчайших частиц-
атомов и потому справедливо может называться раствором. Так как
основным признаком твердого тела является кристаллическое
строение, то атомарная смесь в кристаллической решетке является
твердым телом и может называться твердым раствором.
Существует три типа твердых растворов', замещения, внедрения
и вычитания.
Твердые растворы замещения, строение которых описано выше,
образуются при сплавлении большинства металлов (например,
железа с хромом, марганцем, никелем, вольфрамом, молибденом,
меди с цинком, оловом, алюминием и т. п.). При замещении кристал-
лическая решетка металла искажается в тем большей степени, чем
большее количество второго металла вводится в сплав и чем сильнее
атомы растворенного металла отличаются от атомов основного по раз-
меру и электронному строению внешних оболочек. Повышение содер-
жания второго металла может привести к такому сильному искаже-
нию кристаллической решетки, что дальнейшее растворение ока-
зывается невозможным. Таким образом достигается предель-
ная растворимость в твердом растворе. В зависимости
от строения основного металла и растворенного элемента предел
растворимости изменяется от долей процента до десятков про-
центов.
После достижения предельной растворимости дальнейшее вве-
дение растворенного металла приводит к выпадению избыточной фазы
в виде, например, химического соединения.
При определенных условиях получаются непрерывные твердые
растворы. При сплавлении кобальта и никеля при любой концентрации вто-
рого металла образуется твердый раствор замещения (от чистого никеля до чистого
кобальта). Подобное положение наблюдается, если:
1. Металлы изоморфны, т. е. имеют одинаковую кристаллическую решетку
(золото и серебро — ГЦК; хром и ванадий — ОЦК и др.) или у полиморфных метал-
лов в одной из модификаций появляются изоморфные решетки (Со„ и FeY — ГЦК;
Сг и Tip — ОЦК и др.).
2. Атомные радиусы R не отличаются больше чем на 10—15% (Ag и Au — AR =
~ 0,2%; Си и Ni — AR — 2,7%; Ni и Pd — AR = 10,5% и т. д.).
3. Электронное строение внешних оболочек подобно, т. е. металлы находятся
в одной и той же или близких группах периодической системы. В противном случае
возможно образование химических соединений.
46
Строгине и свойства металлических сплаво;
Твердые растворы внедрения образуются при взаимодействии
металлов (обычно переходных групп) с неметаллическими элементами
малых атомных размеров (Н, С, В, N). Кристаллическое строение
твердых растворов этого типа показано на фиг. 38, а: атомы раство-
ренного элемента (черные кружки) внедряются между узлами кри-
сталлической решетки основного металла. На фиг. 38, б показана
наибольшая для кубической решетки (ГЦК) октаэдрическая «дырка»
(отверстия между атомами), диаметр которой равен 0,41 диаметра
атома основной решетки. Следовательно, размер внедренных атомов
должен быть намного меньше основных.
Фиг. 38. Схема кристаллического строения твердого
раствора внедрения (белые кружки — атомы основного
металла, черные кружки — атомы внедренного элемента).
Согласно правилу Л. Паулинга, размер внедренного атома должен быть
несколько больше размера «дырки» в кристаллической решетке. Это необходимо для
перекрытия электронных оболочек и образования сил химической связи между
атомами.
Примером этого типа твердых растворов являются растворы угле-
рода в. альфа-железе Fea (феррит) и гамма-железе FeY (аустенит)
(основные фазы стали).
Твердые растворы вычитания (третий тип) образуются на основе некоторых
химических соединений. В этом заключается их главное отличие от твердых раство-
ров замещения и внедрения, которые образуются на основе чистых металлов".
На фиг. 39, а показана кристаллическая структура химического соединения
типа NiAl. Подобные химические соединения образуются как бы двумя кристал-
лическими решетками, вставленными друг в друга. В данном случае одно из них
(светлые кружки) образована атомами алюминия, а другая (темные кружки) —
атомами никеля.
Из рассмотрения фиг. 39, а следует, что все узлы кристаллической решетки
заняты атомами металлов.
При сплавлении химического соединения NiAl с алюминием избыточные атомы А1
из-за большого различия в атомных размерах не могут заместить атомы никеля
(ЯА1 = 1,43А, T?Ni- 1,25 А).
Избыточные атомы алюминия подстраиваются к простой кристаллической
решетке, образованной атомами алюминия (белые кружки) так, как это показано
Химические (металлические) соединения
47
на фиг. 39, б. Полученный твердый раствор А1 в NiAl характеризуется дефектной
решеткой, в ряде узлов которой отсутствуют атомы никеля.
б)
Фиг. 39. Схема кристаллического строения основного химического
соединения (а) и твердого раствора вычитания (б).
Твердые растворы вычитания имеют большое практическое значение: они
используются при производстве твердых сплавов в виде растворов титана в кар
биде TiC, ванадия в VC и т. д. (см. § 3, фазы внедрения).
§ 3. ХИМИЧЕСКИЕ (МЕТАЛЛИЧЕСКИЕ) СОЕДИНЕНИЯ
Химические соединения в общепринятом смысле, т. е. с соблю-
дением законов валентности, металлы образуют с неметаллическими
элементами (окислы, сульфиды и т. д.) и иногда при взаимодействии
с металлами отдаленных групп периодической системы с резко
отличным электронным строением атомов (Mg2Sn, Mg2Pb и т. д.).
Эти химические соединения обычно образуют включения, ухуд-
шающие свойства металлических сплавов. Для них характерен
неметаллический тип связи.
Химические соединения металлов отличаются переменным соста-
вом. Например, при сплавлении железа с хромом образуется соеди-
нение FeCr, в котором на один атом железа приходится один атом
хрома. Это химическое соединение имеет особую кристаллическую
решетку, отличную от кристаллических решеток железа и хрома.
Однако состав этого химического соединения может изменяться
в очень широких пределах: от 20 до 60% хрома. Своеобразие хими-
ческих соединений металла было подмечено Н. С. Курнаковым,
который предложил называть их металлическими соединениями.
Несоблюдение закона постоянства состава для металлических
соединений существенно отличает их от обычных химических соеди-
нений.
Вода всегда имеет строго постоянный состав — Н2О; поваренная соль NaCl;
молекула хлора — С12. Постоянство состава обычных химических соединений обус-
ловливается типом химической связи. Ионная связь в соединениях NaCl и Н2О
определяется отдачей внешних валентных электронов натрия и водорода хлору
и кислороду. Атомы Na и Н имеют по одному валентному электрону; для заполнения
48
Строение и свойства металлических сплавов
электронной оболочки хлор может принять только один электрон, а кислород—
два электрона. Однократно положительно и отрицательно заряженные ионы Na
и CI образуют направленную химическую связь между двумя данными атомами;
двухкратно отрицательно заряженный ион кислорода образует направленные связи
с двумя данными однократно положительно заряженными ионами водорода. Так
образуются химические соединения NaCl и Н2О, состав которых должен быть постоян-
ным по характеру ионной связи. Образование молекулы С12 происходит путем спа-
рования двух внешних электронов атомов хлора, в результате чего также обра-
зуются законченные электронные оболочки из шести собственных и двух спаренных
(восьми) электронов для каждого атома хлора. Для этого случая образования кова-
лентной связи число соседних атомов в кристалле определяется (8 — /V), где W —
группа элемента в периодической системе.
Образование металлической связи между разными металлами
характеризуется взаимным притяжением положительных ионов
металла к отрицательно заряженному свободному электронному
газу так, как это показано для чистых металлов в главе I. Несмотря
на то, что наиболее правильным является строение металлического
соединения при соотношении Cr : Fe как Г : 1, атомы железа и хрома
могут заменять друг друга в кристаллической решетке FeCr в весьма
широких пределах. При этом сохраняется химическая связь метал-
лического типа, когда отсутствует направленное сцепление опре-
деленных атомов друг с другом. По мере удаления от стехиометри-
ческого (т. е. соответствующего формуле) состава (в данном случае
FeCr), увеличиваются искажения кристаллической решетки, энер-
гия металлического соединения возрастает и, в пределе, при каком-то
составе энергетически более выгодным оказывается образование
твердого раствора или выделение чистого металла. В зависимости
от строения атомов металлов, образующих соединение, область
составов, при котором это соединение существует, может быть широ-
кой или узкой. В пределе состав металлического соединения может
изменяться в очень узком интервале концентраций, т. е. быть практи-
чески постоянным.
Выдающийся советский ученый Н. С. Курнаков (1860—1941 гг.) установил,
что металлические соединения можно разделить на два класса: дальтон иды
и бертоллиды. Для установления различия между ними нужно рассмотреть
изменение свойств в зависимости от состава. На фиг. 40 показано изменение элек-
трического сопротивления при образовании металлических соединений. При обра-
зовании дальтонида Ni Sb простому * соотношению концентраций (50 ат. %) соот-
ветствует особая («сингулярная» по Н. С. Курнакову) точка на кривой электро-
сопротивления. Дальтонид NiSb существует в заштрихованной области концентра-
ции от 47 до 55 ат. % сурьмы.
Область существования бертоллида FeSb (при 50 ат. % сурьмы) показала
заштрихованной полосой в интервале 42—48 ат. % сурьмы (фиг. 40, б). Электри-
ческое сопротивление плавно изменяется во всем интервале существования метал-
лического соединения FeSb. Сингулярная точка на кривой «состав—свойство»
отсутствует. Следует отметить, что в некоторых случаях состав, соответствующий
простому соотношению, лежит вне предела концентраций существования бертол-
лида (в данном случае точному составу FeSb соответствует 50 ат. % сурьмы).
Рентгенографическое исследование позволило установить различие в атомной
структуре дальтонидов и бертоллидов. В далыпонидах при простом соотношении,
* Т. е. соответствующему формуле NiSb.
Химические (металлические) соединения
49
соответствующем формуле металлического соединения, существует наибольшая
степень дальнего порядка, т. е. строгся последовательность в чередовании атомов
обоих металлов. Например, в NiSb при 50 ат. % сурьмы атомы в любом направ-
лении кристаллической решетки располагаются следующим образом Ni—Sb—Ni—
— Sb—Ni—Sb и т. д.
Для идеального дальнего порядка характерно чередование атомов A (Ni) и В
(Sb) без нарушений последовательности.
Фиг. 40. Зависимость изменения электросопротивления q от состава
сплава:
а — при образовании дальтонида NiSb; б — при образовании бертоллида
Fe Sb.
В бертолидах предельно упорядоченная структура отсутствует. Сохра-
няется ближний порядок следующего вида (для FeSb):
ближний порядок
Fe—Sb—Fe—Sb—Fe—Fe—Sb—Fe—Sb—Fe—Fe—Sb—Fe и т. д.
ближний порядок |___ нарушение ___|
дальнего
порядка
Сингулярные точки на кривых «состав — свойство» характерны для строго
упорядоченных структур. Поэтому они наблюдаются при образовании дальтонидов
и отсутствуют при образовании бертоллидов.
Существуют многочисленные группы металлических соединений, в пределах
каждой из которых могут быть как дальтониды, так и бертоллиды.
Рассмотрим три типа металлических соединений, имеющих важ-
ное практическое значение: электронные соединения, фазы внедре-
ния и упорядоченные твердые растворы.
а. Электронные соединения образуются при взаимодействии
металлов первой группы периодической системы и переходных
групп (так называемые металлы I класса) с металлами второй—
пятой групп периодической системы (так называемые металлы
II класса). К I классу металлов относятся Си, Ag, Au, Мп, Fe, Со,
Ni и некоторые другие; ко второму классу принадлежит Zn, Al,
Sn, Cd, Be, Mg и др.
Первой особенностью сплавов металлов этих классов является
общая последовательность изменения структуры при повышении
50
Строение и свойства металлических сплавов
концентрации металлов II класса. Если сплавлять с различными
металлами II класса (Zn, Al, Sn, Ga, In и др.) медь, то при малых
концентрациях образуются твердые растворы этих металлов в меди
с сохранением гранецентрированной решетки основного металла.
При больших концентрациях образуется первое электронное соедине-
ние — 0-фаза, с решеткой объемноцентрированного куба. В неко-
торых случаях (в сплавах меди с кремнием, серебра или золота
с алюминием и кобальта с цинком) образуется несколько отличная
кубическая решетка 0'-фазы (подобна решетке 0-марганца). Дальней-
шее повышение концентрации приводит к образованию второго
электронного соединения — у-фазы — с весьма сложной кубической
решеткой (элементарная ячейка состоит из 52 атомов). И, наконец,
образуется третье электронное соединение — е-фаза — с гексаго-
нальной компактной решеткой.
Второй и главной особенностью электронных соединений является
образование этих фаз при определенной электронной концентрации.
. Под электронной концентрацией подразумевается число валентных электронов,
приходящихся на один атом сплава. Например, при сплавлении одновалентной меди
с двухвалентным цинком при равных атомных количествах этих металлов электрон-
ная концентрация равна
1 атом Си х! электрон/атом Си+1 атом Znx2 электрон/атом Zn _
2 атома ~
3
= -g- электрона/атом сплава.
На основании рассмотрения опытных данных Юм-Розери уста-
новил, что 0 (0')-фаза образуется при электронной концентрации 3/2;
у-фаза при концентрации 21/13 и |-фаза — при концентрации 7/4
(в связи с предложенной зависимостью электронные соединения
называются также фазами Юм-Розери).
На фиг. 41 прямыми линиями показано изменение электронной
концентрации в сплавах с двухвалентным Zn, трехвалентным А1
и четырехвалентным Sn. При электронной концентрации 3/2 элек-
трона на атом образуется 0-фаза (показано справа).
Из рассмотрения фиг. 41 видно, что при данной электронной
концентрации и увеличении валентности второго металла содер-
жание его в сплаве непрерывно уменьшается; 0-фаза соответствует
простым соотношениям в соединениях:
для CuZn - 1X14-2X1 2 _ 3 . 2 ’
ДЛЯ Cu3Al- 1x34-3x1 4 _ 3 2 ’
ДЛЯ Cu8Sn - 1 X 5 + 4 X 1 6 _ 3 “ 2 ’
Химические (металлические) соединения
51
медных сплавах от валентности вто-
рого металла.
Фиг. 41. Зависимость состава электронных
фаз в
Аналогичные изменения наблюдаются также для у- и 8-фаз.
Формулы электронных соединений указаны на фиг. 41, внизу.
Причины структурных изменений в связи с электронной концентрацией объяс-
няются физической теорией Джонса и Конобеевского, качественная сущность кото-
рой такова. Каждой кристаллической решетке соответствует определенная емкость
зоны дозволенной энергии, в кото-
рой могут размещаться электроны.
В зонах дозволенной энергии для
твердых растворов, |3 (р’), у, е-фаз
может размещаться 1,36; 3/2; 21/1з
(точнее 22/13) и 7/4 электрона/атом
соответственно. При заполнении
зоны электронами дальнейшее до-
бавление металла с повышенной
валентностью невозможно без обра-
зования новой кристаллической
структуры с большей электронной
емкостью зоны дозволенных энер-
гий.
Как и другие металли-
ческие соединения, электрон-
ные фазы имеют переменный
состав. Эти фазы образуются
также в более сложных,
например в тройных сплавах
Си—Zn— Sn.
б. Фазы внедрения обра-
зуются при соединении ме-
таллов с элементами, обла-
дающими малыми атом-
ными размерами: водородом
(7? = 0,46 А), азотом (/? =
= 0,71 А) и углеродом (/? =
— 0,77 А) (по сравнению,
например, с атомным радиу-
сом железа: /?= 1,27 А).
Эти металлические соединения
малые атомы указанных элементов
металлов, как бы внедряясь
металла. Вместе с тем эти фазы принципиально отличаются от твердых
растворов внедрения: последние образуются при сохранении кри-
сталлической решетки металла-растворителя. Металлические атомы,
образующие фазы внедрения, располагаются в кристаллической
решетке, отличной от собственной для данного металла.
Фазы внедрения образуются при соединении Н, N и С с металлами
переходных групп и условии -^-<0,59 (Rx и RM — атомные радиусы
называются так потому, что
располагаются между атомами
в кристаллическую решетку
52
Строение и свойства металлических сплавов
этих элементов и металлов). При отношении > 0,59 образуются
сложные кристаллические решетки гидридов (с Н), нитридов (с N),
карбидов (с С) и боридов (с В), которые не являются фазами внед-
рения.
В связи с большим атомным радиусом бора, бориды никогда не образуют фаз
внедрения. Элементы с наименьшими атомными размерами (Н и N) всегда обра-
зуют с переходными металлами фазы внедрения. Для карбидов, образуемых
этими металлами, возможность образования подобных фаз наблюдается при
Фиг. 42. Зависимости удельного элек-
трического сопротивления Q от состава
золотомедных сплавов:
о— простые твердые растворы; X — упо-
-£*.<0,59.
Кристаллическое строение фаз внед-
рения показано на фиг. 39, а. Эти фазы
образуют простые кристаллические струк-
туры. Например, карбид тантала ТаС
имеет решетку ГЦК, гидриды тантала
(ТаН) и ниобия (NbH) —структуру ОЦК,
а соединения NWC и MoN — простую гек-
сагональную. Таким образом фазы внед-
рения типа MX (где М — металл; X— во-
дород, азот, углерод) кристаллизуются
в разнообразных кристаллических струк-
турах. Фазы внедрения типа М2Х имеют
обычно гексагональную компактную
структуру, а М4Х — структуру ГЦК- Все
фазы внедрения характеризуются прос-
тыми формулами: MX, М2Х, М4Х, так как
в каждой кристаллической структуре,
образуемой атомами металла, количество
рядоченные твердые растворы. «ДЫрОК», В которые могут внедриться
атомы Н, N, С, находится в простом ко-
личественном соотношении с числом металлических атомов. Для фазы внедрения
не обязательно заполнение всех возможных мест внедренными атомами. Так,
например, в карбиде титана TiC на один атом металла приходится один атом
углерода (50 ат. %). Однако кристаллическая^ структура карбида титана сохра-
няется при уменьшении содержания углерода от 50 до 18 ат. %; в нитриде TiN
содержание азота может изменяться в пределах 30—50 ат. %; в Fe2N согласно
формуле должно быть 33 ат. % азота, в действительности содержание азота
колеблется в пределах 17—33 ат. %. Таким образом, не всегда однотипные «дырки»
в кристаллической решетке фазы внедрения должны быть заняты внедренными
атомами водорода, азота или углерода. «Дефицит» по этим элементам приводи!
к образованию твердых растворов вычитания, описанных в предыдущем параграфе
и показанных на фиг. 39, б.
в. Упорядоченные твердые растворы также относятся к метал-
лическим соединениям. Они были обнаружены (Н. С. Курнаков
с сотрудниками) при исследовании золото-медных сплавов по изме-
нению характера кривой электросопротивления после длительного
отжига. Результаты этого исследования приведены на фиг. 42.
Электрическое сопротивление обычного неупорядоченного твердого
раствора замещения меди и золота (ГЦК) изменяется по плавной
кривей. После отжига электрическое сопротивленье в районе сред-
них концентраций снижается и появляются сингулярные точки
Химические (металлические) соединения
53
при 25 и 50 ат. %. Сингулярные точки на кривых «состав — свой-
ство» появляются при простых стехиометрических соотношениях:
Cu3Au (25 ат. % Au) и CuAu (50 ат. % Au). Рентгенографическое
исследование показало, что появление сингулярных точек не свя-
зано с образованием новой кристаллической структуры: во всех
случаях сохраняется решетка ГЦК. Изменяется только порядок
чередования атомов в кристаллической решетке: произвольное
статистическое чередование в неупорядоченном состоянии
Си — Си — Аи — Си — Аи — Аи — Аи — Си — Си — Аи и т. д.
и строгая последовательность (дальний порядок) в расположении
для упорядоченного твердого раствора, например, для CuAu
Си — Аи — Си — Аи — Си — Аи — Си — Аи — Си — Аи и т. д.
Так как атомы меди значительно меньше атомов золота (на 12%),
то упорядочение при составе CuAu приводит к искажению кубиче-
ской решетки (ГЦК) и укорочению одной из осей: — = 0,935.
Структура упорядоченных твердых растворов называется сверх-
структурой.
С повышением температуры тепловое движение атомов приводит к разрушению
упорядоченного состояния. Температура перехода от упорядоченного к неупорядо-
ченному состоянию называется «точкой Курникова».
Из рассмотрения металлических соединений можно сделать сле-
дующие общие выводы. Металлический тип химической связи опре-
деляет принципиально'е отличие металлических соединений от типич-
ных химических соединений: металлические соединения имеют
переменный состав. Таким образом металлическое соединение теряет
основной признак обычного химического соединения: постоянство
состава, удовлетворяющего определенной формуле.
Признаками металлического соединения являются образование
кристаллической структуры, отличной от решетки образующих
элементов, и наличие сингулярных точек на кривых «состав —
свойство». Достаточно одного из этих признаков для того, чтобы
отнести фазу к числу химических (металлических) соединений.
Все соединения бертолидного типа определяются только первым
признаком (наличие новой кристаллической структуры). Металли-
ческие соединения дальтонидного типа, как правило, характери-
зуются сочетанием этих двух признаков (новая структура и сингу-
лярные точки). Однако некоторые дальтониды (упорядоченные твер-
дые растворы) сохраняют кристаллическую решетку основного
металла и их принадлежность к химическим металлическим соеди-
нениям определяется только наличием сингулярных точек.
Металлические соединения отличаются от химических соединений
переменностью состава, что сближает их с твердыми растворами.
Они отличаются от твердых растворов в большинстве случаев обра-
зованием новой кристаллической решетки и наличием сингулярных
точек, что сближает их с химическими соединениями. В связи
54
Строение и свойства металлических сплавов
с двойственным характером металлических химических соединений
их называют промежуточными (между химическими соединениями
и твердыми растворами) фазами.
§ 4. СТРУКТУРА И СВОЙСТВА СПЛАВОВ
Образование химических соединений характеризуется получе-
нием сингулярных точек или перегибов на кривых «состав — свой-
ство», как это показано на фиг. 40. Характер изменения свойств
в зависимости от состава для случая образования механических
смесей или твердых растворов подчиняется правилам Н. С. Кур-
накова — Матиссена.
Первое правило Курнакова—Матиссена гласит, что при образо-
вании механической смеси свойства в зависимости от состава изме-
няются по закону прямой линии (фиг. 43). Роль составляющих
Фиг. 43. Зависимость свойств
от состава при образовании
механической смеси (первое пра-
вило Курнакова—Матиссена).
Фиг. 44. Зависимость свойств от
состава при образовании твер-
дого раствора (второе правило
Курнакова—Матиссена).
механическую смесь могут играть как чистые металлы А и В, так
твердые растворы и химические соединения. Экспериментальные
исследования показали, что в реальных условиях наблюдаются
отклонения от прямолинейного закона в тем большей степени,
чем мельче зерна сплава. Это объясняется тем, что поверхностные
слои зерен находятся в другом, более искаженном состоянии, чем
внутренние объемы. Измельчение зерен приводит к увеличению
объема пограничных зон с большим количеством несовершенств
и измененными свойствами. Последнее определяет отклонение кри-
вой «состав — свойства» от прямолинейного закона.
Согласно второму правилу Курнакова — Матиссена при образо-
вании твердых растворов, свойства в зависимости от состава изме-
няются по закону цепной (прямой или обращенной) линии (на фиг. 44,
см. также верхнюю кривую фиг. 42). Степень изменения свойств
твердого раствора определяется геометрическим фактором (раз-
ностью в размерах атомов) и различием в электронном строении
Литература
55
металлов С и D. Чем больше эти различия, тем существеннее изме-
няются свойства твердых растворов.
Во многих случаях реальных сплавов изменение состава приводит
к образованию различных фаз при разных концентрациях второго
металла (чистых металлов, твердых растворов, химических соеди-
нений и механических смесей между этими фазами). Тогда измене-
ние свойств в зависимости от состава имеет сложный характер.
Этот вопрос будет рассмотрен в следующей главе в связи с диаграм-
мами состояния.
ЛИТЕРАТУРА
1. С. С. Штейнберг. Металловедение. Металлургиздат, 1961.
2. Я. С. Уманский, Б. Н. Финкельштейн, М. Е. Бланте р.
Физические основы металловедения. Металлургиздат, 1949.
3. Я. С. Уманский и др. Физическое металловедение. Металлургиздат,
1955.
ГЛАВА IV
ДИАГРАММЫ СОСТОЯНИЯ
Состояние сплавов агрегатное (жидкое или твердое) и фазовое
(в виде зерен чистых металлов, твердых растворов, химических
соединений или механической смеси этих фаз) определяется темпера-
турой и составом сплавов. Изменение температуры при постоянном
составе сплава может привести к превращению механической смеси
или твердого раствора в однородный жидкий расплав. Изменение
состава (увеличение концентрации второго металла в сплаве) при
постоянной температуре может привести к изменению состояния
от чистого металла к твердому раствору, механической смеси
и т. д.
Зависимость между фазовым состоянием, температурой и' соста-
вом сплава описывается диаграммами состояния.
Рассмотрение процессов плавления-кристаллизации показало
(глава II, § 3), что плавление происходит при перенагреве, т. е.
при температуре выше теоретической температуры плавления-кри-
сталлизации. Затвердевание происходит при переохлаждении, т. е.
при температуре ниже теоретической температуры плавления-
кристаллизации. Перенагрев и переохлаждение необходимы для
создания движущей силы процессов плавления и кристаллизации —
разности свободных энергий. При теоретической температуре плав-
ления-кристаллизации эти процессы не происходят, так как раз-
ность свободных энергий равна нулю. При этой температуре твердый
металл и жидкий расплав находятся в равновесии, существуют,
не изменяя состояния. Эта температура называется температурой
равновесия.
Движущей силой процессов плавления-кристаллизации сплавов
из двух или более металлов является также разность свободных
энергий. Поэтому для сплавов также существуют температуры
равновесия, при которых не происходит плавления твердых фаз
или кристаллизации расплавов. Однако достаточно незначительно
изменить температуру сплава по сравнению с равновесной для того,
чтобы начался процесс плавления или кристаллизации. Линии
диаграммы состояния соответствуют температурам равновесия при
переходе из одного состояния в другое, поэтому диаграммы состояния
иногда называются также диаграммами равновесия.
Случай образования ряда твердых растворов
57
При нагревании с реальными скоростями температуры плавления
или кристаллизации смещаются относительно равновесных. Превра-
щения при температурах, показанных на диаграммах состояния,
будут происходить только в условиях бесконечно медленного (прак-
тически очень медленного) нагрева или охлаждения.
В зависимости от металлов \ образующих сплавы, и их кон-
центрации в сплаве, в жидком и твердом состояниях могут образо-
вываться различные фазы и их смеси; поэтому диаграммы состояния
многообразны. Среди многообразия возможно выделить диаграммы
простых типов, соединение которых образует сложные диаграммы
состояния реальных сплавов. В соответствии с этим ниже будут
рассмотрены основные типы двойных (образуемых двумя металлами)
диаграмм состояния.
Предварительно необходимо отметить, что в некоторых системах
из двух металлов при расплавлении наблюдается полная или частич-
ная нерастворимость в жидком состоянии (например, сплавы железо—
медь, медь — свинец). Такие системы, как правило, не имеют широ-
кого практического значения. Все сплавы, рассматриваемые ниже,
образуют жидкие растворы при любой концентрации металлов
в системе.
§ 1. ДИАГРАММА СОСТОЯНИЯ ДЛЯ СЛУЧАЯ ОБРАЗОВАНИЯ
НЕПРЕРЫВНОГО РЯДА ТВЕРДЫХ РАСТВОРОВ
Неограниченная растворимость в твердом состоянии наблюдается
в двойных сплавах железа с никелем, кобальтом, хромом, палладием,
платиной и ванадием; меди с никелем, палладием, платиной и золо-
том; хрома с молибденом, тита-
ном, ванадием и вольфрамом;
висмута с сурьмой и др. По-
строение диаграмм состояния
для этих и других металличе-
ских систем производится опыт-
ным путем.
Фиг. 45. Зависимость удельного электри-
ческого сопротивления q и удельного веса
у от температуры t.
Для построения диаграмм состоя-
ния используете/ физико-химический
анализ сплавов, получивший широкое
развитие в работах Н. С. Курнакова
и его школы. Физико-химический ана-
лиз основан на изменении свойств при
изменении состояния сплава: образовании новых фаз при плавлении-кристаллизации.
На фиг. 45 показан характер изменения свойств при нагревании чистого металла;
наблюдается непрерывное повышение электрического сопротивления Q и уменьше-
ние удельного веса у. При температуре плавления ts и переходе металла из твер-
дого в жидкое состояние свойства скачкообразно изменяются. Дальнейшее нагрева-
ние приводит к монотонному изменению свойств. Рассматривая изменение свойств
1 Сплавы могу быть образованы также неметаллическими элементами.
58
Диаграммы состояния
в зависимости от температуры или состава, возможно отчетливо уловить моменты
появления новых фаз.
К числу наиболее распространенных методов исследования относится терми-
ческий анализ. Этот метод, имеющий исключительное практическое значение, впер-
вые применил Д. К. Чернов для исследования дна! раммы железо—углерод.
Сущность метода заключается в наблюдении характера изменения температуры
при нагревании или охлаждении.
На фиг. 46, а показаны типичные термические кривые охлаждения и нагрева-
ния чистого металла. При охлаждении жидкого металла температура непрерывно
Фиг. 46. Кривые охлаждения или нагрева чистого
металла (а) и сплава (б).
понижается до начала затвердевания ts. При затвердевании образуются кристаллы
твердого металла и выделяется скрытая теплота кристаллизации, в связи с чем
на кривой охлаждения наблюдается остановка (площадка). По окончании затвер-
девания продолжается плавное
снижение температуры твердого
металла. Кривая нагревания
(фиг. 46, а, справа) является
зеркальным отражением кривой
охлаждения. Остановка на кри-
вой нагревания связана с погло-
щением скрытой теплоты плав-
ления. Для сплавов термические
кривые могут не иметь отчетли-
вой остановки (фиг. 46, б). Кри-
сталлизация протекает не при
постоянной температуре, а в ин-
тервале температур ts. Начало
и конец этого процесса точно
Фиг. 47. Схема установки для термического устанавливается по перегибам
анализа. на кривой охлаждения (точки
1 и 2).
Термический анализ производится следующим образом: смешанные в нужной
пропорции два (или несколько) металла засыпаются в тигель 1 и помещаются в нагре-
вательную печь 2 (фиг. 47). После нагревания и расплавления в жидкий расплав
погружается спай термопары 3, соединенной с измерительным показывающим при-
бором 4, и начинается охлаждение. Равномерность охлаждения обеспечивается регу-
лируемым сопротивлением 5. В процессе охлаждения и последующего нагревания
производится запись изменения температуры по времени и строятся термические
кривые, подобные показанным на фиг. 46.
Случай образования ряда твердых растворов
59
Используя термический метод, построим кривые охлаждения
для четырех сплавов системы, состоящей из металлов А и В. Сплав /
состоит из чистого металла А. В сплаве // содержится 30%, а в
сплаве III — 80% металла В. Сплав IV представляет собой чистый
металл В. Полученные кривые охлаждения показаны на фиг. 48,
слева. Выше температуры 1 сплав / находится в жидком состоянии,
ниже — в твердом. Сплав // выше температуры 2 находится в жид-
ком состоянии (ж), в интервале 2—3 идет кристаллизация, а ниже
температуры 3 сплав находится в состоянии твердого раствора
Фиг. 48. Кривые охлаждения сплавов (а) и диаграмма состояния (б).
(Тв. р.). Сплав III подобен сплаву II и кристаллизуется в интервале
температур 4—5. Сплав IV (чистый металл В) затвердевает при тем-
пературе 6.
Возможно обобщить .полученные опытные данные и распростра-
нить их на всю систему двойных сплавов металлов А и В. Для этой
цели подготовляется поле построения диаграммы в координатах:
концентрация — температура (фиг. 48, б). Состав любого сплава
показывается точкой на горизонтальной оси. Содержание металла В
увеличивается слева направо; металла А — справа налево так, как
показано на фигуре.
Состав сплавов Z, II, III и IV показан вертикалями. На верти-
каль / переносится единственная характерная точка для сплава //.
Сплавы II и III кристаллизуются в интервале температур. В соот-
ветствии с этим начало затвердевания отличается точками 2
(сплав II) и 4 (сплав III), а конец—точками 3 (сплав II) и 5 (сплав III).
Температура кристаллизации чистого металла В (сплав IV) пока-
зана точкой 6.
Общее правило графического изображения опытных данных
таково: при построении кривых плавными линиями соединяются
экспериментальные точки, имеющие одинаковый физический смысл.
60
Диаграммы состояния
Поэтому первая кривая соединяет точки /, 2, 4 и 6, соответствующие
температурам начала процесса кристаллизации (или конца плавле-
ния). Общий физический смысл этих точек связан с существованием
выше этих температур всех сплавов системы в жидком состоянии.
Кривая (/, 2, 4 и 6), выше которой все сплавы находятся в жидком
состоянии, называется кривой ликвидуса (лат. liquidus — жидкость).
Ниже температур, отмеченных точками /, 5, 5 и 6, все сплавы
этой системы находятся в твердом состоянии. Эти эксперименталь-
ные точки имеют одинаковый физический смысл: они характеризуют
окончание процесса кристаллизации (или начала плавления).
Фиг. 49. Виды диаграмм с неограниченной раствори-
мостью в твердом состоянии.
Поэтому вторая кривая соединяет точки /, 5, 5 и 6. Кривая (/, 3, 5 и 6),
ниже которой все сплавы находятся в твердом состоянии, называется
кривой солидуса (лат. solidus — твердое тело).
Проведение кривых ликвидуса и солидуса завершает построение
диаграммы, имеющей определенный физический смысл и большое
практическое значение. Выберем сплав, следующего состава:
30% А и 70% В (отмечен крестиком на оси концентрации, фиг. 48, б).
В точке а' при температуре t' сплав находится в состоянии твердого
раствора; в точке а" при t" сплав состоит из смеси кристаллов твер-
дого раствора и жидкости; при в точке а"' сплав находится пол-
ностью в жидком состоянии.
Будем изменять состав сплавов при температуре t,r" (отмечена
крестиком на оси температур). При содержании 10% В сплав нахо-
дится в состоянии твердого раствора (точка 6'); при 25% В сплав
состоит из смеси кристаллов твердого раствора и жидкости (точка 6"),
при 50% В сплав находится полностью в жидком состоянии
(точка ft'").
Таким образом построенная диаграмма позволяет определить
состояние сплава в зависимости от его состава и температуры.
Поэтому такая диаграмма называется диаграммой состояния. Линии,
проведенные на диаграмме, отделяют друг от друга области различ-
ных состояний. Для данного типа диаграммы существуют три области
состояния: жидкого (выше линии ликвидуса), твердого (ниже линии
солидуса) и смеси этих фаз (между линиями ликвидуса и солидуса).
Правило фаз
61
Правильная чечевицеобразная (линзовидная) форма диаграммы состояния,
показанная на схеме фиг. 48, идеализирована и встречается весьма редко. Форма
кривых ликвидуса и солидуса весьма разнообразна, кривые могут быть направлены
выпуклостью вверх или вниз, как это показано на фиг. 49.
Диаграммы состояния могут быть построены теоретически, путем применения
некоторых положений термодинамики. В связи с трудностью определения термо-
динамических величин, необходимых для расчета, для построения диаграмм состоя-
ния применяется в настоящее время более простой и надежный экспериментальный
метод.
§ 2. ПРАВИЛО ФАЗ
В настоящее время построено огромное количество диаграмм
состояний для двойных и более сложных металлических систем.
Однако правильное построение и, особенно, использование этих
диаграмм возможно при условии применения правила фаз
Г и б б с а. Выше было указано, что металлический сплав, как
и любое вещество, представляет физико-химическую систему, состав-
ные части которой (атомы, молекулы, зерна) находятся в сложном
взаимодействии. Эта система составляется компонентами,
в общем случае чистыми металлами. Взаимодействие компонентов
приводит к образованию фаз, которыми в металлических системах
являются жидкие расплавы, чистые металлы,
твердые растворы и химические соед и не-
н и я. Для уточнения представлений о компонентах и фа-
зах рассмотрим несколько примеров.
/"Охлаждение воды до 0° С приводит к появлению льда. Эта физико-
химическая система состоит из одного компонента — Н2О. В дан-
ных условиях молекулы Н2О образуют жидкую воду и кристаллы
льда. Каждая часть системы (лед и вода) имеет свое строение и свой-
ства и ограничена от другой поверхностью раздела.
Следовательно, один компонент системы (Н2О) образует две
фазы.»
Растворение соли в воде (два компонента) приводит к образованию
однородного во всех точках объема по составу, строению и свой-
ствам жидкого раствора, т. е. одной фазы. То же происходит при
образовании жидкого расплава из двух или нескольких металлов.
Следовательно, в системе из двух компонентов может присут-
ствовать только одна фаза. Во всех случаях фаза характери-
зуется постоянством строения, свойств и состава
и наличием поверхности раздела с другими фазами.
Представление о числе степеней свободы является общим для
многих областей знания (физическая химия, механика, математика
и др.). Рассмотрим это понятие на следующем примере.
Первая математическая система состоит из двух уравнений
с двумя неизвестными:
х + Зу = 7; |
2у — х = 2. ) 1
62
Диаграммы состояния
Совместное решение этих двух уравнений с двумя неизвестными
приводит к однозначному определению значений х и у. Нельзя
задать по своему усмотрению значение одного из переменных в этой
системе, так как тем самым нарушается система уравнений I.
Вторая математическая система состоит из одного уравнения
с двумя неизвестными:
5х __ 2у = 21} II
Можно задать по своему усмотрению значение одной переменной
и найти величину другой.
Третья математическая система состоит из двух уравнений
с четырьмя неизвестными.
2х + Зг/ — lz + 2и = 5; 1
III
х — 4г/ + z + 4и = 28. J
Можно задать по своему усмотрению значение любых дзух пере-
менных и тогда из совместного решения этих двух уравнений опре-
делятся величины двух других неизвестных.
Под числом степеней свободы подразумевается число независимых
переменных, которые можно задавать произвольно без разрушения
системы.
В соответствии с этим определением в первой математической
системе число степеней свободы равно нулю, во второй системе
имеется одна, а в третьей — две степени свободы.
Для последующего вывода правила фаз важно отметить, что число
степеней свободы для каждой системы равно числу переменных
минус число уравнений (система 1:1 — 1=0; система 11:2 — 1 ~ 1;
система 111:4 — 2 = 2).
Для физико-химической системы переменными, определяющими
ее состояние, являются температура, давление и концентрация ком-
понентов в каждой фазе. В рассматриваемых нами системах (жидкой
и твердой) обычно наблюдаемые колебания давления не влияют
на состояние (влияние сказывается при давлении в тысячи и десятки
тысяч атмосфер). Поэтому в нашем случае переменными, определяю-
щими состояние системы, являются температура и концентрация
компонентов в каждой фазе.
Соотношение между числом компонентов К, числом фаз Ф и чис-
лом степеней свободы С дается правилом фаз Гиббса:
С - К + 1 - Ф.
Правило фаз применимо исключительно для рассмотрения рав-
новесного состояния сплавов, т. е. для анализа диаграмм состояния.
Вывод уравнения правила фаз. Условием равновесия в физико-химической
системе является равенство свободных энергий данного компонента в любой фазе.
Для системы, состоящей из К-компонентов, которые образуют Ф-фаз, это условие
Правило фаз
63
записывается следующим рядом уравнений (верхний индекс относится к фазе, ниж-
ний — к компоненту):
для первого компонента:
г; = = Рз = ... = p^-i^ р^.
для второго компонента:
F2 = F2 = F2 = • • •= Ft~l =
для третьего компонента:
F3~ Fl~ Fl = = F$-'~ F$
для к-ого компонента:
Для определения числа степеней свободы нужно определить число неизвестных
(переменных) и число уравнений. Число неизвестных для каждой фазы равно (К — 1),
так как свободная энергия связана с концентрацией компонента. Зндя концентра-
ции (К — 1) компонента для данной фазы, мы определяем концентрацию послед-
него компонента по разности. Тогда общее количество определится произведением
(К — 1) (для одной фазы) на число фаз Ф.
(К - 1) Ф.
Переменной, определяющей состояние системы, является также температура.
Тогда: количество неизвестных равно (К — 1) Ф + 1.
Число уравнений в каждом ряду из Ф членов будет равно (Ф — 1) для каждого
компонента. Для К-компонентов:
количество уравнений равно (Ф — 1) К-
Выше было показано, что число степеней свободы С равно разности между
количеством неизвестных и количеством уравнений. Тогда:
С == (К — 1) Ф + 1 — (Ф — 1) К = КФ — Ф + 1 — КФ + К;
откуда уравнение правила фаз:
С=К+1-Ф.
Уравнение правила фаз позволяет корректировать правильность
построения диаграмм состояния и достаточно просто и точно пред-
сказывать поведение металлов и сплавов любой степени сложности
в процессе нагревания и охлаждения (по известным диаграммам
состояния).
Применим правило фаз к рассмотрению процесса охлаждения
расплавленного металла. Данная система состоит из одного компо-
нента — чистого металла (К = 1). В расплавленном состоянии
металл является однофазной жидкостью (Ф = 1). Тогда выше тем-
пературы кристаллизации:
С = К + 1 —Ф = 1 + 1 - 1.
Число степеней свободы равно 1. Следовательно, возможно
по своему усмотрению изменять одну переменную, сохраняя неиз-
менным состояние системы (однофазный жидкий расплав металла).
На фиг. 50 показан процесс охлаждения от до температуры начала
затвердевания ta.
64
Диаграммы состояния
При ts появляются первые металлические кристаллы. В системе
по-прежнему сохраняется один компонент (металл), но число фаз
становится равным двум: Ф = 2 (жидкость и кристаллы). Тогда:
С = К + i — Ф = 1 + 1 — 2 = 0.
С момента начала и до конца затвердевания число степеней сво-
боды становится равным нулю, т. е. ни одна переменная, в том
числе и температура, изменяться не может. Это изображается гори-
зонтальной площадкой s' — s" на кривой охлаждения (фиг. 50).
Фиг. 50. Кривая охлаж-
дения чистого металла
(построение с примене-
нием правила фаз).
Фиг. 51. Кривая охлаждения сплава (построение
по диаграмме состояния с применением правила
/ фаз).
В момент затвердевания последних порций жидкого металла
число фаз уменьшается до 1 (твердый металл).
С = 1 + 1 — 1 = 1.
При Ф = 1 появляется одна степень свободы и оказывается воз-
можным дальнейшее охлаждение затвердевшего металла (фиг. 50).
Применив правило фаз к рассмотрению экспериментально постро-
енной диаграммы с образованием непрерывно ряда твердых раство-
ров, возможно без экспериментальных исследований получить кри-
вые охлаждения или нагревания, качественно соответствующие
опытным.
Диаграмма состояния показана на фиг. 51, слева. При избран-
ный сплав представляет однофазный жидкий раствор металлов А и В
(Ф = 1). Число компонентов равно двум (металлы 4 и В; К = 2).
Тогда при
С = К+1—Ф = 2+1 — 1=2.
Число степеней свободы равно 2. Это значит, что в однофаз-
ной области жидкого состояния можно изменять две переменные
(в данном случае температуру и концентрацию одного из металлов)
без изменения фазового состава системы (жидкий расплав). Зада-
Ликвация в сплавах
65
вая состав расплава и понижая температуру, мы используем обе
степени свободы (фиг. 51, справа).
При температуре t2 выпадают первые кристаллы твердого рас-
твора. При К = 2 (металлы А и В) число фаз также равно 2 (жидкость
и твердый раствор). Тогда при t2:
С = 2 + 1 — 2 = 1.
В связи с наличием одной степени свободы возможно охлаждение
сплава в двухфазном состоянии до t3. В связи с кристаллизацией
и выделением скрытой температуры затвердевания кривая на
участке 2—3 (фиг. 51, справа) должна опускаться медленнее, так как
выделение скрытой теплоты кристаллизации действует подобно
внутреннему подогреву.
При ts кристаллизация заканчивается: сплав состоит из одной
фазы (твердый раствор). Тогда:
С = 2 + 1 — 1 = 2.
Число степеней свободы равно 2, возможно понижать температуру
и изменять состав твердого раствора (две переменные) без изменения
фазового состояния сплава (твердый раствор).
Кривая охлаждения сплава, построенная с помощью правила
фаз (фиг. 51, справа), совершенно подобна опытным кривым подоб-
ных сплавов II и III, показанных на фиг. 48, слева.
§ 3. ЛИКВАЦИЯ В СПЛАВАХ
Образование твердых растворов связано с явлением ликвации —
неоднородным распределением металлов и неметаллических элементов
по объему. Неоднородность по со-
ставу приводит к различию в свой-
ствах и общему ухудшению качества
сплава. Ликвационная неоднород-
ность отчетливо выявляется при
микроисследовании сплавов: на
фиг. 52 показана неоднородность со-
става твердого раствора олова в меди.
Для определения причин появле-
ния ликвации следует рассматривать
последовательность образования кри-
сталлов твердого раствора согласно
диаграммам состояния. На фиг. 53
показано, что затвердевание избран-
ного сплава I (50% В) начинается
при охлаждении до tv Состав обра-
зующихся при этом кристаллов твердого раствора можно опреде-
лить, проведя влево пунктирную горизонталь до пересечения
Фиг. 52. Ликвационная неоднород-
ность твердого раствора олова
в меди. X150 (А. А. Бочвар).
66
Диаграммы состояния
с линией солидуса. При этом оказывается, что состав первых кри-
сталлов резко отличается от состава сплава (15% вместо 50%
металла В).
Выберем один из кристаллов и проведем изучение его состава
в процессе затвердевания, предположив, что он растет во всем интер-
вале кристаллизации от /х до
/6. Тогда состав сердцевины
этого кристалла при /х будет
также содержать 15% металла
В (фиг. 54). При охлаждении
до температуры t2 состав сле-
дующего слоя кристалла будет
соответствовать точке 2 на
фиг. 53 (20% В). Состав жид-
кости обогатится металлом В
(показано пересечением гори-
q зонтали с линией ликвидуса,
фиг. 53, точка 2'). <
Фиг. 53. Зависимость состава твердого При отсутствии других про-
раствора и жидкого расплава от темпера- цессов должен был получиться
туры в процессе кристаллизации. двухслойный кристалл, внут-
ренняя часть которого содер-
жит 15%, а наружная —20% В (фиг. 54, /2).
Так как кристаллизация по диаграмме состояния происходит
в условиях бесконечно медленного охлаждения, то за время
охлаждения от /х до t2 успевает пройти диффузия металла В
Фиг. 54. Последовательность образования слоев различного состава в кристалле
твердого раствора (схема).
из жидкости и к моменту достижения t2 средний состав твердого
раствора оказывается равным равновесному (20% В). При охлаж-
дении до температур t3, t5 и te первые слои растущего крис-
талла содержат соответственно 27, 35, 43 и 50% металла В (точки
3, 4, 5 и 6, фиг. 53 и фиг. 54, /3, /4, /5 и /в).
Состав жидкости при этом изменяется до 65; 75; 80 и 85 металла В
(точки 3', 4', 5' и 6', фиг. 53). Однако в процессе дальнейшего охла-
ждения и роста состав внутренних частей кристалла непрерывно
обогащается металлом В в связи с диффузией его атомов из жидкости.
В момент окончания затвердевания при tQ состав кристалла в целом
будет равен составу сплава, т. е. содержит 50% В.
Ликвация в сплавах
67
В реальных условиях охлаждения выравнивающая состав диф-
фузия полностью не проходит. Поэтому центральные части кристалла
(дендрита) оказываются обогащенными более тугоплавким метал-
лом Л, а периферийные части богаты металлом В.
Неоднородность по объему кристалла (дендрита) называется
дендритной ликвацией. Эта неоднородность может быть полностью
или частично устранена длительной выдержкой при высоких тем-
пературах (протекает выравнивающая диффузия).
В связи с неодновременностью затвердевания слитка или отливки,
когда в первую очередь затвердевает объем у стенок формы или
изложницы, неоднородность состава
наблюдается также по всему сече-
нию отливки.
Неоднородность по сечению от-
ливки называется зональной ликва-
цией. Она не может быть полностью
устранена высокотемпературной вы-
держкой из-за больших расстояний
для выравнивающей диффузии.
А. А. Бочваром показано, что склонность
к ликвации определяется расстоянием между
линиями ликвидуса и солидуса. Чем больше
интервал между температурами начала и
конца затвердевания, тем сильнее ликвируют
бронзы). При малом температурном интервал
(сплавы меди с цинком — латуни).
Фиг. 55. Зависимость степени лик-
вации от скорости охлаждения иохл
степени (А. А. Попов).
сплавы (сплавы меди с оловом —
е кристаллизации ликвация мала
Из изложенного следует, что для уменьшения степени ликвации
необходимо весьма медленное охлаждение сплава в интервале тем-
ператур кристаллизации и ниже, для полного протекания вырав-
нивающей диффузии.
В последнее время А. А. Поповым было показано, что степень ликвации нахо-
дится в более сложной зависимости от скорости охлаждения (фиг. 55). В соответ-
ствии с описанным ранее уменьшение скорости охлаждения приводит к уменьшению
степени ликвации (левая ветвь кривой, фиг. 55). С увеличением скорости охлажде-
ния степень ликвации достигает максимального значения, а затем снова уменьшается
до нуля. Эта зависимость нашла экспериментальное подтверждение в исследовании
В. Ольсена и Р. Хультгрена на золотомедных и медноникелевых сплавах. В сплаве
золота с 16% меди показателем ликвации было принято отношение содержания
меди обогащенных объемов к % меди в объемах обедненных. При отсутствии лик-
вации это отношение равно 1 (охлаждение по диаграмме состояния). При увеличении
скорости охлаждения до 0,0055; 4325 и 11 100 °С1сек степень ликвации возрастает
до 1,15; 1,23 и 1,42 соответственно. Дальнейшее увеличение скорости охлаждения
до 61 600 °СДж приводит к устранению неоднородности: степень ликвации равна 1,0
(фиг. 56).
Для объяснения этого явления следует вспомнить, что образованию кристаллов
твердых растворов предшествует диффузионное обогащение жидкости в затверде-
вающих объемах тугоплавким металлом А. Применение больших скоростей охла-
68
Диаграммы состояния
ждения не позволяет осуществиться процессу диффузии в жидком расплаве
и приводит к переохлаждению однородного расплава до температур, при кото-
рых протекает бездиффузионная кристаллизация с сохранением среднего состава
по всему объему твердого сплава.
Фиг. 56. Зависимость степени ликвации меди от скорости
охлаждения.
§ 4. ПРАВИЛО ОТРЕЗКОВ (ПРАВИЛО РЫЧАГА)
Фиг. 57. Диаграмма состояния с не-
ограниченной растворимостью. По-
строение для определения количества
каждой фазы с применением правила
отрезков.
Одновременно с изменением состава твердого раствора в процессе
кристаллизации происходит изменение количества каждой фазы.
Выше температуры начала кристаллизации (выше линии ликви-
дуса) сплав целиком состоит из жидкой фазы. Ниже температуры
конца кристаллизации (ниже ли-
нии солидуса) сплав полностью
состоит из зерен твердого раст-
вора. В интервале кристаллизации
количество жидкой фазы и твер-
дого раствора непрерывно изме-
няется в зависимости от характера
диаграммы состояния.
Количество каждой фазы при
данной температуре и известной
диаграмме состояния можно опре-
делить, применяя правило отрез-
ков (другое название — правило
рычага). На фиг. 57 показан
состав сплава. Для применения
правила отрезков через точку 1,
лежащую на вертикали для со-
става сплава при температуре /1( проводим линию, параллель-
ную оси концентраций. Эта линия проводится влево до пересече-
Правило отрезков (правило рычага)
69
ния с линией солидуса (точка 2) и вправо до пересечения с линией
ликвидуса (точка 3). Этот участок изотермы, ограниченный кривыми
диаграммы состояний и проходящий через определенную точку
вертикали данного состава, называется канодой. В данном случае
канодой является участок 2—3.
На фиг. 57 показано, что канода с длиной I делится точкой 1
(состав данного сплава) на два отрезка а и Ь. Отрезок а прилегает
к точке 2, показывающей состав твердого раствора (70% А, 30% В);
отрезок Ь прилегает к точке 3, показывающей состав жидкой фазы
(40% А, 60% В). Правило отрезков гласит: для того, чтобы опреде-
лить весовое или объемное количество фазы (структурной состав-
ляющей), нужно разделить отрезок, противолежащий составу дан-
ной фазы на длину каноды. В соответствии с определением количе-
ство жидкой фазы в рассматриваемом сплаве определяется отноше-
нием отрезка а, противолежащего составу жидкой фазы (точка 3)
к длине каноды /:
вес (объем) жидкой фазы = -у .
Вес (объем) твердого раствора определяется отношением отрезка b
противолежащего составу твердого раствора (точка 2) к длине ка-
ноды /:
вес (объем), твердого раствора = -у .
В данном случае а = 10%, 6 = 20%, / = 30%. Доля жидкой
. а 10 1 b 20 2
фазы — = зо = “у > доля твердого раствора равна -у- = -у- = -у
(фиг. 57).
Вывод правила отрезков (рычага). Для вывода правила отрезков используем
построение на фиг. 57. Количество металла В в сплаве равно п%. При темпера-
туре ti в твердом растворе содержится k%, а в жидкой фазе т% металла В. Оче-
видно, что среднее содержание металла В в жидкой фазе и твердом растворе должно
быть равно содержанию его в сплаве.
Обозначим долю жидкой фазы через х\ доля твердого раствора будет равна
(1 —х)\ общее количество сплава принято за 1. Тогда:
т X х -i- k X (1 — х) = п X 1;
т-х k — kx= п;
п — k
х —-----
т — k
Из
жидкой
построения на фиг. 57 следует, что п — k= а\ tn — k— I. Тогда: х (доля
* . а , . . . п ~ k т ~ п
фазы) = — ; 1 — х (доля твердого раствора) = 1 — -- — =
что и требовалось доказать-
Диаграммы состояния
§ 5. ДИАГРАММА СОСТОЯНИЯ ДЛЯ СЛУЧАЯ ПОЛНОЙ
НЕРАСТВОРИМОСТИ В ТВЕРДОМ ВИДЕ
Полную взаимную нерастворимость после затвердевания обна-
руживают сплавы свинца с сурьмой, висмута с кадмием, олова
с цинком, натрия с рубидием, золота с галлием и некоторые дру-
гие \ Диаграмма с полной нерастворимостью компонентов в твердом
состоянии показана на фиг. 58.
Кривые аэЬ являются линиями ликвидуса: выше температур,
показанных этими кривыми, все сплавы находятся в жидком состоя-
нии (Ж). Ниже линии cad, параллельной оси концентрации, сплавы
Фиг. 58. Диаграмма состояния с пол-
ной нерастворимостью в твердом виде.
находятся в твердом состоянии
(смесь кристаллов компонентов А
и В); cad.— это линия солидуса.
Слева между кривой ликвидуса аэ
и линией солидуса ^сосуществуют
жидкость и кристаллы А (кр. Д).
Справа между линиями. эЬ и ad
находятся жидкость и кристаллы
В (кр. В).
Применим правило фаз к рас-
смотрению этой диаграммы состоя-
ния, для которой число компо-
нентов К всегда равно 2. Сплав /
выше температуры tr будет со-
стоять из одной фазы — жидкого
расплава. Для этой области состояния число степеней свободы:
С = К + 1 — ф = 2+1 — 1=2.
Наличие двух степеней свободы позволяет задавать состав и менять
по нашему усмотрению температуру жидкого расплава, т. е. охла-
ждать (фиг. 59). При температуре начинают выделяться кристаллы
металла Д. Число фаз при этом равно 2 (жидкая и кристаллы Д).
Тогда
С = 2 + 1 — 2=1.
В связи с наличием одной степени свободы возможно дальней-
шее охлаждение в двухфазной (Ж + Акр) области до температуры
точки 2 (t3). Это охлаждение происходит замедленно в связи с выде-
лением скрытой теплоты кристаллизации при образовании кристал-
лов А (фиг. 59). В интервале температур — t3B связи с выпадением
кристаллов А жидкий расплав обедняется компонентом Д. Состав
жидкой фазы меняется по отрезку 1 — э. линии ликвидуса, т. е.
определяется заданной температурой (фиг. 58).
1 По мнению А. А. Бочвара, ограниченная растворимость, хотя бы в малой
степени, присуща всем взаимодействующим металлам. Для указанных сплавов при
затвердевании компоненты выделяются практически в чистом виде.
Случай полной нерастворимости в твердом виде
71
При температуре t3 сплав / состоит из кристаллов А и жидкости
с концентрацией соответствующей точке Э (Ж3). В момент достиже-
ния этой температуры жидкость Ж3 начинает кристаллизоваться
путем одновременного выпадения кристаллов А и В. В этот момент
сплав состоит из ранее выпавших кристаллов А, жидкости состава Жа
и вновь образующихся кристаллов А и В. Таким образом в сплаве /
при температуре t3 имеются три фазы: Ж3, Акр> Вкр. Тогда
С = 2 + 1 — 3 = 0,
т. е. число степеней свободы равно нулю. В равновесных условиях
невозможно изменение состава фаз или температуры, т. е. факторов,
Фиг. 59. Кривые охлаждения для сплавов I, II и III диаграм-
мы состояния, показанной на фиг. 58.
опредёляющих состояние системы. Следовательно, до тех пор, пока
С = 0, т. е. сосуществуют три фазы, температура сплава остается
постоянной (фиг. 59).
Кристаллизация жидкости Ж3 с образованием механической
смеси (кр. А + кр. В) происходит в течение времени, показанного
на фиг. 59 горизонтальной площадкой (остановкой на кривых охла-
ждения) 2 — 2'. В точке 2' жидкая фаза исчезает; остаются первичные
(обычно крупные) кристаллы компонента А и механическая смесь
более мелких кристаллов компонентов А и В. Структура такого
сплава (сурьма с 9% свинца) показана на фиг. 60, а: темные крупные
зерна свинца окружены тонкой механической смесью из кристалли-
ков свинца (темные) и сурьмы (светлые).
В момент, соответствующий точке 2' (фиг. 59), в сплаве имеются
две фазы: кристаллы А (избыточные и в тонкой механической смеси)
и кристаллы В. Тогда:
С = 2 + 1 — 2=1,
т. е. появляется одна степень свободы и возможно дальнейшее охла-
ждение сплава до комнатных температур./
72
Диаграммы состояния
Механическая смесь, образующаяся путем попеременного или
одновременного выпадения из жидкости кристаллов двух (или
нескольких) видов, называется эвтектикой. Таким образом структура
сплава / состоит из первичных кристаллов А и эвтектики из кристал-
лов В и Л. На фиг. 60, а показана подобная структура, состоящая
из первичных кристаллов свинца и эвтектики, —механической
смеси более мелких кристаллов свинца и сурьмы.
Фиг. 60. Структуры сплавов сви-
нец—сурьма:
а — доэвтектический сплав (9% РЬ);
б — эвтектический сплав (13% РЬ);
в — заэвтектический сплав (30%* РЬ).
X 100.
Аналогичным образом протекает кристаллизация сплава //,
расположенного в правой части диаграммы состояния (фиг. 58).
Вначале наблюдается свободное охлаждение жидкого расплава
до температуры t3 (Ф = 1; С — 2). В интервале температур ts — t3
(до точки 4, фиг. 58) происходит выпадение первичных кристаллов
второго компонента В (Ф = 2; С = 1). При этом жидкий расплав
обедняется компонентом Вив этом интервале температур состав
жидкой фазы изменяется по отрезку 3 — э линии ликвидуса.
К моменту достижения температуры t3 сплав состоит из первичных
кристаллов В и жидкой фазы, состав которой показывается точкой э
(фиг. 58).
Как и в сплаве /, начинается эвтектическая кристаллизация
жидкой фазы с образованием эвтектики. При этом Ф = 3 (кри-
сталлы А и В и Хэ), а число степеней свободы С = 0. До конца
кристаллизации температура неизменна, что показывается площад-
Случай полной нерастворимости в твердом виде
73
кой 4 — на кривой охлаждения сплава (фиг. 59). В момент затвер-
девания последних порций жидкости (точка 4', фиг. 58) в сплаве
будут находиться две фазы: кристаллы А и В. Тогда появляется
одна степень свободы и возможно дальнейшее охлаждение сплава.
Структура сплава II состоит из первичных кристаллов В и эвтек-
тики. На фиг. 60, в показана подобная структура, состоящая из круп-
ных светлых кристаллов сурьмы и эвтектики, из смеси мелких
светлых кристалликов сурьмы и темных свинца.
Сплав III имеет эвтектический состав. Выше температуры ts
он однофазен (жидкий расплав); число степеней свободы равно
двум. Жидкий расплав охлаждается до температуры t9. При дости-
жении этой температуры жидкая фаза эвтектического состава начи-
нает кристаллизоваться, образуя механическую смесь из кристал-
лов А и В. При наличии трех фаз (Жэ, Акр, Вкр) число степеней сво-
боды равно нулю. Эвтектическая кристаллизация, как и в сплавах I
и II, происходит при постоянной температуре t3 (см. площадку Э—Э',
на фиг. 59). После конца затвердевания сплав имеет структуру
эвтектики, тонкой смеси кристаллов А и В. Подобная структура
для сплавов свинца с сурьмой показана на фиг. 60, б (эвтектика
из кристаллов сурьмы и свинца).
Приложение правила фаз к рассмотрению диаграммы состояния показало нали-
чие областей с различным числом степеней свободы: 0, 1, 2 и т. д. В зависимости
от числа степеней свободы различают области равновесия: нонвариантного (С = 0).
моно- или одновариантного (С = 1), бивариантного (С = 2) и т. д.
Теория эвтектической кристаллизации предложена А. А. Боч-
варом. Согласно этой теории, в жидкости эвтектического состава
возможно раздельное образование кристаллов А и В. При образова-
нии, например кристалла А и его роста, атомы второго компонента В
отводятся из затвердевающих объемов в окружающий расплав.
Повышение концентрации В в расплаве приводит к облегчению
кристаллизации В. Поэтому рядом с кристаллом А возникает кри-
сталл В, рост которого увеличивает концентрацию А в окружающем
расплаве. В связи с этим рядом с кристаллом В вновь образуется
кристалл А и т. д. Таким образом механическая смесь — эвтек-
тика.— образуется из жидкости путем попеременного выпадения
кристаллов А и В. Эти представления получили развитие в работах
К. П. Бунина.
Большое значение имеют исследования А. А. Бочвара по кристаллизации эвтек-
тик при переохлаждении. На фиг. 61, а показана диаграмма с полной нераствори-
мостью в твердом состоянии для системы азобензол — пиперонал *. В условиях
равновесия, т. е. при кристаллизации по диаграмме состояния, эвтектика образуется
при температуре 26° С и концентрации в сплаве 26% азобензола и 74% пиперонала.
При других концентрациях выпадают избыточные кристаллы одного из двух ком-
понентов.
1 Сложные органические соединения, которые удобно применять для исследо
вания кристаллизации под микроскопом.
74
Диаграммы, состояния
Если переохладить расплавы разных составов (от 50 до 100% пиперонала)
до 17° (степень переохлаждения Д/ = 26 — 17 = 9° С), то в районе концентраций
между 67 и 85% пиперонала скорость роста кристаллов в эвтек-
тике будет больше скорости роста одиночных к р и -
Фиг. 61. Диаграммы образования квазиэв-
тектических структур (сплав азобензола
и пиперонала):
а—диаграмма состояния; б — кривые скоро-
сти роста отдельных кристаллов и эвтектики
при 17 °C, в — кривые скорости роста отдельных
кристаллов и эвтектики при 14° С (А. А. Бочвар).
сталлов азобензола и
пиперонала (фиг. 61, б).
В этом районе концентраций будет
образовываться эвтектическая стру-
ктура при составе сплавов, отлич-
ных от эвтектики. Такие структуры
ах называются квазиэвтектическими.
' При переохлаждении этих
сплавов до 14° С (степень переох-
лаждения Д / = 12° С) квази=»втек-
тические структуры будут образо-
вываться еще в большем интервале
концентраций: от 62 до 93% пипе-
ронала (фиг. 61, в). При 14° С ско-
рость роста кристаллов в структу-
рах эвтектического типа будет
больше скорости роста тех же кри-
б) сталлов в отдельности.
Эти опытные данные обобщены
на диаграмме (фиг. 62). Линии
ликвидуса АС и ВС продолжены
ниже эвтектической температуры
(CD и СЕ). Физический смысл этих
линий сохраняется также в этой
области температур. Левее кривой
ликвидуса АС из жидкости выпа-
дают кристаллы азобензола. При
переохлаждении ниже эвтектиче-
в \ ской температуры кристаллы азо-
' бензола выпадают левее линии CD.
Правее кривой ликвидуса СВ из
жидкого расплава выпадают кри-
сталлы пиперонала. При переохлаж-
дении эти кристаллы должны вы-
падать правее линии СЕ.
Таким образом между линиями
CD и СЕ располагается область
переохлаждения, в которой жидкий
расплав будет пересыщен одновре-
менно пипероналом и азобензолом.
В этой области будет происходить
в достаточно широком интервале
концентраций одновременное выпа-
дение кристаллов двух видов с об-
разованием квазиэвтектических
структур.
Представление о квазиэвтектических структурах и причинах их образования
имеет большое значение для теории термической обработки стали и будет исполь-
зовано для дальнейшего изложения.
Количество каждой из фаз или структурной составляющей
может быть определено для рассматриваемой диаграммы состояния
с помощью правила отрезков (фиг. 63). Сплав I при температуре 1г
Случай полной нерастворимости в твердом виде
75
состоит полностью из жидкости (Ж = 100%). При температуре t2
количество жидкого расплава состава Ж± = -у-100%; количество
Фиг. 62. Диаграмма состояний системы азобензол
Лэ—пиперонал (П) с областью квазиэвтектических
структур (построено по опытным данным).
кристаллов А = 100%. После окончания затвердевания сплав /
состоит из первичных кристаллов А и эвтектики (кр. А + кр. В).
Для определения количеств
этих структурных составляю-
щих 1 канода длиной К прово-
дится до состава кристаллов А
(влево) и эвтектики (вправо)
(фиг. 63). Количество первич-
ных кристаллов Л= -у • 100 %;
количество эвтектики равно
100%.
Для сплава II при темпера-
туре сплав будет состоять из
Фиг. 63. Диаграмма состояния с полной
нерастворимостью после затвердевания
(применение правила отрезков).
-у- • 100 = Вкр и -р- • 100 =
—Ж', при температуре t3 (в точ-
ке 3') количество избыточных кристаллов В определяется отноше-
нием 100,а количество эвтектики — величиной Д- Ю0.
к 1г
Структурные составляющие могут состоять из двух или
нескольких фаз, например, эвтектики, или из одной фазы (например, первичные
кристаллы Л). Структурные составляющие характеризуются однотипностью строе-
ния, наблюдаемой под микроскопом.
76
Диаграммы состояния
§ 6. ДИАГРАММА СОСТОЯНИЯ С ОБРАЗОВАНИЕМ ЭВТЕКТИКИ
ДЛЯ СЛУЧАЯ ОГРАНИЧЕННОЙ РАСТВОРИМОСТИ
Полная нерастворимость металлов друг в друге в твердом состоя-
нии, рассмотренная в предыдущем разделе, встречается относительно
редко. В большинстве случаев наблюдается ограниченная взаим-
ная растворимость металлов в твердом состоянии. Растворимость
металлов, как правило, понижается с понижением температуры
(фиг. 64). При температуре предельная растворимость металла В в Л
равна Bj. Сплав состава, соответствующего В2, будет состоять
Фиг. 64. Зависимость пре-
дельной растворимости
металла В в металле А
от температуры.
Фиг. 65. Диаграмма состояния
с ограниченной растворимостью
в твердом виде и образованием
эвтектики.
из твердого раствора (В и Л) и избыточных кристаллов металла В.
На фиг. 64 показана кривая предельной растворимости.
Диаграмма состояния с ограниченной растворимостью приве-
дена на фиг. 65. Она мало отличается от предыдущей диаграммы
(только линиями ограниченной растворимости). Между осями тем-
ператур и линиями ограниченной растворимости находятся области
твердых растворов: a-твердого раствора В в Л и 0-твердого раствора Л
в В. Во всех областях диаграммы состояния вместо чистых метал-
лов Л и В присутствуют а- и 0-твердые растворы. Между линиями
ликвидуса cde и солидуса fdg существуют жидкость и кристаллы
a-твердого раствора (слева); жидкость и кристаллы 0-твердого
раствора (справа) (фиг. 65). Эвтектика состоит из механической
смеси а- и 0-твердых растворов. В сплавах Доэвтектической концен-
трации структура состоит из первичных кристаллов а и эвтектики;
в заэвтектических сплавах — из эвтектики и кристаллов 0. Поведе-
ние большинства сплавов этой системы при нагревании и охлажде-
нии не отличается от поведения сплавов, кристаллизующихся при
полной нерастворимости в твердом состоянии. Для подтверждения
Образование эвтектики для ограниченной растворимости
77
этого положения применимо правило фаз к рассмотрению данной
диаграммы состояния.
Доэвтектический сплав / выше температуры находится в состоя-
нии однофазной жидкости
С = 2 + 1 — 1 - 2.
При двух степенях свободы можех происходить нормальное
охлаждение. В интервале температур tr — t9 (точка 2) из сплава
выделяются кристаллы a-твердого раствора, состав которого изме-
няется по отрезку линии солидуса Г — f (фиг. 65). Состав жид-
кости изменяется по отрезку линии ликвидуса 3—d.
Охлаждение замедленно в связи с выделением скрытой теплоты
кристаллизации (фиг. 66, участок 1—2). Число фаз равно двум
(жидкость и a-твердый раствор).
С = 2 + Г — 2 = 1.
При температуре t9 (в точке 2) жидкость эвтектического состава
затвердевает, образуя механическую смесь (эвтектику) из кристал-
лов а (состава точки /) и 0 (состава точки g). Кристаллизация эвтек-
тики происходит при постоянной температуре, так как число фаз
равно 3 (жидкий расплав и кристаллы а- и 0-твердых растворов)
С = 2+1—3 = 0.
После окончания кристаллизации жидкости структура сплава /
состоит из первичных кристаллов а и эвтектики (а + 0). При нали-
чии двух фаз (а- и 0-твердые растворы)
С = 2 + 1 — 2=1.
Возможно дальнейшее охлаждение. Структура сплава I каче-
ственно подобна показанной на фиг. 60, а. Однако вместо первичных
кристаллов чистого металла в нем образуются зерна а-твердого
раствора, а эвтектика состоит не из смеси чистых металлов, а из а-
и 0-твердых растворов.
Заэвтектические сплавы II кристаллизуются совершенно подобно
сплаву /, но вместо первичных кристаллов а выпадают первичные
кристаллы 0-твердого раствора. Структура после затвердевания
подобна показанной на фиг. 60, в. Однако взамен чистых метал-
лов в образовании первичных кристаллов и эвтектики участвуют
твердые растворы этих металлов друг в друге.
Эвтектический сплав III выше температуры t9 находится в одно-
фазном жидком состоянии. При эвтектической температуре t3
(точка 5) образуется эвтектика из кристаллов а и 0. При этом С = 0,
так как К = 2, а Ф = 3. После затвердевания всей жидкости струк-
тура сплава оказывается чисто эвтектической, подобной показанной
на фиг. 60, б. При этом вместо кристаллов чистых металлов эвтек-
тика образуется смесью а и 0-твердых растворов.
78
Диаграммы состояния
Фиг. 66. Кривые охлаждения сплавов
с образованием эвтектики для диаграммы
с ограниченной растворимостью.
Таким образом сплавы в интервале концентраций / — g (см.
фиг. 65) ведут себя совершенно подобно сплавам по диаграмме
состояния с полной нерастворимостью. Кривые охлаждения сплавов /,
II и III для этих двух
диаграмм состояния совер-
шенно подобны (сравнить
кривые фиг. 59 и 66). Раз-
личие заключается в харак-
тере образующихся кристал-
лов: вместо кристаллов чис-
тых металлов А и В в данном
случае всегда образуются
кристаллы а- и 0-твердых
растворов.
Совершенно другим ока-
зывается поведение и струк-
тура сплавов с концентра-
цией, меньше показанной
в точке /, и больше, чем
в точке g (см. фиг. 65). На фиг. 67 левая и правая части диаграммы
состояния с образованием ограниченных твердых растворов пока-
заны в большом масштабе по оси
концентраций.
Сплав IV, однофазный выше температуры t19 затвердевает в интер-
вале t± — t(Ф = 2: жидкость и кристаллы а). В процессе затверде-
вания состав твердого раствора изменяется по отрезку Г — 2 линии
солидуса. При температуре /2 и до температуры /3 сплав находится
в состоянии однофазного а-твердого раствора.
Случай образования перитектики
79
Фиг. 68. Кривые охлаждения сплавов (без
образования эвтектики) для диаграммы
с ограниченной растворимостью.
При охлаждении до температуры /3 достигается предельная рас-
творимость в a-твердом растворе. Дальнейшее охлаждение приводит
к пересыщению. Например, при температуре /4 предельная раство-
римость соответствует точке 4'.
Избыточное количество металла В выделяется из а-твердого
раствора в виде кристаллов P-твердого раствора, концентрация
которого показана точкой 4" (фиг. 67). Изменение состава а-твердого
раствора показано участком предельной растворимости 3—5. Ниже
температуры 13 сплав / двухфазен (а- и p-твердые растворы).
Кривая охлаждения сплава IV
показана на фиг. 68. Замедленное
охлаждение в интервале 1—2 свя-
зано с выделением скрытой теплоты
кристаллизации при образовании
а-твердого раствора, а ниже точки
3 — с тем же процессом при выде-
лении P-твердого раствора из пере-
сыщенного а-твердого раствора.
Те же изменения происходят и при
охлаждении сплава V: различие
в том, что первичными являются
кристаллы P-твердого раствора,
а ниже точки 8 из пересыщенного
P-твердого раствора выпадают
а-частицы.
При сплавлении с относительно
малыми количествами второго эле-
мента после затвердевания обра-
зуется твердый раствор, не достигающий предела насыщения при охлаждении
до комнатных температур (фиг. 67, сплав VI).
Поведение этого сплава в процессе кристаллизации и дальнейшего охлаждения
(кривая охлаждения фиг. 68, справа) и конечная структура этого сплава совер-
шенно подобны получаемым для неограниченных твердых растворов (см. § 1)..
Для определения количества фаз и структурных составляющих
в областях между линиями ликвидуса и солидуса правило отрезков
применяется так же, как и для случая неограниченной растворимости
(§ 4). При эвтектической температуре и ниже правило фаз приме-
няется как для диаграммы с полной нерастворимостью в твердом
состоянии (§5). При этом канода проводится не до состава чистого
металла, а до кривых предельной растворимости, показывающих
состав твердых растворов при каждой температуре.
§ 7. ДИАГРАММА СОСТОЯНИЯ ДЛЯ СЛУЧАЯ ОБРАЗОВАНИЯ
ПЕРИТЕКТИКИ
Механическая смесь при затвердевании сплавов не всегда полу-
чается путем попеременного выпадения кристаллов двух или несколь-
ких видов с образованием эвтектики (§ 5 и 6). Иногда механическая
смесь образуется путем взаимодействия кристаллов твердого раствора
с жидкой фазой и образования двух различных твердых растворов.
80
Диаграммы состояния
Механическая смесь, образующаяся в результате взаимодействия
твердого раствора с жидким расплавом, называется перитектикой *.
Диаграмма состояния с образованием перитектики показана
на фиг. 69. Поведение сплавов I (интервал концентраций от чистого
металла А № точки Е) и II (интервал концентраций от точки g
до чистого металла В) ничем не отличается от поведения сплавов для
случая диаграмм с неограниченной или ограниченной раствори-
мостью.
Фиг. 69. Диаграмма состояния с образованием
перитектики.
В сплаве / в интервале температур 1—2 из жидкой фазы выпадают кристаллы а-
твердого раствора. Ниже температуры 2 сплав состоит из зерен a-твердого рас-
твора. Если вертикаль сплава пересекает линию ограниченной растворимости (пунк-
тирная кривая на фиг. 69), то ниже температуры 3 из пересыщенного а-твердого
раствора выпадает избыточный компонент В в виде частиц p-твердого раствора.
При кристаллизации сплава // p-твердый раствор образуется в интервале тем-
ператур 4—5 и сохраняется в неизменном состоянии при дальнейшем охлаждении.
Перитектическая реакция наблюдается для сплавов, концентра-
ция которых лежит между точками eng. Рассмотрим процессы при
охлаждении сплава III (интервал концентраций ef).
Выше температуры точки 5 сплав находится в однофазном жидком
состоянии. Число степеней свободы
С = 2 + 1 — 1 = 2,
т. е. возможно охлаждение (фиг. 70). При температуре /5 из жидкого
расплава начинают выделяться кристаллы a-твердого раствора.
* Перитектическая реакция может протекать при взаимодействии жидкого
расплава и чистого металла, жидкости и химического соединения и т. д,
(см. § 8).
Случай образования перитектики
81
При двух фазах остается одна степень свободы: возможно охлажде-
ние до температуры 6, При каждой температуре в этом интервале
состав жидкой фазы изменяется по участку 5 — g линии ликвидуса,
а а-твердого раствора по участку 5' — е линии солидуса. Замедление
охлаждения связано с выделением скрытой теплоты кристаллизации
(фиг. 70, участки 5—6).
В момент достижения температуры точки 6 состав а-твердого
раствора соответствует точке е (cQ, а для жидкой фазы — точке g (Mg).
При этой температуре твердые растворы и жидкий расплав указан-
ных составов вступают во t
взаимодействие, в резуль-
тате которого а-твердый рас-
твор частично превра-
щается в p-твердый раствор
(0^), состав которого показан
точкой /. Этот процесс про-
текает при постоянной тем-
пературе (площадка 6—6' на
фиг. 70), так как:
ае + -> аг + (три
Фиг. 70. Кривые охлаждения сплавов, пре-
терпевающих перитектическую реакцию.
фазы Ж, cl, Р).
Эта
реакция называется
перитектической, а получен-
ная в результате взаимодействия жидкой фазы и твердого рас-
твора механическая смесь из двух твердых растворов называется
перитектикой. После исчезновения жидкой фазы охлаждение сплава
продолжается.
а) б)
Фиг. 71. Схема образования пери-
тектики.
Рассмотрим механизм образования перитектики. В момент достижения тем-
пературы точки 6 кристалл a-твердого раствора оказывается окруженным жидким
расплавом Ж (фиг. 71, а). При температуре
точки 6 обогащенный компонентом В жид-
кий расплав состава Ж взаимодействует
с обедненным компонентом В кристаллом
твердого раствора состава ае. При взаимо-
действии состав твердого раствора изме-
няется до среднего между ае и и соот-
ветствует точке f, т. е. составу 0- твердого
раствора.
Из рассмотрения фиг. 71, б следует,
что на образование твердого раствора пол-
ностью расходуется весь объем жидкого
расплава и частично объем a-твердого раство-
ра (штриховой линией показан объем а-раствора до начала перитектической реакции).
Перитектика так же, как и эвтектика, представляет собой механическую смесь.
Однако между типами механических смесей имеются следующие различия:
а) эвтектика образуется путем попеременного выпадения из жидкой фазы кри-
сталлов двух или нескольких видов. Перитектика получается при взаимодействии
ранее образовавшегося кристалла твердого раствора с окружающим объемом жид-
кого расплава. Механизм получения этих механических смесей различен;
82
Диаграммы состояния
б) структуры имеют различный характер. В эвтектике зерна разных фаз пере-
межаются друг с другом (например, фиг. 60, б). Характерным для перитектики
является обволакивание кристаллов одного вида слоем твердого раствора дру-
гого (фиг. 71,6);
в) эвтектика в двойных сплавах имеет строго постоянный состав. Перитектика
является механической смесью переменного состава.
Количество а- и P-твердых растворов в перитектике определяется с помощью
правила отрезков. Состав сплава III делит перитектическую линию ef на участки а
. гг Ь
и о. Количество твердого раствора ае в перитектике определяется отношением -у-,
а количество ^-твердого раствора — отношением Очевидно, чем ближе состав
сплава III к точке е, тем больше объем твердого раствора (увеличивается отрезок 6).
В пределе при концентрации е перитектика исчезает и остается только а-твердый
раствор. Приближение состава сплава к точке f увеличивает отрезок а и долю
P-твердого раствора. В пределе при концентрации сплава, соответствующей точке /,
сплав будет полностью состоять из p-твердого раствора.
Перитектическая реакция не всегда приводит к образованию
перитектики. При охлаждении жидкого сплава IV до температуры
точки 7 начинается выпадение твердого раствора, состав которого
при понижении температуры изменяется по участку 7' — е линии
солидуса. Как и в случае сплава ///, при достижении перитектиче-
ской температуры точки S, сплав IV будет состоять из жидкой фазы
состава Жё и твердого раствора ае. При этой температуре протекает
перитектическая реакция, в связи с избытком жидкой фазы, а-твер-
дый раствор полностью превращается в 0-твердый раствор и остается
некоторое количество неиспользованной жидкости Жё- Для этого
случая перитектическая реакция выглядит следующим образом:
«е + + Жё (три фазы ж, «, ₽).
Количество оставшейся жидкой фазы определяется отношением -у-
а p-твердого раствора-----(см. фиг. 69).
После исчезновения третьей фазы (а-твердого раствора) продол-
жается охлаждение сплава. При этом в связи с кристаллизацией
жидкости, обогащенной компонентом В, состав P-твердого раствора
изменяется по участку f — 9 линии солидуса. При достижении
температуры точки 9 в сплаве IV получается однородный Р-твердый
раствор, который сохраняется при дальнейшем охлаждении. Кривая
охлаждения для сплава IV показана на фиг. 70.
§ 8. ДИАГРАММЫ СОСТОЯНИЯ ДЛЯ СЛУЧАЯ ОБРАЗОВАНИЯ
ХИМИЧЕСКИХ СОЕДИНЕНИЙ
При сплавлении металлов во многих случаях образуются хими-
ческие соединения устойчивого и неустойчивого характера.
Диаграмма состояния с устойчивым химическим соединением
показана на фиг. 72 (система Са — Mg). Химическое соединение
Случай образования химических соединений
83
состава Ca3Mg4 образуется при 44,73% Mg. Охлаждение жидкого
расплава указанного состава приводит к образованию Ca3Mg4 при
температуре затвердевания этого соединения (720° С). При нагрева-
нии химическое соединение устойчиво вплоть до температуры плав-
ления. Химическое соединение Ca3Mg4 образует с компонентами
сплава Са и Mg самостоятельные диаграммы состояния. В диаграмме
состояния (фиг. 72) Са — Ca3Mg4 (слева) и Ca3Mg4 — Mg (справа)
химическое соединение играет роль самостоятельного компонента.
При образовании в системе химического соединения оно всегда
играет роль компонента, образуя самостоятельные диаграммы состоя-
Фиг. 72. Диаграмма состояния кальций—магний с обра-
зованием устойчивого химического соединения Ca3Mg4.
Обе диаграммы, представленные на фиг. 72, относятся к случаю полной нерас-
творимости в твердом состоянии. В интервалах концентраций между чистыми ком-
понентами и эвтектиками (0 — 21% и 82 — 100% Mg) при затвердевании выпадают
первичные кристаллы чистых металлов (Са слева и Mg справа). Первичные кри-
сталлы химического соединения Ca3Mg4 выпадают в заэвтектических сплавах диа-
граммы Са—Ca3Mg4 (фиг. 72, слева) и в доэвтектических сплавах диаграммы
Ca3Mg4 — Mg (фиг. 72, справа).
При охлаждении сплава I (35% Mg) выделение кристаллов химического соеди-
нения начинается в точке 1 при температуре 670° С и протекает в интервале точек 1—?
(670—445° С). По мере выпадения кристаллов химического соединения состав жид-
кости изменяется по участку 1—3 линии ликвидуса. При 445° С жидкий расплав,
содержащий 21,5% Mg, превращается в эвтектику из Са и Ca3Mg4.
В системе Ca3Mg4—Mg (правая часть, фиг. 72) первичным образованием при
кристаллизации жидкости является химическое соединение Ca3Mg4. В сплаве II
эти кристаллы начинают выпадать из жидкого расплава при 650° С (точка 4).
В интервале 650—516° С (точки 4—5) в результате выпадения Ca3Mg4 состав
жидкой фазы изменяется по участку 4—6 линии ликвидуса. При 516° С из расплава
с 82% Mg образуется эвтектика из Ca3Mg4 и Mg. Применение правила фаз и правила
отрезков для анализа этих диаграмм не отличается, от изложенного в § 5.
Диаграмма состояния с неустойчивым химическим соединением
показана на фиг. 73 (система калий — натрий). Левее эвтектической
А*
84
Диаграммы состояния
концентрации (22,7% Na) при охлаждении сплава I выпадают пер-
вичные кристаллы К (интервал температур 1—2). При температуре —
12,5° С из жидкой фазы, содержащей 22,7% Na, образуется эвтек-
тика из К и химического соединения KNa2. При охлаждении
сплава II (интервал концентрации 22,7—47% Na) между темпера-
турами 4—5 выпадают первичные кристаллы химического соедине-
ния KNa2. При температуре —12,5° С жидкая фаза эвтектического
состава затвердевает с образованием эвтектики (К + KNa2).
Превращения при нагревании и охлаждении этих сплавов
подобны происходящим по диаграмме с образованием устойчивого
Фиг. 73. Диаграмма состояния калий—натрий с образова-
нием неустойчивого химического соединения KNO2.
химического соединения. Различие обнаруживается для сплавов
с концентрацией, превышающей 47% Na.
Сплав III (интервал концентраций 47—54% Na, до образования KNa2) начинает
кристаллизоваться при достижении температуры точки 6. В интервале температур
точек 6—1 выделяются кристаллы Na и жидкая фаза обогащается /<. При темпера-
туре 7° С сплав состоит из жидкой фазы с 47% Na и кристаллов Na, между кото-
рыми происходит перитектическая реакция с образованием химического соеди-
нения KNa2.
Na + Ж -> KNa2 + Ж (три фазы: Ж, Na, KNa2).
В результате перитектической реакции в этом интервале образуется неустой-
чивое при более высоких температурах химическое соединение KNa2. Из остав-
шейся жидкости , при охлаждении между температурами точек 7—8(7° и—12,5° С)
выпадают кристаллы KNa2 (две фазы Ж и KNa2). При достижении эвтектической
температуры (—12,5° С) из жидкой фазы (22,7% Na) образуется эвтектика, состоя-
щая из кристаллов К и KNa2.
Ж -> К + KNa2 (три фазы).
После окончания кристаллизации структура сплава III, состоит из кристал-
лов KNa2, образовавшихся при перитектической реакции; кристаллов KNa2, выпав-
ших при дальнейшем охлаждении из жидкости и эвтектики.
Кривая охлаждения сплава III характеризуется двумя горизонтальными пло-
щадками; для перитектического (при 7° С) и эвтектического (при —12,5° С) превра-
щений (фиг. 74).
Сплав IV (интервал концентраций 54—100% Na) начинает кристаллизоваться
путем выделения Na; состав жидкой фазы при этом обогащается К. При 7° С сплав
состоит из кристаллов Na и жидкой фазы, содержащей 47% Na. Перитектическая
реакция (при 7° С) между этими фазами приводит к полному исчезновению жидкости
Случай образования химических соединений
85
и образованию перитектической смеси из Na и неустойчивого химического соеди-
нения KNa2.
Ж Na -> (KNa2 + Na) — перитектика.
Фиг. 74. Кривые охлаждения для
сплавов III и IV диаграмм состояния
калий—натрий (фиг. 73).
При температуре перитектической
реакции в сплавах типа сплава IV кри-
сталлизация заканчивается образовайием
перитектической смеси. Кривая охлаж-
дения для этого сплава построена на
фиг. 74, справа.
Из рассмотрения диаграммы
состояния следует, что химическое
соединение KNa 2 является неустой-
чивым выше 7° С; оно исчезает
при нагревании, разлагаясь с об-
разованием кристаллов натрия
и жидкого расплава.
Диаграммы с образованием химических соединений весьма раз-
нообразны. Металлы в сплавах могут образовывать несколько хими-
ческих соединений устойчивого и неустойчивого характера.
На фиг. 75 показана диаграмма состояния алюминий — кальций,
Фиг. 75. Диаграмма состояния алюминий—кальций с обра-
зованием устойчивого (А12Са) и неустойчивого (А13Са)
химических соединений.
соединение А13Са. Неустойчивое соединение А13Са образуется в
результате перитектической реакции между жидким расплавом
(с 14% Са) и устойчивым соединением А12Са при 700° С (в интервале
86
Диаграммы состояния
концентраций 14—42,6% Са). Это соединение получается также при
охлаждении сплавов от 700° С до 616° С путем непосредственного
выпадения из жидкой фазы (интервал концентраций 14—33% Са).
Химические соединения могут иметь переменный состав, изменяю-
щийся в широком интервале концентраций. И, наконец, химические
соединения могут образовывать друг с другом или с чистыми метал-
лами диаграммы состояния различных видов (с образованием твердых
растворов, эвтектик, перитектик и т. д.).
§ 9. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В ТВЕРДОМ СОСТОЯНИИ
Изменение в строении сплавов иногда не заканчиваются при
затвердевании. Образование твердых растворов в ряде случаев
приводит к протеканию превращений в твердом состоянии. При
этом могут образовываться химические
Фиг. 76. Диаграмма состояния железо—хром.
соединения, механические
смеси и твердые растворы
другого строения. По су-
ществу наблюдаются те же
превращения, что и при
кристаллизации жидких
расплавов. Однако меха-
низм этих превращений
различен, так как первые
происходят в жидком рас-
плаве, а вторые в твердом
растворе.
Различие в механизме пре-
вращений заключается, во-пер-
вых, в характере протекания
диффузии, нужной для создания
в отдельных объемах необходи-
мых концентраций. В жидком растворе диффузия осуществляется путем достаточно
свободного перемещения атомов, не имеющих фиксированного состояния в объеме
жидкого расплава. Во-вторых, образование новых фаз происходит не благодаря
присоединению атомов жидкого расплава к кристаллической решетке твердого
тела, а путем перестройки кристаллической решетки твердого раствора с образо-
ванием атомной структуры химического соединения, чистого металла или другого
твердого раствора. Этот процесс называется перекристаллизацией сплава.
Рассмотрим основные типы превращений в твердом состоянии
на примере реальных сплавов. На фиг. 76 показана диаграмма состоя-
ния железо — хром. В результате затвердевания ниже линии соли-
дуса образуется непрерывный ряд твердых растворов хрома и изо-
морфного с ним a-железа (решетка объемноцентрированного куба).
Получается так называемый a-твердый раствор, претерпевающий
при охлаждении превращения.
Превращение a-твердого раствора в твердый раствор другого
типа (у-твердый раствор на основе у-железа с решеткой гранецентри-
рованного куба) наблюдается в интервале концентраций
Фазовые превращения в твердом состоянии
87
0—13% хрома (фиг. 76, слева). Сплав /, как и другие сплавы системы
железо — хром, ниже линии солидуса состоит из а-твердого рас-
твора. При охлаждении до температуры точки 1 в a-твердом растворе
начинают образовываться кристаллы у-твердого раствора.
Перекристаллизация заканчивается при температуре точки 2
образованием однородного у-твердого раствора. Обычно превра-
щения на этом заканчиваются, если основной металл твердого рас-
твора имеет одно полиморфное превращение. В данном случае железо
имеет два полиморфных превращения: при более низких температурах
начинается вторичная перекристал-
лизация с образованием объемно-
центрированной решетки а-железа.
Поэтому при охлаждении у-твердого
раствора до температуры точки 3 на-
чинается вторичное превращение
(в a-твердый раствор), которое закан-
чивается при температуре точки 4.
Превращение твердых растворов друг
в друга наблюдается в случае поли-
морфизма основного металла и может
рассматриваться как полиморфизм
сплавов.
граммы состояния железо—азот.
Охлаждение твердых растворов в ряде случаев приводит к обра-
зованию химических соединений. В среднем районе концентраций
ниже 800° С (точка 5) образуется химическое (металлическое) соеди-
нение, состав которого соответствует приблизительно формуле FeCr
и является переменным в широком интервале концентраций (фиг. 76).
Это соединение называется о-фазой. При охлаждении сплава II
превращение происходит без предварительной диффузии железа
и хрома путем перестройки кристаллической решетки а-твердого
раствора (объемноцентрированная кубическая решетка с 8 атомами
на ячейку) в решетку о-фазы (тетрагональная с 30 атомами на ячейку).
При охлаждении сплава III превращение происходит с изменением
состава и диффузией хрома.
Так, например, при температуре 700° С в составе исходного
а-раствора имеется 35% хрома (точка 6, фиг. 76). Для образования
о-фазы хром диффундирует из объемов, в которых образуется
a-твердый раствор. Содержание хрома в о-фазе равно при этом 43%
(точка 7), а содержание хрома в a-твердом растворе соответствует
30% (точка 8). В этом интервале концентраций распад твердого
раствора приводит к образованию механической смеси а-раствора
и a-фазы в условиях «расслоения» состава.
Превращение в твердых растворах в технически важных случаях
повторяют эвтектическую кристаллизацию. На фиг. 77 показана
часть диаграммы состояния железо — азот. В заштрихованной
у-области существует твердый раствор азота в у-железе. Рассмотрим
88
Диаграммы состояния
превращения при охлаждении сплава с 2,3% азота, что соответствует
точке D. При охлаждении у-твердого раствора азота до 591° С
в точке D образуется механическая смесь из a-твердого раствора
азота в а-железе (точка В, 0,42% N) и химического соединения
нитрида железа (фаза у', приблизительный состав Fe4N). Эта меха-
ническая смесь образуется путем попеременного выпадения кри-
сталлов обоих видов из твердого раствора.
Так как этот механизм образования механической смеси наблю-
дается в твердом растворе, то такая смесь называется эвтектоидом.
В отличие от эвтектики, которая образуется из жидкой фазы, эвтек-
тоидом называется механическая смесь, образующаяся путем попе-
ременного выпадения кристаллов из твердого раствора. Как и при
образовании эвтектики, получению эвтектоида предшествует диффу-
зия (в данном случае в твердом растворе). В объемах, обедненных
азотом до 0,42%, образуется a-твердый раствор, так называемый
азотистый феррит. В объемах, обогащенных примерно до 6%, обра-
зуется соединение переменного состава, соответствующее фор-
муле Fe4N. Обогащение азотом одного объема приводит к обеднению
соседних, благодаря чему получается структура из перемежающихся
частиц двух фаз. Образование каждой фазы происходит путем пере-
стройки кристаллической решетки.
К превращениям в твердом состоянии правило фаз и правило
отрезков прилагается так же, как и к превращениям при кристал-
лизации жидкого расплава.
§ 10. ДИАГРАММЫ СОСТОЯНИЯ, СТРОЕНИЕ И СВОЙСТВА СПЛАВОВ
Ранее при рассмотрении взаимодействия между металлами было
показано, что изменение свойств в зависимости от состава опреде-
ляется строением, структурой сплава (глава III, § 4). В общем
случае, согласно правилам Курнакова — Матиссена, свойства спла-
вов изменяются прямолинейно для механических смесей и по закону
цепной линии для твердых растворов. Образование металлических
соединений дальтонидного типа приводит к получению сингулярных
точек на кривых «состав — свойство». Таким образом характер изме-
нения свойств в зависимости от состава определяется строением
сплавов.
В настоящей главе было показано, что строение сплавов в твердом
состоянии однозначно связано с типом диаграммы состояния. Сле-
довательно, между диаграммой состояния, строением и свойствами
сплавов существует достаточно простая зависимость.
На фиг. 78, сверху, показана сложная диаграмма состояния
с образованием неограниченных и ограниченных твердых растворов,
эвтектик из чистых металлов и химических соединений дальтонид-
ного (AkBi) и бертолидного (АтВг) типов. В соответствии с прави-
лами Курнакова — Матиссена и характером изменения свойств при
Диаграммы состояния, строение и свойства сплавов
89
образовании химических соединений этих двух типов на нижней
части фиг. 78 показано, как изменяются свойства в зависимости от
состава.
Металл А образует с химическим соединением неограничен-
ный ряд твердых растворов. В зависимости от состава в этой области
концентраций свойства изменяются по закону цепной линии. Соеди-
нение переменного состава AkBt является дальтонидом, в связи с чем
на кривой «состав — свойство» при простом соотношении концентра-
ций появляется сингулярная точка. Химические соединения AkBt
и АтВп образуют между собой механическую смесь. Поэтому изме-
нение свойств в этом интервале концентраций подчиняется закону
прямой .линии.
Химическое соединение АтВп имеет бертолидный характер.
Поэтому сингулярная точка в области однородного химического
соединения отсутствует, свойства изменяются плавно. Между соеди-
нением АтВп и металлом В образуются ограниченные а- и р-твердые
растворы и эвтектика. В области твердых растворов свойства изме-
няются по цепной кривой, а в области механических смесей — по
прямой линии.
Указанное изменение свойств является схематическим. В действи-
тельности факторы, определяющие реальное строение сплавов (вели-
чина зерна, мозаичное строение, искажение кристаллической решетки
и т. п.), существенно изменяют указанные зависимости. Например,
увеличение дисперсности структуры приводит к существенному
отклонению от прямолинейного закона для механических смесей.
90
Диаграммы состояния
Вместе с тем общие зависимости между типом диаграммы состоя-
ния, составом, строением и свойствами имеют большое техническое
значение. А. А. Бочвар показал существование связи между типом
диаграмм состояния и важными технологическими характеристиками
литейных сплавов (склонность к ликвации, пористость, жидкотеку-
честь и т. п.) и предложил научные основы выбора состава и условий
кристаллизации.
§ 11. ОСНОВЫ ПОСТРОЕНИЯ и АНАЛИЗА ДИАГРАММ
СОСТОЯНИЯ ТРОЙНЫХ СПЛАВОВ
Реальные промышленные сплавы состоят обычно более чем
из двух металлов. Широким распространением пользуются тройные,
четверные и более сложные сплавы. В настоящем разделе мы рас-
смотрим основы построения анализа диаграммы состояния тройных
сплавов.
Как было описано ранее, диаграммы состояния двойных сплавов
строятся в плоскости: по одной из ординат откладывается состав
сплавов, а по другой — температура. Для изображения только
состава тройных сплавов необходимо использовать плоскость, а тем-
пература может быть показана по третьей (пространственной) оси.
Поэтому тройные диаграммы состояния строятся пространствен-
ными.
Для нахождения концентраций тройного сплава используются
геометрические свойства равностороннего треугольника:
1) сумма перпендикуляров, опущенных из любой точки О, лежа-
щей внутри треугольника, на все его стороны равна высоте этого
треугольника (Оа + ОЬ + Ос = ВВ', фиг. 79);
2) сумма отрезков, отсеченных на сторонах треугольника пря-
мыми, параллельными его сторонам и проведенными через любую
точку внутри него, равна стороне треугольника (Ad + Be + Cf
= АВ, фиг. 79).
Высота или сторона треугольника принимается равной 100%;
отрезки Оа или Oh составляют долю металла А; ОЬ или Oi — долю
металла В; Ос или Og — долю металла С.
Для удобства отсчета отрезки Oh, Oi и Соотносятся на параллель-
ные стороны АС, АВ и ВС, на каждой из которых показано измене-
ние концентрации металла в двойном сплаве. Расчерченный таким
образом треугольник показан на фиг. 80. Концентрация металла А
в двойных сплавах А—С показана на нижней, а металлов В и С
на левой и правой сторонах треугольника. Для определения состава
сплава, показанного точкой Р, проводим прямые, параллельные
сторонам: ВС (для определения количества металла А), АС (для
определения количества металла В) и АВ (для определения коли-
чества металла С). Состав сплава в точке Р такой: 20% А; 60% В
и 20% С.
Диаграммы состояния тройных сплавов
91
Определение положения точки по заданному составу произво-
дится следующим образом: пусть сплав состоит из 40% Л, 30% В
и 30% С. Для нахождения положения точки этого сплава находим
соответствующие концентрации на сторонах треугольника (точки а,
Фиг. 79. Схема определения концен-
траций тройного сплава.
Фиг. 80. Концентрационный треугольник.
Ь и с). Через точку а проводим прямую, параллельную стороне,
противолежащей составу металла А (сторона ВС). Из точки с про-
водим прямую, параллельную стороне ЛС, противолежащей составу
металла В, а через точку с — пря-
мую, параллельную стороне АВ.
Место пересечения этих прямых в
точке Q.соответствует сплаву задан-
ного состава на концентрационном
треугольнике.
Оси температур направляются
перпендикулярно плоскости концен-
трационного треугольника, как это
показано на фиг. 81. Построение трой-
ной диаграммы производится в объе-
ме треугольной призмы.
Каждая грань призмы является Фиг. 81. Пространственная диа-
ПЛОСКОСТЬЮ ДЛЯ построения ДВОЙНОЙ грамма тройных сплавов,
диаграммы состояния (горизонталь-
ные линии ЛВ, ВС и СА являются осями состава соответствующих
двойных сплавов, вертикальные — осями температур).
На фиг. 81 изображено, что все три компонента образуют друг
с другом диаграммы с неограниченной растворимостью в твердом
состоянии. Линии ликвидуса двойных диаграмм ограничивают
поверхность ликвидуса тройной системы, а линии
92
Диаграммы состояния
солидуса ограничивают поверхность солидуса (заштри-
хованные поверхности фиг. 81). Выше поверхности ликвидуса суще-
ствуют жидкий расплав, раствор компонентов Л, В и С. Ниже
поверхности солидуса образуется тройной твердый рас-
твор. Между поверхностями ликвидуса и солидуса находится двух-
фазная область существования жидкой фазы и твердого раствора.
Пространственное строение трехкомпонентных диаграмм состоя-
ния приводит к существенным неудобствам при анализе процессов
в сплавах. В связи с этим применяются приемы, позволяющие пред-
ставить основные характери-
стики тройных диаграмм в пло-
ском изображении.
Метод изотермических сече-
ний заключается в рассечении
Фиг. 82. Изотермическое сечение Фиг. 83. Изотермы ликвидуса для
тройной диаграммы. тройных сплавов никель—медь—
олово.
пространственной диаграммы плоскостями, параллельными концентра-
ционному треугольнику при разных температурах. Каждая из пло-
скостей пересекает линии диаграммы состояния при постоянной
температуре: получаются изотермические сечения. На фиг. 82 пока-
зано сечение диаграммы состояния изотермической плоскостью Р.
При пересечении с поверхностью ликвидуса получаем кривую ab,
а с поверхностью солидуса — кривую cd. Проекции этих кривых
на плоскость концентрационного треугольника — линии a'Ь' и c'd'
(фиг. 82).
Если провести ряд таких сечений при различных температурах,
то можно получить систему изотермических кривых в плоскости
концентрационного треугольника. Для различия при нанесении
на концентрационный треугольник проекции кривых поверхности
солидуса можно проводить сплошными, а поверхности ликвидуса
пунктирными линиями или наоборот. Иногда изотермические кривые
ликвидуса и солидуса наносятся на раздельные плоскости: на фиг. 83
показаны изотермы ликвидуса для системы Ni — Си Аи.
Диаграммы состояния тройных сплавов
93
Изотермические разрезы изображают линии и области диа-
граммы состояния при данной температуре. На фиг. 84, а показано,
что тройная диаграмма образуется тремя двухкомпонентными систе-
мами с неограниченной растворимостью (рассмотренный случай).
Фиг. 84. Изотермические разрезы:
а —построение; б—разрез при 900° С; в—разрез при 700° С.
Изотермическое сечение при 900° С пересекает поверхности ликви-
дуса и солидуса для диаграмм А—В и В—С, проходя в области жид-
кого расплава для диаграммы А—С. Сечение поверхностей ликви-
дуса и солидуса спроектировано в виде кривых ab и cd на плоскость
треугольника.
Из рассмотрения разреза (фиг. 84, б) следует, что сплавы, состав
которых находится в районе концентраций cdB, при 900° С являются
твердыми растворами, в области АСЬа — жидкой фазой, а в зоне
abdc — смесью жидкого расплава и a-твердого раствора. Разрез
при более низкой температуре (700° С) показан на фиг. 84, а
(построение) и 84, в. Понижение температуры изотермического
разреза приводит к изменению вида разреза, увеличению района
a-твердого раствора и уменьшению зоны жидкой фазы.
Вертикальные разрезы производят плоскостями, перпендику-
лярными концентрационному треугольнику. Эти разрезы показывают
строение тройных сплавов при различных температурах. Поэтому
94
Диаграммы состояния
вертикальные разрезы называются иногда политермическими (мно-
готемпературными). На фиг. 85 показаны типы вертикальных раз-
резов: разрез может проходить как через точку, соответствующую
составу чистого компонента (плоскость Рг), так и произвольно
(плоскость Р2). Вид вертикальных разрезов для тройной диаграммы
с неограниченной растворимостью в твердом состоянии показан
на плоскостях Рг и Р2. Если вертикальный разрез проходит через
состав чистого компонента (в данном
случае С), то отношение между коли-
чествами двух других компонентов
(т“) бУАет постоянно для любого
состава сплава на разрезе.
Тройная диаграмма состояния
с образованием тройной эвтектики
г
Фиг. 86. Тройная диа-
грамма состояния (полная
нерастворимость компо-
нентов и образование
тройной эвтектики).
Фиг. 85. Типы вертикальных
сечений.
с полной нерастворимостью всех компонентов в твердом виде
показана на фиг. 86. На гранях призмы расположены три двойные
диаграммы с полной нерастворимостью в твердом состоянии. Состав
эвтектики и эвтектические температуры для двойных сплавов пока-
заны точками elf е2 и е3. В тройной системе образуются три поверх-
ности ликвидуса: А^Е^з; В1е1Е1е2 и С1е2Е1е3. Поверхности
ликвидуса пересекаются между собой по кривым двойной эвтектики
в трехкомпонентной системе: e]Elf е2Е! и езЕ^ Поверхности ликви-
дуса встречаются в точке Е19 соответствующей температуре кристал-
лизации и составу тройной эвтектики. Последние объемы любого
тройного сплава в этой системе будут затвердевать с образованием
тройной эвтектики, поэтому горизонтальная плоскость (треуголь-
ник pgr), проходящая через точку Е19 будет являться плоскостью
солидуса.
Диаграммы состояния тройных сплавов
95
Для рассмотрения последовательных стадий кристаллизации
сплавов в этой системе достаточно знать расположение на концентра-
ционном треугольнике проекций линий двойных эвтектик (фиг. 87).
Кристаллизация сплава, лежащего в области 1а, начинается с выпа-
дения кристаллов компонента А. Так как соотношение в расплаве
остается постоянным, то состав жидкой фазы при затвердевании
изменяется по продолжению прямой линии, соединяющей состав
кристаллов А и состав сплава (участок 1—2). В точке 2 начинается
кристаллизация двойной эвтек-
тики из кристаллов А и С; состав
жидкой фазы при этом изменяется
по участку кривой двойной эвтек-
тики 2 — Е. При достижении
жидким расплавом состава точки
Е начинает образовываться трой-
ная эвтектика из кристаллов ком-
понентов Л, ВъС. Следовательно,
после конца затвердевания спла-
вы, лежащие в области 1а, будут
С
треуголь-
двойных
Фиг. 87. Концентрационный
ник с проекциями кривых
эвтектик.
иметь следующее строение: пер-
вичные кристаллы А, двойная
эвтектика (Л + С) и тройная
эвтектика (Л + В + С). Из рас-
смотрения фиг. 87 следует, что после затвердевания в этой системе
существует шесть областей различного структурного состояния:
Область
»
»
»
»
»
1а — 1b — Па - ПЬ — Ilia - II 1b - кр. 4 кр. 4 кр. В кр. В кр. С кр. С + эвт. (4 + С) эвт. (4 + В)
.+ + эвт. (4 + В) эвт. (В -|- С)
+ ' + эвт. (В + С) эвт. (4 + С)
+ эвт. (4
+ эвт. (4
+ эвт. (4
+ эвт. (4
+ эвт. (4 В + С)
+ эвт. (4 + В + С)
-+ B + Q
+ В + С)
+ в + С)
+ В С)
В рамки заключены структурные составляющие, которыми
отличаются сплавы, находящиеся в соседних областях.
Если состав сплава совпадает с составами, лежащими на кривых
двойных эвтектик, то после затвердевания сплавы будут состоять
из двойной и тройной эвтектики.
Для линии е1Е — эвт. (4 + В) + эвт. (4 + В + С)
Для линии е2Е — эвт. (В + С) + эвт. (4 + В + С)
Для линии е3Е — эвт. (4 + С) + эвт. (4 + В + С)
При совпадении состава сплава с пунктирными прямыми (АЕ,
BE и СЕ) вначале будут выпадать первичные кристаллы Л, В или С
(соответственно), а затем образуется тройная эвтектика.
96
Диаграммы состояния
При совпадений состава с точкой Е структура сплава состоит
из тройной эвтектики (Д + В + С).
Таким образом сплавы рассматриваемой системы могут быть
четырех типов: а) из избыточных кристаллов чистого компонента
двойной и .тройной эвтектики; б) из двойной и тройной эвтектик;
в) из кристаллов чистого компонента и тройной эвтектики; г) только
из тройной эвтектики. Применим правило фаз к рассмотрению про-
цесса кристаллизации этих сплавов.
Фиг. 88. Кривые охлаждения тройных сплавов, положение которых
показано на фиг. 77.
Правило фаз для трехкомпонентной системы запишется следую-
щим образом:
С=К+1—Ф = 3 + 1 — Ф = 4 — Ф.
Следовательно, нонвариантное равновесие (С = 0) и площадка
на кривых охлаждения-нагревания будет наблюдаться только при
наличии четырех фаз.
Выше поверхности ликвидуса сплав I (фиг, 87) состоит из жидкой
фазы: С = 4 — 1=3. Охлаждение возможно (фиг. 88). При тем-
пературе точки 1 начинается кристаллизация сплава с выделением
первичных кристаллов А. Число фаз равно 2 (жидкая и кристаллы А);
число степеней свободы также 2. Возможно замедленное охлаждение
в связи с выделением скрытой теплоты кристаллизации. При достиже-
нии температуры точки 2 (фиг. 87) начинается образование двойной
эвтектики (Д + С). Число фаз при этом становится равным 3 (жид-
кая, кристаллы А и С), число степеней свободы равно 1 (возможно
замедленное охлаждение при кристаллизации двойной эвтектики).
При достижении жидкой фазой состава точки Е (температура точки 5')
начинается образование тройной эвтектики; в сплаве появляются
четыре фазы: жидкая и кристаллы Д, В, С; число степеней свободы
становится равным нулю и охлаждение прекращается (площадка
3' — 3\ фиг. 88). После окончания кристаллизации остаются три
фазы (кристаллы Д, В, С) и возможно дальнейшее охлаждение.
Диаграммы состояния тройных сплавов
97
Кривая охлаждения сплавов второй группы может быть получена
Фиг. 89. Схема применения правила
отрезков к тройной диаграмме со-
стояния.
точек 3 — 3' состав жидкости
при рассмотрении кристаллизации сплава, состав которого показан
точкой 2 (фиг. 87). Выше поверхности ликвидуса сплав находится
в жидком состоянии (Ф = 1; С = 3). При охлаждении до температуры
точки 2 начинается кристаллизация двойной эвтектики (Д + С).
При Ф = 3 (Ж, Л, С) число степеней свободы равно 1 и происходит
замедленное охлаждение до температуры 3'. При этой температуре
начинается кристаллизация тройной эвтектики Ф = 4 (X, Д, В, С),
а число степеней свободы равно
нулю (площадка 3'—3", сплав //,
фиг. 88).
Окончание кристаллизации при-
водит к появлению одной степени
свободы и возможности дальней-
шего охлаждения. Составы спла-
вов третьей группы располагаются
на пунктирных линиях ДЕ, BE
и СЕ (фиг. 87). Рассмотрим кри-
сталлизацию сплава III (линия
BE). Выше температуры точки 3
сплав находится в жидком состоя-
нии (Ф = 1, С = 3). При охлаж-
дении до этой температуры начи-
нается выделение первичных кри-
сталлов В. В интервале температур
меняется по участку прямой линии 3—3' (фиг. 87). Число фаз
равно двум (Ж и кр. В) С — 2; происходит замедленное охлаж-
дение. При достижении температуры точки 3 начинается кристал-
лизация тройной эвтектики; Ф = 4; С = 0, что показано пло-
щадкой на кривой охлаждения сплава III. После полной кристал-
лизации жидкой фазы происходит дальнейшее охлаждение (фиг. 88).
Сплав четвертой группы IV по составу соответствует эвтектиче-
ской концентрации (точке Е). Выше температуры точки 3' сплав
находится в жидком состоянии (Ф = 1; С = 3). При температуре
точки 3' кристаллизуется тройная эвтектика (Ф = 4; С = 0). После
окончания кристаллизации Ф = 3; С = 1, т. е. продолжается охла-
ждение твердого сплава эвтектического строения (фиг. 88).
Применение правила отрезков (правила рычагов) позволяет опре-
делить долю структурных составляющих и фаз в процессе кристал-
лизации и после его окончания. Состав сплава на концентрационном
треугольнике показан точкой а (фиг. 89). Кристаллизация начи-
нается с выделения кристаллов В, причем состав жидкой фазы изме-
няется по линии ak. Пусть в какой-то момент кристаллизации состав
жидкой фазы соответствует точке Ь. Тогда доля кристаллов А равна
отношению -ду (количество жидкой фазы
93
Диаграммы состояния
Кристаллизация первичных кристаллов А заканчивается при
достижении точки k, Доля первичных кристаллов А в сплаве будет
равна . После достижения концентрации k начинается кристал-
лизация двойной эвтектики (А + В). Для определения общей доли
твердой составляющей при составе жидкой фазы I нужно провести
прямую через точки I и а до пересечения со стороной концентрацион-
ного треугольника АВ, Точка пересечения т показывает средний
состав затвердевшего объема, состоящего из компонентов А и В.
тл « < ат
Количество жидкой фазы определится отношением ; а количество
u „ al
твердой составляющей — отношением .
В момент достижения жидкой фазой состава точки Е доля твердой
составляющей сплава (кристаллы А и двойная эвтектика А + В)
аЕ
определится отношением ; доля жидкой фазы, превращающейся
о . ап
в тройную эвтектику, будет равна .
Таким образом доля тройной эвтектики будет равна отноше-
нию -g-; доля кристаллов А равна Тогда доля двойной эвтек-
тики определится разностью 1 — (+ 7^)- Для определения
доли каждой структурной составляющей в сплаве нужно провести
несложное построение на концентрационном треугольнике с проек-
циями кривых двойных эвтектик и измерить отрезки прямых.
Правило отрезков позволяет определить в тройной системе
не только долю, но и состав каждой структурной составляющей.
Большое практическое значение для определения температуры и характера
превращений имеют вертикальные разрезы тройных диаграмм. Построение верти-
кальных разрезов производится следующим образом.
На фиг. 90, а, сверху, место вертикального разреза показано прямой vw, парал-
лельной оси АВ, и проведенной для постоянного содержания компонента С. Линия vw
пересекается с линиями, разделяющими области состояния тройных сплавов в точ-
ках h, f и k. Эти точки следует снести на ось концентраций плоскости построения
(фиг. 90, а, внизу).
В результате сечения поверхностей ликвидуса вертикальной плоскостью полу-
чается линия ликвидуса разреза, как это показано на фиг. 90, б (кривые V3f1 и W-Jt).
Линия ликвидуса в виде этих кривых показана на фиг. 90, а.
Линия солидуса разреза vtwx является следом пересечения вертикальной плос-
кости сечения с горизонтальной плоскостью солидуса (фиг. 90, 6) и проходит парал-
лельно оси концентраций (фиг. 90, а).
Точки h и k лежат на пунктирных линиях, соединяющих вершины треуголь-
ника с точкой Е тройной эвтектики, поэтому в этих сплавах вслед за выпадением
первичных кристаллов чистых компонентов образуется тройная эвтектика, а точки hx
и kx будут лежать на линии солидуса (фиг. 90, а). В интервале концентраций vh
после образования кристаллов А образуется двойная эвтектика (Л + С). Как пока-
зано на сечении (фиг. 90, 6), температура кристаллизации двойной эвтектики в этом
интервале понижается (след пересечения вертикальной плоскости показан
на фиг. 90, б); перенесем эту линию на левый график. Повторив подобное рассужде-
Диаграммы состояния тройных сплавов
99
ние для сплавов, лежащих в интервале kw, получим кривую кристаллизации двой-
ной эвтектики
В интервале концентраций hk для всех сплавов, кроме показанного точкой f,
после выпадения первичных кристаллов А (интервал hf) или В (интервал fk) начи-
нается образование двойной эвтектики (А + В). Кривые h1f1 и f1kl являются сле-
дом пересечения поверхности кристаллизации двойной эвтектики (А + В).
Построенный вертикальный разрез показан на фиг. 90, а внизу. Он может
быть построен опытным путем в результате нанесения критических точек серии
сплавов, составы которых лежат на линии vw. По существу также строятся диа-
граммы состояния для двойных, иначе называемых бинарных сплавов. Эта диа-
Фиг. 90. Псевдоби парная диаграмма состояния (построение
вертикального разреза).
грамма называется псевдобинарной, она не позволяет получить полного представле-
ния об изменениях в состоянии сплавов при нагреве или охлаждении.
Псевдобинарные диаграммы позволяют определить области существования
любого сплава данного сечения при любой температуре. По этой диаграмме можно
определить температуры превращения сплавов, характер превращений и интервал
кристаллизации. Если имеются превращения в твердом состоянии, то возможно
определить температуры образования и распада твердых растворов, характер фаз,
образующихся при превращениях твердого раствора и последовательность их обра-
зования. Последнее имеет большое значение для определения режима термической
обработки сплава.
Вместе с тем в отличие от двойных (бинарных) диаграмм состояния псевдоби-
нарные диаграммы не позволяют применить правило отрезков (правило рычага),
так как в процессе кристаллизации или других превращений канода поворачивается
в пространстве, параллельно треугольнику концентраций, как это показано
на фиг. 89. Поэтому состав и количество образующихся фаз или структурных состав-
ляющих нельзя определить с помощью псевдобинарных диаграмм (каноды не лежат
в плоскости диаграммы). Вместе с тем простота графического изображения на пло-
скости и возможность определения температурных превращений делают псевдоби
100
Диаграммы состояния
нарные диаграммы полезным инструментом для практических целей: назначения
технологических режимов обработки и исследования тройных сплавов.
Выше были рассмотрены две простые тройные диаграммы состоя-
ния для случаев полной растворимости и полной нерастворимости
компонентов в твердом виде. Описанный метод является универсаль-
ным и широко применяется для других случаев (при образовании
ограниченных твердых растворов, химических соединений и т. п.).
В зависимости от поставленных задач важные выводы могут быть
сделаны из построения и рассмотрения условных вертикальных
и изотермических разрезов.
Существуют методы построения диаграмм состояния более слож-
ных четверных систем. В этом случае концентрация
четверного сплава может быть показана в пространстве с примене-
нием тетраэдра концентраций.
Четверная диаграмма проектируется в трехмерный объем тетра-
эдра совершенно так же, как трехмерная тройная диаграмма проек-
тируется на плоскость концентрационного треугольника.
Как и для случая тройных систем, исследование четверных,
пятерных и более сложных сплавов, производится путем построения
псевдобинарных диаграмм, для которых изменяется содержание
двух компонентов, а концентрации прочих остаются постоянными.
Псевдобинарные диаграммы сложных систем используются так,
как это описано выше.
ЛИТЕРАТУРА
1. А. А. Б о ч в а р. Металловедение. Металлургиздат, 1958.
2. С. С. Ш т е й н б е р г. Металловедение. Металлургиздат, 1961.
3. А. А. Б о ч в а р. Кинетика кристаллизации эвтектических сплавов. ОНТИ,
1935.
4. К. П. Бунин иЯ. Н.М а л и ноч к а. Введение в металлографию. Метал-
лургиздат, 1954.
5. Б. Е. В о л о в и к и М. В. Захаров. Тройные и четверные системы.
Металлургиздат, 1948.
ГЛАВА V
ДИАГРАММЫ СОСТОЯНИЯ СИСТЕМЫ
ЖЕЛЕЗО-УГЛЕРОД
Практическая важность диаграмм состояния железа и углерода
обусловливается тем, что сплавы этих элементов (сталь, чугун)
являются наиболее распространенными машиностроительными мате-
риалами. При сплавлении железа с углеродом образуются разно-
образные фазы и структурные составляющие: твёрдые растворы,
химические соединения и механические смеси. В железоуглероди-
стых сплавах наблюдаются превращения не только в процессе
кристаллизации — плавления, но и в твердом состоянии. Таким обра-
зом помимо практического интереса диаграммы состояния этих спла-
вов имеют большое познавательное значение.
Первые данные, положенные в основу построения диаграмм
состояния железо — углерод, были изложены в классическом труде
основателя металловедения Д. К. Чернова (1868 г.). В своих заме-
чательных исследованиях Д. К. Чернов установил связь между
температурами превращения в стали (так называемыми точками
Чернова) и ее составом, т. е. получил основные данные для построе-
ния диаграммы состояния железоуглеродистых сплавов. Значение
этого открытия было очень велико и быстро завоевало международ-
ное признание. Примерно через 20 лет после этого известный фран-
цузский исследователь Ф. Осмонд, используя прибор для измерения
высоких температур (пирометр), уточнил температуры превраще-
ний в сплавах железа.
Обобщенная диаграмма состояния была в дальнейшем предло-
жена Розебумом и Робертсом Аустеном. Диаграмма состояния
в современном виде была построена в середине сороковых годов
нашего века. До настоящего времени производятся исследования,
связанные с определением растворимости углерода в a-железе и
районом концентрации существования химического соединения Fe3C.
§ 1. ЖЕЛЕЗО И УГЛЕРОД
Рассмотрим основные характеристики компонентов системы:
железа и углерода.
Железо является переходным металлов IV периода восьмой
группы (атомный номер 26). Удельный вес равен 7,82 ~ г/см3;
102
Диаграммы состояния системы железо — углерод
температура плавления 1535° С; атомный вес 55,85; атомный радиус
1,27 А.
При нагревании и охлаждении железа на термической кривой
наблюдаются температурные остановки, указывающие на превраще-
ванная кубическая решетка устойчива
ния в твердом состоянии
при 768, 910 и 1390° С
(фиг. 91). При 768° С про-
исходит магнитное пре-
вращение (ферромагнетизм
исчезает при нагревании
и появляется при охлаж-
дении)*. Кристаллическая
структура в точке Кюри
остается неизменной (ре-
шетка объемноцентриро-
ванного куба). При 910°С
происходит полиморфное
превращение объемноцен-
трированной решетки в
гранецентрированную ку-
бическую. Гранецентриро-
в интервале 910—1390° С.
При 1390° С появляется вновь и существует до температуры плав-
ления (1535° С) решетка объемноцентрированного куба. Все пре-
вращения полностью обратимы, поэтому кривые охлаждения и на-
гревания на фиг. 91 являются зеркальным отражением друг друга.
В дальнейшем мы увидим, что добавление к железу других
элементов смещает положение температур превращения, называе-
мых иначе критическими точками. Так как каждая критическая
точка соответствует определенному превращению, то каждой точке
или превращению соответствует определенный индекс. Магнитное
превращение (температура 768° С для чистого железа) обозна-
чается Д2. Превращение низкотемпературной решетки ОЦК
в высокотемпературную ГЦК (910° С для чистого железа) имеет
индекс А3. Превращение решетки ГЦК в высокотемпературную моди-
фикацию ОЦК (при 1390° С для чистого железа) обозначается Д4**.
Эти названия сохраняются для соответствующих превращений
в сплавах железа, хотя абсолютное значение температур превраще-
ний в сплавах изменяется.
Если превращение происходит при нагревании, то к обозначе-
нию добавляется индекс с: например Дс2, Ас3, Ас± (от французского
слова choffage — нагревание). Превращения при охлаждении имеют
* Точка Кюри железа (см. § 5 главы I).
** Название индексов Д происходит от французского слова arret — остановка,
1. е. площадка на кривых охлаждения — нагревания (фиг. 91).
Железо и углерод
103
дополнительный индекс г: Ar2, Ar3, At\ (от французского слова
refroidissement — охлаждение).
Каждое состояние железа обозначается греческими буквами а,
0, у и 6. Низкотемпературная магнитная модификация с решет-
кой ОЦК называется а-железо (другое обозначение Fea). Выше тем-
пературы точки Кюри (Л 2 = 768° С) и до превращения А3 (910° С)
существует немагнитная модификация с решет:, ОЦК — железо
бета (Fep). Между критическими точками А3 (91G' С) и А4(1390°С)
существует у-железо (FeY) с решеткой ГЦК. Выше критической
точки Д4 и до температуры плавления (1535° С) существует высоко-
температурная модификация S-железа (Fe6) с решеткой ОЦК.
Железо претерпевает полиморфные превращения, связанные
с обязательной перестройкой кристаллической решетки, при двух
критических температурах: А3 и Л4. Магнитное превращение Д2
не является полиморфным, так как при этом сохраняется кристал-
лическая решетка ОЦК; эта температура связана с разрушением
ориентированных. намагниченных областей (рассматривается
в главе XVI, см. теорию ферромагнетизма). Таким образом железо
существует в двух полиморфных модификациях, различающихся
кристаллическим строением. Кристаллическая структура ОЦК при-
суща железу а, 0 и S; структура ГЦК характерна для у-железа.
Получение абсолютно чистых металлов и других элементов практически невоз-
можно. В настоящее время применение специальных методов плавки и очистки
позволяет получить некоторые полупроводниковые элементы со степенью чистоты
до 10"9, т. е. при наличии одного атома примеси на миллиард атомов основного
элемента. Исследование свойств чистого железа производилось при концентрации
примесей от 0,0075% (для чистейшего) до десятых долей процента для технического,
так называемого армко-железа.
На фиг. 92 показано изменение некоторых свойств железа в зависимости от тем-
пературы. Такие характеристики, как удельный объем и параметр кристаллической
решетки, однозначно связаны с кристаллической структурой железа. Поэтому при
температурах полиморфного превращения А3 (910° С) и А4 (1390° С) наблюдается
скачкообразное изменение этих величин. Магнитное превращение для железа не свя-
зано с полиморфизмом и исчезновение ферромагнитных свойств (4лJH) в точке А2
(768° С) никак не отражается на кривых а и и. Температура точки Кюри А2 может
быть определена на кривых всех свойств, связанных с электронным строением атома
железа (тепловых и электрических). Характеристики механических свойств, связан-
ные с кристаллическим строением, изменяются в зависимости от структурных
превращений.
Второй компонент системы углерод является неметаллическим
элементом II периода четвертой группы (атомный номер 6). Удель-
ный вес равен 2,5 г/см3; атомный вес 12,011; температура плавле-
ния 3500° С; атомный радиус равен 0,77 А.
В свободном состоянии углерод встречается в трех аллотропи-
ческих модификациях: в виде алмаза, графита и угля.
В тетраэдрической решетке алмаза каждый атом окружен четырьмя соседями
и образует с ними ковалентные связи. График имеет слоистое строение. В каждом
слое атомы находятся на небольшом расстоянии друг от друга (1, 42 А) и образуют
104
Диаграммы состояния системы железо — углерод
прочную ковалентную связь. Отдельные слои находятся на значительно большем
расстоянии (3,39 А); между ними действуют слабые связи, с чем, в частности, свя-
зано применение графита для карандашей: при нажиме слои соскальзывают на поверх-
ность бумаги, образуя видимый след в виде букв или рисунка.
Фиг. 92. Зависимость удельного объема V, параметра
кристаллической решетки а и магнитного насыщения
4лJH от температуры и превращений железа.
В практически важных сплавах с железом углерода относительно
мало (до 5—6%); он теряет свой неметаллический характер. Про-
исходящие с ним изменения и его структура определяются поведе-
нием подавляющей массы сплава, т. е. железа.
§ 2. ФАЗЫ В ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВАХ
При расплавлении железо и углерод образуют атомарный рас-
твор. После затвердевания в сплавах образуются твердые растворы
и химические соединения. Помимо того один из компонентов — угле-
род — может находиться в Элементарном состоянии в виде
графита.
В связи с тем, что железо существует в двух кристаллических
формах с решетками ОЦК и ГЦК, компоненты сплава образуют
два вида твердых растворов внедрения. Первый из них твердый
раствор углерода в у-железе называется аустенитом. В у-железе
(структура ГЦК) наибольшая «дырка» кристаллической решетки
Фазы в железоуглеродистых сплавах
105
находится в середине элементарной ячейки и имеет радиус 0,41
от радиусу атомов железа, образующих решетку, т. е. 0,52 А.
Выше было указано, что, согласно правилу Паулинга, размер внедренного атома
должен превышать размер атомной «дырки» (для образования сил межатомной
связи). Атомный радиус углерода равен 0,77 А, т. е. больше радиуса «дырки», рав-
ной 0,52 А. При внедрении атомы углерода отдают два внешних электрона в сво-
бодный электронный газ, оказываются двухкратно положительно ионизированными
и образуют химическую связь металлического типа. Это
подтвердилось при опытах по электролитическому переносу углерода под действием
постоянного тока: углерод в аустените, подобно металлу, перемещается к катоду
(опыт аналогичен электролизу в жидких растворах или расплавах). Из-за двухкрат-
ной ионизации размеры атома (иона) углерода уменьшаются, в связи с чем наблю-
дается значительная растворимость углерода в у-железе (аустените).
Предельная растворимость углерода в аустените увеличивается
при повышении температуры: с 0,8% (723° С) до 2% (1130° С).
Углерод образует также твердый раствор внедрения в а-же-
лезе, который называется ферритом. Так как a-железо имеет
кристаллическую решетку ОЦК, то наибольшая «дырка» располо-
жена в середине грани элементарной кристаллической ячейки.
Размер «дырки» равен 0,36 А. Значительно меньшие объемы, в кото-
рых могут быть помещены атомы (ионы) углерода, приводят к суще-
ственному уменьшению растворимости углерода в феррите по срав-
нению с аустенитом.
Растворение даже небольших количеств углерода приводит к существенному
искажению кристаллической решетки феррита, благодаря чему энергия решетки
сильно повышается и более выгодным является выделение углерода из твердого
раствора в виде химического соединения.
Предельная растворимость углерода в a-железе равна 0,025%
при 723° С, что в 32 раза меньше, чем в аустените при той же темпе-
ратуре (О,8°/о).
Предельная растворимость углерода в 6-железе при 1492° С
равна 0,1 °/0.
При понижении температуры растворимость углерода в феррите
резко уменьшается (до 0,016% при 700° С, до 0,008% при 600° С
и до 0,007% при 500° С).
В зависимости от модификации железа-растворителя (Fea или Fe^) различаются
низкотемпературный а-феррит и высокотемператур-
ный 6-феррит.
В сплавах железа с углеродом образуется несколько химиче-
ских соединений, называемых карбидами железа'. Fe3C, Fe2C
и FeC при 6,67, 9,68 и 21,5% углерода соответственно. Практиче-
ский интерес имеют сплавы, содержащие не более примерно 5% С,
в связи с чем нужная часть диаграммы состояния ограничивается
карбидом Fe3C,
106
Диаграммы состояния системы железо — углерод
Карбид железа Fe3C, называемый иначе цементитом, обра-
зуется при концентрации углерода в 6,67%; температура его пла-
вления равна 1550° С. Цементит обладает сложной кристаллической
(орторомбической) решеткой.
Кристаллическая решетка цементита близка к структуре аустенита. Благодаря
этому растворение в аустените или выпадение цементита из аустенита протекает
с практически нулевым тепловым эффектом; решетки настолько близки, что тре-
буется ничтожная энергия превращения.
В свободном состоянии цементит химически неустойчив и при 500° С полностью
разлагается на составные элементы в течение 2 ч. В сплавах с железом цементит
устойчив до расплавления. Имеются данные о растворимости в цементите железа,
т. е. о его принадлежности к числу соединений с переменным составом.
Углерод в цементите связан с железом, по-видимому, металлической связью.
Судя по магнитным характеристикам, внешние электроны, отщепляемые углеродом,
заполняют внутреннюю d оболочку железа.
Цементит ферромагнитен; температура точки Кюри, обозна-
чаемая Ао, равна 210° С. Он отличается весьма высокой твердостью,
превосходящей твердость закаленной стали (HV 800) и хрупкостью.
Графитная фаза в железоуглеродистых сплавах по своей кристал-
лической структуре не отличается от природного графита (см. § 1).
Однако А. А. Байковым было установлено, что графитные частицы
в железоуглеродистых сплавах содержат значительное количество
(иногда десятки процентов) железа, несмотря на то, что железо
практически не растворяется в графите. Это объясняется особен-
ностью кристаллизации графита в сплавах: при росте графитных
частиц между отдельными его объемами остаются прослойки рас-
плава, образующие при затвердевании богатые железом фазы.
§ 3. ПРИЧИНЫ ОБРАЗОВАНИЯ СТАБИЛЬНОЙ И МЕТАСТАБИЛЬНОЙ
ДИАГРАММ СОСТОЯНИЯ
Диаграммы состояния железо—углерод показаны на фиг. 93.
Необычным является нанесение двух систем линий (сплошных
и пунктирных) в одном районе температур и концентраций. Сплош-
ными линиями показана диаграмма для компонентов железо—
цементит, а штриховыми — диаграмма железо—графит. Существо-
вание двух различных диаграмм в одном интервале концентраций
обусловливается тем, что углерод в сплавах железа может суще-
ствовать в двух состояниях: в виде графита (элементарный углерод)
и в виде цементита (химическое соединение с железом Fe3C). Каж-
дый из этих компонентов образует с железом самостоятельную
диаграмму состояния.
Диаграмма железо — графит является стабильной,
а диаграмма железо — цементит — метастабильно й.'
Рассмотрим условия образования стабильных и метастабильных систем.
Выше было отмечено, что при данных температуре и составе сплава устойчивой
являются фазы с наименьшим запасом свободной энергии (см. главу II, § 2 и 3).
Превращение неустойчивой фазы в устойчивую при данной температуре происходит
Жидкость +кр. д-твердого раствора.
Жидкость
1200
1100
1000
ООО
800
ос- твердый раствор
700
6-твердый раствор
^-твердый раствор
F’
Цементит (первичный)
L
6,7 %С
Жидкость *
цементит
(первичный)
К1
К -
Цементит (первичный)*
ледебурит (аустенит*
цементит)
1135^
Тшг
2
~30
6
"оо
J 4 43 5
~40 50 460 70 80
I Аустенит* цемент ат (бторич)
\*ледебурит (аустенит *
। цементит)
_ 738^_
- 723°-
J(0,f8)
Аустенит*/
феррит/
Жидкость * кр
д - твердый раствор^[535°
1500
Феррит * цементит
(третичный)
Перлит
(феррит* цементит)
N
1300
1390
Х~ твердого раствора
^-твердый раствор
( аустенит)
(аустенит)
768^ £ S' //'вторичный) ।
^=..—!—. — I--------------=,
Цементит 1 ——I-----------------------—
I Феррит' (вторичный) I Перлит*цементит I ............— ------
ьпр.плнт I (вторичный)* । ледебурит
*цементит)\е8е^^Р11т (пеРлит ★ цементит^ (перлит* цементиту
^перлит I
600 0,025 0,8 1
вгё w г$
Фиг. 93. Диаграммы состояния железоуглеродистых сплавов (сплошные линии — диаграмма, железо — цементит,
штриховые — диаграмма железо—графит).
Образование стабильной и метастабильной диаграмм
108
Диаграммы состояния системы железо — углерод
с понижением свободной энергии, как это показано на фиг. 94, а: превращение
осуществляется с уменьшением свободной энергии от FH (для неустойчивой фазы)
до Fy (для устойчивой фазы). Движущей силой превращения является разность сво-
бодных энергий AF. Например, выше температуры плавления неустойчивой фазой
с уровнем свободной энергии FH является твердое тело, а устойчивой — жидкая
фаза с энергией FtJ. Ниже температуры плавления наблюдается обратное положение.
Однако превращение никогда не происходит путем прямого перемещения ато-
мов с уровня более высокой к более низкой свободной энергии. Для перехода из одной
фазы (например, жидкой) в другую (например, твердую) необходимо преодолеть
Фиг. 94. Диаграмма уровней свободных энергий неустойчивой
FH и устойчивой Fy фаз:
а — при превращении неустойчивой фазы в устойчивую; б — при
образовании двух устойчивых фаз: метастабильной Ф и стабиль-
ной Ф.', в — образование цементита невозможно. Образуется только
графит.
энергетический барьер, показанный «горкой» Q на фиг. 94, а. Часть атомов, способ-
ных к переходу в устойчивую фазу, должна иметь энергию, равную или превы-
шающую энергию активации Q этого превращения. Из-за этого сильно переохла-
жденные жидкости не кристаллизуются, а остаются в исходном состоянии, образуя
аморфные тела: энергия атомов или молекул при значительных переохлаждениях,
т. е. низких температурах, столь мала, что энергетический барьер Q оказывается
непреодолимым.
При кристаллизации жидкости или других превращениях наблюдаются более
сложные случаи, когда образуются две или несколько устойчивых фаз, различаю-
щихся уровнем свободной энергии. На фиг. 94, б изображен именно такой случай.
При заданной температуре неустойчивая фаза Фн с высоким уровнем свободной
энергии FH может превратиться в первую устойчивую фазу Фум и во вторую устой-
чивую фазу Фус с самым низким запасом свободной энергий. Первая устойчивая
фаза Фум с более высоким запасом свободной энергии называется метастабильной.
Она существует потому, что для перехода во вторую фазу требуется преодолеть
энергетический барьер Q2. Вторая, устойчивая в данных условиях фаза, называется
стабильной.
Возможность образования метастабильной фазы определяется кинетическими
причинами х.
1 Кинетика — раздел науки, в которой рассматриваются скорости процессов.
Образование стабильной и метастабил&ной диаграмм
109
В случае железоуглеродистых сплавов метастабильный цементит образуется
взамен стабильного графита по следующим причинам.
Рассмотрим кристаллизацию сплава, лежащего в пределах концентраций диа-
грамм состояния (фиг. 93), с содержанием 3—4% С. Для образования цементита
в расплаве с этим содержанием углерода необходимо местное повышение концентра-
ции до 6,67% С (состав Fe3C); для образования графитных частиц необходимо мест-
ное повышение концентрации углерода до 100%. Очевидно, что вероятность полу-
чения объемов, обогащенных до 6,67%, намного превышает вероятность образова-
ния объемов со 100% атомов углерода. В первых объемах произойдет образование
кристаллов цементита, потому что свободная энергия этой фазы ниже свободной
энергии расплава. Образование кристаллов цементита необычайно затруднит даль-
нейшее протекание диффузии углерода в этих объемах, что необходимо для полу-
чения графитных частиц. Весьма продолжительная выдержка при высоких темпе-
ратурах все же может привести к превращению метастабильной фазы — цементита
в стабильную — графит. Понижение температуры приведет к такому положению,
когда энергия атомов окажется недостаточной для преодоления энергетического
барьера этого превращения Q2 И цементит будет сохраняться в течение любого вре-
мени при этой (в частности, комнатной) температуре.
Существует узкий температурный интервал, в котором образование цементита
невозможно. На фиг. 93 этот район располагается между пунктирными линиями
стабильной диаграммы железо—графит и сплошными линиями метастабильной
диаграммы железо—цементит. Взаимное расположение уровней свободных энергий
жидкого расплава Рж, графита F3 и цементита Рц для этих температур показано
на фиг. 94, в. Свободная энергия цементита Рц больше, чем свободная энергия
жидкости Рж и в этих температурных условиях образование цементита невоз-
можно.
В реальных железоуглеродистых сплавах кинетику кристаллизации для обра-
зования графитных частиц можно изменить, влияя на реальную среду. Наличие
в жидком расплаве нерастворенных частиц графита приводит при кристаллизации
к ускорению образования графитных объемов (дополнительные готовые центры
кристаллизации графита). Вторым приемом является введение в сплав активного
графитообразователя (например, кремния), также существенно изменяющего кине-
тические характеристики кристаллизации. Очевидно, что склонность к образованию
графита увеличивается с повышением концентрации углерода в сплаве, что облег-
чает получение высоких концентраций углерода в тех объемах жидкости, где обра-
зуется графит.
В заключение приведем табл. 3 с координатами основных точек
диаграммы состояния.
Таблица 3
Координаты основных точек диаграммы состояния
(к фиг. 93)
Индекс точки Координаты Индекс точки Координаты
Температура Содержание углерода в % Температура (О °с Содержание углерода в %
А 1535 -0 Е изо 2,0
В 1492 0,51 Е' 1135 1,98
С ИЗО 4,3 G 910 ^0
С 1135 4,3 S 723 0,80
Н 1492 0,1 S' 738 0,69
J 1492 0,18 Р 723 0,025
1390 ^0 М 768 0—0,5
по
Диаграммы состояния системы железо — углерод
§ 4. ДИАГРАММА СОСТОЯНИЯ ЖЕЛЕЗО-ЦЕМЕНТИТ
Диаграмма состояния железо—цементит показана сплошными
а линиями на фиг. 93. В разных областях концентраций превращения
’носят различный характер, в связи с чем следует разбить железо-
углеродистые сплавы на три группы по составу: от 0 до 0,025%;
от 0,025 до 2,0% и от 2,0% до 6,67% углерода.
Методически более удобно первоначально рассмотреть группу
высокоуглеродистых сплавов (2,0—6,67% С). Правая верхняя часть
диаграммы железо — цементит показана на фиг. 95, а.
Фиг. 95. Диаграмма состояний в интервале концентраций 2,0—6,67% С.
Подобно сплаву / кристаллизуются все сплавы в интервале кон-
центраций от 4,3% до 6,67% углерода. До температуры точки 1
происходит охлаждение однофазного жидкого расплава. В интер-
вале температур точек 1—2 из жидкости выпадают кристаллы
цементита, называемого первичным (Ду). При двух фазах в двух-
компонентной системе число степеней свободы равно 1 (С = К +
+ 1 — ф = 2 + 1 — 2 = 1). Возможно замедленное охлаждение
(фиг. 95, б), причем жидкий расплав обедняется углеродом в связи
с кристаллизацией высокоуглеродистого цементита; состав жидкости
изменяется по участку 1 — С линии ликвидуса. В момент достиже-
ния температуры 1130° С (точка 2) сплав эвтектического состава
(точка С; 4,3% углерода) начинает кристаллизоваться с образова-
нием эвтектики из аустенита (состава точки £, 2% углерода)
и цементита. Эта эвтектика называется ледебуритом. При трех
фазах (жидкость, аустенит, цементит) наблюдается нонвариантное
равновесие (С = 2 + 1 — 3 = 0). При этом невозможно изменение
состава фаз или температуры, что показывается площадкой 2—2'
на кривой охлаждения (фиг. 95, б). После окончания затвердевания
сплав состоит из первичных кристаллов цементита и ледебуритной
эвтектики и может происходить дальнейшее охлаждение. На фиг. 96, а
показана эта структура: светлые вытянутые кристаллы первичногс
Диаграмма состояния железо — цементит
111
цементита окружены ледебуритной эвтектикой из светлых частиц
цементита и темных аустенита \
Сплав II содержит 4,3% углерода, т. е. имеет эвтектический
состав. При охлаждении жидкой фазы кристаллизация начинается
в точке 3; при этом образуется ледебуритная эвтектика. Процесс
Фиг. 96. Структура высокоуг-
леродистых сплавов:
а — сплав / заэвтектический;
б — сплав //эвтектический. Х450;
в — сплав /// доэвтектический.
Х250.
кристаллизации протекает при постоянной температуре (Ф = 3;
Ж + А + Ц; С = 0, т. е. нонвариантное равновесие), что пока-
зывается горизонтальной площадкой 3—3' на кривой охлаждения
(фиг. 95, б). Структура сплава состоит только из ледебуритной
эвтектики (фиг. 96, б).
1 При рассмотрении второй группы сплавов будет показано, что аустенит леде-
буритной эвтектики при дальнейшем охлаждении превращается в смесь перлита
(феррит и цементит) со вторичным цементитом (темные поля, фиг. 96, а).
112
Диаграммы состояния системы железо — углерод
Подобно сплаву ///, кристаллизуются все сплавы с содержанием
углерода от 2,0 до 4,3%. Начиная от температуры точки 4 и до тем-
пературы 1130° С (точка 5, фиг. 95, а) из жидкой фазы выпадают
первичные кристаллы аустенита (Д). В этом интервале температур
возможно замедленное охлаждение (Ф = 2; Ж и А; С = 1, участок
кривой охлаждения 4—5 для сплава ///, фиг. 95, б). При пониже-
нии температуры до 1130° С состав жидкой фазы изменяется
по участку 4—С линии ликвидуса, а состав аустенита — по уча-
Фиг. 97. Диаграмма состояний в интервале концентраций 0,025—
2,0% С.
стку 4' — Е линии солидуса. В момент достижения темпера-
туры 1130° С сплав III будет состоять из первичных кристаллов
аустенита (2% С) и жидкой фазы эвтектического состава (4,3% С).
Начинающаяся кристаллизация ледебуритной эвтектики приводит
к нонвариантному равновесию, что отмечено площадкой 5—5'
на кривой охлаждения (фиг. 95, б). После окончания затвердевания
структура сплава /// состоит из крупных зерен аустенита, окружен-
ных ледебуритной эвтектикой (фиг. 96, в).
Эта группа сплавов имеет общую структурную составляющую —
ледебуритную эвтектику. В доэвтектическом сплаве III появляются
избыточные кристаллы аустенита, а в заэвтектическом сплаве / —
цементита. Как будет показано при'‘рассмотрении сплавов следую-
щей группы, аустенит высокоуглеродистых сплавов претерпевает
превращение при дальнейшем охлаждении в твердом состоянии.
Вторая группа сплавов содержит от 0,025% до 2,0% углерода.
Левая часть диаграммы состояния железо — цементит до 2% угле-
рода показана на фиг. 97, а. При построении в левой верхней части
Диаграмма состояния железо — цементит
113
введено упрощение: часть диаграммы, связанная с перитектическим
превращением, изъята (пунктирные части линий ликвидуса и
солидуса). Последнее не отражается на превращениях в твердом
состоянии, исходной фазой для каждого сплава всегда является
аустенит.
Подобно сплаву IV, ведут себя все сплавы, содержащие от 0,8
до 2,0% углерода. Кристаллизация сплава начинается после дости-
жения температуры точки 1. В интервале температур точек I—2
проходит и заканчивается образование аустенита, состав которого
по мере охлаждения меняется по участку/'—2 солидуса. В районе
температур точек 2—3 происходит охлаждение однофазной струк-
туры аустенита. При температуре 3 достигается предельное насыще-
ние аустенита углеродом (пересечение с линией SE диаграммы
состояния) и при дальнейшем охлаждении из пересыщенного аусте-
нита выпадает цементит (Цп). При понижении температуры от
точки 3 до точки 4 (723° С) состав аустенита меняется по уча-
стку 3 — S линии ограниченной растворимости.
В точке 4 при 723° С сплав IV будет состоять из вторичного
цементита Цп и аустенита, содержащего 0,8% углерода (состав
аустенита соответствует точке S). При 723° С твердый раствор угле-
рода в FeY (аустенит) превращается в механическую смесь из фер-
рита концентрации точки Р (0,025% С) и цементита. В момент
достижения температуры 723° С состояние сплава начинает изме-
няться следующим образом:
Цп + Ло,8%с механическая смесь [Ф0,025%с + Щ + Цц
исходное конечное состояние
состояние
До окончания превращения аустенита существует три фазы:
аустенит, феррит и цементит. При трех фазах система нонвариаптна,
т. е. превращение протекает при постоянной температуре 723° С.
Это показано горизонтальной площадкой 4 — 4' на кривой охлажде-
ния сплава IV (фиг. 97, б). Процесс кристаллизации аустенита
(участок 1—2) и выпадения вторичного цементита (участки 3—4)
показаны на этой кривой перегибами (имеется одна степень
свободы).
Образующаяся при 723° С из аустенита (0,8% С) механическая
смесь получается путем попеременного выпадения из твердого рас-
твора частиц феррита и цементита и является эвтектоидом.
Этот эвтектоид называется перлитом (П). Таким образом перлитом
называется эвтектоидная смесь из феррита и цементита, которая
образуется из аустенита эвтектоидной концентрации (0,8% С)
при эвтектоидной температуре (723° С).
Эвтектоидная температура 723° С соответствует нижней гори-
зонтальной линии psk диаграммы состояния и обозначается
индексом Иногда происходящее при этом превращение
114
Диаграммы состояния системы железо — углерод
называется превращением А х. Если оно происходит при охлаждении:
Л0.8%с эвтектоид [Ф0,025«/Ос + «]•
то это превращение обозначается Аг! (см. § 1 настоящей главы).
Фиг. 98. Структура железоугле-
родистых сплавов:
а — сплав IV заэвтектоидный
(1,2% С). Х450; б — сплав V эвте-
ктоидный (0,8% С). Х800. в—сплав
VI доэвтектоидный, (0,45% С).
X 450.
Если превращение происходит при нагреве, т. ел
эвтектоид [ФО,О25%С + 4] -> ^0,8%С-
то оно обозначается Ас1.
В связи с образованием при этом превращении перлита оно назы-
вается также перлитным превращением. Таким образом эвтектоид-
ное превращение аустенита, превращение Лх и перлитное превраще-
ние являются синонимами и обозначают одно и то же явление.
Структура подобного сплава показана на фиг. 98, а: темные зерна
перлита оторочены тонкой белой сеткой вторичного цементита.
Диаграмма состояния железо — цеме'Нгрит 115
Аустенит в высокоуглеродистых сплавах /, II и III (см>. выше) в момент
окончания затвердевания содержит 2,0% углерода. При охлаждении ниже эвтекти-
ческой температуры (1130° С) до 723°С из аустенита выделяется вторичный
цементит, а состав аустенита меняется по линии SE. При 723° С аустенит (0,8% Q
превращается в перлит. Так как при перлитном превращении имеется нонвариант-
ное равновесие, то на кривых охлаждения сплавов /, // и /// при 723° С будет на-
блюдаться вторая горизонтальная площадка.
Сплав V (0,8% углерода) является эвтектоидным. Кристаллиза-
ция с образованием аустенита протекает в интервале температур
точек 5—6 (фиг. 97, а).
Далее аустенит охлаждается до температуры точки 7 (723е С).
При этой температуре происходит эвтектоидное превращение и обра-
зуется структура перлита, показанная на фиг. 98, б. Перлит
построен из перемежающихся пластин феррита (широких) и цемен-
тита (узких), примерно параллельных друг другу, но может иметь
также зернистое строение. Кривая охлаждения для сплава V пока-
зана на фиг. 97, б. Она характеризуется перегибом при температу-
рах кристаллизации (точки 5—6) и площадкой при перлитном пре-
вращении (точки 7—7').
Подобно сплаву VI превращаются все сплавы в интервале 0,025—
0,8% углерода. Кристаллизация с конечным образованием аусте-
нита происходит в интервале температур точек 8—9. При охлажде-
нии однородного аустенита до температуры точки 10 начинается
выделение феррита, состав которого по мере охлаждения изменяется
по участку 10' — Р линии. предельной растворимости углерода
в феррите PG. Состав аустенита при этом изменяется по участку
10 — S линии GS .диаграммы состояния. При 723° С сплав VI
состоит из избыточного феррита (0,025% С) и аустенита эвтектоид-
ного состава (0,8% С); происходит перлитное превращение. Струк-
тура сплава VI после окончания превращений состоит из феррита
(светлые) и перлита (темные зерна, фиг. 98, в).
Как было показано выше, кристаллизация аустенита (темпера-
туры точек 8—9) и выпадение избыточного феррита (температуры
точек 10—11) отмечаются перегибами, а перлитное превращение —
площадкой 11—1Г на кривой охлаждения (фиг. 97, б).
Следует подчеркнуть, что отличительней структурной составляю-
щей “для сплавов этой группы (/V, V и V/) является перлит.
Перитектическая кристаллизация наблюдается в верхней левой части диаграммы
состояния железо—цементит при содержании от 0,1 до 0,51% углерода (фиг. 93).
Эта часть диаграммы показана на фиг. 99, а.
Кристаллизация сплава Via (менее 0,1% С) происходит без перитектической
реакции в интервале температур точек I—2 и заканчивается образованием 6-фер-
рита, т. е. твердого раствора углерода в высокотемпературной модификации Fe$.
В интервале температур точек 2—3 происходит охлаждение d-феррита. В районе
температур точек 3—4 6-феррит превращается в аустенит, состав которого изме-
няется по участку 3'—4 линии NJ. Кривая охлаждения характеризуется двумя
перегибами: при кристаллизации и 6 -> А превращении (двухфазное равновесие).
Кристаллизация сплава VI6 протекает в интервале температур точек 5—6. При
этом состав образующегося 6-феррита изменяется по участку 5'—Н линии солидус?
а*
116
Диаграммы состояния системы железо — углерод
Л/7, а состав жидкой фазы по участку 5—В линии ликвидуса. В точке 6 (1492°С
протекает перитектическая реакция между d-ферритом (Ф$) с концентрацией 0,1% С
(точка Н) и жидкой фазой состава точки В (0,51% С):
Ф$ + Ж -> Фб + А (перитектика).
В результате превращения образуется перитектика из d-феррита и аустенита
с 0,18% углерода (точка J). При наличии трех фаз (Ж, Ф&, Л) получается нонва-
риантное равновесие, что отмечается площадкой 6—6' на кривой охлаждения
сплава VI6 (фиг. 99, б). При дальнейшем охлаждении d-феррит в интервале тем-
ператур точек 6—7 превращается в аустенит, состав которого изменяется по участку
/—7 линии NJ.
Фиг. 99. Часть диаграммы состояний железоуглеродистых сплавов с перитекти-
ческим превращением.
В сплаве Vie кристаллизация начинается при температуре то^-чи 8. При дости-
жении температуры точки 9 (1492° С) начинается перитектическая реакция, которая
заканчивается полным превращением d-феррита в аустенит:
Фб+ ЖА 4- Ж (нонвариантное равновесие, см. площадку 9—9' на фиг. 99, б).
При дальнейшем охлаждении из жидкой фазы кристаллизуется аустенит, состав
которого меняется по участку /—10 линии солидуса. Ниже температуры точки 10
структурой сплава Vie является аустенит.
Таким образом все сплавы, содержащие менее 0,51% углерода, заканчивают
превращения в верхнем районе температур образованием аустенита.
Последний типичный сплав VII диаграммы состояния железо —
цементит располагается в интервале концентраций 0—0,025% угле-
рода (до предельной растворимости углерода в феррите). Левая часть
диаграммы состояния в «растянутом» по оси концентраций масштабе,
показана на фиг. 100. Кривая охлаждения имеет районы замедлен-
ного охлаждения в интервале температур: 1—2 (кристаллизация
6-феррита); 3—4 (превращение 6-феррита в аустенит); 5—6 (превра-
щение аустенита в феррит) и ниже температуры точки 7 (выделение
Диаграмма состояния железо — цементит
117
цементита из пересыщенного углеродом феррита по линии pQ).
Фиг. 100. Часть диаграммы состояний с концентрацией менее
0,025% С.
Фиг. 101. Структура технического
сие, т. е. имеется одна степень свободы и возможно замедленное
(за счет выделения теплоты превращения) охлаждение.
Несмотря на малую растворимость
углерода в феррите (0,025% при
723° С), выделение цементита ниже
линии предельней растворимости pQ
имеет практическое значение. Цемен-
тит, выделяющийся при этом, назы-
вается третичным цементитом
Щш)' Выпадение этих мельчайших
частиц приводит к охрупчиванию
малоуглеродистых сплавов железа
и снижению их пластичности.
Структура сплава VII, состоящая
из зерен феррита, показана на
фиг. 101.
Диаграмма состояния железо —
графит будет рассмотрена в сле-
дующей главе в параграфах, по-
священных строению и свойствам
чугуна. железа. X 450.
ЛИТЕРАТУРА
1. К. П. Бунин. Железоуглеродистые сплавы. Машгиз, 1949.
2. К. П. Бунин и Я. Н. М а л и н о ч к а. Введение в металлографию.
Металлургиздат, 1954.
ГЛАВА VI
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
1 § 1 КЛАССИФИКАЦИЯ ТЕХНИЧЕСКИХ СПЛАВОВ. НЕПРЕМЕННЫЕ
ПРИМЕСИ
Свойства сплавов определяются их структурой, кристалличе-
ским и зернистым строением. При рассмотрении строения
железоуглеродистых сплавов их можно разделить на три основных
класса.
К первому классу принадлежат низкоуглеродистые сплавы
с ферритной структурой (фиг. 101). Сплавы этого класса носят
название технического железа. Ко второму классу относятся сплавы,
характеризующиеся в качестве основной структурной составляющей
наличием перлита (см. фиг. 98). .Этот класс железоуглеродистых
сплавов составляют стали. При содержании углерода меньше
чем 0,8% структура состоит из феррита и перлита (доэвтектоидная
сталь); при большем содержании углерода структура состоит из пер-
лита и цементита (заэвтектоидная сталь). Эвтектоидная сталь
(0,8% С) характеризуется чисто перлитной структурой.
Характерной структурной составляющей для/ третьего класса
железоуглеродистых сплавов является ледебуритная эвтектика:
этот класс сплавов составляют чугуны (см. фиг. 96). В зависимости
от структуры чугун может быть доэвтектическим (в качестве пер-
вичной фазы при кристаллизации выпадает аустенит, превращаю-
щийся при дальнейшем охлаждении в перлитно-цементитную смесь),
заэвтектическим (структура состоит из ледебурита и первичного
цементита) и эвтектическим (чисто ледебуритная структура). Рас-
смотренные ранее сплавы, в которых весь углерод связан в виде
цементита, называются белыми чугунами. В соответствии со ста-
бильной диаграммой состояния железо — графит в состав эвтектики
может входить углерод в виде графита. В этом случае чугуны назы-
ваются серыми.
Из рассмотрения диаграммы состояния (см. фиг. 93) сле-
дует, что строение находится в прямой зависимости от состава
сплавов.
Классификация железоуглеродистых сплавов в зависимости от
состава и строения дана в табл. 4.
Классификация технических сплавов. Непременные примеси
119
Таблица 4
Классификация железоуглеродистых сплавов по составу и структуре
Характе-
ристика
< 0,025
0,025-0,8
Структура
Феррит
(фиг. 101)
Перлит
и феррит
(фиг. 98, в)
Класс
Техни-
ческое
железо
Содержание углерода в %
Перлит
(фиг. 98, б)
Сталь
0,8-2,0
Перлит и
вторичный
цементит
(фиг. 98, а)
2,0-4,3
Ледебурит
и перлитно-
цементитная
смесь
(фиг. 96, в)
Ледебурит
(фиг. 96, б)
4,3-6,67
Ледебурит
и первич-
ный це-
ментит
(фиг. 96, а)
Чугун белый 1
Подкласс
Доэвтек- Эвтектоид- Заэвтек-
тоидная ная тоидная
Доэвтекти- Эвтекти- Заэвтекти-
ческий ' ческий ческий
1 В сером чугуне весь или значительная часть углерода находится в виде графита.
При содержании менее 0,025% С существует техническое железо;
в интервале 0,025—2,0% С — стали и при содержании более 2% С —
чугун. Как указано выше, эти концентрационные границы
не являются условными, они связаны с принципиальными изменениями
в структуре, а следовательно, и в свойствах сплавов.
С изменением содержания углерода изменяются механические
и физико-химические свойства железоуглеродистых сплавов. Мало-
углеродистое техническое железо обладает высокой пластичностью,
но малой прочностью. В стали прочность значительно повышается
при сохранении достаточно высокого уровня пластичности.
Высокоуглеродистые сплавы — чугуны — характеризуются соче-
танием высокой твердости с хрупкостью; их пластичность очень
мала.
Техническое железо, сталь и чугуны не являются чистыми
железоуглеродистыми сплавами. Ввиду особенностей- технологи-
ческого процесса выплавки, состава исходных материалов и тому
подобное, в состав технических сплавов входят непременные примеси.
Для стали этими примесями являются марганец (обычно менее 0,7%),
кремний (обычно менее 0,6%) (вводимые в качестве раскислителей),
сера и фосфор (менее 0,05% каждого). Введение марганца благо-
приятно отражается на поведении стали при горячей пластической
деформации. Кремний способствует упрочнению, повышению элек-
трического сопротивления и изменению других свойств. Поэтому
марганец и кремний вводятся иногда в повышенных количествах
для получения особых качеств сплава. В этом случае появляются
специальные стали, которые рассматриваются в последующих
главах.
120
Железоуглеродистые сплавы
Сера и фссфор являются вредными примесями. Наличие серы
приводит к сбразсванию легкоплавкой эвтектики и появлению
хрупкости при температурах порядка 1000° С (так называемая
красноломкость). Образование фосфидов (соединений фосфора
с металлами) или образование твердого раствора фосфора в железе
способствует резкому снижению пластичности при низких темпера-
турах и появлению хладноломкости. Поэтому суммарное содержа-
ние серы и фосфора в высококачественной стали не должно пре-
вышать 0,03 %, а в стали обыкновенного качества .0,045—0,09% фос-
фора и 0,055—0,07 ?6 серы по ГОСТу 380-60.
Наличие непременных примесей приводит к появлению в струк-
туре неметаллических включений: сульфидов и фосфидов, ухудшаю-
щих свойства сплавов. К числу неметаллических включений отно-
сятся также оксиды (соединения с кислородом).
Рассмотрим технические железоуглеродистые сплавы.
§ 2. ТЕХНИЧЕСКОЕ ЖЕЛЕЗО
Техническое железо в промышленном масштабе получают
несколькими методами: выплавкой в печах, электролитическим
осаждением из растворов (электролитическое железо), восстановле-
нием из химических соединений (карбонильное железо). Получен-
ный при восстановлении карбонильный порошок подвергается спе-
канию и последующей ковке или прокатке. Техническое железо
получается также методами «металлургии волокна», разработан-
ными в СССР под руководством В. А. Улитовского.
Обычно технически чистое железо содержит следующие примеси:
<0,025% С; < 0,035% Мп; <0,03% Si; <0,025% S; <0,015% Р
и <0,08% Си.
Техническое железо применяется для изготовления изделий спо-
собом глубокой вытяжки и в качестве электротехнического материала.
Возможность изготовления изделий способом глубокой вытяжки
определяется высокой пластичностью технического железа: отно-
сительное удлинение 6 равно 30—40%; сужение площади попереч-
ного сечения ф достигает 70—80%. Специальные испытания на про-
давливание показывают, что техническое, в частности электролити-
ческое железо, по пластичности близко к меди. Прочностные харак-
теристики технического железа низки: предел прочности <зв =
= 28—32 кГ1мм2\ предел текучести а0,2 = 13—21 кПмм2.
Выпадение третичного цементита при длительном вылеживании
листового материала (так называемое старение) значительно ухуд-
шает пластичность технического железа. Для устранения этого
явления, а также для получения более мелкого зерна в состав вво-
дится незначительное количество алюминия, ванадия или некоторых
других металлов (сотые доли %). Измельчение зерна приводит
к повышению прочности при сохранении уровня пластичности.
Углеродистая сталь
121
Применение технического железа в качестве электротехнического
материала определяется высокими магнитными характеристиками.
В этом случае полезной оказывается к р у п н о з е р н и с т о с т ь.
Крупнозернистое техническое железо получается при предельном
уменьшении количества примесей и высокотемпературном нагреве
для роста зерна и удаления водорода, поглощенного при электро-
литическом осаждении. Наилучшими магнитными характеристиками
отличается электролитическое и карбонильное железо.
Электролитическое железо после нагрева в вакууме при 850° С
в течение 24 ч имеет следующие характеристики: коэрцитивная
сила равна 0,35—0,40 э (эрстед), максимальная магнитная проницае-
мость — 15 000 гс/э (гаусс/эрстед).
Карбонильное железо непосредственно после прокатки имеет
коэрцитивную силу около 0,3 э, а начальную магнитную проницае-
мость 800—1200 гс/э. После нагрева в вакууме при 850—890° С
и медленного охлаждения коэрцитивная сила снижается до 0,1 э,
начальная проницаемость повышается до 2000—3000 гс/э, а макси-
мальная проницаемость до 20 000 гс/э. По магнитным характери-
стикам карбонильное железо превышает электролитическое, однако
его применение ограничивается высокой стоимостью приготовления.
Высокая магнитная проницаемость и низкая коэрцитивная сила
позволяют применять техническое железо для изготовления сердеч-
ников электрических машин.
§ 3. УГЛЕРОДИСТАЯ СТАЛЬ
Подробное рассмотрение основных групп промышленной угле-
родистой стали различного назначения производится далее, в гла-
вах XIII и XIV (конструкционные стали), главе XV (инструмен-
тальные стали) и главе XVI (стали с особыми свойствами). Стали
указанных групп подвергаются на машиностроительных заводах
сложной обработке, связанной с получением изделий определенной
формы и свойств.
Наряду с этими сталями широко применяются углеродистые
стали обыкновенного качества общего назначения
и разных специальных назначений (для мостостроения, судострое-
ния, котельная, заклепочная, для железнодорожного транспорта
и т. д.). Эти стали поставляются в виде фасонных профилей, горяче-
катаных прутков, листов и проволоки. Важность этих сталей
определяется огромным масштабом их применения в различных
отраслях народного хозяйства. Данные о марке, составе и свойствах
этих сталей могут быть почерпнуты из специальной справочной
литературы.
Общим для указанных сталей является в большинстве случаев
их применение для промышленных целей в состоянии поставки без
какой-либо дополнительной обработки, изменяющей качества стали.
122
Железоуглеродистые сплавы
Рассмотрим сталь углеродистую обыкновенного качества,
поставляемую по ГОСТу 380-60. В зависимости от назначения
и гарантируемых характеристик сталь подразделяется на две
группы и одну подгруппу:
Группа А — поставляемая по механическим свойствам.
Группа Б — поставляемая по химическому составу.
Подгруппа В — поставляемая по механическим свойствам
с дополнительными требованиями по химическому составу.
, В табл. 5 указаны марки и механические свойства стали
группы А по ГОСТу 380-60.
Таблица 5
Марки и механические свойства стали группы А
Марка стали Механические свойства Марка стали Механические свойства
Предел проч- ности &в в кГ/мм2 Предел теку- чести о у в кГ/мм2 Относитель- ное удлине- ние д1в в % не менее Предел проч- ности в кГ/мм2 Предел теку- чести в? в кГ!м,м.г । Относитель- ное удлине- ние д10 в % не менее
Ст. 0 Ст. 1 ) Ст. 1 кп J Ст. 2 1 Ст. 2 кп / Ст. 3 кп Не менее 32 32—40 34—42 38—47 19—22 21—24 18 28 26 21 Ст. 3 Ст. 4 1 Ст. 4 кп / Ст. 5 Ст. 6 Ст. 7 38—47 42—52 50—62 60—72 70—75 22—24 24—26 26—28 30—31 21 19 15 И 8
Если стали группы А предназначаются для сварных кон-
струкций, то дополнительно ограничивается содержание примесей
(углерода, серы, фосфора и др.), ухудшающих свариваемость стали.
Если для изготовления изделий из стали обыкновенного качества
общего назначения применяется технологический процесс, изменяю-
щий свойства стали (например, горячая ковка или штамповка),
сталь поставляется по химическому составу (группа Б). Так как
механические свойства при данном составе зависят также от способа
выплавки, то в обозначение стали группы Б вводится дополнитель-
ный индекс. Например МСт.З — сталь мартеновского производства;
БСт. 3 — бессемеровского и т. д. При одном и том же методе
выплавки сталь может быть кипящей и спокойной
(последняя отличается более высокими показателями сопротивле-
ния динамическому нагружению, ударной вязкостью). Они обозна-
чаются следующим образом: МСт. Зкп; МСт. 3 сп; БСт. Зкп и тому
подобное, что означает соответственно мартеновская Ст. 3 кипящая,
мартеновская Ст. 3 спокойная, бессемеровская Ст. 3 кипящая.
Марки углеродистой стали специального назначения в ряде
случаев снабжаются дополнительными индексами. Например,
Ст. 3 мост. — для мостовых конструкций; Ст. 1С, Ст. 2С и т. п. —
для судостроения.
Серый чугун
123
При обработке металлов резанием большое значение придается
качеству обработанной поверхности (классу чистоты поверхности).
Введение в углеродистую сталь серы (от 0,08 до 0,3%) в ком-
бинации с повышенным содержанием фосфора (до 0,15%) позво-
лят получить достаточно высокий класс чистоты поверхности. Осо-
бенно это важно при изготовлении крепежных деталей (болтов,
гаек и т. п.) на автоматах и полуавтоматах, где требуется полу-
чить резьбу с поверхностью 4—5-го класса чистоты. Такого типа
стали поставляются по ГОСТу 1414-54 и называются конструк-
ционными автоматными. Эти стали бывают марок А12; А20; АЗО
и А40Г. Содержание углерода в этих сталях 0,08—0,16; 0,15—0,25;
0,25—0,35 и 0,35—0,45 соответственно.
Для повышения предела прочности автоматную сталь иногда
подвергают холодной протяжке, в результате чего получается на-
гартоцанное состояние (см. гл. VII). Для стали А12, например, пре-
дел прочности на растяжение при этом повышается с 42—60 кГ)мм*
до 60—80 кГ/мм*.
§ 4. СЕРЫЙ ЧУГУН
Высокоуглеродистые сплавы, называемые чугунами, отличаются
хорошими литейными качествами и широко применяются в машино-
строении для изготовления деталей методом литья. Ранее мы рас-
смотрели получение и структуру белого чугуна (см. глава V, § 4).
В белом чугуне углерод находится полностью в связанном состоя-
нии в виде карбида железа (цементита) Fe3C. В сером чугуне угле-
род полностью или в большей части образует графитные пластины
различной формы и размеров.
В соответствии со стабильной диаграммой состояния железо—
углерод принципиально возможно получение железографитных
структур в двойных железоуглеродистых сплавах (см. главу V, § 3).
В реальных условиях для получения серого чугуна используются
сплавы, содержащие помимо железа и углерода, повышенное содер-
жание кремния, серу, фосфор и марганец. Типичный состав серого
чугуна таков: углерода 3,5—3,6%; кремния 1,5—3,0%; марганца
0,4—0,6%; фосфора 0,3—0,8% и серы 0,1—0,12%. Основным эле-
ментом, способствующим образованию графита, является кремний.
В предельном случае структура серого чугуна состоит из феррита
(светлые поля) с пластинчатыми темными включениями графита
(фиг. 102, а). Очевидно, что при изменении состава и условий охла-
ждения возможно некоторую часть углерода (порядка 0,4%) связать
в виде цементита. Тогда металлическая основа будет состоять
из смеси феррита и перлита. Оставшийся углерод (3,6 — 0,4 = 3,2%)
образует графитные пластинки (фиг. 102, б). Если, в связанном
состоянии оказывается 0,8% углерода, то металлическая основа
является чисто перлитной; 3,6 — 0,8 = 2,8% углерода образуют
графитные включения (фиг. 102, в).
124
Железоуглеродистые сплавы
В зависимости от типа металлической основы серый чугун может
быть ферритного, ферритно-перлитного и перлитного классов
(фиг. 102, а, б и в, соответственно).
Механические качества серого чугуна определяются особенно-
стями его строения. Пластинчатые включения графита имеют весьма
малую прочность и играют роль внутренних надрезов в металли-
- - 'Ч
" 1
Фиг. 102. Строение серого чугуна:
а — ферритного; б — ферритно-перлитного;
в — перлитного классов. X 100 (ГОСТ
3443-57).
ческой основе. При приложении
внешних усилий надрезы всегда
являются концентраторами на-
пряжений и приводят к прежде-
временному разрушению. По-
этому серый чугун отличается
низкой пластичностью. Относи-
тельное удлинение при феррит -
нойоснове равно 0,3—0,8% (для
самого феррита 6 = 30—40%);
для перлитного серого чугуна
6 = 0,2— 0,4% (для перлитной
стали 6 порядка 20%). Серый
чугун плохо воспринимает ди-
намические нагрузки: ударная
вязкость ферритного и перлит-
ного чугуна равна соответст-
венно 0,3—0,8 иО,5—1,0 кГм!см2
(ударная вязкость феррита
13—20 кГм/см2).
Серый чугун
125
В связи с преждевременным разрушением из-за наличия графит-
ных пластинок, играющих роль внутренних надрезов, прочностные
характеристики чугуна также низки: предел прочности при растя-
жении изменяется от 12 до 38 кГ/мм\ а при изгибе — от 28
до 60 кГ/мм2.
В табл. 6 приведены характеристики прочности серого
чугуна различных марок. Марки расшифровываются следую-
щим образом: СЧ 12-28 означает: серый чугун с пределами проч-
ности при растяжении 12 кГ/мм2 и при изгибе 28 кГ/мм2.
Таблица 6
Механические свойства серого чугуна (ГОСТ 1412-54)
Марка чугуна Предел прочности при растяжении ав в кГ/мм2 Предел прочности при изгибе ом в кГ/мм2 Твердость НВ Марка чугуна Предел прочности при растяжении ов в кГ/мм2 Предел прочности при изгибе ои в кГ/мм2 1 Твердость НВ
СЧ 12-28 12 28 143—229 СЧ 28-48 28 48 170—241
СЧ 15-32 15 32 163—229 СЧ 32-52 32 52 187—255
СЧ 18-36 18 36 170—229 СЧ 35-56 35 56 197—269
СЧ 21-40 СЧ 24-44 21 24 40 44 170—241 170—241 СЧ 38-60 38 60 207—269
Выше было указано, что причиной низких механических качеств
серого чугуна является отсутствие пластичности и хрупкое разру-
шение в связи с влиянием графитных пластинок, играющих роль
внутренних надрезов. Механические свойства серого чугуна можно
улучшить, во-первых, повышением прочности металлической основы,
и, во-вторых, изменением количества, формы и размеров графитных
включений.
На фиг. 103 показаны структуры серого чугуна с различной
дисперсностью (тонкостью) перлитной основы: от весьма тонко-
пластинчатого (сорбитообразного) высокопрочного (балл 1) до кру-
пнопластинчатого (балл 5), отличающегося низкой прочностью
(регламентировано ГОСТом 3443-57).
Степень дисперсности перлита регулируют, изменяя состав и
технологические факторы (температуру нагрева, скорость охлажде-
ния и т. п.).
Изменяя технологические факторы, можно также регулировать
размеры и форму графитных включений. На фиг. 104 даны микро-
структуры серого чугуна с различной длиной графитных пластин
(также по ГОСТу 3443-57). Всего существует 10 баллов длины —
от Гд 1 (самых мелких) до Гд 10 (самых крупных). Измельчение
126
Железоуглеродистые сплавы
и равномерное распределение графитных пластин по объему способ-
ствует повышению механических свойств чугуна. Этим же ГОСТом
Фиг. 103. Степени дисперсности
перлитной основы серого чугуна.
X 1000 (ГОСТ 3443-57).
[редусмотрена десятибалльная
икала формы графитных вклю-
[ений и их сочетания.
Фиг. 104. Пластинчатый графит в се-
ром чугуне (размеры). X100 (ГОСТ
3443-57).
Серый чугун
\Т1
Фиг. 105. Форма графитных пласти-
нок в сером чугуне. X100 (ГОСТ
3443-57).
На фиг. 105 показаны
некоторые микроструктуры
этой шкалы: от грубой слег-
ка изогнутой формы (Гф 1)
до точечной в сочетании
с пластинчатой и гнездооб-
разной формы Гф 9.
Применение различных
технологических пр иемов
позволяет получить серый
чугун указанного выше со-
става со свойствами, соот-
ветствующими первым трем
маркам табл. 5 (от СЧ 12-28
до СЧ 18-36). Из этого чу-
гуна отливают заготовки не-
ответственных деталей.
Более высокие механи-
ческие свойства, соответст-
вующие маркам СЧ 21-40,
СЧ 24-44 и СЧ 28-48, имеет
сталистый серый чу-
гун. Этот чугун впервые
был выплавлен в вагранке
Д. К. Черновым. Чугун по-
лучил свое название из-за
добавки в шихту (смесь ма-
тер налов, закладываемых
в плавильную печь) 20—
30% стали. Сталистый чугун
содержит меньше углерода
(3,0-3,3°/0 вместо 3,5—3,6%),
чем обычный, и повышенное
содержание марганца (1,0—
1,2% вместо 0,4—0,6% мар-
ганца для обычного). Фос-
фор и сера содержатся на
нижнем пределе (0,3 % и 0,1 %
соответственно). Сталистый
чугун дает большую усадку,
в связи с чем необходимо
предусматривать прибыли
в отливках.
Наиболее прочным яв-
ляется. модифицированный
серый чугун (СЧ 28 - 48,
128
Железоуглеродистые сплавы
СЧ 32-52, СЧ 35-56 и СЧ38-60, см. табл. 5). Для повышения
прочности необходимо получить минимальные вкрапления изоли-
рованных пластинок графита в перлитной основе, что дости-
гается уменьшением содержания углерода до 3% и ниже. Содержа-
ние кремния в шихте уменьшается, а его дополнительное количество
вводится в ковш с расплавленным чугуном в виде ферроси-
лиция (сплав железа с кремнием), который является модифика-
тором. Таким образом серый модифицированный чугун содержит
много углерода и кремния (прочие элементы, как и в сталистом
чугуне). Структура модифицированного чугуна состоит из перлита
и пластинчатого графита.
Из рассмотрения структуры серого чугуна следует, что во всех
случаях в них присутствуют пластинчатые включения
графита разной формы и степени дисперсности. Концентрация
напряжений при нагружении у острых концов пластин, создающих
надрез в металлической основе, приводит к преждевременному
разрушению и невысокой прочности серого чугуна. Дальнейшее
повышение прочностных характеристик чугуна возможно при усло-
вии изменения формы графитных включений и получения шаровид-
ного графита (отсутствие острых надрезов в металлической основе).
Сфероидный или шаровидный графит может быть получен двумя
путями: с помощью модифицирования магнием жидкого чугуна
(высокопрочный чугун с шаровидным графитом) и путем примене-
ния тепловой обработки к отливкам из белого чугуна (ковкий
чугун).
§ 5. ВЫСОКОПРОЧНЫЙ ЧУГУН С ШАРОВИДНЫМ ГРАФИТОМ
Высокопрочный чугун с шаровидным графитом получается
в результате введения магния в жидкий чугун. Значительная часть
магния при этом окисляется или связывается с серой. Остальная
Таблица 7
Механические свойства высокопрочного чугуна с шаровидным графитом
(ГОСТ 7293-54)
Марка чугуна Механические свойства
Предел прочности в кГ/мм2 Условный предел текучести при растя- жении OQ2 в кГ/мм2 Ударная вязкость ан в кГ-м/см2 Относи- тельное удлине- ние д в % Твердость НВ
Не менее
ВЧ 45-0 ВЧ 50-1,5 ВЧ 60-2 ВЧ 45-5 ВЧ 40-10 45 50 60 45 40 36 38 42 33 30 1,5 1,5 2,0 3,0 1,5 2,0 5,0 10 187—255 187—255 197—269 170—207 156—197
Высокопрочный чугун с шаровидным графитом
129
часть в количестве порядка 0,04—0,05% вступает во взаимодействие
с компонентами чугуна и приводит к его модифицирова-
нию. Ранее была рассмотрена природа модифицирующего влияния
малых добавок элементов на Струк-
туру сплавов (см., глава II, § 4).
Фиг. 106. Структуры высокопрочного
чугуна с шаровидным графитом. X 100
(ГОСТ 3443-57).
Исследования процесса образования
шаровидного графита (К. П. Бунин,
И. Н. Богачев, Б. С. Мильман и др.)
привело к созданию двух теорий. Со-
гласно первой теории, образование гра-
фитных частиц происходит в жидком чу-
гуне в междуосном пространстве аусте-
нитных дендритов. Частицы шаровидного
графита окружаются аустенитными объе-
мами и их дальнейший рост связан с диф-
фузией углерода из жидкости через слой
аустенита. Согласно второй теории вве-
дение магния препятствует образованию
графита при затвердевании. Поэтому
чугун затвердевает белым. В процессе
охлаждения белого чугуна осуществляется
«сверхбыстрый» распад цементита с об-
разованием шаровидных частиц графита.
Некоторые структуры по деся-
тибалльной системе ГОСТа 3443-
57 показаны на фиг. 106. Как
и в случае серого чугуна, графит
(темные шаровидные объемы) соче-
таются с различными металличес-
кими структурами: от почти чисто
ферритной (фиг. 106, балл 9) через
ферритно-перлитную с увеличи-
вающимся содержанием перлита
(балл 7—3, фиг. 106) до чисто
перлитной (балл 1). Средний
размер частиц шаровидного гра-
фита также изменяется в достаточно
широких пределах (от менее 25
до более 100 мк).
В связи с формой графита,
обеспечивающей отсутствие острых
надрезов внутри металлической
матрицы, прочность и пластичность
чугуна значительно возрастает (табл. 7). Марка высокопрочного
чугуна (ВЧ) включает две цифры: первая из них показывает предел
прочности об, вторая—относительное удлинение 6. Например, чугуну
ВЧ 40-10 соответствует ав = 40 кГ/мм* и S = 10% (табл. 6).
В то время как серый чугун характеризуется низкими зна-
чениями относительного удлинения и малым сопротивлением
130
Железоуглеродистые сплавы
динамическим нагрузкам (6 = 0,2—0,8%; ан = 0,3—1 кГм/см2),
у высокопрочного чугуна величина 6 достигает 10%, а величина
ан — 3 кГм/см2. Поэтому высокопрочный чугун является полно-
ценным заменителем литой и штампованной стали.
Обычный состав перлитного чугуна с шаровидным графитом
таков: более 3,3% С; 2,2—2,5% Si; 0,5—0,8% Мп; менее 0,14% S
и менее 0,2% Р.
§ 6. КОВКИЙ ЧУГУН
Равноосные образования графита в высокопрочном чугуне полу-
чаются непосредственно при отливке. Подобной формы графитные
включения могут быть получены специальной обработкой отливок
из белого чугуна. Если сравнить строение графитных включений
в высокопрочном (фиг. 106) и ковком (фиг. 107) чугунах, то оказы-
Фиг. 107. Структура ковкого чугуна:
а — ферритного; б — ферритно-перлитного. X 250.
вается, что в последнем графит имеет не шаровидную, а хлопье-
видную форму.
Металлическая основа может быть ферритной (фиг. 107, а),
ферритно-перлитной (фиг. 107, б) и перлитной.
Ковкий чугун получают специальной обработкой отливок
из белого чугуна; этот вид обработки называется графитизирующим
отжигом или томлением. Вначале отливают заготовку из белого
чугуна, обычно следующего состава: 2,5—3,0% С; 0,5—1,5% Si;
0,3—1,0% Мп; менее 0,12% S и менее 0,2% Р. Затем заготовку
отжигают.
Существует два способа отжига: первый для получения феррит-
ного и второй для получения перлитного ковкого чугуна. Режимы
отжига показаны на фиг. 108, а (для ферритного) и фиг. 108, б
(для перлитного чугуна). Для получения ферритного чугуна приме-
няется двухстадийный отжиг: первая стадия графитизации проте-
Ковкий чугун
131
кает при 930° С, а вторая — при 720° С (ниже температуры XJ.
Перлитный чугун получается в результате графитизации при одной
температуре порядка 930° С.
Фиг. 108. Графики режимов отжига:
а — для ферритного чугуна; б — для перлитного ковкого чугуна.
Сущность процессов графитизации белого чугуна заключается в разложении
цементита с образованием графита хлопьевидной формы. Ниже излагаются основы
Фиг. 109. Часть диаграммы состояния железо—цементит
(сплошные) и железо— графит (пунктирные линии).
линии диаграмм состояния железо—цементит (сплошные) и железо—графит (пунк-
тир). При температуре первой стадии графитизации (930° С) наибольшая раствори-
мость углерода в аустените при растворении цементита показана точкой Сц (1,4% С);
наибольшая растворимость углерода в аустените при растворении графита показана
точкой Сг (1,3% С). Структура белого чугуна, нагретого до этой температуры, будет
состоять из аустенита предельной концентрации Сц и цементита. При появлении
132
Железоуглеродистые сплавы
в объеме аустенита графитного зародыша предельная растворимость углерода в аусте-
ните на границе с графитом Сг уменьшится.
На фиг. НО показан перепад концентраций в аустените АС. созданный одно-
временным присутствием частиц цементита Ц и графита Г. Наличие перепада кон-
центраций приводит к диффузии углерода от поверхности цементитных частиц
к графитным образованиям. Диффундирующий углерод осаждается на поверхности
графитных образований; объем, необходимый для роста графитных частиц (иначе
называемых углеродом отжига), создается самодиффузией атомов железа.
Перемещение углерода от поверхности частиц
Направление диффузии
ц углерода
цементита создает на границе обедненные углеродом
объемы аустенита: в них продолжает растворяться
цементит. Этот процесс продолжается до тех пор,
пока не растворится весь цементит, существующий
при данной температуре совместно с аустенитом.
Если в чугуне было 3,0% С, то при температуре
первой стадии графитизации 3,0— 1,3 — 1,7% С пере-
ходит в углерод отжига, образуя хлопьевидные
объемы графита.
Охлаждение до комнатных температур после пер-
вой стадии графитизации приведет к превращению
аустенита ниже 723° С в перлит и получению перлит-
ного ковкого чугуна. Этот режим отжига показан на
фиг. 108, б.
Если после первой стадии графитизации произвести
охлаждение до температур второй стадии (порядка
720° С, фиг. 109), то процесс разложения цементита
продолжится до тех пор, пока структура не будет со-
стоять из феррита и хлопьевидных объемов углерода
отжига. В результате двухстадийного отжига появ-
Фиг. НО. Схема раство-
рения цементита и роста
графитных объемов— при
диффузии углерода в аус-
тените.
ляется ферритный ковкий чугун (режим отжига пока-
зан на фиг. 108, а).
Согласно точке зрения К. П. Бунина, местами
первичного зарождения частиц углерода отжига
являются микропустоты и несовершенства в объеме
аустенита.
Следовательно, процесс графитизации ковкого чугуна происходит
вследствие различной растворимости цементита и графита в аусте-
ните. Этот процесс осуществляется путем диффузии углерода
в аустените от поверхности цементитных частиц к объемам гра-
фита.
Было замечено (М. Г. Окнов, И. Н. Богачев), что внутренние
напряжения способствуют ускорению процесса графитизации.
На этом явлении основан ускоренный способ отжига
ковкого чугуна. Для этого перед процессом графитизации отливки
из белого чугуна подвергаются резкому охлаждению в воде, что
способствует получению внутренних напряжений.
Механические качества ковкого чугуна значительно превосходят
свойства серого чугуна. Для ферритного ковкого чугуна предел
прочности при растяжении об = 30—63 кПмм\ а относительное
удлинение S = 12% (табл. 8). Ковкий чугун (ГОСТ 1215-59) мар-
кируется буквами КЧ и цифрами; первые две цифры показывают
предел прочности, а последующие — относительное удлинение.
Литература
133
По виду излома ферритный ковкий чугун иногда называется
черносердечным, а перлитный — светлосердечным.
Ковкий чугун применяется в общем машиностроении для изгото-
вления арматуры и мелких деталей сложной формы с повышенными
требованиями к вязкости и стойкости против ударного нагружения.
Механические свойства ковкого чугуна
Таблица 8
Марка чугуна Предел прочности ав в кГ/мм* Относи- тельное удлине- ние б в % Твердость НВ не более Марка чугуна Предел прочности °в в кГ/мм2 Относи- тельное удлине- ние 6 в % Твердость НВ не более
Не м енее Не м 1енее
кч 30-6 30 6 163 кч 50-4 50 4 241
кч 33-8 33 8 163 кч 56-4 56 4 269
кч 35-10 35 10 163 кч 60-3 60 3 269
кч кч 37-12 45-6 37 45 12 6 163 241 кч 63-2 63 2 269
ЛИТЕРАТУРА
1. В. С. Меськин. Основы легирования стали. Металлургиздат, 1960.
2. Металловедение и термическая обработка стали и чугуна (справочник).
Металлургиздат, 1956 (изд. 1-е) и 1961 (изд. 2-е).
3. М. Г. О к н о в. Металлография чугуна. ГОНТИ, 1938.
4. И. Н. Богачев. Металлография чугуна. Машгиз, 1952.
5. К. П. Б у н и н, Т. И. Иван цов и Я. Н. Мал и ночка. Структура
чугуна. Машгиз, 1952.
ГЛАВА VII
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ И МЕХАНИЧЕСКИЕ
СВОЙСТВА
Под воздействием внешних сил металлические тела изменяют
свою форму, т. е. деформируются.
Если внешние силы сравнительно малы, то деформация исче-
зает после их снятия.
Деформация, устраняющаяся после снятия вызывающих ее сил,
называется упругой. С увеличением деформирующих усилий
появляется остаточная деформация, которая не устра-
няется после снятия действующих сил. Появление остаточной
деформации характеризует пластичность материалов. Для хрупких
материалов характерно разрушение, наступающее вслед за упругой
деформацией. Пластичные или вязкие материалы по мере увеличе-
ния внешних действующих сил вначале упруго деформируются,
затем появляется остаточная деформация, называемая пластической,
и только после этого наступает разрушение.
Под пластической деформацией подразумевается остаточное изме-
нение формы без разрушения. Пластическая деформация имеет важ-
ное практическое значение: она лежит в основе обработки металлов
давлением (прокатки, ковки, штамповки и т. п.).
Пластическая деформация заключается не только в остаточном
изменении внешних форм материалов. Одновременно с этим про-
исходят изменения механических и физико-химических свойств
металлов и сплавов, изменения в их внутреннем строении. Благо-
даря этому пластическая деформация используется для получения
требуемых технических свойств металлических изделий. В послед-
ние годы (1959—1961 гг.) применение комбинированной обработки,
которая заключается в совмещении пластической деформации с тер-
мической обработкой (ем. главу IX и далее), позволило получить
очень высокую прочность многих хорошо известных промышлен-
ных сплавах.
Для выяснения причин изменений в строении и свойствах необ-
ходимо рассмотреть физическую природу упругой и пластической
деформации и разрушения,
Физическая природа деформации и разрушения
135
к кристалличе-
Фиг. 111. Схема раз-
ложения напряжения
а на нормальную и ка-
сательную составляю-
щие в кристалличе-
ской решетке.
половинах возвра-
§ I. физическая природа деформации и разрушения
Приложение внешних усилий может оказать двоякое влияние
на состояние кристаллической решетки. На фиг. 111 показано, что
внешнее усилие Р, точнее напряжение о, создаваемое этим усилием,
может быть разложено на две составляющие: ап и ох. Составляю-
щая оп направлена перпендикулярно, нормаль
ской плоскости. Поэтому оп называется нор-
мальным напряжением. Составляющая ot на-
правлена по касательной к кристаллической
плоскости и поэтому называется касательным
напряжением. Рассмотрим раздельно воздей-
ствие нормальных и касательных напряжений
на кристаллическую решетку металлов.
На фиг. 112, а показано исходное состоя-
ние кристаллической решетки кубического
типа с параметром а. Приложение нормаль-
ных напряжений оп приводит к искажению
(растяжению) решетки по направлению действия
напряжения, показанного стрелкой. Межатом-
ное расстояние в этом направлении увеличи-
вается до с > а (фиг. 112, б). Если снять дей-
ствующее напряжение оп, то исчезнет причина,
приводящая к искажению решетки, и струк-
тура вновь станет подобна показанной на
фиг. 112, а. Следовательно, нормальные напря-
жения приводят к упругой деформации решетки,
исчезающей после снятия напряжений.
Повышение нормальных напряжений при-
водит к разрушению путем отрыва (фиг. 112, в).
В момент разрушения исчезают действующие
напряжения и кристаллическая решетка в обеих
щается в исходное состояние в связи со снятием упругих напряжений.
Разрушению путем отрыва предшествует упругая деформация.
Пластическая деформация, характеризующая вязкость металла,
при этом не наблюдается \ Поэтому разрушение отрывом под дей-
ствием нормальных напряжений называется хрупким разрушением.
Касательные напряжения по-иному действуют на кристалли-
ческую решетку металлов. На фиг. 113, а показано исходное состоя-
ние решетки и направление действия касательных напряжений.
При малых значениях касательных напряжений верхний и нижний
элементы смещаются друг относительно друга (фиг. 113, б). Снятие
касательных напряжений приводит к восстановлению кристалли-
ческой структуры, показанной на ' фиг. 113, а. Следовательно,
1 В реальных сплавах хрупкому разрушению зачастую предшествует незна-
чительная пластическая деформация.
136
Пластическая деформация и механические свойства
касательные напряжения небольшой вели-
чины приводят к упругой деформации. Увели-
чение касательных напряжений приводит к смещению верхнего
а) б) 6)
Фиг. 112. Схемы упругой деформации и хрупкого разрушения под
действием нормальных напряжений.
и нижнего элементов кристаллической решетки на величину пара-
метра решетки а (фиг. 113, в).
В этом случае снятие напряжений не приводит к устранению
деформации, так как атомы снова находятся в равновесном поло-
Фиг. 113. Схемы упругой и пластической
деформации и вязкого разрушения под
действием касательных напряжений.
жении. Следовательно, увеличение касательных напряжений при-
водит к пластической деформации. Дальнейшее возрастание каса-
Физическая природа деформации и разрушения
137
тельных напряжений приводит к разрушению (срезу) (фиг. 113, г).
Так как этому виду разрушения предшествует пластическая дефор-
мация, характеризующая вязкость металла, то разрушение путем
среза под действием касательных напряжений называется вязким
разрушением.
Из схемы фиг. 113 следует, что смещение происходит по кристаллографической
плоскости, которая называется плоскостью скольжения в определенном кристалло-
графическом направлении (направление скольжения). Плоскостями скольжения
являются плоскости, наиболее густо усеянные атомами (с наибольшей плотностью
упаковки). Для металлов с решеткой гранецентрированного куба плоскостью сколь-
жения является {111}, а направлением скольжения <101> (Al, Си, Ag, Аи, Ni идр.).
У металлов с решеткой объемноцентрированного куба плоскостями скольжения
являются {ИО}, {112}, {123}, а направлением <111> (Fea, Mo, W, К, Na и др.).
Для гексагональных плотноупакованных металлов плоскость базиса является
плоскостью скольжения {0001}, а направлением—<2110>(Mg, Cd, Zn, Be и др.).
Направление скольжения обычно совпадает с наиболее плотно упакованным
направлением в кристаллической решетке данного типа.
Плоскость скольжения в сочетании с направлением скольжения образует так
называемую систему скольжения. В металлах с гранецентрированной кубической
решеткой имеются четыре плоскости {111} с тремя направлениями скольжения для
каждой плоскости <101>, т. е. в наличии 12 систем скольжения. В металлах с объем -
ноцентрированной кубической решеткой имеется 12 плоскостей скольжения с че-
тырьмя направлениями <111>, т. е. 48 систем скольжения.
Вернемся к рассмотрению фиг. 113: выше было указано, что
снятие касательного напряжения (фиг. 113,6) приводит к восста-
новлению исходной кристаллической решетки. Если касательное
напряжение превышает некоторое критическое значение, то про-
исходит смещение, связанное с пластической деформацией
(фиг. 113, в); это значение соответствует критическому касатель-
ному напряжению. Ранее, при рассмотрении строения и свойств
Дислокации (см. главу I, § 8) было показано, что критическое каса-
тельное напряжение (критическое сопротивление сдвигу) в реаль-
ных металлах в сотни раз ниже теоретического, что связано с нали
чием дислокаций и возможностью их движения.
Следовательно, в реальных металлах скольжение при пласти-
ческой деформации происходит благодаря перемещению дислокаций.
Итак, скольжение при пластической деформации связано с нали-
чием дислокаций, плотность которых в исходном (до деформации)
состоянии имеет порядок 108 дислокаций на 1 см2. Скольжение
при пластической деформации приводит к появлению новых дисло-
каций с повышением плотности до 1010—1012 дислокаций на 1 см2.
Умножение числа дислокаций затрудняет их перемещение в кристал-
лической решетке, т. е. повышает критические касательные напря-
жения. Так, например, с увеличением степени деформации от 0
до 20; 60 и 90% критическое напряжение в алюминии возрастает
от 0,18 до 1,9; 2,9 и 3,1 кПмм2 соответственно.
Скольжение никогда не происходит по единичным плоскостям,
Э по серии сгруппированных плоскостей скольжения. Благодаря
138
Пластическая деформация и механические свойства
этому при деформации на поверхности образца появляются видимые
линии Чернова-Людерса, представляющие след лавинного перемеще-
ния множества параллельных плоскостей. Общее смещение для одной
линии достигает 10”4—10~бс?и, что может соответствовать смещению
Фиг. 114. Двойниковые образования в ла
туни. X 100.
нескольких тысяч параллель-
ных атомных плоскостей на
одно межатомное расстояние.
Скольжение не является един-
ственно возможным механизмом
пластической деформации металлов;
возможно деформирование двой-
никованием*. При двойни-
ковании геометрически правиль-
ная часть кристалла, обычно пло-
ская, оказывается зеркальным от-
ражением исходной кристалличе-
ской решетки. Плоскость симмет-
рии является плоскостью двойни-
кования. На фиг. 114 показаны
двойниковые образования в латуни:
в пределах данного зерна они отли-
чаются друг от друга интенсив-
ностью отражения света (светлые
и темные полоски).
§ 2. СТРОЕНИЕ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛОВ
И СПЛАВОВ
Пластическая деформация приводит к изменению микрострук-
туры металлов и сплавов. На фиг. 115, а показана равноосная
структура никелевого сплава до деформации. После деформации
зерна измельчаются и как бы вытягиваются вдоль направления
пластической деформации (фиг. 115,6).
Степень пластической деформации определяется соотношением между исход-
ными и конечными размерами деформируемого тела. При деформировании пла-
стины исходной толщиной Ао происходит уменьшение толщины до hv В этом случае
степень пластической деформации (СПД) определяется следующим соотношением:
спд= A|>~A’-ioo%.
«0
При пластическом деформировании зерна поворачиваются, рас-
полагаясь так, чтобы деформация происходила
с наименьшей затратой энергии.
При этом образуется, так называемая, текстура деформации с определенной
кристаллографической ориентировкой зерен относительно внешних деформирующих
усилий. Характер текстуры определяется составом металла или сплава и видом
деформации (прокатка, кручение, вытяжка и т. п.).
1 Подробное рассмотрение механизма двойникования выходит за пределы
данного курса.
Строение пластически деформированных металлов
139
Одновременно с поворотом отдельные части зерен перемещаются
друг относительно друга по линиям скольжения. Большие смеще-
ния приводят к раздроблению и измельчению зерен. Новые измель-
Фиг. 115. Микроструктура сплава никеля с 2% молибдена:
а — до пластической деформации; б — после деформации обжатием на 38%.
X 200 (автор и Л. И. Кузнецов).
ченные зерна также поворачиваются и вытягиваются вдоль напра-
вления действующих сил.
Значительные изменения происходят в кристаллическом строе-
нии внутри каждого зерна. Измельчаются блоки мозаичной струк-
Фиг. 116. Схема строения блока:
а—до деформации; б—после деформации (измельчение блоков, упру-
гий изгиб, искажения по границам после пластической деформации).
туры, границы которых можно представить в виде системы дисло-
каций. В связи с этим плотность дислокаций повышается в 100—
10 000 раз. На фиг. 116, а схематически показан блок мозаичной
структуры; она характеризуется правильным расположением ато-
мов в узлах кристаллической решетки. После деформации блоки
140
Пластическая деформация и механические свойства
измельчаются и упруго изгибаются (сжимаются или растягиваются),
как это показано на фиг. 116, б. Атомы на границах двух блоков
должны были находиться на пунктирных линиях, каждая из кото-
рых принадлежит кристаллической решетке данного типа. Но под
совместным воздействием двух кристаллических решеток грани-
чащих блоков эти атомы смещаются в промежуточное положение,
как это показано темными кружками. Возникающие таким обра-
зом искажения кристаллической решетки называются искажениями
или остаточными напряжениями III рода аш (по Н. Н. Давиден-
кову).
Искажения однозначно связаны с величиной напряжений: упругое смещение
атомов в кристаллической решетке происходит под воздействием сил, возникающих
в местах сопряжения блоков. Так как в упругой области смещение атомов (дефор-
мация) линейно связано с напряжением, то величина напряжений достаточно просто
подсчитывается по значению смещения атомов.
Искажения III рода уравновешиваются в пределах границ бло-
ков и сосредоточиваются на границах блоков, зерен и пачек сколь-
жения.
Искажения III рода увеличиваются с измельчением блоков и,
следовательно, увеличением протяженности границ. Они повы-
шаются при увеличении угла разориентировки между отдельными
блоками (измеряется минутами).
Упругий изгиб, сжатие или растяжение соседних блоков урав-
новешивают друг друга в пределах нескольких блоков или зерна
(фиг. 116,6). Возникающие при этом взаимно-уравновешенные оста-
точные напряжения называются напряжениями II рода ап (по
Н. Н. Давиденкову).
Напряжения II рода и искажения III рода увеличиваются с уве-
личением степени пластической деформации.
Значение величин Оу и ащ определяется^ помощью рентгенографического
анализа.
При пластической деформации большая часть энергии расхо-
дуется на изменение внешней формы. Опытным путем показано, что
10—15% от затраченной энергии поглощается металлом и превра-
щается в энергию остаточных напряжений.
Расчеты показывают, что из аккумулированной деформирован-
ным металлом энергии 98—99% приходится на искажения III
рода и только 1—2% на возникновение остаточных напряжений II
и I рода \
Таким образом при пластической деформации общий запас
энергии повышается, т. е. пластическая деформация приводит
металл в неравновесное состояние, которое сохраняется благодаря
малой подвижности атомов в этих условиях.
Напряжения I рода уравновешиваются в пределах изделия в целом.
Изменение при пластической деформации. Явление наклепа
141
§ <3. ИЗМЕНЕНИЕ СВОЙСТВ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ.
ЯВЛЕНИЕ НАКЛЕПА
Выше было показано, что пластическая деформация приводит
к измельчению и вытягиванию зерен, измельчению блочной струк-
туры, значительному росту напряжений II и искажений III рода.
Существенное изменение строения металлов и сплавов приводит
к изменению механических (повышается прочность, уменьшается
пластичность) и физико-химических
строения и свойств при пластической
деформации называется наклепом или
нагартовкой.
Таким образом явление наклепа
заключается в измельчении струк-
туры, появлении внутренних напря-
жений, повышении прочности и по-
нижении пластичности в результате
пластической деформации металлов
и сплавов.
Влияние пластической деформа-
ции на механические свойства стали
видно на фиг. 117. С увеличением
степени пластической деформации
увеличиваются показатели прочности
(предел прочности ав, предел теку-
чести аТ, предел пропорциональности
ап и твердость НВ). Пластичность,
выраженная относительным удлине-
нием 6 и сужением ф, при этом су-
щественно понижается. Причины
подобного изменения механических
свойств связаны с нарушением пра-
свойств. Указанное изменение
Степень пластической
деформации
Фиг. 117. Зависимость механиче-
ских свойств стали (0,27% С) от
величины пластической деформации.
вильности строения при наклепе. Искажения внутреннего строения
создают препятствия для скольжения атомных плоскостей, т. е. повы-
шают прочностные характеристики. Так как при предварительной
пластической деформации пластичность оказывается частично израс-
ходованной, то пластические свойства наклепанного металла ока-
зываются пониженными.
Явление наклепа сопровождается изменением не только меха-
нических свойств сплавов. При наклепе повышается электросопро-
тивление, слабее всего у чистых металлов (на 2—6%), значительнее
(на 10—20%) у твердых растворов и более чем вдвое для случая
упорядоченных твердых растворов.
Повышение электросопротивления объясняется существенным
искажением кристаллической решетки при наклепе, что создает
препятствие для движения свободных электронов. Плотность метал-
142 Пластическая деформация и механические свойства
лов уменьшается, так как нарушение правильности кристалли-
ческого строения приводит к менее плотной упаковке атомов, т. е.
увеличению удельного объема.
Так как при пластической деформации энергия металла увели-
чивается, то наклеп облегчает отрыв атомов от кристаллической
решетки металла. Поэтому нагартованный металл легче растворяется
в кислотах, оказывается химически более активным и характери-
зуется пониженным сопротивлением коррозии. Пластическая дефор-
мация приводит к изменению всех, без исключения, механических,
физических и химических свойств.
ЛИТЕРАТУРА
Я. С. Уманский и др. Физическое металловедение. Металлургиздат, 1955.
ГЛАВА VIII
РЕКРИСТАЛЛИЗАЦИОННЫЕ ПРОЦЕССЫ
И СНЯТИЕ НАКЛЕПА ПРИ НАГРЕВЕ
§ 1. ИЗМЕНЕНИЕ СВОЙСТВ ПРИ НАГРЕВЕ ПОСЛЕ НАКЛЕПА
Выше было указано, что пластическая деформация приводит
металл в неравновесное состояние. Прямым доказательством этого
является поглощение (аккумулирование) металлом энергии при
деформации, что приводит к повышению запаса свободной энергии
в наклепанном состоянии по
сравнению с исходным. Погло-
щение энергии при наклепе
приводит к получению описан-
ного изменения структуры:
измельчаются зерна и блоки,
т. е. увеличивается количество
дислокаций, образующих гра-
ницы блоков и искажений
III рода; блоки упруго изги-
баются (растягиваются, сжи-
маются), т. е. существенно по-
вышаются напряжения II рода.
Такого рода структура не-
устойчива: переход к устойчи-
вой структуре связан со сня-
тием нарушений строения, а для
этого требуется перемещение
атомов. При температурах по-
Фиг. 118. Зависимость механических
свойств и удельного веса наклепанного
железа от температуры нагрева.
лучения наклепа подвижность
атомов низка; указанные превращения произойти не могут. Для
увеличения подвижности атомов необходимо повышение температуры.
При повышении температуры происходит изменение свойств,
как это показано на фиг. 118, для предварительно наклепанного
технического железа. Изменение свойств наблюдается только после
достижения температуры порядка 400—450° С: предел прочности
уменьшается (от 85 до 40 кГ/мм2), пластичность увеличивается
(относительное удлинение возрастает от 7 до 30%), удельный вес
144
Рекристаллизационные процессы и снятие наклепа при нагреве
увеличивается и изменяются другие физико-химические свойства.
Таким образом при нагреве свойства изменяются в обратном напра-
влении по сравнению с изменениями свойств при пластической
деформации. Это происходит в связи с изменением внутреннего
строения металлов и сплавов и протеканием рекристалли-
зационных процессов.
§ 2. РЕКРИСТАЛЛИЗАЦИОННЫЕ ПРОЦЕССЫ
Для выяснения причин, приводящих к указанному изменению
свойств, нужно параллельно рассмотреть изменения свойств и вну-
треннего строения при нагреве предварительно наклепанного
металла. На фиг. 119 (сверху) показано изменение твердости в зави-
Фиг. 119. Кривые зависимости
твердости и размеров зерна пред-
варительно наклепанного сплава
никеля с 10% молибдена (предва-
рительная степень пластической
деформации сжатием 38%, время
нагрева 10 мин) от температуры
(автор и Л. И. Кузнецов).
симости от температуры нагрева
никельмолибденового сплава, пред-
варительно деформированного сжа-
тием на 38%. Высокая твердость
наклепанного сплава сохраняется
неизменной при нагреве вплоть до
600° С НВ 390 (фиг. 119, вверху).
В интервале 600—1000° С происхо-
дит постепенное снижение твердости
до НВ 170 соответствующей твердо-
сти сплава в исходном состоянии
(до наклепа).
Исследование * микроструктуры
показывает неизменность строения
до 700° С. Далее в интервале 700—
850° С разупрочнение происходит
одновременно с измельчением зерна.
Дальнейшее понижение твердости
в районе 850—1000° С сопровож-
дается укрупнением зерен. Таким
образом, снятие наклепа, характери-
зуемое снижением твердости, проис-
ходит в различных условиях: без
изменения зернистого строения между 600—700° С, с измель-
чением зерен между 700—850° С и с укрупнением зерен между
850 и 1000° С.
Рентгенографическое исследование показывает, что в первом
интервале, когда изменение структуры, видимой под микроскопом,
не наблюдается, происходят изменения в тонком кристаллическом
строении.
В соответствии с описанным выше, процессы при нагреве накле-
панного материала разделяются на три вида в зависимости от харак-
тера изменения строения,
Рекристаллизационные процессы
145
зерни-
1. Отдых или возврат, который протекает при наиболее низких
температурах, не обнаруживается микроструктурно и заключается
в изменении тонкого кристаллического строения.
2. Рекристаллизация обработки (иногда называется первичной
рекристаллизацией), которая заключается в измельчении
стой структуры металлов и сплавов.
3. Собирательная рекристаллизация, заключающаяся в
нении зернистой структуры.
На фиг. 119 по оси абсцисс отложены температуры
(600° С), рекристаллизации обработки
укруп-
начала
этих процессов: отдыха /0
tp. о (700° С) и собира-
тельной рекристаллизации
tc.p (850° С).
Следует отметить, что тем-
пературные интервалы, в кото-
рых протекают три указанных
процесса, строго не разделены.
Начало рекристаллизации об-
работки не означает окончания
процесса отдыха, который может
развиваться и заканчиваться в процессе рекристаллизации. Процесс собирательной
рекристаллизации может наложиться по температуре и времени на рекристалли-
зацию обработки таким образом, что в соседних объемах одновременно происходят
оба этИ/Х процесса или они протекают последовательно в данном объеме. Таким обра-
зом в реальных случаях наблюдается совмещение рекристаллизационных процессов.
а)
Фиг. 120. Схема измельчения блока (полигони-
зация) при отдыхе.
Рассмотрим сущность рекристаллизационных процессов.
Отдых связан со снятием напряжений II рода и искажений
III рода в кристаллической структуре зерен без изменения зернистой
микроструктуры металлов.
Отдых I рода заключается в одновременном снятии напряжений II рода и иска
жений III рода (для чистых металлов наблюдается до сих пор только у алюминия).
В большинстве металлов протекает отдых II рода, при котором происходит снятие
только напряжений II рода.
Снятие напряжений II рода при отдыхе связано с процессом,
схематически показанным на фиг. 120. Слева показан упруго изогну-
тый блок с высоким значением напряжений II рода. При нагреве
металла сопротивление скольжению (критическое напряжение)
понижается. При определенной температуре величина остаточных
напряжений, действующих вдоль изогнутой плоскости I—/, стано-
вится равной критическому напряжению. В этот момент верхняя
часть блока сдвигается относительно нижней и происходит дробление
блока: образуются два блока меньших размеров и происходит частич-
ное снятие внутренних напряжений II рода. Процесс измельчения
блоков за счет внутренних напряжений II рода, приводящий к умень-
шению этих напряжений, называется полигонизацией. Таким обра-
зом отдых происходит путем сдвигового перемещения групп атомсг
146
Рекристаллизационные процессы и снятие наклепа при нагреве
находящихся в кристаллографической плоскости, под действием
внутренних напряжений без диффузии атомов.
При более высоких температурах, начиная от tPt0 (фиг. 119),
возможно диффузионное перемещение атомов в кристаллической
решетке металла, и начинаются собственно процессы рекристалли-
зации.
Фиг. 121. Структуры нагарто-
ваиного сплава никеля с 8%
молибдена:
а—после пластической деформации
на 38%; б — после нагрева до
650° С и рекристаллизации обра-
ботки; в — после нагрева до
1000° С и собирательной рекри-
сталлизации. Х200 (автор и
Л. И. Кузнецов).
Рекристаллизация обработки заключается в образовании мелких
равноосных зерен взамен более крупных и вытянутых, получившихся
в результате наклепа. На фиг. 121, а показана структура сплава
никеля с 8% молибдена после пластической деформации сжатием
на 38%. Строение характеризуется наличием вытянутых вдоль
направления деформации зерен со следами линий скольжения и двой-
никами внутри некоторых из них.
Нагрев до 600° С приводит к рекристаллизации обработки,
уничтожению ориентированности структуры и появлению множе-
ства мелких равноосных зерен (фиг. 121, б). Процесс рекристалли-
зации обработки заключается в том, что на границах зерен, пачек
Рекристаллизационные Процессы
147
скольжения и в других наиболее деформированных объемах заро-
ждаются кристаллы с исправленной структурой. При этом сни-
маются сохраненные после отдыха напряжения II рода и искаже-
ния III рода. Это означает, что устраняется упругая деформация
блоков и происходит их рост; таковы изменения в тонкой кристалли-
ческой структуре при рекристаллизации обработки. К зародышам
исправленной структуры присоединяются атомы из искаженной
кристаллической решетки, окружающей зародыши. Происходит
рост новых зерен, продолжающийся до столкновения с другими
растущими зернами. Так как на поверхности старого зерна одно-
временно зарождается несколько новых зерен, то этот процесс при-
водит к измельчению структуры.
Таким образом рекристаллизация обработки заключается в зарождении и росте
зерен с исправленной структурой в пластически деформированном металле при
нагреве до температур, разрешающих диффузию. Ранее мы сталкивались с про-
цессом подобного типа при затвердевании жидкого расплава: процесс кристаллиза-
ции происходит также путем зарождения и роста зерен. Процессы кристаллиза-
ционного типа, происходящие при нагреве наклепанного металла, носят название
процессов рекристаллизации.
При рекристаллизации обработки происходят наиболее суще-
ственные изменения в зернистом и тонком кристаллическом строе-
нии металлов. Поэтому рекристаллизация обработки, как это пока-
зано на фиг. 119, приводит к наибольшему изменению свойств.
Избыточная энергия, поглощенная при предварительной деформа-
ции, в результате этого процесса полностью выделяется из металла.
Собирательная рекристаллизация является продолжением рекри-
сталлизации обработки (см. tc. р на рис. 119) и заключается в после-
дующем росте зерен в полностью раскристаллизованных объемах.
На фиг. 121, б показана мелкозернистая структура никельмолиб-
денового сплава после рекристаллизации обработки (нагрев
до 650° С). Нагрев до более высоких температур приводит к соби-
рательной рекристаллизации и получению равноосной крупнозер-
нистой структуры (фиг. 121, в, 1000° С).
Движущей силой рекристаллизации обработки
является стремление к состоянию с наименьшим запа-
сом объемной свободной энергии. После рекристаллизации
обработки, в связи со снятием напряжений II рода и искажений III рода объемная
энергия соответствует недеформированному состоянию. Поэтому движущей силой
собирательной рекристаллизации должен быть другой фактор; этим другим факто-
ром является стремление к состоянию с наименьшим запа-
сом поверхностной свободной энергии. Поясним это поло-
жение. Атомы, располагающиеся на поверхности зерен, имеют энергию более высо-
кую, чём находящиеся внутри. При мелкозернистой структуре общая поверхность
зерен велика, число атомов на поверхности зерен также велико и поэтому общий
запас свободной энергии оказывается повышенным. При собирательной рекристал-
лизации зерна укрупняются, а общая их поверхность и число атомов, образующих
поверхностные слои зерен, уменьшается. Следствием этого является уменьшение
общего запаса свободной энергии сплава, что является движущей силой собира-
тельной рекристаллизации.
148
Рекристаллизационные процессы и снятие наклепа при нагреве
Экспериментально показано, что при собирательной рекристал-
лизации слияние зерен не наблюдается. Рост зерна происходит
благодаря постепенному присоединению атомов соседних зерен
к кристаллической решетке растущего зерна. Иными словами, рост
зерен происходит с помощью диффузии атомов, т. е. сохраняется
механизм, наблюдающийся при рекристаллизации обработки.
Так как основные искажения, характеризующие высокий уровень
свободной энергии сплава, были сняты ранее (при отдыхе и рекри-
сталлизации обработки), то движущая сила процесса (разность сво-
бодных энергий) существенно уменьшается и скорость роста зерен
при собирательной рекристаллизации оказывается значительно
меньшей.
Иногда при больших перегревах над температурой порога рекристаллиза-
ции 0 наблюдается бурный неравномерный рост зерен, называемый вторичной
рекристаллизацией. Вторичная рекристаллизация связана с растворением в этих
условиях пограничных примесей (пленок) в реальных металлах и сплавах, которые
препятствуют росту зерен при более низких температурах.
Из описанного выше следует, что для снятия наклепа необходим
нагрев деформированного металла выше температуры протекания
рекристаллизации. Технологический процесс разупрочнения накле-
панного металла путем нагрева до определенных температур носит
название рекристаллизационного отжига (отжиг первого рода
по классификации А. А. Бочвара).'
§ 3. ВЛИЯНИЕ СТЕПЕНИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
И СОСТАВА СПЛАВА НА ПРОЦЕССЫ РЕКРИСТАЛЛИЗАЦИИ
Температура, при которой наблюдается начало изменения струк-
туры и свойств металла и сплавов (начало рекристаллизационных
процессов) при нагреве после пластической деформации, называется
температурой порога рекристаллизации Тр.
В большинстве случаев температура порога рекристаллизации
совпадает с началом отдыха или рекристаллизации обработки.
Эта температура для чистых металлов находится, по А. А. Боч-
вару, в следующей зависимости от температуры плавления ТПЛ:
т = О 4Т *
I р 1 пл .
Эта опытная зависимость хорошо соблюдается для чистых
металлов и больших степеней деформации (фиг. 122).
Физическая сущность постоянства связи между температурами плавления
и рекристаллизации выяснена в последнее время П. Л. Грузиным и А. Д. Тютюн-
ником. Показано, что процессу плавления чистых металлов соответствует опреде-
ленный уровень подвижности атомов (коэффициентдиффузии!) равен 10"8 см2/сек);
По абсолютной термодинамической шкале в °К.
Влияние деформации и состава на процессы рекристаллизации
149
температуре порога рекристаллизации соответствует более низкий, но постоянный
уровень диффузионной подвижности (D = 10’22 см^/сек). Постоянству соотношения
между подвижностью атомов в чистых металлах при температурах плавления и рекри-
сталлизации (10~8 : Ю’22= 1014) соответствует постоянное соотношение между
температурами плавления и рекристаллизации.
Введение присадок
существенно изменяет темпера-
туры рекристаллизации. Так, на-
пример, рекристаллизация алю-
миния обычной чистоты (99,993%
А1, 0,007% примесей) начинается
при 240° С. Повышение чистоты
алюминия до 99,9986% понижает
температуру порога рекристалли-
зации до 150° С, а алюминий еще
более высокой чистоты (0,0005%
примесей) начинает кристаллизо-
ваться при —50° С. Следова-
тельно, введение ничтожного количества примесей существенно
повышает температуры рекристаллизации.
Специальное введение добавок (сплавление с другими металлами
и неметаллическими элементами), как правило, также повышает
Фиг. 122. Зависимость температур
рекристаллизации чистых металлов от
температур их плавления.
Фиг. 123. Зависимость температуры рекристаллизации
двойных никелевых сплавов от содержания легирую-
щих элементов (автор и Л. И. Кузнецов).
температуры рекристаллизации. На фиг. 123 показано, что при
увеличении содержания Со, Cr, Ti, Al, W и Мо в двойных сплавах
никеля температуры рекристаллизации повышаются на несколько
сотен градусов.
Торможение рекристаллизационных процессов в сплавах по сравнению с чистыми
металлами объясняется существенным повышением необходимой подвижности частиц:
коэффициент диффузии возрастает от 10"22 до 10’13 см2! сек (П. Л. Грузин).
150
Рекристаллизационные процессы и снятие наклепа при нагреве
Специальное введение других металлов обычно тормозит все типы
рекристаллизационных процессов. Нафиг. 124 показано, что увеличе-
Фиг. 124. Зависимость температурных ин-
тервалов рекристаллизационных процес-
сов двойных никелевых сплавов от коли-
чества молибдена (автор и Л. И. Кузнецов).
ние содержания молибдена в
сплаве с никелем приводит к су-
щественному повышению темпе-
ратур начала отдыха (/0), рекри-
сталлизации обработки 0 )
и собирательной рекристаллиза-
ции (tCt р). Если в чистом никеле
все рекристаллизационные про-
цессы, связанные с разупрочне-
нием, происходят в интервале
400—525° С, то введение 8 ат
% молибдена повышает темпе-
ратуру начала рекристаллиза-
ционных процессов до 625° С
(вместо 400° С), а температуру—
окончание — до 1100° С (вместо
525° С). Если для чистого ни-
келя интервал рекристаллиза-
ции составляет 125° С, то в из-
бранном сплаве он растяги-
вается почти на 500° С. Таким
образом введение примесей способствует повышению температур раз-
вития рекристаллизационных процессов и расширению темпера-
турного интервала рекристаллиза-
ции, т. е. существенно задерживает
развитие этих процессов.
Указанное влияние добавок имеет
большое практическое значение:
длительное сохранение прочности
при высоких температурах опреде-
ляется медленностью раскристалли-
зации. На принципе введения спе-
циальных добавок основан выбор
жаропрочных сплавов для деталей,
Фиг. 125. Зависимость температур
рекристаллизационных процессов
аустенита (1,15% углерода; 12%
марганца) от величины предвари-
тельной пластической деформации:
1 _ температура конца рекристалли-
зации; 2 — температура начала рек-
ристаллизации; 3 — температура на-
чала отдыха (автор и Л. А. Меташоп).
работающих при высоких темпера-
турах.
Повышение степени пластической
деформации приводит к понижению
температур начала рекристаллиза-
ционных процессов. На фиг. 125
показано, что увеличение степени
пластической деформации от 6 до
38% вызывает понижение температуры начала рекристаллизацион-
ных процессов (в данном случае отдыха) от 800 до 500° С. Примерно
Влияние деформации и состава на процессы рекристаллизации
151
параллельно изменяется температура начала собственно рекристал-
лизации (от 900 до 650° С). Степень пластической деформации
слабо влияет на температуры окончания рекристаллизационных
процессов.
Понижение температуры рекристаллизационных процессов с увеличением сте-
пени пластической деформации связано с тем, что увеличение наклепа вызывает
повышение энергии металлов и сплавов. Поэтому для рекристаллизации нужна
меньшая добавка энергии в связи с повышением температуры (процессы начинаются
при более низких температурах).
Степень предварительной пластической деформации определяет
конечный размер зерна после рекристаллизации отжига. На фиг. 126
показано, что при малых сте-
пенях деформации после рек-
ристаллизации сохраняется ис-
ходный размер зерна (техниче-
ское железо). При достижении
критической степени деформа-
ции наблюдается скачкообраз-
ный рост зерна (пики на кривых
фиг. ,126). Дальнейшее увели-
чение степени деформации при-
водит к постепенному измель-
чению зерна после отжига.
Таким образом, критической
называется такая степень де-
Фиг. 126. Зависимость величины зерна
технического железа после отжига от сте-
пени пластической деформации:
1 — исходное мелкое зерно; 2 — крупное
зерно (Я- Р. Раузин).
формации, отжиг после кото-
рой приводит к получению наибольшего размера зерна.
Описанная зависимость размера зерна после отжига от степени
деформации имеет большое практическое значение. Наилучшим
сочетанием прочности и пластичности обладают мелкозернистые
металлы и сплавы. Для получения высоких механических свойств
рекомендуется пластическая деформация высокой степени и после-
дующий рекристаллизационный отжиг. В результате можно полу-
чить мелкозернистую структуру.
Наилучшими магнитными свойствами обладают сердечниковые
сплавы с крупным зерном. Поэтому сплавы для сердечников элек-
трических машин деформируются с критическими степенями,
а последующий отжиг позволяет получить крупнозернистую струк-
туру с наибольшей магнитной проницаемостью.
Причинами зависимости размера зерна после отжига от степени пластической
деформации являются различный механизм деформации и различный характер рекри-
сталлизационных процессов, после малых и больших степеней наклепа.
Малая (докритическая) степень деформации приводит к измельчению блоков,
росту напряжений II рода и искажений III рода без измельчения зерна.
Пластическая деформация происходит при этом, по-видимому, благодаря повороту
и Перемещению зерен. Достижение критической степени деформации связано с исчер-
панием возможности деформации за счет перемещения целых зерен. С этого момента
152
Влияние деформации и состава на процессы рекристаллизации
происходит сдвиговая деформация в объеме зерен с появлением пачек скольжения
и измельчением зерен.
Отжиг после докритических степеней деформации снимает наклеп благодаря
чистому отдыху, т. е. без изменения исходной величины зерна (см. горизонтальные
участки на кривых фиг. 126). Начиная от критической степени деформации, снятие
наклепа связано с рекристаллизацией обработки.
Экспериментально показано, что при малых степенях деформации, равной кри-
тической, существует наибольшее отношение скорости роста к скорости зарождения
кристаллов, благодаря чему получаются зерна наибольшей величины. С увеличе-
нием степени деформации отношение скорости роста к скорости зарождения непре-
рывно уменьшается, в связи с чем имеет место непрерывное измельчение зерна
(фиг. 126, ниспадающие ветви кривых).
Чем крупнее исходное зерно, тем меньше общая поверхность границ и быстрее
заканчивается деформация поворотом зерен без их измельчения. Следовательно,
чем крупнее исходное зерно, тем меньше критическая степень деформации: нафиг. 126
показано, что критическая степень деформации для мелкозернистого сплава I
равна 5,5%, а для крупнозернистого сплава II равна 4,1%.
Повышение чистоты металлов приводит к уменьшению критической степени
деформации и, наконец, к исчезновению пика: для очень чистых металлов увели-
чение степени деформации приводит к непрерывному измельчению зерна после
отжига (получено на чистых алюминии и уране). В свете изложенных представле-
ний увеличение чистоты металлов улучшает контакты по границам зерен, увеличи-
вает сопротивление повороту зерен и приводит к объемной деформации зерен при
самой малой степени наклепа.
Критическая степень деформации для реальных металлов и спла-
вов обычно изменяется в пределах от 3 до 10%.
§ 4. ХОЛОДНАЯ И ГОРЯЧАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Обработка давлением (прокатка, штамповка, протяжка и т. п.)
производится в широком интервале температур. Если пластическая
деформация производится ниже температуры порога рекристалли-
зации, то следствием этого является наклеп. При деформации выше
температуры порога рекристаллизации результаты наклепа будут
сниматься одновременно протекающими процессами рекристалли-
зации. Обработка давлением ниже температур рекристаллизации
называется холодной пластической деформацией. Этот вид обработки
применяется для упрочнения металлов и сплавов как во всем объеме,
так и в поверхностных слоях. Холодная пластическая деформация
может проводиться до определенной степени, когда исчерпывается
запас пластичности и дальнейшая деформация приводит к появле-
нию трещин и разрушению. Поэтому между отдельными операциями
холодной пластической деформации проводится рекристаллизацион-
ный отжиг, восстанавливающий пластические свойства металлов.
При горячей пластической деформации наклеп непрерывно
снимается одновременно протекающим процессом рекристаллиза-
ции. Поэтому при горячей обработке давлением промежуточные
операции отжига излишни. Самая сложная деформация может быть
произведена в один прием при условии сохранения высокого уровня
температур, т. е. высокой пластичности металлов.
Холодная и горячая пластическая деформация
153
При горячей пластической деформации сплав уплотняется:
завариваются внутренние пустоты, зернистая структура измель-
чается, зерна вытягиваются соответственно контурам изделия,
образуя волокнистую структуру. При этом наилучшие механиче-
ские свойства получаются вдоль направления волокнистой струк-
туры.
Физической границей между холодной и горячей пластической
деформацией является температура рекристаллизации. В прило-
жении к. пластической деформации субъективное представление
о холодном и горячем неприменимо. Так, например, температура
плавления вольфрама равна 3643° К. По правилу А. А. Бочвара
температура порога рекристаллизации вольфрама Тр = 0,4 ТПЛ =
~ 0,4 -3643 = 1457° К, т. е. 1184° С. Следовательно, обработка
давлением даже при 1000—1100° С является холодной пластиче-
ской деформацией для вольфрама. Обратное положение будет
наблюдаться для легкоплавких металлов, например, свинца: Тпл =
= 600° К; Тр — 240° К = —33° С. Следовательно, обработка свинца
давлением при комнатной и некоторых отрицательных температурах
относится к случаю горячей пластической деформации.
Обработка давлением широко применяется в машиностроении
для придания формы изделиям, измельчения структуры и повыше-
ния прочности сплавов.
ЛИТЕРАТУРА
1. Я. С. Уманский и др. Физическое металловедение. Металлургиздат,
1955.
2. М. Е. Б л а н т е р. Рекристаллизационные процессы в металлах и сплавах.
НТО Машпром, 1959.
ГЛАВА IX
ОСНОВЫ ТЕОРИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Фиг. 127. Типичные графики
режимов термической обра-
ботки.
§ 1. ОПРЕДЕЛЕНИЕ. НЕКОТОРЫЕ ИСТОРИЧЕСКИЕ СВЕДЕНИЯ
Термическая обработка заключается в нагреве, выдержке и
охлаждении стали и сплавов по определенным режимам с целью
изменения внутреннего строения и получения заданных свойств.
Типичные графики режимов термической обработки показаны
на фиг. 127. Обычно первичным бывает нагрев, за которым следует
охлаждение (кривая /), реже охлаждение предшествует нагреву
(кривая 2).
В основе термической обработки лежат
превращения в твердом состоянии при
. изменении температуры. Таким образом,
термическая обработка возможна только
при наличии изменений строения твердых
сплавов в процессе нагрева и охлаждения.
В условиях, близких к равновесным,
превращения в твердом состоянии опи-
сываются диаграммами состояния (см.
главу IV). Для получения равновесных
структур нагрев и охлаждение произво-
дятся с малыми скоростями для того,
чтобы успели произойти диффузионные
процессы и необходимое перераспределе-
ние элементов между фазами. Ускорение нагрева или охлаждения
приводит к тому, что процессы диффузии не проходят в нужной сте-
пени или вообще прекращаются. В результате этого состав и строе-
ние образующихся фаз и структурных составляющих значительно
отклоняются от равновесного и существенно изменяются свойства.
Так, например, после медленного охлаждения стали появляются
высокая пластичность и малая прочность. Быстрое охлаждение
стали из того же интервала температур приводит к получению
высокой прочности и твердости, низкой пластичности и вязкости.
Из описанного следует, что в основании теории термической
обработки лежат закономерности фазовых превращений в неравно-
весных условиях. Отмеченные выше особенности поведения стали
Образование аустенита
1.55
с давних времен использовались в практике производства стальных
изделий.
Научные основы теории термической обработки были заложены
в замечательных работах Д. К. Чернова. Обнаружение критиче-
ских точек, условий нагрева и охлаждения при закалке и отпуске
стали являются фундаментом современных теоретических предста-
влений и научно обоснованной технологии термической обработки.
Выдающееся значение для построения теории термической обра-
ботки стали имели работы уральской школы металловедов-терми-
стов, возглавлявшейся чл.-корр. Академии наук СССР С. С. Штейн-
бергом (1872—1940 гг.). Тонкие и изящные рентгенографические
работы акад. Г. В. Курдюмова и его сотрудников позволили соста-
вить представление о механизме закалки и отпуска стали.
В создании теории термической обработки принимали участие
многие ученые Советского Союза и зарубежных стран. С наиболее
важными достижениями в этой области мы ознакомимся при даль-
нейшем изучении вопроса.
§ 2. ОБРАЗОВАНИЕ АУСТЕНИТА
Первичным для подавляющего большинства случаев термиче-
ской обработки стали является процесс образования аустенита.
Температурные условия существования
аустенита могут быть определены
с помощью диаграммы состояния желе-
зо — цементит (фиг. 128). Однородный
аустенит в доэвтектоидной стали полу-
чается при нагреве выше критических
точек А3 (линии GOS), в эвтектоидной—
выше критической точки A t (точка S)
и в заэвтектоидной —выше критических
точек Аст (линии SE).
Нагрев исходной ферритно-цемен-
титной смеси (перлита и феррита)
в доэвтектоидной стали ♦ (например,
с 0,4% углерода) приводит к превра-
щению перлита в аустенит при темпе-
ратуре точки Alf равной 723° С. Даль-
нейший нагрев стали, состоящей из
аустенита с концентрацией 0,8% угле-
рода и избыточного феррита, приводит
к растворению феррита в аустените
в интервале температур —А3 (723 —
780° С для стали с 0,4% углерода).
Растворение малоуглеродистого феррита
Фиг. 128. Диаграмма состояния
железо— цементит («стальной»
угол).
приводит к постепенному
обеднению аустенита углеродом таким образом, что при достижении
критической температуры А3 (780° С для стали с 0,4% углерода)
156
Основы теории термической обработки стали
содержание углерода в аустените становится равным содержанию
углерода в стали (в данном случае 0,4%).
Нагрев перлитной структуры эвтектоидной стали приводит
к превращению в критической точке (точка S, фиг. 128) и обра-
зованию однородного аустенита с содержанием 0,8% углерода.
В заэвтектоидной стали, исходная структура которой состоит
из перлита и вторичного цементита, перлит также превращается
в аустенит с 0,8% углерода при температуре точки Дх (723° С).
При дальнейшем нагреве аустенитно-цементитной смеси в интервале
критических точек Аг — Аст (для стали с 1,2% С в интервале 723—
900° С, см. фиг. 128) происходит постепенное растворение цементита
в аустените и обогащение последнего углеродом. Процесс образова-
ния аустенита состава, соответствующего составу стали, заканчи-
вается при достижении критической точки Аст (900° С для стали
с 1,2% С, см. фиг. 128).
Рассмотрение превращений при образовании аустенита с приме-
нением диаграммы состояния является недостаточным, так как
не позволяет получить представления о зернистой структуре аусте-
нита и изменении строения в реальных условиях нагрева с доста-
точно большими скоростями. Решение этих вопросов представляет
большой теоретический и практический интерес в связи с примене-
нием в практике интенсивного нагрева, скорость которого в ряде
случаев измеряется сотнями градусов в секунду (для применения
токов высокой частоты).
Опытным путем установлено, что зарождение объемов аустенита
при достижении температуры Дх начинается на границе ферритной
и цементитной фаз. Согласно диаграмме состояния, при этой тем-
пературе концентрация углерода в феррите равна 0,025%, в цемен-
тите— 6,67%, а в образующемся аустените — 0,8%. Очевидно,
что непосредственное превращение при 723° С феррита или цемен-
тита в аустенит невозможно; феррит с 0,025% углерода может пре-
вратиться в аустенит только при нагреве примерно до 910° С.
Поэтому для образования зародышей зерен аустенита в феррите
должно появляться местное повышение концентрации углерода
до 0,8%; феррит такого состава немедленно превратится в устойчи-
вый при этой температуре аустенит.
Для уяснения механизма этого процесса необходимо ознакомиться с представле-
нием о флуктуациях концентраций. Под флуктуацией в физическом смысле этого
слова подразумевается отклонение от среднего состояния. В данном случае средняя
концентрация углерода в феррите равна 0,025%. Однако атомы углерода не нахо-
дятся в фиксированном состоянии в определенных кристаллических ячейках. При ко-
лебании в узлах кристаллической решетки твердого раствора углерода в а-железе
(феррите) атомы сталкиваются друг с другом и обмениваются энергиями. Атомы
углерода с повышенной энергией перемещаются в соседние вакантные места. Проис-
ходит диффузионная миграция атомов углерода по объему феррита. Они распре-
деляются статически неоднородно по ферриту, образуя микрообъемы, обогащенные
и обедненные углеродом по сравнению со средним содержанием в твердом рас-
творе, так называемые флуктуации концентраций. Миграция атомов углерода
Образование аустенита
157
в последующие моменты приводит к уходу их из обогащенных и приходу в обед
ненные объемы. Таким образом флуктуации концентраций неустойчивы, они непре-
рывно создаются и распадаются в связи с диффузионным перемещением углерода
по объему твердого раствора — феррита
Если при температуре или выше образуется флуктуация обогащения, содер-
жащая 0,8% углерода, и объем флуктуации превышает так называемый крити-
ческий размер, то образуется устойчивый зародыш зерна аустенита с концентра-
цией 0,8% углерода. Очевидно, что флуктуации обогащения могут создаваться
в любой точке объема феррита.
При этом обогащенные объемы окружены зоной феррита с пониженным содер-
жанием углерода, так как этот углерод мигрировал для образования флуктуации
обогащения. В этих условиях трудно ожидать образования крупных флуктуаций
Фиг. 129. Схема образования аустенитных зерен.
критического размера, из которых образуются зерна аустенита. Кроме того, для
дальнейшего роста зародышей зерен аустенита требуется подача углерода, которого
нет в окружающих обедненных объемах.
Совершенно иное положение наблюдается на границах феррита с высокоуглеро-
дистым цементитом. Уход углерода в растущие зерна аустенита немедленно воз-
мещается растворением цементитных частиц, которые являются питающим превра-
щение источником атомов углерода. Благодаря этому образование аустенита всегда
происходит на границе ферритно-цементитных фаз.
Итак, образование аустенита начинается на границе ферритных
и цементитных частиц. При этом растворение высокоуглеродистого
цементита позволяет получить в малоуглеродистом феррите концен-
трацию порядка 0,8% углерода, необходимую для образования
устойчивого аустенита в данных температурных условиях.
На фиг. 129 показаны последовательные стадии образования
аустенитных зерен в зерне перлита. Зерна зарождаются на границе
цементитных (темные) и ферритных (светлые) пластин в перлите
(фиг. 129, а). В последующие моменты наблюдается рост ранее обра-
зовавшихся зерен (крупные) и зарождение новых (мелкие зерна)
(фиг. 129, б и в). Процесс заканчивается заполнением объема быв-
шего перлитного зерна множеством мелких зерен аустенита
(фиг. 129, г). Процесс образования аустенита состоит из зарожде-
ния и роста зерен и является процессом кристаллизационного типа.
Первоначальное мелкое зерно аустенитной структуры не является
устойчивым; выдержка при данной температуре и, особенно повы-
шение температуры, приводят к росту зерна. Движущей силой
158
Основы теории термической обработки стали
роста зерен аустенита является описанное при рассмотрении соби-
рательной рекристаллизации (см. главу VIII) стремление к состоя-
нию с наименьшим запасом поверхностной энергии: чем крупнее
зерно, тем меньше общая поверхность зерен, т. е. уменьшается доля
атомов, лежащих на поверхности и обладающих повышенным запа-
сом свободной энергии, и, следовательно, общая поверхностная
энергия зерен аустенита.
Закономерность роста зерен аустенита в зависимости от времени
и температуры выдержки после превращения показаны на фиг. 130, а
Фиг. 130. Зависимость величины зерна аустенита
от времени (а), температуры и содержания угле-
рода (б) (И. С. Гаев).
и б соответственно. При
постоянной темпера-
туре выдержки рост
зерна прекращается,
достигая постоянной
величины (фиг. 130, а).
Более высокой темпе-
ратуре соответств у ет
больший размер зерна.
С повышением темпера-
туры ускоренно растет
размер зерна (фиг.
130, 6).
Следовательно, на-
чальное зерно аусте-
нита, образовавшееся
немедленно после окон-
чания превращения, не-
устойчиво и продолжает
расти при дальнейшей
выдержке. Действительное зерно определяется температурой и вре-
менем выдержки в районе надкритических температур. Величина
действительного зерна зависит также от содержания углерода встали;
на фиг. 130, б показано, что повышение содержания углерода суще-
ственно увеличивает размер зерна.
Проблема величины зерна аустенита имеет большое практиче-
ское значение. От величины зерна аустенита зависит получение после
охлаждения мелкозернистой стали с хорошими механическими свой-
ствами (в частности, с высоким сопротивлением ударным нагрузкам).
Стали, применяемые для изготовления ответственных деталей
машин и конструкций, должны иметь мелкозернистую структуру.
Крупное зерно аустенита способствует образованию при охлажде-
нии крупных выделений феррита по границам и, как следствие, при-
водит к низкой ударной вязкости с разрушением по границам зерен.
Явление укрупнения зерна аустенита в связи с превышением
допустимых температур называется перегревом. Иногда укрупнение
зерна сопровождается окислением границ зерен (явление пережога).
Образование аустенита
159
Для предотвращения роста зерна аустенита при нагреве до 950—
1000° С в сталь вводятся в весьма малых количествах (десятые
и сотые доли процента) добавки таких металлов, как титан, ванадий
и чаще всего алюминий. Малые добавки этих элементов действуют
как поверхностно активные вещества; они задерживают рост зерен
аустенита и образуют труднорастворимые мельчайшие частицы кар-
бидов и других соединений, которые играют роль центров кристал-
лизации при превращении.
Для того чтобы установить склонность стали к росту зерна аустенита, приме-
няется стандартная технологическая проба, которая заключается в нагреве до 925—
930° С и выдержке в течение 8 ч при одновременном насыщении аустенита углеродом
(процесс цементации, см. главу XI). Насыщение углеродом производится для обра-
зования цементитной оторочки по границам с целью выявления этого зерна.
Зерно аустенита, выявленное с помощью описанного стандартного метода, назы-
вается природным или наследственным. Если при выдержке в течение 8 ч и темпе-
ратуре 930° С сохраняется мелкое зерно, то такая сталь называется наследственно
мелкозернистой; если получается крупное зерно — сталь называется наследственно
крупнозернистой. Необходимо подчеркнуть, что подобное деление является услов-
ным. Эта стандартная проба характеризует склонность стали к росту зерна аусте-
нита. Очевидно, что для изготовления деталей машин и конструкций лучшей является
наследственно мелкозернистая сталь, в которой не происходит укрупнения зерна
при нагреве для получения аустенита.
Величина зерна определяется сравнением микроструктуры
со стандартной шкалой по ГОСТу 5639-51 (показана на фиг. 131
в уменьшенном масштабе). Крупнозернистая сталь соответствует
баллам 1—2; мелкозернистая — 6—8. Показанная шкала является
международной, а балл определяется числом зерен, приходящихся
на 1 квадратный дюйм при увеличении в 100 раз.
Между номером зерна N (баллом) и числом зерен на квадратный
дюйм п существует следующая простая зависимость:
п = 2"-'.
Методика определения величины зерна, принятая в СССР, ука-
зана в ГОСТе 5639-51.
Таким образом, следует различать три характеристики вели-
чины зерна: первоначальную, действительную
и природную. Свойства стали определяются действительной
величиной зерна. Первоначальное зерно получается немедленно
после окончания превращения и может сохраниться в условиях
кратковременного скоростного нагрева. Природное и наследствен-
ное зерно характеризует склонность стали к росту зерна аустенита
при нагреве для термической обработки ниже 930—950° С.
Выбор оптимальных температур нагрева для получения аусте-
нита производится сопоставлением рассмотренных данных о росте
зерна с диаграммой состояния (фиг. 132). Согласно диаграмме состоя-
ния железо — цементит аустенит получается выше линии GOSE
и сохраняется в широком интервале температур. По данным диа-
граммы состояния, встали с 0,8% углерода однородное состояние
160
Основы теории термической обработки стали
1
2
5
6
Фиг. 131. Стандартная шкала для опреде
Образование аустенита
161
7 8
ления величины зерна аустенита. X 100.
162
Основы теории термической обработки стали
Фиг. 132. Диаграмма оптимальных
режимов нагрева углеродистой ста-
ли для получения аустенита.
аустенита наблюдается при 730° С и более высоких температурах.
Однако нам известно, что повышение температуры может привести
к росту зерна аустенита и ухудшению свойств стали. Поэтому допу-
стим минимальный перенагрев над критическими температурами
(на 20—30° С).
Оптимальные температуры нагрева для получения аустенита
в доэвтектоидной стали равны А3 + (20—30° С) (заштрихованная
полоса выше линии GOS, фиг. 132). Для эвтектоидной стали с 0,8%
углерода принимается температура A t + (20—30° С) (при-
мерно 750—760° С). Получение одно-
родного аустенита в заэвтектоидной
стали наблюдается выше критиче-
ской точки Аст (линия SE). Но так
как заэвтектоидная сталь обрабаты-
вается обычно на высокую твердость
(из нее обычно изготовляется инст-
румент), то целесообразно сохранить
в структуре цементитные частицы
с очень большой твердостью. Для
этого заэвтектоидная сталь нагре-
вается до температуры
30°) (заштрихованная
линии S/(, фиг. 132).
Эти рекомендации
туре для получения
стого однородного аустенита хороши
при обычном медленном нагреве
20-х годов членом-корреспондентом
41 + (20-
полоса выше
по темпера-
мелкозерни-
стали в печах. В середине
Академии наук СССР В. П. Вологдиным и Б. Н. Романовым был
предложен индукционный метод нагрева стали с помощью токов
высокой частоты (см. главу XI). При этом время нагрева от комнат-
ных температур до 900—1000° С измеряется секундами и долями
секунды. Если при обычном нагреве в печах время прогрева сталь-
ных тел значительно повышает время, необходимое для образова-
ния однородного аустенита, то скоростной нагрев может привести
к незавершенности превращения, сохранению в структуре нераство-
ренных избыточных фаз (феррита или цементита) и неоднородности
распределения углерода по объему аустенита, так как не успевают
пройти до конца процессы диффузии углерода в аустените. В связи
с этими обстоятельствами в 30-х годах были проведены исследова-
ния кинетики образования аустенита в надкритическом районе тем-
ператур.
На фиг. 133 показана диаграмма изотермического превращения
перлита в аустенит в эвтектоидной стали (впервые была построена
в Советском Союзе в 1936 г.). Для получения исходных опытных
данных сталь, имеющая структуру перлита, быстро нагревается
Образование аустенита
163
до заданной постоянной температуры выше критической точки Лх
и выдерживается при этой температуре. При температуре 740° С
превращение перлита П в аустенит начинается через 10 сек, (точка /).
В интервале между точками 1 и 2 (10—100 сек) происходит превра-
щение перлита в аустенит (Л). К концу превращения (точка 2)
структура состоит из аустенита и нерастворенных частиц цемен-
тита (Л + Ц). Растворение цементита наблюдается при дальнейшей
выдержке между точками 2 и 3
(от 10b до 640 сек) и через
640 сек получается неоднород-
ный аустенит (Ан) с неравно-
мерным распределением угле-
рода.
Гомогенизация (диффузион-
ное выравнивание состава)
аустенита протекает в интервале
между точками 3 и 4 (при вы-
держке от 610 до 3200 сек), вслед
за чем в структуре получается
однородный (гомогенный) аусте-
нит (Л). Повышение темпера-
туры изотермического превра-
щения приводит к ускорению
всех процессов. При 800° С
превращение начинается в то-
чке Г (через 0,3 сек), заканчи-
вается через 1,2 сек (точка 2');
Фиг. 133. Диаграмма изотермического
превращения перлита в аустенит эвтекто-
идной стали с 0,80% (И. Л. Миркин
и автор).
растворение цементита проис-
ходит в интервале 2'—3' (1,2—4,5 сек), а гомогенизация заканчи-
вается через 5 сек (точка 4'). Полученные таким образом точки
объединяются плавными кривыми. Левее линии начала превра-
щения Н сталь в надкристаллическом районе температур находится
в состоянии перлита; между кривыми Н и К (конца превращения)
происходит превращение перлита в аустенит. Растворение цементита
заканчивается нй линии Р, а гомогенизация — на линии Г.
Из рассмотрения диаграммы фиг. 133 следует, что с повышением температуры
скорость превращения перлита в аустенит весьма быстро возрастает. Это объясняется
тем, что, во-первых, с увеличением степени перенагрева (разности между реальной
температурой процесса и равновесной температурой точки А х) возрастает движущая
сила превращения — разность свободных энергий перлита и аустенита. Во-вторых,
с повышением температуры увеличивается скорость диффузии — основного элемен-
тарного процесса, обусловливающего скорость превращения.
Скорость образования аустенита возрастает с увеличением содер-
жания углерода в стали, так как при этом увеличивается количество
цементитных частиц, т. е. поверхность раздела между ферритом
и цементитом, по которой происходит аустенитное превращение.
С измельчением исходной структуры, т. е. измельчением часгиц
164
Основы теории термической обработки стали
феррита и цементита, активная поверхность превращения также
увеличивается, что приводит к ускорению процесса образования
аустенита.
Диаграмма изотермического превращения перлита в аустенит
построена в координатах время — температура. Поэтому линии /,
//, ///, показывающие повышение температуры с течением времени,
являются кривыми нагревания, причем скорость нагрева увеличи-
вается от/к//и///. В первом приближении превращение перлита
в аустенит при нагреве по кривой / будет происходить в районе
пересечения этой кривой линиями Н и К в интервале 1а\ по кри-
вой // — в интервале На\ по кривой /// — в интервале Ша (интер-
валы заштрихованы).
Из рассмотрения следует,
что увеличение скорости нагре-
ва приводит к повышению тем-
пературы превращения перлита
в аустенит, т. е. к повышению
критической точки Acv
Зависимость положения
критической точки Лех от ско-
Фиг. 134.
пературы
скорости
рости нагрева показана на
фиг. 134. Увеличение скорости
нагрева до 50° Осек приводит
к повышению точки AcL от 723
до 760°С. При дальнейшем уве-
скорости нагрева точка Act остается на постоянном уро-
Зависимость критической тем-
точки Act стали с 0,98% С от
нагрева (В. Д. Садовский и
Б. Г. Сазонов).
личении
вне в связи с большими скоростями превращения при этих и более
высоких температурах; дальнейший перенагрев оказывается прак-
тически невозможным (впервые установлено В. Н. Гридневым).
Практика скоростного нагрева приводит к парадоксальному выводу: несмотря
на то, что с увеличением скорости нагрева температурный район превращения повы-
шается, размер зерна аустенита при этом уменьшается. В то же время из рассмотрен-
ного выше следует, что повышение температуры нагрева способствует укрупнению
зерна аустенита. Это противоречие является мнимым.
В связи с малым временем пребывания при высоких температурах в условиях
скоростного нагрева образуется начальное зерно аустенита. Это образование проис-
ходит путем зарождения и роста зерен. Опытным путем доказано, что с повышением
температуры скорость зарождения (с. з.) возрастает быстрее чем скорость роста (с. р.)
зерен аустенита. Для углеродистой эвтектоидной стали при 740° С с. з. = 2280 кри-
сталлов/мм3 сек и с. р. = 0,001 мм/сек\ при 800° ч с. з. = 616 000 кристаллов/мм3 X
X сек и с. р. = 0,041 мм/сек.
Таким образом при повышении температуры от 740 до 800° С с. з. возрастает
в 270 раз, а с. р. — в 41 раз. Величина зерна прямо пропорциональна с. р. и обратно
пропорциональна с. з. Так как скорость зарождения (знаменатель) увеличивается
примерно в 7 раз быстрее, чем скорость роста (числитель), то с повышением темпе-
ратуры величина начального зерна аустенита уменьшается. Поэтому увеличение
скорости нагрева, приводящее к смещению района превращения в область более вы-
соких температур, приводит к измельчению зерна аустенита при скоростном нагреве.
Кинетика превращения переохлажденного аустенита
165
§ 3. кинетика превращения переохлажденного
АУСТЕНИТА
Фиг. 135. Кривые изменения свойств
в процессе превращения переох-
лажденного аустенита.
При охлаждении ниже критических температур и Д3 происхо-
дит превращение (распад) переохлажденного аустенита. Скорость
превращения и строение продуктов превращения определяется
степенью переохлаждения, которая зависит от температуры распада
переохлажденного аустенита. Закономерности этого процесса в наи-
более полном виде описываются диаграммами изотермического
превращения.
Изотермическое превращение переох-
лажденного аустенита в конце 20-х годов
изучалось С. С. Штейнбергом. В полном
виде диаграммы изотермического распада
были впервые предложены Девенпортом
и Бэйном в 1930 г.
Построение диаграммы производится
^следующим образом. Образцы исследуемой
стали нагреваются выше критических темпе-
ратур для получения однородного аустенита.
Затем производится быстрое охлаждение до
заданной постоянной температуры в субкри-
тическом (лежащем ниже критических то-
чек) интервале. В процессе изотермической
выдержки производится измерение какого-
либо свойства. Начало превращения харак-
теризуется количественным изменением свой-
ства, как это показано на кривых время —
свойства (фиг. 135). При распаде переохлаж-
денного аустенита ' понижаются твердость
и электросопротивление, увеличивается длина
(удельный объем) и магнитная индукция,
а также изменяются другие' свойства стали.
По кривым изменения свойств возможно определить время начала хн и конца
^-превращения. Специальное внимание следует обратить на несовпадение времени
начала (конца) превращения, определенных различными методами. Наиболее чув-
ствительный электрометрический метод обнаруживает наименьшие количества про-
дуктов распада, в соответствие с чем т® оказывается самым малым. Менее чувстви-
тельные магнитный метод и метод измерения твердости регистрируют появление
больших количеств новых фаз в соответствии с чем и больше, чем т£. Тоже
относится к определению времени конца превращения. Существующие методы отме-
чают появление 1—3% продуктов распада аустенита в связи с чем эксперимен-
тально определяемое время начала несколько больше действительного, а время
окончания — меньше.
Изотермическое исследование превращения переохлажденного аустенита произ-
водится обычно в районе 700—200°2 с интервалами между изотермами 25—50° С.
?Затем полученные данные обобщаются на графике в координатах время — темпе-
ратура (фиг. 136). Для этого для каждой исследованной температуры проводится
горизонталь, параллельная оси времени: на фиг. 136 для углеродистой эвтектоидной
стали (0,81% углерода) при 400° С показано начало превращения хн = 3 сек (левый)
и конца хк = 20 сек (правый кружок). Если нанести точки начала и конца превра-
щения для всех температур и соединить их плавными кривыми, то получится диа-
грамма, подобная показанной на фиг. 136. .
166
Основы теории термической обработки стали
Левая кривая диаграммы изотермического превращения пере-
охлажденного аустенита соответствует началу, а правая — концу
превращения при каждой температуре в изотермических условиях.
Вблизи равновесной температуры А г превращение развивается
очень медленно. С понижением температуры до 550° С и увеличением
степени переохлаждения скорость превращения увеличивается:
наименьшее время распада соответствует 550° С. При дальнейшем
Минуть! Часы
12 5 8 ti20№560J 3*5 10/5 3458
Се/сунды
понижении температуры ско-
рость распада уменьшается:
если при 550° С превращение
заканчивается за 3 сек, то при
300° С хк = 450 сек, т. е. время
превращения увеличивается в
150 раз.
Характер кривой с максимумом
при 550° С объясняется одновременным
действием двух факторов, противопо-
ложным образом влияющих на скорость
распада. При температуре равновесия
свободные энергии аустенита и обра-
зующегося при этой температуре про-
дукта распада (перлита) равны. При
понижении температуры с увеличением
степени переохлаждения разность сво-
бодных энергий непрерывно увеличи-
вается, т. е. увеличивается движущая
сила и ускоряется процесс превраще-
ния. Превращение в этом районе тем-
Фиг. 136. Диаграмма изотермического ператур происходит благодаря диф-
превращения переохлажденного аусте- фузии углерода, скорость которой не-
нита углеродистой эвтектоидной стали прерывно снижается по мере пониже-
(И. Л. Миркин и А. Н. Розанов). ния температуры. В верхнем интервале
температур (между /Ц и 550 С) ско-
рость диффузии достаточно велика.
Поэтому определяющим скорость превращения является увеличивающаяся раз-
ность свободных энергий.
Ниже 550° С скорость диффузии углерода оказывается малой, что определяет
замедление превращения при дальнейшем снижении температуры.
При 220° С и ниже превращение происходит практически мгно-
венно, в момент достижения данной температуры, т. е. точки гн
и хк лежат на оси ординат. Горизонтальная линия Мн отмечает
верхнюю температуру района мгновенного протекания превраще-
ния. Описанная выше и показанная на фиг. 136 диаграмма по форме
начертания кривых напоминает букву С, в связи с чем она иногда
называется С (эс)-образной диаграммой.
По характеру образующихся структур на диаграмме изотерми-
ческого превращения возможно отметить три температурных района
(фиг. 136). В верхнем районе температур (от Аг до 550° С) струк-
туры состоят из перемежающихся пластинок феррита и цементита,
как это показано на фиг. 137, а (структуры перлитного типа).
Кинетика превращения переохлажденного аустенита
167
При понижении температуры в верхнем районе происходит посте-
пенное утонение пластинок и уменьшение зерен. В нижнем III районе
температур ниже Мн получается игольчатая структура мартенсита
(фиг. 137, б), который представляет собой пересыщенный твердый
раствор углерода в a-железе. В промежуточном II районе от пере-
Фиг. 137. Микроструктуры про-
дуктов изотермического превра-
щения переохлажденного аусте-
нита:
а — перлит. X 2000; б — мартен-
сит. х 450; в — игольчатый тро-
остит (бейнит). X 2000.
гиба на диаграммы при 550° С до Мн (образуется структура иголь-
чатого типа, состоящая из ферритно-цементитной смеси (фиг. 137, в);
эта структура называется игольчатым трооститом или бейнитом.
Механизм образования этих структур и их строение рассматри-
ваются в §§ 4, 5 и 6.
Таким образом, при понижении температуры изотермического
распада изменяется строение и, следовательно, свойства продуктов
168
Основы теории термической обработки стали
превращения. Характер изменения свойств при понижении темпе-
ратуры распада показан на фиг. 138. С понижением температуры
изотермического превращения непрерывно повышаются характе-
ристики прочности (пределы прочности ое, текучести а0.2, пропор-
циональности твердость HRC). При достижении температуры Мн
и ниже, т. е. когда сталь имеет структуру мартенсита, характери-
стики прочности получают примерно постоянное значение. Пластич-
Фиг. 138. Зависимость механических свойств стали
с 0,68% С от температуры изотермического превращения
(А. И. Стрегулин и Ф. С. Коцин).
ность стали (относительное удлинение 6 и относительное сужение ф)
изменяется в обратном порядке: пластичность уменьшается с пони-
жением температуры изотермического распада.
Термическая обработка в большинстве случаев производится
не путем изотермических выдержек ниже критических температур,
а с помощью непрерывного охлаждения после нагрева для получе-
ния аустенита. Рассмотрим превращения переохлажденного аусте-
нита в процессе непрерывного охлаждения.
Диаграмма изотермического превращения для углеродистой
эвтектоидной стали показана пунктирными линиями на фиг. 139.
Кривые /, 2, 3 и т. д. являются кривыми охлаждения и показывают
интенсивность понижения температуры с течением времени.
При охлаждении по кривой 4 превращение должно начинаться
в момент пересечения кривой охлаждения линии начала изотерми-
ческого превращения в точке н и заканчиваться при пересечении
линии конца изотермического превращения в точке k. В действи-
тельности превращения начинаются и заканчиваются при более
Кинетика превращения переохлажденного аустенита
169
Фиг. 139. Диаграмма превращений пере-
охлажденного аустенита в изотермических
условиях (пунктир) и при непрерывном
охлаждении (сплошные линии). Эвтекто-
идная сталь (0,8% С).
низких температурах н и k’. Зона превращений в верхнем районе
температур при непрерывном охлаждении обведена сплошными
линиями и заштрихована: она сдвинута в область более низких
температур и больших времен по сравнению с диаграммой изотерми-
ческого превращения.
Объяснение этого явления было предложено С. С. Штейнбергом. Чем выше
температура, тем большее время нужно для равной степени превращения (см. изо-
термическую диаграмму в районе
— 550° С).
Поэтому за равное время при
700° С доля превращения будет мень-
ше, чем при 600° С. Непрерывное
охлаждение можно рассматривать как
ступенчатое с равными малыми оста-
новками при каждой температуре.
Очевидно, что для накопления
1—3% продуктов превращения, от-
меченных установкой для исследования
распада, в изотермических условиях
при 600° С потребуется меньшее время,
чем при непрерывном охлаждении до
этой температуры. В связи с этим кри-
вые превращения при непрерывном
охлаждении сдвигаются вправо по
отношению к изотермическим.
Скорость охлаждения уве-
личивается от кривой 1 к кри-
вой 7. Увеличение скорости
охлаждения от 1 к 2, 3 и 4
приводит к непрерывному сни-
жению температур превраще-
ния в верхнем (перлитном)
районе превращения (темпера-
туры превращения Г—Г' при
охлаждении по кривой: 1\ 2'—2" — по кривой 2 и т. д.). Когда
скорость охлаждения достигает достаточного значения (кривая 4),
то происходит перлитное превращение в верхнем районе температур
(интервал н — k'), а при дальнейшем охлаждении нераспавшаяся
часть аустенита превращается в мартенсит ниже точки 4 м
(линии Мн, фиг. 139).
При больших скоростях охлаждения, соответствующих кри-
вым 5, 6 и 7? превращения в верхнем районе температур не происхо-
дит: при достаточно быстром охлаждении перлитное превращение
аустенита не успевает начаться. Аустенит полностью переохла-
ждается до температур мартенситного превращения, и мартенсит
образуется при достижении точек 5м, 6м и 7м (охлаждение по кри-
вым 5, 6 и 7 соответственно).
Температура начала мартенситного превращения в углеродистой
стали не зависит от скорости охлаждения. Поэтому при охлаждении
170
Основы теории термической обработки стали
с любой скоростью мартенситное превращение начинается при
температуре Мн, точки 4м, 5м, 6м и 7м лежат на одной гори-
зонтали. Степень мартенситного превращения увеличивается при
понижении температуры ниже Мн.
Существует наименьшая скорость охлаждения (в данном случае
соответствующая кривой 5), при которой происходит только мартен-
ситное превращение. Такая скорость охлаждения называется крити-
ческой скоростью закалки.
Рассмотрев превращения аустенита в процессе непрерывного
охлаждения, можно сделать следующие выводы:
1. При непрерывном охлаждении зона перлитного превращения
(в интервале высоких температур) смещается к более низким темпе-
ратурам и вправо по времени в сравнении с изотермическим рас-
падом.
Промежуточное превращение в углеродистой стали при непре-
рывном охлаждении не наблюдается. Мартенситное превращение
начинается при той же температуре Мн, как и для изотермического
исследования.
2. С увеличением скорости охлаждения температуры перлитного
превращения (критические точки XrJ непрерывно понижаются
от Л1 = 723°С (при бесконечно медленном охлаждении по диа-
грамме состояния) до —550° С при скорости, несколько меньшей
критической скорости закалки (фиг. 139, вверху). Температуры
перлитного превращения обозначаются индексом Ar г или Аг'.
3. Начиная с определенной скорости охлаждения (в данном слу-
чае по кривой 4), переохлажденный аустенит не успевает полностью
превратиться в структуры перлитного типа. Нераспавшийся аусте-
нит при дальнейшем охлаждении превращается в мартенсит.
4. Критической скоростью закалки называется наименьшая ско-
рость охлаждения, при которой происходит только мартенситное
превращение. Охлаждение со скоростью, превышающей крити-
ческую, приводит к исключительно мартенситному превращению.
Температура начала мартенситного превращения не зависит от ско-
рости охлаждения и обозначается индексом Аг" или Мн.
5. Так как увеличение скорости охлаждения приводит к посте-
пенному снижению температур превращения переохлажденного
аустенита и изменению структуры продуктов распада, то при этом
закономерно изменяются свойства. С увеличением ско-
рости охлаждения повышается прочность
и понижается пластичность стали.
Данные, приведенные на фиг. 139, могут быть показаны в других координатах.
Зависимость температур превращения переохлажденного аустенита в зависимости
от скорости охлаждения показано на фиг. 140. Как отмечено выше, увеличение
скорости охлаждения приводит к снижению критических точек перлитного превра-
щения Аг' и не влияет на температуры мартенситного превращения Аг" (Мн).
При данном построении легко определяется критическая скорость • закалки: она
соответствует точке VKp и равна 180° С/сек.
Перлитное превращение
171
Исторически кривые зависимости положения критических точек от скорости
охлаждения были построены раньше диаграмм изотермического распада аустенита
(в 1918 г. Портвеном и Гарвэном).
Однако диаграммы изотермического превращения (1930 г.) и диаграммы превра-
щений при непрерывном охлаждении (впервые построены в 40-х годах и известны под
названием термокинетичеоких диаграмм) более универсальны. Из них достаточно
просто выводится зависимость положения
критических точек от скорости охлаждения
и многочисленные частные связи, обнару-
женные .ранее. Диаграммы изотермического
превращения имеют огромное значение для
теории термической обработки, а термокине-
тические диаграммы позволяют сделать важ-
ные практические выводы. Глубокое пони-
мание зависимостей, описываемых этими
диаграммами, необходимо для уяснения
сущности, принципов, назначения и резуль-
татов технологических процессов термиче-
ской обработки стали.
Влияние различных факторов
(содержание углерода, условия на-
грева и т. п.) на вид диаграмм, ско-
рость и особенности протекания пре-
вращений рассматриваются ниже
(§§ 4, 5 и 6).
Фиг. 140. Зависимость положения
критических точек эвтектоидной
стали (0,8% С) от скорости охлаж-
дения.
Фиг. 141. Зависимость величины
межпластинчатого расстояния До
и твердости структур перлитного
типа (сталь с 1,2% С) от темпера-
туры изотермического превращения
(А. И. Гардин).
§ 4. ПЕРЛИТНОЕ ПРЕВРАЩЕНИЕ
Интервал перлитного превращения располагается между кри-
тической точкой А! и температурой наименьшей устойчивости аусте-
нита, между 723° С и примерно
550° С для углеродистой стали (см.
фиг. 136). Структура перлитного
типа показана на фиг. 137,а: она
состоит из чередующихся параллель-
ных пластинок феррита и цементита.
Качественно подобная структура
сохраняется во всем интервале пер-
литного превращения — существует
только количественное различие в
толщинах пластин феррита и цемен-
тита.
Количественной характеристикой
перлитных структур является меж-
пластиночное расстояние До, состав-
ляющее сумму толщин двух соседних
пластинок феррита и цементита. На
фиг. 141 показано, что по мере
понижения температуры межпла-
стиночное расстояние До резко уменьшается от 0,77-10"3 мм
при 700° С до 0,10-10"3 мм при 580° С. Одновременно
172
Основы теории термической обработки стали
существенно возрастают твердость и прочность стали и уменьшается
пластичность.
Наиболее мягкая структура (Я/?С20), образующаяся
при 700° С, называется перлитом. Структура с твердостью
HRC 25—30, получающаяся при 650—670° С, называется сорбитом,
а с твердостью порядка HRC 40 — трооститом. Эти структуры
различаются размером частиц феррита и цементита; межпластиноч-
ное расстояние для перлита равно 0,5—0,7 • 10"3 мм, для сорбита —
0,25-10‘3 мм и для троостита — около 0,1 • 10"3 мм.
Повышение твердости и прочности с изменением структуры перлитного типа
объясняется тем, что наибольшие искажения кристаллической решетки, повышающие
Фиг. 142. Последовательные стадии образования перлитных зерен
в зерне аустенита (схема).
прочность, наблюдаются на границах ферритно-цементитных частиц. Чем тоньше
эти частицы, тем больше суммарная поверхность границ и выше прочность. Между
твердостью Н и суммарной поверхностью границ феррита и цементита S мм2!мм3
существует линейная связь. Для стали с 1,2% углерода
Я = 280 + 11 • 10“3 S. * }
При понижении температуры происходит постепенное изменение
строения. Поэтому резкой границы между перлитом, сорбитом и тро-
оститом нет. На фиг. 141 вертикальными заштрихованными поло-
сами показаны температурные зоны и свойства типичного перлита,
сорбита и троостита.
Различные названия при качественно одинаковом строении эти структуры
получили благодаря различным свойствам, в то время как детальное микроско-
пическое исследование было невозможно из-за несовершенства аппаратуры. Каче-
ственное подобие трех структур было установлено Н. Т. Беляевым (1907 г.).
Перлитное превращение начинается всегда на границах зерен
аустенита зарождением одной или нескольких пар пластин феррита
и цементита. При росте перлитного зерна эти пластины удлиняются
(краевой рост) и присоединяются новые пары пластин, параллель-
ные исходной (боковой рост). На фиг. 142 показаны различные ста-
дии превращения зерна аустенита в перлитные зерна. При переходе
от стадии а к стадии б наблюдается рост зерна вдоль пластин фер-
Перлитное превращение
173
рита (широкие, светлые) и цементита (узкие, темные). Одновременно
в аустените образуются новые пластины, растущие параллельно
существовавшим раньше. Столкновение перлитных зерен, их сра-
стание и исчерпание исходной фазы — аустенита — приводит
к окончанию превращения (фиг. 142, в). Полученная при этом ори-
ентировка соседних зерен перлита оказывается различной. Перлит-
ное превращение состоит из зарождения и роста, т. е. это процесс
кристаллизационного типа.
Но это также и диффузионный процесс, потому что для его про-
текания в объеме аустенита с усредненным содержанием углерода
образуются значительно обогащенные объемы, в которых полу-
чается цементит, и обедненные — для образования феррита.
Причинами преимущественного зарождения перлитных зерен на границах
(поверхности) аустенитных зерен является, во-первых, использование поверхности
аустенитного зерна в качестве готовой подкладки зарождения, что резко умень-
шает работу образования зародыша и увеличивает вероятность зарождения, и, во-вто-
рых, повышенная растворимость углерода у поверхности зерен. На авторадио-
граммах, полученных путем контакта аустенита, содержащего радиоактивный угле-
род С14, с фотобумагой, наибольшее потемнение, т. е. высокая концентрация угле-
рода, наблюдается по границам зерен аустенита. Наличие повышенного количества
углерода облегчает образование богатых углеродом объемов, в которых получаются
частицы цементита (цементит является ведущей фазой перлитного превращения).
Зарождение пары частиц феррита и цементита в аустените происходит благодаря
образованию флуктуаций концентраций (см. § 2 настоящей главы). При образовании
флуктуации достаточного (критического) размера она превращается в зародыш
новой фазы (цементита или феррита), растущий в связи с диффузией углерода в окру-
жающих объемах аустенита. Флуктуационная теория зарождения перлитных
структур была развита в середине 30-х годов И. Л. Миркиным и в настоящее время
является общепризнанной.
Между величинами зерна исходного аустенита и образовавшегося
перлита существует определенное соотношение. Чем мельче зерно
аустенита, тем больше суммарная поверхность аустенитных зерен.
Так как перлитное превращение развивается на поверхности аусте-
нитных зерен, то измельчение зерна аустенита приводит к увели-
чению скорости зарождения, т. е. к уменьшению величины перлит-
ных зерен.
Превращение в перлитном районе температур протекает по-разному в зави-
симости от содержания углерода в стали. В эвтектоидной стали распад происходит
при переохлаждении аустенита ниже температуры и заключается в непосред-
ственном превращении аустенита в перлит (фиг. 143, а). В доэвтектоидной стали
(фиг. 143, б) превращение начинается при более высокой температуре между кри-
тическими точками А3 и Аг и заключается в выпадении избыточного феррита.
Ниже температуры Аг (до tr) превращение начинается с выпадения избыточного
феррита, аустенит обогащается углеродом и далее происходит перлитное превра-
щение. В заэвтектоидной стали (фиг. 143, в) в интервале температур Аст—Аг из аусте-
нита выделяется вторичный цементит Цц. Ниже температуры Аг (до t2) распад
неустойчивого аустенита начинается с выпадения вторичного цементита. Аустенит
обедняется углеродом и далее происходит перлитное превращение. Ниже темпера-
туры в доэвтектоидной и t2 в заэвтектоидной стали аустенит превращается непо-
средственно в перлитные структуры без предварительного выпадения избыточного
феррита или вторичного цементита.
174
Основы теории термической обработки стали
При этих температурах получаются квазиэвтектоидные структуры, аналогич-
ные квазиэвтектическим, механизм образования которых пояснен в § 5 главы IV.
Таким образом, с увеличением степени переохлаждения ниже критической точки >4
количество избыточного феррита или цементита непрерывно уменьшается, а состав
перлитной структуры может существенно отличаться от эвтектоидного (0,8% угле-
рода по диаграмме состояния).
Скорость перлитного превращения зависит от содержания угле-
рода в стали и условий нагрева для получения аустенита. С увели-
чением содержания углерода в стали увеличивается устойчивость
переохлажденного аустенита, т. е. кривые на диаграммах изотерми-
Фиг. 143. Диаграммы превращений в перлитном интервале: •
а — в эвтектоидной углеродистой стали; б — в доэвтектоидной стали (0,4% С);
в —- в заэвтектоидной стали (1,0% С).
ческого превращения сдвигаются вправо, к большим временам пре-
вращения. С увеличением содержания углерода в стали скорость
перлитного превращения уменьшается.
Повышение температуры или увеличение времени выдержки
при нагреве для получения аустенита приводят к увеличению одно-
родности распределения углерода и росту зерна аустенита. В более
однородном аустените труднее образуются флуктуации обогащения
или обеднения, и это является первой причиной увеличения устой-
чивости переохлажденного аустенита и замедления перлитного пре-
вращения. Второй и главной причиной замедления перлитного
превращения при повышении температуры и увеличении длитель-
ности выдержки предварительного нагрева для получения аустенита
является рост зерна аустенита. Чем крупнее з?рно аустенита, тем
меньше общая поверхность зерен и, следовательно, скорость заро-
ждения перлитных зерен, т. е. скорость перлитного превращения.
По этой же причине скорость перлитного превращения в крупно-
зернистой стали значительно меньше, чем в стали с мелким зерном.
Таким образом, увеличение содержания углерода в стали и укруп-
нение зерна аустенита вследствие повышения температуры или уве-
личения времени выдержки при нагреве для получения аустенита
приводит к уменьшению скорости перлитного превращения.
Мартенситное превращение
175
§ 5. МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
При охлаждении аустенита со скоростью, превышающей крити-
ческую скорость закалки, превращение начинается при достиже-
нии температуры начала мартенситного превращения Мн
(см. фиг. 140). Ниже этой температуры гранецентрированная (ГЦК)
решетка аустенита превращается в объемноцентрированную (ОЦК)
решетку феррита. Так как при температурах мартенситного пре-
вращения диффузия углерода практически не происходит, то атомы
углерода, растворенные ранее в аустените, фиксируются в тех же
Фиг. 144. Тетрагональная
решетка мартенсита
(кружками обозначены
атомы железа, четырех-
угольниками — атомы
углерода).
Фиг. 145. Зависимость параметров решетки
мартенсита от содержания углерода.
точках пространства после превращения решетки ГЦК (аустенита)
в решетку ОЦК (феррита). Выше было указано, что наибольшая пре-
дельная растворимость углерода в феррите равна 0,025 % (при 723° С).
Количество углерода в стали, растворяющегося при нагреве в аусте-
ните, достигает десятых долей и целых процентов (до 2%).
В результате, превращения получается пересыщенный в десятки
раз твердый раствор углерода в а-железе, который называется мар-
тенситом. Значительное пересыщение a-твердого раствора при-
водит к искажению кубической решетки a-железа и образова-
нию тетрагональной структуры мартенсита, впервые показанной
Н. Я. Селяковым, Г. В. Курдюмовым и Н. Т. Гудцовым (1927 г.).
На фиг. 144 показана элементарная кристаллическая ячейка мар-
тенсита в виде тетрагональной призмы, образованной атомами
железа и центрированной также атомом железа. Атомы углерода
располагаются на вытянутой стороне сив середине основания со сто-
роной а. При уменьшении содержания углерода до нуля сторона с
становится равной сторонам а и тетрагональная призма превращается
в объемноцентрированный куб. С увеличением содержания угле-
рода вытянутость стороны с увеличивается, а сторона а умень-
шается (фиг. 145). Степень тетрагональное™ решетки мартенсита
176
Основы теории термической обработки стали
с
определяется отношением — , увеличивающимся по мере повышения
содержания углерода.
Параметры и степень тетрагональности мартенсита в зависимости от содержа-
ния углерода (% С) описываются следующими уравнениями:
а = 2,861 — 0,0013% С; с = 2,861 + 0,116% С;
— = 1,000 + 0,045% С.
а /0
Мартенсит характеризуется исключительно высокой твердостью
порядка НV 700—800, которая связана, главным образом, с дробле-
нием блоков мозаичной структуры и увеличением искажений
III рода. Возникновение значительных внутренних напряжений
связано, во-первых, с образованием пересыщенного твердого рас-
твора углерода в a-железе и появлением тетрагональности, т. е.
существенных искажений кристаллической решетки. Однако экспе-
риментальное исследование показало, что наличие углерода не обя-
зательно для мартенситного превращения в железных сплавах.
Это превращение наблюдается и в безуглеродистых сплавах же-
леза. Второй причиной, обусловливающей высокую твердость
мартенсита в стали, является фазовый наклеп. Фазовый наклеп
является следствием существенного увеличения объема при пре-
вращении аустенита в мартенсит. Увеличение объема в местах обра-
зования мартенсита вызывает касательные напряжения, приводя-
щие к пластической-деформации и наклепу, т. е. измельчению блоч-
ной структуры и росту остаточных внутренних напряжений. Этот
наклеп называется фаззвым, так как получается в связи с протека-
нием у -> а-фазового превращения в железе.
При рассмотрении под микроскопом мартенсит обнаруживает
типичное игольчатое строение (см. фиг. 137, в). В объеме мартен-
ситные частицы представляют пластинчатые образования, утончаю-
щиеся к концам: пересечение пластин плоскостью шлифа приводит
к появлению видимых в структуре игольчатых частиц мартенсита.
Обычно толщина мартенситных пластин измеряется в микронах;
протяженность изменяется от нескольких микрон до миллиметров
и определяется размером зерна исходного аустенита; из крупно-
зернистого аустенита образуется крупноигольчатый мартенсит.
При весьма мелкозернистом аустените размер игл оказывается
настолько малым, что ие обнаруживается под обыкновенным опти-
ческим микроскопом (так называемый «бесструктурный» мартен-
сит). Применение больших увеличений (электронная микроскопия)
позволяет обнаружить и в этом случае игольчатое строение мар-
тенсита.
Основной особенностью мартенситного превращения является
его бездиффузионный характер. Мартенситное превращение про-
исходит в районе низких температур, когда средняя энергия атомов
Мартенситное превращение
177
низка и вероятность перехода их от решетки у-железа (аустенита)
к решетке a-железа (мартенсита) по диффузионному способу («атом
за атомом») практически равна нулю.
Для диффузионной перестройки у -> a-железа требуется энергия активации
порядка десятков тысяч кал/г-атом. Вероятность появления атомов с такой энер-
гией при температурах мартенситного превращения столь мала, что диффузионное
превращение невозможно. Однако существует другой способ перестройки кристалли-
ческой решетки у -> а путем кооперативного одновременного перемещения атомов,
расположенных в одной или нескольких смежных кристаллографических плоскостях.
Энергия активации такого кооперативного
процесса не превышает 1000 кал/г-атом, что
в десятки раз меньше того же для диффуз-
ионного превращения.
В зависимости от состава и температуры
превращения при бездиффузионной мартен-
ситной перестройке кристаллической решетки
железа существуют различные кристалло-
графические соотношения. Впервые в 1930 г.
Г. В. Курдюмовым и Г. Заксом было пока-
зано, что плоскость аустенита (111)^ парал-
лельна плоскости мартенсита (011)^; направ-
ление [Г10]л параллельно [111 ]м.
Мартенситное превращение в
стали осуществляется сложным коопе-
ративным сдвигом атомов железа
в пространстве на расстояние, не
превышающее межатомное, при со-
хранении постоянства концентрации
углерода. Движущей силой превра-
щения, каки во всех других случаях,
Фиг. 146. Кривые изменения раз-
ности свободных энергий при пер-
литном (AFАП} и мартенситном
(ДГЛ2И) превращениях для эвтек-
тоидной стали (поопытным данным).
является стремление к состоянию с
меньшим запасом свободной энергии.
На фиг. 146 показана зависимость разности свободных энергий
аустенита и перлита (\FAn) и аустенита и мартенсита
Из рассмотрения опытных кривых следует, что ниже темпера-,
туры А± (723° С) начинается перлитное превращение. Мартенситное
превращение оказывается возможным только ниже 500° С (точка Т 0);
при более высоких температурах свободная энергия мартенсита
выше свободной энергии аустенита (нафиг. 146 точка обозначена /0).
Ниже температуры 7\ стабильной структурой, характеризую-
щейся наименьшим запасом свободной энергии, является также
перлит (кривая &FAn проходит ниже &FAMY Однако в этих усло-
виях невозможна перестройка (у — а) решетки железа диффузион-
ным способом, что необходимо для образования перлита. Поэтому
образуется метастабильная структура мартенсита с повышенным
(по сравнению с перлитом) запасом свободной энергии.
Мартенситное превращение в стали, в частности в углеродистой,
характеризуется еще такой особенностью: оно протекает только
при непрерывном понижении температуры и останавливается при
178
Основы теории термической обработки стали
прекращении охлаждения. Зависимость степени превращения от тем-
пературы охлаждения показана на фиг. 147, так называемой мар-
тенситной кривой.
Из рассмотрения мартенситной кривой для углеродистой эвтек-
тоидной стали следует, что мартенситное превращение начинается
при температуре точки Мн, равной 220° С (температура начала
мартенситного превращения). По мере понижения температуры
количество мартенсита не-
прерывно увеличивается и
Фиг. 148. Зависимость температур начала
Мн и конца Мк мартенситного превра-
щения от содержания углерода в стали
(А. П. Гуляев).
Фиг. 147. Мартенситная кривая
для углеродистой эвтектоидной
стали.
достигает примерно 95% при комнатной температуре. Так как
выдержка стали при постоянной температуре не приводит к мар-
тенситному превращению, то при комнатной температуре в данном
случае сохраняется около 5% аустенита, называемого остаточным
аустенитом.
При дальнейшем охлаждении ниже комнатных в область отри-
цательных температур остаточный аустенит превращается в мар-
тенсит. Процесс заканчивается при температуре конца мартенсит-
ного превращения Мк. Существует специальный способ термиче-
ской обработки для уменьшения количества остаточного аустенита
путем охлаждения в области отрицательных температур, так назы-
ваемая обработка холодом (подробно см. § 4 главы XII).
Температура начала Мн и конца Мк мартенситного превращения
зависят исключительно от состава стали и понижаются с увеличе-
нием содержания углерода, как это показано на фиг. 148.
Из рассмотрения кривых фиг. 148 следует, что остаточный аусте-
нит появляется при содержании углерода в стали около 0,6%.
При меньшем содержании углерода мартенситное превращение
заканчивается выше комнатных температур. При увеличении содер-
жания углерода выше 0,6% мартенситная точка Мн понижается
Мартенситное превращение
179
от 280 до 100° С при 1,5% углерода. Одновременно понижается тем-
пература конца мартенситного превращения.
Отсюда следует, что с увеличением содержания углерода степень
превращения при охлаждении до комнатной температуры умень-
шается, т. е. увеличивается содержание остаточного аустенита.
Согласно экспериментальным данным, повышение содержания угле-
рода в стали от 0,6 до 0,8; 1,0; 1,2 и 1,5% приводит к соответствен-
ному увеличению среднего количества остаточного аустенита от 0
до 5; 10; 20 и 50%.
Наблюдение за мартенситным превращением в стали показало,
что для него характерно мгновенное появление и рост мартенситных
кристаллов (первая главная особенность). По опыт-
ным данным, время появления одиночного кристалла мартенсита
меньше миллионной доли секунды, что соответствует скорости роста
порядка 1000 м1сек. Вторая главная особенность
мартенситного превращения заключается в прекращении роста мар-
тенситного кристалла после достижения определенных размеров.
Согласно Г. В. Курдюмову, эта особенность объясняется способом
роста кристаллов мартенсита в исходном аустените. Рост возможен
до тех пор, пока существует хорошее сопряжение между решетками
аустенита и мартенсита (так называемая когерентность),
потому что только в этих условиях возможно кооперативное
направленное смещение атомов, необходимое для превращения
у -> а.
При увеличении размера кристаллов мартенсита за счет разности
удельных объемов на границе растущего кристалла и аустенита
накапливаются упругие напряжения и, наконец, происходит пласти-
ческая деформация. Пластическая деформация нарушает когерент-
ность (хорошее сопряжение, т. е. непрерывный переход от решетки
аустенита к решетке мартенсита). Дальнейшее превращение у — а
оказывается возможным по способу «атом за атомом», т. е. диффу-
зионным путем. Превращение в момент нарушения когерентности
прекращается, потому что при столь низкой температуре диффу-
зионный переход невозможен, а бездиффузионный прекращен благо-
даря нарушениям на границе фаз.
Третья главная особенность мартенситного пре-
вращения заключается в прекращении процесса после достижения
данной температуры и возобновлении его при дальнейшем охлажде-
нии. Первая и третья особенности имеют одинаковую природу,
так как связаны с вопросом о процессе зарождения мартенситных
кристаллов.
Ранее мы рассматривали разнообразные процессы превращений: при затвер-
девании, рекристаллизации, образовании аустенита и перлитном превращении.
Во всех случаях превращения имели место зарождение и рост кристаллов, которые
продолжались до столкновения и срастания кристаллов и заканчивались полным
исчерпанием исходной фазы. При мартенситном превращении кристаллы заканчи-
вают свой рост, находясь в аустенитной среде, часто до столкновения и срастания
180
Основы теории термической обработки стали
друг с другом. Превращение при постоянной температуре не заканчивается исчер-
панием исходной фазы, а прекращается при наличии значительных объемов аусте-
нита. Эти отличия от обычных фазовых превращений в совокупности с тем, что мар-
тенситное превращение в изотермических условиях протекает под действием пла-
стической деформации, привели в 30-х годах к выводу об особом характере мар-
тенситного превращения. По С. С. Штейнбергу мартенсит образуется под действием
напряжений (первичная причина), возникающих вследствие разных причин при
охлаждении стали. В дальнейшем Г. В. Курдюмов разработал термодинамическую
теорию, в соответствии с которой первичной причиной мартенситного превращения,
как и в других случаях фазовых превращений, является стремление к состоянию
с меньшим запасом свободной энергии (см. экспериментальные кривые, фиг. 146).
Главные особенности мартенситного превращения объясняются
характером механизма бездиффузионного превращения. Для без-
диффузионного превращения необходимо произвести одновре-
менное направленное смешение большой группы ато-
мов железа так, чтобы произошла перестройка ГЦК у — в ОЦК
а-решетку. Этот процесс может произойти только ниже темпера-
туры То (см. фиг. 146), когда свободная энергия мартенсита стано-
вится меньше свободной энергии аустенита и появляется движущая
сила превращения — разность свободных энергий.
Направленное перемещение большой группы атомов, располо-
женных в одной или нескольких смежных плоскостях подобно сдвигу
при пластической деформации. Для осуществления этого процесса
необходима энергия, достаточная для упругого деформирования
и сдвига в аустените. Эта энергия появляется при определенной
степени переохлаждения ниже То до температуры начала мартенсит-
ного превращения Мн.
На фиг. 146 показано, что для углеродистой эвтектоидной стали
Tq = 500° С, а температура точки Мн ^-= 220° С. Экспериментально
показано, что подобная степень переохлаждения приводит к полу-
чению разности свободных энергий AFam = 350 кал/г*атом. Это
количество энергии оказывается необходимым для преодоления
упругих сил и ориентированного перемещения атомов в решетке
аустенита при получении мартенситной структуры.
Так как перемещение атомов в аустените происходит подобно
тому же при пластическом деформировании,, то скорость перемеще-
ния должна соответствовать скорости пластической деформации
(~1000 м/сек) и практически мало зависеть от температуры. Экспери-
ментально доказано, что оба условия соблюдаются при мартенсит-
ном превращении.
Причиной прекращения превращений в изотермических усло-
виях является изменение состояния аустенита в процессе мартенсит-
ного превращения. Мартенситное превращение сопровождается уве-
личением объема при переходе аустенита в мартенсит. Это вызывает
появление напряжений и пластическую деформацию аустенита.
Так как мартенситное превращение происходит ниже температуры
рекристаллизации, то пластическая деформация сопровождается
фазовым наклепом, что повышает сопротивление аустенита сдвигу.
Промежуточное превращение
181
Поэтому превращение прекращается. Для его возобновления необ-
ходимо понизить температуру с целью увеличения разности свобод-
ных энергий &F Ам\ это приводит к образованию мартенсита в накле-
панном в результате предварительного частичного превращения
аустените. При достаточно высокой степени превращения отдельные
объемы аустенита оказываются во всесторонне сжатом состоянии
между кристаллами мартенсита. Так как превращение аустенита
в мартенсит должно сопровождаться увеличением объема, то все-
стороннее сжатие является дополнительным фактором, приводящим
к торможению мартенситного превращения.
Таким образом необычное для фазовых превращений протекание
мартенситного превращения определяется особым механизмом
перестройки решетки (одновременный направленный групповой
сдвиг атомов в решетке аустенита) и непрерывным изменением состоя-
ния аустенита в процессе превращения (появление фазового наклепа).
Причиной мартенситного, как и других фазовых превращений,
является стремление к состоянию с меньшим запасом свободной
энергии.
§ 6. ПРОМЕЖУТОЧНОЕ ПРЕВРАЩЕНИЕ
Промежуточное превращение переохлажденного аустенита про-
текает в температурном интервале II (см. фиг. 136), расположенном
между интервалами перлитного и мартенсит-
ного превращений. В результате промежу-
точного превращения образуется структура
игольчатого троостита или бейнита. Строе-
ние продуктов промежуточного превращения
вблизи границы с районом перлитного прев-
ращения показано на фиг. 149 («верхний»
или перистый игольчатый троостит). Эта
структура внешне похожа на перлитную
и состоит из перемежающихся не всегда
параллельных друг другу коротких пласти-
нок цементита и феррита. Структура про-
дуктов промежуточного превращения, полу-
чаемых вблизи границы с районом мартен-
ситного превращения («нижний» игольчатый
троостит), показана на фиг. 137, в. Эта
структура имеет игольчатое строение и внеш-
не напоминает мартенсит. В промежуточном
районе температур наблюдается постепенное
изменение структуры от перистой до мартен-
ситоподобной по мере изменения темпера-
туры. Одной из составляющих механической
Фиг. 149. Структура «верх-
него» игольчатого троос-
тита—продукта промежу-
точного превращения пе-
реохлажденного аустени-
та. Х600 (А. И. Гардин).
смеси структур промежуточной области является цементит. Вто-
рая составляющая — феррит — отличается от феррита в перлите,
182
Основы теории термической обработки стали
во-первых, формой, постепенно изменяющейся от перистой при
высокой температуре до игольчатой при низкой; во-вторых, нали-
чием повышенного содержания углерода. Феррит промежуточных
структур — пересыщенный твердый раствор углерода в а-железе;
при наибольшей растворимости в феррите 0,025% углерода
в пересыщенном феррите игольчатого троостита при 400° С содер-
жится 0,1%, а при 300° С — 0,2% углерода.
Дисперсность промежуточных структур можно охарактеризовать,
как и для случая перлита, величиной межпластиночного расстоя-
ния До, представляющего сумму толщин соседних пластинок пере-
сыщенного феррита и це-
ментита. Для углеродистой
стали с 1,2% углерода при
понижении температуры
от 555 до 500, 450 и 400° С
величина межпластиноч-
ного расстояния почти не
изменяется: 0,116, 0,112,
0,118 и 0,110-10“3 мм
соответствен но. Только
при 300 и 258° С До умень-
шается до 0,095 и 0,080х
X 10“3 мм соответственно.
С понижением, темпера-
Фиг. 150. Кривые изотермического превращения
аустенита в промежуточном интервале темпе-
ратур.
туры твердость, однако,
непрерывно возрастает от HRC 45 при 555° С до HRC 47—49—56
при 500, 400 и 300° С соответственно (А. И. Гардин).
Напомним, что для перлитного превращения твердость нахо-
дилась в однозначной связи с дисперсностью строения и непрерывно
повышалась с изменением структуры. В промежуточном районе
температур твердость повышается с понижением температуры пре-
вращения, в то время как в районе 555—400° С межпластиночное
расстояние практически неизменно. Повышение твердости в этом
районе обусловливается увеличением концентрации углерода в пере-
сыщенном феррите.
Кинетика изотермического превращения переохлажденного
аустенита в промежуточном районе температур показана на фиг. 150.
Кривые характеризуют замедленное начало превращения, уско-
ренную середину и замедленный конец распада (подобно кривым
для перлитного превращения). Однако в отличие от перлитного
превращения и подобно мартенситному распаду в изотермических
условиях промежуточное превращение в большинстве случаев
не происходит до конца и сохраняется нераспавшийся аустенит.
На фиг. 150 показано, как по мере понижения температуры от tx
др tQ непрерывно уменьшается количество нераспавшегося аусте-
нита.
Промежуточное превращение
183
Результаты этого исследования могут быть обобщены в коорди-
натах: конечная степень превращения — температура. На фиг. 151
показано, что начало промежуточного
превращения наблюдается при темпера-
туре Вн. По мере понижения температуры
конечная степень превращения непреры-
вно увеличивается и при температуре
и нитке аустенит нацело может превра-
титься в продукты промежуточного пре-
вращения. Температура, при которой
отмечается полное превращение аустенита,
обозначается Вк.
Рассмотрение структур и закономер-
ностей превращения в промежуточном
интервале температур позволяет заметить
сочетание особенностей как перлитного,
так и мартенситного превращения. Эго
сочетание обусловливается тем, что в ин-
Степень превращения
Фиг. 151. Зависимость сте-
пени распада аустенита при
промежуточном превращении
тервале промежуточного превращения
возможна диффузия углерода, подобно
тому, как это происходит при перлитном
от температуры.
превращении (в случае
мартенситного превращения диффузия углерода не происходит).
Фиг. 152. Зависимость температуры
превращения от концентрации
углерода 'в феррите и аустените.
Вместе с тем в промежуточном райо-
не температур у — а-превращение
железа происходит по мартенситному
способу, т. е. одновременным на-
правленным групповым перемеще-
нием атомов железа в решетке аус-
тенита ниже температуры порога
рекристаллизации. В этом заклю-
чается принципиальное отличие
промежуточного от перлитного пре-
вращения.
Если при мартенситном превращении
переохлажденный аустенит распадается без
изменения концентрации в нем углерода,
то промежуточному превращению обязательно
предшествует диффузия углерода в аусте-
ните. На фиг. 152 показано влияние угле-
рода на положение равновесной температуры
аустенитно-мартенситного превращения Тв
и Температуру начала мартенситного превра-
щения Мн, а также изменение концентрации
углерода в пересыщенном феррите Сфтах- В интервале —БП1 происходит
перлитное превращение.
1 БП — температурная граница между областями перлитного и промежуточ1
ного (бейнитного) превращения.
184
Основы теории термической обработки стали
Ниже Б П диффузионное у -> а-превращение невозможно; переход возможен
только по бездиффузионному мартенситному способу. Если сталь I (1,0% С) охла-
дить в аустенитном состоянии до температуры 2' (порядка 400° С), то бездиффузион-
ное у -> а-превращение окажется возможным только после обеднения аустенита
углеродом до ^0,3% (точка 4). Аустенит такого состава может превратиться в фер-
рит с той же концентрацией по мартенситному способу, потому что эта темпера-
тура ссответствует мартенситной точке Мн аустенита с 0,3% углерода.
В соответствии с этим механизм промежуточного превращения может быть
представлен следующим образом: благодаря разрешенной миграции атомов углерода
в аустените создаются объемы, обедненные углеродом, в которых происходит обра-
зование феррита по мартенситному способу. Одновременно с этим в окружающих
обогащенных углеродом объемах образуются частицы цементита. Полученный
а) б) в) г)
Фиг. 153. Схема образования верхнего («перистого») игольчатого
троостита:
1 — направление краевого роста; II — направление бокового роста.
по мартенситному способу феррит с концентрацией точки 4 должен выделить избы-
точный углерод, так как возможная его концентрация значительно меньше (пока-
зана точкой а, фиг. 152).
Последовательность превращений при образовании «перистых» структур верх-
него игольчатого троостита показана на фиг. 153. Первичное образование пересы-
щенного феррита, полученное при бездиффузионном механизме превращения, пока-
зано па фиг. 153, а. Как указано выше, этому превращению должно предшествовать
обеднение аустенита углеродом, который оттесняется в окружающие объемы исход-
ной фазы.
По мере отвода углерода от поверхности ферритной частицы происходит ее боко-
вой и краевой рост. Боковой рост прекращается в момент образования цементитных
частиц (фиг. 153, б). Процесс образования цементитных частиц осуществляется
не только благодаря отводу углерода из объемов, подготавляемых для ферритного
превращения, но и благодаря обеднению аустенита справа и слева, у поверхности
цементитной фазы. Поэтому эти объемы оказываются подготовленными к превраще-
нию аустенита в пересыщенный феррит, и в них образуются бездиффузионным путем
новые ферритные пластины (фиг. 153, в).
Продолжение краевого роста сопровождается боковым ростом ферритных частиц
и многократным повторением описанного процесса (фиг. 153, г). Немедленно вслед
за образованием пересыщенного феррита в его объемах начинается выделение избы-
точных дисперсных частиц цементита (штрихи в пределах ферритных частиц,
фиг. 153). Этот процесс, по-видимому, аналогичен процессу отпуска мартенсита
при данной температуре (см. следующий параграф).
Описанный механизм образования промежуточных структур сохраняется
во всем интервале промежуточного превращения. Однако при понижении темпера-
туры превращения степень предварительного обеднения аустенита уменьшается
(см. линию Mw, фиг. 152). Образование одиночных пар приводит к повышению устой-
Промежуточное превращение
185
чивости окружающих объемов переохлажденного аустенита, в которых дальнейшее
превращение не развивается. Образование частиц, расположенных по различным
кристаллографическим плоскостям, создает мартенсито-подобную структуру «ниж-
него» игольчатого троостита.
Описанный механизм промежуточного превращения позволяет
объяснить характерные черты этого процесса. Кривые изотерми-
ческого превращения (см. фиг. 150) подобны кривым для перлитного
превращения, потому что в обоих этих случаях элементарным про-
цессом, определяющим скорость превращения, является скорость
диффузии углерода в аустените.
Причиной неполноты превращения является изменение состоя-
ния нераспавшегося аустенита (фазовый наклеп) в результате обра-
зования ферритных пластин по бездиффузионному мартенситному
способу. Увеличение конечной степени превращения с понижением
температуры обусловливается, во-первых, увеличением разности
свободных энергий (тот же фактор, что и в случае мартенситного
превращения); во-вторых, уменьшением нужной степени обеднения
аустенита в связи с перемещением линии Мн в район более высоких
концентраций углерода (см. фиг. 152).
Как и в случае мартенситного превращения, приложение внеш-
них напряжений ускоряет и увеличивает степень промежуточного
превращения, а изменение величины зерна аустенита практически
н^ влияет на этот процесс.
§ 7. ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ ЗАКАЛЕННОЙ СТАЛИ
Выше было показано, что при охлаждении со скоростью, пре-
вышающей критическую скорость закалки, получается структура
закаленной стали, состоящая из мартенсита и остаточ-
ного аустенита.
Эта структура неустойчива и сохраняется благодаря малой
подвижности атомов при низких температурах. Повышение темпера-
туры приводит к существенным изменениям строения и свойств стали
при нагреве до критических температур, выше которых начинается
образование аустенита (см. § 2 настоящей главы). Изменение строе-
ния и свойств закаленной стали при нагреве ниже критических тем-
ператур называется процессом отпуска.
Повышение температуры отпуска существенно понижает харак-
теристики прочности (пределы прочности об и текучести о0,2) и твер-
дость и увеличивает пластичность закаленной стали (повышает отно-
сительное удлинение 6 и относительное сужение ф), как это показано
на фиг. 154. При отпуске понижается электрическое сопротивление,
изменяются магнитные свойства, повышается сопротивление кор-
розии и т. п. Указанное изменение механических и физико-хими-
ческих свойств является следствием изменений внутреннего строе-
ния закаленной стали в процессе отпуска.
186
Основы теории термической обработки стали
Структура закаленной стали, состоящая из мартенсита и остаточ-
ного аустенита, претерпевает при нагреве ряд последовательных
превращений. Существование некоторых из них хорошо обнаружи-
вается при дилатометрическом исследовании.
Обычно нагрев металлов и сплавов приводит к непрерывному
увеличению размеров в связи с термическим расширением. Однако
нагрев закаленной стали позволяет уловить на кривой расширения
ряд аномалий, связанных с внутренними превращениями.
На фиг. 155 показано изменение длины при нагреве закаленной
высокоуглеродистой стали. При нагреве до 120° С длина изменяется
по линейному закону в связи с термическим расширением. В интер-
Фиг. 154. Зависимость механических
свойств стали (0,4% С) от темпера-
туры отпуска.
Фиг. 155. Кривая изменения длины об-
разца при нагреве закаленной углеро-
дистой стали (1,23% С).
вале 120—170° С этот закон изменяется: длина остается практически
неизменной (участок ab). В интервале 170—230° С продолжается
термическое расширение. Начиная от точки с, происходит аномаль-
ное увеличение длины. Третье аномальное изменение длины, связан-
ное с сжатием при нагреве, наблюдается в интервале 300—380° С
(участок de). Выше этой температуры дилатометрическое исследо-
вание не обнаруживает каких-либо отклонений от линейного закона
термического расширения: происходящие структурные изменения
улавливаются другими методами.
Аномальные отклонения от линейного закона расширения при
нагреве связаны с протеканием при отпуске закаленной стали вну-
тренних превращений. По классификации Г. В. Курдюмова при тем-
пературах ab (120—170° С), cd (230—300° С) и de (300—380° С)
происходят первое, второе и третье превраще-
ния при отпуске. Изменение состава стали и времени выдержки
при отпуске приводит к смещению температурных интервалов
этих трех превращений, однако сущность процессов остается неиз-
менной.
Первое превращение при отпуске заключается в уменьшении
содержания углерода в пересыщенном a-твердом растворе, соби-
Превращение при отпуске закаленной стали
187
рании углерода, выделившегося из твердого раствора в отдельных
объемах, и образовании мельчайших карбидных частиц. Таким обра-
зом в результате первого превращения при отпуске пересыщенный
твердый раствор углерода в a-железе, называемый мартенситом
закалки, превращается в механическую смесь из объемов пересы-
щенного а-твердого раствора с более низким содержанием углерода
и карбидных частиц. Получающаяся в результате первого превра-
щения механическая смесь сохраняет игольчатую структуру и высо-
кую твердость мартенсита закалки и называется мартенситом
отпуска. Мартенсит отпуска лучше травится и обладает меньшей
хрупкостью по сравнению с мартенси-
том закалки.
Согласно теории распада пересыщенных
твердых растворов, предложенной С. Т. Коно-
беевским, в связи с ограниченной возмож-
ностью диффузионного перемещения углерода
при низких температурах, образующиеся кар-
бидные частички определенной величины оказы-
ваются в состоянии коллоидного равновесия
с окружающим твердым раствором.
Дальнейший рост частиц невозможен,
а образовавшиеся дисперсные частицы карбид-
ной фазы могут находиться в равновесии с твер-
дым раствором высокой концентрации. Вследст-
вие этого появляются обедненные зоны, окру-
жающие эти частицы, и сохраняются зоны
а-твердого раствора с высокой концентрацией
углерода (так называемый «двухфазный» распад,
изученный Г. В. Курдюмовым и Н. Л. Ослопом).
Фиг. 156. Зависимость содержа-
ния углерода в a-твердом раст-
воре от температуры отпуска
(выдержка один час) и состава
стали (Э. 3. Каминский и
Т. И. Стеллецкая).
Итак, образующийся в результате
первого превращения мартенсит отпус-
ка состоит из пересыщенного углеродом
а-твердого раствора и карбидных час-
тиц. Эти карбидные частицы размером 2-Ю"6 см называются кар-
бидом FexC или эпсилон (&)-карбидом и имеют гексагональную
структуру.
Скорость и температурный район первого превращения опре-
деляются содержанием углерода в стали и температурой отпуска.
На фиг. 156 показано изменение содержания углерода в пересыщен-
ном a-твердом растворе в зависимости от состава стали и темпера-
туры отпуска. Из рассмотрения кривых следует, что температура
первого превращения, связанного с выделением углерода из твер-
дого раствора, повышается с понижением содержания углерода
в стали. )
Из рассмотрения тех же кривых следует, что скорость выделения
углерода, т. е. скорость первого превращения также увеличивается
с повышением содержания углерода в стали. Скорость первого прев-
ращения в очень большой степени зависит от температуры отпуска,
188
Основы теории термической обработки стали
Время полураспада, т. е. выделения половины углерода мартенсита
закалки из твердого раствора по данным эксперимента и расчета
при 0; 20; 40; 60; 80; 100 и 120° С равно 340 гг; 6,4 г; 2,5 месяцам,
3 суткам; 7 ч 50 мин, 50 и 8 мин соответственно. Степень превращения
увеличивается с увеличением выдержки при данной температуре.
Как следует из кривых фиг. 156, содержание углерода в а-твер-
дом растворе для стали с 0,52% углерода после отпуска 200° С равно
0,34%. Следовательно, a-фаза в мартенсите отпуска сохраняет тетра-
гональную структуру.
Энергия активации Q кал/г*атом первого превращения при отпуске нахо-
дится в следующей зависимости от количества углерода в стали % С.
Q = 18 000 + 8500% С.
Энергия активации превращения по величине весьма близка теплоте активации
диффузии углерода в феррите. Увеличение содержания углерода в стали приводит
к повышению концентрации углерода в мартенсите и увеличению искажений, т. е.
увеличению сопротивления диффузии. Поэтому повышается энергия активации пер-
вого превращения при отпуске.
Второе превращение при отпуске (участок cd, фиг. 155), связан-
ное с увеличением объема, заключается в превращении оста-
точного аустенита в мартенсит отпуска.
Увеличение объема зависит от количества остаточного аустенита.
С увеличением содержания углерода в стали количество остаточного
аустенита возрастает (см. § 5 настоящей главы), т. е. увеличивается
эффект второго превращения. Возможность распада остаточного
аустенита связана с тем, что первое превращение и дальнейший
нагрев приводят к уменьшению объема мартенсита в связи с выделе-
нием углерода из твердого раствора. Поэтому давление всесторон-
него сжатия, которое оказывает мартенсит на объемы остаточного
аустенита, уменьшается и остаточный аустенит оказывается способ-
ным к мартенситному превращению.
Третье превращение при отпуске (участок de, фиг. 155), сопро-
вождающееся значительным уменьшением объема, связано с тем, что
мартенсит отпуска превращается в тонкую механическую смесь
частиц цементита с ферритом — троостит отпуска.
При этом нарушается когерентная связь между кристаллическими решетками
цементитных пластинок и a-твердого раствора, которая существовала в мартенсите
отпуска. Форма цементитных частиц изменяется: она становится шаровидной (диа-
метр частицы порядка 3* 10"5 мм).
Содержание углерода в a-твердом растворе к этому моменту понижается до
нескольких сотых долей процента, тетрагональность исчезает и существует объем-
ноцентрированная кубическая решетка феррита. Несколько увеличивается размер
блоков мозаичной структуры в феррите, и значительно снижается величина оста-
точных напряжений II рода. Благодаря этим изменениям образуется троостит
отпуска — механическая смесь мелких равноосных частиц, цементита с ферритом.
Отпуск при более высоких температурах не изменяет феррито-
цементитных фаз в углеродистой стали, если пренебречь довыделе-
Превращение при отпуске закаленной стали
189
нием из феррита сотых долей процента углерода, что заканчивается
при 500° С. Вместе с тем при нагреве вплоть до температуры точки A t
происходят изменения в тонкой кристаллической и микроскопиче-
ской структурах отпущенной стали.
С повышением температуры отпуска от 400 до 600 и 700° С раз-
мер равноосных частиц цементита увеличивается от 3-Ю"5 до
10 10"5 и 30 10"5 мм. Происходит слияние множества мелких зер-
нышек и образование более крупных. Так, например, при нагреве
от 400 до 700° С диаметр частицы увеличивается в 10 раз, т. е. объем
зерна цементита возрастает в 1000 раз. Процесс укрупнения цементит-
ных частиц при отпуске называется коагуляцией или коалесценцией
(первое название более распространено). Причиной коагуляции
является описанное ранее стремление к состоянию с наименьшей
поверхностью частиц, т. е. к уменьшению запаса свободной энергии
фазы.
Коагуляция осуществляется благодаря диффузии углерода через феррит
от поверхности мелких цементитных частиц к поверхности более крупных. Это проис-
ходит потому, что концентрация углерода в феррите у поверхности мелких частиц
больше, чем у поверхности крупных частиц (следует из общего закона физической
химии, описываемого уравнением Томсона-Фрейндлиха). Благодаря этому создается
перепад концентраций углерода и диффузионный поток в феррите, который увели-
чивается по мере уменьшения размера растворяющейся частицы. Таким образом
процесс коагуляции нельзя рассматривать как буквальное слияние мелких частиц
цементита для образования крупной. Коагуляция заключается в растворении
в феррите мелких цементитных частиц, диффузии углерода этих частиц через феррит
и росте более крупных частиц в связи с приходом атомов углерода к поверхности
более крупных частиц.
Размер (диаметр) цементитной частицы d при отпуске углеродистой закаленной
стали находится в следующей зависимости от коэффициента диффузии углерода
в феррите ИСф (т. е. от температуры) и времени отпуска % (k — постоянная уравнения):
Одновременно с процессом коагуляции цементита происходит
укрупнение блоков и рост зерен ферритной структуры, а также умень-
шение напряжений II рода в феррите.
С повышением температуры отпуска и укрупнением структуры
понижается прочность и повышается пластичность стали. В зави-
симости от этого структуры отпуска носят различные наименования.
После отпуска при 400° С сталь имеет твердость НВ 400 (диаметр
Цементитной частички йц равен 0,3 10"5 мм)\ как указано выше,
эта структура называется трооститом отпуска. После отпуска
при 600° С твердость снижается до НВ 250, а увеличивается
«?До 10 10"6 мм\ получается структура сорбита отпуска. Нагрев
'До 700° С приводит к дальнейшему снижению твердости до НВ 150
.и укрупнению цементитных частиц до = 30 • 10"5 мм\ в этом слу-
'Чае получается структура перлита отпуска или
190
Основы теории термической обработки стали
зернистого перлита1 (фиг. 157). Структуры троостита
и сорбита отпуска качественно подобны показанной на фиг. 157
структуре зернистого перлита (перлита отпуска), но дисперсность
структуры позволяет различить ее только под электронным микро-
скопом.
Обобщенная диаграмма изменения строения в зависимости от тем-
пературы отпуска закаленной стали показана на фиг. 158. Ниже
температурного интервала пер-
Фиг. 157. Микроструктура углеродис-
той эвтектоидной стали (зернистый
перлит). X 450.
выделением углерода перешел в
вого превращения существует мар-
тенсит закалки (пересыщенный
твердый раствор углерода в а-же-
лезе) с остаточным аустенитом.
При первом превращении концен-
трация углерода в a-железе Сф
понижается и образуется карбид
FexC (^-карбид), что в смеси соз-
дает мартенсит отпуска.
В интервале второго превраще-
ния (остаточного аустенита в мар-
тенсит отпуска) продолжает сни-
жаться концентрация углерода
в a-твердом растворе, снижаются
напряжения II рода и происходит
превращение ^-карбида в цементит
тонкопластинчатой формы. Кри-
сталлические решетки цементита
и а-твердого раствора хорошо соп-
ряжены друг е другом, т. е. коге-
рентны. При третьем превращении
нарушается когерентность между
цементитом и ферритом (а-твердый
раствор в связи с непрерывным
состояние феррита с кубической,
а не тетрагональной структурой). При нарушении когерентности
(сопряжения) цементитные пластины превращаются в шаровидные
частицы, так как при равном объеме шар имеет меньшую поверх-
ность, т. е. меньший запас свободной энергии.
.1 В отличие от зернистых структур троостита, сорбита и перлита отпуска про-
дукты превращения переохлажденного аустенита в верхнем перлитном районе
температур имеют пластинчатое строение (см. §4 настоящей главы). Пластинчатые
структуры иногда носят неточное название перлита, сорбита и троостита закалки.
Сходство между одноименными продуктами распада переохлажденного аустенита
и отпуска закаленной стали в том, что они состоят из одинаковых фаз (феррит
и цементит) и имеют примерно равные прочностные характеристики (твердость,
предел прочности, предел текучести) при несколько повышенных показателях пла-
стичности для зернистых структур отпуска. Различие — в форме цементитных
частиц.
Превращение при отпуске закаленной стали
191
В процессе третьего превращения продолжают снижаться напря-
жения II рода. При более высоких температурах наступает процесс
коагуляции, который под микроскопом виден как укрупнение равно-
осных цементитных частиц с постепенным переходом от дисперсной
структуры троостита к сорбиту и наиболее крупнозернистому пер-
литу отпуска. Одновременно с этим происходит укрупнение блоков d,
рост зерен и снижение напряжений II рода в феррите. Описанные
Фиг. 158. Обобщенная диаграмма изменения
строения и состава фаз при отпуске закален-
ной углеродистой стали.
О 100 200 300 400 500 600 700 9С
отпуске изменяется
изменения схематически
изображены на обобщен-
ной диаграмме (фиг.-158).
В дальнейшем мы убе-
димся в важном практичес-
ком значении низкотем-
пературного отпус-
ка, при котором происхо-
дит только первое превра-
щение, и высокотем-
пературного отпус-
ка, при котором обра-
зуются зернистые струк-
туры. В связи с рассмот-
рением сущности струк-
турных превращений
можно определить главные факторы, определяющие механические
свойства для этих двух основных видов отпуска.
Из описанного ранее следует, что при низкотемпературном
только концентрация углерода в а-твердом
растворе. Если выбрать в ка-
честве характеристики проч-
ностных свойств твердость,
то следует ожидать, что вне
зависимости от состава твер-
дость определяется только
концентрацией углерода в
твердом растворе.
Экспериментальное под-
тверждение этой зависимости
приведено на фиг. 159, а\
кривая построена по резуль-
татам исследования сталей
с различным содержанием
углерода (от 0,25 до 1,25%).
При высокотемпературном отпуске состав и строение фаз (фер-
рита и цементита) неизменны; изменяется только размер частиц.
Как показано на фиг. 159, б, между твердостью НV и степенью дис-
персности цементитных частиц (выражено поверхностью цементит-
Фиг. 159. Зависимость твердости от содер-
жания углерода в a-твердом растворе и раз-
мера цементитных частиц:
а — закаленная сталь после отпуска при 150° С
(Э. 3. Каминский и Т. П. Стеллецкая); б — уг-
леродистая сталь после высокотемпературного
отпуска (С. 3. Бокштейн).
192 Основы теории термической обработки стали
ных частиц S в жж2/жл!3 стали) существует простая линсх'. — я
связь.
HV = 141 + 0,11S (для стали с 0,4% углерода).
Таким образом, зная характер превращений, возможно найти
факторы, определяющие свойства стали при отпуске, и научиться
управлять ими для практических целей.
ЛИТЕРАТУРА
1. М. Е. Б л а нтер, Фазовые превращения при термической обработке стали.
Металлургиздат, 1962.
2. Я. С. У м а н с к и й и др. Физическое металловедение. Металлургиздат,
1955.
3. Фазовые превращения в стали. Сборник переводных статей. Металлургиздат,
1961.
4. С. 3. Б о к ш т ей н. Структура и механические свойства легированной
стали. Металлургиздат, 1954.
ГЛАВА X
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СТАЛИ
В предыдущей главе было показано, что строение и свойства
определяются фазовыми превращениями, протекающими при нагреве
и охлаждении стали. Технологические процессы термической обра-
ботки должны быть назначены таким образом, чтобы условия нагрева
и охлаждения стальных изделий заданной формы и размеров приво-
дили к соответствующим изменениям внутреннего строения. Для этой
цели, во-первых, необходимо иметь ясное представление о темпера-
турных режимах термической обработки, обеспечивающих протека-
ние соответствующих превращений, т. е. использовать закономер-
ности, описанные в главе IX.
. Во-вторых, нужно располагать данными о нагревательной и ох-
лаждающей способностях различных сред с тем, чтобы выбрать усло-
вия, обеспечивающие нагрев и охлаждение по выбранным темпера-
турным режимам термической обработки. Практическое применение
термической обработки реальных изделий различной формы и разме-
ров осложняется возникновением напряжений, которые могут вызвать
деформацию (коробление) и появление трещин в процессе обработки.
Поэтому необходимо ознакомиться с причинами возникновения этих
вредных явлений и методами их предотвращения. Все эти вопросы
составляют содержание настоящей главы, посвященной научно-тех-
ническому обоснованию технологических процессов, т. е. практике
термической обработки стальных изделий различного назначения.
§ 1. КЛАССИФИКАЦИЯ ВИДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Существующая классификация видов термической обработки
по А. А. Бочвару носит универсальный характер и может быть рас-
пространена на все без исключения процессы обработки сплавов
на любой основе.
В соответствии с этой классификацией все виды термической обработки могут
быть разбиты на пять групп. К первой группе относятся процессы, связанные со сня-
тием последствий холодной пластической деформации (наклепа) путем последую-
щего нагрева. Эти процессы объединяются под общим названием рекристаллиза-
ционного отжига, или отжига первого рода, и описаны выше в главе VIII.
Процессы второй группы связаны с наличием фазовых превращений в твердом
состоянии и заключаются в нагреве выше критических точек с последующим очень
194
Технологические процессы, термической обработки стали
медленным охлаждением для получения структуры, максимально приближенной
к равновесному состоянию. Как и в случае процессов первой группы, при этом
наблюдается предельное смягчение (понижение прочности и повышение пластич-
ности) сплавов. Процессы второй группы называются отжигом второго рода, или
фазовой перекристаллизацией.
Третья группа видов термической обработки связана с резким охлаждением
после нагрева выше критических точек (область получения однородного твердого
раствора) и носит название закалки. В результате быстрого охлаждения при комнат-
ной температуре сохраняется строение высокотемпературного твердого раствора
{истинная закалка, наблюдается у специальных аустенитных сталей и сплавов
на основе никеля, алюминия и некоторых других металлов1). В случае закалки стали
и некоторых других сплавов (на основе меди, титана и т. п.) при быстром охлаж-
дении получаются неравновесные структуры мартенситного типа, т. е. закалка со-
провождается фазовым превращением.
Четвертая группа видов термической обработки связана с нагревом предва-
рительно закаленного сплава с целью уменьшения степени неравновесности. Нагре-
вание после закалки ведет к отпуску (случай закаленной стали). Нагревание после
истинной закалки вызывает старение (случай никелевых, алюминиевых, маг-
ниевых и некоторых других сплавов).
И, наконец, к пятой группе видов термической обработки относятся процессы,
связанные с диффузионным насыщением поверхностного слоя изделий различными
элементами — так называемая химико-термическая обработка.
В основу классификации по А. А. Бочвару положен принцип подо-
бия фазовых или структурных превращений для каждой группы
видов термической обработки. При закалке (третья группа) возможно
получить предельно упрочненное (сталь) или весьма разупрочненное
(сплавы на основе алюминия, никеля и т. п.) состояние. Применение
процессов четвертой группы вызывает разупрочнение при отпуске
стали и, напротив, предельное упрочнение при старении.
Применение того или иного вида термической обработки в маши-
ностроении связано с возможностью получения определенных тех-
нических свойств. Поэтому удобно в качестве классификационного
признака для различных видов термической обработки стали при-
нять характер изменения свойств. В соответствии с этой классифика-
цией процессы термической обработки можно разделить на четыре
группы.
Группа первая, к которой относятся процессы термической обра-
ботки, приводящие к упрочнению изделий во всем объеме: закалка
с последующим отпуском (например высокотемпературным, так
называемое улучшение), закалка с последующим старением.
Группа вторая, к которой относятся процессы термической обра-
ботки, приводящие к поверхностному упрочнению изделий с целью
повышения износоустойчивости, предела выносливости (стойкость
при знакопеременных нагрузках), устранения^влияния концентрато-
ров напряжений и, в некоторой степени, общего упрочнения. Для
этой цели применяются поверхностная закалка и некоторые про-
цессы химико-термической обработки (цементация, азотирование,
1 Истинная закалка промышленных сплавов на основе различных металлов
рассматривается в главах XIV, XVI и XVIII.
Классификация видов термической обработки
195
борирование). К тем же результатам приводит поверхностный наклеп
(так называемая дробеструйная обработка).
Процессы поверхностного упрочнения рассматриваются в сле-
дующей, XI главе.
Группа третья, к которой относятся процессы термической обра-
ботки, приводящие к общему смягчению изделий, снятию внутрен-
них напряжений, повышению пластичности и ударной вязкости.
К этой группе принадлежат процессы отжига, нормализации и от-
пуска.
Группа четвертая объединяет
процессы термической обработки,
которые придают поверхностным
слоям изделий особые физико-хи-
мические свойства и способствуют
защите изделия от атмосферной
коррозии, растворения в агрессив-
ных средах, от окисления и испа-
рения при высоких температурах
и т. п. Для этой цели применяются
некоторые разновидности химико-
термической обработки: антикор-
розионное азотирование, силици-
рование, алитирование и т. п.
В настоящей главе будут рас-
смотрены основные технологиче-
ские процессы термической обра-
ботки стали: отжиг, нормализа-
ция, закалка и отпуск. Другие
процессы, приведенные в класси-
фикации, будут описаны в после-
Фиг. 160. Схема термических режимов
отжига, нормализации и закалки
стали.
А — аустенит; П — перлит; С — сорбит;
Т — троостит; ИТ — игольчатый троостит;
М —мартенсит.
дующих главах.
Общее описание процессов отжига, нормализации и закалки
может быть сделано при наложении кривых охлаждения на диаграмму
изотермического превращения аустенита \ Первым (общим) этапом
всех этих процессов является нагрев для получения структуры
аустенита выше критических температур Аг—А3 (фиг. 160, участок
1—2). Далее следует выдержка для выравнивания температуры
и завершения образования аустенита (участок 2—2') и охлаждение
до комнатных температур. В процессе охлаждения происходит
превращение переохлажденного аустенита, причем строение и свой-
ства стали зависят от скорости охлаждения.
1 Более строгим является наложение кривых охлаждения на термокинетиче-
ские диаграммы превращения переохлажденного аустенита (описаны ниже, в § 4);
так называемые линии превращения на этих диаграммах определены в условиях
непрерывного охлаждения, а на изотермических диаграммах — при постоянных
температурах.
196
Технологические процессы термической обработки стали
При самом медленном охлаждении (показано наиболее плавно
отпускающейся кривой /) превращение происходит при пересечении
кривых диаграммы в верхнем интервале температур (зона превраще-
ния при охлаждении по заданной кривой заштрихована). В резуль-
тете подобного охлаждения получается наиболее пластичная и наиме-
нее прочная структура перлита. Обычно для получения требуемой
скорости охлаждение производится вместе с нагревательной печью.
Такое охлаждение характерно для процесса отжига.
Следовательно, отжигом называется такой процесс термической
обработки, который заключается в нагреве стали выше критических
температур, выдержке и последующем медленном охлаждении (обычно
с печью) для получения наиболее равновесной структуры перлита.
Если после получения аустенита при нагреве по тому же самому
режиму (участки 1—2 и 2—2', фиг. 160) провести более быстрое
охлаждение на воздухе, то, как это показано, с помощью кривой
охлаждения // превращение будет происходить при более низких
температурах (см. заштрихованный участок на кривой охлаждения).
Этот вид термической обработки называется нормализацией.
Следовательно, нормализацией называется такой процесс терми-
ческой обработки, который заключается в нагреве стали выше крити-
ческих температур, выдержке и последующем охлаждении на воздухе
для получения структуры перлитно-сорбитного типа.
Для углеродистых сталей в связи с большой скоростью превра-
щения переохлажденного аустенита процессы отжига и нормализа-
ции могут приводить к близким результатам. Нормализация для низ-
коуглеродистой стали применяется взамен отжига, для высокоугле-
родистой — с целью уничтожения цементитной сетки.
В случае наиболее быстрого охлаждения аустенита (показано
кривой III на фиг. 160) со скоростью, превышающей критическую
скорость закалки, происходит мартенситное превращение (см. заштри-
хованный участок на кривой охлаждения) и получается наиболее
твердая структура мартенсита. Этот вид термической обработки
называется закалкой.
Следовательно, закалкой называется такой процесс термической
обработки, который заключается в нагреве стали выше критических
температур, выдержке и последующем охлаждении со скоростью, пре-
вышающей критическую скорость закалки, для получения наиболее
твердой мартенситной структуры.
Сопоставление графиков термической обработки при отжиге,
нормализации и закалке показывает, что эти процессы различаются
только условиями охлаждения. В этом заключается их принципиаль-
ное отличие друг от друга.
Каждый из этих процессов имеет ряд технологических разновид-
ностей, описываемых ниже. Рассмотрим первый этап подавляющего
большинства процессов термической обработки — процесс нагрева
стали.
Нагрев при термической обработке
197
§ 2. НАГРЕВ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Нагрев при термической обработке осуществляется в специальных
нагревательных устройствах — термических печах. Подача тепла
может быть осуществлена нагревом элементов сопротивления (элек-
трические печи) и сжиганием газа или жидкого топлива, подавае-
мого специальными форсунками. Тепло может передаваться через
газовую или жидкую среду, омывающую нагреваемые изделия,
или прямой передачей лучистой энергии при нагреве в вакууме.
Помимо того, для сквозного прогрева используется индукционный
нагрев токами низкой (например, промышленной — 50 гц) частоты.
В этом случае электромагнитная энергия преобразуется в тепло
внутри нагреваемого тела. В зависимости от конструкции нагрева-
тельной печи, характера теплоносителя, размера, формы и состояния
поверхности нагреваемого тела изменяется характер процесса нагре-
вания: его скорость, распределение температур по сечению изделия,
скорость выравнивания температуры и т. д.
Рассмотрим, как осуществляется передача тепла нагреваемой
детали. Здесь следует различать две части процесса: во-первых,
переход тепла от внешней нагревающей среды к поверхности детали
и, во-вторых, передача тепла от поверхности к центру.
Однако существуют факторы, противодействующие (оказывающие
сопротивление) обеим частям процесса. Эти факторы связаны с харак-
теристикой внешней среды и нагреваемого тела.
Внешнее сопротивление (так называется сопротивление теплопе-
реходу от среды к поверхности тела) обратно пропорционально коэф-
фициенту теплоотдачи а равно Внутреннее сопротивление, т. е.
сопротивление передаче тепла внутри металла, прямо пропорцио-
нально толщине тела (например, радиусу /?), обратно пропорцио-
нально коэффициенту теплопроводности X и равно -у-.
Отношение внутреннего сопротивления к внешнему является без-
размерной величиной и называется критерием Био.
R
о* __ h _ ciR
В1 1 “ К *
а
При малом размере тела внутреннее сопротивление оказывается
малым и скорость нагрева определяется внешней теплопередачей.
Чем больше эта величина, тем быстрее происходит нагрев. С увели-
чением размера тела роль внутреннего сопротивления непрерывно
повышается.
В первом случае тела ведут себя как тонкие, а во втором —
как массивные. Условной границей между тонкими и массив-
ными телами является значение критерия Био (Bi = 0,25) при
198
Технологические процессы термической обработки стали
сохранении перепада, равного 0,1 от начальной разности темпера-
туры металла и среды.
Следует подчеркнуть, что понятия тонкое и массив-
ное тело не являются чисто геометрическим. Отличительной осо-
бенностью тонкого тела является малая величина перапада темпера-
тур по сечению. Очевидно, что тело больших размеров, подвергаю-
щееся нагреву с малой скоростью, будет характеризоваться малым
перепадом температур по сечению и может быть отнесено к разряду
тонких. Наоборот, тела малых сечений, подвергающихся интенсив-
ному нагреву, будут иметь значительный перепад температур по се-
чению и должны быть отнесены к разряду массивных.
В идеальном случае тонким будет называться тело, скорость
нагрева которого подобна скорости нагрева тела из материала с бес-
конечно большой теплопроводностью (перепад температур по сечению
будет равен нулю).
При нагреве принципиально возможны три основных случая:
1. Нагрев в среде с постоянной температурой.
2. Нагрев в среде с переменной температурой.
3. Нагрев вместе с печью по заданному графику.
Существующие методы расчета нагрева тел в различных условиях (
просты и описаны в специальных руководствах. Они позволяют доста-
точно точно определить характер изменения температуры (скорость
нагрева) в различных точках тела с учетом влияния определяющих
факторов.
Условием интенсификации процессов термической обработки
является увеличение скоростей нагрева стальных изделий. Это уве-
личение не может быть безграничным в связи с возникновением тер-
мических и фазовых напряжений, могущих привести к разрушениям,
появлению трещин. Эти напряжения уравновешиваются в пределах
нагреваемого тела и являются напряжениями первого рода.
Причиной возникновения термических напряжений является
неравномерность нагрева по сечению тела. В связи с этим расширяю-
щиеся внешние слои тела подвергаются сжатию (—а) под воздей-
ствием внутренних более холодных частей и, наоборот, внутри воз-
никают напряжения растяжения (+а, фиг. 161, а). В момент а — у-
превращения, протекающего в первую очередь в поверхностных,
более нагретых объемах, в связи со значительным уменьшением
объема при образовании аустенита возникают фазовые напряжения.
Напряжения меняются по знаку: становятся растягивающими (+а)
во внешних и сжимающими (—а) во внутренних слоях (фиг. 161, б).
После окончания превращений знак напряжений вновь может изме-
ниться на первоначальный.
Возникающие термические напряжения в зависимости от наблю-
даемого перепада температур могут быть определены следующим обра-
зом: ряд/
атах ’
Нагрев при термической обработке
199
где р — коэффициент линейного расширения; Е — модуль упругости;
А/ —- отклонение температуры в данной точке от средней; р = 0,3 —
коэффициент Пуассона.
Для распространенного случая нагрева тел в среде с постоянной температурой
возможно определить максимальное отклонение температуры А/тах от средней:
для случая пластины
2
Аблах ~ у (tn
для случая цилиндра
Аблах “ у (tn — tli\t
где tn и t4 — температуры на поверхности
и в сердцевине, соответственно.
Подставив значения А/тах и величины коэф-
фициента Пуассона |л=0,3 в приведенное выше
уравнение, получим следующие значения мак-
симальных напряжений сжатия внешних слоев
при нагреве:
для пластины
^шах = 0,95fE (tn —
для цилиндра
, Qmax = О,70Е (tn — /ц).
Расчет величины максимальных напряже-
ний по этим уравнениям не решает, однако,
проблемы в целом, так как не ясен критерий
сравнения этих напряжений.
В качестве характеристики для сравнения
можно принять величины предела текучести
а0,2 или прочности ав стали при данной тем-
пературе.
Очевидно, что разрушение может произойти
при условии Отах > <*«• Вместе с тем необра-
тимая деформация при термической обработке
в процессе нагрева связана с превышением пре-
дела текучести.
В сЬязи с этим более распространен метод
б
S)
Фиг. 161. Эпюры напряжений
I рода, возникающих при нагре-
вании:
сравнения с пределом текучести а0>2> т. е. а — термических; б — фазовых.
атах < ао>2*
Дополнительные осложнения возникают, если при нагреве имеют
место фазовые превращения. В этом случае величины фазовых напря-
жений алгебраически суммируются с термическими напряжениями.
Достоверные методы расчета фазовых напряжений в настоящее
время отсутствуют. К тому же, фазовые превращения при нагреве
протекают в условиях достаточно высокой пластичности стали,
при низком значении предела текучести, в связи с чем обеспечивается
быстрая релаксация возникающих напряжений как фазового, так
и термического происхождения.
200
Технологические процессы термической обработки стали
Для назначения времени нагрева в практике часто используют
опытные данные.
Режим нагрева под закалку, отжиг или нормализацию в зави-
симости от сечения изделия приведен в табл. 9.
Таблица 9
Режим нагрева стальных изделий в пламенных печах и соляных ваннах 1
Толщина (диаметр) изделия в мм Время пребывания изделия в мин
В пламенной печи В соляной ванне
Нагрев | | Выдержка Нагрев | Выдержка
25 20 5 7 3
50 40 10 17 8
100 80 20 33 17
150 120 30 50 25
200 160 40 65 35
‘ По данным Гипроавтопрома.
Существующие нормы нагрева, особенно массивных изделий,
зачастую завышены, т. е. имеются резервы интенсификации процессов
термической обработки (ускорения процесса нагревания). Передо-
вые машиностроительные заводы Советского Союза за последние
годы добились значительных успехов в этом направлении.
Важной проблемой, связанной с нагревом для термической обра-
ботки, является окисление стали, превращающее металл
в окалину. Установлено, что при каждом нагреве угар (доля металла,
превращающегося в окалину) составляет около 0,5%, а принимая
во внимание многократность нагрева — угар составляет 1,0—1,2%.
Если учесть, что термической обработке подвергаются миллионы
тонн стали ежегодно, то станет очевидным, что десятки тысяч тонн
стали при этом превращаются в окалину.
Окисляющими составляющими нагревательной атмосферы яв-
ляются кислород, углекислый газ, водяной пар и сернистые соеди-
нения.
Такие компоненты, как угарный газ (СО) и водород, предохра-
няют сталь от окисления. Однако угарный газ при высоких темпера-
турах выделяет активный атомарный углерод, который диффунди-
рует в поверхность изделий и повышает концентрацию углерода
в стали. Водород, напротив, вступает во взаимодействие с углеродом
стали и обезуглероживает поверхностные слои- изделий. Науглеро-
живание и обезуглероживание изменяют состав и ухудшают свой-
ства изделий. Таким образом сложность безокислительного нагрева
заключается в создании защитных, так называемых контролируе-
мых, атмосфер, не производящих окисления, обезуглероживания или
науглероживания стали.
Отжиг и нормализация
201
В качестве контролируемых атмосфер применяются: продукты
диссоциации аммиака; эта атмосфера обозначается ДА и состоит
из Н2, Н2О и N2; генераторный газ обозначается ГГ и состоит из
СО; СО2 и N2; крекинг-газ нефтепродуктов обозначается КГН;
эндогаз и некоторые другие. Для получения этих атмосфер и регу-
лирования их состава существуют специальные установки. Нагре-
вательные печи с применением контролируемых атмосфер гермети-
зируются для предотвращения попадания воздуха в нагревательные
камеры.
Другим способом предотвращения окисления является нагрев
в вакууме, дающий хорошие результаты. Однако этот способ свя-
зан с применением сложных вспомогательных устройств и приводит
иногда к обезуглероживанию в связи с диффузией углерода из стали.
§ 3. ОТЖИГ И НОРМАЛИЗАЦИЯ
Целью отжига является снижение твердости для улучшения обра-
батываемости резанием, исправление структуры, улучшение структуры
литой стали и уничтожение внутренних напряжений. Разновидности
отжига отличаются как температурами нагрева, так и режимами
охлаждения.
Полный отжиг заключается в нагреве стали на 30—50° С выше
критических температур АС3 (линии GOS, см. фиг. 128) для полного
превращения структуры в аустенит и последующим медленном охлаж-
дении до 500—600° С. При охлаждении до этих температур успевает
произойти превращение аустенита с образованием наиболее мягкой
структуры перлита. Рекомендуемая скорость охлаждения для угле-
родистых сталей составляет 50—100° С/ч, для сталей со специаль-
ными элементами — 20—60° С/ч. Этот процесс не применяется для
заэвтектоидных сталей.
Неполный отжиг производится путем нагрева ниже критической
температуры АС3, но выше Act (в интервале между линиями GOSE
и PSK диаграммы состояния, см. фиг. 128). При этом происходит
перекристаллизация перлита, а мягкая структура избыточного
феррита остается без изменения. В связи с более низкими температу-
рами нагрева применение неполного отжига выгодно (экономия топ-
лива).
Для снятия внутренних напряжений и уменьшения твердости
часто применяется нагрев немного ниже температуры Acx (650—
680° С), т. е. высокотемпературный (иначе высо-
кий) отпуск. Этот процесс неправильно называть низко-
температурным отжигом, так как при этом не получается
исходной для отжига структуры аустенита.
Диффузионный отжиг производится при температурах, значи-
тельно превышающих критические точки (обычно 1050—1150° С
в течение 8—15 ч), и применяется для слитков, отливок и крупных
202
Технологические процессы термической обработки стали
стальных поковок. Необходимость его связана с явлением ликвации,
т. е. неоднородного распределения состава по объему сплавов (см.
§ 3 главы IV). Для диффузионного выравнивания состава по объему
применяется высокотемпературный длительный диффузионный
отжиг, приводящий к гомогенизации состава и улучшению свойств.
При этом измельчается структура, упрочняются границы зерен,
изменяется вид излома (через зерно, а не по границам зерен), зна-
чительно повышается ударная вязкость и т. п.
Рассмотренные разновидности отжига отличаются друг от друга
только температурами нагрева при приблизительно одинаковом
режиме охлаждения. Кроме того, существуют типы отжига, разли-
чающиеся характером охлаждения: изотермический и
отжиг на зернистый перлит.
Изотермический отжиг заключается в нагреве выше темпера-
туры Ас3 (как при полном отжиге), быстром охлаждении несколько
ниже Arlf выдержке при этой температуре для завершения распада
и дальнейшем охлаждении до комнатных температур. Применение
изотермического отжига приводит к значительному сокращению вре-
мени термической обработки \
Во многих случаях отжига образуется не пластинчатый, а час-
тично или полностью зернистый перлит. В то же время в соответствии
с описанным ранее § 4 главы IV превращение переохлажденного аус-
тенита должно обязательно приводить к получению пластинчатых
структур. Образование зернистого перлита является следствием
протекания вторичного процесса сфероидизации, который
заключается в раздроблении длинных пластинок цементита на шаро-
образные зернышки при длительных выдержках или очень медлен-
ном охлаждении немного ниже критической температуры Arv
Этот процесс происходит потому, что шарообразная форма имеет
наименьшее отношение поверхности к объему, т'. е. наименьший
запас свободной энергии.
Таким образом отжиг на зернистый перлит (сфероидизация)
заключается в нагреве стали немного выше Лсх и последующем весьма
медленном охлаждении.
Для ускорения процесса получения зернистого перлита при-
меняют маятниковый (циклический) отжиг (разновид-
ность отжига на зернистый перлит). Сущность маятникового
отжига заключается в многократном повторении нагревов и охлажде-
нии стали вблизи температуры Лх: выше — до 730—740° С и ниже —
до 680° С. Отжиг на зернистый перлит позволяет получить хорошую
обрабатываемость стали на металлорежущих станках и применяется
при обработке заэвтектоидной стали.
Графики термических режимов описанных разновидностей отжига
показаны на фиг. 162.
1 Углеродистая сталь изотермическому отжигу не подвергается.
Отжиг и нормализация
203
Нормализация заключается в нагреве стали выше критической
температуры Ас3 — Аспг— с последующим охлаждением на воз-
духе. Для углеродистой стали превращения при нормализации при-
мерно те же, что и при полном отжиге, поэтому нормализованная
сталь имеет перлитное (или в смеси с ферритом) строение. Целью
нормализации является исправление структуры перегретой и литой
стали, измельчение зерна и снятие внутренних напряжений. Так как
Фиг. 162. Схемы термических режимов отжига:
1 — полного; 2 — неполного; 3 — диффузионного; 4 — изотермического;
5 — маятникового (циклического).
скорость охлаждения при нормализации (150—250° С/ч) значительно
превышает скорость охлаждения при отжиге (50—100° С/ч), то иногда
для более полного снятия внутренних напряжений применяется
дополнительный высокий отпуск. Нормализация заэвтектоидной
стали применяется для уничтожения хрупкой цементитной сетки
по границам зерен.
Данные о температуре нормализации для углеродистой стали
приведены в табл. 10.
Таблица 10
Температуры нагрева при нормализации углеродистой стали
Содержание углерода в °/0 0,10 0,20 0,40 0,60 0,80 1,0 1,2
Температура в °C 920— 940 890— 910 850— 870 800— 820 775— 790 830— 850 900— 920
Для углеродистой стали нормализация в ряде случаев заменяет
более продолжительный по времени процесс отжига.
204
Технологические процессы термической обработки стали
§ 4. ЗАКАЛКА
Целью закалки стали является предельное повышение твердости
путем получения мартенситной структуры.
Как показано выше, закалка связана с быстрым охлаждением,
необходимым для предотвращения превращений в верхнем интер-
вале температур и сохранения аустенита до интервала мартенсит-
ного превращения. Простейший и наиболее распространенный вари-
ант закалки заключается в нагреве выше критических температур
на 20—30° СЛ4с3 (для доэвтектоидной и Асг для эвтектоидной и заэв-
Фиг. 163. Схемы термических режи
мов закалки:
/ — обычной; 2 — в двух охладителях;
3 — ступенчатой; 4 — изотермической
(обозначения см. на фиг. 160).
тектоидной стали) с последующим
охлаждением со скоростью, превы-
шающей критическую. Темпера-
турный график этого процесса
показан на фиг. 163 (кривая /).
В результате закалки получается
структура мартенсита с остаточ-
ным аустенитом.
Обычный способ закалки с при-
менением одного охладителя
в условиях достаточно быстрого
охлаждения приводит к возникно-
вению внутренних напряжений,
в частности, напряжений I рода,
и, как следствие этого, к оста-
точным формоизменениям детали
(поводке, короблению и другим
видам деформаций), а в ряде слу-
чаев к появлению трещин.
Внутренние напряжения в закаленном изделии возникают по двум причинам.
Первой причиной является неравномерность охлаждения по сечению вследствие
резкого понижения температуры у поверхности при погружении в охладитель
и отставании охлаждения в сердцевине.
Поэтому в каждый данный момент создается перепад температур по сечению
изделия, изменяющийся по мере охлаждения так, как это показано на фиг. 164.
Величина перепада температур растет с увеличением скорости охлаждения поверх-
ности и сечения закаливаемой детали. Вследствие сжатия при охлаждении поверх-
ностных слоев и сохранение большего удельного объема сердцевины (более высокая
температура) в поверхностных слоях возникают растягивающие термические напря-
жения, а в сердцевине — сжимающие. Если величина этих напряжений превосхо-
дит предел текучести, то происходит пластическая деформация, приводящая к частич-
ному уменьшению термических напряжений. Эпюра термических напряжений
в начальной стадии охлаждения показана на фиг. 165, а: растягивающие напря-
жения по мере удаления от поверхности уменьшаются и переходят в сжимающие,
наибольшее значение которых получается в сердцевине.
При достижении температур мартенситного превращения (Мн и ниже) проис-
ходит фазовое превращение аустенита в мартенсит, которое сопровождается значи-
тельным увеличением объема. В связи с увеличением объема при превращении воз-
Закалка
205
никают фазовые или структурные напряжения. Так как поверх-
ностные слои первыми достигают температур мартенситного превращения, то уве-
личение объема наблюдается в поверхностных слоях. Под действием фазовых превра-
щений при закалке внутри изделия возникают растягивающие, а па поверхности —
сжимающие остаточные напряжения. Распределение
изделия фазовых напряжений показано на фиг. 165, б.
Опасность фазовых напряжений усугубляется
тем, что они возникают при низких температурах
при появлении хрупкой структуры мартенсита,
т. е. не снимаются (не релаксируются) и, достигая
значения предела прочности, могут привести к об-
разованию закалочных трещин. При меньших зна-
чениях напряжений наблюдается упругая и оста-
точная деформация в виде поводки, коробления
и т. п.
Термические и фазовые (структурные) напря-
жения суммируются: получается сложная эпюра
напряжений, пример которой показан нафиг. 165, в.
Максимальные напряжения достигают значений,
измеряемых десятками кПмм*. Очевидно,
даже в том случае,
I рода не приводят
ЧТО
когда внутренние напряжения
к появлению трещин, само
их
по сечению закаливаемого
б
Фиг. 164. Графики температур поверх-
ности (/Л) и сердцевины (/с) изделия,
а также перепада температуры по сече-
нию (Д/) при закалке стали.
а)
Фиг. 165. Эпюры распреде-
ления остаточных напря-
жений I рода по сечению
изделий при закалке:
а — термические напряжения;
б — фазовые напряжения;
в — общие напряжения.
суммирование может привести к преждевременному разрушению изделий в про
цессе эксплуатации в связи с наблюдаемым сложением внутренних напряжений
с возникающими под действием внешних нагрузок.
Для уменьшения внутренних напряжений полезно замедление
охлаждения при закалке, так как при этом: а) уменьшается перепад
температур по сечению и, следовательно, термические напряжения
и б) успевает произойти частичное перераспределение фазовых
(структурных) напряжений. Из условий закалки следует, что для ее
осуществления сталь должна охлаждаться со скоростью большей,
чем критическая скорость закалки, для предотвращения распада
206
Технологические процессы термической обработки стали
аустенита в верхнем районе температур. Следовательно, замедление
охлаждения возможно рекомендовать только в нижнем районе
температур от температуры, несколько превышающей Мн. На фиг. 163
кривая 2 показывает измененный таким образом режим охлаждения
при закалке: быстрое охлаждение в верхнем районе температур
сменяется замедленным в нижнем.
Очевидно, что подобный характер охлаждения возможно полу-
чить последовательным применением двух закалочных сред. Поэтому
показанный кривой 2 (см. фиг. 163) режим называется закалкой
в двух средах. В качестве первой среды для быстрого охлаждения
обычно применяется вода; роль второй среды играет масло или воз-
дух. Так как в последнем случае закалка заключается в первоначаль-
ном охлаждении в воде (до 250—350°) и последующем до комнатных
температур, на воздухе, то закалка как бы прерывается.
Необходимо подчеркнуть, что для удачного осуществления за-
калки в двух средах температура охлаждения в первой среде должна
быть выше температуры мартенситной точки Мн с тем, чтобы мар-
тенситное превращение развивалось в условиях медленного охлаж-
дения.
Прерывистая закалка в двух средах представляет значитель-
ные технические трудности, так как установить и осуществить точ-
ное время выдержки в резко охлаждающей среде и получить стабиль-
ные результаты при массовой термической обработке не всегда пред-
ставляется возможным.
Ступенчатая закалка позволяет избежать трудности прерывистой
закалки благодаря применению в качестве охладителя жидкой среды
с заданной температурой. Режим ступенчатой закалки показан
на фиг. 163 кривой 3. Ступенчатая закалка заключается в охлажде-
нии стали в аустенитном состоянии до постоянной температуры,
лежащей несколько выше температуры точки МНУ выдержке для
выравнивания температуры и последующем медленном охлаждении,
обычно на воздухе. Медленное охлаждение в интервале мартенсит-
ного превращения приводит к постепенному появлению структурных
напряжений и возможности их выгодного перераспределения. При-
менения среды с постоянной температурой позволяет рекомендовать
ступенчатую закалку для термической обработки изделий перемен-
ного сечения (сочетание толстых и тонких частей).
Изотермическая закалка заключается в охлаждении стали из аусте-
нитного состояния до температуры, превышающей Мн, и изотерми-
ческой выдержке до окончания превращений (кривая 4, см. фиг. 163).
Скорость дальнейшего охлаждения безразлична, так как превраще-
ния заканчиваются в изотермических условиях. В отличие от ранее
описанных видов закалки при изотермической закалке получается
структура нижнего игольчатого троостита. Изотермическая закалка
не применяется для углеродистой стали и подробно рассматривается
в главе XIII.
Охлаждение и охлаждающие среды
207
Существует большое количество технологических разновидностей
описанных четырех основных видов закалки. Существование техно-
логических разновидностей связано с применением различных машин,
приспособлений и охлаждающих сред для осуществления качествен-
ной закалки стальных изделий разных форм и размеров.
§ 5. ОХЛАЖДЕНИЕ И ОХЛАЖДАЮЩИЕ СРЕДЫ
Основные процессы термической обработки стали: закалка,
отжиг, нормализация, отпуск и тому подобное связаны с применением
различных скоростей охлаждения, колеблющихся в широком диапа-
зоне величин от долей градуса до сотен градусов в секунду. Для
обеспечения столь разнообразных условий процессы охлаждения
осуществляются вместе с печами, на воздухе, в маслах, расплавах
и растворах.
Рассмотрим общую характеристику охлаждающих сред и про-
цессов охлаждения.
При взаимодействии с охлаждаемым телом охлаждающая среда
изменяет свое состояние вследствие повышения температуры и, в ряде
случаев, протекания различных физико-химических процессов, свя-
занных с расплавлением или испарением. В соответствии с этим ох-
лаждающие среды могут быть разделены на две группы.
Для первой группы в процессе охлаждения изменяются только
количественные характеристики: температура и, в связи с этим,
тепловые свойства среды.
Процесс охлаждения при этом описывается плавной кривой /, показанной
на фиг. Г64, и подчиняется уравнению
t = tHe~ k\
где t — температура в момент охлаждения т;
tH — разность между температурами тела и среды в начальный момент;
k — постоянная, определяемая размерами и формой тела, свойствами сталь
и охлаждающей среды. Эта кривая относится к охлаждению в газовой
среде (например, на воздухе), в расплавленных солях, щелочах и металлах
Для второй группы в процессе охлаждения происходит измене-
ние агрегатного состояния среды, связанное с кипением. Образова-
ние паровой пленки в момент погружения горячего тела в охлаждаю-
щую среду приводит к замедленному охлаждению в связи с низкой
скоростью теплоотвода. Это так называемая стадия пленочного кипе-
ния. Разрушение паровой пленки вызывает соприкосновение отдель-
ных объемов нагретой охлаждающей жидкости с нагретым телом;
при этом жидкость испаряется. Испарение непрерывно подающихся
к охлаждаемой поверхности объемов жидкости (пузырьков) связано
с поглощением скрытой теплоты испарения и приводит к интенсив-
ному охлаждению (так называемая стадия пузырьчатого кипения).
При понижении температуры охлаждаемого тела начинается третья
208
Технологические процессы термической обработки стали
стадия — конвективного теплообмена, которая также характери-
зуется замедленным снижением температуры. Подобный характер
охлаждения наблюдается при использовании сред, температура
кипения которых ниже температуры охлаждаемого тела (вода и вод-
ные растворы солей, щелочей и т. п.).
Скорость охлаждения существенно изменяется по мере пониже-
ния температуры тела. Так как скорость охлаждения в перлитном ин-
тервале температур определяет возможность закалки стали, а интен-
сивность охлаждения в интервале мартенситного превращения — по-
лучение закалочных деформаций и образование трещин, в качестве
показателя охлаждающей способности принимается скорость охлаж-
дения в интервалах 650—550 и 300—200° С.
Сравнительные данные об охлаждающей способности различных сред приведены
в табл. 11. Из рассмотрения этих данных следует, что наибольшая активность охла-
ждения присуща водным растворам солей, щелочей и кислот. Повышение темпе-
ратуры воды от 0 до 18, 50, 74 и 100° С уменьшает скорость охлаждения в районе
перлитного превращения от 2050 до 1900, 425, 75 и 70° С/сек соответственно. Сле-
довательно, повышение температуры воды уменьшает возможность закалки стали.
В то же время опасная в смысле возникновения внутренних напряжений, появления
закалочных деформаций и трещин интенсивность охлаждения в мартенситном районе
изменяется относительно слабо (от 800 до 640° С/сек при изменении температуры
воды от 0 до 74° С и до 280° С/сек при кипении). Очевидно, что охлаждение в воде
с повышенной температурой не сможет привести к улучшению технологического
процесса закалки стали. Неудачное соотношение между скоростями охлаждения
в перлитной и мартенситной зонах температур наблюдается также и в случае при-
менения мыльной воды (130 и 680° Q/сек соответственно).
Таблица 11
Скорость охлаждения в различных средах (по Н. Энгелю и Ф. Веферу)
Охлаждающая среда Скорость охлаждения в °С/сек в интервале температур
650-550° С 300-200° С
NaOH (10%-ный раствор в воде) 3500 930
NaCl (10%-ный раствор в воде) 3350 780
Na2CO3 (10-%ный раствор в воде) 2350 740
H2SO4 (10%-ный раствор в воде) 2350 1000
Вода, 0°С 2050 800
Вода, 18° С 1900 740
Вода, 50° С 425 600
Вода, 74° С 75 640
Вода, 100° С 70 280
Мыльная вода 130 680
Машинные масла 400—550 60—160
Жидкий воздух 50 15
Воздух 30 , 10
Примечание. Эти данные получены при охлаждении нихромового шарика
диаметром 4 мм.
Охлаждение и охлаждающие среды
209
Выгодное соотношение между скоростями охлаждения в верхнем и нижнем
интервалах температур получается в случае применения масла (например, 550
и 60° С/сек соответственно). Резкое охлаждение в районе 650—550° С будет способ-
ствовать хорошему восприятию закалки, а медленное охлаждение при мартенсит-
ном превращении — уменьшению внутренних напряжений.
Скорость и характер охлаждения стальных тел в воде и в водных
растворах определяются многочисленными факторами, главными
из которых являются: температура охладителя, скорость перемеще-
ния тела и среды друг относительно друга и содержание различных
примесей.
Влияние температуры воды на скорость охлаждения было пока-
зано выше. Благодаря замедлению охлаждения в верхнем интервале
температур величина термических напряжений оказывается меньшей.
Сохранение же высокой интенсивности охлаждения в районе мартен-
ситного превращения способствует образованию больших фазовых
напряжений, снижению прочности и появлению закалочных трещин.
В связи с этим повышение температуры воды выше 30—40° С так же,
как и понижение ниже 10° С, является крайне нежелательным.
Для повышения охлаждающей способности воды рекомендуется
применять циркуляцию с целью разрушения паровой пленки и сокра-
щения второй замедленной стадии охлаждения.
Экспериментальное исследование показало, что циркуляция существенно
(в 1,5—2 раза) увеличивает скорость охлаждения в верхнем интервале температур
при сохранении постоянной скорости в интервале мартенситного превращения.
Следствием этого является улучшение закалки стали без повышения внутренних
напряжений и склонности к образованию трещин. Равномерность охлаждения при
этом устраняет пятнистую твердость (в связи с неоднородностью охлаждения) и позво-
ляет получить высокие однородные механические свойства термически обработан-
ной стали.
Большое влияние на охлаждающую способность водных раство-
ров оказывает введение специальных примесей. Некоторые из них
(соли, щелочи, кислоты) значительно ускоряют, а другие (глина,
масло, мыло, желатин) замедляют процесс охлаждения. Различное
влияние примесей определяется, по-видимому, их воздействием
на устойчивость паровой пленки и, следовательно, величину тепло-
отдачи.
К примесям, ускоряющим процессы охлаждения, относятся добавки, образую-
щие истинные растворы молекулярного типа (соли, щелочи, кислоты). На фиг. 66
показано влияние концентрации поваренной соли на скорость охлаждения.
Повышение концентрации соли от 0 до 5 и 10% особенно значительно повышает
скорость охлаждения в районе 400—600° С (от 400 до 1800 и 2300° С/сек). Даль-
нейшее увеличение концентрации до 15% практически не изменяет, а до 20% —
уменьшает скорость охлаждения. При этом скорость охлаждения в районе мартен-
ситного превращения (200—300° С) повышается в значительно меньшей степени
(от 700 до 1200—1600° С/сек). Оптимальной является добавка 5—10%-ной соли.
Введение щелочи (NaOH) влияет качественно подобным образом.
К примесям, замедляющим процессы охлаждения, относятся вещества, образую-
щие суспензии или эмульсии с достаточно крупными размерами растворенных частиц.
Эти примеси ускоряют парообразование и устойчивость паровой пленки. Охлажде-
ние в растворах жидкого стекла возможно применять только для изделий с малой
210
Охлаждение и охлаждающие среды
чувствительностью к образованию закалочных трещин. При применении мыльных
растворов, водно-масляных суспензий и эмульсий получается неоднородная твер-
дость, появляются мягкие пятна, а поэтому эти охладители не могут быть рекомен-
дованы для практических целей.
Скорость охлаждения в воде и водных растворах в значительной степени зависит
от состояния поверхности стальных изделий. Так, например, при охлаждении в воде
скорость в районе 650—550° С изменяется от 720° С/сек (после niarpeBa в соляной
ванне) до 190—210° С/сек (после нагрева в защитной атмосфере). Это явление, по-види-
мому, связано с ускорением разрушения паровой пленки под воздействием слоя
соли или окалины, находящихся на поверхности стали.
Фиг. 166. Зависимость скорости
охлаждения шара диаметром
20 мм при разных температу-
рах от концентрации поварен-
ной соли в воде (Л. В. Петраш).
Фиг. 167. Кривые изменения скорости
охлаждения в зависимости от темпе-
ратуры:
а — охлаждение в воде; б — охлаждение
в масле (шар диаметром 20 мм, Л. В. Пет-
раш).
Большое практическое значение имеет охлаждение в маслах.
Относительная охлаждающая способность воды и масла показана
на фиг. 167. Охлаждение в масле уменьшает скорость охлаждения
в районе 650—550° примерно в 5 раз, т. е. значительно ослабляет
закаливающую способность. Вместе с тем в районе мартенситного
превращения скорость охлаждения по сравнению с водой уменьшается
в 25—30 раз, что благоприятно сказывается на уменьшении закалоч-
ных деформаций и возможности образования трещин. Изменение
температуры и скорости циркуляции значительно слабее сказывается
на охлаждающей способности масел по сравнению с водой.
Применение различных видов масел позволяет смещать максимум кривых тем-
пературной зависимости скорости охлаждения в значительном диапазоне темпера-
тур от 400° С (для легкого льняного) до 650° С (для тяжелого цилиндрового масла).
При этом соответственно изменяется максимальная скорость охлаждения: от 300
до 160° С!сек,
Охлаждение и охлаждающие среды
211
В последнее время для закалки, главным образом, стальных изде-
лий больших диаметров применяется водовоздушная
смесь, получаемая путем распыления воды с помощью воздуха
через специальные форсунки. Скорость охлаждения зависит от соот-
ношения между количеством воды и воздуха: наименьшая — при ох-
лаждении в струе воздуха и наибольшая — в струе воды.
Скорость охлаждения существенно изменяется с увеличением степени увлаж-
нения (фиг. 168, а) и давления воздуха (фиг. 168, б). Кривые 1 и 2 относятся к ско-
рости охлаждения на глубине 20 и 125 мм от поверхности (соответственно) на кото-
рую подается воздушная смесь. Горизонтальные пунктирные линии на фиг. 168, а
Фиг. 168. Зависимость охлаждающей способности водовоздушной
смеси от расхода воды (а) и давления воздуха (б) (автор, Н. А. Кула-
4 ков, И. М. Сергейчев).
показывают уровень скорости охлаждения того же тела в масле. Наилучшие
результаты получаются при расположении форсунки-распылителя на расстоянии
500 мм от поверхности охлаждаемого изделия при расходе воды в 100 л/ч и давле-
нии воздуха в 3 ат. Для закалки в водовоздушных смесях применяются специаль-
ные полуавтоматические установки. Простота применяемых устройств позволяет
рекомендовать этот метод в качестве полноценного и экономичного заменителя
закалки в маслах и других специальных средах без строительства циркуляцион-
ных охладительных устройств.
В качестве охлаждающих сред применяются также расплавы
солей, щелочей и металлов. Интенсивность охлаж-
дения определяется тепловыми свойствами расплава, перепадом
температур между охлажденным телом и расплавом и интенсивностью
циркуляции.
Характерным для охлаждения в расплавах является отсутствие
парообразования в связи с высокой температурой кипения. Так,
например, температура кипения свинца 1740° С, олова 2260° С,
едкого натра 1388° С; едкого кали 1324° С; поваренной соли
1440° С и т. д. В связи с этим при охлаждении стальных тел от тем-
ператур ниже 800—900° С не наблюдается образования паровой
пленки, так как охлаждение в расплавах происходит без изменения
состояния среды.
14*
212
Технологические процессы термической обработки стали
В качестве охлаждающих сред применяются разнообразные
соляные смеси с температурами плавления от 100 до 440° С и с рабо-
чими температурами от 110 до 700° С. Применение расплавленных
щелочей позволило осуществить светлую изотермическую закалку
с получением поверхности высокой чистоты.
Интенсивность охлаждения в значительной степени зависит
от температуры ванны и охлаждаемого изделия. С повышением тем-
пературы охлаждаемого изделия от 800 до 950° С максимальная
скорость охлаждения повысится от 60 до 110° (Усек (при температуре
ванны 550° С) и от 100 до 150° С/сек (при температуре ванны 250° С).
При постоянной температуре охлаждаемого тела (800° С) понижение
температуры охлаждаемого расплава от 550 до 450, 350 и 250° С
повышает максимальную скорость охлаждения от 55 до 70, 80 и
100° QJcck.
Относительная охлаждающая способность расплавов показана
в табл. 12.
Таблица 12
Относительная охлаждающая способность соляных и щелочных
расплавов в интервале 650—550° С *
Среда Температура среды в °C Относительная охлаждающая способность
Вода 20 1,000
KNO3 + NaNO3 160 0,390
KNO3 + NaNO3 или NaOH + KOH 200 0,365
250 0,334
KNOg + NaNOg или NaOH + KOH или 300 0,300
KNOg + NaNOg 350 0,260
400 0,210
* Данные по И. И. Сидорину и Б. Н. Арзамасцеву.
Циркуляция соляных и щелочных расплавов не оказывает суще-
ственного влияния на интенсивность охлаждения. Так например,
при охлаждении в неподвижной среде и при скорости относительного
перемещения 3 м!мин скорость охлаждения при 800° С равна 65
и 70° QJceK\ при 750° С — 30 и 37° QIcck.
Однако для получения равномерного охлаждения и стабильных результатов
принудительная циркуляция является обязательной для правильно построенного
технологического процесса термической обработки.
В качестве металлических сред для охлаждения
при термической обработке применяются свинец, олово
и сплавы на их основе. Металлические расплавы
характеризуются широким диапазоном рабочих температур: от 240
до 1000° G для олова; от 330 до 930° С для свинца и от 190 (63 олова
и 37% свинца) до 500° С (15 олова и 85?<) свинца) для их сплавов.
Прокаливаемость стаЛи
213
Скорость охлаждения в металлических расплавах существенно изменяется
в зависимости от температуры охлаждающей среды, охлаждаемого тела и интенсив-
ности циркуляции.
Понижение температуры жидкого свинца от 550 до 450 и 350° С увеличивает
максимальную скорость охлаждения от 55 до 70 и 110° С/сек (при температуре нагрева
тела до 800° С). Повышение температуры нагрева охлаждаемого тела от 800 до 950°
увеличивает .скорость охлаждения от 55 до 85° С1сек, от 70 до 120° С/сек и от 105
до 140° С/сек, при температуре охлаждающей среды 550, 450 и 350° С соответственно.
При повышении скорости движения охлаждаемого тела от 0 до 10 и 30 см!сек макси-
мальная скорость охлаждения увеличивается от 70 до 90 и 125° С!сек, соответственно.
В настоящее время металлические охлаждающие среды успешно заменяются
расплавами солей и, особенно, щелочей. Обработка в этих расплавах позволяет
получить чистую металлическую поверхность, без окисления; этот процесс также
более экономичен.
§ 6. прокаливаемость стали
Следует различать два понятия: закаливаемость и
прокаливаемость. Под закаливаемостью подразумевается
способность стали приобретать наибольшую твердость при закалке.
Закаливаемость определяется исключительно содержанием угле-
рода в стали и тем, насколько полно этот углерод переходит в твер-
дый раствор мартенсита закалки (см. §§ 5 и 7 * главы IX). С увели-
чением содержания углерода в стали твердость возрастает и дости-
гает определенного предела. Иногда наблюдается, что при увеличении
содержания углерода в стали сверх эвтектоидной концентрации
(0,8%) твердость закаленной стали начинает понижаться. Это свя-
зано с увеличением количества более мягкого остаточного аустенита
в закаленной стали при увеличении содержания углерода.
Под прокаливаемостью подразумевается способность стали вос-
принимать закалку на определенную глубину. Прокаливаемость опре-
деляется составом стали, ее строением, условиями нагрева и охлаж-
дения.
Принципиальная возможность закалки стали на определенную
глубину, а не по всему сечению закаливаемого тела объясняется
с помощью схемы фиг. 169. При закалке стального цилиндра диа-
метром 2R скорость охлаждения будет распределяться по сечению
так, как это показано на фиг. 169, сверху: она будет наибольшей
у охлаждаемой поверхности и наименьшей в сердцевине. Рассмотрим
закалку трех одинаковых образцов, изготовленных из разных ста-
лей. Образец 1 изготовлен из стали, критическая скорость закалки
для которой равна Укц).
Из условия закалки следует, что она происходит, когда реальная
скорость охлаждения больше или равна критической скорости за-
калки данной стали. Из рассмотрения фиг. 169 следует, что закалка
образца 1 осуществляется в кольцевом слое толщиной а (заштрихо-
вано). Для образца 2 с более высоким значением критической
* Закаливаемость улучшается при введении в сталь некоторых других эле-
ментов (см. главу XII и далее).
214
Технологические процессы термической обработки стали
Фиг. 169. Зависимость
прокаливаемости от
величины критической
скорости закалки
(штриховкой показана
глубина закаленного
слоя).
скорости закалки VK в тех же условиях охлаждения закалка про-
изойдет в более тонком кольцевом слое толщиной 6. В образце 3, для
которого критическая скорость закалки VK (3) равна скорости охлаж-
дения в сердцевине изделия, будет наблюдаться сквозная закалка
в сечении (фиг. 169, внизу).
Следовательно, глубина закаленного слоя, т. е. прокаливаемость
стали, увеличивается по мере понижения критической скорости
закалки. Очевидно также, что для стали с опре-
деленной критической скоростью закалки про-
каливаемость увеличивается с увеличением
реальной скорости охлаждения.
Критическая скорость закалки зависит в пер-
вую очередь от содержания углерода в стали.
Для стали высокой чистоты с увеличением
содержания углерода от 0,3 до 0,4 и 0,8%
критическая скорость закалки уменьшается от
1000 до 525 и 180° С/сек соответственно.
Следовательно, прокаливаемость увеличи-
вается с увеличением содержания углерода
в стали.
Критическая скорость закалки определяется
также рядом технологических факторов. Нали-
чие непременных примесей уменьшает значение
критической скорости закалки, т. е. увеличи-
вает прокаливаемость.
Наличие такой непременной примеси, как
марганец в количестве около 0,5%, понижает
критическую скорость в стали с 0,4 % углерода
от 525 до 200° С/сек.
Существенное влияние на прокаливаемость
оказывает величина зерна аустенита. Чем больше
размер зерна, тем медленнее протекает перлит-
ное превращение и тем меньше критическая
скорость закалки (см. §4 главы IX). При умень-
шении размера зерна аустенита от номера 1 до номеров 6, 8 и 10
критическая скорость закалки увеличивается в 2, 3, 4 раза соот-
ветственно. Следовательно, измельчение зерна аустенита приводит
к существенному уменьшению прокаливаемости стали.
Так как укрупнение зерна приводит к ухудшению механических
свойств, то использование укрупнения зерна для увеличения прока-
ливаемости не рекомендуется.
Ранее было показано, что повышение температуры нагрева и про-
должительность выдержки выше критических точек приводит к росту
зерна аустенита (см. § 2 главы IX. Следовательно, повышение тем-
пературы закалки и длительности нагрева, увеличивая размер зерна
аустенита, уменьшает критическую скорость и увеличивает прока-
Прокаливаемость стали
215
ливаемость стали. Влияние состава, строения аустенита и техноло-
гических факторов на прокаливаемость стали и критическую ско-
рость закалки показана на обобщенной диаграмме фиг. 170.
Существует несколько методов определения прокаливаемости
стали. Пробная закалка цилиндрических образцов заключается
Фиг. 170. Зависимость прокаливаемо-
сти и критической скорости закалки
стали от содержания углерода (% С),
содержания непременных примесей
(% Пр)у величины зерна аустенита (г3),
температуры (tHa8p) и времени выдер-
жки (твыд) при нагреве.
в изготовлении из данной стали
серии цилиндров различного сече-
ния, их последующей закалке,
разрезке и измерении твердости
в сечении, перпендикулярном оси
цилиндра. Измерение твердости
позволяет определить глубину
проникновения, закаленного слоя.
На фиг. 171 показаны резуль-
таты исследования прокаливаемо-
сти указанным методом (закален-
ный слой отмечен штриховкой).
По мере уменьшения диаметра
цилиндра (фиг. 171, а, б) глубина
проникновения закаленного слоя
увеличивается, а для случая в
впервые наблюдается сквозная за-
калка. Очевидно, что сквозная
закалка будет наблюдаться также
для всех меньших сечений (фиг.
шего сечения, в котором получается сквозная закалка, называется
критическим диаметром (JDKp, фиг. 171, в). Практическое значение
171, а и д). Диаметр наиболь-
Фиг. 171. Закаленный слой (заштрихован) в цилиндрических
образцах различных сечений (Окр—критический диаметр).
критического диаметра заключается в том, что, зная DKp, воз-
можно определить наибольшее сечение детали, изготовленной из
данной стали, которая может быть закалена насквозь. Зная харак-
теристику, можно правильно выбрать сталь для деталей опреде-
ленных размеров и назначения. Очевидно, что критический
диаметр определяется помимо всего характером охлаждающей среды:
DKP увеличивается с увеличением скорости охлаждения. Для данной
216
Технологические процессы термичёской обработки стали
стали критический диаметр при быстром охлаждении в воде будет
больше, чем при более медленном в масле.
Неудобство описанного метода определения прокаливаемости
связано с необходимостью изготовления из данной стали нескольких
образцов различного сечения и последующей разрезкой закаленных
цилиндров. Простотой и универсальностью отличается определение
прокаливаемости методом торцовой закалки. Этот
метрд был впервые предложен акад. Н. Т. Гудцовым в 1924 г. и в нас-
тоящее время существует в нескольких разновидностях.
Фиг. 172. Схема
охлаждения образ-
ца при торцовой
пробе на прокали-
ваемость.
Метод торцовой закалки стандартизован. Этот
метод заключается в нагреве выше критических
температур и последующем охлаждении струей
воды, цилиндрического подвешенного образца
стандартных размеров (диаметр 25 и высота 100 мм)
(фиг. 172). Условия торцового охлаждения (диа-
метр водяного сопла, высота струи и температура
ъоды и т. п.), а также применимость для разных
марок сталей устанавливаются ГОСТ 5657-51.
Наибольшая скорость охлаждения имеет
место у торца, омываемого струей воды. По мере
удаления от торца скорость охлаждения посте-
пенно убывает. Охлаждение всегда производится
в стандартных условиях, а тепловые свойства
аустенита мало изменяются в зависимости от
состава. Поэтому изменение скорости охлаждения
в зависимости от расстояния от торца описывается
стандартной кривой (фиг. 173, вверху). После
торцовой закалки производится измерение твер
дости по образующей образца (точки показаны на образце).
По мере удаления от торца скорость охлаждения уменьшается
и вместе с этим уменьшается твердость стали. Характеристикой
прокаливаемости является расстояние от торца до зоны с так назы-
ваемой полу мартенситной твердостью Нпм (характеристическое
расстояние X, фиг. 173).
Для определения характеристического расстояния необходимо знать величину
полумартенситной твердости, т. е. твердость структуры данной с<ли, содержащей
50% мартенсита и 50% троостита. Эта твердость зависит только от содержания
углерода в стали (фиг. 174).
Чем больше прокаливаемость стали, тем больше характеристи-
ческое расстояние: сталь // имеет большую прокаливаемость, чем
сталь /, так как*Х2 больше Хг (см. фиг. 173).
Следует напомнить, что объективной характеристикой прокали-
ваемости стали является критический диаметр, который позволяет
определить предельное сечение изделия, прокаливающегося насквозь.
Поэтому большое значение имеет способ расчета критического
диаметра по результатам торцовой пробы на прокаливаемость. Пере-
Прокаливаемость стаЛи
217
ход от результатов торцового испытания к размеру критического
диаметра производится с помощью номограммы фиг. 175. (см. вклейку).
Рассмотрим применение номограммы на примере. В результате испытания
на торцовую закалку было определено, что характеристическое расстояние
равно 6 мм. Для определения критического диаметра сквозной закалки находим
на шкале «мартенсит» Дсправа вверху
деление 6 и опускаем перпендикуляр
до пересечения с линией «идеального
охлаждения» (точка а). От точки а
проводим горизонтальную линию влево
до пересечения с линией заданной
охлаждающей среды «вода» в точке б.
От этой точки б опускаем перпендику-
ляр до шкалы формы и размеров.
В данном случае форма изделия соот-
ветствует цилиндру с соотношением
длины к диаметру, равным 1. В точке
в читаем ответ: критический диаметр
равен 18 мм.
Подобным образом возможно опре-
делить критический диаметр для со-
держания в сердцевине 50% мартен-
сита и 50% троостита (вторая шкала
справа вверху), для различных
закалочных сред и разной формы
закаливаемых тел.
В большинстве случаев
изготовления ответственных
Фиг. 173. Зависимость скорости охлаж- Фиг. 174. Зависимость твердости
дения и твердости от расстояния от торца полумартенситной структуры от содер-
(кружками показаны точки измерения жания углерода в стали.
твердости по образующей).
изделий возможность применения стали данного состава определяется
характеристикой прокаливаемости. Сквозная закалка предопределяет
получение однородной структуры не только после закалки, но и после
отпуска, т. е. возможность получения однородных высоких механи-
ческих характеристик по сечению детали. Несквозная закалка и по-
лучение в сердцевине пластинчатых структур приводят в результате
218
Технологические процессы термической обработки стали
последующего отпуска к понижению пластичности и ухудшению
сопротивления ударному нагружению, т. е. ухудшению эксплуата-
ционных характеристик деталей машин и узлов конструкций.
§ 7. ДЕФОРМАЦИЯ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
В результате термической обработки происходит изменение внеш-
ней формы и объема стали, а иногда образование трещин. На
фиг. 176, а, б показано изменение внешней формы, так называемая
поводка и коробление, а на фиг. 176, в — изменение общего объема
без изменения формы. Нарушение геометрии изделия (поводка,
Фиг. 176. Схемы деформаций стальных деталей при термической
обработке.
коробление) и изменение объема являются следствием различных
причин.
Изменение формы при термической обработке является следст-
вием воздействия внутренних напряжений I рода (см. § 2 и § 4
настоящей главы). Термические и фазовые напряжения вызывают
пластическую деформацию, т. е. необратимые изменения формы.
Остаточные внутренние напряжения I рода дают дополнительную
упругую деформацию, которая может быть устранена, например,
путем нагрева (отпуска или отжига), снимающего внутренние напря-
жения.
Остаточные внутренние напряжения могут быть сняты при отпуске стали. Сте-
пень их снятия будет увеличиваться с повышением температуры и увеличением
продолжительности отпуска. Так, например, если исходное значение внутренних
напряжений было Oj — 60 кГ/мм2, то при часовом отпуске при 150, 300, 450 и 550° С
напряжение уменьшилось до Oj = 50; 45; 30; 12 кГ/мм2 соответственно. Увели-?
чение длительности отпуска при 550° С привело к снижению Oj от 60 кГ/мм? (через
30 мин) до 10 кГ/мм2 через 1,5 ч и 4 кГ/мм2 через 4 ч (углеродистая сталь, 0,3% С).
Скорость снятия внутренних напряжений увеличивается с повышением теКшера-
гуры отпуска.
В случае резкого охлаждения величина внутренних напряжений
может превысить пределы прочности и привести к образованию тре-
щин, т. е. неисправимому браку. Чтобы трещины не образовыва-
лись, а поводка и коробление были минимальными, нужно умень-
шить возникающие напряжения. Это достигается уменьшением ско-
ростей нагрева и охлаждения. Как указано выше, для этого исполь-
зуются методы ступенчатой и изотермической закалки, позволяющие
Деформация при термической обработке
219
проводить медленное охлаждение в наиболее опасном интервале
температур, — в зоне мартенситного превращения.
Необходимость замедленного охлаждения в районе мартенситного превращения
связана не только с изменением формы, но с ухудшением свойств. Увеличение ско-
рости охлаждения в этом интервале вызывает снижение предела прочности с 120
до 67 кГ/мм\ т. е. почти в два раза (фиг. 177). Понижение прочности связано с тем,
что при закалке возникают растягивающие внутренние напряжения, достигаю-
щие 50 кГ/мм1.
Уменьшение скорости охлаждения при закалке ограничивается
величиной критической скорости. Поэтому фактически большинство
сталей закаливаются в воде
или масле, что обеспечивает не-
обходимую скорость охлажде-
ния.
В этих условиях детали мало-
го сечения или большой протя-
женности обязательно претерпе-
вают поводку или коробление.
Для восстановления геомет-
рической формы изделия после
термической обработки произ-
водится Правка. фиг. 177 Зависимость предела прочно-
При Правке К детали, поме- СТИ закаленной стали У10 от скорости
[Ценной В специальное приспо- охлаждения в мартенситном интервале
собление, прилагаются внешние Немчинский).
усилия. Однако этот способ при-
водит к появлению дополнительных остаточных напряжений, кото-
рые возникают от воздействия внешних сил и к ухудшению механи-
ческих характеристик стали.
При термической обработке закалку и отпуск рекомендуется про-
изводить в специальных приспособлениях, фиксирующих форму
изделия. В этом случае форма изделия не изменяется, т. е. действие
пластических деформирующих внутренних напряжений нейтрали-
зуется действием внешних сил в зажимах фиксирующего приспособ-
ления.
В практике термической обработки эти приспособления назы-
ваются закалочными прессами. Они бывают различных кон-
струкций.
В последнее время для устранения деформаций успешно исполь-
зуется так называемая технологическая пластичность.
Очевидно, что устранение деформаций при приложении внешних
нагрузок происходит в том случае, если напряжение от внешней
нагрузки превосходит предел текучести. В процессе закалки непре-
рывно увеличивается количество мартенсита, и поэтому предел
текучести о0,2 аустенитно-мартенситной смеси увеличивается, как
это показано верхней кривой на фиг. 178. Если условный предел
220
Технологические процессы термической обработки стали
текучести (т. е. напряжение, при котором получается остаточная
деформация 0,2%) определяется в процессе аустенитно-мартенсит-
ного превращения (так называемый предел текучести превращения
<42), то с увеличением количества мартенсита и понижением темпе-
ратуры предел текучести резко уменьшается (в 13—14 раз).
Следовательно, для пластической деформации в процессе превра-
щения достаточно напряжение в 5--10 кГ1мм2 вместо 60—80 кГ/мм2
Фиг. 178. Зависимость предела теку-
чести a0i2, предела текучести превра-
щения Oq 2 и содержания мартенсита
М от температуры. Сплав железа
с 22% никеля и 2,5% марганца (автор
и А. К. Машков).
превращении о'0 2 и появлением
при той же структуре стали.
Установлено также, что пластич-
ность отпускающейся стали, т. е.
в процессе превращения мартен-
сита при нагреве, значительно
выше, чем пластичность высокоот-
пущенной стали.
Описанные явления положены
в основу способов термической
обработки без изменения формы
деталей. Для устранения или сня-
тия изменений формы изделий они
зажимаются в фиксирующие уст-
ройства с таким расчетом, чтобы
процессы закалки или отпуска
происходили под воздействием
внешних усилий. В связи с резким
снижением предела текучести при
технологической пластичности эти
приемы позволяют сохранить заданную геометрию изделий. Одно-
временно с этим происходит релаксация (гашение путем разрядки)
остаточных внутренних напряжений, что приводит к повышению
комплекса механических свойств стали.
Описанные приемы и методы оказываются бессильными для слу-
чая изменения объема и, следовательно,-размеров изделия даже при
отсутствии поводки и коробления. Это связано с тем, что наиболь-
ший удельный объем имеет мартенсит, наименьший аустенитная
структура и промежуточный — ферритно-карбидная смесь (перлит,
сорбит, троостит). Так например, в стали с 0,5% углерода удель-
ный объем мартенсита равен 0,128 сж3/г, аустенита 0,123, а перлита
0,127 смЧе\ различие в удельных объемах достигает 4%. С увели-
чением содержания углерода в стали различие между объемами пер-
литной (обычно исходной для изделий) и мартенситной структурами
непрерывно увеличивается.
Чтобы осуществить термическую обработку без деформации
детали (в смысле изменения объема) используется описанное выше
положение о том, что перлитная структура имеет объем, средний
между мартенситной и аустенитной. Для предохранения от измене-
Деформация при термической обработке
221
ния объема необходимо подобрать такое соотношение между аусте-
нитом и мартенситом, чтобы средний удельный объем был равен
исходному для перлитной структуры.
На фиг. 179 показано соотношение между количеством мартен-
сита и остаточного аустенита для закалки без деформации. Слева
(фиг. 179, а) показано необходимое соотношение для комбинации
структур мартенсита закалки и остаточного аустенита. При содер-
жании 0,4% С в стали должно быть 20%, а при 1,2% С 50% остаточ-
Фиг. 179. Соотношение между количеством остаточного аустенита
и мартенсита закалки (а) и мартенсита отпуска (б) для бездеформа-
ционной термической обработки стали (А. П. Гуляев).
Мартенсит
отписка
0,2 Qfi 0,6 0,8 1,0 1,2 %С
6)
ного аустенита. Такое содержание мягкого остаточного аустенита
приводит к снижению твердости и получению неудовлетворительных
эксплуатационных характеристик.
Для уменьшения необходимого количества остаточного аусте-
нита нужно уменьшить удельный объем мартенсита. Это достигается
замедленным охлаждением в интервале мартенситного превращения,
когда вслед за образованием мартенсита происходит его отпуск,
связанный с уменьшением содержания углерода в a-твердом растворе
(1-е превращение при отпуске).
На фиг. 179, б показано необходимое соотношение между содер-
жанием остаточного аустенита и мартенсита отпуска с 0,5% угле-
рода в твердом растворе для бездеформационной закалки. Для ука-
занной выше стали с 1,2% углерода количество остаточного аусте-
нита равно примерно 15% вместо 50% для комбинации с мартенси-
том закалки (см. фиг. 179, а).
Этот способ применяется для закалки без деформации специаль-
ных марок инструментальной стали.
Объемные изменения стальных изделий могут происходить не
только в процессе термической обработки, но и при вылеживании
готовых изделий. Нестабильность размеров, изменение их с течением
времени обычно наблюдаются на изделиях высокой точности, изго-
товленных из высокоуглеродистой стали, закаленных и подвергну-
тых низкотемпературному отпуску (измерительный инструмент,
222
Технологические процессы термической обработки стали
детали шарикоподшипников и т. п.). При вылеживании наблюдается
как уменьшение, так и увеличение размеров. Уменьшение размеров
связано с тем, что вылеживание при комнатной температуре приво-
дит к медленному отпуску мартенсита закалки, связанному с выде-
лением углерода из твердого раствора и уменьшением удельного
объема мартенсита. Для стабилизации состояния мартенсита и пре-
дотвращения уменьшения размеров рекомендуется применять отпуск
при 120—150° С; происходящее при этом 1-е превращение при от-
пуске приводит мартенсит в состояние, устойчивое против дальней-
шего разложения при комнатной температуре.
Увеличение размеров изделий связано с постепенным распадом
остаточного аустенита в процессе вылеживания при комнатной тем-
пературе. Для устранения этого термическая обработка должна
проводиться с полным превращением аустенита в мартенсит; изде-
лие должно иметь чисто мартенситную структуру Ч
§ 8. АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ПРОЦЕССОВ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
В принятой на XXII съезде КПСС Программе строительства
коммунизма указано, что первостепенное значение для технического
перевооружения всего народного хозяйства имеет развитие машино-
строения, всемерное форсирование производства автоматических
линий и машин, средств автоматики, телемеханики и электроники,
точных приборов. Это указание в полной мере относится к терми-
ческой обработке, являющейся составной частью технологии маши-
ностроения.
Рассмотрение устройств для термической обработки не входит
в содержание изучаемого общего курса; это является предметом
специальных дисциплин. Однако и в нашем общем курсе необходимо
отметить общие тенденции развития технологии термической обра-
ботки.
В настоящее время на смену примитивным печным устройствам
с низким уровнем механизации приходят автоматические линии
и машины на основе комплексной механизации и автоматизации.
Применение механизированных и автоматизированных устройств
тесно связано с использованием нагрева токами высокой частоты,
газовой цементации, нитроцементации и других процессов, содержа-
ние которых рассматривается в последующих главах.
В настоящее время советская электропромышленность выпускает
новые типы закалочно-отпускных агрегатов (К-90МШ, К-130МШ и
К-170МШ). Всего разработано 10 новых типов конвейерных агре-
гатов для термической обработки производительностью от 50 до
2400 кг!ч.
1 См. также § 4 главы XII.
Литература
223
Предусмотрена возможность применения в печах контролируе-
мых атмосфер.
Особенно широкое применение автоматизированные и механи-
зированные устройства находят в массовом производстве. Так,
например, они широко используются для термической обработки
колец, шариков и роликов в подшипниковой промышленности. Слож-
ные агрегаты для нитроцементации и изотермической закалки ис-
пользуются на предприятиях автомобильной промышленности. По-
добный агрегат, установленный на автозаводе им. И. А. Лихачева,
состоит из безмуфельной печи, закалочной ванны, двухзонной моеч-
ной печи и сушильно-отпускной камеры.
Для комплексной автоматизации при термической обработке
используются роторные линии системы Л. Н. Кошкина.
Помимо агрегатов, создаются отдельные механизированные печ-
ные устройства. Так, например, в промышленности используются
новые конструкции механизированных камерных печей для цемента-
ции, нитроцементации и светлой закалки.
Всесоюзный научно-исследовательский институт электротерми-
ческого оборудования (ВНИИЭТО) разработал серию камерных печей
с применением контролируемой атмосферы. Изготовляются безму-
фельные шахтные печи для газовой цементации, печи для обработки
паром при отпуске, отжиге и для воронения, вакуумные печи и т. д.
Усовершенствование нагревательных устройств, широкое приме-
нение автоматики, создание автоматизированных и механизирован-
ных агрегатов и поточных линий — такова отчетливая тенденция
в развитии технологии термической обработки в течение последних
лет.
ЛИТЕРАТУРА
1. К. Н. С о к о л о в. Оборудование термических цехов. Металлургиздат,
1957.
2. А. А. Ш м ы к о в. Справочник термиста. Машгиз, 1961.
3. Металловедение и термическая обработка (Справочник под ред. М. Л. Берн-
штейна и А. Г. Рахштадта). Металлургиздат, 1961.
4. Л. В. П е т р а ш. Закалочные среды. Машгиз, 1959.
5. А. П. Гуляев. Термическая обработка стали, Машгиз, 1960.
6. М. Е. Б л а н т е р. Методика исследования металлов и обработка опытных
данных. Металлургиздат, 1952.
7. М. Е. Б л а н т е р. Фазовые превращения при термической обработке
стали, гл. 8 и 9. Металлургиздат, 1962.
ГЛАВА XI
ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ СТАЛЬНЫХ
ИЗДЕЛИЙ
Увеличение длительности службы деталей машин и узлов кон-
струкций в эксплуатационных условиях связано с повышением соп-
ротивления воздействию внешних факторов, в частности, механи-
ческих нагрузок различного характера и происхождения. Повыше-
ние качества стальных изделий связано с общим или местным увели-
чением прочности и созданием благоприятно действующих остаточ-
ных внутренних напряжений.
Поверхностное упрочнение стальных изделий является важным
потому, что, во-первых, с ним связано повышение сопротивления
истиранию, что имеет определяющее значение для работы инстру-
мента и стойкости трущихся поверхностей деталей машин. Во-вто-
рых, действие изгибающих и крутящих моментов вызывает наиболь-
шие напряжения также в поверхностных слоях деталей. Поэтому
упрочнение поверхностных слоев повышает прочность деталей, рабо-
тающих в таких условиях (а их большинство), в целом. В-третьих,
при приложении многократно повторяющихся знакопеременных
нагрузок вблизи поверхности возникают так называемые трещины
усталости. Напряжения, вызывающие усталостное разрушение,
прямо пропорциональны сопротивлению разрушению; поэтому по-
верхностное упрочнение повышает предел усталости (выносливости)
стали. В-четвертых, конструктивные факторы (наличие переходов
от толстого к тонкому сечению, подрезы и т. д.) вызывают концен-
трацию напряжений в этих зонах поверхности деталей. Поверхност-
ное упрочнение повышает сопротивление местным концентрациям
напряжения и предохраняет деталь от преждевременного разру-
шения.
При поверхностном упрочнении большую роль играет не только
сам процесс упрочнения, но и характер возникающих при этом оста-
точных внутренних напряжений.
Большинство разрушений происходит в связи с возникновением
растягивающих напряжений. Поэтому создание в поверхностном
слое остаточных напряжений сжатия значительно повышает значения
внешних разрушающих нагрузок и улучшает эксплуатационные
характеристики деталей.
Метод поверхностной закалки стали
225
Существует три основных метода поверхностного упрочнения
стальных деталей: поверхностная закалка, х и м и *
ко-термическая обработка и поверхност-
ный (дробеструйный) наклеп. С помощью химико-
термической обработки возможно получить не только поверхностное
упрочнение, но и другие специальные свойства. Так как физическая
природа и основа технологии для разных видов химико-термической
обработки являются общими, то в соответствующем разделе будут
рассмотрены не только упрочняющие, но и другие процессы этой
технологии.
§ 1. МЕТОД ПОВЕРХНОСТНОЙ ЗАКАЛКИ СТАЛИ
В основе поверхностной закалки лежит нагрев поверхностного
слоя изделия выше критических температур для получения аусте-
нита с последующим быстрым охлаждением. Глубина получаемого
при этом закаленного слоя определяется глубиной нагрева стали
выше критических температур.
Способы поверхностной закалки различаются методом подвода
тепла к изделию. Принципиально возможны два случая: первый,
когда тепло передается через поверхность от внешнего нагревателя
и второй, когда тепло появляется внутри металла вследствие воздей-
ствия электромагнитного поля.
Поверхностная закалка нагреванием от внешнего источника
осуществляется несколькими способами.
Первый из них заключается в погружении изделия в жидкую
, . нагревающую среду (расплав солей или металлов) с температурой,
• значительно превышающей температуру закалки данной стали
(на 100—200° С). В связи с перегревом нагревающей среды темпе-
ратура в тонком поверхностном слое быстро превышает критическую;
в этом слое образуется аустенитная структура, которая при после-
< дующем быстром охлаждении превращается в преимущественно
мартенситную структуру закаленной стали.
Этот способ используется для поверхностной закалки малона-
груженных деталей простой геометрической формы и небольших
размеров.
Второй способ заключается в нагреве поверхностного слоя
с помощью специальных горелок газовым (например, кислородно-
ацетиленовым) пламенем с последующим немедленным охлаждением
ft, струей воды. Преимуществом этого вида поверхностной закалки
является возможность термической обработки больших деталей
• сложной формы (детали дорожных машин, валки прокатных станов
\ и т. д.). Главным недостатком поверхностной закалки с помощью
газового пламени является нестабильность получаемых результатов.
z Высокая температура газового пламени (до 3000° С) приводит к тому,
что незначительные изменения скорости движения газовой горелки
226
Поверхностное упрочнение стальных изделий
или изменение ее расстояния до поверхности приводит к существен-
ному изменению условий нагрева, строения и свойств закаленного
поверхностного слоя.
Третий способ поверхностной закалки при внешнем подводе
детали связан с нагревом в водном электролите. Если в электролит
(раствор соды или поташа в воде), находящийся в металлической,
например свинцовой ванне, погрузить металлическое изделие и под-
соединить к источнику постоянного тока так, чтобы изделие являлось
катодом, а ванна анодом, то нагружаемый в жидкость металл быстро
нагревается вплоть до оплавления в течение нескольких секунд.
Это связано с тем, что погруженная в жидкость поверхность катода
окружается тонкой водородной пленкой и в этом газовом слое воз-
никает электрическая дуга между жидким электролитом и стальным
(металлическим вообще) изделием. При выключении тока окружаю-
щий изделие электролит производит закалку нагретого поверхност-
ного слоя.
На этом принципе основан разработанный И. 3. Ясногородским
метод зонального электронагрева, употребляющийся как для про-
изводства поверхностной закалки, так и для других технологиче-
ских процессов, (например, обработки металлов давлением). Основ-
ные характеристики поверхностной закалки в электролите таковы:
электролитом служит 5—10%-ный раствор кальцинированной соды
в воде; плотность тока 3—5 а/см2 при напряжении 200—250 в, т. е.
мощности от 0,6 до 1,25 кет/см2 нагреваемой поверхности. Нагрев
осуществляется за время, измеряемое секундами (5—10 сек).
К преимуществам метода относятся возможность автоматизации
технологического процесса, возможность закалки любой выбранной
части поверхности, простота оборудования и эксплуатации уста-
новок.
К числу недостатков относятся необходимость последующей про-
мывки деталей для предотвращения коррозии и трудность контроля
нагрева.
В случае, когда тепло появляется внутри металла вследствие
действия электромагнитного поля, возможны два различных метода
поверхностной закалки: при контактном и индукцион-
ном нагревах.
Принципиальным отличием этих способов от предыдущих яв-
ляется возможность практически безграничного увеличения скорости
нагрева путем увеличения мощности электрического или электромаг-
нитного поля, в то время как при нагреве от внешнего нагревателя
скорость нагрева ограничивается теплоотдачей и теплопроводностью
среды и металлов.
Поверхностная закалка при контактном электронагреве была
предложена Н. В. Гевелингом (1931 г.). Она заключается в подводе
к поверхности закаливаемой детали тока промышленной частоты
(50 гц) через понижающий трансформатор (напряжение 2—8 в при
Метод поверхностной закалки стали
227
силе тока в несколько тысяч ампер). Непосредственно под электро-
дом 1 (обычно роликом) в поверхностном слое изделия образуется
нагретая зона, форма которой показана штриховкой на фиг. 180, а.
Непосредственно у поверхности электрода температура низка из-за
контакта с охлаждаемым роликом. Надкритические температуры и,
следовательно, структура аустенита, наблюдаются внутри заштрихо-
ванной зоны. Последующее за нагревом интенсивное охлаждение
струей воды приводит к образованию закаленной полосы на поверх-
ности вращающегося вокруг оси изделия. Благодаря вращению изде-
лия и поступательному перемещению ролика вдоль оси изделия
в поверхностном слое образуются накладывающиеся друг на друга
а)
Фиг. 180. Схема поверхностной электроконтактной закалки:
а — образование нагретой зоны под электродом; б —закалочные «ленты» на
поверхности вала (Н. В. Гевелинг).
«ленты» закаленного слоя (фиг. 180, б). Они видны, потому что необ-
ходимое для хорошего электрического контакта давление приводит
к образованию буртиков высотой около 0,1 мм. Глубина закален-
ного слоя определяется силой тока, шириной и скоростью переме-
щения катящегося ролика.
При ширине катящегося ролика 8—10 мм и силе тока 6000—
7000 а толщина закаленного слоя равна примерно 2 мм.
Преимуществом электроконтактной поверхностной закалки яв-
ляется простота оборудования и его эксплуатации. К числу главней-
ших недостатков относятся: получение зон пониженной твердости
(зон отпуска) на границах закаленных лент, «порча» поверхности
из-за давления роликов (электродов), пониженная твердость самого
внешнего слоя в связи с недогревом из-за контактного охлаждения
под электродом.
Наиболее совершенной является поверхностная закалка при
нагреве токами высокой частоты (сокращенно закалка т. в. ч. или
в. ч. з., т. е. высокочастотная закалка), получившая широкое рас-
пространение в условиях промышленного производства.
228
Поверхностное упрочнение стальных изделий
§ 2. ИНДУКЦИОННЫЙ НАГРЕВ И ПОВЕРХНОСТНАЯ
ЗАКАЛКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Работы по индукционному нагреву стали и поверхностной за-
калке токами высокой частоты были начаты в 1935 г. В. П. Волог-
диным и его сотрудниками и получили развитие в работах М. Г. Ло-
зинского, И. Н. Кидина, К. 3. Шепеляковского и др. Индукцион-
ный нагрев происходит при помещении нагреваемого изделия 2
внутри соленоида (индуктора) /, по которому пропускается пере-
менный ток (фиг. 181). Индуктированное в из-
Фиг. 181. Изделие
и индуктор при индук-
ционном нагреве.
делие электромагнитное поле приводит к по-
явлению вихревых токов и выделению джоу-
лева тепла в нагреваемом теле. Наведенный
ток неравномерно распределяется по глубине
изделия, постепенно уменьшаясь по мере уда-
ления от поверхности.
Примерно 90% тепловой энергии выделяется
в поверхностном слое толщиной 6, который
находится в следующей зависимости от час-
тоты тока /, удельного электросопротивления
q и магнитной проницаемости р нагреваемого
металла (по Штейнмецу)
д = 5,03-104 1/Ц- мм.
г Н/
В практике используются упрощенные формулы зависимости глубины
проникновения нагреваемого слоя в эвтектоидной стали:
при 20° С
х 20
О on о — —ttz ММ,
20 //
при 1000° С
л _ 600
°юоо° ~ Т7Т мм'
Выбор частоты в зависимости от толщины нагреваемого слоя д для
объектов сложной конфигурации производится по формуле
£ 5-105
Для деталей простой конфигурации
£ 5-104
Из рассмотрения приведенных выше зависимостей следует, что
глубина закаленного слоя 6 обратно пропорциональна частоте тока /.
Для проведения поверхностной закалки т. в. ч. используются частота
порядка тысяч и десятков тысяч герц. Для сквозного нагрева круп-
ных сечений может быть использован ток промышленной частоты.
Индукционный нагрев и поверхностная закалка т. в. ч.
229
Известны три основных способа поверхностной закалки т. в. ч.:
1) одновременный нагрев и закалка всей поверхности;
2) последовательная, поочередная обработка отдельных
участков иЗ) непрерывно последовательный нагрев
и закалка тела методом перемещения.
Применение того или другого способа определяется формой и раз-
мером закаливаемого тела, формой индуктора и т. п. Закалка произ-
водится охлаждением нагретой поверхности водой, пропускаемой
через спрейер. При охлаждении в масле или эмульсии нагретые т. в. ч.
детали опускаются в бак.
Для уменьшения внутренних напряжений I рода и уменьшения
хрупкости применяется отпуск при низких температурах (150—
180° С).
После закалки т. в. ч. в поверхностных слоях стали 45 получаются сжимаю-
щие напряжения, достигающие 80 кГ/мм2. После отпуска при 150—180° С в тече-
ние 90 мин эти напряжения снижаются до 55 кГ/мм2. Технологически более удобной
и быстрой операцией является закалка с самоотпуском. Для этой
цели применяется неполное охлаждение, т. е. охлаждение при закалке прерывается
заведомо до полного охлаждения всей детали до комнатных температур. Тепло,
сохранившееся во внутренних объемах, нагревает закаленный поверхностный слой
до определенной температуры и производит самоотпуск. Например, уменьшение
длительности охлаждения при закалке от 8 до 5,5 и 3 сек увеличивает запас тепла
во внутренних объемах и повышает температуры самоотпуска со 190 до 275 и 450° С
соответственно.
Твердость закаленного слоя при этом снижается от HRC 62 до HRC Ы и HRC 46.
Одновременно с этим остаточные сжимающие напряжения в поверхностном слое
снижаются от 80 (после полной закалки) до 75, 55 и 30 кГ/мм\ а растягивающие
напряжения внутри тела от 40 до 30 и 20 кГ/мм2. К аналогичным результатам при-
водит, как указано выше, отпуск при 150—180° С в течение 15 ч. Технико-экономи-
ческие преимущества закалки т. в. ч. с самоотпуском очевидны.
Поверхностное упрочнение и благоприятное распределение внут-
ренних напряжений значительно повышает предел усталости (на-
пример, от 25 до 55 кГ/мм2 для стали 45). Наибольшее повышение
предела усталости наблюдается при определенных соотношениях
между толщиной закаленного слоя и сечением детали.
Большие скорости в условиях применения индукционного наг-
рева существенно изменяют температурные условия получения
аустенита. Ранее (см. § 2 главы IX) было показано, что в обычных
условиях температура нагрева под закалку должна превышать на 20—
30° С температуру критических точек — А3 по диаграмме состоя-
ния железо — цементит. В условиях скоростного индукционного
нагрева пребывание в области надкритических температур изме-
ряется секундами или долями секунд (скорость нагрева равна десят-
кам или сотням °С/сек). Так как образование аустенита связано
с диффузией углерода, то за время таких малых выдержек про-
цессы диффузии пройти не успевают. В структуре сохраняются избы-
точные фазы (феррит и цементит), а в образовавшемся аустените
наблюдается неоднородное распределение углерода» Для полного
230
Поверхностное упрочнение стальных изделий
превращения в аустенит (растворения избыточных фаз) и получения
однородного аустенита необходимо, чтобы достаточно полно прошел
процесс диффузии углерода. Это достигается повышением темпера-
туры нагрева, ускоряющей диффузионные процессы. Температура
закалки при индукционном нагреве должна быть тем выше, чем
больше скорость нагрева.
На фиг. 182 показано влияние скорости нагрева на положение температур
нагрева под закалку т. в. ч. (углеродистая сталь с 0,35% С). При обычном печном
Фиг. 182. Зависимость температуры за-
калки т. в. ч. от скорости нагрева (сталь
35, И. Н. Кидин).
нагреве (скорость нагрева порядка
нескольких градусов в минутах) тем-
пературы закалки лежат в интервале
850—870° С. Повышение скорости до
100° С/сек, приводит к расширению
закалочного интервала до 850—980°С,
а при скорости 600° С/сек — до 890—
1160° С. При этом в связи с кратко-
временностью выдержки не происходит
роста зерна аустенита, получается
мелкозернистая структура однородного
аустенита. При температурах ниже
нижней линии фиг. 182 сохраняется
избыточный феррит и получается не-
полная закалка. Выше верхней линии
диаграммы происходит интенсивный
рост зерна аустенита и получается
структура перегрева.
Температурная зона допусти-
мых режимов при закалке
т. в. ч. ограничивается нижней и верх-
ней линиями диаграммы (фиг. 182). Внутри этой полосы располагается зона
преимущественных режимов: при закалке по этим режимам получаются более
высокие значения твердости закаленного слоя. Экспериментально доказано, что
применение скоростного нагрева при закалке т. в. ч. приводит к существенному
увеличению твердости. Так, в. стали с 0,4% С при обычной закалке твердость
равна HRC 54—55, а при закалке с нагревом т. в. ч. твердость повышается до
HRC 58; для стали с 0,5% С обычная закалка дает твердость HRC 57, а при ско-
ростном нагреве — HRC 62.
Это явление называется сверх твердостью и обусловливается измельчением бло-
ков мозаичной структуры (т. е. увеличением количества дислокаций) в связи со ско-
ростным нагревом и увеличением скорости охлаждения при закалке тонкого нагре-
того слоя за счет дополнительного теплоотвода в холодные внутренние слои. Зона
преимущественных режимов, показанная на фиг. 182, соответствует температур-
ным условиям получения повышенной твердости для разных скоростей нагрева.
В целом построенные таким образом диаграммы называются диаграммами допу-
стимых и преимущественных режимов нагрева под закалку т. в. ч.
Они имеют большое практическое значение для определения оптимальных
условий нагрева при поверхностной закалке токами высокой частоты.
К числу основных преимуществ закалки т. в. ч. относятся воз-
можность применения автоматических или полуавтоматических агре-
гатов, устанавливаемых в общем потоке производства, малое время
обработки, экономичность процесса. Применение закалки т. в. ч,
позволило поднять технологические процессы термической обработки
до уровня современных процессов других областей технологии
Основы химико-термической обработки
231
машиностроения. По сравнению с печным нагревом применение
т. в. ч. снижает трудоемкость в 2,5 раза, расход электроэнергии
в 5 раз и увеличивает съем продукции с квадратного метра производ-
ственной площади в 8,5 раза.
В последнее время интересные результаты были получены при закалке т. в* ч.
Стали с пониженной прокаливаемостью (К. 3. Шепеляковский, автозавод
им. И. А* Лихачева). Эти стали1 (55ПП и ПОПП с 0,55 и 1,10% углерода соответ-
ственно) отличаются пониженным содержанием непременной примеси — марганца
(до 0,2%) и введением 0,1% титана. Изготовленные из этой стали среднемодульные
шестерни и тонкостенные детали подвергаются нагреву т. в. ч. После быстрого охлаь
ждения в связи с пониженной прокаливаемостью стали на поверхности образуется
♦тонкий закаленный слой (1—2 мм), сочетающийся с весьма вязкой сердцевиной.
Обработанные таким образом детали прошли успешные эксплуатационные испы*
тания.
§ 3. ОСНОВЫ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Хи мико-термическая обработка заключается в диффузионном
насыщении поверхностного слоя стали различными элементами при
повышенных температурах (углеродом, азотом, алюминием, хромом,
' бором и т. п.). В некоторых случаях для придания стали требуемых
технических свойств вслед за химико-термической производится
обычная термическая обработка. Таким образом химико-терми-
ческая обработка отличается от других способов термической обра-
ботки изменением химического состава поверхностного слоя. В зави-
симости от насыщающего элемента существуют следующие разно-
видности химико-термической обработки.
Цементацией называется обработка, связанная с поверхностным
насыщением стали углеродом. При азотировании произво-
дится диффузионное насыщение азотом. Комбинированное насыще-
ние углеродом и азотом производится при нитроцемента-
ции. Борирование стали заключается в насыщении поверх-
ностного слоя бором. Насыщение стали металлами носит название
диффузионной металлизации. В зависимости от насыщающего
металла существуют процессы алитирования (насыщение
алюминием), диффузионного хромирования (хро-
мом), силицирования (кремнием), вольфрамиро-
в а н и я (вольфрамом) и т. п. Практическое значение для машино-
строительной промышленности имеют технологические процессы
Цементации, азотирования, борирования, алитирования и диффузи-
онного хромирования, рассматриваемые далее.
Физические основы химико-термической обработки едины вне
зависимости от характера насыщающего элемента. Для диффузион-
ного насыщения стальное изделие помещается в активную среду,
Т. е. в среду, способную выделять насыщающий элемент в атомар-
ном состоянии (первое условие). Атомы насыщающего
1 Стали 55ПП и ПОПП поставляются по специальным техническим условиям
Й ГОСТом не предусмотрены.
232
Поверхностное упрочнение стальных изделий
элемента должны осаждаться на поверхности стали, «схватываться»
ею, т. е. должно осуществляться явление сорбции (второе ус-
ловие). И, наконец, атомы, находящиеся на поверхности, пропи=
кают внутрь, насыщая сталь с помощью процесса диффузии
(третье условие). При наличии сорбционной («схватываю^
щей») способности поверхности стали скорость насыщения при хи-
мико-термической обработке определяется активностью внеш-
ней среды и скоростью диффузии элемента
встали. (
В идеальных условиях химико-термической обработки количе-
ство насыщающего вещества, подводимого из внешней среды, должно
быть равно количеству этого вещества, отводимого от поверхности
внутрь стального изделия в связи с диффузией.
Если количество подводимого вещества превышает количество
диффундирующего внутрь, то на поверхности осаждается слой (на-
пример, сажистый налет при цементации), препятствующий дальней-
шему насыщению, в связи с чем скорость химико-термической обра-
ботки уменьшается. Если поглощающая диффузионная способ-
ность стали превышает активную подачу элемента из внешней среды,
то скорость химико-термической обработки также оказывается
меньше возможной.
Активность насыщающей среды зависит от состава среды, температуры и дав-
ления, а также состава стали. Повышение температуры и изменение давления по раз-
личному влияют на активность насыщенных сред, изменяя химический состав.
Влияние состава стали заключается в том, что при постоянном составе насыщающей
среды изменение состава стали может активизировать или тормозить выделение
насыщающего элемента. Указанные факторы находятся в сложной физико-химиче-
ской взаимной связи.
Активность среды в данных условиях однозначно определяется потенциа-
лом насыщающего элемента. Так, например, при цементации стали
определенного состава изменение концентрации содержащего углерод газа СО
в насыщающей среде может привести к тому, что вместо насыщения углеродом
(науглероживания) начнет происходить обезуглероживание стали. В данном случае
активность цементующей среды (так называемый «углеродный потенциал») опре-
делится скоростью подачи углерода к поверхности стали.
Скорость диффузионного поглощения зависит от температуры процесса и состава
стали. Для определения причин ускоряющего влияния температуры рассмотрим
природу процесса диффузии в твердом теле, в частности в металлах.
Представления о природе диффузии в кристаллических телах впервые были
развиты в работах чл.-кор. АН СССР Я. И. Френкеля. В основе этих представле-
ний лежит положение о неравномерном распределении энергии между атомами,
образующими кристаллическую решетку. Средняя энергия атома Еа линейно свя-
зана с абсолютной температурой Т:
Еа = 3kT,
где k — константа Больцмана. Следовательно, если, при неравномерном распре-
делении энергии между атомами Еа энергия данного атома мала, то он будет
вести себя как атомы при низких температурах. Если энергия данного атома доста-
точно велика и, допустим, соответствует энергии плавления или испарения, то этот
атом будет вести себя как в процессах плавления или испарения, хотя средняя
энергия (т. е. средняя температура) металла достаточно низка. Атом, обладаю-
Основы химико-термической обработки
233
щий достаточно большой энергией, покинет свое место в узле кристаллической
решетки и переместится в междуузлие, как это показано на фиг. 183. В узлах
образуются вакансии, показанные пунктирными кружками. Если атом 1
с повышенной энергией переместился из положения а в междуузлие, то, потеряв
при соударении с соседними атомами часть своей энергии, он может переместиться
обратно в положение а или на вакантное место в соседнем узле б.
Перемещение атома 1 из положения а в положение б является элементарным
актом процесса диффузии. Описанный наиболее распространенный механизм диф-
фузии в металлах называется вакансиейным В некоторых случаях диффузия
осуществляется другими способами, например, с использованием кольцевого ме-
ханизма и т. д.
Для осуществления диффузии необходимо, чтобы атом обладал энергией Q,
которая называется энергией активации или просто теплотой диффузии.
Фиг. 184. Зависимость
коэффициента диффузии
D от температуры.
Фиг, 183. Схема перемеще-
ния атомов в междуузлия
и образования вакансий
в узлах кристаллической
решетки.
Теоретически рассчитано и экспериментально доказано, что коэффициент диф-
фузии D (характеристика скорости диффузии) следующим образом связана с теп-
лотой диффузии Q и температурой Т:
Q
D = D$e см2/сек,
где R — газовая постоянная, aD0- коэффициент диффузии при Т = оо (Do зави-
сит от кристаллической структуры и некоторых атомных характеристик металлов).
При повышении температуры коэффициент диффузии резко возрастает, как это
показано на фиг. 184.
Скорость диффузии будет тем больше, чем больше коэффициент диффузии,
т. е. будет возрастать с повышением температуры. Однако при постоянной темпера-
туре скорость диффузии определяется граничными условиями.
На фиг. 185, а показано, что концентрация насыщающего элемента на поверх-
ности Со постоянна для стали состава Сх и С2. Кривые изменения концентрации
показывают, что за одинаковое время химико-термической обработки сталь 1 насы-
тилась элементом на большую глубину и в большем количестве (характеризуется
заштрихованной площадью под кривыми). На фиг. 185, б показано, что в стали
с постоянной концентрацией элемента Сх глубина и степень насыщения будут уве-
личиваться с увеличением концентрации насыщаемого элемента на поверхности
от С02 до С01. В обоих случаях скорость и степень насыщения увеличиваются с уве-
личением перепада концентраций насыщающего элемента: для случая а — от ДС2 =
= Со — С2 до АС] = Со — Сх; для случая б — от ДС2 = С02 — Сх до ДСХ =
= С0| — Ср
234
Поверхностное упрочнение стальных изделий
Влияние фактора перепада концентраций обычно является решающим. Поэтому,
в частности, цементация производится, когда сталь находится в состоянии аустенита,
а не феррита, хотя коэффициент диффузии углерода в феррите намного больше, чем
в аустените. Однако высокая растворимость углерода в аустените (до 2%) позволяет
получить больший перепад концентраций и несравнимо большую скорость цемента-
ции, чем при насыщении в состоянии феррита (растворимость порядка сотых долей
процента углерода).
Скорость химико-термической обработки зависит, во-первых,
от активности насыщающей среды, которая определяется влиянием
Фиг. 185. Зависимость скорости химико-термической обработки
от граничных условий:
а—концентрация на поверхности Со постоянна; изменяется состав стали
(у 1-й стали — Ci, у 2-й — С2); б — состав стали постоянен (Ct); из-
меняется концентрация на поверхности: С01 и COg.
ряда факторов находящихся в сложной взаимосвязи, и характери-
зуется потенциалом насыщающего элемента. Во-вторых, скорость
химико-термической обработки зависит от скорости диффузии насы-
щающего элемента, т. е. повышается с повышением температуры.
§ 4. ЦЕМЕНТАЦИЯ
Цементация заключается в насыщении стали углеродом для при-
дания деталям машин высокой поверхностной твердости и износо-
стойкости, а также повышения предела выносливости (предела
усталости). В цементованных изделиях благодаря высокой твер-
дости поверхностного слоя и вязкой пластичной сердцевине удачно
сочетаются высокое сопротивление износу и хорошее восприятие
ударных нагрузок. Цементируются обычно детали, изготовленные
из малоуглеродистой стали марок 10, 15, 20 и им подобных х.
Цементации подвергаются детали, работающие в условиях контактного износа
и приложения знакопеременных нагрузок: например, втулки, поршневые пальцы,
кулачки, валы и т. п.
1 Применение малоуглеродистой стали обеспечивает высокую вязкость сердце-
вины. Однако для некоторых специальных изделий с целью повышения прочност-
ных характеристик цементации подвергается сталь с 0,3—0,4% углерода,
Цементация
235
Технологический процесс термической обработки цементованных
изделий состоит из химико-термической обработки, целью которой
является заданное повышение концентрации углерода в поверхност-
ном слое определенной толщины и собственно термической обработки,
целью которой является создание в изделии нужного сочетания
структуры и свойств. В зависимости от состояния насыщающей
среды, называемой карбюризатором (от слова карбон-углерод),
все разновидности цементации разбиваются на три группы: первая —
цементация в твердом карбюризаторе; вторая — газовая и третья —
жидкостная или жидкая цементация.
Наибольшим распространением пользуются две первые разновид-
ности этого процесса. Виды цементации различаются типами карбю-
ризатора, температурой и длительностью процессов и получаемой
глубиной цементованного слоя. В качестве твердого карбюризатора
применяется смесь древесного угля или каменноугольного полу-
кокса с углекислым барием и кальцием. Температуры цементации
изменяются в интервале 880—1000° С.
Древесный (березовый) уголь применяется в смеси с 20—25% ВаСО3 и 3,5—5%
СаСО3 (ГОСТ 2407-51); каменноугольный полукокс смешивается с 10—15% ВаСО3
и 3,5% СаС13 (ГОСТ 5585-50). В последнее время для ускорения процесса вместо
углекислых солей применяют ацетат натрия и бария (CH3COONa и (СН3СОО)2 Ва).
Химизм насыщения стали углеродом при «твердой» цементации
заключается в следующем: при температуре цементации углекислый
барий разлагается на окись бария ВаО и углекислый газ СО2
ВаСО3 ВаО + СО2. (1)
Углекислый газ, являясь окислителем, вступает в реакцию с твер-
дым углем карбюризатора, образуя угарный газ.
СО2+С^ЛЯ2СО. (2)
Эта реакция при температуре цементации легко обращается:
2СО -> СО2 + Сат. (3)
При этом выделяется атомарный углерод, растворяющийся в аусте-
ните и диффундирующий внутрь изделия. Следовательно, при цемен-
тации в твердом карбюризаторе насыщение углеродом металла про-
исходит через газовую среду. Из рассмотрения реакций (1)—(3) сле-
дует, что углекислые соли необходимы в качестве источника угле-
кислого газа, вступающего в реакцию с твердым углем карбюри-
затора и вновь выделяющего углерод в химически активном ато-
марном состоянии. Экспериментально показано, что в отсутствии
углекислых солей цементация практически не происходит.
Цементуемые детали вместе с карбюризатором загружаются в ящики. Выдержка
при 930° С (наиболее распространенная температура карбюризации) в течение 5—
24 ч позволяет получить цементованный слой 0,4—2,5 мм.
Для шлифованных деталей дается припуск на окончательную обработку 0,05—
0,15 мм, для нешлифованных — 0,2 мм.
236
Поверхностное упрочнение стальных изделий
В результате процесса цементации содержание углерода в по-
верхностном слое изменяется так, как это показано на фиг. 186, а.
Наибольшая концентрация на поверхности должна быть равна 0,8—
0,9%. Большее содержание углерода приводит к образованию избы-
точного цементита (в виде сетки), появлению хрупкости и уменьше-
ние долговечности деталей.
По мере удаления от поверхности концентрация углерода пони-
жается и достигает исходного содержания для стали. Одновременно
с этим изменяется структура: от перлитной на поверхности с посте-
пенным увеличением количества феррита по мере продвижения в глу-
бину до исходной ферритно-перлитной (фиг. 186, б).
Для получения высокой твердости поверхностного слоя и высо-
кой вязкости в сердцевине цементованное изделие подвергается тер-
мической обработке.
Первый вариант термической обработки заключается в следующем: охлажден-
ное после цементации изделие подвергается закалке или нормализации от темпера-
туры 880—900° С. При этом происходит двойное превращение при нагреве и охла-
ждении выше и ниже критических точек и измельчение зерна, выросшего в про-
цессе цементации.
Далее следует закалка от температуры 760° С, при этом поверхностный слой
эвтектоидного состава полностью превращается в аустенит и закаливается на мар-
тенситную структуру. Внутренние слои состава исходной стали «0,2% углерода)
закалку при этом не воспринимают и остаются в состоянии высокой пластичности.
Заключительной операцией является низкотемпературный отпуск на 150—200° С
для уменьшения хрупкости поверхностного закаленного слоя. Описанный выше
вариант термической обработки после цементации ранее был универсальным: при
этом происходит измельчение зерна сердцевины и цементованного слоя. Однако
двойная закалка усложняет процесс обработки, приводит к повышенному обезугле-
роживанию и деформации.
В настоящее время используются наследственно мелкозернистые
стали, не боящиеся роста зерна аустенита при перегреве. Поэтому
термическая обработка после цементации заключается в одинарной
закалке (вариант 2) или закалке с предварительным подстуживанием
непосредственно из цементационной печи (вариант 3). Заключитель-
ной операцией является низкотемпературный отпуск.
Структура цементованной стали после термической обработки
показана на фиг. 186, в. Поверхностный слой состоит из твердого
износоустойчивого мартенсита, а сердцевина — из вязкой ферритно-
перлитной смеси.
Глубина цементованного слоя у ускоренно растет по мере повышения темпера-
туры по закону, показанному на фиг. 184, и подчиняется уравнению
Q
у=К.е 2«г.
При данной температуре глубина слоя у в зависимости от времени т изменяется
по параболическому закону:
У = «г Уг,
где Ki и — константы уравнения.
Эти зависимости являются общими для всех видов химикотермической обработки.
Фиг. 186. Изменение концентрации углерода (а) и структуры поверхностного слоя после цементации (б) и термической
обработки (в) в стали 20 (950° С, 10 ч).
Цементация
238
Поверхностное упрочнение стальных изделий
Газовая цементация. Прогрессивным методом химико-термиче-
ской обработки является газовая цементация. При этом процессе
детали нагреваются в газовой среде и выдерживаются при темпера-
турах 930—1000° С. ;
В качестве карбюризатора в этом случае применяются:
1. Природные газы (основная составляющая метан — СН4) и пропан-бутановые
смеси вместе с газами-разбавителями.
2. Продукты испарения и частичного крекирования (для получения газообраз-
ных углеводородов) жидких карбюризаторов (керосин, бензол, пиробензол, масла
и т. п.). Цементующие газы из жидких карбюризаторов получаются в специаль-
ных устройствах или непосредственно в печи для цементации. В последнее время
для газовой цементации используется разработанный в Советском Союзе синтети-
ческий карбюризатор в виде бесцветной жидкой смеси углеводородов — с и н т и н.
Применение синтина ускоряет процесс цементации на 15—25%.
Карбюризаторы для газовой цементации отличаются высокой активностью, что
зачастую приводит к повышенной концентрации углерода в слое и получению сажи-
стых отложений на поверхности деталей. Для получения заданной концентрации
углерода в поверхностном слое и светлой поверхности деталей в последние годы
применяется так называемый эндотермический газ (сокращенно эндогаз). Кон-
тролируемая эндотермическая атмосфера получается час-
тичным сжиганием природного газа или другого газообразного углево-
дорода в специальном генераторе
СН4+ 0,5 (О2+ 3,8N2) ->СО+ 2Н2+ 1,9 N2.
Эта реакция происходит с поглощением тепла, откуда появилось название
газа: эндотермическими называются реакции, идущие с поглощением тепла.
Цементующей составляющей в данном случае является СО (угарный, газ).
Полное сгорание приводит к образованию углекислого газа СО2, который является
не карбюризатором, а окислителем.
Активность эндогаза определяется количеством образующейся влаги при
окислении водорода. Поэтому активность эндогаза определяется по точке росы,
зависящей от содержания паров воды в атмосфере.
Химизм процесса газовой цементации, роль карбюризаторов,
при которой играет СО или углеводороды (например СН4), подчи-
няется следующим реакциям:
СН4 -> 2Н2 + Cazn;
2СО -> СО2 + Сат.
Выделяющийся в активном состоянии атомарный углерод погло-
щается аустенитом. После газовой цементации деталь подвергается
описанной ранее окончательной термической обработке.
Длительность процесса газовой цементации зависит от применяемых для этой
цели устройств. В шахтных печах за время от 3 до 12 ч можно получить слой от 0,75
до 1,5 мм. В муфельных печах непрерывного действия глубина слоя от 0,5 до 1,5 мм
получается за 6—12 ч. И, наконец, в специальной печи с вращающейся ретортой
слой в 0,8—1,2 мм может быть получен за 3—5 ч.
Применение газовой цементации позволяет механизировать и авто-
матизировать технологический процесс, уменьшает длительность
насыщения и упрощает дальнейшую термическую обработку.
Азотирование
239
Компактность установок, отсутствие упаковки и распаковки,
подобных цементации в твердом карбюризаторе, приводит к значи-
тельной экономии производственных площадей.
Цементация в жидком карбюризаторе производится весьма редко.
В качестве карбюризатора употребляется расплав солей при 870—
900° С, состоящий из 75—80% Na2CO3 и 15% NaCl с добавкой 6—
10% карбида кремния SiC. Слой глубиной 0,1—0,2 мм получается
за 20—40 мин. Процесс применяется для цементации мелких деталей
и нормалей. Его недостатком является получение неравномерной
глубины цементованного слоя.
Существует несколько путей интенсификации технологического процесса цемен-
тации стали. Первый из них заключается в повышении температуры до 1000—1050° С
(причины ускорения объяснены выше). Применение токов высокой частоты для
высокотемпературной цементации позволило в настоящее время разработать спе-
циальные автоматические установки (автозавод им. Лихачева). Разработанный
Всесоюзным проектно-технологическим институтом и внедренный на Могилевском
локомобильном заводе метод цементации в твердом карбюризаторе при 1150° (с при-
менением т. в. ч.) позволил сократить процесс в 10 раз.
Оригинальным является метод индукционного нагрева детали в жидких угле-
водородах или спиртах, позволяющий получить цементованный слой 0,6 мм за 7 мин
(при .1000° С). Повышение давления при газовой или при-
ложение ультразвуковых колебаний при жидкост-
ной или «твердой» цементации также приводит к ускорению процесса. Новые
методы интенсификации процессов насыщения углеродом нуждаются в широкой
проверке в условиях промышленного производства.
§ 5. АЗОТИРОВАНИЕ
' Азотирование впервые предложено Н. П. Чижевским (1913 г.)
и заключается в насыщении поверхностного слоя стали азотом с целью
повышения твердости и износоустойчивости, а также предела выно-
сливости деталей. Помимо того, азотирование повышает коррозион-
ную стойкость.
Азотирование является одной из последних и может быть заключительной опе-
рацией технологического процесса изготовления деталей. Азотирование обычно
применяется после процесса шлифовки. Иногда после азотирования производится
окончательная доводка размеров шлифованием.
Азотированию подвергаются шестерни, коленчатые валы мощных двигателей,
кулачки и втулки. В последнее время азотируются лопатки и другие детали паро-
вых турбин.
Для азотирования детали выдерживаются в атмосфере диссоции-
рованного аммиака при повышенных температурах. В этих условиях
идет реакция
2NH3 -> ЗН2 + 2Na/n.
Получившийся при диссоциации аммиака атомарный азот диф-
фундирует в сталь, образуя твердые растворы в а- и у-железе (азо-
тистые феррит и аустенит) и химические соединения с железом и дру
гими металлами (соединения называются нитридами).
240
Поверхностное упрочнение стальных изделий
Для повышения прочностных характеристик (твердости, износо-
устойчивости и предела прочности) азотирование производится при
температурах 430—600° С. Иногда азотирование производится исклю-
чительно для защиты стали от коррозии. В этом случае предъявляется
пониженные требования к механическим качествам поверхностногс
слоя и азотирование производится при более высоких температурах
(600—850° С), что ведет к ускорению процесса.
Фиг. 187. Диаграмма состояния же-
лезо—азот.
Строение диффузионного слоя свя-
зано с диаграммой состояния железо—
азот (фиг. 187). Первый режим I азоти-
рования для повышения прочностных ха-
рактеристик — это выдержка при 500—
560 С°, т. е. ниже температуры эвтек-
тоидного превращения (591° С). В этих
условиях проникновение азота приводит
вначале к образованию азотистого фер-
рита (область а на фиг.-187). После дос-
тижения предела насыщения (точка 1)
дальнейшее растворение азота в феррите
невозможно — образуется нитрид железа
у', состав которого показан точками
2—3 на линии I (примерная формула
Fe4N). Когда содержание азота достигает
предельного насыщения (точка 3), обра-
зуется вторая нитридная фаза е (эпсилон),
минимальная концентрация азота в кото-
рой показывается точкой 4. Дальнейшее
насыщение приводит к увеличению кон-
центрации азота в 8-нитриде (стехиомет-
рическое соотношение Fe2N получается
при 11,2% азота). Азотирование ниже эвтектоидной температуры (591° С) приводит
к следующему послойному строению азотированного слоя (от поверхности в глубь
детали):
8 — у' — а (азотистый феррит с постепенным понижением % N).
нитриды
Второй режим прочностного азотирования (линия II, фиг. 187) включает
выдержку выше эвтектоидной температуры. В начале азотирования образуется
азотистый феррит с насыщением, соответствующем точке 5. Дальнейшее повышение
содержания азота в поверхностном слое вызывает образование азотистого аустенита
(интервал концентраций 6—7). После насыщения аустенита образует у'-нитрид
(концентрация 8—9) и, далее, 8-нитрид, содержание азота в котором должно пре-
вышать указанное точкой 10.
При температуре азотирования фазовые слои (от поверхности к сердцевине)
располагаются следующим образом:
е — у' — у — а.
При охлаждении (при 591° С) происходит эвтектоидный распад азотистого
аустенита (2,35% N) с образованием эвтектоида, состоящего из азотистого феррита (а)
и нитрида (у'). При комнатной температуре азотированный слой будет иметь следую-
щее строение (от поверхности к сердцевине).
8 — у'-эвтектоид (а + у') — а,
Азотирование
241
Типичное строение азотированного слоя показано на фиг. 188.
Режим азотирования при 500—520° С позволяет получить глу-
бину слоя 0,1—0,8 мм при выдержке от 3 до 90 ч. Для сокращения
длительности процесса рекомендуется двухступенчатый режим: пер-
вая ступень при 500—520° С и вторая — при 560—600° С. Длитель-
ности выдержек при каждой температуре равны друг другу и изме-
няются в пределах 6—24 ч.
После азотирования ох-
лаждение производится
вместе с контейнером в
атмосфере аммиака.
7 Поверхностная твер-
дость (а следовательно,
и износоустойчивость) азо-
тированных стальных из-
делий намного превышает
твердость цементирован-
ной закаленной стали (HV
1200 по сравнению с HV
700—800). Для получения
столь высокой твердости
применяются специальные
стали, содержащие алюми-
ний, хром, молибден,
ванадий и другие элемен-
ты, образующие твердые
и дисперсные нитриды
Фиг. 188. Строение азотированного слоя техни-
ческого железа (температура процесса 600° С,
время выдержки 48 ч). Х500 (Ю. М. Лахтин).
2iN> mU2!N, ViN
и т. п.). Образующиеся
мельчайшие нитридные частицы (порядка 600 А длиной) блокируют
плоскости скольжения и измельчают блоки мозаичной структуры,
в результате чего получается указанная выше весьма высокая твер-
дость. Типичной сталью для азотирования является сталь 38ХМЮА
(-0,38% С; 1,35—1,65% Сг; 0,15-0,25% Мо и 0,70—1,1% А1).
В последнее время предложен ряд заменителей этой стали, содержащей дефи-
цитный металл, — молибден. Из них следует отметить сталь 38ХВФЮА (0,35—
0,43% С; 1,5-1,80% Сг; 0,2—0,4% W; 0,1—0,2% V и 0,4—0,7% А1) (ГОСТ 4543-61).
Выше было указано, что азотирование производится после окон-
чательной термической обработки. Следует подчеркнуть, что терми-
ческая обработка изделий до азотирования заключается в улучше-
нии (закалке с последующим высокотемпературным отпуском) для
получения структуры сорбита отпуска. Так как температура азоти-
рования не превышает температуры предварительного отпуска, то
строение внутренних объемов изделия остается неизменным.
Антикоррозионное или декоративное азотирование имеет своей
целью создание поверхностного слоя, стойкого против атмосферного
242
Поверхностное упрочнение стальных изделий
воздействия (взамен более дорогостоящих гальванического хромиро-
вания или никелирования). Такая защита может быть создана в ре-
зультате образования на поверхности слоя s-фазы. Согласно диа-
грамме состояния наиболее простым способом получения слоя защит-
ной 8-фазы является высокотемпературное азотирование при 650—
700° С (для е-фазы требуется 4,55% азота взамен 7—8% при более
низких температурах). К тому же повышение температуры ускоряет
процесс диффузии. Защитный слой получается после азотирования
при 600—700° С в течение 0,25—10 ч (продолжительность опреде-
ляется температурой и размерами изделий). После азотирования
рекомендуется применение быстрого охлаждения (например, в масле)
для сохранения полученной структуры. Азотирование при высоких
температурах приводит к незначительному повышению твердости.
Кратковременное азотирование при 750—800° С применяется для повышения
коррозионной стойкости и повышения твердости высокоуглеродистых сталей. В этом
случае вслед за азотированием производятся закалка и низкотемпературный отпуск.
Азотирование для повышения прочности, износоустойчивости
и коррозионной устойчивости применяется в последнее время для
обработки металлокерамических материалов (например, вкладышей
подшипника) и высокопрочного магниевого чугуна. Новым в техно-
логии азотирования является также применение индукционного
нагрева для ускорения процесса азотирования каю в газовой среде,
так и в водном растворе аммиака.
§ 6. ЦИАНИРОВАНИЕ (НИТРОЦЕМЕНТАЦИЯ)
Цианирование или нитроцементация заключается в одновремен-
ном насыщении стали углеродом и азотом'. Соотношение между коли-
чеством поглощенного углерода и азота определяется главным обра-
зом температурой процесса. При низких температурах поверхностный
слой стали насыщается преимущественно азотом, а при высоких —
углеродом.
Ранее для этого процесса применялись только разбавленные
расплавы или порошки солей, содержащих группу циан (CN):
NaCN, KCN и им подобные. Применение цианистых солей, являю-
щихся смертельным ядом в самых малых дозах, опасно и создает
затруднения в производственных условиях. Наиболее прогрессив-
ным современным процессом является газовая нитроцементация,
осуществляемая в смеси цементирующего газа с аммиаком,
Низкотемпературное цианирование производится при темпера-
турах 550—560° С после окончательной термической обработки (за-
калка с отпуском при 550—560° С) для повышения стойкости при
резании инструмента из быстрорежущей стали (см. главу XV). При
этом твердость повышается до HV 1000. Глубина слоя, насыщенного
азотом, достигает 0,015—0,04 мм. В качестве насыщающей среды
применяются:
Цианирование (нитроцементация)
243
для жидкого цианирования: смесь солей NaCN (30—35%), Na2CO3
и NaCl (соли-разбавители);
для газовой нитроцементации: цементирующий газ в смеси с 25—
* 30% аммиака;
для твердого цианирования: смесь древесного угля с 20—40%
K4Fe (CN)e.
Среднетемпературное цианирование производится при темпера-
турах 820—850° С для повышения поверхностной твердости (до
HRC 60—63), износоустойчивости и предела выносливости неболь-
ших деталей машин, работающих при небольших удельных нагруз-
ках. При этом цианированный слой насыщается одновременно угле-
родом (0,15—0,7%) и азотом (0,8—1,2%). В качестве насыщающей
среды применяются:
для жидкого цианирования: смесь солей NaCN (20—40%),
Na2CO3 и NaCl и некоторые другие. Продолжительность цианирова-
ния 0,5—1,5 ч, глубина слоя 0,15—0,45 мм\
для газовой нитроцементации: цементирующий газ в смеси с 20—
30% аммиака. Продолжительность цианирования 4—12 ч, глубина
слоя 0,45—1,2 мм.
Окончательная термическая обработка производится после циа-
нирования и заключается в непосредственной закалке и отпуске
при 160—200° С.
Высокотемпературное цианирование при 900—980° С является
заменителем процесса цементации и заключается в преимуществен-
ном насыщении стали углеродом (в слое содержится 0,8—1,1% угле-
рода и только 0,2—0,3% азота). Положительным по сравнению с це-
ментацией является большая скорость процесса, насыщение помимо
углерода также азотом, что создает повышенную износоустойчи-
вость, а также меньшие деформации при термообработке (в случае
применения жидких ванн).
Для жидкого цианирования применяются смеси 6—10% NaCN
с нейтральными солями (ВаС12 и NaCl) и некоторые другие. Продол-
жительность процесса 1—6 ч, глубина насыщения 0,6—1,8 мм.
Для газовой нитроцементации применяется смесь цементирую-
щего газа с 20—30% аммиака в течение 3—12 ч, глубина слоя 0,6—
1,8 мм.
После высокотемпературного цианирования производится охлаж-
дение на воздухе и окончательная термическая обработка, состоя-
щая из закалки и отпуска при 160—200° С. Твердость поверхностного
слоя получается равной HRC 59—62.
В качестве цементирующих газов обычно применяется эндотермический газ, про-
дукты испарения керосина, синтина и т. п., рассмотренные в предыдущем пара-
графе. На некоторых заводах при цианировании на небольшие глубины в жидкой
среде или с помощью обмазки пастой применяют индукционный нагрев, ускоряю-
щий процессы диффузионного насыщения.
244
Поверхностное упрочнение стальных изделий
Фиг. 189. Изменение концентрации
и твердости борированного слоя:
а — график концентрации; б — строение
слоя. Х75; в — график твердости,
(автор и Н. П. Беседин).
§ 7. БОРИРОВАНИЕ
Борирование заключается в на-
сыщении поверхностного слоя ста-
ли бором с целью повышения твер-
дости, сопротивления абразивному
износу 1 и коррозии в агрессивных
средах.
Низкая стойкость борирован-
ных деталей при контактном из-
носе объясняется хрупкостью слоя,
выкрашиванием частиц и разруше-
нием поверхностей при попадании
твердых выкрошившихся частиц
между трущимися поверхностями.
Состав, строение и свойства
(твердость) борированного слоя
показаны на фиг. 189 (жидкост-
ное борирование в смеси 40%
карбида бора и 60% и буры при
1100 °C в течении 10 ч). На ми-
крофотографии (фиг. 189, б) виден
темный поверхностный слой бо-
рида FeB, далее следует серый
слой борида Fe2B и светлое поле
феррита. Концентрация бора во
внешнем поверхностном бориде
FeB достигает 16%, а в Fe2B
примерно 9%. Растворимость бо-
ра в феррите достигает десятых
долей процента и понижается по
мере удаления от поверхности
(фиг. 189, а). Твердость внешнего
боридного слоя равна HV 1600
(на других сталях достигает зна-
чений HV 1800—2000), внутрен-
него боридного слоя порядка
HV 1300 и понижается до HV 200—
300 в ферритной основе.
Строение борированного слоя связано
с диаграммой состояния железо — бор
(фиг. 190). При борировании вначале
происходит насыщение бором у-(а) твер-
дого раствора железа с образованием
бористого аустенита (выше 910° С) и фер-
1 Виды износа рассматриваются в § 2
главы XVI.
Борирований
245
рита (ниже этой температуры). При достижении предела насыщения твердого
раствора (точка /) дальнейшая подача бора приводит к образованию тетрагональ-
ного т)-борида (9% В, точка 2). Превышение этой концентрации влечет образование
борида FeB (16% В, точка 3) с ромбической решеткой е-фазы.
бор.
Фиг. 191. Зависимость глубины слоя
от времени и температуры борирова-
ния (автор и Н. П. Беседин).
Глубина борированного слоя повышается с увеличением продол-
жительности выдержки и температуры насыщения, как это пока-
зано на фиг. 191. Увеличение содержания углерода в стали при-
водит к уменьшению глубины борированного слоя (фиг. 192) и
Фиг. 192. Зависимость
глубины борированного
слоя от количества угле-
рода и легирующих эле-
ментов в стали:
(жидкостное борирование:
смесь 40% карбида бора
и 60% буры, время —5 ч,
t — 1100° С; автор и
Н. П. Беседин).
повышению его твердости. Введение других элементов в сталь также
приводит к уменьшению глубины слоя (фиг. 192). Наиболее слабо
тормозит борирование введение никеля, кобальта и марганца; силь-
нее всего влияет добавка вольфрама и молибдена.
246
Поверхностное упрочнение стальных изделий .
Фиг. 193. Кривые
зависимости глуби-
ны слоя от темпе-
ратуры при газовом
борировании (ин-
дукционный нагрев)
стали 45:
1 — общая глубина
слоя; 2 — боридная
глубина (Ю. М. Лах-
тин и М. А. Пчел-
кина).
Экспериментально показано, что торможение роста борированного слоя при
введении углерода и других элементов связано с возрастанием энергии актива-
ции Q процесса диффузии бора. Если Хи я диффузии бора в техническое железо
Q= 34 200 кал/г-атом, то введение 0,83% углерода повышает энергию активации
до 36 400 кал/г-атом. Добавка наиболее сильно тормозящих борирование элемен-
тов [вольфрама—3,85% и молибдена — 2,66% (вес)] приводит к повышению Q
до 37 500—38 000 кал/г-атом. Так как энергия связи в кристаллической решетке
активации, то введение углерода и металлических элементов
увеличивает прочность связи атомов бора с атомами элемен-
тов сплава, что является причиной торможения борирования.
Борирование производится в твердых, жидких
и газовых средах. Процесс обычно протекает при
800—1000° С в течение различного времени (в за-
висимости от метода) и обеспечивает получение
слоя глубиной от 0,1 до 0,5 мм.
Наименее совершенным и длительным является бориро-
вание в твердой среде, состоящей из порошка бора или
ферробора с добавлением 30—40% глинозема и 1—2% на-
шатыря. При 900—1000° С и выдержке 20—40 ч получается
слой 0,2—0,5 мм.
Технологически наиболее совершенным является
жидкостное борирование в двух вариантах. Применение
смеси буры с 30—40% карбида бора (первый вариант) позво-
ляет получить слой 0,15—0,2 мм при выдержке 1—3 ч
(900—950° С). Иногда используется смесь хлористых солей
бария и натрия с добавкой 10% карбида бора или 20%
ферробора. Вторюй вариант — электролизное борирование
в расплавленной буре, когда деталь является катодом
(плотность тока 0,1—0,2 а/см2).
Перспективным является борирование в газовой среде,
состоящей из смеси диборана В2Нв и водорода (соотно-
шение 1 : 25 до 1 : 50). Выше 500° С диборан нацело раз-
лагается с выделением активного, атомарного бора. Насы-
щение наблюдается начиная с 500—550° С (фиг. 193).
С повышением температуры общая глубина слоя, насыщае-
мого бором, закономерно возрастает, но на кривой 1 наблюдается перелом при
температуре образования аустенита. Глубина боридного слоя (кривая 2) начинает
уменьшаться при повышении температуры в области аустенита. Это свидетельст-
вует о недостаточной активности насыщающей среды: скорость подачи бора извне
меньше скорости отвода внутрь в связи с процессом диффузии.
§ 8. ДИФФУЗИОННОЕ НАСЫЩЕНИЕ МЕТАЛЛАМИ
Диффузионное насыщение металлами, или диффузионная металли-
зация, производится с целью упрочнения или придания особых физико-
химических свойств поверхностному слою изделия. Из многочислен-
ных возможных способов используется насыщение хромом (газовое
хромирование) и алюминием (алитирование).
Диффузионное хромирование 1 имеет целью повышение стойкости
против окисления при высоких температурах (окалиностойкость)
Диффузионное хромирование следует отличать от хро-
мирования, которое заключается в осаждении на поверхности детали слоя
хрома из раствора гальваническим путем. При диффузионном хромировании атомы
хрома проникают внутрь (диффундируют), образуя новые фазы и структуры.
Диффузионное насыщение металлами
247
и сопротивления коррозии в разных средах, а также поверхностной
твердости и в связи с этим сопротивления контактному и абразив-
ному износу.
Диффузионное хромирование используется для повышения износоустойчивости
изделий из среднеуглеродистой (сталь 40, кольца прядильных машин) и высокоугле-
родистой стали (сталь У10, матрицы холодной вытяжки). Таким же способом повы-
шается окалиностойкость плоских пружин и мелких деталей, работающих при повы-
шенных температурах. Хорошее
сопротивление коррозии позво-
ляет применять этот процесс
для защиты медицинского
инструмента.
Насыщение хромом тех-
нического железа или ма-
лоуглеродистой стали при-
водит к образованию
a-твердого раствора,содер-
жание хрома в котором
достигает 25—50%. При
этом твердость повышается
незначительно, но появ-
ляется хорошая устойчи-
Фиг. 194. Зависимость твердо-
сти и глубины хромированного
слоя от содержания углерода
в стали (газовое хромирование:
/=1000° С, Т= 1 ч\ Г. Н. Дубинин).
Фиг. 195. Зависимость окалиностойкости стали
(привес образцов) от диффузионной металлиза-
ции различными металлами (испытания при 900,
1000 и 1100° С) (Г. Н. Дубинин).
При насыщении хромом средне- и высокоуглеродистой стали
на поверхности образуется сплошной белый нетравящийся слой,
состоящий из карбидной фазы типа Сг23С6, а иногда из Сг23С6 и
(в подслое) Сг7С3. Образование карбидного слоя происходит благо-
даря встречной диффузии углерода из внутренних слоев стали при
насыщении хромом с поверхности. Влияние содержания углерода
в стали на твердость хромированной поверхности и глубину слоя
показано на фиг. 194. Твердость достигает очень высоких значений HV
1600—1800 при содержании углерода в стали более 0,1—0,2%,
248
Поверхностное упрочнение стальных изделий
При окислении происходит образование окислов из-за присоединения кислорода.
Поэтому увеличение веса является характеристикой скорости окисления. На фиг. 195
показано, что диффузионная металлизация W, Мп, V, Nb, Се и Мо, практически
не влияют на окалиностойкость. В то же время при хромировании практически
отсутствует окисление при 900 и 1000° С. Повышение температуры до 1100° С
снимает защитное действие хромирования.
Диффузионное хромирование производится в твердой, жидкой
и газовой средах. Наиболее удобный метод газового хромирования.
Газовое хромирование заключается в пропускании через порошок хрома или
феррохрома (сплав хрома с железом) газовой смеси НС1 и Н2. При этом образуются
летучие хлориды хрома СгС12 и СгС13, которые поступают в контейнер с обраба-
тываемыми деталями. При 800—1200° С на поверхности изделий происходит реакция
СгС13 (СгС12) + Fe -> FeCl3 (FeCl 2) + Cratn.
Атомарный хром насыщает поверхностный слой стальной детали за 5—6 ч
на глубину около 0,1 мм.
Алитирование заключается в диффузионном насыщении поверх-
ностного слоя стальных изделий алюминием; этот процесс повышает
окалиностойкость (до 800—850° С), сопротивление коррозии в рас-
творах солей и азотной кислоты.
Алитирование применяется для защиты от окисления клапанов автомобильных
двигателей, камер генераторных установок и некоторых прямоточных реактивных
двигателей. Этот процесс используются также для улучшения коррозионной устой-
чивости листовой стали и проволоки взамен цинкования.
Алитирование производится несколькими способами: в твердой
и жидкой средах, а также методом металлизации.
В случае применения твердой среды деталь помещается в смесь порошка ферро-
алюминия (алюминия) с 1—2% нашатыря (NH4C1). Для удешевления процесса
и предотвращения спекания добавляются наполнители (глинозем, каолин и др.).
При 950—1000° С происходит реакция образования летучего хлорида алюминия А1С13,
который при взаимодействии с атомами железа детали выделяет атомарный алюми-
ний, диффундирующий в поверхностный слой. При этом за 3—12 ч образуется
слой толщиною 0,2—0,5 мм.
Низкая температура плавления (^650° С) позволяет использовать в качестве
насыщающей среды жидкий алюминий с добавкой 6—8% железа в виде стружки
для предохранения от растворения деталей. При 750—800° С выдержка в тече-
ние 0,5—1,5 ч позволяет получить слой в 0,15—0,35 мм. Этот метод усовершен-
ствован: в ванне над жидким алюминием создают слой более легкого флюса. Деталь
прогревается во флюсе, а затем опускается в нижележащий слой жидкого алю-
миния для диффузионного насыщения.
Для местной защиты отдельных частей на защищаемую поверхность наносится
слой жидкого алюминия толщиною 0,05—0,8 мм. Последующий нагрев (отжиг)
в интервале 780—1250° С позволяет получить глубину диффузионного слоя от 0,015
до 1,0 мм, которая выбирается в зависимости от условий эксплуатации деталей.
Этот метод называется алитирование металлизацией.
Строение алитированного слоя состоит в основном из а-твердого
раствора алюминия в железе. Иногда получается слой хрупкого соеди-
нения Fe2Al5, который может быть устранен диффузионным отжи-
гом при 1000° С в течение 1—4 ч.
Помимо описанных, существуют другие способы диффузионной
металлизации: кремнием (силицирование), вольфрамом и т. д
Поверхностный (дробеструйный) наклеп
249
Иногда для получения комбинированных свойств диффузионного
слоя возможно производить совместное насыщение несколькими
элементами. Так, например, при боралитировании деталь сочетает
высокую твердость (борирование) с хорошей окалиностойкостью
(в связи с алитированием).
§ 9. ПОВЕРХНОСТНЫЙ (ДРОБЕСТРУЙНЫЙ) НАКЛЕП
Поверхностный наклеп окончательно изготовленных стальных
изделий повышает усталостную прочность. Для этой цели твердые
округлые дробинки из белого
чугуна диаметром 0,4—2 мм и
твердостью HRC 62—64 с боль-
шой скоростью (из специальных
оргорь о,1 о,г op op гр n io~6
Фиг. 196. Кривые выносливости различных сталей до (сплошные
линии) и после (пунктир) дробеструйного наклепа (а) и распреде-
ление осевых остаточных напряжений по глубине наклепанного слоя
(б) (Е. Н. Болховитинова)'.
дробеметов) направляются на поверхность детали. Удары отдельных
дробинок приводят к пластической деформации и наклепу в ми-
крообъемах поверхностного слоя. В результате дробеструйной обра-
ботки образуется наклепанный слой глубиной 0,2—0,4 мм.
Дробеструйной обработке подвергаются многие детали из стали, а также алю-
миниевых и других сплавов: рессоры, пружины, шестерни коробки передач и заднего
моста автомобиля, различные валы, втулки и т. п. Дробеструйный наклеп можно
применять для улучшения качества режущего инструмента (сверла, метчики, плашки)
и повышения стойкости штампов. Эксплуатационные испытания рессор показали,
что этот процесс увеличивает срок их службы в 2,5—3 раза.
250
Поверхностное упрочнение стальных изделий
Улучшение эксплуатационных характеристик после дробеструй-
ного наклепа ^вязано с повышением предела усталости.
Нафиг. 196, а показаны кривые выносливости стали до (сплошные)
и после дробеструйного (пунктирные-линии) наклепа. Дробеструй-
ный наклеп распространенной в общем машиностроении стали 40Х
приводит к повышению предела выносливости от 36 до 52 кГ/мм\
т. е. на 50%. Повышение предела выносливости связано с созданием
в поверхностном слое больших сжимающих напряжений, достигаю-
щих 100 и более кГ/мм? (фиг. 196, б).
Описанные в этой главе методы .поверхностного упрочнения повы-
шают прочностные характеристики, благодаря чему можно умень-
шить вес машин и механизмов. Поверхностное упрочнение способ-
ствует уменьшению износа и увеличению длительности работы дета-
лей машин и инструмента в условиях знакопеременных нагрузок,
т. е. увеличению длительности службы деталей машин и узлов кон-
струкций. В связи с этими обстоятельствами широкое применение
поверхностного упрочнения имеет большое народнохозяйственное
значение.
ЛИТЕРАТУРА
1. И. Н. К и д и н. Термическая обработка стали при индукционном нагреве.
Металлургиздат, 1950.
2. М. Г. Лозинский. Промышленное применение индукционного нагрева.
Изд. АН СССР, 1958.
3. А. Д. А с с о н о в. Технология термической обработки стальных деталей
на машиностроительных заводах массового производства. НТО Машпром, 1959.
4. М. Е. Б л а н т е р. Физические основы химико-термической обработки.
ВНИТОМАШ. Машгиз, 1949.
5. А. Н М и н к е в и ч. Химико-термическая обработка стали. Машгиз, 1950.
6. Ю. М. Лахтин. Химико-термическая обработка стали. НТО Машпром,
1959.
7. А. П. Г у л я е в. Термическая обработка стали. Машгиз, 1960.
ГЛАВА XII
ВЛИЯНИЕ ЛЕГИРУЮЩЙХ ЭЛЕМЕНТОВ НА СТРУКТУРУ,
ПРОЦЕССЫ ПРЕВРАЩЕНИЯ И ТЕХНОЛОГИЮ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СТАЛИ
§ 1. ПРИЧИНЫ ПРИМЕНЕНИЯ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
Современная техника связана с применением высоких скоростей,
больших давлений, повышенных температур, воздействием агрес-
сивных сред, использованием разнообразных устройств автомати-
ческого управления и некоторыми другими характерными факто-
рами. Высокие скорости и большие давления вызывают возникнове-
ние высоких напряжений в деталях машин и узлах конструкций.
В этих условиях необходимо применение сплавов высокой прочности,
которой не располагают углеродистые стали \
Высокая однородная прочность детали неразрывно связана
с прокаливаемостью стали. Углеродистая сталь прокаливается в сече-
ниях не более 10—15 мм. В то же время многие ответственные детали
специального машиностроения (например, валы и диски турбинных
двигателей) имеют значительно большие сечения, т. е. не могут быть
изготовлены из углеродистой стали из-за ее малой прокаливаемости.
Одни детали машин работают в условиях повышенных температур
и должны сохранить достаточную прочность. Другие, работая в раз-
личных агрессивных средах, должны обладать высокой стойкостью
протии коррозии. Третьи — для электромагнитных систем прибо-
ров и аппаратов, должны обладать особыми электрическими и маг-
нитными свойствами и т. п.
Углеродистые стали не обладают достаточно высокими особыми
физико-химическими свойствами.
Таким образом, применение углеродистых сталей в современном
машиностроении ограничивается относительно низким комплексом
механических свойств, малой прокаливаемостью и недостаточно
высокими особыми физико-химическими свойствами. Эти недостатки
могут быть устранены введением в сталь различных элементов,
которые называются легирующими. Сталь, в которую введены
легирующие элементы, называется легированной сталью.
...------.
1 Подробно см. § 3 главы XIII.
252
Влияние легирующих элементов на технологию термообработки
качестве легирующих^ элементов в настоящее уремя исполь-
зуются бор, азот, алюминий, титан, ванадий, хром, кобальт, никель,
медь, цирконий, ниобий, молибден, титан, вольфрам и некоторые
другие. Если в стали элементы из числа непременных (марганец,
кремний) содержатся в количестве более 1% (каждого),то они ста-
новятся легирующими, придают стали специальные свойства.
Введение легирующих элементов весьма значительно изменяет механические
свойства стали. При постоянном уровне пластичностиф > 50% иан= 8-1-10 кГм/см2
углеродистая сталь имеет предел прочности = 60-4-80 кГ^мм2. При леги-
ровании одним, двумя, тремя и более легирующими элементами предел прочности
повышается приблизительно до 85, 95 и 110 кПмм2 соответственно, т. е. почти
в 2 раза.
Введение в сталь хрома и никеля увеличивает критический диаметр от 10—15 мм
(для углеродистой стали) до 50—60 мм, а добавка 0,5—0,7% молибдена позволяет
увеличить критический диаметр до 200—300 мм, т. е. прокаливаемость стали уве-
личивается в десятки раз.
Легирование весьма существенно изменяет также и другие физико-химические
свойства. Так, например, для изготовления постоянных магнитов может применяться
углеродистая сталь У12 и сплавы альнико (на железной основе): при этом легиро-
вание увеличивает основную характеристику — коэрцитивную силу от 60—65
до 500 э.
Введение легирующих элементов усложняет строение стали и вза-
имодействие составляющих друг с другом. Если в углеродистой
стали следует рассматривать взаимодействие и фазы, составляемые
двумя основными компонентами (железом и углеродом), то в леги-
рованной стали взаимодействуют также железо и легирующий эле-
мент, легирующий элемент и углерод. Взаимодействие между желе-
зом и углеродом рассматривалось ранее в главе V, получающиеся
сплавы в главе VI, а превращения, теория и технологические про-
цессы термической обработки в главах IX и X. Введение легирующих
элементов приводит к образованию новых фаз и структурных состав-
ляющих, изменяет кинетику превращений, вызывает новые явления
и изменяет технологию термической обработки. Влияние легирующих
элементов на строение, свойства и поведение стали при термической
обработке составляет содержание настоящей главы.
§ 2. ФАЗЫ И СТРУКТУРНЫЕ СОСТАВЛЯЮЩИЕ В ЛЕГИРОВАННОЙ СТАЛИ
А. Фазы в сплавах железа с легирующим элементом
В углеродистой стали существует три фазы: феррит, аустенит
и цементит. При сплавлении железа с легирующим элементом в от-
сутствии углерода образуются следующие фазы: легирован-
ный феррит и легированный аустенит.
Легированный феррит представляет твердый раствор легирующих
элементов в a-железе. Так как легирующие элементы имеют атомные
размеры, близкие к размеру атома железа, то образуется твердый
раствор замещения. Однако атомы железа и легирующих
элементов различаются размерами. В связи с этим наиболее суще-
Фазы и структуры в легированной стали
253
Фиг. 197. Зависимость твер-
дости легированного феррита
от содержания легирующих
элементов (А. П. Гуляев
и В. П. Емелина).
ственно увеличивается параметр решетки феррита при легировании
вольфрамом и молибденом, значительно слабее — при введении
хрома, марганца и никеля, а при введении кремния параметр зна-
чительно уменьшается. Изменение параметра означает, что введение
легирующих элементов искажает кристаллические решетки в тем
большей степени, чем больше различие между атомными размерами
железа и легирующего элемента и больше количество вводимого
элемента.
Как показано И. И. Корниловым, для образования непрерывного ряда твер-
дых растворов необходимо, чтобы различие в атомных размерах не превышало 8%.
Поэтому с железом (г = 1,27 А) непрерывный ряд
твердых растворов образует хром (г = 1,30 А),
никель (г = 1,244 А),о кобальт (г = 1,257 А),
марганец (г =- 1,30 А). Введение о вольфрама
(г = 1,408 А) и молибдена (г = 1,40 А) приводит
к существенному искажению кристаллической
решетки, появлению ограниченной растворимости,
вслед за достижением которой наблюдается образо-
вание химического (интерметаллического) соедине-
ния. При различии атомных размеров более чем
на 15% легирующие элементы вообще не образуют
с железом твердых растворов замещения.
Свойства легированного феррита изме-
няются по мере увеличения содержания
в нем легирующих элементов. На фиг. 197
показано влияние легирования на твер-
дость феррита. Введение 3—4% марганца
или кремния более чем вдвое увеличивает
числа твердости от НВ 100 до НВ 200.
Предел прочности нелегированного тех-
нического железа приблизительно равен
30 к,Пмм\ ав для феррита с 8% хрома возрастает почти в 3 раза,
до 84 к,Пмм\ а предел текучести в четыре раза (от 20 до 80 кГ/мм2}
(Л. С. Мороз).
Существенное упрочнение феррита при'легировании определяется двумя при-
чинами. Первая из них заключается в искажении кристаллической решетки в связи
с введением в железо инородных атомов с отличающимся атомным размером и элек-
тронным строением. Упрочнение при введении кремния, вольфрама и молибдена
связано исключительно с влиянием этого фактора. Значительно более высокое
упрочняющее воздействие другой группы элементов (хрома, никеля, марганца)
в малой степени связано с действием искажений благодаря различию в атомных раз-
мерах (выше отмечалось, что для этой группы легирующих добавок они близки
к железу). Так, например, при введении хрома упрочнения из-за искажения кри-
сталлической решетки вообще не наблюдается (твердость изменяется в пределах
НВ 95—100). В то же время при введении приблизительно 4% хрома, никеля и мар-
ганца твердость возрастает почти в 3 раза (от НВ 100 до НВ 250—300). Одновре-
менно повышаются пределы прочности и текучести и понижается пластичность.
Вторым и решающим фактором изменения свойств при легировании феррита
является изменение характера превращения и структуры продуктов превращения
при охлаждении из области аустенита и образовании ферритной структуры.
254
Влияние легирующих элементов на технологию термообработки
При охлаждении безуглеродистого нелегированного аустенита образование
феррита происходит вблизи температуры А3 (910° С). Увеличение скорости охла-
ждения не смещает кристаллическую точку Ас3 чистого и технического железа
из-за очень большой скорости у -> а полиморфного превращения железа: полу-
чаются равноосные зерна малопрочного и высокопластичного нелегированного
феррита.
Введение большинства легирующих элементов практически не влияет на ско-
рость у -> а-превращения железа (например, кремний, кобальт, вольфрам, молиб-
ден). Сплавление железа с хромом, никелем или марганцем дает качественно дру-
Фиг. 198. Диаграмма изотермического у -> a-превращения в прак-
тически безуглеродистом сплаве железа с 9,18% хрома (автор
и А. К. Машков).
гие результаты. На фиг. 198 показана диаграмма изотермического превращения
аустенита в феррит в безуглеродистом железе с 9,18% Сг. Введение хрома суще-
ственно тормозит у -> a-превращения. В верхнем интервале температур быстрее
всего протекает превращение при 700° С (начало через 1 и конец через 10 мин).
При 560° С превращение начинается через 5,5 и кончается через 24 ч. В верхнем
интервале температур образуется структура из равноосных зерен феррита с твер-
достью НВ 140—180.
При более низких температурах (ниже температуры точки Мн 450° С) безугле-
родистый аустенит превращается в безуглеродистый мартенсит с типичным иголь-
чатым строением и твердостью НВ 350. Образование мартенсита в значительной
степени происходит в изотермических условиях.
Устойчивость безуглеродистого аустенита в верхнем интервале температур
позволяет с увеличением скорости охлаждения смещать интервал превращения вниз
по температуре. Поэтому с увеличением скорости охлаждения твердость и проч-
ность феррита непрерывно увеличиваются.
Таким образом легированный феррит может существовать в двух формах: в виде
равноосных зерен и в виде игол (пластин) мартенсита. Увеличение степени легиро-
ванности элементами, тормозящими у -> a-превращение, или ускорение охлажде-
ния приводит к существенному упрочнению феррита (увеличение скорости охлажде-
ния от 2 до 200° С/мин повышает предел текучести феррита в сплаве с 8%Сг от 25
Фазы и структуры .в легированной стали
255
до 74 кПмм\ т. е. в три раза). Причиной упрочнения является измельчение блочной
структуры, увеличение плотности дислокаций и напряжений второго рода в связи
с фазовым наклепом (из-за разности удельных объемов аустенита и феррита).
Упрочнение легированного феррита является, во-первых, след-
ствием торможения y a-превращения с образованием безуглеро-
дистой структуры мартенситного типа (при введении хрома, мар-
ганца и никеля) и, во-вторых, искажения кристаллической решетки
(при введении всех легирующих элементов).
Выше температуры точки А3 железо образует с легирующими
элементами легированный аустенит, представляю-
щий твердый раствор легирующих элементов в у-железе. Как пра-
вило, введение легирующих элементов и повышение их количества
в безуглеродистом аустените упрочняет его при комнатных темпера-
турах, увеличивает прочность при повышенных температурах и суще-
ственно изменяет магнитные, электрические, коррозионные и дру-
гие физико-химические свойства.
В ряде случаев между железом и металлами образуются интер-
металлические соединения, не имеющие широкого практического
значения и не встречающиеся в большинстве промышленных сталей.
Б. Фазы в сплавах легирующего элемента с углеродом (карбиды)
В результате сплавления легирующих элементов с углеродом
образуются специальные карбиды, формулы и структура которых
показана в табл. 13.
Таблица 13
Формулы и структуры карбидной фазы
Периоды Группа элементов
IV V VI VII VIII
4
Сгз^2(о) Мп3С(о) Ре3С(0) Со3С(О) Ni3C(0j
1 vcw СГ2зСб(к)
- ^г7^3(г) МоС(г) М°2С(г) Мп7С3(г)
5 ZrC(K) ньс(к)
6 HfCw ТаС(к) Тэ2с(г) WCU) w2c(a) 9
Примечание. Буквы в скобках обозначают тип структуры: о — орторомби
ческая; г — гексагональная; к —кубическая гранецентрированная.
256
Влияние легирующих элементов на технологию термообработки
В зависимости от положения в периодической системе, т. е. элек-
тронного строения, металлы образуют карбиды различного строе-
ния и свойств. Металлы IV и V групп образуют карбиды с простой
кубической решеткой и формулой типа МС. Металлы VI и VII групп
образует карбиды с простым соотношением М : С и форму-
лой МС (М2С).
Карбидные фазы МС (М2С) относятся к фазам внедрения, строе-
ние и свойства которых описаны выше (см. § 3> главы III). Они обра-
зуются, если отношение радиуса атома углерода к радиусу атома
металла меньше чем 0,59. Карбиды типа фаз внедрения отличаются
прочностью связи, высокой температурой плавления и растворяют
большое количество основного металла (по принципу твердого
раствора вычитания).
Металлы VI, VII и VIII групп образуют карбиды сложных фор-
мул и строения. Так, например, элементарная кристаллическая
ячейка карбидов хрома Сг7С3 состоит из 80 атомов, а Сг23С6 — из
116 атомов. Состав этих карбидов почти всегда соответствует стехио-
метрическому соотношению. Их прочность и устойчивость меньше,
чем у карбидов типа МС и температура плавления ниже. Они
образуются, если отношение радиусов атомов углерода и металла
больше чем 0,59. Прочность карбидов убывает по мере продви-
жения от четвертой к VIII группе. В VIII группе устойчивость
карбидов также убывает слева направо: от железа к никелю.
В. Фазы в легированной стали
Выше мы рассмотрели попарное взаимодействие компонентов
легированной стали: железа с углеродом; железа с легирующим
элементом и легирующего элемента с углеродом. В легированной
стали все три компонента находятся в рдновременном сложном
взаимодействии, образуя следующие фазы: легированный аустенит,
легированный феррит и карбиды.
Легированный аустенит является основной структурной соста-
вляющей многих нержавеющих, жаропрочных и немагнитных
сталей.
Легированный феррит является основой некоторых нержавею-
щих сталей и непременной составляющей всех конструкционных
сталей, подвергающихся улучшению.
Карбиды в легированной стали всегда отличаются по составу
и во многих случаях по структуре от цементита и специальных
карбидов легирующих элементов. Это связано в первую очередь
с образованием своеобразных твердых растворов на основе простых
карбидов.
В нелегированной стали карбидной фазой является цементитЕе3С.
При введении в сталь небольших количеств легирующих элементов
часть атомов железа в цементите замещается атомами легирую-
Фазы и структуры в легированной стали
257
щего элемента. Формула такого карбида может выразиться следую-
щим образом: (Fe, М)3С, где М — легирующий элемент, добавлен-
ный к стали. В случае близости атомных размеров и электронного
строения количество атомов легирующего элемента при увеличе-
нии его содержания в стали может непрерывно увеличиваться
и в пределе полностью заместит железо в цементите. Это наблю-
дается, в частности, при легировании марганцем: Fe3C превра-
щается в (Fe, Мп)3С; при повышении содержания марганца полу-
чается изоморфный (т. е. имеющий кристаллическую решетку цемен-
тита) карбид Мп3С. Цементит, в котором часть атомов железа
замещена атомами легирующего элемента, называется легированным
цементитом.
Чем сильнее отличаются строение и размеры атомов легирую-
щих элементов от железа, тем меньше растворимость этих металлов
в легированном цементите. Хром замещает железо в цементите
до 25 ат%, образуя (Fe, Сг)3С. Молибден растворяется в цемен-
тите до 1%, вольфрам до 0,5%, ванадий в десятых, а титан в сотых
долях процента. Образующиеся при этом карбиды обозначаются
(Fe, Мо)3С, (Fe, W)3C, (Fe, V)3C и (Fe, Ti)3C. Тантал, ниобий
и цирконий практически не растворяются в цементите.
Не следует предполагать, что легирующий элемент в стали равно-
мерно распределяется по всем фазам: ферритной, аустенитной и кар-
бидной. Все карбидообразующие элементы (лежат левее железа
в периодической системе, в данном случае Cr, Мп, V, Ti, W, Мо
и др.) собираются преимущественно в карбидной фазе. Некарбидо-
образующие элементы, расположенные правее железа (например, Со
и Ni)', находятся преимущественно в феррите.
Карбидообразующая способность металлов связывается с незаполненностью 4d
оболочки для элементов 4 периода (Ti, V, Cr, Мп, Fe, Со, Ni): прочность карбидной
фазы возрастает с увеличением степени незаполненности.
При содержании около 2% хрома в стали 25% атомов железа
в цементите замещается атомами хрома (предельная растворимость
хрома в (Fe,Cr)3C). При дальнейшем увеличении содержания хрома
в стали образуются специальные карбиды типа Сг7С3. Однако сле-
дует вспомнить, что при этом сталь более чем на 95% состоит
из железа. Атомы железа замещают атомы хрома в Сг7С3, обра-
зуя (Cr, Fe)7C3; количество атомов железа в этом карбиде может
достигать 55 ат %.
Карбиды, образующиеся на основе цементита или любого спе-
циального карбида, путем замещения атомов основного металла
легирующим элементом или железом, называются сложными карби-
дами, например (Fe, Мо)3С; (Cr, Fe)7C3; (Cr, Fe)23C6 и т. д.
Металлы, незначительно или практически не растворяющиеся
в цементите (V, Ti, Та, Zr, Nb и Hf) образуют в стали специаль-
ные карбиды типа МС (VC, TiC, ТаС и т. д.), не растворяющие
в себе железа.
256
Влияние легирующих элементов на технологию термообработки
Помимо сложных, образующихся на основе простых карбидов,
которые могут быть получены при сплавлении железа или легирую-
щих металлов с углеродом, в легированной стали возникают новые
образования, называющиеся двойными карбидами. Двойные кар-
биды возникают исключительно при совместном присутствии двух
металлов (железа и легирующего элемента) в условиях, когда даль-
нейшее растворение легирующего элемента в цементите невозможно.
Так, при легировании вольфрамом или молибденом появляются
двойные карбиды (Fe, W}23C6 или (Fe, Мо)23Сб (с кристаллической
решеткой карбида Сг23Сб). При больших концентрациях W и Мо
образуются двойные карбиды другого типа: Fe2W2C и Fe2Mo2C.
При сложном легировании с одновременным введением в сталь
нескольких легирующих элементов в легированном феррите и аусте-
ните образуются твердые растворы нескольких металлов. Основной
металл сложного карбида может быть замещен несколькими элемен-
тами, что отображается формулами (Fe, Сг, Mn)3C; (Сг, Fe, Мо)23Св
и т. п.
§ 3. ОБРАЗОВАНИЕ И ПРЕВРАЩЕНИЯ АУСТЕНИТА
В ЛЕГИРОВАННОЙ СТАЛИ
Введение легирующих элементов изменяет состав фаз, характер
взаимодействия и поведение стали при нагреве-охлаждении. В пер-
вую очередь это отражается на положении критических точек А3
и Л4, температур полиморфного превращения в железе.
Первая группа легирующих элементов (марганец, никель, медь,
азот и некоторые другие) понижают температуру точки А3 и повы-
шают температуру точки Л4 (фиг. 199, а). Температурная область
существования легированного аустенита (у) расширяется и при
некоторых концентрациях сплав может существовать от самых
низких температур до плавления в состоянии аустенита (никель,
марганец). Устойчивость аустенита возрастает при легировании
металлами, имеющими решетку гранецентрированного куба, подоб-
ную решетке у-железа (исключение — алюминий).
Вторая группа, к которой принадлежит большинство легирую-
щих элементов (ванадий, титан, кремний, вольфрам, молибден,
ниобий, тантал, цирконий и др.) противоположно действует на поло-
жение критических точек, повышая точку А3 и понижая точку Л4
(фиг. 199, б).
При определенной концентрации легирующего элемента кри-
вые Л3 и Л4 замыкают область аустенита и в широком районе тем-
ператур вплоть до расплавления существует ферритная структура.
Подобным образом действуют преимущественно те элементы, кото-
рые имеют кристаллическую структуру объемноцентрированного
куба, подобную a-железу (титан, ванадий, молибден, вольфрам
и т. п.).
Образование и превращения аустенита в легированной стали
259
В двух случаях наблюдается отклонение: для кобальта, когда легирование
одновременно повышает температуры А3 и Л4 (фиг. 199, в) и для хрома, когда леги-
рование до 8% приводит к одновременному понижению А3 и А4 (фиг. 199, г).
В легированной стали непременно находится углерод, понижаю-
щий температуру точки А3 и расширяющий область аустенита
(углерод относится к I группе элементов). При выборе температуры
нагрева для получения аустенита следует иметь в виду, что:
Фиг. 199. Зависимость положения критических точек
в двойных сплавах железа от легирующих элементов.
1. Увеличение содержания углерода понижает температуру кри-
тических точек А3 и температуру нагрева.
2. Увеличение содержания легирующих элементов I группы
(никель, марганец) понижает положение критических точек А3 (XJ
и температуру нагрева для образования аустенита.
3. Увеличение содержания легирующих элементов II группы
(вольфрам, молибден, ванадий, кремний и др.) повышает темпе-
ратуру критических точек А3 (AJ и температуру нагрева для обра-
зования аустенита.
Так как большинство легированных сталей содержит элементы
II группы (в частности, хром), то, как правило, критические точки
и температура нагрева для получения аустенита в легированной
стали повышаются.
Повышение температуры для образования аустенита обусловли-
вается не только повышением критических точек, но и замедлением
диффузионных процессов. Скорость диффузии, необходимой для
260
Влияние легирующих элементов на технологию термообработки
выравнивания состава по объему аустенита, в первую очередь опре-
деляется величиной коэффициента диффузии, который для легирую-
щих элементов меньше в тысячи раз, чем для углерода. Поэтому для
ускорения выравнивания концентрации легирующих элементов
температура нагрева над критическими точками повышается
не на 20—30° С, как это делается для углеродистой стали,
а на 50—60° С.
Выше было указано, что повышение температуры может привести
к росту зерна аустенита, ухудшающему механические свойства
Фиг. 200. Диаграммы изотермического превращения
аустенита:
а — для углеродистой стали, легированной марганцем, нике-
лем и кобальтом; б — для сталей, легированных другими эле-
ментами.
стали (см. § 2 главы IX). Введение легирующих элементов, как
правило, препятствует росту зерна в связи с образованием трудно
растворимых или нерастворимых дисперсных частиц по границам
зерен. Элементы, дающие трудно растворимые примеси типа стой-
ких карбидов (титан, ванадий, тантал, цирконий, ниобий, в мень-
шей степени вольфрам и молибден), не растворимые в аустените
окислы и сульфиды (соединения кислорода и серы) или способствую-
щие выделению графита (кремний, никель и кобальт) и структурно
свободной составляющей (медь), препятствует росту зерна аусте-
нита. Элементы, дающие относительно легко растворимые карбиды
(хром), слабо влияют на размер зерна, а марганец и фосфор увели-
чивают склонность к росту.
Легирование оказывает весьма большое влияние на превращения
переохлажденного аустенита, что характеризуется изменением формы
и положения диаграмм изотермического превращения. Диаграмма
для углеродистой стали показана на фиг. 200, а, и характеризуется
одним минимумом устойчивости в районе 550° С. Качественно подоб-
ная диаграмма изотермического превращения аустенита сохраняется
для сталей, легированных марганцем, никелем и кобальтом. Введе-
Образование и превращение аустенита в легированной стали
261
ние большинства легирующих элементов качественно изменяет диа-
граммы, а это изменение связано с разделением областей перлитного
и промежуточного превращений и появлением двух минимумов
устойчивости переохлажденного аустенита при температурах tx
и t2 (фиг. 200, б).
При введении легирующих элементов появляется большое количество разновид-
ностей диаграмм изотермического распада в связи с появлением превращений в раз-
личных областях. Помимо двух принципиально различных типов диаграмм, пока-
занных на фиг. 200, при введении легирую-
щих элементов может полностью исчезнуть
верхняя, средняя или нижняя зоны превра-
щения (фиг. 200, б) .в связи с полным подав-
лением перлитного, промежуточного или
мартенситного превращений соответственно.
Легирование существенно изме-
няет скорость и характер протекания
превращения в перлитной, промежу-
точной и мартенситной областях.
Влияние легирующих элементов
на скорость перлитного превращения
показано на фиг. 201. Характери-
стикой скорости превращения яв-
ляется время тх до начала превра-
щения при температуре минималь-
ной устойчивости ti (см. фиг. 200, б).
Чем больше время устойчивости,
тем сильнее торможение перлитного
превращения. Из рассмотрения кри-
вых фиг. 201 следует, что слабее
всего задерживает перлитное превра-
щение никель, далее следуют хром,
нита в районе перлитного превра-
щения от содержания легирующих
элементов (сталь с 1% С, построено
по данным В. И. Зюзина).
щение никель, далее следуют хром, марганец и вольфрам. Наибо-
лее сильным оказывается влияние молибдена: введение 1 % молиб-
дена увеличивает время устойчивости от 1 до 100 сек, т. е. скорость
превращения уменьшается приблизительно в 100 раз. Единственным
легирующим элементом, ускоряющим перлитное превращение,
является кобальт. Кремний и алюминий в небольших количествах
замедляют, а в больших — ускоряют превращение аустенита в перлит.
Причиной замедления перлитного превращения при введении легирующих
элементов является усложнение процесса превращения аустенита. Легирующие
элементы смещают положение критических точек Аг и А3, влияют на положение
температурного интервала перлитного превращения и, в ряде случаев, замедляют
полиморфное превращение у->а (см. предыдущий §). В углеродистой стали для
образования перлитной структуры достаточно осуществить диффузию углерода
к местам образования цементита. В легированной стали должна пройти значительно
более медленная диффузия легирующих элементов: карбидообразующих (Сг, Мп,
W, Мо и т. д.) в объемы образования карбидной фазы, а некарбидообразующих (Со,
Ni) — в объемы феррита.
При введении легирующих элементов скорость промежуточного
превращения уменьшается. При. этом наиболее сильное влияние
262 Влияние легирующих элементов на технологию термообработки
оказывает марганец: введение 12% марганца при 1,2% углерода
полностью подавляет промежуточное превращение в стали. Далее
следуют хром, никель и молибден. Более слабым оказывается дей-
ствие вольфрама и ванадия. Помимо того, введение этих легирую-
щих элементов снижает район промежуточного превращения и обо-
собляет его от зоны перлитного превращения.
Введение легирующих элемен-
шов существенно смещает интер-
вал мартенситного превращения.
Из рассмотрения кривых фиг. 202
следует, что все легирующие эле-
менты, кроме кобальта и алюми-
ния, понижают температуру мар-
тенситного превращения. Кобальт
и алюминий повышают темпера-
туру точки Мн.
При достаточно высоком содер-
жании легирующих элементов
(например, больше 4% марганца
при 0,9% углерода, см. фиг. 202)
начало мартенситного превраще-
ния смещается в область отрица-
тельных температур. Следователь-
но, в результате закалки при
комнатной температуре в стали
сохранится чисто аустенитная
структура. При меньшей степени
легирования выше комнатных
температур будет происходить
частичное мартенситное превра-
щение с сохранением остаточного
аустенита. Количество остаточного
по мере понижения мартенситной
Фиг. 202. Зависимость положения
мартенситной точки Мн от содержа-
ния легирующих элементов (содержа-
ние углерода в стали показано на кри-
вых. В. И. Зюзин, В. Д. Садовский,
и С. И. Баранчук).
аустенита будет увеличиваться
точки Мн и особенно Мк ниже комнатных температур. Так как
подавляющее большинство легирующих элементов (кроме Со и А1)
понижают температуру точки Мн, то легирование увеличивает
количество остаточного аустенита при закалке стали.
Исследование мартенситного превращения в легированных сталях и безугле-
родистых сплавах железа с легирующими элементами позволило выявить интерес-
ные особенности и сделать заключение о природе этого превращения. Г. В. Курдю-
мовым и О. П. Максимовой впервые было исследовано изотермическое мартенситное
превращение как в стали, так и в безуглеродистых сплавах железа. Диаграмма
изотермического превращения аустенита в мартенсит для жёлезоникелъмарган-
цовистого сплава показана на фиг. 203, а: она типична для фазовых превращений
в переохлажденных системах. Так как в сплавах железа скорость роста мартенсит-
ных кристаллов не зависит от температуры, то характер диаграммы изотермического
образования аустенита определяется температурной зависимостью скорости заро-
ждения, как это показано на фиг. 27Й, б.
Термическая обработка стали холодом
263
Из рассмотрения этих кривых следует, что они совершенно подобны кривым
для кристаллизации, перлитного превращения и т. п. Самоторможение и затухание
мартенситного превращения связано с уменьшением скорости зарождения по мере
развития превращения в связи с фазовым наклепом аустенита (см. § 5 главы IX).
Фиг. 203. Изотермическая диаграмма мартенситного превращения (а) и зависи-
мость скорости зарождения мартенситных кристаллов от температуры для разных
степеней (показаны цифрами в %) распада аустенита (б) (сплав железа с 23% Ni
и 3,35% Мп; автор и П. В. Новичков).
§ 4. термическая обработка стали холодом
Логическим завершением проведенных в 30-х года:: С. С. Штейн
бергом исследований общих закономерностей мартенситного превра-
щения явилась предложенная А. П. Гуляевым термическая обра-
ботка стали холодом для увеличе-
ния степени мартенситного превра-
щения.
Сущность термической обра-
ботки холодом заключается в охла-
ждении ниже 0° С закаленной
стали, содержащей остаточный
аустенит. На фиг. 204 показана
мартенситная кривая для легиро-
ванной стали. Мартенситное пре-
вращение начинается при темпе-
ратуре точки Мн, равной 90° С:
при охлаждении до комнатных
температур в стали сохраняется
более 60% остаточного аустенита.
Фиг. 204. Мартенситная кривая для
легированной стали при обработке
холодом.
При дальнейшем охлаждении в интервале отрицательных темпера-
тур превращения оканчиваются (точка Мк при температуре —120°С),
при этом остаточный аустенит почти нацело превращается в мар-
тенсит.
Назначение обработки холодом — полное или частичное превра-
щение остаточного аустенита в мартенсит. Очевидно, что этот вид
264
Влияние легирующих элементов на технологию термообработки
термической обработки практически осуществим в том случае,
когда температура конца мартенситного превращения Мк лежит
ниже комнатной. Глубина охлаждения определяется положением
этой температуры.
Существенную роль при назначении режима термической обработки холодом
играет явление термической стабилизации аустенита. Сущность термической стаби-
лизации аустенита связана с диффузией атомов углерода, азота и водорода в растя-
нутые зоны кристаллической решетки вблизи дислокаций и создании так называемых
«облаков» или атмосфер Котрелла. Атмосферы Котрелла препятствуют переме-
щению дислокаций, необходимому для осуществления мартенситного превращения,
что приводит к замедлению мартенситного превращения при дальнейшем охлаждении
и неполноте превращения, т. е. к стабилизации аустенита. Если температура, при
которой начинает развиваться стабилизация аустенита, ниже комнатной, то глубо-
кое охлаждение можно проводить через любой промежуток времени после закалки.
В том случае, когда термическая стабилизация протекает в районе комнатных тем-
ператур, глубокое охлаждение следует проводить немедленно после закалки во избе-
жание сохранения значительных количеств остаточного аустенита после обработки
холодом.
Таблица 14
Интервал мартенситного превращения, количество остаточного аустенита
и прирост твердости у некоторых сталей при обработке холодом
(В. Г. Воробьев)
Марка стали Интервал мартенситного превращения в °C Количество остаточного аустенита в % Прирост твердости в единице Роквелла, шкала С
Точки Мн Точки Мк после закалки после охлаж- дения до точки Мк
У7 300—255 —55 5 1 0,5
У8 255—230 —55 3—8 1—6 1,0
У9 230—210 —55 5—12 3—10 1-1,5
У10 210—175 —60 6—18 6—18 1,5—3
У12 175—160 —70 10—23 4—12 3—4
Х05 150—140 -95 15—30 2—14 - 3—7
Х09 175-150 —85 10—27 5—14 2—4
9Х 220—180 —70 6—18 4—13 1—2,5
X 175—145 -90 10—28 5—14 3—6
7X3 240—185 -60 4—17 2—14 1-2,5
9ХС 210—185 —60 6—17 4—12 1,5—2,5
ШХ9 195—150 -85 7—27 4—14 2-5
ШХ15 180—145 -90 9—28 4—14 3—6
ХВГ 155-120 —НО 13—45 2—17 10
ХГ 120—100 -120 22—60 20 15
60Г—70Г 290—230 -55 8 6 1
15Х—20Х * 175—150 —85 10—25 5—12 3—5
18ХНВА 130—120 —ПО 20—45 15
Примечания: 1. Разбег в значениях Мн определяется пределом отклонений
химического состава стали по ГОСТу.
2. Температура нагрева для разных сталей составляла 1000—1100°С.
* Данные относятся к цементированному слою.
Отпуск легированной стали
265
Данные об интервале мартенситного превращения, об уменьшении количества
остаточного аустенита и приросте твердости после обработки холодом для стали
ряда марок приведены в табл. 14.
Из рассмотрения данных табл. 14 следует, что наибольший прирост твердости
получают стали с низким положением интервала мартенситного превращения
и высоким содержанием остаточного аустенита после закалки.
Так как для большинства марок стали температура стабилизации лежит доста-
точно высоко, процесс отпуска приводит к стабилизации аустенита и зачастую
к прекращению распада при глубоком охлаждении. Поэтому в большинстве случаев
технологический режим термической обработки складывается из закалки, обработки
холодом и последующего отпуска. Обработке холодом, уменьшающей количество
остаточного аустенита или полностью его уничтожающей, сталь подвергают в сле-
дующих случаях:
1. Углеродистые и легированные инструментальные стали (включая высоко-
хромистые стали типа Х12) — для повышения их твердости и износоустойчивости.
2. Высокоуглеродистые и легированные цементуемые конструкционные стали —
для повышения твердости цементованного слоя. Это необходимо для повышения
износоустойчивости и усталостной прочности цементованных деталей.
3. Стали для измерительного инструмента, точных изделий (типа деталей шари-
коподшипников), деталей точных механизмов, точных режущих инструментов
и штампов — для сохранения стабильности размеров. Недопустимое изменение
размеров со временем происходит из-за распада остаточного аустенита, превращений
мартенсита закалки и перераспределения внутренних напряжений. Низкотемпера-
турный отпуск, условно называемый старением, устраняет возможность изменения
размеров, так как при этом превращается мартенсит и перераспределяются вну-
тренние напряжения, однако такой отпуск не предохраняет от распада остаточного
аустенита при вылеживании. Поэтому для получения стабильных размеров реко-
мендуется после закалки провести обработку холодом и затем низкотемпературный
отпуск.
4. Для повышения магнитных характеристик постоянных магнитов из углеро-
дистой и легированной стали путем устранения парамагнитной составляющей —
остаточного аустенита.
§ 5. ОТПУСК ЛЕГИРОВАННОЙ СТАЛИ
Легирующие элементы оказывают на отпуск закаленной стали
качественное и количественное влияние.
Количественное влияние легирующих элементов заключается
в изменении скоростей и температурных интервалов превращений
при отпуске и коагуляции карбидной фазы (сущность превращений
описана в §7 главы IX).
I превращение связано с выделением углерода из пересыщенного
твердого раствора и уменьшением тетрагональности решетки мар-
тенсита (превращение мартенсита закалки в мартенсит отпуска).
В то время как тетрагональность мартенсита в углеродистой стали
исчезает при 300° С, введение хрома, ванадия, титана, вольфрама,
молибдена и особенно кремния, повышает температуру выделения
углерода иногда до 450—500° С. Никель и марганец не оказывают
заметного влияния.
II превращение при отпуске (превращение остаточного аустенита
в мартенсит отпуска) связано с количеством остаточного аустенита.
Так как легирование увеличивает содержание этой составляющей
в закаленной стали, то эффект II превращения при отпуске также
266
Влияние легирующих элементов • на технологию термообработки
увеличивается. Большинство легирующих элементов затормаживает
и повышает температурный район превращения. Особенно значи-
тельно влияет хром, марганец и кремний. Введение никеля, молиб-
дена, ванадия и меди сказывается меньше, а кобальт практически
не оказывает влияние на положение температурного интервала рас-
пада остаточного аустенита.
Коагуляция, т. е. укрупнение цементитных (карбидных) частиц
при отпуске, связана с достаточно высокой скоростью диффузии
углерода в феррите (для углеродистой стали начиная с 400° С).
Введение вольфрама и хрома повышает температуру начала коагу-
ляции до 450° С, а молибдена до 550° С. Скорость процесса коагуля-
ции увеличивается при легировании кобальтом и никелем; кремний
слабо замедляет этот процесс. Введение карбидообразователей при-
водит к существенному замедлению коагуляции в следующем
порядке (по мере усиления): марганец, хром, ванадий и молибден.
Влияние на коагуляцию однозначно связано с изменением теплоты
диффузии углерода Q в легированном феррите. Со и Ni уменьшают,
а Мп, Cr, V и Мо увеличивают Q.
Качественное влияние легирующих элементов связано с появле-
нием новых эффектов при отпуске закаленной стали: карбид-
ными превращениями и явлением вторич-
ной твердости.
Карбидные превращения происходят после III превращения
в процессе коагуляции. III превращение в легированной стали,
как и в углеродистой, заканчивается образованием ферритно-цемен-
титной смеси — троостита отпуска. При этом легирующие элементы
равномерно распределяются в объемах феррита и цементита, т. е.
так же, как это наблюдалось в исходной перед закалкой структуре
легированного аустенита. Выше температур III превращения ста-
новится возможной диффузия легирующих элементов. Эта диффузия
направлена к созданию равновесных, соответствующих диаграммам
состояния, составов фаз. Поэтому некарбидообразующие элементы
диффундируют из цементита в феррит (кобальт, никель, кремний);
карбидообразующие элементы, наоборот, перемещаются из объемов
феррита в цементит (хром, марганец, вольфрам, молибден и т. п.).
Ранее было указано, что растворимость легирующих элементов
в цементите имеет определенное предельное значение (см. § 2 настоя-
щей главы). В момент предельного насыщения цементита легирую-
щим элементом происходит карбидное превращение; легированный
цементит превращается в специальный карбид.
Так, например, в стали с 0,4% углерода и 3,6% хрома при 550° С концентрация
хрома в цементите за 1 ч повышается от 3,6 до 25% (предельная растворимость хрома
в цементите). В интервале от 1 до 25 ч цементит, поглощая хром из ферритных объе-
мов, постепенно превращается в тригональный карбид:
(Fe, Сг3)С -> (Cr, Fe)7C3.
Технологические особенности термообработки легированной стали
267
Через 25 ч карбидная фаза целиком состоит из (Сг, Fe)7C3 с наименьшей рас-
творимостью в нем хрома, равной 45%. Дальнейшая выдержка приводит к еще
большему обогащению хромом.
Скорость карбидного превращения увеличивается с концентра-
цией карбидообразующего легирующего элемента в стали и повы-
шением температуры отпуска (оба фактора ускоряют диффузию
легирующих элементов).
Явление вторичной твердости заключается в повышении твер-
дости после отпуска в интервале достаточно высоких температур
фиг. 205. Зависимость твер-
дости от температуры отпуска
углеродистой и некоторых
легированных сталей (явле-
ние вторичной твердости).
(500—600° С). На фиг. 205 показано
изменение твердости при отпуске закален-
ной углеродистой (/), некоторых легиро-
ванных (2) сталей, которое наблюдается
при легировании хромом, молибденом,
ванадием и некоторыми другими элемен-
тами. По сравнению с непрерывным сни-
жением твердости при повышении темпе-
ратуры отпуска углеродистой стали леги-
рованная сталь характеризуется возраста-
нием твердости после нагрева в интер-
вале высоких (500—600° С) температур.
Явление вторичной твердости связывается,
во-первых, с обеднением при нагреве до этих тем-
ператур остаточного аустенита углеродом и леги-
рующими элементами в связи с выпадением спе-
циальных карбидов. Поэтому мартенситная точка
вышается и последующее охлаждение до комнатных температур приводит к обра-
зованию новых объемов мартенсита и повышению твердости. Во-вторых, распад
остаточного аустенита вы сокоотпущен ной стали может быть связан со снятием
фазового наклепа при высоком нагреве и его превращением в мартенсит в про-
цессе последующего охлаждения. В-третьих, при высокотемпературном отпуске
при распаде твердого раствора могут образоваться мельчайшие (дисперсные) частички
специальных карбидов, которые заклинивают плоскости скольжения и приводят
к повышению твердости (так называемое дисперсионное твердение). Все три спо-
соба появления вторичной твердости при отпуске экспериментально подтверждаются.
По-видимому, в каждом случае вторичная твердость появляется вследствие одного
из указанных или комбинации нескольких факторов.
остаточного аустенита по-
§ 6. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛЕГИРОВАННОЙ СТАЛИ
Легирование, изменяя скорости и температуры превращений,
а также тепловые свойства стали, существенно влияет на режимы
термической обработки.
Нагрев изделий из легированной стали производится замедленно
потому, что легирование уменьшает теплопроводность. Пониженная
теплопроводность увеличивает перепад температур по сечению
и, следовательно, увеличивает напряжения, вызывающие коробле-
ние и трещинообразование. В связи с этими обстоятельствами время
268
Влияние легирующих элементов на технологию термообработки
выдержки при заданной температуре для выравнивания ее. по сече-
нию также увеличивается.
Температура нагрева для получения аустенита также повышается
по причинам, описанным выше. Большинство легирующих элемен-
тов повышает положение критических точек Аг и Л3. Кроме того,
выравнивающая диффузия легирующих элементов также требует
повышения температуры для ускорения процесса.
Фиг. 206. Зависимость критической скорости закалки
(а) и критического диаметра при закалке в воде (б)
от содержания легирующих элементов (в стали около
1% С).
Значительное повышение температуры нагрева для получения
аустенита не представляет опасности в отношении роста зерна, так
как большинство легирующих элементов задерживает рост зерна.
В ряде случаев для предотвращения крупнозернистости в сталь
вводят небольшое количество элементов, образующих дисперсные
трудно растворимые карбиды (титан, ниобий, цирконий и др.).
Охлаждение при термической обработке легированной стали про-
изводится со значительно меньшей скоростью, так как процессы
распада переохлажденного аустенита замедляются. На фиг. 206, а
показано влияние легирования на величину критической скорости
закалки. Введение никеля, хрома, вольфрама, марганца, и осо-
бенно молибдена, существенно уменьшает критическую скорость
закалки. Качественно подобно влияют почти все легирующие эле-
менты. Исключение составляет кобальт, увеличивающий критиче-
скую скорость. Кремний (подобно ему алюминий) вначале умень-
шает, а потом резко увеличивает критическую скорость закалки.
Легирование сталей уменьшает критическую скорость закалки,
в связи с чем оказывается возможным охлаждение при закалке
Технологические особенности термообработки легированной стали 269
в более мягком охладителе, чем вода. Обычно охлаждение при
закалке изделий из легированной стали производится в масле, что
уменьшает внутренние напряжения, коробление и возможности
образования трещин. Введение такого элемента, как молибден
(обычно в комбинации с хромом и никелем), весьма сильно снижает
критическую скорость (в сотни раз). Эти стали способны воспри-
нимать закалку даже при охлаждении на воздухе и называются
воздушно-закаливаемыми.
Так как легирующие элементы снижают мартенситную точку
и увеличивают содержание остаточного аустенита, в ряде случаев
вслед за закалкой легированной стали производится термическая
обработка холодом.
Легирование создает затруднение для смягчения стали с помощью
нормализации или отжига. Только что было показано, что иногда
охлаждение на воздухе, т. е. нормализация может вызвать закалку.
В условиях очень медленного протекания превращений переохла-
жденного аустенита для отжига легированной стали необходимо
большое время охлаждения с печью. Поэтому отжиг зачастую заме-
няется высоким отпуском.
Прокаливаемость находится в однозначной связи с критической
скоростью закалки; прокаливаемость увеличивается с понижением
критической скорости. На фиг. 206, б показано, что введение боль-
шинства легирующих элементов существенно увеличивает прока-
ливаемость. Критический диаметр при введении 5% никеля увели-
чивается в 4 раза (от 12 до 50 мм); 5% вольфрама — до 90 мм
и т. п. Особенно сильно влияет молибден: введение 0,4% молибдена
увеличивает критический диаметр от 12 до 100 мм. Исключение
составляют кобальт и повышенные содержания кремния и алюминия.
В связи с увеличением прокаливаемости охлаждение даже круп-
ных деталей производится в масле, что уменьшает перепад темпера-
тур по сечению, растягивает мартенситное превращение во времени
и приводит к уменьшению закалочных напряжений. Это уменьшает
поводку, коробление и возможности появления трещин в деталях.
Отпуск легированной стали производится при более высоких
температурах и в течение более длительного времени, чем для угле-
родистой стали. Это связано с тормозящим действием легирования
на превращения при отпуске стали. Повышение температуры и уве-
личение длительности выдержки при отпуске позволяет пройти
диффузионным процессам для создания заданных структур с необхо-
димыми техническими свойствами.
Химико-термическая обработка легированной стали позволяет
получить более высокие свойства поверхностного слоя, чем на угле-
родистой стали. Введение титана позволяет повысить температуру
и ускорить цементацию изделий без опасения за рост зерна. Введе-
ние хрома, молибдена и алюминия приводит к получению высоко-
качественного слоя при азотировании. Хром создает плотность
270
Влияние легирующих элементов на технологию термообработки
и прочность борированного слоя и т. п. Легирование благоприятно
отражается на результатах химико-термической обработки сталь-
ных изделий. Таким образом легирование существенно влияет на
технологические процессы термической обработки стали.
§ 7. КЛАССИФИКАЦИЯ И МАРКИРОВКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Существуют различные способы классификации легированных
сталей.
Классификационным признаком для производителей сталей —
металлургов — является их состав, так как состав определяет
технологический процесс производства стали. По составу легиро-
ванные стали классифицируются в зависимости от вводимых эле-
ментов на следующие группы: хромистые, кремнистые, хромокрем-
нистые, хромоникелевые, хромокремнемарганцовые, хромоникеле-
вольфрамовые и т. п.
Главным потребителем стали является машиностроительная про-
мышленность, для которой основное заключается в возможности
применения стали с определенной целью. Поэтому основным класси-
фикационным признаком для машиностроения является назначение
стали, которое определяется наличием определенного комплекса
свойств.
Классификация стали (и сплавов) по назначению позволяет
разделить их на следующие основные классы.
Класс I. Конструкционные стали и сплавы, применяемые для
изготовления деталей машин. Этот класс разделяется на два под-
класса х.
А. Конструкционные стали и сплавы, применяемые при обыч-
ных температурах.
Б. Конструкционные стали и сплавы, применяемые при повы-
шенных температурах (жаропрочные стали и сплавы).
Класс II. Инструментальные стали и сплавы, применяемые для
изготовления всевозможного инструмента. Этот класс делится на три
подкласса:
А. Для режущего инструмента.
Б. Для штампового инструмента.
В. Для измерительного инструмента 1 2.
1 Применяя общую классификацию по назначению, иногда класс конструк-
ционных сталей разбивают на две группы: цементуемых и улучшаемых. Это непо-
следовательно, так как стали внутри класса разделяются не по признаку назна-
чения, а по технологическим признакам (характеру термической обработки). Согласно
ГОСТУ 4543-61, легированная конструкционная сталь подразделяется в зависи-
мости от химического состава и механических свойств на качественную и высоко-
качественную. Там же приводится деление на подгруппы в зависимости от назна-
чения проката.
2 Непоследовательное применение классификационного признака по назна-
чению приводит иногда к разделению на группы: углеродистой, легированной,
штамповой и быстрорежущей (признаки разделения по составу и назначению).
Классификация и маркировка легированных сталей
271
Класс III. Стали и сплавы с особыми свойствами. К этому классу
относятся стали и сплавы со специальными физическими, химиче-
скими или механическими характеристиками. Возможно отметить
следующие подклассы.
А. Магнитные стали и сплавы.
Б. Электротехнические.
В. С особенностями теплового расширения.
Г. Нержавеющие.
Д. Окалиностойкие.
Е. Износоустойчивые и т. д.
Подклассы различаются свойствами, т. е. возможностью приме-
нения для определенного назначения.
Классификация по назначению положена в основание рассмо-
трения легированных сталей и сплавов далее (в главах XIII—XVI).
Помимо описанных, существуют классификации по структуре: а) в отожжен-
ном и б) нормализованном состоянии.
В отожженном, т. е. в равновесном состоянии, структура легированной стали
изменяется в зависимости от содержания углерода и делится на следующие группы:
А. Доэвтектоидная; Б. Эвтектоидная; В. Заэвтектоидная и Г. Ледебуритная сталь.
Ранее указывалось, что ледебурит является структурной составляющей чугунов.
Однако введение легирующих элементов резко уменьшает предельную раство-
римость углерода в аустените и поэтому при 0,7—0,8% углерода иногда появляется
ледебурит (например, быстрорежущая сталь). Относительно высокая пластичность
и возможность обработки давлением позволяют отнести такие ледебуритные сплавы
к классу стали. Введение легирующих элементов в ряде случаев сильно повышает
растворимость углерода в феррите (до десятых долей процента, например, при леги-
ровании хромом). Поэтому в отожженном состоянии структура малоуглеродистой
стали может быть ферритной. Таким образом появляется пятая группа — Д. Фер-
ритная сталь.
После нормализации в зависимости от степени легирования сталь может иметь
структуры перлитного (перлит, сорбит, троостит), мартенситного или аустенитного
типа. В соответствии с этим легированные стали в нормализованном состоянии
разбиваются на три подкласса: А. Перлитный, Б. Мартенситный и В. Аустенитный
(классификация Гийэ).
Для удобства клеймения в производственных условиях, а также
запоминания и расшифровки составов ГОСТ установлена обязатель-
ная стандартная маркировка легированной
стали. Для этого каждый легирующий элемент обозначается бук-
вой: хром — X; никель — Н; молибден — М; марганец — Г;
медь — Д; вольфрам — В; ваннадий — Ф; ниобий — Б; азот — А;
алюминий — Ю; титан — Т; цирконий — Ц; кремний — С; бор — Р;
фосфор — П и т. п. Содержание легирующего элемента (в процен-
тах) указывается цифрами после индекса. Так, например: Х12 озна-
чает, что в стали содержится в среднем 12% хрома. Если, после
индекса легирующего элемента цифра не проставлена, то это озна-
чает, что его содержание в стали меньше или в среднем равно 1%.
Например, сталь 12ХГН содержит 0,90—1,30% марганца; 0,20—
0,60% хрома; 0,80—1,30% никеля (ГОСТ 5058-57). Содержание
углерода обозначается цифрами в начале марочного обозначении
272
Влияние легирующих элементов на технологию термообработки
(в сотых %); например, сталь 14Г содержит в среднем 0,14% угле-
рода и около 1 % марганца.
В инструментальных сталях и сталях с особыми свойствами
маркировка углерода не выдерживается. Например, жаропрочная
сталь 4Х9С2 содержит 0,35—0,45% углерода; 2—3% кремния
и 8—10% хрома; при среднем содержании углерода 0,40% впереди
представлена цифра 4, а не число 40 (ГОСТ 5632-61). В высоко-
углеродистых инструментальных сталях цифры, указывающие
содержание углерода при маркировке, вообще опускаются, напри-
мер Х12М (1,45—1,70% углерода; около 12% хрома и 0,4—0,6%
молибдена).
Буква А в конце марочного названия (например, ЗОХГСНА)
указывает на высококачественное™ стали в связи
с малым содержанием вредных примесей (серы и фосфора) и общей
чистотой стали.
Помимо того, встречаются и другие обозначения — например,
ШХ15 — шарикоподшипниковая сталь с 1,5% хрома в среднем
(ГОСТ 801-60) и нестандартные обозначения опытных марок (ЭИ).
Последние постепенно заменяются стандартной маркировкой
по ГОСТу: так например, сталь ЭИ756, имеющая состав: 0,10—
0,17% углерода, 11—13% хрома, 1,7—2,2% вольфрама, 0,6—0,9%
молибдена и 0,15—0,30% ванадия маркируется, как 1Х12В2МФ
(ГОСТ 5632-61) и т. п.
Стандартизация маркировки имеет большое значение для произ-
водственных и учебных целей.
ЛИТЕРАТУРА
1. Я. С. У манский и др. Физическое металловедение. Металлургиздат,
1955.
2. М. Е. Б л а н т е р. Фазовые превращения при термической обработке
стали. Металлургиздат, 1962.
3. Р. И. Энтин. Превращения переохлажденного аустенита. Металлург-
издат, 1960.
4. А. П. Гуляев. Термическая обработка стали. Машгиз, 1960.
5. В. Г. Воробьев. Термическая обработка стали при температуре ниже
нуля. Оборонгиз, 1954.
ГЛАВА ХШ
КОНСТРУКЦИОННЫЕ СТАЛИ И СПЛАВЫ,
ПРИМЕНЯЕМЫЕ ПРИ ОБЫЧНЫХ ТЕМПЕРАТУРАХ
§ 1. ПРИРОДА ПРОЧНОСТИ КОНСТРУКЦИОННОЙ СТАЛИ
Основной характеристикой качества конструкционной стали
является прочность в широком смысле этого слова. В это понятие
следует включить не только абсолютное значение напряжений,
которые приводят к пластической деформации и разрушению, хотя
сами по себе величины предела текучести и предела прочности играют
важное значение. Реальные детали имеют подрезы и закругления,
переходы от толстых к тонким сечениям, отверстия и другие места
концентрации напряжений. Эти детали подвергаются действию
динамических нагрузок, а размеры их могут намного превосходить
размеры образцов, на которых производилось определение механи-
ческих свойств (масштабный фактор). Характер нагружения деталей
обычно оказывается более сложным, чем простое одноосное растя-
жение, изгиб или кручение, при которых производится определение
механических свойств на образцах в лабораторных условиях.
Сложно напряженное состояние детали может характеризоваться
сочетанием растяжения, изгиба и кручения с приложением знако-
переменных нагрузок (например, в случае турбинных лопаток).
Поэтому большое практическое значение имеет конструктив-
ная прочность, т. е. та прочность, которая проявляется
сталью в условиях реального применения (в виде детали).
Преждевременное разрушение металлов и сплавов обычно обу-
словлено хрупкостью. Поэтому полное использование прочности
возможно только при наличии определенного запаса пластичности
стали. Повышение пластичности достигается изменением состава,
отпуском закаленной стали или изотермической обработкой, при
которой сочетаются процессы закалки и отпуска стали. Рассмотрим
факторы, обусловливающие прочность конструкционной стали.
В зависимости от условий металлы и сплавы могут хрупко раз-
рушаться от нормальных напряжений или пластически деформи-
роваться и разрушаться под действием касательных напряжений
(физическая природа описана в главе VII). В упрощенном виде эти
положения изображаются схемой А. Ф. Иоффе, показанной
274
Стали и сплавы, применяемые при обычных температурах
на фиг. 207. Правее точки 1 при более высоких температурах или
меньших скоростях нагружения сопротивления вязкому разруше-
нию SK меньше сопротивления отрыву Sr; происходит пластическая
деформация с последующим вязким разрушением. Левее точки 1
сопротивление отрыву меньше сопротивления вязкому разрушению;
материал разрушается хрупко.
Из рассмотрения схемы (фиг. 207) следует, что для повышения
конструктивной прочности необходимо повысить сопротивление
Фиг. 207. Зависимости сопро-
тивления вязкому S/c и хруп-
кому St разрушению от тем-
пературы и скорости нагруже-
ния (схема А. Ф. Иоффе).
Фиг. 208. Влияние темпера-
туры отпуска на сопротив-
ление отрыву легированного
феррита (/) и стали (2), содер-
жание углерода в а-растворе
(мартенсите) (3) и дисперс-
ность структурных составля-
ющих (4) (С. 3. Бокштейн).
отрыву и сопротивление вязкому разрушению, как это показано
пунктирными линиями.
Сопротивление отрыву зависит в первую очередь от содержания
углерода. На фиг. 208 (кривая /) показано, что в отсутствии угле-
рода сопротивление отрыву легированного феррита остается постоян-
ным при нагреве до 400° С и только в связи с укрупнением размера
ферритных зерен (блоков) (кривая 4) при более высоких темпера-
турах наблюдается снижение ST. Совершенно по другому закону
изменяется сопротивление отрыву для стали (кривая 2): повышение
температуры отпуска до 300—400° С увеличивает ST от 170
до 250 кГ/мм2. При неизменности размеров ферритных частиц
в этом интервале происходит уменьшение содержания углерода
в а-растворе (мартенсите, кривая 3). Это происходит потому, что
внедренные атомы углерода создают в решетке a-железа нормаль-
ные растягивающие напряжения II рода, способствуя хрупкому
разрушению, и уменьшают ST.
Только рост блоков ферритной структуры выше 400° С приводит
к снижению Sr стали при более высокой температуре отпуска.
Природа прочности конструкционной стали
275
Следовательно, увеличение содержания углерода в a-твердом рас-
творе уменьшает сопротивление отрыву.
При одинаковом размере зерна легирование практически
не влияет на сопротивление отрыву х. Вместе с тем измельчение
зерна феррита существенно уменьшает ST: от 100 кГ/мм2, при сред-
нем диаметре 50 мк w 55 кПмм2 при 200 мк. Следовательно, повы-
шение сопротивления отрыву в связи с легированием происходит
в том случае, когда легирующие элементы измельчают структуру.
Из изложенного следует, что для повышения сопротивления
отрыву необходимо получить минимальное содержание углерода
в феррите при^^наиб.ольшем_ измельчении
Вторая ‘ характеристика прочности — сопротивление вязкому
разрушению SK и сопротивление пластической деформации (твер-
дость, предел прочности, предел текучести) — находится в следую-
щей зависимости от состава и структуры стали.
В закаленном состоянии и после низкотемпературного отпуска
(до 200° С) твердость и предел прочности стали зависят исключи-
тельно от содержания углерода в твердом растворе в мартенсите
вне зависимости от характера и степени легированности (дисперс-
ность частиц металлической основы при этом не изменяется)
(фиг. 209, а). Выше мы указывали, что конструктивные качества
стали определяются запасом пластичности. Введение легирующих
элементов существенно изменяет пластичность в высокопрочном
состоянии.
На фиг. 209, б показано, что легирование во много раз повышает
пластичность низкоотпущенной стали. Никель и молибден (послед-
ний до 1 %) повышает пластичность е* * закаленной и низкоотпущен-
ной стали; никель увеличивает е от 15% (в нелегированной стали)
до 65% при 6% никеля; введение 1% молибдена — от 15 до 40%.
Хром, марганец и кобальт до 1,5—2,0% увеличивают (е возрастает
до 40—60%), а далее несколько снижают пластичность. Кремний
понижает е.
Влияние легирующих элементов на повышение пластичности
предположительно связывается с более однородным распределением
углерода в твердом растворе. Следовательно, легирование в опре-
деленных пределах существенно повышает пластичность стали
в высокопрочном состоянии после закалки и низкого отпуска.
Повышение пластичности в связи с легированием существенно
повышает сопротивление вязкому разрушению SK, так как не про-
исходит преждевременного разрушения из-за появления хрупкости.
1 Экспериментально доказано в работах М. М. Штейнберга, Я- М. Потак
и В. В. Сачкова.
* Показатель пластичности е называется истинным удлинением и находится
в следующем соотношении с относительным сужением ip: е = In ---г-.
276
Стали и сплавы, применяемые при обычных температурах
На фиг. 209, в показана однозначная связь между е и SK; при повы-
шении пластичности от 10—15 до 65% сопротивление вязкому раз-
рушению увеличивается от 180 до 260 кГ/мм2. Поэтому рациональ-
ное легирование конструкционной стали должно основываться
на уровнях, примерно показываемых на фиг. 209, б (для наиболь-
шей пластичности с учетом сложения влияния нескольких элемен-
Фиг. 209. Зависимость свойств стали (0,4% С)
после закалки и отпуска (200° С) от состава:
а — зависимость твердости от вида легирующего
элемента и количества углерода в a-твердом раст-
воре; б —зависимость пластичности (удлинение е)
от состава (/ — Si; 2 — Ni; 3 — Mo; 4 — Мп;
5 — Со; 6 — Сг); в — зависимость запаса сопро-
тивления вязкому разрушению SK от запаса
пластичности е (С. 3. Бокштейн и С. Т. Кишкин).
В результате высокотемпературного отпуска (при 600—650° С)
структура стали принципиально изменяется по сравнению с зака-
ленным или низкоотпущенным состоянием. Углерод практически
полностью выделяется из а-твердого раствора и не может упрочнить
феррит как растворенный элемент. Поэтому свойства феррита после
высокого отпуска определяются растворенными в нем легирующими
элементами. Кроме того, взамен когерентно связанных с а-раствором
частиц е-карбида в стали образуются равноосные частицы легиро-
ванного цементита или специальных карбидов с полным разделением
кристаллических решеток на границе феррит — карбид.
Легирующие элементы существенно повышают прочность стали
после высокого отпуска, упрочняя ферритную основу и увеличивая
дисперсность карбидных частиц. На фиг. 210 показано, что в рав-
ных условиях отпуска наиболее сильно упрочняют сталь Мп, Мо< V
Природа прочности конструкционной стали
277
и наиболее слабо Со (в связи с разным влиянием, главным образом,
на коагуляцию карбидных частиц). Для этого структурного состоя-
ния сопротивление вязкому разрушению SK изменяется слабо:
от 140 до 155 кГ/мм2, при изменении предела прочности ав в весьма
широком диапазоне: от 70 до 130 кГ/мм2.
В настоящее время в связи с введением дислокационных предста-
влений и экспериментальным исследованием дислокаций возможно
предложить следующее теоретическое объяснение природы проч-
ности закаленной и отпущенной ста-
ли. Проводимые ранее рентгеногра-
фические исследования металлов
и сплавов (после термической обра-
ботки или наклепа) показали из-
мельчение блочного строения и уве-
личение напряжений II рода. Поэтому
считалось, что оба этих вида струк-
турных изменений влияют на упроч-
нение сплавов. В дальнейшем во
многих случаях было обнаружено
постепенное снятие напряжений II
Фиг. 210. Зависимость предела
прочности высокоотпущенной стали
(0,4% С, отпуск 650° С, 1 ч) от
содержания легирующих элементов
(С. 3. Бокштейн).
рода в таких температурных усло-
виях, когда никакого разупрочнения
сплавов не происходит. Обязатель-
ным для начала разупрочнения при
этом является укрупнение блочной
структуры. Это обстоятельство поз-
воляет связать упрочнение с измельчением блочной структуры
сплавов. Если принять во внимание, что границы блоков являются
местами сосредоточения дислокаций, то очевидно, что измельчение
блоков, увеличивая протяженность границ, увеличивает плотность
дислокаций (также влияет увеличение угла разориентировки бло-
ков). Увеличение числа границ на пути движения плоскостей
скольжения увеличивает сопротивление пластической деформации
и повышает прочность стали. Наиболее дисперсная структура и высо-
кая прочность получаются в результате закалки стали. Низкотем-
пературный отпуск и выделение е-карбидов может и в дальнейшем
измельчать блоки, в связи с чем при этом иногда наблюдается
повышение прочности.
Величина пластичности определяется возможностью длительного
перемещения плоскостей скольжения через объемы металла
и, по-видимому, однозначно не связана с дислокационным строе-
нием границ. Перемещение плоскостей скольжения по телу зерен
и блоков обусловливается наименьшими искажениями кристалли-
ческой решетки в объемах блоков.
Очевидно, что при идеальном строении и отсутствии искаже-
ний II рода пластическая деформация облегчается и, наоборот,
278
Стали и сплавы, применяемые при обычных температурах
достаточно большие упругие искажения, например изгиб блоков,
ухудшают условия деформирования, т. е. уменьшают пластич-
ность.
Описанное положение иллюстрируется схемами (фиг. 211).
На фиг. 211, а, б показаны случаи различной величины блоков при
равной степени упругого искажения (напряжений II рода) в них:
измельчение блоков приводит к увеличению сопротивления на гра-
ницах, т. е. повышению прочности. Пластичность, обусловленная
возможностью скольжения внутри блоков, одинакова.
Фиг. 211. Схемы случаев пластической деформации при
разной величине блоков (стрелками указано направление
деформации).
На фиг. 211, в и г показано, что в случае равной величины бло-
ков и степени разориентировки, т. е. одинаковой плотности дисло-
каций, сопротивление пластической деформации, т. е. прочность,
одинакова. Однако пластическое течение в неискажённой решетке в
проще, чем в упруго деформированных блоках г, т. е. при равной
прочности пластичность в случае меньших напряжений II рода
выше.
В связи с этими представлениями введение легирующих элемен-
тов, увеличивающих однородность распределения углерода в мар-
тенсите и уменьшающих ап, увеличивает пластичность после
закалки и низкотемпературного отпуска. Вследствие этого пони-
жается склонность к охрупчиванию и преждевременному разруше-
нию и повышается пластичность и сопротивление вязкому разру-
шению. При введении больших количеств легирующих элементов,
атомы которых значительно отличаются по размеру и строению
от атомов железа (например, кремний) напряжения II рода повы-
Цементуемые стали
279
шаются, следствием чего является уменьшение пластичности
(фиг. 209, б).
При высокотемпературном отпуске упрочнение при введении
легирующих элементов определяется измельчением блочной струк-
туры феррита и увеличением степени дисперсности карбидных
частиц, на границах с которыми в феррите наблюдается повышенная
плотность дислокаций.
Карбиды в качестве дисперсных частиц высокой твердости
сами по себе также увеличивают препятствия пластическому
деформированию, т. е. прочность стали.
Выше было указано, что конструктивная прочность стали опре-
деляется высоким значением сопротивления хрупкому и вязкому
разрушению. Легирование и введение необходимых количеств угле-
рода, а также применение специальной термической обработки
обеспечивает получение в стали необходимой структуры и требуе-
мого сочетания механических характеристик.
Рассматриваются четыре группы конструкционных сталей, при-
меняемых при обычных температурах: 1. Применяемые в состоянии
поставки без дальнейшей термической обработки (рассмотрены
в главе VI). 2. Цементуемые. 3. Улучшаемые и 4. Пружиннорес-
сорные стали (рассматриваемые в настоящей главе).
§ 2. ЦЕМЕНТУЕМЫЕ СТАЛИ
Цементуемые детали работают в условиях поверхностного
износа и приложения динамических нагрузок. Их поверхностный
слой должен отличаться высокой твердостью и износостойкостью,
внутренние объемы — высокой прочностью и хорошим восприятием
ударных нагружений. Цементуемые стали должны иметь доста-
точный предел прочности на изгиб, высокую контактную прочность
и высокий предел выносливости.
Цементуемые стали обычно содержат 0,1—0,2% углерода.
Иногда для повышения прочностных свойств сердцевины содержа-
ние углерода повышается до 0,3%.
Для получения высокой твердости поверхностного слоя в соче-
тании с достаточной вязкостью и прочностью сердцевины цемен-
туемые изделия в качестве заключительной термической обработки
подвергаются закалке с последующим низкотемпературным отпу-
ском.
Технологические процессы цементации и их разновидности
в зависимости от назначения деталей подробно рассмотрены
в главе XI.
После термической обработки структура поверхностного слоя
цементованной детали состоит из мартенсита и остаточного аусте-
нита и имеет твердость HRC 50—63. В случае достаточно высоко-
легированной стали для уменьшения количества более мягкого
280
Стали и сплавы, применяемые при обычных температурах
остаточного аустенита после закалки применяется обработка холо-
дом. Так, например, окончательная термическая обработка деталей
из стали 18Х2Н4ВА состоит из закалки, обработки холодом и после-
дующего отпуска на 180—200° С (обработка холодом применяется
и для других хромоникелевых сталей, например 12Х2Н4А).
Выбор марки цементуемой стали для изготовления данного
изделия определяется размером и условиями эксплуатации детали.
Последнее зависит от величины напряжений, возникающих в детали
при эксплуатации и типа машины.
Термическая обработка способна обеспечить требуемые техни-
ческие характеристики тонкого цементованного поверхностного
слоя. Однако высокие эксплуатационные качества деталей дости-
гаются только в условиях сочетания с хорошими однородными меха-
ническими свойствами сердцевины изделия. Последнее определяется
прокаливаемостью, содержанием углерода и легирующих элементов
в нецементованных объемах. Поэтому назначение стали
для изделия производится с учетом возникающих при работе напря-
жений, необходимости обеспечения сквозной прокаливаемости (для
ответственных деталей) и высоких механических свойств сердце-
вины. Как это показано в табл. 15, цементуемые стали могут быть
разбиты на четыре группы.
Таблица 15
Механические свойства и прокаливаемость цементуемых сталей
№ группы Условия нагружения Сечение детали Марки стали Прока- ливае- мость в мм Механические свойства сердцевины
° в в кГ /мм2 а0,2 в кГ /мм2 Ф в % НВ
1 Износ при ма- лых удельных нагрузках Малое 10, 20 Малая Не регламентиро- ваны 95- 150
2 Износ при по- вышенных удель- ных нагрузках Малое и среднее 15Х; 20Х; 15Г; 20Г; 15ХФ; 12ХН2 10—15 40—75 25-55 35-55 100— 160
3 Износ при вы- соких удельных нагрузках Среднее 18ХГМ; 18ХГТ; 12ХНЗА; 20ХН 15-20 80— НО 65—9С 45-55 250— 350
4 Износ при вы- соких удельных нагрузках Большое 18Х2Н4ВА; ЗОХГТ; 20ХГ5 25— 100 100— 150 90— 130 35—55 320— 440
Цементуемые стали
281
Из рассмотрения табл. 15 следует, что выбор стали определяется
величиной удельной нагрузки и сечением детали.
Детали малой ответственности и небольших размеров изготов-
ляются из углеродистой стали малой прокаливаемости, для которой
механические качества не регламентируются (группа 1). Охлаждение
при закалке производится в воде.
Детали малых и средних размеров, работающие при повышенных
удельных нагрузках, изготовляются из малолегированных хроми-
стых, марганцовистых или хромоникелевых сталей (группа 2).
Уровень легирования обеспечивает сквозную закалку в сечении
до 10—15 мм. Охлаждение при закалке производится в масле, для
марганцовистой стали — иногда в воде. После термической обра-
ботки предел прочности ав возрастает до 75 кГ/мм\ а предел теку-
чести а0>2 до 55 кПмм2.
Детали средних размеров, работающие при высоких удельных
нагрузках, изготовляются из сложно легированной хромоникеле-
вой, хромомарганцовомолибденовой, хромомарганцовотитановой или
с повышенным содержанием хрома (группа 3). Для этих сталей при
закалке в масле сквозная прокаливаемость обеспечивается на глу-
< бину 15—20 мм. Уровень механических свойств сердцевины значи-
тельно повышается: ав до НО кГ/мм\ а о0 2 до 90 кГ/мм*.
Детали больших сечений, работающие при высоких удельных
нагрузках, изготовляются из высоколегированных сталей, хромо-
никелевых, хромомарганцовых с добавкой титана и бора (группа 4).
Уровень легирования обеспечивает сквозную закалку в сечениях
от 25 до 100 и более миллиметров и весьма высокую прочность
сердцевины: ав до 150 кГ/мм* и а0>2 до 130 кГ/мм*. Уровень пла-
стичности, характеризуемый сужением поперечного сечения ф для
всех групп, лежит в пределах 35—55%. Стали 4 группы охлаждаются
при закалке в масле, а иногда хорошо воспринимают закалку на воз-
духе (сталь 18Х2Н4ВА).
Для максимального упрочнения детали из стали 18Х2Н4ВА
закаливаются в масле. При этом ав = 125ч-160 кПмм\ а ударная
вязкость ан — Э-г-15 кГ/см*. После охлаждения на воздухе ав =
= 110-4-130 кГ/мм* при ан = 11ч-18 кГм/см*.
При назначении стали рекомендуется выбирать марки, не содер-
жащие таких дефицитных элементов, как никель, вольфрам
и молибден.
В связи с этим для целей общего машиностроения сталь 12ХНЗА
рекомендуется заменять сталью 18ХГТ, сталь 12Х2Н4А —
сталью 18ХГТ и ЗОХГТ; изделия сечением до 20 мм взамен 18ХНЗА
могут быть изготовлены из стали 18ХГТ, а при сечении от 30
до 100 мм из ЗОХГТ.
Состав цементуемых сталей приведен в табл. 16.
Содержание вредных примесей серы и фосфора допускается
в пределах не более 0,04%.
282
Стали и сплавы, применяемые при обычных температурах
Таблица 16
Химический состав цементуемых конструкционных сталей
Марка стали Содержание легирующих элементов в %
С Si Мп Сг Ni Прочие элементы
10 0,07 -0,14 0,17—0,37 0,35—0,65 ^0.15 ^0,25
20 0,17—0,24 0,17-0,37 0,35—0,65 ^0,25 =С0,25 —
20Г 0,17—0,24 0,17—0,37 0,70—1,00 ^0,25 0,25 —
Д5Х 0,12-0,18 0,17—0,37 0,40—0,70 0,70—1,00 — —
20Х 0,17-0,23 0,17—0,37 0,50—0,80 0,70—1,00 — —
12ХНЗА 0,09—0,16 0,17-0,37 0,30—0,60 0,60—0,90 2,75-3,15 —
12Х2Н4А 0,09—0,16 0,17—0,37 0,30—0,60 1,25—1,65 3,25—3,65 —
15ХФ 0,12—0,18 0,17—0,37 0,40—0,70 0,80—1,10 — 0,10—0,20V
18ХГТ 0,17—0,23 0,17—0,37 0,80—1,10 1,00-1,30 — 0,06—0,12Ti
18Х2Н4ВА 0,14—0,20 0,17—0,37 0,25—0,55 1,35-1,65 4,00—4,40 0,8— l,20W
ЗОХГТ 0,24—0,32 0,17—0,37 0,8—1,10 1,0—1,3 — 0,6-0,12Ti
§ 3. УЛУЧШАЕМЫЕ СТАЛИ
Улучшаемые конструкционные стали называются так потоку,
что они подвергаются термической обработке — улучшению, заклю-
чающейся в закалке с высокотемпературным отпуском. В резуль-
тате улучшения получается высокий комплекс механических свойств
с хорошим сочетанием прочности и пластичности. Улучшаемые
конструкционные стали должны обладать не только высокой проч-
ностью, определяемой на гладких образцах, но и высокой конструк-
тивной прочностью.
Конструктивная прочность определяется при испытании образ-
цов с надрезом и образцов с надрезом при перекосе 4 и 8°, т. е. несо-
впадения оси образца с направлением растягивающих усилий. Осевое
растяжение образца приводит к равномерному распределению напря-
жений по сечению (фиг. 212, а). Надрез создает симметричную
концентрацию напряжений (фиг. 212, б); перекос приводит к асим-
метричной концентрации напряжений с возрастанием максимума
(фиг. 212, в). Для реальных деталей типичны случаи концентрации
напряжений при переходе от толстого сечения к тонкому, в местах
выточек, галтелей, отверстий и других переходов; при этом имеет
место'несимметричное приложение нагрузки. Поэтому чувствитель-
ность к надрезу является важной характеристикой конструктивной
прочности стали.
На фиг. 213, а приведены данные о влиянии надреза на предел
прочности углеродистой и легированной стали (после закалки
и отпуска при 200° С, в каждой стали 0,4% углерода). При равном
пределе прочности, определенном на гладких образцах ов =
= 170 кГ/мм* (кривая /), предел прочности в надрезе оказывается
Улучшаемые стали
283
меньшим только для углеродистой стали. В связи с увеличением
запаса пластичности легирование приводит к увеличению предела
Фиг. 212. Эпюры напряжений а при осевом растяжении:
а—для гладкого образца; б—для образца с надрезом; а—для
образца с надрезом и перекосом (пунктиром обозначена ось
образцов, а стрелками — направление действия растяги-
вающих усилий).
прочности при осевом растяжении с надрезом до 234 кГ/мм*. Однако
предел прочности при испытании образцов с надрезом и перекосом
Фиг. 213. Зависимость конструктивной прочности стали (0,4% С) от уровня легиро-
вания и времени отпуска при 600° С (для хромоникельмолибденованадиевой стали):
1 — дЛя гладких образцов; 2 — для образцов с надрезом; 3 — для образцов с надрезом
и перекосом (построено по д^нПЫм С. Т. Кишкина и С. 3. Бокштейна).
понижается до 30 кГ/мм* для углеродистой стали и возрастает
с усложнением легирования только до 66 кГ/мм* (при =
= 170 йГ/лСи2 на гладких образцах).
284
Стали и сплавы, применяемые при обычных температурах
Высокотемпературный отпуск закаленной стали повышает пла-
стичность и конструктивную прочность. На фиг. 213, б показано,
что с увеличением времени отпуска предел прочности при осевом
растяжении гладких и надрезанных образцов постепенно умень-
шается (кривые 1 и 2), а для случая с надрезом и перекосом непре-
рывно увеличивается (кривая 5). После высокотемпературного
отпуска конструктивная прочность очень высока.
Поэтому можно сделать вывод, что лучшей термической обра-
боткой для нецементируемых деталей машин является закалка
с высокотемпературным отпуском, т. е. улучшение стали.
Фиг. 214. Диаграмма для выбора марок конструкцион-
ной стали в зависимости от заданной прочности
и размеров сечения а детали (С. М. Баранов):
/ — 30XH3M; 2 — 30XH3; 3 — 34ХМА; 4 — З.ЗХСА;
5 - 30H3; 6 — 35ХА; 7 - 35СГ; 8 — сталь 30.
Легирование конструкционных улучшаемых сталей имеет своей
целью повышение конструктивной прочности и однородности строе-
ния и свойств по сечению деталей. Однородность строения и свойств
достигается увеличением прокаливаемости, позволяющей получить
однородную закаленную и далее высокоотпущенную структуру
по всему объему детали.
В малых сечениях (10 мм) на углеродистой стали можно получить механи-
ческие свойства не худшие, чем на высоколегированной. Например, после закалки
в соленой воде и трехчасового отпуска при 200° С углеродистая сталь 45 имеет ав =
= 205 кГ/мм2\ SK — 378 кГ/мм2, а высоколегированная сталь 40ХНМА (закалка
в масле, отпуск 200° С, 3 ч) имеет ов — 182 кГ/мм2 и SK = 341 кГ/мм2. Однако
даже в малых сечениях конструктивная прочность углеродистой стали мала по срав-
нению с легированной (косвенно показывается величинами ударной вязкости 4
и 8 кГм/см2 для стали 45 и 40ХНМА соответственно). В больших сечениях из-за
малой прокаливаемости прочностные характеристики углеродистой стали намного
меньше легированной.
Выбор стали по прочности в зависимости от сечения детали может
быть произведен по ориентировочной диаграмме фиг. 214 (для
постоянного значения относительного сужения ф = 40% и ударной
Улучшаемые стали
285
вязкости ан — 6 кГм/см2). Из диаграммы следует, что предел проч-
ности, равный 100 кГ/мм2, может быть получен для углероди-
стой стали 30 в сечении около 15 мм, для хромоникелевой
стали ЗОХНЗА — в сечении 80 мм.
В зависимости от условий нагружения и прокаливаемости кон-
струкционные улучшаемые стали могут быть разбиты на три группы
(табл. 17).
Таблица 17
Механические свойства и прокаливаемость улучшаемых сталей
№ груп- пы Условия нагружения Марки стали Прока- ливае- мость в мм Механические свойства
ае в кГ/мм~ а0,2 в кГ/мм2 в % ан ° кГм/см2
1 Детали, работаю- щие при малых нагрузках 40 45 50 10 60—70 40—60 40—50 4-5
2 Средненагружен- ные детали 40Х 40Г 20 80—90 70—80 45—55 8—10
3 Детали, работаю- щие при наи- больших на- грузках ЗОХГСА 40ХНМА 18Х2Н4ВА 30 80 120 100—120 90—110 40—50 1 10—12
Из рассмотрения данных таблицы следует, что одновременно
с увеличением степени легирования существенно возрастает ком-
плекс механических свойств и прокаливаемость стали, т. е. воз-
можность применения стали для деталей крупных сечений, работаю-
щих при наибольших нагрузках.
Термическая обработка улучшаемых сталей заключается
в нагреве до 820—880° С (в зависимости от состава) и последующем
охлаждении в масле (за исключением относительно больших дета-
лей из углеродистой стали, закаливаемых в воде).
Температура отпуска для разных марок изменяется в интер-
вале 500—650° С.
Некоторые улучшаемые стали используются после закалки и низкотемператур-
ного отпуска порядка 200° С.
При этом существенно повышается предел прочности, но уменьшаются пластич-
ность и ударная вязкость.
Хромокремнемарганцовистые стали (называемые по составу хромансиль:
хром, марганец, силициум (кремний) типа ЗОХГСА после закалки подвергаются
отпуску на различные температуры для получения ов = 160—180 кГ/мм2 (отпуск
при 200—250° С); ов = 140 кГ/мм2 (отпуск при 450—480°) и ов = 110ч-130 кГ/мм2
(отпуск при 500—520° С).
286
Стали и сплавы, применяемые при обычных температурах
Закалка и отпуск (450° С; 24) хромансиля для получения высокой прочности
понижают конструктивную прочность: SK = 215 кПмм\ св == 70 к,Г/мм* (при
нагреве и перекосе), а ан = 5,5 кГм/см*.
Существенное повышение конструктивной прочности может быть получено
применением изотермической закалки при 370° С (15 мин). При этом
сохраняется высокий предел прочности (ав = 140 кГ/мм*) и резко повышаются
показатели конструктивной прочности: SK — 215ч-248 кГ/мм*-, предел прочности
с подрезом и перекосом ов = 70ч-112 кГ/мм*, ударная вязкость возрастет в два
раза: от 5,5 до 11 кГ/см*. Предел текучести сг0,2 снижается от 130 до НО к,Пмм*.
Добавление в сталь типа хромансиль ^1,5% никеля (Ьталь ЗОХГСНА) увели-
ацкГм}см1
Фиг. 215. Зависимость ударной вязкости ан
хромоникелевой стали (0,43% С, 1,48% Сг
и 3,1% Ni) от температуры отпуска
Предварительная закалка с 8б0° С в масле.
чивает прокаливаемость и позволяет получить предел прочности после изотерми-
ческой закалки порядка 160—180 к,Пмм*. Дополнительное легирование вольфрамом,
молибденом и некоторыми другими элементами позволяет получить удовлетво-
рительные показатели конструктивной прочности при пределе прочности 180—
210 к,Пмм*. Так, например, сталь, содержащая 0,40% углерода, 0,75% марганца;
1,60% кремния; 1,80% никеля;
0,85% хрома; 0,30% молибдена;
0,10% титана и 0,003% бора после
закалки в масле с 900° С и двух-
кратного отпуска при 200—260°С
имеет следующие механические
свойства: ав — 200 кГ/мм*; а0,2 ~
= 165 кПмм*\ б=10%\; ф = 35%;
ан = 2,2 кГм/см* (по данным
зарубежной практики).
Низкое содержание углерода
в стали 18Х2Н4ВА позволяет ус-
пешно использовать ее после низ-
котемпературного отпуска при
180° С. По сравнению с улучше-
нием (отпуск при 540—580° С) ме-
ханические свойства после отпуска
при 180° С повышаются следующим
образом: ав от ПО до 140 кГ/мм*,
ан от 11 до 14 кГм/см* при сохра-
нении величины относительного
сужения ф = 50 ч- 60%.
Отпускная хрупкость является опасным недостатком многих
конструкционных сталей. Она выражается в том, что в интервалах
температур отпуска около 300 и 450—650° С наблюдаются «провалы»
ударной вязкости (фиг. 215).
Отпускная хрупкость I рода (район 300° С)
совпадает с температурами распада остаточного аустенита при
отпуске. Она проявляется вне зависимости от скорости после-
дующего охлаждения и называется «необратимой» отпускной хруп-
костью. Ранее предполагалось, что хрупкость I рода связана с рас-
падом пластичного остаточного аустенита и образованием более
хрупкой фазы — мартенсита отпуска.
В настоящее время это явление связывается с образованием при
отпуске мартенсита закалки карбидных частиц пластинчатой формы.
Отпускная хрупкость II рода наблюдается после
медленного охлаждения с печью из отпускного интервала 450—
65U° С (пунктирная часть кривой охлаждения фиг. 215) и отсут-
Улучшаемые стали
287
ствует после быстрого охлаждения в масле (сплошная часть кривой
фиг. 215) («обратимая» хрупкость). Отпускная хрупкость II рода
связывается с выделением при медленном охлаждении из a-твер-
дого раствора дисперсных частиц карбидов, фосфидов, нитридов
и других химических соединений, вызывающих охрупчивание
стали. Быстрое охлаждение после отпуска сохраняет углерод, фос-
фор, азот и другие элементы в твердом растворе, в связи с чем паде-
ние ударной вязкости не наблюдается. Легирование марганцем,
кремнием, хромом и бором, совместное легирование хромом и нике-
лем увеличивает склонность к хрупкости II рода. Если вспомнить,
что температурный район отпуска при улучшении совпадает с интер-
валом «обратимой» хрупкости при отпуске, станет ясным большее
практическое значение этого явления.
Из сказанного следует, что первым способом устранения хруп-
кости при отпуске II рода является быстрое охлаждение после
нагрева для отпуска. Однако самое быстрое охлаждение массивных
деталей не приведет к достаточно скорому охлаждению внутренних
частей, в которых разовьется отпускная хрупкость. Поэтому к глу-
бокопрокаливающимся хромоникелевым сталям добавляются воль-
фрам (до 1%) или молибден (до 0,5%), которые замедляют выделение
вызывающих хрупкость частиц из a-твердого раствора. В связи
с этим для изготовления улучшаемых крупных ответственных дета-
лей применяются глубоко прокаливающиеся хромоникельмолибде-
новые(например, 40ХНМА) и хромоникельвольфрамовые (например,
18Х2Н4ВА) стали.
В последнее время взамен хромоникельмолибденовых сталей типа 40ХНМА
применяется сталь 40ХГР (хромомарганцовобористая).
В заключение настоящего раздела рассмотрим влияние бора,
вводимого в конструкционную сталь в сотых долях процента.
Бор является поверхностно активным веществом и, распола-
гаясь на поверхности зерен аустенита, замедляет превращения
Состав улучшаемых конструкционных сталей
Таблица 18
Марка стали Химический состав в %
С Si Мп Сг Ni Прочие элементы
35 0,32—0,40 0,17—0,37 0,50—0,80 ^0,25 ^0,25
40 0,37—0,45 0,17—0,37 0,50—0,80 0,25 ^0,25 —
45 0,42—0,50 0,17—0,37 0,50—0,80 ^0,25 <0,25 —
40Х 0,36—0,44 0,17—0,37 0,50—0,80 0,80—1,10 — —
45Х 0,41—0,49 0,17—0,37 0,50—0,80 0,80—1,10 — —
40ХН 0,36—0,44 0,17—0,37 0,50—0,80 0,45—0,75 1,00—1,40 —
40ХНМА 0,37—0,44 0,17—0,37 0,50—0,80 0,60—0,90 1,25—1,65 0,15—0,25 Мо
288
Стали и сплавы, применяемые при обычных температурах
в верхнем районе температур, увеличивая тем самым прокаливае-
мость стали. Введение весьма малых («гомеопатических») добавок
бора и некоторых других элементов преследует также цель рафи-
нировки, очистки поверхности зерен и повышения качества
сплавов.
Состав распространенных конструкционных улучшаемых сталей
приводится в табл. 18.
§ 4. РЕССОРНО-ПРУЖИННЫЕ СТАЛИ
Особая форма рессор и пружин и условия их работы предъяв-
ляют высокие требования к упругости при достаточно низких пока-
зателях пластичности (относительное удлинение 6 = 5-4-10 % и суже-
ние поперечного сечения 20—35%). Пружинно-рессорные стали
характеризуются высоким отношением предела текучести к пре-
делу прочности.
По прочностным характеристикам эти стали возможно разбить
на 3 группы (табл. 19).
Таблица 19
Классификация пружинно-рессорных сталей
Группа Характеристика Марки стали Механические свойства
°в в кГ/мм2 а0,2 в кГ/мм2
1 Пониженной прочности 65; 70; 75; 85; 55ГС; 65Г 100—115 80—100
2 Средней прочности 50С2; 55С2; 60С2; 50ХФ2; 55СГ; 60СГ 120—130 110—120
3 Высокой прочности 60С2А; 63С2А; 70СЗА; 60С2ХА; 60С2ХФА; 65С2ВА; 60С2Н2А; 60СГА 160—190 140—170
К первой группе относятся стали углеродистые (с повышенным
марганцем — 0,5—0,8%), марганцовистые и кремнемарганцови-
стая с 0,5—0,8% кремния и 0,6—0,9% марганца. Большинство ста-
лей второй группы содержат 1,5—2,0% кремния (кроме 50ХФА,
дополнительно легированной хромом и ванадием при пониженном
содержании кремния). В сталях третьей группы при том же или более
высоком содержании кремния (70СЗА — 2,4—2,8% кремния), повы-
шенном содержании углерода содержатся также хром, вольфрам,
ванадий и никель.
Рессор но-tip ужи иные стали
289
Термическая обработка рессорно-пружинной стали заклю-
чается в закалке с 820—880° С (в зависимости от марки стали)
в масле (кроме сталей 50С2 и 55С2, иногда закаливаемых в воде).
Температура отпуска (в зависимости от состава) изменяется в интер-
вале 410—520° С.
Высокие прочностные характеристики сталей второй и третьей
групп объясняются введением кремния при повышенном содержа-
нии углерода: кремний задерживает углерод в пересыщенном
a-твердом растворе.
Для изготовления пружин методом холодной навивки исполь-
зуется так называемая «серебрянка» — холоднотянутая шлифован-
ная проволока. Упругие свойства в этом случае создаются на-
клепом, получаемым при холодной протяжке. Для уменьшения
внутренних напряжений пружина после навивки отпускается при
300° С.
Для улучшения качества поверхности и повышения предела
выносливости рессоры и пружины иногда подвергаются поверхност-
ному наклепу путем обдувки дробью.
Состав некоторых пружинно-рессорных сталей приведен
в табл. 20.
Таблица 20
Химический состав пружинно-рессорных сталей (по ГОСТ 2052-53)
1 Группа Марка стали Содержание элементов в %
С Si Мп Сг Ni W V
75 0,72-0,80 0,17—0,37 0,50—0,80 <0,30 <0,30
1 85 0,82—0,90 0,17—0,37 0,50—0,90 <0,30 < 0,30 — —
55ГС 0,52—0,60 0,50—0,80 0,60—0,90 <0,30 <0,40 — —
55С2 0,52-0,60 1,50—2,00 0,60—0,90 <0,30 <0,40 —
2 50ХФА 0,46—0,54 0,17—0,37 0,50—0,80 . 0,8—1,10 <0,40 — 0, io- о.20
55СГ 0,50—0,60 1,30—1,80 0,80—1,00 <0,30 <0,40 — —
60СГ 0,55—0,65 1,30—1,80 0,80—1,00 <0,30 <0,40 — —
60С2А 0,56-0,64 1,60-2,00 0,60—0,90 <0,30 <0,40
70СЗА 0,66—0,74 2,40—2,80 0,60—0,90 <0,30 <0,40 — —
3 6СС2ХФА 0,56—0,64 1,40—1,80 0,40—0,70 0,90—1,20 <0,40 — 0,10— 0,20
65С2ВА 0,61—0,69 1,50—2,00 0,70—1,00 <0,30 <0,40 0,80— 1,20 —
60С2Н2А 0,56—0,64 1,40—1,80 0,40—0,70 <0,30 1,40—1,70 — —
Содержание примесей серы и фосфора не превышает 0,04%.
290
Стали и сплавьц применяемые при обычных температурах
§ 5. КОМБИНИРОВАННАЯ (ТЕРМОМЕХАНИЧЕСКАЯ)
ОБРАБОТКА
Существующие методы упрочнения стали заключаются в раз-
дельном применений термической обработки и холодной пласти-
ческой деформации. Начиная с 1959 .г., были предприняты успеш-
ные попытки повышения прочностных характеристик путем приме-
нения комбинированной обработки, при которой совмещаются тер-
мическая обработка и пластическая деформация. Такая комбини-
рованная обработка получила название термомеханической.
Фиг. 216. Трафики вариантов комбинированной (термомеханической) обработки.
Задолго до открытия термомеханической обработки в практике промышленного
производства были получены весьма высокие прочностные характеристики (ов =
= 350-i-400 к,Пммг) на холоднокатаной патентированной проволоке. При патен-
тировании после нагрева выше Ас3 проволока поступает в ванну с расплавленным
свинцом (450—530° С) и получает дисперсную структуру сорбита или троостита
закалки. Дополнительное измельчение структуры вследствие наклепа при после-
дующем холодном волочении позволяет получить в тонких сечениях проволокй
указанные выше высокие прочностные свойства.
Из описанного вытекает, что в этом случае последовательно применяются тер-
мическая обработка и наклеп. При термомеханической обработке происходит сов-
мещение этих операций.
Существует две разновидности термомеханической обработки.
Первый вариант заключается в нагреве стали выше критических
температур Асг — Ас3 и пластическом деформировании аустенита
при этих температурах с последующей закалкой и низкотемпера-
турным отпуском (фиг. 216, а). В результате пластической дефор-
мации измельчается структура (размеры блоков) аустенита.
При последующей закалке происходит мартенситное превращение
в измельченной структуре аустенита (получается высокодисперсная
мартенситная структура). Последующий отпуск в интервале 100—
300° С уменьшает концентрацию углерода в а-растворе и хрупкость
стали.
Комбинированная (термомеханическая) обработка
291
Второй вариант термомеханической обработки заключается
в нагреве выше критических температур Асг — Ас3 и быстром охла-
ждении аустенита в район относительной устойчивости между
интервалами перлитного и промежуточного превращения
(фиг. 216, б). При температурах временной устойчивости аусте-
нита (500—550° С) производится пластическая деформация аусте-
нита, приводящая к измельчению его структуры. Далее следуют
закалка и низкотемпературный отпуск для уменьшения хруп*
кости. Этот метод называется в зарубежной литературе «аусфор-
минг».
В результате термомеханической обработки предел прочности
высоколегированной стали (типа ЗОХГСНА, 40ХНМА) достигает
250—270 кГ/мм\ а на опытных плавках ов = 280-?-300 кГ/мм\
Относительное удлинение при этом равно 6—8%, а ударная вяз-
кость ан 5-г 6 кГм/см2.
Показано, что наибольшее упрочнение получается при степенях деформации 50—
90%. Прочность растет с увеличением содержания углерода до 0,4—0,5%
и далее вновь понижается. Термомеханическая обработка стали типа
50Х2ГСН2ВМ позволяет получить ов — 300 кГ/мм2, при Относительном удлине-
нии д = 6%, в то время как обычная закалка при прочности об = 200-S-210 кГ/мм?
(в 1,5 раза меньшей) дает д = Зч-4%. Таким образом одновременно с получением
огромной прочности комбинированная обработка повышает пластичность. Одновре-
менно с повышением пластичности повышается сопротивление отрыву Sf.
Исследование микроструктуры и кристаллического строения
позволяет предложить следующее объяснение причинам значитель-
ного повышения прочности при сохранении или увеличении уровня
пластичности после термомеханической обработки. Электронно-
микроскопическое исследование показывает измельчение пластин
мартенсита и их ориентированность вдоль направления пластиче-
ской деформации. При рентгеноструктурном исследовании было
показано, что расширение параметров решетки после термомехани-
ческой обработки по сравнению с обычной закалкой в масле или
изотермической обработкой не наблюдается: напротив, получается
некоторое сужение ширины линий на рентгенограмме. Хорошо
известно, что ширина будет увеличиваться с измельчением блоков
мозаичной структуры и увеличением напряжений II рода. Экспери-
ментально показано, что размер блоков при термомеханической
обработке уменьшается в 4—6 раз по сравнению с обычной или
ступенчатой от (3,9—4,5) «Ю"6 см до (0,74—0,86)-10"6 см по дан-
ным Л. М. Певзнер, Я. М. Потак и др. Одно это должно было при-
вести к расширению линий. Так как в действительности линии
не расширяются, а остаются постоянными или сужаются, то это
может быть связано с тем, что при термомеханической обработке
уменьшаются напряжения II рода. В соответствии с общими предста-
влениями, изложенными в § 1 настоящей главы, причиной повы-
шения прочности при термомеханической обработке, является
292
Стали и сплавы, применяемые при обычных температурах
существенное измельчение блоков и, следовательно, увеличение плот-
ности дислокаций. Повышение пластичности при этом может быть
связано с понижением напряжений II рода.
Уменьшение напряжений II рода, по-видимому, связано с полигонизацией
(см. § 2 главы VIII) при повышенных температурах пластической деформации, что
одновременно ведет к измельчению мозаичной структуры. Этим объясняется,
вероятно, успех комбинированной обработки для упрочнения чистых металлов.
Большое практическое значение имеет обнаруженная «наслед-
ственность» термомеханической обработки: вторичная обычная
закалка с кратковременным нагревом в значительной степени сохра-
няет эффект предыдущей комбинированной обработки.
Новый технологический процесс комбинированной (термомеха-
нической) обработки нуждается в широком промышленном опро-
бовании и может найти применение в областях специального машино-
строения, где прочность для облегчения конструкции играет решаю-
щую роль.
Термомеханическая обработка может успешно применяться для
упрочнения не только сталей, но и титановых и некоторых других
сплавов. )
Таблица 21
Механические свойства сталей после комбинированной
(термомеханической) обработки
Марка стали Состав в % Механические свойства
С Мп Si Cr N! W Мо 3 ** О Я а0,2 в кГ/мм2 со «о % я Ф 1
Типа 36ХН2В 0,36 0,52 0,62 0,91 2,29 0,98 256 7,6
Типа 39ГСХ2Н2ВМ 0,39 1,05 1,03 1,86 2,33 1,03 0,47 260 — — —
Типа 43XH3B 0,43 0,74 0,80 1,0 3,0 1,0 — 271 — 6 —
Типа 48ГСХ2Н2ВМ 0,48 1,05 1,03 1,86 2,33 1,03 0,47 300 — 6 —
Типа 54ГСХ2Н2ВМ 0,54 1,31 1,33 1,56 2,35 1,01 1,51 279 5 —
ЗОХМ 0,29 — 1,0 —- — 0,2 182 161 И 41
Типа 40ХН2М 0,40 — — 0,8 1,8 — 0,25 285 189 И 32
50ХФА 0,50 — — 1,0 — 0,15V — 269 218 8 25
Типа 50ХН4М 0,50 0,27 0,25 1,55 4,0 — 0,31 270 190 9 22
Типа 40ХН5С 0,41 0,08 1,39 1,65 4,54 — — 234 182 7 19
40ХНМА 0,41 — 0,45 Остальное по ГОСТу 0,45 210 180 9 20
У7А * 0,71 0,27 0,21 0,08 0,10 — — 290 — — —
У10А * 1,01 0,20 0,18 0,12 0,12 — 290 — — —
651 * 0,66 0,98 0,23 0,09 0,20 — — 290 — — —
Получено при комбинированной обработке стальной проволоки.
Конструкционные сплавы на основе титана
293
В табл. 21 приведены составы и оптимальные результаты после
комбинированной (термомеханической) обработки сталей по данным
отечественных и зарубежных исследований \
Из рассмотрения приведенных результатов следует, что приме-
нение предложенной обработки позволяет получить на многих мар-
ках стали предел прочности до 270—300 кГ/мм\ недостижимый
при раздельном применении термической обработки и холодной
пластической деформации.
§ 6. КОНСТРУКЦИОННЫЕ СПЛАВЫ НА ОСНОВЕ ТИТАНА
Для ряда специальных машин, к которым, в частности, относятся
летательные аппараты, решающее значение имеет вес конструкций.
При выборе материала, обеспечивающего наименьший вес конструк-
ции, объективным показателем является так называемая удельная
прочность, т. е. отношение предела прочности сгв к удельному
весу у. Титан и его сплавы относятся к числу материалов с наиболь-
« « » ав / 120
шеи удельной прочностью, превосходящей как для стали =
= 15,2), так и легкие сплавы на основе магния == 15) и алю-
миния = 18,3у Для конструкционных сплавов титана ов =
= 90-н125 кГ/мм* при у = 4,5 г/см3, т. е. удельная прочность
колеблется в пределах 20—28. Подсчитано, что применение тита-
новых сплавов взамен стали позволяет уменьшить вес самолета
на 25%.
Высокие технические характеристики вызвали бурный рост про-
изводства титана и его сплавов в течение последнего десятилетия.
Если до 1948—1949 гг. производство титана измерялось тоннами,
а его применение ограничивалось малыми добавками (десятые
доли %) в различные сплавы, то в настоящее время мировая добыча
титана оценивается в десятки тысяч тонн. Титан используется для
изготовления конструкционных сплавов, работающих при обычных
температурах, для жаропрочных сплавов (см. главу XIV), твердых
сплавов (см. главу XV) и для некоторых нужд химической промыш-
ленности.
Титан является переходным металлом IV группы 4-го периода (по-
рядковый номер 22, атомный вес 47,9). Удельный вес равен 4,5 г/см3,
температура плавления 1668° С. Механические свойства химически
чистого титана невысоки: сгв = 30 кПмм*\ 0*0,2 — 19 кГ/мм*\
6 = 40%; ф = 60% и HV 90; модуль упругости равен 11 250 кГ/мм*.
Свойства существенно зависят от степени чистоты титана. Так,
например, при увеличении содержания примесей от 0,05 до 0,6%
твердость титана возрастает от HV 90 до HV 225.
1 По материалам, опубликованным в журн. «Металловедение и термическая
обработка» Ks 10 и 12, 1960, № 5, 1961 и Ks 1, 1962.
244
Стали и сплавы, применяемые при обычных температурах
Титан является полиморфным металлом. Ниже температуры
полиморфного превращения (882° С) существует а-титан с гекса-
гональной решеткой (параметры: а = 2,95 А и с = 4,68 А).
Выше 882° С существует Р-титан с решеткой объемноцентрирован-
ного куба (параметр а при 900° С равен 3,32 А).
При комнатной температуре титан отличается высокими анти-
коррозионными свойствами: особенно хорошо он сопротивляется
коррозии в морской воде, не уступая в этом отношении платине.
Фиг. 217. Зависимость стабилизации от содержания легиру-
ющих элементов:
а — 0-фазы и б — а-фазы.
При повышенных температурах титан активно окисляется, образуя
окислы TiO2 (в модификации рутила), Ti2O3 и TiO. С азотом обра-
зуется стойкий нитрид TiN.
Технический титан применяется в промышленности в двух
видах: ВТ1Д-1 и ВТ 1 Д-2. Он содержит значительное коли-
чество непременных примесей (С, О, N, Fe, Si, Н и W), составляю-
щих в сумме около 0,8%. Наличие примесей существенно повышает
прочность технического по сравнению с химически чистым титаном,
несколько снижая пластичность: ов = 45ч-60 кПмм?\ б = 25ч-30%;
ф — не менее 50% (ВТ1Д-1) и = 55-4-75 кГ/мм2\ б = 20-4-25%;
ф— не менее 45% (ВТ1Д-2). Повышенная прочность ВТ1Д-2 обу-
словливается несколько большим содержанием кислорода.
Легирование изменяет положение температуры полиморфного
а — (3-превращения. Элементы, понижающие температуру поли-
морфного превращения, способствуют стабилизации (З-фазы
(фиг. 217, а); повышающие температуру превращения способ-
ствуют повышению устойчивости a-фазы (фиг. 217, б). К числу
а-стабилизаторов относятся кислород, азот и алюминий; (3-стабили-
заторами являются молибден, ванадий, ниобий, железо, хром,
медь и другие.
Конструкционные сплавы на основе титана
295
Для получения титановых сплавов в состоянии P-фазы необхо-
димо ввести критическую концентрацию, т. е. наименьшее коли-
чество (J-стабилизатора, обеспечивающего сохранение этой струк-
туры при охлаждении до комнатных температур. Критическая кон-
центрация ряда металлов и их растворимость в а-титане приве-
дена в табл. 22.
Таблица 22
Критическая концентрация и растворимость некоторых металлов
в а-титане
Легирующий элемент Критическая концентрация в % Растворимость в а-титане (в скоб- ках указана темпе- ратура в ®С)
Молибден 10 0,8 (600)
Ванадий 15 2 (650)
Ниобий 36 4 (650)
Тантал . 60 8 (550)
Фиг. 218. Диаграмма изотерми-
ческого превращения Р-фазы
в сплаве титана с 20% ванадия.
Упрочнение титана и его сплавов производится нагартовкой
или термической обработкой.
Упрочняющая термическая обработка не применима к а-сплавам,
не претерпевающим превращений при
термическая обработка возможна в том
случае, когда быстрым охлаждением
из Р- или (а + Р)-областей диаграммы
состояния полностью или частично фик-
сируются неустойчивая P-фаза. Кине-
тика превращения переохлажденной
P-фазы описывается диаграммами изо-
термического превращения, аналогич-
ным диаграммам для стали. На фиг. 218
показана диаграмма для сплава титана
с 20% ванадия. Левее линий диаграммы
существует P-фаза. Выдержка при
температурах 400—500° С приводит
к частичному превращению Р- в а-фа-
зу. Выделение дисперсных частиц
a-фазы упрочняет сплав, создавая пре-
пятствие для пластической деформации. Обычно режим термической
обработки состоит из закалки от температур 800—1000° С и после-
дующего упрочняющего отпуска при 400—500° С.
В промышленных сплавах титана в качестве а-стабилизатора
применяется алюминий в пределах от 3 до 6% (сплав ВТ5).
Совместно с ним можно применять олово и цирконий, которые
296
Стали и сплавы, применяемые при обычных температурах
в отдельности являются нейтральными. В качестве Р-стабилизаторов
применяются хром, марганец, железо, ванадий и молибден. Марки,
состав, назначение и свойства титановых конструкционных сплавов
приведены в табл. 23.
Таблица 23
Состав, назначение и свойства титановых конструкционных сплавов
Марка сплава Состав Назначение Механические свойства
°в в к Г /мм'1 а0,2 в кГ/мм1 д в % В %
ОТ4 2,8% А1; 1,5% Мп 70—90 55—65 15—40 25—55
ВТ4 4,5% А1; 1,5% Мп | Сплавы для листов 80—90 70—80 15—22 20—30
ВТ5 5% А1 80 — 12 30
ВТ6 6% А1; 4% V 1 Сплавы общего 95 — 10 20
ВТ7 Al + V + Fe + Si J назначения 125 — 12 45
Наиболее высокую прочность можно получить на сплаве, легированном 13% вана-
дия, 11% хрома и 3% алюминия: предел прочности равен 175 кГ/мм2 (удельная
прочность равна 39).
Существенное упрочнение можно получить при комбинированной (термомеха-
нической) обработке титановых сплавов. Пластическое деформирование (на 40%)
сплава ВТЗ-1 с последующим охлаждением в воде и отпуском при 500° С (2 ч) при-
водит к повышению предела прочности до 165 к,Пмм2\ о0<2 до 155 к,Г/мм2 при д =4%
и ф = 9%. Увеличение степени пластической деформации при 850° С до 90% слабо
снижает ов (до 155 кГ/мм2) и о0<2 (до 150 кГ/мм2), но значительно повышает пла-
стичность; ф с 9 до 26% и 6 с 4 до 7% (А. С. Шигарев).
Для повышения износоустойчивости трущихся поверхностей
титановые сплавы подвергаются химико-термической обработке,
в частности азотированию в атмосфере аммиака или сухого азота.
Азотирование в аммиаке при 870° С в течение 16 ч позволяет полу-
чить глубину слоя 0,06—0,10 мм при твердости HV 1000—1200.
Титановые сплавы являются перспективными конструкцион-
ными материалами новой техники.
ЛИТЕРАТУРА
1. Металловедение и термическая обработка. Справочник. Металлургиздат,
1961.
2. Б. С. Н а т а п о в. Конструкционные стали. НТО Машпром, 1958.
3. С. 3. Б о к ш т е й н. Структура и механические свойства легированной
стали. Металлургиздат, 1954.
4. В. С. М е с ь к и н. Основы легирования стали. Металлургиздат, 1960.
5. И. И. Сидорин. Титан и его сплавы. НТО Машпром, 1959.
ГЛАВА XIV
КОНСТРУКЦИОННЫЕ СТАЛИ И СПЛАВЫ,
ПРИМЕНЯЕМЫЕ ПРИ ПОВЫШЕННЫХ
ТЕМПЕРАТУРАХ
Развитие техники в области энергетического машиностроения
и двигателей нового типа привело к созданию сталей и сплавов,
отличающихся высокой прочностью при повышенных температурах.
До начала нашего века малые напряжения и низкие температуры,
характерные для паровых котлов и машин, позволяли удовлетво-
рительно использовать низкоуглеродистые стали для изготовления
этих конструкций. В начале XX в. параметры, при которых рабо-
тают паросиловые установки (температуры, давление), резко
повысились, что потребовало применения сталей, выдерживающих
высокие напряжения при повышенных температурах. Для эксплу-
атации при 200—400° С с повышенной коррозионной стойкостью
в атмосфере пара были предложены перлитные хромомолибденовые
и хромокремнистые стали и полуферритные стали с 12% хрома.
Развитие химической промышленности и нужды химического
машиностроения со своей стороны вызвали появление хромоникеле-
вых сталей аустенитного класса (с 18% хрома и 8% никеля). Эти
стали наряду с хорошим сопротивлением коррозии в кислотах имеют
достаточно высокую прочность в интервале 300—500° С.
Однако уже к началу 30-х годов хромоникелевые стали аусте-
нитного класса не смогли удовлетворить возросшим требованиям
к сплавам энергетического машиностроения. Появление прямоточ-
ных котлов, мощных турбин и двигателей внутреннего сгорания
потребовало изыскание сплавов, сохраняющих высокую прочность
примерно до 650° С. Это удалось достигнуть дополнительным леги-
рованием хромоникелевых аустенитных сталей молибденом, воль-
фрамом, титаном и некоторыми другими элементами.
К моменту окончания Великой отечественной войны (1945 г.)
появилась реактивная авиация и вместе с ней газотурбинные двига-
тели. Наиболее ответственные детали этих конструкций (лопатки
газовых турбин) работают при высоких температурах (800—1200°С)
и напряжениях. Оказалось, что стали не могут обеспечить доста-
точно высокий комплекс свойств, в связи с чем широкое примене
ние получили сплавы на основе никеля,
298
Стали и сплавы, применяемые при повышенных температурах
Прогресс в развитии летательных аппаратов привел к огромным
скоростям полета. Современные самолеты в отдельных случаях
двигаются со скоростями, в 2—3 раза превышающими скорость звука
(2500—3500 км/ч). При этом температура обшивки в связи с тре-
нием в атмосфере достигает 300 и более градусов. В этих условиях
применяемые сплавы на алюминиевой основе не обладают достаточ-
ной прочностью, в связи с чем в 50-х годах получили применение
титановые сплавы.
Конструкционные стали и сплавы, обладающие повышенной
прочностью при высоких температурах, называются жаропроч-
ными. Большое техническое значение и широкое распространение
этих сплавов в машиностроении, в частности, в энергетическом,
в двигателях газотурбинных и внутреннего сгорания, в самолето-
И ракетостроении, позволяет выделить их в особый класс кон-
струкционных сплавов, работающих при повы-
шенных температурах.
В настоящей главе мы рассмотрим поведение металлов и сплавов
при повышенной температуре под нагрузкой, методы повышения
их полезных технических характеристик и основные группы про-
мышленных жаропрочных сталей и сплавов.
§ 1. ПОЛЗУЧЕСТЬ, ЖАРОПРОЧНОСТЬ И ОКАЛиностойкость
В обычных условиях связь между напряжением а и деформа-
цией S описывается диаграммами, подобными показанной
на фиг. 219, а. Согласно этой диаграмме, величина деформации
Фиг. 219. Диаграмма напряжений-деформаций (а) и идеализирован*
ная кривая ползучести при растяжении (б).
(удлинения) однозначно связана только с величинами напряжений,
вызываемых внешними усилиями.
Если приложить напряжение величиной аь то оно вызовет
начальное удлинение (фиг. 219, а). Оказывается, что приложение
этого напряжения в течение длительного времени приведет к посте-
Ползучесть, жаропрочность и окалиностойкость
299
пенному возрастанию удлинения, как это показано на фиг. 219, б.
Удлинение (деформация) металлов и сплавов с течением времени
под действием постоянной нагрузки (при постоянной температуре)
называется ползучестью.
Таким образом явление ползучести заключается в развитии
в течение времени пластической деформации при постоянной
нагрузке. Кривая ползучести в идеализированном виде показана
на фиг. 219, б. Немедленно после нагружения получается дефор-
мация 61( показанная точкой 1 (сумма упругой и пластической
деформации). На кривой ползучести можно отметить три стадии.
I стадия (участок 1—2) характеризуется замедленной скоростью
деформации. В течение II стадии (участок 2—3) скорость деформа-
ции постоянна (стадия установившейся ползучести). III стадия
(участок 3—4) отличается ускорением деформации со временем
и заканчивается разрушением сплава в точке 4.
Из рассмотрения кривой ползучести можно сделать два основ-
ных вывода о поведении сплавов при постоянной нагрузке и повы-
шенных температурах. Во-первых, деформация развивается во вре-
мени. Во-вторых, напряжения, значительно меньшие предела проч-
ности, приводят к разрушению в результате ползучести. Эти выводы
имеют большое практическое значение для деталей и узлов кон-
струкций, работающих при повышенных температурах, так как
ползучесть с течением времени приводит к недопустимому измене-
нию размеров деталей и к их разрушению при относительно низких
напряжениях.
Следовательно, для металлов и сплавов, длительно работающих
при повышенных температурах, необходимо ввести новые характе-
ристики механических свойств, с помощью которых можно учесть
особенности поведения материалов в этих условиях.
Жаропрочность сплавов, т. е. способность выдерживать нагру-
жение при высоких температурах, может быть.охарактеризована
двумя основными способами. Пределом ползучести называется
напряжение, вызывающее определенную деформацию за данный
промежуток времени при заданной температуре. Пусть испытание
на ползучесть показало, что удлинение в 0,2% было получено
за 300 ч при 700° С и напряжении 25 кГ/мм2. Следовательно, пре-
дел ползучести будет равен для заданных условий 25 кГ/мм*.
При обозначении этой характеристики непременно указываются
все условия испытания (деформацию, время, температуру) для дан-
ного случая о™0о°2%/зоо-< = 25 кПмм2.
Пределом длительной прочности называется напряжение, вызы-
вающее разрушение при данной температуре за данный интервал
времени. Например, предел длительной прочности для углероди-
стой стали при 550° С и тысячечасовом нагружении равен 18 кПмм2'.
о1000 ч/550° С — 18 кГ/ММ1.
300 Стали и сплавы, Применяемые При Повышенных температурах
В качестве расчетной характеристики может быть использо-
вана также средняя скорость ползучести, например
10“б (ПРИ заданной температуре и напряжении).
Выше было указано, что механические свойства конструкцион-
ных сталей и сплавов, работающих при обычных температурах,
определяются составом и строением. Механические характеристики
и поведение жаропрочных сплавов зависят также от температуры
и напряжения. Влияние этих факторов показано на фиг. 220.
При низких температурах (tr и /2) или напряжениях (о4 и о2) про-
Фиг. 220. Диаграммы ползучести металлов и сплавов:
а — при постоянном напряжении; б — при постоянной температуре.
гесс заканчивается на II стадии установившейся ползучести. Повы-
шение температуры (/2 > /х) или увеличение напряжения (о2 > oj
приводит к ускорению ползучести. При более высоких температу-
рах (/3, /4) и напряжениях (о3, сг4) практически наблюдаются I
и III стадии ползучести: нагружение заканчивается разрушением.
Дальнейшее повышение температуры или увеличение напряжений
приводит к ускорению ползучести и разрушению (/5 и о3).
Экспериментально показано, что процесс ползучести заключается
в преимущественном деформировании по границам зерен, охрупчи-
вании этих границ в связи с исчерпанием запаса пластичности
и межкристаллическом разрушении. Деформация и разрушение
при длительном нагружении принципиально отличаются от того же
при кратковременном нагружении; в последнем случае пластическая
деформация происходит благодаря скольжению или двойникованию
по объему зерен. Происходит также транскристаллическое разру-
шение, по объему зерен. Особый характер пластической деформации
при повышенных температурах (по границам зерен) объясняется
повышенной диффузионной подвижностью именно по границам
зерен. Под действием напряжений, вызванных внешними условиями,
атомы в пограничном слое диффундируют так, чтобы погасить эти
напряжения. Массовая диффузия этих атомов создает остаточную
Ползучесть, жаропрочность и окали нестойкость
301
пластическую деформацию, ползучесть металлов и сплавов. Такой
механизм пластической деформации называется диффузионной
пластичностью в отличие от сдвиговой, наблюдаемой в обычных
условиях.
Из представления о ползучести как о диффузионной пластич-
ности по границам зерен следуют практические выводы о путях
повышения жаропрочности. Для этого следует замедлить процесс
самодиффузии и упрочнить пограничные объемы зерен металлов
и сплавов.
Существует несколько
способов повышения жаро-
прочности, которые при-
меняются раздельно или
в комбинации друг с дру-
гом.
1. Применением туго-
плавких металлов, харак-
теризующихся высокой
энергией межатомной свя-
зи и малой скоростью са-
модиффузии.
2. Упрочнением основ-
Фиг. 221. Зависимость длительной прочности
сплавов на основе различных металлов от тем-
пературы.
ного металла легирова-
нием при образовании твердого раствора. Ранее было показано,
что температура порога рекристаллизации Тр, выше которой воз-
можна самодиффузия, для чистых металлов равна 0,4 от темпера-
туры плавления Тпл. Введение легирующих элементов может под-
нять Тр до 0,7—0,8 Тпл, т. е. существенно затруднить процессы
самодиффузии и диффузии и повысить жаропрочность.
3. Упрочнение выделением дисперсных частиц интерметалли-
ческих соединений или высокопрочных соединений в литом сплаве,
которые создают механические препятствия распространению пла-
стической деформации.
4. Упрочнение термической обработкой, создающей стабильные
при температурах нагружения структуры сплавов.
Относительная жаропрочность сплавов на основе различных
металлов показана на фиг. 221. Степень жаропрочности увеличи-
вается по мере движения от алюминия к титану, железу, никелю
и молибдену.
Если длительная прочность алюминиевых сплавов весьма мала
уже при 300° С, то сплавы на основе никеля могут применяться
при 800°С и более высоких температурах.
Прочность при повышенных температурах является необходи-
мой, но недостаточной характеристикой жаропрочных сплавов.
Вторым условием применения этих сплавов является окалино-
стойкость или жаростойкость.
302
Стали и сплавы, применяемые при повышенных температурах
Окалиностойкостъю называется способность металлов и сплавов
сопротивляться окислению при высоких температурах. Окисление
происходит при газовой или химической коррозии, которая заклю-
чается в химическом взаимодействии газа с металлом. В зависимости
от газовой среды (кислород, углекислый газ, хлор и т. п.) на поверх-
ности металла образуются окисли, хлориды или другие химические
соединения.
Рассмотрим процесс окисления стали. При нагреве железа или
стали на поверхности металла появляются так называемые цвета
побежалости. Так, например, в процессе нагрева в случае кратко-
временной выдержки при температуре 220° С появляется светло-
соломенный цвет побежалости, при 255° С — желтовато-коричне-
вый, при 265° С коричневый, при 280° С пурпуровый, при 290° С
светло-синий и т. п. Цвета побежалости определяются явлением
интерференции света в поверхностных слоях окислов различной
толщины.
Как показали исследования, соломенный цвет побежалости
появляется при слое окислов толщиной в 460 А, а синий — при тол-
щине слоя в 720 А при этих температурах окисления (ниже 570° С)
окисленный слой состоит из смеси Fe2O3 и Fe3O4 и различные цвета
побежалости получаются вследствие различия в толщине этого
слоя. Окисел типа Fe2O3 имеет плотную кристаллическую решетку,
хорошо сопрягающуюся с основной кристаллической решеткой
железа и потому предохраняющую железо от интенсивного окисле-
ния. Необходимая для продолжения окисления диффузия атомов
железа сквозь пленку плотных окислов весьма затруднительна.
Выше 570° С непосредственно на поверхности железа образуется
рыхлый и неплотный окисел FeO (бурая окалина). Облегчение
условий диффузии 1 и проникновение кислорода через неплотности
в оксидном слое приводит к быстрому окислению железа в области
более высоких температур.
Итак, образующаяся на поверхности металла плотная окисная
пленка Fe2O3 защищает железо и его сплавы от дальнейшего окисле-
ния в то время, как рыхлая пленка окисла FeO способствует окисле-
нию металла. Следовательно, для предохранения стали от газовой
коррозии необходимо создать условия образования на поверхности
металла плотно прилегающей пленки окисла определенного типа
в районе высоких температур окисления. Для этого в сталь вводят
такие элементы, как хром, алюминий и кремний, образующие
на поверхности металла окислы типа у—Fe2O3 при более высоких
температурах. Так, например, алюминий образует окисел А12О3
точнее (Al, Fe)2O3, хром образует окисел Сг2О3, точнее [(Cr, Fe)2O3]
1 FeO представляет твердый раствор вычитания. Наличие «дырок» приводит
к облегченной диффузии кислорода внутрь и железа наружу, что способствует уско-
рению процесса окисления.
Жаропрочные и жаростойкие стали
303
и т. п. Образование этих окислов предохраняет сталь от окисления
при достаточно высоких температурах.
Таким образом, введение в сталь хрома, алюминия и кремния
придает стали окалиностойкость. С увеличением содержания этих
элементов в сплаве его окалиностойкость, а следовательно, и воз-
можные температуры эксплуатации, значительно повышаются.
При постоянном составе сплава скорость газовой коррозии зави-
сит от среды, температуры и времени.
Глубина окисленного слоя в зависимости от времени (при постоянной темпера-
туре) изменяется по параболическому закону:
У = k /т,'
где у — глубина окисленного слоя, ат — время окисления. В зависимости от тем-
пературы глубина окисленного слоя изменяется по экспоненциальному закону
в
Т »
у = ае
где Т — температура в °К;
а и В — параметры уравнения.
Скорость газовой коррозии описывается уравнениями процессов диффузионного
насыщения (см. химико-термическую обработку).
§ 2. ЖАРОПРОЧНЫЕ И ЖАРОСТОЙКИЕ СТАЛИ
Стали, работающие при высоких температурах, разбиваются
на две группы: жаропрочные и жаростойкие. К жаро-
прочным сталям (и сплавам) предъявляются требования высокой
прочности при повышенных температурах и достаточной окалино-
стойкости. Жаростойкие (окалиностойкие) стали работают в нена-
груженном или слабонагруженном состоянии и должны хорошо
сопротивляться химическому разрушению в газовой среде при тем-
пературе выше 550° С.
Жаропрочные и жаростойкие стали по структурному состоянию условно делятся
на следующие классы: 1) перлитный; 2) мартенситный; 3) мартенситно-ферритный
(не менее 5—10% феррита); 4) ферритный (в этих сталях отсутствует у—а-превра-
щение); 5) аустенитно-мартенситный;) аустенитно-ферритный (более 10% феррита)
и 7) аустенитный. Название класса показывает основную структуру стали.
Так как суммарное содержание элементов в легированной стали может быть
очень большим, то к сталям относятся сплавы, в которых содержание основного
металла — железа — превышает 45%,
Стали перлитного класса. Относительно малолегированные и неле-
гированные стали перлитного класса иногда называются тепло-
устсйчивыми, Они применяются для деталей, работающих
до 500—550° С.
Для изготовления паровых котлов и емкостей, работающих
при температурах не выше 120° и давлении не более 8 атмосфер,
применяется нелегированная сталь Ст. 3 (0,12—0,23% углерода).
Для котлотурбостроения применяются низколегированные хромо-
молибденовые стали. Они отличаются малым содержанием углерода,
304
Стали и сплавы, применяемые при повышенных температурах
содержание молибдена изменяется от 0,2 до 0,5% и хрома в преде-
лах от 0,5 до 2,5%. Некоторые хромомолибденовые стали допол-
нительно легируются ниобием, ванадием и никелем.
Применяются следующие промышленные марки сталей этого класса 15М, 20М
(без хрома), 12ХМ, 20ХМ, 12Х2МБ (ЭИ454 с ниобием), 12Х2МНФ (ЭИ531 с нике-
лем и ванадием) и 25Х2МФА (ЭИ 10).
Уровень жаропрочности этих сталей определяется пределом пол-
зучести для 10"5%/ч, при 500° С о==7 к,Г!мм2, при 450° С о =
= 10-?-12 кГ/мм2, кроме стали 25Х2МФА с повышенным пределом
ползучести (о = 20 кГ/мм2).
Состав и применение высоколегированных жаростойких и жаро-
прочных сталей определяется ГОСТом 5632-61. Согласно этому
ГОСТу, содержание углерода обозначается цифрой в десятых долях
процента, например 4X13 содержит 0,4% углерода. Если нижний
предел содержания углерода не ограничен, а верхний предел соста-
вляет 0,09% и более, то цифра перед буквенным обозначением
не ставится (например, Х5 или Х5М). При содержании углерода
до 0,08% вначале марочного обозначения ставится 0, а если %С <
<0,04, то 00 (например, 0Х10Н20Т2 — не более 0,08% углерода
и 00Х18Н10 — не более 0,04% углерода).
Стали мартенситного класса. Для изготовления клапанов авто-
мобильных и тракторных двигателей используются сильхромы;
это хромокремнистые и хромокремние-молибденовые стали мар-
тенситного класса. Наличие хрома и кремния способствует повы-
шению окалиностойкости; температура начала интенсивного окисле-
ния 750—900° С. В разных марках сильхромов содержание угле-
рода изменяется в пределах 0,15—0,50%; кремния 1,5—3,0%;
хрома 5—10,5%.
Применяются следующие промышленные марки сильхромов: Х6С (ЭСХ6),
4Х9С2 (ЭСХ8), Х6СМ (ЭСХ6М), Х7СМ и 4Х10С2М (ЭИ107). Наименее легирован-
ный сильхром марки Х6С содержит 0,15% С; 1,5—2,0% Si; 5—6,5% Сг и <0,6% Ni
(для клапанов легковых машин и тракторов небольшой мощности). Наиболее леги-
рованный сильхром Х10С2М содержит 0,35—0,45% С; 1,9—2,6% Si: 9—10,5% Сг
и 0,7—0,9% Мо (для клапанов наиболее мощных моторов). Дополнительно легиро-
вание молибденом предохраняет от отпускной хрупкости.
Уровень жаропрочности сильхромов определяется пределом пол-
зучести на 0,1 % за 100 ч, при 500° С апЛ = 16 кПмм2, а при 600° С
падает до ~4 кГ/мм2.
Помимо сильхромов, к жаропрочным сталям мартенситного класса принадле-
жат: Х5, Х5М, Х5ВФ (для деталей аппаратов нефтеперерабатывающих заводов),
1Х8ВФ (для труб печей, аппаратов и коммуникаций нефтеперерабатывающих заво-
дов), 1Х12Н2ВМФ (ЭИ961) (диски компрессоров, лопатки и другие нагруженные
детали), 2X13 (ЭЖ2) (лопатки паровых турбин, клапаны) и 1Х17Н2 (ЭИ268)* и т.п.
* Здесь и далее в скобках указываются ранее принятые индексы марок сталей
ц сплавов,
Жаропрочные и жаростойкие стали
305
Жаропрочные стали мартенситного класса
применяются до температур 500—600° С.
Стали мартенситно-ферритного класса. Стали мартенситно-фер-
ритного класса имеют малое содержание углерода (0,09—0,22%),
содержат 10—14% хрома и дополнительно легируются вольфрамом,
молибденом, ванадием и, иногда; ниобием. Предназначаются для
весьма длительной (от 50 до 100 тыс. часов) работы при температу-
рах до 500—600° С. Из этих сталей изготовляются наиболее ответ-
ственные детали паровых турбин (рабочие и направляющие лопатки,
диски, роторы, клапаны, болты и трубы).
Применяются следующие марки стали мартенситно-ферритного класса: 1Х11МФ
(15Х11МФ); 1Х12ВНМФ (ЭИ802, 15Х12ВМФ, ЭИ952); 2Х12ВМБФР (ЭИ993);
1Х12В2МФ (ЭИ756) и 1X13 (ЭЖ1) (ГОСТ 5632-61).
Стали ферритного класса. Эти стали в качестве жаропрочных
не применяются.
Стали аустенитно-мартенситного класса. Они ограниченно при-
меняются в качестве жаропрочных. Содержат не более 0,09% угле-
рода, 15—17% хрома, 7—9% никеля и около 1% алюминия.
Примером сталей этого класса могут служить стали марок
Х15Н9Ю (ЭИ904) и Х17Н7Ю (ЭИ973) по ГОСТ 5632-61.
Стали аустенитно-ферритного класса. Они в качестве жаропроч-
ных не применяются.
Стали ферритного и аустенитно-ферритного классов не применяются в качестве
жаропрочных, так как диффузионная подвижность металлических атомов в феррите
весьма значительна, что приводит к ускорению ползучести и низкому уровню жаро-
прочности.
Стали аустенитного класса. Стали аустенитного Класса поль-
зуются наиболее широким распространением в качестве жаропроч-
ных. Интервал рабочих температур 600—750° С. Иногда для слабо-
нагруженных деталей некоторые стали аустенитного класса при-
меняются до 950—1000° С. Согласно ГОСТу, в настоящее время
применяются 20 марок аустенитной жаропрочной стали. Содержание
углерода изменяется в пределах 0,06—0,5% (в большинстве слу-
чаев содержание углерода равно 0,1%); содержание хрома от 10
до 26%, никеля — от 6 до 27%. В ряде случаев производится допол-
нительное легирование титаном, вольфрамом, молибденом, нио-
бием, ванадием, алюминием и азотом. В качестве рафинирующих
добавок вводятся сотые доли процента (порядка 0,020) бора и церия.
Стали аустенитного класса подвергаются различным видам спе-
циальной обработки, в результате которой жаропрочность суще-
ственно повышается в связи с выделением из аустенита мельчайших
частиц упрочняющих фаз.
Марки, назначение и условия эксплуатации различных аустенитных сталей
приведены в табл. 24. В одной из граф ориентировочно указан срок работы (про-
должительность эксплуатации при данных температурах). Под ограниченным сро-
ком (О) подразумевается время службы детали от 100 до 1000 ч, под длитель-
ным (Д) от 1000 до 10 000 ч, под весьма длительным (ВД) — от 50 000 до 100 000 ч.
306
Стали и сплавы, применяемые при повышенных температурах
Таблица 24
Назначение и условия работы жаропрочных аустенитных сталей
Марка стали Примерное назначение Темпе- ратура работы в °C Срок служ- бы Темпера- тура начала интенсив- ного ока- линообра- зования в °C
4Х12Н8Г8МФБ (ЭИ481) Х12Н20ТЗР (ЭИ696) Х12Н22ТЗМР (ЭИЗЗ) 1Х14Н16Б (ЭИ694) 1Х14Н16БР (ЭИ694Р) 1Х14Н18В2Б (ЭИ695) 1Х14Н18В2БР (ЭИ695Р) 1Х14Н18В2БР1 (ЭИ726) 4Х14Н14В2М (ЭИ69) 4Х15Н7Г7Ф2МС (ЭИ388) 0Х14Н28ВЗТЗЮР (ЭИ786) 1Х16Н13М2Б (ЭИ680) Х16Н15МЗБ (ЭИ847) Х18Н10Т (1Х189Т) Х18Н12Т ЗХ19Н9МВБТ (ЭИ572) 0Х23Н18 Х23Н18 (ЭИ417) Х25Н16Г7АР (ЭИ835) 1Х25Н2ТР (ЭИ813) Диски турбин .... Детали турбин (по- ковки, сорт, лист) Диски турбин .... Трубы пароперегре- вателей и трубо- проводы установок сверхвысокого да- вления, листовой прокат Роторы, диски и ло- патки турбин . . . Клапаны двигателей, детали трубопрово- дов Лопатки газовых тур- бин, крепежные де- тали Диски турбин .... Поковки для дисков и роторов, лопатки, болты Трубы пароперегре- вателей и трубо- проводов высокого давления Детали выхлопных 1 систем, трубы, сор- | товые и листовые J детали Роторы и диски, бол- ты Трубы, арматура (при пониженных на- грузках) Детали установок в хи- мической и нефтя- ной промышленно- сти Листовые и сортовые детали (при умерен- ных напряжениях) То же 650 600-630 700 750 650 650 700 700 650—700 600—650 650 750 600 350 600 600 600 1000 1000 800—950 800—950 о Д О О вд вд вд вд вд д О О вд вд вд вд вд д д О О 750 850 850 850 850 850 850 850 850 800 900 850 850 800 800 800 1050 1050 1050—1100 1100
Жаропрочные сплавы на никелевой основе
307
Стали не обеспечивают необходимый уровень жаропрочности
для ряда специальных целей. В связи с этим широкое распростра-
нение получили рассматриваемые в следующем разделе жаропрочные
сплавы на никелевой основе.
Выше было указано, что жаростойкие (окалиностойкие)
стали и сплавы работают в ненагруженном или слабонагруженном состоя-
нии и должны хорошо противостоять химическому воздействию газовой среды при
температурах выше 550° С. Таким требованиям удовлетворяют легированные стали
различных классов, сплавы на железо никелевой и никелевой основе. В качестве
жаростойких применяются:
А. Стали следующих классов: а) мартенситного Х5, 4Х9С2 (Х9С2, ЭСХ6М),
4Х10С2М (Х10С2М, ЭИ107), 3X13H7C2 (Х13Н7С2, ЭИ72); б) мартенситно-феррит-
ного: Х6СЮ (ЭИ428), 1X13 (ЭЖ1); ферритного: 1Х12СЮ (Х12ЮС, ЭИ404), Х17
(ЭЖ17), 0Х17Т (ЭИ645); Х18СЮ (ЭИ484), Х25Т (ЭИ439), Х28 (ЭЖ27, ЭИ349);
г) аустенитно-ферритного: 0Х20Н14С2 (ЭИ732), Х20Н14С2 (ЭИ211), Х23Н13 (ЭИ319);
д) аустенитного: 0Х18Н10 (0Х18Н9, ЭЯО), Х18Н9 (1Х18Н9, ЭЯ1), 0Х18Н10Т
(ЭИ914), Х18Н10Т (1Х18Н9Т, Я IT), Х18Н9Т, Х18Н12Т, 4Х18Н25С2 (Х18Н25С2,
ЭЯЗС), 0Х23Н18, Х23Н18 (ЭИ417), Х25Н16Г7АР (ЭИ835), Х25Н20С2 (ЭИ283),
1Х25Н25ТР (ЭИ813).
Б. Сплавы на железо-никелевой основе, которые содержат в сумме
более 65% железа и никеля (примерное отношение Fe : Ni = 3:2): ХН38ВТ
(ЭИ703).
В. Сплавы на никелевой основе: ХН60Ю (ЭИ559А), ХН75МБТЮ (ЭИ602),
ХН78Т (ЭИ435), ХН70Ю (ЭИ652), ХН70 (ЭИ442). Состав и примерное назначение
указанных жаростойких сплавов см. ГОСТ 5632-61.
§ 3. ЖАРОПРОЧНЫЕ СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
Жаропрочные сплавы на никелевой основе содержат не менее 55%
никеля и значительное количество легирующих элементов.
Как показано выше (см. фиг. 221), никелевые сплавы по уровню
жаропрочности значительно превосходят стали и другие сплавы
на основе железа.
Сплавы на никелевой основе разбиваются на две группы: дефор-
мируемые и литые.
Упрочнение литых сплавов является результатом расположения
по границам зерен эвтектик или тугоплавких химических соеди-
нений.
Деформируемые сплавы на никелевой основе упрочняются
с помощью специальной термической обработки. Так, например,
классический жаропрочный сплав ХН77ТЮ (ЭИ437А в зарубеж-
ной практике обычно известен под названием Нимоник 80) имеет
следующий состав: 19—22% хрома; 2,30—2,70% титана; 0,55—
0,95% алюминия; основа — никелевая.
Содержание прочих элементов ограничивается — сплав содержит не более:
0,06% углерода, 0,6% кремния, 0,4% марганца, 4% железа, 0,007% серы и 0,015%
фосфора. В создании жаропрочных и жаростойких свойств участвуют указанные
5<ыше элементы: Cr, Ti, Al и Ni.
308
Стали и сплавы, применяемые при повышенных температурах
При нагреве до 1080° С хром, титан и алюминий образуют твер-
дый раствор замещения в никеле. Далее следует закалка для сохра-
нения состояния твердого раствора при комнатных температурах.
Так как этот твердый раствор весьма устойчив, то охлаждение
на воздухе (или в печи со скоростью 140° С/ч до 600° С и далее
на воздухе) является закалкой и фиксирует состояние твердого
раствора. При комнатных и более высоких температурах этот рас-
твор является пересыщенным алюминием и титаном. Для выделения
избыточного алюминия и титана производится нагрев примерно
до 700—750° С с многочасовой выдержкой. В процессе выдержки
при 700—750° С избыточные количества алюминия и титана выпа-
дают из пересыщенного твердого раствора в виде частиц химиче-
ского соединения Ni3 (Ti, Al) (у'-фаза). Кристаллические решетки
никелевого твердого раствора и химического соединения однотипны
и отличаются только параметрами. Поэтому между никелевым твер-
дым раствором и у'-фазой осуществляется непрерывный переход
одной решетки в другую (когерентная связь), которая обеспечивает
упрочнение сплава. Процесс упрочнения, связанный с выделением
дисперсных частиц избыточной фазы при нагреве закаленного твер-
дого раствора, называется процессом старения.
Преимущественное выпадение Ni3 (Ti, Al) по границам зерен
обеспечивает повышение сопротивления ползучести и, следовательно,
уровня жаропрочности.
Таким образом, термическая обработка для упрочнения никеле-
вых сплавов состоит из закалки и старения х.
Повышение температуры над оптимальной вызывает вначале
рост частиц (подобно коагуляции при отпуске стали), а далее рас-
творении их в твердом растворе. Оба этих процесса приводят к разу-
прочнению и снижению жаропрочности.
Существенное повышение длительной прочности может быть получено приме-
нением комбинированной (термомеханической) обработки (см. § 5 главы XIII).
Термомеханическая обработка жаропрочных сплавов заключается в совмещении
деформирования (при температуре закалки) и охлаждении с последующим старе-
нием.
На фиг. 222, а показана структура сплава ХН77ТЮР (ЭИ437Б) после стан-
дартной термической обработки (нагрев до 1080° С, выдержка 8 ч, охлаждение
на воздухе, старение при 700° С 16 ч): видна полигональная структура зерен твер-
дого раствора на основе никеля, в которых расположены субмикроскопические
частицы упрочняющей фазы. После термомеханической обработки существенно
изменяется форма зерен и, что особенно важно, строение границ (фиг. 222, б, дефор-
мация производилась по окончании выдержки при 1080° С и далее следовала закалка
и старение). Зубчатое строение границ, по-видимому, связано с полигонизацией,
скоплением дислокаций и изменением блоков мозаичной структуры. Эти струк-
турные изменения приводят к повышению прочности и жаропрочности не только
никелевых сплавов, но и сталей.
1 Более подробно теория старения рассматривается далее в приложении к алю-
миниевым сплавам (глава XVIII).
Жаропрочные сплавы на никелевой основе
309
Состав сплава ХН77ТЮ (ЭИ437А) является основным для жаро-
прочных сплавов на основе никеля. Для дальнейшего повышения
уровня жаропрочности сплавы указанного состава дополнительно
легируются вольфрамом, молибденом, ниобием, ванадием и другими
металлами.
Для уменьшения диффузионной подвижности по границам
зерен и рафинирования в сплавы вводятся до 0,02% бора, до
0,025% церия и некоторые другие малые добавки.
Фиг. 222. Структура жаропрочного никелевого сплава ХН77ТЮР:
а — после стандартной термической обработки; б — после термомеханической
обработки; X 200 (С. Т. Кишкин, С. 3. Бокштейн, М. Г. Лозинский, Е. Н. Соколков).
Первым и наименее жаропрочным никелевым сплавом был ХН78Т (ЭИ435,
известен в зарубежной практике как сплав нимоник). Он содержит <0,12% угле-
рода, 0,15—0,35% титана, 19—22% хрома и упрочняется в связи с выпадением
дисперсных частиц карбида титана. Введение титана в больших количествах (2,30—
2,70%) и алюминия (0,55—0,95%) позволило создать сплав ХН77ТЮ (ЭИ437А,
нимоник 80). Присадка незначительного количества бора «0,01%) позволила полу-
чить сплав с повышенной жаропрочностью ХН77ТЮР (ЭИ437Б); в этом сказалась
определяющая для жаропрочности роль границ зерна.
Дальнейший рост жаропрочности был получен путем одновременного введения
вольфрама и молибдена (по 4—5%, сплав ХН67ВМТЮ); молибдена «2%) и ниобия
(^1%) (сплав ХН75МБТЮ). Сплав ХН70Ю имеет повышенное содержание
алюминия (около 3%) и т. д. Составы жаропрочных никелевых сплавов,
назначение и условия эксплуатации которых приводятся в табл. 25 по ГОСТу
5632-61.
Индексы (О), (Д) и (ВД) указывают на ограниченный (100—
10С0 ч), длительный (1000—10 000 ч) и весьма длительный (50 000—
100 000 ч) срок службы детали.
310
Стали и сплавы, применяемые при повышенных температурах
Таблица 25
Назначение и условия работы жаропрочных никелевых сплавов
Марка сплава Примерное назначение Температура работы в °C Срок служ- бы Темпера- тура начала интенсив- ного ока- линообра- зования в °C .
ХН60Ю (ЭИ519А) Листовые детали турбин (при умеренных на- пряжениях) 850—1100 О 1200
ХН70ВМЮТ (ЭИ765) Лопатки, крепежные де- тали 700—750 вд 1000
ХН70ВМТЮ (ЭИ167) Лопатки турбин .... 800 800—850 д о 1000
ХНВОТБЮ (ЭИ607) Лопатки, крепежные де- тали турбин .... 700 вд 1050
ХН70МВТЮБ (ЭИ598) Лопатки турбин .... 800—850 о 1000
ХН67ВМТЮ (ЭИ445Р) То же .... 750—800 850 800—950 д 1000
ХН75МБТЮ (ЭИ602) Листовые детали турбин kJ О 1050
ХН77ТЮ (ЭИ437А) Диски, лопатки турбин 750 О 1050
ХН77ТЮР (ЭИ437Б) То же 750 > О 1050
ХН60В (ЭИ868) Листовые детали тур- бин 800—1000 О 1100
ХН70Ю (ЭИ652) Листовые детали, газо- проводы (при уме- ренных напряжениях) 850—1100 О 1200
§ 4. ЖАРОПРОЧНЫЕ СПЛАВЫ НА ОСНОВЕ ТИТАНА
Общая характеристика титана и титановые сплавы, работающие
при ..низких температурах, описаны в предыдущей главе (§ 6). Рас-
смотрим жаропрочные сплавы на основе этого металла.
Наилучшей жаропрочностью отличаются сплавы со структурой
a-фазы до 650° С. Они хорошо свариваются и не охрупчиваются при
термической обработке, отличаются высокой жаростойкостью. Верх-
ней температурной границей применения сплавов с 0-структурой
является 540° С. Самой низкой жаропрочностью (до 430°) обладают
сплавы с (а + 0)-строением.
Жаропрочные титановые сплавы легируются одновременно не-
сколькими элементами: хромом совместно с алюминием (сплав ВТЗ);
хромом, алюминием и молибденом (сплав ВТЗ-1): алюминием и мо-
либденом (сплав BTg).
Зарубежные титановые жаропрочные сплавы комбинированно легируются,
например, оловом и алюминием (сплав Ti — 371, 13% Sn и 2,75% Al, Англия);
алюминием (4%) и марганцем (4%) (сплав — С — 130АМ); алюминием (5%), хро-
мом (1,4%), железом (1,3%), молибденом (1,4%) (сплав Т-155А); алюминием (6%
и ванадием (4%) (сплав MSTGA14V) (США) и т. п.
Жаропрочные сплавы на основе титана
311
О 100 200 300 400 500 °C
Фиг. 223. Зависимость меха-
нических свойств жаропроч-
ного сплава на основе титана
(4% А1 и 4% Мп) от темпе-
ратуры.
При температурах эксплуатации в пределах 500° С эти сплавы
отличаются высокой жаропрочностью, которая в сочетании с лег-
костью (у = 4,5 г/см3) делают их хорошими материалами для изго-
товления легких конструкций.
Жаропрочность характеризуется следующими величинами. Для
сплава с 13% Sn и 2,75% А1 предел ползучести за 300 ч при 400° С
и удлинении 0,09% равен 47 кГ/мм\ за
50 ч при 500° С и удлинении 0,1% —
23,8 кГ/мм*. Для сплава с 8% А1, 2%
Nb и 1% Та предел ползучести за 300 ч
при 425° С и удлинении 0,2% равен
35 кГ/мм*.
В этих же температурных условиях
жаропрочность обычно применяемых алю-
миниевых сплавов практически равна
нулю. Благодаря сочетанию высокой жа-
ропрочности с малым удельным весом
титановые сплавы являются лучшими мате-
риалами для деталей, работающих при
температурах ниже 500—550° С.
Иногда эти сплавы должны кратковре-
менно "работать при повышенных темпера-
турах. При этом прочностные характери-
стики значительно повышаются. На
фиг. 223 показано влияние температуры
на механические свойства при кратковременных испытаниях описан-
ного выше сплава С-130АМ: при 300—400° С предел прочности равен
70—80 кГ/мм2 при достаточно высокой пластичности.
Состав и свойства титановых жаропрочных сплавов приведены
В табл. 26,
Таблица 26
Состав и механические свойства жаропрочных сплавов
Марка сплава Состав Механические свойства
в кГ/м-М,1 а0,2 в кГ/мм* б в % в %
втз 3% Сг; 5% А1 95—115 85—105 10—16 25—40
ВТЗ 1 2% Сг; 5% А1; 1,5% Мо 95—120 85—110 10—16 25—40
ВТ8 6,3% А1; 3,3% Мо 105—120 90—100 9—15 30—55
Комбинированная (термо-механическая) обработка сплава ВТЗ-1 (деформация
при 850° С на 90%, охлаждение в воде и отпуск при 500° С) приводит к значитель-
ному повышению прочности при сохранении уровня пластичности: вв возрастает
от 120 до 144 кГ/мм1, о0)2 от ПО до 150 кГ/мм2.
312
Стали и сплавы, применяемые при повышенных температурах
§ 5. ПЕРСПЕКТИВЫ РАЗВИТИЯ НОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ
Непрерывное повышение рабочих температур и напряжений при-
водит к необходимости изыскания сплавов с более высоким уровнем
жаропрочности, чем у сплавов на основе железа, никеля и титана.
Так как жаропрочность сплавов в первую очередь обусловливается
жаропрочностью основного металла, то общее представление о пер-
спективах развития сплавов высокой жаропрочности возможно
сделать путем сопоставления жаропрочности ряда основных метал-
лов.
В табл. 27 приведены сравнительные данные о пределе ползу-
чести (при 1000° С за 24 ч на 1%) некоторых чистых металлов.
Таблица 27
Предел ползучести и удельная жаропрочность чистых металлов при 1000° С
Металл спл в кГ/ммг Удельный вес у в г/см3 Удельная жаропрочность,
Титан 0,16 4,5 х 0,035
Никель 0,4 8,9 0,045
Железо 0,75 7,87 0,095
Кобальт 1,0 8,9 0,112
Хром . . 3,2—4,8 7,1 | 0,45—0,68 |
Ниобий 4,5 8,4 0,54
Тантал . 4,8—6,4 16,6 0,29—0,39
Молибден 4,8—6,4 10,2 | 0,47—0,63 |
Вольфрам 9,6 19,3 0,5
Первые четыре металла (титан, никель, железо и кобальт) яв-
ляются основными для жаропрочных сплавов (малое применение
кобальта связано с его дороговизной). Последующие пять металлов
(хром, ниобий, тантал, молибден и вольфрам) характеризуются жаро-
прочностью, во много раз превосходящей жаропрочность применяе-
мых металлов. При выборе конструкционных материалов важной
характеристикой является удельная прочность, т. е. отношение
прочности к удельному весу.
В данном случае в качестве такого критерия выбрана удельная
жаропрочность, т. е. отношение предела ползучести к удельному
весу. Сопоставление этих характеристик для разных металлов при
1000° С произведено в последней графе таблицы. Наилучшей удельной
жаропрочностью (до 0,63—0,68) обладают хром и молибден; она
почти в 20 раз больше, чем у титана, и в 6 раз больше, чем у кобальта.
Перспективы развития новых жаропрочных сплавов
313
Сравнение жаропрочности молибдена и высоколегированного
никелевого сплава показано на фиг. 224. Для получения равной де-
формации (ползучести) молибдена при 870° С требуется в 10 раз
больше напряжение (а ^20 кПммг по сравнению с 1—3 кГ/мм*
для никелевого сплава).
Особенно значительными оказываются преимущества молибдена
при 1000—1100° С, когда предел длительной прочности наиболее
жаропрочных никелевых сплавов измеряется несколькими кГ/мм\
Предел длительной прочности молибдена (за 100 ч) при 982° С равен
ZU W 0U HU 1UU 1ZU 1W 10U J6U ши ч
Фиг. 224. Зависимость напряжения, приводя-
щего к деформации на 2% при 870° С от времени:
вверху — для деформированного молибдена; внизу —
для легированного жаропрочного никелевого сплава.
16—17, а при 1100° С 9—10 кГЛюи2. Легирование молибдена тита-
ном, ниобием и ванадием (в десятых долях процента) приводит
к существенному возрастанию длительной прочности адл. Так, на-
пример, адл для сплава с 0,5% Ti при 870, 982 и 1100° С соответ-
ственно равен 46, 37 и 18—24 к,Пмм\ Молибден и его сплавы
в настоящее время являются наиболее жаропрочными из всех
известных.
Применение жаропрочных сплавов на основе хрома и молиб-
дена связано со многими технологическими трудностями при изго-
товлении, обработке и эксплуатации произведенных из них дета-
лей. Молибден и его сплавы легко окисляются начиная с 600° С,
а с 1000° С эти окислы начинают с большой скоростью испаряться.
Главной проблемой применения молибденовых сплавов является
защита от газовой коррозии. Для этого применяются поверхност-
ные слои из жаростойких металлов, интерметаллических соедине-
ний или окислов. Получение на поверхности дисилицида молиб-
дена толщиной в 0,1 мм обеспечивает защиту в течении 4000 ч
при 1000° С и 300 ч при 1700° С.
Гальванические покрытия хромом и никелем обеспечивают
защиту при 900—1200° С. Нанесение слоя жаростойких никелевых
сплавов или сталей успешно защищает при 1000—1200° С и т. д.
314 Стали и сплавы, применяемые при повышенных температурах
ЛИТЕРАТУРА
1. И. А. Одинг, В. С. Иванова, В.В.БурдукскийиВ.Н. Г ем и •
нов. Теория ползучести и длительной прочности металлов. Металлургиздат,
1959.
2. М. Л. В е р ш т е й н. 1. Стали и сплавы для работы при высоких темпера-
турах. Металлургиздат, 1956. 2. Жаропрочность и жаропрочный сплавы, НТО
Машпром, 1961.
3. Металловедение и термическая обработка. Справочник. Металлургиздат,
Изд. 1956 и 1961 гг.
4. И. И. Сидорин. Титан и его сплавы. НТО Машпром, 1959.
5. А. С. С т р о е в, Е. С. О в с е п я н, Г. В. 3 а х а р о в а. Тугоплавкие
металлы, НТО Машпром, 1960.
ГЛАВА XV
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ И СПЛАВЫ
По применению инструменты возможно разделить на три основ-
ных группы: режущие, штамповые и измерительные. С помощью
режущего инструмента изделиям придается форма
отделением стружки. Штамповый инструмент при-
меняется для придания изделиям определенной формы, главным
образом, обработкой давлением. И, наконец, измерительный
инструмент используется для определения соответствия изго-
товляемых изделий чертежным размерам. Очевидно, что условия
эксплуатации этих трех групп инструмента различны и, следо-
вательно, требования к их свойствам не должны быть одина-
ковы.
В зависимости от назначения инструментальные стали и сплавы
также могут быть разбиты на три основные группы: для режущего,
для штампового и для измерительного инструмента.
Инструментальные стали и сплавы характеризуются следующими
общими эксплуатационными свойствами: высокой твердостью, хоро-
шей износоустойчивостью, высоким сопротивлением малым пласти-
ческим деформациям, высокой прочностью и вязкостью.
Поясним кратко причины, вызывающие необходимость получения этих свойств.
Работа режущего и штампового инструмента происходит при значительных
удельных нагрузках, которые могут привести к большим местным деформациям
и выходу инструмента из строя из-за смятия режущей кромки или изменения формы
штампа. Твердость, характеризующая сопротивление пластической деформации,
играет в этом случае решающую роль. Так, например, при одинаковом нагружении
сталь 9ХС при твердости HRC 63 деформируется на 1%, при HRC 61 — на 2,5%,
а при HRC 60 — на 6%.
Износоустойчивость (без подогрева) почти однозначно определяется величиной
твердости: чем выше твердость, тем выше износостойкость. Износостойкость при
разогреве определяется рядом дополнительных факторов.
Сопротивление малым пластическим деформациям особенно важно для сохра-
нения формы режущей кромки инструмента. Ранее (глава XIII, § 1) было пока-
зано, что предел упругости повышается с уменьшением содержания углерода в мар-
тенсите. Поэтому низкотемпературный отпуск, сохраняющий твердость, будет повы-
шать сопротивление малым пластическим деформациям, т. е. лучше будет сохра-
няться форма режущей кромки, будут повышаться эксплуатационные свойства
инструмента.
Роль прочности станет ясной, если указать, что до 70% мелких инструментов
(например, сверл) выходят из строя из-за поломок, а не по причине износа и затуп-
ления режущей кромки.
316
Инструментальные стали и сплавы
И, наконец, приложение динамических нагрузок, частое для режущего и штам-
пового инструмента, вызывает требование к повышенной вязкости, предотвращаю-
щей преждевременное разрушение.
Больших успехов в создании различных типов инструментальной
стали добились в результате многочисленных исследований и про-
мышленных испытаний, проведенных в 20 и 30-х годах, советские
ученые и инженеры под руководством Н. А. Минкевича (Москва),
Н. Т. Гудцова (Ленинград) и С. С. Штейнберга (Свердловск). JB настоя-
щее время в СССР их ученики и последователи настойчиво продол-
жают эти работы.
§ 1. РЕЖУЩИЕ СТАЛИ
При контакте инструмента и обрабатываемого металла в про-
цессе резания и отделения стружки выделяется тепло и происходит
разогрев режущей кромки. Количество выделяющегося тепла и разо-
грев кромки (при прочих равных условиях) увеличивается с повы-
шением скорости резания. В соответствии с этим условием режущие
стали разбиваются на две подгруппы.
К подгруппе А относятся углеродистые и легированные стали,
осуществляющие резание без существенного разогрева режущей
кромки (не выше 200—300° С). Высокая твердость, прочность и изно-
состойкость этих сталей сохраняются только до указанных темпера-
тур. По составу это обычно заэвтектоидные стали.
К подгруппе Б относятся быстрорежущие стали. Они отличаются
значительно более высокой легированностью и способны сохранять
высокую твердость, прочность и износостойкость при разогреве
режущей кромки до 600—650° С. Быстрорежущие стали относятся
к ледебуритному классу.
Главной характеристикой качества режущих инструментальных
сталей является их стойкость в процессе резания, определяемой
временем работы инструмента до затупления при заданном режиме
(определенной скорости резания и сечения стружки). Установлено,
что стойкость инструмента определяется не только свойствами стали,
но и геометрией инструмента, условиями заточки, режима резания,
свойствами обрабатываемого материала и т. п.
Так, например, малолегированная сталь подгруппы А по сравнению с высоко-
легированной быстрорежущей сталью показывает большую стойкость при чисто-
вой обработке стали с низкой прочностью (ав = 60 кГ/мм2) и меньшую на стали
с высокой прочностью (ав = 100 кГ/мм2).
Режущие углеродистые и легированные стали (подгруппа А).
Эти стали обычно содержат 0,7—1,2% углерода. Суммарное легиро-
вание обычно не превышает 2—3% (за исключением случая воль-
фрама до 5%). Легирование производится хромом, марганцем,
ванадием, вольфрамом и кремнием. Легирование преследует цель:
а) повышение прокаливаемости, т. е. возможности проведения более
мягкой закалки (в масле вместо воды) и уменьшение деформаций;
Режущие стали
317
б) увеличение количества дисперсных твердых карбидных частиц
(Cr, W, V) и в) повышение теплостойкости (Si)' т. е. сохранение
твердости при повышенных температурах отпуска и разогреве режу-
щей кромки при работе инструмента.
Прокаливаемость углеродистой стали увеличивается при повыше-
нии содержания углерода до 0,8%. На фиг. 225 показаны темпера-
турные условия нагрева под закалку
личным содержанием углерода. При
немного выше точки Асх в аустените
биды, которые ускоряют распад пере-
охлажденного аустенита и уменьшают
прокаливаемость при закалке. Угле-
родистые стали прокаливаются на-
сквозь в сечении 10—12 мм.
Необходимо отметить, что для
ряда режущих инструментов (мет-
чики, развертки, напильники, про-
тяжки) полная прокаливаемость не
требуется (в работе участвуют только
наружные слои). Но в ряде случаев,
когда в работе участвует все сечение
(например, сверла) сквозная прока-
ливаемость необходима. Легирова-
ние позволяет получить большую
инструментальной стали с раз-
нагреве заэвтектоидной стали
сохраняются избыточные кар-
Фиг. 225. Диаграмма для опреде-
ления температуры нагрева под
закалку инструментальных сталей
с различным содержанием угле-
рода.
прокаливаемость.
По прокаливаемости режущие углеродистые и легированные
стали разделяются на две категории: стали небольшой прокаливае-
мости до 12—18 мм и повышенной прокаливаемости до 40—80 мм.
В табл. 28 указано, как влияет легирование на прокаливаемость.
Из таблицы следует, что легирование весьма значительно увеличивает крити-
ческий диаметр высокоуглеродистой стали (до 75—100 мм) и позволяет применять
меньшие скорости закалки, что благоприятствует уменьшению закалочных дефор-
маций и трещин. Закалка легированной стали может осуществляться в масле и рас-
плавленных солях.
Легирующие элементы увеличивают количество избыточных кар-
бидных частиц в закаленной стали при данном содержании углерода.
Это происходит, во-первых, благодаря уменьшению концентрации
углерода в эвтектоидной точке S (см. фиг. 225). Так, например,
введение 4% вольфрама уменьшает содержание углерода в эвтектоиде
от 0,8 до 0,2%. Если в углеродистой стали из 1% углерода 0,8%
находятся после закалки в мартенсите, а 0,2% образуют избыточные
цементитные частицы, то при 4% вольфрама только 0,2% углерода
находятся в мартенсите закалки, а 0,8% образуют твердые частицы
избыточной карбидной фазы. Во-вторых, такие карбидообразующие
элементы, как хром, вольфрам и ванадий измельчают частицы
карбидной фазы. И, наконец, при легировании хромом (до 3%),
318
Инструментальные стали и сплавы
Таблица 28
Критический диаметр DKp для режущей стали с 1% С (Ю. А. Геллер)
Сталь Количество легирующих элементов DKp в мм при закалке
в масле (20° С) в расплавлен- ной соли (160-170° С)
Углеродистая 1 — 4 4
Хромистая 0,5% Сг 8 6
1,0% Сг 15 14
1,5% Сг 22 20
3,0% Сг 48 33
Сложнолегированная 1% Сг; 1% Мп 35 27
1% Сг, 1,5% Si 35 27
1% Сг, 1% Мп, 1% Si 53 35
1% Сг, 1% Мп, 1% W 48 33
1% Сг, 1% Мп, 0,2% V 48 33
0,8% Сг, 0,8% Мп, 0,8% W 100 75
0,8% Si, 0,1% V \
1 10—12 мм при закалке в воде.
вольфрамом (до 1%) и любым количеством марганца получается
легированный цементит типа (Fe, Сг)3С. При введении более 1,0%
вольфрама и десятых долей ванадия образуются специальные
карбиды (Fe, W)23Ce и VC, обладающие повышенной дисперсностью
и твердостью.
Карбиды (Fe, W)23Cg и VC не растворяются при обычных температурах закалки
в аустените. Поэтому раздельное легирование этими элементами понижает или
не изменяет прокаливаемость в связи с уменьшением содержания углерода в аусте-
ните. Положительное влияние этих элементов также сказывается на измельчении
зерна в стали.
Теплоустойчивость инструментальной стали, т. е. сохранение
высокой твердости при отпуске и разогреве режущей кромки
в процессе резания создается введением кремния. Этот
элемент задерживает выделение углерода из пересыщенного а-твер-
дого раствора. Если сравнить твердости углеродистой стали с 1,15%
углерода и хромокремнистой стали (0,9% С, 1,2% Si и 1,1% Сг),
то они будут одинаковы после закалки (HRC 63—63,5) и отпуска
при 150° С (HRC 62,5). При 200° С твердость углеродистой стали
будет равна HRC 60, а легированной кремнием HRC 62, что суще-
ственно улучшает режущие свойства.
Режущие стали
319
Кремний оказывает отрицательное влияние, увеличивая чувствительность
к обезуглероживанию в условиях нагрева под закалку.
Состав некоторых режущих углеродистых и легированных сталей
приведен в табл. 29.
Таблица 29
Состав режущих углеродистых и легированных сталей
Марка стали Химический состав в %
С Мп Si 1 Сг | W
а. Стали небольшой п р о к а л 1 л в аемост и
У7А 0,65—0,74 0,15—0,30 0,15—0,30
У8А 0,75—0,84 0,15—0,30 0,15—0,30 — —
У9А 0,85—0,94 0,15—0,30 0,15—0,30 — —
У10А 0,95—1,04 0,15—0,30 0,15—0,30 — -----
УНА 1,05—1,14 0,15—0,30 0,15—0,30 — —
У13А 1,25—1,35 0,15—0,30 0,15—0,30 — —
Х05 1,25—1,40 0,20—0,40 <0,35 0,4—0,6 —
ХВ5 1,25—1,50 <0,30 <0,30 0,40—0,70 4,5—5,5
85ХФ 0,80—0,90 0,30—0,60 <0,35 0,45—0,70 0,15—0,30V
б. Стали по в ы ш е н н о й п р о к а л и в аемости
X 0,95—1,10 0,40 0,35 1,30—1,60
9ХС 0,85—0,95 0,30—0,60 1,20—1,60 0,95—1,25 —
ХВГ 0,90—1,05 0,80—1,10 0,15—0,35 0,90—1,20 1,20-1,60
Рассмотрим условия термической обработки этих сталей.
3 а к а л к а 1 является определяющей операцией термической обра-
ботки режущих сталей и должна обеспечить получение однородной
структуры скрытокристаллического (очень мелкоигольчатого) мар-
тенсита с карбидными частицами и некоторым количеством остаточ-
ного аустенита. Нагрев под закалку рекомендуется осуществлять
в расплавленных солях или защитных атмосферах. Применение
нагрева в солях обеспечивает хорошую защиту от окисления и обез-
углероживания, большую скорость и возможность местного нагрева
для закалки только рабочей части инструмента. Продолжительность
выдержки выбирается с таким расчетом, чтобы обеспечить не только
полный прогрев, но и растворения всего количества углерода и леги-
рующих элементов, могущих раствориться в аустените.
Примерные нормы выдержки при нагреве до температур закалки 750—900° С
приведены в табл. 30 (для инструмента толщиной более 3 мм),
Увеличение степени легированности уменьшает теплопроводность стали и поэтому
приводит к увеличению времени выдержки при нагреве.
1 Предварительно производится термическая обработка для получения зерни-
стого перлита. Наличие цементитной сетки затрудняет механическую обработку,
приводит к браку по короблению и трещинам при закалке и выкрашиванию режущей
кромки инструмента при резании.
Ж)
Инструментальные стали и сплавы
Таблица 30
Выдержка при нагреве инструмента (Е. А. Смольникова)
Нагревательный агрегат Выдержка в сек на 1 мм толщины для
углеродистой и низколегированной стали легированной стали
Соляная ванна 20—25 25-30
Электрическая печь 50—80 70—90
Свинцовая ванна 6—8 8—10
Температура закалки для различных марок стали небольшой
прокаливаемости находится в интервале 760—830° С при охлажде-
нии в водном растворе солей или щелочей (резкое охлаждение).
В случае закалки с меньшей скоростью (в масле или расплавленной
соли) температуры закалки повышаются примерно на 20° С (интер-
вал закалочных температур смещается до 780—850° С). Повышение
температуры улучшает прокаливаемость стали.
Условия охлаждения выбираются в зависимости от сечения
инструмента и состава стали. Инструменты небольшого сечения зака-
ливаются в масле или расплавленных солях (рабочие температуры
солей от 120° С и выше). Инструменты большого сечения нужно
охлаждать быстрее. Применение воды не рекомендуется, так как
образующаяся паровая рубашка приводит к неоднородному охлаж-
дению и появлению мягких пятен троосто-мартенситной структуры.
Этот недостаток устраняется добавлением в воду солей (8—15%
NaCl, 4—5% КМпО4) или щелочей (10—15% NaOH). Резкое охлаж-
дение в водных растворах вызывает повышенные напряжения,
которые могут привести к образованию трещин. Для предотвращения
трещин инструменты немедленно после закалки рекомендуется пере-
нести на 2—3 мин в расплавленную соляную ванну с температурой
180—190° С (снятие напряжений).
Стали повышенной прокаливаемости отличаются более высоким
содержанием таких элементов, как хром, вольфрам, ванадий, крем-
ний, повышающих температуру образования аустенита. Поэтому
температура закалки для различных марок находится в интервале
830—875° С при охлаждении в масле и ~на 5° С выше при охлажде-
нии в расплавленных солях. Эти стали в водных растворах не охлаж-
даются, так как обеспечивают хорошую прокаливаемость при более
мягкой закалке.
Для уменьшения напряжений и получения чистой поверхности
рекомендуется применять описанные выше (§ 4 главы X) методы:
светлой, изотермической, прерывистой и других способов закалки.
Условия отпуска определяются требованиями к режущему инстру.
менту: сохранение высокой твердости при повьш^нной прочности
и вязкости. Это достигается отпуском при1бО—180° С (для легйро-
Режущие стали
321
ванной) и 150—160° С (для углеродистой и малолегированной стали).
На фиг. 226, а показано изменение твердости и предела прочности
инструментальных сталей в зависимости от температуры отпуска.
Отпуск при 160—180° С повышает предел прочности на изгиб от
170—200 до 225—260 кПммг при сохранении высокой твердости
HRC 62—63. При этом величина остаточных напряжений I рода
в поверхностном слое уменьшается в несколько раз (от 44 до 12—
Продолжительность
отпуска.
I)
Фиг. 226. Диаграммы механических
свойств легированной режущей
стали после отпуска:
а — зависимость твердости и предела прочности при изгибе от температуры (Ю. А. Гел-
лер); б — зависимость величины остаточных напряжений в поверхностном слое
стали X от времени отпуска при разных температурах (Ю. А. Геллер и Г. К. Шрей-
бер).
20 кГ/мм2, фиг. 226, б). Продолжительность отпуска в зависимости
от сечения составляет 0,5—1 ч. Нагрев производится в масле, рас-
плавленных солях или на воздухе.
Деревообрабатывающий режущий инструмент успешно работает при меньшей
твердости (HRC 52—57) и даже (HRC 44—48). В первом случае отпуск произво-
дится при 300—325° С, а во втором — при 440—460° С.
При массовом производстве инструмента рекомендуется примене-
ние автоматических и полуавтоматических агрегатов, созданных для
термической обработки инструмента. Стандартизация режимов тер-
мической обработки позволяет получить высококачественный ин-
струмент с постоянными высокими режущими свойствами.
В табл. 31 указано для изготовления каких инструментов
применяются некоторые режущие углеродистые и легированные
стали.
В связи с малой прокаливаемостью инструмент из углеродистой стали должен
резко охлаждаться при закалке, что приводит к описанным выше технологическим
неудобствам (деформация и образование трещин при закалке и т. п.). Поэтому
в настоящее время низколегированные стали все в большей степени используются
в инструментальном производстве взамен углеродистых.
322
И напру ментальные стали и сплавы
Габлица 31
Назначение режущих углеродистых и легированных сталей
Марка стали Назначекие
У7А У11А У12А 9Х Х05 Х09, X, 4ХВ2С ХГ 9ХС 4ХС, 6ХС 85ХФ В1 ХВ5 5ХВ2С, 6ХВ2С ХВГ Деревообрабатывающие инструменты Пилы, мелкие ручные метчики, иглы Напильники Деревообрабатывающий инструмент Бритвенные ножи, лезвия острого хирургического инстру- мента, шабера, гравировальный инструмент Зубила для насечки напильников; токарные, строгальные и долбежные резцы Плашки, длинные метчики Сверла, развертки, фрезы, метчики, плашки Обычные и пневматические зубила, ножницы для резки металла Рамные пилы Спиральные сверла, метчики, развертки, роликовые ножи Резцы и фрезы для обработки с умеренной скоростью очень твердых металлов. Гравировальные иглы по очень твер- дому материалу Резьбонакатные плашки и ножницы холодной резки металлов Протяжки, длинные метчики; длинные развертки; специаль- ного назначения фрезы и плашки; другой специальный инструмент
Быстрорежущие стали (подгруппа Б). Быстрорежущие стали
отличаются от рассмотренных выше высоким уровнем легированности:
они содержат 7—18% вольфрама (или 4—9% молибдена), 3—4%
хрома и 1—5% ванадия. Введение большого количества легирующих
элементов приводит к существенному удорожанию стали примерно
в 5 раз. Экономическая выгодность применения быстрорежущей
стали связана с увеличением стойкости инструмента в 8—15 раз
по сравнению с углеродистой или легированной режущей сталью.
Главное техническое преимущество заключается в увеличении ско-
рости резания в 2—4 раза с соответствующим увеличением произво-
дительности при обработке на металлорежущих станках. Преиму-
щества быстрорежущей стали выявляются при резании с повышенными
скоростями и обработке металлов с твердостью не ниже НВ 100—120.
Возможность применения больших скоростей («быстрое резание»)
отсюда и название: быстрорежущие стали) связана с особым свой-
ством этих сталей — красностойкостью. Красностойкостью назы-
вается способность стали сохранять высокую твердость до темпера-
тур «красного каления» порядка 600—650° С. На фиг. 227 показано
резкое понижение твердости углеродистой стали выше 200° С и высо-
кий уровень твердости быстрорежущей стали до 400—500° С. Рав-
ное падение твердости получается при 300° С для углеродистой и при
Режущие стали
323
600° С для быстрорежущей стали. Поэтому при больших скоростях
резания, приводящих к разогреву режущей кромки до 600—650° С,
не происходит смятия кромки, сохраняются высокая прочность
и износостойкость инструмента.
Быстрорежущая сталь содержит относительно немного углерода,
обычно 0,7—0,95%. Однако благодаря наличию большого количества
легирующих элементов линии диаграммы
щаются. Поэтому в структуре литой бы-
строрежущей стали получается ледебу-
ритная эвтектика, состоящая из пластинок
сложного карбида вольфрама и аустенита,
которая окружает зерна твердого раствора
(аустенита) (фиг. 228). Ранее (см. главу V)
указывалось, что наличие цементитной
(карбидной) эвтектики — ледебурита яв-
ляется непременным признаком белого
чугуна; следовательно, формально быст-
рорежущая сталь относится к этому классу
железо-углеродистых сплавов. Однако по
всем технологическим признакам: способ-
ности к пластической деформации, вос-
приятию термической обработки и др. —
быстрорежущие сплавы бесспорно явля-
состояния сильно сме-
ются сталями. Фиг. 227. Зависимость твер-
На микрофотографии литой стали дости режущих сталей и спла-
(фиг. 228) показана большая неоднород- вов от рабочеи температуры:
НОСТЬ строения И сосредоточение ОСНОВНОЙ ^о^ежущаГ^та^^ -?7вер-
массы крупных карбидов ПО границам дый сплав (стеллит),
зерен. Для раздробления хрупкой эвтек-
тической сетки, измельчения карбидов и зерен аустенита, а также
равномерного распределения карбидов по объему применяется горя-
чая пластическая деформация. Однородная структура быстрорежущей
стали, которая получается после 16-кратного обжатия, показана
на фиг. 229, а: мелкие равноосные карбидные частицы равномерно
распределены по всему объему стали (структура типа зернистого
сорбита).
В наиболее распространенной быстрорежущей стали Р18 (0,7—
0,8% углерода; 3,8—4,4% хрома; 17,5—19,0% вольфрама; 1,0—
1,4% ванадия по ГОСТу 9373-60) структура в отожженном состоя-
нии состоит из легированного феррита, двойного карбида Fe2W2C
(в котором растворен ванадий) и карбида типа Сг23С6. Количество
карбидной фазы составляет 25% по объему, причем все легирующие
элементы (хром, вольфрам, ванадий) находятся в подавляющей
части в карбидной фазе.
Для придания быстрорежущей стали наилучших режущих
свойств необходимо перевести наибольшее количество легирующих
Фиг. 228. Эвтектическая струк-
тура литой стали Р18. X 1000.
Фиг. 229. Структура быстро-
режущей стали Р18:
а — после горячей пластиче-
ской деформации - и отжига;
б — после закалки с 1280° С;
в — после закалки и трехкрат-
ного отпуска при 550° С.
Инструментальные стали и сплавы
Режущие стали
325
элементов из карбидов в металлическую основу, в твердый рас-
твор. Это осуществляется при нагреве под закалку.
Перлитно-аустенитное превращение при нагреве стали Р18 про-
исходит при 780—820° С. Так как в перлите содержится 0,1—0,2%
углерода, то закалка после такого нагрева приводит к получению
малоуглеродистого мартенсита с низкой твердостью: HRC 45—50.
Растворимость карбидов увеличивается с повышением темпера-
туры нагрева под закалку вплоть до температуры начала плавления
(—1320° С).
На фиг. 230 (сверху) пока-
зано, что нагрев в интервале
900—1300° С приводит к умень-
шению количества карбидной
фазы от 25 до 17%. Следова-
тельно, после нагрева до мак-
симально допустимой темпера-
туры в стали сохраняется до
17% дисперсных частиц специ-
альных карбидов.
Сохранение дисперсных частиц
карбидных фаз благоприятно отра-
жается на режущих свойствах стали:
при твердости мартенсита HRC 65—
67 (HV 1043—1141) твердость слож-
ных карбидов вольфрама значительно
выше (HV 1495—1812).
При нагреве до 950—1000° С
аустенит насыщается преимуще-
ственно хромом в связи с рас-
творением менее устойчивых
карбидов типа Сг2зСв (фиг. 230,
Фиг. 230. Зависимость содержания леги-
рующих элементов в аустените и карби-
дов от температуры закалки. Сталь Р18
(А. П. Гуляев).
внизу). Насыщение ванадием за счет растворения карбидов проис-
ходит в интервале 1000—1200° С, а вольфрамом — в интервале
950—1325° С (см. фиг. 230, внизу). Как следует из сопоставления
состава полученного при 1250—1300° С аустенита с составом стали
Р18, почти весь хром и значительная часть ванадия оказываются
в твердом растворе и только около 7—8% вольфрама (из 18%
в стали) растворяется в аустените. После нагрева до оптимальных
температур закалки в аустените стали Р18 содержится около 0,3%
углерода, 4% хрома, 1% ванадия и 7—8% вольфрама.
Необычно высокое легирование аустенита приводит к высокой
устойчивости против перлитного превращения при охлаждении.
Нафиг. 231-приведена диаграмма изотермического превращения пере-
охлажденного аустенита в стали Р18; перлитное -превращение начи-
нается через 36 мин (в зоне наименьшей устойчивости при-720° С).
Следовательно, для закалки быстрорежущую сталь ложно охлаж-
дать медленно; в масле и даже на,.воздухе.,.
326
Инструментальные стали и сплавы
Способность быстрорежущей стали «самопроизвольно» принимать закалку
при охлаждении на воздухе принесло ей производственное наименование «самокал»,
т. е. самозакаливающаяся без ускоренного охлаждения сталь.
В процессе охлаждения при закалке мартенситное превращение
начинается в районе 300° С. Охлаждение до комнатных температур,
как показано на диаграмме изотермического превращения, приводит
к неполному превращению аустенита в мартенсит: в стали сохра-
няется 20—30% остаточного аустенита. Остаточный аустенит ча-
Фиг. 231. Диаграмма изотерми-
ческого распада переохлажденного
аустенита стали Р18 после нагрева
до 1300° С.
стично может быть превращен
в мартенсит обработкой холодом
(охлаждения до —80; 100° С).
Таким образом, после закал-
ки быстрорежущая сталь Р18 со-
стоит из мартенсита, примерно
17% карбидной фазы и 20—30%
остаточного аустенита (струк-
тура показана на фиг. 229, б).
Фиг. 232. Зависимость твердо-
сти закаленной быстрорежущей
стали от температуры отпуска.
Твердость после закалки HRC 63. Закаленная быстрорежущая
сталь непригодна для работы без отпуска.
Влияние температуры отпуска на твердость быстрорежущей стали
Р18 показано на фиг. 232. Повышение температуры отпуска от 150
до 300° С приводит к понижению твердости от HRC 62,5 до 59.
Дальнейшее повышение температуры от 300 до 560° С приводит
к непрерывному увеличению твердости до HRC 65. Более высокий
нагрев снижает твердость. Если режущий инструмент применить
непосредственно после закалки, то разогрев его при резании до 300—-
400° С приведет к снижению твердости и преждевременному выходу
из строя.
Понижение твердости закаленной быстрорежущей стали в интер-
вале 200—400° С связано с отпуском мартенсита закалки и выделением
углерода из пересыщенцрго. твердого рдствора. При дальнейшем
Режущие стали
327
повышении температуры отпуска появляется пик на кривой твердости,
что характерно для явления вторичной твердост! (см. §5, главы XII).
Причина повышения твердости — уменьшен ие стабильности оста-
точного аустенита, во-первых, потому, что щ и этих температурах
из него выпадают частицы легированных кар бидэв, существенно
обедняющих остаточный аустенит углеродом и легирующими эле-
ментами. Благодаря этому повышается мартенситная точка и при
охлаждении происходит превращение остаточного аустенита в мар-
тенсит. Во-вторых, при нагреве до этих температур происходит сня-
тие фазового наклепа аустенита, полученного за счет объемных
изменений при закалке; это позволяет остаточному аустениту при
последующем охлаждении до комнатных температур превратиться
в мартенсит. В-третьих, выпадение субмикроскопических частиц,
по-видимому, карбида ванадия VC, дополнительно заклинивает
плоскости скольжения и повышает твердость быстрорежущей стали.
Эти три причины в совокупности обеспечивают появление пика твер-
дости на кривой отпуска (см. фиг. 232). При 600° С и выше превра-
щение мартенсита отпуска в троостит приводит к естественному сни-
жению твердости.
После однократного отпуска при оптимальной температуре
(560° С) остаточный аустенит полностью не исчезает: его количество
уменьшается примерно до 10%. Повторный отпуск уменьшает коли-
чество остаточного аустенита до 7%, а третий—до 3%. Поэтому
применяется трехкратный отпуск при 560° С продолжительностью
в 1 ч каждый. Структура стали Р18 после закалки и трехкратного
отпуска показана на фиг. 229, в.
Комбинированная (термомеханическая) обработка, заключающаяся в нагреве
под закалку (1270° С для стали Р18), охлаждении до 550° С и обжатии на 15% при
этой температуре, закалке с последующим двухкратным отпуском при 550° С повы-
шает стойкость быстрорежущего инструмента на 13—14% (М. М. Штейнберг и др.).
В результате закалки и трехкратного отпуска твердость повы-
шается от HRC 63 до 65 (за счет распада остаточного аустенита и вы-
падения дисперсных карбидных частиц), повышается прочность
(предел прочности на изгиб увеличивается от 200 до 325 кГ/мм2),
улучшается красностойкость.
Рассмотрим особенности процесса термической обработки быстро-
режущей стали. Температурные показатели процесса таковы: за-
калка от температур порядка 1200—1300° С (незначительно ниже
температуры начала плавления) с охлаждением в масле (можно на воз-
духе) и отпуск (трехкратный) при 560° С (по одному часу) (для стали
Р18).
Быстрорежущие стали отличаются высокой легированностыо и,
следовательно, малой теплопроводностью. Поэтому нагрев, особенно
при низких температурах, когда пластичность стали мала, должен
быть медленным. Нагрев инструмента из быстрорежущей стали осу-
ществляется в три стадии: первая стадия медленного подогрева до
328
Инструментальные стали и сплавы
600—650° С, вторая, несколько более быстрая до 850—900° С. На-
грев в интервале 900—1280° С (1300° С) должен проводиться очень
быстро во избежание роста зерна аустенита, обезуглероживания
и оплавления кромки, неблагоприятного изменения формы карбид-
ных частиц. Процесс растворения углерода и легирующих элементов
при высоких температурах происходит очень быстро: при 1000° С
за 10—15 мин; при 1100° С — за 1—2 мин и при более высоких
температурах за несколько десятков секунд. Поэтому третья стадия
нагрева заключается в кратковременной
| ^1280° выдержке в соляной ванне. Охлаждение
П для закалки производится в масле или
I на воздухе.
Фиг. 233. График режима термической обработки быстроре-
жущей стали.
Отпуск при 560° С следует производить немедленно после закалки.
Выдержка в закаленном состоянии способствует увеличению устой-
чивости остаточного аустенита против отпуска.
В быстрорежущей стали Р9 однократный отпуск через 10 мин после закалки
сохраняет 7% остаточного аустенита. Выдержка после закалки в течение 1; 3 и 24 ч
приводит к увеличению количества остаточного аустенита после такого же отпуска
соответственно до 8, 10 и 11%.
Для более полного превращения остаточного аустенита в мартен-
сит производится трехкратный отпуск при 560° С по одному часу.
Полный режим термической обработки быстрорежущей стали гра-
фически изображен на фиг. 233. Практика не показала существенного
улучшения режущих свойств в результате обработки холодом после
закалки.
Теплостойкость быстрорежущей стали типа Р18 (18% W; 4% Сг; 1% V) состав-
ляет 600—615° С при отсутствии кобальта. Введение 3; 5; 10 и 15% кобальта повы-
шает предельную температуру нагрева режущей кромки без потери свойств соот-
ветственно до 620, 630, 650 и 670° С. Твердость после закалки и отпуска повышается
до HRC 65—66 при 5% и до HRC 67—68 при 10% кобальта. Стойкость резца уве-
личивается от 15 для Р18 до 55, 90 и 140 мин соответственно при введении 5, 10
и 15% кобальта.
Поэтому быстрорежущие стали с особо высокими свойствами дополнительно
легируются кобальтом (5—10%). В ряде случаев благоприятно влияет повышение
(до 4—5%) содержания ванадия.
Режущие стали
329
Маркировка быстрорежущей стали составляется из букв и цифр.
Первая в каждой марке буква Р означает, что сталь является быстро-
режущей. Цифра, следующая за буквой Р, показывает содержание
вольфрама в процентах: Р18—18%; Р9—9% вольфпама. Среднее
содержание ванадия указывается цифоой за буквой Ф, а кобальта
за буквой К (в процентах). Например, марка Р18К5Ф2 означает,
что в стали, помимо 18% вольфрама, содержится 5% кобальта (К5)
и 2% ванадия (Ф2).
Содержание ванадия в стали Р18 (1%) и Р9 (2%) в марке не показывается.
Содержание хрома, в среднем равное для всех марок 4% , в названии не отражается.
Марки и состав быстрорежущей стали по ГОСТ 9373-60 приве-
дены в табл. 32.
Состав быстрорежущих сталей
Таблица 32
Марки стали Содержание элементов в %
с 1 о W 1 V Со
Р18 Р9 Р9Ф5 Р14Ф4 Р18Ф2 Р9К5 Р9КЮ Р10К5Ф5 Р18К5Ф2 0,7—0,8 0,85—0,95 1,4—1,5 1,2—1,3 0,85—0,95 0,9—1,0 0,9—1,0 1,45—1,55 0,85—0,95 СО 4^ СО ОО СО 4^ СО СО GO oooboooboooooobo LllklLLll Дь. О 4^-4^-4^-О 4^-4^ 4^- 17,5-19,0 8,5—10,0 9,0—10,5 13,0—14,5 17,5—19,0 9,0—10,5 9,0—10,5 10,0—11,5 17,5—19,0 1,0—1,4 2,0—2,6 4,3—5,1 3,4—4,1 1,8—2,4 2,0—2,6 2,0—2,6 4,3—5,1 1,8—2,4 5,0—6,0 9,5—10,5 5,0—6,0 5,0—6,0
Содержание прочих элементов не превышает: марганца, кремния и никеля 0,4% каждого, молибдена 0,3—0,5% (для разных марок); серы 0,03% и фосфора 0,035 %.
Стали Р18, Р9 и Р18Ф2 являются сталями нормальной произво-
дительности. К ним относится также еще не включенная в ГОСТ,
но успешно прошедшая производственные испытания сталь Р12
(ЭП201).
Сталь Р12 содержит 0,8—0,9% углерода; 12—13% вольфрама; пониженное
(2,8—2,3%) содержание хрома и 1,5—1,9% ванадия.
Сталями повышенной производительности являются кобальто-
вые: Р9К5, Р9К10, Р18К5Ф2, высокованадиевые Р9Ф5 и Р14Ф4
и высокованадиевая кобальтовая Р10К5Ф5.
За рубежом (США, Англия, Франция, ФРГ) взамен вольфрама, являющегося
для них дефицитным элементом, применяются молибденовые и молибдено-вольфра-
мовые стали. При этом вольфрам заменяется половинным весовым содержанием
молибдена, что соответствует примерно равным атомным содержанием вольфрама
и молибдена (например, вместо Р18 употребляется марка М6В1Ф: 0,8% углерода,
8% молибдена, 1,5% вольфрама, 4% хрома, 1% ванадия). .
330
Инструментальные стали и сплавы
Сталь Р18 обладает высокой красностойкостью, твердостью
и износостойкостью в горячем состоянии, хорошей вязкостью и удов-
летворительной шлифуемостью. Последнее свойство важно для хоро-
шей работы инструмента; под шлифуемостью подразумевается спо-
собность получать требуемую чистоту поверхности без образования
трещин и ухудшения поверхностного слоя.
Назначение разных марок быстоорежущей стали и некоторые их
свойства по сравнению со сталью Р18, являющейся в данном случае
эталоном, приведены в табл. 33 (по материалам ГОСТа 9373-60).
Таблица 33
Назначение и некоторые свойства быстрорежущих сталей
Марки стали Назначение Свойства по сравнению со сталью Р18
Красностойкость и твердость в горячем состоянии, износостойкость Шлифуемос’гь
P18 Режущие инструменты для легких и средней твер- дости материалов — —
P9 Инструменты, нетрудо- емкие при шлифовке (не ре- комендуется для шеверов, протяжек и т. п.) Близки к стали Р18 Пони- женная
Р18Ф2 Инструменты для обра- ботки материалов разной твердости, нержавеющих и жаропрочных сплавов Повышенные Удовлетво- рительная
Р9К5 Инструменты для обра- Повышенная твер- Пони-
Р9КЮ Р18К5Ф2 ботки нержавеющих жаро- прочных сплавов, твердых материалов дость и красностойкость женная
Р18К5Ф5 Для инструментов, рабо- тающих на удар Высокая износостой- кость, повышенная твер- дость в горячем состоя- нии и красностойкость Низкая
Р9Ф5 Р14Ф14 Инструмент для отделоч- ных (чистовых) операций; для обработки стали сред- ней твердости, жаропроч- ных и титановых сплавов; пластмасс с абразивными свойствами, фибры, эбонита и т. п. По назначению и свой- ствам — среднее между Р9Ф5 и Р18Ф2 Повышенные износо- стойкость и, особенно, красностойкость »
Повышение режущих свойств инструмента из быстрорежущей
стали достигается применением низкотемпературного цианирования
(см. § 6 главы XI), сульфидирования и обработки паром.
Штамповые стали
331
Сульфидирование производится погружением полностью обработан-
ного инструмента в смесь расплавленных солей с добавками сернистых соединений
(FeS, KCN S и т. п.). Сульфидирование производится при 450—560° С в течение
45 мин—3 ч. В поверхностном слое главным образом по границам зерен на глу-
бине до 0,1 мм выделяются сернистые соединения (вероятно FeS).
В ряде случаев сульфидирование повышает износоустойчивость и уменьшает
коэффициент трения.
Обработка паром производится в течение 30—60 мин с последующим
охлаждением до 300—350° С. Затем подача пара прекращается и инструмент
охлаждается в печи или на воздухе. На поверхности образуется темно-синяя пленка
магнитной окиси железа Fe3O4 толщиной в 1—2 мк. После обработки паром стой-
кость инструмента повышается примерно в 1,5 раза.
Иногда инструмент изготовляется из быстрорежущей стали
методом литья. Эго позволяет избежать расхода дорогостоящей стали
в виде стружки и значительной механической обработки на станках.
При тяжелом и среднем режиме резания литой инструмент значи-
тельно уступает инструменту из кованой стали.
§ 2. ШТАМПОВЫЕ СТАЛИ
Штамповые стали применяются для изготовления штампов,
волочильных досок, накатных роликов и других инструментов,
с помощью которых придание нужной формы изделиям производится
пластической деформацией (без снятия стружки).
Часть таких инструментов применяется для деформирования
металлов в холодном состоянии, а другие — для деформирования
в горячем состоянии (900—1200° С). В соответствии с этим штампо-
вые стали разбиваются на две подгруппы: для деформирования
в холодном состоянии и для горячего деформирования.
В машиностроении применяется также особый метод изготовле-
ния изделий — литье под давлением. Для этого расплавленный ме-
талл (или жидкая пластмасса) подается под давлением в так называе-
мые пресс-формы. Этот прогрессивный метод позволяет изготовлять
отливки изделий высокой точности по размерам. Конечно, такой
способ не связан с деформированием, которое применяется только
к твердым веществам, но по эксплуатационным характеристикам
стали, применяемые для пресс-форм, близки к штамповым сталям
для горячего деформирования. Поэтому стали для пресс-форм литья
под давлением будут рассмотрены совместно со сталями подгруппы
для горячего деформирования.
А. Стали для деформирования в холодном состоянии
Штамповые стали для деформирования в холодном состоянии
должны обладать высокой твердостью, прочностью и сопротивле-
нием пластической деформации, значительно превышающей эти
свойства для деформируемого материала. Стали для высадочных
и протяжных штампов должны обладать также высокой износо-
стойкостью. Штампы, работающие с ударными нагрузками
332
Инструментальные стали и сплавы
(дыропробивные и обрезанные матрицы) должны изготовляться из
сталей с высокой вязкостью.
При большой скорости деформирования (вытяжке, выдавливании
и т. п.) выделяется значительнее количество тепла и разогреваются
рабочие кромки штампа до 200—350° С. Некоторые штампы подвер-
гаются шлифовке, что также может привести к местному разогреву.
Поэтому некоторые штамповые стали для деформирования в холод-
ном состоянии должны отличаться повышенной теплостойкостью.
При изготовлении крупногабаритных штампов необходимо обес-
печить высокую прокаливаемость и минимальные объемные измене-
ния при термической обработке. Искажение сложной фигуры штампа
за счет объемных изменений может повлечь трудоемкую работу
по доведению фигуры до чертежных размеров. В этих случаях мини-
мальные объемные изменения и высокая прокаливаемость являются
необходимыми свойствами штамповой стали.
Для изготовления большинства штампов применяются стали
небольшой и повышенной прокаливаемости, описанные в предыду-
щем параграфе (режущие стали).
Применение сталей небольшой прокаливаемости связано с особен-
ностями работы штампов: высокой твердостью должен обладать
поверхностный слой, а незакаленная вязкая сердцевина будет хорошо
воспринимать ударные нагрузки. Поэтому штампы диаметром до
25 мм изготовляются из углеродистой стали марок У10, УН и У12.
При больших сечениях для получения нужной толщины поверхност-
ного закаленного слоя применяются низколегированные стали Х60
и ХВ *. Для штампов холодной высадки можно применить также
сталь типа 9С (0,9—1,05% углерода; 0,7—0,9% кремния).
Термическая обработка штампов из стали с небольшой прокали-
ваемостью состоит из закалки с повышенных температур (800° С
для сталей У10—У12) для получения более глубокого закаленного
слоя. Во избежание получения трещин рекомендуется применять
прерывистую закалку: охлаждение до 90—100° С и немедленный
двухкратный отпуск или закалку в водном растворе соли NaCl
с немедленным нагревом в расплавленных солях до 160—180° С
на 2—5 мин.
Штампы, работающие в условиях износа без динамических нагру-
зок, отпускаются при 150—160° С (1—3 ч). Этим обеспечиваются
наибольшая твердость и износостойкость. Штампы, испытывающие
ударные нагрузки, подвергаются отпуску при более высоких темпе-
ратурах: 250—270° С (твердость HRC 56—58), 275—325° С (HRC
52—56) (для низколегированных' сталей температура повышается
на 15—20° С).
Для повышения износостойкости иногда применяется цианиро-
вание или хромирование (см. §§ 4 и 8 главы XI).
* Эти стали поставляются по техническим условиям.
Штамповые стали
333
Из сталей повышенной прокаливаемости изготовляют штампы
сечением до 75—100 мм и более, а также небольшие штампы сложной
формы. Для этого применяются стали ХГС * и ХГСВФ *. Для умень-
шения деформации и устранения закалочных трещин применяются
описанные выше способы закалки: прерывистой, ступенчатой и изо-
термической (см. § 4 главы X). Отпуск для штампов, работающих
в условиях высокого износа, производится при температуре 160—
180° С, а при ударном нагружении при 275—325° С. Дополнительное
повышение износоустойчивости достигается цианированием или хро-
мированием.
Некоторые виды штампового инструмента (например, штампы
для рубки листов и полос толщиной более 3—4 мм) подвергаются
большим ударным нагрузкам, в связи с чем необходимо повышение
вязкости. Повышение вязкости достигается, во-первых, уменьше-
нием содержания углерода в стали до 0,4—0,6% и, во-вторых, от-
пуском на более низкую твердость. Для этого применяют хромо-
кремнистые (4ХС, 6ХС) и хромокремневольфрамовые (4ХВ2С,
5ХВ2С и 6ХВ2С) стали. Значительно реже применяются углеро-
дистые (У7) или низколегированные стали (типа У7Х и типа У7ХНФ).
Состав ряда сталей показан в табл. 34 (легированные па ГОСТу
5950-51 и углеродистые по ГОСТу 1435-54).
Таблица 34
Состав штамповых сталей повышенной вязкости
Марка стали Химический состав в %
с 1 Мп | SI Сг | W
4ХС 0,35—0,45 <0,40 1,20—1,60 1,30-1,60
4ХВ2С 0,35—0,44 0,20—0,40 0,60—0,90 1,0—1,3 2,0—2,5
5ХВ2С 0,45—0,54 0,20—0,40 0,50—0,80 1,0—1,3 2,0—2,5
6ХВ2С 0,55—0,65 0,20—0,40 0,50-0,80 1,0-1,3 2,2—2,7
Типа 0,65—0,74 0,15—0,30 0,15—0,30 0,4—0,7 0,4—0,8Ni
У7ХНФ 0,05—0,15 V
У7 0,65—0,74 0,20—0,40 0,15—0,35 <0,20 —
Легированные стали с 0,4—0,5% углерода являются доэвтектоид-
ными, а от 0,6% и выше — эвтектоидными и заэвтектоидными (свя-
зано со смещением точки S диаграмм состояния к меньшим концен-
трациям углерода).
Закалка инструмента из сталей повышенной вязкости произво-
дится с температур 870—900° С в масле. Так как интервал отпускной
хрупкости I рода для кремнесодержащих сталей располагается между
300 и 400° С, то отпуск производится ниже или выше этих темпера-
тур. Стали 4ХС и 6ХС отпускаются при 240—270° С; стали 4ХВ2С,
* Эти стали поставляются по техническим условиям.
334
И напру ментальные стали и сплавы
5ХВ2С и 6ХВ2С отпускаются при 200—250° С на твердость HRC
53—58 и при 430—470° С на твердость HRC 45—50.
Рассмотрим штамповые стали высокой прокали-
ваемости с минимальными объемными из-
менениями при закалке. К ним относятся высоко-
хромистые стали с 12% хрома (Х12, Х12М, Х12Ф, Х12Ф1) с 6%
хрома (Х6ВФ) и повышенным до 3% содержанием марганца (типа
ХГЗСВ).
Высокохромистая сталь с 12% хрома применяется для штампов,
которые работают в условиях высокого износа и давления. Для тор-
можения роста зерна аустенита при нагреве к ним добавляется мо-
либден или ванадий. Состав этих сталей показан в табл. 35.
Таблица 35
Состав штамповых сталей высокой прокаливаемости и с минимальными
объемными изменениями при закалке
Марка стали Химический состав в %
С 1 Мп S; | Сг | Мо V
1 X12 2,СО-2,30 <0,35 <0,40 11,5—13,0 —
Х12М 1 45—1,70 <0,35 <0,40 11,0—12,5 0,40—0,60 0,15-0,30
Х12Ф 1,40—1,60 <0,35 <0,40 11,0-12,5 — 0,20—0,40
Х12Ф1 1,20—1,40 <0,35 <0,40 11,0-12,5 — 0,70-0,90
Х6ВФ 1,0 -1,15 <0,45 <0,35 5,5-7,0 1,1—1,5W 0,50—0,70
ХГЗСВ 0,95—1,05 2,8—3,3 0,65—1,0 0,7—1,2 0,9—1,3 W —
Состав сталей Х12, Х12М и Х6ВФ дан по Х12Ф1~-по техническим условиям. ГОСТу 5950-51, сталей Х12Ф и
Высокохромистые стали отличаются высокой теплоустойчивостью
и износоустойчивостью до 300—500° С. Они являются ледебурит-
ными сталями (см. раздел «быстрорежущая сталь» в предыдущем пара-
графе), т. е. в этих сталях содержатся карбиды, не растворимые
в аустените при нагреве вплоть до начала плавления. Карбиды
высокохромистсй стали (Cr, Fe)7C3 отличаются очень высокой твер-
достью (HV 1600—1800). В стали с высоким содержанием углерода,
помимо этих карбидов, появляется легированный цементит (Fe,
Сг)3С.
Стали с меньшим содержанием углерода (Х12М, Х12Ф, Х12Ф1)
имеют более высокую прочность, чем сталь X12; последняя приме-
няется в ограниченных случаях.
Наибольшую твердость и износостойкость из первых трех ста-
лей имеет сталь Х12М.
Хорошая прокаливаемость высокохромистсй стали связана с вы-
соким содержанием углерода и легирующих элементов в аустените.
В зависимости от условий закалки содержание хрома в аустените
Штамповые стали
335
может быть доведено до 10%, а углерода — до 1%. После нагрева
под закалку до 1000—1100° С стали Х12, Х12М и Х12Ф1 прокали-
ваются насквозь в сечениях, превышающих 200—300 мм. Сквозная
закалка в сечении 70—80 мм наблюдается при охлаждении на воз-
духе.
Получение минимальных изменений объема при закалке свя-
зано со структурными изменениями в результате термической
обработки. В исходном отожженном состоянии, когда из стали
изготовляют штамп, структура состоит из сорбитообразного пер-
Фиг. 234. Зависимость количества остаточного аустенита (а)
и относительного изменения длины (б) от температуры закалки
для стали Х12Ф1 (А. П. Гуляев, А. П. Акшенцева
и Е. А. Лебедева).
лита с карбидами. В результате закалки строение изменяется:
структура высокохромистой стали состоит из мартенсита и аусте-
нита. Мартенсит имеет больший, а аустенит меньший удельный
объем, чем исходный перлит. Поэтому, регулируя соотношение между
количествами мартенсита и аустенита, возможно получить средний
удельный объем, равный удельному объему исходной структуры
перлитного типа. При таком соотношении объемное изменение при
закалке будет равно нулю.
На фиг. 234, а показано, что с повышением температуры закалки от 850 до 1100° С
количество остаточного аустенита возрастает от 2до 50%. Одновременно с этим
уменьшается прирост длины от + 0,1% до 0 (при закалке с 1125°С~- = 0,
т. е. объемных изменений нет, фиг. 234, б).
Дальнейшее повышение температуры закалки вызывает уменьшение объема:
при 1200° С-у-=-0,4%.
Объемные изменения могут регулироваться также отпуском после закалки.
Уменьшение тетр атональности при повышении температуры отпуска приводит
к уменьшению прироста объема при закалке (фиг. 235). Чем выше была темпера-
тура закалки, тем больше в стали остаточного аустенита и меньше прирост длины.
Поэтому для компенсации прироста длины при закалке с 1075 и 1100° С соответ-
ственно нужен отпуск до 400 и 250° С.
336
И нструментальные стали и сплавы
Существует три режима термической обработки высокохромистой
Фиг. 235. Зависимость относи-
тельного изменения длины от
температуры отпуска для раз-
ных температур закалки стали
X 12Ф1 (А. П. Гуляев и Е. А. Ле-
бедева).
стали: на первичную твердость, на вторичную твердость и на мини’
мальную деформацию. Последний ре-
жим (так называемая тепловая доводка)
заключается в закалке с температур
1040—1100° С (в зависимости от марки
стали) и одно- или многократном отпус-
ке при 450—480° С с измерением после
каждого отпуска и доведением размеров
до требуемых по техническим усло-
виям.
Стали Х6ВФ и ХГЗСВ являются
заэвтектоидными. Принцип регулиро-
вания размеров сохраняется тот же,
что и для сталей типа Х12М (по коли-
честву остаточного аустенита). Нагрев
под закалку производится для первой
стали до 950—970° С, для второй —до
800—830°; охлаждение в масле и на
воздухе, соответственно. Отпуск для
} Таблица 36
Назначение штамповых сталей для холодного деформирования
Марки стали Назначение (тип штампа)
УН, Х06 Высадочные небольших размеров
Х12Ф1, Х12М Высадочные крупные
УН, Х06 Вытяжные простой формы
ХГСВФ, ХГС, типа ХГЗСВ УН, Х06 Вытяжные сложной формы или больших размеров небольших размеров и слож-
ХГС, ХГСВФ, типа ХГЗСВ Обрезные и вы- ной формы рубные больших размеров и слож- ной формы
Х12С, Х12Ф1 Матрицы для выдавливания
Р12, Х12Ф1 Пуансоны для выдавливания
Х12Ф1, Х12Ф, типа ХГЗСВ ХГС, X Матрицы и пуансоны массивных вырубных штам- пов сложной формы для деформирования мягких
Х12Ф1, Х12Ф Матрицы и пуан- сталей соны для тяжелых условий ра- боты или сложной формы
Р18 к Пуансоны диаметром менее 1 мм
Х12Ф1, типа ХГЗСВ Чеканочные с тонкой фигурой
Типа ХГСВФ, Х12Ф1, Ф Чеканочные небольших размеров
Х12Ф1, X * * При условии цементащ Волочильные доски для калибровки стальных валков и волочения цветных металлов in или цианирования.
Штамповые стали
337
сохранения высокой твердости (HRC 62—65 для первой и HRC
59—62 для второй) производится при 150—180° С.
Назначение различных штамповых сталей для холодного дефор-
мирования показано в табл. 36.
Б. Стали для деформирования в горячем состоянии
Штампы для горячего деформирования работают в более слож-
ных условиях, чем штампы для холодного деформирования. Как
и в предыдущем случае для сохранения фигуры штампа, стали должны
отличаться высокой износостойкостью, прочностью и сопротивлением
пластической деформации. Кроме того, при горячем деформировании,
когда температура металла достигает 900—1200° С, происходит
разогрев поверхностных слоев штампов. В связи с этим штамповая
сталь должна отличаться повышенной теплостойкостью (повышенной
прочностью при высоких температурах), хорошей теплопровод-
ностью для быстрого отвода тепла от рабочей поверхности, хорошей
окалиностойкостью и высоким сопротивлением термической уста-
лости.
При многократных нагревах и охлаждениях на поверхности появляется сетка
тонких трещин (так называемая сетка разгара). Число и глубина трещин увеличи-
ваются с увеличением времени эксплуатации штампов. Трещины появляются вслед-
ствие воздействия термических напряжений, возникающих при нагреве и охлажде-
нии стали. Явление разгара было впервые обнаружено и исследовано Д._ К. Чер-
новым на стальных стволах орудий.
Горячее деформирование может производиться путем приложения
ударов (при ковке и штамповке) или медленным приложением на-
грузки (при вытяжке, прессовании, выдавливании). Чем медленнее
производится деформирование, тем большее время штамп находится
в контакте с нагретым металлом и тем сильнее нагревается штамп.
С другой стороны кратковременное ударнее нагружение требует
повышенной вязкости стали. В зависимости от условий работы раз-
личаются три подгруппы сталей.
1. Стали для ковочных штампов должны отличаться повышен-
ной вязкостью при нагреве; следовательно, иметь высокую ударную
вязкость. При работе температура в поверхностном слое достигает
500—550° С, т. е. теплостойкость этих сталей может быть относи-
тельно невелика. Хорошая прокаливаемость обеспечивает высокую
прочность по сечению штампа.
Эти стали содержат 0,5—0,6% углерода и легируются никелем
(марганцем), хромом и молибденом (вольфрамом). Состав сталей
для ковочных штампов приведен в табл. 37.
Все стали для ковочгых штампов содержат 0,5—0,6% углерода и легированы
никелем (^1,6%), кроме сталей 5ХГМ (без никеля) и 5ХНСВ (с пониженным
до 1% Ni); содержат 0,75—1,10% хрома (кроме 5ХНСВ до 1,5% Сг) и ~0,5% воль-
фра.иа или ~0,25% молибдена (кроме 5ХНТ с 0,12% Ti).
338
Инструментальные стали и сплавы
Таблица 37
Состав сталей для ковочных штампов
Марки стали Химический состав в % Другие элементы .
с 1 Мп Si | Сг | N
5ХНМ 0,5-0,6 0,5—0,8 <0,35 0,5—0,8 1,4—1,8 0,15—0,30 Мо
5ХНВ 0,5—0,6 0,5—0,8 0,15—1,35 0,5—0,8 1,4—1,8 0,4—0,6 W
5ХГМ 0,5—0,6 1,2—1,6 0,25—0,65 0,6-0,9 — 0,15—0,30 Мо
5ХНСВ 0,5—0,6 0,3—0,6 0,6—0,9 1,3—1,6 0,8—1,2 0,4—0,6 W
5ХНТ 0,5—0,6 0,5—0,8 <0,35 0,9—1,25 1,4—1,8 0,08—0,15 Ti
Введение вольфрама или молибдена связано с повышением прокаливаемости
и теплоустойчивости и необходимостью предотвращения отпускной хрупкости
II рода, развитаощейся в сталях такого типа после термической обработки или
при эксплуатации.
Термическая обработка сталей, приведенных в таблице, заклю-
чается в закалке с температур 760—820° С. Охлаждение зависит
Фиг. 236. Зависимость механических свойств штамповых сталей от темпе-
ратуры (М. В. Приданцев, Г. Л. Лившиц и Е. В. Смирнов).
могут охлаждаться на воздухе. Средние и крупные штампы закали-
ваются в масле. Очень крупные штампы сечением не менее 500 мм
и длиной 1,5 м и более (ьессм от 5—6 до 50—70 т) в последнее время
успешно закаливаются р воздушных смесях. Штампы больших
сечений ранее ие подвергались термической обработке, так как охлаж-
дение в масле было недостаточно для закалки, а охлаждение в воде
Штамповые стали
339
приводило к трещинам и разрушению штампов. Применение проме-
жуточных скоростей охлаждения в водовоздушных смесях позволило
увеличить стойкость штампов в 2—3 раза.
Температура отпуска зависит от размеров штампов, которые
определяют требования к твердости. После отпуска мелкие штампы
имеют твердость HRC 40—44 (температура отпуска 460—540° С
для разных марок); средние штампы HRC 36—41 (отпуск при 495—
570 С); крупные штампы HRC
35—38 (отпуск при 550—580° С).
После термической обработки по-
лучается структура сорбита или
троостосорбита отпуска.
По механическим свойствам
при повышенных температурах
стали для ксвочных штампов
малоотличаются друг от друга
(фиг. 236).
В табл. 38 показано назначе-
ние молотовых штамповых сталей
в зависимости от прокаливаемости
и склонности к отпускной хруп-
кости.
2. Стали для горячей протяжки,
Таблица 38
Назначение ковочных (молотовых)
сталей
Марки стали Размеры штампа (сторона в мм)
5ХГМ, 5ХНТ 5ХГМ, 5ХНВ, 5ХНСВ 5ХНСВ, 5ХНМ До 300 300—400 Св. 500
высадки и прессования нагре-
ваются в работе до более высоких температур вследствие длитель-
ного соприкосновения с горячим металлом при деформировании.
Для этой цели применяются высоковольфрамовые стали с 8—12%
вольфрама и 2% хрома; они сохраняют высокую твердость (HRC
45) до 650—670° С. Более высокими свойствами обладают сложноле-
гированные стали с повышенным содержанием хрома (до 5—6%),
в которые вводятся молибден, ванадий и кремний. Для более легких
условий работы используются хромистая, хромокремнистые и хромо-
вольфрамокремнистые стали. Состав сталей этой подгруппы приве-
ден в табл. 39.
В отличие от ковочных в этих сталях содержание никеля не превышает 0,3%.
Термическая обработка этих сталей заключается в закалке и вы-
сокотемпературном отпуске. Для растворения устойчивых карбидов
вольфрамсодержащие стали нагреваются до 1020—1100° С (кроме
стали 4ХВ2С, нагреваемой до 950—1000° С). Хромистые и хромо-
кремнистые стали нагреваются под закалку до 830—900° С. Закалка
производится в масле, причем для уменьшения напряжений воль-
фрамсодержащие стали разрешается подстуживать на воздухе до
900—950° С. Очень крупные штампы целесообразно охлаждать в во-
довоздушных смесях.
Отпуск производится немедленно после закалки во избежание
нежелательного перераспределения напряжений, поводки и трещино-
9.4*
340
Инструментальные стали и сплавы
Таблица 39
Состав штамповых сталей для горячей протяжки, высадки прессования
и выдавливания
Марки стали Химический состав в %
С Мп | Si I Сг | W I Мо 1 v
3X2B8 0,30—0,40 0,2-0,4 <0,35 2,2-2,7 7,5-9,0 0,2-0,5
4Х5В2ФС (ЭИ95Я) 0,35—0,45 0,35 0,8—1,2 4,5-5,5 1.6-2,4 — 0,8-1,2
4Х2В5ФМ (ЭИ959) 0,35-0,45 0,35 0,5 2-3 4,5-5,5 0,4-0,6 0,8-1,2
4Х4В4ФМ (ЗИ956) 0,35—0,45 0,2—0,4 0,6-1,0 4,0-5,0 3,5-4,2 0,4-0,6 0.3—0,6
4ХВ2С 0,35—0,44 0,2—0,4 0,6—0,9 1,0-1,3 2,0-2,50 —
35ХГСА 0,3—0,4 0,8—1,1 1,1—1,4 1,1-1,4 — — —
4ХС 0,35—0,45 СО,40 1,2-1,6 1,3-1,6 —
6ХС 0,60—0,70 <0,40 0,6-1,0 1,0-1,3 — —
6ХВ2С 0,55—0,65 0,2—0,4 0,5-0,8 1,0-1,3 2,2-2,7 — —
5ХВГ 0,55—0,70 0,9—1,20 0,15—0,35 0,50—0,80 0,50-0,80 — —
образования. Температура отпуска для хромистых сталей около
500° С; хрсмокремнистых 550—630° С и вольфрамосодержащих 575—
650° С. При отпуске последних наблюдается явление вторичной твер-
Фиг. 237. Зависимость механических
свойств
дости в связи с выделе-
нием дисперсных карби-
дов вольфрама (твердость
НВ 370—450) и выше.
Твердость хромистых
и хромокремнистых сталей
порядка НВ 300—400,
а структура — сорбит от-
пуска.
Стали для горячей про-
тяжки, прессования и тому
подобного значительно
превосходят ковочные ста-
ли по прочности при высо-
ких температурах, уступая
по пластичности. Сравне-
ние механических свойств
при повышенных темпера-
турах сталей 5ХНМ и
4Х2В8 дано на фиг. 137.
сталей 5ХНМ и 4Х2В8 от температуры При 600° С пределы проч-
(Г. Л. Лившиц и Е. В. Смирнов). ности ав и текучести о0,2 для
стали 5ХНМ равны соответст-
венно 48 и 20 кГ/мм2\ для стали 4Х2В8—-96 и 70 кГ/мм2. Предел прочности
в 2 раза, а предел текучести в 3,5 раза оказывается более высоким у стали 4Х2В8.
Поэтому рассматриваемая подгруппа получила название сталей повышенной проч-
ности .
Назначение сталей повышенной прочности показано в табл. 40.
Развитие новой техники и появление жаропрочных сталей и спла-
вов, отличающихся повышенной прочностью при высоких темпера-
Штамповые стали
341
Таблица 40
Назначение штамповых сталей повышенной прочности
Марки стали Назначение (тип штампа)
4Х2В8, 4Х5В2ФС 35ХГСА, 4Х5В2ФС 5Х4СВ4МФ, 4Х2В5ФМ 4ХС, 34ХГСА, 50 4Х5В2ФС 5Х4СВ4МФ, Х12Ф1, Х12Ф Протяжные и прошивные пуансоны диаметром до 200 мм То же, диаметром более 20 мм То же, работающие в тяжелых условиях Матрицы Матрицы, работающие в тяжелых условиях Матрицы горячей высадки
турах, привело к тому, что штампы из описанных выше сталей с сор-
битовой структурой оказались менее теплостойкими, чем жаропроч-
ные стали и сплавы. Поэтому при горя-
чем пластическом деформировании фор-
моизменяется не только обрабатывае-
мый металл, но и фигура штампа.
Для протяжки, прессования и вы-
давливания трудноформируемых ста-
лей применяются аустенитные стали
(4Х14Н14ВЗ), литой жаропрочный
сплав на никелевой основе (ЖСЗ) и
сталь типа 5Х4СВ4МФ (табл. 41).
Аустенитные сплавы имеют низкую
прочность при пониженных температу-
рах, но выше 600—650° С их твердость,
пределы прочности и текучести выше,
чем у сталей повышенной прочности.
На фиг. 238 приведены сравнитель-
ные данные для аустенитной стали
4Х14Н14ВЗ и штамповой стали повы-
шенной прочности типа 4Х2В8.
Фиг. 238. Зависимость механи-
ческих свойств штамповых ста-
лей с аустенитной (4Х14Н14ВЗ)
и сорбитной (4Х2В8) структу-
рой от температуры (В. Я. Ду-
бовой).
Инструменты для выдавливания при вы-
соких температурах простой формы изготов-
ляются из аустенитной стали 4Х14Н14ВЗ
и жаропрочного литого никелевого сплава ЖСЗ;
инструменты сложной формы — из сталей
5Х4СВ4МФ и 4Х2В5ФМ.
В ряде случаев для штамповки трудно-
деформируемой стали применяется наплавка быстрорежущей сталью и специаль-
ными сплавами В2К и ВЗК. При этом основа штампов изготовляется из сталей
4Х2В8 и 4ХВ2С.
342
Инструментальные стали и сплавы
Таблица 41
Состав сталей и сплавов высокой прочности для горячих штампов
Марка стали Химический состав в %
с ! Мп | . Si I Сг | | Ni W Мо 1 v
4X14H14B3 0,35—0,45 0,3 1,1-1,5 13,5—14,5 13,5-14,5 2,3-2,8 — —
ЖСЗ 0,16 Ti ~ 2 Al ~ 2 ~15 Основа -5 -5 —
Типа 5Х4СВ4МФ 0,45—0,55 0,2-0,5 0,3-0,5 4,0-5,0 0,8 4,0-5,0 0,6-0,8 0,4—0,5
В. Стали для пресс-форм литья под давлением
Материал пресс-форм при заливке расплавленного металла под
давлением подвергается износу, коррозии и эрозии. Помимо того,
чередующиеся нагревы и охлаждения вызывают разгар (обра-
зование сетки трещин на поверхности). Взаимодействие жидкого
металла (например, алюминия) с поверхностью стальной формы при-
водит к растворению стали и другим хими-
ческим реакциям.
В наиболее сложных условиях работают п р е с с-ф о р м ы
для литья металлов с высокими темпера-
турами плавления (700—1000° С; медные, алюминиевые
и магниевые сплавы). В этом случае применяются тепло- и разгаро-
стойкие стали: ЗХ2В8 и 4ХВ2С. Для защггы от приваривания алю-
миниевых и магниевых отливок рекомендуется создавать на рабочей
поверхности пресс-формы тонкую пленку окислов.
Для повышения разгаростой кости пресс-форм иногда применяют хромистую
жаростойкую сталь 1X13: она не испытывает превращений при нагреве и охлажде-
нии, что связано с понижением напряжений и повышением разгаростойкости.
Прее с-ф о р м ы для литья металлов с низ-
кими температурами плавления (350—450° С;
цинковые сплавы) изготовляются из сталей ЗОХГС или 40Х, отож-
женной углеродистой стали 45 или 50.
Прее с-ф о р м ы для литья и прессования
пластмасс работают при наиболее низких температурах:
150—200° С. При этом основное влияние пластмасс связано с изно-
сом, а иногда и коррозией. Так как обеспечить высокую твердость
и износостойкость стали при 150—200° С можно многочисленными
способами, то в качестве материала для этих пресс-форм применяются
углеродистые и легирсганные цементуемые стали, азотируемые стали,
улучшаемые углеродистые и легированные стали, инструментальные
и т. п. Для уменьшения трения и износа рабочую поверхность
шлифуют и полируют, хромируют и т. п.
Стали для измерительных инструментов
343
§ 3. СТАЛИ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Измерительный инструмент, применяемый для многократного
определения размеров изделий в процессе производства, должен
длительнее время сохранять заданные размеры. Изменение размеров
измерительного инструмента является следствием трех различных
причин: 1) износа, 2) объемных изменений из-за структурных превра-
щений при длительном вылеживании и 3) теплового расширения
из-за колебаний температуры.
Высокая износостойкость обеспечивается высокой твердостью
инструментальной стали после термической обработки (HRC 58—
64, а для большинства калибров и измерительных плиток HRC 63—
65). Сталь должна обладать большой твердостью также в связи с необ-
ходимостью получения поверхности высокой чистоты 13—14 классов
чистоты. Это обеспечивается применением высокоуглеродистой
заэвтектоидной стали после закалки и низкотемпературного
отпуска.
Стабильность размеров в течение месяцев и многих лет обеспечи-
вается отсутствием структурных изменений при вылеживании.
Для этого применяется специальная термическая обработка — ста-
билизирующий отпуск при низких температурах.
Для уменьшения влияния теплового расширения
необходимо применять стали с малым коэффициентом теплового рас-
ширения. Этим свойством отличаются стали с мартенситной струк-
турой; коэффициент линейного расширения равен (9,5 — 12,5) х
X IO’6 1/°С.
Состав сталей для измерительных инструментов приведен в
табл. 42.
Таблица 42
Состав сталей для измерительных инструментов
Марки стали Химический состав в %
с 1 Мп Сг | Другие элементы
X хг Типа 120ХГ 50 55 15 20 38ХВФЮА 0,95-1,10 1,30—1,50 1,15—1,25 0,47-0,55 0,52—0,60 0,12-0,19 0,17—0,24 0,36—0,43 <0,4 0,45—0,70 0,35—0,60 0,50—0,80 0,50-0,80 0,35—0,65 ’0,35—0,65 0,2^0,4 1,3-1,6 1,3-1,6 1.2—1,5 <0,25 <0,25 <0,25 <0,25 1,5-1,8 <0,35 Si <0,35 Si 0,17—0,37 Si 0,17—0,37 Si 0,17—0,37 Si 0,17—0,37 Si 0,17—0,37 Si 0,17—0,37 Si 0,2-0,4 W 0,1—0,2 V 0,4—0,7 Al
Помимо указанных элементов, в стали содержится меньше 0.3% никеля.
344
Инструментальные стали и сплавы
Термическая обработка сталей для измерительных инструментов
дол кна обеспечить высокую твердость, износостойкость и постоян-
ство размеров.
Изменение размеров измерительного инструмента происходит
в течение весьма длительного времени после окончательного изго-
товления. Особенно интенсивно размеры изменяются в течение 6—
12 мес.; это явление наблюдается в ряде случаев при выдержке
в течение 2—3 лет. Причиной изменения размеров является ста-
рение. При старении размеры могут изменяться в связи с само-
произвольным отпуском закаленней стали при комнатных темпера-
турах. Выделение углерода из мартенсита приводит к уменьшению
тетрагональности и уменьшению размеров. Превращение остаточного
аустенита в мартенсит приводит к увеличению размеров инструмента.
И, наконец, перераспределение и релаксация напряжений (умень-
шение в связи с производимой ими пластической деформацией оста-
точных напряжений) приводит к изменению формы, чаще всего
к уменьшению длины измерительного инструмента.
Для уменьшения старения применяется отпуск, который умень-
шает тетрагональность мартенсита, стабилизирует остаточный аусте-
нит и частично снимает остаточные внутренние напряжения. Для
достижения этих результатов на заводах обычно применяется
длительный отпуск (100 ч) при низкой температуре (120° С) или менее
продолжительный отпуск (около 15 ч) при более высокой темпера-
туре (140—160°).
Перед отпуском производится закалка с нагревом до 840—860° С
в соляных ваннах для защиты от обезуглероживания (стали X,
ХГ, типа 120ХГ) в масле. После закалки инструменты повышенной
точности подвергаются обработке холодом (—50 до —60° С); разло-
жение остаточного аустенита повышает твердость на HRC 0,5—1,5.
Во избежание стабилизации аустенита обработка холодом произво-
дится через 15—20 мин после закалки. Немедленно после закалки
(или обработки холодом) производится отпуск (125—130° С; 24—
36 ч при сечении инструмента до 15—20 мм и 36—48 ч при больших
размерах). Получаемая твердость HRC 64—66.
Измерительный инструмент меньшей точности может отпускаться в 2—3 раза
меньшее гремя при 140—170° С.
После шлифования инструмента для снятия остаточных напряжений и умень-
шения количества остаточного аустенита производится вторичный отпуск (2—3 ч
при 120—130 С).
^Термическая обработка инструмента из среднеуглеродистой
стали 50 и 55 заключается в индукционной закалке токами высокой
частоты с последующим низкотемпературным отпуском. Так как
закалке подвергается тонкий поверхностный слей стали, то умень-
шаются закалочные деформации и действие старения (почти нет
остаточного аустенита и малое содержание углерода в мартенсите).
Эти стали имеют пониженную износостойкость,
Твердые сплавы
345
Инструменты из низкоуглеродистой стали 15, 20 и 20Х подвер-
гаются цементации, закалке с 790—800° С в воде (углеродистые)
или масле (хромистая сталь) и отпуску при 150—160° С (2—3 ч).
Азотируемая сталь (38ХВФЮА) применяется для изготовления
крупных калибров — колец. Перед азотированием эта сталь закали-
вается и отпускается на структуру сорбита. Поэтому возможно детали
из этой стали доводить до требуемых размеров резанием, а не шлифо-
ванием, что технологически удобно и благоприятно отражается
на поведении инструмента при эксплуатации.
Помимо того, азотирование улучшает антикоррозионные свойства и улучшает
износостойкость.
Для инструмента, устойчивого против коррозии, применяется высокохро-
мистая сталь 4X14 (максимальная твердость HRC 56—58) и 9X18 (твердость дости-
гает HRC 60-62).
В табл. 43 указано назначение стали для измерительного инструмента.
Таблица 43
Назначение сталей для измерительного инструмента
Марки стали I Назначение
X, ХГ, типа 120ХГ Типа 120ХГ, 38ХВФЮА X 15, 20, 50, 55 4X13, 9X18 Калибры и плитки высоких классов точности Калибры-кольца Лекала сложной формы Плоские шаблоны и скобы Инструменты, устойчивые против коррозии
§ 4. ТВЕРДЫЕ СПЛАВЫ
Выше, на фиг. 227 было показано, что существуют спливы-стел-
литы, сохраняющие высокую твердость до значительно более высо-
ких температур, чем быстрорежущая сталь. К классу твердых спла-
вов, помимо стеллитов, относятся сплавы карбидов вольфрама
и титана с кобальтом, которые имеют более высокую твердость
(HV 1500—1700) и сохраняют твердость порядка HV 800 до темпе-
ратуры 1000° С. Благодаря высокой теплостойкости скорость реза-
ния этими сплавами в 5—10 раз превышает допустимую скорость
резания быстрорежущими сталями.
Высокие режущие свойства определяются огромной твердостью
карбидов вольфрама, титана, ванадия и других металлов (HV 1500—
2800 вместо HV 700—800 для карбидов, встречающихся в стали).
Эги карбиды отличаются высокими температурами плавления
(2600° С для WC и 3140° С для TiC), чем обусловливается специаль-
ная технология изготовления этих сплавов. Высокая стоимость
основных составляющих элементов (вольфрама, кобальта и других)
приводит к необходимости использования твердых сплавов в виде
346
Инструментальные стали и сплавы
пластинок и вставок для режущих инструментов, волок для волоче-
ния проволоки и т. п. Твердые сплавы применяются также в виде
наплавочных материалов для нанесения износостойкого слоя на ра-
бочую поверхность инструментов, например, штампов и деталей
машин.
В зависимости от технологии изготовления и применения твер-
дые сплавы разбиваются на две основные группы: металлокерами-
ческие и литые.
Помимо того, используются зерновые наплавочные смеси, например, вокар
(смесь вольфрама и угля).
В ряде случаев допустима повышенная хрупкость, например, при оснащении
рабочих поверхностей буровых долот в нефтяном бурении. Для этого используются
литые карбиды, сплавы целиком состоящие из тугоплавких карбидов. Литые кар-
биды не применяются в машиностроении и рассматриваться далее не будут.
А. Металлокерамические твердые сплавы
Металлокерамические твердые сплавы представляют частицы
карбидов вольфрама или вольфрама и титана, или вольфрама, титана
и тантала, сцементированные кобальтом. На фиг. 239, а показана
Фиг. 239. Структуры металлокерамических твердых сплавов:
а — WC + Со; б - WC + TiC + Со. X 1500.
структура сплава, состоящая из крупных светлых частиц карбида
WC, окруженных цементирующей связкой (твердого раствора WC
в кобальте). Высокая твердость, сохраняющаяся при нагреве вплоть
Твердые сплавы
347
до 1000° С и выше, обусловливается массой тугоплавких карбидов,
а повышенная вязкость и прочность — связывающим металлом ко-
бальтом. На фиг. 239, б показана структура твердого раствора WC
в TiC (27% TiC и 73% WC — крупные серые зерна), белые зерна
карбида WC и тонкий темный «цемент» на границах — твердый рас-
твор карбидов в кобальте.
Допустимая скорость резания титановольфрамовыми твердыми
сплавами в 2—5 раз превосходит скорости резания для вольфрамовых
сплавов и в 5—10 раз вышз, чем у быстрорежущей стали. Недостат-
ками твердых сплавов являются хрупкость и трудность механиче-
ской обработки для придания нужней формы.
Для изготовления металлокерамических твердых сплавов измельченные
до 1—2 мк частицы карбида и порошок кобальта смешиваются в шаровых мельни-
цах в жидкой среде в течение нескольких суток. Полученная 'однородная смесь
прессуется в стальных пресс-формах под давлением 500—2000 кГ/см2 в брикеты.
Высушенные брикеты разрезаются на изделия нужных форм и размеров с помощью
вращающихся кругов из карбида кремния на бакелитовой или вулканитовой основе.
Пористость в исходном состоянии составляет 30—35% по объему. Далее осуще-
ствляется спекание при температурах 1400—1450° С, немного ниже температуры
плавления кобальта. При этом весьма малая часть карбида вольфрама (около 3%)
образует с кобальтом эвтектику, плавящуюся при 1280° С. При охлаждении WC
осаждается на поверхность карбидных частиц и в «цементе» остается металлический
кобальт. Пористость после спекания уменьшается до 1%.
Иногда операции прессования и спекания совмещаются; при этом давление
в связи с повышенной температурой уменьшается в 10—20 раз (до 100—150 кГ/мм2).
В Советском Союзе выпускаются твердые сплавы трех групп:
вольфрамовые, титановольфрамовые и титанотанталовольфрамовые
(ГОСТ 3882-61).
В табл. 44 приведены некоторые марки сплавов, их состав, свой-
ства и примернее назначение.
Таблица 44
Металлокерамические твердые сплавы
Группа Марки твердых спла- вов Ориентировочный состав в % Твердость по Рохвеллу, шчала А не менее Примерное назначение
Карбид воль- фрама Карбид ти- тана Карбид тан- тала Кобальт
к 03 са О S ВК2 98 — — 2 90,0 Чистовое, полу чистовое и чисто- вое точение чугунов с малым сече- нием среза и т. п.
«3 о. ч о CQ ВКЗМ 97 3 91,0 Чистовая, получистовая и чисто- вая с малым сечением среза обра- ботка серого чугуна, цементован- ных и закаленных сталей и весьма твеодых чугунов и т. п.
348
Инструментальные стали и сплавы
Продолжение табл. 44
Группа Марки твердых спла- вов Ориентировочный состав в % Твердость по Роквеллу, шкала А не менее Примерное назначение
Карбид воль- фрама Карбид ти- тана Карбид тан- тала Кобальт
Вольфрамовая В Кб ВК8 ВК20 вкзо 94 92 80 70 — — 6 8 20 30 88,5 87,5 85,0 82,5 Черновое точение при непрерыв- ном резании; чистовое и полу чи- стовое точение при прерывистом резании Черновое точение при неравно- мерном сечении среза и прерыви- стом резании и другие виды обра- ботки чугуна, цветных металлов и неметаллических материалов Быстроизнашивающиеся детали машин, в том числе штамповый инструмент (отрезной, обрезной, дыропробивной) Быстроизнашивающиеся детали машин, штамповый инструмент для горячей и холодной высадки и го- рячей штамповки, работающий в условиях больших ударных на- грузок
Тита ново л ьфр амов ая Т30К4 Т15К6 Т14К8 Т5КЮ Т5К12В 66 79 78 85 83 30 15 14 6 5 —- 4 6 8 9 12 92,0 90,0 8.9,5 88,5 87,0 Чистовое точение с малым сече- нием среза незакаленных и зака- ленных углеродистых и легиро- ванных сталей Черновое и получистовое точе- ние и фрезерование углеродистых и легированных сталей Черновое точение и фрезерова- ние углеродистых и легированных сталей Чистовое точение при неравно- мерном сечении среза, черновое фрезерование углеродистых и леги- рованных сталей виде поковок, штамповок и отливок по корке и окалине Тяжелое черновое точение сталь- ных поковок, штамповок и отливок по корке с раковинами
Титанотантало- вольфрамовая ТТ7К12 81 4 3 12 87,0 Тяжелое черновое точение сталь- ных поковок,, штамповок и отли- вок по корке с раковинами при наличии песка, шлака и других неметаллических включений
Твердые сплавы
349
Б. Литые твердые сплавы
Литые твердые сплавы применяются в качестве наплавочных
материалов для повышения стойкости трущихся поверхностей дета-
лей машин и инструментов, работающих при нагреве (например,
штампов горячей штамповки). После наплавки стойкость деталей
и инструментов увеличивается в несколько раз.
Сплавы типа стеллит (В2К и ВЗК) отличаются также высо-
кой химической стойкостью в растворах кислот.
По составу различаются сплавы на кобальтохромсвой основе
с вольфрамом (типа стеллит) и более экономичные, в которых
кобальт и вольфрам заменяются железом, марганцем и никелем
(типа с о р м а й т).
Состав литых твердых сплавов приведен в табл. 45.
В отличие от сплавов типа стеллит (В2К, ВЗК) сплавы типа сор-
майт не содержат кобальта и вольфрама; основа этих сплавов же-
лезная.
Структура стеллитов заэвтектическая, она состоит из первичных
кристаллов карбидов эвтектики (карбиды и зерна твердого раствора
хрома, вольфрама и углерода в кобальте, фиг. 240, а). Твердость равна
HRC 40—47.
350
Инструментальные стали и сплавы
Таблица 45
Марка сплава Химический состав в % \
С Сг Со W Ni Si Fe Мп
В2К 1,8—2,5 27—33 47-53 13—17 2 1—2 1 2
взк 1,0—1,5 28—32 58—62 4—6 2 2,5 — —
Сормайт № 1 2,5—3,5 25—31 — — 3,5 2,8—4,2 1,5 54—65
Сормайт № 2 1,5—2,1 13—17 — — 1,3—2,3 1,5—2,2 1,0 74—81
Структура сормайта состоит из частиц карбида (Cr, Fe)7C3,
расположенных на основе из твердого раствора хрома, марганца
и кремния в железе (фиг. 240, 6). Твердость сормайта в зависимости
от состава изменяется в пределах HRC 40—54. Для получения необ-
ходимых свойств сормайт № 2 подвергается прокатке или ковке
и специальной термической обработке.
ЛИТЕРАТУРА
1. Ю. А. Геллер. Инструментальные стали, Металлургиздат, 1961.
2. В. С. М е с ь к и н. Основы легирования стали. Металлургиздат, 1959.
3. Металловедение и термическая обработка (справочник). Металлургиздат,
1956 и 1961.
ГЛАВА XVI
СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИ
В настоящей главе будет рассмотрено несколько основных групп
сталей и сплавов с особыми физико-химическими свойствами: нержа-
веющие, износостойкие, магнитные, электротехнические и с особен-
ностями теплового расширения.
§ 1. НЕРЖАВЕЮЩИЕ (КОРРСЗИОННОСТОЙКИЕ) СТАЛИ
Нержавеющие стали применяются для аппаратуры, работающей
в агрессивных средах, и в качестве отделочного материала, рабо-
тающего в атмосферных условиях. Главное свойство нержавеющих
сталей заключается в хорошем сопротивлении воздействию внешних
агентов, образующих электролит. Даже в случае воздействия внеш-
ней атмосферы коррозия является следствием конденсации влаги
на поверхности металла и электрохимического взаимодействия
капелек электролита с металлом. Таким образом, нержавеющие стали
отличаются высоким сопротивлением электрохимической коррозии,
протекающей в присутствии электролита (в отличие от сухой, газовой
коррозии, проходящей при высокой температуре в отсутствии влаги,
см. § 1 главы XIV).
Теория коррозии металлов была предложена в начале XX в.
В. А. Кистяковским. В области разработки современной теории элек-
трохимической коррозии большие заслуги принадлежат Г. В. Аки-
мову.
Рассмотрим основы теории электрохимической коррозии. При
погружении металла в электролит, представляющий собой растворы
солей того же металла, одновременно будут протекать два процесса:
переход атомов металла в раствор и обратный процесс перехода
ионов металла из раствора на поверхность металла. В зависимости
от соотношения скоростей протекания обоих процессов возможны
три различных случая поведения металла в электролите.
Случай 1-й — скорость перехода атомов металла в раствор
меньше скорости перехода ионов металла из раствора на образец.
В этом случае на поверхности образца осаждаются положительно
заряженные ионы металла. Образец в целом заряжается электро-
положительно и процесса коррозии не наблюдается.
352
Стали и сплавы с особыми свойствами
Случай 2-й — скорость перехода атомов металла в раствор равна
скорости перехода ионов металла из раствора на поверхность образца.
В этом случае образец металла остается электронейтральным и про-
цесс коррозии также не наблюдается.
Случай 3-й — скорость перехода атомов металла в раствор больше
скорости перехода ионов металла из раствора на образец. В этом
случае металл, отдавая положительные ионы, заряжается электро-
отрицательно. При этом происходит растворение металла, т. е. про-
текает процесс коррозии.
Итак, в случае электрохимической коррозии корродирующий
металл заряжается электроотрицательно. Если же коррозии нет,
а) б)
Фиг. 241. Схемы электрохимических процессов:
а — при взаимодействии гальванической пары жглезо —цинк; б — при корро-
зии двухфазного сплава в электролите (многоэлектродный гальванический
микроэлемент).
металл остается электронейтральным или заряжается электропо-
ложительно.
Количественной характеристикой отношения металла к корро-
зии является величина электрохимического потенциала.
Величина электрохимического потенциала различна для различ-
ных металлов. Все металлы могут быть расположены в ряд в порядке
убывания величины их электрохимического потенциала:
Металл...... Au Ag Си Н Ni Fe Zn Al Mg
Электродный по-
тенциал в в . . 4-1,42 4-0,80 4-0,34 0 -0,23 -0,44 -0,76 -1,66 -2,38
Этот ряд называется электрохимическим рядом или рядом напря-
жений.
Из изложенного ранее ясно, что металлы, имеющие положитель-
ный электрохимический потенциал, не корродируют. Металлы,
электрохимический потенциал, которых отр-ицателен, подвержены
коррозии. Таким образом, для предотвращения коррозии необхо-
димо, чтобы весь сплав, или хотя бы его поверхностный слой, имел
положительный электрохимический потенциал.
Важные выводы могут быть сделаны при рассмотрении взаимо-
действия соединенных в пару двух металлов, например, железа
и цинка (фиг. 241, а).
Нержавеющие (коррозионностойкие) стали
353
При погружении железа и цинка в электролит оба металла начи-
нают растворяться, заряжаясь при этом электроотрицательно.
Так как в соответствии с приведенным выше рядом напряжений
цинк заряжается более электроотрицательно, то при соединении
в пару электроны по внешней цепи пойдут от цинка к железу. В связи
с этим ионы электролита получают направленное движение от цинка
к железу. Таким образом, в данной паре растворяться будет цинк,
а железо корродировать не будет.
Итак, если соединить в пару два металла или сплава, каждый
из которых порознь корродирует, т. е. растворяется в данной среде,
то в паре корродировать будет металл, имеющий меньшее значение
электрохимического потенциала. Металл, имеющий большее зна-
чение электрохимического потенциала, не будет корродировать
до тех пор, пока полностью не растворится металл с меньшим зна-
чением электрохимического потенциала. При этом образуется галь-
ванический элемент.
Применим этот вывод к рассмотрению процесса коррозии реаль-
ных сплавов, состоящих из зерен различных фаз. Для этого поместим
сплав, состоящий из различных зерен фаз А и Б, в электролит
(фиг. 241, б). Допустим, что электрохимический потенциал фазы А
больше электрохимического потенциала фазы Б. При этом электри-
ческий ток потечет от зерен фазы Б к зернам фазы А через металл,
а положительно заряженные ионы — от фазы Б к фазе А через элек-
тролит. Таким образом в этом сплаве зерна фазы Б будут растворяться
при условии сохранения неизменными зерен фазы А. Следовательно,
в сплаве, состоящем из зерен различных фаз, каждая пара зерен
образует гальванический микроэлемент, а реальный сплав можно
рассматривать как многоэлектродный гальванический микроэле-
мент. Из нескольких фаз, имеющихся в сплаве, всегда будет раство-
ряться та, электрохимический потенциал которой окажется мень-
шим. Подобного рода рассмотрение позволяет сделать практически
важный вывод о необходимости получения однородной однофазной
структуры сплавов для обеспечения наиболее высоких антикорро-
зионных свойств.
Существует несколько видов электрохимической коррозии.
Поверхностная коррозия, которая заключается в равномерном рас-
творении металла по всей поверхности изделия. Точечная коррозия,
которая обнаруживается в отдельных точках металла и объясняется
наличием в металле малых включений с пониженным значением
электрохимического потенциала. И, наконец, интеркристаллитная
коррозия, при которой процесс коррозии происходит по границам
зерен. Интеркристаллитная коррозия является следствием наличия
на границах зерен частиц или зон с низким значением электрохими-
ческого потенциала.
Для защиты металлов и сплавов от коррозии применяются многочисленные
методы, главные из которых описываются ниже.
354
Стали и сплавы с особыми свойствами
Фиг. 242. Зависимость электрохи-
мического потенциала Е железа
от количества легирующего хрома
(Штраусс).-
Повышение электрохимического потенциала сплага. Повышение электрохими-
ческого потенциала сплава может быть достигнуто легированием и химико-терми-
ческой обработкой.
Для повышения электрохимического потенциала легированием в сплав добав-
ляют легирующие элементы. Так, например, введение в железо хрома в количе-
стве 12—14% приводит к тому, что электро-химический потенциал стали становится
электроположительным (фиг. 242). Поэтому нержавеющие стали, коррозионно
устойчивые в атмосфере, воде, ряде кислот, солей и щелочей, непременно леги-
руются хромом, или хромом в сочетании с другими элементами, в количествах,
обеспечивающих получение положительного электрохимического потенциала
сплава.
При повышении электрохимического потенциала химико-термической обработ-
кой применяют диффузионное насыщение поверхностного слоя стали азотом и раз-
личными легирующими элементами (хромом, алюминием, кремнием и др.), благо-
даря чему создается положительный потен-
циал в поверхностном слое металла. Этот
слой и защищает сталь от коррозии. Насы-
щающие элементы образуют твердые рас-
творы или химические соединения с основ-
ными элементами сплава.
Гальванические покрытия. Защищае-
мый металл покрывается слоем другого
металла электролитическим осаждением. При
этом состав основного металла не изменяется.
Для защиты стали наиболее часто приме-
няют процессы никелирования, хромирова-
ния, цинкования и кадмирования.
Гальванические покрытия могут быть
двух типов: для катодной защиты (никели-
рование, хромирование) и для анодной за-
щиты (цинкование, кадмирование).
При никелировании поверхность железа покрывают слоем никеля. Электро-
химический потенциал никеля больше электрохимического потенциала железа.
Поэтому в случае образования гальванической пары между никелем и железом
никель становится катодом, а железо — анодом. Способ защиты, при котором покры-
вающий металл является катодом, называется катодной защитой. Более высокий
электрохимический потенциал защитного слоя обусловливает высокую коррозио-
устойчивость лишь при хорошем сохранении сплошности защитных пленок. При обра-
зовании на пленке царапин или при наличии пористости начинается коррозионное
разрушение железа, механическая связь между металлами детали и покрытия нару-
шается и с течением времени наблюдается отслаивание защитной пленки.
При покрытии железа цинком в образующейся гальванической паре цинк
является анодом, а железо катодом, так как электрохимический потенциал цинка
меньше электрохимического потенциала железа.
Способ защиты, при котором покрывающийся металл является анодом, назы-
вается анодной защитой. В случае образования царапин на защитной пленке кор-
родировать будет цинк (анод), а железо (катод) останется неповрежденным до тех
пор, пока протекает коррозия цинка.
Таким образом при возможности повреждения защитной пленки в процессе
эксплуатации более надежным способом защиты от коррозии является анодное
покрытие.
Протекторная защит?. В этом случае защищаемый металл или сплав соеди-
няется с другим металлом, имеющим более низкое значение электрохимического
потенциала. Так, например, для защиты стальных гребных винтов морских судов
в пару к ним подсоединяются цинковые листы. В образующейся гальванической
паре анодом будет служить цинк (протектор), так как электрохимический потенциал
цинка меньше электрохимического потенциала железа. Защитное действие цинка
Нержавеющие (коррозионностойкие) стали
355
будет продолжаться до полного израсходования соединенного с защищаемой поверх-
ностью металла протектора.
Защита с помощью постоянного электрического тока. Трубы, по которым про-
ходит вода, ржавеют, т. е. корродируют, заряжаясь при этом электроотрицательно.
Для создания положительного заряда трубу подключают к отрицательному полюсу
генератора постоянного тока. При этом труба становится катодом и перестает кор-
родировать. Этот метод применяется для защиты трубопроводов, котлов и других
стационарных и судовых паросиловых установок.
Нанесение защищающих металлов горячим способом. Этот способ осуществляется
погружением защищаемого сплава в расплавленный металл. К числу этих методов
относятся лужение (покрытие оловом), горячее цинкование, горячее свинцевание
железа и стали.
Нанесение защищающих металлов осуществляется также с помощью пульве-
ризации расплавленного металла (шоопирование). В этом случае расплавленный
металл напыляется сжатым воздухом. Путем шоопирования можно наносить слои
толщиной порядка десятых и сотых долей миллиметра (свинец, олово, цинк, медь
и алюминий).
Принцип защиты при этом методе такой же, как и при обычных гальванических
покрытиях.
Плакировка. При этом методе получают биметаллическое изделие: соединяют
защищаемый сплав с тонким поверхностным защитным слоем (кузнечной сваркой,
листов под давлением, но без расплавления). Плакированию подвергается, в част-
ности, дуралюминий: поверхность его защищается тонким слоем чистового алюми-
ния, который имеет более высокие антикоррозионные свойства, чем защищаемый
сплав.
Оксидирование. Оксидирование производится погружением защищаемого металла
в сильную агрессивную среду. При этом на поверхности металла создается плотно
прилегающая окисная пленка, служащая механической преградой между защи-
щаемым металлом и окружающей средой.
Наиболее распространенными способами оксидирования являются воронение
стали и оксидирование цветных металлов.
Воронение — образование на поверхности стали плотной окисной пленки
при погружении в смесь расплавленных солей или водные растворы активных
окислителей.
Оксидирование, например, магниевых сплавов—образование на поверхности
сплава защитного окисла MgO при нагревании в водных растворах сильных окис-
лителей и т. п.
Фосфатирование. При фосфатировании на поверхности металла образуется
пленка инертных фосфорнокислых солей, защищающая металл от воздействия
внешней среды. Фосфатирование производится в растворах кислых фосфорнокислых
солей.
Покрытие лаками, красками, эмалями. Покрытие защищаемого металла лаками,
красками и эмалями создает химически неактивную преграду между сплавом и окру-
жающей средой.
Смазка маслами. При этом способе устраняется возможность соприкосновения
защищаемого металла с электролитом (масла не смешиваются с влагой и электро-
литами). Этот метод широко используется при консервации деталей и эксплуатации
машин.
Нержавеющие стали обладают высокими антикоррозионными
свойствами благодаря легированию в основном хромом или хромом
совместно с никелем. Дополнительное легирование осуществляется
введением титана, реже молибдена и ниобия и, наконец, алюминия.
В зависимости от состава нержавеющие стали принадлежат
к различным структурным классам. Они могут иметь структуру мар-
тенситную (2X13, 3X13, 4X13), мартенситно-ферритную (1X13).
356
Стали и сплавы с особыми свойствами
ферритную (0X13), аустенитно-мартенситную (2Х13Н4Г9), аусте-
нитно-ферритную (Х28АН) и аустенитную (Х18Н9).
Хромистые нержавеющие стали чаще всего содержат 12—14%
хрома, что в соответствии с фиг. 242 должно обеспечить положитель-
ный электрохимический потенциал и надежную защиту от коррозии.
Однако эта концентрация действительна только для практически
безуглеродистых сплавов железа с хромом (0X13). Увеличение
содержания углерода сдвигает скачок потенциала к более высоким
концентрациям хрома. Из серии хромистых нержавеющих сталей
с 12—14% хрома только сталь 0X13 не претерпевает превращений
при нагреве до плавления (сохраняется структура феррита). Введение
примерно 0,12% углерода приводит к частичному образованию
при нагреве аустенита и, далее, мартенсита при охлаждении (сталь
ферритно-мартенситного класса). При увеличении концентрации
углерода до 0,2; 0,3 и 0,4% получается мартенситная структура
после термической обработки (стали 2X13, 3X13 и 4X13 мартен-
ситного класса).
Термическая обработка хромистой стали с 12—24% хрома заклю-
чается в закалке с 950—1100° С с охлаждением в масле. Стали
с повышенным содержанием углерода (0,3—0,4%) подвергаются
отпуску при 600—800° С с последующим быстрым охлаждением
(эти стали склонны к отпускной хрупкости) или отпуску при 200° С.
Для повышения стойкости в кислотных средах содержание хрома
увеличивают примерно до 17% (сталь Х17) и 28% (сталь Х28) при
содержании углерода не более 0,12—0,15% (ферритный класс).
Выпадение карбидов хрома по границам зерен обедняет границы
хромом и приводит к интеркристаллитной (межзернистой) коррозии.
Для предохранения от этого в сталь вводится некоторое количество
титана, связывающего углерод в тугоплавкие карбиды TiC, которые
располагаются внутри зерен. Так, получаются высокохромистые
стали ферритного класса 0Х17Т и Х25Т. Ферритная структура
стали 0X13 показана на фиг. 243, а.
Хромоникелевые нержавеющие стали относятся преимущественно
к аустенитному классу. Впервые предложенные стали этого типа
содержали 18% хрома и 8% никеля. В несколько измененном виде
они сохранились в качестве основных до настоящего времени:
00Х18Н10, 0Х18Н10, Х18Н9, 2Х18Н9. Они содержат около
18% хрома, 8—10% никеля и различаются содержанием углерода:
<0,04%, <0,08%, <0,12% и 0,13—0,21 для указанных марок
соответственно. Для предохранения от интеркристаллитной корро-
зии в хромоникелевые стали также вводится титан (стали 0Х18Н10Т,
Х18Н10Т, Х18Н9Т и т. п.).
Термическая обработка этих сталей заключается в закалке
с 1050—1150° С в воде для получения однородной структуры аусте-
нита. Эти стали технологически удобны: они легко прокатываются.
Их существенное упрочнение может быть получено холодной пласти-
Нержавеющие (коррозионностойкие) стали
357
ческой деформацией (предел прочности может быть повышен от
55—60 до 120 кГ/мм2). При некотором уменьшении содержания хрома
и никеля получается аустенитно-ферритная или аустенитно-мартен-
ситная структуры. Аустенитно-ферритные стали могут дополнительно
легироваться молибденом (0Х21Н6М2Т); аустенитно-мартенситные —
алюминием (Х15Н9Ю, Х17Н7Ю).
Фиг. 243. Структуры нержавеющих сталей:
а — ферритного класса (0X13); б — аустенитного класса (X19НЭТ).
Аустенитная структура стали Х18Н9 показана на фиг. 243, б.
Состав некоторых нержавеющих сталей по ГОСТ 5632-61 приведен в табл. 46
(всего в ГОСТ включено 36 нержавеющих сталей). Помимо указанных элементов
в стали содержится до 0,020—0,030% серы и до 0,035% фосфора.
Из рассмотрения таблицы следует, что для ферритных, мартенситно-ферритных
и мартенситных сталей главным легирующим элементом является хром. Аустенит-
ные, аустенитно-ферритные и аустенитно-мартенситные стали легированы в основ-
ном хромом и никелем (показано в рамке).
Назначение нержавеющих (коррозионностойких) сталей зависит
от характера агрессивной среды, которой определяется степень леги-
рованности.
Примерное назначение, согласно ГОСТу 5632-61, показано
в табл. 47.
Таблица 46
Химический состав некоторых коррозионностойких сталей
Содержание элементов в %
Марка стали С Si Мп Сг Ni Ti Другие элементы
Стали ферритного класса *
Х17 (ЭЖ17) Х28 (ЭЖ27, ЭИ349) .0X13 (ЭИ496) <0,12 <0,15 <0,08 <0,80 <1,0 <0,60 <0;70 <0,80 <0,60 16—18 27—30 11 — 13 — — —
Стали ферритно-мартенситного класса
1X13 (ЭЖ1) 0,09—0,15 <0,60 <0,60 12—14 — — —
Л4 артенситные
2X13 (ЭЖ2) 3X13 (ЭЖЗ) 4X13 (ЭЖ4) 0,16—0,24 0,25—0,34 0,35—0,44 <0,60 <0,60 <0,60 <0,60 <0,60 <0,60 12—14 12—14 12—14 — — —
Стали аустенитного класса
0Х18Н1.0 еяо) Х18Н9 (ЭЯ 1) 2Х18Н9 (ЭЯ2) Х18Н10Т (ЭЯ1Т) <0,08 <0,12 0,13—0,21 <0,12 <0,80 <0,80 <0,80 <0,80 1—2 1—2 1—2 . 1—2 17—19 17—19 17—19 17—19 9—11 8—10 8—10 9—11 (С—0,02) 5—0,70 —
Стали аустенитно-ферритного класса
0Х21Н6М2Т (ЭП54) <0,08 <0,80 <0,80 20—22 5,5—6,5 0,20—0,40 1,8—2,5Мо
Стали аустенитно-мартенситного класса i
Х15Н9Ю (ЭИ904) X17H7IO (ЭИ973) <0,09 <0,09 <0,80 <0,80 <0,80 <0,80 14—16 16—18 7,0—9,4 6,5—7,5 — 0,70—1,30А1 0,80—1,30А1
Стали и сплавы с особыми свойствами
Нержавеющие (коррозионностойкие) стали
359
Таблица 47
Примерное назначение нержавеющих (коррозионностойких) сталей
в зависимости от характера агрессивной среды
Марки стали Примерное назначение
0X13; 1X13; 2X13; 3X13; Х413; Х14; 2Х13Н4Г9; Х14Г14Н; Х14Г14НЗТ; 1X13H3 Для работы в слабо агрессивных сре- дах при температуре не выше ЗСг С (водные растворы солей, азотная и неко- торые органические кислоты невысоких концентраций, пищевые среды). Стали, достаточно стойкие в условиях дей- ствия пресной воды, пара, атмосферы
9X18; 1Х17Н2; 2X17Н2; XI7; 0Х17Т; Х25Т; Х15Н9Ю; Х17Н7Ю; 0X21Н5Т; Х28; 1X21Н5Т; 00Х18Н10; 0Х18Н10; Х18Н9; 2Х18Н9; Х18Н10Е; 0Х18Н10Т; 0Х18Н11; 0Х18Н12Т; Х18Н12Т; 1Х18Н12Б; Х28АН; Х18Н9Т; Х17Г9АН4; Х17АГ14; 0Х10Н20Т2; Х16Н15МЗБ Для работы в средах средней агрессив- ности азотной, органических кислот (исключая уксусную, муравьиную, мо- лочную, щавелевую) большинства ра- створов солей органических и неорга- нических кислот при различных темпе- ратурах и. концентрациях
0Х21Н6М2Т; Х17Н13М2Т; 0Х17Н16МЗТ Для сред повышенной агрессивности, в частности, органических кислот: му- равьиной, уксусной, молочной, щаве- левой (не выше 5%) и др., а также фос- форной (до 32% Р2Об), содержащей фто- ристые соединения, борной кислоты с примесью серной (до 1%), кремнефто- ристо-водородной кислоты до 10% для температур не выше 40° С
0Х23Н28М2Т Для растворов серной кислоты низ- ких концентраций (до 20%) при темпе- ратуре не выше 60° С, фосфорной кис- лоты, содержащей фтористые соединения и других сред высокой агрессивности
0Х23Н28МЗДЗТ Для серной кислоты всех концентраций при температуре не выше 80° С, для фос- форной кислоты (32—50% Р2Об), содер- жащей фтористые соединения, для крем- нефтористоводородной кислоты повы- шенных концентраций (до 25%) при температуре не выше 70° С
360
Стали и сплавы с особыми свойствами
§ 2. ИЗНОСОСТОЙКИЕ СТАЛИ
Следует различать два вида износа: контактный и абразивный.
Контактный износ наблюдается при трении друг о друга поверх-
ностей деталей (например, шейки вала по втулке). Абразивный
износ имеет место при движении твердых частиц в струе газа или
жидкости вдоль истираемой поверхности (например, дымовых газов
с частицами твердого топлива по дымовым трубам котла электро-
станции или глинистого раствора с частицами твердой породы через
насосы, перекачивающие земляную пульпу и т. п.).
Высоким сопротивлением контактному износу, возникающему
при соприкосновении и взаимном перемещении двух поверхностей
под давлением, отличаются некоторые стали в аустенитном и мартен-
ситном состоянии.
Аустенитная сталь Г13 (примерно 1,3% углерода и 13% мар-
ганца, так называемая сталь Гадфильда) отличается необычным
сочетанием механических свойств. После термической обработки,
которая заключается в закалке с 1100° С в воде для получения
однородной структуры аустенита, твердость стали низка и равна
НВ 200. Предел текучести этой стали низок: сг0>2 = 35 кГ/мм\
однако предел прочности весьма высок: ов =110 -:- 120 к,Г/мм\
Отношение о0 2 : = 0,3, в то время как обычно для стали это отно-
шение равно 0,7—0,9.
Пластичность очень высока: удлинение S достигает 60—80%,
сужение ф достигает 35—50%. Ударная вязкость ан равна 15—
20 кГм/см2.
Сочетание высокой прочности и пластичности является след-
ствием высокой наклепываемое™ аустенита этой стали. В процессе
деформации ее твердость повышается от 200 до 550 НВ, т. е. становится
близкой твердости закаленной стали при несравнимо более высокой
пластичности. Однако хорошее восприятие наклепа определяет
плохую обрабатываемость резанием: резец скользит по тонкому
наклепанному слою высокой твердости. В связи с плохой обрабаты-
ваемостью резанием и низким пределом текучести (сг0 2 = 35 кТ/мм2)
эта сталь не может употребляться в качестве конструкционного
материала общего назначения.
Назначение этой стали определяется получением тонкого слоя
(0,2 мм) высокой твердости (что обеспечивает хорошую износостой-
кость) и хорошим восприятием ударных нагрузок (ан = 15-4-
-4-20 кГм/см2). Литая марганцовистая сталь Г13 используется для
изготовления траков тракторов и других гусеничных машин, кре-
стовин железнодорожных путей, щек и шаров дробильных мельниц
для измельчения твердых горных пород, черпаков для экскаваторов
и т. п.
Хромистые стали перлитного класса применяются для изготовле-
ния износостойких деталей (колец, роликов, шаров) шарико- и роли-
коподшипников.
Магнитные стали и сплавы
361
Это высокоуглеродистые (0,95—1,15% углерода) заэвтектоидные
стали, легированные в среднем 0,6% (ШХ6); 0,9% (ШХ9) и 1,5%
(ШХ15) хрома. Индекс Ш указывает назначение: шарикоподшип-
никовая сталь. Высокая износостойкость получается после закалки
с 800—880° С (в масле) или 780—840° С (в воде) и последующего
отпуска при 150—160° С в течение нескольких часов.
В связи с необходимостью сохранения точных размеров шарикоподшипниковые
стали подвергаются специальным видам термической обработки, рассмотренным
при изучении стали для измерительных инструментов (§ 3 главы XV).
Износостойкость деталей может быть существенно повышена методами поверх-
ностного упрочнения, описанными в главе XI.
§ 3. МАГНИТНЫЕ СТАЛИ И СПЛАВЫ
В электромашиностроении и приборостроении многие важные
детали и узлы конструкций должны изготовляться из сплавов с осо-
быми магнитными свойствами. По назначению магнитные стали
и сплавы делятся на три группы: 1) магнитомягкие, исполь-
зуемые для сердечников электрических машин, трансформаторов,
электромагнитов, реле и т. п. Эти сплавы иначе называются сердеч-
никовыми; 2) магнитотвердые, из которых изготовляются
постоянные магниты и 3) н е м а г н и т н ы е, т. е. сплавы, практи-
чески не проявляющие своих магнитных свойств при эксплуатации
машин и приборов.
При внесении в магнитное поле металлы и сплавы (и вещества вообще) ослаб-
ляют или усиливают основное магнитное поле. Это связано со сложением собствен-
ного магнитного поля атомов с внешним магнитным полем. Металлы, расположенные
в правой части периодической системы Д. И. Менделеева (например медь, серебро,
цинк, кадмий и другие), диамагнитны; они ослабляют основное магнитное поле.
Металлы, расположенные в левой части периодической системы, усиливают основ-
ное магнитное поле; они парамагнитны. Наибольшим парамагнетизмом обладают
переходные металлы групп от скандия до никеля (4-й период), от итрия до палладия
(5-й период) и редкоземельные (6-й период).
Степень усиления или ослабления основного магнитного поля определяется
величиной магнитной восприимчивости %, равной, например, для титана + 15* 10"6;
для марганца +52,7-10"5 (парамагнетики); для цинка % = —1,026*10"6; для кад-
мия % = —1,96-10"5 (диамагнетики). Как видно, намагниченность пара—и диамаг-
нетиков очень мала: она составляет сотые и тысячные доли процента напряженности
магнитного поля.
Важное техническое значение имеют металлы и сплавы с гигант-
ским парамагнетизмом, который называется ферромагнетизмом.
К их числу относятся: железо, кобальт, никель и их сплавы. Ниже
16° С ферромагнитен редкоземельный металл гадолиний. Ферромаг-
нитны также некоторые сплавы двух парамагнитных металлов хрома
и марганца. Намагниченность ферромагнитных металлов и сплавов
в десятки, сотни и тысячи раз может превосходить напряженность
намагничивающего поля.
Экспериментально сущность ферромагнетизма была раскрыта
в 30-х годах Н. С. Акуловым, а теория разработана Я. И. Френке-
362
Стали и сплавы с особыми свойствами
л ем, Е. И. Ковдорским, С. В. Вонсовским и др. На фиг. 244, а пока-
зана статистически равномерная направленность магнитных моментов
отдельных атомов (изображено в виде «элементарных магнитиков»)
в парамагнитном теле. Намагниченность при наложении магнитного
поля увеличивается последовательным поворотом каждого «элемен-
тарного магнитика» вдоль направления магнитного поля. В ферро-
магнитных металлах магнитные моменты атомов ориентированы
в пределах микрообластей микронных размеров так, как это пока-
зано на фиг. 244, б. Эти микрообласти называются областями спон-
танного, т. е. самопроизвольного намагничивания или доменами
Фиг. 244. Схемы расположения
«элементарных магнитиков»:
а — в парамагнитном металле; б — в
ферромагнитном металле.
Фиг. 245. Схема направлений на-
магниченности в ферромагнитном
материале:
а — до внесения в магнитное поле;
б — после внесения в магнитное поле.
(пунктиром показана граница двух доменов, а стрелками — направ-
ление «элементарных магнитиков» в каждом домене). При внесении
в магнитное поле происходит поворот областей спонтанного намагни-
чивания так, как показано на фиг. 245.
До внесения в магнитное поле области самопроизвольного намаг-
ничивания ориентированы беспорядочно; магнитные силы гасят
друг друга. Поэтому магнитные свойства ферромагнитных металлов
не проявляются. По мере увеличения напряженности- магнитного
поля все большее и большее число доменов ориентируются вдоль
направления внешнего магнитного поля (показано стрелкой Н
на фиг. 245, б). Когда все области намагничивания ориентируются
так, как показано на фигуре, наступает магнитное насыщение.
Дальнейшее увеличение магнитного поля уже не приводит к суще-
ственному увеличению намагниченности.
Зависимость между напряженностью магнитного поля Н в эрсте-
дах (^) и индукцией В в гауссах (гс) для ферромагнитных материалов
показана на фиг. 246. Увеличение напряженности магнитного
поля Н приводит к возрастанию индукции В по кривой ON. В точке W
получается магнитное насыщение, физический смысл которого опи-
сан выше.
Дальнейшее увеличение поля Н ведет к росту индукции В на
величину приращения поля (показано прямой NK).
Магнитные стали и сплавы
363
Фиг. 246. Кривые индукции В и магнитной
проницаемости р ферромагнитных материалов.
Важной характеристикой ферромагнитное™ является магнит-
ная проницаемость р, равная частному от деления величин индук-
ции В на напряженность магнитного поля Н,
ц = -л- гс/э.
1 П
В качестве технических характеристик обычно используются
значения: начальной магнитной проницаемости р0 и максималь-
ной Птах (фиг. 246). Ха-
рактер изменения р в
процессе намагничива-
ния также показан на
этой фигуре.
При уменьшении на-
пряженности магнитно-
го поля Н до нуля
индукция не исчезает
полностью, а остается
равной величине Вг
остаточной ин-
дукции. Это проис-
ходит потому, что опре-
деленная часть областей
самопроизвольного на-
магничивания остается
в ориентированном со-
стоянии. Для уничтожения остаточной индукции нужно приложить
магнитное поле обратного знака и величиной Нс (коэрцитивная
сила). Коэрцитивной силой называется величина магнитного поля
обратного знака, достаточная для полного размагничивания.
Наблюдаемое отставание размагничивания от уменьшения маг-
нитного поля называется магнитным гистерезисом. Очевидно, что
энергия перемагничивания будет тем больше, чем больше величины
остаточной индукции Вг и коэрцитивной силы Нс и характеризуется
заштрихованной площадью ВГНСО на фиг. 246.
Ферромагнитные материалы при нагреве до определенных температур (точек
Кюри) теряют свои ферромагнитные свойства и превращаются в парамагнетики.
Это связано с тем, что энергия, формирующая области спонтанного намагничивания,
недостаточна для того, чтобы противостоять тепловому движению атомов, разру-
шающему домены.
При обратном охлаждении ферромагнитные свойства появляются при той же
температуре точки Кюри (процесс полностью обратимый). Положение точки Кюри
определяется составом и структурой сплавов. Превращения феррита в аустенит
приводит к переходу в парамагнитное состояние. Получение практически немагнит-
ных сплавов железа связано с применением сталей аустенитного класса.
Величины остаточной индукции Вг, коэрцитивной силы Нс и маг-
нитной проницаемости р зависят от строения сплавов (структурно
364
Стали и сплавы с особыми свойствами
чувствительные свойства). Поэтому термическая обработка и пласти-
ческая деформация существенно изменяет эти характеристики.
Намагниченность (индукция) насыщения зависит только от состава
и количества ферромагнитной среды; это свойство структурно не чув-
ствительное.
Рассмотрим в соответствии с классификацией, данной в начале
этого параграфа, отдельные группы магнитных сплавов.
А. Магнитомягкие материалы
Магнитомягкие материалы используются главным образом для
изготовления сердечников магнитных устройств, работающих
в переменных полях, т. е. в условиях непрерывного перемагничи-
вания. Для уменьшения потерь на перемагничивание и увеличение
коэффициента полезного действия электрических машин сердечни-
ковые сплавы должны иметь наименьшее значение оста^чной индук-
ции Вг и коэрцитивной силы Нс. Для получения наиболее сильного
намагничивания эти сплавы должны иметь наибольшее значение
магнитной проницаемости р. Таким образом магнитомягкие мате-
риалы характеризуются низкими значениями остаточной индукции
и коэрцитивной силы при высокой магнитной проницаемости.
Название магнитомягкие материалы связано с тем временем,
когда в качестве ферромагнитных сплавов применялись исключи-
тельно сплавы железа. Эти сплавы отличаются наилучшими свой-
ствами в предельно отожженном, т. е. наиболее мягком состоянии.
Ниже будет показано, что в настоящее время существуют хорошие
сердечниковые материалы, отличающиеся твердостью и хрупкостью
(альсиферы).
К числу наиболее простых сердечниковых материалов относится
технически чистое железо «0,1% углерода и минимальное коли-
чество других примесей). Примеси ухудшают свойства, понижая
проницаемость и увеличивая коэрцитивную силу. Также влияет
наклеп; вредное действие наклепа устраняется отжигом. Армко-
железо или низкоуглеродистая электротехническая сталь (марки Э,
ЭА, ЭАА по ГОСТу 3836-47) характеризуется р = 3500 -н 4500 гс/э
и Нс < 1,2 —0,8 э.
Путем длительного отжига технического железа (в водороде при 1480° С и затем
при 880° С 20 ч) было выращено крупное зерно и получены необычно высокие свой-
ства: р 30 000 гс/э, ртаХ л 680 000 гс/э и Нс 0,01 э. Свойства, получаемые
в промышленных условиях, значительно ниже.
Отрицательным свойством технически чистого железа является
его низкое электросопротивление. Благодаря этому возникающие
в сердечнике вихревые токи достигают большой величины, что уве-
личивает вихревые потери.
Листовая электротехническая сталь для увеличения электро-
сопротивления и уменьшения потерь на вихревые токи содержит
кремний (до 4,8%). При этом электрическое сопротивление повы-
Магнитим стали и сплавы
365
шается от 0,1 до 0,25—0,60 ом-мм2/м (по ГОСТу 802-58). Первая
разновидность стали — динамное железо, содержит от 0,5
до 2,3% кремния и применяется в генераторо- и электромоторострое-
нии. Вторая разновидность — трансформаторное же-
лезо содержит 3,5—4,5% кремния и применяется для изготовле-
ния сердечников трансформаторов и других электрических устройств.
Типичные свойства хорошего трансформаторного железа таковы:
Птах 8000 гс/э, Нс = 0,4 э. Для улучшения магнитных свойств
сталь подвергается наклепу (холодной прокатке) с последующим
отжигом в восстановительной
атмосфере.
Фиг. 247. Зависимость магнитной проницае-
мости и коэрцитивной силы железоникеле-
вых сплавов от их состава.
Электротехническая листовая
сталь маркируется Э11, Э12, Э21,
Э22, Э41, Э42 и т. п. (ГОСТ 802-58).
Первая цифра после буквы Э по-
казывает содержание кремния в
процентах. Например, в сталях
Э41, Э42, Э43 содержится около
4% кремния.
Вторая цифра (1, 2, 3 и т. д.
до 8) показывает гарантированные
электрические и магнитные свойства
стали.
После холодной прокатки и отжига получается текстура, т. е. преимуществен-
ное расположение зерен в стали такое, что ребро куба элементарной ячейки направ-
лено вдоль листа. Это направление [100] в железе и трансформаторной стали является
направлением наилегчайшего намагничивания. Магнитные свойства текстурован-
ной стали вдоль листа значительно улучшаются.
Холоднокатаная текстурованная сталь имеет дополнительное обозначение —
ноль в конце марочного названия, например Э310 или Э420. Малотекстурованная
сталь холоднокатаная имеет в конце марочного названия 00, например, Э1300
или Э3200 (ГОСТ 802-58).
Магнитная проницаемость железо-кремнистых сплавов (электро-
технической стали) недостаточно высока: цо^6ОО-н8ОО гс/э\
р,тау = 12 000 -ч- 20 000 гс/э.
Пермаллоями называются никель-железные сплавы на никеле-
вой основе; состав классического пермаллоя: 78,5% никеля и 21,5%
железа. Магнитная проницаемость железо-никелевых сплавов пока-
зана на фиг. 247. При 78,5% никеля 8000, а рП1ах достигает
100 000 г. с/э, что намного превосходйт свойства электротехни-
ческой стали. Природа высокой магнитной проницаемости пермал-
лоев выявлена в работах Н. С. Акулова и А. С. Займовского, а тех-
нологические особенности производства и обработки в исследова-
ниях А. С. Займовского, А. П. Селисского и др.
Классический пермаллой соответствует приблизительному стехиометрическому
соотношению Ni3Fe; структура упорядочивается при охлаждении ниже 550° С.
Термическая обработка пермаллоя заключается в нагреве
с последующим медленным охлаждением для создания наиболее
благоприятной магнитной текстуры (ориентированности зерен
366
Стали и сплавы с особыми свойствами
Фиг. 248. Зависимость макси-
мальной проницаемости желе-
зоникелевых сплавов от терми-
ческой обработки:
а — при быстром охлаждении;
б — при медленном охлаждении;
в — при медленном охлаждении
в магнитном поле (пунктиром по-
казано положение точки Кюри).
в материале). На фиг. 248 кривая а соответствует быстрому охлаж-
дению: ртах 14 000 гс/э\ при медленном охлаждении (кривая б) ртах
увеличивается примерно до 90 000 гс!э. Наиболее эффективно медлен-
ное охлаждение в магнитном поле (кривая в): ртах достигает значе-
ния 275 000 гс/э.
Охлаждение в магнитном поле производится с температур, лежащих несколько
выше точки Кюри. Положение точки Кюри в зависимости от состава показано пунк-
тирной кривой на фиг. 248. Наивысшее значение магнитной проницаемости полу-
чается при 67% никеля, т. е. для пермаллоя с наиболее высоким положением точки
Кюри. Более высокая температура Кюри облег-
чает протекание микропластической деформации,
в результате которой получается магнитная
текстура.
Для повышения электросопротив-
ления и уменьшения потерь на вихре-
вые токи, что важно при работе на
повышенных частотах пермаллои допол-
нительно легируются молибденом, хро-
мом, марганцем и кремнием. Введение
молибдена, кроме того, понижает чув^
ствительность магнитных свойств
к пластической деформации. Легирова-
ние медью увеличивает постоянство
магнитной проницаемости.
Пермаллой маркируется следующим
образом: цифры перед маркой показы-
вают содержание никеля в процентах,
а буква Я, как обычно, обозначает
никель.
Дополнительное легирование кремнием, хромом, молибденом
и др. элементами, отмечается буквами С, X, М в конце марочного
названия; например, сплав 79НМ содержит 79% никеля и дополни-
тельно легирован молибденом.
Марки, примерные свойства и назначение некоторых пер-
маллоев приведены в табл. 48 (по техническим условиям ЧМТУ
5010-55).
Широкий разбег по магнитным свойствам связан с применением
листов различной толщины: чем тоньше листовой сплав, тем ниже
Но, Птах и Нс, Низконикелевые пермаллои (45Н, 50Н, 50НП и 65НП)
имеют высокое магнитное насыщение и применяются в аппаратуре
с подмагничиванием.
Альсифером называется сплав высокой проницаемости, состоя-
щий из алюминия (аль), кремния (си) и железа (фер, от феррум).
В отличие от рассмотренных ранее магнитомягких материалов альси-
фер тверд и хрупок. Для изготовления изделий используются его
высокие литейные свойства. Из-за невозможности изготовления
листов применяется в аппаратуре постоянного тока. Легко измель-
Магнитные стали и сплавы
367
Таблица 48
Марки, магнитные свойства и назначение пермаллоев
Марка сплава Магнитные свойства Название
ц0 в гс/э ‘‘max в Нс в э
45Н 1700—2500 16 000—23 000 0,20—0,30 Для сердечников си-
50Н 1900—2500 19 000—25 000 0,12—0,25 ловых, трансформато- ров, дросселей, реле и т. п., работающих при повышенных индук- циях
50НП 900—1000 30 000—40 000 0,30—0,45 Для сердечников маг-
65НП 400 35 000—100 000 0,15—0,20 нитных усилителей, дросселей, элементов вычислительных аппа- ратов и т. д.
79НМ 44 000—22 000 60 000—120 000 0,02—0,06 Для сердечников, ма-
80НХС 46 000—25 000 70 000—170 000 0,01—0,05 логабаритных трансфор-
79НМА 18 000—50 000 80 000—300 000 0,01—0,06 маторов и дросселей, сердечников реле и для магнитных экранов и т. д.
чается в тонкий порошок для изготовления рассматриваемых далее
магнито-диэлектр иков.
Оптимальный состав альсифера: 5,4% алюминия, 9,6% кремния;
85% железа. Наилучшие свойства таковы: = 35 100 гс/э\ р,тах =
— 117 000 гс/э, На промышленных сплавах свойства значительно
ниже == 4000, а после отжига повышается до 6000—7000 гс/э.
Его применение обусловливается отсутствием дефицитных элемен-
тов (никель, молибден) и экономичностью по сравнению с пермал
ЛОЯМИ.
Ферриты или оксиферы не являются сплавами в полном смысле
этого слова, так как изготовляются не сплавлением, а металло
керамическим методом (спеканием порошков). Ферриты отличаются
от других магнитомягких материалов огромным электросопротивле-
нием (от 103 до 107 ом-см), т. е. являются полупроводниками. Это
приводит к малым потерям при применении высоких частот и позво-
ляет широко использовать их в радиотехнике (для сердечников
радиотрансформаторов, контурных катушек и т. п.). Ферриты при-
готовляются из смеси ферромагнитной окиси железа Fe2O3 с окислами
двухвалентных металлов типа МО (ZnO, NiO, MgO и т. п.). Поэтому
ферриты иначе называются оксиферами.
Проницаемость ферритов значительно ниже, чем у пермаллоев. Например
оксифер марки 2000 имеет щ— 1800ч-2400, а р,1Пах = 6000ч-7000 гс/э.
368
Стали и сплавы с особыми свойствами
Магнитодиэлектрики изготовляются прессованием смеси ферро-
магнитного порошка (из так называемого карбонильного железа,
альсифера или магнетита) с изолирующим материалом в пресс-фор-
мах при высоких давлениях. Низкие потери на вихревые токи,
постоянство магнитной проницаемости и возможность изготовления
сердечников сложной конфигурации позволяют широко применять
магнитодиэлектрики в аппаратуре связи и радиоаппаратуре.
К числу сплавов со специальными магнитными характеристиками относятся:
1. Перминвар (45% никеля, 25% кобальта, остальное — железо). Этот сплав
отличается постоянством проницаемости в слабых полях (Для радиоаппаратуры
и техники связи).
2. Пермендюр (49—51% кобальта, 1,5—2% ванадия, остальное железо) имеет
высокое магнитное насыщение и используется для создания мощного магнитного
поля в зазоре (микрофоны, электромагниты, осциллографы и т. п.) и некоторые
другие цели.
Б. Магнитотвердые материалы
Магнитотвердые стали и сплавы применяются для постоянных
магнитов. Мощность постоянного магнита будет тем выше, чем
больше остаточная индукция Вг. Из теоретических соображений
следует также, что магнитная мощность повышается с увеличением
коэрцитивной силы Нс. Эти требования противоположны предъяв-
ляемым к магнитно-мягким материалам (наименьшие значения Вг
и Нс для уменьшения потерь на перемагничивание).
Магнитная энергия пропорциональна произведению Br X Не.
Так как величина остаточной индукции Вг ограничивается магнит-
ным насыщением ферромагнетиков (железо, кобальт, никель),
то для увеличения магнитной энергии нужно повышать коэрцитив-
ную силу. Коэрцитивная сила повышается при увеличении внутрен-
них напряжений и дисперсности структуры. Это связано с повыше-
нием твердости, в связи с чем появилось название магнитотвердых
сплавов. Наиболее важные работы в области исследования и изыска-
ния сталей и сплавов для постоянных магнитов выполнены А. С. Зай-
мовским, Б. Г. Лившицем, В. С. Меськиным и некоторыми другими.
Стали для постоянных магнитов содержат обычно около 1 % угле-
рода. Простая углеродистая сталь не применяется из-за низкой
прокаливаемости. Легирование производится хромом (от 0,5
до 9—10%), вольфрамом (около 6%) и кобальтом (от 6 до 15%).
Предварительная ковка может быть связана с длительным нагре-
вом (750—1050° С), при котором выделяются специальные карбиды
хрома и вольфрама, что резко ухудшает магнитные свойства (так
называемая «магнитная порча»). Поэтому первой операцией терми-
ческой обработки стали для постоянных магнитов является нормали-
зация с температур 1050—1200° С. Далее производится закалка
с охлаждением в масле (850° С для хромистой и вольфрамовой стали
и 950—1050° С для хромокобальтовой стали). Охлаждение наиболее
высоколегированной стали ЕХ9К15М производится до появления
Магнитные стали и сплавы
369
магнитных свойств на воздухе, а затем в масле. Заключительная
операция — старение (низкотемпературный отпуск) для стабили-
зации размеров и магнитных свойств — производится кипячением
в воде в течение 15—25 ч.
Марки, состав и магнитные свойства сталей для постоянных
магнитов приведены в табл. 49 (по ГОСТ 6862-54).
Таблица 49
Химический состав и магнитные свойства сталей для постоянных магнитов
Марка стали Содержание элементов в % Магнитные свойства (не ниже)
С Сг Другие элементы Вг в гс Ис в э Вг х Нс
ЕХ 0,95-1,10 1,30—1,60 9 000 58 550 000
ЕХЗ 0,90—1,10 2,80—3,60 — 9 500 60 600 000
Е7В6 0,68—0,78 0,30—0,50 5,2—6,2W 10 000 62 650 000
ЕХ5К5 0,90—1,05 5,50—6,50 5,5—6,5Со 8 500 100 900 000
ЕХ9К15М 0,90-1,05 8,0 —10,0 13,5—16,5Со 1,20—1,70Мо 8 000 170 1 400 000
Примечание. Все марки этих сталей содержат 0,20 — 0,40% Si. 0,40% Мп 1 и 0,17 —
Стали для постоянных магнитов маркируются буквой Е в начале названия.
Как следует из рассмотрения таблицы, с увеличением степени легирования
остаточная индукция не растет, а даже несколько снижается. Показатель магнитной
энергии произведение Br X Нс увеличивается почти втрое в связи с более чем
трехкратным возрастанием коэрцитивной силы Нс\ от 58 до 170 э.
Применение дисперсионно-твердеющих сплавов позволяет полу-
чать достаточно высокие магнитные свойства. Сущность этого про-
цесса заключается в распаде при охлаждении однородного твердого
раствора на две фазы. В сплавах типа алии (сплавы железа с алюми-
нием и никелем) при охлаждении с определенной скоростью в интер-
вале 875—650° С происходит распад твердого раствора с образова-
нием двух фаз: ферромагнитной 0-фазы в виде пластинок разме-
ром 50—150 А, которые располагаются по плоскости скольжения
неферромагнитной фазы 02. Высокая дисперсность частиц 0-фазы
и большие внутренние напряжения существенно повышают коэр-
цитивную силу.
Дисперсионно-твердеющие сплавы могут быть недеформируемыми
(литейными) и деформируемыми.
Недеформируемые сплавы никеля и алюминия с железом (сплавы
алии) являются в настоящее время основными сплавами для постоян-
ных магнитов. Они содержат 22—25% никеля и 11 — 15% алюминия.
Для повышения Нс и Вг вводится около 4% меди или 1% кремния
370
Стали и сплавы с особыми свойствами
(сплав а л н и с и). Магнитные свойства существенно улучшаются
при введении кобальта (от 12 до 24%, сплавы а л н и к о).
Режимы термической обработки этих сплавов разнообразны.
Они заключаются в охлаждении с температур 1100—1300° С на воз-
духе, в кипящей воде, с наложением магнитного поля. В некоторых
случаях применяется отпуск при 550—600° С.
Марки, состав и магнитные свойства некоторых сплавов типа
алии приведены в табл. 50 (по ГОСТ 4402-48).
Таблица 50
Марки, состав и магнитные свойства сплавов типа алии
Марка сплава Химический состав в % Магнитные свойства (не менее)
Ni Al Со Си Вг в гс Н с в э вг х Нс
АН1 (алии!) .... 22 11 7 000 250 1 750 000
АНЗ (алии 3) ... 23,5 15,5 — 4 5 000 500 2 500 000
АНК (алниси) . . . 33 13,5 — 1% Si 4 000 750 3 000 000
AHKol (алнико 12) АНКо4 (алнико 24 18 10 12 4 6 800 500 3 400 000
магнико) 13,5 9 24 3 12 300 500 6 150 000
Показатель магнитной энергии произведение Br X Нс в сплавах типа алии
значительно превышает тоже для лучшей стали (см. табл.); для стали ЕХ9К15М
Br X Нс равно 1 400 000, а для сплавов типа алии — от 1 750 000 до 6 150 000.
Постоянные магниты из сплавов типа алии изготовляются фасон-
ной отливкой и обрабатываются только шлифованием.
Мелкие магниты или магниты сложной формы, а также имеющие
повышенную прочность, изготовляются из деформируемых диспер-
сионно-твердеющих сплавов. В этом случае форма придается меха-
нической обработкой. Применяются сплавы систем медь — никель —
железо (кунифе — купрум, никель, феррум) и железо — кобальт —
ванадий (типа викаллой). После отливки они подвергаются горячей
и максимально возможной (90—95%) холодной пластической дефор-
мации с последующим отпуском.
Состав сплавов типа кунифе: 20% никеля, 50—68% меди, остальное железо.
Магнитные свойства таковы: остаточная индукция Вг = 5700 гс\ коэрцитивная
сила Нс = 600 э\ Вr X Нс = 3 420 000 гс-э.
Состав сплавов типа викаллой: 52% кобальта, от 4 до 14% ванадия, остальное
железо. Магнитные свойства: Вг = 9000-?-18 000 ас; Нс — ЗООч-бООэ, ВГХНС дости-
гает 5 200 000 гс-э.
При изготовлении малых магнитов весом менее 100 г из сплавов
типа алии выход годного составляет 5—10% от выплавленного
металла. В связи с этим в настоящее время многие мелкие магниты
изготовляются спеканием порошков (металлокерамические) или
прессованием смеси со связующим веществом например, смолой
(прессмагниты).
Магнитные стали и сплавы
371
В. Немагнитные стали и чугуны
Ранее немагнитные детали некоторых приборов и машин изготов-
лялись из медных и алюминиевых сплавов. Необходимость получения
более высоких механических свойств, большего электросопротивле-
ния для понижения потерь на вихревые токи и соображения эконо-
мичности вызвали применение сплавов на железной основе — сталей
и чугунов.
В основе получения немагнитных железных сплавов лежит воз-
можность сохранения парамагнитного аустенита при комнатных тем-
пературах посредством легирования. Этому способствует введение
в сталь и чугун никеля и марганца. Получение прочности достигается
дополнительным легированием хромом и, кроме того, вольфра-
мом. Для улучшения обрабатываемости марганцовистой аусте-
нитной стали Г13 (см. выше § 2) к ней добавляют около 3% алю-
миния.
После термической обработки (нормализации или закалки
в воде) и последующего холодного пластического деформирования
для упрочнения проницаемость не превышает 1,1—1,3 гс/э при
прочности: ав = 150-4-170 кГ/мм2\ о0,2 = 120-н150 кГ/мм2 и низ-
кой пластичности [(стали типа 55Г5Н20 (ЭИ269) и 20Г6Х13Н12
(ЭИ429)].
Немагнитные чугуны содержат от 2,4 до 3,9% углерода ц леги-
руются кремнием, марганцем, никелем, медью и алюминием. Меха-
нические свойства соответствуют серому чугуну марок СЧ 12-28
иСЧ 15-32 (см. § 4 главы VI). Магнитная проницаемость равна 1,03—
1,5 гс/э.
Составы некоторых немагнитных сталей и чугунов приведены
в табл. 51.
Таблица 51
Химический состав немагнитных сталей и чугунов
Марки Содержание элементов в %
С Si Мп Сг Ni Си А!
Стали
Н12ХГ .... Типа 55Г5Н20 (ЭИ269) . . . Типа 45Г13ЮЗ 0,5—0,6 0,5—0,6 0,4—0,45 0,6 0,6 4,0—5,5 4,0-5,5 13—14 3,0—4,5 0,25 11,5—13,5 18,5—21,5 — 3—3,5
Чугуны
Типа А (ус- ловно) . . . Типа Б (ус- ловно) . . . 3,2 3,4-3,9 3,5 2,6—3,0 7,5 6,8-7,5 — 10 1,5-2,0 i 0,4—0,6
372
Стали и сплавы с особыми свойствами
§ 4. СПЛАВЫ С ОСОБЕННОСТЯМИ ЭЛЕКТРИЧЕСКОГО
СОПРОТИВЛЕНИЯ
К сплавам с особенностями электрического сопротивления отно-
сятся две группы: проводниковые и с высоким электрическим сопро-
тивлением. Проводниковые сплавы отличаются высокой проводи-
мостью и применяются для проводов, обмоток электрических машин,
кабеля и т. п. Сплавы высокого электрического сопротивления при-
меняются в реостатах, образцовых сопротивлениях, электронагре-
вательных приборах и т. п.
Фиг. 249. Зависимость электропроводно-
сти меди от содержания примесей.
Проводниковые сплавы.
К проводниковым материалам
предъявляются следующие эксп-
луатационные и технологиче-
ские требования: 1) малое элек-
трическое сопротивление для
уменьшения потерь при переда-
че электроэнергии; 2) высокая
механическая прочность для
предохранения от провисания
проводов; 3) высокая пластич-
ность и способность к холод-
ному и горячему деформирова-
нию для получения длинных
проводников равного сечения;
4) хорошая коррозионная устойчивость в атмосферных условиях;
5) легкость пайки и сварки, что важно для электромонтажных
работ.
Этим требованиям в разной степени удовлетворяют медь, алю-
миний и железо, которые применяются в качестве широко распро-
страненных проводниковых материалов.
Медь и некоторые ее сплавы являются лучшими техническими
проводниковыми материалами. Удельное электросопротивление
меди, принимаемое за эталон, равно 0,017 ом • мм*/м. Наиболее
высокой является проводимость чистых металлов. Введение 0,5%
цинка, серебра или кадмия снижает проводимость на 5%;
никеля, алюминия или олова — на 25—40%, а бериллия, железа,
кремния или фосфора — на 55% и более (фиг. 249).
Медь в отожженном состоянии отличается низкой прочностью
(сгв = 25-н28 кПмм2) и высокой пластичностью: относительное
удлинение S больше 18—35% (медь ММ, ГОСТ 2112-46). Холодная
протяжка приводит к наклепу, повышению прочности (сгв =
= 34н-39 кГ/мм2), но малой пластичности: а > 2,5-4-0,5 (медь МТ).
При этом проводимость меди слабо уменьшается и составляет 98%
от отожженного состояния.
Вторым путем повышения прочности является легирование.
Сплавы меди с кадмием (кадмиевые бронзы) существенно повышаю"
Сплавы с особенностями электрического сопротивления
373
прочность (ов до 70 кГ/мм2 после протяжки), сохраняя проводи-
мость от 83 до 90% от проводимости отожженной меди.
Состав, состояние, свойства и назначение электрохимических
медных сплавов приведены в табл. 52. Для каждого сплава верхняя
строчка относится к отожженному, а нижняя — к холоднотянутому
состоянию.
Таблица 52
Назначение и свойства электротехнических медных сплавов
Сплав / Назначение Свойства
Электро- провод- ность в % в кГ /мм- 6 в %
Медь ММ Медь МТ Бронза кадмиевая (0,9% Cd) Бронза (0,8 Cd; 0,6 Sn) Бронза (2,5% Al, 2% Sn) Латунь (30% Zn) Проводящие жилы .... Контактные провода, шины Токопроводящие пружины Фасонные токопроводящие детали 100 98 95 83—90 55—60 50—55 15—18 15—18 25 25 25—28 34—39 31 73 29 73 37 97 32—35 88 18-55 0,5—2,5 50 4 55 4 45 4 60—70 5
Алюминий имеет электросопротивление примерно в 1,7 раза
большее, чем медь, но в связи с малым удельным весом (второе
меньше, чем для меди) вес алюминиевого проводника равной длины
и электросопротивления вдвое меньше медного. Это позволило
заменить в нашей стране медь для воздушных линий передачи алю-
минием и начать внедрение алюминия в производство изоляционных
кабел ьных издел и и.
Более высокой механической прочностью обладают алюминиевые
сплавы типа а л ь д р е й, который содержит примерно 0,4% маг-
ния, 0,6% кремния и 0,25% железа. Сравнительные характери-
стики алюминия и альдрея таковы: удельное электросопротивление
0,0295 и 0,0317 ом-мм2/м; ав— 16 и 35 кГ!мм2\ S — 2 и 8%.
Еще более высокая прочность обеспечивается сталеалюминие-
выми проводами (сердечник из стальных жил с алюминиевой оболоч-
кой). Высокая электропроводность обеспечивается алюминиевой
оболочкой.
Железо (сталь с 0,10—0,15% С) применяется как проводниковый
материал в виде шин и рельсов электрических железных дорог
и метро. При высокой прочности (ав = 70-?-75 кГ/мм2) электро-
проводность в 6—7 раз ниже, чем у меди. Для предохранения
от коррозии стальные провода подвергаются цинкованию.
374
Стали и сплавы с особыми свойствами
Сплавы с высоким электросопротивлением. Сплавы с высоким
электросопротивлением применяются для двух целей. Во-первых,
для изготовления реостатов, образцовых сопротивлений и в электро-
измерительных приборах, так называемые реостатные сплавы.
Во-вторых, для нагревательных элементов в электрических печах
и других нагревательных устройствах (сплавы для нагревательных
элементов). Общими требованиями для этих двух подгрупп сплавов
Фиг. 250. Зависимость
удельного электросо-
противления q и тем-
пературного коэффи-
циента электросопро-
тивления а0 медно-
никелевых сплавов от
концентрации никеля.
рациях элементов в
являются высокое электрическое сопротивление
и малый температурный коэффициент элек-
тросопротивления. Второе требование связано
с необходимостью сохранения примерного
постоянства сопротивления при изменении
температуры. Различие в других требованиях
связано с температурными условиями эксплу-
атации. Реостатные сплавы не нагреваются
выше 500° С, в то время как сплавы для на-
гревательных элементов работают при темпе-
ратурах 800° С и выше. Поэтому к сплавам
для нагревательных элементов предъявляются
дополнительные требования по высокой ока-
линостойкости (жаростойкости) и повышенной
прочности при высоких температурах.
Первое и основное требование: получение
высокого электросопротивления может быть
удовлетворено с помощью применения твердых
растворов. Согласно правилам Курнакова —
Матиссена (см. § 10 главы IV) электропровод-
ность непрерывных твердых растворов изме-
няется по закону цепной линии с наименьшим
значением этой величины при средних концент-
сплаве. На фиг. 250 показано, что электросо-
противление q медно-никелевых сплавов с повышением содержания
никеля от 0 до 60% увеличивается от 0,0172 до 0,52 ом'мм2/м, т. е.
примерно в 30 раз. Дальнейшее увеличение концентрации никеля
приводит к снижению Q. На той же фигуре внизу показано, что
требуемое уменьшение температурного коэффициента электросопро-
тивления а0 также достигается при средних концентрациях никеля
порядка 40%.
К реостатным сплавам не предъявляется требований по ока-
линостойкости, так как предельная рабочая температура
равна 500° С. В связи с этим может быть применен медно-никелевый
сплав константан с содержанием 39,0—41,0% никеля и 1,0—2,0%
марганца. Как следует из рассмотрения фиг. 250, температурный
коэффициент электросопротивления этого сплава почти равен
нулю: — (5н-25) 10"6 при р = 0,48ч-0,52 ом >мм2/м. Применяется
до температур порядка 450—500° С в виде лент и проволоки.
Сплавы с особенностями электрического сопротивления
375
ПоГОСТу 492-52 константан маркируется следующим образом: МНМц 40—1,5.
Буква М указывает, что основой сплава является медь. Буква Н, как всегда, обо-
значает никель, а первое число (40) среднее содержание никеля в константане (в %).
Буквы Мц обозначают марганец, а второе число (1,5) —среднее содержание мар-
ганца в сплаве (в %).
Для более низких температур работы (до 200° С) применяется
менее легированный медный сплав манганин, содержащий 11,5—
13,5% марганца и 2,3—3,5% никеля. Манганин имеет немного более
низкое электросопротивление (q — 0,42н-0,48 ом • мм2/м) при
достаточно малом температурном коэф-
фициенте а0 = (5-4-30) • 10"6. Исполь-
зуется в виде лент, полос, листов
и проволоки.
По ГОСТу 492-52 манганин марки-
руется МНМцЗ-12.
Сплавы для нагревательных элемен-
тов используются при более высоких
температурах, отличаются хорошей
окалиностойкостью и должны иметь
низкий температурный коэффициент
электросопротивления в широком райо- . о
не температур. Этим требованиям удов- сопротивления железа (/) и них-
летворяют твердые растворы хрома рома (2) от температуры.
в никеле (нихромы) и некоторые сплавы
на основе железа, легированные хромом (12—28%) и алюминием
(3,5—5,8%) (фехрали). Содержание углерода ограничено 0,05—
0,15%.
Температурная зависимость электросопротивления железа
и нихрома показана на фиг. 251. В районе рабочих температур
электросопротивления примерно равны (1—1,2 ом-мм2/м). Однако
нихромы отличаются большим постоянством электросопротивления
во всем районе температур. В сплавах никеля с хромом наиболь-
шим электросопротивлением и наименьшим температурным коэффи-
циентом обладают сплавы, примерно, с 20% хрома.
Составы окалиностойких сталей и сплавов для нагревательных
элементов содержатся в ГОСТе 9232-59 (стали и сплавы с высоким
омическим сопротивлением).
Маркировка, составы и свойства сплавов для нагревательных
элементов приведены в табл. 53.
Содержание серы и фосфора ограничено соответственно 0,025 и 0,035%. Стали
(первые четыре) окалиностойки в окислительных атмосферах и в атмосфере, содер-
жащей серу и сернистые соединения, но мало жаропрочны (склонны к про-
висанию при высоких температурах). Сплавы типа нихром (последние три)
отличаются повышенной жаропрочностью, но неустойчивы в серосодержащих
атмосферах.
376
Стали и сплавы с особыми свойствами
Таблица 53
Химический состав и свойства сталей и сплавы с высоким омическим
сопротивлением
Марка Химический состав в % о СП о Наибольшая рабочая тем- пература в °C
С Мп Si Сг Ni А1 Fe
Х13Ю4 <0,15 <0,7 <1,0 12,0-15,0 <0,6 3,5-5,5 Осталь- ное 1,26 1000
0X23105 <0,06 <0,5 <0,7 21,5-24,5 <0,6 4,5-5,5 То же 1,37 1200
0Х23Ю5А <0,05 <0,3 <0,6 21,5—23,5 <0,6 4,5-5,2 » 1,35 1200
0Х27Ю5А <0,05 <0,3 <0,6 26,0—28,0 <0,6 5,0-5,8 » 1,42 1300
Х15Н60 <0,15 <1,5 0,4-1,3 15,0—18,0 55,0—61,0 <0,2 » 1,10 1050
Х20Н80 <0,15 <0,7 0,4-1,3 20,0—23,0 75-78 <0,2 <1,0 1,11 1100
Х20Н80ТЗ <0,08 <0,5 <1,0 19,0—23,0 Осталь- ное 0,4—1,1 <2,5 1,27 1100
§ 5. СПЛАВЫ С ОСОБЕННОСТЯМИ ТЕПЛОВОГО РАСШИРЕНИЯ
В общем случае изменение термического расширения сплавов
в зависимости от состава и строения подчиняется правилам Курна-
кова — Матиссена (см. § 10 главы IV). Однако существуют две
системы: железо — никель и железо — платина, в которых наблю-
даются аномальные отклонения от общей закономерности.
Большое техническое значение имеют сплавы железа с никелем..
Влияние состава на изменение термического коэффициента расши-
рения при разных температурах показано на фиг. 252. При темпе-
ратурах от минус 100° С до плюс 100° С и содержании около 36% Ni
термический коэффициент расширения уменьшается по сравнению
с чистыми железом или никелем примерно в 10 раз. При повышении
температуры аномальность изменения исчезает и при 600—700° С
(см. верхние кривые, фиг. 252) коэффициент расширения плавно
изменяется в зависимости от содержания никеля. Аномалии расши-
рения в этих сплавах имеют ферромагнитную природу.
Таким образом железо-никелевые сплавы в зависимости от
состава имеют изменяющийся в весьма широких пределах коэффи-
циент термического расширения. Это свойство широко используется
для технических целей.
В ряде специальных приборов высокой точности, работающих
при переменных температурах (альтиметры, барографы и т. п.),
детали должны сохранять постоянные размеры. Эти детали изгото-
вляются из сплава с минимальным (а = 1,110"в 1/° С) коэффи-
циентом линейного расширения Н36 (~36% никеля, инвар).
В других случаях (часовые механизмы, хронометры и т. п.) важно
сохранить не только размеры, но и постоянный, модуль упругости.
Сплавы с особенностями теплового расширения
377
Это достигается введением, помимо 36% никеля, 7—12 хрома (сплав
элинвар).
Ранее для впайки в стеклянные вакуумные приборы проводни-
ков использовалась платина, термический коэффициент расшире-
ния которой близок к коэффициенту для стекла. Поэтому при охла-
Фиг. 252. Зависимость коэффициента линейного расширения
железо-никелевых сплавов от температуры (Шевенар).
ждении изделий после впаивания не возникали напряжения, приво-
дящие к нарушению сплошности. Среди железо-никелевых сплавов
возможно подобрать более экономичный сплав с подобным коэффи-
циентом расширения; он содержит 42—48% никеля (платинит).
Сплав Н42 (42% никеля) имеет а = 6* 10‘6-о^.
Технические железо-никелевые сплавы содержат малое коли-
чество углерода (порядка 0,1%) и относятся к сталям аустенитного
класса (содержание никеля превышает 25%).
378
Стали и сплавы с особыми свойствами
ЛИТЕРАТУРА
1. Металловедение и термическая обработка (справочник). Металлургиздат,
1956 и 1961.
2. Марганцовистая сталь (перевод с английского). Металлургиздат, 1959.
3. Я. Р. Раузин. Термическая обработка хромистой стали. Машгиз, 1963.
4. А. С. Займовский и Л. А. Чудновская. Металлы и сплавы
в электротехнике, т. I. Магнитные материалы; В. В. У с о в и А. С. Займов-
ский, т. II. Проводниковые, реостатные и контактные материалы, Госэнергоиз-
дат, 1959.
5. Б. Г. Л и в ш и ц. Физические свойства металлов и сплавов. Машгиз, 1959.
6. Н. П. Богородицкий, В. В. Пасынков и Б. М. Тареев.
Электротехнические материалы. Госэнергоиздат, 1961.
ГЛАВА XVII
МЕДНЫЕ СПЛАВЫ
В настоящей главе будут рассмотрены технические сплавы
на основе меди.
Медь является металлом I группы 4-го периода (порядковый
номер 29). Атомный вес меди равен 63, 54, кристаллическая
решетка — гранецентрированного куба, температура плавления —
1083° С.
Высокая электропроводность меди является причиной ее широ-
кого применения в качестве проводникового материала (рассмотрено
выше в § 4 главы XVI).
Механические свойства меди при достаточно большом удельном
весе (8,9 г/см3) невысоки. В литом состоянии предел прочности
ав 15н-20 кГ/мм* при относительном удлинении д — 20%. Про-
катка и отжиг повышают прочность и пластичность меди (ов
^26 кГ/мм3\ 6^45%). Дальнейшее повышение прочности дости-
гается наклепом; ав повышается до ~42 кГ/мм3 при одновременном
существенном снижении пластичности (д = 1-н2%). Вредными при-
месями к меди являются свинец и висмут. Они практически нерас-
творимы в меди и располагаются по границам зерен. Плавясь при
низких температурах (327 и 270° С соответственно) они вызывают меж-
зеренное разрушение при нагреве несколько выше этих температур
(явление красноломкости меди). Повышенное содержание кислорода
само по себе не вызывает вредных последствий, так как кислород
хорошо растворяется в твердой меди. Однако нагрев в атмосфере
водорода вызывает диффузию водорода во внутренние слои и обра-
зование при реакции с кислородом паров воды. Развивающееся при
этом давление вызывает образование трещин (так называемая
«водородная болезнь» меди). Положительным качеством меди
является ее высокая коррозионная стойкость во многих средах.
Повышение механических и технологических характеристик
может быть достигнуто сплавлением меди с другими металлами
(цинком, оловом, алюминием и т. п.). В ряде случаев (например,
при сплавлении с цинком и алюминием), помимо технических
преимуществ достигается и экономия: в этих сплавах медь в зна-
чительной степени заменяется менее дорогими легирующими
добавками,
380
Медные сплавы
Медные сплавы разделяются на две группы: латуни, предста-
вляющие сплавы с цинком, и бронзы — сплавы со всеми дру-
гими элементами.
§ 1. ЛАТУНИ
Промышленные сплавы меди — латуни содержат не более
45% цинка. Строение латуни в зависимости от состава может быть
выяснено при рассмотрении диаграммы состояния медь — цинк
(фиг. 253).
Повышение концентрации цинка до 39% сохраняет гранецентри-
рованную решетку меди; образуется a-твердый раствор замещения
Фиг. 253. Диаграмма состояния
медь—цинк.
Фиг. 254. Структура альфа-латуни
Л80 с 20% цинка (зерна твердого
раствора цинка в меди с двойнико-
выми образованиями). Х250.
цинка в меди (а-латуни). Структура а-лату ни состоит из однородных
зерен твердого раствора с двойниковыми образованиями внутри
зерен (фиг. 254). Увеличение содержания цинка в а-латуни вызы-
вает одновременно повышение прочности и пластичности. На фиг. 255
показано, что увеличение концентрации цинка до 35% повышает
предел прочности от 20 до 35 кПмм2\ одновременно пластичность
(относительное удлинение S) возрастает от 27 до 58%.
При содержании от 39 до 45% цинка латуни имеют двухфазную
структуру, состоящую из механической смеси зерен а-твердого
раствора (светлые) и химического (электронного) соединения CuZr
(темные зерна) (фиг. 256).
Закономерности образования электронных соединений, в частности в медных
сплавах, рассмотрены ранее в § 3 главы III. Фаза CuZn имеет структуру объемно-
центрированного куба.
Появление в (а + Р)-латуни более прочной и хрупкой р-фазы
способствует дальнейшему возрастанию прочности и снижению
Латуни
381
пластичности. На фиг. 255 показано, что повышение концентрации
цинка в двухфазной (а + (З)-области от 39 до 45% увеличивает пре-
дел прочности от 35 до 43 кПмм2 при падении относительного удли-
нения от 50 до 8%.
Дальнейшее повышение концентрации цинка вызывает образова-
ние хрупких и поэтому малопрочных сплавов со структурой li-
или у-фаз. Одновременно резко снижаются прочность и пластич-
ность (см. фиг. 255), поэтому сплавы с большей концентрацией
цинка (больше 45%) не имеют технического применения.
Фиг. 255. Зависимость механиче-
ских свойств латуни от содержа-
ния цинка.
Фиг. 256. Структура (а + р)-л ату ни
JT59 с 41% цинка (светлые зерна а-
твердого раствора и темные Q-фазы
CuZn). Х250.
Латуни маркируются буквой Л и последующей цифрой, показы-
вающей содержание меди. Например, Л80 обозначает латунь с 80%
меди и 20% цинка. Наибольшим распространением пользуются
латуни Л62 (с 38% цинка) и ЛС 59-1 (с 40% цинка и 1 ?^6 свинца).
Л62 является альфа-латунью. Благодаря высокой пластичности
она используется для изготовления деталей глубокой вытяжкой
из лент и листов (стаканы, патрубки, прокладки, уплотнительные
шайбы и т. п.). Двухфазная (альфа + бета)-латунь ЛС 59-1 приме-
няется для изготовления деталей обработкой на станках из ката-
ных или прессованных прутков (кольца, краны, втулки, гайки
и т. п.). Для получения высокой чистоты поверхности при обработке
резанием в двухфазную латунь вводится свинец (0,8—1,9%).
Так как при содержании более 32% (точка В на диаграмме состоя-
ния, см. фиг. 253) латунь в твердом состоянии претерпевает превра-
щения, то включения свинца оказываются внутри зерен и не вызы-
вают красноломкости при деформации при повышенных температу-
рах. Латуни со свинцом маркируются ЛС59-1 (так называемая
автоматная латунь). Вторая цифра показывает среднее содержание
свинца.
382
Медные сплавы
Для получения повышенной коррозионной стойкости в морской
воде латунь дополнительно легируется оловом (1—1,5%, марка
ЛО 70-1), где О указывает на наличие олова, а цифра — его содер-
жание в процентах (так называемая морская латунь). Более высокая
прочность и хорошая коррозионная стойкость достигаются введе-
нием никеля и алюминия (ЛАН 59-3-2, где буква А и цифра 3 пока-
зывают наличие и содержание алюминия, а буква Н и цифра 2 —
никеля в процентах). В СССР принята классификация латуней
по ГОСТу 1019-47.
Составы и механические свойства в отожженном состоянии неко-
торых простых и специальных латуней приведены в табл. 54.
Содержание случайных примесей обычно находится в пределах
0,4—0,9%.
Таблица 54
Химический состав и механические свойства латуней
Марки латуни Дополнительная характеристика Химический состав в % Механические свойства
Си Zn Другие элементы «в в кГ 1 м.мг б в %
Л68 а-латунь 67—70 30—33 <0,3 30 40
Л62 а-латунь 60,5—63,5 37—40 <0,5 30 40
ЛС 59-1 Автоматная латунь 57—60 40—43 0,8—1,9 РЬ и <0,75 др. 35 15
ЛО 70-1 Морская латунь 69—71 28—30 1—1,5 Sn и <0,3 др. 30 38
ЛАН 59-3-2 Латунь повы- шенной проч- ности 57—60 40—43 2,5—3,5 А1 2—3 Ni и 0,9 др. 55 12
Прочность латуней может быть повышена наклепом вследствие холодной пла-
стической деформации (штамповки, вытяжки и т. д.). Для снятия наклепа приме-
няется рекристаллизационный отжиг.
Латунь в наклепанном состоянии (при содержании более 20% цинка в Сплаве)
склонна во влажной атмосфере к коррозии по границам зерен. Вследствие коррозии
под напряжением появляются трещины. Так как наиболее часто это явление наблю-
дается в сезоны повышенной влажности, оно носит название «сезонного растрес-
кивания».
Латуни используются в машиностроении не только для изгото-
вления деталей обработкой давлением (см. табл. 54), но и как
литейные сплавы (например, ЛА 67-2,5, ЛК-80-ЗЛ и другие
по ГОСТу 1019-47).
§ 2. БРОНЗЫ
Бронзами называются сплавы меди с оловом, алюминием, берил-
лием, кремнием и свинцом. Бронзы дополнительно легируются желе-
зом, никелем, марганцем, а иногда титаном,
Бронзы
383
Бронзы применяются не только как деформируемые, но и как
литейные сплавы. Высокая жидкотекучесть и хорошее заполнение
формы позволяют выполнять отливки самой сложной формы, вклю-
чая художественное литье.
Механические и технологические качества бронз зависят от легирующих эле-
ментов и их содержания в сплавах. В частности, литейные качества характери-
зуются усадкой (различием удельного объема жидкого и твердого сплава) и жидко-
текучестью. По величине усадки наилучшей является оловянная бронза (меньше 1%
по сравнению с 1,5% и более чем 2% для чугуна и стали, соответственно). Жидко-
текучесть бронз определяется величиной
температурного интервала затвердевания
(разностью температур ликвидуса и солидуса
на диаграммах состояния). Поэтому оловян-
ная бронза с большим интервалом затверде-
вания имеет пониженную жидкотекучесть,
а алюминиевая (с узким интервалом затвер-
девания), лучшую жидкотекучесть.
Марки бронз начинаются буквами
Бр. Далее следует буквы, показы-
вающие наличие определенных леги-
рующих элементов (О — олово; А—
алюминий; Б—бериллий; К—крем-
ний; С — свинец; Ж — железо;
Н—никель; Мц—марганец и Т—ти-
тан). Содержание каждого элемента
показывается цифрами после пере-
числения всех букв. Например,
бронза марки Бр. АЖН 10-4-4 имеет
Фиг. 257. Диаграмма состояния
медь — олово.
следующий примерный состав: алюминия — 10% (А-10); железа —
4% (Ж-4) и никеля — 4% (Н-4). В зависимости от основного леги-
рующего элемента бронзы разделяются на оловянистые,
алюминиевые, бериллиевые ит. п.
Строение оловянистых бронз зависит от содержания олова
и характеризуется диаграммой состояния медь — олово (фиг. 257).
Из рассмотрения диаграммы следует, во-первых, что сплавы, содер-
жащие меньше 14% олова, находятся в состоянии однородного
a-твердого раствора (олова и меди). Во-вторых, что в связи с боль-
шим расстоянием между линиями ликвидуса (АД) и солидуса (АВ)
оловянистые бронзы имеют большую склонность к ликвации
(см. § 3 главы IV). Медь преимущественно концентрируется в осях
дендритов, а олово у поверхности кристаллов. Поэтому в реальных
сплавах при содержании более 5% олова по границам зерен обра-
зуется эвтектоид из смеси а- и 6-кристаллов, что соответствует обо-
гащению внешних слоев зерен оловом до 26,8% (точка S диаграммы
состояния на фиг. 257). Выравнивающая состав диффузия олова
в меди протекает весьма медленно, поэтому отжиг дает хорошие
результаты, если концентрация олова не превышает 5—6%. Струк-
туры литой и отожженной оловянной бронзы показаны на фиг. 258.
384
Медные сплавы
Отчетливо выраженная дендритная ликвация в литом состоянии
(фиг. 258, а) сменяется однородными равноосными зернами после
ковки и отжига (фиг. 258, б).
Механические свойства оловянных бронз сильно зависят от
состава. При увеличении содержания олова прочность возрастает,
а пластичность весьма сильно понижается (если содержание олова
возрастает от 8 до 20%, 6 понижается с 35 до 2%). Понижение пла-
стичности связано с образованием хрупкого (а + 6)-эвтектоида.
Фиг. 258. Структура оловянной бронзы (7% олова):
а — ликвация в литом состоянии; б — однородные зерна а-твердого раствора после
ковки и отжига. X 100.
Поэтому оловянные бронзы, подвергающиеся обработке давлением,
содержат не более 6—7% олова.
Дополнительное легирование оловянных бронз приводит к улуч-
шению обрабатываемости на станках (при введении свинца), уде-
шевлению (при введении цинка), устранению хрупких включений
окиси SnO и повышению твердости (при введении фосфора).
Многие марки оловянистых бронз стандартизованы (обрабаты-
ваемые давлением — ГОСТ 5017-49, литейные — ГОСТ 613-50
и т. п.).
Данные о некоторых оловянистых бронзах приведены в табл. 55.
Бронзы Бр. ОФ6,5-0,15; Бр. ОФ4-0,25; Бр. ОЦ4-3 и Бр. ОЦ4-4-2,5
применяются в деформированном состоянии в виде лент, полос,
прутков, пружинной проволоки и трубок.
Из сплавов Бр. ОЦС 6-6-3 и Бр. ОФЮ-1 отливается арматура
и вкладыши подшипников. В связи с дефицитностью олова оловян-
ные бронзы могут применяться только в специальных случаях.
Высокий комплекс механических и технологических свойств
может быть получен на многочисленных безоловянных
бронзах.
Бронзы
385
Таблица 55
Составы, маркировка и назначение оловянистых бронз
Марка Химический состав в % Назначение
Олово Фосфор Другие элементы
Бр. ОФ 6,5-0,15 6-7 0,1—0,25 — Ленты, полосы, прут- ки, проволока для пру- жин, подшипниковые детали
Бр. ОФ 4-0,2 3,5—4,0 0,2—0,3 Трубки для аппара- тов и контрольно-изме- рительных приборов
Бр. ОЦ 4-3 3,5-4,0 — 2,7-3,3 Zn Ленты, полосы, пруг- ки, проволока для пру- жин и для аппаратуры химической промышлен- ности
Бр. ОЦС 4-4-2,5 3—5 — 3—5 Zn 1,5—3,5 Pb Ленты и полосы для прокладок во втулках и подшипниках
Бр. ОЦС 6-6-3 5-7 — 5—7 Zn 2—4 Pb Литая арматура
Бр. ОФ 10-1 9—11 0,6—1,0 — Литые вкладыши под- шипников
Наиболее широко распространены алюминиевые
бронзы, содержащие от 5 до 11% алюминия. Строение этих
сплавов показано на диаграмме состоя-
ния медь — алюминий (фиг. 259). До
9,8% алюминия бронзы имеют однофаз-
ную структуру из зерен а-твердого
раствора алюминия в меди . При 10—
11 % алюминия в структуре появляется
эвтектоид из a-твердого раствора и
б-электронного соединения. Этот эвтек-
тоид при нагреве выше 570° С пре-
вращается в P-твердый раствор. При
закалке из области P-твердого рас-
твора образуется мартенситоподобная
(игольчатая) структура (подобно закал-
ке стали). Закалкой и отпуском алю-
миниевых бронз этого состава мож-
но изменять механические свойства
Фиг. 259. Диаграмма состояния
медь—алюминий.
сплавов.
Алюминиевые бронзы применяются для изготовления мелких
ответственных деталей (шестерни, фланцы, втулки и т. п.). Детали
386
Медные сЛлавы
отливаются или получаются обработкой давлением. Из монетных
лент бронзы Бр. А5 холодной штамповкой изготовляются медали
й мелкая разменная монета. Алюминиевая бронза дополнительно
легируется марганцем (1—2,5%), железом (2—6%), никелем (3,5—
6,5%) и свинцом (1—1,5%).
Механические свойства алюминиевых бронз В литом состоянии
таковы: предел прочности 30—40 кПш/Р (литье в землю) и 50—
бОкГЛюи2 (литье в кокиль), относительное удлинение равно 10—20%.
Марки, состав и назначение алюминиевых бронз (по ГОСТу
493-54) приведены в табл. 56.
Таблица 56
Марки, состав и назначение безоловянистых бронз
Марки. Химический состав в % Назначение
А1 Другие элементы
Бр. А5 Бр. А7 Бр. АМц 9-2 Бр. АЖ 9-4 Бр. АЖН 10-4-4 Бр. АЖ 9-4Л Бр. АЖН 10-4-4Л Бр. АЖМц 10-3-1,5 Бр. АМц 9-2Л Бр. АМц 10-2 Бр. АЖС 7-1,5-1,5 Бр. АЖН 11-6-6 4—5 6—8 8—10 8-10 9,5-11 8—10 9,5-11 9—11 8—10 9-11 6—8 10,5—11,5 1,5—2,5 Мп 2—4 Fe 3,5—5,5 Fe 3,5—5,5 Ni . 2—4 Fe 3,5—5,5 Fe 3,5—5,5 Ni 2—4 Fe 1—2 Mn 1,5—2,5 Mn 1,5—2,5 Mn 1—1,5 Fe 1-1,5 Pb 5—6,5 Fe 5—6,5 Ni | Ленты, полосы Прутки, ленты, по- лосы Прутки Прутки, трубы 1 Поковки, фасонное | литье Прутки, поковки, трубы и фасонные литье Фасонное литье
Бериллиевые бронзы отличаются высокими упругими свойствами,
хорошей коррозионной стойкостью, хорошо свариваются и обра-
батываются резанием. В связи с этими свойствами они применяются
для изготовления мембран, ответственных пружин и т. п. Эти сплавы
обычно содержат около 2% бериллия и дополнительно легируются
никелем (0,2—0,5%), а также титаном (0,10—0,25%).
В соответствии с диаграммой состояния (фиг. 260) медь — берил-
лий этот сплав после отжига состоит из a-твердого раствора берил-
лия «0,2%) в меди и избыточных частиц химического соединения
(у-фаза). Для получения высоких упругих свойств и прочности этот
сплав нагревается примерно до 800° С. При этой температуре обра-
Бронзы
387
зуется однородный a-твердый раствор бериллия в меди, который
сохраняется в результате закалки (охлаждения в воде) до комнат-
ных температур. Нагрев пересыщенного при низких температурах
твердого раствора до 325° С
и выдержка при этой темпера-
туре приводит к выделению
избыточного бериллия (раство-
римость ~0,2%, см. фиг. 260,
линия ВС) в виде дисперсных
частиц. Эти частицы заклини-
вают плоскости скольжения
и существенно повышают проч-
ность бронзы. Описанный про-
цесс называется старением и
подробно рассмотрен в следую-
щей главе в приложении к алю-
миниевым сплавам. После за-
калки с 800° С в воде предел
прочности равняется 50 к,Г/мм\
а после старения при 325° С он
возрастает до 130 кГ1мм\ т. е.
' равен сгв для высокопрочных
сталей. Твердость при этом
повышается от НВ 100 до НВ
370 при резком падении пластичности 6 от 30 до 1%.
Марки, состав и назначение бериллиевых бронз (по ГОСТу
493-54) приведены в табл. 57.
Таблица 57
Марки и состав бериллиевых бронз для лент,
полос, прутков и проволоки
Марки Химический состав в %
Be Другие элементы
Бр. Б2 Бр. БНТ 1,7 Бр. БНТ 1,9 1,9—2,2 1,60—1,85 1,85—2,10 0,2—0,5 Ni 0,2—0,4 Ni 0,10-0,25 Ti 0,2-0,4 Ni 0,10—0,25 Ti
Помимо рассмотренных, применяются кремнистые бронзы, допол-
нительно легированные марганцем (Бр. КМцЗ-1) и никелем
(Бр. КН 1-3), а также марганцовая бронза Бр. Мц5 (в виде прово-
локи, полос, лент, прутков и поковок).
Свинцовые бронзы, являющиеся антифрикционными сплавами,
рассматриваются по роду назначения в следующей главе.
ГЛАВА XVHI
АНТИФРИКЦИОННЫЕ СПЛАВЫ И ПРИПОИ
§ 1. АНТИФРИКЦИОННЫЕ СПЛАВЫ
Антифрикционные сплавы применяются для изготовления вкла-
дышей или заливки подшипников скольжения. Большой вклад
в построение теории и изыскание новых антифрикционных сплавов
был сделан А. М. Бочваром. Условия работы и изготовления предъ-
являет ряд требований к механическим, физико-химическим и техно-
логическим свойствам подшипниковых материалов.
Малая потеря энергии на трение связана с низким коэффициен-
том трения скольжения контактирующихся поверхностей. Для этого
необходима высокая твердость трущихся материалов (первое усло-
вие). Однако высокая твердость антифрикционного сплава может
привести к быстрому износу более дорогой, чем вкладыш подшип-
ника, детали, например вала, и плохой прирабатываемости вкла-
дыша к вращающейся детали. Для улучшения прирабатываемости
и уменьшения износа вращающихся деталей антифрикционный
сплав должен быть мягок (второе условие). На поверхности вкла-
дыша должны образоваться микрокапилляры, обеспечивающие лег-
кий доступ смазки к трущимся поверхностям (третье условие).
Сплав должен иметь хорошую теплопроводность для отвода тепла
и предохранения от перегрева (четвертое условие). И, наконец,
в тех случаях, когда сплав заливается в подшипники, он должен
иметь низкую температуру плавления (пятое условие).
Одновременное удовлетворение первых трех условий возможно
при условии создания структуры, состоящей из твердых включений,
расположенных на относительно мягкой основе. В процессе при-
работки мягкая составляющая истирается, образуя рельеф, по кото-
рому смазка может поступать к трущимся поверхностям. Износ
мягкой основы обеспечивает хорошую прирабатываемость без суще-
ственного износа вращающейся детали. И, наконец, твердые высту-
пающие над поверхностью частицы, на которые опирается вращаю-
щаяся деталь, позволяют получить малый коэффициент трения
и высокую износостойкость антифрикционного сплава в целом.
В качестве подшипниковых сплавов используются бронзы,
антифрикционные чугуны и баббиты.
Антифрикционные сплавы
389
Помимо сплавов, в качестве подшипниковых материалов используются также
композиции из железного или бронзового порошка с графитом после спекания,
пластмассы, дву- и триметаллические антифрикционные сплавы.
Антифрикционные бронзы (оловяни-
стые или свинцовые) по строению удов-
летворяют указанным выше основным
требованиям. В оловянной бронзе
Бр. ОФЮ-1 роль твердых частиц играют
включения S-фазы, а мягкой основы
a-твердый раствор. Дефицитность олова
привела к более широкому применению
свинцовых бронз. На фиг. 261 пока-
зана диаграмма состояния медь —
свинец.
Согласно этой диаграмме, медь и сви-
нец практически не растворимы друг
в друге в твердом состоянии, образуя
механическую смесь мягких зерен свин-
ца и более твердых меди. На фиг. 262
показана структура бронзы с30% свинца Бр. СЗО по границам свет-
лых зерен меди располагаются темные включения свинца. Невысокая
Фиг. 262. Структура свинцовой бронзы [30% свинца
(Бр. СЗО)]. Х250.
твердость «твердой» фазы — меди, обеспечивает хорошую прираба-
тываемость, хотя более твердые зерна меди образуют основу сплава
39Q
Антифрикционные сплавы и припои
Свинцовые бронзы склонны к ликвации в связи с большой разни-
цей в удельном весе свинца и меди. Дополнительное легирование
никелем (2,5%, Бр. СН60-2,5) и быстрое охлаждение уменьшают
степень ликвации и улучшают качество сплава.
Антифрикционные чугуны применяются для неответственных
подшипников. Этой цели удовлетворяют высококачественные серые
чугуны с перлитной
Последний, являясь
масла и значительно
Фиг. 263 Структура оловянного баб-
бита Б83. X 250.
основой и повышенным количеством графита,
сам по себе смазкой, впитывает смазочные
понижает коэффициент трения. Взамен серого
возможно применять ковкий или
высокопрочный чугун с перлит-
ной основой (см, §§ 4 и 6 главы VI).
Специальными сплавами, при-
меняющимися только в качестве
подшипниковых, являются баб-
биты. Эти антифрикционные спла-
вы имеют оловянную или свинцо-
вую основу, они легкоплавки
и технологически удобны для
заливки в подшипники.
Оловянные баббиты (Б83 и Б89)
являются сплавами олова с сурь-
мой (8—11%) и медью (3—6%).
Структура классического оловян-
ного баббита Б83 показана на
фиг. 263. Роль твердых включений
светлые игольчатые Cu6Sn5 и более
SnSb. Темный фон пред-
играют химические соединения:
крупные квадратные или треугольные
ставляет вязкую основу, состоящую из твердого раствора сурьмы
и меди в олове с включением мелких частиц химических соедине-
ний Cu6Sn5 и SnSb (тройная эвтектика). Медь вводится в состав
оловянных баббитов для уменьшения ликвации и создания твердых
включений Cu6Sn5. Для измельчения структуры рекомендуется
повышенная скорость охлаждения при заливке. Оловянные баб-
биты применяются при малых удельных давлениях и большой ско-
рости вращения вала (коренные и шатунные подшипники автомо-
билей). Дефицитность основы — олова — вызвала необходимость
изыскания более экономичных баббитов.
Свинцовые баббиты являются сплавами свинца с сурьмой, медью
и оловом. Широко распространенный баббит Б16, предложенный
А. М. Бочваром, содержит в среднем 16% сурьмы, 16% олова
и 2% меди. Для измельчения структуры в свинцовые баббиты вво-
дится мышьяк (0,75%), а для повышения прочности и твердости
кадмий (1,5—2,0%) (сплав Б6). Дополнительное введение около 1%
никеля повышает жидкотекучесть, коррозионную стойкость и сопро-
тивление ударным нагрузкам (баббит БН). Для создания мелкозер-
Припои
391
нистой структуры вводится до 0,2% теллура, который является
модификатором (баббит БТ).
Кальциевые баббиты являются сплавами свинца примерно с 0,5 —
1% кальция и 0,4—0,7% натрия. Вязкая основа состоит из твер-
дого раствора натрия в свинце (введение натрия приводит к упроч-
нению, сплав БК). Твердыми включениями являются частицы
химического соединения РЬ3Са. Для измельчения структуры в каль-
циевые баббиты вводится в качестве модификатора магний
(около 0,07%), для уменьшения окисляемости — 2% олова
(сплав БК2). По свойствам кальциевые баббиты уступают оловян-
ным и свинцовым. Применяются на железнодорожном транспорте.
Марки и составы оловянных, свинцовых (по ГОСТ 1320-55)
и кальциевых (по ГОСТ 1209-59) баббитов приведены в табл. 58.
Таблица 58
Марки и состав оловянных свинцовых и кальциевых баббитов
Марки Химический состав в % Другие
Sn РЬ Sb Си Са Cd As элементы
Оловянные Б83 Б89 Свинцовые Б16 Б6 БН БТ Кальциевые бка БК2 Основа Основа 15-17 5-6 9-11 9-11 1,5-2,5 <0,35 <0,35 Основа Основа Основа Основа Основа Основа 10-12 7,25-8,25 15-17 14-16 13-15 14-16 5,5-6,6 2,5-3,5 1,5-2,0 2,5-3,0 1,5—2,0 0,7-1,1 0,85-1,15 0,35-0,55 1,75-2,25 1,25-1,75 <0,10 <0,10 <0,3 0,6-1,0 0,5-0,9 0,75 -1.25NI 0,05—0,20Те 0.6 —0,9Na 0,05—0.20А1 0,25—0,50Na 0,04—0,09Mg
Помимо антифрикционных сплавов на основе свинца или олова, предложены
баббиты на базе других легкоплавких металлов. Антифрикционные сплавы на цин-
ковой основе предназначены для изготовления втулок и заливки вкладышей под-
шипников. Цинковые спЛавы содержат 9—10% алюминия, 1,5—5% меди и от 0,03—
0,06% магния, который добавляется в качестве модификатора. Известны два цин-
ковых баббита: ЦАМ10-5 и ЦАМ9-1,5 (ГОСТ 7117-54).
Алюминиевые баббиты содержат 6,о% олова, 1% меди и 1% никеля.
§ 2. ПРИПОИ
Для создания механически прочного (иногда герметичного) соеди-
нения или с целью получения хорошего электрического контакта
применяется пайка.
Припои (сплавы, применяемые для соединения металлов
пайкой) имеют температуру плавления значительно более низкую,
392
Антифрикционные сплавы и припои
чем соединяемые сплавы. Поэтому при нагреве припой плавится,
в то время как соединяемые детали только нагреваются в твердом
состоянии. Между расплавленным припоем и соединяемым металлом
происходят физико-химические процессы, которые заключаются
в смачивании металла припоем, растекании по нему и заполнении
зазоров, диффузии компонентов припоя в твердый металл и раство-
рении соединяемого металла в припое. После охлаждения в резуль-
тате образования между металлом и припоем переходного слоя
промежуточного состава образуется плотное и прочное соединение.
Существуют припои мягкие и твердые. Признаком
разделения является температура плавления. Припои с температу-
рой плавления ниже 400° С относятся к мягким; предел прочности
этих припоев не превышает 5—7 кГ/мм2. Припои, плавящиеся
выше 500° С, относятся к твердым; их прочность достигает в отдель-
ных случаях ов = 50 кГ/мм2.
К мягким относятся оловянно-свинцовые припои, обозна-
ченные ПОС (припои оловянно-свинцовые) и содержащие от 18%
олова (ПОС-18) до 90% олова (ПОС-90). Из них наиболее легко-
плавким является ПОС-61, сплав эвтектического состава с темпера-
турой плавления около 190° С. Температуры плавления оловянно-
свинцовых припоев в зависимости от состава изменяются в преде-
лах 190—277° С.
Для понижения температуры плавления до 145—180° С в припои
вводится кадмий (17—18%). Так образуются оловянно-свинцово-
кадмиевые припои ПОСК-47 и ПОСК-50 (цифры показывают содер-
жание олова, остальное свинец). Описанные мягкие припои приме-
няются для пайки меди и ее сплавов, серебра и оцинкованного
железа.
Особо низкоплавким припоем является сплав Вуда, предста-
вляющий четверную эвтектику, состоящую из 12,5% олова;
25% свинца; 11,5% кадмия и 50% висмута. Температура плавления
равна 60,5° С. Помимо пайки схем электроаппаратуры, этот сплав
применяется для пробок противопожарных (спринклерных) уст-
ройств. Достижение при пожаре в закрытых помещениях темпера-
туры более 70° С приводит к выплавлению пробок и к автоматиче-
ской подаче через эти отверстия воды к месту загорания.
Для пайки алюминия и его сплавов применяются оловянно-
кадмиево-цинковые припои.
К твердым припоям относятся медно-цинковые (ПМЦ)
и медно-серебряноцинковые (ПСр) с температурами плавления соот-
ветственно 825—860 и 720—765° С. Они отличаются значительно
более высокой прочностью, чем мягкие припои. Для припоев ПМЦ
предел прочности приблизительно равен 22 к,Г/мм\ а для ПСр 28—
35 кГ/мм*. Припои ПМЦ используются для пайки стали и медных
сплавов. Припои ПСр, помимо того, употребляются для соединения
серебра, платины и вольфрама.
Литература
393
Типы припоев, их марки, составы и назначение приведены
в табл. 59.
Таблица 59
Марки, состав и назначение припоев
Тип припоя Марка Состав Темпера- тура пла- вления в °C Соединяемые металлы и сплавы
Мягкие Оловянно-свинцо- вые Оловянно-свинцо- во-кадмиевые Оловянно-свинцо- во-серебряно-кад- миевые Оловянно-кадмие- во-цинковые Оловянно-свинцо- во-кадмиево-вис- мутовые (сплав Вуда) От ПОС 18 до ПОС 90 ПОСК 47 ПОСК 50 ПСрК 18—90% Sn, 0,15— 2,5% Sb, остальное РЬ 47—50% Sn, 32-36% Pt 17—18% Cd, 30% bn 63% Pb; 5% Cd, 2% Ag •10—55% Sn, 20% Cd; 25% Zn (15% Al) 12,5% Zn; 26% Pb; 11,5% Cd 50% B; 190—277 145—180 225 200—250 60,5 Медь и ее спла- вы, серебро, оцин- кованное железо Медь и ее спла- вы, серебро То же Алюминий и его сплавы Для низкотем- пературной пай- ки, пробок про- тивопожарных устройств
Твердые 1 Медно-цинковые Серебряные ПМЦ 36 ПМЦ 54 От ПСр 25 до ПСр 70 36-54% Cu осталь- ное Zn 25-70% Ag, 26-40% Cu, 4—35% Zn 825—860 720-765 Сталь, медь и ее сплавы Сталь, медь и ее сплавы, серебро, платина, вольфрам
ЛИТЕРАТУРА
1. А. А. Б о ч в а р, Металловедение, Металлургиздат 1958.
2. Н. П. Богородицкий, В. В. Пасынков, Б. М. Т а р е е в.
Электротехнические материалы, Госэнергоиздат, 1961.
ГЛАВА XIX
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ
Благодаря малому удельному весу легкие алюминиевые и маг-
ниевые сплавы используются в конструкциях с высокими требова-
ниями к весовым показателям. Как указано выше (§ 6 главы XIII)
по удельной прочности (отношению предела прочности к удельному
весу сплавы алюминия и магния не уступают удельной проч-
ности стали.. Эти сплавы по удельной прочности уступают только
конструкционным сплавам титана.
Свойства алюминиевых и магниевых сплавов как конструкцион-
ных материалов по отношению к стали показаны в табл. 60. За еди-
ницу приняты свойства углеродистой стали.
Из рассмотрения табл. 60 следует, что легкие сплавы превосхо-
дят легированную сталь по относительным удельным показателям
пределов прочности и выносливости при равенстве предела теку-
Таблица 60
Свойства легких сплавов по сравнению со сталью (М. В. Шаров)
Для сталей Для легких сплавов
Свойство (по отношению к углеродистой стали) я ч 4) Я я . с
о Ч се О CQ о О ы я а 3 я ф я я ь
5* х я о w о х я ? X св я
Ч 3 « as и и я 2 3 с 5=
к я 3 3 я Ч 09 я 2 2 J
>> о кия ю Ч я И и 2 и<
Удельный предел прочности -у- 1 1,6 2,5 3,3 3,3
Удельный предел текучести , , . , . 1 1,7 4,2 4,3 4,3
Удельный предел выносливости . 1 1,8 2,1 2,4 4,0
Удельная жесткость при изгибе плиты рав-
Е ного веса — уЗ • 1 1 1 8,5 17
Основы теории термообработки (старения) Легких сплавов 395
чести. В связи с малым удельным весом и меньшей абсолютной проч-
ностью удельная жесткость плит из легких сплавов значительно
превосходит жесткость плит из стали. Таким образом алюминиевые
и магниевые сплавы в качестве конструкционных материалов
характеризуются достаточно высокими показателями, которые
обеспечили им широкое применение в специальном машиностроении.
§ 1. ОСНОВЫ ТЕОРИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ (СТАРЕНИЯ)
ЛЕГКИХ СПЛАВОВ
Повышение прочности сплавов на основе алюминия и магния
достигается двумя путями: нагартовкой в результате холодной
пластической деформации и термической обработкой. Нагартовка
легких сплавов по технологии и существу изменений структуры
Фиг. 264. Зависимость прочности алюминиевого сплава
от температуры и времени старения (С. М. Воронов).
принципиально не отличается от рассмотренных ранее (см.
главу VII). В то же время изменение свойств и режимы терми-
ческой обработки имеют оригинальный характер.
На фиг. 264 показано изменение предела прочности алюминие-
вого сплава, легированного примерно 4% меди после закалки
с 500° С в воде и выдержки при разных температурах. Вылежи-
вание при комнатной температуре (кривая +20° С) приводит к повы-
шению предела прочности в течение 3—4 суток от 31 до 43 к,Пмм2.
Одновременно повышаются предел текучести и твердость; пла-
стичность сплава при этом уменьшается. Это явление было впер-
вые обнаружено А. Вильмом в 1909 г. и получило название ста-
рения.
Повышение температуры до 100° С ускоряет процесс старения,
позволяя достичь предельное упрочнение через 1—1,5 суток.
При 150 и 200° С наибольшее упрочнение получается соответственно
через 12 ч и несколько десятков минут. Понижение температуры
до минус 5° С увеличивает время старения до 6—7 суток (уменьшая
396
Алюминиевые и магниевые сплавь1
прирост прочности), а до минус 50° С — практически не допускает
протекания этого процесса (фиг. 264).
В зависимости от температурных условий различают два вида
старения: естественное, протекающее при комнатных, и искусствен-
ное — при повышенных температурах.
Описанное изменение свойств является результатом изменения
внутреннего строения сплава при старении. Однако в микрострук-
Фиг. 265. Структура дюралюминия:
а — после закалки; б — после закалки и естественного старения. X 250.
туре сплава после закалки и закалки с последующим старением
не обнаруживается существенных различий (фиг. 265). Рентгенов-
ское исследование показало, что упрочнение является следствием
изменений в тонком кристаллическом строении. Современные пред-
ставления об этих превращениях основаны на работах С. Т. Коно-
беевского, А. Гинье и Д. Престона.
На фиг. 266 изображена левая часть диаграммы состояния алю-
миний — медь. Она характеризуется наличием области а-твердого
раствора меди в алюминии с резким уменьшением растворимости
от 5,65% меди при 548° С до 0,1% (по последним данным) при ком-
натной температуре. При содержании 54,1% меди образуется хими-
ческое соединение СиА12. Поэтому сплав с 4% меди в отожженном
(равновесном) состоянии имеет структуру a-твердого раствора
(с ~0,1% меди) с включением округлых частиц СиА12 (фиг. 267).
Основы теории термообработки (старения) легких сплавов
397
Фиг 266. Левая часть диаграммы состоя-
ния алюминий — медь (по Л. Ф. Мон-
до л ьфо).
Нагрев сплава с 4% меди выше линии предельной раство-
римости ВС приводит к полному растворению частиц СиА12 и полу-
чению однородного а-твердого
раствора (фиг. 266, точка /). За-
калка (быстрое охлаждение в воде)
сохраняет при комнатных темпера-
турах состояние а-твердого раст-
вора с 4% меди. Это происходит
потому, что скорость диффузии
меди в алюминии невелико и ато-
мы меди не успевают создать диф-
фузионным путем объемы, обога-
щенные до 54,1% Си, в которых
могут образоваться частицы хими-
ческого соединения.
Однако при комнатной темпе-
ратуре а-раствор с 4 % меди ска-
зывается сильно пересыщенным;
согласно диаграмме состояния,
предельная растворимость при этом равна 0,1%. Избыточная медь
стремится выделиться из пересыщенного раствора путем диффузии,
Фиг. 267. Структура отожженного алюминиево-мед-
ного сплава с 4% Си.
весьма замедленной в связи с низкой температурой и малой тепловой
энергией атомов.
Диффузия создает объемы с повышенной концентрацией меди
в виде плоских пластин, расположенных по плоскостям (100)
398
Алюминиевые и магниевые сплавы
кристаллической решетки алюминия, протяженностью порядка 50
й толщиной около 10 А (несколько атомных слоев). Эти пластинки
называются зонами Гинье-Престона.
Зоны Гинье-Престона (Г.-П.) образуются в местах повышенной
энергии, т. е. по границам блоков мозаичной структуры, где сосре-
доточены дислокации. Так как атомный диаметр меди (2,55 А) зна-
а) б)
Фиг. 268. Строение твердого раствора после
закалки (а) и искажение кристаллической
решетки при образовании зоны Гинье-Прес-
тона (светлые кружки — атомы алюминия,
темные кружки — атомы меди; зона зашт-
рихована) (б),
чительно меньше атомного
диаметра алюминия (2,85А),
то объем в местах, образо-
вания зон Г.-П. уменьшается.
Так как между зонами Г.-П.
и а-раствором, имеющими
одинаковое кристаллическое
строение (решетку гранецен-
трированного куба), сохра-
няется непрерывный переход
(когерентность), то образо-
вание зон приводит к суще-
ственному искажению окру-
жающих объемов твердого
раствора.
На фиг. 268, а показано
кристаллическое строение
a-твердого раствора после
закалки со статически рав-
номерным распределением
атомов меди (темные) круж-
ки. Концентрация атомов
меди и образование зоны
Г.-П. (заштрихована на
фиг. 268, б) приводит к искажению решетки a-твердого раствора.
Возникновение зон создает препятствия для пластической дефор-
мации и повышает прочность сплава при старении, как это показано
на фиг. 264 (кривая для 20° С).
Образование зон Г.-П. в интервале от 20 до 100° С заключается
в концентрировании меди. При этом с повышением температуры
протяженность зон растет (от 50 до 200 и 800 А при повыше-
нии температуры от комнатной до 130—150 и 175° С, соответ-
ственно).
Выше 100° С в зонах Г.-П. при соотношении Си : Al = 1 : 2
образуется сверхструктура, т. е. получается строго упорядоченное
расположение атомов. Выше 150—200° С подвижность атомов доста-
точна . для образования промежуточной структуры — 9' фаза,
которая выше 300° С превращается в 9 фазу, т. е. в химическое
соединение СиА12.
Алюминий и общая классификация сплавов
399
В свете этих представлений становится понятной причина упроч-
нения и влияния температуры на скорость старения, как это пока-
зано на фиг. 264. Упрочнение происходит вследствие образования
зон Гинье-Престона, которые, подобно шипам, заклинивают пло-
скости скольжения, повышают прочность и понижают пластичность.
С повышением температуры скорости диффузии и образования зон,
т. е. скорость упрочнения увеличивается. С понижением темпера-
туры скорость диффузии и упрочнения понижаются и при минус 50°С
она становится, равной нулю.
Продолжение выдержки после максимального упрочнения
при 150° С и выше приводит к разупрочнению. Причиной разупроч-
нения является укрупнение частиц. Если дисперсные частицы
заклинивают множество плоскостей скольжения, то образование
меньшего количества более крупных частиц делает многие плоскости
открытыми для скольжения. Поэтому уменьшается прочность и уве-
личивается пластичность сплавов.
Повышение температуры алюминиево-медных сплавов до 340—
370° С приводит к образованию и слиянию (коагуляции) час-
тиц СиА12 и полному выделению избыточной меди из пересыщен-
ного a-твердого раствора; разупрочнение оказывается наибольшим.
В этом заключается процесс отжига алюминиево-медных сплавов.
Предел прочности после отжига равен 24 кГ/мм2\ после закалки —
31 кГ/мм2, после старения — 43 кГ/мм2 (цифры даны для более
сложных, чем двойные сплавы).
В алюминиевых сплавах переменную ограниченную раствори-
мость в а-растворе дает не только медь, но и кремний (от 1,65%
при 577° С до 0,01 % при 20° С); магний (от 17,4% при 449° С до 1,4%
при 20° С) марганец и т. п. В сложных сплавах, легированных медью
и магнием, упрочнение при старении определяется стремлением
к образованию химических соединений СиА12 и фазы S (химического
соединения CuMgAl2); при наличии магния и кремния Mg2Si и т. п.
Упрочняющая термическая обработка магниевых сплавов
также заключается в закалке и старении. В связи с медленностью
диффузии применяется только искусственное старение при 160—
200° С.
§ 2, АЛЮМИНИЙ И ОБЩАЯ КЛАССИФИКАЦИЯ СПЛАВОВ
Алюминий (порядковый номер 13) является металлом III группы
3-го периода. Атомный вес — 26,98; удельный вес — 2,7 г/см3.
Кристаллическая решетка — гранецентрированная кубическая. Тем-
пература плавления 660° С. Прочность химически чистого алюминия
невысока: ав = 6 кГ/мм2, о0>2 = 2 кГ/мм2-, НВ 15 при высокой
пластичности S = 40%; ф = 85%. Высокая пластичность позволяет
изготовлять из алюминия тонкие листы, фольгу и производить
штамповку с глубокой вытяжкой. На поверхности алюминия легко
образуется тонкая пленка окиси А12О3, плотно прилегающая
400
Алюминиевые и магниевые сплавы
к металлу и предохраняющая его от развития коррозионных про-
цессов. Так как алюминиевые сплавы, содержащие в структуре
несколько фаз, отличаются низкой коррозионной стойкостью,
то поверхность их защищается нанесением слоя алюминия. Защита
от коррозии слоем алюминия называется плакированием. Плакиро-
вание алюминиевых сплавов широко применяется в промышлен-
ности.
Высокая электропроводность позволяет применять алюминий
в качестве проводникового материала (см. § 4 главы XVI).
Для промышленных целей применяется 9 марок технического
алюминия, различающихся чистотой. Количество непременных при-
месей в техническом алюминии (железа, кремния и меди) изменяется
от 0,004% (марка AB0000) до 2% (марка АЗ).
Марки, содержание примесей (по ГОСТ 3549-55) и назначение
технического алюминия приведены в табл. 61.
Таблица 61
Марка Содержание примесей в % (Fe -|- Si Си) Назначение
AB0000 0,004 1 Научные исследования и особые случаи ма-
AB000 0,010 / шиностроения и приборостроения
AB00 0,03 1 Аппараты химической промышленности и
AB0 0,07 J электрические конденсаторы
А000 0,20 ] Аппараты химического машиностроения,
А00 0,30 > для плакировки дюралюминия, изготовления
0,40 j фольги и проводников
А1 0,50 Кабели, электропровода, фольга, посуда, для плакировки дюралюминия
А2 1,00 Для изготовления сплавов, посуды
АЗ 2,00 Для изготовления литейных сплавов, изде- лий ширпотреба
Технический алюминий применяется в машиностроении для изго-
товления малонагруженных деталей с высоким сопротивлением
коррозии и хорошей теплопроводностью. Он отличается низкой
прочностью (od = 9 кПмм2 в отожженном состоянии и ов ~
= 14 кГ/мм* — в нагартованном), высокой пластичностью и хоро-
шей свариваемостью.
Алюминиевые сплавы разделяются на деформируемые
и литейные. Важную роль в изыскании и промышленном при-
менении алюминиевых сплавов сыграли работы А. А. Бочвара,
С. М. Воронова, Ю. Г. Музалевского и др.
Деформируемые сплавы алюминия
401
§ 3. ДЕФОРМИРУЕМЫЕ СПЛАВЫ АЛЮМИНИЯ
Деформируемые алюминиевые сплавы подразделяются на упроч-
няемые и неупрочняемые термической обработкой.
А. Сплавы, упрочняемые термической обработкой
Сплавы, упрочняемые термической обработкой, легируются,
в основном, медью, магнием, марганцем и кремнием. В специальных
случаях дополнительно вводятся никель, хром, цинк, титан и вана-
дий. Сущность упрочняющей термической обработки описана
в § 2 настоящей главы. Термическая обработка алюминиевых спла-
вов обозначается буквами: Т — закалка и естественное старение;
М — отжиг. Эти буквы присоединяются к марке сплава и образуют
шифр материала. Например, Д16М означает сплав Д16 после
отжига, а Д16Т — тот же сплав после закалки и естественного
старения.
Эти сплавы характеризуются высокой прочностью и средней
пластичностью; имеют пониженную коррозионную стойкость.
Они применяются для изготовления изделий ответственного назна-
чения (листы, прутки, трубы, заклепки, штамповки).
Широким распространением пользуется дуралюмин. Состав
и свойства некоторых марок дуралюминов после термической обра-
ботки Т и высокопрочного сплава В95 приведены в табл. 62.
Таблица 62
Состав и свойства дуралюминов и высокопрочного сплава В95
Марка и состояние сплава Химический состав в % Механические свойства
Си Mg Мп Другие элементы 3 Д ** О CQ О0,2 в кГ/мм.- б в %
Д1Т 3,8—4,8 0,4—0,8 0,4—0,8 42 24 18
Д6Т 4,6—5,2 0,65—1,0 0,5—1,0 — 46 30 15
Д16Т 3,8-4,9 1,2—1,8 0,3—0,9 —. 47 32 17
В95Т1 1,4—4,0 1,8—2,8 0,2—0,6 5,7% Zn 0,1—0,25 Сг 60 55 12
Состав указан по ГОСТу 4784-49. Помимо указанных элементов,
в сплавах содержатся непременные примеси: менее 0,5—0,7%
железа и кремния.
Как показывают индексы Т свойства сплавов даны после терми-
ческой обработки. Высокая прочность (ав = 42 60 кГ/мм2)
и удовлетворительная пластичность (6 = 12-4-18%) позволяют при-
менять эти сплавы для изготовления ответственных деталей,
402
Алюминиевые и магниевые сплавы
Термическая обработка заключается в закалке с температуры
примерно 500° С в воде (кроме В95). Указанные свойства полу-
чаются после естественного старения в течение четырех суток
(индекс Т) и, для сплава В95 искусственного старения при 120
или 140° С в течение 24 или 12 ч соответственно (индекс Т1).
Алюминиевые сплавы для заклепок должны обладать высокой
прочностью на срез и хорошей пластичностью в момент расклепы-
вания. Высокая пластичность может быть получена, во-первых,
Фиг. 269. Зависимость скорости
естественного старения • дур алю-
мина от температуры (С. М. Во-
ронов).
Фиг. 270. Диаграммы возврата после естест-
венного старения дуралюмина в резуль-
тате кратковременного нагрева на 230° С
(Д. А. Петров).
посадкой заклепок в свежезакаленном состоянии и, во-вторых, воз-
можно применять сплавы с высокой пластичностью после старения.
Для заклепок, расклепываемых в свежезакаленном состоянии
(сохраняется от 20 мин до 2 ч для разных сплавов), используются
сплавы Д1, Д16 (состав показан в таблице) и ДЗП. Для длительного
сохранения свежезакаленного состояния можно использовать холо-
дильные установки (понижение температуры задерживает диффузию
и старение, фиг. 269). В производственных условиях это не всегда
оказывается удобным. Для возвращения к свежезакаленному состоя-
нию можно использовать процесс возврата после старения, изучен-
ный Д. А. Петровым.
На фиг. 270 кривая а показывает характерное для естественного
старения дюралюминия повышение прочности со временем. Нагрев
естественно состаренного дуралюмина в течение нескольких десят-
ков секунд при 230° С возвращает его в свежезакаленное состояние
(точка 1 на фиг. 270). Последующее вылеживание вновь приводит
к обычному эффекту естественного старения (показано кривой б).
Кратковременный нагрев до 230° С опять возвращает сплав в.свеже-
закаленное состояние (точка 2) и т. д. Явление возврата после ста-
рения заключается в получении свежезакаленного состояния
в, результате кратковременного нагрева на невысокие температуры.
Возврат после старения может быть использован для получения
высокой пластичности заклепок.
Деформируемые сНлавы алюминия
403
Это явление связано с размерами зон Гинье-Престона, полу-
чаемых при разных температурах старения. На фиг. 271 показано,
что с повышением температуры размер зон Г.-П., находящихся
в равновесии с твердым раствором, резко увеличивается. Если
При 20° С в равновесии с a-твердым раствором находятся зоны
протяженностью в 50 А, то повышение температуры до 100 и 150° С
приводит соответственно к увеличению зон до 400 и 900А. Это озна-
чает, что при 100° С зоны Г.-П. меньше 400А будут растворяться
в твердом растворе и т. п.
Кратковременный нагрев есте-
ственно состаренного дюралю-
миния до 230° С приводит к
растворению зон Г.-П. и воз-
вращению к свежезакаленному
состоянию. Дальнейшая вы-
держка будет приводить к обра-
зованию зон большого размера
и их превращению в б'-фазу
(см. § 1 этой главы), т. е. к
естественному старению. По-
этому время возврата после
старения ограничивается десят-
ками секунд.
Для сплава Д1 время воз-
врата равно 30—40 сек при
250° С, для Д-16 — 10—30 сек
Фиг. 271. Зависимость равновесных раз-
меров зон Гинье-Престона от темпера-
туры.
при 250—270 С.
Некоторые сплавы (Д18П, В65 и высокопрочный В94) обладают
достаточной пластичностью и могут расклепываться в любое время
после старения.
Эти сплавы имеют преимущественное промышленное примене-
ние в качестве заклепочных материалов. Сплавы Д18П и В65
закаливаются примерно с 500° С в воде. Сплав Д18П применяется
после естественного старения в течение четырех суток, а В65 —
после искусственного при 75° С (24 ч).
Марки, состав и свойства алюминиевых сплавов для заклепок
(ГОСТ 4784-49) показаны в табл. 63.
Алюминиевые сплавы для штамповок также принадлежат к группе
упрочняемых термической обработкой. Их разделяют на конструк-
ционные сплавы, работающие при обычных температурах (Д1, АК6,
АК8) и при повышенных температурах (жаропрочные: АК2, АК4,
АК4-1 и ВД17).
Сплавы для штамповок, работающие при обычных температурах,
пластичны при температурах горячей механической обработки
(450—475° С). Термическая обработка Д1 рассмотрена выше.
404
Алюминиевые и магниевые сплавы
Состав и свойства алюминиевых сплавов
Таблица 63
Марка Химический состав в % Предел прочности при срезе в кГ/мм2
Си Mg Мп Другие элементы
дзп Д18П В65 В94 (опытный сплав) 2,6—3,5 2,2—3,0 3,9—4,5 1,8—2,4 0,3—0,7 0,2—0,5 0,15—0,3 1,2—1,6 0,3—0,7 0,3-0,5 <0,1 6—6,7 Zn 0,02—0,08 Т; <0,05 Сг 19 19 25 29
Сплавы АК6 и АК8 подвергаются закалке с 500° С в воде
и искусственному старению (при 150—160° С) 12—15 ч и при 180° С
(5—8 ч, соответственно).
Состав (по ГОСТу 4784-49) и свойства этих сплавов после терми-
ческой обработки показаны в табл. 64.
Таблица 64
Химический состав и механические свойства алюминиевых сплавов
Марка Химический состав в % Механические свойства
Си Mg Мп Si «в в кГ/мм2 а0,2 в к Г ! мм.~ 6 в %
АК6 1,8—2,6 0,4—0,8 0,4—0,8 0,7—1,2 38 28 10
АК8 3,9—4,8 0,4—0,8 0,4—1,0 0,6—1,2 46 35 10
Сплавы для штамповок, работающие при повышенных тем-
пературах (жаропрочные), подвергаются -закалке с искусст-
венным старением (кроме сплава АК2, аналогичного дюралюми-
нию Д1).
Наиболее высокими свойствами и жаропрочностью отличаются
сплавы АК4-1 и ВД17. Первый из них широко применяется вза-
мен АК2 и АК4.
Сплав ВД17 имеет высокие для алюминиевых сплавов пока-
затели длительной прочности: о5л = 7 кПмм2 при 270° С и 80 ч до
разрушения (применяется для лопаток компрессоров газотурбинных
двигателей).
Состав этих сплавов по ГОСТ 4784-49 приведен в табл. 65.
Деформируемые сплавы алюминия
405
Таблица 65
Химический состав алюминиевых сплавов
Марка Химический состав в %
Си Mg Мп Другие элементы
АК2 3,5—4,5 0,4—0,8 — 1,8—2,3 Ni; 0,5—1,0 Fe; 0,5—1,0 Si
АК4 1,9—2,5 1,4—1,8 — 1—1,5 Ni; 1,1—1,6 Fe; 0,5—1,2 Si
АК4-1 1,9—2,5 1,4—1,8 — 1—1,5 Ni; 1—1,5 Fe; 0,02—0,1 Ti
ВД17 2,6—3,2 2,0—2,4 0,45—0,70 —
Б. Сплавы, не упрочняемые термической обработкой
Сплавы, не упрочняемые термической обработкой, отличаются
высокой пластичностью и хорошей коррозионной стойкостью.
Они легко деформируются (катаются, штампуются) и хорошо сва-
риваются. Применяются для изготовления штампованных сварных
изделий с повышенной коррозионной стойкостью (например, авиа-
ционные бензобаки). Поставляются преимущественно в виде листов,
профилей, прутков и проволоки.
Наименьшей прочностью эти сплавы обладают в отожженном
(при 350—410° С, обозначаются буквой М), большей — в полу-
нагартованном (П) и самой высокой — в нагартованном (Н) состоя-
нии. Так, например, сплав АМц в зависимости от состояния следую-
щим образом изменяет прочность и пластичность. Предел проч-
ности АМцМ равен 13, АМцП — равен 16 и АМцН — равен 20 кГ/мм2-,
относительное удлинение уменьшается соответственно от 20 до 10
и 5%.
Сплав АМц легирован марганцем (1—1,6%). Его структура
состоит из зерен твердого раствора марганца в алюминии и частиц
химического соединения А16Мп. Последние, располагаясь по грани-
цам зерен твердого раствора, препятствуют росту зерна при отжиге.
Сплавы АМг (АМг5П, АМгЗ, АМг5В, АМгб) в качестве основ-
ного легирующего элемента содержат магний (от 2 до 6,8%) и мар-
ганец (от 0,15 до 0,8%) для разных марок. Структура этих сплавов
состоит из зерен твердого раствора магния в алюминии. Дополни-
тельное легирование ванадием (0,02—0,2%, АМг5В), и особенно
титана совместно с бериллием (АМгб: 0,02—0,1% титана
и 0,0001—0,005% бериллия), значительно повышает прочность.
Так, например, в отожженном состоянии (М) предел прочности
сплава АМгбВМ — 28 кГ/мм2, а сплава АМгбМ — 32 кГ/мм2.
Сплавы АМг имеют более высокие механические свойства, чем спла-
вы АМц, и вытесняют последние из промышленного производства.
406
Алюминиевые и магниевые сплавы
Марки и состав (по ГОСТу 4784-49) назначение и механические
свойства (в отожженном состоянии) алюминиевых сплавов, не упроч-
няемых термической обработкой, приведены в табл. 66.
Таблица 66
Химический состав и механические свойства алюминиевых сплавов
Марка Химический состав в % Механические свойства
и состояние Другие 3
сплава Mg Мп элементы Назначение О 0Q О CQ 0Q «О
АМцМ 1,0—1,6 Штампованные 13 5 20
АМгМ АМг5п 2,0—2,8 4,7-5,7 0,15—0,40 или то же количе- ство Сг 0,2—0,6 сварные емкости с высокой стойкостью (баки для масла, бен- зина) Заклепки 20 10 23
АМгЗМ 3,2—3,8 0,3-0,6 0,5—0,8 Si Штампованные >20 >10 >15
АМг5В*М АМгбМ 4,8-5,5 5,8—6,8 0,3—0,6 0,5—0,8 0,02— —0,20V 0,02— —0,1 Ti 0,0001 — —0,005 Be сварные изделия с высокой прочностью, и коррозионной стойкостью >28 >32 >15 >16 >15 >16
* Применяется для заклепок при соединении изделий из магниевых сплавов.
§ 4. ЛИТЕЙНЫЕ СПЛАВЫ АЛЮМИНИЯ
В литейных сплавах следует иметь высокий комплекс механи-
ческих и технологических (литейных) свойств. Хорошее сочетание
этих свойств, как показал А. А. Бочвар, связано с положением
сплава в соответствующих областях диаграммы состояния.
На фиг. 272 приведен пример типичной диаграммы (медь — алю-
миний). Литейные свойства улучшаются при переходе к сплавам,
содержащим эвтектику (Э). Увеличивается жидкотекучесть, умень-
шается усадка и возможность образования трещин при повышенных
температурах. Поэтому содержание элементов в литейных сплавах
значительно превышает их концентрацию в деформируемых. В неко-
торых случаях количество кремния достигает 10—13%, а меди
9—11%. Эти сплавы обозначаются буквами АЛ и порядковым номе-
ром, например АЛ9.
Алюминиевые литейные сплавы по составу классифицируются следующим
образом^
По ГОСТу 2685-53 они делятся на пять групп:
1. Сплавы на основе алюминий—магний (АЛ8, АЛ 13 и АЛ22).
Литейные сплавы алюминия
407
2. Сплавы на основе алюминий—кремний (АЛ2, АЛ4, АЛ4В, АЛ9 и АЛ9В).
3. Сплавы на основе алюминий—медь (АЛ7, АЛ7В, АЛ12 и АЛ19).
4. Сплавы на основе алюминий—кремний—медь (АЛЗ, АЛЗВ, АЛБ, АЛ6,
АЛ10В, АЛ14В, АЛ15В).
5. Сплавы на основе алюминий — прочие элементы (АЛ1, АЛ11, АЛ16В,
АЛ17В, АЛ18В).
И. И. Сидориным предлагается другая классификация по составу,
1. Высококремнистые силумины (АЛ2,
АЛ4 и АЛ9).
2. Низкокремнистые силумины (АЛЗ, АЛБ
3. Цинковистые силумины (АЛ 11).
4. Алюминиевомедные сплавы (АЛ7, АЛ 12
АЛ19).
5. Алюминиевомагниевые сплавы (АЛ8
АЛ13).
Алюминиевомедные сплавы содер-
жат 4—11 % меди. Сплавы алюминия
с кремнием называются силуминами.
Низкокремнистые силумины содержат
4—6% кремния и 1,5—3,5% меди.
В высококремнистых силуминах коли-
чество кремния возрастает до 6—13%
без введения меди. В цинковистых
силуминах, помимо 6—8% кремния,
содержится 10—14% цинка. И, нако-
нец, в алюминиевомагниевые сплавы
вводится от 5 до 11% магния. Во
многих литейных сплавах содержится
марганец (0,1—0,8%), а в ряде случаев
применяется дополнительное легиро-
Фиг. 272. Диаграмма состояния
алюминий—медь и кривые ли-
тейных качеств алюминиево-
медных сплавов (В. И. Добат-
кин).
и
и
и
вание железом, хромом, никелем,
титаном, бериллием и цинком.
Механические свойства отливок за-
висят от способа литья: в землю (обоз-
начение «3»), в кокиль (обозначение
«К») и под давлением (обозначение «Д»).
Отливки из этих алюминиевых сплавов применяются без терми-
ческой обработки и с термической обработкой. Различные виды
термической обработки имеют условные обозначения: Т1 — старе-
ние; Т2 — отжиг; Т4 — закалка; Т5 — закалка и частичное старе-
ние; Тб — закалка и полное старение до максимальной твердости;
Т7 -г- закалка и стабилизирующий отпуск; Т8 — закалка и смяг-
чающий отпуск.
Особенности термической обработки алюминиевых литейных
сплавов связаны с медленным протеканием в них процессов диффу-
зии. Поэтому при нагреве под закалку назначаются более высокие
температуры и большие выдержки, чем для деформируемых сплавов.
Для уменьшения напряжений закалка производится в горячей
408
Алюминиевые и магниевые сплавы
воде (50—100° С), что не приводит к распаду твердого раствора
из-за малой скорости диффузии. Старение производится только
искусственное в течение нескольких часов. Примерные режимы
термической обработки некоторых литейных сплавов показаны
в табл. 67.
Таблица 67
Режимы термической обработки некоторых алюминиевых литейных сплавов
Группа сплавов Марка сплава Закалка Искусственное старение
Темпера- тура в °C Время выдержки в ч Темпера- тура в °C Время в ч
Алюминиево-медные . . Низкокремнистые силу- мины АЛ7 АЛ5 515 525 10-15 4 150 180 или 230 2—4 5
Для повышения механических свойств высококремнистые силу-
мины (с меньшим эффектом цинковистые силумины) подвергаются
модифицированию. При модифицировании благоприятно изменяется
структура сплавов. На фиг. 273, а показана структура немодифици-
рованного и модифицированного силумина АЛ2 (сплав алюминия
Фиг. 273. Структура силумина АЛ2:
а — немодифицированного; б — модифицированного. Х250.
с 11—13% кремния). В соответствии с диаграммой состояния алю-
миний — кремний (фиг. 274) сплав такого состава имеет эвтекти-
ческое строение. Эвтектика состоит из низкой концентрации а-твер-
дого раствора кремния в алюминии (светлый фон) и игольчатых
крупных и хрупких кристаллов кремния. Игольчатые выделения
частиц кремния создают внутренние острые подрезы в пластичном
алюминии и приводят к преждевременному разрушению при нагру-
жении,
Магниевые сплавы
409
Модифицирование заключается в введении в жидкий силумин
перед разливкой малых количеств натрия или его солей (десятых
или сотых долей процента). Введение модификатора меняет харак-
тер кристаллизации. На фиг. 274 пунктиром показано смещение
линий диаграммы состояния так, что сплав с 11—13% кремния
становится доэвтектическим. Поэтому в структуре появляются
избыточные светлые зерна a-твердого раствора (фиг. 273, б). Моди-
фикатор изменяет форму частиц кремния: вместо игольчатых выпа-
дают мелкие равноосные, не соз-
дающие опасных концентраций на-
пряжений при нагружении. В резуль-
тате модифицирования предел проч-
ности силумина АЛ2 повышается
от 13 до 16 кПмм\ а относительное
удлинение от 2 до 4%.
В случае применения модифи-
цирования к индексу способа литья
(3, К) добавляется буква М (ЗМ,
КМ).
Литейный сплав АЛ1 является
сложнолегированным; он содержит
(в среднем) 4% меди, 1,5% магния
и 2% никеля и используется в каче-
Фиг. 274. Диаграмма состояния
алюминий—кремний (пунктиром
показано смещение линий после
введения модификатора — натрия).
стве жаропрочного при невысоких
температурах (200—250° С) для поршней и головок цилиндров
двигателей внутреннего сгорания. Сплав подвергается термической
обработке: закалке (515° С 2—4 ч, охлаждение в воде 100° С)
и искусственному старению (220° С 2—4 ч). Упрочняющей фазой
является сложное химическое соединение FeNiAl.
Марки, состав, способы литья, вид термической обработки и механические
свойства (по ГОСТу 2685-53) некоторых литейных алюминиевых сплавов пока-
заны в табл. 68.
Назначение литейных алюминиевых сплавов следующее; сплав АЛ4 широко
применяется для ответственных деталей. Сплав АЛ9 используется благодаря его
хорошей свариваемости (механические свойства этого сплава низкие). Сплав АЛ5
применяется для ответственных деталей и имеет более высокую жаропрочность
и твердость, чем АЛ4.Мелкие отливки несложной формы, работающие под боль-
шими напряжениями, изготовляются из сплава АЛ7. Модификация этого сплава АЛ19
характеризуется более высокой прочностью при комнатных и повышенных темпе-
ратурах и применяется для ответственных деталей несложной формы. Сплав АЛ 13
отличается высокой коррозионной стойкостью (для деталей морского судостроения)
и повышенной жаропрочностью (используется для головок цилиндров мощных
двигателей воздушного охлаждения).
§ 5. МАГНИЕВЫЕ СПЛАВЫ
Магний (порядковый номер 12) является металлом II группы
3-го периода. Атомный его вес — 24, 32; удельный вес — 1,74 г/см3\
кристаллическая решетка — гексагональная; температура плавле-
ния — 650° С. Прочность и пластичность технического магния
Марки, состав и механические свойства литейных алюминиевых сплавов
Таблица 68
Марка сплава Группа Химический состав в % Способы литья Вид термиче- ской обра- ботки Механические свойства (не менее)
Mg Si Мп Си Другие элементы ав в кГ!м,м* д в %
Жаропрочные АЛ1 1,25—1,75 — — 3,75—4,5 1,75—2,25Ni з, к Т5 20 0,5
Высококремнистые силумины АЛ2 АЛ4 АЛ9 0,17—0,30 0,2—0,4 10—13 8,0—10,5 6,0—8,0 0,25—0,5 — — зм, км К д з, к к зм к з, к д 3 к Т1 Тб Тб Т4 и Т5 Т4 и Т5 15 16 16 15 20 23 24 16 17 18 и 20 19 и 21 4 2 1 2 1,5 3 3 2 1 4 и 2 4 и 2
Низкокремнистые силумины АЛЗ АЛ5 АЛ6 0,2—0,8 0,35—0,6 4,0—6,0 4,5—5,5 4,5—6,0 0,2—0,8 1,5—3,5 1,0—1,5 2,0—3,0 — 3 к 3 к з, к з, к 3 3, к д Т5 Т5 Т1 Т7 Т5 Т2 12 16 21 24 16 18 20 15 15 0.5 0,5 1 1 1
Цинковистый си- лумин АЛН 0,1—0,3 6,0—8,0 | — — | 10—14Zn | 3 к д — 20 25 18 2 1,5 1
Медно-алюминие- вые сплавы АЛ7 АЛ12 — — 4,0— 5,0 9,0—11.0 — з, к 3, к з, к 3 Т4 Т5 Тб Т5 20, 21 22, 23 17 34 6 3 3
Алюминиево-маг- ниевые сплавы АЛЗ АЛ13 19,5—11,51 14,5— 5,5| 0,8—1,3 0,1—0,4 — — 3 з, к д Т4 28 15 17 9 1 0,5
Алюминиевые и Магниевые сИлавЫ
Магниевые сплавы
411
(после деформирования) невысоки: ав = 18 кГ/мм2\ а0,2 = 6 кГ/мм?\
6 = 5%; НВ 30. В литом состоянии предел прочности падает
до 3 кГ/мм*.
Легирование и применение термической обработки позволяет
поднять уровень прочности магниевых сплавов примерно до —
= 30 кГ/мм2. При очень малом удельном весе это приводит к воз-
можности получения высокой удельной прочности и жесткости кон-
струкций. В связи с этим магниевые сплавы получили распростра-
нение в авиационной технике. К числу отрицательных качеств маг-
ния и его сплавов относится низкая коррозионная стойкость и воз-
Фиг. 275. Кривые растворимости цинка (а) и алюминия (б)
в магнии (твердый раствор).
можность воспламенения (особенно в виде стружки или порошка).
По пластичности эти сплавы значительно уступают алюминиевым.
В качестве легирующих элементов используются алюминий,
цинк и марганец. Марганец добавляется для улучшения коррозион-
ной стойкости. Введение алюминия и цинка приводит к повышению
механических свойств. Цинк дополнительно улучшает литейные
свойства. Малые количества циркония, церия и бериллия измель-
чают зерно и повышают пластичность, жаропрочность и окалино-
стойкость магниевых сплавов.
Термическая обработка магниевых сплавов подобна алюминие-
вым, она заключается в закалке и старении. На фиг. 275 показано,
что при содержании более 1,4% цинка или 2,6% алюминия в равно-
весном состоянии при комнатной температуре существует двухфаз-
ная структура. Нагрев выше линий ограниченной растворимости АВ
приводит к получению однородного твердого раствора, который
сохраняется при закалке. Старение приводит к выделению упроч-
няющих фаз и повышению прочности, подобно наблюдаемому
у алюминиевых сплавов.
Очень медленное протекание диффузии в сплавах магния опре-
деляет особенности термической обработки. Нагрев для получения
твердого раствора производится до 380—415° С с выдержкой в тече-
ние 12—16 и более часов. Закалка производится охлаждением
412
Алюминиевые и магниевые сплавы
на воздухе; при этом из-за малой скорости диффузии сохраняется
строение твердого раствора. Применяется весьма длительное старе-
ние в течение 16 ч при 175° С, обеспечивающее достаточно полное
упрочнение (термическая обработка Тб).
Магниевые сплавы применяются в деформированном и литом
состоянии. Деформируемые сплавы обозначаются МА и порядковым
номером (например, МАЗ). Литейные сплавы обозначаются МЛ
(например, МЛ5).
Марки, состав, назначение и свойства некоторых магниевых
сплавов приведены в табл. 69.
Таблица 69
Марки, состав и механические свойства магниевых сплавов
Марка сплава Химический состав в % Назначение Механические свойства
А1 Zn Мп 3 О со еч д О* о и 6 В %
МА1 <0,3 <0,1 1,3—2,5 Сварные баки, ар- матура без особых на- грузок Листы, профили, трубы, прутки 21 12 8
МАЗ 5,5—7,0 0,5—1,5 1,15—0,5 30 19 14
МЛ4 5,0-7,0 2,0—3,0 0,15—0,5 Тормозные бара- баны, штурвалы, ко- лонки управления, корпуса приборов 16 3
МЛ5 7,5—9,0 0,2-0,8 0,15—0,5 То же и нагружен- ные детали с удар- ными вибрационными нагрузками 15 3
Предельное легирование магниевых сплавов ограничивается
11% алюминия, 2% цинка и 0,5% марганца.
ЛИТЕРАТУРА
1. А. А. Боч вар, Металловедение, Металлургиздат, 1958.
2. И. И. Сидорин. Алюминий и его сплавы. НТО Машпром, 1959.
3. С. М. Воронов. Магниевые деформируемые сплавы, ВНИТОМАШ,
Машгиз, 1951.
4. М. В. Ш а р о в. Легкие сплавы и их сравнительная характеристика, 1950.
Алюминиевые и магниевые сплавы для фасонного литья, 1951, ВНИТОМАШ, Машгиз,
Оглавление 413
Оглавление
Предисловие ..............................................................3
Введение .................................................................5
Глава 1. Строение с свойства чистых металлов .............................9
§ 1. Металлический тип химической связи...........................9
§ 2. Свойства металлов ..........................................11
§ 3. Металлы и периодическая система элементов ..................12
§ 4. Кристаллическое строение металлов...........................15
§ 5. Полиморфизм и магнитные превращения.........................20
§ 6. Основные характеристики и свойства кристаллов...............21
§ 7. Виды несовершенство кристаллического строения металлов.
Мозаичная структура..............................................25
§ 8. Дислокации..................................................26
Глава 2. Процессы плавления и кристаллизации ............................32
§ 1. Плавление металлов..........................................32
§ 2. Механизм кристаллизации ....................................33
§ 3. Основы теории кристаллизации................................35
§ 4. Влияние примесей и несовершенство строения на процесс
кристаллизации ..................................................40
Глава 3. Строение с свойства металлических сплавов.......................43
§ 1. Общая характеристика строения сплавов ......................43
§ 2. Твердые растворы ...........................................44
§ 3. Химические (металлические) соединения ......................47
а) электронные соединения...................................49
б) фазы внедрения...........................................51
в) упорядоченные твердые растворы ..........................52
§ 4. Структура и свойства сплавов................................54
Глава 4. Диаграммы состояния.............................................56
§ 1. Диаграмма состояния для случая образования непрерывного
ряда твердых растворов...........................................57
§ 2. Правило фаз..................................................61
§ 3. Ликвация в сплавах...........................................65
§ 4. Правило отрезков (правило рычага) ..........................68
§ 5. Диаграмма состояния для случая полной нерастворимости в
твердом виде ....................................................70
§ 6. Диаграмма состояния с образованием эвтектики для случая
ограниченной растворимости ......................................76
§ 7. Диаграмма состояния для случая образования перитектики......79
§ 8. Диаграммы состояния для случая образования химических
соединений ......................................................82
§ 9. Фазовые превращения в твердом состоянии ....................86
§ 10. Диаграммы состояния, строение и свойства
сплавов..........................................................88
§11. Основы построения и анализа диаграмм состояния тройных
сплавов..........................................................90
Глава 5. Диаграммы состояния системы железо-углерод ....................101
§ 1. Железо и углерод ..........................................101
Оглавление 414
§ 2. Фазы в железоуглеродистых сплавах ........................104
§ 3. Причины образования стабильной и метастабильной диаграмм
состояния .....................................................106
§ 4. Диаграмма состояния железо-цементит........................ПО
Глава 6. Железоуглеродистые сплавы ....................................118
§ 1. Классификация технических сплавов. Непременные примеси ...118
§ 2. Техническое железо .......................................120
§ 3. Углеродистая сталь .......................................121
§ 4. Серый чугун...............................................123
§ 5. Высокопрочный чугун с шаровидным графитом ........128
§ 6. Ковкий чугун .............................................130
Глава 7. Пластическая деформация и механические свойства...............134
§ 1. Физическая природа деформации и разрушения................134
§ 2. Строение пластически деформированных металлов и сплавов ..138
§ 3. Изменение свойств при пластической деформации. Явление
наклепа........................................................141
Глава 8. Рекристаллизационные процессы и снятие наклепа при нагреве.....143
§ 1. Изменение свойств при нагреве после наклепа 143
§ 2. Рекристаллизационные процессы .............................144
§ 3. Влияние степени пластической деформации и состава сплава на
процессы рекристаллизации ......................................148
§ 4. Холодная и горячая пластическая деформация ...............152
Глава 9. Основы теории термической обработки стали.....................154
§ 1. Определение. Некоторые исторические сведения..............154
§ 2. Образование аустенита.....................................155
§ 3. Кинетика превращения переохлажденного аустенита...........165
§ 4. Перлитное превращение.....................................171
§ 5. Мартенситное превращение..................................175
§ 6. Промежуточное превращение.................................181
§ 7. Превращения при отпуске закаленной стали..................185
Глава 10. Технологические процессы термической обработки стали.........193
§ 1. Классификация видов термической обработки ................193
§ 2. Нагрев при термической обработке..........................197
§ 3. Отжиг и нормализация......................................201
§ 4. Закалка ..................................................204
§ 5. Охлаждение и охлаждающие среды ...........................207
§ 6. Прокаливаемость стали ....................................213
§ 7. Деформация при термической обработке .....................218
§ 8. Автоматизация и механизация процессов термической
обработки..................................................222
Глава И. Поверхностное упрочнение стальных изделий.....................224
§ 1. Метод поверхностной закалки стали.........................225
§ 2. Индукционный нагрев и поверхностная закалка токами
высокой частоты ...........................................228
§ 3. Основы химико-термической обработки ......................231
§ 4. Цементация................................................234
§ 5. Азотирование............................................. 239
Оглавление 415
§ 6. Цианирование (нитроцементация) ........................... 242
§ 7. Борирование.............................................* 244
§ 8. Диффузионное насыщение металлами............-.............. 246
§ 9. Поверхностный (дробеструйный) наклеп....................... 249
Глава XII. Влияние легирующих элементов на структуру, процессы превра-
щения и технологию термической обработки стали.....................* 251
§ 1. Причины применения легирующих элементов в стали........... 251
§ 2. Фазы и структурные составляющие в легированной стали . . . 252
А Фазы в сплавах железа .с легирующим элементом............ 252
Б. Фазы в сплавах легирующего элемента с углеродом (карбиды) 255
В. Фазы в легированной стали ............................... 256
§ 3. Образование и превращения аустенита в легированной стали 258
§ 4. Термическая обработка стали холодом ....................... 263
§ 5. Отпуск легированной стали........................... 265
§ 6. Технологические особенности термической обработки легирован-
ной стали ..................................................... 267
§ 7. Классификация и маркировка легированных сталей............ 270
Глава XIII. Конструкционные стали и сплавы, применяемые при обычных
температурах......................................................... 273
§ 1. Природа прочности конструкционной стали.................... 273
§ 2. Цементуемые стали.......................................... 279
§ 3. Улучшаемые стали........................................... 282
§ 4. Рессорно-пружинные стали................................... 288
§5. Комбинированная (термомехйническая) обработка............. '290
§ 6. Конструкционные сплавы на основе титана.................... 293
Глава XIV. Конструкционные стали и сплавы, применяемые при повышен-
ных температурах..................................................... 297
§ 1. Ползучесть, жаропрочность и окалиностойкость............... 298
§ 2. Жаропрочные и жаростойкие стали ........................... 303
§ 3. Жаропрочные сплавы на никелевой основе..................... 307
§ 4. Жаропрочные сплавы на основе титана........................ 310
§ 5. Перспективы развития новых жаропрочных сплавов............. 312
Глава XV. Инструментальные стали и сплавы............................ 315
§ 1. Режущие стали.............................................. 316
§ 2. Штамповые стали............................................ 331
А. Стали для деформирования в холодном состоянии............ 331
Б. Стали для деформирования в горячем состоянии............. 337
В Стали для пресс-форм литья под давлением................. 342
§ 3. Стали для измерительных инструментов....................... 343
§ 4. Твердые сплавы ............................................ 345
А. Металлокерамические твердые, сплавы....................... 346
Б. Литые твердые сплавы ..................................... 349
Глава XVI. Стали и сплавы с особыми свойствами........................ 351
§ 1. Нержавеющие (коррозионностойкие) стали..................... 351
§ 2. Износостойкие стали ....................................... 360
§ 3. Магнитные стали и сплавы................................... 361
А. Магнитомягкие материалы................................. 364
----1 Б. Магнитотвердые материалы ................................... 368
В. Немагнитные стали и чугуны .............................. 371
§ 4. Сплавы с особенностями электрического сопротивления..... 372
§ 5. Сплавы с особенностями теплового расширения................ 376
Scanty
n^iiog
416
Оглавление
Г лава XVII. Медные сплавы....................................... 379
§ 1. Латуни ................................................ 380
§ 2. Бронзы ................................................ 382
Г лава XVIII. Антифрикционные сплавы и припои.................... 388
§ 1. Антифрикционные сплавы................................. 388
§ 2. Припои ................................................ 391
Г лава XIX. Алюминиевые и магниевые сплавы....................... 394
§ 1. Основы теории термической обработки (старения) легких сплавов 395,
§ 2. Алюминий и общая классификация сплавов................. 399
§ 3. Деформируемые сплавы алюминия......................... 401*
А. Сплавы, упрочняемые термической обработкой............. 40
Б. Сплавы не упрочняемые термической обработкой............ 4С >
§ 4. Литейные сплавы алюминия................................. 40 )
§ 5. Магниевые сплавы.................................... 4-3)
Scanty
noting
Технический редактор Т. Ф, Соколова. Корректоры О. Е. Гинзбург и Р. Ф.Цветкова
Переплет художника А. Я. Михайлова
Сдано в производство 10/1 1963 г. Подп. к печати 30/V 1963 г. Т-07180. Тираж 35 000 экз.
Печ. л. 27,75 (2 вклейки) Уч.-изд. л. 27,75. Бум. л. 13,88. Формат 6OX9Ol/ie Зак. 1281.
Цена 1 р. 13 к.
Типография № 6 УЦБ и ПП Ленсовнархоза, Ленинград, ул. Моисеенко, 10
М. Е. БЛАНТЕР
проф. д-р техн, наук
МЕТАЛЛОВЕДЕНИЕ
И ТЕРМИЧЕСКАЯ
ОБРАБОТКА
Допущено Министерством высшего и среднего
специального образования РСФСР в качестве учебника
для машиностроительных вузов и факультетов
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Мос ква 1963
Scanty
шумов
Фиг 24. Последовательные стадии роста шаровидных кристаллов, микрокиносъемка (В. Ф. Парвов)
Фиг. 25. Последовательные стадии дендридной кристаллизации, микрокиносъемка, микросъемка (В. Ф. Парвов)
Фиг. 175. Номограмма для определения прокаливаемости по результатам торцового испытания (автор).