/








































































Автор: Новиков И.И. Новиков А.И. Строганов Г.Б.
Теги: металлургия обработка металлов металловедение литейное производство
ISBN: 5-87623-005-7
Год: 1994


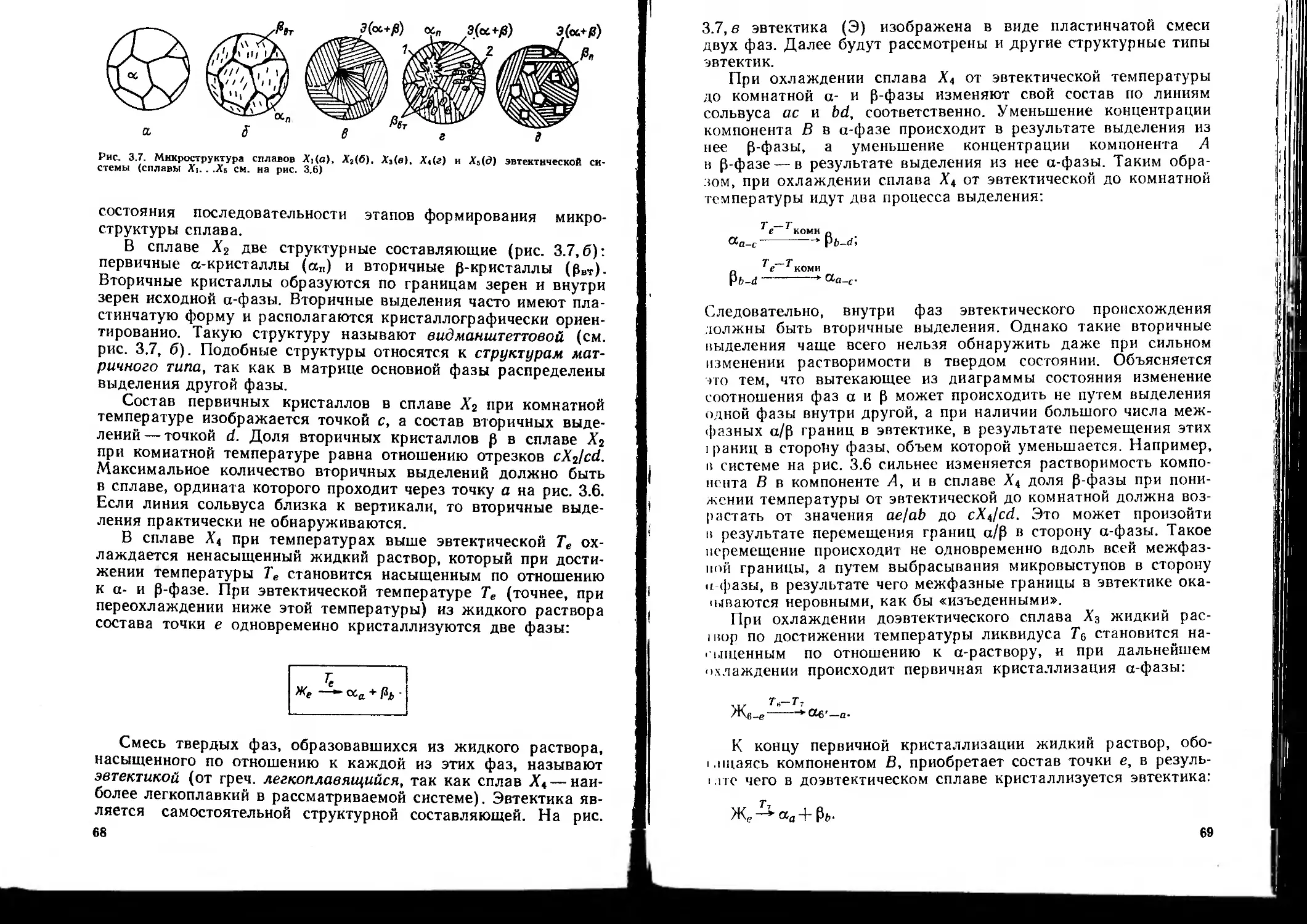
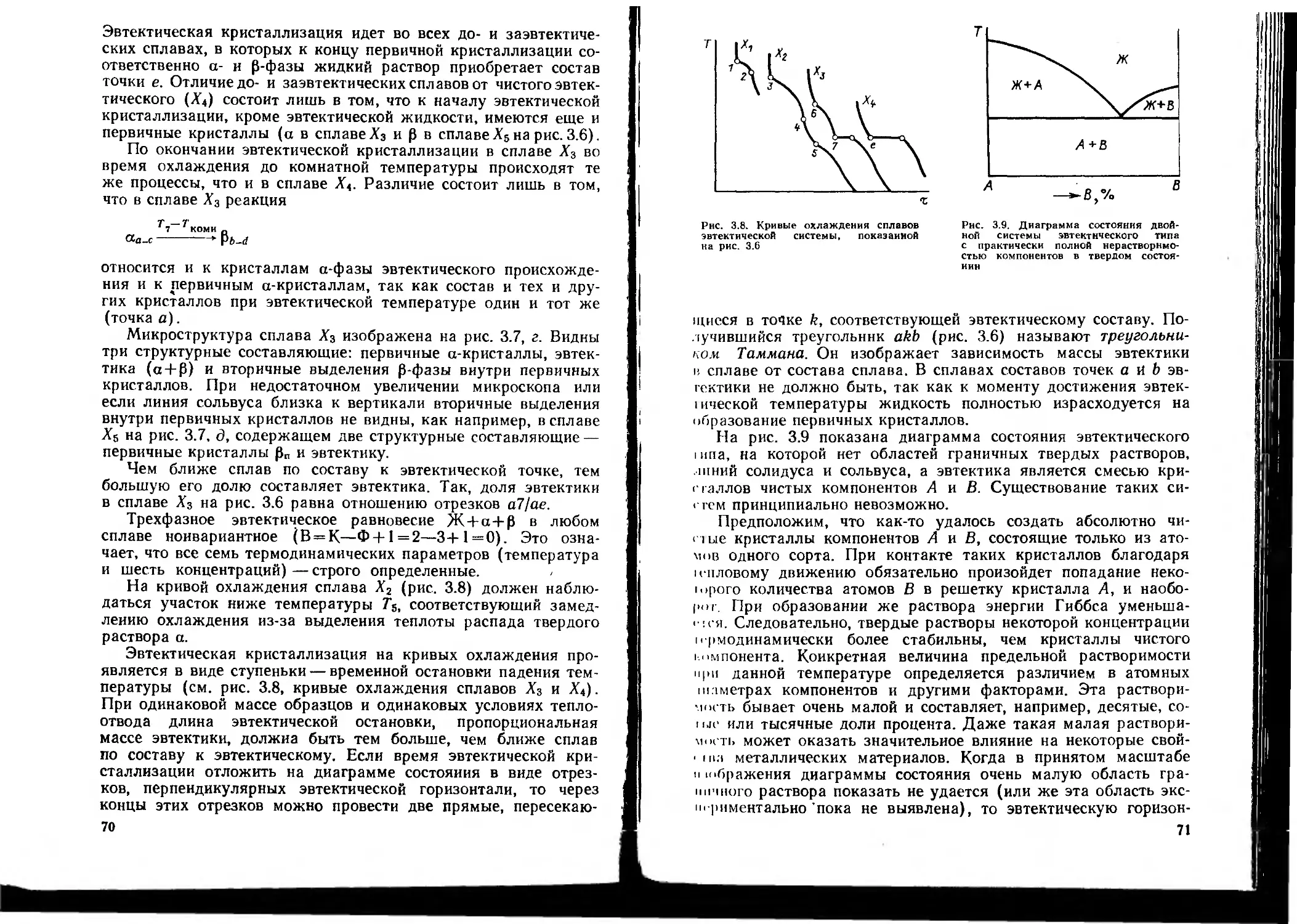
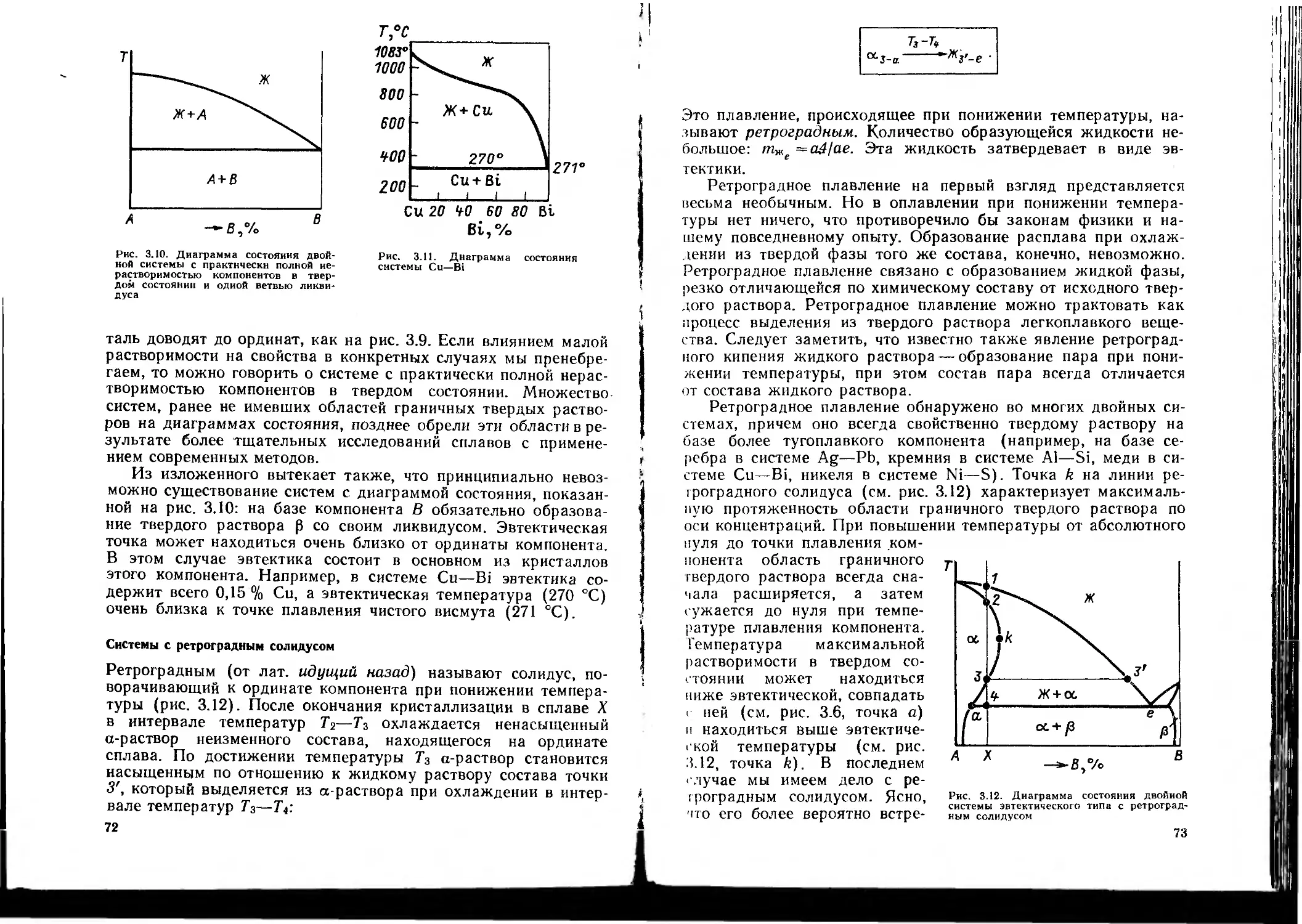
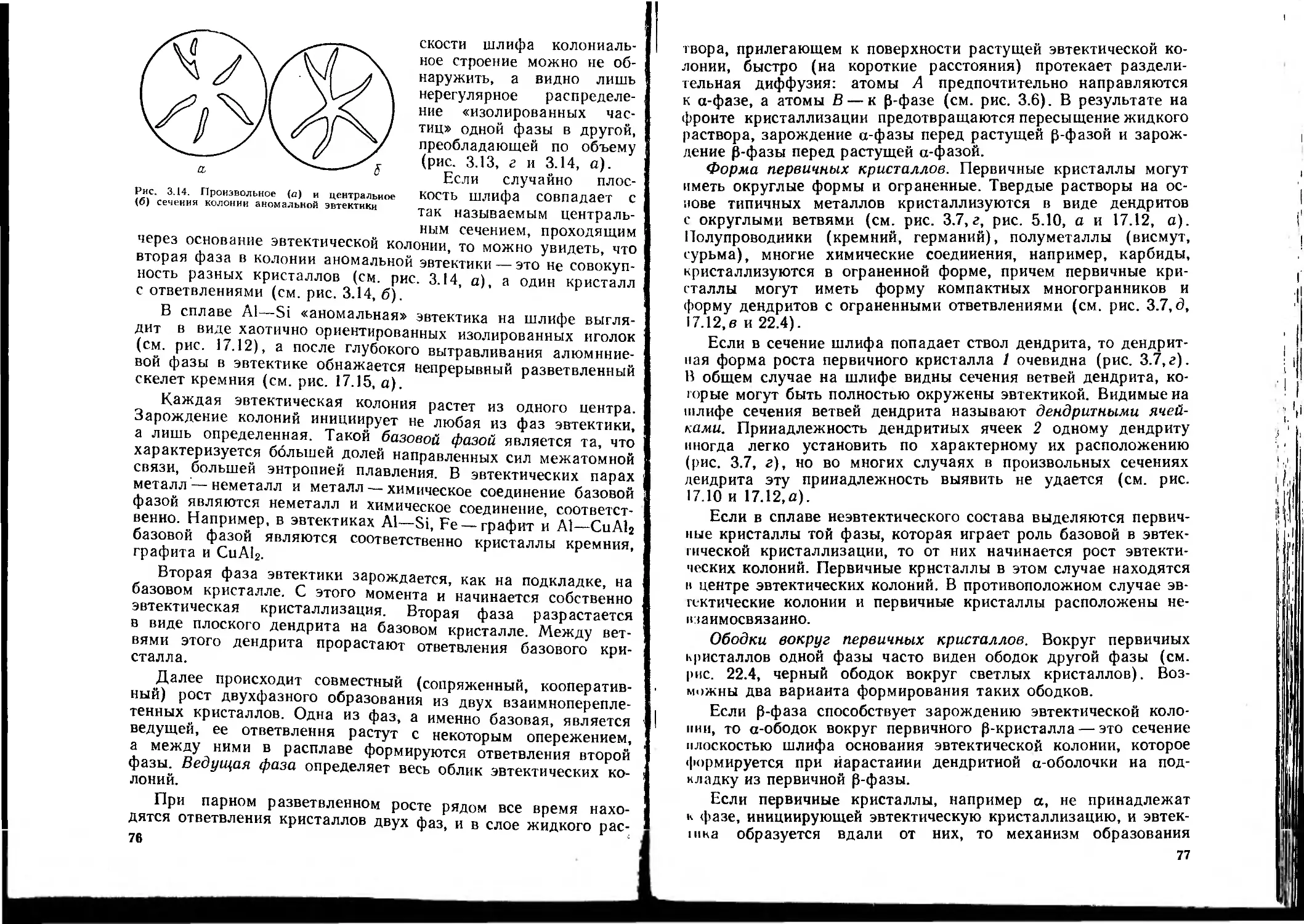
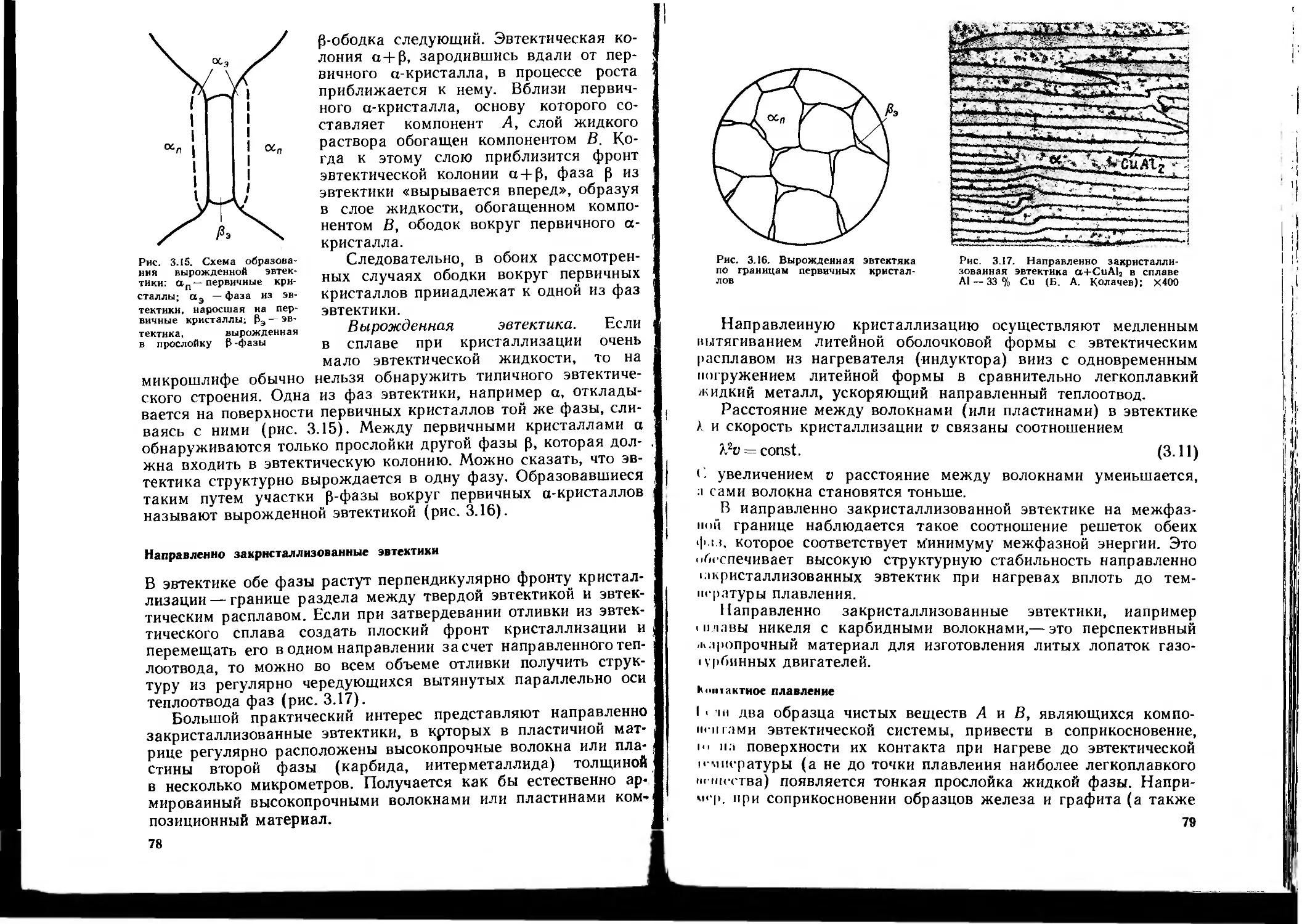
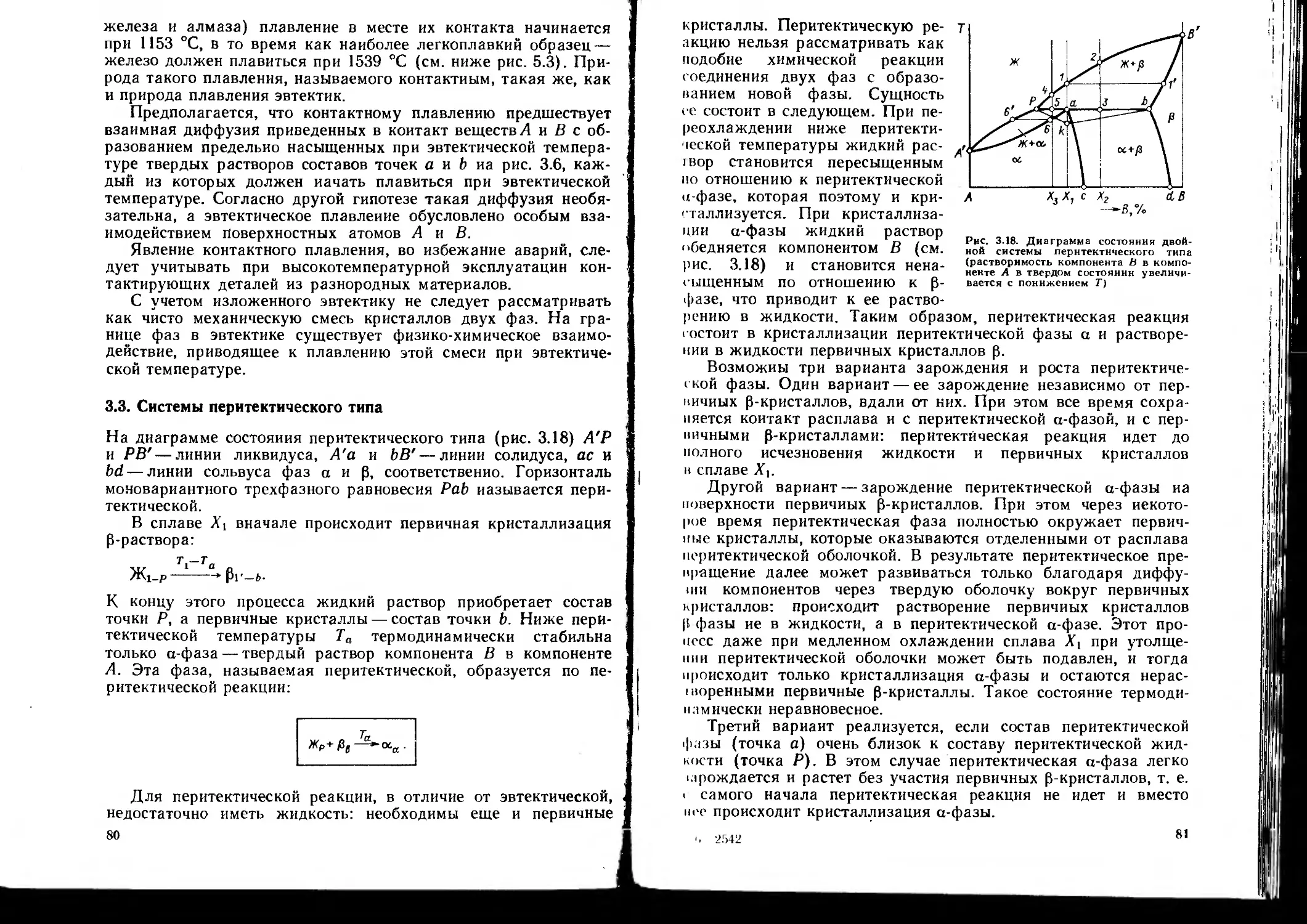
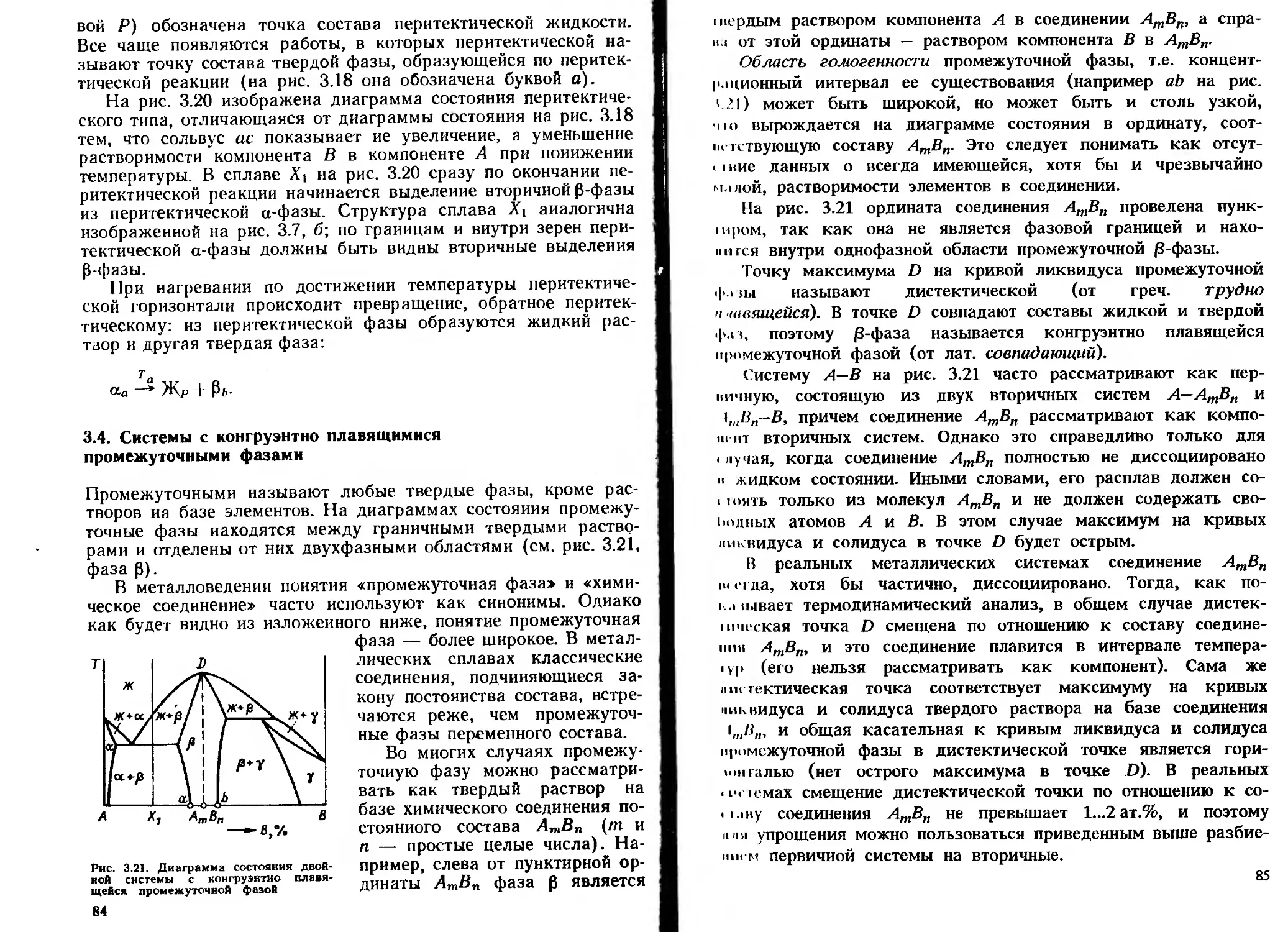
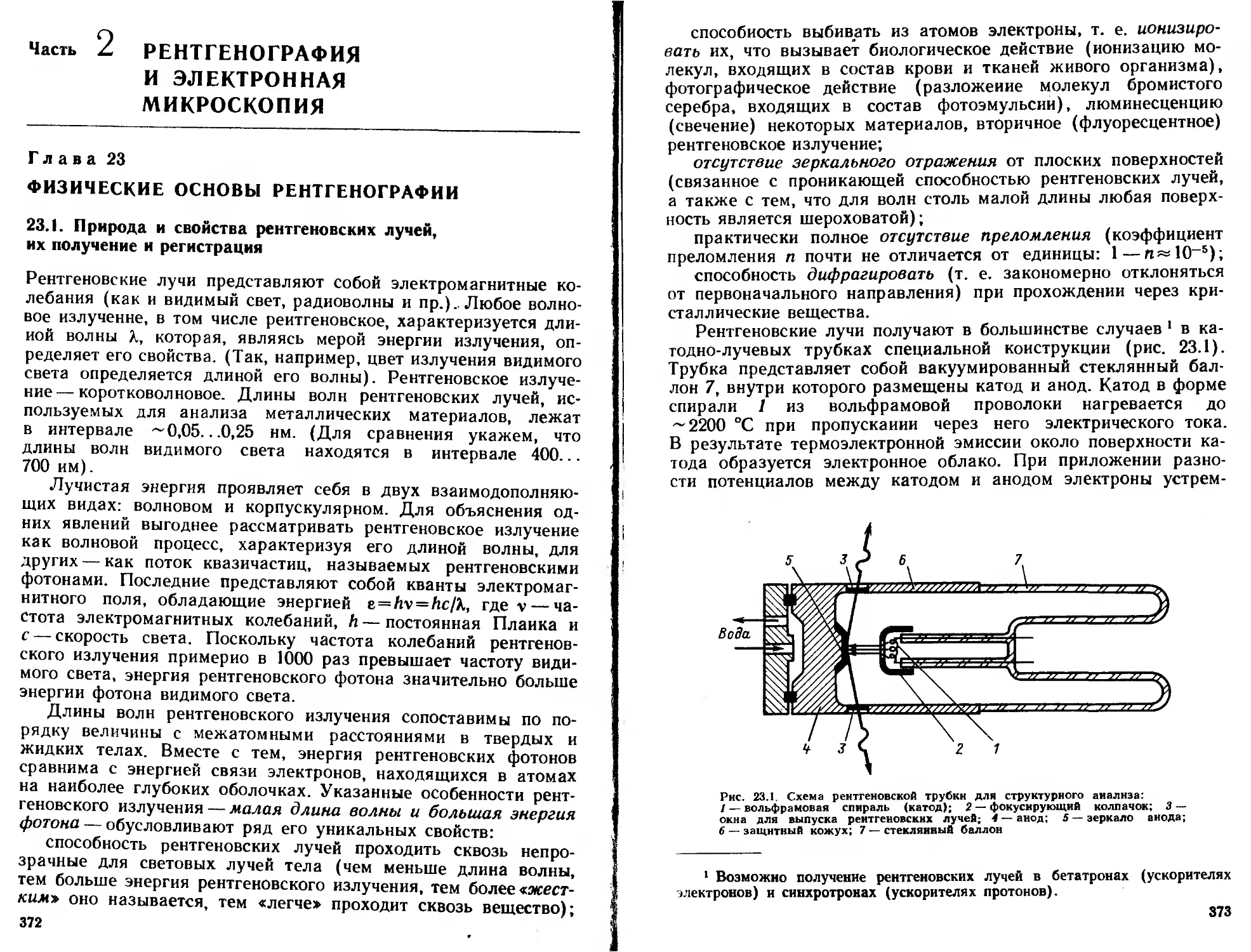
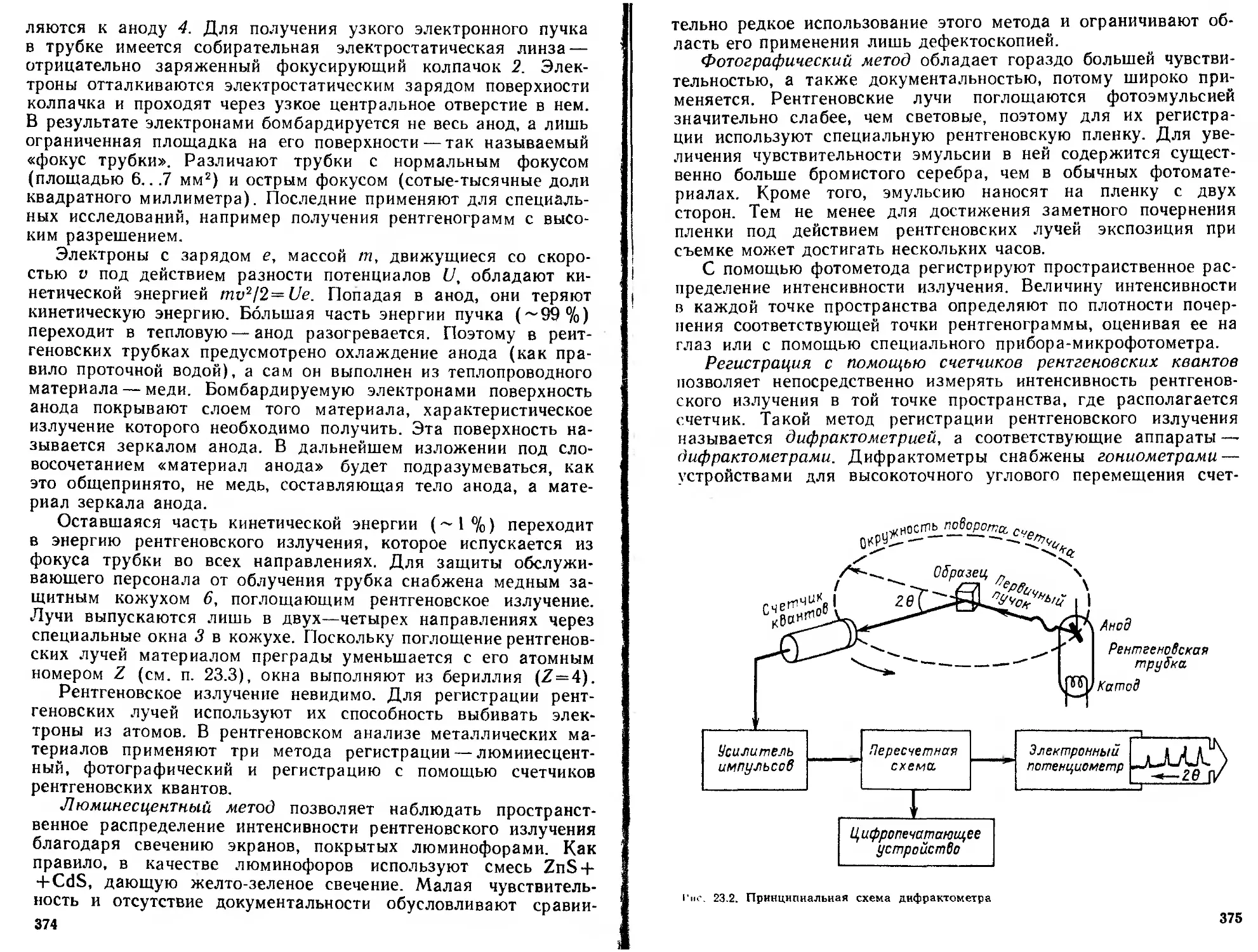
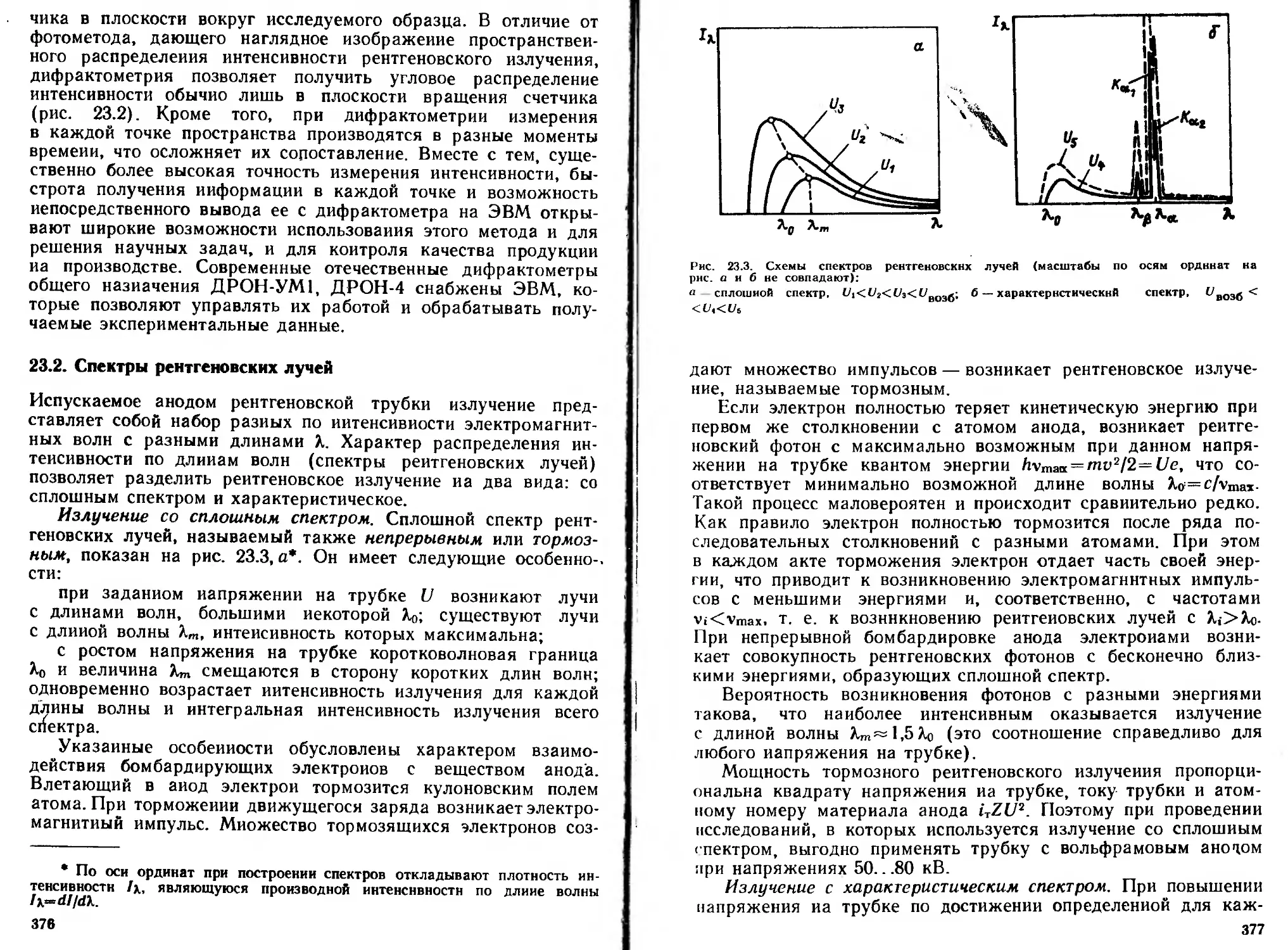
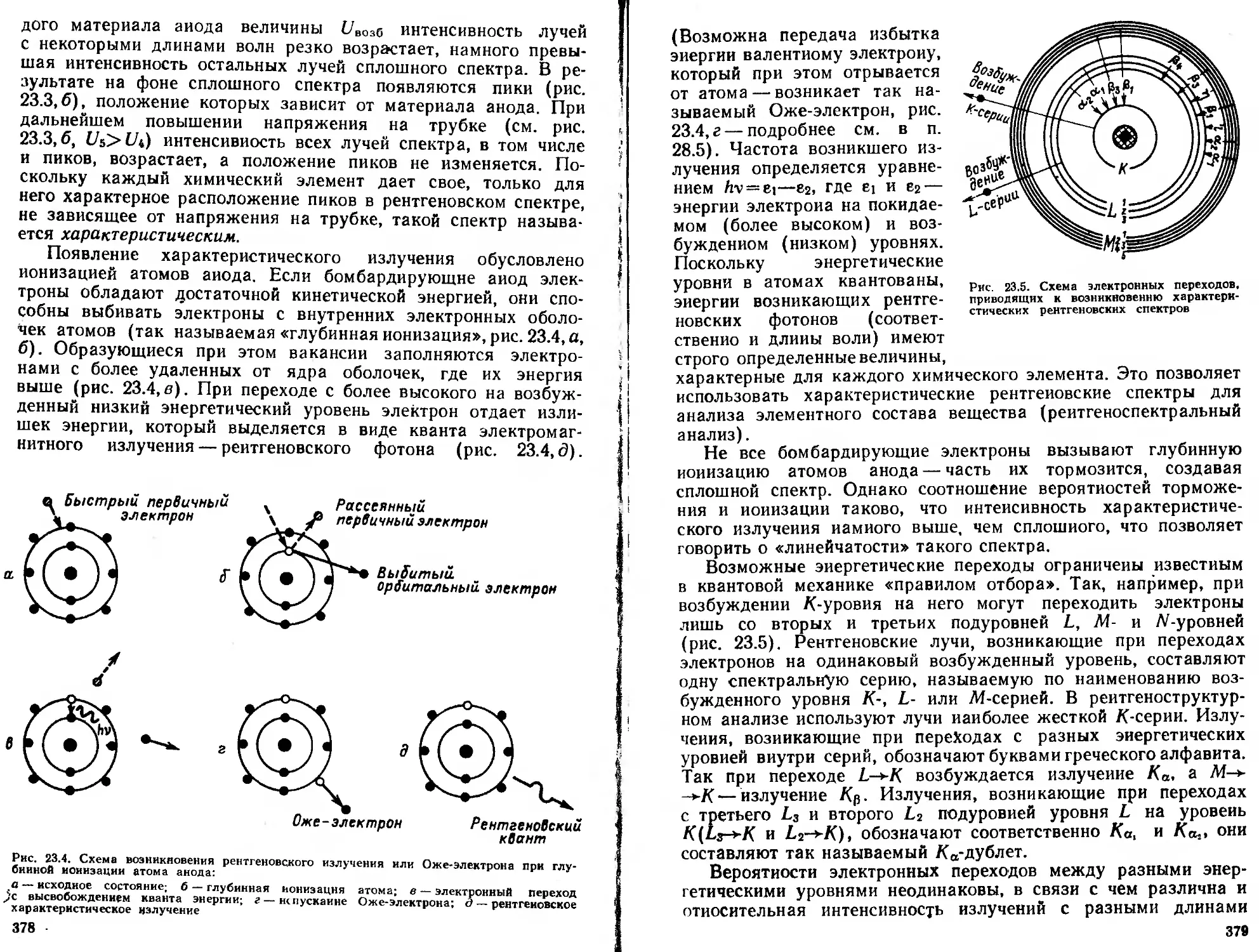
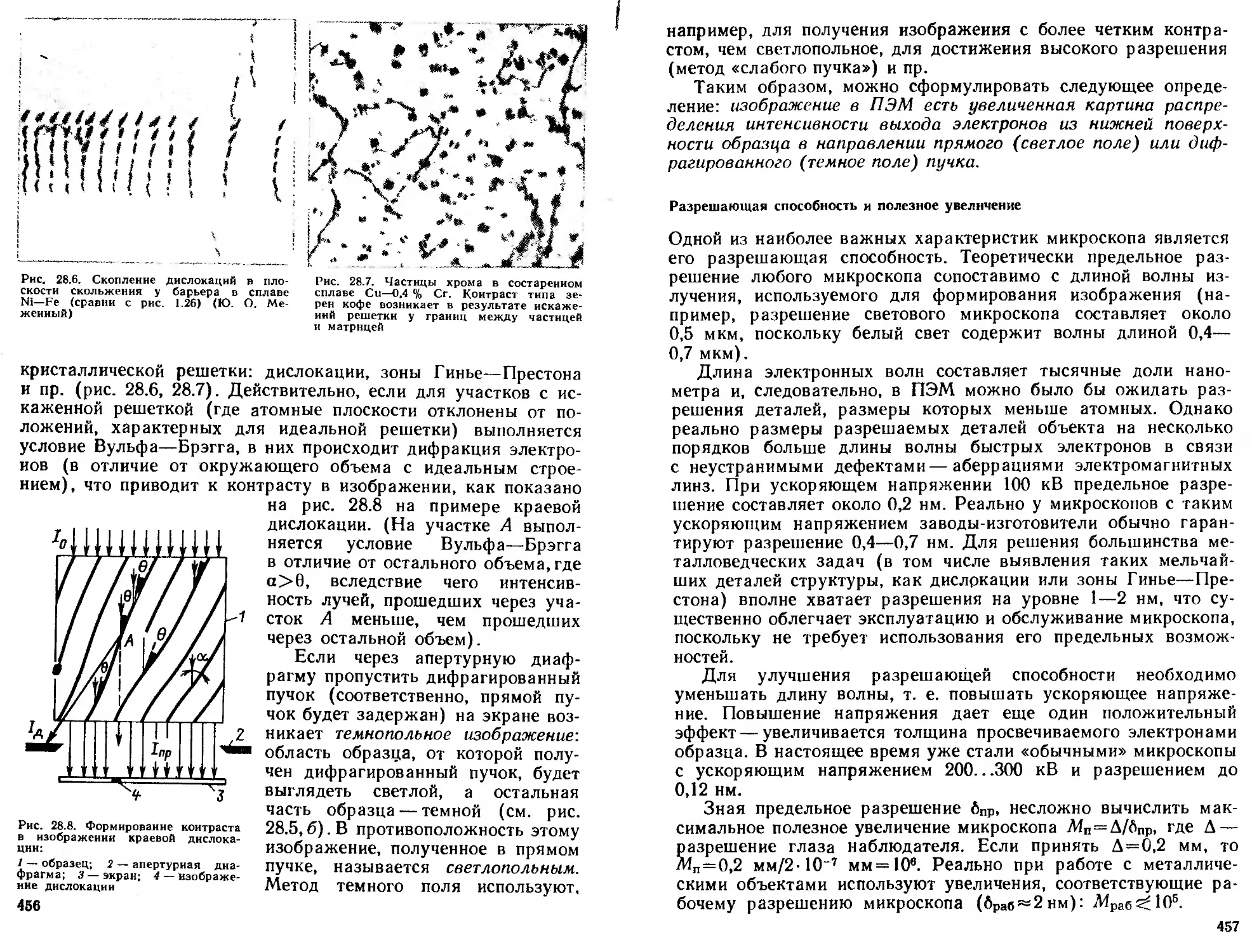
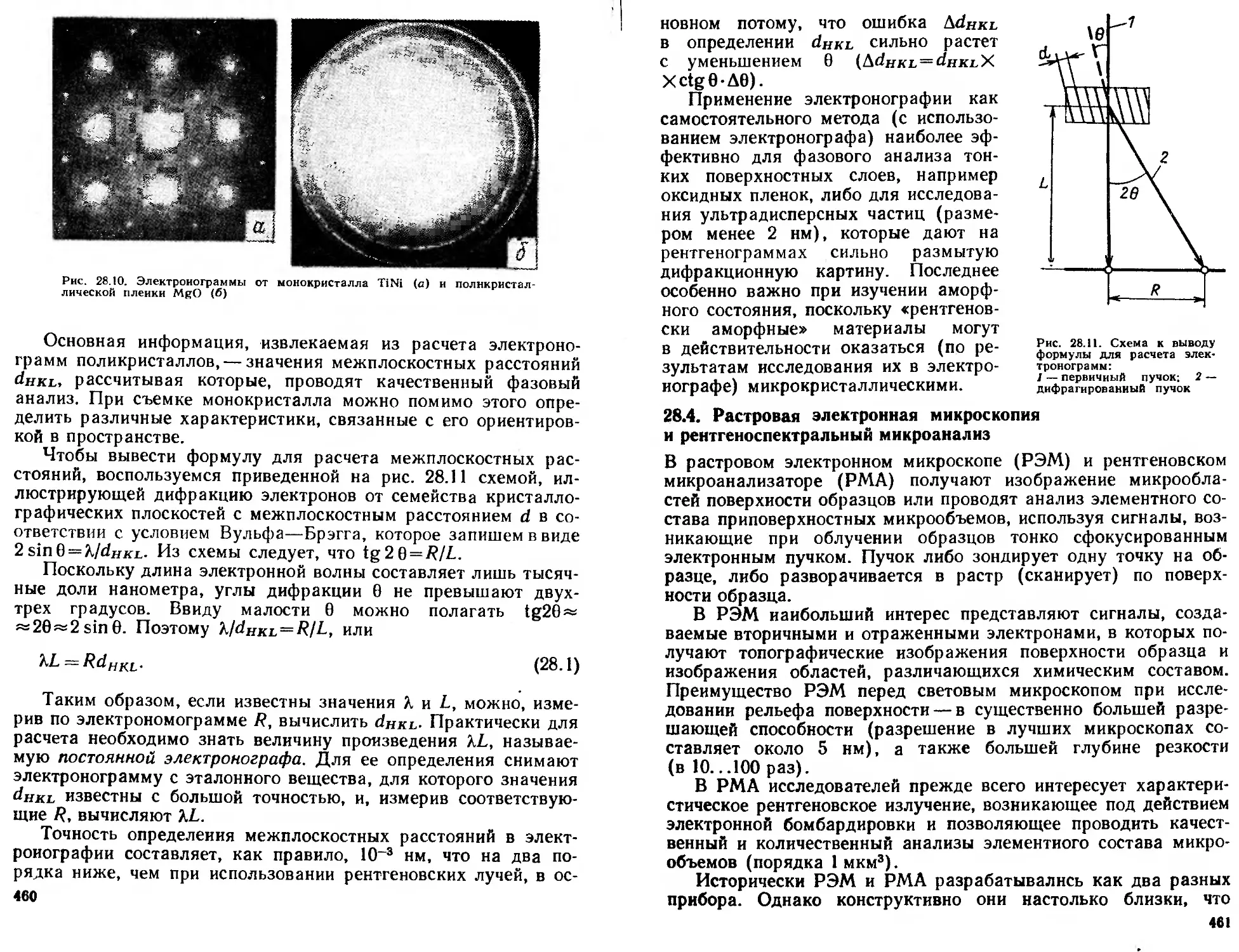
Текст
и. и. новиков,
Г. Б. СТРОГАНОВ,
А. И. НОВИКОВ
МЕТАЛЛОВЕДЕНИЕ,
ТЕРМООБРАБОТКА
И РЕНТГЕНОГРАФИЯ
Рекомендовано Госкомитетом Российской Федерации
по высшему образованию в качестве учебника
для студентов металлургических и машиностроительных
специальностей высших учебных заведений
МОСКВА
МИСИС
1994
Федеральная целевая программа книгоиздания России
Рецензенты: Кафедра термообработки и физики металлов Уральского
ордена Трудового Красного Знамени политехнического института имени
С.М. Кирова; проф., докт. техи. наук Б.А. Колате
УДК 669.017 + 621.78 + 620.17/18 (075.8)
Металловедение, термообработка и рентгенографии: Учебник для вузов.
Новиков И.И., Строганов Г.Б., Новиков А.И.—М.: "МИСИС,
1994. - 480 с.
Изложены основы общего металловедения и термической обработки. Проанали-
зированы фазовые равновесия и фазовые превращения в металлах и сплавах, за-
кономерности формирования структуры сплавов при затвердевании в широком ди-
апазоне скоростей охлаждения, влияние химического состава на эксплуатацион-
ные и литейные свойства сплавов. Приведены сведения о кристаллографии, де-
фектах кристаллического строения, пластической деформации, разрушении и
стандартных механических свойствах металлов. Рассмотрены промышленные па-
ли. чугуны, литейные и деформируемые сплавы цветных металлов, их состав,
термическая обработка, структура, свойства и применение. Обсуждены рентге-
новские и электронно-микроскопические методы, их использование для изучения
литых сплавов.
Учебник рекомендован для студентов металлургических и машиностроительных
вузов, специализирующихся по литейному производству черных и цветных метал-
лов, может служить учебным пособием для студентов других металлургических
специальностей. Ил. 308. Табл. 32. Библиогр. список: 16 назв.
При издании учебника финансовую поддержку оказали:
НПК "Суиерметалл"; Ювелирная кампания “Карат** (г. Москва);
АО "Екатеринбургский завод по обработке цветиык металлов*
2608000000
ISBN 5-87623-005-7
© Новиков И.И., Строганов Г.Б.,
Новиков А.И. "МИСиС", 1994
ОГЛАВЛЕНИЕ
Предисловие.................................................... 7
II не денно .......................................................8
1.«ТЬ I. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА 10
I лава 1. Кристаллическое строение металлов...................... 10
1.1. Зеренное строение металлов........................10
1.2. Элементы кристаллографии................ .13
1.3. Дефекты кристаллического строения металлов . 24
I лава 2. Фазовые превращения в металлах 36
2.1. Плавление металлов н строение расплава . 37
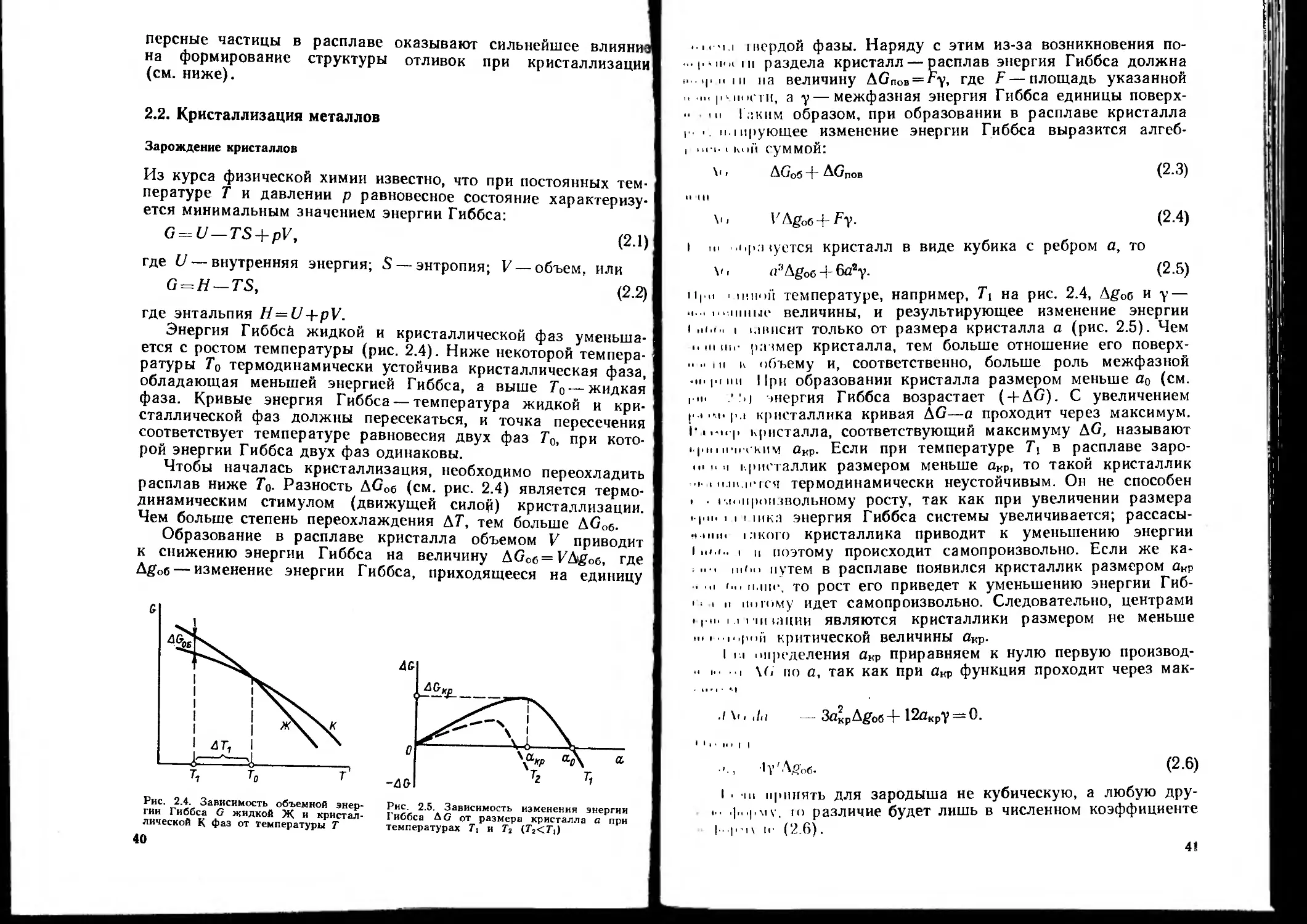
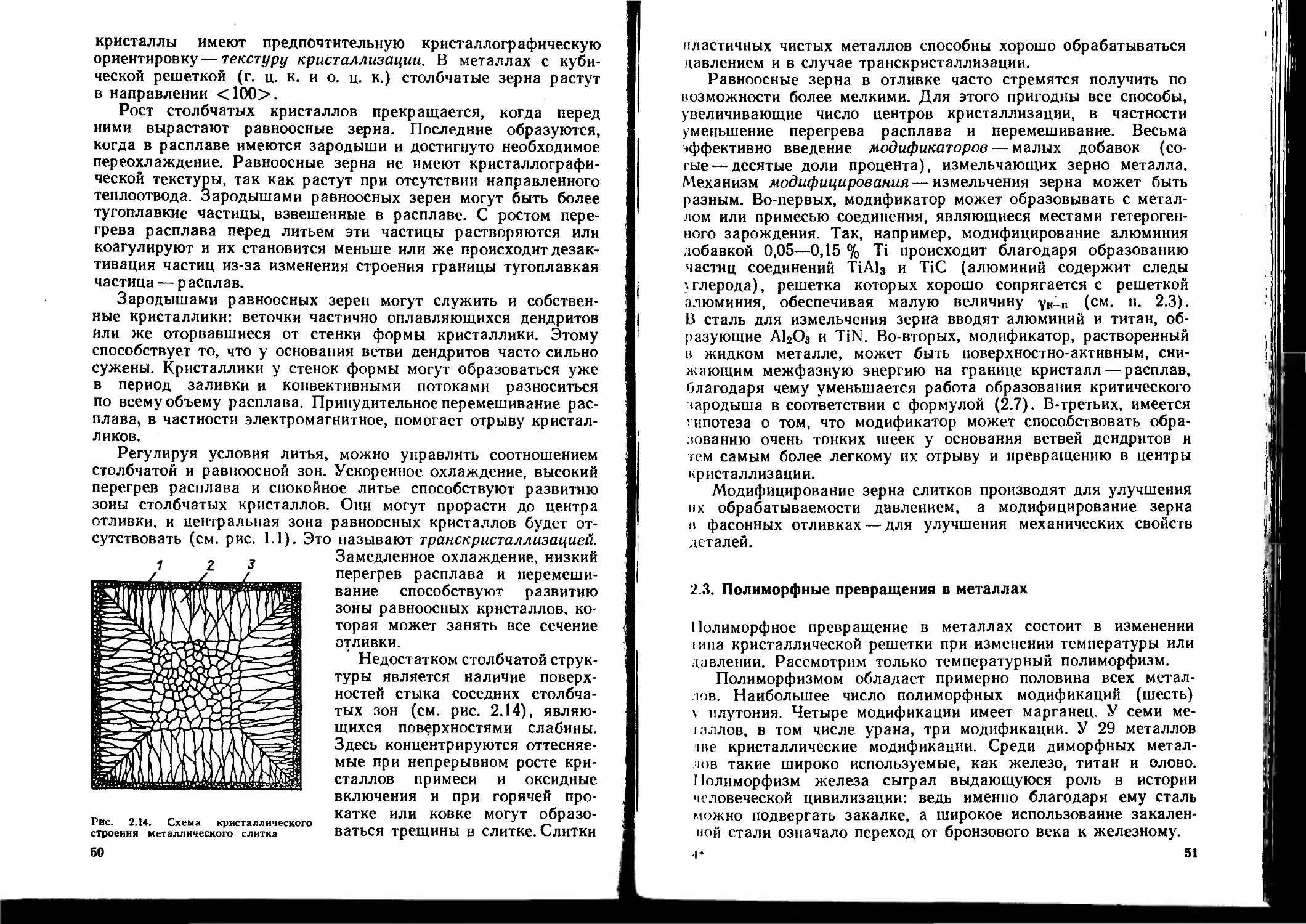
2.2. Кристаллизация металлов......................... .40
2.3. Полиморфные превращения в металлах ... 51
I л а в а 3. Двойные системы 53
3.1. Системы с непрерывным рядом твердых растворов . . 59
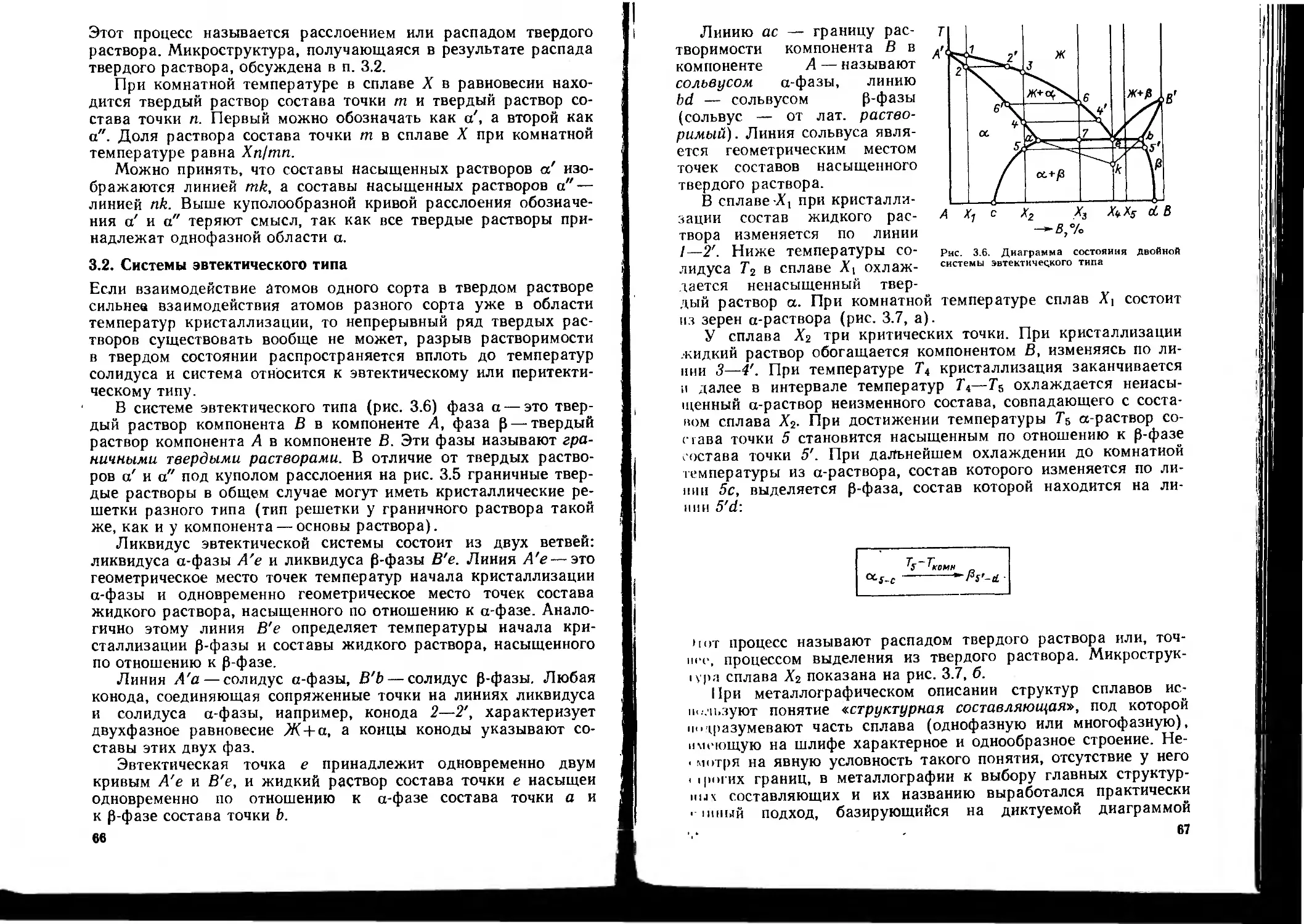
3.2. Системы эвтектического типа ... 66
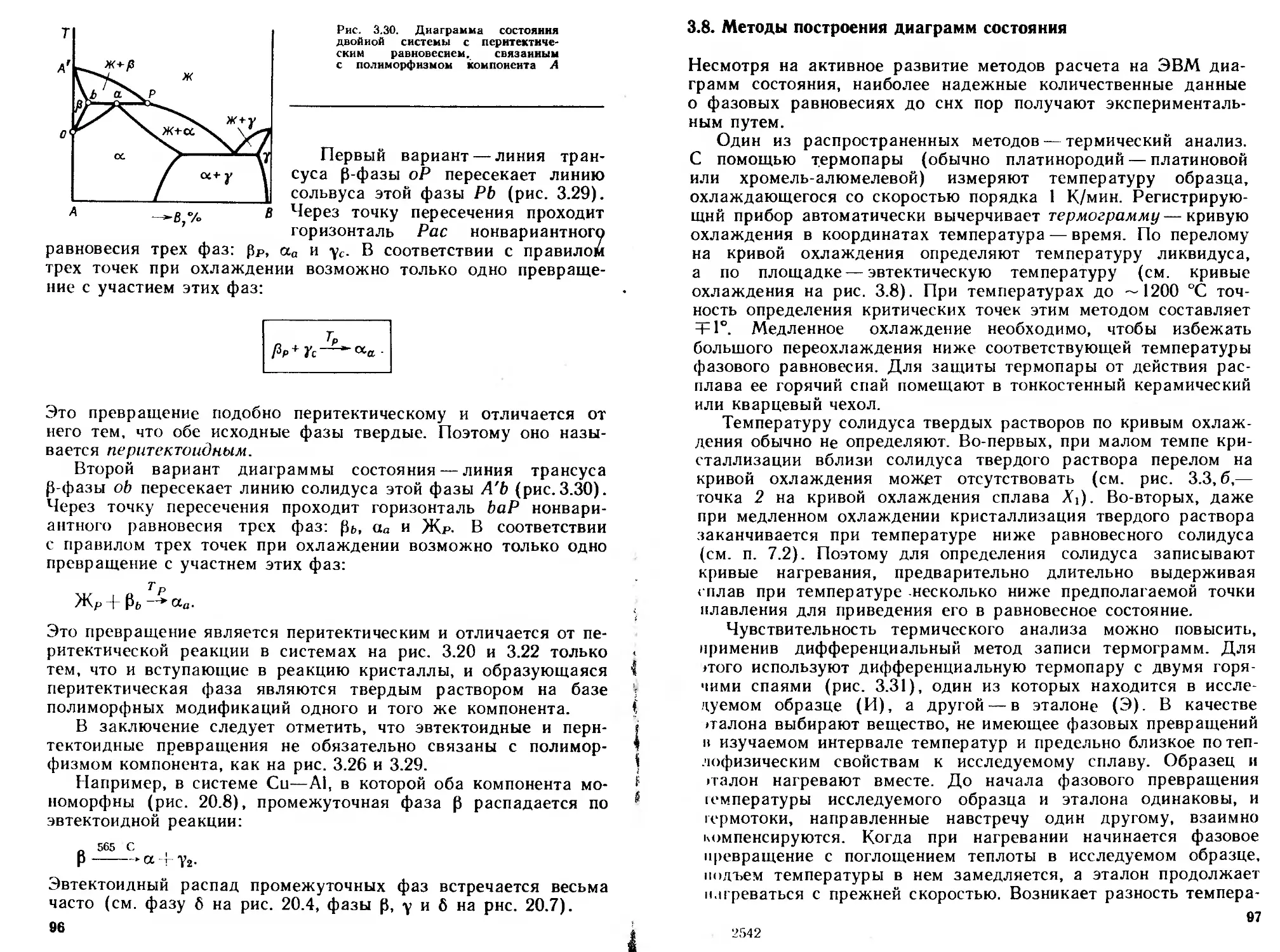
3.3. Системы перитектического типа .80
3.4. Системы с конгруэнтно плавящимися промежуточными
фазами.................................................84
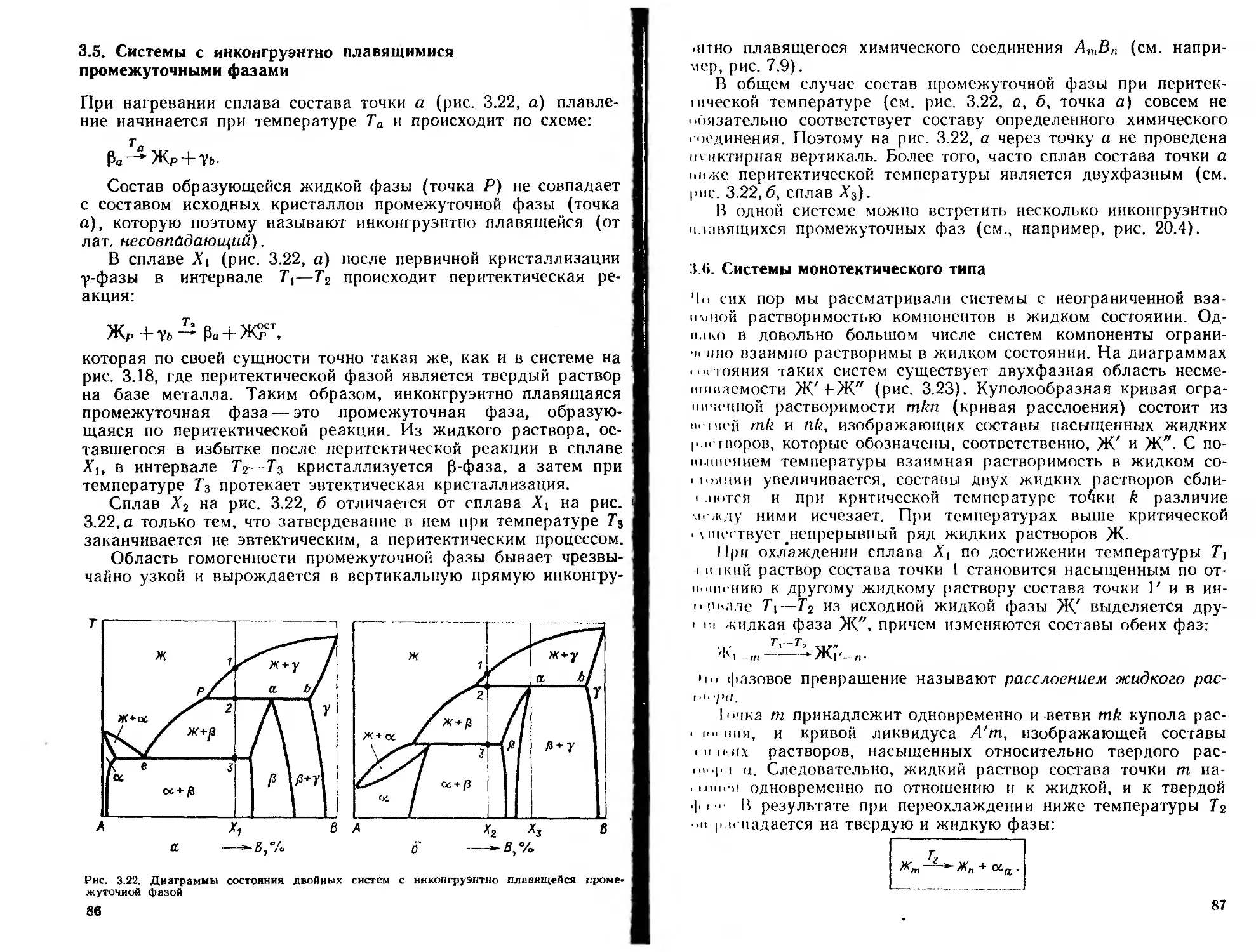
3.5. Системы с инконгруэнтно плавящимися промежуточ-
ными фазами.................. 86
3.6. Системы монотектнческого типа ... .87
3.7. Системы с полиморфизмом компонентов . 89
3.8. Методы построения диаграмм состояния . 97
I л а в а 4. Строение фаз в металлических сплавах.................99
4.1. Твердые растворы . . ..................... .99
4.2. Промежуточные фазы ..........101
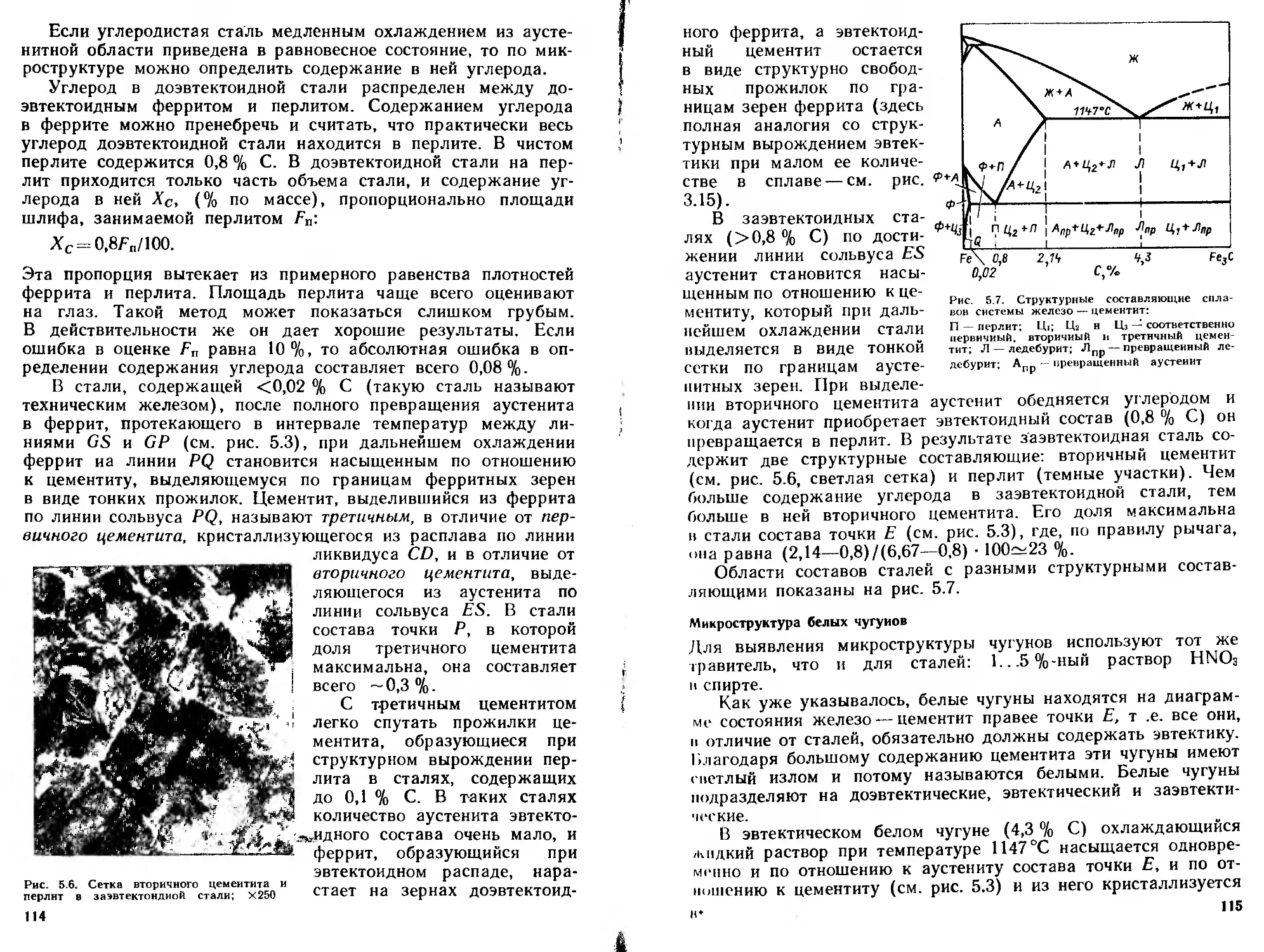
I л а в а 5. Система железо — углерод ............107
5.1. Система железо — цементит........................109
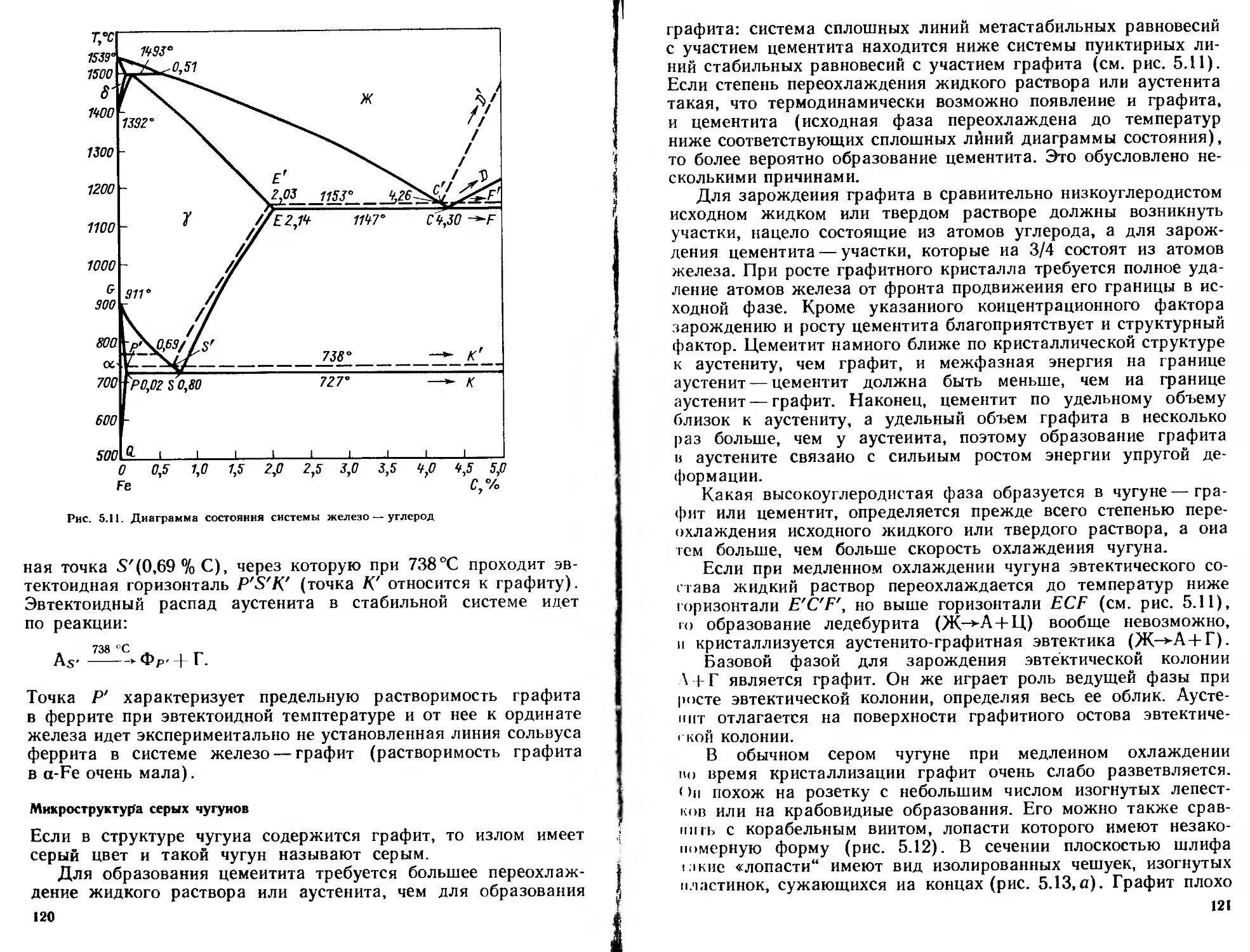
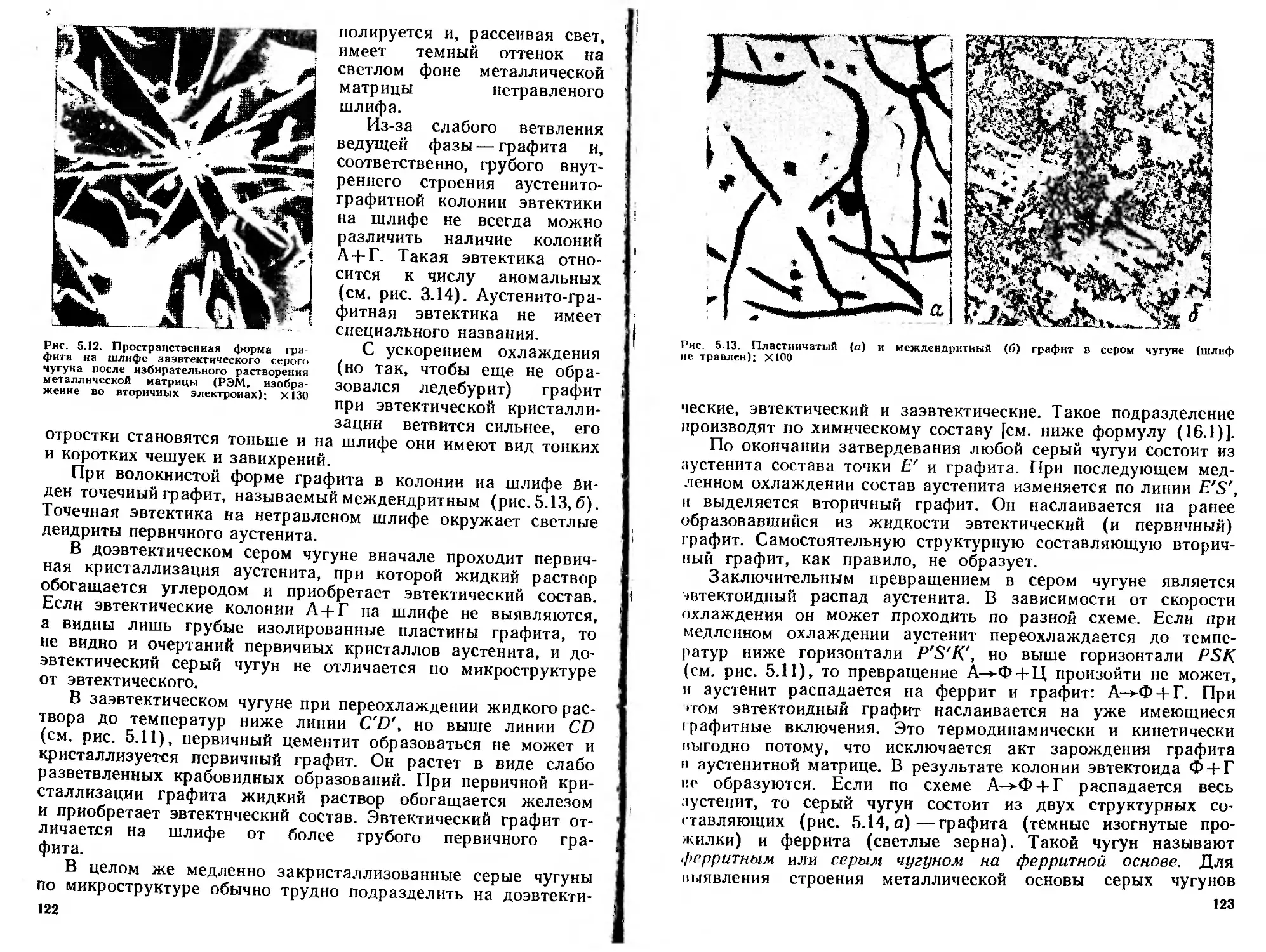
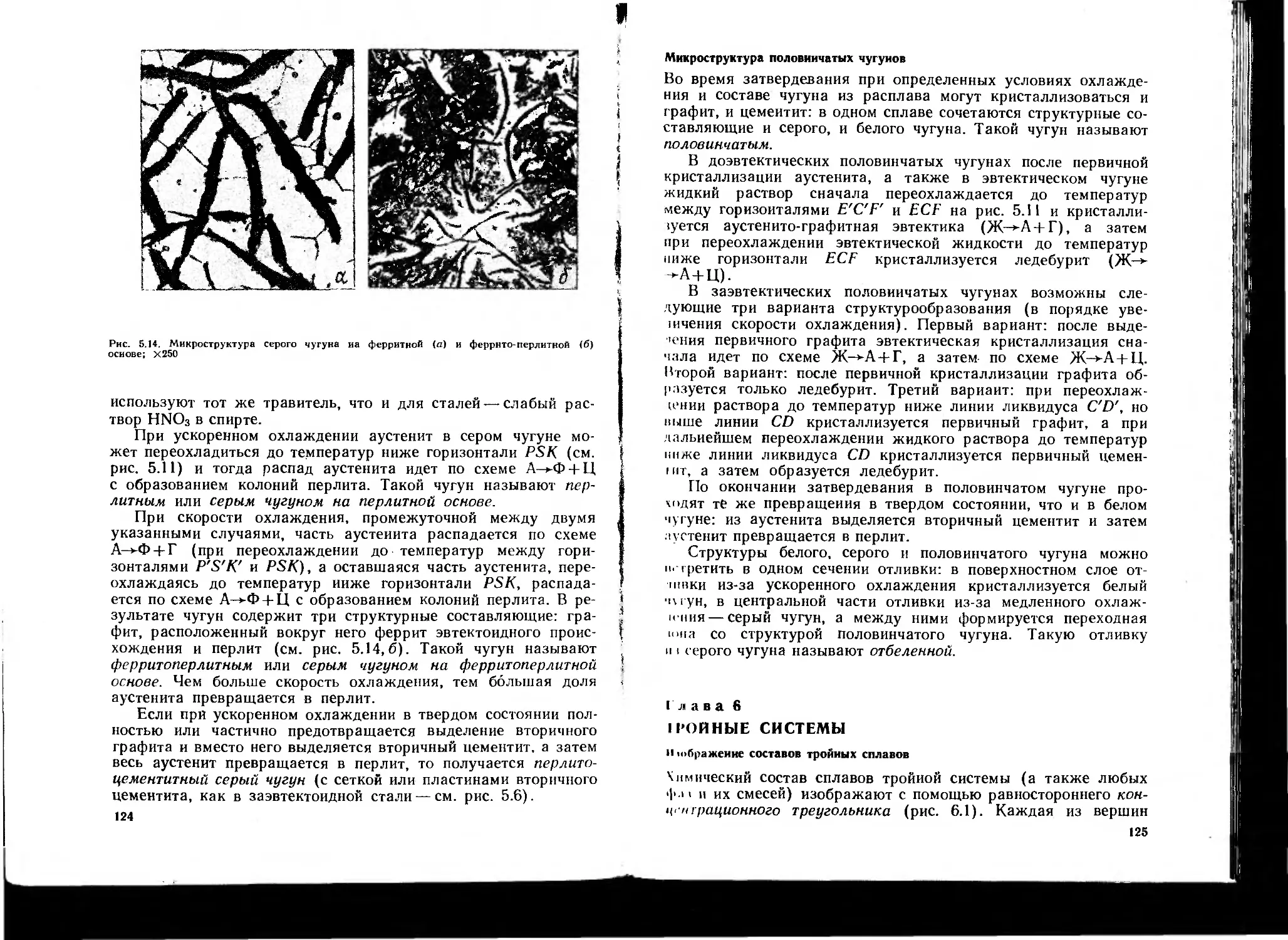
5.2. Система железо — графит . . . . 119
Глава 6. Тройные системы................ ..... . 125
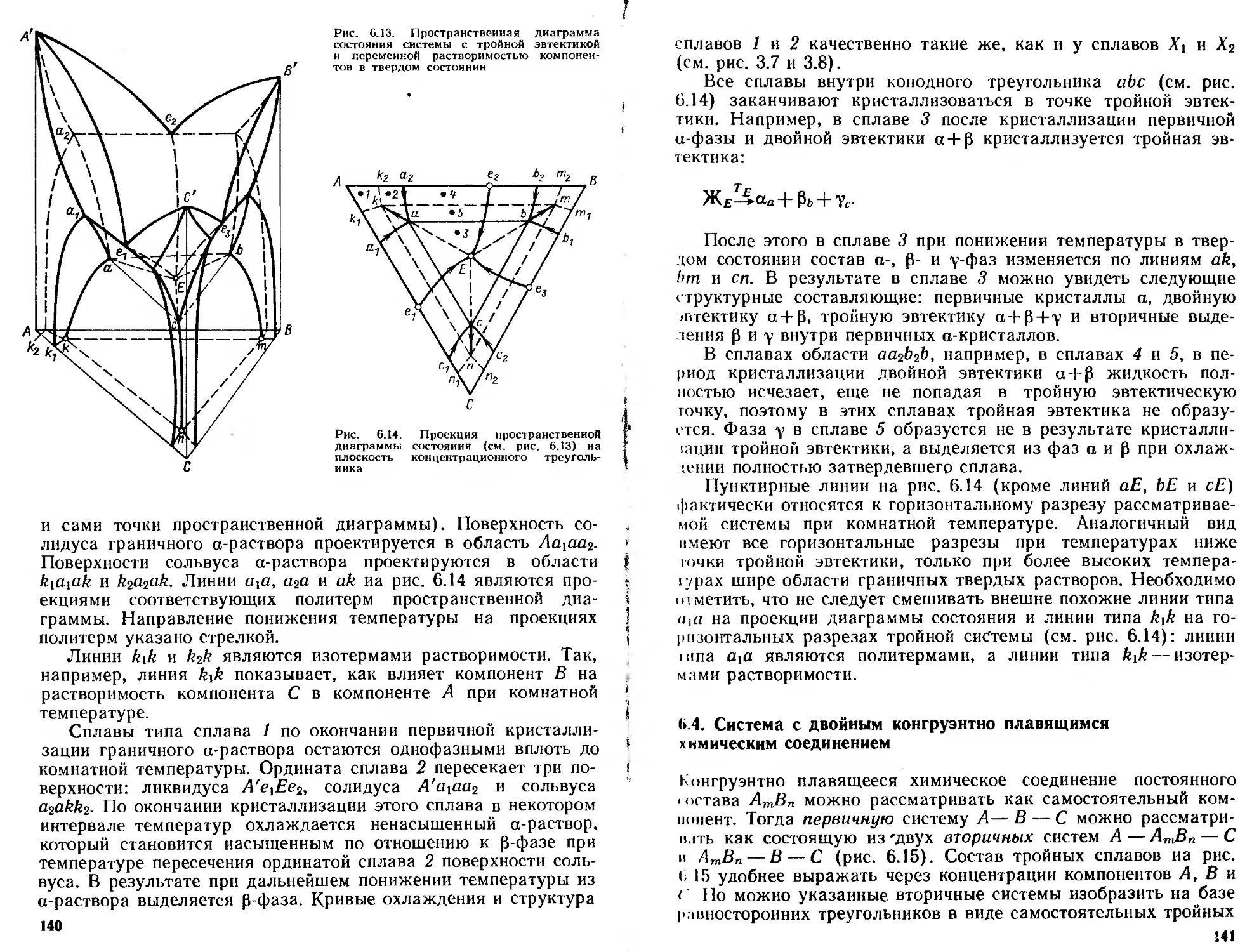
6.1. Система с неограниченной растворимостью компонентов
в жидком и твердом состояниях.........................128
6.2. Система с тройной эвтектикой и практически полным
отсутствием растворимости компонентов в твердом со-
стоянии ..............................................131
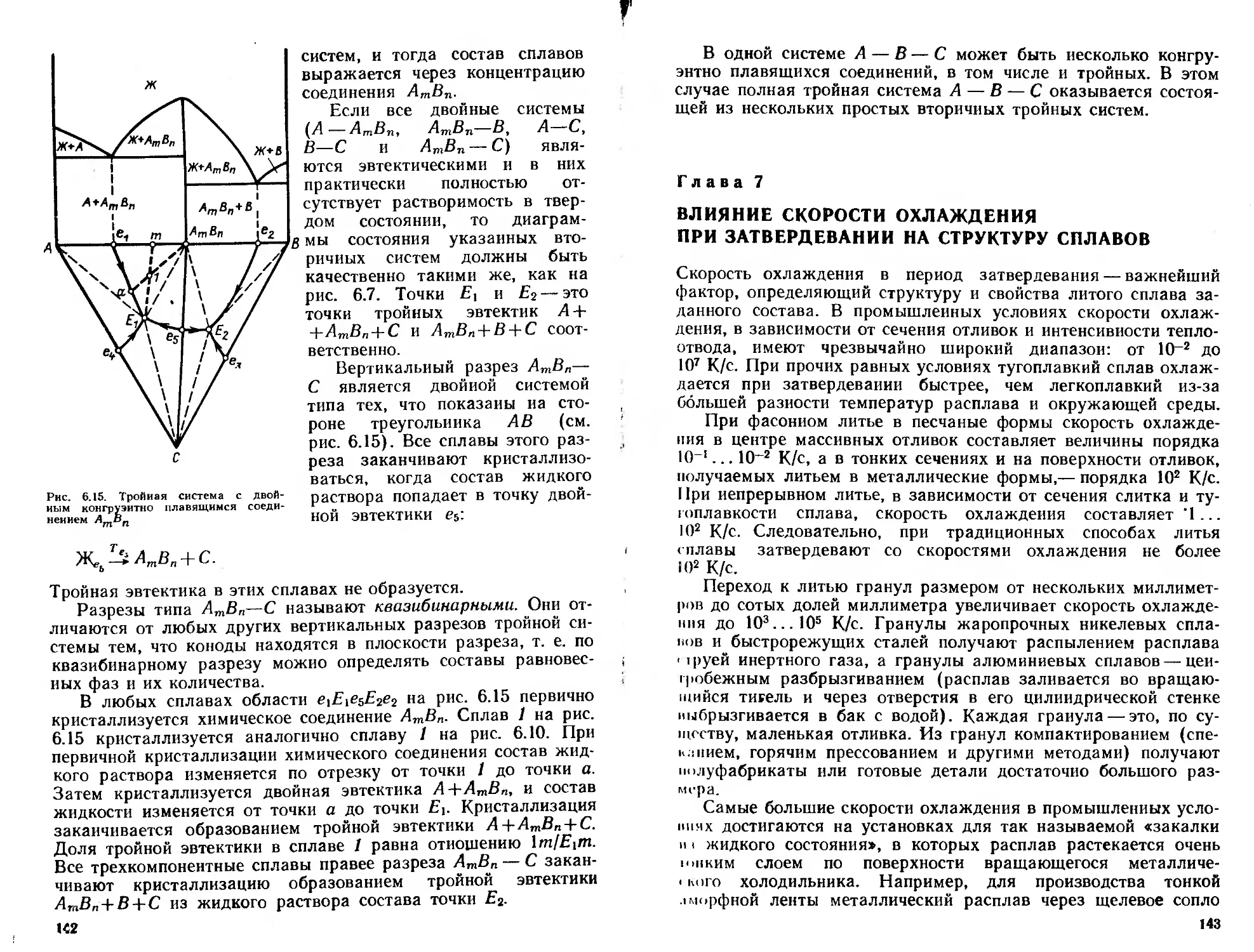
6.3. Система с тройной эвтектикой н ограниченной раство-
римостью компонентов в твердом состоянии, уменьшаю-
щейся с понижением температуры........................139
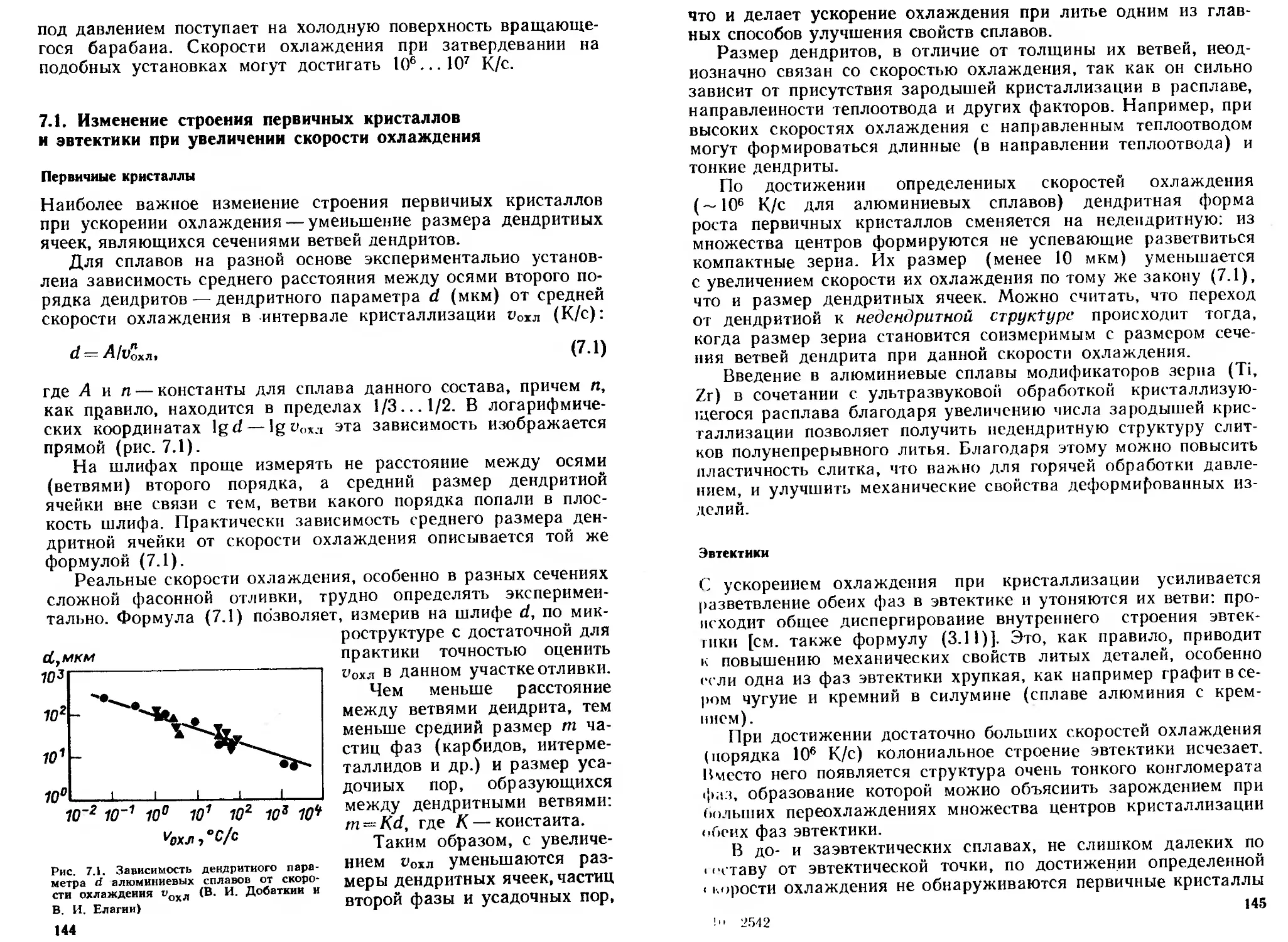
6.4. Система с двойным конгруэнтно плавящимся химиче-
ским соединением.......................... . . 141
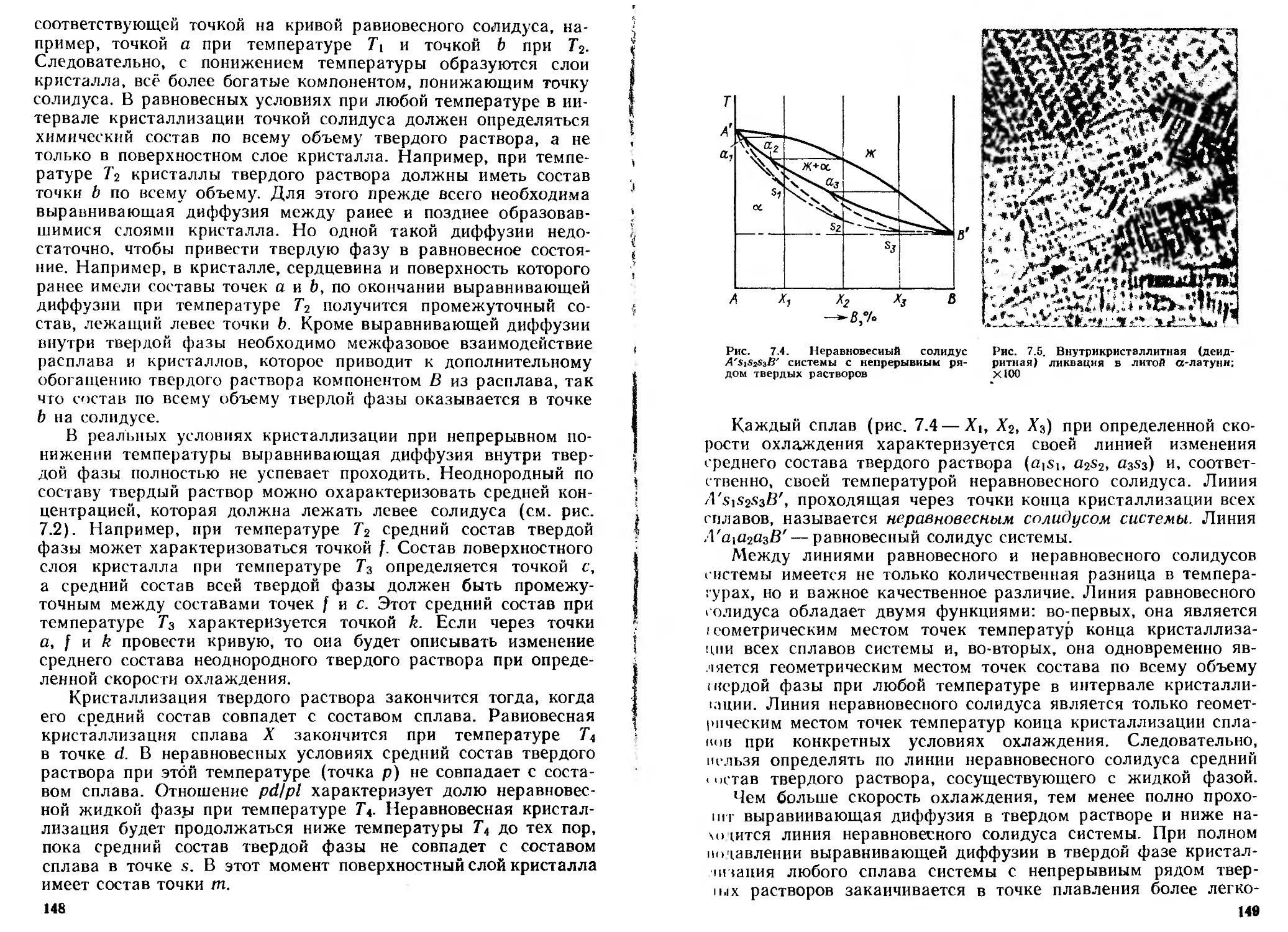
I л а в а 7. Влияние скорости охлаждения при затвердевании иа струк-
туру сплавов .................................................. 143
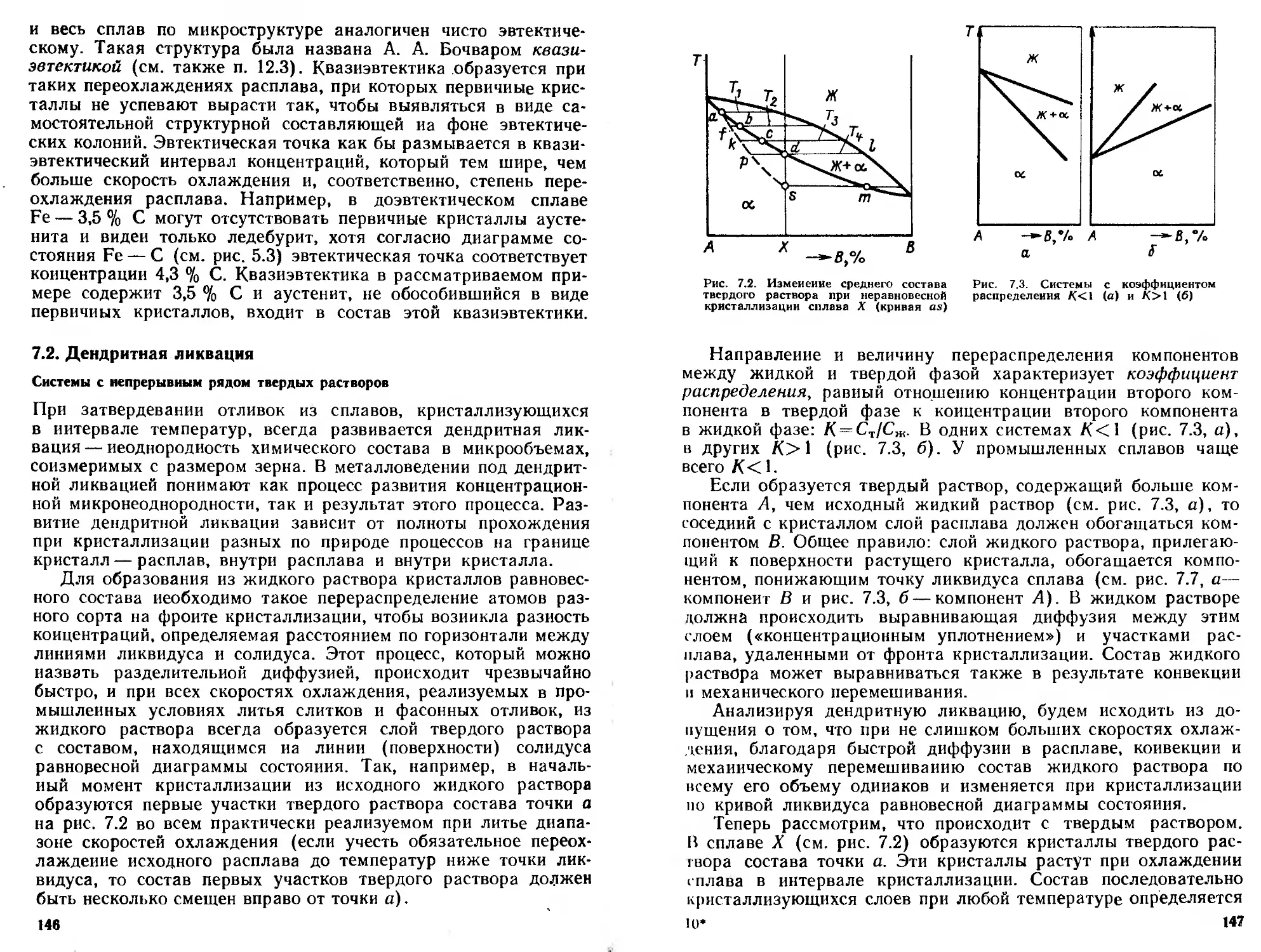
7.1. Изменение строения первичных кристаллов и эвтектики
при увеличении скорости охлаждения ... ... 144
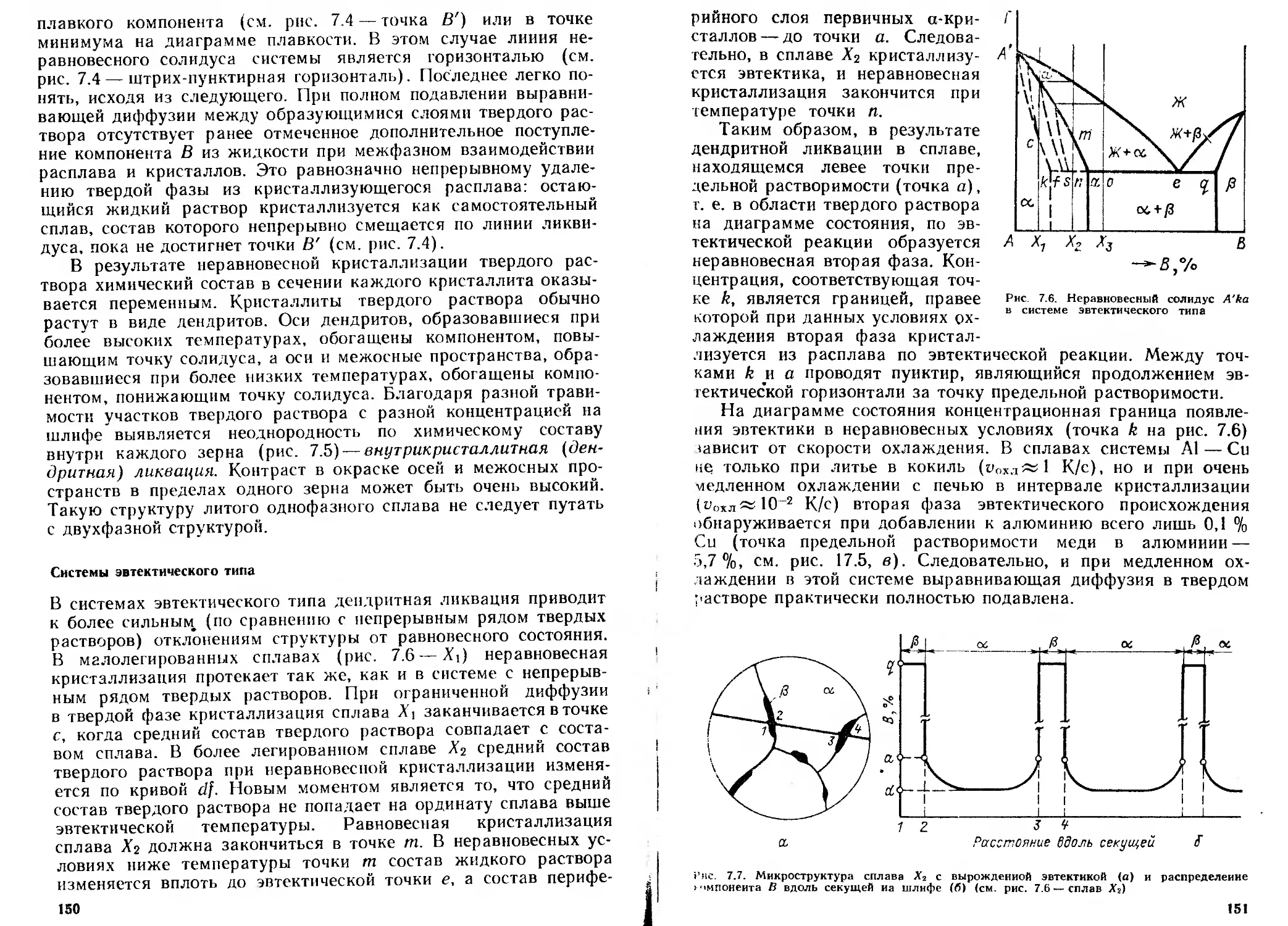
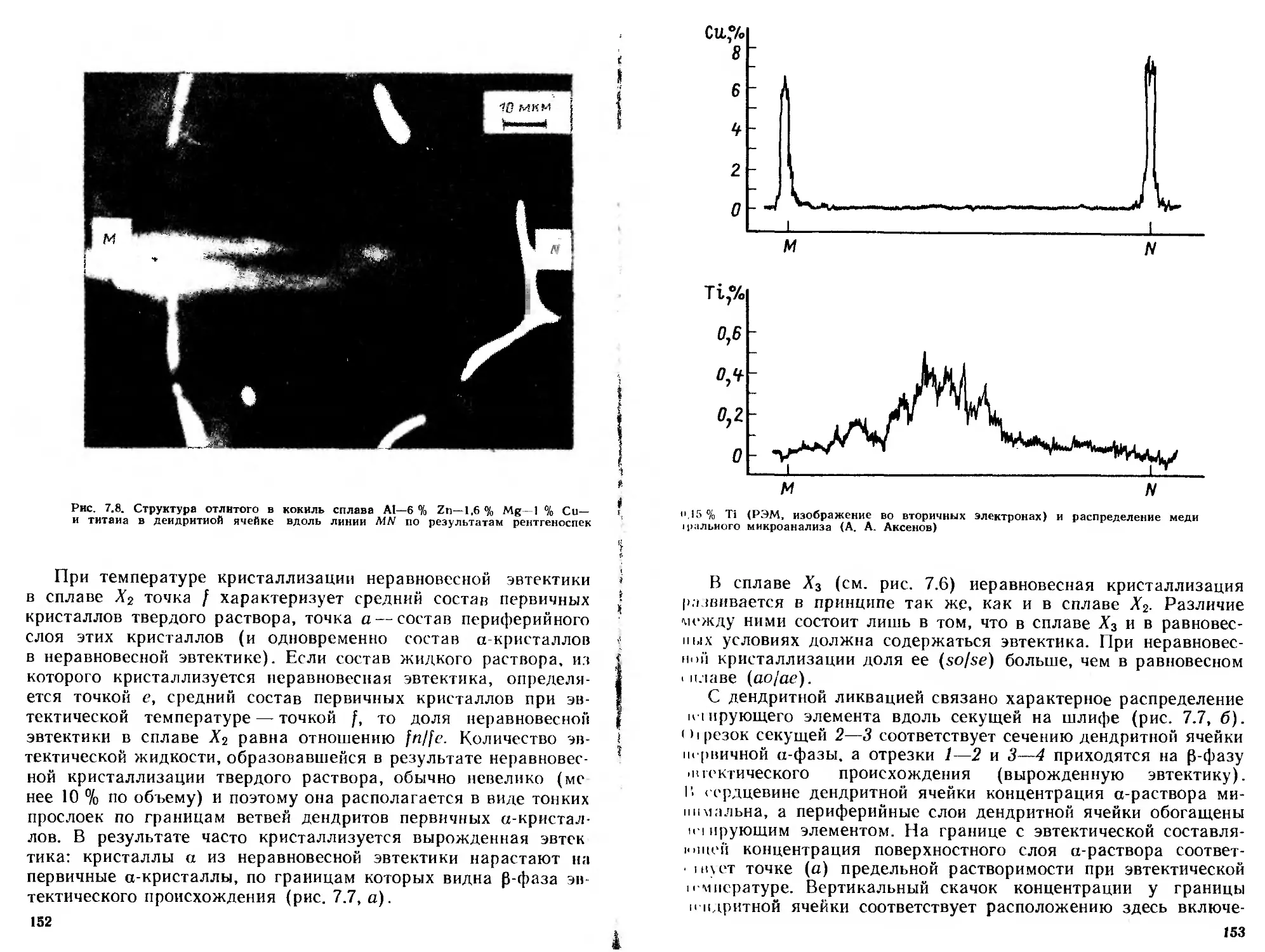
7.2. Дендритная ликвация..............................146
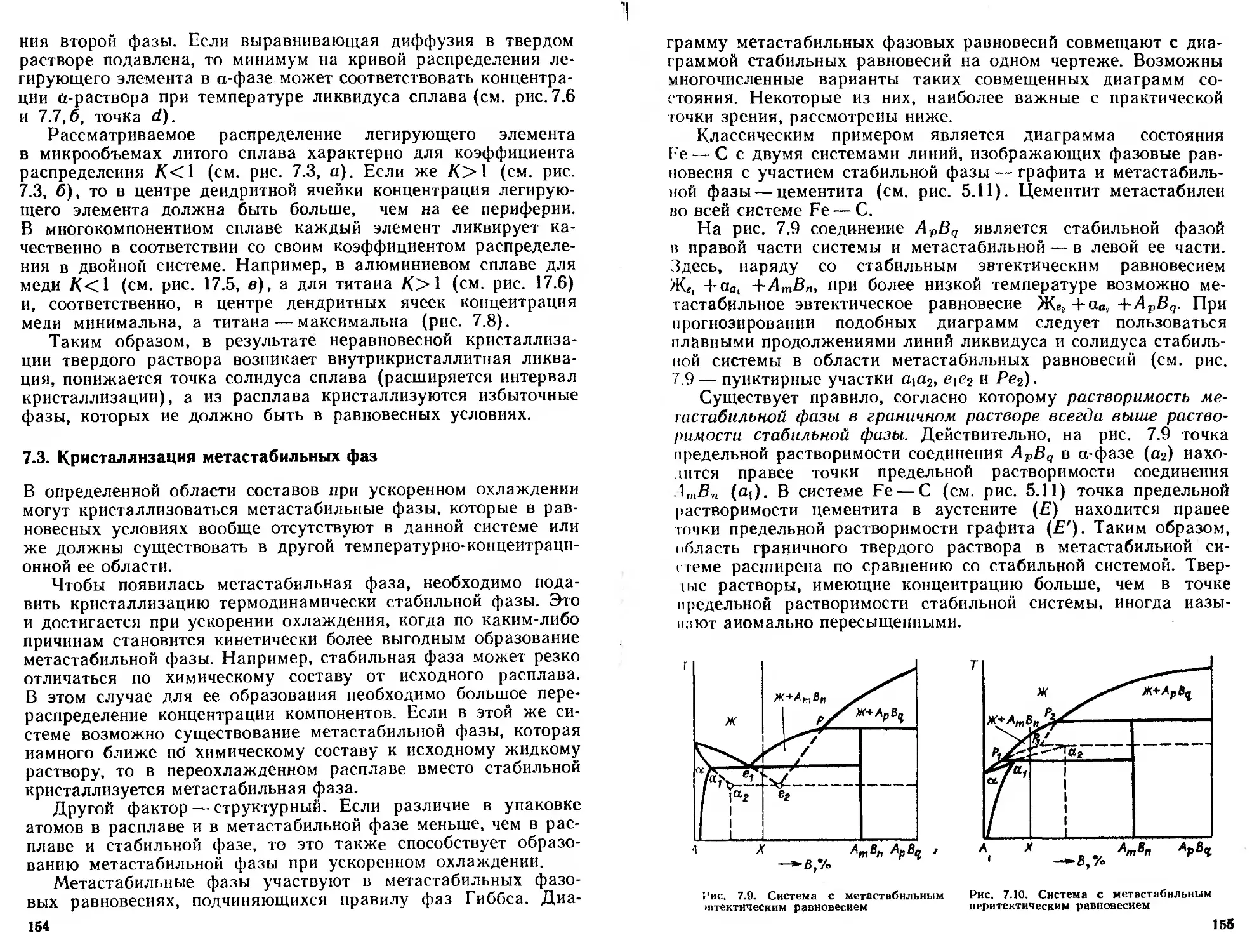
7.3. Кристаллизация метастабнльных фаз................154
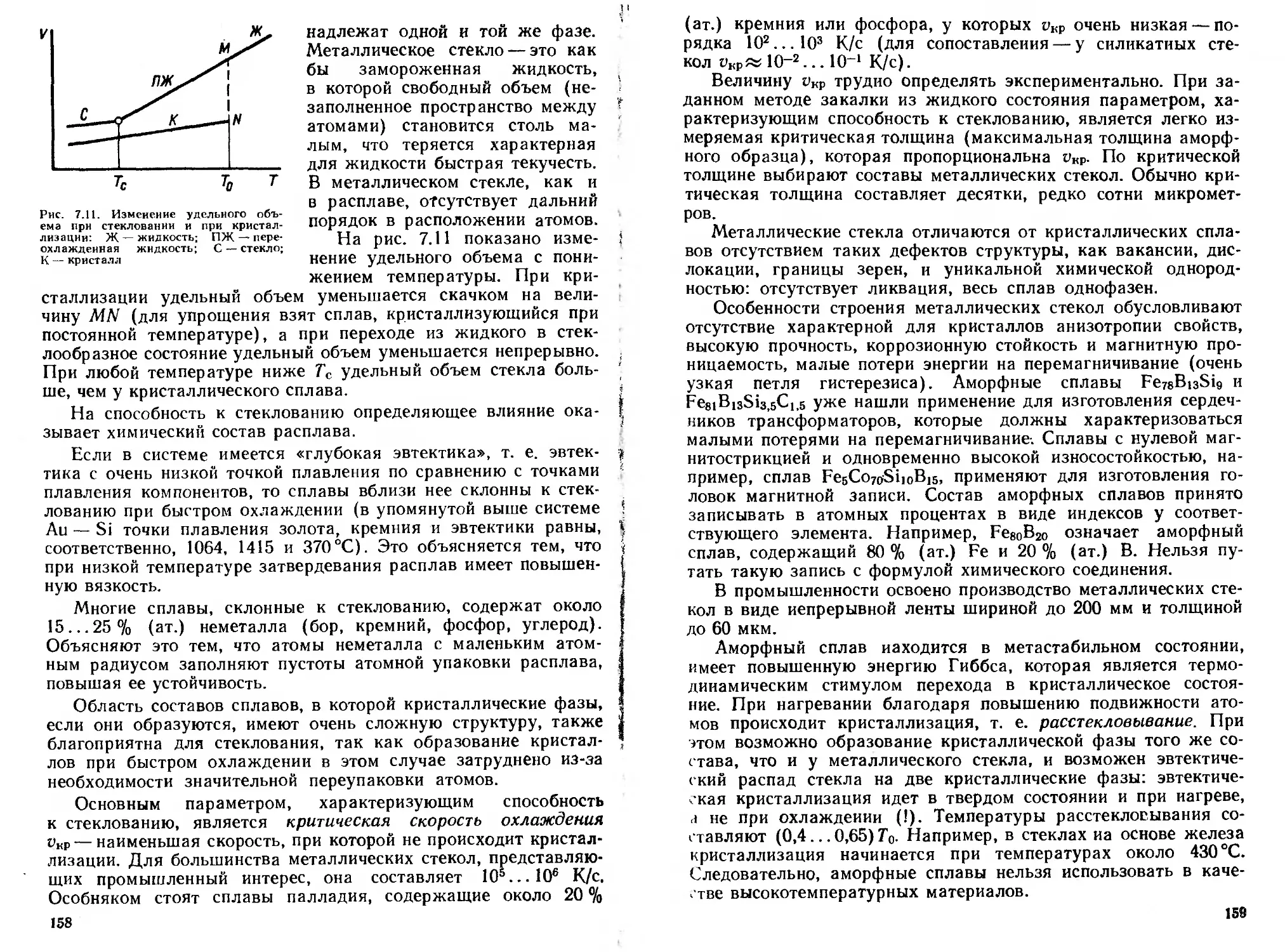
7.4. Аморфные сплавы..................................157
I* 3
Глава 8. Деформация и разрушение.....................................160
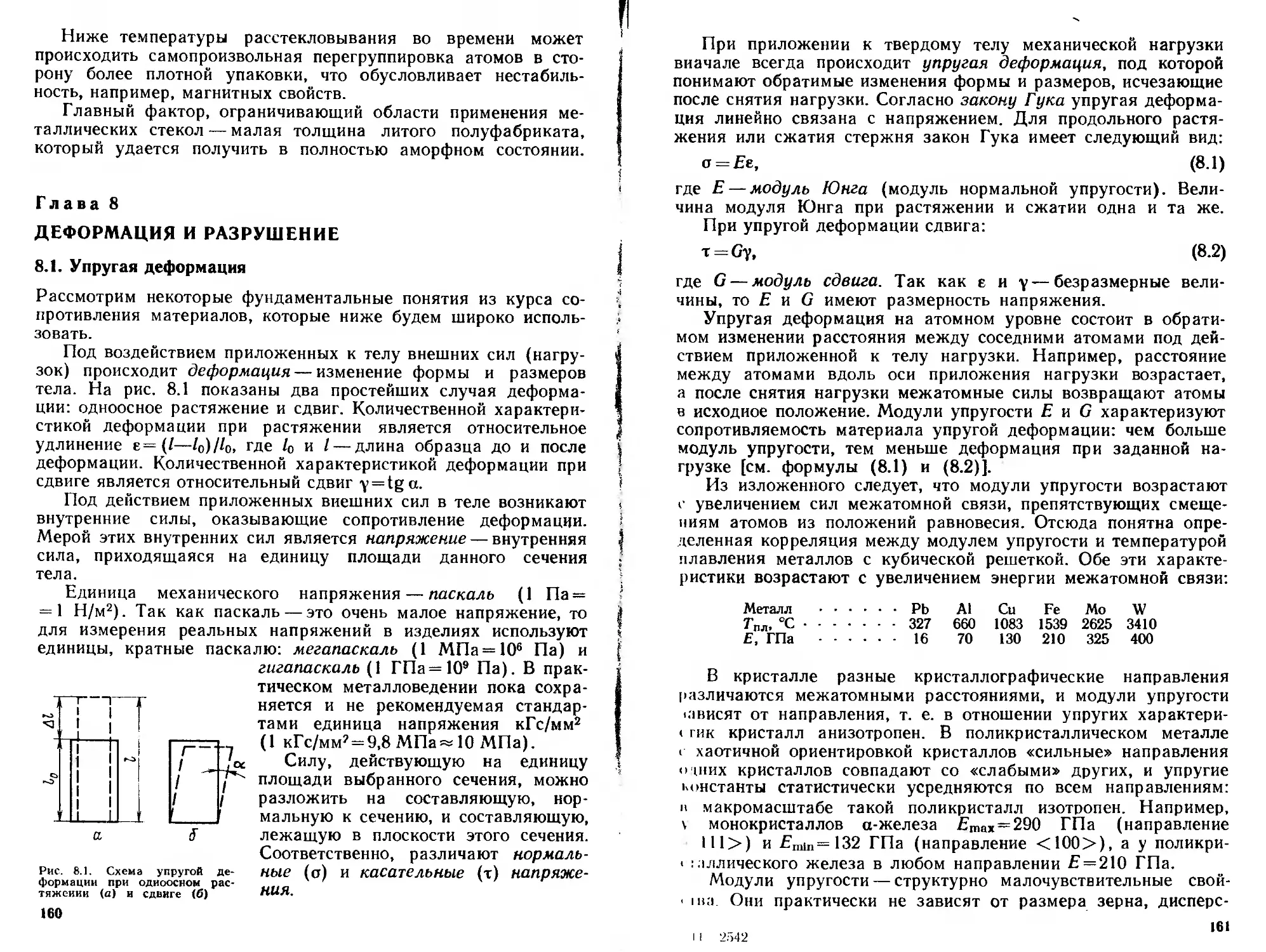
8.1. Упругая деформация...................................160
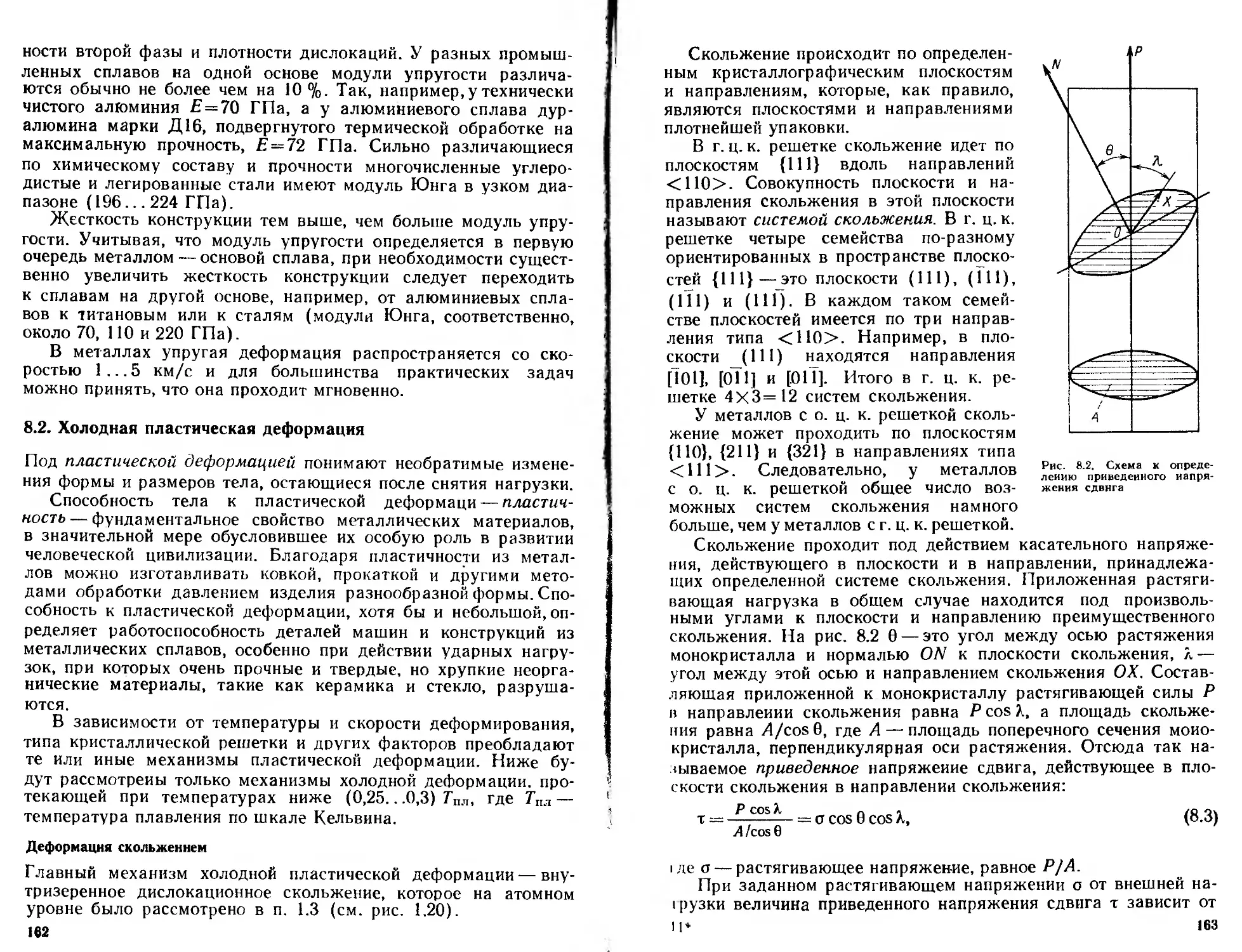
8.2. Холодная пластическая деформация.....................162
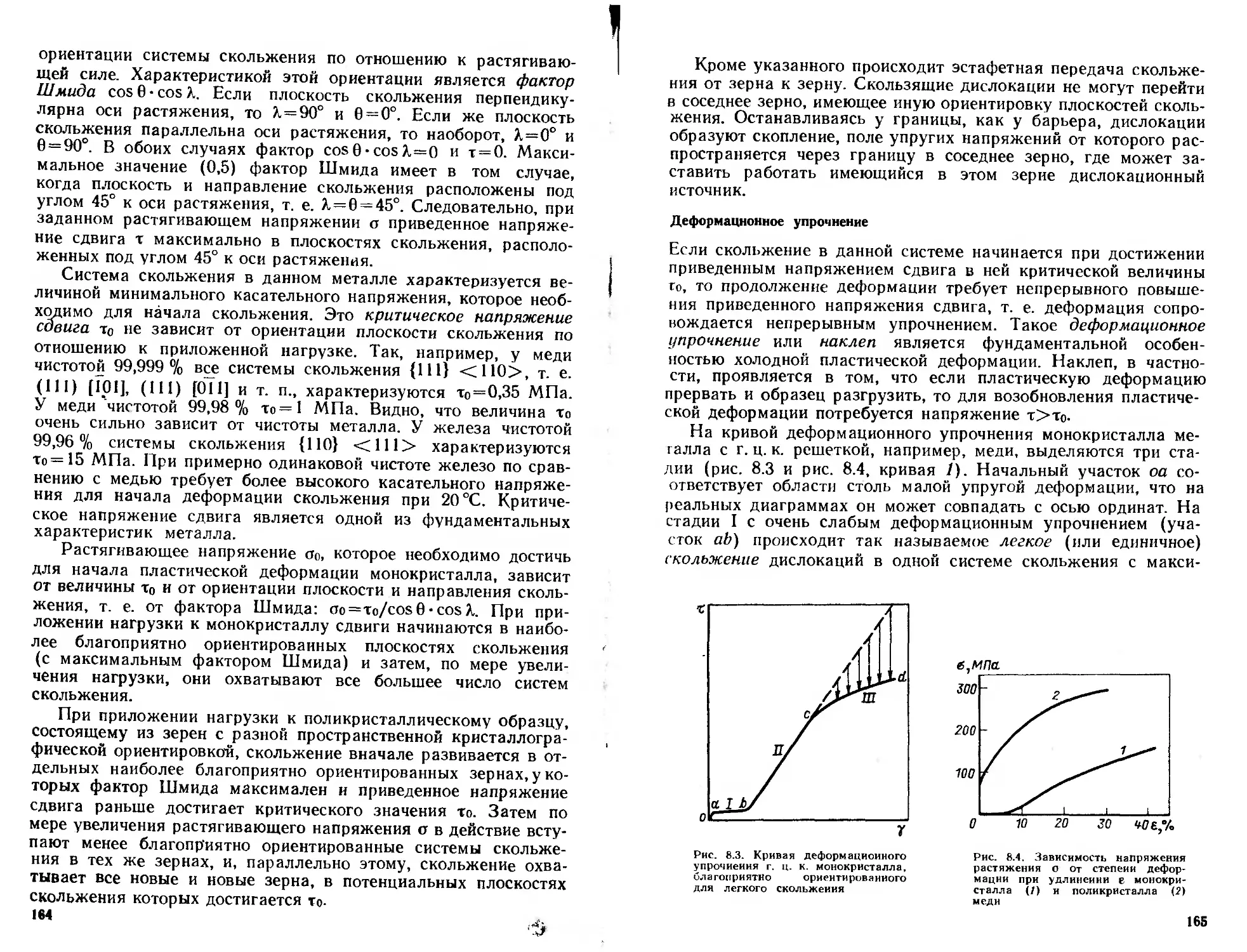
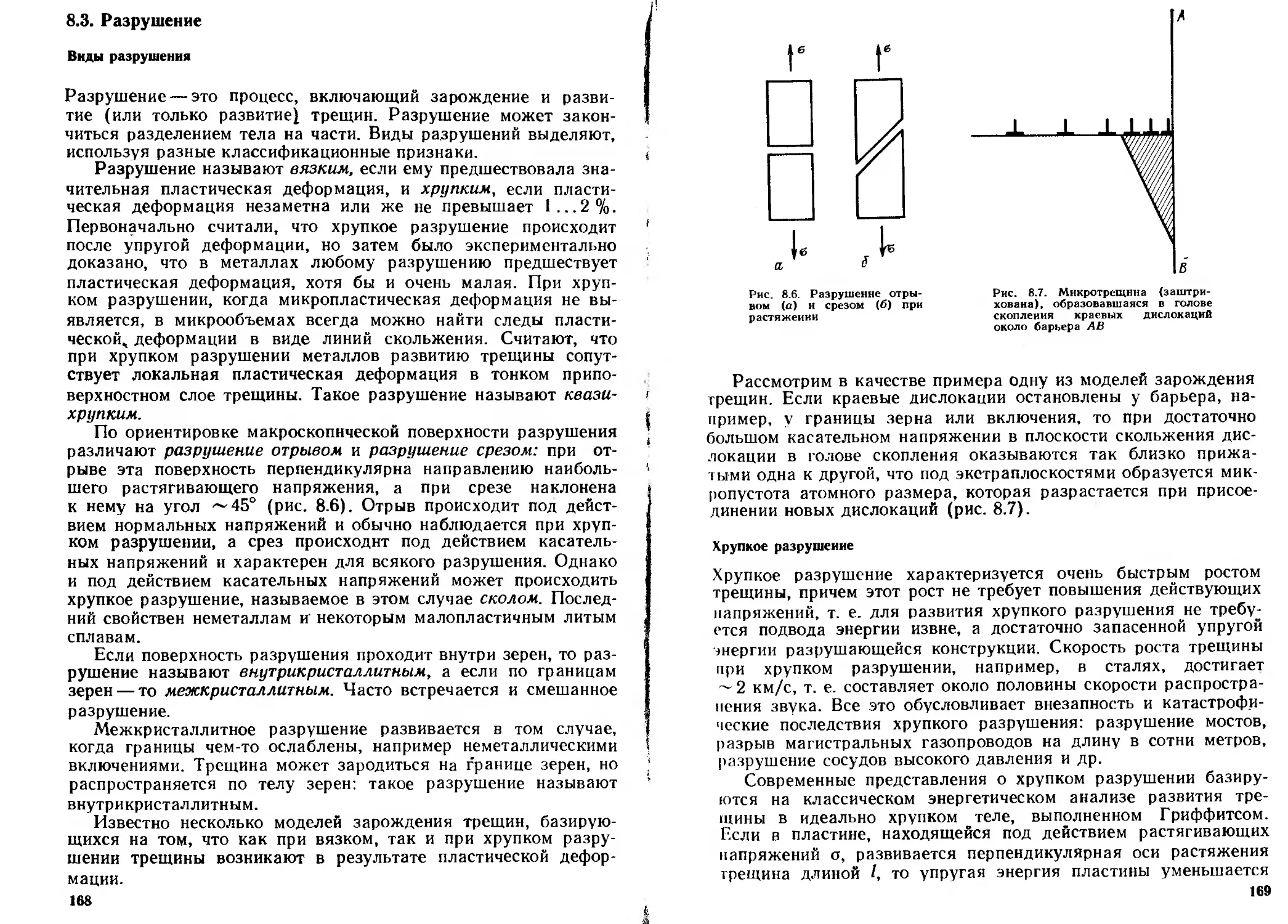
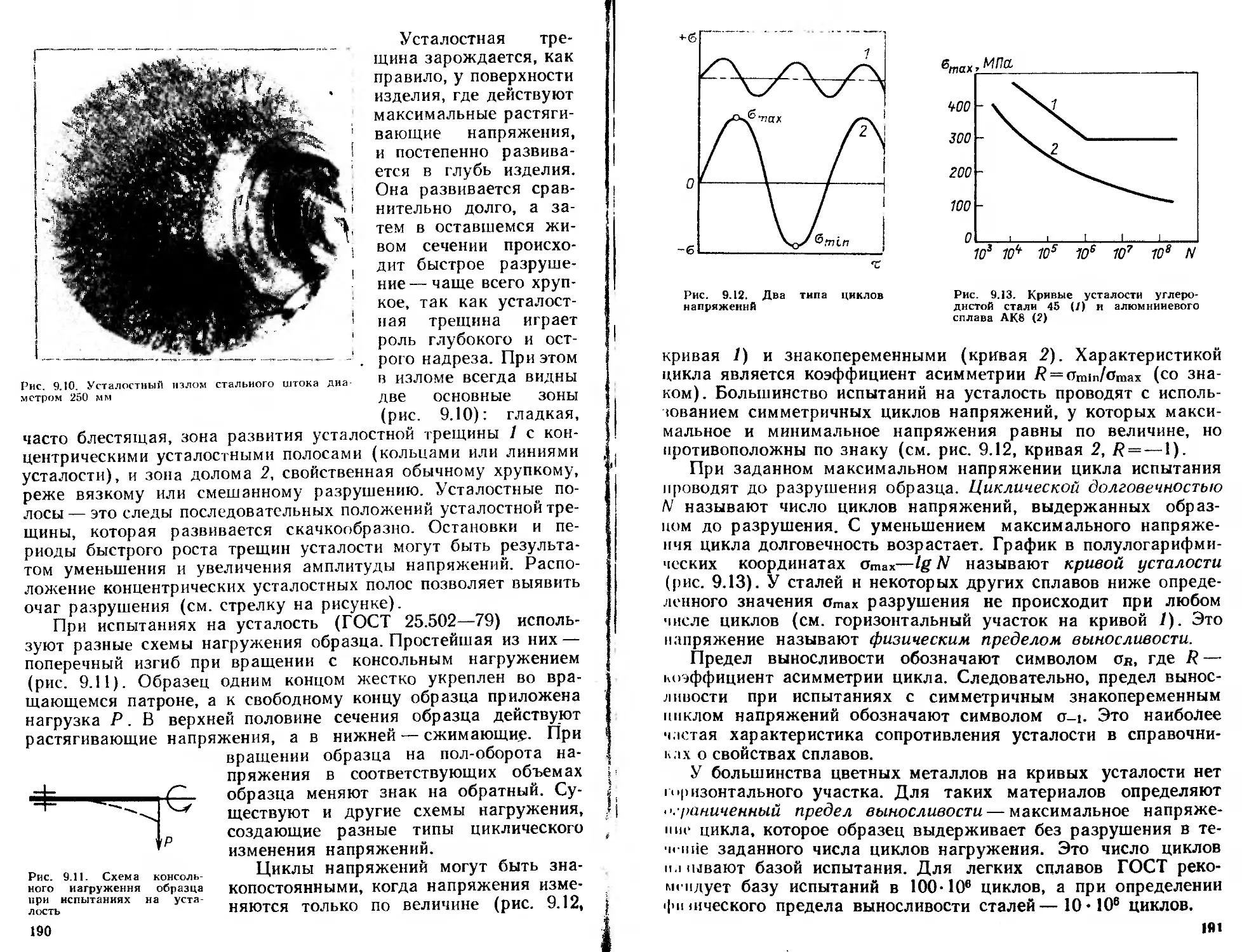
8.3. Разрушение......................................... 168
Глава 9. Механические свойства ... .... 176
9.1. Испытания на твердость .............176
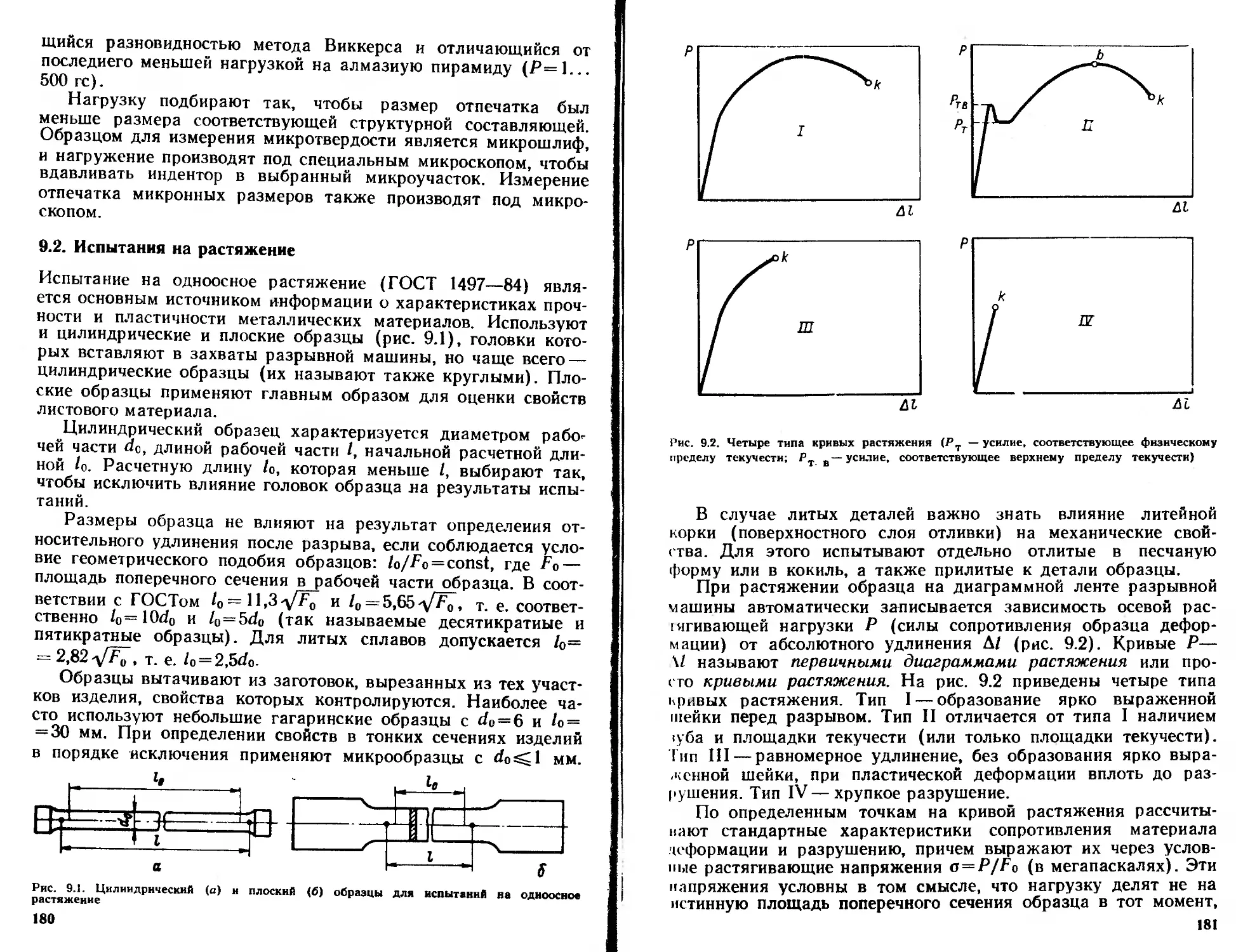
9.2. Испытания на растяжение ............180
9.3. Испытания на изгиб..................186
9.4. Испытания на замедленное разрушение.187
9.5. Испытания на ударную вязкость....................... 188
9.6. Испытания на усталость..............189
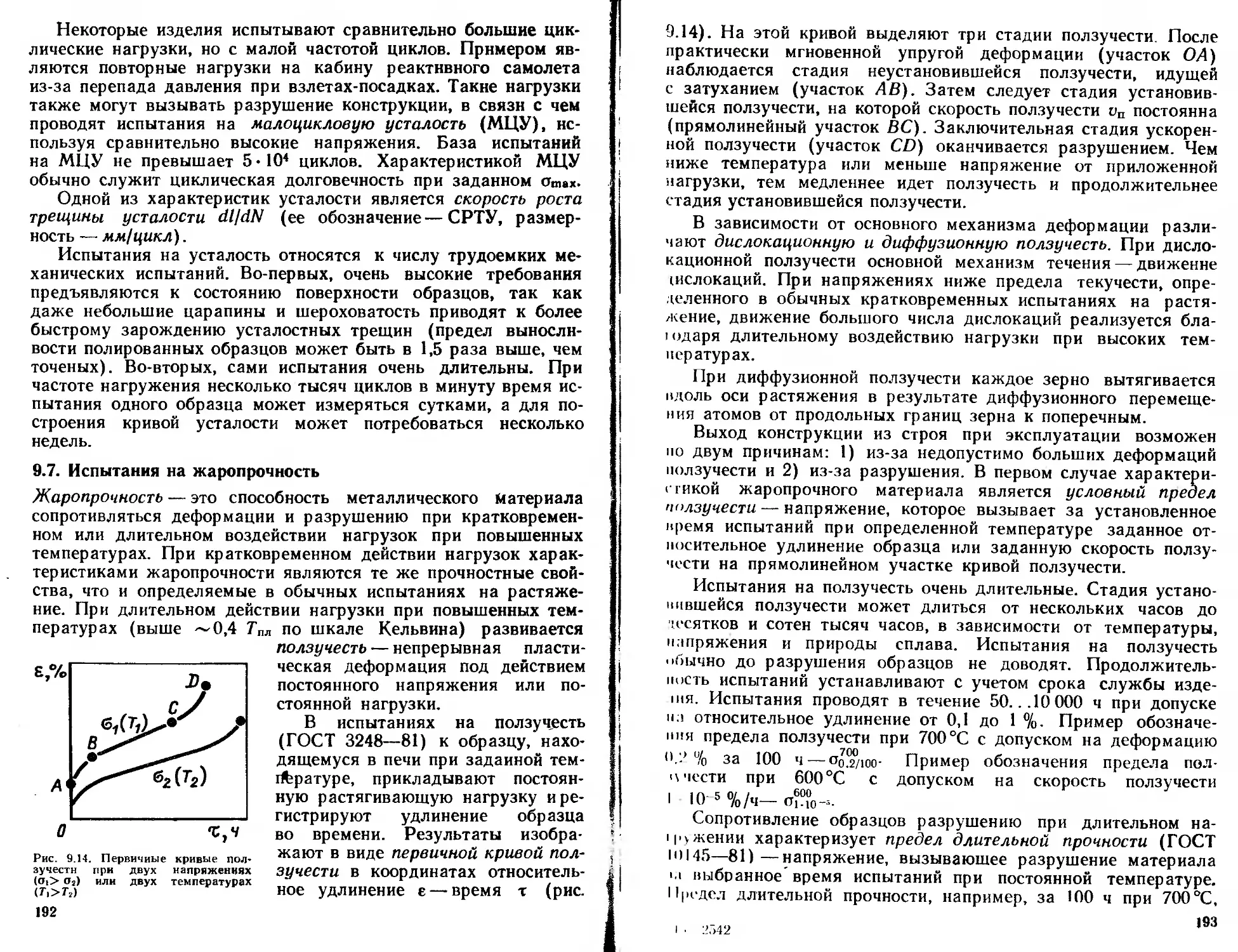
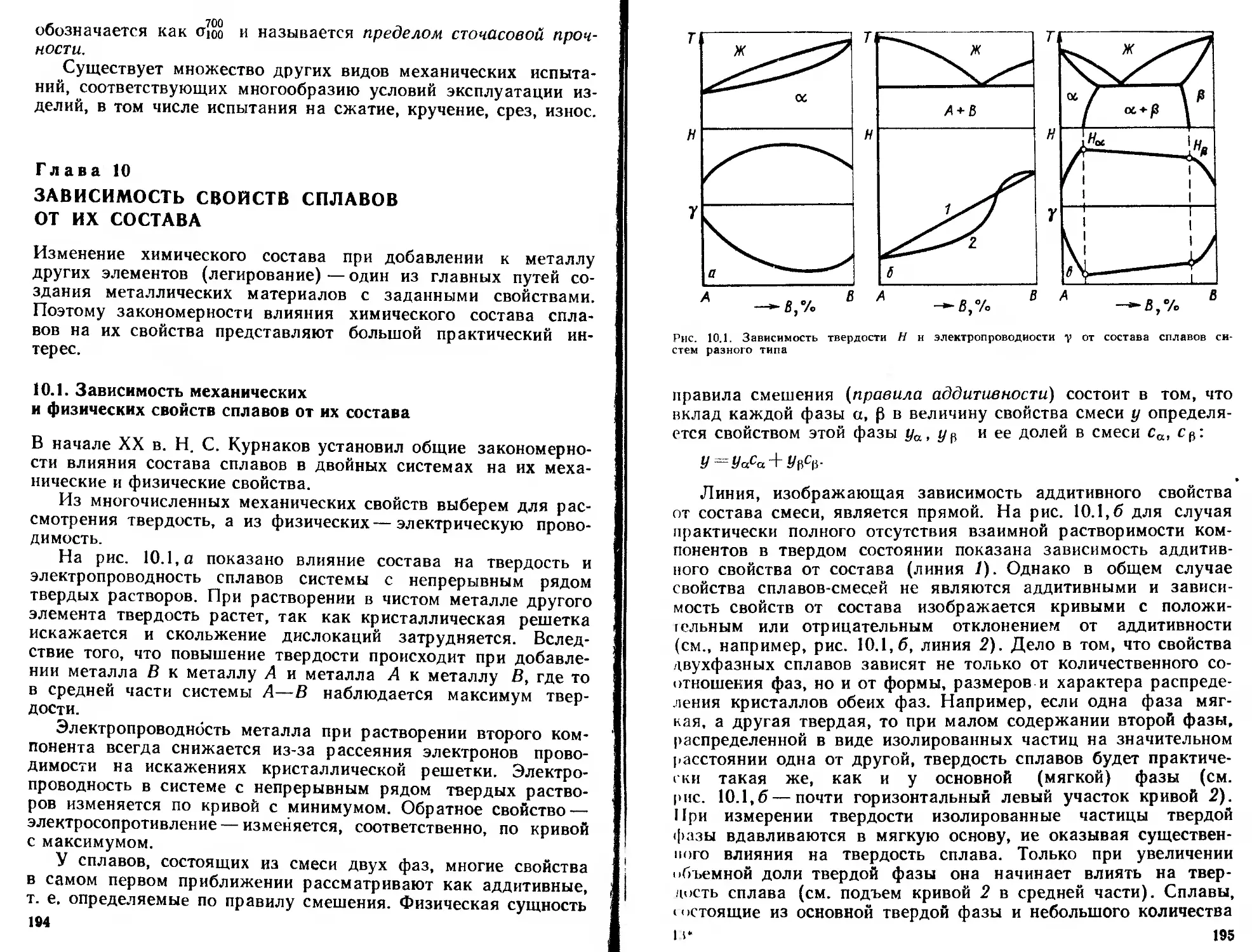
9.7. Испытания на жаропрочность..........192
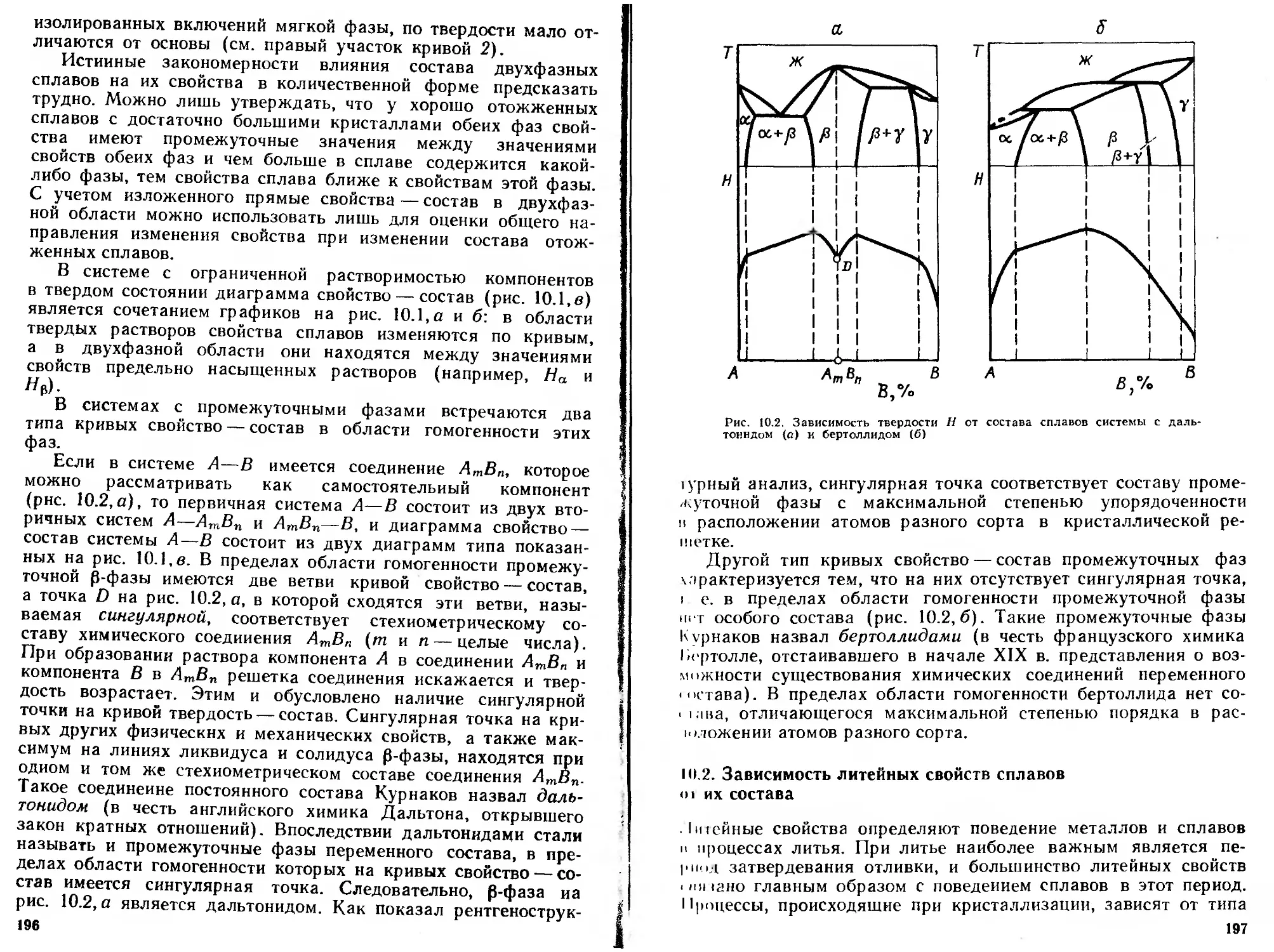
Глава 10. Зависимость свойств сплавов от их состава..................194
10.1. Зависимость механических и физических свойств спла-
'вов от их состава....................................194
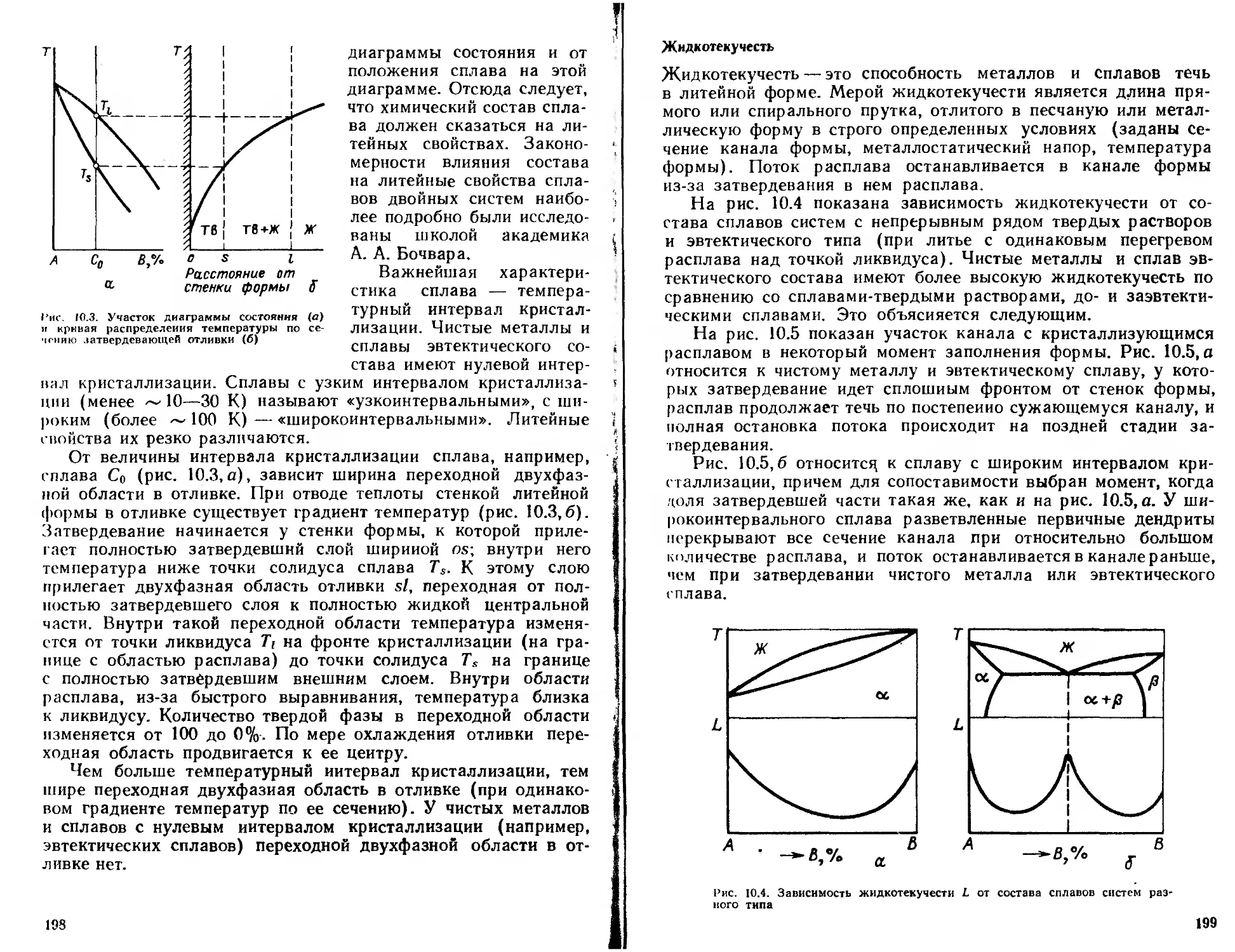
10.2. Зависимость литейных свойств сплавов от их состава 197
Глава 11. Изменение структуры и свойств металлов при обработке
давлением и последующем нагреве...................................204
11.1. Изменение структуры и свойств металлов при холод-
ной обработке давлением ............................ 204
11.2. Изменение структуры н свойств металлов при иаг-реве
после холодной обработки давлением ................. 207
11.3. Изменение структуры н свойств металлов при горя-
чей обработке давлением ............................. 214
Глава 12. Механизм и кинетика фазовых превращений в твердом со-
стоянии ......................................................218
12.1. Нормальные и сдвиговые превращения.................218
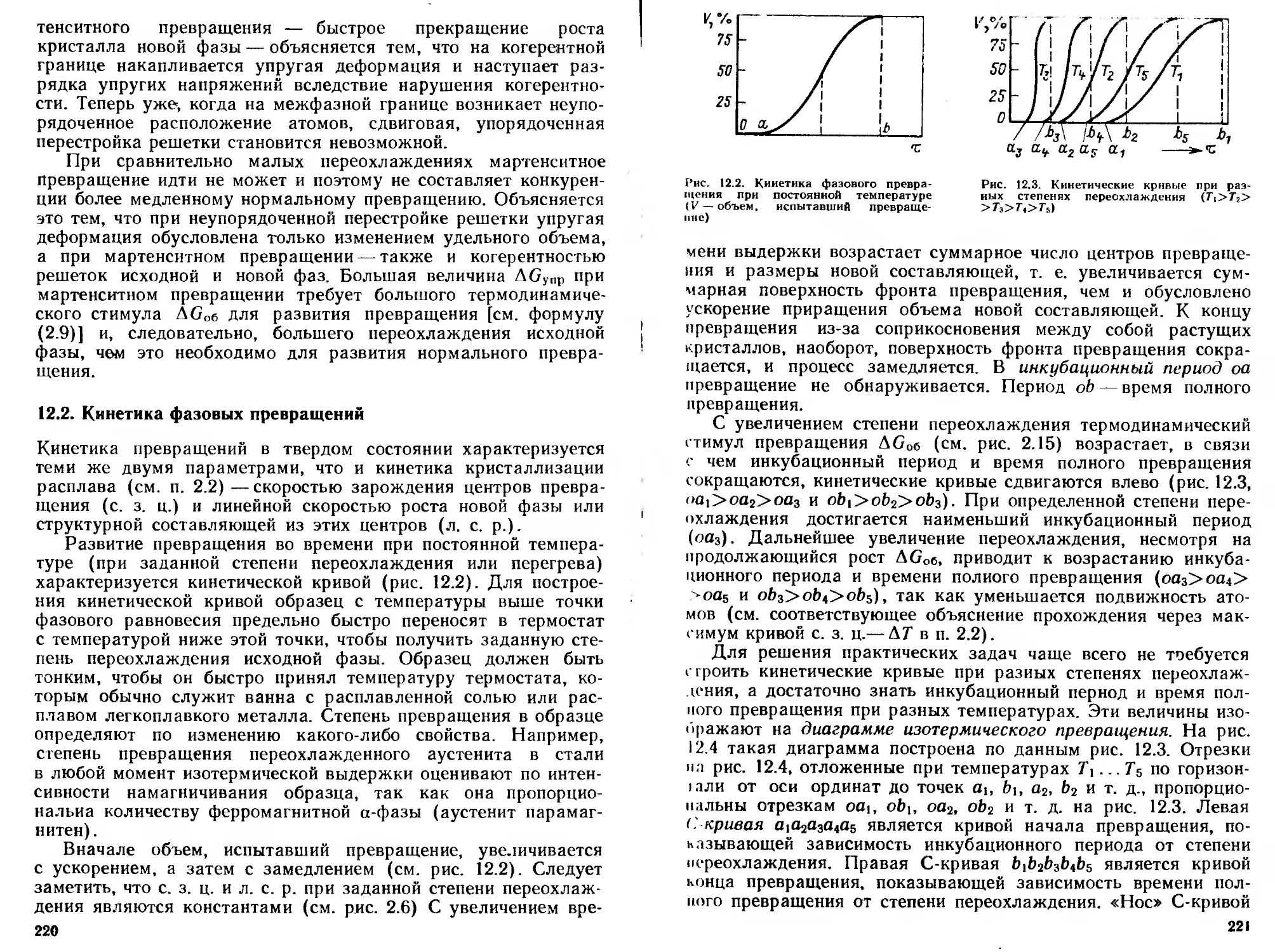
12.2. Кинетика фазовых превращений.......................220
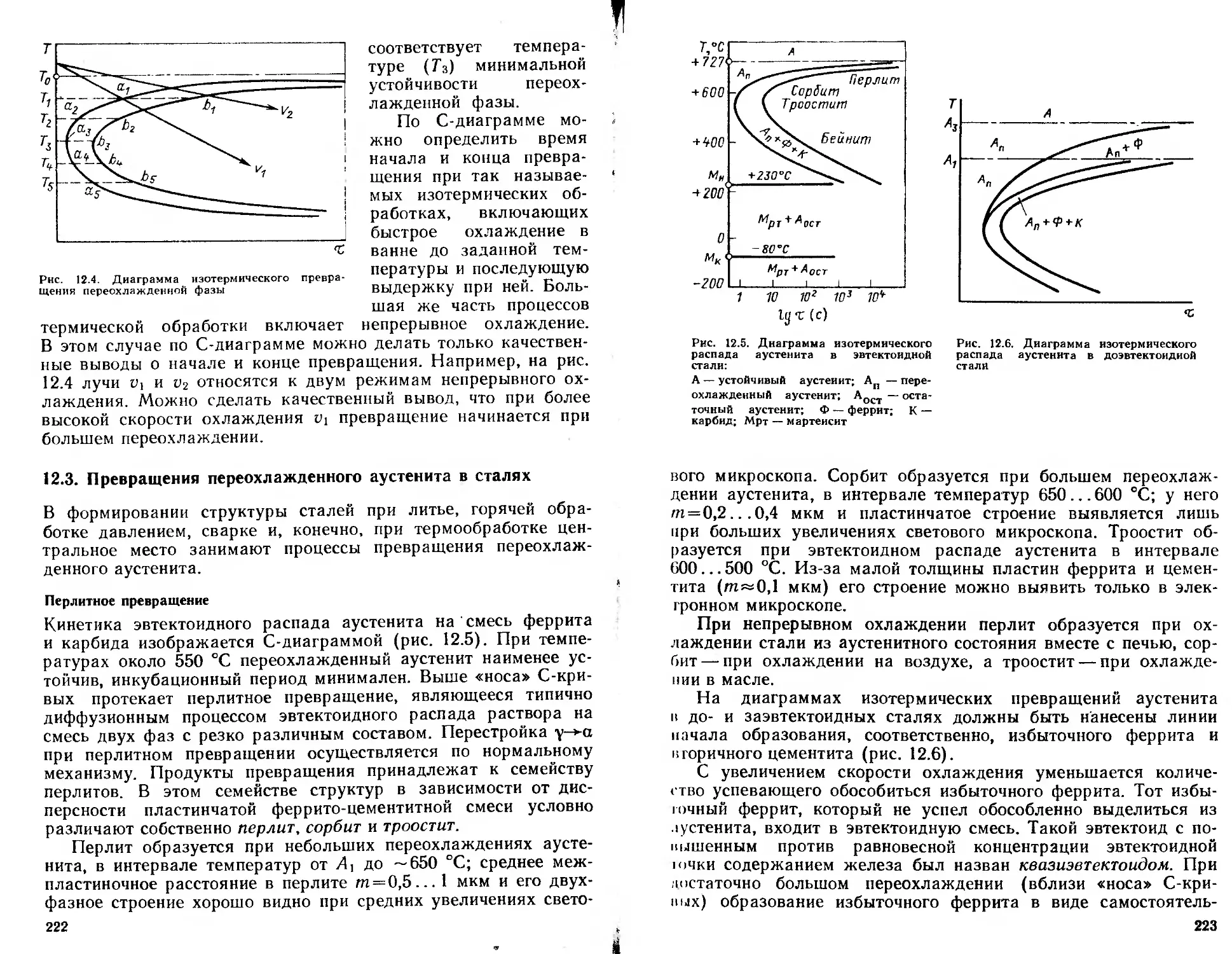
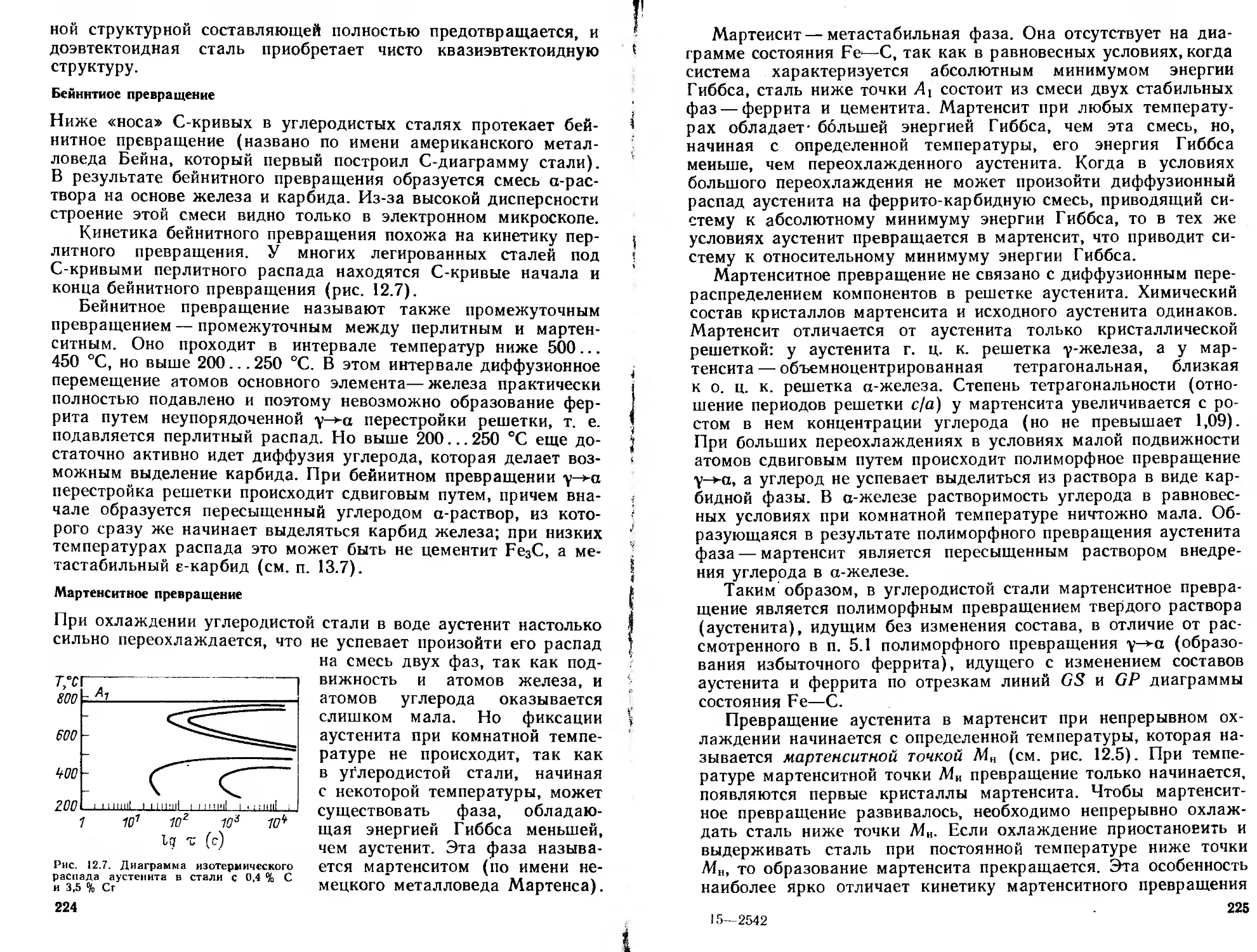
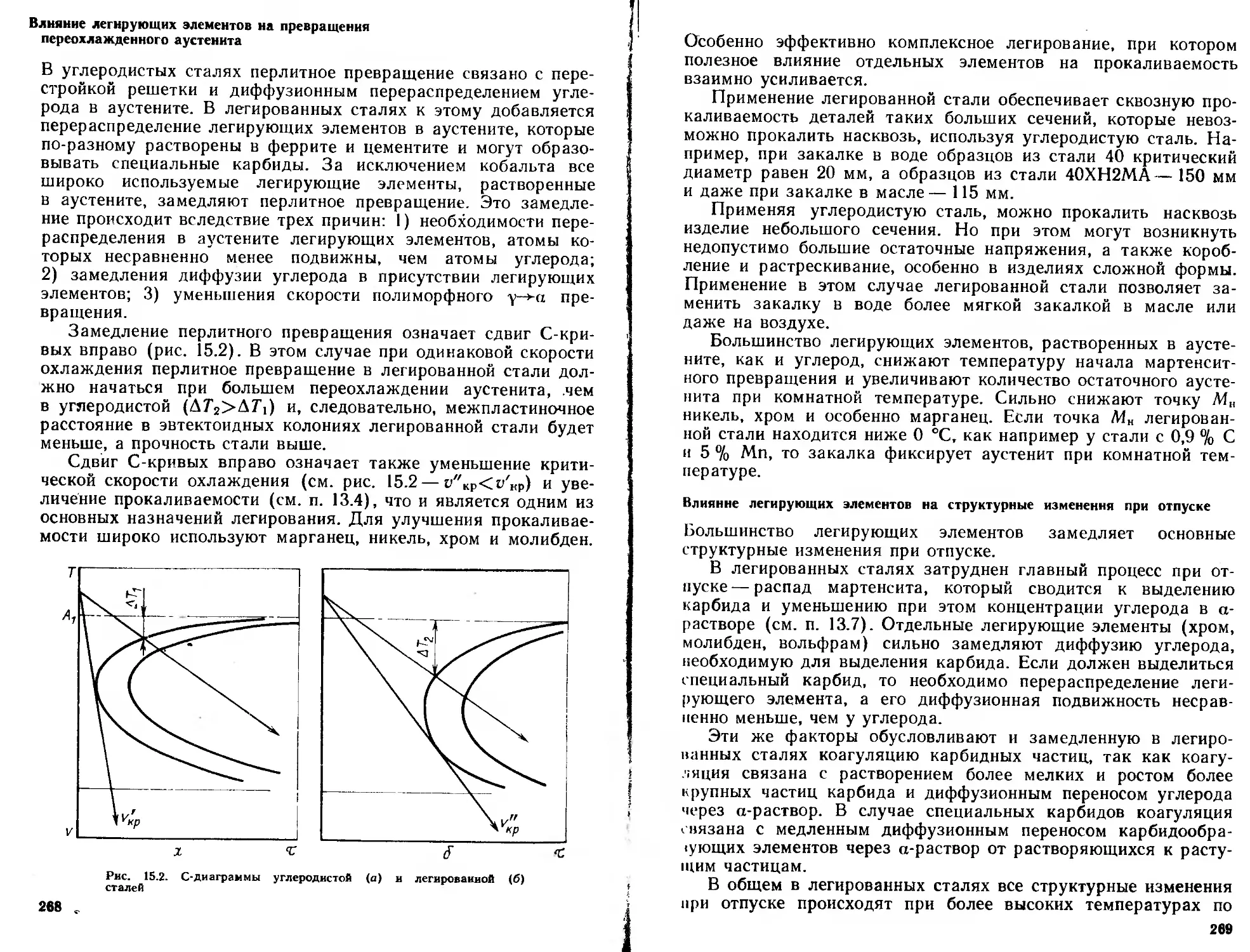
12.3. Превращения переохлажденного аустенита в сталях 222
Глава 13. Виды термической обработки..............................226
13.1. Отжиг первого рода.................................228
13.2. Отжиг сталей.......................................232
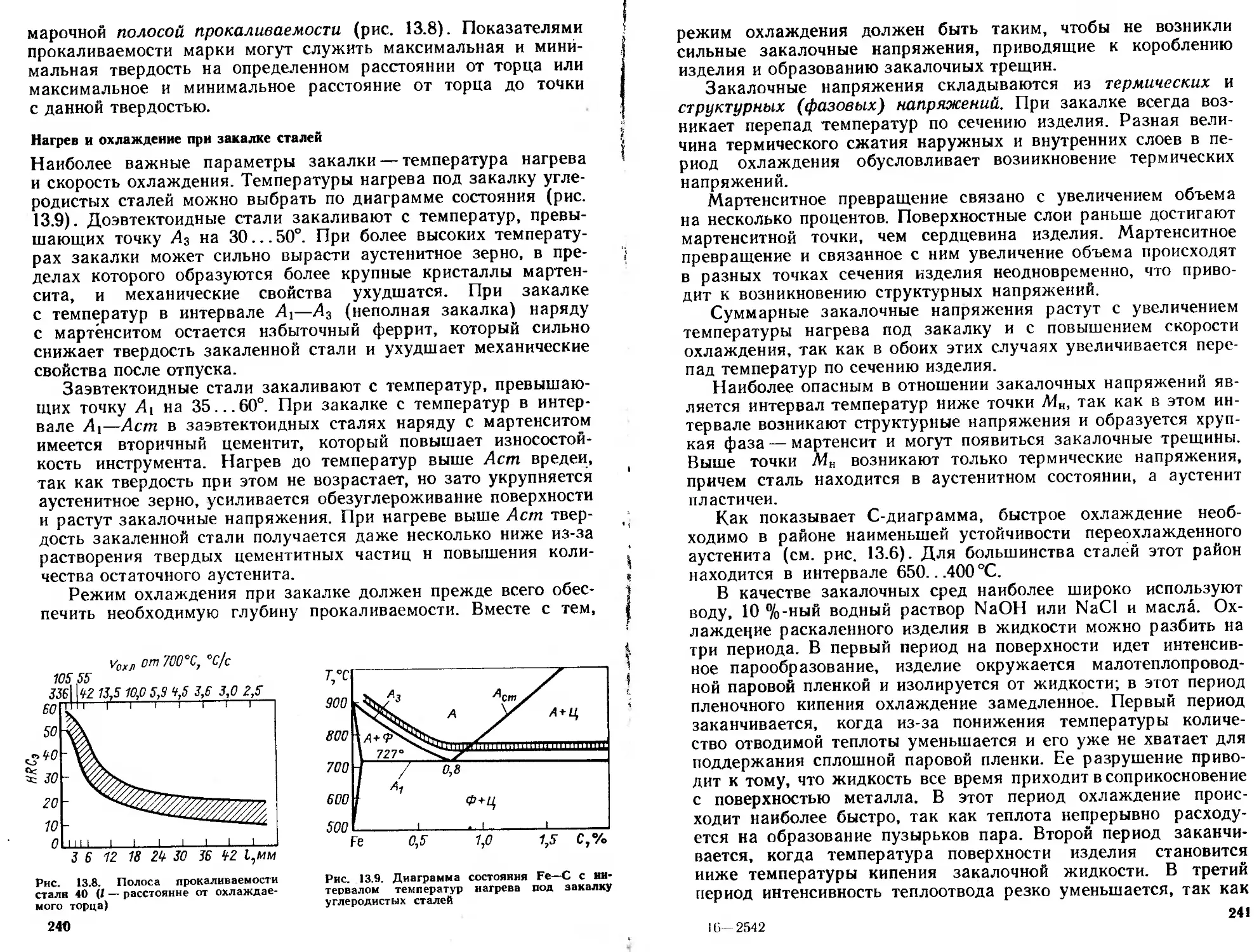
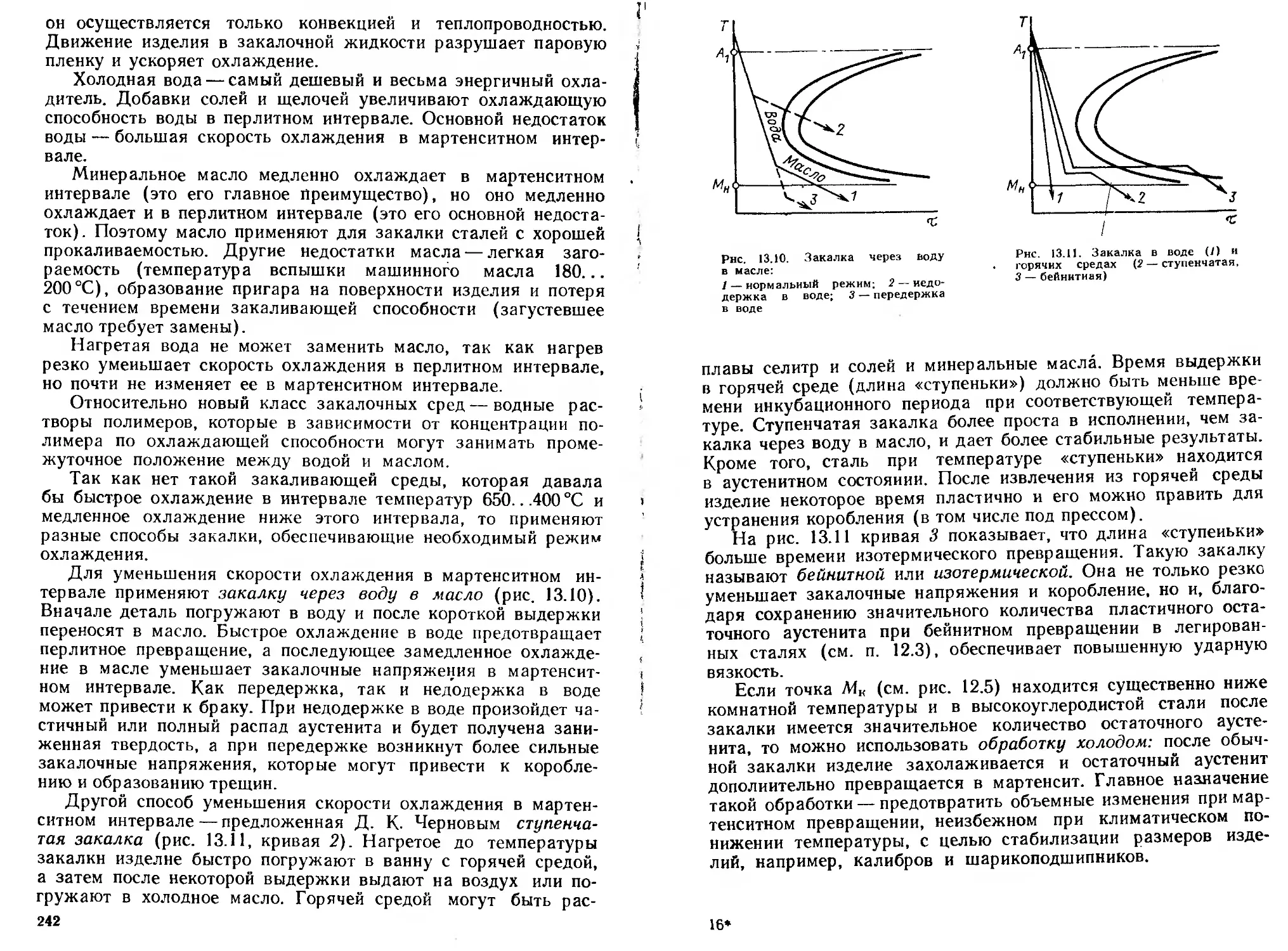
13.3. Закалка без полиморфного превращения...............236
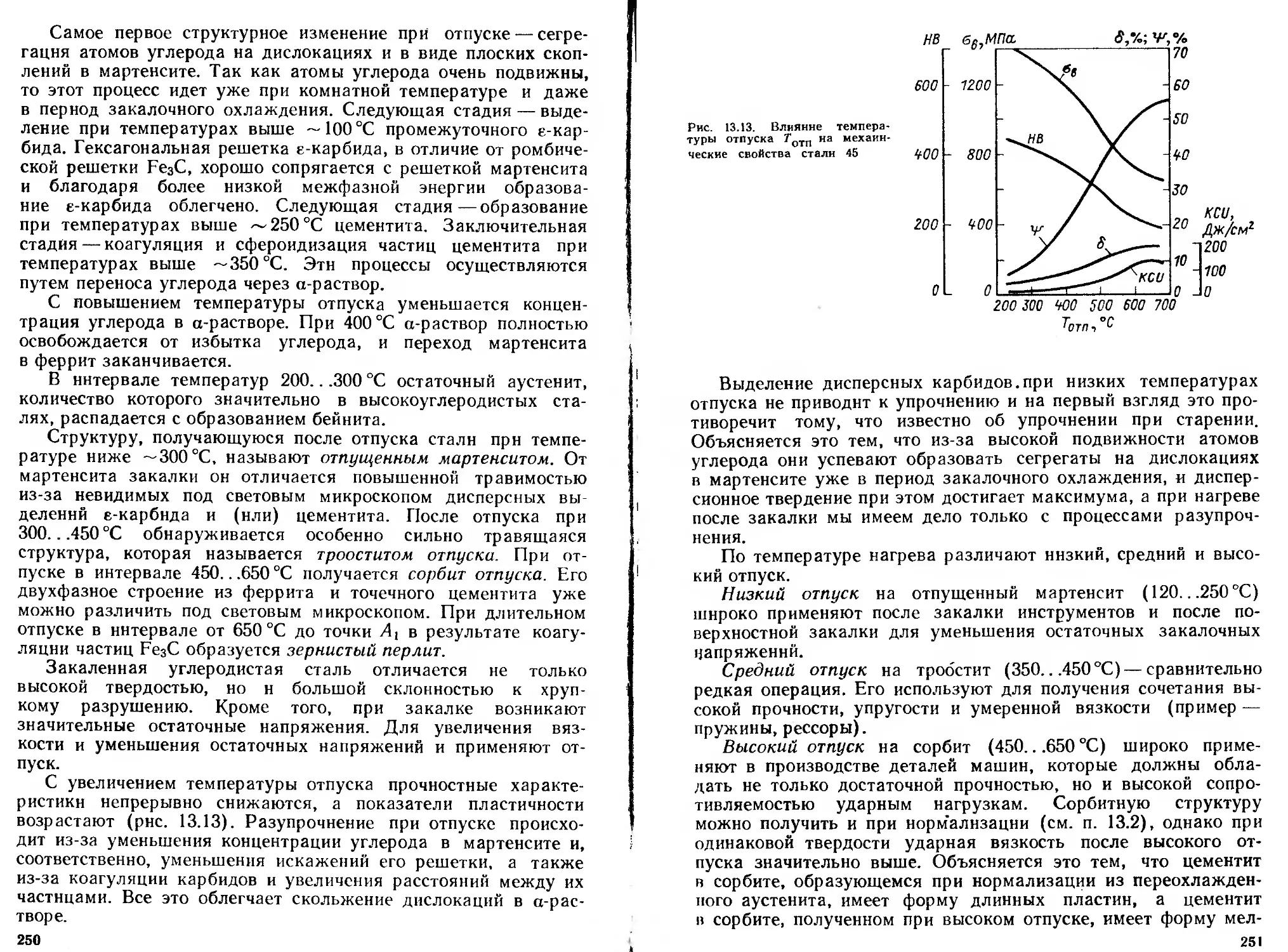
13.4. Закалка на мартенсит.............................. 238
13.5. Закалка с плавлением поверхности...................245
13.6. Старение...........................................246
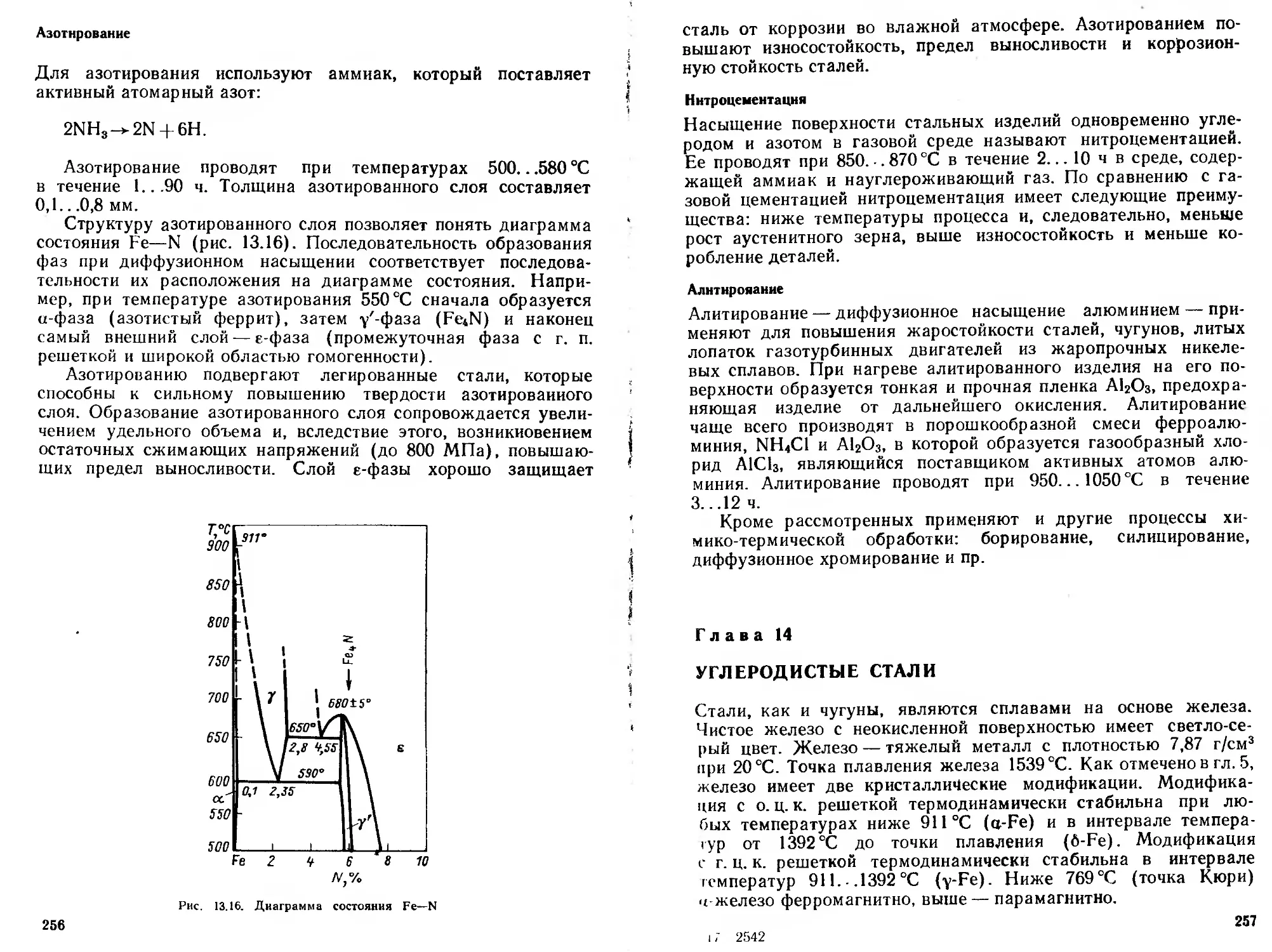
13.7. Отпуск.............................................249
13.8. Термомсханическая обработка........................252
13.9. Хнмико-термнческая обработка ...... . 254
Глава 14. Углеродистые стали.........................................257
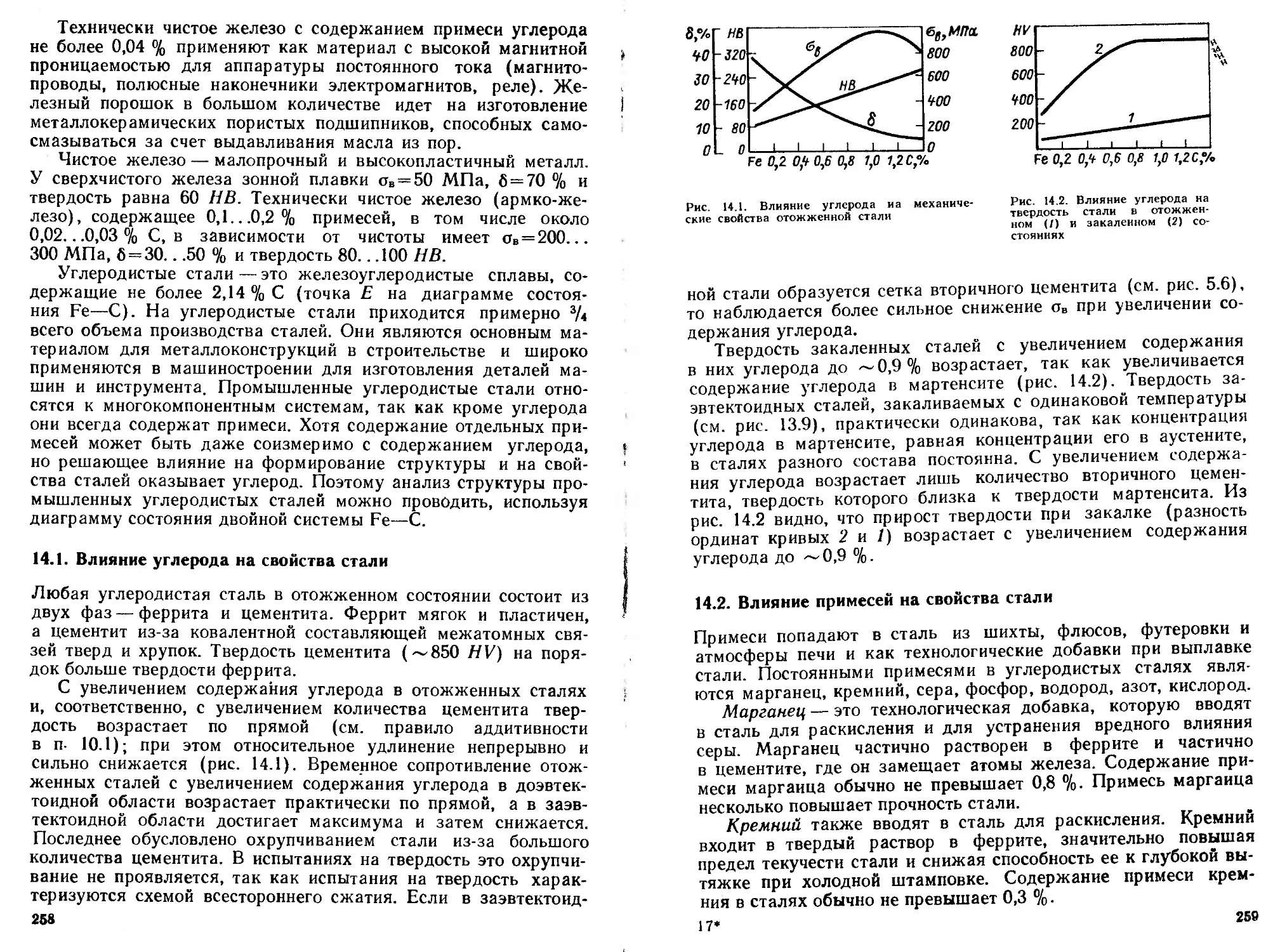
14.1. Влияние углерода на свойства стали.................258
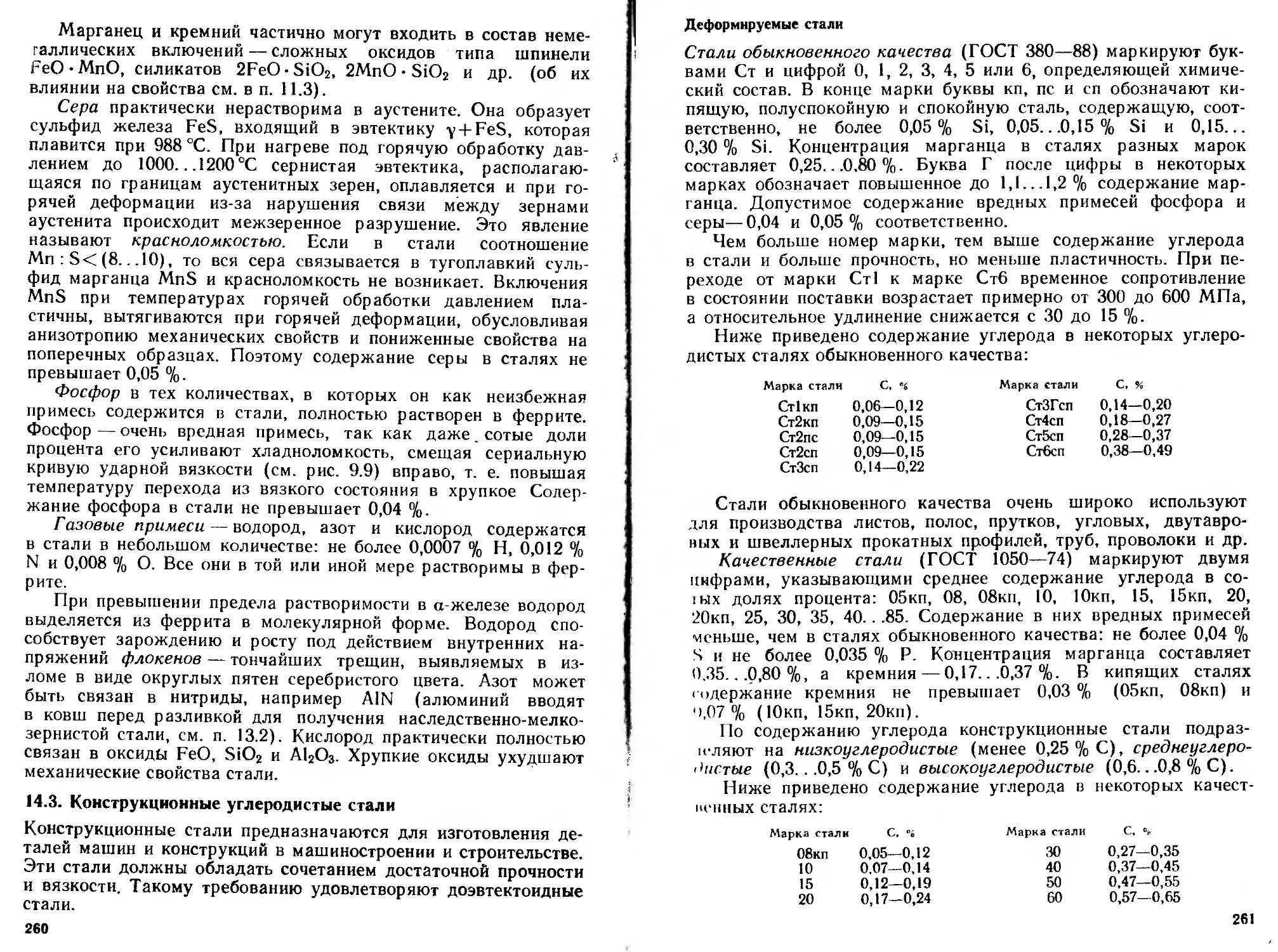
14.2. Влияние примесей иа свойства стали.................259
14.3. Конструкционные углеродистые стали.................260
14.4. Инструментальные углеродистые стали................264
Глава 1Б. Легированные стали.........................................264
15.2. Влияние легирующих элементов на структуру и фа-
зовые превращения в сталях...........................266
15.3. Строительные стали.............................270
4
15.4. Машиностроительные стали.......................271
15.5. Коррозионностойкие (нержавеющие) стали.........276
15.6. Жаропрочные н жаростойкие стали . .... 278
15.7. Литейные легированные стали.............. . . 281
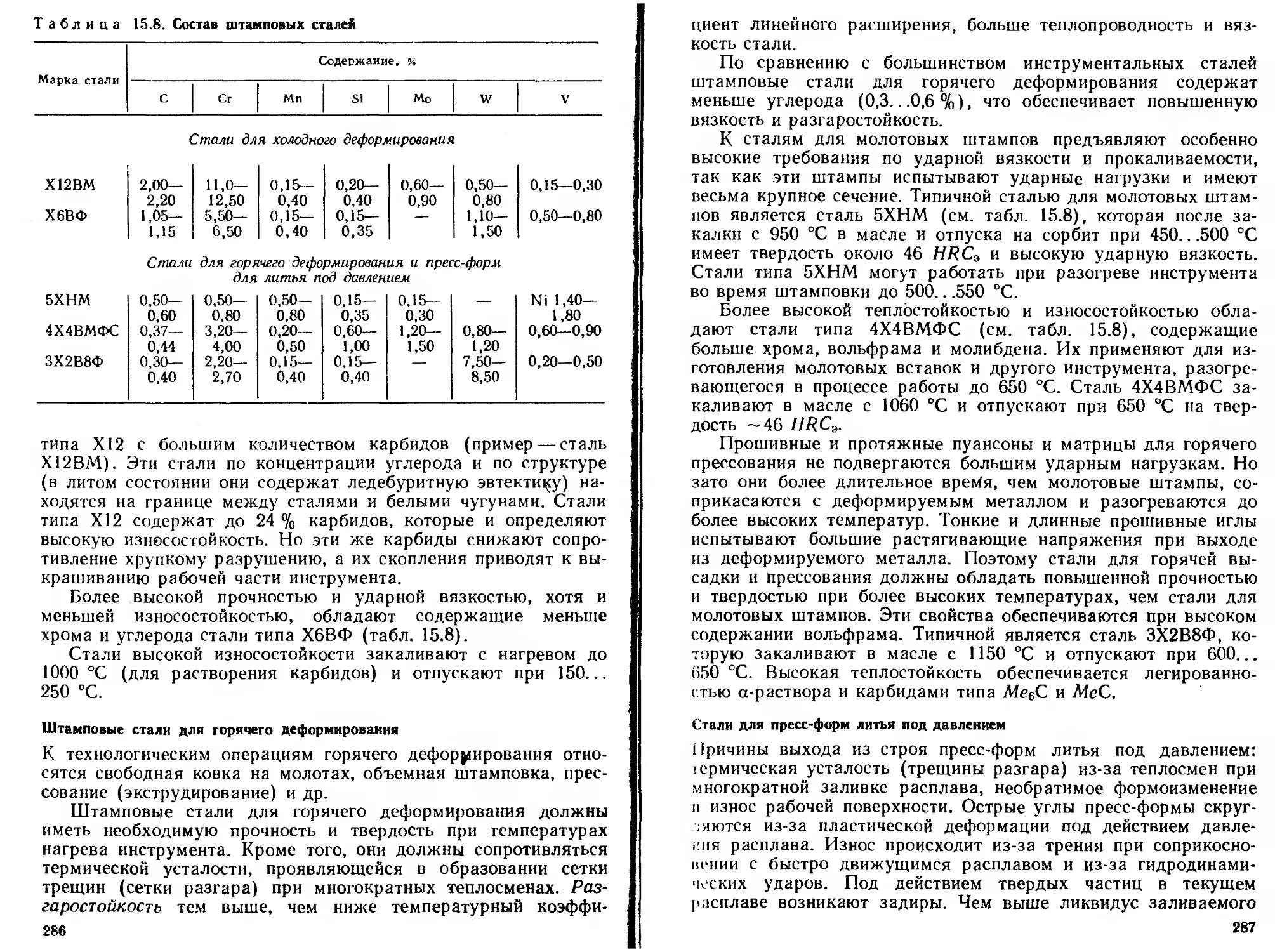
15.8. Стали для режущего инструмента........... . . 283
15.9. Штамповые стали................................285
I л а в а 16. Чугуны ... - 289
16.1. Серый чугун с пластинчатым графитом .... 291
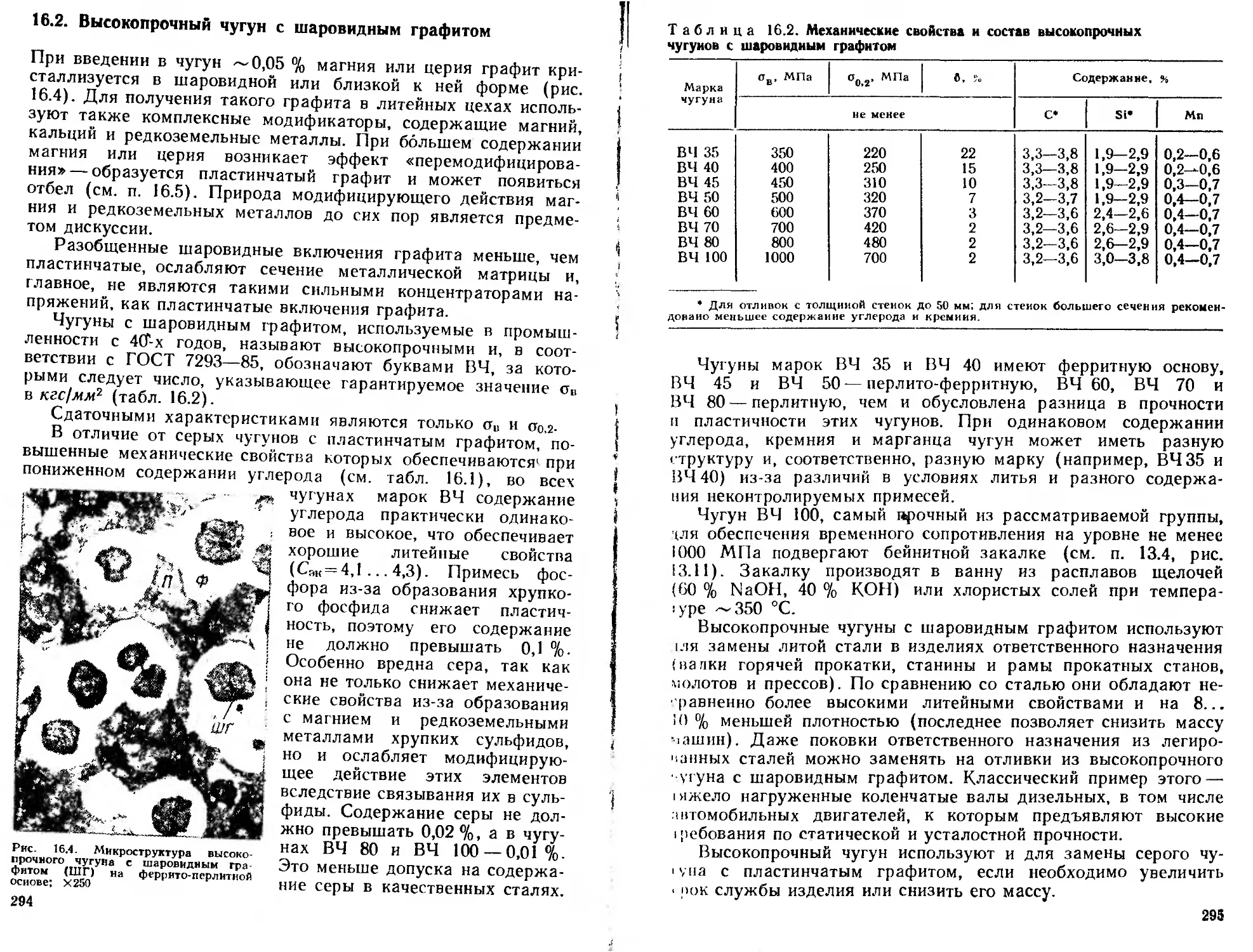
16.2. Высокопрочный чугун с шаровидным графитом . . . 294
16.3. Ковкий чугун............................. . . . 297
16.4. Чугуны со специальными свойствами . . . 301
16.5. Термическая обработка чугунов . ... 303
I л а в а 17. Алюминий и алюминиевые сплавы......................305
17.1. Деформируемые алюминиевые сплавы.............. 309
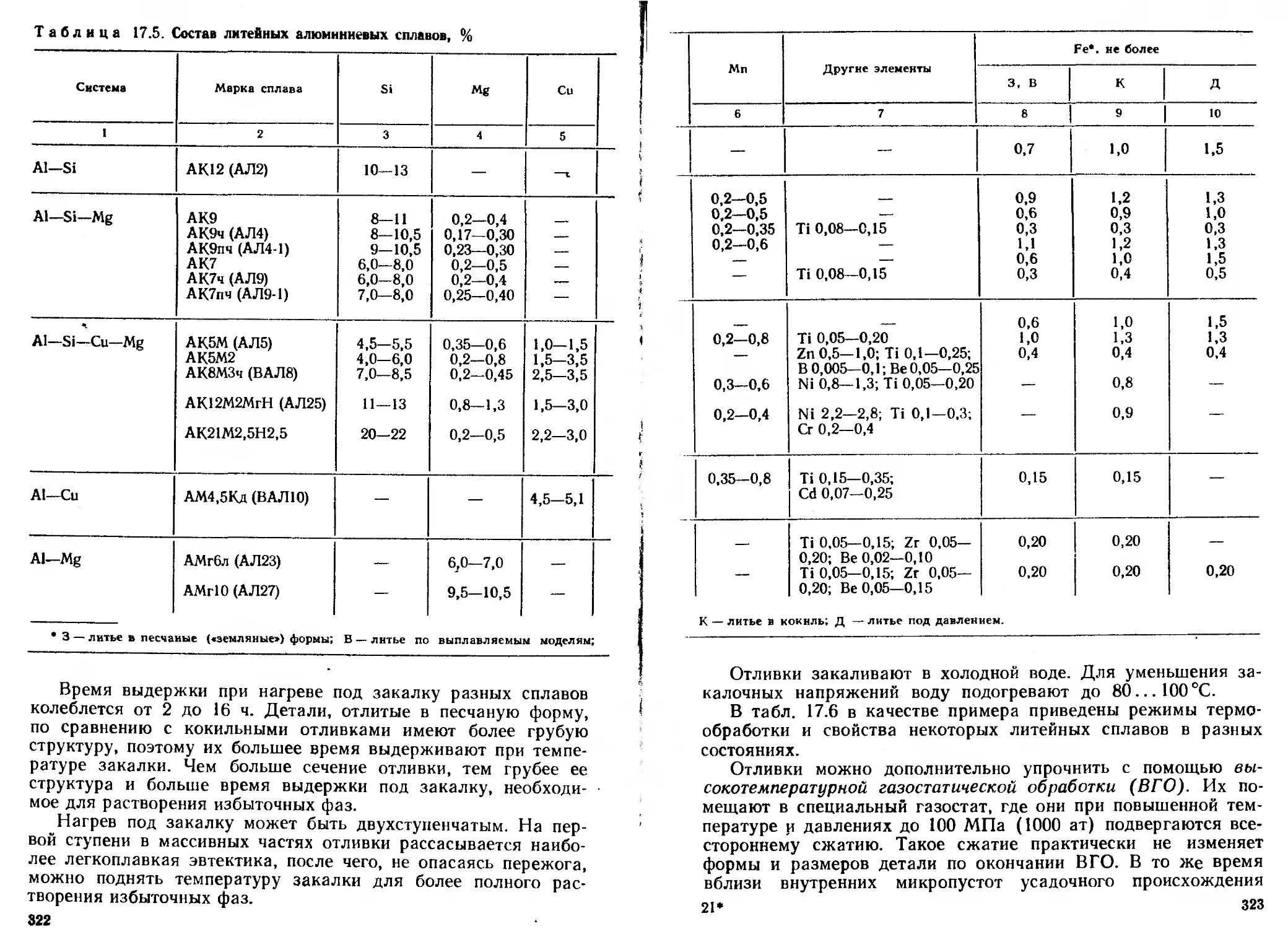
17.2. Литейные алюминиевые сплавы . 320
Глава 18. Магний и магниевые сплавы - 332
18.1. Деформируемые магниевые сплавы ... . . 334
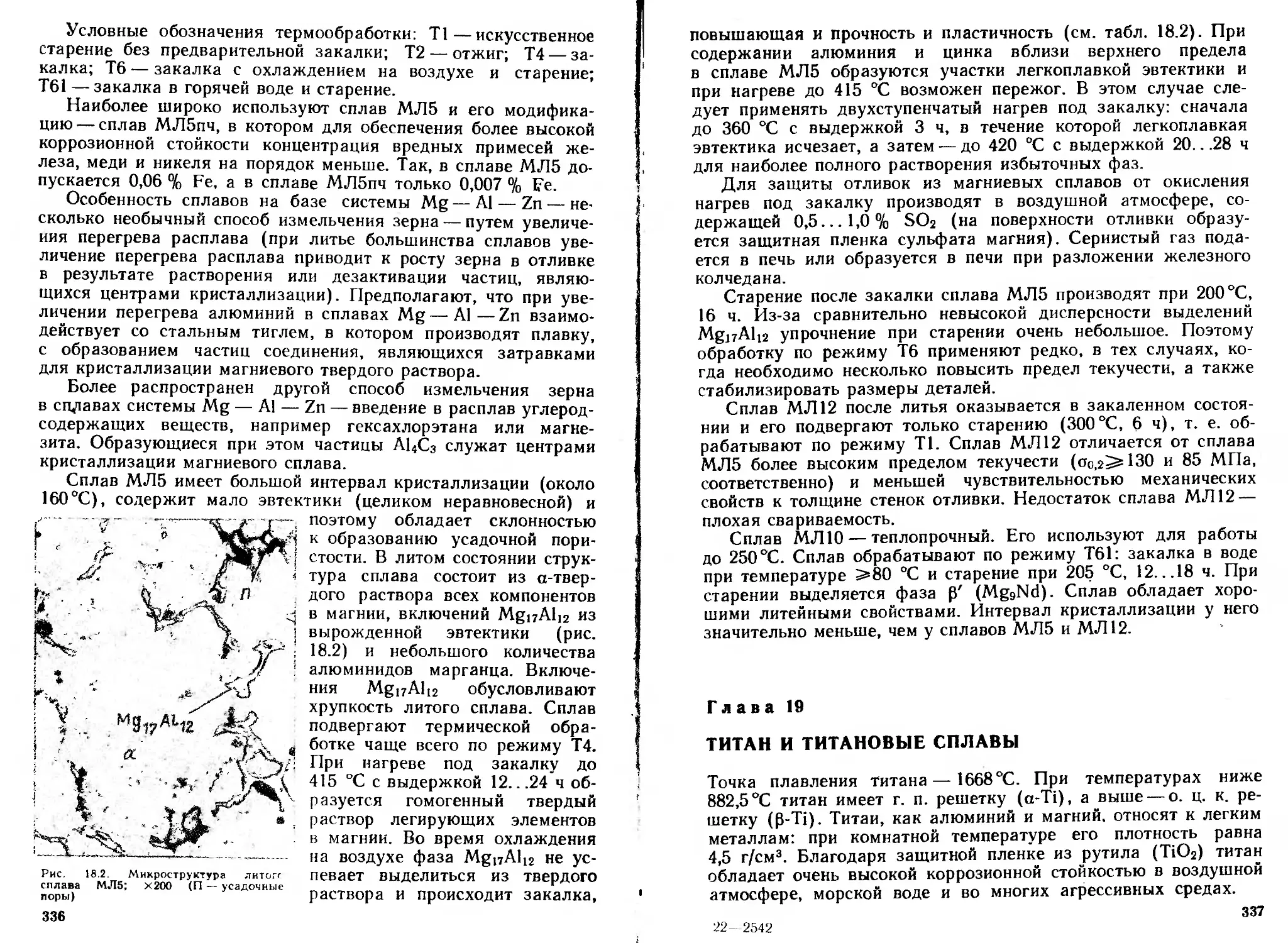
18.2. Литейные магниевые сплавы . . . . 335
1 лава 19. Титаи и титановые сплавы ... . . 337
19.1. Формирование структуры титановых сплавов .... 339
19.2. Промышленные титановые сплавы . . .........343
1 л а в а 20. Медь и медные сплавы . . 347
20.1. Латуни .... ............ . . . . 349
20.2. Бронзы ........................................354
20.3. Медноникелевые сплавы .... . . .... 360
лава 21. Никель и никелевые сплавы ... .... 361
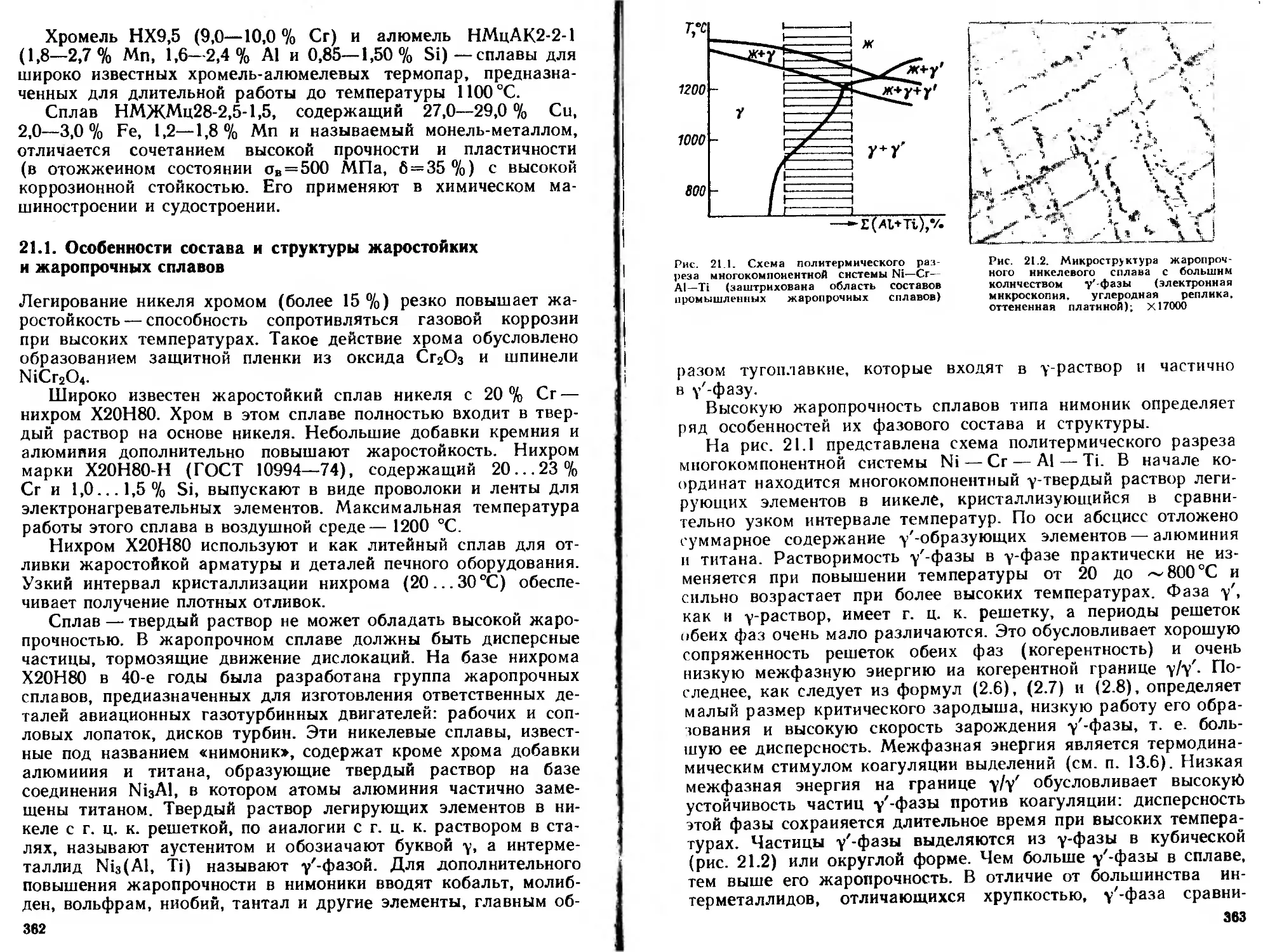
21.1. Особенности состава и структуры жаростойких и жа-
ропрочных сплавов.......................... • 362
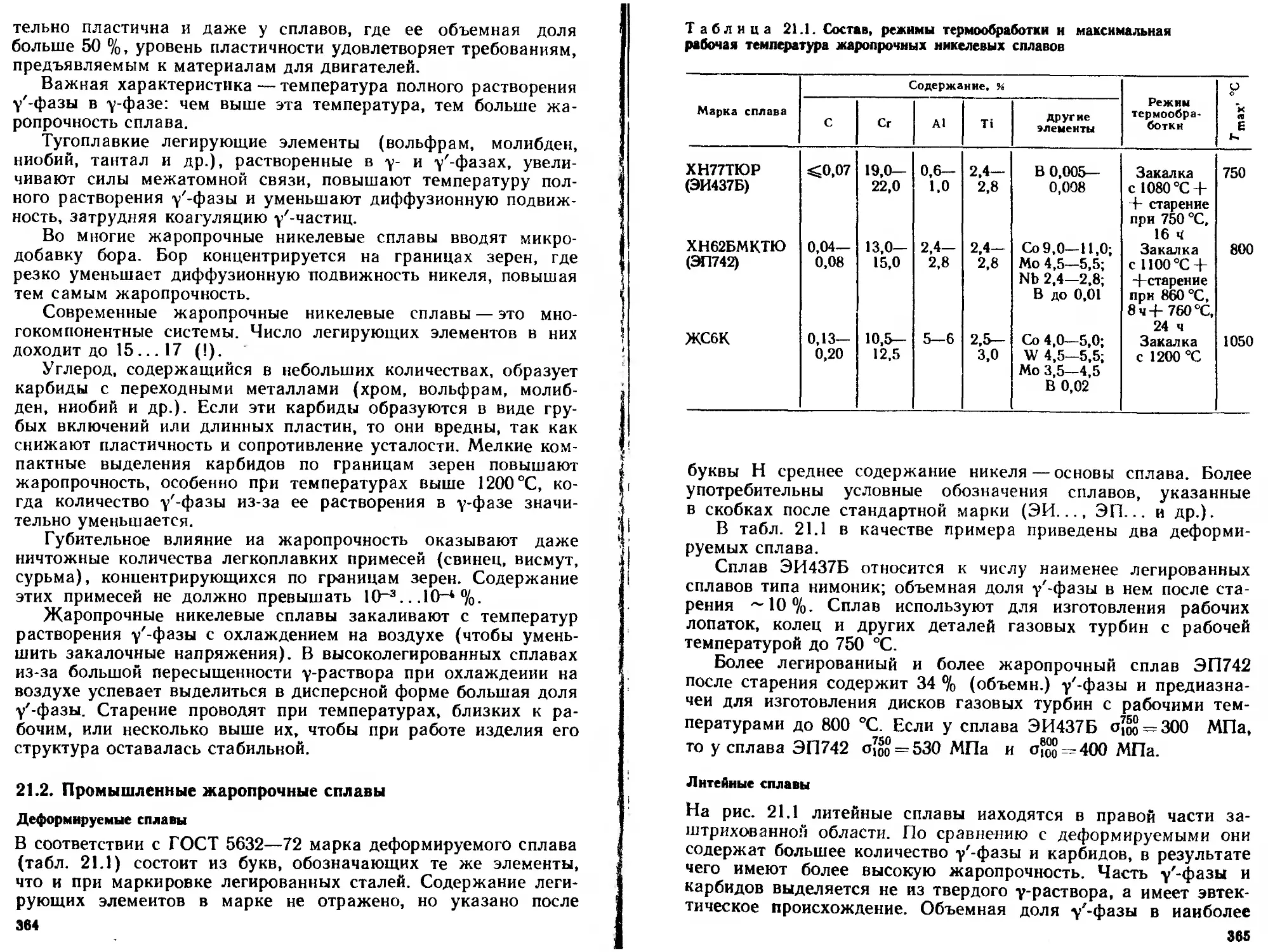
21.2. Промышленные жаропрочные сплавы ... . . 364
I л а в а 22. Цинк, свинец, олово и их сплавы....................367
22.1. Цинк н цинковые сплавы . .. 367
22.2. Свинец, олово и их сплавы ... ... - 369
Часть 2. РЕНТГЕНОГРАФИЯ И ЭЛЕКТРОННАЯ МИКРОСКОПИЯ 372
Глава 23. Физические основы рентгенографии ............372
23.1. Природа и свойства рентгеновских лучей, их получе-
ние и регистрация.................................. 372
23.2. Спектры рентгеновских лучей....................376
23.3. Явления, сопровождающие прохождение рентгенов-
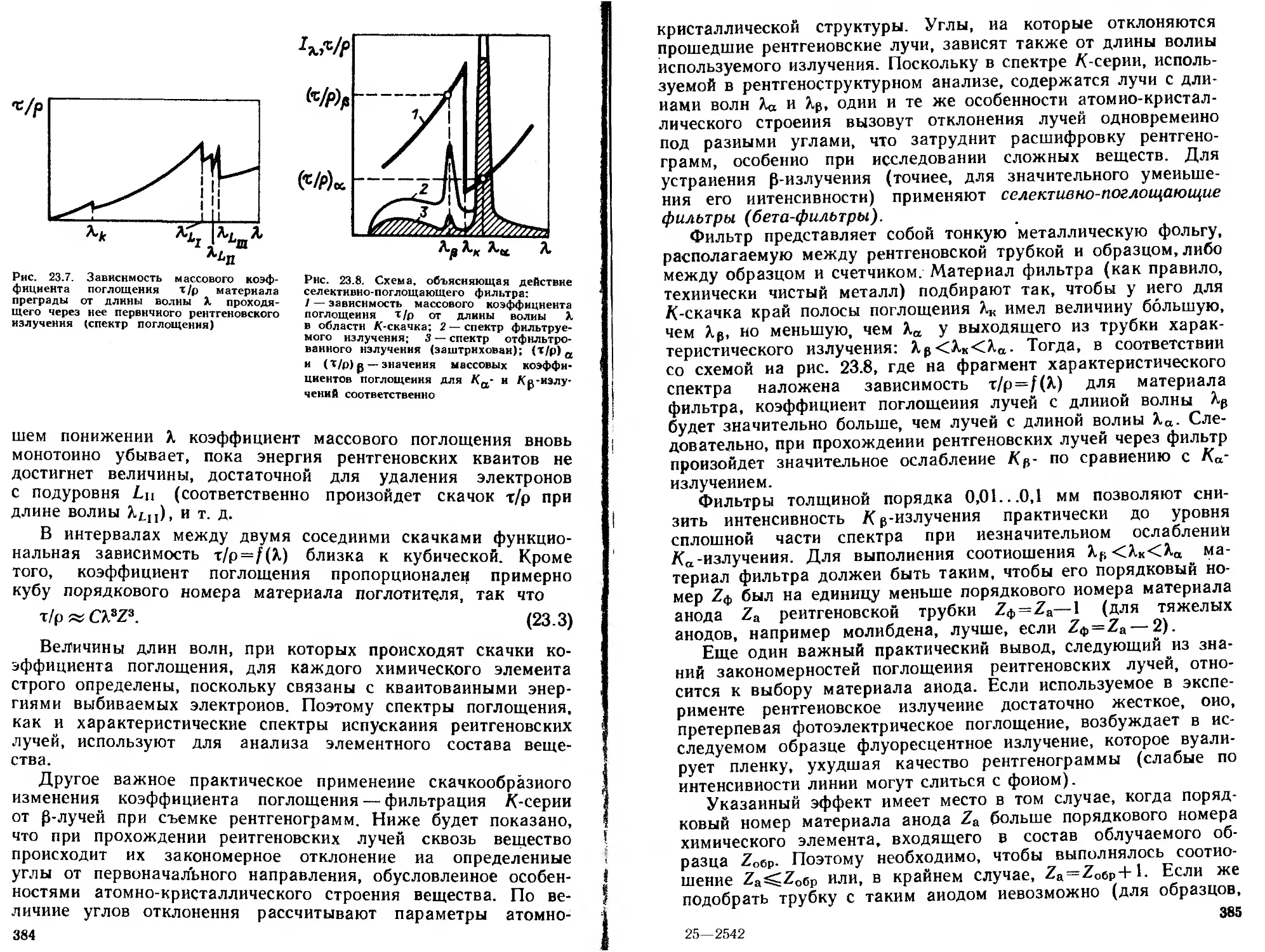
ских лучей через вещество............................381
23.4. Дифракция рентгеновских лучей......... . . 386
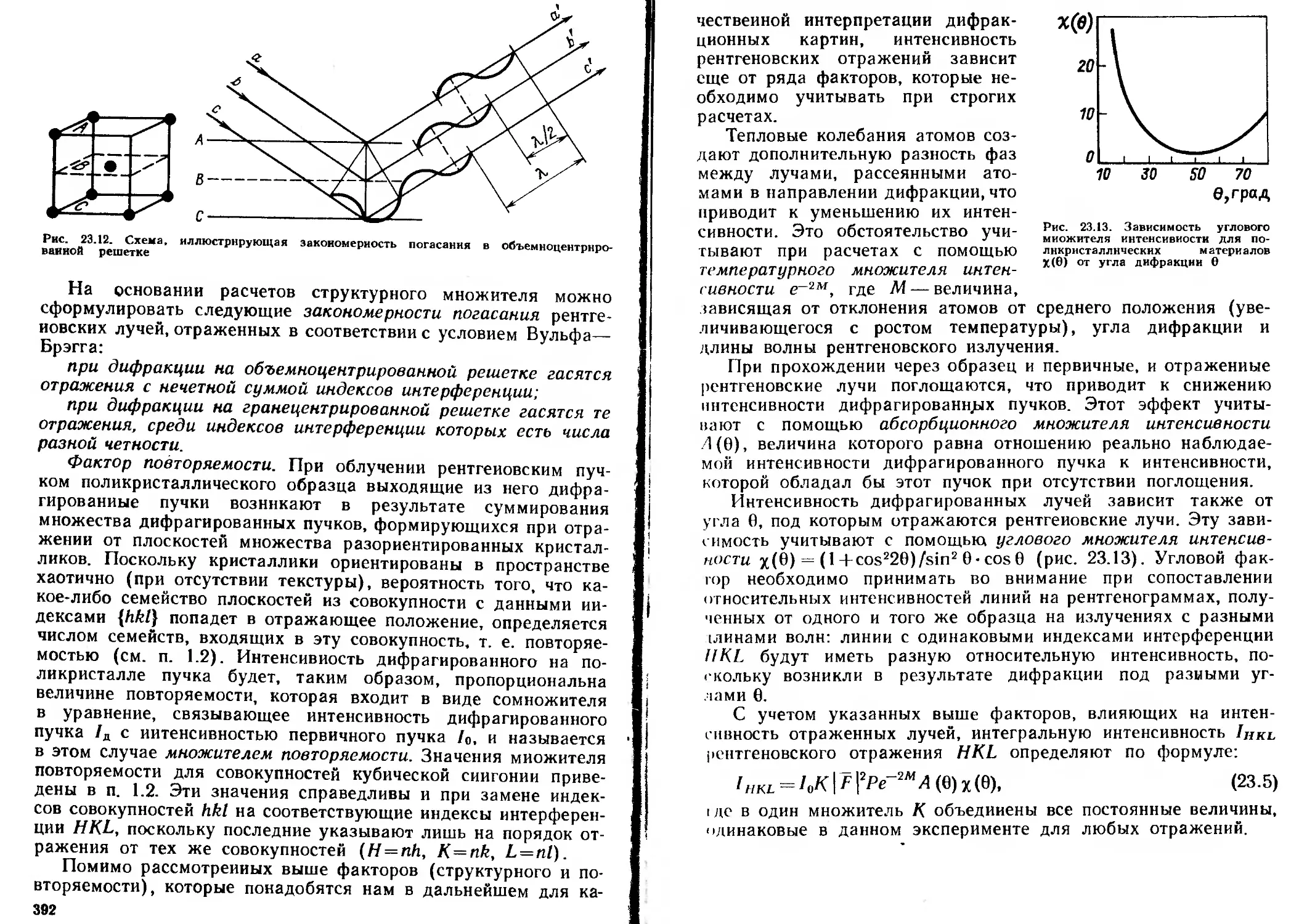
23.5. Интенсивность рентгеновских отражений . . 390
1 л а в а 24. Основные методы рентгеноструктуриого анализа .... 394
24.1. Классификация методов рентгеноструктурного анализа 394
24.2. Метод Лауэ................................... 395
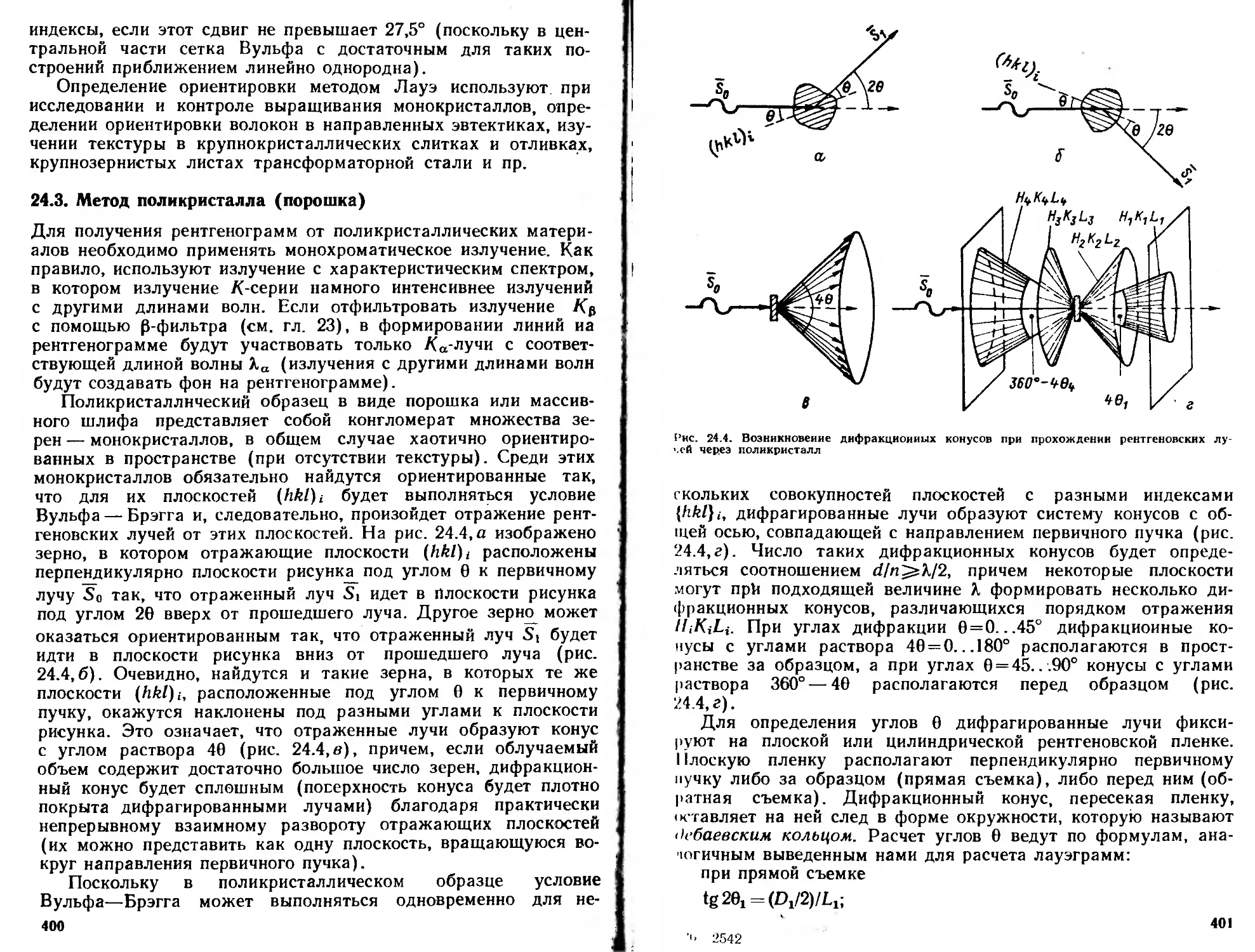
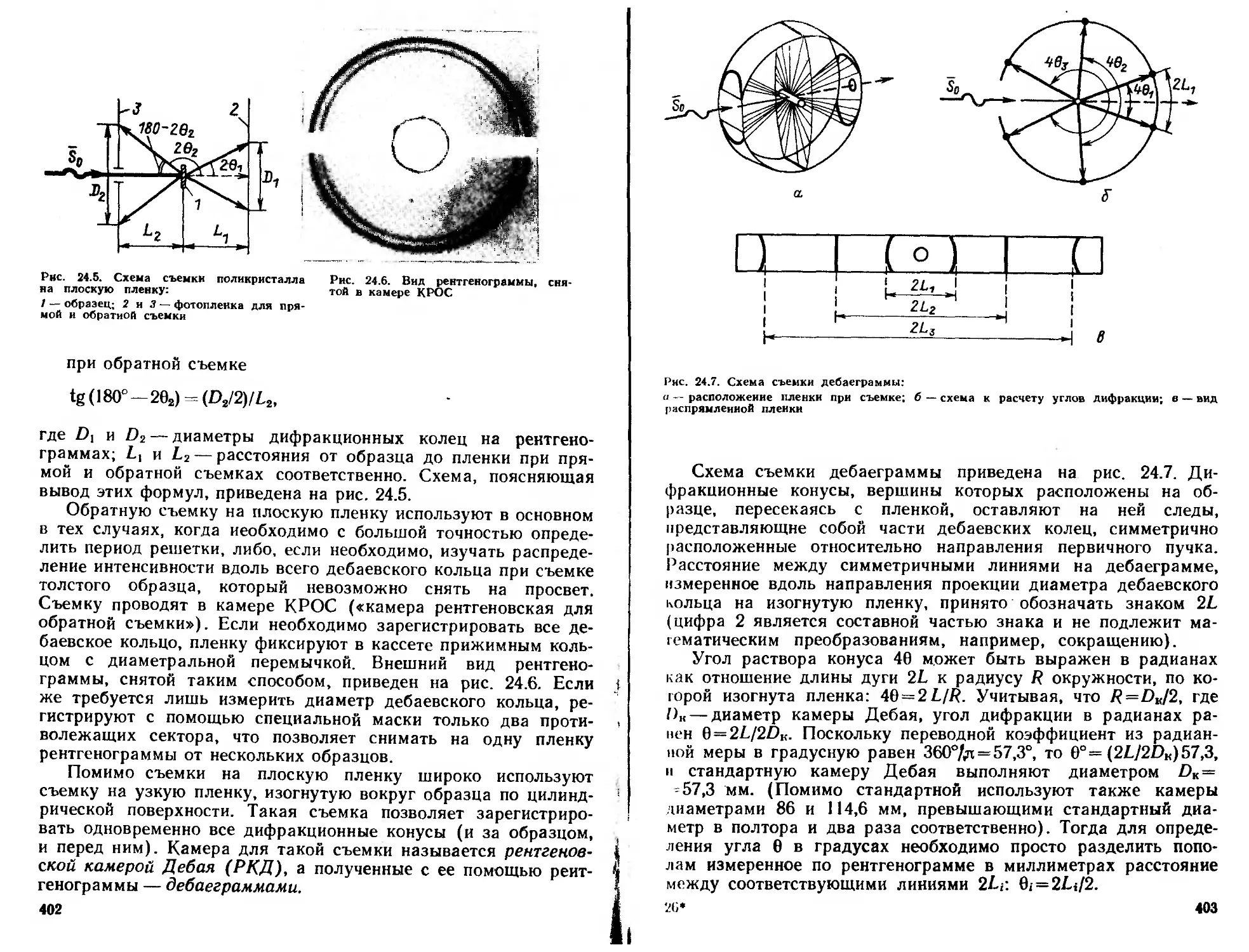
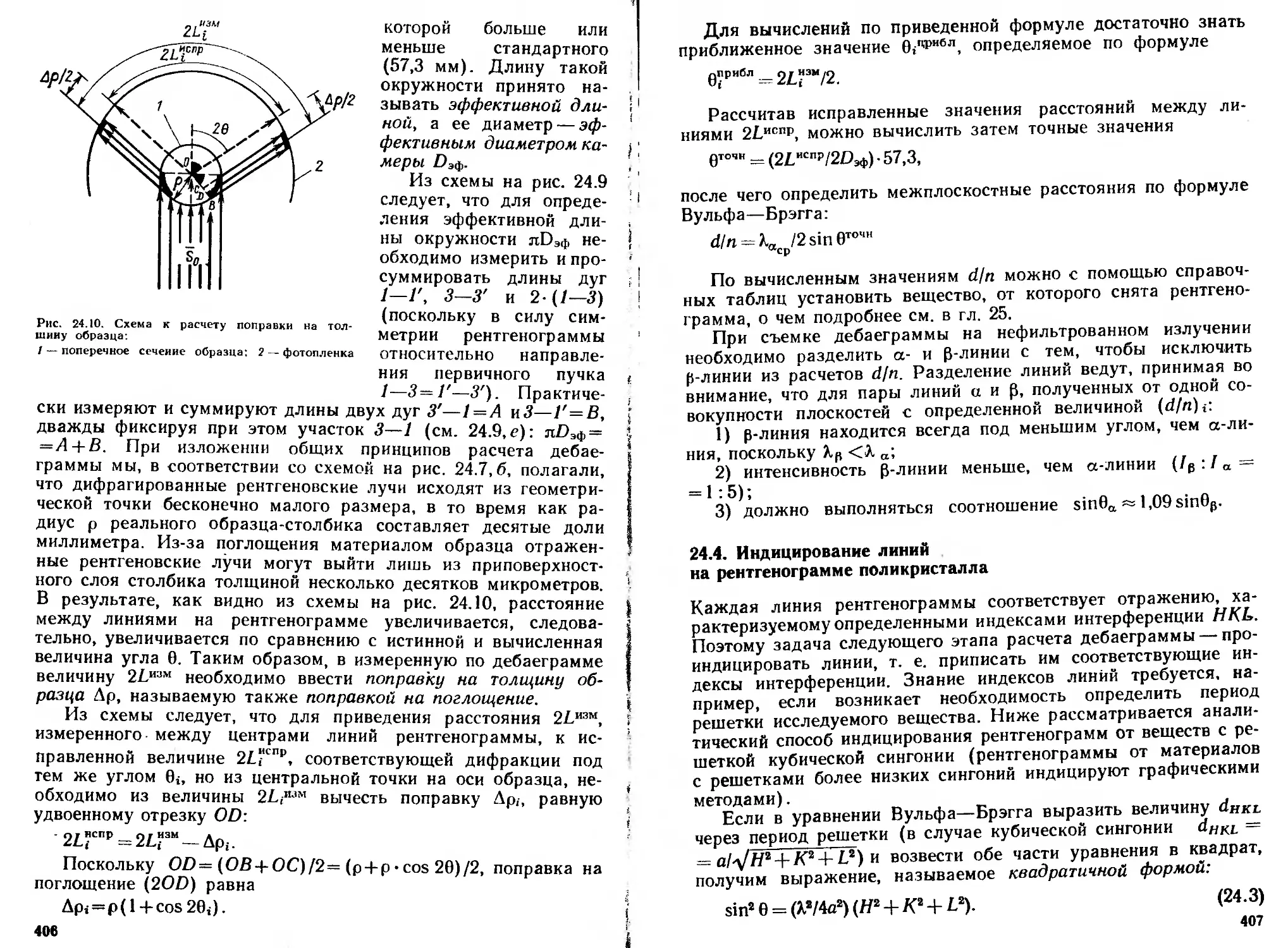
24.3. Метод поликристалла (порошка)..................400
24.4. Индицированне линий на рентгенограмме поликри-
сталла . . . ......................... . . 407
5
24.5. Определение периода решетки полнкристаллических
материалов............................................ 410
Глава 25. Применение методов рентгеновского анализа для исследо-
вания литых металлических материалов .413
25.1. Рентгеновский фазовый анализ . ...................413
25.2. Определение концентрации второго компонента в твер-
дом растворе.......................................... .421
25.3. Рентгеновский анализ аксиальных текстур ... 422
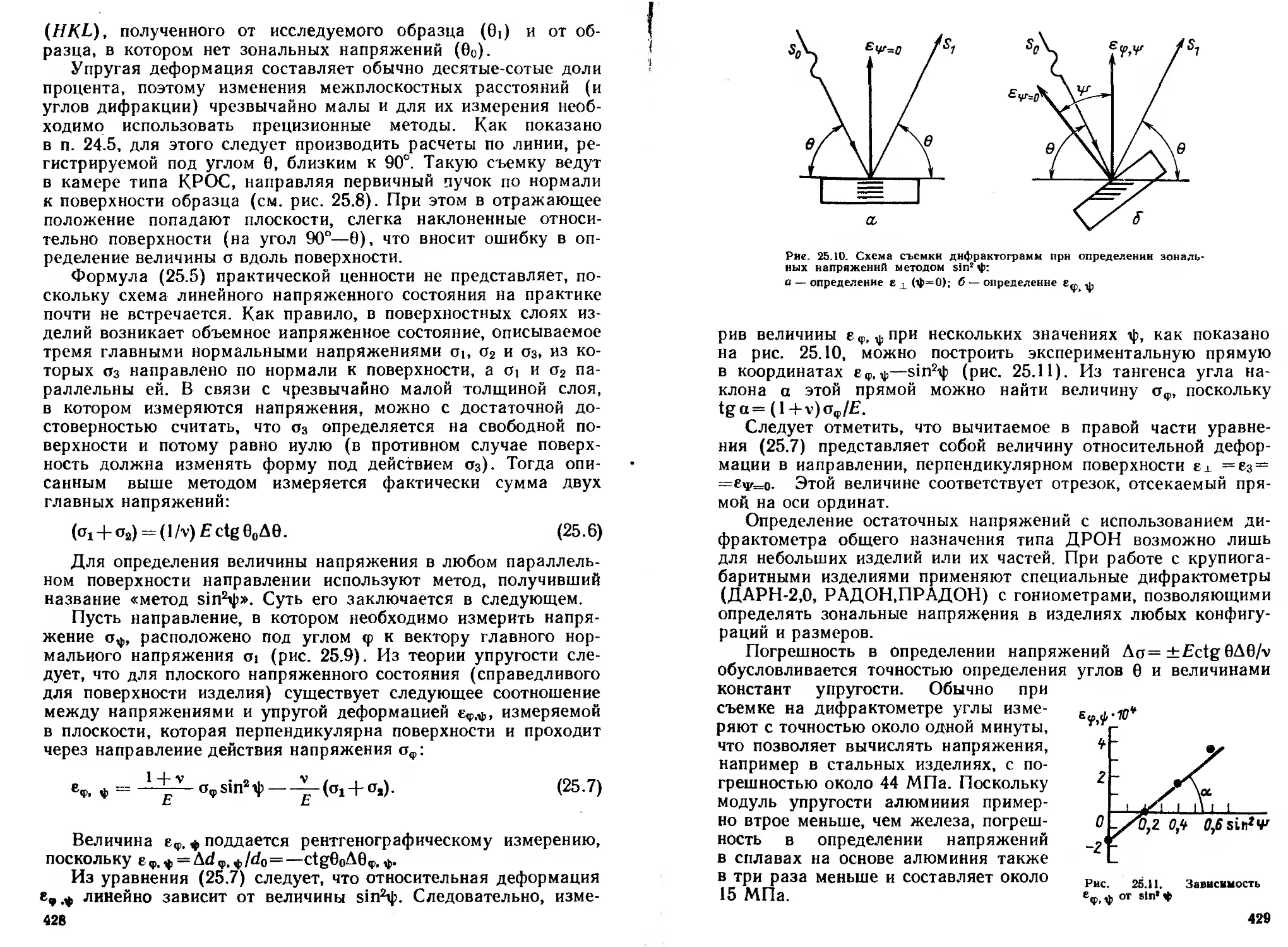
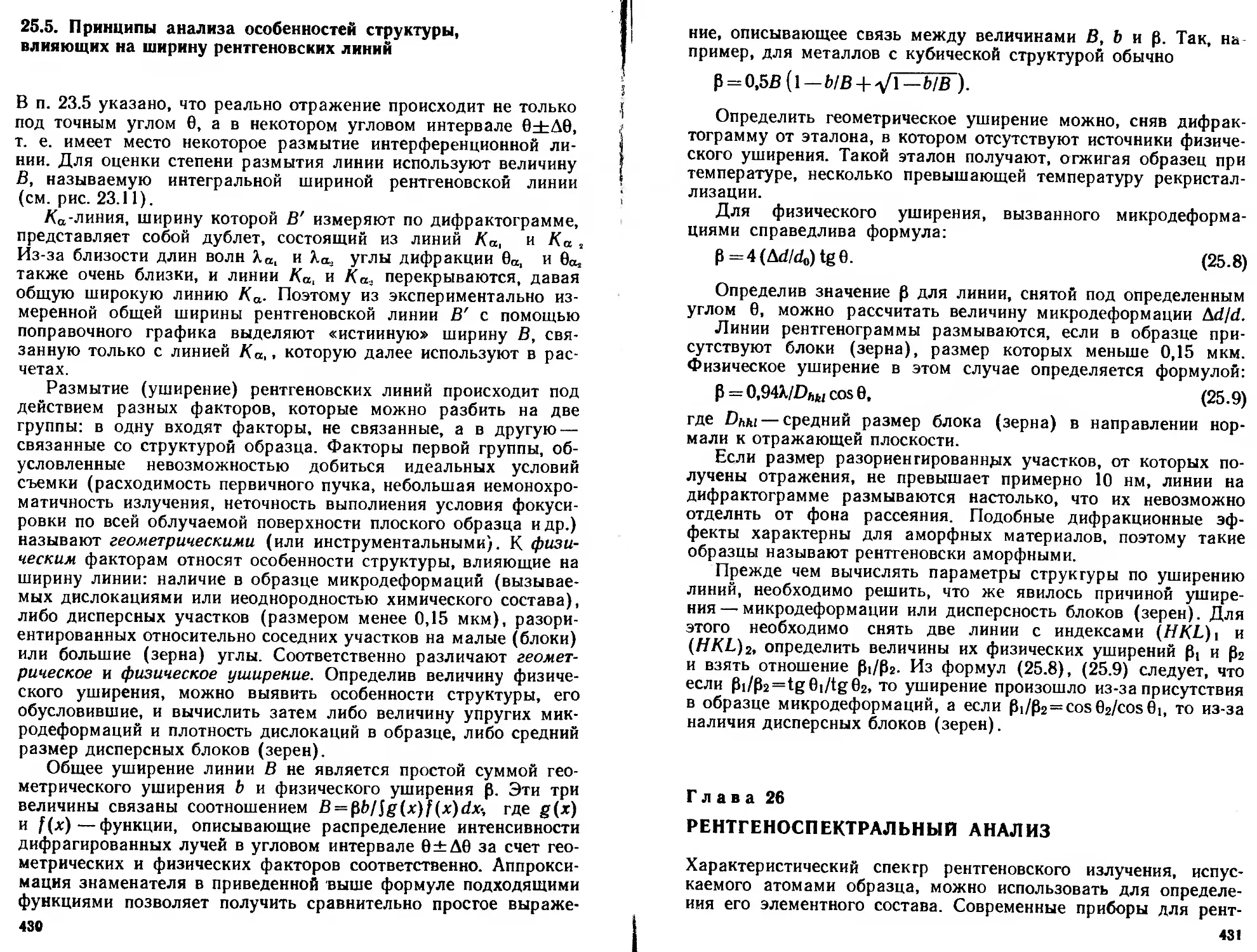
25.4. Рентгеновский анализ остаточных напряжений . . . 426
25.5. Принципы анализа особенностей структуры, влияющих
на ширину рентгеновских линий .....................430
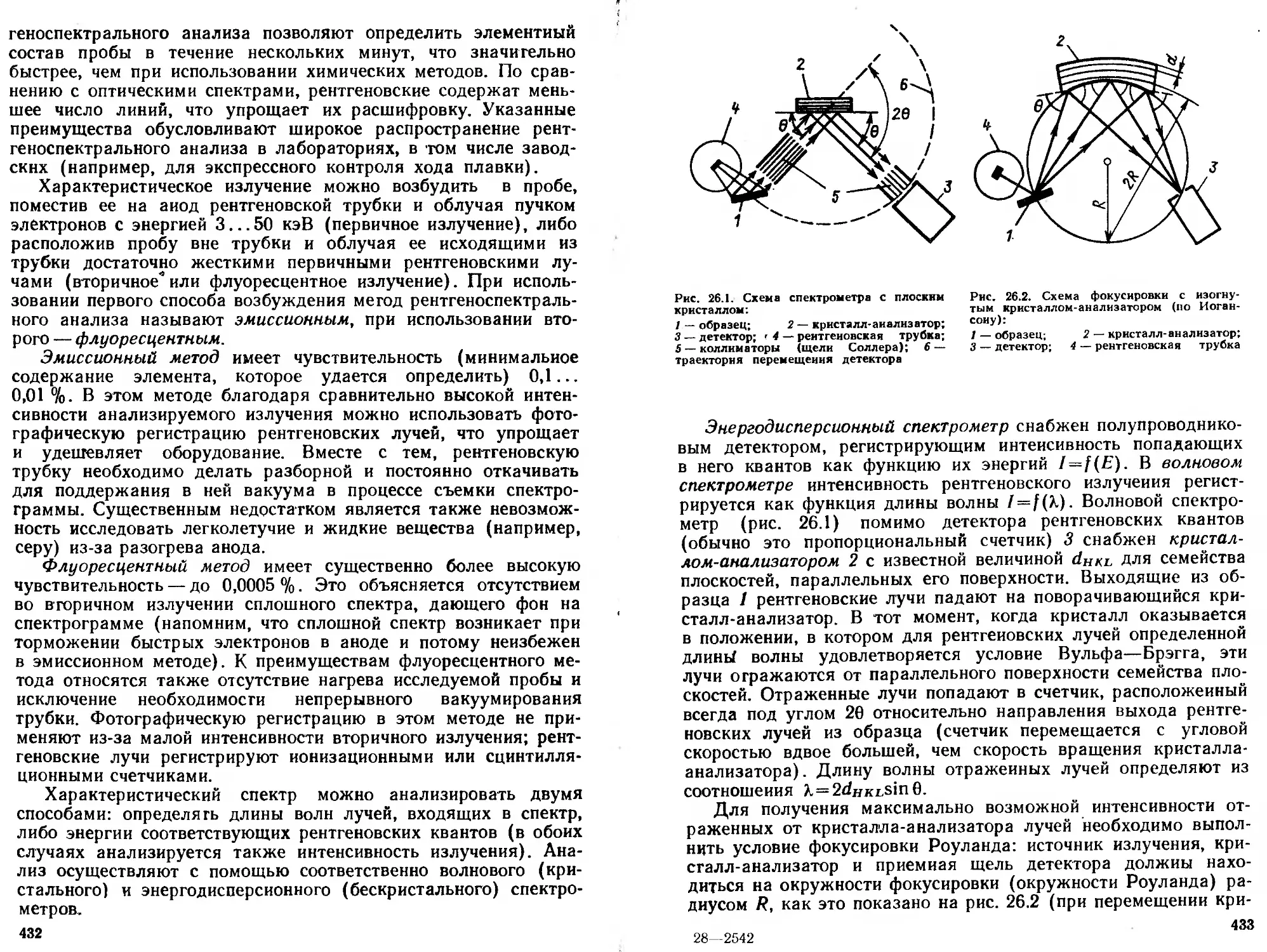
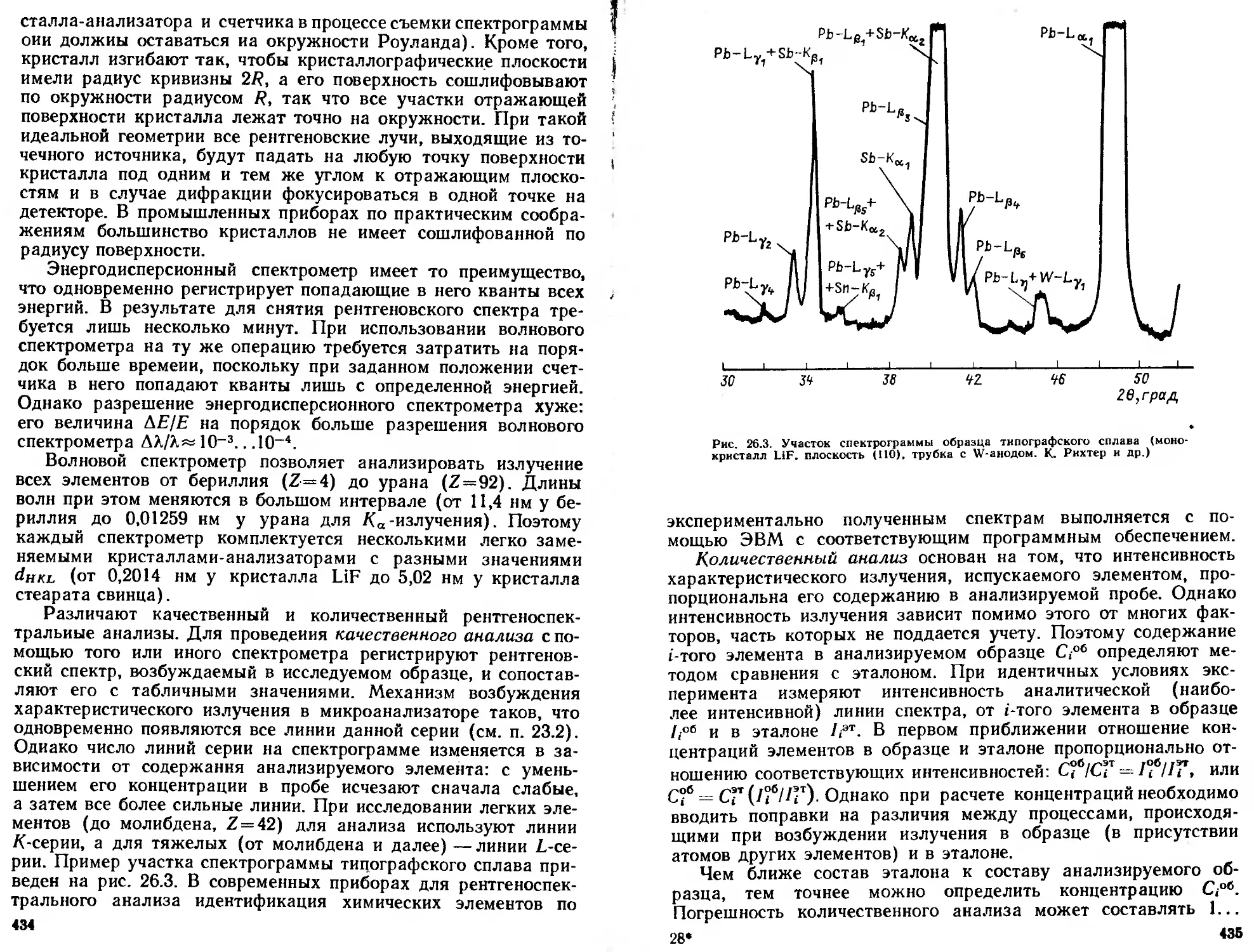
Глава 26. Реитгеноспектральный анализ . . .431
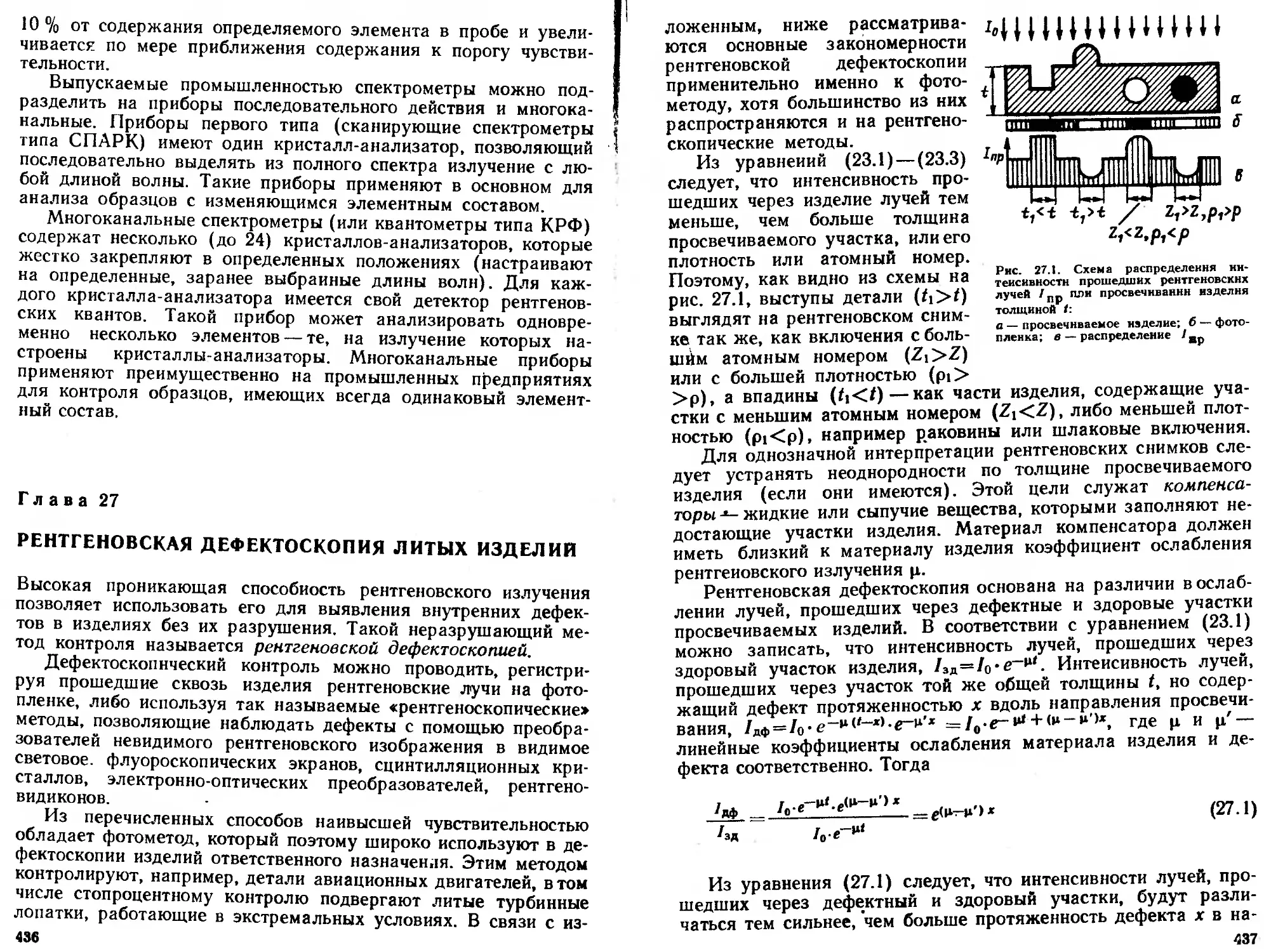
Глава 27. Рентгеновская дефектоскопия литых изделий . . . 436
Глава 28. Электронно-оптические методы исследования структуры ме-
таллических материалов . .............447
28.1. Физические основы н классификация основных элект-
ронно-оптических методов....................... ... 447
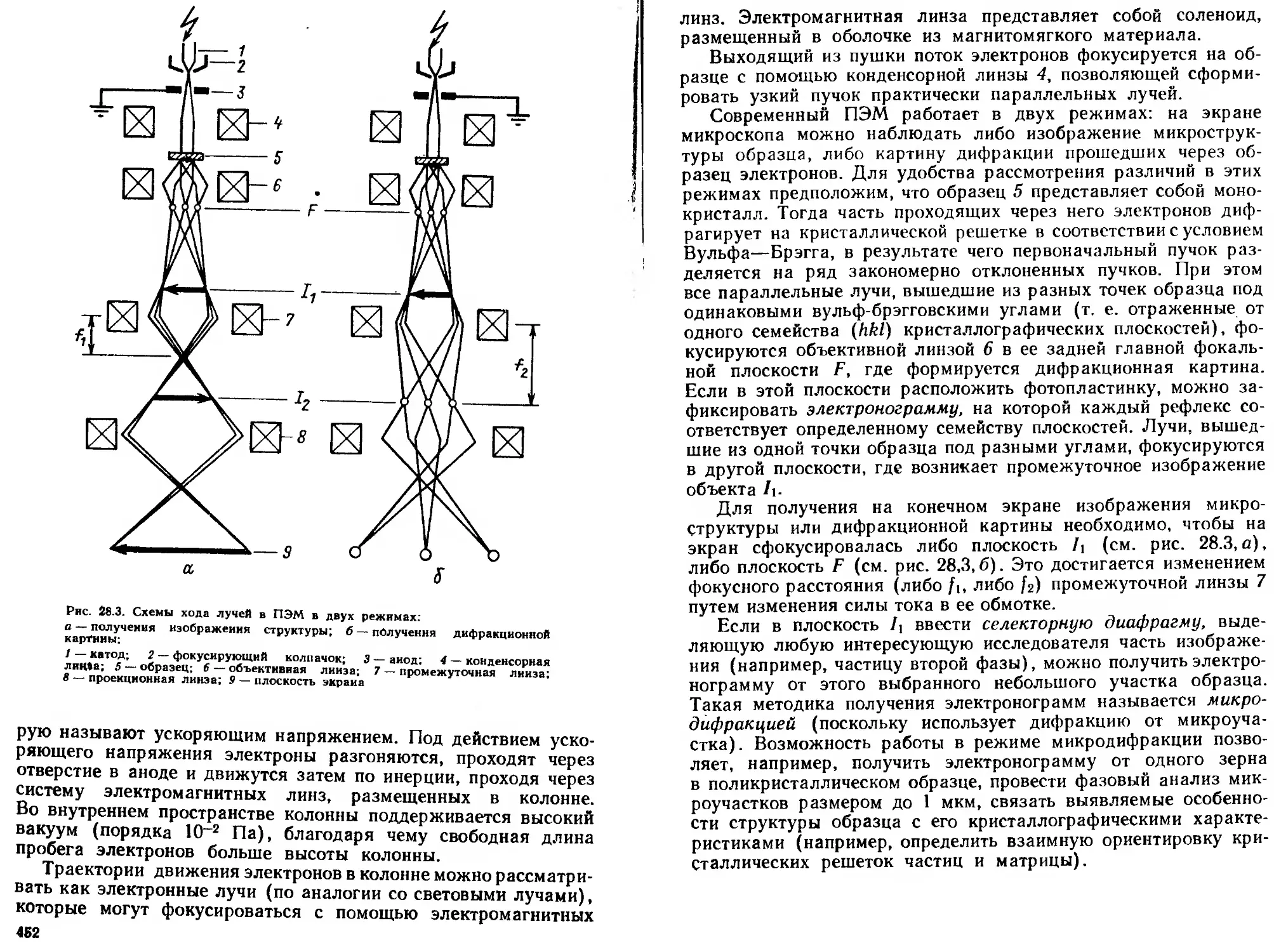
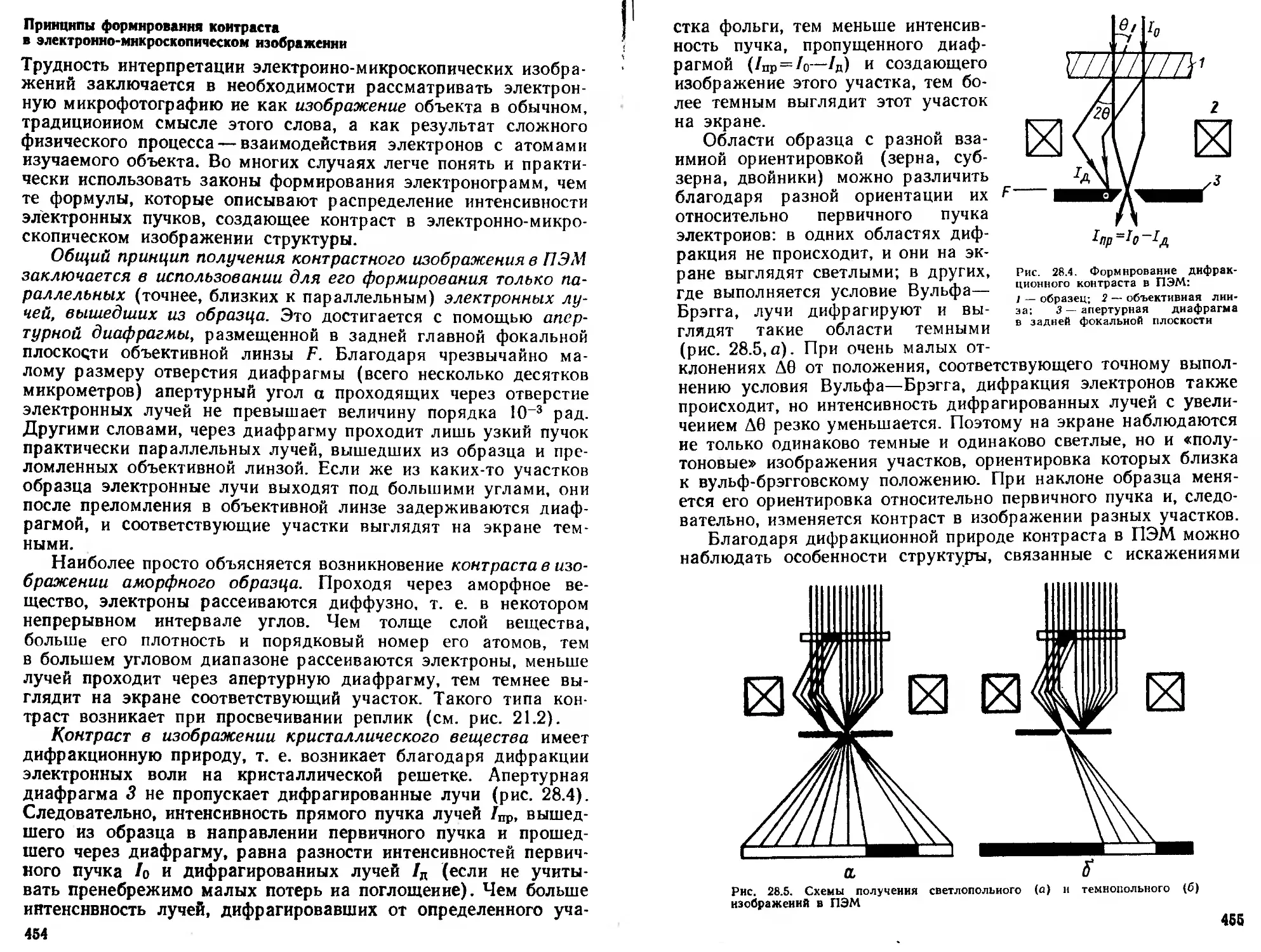
28.2. Просвечивающая электронная микроскопия . .451
28.3. Электронография ..................................459
28.4. Растровая электронная микроскопия н рентгеиоспект-
ральный микроанализ.................... . . 461
28.5. Оже-электронная спектроскопия 471
Рекомендуемый список литературы . . .. 474
Предметный указатель ...............................................475
ПРЕДИСЛОВИЕ
S чсбник рассчитан на курс «Металловедение, термообработка
ti рентгенография», который студенты, специализирующиеся по
инейному производству черных и цветных металлов, изучают
и гечение трех семестров: в первом семестре они изучают теоре-
н1ческие основы металловедения, во втором—основы термиче-
> кой обработки и промышленные сплавы, в третьем — методы
Р<шгенографии и электронной микроскопии в объеме, необходи-
мом для специалистов в области литейного производства.
В настоящем учебнике, в отличие от известных учебников по
оощим курсам металловедения и термической обработки, во-
первых, более подробно рассмотрены процессы формирования
< 1руктуры литых сплавов, во-вторых, больше внимания уделено
промышленным литейным сплавам, и, в-третьих, присутствует
р.идел «Рентгенография и электронная микроскопия». Сравни-
к‘льно подробно изложено учение о диаграммах состояния, яв-
1як>щееся базой для анализа процессов формирования струк-
ivpu сплавов.
В учебнике не рассматриваются конструкции машин для ме-
ханических испытаний металлов и приборы для исследования
груктуры, с которыми студент должен знакомиться в лабора-
1орном практикуме.
Отдельные разделы книги могут быть использованы в каче-
1 те учебного пособия по аналогичным курсам для студентов
ругих металлургических и машиностроительных специально-
1 1СЙ.
Авторы глубоко благодарны рецензентам учебника проф.
1> А. Колачеву и коллективу кафедры термообработки и физики
металлов Уральского политехнического института (зав. кафед-
рой — проф. М. И. Гольдштейн) за подробный анализ рукописи.
Ангоры признательны своим коллегам по Московскому инсти-
iv iy стали и сплавов проф. А. М. Захарову, проф. В. С. Золото-
ренскому, проф. Г. М. Кузнецову (кафедра металловедения
ннетых металлов), проф. А. Н. Иванову (кафедра рентгено-
। рафии и физики металлов), проф. Л. Я. Козлову, проф.
\ В. Курдюмову, проф. М. В. Ликунову и проф. В. П. Со-
нин, еву (кафедра технологии литейных процессов) за обсуж-
leime отдельных разделов и критические замечания.
ВВЕДЕНИЕ
Металловедение — это прикладная наука о строении и свой-
ствах металлов и сплавов. Основные задачи металловедения:
1) создание новых сплавов с заданным комплексом свойств и
улучшение существующих сплавов; 2) установление закономер-
ностей формирования структуры и свойств изделий при их от-
ливке, обработке давлением, термообработке и при других спо-
собах обработки; 3) установление закономерностей изменений
структуры и свойств сплавов при эксплуатации изделий; 4) обо-
снование выбора металлического материала и способа его обра-
ботки для заданного назначения.
Главное в металловедении — это учение о связи практически
важных свойств металлических материалов с их химическим со-
ставом и строением.
Становление металловедения как науки произошло во вто-
рой половине XIX в. в результате появившейся необходимости
удовлетворения потребностей быстро развивающейся техники,
когда базовые естественные науки — химия, физика, кристалло-
графия достигли необходимого уровня. «Современное учение
о металлических сплавах зародилось в атмосфере сталелитей-
ных заводов — Златоустовского, Обуховского и Крезо— благо-
даря трудам Аносова, Чернова и Осмонда» (акад. Н. С. Кур-
наков).
Развитие любой науки определяется появлением новых идей
и новых методов исследования. Это подтверждает и история
развития металловедения.
Начальник Златоустовских оружейных заводов горный инже-
нер П. П. Аносов, работая над раскрытием тайны изготовления
булатных клинков, в 1831 г. впервые в истории применил мик-
роскоп для изучения строения стали, подвергнув для этого ее
полированную поверхность химическому травлению и наблюдая
ее в микроскоп в отраженном свете. Английский петрограф
Г. Сорби использовал в 1864 г. аналогичный метод для изуче-
ния строения железных метеоритов. Эти работы положили на-
чало микроструктурному анализу металлов, который до сих пор
является наиболее распространенным методом исследования
в металловедении.
Великий русский металлург Дмитрий Константинович Чернов
(1839-—1921 гг.), выясняя причины низкой прочности стальных
орудий на Обуховском заводе в Петербурге, открыл в 1868 г.
критические точки (температуры) превращений в стали и свя-
зал с ними выбор режима термообработки для получения необ-
ходимых свойств. Это открытие оказало определяющее влияние
на последующее становление и развитие науки о металлах. Из-
вестный американский профессор Г. Хоу в книге «Железо, сталь
и другие сплавы» (1903 г.) написал: «Моему другу профессору
8
Дмитрию Константиновичу Чернову — отцу металлографии же-
леза в знак искренного уважения посвящается этот труд».
Выдающийся последователь Д. К. Чернова инженер Ф. Ос-
монд, работавший на оружейном заводе Крезо (Франция), при-
менил изобретенную Ле-Шателье платинородий-платиновую
термопару для установления критических точек в сталях мето-
дом термического анализа (по появлению тепловых эффектов
превращений) и использовал изобретенный Ле-Шателье специа-
лизированный металл-микроскоп для выявления структурных
составляющих в сталях после различной их обработки.
К началу 90-х годов XIX в. закончился подготовительный
период в развитии металловедения. В 1892 г. Осмонд предложил
называть новую науку, описывающую строение металлов, ме-
таллографией. Последние годы XIX в. и первые два десятилетия
XX в. можно назвать периодом классической металлографии,
основными методами которой являлись микроструктурный и тер-
мический анализы. С помощью этих методов экспериментально
была построена диаграмма состояния системы железо—углерод,
а затем диаграммы состояния множества других систем. На-
учной базой построения этих диаграмм являлась хорошо разви-
тая к тому времени термодинамическая теория гетерогенных
равновесий и прежде всего правило фаз Дж. Гиббса (1876 г.).
К 20-м годам нашего столетия были накоплены эксперимен-
тальные данные о структуре и свойствах разнообразных метал-
лов и сплавов, установлены важные для практики закономерно-
сти влияния химического состава и структуры на свойства
сплавов, а также закономерности изменения структуры и
свойств металлов и сплавов при тепловом и механическом воз-
действии. Содержание науки о металлах вышло за рамки клас-
сической металлографии. Получило распространение более ём-
кое её название—металловедение.
В 1912 г. М. Лауэ открыл явление дифракции рентгеновских
лучей на кристаллах, а профессор Петербургского университета
Г. В. Вульф и английский физик У. Л. Брэгг вывели простую
формулу, связывающую длину волны дифрагированных лучей и
межплоскостное расстояние. Начиная с 20-х годов, рентгено-
структурный анализ становится основным методом исследова-
ния атомно-кристаллического строения металлов и сплавов.
В последующие десятилетия в металловедение всё шире
проникают представления физики твердого тела и физические
методы исследования. Исключительно важным было широкое
применение, начиная с 50-х годов, электронной микроскопии,
позволившей глубоко исследовать структуру металлических ма-
юриалов. Таким образом, из изложенного должно быть понятно,
почему современное металловедение называют физическим.
Часть 1
МЕТАЛЛОВЕДЕНИЕ
И термическая
ОБРАБОТКА
Глава 1
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
1.1. Зеренное строение металлов
В твердом состоянии в подавляющем большинстве случаев ме-
таллы — тела кристаллические и состоят из множества кристал-
лов, т. е. являются поликристаллами. В таких поликристаллах
каждый кристалл чаще всего не имеет правильной огранки (см.
п. 2.2) и называется зерном или кристаллитом.
Если зерца достаточно крупные, они выявляются на макро-
шлифах— плоских поверхностях, полученных обработкой реза-
нием, шлифованием или другими способами. После травления
макрошлифа, например в кислоте, невооруженным глазом или
под лупой при увеличении до 30 раз изучают зеренное строение
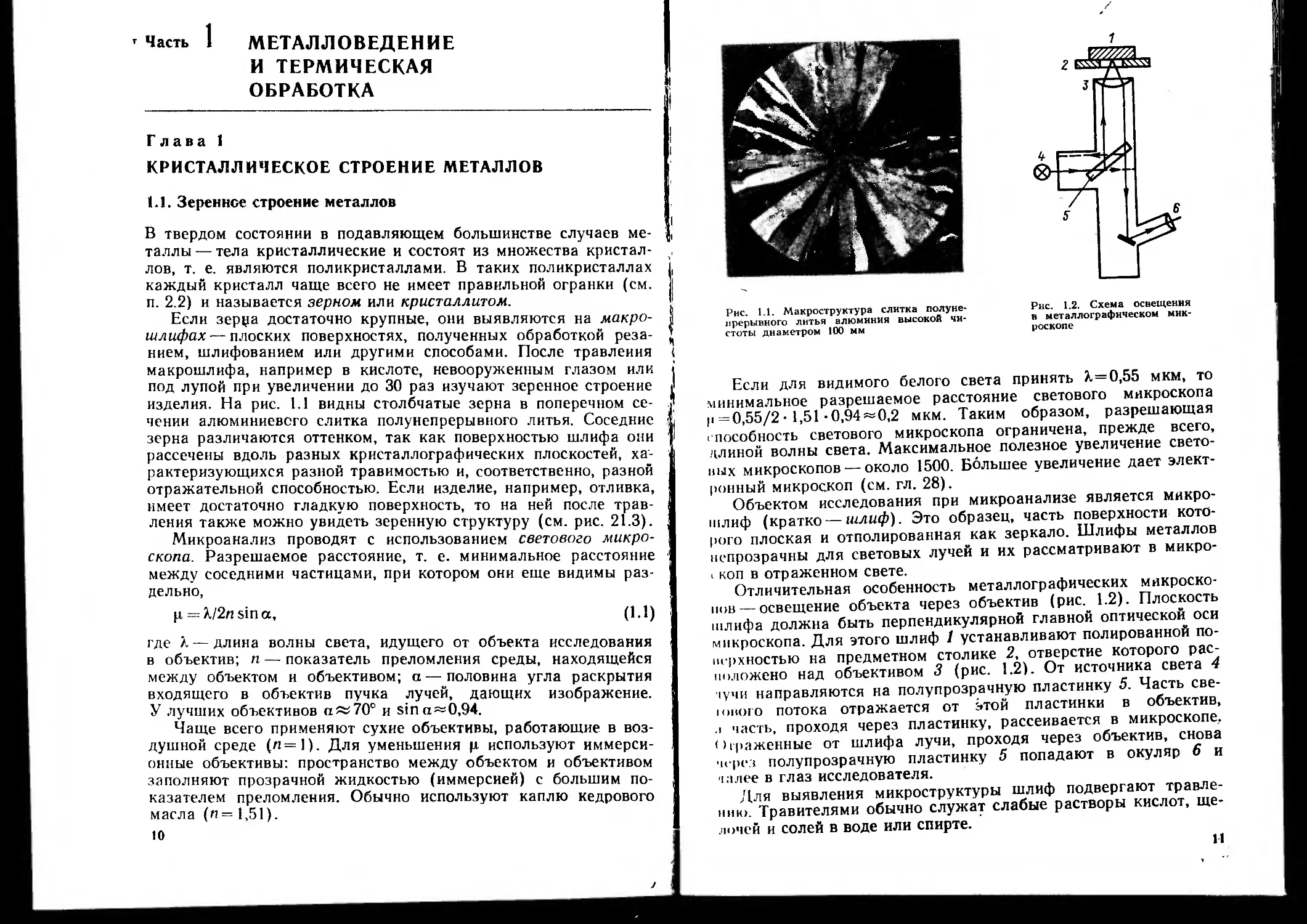
изделия. На рис. 1.1 видны столбчатые зерна в поперечном се-
чении алюминиевого слитка полунепрерывного литья. Соседние
зерна различаются оттенком, так как поверхностью шлифа они
рассечены вдоль разных кристаллографических плоскостей, ха-
рактеризующихся разной травимостью и, соответственно, разной
отражательной способностью. Если изделие, например, отливка,
имеет достаточно гладкую поверхность, то на ней после трав-
ления также можно увидеть зеренную структуру (см. рис. 21.3).
Микроанализ проводят с использованием светового микро-
скопа. Разрешаемое расстояние, т. е. минимальное расстояние
между соседними частицами, при котором они еще видимы раз-
дельно,
р. ==X/2nsina, (1.1)
где л — длина волны света, идущего от объекта исследования
в объектив; п — показатель преломления среды, находящейся
между объектом и объективом; а — половина угла раскрытия
входящего в объектив пучка лучей, дающих изображение.
У лучших объективов а~70° и si п о ~ 0,94.
Чаще всего применяют сухие объективы, работающие в воз-
душной среде (л=1). Для уменьшения ц используют иммерси-
онные объективы: пространство между объектом и объективом
заполняют прозрачной жидкостью (иммерсией) с большим по-
казателем преломления. Обычно используют каплю кедрового
масла (п— 1,51).
Ю
Рис. 1.1. Макроструктура слитка полуне-
прерывного литья алюминия высокой чи-
стоты диаметром 100 мм
Рис. 1.2. Схема освещения
в металлографическом мик-
роскопе
Если для видимого белого света принять Х=0,55 мкм, то
минимальное разрешаемое расстояние светового микроскопа
ц =0,55/2- 1,51 -0,94~0,2 мкм. Таким образом, разрешающая
способность светового микроскопа ограничена, прежде всего,
длиной волны света. Максимальное полезное увеличение свето-
вых микроскопов — около 1500. Большее увеличение дает элект-
ронный микроскоп (см. гл. 28).
Объектом исследования при микроанализе является микро-
шлиф (кратко — шлиф). Это образец, часть поверхности кото-
рого плоская и отполированная как зеркало. Шлифы металлов
непрозрачны для световых лучей и их рассматривают в микро-
t коп в отраженном свете.
Отличительная особенность металлографических микроско-
пов— освещение объекта через объектив (рис. 1.2). Плоскость
шлифа должна быть перпендикулярной главной оптической оси
микроскопа. Для этого шлиф 1 устанавливают полированной по-
верхностью на предметном столике 2, отверстие которого рас-
положено над объективом 3 (рис. 1.2). От источника света 4
«учи направляются на полупрозрачную пластинку 5. Часть све-
।оного потока отражается от этой пластинки в объектив,
л часть, проходя через пластинку, рассеивается в микроскопе,
<>1 раженные от шлифа лучи, проходя через объектив, снова
через полупрозрачную пластинку 5 попадают в окуляр 6 и
алее в глаз исследователя.
Для выявления микроструктуры шлиф подвергают травле-
нию. Травителями обычно служат слабые растворы кислот, ще-
лочей и солей в воде или спирте.
П
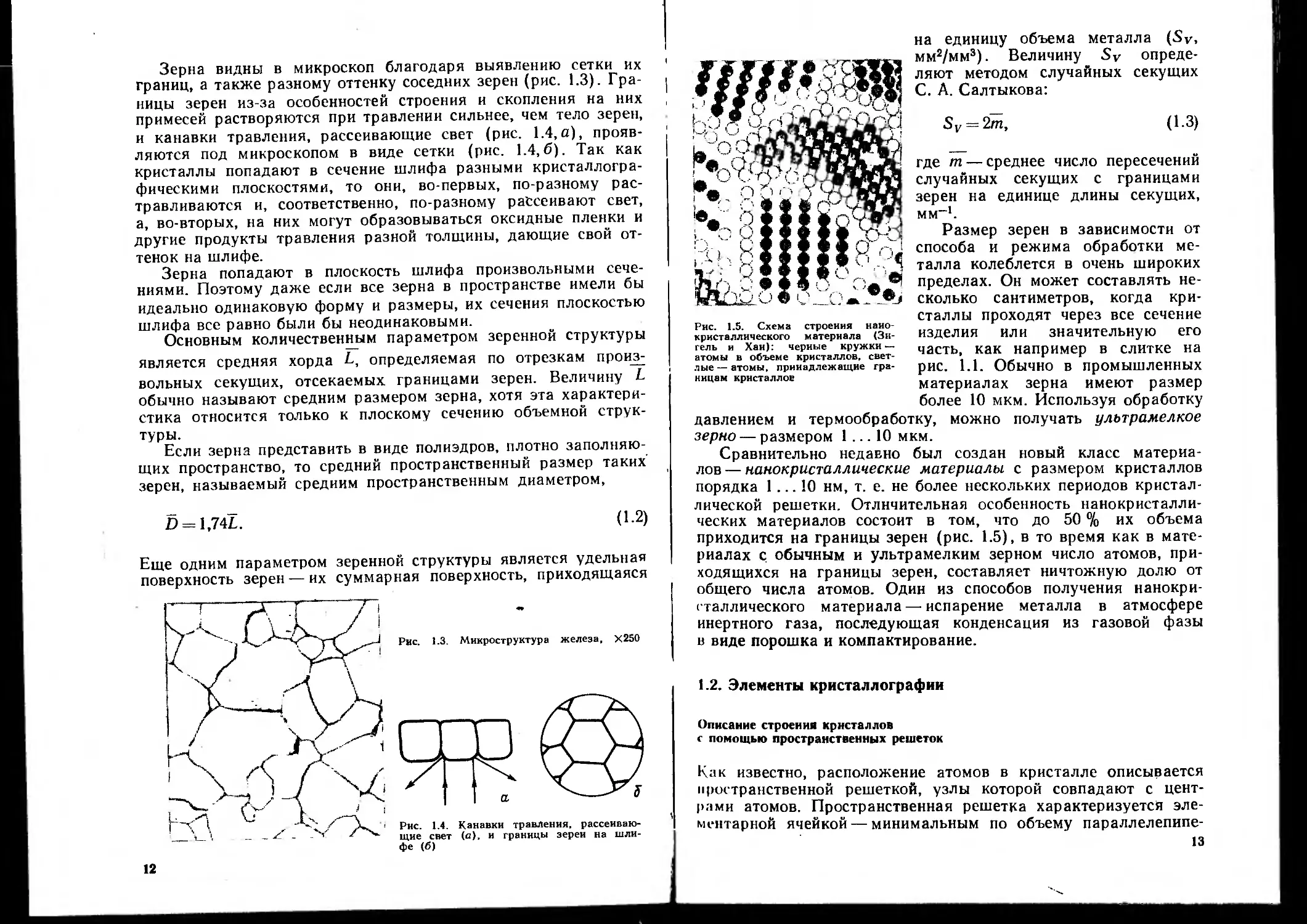
Зерна видны в микроскоп благодаря выявлению сетки их
границ, а также разному оттенку соседних зерен (рис. 1.3). Гра-
ницы зерен из-за особенностей строения и скопления на них
примесей растворяются при травлении сильнее, чем тело зерен,
и канавки травления, рассеивающие свет (рис. 1.4,а), прояв-
ляются под микроскопом в виде сетки (рис. 1.4,6). Так как
кристаллы попадают в сечение шлифа разными кристаллогра-
фическими плоскостями, то они, во-первых, по-разному рас-
травливаются и, соответственно, по-разному рассеивают свет,
а, во-вторых, на них могут образовываться оксидные пленки и
другие продукты травления разной толщины, дающие свой от-
тенок на шлифе.
Зерна попадают в плоскость шлифа произвольными сече-
ниями. Поэтому даже если все зерна в пространстве имели бы
идеально одинаковую форму и размеры, их сечения плоскостью
шлифа все равно были бы неодинаковыми.
Основным количественным параметром зеренной структуры
является средняя хорда Г, определяемая по отрезкам прошъ
вольных секущих, отсекаемых границами зерен. Величину L
обычно называют средним размером зерна, хотя эта характери-
стика относится только к плоскому сечению объемной струк-
туры.
Если зерна представить в виде полиэдров, плотно заполняю-
щих пространство, то средний пространственный размер таких
зерен, называемый средним пространственным диаметром,
D==1,74L.
(1.2)
Еще одним параметром зеренной структуры является удельная
поверхность зерен — их суммарная поверхность, приходящаяся
Рис. 1.3. Микроструктура железа, Х250
Рис. 1.4. Канавки травления, рассеиваю-
щие свет (а), и границы зерен на шли-
фе (б)
Рис. 1.5. Схема строения наио-
кристаллического материала (Зи-
гель и Хаи): черные кружки —
атомы в объеме кристаллов, свет-
лые— атомы, принадлежащие гра-
ницам кристаллое
на единицу объема металла (Sv,
мм2/мм3). Величину Sv опреде-
ляют методом случайных секущих
С. А. Салтыкова:
Sv = 2m, (1.3)
где т — среднее число пересечений
случайных секущих с границами
зерен на единице длины секущих,
мм-1.
Размер зерен в зависимости от
способа и режима обработки ме-
талла колеблется в очень широких
пределах. Он может составлять не-
сколько сантиметров, когда кри-
сталлы проходят через все сечение
изделия или значительную его
часть, как например в слитке на
рис. 1.1. Обычно в промышленных
материалах зерна имеют размер
более 10 мкм. Используя обработку
давлением и термообработку, можно получать ультрамелкое
зерно — размером 1 ... 10 мкм.
Сравнительно недавно был создан новый класс материа-
лов— нанокристаллические материалы с размером кристаллов
порядка 1 ... 10 нм, т. е. не более нескольких периодов кристал-
лической решетки. Отличительная особенность нанокристалли-
ческих материалов состоит в том, что до 50 % их объема
приходится на границы зерен (рис. 1.5), в то время как в мате-
риалах с обычным и ультрамелким зерном число атомов, при-
ходящихся на границы зерен, составляет ничтожную долю от
общего числа атомов. Один из способов получения нанокри-
сталлического материала — испарение металла в атмосфере
инертного газа, последующая конденсация из газовой фазы
в виде порошка и компактирование.
1.2. Элементы кристаллографии
Описание строения кристаллов
с помощью пространственных решеток
Как известно, расположение атомов в кристалле описывается
пространственной решеткой, узлы которой совпадают с цент-
рами атомов. Пространственная решетка характеризуется эле-
ментарной ячейкой — минимальным по объему параллелепипе-
13
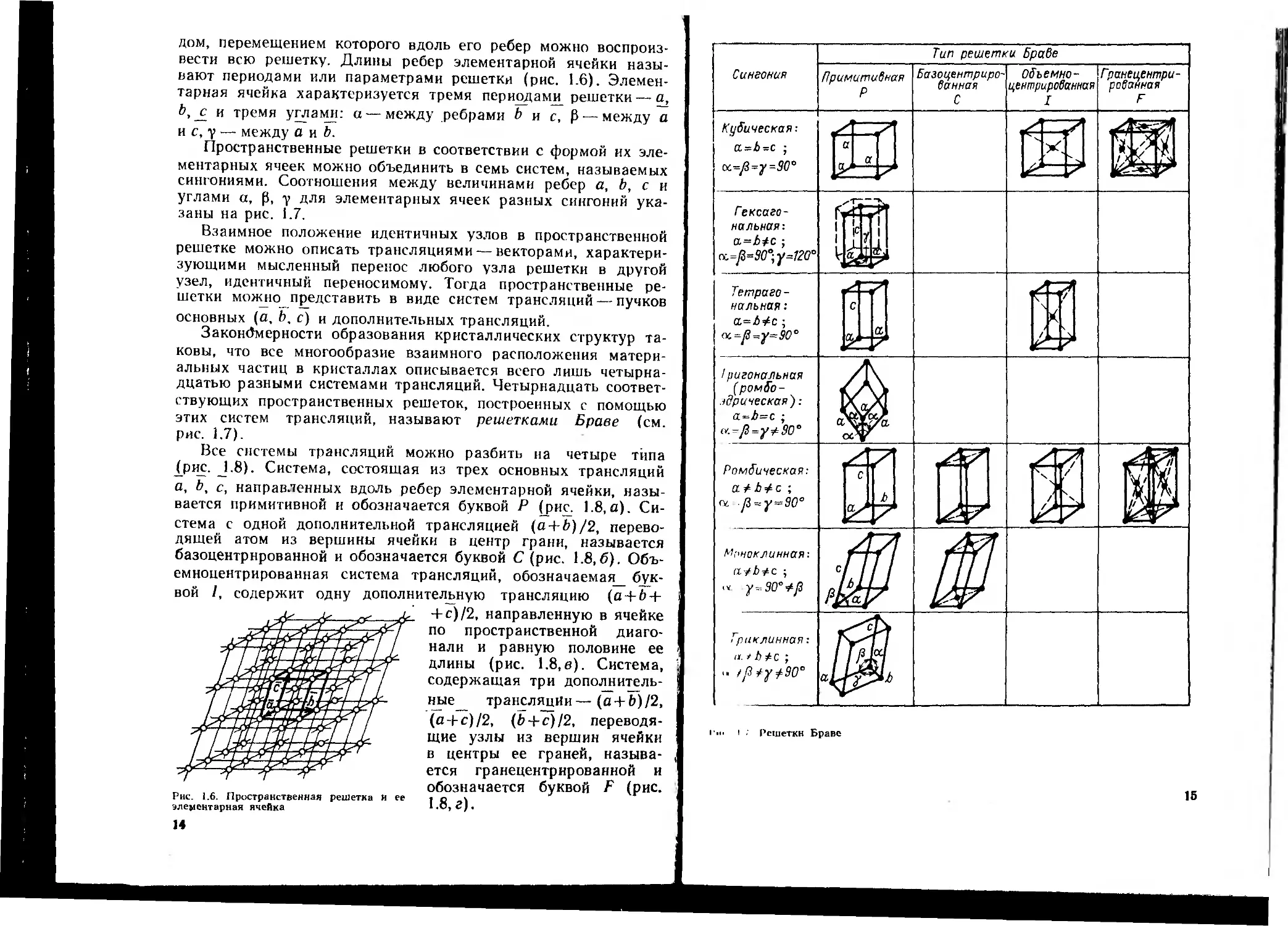
дом, перемещением которого вдоль его ребер можно воспроиз-
вести всю решетку. Длины ребер элементарной ячейки назы-
вают периодами или параметрами решетки (рис. 1.6). Элемен-
тарная ячейка характеризуется тремя периодами^ решетки— а,
Ь,~с и тремя углами: а — между ребрами b и с, Р —между а
и с, у — между а и Ь.
Пространственные решетки в соответствии с формой их эле-
ментарных ячеек можно объединить в семь систем, называемых
сингониями. Соотношения между величинами ребер а, Ь, с и
углами и, р, у для элементарных ячеек разных сингоний ука-
заны на рис. 1.7.
Взаимное положение идентичных узлов в пространственной
решетке можно описать трансляциями — векторами, характери-
зующими мысленный перенос любого узла решетки в другой
узел, идентичный переносимому. Тогда пространственные ре-
шетки можно представить в виде систем трансляций — пучков
основных (а, Ь. с) и дополнительных трансляций.
Закономерности образования кристаллических структур та-
ковы, что все многообразие взаимного расположения матери-
альных частиц в кристаллах описывается всего лишь четырна-
дцатью разными системами трансляций. Четырнадцать соответ-
ствующих пространственных решеток, построенных с помощью
этих систем трансляций, называют решетками Браве (см.
рис. 1.7).
Все системы трансляций можно разбить на четыре типа
£рис. J.8). Система, состоящая из трех основных трансляций
а, Ь, с, направленных вдоль ребер элементарной ячейки, назы-
вается примитивной и обозначается буквой Р (рис. 1.8,а). Си-
стема с одной дополнительной трансляцией (а + Ь)/2, перево-
дящей атом из вершины ячейки в центр грани, называется
базоцентрнрованной и обозначается буквой С (рис. 1.8,6). Объ-
емноцентрированная система трансляций, обозначаемая_ бук-
вой /, содержит одну дополнительную трансляцию (с + й +
Л' jr' jC +с)/2, направленную в ячейке
по пространственной диаго-
дХуу /лу / / нали и равную половине ее
Длины (рис. 1.8,в). Система,
содержащая три дополнитель-
Рис. 1.6. Пространственная решетка и
элементарная ячейка
14
ные трансляции—(а + Ь)/2,
(а + с)/2, (Ь + с)12, переводя-
щие узлы из вершин ячейки
в центры ее граней, называ-
ется гранецентрированной и
обозначается буквой F (рис.
1.8,г).
Сингония
Примитивная
Р
Тип решетки Браве
Базоцентриро-
ванная
С
Объемно-
центрированная
I
Гоанерентри-
рованная
Кубическая:
а.=Ь-с ;
ос=у3=у=30°
Гексаго-
нальная:
a.=btc ;
к.={1=80°,у=120'
Тетраго -
нальная:
a,=f>±c;
oc.=ft~-y=30°
/ригональная
(ромбо-
эдрическая):
а~-Ь=с ;
n^Ji = -y^90°
Ромбическая:
а ;
п. ft-у=90°
Моноклинная:
а/Ь^с ;
• « y^90^J3
Триклинная:
a. f Б tc ;
.. ,[3/у/90°
Решетки Браве
15
Рис. 1.8. Четыре типа систем трансляций (а—г) и соответствующие решетки Браве
(д-4)
В каждой из семи сингоний существует своя примитивная
решетка Браве, отличающаяся от других либо соотношением
между величинами периодов а, Ь, с, либо осевыми углами а,
Р, у, либо и тем, и другим. Оставшиеся семь решеток Браве
распределяются по сингониям следующим образом: три в ром-
бической (С, /, F), две — в кубической (/, F) и по одной —
в тетрагональной (/) и моноклинной (С) сингониях.
Кристаллографические направления, плоскости
и их иидицирование
Наиболее удобный способ единообразного описания простран-
ственного расположения плоскостей и направлений в кристал-
лах заключается в приписывании направлениям и плоскостям
определенных индексов (индицировании) при введении в каж-
дой сингонии своей системы координат.
Параллельно каждой плоскости в кристалле можно провести
многочисленное семейство плоскостей, проходящих через атомы.
Плоскости одного семейства неотличимы по рисунку и плотно-
сти расположения в них атомов и, следовательно, по свойствам
(рис. 1.9). Аналогично можно говорить о семействах параллель-
ных направлений. Поэтому способ индицирования должен быть
таким, чтобы любое из параллельных направлений (любая из
параллельных плоскостей) имело бы одинаковые индексы.
Кристаллографические системы координат. В кристалло-
графии принята правая система координат: поворот от оси ¥
16
к оси X совершается по часовой стрел-
ке, если смотреть на плоскость, в ко-
н>рой лежат эти оси, из любой точки
на положительном направлении оси Z.
Начало координат помещают в вер-
шину элементарной ячейки, оси коор-
аинат направляют по ребрам ячейки,
а за единичные отрезки по осям при-
нимают соответствующие периоды ре-
шетки. В связи с изложенным, в каж-
|>>й сингонии используется своя си-
< нм а координат, в которой углы
между осями и соотношение единич-
ных отрезков соответствуют приведен-
ным на рис. 1.7 углам между ребрами
ячеек и соотношениям периодов реше-
11 >к.
Рис. 1.9. Семейство кристал-
лографических плоскостей
(100)
Индексы направлений. Кристаллографическое направление
можно характеризовать совпадающим с ним вектором, причем
поскольку за начало координат можно выбрать любой узел про-
• цшнственной решетки, удобно расположить его на заданном
>.|>исгаллографическом направлении, которое в таком случае
<>\ /ici характеризоваться вектором Т, выходящим из начала ко-
ординат. Абсолютная величина вектора не важна, учитывается
тишь его направление. Поэтому индексами выходящего из на-
н1 ta координат направления служат три целых, взаимно про-
(т. е. не имеющих общего делителя) числа и, v, w,
пропорциональных координатам [рпр?]] любой точки, лежащей
па пом направлении: и :‘v: w = m : р : q. Индексы направления
|.|пнс'ывают в одинарных квадратных скобках [now] и назы-
вают символом направления-, если какая-либо из координат от-
рнп.тгельна, знак «минус» ставят над соответствующим индек-
сом Из приведенного выше определения следует, что для нахо-
с |< ния индексов направления необходимо либо перенести его
ti.ip.i члельно ему самому, так чтобы оно проходило через на-
1 1н> координат, либо переместить начало координат на это на-
нр.тлсние с параллельным переносом координатных осей. От-
lo i.t ясно, что все параллельные направления имеют одинако-
вы. индексы.
Ил рис. 1.10,а приведены примеры индицирования некото-
рых направлений. Если начало координат поместить в точку о,
о. о.чка е будет иметь координаты (['/г, ’/г, 1]], а направление
индексы [Н2], которые читают раздельно: «направление
> |нн один — два». Для нахождения индексов направления ab
... ..г» <>димо начало координат поместить в точку а: координаты
I..-IKU Ь будут [|—1, 1, 0]], а индексы направления — [1 1 0]
17
Рис. 1.10. К определению
индексов направлений (а) и плоскостей (б)
(в этом случае читают: «один с минусом — один — ноль»). Пе-
ремена знаков индексов на противоположные (например [0011
на [001] — см. рис. 1.10) изменяет направление на обратное.
Среди непараллельных направлений в кристалле можно
найти кристаллографически равноценные, неотличимые одни от
других по расположению в них атомов. Поэтому можно гово-
рить о совокупности эквивалентных по структуре направлений,
которую обозначают символом <uvw~>. Например, на рис.
1.10, а направления [110], [ПО] и [1оТ] принадлежат совокуп-
ности < 110>.
Индексы плоскостей. Положение плоскости в пространстве
можно задать отрезками, отсекаемыми этой плоскостью на ко-
ординатных осях. Однако плоскости, параллельные координат-
ным осям, отсекают по ним отрезки бесконечно большой вели-
чины, что создает определенные трудности в вычислениях
с участием таких величин. Поэтому для описания кристаллогра-
фических плоскостей используют индексы Миллера — три це-
лых взаимно простых числа h, k, I, обратно пропорциональных
измеренным в осевых единицах отрезкам, отсекаемым плос-
костью по координатным осям. Символом плоскости служат ее
индексы, заключенные в круглые скобки: (hkl).
Для нахождения индексов плоскости необходимо: найти от-
секаемые ею на осях координат отрезки ох, оу, oz, измеряя их
в соответствующих осевых единицах; вычислить обратные вели-
чины 1 /ох : 1 /оу : 1 /он; привести полученное соотношение к от-
ношению трех целых взаимно простых чисел. Например, на рис.
1.10,6, где показаны три соседние элементарные ячейки, пло-
скость abed отсекает на осях координат отрезки 1 : 'А : °°, об-
ратными величинами которых будут 1:2:0. Следовательно, ин-
дексы этой плоскости: (120). Параллельная ей плоскость
a'b'c'd' отсекает отрезки 2: 1 : оо, обратные величины которых
18
1 1:0. Приведя полученное отношение к отношению трех це-
н.|\ чисел (домножив каждое число на 2), получим индексы
ион плоскости: (120) —такие же, как и для плоскости abed.
'Ь по, что любая плоскость, параллельная данной, будет иметь
ней одинаковые индексы. Таким образом, символ плоскости
(//А7) описывает бесконечно большое семейство параллельных
п ич костей, причем все плоскости одного семейства структурно
|.вииалентны.
Проходящие через атомы соседние плоскости одного семей-
• та отстоят одни от других на равном расстоянии (см. рис. 1.9).
><> межплоскостное расстояние d равно длине перпендикуляра,
"пущенного из начала координат на ближайшую к нему пло-
|ии ть данного семейства (hkl).
Зная величины периодов решетки, можно вычислить значе-
ния d для разных сингоний:
кубической: d — а! -у/ h2 + k2 +12; (1.4)
тетрагональной: d~al^h2-[-k2-\-l2(a2lc2) ; (1.5)
гексагональной: d — al'\/4(h2 + hk-[-k2)l3-\-l2 (a2lc2) (1.6)
В кристаллах можно выделить несколько непараллельных,
п<> полностью идентичных (по расположению атомов) семейств
кристаллографических плоскостей с одинаковым межплоскост-
iiijM расстоянием. Поэтому можно говорить о существовании
и кристаллах совокупности структурно эквивалентных плоско-
• !<((. Совокупность плоскостей обозначают символом {hkl}. Не-
обходимым признаком принадлежности того или иного семей-
HI.I к одной совокупности является равенство их межплоскост-
ни х расстояний.
К кубической сингонии в одну совокупность входят семей-
i'ia плоскостей, индексы которых различаются лишь знаками
п иес соположениями в символе. Действительно, если в уравне-
нии (1.4) последовательно менять местами и знаками индексы
/|. А-. /. не меняя их величины, подкоренное выражение будет
нм! II. неизменную величину, и межплоскостное расстояние тоже
к-1 неизменно. Так, в совокупность {100} кристалла кубиче-
i.i.ii сингонии входят шесть семейств плоскостей: (100), (100),
ОНО), (010), (001) и (001). Число семейств, входящих в данную
. .чнч.упность, называют повторяемостью. Величину повторяе-
м.ч in Р можно определить как число перестановок индексов
ч I ияноле плоскости местами и знаками, не приводящих к из-
mnintito межплоскостного расстояния. Ниже приведены вели-
IIIHI.I повторяемости для всех совокупностей с любыми возмож-
ными вариантами сочетаний индексов в кристаллах кубической
19
сингонии (символ {hhl} означает, что два индекса равны между
собой по величине и не равны третьему, например {112}, {331}
и т. д.):
Индексы совокупности {100) (ПО) {111) (Л/еО) {h/it) {hkl}
Р ............... 6 12 8 24 24 48
Некоторые кристаллохимические характеристики
металлических структур
В кристаллохимии структуру кристаллов представляют в виде
застывшего ансамбля жестких сфер, соприкасающихся одна
с другой. Половину расстояния между центрами двух соприка-
сающихся сфер гп = 1о/2 называют атомным или металлическим
радиусом.
Координационным числом (КЧ) называют число ближайших
соседей, окружающих на равных расстояниях данный атом. По-
скольку вокруг сферы заданного радиуса можно разместить
максимум 12 равновеликих сфер, максимально возможное коор-
динационное число в металлах равно 12. Для металлов харак-
терны большие координационные числа: в объемноцентрирован-
ной кубической решетке КЧ = 8, в граиецентрированной и гекса-
гональной компактной КЧ=12.
Под числом атомов на ячейку пн понимают число единичных
атомных объемов va, из которых состоит объем Va, занятый
в ячейке атомами: nH=Va/va. В качестве примера рассмотрим
примитивную ячейку, образованную восемью атомами, распо-
ложенными по ее вершинам. Каждый такой атом принадле-
жит одновременно восьми соседним ячейкам и, следовательно,
находится внутри одной ячейки лишь ’/в частью своего объема.
Таким образом, атомы занимают в примитивной ячейке VeX8 =
= 1 атомный объем, т. е. на ячейку приходится один атом. Если
атом расположен на ребре ячейки, он входит в нее *А частью,
на грани—‘/2 частью и внутри ячейки — целиком.
В силу ненаправленности металлической связи положитель-
ные ионы образуют металлические кристаллы, как плотно уло-
женные шары. При плотнейшей из всех возможных упаковок
атомы в одном слое сложены так, что любой из них окружен
шестью плотно прилегающими другими (рис. 1.11,а). Чтобы
упаковка оказалась плотнейшей не только в одном слое, но и
в пространстве, необходимо такое взаимное расположение со-
седних плотноупакованных слоев, при котором шары одного
слоя ложатся в лунки другого.
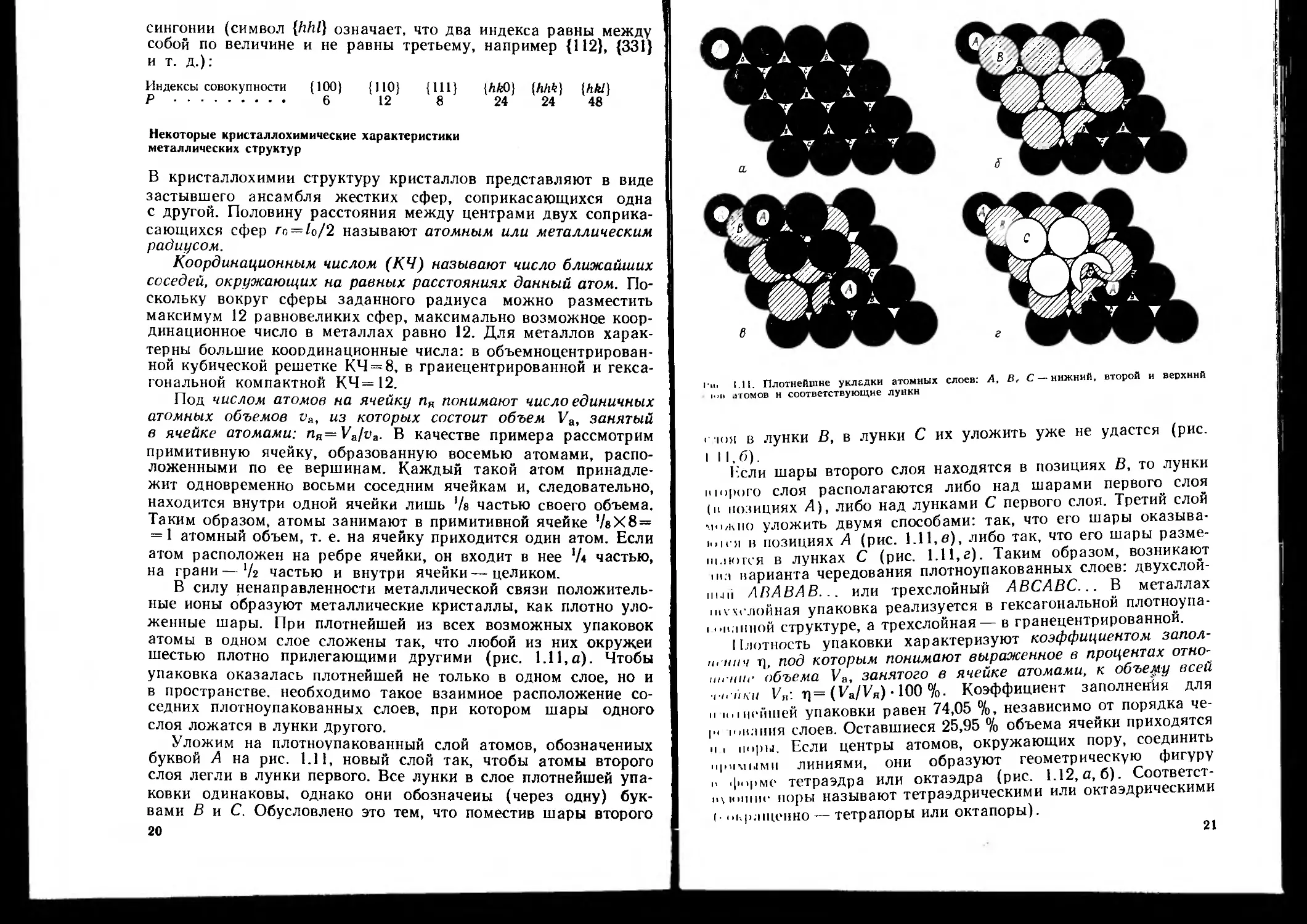
Уложим на плотноупакованный слой атомов, обозначенных
буквой А на рис. 1.11, новый слой так, чтобы атомы второго
слоя легли в лунки первого. Все лунки в слое плотнейшей упа-
ковки одинаковы, однако они обозначены (через одну) бук-
вами В и С. Обусловлено это тем, что поместив шары второго
20
l ui l.И. Плотнейшие укладки атомных слоев: А, В, С — ннжний, второй и верхний
юн атомов н соответствующие лункн
< |<>я в лунки В, в лунки С их уложить уже не удастся (рис.
। И.б).
Исли шары второго слоя находятся в позициях В, то лунки
нюрого слоя располагаются либо над шарами первого слоя
(и позициях /1), либо над лунками С первого слоя. Третий слой
можно уложить двумя способами: так, что его шары оказыва-
нием в позициях А (рис. 1.11,в), либо так, что его шары разме-
ш.ногся в лунках С (рис. 1.11,г). Таким образом, возникают
in.! варианта чередования плотноупакованных слоев: двухслой-
iii.iii ЛВАВАВ... или трехслойный АВСАВС... В металлах
покслойная упаковка реализуется в гексагональной плотноупа-
|он,|нной структуре, а трехслойная— в гранецентрированной.
Плотность упаковки характеризуют коэффициентом запол-
ц, иич q, под которым понимают выраженное в процентах отно-
шение объема Уа, занятого в ячейке атомами, к объему всей
'i. iikh Vn: tj= (Va/VH) 100 %. Коэффициент заполнения для
и пинсйшей упаковки равен 74,05 %, независимо от порядка че-
1>< юнания слоев. Оставшиеся 25,95 % объема ячейки приходятся
и । поры. Если центры атомов, окружающих пору, соединить
прямыми линиями, они образуют геометрическую фигуру
в форме тетраэдра или октаэдра (рис. 1.12, а, б). Соответст-
loioiiine поры называют тетраэдрическими или октаэдрическими
(• окр.нцешю — тетрапоры или октапоры).
21
Рнс. 1.12. Тетраэдрическая (а, в) и октаэдрическая (б, г) поры в плотноупакованных
структурах
Расположение атомов вокруг поры в соседних плотноупако-
ванных слоях показано на рис. 1.12, в, г. Тетрапоры заключены
между четырьмя шарами, один из которых закрывает лунку,
образованную тремя шарами нижнего слоя. Октапора заклю-
чена между шестью шарами, расположенными так, что лунка
второго слоя находится над лункой первого.
На каждый атом приходится одна окта- и две тетрапоры.
Размер поры характеризуют радиусом сферы гп, которую можно
вписать между шарами радиусами га, ограничивающими пору.
В октапору можно вписать сферу радиусом го. п = 0,41 га, а в те-
трапору — Гт. п = 0,23 га.
Основные типы металлических структур
Среди чистых металлов и твердых растворов на их основе
встречаются в основном три типа структур.
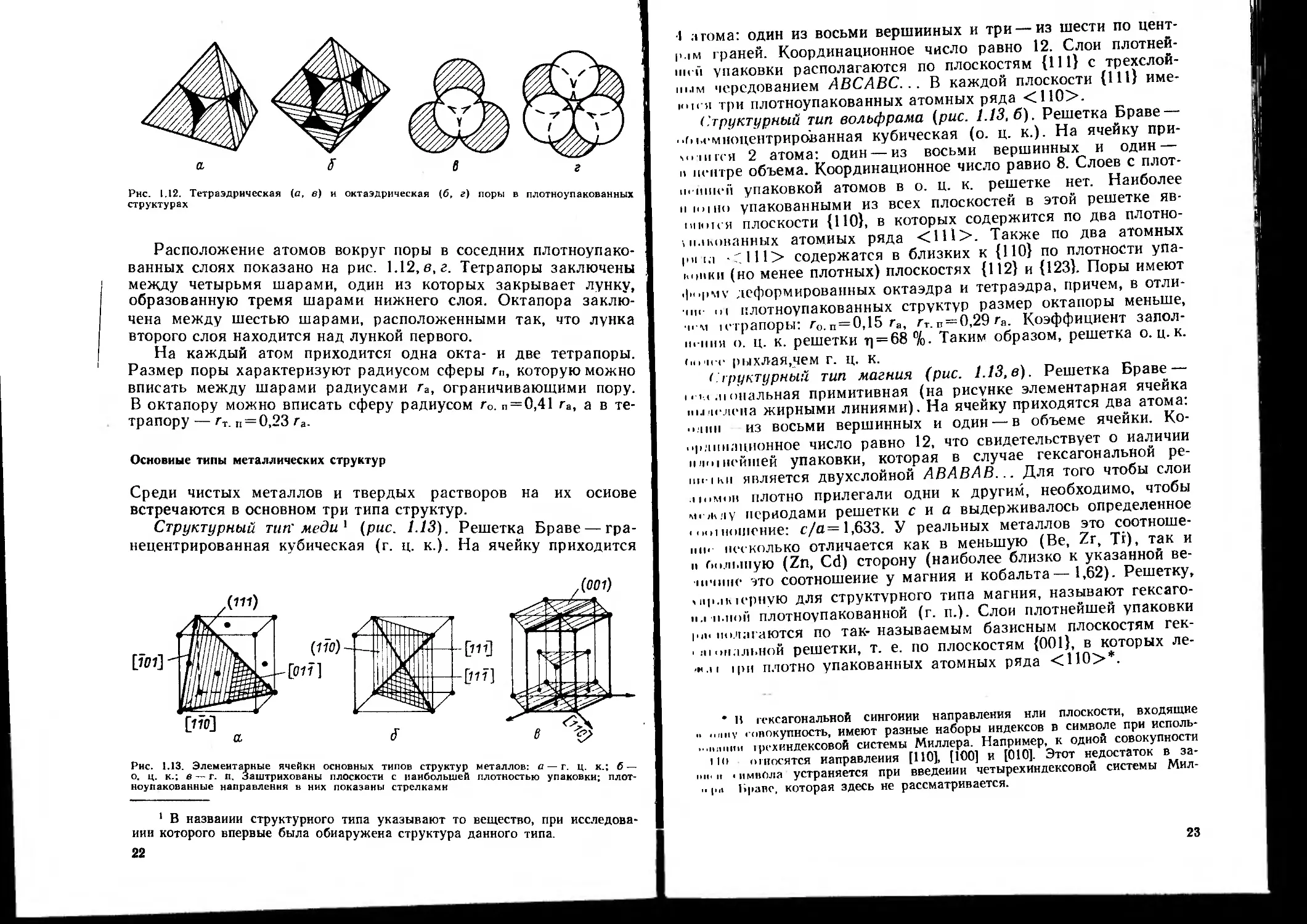
Структурный тип' меди 1 (рис. 1.13). Решетка Браве — гра-
нецентрированная кубическая (г. ц. к.). На ячейку приходится
Рис. 1.13. Элементарные ячейки основных типов структур металлов: а — г. ц. к.; б —
о. ц. к.; в — г. п. Заштрихованы плоскости с наибольшей плотностью упаковки; плот-
ноупакованные направления в них показаны стрелками
1 В названии структурного типа указывают то вещество, при исследова-
нии которого впервые была обнаружена структура данного типа.
22
I .нома: один из восьми вершинных и три — из шести по цент-
p. iM граней. Координационное число равно 12. Слои плотней-
ик и упаковки располагаются по плоскостям {111} с трехслой-
1П.1М чередованием АВСАВС... В каждой плоскости {111} име-
|<>к я три плотноупакованных атомных ряда <110>.
Структурный тип вольфрама (рис. 1.13,6). Решетка Браве —
• •бьсмиоцентрированная кубическая (о. ц. к.). На ячейку при-
мпнгся 2 атома: один — из восьми вершинных и один —
и центре объема. Координационное число равно 8. Слоев с плот-
ш niiieii упаковкой атомов в о. ц. к. решетке нет. Наиболее
и io। но упакованными из всех плоскостей в этой решетке яв-
1ЧЮНЯ плоскости {НО}, в которых содержится по два плотно-
s и.(копанных атомных ряда <111>. Также по два атомных
рч и <111> содержатся в близких к {110} по плотности упа-
кппки (но менее плотных) плоскостях {112} и {123}. Поры имеют
Форму деформированных октаэдра и тетраэдра, причем, в отли-
IIH- nt плотноупакованных структур размер октапоры меньше,
•и м нчрапоры: го.п = 0,15га, гт.п = 0,29 га. Коэффициент запол-
11111НЯ о. ц. к. решетки ц = 68°/о. Таким образом, решетка о. ц.к.
<"|'ц<• рыхлая,чем г. ц. к.
Структурный тип магния (рис. 1.13, в). Решетка Браве —
।- |.< л опальная примитивная (на рисунке элементарная ячейка
|||.| |<-.иена жирными линиями). На ячейку приходятся два атома:
linn из восьми вершинных и один — в объеме ячейки. Ко-
ординационное число равно 12, что свидетельствует о наличии
шиниейшей упаковки, которая в случае гексагональной ре-
ПН1КИ является двухслойной АВАВАВ... Для того чтобы слои
.iHiMoii плотно прилегали одни к другим, необходимо, чтобы
между периодами решетки с и а выдерживалось определенное
। ши ношение: с/а~ 1,633. У реальных металлов это соотноше-
ние несколько отличается как в меньшую (Be, Zr, Ti), так и
и 6ii.hi,шую (Zn, Cd) сторону (наиболее близко к указанной ве-
тчине это соотношение у магния и кобальта—1,62). Решетку,
inp.uiн-рную для структурного типа магния, называют гексаго-
н.1 и.ной плотноупакованной (г. п.). Слои плотнейшей упаковки
ин* полагаются по так- называемым базисным плоскостям гек-
• hi опальной решетки, т. е. по плоскостям {001}, в которых ле-
и.н >ри плотно упакованных атомных ряда <110>*.
* И гексагональной сингонии направления или плоскости, входящие
., ..пну совокупность, имеют разные наборы индексов в символе при исполь-
>..|,||||||и цн'хиндексовой системы Миллера. Например, к одной совокупности
Но относятся направления [ПО], [100] и [010]. Этот недостаток в за-
ioi.it <имв0ла устраняется при введении четырехиндексовой системы Мил-
>ч><| Нраве, которая здесь не рассматривается.
23
1.3. Дефекты кристаллического строения металлов
В реальных кристаллах всегда имеется громадное число отступ-
лений от закономерного расположения атомов в виде правиль-
ной системы точек. Эти дефекты кристаллического строения ока-
зывают определяющее влияние на поведение металлов и спла-
вов при их обработке и при эксплуатации изделий.
Дефекты кристаллов подразделяют на точечные, линейные
и поверхностные.
Точечные дефекты
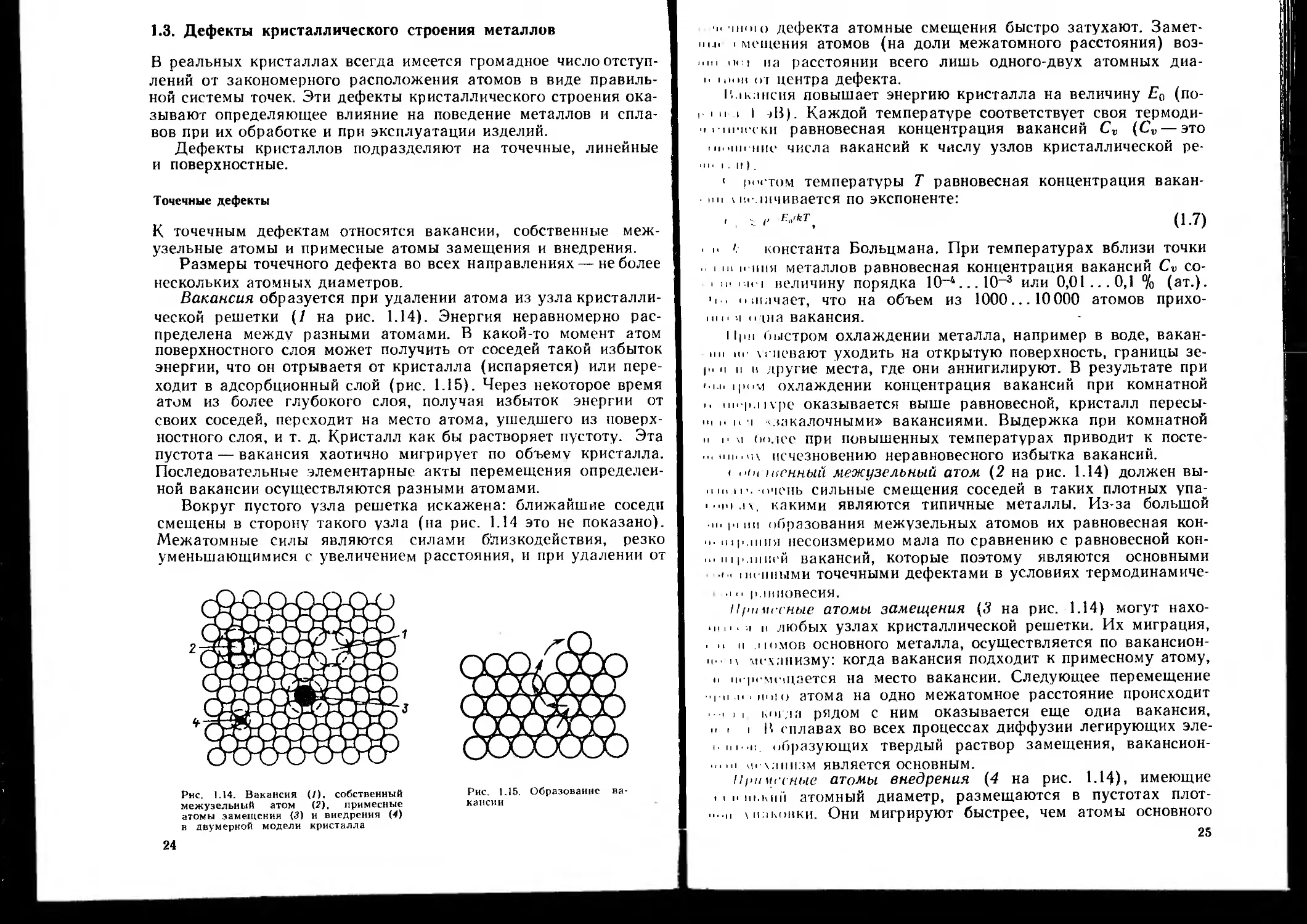
К точечным дефектам относятся вакансии, собственные меж-
узельные атомы и примесные атомы замещения и внедрения.
Размеры точечного дефекта во всех направлениях — не более
нескольких атомных диаметров.
Вакансия образуется при удалении атома из узла кристалли-
ческой решетки (1 на рис. 1.14). Энергия неравномерно рас-
пределена между разными атомами. В какой-то момент атом
поверхностного слоя может получить от соседей такой избыток
энергии, что он отрываетя от кристалла (испаряется) или пере-
ходит в адсорбционный слой (рис. 1.15). Через некоторое время
атом из более глубокого слоя, получая избыток энергии от
своих соседей, переходит на место атома, ушедшего из поверх-
ностного слоя, и т. д. Кристалл как бы растворяет пустоту. Эта
пустота — вакансия хаотично мигрирует по объему кристалла.
Последовательные элементарные акты перемещения определен-
ной вакансии осуществляются разными атомами.
Вокруг пустого узла решетка искажена: ближайшие соседи
смещены в сторону такого узла (на рис. 1.14 это не показано).
Межатомные силы являются силами б^лизкодействия, резко
уменьшающимися с увеличением расстояния, и при удалении от
Рнс. 1.14. Вакансия (/), собственный
межузельный атом (2), примесные
атомы замещения (3) и внедрения (4)
в двумерной модели кристалла
Рис. 1.15. Образование ва-
кансии
24
I. nioio дефекта атомные смещения быстро затухают. Замет-
им. . мощения атомов (на доли межатомного расстояния) воз-
"|ч ши на расстоянии всего лишь одного-двух атомных диа-
! .. <>1 центра дефекта.
1'.|к.1нсия повышает энергию кристалла на величину Ео (по-
। । и । I ->В). Каждой температуре соответствует своя термоди-
| । пон-скп равновесная концентрация вакансий Cv (Cv — это
....и нт- числа вакансий к числу узлов кристаллической ре-
..... и).
1 ростом температуры Т равновесная концентрация вакан-
ин \ in- шчивается по экспоненте:
I , < с ^'кТ, (1.7)
н ' константа Больцмана. При температурах вблизи точки
.. । и, н пня металлов равновесная концентрация вакансий Cv со-
। in in i величину порядка Ю^.-.Ю-3 или 0,01... 0,1 % (ат.),
о шначает, что на объем из 1000... 10000 атомов прихо-
||| и и та вакансия.
|||н| быстром охлаждении металла, например в воде, вакан-
...... \ гневают уходить на открытую поверхность, границы зе-
I" и и и другие места, где они аннигилируют. В результате при
< |п ipi.M охлаждении концентрация вакансий при комнатной
I. пн р.игре оказывается выше равновесной, кристалл пересы-
......i n 'закалочными» вакансиями. Выдержка при комнатной
и и м oo.iee при повышенных температурах приводит к посте-
........ исчезновению неравновесного избытка вакансий.
I "/к шейный межузельный атом (2 на рис. 1.14) должен вы-
пи, и-, очень сильные смещения соседей в таких плотных упа-
| ||ч.|\. какими являются типичные металлы. Из-за большой
• И'I" ин образования межузельных атомов их равновесная кон-
" И1||.11111я несоизмеримо мала по сравнению с равновесной кон-
м. и।p.iiiuefi вакансий, которые поэтому являются основными
| . । ш пными точечными дефектами в условиях термодинамиче-
". равновесия.
Примесные атомы замещения (3 на рис. 1.14) могут нахо-
и любых узлах кристаллической решетки. Их миграция,
. .. и номов основного металла, осуществляется по вакансион-
!! о механизму: когда вакансия подходит к примесному атому,
!. и. ргмещается на место вакансии. Следующее перемещение
о и ....о атома на одно межатомное расстояние происходит
••I I. koi да рядом с ним оказывается еще одна вакансия,
и । । В сплавах во всех процессах диффузии легирующих эле-
1111 г., образующих твердый раствор замещения, вакансион-
... ..и хаиизм является основным.
Примесные атомы внедрения (4 на рис. 1.14). имеющие
...... атомный диаметр, размещаются в пустотах плот-
" II \паковки. Они мигрируют быстрее, чем атомы основного
25
металла и примесные атомы замещения. Около каждого внед-
ренного атома примеси всегда несколько соседних пустот, куда
он может переместиться, а атому основного металла или при-
меси замещения приходится ждать, когда рядом с ним окажется
вакансия.
Дислокации
Дислокации — это линейные дефекты. Их размеры в двух изме-
рениях— порядка атомных, а в третьем они соизмеримы с дли-
ной кристалла.
Представление о дислокациях было введено в физику твер-
дого тела для того, чтобы объяснить несоответствие между экс-
периментально определенной и расчетной теоретической проч-
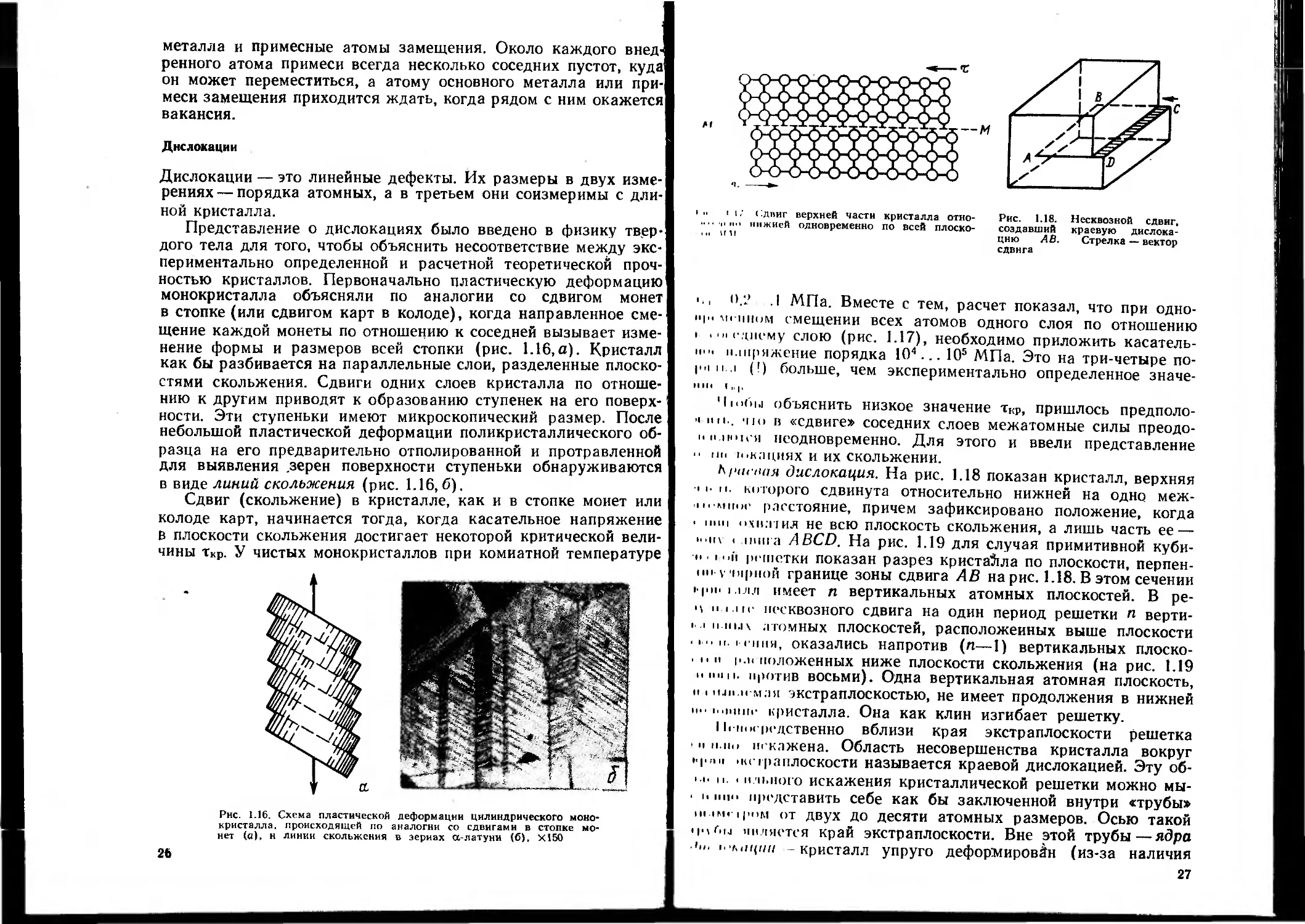
ностью кристаллов. Первоначально пластическую деформацию
монокристалла объясняли по аналогии со сдвигом монет
в стопке (или сдвигом карт в колоде), когда направленное сме-
щение каждой монеты по отношению к соседней вызывает изме-
нение формы и размеров всей стопки (рис. 1.16,а). Кристалл
как бы разбивается на параллельные слои, разделенные плоско-
стями скольжения. Сдвиги одних слоев кристалла по отноше-
нию к другим приводят к образованию ступенек на его поверх-
ности. Эти ступеньки имеют микроскопический размер. После
небольшой пластической деформации поликристаллического об-
разца на его предварительно отполированной и протравленной
для выявления зерен поверхности ступеньки обнаруживаются
в виде линий скольжения (рис. 1.16,6).
Сдвиг (скольжение) в кристалле, как и в стопке монет или ।
колоде карт, начинается тогда, когда касательное напряжение
В плоскости скольжения достигает некоторой критической вели-
чины тКр. У чистых монокристаллов при комнатной температуре
Рнс. 1.16. Схема пластической деформации цилиндрического моно-
кристалла. происходящей по аналогии со сдвигами в стопке мо-
нет (а), и линии скольжения в зернах а-латуни (б). Х150
26
1 •• и; (1двиг верхней части кристалла отно-
....... нижией одновременно по всей плоско-
Рис. 1.18. Несквозной сдвиг,
создавший краевую дислока-
цию АВ. Стрелка —- вектор
сдвига
' -I I МПа. Вместе с тем, расчет показал, что при одно-
•ч>- чепцом смещении всех атомов одного слоя по отношению
। . че.щему слою (рис. 1.17), необходимо приложить касатель-
но напряжение порядка 104... 105 МПа. Это на три-четыре по-
ря о.। (|) больше, чем экспериментально определенное значе-
IIII* 1..|.
11|<1б|,| объяснить низкое значение тКр, пришлось предполо-
жи ч.. чю в «сдвиге» соседних слоев межатомные силы преодо-
"" поц я неодновременно. Для этого и ввели представление
пн и.нациях и их скольжении.
Ь/чк пия дислокация. На рис. 1.18 показан кристалл, верхняя
<|.п. которого сдвинута относительно нижней на одно меж-
м. мное расстояние, причем зафиксировано положение, когда
• инн очн.пил не всю плоскость скольжения, а лишь часть ее —
........ 1 нппа ABCD. На рис. 1.19 для случая примитивной куби-
" >"it решетки показан разрез кристалла по плоскости, перпен-
||ц v аирной границе зоны сдвига АВ на рис. 1.18. В этом сечении
.... ....алл имеет п вертикальных атомных плоскостей. В ре-
и । нс несквозного сдвига на один период решетки п верти-
। .1 н.ии\ атомных плоскостей, расположенных выше плоскости
..... | <пня, оказались напротив (п—1) вертикальных плоско-
. к и р.п положенных ниже плоскости скольжения (на рис. 1.19
цини, против восьми). Одна вертикальная атомная плоскость,
и । ii.ni н мая экстраплоскостью, не имеет продолжения в нижней
н" 1..1П1Ш- кристалла. Она как клин изгибает решетку.
11 ini родственно вблизи края экстраплоскости решетка
и и.пи искажена. Область несовершенства кристалла вокруг
|.|""| । нс гр а плоскости называется краевой дислокацией. Эту об-
"|. и. , н.'п.ного искажения кристаллической решетки можно мы-
• и пи,, представить себе как бы заключенной внутри «трубы»
iH iMi ||ч>м от двух до десяти атомных размеров. Осью такой
4'tf.u является край экстраплоскости. Вне этой трубы—ядра
'и. 1.'1"1((пп -кристалл упруго деформирован (из-за наличия
Рис. 1.20. Смещения атомов при сколь-
жении краевой дислокации справа на-
лево на одно межатомное расстояние.
Атомы в новых положениях соединены
пунктиром
Рис. 1.19. Краевая дислокация
в примитивной кубической ре-
шетке. Стрелка — вектор Бюр-
герса
экстраплоскости). Упругие деформации не относятся к дефек-?!
там решетки и, следовательно, вокруг дислокации (в том числе^
вдоль экстраплоскости) кристалл является совершенным.
Таким образом, дислокацией называется линейное несовер-
шенство, образующее внутри кристалла границу зоны сдвига.
При макроскопическом рассмотрении эта граница является гео»
метрической линией (см. рис. 1.18, АВ), а при микроскопиче-
ском рассмотрении — областью несовершенства решетки (см.
рис. 1.19). На рисунках краевую дислокацию обозначают зна-
ком -L.
Главной количественной характеристикой дислокации явля-
ется вектор Бюргерса. Если дислокация была введена в кри-
сталл сдвигом, как на рис. 1.19, то вектор сдвига и является
вектором Бюргерса Ь. Он определяет направление и величину
смещений атомов, где сдвиг уже произошел, а также степень
искаженности кристаллической решетки, связанной с присут-
ствием дислокации. Вектор Бюргерса дислокации перпендику-
лярен линии дислокации.
Рассмотрим атомный механизм скольжения краевой дисло-
кации. На рис. 1.20 в исходном состоянии атомы обозначены
светлыми кружками, а в конечном — черными. Для перемеще-
ния дислокации I из исходного положения 1 в соседнее поло-
жение 14 не нужно сдвигать всю верхнюю половину кристалла
на одно межатомное расстояние. Достаточно, чтобы произошли
следующие смещения атомов: атом 1 в положение 2; атом 3 —
в 4; атом 5 — в 6; атом 7 — в 8; атом 9— в 10; атом 11 —-
в 12; атом 13 — в 14; атом 15 — в 16 и атом 17 — в 18. Пере-
мещения атомов на расстояния меньше межатомного в области
несовершенства (дислокации) приводят к перемещению самой
дислокации на одно межатомное расстояние. При этом нижняя
28
часть плоскости 7—11 объединяется с исходной экстрапло-
гкостью 1—5 в целую плоскость 8—6, а верхняя превращается
и новую экстраплоскость 14—18.
На рис. 1.20 сдвиг левее дислокации еще не произошел. Под
действием касательного напряжения дислокация будет сколь-
шть справа налево и, когда она выйдет на левую боковую грань
кристалла, здесь образуется ступенька величиной в вектор
Ьюргерса.
На рис. 1.21 показаны разные положения дислокации при ее
। кольжении справа налево. Пунктиром отмечена часть кристал-
лографической плоскости, в которой уже произошел сдвиг на
"дно межатомное расстояние. В каждый момент времени
и сдвиге участвуют не все атомы по обе стороны от плоскости
> кольжения, а только те, которые находятся в области дисло-
кации, вокруг края экстраплоскости. Происходит поочередное,
•сгафетное перемещение атомов. На рис. 1.20 видно, что правее
шслокации, где сдвиг уже произошел, решетка остается со-
исршенной. При перемещении дислокации в соседнее положение
pa ч>ываются межатомные связи только между двумя горизон-
|.1Л1>ными цепочками атомов, выходы которых на плоскость
!ш< 1.20 находятся в точках 11 и 13. Этим и объясняется низ-
кое значение тКр.
Здесь можно провести аналогию с протаскиванием большого
копра по полу. Вместо того, чтобы затрачивать большие усилия
па протаскивание всего ковра, можно добиться того же конеч-
ного результата, затрачивая небольшое усилие на продвижение
< кадки от одного края ковра до другого.
Гели экстраплоскость находится в верхней половине кри-
илла, то связанную с ней дислокацию называют положитель-
ной. а если в нижней — то отрицательной. Последнюю изобра-
'К.1Ю1 знаком Т
Перевернув рис. 1.20 и 1.21, вместо положительной дислока-
HIIII 1 получим отрицательную дислокацию Т. Под действием
"Unix и тех же касательных напряжений краевые дислокации
i< Юкио знака движутся в прямо противоположных направле-
НИИ н
* < ' < кмп сдвига верхней части кристалла относительно нижней на величину
» |-иц»|ср<11 при пробеге краевой дислокации справа налево через весь кристалл
29
Поскольку вокруг каждой дислокации решетка упруго де- ,
формирована, т. е. имеется поле напряжений, то соседние дис-1
локации упруго взаимодействуют одна с другой. Чем ближе
одна к другой две экстраплоскости, с которыми связаны дисло-
кации одного знака, тем сильнее искажение кристаллической
решетки. Поэтому соседние дислокации одного знака, находя-
щиеся в одной плоскости скольжения, взаимно отталкиваются. ,
Разноименные дислокации, наоборот, взаимно притягиваются,
так как при этом поле, напряжений вокруг них уменьшается.’
Когда разноименные краевые дислокации в одной плоскости i
скольжения подходят вплотную одна к другой, две экстрапло-
скости сливаются в единую полную атомную плоскость и ди-
слокации взаимно уничтожаются, аннигилируют.
Скольжение дислокации через весь кристалл на рис. 1.21 не'
связано с переносом массы (атомов) от одного края кристалла
к другому (атомы смещаются на доли межатомного расстояния
лишь в ядре скользящей дислокации). Поэтому скольжение
дислокаций возможно при любых сколь угодно низких темпе-
ратурах.
При достаточно высоких температурах (выше примерно
0,5 Тпл) становится возможным принципиально иной механизм
движения краевой дислокации, связанный с диффузионным пе-
реносом массы и называемый переползанием. При отрыве ато-
мов от кромки экстр а плоскости или, наоборот, при присоеди-
нении атомов к этой кромке, дислокация перемещается перпен-
дикулярно плоскости скольжения на новый горизонт, что легко
представить на рис. 1.19. «Растворение» экстраплоскости со
своей кромки и «наращивание» экстраплоскости являются диф-
фузионными процессами, ускоряющимися с ростом темпера-
туры.
Естественно, что цепочка атомов иа самой кромке экстра-
плоскости не отделяется одновременно по всей своей длине, и
дислокация переползает на новый горизонт не целиком, а по
Рис. 1.22. Д'а порога на краевой
дислокации
Рис. 1.23. Кристалл с винтовой дислокацией,
представляющий собой атомную плоскость^
закрученную в виде геликоида
30
•it. dim (рис. 1.22). В результате на кромке экстраплоскости и,
и ншательно, на линии дислокации образуются пороги (сту-
". iii.Kii). Если к такому порогу присоединяется вакансия, то это
и 111.1ч.чет отрыв атома от порога и перемещение порога иа одно
м. .1 томное расстояние вдоль края экстраплоскости. При этом
«inли ня как таковая исчезает. Следовательно, дислокации с no-
li"!-imh являются местами стока и аннигиляций вакансий.
Пинтовая дислокация. Сделаем в кристалле несквозиой вер-
но л...... надрез и сдвинем правую переднюю часть кристалла
пни । на один период решетки параллельно этому надрезу
linn 1.23). Образовавшаяся при таком сдвиге ступенька на
шрмпй грани проходит не через всю ширину кристалла,
и пь.111чнвается в точке В. У переднего края кристалла (вблизи
и-‘п.11 .1) сдвиг произошел на один период решетки так, что
|ц|1хпчя атомная плоскость справа от точки А сливается в еди-
ни. п. лое со второй сверху плоскостью слева от точки А. Вели-
чии.। « мешения правой части плоскости по отношению к левой
। м. пинается по направлению от точки А к точке В. Верхняя
...миля плоскость оказывается изогнутой. Точно так же дефор-
мн|1\. |.я вторая сверху атомная плоскость: правая часть ее
। |ц |1с.'1ней грани кристалла смещается вниз на один период
luiiii iKi! и сливается в единое целое с третьей сверху атомной
и |.ч |.<» и.ю слева от вертикальной плоскости сдвига и т. д. Если
и.. < лит а кристалл состоял из параллельных горизонтальных
4I..MHIJX слоев, то после рассмотренного несквозного сдвига он
н|и при шлея в одну атомную плоскость, закрученную в виде
и .пил.и.та (винтовой лестницы).
I p i.. зоны сдвига (не показана на рис. 1.23) проходит
...ши В вертикально вниз. Эта граница является линией вин-
i.iHi.ii дислокации. Вдоль линии винтовой дислокации находится
..пли. и. « ильных смещений атомов, которую мысленно можно
•|р| и 1.ПЧГП. себе заключенной внутри «трубы» диаметром в не-
...П КИ атомных размеров. Это—ядро дислокации. Вокруг
H.ipd пинтовой дислокации, как и вокруг ядра краевой, решетка
.... pun иная (существует только поле упругих сдвиговых дефор-
И III III и I
It .иличие от краевой дислокации, которая перпендикулярна
и. и i..pv сдвига, линия винтовой дислокации параллельна век-
|цр\ . пипа (вектору Бюргерса).
и ..биасти ядра винтовой дислокации, в том числе вблизи
I..Ч1<и П на рис. 1.23, атомы смещаются в направлении дейст-
йунипих на них сил (по вертикали), и длина ступеньки увели-
.......и (рис. 1.24), а сама дислокация скользит перпендику-
‘Н1|П11> нсктору сдвига. Это также отличает винтовую дислока-
..III.. .и краевой, которая скользит параллельно вектору сдвига
и 11инр.1нлению смещений атомов в ее ядре (см. рис. 1.20).
। i... ii.li(i Hiie винтовой дислокации от передней грани до задней
31
Рис. 1.24. Схема сдвига правой части кристалла относительно левой на вели-
чину вектора Бюргерса при пробеге винтовой дислокации от передней грани до
задней
приводит к увеличению длины ступенек на верхней и нижне.
гранях кристалла (см. рис. 1.24). Когда винтовая дислокации
достигает задней грани кристалла, это приводит к сдвигу п<
вертикали всей правой части кристалла относительно левой.
Винтовая дислокация, как и резьба винта, может быть пра
вой или левой.
Если винтовые дислокации разного знака встретятся, то про
изойдет их аннигиляция. Параллельные винтовые дислокаци!
одного знака взаимно отталкиваются и удаляются одна от дру
гой скольжением.
В отличие от краевой, винтовая дислокация может перехо
дить из одной плоскости в другую без переноса массы — попе
речным скольжением. Дело в том, что винтовая дислокации
в отличие от краевой, не определяет однозначно плоскост!
сдвига. Если на пути скольжения винтовой дислокации в пло
скости Р встречается какой-то барьер, то дислокация начинав
скользить в другой атомной плоскости R, находящейся под уг
лом к первоначальной плоскости скольжения Р (рис. 1.25).ЭтоI
есть поперечное скольжение. Пройдя некоторый путь в плоско
сти поперечного скольжения и удалившись от барьера, винто;
вая дислокация может перейти в атомную плоскость S, парал-
лельную первоначальной плоскости скольжения Р.
В наиболее общем случае линия дислокации является кри
вой, в том числе замкнутой петлей, и вектор Бюргерса, являю
шийся вектором сдвига, находится под разными произвольным!
углами в разных точках линии дислокации. Такие дислокации
в отличие от краевых и винтовых, называют смешанными.
Атмосферы Коттрелла. Примесный атом внедрения, напри
мер, атом углерода в железе, создает вокруг себя поле значи
тельных напряжений, как бы «расталкивая» соседние атомы ос
новного металла. Такой атом должен испытывать притяжени(
к краевой дислокации, так как ему легче разместиться в обла
сти разрежения под краем экстраплоскости (см. рис. 1.19). П(
32
><м ле причинам краевая дислокация может притягивать
I. . !•(><• и примесные атомы замещения. Чем больше несоответ -
. nine размеров примесных атомов замещения и атомов основ-
..... металла, тем сильнее это притяжение.
l.iKiiM образом, атомы примеси могут «осаждаться» в виде
и..... вдоль края экстраплоскости. Эта цепочка инородных
IIIUMIIH называется атмосфёрой Коттрелла. С повышением тем-
||< |>.i । уры тепловое движение атомов размывает атмосферу Котт-
|н-I'l.i (примесные атомы отрываются от дислокации).
/ чрможение дислокаций. Скользящие дислокации всегда
|..|1м<| (ятся, часто вплоть до полной остановки.
( кользящие в разных плоскостях дислокации образуют слож-
ниг сплетения, которые являются барьерами для других сколь-
IIIIIUIX дислокаций.
1 р.шицы зерен являются эффективными барьерами для
.....нищих дислокаций. На каждую приближающуюся к барь-
11.\ пк локацию действуют результирующие напряжения от со-
||о|.\в пости ранее остановившихся дислокаций и поэтому каж-
||ч новая дислокация останавливается на более далеком рас-
< IUHIIII1I от предыдущей (рис. 1.26; см. также рис. 28.6).
в твердом растворе решетка искажена атомами растворен-
II..IO »лемента, и поэтому скольжение дислокаций затруднено.
'I. м (юлыпе концентрация твердого раствора, тем сильнее тор-
'ix.i.i iim- дислокаций.
А|мо<фсры Коттрелла затрудняют скольжение дислокаций.
В о, 1ИЧИС от самой дислокации, скольжение которой осуще-
.и пн кя эстафетной передачей движения от одних атомов к дру-
। им и.। .юли межатомного расстояния (см. рис. 1.20), атмосфера
...........атомов может перемещаться на большие расстоя-
....... и- с дислокацией только диффузией. Диффузия — мед-
33
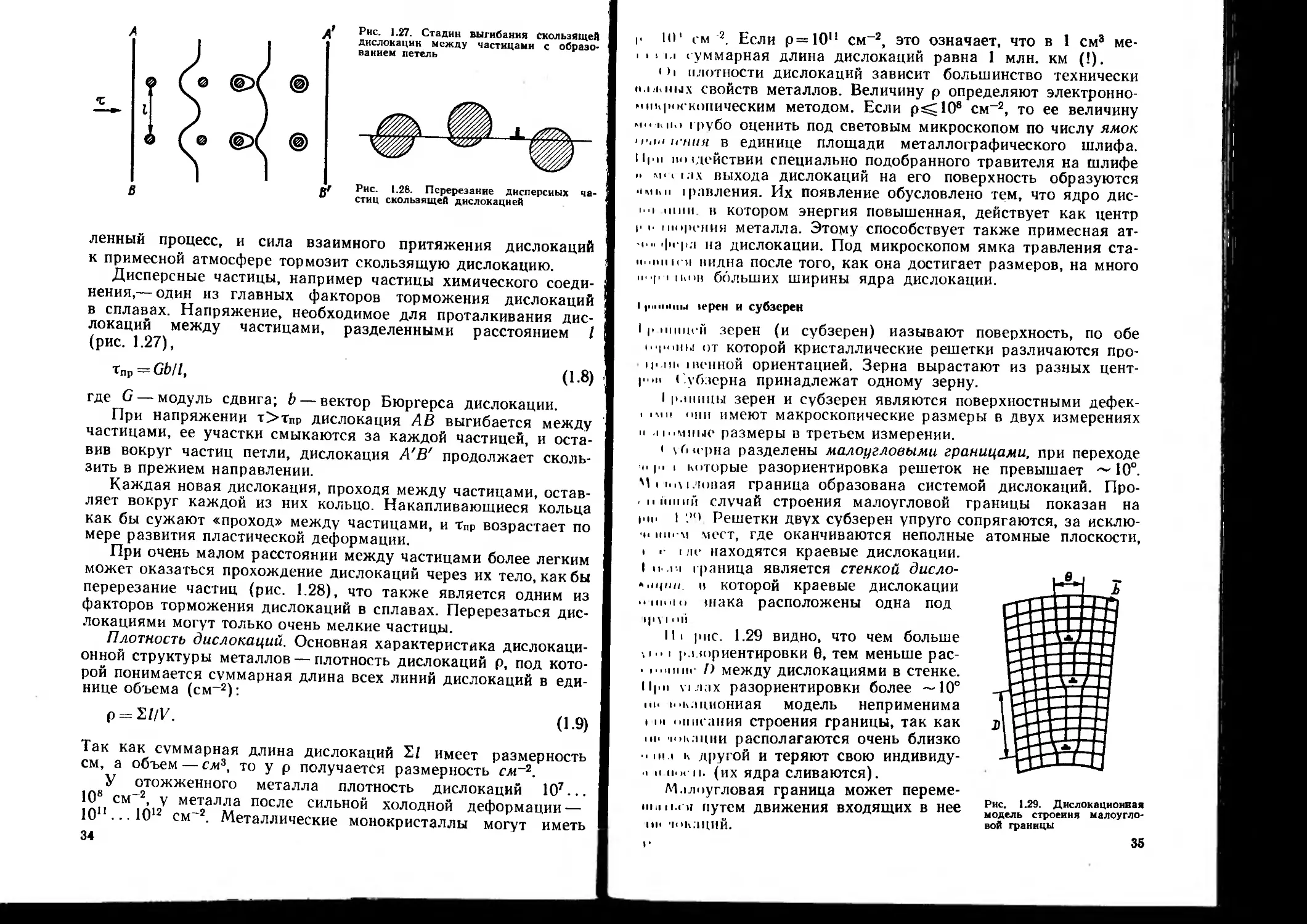
Рис. 1.27. Стадии выгибания скользящей
дислокации между частицами с образо-
ванием петель
Рис. 1.28. Перерезание дисперсных ча-
стиц скользящей дислокацией
ленный процесс, и сила взаимного притяжения дислокаций
к примесной атмосфере тормозит скользящую дислокацию.
Дисперсные частицы, например частицы химического соеди-
нения,— один из главных факторов торможения дислокаций
в сплавах. Напряжение, необходимое для проталкивания дис-
локаций между частицами, разделенными расстоянием /
(рис. 1.27),
тпр = С6//, (1.8)
где G — модуль сдвига; b — вектор Бюргерса дислокации.
При напряжении т>тПр дислокация АВ выгибается между
частицами, ее участки смыкаются за каждой частицей, и оста-
вив вокруг частиц петли, дислокация А'В' продолжает сколь-
зить в прежнем направлении.
Каждая новая дислокация, проходя между частицами, остав-
ляет вокруг каждой из них кольцо. Накапливающиеся кольца
как бы сужают «проход» между частицами, и тпр возрастает по
мере развития пластической деформации.
При очень малом расстоянии между частицами более легким
может оказаться прохождение дислокаций через их тело, как бы
перерезание частиц (рис. 1.28), что также является одним из
факторов торможения дислокаций в сплавах. Перерезаться дис-
локациями могут только очень мелкие частицы.
Плотность дислокаций. Основная характеристика дислокаци-
онной структуры металлов — плотность дислокаций р, под кото-
рой понимается суммарная длина всех линий дислокаций в еди-
нице объема (см-2):
P-2//V. (1.9)
Так как суммарная длина дислокаций 21 имеет размерность
см, а объем — см3, то у р получается размерность см~2.
У отожженного металла плотность дислокаций 107...
108 см~2, у металла после сильной холодной деформации —
10й... 1012 см-2. Металлические монокристаллы могут иметь
34
г lit* см 2. Если p=101! см-2, это означает, что в 1 см3 ме-
i । i и суммарная длина дислокаций равна 1 млн. км (!).
<и плотности дислокаций зависит большинство технически
ti.ohiiux свойств металлов. Величину р определяют электронно-
м||<,р<>скопическим методом. Если р^Ю8 см-2, то ее величину
си.» грубо оценить под световым микроскопом по числу ямок
ч'ч» и ния в единице площади металлографического шлифа.
При но (действии специально подобранного травителя на шлифе
и м-ii.ix выхода дислокаций на его поверхность образуются
1МЮ1 (равления. Их появление обусловлено тем, что ядро дие-
но Hinn, в котором энергия повышенная, действует как центр
г н шорения металла. Этому способствует также примесная ат-
| " i|icpa на дислокации. Под микроскопом ямка травления ста-
.....с и видна после того, как она достигает размеров, на много
н"Р 1 (1>ов больших ширины ядра дислокации.
I ...на 1ерен и субзерен
I р нищей зерен (и субзерен) называют поверхность, по обе
fp,nu.i от которой кристаллические решетки различаются про-
ip но тонной ориентацией. Зерна вырастают из разных цент-
р'я. ( убзерна принадлежат одному зерну.
I р.шпцы зерен и субзерен являются поверхностными дефек-
1мч они имеют макроскопические размеры в двух измерениях
и .Ц..МНЫС размеры в третьем измерении.
। \бч рна разделены малоугловыми границами, при переходе
•и |п । которые разориентировка решеток не превышает ~ 10°.
М|1имловая граница образована системой дислокаций. Про-
. питий случай строения малоугловой границы показан на
щи I Решетки двух субзерен упруго сопрягаются, за исклю-
н nm-м мест, где оканчиваются неполные атомные плоскости,
। । ле находятся краевые дислокации.
I и.II граница является стенкой дисло-
-.1ЦПП, в которой краевые дислокации
..... шака расположены одна под
1||\ I mi
Hi рис. 1.29 видно, что чем больше
и.. 1 p.i.(ориентировки 6, тем меньше рас-
• i.niiiiie /) между дислокациями в стенке.
При \т (ах разориентировки более ~10°
ня и 1к.щиониая модель неприменима
। in ..саиия строения границы, так как
к 1<1кацни располагаются очень близко
и hi । к другой и теряют свою индивиду-
и и.» и. (их ядра сливаются).
М.июугловая граница может переме-
ш к п.111 путем движения входящих в нее
пн 1ОК.1ЦИЙ.
Рис. 1.29. Дислокационная
модель строения малоугло-
вой границы
35
Кристаллические решетки зародышей соседних зерен в об-
щем случае сильно различаются по пространственной ориента-
ции, и поэтому зерна, как правило, разделены высокоугловыми
границами (угол разориентировки более 10.. 15°). Атомное
строение высокоугловых границ — более сложное по сравнению
с малоугловыми границами. В общем случае высокоугловые гра-
ницы имеют более рыхлое строение и быстрее мигрируют, чем
малоугловые.
Управление числом и распределением дефектов кристал-
лов—один из главных путей целенаправленного изменения
свойств металлов и сплавов.
Глава 2
ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ
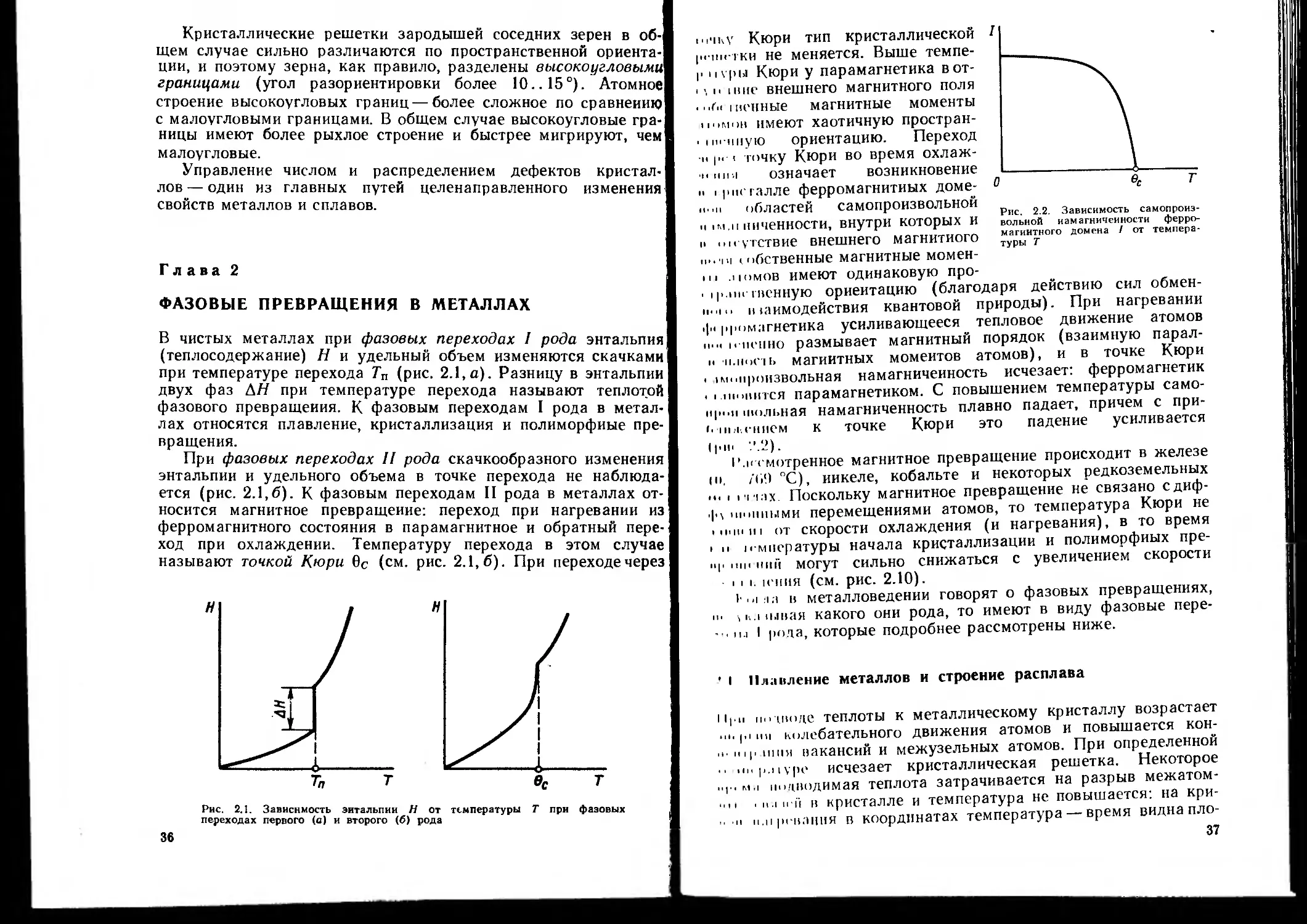
В чистых металлах при фазовых переходах I рода энтальпия
(теплосодержание) Н и удельный объем изменяются скачками
при температуре перехода ТП (рис. 2.1, а). Разницу в энтальпии
двух фаз АЙ при температуре перехода называют теплотой
фазового превращения. К фазовым переходам I рода в метал-
лах относятся плавление, кристаллизация и полиморфные пре-
вращения.
При фазовых переходах II рода скачкообразного изменения
энтальпии и удельного объема в точке перехода не наблюда-
ется (рис. 2.1,6). К фазовым переходам II рода в металлах от-
носится магнитное превращение: переход при нагревании из
ферромагнитного состояния в парамагнитное и обратный пере-
ход при охлаждении. Температуру перехода в этом случае
называют точкой Кюри 6с (см. рис. 2.1,6). При переходе через
Рис. 2.1. Зависимость энтальпии Н от температуры Т при фазовых
переходах первого (о) и второго (б) рода
36
i'1'ihv Кюри тип кристаллической
1<< |н< тки не меняется. Выше темпе-
I- iivpu Кюри у парамагнетика вот-
। и тие внешнего магнитного поля
• •Гч шенные магнитные моменты
номов имеют хаотичную простран-
• пп-нную ориентацию. Переход
•н сч точку Кюри во время охлаж-
Hiiiii означает возникновение
|> 1 рис галле ферромагнитных доме-
-и областей самопроизвольной
и ю н пиченности, внутри которых и
и инутствие внешнего магнитного
и-.'in собственные магнитные момен-
Рис. 2.2. Зависимость самопроиз-
вольной намагниченности ферро-
магнитного домена / от темпера-
туры Т
«и ломов имеют одинаковую про-
ip.nn гвенную ориентацию (благодаря действию сил обмен-
....> таимодействия квантовой природы). При нагревании
•(и рромагнетика усиливающееся тепловое движение атомов
....пенно размывает магнитный порядок (взаимную парал-
|| и.нос к. магнитных моментов атомов), и в точке Кюри
• im<.произвольная намагниченность исчезает: ферромагнетик
• 1 И1О1П1ТСЯ парамагнетиком. С повышением температуры само-
npi.il тольная намагниченность плавно падает, причем с при-
< iiii.cHiieM к точке Кюри это падение усиливается
|рш А2).
I’.и смотренное магнитное превращение происходит в железе
io, /69 °C), никеле, кобальте и некоторых редкоземельных
"• । I 'l i.ix. Поскольку магнитное превращение не связано сдиф-
Н шинными перемещениями атомов, то температура Кюри не
пин in от скорости охлаждения (и нагревания), в то время
। и и мпературы начала кристаллизации и полиморфных пре-
ч.... "iiii могут сильно снижаться с увеличением скорости
ill. к-ния (см. рис. 2.10).
I'.n.ia в металловедении говорят о фазовых превращениях,
и уплывая какого они рода, то имеют в виду фазовые пере-
....I I рода, которые подробнее рассмотрены ниже.
* I Плавление металлов и строение расплава
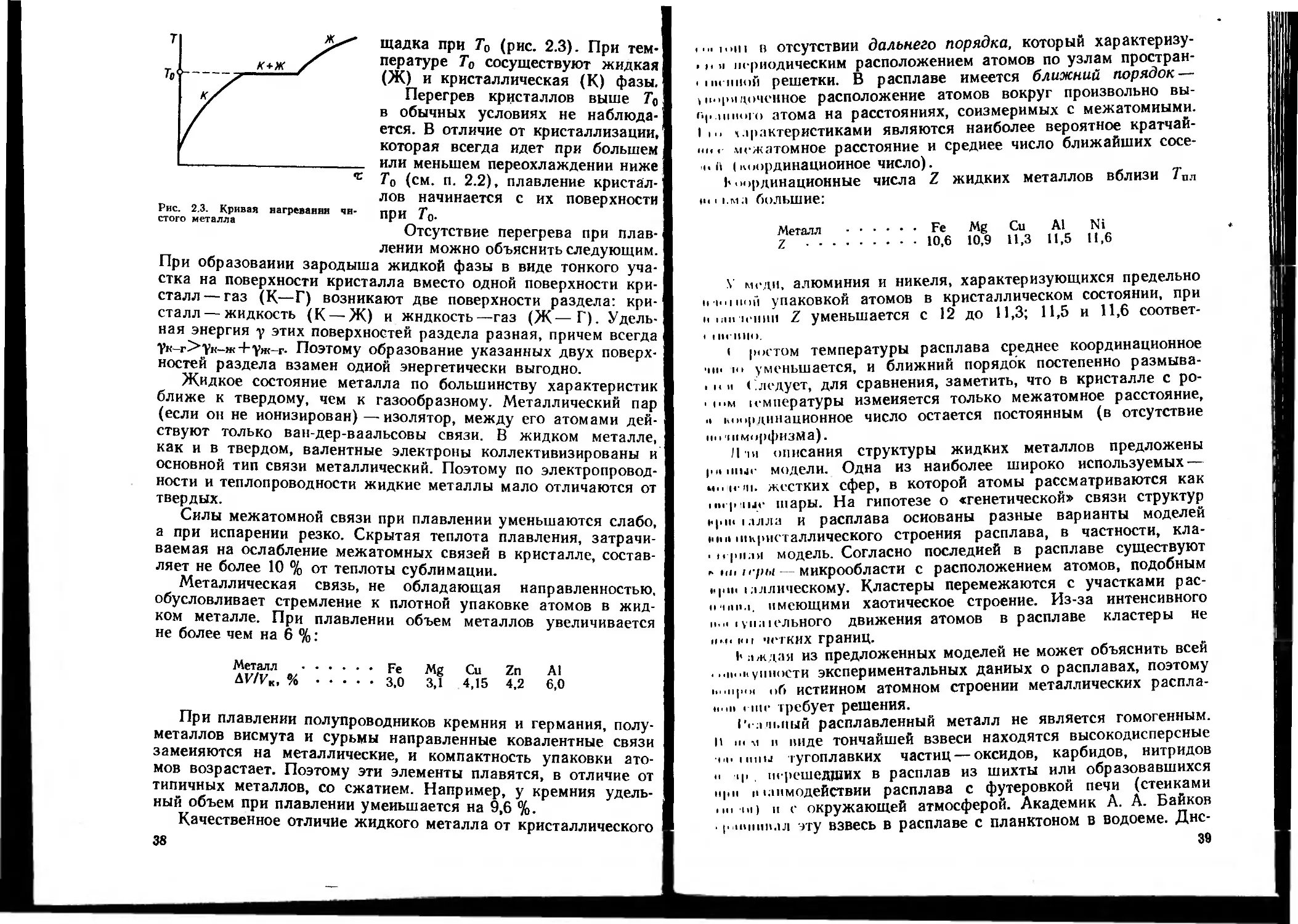
Ilin подводе теплоты к металлическому кристаллу возрастает
..i.piHii колебательного движения атомов и повышается кон-
nip Оши вакансий и межузельных атомов. При определенной
" iii.p.iivpc исчезает кристаллическая решетка. Некоторое
'pi м.| подводимая теплота затрачивается на разрыв межатом-
....... н и в кристалле и температура не повышается: на кри-
" II н.п рсн.-щия в координатах температура — время видна пло-
37
T щадка при То (рис. 2.3). При тем-
А.+х пературе То сосуществуют жидкая
То?---х (Ж) и кристаллическая (К) фазы.
к/ Перегрев кристаллов выше То
/ в обычных условиях не наблюда-
/ ется. В отличие от кристаллизации,
< которая всегда идет при большем
или меньшем переохлаждении ниже
с Го (см. п. 2.2), плавление кристал-
лов начинается с их поверхности
Рис. 2.3. Кривая нагревании чн- ПРИ Тп
стого металла “ и-
Отсутствие перегрева при плав-
лении можно объяснить следующим.
При образовании зародыша жидкой фазы в виде тонкого уча-
стка на поверхности кристалла вместо одной поверхности кри-
сталл— газ (К—Г) возникают две поверхности раздела: кри-
сталл— жидкость (К — Ж) и жидкость—газ (Ж—Г). Удель-
ная энергия у этих поверхностей раздела разная, причем всегда
?к-г>Тк-ж+уж-г- Поэтому образование указанных двух поверх-
ностей раздела взамен одной энергетически выгодно.
Жидкое состояние металла по большинству характеристик
ближе к твердому, чем к газообразному. Металлический пар
(если он не ионизирован)—изолятор, между его атомами дей-
ствуют только ван-дер-ваальсовы связи. В жидком металле,
как и в твердом, валентные электроны коллективизированы и
основной тип связи металлический. Поэтому по электропровод-
ности и теплопроводности жидкие металлы мало отличаются от
твердых.
Силы межатомной связи при плавлении уменьшаются слабо,
а при испарении резко. Скрытая теплота плавления, затрачи-
ваемая на ослабление межатомных связей в кристалле, состав-
ляет не более 10 % от теплоты сублимации.
Металлическая связь, не обладающая направленностью,
обусловливает стремление к плотной упаковке атомов в жид-
ком металле. При плавлении объем металлов увеличивается
не более чем на 6 %:
Металл .............Fe Mg Си Zn Al
AV/Vk, % ......... 3,0 3,1 4,15 4,2 6,0
При плавлении полупроводников кремния и германия, полу-
металлов висмута и сурьмы направленные ковалентные связи
заменяются на металлические, и компактность упаковки ато-
мов возрастает. Поэтому эти элементы плавятся, в отличие от
типичных металлов, со сжатием. Например, у кремния удель-
ный объем при плавлении уменьшается на 9,6 %.
Качественное отличие жидкого металла от кристаллического
38
< ioiii в отсутствии дальнего порядка, который характеризу-
• к > периодическим расположением атомов по узлам простран-
• пн иной решетки. В расплаве имеется ближний порядок —
н“>|>чцочеиное расположение атомов вокруг произвольно вы-
<>|> । и hoi о атома на расстояниях, соизмеримых с межатомными.
I и. характеристиками являются наиболее вероятное кратчай-
ше < межатомное расстояние и среднее число ближайших сосе-
1.11 (координационное число).
Воординационные числа Z жидких металлов вблизи Тал
и. it.мл большие:
Металл ..............Fe Mg Си Al Ni
Z ...................10,6 10,9 11,3 11,5 11,6
V меди, алюминия и никеля, характеризующихся предельно
к ни нон упаковкой атомов в кристаллическом состоянии, при
и inn leiiini Z уменьшается с 12 до 11,3; 11,5 и 11,6 соответ-
। < Пенно.
< ростом температуры расплава среднее координационное
.. io уменьшается, и ближний порядок постепенно размыва-
• H1I Следует, для сравнения, заметить, что в кристалле с ро-
him п-миературы изменяется только межатомное расстояние,
<1 координационное число остается постоянным (в отсутствие
in > 'шморфизма).
/1 in описания структуры жидких металлов предложены
piiiiiur модели. Одна из наиболее широко используемых —
м.. « ni. жестких сфер, в которой атомы рассматриваются как
• iHp'iMc шары. На гипотезе о «генетической» связи структур
кри* । ллла и расплава основаны разные варианты моделей
пни шкристаллического строения расплава, в частности, кла-
• и pii.ui модель. Согласно последней в расплаве существуют
динары — микрообласти с расположением атомов, подобным
ii|iii< 1.1ллическому. Кластеры перемежаются с участками рас-
II ши.I. имеющими хаотическое строение. Из-за интенсивного
п. и । у и тельного движения атомов в расплаве кластеры не
нм.ИИ четких границ.
I'.iждан из предложенных моделей не может объяснить всей
i.iioiiупности экспериментальных данных о расплавах, поэтому
i.i.iipm об истинном атомном строении металлических распла-
н. hi ।me требует решения.
1’с.тльпый расплавленный металл не является гомогенным,
п in м и виде тончайшей взвеси находятся высокодисперсные
ни inn и тугоплавких частиц — оксидов, карбидов, нитридов
н ip . перешедших в расплав из шихты или образовавшихся
при и 1.тимодействии расплава с футеровкой печи (стенками
• in in) н с окружающей атмосферой. Академик А. А. Байков
ii.iiiiinB.iJi эту взвесь в расплаве с планктоном в водоеме. Днс-
39
персные частицы в расплаве оказывают сильнейшее влияния
на формирование структуры отливок при кристаллизации
(см. ниже).
2.2. Кристаллизация металлов
Зарождение кристаллов
Из курса физической химии известно, что при постоянных тем-
пературе Т и давлении р равновесное состояние характеризу-
ется минимальным значением энергии Гиббса;
G = t/-TS + pV, (2.1)
где U — внутренняя энергия; S — энтропия; V — объем, или
G = H — TS, (2.2)
где энтальпия H = U+pV.
Энергия Гиббса жидкой и кристаллической фаз уменьша-
ется с ростом температуры (рис. 2.4). Ниже некоторой темпера-
ратуры То термодинамически устойчива кристаллическая фаза,
обладающая меньшей энергией Гиббса, а выше То — жидкая
фаза. Кривые энергия Гиббса — температура жидкой и кри-
сталлической фаз должны пересекаться, и точка пересечения
соответствует температуре равновесия двух фаз То, при кото-
рой энергии Гиббса двух фаз одинаковы.
Чтобы началась кристаллизация, необходимо переохладить
расплав ниже То- Разность Дбоб (см. рис. 2.4) является термо-
динамическим стимулом (движущей силой) кристаллизации.
Чем больше степень переохлаждения ДТ, тем больше ДОоб.
Образование в расплаве кристалла объемом V приводит
к снижению энергии Гиббса на величину Д0Об = УД£об, где
Д^об — изменение энергии Гиббса, приходящееся на единицу
Рис. 2.4. Зависимость объемной энер-
гии Гиббса G жидкой Ж и кристал-
лической К фаз от температуры Т
40
Рис. 2.5. Зависимость изменения энергии
Гиббса AG от размера кристалла а при
температурах 7\ и Т2 (Тг<Т\)
•I < ч.1 тердой фазы. Наряду с этим из-за возникновения по-
... 1< -iK.i in раздела кристалл — расплав энергия Гиббса должна
к in на величину А6ПОв = гу, где F — площадь указанной
...1<ч|<>еги, а у—межфазная энергия Гиббса единицы поверх-
hi Таким образом, при образовании в расплаве кристалла
.. и. । прующее изменение энергии Гиббса выразится алгеб-
i । |\(>й суммой*
V < AGO6 + AG НОВ (2.3)
it HI
VAgoe + Fy. (2.4)
i Ш ' iipa <уется кристалл в виде кубика с ребром а, то
a3 Agoc + 6й2у. (2.5)
Ц| и । iiiiioii температуре, например, 7\ на рис. 2.4, Ag06 и у —
... и. in и ые величины, и результирующее изменение энергии
i । 1.ПЧ1СИТ только от размера кристалла а (рис. 2.5). Чем
<< hi пн- размер кристалла, тем больше отношение его поверх-
.... .и к объему и, соответственно, больше роль межфазной
•и. i-iiiii При образовании кристалла размером меньше До (см.
। ••• !>) энергия Гиббса возрастает ( + AG). С увеличением
p i'M.p.i кристаллика кривая AG—а проходит через максимум.
Гим< |. кристалла, соответствующий максимуму AG, называют
< |.пигн < ким аКр. Если при температуре Т\ в расплаве заро-
HI I. и кристаллик размером меньше аКр, то такой кристаллик
• । >|.1п.нчсч термодинамически неустойчивым. Он не способен
< ।'.и.произвольному росту, так как при увеличении размера
.......... । । шка энергия Гиббса системы увеличивается; рассасы-
HiiiH. i.iKoro кристаллика приводит к уменьшению энергии
। >|О<.. । ц поэтому происходит самопроизвольно. Если же ка-
....... путем в расплаве появился кристаллик размером акр
-и о,, ii.ine, то рост его приведет к уменьшению энергии Гиб-
I п поюму идет самопроизвольно. Следовательно, центрами
> 1<<. । 1 1 ниации являются кристаллики размером не меньше
••• । 1"рчГ| критической величины дкр.
I гл определения сКр приравняем к нулю первую производ-
....... \б по д, так как при акр функция проходит через мак-
. II U ’ * I
I \<< J,i — 3aKPAgo6+ 12дкру = 0.
1 • । к' । ।
'т'^йоб. (2-6)
I in принять для зародыша не кубическую, а любую дру-
<.. .|...рм\-, ю различие будет лишь в численном коэффициенте
! i'-i\ и- (2.6).
4!
На образование’критического зародыша затрачивается ра-
бота AGKp, так как создается поверхность раздела фаз. Из фор-
мулы (2.5) следует, что
Абкр = —акрЛ£об+ 6йКру.
После подстановки сюда значения сКр из (2.6) получим:
AGKp-32T8/(Ago6)2. (2.7)
Так как при увеличении степени переохлаждения удельная
межфазная энергия у практически не изменяется, a Agot> не-
прерывно растет, то из формул (2.6) и (2.7) следует, что
критический размер зародыша и работа его образования
уменьшаются с ростом степени переохлаждения. На рис. 2.5
сплошная кривая относится к температуре кристаллизации 7\,
а пунктирная — к Т2<Т\.
Откуда же берется энергия, необходимая для образования
критического зародыша? В расплаве из-за хаотичного тепло-
вого движения всегда существуют группы атомов, кинетиче-
ская энергия которых как больше, так и меньше средней вели-
чины, характерной для данной температуры. Отклонение энер-
гии от среднестатистического значения называют флуктуацией
энергии. Критический зародыш образуется там, где участок
расплава размером не меньше критического обладает повышен-
ной энергией не ниже определенного уровня.
Флуктуационное образование зародышей с размером
больше аКр термодинамически выгоднее, чем образование кри-
тических зародышей, а при размере зародыша а>а0 сразу же
достигается снижение энергии Гиббса по сравнению с исходным
расплавом (см. рис. 2.5). Однако вероятность флуктуационного
образования зародышей резко падает с увеличением их раз-
мера и наиболее вероятно появление зародышей минимально
возможного размера, т. е. акр.
Поскольку с увеличением степени переохлаждения умень-
шаются размер критического зародыша и работа его образова-
ния, то чем больше степень переохлаждения, тем меньшая по
уровню энергии и по размерам требуется флуктуация, на базе
которой образуется критический зародыш, тем больше число
таких флуктуаций и, соответственно, критических зародышей.
Вероятность флуктуационного появления зародышей критиче-
ского размера пропорциональна фактору e-AGKp/fcr.
Критический зародыш становится центром кристаллизации
только когда он присоединяет к себе атомы из расплава.
Вероятность этого присоединения пропорциональна e~Q,kT, где
Q — энергия активации перехода атома через границу рас-
плав— кристалл, не зависящая от температуры.
Скорость зарождения центров кристаллизации (с. з. ц.),
т. е. число центров, возникающих в единицу времени в единице
42
M.I [1/(С'ММ3)), ПрОПОр-
...... произведению
ni\ \ указанных вероятно-
•МИ
. .И, Ae-^VTe~QlkT-
(2.8)
При юмпературе То, т. е.
|'|Ч1 \/ 0, размер крити-
...... шродыша и работа
.......ьрл.ювания бесконечно
и. пн и [см. формулы (2.6)
н <’')|. и скорость зарож-
141114 центров кристалли-
.......hi равна нулю. С увели-
Рис. 2.6. Зависимость скорости зарождения
центров кристаллизации (с. з. ц.) и линей-
ной скорости роста кристаллов (л. с. р.) от
степени переохлаждения ДТ
••• и in м с lencHH переохлажде-
нпч < II II.IIO уменьшается Абкр и растет сомножитель е~лскр/Аг.
11- с и, ’причиной этого является увеличение термодинамического
.......... i t кристаллизации ДбОб с увеличением АТ (см. рис. 2.4),
..... приводит к росту с. з. ц. С понижением температуры
1 м< П1.|11.|стся вероятность присоединения к, критическому заро-
ип1\ .номов из расплава (уменьшается сомножитель е~Ы*т),
но приводит к снижению с. з. ц. при достаточно больших пе-
I * '.I 'i nкдениях. В результате совместного влияния двух проти-
.....жни действующих факторов кривая с. з. ц.— АТ прохо-
1111 II ре । максимум (рис. 2.6).
Приведенный выше анализ относился к так называемому
"<‘.1нному зарождению кристаллов — флуктуационному обра-
«"iiiiniiio шродышей в случайных участках объема чистого рас-
ii'i'iii.। В реальных расплавах такое зародышеобразование про-
111,4 1111 крайне редко, так как для зарождения кристаллов
«• 11 II имеются готовые подложки — стенки литейной формы и
н ни шейные в расплаве частицы разной природы (оксиды, нит-
рн ни и др.). Зарождение на готовых подложках называют ге-
i f f ’ f'HHbtM.
I in кубический зародыш кристалла образуется не в объ-
.м. I.И1кости, а на твердой подложке (П), прилегая к ней
in......шей гранью, то тогда вместо границы кристалл —
• ни..in, < межфазной энергией а2ук-ж появляется граница
и... til подложка с энергией а2у«-п и одновременно исче-
».». । i n и. границы раздела подложка — жидкость с энергией
, ,. < । ieci. у — удельная межфазная энергия на соответст-
....н.п ранние и а — ребро кубического зародыша). Следо-
и.<|. П.Ц.1 вместо прироста межфазной энергии 6а2ук-ж будем
HMi II Прирост
(н2Тк_ж + п’Тп-ж) + а2Ук-п-
43
В подавляющем большинстве случаев, независимо от типа под-
ложки, а2ук-ж + а2уп-ж>а2ук-п. Следовательно, как правило,
зарождение на готовой подложке характеризуется меньшим
приростом межфазной энергии и, соответственно, меньшей рабо-
той образования критического зародыша. Именно поэтому в ре*
альных металлических расплавах главную роль играет rerepoi
генное зарождение кристаллов.
Чем меньше ун_п, тем термодинамически выгоднее зарож-
дение кристалла на подложке. Межфазная энергия (поверхно-
стное натяжение)—результат нескомпенсированности сил, дей-
ствующих с обеих сторон границы на пограничные атомы.
Межфазная энергия тем меньше, чем больше сходство в рас-
положении атомов и в типе межатомной связи по обе стороны
от границы раздела. Поэтому наиболее эффективными для гете-
рогенного зарождения в расплаве являются частицы, удовлет-
воряющие этому требованию.
Рост кристаллов
Зародыши кристаллизации растут в результате присоединения
атомов из жидкости к поверхности кристалла. Механизм роста
зависит от атомного строения границы раздела кристалл —
жидкость. Используют представление о двух крайних типах
этого строения: атомно-гладкой и атомно-шероховатой границе.
В случае атомно-гладкой границы (рис. 2.7) все позиции
атомов поверхностного слоя кристалла заняты. Одиночный
атом /, оседающий на гладкой поверхности, слабо связан
с кристаллом. Значительно сильнее будет связь с оседающим
атомом, если он окажется на ступеньке 2 и, еще сильнее —
в изломе ступеньки 3. Часть атомов, оседающих на гладкой
поверхности, из-за теплового движения будет уходить обратно
в жидкость, а часть, блуждающая на поверхности, присоеди-
нится к ступеньке и к излому на ней. В результате этого сту-
пенька будет продвигаться вдоль поверхности кристалла. Такой
рост называют ступенчатым или боковым, тангенциальным.
Рис. 2.7. Атомно-гладкая поверхность
кристалла с одиночным атомом на
этой поверхности (/)» ступенькой (2),
изломом иа ступеньке (3) и двумер-
ным зародышем нового слоя (4)
44
Рис. 2.8. Атом но-гл адкая поверхность
кристалла со ступенькой в месте вы-
хода винтовой дислокации иа поверх-
ность
Кристалл
Рис. 2.9. Строение атомно-шерохова-
той (диффузной) поверхности раз-
дела кристалл — жидкость (d — гра-
ница раздела)
рост кристалла существенно
I->.i i.i продвижение ступеньки
"I'iiihж1 к завершению построй-
in ли .много слоя, дальнейший
р 1 кристалла потребует обра-
...ii.HHiti двумерного зародыша
и ни иного слоя 4 (см. рис. 2.7).
••• >. । 1 у.щионное образование та-
• ыродыша является узким
............ процесса роста кристал-
|.| необходимо одновременное
• и pi n к ипе на атомно-гладкой
........значительного коли-
ш >и.1 .помов, что требует боль-
ной переохлаждений.
1 пш-нчатый (тангенциальный)
। i n гея, если на его поверхность выходит винтовая дисло-
I .IHIOI Около точки выхода винтовой дислокации имеется сту-
.... (рис. 2.8), расположенная на винтовой поверхности.
11|>н присоединении атомов из жидкости к ступеньке она будет
нриш.1 п.ся вокруг оси дислокации, не исчезая (атомы уклады-
И-1И1О и па поверхности кристалла в виде непрерывного винто-
। 1оя). В этом случае не требуется образования двумерных
оцн> плпей, и рост может идти при меньших переохлаждениях
1<.|< и '|.ша
H i а юмно-шероховатой границе (рис. 2.9) происходит по-
о и. пиин переход от структуры расплава к структуре кри-
ii.iit.i На схеме рис. 2.9 пунктир весьма условно отделяет
«о.мы. принадлежащие жидкой фазе, от атомов кристалла.
ф.м-1ii'n i ки же граница является размытой и имеет ширину
и in-iu.ni.ko атомных диаметров.
H i помпо-шероховатой границе имеется множество мест,
• к и ..мы из жидкости могут присоединяться к кристаллу.
I.1I .IU |р.|ница как бы содержит множество изломов типа по-
...и .1 н.1 рис. 2.7. Рост кристалла с атомно-шероховатой по-
hi р.и..< ii.io называют непрерывным (он идет во множестве то-
or и-, ин н поверхности кристалла) или нормальным (граница
1-и||. 1.1 перемещается в направлении нормали к ней, без уча-
..нн । пн спинального роста каждого слоя). Рост кристалла
• .....мп., шероховатой поверхностью происходит гораздо легче,
ом . .иомно-гладкой. Степень шероховатости кристалла (сте-
нг.ч 1п<|.фу шости границы раздела кристалл—жидкость) свя-
• 1|| । • нпропией плавления’. У металлов энтропия плавления
............ни плавления, т. е. изменение энтропии при переходе из кри-
<• < .и к•. ..и. и жидкое состояние Д5=ДЯ/Г0, где ДН и Го — теплота плав-
............- н и мш-рагура плавления, соответственно.
46
низкая, граница кристалл — расплав является атомно-шерохо-
ватой и основной механизм роста кристалла непрерывный
(нормальный). У полуметаллов висмута и сурьмы, большинства
карбидов и многих других химических соединений энтропия
плавления высокая, граница кристалл — расплав атомно-глад-
кая и основной механизм роста кристаллов ступенчатый.
Линейная скорость роста (л. с. р.), т. е. скорость перемеще-
ния поверхности кристалла (мм/с), с увеличением степени пе-
реохлаждения изменяется качественно аналогично с. з. ц. • (см.
рис. 2.6). Ее возрастание с увеличением АТ обусловлено увели-
чением термодинамического стимула кристаллизации Ag, а по-
следующее падение — уменьшением подвижности атомов. (
Кривые Таммана
Г. Тамман, изучая в проходящем свете под микроскопом кри-
сталлизацию прозрачных легкоплавких органических веществ,
впервые экспериментально установил зависимости с. з. ц. и
л. с. р. от степени переохлаждения АТ, схематично показанные
на рис. 2.6. Поэтому эти кривые называют кривыми Таммана.,
При достаточно больших переохлаждениях кристаллизация
органических веществ полностью подавлялась, и расплав за-
твердевал в виде аморфного тела (с. з. ц. и л. с. р. равны нулю).
Этому способствовала низкая подвижность молекул, высокая)
вязкость расплавов органических веществ. Чистые металлы
в жидком состоянии имеют высокую подвижность атомов и
очень низкую вязкость, мало меняющуюся с температурой. По
порядку величины их вязкость такая же, как у воды. Поэтому
в отличие от органических веществ, силикатных стекол, кислых
шлаков (с большим содержанием SiO2) и некоторых металли-
ческих сплавов с высокой вязкостью в жидком состоянии чи-
стые металлы при литье не удается получить в аморфном со-
стоянии— они успевают закристаллизоваться, прежде чем до<
стигаются переохлаждения, при которых с. з. ц. и л. с. р,
уменьшаются до нуля. Для подавления кристаллизации чисты,
металлов и получения их в твердом аморфном состоянии необ1
ходимы скорости охлаждения порядка 1010—1012 К/с, недостИ'
жимые в литейных процессах (наибольшие скорости охлаждв1
ния при литье порядка 103 К/с).
Величины с. з. ц. и л. с. р. являются параметрами изотерми
ческой кристаллизации при заданной степени переохлаждена
расплава. В реальных же условиях литья расплав непрерыви!
охлаждается и проходит через бесчисленное множество сте
пеней переохлаждения. Чем быстрее охлаждение, тем меньш
центров кристаллизации успевает образоваться при каждо
степени переохлаждения и тем сильнее переохлаждается рас
плав ниже То. В промышленных условиях кристаллизация м*
46
•• и» Кривые охлаждения чи-
. . м«|.1лла при трех скоростях
- .н.«.кипи Точка г — начало кри-
1 ч ч чи ЫЦИИ
. .... оканчивается при сте-
нпт переохлаждения, со-
i III ппоЩИХ от десятых ДО-
НИ ||>.|дуса до нескольких
. ни (обычно не более
in ! )
k|ix«ur охлаждения
Н||ц н (учении процессов кристаллизации используют термиче-
1.П11 m.i.iin с построением кривых охлаждения в координатах
..... р.пура металла — время.
Пи н-лнющаяся теплота кристаллизации задерживает паде-
|ц»| к мпературы. Вид кривой охлаждения в координатах тем-
нц|<и\||.| время зависит от скорости охлаждения (рис. 2.10).
Мри пн hi точно медленном охлаждении кристаллизация успе-
ни । пройти при небольшом переохлаждении расплава ниже То,
..... м ныделяющаяся теплота кристаллизации в течение неко-
..... ............ времени полностью компенсирует отводимую в атмо-
<fipv ичиюту, и температура остается неизменной (см. рис.
й н> и'Ю1цадка на кривой охлаждения 1). При ускорении ох-
•imfiiriiini расплав сильнее переохлаждается, но быстрая кри-
»* ** । iiii.iiiiiH с выделением большого количества теплоты за ма-
......|р> м>| приводит к временному повышению температуры
|.и рп. ? К), кривая 2). При очень больших скоростях охлаж-
MHOUI расплав переохлаждается еще сильнее, но выделяющейся
кристаллизации не хватает ни для временного разо-
пи кая остановки падения температуры: на осцилло-
.i.rt.iM. кристаллизация проявляется лишь во временном умень-
............прости охлаждения (см. рис. 2.10 — изменение наклона
........ .< н гочке г).
Фирна м< inЛЛНЧССКИХ КрИСТаЛЛОВ
М> । .1 । iifn скан отливка состоит из множества кристаллов.
I-........ псе кристаллы растут в форме многогранников, то
«шик и\ соприкосновения во время роста продвижение гра-
нил пр! । р.икается, и конечная форма кристаллов оказывается
нтр.иш и ной, произвольной (рис. 2.11). Такие Металлические
in । । । iij не имеющие огранки, называют кристаллитами или
»! Ц И II
При .in причина отсутствия огранки — атомцая шерохова-
। и inчи рчпости кристаллов типичных металлов на границе
47
Рис. 2.11. Стык трех зерен, образо-
вавшихся при росте кристаллов в виде
многогранников
Рис. 2.12. Дендритная форма роста
кристалла
их с расплавом. У полупроводников, полуметаллов висмута и
сурьмы, карбидов и других соединений с высокой энтропией
плавления поверхность кристаллов атомно-гладкая, их рост
происходит путем тангенциального разрастания слоев, благо-
даря чему поддерживается огранка кристалла во время роста.
У металлов, отличающихся низкой энтропией плавления, гра-
ница кристалл — расплав атомно-шероховатая, благодаря
чему реализуется непрерывный механизм роста, при котором
поверхность кристалла получается округлой.
Наконец самое яркое проявление отклонений от конфигура-
ции компактного граненого кристалла — дендритная форма
роста, типичная для металлов. Исходный граненый или округ-
лый зародыш разветвляется во время роста и становится по-
хожим на дерево. Такие кристаллы называют дендритами (от
греч. дерево).
Кристалл разветвляется из-за разных условий роста в раз-
ных точках его поверхности. У вершин граненого кристалла (и
вообще у любых случайных выступов на его поверхности) усло-
вия для роста более благоприятные, чем у середины граней.
Около вершин сильнее рассеивается в разные стороны выде-
ляющаяся теплота кристаллизации и, следовательно, она
меньше снимает здесь переохлаждение. Креме того, даже
весьма чистый металл содержит малорастворимые примеси,
которые оттесняются в расплав растущим кристаллом и накап-
ливаются у его поверхности, затрудняя рост кристалла. Кон-
вективные потоки в расплаве полнее устраняют барьерное дей-
ствие этих примесей около вершин кристалла. В результате
вершины опережают в своем росте центры граней, образуя
первые ответвления, называемые ветвями (или осями) 1-го по-
48
Рис. 2.13. Столбчатые (/) и
равноосные (2) зерна (штри-
ховкой показана стейка литей-
ной формы)
ричка (рис. 2.12). Небольшие откло-
н. пня от гладкой поверхности на этих
m i вях, микровыступы по тем же при-
чинам развиваются в новые отро-
ши — ветви 2-го порядка. На них
могут возникать ветви 3-го порядка
(на рис. 2.12 ие показаны). Одновре-
менно с разветвлением кристалла и
увеличением длины его ветвей проис-
ходит их утолщение. Постепенно меж-
вс шиевые пространства зарастают, и
дендрит, пространственно разветвлен-
ная конструкция, превращается в мо-
нолитное зерно, внешние очертания
которого в полностью затвердевшем
металле уже не напоминают древовидное строение и зависят от
Н13ИМНОГО расположения соседних кристаллов, наличия или от-
сутствия направления преимущественного роста (рис. 2.13).
Р.иличают столбчатые кристаллы 1, сильно вытянутые в одном
направлении, и равноосные кристаллы 2, мало отличающиеся
размерами в разных направлениях; и те, и другие росли
в форме дендритов, что условно показано на рис. 2.13 в виде
дендритного узора внутри кристаллов. Таким образом, следует
различать дендритную форму роста кристаллов и дендриты —
древовидные кристаллы в затвердевшем металле. Дендриты
можно увидеть на открытой поверхности слитка или на по-
верхности усадочной раковины благодаря тому, что здесь рас-
плава не хватило для заполнения твердым веществом всех меж-
вствиевых пространств. Гигантский дендрит длиной 39 см и
массой 3,45 кг из коллекции Д. К. Чернова, найденный в уса-
дочной раковине 100-тонного стального слитка, вошел в ми-
ровую металлургическую литературу под названием «кристалл
Чернова».
< троение металлического слитка
В структуре металлического слитка можно увидеть три зоны
(рис. 2.14): очень узкую периферийную зону мелких кристал-
лов /, зону столбчатых 2 и зону равноосных 3 кристаллов.
Зародыши кристаллов в первую очередь образуются там, где
Польше переохлаждение, т. е. у стенок формы. Из-за шерохо-
в.। гости стенки формы и по другим причинам кристаллики, за-
рождающиеся на этой стенке, растут в разных направлениях
(< м. рис. 2.13). Кристаллы, растущие перпендикулярно стенке,
। <. параллельно направлению теплоотвода, подавляют рост
ос сальных, менее благоприятно ориентированных кристаллов.
В результате формируется зона столбчатых кристаллов. Эти
49
1 ' ,12
кристаллы имеют предпочтительную кристаллографическую
ориентировку—текстуру кристаллизации. В металлах с куби-
ческой решеткой (г. ц. к. и о. ц. к.) столбчатые зерна растут
в направлении <100>.
Рост столбчатых кристаллов прекращается, когда перед
ними вырастают равноосные зерна. Последние образуются,
когда в расплаве имеются зародыши и достигнуто необходимое
переохлаждение. Равноосные зерна не имеют кристаллографи-
ческой текстуры, так как растут при отсутствии направленного
теплоотвода. Зародышами равноосных зерен могут быть более
тугоплавкие частицы, взвешенные в расплаве. С ростом пере-
грева расплава перед литьем эти частицы растворяются или
коагулируют и их становится меньше или же происходит дезак-
тивация частиц из-за изменения строения границы тугоплавкая
частица — расплав.
Зародышами равноосных зерен могут служить и собствен-
ные кристаллики: веточки частично оплавляющихся дендритов
или же оторвавшиеся от стенки формы кристаллики. Этому
способствует то, что у основания ветви дендритов часто сильно
сужены. Кристаллики у стенок формы могут образоваться уже
в период заливки и конвективными потоками разноситься
по всему объему расплава. Принудительное перемешивание рас-
плава, в частности электромагнитное, помогает отрыву кристал-
ликов.
Регулируя условия литья, можно управлять соотношением
столбчатой и равноосной зон. Ускоренное охлаждение, высокий
перегрев расплава и спокойное литье способствуют развитию
зоны столбчатых кристаллов. Они могут прорасти до центра
отливки, и центральная зона равноосных кристаллов будет от-
сутствовать (см. рис. 1.1). Это называют транскристаллизацией.
Замедленное охлаждение, низкий
перегрев расплава и перемеши-
вание способствуют развитию
зоны равноосных кристаллов, ко-
торая может занять все сечение
отливки.
Недостатком столбчатой струк-
туры является наличие поверх-
ностей стыка соседних столбча-
тых зон (см. рис. 2.14), являю-
щихся поверхностями слабины.
Здесь концентрируются оттесняе-
мые при непрерывном росте кри-
сталлов примеси и оксидные
включения и при горячей про-
„ катке или ковке могут образо-
Рнс. 2.14. Схема кристаллического
строения металлического слитка ВЭТЬСЯ треЩИНЫ В СЛИТК6. С.ЛИТКИ
50
1 2 J
пластичных чистых металлов способны хорошо обрабатываться
давлением и в случае транскристаллизации.
Равноосные зерна в отливке часто стремятся получить по
возможности более мелкими. Для этого пригодны все способы,
увеличивающие число центров кристаллизации, в частности
уменьшение перегрева расплава и перемешивание. Весьма
эффективно введение модификаторов — малых добавок (со-
тые— десятые доли процента), измельчающих зерно металла.
Механизм модифицирования — измельчения зерна может быть
разным. Во-первых, модификатор может образовывать с метал-
лом или примесью соединения, являющиеся местами гетероген-
ного зарождения. Так, например, модифицирование алюминия
добавкой 0,05—0,15 % Ti происходит благодаря образованию
частиц соединений TiAl3 и TiC (алюминий содержит следы
углерода), решетка которых хорошо сопрягается с решеткой
алюминия, обеспечивая малую величину ук_п (см. п. 2.3).
В сталь для измельчения зерна вводят алюминий и титан, об-
разующие А12О3 и TiN. Во-вторых, модификатор, растворенный
в жидком металле, может быть поверхностно-активным, сни-
жающим межфазную энергию на границе кристалл — расплав,
благодаря чему уменьшается работа образования критического
зародыша в соответствии с формулой (2.7). В-третьих, имеется
гипотеза о том, что модификатор может способствовать обра-
зованию очень тонких шеек у основания ветвей дендритов и
тем самым более легкому их отрыву и превращению в центры
кристаллизации.
Модифицирование зерна слитков производят для улучшения
их обрабатываемости давлением, а модифицирование зерна
в фасонных отливках — для улучшения механических свойств
деталей.
2.3. Полиморфные превращения в металлах
Полиморфное превращение в металлах состоит в изменении
iiina кристаллической решетки при изменении температуры или
давлении. Рассмотрим только температурный полиморфизм.
Полиморфизмом обладает примерно половина всех метал-
лов. Наибольшее число полиморфных модификаций (шесть)
v плутония. Четыре модификации имеет марганец. У семи ме-
। аллов, в том числе урана, три модификации. У 29 металлов
те кристаллические модификации. Среди диморфных метал-
лов такие широко используемые, как железо, титан и олово.
Полиморфизм железа сыграл выдающуюся роль в истории
человеческой цивилизации: ведь именно благодаря ему сталь
можно подвергать закалке, а широкое использование закален-
ной стали означало переход от бронзового века к железному.
I
S1
щая минимальной энергией
термодинамически стабильна
Полиморфные модификации
обозначают греческими бук-
вами а, р, у и т. д. — по воз-
растанию температурного ин-
тервала их существования (на-
пример a-Ti и p-Ti).
Образование зародышей но-
вой модификации (а) внутри
кристалла исходной модифи-
кации (Р) подчиняется тем же
общим закономерностям фазо-
вых превращений, что и рас-
смотренное в п. 2.2 зарожде-
ние кристаллов в расплаве. На
рис. 2.15 видно, что ниже тем-
пературы То' термодинамиче-
ски стабильна кристалличе-
ская модификация а, обладаю-
Гиббса; в интервале То'—То
модификация р, а выше То —
жидкость.
Термодинамическим стимулом полиморфного превращения
является разность энергии Гиббса двух кристаллических моди-
фикаций Дбоб- Но в отличие от кристаллизации расплава, за-
рождение при полиморфном превращении затруднено не только
из-за возникновения межфазной поверхности, но и из-за упру-
гой деформации кристаллов исходной и новой модификаций.
Такая деформация неизбежна при развитии превращения в уп-
ругой среде, так как новая модификация отличается от исход-
ной структурой и удельным объемом. Поэтому в формулу (2.3)
следует добавить новый член Абупр‘.
AG = — AGO6 + AGпов + AGynp.
(2.9)
Это качественно не изменяет характера зависимостей с. з. ц.—
Т и л. с. р.— Т на рис. 2.6. Изменение удельного объема при
полиморфном превращении может вызвать не только упругую,
но и пластическую деформацию, приводя к повышению плот-
ности дислокаций. Это явление называют фазовым наклепом.
Температуру То' на рис. 2.15, при которой равны энергии
Гиббса двух полиморфных модификаций, принято называть
температурой полиморфного превращения. Например, темпера-
тура превращения 0о.ц.к—”аг. п в титане равна 882,5 °C. В дей-
ствительности же это температура фазового равновесия двух
модификаций, а превращение р—”а может происходить при
значительно более низких температурах, зависящих от скорости
охлаждения. Из-за меньшей подвижности атомов в кристалле,
чем в расплаве, и из-за упругого сопротивления среды образо-
52
ванию кристаллов новой модификации степень переохлаждения
при полиморфных превращениях больше, чем при кристаллиза-
ции расплавов (при одинаковой скорости охлаждения). Высо-
котемпературную модификацию сравнительно несложно пере-
охладить на десятки и даже на сотни градусов ниже темпера-
туры равновесия двух модификаций То' (см. рис. 2.15). Низко-
температурная модификация может быть значительно перегрета
выше температуры равновесия двух модификаций То' в отличие
от плавления, которое идет без перегрева. Разность температур
начала фазового превращения при нагревании и при охлажде-
нии называют тепловым гистерезисом превращения. При поли-
морфных превращениях действует общий для всех фазовых
превращений в анизотропной среде принцип структурного соот-
ветствия (принцип Данкова — Конобеевского), согласно кото-
рому решетка новой фазы стремится так ориентироваться по
отношению к решетке исходной фазы, чтобы межфазная энер-
гия была минимальна, а это обеспечивается максимальным
сходством в расположении атомов на соприкасающихся гранях
старой и новой фаз. В решетках разного типа всегда можно
найти плоскости с наиболее близким атомным строением.
Наибольшее сходство в строении имеют плоскости плотнейшей
упаковки, например плоскости {111} в г. ц. к. решетке и {110}
в о. ц. к. решетке. Это видно из сопоставления треугольников,
выделенных перекрестной штриховкой на рис. 1.13, а, б. При
стыковке г. ц. к. и о.ц. к. кристаллов по этим плоскостям раз-
личие в атомном строении по обе стороны от границы может
быть минимальным. Следовательно, согласно принципу струк-
турного соответствия при превращении г. ц. к.->-о. ц. к. энерге-
тически выгодно развитие превращения так, чтобы плоскость
{111}г.ц.к. была параллельна плоскости {110}о.ц.к, а направле-
ние <110>г.ц. к. было параллельно направлению <111>о.ц. к.
Глава 3
ДВОЙНЫЕ СИСТЕМЫ
Правило фаз
В металловедении особое место принадлежит диаграммам со-
стояния, которые являются базой для анализа процессов фор-
мирования структуры сплавов.
Первоначальные ^ведения о диаграммах состояниях даются
н курсе физической химии. Прежде чем приступить к более
подробному рассмотрению диаграмм состояния разного типа,
необходимо уточнить применительно к металловедческим зада-
чам некоторые важные понятия из химической термодинамики.
53
Термодинамическая система (сокращенно система) — это
отделенная от внешней среды реальными или воображае-
мыми границами и заполненная веществом часть пространства,
внутри которой между составляющими систему материальными
объектами возможен обмен энергией и веществом. Выбор гра-
ниц термодинамической системы зависит от того, какую
решают конкретную термодинамическую задачу. Если, напри-
мер, анализируют полиморфное превращение в железе, то в ка-
честве границ термодинамической системы выбирают поверх-
ность железного образца, реально отделяющую такую систему
от окружающей печной атмосферы (если эта атмосфера не
влияет на полиморфное превращение). Если же анализируют
насыщение железа углеродом из газовой среды, то термодина-
мическая система должна включать и образец железа, и окру-
жающую его газовую среду.
Фаза — это совокупность тождественных по химическому
составу гомогенных частей термодинамической системы, одина-
ковых по всем свойствам, не зависящим от массы. Например,
при температуре плавления в алюминии могут сосуществовать
расплав и кристаллы алюминия; совокупность всех кристаллов
алюминия представляет самостоятельную твердую фазу.
Компоненты — это химические индивиды, наименьшее число
которых достаточно для образования всех фаз термодинамиче-
ской системы. Компонентами углеродистой стали являются же-
лезо и углерод, компонентами латуни—медь и цинк. Компонен-
тами могут быть и химические соединения. Каждая фаза си-
стемы характеризуется термодинамическими параметрами: тем-
пературой, давлением, концентрациями компонентов.
Равновесное состояние термодинамической системы характе-
ризуется при постоянных внешних условиях неизменностью
термодинамических параметров во времени и отсутствием в си-
стеме потоков энергии и вещества.
Фазовое (гетерогенное) равновесие — это равновесное со-
стояние термодинамической системы, состоящей из двух или
большего числа фаз.
Термодинамические степени свободы — это термодинамиче-
ские параметры равновесной системы, которым можно прида-
вать произвольные (в некотором интервале) значения так,
чтобы не появлялись новые и не исчезали старые фазы.
Число термодинамических степеней свободы называют ва-
риантностью системы (В). Если вариантность В=0, то систему
называют нонвариаитной (безвариантной), если В=1 — моно-
вариантной (одновариантной) и если В = 2 — дивариантной
(двухвариантной).
В 1876 г. Гиббс вывел правило фаз, связывающее вариант-
ность с числом компонентов (К) и числом фаз (Ф) в равновес-
ной системе.
54
Все термодинамические параметры равновесной системы
связаны определенными уравнениями. Число степеней свободы
системы равно числу всех переменных параметров минус число
независимых уравнений, связывающих эти параметры.
Вначале подсчитаем число всех переменных термодинами-
ческих параметров. Все фазы должны характеризоваться одной
температурой и одним давлением; в противном случае не бу-
дет, соответственно, термического и механического равновесий.
Общее число концентраций всех компонентов во всех фазах
равно КФ, если каждый из К компонентов находится в каждой
из Ф фаз. Последнее условие — не обязательное для вывода
правила фаз. Таким образом, число всех термодинамических
параметров равно 2 (одна температура и одно давление) плюс
КФ концентраций.
Теперь подсчитаем число независимых уравнений, связываю-
щих эти (2 +КФ) переменных. Для этого совсем не обязательно
знать конкретный вид каждого уравнения.
Для каждой фазы можно записать уравнение состояния,
связывающее все термодинамические параметры фазы. Число
таких уравнений для всей системы равно Ф. К нему следует
прибавить число уравнений, связывающих термодинамические
параметры разных фаз. Для подсчета числа таких уравнений
воспользуемся следующим приемом. Из курса физической хи-
мии известно, что в условиях фазового равновесия химический
потенциал р каждого компонента во всех фазах одинаков. Если
химический потенциал данного компонента в одной фазе больше,
чем в другой, то должен происходить переход компонента
в фазу, где его химический потенциал меньше. Обозначим
арабскими цифрами условный номер компонента и римскими —
номер фазы. С учетом изложенного для каждого компонента
в Ф фазах можно записать следующий ряд независимых
равенств:
I it in ф.
Pi = pi = рч = . . . рг;
I п ш Ф
Р2 —Р2 =Р2 = • • . Р2,
1 II III ф
Рк - Рк - Рк — . . . рк.
В каждой такой строке имеется (Ф—1) равенств, а так как
число этих строк равно числу компонентов, то для всех компо-
нентов имеется (Ф—1) К равенств.
Химический потенциал данного компонента в фазе является
функцией температуры, давления и концентраций всех компо-
нентов в этой фазе, например:
pj=/(r. р, 4, 4. . .4).
55
Следовательно (Ф—1) К равенств химических потенциалов
представляют собой (Ф—1) К независимых уравнений, связы-
вающих все термодинамические параметры разных фаз. Доба-
вив к ним Ф уравнений, связывающих параметры одной фазы,
получим общее число независимых уравнений, связывающих
термодинамические параметры системы: Ф+(Ф—1) К.
Теперь можно подсчитать вариантность:
В = (2 + КФ) — [Ф + (Ф — 1)К]; (3.1)
В - К-- Ф + 2. (3.2)
Это и есть правило фаз Гиббса. В приведенном виде его
широко используют, но применимо оно не ко всем случаям фа-
зовых равновесий. Если составы двух фаз одинаковы, то, как
показал Ван-дер-Ваальс, при выводе правила фаз следует
учесть дополнительные уравнения, а именно;
J J1 J „1 Ji
Cj — С\ С2 — С2 . . Ск — Ск .
Так как сумма концентраций всех компонентов в фазе — кон-
станта, то число таких независимых равенств будет (К—1).
Тогда формула (3.1) будет иметь вид:
В=(2+КФ)—[Ф + (Ф-1)К + (К-1)1,
откуда
В==3—Ф. (3.3)
Следовательно, при одинаковом составе двух фаз вариантность
не зависит от числа компонентов, и любая система ведет себя
как однокомпонентная. Действительно, при применении фор-
мулы (3.2) к однокомпонентной системе, для которой не требу-
ется специальный учет тождественности составов фаз, полу-
чаем тот же результат:
В = К—Ф + 2 = 1—Ф + 2 = 3 —Ф.
В металлических системах давление пара чаще всего на-
столько низкое, что существованием газовой фазы можно пре-
небречь. Изменение же внешнего давления сказывается на фа-
зовых равновесиях в конденсированных системах, т. е. системах
без газовой фазы, несравненно слабее, чем на равновесиях
с участием газовой фазы. Так, например, расчет по уравнению
Клапейрона—Клаузиуса показывает, что увеличение давления
с 0,1 до 5 МПа, т. е. с 1 до 50 ат, повышает температуру плав-
ления цинка (конденсированная система) всего на ~0,3 К,
а температуру кипения цинка — на 600 К (!).
При обработке н эксплуатации металлических материалов
внешнее давление редко выходит за пределы 1 ... 10 МПа
(101... Ю2 ат) и его влиянием на фазовые равновесия в конден-
сированных системах можно пренебречь. Тогда при выводе пра-
56
вила фаз число термодинамических параметров следует умень-
шить на единицу и вместо формул (3.2) и (3.3) имеем соот-
ветственно:
В-К—Ф+1
и В = 2 — Ф.
(3-4)
(3-5)
Этими формулами и будем далее пользоваться, применяя
правило фаз для анализа диаграмм состояния.
Следует отметить, что и в промышленной технологии давле-
ние может заметно сказаться на фазовом равновесии в кон-
денсированной системе. Например, при жидкой штамповке алю-
миниевых сплавов давление достигает 100... 150 МПа (1000...
1500 ат.). Такое увеличение давления повышает температуру
плавления алюминия с 660 до 670 °C. Особенно велико влия-
ние давления на фазовые равновесия в технике высоких давле-
ний. Например, при давлении 6000 МПа (60000 ат.) алюминий
плавится при температуре около 1050 °C. Влиянием давления
нельзя пренебречь и при рассмотрении сплавов, содержащих
летучие компоненты, особенно при плавке и затвердевании под
вакуумом.
Правило рычага
Химический состав двухкомпонентного сплава и любой из его
фаз изображается точкой на оси концентраций. Отрезок АВ
(рис. 3.1) принимают за 100 % компонента (А и В). Концевые
ючки этого отрезка соответствуют чистым компонентам. На-
пример, точка В соответствует содержанию 100 % компонента
В и 0 % компонента А. Любая точка отрезка АВ указывает со-
став вещества, состоящего из компонентов А и В. Например,
н)чка 1 характеризует вещество, содержание компонента А
в котором характеризуется отрезком Хи а содержание компо-
нента В — отрезком (100—Х}).
Концентрации компонентов выражают в процентах по массе
или в атомных процентах. Атомные проценты, характеризую-
щие отношение числа атомов данного компонента к числу всех
.номов, используют, как правило, в теоретических работах.
I1ри решении практических задач, в частности, при составле-
нии шихты, пользуются процентами по массе. Если состав вы-
ражен в атомных процентах, а необходимо использовать про-
центы по массе, и наоборот, можно пользоваться следующими
переводными формулами, вывод которых не требует пояснений:
а =------------------100.
СГат^Л "4“ В
Cl!Л «
UaT ~ -----------------100,
л/Мд + Ь1М&
(3.6)
(3.7)
57
где а и b без индексов — содержание, соответственно, компо-
нентов Л и В, % (по массе); аат и Ьат— содержание компонен-
тов А и В, % (атомн.); МА и Мв — атомные массы компонентов
А и В. Далее везде на диаграммах состояния реальных двой-
ных систем состав выражен в процентах по массе.
При работе с диаграммами состояния полезно иметь в виду
следующее общее правило, вытекающее из закона сохранения
массы.
Если имеются два вещества любой природы (например, от-
дельные фазы, многофазные смеси), составы которых изобра-
жаются точками 1 и 2 на оси концентрации (см. рис. 3.1), то
из. них можно образовать третье вещество, состав которого
(точка 3) должен обязательно находиться между точками / и
2; и наоборот — из одного вещества (состава точки 3) —можно
получить два других вещества (/ и 2), составы которых дол-
жны обязательно находиться по обе стороны от состава исход-
ного вещества. Назовем это правилом трех точек.
Смешивая (или сплавляя) вещества составов 1 и 3, невоз-
можно получить вещество состава точки 2, в котором концент-
рация компонента В больше, чем в каждом из исходных ве-
ществ. Состав двухфазного сплава всегда находится в проме-
жутке между точками, изображающими составы его фаз.
Пользуясь правилом трех точек, можно на диаграмме со-
стояния двойной системы любой сложности безошибочно анали-
зировать даже неизвестное фазовое превращение с участием
трех фаз. При взаимодействии двух фаз образуется фаза, со-
став которой является всегда промежуточным между составами
исходных фаз. При распаде одной фазы на две составы обра-
зующихся фаз всегда находятся по обе стороны от состава
исходной фазы.
Правило трех точек имеет качественный характер. Количе-
ственные соотношения дает правило рычага, также вытекаю-
щее из закона сохранения массы.
Возьмем вещество 1 массой m и вещество 2 массой п, из
которых смешением (или другим способом) получим вещество 3
массой т-\-п (рис. 3.1). Составим материальный баланс по ком-
поненту А, приняв, что отрезки х{, хг и х3 характеризуют выра-
женное в долях единицы содержание компонента А соответ-
ственно в веществах 1, 2 и 3. Тогда tnxi + пх2== (т+п)х3 и
т/п = (х8—х8)/(Х1—х3).
Из этого соотношения, с учетом обозначений на рис. 3.1,
следует, что
mln = qlp. (3.8)
Формула (3.8) характеризует известное из механики равнове-
сие рычага первого рода, если опору рычага поместить в точке
58
3, а к концам рычага в точ-
ках 1 и 2 приложить силы т
и п соответственно. Отсюда и
название — правило рычага,
которое называют также пра-
вилом отрезков.
По правилу рычага чаще
всего определяют, какая доля
всей массы сплава приходится
на ту или иную фазу в двух-
разном сплаве, если известны
состав сплава (опора рычага)
и составы обеих фаз (концы
рычага).
Определим, какая доля от
Рис. 3.1. Схема к выводу правила ры-
чага
массы сплава 3, состоящего из
«Вазы 1 массой т и фазы 2 массой п, приходится на фазу 1,
; е. определим по правилу рычага соотношение m/(m + n). Из
формулы (3.8) следует, что n = mp/q. Тогда
т!(т + п) = т/(т -ф тр/д).
Отсюда
т/(т + п) — q/(p -ф q). (3.9)
Точно так же можно доказать, что
п/(т-\-п) = р/(р + д). (3.10)
Следовательно, по правилу рычага доля данной фазы от
всей массы сплава равна отношению длины противоположного
плеча к длине рычага (для фазы 1 противоположное плечо — q,
|ля фазы 2—р).
Необходимо отметить, что в отличие от правила фаз, при-
менимого только к фазовым равновесиям, правило рычага, как
< ледствие из закона сохранения массы, применимо к любым
системам, в том числе и далеким от термодинамического рав-
новесия.
3 1 Системы с непрерывным рядом твердых растворов
В металловедении термин «система», в зависимости от кон-
к кста, может означать два разных, хотя и взаимосвязанных
понятия. Одно понятие — термодинамическая система — было
р.псмотреио вышей относилось кзаполнеииой веществом части
пространства с определенным соотношением компонентов.
1|кой системой является конкретный сплав определенного хи-
мического состава. В другом смысле система — это совокупность
f»< конечно большого числа всех возможных сплавов, которые
Moiyi быть образованы из данных компонентов. Именно это оз-
ii.i’i.ict, например, понятие «система Си—Ni».
59
I
В,7„
Рис. 3.2. Диаграмма состояния двой-
ной системы с непрерывным рядом
твердых растворов типа «сигара»
Поскольку в конденсирован-
ных системах влиянием давления
на фазовые равновесия можно
пренебречь, то диаграммы со-
стояния строят при атмосферном
давлении в координатах темпера-
тура — состав сплава.
На рис. 3.2 изображена диа-
грамма состояния системы А—В
с неограниченной взаимной рас-
творимостью компонентов и
в .жидком, и в твердом состоя-
нии. Твердые фазы обозначают
буквами греческого алфавита,
жидкие — буквой Ж или L.
Каждая точка на диаграмме
состояния одновременно характе-
ризует и температуру, и химический состав (концентрации ком-
понентов А и В).
Область жидких растворов ограничена снизу линией лик-
видуса (от лат. жидкий), а область твердых растворов (а) ог-
раничена сверху линией солидуса (от лат. твердый). Между
этими линиями находится область сосуществования двух фаз —
жидкого н твердого растворов.
Составы жидкого и твердого растворов, находящихся в рав-
новесии при дайной температуре, расположены на линиях лик-
видуса и солидуса, например, в точках I и s при температуре
Тх (рис. 3.2). Горизонтальный отрезок Is, соединяющий точки
составов равновесных фаз, называют конодой (от лат. соедини-
нительная прямая).
Диаграмма состояния позволяет анализировать не только
фазовые равновесия, ио и равновесные процессы фазовых пре-
вращений, в рассматриваемом случае — процесс равновесной
кристаллизации твердого раствора. Равновесный процесс фа-
зового превращения представляет собой непрерывную последо-
вательность равновесных состояний. Такой процесс должен
протекать бесконечно медленно и потому является предельным
понятием. Несмотря на это в случае достаточно медленного
изменения температуры анализ равновесных процессов дает
важную для практики информацию.
Рассмотрим процессы, протекающие при охлаждении сплава
X (см. рис. 3.2) от температуры 7„сх. При температуре ТИсх
сплав находится в состоянии ненасыщенного жидкого раствора
(точка О). Это доказывается тем, что при небольшом измене-
нии температуры (вверх и вниз от точки О) и при небольшом
изменении состава раствора (влево и вправо от точки О) си-
стема остается однофазной.
60
В интервале температур 7~Исх—Л в сплаве X охлаждается
ненасыщенный жидкий раствор неизменного состава; состав
раствора одинаков с составом сплава X и все время находится
на его ординате (иа отрезке 01).
При температуре 7'1 жидкий раствор становится насыщен-
ным по отношению к твердому раствору состава Г. Тот факт,
что жидкий раствор состава 1 при температуре 7\ является на-
сыщенным, доказывается следующим: небольшое понижение
тмпературы (сдвиг вниз от точки /) или добавление к этому
раствору компонента В при температуре 1\ (сдвиг вправо от
тики /) должно привести к появлению твердой фазы.
Продолжим рассмотрение охлаждения сплава X. Для на-
чала кристаллизации твердого раствора, как и чистого металла,
н реальных условиях всегда необходимо переохлаждение (см.
н. 2.2). Так как мы анализируем идеализированный равновесный
процесс, то здесь (и далее в подобных случаях) переохлажде-
ние не будем учитывать, считая, что кристаллизация сплава X
начинается при температуре 7\.
При любой температуре в интервале равновесной кристал-
пизации состав жидкого раствора должен находиться на линии
.'|нквидуса, а твердого раствора — иа линии солидуса. Проводя
коноды при разных температурах, можно определить при этих
it-мпературах составы жидкой и твердой фаз. Первая конода —
по отрезок 1—Г при температуре начала кристаллизации. При
и-мпературе Т2 равновесная кристаллизация заканчивается, и
последней конодой будет отрезок 2'—2. Следовательно, в ин-
к-рвале равновесной кристаллизации Т\—Т2 состав жидкого
раствора изменяется по линии ликвидуса от точки 1 до точки
а состав твердого раствора — по линии солидуса от точки Г
io точки 2. Это можно записать в следующей форме:
Ж
Точку 1 называют точкой ликвидуса или ликвидусом сплава.
1'>чку 2 называют точкой солидуса или солидусом сплава.
11<> окончании кристаллизации весь сплав является твердым
1>.к тором и естественно, что в таком случае состав а-раствора
‘•niiiuiKOB с составом сплава. В интервале от температуры Т2
»<• комнатной охлаждается ненасыщенный твердый раствор не-
и iMi-iiHoro состава, находящегося на ординате сплава на от-
|ч ike 2Х. Здесь и далее на схематических диаграммах состоя-
нии будем считать, что комнатная температура соответствует
• » и абсцисс. На реальных диаграммах состояния ось абсцисс
6t
часто соответствует более высоким температурам (см. ниже,
например рис. 20.11), так как из-за малой подвижности атомов
при комнатной температуре трудно достигнуть состояния фазо-
вого равновесия, и низкотемпературная часть диаграммы со-
стояния остается не построенной.
Убедимся в соответствии рассматриваемой диаграммы со-
стояния правилу фаз. Двухфазное равновесие Ж+а характе-
ризуют пять термодинамических параметров: температура и
четыре концентрации компонентов А и В (по две в каждой из
фаз). Вариантность В = К—Ф + 1=2—2+1 = 1. Следовательно,
из пяти параметров только один является независимым, и фа-
зовое равновесие является моновариантным. Выбор этого па-
раметра произволен. Если задать произвольно температуру, на-
пример Тх на рис. 3.2, то остальные четыре термодинамических
параметра являются строго определенными: это концентрации
А и В в жидком растворе (ГВ и АГ) и в твердом растворе
(s'В и As')- Если задать произвольно одну из четырех концент-
раций, например концентрацию компонента А в жидкой фазе
ГВ, то концентрация компонента В в жидкой фазе будет равна
АГ, температура двухфазного равновесия с участием жидкого
раствора такого состава будет строго определенной (Тх) и
концентрации компонентов А и В в твердом растворе также
будут строго определенными (s'В и As').
При формулировке вариантности выше было отмечено, что
независимому термодинамическому параметру можно прида-
вать произвольные значения лишь в некотором интервале. Дей-
ствительно, для сплава X температуру двухфазного равновесия
можно произвольно задавать лишь в интервале 1\—Т?. Для
двухфазного равновесия в этом сплаве можно произвольно за-
давать концентрацию одного из компонентов, например в жид-
кой фазе, лишь в таком интервале, чтобы состав жидкого рас-
твора находился между точками 1 и 2' на линии ликвидуса
(в противном случае сплав X будет однофазным).
Микроструктура сплава, формирующаяся в процессе его ох-
лаждения, определяется не только термодинамикой, но и ки-
нетикой и механизмом фазовых превращений, которые диа-
грамма состояния не отражает. Несмотря на это диаграмма со-
стояния позволяет предсказывать качественно, в самом общем
виде, тип микроструктуры сплава, формирующейся при опреде-
ленных условиях охлаждения.
Сплавы рассматриваемой системы после равновесной кри-
сталлизации представляют собой совокупность зерен твердого
раствора, и микроструктура в принципе ничем не отличается
от микроструктуры чистого металла (см. рис. 1.3). Количест-
венные характеристики микроструктуры, такие как размер
зерна, из диаграммы состояния ие вытекают.
62
Темп кристаллизации
По правилу рычага можно определить, какую долю от всей
массы сплава составляет твердая или жидкая фаза при любой
температуре в интервале кристаллизации. Например, при тем-
пературе Тх (см. рис. 3.2) доля твердой фазы состава точки s
та =lk/ls, а доля жидкой фазы состава I mXl=ks/ls.
В сплавах и Х2 на рис. 3.3, а при понижении темпера-
|уры в интервале кристаллизации доля твердой фазы нарастает
существенно по-разному. По достижении температуры середины
интервала кристаллизации затвердевает примерно 80 % сплава
V, и только 30 % сплава Х2.
Темп кристаллизации — это производная от массы твердой
фазы по температуре dma/dT (не следует путать со скоростью
кристаллизации, характеризующейся производной от массы
тердой фазы по времени). Темп кристаллизации у сплава Xi
максимален вблизи ликвидуса и минимален вблизи солидуса,
а у сплава Х2, наоборот, он минимален вблизи ликвидуса и
максимален вблизи солидуса. Это различие в темпе кристалли-
<;щии сравниваемых сплавов сказывается на их литейных свой-
ггнах (при высоком темпе кристаллизации вблизи ликвидуса
кристаллический каркас отливки с распределенной внутри него
жидкой фазой образуется в верхней части интервала кристал-
лизации, см. п. 10.2).
Темп кристаллизации определяет и вид кривой охлаждения.
Чем больше образуется твердой фазы, тем больше выделится
геплоты кристаллизации, замедляющей охлаждение. Следова-
icjibHO, при кристаллизации сплава Xi вблизи ликвидуса охлаж-
н-нпе должно быть замедлено в большей степени, чем вблизи
олидуса, а при кристаллизации сплава Х2 ситуация прямо про-
ииюположная (см. разную вогнутость кривых охлаждения на
i n' > 3 Диаграмма состояния двойной системы с непрерывным рядом твердых рас-
(./) и кривые охлаждения (6) двух сплавов с разным темпом кристаллизации
63
рис. 3.3, б). В результате на кривой охлаждения сплава X]
четко фиксируется начало кристаллизации и слабо — ее окон-
чание, а у сплава Х2, наоборот, четче фиксируется окончание
кристаллизации.
Система с точкой минимума на диаграмме состояния
Диаграмма состояния типа «сигара» на рис. 3.2 относится к си-
стеме, в которой добавление более легкоплавкого компонента
к более тугоплавкому приводит к непрерывному понижению
точки ликвидуса (и солидуса). Если же при добавлении компо-
нента В к компоненту А и компонента А к компоненту В про-
исходит понижение температур начала и конца кристаллизации,
то на диаграмме состояния должна быть точка минимума (рис.
3.4). В этой точке кривые ликвидуса и солидуса имеют общую
горизонтальную касательную.
Все сплавы системы на рис. 3.4, за исключением одного,
кристаллизуются точно так же, как сплавы системы типа
«сигара» на рис. 3.2: из жидкого раствора переменного состава
в интервале температур кристаллизуется твердый раствор пе-
ременного состава. У сплава, состав которого соответствует
точке минимума на диаграмме состояния (М), температурный
интервал кристаллизации равен нулю, а состав жидкого рас-
твора одинаков с составом твердого раствора (оба отвечают со-
ставу точки М). Вариантность для случая фазового равновесия
Ж + а в рассматриваемом сплаве следует подсчитывать по фор-
муле (3.5): В — 2—Ф=2—2 = 0. Следовательно, сплав состава
точки М ведет себя как однокомпоиентная система. Это не оз-
начает, что его можно рассматривать как компонент — хими-
ческий индивид. По атом но-кристаллическому строению сплав
состава точки М ничем не выделяется среди соседних спла-
Рис. 3.4. Диаграмма состояния двойной
системы с непрерывным рядом твердых
растворов и точкой минимума
Рис. 3.5. Диаграмма состояния двойной
системы с расслоением твердого раствора
64
bob — твердых растворов. С изменением давления точка М
должна изменять свое положение не только по оси темпера-
тур, но и по оси концентраций, в то время как состав химиче-
ского соединения, которое можно выбирать в качестве компо-
нента, не зависит от давления.
Известно около 100 двойных систем с непрерывным рядом
твердых растворов, причем примерно 40 % из их числа имеет
диаграмму плавкости с точкой минимума.
Термодинамически возможны системы с. непрерывным рядом
твердых растворов и точкой максимума на диаграмме плавко-
сти. Однако реальных систем такого вида среди металлических
пока не обнаружено (имеется несколько реальных систем с точ-
кой максимума на линии ликвидуса граничного твердого рас-
твора, т. е. при отсутствии непрерывного ряда твердых раство-
ров).
Система с расслоением в твердом состоянии
Если существует непрерывный ряд твердых растворов, то это
означает, что взаимодействие атомов разного сорта сильнее
взаимодействия атомов одного сорта. При понижении темпера-
туры может начать преобладать взаимное притяжение атомов
одного сорта и тогда на диаграмме состояния появляется об-
ласть ограниченной взаимной растворимости компонентов
в твердом состоянии (рис. 3.5). Чем ниже температура, тем
меньше взаимная растворимость компонентов. Куполообразная
кривая ограниченной растворимости mkn называется кривой
расслоения. Точка k называется критической. Выше темпера-
туры точки k расслоение не происходит. В затвердевшем сплаве
не может произойти разделение по плотности на два макрослоя
разного состава, как при расслоении жидкого раствора (см.
н. 3.6). Под расслоением твердого раствора подразумевают об-
разование из него при охлаждении перемежающихся микро-
участков двух твердых растворов с тем же типом кристалличе-
ской решетки, но разным химическим составом.
После окончания первичной кристаллизации сплава X (см.
рис. 3.5) в температурном интервале 7г—Тз происходит охлаж-
н иие ненасыщенного а-раствора неизменного состава. При тем-
пературе Т3 а-раствор становится насыщенным по отношению
к щугому твердому раствору с тем же типом решетки, но иным
<>><гавом (изображаемым точкой 3'). При дальнейшем охлаж-
iciiiih в интервале от Т3 до Гкомн из исходного твердого рас-
inopa, состав которого изменяется по линии 3/м, выделяется
|"< рдый раствор, состав которого изменяется по линии З'п:
ОС т м -------** ОС 1г
s-m . 3-п
• >12
65
Этот процесс называется расслоением или распадом твердого
раствора. Микроструктура, получающаяся в результате распада
твердого раствора, обсуждена в п. 3.2.
При комнатной температуре в сплаве X в равновесии нахо-
дится твердый раствор состава точки т и твердый раствор со-
става точки п. Первый можно обозначать как а', а второй как
а". Доля раствора состава точки т в сплаве X при комнатной
температуре равна Хп/тп.
Можно принять, что составы насыщенных растворов а' изо-
бражаются линией mk, а составы насыщенных растворов а" —
линией nk. Выше куполообразной кривой расслоения обозначе-
ния а' и а" теряют смысл, так как все твердые растворы при-
надлежат однофазной области а.
3.2. Системы эвтектического типа
Если взаимодействие атомов одного сорта в твердом растворе
сильнее взаимодействия атомов разного сорта уже в области
температур кристаллизации, то непрерывный ряд твердых рас-
творов существовать вообще не может, разрыв растворимости
в твердом состоянии распространяется вплоть до температур
солидуса и система относится к эвтектическому или перитекти-
ческому типу.
В системе эвтектического типа (рис. 3.6) фаза а — это твер-
дый раствор компонента В в компоненте А, фаза 0— твердый
раствор компонента А в компоненте В. Эти фазы называют гра-
ничными твердыми растворами. В отличие от твердых раство-
ров а' и а" под куполом расслоения на рис. 3.5 граничные твер-
дые растворы в общем случае могут иметь кристаллические ре-
шетки разного типа (тип решетки у граничного раствора такой
же, как и у компонента — основы раствора).
Ликвидус эвтектической системы состоит из двух ветвей:
ликвидуса a-фазы А'е и ликвидуса 0-фазы В'е. Линия А'е— это
геометрическое место точек температур начала кристаллизации
a-фазы и одновременно геометрическое место точек состава
жидкого раствора, насыщенного по отношению к a-фазе. Анало-
гично этому линия В'е определяет температуры начала кри-
сталлизации 0-фазы и составы жидкого раствора, насыщенного
по отношению к 0-фазе.
Линия А'а—солидус ct-фазы, В'Ь — солидус 0-фазы. Любая
конода, соединяющая сопряженные точки на линиях ликвидуса
и солидуса a-фазы, например, конода 2—2', характеризует
двухфазное равновесие Ж+а, а концы коноды указывают со-
ставы этих двух фаз.
Эвтектическая точка е принадлежит одновременно двум
кривым А'е и В'е, и жидкий раствор состава точки е насыщен
одновременно по отношению к a-фазе состава точки а и
к 0-фазе состава точки Ь.
66
Линию ас — границу рас-
творимости компонента В в
компоненте А — называют
сольвусом a-фазы, линию
bd — сольвусом 0-фазы
(сольвус — от лат. раство-
римый). Линия сольвуса явля-
ется геометрическим местом
точек составов насыщенного
твердого раствора.
В сплаве -X, при кристалли-
зации состав жидкого рас-
твора изменяется по линии
1—2'. Ниже температуры со-
лидуса Т2 в сплаве Х| охлаж-
дается ненасыщенный твер-
Рис. 3.6. Диаграмма состояния Двойной
системы эвтектического типа
дый раствор а. При комнатной температуре сплав Х\ состоит
из зерен а-раствора (рис. 3.7, а).
У сплава Х2 три критических точки. При кристаллизации
жидкий раствор обогащается компонентом В, изменяясь по ли-
нии 3—4'. При температуре Т4 кристаллизация заканчивается
и далее в интервале температур 7\—Т5 охлаждается ненасы-
щенный а-раствор неизменного состава, совпадающего с соста-
вом сплава Х2. При достижении температуры Т$ а-раствор со-
става точки 5 становится насыщенным по отношению к 0-фазе
состава точки 5'. При дальнейшем охлаждении до комнатной
температуры из а-раствора, состав которого изменяется по ли-
нии 5с, выделяется 0-фаза, состав которой находится на ли-
нии 5'd-.
TS „
°cs-c ----------
нот процесс называют распадом твердого раствора или, точ-
нее, процессом выделения из твердого раствора. Микрострук-
iypa сплава Х2 показана на рис. 3.7, б.
При металлографическом описании структур сплавов ис-
пользуют понятие «структурная составляющая», под которой
и" уразумевают часть сплава (однофазную или многофазную),
имеющую на шлифе характерное и однообразное строение. Не-
• мотря на явную условность такого понятия, отсутствие у него
< iporux границ, в металлографии к выбору главных структур-
пи х составляющих и их названию выработался практически
iiiiiufi подход, базирующийся на диктуемой диаграммой
67
Рис. 3.7. Микроструктура сплавов Xi(a), Х2(б). Х3(в), Х,(г) и Х5(д) эвтектической си-
стемы (сплавы Xi.. ,Х5 см. на рис. 3.6)
состояния последовательности этапов формирования микро-
структуры сплава.
В сплаве Х2 две структурные составляющие (рис. 3.7,6):
первичные a-кристаллы (ап) и вторичные 0-кристаллы (0ВТ).
Вторичные кристаллы образуются по границам зерен и внутри
зерен исходной a-фазы. Вторичные выделения часто имеют пла-
стинчатую форму и располагаются кристаллографически ориен-
тированно. Такую структуру называют видманштеттовой (см.
рис. 3.7, б). Подобные структуры относятся к структурам мат-
ричного типа, так как в матрице основной фазы распределены
выделения другой фазы.
Состав первичных кристаллов в сплаве Х2 при комнатной
температуре изображается точкой с, а состав вторичных выде-
лений— точкой d. Доля вторичных кристаллов 0 в сплаве Х2
при комнатной температуре равна отношению отрезков cX2/cd.
Максимальное количество вторичных выделений должно быть
в сплаве, ордината которого проходит через точку а на рис. 3.6.
Если линия сольвуса близка к вертикали, то вторичные выде-
ления практически не обнаруживаются.
В сплаве при температурах выше эвтектической Те ох-
лаждается ненасыщенный жидкий раствор, который при дости-
жении температуры Те становится насыщенным по отношению
к а- и 0-фазе. При эвтектической температуре Те (точнее, при
переохлаждении ниже этой температуры) из жидкого раствора
состава точки е одновременно кристаллизуются две фазы:
Же —“ <xa + [if,
Смесь твердых фаз, образовавшихся из жидкого раствора,
насыщенного по отношению к каждой из этих фаз, называют
эвтектикой (от греч. легкоплавящийся, так как сплав Х<— наи-
более легкоплавкий в рассматриваемой системе). Эвтектика яв-
ляется самостоятельной структурной составляющей. На рис.
68
3.7, в эвтектика (Э) изображена в виде пластинчатой смеси
двух фаз. Далее будут рассмотрены и другие структурные типы
эвтектик.
При охлаждении сплава от эвтектической температуры
до комнатной а- и 0-фазы изменяют свой состав по линиям
сольвуса ас и bd, соответственно. Уменьшение концентрации
компонента В в a-фазе происходит в результате выделения из
нее 0-фазы, а уменьшение концентрации компонента А
в 0-фазе — в результате выделения из нее a-фазы. Таким обра-
зом, при охлаждении сплава Х4 от эвтектической до комнатной
температуры идут два процесса выделения:
т —т
е комн Q
* Pb-rf>
Т —Т
а е коми
Pb-d *
Следовательно, внутри фаз эвтектического происхождения
должны быть вторичные выделения. Однако такие вторичные
выделения чаще всего нельзя обнаружить даже при сильном
изменении растворимости в твердом состоянии. Объясняется
это тем, что вытекающее из диаграммы состояния изменение
соотношения фаз а и 0 может происходить не путем выделения
одной фазы внутри другой, а при наличии большого числа меж-
фазных а/0 границ в эвтектике, в результате перемещения этих
границ в сторону фазы, объем которой уменьшается. Например,
в системе на рис. 3.6 сильнее изменяется растворимость компо-
нента В в компоненте Л, и в сплаве Х4 доля 0-фазы при пони-
жении температуры от эвтектической до комнатной должна воз-
растать от значения ae/ab до cX^cd. Это может произойти
в результате перемещения границ а/0 в сторону а-фазы. Такое
перемещение происходит не одновременно вдоль всей межфаз-
ной границы, а путем выбрасывания микровыступов в сторону
п фазы, в результате чего межфазные границы в эвтектике ока-
«ываются неровными, как бы «изъеденными».
При охлаждении доэвтектического сплава Х3 жидкий рас-
шор по достижении температуры ликвидуса Т6 становится на-
пыщенным по отношению к а-раствору, и при дальнейшем
охлаждении происходит первичная кристаллизация а-фазы:
w т*~т'
Zi\6-e * ССб’— а-
К концу первичной кристаллизации жидкий раствор, обо-
। лцаясь компонентом В, приобретает состав точки е, в резуль-
। не чего в доэвтектическом сплаве кристаллизуется эвтектика:
Ж<,^-авф-0&.
69
Эвтектическая кристаллизация идет во всех до- и заэвтектиче-
ских сплавах, в которых к концу первичной кристаллизации со-
ответственно а- и 0-фазы жидкий раствор приобретает состав
точки е. Отличие до- и заэвтектических сплавов от чистого эвтек-
тического (Xt) состоит лишь в том, что к началу эвтектической
кристаллизации, кроме эвтектической жидкости, имеются еще и
первичные кристаллы (а в сплаве Хз и 0 в сплаве Х5 на рис. 3.6).
По окончании эвтектической кристаллизации в сплаве Х3 во
время охлаждения до комнатной температуры происходят те
же процессы, что и в сплаве Х4. Различие состоит лишь в том,
что в сплаве Х3 реакция
Т —Т
7 коми „
ао-с * Pb-rf
относится и к кристаллам a-фазы эвтектического происхожде-
ния и к первичным a-кристаллам, так как состав и тех и дру-
гих кристаллов при эвтектической температуре один и тот же
(точка а).
Микроструктура сплава Хз изображена на рис. 3.7, г. Видны
три структурные составляющие: первичные a-кристаллы, эвтек-
тика (а + 0) и вторичные выделения 0-фазы внутри первичных
кристаллов. При недостаточном увеличении микроскопа или
если линия сольвуса близка к вертикали вторичные выделения
внутри первичных кристаллов не видны, как например, в сплаве
Xs на рис. 3.7, д, содержащем две структурные составляющие —
первичные кристаллы 0П и эвтектику.
Чем ближе сплав по составу к эвтектической точке, тем
большую его долю составляет эвтектика. Так, доля эвтектики
в сплаве Х3 на рис. 3.6 равна отношению отрезков а7/ае.
Трехфазное эвтектическое равновесие Ж + а+0 в любом
сплаве ноивариантное (В = К—Ф + 1=2—3+1=0). Это озна-
чает, что все семь термодинамических параметров (температура
и шесть концентраций)—строго определенные.
На кривой охлаждения сплава Х2 (рис. 3.8) должен наблю-
даться участок ниже температуры Тз, соответствующий замед-
лению охлаждения из-за выделения теплоты распада твердого
раствора а.
Эвтектическая кристаллизация на кривых охлаждения про-
является в виде ступеньки — временной остановки падения тем-
пературы (см. рис. 3.8, кривые охлаждения сплавов Х3 и Х4).
При одинаковой массе образцов и одинаковых условиях тепло-
отвода длина эвтектической остановки, пропорциональная
массе эвтектики, должна быть тем больше, чем ближе сплав
по составу к эвтектическому. Если время эвтектической кри-
сталлизации отложить на диаграмме состояния в виде отрез-
ков, перпендикулярных эвтектической горизонтали, то через
концы этих отрезков можно провести две прямые, пересекаю-
70
Рнс. 3.8. Кривые охлаждения сплавов
эвтектической системы, показанной
на рис. 3.6
Рнс. 3.9. Диаграмма состояния двой-
ной системы эвтектического типа
с практически полной нерастворимо-
стью компонентов в твердом состоя-
нии
щисся в точке k, соответствующей эвтектическому составу. По-
лучившийся треугольник akb (рис. 3.6) называют треугольни-
ком Таммана. Он изображает зависимость массы эвтектики
н сплаве от состава сплава. В сплавах составов точек а И b эв-
тектики не должно быть, так как к моменту достижения эвтек-
1ической температуры жидкость полностью израсходуется на
образование первичных кристаллов.
На рис. 3.9 показана диаграмма состояния эвтектического
। ипа, на которой нет областей граничных твердых растворов,
линий солидуса и сольвуса, а эвтектика является смесью кри-
сталлов чистых компонентов Л и В. Существование таких си-
стем принципиально невозможно.
Предположим, что как-то удалось создать абсолютно чи-
с|ые кристаллы компонентов А и В, состоящие только из ато-
мов одного сорта. При контакте таких кристаллов благодаря
। силовому движению обязательно произойдет попадание неко-
юрого количества атомов В в решетку кристалла А, и наобо-
рот. При образовании же раствора энергии Гиббса уменьша-
йся. Следовательно, твердые растворы некоторой концентрации
н рмодинамически более стабильны, чем кристаллы чистого
компонента. Конкретная величина предельной растворимости
при данной температуре определяется различием в атомных
та метрах компонентов и другими факторами. Эта раствори-
мость бывает очень малой и составляет, например, десятые, со-
пле или тысячные доли процента. Даже такая малая раствори-
мость может оказать значительное влияние на некоторые свой-
iii.i металлических материалов. Когда в принятом масштабе
и юбражения диаграммы состояния очень малую область гра-
ничного раствора показать не удается (или же эта область экс-
||| рнментально'пока не выявлена), то эвтектическую горизон-
71
Рис. 3.10. Диаграмма состояния двой-
ной системы с практически полной не-
растворимостью компонентов в твер-
дом состоянии и одной ветвью ликви-
дуса
Рис. 3.11. Диаграмма состояния
системы Си—Bi
таль доводят до ординат, как на рис. 3.9. Если влиянием малой
растворимости на свойства в конкретных случаях мы пренебре-
гаем, то можно говорить о системе с практически полной нерас-
творимостью компонентов в твердом состоянии. Множество
систем, ранее не имевших областей граничных твердых раство-
ров на диаграммах состояния, позднее обрели эти области в ре-
зультате более тщательных исследований сплавов с примене-
нием современных методов.
Из изложенного вытекает также, что принципиально невоз-
можно существование систем с диаграммой состояния, показан-
ной на рис. 3.10: на базе компонента В обязательно образова-
ние твердого раствора р со своим ликвидусом. Эвтектическая
точка может находиться очень близко от ординаты компонента.
В этом случае эвтектика состоит в основном из кристаллов
этого компонента. Например, в системе Си—Bi эвтектика со-
держит всего 0,15 % Си, а эвтектическая температура (270 °C)
очень близка к точке плавления чистого висмута (271 °C).
Системы с ретроградным солидусом
Ретроградным (от лат. идущий назад) называют солидус, по-
ворачивающий к ординате компонента при понижении темпера-
туры (рис. 3.12). После окончания кристаллизации в сплаве X
в интервале температур Tz—Тз охлаждается ненасыщенный
а-раствор неизменного состава, находящегося на ординате
сплава. По достижении температуры Тз а-раствор становится
насыщенным по отношению к жидкому раствору состава точки
3', который выделяется из а-раствора при охлаждении в интер-
вале температур Тз—Тс
72
Т3~Т>
а-2-а *~^з'-е '
Это плавление, происходящее при понижении температуры, на-
зывают ретроградным. Количество образующейся жидкости не-
большое: тк =а.4/ае. Эта жидкость затвердевает в виде эв-
тектики.
Ретроградное плавление на первый взгляд представляется
весьма необычным. Но в оплавлении при понижении темпера-
туры нет ничего, что противоречило бы законам физики и на-
шему повседневному опыту. Образование расплава при охлаж-
дении из твердой фазы того же состава, конечно, невозможно.
Ретроградное плавление связано с образованием жидкой фазы,
резко отличающейся по химическому составу от исходного твер-
дого раствора. Ретроградное плавление можно трактовать как
процесс выделения из твердого раствора легкоплавкого веще-
ства. Следует заметить, что известно также явление ретроград-
ного кипения жидкого раствора — образование пара при пони-
жении температуры, при этом состав пара всегда отличается
от состава жидкого раствора.
Ретроградное плавление обнаружено во многих двойных си-
стемах, причем оно всегда свойственно твердому раствору на
базе более тугоплавкого компонента (например, на базе се-
ребра в системе Ag—Pb, кремния в системе А1—Si, меди в си-
стеме Си—Bi, никеля в системе Ni—S). Точка k на линии ре-
троградного солидуса (см. рис. 3.12) характеризует максималь-
ную протяженность области граничного твердого раствора по
оси концентраций. При повышении температуры от абсолютного
нуля до точки плавления ком-
понента область граничного
твердого раствора всегда сна-
чала расширяется, а затем
сужается до нуля при темпе-
ратуре плавления компонента.
Температура максимальной
растворимости в твердом со-
стоянии может находиться
ниже эвтектической, совпадать
с ней (см. рис. 3.6, точка а)
и находиться выше эвтектиче-
ской температуры (см. рис.
3.12, точка /г). В последнем
Рис. 3.12. Диаграмма состояния двойной
системы эвтектического типа с ретроград-
ным солидусом
случае мы имеем дело с ре-
троградным солидусом. Ясно,
что его более вероятно ветре-
73
тить в системе, в которой эвтектическая температура сильно
отличается от температуры плавления более тугоплавкого ком-
понента.
Особенности кристаллизации
и строения сплавов эвтектической системы
К системам эвтектического типа относится множество промыш-
ленных сплавов. Поэтому закономерности формирования их
структуры представляют большой практический интерес.
Основы современного учения об эвтектической кристаллиза-
ции заложил в начале 30-х годов А. А. Бочвар, который провел
прямые наблюдения под микроскопом за образованием эвтек-
тик в прозрачных органических веществах с разной окраской
кристаллов двух фаз. Его идеи были развиты К. П. Буниным
и Ю. Н. Тараном. Приведенное ниже описание закономерностей
строения сплавов эвтектических систем базируется иа трудах
этих ученых.
Строение эвтектик. В промышленных сплавах одна из фаз
эвтектики является твердым раствором на базе металла — ос-
новы сплава. Вторая фаза в эвтектике может представлять со-
бой твердый раствор на базе другого металла или раствор на
базе неметалла, а также химическое соединение (карбид, ин-
терметаллид и др.)1.
По характеру микроструктуры на шлифе эвтектику назы-
вают пластинчатой, зернистой, скелетной, игольчатой (рис.3.13);
см. также реальные структуры игольчатой эвтектики на рис.
17.12, б, зернистой или точечной,— на рис. 17.13, б и скелет-
ной— на рис. 17.14, а. Возможны и другие формы эвтектик.
Если эвтектика состоит из хорошо выраженных колоний и
характеризуется регулярным расположением участков второй
фазы, то ее называют нормальной. На приведенных схемах ко-
лониальное строение наиболее ярко проявляется у пластинча-
той и скелетной эвтектик.
Рис. 3.13. Пластинчатая (а), зернистая (б), скелетная (в) и игольчатая (г) эвтек-
тики
1 Диаграммы состояния систем, в которых эвтектика' содержит химиче-
ское соединение, рассмотрены в п. 3.4 и 3.5.
74
Аномальными называют эвтектики, в которых колонии на
шлифе не выявляются и расположение второй фазы нерегуляр-
ное, например, в виде хаотично ориентировочных иголок (см.
рис. 3.13, г). К аномальным относят эвтектики в самых распро-
страненных в технике литейных сплавах — чугунах (железо —
। рафит) и силуминах (алюминий — кремний).
Всегда необходимо помнить, что обычный шлиф является
произвольным плоским сечением объемной структуры и следует
осторожно делать выводы о реальной пространственной струк-
vpe по единичным ее сечениям. Это особенно важно при ме-
таллографическом анализе эвтектик.
Для получения достоверной информации об объемном строе-
нии эвтектик в непрозрачных металлических образцах исполь-
туют различные способы. Самый простой способ — проводят по-
»ледовательное сполировывание тончайших слоев и, последова-
нльно фотографируя один и тот же участок шлифа, делают
выводы об объемном строении сплава. Другой способ — глубо-
кое избирательное вытравливание одной из фаз эвтектики, при
которой обнажается объемная конфигурация второй фазы (см.
рис. 5.12 и 17.13, а). Еще один способ — декантация, отделение
жидкой фазы (например, с помощью резкого толчка) в период
i;i гвердевания эвтектики и последующее изучение обнаженной
поверхности кристаллов иа фронте кристаллизации.
По виду структуры на шлифах эвтектику длительное время
трактовали как смесь множества кристалликов, выросших из
разных центров. Например, структура на рис. 3.13,6 как будто
бы со всей очевидностью говорит о том, что множество зерны-
шек одной фазы распределено в другой фазе. Однако приме-
нение указанных выше специальных приемов позволило уста-
новить, что в пределах одной колонии каждая из фаз в прост-
ранстве является непрерывной. Эвтектическая колония — это
двухфазный бикристалл, сросток двух разветвленных кристал-
лов а- и 0-фаз. Кристалл каждой из фаз в этом сростке имеет
множество пластинчатых и стержневых или другой формы от-
н<1влений, причем в пространстве ответвления двух фаз переме-
жаются и дают на шлифе, т. е. в произвольном плоском сече-
нии, картину из чередующихся мелких участков обеих фаз.
Строение колонии на шлифе зависит от формы и расположе-
ния ответвлений кристаллов. В произвольном сечении регуляр-
ные пластинчатые ответвления выглядят в виде полосок (см.
рис. 3.13, а), а стержнеобразные — в виде овалов, изолирован-
ных округлых зернышек (см. рис. 3.13,6). Участки «зернистой»
и «пластинчатой» эвтектики часто можно видеть в пределах
одного поля зрения на шлифе.
Так называемые аномальные эвтектики также состоят из
'шкристальных колоний, но форма и расположение ответвлений
кристаллов обеих фаз столь сложны и нерегулярны, что в пло-
75
Рис. 3.14. Произвольное (а) и центральное
(6) сечения колонии аномальной эвтектики
скости шлифа колониаль-
ное строение можно не об-
наружить, а видно лишь
нерегулярное распределе-
ние «изолированных час-
тиц» одной фазы в другой,
преобладающей по объему
(рис. 3.13, г и 3.14, а).
Если случайно плос-
кость шлифа совпадает с
так называемым централь-
ным сечением, проходящим
через основание эвтектической колонии, то можно увидеть, что
вторая фаза в колонии аномальной эвтектики — это не совокуп-
ность разных кристаллов (см. рис. 3.14, а), а один кристалл
с ответвлениями (см. рис. 3.14, б).
В сплаве А1—Si «аномальная» эвтектика на шлифе выгля-
дит в виде хаотично ориентированных изолированных иголок
(см. рис. 17.12), а после глубокого вытравливания алюминие-
вой фазы в эвтектике обнажается непрерывный разветвленный
скелет кремния (см. рис. 17.15, а).
Каждая эвтектическая колония растет из одного центра.
Зарождение колоний инициирует не любая из фаз эвтектики,
а лишь определенная. Такой базовой фазой является та, что
характеризуется большей долей направленных сил межатомной
связи, большей энтропией плавления. В эвтектических парах
металл — неметалл и металл — химическое соединение базовой
фазой являются неметалл и химическое соединение, соответст-
венно. Например, в эвтектиках А1—Si, Fe — графит и А1—СиА12
базовой фазой являются соответственно кристаллы кремния,
графита и СиА12.
Вторая фаза эвтектики зарождается, как на подкладке, на
базовом кристалле. С этого момента и начинается собственно
эвтектическая кристаллизация. Вторая фаза разрастается
в виде плоского дендрита на базовом кристалле. Между вет-
вями этого дендрита прорастают ответвления базового кри-
сталла.
Далее происходит совместный (сопряженный, кооператив-
ный) рост двухфазного образования из двух взаимноперепле-
тенных кристаллов. Одна из фаз, а именно базовая, является
ведущей, ее ответвления растут с некоторым опережением,
а между ними в расплаве формируются ответвления второй
фазы. Ведущая фаза определяет весь облик эвтектических ко-
лоний.
При парном разветвленном росте рядом все время нахо-
дятся ответвления кристаллов двух фаз, и в слое жидкого рас-
76
твора, прилегающем к поверхности растущей эвтектической ко-
лонии, быстро (на короткие расстояния) протекает раздели-
тельная диффузия: атомы А предпочтительно направляются
к a-фазе, а атомы В — к 0-фазе (см. рис. 3.6). В результате на
фронте кристаллизации предотвращаются пересыщение жидкого
раствора, зарождение a-фазы перед растущей p-фазой и зарож-
дение 0-фазы перед растущей а-фазой.
Форма первичных кристаллов. Первичные кристаллы могут
иметь округлые формы и ограненные. Твердые растворы на ос-
нове типичных металлов кристаллизуются в виде дендритов
с округлыми ветвями (см. рис. 3.7, г, рис. 5.10, а и 17.12, а).
Полупроводники (кремний, германий), полуметаллы (висмут,
сурьма), многие химические соединения, например, карбиды,
кристаллизуются в ограненной форме, причем первичные кри-
сталлы могут иметь форму компактных многогранников и
форму дендритов с ограненными ответвлениями (см. рис. 3.7, д,
17.12,6 и 22.4).
Если в сечение шлифа попадает ствол дендрита, то дендрит-
ная форма роста первичного кристалла 1 очевидна (рис. 3.7,г).
В общем случае на шлифе видны сечения ветвей дендрита, ко-
торые могут быть полностью окружены эвтектикой. Видимые иа
шлифе сечения ветвей дендрита называют дендритными ячей-
ками. Принадлежность дендритных ячеек 2 одному дендриту
иногда легко установить по характерному их расположению
(рис. 3.7, г), но во многих случаях в произвольных сечениях
дендрита эту принадлежность выявить не удается (см. рис.
17.10 и 17.12,а).
Если в сплаве неэвтектического состава выделяются первич-
ные кристаллы той фазы, которая играет роль базовой в эвтек-
тической кристаллизации, то от них начинается рост эвтекти-
ческих колоний. Первичные кристаллы в этом случае находятся
в центре эвтектических колоний. В противоположном случае эв-
тектические колонии и первичные кристаллы расположены не-
взаимосвязанно.
Ободки вокруг первичных кристаллов. Вокруг первичных
кристаллов одной фазы часто виден ободок другой фазы (см.
рис. 22.4, черный ободок вокруг светлых кристаллов). Воз-
можны два варианта формирования таких ободков.
Если p-фаза способствует зарождению эвтектической коло-
нии, то а-ободок вокруг первичного р-кристалла — это сечение
плоскостью шлифа основания эвтектической колонии, которое
формируется при нарастании дендритной а-оболочки на под-
кладку из первичной р-фазы.
Если первичные кристаллы, например а, не принадлежат
к фазе, инициирующей эвтектическую кристаллизацию, и эвтек-
шка образуется вдали от них, то механизм образования
77
Рис. 3.15. Схема образова-
ния вырожденной эвтек-
тики: схп—первичные кри-
сталлы; аэ — фаза из эв-
тектики, наросшая на пер-
вичные кристаллы; — эв-
тектика, вырожденная
в прослойку Э -фазы
р-ободка следующий. Эвтектическая ко-
лония а+р, зародившись вдали от пер-
вичного a-кристалла, в процессе роста
приближается к нему. Вблизи первич-
ного a-кристалла, основу которого со-
ставляет компонент А, слой жидкого
раствора обогащен компонентом В. Ко-
гда к этому слою приблизится фронт
эвтектической колонии а + р, фаза р из
эвтектики «вырывается вперед», образуя
в слое жидкости, обогащенном компо-
нентом В, ободок вокруг первичного а-
кристалла.
Следовательно, в обоих рассмотрен-
ных случаях ободки вокруг первичных
кристаллов принадлежат к одной из фаз
эвтектики.
Вырожденная эвтектика. Если
в сплаве при кристаллизации очень
мало эвтектической жидкости, то на
микрошлифе обычно нельзя обнаружить типичного эвтектиче-
ского строения. Одна из фаз эвтектики, например а, отклады-
вается на поверхности первичных кристаллов той же фазы, сли-
ваясь с ними (рис. 3.15). Между первичными кристаллами а
обнаруживаются только прослойки другой фазы р, которая дол-
жна входить в эвтектическую колонию. Можно сказать, что эв-
тектика структурно вырождается в одну фазу. Образовавшиеся
таким путем участки p-фазы вокруг первичных а-кристаллов
называют вырожденной эвтектикой (рис. 3.16).
Направленно закристаллизованные эвтектики
В эвтектике обе фазы растут перпендикулярно фронту кристал-
лизации— границе раздела между твердой эвтектикой и эвтек-
тическим расплавом. Если при затвердевании отливки из эвтек-
тического сплава создать плоский фронт кристаллизации и
перемещать его в одном направлении за счет направленного теп-
лоотвода, то можно во всем объеме отливки получить струк-
туру из регулярно чередующихся вытянутых параллельно оси
теплоотвода фаз (рис. 3.17).
Большой практический интерес представляют направленно
закристаллизованные эвтектики, в крторых в пластичной мат-
рице регулярно расположены высокопрочные волокна или пла-
стины второй фазы (карбида, иитерметаллида) толщиной
в несколько микрометров. Получается как бы естественно ар-
мированный высокопрочными волокнами или пластинами ком-
позиционный материал.
78
Рис. 3.16. Вырожденная эвтектяка
по границам первичных кристал-
лов
Рис. 3.17. Направленно закристалли-
зованная эвтектика сх+СиА12 в сплаве
А1 — 33 % Си (Б. А. Колачев); Х400
Направленную кристаллизацию осуществляют медленным
вытягиванием литейной оболочковой формы с эвтектическим
расплавом из нагревателя (индуктора) вниз с одновременным
погружением литейной формы в сравнительно легкоплавкий
жидкий металл, ускоряющий направленный теплоотвод.
Расстояние между волокнами (или пластинами) в эвтектике
Л и скорость кристаллизации v связаны соотношением
Х2ц = const. (З.П)
С увеличением v расстояние между волокнами уменьшается,
а сами волокна становятся тоньше.
В направленно закристаллизованной эвтектике на межфаз-
ной границе наблюдается такое соотношение решеток обеих
фаз, которое соответствует минимуму межфазной энергии. Это
обеспечивает высокую структурную стабильность направленно
ыкристаллизованных эвтектик при нагревах вплоть до тем-
пературы плавления.
Направленно закристаллизованные эвтектики, например
। плавы никеля с карбидными волокнами,— это перспективный
жаропрочный материал для изготовления литых лопаток газо-
урбннных двигателей.
Контактное плавление
I < in два образца чистых веществ А и В, являющихся компо-
нентами эвтектической системы, привести в соприкосновение,
|" ил поверхности их контакта при нагреве до эвтектической
к мигратуры (а не до точки плавления наиболее легкоплавкого
пепк-ства) появляется тонкая прослойка жидкой фазы. Напри-
мер. при соприкосновении образцов железа и графита (а также
79
железа и алмаза) плавление в месте их контакта начинается
при 1153 °C, в то время как наиболее легкоплавкий образец —
железо должен плавиться при 1539 °C (см. ниже рис. 5.3). При-
рода такого плавления, называемого контактным, такая же, как
и природа плавления эвтектик.
Предполагается, что контактному плавлению предшествует
взаимная диффузия приведенных в контакт веществ Л и В с об-
разованием предельно насыщенных при эвтектической темпера-
туре твердых растворов составов точек а и b иа рис. 3.6, каж-
дый из которых должен начать плавиться при эвтектической
температуре. Согласно другой гипотезе такая диффузия необя-
зательна, а эвтектическое плавление обусловлено особым вза-
имодействием Поверхностных атомов А и В.
Явление контактного плавления, во избежание аварий, сле-
дует учитывать при высокотемпературной эксплуатации кон-
тактирующих деталей из разнородных материалов.
С учетом изложенного эвтектику не следует рассматривать
как чисто механическую смесь кристаллов двух фаз. На гра-
нице фаз в эвтектике существует физико-химическое взаимо-
действие, приводящее к плавлению этой смеси при эвтектиче-
ской температуре.
3.3. Системы перитектического типа
На диаграмме состояния перитектического типа (рис. 3.18) А'Р
и РВ' — линии ликвидуса, А'а и ЬВ' — линии солидуса, ас и
bd — линии сольвуса фаз а и (3, соответственно. Горизонталь
моновариантного трехфазного равновесия РаЬ называется пери-
тектической.
В сплаве Xj вначале происходит первичная кристаллизация
Р-раствора:
Ж1_р—-Рг-ь
К концу этого процесса жидкий раствор приобретает состав
точки Р, а первичные кристаллы — состав точки Ь. Ниже пери-
тектической температуры Та термодинамически стабильна
только а-фаза — твердый раствор компонента В в компоненте
А. Эта фаза, называемая перитектической, образуется по пе-
ритектической реакции:
Для перитектической реакции, в отличие от эвтектической,
недостаточно иметь жидкость: необходимы еще и первичные
80
Рис. 3.18. Диаграмма состояния двой-
ной системы перитектического типа
(растворимость компонента В в компо-
ненте А в твердом состоянии увеличи-
вается с понижением Т)
кристаллы. Перитектическую ре-
акцию нельзя рассматривать как
подобие химической реакции
соединения двух фаз с образо-
ванием новой фазы. Сущность
ее состоит в следующем. При пе-
реохлаждении ниже перитекти-
ческой температуры жидкий рас-
iBop становится пересыщенным
по отношению к перитектической
d-фазе, которая поэтому и кри-
сталлизуется. При кристаллиза-
ции а-фазы жидкий раствор
обедняется компонентом В (см.
рис. 3.18) и становится нена-
сыщенным по отношению к 0-
фазе, что приводит к ее раство-
рению в жидкости. Таким образом, перитектическая реакция
состоит в кристаллизации перитектической фазы а и растворе-
нии в жидкости первичных кристаллов 0.
Возможны три варианта зарождения и роста перитектиче-
ской фазы. Один вариант — ее зарождение независимо от пер-
вичных 0-кристаллов, вдали от них. При этом все время сохра-
няется контакт расплава и с перитектической a-фазой, и с пер-
вичными 0-кристаллами: перитектическая реакция идет до
полного исчезновения жидкости и первичных кристаллов
в сплаве
Другой вариант — зарождение перитектической а-фазы иа
поверхности первичных 0-кристаллов. При этом через некото-
рое время перитектическая фаза полностью окружает первич-
ные кристаллы, которые оказываются отделенными от расплава
перитектической оболочкой. В результате перитектическое пре-
вращение далее может развиваться только благодаря диффу-
ши компонентов через твердую оболочку вокруг первичных
кристаллов: происходит растворение первичных кристаллов
0 фазы ие в жидкости, а в перитектической a-фазе. Этот про-
цесс даже при медленном охлаждении сплава при утолще-
нии перитектической оболочки может быть подавлен, и тогда
происходит только кристаллизация а-фазы и остаются нерас-
торенными первичные 0-кристаллы. Такое состояние термоди-
намически неравновесное.
Третий вариант реализуется, если состав перитектической
фазы (точка а) очень близок к составу перитектической жид-
кости (точка Р). В этом случае перитектическая a-фаза легко
( рождается и растет без участия первичных 0-кристаллов, т. е.
< самого начала перитектическая реакция не идет и вместо
нее происходит кристаллизация а-фазы.
2542
81
В соответствии с диаграммой состояния сплав Х} после пе-
ритектической реакции должен состоять только из a-фазы, и
перитетическая реакция в ием должна оканчиваться без ос-
татка фаз, вступающих в эту реакцию. Далее будем рассматри-
вать только процессы, приводящие к равновесному состоянию.
Ниже перитектической температуры Та в сплаве X] проис-
ходит простое охлаждение ненасыщенного твердого раствора а
неизменного состава, одинакового с составом сплава Xi. Доля
первичных кристаллов, вступающих в перитектическую реак-
цию в сплаве Хь m^Pa/Pb, а доля жидкой фазы m^—ablPb.
В сплаве Х2 по окончании первичной кристаллизации в ин-
тервале T2—Т3 находятся те же две фазы (Жр и Рь), что и
и в сплаве Xh Поэтому в сплаве Х2 протекает то же перитекти-
ческое превращение, что и в сплаве Хь
Жр ~Ь * сса.
Однако доля первичных кристаллов 0, вступающих в пери-
тектическую реакцию в сплаве Х2, больше, чем в сплаве Хь
Р31РЪ>Ра1РЪ. В результате по окончании перитектической ре-
акции в сплаве Х2 остаются избыточные первичные кристаллы
0, и процесс фазового превращения можно записать еще и в та-
кой форме:
Жр + Рь ~* <Хд + 0?ст.
Сразу по окончании перитектического превращения доля оста-
точных первичных кристаллов Рост в сплаве Х2 будет равна
аЗ/ab, а доля перитектической и-фазы — ЗЬ/ab. При дальней-
шем охлаждении химический состав a-фазы изменяется по соль-
вусу ас, а р-фазы — по сольвусу bd с соответствующим изме-
нением массы каждой из них. При комнатной температуре:
ma—X2dlcd и tn^—cXilcd. Наклон сольвуса bd показывает, что
в остаточной! p-фазе можно обнаружить вторичные выделения
u-фазы (рис. 3.19).
Если в сплаве Х2 перитектическая фаза образует оболочки
вокруг первичных кристаллов, то после затвердевания в струк-
туре этого сплава (см. рис. 3.19) видны остаточные первичные
кристаллы 0ОСТ, окруженные перитектической a-фазой (от греч.
пери — вокруг, окружение). Если же перитектическая фаза
кристаллизуется независимо от первичных кристаллов, то в за-
твердевшем сплаве кристаллы обеих-фаз должны перемежаться
в пространстве.
В сплаве Х3 после первичной кристаллизации (в интервале
1\—Т5) доля перитектической жидкости больше, чем в сплаве
Хр 5b/Pb>ab/Pb. Поэтому после перитектической реакции ос-
тается жидкая фаза:
Жр + 0ь * «а + Жр".
82
Рис. 3.19. Перитектическая фаза
а, образовавшаяся вокруг первич-
ных кристаллов Р
Рис. 3.20. Диаграмма состояния двойной
системы перитектического типа (раство-
римость компонента В в компоненте А
в твердом состоянии уменьшается с по-
нижением Т)
При дальнейшем охлаждении оставшаяся жидкость затвер-
девает с образованием a-фазы переменного состава:
—6' * CZo-b •
Н<> окончании кристаллизаци при температуре Т6 в интервале
IТкомн охлаждается ненасыщенный а-раствор состава, оди-
накового с составом сплава Хз. При комнатной температуре од-
нофазный сплав имеет структуру типа показанной на рис. 3.7, а.
На кривых охлаждения перитектическая реакция проявля-
< |< я в виде площадки — остановки снижения температуры из-за
пыделения теплоты перитектического превращения. Самая
епишая площадка должна наблюдаться на кривой охлаждения
плава Х|, в котором исходные фазы нацело расходуются иа
перитектическую реакцию. В сплавах составов Р и b длина та-
кой площадки равна нулю, так как в первом сплаве при пери-
ккгической температуре равно нулю количество первичных
кристаллов, а во втором — количество перитектической жидко-
• in, и перитектическая реакция в иих ие происходит. По аиа-
Ю1ИИ с треугольником Таммана akb (см. рис. 3.6) построен
। р< угольник Таммана Pkb (см. рис. 3.18). Он характеризует
ю но массы сплава, претерпевающую перитектическую реак-
цию (за 100 % принимают отрезок ak — длину перитектической
• >< 1.ШОВКИ на кривой охлаждения сплава Xt).
В сплавах, состав которых находится левее точки Р на
рц< 3.18, протекает только первичная кристаллизация а-рас-
। пора.
В современной литературе иет единства в том, какую точку
ы пивать перитектической. На рис. 3.18 перитектической (бук-
83
вой Р) обозначена точка состава перитектической жидкости.
Все чаще появляются работы, в которых перитектической на-
зывают точку состава твердой фазы, образующейся по перитек-
тической реакции (на рис. 3.18 она обозначена буквой а).
На рис. 3.20 изображена диаграмма состояния перитектиче-
ского типа, отличающаяся от диаграммы состояния иа рис. 3.18
тем, что сольвус ас показывает ие увеличение, а уменьшение
растворимости компонента В в компоненте А при понижении
температуры. В сплаве Х\ на рис. 3.20 сразу по окончании пе-
ритектической реакции начинается выделение вторичной (3-фазы
из перитектической a-фазы. Структура сплава аналогична
изображенной на рис. 3.7, б; по границам и внутри зерен пери-
тектической a-фазы должны быть видны вторичные выделения
[3-фазы.
При нагревании по достижении температуры перитектиче-
ской горизонтали происходит превращение, обратное перитек-
тическому: из перитектической фазы образуются жидкий рас-
твор и другая твердая фаза:
ССа ~* Ж/> +
3.4. Системы с конгруэнтно плавящимися
промежуточными фазами
Промежуточными называют любые твердые фазы, кроме рас-
творов иа базе элементов. На диаграммах состояния промежу-
точные фазы находятся между граничными твердыми раство-
рами и отделены от них двухфазными областями (см. рис. 3.21,
фаза (3).
В металловедении понятия «промежуточная фаза» и «хими-
ческое соединение» часто используют как синонимы. Одиако
как будет видно из изложенного ниже, понятие промежуточная
Рис. 3.21. Диаграмма состояния двой-
ной системы с конгруэнтно плавя-
щейся промежуточной фазой
фаза — более широкое. В метал-
лических сплавах классические
соединения, подчиняющиеся за-
кону постоянства состава, встре-
чаются реже, чем промежуточ-
ные фазы переменного состава.
Во многих случаях промежу-
точную фазу можно рассматри-
вать как твердый раствор на
базе химического соединения по-
стоянного состава АтВп (т и
п — простые целые числа). На-
пример, слева от пунктирной ор-
динаты АтВп фаза р является
84
шердым раствором компонента А в соединении АтВп, а спра-
н.| от этой ординаты — раствором компонента В в АтВп.
Область гомогенности промежуточной фазы, т.е. концент-
рационный интервал ее существования (например аЪ на рис.
121) может быть широкой, но может быть и столь узкой,
но вырождается на диаграмме состояния в ординату, соот-
негствующую составу АтВп. Это следует понимать как отсут-
< тие данных о всегда имеющейся, хотя бы и чрезвычайно
малой, растворимости элементов в соединении.
На рис. 3.21 ордината соединения АтВп проведена пунк-
тром, так как она не является фазовой границей и нахо-
п и гея внутри однофазной области промежуточной р-фазы.
Точку максимума D на кривой ликвидуса промежуточной
фа $ы называют дистектической (от греч. трудно
и таящейся). В точке D совпадают составы жидкой и твердой
фаз, поэтому Д-фаза называется конгруэнтно плавящейся
промежуточной фазой (от лат. совпадающий).
Систему А—В на рис. 3.21 часто рассматривают как пер-
вичную, состоящую из двух вторичных систем А—АтВп и
В, причем соединение АтВп рассматривают как компо-
нент вторичных систем. Однако это справедливо только для
< л у чая, когда соединение АтВп полностью не диссоциировано
п жидком состоянии. Иными словами, его расплав должен со-
< 1<»ять только из молекул АтВп и не должен содержать сво-
бодных атомов Л и В. В этом случае максимум на кривых
ликвидуса и солидуса в точке D будет острым.
В реальных металлических системах соединение АтВп
н< <ч да, хотя бы частично, диссоциировано. Тогда, как по-
। । иявает термодинамический анализ, в общем случае дистек-
। ивеская точка D смещена по отношению к составу соедине-
нии АтВп, и это соединение плавится в интервале темпера-
iyp (его нельзя рассматривать как компонент). Сама же
ши гектическая точка соответствует максимуму на кривых
ликвидуса и солидуса твердого раствора на базе соединения
и общая касательная к кривым ликвидуса и солидуса
промежуточной фазы в дистектической точке является гори-
юшалью (нет острого максимума в точке D). В реальных
темах смещение дистектической точки по отношению к со-
и ну соединения АтВп не превышает 1...2ат.%, и поэтому
пли упрощения можно пользоваться приведенным выше разбие-
нием первичной системы на вторичные.
85
3.5. Системы с инконгруэнтно плавящимися
промежуточными фазами
При нагревании сплава состава точки а (рис. 3.22, а) плавле-
ние начинается при температуре Та и происходит по схеме:
Ра-* Жр + Tfc.
Состав образующейся жидкой фазы (точка Р) не совпадает
с составом исходных кристаллов промежуточной фазы (точка
а), которую поэтому называют инконгруэнтно плавящейся (от
лат. несовпадающий).
В сплаве Л1 (рис. 3.22, а) после первичной кристаллизации
у-фазы в интервале 1\—Т2 происходит перитектическая ре-
акция:
Жр + Ть Ра + ЖрСТ,
которая по своей сущности точно такая же, как и в системе на
рис. 3.18, где перитектической фазой является твердый раствор
на базе металла. Таким образом, инконгруэнтно плавящаяся
промежуточная фаза — это промежуточная фаза, образую-
щаяся по перитектической реакции. Из жидкого раствора, ос-
тавшегося в избытке после перитектической реакции в сплаве
Хь в интервале Т2—Т$ кристаллизуется p-фаза, а затем при
температуре Г3 протекает эвтектическая кристаллизация.
Сплав Х2 на рис. 3.22, б отличается от сплава на рис.
3.22, а только тем, что затвердевание в нем при температуре Тз
заканчивается не эвтектическим, а перитектическим процессом.
Область гомогенности промежуточной фазы бывает чрезвы-
чайно узкой и вырождается в вертикальную прямую инконгру-
Рис. 3.22. Диаграммы состояния двойных систем с инконгруэнтно плавящейся проме-
жуточной фазой
86
>нтно плавящегося химического соединения АтВп (см. напри-
мер, рис. 7.9).
В общем случае состав промежуточной фазы при перитек-
шческой температуре (см. рис. 3.22, а, б, точка а) совсем не
"оязательно соответствует составу определенного химического
соединения. Поэтому на рис. 3.22, а через точку а не проведена
щактирная вертикаль. Более того, часто сплав состава точки а
ниже перитектической температуры является двухфазным (см.
рис. 3.22,6, сплав Х3).
В одной системе можно встретить несколько инконгруэнтно
плавящихся промежуточных фаз (см., например, рис. 20.4).
3 (>. Системы монотектического типа
'!> сих пор мы рассматривали системы с неограниченной вза-
имной растворимостью компонентов в жидком состоянии. Од-
h.iko в довольно большом числе систем компоненты ограни-
•II нно взаимно растворимы в жидком состоянии. На диаграммах
• опояния таких систем существует двухфазная область несме-
шиваемости Ж' + Ж" (рис. 3.23). Куполообразная кривая огра-
ниченной растворимости mkn (кривая расслоения) состоит из
in । вей mk и nk, изображающих составы насыщенных жидких
||.п гворов, которые обозначены, соответственно, Ж' и Ж". С по-
вышением температуры взаимная растворимость в жидком со-
। о>инии увеличивается, составы двух жидких растворов сбли-
। потея и при критической температуре точки k различие
.к жду ними исчезает. При температурах выше критической
• \ шествует .непрерывный ряд жидких растворов Ж.
При охл*аждении сплава X, по достижении температуры Т\
г н |кнй раствор состава точки 1 становится насыщенным по от-
НПЦ1ГНИЮ к другому жидкому раствору состава точки Гив ин-
|| риале Т\—Т2 из исходной жидкой фазы Ж' выделяется дру-
> ci жидкая фаза Ж", причем изменяются составы обеих фаз:
г,—г.,
4'1 m----►Ж1'—п-
• н> фазовое превращение называют расслоением жидкого рас-
I'" /io.
1очка m принадлежит одновременно и ветви mk купола рас-
к" ния, и кривой ликвидуса А'т, изображающей составы
in них растворов, насыщенных относительно твердого рас-
ц>‘1 .1 а. Следовательно, жидкий раствор состава точки т на-
• iinh i! одновременно по отношению и к жидкой, и к твердой
Ф । В результате при переохлаждении ниже температуры 72
н р к издается на твердую и жидкую фазы:
Г,
Жт~~*~ + оса.
87
Рис. 3.23. Диаграмма состояния двойной
системы монотектического типа
нии монотектической реакции
охлаждении в интервале Т2—Т2
Эта реакция похожа на эвтек-
тическую и отличается тем,
что из двух новых фаз только
одна твердая. Отсюда и на-
звание реакции — монотекти-
ческая. Точка m (и жидкость
состава т) называется моно-
тектической. Доля монотекти-
ческой жидкости в сплаве
Х2 равна 2п/тп.
В результате монотектиче-
ской реакции жидкость со-
става точки т полностью ис-
чезает. Жидкость состава
точки п (ее доля по оконча-
равна а2/ап) при дальнейшем
кристаллизуется:
г.—г.
Когда состав жидкого раствора попадает в точку е, происхо-
дит эвтектическая кристаллизация. Таким образом, структура
сплава X! должна включать кристаллы а, образовавшиеся по
монотектической реакции и при последующей кристаллизации
в интервале Т2—Т3, и эвтектику а + р. В принципе она может
быть похожа на структуру сплавов эвтектической системы, но
распределение в пространстве указанных структурных состав-
ляющих зависит от того, насколько успевает развиться ликва-
ция по плотности (гравитационная ликвация) в интервале
Ti—Г2. Если плотности двух жидких растворов (Ж' и Ж")» Раз"
личаются сильно, а скорость охлаждения небольшая, то более
легкая жидкая фаза успевает всплыть, а более тяжелая—-
опуститься вниз. В результате могут образоваться два макро-
скопических слоя расплава составов m и п, каждый из которых
кристаллизуется как самостоятельный сплав. В слое состава
точки m доля a-фазы будет больше, чем во втором слое. Для
предотвращения ликвации по плотности применяют ускоренное
охлаждение.
В сплаве Х2 вначале в интервале температур —Т$ кри-
сталлизуется a-фаза. При этом состав жидкого раствора, изме-
няясь по линии 4m, приобретает монотектический состав. В ре-
зультате в сплаве Х2 происходит та же монотектическая реак-
ция, что и в сплаве Хь Доля монотектической жидкости
в сплаве Х2 перед началом монотектической реакции равна
аЪ/ат, а доля жидкости состава точки п по окончании этой ре-
акции равна а5/ап. Кристаллизация сплава Х2 заканчивается
при эвтектической температуре.
88
На рис. 3.23 линия ab является ветвью ретроградного соли-
ivca, аналогичного ретроградному солидусу в эвтектической
< истеме на рис. 3.12. Если на рис. 3.23 точку b поместить по
и и составов правее точки а, получим обычный! солидус в мо-
шпептической системе
Для систем монотектического типа характерна очень малая,
I.H TO экспериментально не установленная взаимная раствори-
мость компонентов в твердом состоянии, и на диаграммах со-
> юяния реальных систем отсутствуют области граничных твер-
ц.г< растворов аир. Кроме того, эвтектическая точка часто так
о инка к точке плавления более легкоплавкого компонента, что
и.। полной диаграмме состояния ее невозможно показать (в си-
о ме Си—РЬ на рис. 20.1 эвтектика содержит всего 0,06 % Си,
। «нгектическая температура только иа один градус ниже точки
и I.тления свинца).
В некоторых системах и в жидком состоянии взаимная рас-
ширимость компонентов бывает столь мала, что она экспери-
Miшально пока не установлена или же установлена, но ие мо-
|| | быть изображена на полной диаграмме состояния. Напри-
н |>. длительное время считали, что алюминий и натрий
и кидком состоянии полностью взаимно нерастворимы и на диа-
|||.1мме состояния Л1—Na проводили две горизонтали — при
импературах плавления алюминия (660 °C) и натрия
Г'/.К °C). Позже было показано, что система AI—Na — моно-
|ск । нческого типа с монотектической точкой при 659 °C и
и 1!> % Na, а растворимость натрия в твердом алюминии при
м.ин 1 гектической температуре составляет 0,003%.
Система Fe—РЬ также длительное время была классиче-
• ।-нм примером полного отсутствия взаимной растворимости
। ..миоиентов в жидком и твердом состояниях. Затем было уста-
ii'iii u no, что эта система монотектического типа и жидкий pac-
т.,Р монотектического состава содержит ~0,2 % РЬ-
Процесс расслоения Ж'->-Ж" протекает с очень малым вы-
|| и пнем теплоты превращения, и иа кривых охлаждения при
и рмпчсском анализе он обычно не выявляется. Поэтому купол
||||| .1оения на многих диаграммах состояния реальных систем
iiniiieii пунктиром. Положение крайних точек купола тип
...но установить, построив треугольник Таммана (см. рис.
। "..пгп): длительность монотектической кристаллизации дол-
। и । Ныть максимальна у сплава состава точки т.
। / Системы с полиморфизмом компонентов
I ш оба компонента или один из них обладают полиморфиз-
। । io в определенной группе сплавов обязательно проявля-
। । полиморфизм.. Вид диаграммы состояния зависит от того,
80
Рис. 3.23. Диаграмма состояния двойной
системы монотектического типа
нии монотектической реакции
охлаждении в интервале Т2—Т3
Эта реакция похожа на эвтек-
тическую и отличается тем,
что из двух новых фаз только
одна твердая. Отсюда и на-
звание реакции — монотекти-
ческая. Точка m (и жидкость
состава т) называется моно-
тектической. Доля монотекти-
ческой жидкости в сплаве
равна 2п/тп.
В результате монотектиче-
ской реакции жидкость со-
става точки т полностью ис-
чезает. Жидкость состава
точки п (ее доля по оконча-
равна a2tari) при дальнейшем
кр исталлизуется:
Ж п
’ ^а-Ь-
Когда состав жидкого раствора попадает в точку е, происхо-
дит эвтектическая кристаллизация. Таким образом, структура
сплава X] должна включать кристаллы а, образовавшиеся по
монотектической реакции и при последующей кристаллизации
в интервале Тч—Т3, и эвтектику а + р. В принципе она может
быть похожа на структуру сплавов эвтектической системы, но
распределение в пространстве указанных структурных состав-
ляющих зависит от того, насколько успевает развиться ликва-
ция по плотности (гравитационная ликвация) в интервале
Г1—Тч- Если плотности двух жидких растворов (Ж' и Ж"), раз-
личаются сильно, а скорость охлаждения небольшая, то более
легкая жидкая фаза успевает всплыть, а более тяжелая —
опуститься вниз. В результате могут образоваться два макро-
скопических слоя расплава составов m и п, каждый из которых
кристаллизуется как самостоятельный сплав. В слое состава
точки m доля a-фазы будет больше, чем во втором слое. Для
предотвращения ликвации по плотности применяют ускоренное
охлаждение.
В сплаве Х2 вначале в интервале температур Т4—Т$ кри-
сталлизуется a-фаза. При этом состав жидкого раствора, изме-
няясь по линии 4m, приобретает монотектический состав. В ре-
зультате в сплаве Х2 происходит та же монотектическая реак-
ция, что и в сплаве Хь Доля монотектической жидкости
в сплаве Х2 перед началом монотектической реакции равна
a^lam, а доля жидкости состава точки п по окончании этой ре-
акции равна а5/ап. Кристаллизация сплава Х2 заканчивается
при эвтектической температуре.
88
На рис. 3.23 линия ab является ветвью ретроградного соли-
iyca, аналогичного ретроградному солидусу в эвтектической
• ис.теме иа рис. 3.12. Если на рис. 3.23 точку b поместить по
>>си составов правее точки а, получим обычный солидус в мо-
нотектической системе
Для систем монотектического типа характерна очень малая,
часто экспериментально не установленная взаимная раствори-
мость компонентов в твердом состоянии, н иа диаграммах со-
। Юннин реальных систем отсутствуют области граничных твер-
1ых растворов аир. Кроме того, эвтектическая точка часто так
|>.1изка к точке плавления более легкоплавкого компонента, что
н.1 полной диаграмме состояния ее невозможно показать (в си-
। юме Си—РЬ на рис. 20.1 эвтектика содержит всего 0,06 % Си,
। ппектическая температура только на один градус ниже точки
плавления свинца).
В некоторых системах и в жидком состоянии взаимная рас-
ширимость компонентов бывает столь мала, что она экспери-
ментально пока не установлена или же установлена, но не мо-
нет быть изображена на полной диаграмме состояния. Напри-
мер, длительное время считали, что алюминий и натрий
н /кидком состоянии полностью взаимно нерастворимы и на диа-
ip.iMMe состояния А1—Na проводили две горизонтали — при
к мпературах плавления алюминия (660 °C) и натрия
С'7,8 °C). Позже было показано, что система А1—Na — моно-
н мического типа с монотектической точкой при 659 °C и
н.15% Na, а растворимость натрия в твердом алюминии при
монотектической температуре составляет 0,003%.
Система Fe—РЬ также длительное время была классиче-
кпм примером полного отсутствия взаимной растворимости
। омионентов в жидком и твердом состояниях. Затем было уста-
ион юно, что эта система монотектического типа и жидкий рас-
и'.ор монотектического состава содержит —0,2 % РЬ.
Процесс расслоения Ж'->Ж" протекает с очень малым вы-
н к'нием теплоты превращения, и иа кривых охлаждения при
о рмическом анализе он обычно не выявляется. Поэтому купол
р.к слоения на многих диаграммах состояния реальных систем
и.тесен пунктиром. Положение крайних точек купола т и п
Mil-Kuo установить, построив треугольник Таммана (см. рис.
i ’3, ат): длительность монотектической кристаллизации дол-
। и । быть максимальна у сплава состава точки т.
। / Системы с полиморфизмом компонентов
I и, оба компонента или один из них обладают полиморфиз-
ч<|м, то в определенной группе сплавов обязательно проявля-
• । । полиморфизм. Вид диаграммы состояния зависит от того,
89
сколько имеется полиморфных модификаций в компонентах,
повышаются или понижаются температуры полиморфных пре-
вращений с изменением состава сплава и какова величина рас-
творимости одного компонента в полиморфных модификациях
другого компонента.
При большом разнообразии форм диаграмм состояния число
типовых фазовых равновесий, связанных с полиморфизмом, не-
велико. Рассмотрим такие равновесия на примере эвтектической
системы с двумя полиморфными модификациями в одном ком-
поненте (результаты не изменятся, если выбрать систему пери-
тектического или монотектического типа).
Компонент А иа рис. 3.24 имеет две модификации: а-А и
0-Д, например, a-Ti с г. п. решеткой и 0-Ti с о. ц. к. решет-
кой. Точка о — температура равновесия двух модификаций.
При растворении компонента В в обеих модификациях компо-
нента А эта точка как бы раздваивается, так как система из
ноивариаитиой становится моиовариантиой (в случае компо-
нента В = К—Ф+1 = 1—2+1=0, а в случае двухкомпонентного
сплава В = 2—2+1 = 1). Здесь полная аналогия с «раздвоением»
температуры плавления при переходе от металла к сплавам на
его основе.
Твердый раствор на базе определенной модификации ком-
понента обозначают той же греческой буквой, что и эту моди-
фикацию. На рис. 3.24 фаза a — это твердый раствор компо-
нента В в модификации a-Д, фаза 0 — раствор В в 0-Л.
В сплаве Xi фаза а ниже температуры Т2 и фаза 0 выше темпе-
ратуры 7\ имеют одинаковый химический состав и различаются
только типом кристаллической решетки, т. е. а и 0 — это две
полиморфных модификации твердого раствора на базе компо-
нента А.
Рис. 3.24, Диаграмма состояния двойной
системы с полиморфизмом твердого рас-
твора
Рис. 3.25. Микроструктура сплава Х2. по-
казанного на рнс. 3.24
90
В сплаве полиморфное превращение твердого раствора
происходит в интервале температур Tt—Т2:
о Т'-Т-‘
01—2'------*ai’_2.
В отличие от полиморфного превращения в компоненте поли-
морфное превращение твердого раствора идет в общем случае
с изменением состава исходной и новой фаз.
Если не учитывать переохлаждение, то линия оЬ указывает
:емпературы начала полиморфного превращения 0-»-а при ох-
лаждении, а линия оа— температуры конца этого превращения.
11ри нагревании линии оа и ob, без учета перегрева, указывают
(емпературы соответственно начала и конца превращения а->0.
Линию ob называют ^-трансусом, а линию оа a-трансусом (от
лат. переход, превращение).
Линию ob можно рассматривать также как геометрическое
место точек составов 0-раствора, насыщенного по отношению
к a-фазе. Так, в сплаве выше температуры Tt 0-фаза явля-
ется ненасыщенным твердым раствором. При охлаждении по
достижении температуры Т\ 0-раствор становится насыщенным,
и поэтому полиморфное превращение 0—*а можно рассматри-
вать и как выделение a-фазы из 0-раствора.
В сплаве Х2 на рис. 3.24 превращение
Т —Т
л з комн
Рз-Ь-----►аз’-a
не доходит до полного исчезновения 0-фазы. При комнатной
и'мпературе ее доля равна aX2/ab.
В структуре сплава Х2 (рис. 3.25) по границам и внутри
0 зерей расположены кристаллы a-фазы. Внутри 0-зерен а-фаза
может образовывать пачки (колонии) параллельных пластин,
разделенных 0-фазой (видманштеттова структура). Именно та-
кая структура характерна для
многих титановых сплавов (см.
рис. 19.2).
Если при добавлении компо-
нента В к компоненту А темпе-
ратура полиморфного превраще-
ния понижается, то возможны
i ри варианта диаграмм состоя-
ния. Первый вариант — линия
I1. трансуса не пересекает линии
«олидуса и сольвуса 0-фазы и
имеется интервал составов спла-
нов (bd), в котором высокотем-
пературная 0-фаза стабильна
при комнатной температуре (см.
рис. 3.24).
Рис. 3.26. Диаграмма состояния двой-
ной системы с эвтектоидным равно-
весием, связанным с полиморфизмом
компонента А
91
Второй вариант диаграммы состояния — линия трансуса
P-фазы пересекает линию сольвуса этой фазы (рис. 3.26). Ли-
ния сольвуса ЬЕ изображает составы p-раствора, насыщенного
по отношению к у-фазе, линия трансуса оЕ — составы р-рас-
твора, насыщенного по отношению к a-фазе. Точка Е, принад-
лежащая обеим этим линиям, характеризует состав p-фазы, на-
сыщенной одновременно по отношению и к a-фазе, и к у-фазе
(см. коноды аЕ и Ес). Поэтому при переохлаждении 0-раствор
состава точки Е распадается на две фазы:
тЕ
Это фазовое превращение аналогично эвтектическому, в отли-
чие от которого исходной является не жидкая фаза, а твердая.
Поэтому указанное превращение называют эвтектоидным (от
греч. подобное эвтектическому). Точка Е (и температура ТЕ)
называется эвтектоидной. Горизонталь аЕс также называют
эвтектоидной. Следует обратить внимание на то, что во всех
рассмотренных ранее системах всегда, когда пересекаются две
линии диаграммы состояния (ликвидуса, солидуса, сольвуса,
трансуса), через точку пересечения проходит горизонталь нон-
вариантного трехфазного равновесия (см., например, рис. 3.6;
3.18; 3.23 и 3.26).
Рассмотрим фазовые превращения в нескольких сплавах си-
стемы на рис. 3.26 и их структуру при комнатной температуре.
В эвтектоидном сплаве Х2 после первичной кристаллизации,
происходящей в интервале Т5—Т6, охлаждается ненасыщенный
p-раствор неизменного состава, а затем при температуре ТЕ про-
исходит эвтектоидный распад. На кривой охлаждения эвтекто-
идная реакция выявляется в виде остановки падения темпера-
туры из-за выделения теплоты эвтектоидного превращения.
При эвтектоидном распаде образуется смесь двух фаз, на-
зываемая эвтектоидом. Эвтектоид растет внутри зерен исходной
P-фазы (обычно от их границ) в виде колоний, состоящих из
о,- и у-пластин. Колонии эвтектоида Э(а+у) в сплаве Х2 изо-
бражены на рис. 3.27,6, где пунктиром показаны границы ис-
чезнувшей p-фазы. Сплав Х2 имеет при комнатной температуре
одну структурную составляющую — эвтектоид.
В доэвтектоидном сплаве Xt после первичной кристаллиза-
ции, происходящей в интервале 7\—Т2, охлаждается в интер-
вале Т2—Т3 ненасыщенный p-раствор неизменного состава, оди-
накового с составом сплава. В интервале Т3—Т4 происходит
полиморфное превращение:
г,—т,
Рз-£ СС.З'-а,
92
Рис. 3.27. Микроструктура
сплавов Xi(a). ХДб) и
Л, (в) системы на рис. 3.26.
которое можно также трактовать, как выделение из насыщен-
ного p-раствора фазы а. При этом состав p-раствора измени-
мся и попадает в эвтектоидную точку Е. Поэтому в доэвтек-
юидном сплаве Х\ происходит эвтектоидное превращение:
< )но в точности такое же, как и в чисто эвтектоидном сплаве Х2.
В сплаве Xi две структурные составляющие: эвтектоид
>(а+у) и избыточные кристаллы аИЗб, образовавшиеся до на-
чала эвтектоидного превращения. Эти кристаллы образуются
но границам (см. рис. 3.27,6, пунктир) и внутри зерен исходной
р фазы (рис. 3.27,а). Доля эвтектоида в сплаве X] должна быть
। акая же, как и доля исходной фазы рк перед началом эвтекто-
|| 1.НОГО превращения, т. е. а4/аЕ. Доля избыточных кристаллов
< равна 4Е/аЕ.
В заэвтектоидном сплаве Х$ после первичной кристаллиза-
ции. происходящей в интервале Т7—Ts, охлаждается ненасы-
1ПГННЫЙ p-раствор, который становится насыщенным по дости-
жении температуры сольвуса Т9. В интервале Т9—Т10 выдели-
мся у-фаза:
!’»-Е----* Тэ' -с-
93
При этом состав p-фазы попадает в эвтектоидную точку Е, и
в заэвтектоидном сплаве протекает эвтектоидная реакция:
о
Рд 4 Ус-
Структура заэвтектоидного сплава отличается от структуры
доэвтектоидного типом избыточных кристаллов (у вместо и).
Избыточные кристаллы у называют также вторичными, так как
первичные кристаллы у-фазы образуются из жидкости в заэв-
тектических сплавах.
В сплавах, состав которых находится правее точки b иа
рис. 3.26, кристаллизуется эвтектика р+у. Так, в сплаве Х4 при
первичной кристаллизации в интервале Тц—Т12 состав первич-
ных кристаллов p-фазы попадает в точку Ь, а состав жидкого
раствора — в эвтектическую точку е, и происходит эвтектиче-
ская кристаллизация:
Же—* Рь + Тй-
Затем состав первичных кристаллов р и фазы р в эвтектике
будет изменяться по линии сольвуса ЬЕ, а состав у-фазы в эв-
тектике— по линии сольвуса de. Когда состав p-фазы попадает
в эвтектоидную точку Е, становится возможным эвтектоидный
распад:
Рд—*аа + ус.
Он в точности такой же, как и в сплавах Xi, Х2 и Х3. Эвтекто-
идное превращение претерпевают первичные p-кристаллы и
p-фаза, входящая в эвтектику. Таким образом, при комнатной
температуре эвтектика должна состоять из кристаллов у-фазы
и эвтектоида, образовавшегося из p-фазы эвтектического про-
исхождения. Такая эвтектика [(а+у) +у], в отличие от эвтек-
тики р + у, называется превращенной. Первичные кристаллы р,
в которых произошло эвтектоидное превращение р->-а+у, также
называют превращенными. На рис. 3.27, в превращенные пер-
вичные кристаллы рпр изображены как дендриты, внутри кото-
рых виден эвтектоид а+у пластинчатого строения. Остальное
поле занято превращенной эвтектикой Эпр, состоящей из у-фазы
(фон) и превращенной p-фазы (округлые участки), внутри ко-
торой изображен пластинчатый эвтектоид а + у.
Третий вариант диаграммы состояния — линия трансуса
P-фазы ob пересекает линию солидуса этой фазы А'Ь (рис. 3.28).
Через точку пересечения проходит горизонталь аЫ нонвариант-
ного равновесия трех фаз: аа, р* и Ж/. В соответствии с пра-
94
Рис. 3.28. Диаграмма состояния двой-
ной системы с метатектическим рав-
новесием, связанным с полиморфиз-
мом компонента А
Рис. 3.29. Диаграмма состояния
двойной системы с перитектоидным
равновесием, связанным с полимор-
физмом компонента А
пилом трех точек, с участием этих фаз при охлаждении воз-
можно только одно фазовое превращение:
т
0fc * аа + Ж/,
называемое метатектическим. Это превращение несколько не-
обычно: оно, как и ретроградное плавление твердого раствора
на рис. 3.12, приводит к появлению расплава при охлаждении
н полностью затвердевшем сплаве. Например, в сплаве Xt на
рис. 3.28 после окончания кристаллизации и охлаждения 0-
фазы она в интервале 7"i—Т7 претерпевает полиморфное пре-
вращение в a-фазу, причем состав 0-фазы изменяется от точки 1
до точки Ь, в результате чего происходит указанное метатекти-
ческое превращение. Доля расплава, появившегося в конце ме-
। атектического превращения, равна a2/al. Окончательная кри-
сталлизация этого сплава происходит при эвтектической тем-
пературе. Название «метатектический» происходит от греч.
плавящийся после», т. е. после полного затвердевания сплава.
Метатектическое превращение встречается во многих систе-
мах, в которых один из компонентов имеет высокую темпера-
1 v РУ полиморфного превращения и она снижается при добав-
лении другого компонента. ’
Если при добавлении компонента В к компоненту А темпе-
ратура полиморфного превращения повышается, то возможны
лна варианта диаграмм состояния.
96
равновесия трех фаз: рР,
Рис. 3.30. Диаграмма состояния
двойной системы с перитектиче-
ским равновесием. связанным
с полиморфизмом компонента А
Первый вариант — линия тран-
суса p-фазы оР пересекает линию
сольвуса этой фазы РЬ (рис. 3.29).
Через точку пересечения проходит
горизонталь Рас нонвариантного
<ха и ус. В соответствии с правилом
трех точек при охлаждении возможно только одно превраще-
ние с участием этих фаз:
/Зр + Ус *" <*а
Это превращение подобно перитектическому и отличается от
него тем, что обе исходные фазы твердые. Поэтому оно назы-
вается перитектоидным.
Второй вариант диаграммы состояния — линия трансуса
р-фазы оЬ пересекает линию солидуса этой фазы А'Ь (рис. 3.30).
Через точку пересечения проходит горизонталь ЬаР нонвари-
антного равновесия трех фаз: Рь, аа и Жр. В соответствии
с правилом трех точек при охлаждении возможно только одно
превращение с участием этих фаз:
ЖР | рь-^ас.
Это превращение является перитектическим и отличается от пе-
ритектической реакции в системах на рис. 3.20 и 3.22 только
тем, что и вступающие в реакцию кристаллы, и образующаяся
перитектическая фаза являются твердым раствором на базе
полиморфных модификаций одного и того же компонента.
В заключение следует отметить, что эвтектоидные и пери-
тектоидные превращения не обязательно связаны с полимор-
физмом компонента, как на рис. 3.26 и 3.29.
Например, в системе Си—А1, в которой оба компонента мо-
номорфны (рис. 20.8), промежуточная фаза р распадается по
эвтектоидной реакции:
565 С
Р------ а 4 у2.
Эвтектоидный распад промежуточных фаз встречается весьма
часто (см. фазу 6 на рис. 20.4, фазы р, у и б на рнс. 20.7).
96
3.8. Методы построения диаграмм состояния
Несмотря на активное развитие методов расчета на ЭВМ диа-
грамм состояния, наиболее надежные количественные данные
о фазовых равновесиях до снх пор получают эксперименталь-
ным путем.
Один из распространенных методов — термический анализ.
С помощью термопары (обычно платинородий — платиновой
или хромель-алюмелевой) измеряют температуру образца,
охлаждающегося со скоростью порядка 1 К/мин. Регистрирую-
щий прибор автоматически вычерчивает термограмму—кривую
охлаждения в координатах температура — время. По перелому
на кривой охлаждения определяют температуру ликвидуса,
а по площадке — эвтектическую температуру (см. кривые
охлаждения на рис. 3.8). При температурах до —1200 °C точ-
ность определения критических точек этим методом составляет
-Fl°. Медленное охлаждение необходимо, чтобы избежать
большого переохлаждения ниже соответствующей температуры
фазового равновесия. Для защиты термопары от действия рас-
плава ее горячий спай помещают в тонкостенный керамический
или кварцевый чехол.
Температуру солидуса твердых растворов по кривым охлаж-
дения обычно не определяют. Во-первых, при малом темпе кри-
сталлизации вблизи солидуса твердого раствора перелом на
кривой охлаждения может отсутствовать (см. рис. 3.3,6,—
точка 2 на кривой охлаждения сплава Xi). Во-вторых, даже
при медленном охлаждении кристаллизация твердого раствора
заканчивается при температуре ниже равновесного солидуса
(см. п. 7.2). Поэтому для определения солидуса записывают
кривые нагревания, предварительно длительно выдерживая
сплав при температуре несколько ниже предполагаемой точки
плавления для приведения его в равновесное состояние.
Чувствительность термического анализа можно повысить,
применив дифференциальный метод записи термограмм. Для
«того используют дифференциальную термопару с двумя горя-
чими спаями (рис. 3.31), один из которых находится в иссле-
дуемом образце (И), а другой — в эталоне (Э). В качестве
«талона выбирают вещество, не имеющее фазовых превращений
н изучаемом интервале температур и предельно близкое по теп-
лофизическим свойствам к исследуемому сплаву. Образец и
«талон нагревают вместе. До начала фазового превращения
|емпературы исследуемого образца и эталона одинаковы, и
гермотоки, направленные навстречу один другому, взаимно
компенсируются. Когда при нагревании начинается фазовое
превращение с поглощением теплоты в исследуемом образце,
подъем температуры в нем замедляется, а эталон продолжает
нагреваться с прежней скоростью. Возникает разность темпера-
97
2542
Рис. 3.31. Простая (П) и диффе-
ренциальная (Д) термопары с го-
рячими сЛаями в исследуемом об-
разце (И) и эталоне (Э):
/"Платиновая проволока; 2 —
платино-родневая проволока
Рис. 3.32. Термограмма с диффе-
ренциальной (/) и простой (2) за-
писью кривых нагревания для слу-
чая фазового превращения, проте-
кающего в интервале температур
с малым темпом превращения
у нижней границы этого интер-
вала Гн
тур исследуемого образца и эталона ДГ, которая регистриру-
ется в виде дифференциальной термограммы в координатах
ДГ— время т (рис. 3.32, кривая 1). Одновременно с помощью
простой термопары, горячий спай которой помещен в исследуе-
мом образце, записывается простая кривая нагревания (см.
рис. 3.32, кривая 2). Начало фазового превращения на рис. 3.32
на простой термограмме не заметно (точка Ь), а на дифферен-
циальной термограмме проявляется четко (точка а). По точке а
определяют положение точки b, а по ней — температуру начала
превращения Та.
Метод термического анализа обладает сравнительно боль-
шой производительностью. Но при определении критических
точек в твердом состоянии он, как и другие методы, при ко-
торых используется непрерывное охлаждение или нагревание,
может давать искаженные результаты из-за явлений сильного
переохлаждения и перегрева. В этом случае более пригодны
методы, в которых образцы могут длительное время выдержи-
ваться при заданных температурах для приведения их в равно-
весное состояние. Самый простой из таких методов—микро-
структурный анализ. Образцы сплава заданного состава
(рис. 3.33,— Xi) нагревают до разных температур вблизи пред-
полагаемой критической точки (см. рис. 3.33,— точка пг), дли-
тельно выдерживают их, затем резко охлаждают (закаливают
в воде) и уже при комнатной температуре анализируют мик-
роструктуру под микроскопом. Структуры сплава при темпера-
98
турах выше и ниже критическом
точки должны различаться фазо-
вым составом.
Другой путь —• построение
диаграммы состояния н? «по вер-
тикали», а «по горИзрнтали».
Серию сплавов разного состава
длительно выдерживают при за-
данной температуре (см. рис.
3.33, Т\), затем резко охлаж-
дают (закаливают в воде) н
проводят микроструктурный ана-
лиз. Составы сплавов выбирают
так, чтобы они находились по
Рис. 3.33. К построению границ фазо-
вых областей «по вертикали» и «по
горизонтали»
обе стороны от предполагаемой
границы фазовых областей (см. рис. 3.33, точка п). В допол-
нительных опытах вилку температур и составов сплавов около
искомых точек, соответственно тип, можно сузить.
Для построения диаграммы состояния «по горизонтали»
можно также на образцах сплавов разного состава, закален-
ных с температуры 7\, измерять какое-либо свойство (или пе-
риод решетки) и по излому на графике свойство — состав (на-
пример, электропроводность — состав, ci. рис. 10.1, в) опреде-
лять границу между фазовыми областями.
Так как тепловой эффект процессов расслоения в жидком
состоянии Ж'->Ж" очень мал, то даже дифференциальный тер-
мический анализ бывает непригоден для построения купола
расслоения на диаграмме состояния (см. рис. 3.23). Для этих
целей используют построение «по горизонтали» с помощью хи-
мического анализа. Сплав выдерживают при температуре вну-
три предполагаемого купола так, чтобы возможно более полно
прошла ликвация по плотности, и затем резко его охлаждают.
Далее берут пробу на химический анализ каждого из слоев
и полученные две точки составов равновесных жидких раство-
ров наносят на диаграмму состояния при соответствующей тем-
пературе. Опыт повторяют, проводя расслаивание по плотности
при разных температурах.
Глава 4
(ТРОЕНИЕ ФАЗ В МЕТАЛЛИЧЕСКИХ СПЛАВАХ
1.1. Твердые растворы
11<>нятие «твердый раствор» было введено в науку в 1890 г.
Вант-Гоффом для описания однородных твердых веществ пере-
менного химического состава по аналогии с понятием «жидкий
7*
99
раствор». Кристаллическая решетка твердого раствора всегда
того же типа, что и у растворителя (элемента или химического
соединения).
Твердые растворы внедрения
По способу внедрения в металле растворяются металлоиды
с малым атомным радиусом — водород, кислород, азот, углерод
и бор (0,046; 0,060; 0,071; 0,077 и 0,097 нм соответственно).
Внедренные атомы располагаются в пустотах упаковки из
атомов растворителя. За исключением водорода все элементы,
растворяющиеся по способу внедрения, имеют размер атомов
больше самых крупных пустот, и поэтому внедренные атомы
смещают вокруг себя атомы растворителя.
Твердые растворы внедрения не могут образовывать не-
прерывные ряды от одного компонента до другого: концентра-
ция раствора не может быть больше той, что соответствует за-
полнению всех пустот в решетке. Реальная же предельная рас-
творимость несравненно меньше из-за высокой энергии упругих
искажений кристаллической решетки, возникающих при внедре-
нии инородных атомов. Например, в г. ц. к. решетке y-Fe
(см. в гл. 5) на каждый атом приходится одна октаэдрическая
пора, и если бы все октаэдрические поры в y-Fe заполня-
лись атомами углерода, то его концентрация в твердом рас-
творе была бы равна 50 % (ат-)- В действительности же пре-
дельная концентрация углерода в растворе на базе y-Fe равна
8,9 % (ат.) [2,14 % (по массе) —см. рис. 5.3].
Твердые растворы замещения
В твердых растворах замещения атомы растворенного элемента
замещают в узлах решетки атомы растворителя.
По способу замещения могут образовываться непрерывные
ряды твердых растворов. Для этого должны выполняться три
условия:
1) компоненты должны иметь решетку одинакового типа.
Действительно, заменяя атомы одного компонента на атомы
другого компонента, невозможно непрерывно перейти, напри-
мер, от кубической решетки к гексагональной ’;
2) благоприятный размерный фактор. Атомные диаметры
компонентов могут различаться не более чем на 15%. В про-
тивном случае при больших концентрациях возникает столь
большая энергия упругих искажений решетки раствора, что он
не может существовать;
1 Непрерывный ряд твердых растворов могут образовать металлы
с кубической и тетрагональной решеткой, так как при изменении с/а тетра-
гональная ячейка может непрерывно перейти в кубическую, например, в си-
стеме Мп (тетр.) — Си (г. ц. к.).
100
3) малое химическое сродство компонентов, малая вероят-
ность образования химических соединений (промежуточных
фаз). Эта вероятность тем больше, чем более электроположи-
телен один элемент и более электроотрицателен другой. По-
этому непрерывные ряды твердых растворов образуют эле-
менты из одной группы или из соседних групп периодической
системы.
Указанные три условия являются необходимыми, но недо-
статочными для образования непрерывного ряда твердых рас-
творов. Например, в системе Си—Аи имеется непрерывный ряд
твердых растворов, а в системе Си—Ag, удовлетворяющей пе-
речисленным трем условиям, компоненты ограниченно взаимно
растворимы в твердом состоянии.
В многокомпонентном сплаве одни элементы могут раство-
ряться по способу внедрения, а другие по способу замещения.
Например, в хромоникелевой стали углерод растворен в железе
по способу внедрения, а хром и никель — по способу замещения.
4.2. Промежуточные фазы
Как указано в п. 3.4, промежуточными называют любые кри-
сталлические фазы, кроме твердых растворов на базе эле-
ментов.
Промежуточные фазы, образованные металлами, называют
интерметаллидами. Металлы с неметаллами образуют карбиды,
нитриды и другие промежуточные фазы.
Как правило, промежуточные фазы отличаются типом кри-
сталлического строения от элементов, из которых они образо-
ваны. Ниже кратко рассмотрены наиболее важные разновид-
ности промежуточных фаз.
Валентные соединения
В валентных соединениях атомы разного сорта связаны ион-
ными или ковалентными связями.
Валентные соединения образуются между типичными ме-
таллами и сильно электроотрицательными элементами IVB, VB
и VIB групп периодической системы. Среди них преобладают
соединения металлов с металлоидами (MgS, А12О3), но встре-
чаются также и интерметаллиды. Последние образуются между
эпичными (электроположительными) металлами, например
магнием и сильно электроотрицательными, т. е. сильно притя-
। икающими к себе электроны металлами IVB и полуметаллами
\ [5 групп (Mg2Sn, Mg2Pb, Mg3Sb2).
Валентные соединения характеризуются стехиометрическим
<оегавом и малой областью гомогенности на диаграммах со-
< 1ояния. Многие валентные соединения на диаграмме состояния
и юбражаются в виде ординаты.
101
В структуре валентного соединения атомы каждого сорта
занимают строго определенные положения в кристаллической
решетке, образуя свои подрешетки. Например, в соединении
MgzSi атомы кремния занимают все вершины и центры граней
кубической элементарной ячейки, а атомы магния располага-
ются по два на пространственных диагоналях куба на расстоя-
нии 'Д этих диагоналей от. вершин.
Среди интерметаллидов валентные соединения встречаются
сравнительно редко.
Фазы Юм-Розери
Во многих интерметаллидах основной тип межатомной связи
металлический. Для таких промежуточных фаз характерна
большая область гомогенности на диаграмме состояния.
Диаграммы состояния систем, образованных с одной сто-
роны медью, серебром или золотом, а с другой — элементами
подгрупп В таблицы Менделеева (цинком, кадмием, алюми-
нием, оловом, кремнием и др.) имеют много общего. Со сто-
роны меди, серебра и золота после широкой области гранич-
ного твердого раствора следуют промежуточные фазы, которые
часто (но не обязательно) образуются по перитектической
реакции (см. рис. 20.4 и 20.7).
Юм-Розери предположил, что в системах Си—Zn, Си—А1
и Си—Sn ближайшая к граничному а-раствору на базе меди
р-фаза имеет одинаковое строение (о. ц. к. решетка) и припи-
сал ей формулы соединений CuZn, Cu3Al и Cu6Sn соответ-
ственно. Общим для этих формул является то, что три валент-
ных электрона приходятся на два атома. Так, в соединении
CuZn на два атома приходятся один валентный электрон от
меди и два от цинка. В соединении Си3А1 на четыре атома
приходятся шесть валентных электронов (три от одного атома
алюминия и по одному от каждого из трех атомов меди). В со-
единении Cu5Sn на шесть атомов приходится девять валентных
электронов (четыре от атома олова и по одному от каждого из
пяти атомов меди).
Число валентных электронов, приходящихся в среднем на
один атом, называют электронной концентрацией (е/а). У рас-
смотренных соединений е/о = 3/2.
Затем было показано, что у-фаза (сложная кубическая ре-
шетка) и е-фаза (г. п. решетка) в сплавах системы Си—Zn
(латуни) имеют в других системах на базе меди, серебра и зо-
лота свои структурно-аналогичные фазы, которым были при-
писаны формулы, соответствующие электронным концентрациям
21/13 и 7/4 (табл. 4.1).
Рассмотренные промежуточные фазы, химический состав и
структура которых определяются электронной концентрацией,
называют электронными соединениями или фазами Юм-Розери.
102
Таблица 4.1. Электронные соединенна
Структура ^-латуни; о. ц. к.; е/а — 3/2 Структура у-латуии; сложная кубическая; е/а = 21/13 Структура е-латуии; г. п.; е/а — 7/4
CuZn Cu6Zn8 CuZn3
Cu6Sn CUgjSllg Cu6Sn
Cu6Si Cu31Si8 Cu3Si
Эти фазы имеют значительную, иногда очень большую область
гомогенности на диаграммах состояния (см. рис. 20.4). Элек-
тронная концентрация в пределах области гомогенности фазы
растет с увеличением содержания элемента с большей валент-
ностью. Стехиометрический состав соединения, соответствую-
щий характерной электронной концентрации (3/2, 21/13 или
7/4), находится внутри интервала гомогенности фазы Юм-Ро-
зери, причем в общем случае этому составу не соответствует
какое-либо особое атомно-кристаллическое строение, качест-
венно отличное от строения однофазных сплавов соседних со-
ставов. В некоторых системах стехиометрический состав, соот-
ветствующий характерной электронной концентрации, вообще
расположен вне области реального существования фазы Юм-
Розери (хотя и вблизи нее). Первоначальная идея Юм-Розери
трансформировалась в представление о том, что интервалы
электронных концентраций, близкие к ранее принятым харак-
терным значениям, определяют области составов, в которых
стабильны структурно-аналогичные фазы.
Фазы Юм-Розери встречаются во многих промышленных
сплавах (латунях, бронзах и др.). Они имеют сравнительно
невысокие температуры плавления, находящиеся, как правило,
между точками плавления чистых компонентов (см. рис. 20.4
и 20.7).
Промежуточные фазы внедрения
11ереходные металлы и металлоиды с малым атомным радиу-
сом (углерод, азот, бор и водород) образуют промежуточные
фазы — карбиды, нитриды, бориды и гидриды; их структуру
можно представить, как кристаллическую решетку из атомов
металла, в междоузлия которой внедрены атомы металлоида.
11 отличие от гра-ничного раствора внедрения, имеющего кри-
галлическую решетку металла-основы, в промежуточной фазе
внедрения атомы металла расположены по узлам решетки, не
свойственной данному металлу в чистом виде. Например, в кар-
биде титана атомы титана находятся в узлах г. ц. к. решетки,
ЮЗ
а чистый титан и граничный раствор углерода в нем при 20 °C
имеют г. п. решетку.
Промежуточные фазы внедрения часто называют просто фа-
зами внедрения, а также соединениями внедрения. Их обозна-
чают формулами типа V2C, TiC, TiN, W2C, Fe3C, Сг23Св. Про-
межуточные фазы внедрения имеют значительную, а иногда и
очень большую область гомогенности на диаграмме состояния.
Стехиометрический состав, соответствущий формуле соединения
внедрения, находится внутри области гомогенности промежу-
точной фазы, на ее границе или даже вне этой области (вблизи
нее). Например, у карбида титана область гомогенности при
1600 °C простирается от 32 до 50 % (ат.) С, т. е. формула TiC
соответствует границе области гомогенности промежуточной
фазы с максимальным содержанием углерода. Максимальное
содержание углерода в карбиде ниобия 48 % (ат.) и сплав со-
става NbC [50 % (ат.) С] находится в двухфазной области.
Структура промежуточных фаз внедрения зависит от соот-
ношения атомных радиусов металлоида гх и металла гм. Если
гхЛм<0,59, то промежуточная фаза внедрения имеет характер-
ную для металлов предельно плотноупакованную г. ц. к. или
г. п. структуру, реже — о. ц. к. или простую гексагональную.
В таких фазах связь между атомами металла имеет металличе-
ский характер, несмотря на очень большое содержание метал-
лоида (например, 50 % в TiC). Это обусловливает такую же,
как у металлов, электропроводность и металлический блеск.
Большая твердость, хрупкость и высокая температура плавле-
ния соединений внедрения указывают на то, что между ато-
мами металла и металлоида существуют ковалентные связи.
Промежуточные фазы внедрения, удовлетворяющие условию
Гк/гм<0,59 и имеющие простую, свойственную типичным ме-
таллам структуру, называют фазами Хэгга.
При гх/глг>0,59 промежуточные фазы внедрения имеют бо-
лее сложную кристаллическую структуру. К таким фазам от-
носятся все бориды и карбиды железа, хрома и марганца.
В структуре карбида Fe3C атомы железа расположены по уз-
лам ромбической решетки, а атомы углерода внедрены в опре-
деленные междоузлия.
В соединениях внедрения могут растворяться по способу
замещения разные переходные металлы. Так, например, атомы
хрома, молибдена или вольфрама могут частично замещать
атомы железа в ромбической решетке Fe3C. В этом случае рас-
творенный элемент записывают в формуле соединения через
запятую: (Fe, Cr)3C, (Fe, W)3C и т. п.
Для практики большое значение имеют высокая твердость и
тугоплавкость соединений внедрения. Например, карбид тан-
тала ТаС плавится при температуре около 3800 °C.
104
Фазы Лавеса
Многие интерметаллиды (около 250) описываются формулой
АВ2 и изоморфны одной из трех структур: MgCu2, MgZn2 и
MgNi2. Их называют фазами Лавеса.
Существование фаз Лавеса определяется размерным фак-
тором: отношение атомных радиусов металлов А и В гА/гц~\,2.
Такое соотношение размеров атомов позволяет им плотнейшим
образом заполнить пространство. Каждый атом А окружен две-
надцатью атомами В и на несколько большем расстоянии —
четырьмя атомами А. Следовательно, координационное число
для атомов А равно 12 + 4=16 (в решетке из атомов одного
сорта максимально возможное координационное число—12).
Для фаз Лавеса характерна небольшая область гомогенности
на диаграммах состояния.
Сверхструктуры
В 1914 г. Н. С. Курнаков с сотрудниками при изготовлении про-
волоки из сплавов Си—Аи, содержащих около 50 % (ат.) Аи,
обнаружили, что отжиг, вопреки ожиданиям, резко снизил пла-
стичность сплавов и сделал невозможным холодную прокатку и
волочение. Термический анализ сплавов Си—Аи выявил тепло-
вые эффекты, указавшие на неизвестные превращения в твер-
дом состоянии, происходившие с выделением теплоты при
охлаждении. У сплавов с 25 и 50 % (ат.) Аи эти превращения
происходили при температурах около 400 °C. На кривых элек-
тросопротивление — состав и твердость — состав в отожженном
состоянии сплавам с 25 и 50 % (ат.) Ап соответствовали острые
минимумы. Н. С. Курнаков сделал вывод, что в системе Си—
Ли, в которой под солидусом существует непрерывный ряд твер-
дых растворов, при охлаждении происходит образование в твер-
дом растворе соединений Cu3Au и CuAu, а при избытке меди и
юлота, по сравнению с указанными стехиометрическими соста-
вами, образуются твердые растворы на базе этих соединений
(рис. 4.1).
Позже рентгеноструктурным анализом было установлено,
что при отжиге сплавов составов Cu3Au и CuAu на рентгено-
грамме появляются дополнительные, «сверхструктурные» ли-
вни, указывающие на возникновение упорядоченности в распо-
ложении атомов меди и золота по определенным узлам кри-
сталлической решетки — «сверхструктуры». Выше некоторой
температуры атомы разного сорта в неупорядоченном твердом
растворе располагаются по узлам решетки статистически рав-
номерно, а при охлаждении атомы одного сорта стремятся за-
нять определенные узлы решетки. Например, в сплаве меди
< 25 % (ат.) Аи выше 390 °C (см. рис. 4.1) атомы меди и зо-
юта можно встретить в любых узлах г. ц. к. решетки с вероят-
105
Рнс. 4.1. Диаграмма состояния системы Рис. 4.2. Сверхструктура Cu3Au
Си—Au
иостью, примерно пропорциональной их концентрации в сплаве.
Ниже 390 °C атомы меди стремятся предпочтительно занять
центры граней, а атомы золота — вершины кубической элемен-
тарной ячейки (рис. 4.2). В результате в образующейся сверх-
структуре Cu3Au атомы одного сорта предпочтительно зани-
мают узлы своей подрешетки, что характерно и для химических
соединений. Поэтому процесс упорядочения твердого раствора
в данном случае можно трактовать как образование соединения
Cu3Au из твердого раствора.
Причина упорядочения заключается в том, что атомы раз-
ного сорта притягиваются один к другому намного сильнее,
чем атомы одного сорта, т. е. та же, что и при образовании
химических соединений.
Сверхструктуры могут возникать и в промежуточных фазах
(см. рис. 20.4 — фаза 0').
С повышением температуры степень упорядочения уменьша-
ется. Например, в сверхструктуре Cu3Au все больше атомов
меди оказываются в вершинах кубических ячеек и все больше
атомов золота — в центрах граней. По достижении определен-
ной температуры, называемой точкой Курникова (Гк), сверх-
структура исчезает.
Встречаются два принципиально разных случая исчезнове-
ния сверхструктуры при нагревании. Первый, наиболее рас-
пространенный — плавное уменьшение степени упорядочения до
некоторой величины при температуре 7к и скачкообразное
уменьшение ее до нуля при переходе через Тк (рис. 4.3,а).
Второй случай — плавное уменьшение степени упорядочения
вплоть до нуля при температуре 7к, причем вблизи Гк интен-
сивность снижения степени упорядочения усиливается
(рис. 4.3,6).
В первом случае мы имеем дело с обычным фазовым пере-
ходом I рода. Соответствующие фазовые равновесия подчиня-
ются правилу фаз Гиббса, и на диаграмме состояния области
106
Рнс. 4.3. Изменение степени упорядочения в сверх-
структуре при фазовом переходе I (а) н II (б) рода
неупорядоченного раствора и сверхструктур разделены двух-
фазными областями, как например на рис. 4.1.
Второй случай относится к фазовым переходам II рода, ко-
торые на диаграмме состояния изображаются одной линией —
двухфазная область между неупорядоченной фазой и сверх-
< труктурой отсутствует (см. рис. 20.4, переход 0->-0').
Сверхструктуры обнаружены в многочисленных металличе-
ских системах. Недостаток большинства сплавов со сверх-
етруктурой — их низкая пластичность.
Глава 5
СИСТЕМА ЖЕЛЕЗО — УГЛЕРОД
Диаграмма состояния системы Fe—С занимает особое место
и металловедении, так как, во-первых, с ее построением в конце
XIX—начале XX в. прямо связано становление металловедения
как науки; во-вторых, она является базой для анализа форми-
рования структуры самых распространенных промышленных
сплавов — сталей и чугунов; в-третьих, закономерности измене-
ния структуры и свойств, общие для сплавов на разной основе,
продолжают активно изучать на примере системы Fe—С.
Характерные особенности диаграммы состояния системы
I с —С обусловлены полиморфизмом железа и существованием
тух высокоуглеродистых фаз. При атмосферном давлении же-
к-ю может находиться в двух модификациях — о. ц. к. и г. ц. к.
Кривые температурной зависимости энергии Гиббса этих моди-
фикаций пересекаются дважды: при 911 и 1392 °C (рис. 5.1).
При температурах ниже 911 °C, вплоть до абсолютного нуля,
и в интервале температур от 1392 °C до точки плавления
15.49 °C энергия Гиббса минимальна у о. ц. к. модификации,
которая поэтому стабильна в этих интервалах температур.
107
Рис. 5.1. Зависимость энергии Гиббса G
о. ц. к. и г. ц.» к. модификаций н жид-
кого железа от температуры Т
Рис. 5.2. Зависимость удельного объема
Иуд о. ц. к. и г. ц. к. модификаций же-
леза от температуры
Для о. ц. к. и г. ц. к. модификаций железа приняты между-
народные обозначения a-Fe и y-Fe, соответственно (читается
как альфа-железо и гамма-железо). Модификацию a-Fe, суще-
ствующую выше области термодинамической стабильности
y-Fe, обозначают так же, как d-Fe. Рис. 5.2 наглядно показы-
вает, что a-Fe и d-Fe — это одна и та же модификация. При
превращении о. ц. к.-»-г. ц. к. удельный объем железа скачко-
образно уменьшается, так как г. ц. к. упаковка более плотная
(координационное число в о. ц. к. решетке 8, в г. ц. к.—12).
Вместе с тем, кривая изменения удельного объема d-Fe явно
продолжает соответствующую кривую a-Fe.
В чередовании полиморфных модификаций железа при по-
вышении температуры обозначение p-Fe «пропущено» по сле-
дующей причине. В конце XIX столетия в первых исследова-
ниях железа с использованием термического анализа на кривых
охлаждения вблизи 769 °C было обнаружено выделение теп-
лоты, что объяснялось аллотропическим превращением 0-Fe
в a-Fe. Позднее рентгеноструктурным анализом доказано, что
a-Fe и p-Fe имеют кристаллическую решетку одного и того
же типа — о. ц. к. Указанный тепловой эффект на термограмме
обусловлен при охлаждении переходом a-Fe из парамагнит-
ного в ферромагнитное состояние в очень узком интервале тем-
ператур ниже 769 °C (см. изменение энтальпии при фазовом
переходе II рода на рис. 2.1,6). Следовательно, температура
769 °C является точкой Кюри a-Fe, и самостоятельной поли-
морфной модификации p-Fe не существует.
Высокоуглеродистой фазой в системе Fe—С может быть как
графит, так и карбид железа РезС, называемый цементитом
(название связано с высокой твердостью карбида).
Графит — стабильная фаза; ее образование приводит си-
стему в состояние с абсолютным минимумом энергии Гиббса.
108
Цементит — метастабильная фаза, образование которой приво-
дит систему в состояние с относительным минимумом энергии
Гиббса. Причины образования метастабильной фазы (Fe3C),
а не стабильной (графита) рассмотрены в п. 5.2.
5.1. Система железо — цементит
Вначале рассмотрим диаграмму состояния метастабильной си-
стемы железо — цементит (рис. 5.3).
Углерод образует твердые растворы внедрения на базе по-
лиморфных модификаций железа. Твердый раствор углерода
в a-Fe называют ферритом (от лат. ferrum — железо) и обозна-
чают буквой а. Твердый раствор в б-Fe называют дельта-фер-
ритом и обозначают буквой б. Феррит и б-феррит имеют
о. ц. к. решетку.
Твердый раствор углерода в y-Fe называют аустенитом (по
имени английского ученого Робертс-Аустена, который в 1897 г.
построил один из первых вариантов диаграммы состояния Fe—
Fe3C) и обозначают буквой у. Аустенит имеет г. ц. к. решетку.
С увеличением содержания углерода температура поли-
морфного превращения у—>6 повышается, а температура пре-
вращения у—>-а понижается.
Предельная растворимость углерода в y-Fe (2,14%) на два
порядка (!) больше, чем в a-Fe (0,02%). Это объясняется тем,
что размер межатомных пустот в г. ц. к. решетке аустенита
значительно больше, чем в о. ц. к. решетке феррита. Разме-
щаясь в больших по размеру пустотах, внедренные атомы угле-
рода значительно меньше искажают решетку аустенита и, со-
ответственно, меньше повышают внутреннюю энергию его кри-
сталлов. В о. ц. к. a-Fe при комнатной температуре раствори-
мость углерода не превышает
0,00005 %.
Карбид железа Fe3C (цемен-
1ит) имеет ромбическую ре-
шетку: атомы железа располо-
жены по узлам ромбической
решетки, а атомы углерода на-
ходятся в пустотах между ними.
Такая упаковка весьма плотная.
Между атомами железа и угле-
рода в цементите действуют
металлическая и ковалентная
связи. Область гомогенности це-
ментита очень узкая и на диа-
«рамме состояния он изобража-
ется вертикалью, соответствую-
щей формуле Fe3C (6,67 % С).
109
Фазы системы Fe—Fe3C часто обозначают первыми заглав-
ными буквами их названия: Ж — жидкий раствор, А—аусте-
нит, Ф — феррит, Ц — цементит.
Диаграма состояния Fe—Fe3C (рис. 5.3) является комбина-
цией диаграмм, показанных на рис. 3.26 и 3.30. На ней име-
ются три горизонтали трехфазных равновесий: перитектиче-
ского (1496 °C); эвтектического (1147 °C) и эвтектоидного
(727 °C).
Все характерные точки диаграммы состояния Fe—Fe3C
имеют общепринятые международные обозначения. Точка плав-
ления железа А (1539 °C), точка перитектического жидкого
раствора В (0,5 % С), эвтектическая точка С (4,3 % С). Точка
плавления цементита D экспериментально не установлена, так
как при атмосферном давлении нагревание цементита задолго
до плавления приводит к его разложению на железо и графит
(Fe3C->-3Fe+C). По расчетным данным температура плавления
цементита — около 1250 °C.
Точка равновесия б-Fe и y-Fe—N (1392 °C), точка предель-
ной растворимости углерода в б-Fe при перитектической темпе-
ратуре—/7 (0,1 % С); точка состава аустенита, образующегося
по перитектической реакции,— J (0,16% С).
При перитектическом превращении
Жд + 6-Фн------► Aj
аустенит не образует сплошной перитектической оболочки во-
круг первичных кристаллов 6-феррита и поэтому это превраще-
ние в сплавах Fe—С идет до полного исчезновения первичных
кристаллов 6-феррита, растворяющихся в жидком растворе.
NH и NJ— это линии температур начала и конца полиморф-
р >го превращения с участием 6-феррита (при охлаждении
6 Ф->-А).
Точка предельной растворимости углерода в y-Fe при эвтек-
тической температуре — Е (2,14 % С). Эта точка является кон-
цен-рационной границей, подразделяющей все сплавы системы
Fe- С на стали (левее точки Е) и белые чугуны (правее точки
Е) Во всех белых чугунах протекает эвтектическая кристалли-
зация:
Точка F характеризует состав цементита в эвтектике. Предпо-
лагается, что этот состав отличается от состава Fe3C некото-
рым избытком железа. Однако положение точки F, как и точки
К, по оси концентраций экспериментально надежно не установ-
лено и поэтому обе эти точки на рис. 5.3 помещены на орди-
нату Fe3C и далее во всех реакциях с участием цементита они
ПО
не используются (обозначение РезС само указывает на содер-
жание 6,67 % С).
Эвтектоидная точка — S (0,8 % С). ES— это линия сольвуса
аустенита, характеризующая составы аустенита, насыщенного
по отношению к цементиту.
Точка равновесия a-Fe и y-Fe—G (911 °C). Линия GS— это
трансус аустенита, а линия GP— трансус феррита. Видно, что
очень малые добавки углерода к железу резко снижают темпе-
ратуру начала полиморфного превращения а->-у при нагрева-
нии (линия GP). Точка предельной растворимости углерода
в a-Fe при эвтектоидной температуре — Р(0,02 % С). Эвтектоид-
ное превращение:
. 727 °C
As------► Фр + Ц
протекает во всех сталях и чугунах. Оно не должно проходить
только в очень чистом железе (при содержании углерода ме-
нее 0,02 %) •
Горизонталь МО — это температура Кюри феррита (769 °C):
ниже этой температуры феррит ферромагнитен, а выше — па-
рамагнитен.
Температуры, соответствующие определенным линиям диа-
граммы состояния Fe—РезС, называют критическими точками
стали. Эти точки имеют международные обозначения: At — тем-
пература эвтектоидного равновесия (линия PSK), Аг — точка
Кюри (линия МО), Аз — температуры, соответствующие линии
GS, Аст — температуры, соответствующие линии ES (индекс
ст от англ, cementite — цементит) ’.
Микроструктура сталей
Для выявления микроструктуры сталей чаще всего используют
раствор 1...5% HNO3 в спирте. В сталях, содержащих более
0,5 % С, первично кристаллизуется аустенит, а в сталях, содер-
жащих менее 0,5 % С — феррит. В результате перитектической
' Температуры фазовых превращений при нагревании н охлаждении
нс совпадают (о тепловом гистерезисе см. также в п. 2.3). Поэтому крити-
ческие точки при нагревании и охлаждении обозначают дополнительными
буквами сиг (это первые буквы соответствующих французских слов).
Например, температура исчезновения доэвтектоидиого феррита при нагре-
вании — точка Асз, а температура его появления при охлаждении — точка
Лг3. Следует отметить, что положение этих точек зависит от скоростей на-
। ревания и охлаждения. Обычно точки Act и Ас3 экспериментально опреде-
ляют при медленном печном нагреве и они практически совпадают с Точ-
ками Л| и Аз диаграммы фазовых равновесий. В то же время температуры
к>чек Агз и Лг| не имеет смысла приводить без указания скорости охлаж-
нения, так как положение этих точек резко изменяется с ускорением охлаж-
дения. и степень переохлаждения, например разность температур А,—Art,
может быть значительной даже при обычном охлаждении на воздухе (осо-
бенно легированных сталей, см. рнс. 15.2).
Ill
реакции и полиморфного превращения б-Ф->А дельта-феррит ис-
чезает и все стали, независимо от содержания углерода, при
охлаждении попадают в однофазную область аустенита (на
диаграмме состояния область NJESG).
Микроструктура медленно охлажденных сталей, наблюдае-
мая при комнатной температуре, складывается в результате
тех превращений, которые претерпевает при охлаждении аусте-
нит *. По составу и микроструктуре стали подразделяют на
доэвтектоидные, эвтектоидную и заэвтектоидные.
Эвтектоидная сталь (0,8 % С) при температуре выше 727 °C
состоит из зерен аустенита, являющегося здесь ненасыщенным
твердым раствором углерода в y-Fe. При охлаждении до тем-
пературы 727 °C аустенит (точка S) становится насыщенным
одновременно и по отношению к ферриту состава точки Р, и
по отношению к цементиту. При переохлаждении ниже тем-
пературы 727 °C он претерпевает эвтектоидный распад на фер-
рит и цементит. Распад аустенита включает полиморфное пре-
вращение г. ц. к.—>-о. ц. к. Так как раствримость углерода в об-
разующемся при этом феррите (0,02 % С) в 40 раз меньше,
чем в исходном аустените (0,8 % С), то углерод выделяется
из аустенита в виде карбида Fe3C, содержащего 6,67 % С.
Таким образом, эвтектоидный распад аустенита включает
полиморфное превращение (изменение расположения атомов же-
леза) и диффузионное перераспределение атомов углерода
в пространстве.
Доля цементита в эвтектоидной смеси, в соответствии с пра-
вилом рычага, равна PS/PK. и составляет 12 %.
Эвтектоид растет внутри аустенитных зерен в виде колоний,
состоящих из пластин феррита
(более толстых) и пластин це-
ментита. Эвтектоидные колонии
зарождаются на границах зерен
аустенита. По окончании эвтек-
тоидного распада на месте каж-
дого аустенитного зерна оказы-
вается несколько колоний эвтек-
тоида, различающихся ориента-
цией пластин (рис. 5.4). При
травлении сталей 1 ... 5 %-ным
раствором азотной кислоты
в спирте полирования поверх-
ность шлифа приобретает перла-
мутровый оттенок, поэтому эв-
тектоидная смесь феррита с це-
Рис. 5.4. Перлит в отожженной эвтек
тоидной стали; Х1200
1 Перед дальнейшим чтением полезно еще раз проанализировать форми-
рование структуры при охлаждении сплавов Х|, и Х3 (см. рис. 3.26).
12
ментитом получила название перлит. Это одна из самых изве-
стных структурных составляющих промышленных сплавов.
В доэвтектоидных сталях (<0,8% С) аустенит выше линии
GS является ненасыщенным раствором углерода в y-Fe. При
охлаждении доэвтектоидной стали по достижении трансуса GS
аустенит становится насыщенным по отношению к ферриту и
при дальнейшем охлаждении из аустенита выделяется феррит.
Сущность этого процесса состоит в изменении типа кристалли-
ческой решетки (г. ц. к.->о. ц. к.) и диффузионном перераспреде-
лении углерода в пространстве: образующийся феррит содержит
не более 0,02 % С и поэтому углерод накапливается в аустените,
который по мере выделения феррита все больше обогащается
углеродом. Когда концентрация углерода в аустените дости-
гает 0,8%. аустенит становится насыщенным одновременно и
по отношению к ферриту, и по отношению к цементиту, в до-
эвтектоидной стали происходит эвтектоидный распад аустенита
(в точности такой же, как и в стали эвтектоидного состава).
Таким образом, вначале в доэвтектоидной стали выделяется
доэвтектоидный феррит, а затем образуется перлит. Эти две
структурные составляющие имеются во всех сталях, находя-
щихся по составу между точками Р и S (рис. 5.3). С увели-
чением содержания углерода в доэвтектоидной стали доля
доэвтектоидного феррита изменяется от 100 % (сталь состава
точки Р) до 0 % (сталь состава точки S). Доэвтектоидный
феррит зарождается на границах аустенитных зерен и внутри
них в виде сравнительно равноосных или слегка вытянутых
кристаллов с искривленными границами. После травления
I—5 %-ным раствором азотной кислоты в спирте феррит имеет
светлый оттенок, а перлит — темный (см. рис. 5.5).
Рис. 5.5. Доэвтектоидный феррит (светлый) и перлит (темный)
в .доэвтектоидных сталях, содержащих 0,15 % С (о) и 0.5 % С
(б); Х250
« -2542
113
Если углеродистая сталь медленным охлаждением из аусте-
нитной области приведена в равновесное состояние, то по мик-
роструктуре можно определить содержание в ней углерода.
Углерод в доэвтектоидной стали распределен между до-
эвтектоидным ферритом и перлитом. Содержанием углерода
в феррите можно пренебречь и считать, что практически весь
углерод доэвтектоидной стали находится в перлите. В чистом
перлите содержится 0,8 % С. В доэвтектоидной стали на пер-
лит приходится только часть объема стали, и содержание уг-
лерода в ней Хс, (% по массе), пропорционально площади
шлифа, занимаемой перлитом FB:
Xc = 0,8Fn/100.
Эта пропорция вытекает из примерного равенства плотностей
феррита и перлита. Площадь перлита чаще всего оценивают
на глаз. Такой метод может показаться слишком грубым.
В действительности же он дает хорошие результаты. Если
ошибка в оценке Fn равна 10%, то абсолютная ошибка в оп-
ределении содержания углерода составляет всего 0,08%.
В стали, содержащей <0,02 % С (такую сталь называют
техническим железом), после полного превращения аустенита
в феррит, протекающего в интервале температур между ли-
ниями GS и GP (см. рис. 5.3), при дальнейшем охлаждении
феррит иа линии PQ становится насыщенным по отношению
к цементиту, выделяющемуся по границам ферритных зерен
в виде тонких прожилок. Цементит, выделившийся из феррита
по линии сольвуса PQ, называют третичным, в отличие от пер-
вичного цементита, кристаллизующегося из расплава по линии
ликвидуса CD, и в отличие от
вторичного цементита, выде-
ляющегося из аустенита по
линии сольвуса ES. В стали
состава точки Р, в которой
доля третичного цементита
максимальна, она составляет
всего ~ 0,3 %.
С третичным цементитом
легко спутать прожилки це-
ментита, образующиеся при
структурном вырождении пер-
лита в сталях, содержащих
до 0,1 % С. В таких сталях
количество аустенита эвтекто-
.лхИдного состава очень мало, и
феррит, образующийся при
эвтектоидном распаде, нара-
Рис. 5.6. Сетка вторичного цементита и „тярт „„ чрпняу ППЭВТРКТОИП-
перлит в заэвтектондиой стали; Х250 CldCT На ДО^ВТсКТОИД
114
него феррита, а эвтектоид-
ный цементит остается
в виде структурно свобод-
ных прожилок по гра-
ницам зерен феррита (здесь
полная аналогия со струк-
турным вырождением эвтек-
тики при малом ее количе-
стве в сплаве — см. рис.
3.15).
В заэвтектоидных ста-
лях (>0,8 % С) по дости-
жении линии сольвуса ES
аустенит становится насы-
Рис. 5.7. Структурные составляющие спла-
вов системы железо — цементит:
П — перлит; Ц>; Ц2 н Из — соответственно
первичный, вторичный и третичный цемен-
тит; Л — ледебурит; Лпр — превращенный ле-
дебурит; АПр — превращенный аустенит
щенным по отношению к це-
ментиту, который при даль-
нейшем охлаждении стали
выделяется в виде тонкой
сетки по границам аусте-
нитных зерен. При выделе-
нии вторичного цементита аустенит обедняется углеродом и
когда аустенит приобретает эвтектоидный состав (0,8 % С) он
превращается в перлит. В результате заэвтектоидная сталь со-
держит две структурные составляющие: вторичный цементит
(см. рис. 5.6, светлая сетка) и перлит (темные участки). Чем
больше содержание углерода в заэвтектоидной стали, тем
больше в ней вторичного цементита. Его доля максимальна
в стали состава точки Е (см. рис. 5.3), где, по правилу рычага,
она равна (2,14—0,8)/(6,67—0,8) • 100~23 %.
Области составов сталей с разными структурными состав-
ляющими показаны на рис. 5.7.
Микроструктура белых чугунов
Для выявления микроструктуры чугунов используют тот же
травитель, что и для сталей: 1...5%-ный раствор HNO3
н спирте.
Как уже указывалось, белые чугуны находятся на диаграм-
ме состояния железо — цементит правее точки Е, т ,е. все они,
н отличие от сталей, обязательно должны содержать эвтектику,
благодаря большому содержанию цементита эти чугуны имеют
светлый излом и потому называются белыми. Белые чугуны
подразделяют на доэвтектические, эвтектический и заэвтекти-
чеекие.
В эвтектическом белом чугуне (4,3 % С) охлаждающийся
жидкий раствор при температуре 1147°C насыщается одновре-
менно и по отношению к аустениту состава точки Е, и по от-
ношению к цементиту (см. рис. 5.3) и из него кристаллизуется
н* 115
Рис. 5.8. Схема формирования колонии со-
тового ледебурита (К. П. Буини, Я- Н. Ма-
линочка, Ю Н. Таран)
Рис. 5.9. Микроструктура эвтектиче-
ского белого чугуна; Х250
эвтектика А + Ц, называемая ледебуритом (по имени немецкого
металлурга Ледебура). Соотношение аустенита и цементита
в ледебурите, согласно правилу рычага, равно примерно 50:50. ,
Базовой фазой, инициирующей зарождение колонии леде-
бурита, является цементит. На пластинке цементита /, заро-
дившейся в эвтектической жидкости (рис. 5.8), разрастается i
плоский дендрит аустенита 2. Между его ветвями прорастают
ответвления базового кристалла цементита. Далее идет сравни-
тельно быстро парный (кооперативный) рост взаимно пророс-
ших кристаллов обеих фаз. Благодаря тому, что все время
рядом находятся ветви цементита и аустенита, разделительная j
диффузия в расплаве перед фронтом растущей эвтектической (
колонии идет на короткие расстояния: атомы углерода в боль- |
шем числе направляются к цементиту, а атомы железа— ,
к аустениту. Ведущей фазой в этом парном росте является
цементит. Специфика парного роста фаз эвтектики А + Цтакова,
что постепенно формируется эвтектическая колония в виде со-
товой конструкции 3. В сотовом ледебурите остовом, матрицей
каждой колонии является кристалл цементита, между ветвями
которого находятся стержнеобразные ветви кристалла аусте-
нита. Каждая из фаз в пределах одной колонии ледебурита
непрерывна, т. е. относится к одному кристаллу. Из рис. 5.8
следует, что в зависимости от того, как рассекается колония
ледебурита плоскостью шлифа, можно увидеть в структуре
круглые и овальные «включения» аустенита в светлой цемен-
титной ''матрице или чередование узких полосок аустенита и
цементита (рис. 5.9).
не
При больших скоростях охлаждения аустенито-цементитная
эвтектика вместо сотового приобретает пластинчатое, перистое
строение. Это — результат расщепления ведущей фазы — цемен-
тита, между слоями которого прорастает аустенит.
В доэвтектических белых чугунах (<4,3 % С) первично кри-
сталлизуется аустенит. Он растет в виде дендритов с округ-
лыми ветвями. На рис. 5.10, а большие темные округлые уча-
стки— это сечеиия ветвей дендритов первичного аустенита. При
первичной кристаллизации аустенита жидкий раствор обога-
щается углеродом и, когда его состав попадает в точку С (см.
рис. 5.3), кристаллизуется ледебурит. Колонии ледебурита за-
рождаются независимо от первичного аустенита, так как.его
кристаллы не являются базовой фазой для формирования этих
колоний. Если чугун находится по составу недалеко от точки Е
и, соответственно, количество эвтектики в нем мало, то может
происходить структурное вырождение ледебурита: аустенит из
эвтектической жидкости нарастает на дендриты первичного
аустенита, между которыми остаются прослойки цементита эв-
тектического происхождения *. На рис. 5.10, а светлые прослойки
эвтектического цементита видны в узких промежутках между
ветвями первичного аустенита.
В заэвтектических белых чугунах (>4.3% С) первично кри-
сталлизуется цементит. Первичный цементит образует пластины,
которые, как и многие другие химические соединения с высокой
энтропией плавления, формируются путем тангенциального
роста, послойным нарастанием. Пластина первичного цементита
имеет неровные, зазубренные края, указывающие на склонность
гн« 5.10. Микроструктура доэвтектического (а) и заэвтектического (б) белого чугуна;
? Л)
1 См. схему структурного вырождения эвтектики на рис. 3.15.
117
цементита к разветвлению. Попадание пластины первичного це-
ментита своей большой плоскостью в плоскость шлифа — это,
естественно, чрезвычайно редкий случай. Произвольные сечения
пластин первичного цементита на шлифе имеют вид узких свет-
лых полос (рис. 5.10,6).
При кристаллизации первичного цементита жидкий раствор
обедняется углеродом и, когда его состав попадает в точку С
(см. рис. 5.3), кристаллизуется ледебурит. Колонии ледебурита
(отчетливо видны на рис. 5.10,6) зарождаются на кристаллах
первичного цементита: цементит эвтектической колонии явля-
ется продолжением кристалла первичного цементита.
После окончания затвердевания во всех чугунах при охлаж-
дении состав аустенита изменяется по линии ES (см. рис. 5.3)
и из него выделяется вторичный цементит. При медленном
охлаждении весь вторичный цементит, выделяясь из первичного
и эвтектического аустенита, наслаивается на эвтектический це-
ментит и самостоятельной структурной составляющей не обра-
зует. При ускорении охлаждении вторичный цементит может
выделяться в виде самостоятельной структурной составляющей
внутри крупных ветвей дендритов первичного аустенита, так
как в этом случае углерод не успевает диффундировать на
сравнительно большие расстояния, чтобы достигнуть границы
первичный аустенит — эвтектический цементит.
При выделении вторичного цементита состав аустенита попа-
дает в точку S и при переохлаждении ниже 727 °C как первич-
ный, так и эвтектический аустенит претерпевает эвтектоидный
распад, превращаясь в перлит. Дендриты первичного аустенита,
превратившегося в перлит, сохраняют свои первоначальные
очертания и поэтому соответствующую структурную составляю-
щую называют превращенным аустенитом. Ледебурит, внутри
колоний которого аустенитные кристаллы превратились в пер-
лит, называют превращенным ледебуритом (см. рис. 3.27, в,
структура сплава с превращенной эвтектикой и превращенными
первичными кристаллами).
Таким образом, при комнатной температуре в доэвтектиче-
ском белом чугуне можно увидеть три структурные составляю-
щие— первичный превращенный аустенит, вторичный цементит
(часто не виден) и превращенный ледебурит (см. рис. 5.10, а).
В эвтектическом чугуне одна структурная составляющая — пре-
вращенный ледебурит (см. рис. 5.9). В заэвтектическом белом
чугуне две структурные составляющие—первичный цементит и
превращенный ледебурит (см. рис. 5.10,6). В превращенном
ледебурите на рис. 5.9 и 5.10 светлый фон — это цементит,
а темные «включения» — превращенный аустенит, т. е. перлит.
Области с разными структурными составляющими белых чу-
гунов показаны на диаграмме состояния железо —цементит на
рис. 5.7.
118
В заключение следует заметить, что независимо от сочета-
ния структурных составляющих, и стали, и белые чугуны при
комнатной температуре состоят из одних и тех же фаз — фер-
рита и цементита.
5.2. Система железо — графит
Графит имеет гексагональную решетку. Атомы углерода обра-
зуют слои — гексагональные сетки, внутри которых действуют
прочные ковалентные связи и расстояние между соседними ато-
мами равно 0,142 нм. Слои связаны слабыми ван-дер-ваальсо-
выми силами и расстояние между соседними слоями большое —
0,336 нм. Для понимания структурообразования чугунов важно
знать, что графит имеет низкую плотность, которая примерно
в 3,5 раза меньше плотности железа (плотности графита и же-
леза при комнатной температуре равны соответственно 2,25 и
7,86 г/см3). Температура плавления графита около 4000°C. Рас-
творимостью железа в твердом графите можно пренебречь.
Как уже отмечалось, цементит — метасгабильная фаза, а гра-
фит— стабильная. Естественно, что диаграмма состояния ста-
бильной системы железо — графит отличается от диаграммы со-
стояния метастабильной системы железо — цементит только
в той части, где в фазовых равновесиях участвует высокоугле-
родистая фаза (графит или цементит). Эти две диаграммы со-
стояния для многих целей целесообразно совмещать на одном
чертеже (рис. 5.11). При этом принято стабильные фазовые
равновесия с участием графита (Г) изображать пунктиром,
а соответствующие характерные точки диаграммы состояния
обозначать теми же буквами, что и в системе железо — цемен-
тит, но со штрихами.
Линия ликвидуса графита CD' (где D'— не показанная на
рис. 5.11 точка плавления графита) расположена выше линии
ликвидуса цементита CD. В пересечении линий ликвидуса аусте-
нита и графита находится эвтектическая точка С' (4,26 % угле-
рода), через которую при 1153 ПС проходит эвтектическая гори-
зонталь Е'СЕ'. Эта горизонталь «упирается» в линию солидуса
аустенита в точке Е' (2,03 % углерода), характеризующей пре-
дельную растворимость графита в y-Fe при эвтектической тем-
пературе. Точка F' относится к чистому графиту, не показан-
ному на рис. 5.11. Аустенито-графитная эвтектика образуется
по реакции:
Же-—-А£' + Г.
Линия сольвуса E'S' относится к равновесию аустенита
с графитом. В пересечении сольвуса E'S' с линией полиморф-
ного превращения аустенита в феррит GS' находится эвтектоид-
119
пая точка S'(0,69 % С), через которую при 738°С проходит эв-
тектоидная горизонталь P'S'К' (точка К' относится к графиту).
Эвтектоидный распад аустенита в стабильной системе идет
по реакции:
. 738 °C _
As-------► Фр- 4- Г.
Точка Р' характеризует предельную растворимость графита
в феррите при эвтектоидной темптературе и от нее к ординате
железа идет экспериментально не установленная линия сольвуса
феррита в системе железо — графит (растворимость графита
в a-Fe очень мала).
Микроструктура серых чугунов
Если в структуре чугуна содержится графит, то излом имеет
серый цвет и такой чугун называют серым.
Для образования цементита требуется большее переохлаж-
дение жидкого раствора или аустенита, чем для образования
120
графита: система сплошных линий метастабильных равновесий
с участием цементита находится ниже системы пунктирных ли-
ний стабильных равновесий с участием графита (см. рис. 5.11).
Если степень переохлаждения жидкого раствора или аустенита
такая, что термодинамически возможно появление и графита,
и цементита (исходная фаза переохлаждена до температур
ниже соответствующих сплошных линий диаграммы состояния),
то более вероятно образование цементита. Это обусловлено не-
сколькими причинами.
Для зарождения графита в сравнительно низкоуглеродистом
исходном жидком или твердом растворе должны возникнуть
участки, нацело состоящие из атомов углерода, а для зарож-
дения цементита — участки, которые иа 3/4 состоят из атомов
железа. При росте графитного кристалла требуется полное уда-
ление атомов железа от фронта продвижения его границы в ис-
ходной фазе. Кроме указанного концентрационного фактора
зарождению и росту цементита благоприятствует и структурный
фактор. Цементит намного ближе по кристаллической структуре
к аустениту, чем графит, и межфазная энергия на границе
аустенит — цементит должна быть меньше, чем иа границе
аустенит — графит. Наконец, цементит по удельному объему
близок к аустениту, а удельный обтаем графита в несколько
раз больше, чем у аустенита, поэтому образование графита
и аустените связано с сильным ростом энергии упругой де-
формации.
Какая высокоуглеродистая фаза образуется в чугуне—гра-
фит или цементит, определяется прежде всего степенью пере-
охлаждения исходного жидкого или твердого раствора, а она
гем больше, чем больше скорость охлаждения чугуна.
Если при медленном охлаждении чугуна эвтектического со-
става жидкий раствор переохлаждается до температур ниже
горизонтали E'C'F', но выше горизонтали ECF (см. рис. 5.11),
го образование ледебурита (Ж-э-А + Ц) вообще невозможно,
и кристаллизуется аустенито-графитная эвтектика (Ж->А + Г).
Базовой фазой для зарождения эвтектической колонии
\ + Г является графит. Он же играет роль ведущей фазы при
росте эвтектической колонии, определяя весь ее облик. Аусте-
нит отлагается на поверхности графитного остова эвтектиче-
ской колонии.
В обычном сером чугуне при медленном охлаждении
но время кристаллизации графит очень слабо разветвляется.
< )и похож на розетку с небольшим числом изогнутых лепест-
ков или на крабовидиые образования. Его можно также срав-
ни гь с корабельным винтом, лопасти которого имеют незако-
номерную форму (рис. 5.12). В сечении плоскостью шлифа
i.iкие «лопасти" имеют вид изолированных чешуек, изогнутых
пластинок, сужающихся иа концах (рис. 5.13,а). Графит плохо
121
Рис. 5.12. Пространственная форма гра-
фита на шлифе заэвтектического серого
чугуна после избирательного растворения
металлической матрицы (РЭМ, изобра-
жение во вторичных электронах); Х130
полируется и, рассеивая свет,
имеет темный оттенок на
светлом фоне металлической
матрицы нетравленого
шлифа.
Из-за слабого ветвления
ведущей фазы — графита и,
соответственно, грубого внут-
реннего строения аустенито-
графитной колонии эвтектики
на шлифе не всегда можно
различить наличие колоний
А 4-Г. Такая эвтектика отно-
сится к числу аномальных
(см. рис. 3.14). Аустенито-гра-
фитная эвтектика не имеет
специального названия.
С ускорением охлаждения
(но так, чтобы еще не обра-
зовался ледебурит) графит
при эвтектической кристалли-
зации ветвится сильнее, его
отростки становятся тоньше и на шлифе они имеют вид тонких
и коротких чешуек и завихрений.
При волокнистой форме графита в колонии иа шлифе ви-
ден точечный графит, называемый междендритным (рис. 5.13, б).
Точечная эвтектика на нетравленом шлифе окружает светлые
дендриты первичного аустенита.
В доэвтектическом сером чугуне вначале проходит первич-
ная кристаллизация аустенита, при которой жидкий раствор
обогащается углеродом и приобретает эвтектический состав.
Если эвтектические колонии A-f-Г на шлифе не выявляются,
а видны лишь грубые изолированные пластины графита, то
не видно и очертаний первичных кристаллов аустенита, и до-
эвтектический серый чугун не отличается по микроструктуре
от эвтектического.
В заэвтектическом чугуне при переохлаждении жидкого рас-
твора до температур ниже линии CD', но выше линии CD
(см. рис. 5.11), первичный цементит образоваться не может и
кристаллизуется первичный графит. Он растет в виде слабо
разветвленных крабовидных образований. При первичной кри-
сталлизации графита жидкий раствор обогащается железом
и приобретает эвтектический состав. Эвтектический графит от-
личается на шлифе от более грубого первичного гра-
фита.
В целом же медленно закристаллизованные серые чугуны
по микроструктуре обычно трудно подразделить на доэвтекти-
122
Рис. 5.13. Пластинчатый (а) и междендритный (б) графит в сером чугуне (шлиф
не травлен); Х100
ческие, эвтектический и заэвтектические. Такое подразделение
производят по химическому составу [см. ниже формулу (16.1)].
По окончании затвердевания любой серый чугун состоит из
аустенита состава точки Е' и графита. При последующем мед-
ленном охлаждении состав аустенита изменяется по линии E'S',
и выделяется вторичный графит. Он наслаивается на ранее
образовавшийся из жидкости эвтектический (и первичный)
графит. Самостоятельную структурную составляющую вторич-
ный графит, как правило, не образует.
Заключительным превращением в сером чугуне является
эвтектоидный распад аустенита. В зависимости от скорости
охлаждения он может проходить по разной схеме. Если при
медленном охлаждении аустенит переохлаждается до темпе-
ратур ниже горизонтали P'S'К', но выше горизонтали PSK
(см. рис. 5.11), то превращение А->-Ф + Ц произойти не может,
и аустенит распадается на феррит и графит: А->Ф + Г. При
•том эвтектоидный графит наслаивается на уже имеющиеся
1 рафитные включения. Это термодинамически и кинетически
выгодно потому, что исключается акт зарождения графита
в аустенитной матрице. В результате колонии эвтектоида Ф + Г
не образуются. Если по схеме А->Ф + Г распадается весь
аустенит, то серый чугун состоит из двух структурных со-
ставляющих (рис. 5.14, а)—графита (темные изогнутые про-
жилки) и феррита (светлые зерна). Такой чугун называют
ферритным или серым чугуном на ферритной основе. Для
выявления строения металлической основы серых чугунов
123
Рис. 5.14. Микроструктура серого чугуна иа ферритной (а) и феррнто-перлитной (б)
основе; Х250
используют тот же травитель, что и для сталей — слабый рас-
твор HNO3 в спирте.
При ускоренном охлаждении аустенит в сером чугуне мо-
жет переохладиться до температур ниже горизонтали PSK (см.
рис. 5.11) и тогда распад аустенита идет по схеме А—>-Ф4-Ц
с образованием колоний перлита. Такой чугун называют пер-
литным или серым чугуном на перлитной основе.
При скорости охлаждения, промежуточной между двумя
указанными случаями, часть аустенита распадается по схеме
А->Ф + Г (при переохлаждении до температур между гори-
зонталями P'S'К' и PSK), а оставшаяся часть аустенита, пере-
охлаждаясь до температур ниже горизонтали PSK, распада-
ется по схеме А—>-Ф + Ц с образованием колоний перлита. В ре-
зультате чугун содержит три структурные составляющие: гра-
фит, расположенный вокруг него феррит эвтектоидного проис-
хождения и перлит (см. рис. 5.14,6). Такой чугун называют
ферритоперлитным или серым чугуном на ферритоперлитной
основе. Чем больше скорость охлаждения, тем большая доля
аустенита превращается в перлит.
Если при ускоренном охлаждении в твердом состоянии пол-
ностью или частично предотвращается выделение вторичного
графита и вместо него выделяется вторичный цементит, а затем
весь аустенит превращается в перлит, то получается перлито-
цементитный серый чугун (с сеткой или пластинами вторичного
цементита, как в заэвтектоидной стали — см. рис. 5.6).
124
Микроструктура половинчатых чугунов
Во время затвердевания при определенных условиях охлажде-
ния и составе чугуна из расплава могут кристаллизоваться и
графит, и цементит: в одном сплаве сочетаются структурные со-
ставляющие и серого, и белого чугуна. Такой чугун называют
половинчатым.
В доэвтектических половинчатых чугунах после первичной
кристаллизации аустенита, а также в эвтектическом чугуне
жидкий раствор сначала переохлаждается до температур
между горизонталями E'C'F' и ECF на рис. 5.11 и кристалли-
гуется аустенито-графитная эвтектика (Ж—►А + Г), а затем
при переохлаждении эвтектической жидкости до температур
ниже горизонтали ECF кристаллизуется ледебурит (Ж->
-А + Ц).
В заэвтектических половинчатых чугунах возможны сле-
дующие три варианта структурообразования (в порядке уве-
гичения скорости охлаждения). Первый вариант: после выде-
ления первичного графита эвтектическая кристаллизация сна-
чала идет по схеме Ж-*А + Г, а затем по схеме Ж-ьА+Ц.
Второй вариант: после первичной кристаллизации графита об-
разуется только ледебурит. Третий вариант: при переохлаж-
гении раствора до температур ниже линии ликвидуса C'D', но
выше линии CD кристаллизуется первичный графит, а при
дальнейшем переохлаждении жидкого раствора до температур
ниже линии ликвидуса CD кристаллизуется первичный цемен-
HIT, а затем образуется ледебурит.
По окончании затвердевания в половинчатом чугуне про-
ходят те же превращения в твердом состоянии, что и в белом
чугуне: из аустенита выделяется вторичный цементит и затем
аустенит превращается в перлит.
Структуры белого, серого и половинчатого чугуна можно
и-гретить в одном сечении отливки: в поверхностном слое от-
токи из-за ускоренного охлаждения кристаллизуется белый
чмун, в центральной части отливки из-за медленного охлаж-
и пия — серый чугун, а между ними формируется переходная
ц>на со структурой половинчатого чугуна. Такую отливку
и । серого чугуна называют отбеленной.
Глава 6
I РОЙНЫЕ СИСТЕМЫ
и -ображенне составов тройных сплавов
Химический состав сплавов тройной системы (а также любых
'I'.ii и их смесей) изображают с помощью равностороннего кон-
центрационного треугольника (рис. 6.1). Каждая из вершин
125
треугольника соответствует 100 % компонента А, В или С,
а его стороны являются геометрическими местами точек со-
ставов сплавов двойных систем А—В, В—С или А—С. Состав
любого трехкомпонентного сплава изображается точкой внутри
треугольника, например точкой о. Если через эту точку про-
вести прямые, параллельные сторонам треугольника, то на каж-
дой из сторон отсекаются отрезки, изображающие концентра-
цию всех трех компонентов. Например, на стороне АС отре-
зок Ас изображает концентрацию компонента С, отрезок Са —
концентрацию компонента А и отрезок са — концентрацию
компонента В в тройном сплаве о. Сумма отрезков Ас + са +
4-аС=АС= 100 %.
Для определения содержания данного компонента в трой-
ном сплаве через точку состава сплава проводят прямую, па-
раллельную стороне треугольника, противолежащей вершине,
которая изображает этот компонент, и от одной из других вер-
шин отсчитывают длину отсекаемого на соответствующей сто-
роне отрезка. Так, например, для определения содержания ком-
понента С в сплаве состава точки о следует через точку о
провести прямую сс' и измерить отрезок Ас или Вс' (в долях
стороны концентрационного треугольника, принимаемой за
100%).
Все сплавы на прямой, параллельной какой-либо стороне
концентрационного треугольника, имеют одинаковую концентра-
цию компонента, изображающегося вершиной, которая противо-
лежит этой стороне. Например, все сплавы на прямой сс' на
рис. 6.1 имеют одинаковую концентрацию компонента С.
Все сплавы луча, исходящего из вершины концентрацион-
ного треугольника, изображающей один из компонентов, ха-
рактеризуются постоянным соотношением концентрацией двух
других компонентов.
Рис. 6.1. Концентрационный треуголь-
ник
Рис. 6.2. Схема к объяснению правил
рычага и центра тяжести треуголь-
ника
126
Для решения обратной задачи — нахождения точки состава
тройного сплава — от вершины компонента А откладывают по
сторонам треугольника АВ и АС отрезки АЬ и Ас, изобра-
жающие, соответственно, концентрации компонентов В и С
в тройном сплаве (см. рис. 6.1). Если через концевые точки b
и с этих отрезков провести прямые, параллельные сторонам АВ
и АС, то в их пересечении получим искомую точку о состава
тройного сплава.
Очень часто рисуют не полный треугольник, а только часть
его, примыкающую к вершине, которая изображает компо-
нент— основу тройных сплавов (см., например, рис. 17.8 и
22.1). В этом случае по осям косоугольных координат откла-
дывают концентрацию двух других компонентов.
Правила рычага и центра тяжести треугольника
Рассмотрим без доказательства правила, которым подчиняется
смешение веществ в тройной системе. Под веществами будем
подразумевать сплавы, фазы и смеси фаз.
Состав смеси двух веществ находится на прямой, соединяю-
щей точки составов этих веществ (правило прямой). Например,
из веществ состава точек а и b можно получить смесь состава
точки с (рис. 6.2). Чем больше масса вещества а и меньше
масса вещества Ь, тем ближе к точке а расположена точка с.
По правилу рычага доля вещества а от массы смеси с равна
отношению противоплеча ко всему рычагу: cb/ab. Правило ры-
чага вытекает из закона сохранения массы и вывод его для
тройной системы аналогичен выводу правила рычага для двой-
ной системы. Если имеются три вещества т, я и р, то состав
смеси этих веществ должен находиться только внутри тре-
угольника тпр, например в точке о (рис. 6.2). Точка о явля-
ется опорой находящегося в механическом равновесии тре
угольника, к вершинам которого подвешены грузы с массами,
равными массам соответствующих веществ. В отличие от центра
тяжести геометрического треугольника, расположенного в точке
пересечения медиан, положение центра тяжести «весового тре-
угольника» (точку о) можно определить, поэтапно применяя
правило рычага. Выберем из трех веществ т, п и р два любых
вещества, например т и п, и по соотношению их масс опреде-
лим, по правилу рычага, положение точки $ состава смеси этих
тнух веществ. Затем смешаем полученное вещество $ с третьим
исходным веществом р и, по правилу рычага, определим поло-
жение точки о, которая и укажет состав смеси веществ т, п
и />. Такое правило центра тяжести треугольника позволяет ре-
шить и обратную задачу. Например, если сплав о состоит
и < apex фаз т, п и р, то доля фазы т от массы сплава о равна
<ч!тг, доля фазы п—oqjqn и доля фазы р—so/sp.
127
Правило рычага и центра тяжести треугольника можно ис-
пользовать не только для анализа фазовых равновесий и пре-
вращений, но и для решения вопросов, связанных с шихтовкой
сплавов. Например, можно сразу сказать, что из сплавов (лига-
тур) составов точек т, п и р невозможно выплавить сплав со-
става точки k (см. рис. 6.2).
6.1. Система с неограниченной
растворимостью компонентов
в жидком и твердом состояниях
Так как для изображения состава сплавов тройной системы
двумерная фигура (концентрационный треугольник) уже ис-
пользована, то для изображения температур фазовых равнове-
сий приходится иметь дело с пространственной трехмерной фи-
гурой, основанием которой служит концентрационный треуголь-
ник (рис. 6.3). На перпендикулярах к плоскости концентрацион-
ного треугольника откладывают точки температур ликвидуса и
солидуса соответствующих сплавов, образующие поверхность
ликвидуса и поверхность солидуса в тройной системе. Боковые
грани пространственной диаграммы состояния тройной системы
являются диаграммами состояния двойных систем А—В, В—С
и А—С, а точки А', В' и С' на ребрах указывают температуры
плавления трех компонентов. Поверхности ликвидуса и соли-
Рис. 6.3. Пространственная диаграмма Рис. 6.4. Изотермы ликвидуса системы
состояния тройной системы с иеограии- Ni—Pt—Си
ченной растворимостью компонентов
в жидком и твердом состояниях
128
дуса тройной системы ограничены кривыми, соответственно, лик-
видуса и солидуса двойных систем.
Выше поверхности ликвидуса все трехкомпонентные сплавы
являются ненасыщенными жидкими растворами, ниже поверх-
ности солидуса — ненасыщенными твердыми растворами,
а между этими поверхностями сосуществуют две фазы.
Недостаток пространственной диаграммы состояния — труд-
ности количественного анализа фазовых равновесий и превра-
щений. Поэтому вместо пространственной диаграммы состояния
используют ее проекцию на плоскость концентрационного тре-
угольника. В случае пространственной диаграммы на рис. 6.3
проекцией плавной поверхности ликвидуса (и солидуса) явля-
ется площадь всего концентрационного треугольника без каких-
либо характерных линий. Для количественной характеристики
поверхностей ликвидуса и солидуса используют тот же прием,
что и в картографии, когда проводят горизонтали — линии иа
карте, соединяющие точки земной поверхности с одинаковой
абсолютной высотой над уровнем моря и в совокупности пере-
дающие форму рельефа этой поверхности. На проекции по-
верхности ликвидуса тройной системы наносят линии, соответ-
ствующие одинаковым температурам ликвидуса — изотермы
ликвидуса (рис. 6.4).
Аналогичный смысл имеют изотермы солидуса. Число около
каждой изотермы указывает ее температуру. Изотермы прово-
дят с шагом через 100, 50, 25 или 10 К и т. п. По проекции
тройной системы с такими изотермами легко определить темпе-
ратуры ликвидуса и солидуса любого сплава.
Рассмотрим изменение составов жидкой и твердой фаз при
кристаллизации тройного сплава. На рис. 6.3 ордината сплава о
пересекает поверхность ликвидуса в точке 1 и поверхность со-
лидуса в точке 2. При кристаллизации состав трехкомпонент-
ного жидкого раствора удаляется от ординаты сплава по кри-
вой 1—2' на поверхности ликвидуса, а состав твердого раствора
приближается к ординате сплава по кривой Г—2 иа поверх-
ности солидуса:
Л\1— 2'---* «Г—2-
Кривые изменения составов жидкого и твердого растворов
и тройной системе, в отличие от двойной, являются простран-
ственными— они не принадлежат одной вертикальной плоско-
сти. Первая коиода при температуре ликвидуса сплава о на
рис. 6.3 изображена отрезком 1—Г, а последняя конода при
температуре солидуса изображена отрезком 2—2'. При какой-то
промежуточной температуре внутри интервала кристаллизации
точки составов жидкой и твердой фаз соединены конодой Is.
При понижении температуры конода не только опускается, но
129
и 2542
и поворачивается вокруг ординаты сплава в направлении, со-
ответствующем понижению точек плавления компонентов (на
рис. 6.3 — против часовой стрелки).
На плоскости концентрационного треугольника проекции ли-
ний изменения составов жидкого и твердого растворов изобра-
жаются кривыми о12' и 1'so соответственно. На рис. 6.3 обозна-
чения проекций точек пространственных кривых такие же, как
на самих кривых, а точки 1 и 2 проектируются в точку о.
Стрелки на проекции показывают направление изменения со-
ставов фаз. Любая конода, например Is, соединяющая точки
составов жидкой I и твердой s фаз, должна проходить через
точку состава сплава о.
Для анализа тройной системы удобно пользоваться гори-
зонтальными (изотермическими) и вертикальными (политерми-
ческими) сечениями (разрезами) пространственной диаграммы
состояния.
На рис. 6.5, а показана пространственная диаграмма с пло-
скостью изотермического сечения при температуре Т\, а иа
рис. 6.5^6 отдельно изображено само это сечение. Линия ab —
это изотерма ликвидуса, линия cd—изотерма солидуса, между
которыми находится область двухфазного равновесия Ж+а.
Расходящиеся веером коноды соединяют точки составов рав-
новесных фаз. Например, в сплаве состава точки о при тем-
пературе разреза 7'1 в равновесии находятся жидкий раствор
состава точки / и твердый раствор состава точки s. Если из-
вестно положение коноды, можно по правилу рычага опреде-
лить относительные количества фаз. Например, в сплаве о доля
жидкого раствора от всей массы сплава равна os/ls.
Рис. 6.5. Пространственная диаграмма состояния с изотермическим сечением
при температуре Т\ (а) и проекция изотермического сечения иа плоскость кон-
центрационного треугольника (6)
130
Из правила фаз следует, что для рав-
новесия жидкого и твердого растворов
в тройной системе вариантность В =
= К—Ф+1=3—2 + 1 = 2, т. е. двухфазное
равновесие является дивариантным. Это
означает, что из семи термодинамических
параметров (одна температура и 3 + 3
концентраций компонентов в двух фа-
зах) можно произвольно задавать в не-
котором интервале только два независи-
мых параметра. Например, можно задать
температуру 7’1 и концентрацию компо-
нента А в жидком растворе. Темпера-
туре Т\ соответствуют определенные изо-
Рнс. 6.6. Полнтермнческое
сечение тп системы, пока-
занной на рнс. 6.5, а
термы ликвидуса и солидуса (см. рис. 6.5,а). Если на изотер-
мическом разрезе на рис. 6.5,6 провести линию, параллельную
стороне ВС, соответствующую произвольно выбранной концент-
рации компонента А в жидком растворе, то пересечение этой
линии с изотермой ликвидуса укажет точку состава жидкого
раствора. Конода, соединяющая эту точку с точкой на изотерме
солидуса, укажет состав твердого раствора.
На рис. 6.6 показан политермический разрез рассматривае-
мой пространственной диаграммы состояния, следом которого
на плоскости концентрационного треугольника является отре-
зок тп на рис. 6.5. а. Этот разрез хотя внешне и похож на
диаграмму состояния двойной системы, но принципиально отли-
чается от нее тем, что не позволяет определять составы равно-
весных фаз, и, следовательно, не позволяет применять правило
рычага. Обусловлено это тем, что коноды в общем случае не
лежат в плоскости вертикального разреза. Ценность вертикаль-
ного разреза в том, что он в очень наглядной форме показывает
последовательность изменений фазового состояния при измене-
нии температуры в любом сплаве разреза и дает температуры
критических точек (например 1 и 2 в сплаве X).
6.2. Система с тройной эвтектикой
и практически полным отсутствием
растворимости компонентов в твердом состоянии
На боковых гранях пространственной диаграммы состояния на
рис. 6.7 изображены двойные системы эвтектического типа
< практически полным отсутствием взаимной растворимости
компонентов в твердом состоянии. Через две линии ликвидуса
каждого компонента в двойных системах, например через ли-
пни A'et и А'е3, проходит поверхность ликвидуса этого компо-
нента в тройной системе. Выше трех поверхностей ликвидуса
•с 131
Рнс. 6.7. Пространственная диаграмма
состояния системы с тройной эвтек-
тикой и практически полным отсут-
ствием растворимости в твердом со-
стоянии
компонентов А, В и С находится
объем ненасыщенных жидких
растворов. Поверхность ликви-
дуса, например, компонента А,
изображает температуры начала
первичной кристаллизации этого
компонента в тройных сплавах и
одновременно точки составов
трехкомпонентного жидкого рас-
твора, насыщенного относительно
кристаллов А.
Каждые две поверхности лик-
видуса пересекаются по линиям
двойных эвтектик eiE, е?Е и е3Е,
исходящим из эвтектических то-
чек двойных систем. Точки на
такой линии изображают состав
жидкого раствора, насыщенного
одновременно по отношению
к кристаллам двух компонентов.
Например, точка а указывает со-
став жидкого раствора, насыщен-
ного по отношению к кристал-
лам Л и В, а также темпе-
ратуру начала кристаллизации
двойной эвтектики Л + В в трех-
компонентном сплаве, вертикаль
которого проходит через эту
точку.
Три поверхности первичной кристаллизации компонентов А,
В и С, как и три линии двойных эвтектик, пересекаются в точке
тройной эвтектики Е. Жидкий раствор состава точки Е насы-
щен одновременно по отношению к кристаллам А, В и С, кото-
рые могут кристаллизоваться из этого раствора в виде тройной
эвтектики.
Рассмотрим последовательность этапов кристаллизации
в сплаве состава точки X (см. рис. 6.7). Вертикаль этого
сплава пересекает поверхность ликвидуса компонента А в точ-
ке 1. При температуре 7'1 начинается первичная кристаллиза-
ция компонента А. При первичной кристаллизации жидкий рас-
твор обедняется компонентом А, и его состав изменяется по
кривой от точки / до точки а:
Т,-Т„
Ж^—°->Л.
Когда состав жидкого раствора попадает в точку а, этот рас-
твор становится насыщенным по отношению к кристаллам А
и В и из него начинает выделяться двойная эвтектика А + В.
132
При ее кристаллизации состав жидкого раствора изменяется
по линии е\Е от точки а до точки Е\
та~гЕ
Жа-Е-^-^А + В.
Следует отметить, что если трехфазное эвтектическое рав-
новесие в двойной системе нонвариантное, то в тройной си-
стеме оно моновариантное: В = К—Ф+1 = 3—3+1 = 1. Поэтому
двойная эвтектика в тройной системе кристаллизуется в интер-
вале температур.
По окончании кристаллизации двойной эвтектики жидкий
раствор приобретает состав точки Е, и кристаллизуется трой-
ная эвтектика:
Ж£^Л + 13 + С.
В тройных системах четырехфазное равновесие нонвариантное:
В = К—Ф + 1 = 3—4+1=0.
В любом трехкомпонентном сплаве системы на рис. 6.7 со-
став жидкого раствора при кристаллизации в конце концов по-
падает в точку Е, поэтому во всех трехкомпонентных сплавах
кристаллизация заканчивается образованием тройной эвтектики
по указанной реакции. На пространственной диаграмме состоя-
ния через точку Е проходит горизонтальная плоскость mnk кри-
сталлизации тройной эвтектики. Ее называют плоскостью эв-
тектического треугольника. Ниже этой плоскости все тройные
сплавы находятся в твердом состоянии, и при дальнейшем по-
нижении температуры фазовых превращений не происходит.
На кривой охлаждения сплава X имеются интервал первич-
ной кристаллизации Tf—Т2, интервал кристаллизации двойной
«втектики Т2—Т3 и площадка кристаллизации тройной эвтек-
|пки при ТЕ (рис. 6.8, а).
Рис. 6.8. Кривая охлаждения (а) и микроструктура (б) сплава X
(состав сплава см. на рис, 6.7)
133
У сплава X три критические точки. Верхняя критическая
точка — это температура начала первичной кристаллизации
компонента А; она находится в пересечении ординаты сплава X
и поверхности ликвидуса компонента А (см. рис. 6.7, точка 1).
Нижняя критическая точка — это температура кристаллизации
тройной эвтектики; она находится в пересечении ординаты
сплава X и плоскости эвтектического треугольника mnk (см.
рис. 6.7, точка 3). Между критическими точками 1 и 3 начала
и конца кристаллизации сплава находится промежуточная кри-
тическая точка 2, соответствующая температуре начала кри-
сталлизации двойной эвтектики. Эта температура является од-
новременно температурой окончания первичной кристаллизации
компонента А, при которой жидкость состава точки а нахо-
дится в равновесии с первичными кристаллами (точка г на
ординате компонента А). Точки г и а соединяет конода, прохо-
дящая через ординату сплава X в критической точке 2 (Т2 = Та).
Вся конода га является геометрическим местом точек начала
кристаллизации двойной эвтектики А + В во всех сплавах, в ко-
торых состав жидкого раствора при первичной кристаллиза-
ции компонента А попадает в точку а. Аналогичные коноды со-
ответствуют началу кристаллизации двойной эвтектики А + В
в других трехкомпонентных сплавах, состав жидкого раствора
которых попадает на линию e>iE в любых точках (выше и ниже
точки а). Если при понижении температуры один конец коноды
скользит вниз по ординате компонента А, а другой — по линии
CiE, причем сама конода, поворачиваясь, все время остается
параллельной плоскости концентрационного треугольника, то
она описывает линейчатую поверхность температур начала кри-
сталлизации двойной эвтектики .4 +В, расположенную под по-
верхностью ликвидуса компонента А (рис. 6.9). Аналогичная
линейчатая поверхность начала кристаллизации эвтектики А + В
находится в области составов сплавов, где первично кристалли-
зуется компонент В. Две такие линейчатые поверхности начала
кристаллизации двойной эвтектики Д + В сходятся на линии etE
(см. рис. 6.9). Соседние линейчатые поверхности кристаллиза-
ции разных двойных эвтектик сходятся в плоскости эвтектиче-
ского треугольника mnk на прямых тЕ, пЕ и kE (эти прямые
см. на рис. 6.7, на котором сами линейчатые поверхности кри-
сталлизации двойных эвтектик не показаны).
Таким образом, пространственная диаграмма состояния со-
стоит из восьми фазовых объемов. Выше поверхностей ликви-
дуса находится объем жидкой фазы. Между поверхностями лик-
видуса и линейчатыми поверхностями начала кристаллизации
двойных эвтектик находятся три двухфазных объема: Ж+Д,
Ж+В и Ж+С. Между линейчатыми поверхностями начала
кристаллизации двойных эвтектик и плоскостью эвтектического
треугольника находятся три трехфазных объема: Ж+А + В,
134
Рис. 6.9. Две линейчатые поверхно-
сти начала кристаллизации двойной
эвтектики А + В
Рис. 6.10. Проекция пространственной
диаграммы состояния (см. рис. 6.7) на
плоскость концентрационного тре-
угольника
Ж.+5 + С и Ж.+Л + С. Ниже этой плоскости, на которой в рав-
новесии находятся четыре фазы (Ж + Л + В + С), расположен
трехфазный объем Д + fi + C.
Большинство задач можно решить с помощью проекции
пространственной диаграммы состояния на плоскость концент-
рационного треугольника (рис. 6.10).
Линии е{Е, е2Е и е$Е на рис. 6.10 являются проекциями со-
ответствующих линий двойных эвтектик пространственной ди-
аграммы. Стрелки указывают направление понижения темпе-
ратуры. Точка Е является проекцией точки тройной эвтектики
пространственной диаграммы.
На концентрационном треугольнике области Ае\Ее2, BetE&2
и Се&Ее2 — это проекции поверхностей первичной кристаллиза-
ции, соответственно, компонентов А, В и С. Треугольники
\ЕВ, СЕВ и ЛЕС являются проекциями линейчатых поверхно-
стей начала кристаллизации двойных эвтектик, соответственно,
-1 \ В, В + С и А + С. На реальных диаграммах состояния около
ючек двойных эвтектик и точки тройной эвтектики указывают
их температуры и, кроме того, могут быть нанесены изотермы
ликвидуса.
Если состав сплава находится в области Ае\Ее$, то в нем
нервичио кристаллизуется компонент А (например, — см. рис.
6 10 — в сплавах 1 и 2). В любой момент первичной кристал-
лизации сплав состоит из двух фаз и, следовательно, точки со-
гава сплава и обеих фаз должны находиться на одной прямой.
Гак, в сплаве / состав первичных кристаллов изображается
|<>чкой А и состав жидкой фазы должен находиться на продол-
133
женин луча, проходящего через точки Ли/. Когда состав жид-
кого раствора попадает в точку I, доля жидкой фазы в сплаве 1
равна отношению Al/Al. К концу первичной кристаллизации
жидкий раствор попадает в точку а, и затем кристаллизуется
двойная эвтектика Л + В. При этом состав жидкого раствора
изменяется по линии двойной эвтектики от точки а до точки Е
и затвердевание сплава 1 заканчивается образованием тройной
эвтектики Л + В + С.
Сплав 1 имеет три структурные составляющие: первичные
кристаллы Л, двойную эвтектику Л+В и тройную эвтектику
Л+В + С (см. рис. 6.8,6). Образование первичных кристаллов
полностью заканчивается к моменту, когда жидкий раствор по-
падает в точку а, поэтому доля первичных кристаллов в пол-
ностью затвердевшем сплаве равна отношению lalAa. Доля
тройной эвтектики равна доле жидкой фазы состава точки Е,
а она определяется отношением mljmE. Точка т изображает
состав затвердевшей части сплава в момент окончания кристал-
лизации двойной эвтектики; эта часть состоит из первичных
кристаллов Л и эвтектики А+В. Зная долю первичных кристал-
лов и долю тройной эвтектики, легко определить долю двойной
эвтектики в сплаве: /—(lalAa+mllmE).
Сплав 2 отличается от сплава / тем, что жидкий раствор,
обедняясь компонентом Л, попадает в точку k, после чего кри-
сталлизуется двойная эвтектика А + С, а не Л + В.
В сплаве 3 первичные кристаллы не образуются; в нем сна-
чала образуется двойная, а затем тройная эвтектика. Всплаве4
при первичной кристаллизации компонента В состав жидкого
раствора изменяется по прямой 4Е, и при Те кристаллизуется
тройная эвтектика, т. е. в этом сплаве отсутствует двойная эв-
тектика.
На рис. 6.11 показан пример построения горизонтального
разреза рассматриваемой пространственной диаграммы состоя-
ния, причем для облегчения построения использована развертка
двойных систем на плоскость концентрационного треугольника.
Температура разреза Т\ находится ниже температуры двойной
эвтектики в] и ниже температуры плавления компонента
но выше температур двойных эвтектик е2 и е3.
Плоскость разреза пересекает поверхность ликвидуса ком
понеита С по изотерме ab, которая вблизи этого компонент»)
ограничивает двухфазную область Ж + С. Аналогичные изо
термы ликвидуса mk и kn компонентов Л и В сходятся в точке
k иа линии двойной эвтектики е\Е, так как плоскость рассматрн
ваемого горизонтального разреза проходит при температуре, ко
торая находится между температурами (Д и Е. Горизонтальный
разрез пересекает линейчатые поверхности кристаллизаций
двойной эвтектики А+В по конодам Ak и Bk, сходящимсй
136
Рис. 6.11. Горизонтальное сечение при температуре 7\ системы
с тройной эвтектикой
it 1<>чке k. При температуре разреза Т\ область внутри тре-
\|<|.'н>ника AkB является трехфазной; она находится на прост-
p. шствеиной диаграмме состояния под линейчатыми поверх-
.... начала кристаллизации двойной эвтектики Л+В. Сам
|р< утольник AkB называют .коноЛным, так как его стороны
4ii.il',потея конодами, соединяющими составы двух фаз: Ж>, и А,
'k, и В, А и В. На горизонтальных сечениях тройных систем
iiuOoro типа трехфазные области всегда расположены внутри
< • •ччАных треугольников.
Г. области atnknb (см. рис. 6.11) существует одна жидкая
'I'.ii.i, соответствующая часть плоскости горизонтального сече-
Ц|| < расположена выше поверхностей ликвидуса пространст-
iHinioii диаграммы состояния.
В двухфазных областях горизонтального разреза из вер-
шин концентрационного треугольника проведены коноды, сое-
1И11 нощие состав кристаллов (вершину) и состав жидкой фазы
и 1 н ютерме ликвидуса. В любом двухфазном сплаве можно
• ч|рг н-лить долю жидкого раствора и кристаллов при темпера-
|\|н- разреза. Например, в сплаве X при температуре 7\ доля
< pH' 1аллов равна отношению rXfrB. В трехфазных сплавах раз-
I" ' I толю любой из фаз можно определить по правилу центра
in । ill и треугольника (см. рве. 6.2).
137
Правильность построения изотермического (и политермиче-
ского) разреза проверяют с помощью правила о числе фаз в со-
прикасающихся фазовых областях-, по линиям на этих разре-
зах соприкасаются только две фазовые области с числами фаз,
отличающимися иа единицу, а в точках — обычно четыре фазо-
вые области с числами фаз, отличающимися ие более чем на
два (см. например, рис. 6.11—линии mk и Ak и точка k).
Четыре фазовые области вокруг точки всегда отделены одна
от другой четырьмя линиями, образующими своеобразный
«крест» (отсюда название «правило креста»). Если изотермиче-
ский (или политермический) разрез проходит через особую
точку на диаграмме состояния (например, точку тройной эвтек-
тики Е или точку а максимальной совместной растворимости
компонентов В и С в компоненте А на рис. 6.13), то правило
креста не соблюдается, но такие разрезы встречаются редко.
Вертикальные сечения тройных систем чаще всего строят
при постоянном содержании одного из компонентов. На рис. 6.12
иа концентрационном треугольнике показан след от сечения пт
при постоянном содержании компонента С. На этом сечении
имеются три особых сплава: в сплавах 1 и 3 отсутствует двой-
ная эвтектика, а в сплаве 2 нет первичных кристаллов.
Линии ab и Ьс получены при пересечении вертикальной плос-
костью поверхностей ликвидуса компонентов А в В. Горизон-
таль pq проходит при температуре тройной эвтектики Е, кото-
рая кристаллизуется во всех трехкомпоиентных сплавах. Ниже
этой горизонтали сплавы не содержат жидкой фазы. Линии df,
fb, bg и gh находятся в пересечении
вертикальной плоскостью линейча-
тых поверхностей начала кристал-
лизации двойных эвтектик. При
движении по разрезу от сплава т
к сплаву / температура начала кри-
сталлизации двойной эвтектики
Д + С понижается (кривая df), от
Те, до Те- Это легко доказать, рас-
смотрев два любых сплава на от-
резке ml, например сплавы хну.
Если на концентрационном треу
гольнике мысленно провести из вер-
шины А лучи через точки х и у, то
эти лучи укажут, что в сплаве у
температура начала кристаллиза
ции эвтектики А + С ниже, чем
в сплаве х. Точно так же легко по-
казать, что в сплаве w температура
начала кристаллизации эвтектики
А А-В выше, чем в сплаве z.
138
Рис. 6.12. Вертикальное сечеиие
тп системы с тройной эвтектикой
Следует еще раз подчеркнуть, что по вертикальному сечению
ройной системы в общем случае нельзя определять составы
равновесных фаз и нельзя применять правило рычага, так как
коноды не лежат в плоскости сечения.
Сплавы т и п принадлежат к двойным системам и они
смеют по две критических точки. Например, сплав т на вер-
тикальном сечении имеет точку ликвидуса а и точку кристал-
лизации двойной эвтектики d\ точка р не является критической
ючкой этого двухкомпонентного сплава, так как она указывает
нмпературу кристаллизации тройной эвтектики, которая не
может появиться в двойном сплаве. Как отмечено при обсужде-
нии рис. 3.9, существование систем с абсолютной нераствори-
мостью компонентов в твердом состоянии принципиально пе-
ни можно— всегда имеется, хотя бы очень небольшая, раство-
римость.
(>.3. Система с тройной эвтектикой
и ограниченной растворимостью компонентов
и твердом состоянии,
уменьшающейся с понижением температуры
< области граничных твердых растворов двойных систем перехо-
ди в объемы соответствующих граничных твердых растворов
и. р и у, расположенные в двугранных углах пространственной
шаграммы состояния тройной системы (рис. 6.13).
Рассмотрим в качестве примера объем граничного твер-
|<1го раствора а на базе компонента А. Линия сольвуса a\k\
шойной системы А — С переходит в поверхность сольвуса
4j.yka тройной системы, а линия сольвуса a2k2 двойной системы
1 В переходит в поверхность сольвуса a^k^ka тройной си-
1'мы. Эти поверхности сольвуса изображают составы тройного
ни рдого раствора а, насыщенного по отношению к у- и р-фазе,
ветствеино. Указанные поверхности сольвуса пересекаются
и» политермам максимальной растворимости ata и а%а с по-
верхностью солидуса а-раствора A'aiaa^. Линия ak, в которой
• чтятся под углом две поверхности сольвуса а-раствора, ха-
p.нчеризует составы этого раствора, насыщенного одновременно
и" отношению к р- и у-фазе. Точка а характеризует максималь-
ней растворимость компонентов В и С в компоненте А при
к мпсратуре тройной эвтектики. Аналогичный смысл имеют
'"•и.и b и с.
Точка k характеризует максимальную совместную раствори-
М"> II» компонентов В и С в компоненте А при комнатной темпе-
ра iype. Аналогичный смысл имеют точки m и п.
На рнс. 6.14 показана проекция рассматриваемой простран-
и» иной диаграммы состояния на плоскость концентрационного
11»м ольника (проекции точек обозначены теми же буквами, что
139
Рис. 6.13. Пространственная диаграмма
состояния системы с тройной эвтектикой
и переменной растворимостью компонен-
тов в твердом состоянии
Рис. 6.14. Проекция пространственной
диаграммы состояния (см. рис. 6.13) на
плоскость концентрационного треуголь-
ника
и сами точки пространственной диаграммы). Поверхность со-
лидуса граничного а-раствора проектируется в область Aaiaa2.
Поверхности сольвуса а-раствора проектируются в области
kiaiak и k2a2ak. Линии аха, а2а и ak иа рис. 6.14 являются про-
екциями соответствующих политерм пространственной диа-
граммы. Направление понижения температуры на проекциях
политерм указано стрелкой.
Линии k\k и k2k являются изотермами растворимости. Так,
например, линия k\k показывает, как влияет компонент В на
растворимость компонента С в компоненте А при комнатной
температуре.
Сплавы типа сплава 1 по окончании первичной кристалли-
зации граничного а-раствора остаются однофазными вплоть до
комнатной температуры. Ордината сплава 2 пересекает три по-
верхности: ликвидуса Д'е|Ее2, солидуса А'а\аа2 и сольвуса
a2akk2. По окончании кристаллизации этого сплава в некотором
интервале температур охлаждается ненасыщенный а-раствор.
который становится насыщенным по отношению к p-фазе при
температуре пересечения ординатой сплава 2 поверхности соль-
вуса. В результате при дальнейшем понижении температуры из
а-раствора выделяется 0-фаза. Кривые охлаждения и структура
140
сплавов 1 и 2 качественно такие же, как и у сплавов Xi в Хг
(см. рис. 3.7 и 3.8).
Все сплавы внутри колодного треугольника abc (см. рис.
6.14) заканчивают кристаллизоваться в точке тройной эвтек-
тики. Например, в сплаве <3 после кристаллизации первичной
« фазы и двойной эвтектики а + р кристаллизуется тройная эв-
тектика:
Жд-ДоСа 4- Рь + ус.
После этого в сплаве 3 при понижении температуры в твер-
дом состоянии состав а-, р- и у-фаз изменяется по линиям ak,
!>т п сп. В результате в сплаве 3 можно увидеть следующие
структурные составляющие: первичные кристаллы а, двойную
эвтектику а + р, тройную эвтектику а+0 + y и вторичные выде-
ления р и у внутри первичных а-крпсталлов.
В сплавах области aazbzb, например, в сплавах 4 и 5, в пе-
риод кристаллизации двойной эвтектики а+р жидкость пол-
ностью исчезает, еще не попадая в тройную эвтектическую
точку, поэтому в этих сплавах тройная эвтектика не образу-
ется. Фаза у в сплаве 5 образуется не в результате кристалли-
’.ации тройной эвтектики, а выделяется из фаз аир при охлаж-
дении полностью затвердевшего сплава.
Пунктирные линии на рис. 6.14 (кроме линий аЕ, ЬЕ и сЕ)
фактически относятся к горизонтальному разрезу рассматривае-
мой системы при комнатной температуре. Аналогичный вид
имеют все горизонтальные разрезы при температурах ниже
точки тройной эвтектики, только при более высоких темпера-
ivpax шире области граничных твердых растворов. Необходимо
отметить, что не следует смешивать внешне похожие линии типа
а}а на проекции диаграммы состояния и линии типа k\k на го-
ризонтальных разрезах тройной системы (см. рис. 6.14): линии
। ипа а\а являются политермами, а линии типа kYk — изотер-
мами растворимости.
6.4. Система с двойным конгруэнтно плавящимся
химическим соединением
Конгруэнтно плавящееся химическое соединение постоянного
• остава АтВп можно рассматривать как самостоятельный ком-
понент. Тогда первичную систему А—В — С можно рассматри-
вать как состоящую из 'двух вторичных систем А — АтВп — С
и ЛтВп — В —С (рис. 6.15). Состав тройных сплавов иа рис.
о 15 удобнее выражать через концентрации компонентов А, В и
(' Но можно указанные вторичные системы изобразить на базе
равносторонних треугольников в виде самостоятельных тройных
141
ж
Рис. 6.15. Тройная система с двой-
ным конгруэнтно плавящимся соеди-
нением АтВп
систем, и тогда состав сплавов
выражается через концентрацию
соединения АтВп.
Если все двойные системы
(Л— АтВп, АтВп—В, А—С,
В—С и АтВп — С) явля-
ются эвтектическими и в них
практически полностью от-
сутствует растворимость в твер-
дом состоянии, то диаграм-
й мы состояния указанных вто-
ричных систем должны быть
качественно такими же, как на
рис. 6.7. Точки Ei и £2 — это
точки тройных эвтектик Л +
+^4т£л + С и AmBn~\~ В-{• С соот-
ветственно.
Вертикальный разрез АтВп—
С является двойной системой
типа тех, что показаны иа сто-
роне треугольника АВ (см.
рнс. 6.15). Все сплавы этого раз-
реза заканчивают кристаллизо-
ваться, когда состав жидкого
раствора попадает в точку двой-
ной эвтектики е&:
^ТЛАтВ„ + С.
Тройная эвтектика в этих сплавах не образуется.
Разрезы типа АтВп—С называют квазибинарными. Они от-
личаются от любых других вертикальных разрезов тройной си-
стемы тем, что коноды находятся в плоскости разреза, т. е. по
квазибинарному разрезу можно определять составы равновес-
ных фаз и их количества.
В любых сплавах области eiEie5E2e2 на рис. 6.15 первично
кристаллизуется химическое соединение АтВп- Сплав 1 на рис.
6.15 кристаллизуется аналогично сплаву 1 на рис. 6.10. При
первичной кристаллизации химического соединения состав жид-
кого раствора изменяется по отрезку от точки / до точки а.
Затем кристаллизуется двойная эвтектика А+АтВп, и состав
жидкости изменяется от точки а до точки £ь Кристаллизация
заканчивается образованием тройной эвтектики А+АтВп + С.
Доля тройной эвтектики в сплаве I равна отношению \mfEitn.
Все трехкомпонентные сплавы правее разреза АтВп — С закан-
чивают кристаллизацию образованием тройной эвтектики
АтВп + В+С из жидкого раствора состава точки Е2.
142
В одной системе А — В — С может быть несколько конгру-
энтно плавящихся соединений, в том числе и тройных. В этом
случае полная тройная система А — В — С оказывается состоя-
щей из нескольких простых вторичных тройных систем.
Глава 7
ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ
ПРИ ЗАТВЕРДЕВАНИИ НА СТРУКТУРУ СПЛАВОВ
Скорость охлаждения в период затвердевания — важнейший
фактор, определяющий структуру и свойства литого сплава за-
данного состава. В промышленных условиях скорости охлаж-
дения, в зависимости от сечения отливок и интенсивности тепло-
отвода, имеют чрезвычайно широкий диапазон: от 10~2 до
I07 К/с. При прочих равных условиях тугоплавкий сплав охлаж-
дается при затвердевании быстрее, чем легкоплавкий из-за
большей разности температур расплава и окружающей среды.
При фасонном литье в песчаные формы скорость охлажде-
ния в центре массивных отливок составляет величины порядка
Ю-1... 10~2 К/с, а в тонких сечениях и на поверхности отливок,
получаемых литьем в металлические формы,— порядка 102 К/с.
При непрерывном литье, в зависимости от сечения слитка и ту-
гоплавкости сплава, скорость охлаждения составляет ‘1...
К)2 К/с. Следовательно, при традиционных способах литья
сплавы затвердевают со скоростями охлаждения не более
К)2 К/с.
Переход к литью гранул размером от нескольких миллимет-
ров до сотых долей миллиметра увеличивает скорость охлажде-
ния до 103...105 К/с. Гранулы жаропрочных никелевых спла-
вов и быстрорежущих сталей получают распылением расплава
> ipyeft инертного газа, а гранулы алюминиевых сплавов — цен-
тробежным разбрызгиванием (расплав заливается во вращаю-
щийся тигель и через отверстия в его цилиндрической стенке
выбрызгивается в бак с водой). Каждая гранула — это, по су-
щсству, маленькая отливка. Из гранул компактированием (спе-
канием, горячим прессованием и другими методами) получают
полуфабрикаты или готовые детали достаточно большого раз-
мера.
Самые большие скорости охлаждения в промышленных усло-
виях достигаются на установках для так называемой «закалки
и । жидкого состояния», в которых расплав растекается очень
1ОНКИМ слоем по поверхности вращающегося металличе-
кого холодильника. Например, для производства тонкой
.1 морфной ленты металлический расплав через щелевое сопло
143
под давлением поступает на холодную поверхность вращающе-
гося барабана. Скорости охлаждения при затвердевании на
подобных установках могут достигать 106... Ю7 К/с.
7.1. Изменение строения первичных кристаллов
и эвтектики при увеличении скорости охлаждения
Первичные кристаллы
Наиболее важное изменение строения первичных кристаллов
при ускорении охлаждения — уменьшение размера дендритных
ячеек, являющихся сечениями ветвей дендритов.
Для сплавов на разной основе экспериментально установ-
лена зависимость среднего расстояния между осями второго по-
рядка дендритов — дендритного параметра d (мкм) от средней
скорости охлаждения в интервале кристаллизации пОхл (К/с):
^=Л/п2хл, (7.1)
где А и п — константы для сплава данного состава, причем п,
как правило, находится в пределах 1/3... 1/2. В логарифмиче-
ских координатах lgd — Igfox.i эта зависимость изображается
прямой (рис. 7.1).
На шлифах проще измерять не расстояние между осями
(ветвями) второго порядка, а средний размер дендритной
ячейки вне связи с тем, ветви какого порядка попали в плос-
кость шлифа. Практически зависимость среднего размера ден-
дритной ячейки от скорости охлаждения описывается той же
формулой (7.1).
Реальные скорости охлаждения, особенно в разных сечениях
сложной фасонной отливки, трудно определять эксперимен-
тально. Формула (7.1) позволяет, измерив на шлифе d, по мик-
Рис. 7.1. Зависимость дендритного пара-
метра d алюминиевых сплавов от скоро-
сти охлаждения оохл (В. И. Добаткии и
В. И. Елагии)
роструктуре с достаточной для
практики точностью оценить
Похл в данном участке отливки.
Чем меньше расстояние
между ветвями дендрита, тем
меньше средний размер т ча-
стиц фаз (карбидов, иитерме-
таллидов и др.) и размер уса-
дочных пор, образующихся
между дендритными ветвями:
m = Kd, где К — коистаита.
Таким образом, с увеличе-
нием Похл уменьшаются раз-
меры дендритных ячеек, частиц
второй фазы и усадочных пор,
144
что и делает ускорение охлаждения при литье одним из глав-
ных способов улучшения свойств сплавов.
Размер дендритов, в отличие от толщины их ветвей, неод-
нозначно связан со скоростью охлаждения, так как он сильно
зависит от присутствия зародышей кристаллизации в расплаве,
направленности теплоотвода и других факторов. Например, при
высоких скоростях охлаждения с направленным теплоотводом
могут формироваться длинные (в направлении теплоотвода) и
тонкие дендриты.
По достижении определенных скоростей охлаждения
(~106 К/с для алюминиевых сплавов) дендритная форма
роста первичных кристаллов сменяется на недендритную: из
множества центров формируются не успевающие разветвиться
компактные зерна. Их размер (менее 10 мкм) уменьшается
с увеличением скорости их охлаждения по тому же закону (7.1),
что и размер дендритных ячеек. Можно считать, что переход
от дендритной к недендритной структуре происходит тогда,
когда размер зерна становится соизмеримым с размером сече-
ния ветвей дендрита при данной скорости охлаждения.
Введение в алюминиевые сплавы модификаторов зерна (Ti,
Zr) в сочетании с ультразвуковой обработкой кристаллизую-
щегося расплава благодаря увеличению числа зародышей крис-
таллизации позволяет получить недендритную структуру слит-
ков полунепрерывного литья. Благодаря этому можно повысить
пластичность слитка, что важно для горячей обработки давле-
нием, и улучшить механические свойства деформированных из-
делий.
Эвтектики
С ускорением охлаждения при кристаллизации усиливается
разветвление обеих фаз в эвтектике и утоняются их ветви: про-
исходит общее диспергирование внутреннего строения эвтек-
тики [см. также формулу (3.11)]. Это, как правило, приводит
к повышению механических свойств литых деталей, особенно
если одна из фаз эвтектики хрупкая, как например графит в се-
ром чугуне и кремний в силумине (сплаве алюминия с крем-
нием).
При достижении достаточно больших скоростей охлаждения
(порядка 106 К/с) колониальное строение эвтектики исчезает.
Вместо него появляется структура очень тонкого конгломерата
фаз, образование которой можно объяснить зарождением при
больших переохлаждениях множества центров кристаллизации
обеих фаз эвтектики.
В до- и заэвтектических сплавах, не слишком далеких по
< оставу от эвтектической точки, по достижении определенной
> корости охлаждения не обнаруживаются первичные кристаллы
145
2542
и весь сплав по микроструктуре аналогичен чисто эвтектиче-
скому. Такая структура была названа А. А. Бочваром квази-
эвтектикой (см. также п. 12.3). Квазиэвтектика образуется при
таких переохлаждениях расплава, при которых первичные крис-
таллы не успевают вырасти так, чтобы выявляться в виде са-
мостоятельной структурной составляющей иа фоне эвтектиче-
ских колоний. Эвтектическая точка как бы размывается в квази-
эвтектический интервал концентраций, который тем шире, чем
больше скорость охлаждения и, соответственно, степень пере-
охлаждения расплава. Например, в доэвтектическом сплаве
Fe — 3,5 % С могут отсутствовать первичные кристаллы аусте-
нита и виден только ледебурит, хотя согласно диаграмме со-
стояния Fe — С (см. рис. 5.3) эвтектическая точка соответствует
концентрации 4,3 % С. Квазиэвтектика в рассматриваемом при-
мере содержит 3,5 % С и аустенит, не обособившийся в виде
первичных кристаллов, входит в состав этой квазиэвтектики.
7.2. Дендритная ликвация
Системы с непрерывным рядом твердых растворов
При затвердевании отливок из сплавов, кристаллизующихся
в интервале температур, всегда развивается дендритная лик-
вация— неоднородность химического состава в микрообъемах,
соизмеримых с размером зерна. В металловедении под дендрит-
ной ликвацией понимают как процесс развития концентрацион-
ной микронеоднородности, так и результат этого процесса. Раз-
витие дендритной ликвации зависит от полноты прохождения
при кристаллизации разных по природе процессов на границе
кристалл — расплав, внутри расплава и внутри кристалла.
Для образования из жидкого раствора кристаллов равновес-
ного состава необходимо такое перераспределение атомов раз-
ного сорта на фронте кристаллизации, чтобы возникла разность
концентраций, определяемая расстоянием по горизонтали между
линиями ликвидуса и солидуса. Этот процесс, который можно
назвать разделительной диффузией, происходит чрезвычайно
быстро, и при всех скоростях охлаждения, реализуемых в про-
мышленных условиях литья слитков и фасонных отливок, из
жидкого раствора всегда образуется слой твердого раствора
с составом, находящимся иа линии (поверхности) солидуса
равновесной диаграммы состояния. Так, например, в началь-
ный момент кристаллизации из исходного жидкого раствора
образуются первые участки твердого раствора состава точки а
на рис. 7.2 во всем практически реализуемом при литье диапа-
зоне скоростей охлаждения (если учесть обязательное переох-
лаждение исходного расплава до температур ниже точки лик-
видуса, то состав первых участков твердого раствора должен
быть несколько смещен вправо от точки а).
146
Рис. 7.2. Изменение среднего состава
твердого раствора при неравновесной
кристаллизации сплава X (кривая as)
Рис. 7.3. Системы с коэффициентом
распределения К<1 (а) и К>1 (б)
Направление и величину перераспределения компонентов
между жидкой и твердой фазой характеризует коэффициент
распределения, равный отношению концентрации второго ком-
понента в твердой фазе к концентрации второго компонента
в жидкой фазе: /( = СТ/СЖ. В одних системах К<1 (рис. 7.3, а),
в других /(>1 (рис. 7.3, б). У промышленных сплавов чаще
всего К<1.
Если образуется твердый раствор, содержащий больше ком-
понента А, чем исходный жидкий раствор (см. рис. 7.3, а), то
соседний с кристаллом слой расплава должен обогащаться ком-
понентом В. Общее правило: слой жидкого раствора, прилегаю-
щий к поверхности растущего кристалла, обогащается компо-
нентом, понижающим точку ликвидуса сплава (см. рис. 7.7, а—
компонент В и рис. 7.3, б — компонент А). В жидком растворе
цолжнй происходить выравнивающая диффузия между этим
слоем («концентрационным уплотнением») и участками рас-
плава, удаленными от фронта кристаллизации. Состав жидкого
раствора может выравниваться также в результате конвекции
и механического перемешивания.
Анализируя дендритную ликвацию, будем исходить из до-
пущения о том, что при не слишком больших скоростях охлаж-
дения, благодаря быстрой диффузии в расплаве, конвекции и
механическому перемешиванию состав жидкого раствора по
всему его объему одинаков и изменяется при кристаллизации
по кривой ликвидуса равновесной диаграммы состояния.
Теперь рассмотрим, что происходит с твердым раствором.
В сплаве X (см. рис. 7.2) образуются кристаллы твердого рас-
твора состава точки а. Эти кристаллы растут при охлаждении
сплава в интервале кристаллизации. Состав последовательно
кристаллизующихся слоев при любой температуре определяется
10* 147
соответствующей точкой на кривой равновесного солидуса, на-
пример, точкой а при температуре Ti и точкой b при Т2.
Следовательно, с понижением температуры образуются слои
кристалла, всё более богатые компонентом, понижающим точку
солидуса, В равновесных условиях при любой температуре в ин-
тервале кристаллизации точкой солидуса должен определяться
химический состав по всему объему твердого раствора, а не
только в поверхностном слое кристалла. Например, при темпе-
ратуре Т2 кристаллы твердого раствора должны иметь состав
точки b по всему объему. Для этого прежде всего необходима
выравнивающая диффузия между ранее и позднее образовав-
шимися слоями кристалла. Но одной такой диффузии недо-
статочно, чтобы привести твердую фазу в равновесное состоя-
ние. Например, в кристалле, сердцевина и поверхность которого
ранее имели составы точек а и Ь, по окончании выравнивающей
диффузии при температуре Т2 получится промежуточный со-
став, лежащий левее точки Ь. Кроме выравнивающей диффузии
внутри твердой фазы необходимо межфазовое взаимодействие
расплава и кристаллов, которое приводит к дополнительному
обогащению твердого раствора компонентом В из расплава, так
что состав по всему объему твердой фазы оказывается в точке
b на солидусе.
В реальных условиях кристаллизации при непрерывном по-
нижении температуры выравнивающая диффузия внутри твер-
дой фазы полностью не успевает проходить. Неоднородный по
составу твердый раствор можно охарактеризовать средней кон-
центрацией, которая должна лежать левее солидуса (см. рис.
7.2). Например, при температуре Т2 средний состав твердой
фазы может характеризоваться точкой f. Состав поверхностного
слоя кристалла при температуре Т3 определяется точкой с,
а средний состав всей твердой фазы должен быть промежу-
точным между составами точек f и с. Этот средний состав при
температуре Т3 характеризуется точкой k. Если через точки
a, f и k провести кривую, то она будет описывать изменение
среднего состава неоднородного твердого раствора при опреде-
ленной скорости охлаждения.
Кристаллизация твердого раствора закончится тогда, когда
его средний состав совпадет с составом сплава. Равновесная
кристаллизация сплава X закончится при температуре Т4
в точке d. В неравновесных условиях средний состав твердого
раствора при этой температуре (точка р) не совпадает с соста-
вом сплава. Отношение pdlpl характеризует долю неравновес-
ной жидкой фазы при температуре Т4. Неравновесная кристал-
лизация будет продолжаться ниже температуры Т4 до тех пор,
пока средний состав твердой фазы не совпадет с составом
сплава в точке s. В этот момент поверхностный слой кристалла
имеет состав точки т.
148
Рис. 7.4. Неравновесный солидус
A'SiSsSiB' системы с непрерывным ря-
дом твердых растворов
Рис. 7.5. Внутрикристаллитная (денд-
ритная) ликвация в литой а-латуни;
Х100
Каждый сплав (рис. 7.4 — Xt, Х%, Х3) при определенной ско-
рости охлаждения характеризуется своей линией изменения
среднего состава твердого раствора (aiSi, а2«2, a3s3) и, соответ-
ственно, своей температурой неравновесного солидуса. Линия
/rsis2.s3B', проходящая через точки конца кристаллизации всех
сплавов, называется неравновесным солидусом системы. Линия
Л'а^азВ' — равновесный солидус системы.
Между линиями равновесного и неравновесного солидусов
системы имеется не только количественная разница в темпера-
турах, но и важное качественное различие. Линия равновесного
солидуса обладает двумя функциями: во-первых, она является
геометрическим местом точек температур конца кристаллиза-
ции всех сплавов системы и, во-вторых, она одновременно яв-
ляется геометрическим местом точек состава по всему объему
<исрдой фазы при любой температуре в интервале кристалли-
зации. Линия неравновесного солидуса является только геомет-
рическим местом точек температур конца кристаллизации спла-
вов при конкретных условиях охлаждения. Следовательно,
нельзя определять по линии неравновесного солидуса средний
< остав твердого раствора, сосуществующего с жидкой фазой.
Чем больше скорость охлаждения, тем менее полно прохо-
|ит выравнивающая диффузия в твердом растворе и ниже на-
\<> щтся линия неравновесного солидуса системы. При полном
подавлении выравнивающей диффузии в твердой фазе кристал-
лизация любого сплава системы с непрерывным рядом твер-
1ых растворов заканчивается в точке плавления более легко-
149
плавкого компонента (см. рис. 7.4 — точка В') или в точке
минимума на диаграмме плавкости. В этом случае линия не-
равновесного солидуса системы является горизонталью (см.
рис. 7.4 — штрих-пунктирная горизонталь). Последнее легко по-
нять, исходя из следующего. При полном подавлении выравни-
вающей диффузии между образующимися слоями твердого рас-
твора отсутствует ранее отмеченное дополнительное поступле-
ние компонента В из жидкости при межфазном взаимодействии
расплава и кристаллов. Это равнозначно непрерывному удале-
нию твердой фазы из кристаллизующегося расплава: остаю-
щийся жидкий раствор кристаллизуется как самостоятельный
сплав, состав которого непрерывно смещается по линии ликви-
дуса, пока не достигнет точки В' (см. рис. 7.4).
В результате неравновесной кристаллизации твердого рас-
твора химический состав в сечении каждого кристаллита оказы-
вается переменным. Кристаллиты твердого раствора обычно
растут в виде дендритов. Оси дендритов, образовавшиеся при
более высоких температурах, обогащены компонентом, повы-
шающим точку солидуса, а оси и межосные пространства, обра-
зовавшиеся при более низких температурах, обогащены компо-
нентом, понижающим точку солидуса. Благодаря разной трави-
мости участков твердого раствора с разной концентрацией на
шлифе выявляется неоднородность по химическому составу
внутри каждого зерна (рис. 7.5) — внутрикристаллитная (ден-
дритная ) ликвация. Контраст в окраске осей и межосных про-
странств в пределах одного зерна может быть очень высокий.
Такую структуру литого однофазного сплава не следует путать
с двухфазной структурой.
Системы эвтектического типа
В системах эвтектического типа дендритная ликвация приводит
к более сильным, (по сравнению с непрерывным рядом твердых
растворов) отклонениям структуры от равновесного состояния.
В мглолегированных сплавах (рис. 7.6 —Xi) неравновесная
кристаллизация протекает так же, как и в системе с непрерыв-
ным рядом твердых растворов. При ограниченной диффузии
в твердой фазе кристаллизация сплава X’i заканчивается в точке
с, когда средний состав твердого раствора совпадает с соста-
вом сплава. В более легированном сплаве Х2 средний состав
твердого раствора при неравновесной кристаллизации изменя-
ется по кривой elf. Новым моментом является то, что средний
состав твердого раствора не попадает на ординату сплава выше
эвтектической температуры. Равновесная кристаллизация
сплава Х2 должна закончиться в точке т. В неравновесных ус-
ловиях ниже температуры точки т состав жидкого раствора
изменяется вплоть до эвтектической точки е, а состав перифе-
150
рийного слоя первичных «-кри-
сталлов— до точки а. Следова-
тельно, в сплаве Х2 кристаллизу-
ется эвтектика, и неравновесная
кристаллизация закончится при
температуре точки п.
Таким образом, в результате
дендритной ликвации в сплаве,
находящемся левее точки пре-
дельной растворимости (точка а),
г. е. в области твердого раствора
на диаграмме состояния, по эв-
тектической реакции образуется
неравновесная вторая фаза. Кон-
центрация, соответствующая точ-
ке k, является границей, правее
которой при данных условиях ох-
лаждения вторая фаза кристал-
Рис. 7.6. Неравновесный солидус A'ka
в системе эвтектического типа
лизуется из расплава по эвтектической реакции. Между точ-
ками k и а проводят пунктир, являющийся продолжением эв-
тектической горизонтали за точку предельной растворимости.
На диаграмме состояния концентрационная граница появле-
ния эвтектики в неравновесных условиях (точка k на рис. 7.6)
зависит от скорости охлаждения. В сплавах системы А1 — Си
не только при литье в кокиль (t»ox.i~l К/с), но и при очень
медленном охлаждении с печью в интервале кристаллизации
(Похл5® Ю"2 К/с) вторая фаза эвтектического происхождения
обнаруживается при добавлении к алюминию всего лишь 0,1 %
Си (точка предельной растворимости меди в алюминии —
5,7 %, см. рис. 17.5, в). Следовательно, и при медленном ох-
лаждении в этой системе выравнивающая диффузия в твердом
растворе практически полностью подавлена.
Ряс. 7.7. Микроструктура сплава Х2 с вырожденной эвтектикой (а) и распределение
> *»мпонеита В вдоль секущей иа шлифе (б) (см. рис. 7.6—сплав Х2)
151
Рис. 7.8. Структура отлитого в кокиль сплава А1—6 % Zn—1,6 % Mg—1 % Си—
и титана в дендритной ячейке вдоль линии MN по результатам рентгеноспек
При температуре кристаллизации неравновесной эвтектики
в сплаве Х2 точка / характеризует средний состав первичных
кристаллов твердого раствора, точка а — состав периферийного
слоя этих кристаллов (и одновременно состав а-кристаллов
в неравновесной эвтектике). Если состав жидкого раствора, из
которого кристаллизуется неравновесная эвтектика, определя-
ется точкой <?, средний состав первичных кристаллов при эв-
тектической температуре — точкой f, то доля неравновесной
эвтектики в сплаве Х2 равна отношению fn/fe. Количество эв-
тектической жидкости, образовавшейся в результате неравновес-
ной кристаллизации твердого раствора, обычно невелико (мс
нее 10 % по объему) и поэтому она располагается в виде тонких
прослоек по границам ветвей дендритов первичных а-кристал-
лов. В результате часто кристаллизуется вырожденная эвтек
тика: кристаллы а из неравновесной эвтектики нарастают на
первичные a-кристаллы, по границам которых видна 0-фаза эв-
тектического происхождения (рис. 7.7, а).
152
Ti,7e
0,6
|'.I5 % Ti (РЭМ, изображение во вторичных электронах) и распределение меди
ральиого микроанализа (А. А. Аксенов)
В сплаве (см. рис. 7.6) неравновесная кристаллизация
развивается в принципе так же, как и в сплаве Х2- Различие
между ними состоит лишь в том, что в сплаве Х3 и в равновес-
ных условиях должна содержаться эвтектика. При неравновес-
ной кристаллизации доля ее (so/se) больше, чем в равновесном
< плаве (ао/ае).
С дендритной ликвацией связано характерное распределение
пнирующего элемента вдоль секущей на шлифе (рнс. 7.7, б),
и । резок секущей 2—3 соответствует сечению дендритной ячейки
первичной a-фазы. а отрезки 1—2 и 3—4 приходятся на 0-фазу
>нтактического происхождения (вырожденную эвтектику).
Г. с ердцевине дендритной ячейки концентрация а-раствора ми-
нимальна, а периферийные слои дендритной ячейки обогащены
h i ирующнм элементом. На границе с эвтектической составля-
.... концентрация поверхностного слоя а-раствора соответ-
1в\ет точке (а) предельной растворимости при эвтектической
п мисратуре. Вертикальный скачок концентрации у границы
в ндритной ячейки соответствует расположению здесь включе-
153
ния второй фазы. Если выравнивающая диффузия в твердом
растворе подавлена, то минимум на кривой распределения ле-
гирующего элемента в a-фазе может соответствовать концентра-
ции а-раствора при температуре ликвидуса сплава (см. рис. 7.6
и 7.7,6, точка d).
Рассматриваемое распределение легирующего элемента
в микрообъемах литого сплава характерно для коэффициента
распределения К<1 (см. рис. 7.3, а). Если же К>\ (см. рис.
7.3, 6), то в центре дендритной ячейки концентрация легирую-
щего элемента должна быть больше, чем на ее периферии.
В многокомпонентном сплаве каждый элемент ликвирует ка-
чественно в соответствии со своим коэффициентом распределе-
ния в двойной системе. Например, в алюминиевом сплаве для
меди К<\ (см. рис. 17.5, в), а для титана /<>1 (см. рис. 17.6)
и, соответственно, в центре дендритных ячеек концентрация
меди минимальна, а титана — максимальна (рис. 7.8).
Таким образом, в результате неравновесной кристаллиза-
ции твердого раствора возникает внутрикристаллитная ликва-
ция, понижается точка солидуса сплава (расширяется интервал
кристаллизации), а из расплава кристаллизуются избыточные
фазы, которых ие должно быть в равновесных условиях.
7.3. Кристаллизация метастабильных фаз
В определенной области составов при ускоренном охлаждении
могут кристаллизоваться метастабильные фазы, которые в рав-
новесных условиях вообще отсутствуют в данной системе или
же должны существовать в другой температурно-концентраци-
онной ее области.
Чтобы появилась метастабильная фаза, необходимо пода-
вить кристаллизацию термодинамически стабильной фазы. Это
и достигается при ускорении охлаждения, когда по каким-либо
причинам становится кинетически более выгодным образование
метастабильной фазы. Например, стабильная фаза может резко
отличаться по химическому составу от исходного расплава.
В этом случае для ее образования необходимо большое пере-
распределение концентрации компонентов. Если в этой же си-
стеме возможно существование метастабильной фазы, которая
намного ближе пб химическому составу к исходному жидкому
раствору, то в переохлажденном расплаве вместо стабильной
кристаллизуется метастабильная фаза.
Другой фактор — структурный. Если различие в упаковке
атомов в расплаве и в метастабильной фазе меньше, чем в рас-
плаве и стабильной фазе, то это также способствует образо-
ванию метастабильной фазы при ускоренном охлаждении.
Метастабильные фазы участвуют в метастабильных фазо-
вых равновесиях, подчиняющихся правилу фаз Гиббса. Диа-
154
грамму метастабильных фазовых равновесий совмещают с диа-
граммой стабильных равновесий на одном чертеже. Возможны
многочисленные варианты таких совмещенных диаграмм со-
стояния. Некоторые из них, наиболее важные с практической
точки зрения, рассмотрены ниже.
Классическим примером является диаграмма состояния
Ее — С с двумя системами линий, изображающих фазовые рав-
новесия с участием стабильной фазы — графита и метастабпль-
ной фазы — цементита (см. рис. 5.11). Цементит метастабилеи
но всей системе Fe — С.
На рис. 7.9 соединение ApBq является стабильной фазой
в правой части системы и метастабильной — в левой ее части.
Здесь, наряду со стабильным эвтектическим равновесием
Ж«, +аа, +АтВп, при более низкой температуре возможно ме-
тастабильное эвтектическое равновесие Же: + аОг + ApBq. При
прогнозировании подобных диаграмм следует пользоваться
плавными продолжениями линий ликвидуса и солидуса стабиль-
ной системы в области метастабильных равновесий (см. рис.
7.9 — пунктирные участки а\а2, ete2 и Ре2).
Существует правило, согласно которому растворимость ме-
тастабильной фазы в граничном растворе всегда выше раство-
римости стабильной фазы. Действительно, на рис. 7.9 точка
предельной растворимости соединения АрВд в a-фазе (а2) нахо-
дится правее точки предельной растворимости соединения
АтВп (щ). В системе Fe — С (см. рис. 5.11) точка предельной
растворимости цементита в аустените (£) находится правее
точки предельной растворимости графита (£'). Таким образом,
область граничного твердого раствора в метастабильной си-
стеме расширена по сравнению со стабильной системой. Твер-
1ые растворы, имеющие концентрацию больше, чем в точке
предельной растворимости стабильной системы, иногда назы-
вают аномально пересыщенными.
Рнс. 7.5. Система с метастабнльиым
>втектическим равновесием
Рис. 7.10. Система с метастабнльиым
перитектическим равновесием
155
В системе Fe — С различие в концентрации углерода в точ-
ках Е и Е' мало (порядка 0,1 %). В других системах аномаль-
ное пересыщение твердого раствора может быть значительно
выше и имеет большое практическое значение. Например, в си-
стеме А1 — Мп точка предельной растворимости марганца в алю-
минии при эвтектической температуре соответствует концентра-
ции 1,8 % Мп, а при литье гранул методом центробежного раз-
брызгивания расплава в воду (оОХл = Ю3... 104 К/с) концентра-
ция марганца в алюминиевом растворе достигает — 4,5 %.
Из рис. 7.9 следует, что в сплаве X при переохлаждении
расплава до температур ниже линии eie2 вместо соединения
АтВп могут образовываться первичные кристаллы а-раствора,
а затем эвтектика а+ЛрВ^: сплав нз заэвтектического стано-
вится доэвтектическим.
На рис. 7.10 показана система, в которой пунктирные про-
должения Р\Р$ и «io2 линии ликвидуса и солидуса граничного
а-раствора расположены выше перитектической горизонтали.
В сплаве X на рис. 7.10 при переохлаждении исходного рас-
плава вместо первичных кристаллов соединения АтВп может
кристаллизоваться аномально пересыщенный а-раствор. Кон-
центрация второго компонента в нем превышает концентрацию
в точке предельной растворимости при перитектической темпе-
ратуре (oi). Например, в соответствии с диаграммой состояния
А1 — Ti (см. рис. 17.6) первичные кристаллы соединения TiAl3
должны образовываться в сплавах, содержащих более 0,12 %
Ti. При литье же гранул в сплавах, содержащих до — 1,5 Ti,
из переохлажденного расплава кристаллизуется не это соеди-
нение, а аномально пересыщенный а-раствор титана в алю-
минии.
Все, что сказано о развитии дендритной ликвации в п. 7.2,
справедливо и применительно к системам с метастабильными
фазами. В сплаве X на рис. 7.9 и 7.10 дендритную ликвацию
следует анализировать с учетом положения пунктирных про-
должений линий ликвидуса и солидуса. В сплаве X на рис. 7.9
максимальная концентрация а-раствора при внутрикристаллит- |
ной ликвации достигается на периферии дендритных ячеек, где 1
она должна соответствовать точке а2. В сплаве X на рис. 7.10, г
наоборот, концентрация а-раствора максимальна в центре ден-
дритных ячеек, причем она находится между точками а\ и а2.
Внутрикристаллитная ликвация наблюдается при скоростях
охлаждения до — 106 К/с, независимо от того, образуются ста-
бильные или метастабильные фазы. Следовательно, она всегда
развивается при литье слитков, фасонных отливок и гранул.
Если же производить закалку из жидкого состояния на специ
альных установках со скоростями охлаждения более 106...
...107 К/с, то может образоваться твердый раствор с одинако
вой концентрацией по всему сечению кристаллов. Это означает,
156
что происходит бездиффузионная кристаллизация: отсутствует
диффузионное перераспределение компонентов между жидкой и
твердой фазами, и твердый раствор образуется того же состава,
что и исходная жидкая фаза. Так, в системе Си — Ag эвтекти-
ческого типа при закалке из жидкого состояния благодаря без-
диффузионной кристаллизации был получен непрерывный ряд
твердых растворов, которые являются метастабильной фазой
в той области составов, где в равновесном состоянии должны
существовать два граничных твердых раствора (на основе меди
и серебра).
7.4. Аморфные сплавы
Длительное время считали, что все металлические сплавы при
затвердевании переходят в кристаллическое состояние. В 1960 г.
закалкой из жидкого состояния впервые был получен аморфный
металлический сплав (близкий по составу к эвтектике сплав
Au —Si). В 70-е годы закалкой расплава получено множество
сплавов в аморфном состоянии, разработаны промышленные
технологии производства непрерывных аморфных лент. Аморф-
ные сплавы стали рассматривать как новый класс металличе-
ских материалов с ценными свойствами.
Аморфные сплавы называют также металлическими стек-
laMti. Затвердевание в виде стекла — стеклование — возможно
югда, когда быстрым охлаждением предотвращена кристалли-
ьчция расплава. При любой температуре ниже температуры
равновесия жидкости и кристаллов (То) наименьшей энергией
Гиббса обладает кристаллическая фаза (см. рис. 2.4). Как по-
казывают кривые Таммана (см. рис. 2.6), скорость зарождения
центров и линейная скорость роста кристаллической фазы
< увеличением степени переохлаждения расплава ниже темпе-
ратуры То проходят через максимум и уменьшаются до нуля.
При таких переохлаждениях кристаллизация не происходит,
а расплав из-за сильного увеличения вязкости по достижении
импературы стеклования Тс становится твердым аморфным
илом (металлическим стеклом). Для большинства систем 7'с =
(0,35 ... 0,6) То.
Металлические сплавы, способные к стеклованию, характе-
ридуются чрезвычайно сильным увеличением вязкости расплава
при падении температуры ниже То. Если вблизи То вязкость
м<<аллических расплавов имеет величину порядка I02 Па-с,
к> юмпература Тс соответствует вязкости порядка 1012 Па-с.
В отличие от подвижного расплава, способного легко расте-
и.иься, металлическое стекло, как и любое другое, является
.|ч-< |ким твердым телом, не обладающим такой способностью.
lUin ie с тем, температура стеклования Тс не является точкой
<|>.1«>вого перехода: расплав и полученное из него стекло при-
157
Рис. 7.11. Изменение удельного объ-
ема при стекловании и при кристал-
лизации: Ж — жидкость; ПЖ —* пере-
охлажденная жидкость; С — стекло;
К — кристалл
надлежит одной и той же фазе.
Металлическое стекло — это как
бы замороженная жидкость,
в которой свободный объем (не-
заполненное пространство между
атомами) становится столь ма-
лым, что теряется характерная
для жидкости быстрая текучесть.
В металлическом стекле, как и
в расплаве, отсутствует дальний
порядок в расположении атомов.
На рис. 7.11 показано изме-
нение удельного объема с пони-
жением температуры. При кри-
сталлизации удельный объем уменьшается скачком на вели-
чину MN (для упрощения взят сплав, кристаллизующийся при
постоянной температуре), а при переходе из жидкого в стек-
лообразное состояние удельный объем уменьшается непрерывно.
При любой температуре ниже Тс удельный объем стекла боль-
ше, чем у кристаллического сплава.
На способность к стеклованию определяющее влияние ока-
зывает химический состав расплава.
Если в системе имеется «глубокая эвтектика», т. е. эвтек-
тика с очень низкой точкой плавления по сравнению с точками
плавления компонентов, то сплавы вблизи нее склонны к стек-
лованию при быстром охлаждении (в упомянутой выше системе
Ап — Si точки плавления золота, кремния и эвтектики равны,
соответственно, 1064, 1415 и 370°C). Это объясняется тем, что
при низкой температуре затвердевания расплав имеет повышен-
ную вязкость.
Многие сплавы, склонные к стеклованию, содержат около
15...25 % (ат.) неметалла (бор, кремний, фосфор, углерод).
Объясняют это тем, что атомы неметалла с маленьким атом-
ным радиусом заполняют пустоты атомной упаковки расплава,
повышая ее устойчивость.
Область составов сплавов, в которой кристаллические фазы,
если они образуются, имеют очень сложную структуру, также
благоприятна для стеклования, так как образование кристал-
лов при быстром охлаждении в этом случае затруднено из-за
необходимости значительной переупаковки атомов.
Основным параметром, характеризующим способность
к стеклованию, является критическая скорость охлаждения
vKP— наименьшая скорость, при которой не происходит кристал-
лизации. Для большинства металлических стекол, представляю-
щих промышленный интерес, она составляет 105...106 К/с.
Особняком стоят сплавы палладия, содержащие около 20 %
158
(ат.) кремния или фосфора, у которых икр очень низкая — по-
рядка 102...103 К/с (для сопоставления — у силикатных сте-
кол Укр^Ю-2... 10-* К/с).
Величину оКр трудно определять экспериментально. При за-
данном методе закалки из жидкого состояния параметром, ха-
рактеризующим способность к стеклованию, является легко из-
меряемая критическая толщина (максимальная толщина аморф-
ного образца), которая пропорциональна цкР- По критической
толщине выбирают составы металлических стекол. Обычно кри-
тическая толщина составляет десятки, редко сотни микромет-
ров.
Металлические стекла отличаются от кристаллических спла-
вов отсутствием таких дефектов структуры, как вакансии, дис-
локации, границы зерен, и уникальной химической однород-
ностью: отсутствует ликвация, весь сплав однофазен.
Особенности строения металлических стекол обусловливают
отсутствие характерной для кристаллов анизотропии свойств,
высокую прочность, коррозионную стойкость и магнитную про-
ницаемость, малые потери энергии на перемагничивание (очень
узкая петля гистерезиса). Аморфные сплавы Fe78Bi3Sig и
Fe81B13Si3i5C1,5 уже нашли применение для изготовления сердеч-
ников трансформаторов, которые должны характеризоваться
малыми потерями на перемагничивание-. Сплавы с нулевой маг-
нитострикцией и одновременно высокой износостойкостью, на-
пример, сплав Fe5Co7£>SiioB15, применяют для изготовления го-
ловок магнитной записи. Состав аморфных сплавов принято
записывать в атомных процентах в виде индексов у соответ-
ствующего элемента. Например, Fe8oB2o означает аморфный
сплав, содержащий 80 % (ат.) Fe и 20 % (ат.) В. Нельзя пу-
тать такую запись с формулой химического соединения.
В промышленности освоено производство металлических сте-
кол в виде непрерывной ленты шириной до 200 мм и толщиной
до 60 мкм.
Аморфный сплав находится в метастабильном состоянии,
имеет повышенную энергию Гиббса, которая является термо-
динамическим стимулом перехода в кристаллическое состоя-
ние. При нагревании благодаря повышению подвижности ато-
мов происходит кристаллизация, т. е. расстекловывание. При
этом возможно образование кристаллической фазы того же со-
става, что и у металлического стекла, и возможен эвтектиче-
ский распад стекла на две кристаллические фазы: эвтектиче-
ская кристаллизация идет в твердом состоянии и при нагреве,
а не при охлаждении (1). Температуры расстекловывания со-
ставляют (0,4...0,65)То- Например, в стеклах иа основе железа
кристаллизация начинается при температурах около 430°C.
Следовательно, аморфные сплавы нельзя использовать в каче-
стве высокотемпературных материалов.
159
Ниже температуры расстекловывания во времени может
происходить самопроизвольная перегруппировка атомов в сто-
рону более плотной упаковки, что обусловливает нестабиль-
ность, например, магнитных свойств.
Главный фактор, ограничивающий области применения ме-
таллических стекол—малая толщина литого полуфабриката,
который удается получить в полностью аморфном состоянии.
Глава 8
ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ
8.1. Упругая деформация
Рассмотрим некоторые фундаментальные понятия из курса со-
противления материалов, которые ниже будем широко исполь-
зовать.
Под воздействием приложенных к телу внешних сил (нагру-
зок) происходит деформация — изменение формы и размеров
тела. На рис. 8.1 показаны два простейших случая деформа-
ции: одноосное растяжение и сдвиг. Количественной характери-
стикой деформации при растяжении является относительное
удлинение е=(/—/о)//о, где /0 и I — длина образца до и после
деформации. Количественной характеристикой деформации при
сдвиге является относительный сдвиг y = tga.
Под действием приложенных внешних сил в теле возникают
внутренние силы, оказывающие сопротивление деформации.
Мерой этих внутренних сил является напряжение — внутренняя
сила, приходящаяся на единицу площади данного сечения
тела.
Единица механического напряжения — паскаль (1 Па =
= 1 Н/м2). Так как паскаль — это очень малое напряжение, то
для измерения реальных напряжений в изделиях используют
единицы, кратные паскалю: мегапаскаль (1 МПа = 106 Па) и
Рис. 8.1. Схема упругой де-
формации при одноосном рас-
тяжении (а) и сдвиге (б)
гигапаскаль (1 ГПа=109 Па). В прак-
тическом металловедении пока сохра-
няется и не рекомендуемая стандар-
тами единица напряжения кГс/мм2
(1 кГс/мм?=9,8 1МПа=: 10 1МПа).
Силу, действующую на единицу
площади выбранного сечения, можно
разложить на составляющую, нор-
мальную к сечению, и составляющую,
лежащую в плоскости этого сечения.
Соответственно, различают нормаль-
ные (а) и касательные (т) напряже-
ния.
160
При приложении к твердому телу механической нагрузки
вначале всегда происходит упругая деформация, под которой
понимают обратимые изменения формы и размеров, исчезающие
после снятия нагрузки. Согласно закону Гука упругая деформа-
ция линейно связана с напряжением. Для продольного растя-
жения или сжатия стержня закон Гука имеет следующий вид:
о = £е, (8.1)
где Е — модуль Юнга (модуль нормальной упругости). Вели-
чина модуля Юнга при растяжении и сжатии одна и та же.
При упругой деформации сдвига:
т = Су, (8.2)
где G— модуль сдвига. Так как е и у — безразмерные вели-
чины, то £ и G имеют размерность напряжения.
Упругая деформация на атомном уровне состоит в обрати-
мом изменении расстояния между соседними атомами под дей-
ствием приложенной к телу нагрузки. Например, расстояние
между атомами вдоль оси приложения нагрузки возрастает,
а после снятия нагрузки межатомные силы возвращают атомы
в исходное положение. Модули упругости £ и G характеризуют
сопротивляемость материала упругой деформации: чем больше
модуль упругости, тем меньше деформация при заданной на-
грузке [см. формулы (8.1) и (8.2)].
Из изложенного следует, что модули упругости возрастают
с увеличением сил межатомной связи, препятствующих смеще-
ниям атомов из положений равновесия. Отсюда понятна опре-
деленная корреляция между модулем упругости и температурой
плавления металлов с кубической решеткой. Обе эти характе-
ристики возрастают с увеличением энергии межатомной связи:
Металл ..............Pb Al Си Fe Mo W
Гпл, °C............. 327 660 1083 1539 2625 3410
Е, ГПа .............. 16 70 130 210 325 400
В кристалле разные кристаллографические направления
различаются межатомными расстояниями, и модули упругости
•ависят от направления, т. е. в отношении упругих характери-
< гик кристалл анизотропен. В поликристаллическом металле
с хаотичной ориентировкой кристаллов «сильные» направления
<> тих кристаллов совпадают со «слабыми» других, и упругие
константы статистически усредняются по всем направлениям:
в макромасштабе такой поликристалл изотропен. Например,
\ монокристаллов a-железа £тах=290 ГПа (направление
111>) и £щ1п=132 ГПа (направление <100>), а у поликри-
; аллического железа в любом направлении £ = 210 ГПа.
Модули упругости — структурно малочувствительные свой-
> та. Они практически не зависят от размера зерна, дисперс-
I I 2542
161
ности второй фазы и плотности дислокаций. У разных промыш-
ленных сплавов на одной основе модули упругости различа-
ются обычно не более чем на 10 %. Так, например, у технически
чистого алюминия £=70 ГПа, а у алюминиевого сплава дур-
алюмина марки Д16, подвергнутого термической обработке на
максимальную прочность, £ = 72 ГПа. Сильно различающиеся
по химическому составу и прочности многочисленные углеро-
дистые и легированные стали имеют модуль Юнга в узком диа-
пазоне (196... 224 ГПа).
Жесткость конструкции тем выше, чем больше модуль упру-
гости. Учитывая, что модуль упругости определяется в первую
очередь металлом — основой сплава, при необходимости сущест-
венно увеличить жесткость конструкции следует переходить
к сплавам на другой основе, например, от алюминиевых спла-
вов к титановым или к сталям (модули Юнга, соответственно,
около 70, ПО и 220 ГПа).
В металлах упругая деформация распространяется со ско-
ростью 1...5 км/с и для большинства практических задач
можно принять, что она проходит мгновенно.
8.2. Холодная пластическая деформация
Под пластической деформацией понимают необратимые измене-
ния формы и размеров тела, остающиеся после снятия нагрузки.
Способность тела к пластической деформаци — пластич-
ность—фундаментальное свойство металлических материалов,
в значительной мере обусловившее их особую роль в развитии
человеческой цивилизации. Благодаря пластичности из метал-
лов можно изготавливать ковкой, прокаткой и другими мето-
дами обработки давлением изделия разнообразной формы. Спо-
собность к пластической деформации, хотя бы и небольшой, оп-
ределяет работоспособность деталей машин и конструкций из
металлических сплавов, особенно при действии ударных нагру-
зок, при которых очень прочные и твердые, но хрупкие неорга-
нические материалы, такие как керамика и стекло, разруша-
ются.
В зависимости от температуры и скорости деформирования,
типа кристаллической решетки и других факторов преобладают
те или иные механизмы пластической деформации. Ниже бу-
дут рассмотрены только механизмы холодной деформации, про-
текающей при температурах ниже (0,25.. .0,3) Упл, где Т„л—
температура плавления по шкале Кельвина.
Деформация скольжением
Главный механизм холодной пластической деформации — вну-
тризеренное дислокационное скольжение, которое на атомном
уровне было рассмотрено в п. 1.3 (см. рис. 1.20).
162
Рис. 8.2. Схема к опреде-
лению приведенного напря-
жения сдвига
Скольжение происходит по определен-
ным кристаллографическим плоскостям
и направлениям, которые, как правило,
являются плоскостями и направлениями
плотнейшей упаковки.
В г. ц. к. решетке скольжение идет по
плоскостям {111} вдоль направлений
<110>. Совокупность плоскости и на-
правления скольжения в этой плоскости
называют системой скольжения. В г. ц. к.
решетке четыре семейства по-разному
ориентированных в пространстве плоско-
стей {111}— это плоскости (Hi), (Гн),
(111) и (111). В каждом таком семей-
стве плоскостей имеется по три направ-
ления типа <110>. Например, в пло-
скости (HI) находятся направления
[101], [011] и [011]. Итого в г. ц. к. ре-
шетке 4x3=12 систем скольжения.
У металлов с о. ц. к. решеткой сколь-
жение может проходить по плоскостям
{НО}, {211} и {321} в направлениях типа
<111>. Следовательно, у металлов
с о. ц. к. решеткой общее число воз-
можных систем скольжения намного
больше, чем у металлов с г. ц. к. решеткой.
Скольжение проходит под действием касательного напряже-
ния, действующего в плоскости и в направлении, принадлежа-
щих определенной системе скольжения. Приложенная растяги-
вающая нагрузка в общем случае находится под произволь-
ными углами к плоскости и направлению преимущественного
скольжения. На рис. 8.2 6 — это угол между осью растяжения
монокристалла и нормалью ON к плоскости скольжения, л, —
угол между этой осью и направлением скольжения ОХ. Состав-
ляющая приложенной к монокристаллу растягивающей силы Р
в направлении скольжения равна PcosX, а площадь скольже-
ния равна Л/cos 6, где А — площадь поперечного сечения моно-
кристалла, перпендикулярная оси растяжения. Отсюда так на-
зываемое приведенное напряжение сдвига, действующее в пло-
скости скольжения в направлении скольжения:
т — ~ СО5 = о cos 6 cos 1, (8.3)
A/cos 6
|де о —растягивающее напряжение, равное Р/А.
При заданном растягивающем напряжении о от внешней на-
। рузки величина приведенного напряжения сдвига т зависит от
н* 163
ориентации системы скольжения по отношению к растягиваю-
щей силе. Характеристикой этой ориентации является фактор
Шмида cos 6- cos Если плоскость скольжения перпендику-
лярна оси растяжения, то Z=90° и 0 = 0°. Если же плоскость
скольжения параллельна оси растяжения, то наоборот, Х=0° и
0 = 90°. В обоих случаях фактор cos0*cosX=O и т = 0. Макси-
мальное значение (0,5) фактор Шмида имеет в том случае,
когда плоскость и направление скольжения расположены под
углом 45° к оси растяжения, т. е. Х=0 = 45°. Следовательно, при
заданном растягивающем напряжении о приведенное напряже-
ние сдвига т максимально в плоскостях скольжения, располо-
женных под углом 45° к оси растяжения.
Система скольжения в данном металле характеризуется ве-
личиной минимального касательного напряжения, которое необ-
ходимо для начала скольжения. Это критическое напряжение
сдвига t0 не зависит от ориентации плоскости скольжения по
отношению к приложенной нагрузке. Так, например, у меди
чистотой 99,999 % все системы скольжения {111} < 110>, т. е.
(111) (101], (111) [011] и т. п., характеризуются то=0,35 МПа.
У меди’чистотой 99,98 % то=1 МПа. Видно, что величина то
очень сильно зависит от чистоты металла. У железа чистотой
99,96 % системы скольжения {ПО} <111> характеризуются
то=15 МПа. При примерно одинаковой чистоте железо по срав-
нению с медью требует более высокого касательного напряже-
ния для начала деформации скольжения при 20 °C. Критиче-
ское напряжение сдвига является одной из фундаментальных
характеристик металла.
Растягивающее напряжение оо. которое необходимо достичь
для начала пластической деформации монокристалла, зависит
от величины т0 и от ориентации плоскости и направления сколь-
жения, т. е. от фактора Шмида: oo=to/cos0 -cosZ. При при-
ложении нагрузки к монокристаллу сдвиги начинаются в наибо-
лее благоприятно ориентированных плоскостях скольжения
(с максимальным фактором Шмида) и затем, по мере увели-
чения нагрузки, они охватывают все большее число систем
скольжения.
При приложении нагрузки к поликристаллическому образцу,
состоящему из зерен с разной пространственной кристаллогра-
фической ориентировкой, скольжение вначале развивается в от-
дельных наиболее благоприятно ориентированных зернах, у ко-
торых фактор Шмида максимален и приведенное напряжение
сдвига раньше достигает критического значения то. Затем по
мере увеличения растягивающего напряжения о в действие всту-
пают менее благоприятно ориентированные системы скольже-
ния в тех же зернах, и, параллельно этому, скольжение охва-
тывает все новые и новые зерна, в потенциальных плоскостях
скольжения которых достигается то-
Кроме указанного происходит эстафетная передача скольже-
ния от зерна к зерну. Скользящие дислокации не могут перейти
в соседнее зерно, имеющее иную ориентировку плоскостей сколь-
жения. Останавливаясь у границы, как у барьера, дислокации
образуют скопление, поле упругих напряжений от которого рас-
пространяется через границу в соседнее зерно, где может за-
ставить работать имеющийся в этом зерне дислокационный
источник.
Деформационное упрочнение
Если скольжение в данной системе начинается при достижении
приведенным напряжением сдвига в ней критической величины
го, то продолжение деформации требует непрерывного повыше-
ния приведенного напряжения сдвига, т. е. деформация сопро-
вождается непрерывным упрочнением. Такое деформационное
упрочнение или наклеп является фундаментальной особен-
ностью холодной пластической деформации. Наклеп, в частно-
сти, проявляется в том, что если пластическую деформацию
прервать и образец разгрузить, то для возобновления пластиче-
ской деформации потребуется напряжение т>то.
На кривой деформационного упрочнения монокристалла ме-
талла с г. ц. к. решеткой, например, меди, выделяются три ста-
дии (рис. 8.3 и рис. 8.4, кривая /). Начальный участок оа со-
ответствует области столь малой упругой деформации, что на
реальных диаграммах он может совпадать с осью ординат. На
стадии I с очень слабым деформационным упрочнением (уча-
сток ab) происходит так называемое легкое (или единичное)
скольжение дислокаций в одной системе скольжения с макси-
Рис. 8.3. Кривая деформационного
упрочнения г. ц. к. монокристалла,
благоприятно ориентированного
для легкого скольжения
Рис. 8.4. Зависимость напряжения
растяжения о от степени дефор-
мации при удлинении е монокри-
сталла (/) и поликристалла (2)
меди
165
мальным фактором Шмида. На этой стадии дислокации, не
встречая препятствий, легко выходят на поверхность кристалла.
На стадии II в действие вступают менее благоприятно ориенти-
рованные системы скольжения. Множественное скольжение
в пересекающихся плоскостях приводит к образованию дисло-
кационных барьеров, тормозящих скольжение дислокаций
в своих плоскостях и, соответственно, к сильному деформацион-
ному упрочнению (см. большой наклон почти прямолинейного
участка Ьс). На стадии III коэффициент деформационного уп-
рочнения dr/dy с ростом степени деформации уменьшается, де-
формационное упрочнение затухает (кривая на участке cd все
больше отклоняется вниз от экстраполированной прямой). Это
объясняется тем, что приведенные напряжения становятся до-
статочными, чтобы винтовые дислокации, остановленные у барь-
еров, смогли совершать поперечное скольжение (см. рис. 1.25)
и обходить эти барьеры. Уменьшение коэффициента деформа-
ционного упрочнения в результате развития поперечного сколь-
жения дислокаций во время пластической деформации назы-
вается динамическим возвратом (его величина на рис. 8.3 по-
казана стрелками).
Кривые деформационного упрочнения поликристаллических
металлов (см. рис. 8.4, кривая 2) имеют параболический вид.
В поликристаллах стадии легкого скольжения не наблюдается,
так как уже с самого начала скользящие дислокации останав-
ливаются границами зерен. Рост напряжения обусловливает раз-
витие множественного скольжения по системам с разным фак-
тором Шмида, образование дислокационных барьеров и попе-
речное скольжение дислокаций. Таким образом, большая часть
деформации поликристаллических металлов соответствует ста-
дии III, наблюдаемой на г. ц. к. монокристаллах: во время де-
формации скольжением одновременно происходят деформаци-
онное упрочнение и динамический возврат.
Деформация двойникованием
В определенных условиях в металле при нагружении происхо-
дит двойникование — образование двойниковых прослоек, вну-
три которых кристаллическая структура является зеркальным
отражением кристаллической структуры соседних областей
(рис. 8.5). Кристаллографическая плоскость зеркального отра-
жения, являющаяся границей двойниковой прослойки, называ-
ется плоскостью двойникования. Каждая двойниковая прослойка
внутри кристалла ограничена двумя такими плоскостями (тп
и pq).
Сдвойникованные кристаллы могут образоваться при росте
из расплава (двойники роста), при отжиге после холодной де-
формации (двойники отжига), при пластической деформации
(механические двойники).
166
Механическое двойникова-
ние происходит под действием
касательных напряжений в ре-
зультате одинаково направлен-
ных смещений атомов на рас-
стояние, не превышающее
межатомное. Все атомы одного
слоя (плоскости) смещаются
на одинаковые расстояния
в одинаковом направлении по
отношению к атомам сосед-
него слоя. Например, атомы
слоя I—/ (см. рис. 8.5), со-
Рис. 8.5. Схема двойникования в г. ц. к.
кристалле
седнего с плоскостью двойникования тп, смещаются на век-
тор Ь. Атомы второго от плоскости тп слоя II—II смещаются
на вектор b по отношению к атомам соседнего слоя /—I и ока-
зываются смещенными вдоль вектора 2Ь из исходного (до де-
формации) положения и т. д. В результате такого взаимосвя-
занного, кооперативного смещения атомов и образуется двойни-
ковая прослойка mnqp, структура внутри которой та же, что и
в исходном кристалле, но пространственная ориентировка иная.
В симметричном положении по обе стороны от плоскости двой-
никования оказались атомы 1 и 2; 3 и 4; 5 и 6; 7 и 8 и т. п.
На границе двойниковой прослойки—плоскости двойникования
атомы принадлежат одновременно двум ориентировкам решет-
ки. Такая граница с совершенным строением называется коге-
рентной.
Двойниковые прослойки образующиеся при пластической
деформации, обычно очень, узкие. На шлифах они выглядят
в виде линий или тонких (шириной менее 5 мкм) полосок, ча-
; то с линзовидными торцами. На исходной плоской поверхности
кристалла двойниковой прослойке соответствует наклонный уча-
ток (см. рис. 8.5 — тр).
Рассмотренный выше взаимосвязанный, кооперативный про-
цесс перемещения атомов на расстояния меньше межатомного
'бусловливает очень высокую скорость образования двойнико-
вой прослойки, близкую к скорости звука в металле.
Для механического двойникования требуется большее напря-
коние, чем для скольжения, поэтому основной вид пластической
^формации металлов — скольжение. Двойникование активно
развивается в тех случаях, когда скольжение по каким-
шбо причинам затруднено. Двойникованию способствуют низ-
кие температуры и высокие скорости деформирования (ударное
нагружение, обработка взрывом). В железе тонкие двойнико-
вые полосы выявляются на шлифах после испытаний на удар
при комнатной температуре.
167
8.3. Разрушение
Виды разрушения
Разрушение — это процесс, включающий зарождение и разви-
тие (или только развитие^ трещин. Разрушение может закон-
читься разделением тела на части. Виды разрушений выделяют,
используя разные классификационные признаки. ।
Разрушение называют вязким, если ему предшествовала зна-
чительная пластическая деформация, и хрупким, если пласти-
ческая деформация незаметна или же не превышает 1...2%.
Первоначально считали, что хрупкое разрушение происходит '
после упругой деформации, но затем было экспериментально
доказано, что в металлах любому разрушению предшествует
пластическая деформация, хотя бы и очень малая. При хруп-
ком разрушении, когда микропластическая деформация не вы-
является, в микрообъемах всегда можно найти следы пласти-
ческой, деформации в виде линий скольжения. Считают, что
при хрупком разрушении металлов развитию трещины сопут-
ствует локальная пластическая деформация в тонком припо-
верхностном слое трещины. Такое разрушение называют квази- >
хрупким. I
По ориентировке макроскопической поверхности разрушения
различают разрушение отрывом и разрушение срезом: при от-
рыве эта поверхность перпендикулярна направлению наиболь-
шего растягивающего напряжения, а при срезе наклонена
к нему на угол ~45° (рис. 8.6). Отрыв происходит под дейст-
вием нормальных напряжений и обычно наблюдается при хруп-
ком разрушении, а срез происходит под действием касатель-
ных напряжений и характерен для всякого разрушения. Однако
и под действием касательных напряжений может происходить
хрупкое разрушение, называемое в этом случае сколом. Послед-
ний свойствен неметаллам и некоторым малопластичным литым
сплавам. .
Если поверхность разрушения проходит внутри зерен, то раз-
рушение называют внутрикристаллитным, а если по границам
зерен — то межкристаллитным. Часто встречается и смешанное
разрушение.
Межкристаллитное разрушение развивается в том случае,
когда границы чем-то ослаблены, например неметаллическими
включениями. Трещина может зародиться на границе зерен, но
распространяется по телу зерен: такое разрушение называют ;
внутрикристаллитным.
Известно несколько моделей зарождения трещин, базирую-
щихся на том, что как при вязком, так и при хрупком разру-
шении трещины возникают в результате пластической дефор-
мации.
168
£
Рис. 8.6. Разрушение отры-
вом (а) и срезом (6) при
растяжении
Рис. 8.7. Мнкротрещнна (заштри-
хована), образовавшаяся в голове
скопления краевых дислокаций
около барьера АВ
Рассмотрим в качестве примера одну из моделей зарождения
трещин. Если краевые дислокации остановлены у барьера, на-
пример, у границы зерна или включения, то при достаточно
большом касательном напряжении в плоскости скольжения дис-
локации в голове скопления оказываются так близко прижа-
тыми одна к другой, что под экстраплоскостями образуется мик-
ропустота атомного размера, которая разрастается при присое-
динении новых дислокаций (рис. 8.7).
Хрупкое разрушение
Хрупкое разрушение характеризуется очень быстрым ростом
трещины, причем этот рост не требует повышения действующих
напряжений, т. е. для развития хрупкого разрушения не требу-
ется подвода энергии извне, а достаточно запасенной упругой
энергии разрушающейся конструкции. Скорость роста трещины
при хрупком разрушении, например, в сталях, достигает
~2 км/с, т. е. составляет около половины скорости распростра-
нения звука. Все это обусловливает внезапность и катастрофи-
ческие последствия хрупкого разрушения: разрушение мостов,
разрыв магистральных газопроводов на длину в сотни метров,
разрушение сосудов высокого давления и др.
Современные представления о хрупком разрушении базиру-
ются на классическом энергетическом анализе развития тре-
щины в идеально хрупком теле, выполненном Гриффитсом.
Если в пластине, находящейся под действием растягивающих
напряжений о, развивается перпендикулярная оси растяжения
трещина длиной /, то упругая энергия пластины уменьшается
169
и одновременно затрачивается работа на создание двух сво-
бодных поверхностей — стенок трещины. Результирующее изме-
нение энергии пластины зависит от соотношения вкладов этих
двух составляющих разного знака. Анализ показывает, что на-
чиная с некоторой критической длины трещины /кр, уменьшение
запасенной упругой энергии перекрывает увеличение поверх-
ностной энергии. Это означает, что при превышении критиче-
ской длины /ьр развитие трещины на так называемой закрити-
ческой или неустановившейся стадии идет за счет запасенной
энергии упругой деформации, не требуя увеличения растяги-
вающей нагрузки. Критическая длина трещины /кр и соответ-
ствующее ей растягивающее напряжение о связаны соотно-
шением (критерием) Гриффитса:
о = у/2у„Е/л1кр , (8.4)
где у«— удельная поверхностная энергия; Е— модуль Юнга.
Согласно этому критерию, чем больше действующее напряже-
ние, тем более короткие трещины способны к закритическому,
лавинорбразному развитию.
Использование критерия Гриффитса применительно к хруп-
кому разрушению стекла дает значения ZKP порядка нескольких
микрометров, что согласуется с экспериментом. К квазихруп-
кому разрушению металлических материалов формулу (8.4)
применять нельзя, так как при ее выводе не учитывается ло-
кальная пластическая деформация вблизи стенок трещины. На
эту деформацию затрачивается работа, характеризуемая удель-
ной величиной ур (работой пластической деформации, отнесен-
ной к единице площади стенки трещины). В соотношение (8.4)
вместо величины ys следует подставить сумму (у«+уР), а так
как ур на несколько порядков больше у8, то в формуле (8.4)
можно заменить уя на ур и тогда
о = ^2урЕ/л1кр . (8.5)
Так как работа образования стенок трещины при квази-
хрупком разрушении на несколько порядков больше, чем при
истинно хрупком, то при заданном напряжении к закрнтиче-
скому, неустановившемуся росту способны только трещины
большего размера. Расчет по формуле (8.5) дает для низкоугле-
родистых сталей значения ZKP порядка нескольких миллиметров.
Способность материала сопротивляться распространению
в нем трещин называют вязкостью разрушения. Наиболее рас-
пространенной количественной характеристикой вязкости разру-
шения является критический коэффициент интенсивности на-
пряжения:
KJc = Yay/^, (8.6)
170
где о — растягивающее напряжение, при котором трещина дли-
ной /кр распространяется лавинообразно; Y — коэффициент, учи-
тывающий геометрию образца. Вязкость разрушения Kic имеет
размерность МПа-м|/2.
Ценность показателя Кгс как характеристики материала со-
стоит в том, что его можно непосредственно использовать для
расчета конструкций. Если известен коэффициент Kic, то по
формуле (8.6) легко вычислить, какого размера трещины до-
пустимы при заданном рабочем напряжении или, наоборот,
каково допустимое рабочее напряжение при заданном размере
трещин.
Вязкость разрушения определяет трещиностойкость мате-
риала—его способность работать в конструкции с трещиной.
В современных расчетах высоконагруженных конструкций ис-
пользуют «принцип безопасного повреждения», допускающий
эксплуатацию конструкций при наличии трещин длиной меньше
/кр. Этот принцип очень важен, так как при изготовлении изде-
лий трудно полностью избежать поверхностных и внутренних
трещин (царапин, усадочных микропустот и др.). Кроме того,
трещины могут возникать и при эксплуатации изделий. Важно,
чтобы длина трещин не превышала значения /кр. Известно не-
мало случаев, когда ответственные нагруженные конструкции
работали при наличии в них трещин длиной в десятки сан-
тиметров.
Вязкое разрушение
Вязкое разрушение характеризуется не только предшествующей
ему большой пластической деформацией, но и медленным раз-
витием трещины, причем для роста трещины необходим подвод
энергии извне. При эксплуатации деталей машин и конструк-
ций, во избежание необратимого изменения их формы, нагрузку
выбирают так, чтобы макропластическая деформация не начи-
налась. Поэтому вязкое разрушение при эксплуатации как
правило не происходит. Оно может произойти при обработке ме-
таллов давлением (прокатке, волочении и т. п.), которая как
раз и основана на использовании большой пластической дефор-
мации.
При растяжении цилиндрических образцов из пластичных
металлов развивается локализация деформации в виде мест-
ного сужения — шейки, в которой и происходит вязкое разру-
шение. На рис. 8.8 показаны две формы изломов при вязком
разрушении. У очень чистых высокопластичных металлов шейка
может сужаться до точки и излом приобретает форму острия
(рнс. 8.8,а); относительное сужение при этом приближается
к 100%.
Для вязкого разрушения промышленных металлов и спла-
вов более типичен чашечный излом, точнее излом типа
171
чашечка — конус (рис.8.8,б). Разрушение этого вида начинается
в центре сечения шейки, где возникает большое количество
микропустот, сливающихся в магистральную трещину, перпен-
дикулярную оси растяжения. Образование микропустот (мик-
ротрещин) в центре сечения шейки обусловлено тем, что
в шейке существует объемное напряженное состояние с мак-
симальными растягивающими напряжениями именно вблизи оси
образца. Под действием больших растягивающих напряжений
в центральной части сечения шейки происходит разрушение от-
рывом, формирующее дно чашечки. Далее трещина развива-
ется в сторону поверхности образца и меняет направление, рас-
пространяясь под углом 45° к оси растяжения. Обусловлено это
тем, что вокруг трещины в периферийных слоях схема напря-
женного состояния такова, что под действием касательных на-
пряжений происходит разрушение срезом, формирующим кони-
ческую часть излома.
На всех этапах развития вязкого разрушения происходит
сильная пластическая деформация. В частности, на стадии фор-
мирования магистральной трещины в центре шейки путем слия-
ния микропустот происходит очень сильная локальная дефор-
мация перемычек между соседними микропустотами, заканчи-
вающаяся разрушением этих перемычек.
Зарождению микропустот при вязком разрушении способ-
ствуют разного рода включения. Поэтому с уменьшением коли-
чества таких включений при повышении чистоты металла ча-
шечный излом может постепенно трансформироваться, сужаясь
до точки (см. рис. 8.8,а), что сопровождается ростом относи-
тельного сужения.
Переход из вязкого состояния в хрупкое
Один и тот же материал в зависимости от структуры и условий
нагружения может разрушаться и вязко, и хрупко. Основные
внешние факторы, влияющие на тип разрушения — температура,
скорость нагружения и наличие концентраторов напряжений.
Академик А. Ф. Иоффе предложил схему (рис. 8.9), которая
помогает понять влияние разных факторов на переход из вяз-
кого состояния в хрупкое, и, прежде всего, влияние температуры.
Эта схема базируется на разной температурной зависимости
сопротивления отрыву и предела текучести. Сопротивление
отрыву а0. характеризующее сопротивление хрупкому разру-
шению, слабо зависит от температуры (кривая /). Последнее
понятно, если учесть, что сопротивление отрыву определяется
силами межатомной связи, которые слабо уменьшаются е ро-
стом температуры. В противоположность этому напряжение,
необходимое для начала пластической деформации, т. е. предел
текучести От, сильно снижается с повышением температуры
(кривая 2). Пересечение кривых 1 и 2 на рис. 8.9 соответствует
172
^0,67
Рис. 8.8. Формы излома при вяз-
ком разрушении
Рис. 8.9. Схема Иоффе, объясняющая
переход из вязкого состояния
в хрупкое
юмпературе Тх, называемой температурой хрупко-вязкого пере-
вода или же температурным порогом хрупкости. При темпера-
typax выше Тх от<Оо. при нагружении вначале достигается пре-
дел текучести и разрушению предшествует значительная пла-
стическая деформация. При температурах ниже Тх о0<От, при
нагружении сначала достигается сопротивление отрыву и про-
исходит хрупкое разрушение. Охрупчивание при понижении тем-
пературы следует учитывать при эксплуатации изделий, осо-
бенно в северных районах.
При увеличении скорости деформирования предел текучести
при всех температурах возрастает (см. кривую 3), а сопротив-
ление отрыву остается практически неизменным (кривая 1).
В результате точка пересечения кривых 1 и 3 соответствует
более высокой температуре (Т,х>7'х). Следовательно, при уве-
шчении скорости деформирования температурная область хруп-
кого разрушения расширяется и, например, пластичный при
комнатной температуре сплав становится хрупким.
Любые факторы, уменьшающие сопротивление отрыву, по-
вышают температуру хрупко-вязкого перехода: кривые 2 и 4
пересекаются при Тк">Тк. Это может произойти, например,
н результате сегрегации по границам зерен атомов примеси,
ослабляющей межзеренную связь.
На тип разрушения сильнейшее влияние оказывает схема на-
пряженного состояния. Проявлению пластичности способствуют
сжимающие напряжения, которые препятствуют раскрытию уже
имеющихся микротрещин. Наименее благоприятная для вяз-
кого разрушения, самая «жесткая» схема напряженного со-
< юяния — трехосное (объемное) растяжение (рис. 8.10, а).
Оно возникает около вершины острого надреза, где концентри-
руются напряжения. Поэтому поверхностные надрезы, выточки
и царапины способствуют хрупкому разрушению.
173
Рис. 8.10. Схема напряжен-
ного состояния всесторон-
него растяжения (а) и все-
стороннего сжатия (6)
Самой благоприятной для пластической деформации, наибо-
лее «мягкой» является схема трехосного сжатия (рис. 8.10,6).
Она реализуется, например, в очаге деформации при экструди-
ровании (выдавливании из контейнера). При всестороннем рав-
номерном (гидростатическом) сжатии возможна только упругая
деформация и разрушения вообще не происходит. При всесто-
роннем неравномерном сжатии даже мрамор способен к боль-
шой пластической деформации.
Фрактография
Фрактография (от лат. fractus — излом) — исследование поверх-
ности разрушения. Излом вначале изучают невооруженным гла-
зом, а затем под лупой или в стереомикроскопе с небольшим
увеличением. При этом после хрупкого разрушения излом отли-
чается блеском множества фасеток — участков отрыва или
скола, а излом после вязкого разрушения имеет матовый оттенок и
волокнистое строение. Возмож-
Рис. 8.11. Ямки иа поверхности излома
при вязком разрушении состаренного ли-
того сплава А1—6 % Zn—1,6 % Mg—1 %
Си; РЭМ, изображение во вторичных
электронах (Н. А. Белов)
ности световой микроскопии
из-за малой глубины резкости
весьма ограничены для изуче-
ния микростроения изломов,
так как в отличие от плоской
поверхности шлифа поверх-
ность разрушения имеет глу-
бокий рельеф. Основным сов-
ременным методом фрактогра-
фии является растровая
электронная микроскопия (см.
п. 28.4), характеризующаяся
большой глубиной резкости.
Йзлом вязкого разрушения
в растровом электронном мик-
роскопе (РЭМ) имеет ямочное
строение (рис. 8.11). Ямки
разной формы и разного раз-
мера соответствуют микропо-
рам, образующимся при вяз-
174
ком разрушении. Ямки микроскопического размера рассеивают
свет и потому излом вязкого разрушения при визуальном ос-
мотре имеет матовый вид.
При хрупком разрушении внутризеренным сколом видны фа-
сетки (площадки) скола по определенным кристаллографиче-
ским плоскостям, например, по плоскости {100} в о. ц. к. метал-
лах. Плоскость скола хорошо отражает свет и придает излому
хрупкого разрушения при визуальном рассмотрении блестящий
оттенок.
Поверхность внутризеренного скола обычно не идеально
гладкая, а имеет ручьистый узор (рис. 8.12), линии которого
соответствуют ступенькам на поверхности фасетки. Эти сту-
иеньки- появляются из-за развития скола по плоскостям, на-
клоненным к главной плоскости скола. Другая причина образо-
вания ступенек — пересечение развивающейся трещиной линий
винтовых дислокаций. Это нетрудно понять, если кристалл
с винтовой дислокацией на рис. 1.23 расколоть по горизонталь-
ной плоскости на две части: на обеих поверхностях разруше-
ния должны находиться ступеньки.
При хрупком межкристаллитном разрушении каждая фа-
сетка излома соответствует поверхности одного зерна и можно
наблюдать стыки трех зерен (см. рис. 8.12).
Фрактографию широко используют для установления причин
разрушения сплавов при эксплуатации изделий, а также при
литье, сварке и обработке давлением.
Рнс. 8.12. Ручьистый узор
иа фасетке виутрнкрнстал-
лнтного скола (А) и фа-
сетки хрупкого межкри-
сталлитного разрушения (В)
и а поверхности излома
отожжеииого молибдена;
РЭМ, изображение во вто-
ричных электронах (Н. А.
Белов)
Глава 9
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства характеризуют поведение тел под дей-
ствием механических напряжений. Такие напряжения возни-
кают при эксплуатации металлических изделий, а также в про-
цессе их изготовления (при литье, обработке давлением, сварке
и т. п.). Поэтому механические свойства — это важнейшие для
инженера характеристики металлов и сплавов.
Механические свойства определяют с помощью механических
испытаний специально изготовленных образцов. Механические
свойства не являются такими константами материала, как
физические. Они зависят не только от химического состава и
структуры материала, но и от условий испытаний: формы и раз-
меров образца, скорости нагружения и других факторов. Боль-
шинство механических свойств очень сильно зависит от струк-
туры, например от размера зерна и плотности дислокаций, т. е.
относятся к разряду структурно-чувствительных свойств.
9.1. Испытания на твердость
Единого научного определения твердости не существует. Ме-
тоды измерения твердости могут базироваться на совершенно
разных принципах, причем числа твердости имеют разную раз-
мерность.
Для количественной оценки твердости наиболее широко
применяют статическое вдавливание по нормали к испытуемой
поверхности под заданной нагрузкой очень твердого наконеч-
ника— индентора. В этом случае число твердости характери-
зует сопротивление материалов местной пластической дефор-
мации, возникающей при вдавливании индентора. Пластически
деформированный объем под индентором окружен упругодефор-
мированным материалом и в результате реализуется всесторон-
нее неравномерное сжатие, т. е. очень «мягкая» схема напря-
женного состояния, способствующая пластической деформации.
Поэтому на твердость можно испытывать весьма хрупкие мате-
риалы.
Испытания на твердость отличаются простотой и высокой
производительностью. Можно измерять твердость готовых из-
делий, даже крупногабаритных (с помощью переносных прибо-
ров, устанавливаемых на изделие). Поэтому измерения твердо-
сти являются самыми распространенными из всех механических
испытаний как в исследованиях, так и при контроле качества
продукции в производственных условиях. Основной недостаток
испытаний на твердость — невозможность использования чисел
твердости в расчетах конструкций.
176
Твердость по Бринеллю (ГОСТ 9012—59)
Шарик из закаленной стали диаметром D вдавливается в обра-
зец (изделие) под действием нагрузки Р, после снятия которой
измеряют диаметр отпечатка d.
Все числа твердости обозначают буквой Н (от англ. Hard-
ness— твердость). Число твердости по Бринеллю НВ равно от-
ношению нагрузки Р (кге) к площади шаровой поверхности от-
печатка Л (мм2):
/7В .-= -L =----—2Р ... . (9.1)
A nD(D-^ D'-d*)
Отсюда следует, что твердость по Бринеллю имеет размер-
ность напряжения кге/мм?. В целях преемственности эта раз-
мерность не заменена на МПа, как это требует современная
система международных единиц (СИ), тем более что рядом с чи-
слом твердости размерность ие указывают. Например, твер-
дость по Бринеллю, равную 185 кге/мм2, записывают как
185 НВ, что означает 185 единиц Бринелля.
При увеличении нагрузки шаровые отпечатки не получа-
ются геометрически подобными, площадь поверхности отпечатка
растет не пропорционально нагрузке и число твердости НВ за-
висит от нагрузки, т. е. не является характеристикой мате-
риала.
Из формулы (9.1) имеем
НВ = 2P/nD2 (1 — Vl— (d/D)2 ).
Следовательно, для получения одинаковых значений НВ при
разных диаметрах шарика D необходимо постоянство отноше-
ний Р/D2 и d/D, что в испытаниях на твердость по Бринеллю
невозможно обеспечить. Одиако весьма важно, что зависимость
НВ от нагрузки наиболее слабо проявляется при условии d/D =
0,25... 0,6.
Методом Бринелля можно испытывать материалы с твер-
достью не более 450 НВ, так как при большей твердости ма-
юриала шарик из закаленной стали сам недопустимо дефор-
мируется. Рекомендуется для сталей и чугунов Р1В2 =
30 кге/мм2, для меди, никеля и их сплавов 10, для алюминия,
магния и их сплавов 5.
Можно выбрать шарик диаметром 1; 2; 2,5; 5 или 10 мм и
нагрузку от 1 до 3000 кгс. Расчет по формуле (9.1) не произво-
дят, а по измеренному отпечатку d при выбранных D и Р по
аблице находят значение НВ.
Если Р=3000 кгс, D=10 мм и выдержка под нагрузкой со-
<гавляет 10... 15 с, то эти условия испытаний рядом со значе-
нием НВ не указывают. Любые другие условия испытаний дол-
177
I ’ 2542
жны быть указаны. Например, 185 НВ 5/650/20 означает твер-
дость в 185 единиц Бринелля при использовании шарика с D =
= 5 мм при Р=750 кгс и времени выдержки под нагрузкой 20 с.
Твердость по Виккерсу (ГОСТ 2999—75)
Индентором является правильная четырехгранная алмазная пи-
рамида с углом между противоположными гранями 136°. Число
твердости по Виккерсу HV равно отношению нагрузки Р, кгс,
к площади поверхности пирамидального отпечатка, мм2:
//V = 1,854P/d2, (9.2)
где d — среднее арифметическое длин обеих диагоналей отпе-
чатка в плоскости испытуемой поверхности после снятия на-
грузки (мм).
В соответствии с ГОСТом размерность твердости по Вик-
керсу кгс/мм2, причем эта размерность у числа твердости не
указывается. Например, твердость по Виккерсу, равную
550 кгс/мм2, записывают как 550 HV.
При увеличении глубины вдавливания пирамидального ин-
дентора, в отличие от шарика, получаются геометрически по-
добные отпечатки, и значение HV не зависит от величины на-
грузки.
Угол 136° выбран из расчета, чтобы числа твердости НВ и
HV были близкими (до значений 300 они в точности совпа-
дают).
Благодаря алмазному индентору можно испытывать очень
твердые материалы — с твердостью до 2500 HV. Нагрузки мо-
гут быть от 1 до 100 кгс.
Расчеты по формуле (9.2) не производят, а по измеренному
значению d при выбранной нагрузке в таблице находят значе-
ние HV
Твердость по Роквеллу (ГОСТ 9013—59)
Индентором служит алмазный конус с углом при вершине 120°
и радиусом закругления 0,2 мм или шарик из закаленной стали
диаметром */1б дюйма (1,5875 мм). Величину твердости оцени-
вают по глубине вдавливания индентора. Чтобы зафиксировать
исходное положение индентора, его поджимают к испытуемой по-
верхности под предварительной нагрузкой Ро=1О кгс, после
чего стрелку индикатора глубины вдавливания выводят на
нуль. Затем прикладывают основную нагрузку — Р] = 140 кгс
при использовании алмазного конуса и Pi = 90 кгс при исполь-
зовании шарикового индентора. Следовательно, общая на-
грузка Р=Ро + Р\ в первом случае равна 150 кгс, а во вто-
ром—100 кгс. После снятия основной нагрузки Р\ (нагрузка
Ро остается) индикатор глубины вдавливания прямо показы-
178
вает число твердости по Роквеллу. Число твердости по Роквеллу
при использовании алмазного конуса обозначают символом
HRCa (С от. англ. Cone — конус), а при использовании шари-
кового индентора — символом HRB (от англ. Ball — шар)1.
Чем меньше твердость, тем больше глубина вдавливания ин-
дентора е. Поэтому за меру твердости выбрана не величина е,
а разность между условно выбранным числом и глубиной вдав-
ливания: /7/?Сэ= 100—е и HRB=\30—е, где е измеряется в еди-
ницах, равных цене одного деления индикатора (0,002 мм). Та-
ким образом, числа твердости по Роквеллу являются безраз-
мерными величинами.
По шкале В измеряют твердость сравнительно мягких объ-
ектов, а по шкале С — более твердых. Для измерения твердо-
сти тонких слоев или изделий используют алмазный конус,
ZJ0= 10 кгс и Pi = 50 кгс, т. е. уменьшенную общую нагрузку на
конус: 60 кгс вместо 150 кгс. В этом случае число твердости
обозначают символом HRA (HRA = \QQ—е).
Важным преимуществом метода Роквелла является то, что
не требуется измерять отпечаток и находить по таблицам число
твердости. Это число считывается сразу после снятия основной
нагрузки со шкалы индикатора прибора. Простота, высокая
производительность, возможность автоматизации измерений, при-
менимость и к мягким, и к твердым объектам сделали метод
Роквелла самым распространенным способом контроля твер-
дости в производственных условиях. Недостатки метода — от-
сутствие единой шкалы твердости, несоблюдение геометриче-
ского подобия (при диаметрах отпечатка менее 0,2 мм конус-
ный отпечаток превращается в шаровой, так как конус имеет
шкругление с радиусом 0,2 мм).
Существуют таблицы перевода чисел твердости по разным
шкалам, которые можно использовать для ориентировочной
оценки твердости. Например, твердости 400 HV соответствуют
числа твердости 384 НВ и 42,0 HRC3, а числу твердости
!20 HV соответствуют числа 120 НВ и 67 HR В.
Микротвердость (ГОСТ 9450—76)
В рассмотренных методах измерения твердости размер отпе-
чатка значительно больше размера отдельных структурных со-
ставляющих. Например, при измерении твердости доэвтектиче-
кого сплава под индентор попадают и первичные кристаллы и
>втектика. Для измерения твердости отдельных структурных со-
< гавляющих был предложен метод микротвердости, являю-
1 С 1980 г. в соответствии с ГОСТ 8.064—79 введена новая шкала чи-
• < i твердости HRCa. Это вызвано тем, что ранее действовавшая в нашей
промышленности шкала HRC отличалась от шкалы, воспроизводимой госу-
тарствеиным эталоном единиц твердости и от того, что принято в большин-
те стран.
179
щийся разновидностью метода Виккерса и отличающийся от
последнего меньшей нагрузкой на алмазную пирамиду (Р=1...
500 гс).
Нагрузку подбирают так, чтобы размер отпечатка был
меньше размера соответствующей структурной составляющей.
Образцом для измерения микротвердости является микрошлиф,
и нагружение производят под специальным микроскопом, чтобы
вдавливать индентор в выбранный микроучасток. Измерение
отпечатка микронных размеров также производят под микро-
скопом.
9.2. Испытания на растяжение
Испытание на одноосное растяжение (ГОСТ 1497—84) явля-
ется основным источником информации о характеристиках проч-
ности и пластичности металлических материалов. Используют
и цилиндрические и плоские образцы (рис. 9.1), головки кото-
рых вставляют в захваты разрывной машины, но чаще всего —
цилиндрические образцы (их называют также круглыми). Пло-
ские образцы применяют главным образом для оценки свойств
листового материала.
Цилиндрический образец характеризуется диаметром рабо-
чей части d0, длиной рабочей части I, начальной расчетной дли-
ной /о. Расчетную длину /о, которая меньше /, выбирают так,
чтобы исключить влияние головок образца на результаты испы-
таний.
Размеры образца не влияют на результат определения от-
носительного удлинения после разрыва, если соблюдается усло-
вие геометрического подобия образцов: /o/Po=const, где Fo —
площадь поперечного сечения в рабочей части образца. В соот-
ветствии с ГОСТом /o = lb3V^o и /o = 5,65V^o\ т. е. соответ-
ственно /0= 10d0 и l0=5d0 (так называемые десятикратные и
пятикратные образцы). Для литых сплавов допускается /0=
= 2,82 . т. е. /о = 2,5*/о-
Образцы вытачивают из заготовок, вырезанных из тех участ-
ков изделия, свойства которых контролируются. Наиболее ча-
сто используют небольшие гагаринские образцы с d0 = (j и /о =
= 30 мм. При определении свойств в тонких сечениях изделий
в порядке исключения применяют микрообразцы с do^l мм.
Рис. 9.1. Цилиндрический (а) и плоский (б) образцы для испытаний на одноосное
растяжение
180
Рис. 9.2. Четыре типа кривых растяжения (Рт — усилие, соответствующее физическому
пределу текучести; Рт в— усилие, соответствующее верхнему пределу текучести)
В случае литых деталей важно знать влияние литейной
корки (поверхностного слоя отливки) на механические свой-
ства. Для этого испытывают отдельно отлитые в песчаную
форму или в кокиль, а также прилитые к детали образцы.
При растяжении образца на диаграммной ленте разрывной
машины автоматически записывается зависимость осевой рас-
тягивающей нагрузки Р (силы сопротивления образца дефор-
мации) от абсолютного удлинения А/ (рис. 9.2). Кривые Р—
\1 называют первичными диаграммами растяжения или про-
сто кривыми растяжения. На рис. 9.2 приведены четыре типа
кривых растяжения. Тип I — образование ярко выраженной
шейки перед разрывом. Тип II отличается от типа I наличием
«уба и площадки текучести (или только площадки текучести).
Тип III — равномерное удлинение, без образования ярко выра-
женной шейки, при пластической деформации вплоть до раз-
рушения. Тип IV — хрупкое разрушение.
По определенным точкам на кривой растяжения рассчиты-
вают стандартные характеристики сопротивления материала
чеформации и разрушению, причем выражают их через услов-
ные растягивающие напряжения a=P/F0 (в мегапаскалях). Эти
напряжения условны в том смысле, что нагрузку делят не на
истинную площадь поперечного сечения образца в тот момент,
181
Рис. 9.3. Кривая растяжения с харак-
терными точками, по которым рассчи-
тывают прочностные свойства
Рис. 9.4. Образец, разорвавшийся после
образования шейки
когда действует нагрузка Р, а на начальную площадь попереч-
ного сечения Fo. Кривые Р — &1 одновременно являются и кри-
выми о—Д/, только с другим масштабом по оси ординат.
Рассмотрим механические свойства, определяемые в испы-
таниях на растяжение, с помощью схемы на рис. 9.3 (кривая
растяжения I типа). Разорванный образец показан на рис. 9.4.
Предел пропорциональности <тПц= Ргщ/Fo — это максимальное
напряжение, при котором еще выполняется закон Гука (8.1).
Нагрузка РПц соответствует точке п перехода от прямолиней-
ного к криволинейному участку на диаграмме растяжения.
Так как такой переход очень плавный, то определяют условный
предел пропорциональности, соответствующий точке, в которой
отклонение от линейного закона изменения нагрузки достигает
заданной величины: тангенс угла наклона касательной в этой
точке на 50 % больше, чем на начальном прямолинейном уча-
стке. Величина оПц в инженерных расчетах указывает напряже-
ние, до которого конструкция может работать без остаточных
деформаций.
Предел упругости ao.os = Po.o:,/Fo — это напряжение, при ко-
тором остаточное удлинение составляет 0,05%. Он характери-
зует сопротивление материала пластической деформации, кото-
рая обеспечивается движением ограниченного числа наиболее
подвижных дислокаций. Технический смысл предела упругости
состоит в том, что он характеризует предельное напряжение, ко-
торое допустимо при работе упругих элементов. Допуск на оста-
точную деформацию может быть еще более жестким, например
0,005 % (предел упругости no.oos). Пределы пропорционально-
сти и упругости очень близки и практически могут совпадать.
Предел текучести о0>2 = Г’ог/Го — это напряжение, при кото-
ром остаточная деформация составляет 0,2 %- Пластическая де-
формация величиной 0,2 % происходит путем массового сколь-
жения дислокаций. Предел текучести о0.2, характеризующий
сопротивление малым пластическим деформациям, широко ис-
182
пользуют в инженерных расчетах конструкций, так как одно из
главных требований к нагруженным деталям состоит в том,
чтобы их остаточные деформации были не больше определенной
величины.
Малоуглеродистые стали, многие металлы и сплавы, осо-
бенно с о. ц. к. решеткой, характеризуются наличием на кривой
растяжения зуба и площадки текучести или только площадки
текучести (см. рис. 9.2, кривая типа П). Площадка текучести
означает пластическую деформацию при постоянном напряже-
нии, называемом физическим пределом текучести От^Рт/Ро-
Деформация на площадке текучести может достигать 1 %. На-
пряжение От. в=Дт. в/^о, рассчитанное по усилию, соответствую-
щему вершине зуба текучести, называют верхним пределом те-
кучести.
Одна из возможных причин появления зуба и площадки те-
кучести в о. ц. к. металлах следующая. Дислокации в исходном
образце закреплены примесными атмосферами Коттрелла (см.
н. 1.3), в частности, атомами углерода в стали, и вплоть до
верхнего предела текучести возможна только упругая дефор-
мация. При напряжении <тт. п часть дислокаций отрывается от
примесных атмосфер и пластическая деформация развивается
при меныпем напряжении, некоторое время не требуя его по-
вышения— возникает площадка на кривой растяжения. Тече-
ние при постоянном напряжении От заканчивается, когда взаи-
модействие движущихся дислокаций приводит к деформацион-
ному упрочнению (см. п. 8.2).
С уменьшением размера зерен (или субзерен) d увеличи-
вается число барьеров на пути скользящих дислокаций и фи-
шческий предел текучести возрастает в соответствии с соот-
н мнением Холла—Петча:
<гт — о0 + kd~|/2, (9.3)
। де о0 и k — константы. Точно так же влияет размер зерна на
неЛИЧИНу По,2-
Временное сопротивление OB^PmaxfFo— это напряжение, со-
'•шетствующее максимальной нагрузке на кривой растяжения.
1<>чка 6 на рис. 9.3 соответствует окончанию равномерной пла-
ншеской деформации и началу образования шейки. Резкое
\меньшение поперечного сечения в шейке приводит к снижению
. .«противления образца растяжению. Локализация деформации
оканчивается разрушением образца в его наименьшем сечении
(• м. рис. 9.4).
Хотя временное сопротивление в литературе часто называют
пределом прочности, но таковым, т. е. характеристикой предель-
но о состояния непосредственно перед разрушением, оно далеко
о всегда является. В случае образования шейки разрушение
и.м-тупает не при максимальной нагрузке Ртах, а в точке «
183
Рис. 9.5. Зависимость услов-
ного о и истинного S растяги-
вающего напряжения от отно-
сительного удлинения е
вающего напряжения
(см. рис. 9.3), которой соответствует
меньшая нагрузка Рк. В этом случае
характеристикой предельного состоя-
ния служит истинное сопротивление
разрыву SK = PK/FK, где FK— попереч-
ное сечение образца в месте разрыва.
Следовательно, в отличие от других
рассмотренных выше прочностных
свойств, величина SK является не ус-
ловным, а истинным напряжением при
разрушении.
Если для каждого текущего значе-
ния нагрузки Pi на первичной кривой
растяжения рассчитать значения ус-
ловного (PilF0) и истинного растяги-
(PifFi), то можно построить графики за-
висимости условных и истинных напряжений от относительного
удлинения е=Ы/10 (рис. 9.5).
На начальном участке, где текущая площадь поперечного
сечения F, мало отличается от начальной Ео, рассматриваемые
кривые практически совпадают, а затем по мере увеличения раз-
ности Fo—Fi они все больше расходятся. Наиболее интересно
то, что истинное напряжение интенсивно растет тогда, когда на-
грузка (и условное напряжение) падает. Обусловлено это тем,
что при локализации деформации в виде шейки сильное увели-
чение плотности дислокаций приводит к большому деформаци-
онному упрочнению (наклепу), и величина SK может значи-
тельно превышать величину ав. Падение нагрузки указывает на
то, что уменьшение живого сечения в период образования шейки
перекрывает влияние деформационного упрочнения.
Временное сопротивление сгв в случае образования ярко вы-
раженной шейки на образцах фактически является характери-
стикой сопротивления большим пластическим деформациям,
а не сопротивления разрыву. Если же испытывают хрупкий об-
разец (см. рис. 9.2, кривая растяжения типа IV), то величина
Ов является характеристикой сопротивления разрушению и мало
отличается от величины SK, так как ЕК«ЕО.
Кривая растяжения типа III на рис. 9.2 относится к весьма
распространенному случаю испытаний образцов из материалов,
отличающихся небольшой или умеренной пластичностью (удли-
нение до ~Ю%), на которых шейка или не образуется, или
выражена очень слабо. К таким материалам, в частности, отно-
сятся многие литейные сплавы. В этом случае максимальная
растягивающая нагрузка достигается к моменту разрыва, и ве-
личина Ов характеризует сопротивление разрушению, хотя она
и меньше SK, так как FK=£F0.
Таким образом, физический и технический смысл временного
184
сопротивления различен у материалов с разным типом кривых
растяжения. Но все же, если исключить хрупкие материалы, то
величину Ов следует рассматривать как характеристику сопро-
тивления значительным пластическим деформациям, а вели-
чины по,2 и от — как характеристики сопротивления малым пла-
стическим деформациям. Эти характеристики являются самыми
распространенными в технике прочностными свойствами про-
мышленных металлов и сплавов.
Характеристики пластичности при растяжении — относитель-
ное удлинение после разрыва б и относительное сужение после
разрыва ф. Слова «после разрыва» обычно опускают, всегда
подразумевая их, когда речь идет о свойствах, обозначаемых
буквами 6 и 1|).
Относительное удлинение — это отношение приращения рас-
четной длины разорванного образца к ее первоначальной вели-
чине:
6 = [(/к —Z0)//0I 100 %.
Относительное сужение — это отношение уменьшения пло-
щади поперечного сечения в месте разрыва к начальной пло-
щади поперечного сечения образца: ф = [(/7—Fo)/Fo]- 100 %.
Для определения конечной длины после разрыва /к разо-
рванные половинки образца плотно составляют так, чтобы их
оси образовали прямую линию (см. рис. 9.4).
Существенный недостаток относительного удлинения как ха-
рактеристики пластичности заключается в том, что она зависит
от выбранного значения начальной расчетной длины /о. Дело
в том, что при наличии шейки абсолютное удлинение образца
кладывается из двух частей: равномерного удлинения до мо-
мента образования шейки и сосредоточенного удлинения, свя-
занного с шейкой (см. рис. 9.4). Чем меньше /о, тем большая
юля от общего абсолютного удлинения образца приходится на
< осредоточенное удлинение и в результате б возрастает. По-
тому в индексе у 6 указывают кратность испытанного образца:
Лю, Ss, б2,5. При испытании пяти- и десятикратных образцов
\ большинства материалов вклад сосредоточенного удлинения
и общее удлинение сравнительно мал, поэтому величина б ха-
рактеризует в основном способность к равномерной пластиче-
ской деформации. Величина ф, наоборот, является показателем
1лавным образом сосредоточенной деформации и более полно
характеризует способность материала к предельной деформа-
ции до разрушения.
Все рассмотренные свойства можно определять и при тем-
пературах ниже и выше комнатной. При высокотемпературных
испытаниях разупрочнение головок образца может привести
к их выскальзыванию из захватов. Поэтому цилиндрические об-
ще
разцы для таких испытаний имеют резьбовые головки, ввинчи-
вающиеся в захваты, а у плоских образцов в головках делают
отверстие, в которое через захват вставляют шпильку.
9.3. Испытания на изгиб
Малопластичные материалы, такие как серый чугун с пластин-
чатым графитом, при испытаниях на растяжение очень чувст-
вительны к небольшим перекосам образца в захватах разрыв-
ной машины, из-за чего велик разброс результатов определе-
ния механических свойств. Испытания на изгиб лишены этого
недостатка.
Образец в виде цилиндра устанавливают на две опоры и
нагружают посередине изгибающим ножом с округлым окон-
чанием (рис. 9.6). По диаграмме нагрузка—стрела прогиба
определяют максимальную сосредоточенную нагрузку Ртах
в момент разрушения (или при появлении первой трещины).
При испытании чугунов используют образцы диаметром d0=
= 30 мм, а расстояние между опорами I составляет 300 или
600 мм.
В крайнем (нижнем) растянутом волокне на середине изги-
баемого образца в упругой области действует максимальное
нормальное напряжение o=M(W, где М—РЦЬ— максималь-
ный изгибающий момент и И^=лс?03/32—момент сопротивле-
ния при изгибе. Если разрушение происходит хрупко, т. е.
в упругой области, или после небольшой пластической дефор-
мации, то можно воспользоваться этими формулами для рас-
чета предела прочности при изгибе:
Оцзг = 8Ртах//лг/0. (9.4)
У серых чугунов оИзг= (1,2.. .2,5) ов.
Характеристикой пластичности является стрела прогиба f
в момент разрушения. Она зависит от расстояния I между опо-
рами: при /=600 мм f может быть втрое больше, чем при /=
= 300 мм. Поэтому, приводя значение f, следует обязательно
указывать, при каком расстоянии между опорами получено это
значение.
Рнс. 9.6. Схема изгиба Под сосре-
доточенной нагрузкой
186
9.4. Испытания на замедленное разрушение
Замедленным (задержанным) называют разрушение деталей
при комнатной или близкой к ней температуре через некоторое
время после начала действия постоянного напряжения, кото-
рое ниже предела текучести. К такому разрушению склонны
закаленные и неотпущенные. стали, высокопрочные алюминие-
вые, титановые и другие сплавы. Склонность к замедленному
разрушению усиливают водород, содержащийся в сталях и ти-
тановых сплавах, а также острые надрезы и другие концентра-
торы напряжений. Замедленное разрушение может произойти
даже при хранении изделия, если в нем имеются остаточные
напряжения (литейные, закалочные и др.).
Время до начала разрушения может колебаться от несколь-
ких минут до нескольких месяцев и лет. В этот инкубационный
период происходит зарождение и (или) докритический рост
трещины. После достижения трещиной критического размера
/|(р, зависящего от действующего растягивающего напряжения
(см. формулу (8.6)], происходит ее быстрый закритический рост,
и деталь растрескивается или полностью разрушается. Излом
замедленного разрушения является макрохрупким.
Время до разрушения возрастает с уменьшением напря-
жения, причем существует пороговое напряжение оп, ниже ко-
торого замедленное разрушение вообще не происходит
(рис. 9.7).
Испытания на замедленное разрушение проводят с исполь-
зованием цилиндрических образцов, аналогичных разрывным,
по имеющим посередине рабочей части острый надрез в виде
кольцевой выточки. Растягивающее напряжение обычно со-
ставляет (0,7.. .0,9) (То,2- Характеристикой замедленного разру-
шения является время до разрушения при заданном напря-
жении, например п при сц.
Рис. 9.7. Зависимость времени до раз-
рушения т от напряжения а при ис-
пытаниях на задержанное разруше-
ние
187
9.5. Испытания на ударную вязкость
Громадное число машин и конструкций подвергаются ударным
нагрузкам, которые часто приводят к разрушению. Для оценки
способности материала выдерживать такие нагрузки проводят
испытания на ударный изгиб (ГОСТ 9454—78).
Наиболее распространенные образцы для этих испытаний
имеют форму стержня длиной 55 мм с квадратным сечением
10X10 мм. В соответствии с формой нанесенного посередине
надреза — концентратора напряжений образцы подразделяют
на три типа: U, V и Т (рис. 9.8). Концентратор типа Т (тре-
щина) получают в вершине начального надреза при цикличе-
ском изгибе образца.
Образцы с концентраторами типа V используют при испы-
таниях материалов для конструкций повышенной степени на-
дежности (летательные аппараты, трубопроводы и пр.),
а с концентраторами типа Т — при испытании материалов
особо ответственных конструкций, для которых первостепен-
ное значение имеет сопротивление развитию трещины.
Испытания на ударную вязкость проводят на маятниковом
копре при ударе маятника по образцу со стороны, противопо-
ложной концентратору напряжения. Энергию, затрачиваемую
на деформацию и разрушение образца, называют работой удара
и обозначают символом К с указанием вида концентратора
(KU, КV, КТ).
Ударная вязкость (обозначается символом КС) —это ра-
бота удара, отнесенная к начальной площади поперечного се-
чения в месте расположения концентратора:
KC^K!F0. (9.5)
Размерность ударной вязкости — Дж!см2. Ранее ударную
вязкость обозначили символом ан и измеряли в кгс-м^см2
Рис. 9.8. Образцы для испытаний иа
ударную вязкость
188
Рис. 9.9. Сериальная кривая
(1 кгс-м/см2» 10 Дж/см2). В зависимости от типа концентра-
тора напряжений имеем три обозначения ударной вязкости:
KCU, KCV и КСТ.
Ударная вязкость характеризует сочетание прочностных
свойств и пластичности материала. Недостаток характеристики
КС — невозможность использования ее в расчетах конструк-
ций. Но испытания на ударную вязкость отличаются простотой
оборудования и малой трудоемкостью и нашли широкое приме-
нение, особенно для сравнительной оценки склонности сплавов
к хрупкому разрушению. Для этого полезно проводить испыта-
ния при разных температурах, включая отрицательные, и по их
результатам строить графики зависимости ударной вязкости от
температуры испытания — сериальные кривые (названы так
потому, что проводят серию испытаний при разных температу-
рах). Для многих сплавов, особенно с о. ц. к. решеткой, ха-
рактерно сильное снижение ударной вязкости при понижении
температуры, происходящее в сравнительно узком интервале
температур (рис. 9.9), что связано с переходом от вязкого раз-
рушения к хрупкому.
Для оценки условной температуры перехода из вязкого со-
стояния в хрупкое 7\, называемой также порогом хладнолом-
кости, используют разные критерии: температуру достижения
определенного уровня ударной вязкости (например, 30 Дж/см2
у сталей), температуру середины переходного интервала или
температуру, при которой 50 % излома занято вязкой состав-
ляющей. Материалы, предназначенные для производства изде-
лий, эксплуатируемых на севере, должны обладать возможно
более низкой температурой Тк.
9.6. Испытания на усталость
Детали машин и транспортные конструкции чаще всего нахо-
дятся под действием нагрузок, которые циклически изменяются
либо по величине, либо и по величине, и по знаку. Типичные
примеры — коленчатые валы, оси железнодорожных вагонов,
лопатки турбин. В этих условиях развивается явление, назы-
ваемое усталостью металла. Под усталостью понимают процесс
постепенного накопления повреждений материала под дейст-
вием циклически изменяющихся напряжений, приводящий
к образованию трещин, их развитию и разрушению изделия.
Цо 90 % повреждений деталей при эксплуатации связано
- усталостью. Особая опасность усталости состоит в том, что
чогя она развивается во времени с увеличением числа циклов
и <менения напряжений, но это развитие внешне может быть не-
сметным, а разрушение детали происходит внезапно и при
v< ловком напряжении, значительно меньшем предела теку-
чести.
189
Рис. 9.10. Усталостный излом стального штока дна-
Усталостная тре-
щина зарождается, как
правило,у поверхности
изделия, где действуют
максимальные растяги-
вающие напряжения,
и постепенно развива-
ется в глубь изделия.
Она развивается срав-
нительно долго, а за-
тем в оставшемся жи-
вом сечении происхо-
дит быстрое разруше-
ние— чаще всего хруп-
кое, так как усталост-
ная трещина играет
роль глубокого и ост-
рого надреза. При этом
в изломе всегда видны
метром 250 мм дВе основные ЗОНЫ
(рис. 9.10): гладкая,
часто блестящая, зона развития усталостной трещины 1 с кон-
центрическими усталостными полосами (кольцами или линиями
усталости), и зона долома 2, свойственная обычному хрупкому,
реже вязкому или смешанному разрушению. Усталостные по-
лосы — это следы последовательных положений усталостной тре-
щины, которая развивается скачкообразно. Остановки и пе-
риоды быстрого роста трещин усталости могут быть результа-
том уменьшения и увеличения амплитуды напряжений. Распо-
ложение концентрических усталостных полос позволяет выявить
очаг разрушения (см. стрелку на рисунке).
При испытаниях на усталость (ГОСТ 25.502—79) исполь-
зуют разные схемы нагружения образца. Простейшая из них —
поперечный изгиб при вращении с консольным нагружением
(рис. 9.11). Образец одним концом жестко укреплен во вра-
щающемся патроне, а к свободному концу образца приложена
нагрузка Р. В верхней половине сечения образца действуют
растягивающие напряжения, а в нижней — сжимающие. При
вращении образца на пол-оборота на-
пряжения в соответствующих объемах
образца меняют знак на обратный. Су-
ществуют и другие схемы нагружения,
создающие разные типы циклического
изменения напряжений.
Циклы напряжений могут быть зна-
копостоянными, когда напряжения изме-
няются только по величине (рис. 9.12,
'Р
Рис. 9.11. Схема консоль-
ного нагружения образца
при испытаниях на уста-
лость
190
Рис. 9.12. Два типа циклов
напряжений
Рис. 9.13. Кривые усталости углеро-
дистой стали 45 (/) и алюминиевого
сплава АК8 (2)
кривая 1) и знакопеременными (кривая 2). Характеристикой
цикла является коэффициент асимметрии /? = Omin/omax (со зна-
ком). Большинство испытаний на усталость проводят с исполь-
зованием симметричных циклов напряжений, у которых макси-
мальное и минимальное напряжения равны по величине, но
противоположны по знаку (см. рис. 9.12, кривая 2, /? = —1).
При заданном максимальном напряжении цикла испытания
проводят до разрушения образца. Циклической долговечностью
N называют число циклов напряжений, выдержанных образ-
цом до разрушения. С уменьшением максимального напряже-
ния цикла долговечность возрастает. График в полулогарифми-
ческих координатах отах—lg N называют кривой усталости
(рис. 9.13). У сталей н некоторых других сплавов ниже опреде-
ленного значения отах разрушения не происходит при любом
числе циклов (см. горизонтальный участок на кривой /). Это
напряжение называют физическим пределом выносливости.
Предел выносливости обозначают символом ол, где R —
коэффициент асимметрии цикла. Следовательно, предел вынос-
ливости при испытаниях с симметричным знакопеременным
циклом напряжений обозначают символом о-ь Это наиболее
частая характеристика сопротивления усталости в справочни-
ках о свойствах сплавов.
У большинства цветных металлов на кривых усталости нет
горизонтального участка. Для таких материалов определяют
".раниченный предел выносливости — максимальное напряже-
ние цикла, которое образец выдерживает без разрушения в те-
чение заданного числа циклов нагружения. Это число циклов
и.11ывают базой испытания. Для легких сплавов ГОСТ реко-
мендует базу испытаний в 100-10е циклов, а при определении
фшического предела выносливости сталей—10 -106 циклов.
»Я1
Некоторые изделия испытывают сравнительно большие цик-
лические нагрузки, но с малой частотой циклов. Примером яв-
ляются повторные нагрузки на кабину реактивного самолета
из-за перепада давления при взлетах-посадках. Такне нагрузки
также могут вызывать разрушение конструкции, в связи с чем
проводят испытания на малоцикловую усталость (МЦУ), ис-
пользуя сравнительно высокие напряжения. База испытаний
на МЦУ не превышает 5 • 104 циклов. Характеристикой МЦУ
обычно служит циклическая долговечность при заданном отах.
Одной из характеристик усталости является скорость роста
трещины усталости dl/dN (ее обозначение—СРТУ, размер-
ность — мм/цикл).
Испытания на усталость относятся к числу трудоемких ме-
ханических испытаний. Во-первых, очень высокие требования
предъявляются к состоянию поверхности образцов, так как
даже небольшие царапины и шероховатость приводят к более
быстрому зарождению усталостных трещин (предел выносли-
вости полированных образцов может быть в 1,5 раза выше, чем
точеных). Во-вторых, сами испытания очень длительны. При
частоте нагружения несколько тысяч циклов в минуту время ис-
пытания одного образца может измеряться сутками, а для по-
строения кривой усталости может потребоваться несколько
недель.
9.7. Испытания на жаропрочность
Жаропрочность — это способность металлического материала
сопротивляться деформации и разрушению при кратковремен-
ном или длительном воздействии нагрузок при повышенных
температурах. При кратковременном действии нагрузок харак-
теристиками жаропрочности являются те же прочностные свой-
ства, что и определяемые в обычных испытаниях на растяже-
ние. При длительном действии нагрузки при повышенных тем-
пературах (выше ~0,4 Тпл по шкале Кельвина) развивается
ползучесть — непрерывная пласти-
Рис. 9.14. Первичные кривые пол-
зучести при двух напряжениях
(о»> Ог) или двух температурах
(Г,>Т2)
ческая деформация под действием
постоянного напряжения или по-
стоянной нагрузки.
В испытаниях на ползуч_есть
(ГОСТ 3248—81) к образцу, нахо-
дящемуся в печи при заданной тем-
Лратуре, прикладывают постоян-
ную растягивающую нагрузку и ре-
гистрируют удлинение образца
во времени. Результаты изобра-
жают в виде первичной кривой пол-
зучести в координатах относитель-
ное удлинение е — время т (рис.
192
9.14). На этой кривой выделяют три стадии ползучести После
практически мгновенной упругой деформации (участок ОД)
наблюдается стадия неустановившейся ползучести, идущей
с затуханием (участок ДВ). Затем следует стадия установив-
шейся ползучести, на которой скорость ползучести ип постоянна
(прямолинейный участок ВС). Заключительная стадия ускорен-
ной ползучести (участок CD) оканчивается разрушением. Чем
ниже температура или меньше напряжение от приложенной
нагрузки, тем медленнее идет ползучесть и продолжительнее
стадия установившейся ползучести.
В зависимости от основного механизма деформации разли-
чают дислокационную и диффузионную ползучесть. При дисло-
кационной ползучести основной механизм течения — движение
щслокаций. При напряжениях ниже предела текучести, опре-
деленного в обычных кратковременных испытаниях на растя-
жение, движение большого числа дислокаций реализуется бла-
। одаря длительному воздействию нагрузки при высоких тем-
пературах.
При диффузионной ползучести каждое зерно вытягивается
вдоль оси растяжения в результате диффузионного перемеще-
ния атомов от продольных границ зерна к поперечным.
Выход конструкции из строя при эксплуатации возможен
по двум причинам: 1) из-за недопустимо больших деформаций
ползучести и 2) из-за разрушения. В первом случае характери-
стикой жаропрочного материала является условный предел
ползучести — напряжение, которое вызывает за установленное
время испытаний при определенной температуре заданное от-
носительное удлинение образца или заданную скорость ползу-
чести на прямолинейном участке кривой ползучести.
Испытания на ползучесть очень длительные. Стадия устано-
вившейся ползучести может длиться от нескольких часов до
чесятков и сотен тысяч часов, в зависимости от температуры,
напряжения и природы сплава. Испытания на ползучесть
обычно до разрушения образцов не доводят. Продолжитель-
ность испытаний устанавливают с учетом срока службы изде-
1ня. Испытания проводят в течение 50. ..10 000 ч при допуске
на относительное удлинение от 0,1 до 1 %. Пример обозначе-
ния предела ползучести при 700°C с допуском на деформацию
за 100 ч — OQ.2/HX)- Пример обозначения предела пол-
>\чести при 600°С с допуском на скорость ползучести
I 10 5 %/ч-4°?0-.в
Сопротивление образцов разрушению при длительном на-
|р>жении характеризует предел длительной прочности (ГОСТ
НН45—81)—напряжение, вызывающее разрушение материала
in выбранное время испытаний при постоянной температуре.
Предел длительной прочности, например, за 100 ч при 700°C,
193
I 2542
обозначается как ojoo и называется пределом сточасовой проч-
ности.
Существует множество других видов механических испыта-
ний, соответствующих многообразию условий эксплуатации из-
делий, в том числе испытания на сжатие, кручение, срез, износ.
Глава 10
ЗАВИСИМОСТЬ СВОЙСТВ СПЛАВОВ
ОТ ИХ СОСТАВА
Изменение химического состава при добавлении к металлу
других элементов (легирование) — один из главных путей со-
здания металлических материалов с заданными свойствами.
Поэтому закономерности влияния химического состава спла-
вов на их свойства представляют большой практический ин-
терес.
10.1. Зависимость механических
и физических свойств сплавов от их состава
В начале XX в. Н. С. Курнаков установил общие закономерно-
сти влияния состава сплавов в двойных системах на их меха-
нические и физические свойства.
Из многочисленных механических свойств выберем для рас-
смотрения твердость, а из физических—электрическую прово-
димость.
На рис. 10.1,а показано влияние состава на твердость и
электропроводность сплавов системы с непрерывным рядом
твердых растворов. При растворении в чистом металле другого
элемента твердость растет, так как кристаллическая решетка
искажается и скольжение дислокаций затрудняется. Вслед-
ствие того, что повышение твердости происходит при добавле-
нии металла В к металлу А и металла А к металлу В, где то
в средней части системы А—В наблюдается максимум твер-
дости.
Электропроводность металла при растворении второго ком-
понента всегда снижается из-за рассеяния электронов прово-
димости на искажениях кристаллической решетки. Электро-
проводность в системе с непрерывным рядом твердых раство-
ров изменяется по кривой с минимумом. Обратное свойство —
электросопротивление — изменяется, соответственно, по кривой
с максимумом.
У сплавов, состоящих из смеси двух фаз, многие свойства
в самом первом приближении рассматривают как аддитивные,
т. е. определяемые по правилу смешения. Физическая сущность
194
Рис. 10.1. Зависимость твердости Я н электропроводности V от состава сплавов си-
стем разного типа
правила смешения (правила аддитивности) состоит в том, что
вклад каждой фазы а, 0 в величину свойства смеси у определя-
ется свойством этой фазы уа, и ее долей в смеси са, с^:
У=Уаса + УцСц.
Линия, изображающая зависимость аддитивного свойства
от состава смеси, является прямой. На рис. 10.1,6 для случая
практически полного отсутствия взаимной растворимости ком-
понентов в твердом состоянии показана зависимость аддитив-
ного свойства от состава (линия 1). Однако в общем случае
свойства сплавов-смесей не являются аддитивными и зависи-
мость свойств от состава изображается кривыми с положи-
тельным или отрицательным отклонением от аддитивности
(см., например, рис. 10.1,6, линия 2). Дело в том, что свойства
двухфазных сплавов зависят не только от количественного со-
отношения фаз, но и от формы, размеров и характера распреде-
ления кристаллов обеих фаз. Например, если одна фаза мяг-
кая, а другая твердая, то при малом содержании второй фазы,
распределенной в виде изолированных частиц на значительном
расстоянии одна от другой, твердость сплавов будет практиче-
ски такая же, как и у основной (мягкой) фазы (см.
рис. 10.1,6—почти горизонтальный левый участок кривой 2).
При измерении твердости изолированные частицы твердой
фазы вдавливаются в мягкую основу, ие оказывая существен-
ного влияния на твердость сплава. Только при увеличении
объемной доли твердой фазы она начинает влиять на твер-
дость сплава (см. подъем кривой 2 в средней части). Сплавы,
состоящие из основной твердой фазы и небольшого количества
1 !• 195
изолированных включений мягкой фазы, по твердости мало от-
личаются от основы (см. правый участок кривой 2).
Истинные закономерности влияния состава двухфазных
сплавов на их свойства в количественной форме предсказать
трудно. Можно лишь утверждать, что у хорошо отожженных
сплавов с достаточно большими кристаллами обеих фаз свой-
ства имеют промежуточные значения между значениями
свойств обеих фаз и чем больше в сплаве содержится какой-
либо фазы, тем свойства сплава ближе к свойствам этой фазы.
С учетом изложенного прямые свойства — состав в двухфаз-
ной области можно использовать лишь для оценки общего на-
правления изменения свойства при изменении состава отож-
женных сплавов.
В системе с ограниченной растворимостью компонентов
в твердом состоянии диаграмма свойство — состав (рис. 10.1,в)
является сочетанием графиков на рис. 10.1, а и б: в области
твердых растворов свойства сплавов изменяются по кривым,
а в двухфазной области они находятся между значениями
свойств предельно насыщенных растворов (например, На и
Яр).
В системах с промежуточными фазами встречаются два
типа кривых свойство — состав в области гомогенности этих
фаз.
Если в системе А—В имеется соединение АтВп, которое
можно рассматривать как самостоятельный компонент
(рнс. 10.2,а), то первичная система А—В состоит из двух вто-
ричных систем А—АтВп и АтВп—В, и диаграмма свойство —
состав системы А—В состоит из двух диаграмм типа показан-
ных на рис. 10.1, в. В пределах области гомогенности промежу-
точной 0-фазы имеются две ветви кривой свойство — состав,
а точка D на рис. 10.2, а, в которой сходятся эти ветви, назы-
ваемая сингулярной, соответствует стехиометрическому со-
ставу химического соединения ДтВя (tn и п — целые числа).
При образовании раствора компонента А в соединении АтВп и
компонента В в Лп,б„ решетка соединения искажается и твер-
дость возрастает. Этим и обусловлено наличие сингулярной
точки на кривой твердость —состав. Сингулярная точка на кри-
вых других физических и механических свойств, а также мак-
симум на линиях ликвидуса и солидуса 0-фазы, находятся при
одном и том же стехиометрическом составе соединения АтВп.
Такое соединеине постоянного состава Курнаков назвал даль-
тонидом (в честь английского химика Дальтона, открывшего
закон кратных отношений). Впоследствии дальтонидами стали
называть и промежуточные фазы переменного состава, в пре-
делах области гомогенности которых на кривых свойство — со-
став имеется сингулярная точка. Следовательно, 0-фаза иа
рис. 10.2, а является дальтонидом. Как показал рентгенострук-
196
Рис. 10.2. Зависимость твердости Н
тонндом (о) и бертоллидом (б)
от состава сплавов системы с даль-
1урный анализ, сингулярная точка соответствует составу проме-
/«уточной фазы с максимальной степенью упорядоченности
и расположении атомов разного сорта в кристаллической ре-
шетке.
Другой тип кривых свойство — состав промежуточных фаз
характеризуется тем, что на них отсутствует сингулярная точка,
। е. в пределах области гомогенности промежуточной фазы
ш т особого состава (рис. 10.2,6). Такие промежуточные фазы
Курнаков назвал бертоллидами (в честь французского химика
Вертолле, отстаивавшего в начале XIX в. представления о воз-
можности существования химических соединений переменного
<остава). В пределах области гомогенности бертоллида нет со-
• ына, отличающегося максимальной степенью порядка в рас-
пложении атомов разного сорта.
Ю.2. Зависимость литейных свойств сплавов
«1 их состава
Инейные свойства определяют поведение металлов и сплавов
и процессах литья. При литье наиболее важным является пе-
рши затвердевания отливки, и большинство литейных свойств
।ни <ано главным образом с поведением сплавов в этот период.
Процессы, происходящие при кристаллизации, зависят от типа
197
Рис. 1О.,3. Участок диаграммы состояния (а)
и кривая распределения температуры по се-
чению затвердевающей отливки (б)
диаграммы состояния и от
положения сплава на этой
диаграмме. Отсюда следует,
что химический состав спла-
ва должен сказаться на ли-
тейных свойствах. Законо-
мерности влияния состава
на литейные свойства спла-
вов двойных систем наибо-
лее подробно были исследо-
ваны школой академика
А. А. Бочвара.
Важнейшая характери-
стика сплава — темпера-
турный интервал кристал-
лизации. Чистые металлы и
сплавы эвтектического со-
става имеют нулевой интер-
вал кристаллизации. Сплавы с узким интервалом кристаллиза-
ции (менее ~ 10—30 К) называют «узкоинтервальными», с ши-
роким (более ~ 100 К) — «широкоинтервальными». Литейные
свойства их резко различаются.
От величины интервала кристаллизации сплава, например,
сплава Со (рис. 10.3,а), зависит ширина переходной двухфаз-
ной области в отливке. При отводе теплоты стенкой литейной
формы в отливке существует градиент температур (рис. 10.3,6).
Затвердевание начинается у стенки формы, к которой приле-
гает полностью затвердевший слой шириной os; внутри него
температура ниже точки солидуса сплава Ts. К этому слою
прилегает двухфазная область отливки si, переходная от пол-
ностью затвердевшего слоя к полностью жидкой центральной
части. Внутри такой переходной области температура изменя-
ется от точки ликвидуса Т{ на фронте кристаллизации (на гра-
нице с областью расплава) до точки солидуса Ts на границе
с полностью затвердевшим внешним слоем. Внутри области
расплава, из-за быстрого выравнивания, температура близка
к ликвидусу. Количество твердой фазы в переходной области
изменяется от 100 до 0%. По мере охлаждения отливки пере-
ходная область продвигается к ее центру.
Чем больше температурный интервал кристаллизации, тем
шире переходная двухфазная область в отливке (при одинако-
вом градиенте температур по ее сечению). У чистых металлов
и сплавов с нулевым интервалом кристаллизации (например,
эвтектических сплавов) переходной двухфазной области в от-
ливке нет.
198
Жидкотекучесть
Жидкотекучесть — это способность металлов и сплавов течь
в литейной форме. Мерой жидкотекучести является длина пря-
мого или спирального прутка, отлитого в песчаную или метал-
лическую форму в строго определенных условиях (заданы се-
чение канала формы, металлостатический напор, температура
формы). Поток расплава останавливается в канале формы
из-за затвердевания в нем расплава.
На рис. 10.4 показана зависимость жидкотекучести от со-
става сплавов систем с непрерывным рядом твердых растворов
и эвтектического типа (при литье с одинаковым перегревом
расплава над точкой ликвидуса). Чистые металлы и сплав эв-
тектического состава имеют более высокую жидкотекучесть по
сравнению со сплавами-твердыми растворами, до- и заэвтекти-
ческими сплавами. Это объясняется следующим.
На рис. 10.5 показан участок канала с кристаллизующимся
расплавом в некоторый момент заполнения формы. Рис. 10.5, а
относится к чистому металлу и эвтектическому сплаву, у кото-
рых затвердевание идет сплошным фронтом от стенок формы,
расплав продолжает течь по постепенно сужающемуся каналу, и
полная остановка потока происходит на поздней стадии за-
твердевания.
Рис. 10.5,6 относится к сплаву с широким интервалом кри-
сталлизации, причем для сопоставимости выбран момент, когда
доля затвердевшей части такая же, как и на рис. 10.5, а. У ши-
рокоинтервального сплава разветвленные первичные дендриты
перекрывают все сечение канала при относительно большом
количестве расплава, и поток останавливается в канале раньше,
чем при затвердевании чистого металла или эвтектического
сплава.
него типа
199
Рис. 10.5. Схема к объяснению остановки расплава при запол-
нении формы
a
Склонность к образованию усадочных пустот
При кристаллизации удельный объем подавляющего большин-
ства металлов и сплавов уменьшается (исключение составляют
галлий, висмут, сурьма и полупроводники—кремний, герма-
ний и их сплавы). Уменьшение объема в период кристаллиза-
ции называется объемной усадкой кристаллизации. Ее опреде-
ляют как выраженную в процентах разность удельных объемов
жидкого сплава при температуре ликвидуса и твердого сплава
при температуре солидуса [(Vb—Vs)/VJ-100. Это —физиче-
ское свойство, зависящее от плотности упаковки атомов в рас-
плаве и в кристаллах. Для литейной практики представляет
интерес не столько абсолютная величина объемной усадки кри-
сталлизации, сколько характер ее проявления в отливке — в виде
концентрированной раковины или усадочной пористости.
Склонность к образованию каждого из этих двух видов уса-
дочных дефектов зависит от состава сплава. Чистые металлы и
сплав эвтектического состава склонны к образованию концент-
рированной раковины, а широкоинтервальные сплавы — к обра-
зованию усадочной пористости. Для объяснения этого рассмот-
рим, как образуются усадочные пустоты в отливках из сплавов
разного типа.
Возьмем чистый металл или сплав эвтектического состава,
который направленно затвердевает при отсутствии двухфазной
переходной области в отливке. На рис. 10.6, а показано форми-
рование концентрированной раковины при затвердевании
слитка в металлической форме (изложнице), когда кристалли-
зация чистого металла или эвтектического сплава идет благо-
даря интенсивному теплоотводу ее стенками только с боков и
со дна. Условно разобьем затвердевание на этапы, соответст-
вующие продвижению сплошного фронта затвердевшего слоя
на одинаковую величину х. После заливки расплава при обра-
зовании первого слоя толщиной х около стенки формы проис-
ходит объемная усадка, и уровень оставшегося расплава пони-
200
в
р Ъ 0 й о а
с? S) б О
Р о
п
*3 р
Q Q
я ь с
о а
о
Рис. 10.6. Образование усадочной раковины (а) и рассеянной пористости (б, в)
при затвердевании слитка в металлической изложнице
жается с 1 до 2. При образовании второго слоя уровень остав-
шегося расплава понижается с 2 до 3 и т. д. После полного за-
твердевания остается открытая усадочная раковина (ступенек
на ее поверхности не наблюдается, так как в действительности
штвердевание проходит не по этапам, а непрерывно). Если
в начальный период охлаждения сверху образуется корка, то
формируется закрытая усадочная раковина, которую можно
увидеть только после разрезки отливки (или при рентгенов-
ском просвечивании).
Теперь рассмотрим затвердевание сплава с большим темпе-
ратурным интервалом кристаллизации. Из рис. 10.3 следует,
что при заданном температурном интервале кристаллизации
чем меньше градиент температур по сечению затвердевающей
отливки, тем шире в ней переходная двухфазная область. При
низкой теплоаккумулирующей способности литейной формы
(например, песчаной) градиент температур по сечению отливки
может быть настолько мал, что двухфазная область почти
с самого начала затвердевания распространяется на весь
объем отливки (рис. 10.6,6). В этом случае расплав оказыва-
( гея заключенным между постепенно утолщающимися ветвями
(ендритов первичных кристаллов. К концу затвердевания от-
о1вки кристаллизация изолированных участков расплава
н замкнутых пространствах между ветвями дендритов приво-
П1Т, из-за объемной усадки, к образованию усадочных пор
(рис. 10.6, в). Эти поры, в отличие от округлых газовых, имеют
неправильные очертания, соответствующие конфигурации вет-
вей дендритов.
Таким образом, при малом градиенте температур в отливке
и । широкоинтервального сплава формируется рассеянная уса-
201
Рис. 10.7. Зависимость объемной усадки V от состава сплавов систем
разного типа
дочная пористость, распространяющаяся на весь объем от-
ливки. При большом градиенте температур по сечению отливки
(например, при литье в кокиль) и у сплава с большим интер-
валом кристаллизации двухфазная область распространяется
не на всю ширину отливки. В этом случае в отливке образу-
ются как усадочные поры (обычно сосредоточенные в средней
ее части), так и усадочная раковина.
На рис. 10.7 схематично показано влияние состава сплава
в двойных системах на общее уменьшение объема отливки при
затвердевании ДУобщ, объем усадочной раковины Ур и суммар-
ный объем усадочных пор Уп. У чистых металлов и эвтектиче-
ского сплава ДУобщ=Ур, а у остальных сплавов ДУобщ=УР+
+ Уп-
Рис. 10.7 характеризует склонность сплавов к образованию
усадочных раковии и пор в связи с положением сплава на ди-
аграмме состояния при одинаковых условиях литья. Чем быст-
рее теплоотвод и, следовательно, больше градиент темпера-
тур в отливке, тем большую долю от ДУобщ будет состав-
лять Ур.
202
Склонность к образованию горячих трещин
I ак называемые «горячие» трещины образуются в «эффектив-
ном» интервале кристаллизации, понятие о котором ввел
\. А. Бочвар, подразделивший интервал кристаллизации на
те части. Ниже некоторой температуры кристаллиты обра-
<уют каркас с распределенной внутри него жидкой фазой, и
сплав в таком твердо-жидком состоянии обладает основным
свойством твердого тела сохранять ранее приданную ему форму.
Часть интервала кристаллизации, заключенную между темпе-
ратурой образования кристаллического каркаса и солидусом,
называют эффективным интервалом кристаллизации. В этом
интервале сплав обладает низкой прочностью и очень хрупок
п i-за наличия жидкой фазы по границам зерен. Стержни ли-
। сйной формы препятствуют термическому сжатию кристалли-
ческого каркаса и в нем возникают растягивающие усадочные
напряжения, приводящие к хрупкому разрушению отливки
н эффективном интервале кристаллизации: образуются «горя-
чие», а более строго — кристаллизационные трещины. Они про-
ходят извилистым путем по границам зерен.
Для оценки склонности сплавов к образованию горячих
1рещии, называемой также горя чел емкостью при литье, исполь-
пют разнообразные технологические пробы с определением
критического сечения отливки, длины трещин и других показа-
। елей.
На диаграмме состояния эвтектического типа (рис. 10.8)
внутри интервала кристаллизации проведена линия ап темпе-
ратур образования кристаллического каркаса отливки. Линия
нА’ - неравновесный солидус ц-фазы. Эффективный интервал
кристаллизации ДТэф заштрихован. В сплавах правее точки п
ни диаграмме состояния температура образования кристалли-
ческого каркаса совпадает
эвтектической температу-
рой и АГэф^О.
Чем больше АГэф. тем
|>м.1ыпе термическое сжатие
। ристаллического каркаса и
при затруднении такого
. к.пия больше вероятность
<< .разевания кристаллиза-
ционных трещин. Поэтому
• кионность к образованию
и." ледних, как и эффектив-
ны н интервал кристаллиза-
ции, с увеличением содер-
к.diия второго компонента
Рис. 10.8. Зависимость горячеломкости Г от
состава сплавов системы эвтектического типа
203
растет, а затем падает до нуля. Максимум склонности к обра-
зованию кристаллизационных трещин находится вблизи кон-
центрационной границы k появления неравновесной эвтектики.
Этот максимум обычно смещен несколько вправо от точки k,
так как растрескивание наиболее интенсивно идет при наличии
тонких прослоек эвтектического расплава по границам зерен.
Таким образом, можно сделать вывод, что сплавы, близкие
по составу к эвтектике, обладают наилучшим комплексом ли-
тейных свойств: большой жидкотекучестью, малой склонностью
к образованию усадочных пор и отсутствием склонности к об-
разованию горячих трещин. Именно поэтому наилучшие литей-
ные промышленные сплавы, предназначенные для изготовле-
ния сложных фасонных отливок, содержат много эвтектики.
Глава 11
ИЗМЕНЕНИЕ СТРУКТУРЫ И СВОЙСТВ МЕТАЛЛОВ
ПРИ ОБРАБОТКЕ ДАВЛЕНИЕМ
И ПОСЛЕДУЮЩЕМ НАГРЕВЕ
Более 80 % выплавляемого в мире металла подвергают обра-
ботке давлением: прокатке, ковке, штамповке, прессованию и
пр. Обработку давлением применяют для производства полу-
фабрикатов и деталей заданной формы и размеров, а также
для изменения их свойств, главным образом, механических.
11.1. Изменение структуры и свойств металлов
при холодной обработке давлением
Изменение структуры
Каждый кристаллит изменяет форму в соответствии со схемой
главных деформаций при обработке давлением. При волочении
зерна вытягиваются в направлении волочения, превращаясь
в волокна. При холодной прокатке обжатие заготовки приводит
к ее вытяжке вдоль направления прокатки; уширением полосы
при холодной прокатке можно пренебречь. Соответственно,
размер зерна при холодной прокатке уменьшается в высотном
направлении, увеличивается в продольном и остается практи-
чески неизменным по ширине прокатываемой полосы. При хо-
лодной прокатке с большими обжатиями каждое зерно приоб-
ретает форму длинной пластинки, у которой толщина меньше
ширины, но несмотря на это структуру называют волокнистой;
в продольном сечении холоднокатаной полосы на шлифе вытя-
204
нутые зерна выглядят как во-
локна. Вытянутость зерен в од-
ном направлении называют ме-
таллографической текстурой.
При пластической деформа-
ции кристаллографические плос-
кости и направления скольже-
ния закономерно поворачива-
ются в пространстве относитель-
но осей главных деформаций. На
Рис. 11.1. Плоскости скольжения (по-
казаны пунктиром) в кристалле до
(а) и после (б) деформации сжатием
примере сжатия монокристалла
ио иллюстрирует рис. 11.1. Под действием приложенной на-
грузки Р пачки скольжения, на которые разбит кристалл плос-
костями скольжения, поворачиваются так, чтобы плоскости
гкольжения стали параллельными опорным плоскостям обжим-
ных плит. Сам кристалл как целое при этом не поворачивается
в пространстве, а лишь изменяет размеры по высоте и горизон-
ыли.
В поликристаллическом металле до деформации кристалло-
графическая ориентировка зерен может быть хаотичной. Так
как в каждом кристалле направление вращения плоскостей
скольжения одно и то же, то возникает преимущественная
кристаллографическая ориентировка кристаллов — кристалло-
графическая текстура.
Конкретный вид текстуры определяется видом обработки
гавлением и природой металла, в частности типом кристалли-
ческой решетки. Текстура волочения является аксиальной —
<>на характеризуется параллельным оси волочения кристалло-
|рафическим направлением, вокруг которого решетка может
быть повернута как угодно. У г. ц. к. металлов это направле-
ния < 111> и < 100>, у о. ц. к. —< 110>.
Текстура прокатки характеризуется кристаллографической
плоскостью и направлением, параллельными плоскости и на-
правлению прокатки, соответственно. У a-железа это {112}
• 110>, а также {100} <110> (так называемая двойная текстура).
Часть работы, затраченной на холодную деформацию, по-
। ницается металлом (остальная ее часть рассеивается в виде
нилоты). Накопленная в металле энергия «задерживается»
। 1.1ВНЫМ образом в виде энергии дефектов кристаллической
решетки, образующихся при пластической деформации.
Наиболее важное изменение внутреннего строения каждого
кристаллита при пластической деформации — увеличение плот-
||<или дислокаций р [см. формулу (1.9)]. У хорошо отожжен-
ною поликристаллического металла р=107. ,.1О8 см-2, а после
холодной деформации на 30.. .40 % и более р= 1011.. ,1012 см-2.
При холодной пластической деформации возрастает и коицент-
р.шия вакансий.
205
Изменение механических свойств
С увеличением степени холодной деформации прочностные
свойства и твердость металла возрастают, а относительное
удлинение и сужение падают (рис. 11.2). При степенях дефор-
мации 50.. .70 % временное сопротивление и твердость увели-
чиваются в 1,5. ..3 раза. Относительное удлинение резко умень-
шается уже при сравнительно небольших деформациях, а после
больших обжатий может оказаться уменьшенным в десятки
раз.
Упрочнение при обработке давлением называют наклепом
или нагартовкой (от. нем. hart—твердый).
Холоднодеформнрованный металл анизотропен — его меха-
нические свойства -по разным направлениям различны. Анизо-
тропия свойств обусловлена и металлографической, и кристал-
лографической текстурой.
По длине разрывного образца, вырезанного поперек волокна,
число межзереиных границ значительно больше, чем в образце,
вырезанном вдоль волокна. На межзеренных границах сосре-
доточены примеси и неметаллические включения, в частности,
оксидные пленки. Поэтому механические свойства вдоль и по-
0 20 W
Рис. 11.2. Зависимость механических
свойств ов. о0 2 , НВ. б стали 08кп
от степени обжатия е при холодной
прокатке (А. В. Третьяков, К. М. Рад-
ченко)
перек волокна разные: разли-
чают «долевые» и «попереч-
ные» свойства. Обычно пока-
затели пластичности и удар-
ная вязкость поперечных об-
разцов ниже, чем долевых.
Механические свойства
каждого кристаллита зависят
от кристаллографического на-
правления, так как по разным
направлениям различны меж-
атомные расстояния. В поли-
кристаллическом металле с
хаотичной ориентировкой
кристаллитов свойства по всем
направлениям статистически
усредняются. В холодиодефор-
мированном металле с кри-
сталлографической текстурой
существуют направления,
вдоль которых одни свойства
усилены, а вдоль других ос-
лаблены. Поэтому текстура
деформации обусловливает
анизотропию механических
свойств.
206
11.2. Изменение структуры и свойств металлов
при нагреве после холодной обработки давлением
Наклепанный металл обладает повышенной энергией Гиббса и
стремится самопроизвольно перейти в более равновесное со-
стояние. Такой переход состоит в уменьшении общего количе-'
ства дефектов кристаллической решетки и перераспределении
их с образованием более устойчивых конфигураций. Эти про-
цессы совершаются путем перемещений атомов и потому ре-
шающее влияние на них оказывает температура.
Структурные изменения при нагреве после холодной дефор-
мации обусловливают связанные с ними изменения свойств. На
рис. 11.3 показан наиболее типичный случай изменения меха-
нических свойств металла с повышением температуры на-
грева— отжига после холодной деформации (свойства приве-
дены при комнатной температуре после отжига при разных
температурах). На оси ординат (слева) точки изображают
временное сопротивление и относительное удлинение исходного
(до отжига) холоднодеформированного металла, характери-
зующегося повышенной прочностью и пониженной пластично-
стью.
На графике зависимости ов от температуры отжига отчет-
ливо выделяются три интервала температур: в первом интер-
вале происходит слабое разупрочнение, во втором — сильное,
в третьем — вновь слабое разупрочнение, после чего времен-
ное сопротивление трезко падает, часто практически до нуля.
Возврат
11срвый интервал температур, в котором значения механиче-
ских свойств частично возвращаются к значениям свойств до
холодной деформации, называют областью возврата. Под све-
товым микроскопом каких-либо изменений зеренной структуры
не наблюдается, она остается волокнистой (см. рис. 11.3, струк-
тура /). Возврат обусловлен тонкими структурными измене-
ниями внутри каждого зерна (волокна).
Самая низкотемпературная разновидность возврата—это
<>п1ых. Основным структурным изменением при отдыхе явля-
ется уменьшение избытка вакансий, возникшего при холод-
ной деформации. Избыточные вакансии, мигрируя в кристалле,
нетречают на своем пути границы зерен и дислокации и здесь
тннигилируют. Так как электронные волны рассеиваются ва-
к.|пенями, то уменьшение концентрации вакансий при отдыхе
проявляется в снижении электросопротивления.
При достаточно высоких температурах развивается другая
р । шовидность возврата — полигонизация, выявляемая под
• к-ктронным микроскопом. Полигонизацией (от polygon —
207
Рис. 11.3. Влияние температуры отжига
^отж иа механичес«ие свойства он, С и
микроструктуру (/—4) холоди(Сформиро-
ванного металла
Рис. 11.4. Схема полигонизации:
а — хаотичное распределение краевых
дислокаций в изогнутом кристалле; б —
стенки дислокаций после полигонизации
многоугольник) называют образование разделенных малоугло-
выми границами субзерен (см. рис. 1.29). На рис. 11.4, а оста-
точный изгиб кристалла связан с избытком краевых дислока-
ций одного знака. Соответствующие им неполные вертикаль-
ные атомные плоскости (см. рис. 1.19) действуют как клинья,
изгибающие кристалл. При нагреве дислокации перераспреде-
ляются и выстраиваются в стенки одна над другой (рис. 11.4,6).
При этом под областью разрежения от одной дислокации ока-
зывается область сгущения от другой дислокации, и поля на-
пряжений соседних дислокаций в значительной мере взаимно
компенсируются.
Дислокационные стенки — малоугловые границы — образу-
ются в результате сочетания процессов скольжения и перепол-
зания дислокаций (см. п. 1.3). Скольжение сближает дислока-
ции, а переползание обеспечивает выстраивание дислокаций
одну над другой. Скорость переползания, являющегося по
своему атомному механизму диффузионным, т. е. наиболее
медленным процессом, контролирует скорость образования ма-
лоугловых границ. Поэтому для развития полигонизации и не-
обходим нагрев после холодной деформации.
В результате полигонизации вытянутые зерна, окруженные
высокоугловыми границами, оказываются состоящими из более
или менее равноосных размером в несколько микрометров
субзерен, разделенных малоугловыми границами. В объеме
субзерен плотность дислокаций очень низкая.
208
Первичная рекристаллизация
Начиная с определенной температуры (см. рис. 11.3—Гр"), при
нагреве холоднодеформированного металла происходят силь-
ные изменения структуры: наряду с вытянутыми деформиро-
ванными зернами под световым микроскопом можно различить
новые более или менее равноосные зерна (см. рис. 11.3, струк-
тура 2). От старых зерен, деформированной матрицы они отли-
чаются не только формой, но и, что несравненно важнее, более
совершенным внутренним строением. Внутри этих новых зерен,
как показывает электронно-микроскопический анализ, отсут-
ствуют субграницы и плотность дислокаций с 1011.. ,1012 см~2
уменьшена до 107. ..108 см-2. Образование и рост зерен с более
совершенной структурой, окруженных высбкоугловыми грани-
цами, за счет исходных деформированных зерен той же фазы
называют первичной рекристаллизацией. Термодинамическим
стимулом первичной рекристаллизации является накопленная
при пластической деформации энергия, связанная с дислока-
циями. Резкое снижение плотности дислокаций при первичной
рекристаллизации обусловливает сильное разупрочнение (см.
рис. 11.3).
Формирование зародыша рекристаллизации по существу
сводится к перераспределению дислокаций в деформированных
<ериах с образованием участка с низкой плотностью дислока-
ций, окруженного высокоугловой границей. Высокоугловые
раницы способны к быстрой миграции, благодаря которой ре-
кристаллизованные зерна интенсивно «поедают» деформиро-
ванную матрицу, растут за счет нее. По одну сторону границы
зародыша рекристаллизации плотность дислокаций низкая, по
другую — высокая. Граница мигрирует в сторону участков
с высокой плотностью дислокаций, как бы «выметая» их
на своем пути: дислокации поглощаются высокоугловой гра-
ницей.
Температура появления рекристаллизованных зерен, т. е.
к’мпература начала рекристаллизации Трн, не является физи-
ческой константой, такой, как точка плавления. С увеличением
< 1епени холодной деформации растет плотность дислокаций,
повышается термодинамический стимул рекристаллизации и
новые зерна обнаруживаются при более низких температурах.
I.IK как плотность дислокаций и, соответственно, накопленная
нергия с увеличением степени деформации растут с затуха-
нием, то и температура начала рекристаллизации снижается
< <атуханием (рис. 11.5). Наинизшая температура начала ре-
кристаллизации, соответствующая большим деформациям
(GO. ..70%), служит характеристикой металла и называется
нмпературным порогом рекристаллизации ТП. р. Правило
А Л. Бочвара позволяет приближенно оценить величину Тп. р
209
I I 2542
металла высокой технической чистоты по температуре его
плавления по шкале Кельвина:
Т„.р = (0,3. . . 0,4) 7ПЛ. (11.1)
Например, у свинца с точкой плавления 327°C 7’Пр=(327 +
+ 273) -0,4—273=—33 °C.
Примеси и малые добавки могут сильно повышать Тп. р.
Происходит это в том случае, когда атомы примеси или до-
бавки образуют атмосферы Коттрелла на дислокациях (см.
п. 1.3) и затрудняют их движение, необходимое для формиро-
вания центров рекристаллизации. Например, у алюминия чи-
стотой 99,99 % и 99,9 % температурный порог рекристаллиза-
ции равен 100 и 200°C соответственно.
Собирательная рекристаллизация
Первичная рекристаллизация заканчивается (Тр), когда
полностью исчезают деформированные зерна (см. рис. 11.3,
структура 3). У металла, состоящего из множества рекристал-
лизованных зерен, энергия Гиббса повышена из-за сильно
развитой поверхности границ зерен. Зернограничная энергия
является термодинамическим стимулом роста одних рекристал-
лизованных зерен за счет соседних, называемого собиратель-
ной рекристаллизацией (см. рис. 11.3, структура 4).
Кристаллические зерна не могут укрупняться слиянием так,
как сливаются капли ртути под действием сил поверхностного
натяжения. Одно зерно растет за счет соседнего вследствие пе-
рехода отдельных атомов или групп атомов через границу раз-
дела от «поедаемого» зерна к растущему. При этом граница
раздела постепенно сдвигается в сторону поглощаемого зерна.
По окончании первичной рекристаллизации кристаллиты
имеют разную форму и разные размеры. На рис. 11.6 показана
Рис. 11.5. Влияние степени холодной
деформации е на температуру начала
рекристаллизации
Рис. 11.6. Плоская модель зерен-
ного строения металла (стрелки
указывают направление миграции
границ при росте зерен)
210
плоская модель строения металла с зернами разного размера.
Равновесию сил поверхностного натяжения на границах зерен
в плоской модели соответствуют правильные шестиугольники
(в каждой вершине встречаются три грани под углом 120°).
У зерна неправильной формы границы искривлены. Такие гра-
ницы энергетически можно уподобить упругим изогнутым стру-
нам, стремящимся выпрямиться.
Стремлением к выпрямлению границ и к углам 120° в трой-
ных стыках определяется направление роста зерен при собира-
тельной рекристаллизации. Более крупные зерна имеют гра-
ницы, вогнутые в сторону соседей, поэтому они растут, «по-
едая» их (см. рис. 11.6). Возможна ситуация, когда с одного
конца зерно «поедает» своего соседа, а с другого конца само
«поедается» другим соседом. Но в целом средний размер зерен
при собирательной рекристаллизации увеличивается, так как
суммарная площадь границ зерен, с которой связана избыточ-
ная зернограничная энергия, стремится уменьшиться.
В интервале собирательной рекристаллизации плотность
дислокаций практически не изменяется, поэтому временное со-
противление уменьшается слабо (см. рис. 11.3) —только за
счет увеличения расстояния между границами зерен, являю-
щимися барьерами для скользящих дислокаций.
Относительное удлинение изменяется обратно тому, как из-
меняется ов: частично восстанавливается в области возврата,
резко увеличивается при первичной рекристаллизации из-за
уменьшения плотности дислокаций и слабо изменяется при со-
бирательной рекристаллизации. Начиная с температуры на-
певаемой температурой перегрева, сильное укрупнение зерна
приводит к плавному снижению 6. При температуре Т2, назы-
ваемой температурой пережога, и ов, и б резко падают практи-
чески до 'нуля. Пережог обусловлен сильным окислением и
(или) оплавлением по границам зерен.
I’.i >мер рекристаллизованного Зерна
Размер рекристаллизованного зерна — одна из важнейших ха-
рактеристик отожженного металла. Время отжига, как пра-
вило, превышает продолжительность первичной рекристалли-
।тин. Поэтому на размер зерна отожженного металла влияют
п< <• те факторы, которые сказываются и на первичной и, глав-
и-н , на собирательной рекристаллизации. С повышением тем-
пературы облегчается переход атомов от одного зерна к Дру-
нину. Поэтому с повышением температуры отжига размер
в рна увеличивается по экспоненте (рис. 11.7), как н коэффи-
BBi HT самодиффузии. С ростом продолжительности отжига при
шичоянной температуре зерно укрупняется по параболе
(рис. 11.8) и размер зерна приближается к предельному для
и иной температуры значению. Основные причины затухания
• 211
Рнс. 11.7. Зависимость размера ре-
кристаллизованного зерна d алю-
миния А7 от температуры отжига
^отж в течение 1 ч
Рис. 11.8. Зависимость размера рекри-
сталлизованного зерна d никеля НП1 от
времени отжига ТО7Ж при 800 и 900 °C
роста зерен — сокращение протяженности их границ, и соот-
ветственно, зернограничной энергии (термодинамического сти-
мула роста), спрямление границ, приближение углов в трой-
ных стыках зерен к равновесным и накопление примесей на
границах.
Исключительно сильно на размер зерна в момент окончания
первичной рекристаллизации влияет степень деформации
(рис. 11.9). При сравнительно небольшой, критической степени
деформации (обычно от 1 до 15 %) при отжиге вырастает
очень крупное зерно, иногда достигающее размера в несколько
сантиметров. Механизм образования крупного зерна при кри-
тической деформации качественно отличен от механизма ре-
кристаллизации в закритической области, т. е. при более высо-
ких степенях деформации. При нагреве после критической
деформации не наблюдается образования зародышей новых зе-
рен и их роста за счет исходных зерен, т. е. не происходит пер-
вичной рекристаллизации, так как плотность дислокаций еще
недостаточна для этого.
В докритической области зерна слабо и, что очень важно,
по-разному наклепаны. Критическая степень деформации соот-
ветствует состоянию, когда эта разница в наклепе соседних зе-
рен становится такой, что идет быстрая миграция отдельных
границ зерен в сторону участков с большей плотностью дисло-
каций: происходит быстрый рост одних исходных зерен за счет
соседних исходных зерен.
При степенях деформации, несколько превышающих крити-
ческую, плотность дислокаций возрастает настолько, что па-
раллельно с процессом «поедания> исходными зернами своих
соседей в отдельных местах становится возможным образова-
ние и рост зародышей новых зерен. Наконец, при достаточно
212
больших степенях деформации воз-
никает такая плотность дислока-
ций, что раньше, чем начинается
рост одних исходных зерен за счет
других, повсеместно успевают заро-
диться и вырасти новые зерна, т. е.
весь объем металла охватыва-
ется первичной рекристаллизацией.
С увеличением степени деформации
в закритической области плотность
щслокаций возрастает, число цент-
ров первичной рекристаллизации
увеличивается быстрее, чем линей-
ная СКОрОСТЬ ИХ рОСТа, И размер Рис. 11.9. Влияние степени дефор-
рекристаллизованного зерна умень- ® Нп„£аз“еЛ»™Рна d- по‘
г ' J лученного при последующем от-
шается (см. рис. 11.9). жиге; екр — критическая степень
Очень сильное влияние на раз- деформации
мер зерна оказывают близко рас-
положенные одна к другой дисперсные частицы второй фазы,
юрмозящие миграцию границ зерен.
Выше молчаливо предполагалось, что при собирательной
рекристаллизации зерна укрупняются более или менее равно-
мерно и металл можно характеризовать одним средним значе-
нием размера зерна. Но во многих случаях наблюдается ярко
выраженный неравномерный рост зерен после окончания пер-
вичной рекристаллизации: большинство зерен укрупняется
очень медленно, а отдельные зерна вырастают до больших раз-
меров, «поедая» свое мелкозернистое окружение. Это явление
называют вторичной рекристаллизацией.
Одна из причин развития вторичной рекристаллизации со-
। |<>ит в том, что из-за неравномерности распределения диспер-
। иых частиц второй фазы и из-за случайных различий в раз-
мерах зерен после окончания первичной рекристаллизации
сранипы отдельных более крупных зерен оказываются слабее
сблокированными указанными частицами. Такие зерна спо-
собны к более быстрому росту. Вторичная рекристаллизация
оканчивается постепенным исчезновением всех мелких зерен.
Чаще всего она вредна, так как создает разнозернистость или
приводит к формированию крупнозернистой структуры.
ь-кстура рекристаллизации
г.<>шнкновение текстуры рекристаллизации объясняется тем,
... зародыши рекристаллизации могут иметь определенную
। рвс|аллографическую ориентировку по отношению к дефор-
мированной матрице и (или) кристаллы при рекристаллизации
г в ivt преимущественно в определенных кристаллографических
в.травлениях.
213
Текстура рекристаллизации обусловливает анизотропию
свойств отожженного металла, что чаще всего вредно. Так, на-
пример, при отжиге после холодной прокатки металлов с г. ц. к.
решеткой в результате рекристаллизации формируется весьма
совершенная кубическая текстура {100} <100>: плоскость куба
{100} параллельна плоскости прокатки, а направление ребра
куба <100> параллельно (и перпендикулярно) направлению
прокатки. Если из отожженного листа с такой текстурой глубо-
кой вытяжкой изготавливать стаканы, то лист по разным на-
правлениям будет по-разному вытягиваться и возникает фесто-
нистость — волнистая кромка стакана. Подбирая режим про-
катки и отжига, можно устранить текстуру рекристаллизации
и, соответственно, не допустить фестонистости.
Несравненно реже специально создают условия для форми-
рования совершенной текстуры рекристаллизации, чтобы полу-
чить анизотропию свойств. Так, в промышленности производят
трансформаторную сталь (содержит ~3 % Si) с острой ребро-
вой текстурой рекристаллизации {110} <100>. Ребро куба
<100>, являющееся направлением легкого намагничивания,
ориентировано параллельно направлению прокатки. Магнито-
провод из листов изготавливают так, чтобы направление про-
катки совпадало с направлением магнитного потока. Этим
обеспечиваются минимальные потери энергии на перемагничи-
вание, т. е. высокий к. п. д. трансформатора.
11.3. Изменение структуры и свойств металлов
при горячей обработке давлением
Классификация видов пластической деформации
Пластическую деформацию в зависимости от температурного
интервала, в котором она проходит, подразделяют на холод-
ную, теплую и горячую-, холодная — при температурах ниже
(0,25... 0.3) Т„я, теплая —от (0,25... 0,3) Т„л до (0,5 ... 0,6) ТПЛ
и горячая — выше (0,5 .. .0.6) Тпл.
При любой пластической деформации можно рассматривать
конкуренцию упрочнения и разупрочнения. Упрочнение (на-
клеп) — это результат повышения плотности дислокаций и воз-
никновения барьеров для их движения, а разупрочнение — ре-
зультат развития разных процессов, рассматриваемых ниже.
Холодная пластическая деформация характеризуется непре-
рывным возрастанием плотности дислокаций (см. п. 8.2). Одно-
временно поперечное скольжение дислокаций позволяет им об-
ходить барьеры, что и составляет механизм разупрочнения (ди-
намического возврата) при холодной деформации.
При теплой деформации также непрерывно возрастает
плотность дислокаций и, соответственно, происходит непрерыв-
ное деформационное упрочнение. Разупрочнение же осущест-
214
Рис. 11.10. Зависимость на-
пряжения течения S от сте-
пени холодной (/), теплой
(2) и горячей (3. 4) де-
формации
вляется не только в результате попереч-
ного скольжения дислокаций, но и за
счет их переползания, которое имеет
диффузионную природу и становится
возможным при температурах выше
(0,25 ... 0,3) Гпл. Переползание дислока-
ций приводит к формированию субгра-
ниц при теплой деформации, т. е. к по-
лигонизации. Поскольку такая полиго-
низация происходит во время деформа-
ции, то ее называют динамической в от-
личие от статической, развивающейся
только при термическом воздействии
после холодной деформации (см. п. 11.2).
Субзерна, сформировавшиеся при дина-
мической полигонизации, отличаются
1см, что в их объеме постепенно повы-
шается плотность дислокаций из-за про-
должающейся деформации. И при холодной, и при теплой де-
формации процессы разупрочнения полностью не компенсируют
упрочнение. Результирующее деформационное упрочнение при
и плой деформации (рис. 11.10, кривая 2) меньше, чем при хо-
лодной (кривая /). Еще меньше деформационное упрочнение
при горячей деформации (кривые 3, 4).
Существенное отличие горячей деформации от холодной и
к илой заключается в том, что по достижении определенной
< гепени деформации напряжение течения не зависит от степени
нформации: достигается стадия установившегося течения. При
и' больших степенях горячей деформации увеличивается плот-
ность дислокаций (горячий наклеп), а разупрочнение может
сыть результатом не только динамической полигонизации, но
и динамической рекристаллизации. Последняя отличается от
рассмотренной в п. 11.2 статической рекристаллизации тем, что
Рекристаллизованные зерна с низкой плотностью дислокаций
ц<> время роста постепенно наклепываются из-за продолжаю-
щейся деформации: в них возрастает плотность дислокаций. На
v । ановившейся стадии упрочнение вследствие повышения плот-
ности дислокаций полностью компенсируется разупрочнением
• > | п одари динамической полигонизации или динамической ре-
। рнсталлизации. Очень часто напряжение течения достигает
м п-симума, а затем из-за интенсивного развития динамической
рекристаллизации снижается и на кривой S—е появляется пик
Ь м рис. 11.10, кривая 4).
Очень важно следующее отличие горячей деформации от хо-
|-> той: при достаточно больших степенях горячей деформации
«•противление деформированию не зависит от степени, но зави-
• 1и от скорости деформации, сопротивление же деформирова-
215
нию при холодной деформации непрерывно нарастает с увели-
чением степени деформации и практически не зависит от ско-
рости деформации.
У металлов с разной точкой плавления комнатная темпера-
тура составляет разную долю от температуры плавления. По-
этому, например пластическая деформация свинца при ком-
натной температуре (0,49 Тпл) и алюминия (0,31 Тпл) является
теплой, а меди (0,22 Т^л) и железа (О.ПГпл)—холодной. Пла-
стическая деформация алюминия при 400 °C (0,72 Тпл) является
горячей, а вольфрама (0,18 Тпл)—холодной.
В промышленности названия «холодная», «теплая» и «горя-
чая обработка давлением» используют вне связи с природой
процессов, происходящих в металле при деформировании. Об-
работку давлением любого металла, в том числе и алюминия,
при комнатной температуре всегда называют холодной, а об-
работку давлением с нагревом заготовок до температур выше
примерно (0,5...0,6) Тпл, когда сопротивление деформированию
резко понижено, называют горячей. Значительно реже исполь-
зуют теплую обработку давлением с нагревом заготовок до от-
носительно невысоких температур. Основная цель теплой про-
катки, теплого волочения, теплой листовой штамповки — сни-
зить усилие деформирования и несколько повысить степень
деформации (без разрушения) по сравнению с обработкой дав-
лением при комнатной температуре.
Горячая обработка давлением
Большая доля всего используемого в народном хозяйстве ме-
талла подвергается горячей обработке давлением, при этом ис-
ходной заготовкой служит слиток. Горячая обработка давле-
нием всегда предшествует холодной и теплой обработке давле-
нием. Например, вначале проводят горячую прокатку плоских
слитков, а затем холодную прокатку горячего подката. Горячая
обработка давлением является важной самостоятельной техно
логической операцией формообразования, например, в произвол
стве сортового проката (швеллеров, рельсов), поковок, штампо
вок, прессованных профилей и множества других изделий.
При горячей обработке давлением следует различать струк-
турные изменения непосредственно в очаге деформации и
в последеформационный период, когда металл уже вышел n:i
очага деформации, но еще остается горячим. На любой стадии
горячей деформации металл имеет повышенную плотность дне
локаций и связанную с ней энергию, которая служит термодн-
намичским стимулом восстановительных процессов после
окончания деформации.
На рис. 11.11 на примере прессования показаны ни-
рианты структурных изменений при горячей деформации. Если
в зоне деформации протекает только динамическая по-
216
Динамическая полигонизация
зоны горячедеформи-
этой
Статическая
рекристаллизация
Рис.
динамических
восстановительных
при горячем прессовании
Метадинамическая и
статическая
рекристаллизация
Схемы комбинаций
и статических
процессов
Статическая
полигонизация
.Динамическая
' рекристаллизация
hi тонизация, по выходе из
р< данный металл имеет волокнистое строение; после деформа-
ции протекает или только статическая полигонизация (рис.
11.11, а) или же через некоторое время, необходимое для фор-
мирования зародышей рекристаллизации, развивается статиче-
ская рекристаллизация — сначала первичная, а затем собира-
н 11>ная (рис. 11.11, б).'Таким образом, горячедеформирован-
iiKni металл совсем не обязательно должен иметь рекристал-
шюванную структуру, как это часто ошибочно считают.
Например, горячепрессованные прутки из алюминия и многих
। номиниевых сплавов имеют полигонизованную структуру.
Если в очаге деформации протекает динамическая рекри-
ыллизация (рис. 11.11, в), то сразу по выходе из очага дефор-
мации развивается так называемая метадинамическая (после-
шнамическая) рекристаллизация, так как имеется множество
।ошвых зародышей рекристаллизации, способных к росту в ста-
iii'iecKHx условиях.
Механические свойства после горячей обработки давлением
। ШИСЯТ от того, какие структурные изменения прошли в ме-
। । l ie. Если металл после горячего деформирования полигонн-
“|н.ш (перекристаллизован), то такая горячая деформация по-
щипает прочностные свойства, особенно предел текучести. Хотя
io упрочнение и не столь сильное, как при холодной деформа-
ции. но предел текучести о0,2 может быть увеличен на 20. ..60%.
Кристаллографическая и металлографическая текстуры го-
ргкасформированного металла обусловливают анизотропию
механических свойств. Дополнительный вклад в анизотро-
пии > свойств вносит строчечное расположение частиц хрупких
и । нердых фаз: карбидов, оксидов (А12О3, SiO2) и нитридов
и . илях, первичных интерметаллидов в алюминиевых сплавах
и i|> Эти фазы, находясь в слитке, передаются «по наследству»
...рячедеформированный металл, причем форма и расположе-
||щ их в пространстве могут сильно трансформироваться при
217
нию при холодной деформации непрерывно нарастает с увели-
чением степени деформации и практически не зависит от ско-
рости деформации.
У металлов с разной точкой плавления комнатная темпера-
тура составляет разную долю от температуры плавления. По-
этому, например пластическая деформация свинца при ком-
натной температуре (0,49 Гдл) и алюминия (0,31 Т^л) является
теплой, а меди (0,22 Тпл) и железа (0,11 Тпл)—холодной. Пла-
стическая деформация алюминия при 400 °C (0,72 Тпл) является
горячей, а вольфрама (0,18 Гдл)—холодной.
В промышленности названия «холодная», «теплая» и «горя-
чая обработка давлением» используют вне связи с природой
процессов, происходящих в металле при деформировании. Об-
работку давлением любого металла, в том числе и алюминия,
при комнатной температуре всегда называют холодной, а об-
работку давлением с нагревом заготовок до температур выше
примерно (0,5...0,6) Т’пл, когда сопротивление деформированию
резко понижено, называют горячей. Значительно реже исполь-
зуют теплую обработку давлением с нагревом заготовок до от-
носительно невысоких температур. Основная цель теплой про-
катки, теплого волочения, теплой листовой штамповки — сни-
зить усилие деформирования и несколько повысить степень
деформации (без разрушения) по сравнению с обработкой дав-
лением при комнатной температуре.
Горячая обработка давлением
Большая доля всего используемого в народном хозяйстве ме-
талла подвергается горячей обработке давлением, при этом ис-
ходной заготовкой служит слиток. Горячая обработка давле-
нием всегда предшествует холодной и теплой обработке давле-
нием. Например, вначале проводят горячую прокатку плоских
слитков, а затем холодную прокатку горячего подката. Горячая
обработка давлением является важной самостоятельной техно-
логической операцией формообразования, например, в производ-
стве сортового проката (швеллеров, рельсов), поковок, штампо-
вок, прессованных профилей и множества других изделий.
При горячей обработке давлением следует различать струк-
турные изменения непосредственно в очаге деформации и
в последеформационный период, когда металл уже вышел из
очага деформации, но еще остается горячим. На любой стадии
горячей деформации металл имеет повышенную плотность дис-
локаций и связанную с ней энергию, которая служит термоди-
намичским стимулом восстановительных процессов после
окончания деформации.
На рис. 11.11 на примере прессования показаны ва-
рианты структурных изменений при горячей деформации. Если
в зоне деформации протекает только динамическая по-
216
d полигонизация
Рис. 11.11. Схемы комбинаций
динамических и статических
восстановительных процессов
при горячем прессовании
статическая
рекристаллизация
шгонизация, то по выходе из этой зоны горячедеформи-
рованный металл имеет волокнистое строение; после деформа-
ции протекает или только статическая полигонизация (рис.
11.11, а) или же через некоторое время, необходимое для фор-
мирования зародышей рекристаллизации, развивается статиче-
i кая рекристаллизация — сначала первичная, а затем собира-
н-льная (рис. 11.11, б).‘Таким образом, горячедеформирован-
пый металл совсем не обязательно должен иметь рекристал-
лизованную структуру, как это часто ошибочно считают.
Например, горячепрессованные прутки из алюминия и многих
алюминиевых сплавов имеют полигонизованную структуру.
Если в очаге деформации протекает динамическая рекри-
сталлизация (рис. 11.11, в), то сразу по выходе из очага дефор-
мации развивается так называемая метадинамическая (после-
динамическая) рекристаллизация, так как имеется множество
। отовых зародышей рекристаллизации, способных к росту в ста-
тических условиях.
Механические свойства после горячей обработки давлением
<ависят от того, какие структурные изменения прошли в ме-
|.1лле. Если металл после горячего деформирования полигони-
юван (нерекристаллизован), то такая горячая деформация по-
вышает прочностные свойства, особенно предел текучести. Хотя
»то упрочнение и не столь сильное, как при холодной деформа-
ции, но предел текучести о0,2 может быть увеличен на 20. ..60%.
Кристаллографическая и металлографическая текстуры го-
рячедеформированного металла обусловливают анизотропию
его механических свойств. Дополнительный вклад в анизотро-
пию свойств вносит строчечное расположение частиц хрупких
и твердых фаз: карбидов, оксидов (А12О3, SiO2) и нитридов
к сталях, первичных интерметаллидов в алюминиевых сплавах
и др. Эти фазы, находясь в слитке, передаются «по наследству»
в горячедеформированный металл, причем форма и расположе-
ние их в пространстве могут сильно трансформироваться при
217
Рис. 11.12. Микроструктура до-
эвтектоидиой стали с полос-
чатым ферритом, на фойе ко-
торого видны вытянутые вдоль
направления прокатки шлако-
вые включения; Х300
горячей деформации. Например, эв-
тектические карбиды в сталях леде-
буритного класса (см. п. 15.1) нахо-
дятся в слитке в виде скоплений,
а точнее — в эвтектических колониях.
При горячей прокатке эти колонии
дробятся и преобразуются в строчки
частиц, вытянутых вдоль направления
прокатки. Твердые и хрупкие включе-
ния AI2O3 и SiO2 в сталях также дро-
бятся и выстраиваются в строчки. Ок-
сидные плены в слитках алюминие-
вых сплавов при горячей деформации
располагаются вдоль направления во-
локон металла, обусловливая образо-
вание расслоений в поковках, плитах,
профилях и других полуфабрикатах.
При температурах горячей про-
катки сталей (1000.. .1300 °C) вклю-
чения сульфида MnS и силиката
2МпО • SiO2 пластичны и вытягива-
ются вдоль направления прокатки.
При последующем охлаждении фер-
рит образуется из аустенита ориенти-
рованно вдоль вытянутых включений
силикатов и сульфидов — возникает ферритная полосчатость
(рис. 11.12).
Строчечное расположение неметаллических включений мо-
жет в 1.5...3 раза уменьшить относительное удлинение и суже-
ние поперек направления прокатки по сравнению с этими свой-
ствами вдоль направления прокатки.
В негомогенизированном слитке оси дендритов и межосные
пространства, имеющие разный химический состав, при горячей
деформации вытягиваются, образуя чередующиеся полосы
с разным химическим составом и разными свойствами.
Глава 12
МЕХАНИЗМ И КИНЕТИКА ФАЗОВЫХ ПРЕВРАЩЕНИЙ
В ТВЕРДОМ СОСТОЯНИИ
12.1. Нормальные и сдвиговые превращения
Атомный механизм полиморфного превращения может быть
нормальным или сдвиговым.
218
При нормальном превращении кристаллы новой фазы ра-
стут в исходной фазе путем неупорядоченных, взаимно не свя-
занных переходов атомов через межфазную границу. Отрываясь
в результате термической активации от решетки исходной фазы,
атомы поодиночке или небольшими группами присоединяются
к решетке новой фазы. Так, например, происходит нормальное
превращение у->а в железе, и граница кристалла а перемеща-
ется в сторону кристалла у: новая фаза «поедает» исходную.
Этот процесс аналогичен росту кристаллов из расплава.
Неупорядоченная перестройка решетки (нормальное превра-
щение) может развиваться только при достаточно высоких тем-
пературах. Например, в железе нормальное у-нх превращение
может протекать в интервале температур от 911 до ~750 °C.
Если же у-железо за счет резкого теплоотвода переохладить
до температур ниже ~750 °C, то из-за малой подвижности ато-
мов нормальное у->-а превращение не может реализоваться.
Вместе с тем при большом переохлаждении возникает и боль-
шой термодинамический стимул полиморфного превращения
\6об (см. рис. 2.15), который заставляет проходить это превра-
щение. Но при малой диффузионной подвижности атомов реа-
лизуется уже другой механизм перестройки решетки, называе-
мый сдвиговым или мартенситным. Этот механизм, вскрытый
Г. В. Курдюмовым, отличается упорядоченным, кооперативным,
взаимосвязанным характером перемещений атомов на расстоя-
ния меньше межатомных, без обмена атомов местами так, что
соседи любого атома в исходной фазе остаются его соседями
и в новой фазе.
Рис. 12.1 схематично иллюстрирует, как на границе раздела
исходной р и новой а фаз смещение атомов в исходной фазе
иа долю межатомного расстояния приво-
зит к изменению типа кристаллической
решетки. Когда в плоскости тп все
атомы смещаются слева направо на оди-
наковую долю межатомного расстояния,
сама граница а/p смещается в сторону
исходной p-фазы в положение pq. При
ном на межфазной границе сохраняется
ьогерентностъ — плавное сопряжение ре-
шеток двух фаз.
Рассмотренный атомный механизм
мартенситного превращения обусловли-
вает важнейшую его особенность — гро-
Рис. 12.1. Схема мартен-
ситного превращения р -* а
в результате одновремен-
ного коллективного смеще-
ния атомов в Р -фазе
у межфазной границы
мадную скорость роста кристаллов но-
ной фазы даже при очень низких темпе-
ратурах, вплоть до температур вблизи
абсолютного нуля.
Другая важнейшая особенность мар-
219
тенситного превращения — быстрое прекращение роста
кристалла новой фазы — объясняется тем, что на когерентной
границе накапливается упругая деформация и наступает раз-
рядка упругих напряжений вследствие нарушения когерентно-
сти. Теперь уже, когда на межфазной границе возникает неупо-
рядоченное расположение атомов, сдвиговая, упорядоченная
перестройка решетки становится невозможной.
При сравнительно малых переохлаждениях мартенситное
превращение идти не может и поэтому не составляет конкурен-
ции более медленному нормальному превращению. Объясняется
это тем, что при неупорядоченной перестройке решетки упругая
деформация обусловлена только изменением удельного объема,
а при мартенситном превращении — также и когерентностью
решеток исходной и новой фаз. Большая величина AGynp при
мартенситном превращении требует большого термодинамиче-
ского стимула AGo6 для развития превращения [см. формулу
(2.9)] и, следовательно, большего переохлаждения исходной
фазы, чем это необходимо для развития нормального превра-
щения.
12.2. Кинетика фазовых превращений
Кинетика превращений в твердом состоянии характеризуется
теми же двумя параметрами, что и кинетика кристаллизации
расплава (см. п. 2.2)—скоростью зарождения центров превра-
щения (с. з. ц.) и линейной скоростью роста новой фазы или
структурной составляющей из этих центров (л. с. р.).
Развитие превращения во времени при постоянной темпера-
туре (при заданной степени переохлаждения или перегрева)
характеризуется кинетической кривой (рис. 12.2). Для построе-
ния кинетической кривой образец с температуры выше точки
фазового равновесия предельно быстро переносят в термостат
с температурой ниже этой точки, чтобы получить заданную сте-
пень переохлаждения исходной фазы. Образец должен быть
тонким, чтобы он быстро принял температуру термостата, ко-
торым обычно служит ванна с расплавленной солью или рас-
плавом легкоплавкого металла. Степень превращения в образце
определяют по изменению какого-либо свойства. Например,
степень превращения переохлажденного аустенита в стали
в любой момент изотермической выдержки оценивают по интен-
сивности намагничивания образца, так как она пропорцио
нальиа количеству ферромагнитной a-фазы (аустенит парамаг-
нитен) .
Вначале объем, испытавший превращение, увеличивается
с ускорением, а затем с замедлением (см. рис. 12.2). Следует
заметить, что с. з. ц. и л. с. р. при заданной степени переохлаж-
дения являются константами (см. рис. 2.6) С увеличением вре-
220
Рис. 12.2. Кинетика фазового превра-
щения при постоянной температуре
(V — объем, испытавший превраще-
ние)
Рис. 12.3. Кинетические кривые при раз-
ных степенях переохлаждения (Г|>7'г>
>Л>Г4>Г5)
мени выдержки возрастает суммарное число центров превраще-
ния и размеры новой составляющей, т. е. увеличивается сум-
марная поверхность фронта превращения, чем и обусловлено
ускорение приращения объема новой составляющей. К концу
превращения из-за соприкосновения между собой растущих
кристаллов, наоборот, поверхность фронта превращения сокра-
щается, и процесс замедляется. В инкубационный период оа
превращение не обнаруживается. Период ob — время полного
превращения.
С увеличением степени переохлаждения термодинамический
стимул превращения AGO6 (см. рис. 2.15) возрастает, в связи
с чем инкубационный период и время полного превращения
сокращаются, кинетические кривые сдвигаются влево (рис. 12.3,
оо1>оа2>оа3 и obt>ob2>ob3). При определенной степени пере-
охлаждения достигается наименьший инкубационный период
(оа3). Дальнейшее увеличение переохлаждения, несмотря на
продолжающийся рост AGoc, приводит к возрастанию инкуба-
ционного периода и времени полного превращения (оа3>оа4>
-оа5 и ob3>ob4>ob5), так как уменьшается подвижность ато-
мов (см. соответствующее объяснение прохождения через мак-
симум кривой с. з. ц.— АГ в п. 2.2).
Для решения практических задач чаще всего не тоебуется
строить кинетические кривые при разных степенях переохлаж-
дения, а достаточно знать инкубационный период и время пол-
ного превращения при разных температурах. Эти величины изо-
бражают на диаграмме изотермического превращения. На рис.
12.4 такая диаграмма построена по данным рис. 12.3. Отрезки
на рис. 12.4, отложенные при температурах Г1...Г5 по горизон-
тали от оси ординат до точек аь bi, а2, Ь2 и т. д., пропорцио-
нальны отрезкам оа(, оЬь оа2, ob2 и т. д. на рис. 12.3. Левая
(' кривая aia2a3a4a5 является кривой начала превращения, по-
казывающей зависимость инкубационного периода от степени
переохлаждения. Правая С-кривая bjb2h3b4b5 является кривой
конца превращения, показывающей зависимость времени пол-
ного превращения от степени переохлаждения. «Нос» С-кривой
221
Рнс. 12.4. Диаграмма изотермического превра-
щения переохлажденной фазы
соответствует темпера-
туре (Гз) минимальной
устойчивости переох-
лажденной фазы.
По С-диаграмме мо-
жно определить время
начала и конца превра-
щения при так называе-
мых изотермических об-
работках, включающих
быстрое охлаждение в
ванне до заданной тем-
пературы и последующую
выдержку при ней. Боль-
шая же часть процессов
термической обработки включает непрерывное охлаждение.
В этом случае по С-диаграмме можно делать только качествен-
ные выводы о начале и конце превращения. Например, на рис.
12.4 лучи Ui и ц2 относятся к двум режимам непрерывного ох-
лаждения. Можно сделать качественный вывод, что при более
высокой скорости охлаждения щ превращение начинается при
большем переохлаждении.
12.3. Превращения переохлажденного аустенита в сталях
В формировании структуры сталей при литье, горячей обра-
ботке давлением, сварке и, конечно, при термообработке цен-
тральное место занимают процессы превращения переохлаж-
денного аустенита.
Перлитное превращение
Кинетика эвтектоидного распада аустенита на смесь феррита
и карбида изображается С-диаграммой (рис. 12.5). При темпе-
ратурах около 550 °C переохлажденный аустенит наименее ус-
тойчив, инкубационный период минимален. Выше «носа» С-кри-
вых протекает перлитное превращение, являющееся типично
диффузионным процессом эвтектоидного распада раствора на
смесь двух фаз с резко различным составом. Перестройка у->-а
при перлитном превращении осуществляется по нормальному
механизму. Продукты превращения принадлежат к семейству
перлитов. В этом семействе структур в зависимости от дис-
персности пластинчатой феррито-цементитной смеси условно
различают собственно перлит, сорбит и троостит.
Перлит образуется при небольших переохлаждениях аусте-
нита, в интервале температур от Л] до —650 °C; среднее меж-
пластиночное расстояние в перлите m = 0,5... 1 мкм и его двух-
фазное строение хорошо видно при средних увеличениях свето-
222
Рис. 12.5. Диаграмма изотермического
распада аустенита в эвтектоидной
стали:
А — устойчивый аустенит; Ап — пере-
охлажденный аустенит; Аост — оста-
точный аустенит; Ф — феррит; К —
карбид; Мрт — мартенсит
Рис. 12.6. Диаграмма изотермического
распада аустенита в доэвтектоидной
стали
вого микроскопа. Сорбит образуется при большем переохлаж-
дении аустенита, в интервале температур 650... 600 °C; у него
/п=0,2...0,4 мкм и пластинчатое строение выявляется лишь
при больших увеличениях светового микроскопа. Троостит об-
разуется при эвтектоидном распаде аустенита в интервале
600... 500 °C. Из-за малой толщины пластин феррита и цемен-
тита (/п~0,1 мкм) его строение можно выявить только в элек-
тронном микроскопе.
При непрерывном охлаждении перлит образуется при ох-
лаждении стали из аустенитного состояния вместе с печью, сор-
бит— при охлаждении на воздухе, а троостит — при охлажде-
нии в масле.
На диаграммах изотермических превращений аустенита
н до- и заэвтектоидных сталях должны быть нанесены линии
начала образования, соответственно, избыточного феррита и
вторичного цементита (рис. 12.6).
С увеличением скорости охлаждения уменьшается количе-
ство успевающего обособиться избыточного феррита. Тот избы-
точный феррит, который не успел обособленно выделиться из
аустенита, входит в эвтектоидную смесь. Такой эвтектоид с по-
вышенным против равновесной концентрации эвтектоидной
очки содержанием железа был назван квазиэвтектоидом. При
аостаточно большом переохлаждении (вблизи «носа» С-кри-
вых) образование избыточного феррита в виде самостоятель-
223
ной структурной составляющей полностью предотвращается, и
доэвтектоидная сталь приобретает чисто квазиэвтектоидную
структуру.
Бейннтиое превращение
Ниже «носа» С-кривых в углеродистых сталях протекает бей-
нитное превращение (названо по имени американского метал-
ловеда Бейна, который первый построил С-диаграмму стали).
В результате бейнитного превращения образуется смесь а-рас-
твора на основе железа и карбида. Из-за высокой дисперсности
строение этой смеси видно только в электронном микроскопе.
Кинетика бейнитного превращения похожа на кинетику пер-
литного превращения. У многих легированных сталей под
С-кривыми перлитного распада находятся С-кривые начала и
конца бейнитного превращения (рис. 12.7).
Бейнитное превращение называют также промежуточным
превращением — промежуточным между перлитным и мартен-
ситным. Оно проходит в интервале температур ниже 500...
450 °C, но выше 200... 250 °C. В этом интервале диффузионное
перемещение атомов основного элемента— железа практически
полностью подавлено и поэтому невозможно образование фер-
рита путем неупорядоченной у—>-а перестройки решетки, т. е.
подавляется перлитный распад. Но выше 200... 250 °C еще до-
статочно активно идет диффузия углерода, которая делает воз-
можным выделение карбида. При бейиитном превращении у->-а
перестройка решетки происходит сдвиговым путем, причем вна-
чале образуется пересыщенный углеродом а-раствор, из кото-
рого сразу же начинает выделяться карбид железа; при низких
температурах распада это может быть не цементит Fe3C, а ме-
тастабильный е-карбид (см. п. 13.7).
Мартенситное превращение
При охлаждении углеродистой стали в воде аустенит настолько
сильно переохлаждается, что
Рис. 12.7. Диаграмма изотермического
распада аустенита в стали с 0,4 % С
и 3,5 % Сг
не успевает произойти его распад
на смесь двух фаз, так как под-
вижность и атомов железа, и
атомов углерода оказывается
слишком мала. Но фиксации
аустенита при комнатной темпе-
ратуре не происходит, так как
в углеродистой стали, начиная
с некоторой температуры, может
существовать фаза, обладаю-
щая энергией Гиббса меньшей,
чем аустенит. Эта фаза называ-
ется мартенситом (по имени не-
мецкого металловеда Мартенса).
224
Мартенсит — метастабильная фаза. Она отсутствует на диа-
грамме состояния Fe—С, так как в равновесных условиях, когда
система характеризуется абсолютным минимумом энергии
Гиббса, сталь ниже точки At состоит из смеси двух стабильных
фаз — феррита и цементита. Мартенсит при любых температу-
рах обладает- большей энергией Гиббса, чем эта смесь, но,
начиная с определенной температуры, его энергия Гиббса
меньше, чем переохлажденного аустенита. Когда в условиях
большого переохлаждения не может произойти диффузионный
распад аустенита на феррито-карбидную смесь, приводящий си-
стему к абсолютному минимуму энергии Гиббса, то в тех же
условиях аустенит превращается в мартенсит, что приводит си-
стему к относительному минимуму энергии Гиббса.
Мартенситное превращение не связано с диффузионным пере-
распределением компонентов в решетке аустенита. Химический
состав кристаллов мартенсита и исходного аустенита одинаков.
Мартенсит отличается от аустенита только кристаллической
решеткой: у аустенита г. ц. к. решетка у-железа, а у мар-
тенсита—объемноцентрированная тетрагональная, близкая
к о. ц. к. решетка a-железа. Степень тетрагональности (отно-
шение периодов решетки с/а) у мартенсита увеличивается с ро-
стом в нем концентрации углерода (но не превышает 1,09).
При больших переохлаждениях в условиях малой подвижности
атомов сдвиговым путем происходит полиморфное превращение
у-»-а, а углерод не успевает выделиться из раствора в виде кар-
бидной фазы. В a-железе растворимость углерода в равновес-
ных условиях при комнатной температуре ничтожно мала. Об-
разующаяся в результате полиморфного превращения аустенита
фаза — мартенсит является пересыщенным раствором внедре-
ния углерода в а-железе.
Таким образом, в углеродистой стали мартенситное превра-
щение является полиморфным превращением твердого раствора
(аустенита), идущим без изменения состава, в отличие от рас-
смотренного в п. 5.1 полиморфного превращения у->-а (образо-
вания избыточного феррита), идущего с изменением составов
аустенита и феррита по отрезкам линий GS и GP диаграммы
состояния Fe—С.
Превращение аустенита в мартенсит при непрерывном ох-
лаждении начинается с определенной температуры, которая на-
зывается мартенситной точкой Мн (см. рис. 12.5). При темпе-
ратуре мартенситной точки Л1И превращение только начинается,
появляются первые кристаллы мартенсита. Чтобы мартенсит-
ное превращение развивалось, необходимо непрерывно охлаж-
дать сталь ниже точки Мн. Если охлаждение приостановить и
выдерживать сталь при постоянной температуре ниже точки
М„, то образование мартенсита прекращается. ЭЙа особенность
наиболее ярко отличает кинетику мартенситного превращения
в углеродистой стали от перлитного. Последнее, как показывает
С-диаграмма, всегда доходит до полного исчезновения аусте-
нита при изотермическом превращении ниже точки Ль если
время выдержки достаточно велико.
При непрерывном охлаждении количество мартенсита нара-
стает лишь до определенной температуры Мк, называемой тем-
пературой конца мартенситного превращения. Ниже точки Мк
мартенситное превращение не развивается, и остается непре-
вращенным некоторое количество аустенита. Наличие такого
остаточного аустенита — важнейшая и до конца не объяснен-
ная особенность мартенситного превращения, резко отличаю-
щего его от перлитного, идущего до полного исчезновения
аустенита. В сталях, содержащих 0,6 и 1,2 % С, после охлажде-
ния в воде из аустенитного состояния до комнатной темпера-
туры количество остаточного аустенита равно соответственно
2 и 20 % •
Температуры начала и конца мартенситного превращения не
зависят от скорости охлаждения (см. рис. 12.5, горизонтали при
температурах Мп и Мк). Это также резко отличает мартенсит-
ное превращение от перлитного, температуры начала и конца
которого понижаются с увеличением скорости охлаждения (см.,
например, рис. 12.4 — точки пересечения лучей vt и и2 с С-кри-
вой).
Мартенсит образуется в форме пластин (на шлифе —игл),
растущих с громадной скоростью (порядка 1 км/с) при любых
температурах, в том числе и ниже 0 °C. Это обусловлено тем,
что при мартенситном превращении аустенита атомы железа
смещаются на расстояния меньше межатомных, и на границе
мартенсита сохраняется когерентность решеток обеих фаз.
После «мгновенного» образования мартенситная пластина не
растет, что объясняется нарушением когерентности на границе
аустенит — мартенсит. Количество мартенсита при охлаждении
стали ниже точки М„ увеличивается не вследствие подрастания
уже образовавшихся пластин, а в результате «мгновенного»
возникновения все новых и новых пластин.
Глава 13
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называют процесс обработки изделий
из металлов и сплавов путем теплового воздействия с целью
изменения их структуры и свойств в заданном направлении.
Термическую обработку подразделяют на собственно терми-
ческую (только тепловое воздействие), термомеханическую (со-
226
четание теплового и деформационного воздействий) и химико-
термическую (сочетание теплового и химического воздействий).
На рис. 13.1 выделены семь видов собственно термической
обработки, качественно отличающихся один от другого типом
фазовых и структурных изменений. Проиллюстрируем это на
примере отжигов 1-го и 2-го рода, которые по характеру изме-
нения температуры во времени могут быть полностью иден-
тичными.
Отжиг 1-го рода частично или полностью устраняет отклоне-
ния от равновесного состояния, возникшие при предыдущей об-
работке (литье, прокатке, сварке и пр.), причем его проведе-
ние не обусловлено фазовыми превращениями. В зависимости
от того, какие отклонения от равновесного состояния устраня-
ются, различают следующие разновидности отжига 1-го рода:
гомогенизационный, дорекристаллизационный, рекристаллиза-
ционный и уменьшающий остаточные напряжения. Процессы,
устраняющие отклонения от равновесия, идут самопроизвольно,
и нагрев при отжиге 1-го рода применяют лишь для ускорения
зтих процессов. Основные параметры отжига 1-го рода — тем-
пература нагрева и время выдержки.
В отличие от отжига 1-го рода отжиг 2-го рода полностью
основан на использовании диффузионных (нормальных) фазо-
вых превращений при охлаждении металлов и сплавов, напри-
мер, на эвтектоидном распаде, на растворении одной фазы
в другой при нагревании и обратном ее выделении при охлаж-
дении. Основные параметры отжига 2-го рода — температура
нагрева, время выдержки при этой температуре и скорость ох-
лаждения, которая должна быть такой, чтобы протекало нор-
мальное (диффузионное) превращение. Если же при охлажде-
15* 227
нии происходит мартенситное превращение, то это будет уже
другой вид термообработки — закалка на мартенсит.
Виды и наиболее важные разновидности термообработки
рассмотрены ниже на примере тех групп сплавов, для которых
соответствующие процессы имеют наибольшее практическое
значение.
13.1. Отжиг первого рода
Гомогенизационный отжиг
Гомогенизационный отжиг — это термическая обработка (раз-
новидность отжига 1-го рода), при которой основным процессом
является устранение последствий дендритной ликвации (см.
п. 7.2).
В результате дендритной ликвации во многих промышлен-
ных сплавах по границам дендритных ячеек кристаллизуется
избыточная, по сравнению с равновесным состоянием, хрупкая
фаза (интерметаллиды, карбиды и пр.), и пластичность отли-
вок оказывается пониженной. Фасонные отливки могут иметь
совершенно неудовлетворительные эксплуатационные свойства,
а слитки не выдерживают заданных обжатий при горячей об-
работке давлением. Дендритная ликвация понижает темпера-
туру солидуса сплава из-за появления неравновесной эвтектики
(см. рис. 7.6), что может приводить к пережогу при нагреве под
обработку давлением и закалку. Для устранения этих и других
недостатков литой структуры слитки и фасонные отливки под-
вергают гомогенизационному отжигу.
Гомогенизационный отжиг однофазных сплавов, например
сплавов системы с непрерывным рядом твердых растворов (см.
рис. 7.4) и сплава Xt эвтектической системы (см. рис. 7.6), со-
стоит в устранении внутрикристаллитной ликвации в резуль-
тате выравнивающей диффузии при температуре отжига. При
гомогенизационном отжиге сплавов, содержащих неравновес-
ную вторую фазу, например, сплава Х2 (см. рис. 7.6), проте-
кают два процесса: выравнивание концентрации внутри зерен
твердого раствора (а) и растворение в нем неравновесной вто-
рой фазы (р). Первый процесс является контролирующим зве-
ном гомогенизации. Дело в том, что пока на границе с р-фазой
периферийный слой а-раствора имеет состав, находящийся на
линии сольвуса (см. рис. 7.7, точка а), и, следовательно, этот
слой является насыщенным раствором по отношению к р фазе,
последняя не может растворяться. Выравнивание концентрации
внутри а-раствора снижает его концентрацию в периферийном
слое и делает здесь раствор ненасыщенным по отношению
к p-фазе, которая поэтому растворяется в a-фазе, подпитывая
периферийный слой а-раствора компонентом В. Продолжаю-
228
щееся выравнивание концентрации внутри а-фазы приводит
к продолжению растворения p-фазы до тех пор, пока вся она
не исчезнет.
В сплаве (см. рис. 7.6) гомогенизация проходит точно
так же, но растворяется только неравновесный избыток р-фазы
(so/se—ао/ае), а равновесное ее количество (ао/ае) остается
в полностью отгомогенизированном сплаве. •
По закону Фика поток диффундирующего вещества /, т. е.
количество вещества, проходящего в единицу времени через
единицу площади сечения, пропорционален градиенту концен-
трации дс/дх вдоль направления х, перпендикулярного к этому
сечению:
/----D (дс/дх), (13.1)
где коэффициент диффузии
D - Aexp(-QIRT). (13.2)
Из закона Фика следует, что диффузионный поток должен
уменьшаться по мере протекания гомогенизации, так как гра-
диент концентрации при гомогенизации уменьшается. Отсюда
следует, что наиболее интенсивно гомогенизация протекает в на-
чальный период отжига, а далее она идет с затуханием. Чрез-
мерно большие выдержки малоэффективны. Время выдержки
при гомогенизационном отжиге обычно находится в пределах
от нескольких часов до .суток.
Повышение температуры отжига действует значительно эф-
фективнее, чем увеличение времени выдержки. Температура
входит в показатель степени выражения (13.2) и небольшое ее
повышение сильно ускоряет гомогенизацию. Обычно гомогени-
(ационный отжиг проводят выше (0,90... 0,95) Т„л, но ниже
точки солидуса. Иногда температура гомогенизации находится
в интервале (0,8... 0,9) Тил.
Атомы, растворенные по способу внедрения, диффундируют
шачительно быстрее; чем атомы, растворенные по способу за-
мещения (см. п. 1.3). Скорость диффузии углерода в аустените
ва несколько порядков больше скорости диффузии таких леги-
рующих элементов, как хром, никель, вольфрам и др. Слитки
углеродистых сталей обычно не подвергают гомогенизацион-
иому отжигу, так как в них при нагреве под горячую обработку
(явлением благодаря быстрой диффузии углерода в аустените
тендритная ликвация успевает исчезнуть. Слитки легированных
iгалей для устранения внутрикристаллитной ликвации и рас-
। ворения неравновесного избытка эвтектических карбидов под-
вергают гомогенизационному отжигу при 1050... 1250 °C. Го-
могенизационный отжиг широко применяют к слиткам алюми-
ниевых сплавов. Гомогенизация слитков позволяет увеличить
"бжатия при обработке давлением и может существенно улуч-
229
шить эксплуатационные свойства. Например, если в высокоуг-
леродистых сталях, легированных хромом и вольфрамом, име-
ются скопления эвтектических карбидов, то в соответствующих
местах выкрашивается лезвие инструмента и трущаяся поверх-
ность шарикоподшипника. Гомогенизация улучшает показатели
пластичности, ударную вязкость и усталостные характеристики,
особенно поперек волокна, так как хрупкие фазы вытягиваются
в строчки вдоль направления главной деформации.
Чем выше скорость кристаллизации, тем тоньше частицы
избыточных фаз и они быстрее растворяются при гомогениза-
ционном отжиге. Поэтому, например, слитки непрерывного
литья малого сечения гомогенизируются быстрее, чем слитки
большого сечения.
Гомогенизацию не обязательно осуществлять в виде само-
стоятельной операции. Она может входить составной частью
в другие технологические процессы. Например, время нагрева
под закалку фасонных отливок из алюминиевых сплавов вы-
бирают так, чтобы растворился неравновесный избыток эвтек-
тических интерметаллидов.
Рекристаллизационный и перекристаллизационный отжиг
Рекристаллизационный отжиг — это термическая обработка
(разновидность отжига 1-го рода) деформированного металла
или сплава, при которой главным процессом является рекри-
сталлизация.
Закономерности изменения структуры и свойств при нагреве
металла после холодной деформации проанализированы
в п. 11.2. Поэтому ниже кратко рассмотрены только назначение
и выбор режима отжига.
Основная цель рекристаллизационного отжига состоит в том,
чтобы снять наклеп и повысить пластичность. Этот отжиг ши-
роко применяют как первоначальную операцию перед холод-
ной обработкой давлением, как промежуточный процесс между
операциями холодной обработки давлением и как окончатель-
ную (выходную) термообработку для получения заданного ком-
плекса свойств. Температуру отжига выбирают по графику типа
рис. 11.3. Температура отжига для максимального смягчения
не должна превышать температуру перегрева Т\.
Дорекристаллизационный отжиг — это термическая обра-
ботка (разновидность отжига 1-го рода) деформированного ме-
талла или сплава, при которой основным процессом является
возврат. Этот отжиг используют для повышения пластичности
при частичном сохранении деформационного упрочнения, если
нежелательно или необязательно полное смягчение, достигае-
мое рекристаллизационным отжигом. Например, алюминиевые
листы в большом количестве выпускают после дорекристалли-
зационного смягчающего отжига при 150—300 °C.
230
Отжиг, уменьшающий остаточные напряжения
При литье, сварке, обработке давлением и термообработке в из-
делии могут возникать литейные, сварочные и другие остаточ-
ные напряжения, уравновешивающиеся в объеме всего тела
или отдельных его макрочастей без участия внешних сил. Та-
кие напряжения называют зональными или напряжениями t-го
рода.
Например, при литье, когда ранее образовавшиеся наруж-
ные слои отливки уже охладились до комнатной температуры,
внутренние слои еще некоторое время остаются горячими. Ох-
лаждаясь до комнатной температуры, внутренние слои продол-
жают термически сжиматься. Этому сжатию препятствуют на-
ружные холодные слои, составляющие с внутренними единое
целое. В результате во внутренних слоях под действием наруж-
ных возникают растягивающие напряжения, а наружные слои
оказываются в сжатом состоянии под действием внутренних
слоев.
Из-за нарушения равновесия внутренних сил и моментов
возникает коробление изделия. Особенно сильное коробление
происходит при обработке резанием, так как удаление слоя ме-
талла нарушает равновесие остаточных напряжений разного
така.
Растягивающие остаточные напряжения, складываясь с рас-
!ягивающими напряжениями от внешних нагрузок, могут приво-
дить к разрушению даже при небольшой величине этих нагру-
юк. Особенно опасны остаточные напряжения в изделиях из
малопластичных сплавов. Из-за остаточных напряжений сталь-
ные отливки могут растрескаться при пневмоочистке. Крупные
слитки полунепрерывного литья из малопластичных алюминие-
вых сплавов при разрезке внезапно разрушаются из-за оста-
точных напряжений, причем освобождающаяся упругая энергия
вставляет массивные части слитка отлетать на значительное
расстояние. Известно много случаев внезапного разрушения
сварных мостов и цельносварных судов из-за сварочных на-
пряжений, особенно при пониженных температурах, когда
сталь обладает повышенной склонностью к хрупкому разру-
шению.
Для предотвращения коробления и разрушения изделий их
подвергают отжигу, уменьшающему остаточные напряжения,
остаточными напряжениями связана упругая деформация
в соседних участках изделия. Если вызвать пластическое тече-
ние в этих участках, то произойдет разрядка остаточных напря-
кений. При нагреве, из-за сильного уменьшения предела теку-
"сети, под действием остаточных напряжений выше некоторой
импературы 7\ генерируется множество дислокаций, скольже-
ние которых приводит к быстрой пластической деформации, и
231
Рис. 13.2. Схема влияния температуры
отжига иа остаточные напряжения
(/) и предела текучести (2)
Рис. 13.3. Уменьшение остаточных
напряжений с увеличением вре-
мени отжига Тотж при 7'2>7’i
остаточные напряжения снижаются до значения предела теку- ’
чести при данной температуре отжига (см. рис. 13.2 — стрелки).
Если остаточные напряжения меньше предела текучести, на- (
пример, при любой температуре ниже Т\, ползучесть (см. п. 9.7) $
является единственно возможным механизмом их уменьшения.
Очень медленное пластическое течение осуществляется пере-
мещением ограниченного числа легкоподвижных дислокаций.
При заданной температуре уменьшение остаточных напря-
жений идет с затуханием (рис. 13.3). Чем выше температура
отжига, тем быстрее и полнее уменьшаются остаточные на- *
пряжения. i
Углеродистые стали обычно отжигают при 550.. .680 °C, се- 1
рый чугун—при 430 ... 600 °C, титановые сплавы — при 500 ... I
650 °C, алюминиевые — при 230... 370 °C, магниевые — при
150... .260 °C.
13.2. Отжиг сталей
Отжиг сталей (отжиг 2-го рода) — это термическая обработка,
при которой главными процессами являются аустенитизация
с последующим перлитным превращением.
Аустенитизацией называют образование аустенита при на-
греве сталей. Вначале из большого числа центров превращения
перлита в аустенит формируется сравнительно мелкое аустенит-
ное зерно. Затем происходит рост одних зерен аустенита за I
счет соседних, приводящий к сокращению суммарной энергии I
границ зерен, которая является термодинамическим стимулом
такого роста.
Чем мельче аустенитные зерна, тем мельче зерна избыточ-
ного феррита, образующегося прн охлаждении по границам
аустенита, меньше размер перлитных колоний и меньше раз-
мер мартенситных кристаллов. Поэтому мелкому зерну в аусте-
232
нитной области соответствует мелкокристаллический излом
стали при тех температурах, где аустенита уже нет. Ударная
вязкость стали падает с укрупнением зерна аустенита.
Разные плавки стали одной марки могут сильно разли-
чаться по склонности к росту аустенитного зерна, так как они
содержат разные количества дисперсных труднорастворимых
частиц карбидов, оксидов, нитридов и других фаз — барьеров
для роста аустенитного зерна. В связи с этим различают на-
следственно крупнозернистые и наследственно мелкозернистые
стали. В последних мелкое аустенитное зерно формируется
в широком диапазоне температур: от точки А3 до 950. ..1100 °C.
Переход через этот температурный порог приводит к пере-
греву— интенсивному укрупнению зерна и связанному с этим
падению ударной вязкости. Для измельчения зерна в ковш пе-
ред разливкой вводят ~0,05 % А1. Дисперсные частицы нитри-
дов и оксидов алюминия тормозят рост зерен аустенита.
Отжиг доэвтектоидных сталей
При проведении отжига доэвтектоидную сталь нагревают до
температур на 20 ... 40° выше точки А3 (рис. 13.4).
Охлаждение при отжиге проводят с такой малой скоростью,
чтобы аустенит распадался при небольшой степени переохлаж-
дения: для этого изделия охлаждают, вместе с печью. Так как
превращение аустенита при отжиге полностью завершается при
температурах значительно выше изгиба С-кривых, то отжигае-
мые изделия можно выдавать из печи на спокойный воздух при
температурах 500.. .600 °C, если не опасны термические на-
пряжения. Структура доэвтектоидной стали после полного от-
жига состоит из доэвтектоидного феррита и перлита.
Рис. 13.4. Температуры нагрева при отжиге (/) и нормализации
(2) сталей
233
Рис. 13.5. Микроструктура доэвтектоидной стали; Х1000:
а — после литья; б — после полного отжига
Отжигом преследуют три основные цели: смягчение стали
перед обработкой резанием, устранение пороков структуры, воз-
никших при предыдущей обработке, и уменьшение остаточных
напряжений.
При литье могут кристаллизоваться относительно крупные
зерна аустенита, из которых при охлаждении образуются гру-
бые зерна феррита и перлита. Часто феррит располагается
в виде вытянутых кристаллов с определенной ориентировкой —
возникает видманштеттова структура, характеризующаяся по-
ниженной ударной вязкостью (рис. 13.5, а). При горячей обра-
ботке давлением может образоваться полосчатая структура (см.
рис. 11.12).
Для устранения указанных выше недостатков структуры не-
обходимо провести полную фазовую перекристаллизацию стали.
При нагреве до температуры Л3 + (20... 40°) образуется мелкое
аустенитное зерно, из которого при охлаждении формируется
равномерная и мелкая структура, состоящая из феррита и пер-
лита (рис. 13.5, б).
Отжиг заэвтектоидных сталей
Отжиг с нагревом выше Лет (см. рис. 5.3, линия ES) к заэв-
тектоидным сталям вообще не применяют, так как при медлен-
ном охлаждении после такого нагрева выделяется грубая сетка
234
вторичного цементита (см. рнс. 5.6), ухудшающая механиче-
ские свойства. К заэвтектоидным углеродистым сталям приме-
няют отжиг с нагревом до 740—770 °C и последующим медлен-
ным охлаждением (см. рис. 13.4). При таком нагреве в аусте-
ните остается большое число нерастворившихся включений
цементита, которые служат центрами кристаллизации во время
распада аустенита при охлаждении. В результате образуется
структура зернистого перлита; поэтому этот отжиг называют
сфероидизирующим.
В стали, содержащей до отжига пластины цементита, во
время выдержки при температуре выше точки At идет деление
цементитных пластин и сфероидизация коротких пластинок —
продуктов деления.
Нормализация сталей
При нормализации сталь нагревают до температур на 30...
50° выше линии GSE и охлаждают на спокойном воздухе (см.
рис. 5.3 и 13.4). Ускоренное по сравнению с отжигом охлажде-
ние обусловливает большее переохлаждение аустенита. По-
этому при нормализации получаются более тонкое строение
эвтектоида (тонкий перлит или сорбит) и меньшего размера эв-
тектоидные колонии. Кроме того частично подавляется выде-
ление избыточной фазы (феррита или вторичного цементита)
н, следовательно, образуется квазиэвтектоид. Таким образом,
после нормализации сталь должна иметь большую прочность,
чем после отжига.
Нормализацию широко применяют не только как оконча-
тельную, но и как промежуточную операцию: для смягчения
стали перед обработкой резанием, для устранения пороков
строения (видманштеттовой структуры, полосчатости) и общего
измельчения структуры перед закалкой. Таким образом, назна-
чение нормализации как промежуточной обработки аналогично
назначению отжига. Так как нормализация гораздо выгоднее
отжига (не- задалживается печное оборудование на стадии ох-
лаждения), то ее всегда следует предпочесть отжигу, если оба
эти вида обработки дают одинаковые результаты. Но нормали-
зация не всегда может заменить отжиг как операцию смягчения
стали. Нормализацию широко применяют вместо смягчающего
отжига к низкоуглеродистым сталям, в которых аустенит
слабо переохлаждается. Но она не может заменить смяг-
чающий отжиг высокоуглеродистых сталей, которые ощутимо
упрочняются при охлаждении на воздухе из-за значительного
переохлаждения аустенита. Например, твердость стали с 0,8 % С
после отжига равна 180 НВ, а после нормализации 240 НВ.
В заэвтектоидной стали нормализация устраняет грубую
сетку вторичного цементита. При нагреве выше точки Аст (ли-
ния ES) вторичный цементит растворяется, а при последующем
236
ускоренном охлаждении на воздухе он не успевает образовать
грубую сетку, понижающую свойства стали. Иногда для уско-
рения охлаждения используют вентиляторы.
13.3. Закалка без полиморфного превращения
Закалка без полиморфного превращения — это термическая об-
работка, фиксирующая при комнатной или более низкой темпе-
ратуре состояние сплава, свойственное ему при более высокой
температуре.
Если сплав Л'2 (см. рис. 3.6) достаточно быстро охладить,
например, в воде, с температуры из a-области, то диффузион-
ное перераспределение, необходимое для выделения кристал-
лов p-фазы, не успевает пройти, p-фаза не выделяется из а-рас-
твора, и сплав при комнатной температуре состоит из одной
a-фазы. Если при температуре выше точки 5 а-раствор в сплаве
А'2 ненасыщенный, то при комнатной температуре раствор того
же состава является пересыщенным (состав насыщенного
а-раствора при комнатной температуре изображает точка с).
Таким образом, при закалке без полиморфного превращения
образуется пересыщенный твердый раствор.
Закалкой не всегда фиксируется однофазное состояние. Так,
сплав Л’3 (см. рис. 3.6) также можно подвергать закалке, на-
пример, с температуры горизонтали 5—5'. При быстром охлаж-
дении сплава Х3 с этой температуры p-фаза не успевает выде-
литься из а-раствора и состав его при комнатной температуре,
как и при температуре закалки, определяется точкой 5. Зака-
ленный сплав Хз содержит не только пересыщенный а-раствор
состава точки 5, но и избыточную p-фазу, не растворившуюся
при нагреве под закалку.
Термины «закалка» и «упрочнение» часто неверно считают
синонимами. В действительности же закалка может и упроч-
нять, и разупрочнять сплав. Пластичность при закалке может
снижаться, повышаться или практически не изменяться.
При закалке увеличивается концентрация твердого раствора
и это, в соответствии с п. 10.1, должно приводить к упрочнению.
Но при нагреве под закалку растворяются частицы второй
фазы, являющиеся барьерами для скользящих дислокаций, что
должно приводить к разупрочнению. Суммарный результат за-
висит от того, какой из этих факторов превалирует. Если
в отожженном сплаве торможение дислокаций второй фазой
не вносит большого вклада в упрочнение из-за большого рас-
стояния между ее частицами, то при закалке упрочнение рас-
твора благодаря увеличению его концентрации перекомпснси-
рует разупрочнение, связанное с растворением второй фазы, и
прочность сплава возрастает. Например, у дуралюмина Д16
после смягчающего гетерогенизациоиного отжига ов=200 МПа
236
и 6 = 25%. а после закалки ов = 300 МПа и 6 = 23 %. Если же
растворение дисперсной второй фазы приводит к сильному раз-
упрочнению, перекрывающему рост прочности из-за повыше-
ния концентрации твердого раствора, то сплав при закалке
разупрочняется, а пластичность его может сильно возрасти. На-
пример, у бериллиевой бронзы БрБ2 после отжига ов = 550МПа
и 6 = 22%, а после закалки ов = 510 МПа и 6 = 46%. Поэтому
для смягчения бериллиевой бронзы перед холодной прокаткой
применяют не отжиг, а закалку. Нержавеющую сталь
12Х18Н10Т для повышения пластичности закаливают на аусте-
нит (при нагреве под закалку карбиды растворяются).
При закалке литейных алюминиевых и магниевых сплавов
прочность и пластичность обычно растут по сравнению с ли-
тым состоянием. Например, у силумина АК7ч после литья ов =
= 160 МПа и 6 = 2 %, а после закалки ов = 200 МПа и 6 = 6%.
В структуре этих сплавов избыточные фазы находятся в форме
крупных частиц с большим межчастичным расстоянием. После
их растворения прочность становится выше благодаря увели-
чению концентрации твердого раствора. Грубые и хрупкие
включения избыточных фаз обусловливают пониженную пла-
стичность сплавов в литом состоянии, а растворение этих фаз
и сфероидизация (например, частиц кремния в силумине,— см.
ряс. 17.15) при нагреве под закалку приводят к повышению
пластичности при закалке.
Основное назначение закалки без полиморфного превраще-
ния— подготовка сплава к старению (см. п. 13.6). Значительно
реже закалку применяют как окончательную термообработку.
Верхнюю границу интервала закалочных температур во избе-
жание пережога выбирают ниже точки солидуса сплава с учетом
возможного перепада температур в садке и точности контроля
температуры. Пережог вызывается оплавлением по границам
<ерен. При закалке неравновесная кристаллизация оплав-
ленных участков приводит к образованию по границам зерен
хрупких интерметаллидов, что вызывает охрупчивание сплава.
Кроме того под действием закалочных напряжений могут воз-
никать межкристаллитные трещины, снижающие пластичность
и сопротивление усталости. На шлифе пережог выявляется
в виде утолщений границ зерен. При сильном пережоге внутри
и'рен появляются оплавленные участки сферической формы.
Возможная ширина интервала закалочных температур оп-
ределяется «вилкой» между точками солидуса и сольвуса (см.
рис. 3.6 — между точками 4 и 5). В сплавах типа Х3 темпера-
1 \ ру нагрева под закалку выбирают возможно ближе к эвтек-
•ической.
Закалку чаще всего проводят с охлаждением в воде. Охлаж-
.leinie должно быть не обязательно быстрым, а таким, чтобы не
успело. пройти выделение из твердого раствора. Если это выде-
237
ление происходит медленно, то закалку можно проводить в по-
догретой воде (для уменьшения закалочных напряжений) и
даже на воздухе.
Чем толще сечение отливки, т. е. меньше скорость кристал-
лизации и, соответственно, толще частицы избыточных фаз, тем
больше должно быть время выдержки при нагреве под закалку
для возможно более полного растворения этих фаз.
13.4. Закалка на мартенсит
Закалка на мартенсит (закалка с полиморфным превраще-
нием) — это термическая обработка, при которой главным яв-
ляется мартенситное превращение высокотемпературной фазы.
Закалке на мартенсит подвергают сплавы на разной основе,
в частности титановые, но особенно широко ее применяют в про-
изводстве стальных деталей. Ниже закалка рассмотрена только
на примере углеродистых сталей.
При закалке на мартенсит углеродистой стали резко воз-
растает ее твердость и снижается пластичность. Например,
твердость эвтектоидной стали после отжига равна 180 НВ,
а после закалки — 650 НВ.
Высокая твердость сталей, закаленных на мартенсит, обус-
ловлена сильными искажениями решетки пересыщенного а-рас-
твора из-за внедренных атомов углерода, повышением при мар-
тенситном превращении плотности дислокаций, закреплением
дислокаций атмосферами из атомов углерода, а также дисперс-
ными частицами карбида, успевающими выделиться из мартен-
сита в период закалочного охлаждения от температуры Мн до
комнатной (если AfH высока).
Основная причина резкого охрупчивания при закалке угле-
родистых сталей — малая подвижность дислокаций в мартен-
сите, в частности из-за закрепления их атомами углерода.
В безуглеродистых сплавах на основе железа мартенсит пла-
стичен.
Прокаливаемостъ сталей
При закалке на мартенсит сталь должна охлаждаться так,
чтобы аустенит, не успев претерпеть распад на феррито:кар-
бидную смесь, переохлаждался до точки Л4„. Для этого ско-
рость охлаждения изделия должна быть выше критической.
Критическая скорость охлаждения окр — это минимальная
скорость, при которой аустенит еще не распадается на феррито-
карбидную смесь. В самом первом приближении окр определя-
ется наклоном касательной к С-кривой начала распада аусте-
нита (рис. 13.6). Поверхность изделия охлаждается быстрее,
чем сердцевина. Скорость охлаждения на поверхности vn мо-
жет быть больше критической, а в центре меньше. В этом
238
Рис. 13.6. Определение критической
скорости закалки по С-диаграмме;
и vn — скорости охлаждения цен-
тра и поверхности изделия
Рис. 13.7. Прокаливаемость цилиндра:
а — несквозная; б — сквозная; / — кривая
распределения скоростей охлаждения по
диаметру цилиндра; 2 — критическая ско-
рость охлаждения (заштрихован слой,
закаленный на мартенсит)
случае аустенит в поверхностных слоях превратится в мартен-
сит, а в центре изделия он испытает перлитное превращение,
т. е. деталь не прокалится насквозь.
Прокаливаемость — одна из важнейших технологических
характеристик стали. Под прокаливаемостью понимают глу-
бину проникновения закаленной зоны. Как видно на рис. 13.7,
для увеличения прокаливаемое™ детали данного сечения не-
обходимо или повышать скорость охлаждения (кривая / сдви-
гается вверх), или понижать критическую скорость закалки:
и в том, и в другом случае заштрихованное сечение закаленной
зоны будет возрастать. Чем правее расположена С-кривая на-
чала распада аустенита, тем меньше акр и больше прокаливае-
мость. Легирующие элементы могут сильно сдвигать вправо
С-кривую, увеличивая прокаливаемость (см. п. 15.2).
Простейшей характеристикой прокаливаемое™ служит кри-
тический диаметр, т. е. диаметр максимального сечения, кото-
рое в данном охладителе прокаливается насквозь.
Для определения прокаливаемое™ широко применяют стан-
;артный метод торцовой закалки. Стандартный цилиндрический
образец (диаметром 25 мм) после нагрева в печи быстро пере-
носят в установку, где он охлаждается струей холодной воды
под определенным напором только с торца. По длине образую-
щей цилиндра стачивают площадку на глубину 0,5 мм, по длине
• гой площадки с шагом в 1.5...3 мм измеряют твердость по
шкале HRCa и строят кривую прокаливаемое™ в координатах
HRC3 — расстояние от торца. Чем меньше прокаливаемость
стали, тем интенсивнее падает твердость при удалении от торца.
Для разных плавок стали одной марки получается набор кри-
вых прокаливаемое™, так как от плавки к плавке прокаливае-
мость меняется. Поэтому сталь одной марки характеризуют
239
марочной полосой прокаливаемое™ (рис. 13.8). Показателями
прокаливаемостн марки могут служить максимальная и мини-
мальная твердость на определенном расстоянии от торца или
максимальное и минимальное расстояние от торца до точки
с данной твердостью.
Нагрев и охлаждение при закалке сталей
Наиболее важные параметры закалки — температура нагрева
и скорость охлаждения. Температуры нагрева под закалку угле-
родистых сталей можно выбрать по диаграмме состояния (рис.
13.9). Доэвтектоидные стали закаливают с температур, превы-
шающих точку Аз на 30... 50°. При более высоких температу-
рах закалки может сильно вырасти аустенитное зерно, в пре-
делах которого образуются более крупные кристаллы мартен-
сита, и механические свойства ухудшатся. При закалке
с температур в интервале Ai—А3 (неполная закалка) наряду
с мартенситом остается избыточный феррит, который сильно
снижает твердость закаленной стали и ухудшает механические
свойства после отпуска.
Заэвтектоидные стали закаливают с температур, превышаю-
щих точку At на 35...60° При закалке с температур в интер-
вале Д1—Аст в заэвтектоидных сталях наряду с мартенситом
имеется вторичный цементит, который повышает износостой-
кость инструмента. Нагрев до температур выше Аст вреден,
так как твердость при этом не возрастает, но зато укрупняется
аустенитное зерно, усиливается обезуглероживание поверхности
и растут закалочные напряжения. При нагреве выше Аст твер-
дость закаленной стали получается даже несколько ниже из-за
растворения твердых цементитных частиц н повышения коли-
чества остаточного аустенита.
Режим охлаждения при закалке должен прежде всего обес-
печить необходимую глубину прокаливаемостн. Вместе с тем,
Vox л 700°С, °С/с
3 6 12 18 24 30 36 42 1,мм
Рнс. 13.8. Полоса прокаливаемостн
стали 40 (I — расстояние от охлаждае-
мого торца)
Рис. 13.9. Диаграмма состояния Fe—С с ин-
тервалом температур нагрева под закалку
углеродистых сталей
240
режим охлаждения должен быть таким, чтобы не возникли
сильные закалочные напряжения, приводящие к короблению
изделия и образованию закалочных трещин.
Закалочные напряжения складываются из термических и
структурных (фазовых) напряжений. При закалке всегда воз-
никает перепад температур по сечению изделия. Разная вели-
чина термического сжатия наружных и внутренних слоев в пе-
риод охлаждения обусловливает возникновение термических
напряжений.
Мартенситное превращение связано с увеличением объема
на несколько процентов. Поверхностные слои раньше достигают
мартенситной точки, чем сердцевина изделия. Мартенситное
превращение и связанное с ним увеличение объема происходят
в разных точках сечения изделия неодновременно, что приво-
дит к возникновению структурных напряжений.
Суммарные закалочные напряжения растут с увеличением
температуры нагрева под закалку и с повышением скорости
охлаждения, так как в обоих этих случаях увеличивается пере-
пад температур по сечению изделия.
Наиболее опасным в отношении закалочных напряжений яв-
ляется интервал температур ниже точки Мн, так как в этом ин-
тервале возникают структурные напряжения и образуется хруп-
кая фаза — мартенсит и могут появиться закалочные трещины.
Выше точки Мн возникают только термические напряжения,
причем сталь находится в аустенитном состоянии, а аустенит
пластичен.
Как показывает С-днаграмма, быстрое охлаждение необ-
ходимо в районе наименьшей устойчивости переохлажденного
аустенита (см. рис. 13.6). Для большинства сталей этот район
находится в интервале 650.. .400 °C.
В качестве закалочных сред наиболее широко используют
воду, 10 %-ный водный раствор NaOH или NaCl и масла. Ох-
лаждение раскаленного изделия в жидкости можно разбить на
три периода. В первый период на поверхности идет интенсив-
ное парообразование, изделие окружается малотеплопровод-
ной паровой пленкой и изолируется от жидкости; в этот период
пленочного кипения охлаждение замедленное. Первый период
заканчивается, когда из-за понижения температуры количе-
ство отводимой теплоты уменьшается и его уже не хватает для
поддержания сплошной паровой пленки. Ее разрушение приво-
дит к тому, что жидкость все время приходит в соприкосновение
с поверхностью металла. В этот период охлаждение проис-
ходит наиболее быстро, так как теплота непрерывно расходу-
ется на образование пузырьков пара. Второй период заканчи-
вается, когда температура поверхности изделия становится
ниже температуры кипения закалочной жидкости. В третий
период интенсивность теплоотвода резко уменьшается, так как
он осуществляется только конвекцией и теплопроводностью.
Движение изделия в закалочной жидкости разрушает паровую
пленку и ускоряет охлаждение.
Холодная вода — самый дешевый и весьма энергичный охла-
дитель. Добавки солей и щелочей увеличивают охлаждающую
способность воды в перлитном интервале. Основной недостаток
воды — большая скорость охлаждения в мартенситном интер-
вале.
Минеральное масло медленно охлаждает в мартенситном
интервале (это его главное преимущество), но оно медленно
охлаждает и в перлитном интервале (это его основной недоста-
ток). Поэтому масло применяют для закалки сталей с хорошей
прокаливаемостью. Другие недостатки масла — легкая заго-
раемость (температура вспышки машинного масла 180...
200°C), образование пригара на поверхности изделия и потеря
с течением времени закаливающей способности (загустевшее
масло требует замены).
Нагретая вода не может заменить масло, так как нагрев
резко уменьшает скорость охлаждения в перлитном интервале,
но почти не изменяет ее в мартенситном интервале.
Относительно новый класс закалочных сред—водные рас-
творы полимеров, которые в зависимости от концентрации по-
лимера по охлаждающей способности могут занимать проме-
жуточное положение между водой и маслом.
Так как нет такой закаливающей среды, которая давала
бы быстрое охлаждение в интервале температур 650. ..400 °C и
медленное охлаждение ниже этого интервала, то применяют
разные способы закалки, обеспечивающие необходимый режим
охлаждения.
Для уменьшения скорости охлаждения в мартенситном ин-
тервале применяют закалку через воду в масло (рис. 13.10).
Вначале деталь погружают в воду и после короткой выдержки
переносят в масло. Быстрое охлаждение в воде предотвращает
перлитное превращение, а последующее замедленное охлажде-
ние в масле уменьшает закалочные напряжения в мартенсит-
ном интервале. Как передержка, так и недодержка в воде
может привести к браку. При недодержке в воде произойдет ча-
стичный или полный распад аустенита и будет получена зани-
женная твердость, а при передержке возникнут более сильные
закалочные напряжения, которые могут привести к коробле-
нию и образованию трещин.
Другой способ уменьшения скорости охлаждения в мартен-
ситном интервале — предложенная Д. К. Черновым ступенча-
тая закалка (рис. 13.11, кривая 2). Нагретое до температуры
закалкн изделие быстро погружают в ванну с горячей средой,
а затем после некоторой выдержки выдают на воздух или по-
гружают в холодное масло. Горячей средой могут быть рас-
242
Рнс. 13.10. Закалка через воду
в масле:
1 — нормальный режим; 2 — недо-
держка в воде; 3 — передержка
в воде
Рнс. 13.11. Закалка в воде (/) и
горячих средах (2 — ступенчатая,
3 — бейнитиая)
плавы селитр и солей и минеральные масла. Время выдержки
в горячей среде (длина «ступеньки») должно быть меньше вре-
мени инкубационного периода при соответствующей темпера-
туре. Ступенчатая закалка более проста в исполнении, чем за-
калка через воду в масло, и дает более стабильные результаты.
Кроме того, сталь при температуре «ступеньки» находится
в аустенитном состоянии. После извлечения из горячей среды
изделие некоторое время пластично и его можно править для
устранения коробления (в том числе под прессом).
На рис. 13.11 кривая 3 показывает, что длина «ступеньки»
больше времени изотермического превращения. Такую закалку
называют бейнитной или изотермической. Она не только резко
уменьшает закалочные напряжения и коробление, но и, благо-
даря сохранению значительного количества пластичного оста-
точного аустенита при бейнитном превращении в легирован-
ных сталях (см. п. 12.3), обеспечивает повышенную ударную
вязкость.
Если точка Мк (см. рис. 12.5) находится существенно ниже
комнатной температуры и в высокоуглеродистой стали после
закалки имеется значительное количество остаточного аусте-
нита, то можно использовать обработку холодом: после обыч-
ной закалки изделие захолаживается и остаточный аустенит
дополнительно превращается в мартенсит. Главное назначение
такой обработки — предотвратить объемные изменения при мар-
тенситном превращении, неизбежном при климатическом по-
нижении температуры, с целью стабилизации размеров изде-
лий, например, калибров и шарикоподшипников.
16*
Поверхностная закалка
Сочетание высокой твердости и прочности поверхностного слоя
изделия с вязкой сердцевиной достигают поверхностной закал-
кой. Для такой закалки в аустенитное состояние необходимо
перевести только поверхностный слой заданной толщины,
а остальное сечение не должно прогреваться до закалочных
температур. Поэтому нагрев должен быть очень быстрым.
Наибольшее распространение получила поверхностная за-
калка с индукционным нагревом (с нагревом токами высокой
частоты—ТВЧ). Деталь помещают в индуктор. При высоких
частотах (обычно от 103 до 105 Гц) индуктируемый ток идет
преимущественно в поверхностном слое, толщина которого тем
меньше, чем выше частота тока. В этом слое выделяется
•~87 % всей тепловой энергии и происходит нагрев до зака-
лочных температур.
Скорость высокочастотного индукционного нагрева доходит
до 500 К/с, что на 2.. .4 порядка больше скорости печного на-
грева. После нагрева, не давая выдержки, изделие погружают
в закалочную жидкость (вода, эмульсия, масла) или под дав-
лением выбрызгивают воду на его поверхность.
С повышением скорости нагрева фазовые превращения
сдвигаются в область более высоких температур. Поэтому тем-
пература закалки при индукционном нагреве существенно,
иногда на 100° выше, чем при печном нагреве. При высокой
температуре в аустенитной области после скоростного нагрева
и при отсутствии выдержки аустенитное зерно получается бо-
лее мелким, чем при печном нагреве. Это повышает сопротив-
ление закаленного слоя хрупкому разрушению.
Закалка с индукционным нагревом характеризуется высокой
производительностью. Так как для каждой конфигурации де-
тали необходимо изготавливать свой индуктор, то такая за-
калка рентабельна при серийном производстве однотипных де-
талей, например, в автомобилестроении.
В последнее время получила применение поверхностная за-
калка на мартенсит с лазерным нагревом. Скорость лазерного
нагрева составляет 104. ,.1О6 К/с, что на 2...4 порядка быстрее,
чем индукционный нагрев. Благодаря этому прилегающие
внутренние слои остаются холодными и после прекращения на-
грева происходит охлаждение поверхностного слоя за счет
теплоотвода в соседние холодные слон, т. е. не требуется спе-
циальная закалочная среда.
При лазерном нагреве формируется чрезвычайно мелкое
аустенитное зерно и остаются нерастворенными дисперсные
частицы карбидов, что определяет повышенную прочность и из-
носостойкость поверхностного слоя (обычно до 1 мм толщины).
244
Из-за ничтожного времени пребывания стали при высоких тем-
пературах сведена к минимуму окнсляемость поверхности.
Для поверхностной закалки крупногабаритных изделий (на-
пример, прокатных валков, крупных шестерен) и в условиях
ремонтного хозяйства используют поверхностную закалку с на-
гревом пламенем горелки. Газокислородное пламя с темпера-
турой 2000.. .3000 °C направляется на участок закаливаемой
поверхности и разогревает слой глубиной 2.. .4 мм до темпера-
тур выше А3. Затем на разогретый участок через отверстия
в охлаждающей части наконечника горелки выбрызгивается
вода. Недостатки этого метода — неточная регулировка тол-
щины и температуры закаливаемого слоя, возможность силь-
ного перегрева.
13.5. Закалка с плавлением поверхности
Закалка с плавлением поверхности — это термическая обра-
ботка, при которой основным процессом является быстрое за-
твердевание поверхностного слоя с образованием метастабиль-
ной структуры.
При лазерном нагреве высокая концентрация энергии в тон-
ком поверхностном слое может привести к переходу его в жид-
кое состояние, а после прекращения лазерного воздействия
этот слой затвердевает со скоростями порядка 104. ..106 К/с
из-за быстрого отвода теплоты внутрь холодного объема.
Оплавленный слой имеет толщину порядка 10-1 мм и при его
появлении и последующем затвердевании форма детали не ме-
няется, т. е. мы имеем дело с термической обработкой изделия,
а не с формированием изделия из расплава, что относилось бы
к литейному производству.
Для такой обработки используют технологические газовые
лазеры непрерывного действия (СОг-лазеры). Ввиду высоких
капитальных затрат наибольший экономический эффект от
применения лазерного нагрева достигается при обработке не-
больших ответственных участков поверхности деталей массо-
вого производства.
При сверхбыстром охлаждении тонкого оплавленного слоя
наблюдается общее сильное измельчение структуры, кристал-
лизация аномально пересыщенных твердых растворов и мета-
стабильных промежуточных фаз, формирование квазиэвтектик и
другие структурные изменения, подробно описанные в гл. 7.
Технологию закалки с плавлением поверхности сравнительно
недавно начали использовать в промышленности. Большой эф-
фект она дала при обработке наиболее нагруженных участков
поверхности отлнвок нз серого чугуна в автомобилестроении.
Прн лазерном нагреве графит на таком участке полностью или
частично растворяется в образующемся слое расплава толщи-
245
ной 0,05. ..1 мм. При последующей сверхбыстрой кристаллиза-
ции формируется очень дисперсная структура белого чугуна,
аустенит которого к тому же превращается в мартенсит. Повы-
шение твердости в 3.. .5 раз за счет образования цементита и
мартенсита и резкое измельчение структуры обусловливают
увеличение сопротивления изнашиванию рабочей поверхности.
Закалку с плавлением поверхности можно использовать для
для увеличения сопротивления изнашиванию деталей из литей-
ных алюминиевых сплавов — силуминов. Этому способствуют
резкое измельчение а-раствора на базе алюминия, увеличение
пересыщенности а-раствора, измельчение хрупких избыточных
фаз.
13.6. Старение
Старение — это термическая обработка, при которой в сплаве,
подвергнутом закалке без полиморфного превращения, глав-
ным процессом является выделение из пересыщенного твердого
раствора.
В закаленном сплаве Л'2 (см. рис. 3.6) пересыщенный а-рас-
твор содержит избыток растворенного компонента В. Этот из-
быток при комнатной температуре изображается отрезком
сХ2. Закаленный сплав стремится перейти из метастабильного
состояния с повышенной энергией Гиббса в более стабильное
состояние, выделяя избыток растворенного компонента в виде
второй фазы. Выделение второй фазы — это диффузионный
процесс, связанный с формированием участков, обогащенных
компонентом В.
В закаленных сплавах на основе алюминия, магния и цинка
диффузионная подвижность атомов при комнатной темпера-
туре настолько высока, что при этой температуре в той илн
иной степени происходит распад твердого раствора, т. е. наблю-
дается естественное старение. Если эти сплавы после закалки
нагревать, то диффузионная подвижность возрастает и распад
пересыщенного раствора происходит быстрее и полнее. Такое
старение называют искусственным. В закаленных сплавах на
основе меди, никеля и железа диффузионная подвижность при
комнатной температуре столь низкая, что естественное старе-
ние не развивается; эти сплавы подвергают только искусствен-
ному старению. Старение в общем случае протекает в не-
сколько стадий.
Гинье (Франция) и Престон (Англия) рентгенографически
выявили образование при комнатной температуре в пересыщен-
ном твердом растворе меди в алюминии участков, обогащен-
ных медью. В соответствии с диаграммой состояния А1—Си (см.
рис. 17.5, в) из твердого раствора на базе алюминия должно
выделяться соединение СиА12, содержащее ~53 % Си. По-
246
этому образование в пересыщенном твердом растворе участ-
ков, обогащенных медью, можно рассматривать как подготови-
тельную стадию к выделению второй фазы. Впоследствии уча-
стки пересыщенного твердого раствора, обогащенные раство-
ренным элементом, были обнаружены в сплавах самых разных
систем и при разных температурах. Эти участки называют зо-
нами Гинье—Престона (сокращенно — зоны ГП); их размер
составляет 1. ..10 нм, т. е. не более 20 периодов решетки.
Зоны ГП называют предвыделениями. После их образова-
ния может начаться собственно выделение второй фазы.
В промышленных сплавах стабильная p-фаза, которая дол
жна в конце концов выделиться из пересыщенного а-раствора,
чаще всего является химическим соединением, структура кото-
рого сильно отличается от структуры а-раствора. Поэтому гра-
ница а/p характеризуется высокой межфазной энергией. Как
следует из формул (2.7) и (2.8), из-за высокой межфазной
энергии работа образования критического зародыша р-фазы
должна быть большой, а величина с. з. и.— низкой. Вместе с тем,
в промышленных сплавах из пересыщенного твердого раствора
может выделяться метастабильная р'-фаза, структура которой
промежуточная между матричным а-раствором и стабильной
р-фазой. В этом случае межфазная энергия на границе а/р'
меньше, чем на границе а/p и, соответственно, меньше работа
образования критического зародыша и больше с. з. ц., чем при
выделении стабильной р фазы. Такая метастабильная р'-фаза
выделяется быстрее, чем стабильная р-фаза.
В общем случае наблюдается такая последовательность
стадий распада пересыщенного а-раствора: а->-ГП->р'->-р. Об-
разование выделений стабильной р фазы сопровождается рас-
творением метастабильной р'-фазы.
Дисперсные выделения склонны в укрупнению, при котором
мелкие частицы исчезают, а крупные вырастают. Такой про-
цесс, называемый коагуляцией или коалесценцией, приводит
к уменьшению суммарной межфазной энергии. Выделения, от-
деленные одно от другого решеткой матрицы, не могут укруп-
няться слиянием так, как сливаются капли ртути под дейст-
вием сил поверхностного натяжения. Коагуляция выделений
происходит путем переноса вещества через матричный а-рас-
гвор при растворении в нем более мелких и росте более круп-
ных выделений.
В общем случае с увеличением продолжительности старе-
ния прочность сначала возрастает, а затем снижается
(рис. 13.12, а).
Упрочнение возникает на стадии образования зон ГП и ме-
:астабнльной р'-фазы. Так как атомные диаметры легирую-
щего элемента и металла-основы различаются, то образование
юн ГП (участков твердого раствора с резко повышенной
247
Рис. 13.12. Зависимость механических свойств профилей дуралюмина Д16 от продол-
жительности старения тст при 18 СС (/), 150 °C (2) и 200 °C (3)
концентрацией второго компонента) приводит к искажению ре-
шетки а-раствора. Этн искажения затрудняют скольжение дис-
локаций. в а-растворе с зонами ГП. Под действием достаточно
большого напряжения дислокации могут перерезать зоны ГП
(см. рнс. 1.28). Прочные частицы р'-фазы дислокации обычно
не перерезают, а проталкиваются между ними (см. рис. 1.27).
Чем больше зон ГП и частиц р'-фазы и меньше расстояние ме-
жду ними, тем больше торможение скольжения дислокаций и
выше эффект упрочнения при старении (см. рис. 28.6—видны
дислокации, остановленные дисперсными частицами). Такое
упрочнение называют дисперсионным твердением.
Разупрочнение при дальнейшем увеличении времени ста-
рения, называемое перестариванием (см. рис. 13.12, а кривые
старения при 150 и 200°C), обусловлено действием двух фак-
торов. Во-первых, происходит коагуляция дисперсных выделе-
ний метастабильной р'-фазы, при которой увеличивается рас-
стояние между выделениями, чем ослабляется их барьерное
действие. Во-вторых, выделения метастабильной р'-фазы по-
степенно заменяются выделениями стабильной p-фазы, а рас-
стояния между частицами стабильной фазы обычно намного
больше, и дислокации легко проходят между ними.
С повышением температуры старения увеличивается диф-
фузионная подвижность атомов, быстрее проходят все этапы
распада раствора, быстрее идет упрочнение и раньше насту-
пает перестаривание (см. рнс. 13.12, о). Если температура ста-
рения сравнительно низкая, то перестаривание может вообще
не наблюдаться. Например, у многих алюминиевых сплавов
при комнатной температуре образуются только зоны ГП, проч-
ность возрастает с затуханием н затем практически не изменя-
ется (см. рис. 13.12,о, кривая старения при 18 °C).
Величина упрочнения прн старении зависит от состава
248
сплава. В сплавах типа A'i, состав которых находится левее
точки с (см. рис. 3,6), старение вообще невозможно, так как
нельзя получить пересыщенный твердый раствор. В сплавах
типа Х2, ордината которых пересекает сольвус ас, прирост
прочности при старении должен быть тем больше, чем правее
находится состав сплава: с увеличением содержания второго
компонента в сплаве возрастает пересыщенность а-раствора
после закалки и увеличивается количество выделений при ста-
рении, что обеспечивает большее упрочнение. Максимальный
эффект упрочнения при старении должен быть в сплавах, близ-
ких по составу к точке предельной растворимости при эвтекти-
ческой температуре (см. рис. 3.8, точка а). В сплавах типа Х3,
как уже отмечалось в п. 13.3, после закалки остается нераство-
рившаяся при нагреве под закалку p-фаза и, следовательно,
а-раствор, распад которого обусловливает упрочнение при ста-
рении, занимает только часть объема сплава. Это уменьшает
эффект упрочнения при старении.
Прочность состаренного сплава зависит от исходного уровня
прочности закаленного сплава. Так как прочность а-раствора
возрастает с увеличением в нем концентрации легирующего
элемента, то сплавы, близкие по составу к точке предельной
растворимости при эвтектической температуре, обладают вы-
сокой прочностью в закаленном состоянии. Они же характери-
зуются наибольшим упрочнением при старении. Отсюда сле-
дует вывод, что составы наиболее прочных стареющих сплавов
находятся на диаграммах состояния вблизи точек предельной
растворимости.
Режим старения выбирают, ориентируясь на достижение
максимальной прочности (см. рнс. 13.12, а, максимумы на кри-
вых) или на достижение оптимального сочетания характери-
стик прочности, пластичности, коррозионной стойкости и др.
Упрочнение при старении сопровождается понижением пла-
стичности (рис. 13.12,6). Если при старении на максимальную
прочность (полное старение) пластичность оказывается недо-
пустимо низкой, то проводят неполное старение, режим кото-
рого соответствует восходящей ветви кривых ов на рис. 13.12, а.
При этом некоторая потеря возможного прироста прочности
компенсируется меньшим снижением пластичности.
В заключение следует отметить, что старение — это основ-
ной способ упрочняющей термической обработки сплавов цвет-
ных металлов.
13.7. Отпуск
Отпуск — это термическая обработка закаленной на мартенсит
стали, при которой основным процессом является распад мар-
тенсита.
249
Самое первое структурное изменение при отпуске — сегре-
гация атомов углерода на дислокациях и в виде плоских скоп-
лений в мартенсите. Так как атомы углерода очень подвижны,
то этот процесс идет уже при комнатной температуре и даже
в период закалочного охлаждения. Следующая стадия — выде-
ление при температурах выше ~ 100 °C промежуточного е-кар-
бида. Гексагональная решетка е-карбида, в отличие от ромбиче-
ской решетки ГезС, хорошо сопрягается с решеткой мартенсита
и благодаря более низкой межфазной энергии образова-
ние е-карбида облегчено. Следующая стадия—образование
при температурах выше ~250 °C цементита. Заключительная
стадия — коагуляция и сфероидизация частиц цементита при
температурах выше — 350 °C. Этн процессы осуществляются
путем переноса углерода через а-раствор.
С повышением температуры отпуска уменьшается концен-
трация углерода в а-растворе. При 400 °C а-раствор полностью
освобождается от избытка углерода, и переход мартенсита
в феррит заканчивается.
В интервале температур 200. ..300 °C остаточный аустенит,
количество которого значительно в высокоуглеродистых ста-
лях, распадается с образованием бейнита.
Структуру, получающуюся после отпуска стали прн темпе-
ратуре ниже — 300 °C, называют отпущенным мартенситом. От
мартенсита закалки он отличается повышенной травимостью
из-за невидимых под световым микроскопом дисперсных вы-
делений е-карбнда и (нли) цементита. После отпуска при
300. ..450 °C обнаруживается особенно сильно травящаяся
структура, которая называется трооститом отпуска. При от-
пуске в интервале 450. ..650 °C получается сорбит отпуска. Его
двухфазное строение из феррита и точечного цементита уже
можно различить под световым микроскопом. При длительном
отпуске в интервале от 650 °C до точки в результате коагу-
ляции частиц ЕезС образуется зернистый перлит.
Закаленная углеродистая сталь отличается не только
высокой твердостью, но н большой склонностью к хруп-
кому разрушению. Кроме того, при закалке возникают
значительные остаточные напряжения. Для увеличения вяз-
кости и уменьшения остаточных напряжений и применяют от-
пуск.
С увеличением температуры отпуска прочностные характе-
ристики непрерывно снижаются, а показатели пластичности
возрастают (рнс. 13.13). Разупрочнение при отпуске происхо-
дит из-за уменьшения концентрации углерода в мартенсите и,
соответственно, уменьшения искажений его решетки, а также
из-за коагуляции карбидов и увеличения расстояний между их
частицами. Все это облегчает скольжение дислокаций в а-рас-
творе.
250
Рис. 13.13. Влияние темпера-
туры отпуска Тотп на механи-
ческие свойства стали 45
Выделение дисперсных карбидов.при низких температурах
отпуска не приводит к упрочнению и на первый взгляд это про-
тиворечит тому, что известно об упрочнении при старении.
Объясняется это тем, что из-за высокой подвижности атомов
углерода они успевают образовать сегрегаты на дислокациях
в мартенсите уже в период закалочного охлаждения, и диспер-
сионное твердение при этом достигает максимума, а при нагреве
после закалки мы имеем дело только с процессами разупроч-
нения.
По температуре нагрева различают низкий, средний и высо-
кий отпуск.
Низкий отпуск на отпущенный мартенсит (120.. .250 °C)
широко применяют после закалки инструментов и после по-
верхностной закалки для уменьшения остаточных закалочных
напряжений.
Средний отпуск на тробстит (350.. .450 °C) — сравнительно
редкая операция. Его используют для получения сочетания вы-
сокой прочности, упругости и умеренной вязкости (пример —
пружины, рессоры).
Высокий отпуск на сорбит (450.. .650 °C) широко приме-
няют в производстве деталей машин, которые должны обла-
дать не только достаточной прочностью, но и высокой сопро-
тивляемостью ударным нагрузкам. Сорбитную структуру
можно получить и при норм’алнзацни (см. п. 13.2), однако при
одинаковой твердости ударная вязкость после высокого от-
пуска значительно выше. Объясняется это тем, что цементит
в сорбите, образующемся при нормализации из переохлажден-
ного аустенита, имеет форму длинных пластин, а цементит
в сорбите, полученном при высоком отпуске, имеет форму мел-
251
ких округлых частиц. Двойная операция получения сорбита —
закалка с высоким отпуском—называется улучшением.
Продолжительность отпуска обычно не превышает несколь-
ких часов.
13.8. Термомеханическая обработка
Термомеханическая обработка (ТМО)—это термическая об-
работка, включающая пластическую деформацию, которая
благодаря повышеной плотности дефектов влияет на формиро-
вание структуры при фазовых превращениях, происходящих во
время термического воздействия. Существует много разновид-
ностей ТМО. Ниже приведено лишь несколько примеров этих
разновидностей.
ТМО сталей
Большой интерес представляет высокотемпературная термоме-
ханическая обработка (ВТМО) сталей, закаливаемых на мар-
тенсит. При ВТМО аустенит деформируют в области его термо-
динамической стабильности и затем проводят закалку на мар-
тенсит (рнс. 13.14). После закалки следует низкий отпуск.
Горячую деформацию прн ВТМО (условно показана зубчатым
участком) необходимо проводить так, чтобы к ее окончанию
перед закалкой аустенит имел хорошо развитую полигонизо-
ванную субзеренную структуру. Рекристаллизация аустенита
перед закалкой недопустима.
При мартенситном превращении (см. п. 12.1) атомы смеща-
ются только на доли межатомного расстояния, и соседи атома
в аустените остаются его же соседями в мартенсите; поэтому
Рис. 13.14. Схема ВТМО ле-
гированной стали, закали-
ваемой на мартенсит
дислокация из аустенита прямо наследуется мартенситом.
Субзеренные границы в аустените, яв-
ляющиеся стенками дислокаций, также
наследуются мартенситом. Общая плот-
ность дислокаций в мартенсите после
ВТМО оказывается существенно выше,
чем после обычной закалки. Еще один
важный фактор: в мартенсите, образо-
вавшемся из полигонизованного аусте-
нита, больше доля мелких кристаллов,
так как размер многих кристаллов мар-
тенсита не выходит за пределы разме-
ров субзерен аустенита. Эти особенно-
сти строения мартенсита при ВТМО
обусловливают рост прочности с одно-
временным повышением сопротивления
распространению трещины (вязкости раз-
252
рушения. Если же к концу горячей деформации аустенит по-
лучается рекристаллизованным, то мы имеем дело с обычной
закалкой с деформационного (прокатного, ковочного) на-
грева, которая не повышает комплекс механических свойств
по сравнению с закалкой с печного нагрева, а лишь дает эко-
номический эффект (исключается специальный нагрев под за-
калку, отпадают крупные капитальные затраты на строитель-
ство участка закалочных печей).
ТМО стареющих сплавов
Низкотемпературная термомеханическая обработка (НТМО)
включает холодную деформацию (рис. 13.15, зубчатый участок
2) между обычной закалкой без полиморфного превращения
(/) и старением (5). По сравнению со старением без предше-
ствующей холодной деформации НТМО обеспечивает более
высокие прочностные свойства при более низких показателях
пластичности. Это объясняется следующим.
Если удельный объем выделения больше удельного объема
пересыщенного раствора, то такое выделение легче зарожда-
ется в области разрежения под краем неполной атомной плос-
кости (см. рис. 1.19). На дислокации может образоваться атмо-
сфера из атомов растворенного элемента. Если зародыш новой
фазы отличается от исходного пересыщенного раствора повы-
шенным содержанием этого элемента, то ему легче образо-
ваться там, где уже имеется сегрегация растворенного эле-
мента. Таким образом, повышение плотности дислокаций при
холодной пластической деформации перед старением обуслов-
ливает увеличение числа центров выделения при последующем
старении. Кроме того, холодная деформация создает наклеп, и
упрочнение при старении начинается от более высокого уровня
прочности. Если холодную деформацию проводить не перед
старением, а после него, то мы имеем дело не с НТМО,
а с обычной холодной обработкой давлением после упрочняю-
щей термообработки, так как пластическая деформация никак
не сказывается на формировании структуры при термообра-
ботке.
Сущность ВТМО стареющего сплава (см. рис. 13.15) со-
стоит в том, что после горячей деформации и закалки с темпе-
ратуры горячей деформации получается пересыщенный твер-
дый раствор с перекристаллизованной, полигонизоваиной
структурой. Если воспользоваться рис. 11.11, то можно утвер-
ждать, что проведение ВТМО возможно в случаях горячей де-
формации, показанных на рис. 11.11, а и б, и невозможно в слу-
чае рис. 11.11, в, причем в случае рнс. 11.11,6 закалку следует
успеть выполнить до начала статической рекристаллизации.
Если после горячей деформации перед закалкой прошла ре-
кристаллизация, то мы имеем дело не с ВТМО, а с закалкой
253
Рис. 13.15. Схемы НТМО и ВТМО стареющего сплава
с деформационного нагрева и никакого дополнительного упроч-
нения от деформации не будет.
Упрочнение от ВТМО меньше, чем от НТМО, но зато после
ВТМО получают более высокие показатели пластичности и
ударную вязкость.
13.9. Химико-термическая обработка
Химико-термическая обработка — это обработка, сочетающая
тепловое воздействие с химическим, в результате чего изменя-
ются состав и структура в поверхностных слоях изделия. Во
время выдержки в активной среде изделие диффузионно обога-
щается элементами из внешней среды. Различают химико-тер-
мическую обработку в твердой, жидкой и газовой средах.
Поверхностное насыщение стали углеродом и азотом или
совместно этими элементами — наиболее широко используемые
процессы химико-термической обработки. Углерод и азот, рас-
творяясь в железе по способу внедрения, могут очень быстро
диффундировать с поверхности изделия на значительную глу-
бину, а происходящие при этом структурные изменения поверх-
ностного слоя резко изменяют свойства стали.
Цементация
Цементации (науглероживанию) подвергают изделия из ста-
лей, содержащих не более 0,25 % С. Среда, поставляющая
углерод, называется карбюризатором. При цементации в твер-
дом карбюризаторе изделия укладывают в ящики, куда засы-
пают древесный уголь с добавкой 20 % ВаСОз. При нагреве
образуется оксид углерода:
2С (уголь) + 02->2С0.
В контакте с железом он дает атомарный углерод:
2СО—>-СО2ЦС (атомарн.).
254
Этот активный углерод поглощается аустенитом и диффунди-
рует в глубь изделия. Глубина диффузионной зоны х увеличи-
вается по параболическому закону:
х-Кд/Пт, (13.3)
где D — коэффициент диффузии; т — время насыщения; К —
константа.
Добавка ВаСО3 интенсифицирует процесс цементации, по-
ставляя дополнительное количество активного атомарного
углерода:
ВаСО3Ч~С (уголь)->ВаО + 2СО и 2СО->СО2 + С (атомарн.).
Для газовой цементации карбюризатором служат природ-
ный газ (состоит в основном из СН4), получаемые в специаль-
ных генераторах контролируемые атмосферы, а также керосин
или бензин, каплями подаваемые в герметичное рабочее про-
странство печи, где они образуют газовую фазу. Основной по-
ставщик углерода при газовой цементации — метан:
СН4->2Н2 + С.
Цементацию в твердом карбюризаторе используют в мелко-
серийном производстве, а газовую цементацию — в массовом.
Газовая среда удобна тем, что она быстро прогревается до за-
данной температуры и позволяет полностью механизировать
химико-термическую обработку.
Цементацию проводят при 910. ..930 °C в однофазной обла-
сти существования аустенита. Глубина цементации составляет
0,5.. .2,0 мм. В зависимости от заданой глубины цементации
время выдержки составляет от нескольких часов до несколь-
ких десятков часов.
Цементация является промежуточной операцией, цель ко-
торой— обогащение поверхностного слоя углерода (до 0,8...
1,0% С). Закалка после цементации благодаря образованию
в поверхностном слое высокоуглеродистого мартенсита и при-
дает этому слою высокую прочность и твердость. После за-
калки проводят низкий отпуск.
Цементацию очень широко применяют в машиностроении
ьчя повышения твердости и износостойкости изделий (шестерен,
<убчатых колес, валов и т. п.) с сохранением вязкости нх серд-
цевины. Удельный объем поверхностного слоя больше, чем
сердцевины, и этот слой оказывается под действием сжимаю-
щих напряжений. Остаточные напряжения сжатия в поверх-
ностном слое (они могут достигать 500 МПа) вычитаются из
рабочих растягивающих напряжений, и предел выносливости
повышается.
265
Азотирование
Для азотирования используют аммиак, который поставляет
активный атомарный азот:
2NH3->2N + 6H.
Азотирование проводят при температурах 500. ..580°C
в течение 1...90 ч. Толщина азотированного слоя составляет
0,1.. .0,8 мм.
Структуру азотированного слоя позволяет понять диаграмма
состояния Fe—N (рис. 13.16). Последовательность образования
фаз при диффузионном насыщении соответствует последова-
тельности их расположения на диаграмме состояния. Напри-
мер, при температуре азотирования 550°C сначала образуется
a-фаза (азотистый феррит), затем у'-фаза (Fe4N) и наконец
самый внешний слой — е-фаза (промежуточная фаза с г. п.
решеткой и широкой областью гомогенности).
Азотированию подвергают легированные стали, которые
способны к сильному повышению твердости азотироваииого
слоя. Образование азотированного слоя сопровождается увели-
чением удельного объема и, вследствие этого, возникновением
остаточных сжимающих напряжений (до 800 МПа), повышаю-
щих предел выносливости. Слой е-фазы хорошо защищает
Рис. 13.16. Диаграмма состояния Fe—N
256
сталь от коррозии во влажной атмосфере. Азотированием по-
вышают износостойкость, предел выносливости и коррозион-
ную стойкость сталей.
Нитроцементация
Насыщение поверхности стальных изделий одновременно угле-
родом и азотом в газовой среде называют нитроцементацией.
Ее проводят при 850.-.870°C в течение 2... 10 ч в среде, содер-
жащей аммиак и науглероживающий газ. По сравнению с га-
зовой цементацией нитроцементация имеет следующие преиму-
щества: ниже температуры процесса и, следовательно, меньше
рост аустенитного зерна, выше износостойкость и меньше ко-
робление деталей.
Алнтнрояание
Алитирование — диффузионное насыщение алюминием — при-
меняют для повышения жаростойкости сталей, чугунов, литых
лопаток газотурбинных двигателей из жаропрочных никеле-
вых сплавов. При нагреве алитированного изделия на его по-
верхности образуется тонкая и прочная пленка А120з, предохра-
няющая изделие от дальнейшего окисления. Алитирование
чаще всего производят в порошкообразной смеси ферроалю-
миния, NH«C1 и А12О3, в которой образуется газообразный хло-
рид А1С1з, являющийся поставщиком активных атомов алю-
миния. Алитирование проводят при 950...1050°C в течение
3...12 ч.
Кроме рассмотренных применяют и другие процессы хи-
мико-термической обработки: борирование, силицирование,
диффузионное хромирование и пр.
Глава 14
УГЛЕРОДИСТЫЕ СТАЛИ
Стали, как и чугуны, являются сплавами на основе железа.
Чистое железо с неокисленной поверхностью имеет светло-се-
рый цвет. Железо — тяжелый металл с плотностью 7,87 г/см3
при 20°С. Точка плавления железа 1539°С. Как отмечено в гл. 5,
железо имеет две кристаллические модификации. Модифика-
ция с о. ц. к. решеткой термодинамически стабильна при лю-
бых температурах ниже 911 °C (a-Fe) и в интервале темпера-
тур от 1392 °C до точки плавления (d-Fe). Модификация
с г. ц. к. решеткой термодинамически стабильна в интервале
температур 911...1392 °C (y-Fe). Ниже 769°С (точка Кюри)
ч-железо ферромагнитно, выше — парамагнитно.
257
17 2542
Технически чистое железо с содержанием примеси углерода
не более 0,04 % применяют как материал с высокой магнитной
проницаемостью для аппаратуры постоянного тока (магнито-
проводы, полюсные наконечники электромагнитов, реле). Же-
лезный порошок в большом количестве идет на изготовление
металлокерамических пористых подшипников, способных само-
смазываться за счет выдавливания масла из пор.
Чистое железо — малопрочный и высокопластичный металл.
У сверхчистого железа зонной плавки ов = 50 МПа, 6 = 70 % и
твердость равна 60 НВ. Технически чистое железо (армко-же-
лезо), содержащее 0,1...0,2 % примесей, в том числе около
0,02.. .0,03 % С, в зависимости от чистоты имеет ов = 200...
300 МПа, 6 = 30.. .50 % и твердость 80.. .100 НВ.
Углеродистые стали—это железоуглеродистые сплавы, со-
держащие не более 2,14 % С (точка Е на диаграмме состоя-
ния Fe—С). На углеродистые стали приходится примерно 3/ч
всего объема производства сталей. Они являются основным ма-
териалом для металлоконструкций в строительстве и широко
применяются в машиностроении для изготовления деталей ма-
шин и инструмента. Промышленные углеродистые стали отно-
сятся к многокомпонентным системам, так как кроме углерода
они всегда содержат примеси. Хотя содержание отдельных при-
месей может быть даже соизмеримо с содержанием углерода,
но решающее влияние на формирование структуры и на свой-
ства сталей оказывает углерод. Поэтому анализ структуры про-
мышленных углеродистых сталей можно проводить, используя
диаграмму состояния двойной системы Fe—С.
14.1. Влияние углерода на свойства стали
Любая углеродистая сталь в отожженном состоянии состоит из
двух фаз—феррита и цементита. Феррит мягок и пластичен,
а цементит из-за ковалентной составляющей межатомных свя-
зей тверд и хрупок. Твердость цементита (~850 HV) на поря-
док больше твердости феррита.
С увеличением содержания углерода в отожженных сталях
и, соответственно, с увеличением количества цементита твер-
дость возрастает по прямой (см. правило аддитивности
в п- 10.1); при этом относительное удлинение непрерывно и
сильно снижается (рис. 14.1). Временное сопротивление отож-
женных сталей с увеличением содержания углерода в доэвтек-
тоидной области возрастает практически по прямой, а в заэв-
тектоидной области достигает максимума и затем снижается.
Последнее обусловлено охрупчиванием стали из-за большого
количества цементита. В испытаниях на твердость это охрупчи-
вание не проявляется, так как испытания на твердость харак-
теризуются схемой всестороннего сжатия. Если в заэвтектоид-
258
Рис. 14.1. Влияние углерода иа механиче-
ские свойства отожженной стали
Рис. 14.2. Влияние углерода на
твердость стали в отожжен-
ном (/) и закаленном (2) со-
стояниях
ной стали образуется сетка вторичного цементита (см. рис. 5.6),
то наблюдается более сильное снижение ов при увеличении со-
держания углерода.
Твердость закаленных сталей с увеличением содержания
в них углерода до ~О,9°/о возрастает, так как увеличивается
содержание углерода в мартенсите (рис. 14.2). Твердость за-
эвтектоидных сталей, закаливаемых с одинаковой температуры
(см. рис. 13.9), практически одинакова, так как концентрация
углерода в мартенсите, равная концентрации его в аустените,
в сталях разного состава постоянна. С увеличением содержа-
ния углерода возрастает лишь количество вторичного цемен-
тита, твердость которого близка к твердости мартенсита. Из
рис. 14.2 видно, что прирост твердости при закалке (разность
ординат кривых 2 и /) возрастает с увеличением содержания
углерода до ~0,9 %.
14.2. Влияние примесей на свойства стали
Примеси попадают в сталь из шихты, флюсов, футеровки и
атмосферы печи и как технологические добавки при выплавке
стали. Постоянными примесями в углеродистых сталях явля-
ются марганец, кремний, сера, фосфор, водород, азот, кислород.
Марганец — это технологическая добавка, которую вводят
в сталь для раскисления и для устранения вредного влияния
серы. Марганец частично растворен в феррите и частично
в цементите, где он замещает атомы железа. Содержание при-
меси марганца обычно не превышает 0,8 %. Примесь марганца
несколько повышает прочность стали.
Кремний также вводят в сталь для раскисления. Кремний
входит в твердый раствор в феррите, значительно повышая
предел текучести стали и снижая способность ее к глубокой вы-
тяжке при холодной штамповке. Содержание примеси крем-
ния в сталях обычно не превышает 0,3 % •
17* 258
Марганец и кремний частично могут входить в состав неме-
таллических включений — сложных оксидов типа шпинели
FeO • МпО, силикатов 2FeO-SiO2, 2МпО • SiO2 и др. (об их
влиянии на свойства см. в п. 11.3).
Сера практически нерастворима в аустените. Она образует
сульфид железа FeS, входящий в эвтектику y + FeS, которая
плавится при 988 °C. При нагреве под горячую обработку дав-
лением до 1000.. ,1200°С сернистая эвтектика, располагаю-
щаяся по границам аустенитных зерен, оплавляется и при го-
рячей деформации из-за нарушения связи между зернами
аустенита происходит межзеренное разрушение. Это явление
называют красноломкостью. Если в стали соотношение
Мп : S< (8.. .10), то вся сера связывается в тугоплавкий суль-
фид марганца MnS и красноломкость не возникает. Включения
MnS при температурах горячей обработки давлением пла-
стичны, вытягиваются при горячей деформации, обусловливая
анизотропию механических свойств и пониженные свойства на
поперечных образцах. Поэтому содержание серы в сталях не
превышает 0,05 %.
Фосфор в тех количествах, в которых он как неизбежная
примесь содержится в стали, полностью растворен в феррите.
Фосфор—очень вредная примесь, так как даже. сотые доли
процента его усиливают хладноломкость, смещая сериальную
кривую ударной вязкости (см. рис. 9.9) вправо, т. е. повышая
температуру перехода из вязкого состояния в хрупкое Содер-
жание фосфора в стали не превышает 0,04 %.
Газовые примеси — водород, азот и кислород содержатся
в стали в небольшом количестве: не более 0,0007 % Н, 0,012 %
N и 0,008 % О- Все они в той или иной мере растворимы в фер-
рите.
При превышении предела растворимости в a-железе водород
выделяется из феррита в молекулярной форме. Водород спо-
собствует зарождению и росту под действием внутренних на-
пряжений флокенов — тончайших трещин, выявляемых в из-
ломе в виде округлых пятен серебристого цвета. Азот может
быть связан в нитриды, например A1N (алюминий вводят
в ковш перед разливкой для получения наследственно-мелко-
зернистой стали, см. п. 13.2). Кислород практически полностью
связан в оксиды FeO, SiO2 и А12О3. Хрупкие оксиды ухудшают
механические свойства стали.
14.3. Конструкционные углеродистые стали
Конструкционные стали предназначаются для изготовления де-
талей машин и конструкций в машиностроении и строительстве.
Эти стали должны обладать сочетанием достаточной прочности
и вязкости. Такому требованию удовлетворяют доэвтектоидные
стали.
260
Деформируемые стали
Стали обыкновенного качества (ГОСТ 380—88) маркируют бук-
вами Ст и цифрой 0, 1,2, 3, 4, 5 или 6, определяющей химиче-
ский состав. В конце марки буквы кп, пс и сп обозначают ки-
пящую, полуспокойную и спокойную сталь, содержащую, соот-
ветственно, не более 0,05 % Si, 0,05.. .0,15 % Si и 0,15...
0,30 % Si. Концентрация марганца в сталях разных марок
составляет 0,25.. .0.80 %. Буква Г после цифры в некоторых
марках обозначает повышенное до 1,1.. .1,2 % содержание мар-
ганца. Допустимое содержание вредных примесей фосфора и
серы—0,04 и 0,05 % соответственно.
Чем больше номер марки, тем выше содержание углерода
в стали и больше прочность, но меньше пластичность. При пе-
реходе от марки Ст1 к марке Стб временное сопротивление
в состоянии поставки возрастает примерно от 300 до 600 МПа,
а относительное удлинение снижается с 30 до 15 %-
Ниже приведено содержание углерода в некоторых углеро-
дистых сталях обыкновенного качества:
Марка стали С, %
Ст1кп 0,06—0,12
Ст2кп 0,09—0,15
Ст2пс 0,09—0,15
Ст2сп 0,09—0,15
СтЗсп 0,14—0,22
Марка стали
СтЗГсп
Ст4сп
Ст5сп
Стбсп
с, %
0,14—0,20
0,18—0,27
0,28—0,37
0,38—0,49
Стали обыкновенного качества очень широко используют
для производства листов, полос, прутков, угловых, двутавро-
вых и швеллерных прокатных профилей, труб, проволоки и др.
Качественные стали (ГОСТ 1050—74) маркируют двумя
цифрами, указывающими среднее содержание углерода в со-
I ых долях процента: 05кп, 08, 08кп, 10, Юкп, 15, 15кп, 20,
20кп, 25, 30, 35, 40. . .85. Содержание в них вредных примесей
меньше, чем в сталях обыкновенного качества: не более 0,04 %
S и не более 0,035 % Р Концентрация марганца составляет
0.35.. .0,80 %, а кремния — 0,17.. .0,37 %. В кипящих сталях
• одержание кремния не превышает 0,03 % (05кп, 08кп) и
'>,07 % (Юкп, 15кп, 20кп).
По содержанию углерода конструкционные стали подраз-
и-ляют на низкоуглеродистые (менее 0,25 % С), среднеуглеро-
1>истые (0,3. . .0,5 % С) и высокоуглеродистые (0,6.. .0,8 % С).
Ниже приведено содержание углерода в некоторых качест-
венных сталях:
Марка стали с. % Марка стали С.
08кп 0,05—0,12 30 0,27—0,35
10 0.07—0,14 40 0,37—0,45
15 0,12—0,19 50 0,47—0,55
20 0,17—0,24 60 0,57—0,65
261
Сталь марки 08кп, содержащая мало углерода и кремния,
в отожженном состоянии хорошо штампуется. Изделия из низ-
коуглеродистых сталей 10, 15, 20 и 25 подвергают цементации,
после которой они имеют вязкую сердцевину и твердую поверх-
ность (указанные стали называют цементуемыми). Среднеугле-
родистые стали 30, 35, 40, 45 и 50 применяют для изготовления
разнообразных деталей машин. Их называют улучшаемыми,
так как наилучший комплекс механических свойств они при-
обретают после улучшения — закалки с высоким отпуском. Эти
стали дешевые, они не склонны к отпускной хрупкости (см.
п. 15.4). Например, сталь 40, применяемая для изготовления
коленчатых валов, шатунов, зубчатых колес, болтов и осей,
после закалки с 850 °C и высокого отпуска при 500 СС имеет
<тв = 730 МПа, сто,2 = 550 МПа, 6=12%, KCU = 127 Дж/см2 и
твердость 210 НВ. Основным недостатком улучшаемых углеро-
дистых сталей является плохая прокаливаемость. Критический
диаметр этих сталей, при котором обеспечивается сквозная
прокаливаемость, не превышает 12 мм. Детали из среднеугле-
родистых сталей большего сечения можно упрочнять поверх-
ностной закалкой с нагревом ТВЧ.
Высокоуглеродистые стали марок 60, 65, 70, 75, 80 и 85 по-
сле нормализации, закалки и отпуска или поверхностной за-
калки обладают высокой прочностью и износостойкостью. Эти
стали используют для изготовления пружин, рессор, канатной
проволоки. Сталь 60 идет на изготовление цельнокатаных ва-
гонных колес, валков прокатных станов.
Автоматные стали, или стали повышенной обрабатываемо-
сти резанием (ГОСТ 1414—75), используют в массовом произ-
водстве винтов, болтов, гаек и других деталей на станках-
автоматах с большой скоростью резания. Обрабатываемость
резанием стали улучшается при увеличении содержания в ней
примесей серы (до 0,25 %) и фосфора (до 0,15 %), благодаря
которым стружка делается ломкой и легко отделяется от
поверхности изделия, а эта поверхность получается более глад-
кой. Автоматные стали маркируют буквой А и цифрами, ука-
зывающими среднее содержание углерода в сотых долях про-
цента: All, А12, А20, АЗО и А35. Введение свинца в углеро-
дистую сталь (до 0,3%) также улучшает обрабатываемость
резанием; в этом случае в марке автоматной стали стоит буква
С (АСИ, АС40). Из-за высокого содержания серы и фосфора,
а также при добавке свинца автоматные стали обладают пони-
женными механическими свойствами и их используют для из-
готовления малонагруженных деталей.
Литейные стали
Литейные стали (ГОСТ 977—88) маркируют так же, как и ка-
чественные деформируемые стали, но с добавлением буквы Л
в конце марки: 15Л, 20Л, 25Л, ЗОЛ, 35Л, 40Л, 45Л, 50Л.
Они содержат до 0,9 % Мп и до 0,52 % Si и не более 0,06 %
S и 0,08 % Р.
Стальные отливки часто подвергают термической обработке
для уменьшения литейных напряжений.
При затвердевании отливок формируются крупные зерна
аустенита, внутри которых при последующем охлаждении
в сталях с содержанием углерода менее 0,4 % образуются на-
правленные пластины избыточного феррита, т. е. возникает
видманштеттова структура (см. рис. 13.5,а). Ориентация фер-
рита подчиняется принципу структурного соответствия: {110}ф||
||{111А}. Эти плоскости наиболее плотной упаковки в г- ц. к. и
о. ц. к. решетках имеют очень близкое строение (см. рис. 1.13,
а, б). С увеличением содержания углерода в стали доля вид-
манштеттова феррита уменьшается, а доля феррита в виде
равноосных зерен возрастает. Литая сталь с видманштеттовой
структурой имеет низкие пластичность и ударную вязкость и
для повышения этих свойств отливки из сталей, содержащих
менее 0,4 % С, подвергают полному отжигу или нормализации.
Относительное удлинение при этом возрастает с 3.. .8 до
20. ..30 %. Отливки из среднеуглеродистых сталей (0,25...
0,50 % С) подвергают нормализации или улучшению, а также
поверхностной закалке с нагревом ТВЧ.
С увеличением содержания углерода в литейных сталях их
прочность растет, а пластичность и ударная вязкость снижа-
ются. Так, например, две крайние по содержанию углерода
стали имеют следующие свойства (не менее):
Марка стали
15Л
50Л
О_. МПа
400
580
°о,2- МПа
200
340
С, % КС и. Дж/сма
24 50
11 24
Низкоуглеродистые литейные стали применяют для изго-
товления деталей, подвергающихся ударным нагрузкам, арма-
туры, деталей сварно-литых конструкций. Среднеуглеродистые
стали применяют для отливки станин и валков прокатных ста-
нов, крупных шестерен, зубчатых колес.
Литейные свойства сталей значительно хуже, чем чугунов
и большинства литейных цветных сплавов. Стали не содержат
штектики и поэтому отличаются сравнительно низкой жидко-
текучестью и высокой склонностью к образованию горячих ли-
тейных трещин (см. п. 10.2). Трудности при литье создает и вы-
сокая температура плавления, особенно у низкоуглеродистых
сталей. Линейная усадка сталей очень большая и достигает
2.3%. •
263
14.4. Инструментальные углеродистые стали
Инструментальные углеродистые стали (ГОСТ 1435—74) мар-
кируют буквой У и числом, указывающим среднее содержание
углерода в десятых долях процента: У7, У8, У9, У10, У11, У12
и У13. Эти стали содержат, %, не более: МпО.З, Si0,3 S 0,028
и Р 0,030. Буква А в конце марки (например, У12А) означает,
что инструментальная сталь высококачественная и содержит
несколько меньше серы и фосфора.
Углеродистые стали применяют для изготовления режущего
инструмента: резцов, сверл, фрез и пр. Режущая кромка ин-
струмента должна обладать высокой твердостью (более
— 60 HRC3) и износостойкостью. Этим требованиям удовлетво-
ряют заэвтектоидные стали после закалки и низкого отпуска.
Сталь У13 с наибольшим содержанием углерода (1,25...1,35 %)
применяют для изготовления напильников, бритвенных ножей
и лезвий. Сталь У7 с наименьшим содержанием углерода
(0,66.. .0,73%), обладающую несколько большей вязкостью,
чем заэвтектоидные стали, применяют для изготовления зубил,
молотков, топоров.
Углеродистые стали являются дешевым материалом для ин-
струмента. Но они имеют два существенных недостатка: пер-
вый— малая глубина прокаливаемостн, не позволяющая из-
готавливать инструмент сечением более 20.. .25 мм; второй —
сильное смягчение стали при разогреве режущей кромки инст-
румента выше 200. ..250 °C, что ограничивает скорость резания
твердых материалов.
Глава 15
ЛЕГИРОВАННЫЕ СТАЛИ
15.1. Классификация и маркировка легированных сталей
Легирование стали (от нем. legieren — сплавлять), т. е. введе-
ние в ее состав специальных добавок — легирующих элемен-
тов, применяют для получения требуемых свойств. В зависи-
мости от того, какие элементы введены, стали называют хроми-
стыми, никелевыми, хромоникелевыми и пр. При суммарном
содержании легирующих элементов до 2,5 % стали называют
низколегированными, от 2,5 до 10 % —легированными и более
10 % — высоколегированными.
По влиянию на критические точки железа легирующие эле-
менты подразделяют на две группы. Одни элементы (никель,
марганец) расширяют у-область, снижая точку А3 и повышая
264
Fe —► Nt,Мп,% Fe —*-Sl,Mo,W,V,70 Fe
—*- Cr,%
Рис. 15.1. Диаграмма состояния железо — легирующий элемент
в случаях расширения (а) и сужения (б, в) у-области
точку Л4 (рис. 15.1,а); выше некоторой концентрации легирую-
щего элемента аустенит термодинамически стабилен во всем ин-
тервале температур от комнатной до точки солидуса. Другие
элементы сужают у-область, снижая точку А< и повышая точку
А3 (рис. 15.1,6, кремний, молибден, вольфрам, ванадий), или
же вначале несколько снижают точку Л3, а затем повышают ее
(рис. 15.1,в — хром); выше некоторой концентрации легирую-
щего элемента феррит термодинамически устойчив от комнат-
ной температуры до точки солидуса.
Принято классифицировать стали по структуре, получаю-
щейся при охлаждении с 900°C на воздухе образцов диамет-
ром 25 мм, на следующие структурные классы: перлитный,
бейнитный, мартенситный, ледебуритный, аустенитный и фер-
ритный. Выделяют также смешанные структурные классы, на-
пример аустенито-ферритный, феррито-мартенситный и др.
Ледебуритный класс может вызвать недоумение, так как из
гл. 5 следует, что в системе Fe—С появление правее точки Е
(2,14 % С) эвтектики — ледебурита — является структурным
признаком перехода от сталей к чугунам. Ледебурит может
кристаллизоваться при содержаниях углерода значительно
меньше 2 %, так как, во-первых, легирующие элементы сдви-
гают влево точку Е, а, во-вторых, в легированных сталях
сильно выражена дендритная ликвация, приводящая к появ-
лению неравновесной эвтектики. При горячей ковке или
прокатке эвтектика разбивается, и карбиды эвтектического про-
исхождения, не совсем строго называемые первичными, обна-
руживаются в виде крупных изолированных включений. По-
этому такие стали называют также сталями карбидного класса.
По назначению легированные стали подразделяют на кон-
струкционные, инструментальные и стали с особыми свой-
265
ствами. Конструкционные стали подразделяют на строительные,
машиностроительные, коррозионностойкие, жаропрочные и жа-
ростойкие.
Для обозначения марок легированных сталей принята на-
глядная буквенно-цифровая система. Легирующие элементы
в марке обозначают следующими буквами: X — хром, Н — ни-
кель, М —молибден, В — вольфрам, К—кобальт, Т — титан,
Ц— цирконий, Г — марганец, С—кремний, Ф—ванадий, Ю —
алюминий, Д —медь, Б — ниобий, Р—бор. Буква А в начале
марки указывает, что сталь автоматная, а в середине марки —
что сталь содержит азот как легирующий элемент. Буква А
в конце марки означает, что сталь высококачественная (с со-
держанием серы и фосфора не более 0,025 % каждого).
Цифры после буквы указывают среднее содержание леги-
рующего элемента, обозначенного этой буквой, с округлением
до целого числа. При содержании элемента до 1,5 % цифры за
соответствующей буквой не указывают.
Содержание углерода указывают цифрами в начале марки:
в сотых долях процента для конструкционных сталей и в деся-
тых — для инструментальных. Если содержание углерода в ин-
струментальной стали 1 % и более, то в начале марки его
вообще не указывают.
Вместо громоздкого обозначения марки многокомпонент-
ной стали часто используют более краткое отраслевое обозна-
чение, состоящее из букв ЭИ, ЭП или ЭК и трех цифр, указы-
вающих условный порядковый номер (см. табл. 15.5).
15.2. Влияние легирующих элементов на структуру
и фазовые превращения в сталях
Распределение легирующих элементов в стали
Металлические легирующие элементы могут частично замещать
железо в феррите, в аустените, мартенсите и цементите, обра-
зуя легированные феррит, аустенит, мартенсит и цементит.
Формулу легированного цементита записывают в виде, напри-
мер (Fe, Сг)3С: это означает, что хром частично замещает же-
лезо в карбиде Fe3C.
Переходные металлы (Me) IV, V и VI групп могут образо-
вывать специальные карбиды AfeC, Me2C, Ме7С3, Ме23С6 и
МевС, например TiC, W2C, Сг7С3, Сг23Сб-
Карбидообразующие элементы в сталях расположены в сле-
дующий ряд по увеличению их сродства к углероду, по увели-
чению сил межатомной связи в карбиде: Fe, Мп, Cr, Mo, W, V,
Nb, Та, Ti, Zr. Чем меньше номер группы периодической си-
стемы, к которой принадлежит переходный металл, тем устой-
чивее образуемый им карбид.
266
Часть атомов металла, образующего карбид, может быть
замещена атомами железа и других легирующих элементов. На-
пример, в карбиде Сг?С3 часть атомов хрома замещена атомами
железа и формулу такого карбида записывают как (Cr, Fe)7C3.
В сложных карбидах формула, например (W, Mo, Fe)eC, опи-
сывает отношение суммы атомов металлов к атомам углерода
или, в общем виде, формулу такого карбида записывают как
Л1е6С.
Марганец в сталях самостоятельных карбидов не образует,
а входит в состав других карбидов.
Некарбидообразующие элементы в сталях — никель, кобальт
и кремний — практически полностью растворены в феррите,
аустените или мартенсите.
Азот, как и углерод, входит в твердый раствор на базе же-
леза, может образовывать самостоятельные нитриды, а также
карбонитриды, например, нитрид титана TiN, карбонитрид ва-
надия V(С, N) и сложный карбонитрид (V, Nb, Ti) (С, N).
В некоторых высоколегированных сталях легирующие эле-
менты образуют с железом или один с другим интерметаллиды:
сигма-фазы типа FeCr, фазы Лавеса Fe2Mo, Co2Ti и др.
Влияние легирующих элементов
на аустенитизацию при нагреве стал»
Некарбидообразующие элементы находятся в феррите, а кар-
бидообразующие — преимущественно в карбиде. По окончании
перлито-аустенитного превращения аустенит неоднороден.
В участках аустенита, соответствующих исчезнувшим кристал-
лам феррита и карбида, различна- концентрация не только
углерода, но и легирующих элементов. Для выравнивания
в аустените концентрации медленно диффундирующих элемен-
тов необходимо или увеличивать время выдержки, или повы-
шать температуру. Неполная гомогенизация аустенита в легиро-
ванной стали проявляется в ухудшении прокаливаемости: него-
могенный аустенит легче распадается на феррито-карбидную
смесь.
Почти все легирующие элементы тормозят рост аустенит-
ного зерна и уменьшают склонность стали к перегреву. Исклю-
чением являются марганец и кремний, которые усиливают рост
зерна аустенита. Основная причина этого действия легирую-
щих элементов — образование труднорастворимых в аустените
карбидов, нитридов и других фаз, которые служат барьерами
для растущих зерен. Такие активные карбидообразователи, как
титан, цирконий и ванадий, сильнее тормозят рост зерна, чем
хром, вольфрам и молибден, так как карбиды первых более
устойчивы и труднее растворяются в аустените. Некоторые кар-
биды остаются нерастворенными в аустените даже при нагреве
стали выше 1200 °C.
267
Влияние легирующих элементов на превращения
переохлажденного аустенита
В углеродистых сталях перлитное превращение связано с пере-
стройкой решетки и диффузионным перераспределением угле-
рода в аустените. В легированных сталях к этому добавляется
перераспределение легирующих элементов в аустените, которые
по-разному растворены в феррите и цементите и могут образо-
вывать специальные карбиды. За исключением кобальта все
широко используемые легирующие элементы, растворенные
в аустените, замедляют перлитное превращение. Это замедле-
ние происходит вследствие трех причин: 1) необходимости пере-
распределения в аустените легирующих элементов, атомы ко-
торых несравненно менее подвижны, чем атомы углерода;
2) замедления диффузии углерода в присутствии легирующих
элементов; 3) уменьшения скорости полиморфного у->а пре-
вращения.
Замедление перлитного превращения означает сдвиг С-кри-
вых вправо (рис. 15.2). В этом случае при одинаковой скорости
охлаждения перлитное превращение в легированной стали дол-
жно начаться при большем переохлаждении аустенита, чем
в углеродистой (A7'2>A7’i) и> следовательно, межпластиночное
расстояние в эвтектоидных колониях легированной стали будет
меньше, а прочность стали выше.
Сдвиг С-кривых вправо означает также уменьшение крити-
ческой скорости охлаждения (см. рис. 15.2 — v"Kf><v'KV) и уве-
личение прокаливаемости (см. п. 13.4), что и является одним из
основных назначений легирования. Для улучшения прокаливае-
мости широко используют марганец, никель, хром и молибден.
Рис. 15.2. С-диаграммы углеродистой (а) и легированной (б)
сталей
268
Особенно эффективно комплексное легирование, при котором
полезное влияние отдельных элементов на прокаливаемость
взаимно усиливается.
Применение легированной стали обеспечивает сквозную про-
каливаемость деталей таких больших сечений, которые невоз-
можно прокалить насквозь, используя углеродистую сталь. На-
пример, при закалке в воде образцов из стали 40 критический
диаметр равен 20 мм, а образцов из стали 40ХН2МА— 150 мм
и даже при закалке в масле— 115 мм.
Применяя углеродистую сталь, можно прокалить насквозь
изделие небольшого сечения. Но при этом могут возникнуть
недопустимо большие остаточные напряжения, а также короб-
ление и растрескивание, особенно в изделиях сложной формы.
Применение в этом случае легированной стали позволяет за-
менить закалку в воде более мягкой закалкой в масле или
даже на воздухе.
Большинство легирующих элементов, растворенных в аусте-
ните, как и углерод, снижают температуру начала мартенсит-
ного превращения и увеличивают количество остаточного аусте-
нита при комнатной температуре. Сильно снижают точку Мн
никель, хром и особенно марганец. Если точка Л4„ легирован-
ной стали находится ниже 0 °C, как например у стали с 0,9 % С
и 5 % Мп, то закалка фиксирует аустенит при комнатной тем-
пературе.
Влияние легирующих элементов на структурные изменения при отпуске
Большинство легирующих элементов замедляет основные
структурные изменения при отпуске.
В легированных сталях затруднен главный процесс при от-
пуске— распад мартенсита, который сводится к выделению
карбида и уменьшению при этом концентрации углерода в а-
растворе (см. п. 13.7). Отдельные легирующие элементы (хром,
молибден, вольфрам) сильно замедляют диффузию углерода,
необходимую для выделения карбида. Если должен выделиться
специальный карбид, то необходимо перераспределение леги-
рующего элемента, а его диффузионная подвижность несрав-
ненно меньше, чем у углерода.
Эти же факторы обусловливают и замедленную в легиро-
ванных сталях коагуляцию карбидных частиц, так как коагу-
! ляция связана с растворением более мелких и ростом более
? крупных частиц карбида и диффузионным переносом углерода
* через а-раствор. В случае специальных карбидов коагуляция
связана с медленным диффузионным переносом карбидообра-
<ующих элементов через а-раствор от растворяющихся к расту-
щим частицам.
( В общем в легированных сталях все структурные изменения
при отпуске происходят при более высоких температурах по
269
сравнению со структурными изменениями (за то же время опу-
ска) в углеродистых сталях.
Легирующие элементы, затрудняющие распад мартенсита и
коагуляцию карбидов, задерживают разупрочнение при отпу-
ске, смещая кривые падения твердости и прочности (см.
рис. 13.13) в сторону более высоких температур отпуска.
15.3. Строительные стали
Чем выше предел текучести, являющийся расчетной характе-
ристикой конструкций, тем меньше сечение и, соответственно,
масса конструкции. Повышение предела текучести конструк-
ционных сталей легированием — один из основных путей эконо-
мии металла в строительстве. Важным свойством строительных
сталей является высокая- хладостойкость, характеристикой ко-
торой служит температура перехода из вязкого состояния
в хрупкое Тх (см. п. 8.3). Еще одно обязательное требование
к строительной стали — хорошая свариваемость, так как метал-
локонструкции, как правило, являются сварными. Для обеспе-
чения хорошей свариваемости содержание углерода в строи-
тельной стали не должно превышать 0,18 %.
Объем потребления строительных сталей очень большой и
поэтому в качестве строительных используют углеродистые
стали обыкновенного качества и низколегированные стали, со-
держащие сравнительно недефицитные и недорогие марганец,
кремний, малые добавки ванадия и др. (ГОСТ 19281—73). В не-
которые стали вводят малую добавку меди для повышения
стойкости против атмосферной коррозии. По сравнению с угле-
родистыми низколегированные строительные стали обладают
большей прочностью и более низким порогом хладноломкости.
В табл. 15.1 представлены химический состав и свойства,
трех низколегированных сталей в сопоставлении с углеродистой
сталью обыкновенного качества марки СтЗсп, широко исполь-
зуемой в строительстве.
Строительные стали у потребителя не подвергают термиче-
ской обработке и все их конечные свойства обеспечивают на
металлургическом заводе. Эти стали, поставляемые в горячека-
таном состоянии (реже в нормализованном), имеют феррито-
перлитную структуру. Так как низколегированные строитель-
ные стали одновременно являются и низкоуглеродистыми, то
они содержат сравнительно мало перлита.
Один из основных факторов, определяющих повышенную
прочность низколегированных сталей по сравнению с углероди-
стыми,— упрочнение феррита вследствие растворения в нем та-
ких элементов, как марганец и кремний (см. табл. 15.1—сталь
09Г2С). Другой важный фактор упрочнения — измельчение зе-
рен феррита благодаря присутствию дисперсных специальных
270
Таблица 15.1. Состав и гарантируемые свойства некоторых
строительных сталей
Марка стали Содержание, % ав, МПа а0 2, МПа в, %
с Si Мп N V Си
СтЗсп 0,14— 0,22 0,15— 0,30 0,40— 0,65 — — — 370— 480 245 26
09Г2С <0,12 0,5— 0,8 1,3— 1.7 — — — 470 325 21
15Г2СФД 0,12— 0,18 0,4— 0,7 1,3— 1.7 — 0,05— 0,10 о, is- о.30 550 390 18
16Г2АФ 0,14— 0,20 0,3— 0,6 1.3— 1.7 0,015— 0,025 0,08— 0,14 — 590 440 20
карбидов, например карбида VC (см. табл. 15.1—сталь
15Г2СФД).
Стали 09Г2С и 15Г2СФД относятся к группе строительных
сталей повышенной прочности. Для наиболее ответственных
сварных металлоконструкций, мостов, труб магистральных газо-
проводов, крупных металлургических агрегатов используют вы-
сокопрочные строительные стали, например сталь 16Г2АФ (см.
табл. 15.1), содержащие азот в качестве легирующего элемента.
В этой стали в большом количестве образуются очень дисперс-
ные частицы карбонитрида V(C, N), которые сами дают вклад
в упрочнение, тормозя скольжение дислокаций, и, главное,
сильно измельчают зерно феррита. Такое измельчение не только
повышает предел текучести, но и, что особенно ценно, снижает
температуру перехода из вязкого состояния в хрупкое, т. е.
увеличивает хладостойкость стали.
15.4. Машиностроительные стали
Около 40 % выплавляемой стали используют в машинострое-
нии. Хотя условия работы машин и деталей очень разнообразны
и имеется множество марок машиностроительных сталей, к ним
предъявляется одно общее требование — необходимость сочета-
ния повышенной прочности и повышенной вязкости.
Улучшаемые стали
Улучшение, т. е. закалка на мартенсит и последующий высо-
кий отпуск на сорбит обеспечивает наилучшее сочетание проч-
ности и вязкости стали для деталей машин.
Основное назначение легирования улучшаемых сталей —
увеличение их прокаливаемостн. Для этого используют такие
271
элементы, как хром, никель и марганец. Очень малые добавки
бора (~0,003 %) сильно увеличивают прокаливаемость доэвтек-
тоидных сталей. Объясняется это тем, что бор в аустените по-
верхностно-активен и сегрегирует на границы зерен аустенита,
где затрудняет зарождение избыточного феррита.
Небольшие добавки ванадия и титана (до 0,10.. .0,15 %) об-
разуют труднорастворимые карбиды, сдерживающие рост зерна
аустенита и, благодаря этому, повышают ударную вязкость
стали.
Из всех легирующих элементов никель оказывает особо цен-
ное влияние на сталь: он не только увеличивает прокаливае-
мость, но, в отличие от хрома и марганца, одновременно повы-
шает вязкость стали, снижает порог хладноломкости.
Прочностные свойства легированных сталей после закалки и
высокого отпуска несколько выше, чем качественных углероди-
стых с равным содержанием углерода (главным образом бла-
годаря упрочнению феррита растворенными в нем легирую-
щими элементами). После закалки с температур 820.. .880 °C
в масле и отпуска при 550.. .650 °C улучшаемые легированные
стали имеют механические свойства примерно в следующих
пределах: ов = 900.. .1100 МПа, а0,2 = 750.. .950 МПа, 6=10...
15 % и KCU — fX). ..90 Дж/см2. Необходимое сочетание прочно-
сти и вязкости достигается регулированием температуры от-
пуска.
Выбор марки улучшаемой стали определяется прежде всего
сечением детали, которую необходимо прокалить насквозь.
Существенным недостатком улучшаемых легированных ста-,
лей является склонность к отпускной хрупкости. На рис. 15.3
схематично показано влияние температуры отпуска на ударную
вязкость. У многих легированных сталей наблюдаются два тем-
пературных интервала отпускной хрупкости. Природа хрупко-
сти, развивающейся в интервале температур —250...400 °C,
окончательно не выяснена. Так как
Рис. 15.3. Влияние температуры
отпуска Тотп иа ударную вяз-
кость КС и стали с высокой
склонностью к отпускной хруп-
кости
устранять эту хрупкость не научи-
лись, то средний отпуск легирован-
ных сталей, как правило, не ис-
пользуют.
Хруп^сть, развивающаяся при
— 450. ..600°C, представляет особую
опасность, так как эти температуры
приходятся на температурный ин-
тервал высокого отпуска, обяза-
тельного для улучшаемых сталей.
Охрупчивание при высоком отпуске
может возникать в результате на-
грева до 450...600°C (независимо
от скорости последующего охлажде-
272
ния) и в результате отпуска при температурах выше 600 °C
с последующим медленным охлаждением в интервале 600...
450 °C. Быстрое охлаждение с температур отпуска выше 600 °C,
например в воде, предотвращает развитие отпускной хрупкости.
Таким образом, попадание в опасный интервал температур
«снизу» (при нагреве и выдержке) или «сверху» (при медлен-
ном охлаждении) приводит к качественно одинаковому резуль-
тату. Если сталь, охрупченную в указанных условиях, нагреть
до температуры выше 600 °C и быстро охладить, то ударная
вязкость восстанавливается. Если же после этого сталь снова
попадает в опасный интервал отпуска, то она повторно охруп-
чивается, и т. д. Поэтому рассматриваемое явление называют
обратимой отпускной хрупкостью.
Углеродистые стали не склонны к такой хрупкости: она про-
является только у легированных сталей. К сожалению, именно
наиболее широко используемые легирующие элементы — хром,
никель и марганец — способствуют развитию обратимой отпуск-
ной хрупкости, особенно при совместном их введении в сталь.
Легированные стали очень высокой чистоты совершенно не
склонны к обратимой отпускной хрупкости. Установлено, что
в стали промышленной чистоты примеси фосфора, а также
сурьмы, олова и мышьяка ответственны за развитие отпускной
хрупкости.
Сталь в состоянии отпускной хрупкости имеет структуру,
состоящую из феррита и карбида, а разрушение при ударных
испытаниях проходит преимущественно по границам исходных
(исчезнувших) аустенитных зерен. Методом Оже-спектроскопии
доказано, что в состоянии отпускной хрупкости на поверхности
разрушения имеется сегрегация фосфора (см. рис. 28.18) и дру-
гих вредных примесей. В приграничном слое сегрегации тол-
щиной в несколько атомных диаметров концентрация этих при-
месей может в десятки и сотни раз превышать среднюю их
концентрацию в стали (тысячные-сотые доли процента). Сегре-
гация указанных вредных примесей уменьшает сопротивление
отрыву оо и тем самым повышает температурный порог хруп-
кости (см. рис. 8.9—7\">Тт).
Обсуждаемая сегрегация называется равновесной: с увели-
чением времени выдержки в интервале 450.. .600 °C концен-
трация вредных примесей в приграничных слоях самопроиз-
вольно возрастает, процесс идет с уменьшением энергии Гиббса.
При температурах отпуска выше 600.. .650 °C тепловое движе-
ние атомов размывает сегрегацию примесей, а при последую-
щем охлаждении в воде она не успевает образоваться в опас-
ном интервале температур. Если же сталь охлаждать с темпе-
ратур отпуска 600. ..650 °C медленно, то сегрегация вредных
примесей успевает образоваться при прохождении интервала
600.. .450 °C.
273
IX 2542
Т а б л и ц а 15.2. Состав и критический диаметр DKp при закалке
в масле улучшаемых сталей
Марка стали Содержание, % °кр’ ММ
С Сг Мп Ni другие элементы
40Х 0,36— 0,44 0,80— 1,10 0,50— 0,80 — — 25
40ХФА 0,37— 0,44 0,80— 1,10 0,50— 0,80 — — 25
40ХГТР 0,38— 0,45 0,80— 1,10 0,70— 1,00 — Ti 0,03—0,09, В 0,001—0,005 50
ЗОХГСА 0,28— 0,34 0,80— 1,10 0,80— 1,10 — Si 0,90—1,20 40
40ХН 0,36— 0,44 0,45— 0,75 0,50— 0,80 1,00— 1,40 — 50
38ХНЗМФА 0,33— 0,40 1,20— 1,50 0,25— 0,50 3,00— 3,50 Мо 0,35—0,45, V 0,10—0,18 >100
Основные меры предотвращения отпускной хрупкости сле-
дующие: 1) уменьшение содержания вредных примесей при вы-
плавке стали; 2) ускоренное охлаждение с температур отпуска
выше 600 °C (это нельзя реализовать в центре массивных из-
делий); 3) введение в сталь добавки 0,2...0,3% Мо, которая
задерживает сегрегацию вредных примесей (заменителем мо-
либдена может быть вольфрам из расчета W/Mo = 3/1).
В табл. 15.2 приведены составы некоторых улучшаемых ста-
лей (ГОСТ 4543—71).
Хром — один из наименее дефицитных и дешевых легирую-
щих элементов, присутствует в большинстве улучшаемых ста-
лей. Сталь 40Х, легированная только хромом, характеризуется
небольшой прокаливаемостью, хотя и выше, чем у углеродистой
стали. Сталь 40Х применяют для изготовления осей, валов, ко-
лец, болтов, втулок и других деталей небольшого сечения. Сталь
40ХФА благодаря добавке ванадия, измельчающей аустенитное
зерно, имеет большую ударную вязкость, чем сталь 40Х. До-
бавка ванадия также задерживает разупрочнение при отпуске,
поэтому сталь 40ХФА используют для изготовления штоков,
траверс, установочных винтов, валов и других деталей, рабо-
тающих при температурах до 400 °C.
Сталь 40ХГТР, благодаря увеличенному содержанию мар-
ганца и добавке бора, значительно глубже прокаливается, чем
хромистые стали. Добавка титана к этой стали необходима,
чтобы скомпенсировать влияние марганца, увеличивающего
склонность к росту зерна аустенита.
274
Сталь ЗОХГСА (хромансиль) характеризуется умеренной
прокаливаемостью. Широкое ее применение в авиастроении
обусловлено хорошей свариваемостью. Применив к стали
ЗОХГСА бейнитную закалку (см. рис. 13.11), можно получить
значительно более высокую прочность (ов=1600 МПа, о0,2 =
= 1300 МПа при 6 = 9 %).
Хромоникелевая сталь 40ХН имеет такую же прокаливае-
мость, как и хромомарганцовистые стали, но благодаря присут-
ствию никеля отличается от них более низким порогом хладно-
ломкости. Эту сталь применяют для изготовления шатунов, зуб-
чатых колес, валов, муфт и других ответственных деталей,
подвергающихся динамическим и вибрационным нагрузкам:
сталь можно применять при отрицательных температурах (до
—80 °C).
При увеличении содержания никеля до 3.. .4 % повышается
прокаливаемость и снижается порог хладноломкости, но одно-
временно увеличивается склонность к обратимой отпускной
хрупкости. Для ее подавления в хромоникелевую сталь вводят
молибден, а для измельчения аустенитного зерна — ванадий.
Хромоникельмолибденовая сталь с небольшой добавкой вана-
дия марки 38ХНЗМФА относится к группе улучшаемых сталей
с наивысшей прокаливаемостью. Из нее изготавливают наибо-
лее ответственные тяжелонагруженные детали большого сече-
ния, работающие при температурах до 400 °C (например, ди-
ски, валы и роторы паровых турбин).
Цементуемые стали
Цементации (см. п. 13.9) подвергают легированные стали, со-
держащие не более 0,3 % С.
Легированную сталь взамен низкоуглеродистой подвергают
цементации в том случае, когда наряду с вязкостью от сердце-
вины изделия требуется высокая прочность.
Составы некоторых цементуемых легированных сталей при-
ведены в табл. 15.3 (ГОСТ4543—71).
Наибольшую прокаливаемость и одновременно наибольшую
вязкость и низкий порог хладноломкости имеют стали, легиро-
Таблица 15.3. Состав цементуемых сталей
Марка стали Содержание, %
С Сг Мп Ni другие элементы
12ХНЗА 0,09—0,16 0,60—0,90 0,20—0,60 2,75—3,15 —
18Х2Н4МА 0,14—0,20 1,35-1,65 0,20—0,55 4,00—4,40 Мо 0,30—0,40
18ХГТ 0,17—0,23 1,00—1,30 0,80—1,10 — Ti 0,03—0,09
27Б
18*
ванные хромом и никелем. Сталь 12ХНЗА после закалки
в масле имеет в сердцевине изделий сечением до 60 мм бейнит-
ную структуру. Из нее изготавливают шестерни и валы, рабо-
тающие под действием ударных нагрузок или при отрицатель-
ных температурах. Молибден дополнительно увеличивает про-
каливаемость. Самая высоколегированная цементуемая сталь
марки 18Х2Н4МА прокаливается насквозь в масле и даже на
воздухе практически в любых сечениях. При этом в сердце-
вине изделия образуется малоуглеродистый мартенсит, кото-
рый после низкого отпуска обладает высокой вязкостью. Из
стали 18Х2Н4МА изготавливают тяжелонагруженные детали
больших сечений, подвергающиеся ударным нагрузкам и виб-
рациям, причем детали можно эксплуатировать до —70 °C (ко-
ленчатые валы с поверхностно упрочненными шейками, крупно-
габаритные зубчатые колеса).
Стали типа 18ХГТ, легированные хромом и марганцем, ис-
пользуют как заменители цементуемых сталей, содержащих
остродефицитный никель. В эти стали добавляют титан, кото-
рый благодаря образованию карбида титана тормозит рост
аустенитного зерна, усиливающийся при температурах цемен-
тации под действием добавки марганца.
Подшипниковые стали
Стали для шарико- и роликоподшипников должны обладать вы-
сокой твердостью, износостойкостью и сопротивлением контакт-
ной усталости. Этим требованиям удовлетворяют хромистые за-
эвтектоидные стали, содержащие около 1 % С, после закалки
на мартенсит и низкого отпуска.
Наиболее широко используют сталь марки ШХ15 (ГОСТ
801—78), где Ш означает «шарикоподшипниковая», а 15 — со-
держание хрома в десятых долях процента. Эта сталь содер-
жит 0,95. ..1,05 % С и 1,30—1,65% Сг. Сталь закаливают
в масле с 850 °C и отпускают при 160 °C. Вторичный цементит
(Fe, Сг)3С должен иметь округлую форму, для чего закалке
подвергают сталь, отожженную на зернистый перлит. Кроме
того, структура зернистого перлита обеспечивает лучшую обра-
батываемость резанием.
15.5. Коррозионностойкие (нержавеющие) стали
При содержании в твердом растворе на базе железа более 12 %
Сг сталь обладает высокой стойкостью против коррозии во
влажной атмосфере, в растворах кислот и солей.
Наиболее широко используют две группы нержавеющих ста-
лей (ГОСТ5632—72): хромистые и хромоникелевые (табл. 15.4).
Стали типа Х13 наименее дефицитны, так как не содержат
276
Таблица 15.4. Состав нержавеющих сталей
Марка стали Содержание, %
С Сг Ni Ti
08X13 <0,08 12,0—14,0
40X13 0.36—0,45 12,0—14,0 — —
12Х18Н10Т <0,12 17,0—19.0 9,0—11,0 5-С—0,8
никеля. Сталь 08X13 принадлежит к ферритному классу (см.
рис. 15.1,6, схема диаграммы состояния Fe—Сг). Из нее изго-
тавливают разнообразные детали бытовых приборов и оборудо-
вание пищевой промышленности.
Сталь 40X13 относится к мартенситному классу. При охлаж-
дении на воздухе с температуры 1050 °C ее закаливают на
мартенсит, после чего производят отпуск при 200 °C для умень-
шения закалочных напряжений. Такая сталь имеет твердость
50HRCa и может быть использована не только как конструк-
ционная, но и как инструментальная, например для производ-
ства хирургического инструмента. Высокая температура на-
грева под закалку необходима для полного растворения в аусте-
ните карбида Сг23Сб.
Хромоникелевые стали типа 18—10, содержащие 18 % Сг и
10% Ni относятся к аустенитному классу. Эти стали хорошо
свариваются и по сравнению с хромистыми могут работать
в более агрессивных средах. Поэтому хромоникелевые аусте-
нитные стали типа 18—10 наиболее широко применяют в каче-
стве конструкционных коррозионностойких материалов в маши-
ностроении, архитектуре и других областях. При нагреве, на-
пример во время сварки, из аустенита по границам зерен может
выделиться карбид хрома. Это сильно снижает стойкость про-
тив межкристаллитной коррозии. Последнее объясняется тем,
что приграничные зоны аустенитных зерен обедняются хромом
до концентраций ниже допустимого уровня (12 % Сг). Для
предотвращения межкристаллитной коррозии необходимо или
выплавлять безуглеродистые стали, что практически трудно
осуществить, или же вводить в сталь малые добавки титана —
сильного карбидообразователя, связывающего углерод и пред-
отвращающего образование карбидов хрома. Для связывания
углерода в стали 12Х18Н10Т содержание титана (в процентах)
должно быть равно (5-С—0,8), где С — концентрация угле-
рода в стали.
Сталь 12Х18Н10Т нагревают под закалку до температуры
1050 °C, при которой карбид титана еще не растворяется
в аустените. Закалку проводят в масле или в воде. Закален-
277
ная сталь имеет аустенитную структуру с небольшим количе-
ством карбида титана. Такая сталь пластична и ее можно
сильно нагартовывать.
15.6. Жаропрочные и жаростойкие стали
Жаропрочные стали применяют для длительной работы под
нагрузкой при высоких температурах. Эти стали должны обла-
дать не только жаропрочностью, т. е. сопротивлением дефор-
мации и разрушению при высоких температурах, но и жаро-
стойкостью, под которой понимают сопротивление газовой кор-
розии.
Теплоустойчивые стали
Стали, предназначенные для работы при температурах до
~600 °C, называют теплоустойчивыми (ГОСТ20072—74). Их
применяют в теплоэнергетике, нефтехимической промышленно-
сти и химическом машиностроении. Теплоустойчивые стали
предназначены для длительных сроков эксплуатации (до
20 лет) и поэтому должны иметь очень стабильную структуру.
Низколегированные теплоустойчивые стали применяют для
изготовления паропроводных и пароперегревательных труб, де-
талей котельных установок, работающих при температурах до
580 СС; пример — сталь 12Х1МФ (табл. 15.5). Хром упрочняет
а-раствор, образует специальные карбиды и повышает сопро-
тивление окислению. Молибден, находясь в п-растворе на
основе железа, повышает силы межатомной связи, что увеличи-
вает сопротивление ползучести. Ванадий образует при отпуске
очень дисперсные и стойкие против коагуляции частицы кар-
бида VC. Содержание углерода в низколегированных тепло-
устойчивых сталях не превышает 0,2 %• При большем содержа-
нии углерода снижается жаропрочность (молибден, связываясь
Т а б л и ц а 15.5. Состав теплоустойчивых и жаропрочных сталей
Марка стали Содержание, %
С Сг. Ni Мп Мо V Другие элементы
12X1 МФ 0,08— 0,15 0,90— 1,20 — ОДО- ОДО 0,25— 0,35 0,15— 0,30
37Х12Н8Г8МФБ 0,34— 11,5— 7,0— 7,5— 1,1 — 1,25— Nb 0,25—0,45
(ЭИ481) 0,40 13,5 9,0 9.5 1.4 1,55
10Х11Н20ТЗР (ЭИ696) sCO.l 10,0— 12,5 18,0— 21,0 Ti 2,3-2,8 Al до 0,8 и В 0,008
278
в карбид, выходит из а-раствора, ускоряется коагуляция кар-
бидов) и ухудшается свариваемость сталей.
Низколегированные теплоустойчивые стали подвергают за-
калке или охлаждению на воздухе с температур 950. ..1000 °C
и высокому отпуску при 650.. .750 °C. Температура отпуска дол-
жна не менее чем на 100° превышать рабочую температуру,
чтобы при отпуске сформировалась стабильная структура,
мало изменяющаяся во время эксплуатации изделия.
Жаропрочные аустенитные стали
Для работы при температурах 650.. .850 °C стали, основу ко-
торых составляет раствор на базе a-железа, непригодны.
У растворов на базе у-железа с г. ц. к. решеткой можно достичь
значительно более высокого уровня жаропрочности, чем у рас-
творов на базе a-железа с о. ц. к. решеткой. Это объясняется,
во-первых, меньшей диффузионной подвижностью в аустените,
чем в феррите, и, во-вторых, возможностью ввести в у-раствор
в значительно большем количестве легирующие элементы.
Высокое содержание хрома (более 10%) во всех аустенит-
ных сталях обеспечивает сопротивление окислению.
Широко используемую в качестве нержавеющей термически
неупрочняемую хромоникелевую аустенитную сталь 12Х18Н10Т
применяют и как жаропрочную, но только для работы при тем-
пературе не выше 600 °C и при небольших нагрузках (свар-
ные аппараты, трубы, выхлопные патрубки).
Более высокий уровень жаропрочности достигается при
комплексном легировании аустенита, кроме хрома и никеля,
вольфрамом, молибденом, титаном, ниобием и другими эле-
ментами, обеспечивающими не только сложный состав высоко-
легированного аустенита, но и образование при закалке в воде,
масле или на воздухе пересыщенного у-раствора, способного
к сильному дисперсионному твердению при последующем ста-
рении. В зависимости от типа фаз-упрочнителей, выделяющихся
при старении, различают жаропрочные аустенитные стали
с карбидным и интерметаллидным упрочнением (ГОСТ
5632—72).
Аустенитные стали с карбидным упрочнением содержат
0,25.. .0,5 % С, хром и никель в количествах, обеспечивающих
стабильность аустенита при всех температурах, и карбидообра-
(ующие элементы молибден, вольфрам, ванадий, ниобий. Фа-
зами-упрочнителями при- старении являются карбиды этих
«лементов. Дефицитный никель может быть частично заменен
марганцем, который, как и никель, расширяет область существо-
вания аустенита. Стали с карбидным упрочнением могут рабо-
1ать при температурах до 650.. .750 °C и высоких нагрузках.
Примером является сталь ЭИ481 (табл. 15.5), предназначенная
зля изготовления крупных деталей ответственного назначе-
279
ния — турбинных дисков, бандажных колец, а также крепеж-
ных деталей энергетических установок. Сталь закаливают
с 115Q °C в воде и подвергают старению при 660.. .790 °C,
10. ..16 ч. Высокая температура нагрева под закалку необхо-
дима для перевода в аустенит труднорастворимых карбидов.
Аустенитные стали с интерметаллидным упрочнением содер-
жат не более 0,1 % С, очень много никеля (до —38%), титан,
алюминий, вольфрам, молибден, ниобий и др. Суммарное со-
держание легирующих элементов может доходить до 60 % и
граница между сталями, т. е. сплавами на основе железа, и
сплавами на смешанной железоникелевой основе размывается.
Фазами-упрочнителями при старении являются Ni3Ti, Fe2Mo,
Fe2W и др.
Примером аустенитной стали с интерметаллидным упрочне-
нием является сталь ЭИ696 (см. табл. 15.5), которую после за-
калки с 1100 °C на воздухе или в масле и старения при 740 °C,
16 ч применяют для работы при температуре до 700 °C (детали
газотурбинных двигателей).
Жаростойкие стали
Жаростойкие (окалиностойкие) стали (ГОСТ 5632—72) при-
меняют для изготовления изделий, работающих при температу-
рах выше 550 °C в ненагруженном или слабо нагруженном со-
стоянии (выхлопные патрубки, детали печного оборудования,
жаровые трубы, поддоны, чехлы для термопар и пр.).
Жаростойкость сталей повышают при легировании их хро-
мом, алюминием и кремнием, образующими на поверхности из-
делия плотные и прочные защитные пленки оксидов, шпинелей
и силикатов с низкой диффузионной проницаемостью. Хром и
алюминий повышают жаростойкость легированных сталей бла-
годаря образованию оксидов Сг2О3, А12О3 и двойных оксидов
типа шпинелей FeO-Cr2O3, FeO-Al2O3, NiO-Cr2O3. Добавка
около 2 % Si повышает жаростойкость стали благодаря обра-
зованию защитного слоя силиката 2FeO-SiO2.
Хромистые стали ферритного класса — наиболее дешевые
жаростойкие материалы. Нержавеющую хромистую сталь 08X13
(см. табл. 15.4) используют как жаростойкую до 800 °C. Спе-
циальная жаростойкая сталь 15X28 (табл. 15.6) благодаря
большому содержанию хрома может работать до 1100 °C. Ос-
новной недостаток жаростойких сталей ферритного класса —
сильное охрупчивание из-за выделения о-фазы (интерметаллида
FeCr) в интервале 600...800 °C.
Жаростойкие хромоникелвые стали аустенитного класса от-
личаются от ферритных лучшей свариваемостью и меньшей
склонностью к охрупчиванию при длительных высокотемпера-
турных выдержках. Нержавеющую сталь типа Х18Н10 (см.
табл. 15.4) используют в качестве жаростойкой до температур
280
Таблица 15.6. Состав жаростойких сталей
Марка стали Содержание, %
с Сг Ni другие элементы
15X28 20Х25Н20С2 ХН45Ю <0,15 <0,20 <0,1 27,0—30,0 24,0—27,0 15,0—17,0 18,0—21,0 44,0—46,0 Si 2,0—3,0 Al 2,9—3,9
не выше 800 °C. Увеличение содержания в аустените хрома,
а также добавка кремния позволяют повысить рабочую темпе-
ратуру. Например, сталь 20Х25Н20С2 (см. табл. 15.6) можно
использовать для изготовления деталей печного оборудования,
работающих до 1100 °C.
Жаростойкий сплав на железоникелевой основе ХН45Ю (см.
табл. 15.6) используют для изготовления деталей печей, горе-
лок и чехлов термопар, длительно работающих при рекордно
высоких температурах — до 1300 °C.
15.7. Литейные легированные стали
Все рассмотренные выше легированные стали являются дефор-
мируемыми: их отливают на металлургических заводах в виде
слитков, которые затем подвергают обработке давлением.
В отличие от этого литейные легированные стали предназна-
чены для изготовления (как правило, на машиностроительных и
судостроительных заводах) фасонных отливок.
Литейные свойства многих легированных сталей хуже, чем
углеродистых из-за того, что при легировании расширяется ин-
тервал кристаллизации и уменьшается теплопроводность (воз-
растают термические напряжения).
Литейные легированные стали подразделяют на конструк-
ционные (ГОСТ 977—88) и высоколегированные со специаль-
ными свойствами (ГОСТ 2176—77).
Цель легирования литейных сталей в основном та же, что
и деформируемых: увеличение прокаливаемости (марганец,
хром, никель), повышение вязкости и снижение температурного
порога хрупкости (никель), предотвращение отпускной хруп-
кости (молибден), увеличение стойкости против коррозии
(хром, никель), повышение жаростойкости (хром, кремний)
и пр. Во многие литейные стали для измельчения аустенитного
зерна вводят малые добавки ванадия и титана (~0,1 %).
Для предсказания фазового состава литых нержавеющих
сталей используют структурную диаграмму Шеффлера
(рис. 15.4), на которой по осям координат отложены никелевый
281
Эм и хромовый Эсг эквиваленты, учитывающие суммарное
влияние на фазовый состав стали, соответственно, аустенито-
и ферритообразующих элементов:
3N1 = % N i + 30 • % С + 0,5 • % Мп;
Эсг = % Сг 4- % Mo + 1,6 • % Si + 0,5 % Nb.
Многие литейные стали имеют ту же марку, что и деформи-
руемые, отличаясь лишь буквой Л в конце марки: 40Х и 40ХЛ,
35ХМ и 35ХМЛ, 35ХГС и 35ХГСЛ, 20X13 и 20Х13Л, 12Х18Н9Т
и 12Х18Н9ТЛ. В этом случае химический состав литейной стали
практически такой же, как и деформируемой. Обычно различа-
ется лишь допустимое содержание вредных примесей: в литей-
ной стали оно несколько больше.
Немало легированных сталей разработано специально в ка-
честве литейных и не имеет аналога среди деформируемых.
К ним относятся, например, стали 20ФЛ и 08ГДНФЛ. Сталь
20ФЛ (0,14.. .0,25 % С, 0,06. ..0,12% V) применяют для от-
ливки крупногабаритных деталей грузовых вагонов (корпус
автосцепки, боковые рамы тележки). Сталь 08ГДНФЛ
(5^0,10 % С, 0,6... 1,0 % Мп, 0,8... 1,2 % Си, 1,15... 1,55 % Ni,
0,06. ..0,15% V) применяют для изготовления ответственных
крупных деталей в судостроении, работающих до —60 °C. До-
бавка меди значительно повышает жидкотекучесть. Сталь хо-
рошо сваривается и используется для изготовления лито-свар-
ных конструкций.
Широко известна высокомарганцовистая сталь Гадфильда
(марка 110Г13Л), содержащая 0,9. ..1,4% С и 11,5. ..15,0% Мп.
Сталь после закалки в воде с 1100 °C имеет аустенитную струк-
туру и характеризуется сочетанием очень высокой износостой-
кости и ударной вязкости. Из стали отливают железнодорожные
и трамвайные крестовины, зубья экскаваторов, щеки дробилок
и другие детали, которые должны сопротивляться одновременно
износу и ударным нагрузкам. При большой локальной дефор-
Рис. 15.4. Структурная диаграмма
Шеффлера для литых нержавеющих
сталей
282
мации поверхностный слой вы-
сокомарганцовистого аустенита
сильно наклепывается (с 200 НВ
до 600 НВ) при сохранении вяз-
кости сердцевины.
Отливки из конструкционных
сталей подвергают термической
обработке, хотя бы для того,
чтобы уменьшить литейные на-
пряжения. Кроме того, прилитье
формируются крупные зерна
аустенита и для измельчения
зерна (повышения пластичности
и ударной вязкости) стали перлитного и мартенситного классов
подвергают нормализации или закалке с высоким отпуском
(20ФЛ, 40ХЛ, 35ХМЛ, 35ХГСЛ, 20Х13Л).
Из-за дендритной ликвации отдельные микроучастки могут
быть обогащены легирующими элементами, снижающими кри-
тическую скорость охлаждения при закалке, и в наиболее тон-
ких сечениях и в поверхностном слое отливок в этих участках
при нормализации (охлаждение на воздухе) происходит за-
калка. Поэтому после нормализации также требуется высокий
отпуск.
В заключение следует отметить, что после термообработки
прочностные свойства литой и кованой стали одного и того же
химического состава практически одинаковы, а показатели пла-
стичности и ударная вязкость литой стали заметно ниже, чем
кованой.
15.8. Стали для режущего инструмента
Стали для режущего инструмента должны обладать высокой
твердостью (60...68 HRCa), износостойкостью, высокой прочно-
стью и достаточной вязкостью, чтобы сохранять форму и раз-
меры режущей кромки и сопротивляться разрушению при изги-
бающем (резцы) и крутящем (сверла) моментах и динамиче-
ских нагрузках. Этим требованиям в основном удовлетворяет
низкоотпущенная высокоуглеродистая заэвтектоидная сталь.
Основное назначение легирования сталей для режущего инстру-
мента — повышение прокаливаемости. Для этого их легируют
хромом, марганцем и кремнием (ГОСТ 5950—73). Примером
является сталь 9ХС (табл. 15.7).
При высоких скоростях резания кромка инструмента может
разогреться до температур значительно выше 200.. .250 °C,
когда углеродистые и легированные стали типа 9ХС из-за рас-
пада мартенсита и коагуляции карбидов быстро смягчаются.
Таблица 15.7. Состав сталей для режущего инструмента
Марка стали Содержание, %
С Сг Мп Si W Мо V
9ХС 0,85- 0,95— 0,30— 1,20— — —
0,95 1,25 0,60 1,60 — — —
Р18 0,73— 0,83 3,8—4,4 <0,5 <0,5 17,0— 18,5 <1,о 1,0—1,4
Р6М5 0,80— 0,88 3,8—4,4 <0,4 <0,5 5,5—6,5 5,0—5,5 1,7—2,1
283
При температуре 500 °C их твердость находится на уровне
твердости отожженной стали.
Для изготовления инструмента, работающего при больших
скоростях резания, применяют быстрорежущие стали (ГОСТ
19265—73), которые обладают красностойкостью — способностью
сохранять в течение длительного времени высокую твердость
при разогреве режущей кромки инструмента до 500.. .600 °C.
Марка быстрорежущей стали начинается с буквы Р (от
англ, rapid — быстрый), за которой следует число, обозначаю-
щее содержание вольфрама. Все быстрорежущие стали содер-
жат около 4 % хрома, в связи с чем в марке он не указы-
вается.
Состав и режим термообработки стали Р18 были разрабо-
таны в начале XX в. и эта сталь, содержащая 18% W, более
полустолетия была самой распространенной быстрорежущей
сталью, классическим ее примером. В связи с острой дефицит-
ностью вольфрама с 70-х годов сталь Р18 вытесняется более
дешевой и менее дефицитной сталью Р6М5, в которой вольфрам
частично заменен молибденом. В настоящее время около 80 %
от общего объема производства быстрорежущих сталей прихо-
дится на сталь Р6М5.
Быстрорежущие стали принадлежат к ледебуритному (кар-
бидному) классу. Слитки быстрорежущей стали содержат кар-
бидную эвтектику в виде сетки эвтектических карбидов по гра-
ницам аустенитных зерен. Скопления эвтектических карбидов
резко снижают обычные механические свойства и особенно пла-
стичность стали. Горячая обработка давлением (ковка, про-
катка), раздробляя эвтектическую сетку, создает более равно-
мерное распределение карбидов эвтектического происхождения,
не совсем строго называемых первичными. Первая особенность
закалки быстрорежущих сталей — очень высокая температура
нагрева (для стали Р6М5 1210. ..1230 °C), близкая к темпера-
туре начала плавления. Такой нагрев необходим для макси-
мально возможного растворения в аустените труднораствори-
мых карбидов вольфрама, молибдена и ванадия. Чем выше
легированность этими элементами аустенита, тем больше кон-
центрация их в мартенсите (состав мартенсита одинаков с со-
ставом аустенита) и тем выше красностойкость. Вольфрам и
молибден образуют в стали Р6М5 карбид Ме6С, ванадий — VC
и хром — Сг2зС6. При нагреве под закалку карбид хрома пол-
ностью растворяется в аустените, а карбиды вольфрама, молиб-
дена и ванадия остаются частично нерастворенными, что спо-
собствует повышению износостойкости инструмента.
Вторая особенность закалки быстрорежущей стали — очень
малое время выдержки при максимальной температуре во из-
бежание роста аустенитного зерна, окисления и обезуглерожи-
вания. Нагрев инструмента под закалку производят в электрод-
284
ных ваннах с расплавленным ВаС12, хорошо защищающим сталь
от окисления и обезуглероживания.
Третья особенность закалки — предварительный подогрев
инструмента при 800 °C. Это обусловлено тем, что высоколе-
гированная быстрорежущая сталь малотеплопроводна, и при
резком перепаде температур от 20 до 1200 °C из-за больших
термических напряжений возможно образование трещин.
Закалку производят в масле или применяют ступенчатую
закалку с охлаждением в расплаве солей. Мелкие изделия за-
каливаются и при охлаждении на воздухе («самозакалка»), но
при этом все же из аустенита успевает выделиться некоторая
часть специальных карбидов, мартенсит получается менее ле-
гированным и красностойкость ухудшается.
Нормально закаленная сталь Р6М5 состоит из мартенсита,
нерастворившихся карбидов (—10%) и остаточного аустенита
( — 25 %). После закалки следует отпуск при 550 °C, 1 ч, основ-
ная цель которого — уменьшить количество остаточного аусте-
нита, являющегося мягкой и малотеплопроводной фазой (чем
выше теплопроводность стали, тем меньше разогревается ре-
жущая кромка).
При 550 °C из мартенсита выделяются очень дисперсные ча-
стицы карбида VC, что приводит к повышению твердости (это
явление называют вторичным твердением). В то же время кар-
биды вольфрама и молибдена еще не образовываются, и вы-
соколегированный мартенсит сохраняется. Вместе с тем из
остаточного аустенита при нагреве до 550 °C выделяются специ-
альные карбиды, что обусловливает повышение точки Л1н и пре-
вращение остаточного аустенита в мартенсит при охлаждении
с температуры отпуска на воздухе до комнатной температуры.
Количество остаточного аустенита уменьшается с 25 до 10%.
При втором отпуске количество остаточного аустенита в стали
Р6М5 уменьшается до 5, а при третьем отпуске — до 1...2%.
Образование мартенсита при охлаждении с температуры отпу-
ска называют вторичной закалкой. После дву- или трехкрат-
ного отпуска быстрорежущая сталь обладает очень высокой
красностойкостью: режущая кромка при больших скоростях ре-
1зния может разогреваться до цвета красного каления.
15.9. Штамповые стали
Штамповые стали для холодного деформирования
К технологическим операциям холодной штамповки относятся
пробивка отверстий, листовая штамповка, чеканка и др.
Состав штамповых сталей (ГОСТ 5950—73) приведен
в габл. 15.8. Наиболее высокой износостойкостью обладают вы-
। "кохромистые, и, одновременно, высокоуглеродистые стали
285
Таблица 15.8. Состав штамповых сталей
Марка стали Содержание, %
С Сг Мп Si Мо W V
Х12ВМ Х6ВФ 2,00— 2,20 1,05— 1,15 "тали дл 11,0— 12,50 5,50— 6,50 я холодно 0,15— 0,40 0,15— 0,40 го дефорл 0,20— 0,40 0,15— 0,35 шрования 0,60— 0,90 0,50— 0,80 1,10— 1,50 0,15—0,30 0,50—0,80
Стали для горячего деформирования и пресс-форм
для литья под давлением
5ХНМ 0,50— 0,60 0,50— 0,80 0,50— 0,80 0,15— 0,35 0,15— 0,30 — Ni 1,40— 1,80
4Х4ВМФС 0,37— 0,44 3,20— 4,00 0,20— 0,50 0,60— 1,00 1,20— 1,50 0,80— 1,20 0,60—0,90
ЗХ2В8Ф 0,30— 0,40 2,20— 2,70 0,15— 0,40 0,15— 0,40 —- 7,50— 8,50 0,20—0,50
типа Х12 с большим количеством карбидов (пример — сталь
Х12ВМ). Эти стали по концентрации углерода и по структуре
(в литом состоянии они содержат ледебуритную эвтектику) на-
ходятся на границе между сталями и белыми чугунами. Стали
типа Х12 содержат до 24 % карбидов, которые и определяют
высокую износостойкость. Но эти же карбиды снижают сопро-
тивление хрупкому разрушению, а их скопления приводят к вы-
крашиванию рабочей части инструмента.
Более высокой прочностью и ударной вязкостью, хотя и
меньшей износостойкостью, обладают содержащие меньше
хрома и углерода стали типа Х6ВФ (табл. 15.8).
Стали высокой износостойкости закаливают с нагревом до
1000 °C (для растворения карбидов) и отпускают при 150...
250 °C.
Штамповые стали для горячего деформирования
К технологическим операциям горячего деформирования отно-
сятся свободная ковка на молотах, объемная штамповка, прес-
сование (экструдирование) и др.
Штамповые стали для горячего деформирования должны
иметь необходимую прочность и твердость при температурах
нагрева инструмента. Кроме того, они должны сопротивляться
термической усталости, проявляющейся в образовании сетки
трещин (сетки разгара) при многократных теплосменах. Раз-
гаростойкость тем выше, чем ниже температурный коэффи-
286
циент линейного расширения, больше теплопроводность и вяз-
кость стали.
По сравнению с большинством инструментальных сталей
штамповые стали для горячего деформирования содержат
меньше углерода (0,3.. .0,6 %), что обеспечивает повышенную
вязкость и разгаростойкость.
К сталям для молотовых штампов предъявляют особенно
высокие требования по ударной вязкости и прокаливаемое™,
так как эти штампы испытывают ударные нагрузки и имеют
весьма крупное сечение. Типичной сталью для молотовых штам-
пов является сталь 5ХНМ (см. табл. 15.8), которая после за-
калки с 950 °C в масле и отпуска на сорбит при 450.. .500 °C
имеет твердость около 46 HRC3 и высокую ударную вязкость.
Стали типа 5ХНМ могут работать при разогреве инструмента
во время штамповки до 500.. .550 СС.
Более высокой теплостойкостью и износостойкостью обла-
дают стали типа 4Х4ВМФС (см. табл. 15.8), содержащие
больше хрома, вольфрама и молибдена. Их применяют для из-
готовления молотовых вставок и другого инструмента, разогре-
вающегося в процессе работы до 650 °C. Сталь 4Х4ВМФС за-
каливают в масле с 1060 °C и отпускают при 650 °C на твер-
дость — 46 HRCa.
Прошивные и протяжные пуансоны и матрицы для горячего
прессования не подвергаются большим ударным нагрузкам. Но
зато они более длительное время, чем молотовые штампы, со-
прикасаются с деформируемым металлом и разогреваются до
более высоких температур. Тонкие и длинные прошивные иглы
испытывают большие растягивающие напряжения при выходе
из деформируемого металла. Поэтому стали для горячей вы-
садки и прессования должны обладать повышенной прочностью
и твердостью при более высоких температурах, чем стали для
молотовых штампов. Эти свойства обеспечиваются при высоком
содержании вольфрама. Типичной является сталь ЗХ2В8Ф, ко-
торую закаливают в масле с 1150 °C и отпускают при 600...
650 °C. Высокая теплостойкость обеспечивается легированно-
стью а-раствора и карбидами типа Ме6С и Л4еС.
Стали для пресс-форм литья под давлением
Причины выхода из строя пресс-форм литья под давлением:
гермическая усталость (трещины разгара) из-за теплосмен при
многократной заливке расплава, необратимое формоизменение
и износ рабочей поверхности. Острые углы пресс-формы скруг-
ляются из-за пластической деформации под действием давле-
ния расплава. Износ происходит из-за трения при соприкосно-
вении с быстро движущимся расплавом и из-за гидродинами-
ческих ударов. Под действием твердых частиц в текущем
расплаве возникают задиры. Чем выше ликвидус заливаемого
287
сплава, выше температура литья, тем сильнее проявляются все
указанные факторы. Наиболее легкие условия работы пресс-
форм— при литье под давлением цинковых сплавов, более тя-
желые— при литье магниевых и алюминиевых сплавов, самые
тяжелые — при литье медных сплавов.
Наиболее распространенным материалом пресс-форм для
литья под давлением является сталь ЗХ2В8Ф (см. табл. 15.8).
Закалку деталей пресс-форм (вставок, стержней) производят
с нагревом в электродной ванне с расплавом ВаСЬ или в печи
с защитной атмосферой для предупреждения окисления и обез-
углероживания. При нагреве под закалку применяют промежу-
точный подогрев (900 °C). Закалку производят в масле.
Выбор температуры отпуска определяется условиями работы
пресс-форм. Для уменьшения смятия и увеличения износостой-
кости следует увеличивать твердость, но это может привести
к уменьшению разгаростойкости из-за снижения вязкости
стали. При литье цинковых сплавов разгаростойкость не зави-
сит от твердости стали и для увеличения формоустойчивости и
износостойкости пресс-форм отпуск производят на повышенную
твердость. При литье алюминиевых и медных сплавов разгаро-
стойкость пресс-форм выше при меньшей твердости (большей
вязкости) стали. Чем выше температура отпуска, тем ниже
твердость, выше вязкость и теплопроводность стали ЗХ2В8Ф и,
соответственно, выше разгаростойкость. В случае литья цинко-
вых сплавов твердость стали ЗХ2В8Ф должна быть равна 49.5.
53 HRCa, алюминиевых и магниевых сплавов — 40.. .49 HRCa
и медных сплавов — 39.. .46 HRCa. В соответствии с этим и под-
бирают температуру одночасового отпуска в интервале от
560 °C (53 HRCa) до 680 °C (39HRCa).
Для увеличения износостойкости пресс-формы азотируют, но
при этом из-за снижения вязкости поверхностного слоя может
уменьшиться разгаростойкость.
Для литья медных сплавов пресс-формы целесообразнее из-
готавливать из стали 4Х4ВМФС (см. табл. 15.8), которая обес-
печивает большую работоспособность пресс-форм, чем сталь
ЗХ2В8Ф, несмотря на меньшую прочность при высоких темпе-
ратурах. Это, по-видимому, обусловлено большей вязкостью
стали 4Х4ВМФС и, соответственно, более высоким сопротивле-
нием термической усталости.
Для литья цинковых сплавов пресс-формы иногда изготав-
ливают из стали 5ХНМ.
Глава 16
ЧУГУНЫ
Чугуны являются наиболее распространенными сплавами для
фасонного литья. Примерно три четверти всех отливок полу-
чают из чугуна. Это обусловлено, во-первых, тем, что чугун —
один из самых дешевых металлических материалов, и, во-вто-
рых, тем, что он обладает прекрасными литейными свойствами.
У чугунов более низкая, чем у сталей, температура плавления,
высокая жидкотекучесть, малая усадка, высокое сопротивление
образованию усадочных трещин, что позволяет отливать детали
сложной формы. Высокопрочные чугуны по ряду служебных
свойств не уступают многим кованым сталям, а применение
чугунов взамен кованых сталей всегда экономически выгодно,
так как деталь получают непосредственно из расплава, минуя
операции обработки давлением.
Промышленные чугуны содержат 2,0.. .4,5 % С, 1,0. ..3,5%
Si, 0,5. ..1,0% Мп, до 0,3 % Р и до 0,2 % S. Содержание крем-
ния в чугунах соизмеримо с содержанием углерода и кремний
следует рассматривать не как примесь, а как один нз компо-
нентов чугуна. Основой промышленных чугунов можно считать
тройную систему Fe—С—Si. По правилу фаз в трехкомпонент-
ной системе трехфазное равновесие не нонвариантное, а моно-
вариантное и, соответственно, эвтектическое и эвтектоидное
равновесия Ж + А + Г и А+Ф + Г наблюдаются не при постоян-
ной температуре, как в системе Fe—С, а в интервале темпера-
тур (рис. 16.1).
Еще более важно, что под действием кремния двойная эв-
тектика смещается в сторону меньшего содержания углерода.
Рнс. 16.1. Вертикальный разрез системы Рис. 16.2. Структурная диаграмма
!'е—С—Si при содержании 3 % Si Маурера:
1 — белые чугуны; 2 — половинча-
тые чугуны; 3, 4 н 5 — серые чу-
гуны на перлитной, феррито-пер-
литиой и ферритной основе
19 2542
288
Например, чугун с 3,8 % С и 3 % Si является заэвтектическим и
в нем первично кристаллизуется графит (см. рис. 16.1), в то
время как в системе Fe—С сплав с 3,8 % С доэвтектический и
в нем первично кристаллизуется аустенит (см. рис. 5.11).
При введении 1 % Si или 1 % Р концентрация углерода
в двойной эвтектике уменьшается примерно на 0,3 %- Влиянием
марганца на эту концентрацию можно пренебречь.
Литейные и механические свойства чугуна зависят от того,
насколько близок его состав к эвтектическому. Для оценки
этого подсчитывают степень эвтектичности 5Э — отношение кон-
центрации углерода в чугуне С к его концентрации в эвтектике
с учетом влияния на эвтектическую концентрацию других эле-
ментов:
S3 = C/(4,26—0,3(Si + P)], (16.1)
где 4,26—концентрация углерода в эвтектике системы железо—
графит, Si и Р — содержание этих элементов в чугуне, %. Если
5Э< 1, то чугун доэвтектический, если S3> 1 — заэвтектический.
Другой показатель, характеризующий близость чугуна к эв-
тектическому составу — углеродный эквивалент.
CSK = C + 0,3(Si4-P). (16.2)
Если Сзк~4,2.. .4,3 %, то чугун считают эвтектическим.
Структура чугуна зависит не только от его состава, ио и от
скорости охлаждения. В гл. 5 было показано, что при ускорен-
ном охлаждении графит не успевает кристаллизоваться, и фор-
мируется структура белого чугуна, а при медленном охлажде-
нии кристаллизуется серый чугун. От скорости охлаждения
зависит и полнота графитизации серого чугуна в твердом со-
стоянии: с уменьшением скорости охлаждения перлитная основа
заменяется феррито-перлитной и ферритной.
В том же направлении, что и замедление охлаждения, на
полноту графитизации влияет увеличение содержания углерода
и кремния, а марганец, наоборот, затрудняет графитизацию.
Структурная диаграмма Маурера (рис. 16.2) приближенно ука-
зывает границы структурных областей в зависимости от содер-
жания углерода и кремния при постоянном содержании 0,5 %
Мп и заданной скорости охлаждения (при толщине стенки от-
ливки 50 мм). Например, в чугуне с 3 % С увеличение содержа-
ния кремния приводит к переходу от белого чугуна к половин-
чатому и далее к серому чугуну на перлитной, феррито-перлит-
ной и ферритной основах. Чем больше углерода в чугуне, тем
меньше кремния требуется для полной графитизации. С уве-
личением скорости охлаждения (уменьшением толщины стенок
отливки) линии диаграммы Маурера смещаются вправо и
вверх.
290
16.1. Серый чугун с пластинчатым графитом
На долю серого чугуна с пластинчатым графитом приходится
около 80 % общего производства чугунных отливок.
Формирование структуры серого чугуна при кристаллизации
и последующем охлаждении в твердом состоянии проанализи-
ровано в п. 5.2. Серый чугун можно рассматривать как метал-
лическую матрицу со структурой доэвтектоидной или эвтектоид-
ной стали, пронизанную включениями графита (см. рис. 5.14).
Механические свойства серого чугуна зависят, во-первых, от
формы, размеров, количества и распределения графитных вклю-
чений и, во-вторых, от структуры металлической матрицы (со-
отношения в ней феррита и перлита, межпластиночного рас-
стояния в перлите).
Пластины графита с острыми краями уменьшают живое се-
чение металлической матрицы (их можно рассматривать как
пустоты) и, главное, являются внутренними концентраторами
напряжений, способствующими зарождению и развитию тре-
щин. Коэффициент концентрации растягивающих напряжений
около пластин графита достигает 7,5. Пластины графита сильно
снижают прочность и пластичность чугуна при растяжении.
Относительное удлинение серых чугунов с пластинчатым графи-
том как правило не превышает 0,5. ..1,0% и стандартом не га-
рантируется. На прочности при сжатии включения графита ска-
(ываются значительно слабее. Поэтому чугун особенно выгодно
использовать для изготовления деталей, работающих на
сжатие.
Имея громадное количество внутренних концентраторов на-
пряжений в виде пластин графита, серый чугун малочувствите-
лен к внешним концентраторам напряжений: резким переходам
между сечениями отливки, надрезам, выточкам, царапинам и
фугим неровностям поверхности отливки.
Количественные параметры структуры чугуна оценивают
в соответствии с ГОСТ 3443—87. Сравнением с эталонными
структурами определяют форму, размер, распределение и объ-
емную долю включений графита, соотношение феррита и пер-
лита и дисперсность пластинчатого перлита.
Серый чугун с пластинчатым графитом маркируют буквами
СЧ, за которыми следует число, обозначающее гарантируемое
временное сопротивление при растяжении в кгс/мм2. ГОСТ
1412—85 включает шесть основных марок серого чугуна — от
('4 10 до СЧ35 (табл. 16.1). Сдаточной характеристикой явля-
ется только Ов. Приведенный в табл. 16.1 химический состав не
является сдаточной характеристикой, но от него зависит струк-
тура чугуна и, соответственно, уровень пв. Химический состав
устанавливает завод-изготовитель отливок для обеспечения не-
обходимого урОВНЯ Св.
291
Т а б л и ц а 16.1. Прочность и состав серых чугунов
с пластинчатым графитом
Марка чугуна ав’ МПа. не менее Содержание. %
С Si Мп р S
ие б олее
СЧ 10 100 3,5-3,7 2,2—2,6 0,5-0,8 0,3 0,15
СЧ 15 150 3,5—3,7 2,0—2,4 0,5—0,8 0,2 0,15
СЧ 20 200 3,3—3,5 1,4—2,4 0,7—1,0 0,2 0,15
СЧ 25 250 3,2—3,4 1,4—2,2 0,7—1,0 0,2 0,15
СЧ 30 300 3,0-3,2 1,3—1,9 0,7—1,0 0,2 0,12
СЧ 35 350 2,9—3,0 1,2—1,5 0,7—1,1 0,2 0,12
Чем выше углеродный эквивалент, тем ниже прочность.
У чугуна СЧ 10 Сж=4,25.. .4,6, а у чугуна СЧ 35 Сэк —3,3.. .3,5.
Чугун СЧ10 по структуре эвтектический или слегка заэвтекти-
ческий, а чугун СЧ35 — доэвтектический.
Снижение прочности с увеличением Сж обусловлено боль-
шей полнотой графитизации, образованием более грубых вклю-
чений графита и уменьшением доли перлита (увеличением доли
феррита). Чугун СЧ 10 имеет ферритную основу, а чугун
СЧ 35 — перлитную.
Сера —вредная примесь в
Рис. 16.3. Фосфидная эвтектика (ФЭ)
в сером чугуне иа феррито-перлитной
основе; Х100 (Ф — феррит. П — пер-
лит)
чугуне, так как включения суль-
фида FeS по границам зерен ох-
рупчивают чугун и снижают его
прочность. Марганец нейтрали-
зует вредное действие серы, свя-
зывая ее в сульфид MnS.
Фосфор образует по границам
зерен тройную эвтектику у+
+ Fe3C + Fe3P, которая обнаружи-
вается на шлифе в виде светлых
хорошо очерченных участков
(рис. 16.3). В зависимости от со-
держания фосфора, в чугуне
фосфидная эвтектика образует
изолированные островки или не-
прерывную сетку. В последнем
случае снижается прочность и
ударная вязкость чугуна. Благо-
даря увеличению количества эв-
тектики фосфор повышает жид-
котекучесть чугуна.
Поскольку строение чугуна
зависит не только от его хими-
292
ческого состава, но и от условий плавки и литья, то эти условия
также влияют на механические свойства чугуна. С ускорением
охлаждения мельче становятся включения графита, уменьша-
ется его количество, увеличивается доля перлита и уменьша-
ется межпластиночное расстояние в перлите. Все эти факторы
приводят к повышению прочности и твердости при заданном
химическом составе чугуна. Например, у чугуна СЧ 30 в стенке
толщиной 150 мм твердость может достигать 160 НВ, а в стенке
толщиной 8 мм — 270 НВ. Все это показывает, сколь велико
влияние сечения стенок отливки на механические свойства се-
рого чугуна.
Увеличение скорости охлаждения полезно только до опреде-
ленного предела, выше которого при образовании междендрит-
ного графита (см. рис. 5.13, б) и структурно свободного цемен-
тита снижается прочность.
Отраженное в марке чугуна гарантированное значение <тв
определяют при испытании пятикратных образцов диаметром
10 мм, выточенных из стандартизованных заготовок диаметром
30 мм, отлитых в песчаную форму. С увеличением сечения сте-
нок реальных фасонных отливок из-за уменьшения скорости
охлаждения ов снижается. Например, у чугуна СЧ 30 при тол-
щине стенки отливки 8, 15, 30, 50, 80 и 150 мм ав, соответст-
венно, равно 330, 300, 260, 220, 195 и 180 МПа.
Графит имеет значительно меньшую плотность и меньший
модуль упругости, чем металлическая матрица. Поэтому уве-
личение количества графита с увеличением углеродного эквива-
лента приводит к снижению плотности и модуля упругости чу-
гуна. Так, у чугуна СЧ35 плотность р = 7,4 г/см3 и модуль
Юнга £=140 ГПа, а у чугуна СЧ 10 р=6,8 г/см3 и £ = 90 ГПа.
Благодаря включениям графита чугун отличается высокой
циклической вязкостью — способностью необратимо рассеивать
энергию при циклическом деформировании и, соответственно,
гасить вибрацию.
Графит делает стружку ломкой, благодаря чему серый чу-
гун хорошо обрабатывается резанием.
Лучшими литейными свойствами (большей жидкотекуче-
стью, меньшей усадкой из-за увеличения удельного объема при
образовании графита) обладают чугуны низких марок (СЧ 10,
СЧ15). Но все же наиболее широко в машиностроении исполн-
яют более прочные чугуны марок СЧ 20.. .СЧ35.
Основные области применения серого чугуна — станкострое-
ние и тяжелое машиностроение (станины станков, разнообраз-
ные корпусные детали), автомобильная промышленность и
с ельскохозяйственное машиностроение (картеры, блоки цилинд-
ров. шкивы, крышки), санитарно-техническое оборудование
(секции отопительных радиаторов, канализационные трубы,
ванны и др.).
293
16.2. Высокопрочный чугун с шаровидным графитом
При введении в чугун ~0,05 % магния или церия графит кри-
сталлизуется в шаровидной или близкой к ней форме (рис.
16.4). Для получения такого графита в литейных цехах исполь-
зуют также комплексные модификаторы, содержащие магний,
кальций и редкоземельные металлы. При большем содержании
магния или церия возникает эффект «перемодифицирова-
ния»— образуется пластинчатый графит и может появиться
отбел (см. п. 16.5). Природа модифицирующего действия маг-
ния и редкоземельных металлов до сих пор является предме-
том дискуссии.
Разобщенные шаровидные включения графита меньше, чем
пластинчатые, ослабляют сечение металлической матрицы и,
главное, не являются такими сильными концентраторами на-
пряжений, как пластинчатые включения графита.
Чугуны с шаровидным графитом, используемые в промыш-
ленности с 4СГ-х годов, называют высокопрочными и, в соот-
ветствии с ГОСТ 7293—85, обозначают буквами ВЧ, за кото-
рыми следует число, указывающее гарантируемое значение
в кгс) мм2 (табл. 16.2).
Сдаточными характеристиками являются только аи и а0,2-
В отличие от серых чугунов с пластинчатым графитом, по-
вышенные механические свойства которых обеспечиваются1 при
пониженном содержании углерода (см. табл. 16.1), во всех
чугунах марок ВЧ содержание
углерода практически одинако-
вое и высокое, что обеспечивает
хорошие литейные свойства
(Сак=4,1 ... 4,3). Примесь фос-
фора из-за образования хрупко-
го фосфида снижает пластич-
ность, поэтому его содержание
не должно превышать 0,1 %.
Особенно вредна сера, так как
она не только снижает механиче-
ские свойства из-за образования
с магнием и редкоземельными
металлами хрупких сульфидов,
но и ослабляет модифицирую-
щее действие этих элементов
вследствие связывания их в суль-
фиды. Содержание серы не дол-
жно превышать 0,02%, а в чугу-
нах ВЧ 80 и ВЧ 100 — 0,01%.
Это меньше допуска на содержа-
ние серы в качественных сталях.
Рис. Микроструктура высоко-
прочного чугуна с шаровидным гра-
фитом (ШГ) на феррито-перлитной
основе; Х250
294
Таблица 16.2. Механические свойства и состав высокопрочных
чугунов с шаровидным графитом
Марка ав, МПа °о.2- МПа «, % Содержание, %
чугуна не менее с» Si’ Мп
ВЧ 35 350 220 22 3,3—3,8 1,9—2,9 0,2—0,6
ВЧ 40 400 250 15 3,3—3,8 1,9—2,9 0,2—0,6
ВЧ 45 450 310 10 3,3—3,8 1,9—2.9 0,3—0,7
ВЧ 50 500 320 7 3,2-3,7 1,9—2,9 0,4—0.7
ВЧ 60 600 370 3 3,2—3,6 2,4—2,6 0,4—0,7
ВЧ 70 700 420 2 3,2—3,6 2,6—2,9 0.4—0,7
ВЧ 80 800 480 2 3,2—3,6 2,6—2,9 0,4—0,7
ВЧ 100 1000 700 2 3,2—3,6 3,0—3,8 0,4—0,7
* Для отливок с толщиной стеиок до 50 мм; для
доваио меньшее содержание углерода и кремния.
стеиок большего сечения рекомеи-
Чугуны марок ВЧ 35 и ВЧ 40 имеют ферритную основу,
ВЧ 45 и ВЧ 50 — перлито-ферритную, ВЧ 60, ВЧ 70 и
ВЧ 80 — перлитную, чем и обусловлена разница в прочности
п пластичности этих чугунов. При одинаковом содержании
углерода, кремния и марганца чугун может иметь разную
структуру и, соответственно, разную марку (например, ВЧ35 и
ВЧ40) из-за различий в условиях литья и разного содержа-
ния неконтролируемых примесей.
Чугун ВЧ 100, самый прочный из рассматриваемой группы,
тля обеспечения временного сопротивления на уровне не менее
1000 МПа подвергают бейнитной закалке (см. п. 13.4, рис.
13.11). Закалку производят в ванну из расплавов щелочей
(60 % NaOH, 40 % КОН) или хлористых солей при темпера-
:уре ~350 °C.
Высокопрочные чугуны с шаровидным графитом используют
1ля замены литой стали в изделиях ответственного назначения
(валки горячей прокатки, станины и рамы прокатных станов,
молотов и прессов). По сравнению со сталью они обладают не-
сравненно более высокими литейными свойствами и на 8...
10 % меньшей плотностью (последнее позволяет снизить массу
машин). Даже поковки ответственного назначения из легиро-
ванных сталей можно заменять на отливки из высокопрочного
угуна с шаровидным графитом. Классический пример этого —
1яжело нагруженные коленчатые валы дизельных, в том числе
автомобильных двигателей, к которым предъявляют высокие
|ребования по статической и усталостной прочности.
Высокопрочный чугун используют и для замены серого чу-
। уна с пластинчатым графитом, если необходимо увеличить
• вок службы изделия или снизить его массу.
295
Из высокопрочного чугуна изготавливают отливки массой от
нескольких килограммов до десятков тонн.
Чугун с вермикулярным графитом
Наряду с шаровидным графитом высокопрочные чугуны могут
содержать некоторое количество вермикулярного (от лат. ver-
miculus — червячок) графита (рис. 16.5). В пространстве такой
графит, как и пластинчатый, имеет форму изогнутых лепест-
ков. От пластинчатого вермикулярный графит отличается ок-
руглыми краями, меньшими размерами и меньшим отношением
длины лепестка к его толщине (у вермикулярного графита это
отношение находится в пределах 2...10, а у пластинчатого
значительно больше 10). Поэтому вермикулярный графит не
является таким концентратором напряжений, как пластинча-
тый. Его можно рассматривать как переходную форму от пла-
стинчатого к шаровидному графиту.
При одинаковом содержании углерода и кремния соотноше-
ние количеств шаровидного и вермикулярного графита в чугуне
зависит от условий его получения, главным образом от обра-
ботки расплава лигатурами, содержащими магний и РЗМ.
Чугун с вермикулярным графитом, как самостоятельный
литейный материал, был стандартизован в 1989 г. (в промыш-
ленности его используют с 1968 г.). В соответствии с ГОСТ
28394—89 чугун с вермикулярным графитом может содержать
не более 40 % шаровидного графита, весь остальной графит —
вермикулярный. Такой чугун обозначают буквами ЧВГ, за ко-
торыми следует число, указывающее гарантируемое значение
ов в кгс/мм2:
Марка чугуна ...................ЧВГ 30 ЧВГ 35 ЧВГ 40 ЧВГ 45
ав, МПа........................ 300 350 400 450
6, % .................... 3,0 2,0 1,5 0,9
Марку чугуна можно изменить, применив термообработку,
от которой зависит структура основы (ферритная, перлитная,
бейнитная). При одинаковом строении матрицы механические
свойства чугуна с вермикулярным графитом являются проме-
жуточными между значениями свойств серого чугуна с пластин-
чатым графитом и высокопрочного чугуна с шаровидным гра-
фитом. Чугуны марок ЧВГ прочнее, а при одинаковой проч-
ности пластичнее чугунов марок СЧ. Они превосходят чугуны
марок ВЧ по демпфирующей способности и обрабатываемости
резанием.
Чугуны марок ЧВГ применяют главным образом взамен
чугунов марок СЧ для отливки базовых деталей станков и
кузнечно-прессового оборудования, корпусных деталей, массив-
ных изложниц и кокильной оснастки.
296
Рис. 16.5. Шаровидный (ШГ) и верми-
куляриый (ВГ) графит и а иетравле-
ном шлифе высокопрочного чугуна;
Х100
16.3. Ковкий чугун
Ковкий чугун получают графи-
тизирующим отжигом белого чу-
гуна (способ изобретен в начале
XIX в.). При отжиге белого чу-
гуна на ковкий образуется гра-
фит в благоприятной для меха-
нических свойств компактной
форме, называемый также угле-
родом отжига (рис. 16.6).
Хотя ковкий чугун и не куют,
относительное удлинение у него
может достигать гарантированно-
го уровня 10... 12 %, в то время
как у исходного белого чугуна
оно не превышает 0,2 %, а у се-
рого чугуна с пластинчатым гра-
фитом — 1 %.
Белый чугун, предназначен1
ный для отжига на ковкий, со-
держит 2,4 ... 2,9 % С, 1,0...
1,6 °/о Si, 0,3.. .1,0 % Мп, не более
0,18 % Р, 0,20% S и 0,08 % Сг. Содержание углерода и крем-
ния в ковком чугуне меньше, чем в сером, чтобы обеспечить
по всему сечению отливки фор-
мирование структуры белого чу-
гуна, предотвратив образование
при литье пластинчатого графита
(при последующем отжиге пла-
стинчатый графит не преобра-
зуется в компактный).
Рис. 16.7. График отжига белого чу-
гуна на ковкий: / и II — первая и
вторая стадии графитизации
Рис. 16.6. Микроструктура ковкого чу-
гуна ферритного класса; Х120 (У—
углерод отжига)
297
Содержание в шихте кремния, способствующего графитиза-
ции, марганца и хрома, затрудняющих ее, регулируют так,
чтобы подавить кристаллизацию графита из расплава и обес-
печить возможно более быструю графитизацию при отжиге бе-
лого чугуна. Чем больше сечение стенки отливки, тем меньше
должно быть содержание кремния.
График отжига белого чугуна на ковкий показан на рис.
16.7.
При нагреве белого чугуна вначале происходит перлито-
аустенитное превращение, а затем растворение вторичного це-
ментита.
Во время выдержки около 10 ч при 900. ..1050 °C проходит
первая стадия графитизации, по .окончании которой весь це-
ментит эвтектического происхождения и остатки вторичного
цементита заменяются графитом, и структура из аустенито-
цементитной превращается в аустенито-графитную.
Первоначальное предположение о разложении цементита
с непосредственным образованием из него графита по реакции
Fe3C-»-3Fe + C не согласуется со многими экспериментальными
фактами. В частности форма и расположение углерода отжига
не соответствуют форме и расположению исходных кристаллов
цементита.
Доказано, что углерод отжига может зарождаться и на
границе А/Ц, и вдали от нее. Удельный объем графита в не-
сколько раз больше объема аустенита, поэтому очень велико
сопротивление его зарождению в плотной металлической мат-
рице, т. е. велика составляющая AGynp в формуле (2.9). В бе-
зарождения графита служат разного рода
несплошности: скопления вакансий, га-
зовые микропустоты, микротрещины,
разрывы на границе аустенита с неме-
таллическими включениями, образовав-
шиеся из-за разности их температурных
коэффициентов линейного расширения
В соответствии с положениями линий
ES и E'S' на диаграмме состояния
Fe-—С (см. рис. 5.11) концентрация уг-
лерода в аустените около зародыша гра-
фита должна быть ниже, чем около це-
ментита (рис. 16.8). Выравнивание кон-
центрации углерода в аустените (см.
пунктир) приводит к тому, что аустенит
становится ненасыщенным по отноше-
нию к цементиту и пересыщенным по от-
ношению к графиту: цементит раство-
ряется в аустените, а графит выделяется
из аустенита. Следовательно, на первой
298
лом чугуне местами
Рис. 16.8. Градиент концен-
трации углерода в аусте-
ните между цементитом (Ц)
и графитом (Г)
стадии графитизации рост графита и растворение цементита
идут путем переноса углерода через аустенит от границы А/Ц
к границе А/Г. Кроме диффузии углерода для графитизации
необходим еще один процесс — эвакуация атомов железа от
поверхности растущего графита, чтобы освободить графиту
«жизненное пространство». Диффузия атомов железа намного
медленнее диффузии углерода и поэтому она контролирует ско-
рость роста графитных включений.
При охлаждении чугуна после окончания первой стадии
графитизации состав аустенита изменяется по линии E'S' (см.
рис. 5.11) и из него выделяется вторичный графит. Эту стадию
графитизации называют промежуточной.
При замедлении охлаждения в интервале температур при-
мерно 760.. .720 °C эвтектоидный распад происходит по схеме
А->Ф + Г. Это вторая стадия графитизации. Образующийся
при эвтектоидном распаде графит, как и вторичный графит, на-
слаивается на углерод отжига, образовавшийся на первой ста-
дии графитизации, поэтому феррито-графитный эвтектоид как
самостоятельная структурная составляющая в виде дисперсной
смеси чередующихся фаз не формируется (см. рис. 16.6).
При ускоренном охлаждении на воздухе вторая стадия гра-
фитизации не реализуется, сильнее переохладившийся аустенит
распадается по схеме А->Ф + Ц и металлическая основа чугуна
получается полностью перлитной. Возможен и промежуточный
случай: часть аустенита успевает претерпеть распад по схеме
А->Ф + Г, а часть переохлаждается сильнее и распадается по
схеме А-»-Ф + Ц, и металлическая основа ковкого чугуна явля-
ется феррито-перлитной. Здесь полная аналогия с формирова-
нием металлической основы серого чугуна с пластинчатым гра-
фитом (см. п. 5.2).
Развитие второй стадии графитизации можно обеспечить не
только замедлением охлаждения, но и изотермической выдерж-
кой после обычного охлаждения (см. рис. 16.7, пунктир). В этом
случае вначале происходит перлитное превращение переохлаж-
денного аустенита, а последующая выдержка приводит к гра-
фитизации перлитного цементита. В отличие от первой стадии
графитизации, в рассматриваемом случае графитизация идет
путем переноса углерода через феррит. Одновременно с графи-
тизацией при изотермической выдержке происходят деление
цементитных пластин и сфероидизация цементита. Механизм
этих процессов аналогичен рассмотренному в п. 13.2 механизму
формирования структуры при сфероидизирующем отжиге заэв-
тектоидной стали. Поддерживая повышенное содержание мар-
ганца в шихте (до 1 % Мп), можно резко замедлить графити-
зацию перлитного цементита, чтобы сохранить перлит и с по-
мощью фрагментации и сфероидизации цементита получить
чугун с матрицей из зернистого перлита.
299
Ковкий чугун, в соответствии с ГОСТ 1215—79, маркируют
буквами КЧ, за которыми следуют два числа, обозначающие
минимальные величины пв (кгс)мм2) и б (%) • Стандартом пре-
дусмотрены следующие марки: КЧ 30-6, КЧ 33-8, КЧ 35-10,
КЧ 37-12, КЧ 45-7, КЧ 50-5, КЧ 55-4, КЧ 60-3. КЧ 65-3,
КЧ 70-2, КЧ 80-1,5.
В зависимости от структуры основы отливки относят к двум
классам. К чугунам ферритного класса, имеющим чисто фер-
ритную (см. рис. 16.6) или феррито-перлитную основу, отно-
сятся марки от КЧ 30-6 до КЧ 37-12, к чугунам перлитного
класса, имеющим перлитную основу —марки от КЧ 45-2 до
КЧ 80-1,5.
Прочность и пластичность ковкого чугуна зависят от дис-
персности и количества графита, а также от структуры метал-
лической матрицы. Наибольшей прочностью обладает перлит-
ный чугун, наибольшим относительным удлинением — феррит-
ный. Твердость зависит главным образом от строения матрицы
и составляет от 100 НВ (КЧ 30-6) до 320 НВ (КЧ 80-1,5).
Чугун с матрицей из зернистого перлита отличается сочетанием
высокой прочности и повышенной пластичности, а также хо-
рошей обрабатываемостью резанием и высокими антифрикци-
онными свойствами.
Достоинство ковкого чугуна — однородность свойств по се-
чению отливки: скорость охлаждения при кристаллизации не
влияет на размер, количество и форму графитных включений,
как в случае чугунов марок СЧ и ВЧ; важно только получить
белый чугун. Недостаток ковкого чугуна — худшие, чем у чугу-
нов марок СЧ и ВЧ, литейные свойства из-за меньшей степени
эвтектичности. Другой недостаток — ограничение толщины сте-
нок отливки величиной 50 мм из-за опасности кристаллизации
пластинчатого графита в центре более крупного сечения.
Ковкий чугун по сравнению с серым марок СЧ имеет более
высокие механические свойства и его довольно широко исполь-
зуют в автомобильной промышленности, сельскохозяйственном
машиностроении и других отраслях при производстве мелких и
средних по массе деталей (картеры, муфты, рычаги, детали
Т а б л и и а 16.3. Механические свойства конструкционных материалов
для фасонных отливок
Материал °в* МПа 6, К
Литейная углероднстиая сталь 400—860 24—10
Серый чугун с пластинчатым графитом 100—350 <1,0
Ковкий чугун 300—800 12—1,5
Высокопрочный чугун с шаровидным графитом 350—1000 22—2
300
I
рулевого управления, звенья цепей и др.). Наиболее широко
используют чугун марки КЧ 35-10.
В табл. 16.3 сопоставлены диапазоны механических свойств,
на которые можно рассчитывать при производстве изделий из
литейных углеродистых сталей и конструкционных чугунов трех
видов.
16.4. Чугуны со специальными свойствами
Антифрикционные чугуны
Антифрикционные чугуны применяют для работы в узлах тре-
ния со смазкой, подшипников скольжения, втулок, вкладышей.
В качестве антифрикционных используют нелегированные или
низколегированные серые чугуны с пластинчатым графитом
АЧС-1.. .АЧС-6, высокопрочные чугуны с шаровидным графи-
том АЧВ-1, АЧВ-2 и ковкие чугуны АЧК-1, АЧК-2 (табл. 16.4).
В обозначении марки антифрикционного чугуна цифра — это
порядковый номер чугуна (ГОСТ 1585—85).
Включения графита уменьшают коэффициент трения в паре
с сопряженной стальной деталью. Добавка меди во многие
чугуны улучшает их коррозионные и антифрикционные свой-
ства.
Все антифрикционные чугуны, исключая чугун ЛЧС-5, имеют
перлитную или перлито-ферритную основу, причем содержание
вязкого феррита, во избежание налипания материала подшип-
ника на шейку вала, не должно превышать 30. ..50 %. Основа
чугуна АЧС-5 с высоким содержанием марганца состоит после
закалки на 80 % из аустенита. Этот чугун используют для ра-
боты в особо нагруженных узлах трения.
Главное достоинство чугуна по сравнению с баббитами и
антифрикционными бронзами — низкая стоимость, а основной
недостаток — плохая прирабатываемость, в связи с чем тре-
буется точное сопряжение трущихся поверхностей. Предельная
Таблица 16.4. Состав антифрикционных чугунов
Марка чугуна Содержание, %
с Si Мп другие элементы
АЧС-1 3,2—3,6 1,3—2,0 0,6—1,2 Сг 0,2—0,5, Си 0,8-1,6
АЧС-5 3,5—4,3 2,5—3,5 7,5—12,5 А1 0,4— 0,8
АЧВ-1 2,8—3,5 1,8-2,7 0,6—1,2 Си до 0,7, Me 0,03—0,08
АЧК-1 2,3—3,0 0,5-1,0 0,6—1,2 Си 1,0—1,5
301
окружная скорость при использовании чугунов типа АЧС 5 м/с,
а типа АЧВ—10 м/с. Это намного меньше, чем при использо-
вании баббитов (до 50 м/с).
Износостойкие, жаростойкие и коррозиоииостойкие чугуны
Эти чугуны легируют хромом, кремнием, алюминием и другими
элементами (ГОСТ 7769—82). Часто один и тот же чугун ис-
пользуют для разного назначения: в одних случаях как изно-
состойкий, в других — как жаростойкий и т. п. Марки рассмат-
риваемых чугунов начинаются с буквы Ч, за которой следуют
те же обозначения легирующих элементов и их содержания,
что и в марках легированных сталей. Буква Ш в конце марки
обозначает легированный чугун с шаровидным графитом.
К числу наиболее износостойких принадлежат белые чугуны
с высоким содержанием хрома (ЧХ22, ЧХ32 — табл. 16.5). При
увеличении содержания хрома легированный цементит (Fe,
Сг)3С с твердостью 800. ..1000 HV заменяется на карбид хрома
(Сг, Fe)7C3 с твердостью 1250. ..1550 HV. Цементит (Fe, Сг)3С
образует матрицу эвтектической колонии, а в эвтектике, содер-
жащей (Сг, Fe)7C3, матрицей является твердый раствор на
основе железа. Повышенная твердость карбида (Сг, Fe)7C3 и
особенности строения эвтектических колоний с его участием
обусловливают повышенную стойкость против абразивного из-
носа высокохромистых чугунов. Полная замена цементита (Fe,
Сг)3С на карбид (Сг, Fe)7C3 происходит при содержании хрома
в чугуне около 12-%. Высокохромистые белые чугуны широко
используют в горно-добывающей промышленности, металлургии
и промышленности строительных материалов для изготовления
шаров и футеровки шаровых мельниц, деталей машин для очи-
стки литья, приготовления формовочных смесей, гидроциклонов,
землесосов и пр.
Таблица 16.5. Состав легированных чугунов со специальными
свойствами
Марка чугуна Содержание, %
с Si Сг А1 д]0угие элементы
4X22 2,4—3,6 0,2—1,0 19,0—25,0 Ti 0,15—0,35
ЧХ32 1,6-3,2 1,5—2,5 30,0—34,0 — Ti 0,1—0,3
4Х22С 0,6—1,0 3,0—4,0 19,0—25,0 — —
4С5Ш 2,7—3,3 4,5—5,5 До 0,2 0,1—0,3 —
4С15 0,3—0,8 14,1—16,0 .—- — —
4Ю22Ш 1,6-2,5 1,0—2,0 — 19,0—25,0 —-
4Н15Д7 2,2—3,0 2,0—2,5 1,5—3,0 — Ni 14,0—16,0 Си 5,0-8,0
302
Жаростойкие чугуны легированы хромом, кремнием и алю-
минием, образующими защитные оксидные пленки. Нелегиро-
ванный серый чугун при нагреве не только окисляется с по-
верхности, покрываясь окалиной, но и увеличивается в объеме
на 5...12%. Последнее явление, называемое распуханием или,
чаще, ростом чугуна — результат окисления графита внутри
отливки. Пластинчатый графит способствует межкристаллит-
ному окислению. Чугун с шаровидным графитом намного более
ростоустойчив, чем чугун с пластинчатым графитом. Жаростой-
кие чугуны испытывают не только на окалинообразование (по
увеличению массы), но и на ростоустойчивость (по увеличению
длины образца диаметром 25X100 мм за 150 ч испытаний при
заданной температуре).
Высокохромистый чугун ЧХ32 используют не только как
износостойкий, но и как жаростойкий до температур около
1150 °C. Из него изготавливают разнообразную печную арма-
туры, реторты, сопла, горелок.
Кремнистый чугун ЧС5Ш (силан) жаростоек до температуры
~800 °C. Его используют для изготовления топочной арма-
туры котлов, подовых плит термических печей.
Чугун с высоким содержанием алюминия ЧЮ22Ш (чугаль)
благодаря образованию плотной пленки А12О3 жаростоек до
температуры ~ 1100 °C в средах, содержащих сернистый газ
и пары воды. Его используют для изготовления арматуры кот-
лов, деталей обжиговых колчеданных печей.
Высокой стойкостью против коррозии в растворах кислот,
щелочей и солей обладают чугуны ЧХ22С, ЧС15 (ферросилид)
и ЧН15Д7 (нирезист). Широко используемые для изготовления
деталей химической аппаратуры.
Ферросилиды отличаются от других чугунов очень низким
содержанием углерода (0,3.. .0,8 % С). Однако сплавы этого
типа, в которых из-за высокого содержания кремния кристал-
лизуется эвтектика, по своим свойствам больше похожи на
чугун, чем на сталь.
В заключение следует отметить, что в отличие от нелегиро-
ванных конструкционных чугунов, эксплуатационные свойства
которых определяются прежде всего структурой и, соответст-
венно, условиями литья, для износостойких, жаростойких и
коррозионностойких чугунов основным является содержание
легирующих элементов.
16.5. Термическая обработка чугунов
Самым распространенным видом термообработки является от-
жиг чугунных отливок для уменьшения литейных напряжений
при 430. ..600 °C (см. п. 13.1), так как остаточные напряжения
всегда возникают при фасонном литье. Основная цель отжига
303
для уменьшения литейных напряжений — стабилизация разме-
ров отливки.
Вместо нагрева для предотвращения коробления иногда
применяют временную перегрузку, которая, суммируясь с оста-
точными напряжениями, вызывает пластическую деформацию,
приводящую к разрядке остаточных напряжений. Старинный
способ—принудительная вибрация и остукивание со всех сто-
рон чугунных отливок. Применяют также временное статиче-
ское нагружение. Например, в длинных чугунных станинах со-
здают с помощью домкратов изгибающие моменты.
Графитизирующий отжиг применяют не только для превра-
щения белого чугуна в ковкий, но и для устранения отбела
в отливках из серого чугуна. В тонких сечениях таких отливок
из-за ускоренного охлаждения кристаллизуется ледебурит, т. е.
чугун получается белым. При литье в кокиль вся поверхность
отливки из серого чугуна может оказаться отбеленной. Для
улучшения обрабатываемости резанием и повышения пластич-
ности проводят графитизирующий отжиг, устраняющий отбел.
Так как серый чугун содержит больше кремния, чем белый чу-
гун, предназначенный для отжига на ковкий, то графитизация
при отжиге для снятия отбела развивается быстрее, темпера-
тура может быть ниже (850. ..950 °C), а время выдержки
меньше (0,5.. .5 ч).
Нормализация чугуна — это термическая обработка, при ко-
торой основными процессами являются аустенитизация и по-
следующее перлитное превращение. Цель нормализации чу-
гуна— упрочнение. Нормализации подвергают отливки главным
образом с ферритной и феррито-перлитной матрицей, реже —
с перлитной. Отливки нагревают до 850.. .950 °C и после вы-
держки 0,5.. .3 ч охлаждают на спокойном воздухе и в воз-
душной струе.
При нагреве происходит аустенитизация и структура состоит
из аустенита и графита. При охлаждении идет распад аусте-
нита по схеме А-*Ф + Ц и вся металлическая матрица приобре-
тает перлитную или сорбитную структуру. Упрочнение при
нормализации достигается благодаря устранению структурно
свободного феррита (повышению концентрации связанного
в цементит углерода) и замене перлита на сорбит. Твердость
чугуна возрастает со 150 до 200.. .250 НВ. Наибольшее упроч-
нение достигается при нормализации ферритного чугуна. Но
даже при нормализации перлитного чугуна вследствие увеличе-
ния дисперсности эвтектоида сопротивление износу может воз-
расти в полтора раза.
Закалку чугуна на мартенсит с нагревом до 850...930 °C и
охлаждением в воде или масле применяют для повышения
прочности и износостойкости. После закалки проводят низкий
отпуск при 200 °C для уменьшения закалочных напряжений
304
или высокий отпуск при 600.. .700 °C для получения структуры
сорбита или зернистого перлита, обеспечивающей повышенную
вязкость.
Для повышения износостойкости применяют поверхностную
закалку с индукционным и газопламенным нагревом, а также
закалку с плавлением поверхности (см. п. 13.4 и 13.5).
Иногда используют азотирование чугунных отливок для
увеличения износостойкости и коррозионной стойкости и али-
тирование— для повышения жаростойкости и ростоустойчи-
вости.
Следует отметить, что упрочняющая термообработка серого
чугуна не получила такого широкого распространения, как
термообработка стали. Это объясняется тем, что пластинчатый
графит, действуя как внутренние надрезы, сильно снижает
прочность и вязкость металлической основы. Поэтому измене-
ние ее строения при термообработке не дает большого эффекта
упрочнения и часто нерентабельно. Более эффективна упроч-
няющая термообработка (нормализация или закалка) чугунов
с шаровидной и компактной формой графита.
Глава 17
АЛЮМИНИЯ И АЛЮМИНИЕВЫЕ СПЛАВЫ
Температура плавления чистейшего алюминия равна 660 °C.
Алюминий имеет г. ц. к. решетку и температурным полимор-
физмом не обладает. При комнатной температуре его плот-
ность р = 2,7 г/см3.
По величине электропроводности алюминий среди металлов
находится на четвертом месте (после серебра, меди и золота).
При 25 °C его электропроводность равна 65 % от электропро-
водности международного эталона отожженной меди.
Механические свойства алюминия типичны для чистых ме-
таллов с г. ц. к. решеткой: он имеет низкую прочность (ов =
= 40 МПа) и высокую пластичность (6 = 50%). Модуль упру-
гости £ = 70 ГПа.
Поверхность алюминия покрыта сплошной тонкой (до 5 нм)
и прочной оксидной пленкой А120з, имеющей хорошее сцепле-
ние с металлом и защищающей алюминий от атмосферной кор-
розии.
По объему производства алюминий и сплавы на его основе
занимают первое место среди нежелезных металлических мате-
риалов. Это обусловлено тем, что алюминиевые сплавы отли-
чаются уникальным комплексом свойств: низкой плотностью,
высокой удельной прочностью (ов/р), хорошей коррозионной
Рис. 17.1. Диаграмма состояния си-
стемы Al—Fe
стойкостью во многих средах и высокой технологичностью (их
плавят и обрабатывают давлением при невысоких температу-
рах в воздушной атмосфере).
Первичный алюминий (ГОСТ 11069—74) маркируют бук-
вой А, за которой следуют цифры, указывающие десятые, сотые
или тысячные доли процента содержания алюминия. Например,
алюминий марки А995 содержит не менее 99,995 % А1, марки
А99 — 99,99 % А1, марки А7 —99,7 % А1 и марки АО —99,0%
А1. Металлургические заводы выпускают алюминий трех сор-
тов: особой чистоты (А999), высокой чистоты (А995, А99,
А97, А95) и технической чистоты (А85, А8, А7, А6, А5, АО).
Основные примеси в первичном алюминии — железо и крем-
ний. Например, алюминий марки А7 содержит не более 0,16 %
Fe и 0,16 % Si и не более 0,30 % суммы всех примесей.
Железо практически нерастворимо, а кремний малораство-
рим в твердом алюминии (рис. 17.1 и 17.2). При совместном
содержании железа и кремния эти элементы образуют с алю-
минием тройные промежуточные фазы переменного состава,
обозначаемые буквами аир. Фазе а приписывают формулу
Fe2SiAl8, а фазе ₽ — FeSiAls.
В тройной системе А1—Fe—Si (рис. 17.3) линии е\Р\, Р\Р%,
Р2Е и е2Е являются линиями двойных эвтектик Al + FeAl3, А1 +
+ cz, А1 + р и Al Ч-Si, соответственно. Точка Р\ отвечает перитек-
тической реакции Ж + РеЛ1з-»-А1 + а, точка Р2— перитектиче-
ской реакции Ж+а->А1 + р и точка Е — эвтектической реакции
Ж-^Al + p + Si. Составы промышленных сортов алюминия нахо-
дятся в области ниже линии ехР\Р?Е, где первично кристалли-
зуется практически чистый алюминий. При первичной кристал-
306
лизации жидкий раствор, обо-
гащаясь железом и кремнием,
попадает, в зависимости от со-
отношения Fe/Si, на одну из
упомянутых линий двойных
эвтектик. Например, при боль-
шом отношении Fe/Si состав
расплава к концу первичной
кристаллизации алюминия
Рис. 17.4. Микроструктура слитка алю-
миния марки АО: Х250
Рис. 17.3. Проекция поверхности ликви-
дуса системы Al—Fe—Si
попадает на линию е\Рх и кристаллизуется эвтектика А1 +
+ FeAl3, а затем по перитектической реакции может образо-
ваться фаза а. Если перитектическая реакция при ускоренном
охлаждении не доходит до конца, то перитектическая жидкость
далее изменяет свой состав по линии P\Pi и кристаллизуется
двойная эвтектика А1 + а.
При низком отношении Fe/Si состав расплава после кри-
сталлизации двойной эвтектики А1 + 0 или Al + Si попадает
в точку тройной эвтектики Е. Так как первичная кристаллиза-
ция алюминия начинается при температурах вблизи 660 °C,
а тройная эвтектика кристаллизуется при 576 °C, то техниче-
ский алюминий с таким широким интервалом кристаллизации
склонен к образованию горячих (кристаллизационных) трещин
при полунепрерывном литье слитков (см. п. 10.2). Чтобы пре-
дотвратить брак по горячим трещинам, необходимо повысить
температуру конца кристаллизации, для чего следует поддер-
живать отношение Fe/Si>l. Прибегают даже к подшихтовке
к алюминию железа.
В структуре слитков технического алюминия по границам
зерен можно увидеть иголки FeAl3 и скелетные, иногда в форме
«китайского шрифта» кристаллы тройной фазы а перитектиче-
ского и эвтектического происхождения (рис. 17.4). Фаза (J обра-
зуется в форме тонких пластин, имеющих вид иголок в плос-
кости шлифа.
20* 307
Рис. 17.5. Диаграммы состояния систем Al—Zn (a), Al—Mg (б), Al—Си (в), Al—Li (г) и А1—Мп (<Э)
308
Для повышения прочности алюминий легируют разными
элементами. Ни с одним из элементов периодической системы
алюминий не образует непрерывный ряд твердых растворов.
Всего лишь 9 элементов имеют предельную растворимость в твер-
дом алюминии в количестве более 1,5 % (по массе): Zn 82,8;
Ag 55,6; Ga 20,0; Mg 17,4; Ge 6,0; Cu 5,7; Li 4,2; Mn 1,82;
Si 1,65. За исключением остро дефицитных серебра, галлия и
германия, все эти элементы, образующие с алюминием двойные
системы эвтектического типа (рис. 17.5), являются основными
компонентами промышленных алюминиевых сплавов. Со мно-
гими элементами алюминий образует двойные, тройные и более
сложные интерметаллиды, как кристаллизующиеся из рас-
плава, так и выделяющиеся из твердого раствора на базе алю-
миния при отжиге и старении. Для измельчения зерна в слит-
ках и фасонных отливках, а также в сварных швах при
сварке плавлением в алюминиевые сплавы вводят до 0,15...
0,35 % Ti. Титан образует с алюминием соединение TiAl3 (рис.
17.6), а с примесью углерода — карбид TiC. Частицы этих туго-
плавких соединений в расплаве благодаря хорошему структур-
ному соответствию с кристаллической решеткой алюминия яв-
ляются активными затравками при его кристаллизации (см.
п. 2.2). Активной затравкой является и борид TiB2. Поэтому
для измельчения зерна алюминиевых сплавов часто используют
бортитановую лигатуру.
17.1. Деформируемые алюминиевые сплавы
Алюминиевые сплавы подразделяют на деформируемые и ли-
тейные (рис. 17.7). Из деформируемых сплавов методом полу-
непрерывного литья получают круглые и плоские слитки, кото-
рые подвергают горячей и холодной обработке давлением
(прессованию, прокатке, ковке, штамповке и т. п.). Главной
структурной составляющей деформируемых сплавов является
твердый раствор на основе алюминия, а объемная доля хруп-
ких интерметаллидов сравнительно невелика (до ~10%), что
обеспечивает деформируемость этих сплавов.
Для обозначения промышленных деформируемых сплавов
используют исторически сложившуюся буквенно-цифровую и
буквенную маркировку, причем цифры в марке чаще всего не
обозначают концентрацию легирующих элементов. Позднее
была введена единая маркировка из четырех цифр. Первая
цифра во всех марках (1) обозначает основу сплава — алюми-
ний. Вторая цифра в марке несет главную смысловую нагрузку,
указывая систему, являющуюся основой данного сплава: 0 —
технический алюминий, 1 — система А1—Си—Mg, 2 — системы
А1—Си—Мп и А1—Li, 3 — системы А1—Mg—Si и Al—Mg—
—Si—Си, 4 — система Al—Мп, 5 — система Al—Mg, 9 — си-
зо»
Рис. 17.6. Диаграмма состояния
системы Al—Ti
Рис. 17.7. Области деформируемых в
литейных алюминиевых сплавов
стемы А1—Zn—Mg и Al—Zn—Mg—Си. Цифры 6, 7 и 8 — ре-
зервные для возможных новых систем. Последние две цифры
в марке указывают порядковый номер сплава. В ГОСТ 4784—
74 дано традиционное буквенное и, параллельно, цифровое
обозначение марки (см. ниже табл. 17.2.. .17.4). Новым спла-
вам присваивают только цифровое обозначение.
Для повышения прочности деформируемых алюминиевых
сплавов кроме легирования широко используют нагартовку, за-
калку и старение, а также ТМО.
Отожженное состояние деформированного полуфабриката
обозначают буквой М (мягкое), нагартованное (упрочненное
Т а б л и ц а 17.1. Типичные механические свойства деформируемых
алюминиевых сплавов
Сплав Вид полуфабриката Состоя - И ИС ав, МПа о0 2. МПа 6. %
АДО Лист м 70 30 32
АМц » м 130 50 25
АМг2 » м 190 100 23
АМгб » м 340 170 19
АМгб » н 450 350 11
Д1 Прессованный профиль т 480 320 14
Д16 То же т 520 380 13
АД31 » Т1 240 190 12
АВ » Т1 380 300 12
А Кб Поковка Т1 400 290 12
АК8 » Т1 480 380 9
АК4-1 Т1 420 320 - 8
В95 Прессованный профиль Т1 600 560 8
310
при холодной деформации) —Н, после закалки и естественного
старения — Т, после закалки и искусственного старения на мак-
симальную прочность — Т1, после закалки и перестаривания —
Т2.
В табл. 17.1 для сопоставления приведены типичные меха-
нические свойства представителей разных групп рассмотрен-
ных ниже сплавов.
Технический алюминий
Большой объем производства составляют листы, проволока и
прутки из технического алюминия. Деформируемый алюминий
обозначают буквами АД (табл. 17.2).
Таблица 17.2. Состав деформируемого алюминия технической чистоты
Марка алюминия Содержание, %
буквенная цифровая А!, не менее Fe Si
не С олее
АДОО 1010 99,70 0,16 0,16
АДО 1011 99,50 0,30 0,30
АД1 1013 99,30 0,30 0,30
АД 1015 98,80 0,50 0,50
Благодаря высокой электропроводности алюминий широко
используют в электротехнике, благодаря высокой теплопровод-
ности — в теплообменниках и холодильниках, автомобильных и
тракторных радиаторах. Алюминиевые провода легкие, что поз-
воляет устанавливать дорогостоящие опорные мачты на боль-
шом расстоянии одна от другой.
Высокая коррозионная стойкость во многих органических
кислотах позволяет широко применять алюминий для изготов-
ления разнообразной посуды и емкостей, для упаковочной
фольги.
Если необходима повышенная прочность алюминия, то ис-
пользуют нагартованные полуфабрикаты (ов=150 МПа, б =
=6%).
Термически неупрочняемые сплавы
Термически неупрочняемые сплавы (табл. 17.3) не подвергают
закалке и старению. Прочность таких сплавов повышают
в первую очередь за счет образования твердого раствора заме-
щения при легировании. Эффект твердорастворного упрочнения
тем больше, чем больше разница в атомных диаметрах алюми-
зн
Т аблица 17.3. Состав термически неупрочияемых алюминиевых
сплавов
Марка сплава Содержание, %
буквенная цифровая Mg Мп Fe Si
не 5олее
АМц 1400 <0,2 1,0—1.6 0,7 0,6
АМг! 1510 0,7—1,6 <0,2 0,10 0,10
АМг2 1520 1,8—2,6 0,2—0,6 0,4 0,4
АМгЗ 1530 3,2—3,8 0,3—0,6 0,5
АМг4 1540 3,8—4,5 0,5-0,8 0,4 0,4
АМгб 1550 4,8—5,8 0,3—0,8 0,5 0,5
АМгб 1560 5,8—6,8 0,5-0,8 0,4 0,4
Примечание. Сплавы АМг4. АМг5 и АМгб содержат 0,02 . . .0,10 % Ti, сплав
АМг4 — 0,05 .. . 0,25 % Сг, сплавы АМг4, АМг5 и АМгб — 0,0002 . . . 0,005 % Be, сплав
АМгЗ—‘0,5. . . 0,8 % Si.
ния и растворенного элемента и выше концентрация этого эле-
мента в твердом растворе. Оба эти фактора, определяющие
искаженность решетки раствора, т. е. затруднение скольжения
дислокаций, обусловливают возможность достичь наибольшего
твердорастворного упрочнения в сплавах системы Al—Mg (см.
рис. 17.5,6).
Сплавы на базе системы А1—Mg называют магналиями
(АМН...АМгб в табл. 17.3). Цифры 1, 2...6 в марке обозна-
чают среднее содержание магния в сплаве. Чем выше содержа-
ние магния, тем прочнее магналий (см. табл. 17.1). Добавки
марганца (до 0,8%) и хрома (до 0,25 %), входящие в твердый
раствор, дополнительно упрочняют магналии. Бериллий в ко-
личестве 0,0002.. .0,005 % вводят в магналии для уменьшения
окисления при литье, сварке плавлением и горячей обработке
давлением (бериллий образует на поверхности защитную ок-
сидную пленку).
В литом состоянии в сплаве АМгб по границам дендритных
ячеек алюминиевого раствора находятся включения р-фазы
(Mg5AI8) из вырожденной эвтектики (см. рис. 3.16). По содер-
жанию магния сплав АМгб находится далеко влево от точки
предельной растворимости при эвтектической температуре (см.
рис. 17.5,6) и, следовательно, эвтектика в нем образуется из-за
дендритной ликвации (см. п. 7.2). В деформированных полу-
фабрикатах фаза р отсутствует, так как она полностью пере-
ходит в алюминиевый твердый раствор во время гомогениза-
ции слитков при 500 °C. Примеси кремния и железа образуют
труднорастворимые фазы Mg2Si, (Fe, Мп)зБ12А115 и др.
312
Важнейшие достоинства магналиев — высокая стойкость
против коррозии, в том числе в морской атмосфере, и хорошая
свариваемость. В сочетании со средней прочностью эти каче-
ства определяют широкое использование магналиев для изго-
товления сварных конструкций разнообразного назначения,
в том числе ответственных конструкций в авиакосмической
технике и судостроении. По объему производства магналии за-
нимают первое место среди деформируемых алюминиевых спла-
вов. Недостаток магналиев — сравнительно низкий предел теку-
чести. Его повышают, используя нагартовку при холодной де-
формации (см. табл. 17.1, сплавы АМгбМ и АМгбН). Магналии
непригодны для работы при повышенных температурах из-за
низкой теплопрочности.
К термически неупрочняемым относится и сплав АМц (см.
табл. 17.3). В слитке по границам дендритных ячеек распо-
ложены частицы (Мп, Fe) А16 и (Fe, Mn)3Si2Ali5.
Хотя растворимость марганца в алюминии в твердом состоя-
нии резко уменьшается (см. рис. 17.5, д) й при закалке легко
получить пересыщенный твердый раствор, его распад при
последующем нагреве не приводит к дисперсионному тверде-
нию, так как выделения алюминида марганца недостаточно
дисперсны. Сплав АМц коррозионно стоек, хорошо сваривается,
но имеет невысокую прочность (см. табл. 17.1). Из него изго-
тавливают малонагруженные изделия — сварные бензобаки,
маслопроводы.
Термически упрочняемые сплавы
Термически упрочняемые сплавы (табл. 17.4) подвергают за-
калке и старению (см. п. 13.3 и 13.6). Эти сплавы классифици-
руют по системам легирования, для которых характерны опре-
деленные соединения, называемые фазами-упрочнителями: в си-
стеме А1—Си—Mg фазы 6 (СиА12) и S (CuMgAl2), в системе
А1—Mg—Si фаза 0(Mg2Si) и т. п. Следует отметить, что при
старении алюминиевых сплавов упрочнение происходит, как
правило, не на стадии выделения стабильных фаз 0, S, р и др.,
а на стадии образования зон Гинье—Престона и промежуточ-
ных метастабильных фаз 0', S', р'. соответственно (см. п. 13.6).
Стабильные же фазы выделяются на стадии смягчающего ста-
рения (перестаривания). Но поскольку из диаграмм состояния
известны только стабильные фазы (интерметаллиды), то их
условно называют фазами-упрочнителями.
Сплавы на основе системы А1—Си—Mg
Сплавы на базе системы А1—Си—Mg, обычно с добавкой мар-
ганца,-—дуралюмины 1 получили наибольшую известность среди
1 Название происходит от нем. города Дюрен (Diiren), где было начато
промышленное производство сплава.
313
Таблица 17.4. Состав термически упрочняемых алюминиевых сплавов
Марка сплава Содержание, %
буквен- ная циф- ровая Си Mg Мп Fe Si Другие элементы
Д1 1110 3,8—4,8 0,4—0,8 0,4—0,8 <0,7 <0,7
Д16 1160 3,8—4,9 1.2—1,8 0,3—0,9 <0,5 <0,5 _—
АД31 1310 <0.1 0,4—0,9 <0.1 <0.5 0,3—0,7 -—
АВ 1340 0,1—0,5 0,45—0,90 0,15—0,35 <0,5 0,5—1,2 —
А Кб 1360 1,8—2,6 0,4-0,8 0,4—0.8 <0.7 0,7—1,2 -—
АК8 1380 3,9—4,8 0,4—0,8 0,4—1.0 <0,7 0,6—1,2 —
АК4-1 1141 1,9—2,7 1.2-1,8 <0,2 0,8—1,4 <0,35 Ni 0,8—1,4
В95 1950 1,4—2,0 1,8—2,8 0,2—0,6 <0,5 <0,5 2п 5,0-7,0
всех алюминиевых сплавов. Обусловлено это тем, что при ис-
следовании сплава алюминия с 4 % Си, 0,5 % Mg и 0,5 % Мп
немецкий инженер А. Вильм в 1906 г. открыл явление старения,
вскоре ставшее одним из основных способов упрочнения спла-
вов на разной основе. Этот дуралюмин используют до сих пор
под маркой Д1 (см. табл. 17.4). С появлением дуралюмина свя-
зано начало металлического самолетостроения.
В тройной системе А1—Си—Mg дуралюмин Д1 находится
в такой области, где при нагреве под закалку он становится
однофазным: на рис. 17.8 его состав находится несколько ниже
политермы, ограничивающей область а-раствора на базе алю-
миния. При понижении температуры область а-раствора сужа-
ется, и сплав Д1 оказывается в трехфазной области а + 04-S
вблизи границы с областью а + 0 (рис. 17.9). Фаза 0(СиД12)
/Ь 10 20 30 W
Рнс. 17.8. Схема диаграммы со-
стояния системы Al—Cu—Mg с по-
литермой растворимости магния
и меди в алюминии
и является главной фазои-упрочни-
телем в сплаве Д1.
Дуралюмин Д1 в настоящее
время используют весьма ограни-
ченно. Широкое применение полу-
чил более прочный дуралюмин
Д16, содержащий в 2...3 раза
больше магния, чем дуралюмин
Д1 (см. табл. 17.4). Состав сплава
Д16 при температурах старения
также находится в трехфазной об-
ласти a+0+S, но ближе к гра-
нице области a+S (см. рис. 17.9).
Поэтому главной фазой-упрочните-
лем в сплаве Д16 является трой-
ное соединение S(CuMgAl2).
Реальные дуралюмины Д1иД16
относятся не к тройной, а к более
314
Рис. 17.9. Изотермический разрез системы Al—Си—Mg при 200 °C
сложной многокомпонентной системе. Добавка марганца, при-
меси железа и кремния могут образовывать такие фазы, как
Mg2Si, (Мп, Fe)Al6, (Fe, Mn)3Si2Ali5, Cu2FeAl7, Cu2Mn3AI20. На-
личие, объемная доля и форма частиц этих фаз зависят от кон-
центрации основных компонентов и примесей в пределах марки,
от режима литья, обработки давлением и термической обра-
ботки.
В структуре слитка после литья по границам дендритных
ячеек алюминиевого раствора расположены включения фаз S
и 0, образованных основными компонентами, а также фаз
Mg2Si, (Fe, Mn)3SiAlt2 и др. Все эти фазы эвтектического про-
исхождения, причем эвтектики обычно вырожденные (рис.
17.10).
Рис. 17.10. Микроструктура слитка
дуралюмина Д16; Х250
Рис 17 11. Квазибинарный разрез
Al-MgiSi
315
Гомогенизационный отжиг слитков полунепрерывного литья
перед горячей обработкой давлением проводят при 480.. .500 °C,
6. ..16 ч с целью перевода в твердый раствор основных эвтекти-
ческих фаз 0 и S. Фазы, содержащие железо, практически не-
растворимы в твердом алюминии и снижают пластичность ду-
ралюмина.
Особую роль при гомогенизационном отжиге играет марга-
нец, который при затвердевании слитка практически полностью
попадает в твердый раствор на базе алюминия. При темпера-
туре гомогенизационного отжига слитков этот раствор пересы-
щен марганцем, который выделяется в виде алюминида
Си2МпзА12о (фаза Т). Вторичные выделения 7-фазы имеют раз-
мер порядка 10_| мкм, что несоизмеримо меньше размера частиц
эвтектических фаз (1...10 мкм) и на один-два порядка больше
выделений, образующихся при старении (10 3.. ,10~2 мкм).
Таким образом, при гомогенизационном отжиге слитка проис-
ходит и гетерогенизация — выделение алюминида марганца.
Эти выделения называют дисперсоидами.
Интервал закалочных температур сплава Д16 узкий —
490.. .500 °C и верхняя граница его близка к точке плавления
тройной эвтектики a + 0 + S (см. рис. 17.8 — 507 °C). Превыше-
ние верхней границы интервала закалочных температур может
привести к пережогу (см. п. 13.3). Недогрев под закалку при-
водит к неполному растворению избыточных фаз, уменьшению
пересыщенности твердого раствора и прочности состаренного
дуралюмина. Для точного поддержания заданной температуры
нагрева под закалку используют печи с принудительной цирку-
ляцией воздуха, а также ванны с расплавом селитры (NaNO3-H
+ KNO3).
Дуралюмин закаливают в воде. Время переноса садки из
нагревательной среды в закалочный бак не должно превышать
15 с, так как переохлажденный твердый раствор в дуралюмине
распадается очень быстро и выделения по границам зерен по-
нижают стойкость против межкристаллитной коррозии.
В закаленных дуралюминах протекает естественное старе-
ние. В течение четырех суток естественного старения достига-
ется максимальная прочность: катаные листы и плиты из
сплава Д16 имеют ств = 440 МПа, а у прессованных прутков и
профилей = 520 МПа. Повышенную прочность состаренных
после закалки полуфабрикатов называют пресс-эффектом. Этот
эффект обусловлен тем, что в отличие от катаных полуфабри-
катов, в которых при нагреве под закалку обычно проходит
рекристаллизация, в горячепрессованных полуфабрикатах при
закалке сохраняется нерекристаллизованная структура с повы-
шенной плотностью дислокаций. Росту температуры начала
рекристаллизации способствуют дисперсоиды алюминидов мар-
ганца, образующиеся при гомогенизационном отжиге слитков.
316
Предел текучести сплава Д16 можно дополнительно повы-
сить, применив искусственное старение при 190±5°С, 12 ч;
при этом относительное удлинение получается несколько ниже
(см. рис. 13.12). При естественном старении дуралюмина Д16
образуются только зоны Гинье—Престона (участки раствора,
обогащенные медью и магнием), а при искусственном старении
в упрочнение большой вклад вносит промежуточная фаза S'.
Сплав Д16 — один из наиболее широко используемых в авиа-
строении. Из него изготавливают основные силовые элементы —
панели крыла, балки, шпангоуты, обшивку фюзеляжа и др.
Дуралюмины плохо свариваются, поэтому применяются для
изготовления клепаных конструкций.
Для защиты от коррозии листы из дуралюмина Д16 с обеих
сторон плакируют чистым алюминием. Толщина плакирующего
слоя составляет 2.. .10 % от толщины листа.
Сплавы на основе системы А1—Mg—Si
Эти сплавы, называемые авиалями, относятся к наименее ле-
гированным (см. табл. 17.4 — сплавы АД31 и АВ). Состав
сплава АД31 практически находится на квазибинарном раз-
резе А1-—Mg^Si (рис. 17.11). Фазой-упрочнителем является
силицид Mg2Si. Сплав АВ для упрочнения дополнительно леги-
рован медью (входит в твердый раствор) и марганцем (способ-
ствует получению перекристаллизованной структуры прессован-
ных полуфабрикатов). Авиали подвергают закалке с 510...
530 °C и старению при 160. ..170 °C, 10. ..12 ч. Примесь железа
образует с другими элементами малорастворимые соединения.
Авиали относятся к числу сплавов со средней прочностью
(см. табл. 17.1). Важнейшее их достоинство — высокая техно-
логичность. Скорость горячего прессования сплава АД31 на
порядок (!) больше, чем сплава Д16. Тонкостенные профили из
сплава АД31 закаливаются при охлаждении на воздухе с тем-
пературы окончания прессования. Авиали — свариваемые
сплавы. Другое их достоинство — высокая стойкость против ат-
мосферной коррозии, красивый внешний вид после цветного
анодирования.
Сплав АД31 широко используют в строительстве (оконные и
дверные рамы), для внутренней отделки кабин самолетов,
в автомобилестроении. Из сплава АВ изготавливают вертолет-
ные лопасти.
Сплавы на основе системы А1—Mg—Si—Си
К этой системе принадлежат ковочные сплавы АК6 и АК8 (см.
табл. 17.4), которые по химическому и фазовому составу и по
свойствам занимают промежуточное положение между авиа-
лями и дуралюминами. Сплав АК6 можно рассматривать как
авиаль с высоким содержанием меди (до 2,6%), а сплав
317
АК8—как дуралюмин с добавкой кремния (до 1,2%)- Фаза-
ми-упрочнителями в них являются четверное соединение IF
(содержит алюминий, медь, магний и кремний), фаза 0(СиА12),
а также Mg2Si. Сплав АК6 закаливают в воде с 505.. .525 °C,
сплав АК8 — с 495. ..505 °C и подвергают старению при 160+
+5 °C, 10. ..15 ч. Сплавы применяют в качестве основных для
ответственных силовых деталей авиационной и другой техники,
изготавливаемых ковкой и штамповкой.
Сплав АК4-1 системы Al — Си — Mg — Fe — Ni
Этот ковочный сплав можно рассматривать как дуралюмин
с добавками 1 % Fe и 1 % Ni (табл. 17.4), образующими с алю-
минием тройное соединение FeNiAIg эвтектического происхожде-
ния (содержание железа и никеля выбрано так, что они пол-
ностью связаны в это соединение). Сплав закаливают с 525...
535°C в воде и подвергают старению при 190+5°C, 8... 12 ч.
Фазой-упрочнителем, как и в дуралюмине, является S-фаза
(CuMgAl2). Нерастворимый интерметаллид FeNiAIg обеспечи-
вает теплопрочность при температурах 250.. .300 °C. Сплав
используют для изготовления кованых и штампованных дета-
лей реактивных двигателей, работающих при этих температу-
рах (крыльчатки, диски компрессора и др.).
Сплав В95 на основе системы А1 — Zn — Mg— Си
Сплав В95 (табл. 17.4) относится к числу наиболее сильно ле-
гированных и наиболее прочных деформируемых сплавов (см.
табл. 17.1). Суммарное содержание легирующих элементов
в нем доходит до 12 %- После закалки с 465... 475 °C в воде
высокая концентрация магния, цинка и меди в твердом растворе
обусловливает большое твердорастворное упрочнение. Еще
большее упрочнение происходит в результате старения при
120—140°С, 15... 25 ч (режим Т1). Основной фазой-упрочни-
телем является соединение MgZn2 (М-фаза).
Вместо старения на максимальную прочность по указанному
режиму Т1 все шире применяют двухступенчатое старение по
режиму Т2 (120°С, 10 ч+160°С, 15 ч), которое при некотором
снижении прочности, по сравнению с Т1, обеспечивает повышен-
ные вязкость разрушения и коррозионную стойкость. Это изме-
нение свойств обусловлено более равномерным распадом и коа-
гуляцией М-фазы (режим перестаривания).
Небольшие добавки марганца и хрома при кристаллизации
сплава В95 образуют пересыщенный ими твердый раствор,
а при гомогенизационном отжиге слитков выделяются алюми-
ниды марганца и хрома. Эти дисперсоиды, как и в дуралюми-
нах, обусловливают пресс-эффект: если у листов после термо-
обработки по режиму Т1 ов = 540 МПа, то у прессованных про-
филей ов = 600 МПа.
318
Примеси железа и кремния образуют практически нераство-
римую фазу (Fe, Mn)3Si2Ali5.
Сплав В95 широко используют в самолетостроении в виде
листов для обшивки и в виде прессованных профилей и пане-
лей для разных силовых элементов конструкции самолета.
Сплав В95 превосходит по прочности дуралюмин Д16 при ком-
натной температуре (см. табл. 17.1), но уступает ему при тем-
пературах выше 125 °C. Из-за низкой теплопрочности сплав В95
нельзя использовать для обшивки сверхзвуковых самолетов,
подвергающейся аэродинамическому разогреву.
Для защиты от коррозии листы из сплавов В95 плакируют
сплавом А1— 1% Zn.
Сплавы, содержащие литий
Возможности повышения прочности алюминиевых сплавов тра-
диционными путями за счет легирования и старения близки
к исчерпанию. Для летательных аппаратов важны не абсолют-
ные, а удельные значения характеристик прочности (ов/р,
Со,г/р). Легирование алюминиевых сплавов самым легким ме-
таллом— литием (р = 0,53 г/см3) может существенно снизить
плотность. Так, например, у промышленного сплава марки 1420
системы Al — Mg— Li — Zr (5,5 % Mg, 2,1 % Li, 0,12 % Zr)
p = 2,5 г/см3, в то время как у дуралюминов р=2,8 г/см3. При
равной прочности с дуралюмином Д16 сплав 1420 позволяет,
благодаря большей удельной прочности, уменьшить массу кон-
струкции на 10 ... 12 %.
Сплав 1420 закаливают с 450 °C и подвергают старению при
120°C, 12...-24 ч. Фазой-упрочнителем при старении является
соединение LiAl3 (б'-фаза). Достоинства сплава 1420 — возмож-
ность закалки с охлаждением на воздухе и хорошая коррозион-
ная стойкость.
Сплавы систем А1 — Mg — Li — Zr и Al — Си — Li — Zr, не-
смотря на ряд технологических трудностей, в частности в связи
с сильной окисляемостью лития при плавке, являются перспек-
тивными материалами в авиастроении.
Сплавы повышенной чистоты
В последние годы особое внимание уделяют влиянию примесей
железа и кремния на такие характеристики работоспособности
материала, как вязкость разрушения [см. формулу (8.6)] и ско-
рость роста трещины усталости. Примеси железа и кремния
образуют грубые частицы фаз кристаллизационного происхож-
дения типа (Fe, Mn)3Si2Ali5 и др., не переходящие в твердый
раствор при гомогенизационном отжиге слитков. При нагруже-
нии конструкции внутри хрупких частиц этих фаз или около
них зарождаются микротрещины, которые облегчают развитие
магистральной трещины. Поэтому для изделий ответственного
319
назначения, в частности в авиастроении, используют высоко- и
среднепрочные сплавы с пониженным содержанием примесей
железа и кремния. В конце марок таких сплавов ставят буквы
ч (чистый), пч (повышенной чистоты) и оч (особой чистоты).
Например, сплав Д16ч может содержать не более 0,3 % Fe и
0,2 % Si, сплав В95пч — 0,25 % Fe и 0,1 % Si, сплав В95оч —
0,15 % Fe и 0,1 % Si, в то время как в сплавах Д16 и В95 допус-
кается до 0,5 % каждой из этих примесей (см. табл. 17.4).
17.2. Литейные алюминиевые сплавы
Литейные сплавы, предназначенные для отливки фасонных
деталей в песчаные формы, кокиль, методом литья под давле-
нием и другими способами, должны обладать хорошими литей-
ными свойствами: высокой жидкотекучестью, сопротивляемо-
стью образования горячих трещин, малой склонностью к об-
разованию рассеянной пористости. Для этого они должны иметь
небольшой интервал кристаллизации и содержать достаточно
большое количество эвтектической жидкости, кристаллизую-
щейся при постоянной температуре или в узком интервале тем-
ператур.
Область составов литейных сплавов показана штриховкой
на рис. 17.7. Подавляющее большинство промышленных литей-
ных сплавов являются доэвтектическими. Заэвтектические
сплавы, в которых первично кристаллизуются интерметаллиды,
из-за их охрупчивающего влияния не используют.
Литейные сплавы, сочетающие высокую прочность и плас-
тичность, находятся по составу несколько левее точки пре-
дельной растворимости при эвтектической температуре, т. е.
в области составов, включающей и наиболее прочные деформи-
руемые сплавы (см. рис. 17.7, перекрытие заштрихованных об-
ластей). Такие сплавы имеют широкий интервал кристаллиза-
ции и лишь небольшое количество неравновесной эвтектики, что
обусловливает их низкие литейные свойства (см. п. 10.2).
Механические свойства образцов, вырезанных из тела от-
ливки, могут существенно снижаться при увеличении толщины
стенки отливки из-за меньшей скорости охлаждения при за-
твердевании, более грубой структуры и из-за большой усадоч-
ной рыхлоты. У сплавов с узким интервалом кристаллизации
и большим количеством эвтектики меньшая чувствительность
механических свойств к толщине стенок отливки.
Литейные алюминиевые сплавы в соответствии с ГОСТ
1583—89 (табл. 17.5) маркируют буквой А, за которой следуют
буквы, обозначающие легирующий элемент: К — Si, М — Си,
Мг — Mg, Н — Ni, Кд—Cd. Цифры после обозначения эле-
мента указывают среднее его содержание. Если концентрация
элемента не превышает 1,5%, то после его обозначения цифры
не проставляют. Во многих сплавах магний, являющийся од-
320
процента; в марках этих сплавов его обозначение отсутствует.
Буквы ч и пч в конце марки (чистый, повышенной чистоты)
указывают на пониженное содержание примесей.
В ранее действующих ГОСТах указанную систему марки-
ровки использовали только применительно к вторичным спла-
вам, выплавляемым из лома и отходов. Литейные сплавы, вы-
плавляемые с использованием первичного алюминия, обозна-
чали буквами АЛ и цифрами, указывающими условный номер
сплава. Эти старые марки в табл. 17.5 приведены в скобках.
Разновидности термической обработки литейных алюминие-
вых сплавов имеют свои условные обозначения: Т1 — искус-
ственное старение без предварительного нагрева под закалку,
Т2 — отжиг, Т4 — закалка, Т5 — неполное искусственное ста-
рение, Тб — полное искусственное старение, Т7 — стабилизирую-
щее старение.
Обработка по режиму Т1 возможна в тех случаях, когда
при ускоренном охлаждении отливки по окончании ее затвер-
девания, например при литье тонкостенных деталей в кокиль,
образуется пересыщенный твердый раствор. Такая обработка
экономически эффективна, но упрочнение при старении неве-
лико, так как из-за дендритной ликвации сердцевина дендрит-
ных ячеек имеет низкую концентрацию легирующих элементов.
Обработке по режиму Т1 наиболее целесообразно подвергать
детали, полученные литьем под давлением. Такие детали, как
правило, нельзя закаливать из-за того, что при нагреве под
закалку на их поверхности образуются вспучивания в резуль-
тате расширения газа, захваченного при литье под давлением.
Отжиг отливок (режим Т2) применяют для уменьшения ли-
тейных напряжений. Температура такого отжига около 300 °C,
выдержка 2... 4 ч.
Закалку без последующего искусственного старения (режим
Т4) применяют в тех случаях, когда необходима повышенная
пластичность при прочности меньшей, чем после искусствен-
ного старения, или же повышенная стойкость против коррозии.
Обработка по режиму Тб включает закалку и полное ис-
кусственное старение, т. е. старение для достижения макси-
мального упрочнения.
Обработка по режиму Т5 состоит из закалки и неполного
искусственного старения, т. е. старения при температуре более
низкой, чем при обработке по режиму Тб. Цель такой обра-
ботки— обеспечить повышенную пластичность (по сравнению
с обработкой Тб).
Режим Т7 — это закалка и стабилизирующее старение (пе-
рестаривание), проводимое при температуре более высокой,
чем по режиму Тб для стабилизации свойств и размеров де-
талей.
321
21—2542
Таблица 17.5. Состав литейных алюминиевых сплавов, %
Система Марка сплава Si Mg Си
1 2 3 4 5
Al-Si AK12 (АЛ2) 10—13 — —t
Al—Si—Mg AK9 АК9ч (АЛ4) АК9пч (АЛ4-1) АК7 АК7ч (АЛ9) АК7пч (АЛ9-1) 8-11 8—10,5 9—10,5 6,0—8,0 6,0-8,0 7,0—8,0 0,2—0,4 0,17—0,30 0,23—0,30 0,2—0,5 0,2—0,4 0,25-0,40 1 1 1 1 1 1
Al—Si—Cu—Mg АК5М (АЛ5) АК5М2 АК8МЗч (ВАЛ8) 4,5—5,5 4,0—6,0 7,0—8,5 0,35-0,6 0,2—0,8 0,2—0,45 l.o-1,5 1,5-3,5 2,5—3,5
АК12М2МгН (АЛ25) 11—13 0,8—1,3 1,5—3,0
АК21М2.5Н2.5 20—22 0,2—0,5 2,2—3,0
Al—Cu АМ4.5КД (ВАЛЮ) — — 4,5-5,1
Al—Mg АМгбл (АЛ23) — 6,0—7,0 —
АМгЮ (АЛ27) — 9,5-10,5 —
• 3 — литье в песчаные («земляные») формы; В — литье по выплавляемым моделям;
Время выдержки при нагреве под закалку разных сплавов
колеблется от 2 до 16 ч. Детали, отлитые в песчаную форму,
по сравнению с кокильными отливками имеют более грубую
структуру, поэтому их большее время выдерживают при темпе-
ратуре закалки. Чем больше сечение отливки, тем грубее ее
структура и больше время выдержки под закалку, необходи-
мое для растворения избыточных фаз.
Нагрев под закалку может быть двухступенчатым. На пер-
вой ступени в массивных частях отливки рассасывается наибо-
лее легкоплавкая эвтектика, после чего, не опасаясь пережога,
можно поднять температуру закалки для более полного рас-
творения избыточных фаз.
322
Мп Другие элементы Fe*. не более
3, В К д
6 7 8 9 10
— — 0,7 1,0 1,5
0,2—0,5 0,9 1,2 1,3
0,2—0,5 — 0,6 0,9 1,0
0,2—0,35 Ti 0,08—0,15 0,3 0,3 0,3
0,2—0,6 — 1,1 1,2 1,3
— — 0,6 1,0 1,5
— Ti 0,08—0,15 0,3 0,4 0,5
0,6 1,0 1,5
0,2—0,8 Ti 0,05-0,20 1,0 1,3 1,3
— Zn 0,5-1,0; Ti 0,1-0,25; В 0,005-0,1; Be 0,05-0,25 0,4 0,4 0,4
0,3—0,6 Ni 0,8—1,3; Ti 0,05—0,20 — 0,8 —
0,2-0,4 Ni 2,2—2,8; Ti 0,1—0,3; Cr 0,2—0,4 — 0,9 —
0,35—0,8 Ti 0,15—0,35; Cd 0,07—0,25 0,15 0,15 —
— Ti 0,05-0,15; Zr 0,05- 0,20; Be 0,02—0,10 0,20 0,20 —
— Ti 0,05—0,15; Zr 0,05— 0,20; Be 0,05—0,15 0,20 0,20 0,20
К — литье в кокиль; Д — литье под давлением.
Отливки закаливают в холодной воде. Для уменьшения за-
калочных напряжений воду подогревают до 80... 100°C.
В табл. 17.6 в качестве примера приведены режимы термо-
обработки и свойства некоторых литейных сплавов в разных
состояниях.
Отливки можно дополнительно упрочнить с помощью вы-
сокотемпературной газостатической обработки (ВГО). Их по-
мещают в специальный газостат, где они при повышенной тем-
пературе и давлениях до 100 МПа (1000 ат) подвергаются все-
стороннему сжатию. Такое сжатие практически не изменяет
формы и размеров детали по окончании ВГО. В то же время
вблизи внутренних микропустот усадочного происхождения
21* 323
Таблица 17.6. Режимы термической обработки и гарантируемые
свойства литейных алюминиевых сплавов
Марка сплава Способ ЛМТЬЯ • Вид термооб- работки Закалка Старение %• МПа 6. %
Г, °C Т, ч Т, °C т, ч
АК12 д 160 1,0
АК9 3, в, к, д —• — — — — 160 1,0
к, д Т1 -— — 175 5—17 200 0,5
к Тб 535 2—6 175 10—15 250 1,0
АК9ч зм, вм Тб 535 2—6 175 10—15 230 3,0
АК7ч 3, в Т4 535 2—6 — -— 180 4,0
3, в Т5 535 2—6 150 1—3 200 2,0
зм, вм Тб 535 2—6 200 2—5 230 1,0
зм, вм Т7 535 2—6 225 3—5 200 2,0
АК5М 3, в Т5 515 3—5
525 1—6 175 5—10 200 1,0
АК8МЗч к Т5 510 4—6 160 6—12 400 4,0
д —- — — — — 300 2,0
АМ4.5КД к Тб 535 5-9
545 5—9 170 6—10 500 4,0
АМгЮ з, к Т4 430 20 — —- 320 12
Обозначения способов литья см. в табл.
17,5; М — модифицирование.
условие всестороннего равномерного сжатия нарушено и проис-
ходит локальная пластическая деформация, приводящая к зале-
чиванию микронесплошностей. ВГО может повысить сгвна20%,
а циклическую долговечность — на один — два порядка. Из-за
высокой стоимости газостатов ВГО целесообразно применять
только для обработки особо ответственных литых деталей. Уп-
рочняющую термообработку, естественно, применяют после
ВГО.
СИЛУМИНЫ
Наиболее широко используемые алюминиевые сплавы для фа-
сонного литья — силумины—сплавы на основе системы
А1 — Si. Эвтектика в системе А| — Si (см. рис. 17.2) сравни-
тельно пластична. Поэтому силумины для обеспечения высоких
литейных свойств могут содержать много эвтектики. Эвтектика
состоит из а-раствора кремния в алюминии и раствора алюми-
ния в кремнии, который при анализе силуминов обычно рас-
сматривают как практически чистый кремний. Под световым
микроскопом на шлифе эвтектика выглядит в виде светлой
матрицы — а-раствора и изолированных иголок кремния (рис.
17.12). В действительности эти иголки являются сечениями тон-
ких пластин, образующих непрерывный кремниевый каркас эв-
324
Рис. 17.12. Микроструктура иемоди-
фицнроваииого доэвтектического (а),
эвтектического (б) и заэвтектического
(е) силумина; Х250'
а первичные а-кристаллы и эвтек-
тика a+Si; б — эвтектика a+Si; в —
первичные кристаллы кремния и эв-
тектика a-rSi
тектической колонии. Эвтектика А1 — Si относится к числу ано-
мальных: колонии эвтектики на шлифе не видны (см. п. 3.2).
Пластинчатая форма кремния в эвтектике обусловливает
низкие механические свойства силумина. Для повышения и
прочности, и пластичности силумины модифицируют добавкой
~0,0i % Na, который вводят замешиванием в расплав его га-
лоидных солей, например смеси 2/3 NaF и */з NaCl от
массы расплава). Под действием натрия кремний в эвтектике
кристаллизуется в форме сильно разветвленного скелета с тон-
кими ветвями волокнистой формы, которые наиболее отчетливо
325
выявляются с помощью растрового электронного микроскопа
после избирательного вытравливания на шлифе алюминиевого
твердого раствора (рис. 17.13, а). Сечения этих ветвей в плос-
кости шлифа под световым микроскопом имеют внутри эвтек-
тики глобулярный или точечный вид (рис. 17.13,6).
Большие округлые темные участки на рис. 17.13, а и свет-
лые на рис. 17.13, б — это сечения ветвей дендритов первичного
а-раствора кремния в алюминии в доэвтектическом силумине.
Натрий не влияет на форму и размеры первичных кристаллов.
Несмотря на то, что указанный способ модифицирования
силумина был предложен еще в 1920 г., до сих пор природа
модифицирования не установлена. Одна из последних гипотез
сводится к следующему: атомы натрия адсорбируются на по-
верхности растущего кремния и способствуют образованию на
ней множества двойников, которые и обусловливают сильное
разветвление кремния в эвтектических колониях.
В качестве модификатора более выгодно вместо натрия ис-
пользовать добавку ~0,1 % Sr. Под действием этой добавки
кремний в эвтектике кристаллизуется в виде тонкоразветвлен-
ных дендритов. Модифицирующее действие натрия из-за его
выгорания не сохраняется при переплаве, поэтому натрий не-
обходимо вводить в расплав непосредственно перед литьем
деталей на машиностроительном заводе. В отличие от этого
модифицирующее действие стронция не исчезает при переплаве,
поэтому стронций можно вводить в силумин при его выплавке
на металлургическом заводе.
Рис. 17.13. Микроструктура модифицированного натрием доэвтектического
силумина АК9ч:
а — РЭМ. Х1000. изображение во вторичных электронах после глубокого
вытравливания на шлифе алюминиевого а-раствора (а-фаэа — темная,
эвтектический кремний — светлый); б —световая микроскопия, Х250
(а-фаза — светлая, эвтектический кремний — темный)
326
Поскольку повышение механических свойств при модифици-
ровании связано с изменением формы кремния в эвтектике, то
чем больше эвтектики в силумине, тем сильнее влияние моди-
фицирования на его свойства. При содержании кремния в си-
лумине менее модифицирование обычно не применяют.
Переход от пластинчатой формы кремния в эвтектике си-
лумина к волокнистой происходит также при увеличении ско-
рости кристаллизации: в тонкостенных кокильных отливках и
деталях, отлитых под давлением, эвтектика и без добавки на-
трия имеет модифицированный вид.
Силумины всегда содержат примесь железа. Если содержа-
ние железа такое, что на диаграмме состояния А1—Si — Fe
(рис. 17.3) состав силумина находится выше линии Р2Е, то пер-
вично кристаллизуется соединение FeSiAl5 (fj-фаза). В соот-
ветствии с ходом линии Р2Е первичные кристаллы FeSiAl5 об-
разуются при содержании железа более 0,8 % в силумине эв-
тектического состава и при большей концентрации железа —
в доэвтектических силуминах. Первичные кристаллы FeSiAls
имеют форму длинных тонких пластин (рис. 17.14, а, на
шлифе — иглы). При более низком содержании железа (см.
рис. 17.3 — ниже линии Р2Е) соединение FeSiAl5 образуется
только в составе двойной у тройной эвтектик в виде коротких
пластинок.
Длинные пластины первичных кристаллов FeSiAl5 сильно
снижают пластичность силуминов. Для ее повышения в силу-
мины вводят марганец (0,2 ... 0,6 %), который образует желе-
зомарганцовистую фазу (Fe, Mn)3Si2Ali5, кристаллизующуюся
в скелетообразной форме в составе эвтектики (рис. 17.14, б).
Рис. 17.14. Микроструктура модифицированного натрием доэвтектического силу-
мина с иглами FeSiAls (о) и скелетной железомарганцовистой фазой (Fe,
MnJaSljAlis (б)
327
Иногда эта скелетная фаза эвтектики похожа на иероглифы,
и такую структурную составляющую называют «китайский
шрифт». При большем содержании марганца соединение (Fe,
Мп)з5»2А1]5 первично кристаллизуется из расплава в виде ком-
пактных граненых кристаллов, что тоже способствует повыше-
нию пластичности, если эти кристаллы достаточно мелкие.
Из диаграммы состояния, представленной на рис. 17.2, сле-
дует, что сплавы системы AI— Si можно подвергать закалке
на пересыщенный кремнием алюминиевый твердый раствор и
старению, но, как показывает эксперимент, эффект упрочнения
при старении очень мал. Последнее объясняется тем, что крем-
ний не выделяется из алюминиевого твердого раствора в до-
статочно дисперсной форме. Вместе с тем в системе Л1 — Si
не образуются и интерметаллиды, полукогерентные дисперсные
выделения которых в пересыщенном алюминиевом растворе
могли бы существенно упрочнить сплав. Для образования таких
фаз-упрочнителей в силумины вводят добавки магния (десятые
доли процента) и меди (до нескольких процентов).
В литых сплавах магний связан в силицид Mg2Si, а медь
может входить в состав СиА12 и Ц7.фазы (Cu2Mg8Si6Al5). Все
эти фазы входят в эвтектики, чаще всего вырожденные, и рас-
полагаются по границам дендритных ячеек алюминиемого твер-
дого раствора.
При анализе термической обработки все промышленные си-
лумины можно рассматривать как сплавы систем А1 — Si,
Al — Si — Mg и Al — Si — Mg — Си. Во время нагрева под за-
калку в термически упрочняемых силуминах протекают следу-
ющие процессы. Во-первых, увеличивается концентрация крем-
ния, магния и меди в твердом растворе на основе алюминия
в результате частичного растворения в нем эвтектического
кремния, частичного или полного растворения Mg2Si, CuA12 и
VF-фазы. Во-вторых, кремний, который в эвтектических коло-
ниях образует непрерывный пространственный каркас, фраг-
ментируется и его фрагменты коагулируют, образуя частично
скругленные включения в матрице алюминиевого твердого рас-
твора (рис. 17.15).
Эти процессы аналогичны процессам образования сфероиди-
зированного цементита при отжиге заэвтектоидной стали (см.
п. 13.2). Железосодержащие игольчатые и скелетные фазы из-за
их малой растворимости в алюминиевом твердом растворе при
нагреве под закалку форму обычно не изменяют. Образование
компактных изолированных включений кремния, распределен-
ных в матрице из алюминиевого раствора, объясняет, почему
закалка силуминов приводит к повышению ов, и в несколько
раз 6.
При искусственном старении из пересыщенного алюминие-
вого раствора вначале выделяется промежуточная фаза р"
328
Рис. 17 >орма эвтектического кремния в немодифицированном силумине АК9ч
после литья (й) н нагрева под закалку до 550 СС, 10 ч (6); РЭМ, изображение в от-
раженных электронах после глубокого вытравливания на шлифе алюминиевого а-рас-
твора (эвтектический кремний — светлый, а-фаза — темная)
(Mg2Si), а затем при наличии меди в силумине — фаза S'
(CuMgAl2), которые и обеспечивают упрочнение при старении.
Сплав ЛК12— единственный промышленный силумин без
специальных добавок (см. табл. 17.5). Интервал концентрации
кремния в этом силумине (10. ..13%) включает эвтектиче-
ский состав. При модифицировании натрием сплав становится
доэвтектическим: он содержит эвтектику и первичные крис-
таллы алюминиевого раствор.а. Этот силумин обладает наилуч-
шими литейными свойствами и его применяют в крупносерий-
ном производстве малонагруженных деталей, в частности по-
лучаемых литьем под давлением.
При кокильном литье и литье иод давлением содержание
примеси железа в этом и других силуминах более высокое, чем
при литье в песчаные формы и по выплавляемым моделям (см.
табл. 17.5). Это обусловлено тем, что кристаллизация с боль-
шой скоростью при литье в кокиль и под давлением измель-
чает железосодержащие фазы и тем самым ослабляет их вред-
ное влияние на механические свойства. При литье под давле-
нием даже полезно поддерживать повышенную концентрацию
железа в силумине для предотвращения прилипания (привари-
вания) отливки к стальной пресс-форме.
Термически упрочняемые силумины АК9, АК9ч, АК9пч,
АК.7, ЛК7ч и ЛК7пч (см. табл. 17.5 и 17.6), относящиеся к си-
стеме AI — Si — Mg, имеют хорошие литейные свойства и проч-
ность, позволяющие использовать их для отливки средненагру-
женных деталей разными способами. Многие детали из этих
силуминов благодаря хорошей герметичности работают в пнев-
мо- и гидросистемах (не дают течи под давлением воздуха, воды
или масла). Высокая герметичность обусловлена узким интер-
валом кристаллизации и большим количеством эвтектики.
329
Термически упрочняемые медистые силумины АК5М и
и АК5М2 (см. табл. 17.5 и 17.6) относятся к системе А1 — Si —
Си — Mg. Добавки меди повышают теплопрочность и улучшают
обрабатываемость резанием, но снижают пластичность и кор-
розионную стойкость.
Сплав АК8МЗч — наиболее прочный из всех силуминов
(см. табл. 17.5 и 17,;6). Ои дополнительно легирован цинком
и малыми добавками титана, бора и бериллия. Цинк входит
в твердый раствор и упрочняет сплав, а титан совместно с бо-
ром измельчает зерно. Бериллий связывает примесь железа
в компактные кристаллы Fe2BesAl4, предотвращая образование
пластин FeSiAl5, благодаря чему повышаются пластичность
и вязкость разрушения. Этот сплав используют для изготов-
ления наиболее нагруженных, в том числе и герметичных
деталей литьем в кокиль, под давлением и жидкой штам-
повкой.
Особую группу составляют поршневые сплавы. Сплав для
поршней двигателей внутреннего сгорания должен быть жаро-
прочным (днище поршня может разогреваться до 350 °C), иметь
низкий температурный коэффициент линейного расширения,
обладать размерной стабильностью и износостойкостью. Этими
качествами обладает медистый силумин АК12М2МгН с повы-
шенным содержанием магния и добавкой никеля (см. табл.
17.5). Высокое содержание кремния (сплав близок к эвтекти-
ческому составу) обеспечивает хорошие литейные свойства и
низкий коэффициент линейного расширения. Жаропрочность
обеспечивают добавки меди, никеля и магния, образующие
большое количество интерметаллидов эвтектического происхож-
дения: (Си, Ni) 2А1з, CuA12, Mg2Si и W (Cu2Mg8Si6Al5). После
литья поршни подвергают стабилизирующему старению при
200°C, 6.. 12 ч без предварительной закалки (режим Т1). Ос-
новная фаза-упрочнитель при старении — p"(Mg2Si).
Для изготовления поршней автомобильных двигателей ис-
пользуют также заэвтектический силумин АК21М2.5Н2.5 (см.
табл. 17.5). Основное отличие структуры этого сплава от струк-
туры других силуминов — первичные кристаллы кремния. Бла-
годаря очень высокому содержанию кремния (21 %) заэвтек-
тический силумин отличается от других силуминов более низ-
ким температурным коэффициентом линейного расширения,
что весьма ценно для поршневого сплава. Недостаток заэвтек-
тического силумина — низкая пластичность и нестабильность
эксплуатационных свойств из-за образования крупных первич-
ных кристаллов кремния. Для их измельчения и более равно-
мерного распределения используют малую добавку фосфора.
Предполагают, что образующиеся многочисленные дисперсные
частички фосфида алюминия, изоморфные кристаллам кремния,
служат для них зародышами.
330
Значительная часть силуминов является вторичными спла-
вами: их выплавляют из лома и отходов. Такие силумины, как
правило, отличаются повышенным содержанием железа и дру-
гих металлических примесей. Особенно важно, что вторичные
сплавы, по сравнению с первичными, содержат значительно
больше неметаллических включений (оксидов и др.) и водо-
рода, обусловливающего газовую пористость. В результате,
вторичные сплавы имеют более низкую пластичность, чем пер-
вичные (см., например, табл. 17.5 и 17.6 — вторичный сплав
АК9 и первичный сплав ЛК9ч).
Сплавы иа основе системы А1—Си
Эти литейные сплавы близки по составу к дуралюминам: они
содержат около 4,5 % Си и 0,8 % Мп, но, в отличие от дуралю-
минов, не содержат магния. Для измельчения зерна в них вво-
дят небольшую добавку титана. Главное достоинство сплавов
этой группы — высокая прочность и жаропрочность, а основ-
ной недостаток — худшие, по сравнению с силуминами, литей-
ные свойства. По составу эти сплавы находятся вблизи точки
предельной растворимости при эвтектической температуре (см.
рис. 17.5, в), имеют широкий интервал кристаллизации и со-
держат очень мало эвтектики, в основном неравновесной. По-
этому они склонны к образованию усадочной пористости и го-
рячих трещин.
Сплав АМ4,5Кд (см. табл. 17.5 и 17.6)—самый прочный
из всех литейных алюминиевых сплавов. По уровню прочности
в состоянии Тб при литье в кокиль (ов^500 МПа) он превос-
ходит наиболее прочный ковочный сплав АК8 (см. табл. 17.1).
Сплав подвергают двухступенчатому нагреву под закалку:
сначала при 535 °C, 5.. .9 ч для рассасывания наиболее легко-
плавкой неравновесной эвтектики в массивных частях отли-
вок, а затем при 545°C, 5...9 ч для более полного растворения
избыточных фаз. Исключительно важную роль играет добавка
0,07... 0,25 % Cd, которая при старении по режиму Тб (170 °C,
6... 10 ч) способствует выделению фазы-упрочнителя 0'
(СиА12) в очень дисперсной форме. Сплав без добавки кад-
мия имеет сгв меньше примерно на 100 МПа. Следует отметить,
что высокие механические свойства сплава достигаются только
при весьма низком содержании примеси железа (^0,15 %).
Сплавы иа основе системы Al—Mg
Типичные представители этой группы — сплавы АМгбл и АМгЮ
(см. табл. 17.5 и 17.6), содержащие в среднем б и 10 % Mg
и малые добавки титана, циркония и бериллия (буквой «л»
в конце марки АМгбл этот литейный сплав отличается от де-
формируемого магналия АМгб).
331
Свойства сплавов определяются главным легирующим эле-
ментом — магнием, который упрочняет сплав, входя в твердый
раствор на основе алюминия (см. рис. 17.5, б). Рассматривае-
мые сплавы подвергают только закалке (режим Т4), так как
старение дает небольшой прирост прочности, но значительно
снижает пластичность и коррозионную стойкость.
В литом состоянии сплавы содержат неравновесную эвтек-
тику, которая вырождена в фазу р (Mg5Al8), расположенную по
границам дендритных ячеек (см. рис. 3.16). Из-за хрупкости
0-фазы литые сплавы с такой структурой малопластичны. При
нагреве под закалку 0-фаза полностью переходит в твердый
раствор, и закаленные сплавы отличаются высокой пластич-
ностью.
Малые добавки титана и циркония модифицируют литую
структуру. Кроме того, эти элементы частично входят в твер-
дый раствор, обусловливая твердорастворное упрочнение. До-
бавка бериллия, образующая плотную и прочную оксидную
пленку, предохраняет сплавы с высоким содержанием магния
от окисления при плавке, литье и термообработке.
По стойкости против общей коррозии, в том числе в мор-
ской воде, сплавы на основе системы А1 — Mg значительно
превосходят все другие литейные алюминиевые сплавы, что и
определяет области их применения. Однако следует учитывать,
что нагрев сплава АМгЮ выше 80 °C приводит к выделению
по границам зерен тонких пленок 0-фазы, обусловливающих
склонность к межкристаллитной коррозии и коррозионному
растрескиванию. Органические недостатки сплавов на базе си-
стемы Al—Mg — плохие литейные свойства из-за широкого ин-
тервала кристаллизации, достигающего 100... 120°C, и очень
низкая теплопрочность. Так, при 300 °C предел сточасовой
прочности o'ioo сплава АМгЮ в 2 раза меньше, чем силумина
АК8МЗч и в 7 раз меньше, чем жаропрочного сплава АМ4,5Кд.
Для длительной работы при повышенной температуре сплавы
А1 — Mg непригодны.
Глава 18
МАГНИЙ И МАГНИЕВЫЕ СПЛАВЫ
Магний имеет г. п. решетку и плавится при 650 °C. При комнат-
ной температуре плотность магния равна 1,74 г/см3, т. е. в 1,5
раза меньше, чем алюминия. Модуль упругости £ = 44 ГПа.
Ниже 450 °C оксидная пленка на магнии обладает защит-
ными свойствами, а при более высоких температурах она рых-
лая и легко пропускает кислород к поверхности металла. При
332
нагреве на воздухе до 623 °C магний воспламеняется. Влажная
магниевая пыль воспламеняется при 360 °C. Поэтому во избе-
жание возгорания отливок перед загрузкой в печь для термо-
обработки их необходимо очищать от магниевой пыли, стружки
и заусенцев.
Первичный магний (ГОСТ 804—72) выпускают трех марок:
Мг96, Мг95 и Мг90 (содержание магния, соответственно, 99,96;
99,95 и 99,90 %). Изделия из магния не изготавливают. Магний
используют для производства сплавов. Хотя прочность магние-
вых сплавов ниже, чем алюминиевых, но благодаря меньшей
плотности удельная прочность их может быть выше. При оди-
наковой массе конструкция из магниевого сплава может ока-
заться прочнее, чем из алюминиевого. Этим определяется основ-
ная область применения магниевых сплавов — аэрокосмическая
промышленность. Из литейных магниевых сплавов изготавли-
вают колеса шасси самолетов, корпусы насосов и приборов, из
деформируемых — двери кабин и корпусы ракет. Литейные
магниевые сплавы широко используют в текстильном машино-
строении для изготовления вращающихся деталей, от которых
требуется малая инерционность при быстрой остановке, а также
для производства деталей облегченных переносных инструмен-
тов и бытовых приборов (мотопилы, пылесосы, фотоаппараты
и пр.). Важное достоинство магниевых сплавов — хорошая об-
рабатываемость резанием. Некоторые магниевые сплавы обла-
дают высокой демпфирующей способностью, благодаря кото-
рой можно сильно снизить уровень вибрации и шума.
Основные легирующие элементы в магниевых сплавах (алю-
миний, цинк, марганец, неодим) могут в значительных количе-
ствах растворяться в магнии (рис. 18.1), обусловливая твердо-
растворное упрочнение.
333
Деформируемые сплавы обозначают буквами МА, литей-
ные— МЛ, за которыми следует условный номер сплава.
18.1. Деформируемые магниевые сплавы
Деформируемые сплавы (ГОСТ 14957—76) разработаны на
базе систем Mg — Мп, Mg — Al — Zn, Mg — Zn — Zr, Mg —
РЗМ (редкоземельный металл) и Mg — Li (табл. 18.1).
Термически неупрочняемый сплав МА8 содержит, кроме
марганца, еще и небольшую добавку церия, которая, благодаря
образованию Mg9Ce, измельчает зерно и дополнительно упроч-
няет сплав. Структура сплава состоит из зерен раствора на
базе магния, частиц марганца и Mg9Ce. Сплав отличается хо-
рошей коррозионной стойкостью и свариваемостью.
Несколько более прочный сплав МА2-1 кроме основных ком-
понентов — алюминия и цинка — дополнительно легирован
марганцем, улучшающим коррозионную стойкость. Сплав
МА2-1пч (повышенной чистоты) отличается от базового сплава
МА2-1 значительно меньшим содержанием примесей железа,
меди и никеля, что делает его более коррозионностойким
(в сплаве МА2-1 допускается 0,04% Fe, а в сплаве МА2-1пч —
только 0,005 % Fe). Сплавы МА2-1 и МА2-1пч термически не-
упрочняемые; их используют в горячедеформированном или
отожженном состоянии. Их структура состоит из зерен рас-
твора на основе магния и остатков нерастворившихся при тем-
пературе горячей деформации частиц Mgi7Al12 и алюминидов
марганца.
Таблица 18.1. Состав и типичные механические свойства *
деформируемых магниевых сплавов
Марка сплава Содержание, % Вид термо- обработки ав, МПа МПа С, %
МА8 Мп 1,3—2,2; Се 0,15—0,35 —- 250 150 16
МА2-1 А1 3,8—5,0; Zn 0,8-1,5; Мп 0,3—0,7 — 280 180 12
МАИ Zn 5,6-6,0; Zr 0,3-0,9 Старение 340 300 10
МА12 Nd 2,3—3,5; Zr 0,3—0,8 Закалка и старение 280 140 14
МА21 Li 7,0—10,0; Cd 3,0—5,0; P3M 0,05-0,15 240 200 16
♦ Свойства прессованных полуфабрикатов.
334
Сплав МАИ закаливается при охлаждении на воздухе
с температуры горячей деформации, после чего его подвергают
старению при 170°C, 10...24 ч. Упрочнение при старении про-
исходит благодаря выделению метастабильной фазы 0' (MgZn).
Цирконий в сплав вводят для измельчения зерна. Кроме того,
цирконий связывает примесь железа в тугоплавкие интерме-
таллиды, которые оседают на дно, и расплав очищается от
этой вредной примеси, снижающей коррозионную стойкость.
Главное достоинство сплава МА14 —высокие пределы прочно-
сти и текучести, а основной недостаток — плохая свариваемость.
Сплав МА12, разработанный на базе системы Mg — Nd, ис-
пользуют как теплопрочный для работы при температурах до
200 °C. Растворимость неодима в магнии при эвтектической
температуре (552 °C) составляет 3,6 % и сильно уменьшается
при понижении температуры. Сплав МА 12 закаливают с 535 °C
в воде и подвергают старению при 200 °C, 16 ч, при котором
выделяется метастабильная фаза 0' (MggNd), упрочняющая
сплав.
Сплавы на базе системы Mg — Li, имеющие плотность
1,3... 1,6 г/см3, называют сверхлегкими. Сплав МА21 состоит
из а-раствора на основе магния и 0-раствора на основе лития
с о. ц. к. решеткой. Удельная жесткость этого сплава (отноше-
ние модуля упругости к плотности Е/р) на 20... 30 % выше,
чем других магниевых и алюминиевых сплавов. Жесткость кон-
струкции из этого сплава больше, чем жесткость конструкции
одинаковой массы из большинства других металлических
сплавов.
18.2. Литейные магниевые сплавы
Литейные сплавы (ГОСТ 2856—79) разработаны на базе си-
стем Mg—Al — Zn, Mg—Zn — Zr и Mg — Nd и по составу
близки к деформируемым сплавам соответствующих систем
(табл. 18.2). Назначение легирующих элементов такое же, как
и в деформируемых сплавах.
Таблица 18.2. Состав и гарантируемые механические свойства
литейных магниевых сплввов
Марка сплава Содержание, % Вид термо- обработки ав, МПа 6. %
МЛ5 М 7,5—9,0; Zn 0,2—0,8; 150 2
Мп 0,15—0,5 Т4 230 5
МЛ12 Zn 4.0—5,0; Zr 0,6—1,1 TI 230 5
МЛ10 Nd 2,2—2,8; Zn 0,1—0,7; Zr 0,4—1.0 Т61 240 3
335
Условные обозначения термообработки: Т1—искусственное
старение без предварительной закалки; Т2 — отжиг; Т4 — за-
калка; Тб—закалка с охлаждением на воздухе и старение;
Т61 — закалка в горячей воде и старение.
Наиболее широко используют сплав МЛ5 и его модифика-
цию— сплав МЛ5пч, в котором для обеспечения более высокой
коррозионной стойкости концентрация вредных примесей же-
леза, меди и никеля на порядок меньше. Так, в сплаве МЛ5 до-
пускается 0,06 % Fe, а в сплаве МЛ5пч только 0,007 % Fe.
Особенность сплавов на базе системы Mg—Al — Zn — не-
сколько необычный способ измельчения зерна — путем увеличе-
ния перегрева расплава (при литье большинства сплавов уве-
личение перегрева расплава приводит к росту зерна в отливке
в результате растворения или дезактивации частиц, являю-
щихся центрами кристаллизации). Предполагают, что при уве-
личении перегрева алюминий в сплавах Mg—Al—Zn взаимо-
действует со стальным тиглем, в котором производят плавку,
с образованием частиц соединения, являющихся затравками
для кристаллизации магниевого твердого раствора.
Более распространен другой способ измельчения зерна
в спдавах системы Mg — Al — Zn — введение в расплав углерод-
содержащих веществ, например гексахлорэтана или магне-
зита. Образующиеся при этом частицы А14С3 служат центрами
кристаллизации магниевого сплава.
Сплав МЛ5 имеет большой интервал кристаллизации (около
160°C), содержит мало эвтектики (целиком неравновесной) и
... .. ... ..—поэтому обладает склонностью
Рис. 18.2. Микроструктура литогг
сплава МЛ5; Х200 (П — усадочные
поры)
к образованию усадочной пори-
стости. В литом состоянии струк-
тура сплава состоит из a-твер-
дого раствора всех компонентов
в магнии, включений MgnAl^ из
вырожденной эвтектики (рис.
18.2) и небольшого количества
алюминидов марганца. Включе-
ния Mg|7Al|2 обусловливают
хрупкость литого сплава. Сплав
подвергают термической обра-
ботке чаще всего по режиму Т4.
При нагреве под закалку до
415 °C с выдержкой 12. ..24 ч об-
разуется гомогенный твердый
раствор легирующих элементов
в магнии. Во время охлаждения
на воздухе фаза MgnAl12 не ус-
певает выделиться из твердого
раствора и происходит закалка,
336
повышающая и прочность и пластичность (см. табл. 18.2). При
содержании алюминия и цинка вблизи верхнего предела
в сплаве МЛ5 образуются участки легкоплавкой эвтектики и
при нагреве до 415 °C возможен пережог. В этом случае сле-
дует применять двухступенчатый нагрев под закалку: сначала
до 360 °C с выдержкой 3 ч, в течение которой легкоплавкая
эвтектика исчезает, а затем — до 420 °C с выдержкой 20.. .28 ч
для наиболее полного растворения избыточных фаз.
Для защиты отливок из магниевых сплавов от окисления
нагрев под закалку производят в воздушной атмосфере, со-
держащей 0,5... 1,0 % SO2 (на поверхности отливки образу-
ется защитная пленка сульфата магния). Сернистый газ пода-
ется в печь или образуется в печи при разложении железного
колчедана.
Старение после закалки сплава МЛ5 производят при 200 °C,
16 ч. Из-за сравнительно невысокой дисперсности выделений
MgnAl^ упрочнение при старении очень небольшое. Поэтому
обработку по режиму Тб применяют редко, в тех случаях, ко-
гда необходимо несколько повысить предел текучести, а также
стабилизировать размеры деталей.
Сплав МЛ 12 после литья оказывается в закаленном состоя-
нии и его подвергают только старению (300°C, 6 ч), т. е. об-
рабатывают по режиму Т1. Сплав МЛ12 отличается от сплава
МЛ5 более высоким пределом текучести (ао,2^13О и 85 МПа,
соответственно) и меньшей чувствительностью механических
свойств к толщине стенок отливки. Недостаток сплава МЛ 12 —
плохая свариваемость.
Сплав МЛ 10 — теплопрочный. Его используют для работы
до 250 °C. Сплав обрабатывают по режиму Т61: закалка в воде
при температуре >80 °C и старение при 205 °C, 12. ..18 ч. При
старении выделяется фаза 0' (Mg9Nd). Сплав обладает хоро-
шими литейными свойствами. Интервал кристаллизации у него
значительно меньше, чем у сплавов МЛ5 и МЛ 12.
Глава 19
ТИТАН И ТИТАНОВЫЕ СПЛАВЫ
Точка плавления Титана — 1668 °C. При температурах ниже
882,5 °C титан имеет г. п. решетку (a-Ti), а выше — о. ц. к. ре-
шетку (0-Ti). Титаи, как алюминий и магний, относят к легким
металлам: при комнатной температуре его плотность равна
4,5 г/см3. Благодаря защитной пленке из рутила (TiO2) титан
обладает очень высокой коррозионной стойкостью в воздушной
атмосфере, морской воде и во многих агрессивных средах.
337
22- 2542
Сочетание высокой удельной прочности (выше, чем у боль-
шинства сталей) и коррозионной стойкости определяет глав-
ную область применения титановых сплавов — аэрокосмическую
технику. Титановые сплавы применяют в авиации и ракето-
строении для работы при температурах 250 ... 500 °C, когда
алюминиевые и магниевые сплавы использовать нельзя. Другие
важные области применения титана и его сплавов — химиче-
ское машиностроение и судостроение.
При высоких температурах, особенно в расплавленном со-
стоянии, титан химически очень активен при взаимодействии
со всеми компонентами воздуха и с большинством огнеупоров,
что создает трудности при плавке и горячей обработке (для
плавки используют вакуумные печи).
Титан имеет очень низкую теплопроводность — в 4 раза
меньше, чем у железа.
Технически чистый титан получают магниетермическим спо-
собом в виде титановой губки — пористого вещества серого
цвета. В обозначении марки титановой губки (ГОСТ 17746—79)
после букв ТГ следует число твердости по Бринеллю, измерен-
ной на выплавленных из губки эталонных образцах: ТГ-90,
ТГ-100, ТГ-110, ТГ-120, ТГ-130, ТГ-150. Чем выше твердость,
тем больше примесей содержит титан.
Легирующие элементы, входящие в состав промышленных
сплавов, образуют растворы замещения в а- и 0-титане. В за-
висимости от того, как они влияют на стабильность а- и 0-фаз,
различают три группы легирующих элементов: a-стабилиза-
торы, повышающие температуру полиморфного превращения и
расширяющие область существования a-фазы с г. п. решеткой
(рис. 19.1,а); ^-стабилизаторы, понижающие температуру поли-
морфного превращения и расширяющие область существования
0-фазы с о. ц. к. решеткой (рис. 19.1. б, в); нейтральные упроч-
Т
т
Рис. 19.1. Типы диаграмм состояния систем на основе титана
338
нители, мало влияющие на температуру полиморфного пре-
вращения. В свою очередь, 0-стабилизаторы подразделяют на
изоморфные, образующие непрерывный ряд твердых растворов
с 0-титаном и делающие 0-фазу стабильной при комнатной тем-
пературе, начиная с некоторой концентрации (рис. 19.1, б), и
на эвтектоидообразующие (рис. 19.1, в).
Из наиболее важных легирующих элементов к а-стабилиза-
торам принадлежит алюминий, к изоморфным 0-стабилизато-
рам — молибден, ванадий, ниобий, к эвтектоидообразующим
0-стабилизаторам — хром, марганец, железо, кремний, к ней-
тральным упрочнителям — олово, цирконий.
Эвтектоидное превращение 0-»-a + TLY (TiX — интерметал-
лид) в сплавах с переходными металлами (с хромом, марган-
цем и железом) протекает очень медленно. При обычных ско-
ростях охлаждения оно вообще не происходит, и анализ полу-
чающихся структур в сплавах с этими металлами можно
проводить, базируясь на схеме диаграммы состояния на
рис. 19.1,6.
Газовые примеси (кислород, азот, водород), а также при-
месь углерода образуют растворы внедрения в обеих моди-
фикациях титана. Кислород, азот и углерод являются а-ота-
билизаторами, а водород — 0-стабилизатором. Все эти при-
меси— вредные, они снижают пластичность титана и его
сплавов, поэтому допустимое содержание их ограничено кон-
центрациями 0,005.. .0,15 Не-
особенно вреден водород, вызывающий водородную хруп-
кость титановых сплавов. Водород очень подвижен и быстро
проникает на большие расстояния. Он попадает в металл при
плавке и последующей обработке, в частности при травлении
полуфабрикатов. Водород малорастворим в a-титане и обра-
зует пластинчатые частицы гидрида, снижающего ударную вяз-
кость. Растворимость водорода в 0-фазе несравненно больше,
чем в a-фазе, поэтому в сплавах, содержащих много 0-фазы,
допускается более высокое содержание водорода, но не более
0,015 %. Водородная хрупкость особенно сильно проявляется
в испытаниях на замедленное разрушение. Вакуумный отжиг
изделий может снизить содержание водорода до безопасных
концентраций.
19.1. Формирование структуры титановых сплавов
На формирование структуры титановых сплавов решающее
влияние оказывают фазовые превращения, связанные с поли-
морфизмом титана. Рассмотрим их на примере системы, пока-
|;шной на рис. 19.1, б.
Линия ob является трансусом 0-фазы, линия оа — транс-
усом a-фазы. При медленном охлаждении в интервале темпе-
22* 339
ратур происходит полиморфное превращение твердого рас-
твора Роцк-^-агп с изменением составов обеих фаз по соот-
ветствующим линиям трансуса. При нагревании происходит
обратное превращение «гп-^Роцк. Важной характеристикой про-
мышленных сплавов является температура окончания поли-
морфного превращения при нагреве, которую обозначают как
ТПп (температура полного полиморфного превращения).
При кристаллизации любых титановых сплавов образуется
p-раствор на основе титана, причем структура, как правило,
крупнозернистая (в слитках размер р-зерен в поперечнике мо-
жет составлять несколько сантиметров). Дальнейшее охлажде-
ние в твердом состоянии приводит к полиморфному превраще-
нию твердого раствора р->-а, происходящему в интервале
температур с изменением состава фаз. В большинстве промыш-
ленных сплавов это превращение не доходит до конца, так как
составы сплавов находятся между точками а и b (см. рис.
19.1, б) и в них при комнатной температуре остается р-фаза.
Границы исходных p-зерен особенно хорошо видны, когда
на них образуется «-оторочка (см. рис. 3.25 и 19.2). Внутри
p-зерен «-фаза образуется в виде пачек (колоний) параллель-
ных пластин. Формирование такой видманштеттовой структуры
подчиняется принципу структурного соответствия Данкова —
Конобеевского: кристаллографические плоскости и направления
плотнейшей упаковки в р- и «-фазе взаимно параллельны.
Между «-пластинами находятся p-прослойки, принадлежащие
исходному p-зерну. Чем больше концентрация р-стабилизато-
Рис. 19.2. Микроструктура фасонной
отливки из сплава ВТ6Л; Х500
Рис. 19.3. Микроструктура сплава
ВТ9 после горячей штамповки и
отжига в (а+Р Гобласти; х500
340
ров в сплаве, тем тоньше а-пластины и меньше размер «-ко-
лоний. Аналогичным образом на эти параметры структуры
влияет увеличение скорости охлаждения. Мелкие а-колонии
внутри крупных p-зерен делают структуру похожей на «корзи-
ночное плетение».
Основной вид термической обработки фасонных отливок из
титановых сплавов — отжиг для уменьшения остаточных напря-
жений. Его проводят при 550... 650 °C в (а+р)-области. При
таком отжиге пластинчатая структура литого сплава практи-
чески не изменяется.
Горячую обработку давлением слитков проводят при тем-
пературах p-области, в (а+Р)-области или же начинают
в p-области, а заканчивают в (а+Р)-области. Если пластиче-
ская деформация заканчивается выше Тпп, то при последующем
охлаждении формируется такая же пластинчатая структура, как
и при литье. При деформации ниже Тп„ с обжатиями более
60 % исходная пластинчатая структура преобразуется в глобу-
лярную. На рис. 19.3 показаны зерна a-фазы (светлые), кото-
рые сформировались при горячей деформации ниже Тпп и
последующем отжиге ниже Тпп. Внутри темных зерен превра-
щенной 0-фазы можно увидеть светлые пластинки a-фазы, обра-
зовавшиеся при р—>-а превращении во время охлаждения с тем-
пературы отжига.
При закалке в титановых сплавах может происходить мар-
тенситное превращение. На рис. 19.4 ниже p-трансуса ob нане-
сены линии температур начала Мк и конца Мк мартенситного
превращения, а ниже оси абсцисс
вов, закаленных из р-области.
В титановых сплавах, как и
в сталях; мартенситное превра-
щение состоит в перестройке
решетки без диффузионного
перераспределения компонен-
тов (в отличие от диффузион-
ного полиморфного превраще-
ния р->-а при медленном ох-
лаждении, приводящего к об-
разованию a-фазы, отличаю-
щейся по химическому составу
от Рфазы). Мартенситная
фаза а' имеет под микроско-
пом игольчатое строение и об-
ладает гексагональной решет-
кой. Фаза а', образовавшаяся
по сдвиговому, мартенситному
механизму (см. п. 12.1),
в сплавах левее точки а на
указан фазовый состав спла-
Ti ос" сс"+ р р
р-стадилизъ тор,%
Рис. 19.4. Диаграмма состояния титаи —
^-стабилизатор с линиями начала (Af м)
и конца (MR) мартенситного превраще-
ния и фазовый состав сплавов, закален-
ных из р -области
341
рис. 19.4 является ненасыщенным твердым раствором, а правее
этой точки — пересыщенным раствором р-стабилизаторов
в а-титане.
В отличие от углеродистых сталей, в которых мартенсит
является раствором внедрения и закалка на мартенсит сопро-
вождается сильным упрочнением и охрупчиванием, титановый
мартенсит является твердым раствором замещения, а закалка
титановых сплавов на мартенсит а' приводит к небольшому уп-
рочнению и не сопровождается резким снижением пластич-
ности.
В сплавах титана с изоморфными p-стабилизаторами (ва-
надием, молибденом, ниобием) мартенсит и' с гексагональной
решеткой образуется только до определенной концентрации
этих элементов (см. рис. 19.4, левее точки CJ. При больших
концентрациях легирующих элементов, т. е. правее точки Сь
при закалке из p-области по мартенситному механизму обра-
зуется фаза а". Мартенсит а" имеет ромбическую решетку.
С увеличением в сплавах концентрации легирующего элемента
переход от мартенсита а к мартенситу а" происходит плавно.
Металлографически игольчатая «"-фаза не отличается от а-
фазы. Смена мартенсита а' мартенситом а" сопровождается
снижением прочностных свойств и повышением пластичности.
В сплавах, находящихся по составу между точками С? и
Скр, при охлаждении до комнатной температуры мартенситное
превращение не доходит до конца и остается некоторое коли-
чество исходной p-фазы. Эта фаза при комнатной температуре
имеет не равновесный состав (точка Ь), а такой же, как и при
температуре закалки выше трансуса ob. Следовательно, оста-
точная p-фаза в закаленных сплавах правее точки Сг является
метастабильной. Ее можно рассматривать как переохлажден-
ный p-раствор, или же как p-раствор, пересыщенный по отно-
шению к a-фазе. В сплавах, находящихся по составу между
критической концентрацией CItp и точкой Ь, мартенсит не обра-
зуется, и при закалке из р-области фиксируется только метаста-
бильная p-фаза. При нагреве таких сплавов происходит распад
метастабильной p-фазы с выделением дисперсных частиц
а-фазы, сопровождающийся упрочнением. При нагреве сплавов
со структурой а" + р происходят распад метастабильной фазы
Р с выделением а-фазы и распад мартенсита а" с выделением
Р фазы (формируется дисперсная смесь а + р). Оба этих про-
цесса приводят к упрочнению.
Старение для упрочнения титановых сплавов обычно прово-
дят при 45О...6ООСС. При более низких температурах старения
в p-фазе может образоваться метастабильная <о-фаза, сильно
охрупчивающая сплав.
Из-за сильной склонности к росту p-зерен термическую об-
работку титановых сплавов, как правило, проводят с нагревом
342
не выше Тпп- В этом случае при нагреве под закалку всегда
сосуществуют а- и fl-фазы, составы которых определяются кон-
цевыми точками конод на линиях трансуса оа и оЪ, а долю
каждой из фаз легко определить по правилу рычага. С повы-
шением температуры в (а+р)-области доля а-фазы уменьша-
ется, а доля 0-фазы возрастает, причем концентрация р-стаби-
лизаторов в p-фазе уменьшается.
При закалке из (а+0)-области a-фаза не претерпевает пре-
вращений, а поведение p-фазы зависит от концентрации в ней
p-стабилизаторов. Если проводить закалку из (а + р)-области
с температур ниже Ткр (см. рис. 19.4), то в любых сплавах кон-
центрация p-стабилизаторов в p-фазе будет больше критической
Скр, и после закалки структура сплава должна состоять из
а-фазы и метастабильной p-фазы. При закалке из (а+Р)-об-
ласти с температур выше Т^р состав p-фазы находится левее
СКр, она будет претерпевать мартенситное превращение, и струк-
тура закаленного сплава должна состоять из а-фазы, мартен-
сита и метастабильной р-фазы.
19.2. Промышленные титановые сплавы
Титановые сплавы маркируют буквами, чаще всего ВТ или
ОТ, за которыми следует число, обозначающее условный номер
сплава (ГОСТ 19807—74, табл. 19.1).
Промышленные сплавы принято классифицировать по струк-
туре в отожженном состоянии на а-сплавы, псевдо-а-сплавы
.(содержат 2...8 % p-фазы), (а+ 0)-сплавы и р-сплавы.
К а-сплавам относят технически чистый нелегированный ти-
тан марок ВТ1-00 и ВТ1-0 (сумма примесей не более 0,9 и
1,7%, соответственно). Наиболее широко используют титан
ВТ 1-0, содержащий, %, не более: А! 0,7, Fe 0,3, С 0,1, О 0,2,
N 0,04 и Н 0,01. Его применяют для изготовления трубопрово-
дов и емкостей для перекачки и хранения агрессивных жидкостей.
Подавляющее большинство титановых сплавов содержит
в качестве легирующего элемента алюминий, который повышает
прочность и жаропрочность, снижает плотность и уменьшает
склонность к водородной хрупкости. Родоначальником промыш-
ленных титановых сплавов является двойной сплав Ti — 5 % Al
(ВТ5), который в настоящее время используют только для фа-
сонного литья (см. ниже).
Из а-сплавов наиболее широко применяют для производ-
ства разнообразных полуфабрикатов (листов, прутков, штам-
повок) сплав ВТ5-1. Этот сплав с очень хорошей свариваемо-
стью является одним из лучших материалов для работы при
криогенных температурах.
К псевдо-а-сплавам относятся сплавы ОТ4-1 и ВТ20. Фаза
0 с о. ц. к. решеткой, характеризующейся большим числом
343
8 8 2 2
Ю со
О СО СО
СС
С
£
и
О
« Таблица 19.1. Состав и механические свойства титановых сплавов в отожженном состоянии
л
X
а.
л
£
§ § 8 i S 1 III
Й Й й Й § sU
-i Ю 10
Н Н Н f—
CQ СО СО СО
• о сч
чГ СЧ СО СГ) СЧ
й й Н Н Н
О ей див
Примечание. Свойства сплавов ВТ5. ВТ6, ВТ9, ВТ22 указаны для прутков, остальных сплавов — для листов.
систем скольжения, пластичнее a-фазы с г. п. решеткой. Благо-
даря небольшому количеству p-фазы пседо-а-сплавы имеют
более высокую технологическую пластичность при холодной и
горячей обработке давлением, чем а-сплавы. Поэтому их осо-
бенно широко используют для производства топких листов.
Сплав ОТ4-1 системы Ti— Al — Мп с небольшим содержа-
нием алюминия (2%) относится к числу наиболее технологич-
ных. Он легко штампуется, но имеет сравнительно невысокую
прочность.
Сплав ВТ20 с высоким содержанием алюминия (6%) и до-
полнительно легированный цирконием, ванадием и молибденом,
менее пластичен, чем сплав ОТ4-1, но значительно более про-
чен и жаропрочен. Сплав ВТ20 является наиболее жаропроч-
ным листовым титановым сплавом и предназначен для длитель-
ной работы при температурах до 500 °C.
Единственный вид конечной термообработки а-сплавов и
псевдо-а-сплавов— отжиг для снятия наклепа и уменьшения
остаточных напряжений.
Титановые (а+р)-сплавы отличаются большим разнообра-
зием структуры и свойств благодаря возможности при легиро-
вании изменять в широком интервале соотношение а- и р-фаз
в отожженном состоянии и благодаря применению не только
отжига, ио и закалки со старением. Значительное количество
P-фазы обусловливает высокую технологическую пластичность
(а4-Р)-сплавов и малую склонность к водородной хрупкости.
Подбирая режим обработки давлением и отжига, можно по-
лучать (а + Р) -сплавы с глобулярной или с пластинчатой струк-
турой. Для глобулярной структуры характерна более высокая
пластичность и циклическая долговечность, а для пластинча-
той — более высокая вязкость разрушения и жаропрочность.
Для сохранения p-фазы при комнатной температуре (а + р)-
сплавы должны быть достаточно сильно легированы р-стабили-
заторами. Так как p-стабилизаторы малорастворимы в а-титаие,
то для твердорастворного упрочнения « фазы во все (а+р)-
сплавы вводят алюминий.
Типичными представителями (а + р)-сплавов являются сред-
непрочный сплав ВТ6, жаропрочный сплав ВТ9 и высокопроч-
ный сплав ВТ22.
Сплав ВТ6 (международное обозначение Ti — 6AI — 4V) —
это самый универсальный по применению (включая протезы
в хирургии) титановый сплав, из которого получают все виды
полуфабрикатов. Сплав используют в отожженном состоянии,
а также после закалки и старения.
Сплав ВТ22 благодаря более высокому содержанию легиру-
ющих элементов значительно прочнее сплава ВТ6. Его проч-
ность в отожженном состоянии находится на уровне прочности
сплава ВТ6, подвергнутого закалке и старению. Это позволяет
345
использовать сплав ВТ22 для изготовления высокопрочных де-
талей большого сечения, которые невозможно прокалить на-
сквозь (титановые сплавы малотеплопроводны и обладают низ-
кой прокаливаемостью).
Сплав ВТ9, содержащий добавки циркония и кремния,—
наиболее жаропрочный среди (а + Р)-сплавов. Этот сплав мо-
жно подвергать закалке и старению, но наибольшая термиче-
ская стабильность (способность сохранять механические свой-
ства после длительного высокотемпературного нагрева) дости-
гается при применении отжига. Сплав ВТ9 широко используют
для изготовления деталей компрессоров авиационных двигате-
лей (дисков, лопаток и др.), работающих при температурах до
500 °C и ресурсе до 500 ч.
Температуры отжига и нагрева под закалку (а + Р)-спла-
вов находятся ниже Т„п, так как переход через Тпп приводит
к резкому росту p-зерен и огрублению структуры после термо-
обработки. Приближенно 7'зак= (0,90... 0,93) Тпп.
Литейные титановые сплавы
Титановые сплавы начали применять для производства фасон-
ных отливок значительно позже, чем для производства дефор-
мированных полуфабрикатов. Обусловлено это было необходи-
мостью использовать специализированное литейное оборудова-
ние, позволяющее производить заливку форм в вакууме. Кроме
того, химическая активность расплавленного титана и высокая
температура литья предъявили жесткие требования к мате-
риалу для литейных форм. Наилучшей огнеупорной основой
формовочных смесей для титанового литья оказался графит.
Для фасонного литья используют титановые сплавы тех же
составов, что и для производства деформированных полуфабри-
катов. В конце марки литейного сплава добавляют букву Л
(например, ВТ5Л, ВТ20Л). Отличие литейного сплава от де-
формируемого состоит лишь в том, что в первом допускается
несколько большее содержание примесей.
Промышленные титановые сплавы не содержат эвтектик.
Вместе с тем их интервал кристаллизации не превышает 50...
70°, что обусловливает вполне удовлетворительные литейные
свойства.
Прочностные свойства фасонных отливок находятся прак-
тически на том же уровне, что и деформированных полуфабри-
катов, а показатели пластичности, ударная вязкость и усталост-
ные характеристики — существенно ниже. Например, у прутков
из сплава ВТ5 6^10% и KCU^50 Дж/см2, а у отливок из
сплава ВТ5Л 6^6 % и КСПз^ЗО Дж/см2. Это обусловлено
тем, что при литье формируется структура с крупным р-зерном
и пластинчатой a-фазой (см. рис. 19.2), которую термическая
обработка не исправляет.
346
Технически чистый титан ВТ1Л и сплав ВТ5Л, обладаю-
щие прекрасной коррозионной стойкостью и хорошей сваривае-
мостью, широко используют для отливки деталей химического
машиностроения, в частности корпусов и рабочих колес насо-
сов для перекачки агрессивных жидкостей, патрубков, задви-
жек и другой арматуры. Отливки из титановых сплавов очень
плотные и при гидравлических испытаниях брак практически
отсутствует. Из сплава ВТ5Л отлиты блоки, из которых со-
брана 14-метровая фигура Ю. Гагарина для известного памят-
ника космонавтики в Москве.
Сплавы ВТ20Л, ВТ6Л и ВТ9Л используют в авиационной
промышленности, в частности взамен штамповок. Сплавы
ВТ20Л и ВТ9Л применяют как жаропрочные для работы при
температурах до 500 °C. Ресурс работы нагруженных литых де-
талей из титановых сплавов повышают с помощью высокотем-
пературной газостатической обработки (см. п. 17.2).
Глава 20
МЕДЬ И МЕДНЫЕ СПЛАВЫ
Медь имеет г. ц. к. решетку и плавится при температуре 1083 °C.
Медь относится к тяжелым цветным металлам; ее плотность
при 20 °C равна 8,96 г/см3. По величине электро- и теплопровод-
ности медь находится на втором месте (после серебра). У меди
высокой чистоты оп = 220 МПа, 6 = 50 % 11 £=132 ГПа.
Медь обладает удовлетворительной коррозионной стойкостью
в воздушной атмосфере. При взаимодействии с воздухом на
меди образуется защитная пленка (патина), которая в зависи-
мости от влажности и состава атмосферы, а также длительно-
сти пребывания в ней имеет разный состав и различные от-
тенки — от черного и коричневого до зеленого и синего.
Из меди изготавливают провода, кабели, шины и другие то-
копроводящие изделия и разнообразные медные сплавы. Среди
цветных металлов по объему потребления медь находится на
втором месте (после алюминия).
В производстве меди из руды конечной стадией является
электролитическое рафинирование. Выпускают пять марок ка-
тодной меди (ГОСТ 859—78), используемых в качестве шихты
при изготовлении медных полуфабрикатов и сплавов:
Марка ............МВЧк M00K МОку МОк М1к
Си + Ag, %, не менее 99,993 99,99 99,97 99,95 99,9
В обозначении марки: ВЧ — высшая чистота, к—катодная,
цифры — условный номер.
347
Рис. 20.1. Диаграмма состояния си-
стемы Си РЬ
Рис. 20.2. Диаграмма состояния си-
стемы Си - О
Все примеси, особенно входящие в твердый раствор, сни-
жают электропроводность меди (см. рис. 10.1). Наиболее сильно
уменьшают электропроводность примеси Р, As, Л1 и Sn.
Примеси, мало растворимые в твердой меди, могут ухуд-
шить ее деформируемость. В этом отношении наиболее вред-
ными являются примеси свинца, висмута и кислорода.
Свинец и висмут ничтожно растворимы в меди в твердом
состоянии и образуют по границам зерен легкоплавкие эвтек-
тики, состоящие практически из чистого свинца (рис. 20.1) и
висмута (см. рис. 3.11). При горячей прокатке меди (820...
860 °C) эти эвтектики находятся в жидком состоянии и по ним
при обжатии происходит межкристаллитное разрушение (горя-
челомкость). Для предотвращения горячеломкости при про-
катке медь должна содержать не более 0,003 % Bi и 0,05 % РЬ.
Кислород — наиболее часто встречающаяся в значительных
количествах примесь, так как он легко попадает в медь при
плавке. Кислород практически нерастворим в твердой меди и
образует эвтектику, состоящую из меди и оксида Си2О (рис.
20.2). Температура плавления эвтектики Cu + Cu2O (1065 °C)
находится выше температуры горячей прокатки меди, поэтому
примесь кислорода* не вызывает горячеломкости. При содержа-
нии кислорода свыше 0,1 % хрупкий оксид может существенно
снизить пластичность меди и затруднить как горячую, так и
холодную обработку давлением.
Особенно вредна примесь кислорода, если медь отжигают
или эксплуатируют в атмосфере, содержащей водород. Атомы
водорода, растворимого в твердой меди, быстро диффунди-
руют по междоузлиям в глубь металла, и при восстановлении
оксида меди образуется водяной пар, нерастворимый в меди.
Под давлением этого пара возникают вздутия и микротре-
щины. Это явление называют водородной болезнью меди.
348
Содержание кислорода в меди
можно довольно точно определить
по микроструктуре (рис. 20.3).
В доэвтектическом сплаве содержа-
ние кислорода X (%) пропорцио-
нально площади шлифа, занятой
эвтектикой (Гэ, %), и содержанию
кислорода в эвтектике (0,39%):
X=0,39 Fo/100.
Слитки и деформированные по-
луфабрикаты (листы, ленту, прово-
локу и др.) производят из бескисло-
родной меди марки М06, раскислен-
ной меди марок М1р, М2р, МЗр И Рис 203- Микроструктура меди
r г г’ г с примесью кислорода; Х150
меди огневого рафинирования ма-
рок М2 и М3 (ГОСТ 859—78). Эти марки различаются содер-
жанием примесей, в том числе кислорода:
Марка меди .... М06
Си, % ...............99,97
<О, % ...........0,001
М1р М2р МЗр М2 М3
99,9 99,7 99,5 99,7 99,5
0,01 0,01 0,01 0,07 0,08
Для выплавки бескислородной и раскисленной меди исполь-
зуют катоды, т. е. первичную медь, а огневому рафинированию
подвергают расплав из лома и отходов. Для раскисления меди
чаще всего используют фосфор, который вводят в виде лига-
туры марки МФ9 (ГОСТ 4515—81)—сплава меди с 8,0...
9,5 % Р околоэвтектического состава. После такого раскисления
в меди остается фосфор (до 0,06%), снижающий электропро-
водность. Наивысшей электропроводностью обладает бескисло-
родная медь, полученная вакуумной плавкой.
Сплавы на основе меди подразделяют на латуни, бронзы и
медноникелевые сплавы.
20.1. Латуни
Латунями называют сплавы на основе меди, в которых главной
добавкой является цинк. Латуни очень хорошо обрабатываются
давлением. Основная доля латуней идет на производство де-
формированных полуфабрикатов: листов, лент, прутков, труб
и др.
Латуни подразделяют на двойные и многокомпонентные.
Обрабатываемые давлением двойные латуны
Двойные (простые) латуни относятся к системе Си — Zn (рис.
20.4), в которой а-фаза — это твердый раствор цинка в меди
с г. ц. к. решеткой, а Р-фаза — электронное соединение перемен-
349
Рис. 20.4. Диаграмма состояния системы
Си—Zn
жащая ее латунь обладают
ного состава (фаза Юм-Ро-
зери) с о. ц. к. решеткой. При
охлаждении в p-фазе при тем-
пературах около 450 °C проис-
ходит упорядочение (см. рис.
20.4 — пунктир) и образуется
Р'-фаза.
Промышленные латуни яв-
ляются однофазными и двух-
фазными сплавами: различают
а-латуни и (а + р)-латуни.
В двухфазных латунях при
комнатной температуре мы
имеем дело с упорядоченной
Р'-фазой, но в названии «(а+
+ Р)-латунь» это не принято
указывать, хотя именно из-за
упорядочения р'-фаза и содер-
1женной пластичностью.
Прямо противоположная картина наблюдается при высоких
температурах: p-фаза пластичнее и обладает значительно мень-
шим сопротивлением деформированию, чем a-фаза. Поэтому
двухфазные латуни нагревают под горячую обработку давле-
нием в p-область или до таких температур (о-1-р)-области, где
доля p-фазы превышает 50%.
Микроструктура а-латуни в литом состоянии показана на
рис. 7.5 (видна дендритная ликвация), а в рекристаллизован-
ном состоянии на рис. 20.5 (видны двойниковые прослойки,
образовавшиеся при рекристаллизации во время отжига после
холодной деформации или во время горячей деформации).
В двухфазной латуни a-фаза светлая, p-фаза темная (рис. 20.6).
Рис. 20.5. Микроструктура а-латуии
в рекристаллизованном состоянии;
Х25О
Рис. 20.6. Микроструктура литой (а+ ₽)-
латуни; Х250
350
Таблица 20.1. Состав* и типичные механические свойства** латуней
Марка сплава Си, % Легирующие элементы. % °в’ МПа fl, %
Обрабатываемые давлением латуни
Л 90 88,0—91,0 — 260 44
Л68 67,0—70,0 — 330 56
Л63 62,0—65,0 — 360 49
ЛС59-1 57,0—60,0 РЬ 0,8—1,9 390 44
ЛО70-1 69,0—71,0 Sn 1,0—1,5 350 62
ЛАМш77-2-0,05 76,0—79,0 Al 1,7—2,5; As 0,025—0,06 380 50
Литейные латуни
ЛЦ40С 57,0—61,0 Pb 0,8—2,0 300 30
ЛЦ16К4 78,0—81,0 Si 3,0—4,5 380 15
ЛЦ23А6ЖЗМц2 64,0—68,0 Al 4,0—7,0; Fe 2,0—4,0; Mn 1,5—3,0 650 7
* Обозначения компонентов: РЬ—С. Sn—О, Al—A, As—Мш, Zn—Ц, SI—К. Fe—Ж. Мп—
Mil
*• Свойства обрабатываемых давлением латуней указаны для рекристаллизованного сос-
тояния, литейных—для кокильных отливок.
Обрабатываемые давлением двойные латуни в соответствии
с ГОСТ 15527—10, маркируют буквой Л, за которой следует
число, указывающее содержание меди (табл. 20.1). Концентра-
ция цинка в марке не приводится. Наиболее широко применяют
двойные латуни марок /190, Л68 и Л63.
Латунь Л90, называемая томпаком, обладает хорошей стой-
костью против коррозии и имеет красивый золотистый цвет.
Ее используют для изготовления радиаторных трубок, знаков
отличия и фурнитуры.
Латунь Лб8 благодаря более высокой концентрации цинка
в а-растворе прочнее, чем латунь Л90. Латунь Л68, называе-
мую патронной, широко используют для изготовления изделий
холодной штамповкой и глубокой вытяжкой.
Все латуни, содержащие более 20 % Zn, склонны к корро-
тонному растрескиванию. Это растрескивание проявляется при
хранении и эксплуатации изделий, в которых имеются остаточ-
ные растягивающие напряжения, во влажной атмосфере с не-
большим количеством аммиака или сернистого газа. Установ-
.ц‘иа определенная связь между числом случаев коррозионного
растрескивания и временем года, что объясняется закономер-
ными изменениями состава атмосферы. В связи с этим рассмат-
риваемое явление было названо «сезонным растрескиванием»
351
латуни. Для предотвращения сезонного растрескивания приме-
няют отжиг при ~ 270 °C, уменьшающий остаточные напряже-
ния. Рекристаллизация при таком отжиге не происходит, и уп-
рочнение от холодной деформации сохраняется.
Латунь Л63, называемая торговой, среди всех латуней за-
нимает первое место по объему производства. Эта латунь на
диаграмме состояния Си—Zn (см. рис. 20.4) находится вблизи
границы а/а + р и поэтому в зависимости от содержания цинка
в пределах допусков ГОСТа и температуры может быть одно-
фазной (а), двухфазной (а + р) и даже переходить при высокой
температуре в p-состояние. Латунь Л63 прекрасно деформиру-
ется и в горячем, и в холодном состоянии. Она самая прочная
из рассмотренных двойных латуней.
Обрабатываемые давлением многокомпонентные латуни
Многокомпонентные (специальные или легированные) латуни
содержат такие легирующие добавки, как свинец, алюминий,
олово, кремний, железо, марганец, никель, мышьяк и др.
Легирующие элементы растворяются в а- и р фазах и могут
образовывать дополнительные фазы. При введении добавок из-
меняется концентрация цинка, соответствующая границе
a/a + p. Тип микроструктуры легированной латуни (а, а + Р или
Р) можно оценить с помощью коэффициентов замены цинка
(коэффициентов эквивалентности Гийе). Значения этих коэф-
фициентов следующие: для Si И, А1 5. Sn 2, РЬ 1, Fe 0,9, Мп
0,5 и для Ni —1,3. Коэффициент Гийе показывает, скольким
процентам (по массе) цинка эквивалентен по своему действию
на фазовый состав 1 % добавки. Кажущееся содержание цинка
в латуни, %, определяют по формуле:
х =_____Cz"+**C>+.**£* + • • ---- 100 (20.1)
Ccu + Czn + kjC] + k2C% + • • •
где Czn и Ccu — действительные концентрации цинка и меди;
Сь С2... — концентрации добавок с коэффициентами замены kit
k2....
При увеличении содержания всех добавок, за исключением
никеля, происходит переход от а- к (а + р)- и p-структуре, т. е.
качественно эти добавки действуют н^, микроструктуру так же,
как цинк, а количественная разница учитывается при исполь-
зовании коэффициентов эквивалентности.
В обозначении марки обрабатываемой давлением легиро-
ванной латуни по ГОСТ 15527—70 после буквы Л стоят первые
буквы названий легирующих элементов, после чего указано
содержание меди и соответствующих легирующих элементов
(см. табл. 20.1).
Свинцовая (а+р)-латунь ЛС59-1 по объему производства
находится на втором месте, уступая в этом лишь латуни Л63.
352
Свинец практически нерастворим в а- и p-фазах и находится
в латуни в виде мелких округлых включений. Здесь следует
заметить, что в а-латуии свинец является вредной примесью,
вызывающей горячеломкость, и его концентрация не должна
превышать 0,03%. У (а + р)-латуней с большим количеством
р-фазы при температуре горячей деформации свинец, находя-
щийся в жидком состоянии, не вызывает горячеломкости даже
при концентрациях до 3%. Латунь ЛС59-1 подвергают горя-
чей обработке давлением.
При обработке резанием включения свинца в латуни де-
лают стружку ломкой, легко отделяющейся. Поэтому латунь
ЛС59-1 применяют в массовом производстве для быстрой обра-
ботки резанием на станках-автоматах, в частности в часовой
промышленности. Кроме того, включения свинца улучшают ан-
тифрикционные свойства латуни, которую используют в тру-
щихся парах.
Оловянная а-латунь Л070-1 имеет повышенную коррозион-
ную стойкость в пресной и морской воде и называется морской
латунью.
Алюминиевая а-латунь ЛАМш77-2-0,05 имеет высокие ме-
ханические свойства и благодаря малой добавке мышьяка хо-
рошо сопротивляется обесцинкованию в морской воде. Ее ис-
пользуют главным образом для изготовления конденсаторных
труб в морском судостроении.
Все рассмотренные латуни не подвергаются упрочняющей
термической обработке. Единственный способ их упрочнения —
холодная деформация, единственный способ термообработки —
отжиг.
Литейные латуни
Все литейные латуни являются легированными (см. табл. 20.1).
Система маркировки литейных латуней (ГОСТ 17711—80) ана-
логична маркировке легированных сталей и литейных алюми-
ниевых сплавов. В марке после буквы Л указаны буквы, обозна-
чающие все добавки к меди, начиная с цинка, за которыми
следует число, указывающее содержание добавки; концентра-
ция меди в марке не приводится.
Латуни имеют узкий интервал кристаллизации. Они харак-
теризуются высокой жидкотекучестью, малой склонностью к об-
разованию рассеянных усадочных пор и высокой склонностью
к транскристаллизации (см. п. 10.2).
Свинцовая латунь ЛЦ40С является литейной модификацией
деформируемой латуни ЛС59-1 и отличается от последней бо-
лее широким допуском по содержанию примесей (в сумме до
2% по сравнению с 0,75 % в латуни ЛС59-1). Следует отме-
тить, что в деформируемых сплавах допускаемое содержание
примесей, как правило, меньше, чем в аналогичных по составу
353
23—2542
литейных, так как примеси могут сильно ухудшить деформи-
руемость. Латунь ЛЦ40С используют для отливки втулок и
вкладышей подшипников.
Кремнистая латунь ЛЦ16К4 обладает повышенной жидко-
текучестью и используется для отливки гидравлически плотной
арматуры.
В высоколегированной пятикомпонентной латуни
ЛЦ23А6ЖЗМц2, несмотря на содержание всего лишь 23 % Zn,
основной структурной составляющей является 0-фаза, что со-
гласуется с подсчетом по формуле (20.1) кажущейся концент-
рации цинка (46,5%). Добавка железа, первично кристаллизу-
ющегося в виде частиц твердого раствора на основе железа,
измельчает зерно 0-фазы. Эта латунь является наиболее проч-
ной и используется для отливки высоконагруженных массивных
червячных винтов и гаек нажимных винтов.
20.2. Бронзы
Бронзы — это сплавы меди, в которых основной добавкой яв-
ляется любой элемент, кроме цинка и никеля.
Бронзы подразделяют на оловянные и безоловянные и в каж-
дой из этих групп—на обрабатываемые давлением и литей-
ные (табл. 20.2). В марке обрабатываемых давлением оловян-
ных (ГОСТ 5017—74) и безоловянных бронз (ГОСТ 18175—78)
после букв Бр стоят буквенные обозначения названий легирую-
щих элементов в порядке убывания их концентрации, а в конце
марки в той же последовательности указаны средние концентра-
ции соответствующих элементов (например, БрАЖМц 10-3-1,5).
В марке же литейных оловянных (ГОСТ 613—79) и безоловян-
ных бронз (ГОСТ 493—79) после каждого обозначения назва-
ния легирующего элемента указано его содержание. Если со-
ставы литейной и деформируемой бронз перекрываются, то
в конце марки литейной бронзы стоит буква Л (например,
БрАЭЖЗЛ).
Оловянные бронзы
Олово входит в а-раствор замещения на основе меди (рис.
20.7), обусловливая сильное упрочнение. При содержании
в сплаве выше 15,8 % Sn по эвтектоидной реакции у-—*• а+6
образуется промежуточная фаза 6 — электронноё соединение
с характерной электронной концентрацией 21/13, отвечающей
составу Cu3iSn8. Отраженное на диаграмме состояния эвтекто-
350°С
идное превращение б----► a + e(Cu3Sn) и поворот а-сольвуса
в сторону ординаты меди ниже 520 °C (см. рис. 20.7) реализу-
ются только при громадных выдержках (до 10000 ч) сильно
наклепанных образцов. В промышленных условиях отожженные
354
Т а б л и ц а 20.2. Состав и гарантируемые механические свойства бронз
Марка сплава Содержание компонентов, % Внд обработки %• МПа 0, %
Ол БрОФ6,5-015 овянные бронзы, об Sn 6,0—7,0; рабатываемые давлением Холодная прокатка 600 5
БрОЦС4-4-2,5 Р 0,1—0,25 Sn 3,0—5,0; То же 550 5
БрОЮФ! Zn 3,0—5,0; Pb 1,5—3,5 Литейные олое Sn 9,0—11,0; янные бронзы Литье в песчаную форму 220 3
БрО5Ц5С5 Р 0,4—1,1 Sn 4,0—6,0; То же 160 6
БрОЗЦ7С5Н1 Zn 4,0—6,0; Pb 4,0—6,0 Sn 2,5—4,0; » 180 8
Беэ1 БрА7 Zn 6,0—9,5, Pb 3,0—6,0; Ni 0,5—2,0 менянные бронзы, Al 6,0—8,0 обрабатываемые давлением Холодная прокатка 550 5
БрАЖ9-4 Al 8,0—10,0; Горячее прессование 550 15
БрАЖМцЮ-3-1,5 Fe 2,0—4,0 Al 9,0—11,0; То же 600 12
БрБ2 Fe 2,0—4,0; Mn 1,0—2,0 Be 1,8—2,1; Закалка н старение 1150 2
БрХ Ni 0,2—0,5; Cr 0,4—1.0 То же 400 22
БрАЭЖЗЛ Литейные бе: Al 8,0—10,5; юловянные бронзы Лнтье в песчаную форму 400 10
БрАЮЖЗМц2 Fe 2,0—4,0 Al 9,0—11,0; То же 400 10
БрСЗО Fe 2,0—4,0; Mn 1,0—3,0 Pb 27,0—31,0 Литье в кокиль 60 4
двухфазные бронзы состоят при комнатной температуре из а-
и б-фаз, причем a-фаза содержит 15,8 % Sn. В литом состоянии
из-за дендритной ликвации эвтектоид а+6 появляется при со-
держании ~6% Sn в сплаве. В рекристаллизованном состоя-
нии микроструктура а-раствора олова в меди аналогична мик-
роструктуре а-латуней (см. рис. 20.5).
В нераскисленных оловянных бронзах образуются твердые
и хрупкие частицы так называемой «оловянной кислоты» SnOa,
ухудшающие антифрикционные свойства. Для удаления кисло-
23* 355
Рис. 20.7. Диаграмма состояния системы Си—Sn
рода перед введением олова расплав раскисляют фосфором
(применяют фосфористую лигатуру марки МФ9 из расчета вве-
дения 0,1 ... 0,15 % Р).
Обрабатываемые давлением оловянные бронзы — это трех-
и четырехкомпонентные сплавы. Кроме олова (4... 8 %) они
могут содержать фосфор, цинк и свинец. Добавка фосфора (до
0,4 %) входит в а-раствор и образует частицы фосфида Си3Р,
повышая прочностные и антифрикционные свойства. Цинк (до
4%) полностью входит в а-раствор и заменяет более дефицит-
ное олово. Свинец практически нерастворим в a-фазе и образует
включения, улучшающие обрабатываемость резанием и анти-
фрикционные свойства. Таким образом, деформируемые оловян-
ные бронзы или полностью однофазные или содержат в виде
включений небольшое количество второй фазы (Cu3iSn8, СизР).
Бронзу БрОФ6,5-0,15 производят главным образом в виде
холоднокатаных лент, идущих на изготовление различных пру-
жинных элементов, в частности силовых токоведущих пружин-
ных контактов.
Бронзу БрОЦС4-4-2,5 производят в виде полос и лент, иду-
щих на изготовление прокладок в подшипниках и втулках
в автомобильной и других отраслях промышленности.
Литейные оловянные бронзы имеют широкий интервал
кристаллизации, который обусловливает большую склонность
к образованию рассеянных усадочных пор и, соответственно,
малую линейную усадку. В сочетании с коррозионной стойко-
356
стью в воздушной атмосфере и красивым цветом это сделало
оловянную бронзу незаменимым материалом для художествен-
ного литья. Художественные бронзы содержат до 10... 15%
олова и цинка и до 3 % свинца.
Лучшие колокольные бронзы являются двойными сплавами
высокой чистоты, содержащими 18... 22 % Sn. Звучание ко-
локола определяется количеством 6-фазы (Cu31Sn8) в бронзе.
В машиностроении в настоящее время используют литейные
бронзы 11 марок, содержащие от 3 до 10 % Sn. В сплавах с бо-
лее высоким содержанием олова пластичность сильно понижена
из-за хрупкости 6-фазы. Высокооловянные бронзы самые проч-
ные и самые дефицитные. Цинк, входя в а-раствор, заменяет
более дефицитное олово, но он является менее эффективным
упрочнителем.
Бронза БрОЮФ! благодаря высокому содержанию олова яв-
ляется наиболее прочной, а благодаря значительному количе-
ству фосфида Си3Р имеет высокие антифрикционные свойства.
Из-за дефицитности олова ее используют только для отливки
деталей ответственного назначения, например венцов червячных
шестерен.
Бронза БрО5Ц5С5 благодаря включениям свинца хорошо
обрабатывается реЗанием и имеет высокие антифрикционные
свойства: ее используют для отливки арматуры, антифрикцион-
ных деталей, вкладышей подшипников.
Бронзу БрОЗЦ7С5Н1, обладающую повышенной коррозион-
ной стойкостью, применяют для отливки арматуры, работаю-
щей в масле, пресной и морской воде.
Недостаток всех оловянных бронз — низкая гидравлическая
плотность отливок из-за развитой усадочной пористости. Если
литейная корка не удаляется при обработке резанием, то гид-
равлическая плотность детали ^случается большей.
Безоловяиные бронзы
Безоловянные бронзы подразделяют по основному легирую-
щему элементу на алюминиевые, свинцовые, бериллиевые, хро-
мовые и др.
Алюминиевые бронзы — наиболее многочисленная группа.
В системе Си — А1 (рис. 20.8) сплавы, содержащие менее 9,4 %
AI, состоят из одной фазы — а-раствора замещения алюминия
в меди. В литом и рекристаллизованном состояниях их микро-
структура аналогична микроструктуре а-латуней в соответству-
ющих состояниях (см. рис. 7.5 и 20.5). При более высокой кон-
центрации алюминия в бронзе кроме первичных а-кристаллов
содержится эвтектоид а+уг, где уг— соединение электронного
типа.
По прочности и коррозионной стойкости алюминиевые
бронзы превосходят оловянные.
357
Однофазную двухкомпо-
нентную бронзу БрА7 (см.
табл. 20.2) производят в виде
холоднокатаной ленты, иду-
щей на изготовление упругих
элементов, в частности сколь-
зящих контактов.
Наиболее широко исполь-
зуют алюминиевые бронзы
БрАЖ9-4 и БрАЖМц 10-3-1,5,
содержащие, помимо а-рас-
твора, эвтектоид а + у2- Эти
бронзы, выпускаемые в виде
горячедеформированных прут-
ков и труб, обладают высо-
кими прочностными свой-
ствами, аитифрикционностью и
коррозионной стойкостью. Их
используют для изготовления
ответственных деталей в судо-
Рис. 20.8. Диаграмма состояния системы
Си—А1
строении и тяжелом машиностроении: шестерен, втулок под-
шипников и др.
Бронзы близкого состава БрАЭЖЗЛ и БрА10ЖЗМц2 (см.
табл. 20.2) применяют в качестве литейных. Железо первично
кристаллизуется в виде частиц твердого раствора на основе
железа, способствующих измельчению зерна. Марганец входит
в а-раствор и повышает коррозионную стойкость. Структура
бронзы БрА10ЖЗМц2 показана на рис. 20.9: видны частицы
железистой составляющей на фоне светлого а-раствора и тем-
ный эвтектоид а+уг-
Рнс. 20.9. Микроструктура литой
бронзы БрАЮЖЗМц2; Х2Б0
358
Рис. 20.10. Диаграмма состояния
системы Си—Сг
Алюминиевые бронзы имеют узкий интервал кристаллиза-
ции, что способствует получению плотных отливок но обу-
словливает склонность к образованию концентрированных уса-
дочных пустот. Эти бронзы применяют для отливки арматуры
и антифрикционных деталей, отличающихся повышенной проч-
ностью (данные табл. 20.2 показывают, что отливки из алю-
миниевых бронз намного прочнее, чем из оловянных).
Свинцовую бронзу БрСЗО — двойной сплав Си — 30 % РЬ
(см. рис. 20.1) применяют для заливки вкладышей подшипни-
ков. В этой бронзе мягкие включения свинца распределены
в более прочной и высокотеплопроводной медной матрице. Вы-
сокая теплопроводность бронзы БрСЗО облегчает условия ра-
боты подшипника при больших удельных давлениях и высоком
числе оборотов, когда при трении выделяется много теплоты.
Недостаток сплава — склонность к ликвации по плотности. Для
ее предотвращения необходимо ускоренное охлаждение при за-
ливке вкладыша.
Подавляющее большинство бронз — и деформируемых, и
литейных — термически неупрочняемые и их используют без
какой-либо термообработки или подвергают только отжигу.
Классический представитель термически упрочняемых
бронз — бериллиевая бронза БрБ2 (см. табл. 20.2). По составу
она близка к точке предельной растворимости бериллия в меди
при перитектической температуре. С понижением температуры
растворимость бериллия в меди резко падает. Бронзу БрБ2 за-
каливают с 780°C в воде и подвергают старению при 320°C,
2 ч. При старении из пересыщенного а-раствора выделяются
дисперсные частицы метастабильной фазы у' состава СиВе, что
приводит к сильному упрочнению. Состаренная бериллиевая
бронза имеет рекордный для медных сплавов уровень
предела упругости (оо,оог = 800 МПа), поэтому ее широко
используют для изготовления разнообразных упругих элемен-
тов. Недостаток бронзы БрБ2 — высокая токсичность паров бе-
риллия, что требует соответствующей техники безопасности
при плавке.
Хромовая бронза БрХ (см. табл. 20.2) также является тер-
мически упрочняемым сплавом. По составу она близка к точке
предельной растворимости хрома в меди при эвтектической
температуре (рис. 20.10). Бронзу БрХ закаливают с 1000 °C
в воде и подвергают старению при 450 °C, 4 ч. При старении из
пересыщенного твердого раствора выделяются дисперсные час-
тицы хрома, упрочняющие сплав (см. рис. 28.6). Высокая точка
плавления (температура эвтектики 1072 °C) обусловливает по-
вышенную жаропрочность, а очень низкое содержание хрома
в а-растворе после старения обеспечивает высокую электро- и
теплопроводность. Бронзу БрХ используют для пр изводства
электродов сварочных машин.
859
Ni.,%
Рис. 20.11. Диаграмма состояния
системы Си—Ni
и повышает коррозионную
20.3. Медноникелевые сплавы
Медноникелевыми называют спла-
вы на основе меди, в которых леги-
рующим элементом, определяющим
основные свойства сплава, является
никель.
Медь с никелем образует непре-
рывный ряд твердых растворов
(рис. 20.11). Добавка никеля
к меди увеличивает твердость, проч-
ность и электросопротивление (см.
рис. 10.1), уменьшает термический
коэффициент электросопротивления
стойкость во многих средах. Медно-
никелевые сплавы подразделяют на коррозионностойкие и
электротехнические.
К коррозионностойким относятся однофазные сплавы мель-
хиор и нейзильбер (табл. 20.3).
Мельхиор МП 19 применяют для изготовления медицинского
инструмента и разменной монеты.
Нейзильбер МНЦ15-20 имеет серебристый цвет (от нем.
Neusilber—новое серебро), хорошо обрабатывается давлением
в холодном состоянии; из него изготавливают столовые приборы
и художественные изделия (в торговле их называют мельхиоро-
выми). Цинк полностью входит в твердый раствор, и нейзиль-
бер можно классифицировать как никелевую а-латунь.
К электротехническим медноникелевым сплавам относятся
константан и манганин (см. табл. 20.3). Константан имеет вы-
сокое электросопротивление и, что особенно ценно, почти ну-
левой термический коэффициент электросопротивления; его
используют для изготовления резисторов. Манганин характери-
зуется сочетанием низкого термического коэффициента электро-
сопротивления и очень малой термо-э. д. с. в паре с медью, что
обусловливает широкое его применение в электроизмеритель-
ных приборах.
Таблица 20.3. Состав медноникелевых сплавов
Сплав Содержание, %
Ni-f-Co Мп Zn
Мельхиор МН 19 Нейзильбер МНЦ15-20 Константан МНМц40-1,5 Манганин МНМцЗ-12 18,0—20,0 13,5—16,5 39,0—41,0 2,3—3,5 1,0—2,0 11,5—13,5 18,0—22,0
360
Глава 21
НИКЕЛЬ И НИКЕЛЕВЫЕ СПЛАВЫ
Никель имеет г. ц. к. решетку и плавится при 1455 °C. Плот-
ность никеля при 20°C равна 8,9 г/см3. При температуре ниже
358°C (точка Кюри) никель является слабым ферромагнети-
ком. У никеля высокой чистоты ов = 280 МПа, 6 = 50% и £ =
= 196 ГПа. В воздушной атмосфере никель обладает высокой
коррозионной стойкостью.
Никель — остро дефицитный металл. Его в больших количе-
ствах используют для легирования сталей и медных сплавов,
производства жаропрочных никелевых сплавов, материалов
электровакуумной техники, никелирования, производства ката-
лизаторов.
Металлургическая промышленность поставляет в виде като-
дов, слитков и гранул никель шести марок (ГОСТ 849—70):
Марка никеля ....... Н-0 Н-1у Н-1 Н-2 Н-3 Н-4
Ni + Со, %, не менее 99,99 99,95 99,93 99,8 98,6 97,6
Наиболее вредны примеси серы и легкоплавких металлов
(свинца, висмута и др.), обусловливающие горячеломкость при
прокатке. Сера практически нерастворима в твердом никеле н
образует сульфидную эвтектику, которая плавится при 645 °C
и вызывает горячеломкость. В никеле, подвергаемом горячей
прокатке, допускается не более 0,015 % S, 0,002 % РЬ и
0,002 % Bi. Горячеломкость, обусловленную примесью серы, мо-
гут устранить небольшие добавки марганца или магния, свя-
зывающих серу в сравнительно тугоплавкие сульфиды MnS и
MgS.
Технически чистый никель производят в виде листов и
прутков для использования в приборостроении и машинострое-
нии. Такой никель, называемый полуфабрикатным, выпускают
четырех марок (ГОСТ 492—73):
Марка никеля • • НП1 НП2 НПЗ НП4
Ni + Со, %, не менее 99,9 99,5 99,3 99,0
Никель образует непрерывные ряды твердых растворов
с медью (см. рис. 20.11), кобальтом, железом я марганцем.
В больших концентрациях (до 10... 40 %) в твердый раствор
замещения на основе никеля входят такие элементы, как хром,
молибден, вольфрам, титан и алюминий.
Ниже перечислено несколько сплавов специального назна-
чения, являющихся твердыми растворами (ГОСТ 492—73).
Никель марганцевый марки НМц2,5, содержащий 2,3—
3,3 % Мп, в виде проволоки применяют для изготовления све-
чей автомобильных, авиационных и тракторных двигателей.
36!
Хромель НХ9,5 (9,0—10,0 % Сг) и алюмель НМцАК2-2-1
(1,8—2,7 % Мп, 1,6—2,4 % А1 и 0,85—1,50 % Si)—сплавы для
широко известных хромель-алюмелевых термопар, предназна-
ченных для длительной работы до температуры 1100 °C.
Сплав НМЖМц28-2,5-1,5, содержащий 27,0—29,0 % Си,
2,0—3,0 % Fe, 1,2—1,8 % Мп и называемый монель-металлом,
отличается сочетанием высокой прочности и пластичности
(в отожженном состоянии ов = 500 МПа, 6 = 35%) с высокой
коррозионной стойкостью. Его применяют в химическом ма-
шиностроении и судостроении.
21.1. Особенности состава и структуры жаростойких
и жаропрочных сплавов
Легирование никеля хромом (более 15%) резко повышает жа-
ростойкость— способность сопротивляться газовой коррозии
при высоких температурах. Такое действие хрома обусловлено
образованием защитной пленки из оксида Сг2Оз и шпинели
NiCr2O4.
Широко известен жаростойкий сплав никеля с 20 % Сг —
нихром Х20Н80. Хром в этом сплаве полностью входит в твер-
дый раствор на основе никеля. Небольшие добавки кремния и
алюминия дополнительно повышают жаростойкость. Нихром
марки Х20Н80-Н (ГОСТ 10994—74), содержащий 20 ... 23 %
Сг и 1,0... 1,5 % Si, выпускают в виде проволоки и ленты для
электронагревательных элементов. Максимальная температура
работы этого сплава в воздушной среде— 1200 °C.
Нихром Х20Н80 используют и как литейный сплав для от-
ливки жаростойкой арматуры и деталей печного оборудования.
Узкий интервал кристаллизации нихрома (20...30°C) обеспе-
чивает получение плотных отливок.
Сплав — твердый раствор не может обладать высокой жаро-
прочностью. В жаропрочном сплаве должны быть дисперсные
частицы, тормозящие движение дислокаций. На базе нихрома
Х20Н80 в 40-е годы была разработана группа жаропрочных
сплавов, предназначенных для изготовления ответственных де-
талей авиационных газотурбинных двигателей: рабочих и соп-
ловых лопаток, дисков турбин. Эти никелевые сплавы, извест-
ные под названием «нимоник», содержат кроме хрома добавки
алюминия и титана, образующие твердый раствор на базе
соединения NisAl, в котором атомы алюминия частично заме-
щены титаном. Твердый раствор легирующих элементов в ни-
келе с г. ц. к. решеткой, по аналогии с г. ц. к. раствором в ста-
лях, называют аустенитом и обозначают буквой у, а интерме-
таллид Ni3(Al, Ti) называют у'-фазой. Для дополнительного
повышения жаропрочности в нимоники вводят кобальт, молиб-
ден, вольфрам, ниобий, тантал и другие элементы, главным об-
362
Рис. 21.1. Схема политермического раз-
реза многокомпонентной системы Ni—Сг—
Al—Ti (заштрихована область составов
промышленных жаропрочных сплавов)
Рис. 21.2. Микроструктура жаропроч-
ного никелевого сплава с большим
количеством v'-фазы (электронная
микроскопия, углеродная реплика,
оттененная платиной); X17000
разом тугоплавкие, которые входят в у-раствор и частично
в у'-фазу.
Высокую жаропрочность сплавов типа нимоник определяет
ряд особенностей их фазового состава и структуры.
На рис. 21.1 представлена схема политермического разреза
многокомпонентной системы Ni — Сг — Al — Ti. В начале ко-
ординат находится многокомпонентный у-твердый раствор леги-
рующих элементов в никеле, кристаллизующийся в сравни-
тельно узком интервале температур. По оси абсцисс отложено
суммарное содержание у'-образующих элементов—алюминия
и титана. Растворимость у'-фазы в у-фазе практически не из-
меняется при повышении температуры от 20 до ~ 800 °C и
сильно возрастает при более высоких температурах. Фаза у',
как и у-раствор, имеет г. ц. к. решетку, а периоды решеток
обеих фаз очень мало различаются. Это обусловливает хорошую
сопряженность решеток обеих фаз (когерентность) и очень
низкую межфазную энергию иа когерентной границе у/у'. По-
следнее, как следует из формул (2.6), (2.7) и (2.8), определяет
малый размер критического зародыша, низкую работу его обра-
зования и высокую скорость зарождения у'-фазы, т. е. боль-
шую ее дисперсность. Межфазная энергия является термодина-
мическим стимулом коагуляции выделений (см. п. 13.6). Низкая
межфазная энергия на границе у/у' обусловливает высокую
устойчивость частиц у'-фазы против коагуляции: дисперсность
этой фазы сохраняется длительное время при высоких темпера-
турах. Частицы у'-фазы выделяются из у-фазы в кубической
(рис. 21.2) или округлой форме. Чем больше у'-фазы в сплаве,
тем выше его жаропрочность. В отличие от большинства ин-
терметаллидов, отличающихся хрупкостью, у'-фаза сравни-
363
тельно пластична и даже у сплавов, где ее объемная доля
больше 50 %, уровень пластичности удовлетворяет требованиям,
предъявляемым к материалам для двигателей.
Важная характеристика — температура полного растворения
у'-фазы в у-фазе: чем выше эта температура, тем больше жа-
ропрочность сплава.
Тугоплавкие легирующие элементы (вольфрам, молибден,
ниобий, тантал и др.), растворенные в у- и у'-фазах, увели-
чивают силы межатомной связи, повышают температуру пол-
ного растворения у'-фазы и уменьшают диффузионную подвиж-
ность, затрудняя коагуляцию у'-частиц.
Во многие жаропрочные никелевые сплавы вводят микро-
добавку бора. Бор концентрируется на границах зерен, где
резко уменьшает диффузионную подвижность никеля, повышая
тем самым жаропрочность.
Современные жаропрочные никелевые сплавы — это мно-
гокомпонентные системы. Число легирующих элементов в них
доходит до 15 ... 17 (!).
Углерод, содержащийся в небольших количествах, образует
карбиды с переходными металлами (хром, вольфрам, молиб-
ден, ниобий и др.). Если эти карбиды образуются в виде гру-
бых включений или длинных пластин, то они вредны, так как
снижают пластичность и сопротивление усталости. Мелкие ком-
пактные выделения карбидов по границам зерен повышают
жаропрочность, особенно при температурах выше 1200 °C, ко-
гда количество у'-фазы из-за ее растворения в у-фазе значи-
тельно уменьшается.
Губительное влияние иа жаропрочность оказывают даже
ничтожные количества легкоплавких примесей (свинец, висмут,
сурьма), концентрирующихся по границам зерен. Содержание
этих примесей не должно превышать 10-3.. .10~* %.
Жаропрочные никелевые сплавы закаливают с температур
растворения у'-фазы с охлаждением на воздухе (чтобы умень-
шить закалочные напряжения). В высоколегированных сплавах
из-за большой пересыщенности у-раствора при охлаждении на
воздухе успевает выделиться в дисперсной форме большая доля
у'-фазы. Старение проводят при температурах, близких к ра-
бочим, или несколько выше их, чтобы при работе изделия его
структура оставалась стабильной.
21.2. Промышленные жаропрочные сплавы
Деформируемые сплавы
В соответствии с ГОСТ 5632—72 марка деформируемого сплава
(табл. 21.1) состоит из букв, обозначающих те же элементы,
что и при маркировке легированных сталей. Содержание леги-
рующих элементов в марке не отражено, но указано после
364
Таблица 21.1. Состав, режимы термообработки и максимальная
рабочая температура жаропрочных никелевых сплавов
Марка сплава Содержание. % Режим термообра- ботки Э« •хвш2
с Сг А1 Ti Другие элементы
ХН77ТЮР (ЭИ437Б) СО,07 19,0— 22,0 0,6— 1,0 2.4— 2,8 В 0,005— 0,008 Закалка с 1080 °C+ + старение при 750 °C, 16 Ч 750
ХН62БМКТЮ 0,04— 13,0— 2,4— 2,4— Со 9,0—11,0; Закалка 800
(ЭП742) 0,08 15,0 2,8 2,8 Мо 4,5—5,5; Nb 2,4—2,8; В до 0,01 с 1100 °C+ +старение при 860 °C, 8ч-Ь 760°С, 24 ч
ЖС6К 0,13— 0,20 10,5— 12,5 5-6 2,5— 3,0 Со 4.0—5,0; W 4,5—5,5; Мо 3,5—4,5 В 0,02 Закалка с 1200 °C 1050
буквы Н среднее содержание никеля — основы сплава. Более
употребительны условные обозначения сплавов, указанные
в скобках после стандартной марки (ЭИ..., ЭП... и др.).
В табл. 21.1 в качестве примера приведены два деформи-
руемых сплава.
Сплав ЭИ437Б относится к числу наименее легированных
сплавов типа нимоник; объемная доля у'-фазы в нем после ста-
рения ~10%. Сплав используют для изготовления рабочих
лопаток, колец и других деталей газовых турбин с рабочей
температурой до 750 °C.
Более легированный и более жаропрочный сплав ЭП742
после старения содержит 34 % (объемн.) у'-фазы и предназна-
чен для изготовления дисков газовых турбин с рабочими тем-
пературами до 800 °C. Если у сплава ЭИ437Б о™ = 300 МПа,
то у сплава ЭП742 Оц$ = 530 МПа и о“° = 400 МПа.
Литейные сплавы
На рис. 21.1 литейные сплавы находятся в правой части за-
штрихованной области. По сравнению с деформируемыми они
содержат большее количество у'-фазы и карбидов, в результате
чего имеют более высокую жаропрочность. Часть у'-фазы и
карбидов выделяется не из твердого у-раствора, а имеет эвтек-
тическое происхождение. Объемная доля у'-фазы в наиболее
365
жаропрочных литейных сплавах достигает 60%, т. е. эта фаза
становится основной (см. рис. 21.2).
В сложнолегированных сплавах для обеспечения высокой
жаропрочности концентрация хрома должна быть ниже (8 %
и менее), чем в классическом нимонике на базе нихрома
Х20Н80. Для защиты сплавов от окисления используют алити-
рование и покрытия, в частности оксидные пленки на основе
А120з, полученные осаждением в вакууме на поверхности де-
тали.
Применение литейных сплавов позволяет повысить темпе-
ратуру газового потока в турбине на 200 °C и более не только
за счет повышения жаропрочности самого сплава, но и за счет
возможности изготовить способом литья тонкостенные лопатки
с внутренней системой каналов для охлаждения. Такие ло-
патки получают в вакууме методом точного литья.
В табл. 21.1 в качестве примера приведен жаропрочный
литейный сплав для лопаток марки ЖС6К; сплав содержит
45 % у'-фазы.
В лопатке основная нагрузка действует в продольном на-
правлении, и разрушение всегда начинается с поперечных гра-
ниц зерен в местах выхода таких границ на поверхность ло-
патки. Для устранения поперечных
границ зерен используют техноло-
гию литья лопаток с направленной
кристаллизацией. Расплав после
заливки в сильно разогретую обо-
лочковую форму из специальной
керамики со скоростью 20 см/мин
опускают в легкоплавкий жидкий
металл, в результате чего в усло-
виях направленного теплоотвода
с высоким градиентом температур
формируется направленная столб-
чатая структура без поперечных
границ (рис. 21.3). Направленная
столбчатая структура по сравнению
с равноосной позволяет повысить
рабочую температуру лопаток на
60 °C.
Еще больший эффект можно по-
лучить при литье лопаток с моно-
кристаллической структурой. Для
этого используют такую затравку,
Рис. 21.3. Столбчатая структура протравлен-
ной поверхности лопатки из жаропрочного
литейного никелевого сплава, полученной
методом направленной кристаллизации
366
чтобы в продольном направлении лопатки находилась ось
<100> монокристалла. В этом кристаллографическом направ-
лении модуль упругости минимален и, следовательно, мини-
мальны термические напряжения, которые пропорциональны
модулю упругости. В результате резко возрастает сопротивле-
ние термической усталости: число термических циклов до раз-
рушения увеличивается в 2.. .3 раза.
Глава 22
ЦИНК, СВИНЕЦ, ОЛОВО И ИХ СПЛАВЫ
22.1. Цинк и цинковые сплавы
Цинк имеет г. п. решетку и плавится при температуре
419,5 °C. Плотность цинка при 20 °C равна 7,13 г/см3.
В соответствии с ГОСТ 3640—79 выпускают цинк девяти
марок. Наивысшую чистоту — 99,997 % Zn имеет цинк марки
ЦВ00, наинизшую — 97,5 % Zn— марки ЦЗ.
Из технически чистого цинка производят листы, используе-
мые в полиграфии и для изготовления химических источников
тока, в частности корпусов электрических батареек.
Цинковые сплавы (табл. 22.1) подразделяют на литейные
(ГОСТ 25140—82) и антифрикционные (ГОСТ 21437—75).
Промышленные цинковые сплавы разработаны на базе систем
Zn—Al и Zn—Al—Си.
Таблица 22.1. Состав и гарантируемые механические свойства
цинков'ых сплавов
Марка сплава Содержание, % <гв> МПа в, %
А1 1 Cu 1 Mg
Литейные сплавы
ЦА4 3,5—4,5 — 0,02—0,06 260 1,8
ЦА4М1 3,5—4,5 0,7—1,3 0,02—0,06 270 1.7
ЦА4МЗ 3,5—4,5 2,5—3,7 0,02—0,06 290 1.5
Антифрикционные сплавы
ЦАМ9-1.5
ЦАМ10-5
9,0—11,0 1,0—2,0 0,03—0,06 300 10,0
9,0—12,0 4,0—5,5 0,03—0,06 350 4,0
Примечание. Для литейных сплавов
наем, для антифрикционных — к прокату.
свойства относятся к литью под давле-
367
Литейный сплав ЦА4 близок по составу к эвтектике в си-
стеме Zn—Al (см. рис. 17.5,а). Алюминиевый а-раствор в эв-
тектике при температуре ниже 275 °C должен претерпевать
монотектоидный распад. При литье тонкостенных деталей
сильно пересыщенный а-раствор может переохладиться до
комнатной температуры, при которой ои медленно, в течение
нескольких месяцев, распадается, что приводит к изменению
размеров детали. Добавка магния (до 0,1 %) увеличивает
стойкость алюминиевого раствора против распада, повышая
тем самым размерную стабильность. Кроме того, такая до-
бавка магния увеличивает коррозионную стойкость сплава.
Поэтому все цинковые сплавы содержат магний.
Легирование медью сплава Zn — 4 % Al повышает его
прочность. Из литейных сплавов наиболее прочен сплав
ЦА4МЗ (см. табл. 22.1).
В тройной системе Zn—Al—Си на рис. 22.1 показаны об-
ласти первичной кристаллизации твердого раствора т) на базе
цинка, интерметаллида e(CuZns) и твердого раствора а на
базе алюминия (обозначения ц и е взяты из системы Си—Zn
на рис. 20.4, а—из системы А1—Zn на рис. 17.5,а). Структур-
ными составляющими в сплаве ЦА4МЗ являются двойная эв-
тектика т] + е и тройная эвтектика т] + е+а. Кроме того, в за-
висимости от состава в пределах допусков по ГОСТу в этом
сплаве можно обнаружить первичные кристаллы е или т].
Все литейные цинковые сплавы имеют очень узкий интер-
вал кристаллизации, содержат много эвтектики, поэтому об-
ладают большой жидкотекучестью и дают плотные отливки.
Цинковые сплавы особенно привлекательны для литья под
давлением: низкая температура ликвидуса определяет легкие
условия работы пресс-форм, а высокая жидкотекучесть по-
зволяет отливать тонкостенные детали сложной конфигура-
ции. Цинковые сплавы широко используют для литья под
давлением в автомобильной, тракторной и электротехнической
промышленности, в производстве конторского оборудования,
бытовой техники. Из них отливают корпусные и декоратив-
ные детали. Последние легко хромировать и никелировать.
Литейные сплавы с повышенной коррозионной стойкостью со-
держат меньше примесей и обозначаются буквой «о» в конце
марки. Например, в сплаве ЦА4 допускается 0,01 % РЬ,
а в сплаве ЦА4о — 0,005 % РЬ.
Антифрикционные цинковые сплавы используют для от-
ливки подшипников скольжения и в виде прокатанных полос
для изготовления направляющих скольжения металлорежу-
щих станков. Эти сплавы являются заменителями более де-
фицитных оловянных бронз и баббитов (см. ниже п. 22.2)
в узлах трения при сравнительно небольших скоростях сколь-
жения. Например, сплав ЦАМ 10-5 используют при скоростях
368
скольжения до 8 м/с, а баббит
Б83 — до 50 м/с.
В соответствии с диаграммой
состояния на рис. 22.1, в сплаве
ЦАМ10-5 первично кристалли-
зуется а-раствор на базе алюми-
ния, затем двойная эвтектика
а+е и тройная эвтектика а +
+ е+т].
Рнс. 22.1. Поверхность ликвидуса си-
стемы Zn— Al—Си
22.2. Свинец, олово и их сплавы
Свинец и олово — легкоплавкие металлы. Точка плавления
свинца 327 °C, олова — 232 °C.
Свинец имеет г. ц. к. решетку; его плотность при 20 °C
равна 11,4 г/смэ.
Олово существует в двух модификациях. В интервале тем-
ператур от +13 °C до точки плавления термодинамически ста-
бильно белое олово (р) с тетрагональной решеткой и металли-
ческим типом межатомных связей, а ниже +13°С —серое
олово (а) с кубической решеткой алмаза и ковалентным типом
связей. Белое олово пластичное, серое — хрупкое. Плотность бе-
лого олова при 20 °C равна 7,3 г/см3.
Для ковалентных кристаллов характерна менее плотная
упаковка атомов, и переход белого олова в серое сопровожда-
ется увеличением удельного объема на 27%. Такое резкое уве-
личение удельного объема при полиморфном превращении обу-
словливает следующие его особенности.
Внутри объема белого олова зарождение серого олова
сильно затруднено [большая величина AGynp в формуле (2.9)],
и превращение начинается на открытой поверхности белого
олова. На светлой поверхности появляются серые бугорки
с трещинами. Растрескивание происходит из-за возникновения
напряжений, вызванных увеличением удельного объема, и хруп-
кости серого олова. Развитие 0->-а превращения может при-
вести к переходу монолитного олова в порошок. Это явление
в те времена, когда не была понятна его природа, получило на-
звание оловянной чумы.
Самопроизвольное зарождение серого олова в белом столь
затруднительно, что металлическое белое олово длительное
время может существовать в метастабильном переохлажденном
состоянии при температурах ниже +13 °C. Лишь на сильном
морозе происходит превращение белого олова в серое. Ско-
рость этого превращения при понижении температуры прохо-
дит через максимум около —30 °C и падает практически до
куля при температурах около —80 °C.
369
-’4 2542
Промышленность производит свинец (ГОСТ 3778—77) чи-
стотой от 99,992 (марка СО) до 99,5 % (марка СЗС) и олово
(ГОСТ 860—75) чистотой от 99,999 (марка ОВЧ-ООО) до
96,43 % (марка 04).
Свинец и олово обладают низкой прочностью. Их нельзя
упрочнить холодной деформацией, так как при комнатной тем-
пературе эти легкоплавкие металлы рекристаллизуются. Сплавы
на основе свинца и олова используют как антифрикционные
материалы, припои и для отливки типографского шрифта.
Антифрикционные сплавы на основе свинца и олова назы-
вают баббитами (ГОСТ 1320—74). Их структура, согласно
правилу Шарпи, должна слагаться минимум из двух состав-
ляющих: более мягкая и пластичная составляющая, являю-
щаяся основой сплава, обеспечивает прирабатываемость под-
шипника к шейке вала, а включения более твердой составляю-
щей понижают коэффициент трения. Твердые кристаллы,
воспринимая нагрузку, вдавливаются в мягкую основу. Составы
баббитов приведены в табл. 22.2.
Баббит Б83 — сплав на оловянной основе. Если бы он не со-
держал меди, структура должна была бы слагаться из первич-
ных 0-кристаллов (твердые включения) и перитектических
a-кристаллов раствора сурьмы в олове (рис. 22.2). Фаза 0 яв-
ляется раствором на базе SnSb. На рис. 22.3 светлые кри-
сталлы— 0, а темный фон—а-раствор, границы зерен которого
не выявлены (ср. с рис. 3.19). Добавка меди образует соедине-
ние CueSns, которое, первично кристаллизуясь в разветвленной
форме, мешает всплыванию более легких 0-кристаллов. Кроме
того, кристаллы CueSns, наряду с 0-фазой, являются необходи-
мыми твердыми включениями. Вкладыши из баббита Б83 очень
хорошо прирабатываются к валу и могут работать при боль-
ших окружных скоростях. Недостаток этого баббита — высокое
содержание остро дефицитного олова.
Баббит Б16 — сплав на свинцовой основе. В нем первично
кристаллизуются иглы CueSn5, предотвращающие всплывание
0-кристаллов (SnSb). Твердые включения CueSn5 и 0 распре-
Таблица 22.2. Состав баббитов и максимальные значения
удельного давления и окружной скорости
Марка сплава Содержанке, % Р. к Гс/см“ м/с
РЬ Sn Sb Си Са другие элементы
Б83 — Ост. 10,0— 12,0 5,5— 6,5 150 50
Б16 Ост. 15,0— 17,0 15,0— 17,0 1,5- 2,0 — 100 30
БК2 Ост. 1,5- 2,1 — — 0,30— 0,55 Na 0,20—0,40; Mg 0,01—0,05 150 15
370
Рис. 22.2. Диаграмма состояния си-
стемы Sn—Sb
Рнс. 22.3. Микроструктура баббита
Б83; Х250
делены в мягкой эвтектике а + р, где а — раствор на основе
свинца (рис. 22.4). Баббит Б16 используют при меньших ско-
ростях, чем сплав Б83. Черные ободки вокруг светлых 0-кри-
сталлов—a-фаза из эвтектики (см. п. 3.2).
Кальциевые баббиты (ГОСТ 1209—78) используют на же-
лезнодорожном транспорте для заливки вкладышей подшипни-
ков. Структура этого баббита состоит из пластичной основы —
а-раствора на основе свинца (натрий и олово входят в а-рас-
твор) и твердых включений РЬ3Са (рис. 22.5). Достоинство
Рнс. 22.4, Микроструктура баббита
Б16; Х250
этих баббитов — отсутствие
или малое содержание дефи-
цитного олова.
24*
Са.,%
Рис. 22.5. Диаграмма состояния си-
стемы РЬ—Са
371
Часть 2 РЕНТГЕНОГРАФИЯ
И ЭЛЕКТРОННАЯ
МИКРОСКОПИЯ
Глава 23
ФИЗИЧЕСКИЕ ОСНОВЫ РЕНТГЕНОГРАФИИ
23.1. Природа и свойства рентгеновских лучей,
их получение и регистрация
Рентгеновские лучи представляют собой электромагнитные ко-
лебания (как и видимый свет, радиоволны и пр.).. Любое волно-
вое излучение, в том числе рентгеновское, характеризуется дли-
ной волны X, которая, являясь мерой энергии излучения, оп-
ределяет его свойства. (Так, например, цвет излучения видимого
света определяется длиной его волны). Рентгеновское излуче-
ние — коротковолновое. Длины волн рентгеновских лучей, ис-
пользуемых для анализа металлических материалов, лежат
в интервале ~ 0,05. . 0,25 нм. (Для сравнения укажем, что
длины волн видимого света находятся в интервале 400...
700 им).
Лучистая энергия проявляет себя в двух взаимодополняю-
щих видах: волновом и корпускулярном. Для объяснения од-
них явлений выгоднее рассматривать рентгеновское излучение
как волновой процесс, характеризуя его длиной волны, для
других — как поток квазичастиц, называемых рентгеновскими
фотонами. Последние представляют собой кванты электромаг-
нитного поля, обладающие энергией e=ftv=hc/X, где v — ча-
стота электромагнитных колебаний, h—постоянная Плаика и
с — скорость света. Поскольку частота колебаний рентгенов-
ского излучения примерно в 1000 раз превышает частоту види-
мого света, энергия рентгеновского фотона значительно больше
энергии фотона видимого света.
Длины волн рентгеновского излучения сопоставимы по по-
рядку величины с межатомными расстояниями в твердых и
жидких телах. Вместе с тем, энергия рентгеновских фотонов
сравнима с энергией связи электронов, находящихся в атомах
на наиболее глубоких оболочках. Указанные особенности рент-
геновского излучения — малая длина волны и большая энергия
фотона — обусловливают ряд его уникальных свойств:
способность рентгеновских лучей проходить сквозь непро-
зрачные для световых лучей тела (чем меньше длина волны,
тем больше энергия рентгеновского излучения, тем более «жест-
ким» оно называется, тем «легче» проходит сквозь вещество);
372
способность выбивать из атомов электроны, т. е. ионизиро-
вать их, что вызывает биологическое действие (ионизацию мо-
лекул, входящих в состав крови и тканей живого организма),
фотографическое действие (разложение молекул бромистого
серебра, входящих в состав фотоэмульсии), люминесценцию
(свечение) некоторых материалов, вторичное (флуоресцентное)
рентгеновское излучение;
отсутствие зеркального отражения от плоских поверхностей
(связанное с проникающей способностью рентгеновских лучей,
а также с тем, что для волн столь малой длины любая поверх-
ность является шероховатой);
практически полное отсутствие преломления (коэффициент
преломления п почти не отличается от единицы: 1—п~10~5);
способность дифрагировать (т. е. закономерно отклоняться
от первоначального направления) при прохождении через кри-
сталлические вещества.
Рентгеновские лучи получают в большинстве случаев 1 в ка-
тодно-лучевых трубках специальной конструкции (рис. 23.1).
Трубка представляет собой вакуумированный стеклянный бал-
лон 7, внутри которого размещены катод и анод. Катод в форме
спирали 1 из вольфрамовой проволоки нагревается до
~2200 °C при пропускании через него электрического тока.
В результате термоэлектронной эмиссии около поверхности ка-
тода образуется электронное облако. При приложении разно-
сти потенциалов между катодом и анодом электроны устрем-
Рнс. 23.1. Схема рентгеновской трубки для структурного анализа:
/ — вольфрамовая спираль (катод); 2 — фокусирующий колпачок; 3 —
окна для выпуска рентгеновских лучей; 4— анод; 5 — зеркало анода;
6 — защитный кожух; 7 — стеклянный баллон
1 Возможно получение рентгеновских лучей в бетатронах (ускорителях
электронов) и синхротронах (ускорителях протонов).
373
ляются к аноду 4. Для получения узкого электронного пучка
в трубке имеется собирательная электростатическая линза —
отрицательно заряженный фокусирующий колпачок 2. Элек-
троны отталкиваются электростатическим зарядом поверхности
колпачка и проходят через узкое центральное отверстие в нем.
В результате электронами бомбардируется не весь анод, а лишь
ограниченная площадка на его поверхности — так называемый
«фокус трубки». Различают трубки с нормальным фокусом
(площадью 6...7 мм2) и острым фокусом (сотые-тысячные доли
квадратного миллиметра). Последние применяют для специаль-
ных исследований, например получения рентгенограмм с высо-
ким разрешением.
Электроны с зарядом е, массой т, движущиеся со скоро-
стью v под действием разности потенциалов U, обладают ки-
нетической энергией mv2/2=Ue. Попадая в анод, они теряют
кинетическую энергию. Большая часть энергии пучка (~99%)
переходит в тепловую — анод разогревается. Поэтому в рент-
геновских трубках предусмотрено охлаждение анода (как пра-
вило проточной водой), а сам он выполнен из теплопроводного
материала — меди. Бомбардируемую электронами поверхность
анода покрывают слоем того материала, характеристическое
излучение которого необходимо получить. Эта поверхность на-
зывается зеркалом анода. В дальнейшем изложении под сло-
восочетанием «материал анода» будет подразумеваться, как
это общепринято, не медь, составляющая тело анода, а мате-
риал зеркала анода.
Оставшаяся часть кинетической энергии (~ 1 %) переходит
в энергию рентгеновского излучения, которое испускается из
фокуса трубки во всех направлениях. Для защиты обслужи-
вающего персонала от облучения трубка снабжена медным за-
щитным кожухом 6, поглощающим рентгеновское излучение.
Лучи выпускаются лишь в двух—четырех направлениях через
специальные окна 3 в кожухе. Поскольку поглощение рентгенов-
ских лучей материалом преграды уменьшается с его атомным
номером Z (см. п. 23.3), окна выполняют из бериллия (Z = 4).
Рентгеновское излучение невидимо. Для регистрации рент-
геновских лучей используют их способность выбивать элек-
троны из атомов. В рентгеновском анализе металлических ма-
териалов применяют три метода регистрации — люминесцент-
ный, фотографический и регистрацию с помощью счетчиков
рентгеновских квантов.
Люминесцентный метод позволяет наблюдать пространст-
венное распределение интенсивности рентгеновского излучения
благодаря свечению экранов, покрытых люминофорами. Как
правило, в качестве люминофоров используют смесь ZnS +
+ CdS, дающую желто-зеленое свечение. Малая чувствитель-
ность и отсутствие документальности обусловливают сравии-
374
тельно редкое использование этого метода и ограничивают об-
ласть его применения лишь дефектоскопией.
Фотографический метод обладает гораздо большей чувстви-
тельностью, а также документальностью, потому широко при-
меняется. Рентгеновские лучи поглощаются фотоэмульсией
значительно слабее, чем световые, поэтому для их регистра-
ции используют специальную рентгеновскую пленку. Для уве-
личения чувствительности эмульсии в ней содержится сущест-
венно больше бромистого серебра, чем в обычных фотомате-
риалах. Кроме того, эмульсию наносят на пленку с двух
сторон. Тем не менее для достижения заметного почернения
пленки под действием рентгеновских лучей экспозиция при
съемке может достигать нескольких часов.
С помощью фотометода регистрируют пространственное рас-
пределение интенсивности излучения. Величину интенсивности
в каждой точке пространства определяют по плотности почер-
нения соответствующей точки рентгенограммы, оценивая ее на
глаз или с помощью специального прибора-микрофотометра.
Регистрация с помощью счетчиков рентгеновских квантов
позволяет непосредственно измерять интенсивность рентгенов-
ского излучения в той точке пространства, где располагается
счетчик. Такой метод регистрации рентгеновского излучения
называется дифрактометрией, а соответствующие аппараты —
дифрактометрами. Дифрактометры снабжены гониометрами —
устройствами для высокоточного углового перемещения счет-
Гис. 23-2. Принципиальная схема дифрактометра
375
чика в плоскости вокруг исследуемого образца. В отличие от
фотометода, дающего наглядное изображение пространствен-
ного распределения интенсивности рентгеновского излучения,
дифрактометрия позволяет получить угловое распределение
интенсивности обычно лишь в плоскости вращения счетчика
(рис. 23.2). Кроме того, при дифрактометрии измерения
в каждой точке пространства производятся в разные моменты
времени, что осложняет их сопоставление. Вместе с тем, суще-
ственно более высокая точность измерения интенсивности, бы-
строта получения информации в каждой точке и возможность
непосредственного вывода ее с дифрактометра на ЭВМ откры-
вают широкие возможности использования этого метода и для
решения научных задач, и для контроля качества продукции
иа производстве. Современные отечественные дифрактометры
общего назначения ДРОН-УМ 1, ДРОН-4 снабжены ЭВМ, ко-
торые позволяют управлять их работой и обрабатывать полу-
чаемые экспериментальные данные.
23.2. Спектры рентгеновских лучей
Испускаемое анодом рентгеновской трубки излучение пред-
ставляет собой набор разных по интенсивности электромагнит-
ных волн с разными длинами X. Характер распределения ин-
тенсивности по длинам волн (спектры рентгеновских лучей)
позволяет разделить рентгеновское излучение иа два вида: со
сплошным спектром и характеристическое.
Излучение со сплошным спектром. Сплошной спектр рент-
геновских лучей, называемый также непрерывным или тормоз-
ным, показан на рис. 23.3, а*. Он имеет следующие особенно-,
сти:
при заданном напряжении на трубке U возникают лучи
с длинами волн, большими некоторой К; существуют лучи
с длиной волны лт, интенсивность которых максимальна;
с ростом напряжения на трубке коротковолновая граница
Хо и величина смещаются в сторону коротких длин волн;
одновременно возрастает интенсивность излучения для каждой
длины волны и интегральная интенсивность излучения всего
спектра.
Указанные особенности обусловлены характером взаимо-
действия бомбардирующих электронов с веществом анода.
Влетающий в анод электрон тормозится кулоновским полем
атома. При торможении движущегося заряда возникает электро-
магнитный импульс. Множество тормозящихся электронов соз-
* По оси ординат при построении спектров откладывают плотность ин-
тенсивности /х, являющуюся производной интенсивности по длиие волны
Ix.= dl/d)..
376
Рис. 23.3. Схемы спектров рентгеновских лучей (масштабы по осям ордннат на
рис. о и б не совпадают):
а сплошной спектр, ^1<^г<^з<^воз<5; б — характеристический спектр, ^ВОзб <
<U<<Ut
дают множество импульсов — возникает рентгеновское излуче-
ние, называемые тормозным.
Если электрон полностью теряет кинетическую энергию при
первом же столкновении с атомом анода, возникает рентге-
новский фотон с максимально возможным при данном напря-
жении на трубке квантом энергии hvmax=mv2/2— Ue, что со-
ответствует минимально возможной длине волны X<y=c/vmai-
Такой процесс маловероятен и происходит сравнительно редко.
Как правило электрон полностью тормозится после ряда по-
следовательных столкновений с разными атомами. При этом
в каждом акте торможения электрон отдает часть своей энер-
гии, что приводит к возникновению электромагнитных импуль-
сов с меньшими энергиями и, соответственно, с частотами
vi<vmax, т. е. к возникновению рентгеновских лучей с X,Обо-
при непрерывной бомбардировке анода электронами возни-
кает совокупность рентгеновских фотонов с бесконечно близ-
кими энергиями, образующих сплошной спектр.
Вероятность возникновения фотонов с разными энергиями
такова, что наиболее интенсивным оказывается излучение
с длиной волны Хт~1,5Ло (это соотношение справедливо для
любого напряжения на трубке).
Мощность тормозного рентгеновского излучения пропорци-
ональна квадрату напряжения иа трубке, току трубки и атом-
ному номеру материала анода iTZU2. Поэтому при проведении
исследований, в которых используется излучение со сплошным
спектром, выгодно применять трубку с вольфрамовым аночом
при напряжениях 50.. .80 кВ.
Излучение с характеристическим спектром. При повышении
напряжения иа трубке по достижении определенной для каж-
377
дого материала аиода величины £7ВОзб интенсивность лучей
с некоторыми длинами волн резко возрастает, намного превы-
шая интенсивность остальных лучей сплошного спектра. В ре-
зультате на фоне сплошного спектра появляются пики (рис.
23.3,6), положение которых зависит от материала анода. При
дальнейшем повышении напряжения на трубке (см. рис.
23.3,6, Us>Ui) интенсивность всех лучей спектра, в том числе
и пиков, возрастает, а положение пиков не изменяется. По-
скольку каждый химический элемент дает свое, только для
него характерное расположение пиков в рентгеновском спектре,
не зависящее от напряжения на трубке, такой спектр называ-
ется характеристическим.
Появление характеристического излучения обусловлено
ионизацией атомов аиода. Если бомбардирующие аиод элек-
троны обладают достаточной кинетической энергией, они спо-
собны выбивать электроны с внутренних электронных оболо-
чек атомов (так называемая «глубинная ионизация», рис. 23.4, а,
6). Образующиеся при этом вакансии заполняются электро-
нами с более удаленных от ядра оболочек, где их энергия
выше (рис. 23.4,в). При переходе с более высокого на возбуж-
денный низкий энергетический уровень электрон отдает изли-
шек энергии, который выделяется в виде кванта электромаг-
нитного излучения — рентгеновского фотона (рис. 23.4, д).
Рассеянный
первичный электрон
Выбитый.
орбитальный электрон
Рис. 23.4. Схема возникновения рентгеновского излучения или Оже-электрона при глу-
бинной ионизации атома анода:
с — исходное состояние; б — глубинная ионизация атома; в — электронный переход
высвобождением кванта энергии; г — испускание Оже-электрона; d — рентгеновское
характеристическое излучение
378
~Сер4еЛ
переходов,
характера-
Рис. 23.5. Схема электронных
приводящих к возникновению
стических рентгеновских спектров
(Возможна передача избытка
энергии валентному электрону,
который при этом отрывается
от атома — возникает так на-
зываемый Оже-электрон, рис.
23.4, а — подробнее см. в п.
28.5). Частота возникшего из-
лучения определяется уравне-
нием /rv = 8i—B2, W ei и е2—
энергии электрона на покидае-
мом (более высоком) и воз-
бужденном (низком) уровнях.
Поскольку энергетические
уровни в атомах квантованы,
энергии возникающих рентге-
новских фотонов (соответ-
ственно и длины воли) имеют
строго определенные величины,
характерные для каждого химического элемента. Это позволяет
использовать характеристические рентгеновские спектры для
анализа элементного состава вещества (реитгеноспектральный
анализ).
Не все бомбардирующие электроны вызывают глубинную
ионизацию атомов анода — часть их тормозится, создавая
сплошной спектр. Однако соотношение вероятностей торможе-
ния и ионизации таково, что интенсивность характеристиче-
ского излучения намного выше, чем сплошного, что позволяет
говорить о «линейчатости» такого спектра.
Возможные энергетические переходы ограничены известным
в квантовой механике «правилом отбора». Так, например, при
возбуждении /(-уровня на него могут переходить электроны
лишь со вторых и третьих подуровней L, М- и /V-уровней
(рис. 23.5). Рентгеновские лучи, возникающие при переходах
электронов на одинаковый возбужденный уровень, составляют
одну спектральную серию, называемую по наименованию воз-
бужденного уровня К-, L- или М-серией. В реитгеноструктур-
ном анализе используют лучи наиболее жесткой /(-серии. Излу-
чения, возникающие при переходах с разных энергетических
уровней внутри серий, обозначают буквами греческого алфавита.
Так при переходе L-+-K возбуждается излучение Ка, а М->-
->К—излучение Кц. Излучения, возникающие при переходах
с третьего L3 и второго L2 подуровней уровня L на уровень
Х(£^>К и L2-+K), обозначают соответственно Ка, и Каг, они
составляют так называемый /Са-дублет.
Вероятности электронных переходов между разными энер-
гетическими уровнями неодинаковы, в связи с чем различна и
относительная интенсивность излучений с разными длинами
379
Таблица 23.1. Длины волн Ка-излучений
и потенциалы возбуждения 1/в(1зб К-серий наиболее распространенных
материалов анода
Материал аиода Z К, им "возе- *в
“ср
Сг 24 0,22896 0,22935 0,22909 6,0
Fe 26 0,19359 0,19399 0,19373 7,1
Со 27 0,17889 0,17928 0,17902 7,7
Си 29 0,15405 0,15443 0,15418 8,9
Мо 42 0,07093 0,07135 0,07107 20,0
’Чр =<2Ч + Ч>/3-
волн. Интенсивности излучений К-серии находятся в следую-
щем примерном соотношении: /а,:/а,: I р = 100 : 50 : 20.
Поскольку закономерность построения электронных оболо-
чек у всех атомов одинакова, соотношение между длинами
волн одноименных линий в /(-сериях разных химических эле-
ментов примерно постоянно и составляет Хо: Хр = 1,09.
Абсолютные величины длин воли характеристических из-
лучений, как уже указывалось, зависят от порядкового номера
Z излучающего атома. Согласно закону Мозли, они обратно
пропорциональны Z2. Длины волн характеристических лучей
наиболее употребимых материалов анода приведены в табл.
23.1.
Для возбуждения какой-либо серии энергия бомбарди-
рующих электронов должна быть не менее энергии связи элек-
тронов с атомом иа ионизируемом уровне. Поскольку энергия
связи максимальна для электронов /(-уровня, то при возбуж-
дении /(-серии одновременно возникают и остальные возмож-
ные для данного химического элемента серии рентгеновских
лучей, иа возбуждение которых требуется меньшая энергия.
Напряжения на рентгеновской трубке, необходимые для воз-
буждения /(-серий,— потенциалы возбуждения наиболее упо-
требляемых материалов аиода, приведены в табл. 23.1. Потен-
циал возбуждения возрастает с атомным номером материала
анода, поскольку при этом увеличивается энергия связи элек-
тронов с атомом.
Для получения наибольшей разницы в интенсивностях ха-
рактеристических пиков и сплошного спектра (неизбежно со-
путствующего характеристическому излучению) к трубке при-
кладывают разность потенциалов Сраб=3.. .4 £7ВОЭб- Величины
рабочих напряжений на трубке составляют, как правило, 20...
60 кВ.
380
23.3. Явления, сопровождающие прохождение
рентгеновских лучей через вещество
Ослабление рентгеновских лучей
Если на пути пучка рентгеновских лучей поставить материаль-
ную преграду, интенсивность прошедших через преграду лучей
уменьшится по сравнению с интенсивностью первичного пучка.
Ослабление любого излучения при прохождении через одно-
родное вещество подчиняется общему закону, согласно кото-
рому в равных толщинах одного и того же вещества поглоща-
ются равные доли энергии одного и того же излучения.
Другими словами, в каждом равиотолщинном слое Ах интен-
сивность проходящего излучения падает на величину А/, про-
порциональную интенсивности лучей, входящих в слой.
Найдем соотношение между интенсивностями первичного /0
и прошедшего /( через преграду толщиной t пучков рентгенов-
ских лучей. Пусть на глубине х от облучаемой поверхности
интенсивность лучей равна / (рис. 23.6). При прохождении
слоя толщиной dx эта интенсивность уменьшится на величину
—dl, связанную с величиной / коэффициентом пропорциональ-
ности р, значение которого зависит от материала преграды:
—dl = lpdx. Разделив переменные и интегрируя по всей тол-
щине преграды, получим
't t
/о о
откуда In(It/Io) ——pt и окончательно
(23.1)
Полученное выражение называют законом ослабления рент-
геновских лучей. Коэффициент пропорциональности р называ-
ется линейным коэффициентом ослаб-
ления. Ои характеризует уменьшение
интенсивности рентгеновских лучей
при прохождении слоя единичной тол-
цины р = 1п (/о/А=|)-
Рентгеновские лучи теряют энер-
гию в результате взаимодействия
< атомами преграды, поэтому умень-
шение интенсивности лучей пропор-
ционально числу атомов, находящихся
на их пути. В 1 г данного вещества,
независимо от его состояния, содер-
жится постоянное число атомов. Сле-
Рис. 23.6. Схема к выводу за-
кона ослабления рентгеновских
лучей
довательно, потеря интенсивности
рентгеновскими лучами данного спек-
381
трального состава при прохождении 1 г данного вещества, на-
ходящегося в любом агрегатном состоянии, при любых темпе-
ратурах и давлениях, является постоянной величиной. Поэтому
в качестве справочных данных приводят значения коэффициента
ослабления, нормированного на плотность р, который называ-
ется массовым коэффициентом ослабления р/р. Величину ли-
нейного коэффициента ослабления для расчетов по формуле
(23.1) получают, умножая массовый коэффициент на плотность
вещества, для которого ведется расчет.
Наглядной характеристикой ослабляющего действия дан-
ной материальной преграды служит слой половинного ослабле-
ния, т. е. толщина слоя, при прохождении которого интенсив-
ность рентгеновских лучей уменьшается вдвое. Подставив
в уравнение (23.1) величину /0//(1/9=2, получим /1/2 = ln2/p =
= 0,693/р.
Ослабление рентгеновских лучей происходит в основном
в результате двух процессов: фотоэлектрического поглощения
и когерентного рассеяния (образованием электронно-позитрон-
ных пар и «комптоновским» (некогерентным) рассеянием для
обычно используемых в рентгеновском анализе лучей с дли-
нами волн более 0,05 им можно пренебречь).
Уменьшение интенсивности за счет указанных процессов
характеризуется линейными и массовыми коэффициентами:
для случая поглощения их обозначают т и т/р, а для случая
рассеяния — о и о/p соответственно. Поскольку процессы по-
глощения и рассеяния протекают независимо один от другого,
общее ослабление интенсивности рентгеновских лучей опреде-
ляется простым суммированием уменьшения интенсивности за
счет каждого из этих процессов, а линейный и массовый ко-
эффициенты ослабления являются суммой соответствующих
коэффициентов поглощения и рассеяния р=т + <т и р/р =
=т/р + о/р.
Вычисление величины с/р при допущении, что порядковые
номера элементов примерно вдвое меньше их атомных масс
ZIAzs\l2, дает значение о/р«0,2 см2/г для любого элемента.
Следовательно, можно считать, что
р/р = т/р + 0,2. (23.2)
В случае, если вещество преграды состоит из атомов раз-
ных химических элементов, массовый коэффициент ослабле-
ния р/р является аддитивной величиной, складывающейся из
массовых коэффициентов ослабления всех входящих в состав
преграды атомов (р/р), с учетом их доли по массе рр.
Н/р = Е(|*/р)»Рь
i
382
Знание закономерностей процессов поглощения и рассея-
ния позволяет интерпретировать рентгенограммы, поэтому не-
обходимо кратко рассмотреть физическую сущность этих про-
цессов.
Фотоэлектрическое поглощение
Рентгеновское излучение, проходя через вещество, отдает
энергию электронам встречающихся на его пути атомов. Полу-
чив дополнительную энергию, электрон уходит со своего энер-
гетического уровня: происходит ионизация атома с образова-
нием фотоэлектрона (фотоэлектрический эффект). Такой ме-
ханизм потери энергии рентгеновским излучением называют
фотоэлектрическим поглощением.
Уход электронов с внутренних оболочек атомов (глубин-
ная ионизация) приводит к возникновению характеристиче-
ского рентгеновского излучения точно так же, как это описано
в п. 23.2 для случая бомбардировки анода быстрыми электро-
нами. Таким образом, материал преграды может под дейст-
вием первичного пучка рентгеновских лучей сам становиться
источником характеристического рентгеновского излучения, ко-
торое называют вторичным или флуоресцентным излучением.
Для возникновения какой-либо серии вторичного характери-
стического излучения необходимо, чтобы энергия первичного
рентгеновского кванта была больше энергии кванта самых
жестких возбуждаемых в этой серии лучей. Следовательно,
рентгеновские лучи с длинами волн, меньшими некоторой, ха-
рактерной для данной i-той серии, граничной величины 1,-
будут, а с большими — не смогут возбуждать вторичное харак-
теристическое излучение этой серии. Соответственно вблизи
Xi лучи с X<Xt будут поглощаться материалом преграды зна-
чительно сильнее, чем лучи с Величина X, называется
краем полосы поглощения.
Изложенное отражает приведенная на рис. 23.7 зависимость
массового коэффициента поглощения материала преграды от
длины волны проходящего через нее первичного рентгеновского
излучения. Уменьшение длины волны соответствует увеличению
энергии рентгеновского излучения, поэтому с уменьшением
длины волны на участке справа от XL снижается доля поглощае-
мого излучения, а значит уменьшается массовый коэффициент
поглощения. Однако, как только энергия рентгеновских квантов
становится равной энергии связи электронов на £ш-подуровне
и, следовательно, достаточной для удаления электронов
с £щ-оболочек, происходит скачкообразное возрастание вели-
чины т/р. поскольку начиная с длины волны значитель-
ная часть энергии рентгеновского излучения расходуется на
ионизацию атомов (возбуждение уровня £ш). При дальней-
383
Рис, 23.7. Зависимость массового коэф-
фициента поглощения т/р материала
преграды от длины волны X проходя-
щего через нее первичного рентгеновского
излучения (спектр поглощения)
Рнс. 23.8. Схема, объясняющая действие
селективно-поглощающего фильтра:
1 — зависимость массового коэффициента
поглощения т/р от длины волны 1
в области К-скачка; 2— спектр фильтруе-
мого излучения; 3 —- спектр отфильтро-
ванного излучения (заштрихован); (Т/р) а
и (Т/р) р — значения массовых коэффи-
циентов поглощения для Ка- и Кр-излу-
чений соответственно
шем понижении А коэффициент массового поглощения вновь
монотонно убывает, пока энергия рентгеновских квантов не
достигнет величины, достаточной для удаления электронов
с подуровня £ц (соответственно произойдет скачок т/р при
длине волны Хдц), и т. д.
В интервалах между двумя соседними скачками функцио-
нальная зависимость т/р=/(А) близка к кубической. Кроме
того, коэффициент поглощения пропорционален примерно
кубу порядкового номера материала поглотителя, так что
T/p«O.8Z3. (23.3)
Вел’ичины длин волн, при которых происходят скачки ко-
эффициента поглощения, для каждого химического элемента
строго определены, поскольку связаны с квантованными энер-
гиями выбиваемых электронов. Поэтому спектры поглощения,
как и характеристические спектры испускания рентгеновских
лучей, используют для анализа элементного состава веще-
ства.
Другое важное практическое применение скачкообразного
изменения коэффициента поглощения — фильтрация К-серии
от р-лучей при съемке рентгенограмм. Ниже будет показано,
что при прохождении рентгеновских лучей сквозь вещество
происходит их закономерное отклонение иа определенные
углы от первоначального направления, обусловленное особен-
ностями атомно-кристаллического строения вещества. По ве-
личине углов отклонения рассчитывают параметры атомно-
384
кристаллической структуры. Углы, иа которые отклоняются
прошедшие рентгеновские лучи, зависят также от длины волны
используемого излучения. Поскольку в спектре /(-серии, исполь-
зуемой в рентгеноструктурном анализе, содержатся лучи с дли-
нами волн Ла и Лр, одни и те же особенности атомио-кристал-
лического строения вызовут отклонения лучей одновременно
под разными углами, что затруднит расшифровку рентгено-
грамм, особенно при исследовании сложных веществ. Для
устранения 0-излучеиия (точнее, для значительного уменьше-
ния его интенсивности) применяют селективно-поглощающие
фильтры (бета-фильтры).
Фильтр представляет собой тонкую металлическую фольгу,
располагаемую между рентгеновской трубкой и образцом, либо
между образцом и счетчиком. Материал фильтра (как правило,
технически чистый металл) подбирают так, чтобы у него для
Л-скачка край полосы поглощения Ак имел величину большую,
чем Ар, но меньшую, чем Аа у выходящего из трубки харак-
теристического излучения: Ар<Лк<Ла. Тогда, в соответствии
со схемой иа рис. 23.8, где на фрагмент характеристического
спектра наложена зависимость r/p=f(A) для материала
фильтра, коэффициент поглощения лучей с длиной волны Ар
будет значительно больше, чем лучей с длиной волны Ло- Сле-
довательно, при прохождении рентгеновских лучей через фильтр
произойдет значительное ослабление Кр- по сравнению с Ка-
излучеиием.
Фильтры толщиной порядка 0,01...0,1 мм позволяют сни-
зить интенсивность К p-излучения практически до уровня
сплошной части спектра при незначительном ослаблении
/Са-излучения. Для выполнения соотношения Лр<Лк<Ла ма-
териал фильтра должен быть таким, чтобы его порядковый но-
мер Z$ был на единицу меньше порядкового номера материала
анода Za рентгеновской трубки Z<j)=Za—1 (для тяжелых
анодов, например молибдена, лучше, если Z4=Za— 2).
Еще один важный практический вывод, следующий из зна-
ний закономерностей поглощения рентгеновских лучей, отно-
сится к выбору материала аиода. Если используемое в экспе-
рименте рентгеновское излучение достаточно жесткое, оио,
претерпевая фотоэлектрическое поглощение, возбуждает в ис-
следуемом образце флуоресцентное излучение, которое вуали-
рует пленку, ухудшая качество рентгенограммы (слабые по
интенсивности линии могут слиться с фоном).
Указанный эффект имеет место в том случае, когда поряд-
ковый номер материала анода Za больше порядкового номера
химического элемента, входящего в состав облучаемого об-
разца Zo6p. Поэтому необходимо, чтобы выполнялось соотно-
шение Za^Zo6p или, в крайнем случае, Za=ZO6P+l. Если же
подобрать трубку с таким анодом невозможно (для образцов,
385
25—2542
в состав которых входят легкие элементы, например, алюми-
ний, титан), необходимо, чтобы Za намного отличался от Zocp.
Za^*Zo6p-
РассеяиИе рентгеновских лучей
При прохождении через вещество рентгеновские лучи рассеи-
ваются, т. е. отклоняются от первоначального направления.
Рассеяние рентгеновских лучей может происходить как без из-
менения длины волны — когерентное, так и с ее увеличением
(иекогерентное). Первое можно объяснить с позиции теории
классической электродинамики, поэтому его называют еще
классическим. Второе, являющееся частным случаем «эффекта
Комптона», объясняется квантовой теорией и называется
«квантовым» или «комптоновским» рассеянием.
Некогерентное рассеяние становится существенным лишь
при прохождении очень жестких рентгеновских лучей (Х<
<0,03 нм) через вещества, содержащие химические элементы
с малым порядковым номером. Основные эффекты на рентге-
нограммах, позволяющие судить об атомно-кристаллическом
строении исследуемого вещества, обусловлены когерентным
рассеянием рентгеновских лучей.
Согласно классическим представлениям, некоторая доля
энергии переменного электромагнитного поля рентгеновских
волн передается электронам облучаемых атомов. В резуль-
тате этого электроны приобретают колебательное движение,
причем частота их колебаний равна частоте колебаний рент-
геновских волн. Колеблющиеся заряженные частицы сами слу-
жат источниками излучения электромагнитных волн той же
частоты, распространяющихся во всех направлениях. Таким
образом, электроны поглощают и вновь испускают рентгенов-
ские волны без изменения их длины. Электромагнитные волны,
излучаемые колеблющимися электронами облучаемых атомов,
называют рассеянным рентгеновским излучением.
23.4. Дифракция рентгеновских лучей
Под дифракцией рентгеновских лучей понимают их закономер-
ное отклонение от первоначального направления при прохож-
дении через кристаллическое вещество. Вообще говоря, ди-
фракция относится к явлениям, сопровождающим прохождение
лучей сквозь вещество, и потому должна была рассматриваться
в предыдущем разделе. Однако в связи с особой ролью, кото-
рую играет в рентгенографии это фундаментальное понятие,
его изложение вынесено в отдельный параграф. На основном
уравнении дифракции, геометрический вывод которого приве-
ден в этом параграфе, базируются расчеты рентгенограмм. По-
386
Рис. 23.9. Схема дифракции рентгенов-
ских лучей на атомной плоскости (рас-
положенной перпендикулярно плоскости
рисунка)
Рис. 23.10. Схема к выводу условия ди-
фракции рентгеновских лучей на трех-
мерном кристалле (условия Вульфа —
Брэгга)
этому как само явление дифракции, так и уравнение, его опи-
сывающее, требуют особого внимания при изучении настоя-
щего курса.
Основное уравнение дифракции
Когерентно рассеянные рентгеновские лучи, расходящиеся от
колеблющихся электронов во все стороны, взаимодействуют
между собой. Результатом этого является интерференция воли,
т. е. усиление интенсивности рентгеновских лучей в одних на-
правлениях, где амплитуды налагающихся волн складываются,
и ослабление в других, где амплитуды взаимно вычитаются *.
Поэтому из облучаемого кристаллического образца рассеян-
ные лучи выходят не во всех направлениях, а лишь в тех, где
их интенсивность усиливается. Это явление и называют ди-
фракцией рентгеновских лучей на кристалле, а лучи, выходя-
щие из образца в направлениях, отличных от первичного,—
дифрагированными лучами. Величина результирующей ампли-
туды налагающихся волн зависит от их разности фаз А<р.
Амплитуда оказывается максимальной, если волны совпадают
по фазе, т. е. если разность фаз кратна 2л: Д<р=2ил, где п —
целое число. Следовательно, чтобы определить направления,
н которых распространяются дифрагированные лучи, необхо-
димо найти условия, при которых рассеянные волны совпа-
дают по фазе.
Примем, что рассеяние происходит из точек, расположен-
ных в центрах атомов. Мы вправе это сделать, поскольку ра-
диусы электронных орбит намного меньше межатомных рас-
стояний в кристаллах. Рассмотрим дифракцию рентгеновских
лучей, рассеянных атомами, находящимися в одной кристалло-
1 Интенсивность излучения монохроматической электромагнитной волны
пропорциональна квадрату ее амплитуды: 1—А1 2.
25* 387
графической плоскости (рис. 23.9). Пусть первичный пучок So
(лучи а, Ь, с) падает на плоскость АВ, в которой расположены
атомы, под углом 0, называемым углом скольжения (этот
угол является дополнительным до 90° к углу падения). Усло-
вие Д<р = 2пл для лучей, рассеянных плоскостью, может вы-
полняться только при п=0, если расстояние от фронта падаю-
щей волны до атома и далее до фронта рассеянной волны оди-
наково для всех атомов, расположенных в плоскости АВ, т. е.
ао^а'= Ьо2Ь'=со2с'. Другими словами разность хода между
параллельными рассеянными лучами должна отсутствовать:
AS = (Дф/2л)Л = 0. Несложно геометрически показать, что при
этом угол между пучком Si рассеянных лучей а'Ь'с' и плоско-
стью АВ, называемый углом дифракции (дополнительный до
90° к углу отражения), должен быть равен углу скольжения 0.
Таким образом, условием дифракции рентгеновских лучей,
рассеянных атомами одной кристаллографической плоскости,
является равенство углов скольжения и дифракции 0, анало-
гично тому, как условием отражения световых лучей от зер-
кальной поверхности является равенство углов падения и от-
ражения. В связи с этим можно говорить, что первичные рент-
геновские лучи как бы изменяют свое направление, «зеркально
отражаясь» от атомной плоскости, заменяя наглядной схемой
отражения сложное явление дифракции. Термины «отражение
рентгеновских лучей» и «отраженные рентгеновские лучи» ши-
роко используют наряду с терминами «дифракция» и «дифра-
гированные рентгеновские лучи»Следует обратить внимание
иа то, что угол между первичным So и дифрагированным Si
пучками равен 20.
При переходе от рассмотрения дифракции на атомной пло-
скости к дифракции на трехмерном кристалле оказывается, что
отражение монохроматических рентгеновских лучей может про-
исходить только при некоторых дискретных значениях 0. Рас-
смотрим отражение от соседних параллельных атомных пло-
скостей семейства (hkl) с межплоскостным расстоянием d
(рис. 23.10). Луч а в точке О, верхней плоскости изменяет
свое направление на а'. Луч b «отстает» от луча а на расстоя-
ние ВО2 от фронта падающей волны до точки О2 нижией пло-
скости, а луч Ь' — от луча а' на расстояние О2В' от точки О2
нижией плоскости до фронта отраженной волны. Таким обра-
зом, разность хода между отраженными лучами а' и Ь' со-
ставляет: &S = BO2 + O2B'. Поскольку BO2 = O2B'=dsin 0, раз-
ность хода: AS = 2dsin0. С другой стороны, AS = (А<р/2п)Х,
1 Необходимо помнить, что реального отражения от плоских поверхно-
стей (например, от поверхности образца) рентгеновские лучи не испытывают
(см. п. 23.1).
388
а так как по условию отражения Д<р = 2пл, то AS = nX. Иначе
говоря, чтобы отраженные от параллельных плоскостей лучи
находились в одной фазе (для максимального усиления их ин-
тенсивности), разность хода между ними должна быть равна
целому числу длин волн (на рис. 23.10 разность хода равна
одной длине волны).
Таким образом, условием отражения рентгеновских лучей
от семейства параллельных атомных плоскостей (hkl) будет
2dsin0 = nX. (23.4)
Условие дифракции рентгеновских лучей в виде уравнения
(23.4) было получено в 1913 г. отечественным кристаллогра-
фом Г. В. Вульфом и английским ученым В. Л. Брэггом прак-
тически одновременно и называется поэтому условием
Вульфа—Брэгга. Уравнение (23.4) является основным уравне-
нием дифракции, на котором базируются расчеты в современ-
ных дифракционных методах анализа структуры.
Индексы интерференции
Из уравнения Вульфа—Брэгга следует, что если облучать кри-
сталл монохроматическими рентгеновскими лучами, для кото-
рых X.=const, то от данного семейства плоскостей (hkl) с меж-
плоскостным расстоянием d возможно отражение лучей под
несколькими углами 6 в соответствии с тем, какое число п
длин волн уложится в разность хода между лучами, отражен-
ными от плоскостей этого семейства. Величину п называют
порядком отражения, а пучки лучей, дифрагированных под со-
ответствующими углами,— отражениями п-ного порядка.
Существование отражений разных порядков можно объяс-
нить, интерпретируя уравнение Вульфа — Брэгга в несколько
ином виде. Если записать 2(rf/n)sin 6=Х, можно говорить об
отражении лучей от плоскостей с межплоскостным расстоя-
нием dHKL в « раз меиыпнм, чем существующее в реальном
кристалле для семейства (hkl) : dnKb=djn. Индексы таких пло-
скостей (HKL) в п раз больше индексов кристаллографических
плоскостей (hkl), т. е. H = nh, K = nk, L = nl, и называются
индексы интерференции. Напомним, что в кристаллографии
индексы плоскостей не могут содержать общего множителя.
В индексах интерференции величина общего множителя ука-
пывает на порядок отражения.
Такой подход существенно упрощает интерпретацию интер-
ференционных картин, возникающих при облучении кристал-
лических веществ рентгеновскими лучами и другими дифраги-
рующими на кристаллах излучениями. Уравнение Вульфа—
Брэгга при этом записывают в виде 2duKL$in 0 = Х. Отраже-
ниям. возникшим при выполнении условия Вульфа—Брэгга
389
для определенных d, приписывают соответствующие индексы
интерференции (без скобок или в круглых скобках) и назы-
вают «отражение ИКЬ», «интерференционный максимум HKL»,
«дифракционный максимум HKL» или «линия HKL».
В кристалле можно выделить бесконечное множество сово-
купностей плоскостей {hkl} со своими межплоскостными рас-
стояниями d (см. п. 1.2). Однако число возможных отражений
(и, следовательно, число линий на рентгенограмме) ограни-
чено тем, что величина 'k/2dHKL = sin 0 не может превышать
единицу. Из K/2dHKL^.\ следует, что отражения возможны
только для тех плоскостей и только тех порядков, для которых
величина превышает половину длины волны используе-
мого излучения: duKi^ML
23.5. Интенсивность рентгеновских отражений
________Iirw.
J I V Уровень
1
20 2(e+zje)
Рис. 23.11. Схема дифрактометриче-
ской кривой в угловом интервале
вблизи точного отражающего поло-
жения:
Н — высота; В — ширина интерферен-
ционного максимума
Пучки рентгеновских лучей, дифрагированные в разных на-
правлениях, различаются по интенсивности: если на их пути
поставить рентгеновскую пленку, плотность почернения пятен
или линий иа рентгенограммах в местах пересечения пленки
дифрагированными пучками окажется разной (см. рис. 24.11).
Относительная интенсивность дифрагированных лучей содер-
жит важную информацию, например о размещении атомов
внутри элементарной ячейки.
Интегральная интенсивность рентгеновских отражений. До
сих пор мы полагали, что рентгеновские лучи отражаются
только под точным углом 0, удовлетворяющим уравнению
Вульфа—Брэгга. Реально отражение происходит в некотором
угловом интервале 0±ДО, причем интенсивность лучей спадает
от максимальной при точном
значении 6 до уровня фона при
отклонении от этого значения на
доли градуса. Записанная на
дифрактометре зависимость ин-
тенсивности излучения от угла
между первичным и дифрагиро-
ванным пучками 20 имеет вид
кривой, приведенной иа рис.
23.11. Размытие интерференцион-
ного максимума происходит по
разным причинам, например
из-за нестрогой монохроматично-
сти первичного пучка (при изме-
нении Л на ±ДХ в соответствии
с уравнением Вульфа—Брэгга 0
изменяется на ±Д0), нестрогой
параллельности лучей в первич-
390
ном пучке, при наличии в образце микродеформаций или дис-
персных блоков.
Чтобы правильно характеризовать энергию отраженного
пучка, необходимо, учитывая изложенное выше, измерять не
величину интенсивности в точном вульф-брэгговском положе-
нии кристалла, а площадь под кривой распределения интенсив-
ности вблизи отражающего положения в интервале углов от
0 — ДО до 0 + Д0. Эта величина называется интегральной ин-
тенсивностью интерференционного максимума.
Для оценки степени размытия максимума используют ве-
личину В, называемую интегральной шириной интерференци-
онной линии и определяемую как B = SfH, где 5 — площадь
под кривой распределения интенсивности, Н — высота пика.
Если распределение интенсивности близко к Гауссову, то вели-
чина В с достаточной степенью приближения равна ширине пика
на половине его высоты.
Интенсивность рентгеновской линии / составляет некото-
рую долю от интенсивности падающего на кристалл рентгенов-
ского пучка /о. Эта доля определяется так называемыми мно-
жителями интенсивности.
Структурный множитель интенсивности | F |2 учитывает ин-
тенсивность рассеяния каждым атомом, принадлежащим эле-
ментарной ячейке, и их взаимное расположение. Он показывает,
во сколько раз интенсивность рассеяния рентгеновских волн
ячейкой /п больше интенсивности рассеяния единичным сво-
бодным электроном /е: fn = le- |Е|2. Величину /е можно вычис-
лить из уравнений, выводимых в классической электродина-
мике.
Расчет структурного множителя для сложных решеток по-
казывает, что некоторые отражения HKL могут отсутствовать,
несмотря на выполнение для них условия Вульфа—Брэгга и
соблюдение соотношения </нкь^?-/2. Эту особенность рассея-
ния лучей сложными решетками можно интерпретировать с по-
мощью рис. 23.12. Пусть для плоскостей (001) выполняется
условие Вульфа—Брэгга так, что в разность хода между лу-
чами а' и с' укладывается целое нечетное число длин волн (на
рис. 23.12-—одна).
В объемноцентрированной решетке по сравнению с прими-
1ИВНОЙ появляется дополнительная отражающая плоскость, про-
ходящая через атом, центрирующий объем. В разность хода
между лучами а" и Ь', отраженными «основной» А и «допол-
нительной» В плоскостями, укладывается вдвое меньшее число
(лин волн (Х/2 на рисунке), в результате чего отраженные
лучи а' и Ь' идут со сдвигом фаз, кратным л/2, и взаимно га-
дятся.
391
На основании расчетов структурного множителя можно
сформулировать следующие закономерности погасания рентге-
новских лучей, отраженных в соответствии с условием Вульфа-
Брэгга:
при дифракции на объемноцентрированной решетке гасятся
отражения с нечетной суммой индексов интерференции;
при дифракции на гранецентрированной решетке гасятся те
отражения, среди индексов интерференции которых есть числа
разной четности.
Фактор повторяемости. При облучении рентгеновским пуч-
ком поликристаллического образца выходящие из него дифра-
гированные пучки возникают в результате суммирования
множества дифрагированных пучков, формирующихся при отра-
жении от плоскостей множества разориентированных кристал-
ликов. Поскольку кристаллики ориентированы в пространстве
хаотично (при отсутствии текстуры), вероятность того, что ка-
кое-либо семейство плоскостей из совокупности с данными ин-
дексами {hkl} попадет в отражающее положение, определяется
числом семейств, входящих в эту совокупность, т. е. повторяе-
мостью (см. п. 1.2). Интенсивность дифрагированного на по-
ликристалле пучка будет, таким образом, пропорциональна
величине повторяемости, которая входит в виде сомножителя
в уравнение, связывающее интенсивность дифрагированного
пучка /д с интенсивностью первичного пучка /0, и называется
в этом случае множителем повторяемости. Значения миожителя
повторяемости для совокупностей кубической сингонии приве-
дены в п. 1.2. Эти значения справедливы и при замене индек-
сов совокупностей hkl на соответствующие индексы интерферен-
ции HKL, поскольку последние указывают лишь на порядок от-
ражения от тех же совокупностей (H=nh, K = nk, L=nl).
Помимо рассмотренных выше факторов (структурного и по-
вторяемости), которые понадобятся нам в дальнейшем для ка-
392
23.13.
Зависимость углового
интенсивности для по-
материалов
Рис.
миожителя
лнкристаллнческих _______
Х(0) от угла дифракции О
положения
чественной интерпретации дифрак-
ционных картин, интенсивность
рентгеновских отражений зависит
еще от ряда факторов, которые не-
обходимо учитывать при строгих
расчетах.
Тепловые колебания атомов соз-
дают дополнительную разность фаз
между лучами, рассеянными ато-
мами в направлении дифракции,что
приводит к уменьшению их интен-
сивности. Это обстоятельство учи-
тывают при расчетах с помощью
температурного множителя интен-
сивности е~2м, где М — величина,
зависящая от отклонения атомов от
личивающегося с ростом температуры), угла дифракции и
длины волны рентгеновского излучения.
При прохождении через образец и первичные, и отраженные
рентгеновские лучи поглощаются, что приводит к снижению
интенсивности дифрагированных пучков. Этот эффект учиты-
вают с помощью абсорбционного множителя интенсивности
/1(0), величина которого равна отношению реально наблюдае-
мой интенсивности дифрагированного пучка к интенсивности,
которой обладал бы этот пучок при отсутствии поглощения.
Интенсивность дифрагированных лучей зависит также от
угла 0, под которым отражаются рентгеновские лучи. Эту зави-
симость учитывают с помощью углового множителя интенсив-
ности х(6) = (1 + cos220)/sin2 0- cos 0 (рис. 23.13). Угловой фак-
тор необходимо принимать во внимание при сопоставлении
относительных интенсивностей линий на рентгенограммах, полу-
ченных от одного и того же образца на излучениях с разными
минами волн: линии с одинаковыми индексами интерференции
HKL будут иметь разную относительную интенсивность, по-
скольку возникли в результате дифракции под разными уг-
лами 0.
С учетом указанных выше факторов, влияющих на интен-
сивность отраженных лучей, интегральную интенсивность IhKL
рентгеновского отражения HKL определяют по формуле:
Ihkl = ЦК | F \2Рё~2МА (0) х (6), (23.5)
। де в один множитель К объединены все постоянные величины,
одинаковые в данном эксперименте для любых отражений.
Глава 24
ОСНОВНЫЕ МЕТОДЫ
РЕНТГЕНОСТРУКТУРНОГО АНАЛИЗА
В гл. 23 было показано, что, проходя через кристаллическое ве-
щество, рентгеновские лучи дифрагируют в соответствии с ус-
ловием Вульфа—Брэгга (23.4). Зафиксировав дифрагирован-
ные лучи на фотопленке или с помощью счетчиков рентгенов-
ских квантов, определяют углы дифракции 0. Зная длину волны
X используемого в эксперименте излучения, можно рассчитать
величины d/n и определить индексы «отражающих» плоско-
стей. Этн сведения служат первичными данными, интерпрета-
ция которых позволяет описать особенности структуры иссле-
дуемого образца.
24.1. Классификация методов
рентгеноструктурного анализа
Дифрагированные лучи могут распространяться и в области
пространства, расположенной за образцом (если образец в на-
правлении первичного пучка достаточно тонок), и перед ним.
В первом случае рентгеновскую съемку называют прямой или
съемкой на просвет, во втором — обратной или съемкой на от-
ражение.
Для получения дифракционной картины необходимо, чтобы
для разных семейств параллельных плоскостей (hkl), характе-
ризуемых межплоскостными расстояниями d, выполнялось ус-
ловие Вульфа—Брэгга. Поскольку значения d в исследуемом
образце дискретны и неизменны, для выполнения условия
Вульфа—Брэгга необходимо при съемке рентгенограмм варьи-
ровать либо длину волны X, либо ориентировку плоскостей от-
носительно направления падающего на образец пучка рентге-
новских лучей (т. е. угол скольжения лучей 0).
Исходя из возможности получения дифракционной картины,
объекты рентгенографического исследования делят на моно- и
поликристаллические, а используемое рентгеновское излуче-
ние — на моно- и полихроматическое. По сочетаниям типов
объектов и излучений можно выделить три основных метода
рентгеиоструктурного анализа.
1. Если на неподвижный монокристалл падает пучок рент-
геновских лучей с разными длинами волн (бесконечно близ-
кими по величине, X=var), то среди них обязательно найдутся
волны с такими значениями X, что для разных семейств плоско-
стей будет выполняться условие Вульфа—Брэгга. В таком слу-
чае рентгеновские лучи разных длин волн будут «отражаться»
от плоскостей с разными индексами под соответствующими уг-
394
лами и при пересечении с фотопленкой дадут дифракционную
картину в виде закономерно расположенных пятен. Метод, в ко-
тором используют съемку неподвижного монокристалла в по-
лихроматическом излучении (сплошной спектр), называется
методом Лауз.
2. Если на неподвижный монокристалл направить монохро-
матический пучок параллельных рентгеновских лучей (Х=
=const), то отражения могут возникнуть лишь случайно (от
семейства плоскостей с такими межплоскостными расстояниями
d, для которых при данных длине волны и ориентировке моно-
кристалла выполняется условие Вульфа—Брэгга). Для того
чтобы получить богатую дифракционную картину, необходимо
изменять ориентировку монокристалла относительно падаю-
щего пучка рентгеновских лучей. При непрерывном вращении
монокристалла в отражающие положения будут поочередно по-
падать разные семейства плоскостей, и на рентгенограмме воз-
никнет серия пятен. Метод, в котором используют съемку вра-
щающегося (качающегося) монокристалла в параллельном
пучке монохроматических рентгеновских лучей (характеристи-
ческий спектр), называется методом вращения.
3. Поликристаллическое вещество представляет собой кон-
гломерат монокристаллов, различно ориентированных в прост-
ранстве. В качестве объекта для рентгеноструктурного анализа
поликристалл можно описать как монокристалл, вращающийся
вокруг множества в общем случае произвольно расположенных
осей (при отсутствии текстуры). Следовательно, для получения
рентгенограмм от поликристалла можно использовать парал-
лельный пучок монохроматических лучей. Метод, в котором ис-
пользуют съемку поликристаллического объекта в параллель-
ном пучке монохроматических рентгеновских лучей (характери-
стический спектр), называется методом поликристалла.
Ясно, что использовать полихроматическое излучение для
исследования поликристаллов нецелесообразно, поскольку
в этом сучае будут варьироваться одновременно и длина волны,
и угол скольжения, в результате чего появится непрерывный
набор углов дифракции и произойдет сплошное почернение
рентгенограммы.
Из трех указанных методов ниже подробно рассмотрены ме-
тод Лауэ и метод поликристалла, широко применяемые при
решении различных металловедческих задач, встречающихся
в научно-исследовательской и заводской практике.
24.2. Метод Лауэ
Метод Лауэ применяют в основном при определении орнен-
тровки кристаллографических направлений монокристалла
или отдельного крупного зерна поликристалла относительно
395
Рис. 24.i. Схема съемки рентгенограмм
в методе Лауэ
вают в гониометрическую
внешних осей (например, для
определения кристаллографи-
ческой ориентировки столбча-
тых кристаллов в отливках,
полученных методом направ-
ленной кристаллизации — см.
пп. 2.2 и 21.3). Для определе-
ния ориентировки кристаллов
необходимо использовать сте-
реографические проекции *.
Рентгенограммы получают
в камере типа РКСО, позво-
ляющей производить и пря-
мую, и обратную съемку (рис.
24.1). Образец 1 устанавли-
р, с помощью которой кристалл
можно наклонять вокруг двух взаимно перпендикулярных го-
ризонтальных осей У и Z и вращать вокруг вертикальной оси X,
ориентируя его в пространстве с точностью до 0,5°. Дифраги-
рованные лучи фиксируются на рентгеновской пленке, закреп-
ленной в передней 2 илн задней 3 кассете при прямой или
обратной съемке соответственно. Прямую съемку можно произ-
водить только для сравнительно тонких образцов (толщиной
порядка 1/ц, где у.— линейный коэффициент ослабления). Рент-
генограмму, получаемую при прямой съемке, называют лауэ-
граммой, а при обратной — эпиграммой.
Расчет углов дифракции 0 основан на следующих сообра-
жениях. Угол между прошедшим в прямом направлении и ди-
фрагированным пучками равен 20. Расстояние от образца до
пленки L известно по условиям съемки, а расстояние от центра
рентгенограммы до рефлекса I можно измерить. Исходя из
схемы, угол вычисляют по формулам:
при прямой съемке
tg20j — li/Li,
при обратной съемке
tg(180°—262) = /2/£2.
Вид рентгенограмм, получаемых в методе Лауэ, приведен
на рис. 24.2. Каждый рефлекс на рентгенограмме возникает
в результате отражения от одного семейства параллельных
плоскостей (hkl). Рефлексы на лауэграмме располагаются по
1 Сущность метода стереографических проекций рассмотрена в курсе
«Кристаллография и минералогия». Перед изучением п. 24.2 необходимо
на практических занятиях приобрести навыки работы со стереографическими
(в том числе и стандартными) проекциями.
396
Рис. 24.2. Лауэграмма (а) и эпиграмма (б), снятые от кристалла алюминия
! проходящим через ее центр эллипсам (рис. 24.2,а), а на эпи-
грамме— по гиперболам (рис. 24.2,6).
Рефлексы, расположенные по одному эллипсу на лауэ-
грамме (по одной гиперболе на эпиграмме), возникают в ре-
зультате отражения рентгеновских лучей от плоскостей, при-
надлежащих одной кристаллографической зоне. Под кристал-
лографической зоной понимают множество семейств плоскостей
(hkl)i, параллельных одному направлению [ииш], называемому
осью зоны. Наглядной моделью кристаллографической зоны
служит раскрытая веером книга: каждый лист этой книги —
представитель одного из семейств плоскостей, входящих в зону,
а ее корешок — ось зоны. Между индексами оси зоны [now] и
индексами семейств плоскостей (hkl)i, входящих в эту зону,
существует связь, называемая условием зональности:
hu + kv + lw = Q. (24.1)
Определение ориентировки кристалла сводится к нахожде-
нию на круге проекций местоположения стереографических
проекций осей зон, соответствующих полученным на рентгено-
грамме зональным эллипсам или гиперболам, определению их
индексов и сопоставлению построенной проекции с одной из
стандартных.
Рассмотрим основные этапы определения ориентировки мо-
нокристалла по лауэграмме. Прежде всего необходимо выде-
лить на лауэграмме не менее трех зональных эллипсов. Далее
строят стереографические проекции осей этих трех зон, для
387
Рнс. 24.3. Схема построения
стереографической проекции по
лауэграмме
чего вначале находят гномостереогра-
фические проекции плоскостей, «отра-
зившись» от которых, рентгеновские
лучи дают соответствующие реф-
лексы, объединенные в зональные эл-
липсы. Принцип построения гномо-
стереографическнх проекций указан-
ных плоскостей становится ясным из
рассмотрения схемы, представленной
на рис. 24.3, где все построения лежат
в плоскости рисунка, а лауэграмма 1,
семейство отражающих плоскостей 2 и
круг проекций 3 расположены перпен-
дикулярно плоскости рисунка.
Первичный пучок So скользит под
углом 6 к семейству плоскостей 2 и
отраженный луч Si дает на лауэ-
грамме / рефлекс г. Рентгеновская пленка находится на рас-
стоянии L от кристалла, расстояние от центра лауэграммы до
рефлекса г равно I. Для построения гномостереографической
проекции отражающих плоскостей проведем из точки отраже-
ния о сферу проекций произвольного радиуса. На схеме видно
сечение 4 этой сферы плоскостью рисунка. Круг проекций 3 при
этом проектируется на плоскость рисунка в виде диаметра КК',
параллельного следу лауэграммы 1.
По правилам построения гномостереографических проекций
восстановим из центра сферы проекций о нормаль on к отра-
жающим плоскостям, которая «проткнет» сферу проекций
в точке п, являющейся сферической проекцией направления on.
Затем соединим точку зрения s со сферической проекцией п лу-
чом зрени'я sn, который в пересечении с кругом проекций даст
искомую гномостереографическую проекцию — точку Р. По-
скольку, как видно из схемы, угол между нормалью on и кру-
гом проекций равен 0, угловое расстояние КР (измеряется по
сетке Вульфа), соответствующее дуге Кл, также равно 6. Та-
ким образом, гномостереографическая проекция Р семейства
отражающих плоскостей, давших на лауэграмме рефлекс г,
лежит по другую сторону от центра проекций на одном диа-
метре с этим рефлексом и отстоит от внешней окружности
круга проекций на угловом расстоянии 0.
Все построения проводят на кальке, на которую копируют
лауэграмму (центры рефлексов). Определив расстояния /, от
центра лауэграммы до рефлексов и рассчитав углы 0 по фор-
муле tg 20, — li!L, выводят поочередно на диаметр сетки Вульфа
каждый рефлекс (концентрическим поворотом кальки) и строят
гномостереографические проекции соответствующих плоскостей
398
указанным выше способом. Проекции плоскостей, входящих
в одну зону, должны при этом расположиться на одном мери-
диане.
Далее находят положения стереографических проекций осей
зон, измеряют углы между ними и индицируют их (т. е. опре-
деляют их кристаллографические индексы) методом проб и
ошибок. Прн индицировании исходят из того, что оси зон, для
которых эллипсы на лауэграмме ярко выражены, имеют доста-
точно простые индексы: <100>, <110>, <111>, <211>,
<123>. Перебирая разные комбинации индексов, определяют
углы между соответствующими направлениями и сопоставляют
их с экспериментально найденными углами между осями зон.
Угол между направлениями [щщиь] и [u2v2w2] можно рассчи-
тать по формуле
cos <р = --+ (24.2)
Vй 1 + + Ю1 л/Ы2 + °2 №2
либо найти их затабулированные значения в соответствующих
справочниках. Перебор комбинаций продолжают до тех пор,
пока не добьются удовлетворительного совпадения одновременно
для всех трех углов, после чего приписывают осям зон соот-
ветствующие индексы <uvw>(.
Затем производят поворот всей стереографической проек-
ции так, чтобы одна из осей зон с наиболее простыми индек-
сами <tww>> заняла вертикальное положение (ее стереогра-
фическая проекция при этом окажется в центре круга проек-
ций). Это равносильно такому мысленному повороту кристалла,
при котором в центре круга проекций проектируется его на-
правление с индексами <udip>i. Наложив повернутую стерео-
графическую проекцию на стандартную, в центр которой проек-
тируется направление с теми же индексами <utw>b и совме-
стив две другие оси зон с соответствующими выходами на
стандартной проекции, можно проиндицировать все гномостерео-
графические проекции и определить ориентацию любых направ-
лений в кристалле относительно внешних осей X, У, Z (стерео-
графические проекции этих осей наносят на круг проекций,
ориентируясь относительно лауэграммы, и поворачивают их од-
новременно с остальными проекциями).
Ориентировку монокристалла по эпиграмме определяют,
пользуясь аналогичными приемами. Разница заключается лишь
в том, что гномостереографическая проекция Л отражающей
плоскости (hkl)i лежит на угловом расстоянии 90° — 0. от
центра круга проекций по одну сторону с соответствующим
рефлексом г,. Кроме того, поворот стереографической проекции
может быть заменен ее сдвигом до совмещения оси зоны
<uvw>i с центром стандартной проекции, имеющим те же
399
индексы, если этот сдвиг не превышает 27,5° (поскольку в цен-
тральной части сетка Вульфа с достаточным для таких по-
строений приближением линейно однородна).
Определение ориентировки методом Лауэ используют при
исследовании и контроле выращивания монокристаллов, опре-
делении ориентировки волокон в направленных эвтектиках, изу-
чении текстуры в крупнокристаллических слитках и отливках,
крупнозернистых листах трансформаторной стали и пр.
24.3. Метод поликристалла (порошка)
Для получения рентгенограмм от поликристаллических матери-
алов необходимо применять монохроматическое излучение. Как
правило, используют излучение с характеристическим спектром,
в котором излучение К-серии намного интенсивнее излучений
с другими длинами волн. Если отфильтровать излучение
с помощью p-фильтра (см. гл. 23), в формировании линий иа
рентгенограмме будут участвовать только Ка-лучи с соответ-
ствующей длиной волны ка (излучения с другими длинами волн
будут создавать фон на рентгенограмме).
Поликристаллнческий образец в виде порошка или массив-
ного шлифа представляет собой конгломерат множества зе-
рен — монокристаллов, в общем случае хаотично ориентиро-
ванных в пространстве (при отсутствии текстуры). Среди этих
монокристаллов обязательно найдутся ориентированные так,
что для их плоскостей (hkl), будет выполняться условие
Вульфа — Брэгга и, следовательно, произойдет отражение рент-
геновских лучей от этих плоскостей. На рис. 24.4, а изображено
зерно, в котором отражающие плоскости (hkl)t расположены
перпендикулярно плоскости рисунка_ под углом 0 к первичному
лучу So так, что отраженный луч St идет в Плоскости рисунка
под углом 20 вверх от прошедшего луча. Другое зерно^ может
оказаться ориентированным так, что отраженный луч S! будет
идти в плоскости рисунка вниз от прошедшего луча (рис.
24.4,6). Очевидно, найдутся и такие зерна, в которых те же
плоскости (hkl) i, расположенные под углом 0 к первичному
пучку, окажутся наклонены под разными углами к плоскости
рисунка. Это означает, что отраженные лучи образуют конус
с углом раствора 40 (рис. 24.4,в), причем, если облучаемый
объем содержит достаточно большое число зерен, дифракцион-
ный конус будет сплошным (поверхность конуса будет плотно
покрыта дифрагированными лучами) благодаря практически
непрерывному взаимному развороту отражающих плоскостей
(их можно представить как одну плоскость, вращающуюся во-
круг направления первичного пучка).
Поскольку в поликристаллическом образце условие
Вульфа—Брэгга может выполняться одновременно для не-
400
Рис. 24.4. Возникновение дифракционных конусов при прохождении рентгеновских лу-
>,ей через поликристалл
скольких совокупностей плоскостей с разными индексами
{hkl}i, дифрагированные лучи образуют систему конусов с об-
щей осью, совпадающей с направлением первичного пучка (рис.
24.4,г). Число таких дифракционных конусов будет опреде-
ляться соотношением d/n^X/2, причем некоторые плоскости
.могут прй подходящей величине X формировать несколько ди-
фракционных конусов, различающихся порядком отражения
HiKiLi. При углах дифракции 0=0. ..45° дифракционные ко-
нусы с углами раствора 40 = 0. ..180° располагаются в прост-
ранстве за образцом, а при углах 0 = 45. . .90° конусы с углами
раствора 360° — 40 располагаются перед образцом (рис.
24.4, г).
Для определения углов 0 дифрагированные лучи фикси-
руют на плоской или цилиндрической рентгеновской пленке.
Плоскую пленку располагают перпендикулярно первичному
пучку либо за образцом (прямая съемка), либо перед ним (об-
ратная съемка). Дифракционный конус, пересекая пленку,
<ктавляет на ней след в форме окружности, которую называют
дебаевским кольцом. Расчет углов 0 ведут по формулам, ана-
логичным выведенным нами для расчета лауэграмм:
при прямой съемке
tg201 = (D1/2)/L1;
2542
401
Рнс. 24.5. Схема съемки поликристалла
на плоскую пленку:
/ — образец; 2 и 3 —- фотопленка для пря-
мой и обратной съемки
Рис. 24.6. Вид рентгенограммы, сня-
той в камере КРОС
при обратной съемке
tg(18O° —262) = (D2/2)/£2,
где Di и £>2 — диаметры дифракционных колец на рентгено-
граммах; L) и L2 — расстояния от образца до пленки при пря-
мой и обратной съемках соответственно. Схема, поясняющая
вывод этих формул, приведена на рис. 24.5.
Обратную съемку на плоскую пленку используют в основном
в тех случаях, когда необходимо с большой точностью опреде-
лить период решетки, либо, если необходимо, изучать распреде-
ление интенсивности вдоль всего дебаевского кольца при съемке
толстого образца, который невозможно снять на просвет.
Съемку проводят в камере КРОС («камера рентгеновская для
обратной съемки»). Если необходимо зарегистрировать все де-
баевское кольцо, пленку фиксируют в кассете прижимным коль-
цом с диаметральной перемычкой. Внешний вид рентгено-
граммы, снятой таким способом, приведен на рис. 24.6. Если I
же требуется лишь измерить диаметр дебаевского кольца, ре-
гистрируют с помощью специальной маски только два проти- >
волежащих сектора, что позволяет снимать на одну пленку
рентгенограммы от нескольких образцов.
Помимо съемки на плоскую пленку широко используют
съемку на узкую пленку, изогнутую вокруг образца по цилинд- ’
рической поверхности. Такая съемка позволяет зарегистриро-
вать одновременно все дифракционные конусы (и за образцом, (
и перед ним). Камера для такой съемки называется рентгенов- |
ской камерой Дебая (РКД), а полученные с ее помощью рейт- 4
генограммы — дебаеграммами. i
402 |
Рис. 24.7. Схема съемки дебаеграммы:
а— расположение пленки при съемке; б — схема к расчету углов дифракции; в — вид
распрямленной плеики
Схема съемки дебаеграммы приведена на рис. 24.7. Ди-
фракционные конусы, вершины которых расположены на об-
разце, пересекаясь с пленкой, оставляют на ней следы,
представляющие собой части дебаевских колец, симметрично
расположенные относительно направления первичного пучка.
Расстояние между симметричными линиями на дебаеграмме,
измеренное вдоль направления проекции диаметра дебаевского
кольца на изогнутую пленку, принято обозначать знаком 2L
(цифра 2 является составной частью знака и не подлежит ма-
тематическим преобразованиям, например, сокращению).
Угол раствора конуса 46 может быть выражен в радианах
как отношение длины дуги 2L к радиусу R окружности, по ко-
торой изогнута пленка: 40 = 2L/R. Учитывая, что R=DVI2, где
/)к— диаметр камеры Дебая, угол дифракции в радианах ра-
нен 0 = 2L/2£)K. Поскольку переводной коэффициент из радиан-
ной меры в градусную равен 360%i = 57,3°, то 0°= (2L/2DK)57,3,
и стандартную камеру Дебая выполняют диаметром DK =
57,3 мм. (Помимо стандартной используют также камеры
диаметрами 86 и 114,6 мм, превышающими стандартный диа-
метр в полтора и два раза соответственно). Тогда для опреде-
ления угла 0 в градусах необходимо просто разделить попо-
лам измеренное по рентгенограмме в миллиметрах расстояние
между соответствующими линиями 2/-<: 0i = 2£i/2.
403
Рис. 24.8. Рентгеновская камера Дебая
РКД-57:
/ — столик для крепления образца; 2 —
коллиматор; 3 тубус; 4 — образец; 5 —
крышка камеры
Расчет дебаеграммы позво-
ляет определить набор значе-
ний межплоскостных расстоя-
ний d/n, по которому можно
установить фазовый состав ис-
следуемого образца. Поскольку
рентгеновский фазовый анализ
широко используют металлур-
ги, ниже рассмотрены некото-
рые экспериментальные аспек-
ты съемки дебаеграмм и све-
дения, необходимые для нх
расчета.
Для съемки дебаеграммы
наиболее часто используют об-
разец-столбик в форме ци-
линдра диаметром до 1 мм и
длиной 5. ..10 мм. Таким об-
разцом может служить тонкая проволочка, однако, как правило,
образец в виде столбика изготавливают, приклеивая порошок
исследуемого материала на стеклянную нить диаметром
— 0,5 мм. Если порошок недостаточно тонок, линии на рентге-
нограмме разбиваются на отдельные пятна. Этот эффект обус-
ловлен тем, что в облучаемом объеме содержится меньшее ко-
личество частиц, а следовательно, исчезает непрерывный набор
ориентировок кристалликов, необходимый для получения сплош-
ных линий на рентгенограмме.
Пучок рентгеновских лучей впускают в камеру через кол-
лиматор 2 (рис. 24.8), назначение которого — вырезать с по-
мощью набора диафрагм из расходящегося, относительно ши-
рокого пучка, выходящего из окна рентгеновской трубки,
достаточно узкий пучок практически параллельных лучей, на-
правляемых на образец. Поперечное сечение'первичного пучка,
вырезанного коллиматором, должно быть таким, чтобы он омы-
вал образец. Прошедший за образец первичный пучок,
взаимодействуя с фотопленкой и стенкой корпуса, вызовет вуа-
лирование рентгенограммы. Для устранения этого нежелатель-
ного эффекта прошедший пучок ловят тубусом 3.
Фотопленку можно закладывать в камеру тремя способами:
концы пленки сходятся у коллиматора при прямом, у тубуса —
при обратном и у вертикального диаметра камеры — при асим-
метричном способах закладки. Поскольку тубус н коллиматор
частично входят во внутреннее пространство камеры, в фото-
пленке пробирают соответствующие отверстия, чтобы она могла
плотно прилегать к цилиндрической стенке корпуса. Схемы
съемки и схемы получаемых рентгенограмм при разных спосо-
бах закладки пленки приведены на рис. 24.9.
404
Рис. 24.9. Схемы рен«гемограмм (а, е, д) и схемы их съемки (б, г. е) при прямой
(а, 6), обратной (в, г) и асимметричной (д, е) закладках пленки
При прямом способе закладки можно непосредственно из-
мерить длины дуг 2L, около отверстия под тубус, соответствую-
щие углам раствора дебаевских конусов 40, (см. рис.
24.9,а, б). В случае обратного способа можно измерить лишь
длины дуг х, около отверстия под коллиматор (см. рис.24.9,в,г).
Соответствующие значения 2L, при обратной закладке полу-
чают как разность между длиной всей окружности nDK, по ко-
торой расположена пленка, и величиной х,: 2L, = jiOk — xf.
При асимметричном способе закладки около отверстия под ту-
бус измеряют расстояния 2£, а около отверстия под коллима-
юр — х (см. рис. 24.9, д, е).
Как правило используют асимметричный способ закладки
пленки, позволяющий, в отличие от двух других, учитывать
изменение размера пленки при фотообработке и, следова-
тельно, повышать точность расчета рентгенограммы. После
фотообработки пленка может оказаться длиннее либо короче,
чем в исходном состоянии. Это равнозначно тому, что во время
съемки пленка как бы располагалась по окружности, диаметр
406
Рис. 24.10. Схема к расчету поправки на тол-
щину образца:
/ — поперечное сечение образца: 2 — фотопленка
которой больше или
меньше стандартного
(57,3 мм). Длину такой
окружности принято на-
зывать эффективной дли-
ной, а ее диаметр — эф-
фективным диаметром ка-
меры Оэф-
Из схемы на рис. 24.9
следует, что для опреде-
ления эффективной дли-
ны окружности лБэф не-
обходимо измерить и про-
суммировать длины дуг
1—1', 3—3' и 2(1— 3)
(поскольку в силу сим-
метрии рентгенограммы
относительно направле-
ния первичного пучка
1—3—1'—3'). Практиче-
ски измеряют и суммируют длины двух дуг 3'—1 = А м3—Г=В,
дважды фиксируя при этом участок 3—1 (см. 24.9, е): л£)эф =
— А + В. При изложении общих принципов расчета дебае-
граммы мы, в соответствии со схемой на рис. 24.7,6, полагали,
что дифрагированные рентгеновские лучи исходят из геометри-
ческой точки бесконечно малого размера, в то время как ра-
диус р реального образца-столбика составляет десятые доли
миллиметра. Из-за поглощения материалом образца отражен-
ные рентгеновские лучи могут выйти лишь из приповерхност-
ного слоя столбика толщиной несколько десятков микрометров.
В результате, как видно из схемы на рис. 24.10, расстояние
между линиями на рентгенограмме увеличивается, следова-
тельно, увеличивается по сравнению с истинной и вычисленная
величина угла 0. Таким образом, в измеренную по дебаеграмме
величину 2£изм необходимо ввести поправку на толщину об-
разца Др, называемую также поправкой на поглощение.
Из схемы следует, что для приведения расстояния 2LH3M,
измеренного между центрами линий рентгенограммы, к ис-
правленной величине 2£"спр, соответствующей дифракции под
тем же углом Oi, но из центральной точки на оси образца, не-
обходимо из величины 2£,п,м вычесть поправку Др,, равную
удвоенному отрезку OD:
2£"спр = 2Т"ЗМ — Др(.
Поскольку OD— (ОВ4- ОС)/2— (р-Ьр* cos 26)/2, поправка на
поглощение (2OD) равна
Др, = р(1+соз 26<).
406
Для вычислений по приведенной формуле достаточно знать
приближенное значение 0,-’ч>нбл, определяемое по формуле
еуриб^;=2/.Г‘,/2.
!|
। Рассчитав исправленные значения расстояний между ли-
ниями 21испр, можно вычислить затем точные значения
0ТОЧК = (2£И^Р/2О,Ф) • 57,3,
’ I после чего определить межплоскостные расстояния по формуле
. Вульфа—Брэгга:
I d/n = Z,„ /2sin0TO4H
i wCp
i I По вычисленным значениям d/n можно с помощью справоч-
ных таблиц установить вещество, от которого снята рентгено-
грамма, о чем подробнее см. в гл. 25.
При съемке дебаеграммы на нефильтрованном излучении
необходимо разделить а- и 0-линии с тем, чтобы исключить
!. р-линии из расчетов d/n. Разделение линий ведут, принимая во
I внимание, что для пары линий а и 0, полученных от одной со-
вокупности плоскостей с определенной величиной (dfn)i:
1) 0-линия находится всегда под меньшим углом, чем «-ли-
ния, поскольку <Л а;
2) интенсивность 0-линии меньше, чем a-линии (1^:1 а =
= 1:5);
3) должно выполняться соотношение sin0a«=l,09sin0p.
24.4. Индицирование линий
на рентгенограмме поликристалла
i Каждая линия рентгенограммы соответствует отражению, ха-
рактеризуемому определенными индексами интерференции HKL.
Поэтому задача следующего этапа расчета дебаеграммы — про-
индицировать линии, т. е. приписать им соответствующие ин-
дексы интерференции. Знание индексов линий требуется, на-
пример, если возникает необходимость определить период
решетки исследуемого вещества. Ниже рассматривается анали-
тический способ индицирования рентгенограмм от веществ с ре-
шеткой кубической сингонии (рентгенограммы от материалов
с решетками более низких сингоний индицируют графическими
методами).
Если в уравнении Вульфа—Брэгга выразить величину dHKL
через период решетки (в случае кубической сингонии dnKL —
— а/'у/Нг + Кi 2 * * + L2) и возвести обе части уравнения в квадрат,
получим выражение, называемое квадратичной формой:
sin26 = (Xs/4a2)(H2 + № + £2). (24.3)
407
Таблица 24.1. Индексы интерференции для веществ с пространственной
решеткой, принадлежащей кубической сингонии
Тип решетки Индексы интерференции при № + К'1 +
1 2 3 4 5 6 8 9 10 и
Примитивная 100 по 111 200 210 211 220 221 300 310 311
О. ц. к. — но — 200 — 211 220 — 310 —
Г. ц. к. — — 111 200 — — 220 —• — 311
Из квадратичной формы следует, что в заданных условиях
эксперимента (n = const, X=const) угол дифракции 0 опреде-
ляется суммой квадратов индексов интерференции. Поскольку
И, К, L по определению целые числа, H2 + K2 + L2 есть целое
положительное число. Однако сумма квадратов индексов не
может быть любым натуральным числом, поскольку, во-пер-
вых, в натуральном ряду есть числа, которые не раскладыва-
ются на сумму трех целых квадратов (например 7, 15,23 и т. д.),
а, во-вторых, на некоторые сочетания индексов интерференции
для непримитивных решеток Браве накладываются ограниче-
ния указанными в гл. 23 закономерностями погасания.
В табл. 24.1 приведены индексы отражений, возникающих
при рассеянии рентгеновских лучей кристаллами с примитив-
ной, объемноцентрированной и гранецентрированной кубиче-
скими решетками. В случае примитивной решетки могут воз-
никать отражения с любыми индексами; для объемноцентриро-
ванной решетки возможны отражения лишь с четной суммой
индексов H+K + L; в случае гранецентрированной решетки мо-
гут возникать только отражения с индексами одинаковой четно-
сти (все три индекса — четные числа, либо все три — нечетные).
Из рассмотрения квадратичной формы в сочетании с зако-
номерностями погасания следует важный вывод: соотношение
между углами дифракции, а следовательно, и взаимное рас-
положение линий на рентгенограмме, одинаково для любых
веществ данного структурного типа (поскольку зависит лишь
от разрешенных индексов интерференции). Так, например, на
рентгенограммах от меди, никеля, алюминия, золота и других
веществ, относящихся к структурному типу меди (г. ц. к. ре-
шетка), линии располагаются аналогично тому, как они распо-
ложены на приведенной на рис. 24,11, а дебаеграмме. Для воль-
фрама, хрома, молибдена, ванадия, a-железа и других ве-
ществ, относящихся к структурному типу вольфрама (о. ц. к.
решетка), характерно расположение линий, аналогичное приве-
денному на рис. 24.11,6. Различия во взаимном расположении
408
Рнс. 24.11. Дебаеграммы, снятые на отфильтрованном Fe-/Ca-излучении от образцов
меди (а) и вольфрама (б): Т — отверстие под тубус; К — отверстие под коллиматор
первых трех линий на этих дебаеграммах коррелируют с дан-
ными табл. 24.1. Рентгенограммы от разных веществ данного
структурного типа отличаются только абсолютными величинами
угловых расстояний между линиями, зависящими от периода
решетки и длины используемого излучения (сомножитель
Х2/а2 в квадратичной форме). Таким образом, уже по внешнему
виду дебаеграммы можно судить о решетке Браве исследуе-
мого вещества и приписать ее линиям соответствующие ин-
дексы.
Более обоснованно индицирование линий проводят, исполь-
зуя соотношение
sin2e,- + к? + = q
sin2 61 /f2-|-K2+L2
полученное делением квадратичной формы для i-той линии на
квадратичную форму для первой линии. Поделив последова-
тельно суммы квадратов индексов всех линий на сумму квадра-
тов индексов первой линии, получим характерные для каж-
дого структурного типа ряды чисел Q, представленные
в табл. 24.2.
Таблица 24.2. Ряды чисел Q для трех кубических решеток
Тип решетки <?
11рнмитивная 1; 2; 3; 4; 5; 6; 8; 9; 10; И
О. ц. к. 1; 2; 3; 4; 5; 6; 7; 8; 9; 10
Г ц. к. 1; 1,33; 2,66; 3,67; 4; 5,33; 6,33; 6,67; 8; 9
408
Рассчитав по рентгенограмме значения sin20, и вычислив
экспериментальный ряд Q = sin2 Oi/sin2 0Ь сопоставляют его
с теоретическими рядами Q из табл. 24.2 и делают вывод
о типе решетки Браве исследуемого вещества. Зная индексы
первой линии для соответствующей решетки Браве, вычис-
ляют сумму квадратов индексов этой линии H\2+Ki2+Li2 и
рассчитывают далее суммы квадратов индексов остальных ли-
ний Hi2 + Ki2+Li2= (Hi2 + Ki2 + Li2) • Q. Затем подбирают для
каждой l-той линии индексы HKL, дающие соответствующие
суммы квадратов //j2 + Ki2 + Li2.
На первый взгляд операции с вычислениями сумм квадратов
индексов излишни: зная тип решетки Браве, можно, казалось
бы, просто приписать поочередно всем линиям индексы, поль-
зуясь табл. 24.1 (расширив ее при необходимости). Однако
возможны случаи (в частности, при съемке многофазного об-
разца, в котором исследуемая фаза занимает небольшую по
объему долю), когда интенсивность некоторых линий настолько
мала, что они сливаются с фоном рентгенограммы и становятся
невидимыми. В этих случаях правильное индицирование воз-
можно лишь описанными выше последовательными расчетами.
При наличии не более шести первых линий на рентгено-
грамме на первый взгляд возникает неопределенность в выборе
между примитивной и объемноцентрированной решетками, по-
скольку ряды Q для обеих решеток оказываются одинако-
выми. Для устранения этой неопределенности принимают во
внимание относительную интенсивность первых двух линий, ко-
торая определяется в основном фактором повторяемости Р (по-
скольку все остальные факторы интенсивности у обеих линий
с близкими углами 6 практически одинаковы). В случае при-
митивной решетки для первой линии Р1йо=6, для второй Рцо=
—12, тогда как в случае объемноцентрированной решетки,
наоборот, для первой линии Рцо=12, а для второй Р2оо=6. По-
этому из двух линий более интенсивной для примитивной ре-
шетки должна быть вторая, а для решетки объемноцентриро-
ванной — первая.
24.5. Определение периода решетки
поликристаллических материалов
Сведения о периоде решетки и его изменениях при тех или
иных воздействиях на материал позволяют судить о содержа-
нии легирующих элементов и примесей в твердом растворе, оп-
ределять тип твердого раствора, остаточные упругие напряже-
ния в материале, температурные коэффициенты линейного рас-
ширения, концентрацию закалочных вакансий, строить линии
ограниченной растворимости на диаграммах состояния, оцени-
вать полноту закалки, изучать кинетику распада пересыщен-
410
кого твердого раствора и пр. Перечисленный далеко не полный
перечень задач показывает, что измерение периода решетки —
один из наиболее распространенных рентгеновских экспери-
ментов при.анализе структуры кристаллических материалов.
Поскольку относительные изменения периодов решеток не мо-
гут быть велики (иначе нарушится связь между атомами), аб-
солютные величины изменения Ла также чрезвычайно малы —
десятитысячные доли нанометра и менее. Очевидно, что для вы-
явления столь малых изменений требуются прецизионные (чрез-
вычайно точные) методы их измерений.
Период решетки можно вычислить из квадратичной формы.
Для случая кубической сингонии:
а = -- - V№ + № + L2 . (24.4)
2 sin 0
Таким образом, процедура нахождения периода решетки а
исследуемого материала сводится к съемке рентгенограммы
или дифрактограммы, определению угла дифракции 0, для ка-
кой-либо линии, ее индексов интерференции HiKiLi н расчета
величины а по формуле (24.4). Поскольку длина волны исполь-
зуемого при съемке характеристического излучения X известна
с точностью до 10-6 нм, а величину (H2 + K2 + L2) 1/2 можно
вычислить с любой необходимой точностью, так как Н, К, L —
целые числа, погрешность измерения периода решетки зависит
от точности определения угла 0.
Перепишем уравнение (24.4) в виде а • sin 0=Х(//2 + К2 +
-р£2)’/2/2 и продифференцируем его по а и 0, учитывая, что
в правой части полученного выражения все величины посто-
янны: sin0- Aa + a>cos0- Д0=О.
Перенеся второе слагаемое в правую часть и разделив обе
части на a*sin0, получим
| Aa/a| = ctg0- А0. (24.5)
Из формулы (24.5) следует важный вывод: для уменьшения
погрешности в определении периода решетки необходимо, во-
первых, как можно точнее измерять угол 0 (уменьшать АО) и,
во-вторых, рассчитывать а по линиям, снятым под углами 0,
близкими к 90° (при стремлении 0 к 90° величина ctgO стре-
мится к нулю). Практически период решетки рассчитывают по
линиям, снятым в так называемой «прецизионной области»
углов 0>6О°. Точность определения периода решетки при
съемке на больших углах возрастает еще и потому, что при
этом разрешается Ка-Дублет и расчет ведут по линии аь по-
ложение которой в случае фотометода можно определить точ-
нее, чем линии аср. Из угловой зависимости ошибки Aa/a сле-
411
0,3620
0,3610
а,нм
о,зезо -
0,3600 -
0,3590 _
О
Рис. 24.12. Схема профиля размытой
линии на дифрактограмме
0,3625Z±2
1,0 2,0 (f (в)
Рнс. 24.13. Определение периода ре-
шетки сплава Си—6,6 % Si с помощью
экстраполяционной функции (А. Тэй-
лор и Р. В. Флойд)
дует также, что не имеет смысла рассчитывать усредненное
значение периода решетки из величин а, вычисленных по раз-
ным линиям рентгенограммы, поскольку эти величины вычис-
лены для каждой линии с разной погрешностью.
Для определения периода решетки применяют фотометод и
дифрактометрию. В фотометоде используют камеру КРОС, по-
зволяющую фиксировать линии в «прецизионной области» уг-
лов, добиваясь при этом четкого разделения дублета на линии
at и а2 за счет удаления пленки от образца на необходимое
расстояние.
Если дублет не разрешается из-за размытия линий рентге-
нограммы (вследствие имеющихся в образце микроискажений,
дисперсной блочной структуры или химической неоднородно-
сти), точное определение периода решетки возможно только
с помощью дифрактометрии. По дифрактограмме, на которой
записывается профиль линии (распределение интенсивности по
углу 26), можно определить угловое положение центра тяже-
сти линии 20с —2/(20,)-20,72/(20,) (рис. 24.12). Ему соответ-
ствует центр тяжести характеристического спектра в области
Да-излучения: Хаср «= (2?-а,+XaJ/3. Период решетки можно
достаточно точно вычислить, подставив в формулу (24.4) зна-
чения Хаср и sinOc.
Наиболее точное значение периода решетки, как указано
выше, дает расчет по линии, снятой в «прецизионной области»
углов 0. Тем не менее для дальнейшего повышения точности
определения а используют все линии рентгенограммы. По-
скольку ошибка Да по мере возрастания 0 уменьшается и ста-
412
новится исчезающе малой при приближении 6 к 90°, необхо-
димо проэкстраполировать найденные по всем линиям значе-
ния а к 0 = 90°. Суммарная ошибка Да складывается из не-
скольких систематических ошибок, связанных с углом 0 раз-
ными зависимостями, и потому нелинейно зависит от угла 0.
Экстраполяцию можно провести, подобрав соответствующую
спрямляющую функцию. Для углов 0>ЗО° наилучшей ока-
залась экстраполяционная функция <р(0) =0,5(cos2 0/sin 0 +
+ cos20/0). Пример прецизионного определения периода ре-
шетки с помощью такой функции приведен на рис. 24.13. При-
менение экстраполяции позволяет находить период с точностью
до 10~5 нм.
Прецизионность определения периода решетки можно повы-
сить еще на порядок, если учесть поправку на преломление
рентгеновских лучей Дапр, а при использовании дифрактомет-
рии — и поправку на вертикальную расходимость пучка
Дав : аТОчн=аэкстР+Дапр+Дав.
В заключение отметим, что для прецизионного определения
периода решетки необходимо термостатировать образец, по-
скольку колебания температуры при съемке в пределах всего
лишь 1° могут приводить к изменению периода, превосходя-
щему величину погрешности его определения.
Глава 25
ПРИМЕНЕНИЕ МЕТОДОВ РЕНТГЕНОВСКОГО АНАЛИЗА
ДЛЯ ИССЛЕДОВАНИЯ ЛИТЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Методы рентгеноструктурного анализа используют для решения
широкого спектра материаловедческих задач. Мы же из мно-
жества возможных задач рассмотрим лишь несколько, наибо-
лее часто встречающихся в практике специалистов литейного
производства, и прежде всего применение рентгеноструктурного
анализа для определения фазового состава.
25.1. Рентгеновский фазовый анализ
11од фазовым анализом понимают идентификацию фаз в иссле-
дуемом образце (т. е. выявление того, какие фазы присутствуют
п образце) и определение их относительного количества. В от-
днчие от прочих методов фазового анализа, рентгенографиче-
413
ский, будучи дифракционным методом *, является прямым: он
основан на определении характеристик кристаллической струк-
туры, которые у каждой фазы свои, отличные от других.
Вообще говоря, для проведения рентгеновского фазового
анализа нет необходимости знать химический состав или иметь
какие-либо другие дополнительные сведения об образце. Однако
практически для однозначной идентификации фаз желательно
знать предысторию образца: его химический состав, виды обра-
боток, которым он подвергался, результаты металлографиче-
ского анализа.
Качественный фазовый анализ
Под качественным фазовым анализом понимают идентифика-
цию фаз в пробе.
Каждому кристаллическому веществу присущ определенный
набор межплоскостных расстояний d/n. При облучении рентге-
новскими лучами данного вещества возникают отражения в со-
ответствии с данным набором значений d/n (с учетом законо-
мерностей погасания и условия d/n^X/2). Соотношение интен-
сивностей этих отражений также обусловлено особенностями
атомно-кристаллического строения исследуемого вещества.
В справочной литературе имеются сведения (постоянно попол-
няемые) о наборах значений d/n и относительных интенсивно-
стях соответствующих отражений для нескольких десятков
тысяч веществ. Идентификация фазы сводится, следовательно,
к съемке дебаеграммы или дифрактограммы, оценке интенсив-
ности их линий, расчету величин d/n и сопоставлению расчет-
ных результатов с табличными.
Сравнение с табличными данными начинают с наиболее ин-
тенсивных линий. Как правило, на основании сведений о пред-
ыстории образца заранее предполагают, какие фазы можно
ожидать в данном сплаве, и именно для них последовательно
просматривают табличные сведения. Если какая-либо из трех-
четырех первых по интенсивности линий предполагаемой фазы
отсутствует, полученные величины d/n сравнивают с таблич-
ными значениями для альтернативной фазы. При удовлетвори-
тельном совпадении (с точностью до ±0,001 нм) табличных
значений d/n с экспериментальными для трех наиболее интен-
сивных линий убеждаются в правильности идентификации фазы,
1 К дифракционным методам относятся также электроио- и нейтроно-
графические, которые, одиако, реже используют для фазового анализа
в силу нх специфики: результаты электронографического анализа часто не-
однозначны из-за низкой точности определения межплоскостиых расстояний:
нейтронографнческий метод весьма дорогостоящий, требует уникального обо-
рудования и длительных (несколько десятков часов) экспозиций.
414
сопоставляя значения d/n и относительные интенсивности для
остальных линий '.
Сведения о межплоскостных расстояниях и относительных
интенсивностях линий наиболее широко представлены в так
называемой «картотеке ASTM» (American Society for Testing
Materials). В этой картотеке имеются три указателя (ключа),
по которым ведется поиск идентифицируемого вещества, и кар-
точки с подробными сведениями о каждом содержащемся в ука-
зателе веществе.
В алфавитном ключе перечислены в алфавитном порядке
(по названиям) все имеющиеся в картотеке вещества, для каж-
дого из которых указан номер соответствующей карточки и
межплоскостные расстояния для трех наиболее интенсивных
линий. Этим ключом можно пользоваться, если ясен предполо-
жительный фазовый состав образца.
Если заранее предположить возможный фазовый состав не
удается, необходимо пользоваться одним из двух других указа-
телей, в которых все вещества перечислены в порядке убывания
межплоскостных расстояний. В одном указателе приведены
значения d/n для трех, в другом (ключе Финка)—для восьми
наиболее интенсивных линий каждого вещества.
Пример карточки из картотеки ASTM приведен на рис. 25.1.
В правой нижней части карточки указаны набор значений d/n
в ангстремах (обозначены просто буквой d) в порядке убыва-
ния и относительные интенсивности соответствующих линий
1/1\ в процентах, где I — интенсивность данной, а Ц — интен-
сивность наиболее интенсивной линии. В верхней левой части
приведены значения тех же величин для трех наиболее интен-
сивных линий (первые три позиции) и для линии, соответст-
вующей максимальному значению d/n (четвертая позиция). По-
мимо этого в левой части карточки приведены дополнительные
сведения, облегчающие идентификацию вещества (условия
съемки, при которой получены приводимые значения d/n, кри-
сталлографические характеристики вещества и др.).
В многофазных материалах каждая фаза дает на рентгено-
грамме свою серию линий (рис. 25.2). Сходную рентгенограмму
можно было бы получить, снимая поочередно на одну
пленку рентгенограммы от всех составляющих данный материал
1 При сопоставлении относительных интенсивностей линий следует учи-
тывать, что они являются функциями углового фактора интенсивности х(6).
Угловой фактор зависит от угла дифракции (см. рис. 23.13) и, следова-
тельно, от длины волны используемого в эксперименте излучения. Поэтому,
если излучение, применявшееся при съемке рентгенограммы, отличается от
использовавшегося при получении табличных данных (которое обычно ука-
зывается), экспериментальные и табличные значения относительных интен-
сивностей могут различаться.
416
4 4-овог 2.285 1.962 1.1826 2.265 ♦ Platinun
1/1, 4-0802 100 53 ЭЗ 100
Rad. Си А1.5405 Filler Hi Ma. Cut off coll. I/I, o-M spectrometer dcorr.aba.I Ref. SWANSON AND TATOE.JC PEL. REPORTS,MBS 1950 d,X I/I, hkl l/Ii h ML
2.265 1.962 1.387 1.1826 1.1325 0.9800 0.9000 0.8773 0.6006 100 53 31 33 12 6 22 20 29 111 200 220 311 222 400 331 420 422
Sye. CUBIC (F.C.) S.G. о£ -FM3M % 2 92,1 bo co * C а В у Z 4 Ref. IBID.
t« n<op Cr Sign 2V D_21.472mp Color Ref. IBID. x
SAMPLE ESTIMATED BY MBS CHEM. LAB. TO BE GREATER THAN 99.99% PURE. AT 26«C TC REPLACE 1-1190, 1-1194. 1-1311
Рис. 25.1. Пример карточки из картотеки ASTM
веществ так, чтобы время экспозиции соответствовало их объем-
ной доле.
При исследовании многофазных образцов могут возникнуть
затруднения, если наиболее интенсивные линии рентгенограммы
окажутся принадлежащими разным фазам. Кроме того, у раз-
ных фаз могут случайно оказаться одинаковыми какие-то меж-
плоскостные расстояния, соответствующие линии наложатся
одна на другую и по суммарной интенсивности результирую-
щая линия окажется в числе наиболее интенсивных. В этих
случаях необходимо проверять большое число возможных ком-
бинаций, для чего целесообразно использовать ЭВМ.
Ясно, что чем меньше объемная доля фазы, тем менее ин-
тенсивными будут ее линии на рентгенограмме. По мере умень-
шения относительного количества фазы в образце интенсив-
ность ее линий постепенно приближается к уровню фона, затем
линии сливаются с ним и становятся неразличимыми. Сначала
исчезают наиболее слабые линии, затем все более сильные.
Опыт показывает, что для однозначной идентификации фазы
необходимо иметь не менее трех ее наиболее интенсивных ли-
ний, называемых характерными. Та минимальная концентра-
ция фазы, при которой еще можно различить на рентгенограмме
ее характерные линии, называется чувствительностью рентге-
новского фазового анализа.
Чувствительность, таким образом, определяется относитель-
ной интенсивностью линий разных фаз в образце. Относитель-
416
Рис. 25.2. Части рентгенограмм (угловой интервал 0<4О°), снятых от
алюминия (а), силумина (б) и кремния (в)
пая интенсивность линий в свою очередь зависит от фактора
повторяемости, структурного фактора, рассеивающей способно-
сти входящих в состав фазы атомов и соотношения между ко-
эффициентами поглощения фаз, составляющих образец.
Чем выше симметрия кристаллической структуры фазы,
гем большие значения могут иметь множители повторяемости,
гем выше интенсивность линий на рентгенограмме и чувстви-
тельность анализа. Для кубических решеток множитель повто-
ряемости может достигать максимального значения (Р = 48),
поэтому фазы с такой решеткой можно обнаружить при срав-
нительно малом их содержании. Так, остаточный аустенит
(г. ц. к. решетка) в стали можно выявить при содержании его
порядка 1 %, а цементит (ромбическая сингония) —лишь около
10%.
Из-за разности в структурных факторах y-Fe (г. ц. к. ре-
шетка, 4 атома на ячейку) можно выявить при содержании
п четыре раза меньшем, чем a-Fe (о. ц. к. решетка, 2 атома на
ячейку): ГЙу.Ре/|Г|а-Ре =4.
Интенсивность рассеянных рентгеновских лучей тем выше,
чем больше атомный номер рассеивающего элемента. Поэтому
фазу с большими атомными номерами входящих в нее элемен-
417
'' -2542
тов можно выявить при малом ее содержании в смеси с фа- ?
за ми, состоящими из легких элементов, которые имеют к тому )
же низкие коэффициенты поглощения. Наоборот, фазу с ма-
лым атомным номером (низкой рассеивающей способностью)
в смеси с сильно поглощающими фазами (состоящими из тя-
желых элементов) можно выявить лишь при сравнительно боль-
шом содержании. Так, в смеси вольфрама (Z=74) с медью
(Z=29) линии вольфрама обнаруживаются при его минималь-
ном содержании около 0,1 %, а линии меди — не менее 1%.
Чувствительность метода зависит также от факторов, вы-
зывающих уширение рентгеновских линий. Размытые линии вы-
явить сложнее, чем резкие, поэтому наличие микроискажений
или дисперсных кристаллов (менее 0,1 мкм) снижает чувстви-
тельность. Ухудшает чувствительность также крупнозернис-
тость образца, приводящая к точечному строению линий рент-
генограммы, а следовательно, к снижению точности промеров
расстояний между линиями. Вращением образца иногда уда-
ется избавиться от пунктирности линий.
В зависимости от того, какие из перечисленных факторов
действуют в большей или меньшей степени в каждом конкрет-
ном случае, чувствительность рентгеновского фазового анализа
для разных образцов может составлять величину от десятых
долей до десятка процентов.
Если объемная доля анализируемой фазы находится на гра-
нице или ниже чувствительности метода, эту фазу необходимо
выделять из образца, растворяя основу сплава. Наиболее часто
используют анодное растворение (образец служит анодом)
в электролите, который подбирают так, чтобы, растворяя мат-
рицу, он в то же время не реагировал с анализируемой фазой.
Анодное растворение используют, в частности, при анализе не-
металлических включений в стали, объемная доля которых
всегда невелика. Если после растворения стали в осадке при-
сутствует около десяти разных фаз, их однозначная идентифика-
ция практически исключается. В этом случае выпавшие в оса-
док фазы можно дополнительно разделить по плотности либо
магнитной сепарацией.
Количественный фазовый анализ
Количественный фазовый анализ основан на том, что интенсив-
ность интерференционных линий данной фазы пропорциональна ;
ее объемной доле в образце. Поскольку измерение абсолютной >
интегральной интенсивности линии является сложной задачей, |
для проведения количественного анализа сравнивают интенсив-
ности линий двух фаз (по одной линии от каждой фазы) или J
линию анализируемой фазы с линией одновременно снимаемого
эталонного вещества. Сравниваемые линии называют аналити- i
ческими. В качестве аналитической обычно выбирают самую |
418
интенсивную линию фазы, если на
нее не накладываются линии от дру-
гих присутствующих в образце фаз.
Для проведения количественного
фазового анализа, связанного с из-
мерением интенсивности линий, це-
лесообразно использовать рентге-
новскую дифрактометрию. Рассмот-
рим два наиболее распространен-
ных метода количественного ана-
лиза с применением дифрактометра.
Оба метода основаны иа использо-
ы
Р/
| о,ч
s 0,2
- -
It20 NaCl/I^otMyjijiumiL
Рис. 25.3. Градуировочный график
для нахождения массовой долм
муллнта в шамоте. Стандарт —
NaCl (Б. Я. Пииес)
вании предварительно построенного градуировочного графика,
который связывает отношение интенсивностей аналитических
линий с отношением массовых (объемных) долей фаз в двух-
фазной смеси (рис. 25.3). Такой график можно построить либо
экспериментально, либо путем теоретического расчета.
Интегральная интенсивность отражения определяется выра-
жением (23.5), правую часть которого для дальнейшего обсуж-
дения удобно разбить на два сомножителя: l=KoQ- Здесь Ко
объединяет все факторы интенсивности, одинаковые для любой
линии рентгенограммы (в том числе и в случае многофазной
смеси), а в величину Q входят остальные факторы. В много-
фазном образце интенсивность отражения зависит и от объем-
ной доли фазы V. l = KoQv. От Ко можно избавиться, взяв от-
ношение интенсивностей аналитических линий двух фаз: /а//р =
==Qa/fi(va/vp), где Qa/₽ =QaIQfi (индексы аир обозначают
здесь принадлежность к а- или 0-фазе соответственно).
Таким образом, отношение интенсивностей аналитических
линий двух фаз линейно зависит от отношения их объемных
долей. Если известны структура и состав каждой из фаз, можно
теоретически рассчитать коэффициент Qa/P , определяющий на-
клон прямой, и построить градуировочный график. При необхо-
димости этот график можно перестроить в координатах 1аИу. =-
-=1'(та1т^), где та, —массовые доли а- и 0-фаз.
При экспериментальном способе построения графика при-
готавливают ряд образцов двухфазных порошковых смесей
с разным соотношением фаз. Затем снимают дифрактограммы ’,
определяют по ним интегральные интенсивности аналитических
линий и по экспериментальным точкам проводят прямую, выхо-
дящую из начала координат (рис. 25.3).
Анализ двухфазной смеси методом градуировочной кривой.
Вначале строят (теоретически или экспериментально) градуи-
* При съемке дифрактограмм проходят счетчиком лишь два небольших
угловых интервала, в пределах которых расположены заранее выбранные
аналитические линии.
27* 419
ровочный график для аналитических линий двух фаз, из кото-
рых состоит анализируемый образец. Затем с образца снимают
дифрактограмму, регистрируя эти аналитические линии, и опре-
деляют их интегральные интенсивности. По отношению 1JIр
с помощью градуировочного графика находят объемные (или
массовые) доли фаз. Метод можно использовать для изучения
и порошковых, и массивных образцов.
Метод подмешивания (метод внутреннего стандарта). Ме-
тод подмешивания используют в том случае, если из исследуе-
мого материала можно приготовить порошковую пробу. Этот
метод применяют для определения содержания фазы в много-
фазном образце.
Прежде всего строят гоадуировочный график для двухфаз-
ной смеси, состоящей из анализируемой и эталонной фаз. В ка-
честве эталонной фазы (стандарта) подбирают вещество, даю-
щее на рентгенограмме интенсивные узкие линии и имеющее
коэффициент ослабления, близкий к коэффициенту ослабления
образца. Линии стандарта не должны накладываться на силь-
ные линии анализируемой фазы. На рис. 25.3 приведен градуи-
ровочный график для смесей чистого муллита и хлористого нат-
рия (эталонное вещество), построенный Б. Я. Пинесом для оп-
ределения содержания муллита (соединения ЗА12О3 • 2SiO2)
в шамоте. Аналитическими выбраны наиболее интенсивные ли-
нии (401) муллита и (220) NaCl.
К определенной навеске порошка из исследуемого мате-
риала Мо добавляют известное количество порошка стандарта
Мст (обычно 10—20%). Полученную смесь тщательно переме-
шивают и снимают от нее на дифрактометре две аналитические
линии — те же, что использовали при построении градуировоч-
ного графика. Получив отношение интенсивностей этих линий
/ф//ст, по градуировочному графику находят отношение масс
анализируемой фазы и стандарта в пробе М$/М„. Зная Л1СТ,
определяют массу фазы и окончательно рассчитывают массо-
вую долю фазы в исследуемом материале: гПф = Мф/Л!о.
Недостаток метода в том, что при добавлении стандарта
объемная доля анализируемой фазы в пробе становится меньше,
чем в исследуемом материале. Это приближает содержание
фазы к порогу чувствительности, что снижает точность ана-
лиза.
Погрешность количественного анализа определяется мно-
гими факторами: фазовым составом пробы, крупностью по-
рошка, из которого она изготовлена, равномерностью распреде-
ления эталона в смеси, стабильностью работы дифрактометра
и пр. Как правило, погрешность составляет 5—10 % от опреде-
ляемой величины и в благоприятных случаях может быть до-
ведена до 1 %.
420
Количественный фазовый анализ затруднен при наличии
в образце кристаллографической текстуры, поскольку выраже-
ние для интегральной интенсивности (23.5) справедливо лишь
для изотропной ориентировки зерен.
25.2. Определение концентрации второго компонента
в твердом растворе
Рентгеновский анализ твердого раствора сводится к прецизион-
ному определению периодов его решетки. Замещение части ато-
мов растворителя атомами растворенного элемента (раствор
замещения), внедрение атомов растворенного элемента в меж-
доузлия между атомами растворителя (раствор внедрения), от-
сутствие части атомов одного из компонентов в узлах решетки
химического соединения (раствор вычитания) — все это вызы-
вает локальные смещения атомов растворителя из позиций, ха-
рактерных для идеальной решетки кристалла чистого элемента.
В результате размер элементарных ячеек неодинаков в разных
точках кристалла — твердого раствора. Поэтому рентгеногра-
фически можно измерить лишь усредненную по объему, облу-
чаемому пучком, величину, называемую периодом решетки
твердого раствора от. р.
При образовании твердого раствора замещения период ре-
шетки ат. р должен увеличиваться, если радиус атомов раство-
ренного элемента гР больше радиуса атомов основного элемента
(растворителя) г0, и уменьшаться, если гР<г0; при образова-
нии раствора внедрения ат. р увеличивается, а раствора вычита-
ния— уменьшается.
С увеличением концентрации твердого раствора удельное
количество локальных искажений нарастает, а следовательно,
растет и отклонение периода решетки твердого раствора ат. р
от периода решетки чистого растворителя а0. Концентрацион-
ная зависимость величины ат. р иосит название правила Ве-
гарда 1 и имеет вид
йт. р = ор а.С, (25.1)
где С — концентрация растворенного компонента, выраженная
в атомных долях; а — экспериментально определяемый коэф-
фициент пропорциональности. Поскольку зависимость имеет ли-
нейный характер, график aT.p=f(C) можно построить по не-
скольким экспериментальным точкам и использовать затем для
нахождения концентрации легирующего элемента в твердом
растворе, например при оценке качества закалки или исследо-
вании кинетики распада пересыщенного раствора при старе-
г Правило Вегарда выполняется для малых концентраций растворен-
ного компонента [до —15% (атомн.)].
421
Рис. 25.4. Концентрационная зави-
симость периода решетки в си-
стеме Си—Ni
Рис. 25.5. Рентгенограмма от алюминие-
вого образца с аксиальной текстурой
нии. Пример концентрационной зависимости периода решетки
твердых растворов замещения в системе Си—Ni приведен на
рис. 25.4 (диаграмму состояния см. на рис. 20.11).
Следует обратить внимание на то, что обсуждаемый метод
позволяет определять концентрацию второго компонента не
в сплаве в целом, а в какой-либо отдельной его фазе. Так, на-
пример, при исследовании закаленных сталей можно опреде-
лять содержание углерода в мартенсите.
25.3. Рентгеновский анализ аксиальных текстур
В пп. 11.1 и 11.2 указывалось, что при определенных усло-
виях в сплавах может возникнуть преимущественная простран-
ственная ориентировка решеток разных зерен, называемая тек-
стурой. Рассмотрим вопросы, связанные с анализом аксиаль-
ной текстуры.
Аксиальная текстура, называемая также осевой, характери-
зуется тем, что кристаллографически идентичные направления
(т. е. направления, принадлежащие одной совокупности
<иш0>) в разных зернах расположены параллельно некото-
рому внешнему направлению. Это внешнее направление назы-
вают осью ориентировки, а ориентирующееся вдоль нее направ-
ление <uvw>—осью текстуры (при формировании текстуры
в кристаллизующемся слитке осью ориентировки является на-
правление теплоотвода).
В идеальном случае ось текстуры <uvw> для всех кри-
сталлов поликристалла точно совпадает с осью ориентировки.
Однако в реальных материалах с аксиальной текстурой направ-
422
ления <uvw> в большинстве кристаллитов отклонены от оси
ориентировки на больший или меньший угол, что называют
рассеянием текстуры. Степень совершенства текстуры в данном
изделии характеризуют максимальным углом отклонения на-
правлений <uvw> от оси ориентировки — углом рассеяния
текстуры.
В зависимости от размеров кристаллитов в литом изделии
применяют разные рентгеновские методы анализа аксиальной
текстуры. В случае крупнокристаллического изделия снимают
эпиграммы с разных кристаллитов так, чтобы направление Z
первичного пучка при съемке (см. рис. 24.1) совпадало с на-
правлением их роста (для этого необходимо изготовить по-
перечные шлифы). Затем определяют кристаллографические
индексы направлений Z так, как это описано в п. 24.2. Если
указанные направления в большинстве кристаллитов принад-
лежат одной совокупности <uvw> (или отклонены от направ-
лений, входящих в эту совокупность, иа небольшие углы),
можно говорить о наличии в слитке аксиальной текстуры
С ОСЬЮ <UVW>.
Если зерна поликристаллов малы настолько, что количества
зерен в облучаемом объеме достаточно для получения сплош-
ного дебаевского кольца, в нетекстурованном образце, для ана-
лиза аксиальной текстуры используют метод поликристалла
с прямой съемкой на плоскую пленку. От нетекстурованного
образца, в котором зерна расположены хаотично, дифрагиро-
ванные лучи равномерно заполняют конические поверхности
с углами раствора 40 и дают при пересечении с фотопленкой
равномерные по интенсивности дебаевские кольца (см. рис. 24.4).
В текстурованном образце зерна определенным образом пред-
почтительно ориентированы, поэтому дифрагированные лучи на
определенных участках поверхности конуса располагаются
гуще, чем на остальной ее части, а дебаевское кольцо разбива-
ется при этом на небольшие участки, интенсивность которых
существенно выше по сравнению с остальной его частью
(рис. 25.5). Эти участки называют текстурными максимумами.
По положению текстурных максимумов на дебаевском кольце
определяют индексы оси текстуры, а по их величине — угол рас-
сеяния текстуры.
Для объяснения возникновения текстурных максимумов вос-
пользуемся схемой, показанной на рис. 25.6. Первичный пучок
.So скользит под углом 0, отражается от плоскости (hkl) и по-
падает в некоторую точку на дебаевском кольце (рис. 25.6, а).
В бестекстурном образце с хаотично ориентированными зер-
нами найдется множество плоскостей (hftl), расположенных под
углом 0 к падающему пучку, но взаимно разориентнрованных
на очень малые'углы: их можно представить как одну плос-
423
Рис. 25.6. Схема, объясняющая возникновение текстурных максимумов
кость из совокупности {hkl}, вращающуюся вокруг направления
первичного пучка So. При этом отраженные лучи описывают
поверхность «горизонтального» конуса с углом раствора 46.
Конусную поверхность, направленную в противоположную сто-
рону, образует также вращающаяся вокруг So нормаль к отра-
жающей плоскости, имеющая в случае кубической решетки те '
же индексы, что и плоскость, т. е. <hkl> (рис. 25.6, б).
Пусть в образце имеется идеальная аксиальная текстура,
причем ось ориентировки (а следовательно, и ось текстуры
<uvw>) расположена вертикально. Поликристалл с идеаль- ’’
ной аксиальной текстурой можно смоделировать как монокри-
сталл, вращающийся вокруг кристаллографического направле-
ния <uvw>, совпадающего с осью ориентировки и являю-
щегося осью текстуры. Тогда все плоскости, в том числе и
потенциально отражающие {hkl}, в текстурованном образце
вращаются вокруг оси текстуры. В общем случае плоскости
расположены наклонно относительно оси текстуры, так что нор-
мали к ним {hkl} составляют с осью текстуры некоторый угол р.
При вращении эти нормали описывают поверхности двух сим-
метричных «вертикальных» конусов с углами полураствора р.
Вращающиеся вокруг оси текстуры плоскости {hkl} оказы-
ваются в отражающем положении только в тех случаях, когда
нормали к ним <hkl> попадают на поверхность горизонталь-
ного конуса «отражающих» нормалей. Поскольку в общем слу-
чае возможны четыре линии пересечения вертикальных кону-
сов с горизонтальным, на рентгенограмме вместо дебаевского
кольца должны образоваться четыре острых текстурных мак-
симума. В частном случае угол р может иметь значение 90°,
чему соответствует появление на рентгенограммах текстурных
424
Рис. 25.7. Схемы рентгенограмм от образцов с аксиальной текстурой:
а — общий случай для идеальной текстуры; б — то же, с рассеянием текстуры; в —
р^90°
максимумов, расположенных на горизонтальном диаметре де-
баевского кольца (рис. 25.7) *.
Положение текстурного максимума иа рентгенограмме
можно характеризовать углом 6 между проекцией оси текстуры
на плоскость фотопленки <uvw>' и направлением, проведен-
ным из центра рентгенограммы на текстурный максимум (см.
рис. 25.6, 25.7). Между углами р, 0 и б существует следующая
связь:
cos р = cos 0 cos б. (25.2)
Зная индексы интерференции текстурных максимумов [обычно
расчет ведут по первым линиям, имеющим индексы (НО)
в случае о. ц. к,- и (111) в случае г. ц. к.-решеток] и период
решетки исследуемого материала, можно рассчитать по фор-
муле (24.3) угол 0. Далее, измерив по рентгенограмме угол б,
рассчитывают величину угла р.
Как указывалось выше, индексы нормалей <hkl> к отра-
жающим плоскостям имеют те же численные значения (в слу-
чае кубической сингонии), что и индексы {hkl} самих отражаю-
щих плоскостей, и, следовательно, определяются из индексов
интерференции текстурных максимумов HKL делением послед-
них на порядок отражения n: h=H)n, k—K/n, l=Lln. Зная
<hkl>, можно подобрать индексы оси текстуры <uvw>, вос-
пользовавшись формулой, аналогичной (24.2):
cos р = (hu + kv + lw)/(-yjh2 4- k2 4- /2 и2v1w2 }. (25.3)
* При значительном рассеянии текстуры могут наблюдаться максимумы
при 6=0, как на рис. 25.5.
425
При получении неоднозначного результата [несколько ва-
риантов значений <uvw> удовлетворяют условию (25.3)] ана-
логичным образом проводят расчеты по второй линии рентгено-
граммы (с другими индексами HKL). В этом случае за индексы
оси текстуры <uvw> принимают вариант, общий для расчетов
по обеим линиям.
На рентгенограммах, снятых от реальных текстурованных
материалов, текстурные максимумы имеют вид дужек из-за
рассеяния текстуры (см. рис. 25.5). Угол рассеяния текстуры
можно определить через равный ему угол рассеяния нормалей
к отражающим плоскостям Др, который вычисляют, измерив на
рентгенограмме угол размытия текстурного максимума Аб
(рис. 25.7, б). Продифференцировав выражение (25.2) по р и
б, получим (—sinp)Ap=cos0(—sin6)A6, откуда:
А cos 6 sin б AJt ..
Др =-----------До. (25.4)
sin р
25.4. Рентгеновский анализ остаточных напряжений
Остаточные напряжения (или зональные, или напряжения пер-
вого рода) возникают в результате появления в изделии одно-
родной упругой деформации, не исчезающей после снятия
внешней нагрузки. Следствием упругой деформации является
однородное изменение межплоскостного расстояния на вели-
чину Ad по сравнению с материалом, в котором такая деформа-
ция отсутствует. Это, в свою очередь, приводит в соответствии
с условием Вульфа—Брэгга, к изменению угла дифракции на
величину Д6. Таким образом, появление в изделии однородной
упругой деформации приводит к смещению линий на рентгено-
грамме. Измерив рентгенографически указанные изменения,
можно оценить величину и знак зональных напряжений, если
известны константы упругости исследуемого материала.
Существует также механический метод определения вели-
чины и знака зональных напряжений. Этот метод основан на
изменении геометрии образца в результате нарушения равно-
весия остаточных напряжений после удаления определенной его
части. В отличие от механического, рентгенографический метод
является неразрушающим, что позволяет использовать его для
контроля готовой продукции. Поскольку рентгеновские лучи
могут проникать в металлические кристаллы лишь на несколько
десятков микрометров, рентгенографический метод позволяет
исследовать остаточные напряжения только в очень тонких по-
верхностных слоях изделий.
Для объяснения принципов, на которых базируется рентге-
новский метод определения зональных напряжений, рассмотрим
вначале простейший случай напряженного состояния — линей-
426
Рис. 25.8. Схема к расчету зо-
нальных напряжений для случая
одноосного растяжения
ное напряженное состояние, возникающее при одноосном рас-
тяжении (рис. 25.8). При приложении растягивающей нагрузки
Р в цилиндрическом образце возникают упругие напряжения а.
В соответствии с законом Гука о=(Д///)£, где относительное
удлинение Д///=(Л—/о)До, а Е— модуль упругости. В силу по-
стоянства объема образец при растяжении сужается, причем
относительное сужение, которое в случае стержня может быть
охарактеризовано изменением его диаметра Д£)/£>, связано с от-
носительным удлинением через коэффициент Пуассона v соот-
ношением Д£)/£ =—v(A///). Отсюда о= — (1/у)£(ДД/£>).
Уменьшение диаметра образца означает, что уменьшается
межплоскостное расстояние d семейств плоскостей, параллель-
ных боковой поверхности образца. Ясно, что kdld^MPD и по-
тому о= — (l/v)£(Ad/d). Следовательно, для определения ве-
личины растягивающих напряжений, действующих вдоль оси
стержня, необходимо измерить изменение межплоскостного рас-
стояния в направлении, перпендикулярном его боковой поверх-
ности.
Для упрощения расчетов можно не производить вычисления
межплоскостных расстояний. Продифференцировав уравнение
Вульфа — Брэгга по d и 0 аналогично тому, как это было сде-
лано при выводе формулы (24.5), получим C±dld=—ctg0A0.
Тогда окончательно имеем:
a = (l/v) £ctg0oA0, (25.5)
где Д0 = О1—0О есть выраженная в радианах разность углов ди-
фракции для одного и того же интерференционного максимума
427
(HKL), полученного от исследуемого образца (61) и от об-
разца, в котором нет зональных напряжений (6о).
Упругая деформация составляет обычно десятые-сотые доли
процента, поэтому изменения межплоскостных расстояний (и
углов дифракции) чрезвычайно малы и для их измерения необ-
ходимо использовать прецизионные методы. Как показано
в п. 24.5, для этого следует производить расчеты по линии, ре-
гистрируемой под углом 6, близким к 90°. Такую съемку ведут
в камере типа КРОС, направляя первичный пучок по нормали
к поверхности образца (см. рис. 25.8). При этом в отражающее
положение попадают плоскости, слегка наклоненные относи-
тельно поверхности (на угол 90°—6), что вносит ошибку в оп-
ределение величины о вдоль поверхности.
Формула (25.5) практической ценности не представляет, по-
скольку схема линейного напряженного состояния на практике
почти не встречается. Как правило, в поверхностных слоях из-
делий возникает объемное напряженное состояние, описываемое
тремя главными нормальными напряжениями оь о2 и оз, из ко-
торых оз направлено по нормали к поверхности, а о, и о2 па-
раллельны ей. В связи с чрезвычайно малой толщиной слоя,
в котором измеряются напряжения, можно с достаточной до-
стоверностью считать, что о3 определяется на свободной по-
верхности и потому равно нулю (в противном случае поверх-
ность должна изменять форму под действием о3). Тогда опи-
санным выше методом измеряется фактически сумма двух
главных напряжений:
(a1 + o2) = (l/v)Ectge0A6. (25.6)
Для определения величины напряжения в любом параллель-
ном поверхности направлении используют метод, получивший
название «метод sin2^». Суть его заключается в следующем.
Пусть направление, в котором необходимо измерить напря-
жение Оф, расположено под углом <р к вектору главного нор-
мального напряжения oi (рис. 25.9). Из теории упругости сле-
дует, что для плоского напряженного состояния (справедливого
для поверхности изделия) существует следующее соотношение
между напряжениями и упругой деформацией €ф.ф, измеряемой
в плоскости, которая перпендикулярна поверхности и проходит
через направление действия напряжения оф:
<4, « = 1~tV оф sin2 ф--зг (<h + о») (25-7)
Г. t.
Величина еф. ф поддается рентгенографическому измерению,
поскольку е ф, ф = Ad ф. ф /do=— ctg0oA6v. ф.
Из уравнения (25.7) следует, что относительная деформация
8ф.ф линейно зависит от величины sin2^. Следовательно, изме-
428
Рие. 25.10. Схема съемки днфрактограмм при определении зональ-
ных напряжений методом sin2 ф:
а — определение £ ± (ф=0); б — определение Е^
рив величины еф, 4, при нескольких значениях *ф, как показано
на рис. 25.10, можно построить экспериментальную прямую
в координатах еф.ц,—sin2ip (рис. 25.11). Из тангенса угла на-
клона а этой прямой можно найти величину о,,, поскольку
tga= (l+v)o(p/E.
Следует отметить, что вычитаемое в правой части уравне-
ния (25.7) представляет собой величину относительной дефор-
мации в направлении, перпендикулярном поверхности е± =ез =
=e<jr=o- Этой величине соответствует отрезок, отсекаемый пря-
мой на оси ординат.
Определение остаточных напряжений с использованием ди-
фрактометра общего назначения типа ДРОН возможно лишь
для небольших изделий или их частей. При работе с крупнога-
баритными изделиями применяют специальные дифрактометры
(ДАРН-2,0, РАДОН,ПРАДОН) с гониометрами, позволяющими
определять зональные напряжения в изделиях любых конфигу-
раций и размеров.
Погрешность в определении напряжений До= ±Ectg6A6/v
обусловливается точностью определения углов 6 и величинами
констант упругости. Обычно при
съемке на дифрактометре углы изме-
ряют с точностью около одной минуты,
что позволяет вычислять напряжения,
например в стальных изделиях, с по-
грешностью около 44 МПа. Поскольку
модуль упругости алюминия пример-
но втрое меньше, чем железа, погреш-
ность в определении напряжений
в сплавах на основе алюминия также
Рис. 25.11. Зависимость
еф, от sln* ♦
в три раза меньше и составляет около
15 МПа.
429
25.5. Принципы анализа особенностей структуры,
влияющих на ширину рентгеновских линий
В п. 23.5 указано, что реально отражение происходит не только
под точным углом 6, а в некотором угловом интервале 0±Д0,
т. е. имеет место некоторое размытие интерференционной ли-
нии. Для оценки степени размытия линии используют величину
В, называемую интегральной шириной рентгеновской линии
(см. рис. 23.11).
Ка-линия, ширину которой В' измеряют по дифрактограмме,
представляет собой дублет, состоящий из линий Ка, и Ка ,
Из-за близости длин волн Ха, и Ха» углы дифракции 0а, и 0а2
также очень близки, и линии Ка, и Ка, перекрываются, давая
общую широкую линию Ка. Поэтому из экспериментально из-
меренной общей ширины рентгеновской линии В' с помощью
поправочного графика выделяют «истинную» ширину В, свя-
занную только с линией Ка,, которую далее используют в рас-
четах.
Размытие (уширение) рентгеновских линий происходит под
действием разных факторов, которые можно разбить на две
группы: в одну входят факторы, не связанные, а в другую —
связанные со структурой образца. Факторы первой группы, об-
условленные невозможностью добиться идеальных условий
съемки (расходимость первичного пучка, небольшая иемонохро-
матичность излучения, неточность выполнения условия фокуси-
ровки по всей облучаемой поверхности плоского образца и др.)
называют геометрическими (или инструментальными). К физи-
ческим факторам относят особенности структуры, влияющие на
ширину линии: наличие в образце микродеформаций (вызывае-
мых дислокациями или неоднородностью химического состава),
либо дисперсных участков (размером менее 0,15 мкм), разори-
ентированных относительно соседних участков на малые (блоки)
или большие (зерна) углы. Соответственно различают геомет-
рическое и физическое уширение. Определив величину физиче-
ского уширения, можно выявить особенности структуры, его
обусловившие, и вычислить затем либо величину упругих мик-
родеформаций и плотность дислокаций в образце, либо средний
размер дисперсных блоков (зерен).
Общее уширение линии В не является простой суммой гео-
метрического уширения b и физического уширения р. Эти три
величины связаны соотношением B = fib/$g(x)f(x)dx-, где g(x)
и f(x)—функции, описывающие распределение интенсивности
дифрагированных лучей в угловом интервале О±Д0 за счет гео-
метрических и физических факторов соответственно. Аппрокси-
мация знаменателя в приведенной выше формуле подходящими
функциями позволяет получить сравнительно просгое выраже-
430
ние, описывающее связь между величинами В, Ь и 0. Так, на-
пример, для металлов с кубической структурой обычно
₽ = 0,5В (1 — ЫВ + <1—fe/B ).
Определить геометрическое уширение можно, сняв дифрак-
тограмму от эталона, в котором отсутствуют источники физиче-
ского уширения. Такой эталон получают, отжигая образец при
температуре, несколько превышающей температуру рекристал-
лизации.
Для физического уширения, вызванного микродеформа-
циями справедлива формула:
0=4(Ad/do)tge. (25.8)
Определив значение 0 для линии, снятой под определенным
углом 6, можно рассчитать величину микродеформации \dld.
Линии рентгенограммы размываются, если в образце при-
сутствуют блоки (зерна), размер которых меньше 0,15 мкм.
Физическое уширение в этом случае определяется формулой:
0 = O,94X/DhHcose, (25.9)
где Dhki — средний размер блока (зерна) в направлении нор-
мали к отражающей плоскости.
Если размер разориентированных участков, от которых по-
лучены отражения, не превышает примерно 10 нм, линии на
дифрактограмме размываются настолько, что их невозможно
отделить от фона рассеяния. Подобные дифракционные эф-
фекты характерны для аморфных материалов, поэтому такие
образцы называют рентгеновски аморфными.
Прежде чем вычислять параметры структуры по уширению
линий, необходимо решить, что же явилось причиной ушире-
ния— микродеформации или дисперсность блоков (зерен). Для
этого необходимо снять две линии с индексами (HKL)i и
(НКЬ)2, определить величины их физических уширений 01 и 02
и взять отношение 0i/02- Из формул (25.8), (25.9) следует, что
если 0i/02=tge,/tge2, то уширение произошло из-за присутствия
в образце микродеформаций, а если 0i/02 = cos02/cos0i, то из-за
наличия дисперсных блоков (зерен).
Глава 26
РЕНТГЕНОСПЕКТРАЛЬНЫЙ АНАЛИЗ
Характеристический спектр рентгеновского излучения, испус-
каемого атомами образца, можно использовать для определе-
ния его элементного состава. Современные приборы для рент-
431
геноспектрального анализа позволяют определить элементный
состав пробы в течение нескольких минут, что значительно
быстрее, чем при использовании химических методов. По срав-
нению с оптическими спектрами, рентгеновские содержат мень-
шее число линий, что упрощает их расшифровку. Указанные
преимущества обусловливают широкое распространение рент-
геноспектрального анализа в лабораториях, в том числе завод-
ских (например, для экспрессного контроля хода плавки).
Характеристическое излучение можно возбудить в пробе,
поместив ее на аиод рентгеновской трубки и облучая пучком
электронов с энергией 3...50 кэВ (первичное излучение), либо
расположив пробу вне трубки и облучая ее исходящими из
трубки достаточно жесткими первичными рентгеновскими лу-
чами (вторичное”или флуоресцентное излучение). При исполь-
зовании первого способа возбуждения метод рентгеноспектраль-
ного анализа называют эмиссионным, при использовании вто-
рого — флуоресцентным.
Эмиссионный метод имеет чувствительность (минимальное
содержание элемента, которое удается определить) 0,1...
0,01 %. В этом методе благодаря сравнительно высокой интен-
сивности анализируемого излучения можно использовать фото-
графическую регистрацию рентгеновских лучей, что упрощает
и удешевляет оборудование. Вместе с тем, рентгеновскую
трубку необходимо делать разборной и постоянно откачивать
для поддержания в ней вакуума в процессе съемки спектро-
граммы. Существенным недостатком является также невозмож-
ность исследовать легколетучие и жидкие вещества (например,
серу) из-за разогрева анода.
Флуоресцентный метод имеет существенно более высокую
чувствительность — до 0,0005 % • Это объясняется отсутствием
во вторичном излучении сплошного спектра, дающего фон на
спектрограмме (напомним, что сплошной спектр возникает при
торможении быстрых электронов в аноде и потому неизбежен
в эмиссионном методе). К преимуществам флуоресцентного ме-
тода относятся также отсутствие нагрева исследуемой пробы и
исключение необходимости непрерывного вакуумирования
трубки. Фотографическую регистрацию в этом методе не при-
меняют из-за малой интенсивности вторичного излучения; рент-
геновские лучи регистрируют ионизационными или сцинтилля-
ционными счетчиками.
Характеристический спектр можно анализировать двумя
способами: определять длины волн лучей, входящих в спектр,
либо энергии соответствующих рентгеновских квантов (в обоих
случаях анализируется также интенсивность излучения). Ана-
лиз осуществляют с помощью соответственно волнового (кри-
стального) и энергодисперсионного (бескристального) спектро-
метров.
432
Рис. 26.2. Схема фокусировки с изогну-
тым кристаллом-анализатором (по Иоган-
сену):
1 — образец; 2 — кристалл-анализатор;
3 — детектор; 4 — рентгеновская трубка
Рис. 26.1. Схема спектрометра с плоским
кристаллом:
1 — образец; 2 — кристалл-анализатор;
3 — детектор; • 4 — рентгеновская трубка;
5 — коллиматоры (щели Соллера); 6 —
траектория перемещения детектора
Энергодисперсионный спектрометр снабжен полупроводнико-
вым детектором, регистрирующим интенсивность попадающих
в него квантов как функцию их энергий l=f(E). В волновом
спектрометре интенсивность рентгеновского излучения регист-
рируется как функция длины волны /=/(Х). Волновой спектро-
метр (рис. 26.1) помимо детектора рентгеновских квантов
(обычно это пропорциональный счетчик) 3 снабжен кристал-
лом-анализатором 2 с известной величиной dHKL Для семейства
плоскостей, параллельных его поверхности. Выходящие из об-
разца 1 рентгеновские лучи падают на поворачивающийся кри-
сталл-анализатор. В тот момент, когда кристалл оказывается
в положении, в котором для рентгеновских лучей определенной
длинь/ волны удовлетворяется условие Вульфа—Брэгга, эти
лучи отражаются от параллельного поверхности семейства пло-
скостей. Отраженные лучи попадают в счетчик, расположенный
всегда под углом 20 относительно направления выхода рентге-
новских лучей из образца (счетчик перемещается с угловой
скоростью вдвое большей, чем скорость вращения кристалла-
анализатора) . Длину волны отраженных лучей определяют из
соотношения X=2dHKi,sin 0.
Для получения максимально возможной интенсивности от-
раженных от кристалла-анализатора лучей необходимо выпол-
нить условие фокусировки Роуланда: источник излучения, кри-
сгалл-анализатор и приемная щель детектора должны нахо-
диться на окружности фокусировки (окружности Роуланда) ра-
диусом R, как это показано на рис. 26.2 (при перемещении кри-
сталла-анализатора и счетчика в процессе съемки спектрограммы
оии должны оставаться иа окружности Роуланда). Кроме того,
кристалл изгибают так, чтобы кристаллографические плоскости
имели радиус кривизны 27?, а его поверхность сошлифовывают
по окружности радиусом R, так что все участки отражающей
поверхности кристалла лежат точно на окружности. При такой
идеальной геометрии все рентгеновские лучи, выходящие из то-
чечного источника, будут падать на любую точку поверхности
кристалла под одним и тем же углом к отражающим плоско-
стям и в случае дифракции фокусироваться в одной точке на
детекторе. В промышленных приборах по практическим сообра-
жениям большинство кристаллов не имеет сошлифованной по
радиусу поверхности.
Энергодисперсионный спектрометр имеет то преимущество,
что одновременно регистрирует попадающие в него кванты всех
энергий. В результате для снятия рентгеновского спектра тре-
буется лишь несколько минут. При использовании волнового
спектрометра на ту же операцию требуется затратить на поря-
док больше времени, поскольку при заданном положении счет-
чика в него попадают кванты лишь с определенной энергией.
Однако разрешение энергодисперсионного спектрометра хуже:
его величина \Е1Е на порядок больше разрешения волнового
спектрометра ДХ/Х« 10-3.. ,10-4.
Волновой спектрометр позволяет анализировать излучение
всех элементов от бериллия (2=4) до урана (2=92). Длины
волн при этом меняются в большом интервале (от 11,4 нм у бе-
риллия до 0,01259 нм у урана для Ка -излучения). Поэтому
каждый спектрометр комплектуется несколькими легко заме-
няемыми кристаллами-анализаторами с разными значениями
<1hkl (от 0,2014 нм у кристалла LiF до 5,02 нм у кристалла
стеарата свинца).
Различают качественный и количественный рентгеноспек-
тральиые анализы. Для проведения качественного анализа с по-
мощью того или иного спектрометра регистрируют рентгенов-
ский спектр, возбуждаемый в исследуемом образце, и сопостав-
ляют его с табличными значениями. Механизм возбуждения
характеристического излучения в микроанализаторе таков, что
одновременно появляются все линии данной серии (см. п. 23.2).
Одиако число линий серии на спектрограмме изменяется в за-
висимости от содержания анализируемого элемента: с умень-
шением его концентрации в пробе исчезают сначала слабые,
а затем все более сильные линии. При исследовании легких эле-
ментов (до молибдена, 2=42) для анализа используют линии
/(-серии, а для тяжелых (от молибдена и далее) — линии 1-се-
рии. Пример участка спектрограммы типографского сплава при-
веден на рис. 26.3. В современных приборах для рентгеноспек-
трального анализа идентификация химических элементов по
434
30
34
38
V2
4Б
50
26, г pa fl,
Рис. 26.3. Участок спектрограммы образца типографского сплава (моно-
кристалл LiF, плоскость (110), трубка с W-анодом. К. Рихтер и др.)
экспериментально полученным спектрам выполняется с по-
мощью ЭВМ с соответствующим программным обеспечением.
Количественный анализ основан на том, что интенсивность
характеристического излучения, испускаемого элементом, про-
порциональна его содержанию в анализируемой пробе. Однако
интенсивность излучения зависит помимо этого от многих фак-
торов, часть которых не поддается учету. Поэтому содержание
l-того элемента в анализируемом образце С,06 определяют ме-
тодом сравнения с эталоном. При идентичных условиях экс-
перимента измеряют интенсивность аналитической (наибо-
лее интенсивной) линии спектра, от i-того элемента в образце
/,°б и в эталоне /,эт. В первом приближении отношение кон-
центраций элементов в образце и эталоне пропорционально от-
ношению соответствующих интенсивностей: С°б/С’т =/°б//Г, или
С°б = СГ (11б/Нт\ Однако при расчете концентраций необходимо
вводить поправки на различия между процессами, происходя-
щими при возбуждении излучения в образце (в присутствии
атомов других элементов) и в эталоне.
Чем ближе состав эталона к составу анализируемого об-
разца, тем точнее можно определить концентрацию С,°б.
Погрешность количественного анализа может составлять 1...
28» 435
10 % от содержания определяемого элемента в пробе и увели-
чивается по мере приближения содержания к порогу чувстви-
тельности.
Выпускаемые промышленностью спектрометры можно под-
разделить на приборы последовательного действия и многока-
нальные. Приборы первого типа (сканирующие спектрометры
типа СПАРК) имеют один кристалл-анализатор, позволяющий
последовательно выделять из полного спектра излучение с лю-
бой длиной волны. Такие приборы применяют в основном для
анализа образцов с изменяющимся элементным составом.
Многоканальные спектрометры (или квантометры типа КРФ)
содержат несколько (до 24) кристаллов-анализаторов, которые
жестко закрепляют в определенных положениях (настраивают
на определенные, заранее выбранные длины волн). Для каж-
дого кристалла-анализатора имеется свой детектор рентгенов-
ских квантов. Такой прибор может анализировать одновре-
менно несколько элементов — те, на излучение которых на-
строены кристаллы-анализаторы. Многоканальные приборы
применяют преимущественно на промышленных предприятиях
для контроля образцов, имеющих всегда одинаковый элемент-
ный состав.
Глава 27
РЕНТГЕНОВСКАЯ ДЕФЕКТОСКОПИЯ ЛИТЫХ ИЗДЕЛИЙ
Высокая проникающая способность рентгеновского излучения
позволяет использовать его для выявления внутренних дефек-
тов в изделиях без их разрушения. Такой неразрушающий ме-
тод контроля называется рентгеновской дефектоскопией.
Дефектоскопический контроль можно проводить, регистри-
руя прошедшие сквозь изделия рентгеновские лучи на фото-
пленке, либо используя так называемые «рентгеноскопические»
методы, позволяющие наблюдать дефекты с помощью преобра-
зователей невидимого рентгеновского изображения в видимое
световое, флуороскопических экранов, сцинтилляционных кри-
сталлов, электронно-оптических преобразователей, рентгено-
видиконов.
Из перечисленных способов наивысшей чувствительностью
обладает фотометод, который поэтому широко используют в де-
фектоскопии изделий ответственного назначения. Этим методом
контролируют, например, детали авиационных двигателей, в том
числе стопроцентному контролю подвергают литые турбинные
лопатки, работающие в экстремальных условиях. В связи с из-
436
Рис. 27.1. Схема распределения ин-
тенсивности прошедших рентгеновских
лучей /Пр пли просвечивании изделия
толщиной /:
а — просвечиваемое изделие; б — фото-
пленка; в — распределение /Др
ложенным, ниже рассматрива-
ются основные закономерности
рентгеновской дефектоскопии
применительно именно к фото-
методу, хотя большинство из них
распространяются и на рентгено-
скопические методы.
Из уравнений (23.1) — (23.3)
следует, что интенсивность про-
шедших через изделие лучей тем
меньше, чем больше толщина
просвечиваемого участка, или его
плотность или атомный номер.
Поэтому, как видно из схемы на
рис. 27.1, выступы детали
выглядят на рентгеновском сним-
ке так же, как включения с боль-
шем атомным номером (Zt>Z)
или с большей плотностью (pi>
>р), а впадины (tt<i)—как части изделия, содержащие уча-
стки с меньшим атомным номером (Zt<Z), либо меньшей плот-
ностью (pi<p), например раковины или шлаковые включения.
Для однозначной интерпретации рентгеновских снимков сле-
дует устранять неоднородности по толщине просвечиваемого
изделия (если они имеются). Этой цели служат компенса-
торы-^жилкие или сыпучие вещества, которыми заполняют не-
достающие участки изделия. Материал компенсатора должен
иметь близкий к материалу изделия коэффициент ослабления
рентгеновского излучения р.
Рентгеновская дефектоскопия основана на различии в ослаб-
лении лучей, прошедших через дефектные и здоровые участки
просвечиваемых изделий. В соответствии с уравнением (23.1)
можно записать, что интенсивность лучей, прошедших через
здоровый участок изделия, е~^*. Интенсивность лучей,
прошедших через участок той же общей толщины t, но содер-
жащий дефект протяженностью х вдоль направления просвечи-
вания, /дф=/о-=/0.е-к< + (и-н'и где и ц' —
линейные коэффициенты ослабления материала изделия и де-
фекта соответственно. Тогда
7.-е-Н<.в(И—
7 Дф _ '° е_______________ц ) *
^зд Ioe~
(27.1)
Из уравнения (27.1) следует, что интенсивности лучей, про-
шедших через дефектный и здоровый участки, будут разли-
чаться тем сильнее, чем больше протяженность дефекта х в на-
437
Рис. 27.2. Дефекты в деталях газотурбинного двигателя, обнаруженные
с помощью рентгеновского дефектоскопического контроля:
а — остатки стержня в литой турбинной лопатке; б раковина в свар-
ном шве
правлении просвечивания и чем сильнее отличаются линейные
коэффициенты ослабления материала изделия и дефекта. При
р>р' (например, шлаковые включения, несплошности)
(р—р')х>0, соответственно 1, а /Дф>/Зд и, следова-
тельно, изображение дефекта на фотопленке будет темнее, чем
фон; при р<р' изображение дефекта будет светлее фона (/Дф<
<7зд).
На рис. 27.2 приведены примеры дефектов в деталях газо-
турбинного двигателя, обнаруженные с помощью рентгеновской
дефектоскопии. Литые турбинные лопатки из жаропрочного ни-
келевого сплава с внутренними полостями сложной конфигура-
ции контролируют на полноту удаления стержня. В полости ло-
патки засыпают в качестве компенсатора никелевый порошок.
При просвечивании в участках с неудаленными остатками
стержня, р' которого меньше р никеля, рентгеновские лучи ос-
лабляются в меньшей степени (7Дф>/3д), и эти участки на
снимке выглядят более темными (рис. 27.2, а). На рис. 27.2, б
показано сварное соединение трубчатых деталей. Контролером
обведена раковина (темный внутренний участок) в сварном шве
(светлый участок).
438
На рентгеновском снимке дефект выявляется тем четче, чем
больше разница в интенсивности лучей, прошедших через здо-
ровый и дефектный участки. Очевидно, при некотором мини-
мальном размере дефекта в направлении просвечивания эта
разница будет настолько мала (при х->0 Лф/Лд-*!). что раз-
ность в почернении соответствующих участков снимка не будет
восприниматься глазом. Минимальный размер дефекта в на-
правлении просвечивания xmln, который удается выявить при
данных условиях съемки, выраженный в процентах от толщины
изделия t, называют процентуальной чувствительностью:
Р = (хт|п/о 100 % (27.2)
Чтобы гарантированно выявлять и регистрировать дефекты,
необходимо для каждого конкретного изделия оценивать вели-
чину процентуальной чувствительности. Если, например, при
просвечивании стальной детали процентуальная чувствитель-
ность составляет около 5%, то при толщине детали 2,5 мм
можно уверенно выявить лишь те дефекты, размер которых
в направлении просвечивания превышает xmin=0,12 мм. Де-
фекты меньшего размера, например трещины и расслоения, ле-
жащие в плоскости, перпендикулярной к направлению просве-
чивания, в таких условиях не выявляются.
Процентуальная чувствительность зависит от ряда факто-
ров, наиболее существенными из которых являются: плотность
почернения снимка; жесткость используемого излучения; гео-
метрические условия съемки: размер фокуса рентгеновской
трубки и взаимное расположение трубки, просвечиваемого из-
делия и фотопакета с пленкой; интенсивность рассеянного и
вторичного излучения. Рассмотрим влияние каждого из пере-
численных факторов.
Плотность почернения снимка D, определяемая как десятич-
ный логарифм отношения интенсивности световых лучей, осве-
щающих негатив /осв, к интенсивности лучей, прошедших сквозь
него /Прсв, £>=lg(/0CB//npCB), сказывается на контрастности
снимка, которая максимальна при 0=1,2. ..2. Чем выше конт-
растность, тем легче распознать изображение дефекта на снимке.
Поэтому при съемке необходимо подбирать такую экспозицию,
чтобы плотность почернения находилась в указанных преде-
лах. Для нахождения оптимальной экспозиции используют спе-
циальные номограммы (см. ниже).
Жесткость излучения влияет на интенсивность прошедших
лучей, поскольку линейный коэффициент ослабления зависит
от длины волны. Из уравнений (23.2) и (23.3) следует, что
ji=sT~CpZ3?.3. Поэтому ц—p'^lpZ3—p'(Z')3]-Ck3, а следова-
тельно,
/дф//зд = cIpZ’-p' <z')>j cvx (27.3)
439
После подстановки x=xmln становится ясно, что с уменьше-
нием длины волны минимальная допустимая величина отноше-
ния /дф//3д может остаться неизменной лишь при соответствую-
щем увеличении размера дефекта xmtn. Другими словами,
процентуальная чувствительность тем лучше, чем более длинно-
волновое излучение применяется при просвечивании. Таким об-
разом, для выявления мелких дефектов необходимо использо-
вать мягкое излучение.
Вместе с тем, уменьшение жесткости излучения ведет к уве-
личению времени выдержки для получения оптимальной плот-
ности почернения. Следовательно, необходимо подбирать эконо-
мически обоснованные оптимальные условия съемки, обеспечи-
вающие, с одной стороны, достаточно хорошую процентуальную
чувствительность, а с другой — разумную выдержку. С этой
целью строят экспериментальные номограммы, позволяющие вы-
брать время просвечивания с учетом: толщины просвечиваемого
слоя, напряжения на трубке, силы анодного тока, расстояния
между фокусом трубки и деталью, чувствительности рентгенов-
ской пленки. Номограммы строят по рентгенограммам, полу-
ченным при просвечивании в разных режимах специальных сту-
пенчатых эталонов, причем время просвечивания обычно не
превышает 15 мин. Пример таких номограмм, построенных для
сплавов МЛ5 и АК5М, приведен на рис. 27.3.
В левой верхней четверти номограммы нанесена зависимость
экспозиции (произведения силы тока трубки на время просве-
чивания) от толщины изделия при разных напряжениях на
трубке, в правой верхней четверти — связь между экспозицией
и продолжительностью просвечивания при расстоянии от фокуса
трубки до изделия 100 см для пленки чувствительностью 200 об-
ратных рентген. Если же съемку ведут на пленку другой чув-
ствительности и при другом фокусном расстоянии, для опреде-
ления продолжительности выдержки используют дополнительно
нижние части номограммы. Так, например, время просвечива-
ния детали из сплава АК5М толщиной 20 мм при напряжении
на трубке 60 кВ, токе трубки 8 мА, расстоянии от анода 100 см
и чувствительности пленки 200 обратных рентген составляет
около 5 мин (см. рис. 27.3, точка а). При уменьшении рас-
стояния от аиода до 75 см выдержка сокращается до трех ми-
нут (точка Ь), а если при этом снизить чувствительность пленки
до 150 обратных рентген, время просвечивания вновь увели-
чится до 5 мин (точка с).
Для сокращения времени просвечивания можно применять
усиливающие экраны. По обе стороны рентгеновской пленки
в фотопакет закладывают тонкие листы, покрытые флуоресци-
рующим слоем. Рентгеновские лучи возбуждают световое из-
лучение слоев, а световые лучи воздействуют на эмульсию
рентгеновской пленки. Для существенного усиливающего дейст-
440
Рис. 27.3. Номограмма для определения режимов просвечивания изделий из
сплавов МЛ5 к АК5М (Л. М. Суворов)
вия флуоресцирующий слой должен быть достаточно толстым
(десятые доли миллиметра), свечение же такого слоя приво-
дит к размытию изображения, что ухудшает процентуальную
чувствительность.
Роль усиливающего экрана может выполнять также тонкая
металлическая фольга: выходящие из нее фотоэлектроны, вы-
биваемые рентгеновскими фотонами, воздействуют на фото-
эмульсию аналогично световому излучению, но размытие изо-
бражения при этом существенно меньше.
441
Рнс. 27.4. Влияние геометриче-
ских факторов на процентуаль-
ную чувствительность
Рис. 27.5. Влияние рассеян-
ного излучения на качество
снимка
Влияние атомного номера Z материала изделия на про-
центуальную чувствительность вытекает из рассмотрения фор-
мулы (27.3). Рассуждения, аналогичные приведенным выше
в отношении жесткости излучения, приводят к выводу, что про-
центуальная чувствительность уменьшается с ростом Z. По-
этому в легких сплавах при прочих равных условиях дефекты
выявляются хуже.
Геометрические условия съемки. Рассмотрение схемы, при-
веденной на рис. 27.4, позволяет сделать следующие заклю-
чения:
с увеличением размера фокуса рентгеновской трубки / воз-
растает размер полутеней ab и cd на фотопленке, вследствие
чего края изображения дефекта Ьс сильнее размываются и вы-
являемость дефекта ухудшается;
из-за размытия краев изображения при малом расстоянии
Н от фокуса трубки до дефекта его выявляемости хуже, чем
при большом;
по той же причине чем меньше расстояние h между плен-
кой и дефектом, тем четче снимок.
Рассеянное и вторичное излучение. Первичные лучи, про-
ходя через просвечиваемую деталь, претерпевают рассеяние
во всем облучаемом объеме. Кроме того, под действием до-
статочно жестких первичных лучей в детали возникает вто-
ричное излучение, испускаемое во всех направлениях и тоже
претерпевающее рассеяние. Расходящиеся во все стороны рас-
сеянные первичные и вторичные лучи попадают на фотопленку,
что ведет, как видно из рис. 27.5, к усилению фона. Соот-
ветственно контрастность снимка снижается и выявляемость
дефекта ухудшается.
442
Для уменьшения влияния рассеянного первичного н вторич-
ного излучений следует сузить облучаемую область детали.
С этой целью диафрагмируют выходящий из трубки рентгенов-
ский пучок либо накладывают на соответствующие участки де-
тали поглощающие свинцовые пластины. Уменьшить воздей-
ствие указанных излучений на фотопленку можно также, про-
ложив между ней и деталью металлическую фольгу. Рассеян-
ное излучение будет ослабляться этой фольгой сильнее, чем
лучи, прошедшие в прямом направлении, поскольку длина пути,
проходимого рассеянными лучами в фольге, больше, чем пря-
мыми. В то же время более мягкое вторичное излучение по-
глощается фольгой сильнее, чем первичное. Фольга, ослабляя
рассеянное излучение, одновременно действует и как усиливаю-
щий экран.
Основной вклад в формирование фона на рентгеновском
снимке дает рассеянное излучение, возникающее в слоях де-
тали, ближних к фотопакету (в более дальних слоях это из-
лучение частично или полностью поглощается в самом изделии).
Поэтому, чем дальше отстоит дефект от поверхности детали,
обращенной к фотопакету, тем хуже его выявляемость. Этот
эффект особенно заметно проявляется в слабопоглощающих
легких сплавах.
Определение глубины залегания дефекта. Иногда возникает
необходимость определить расстояние от дефекта до поверхно-
сти изделия, просветить которое из-за его габаритов удается
лишь в одном направлении. В этом случае необходимо полу-
чить на одной пленке два изображения дефекта, снятые при
двух разных положениях фокуса рентгеновской трубки, как по-
казано на рис. 27.6. Такую съемку можно произвести либо
двумя последовательными выдержками, перемещая трубку
в горизонтальной плоскости на определенное расстояние L, либо
просвечивая изделие одновременно двумя трубками, аноды ко-
торых находятся на расстоянии L один от другого. Глубину за-
легания дефекта d определяют из простых геометрических со-
ображений:
hl(H—h) = UL, (27.4)
где расстояние от фотопакета до дефекта — h и до анода рент-
геновской трубки — Н.
Зная расстояние между фотопленкой и просвечиваемым
изделием D, несложно, измерив расстояние между двумя изо-
бражениями дефекта /, определить глубину его залегания: d=
= й—D, а поскольку из (27.4) h = lHI(L+l), то
d — lHI(L-}~ l)—D. (27.5)
Рентгеноскопия основана на способности рентгеновских лу-
чей вызывать люминесценцию некоторых химических соеди-
нений— люминофоров. Поглощенная люминофором энергия
443
Рис. 27.6. Схема просвечива-
ния для определения глубины
залегания дефекта
Рис. 27.7. Принципиальная схема
рентгеновского электронно-оптиче-
ского преобразователя
частично переходит в энергию фотоэлектронов, часть которой,
в свою очередь, переходит в световую энергию люминесцен-
ции.
Наиболее простым преобразователем рентгеновского изобра-
жения в световое является флуороскопический экран, покрытый
люминофоры, которым обычно служит смесь активированных
серебром кристалликов ZnS+CdS, имеющая желто-зеленое све-
чение. Для обеспечения безопасной работы прн наблюдении
изображения на экране можно использовать какую-либо опти-
ческую систему или передающую телевизионную установку.
Процентуальная чувствительность при использовании флуоро-
скопических экранов в зависимости от режимов просвечивания
и материала изделия составляет 3.. .10 %.
Другой, не требующий дополнительных устройств преобра-
зователь рентгеновского излучения в световое, — сцинтилля-
ционный кристалл, в котором под действием рентгеновских
квантов возникают световые вспышки длительностью порядка
0,1 мкс. Промышленность выпускает монокристаллы активиро-
ванного таллием йодистого натрия и цезия Nal(Tl) и CsI(Tl)
в виде пластин толщиной 3.. .5 мм и диаметром до 200 мм.
444
Сцинтилляционные кристаллы обладают более высокой разре-
шающей способностью, чем флуороскопические экраны.
Для достижения достаточной яркости изображения при ис-
пользовании как флуороскопических экранов, так и кристаллов-
сцинтилляторов приходится производить просвечивание, распо-
лагая рентгеновскую трубку на сравнительно небольшом рас-
стоянии от изделия. Следствием этого является недостаточная
четкость изображения (из-за влияния размера фокусного пятна
трубки).
Электронно-оптический преобразователь (ЭОП) представ-
ляет собой электровакуумный прибор, преобразующий рентге-
новское изображение сначала в электронное, а затем в световое.
Принцип действия ЭОП заключается в следующем (рис. 27.7).
Входной люминесцентный экран 3, расположенный в вакууми-
рованном стеклянном баллоне 2, светится при попадании на него
рентгеновских лучей, формируя светотеневую картину исследуе-
мого изделия 1. Вплотную к этому экрану прилегает фотока-
тод 4, который эмитирует под действием светового излучения
электроны. Количество электронов, испускаемых каждой точ-
кой фотокатода, пропорционально яркости свечения соответст-
вующей точки входного экрана. Фотоэлектроны ускоряются и
фокусируются в электростатистическом поле, создаваемом
между фотокатодом и конусным анодом 5. Сфокусированный по-
ток электронов попадает на выходной люминесцентный экран 6,
который преобразует энергию электронов в световое излучение.
Подложкой для выходного экрана служит стекло, через которое
производится наблюдение изображения с помощью оптической
системы 7.
Изображение на выходном экране ЭОП получается намного
ярче, чем при использовании флуороскопического экрана в ка-
честве непосредственного преобразователя в конечное изображе-
ние, за счет ускорения фотоэлектронов и уменьшения площади
изображения на выходном экране. При ускоряющем напряже-
нии около 25 кВ и уменьшении изображения в 10 раз усиление
яркости составляет 1000. ..1500.
Основными недостатками рентгеновских ЭОП являются не-
большая разрешающая способность, определяемая разрешаю-
щей способностью входного экрана, и сравнительно малый раз-
мер рабочего поля выходного экрана.
Рентгеновидиконом называют специальную передающую
трубку, с помощью которой рентгеновское изображение преоб-
разуется в телевизионное. При попадании рентгеновского излу-
чения на фотопроводящий слой рентгеновидикона, называемый
мишенью, в нем возникают местные увеличения проводимости,
пропорциональные интенсивности падающих в каждую точку
мишени рентгеновских фотонов. Эти изменения проводимости
«считываются» при сканировании по мишени электронного луча,
445
синхронно с которым сканирует луч по экрану приемной трубки
телевизионной установки. Яркость свечения каждой точки на
экране кинескопа модулируется сигналом, «считанным» с соот-
ветствующей точки мишени, в результате чего возникает теле-
визионное изображение просвечиваемого участка. Применение
рентгеновидиконов позволяет обрабатывать получаемую инфор-
мацию средствами телевизионной техники. Изображение, пере-
даваемое на экран монитора, может быть увеличено в разме-
рах, его яркость и контрастность могут быть усилены.
Недостатком рентгеновидиконов является сравнительно ма-
лая площадь мишени (диаметром до 90 мм) и значительная
инерционность, составляющая 1.. .2 с.
Безусловное преимущество всех рентгеноскопических мето-
дов перед фотографическим — возможность непрерывного на-
блюдения за изменениями, происходящими в объекте. Это по-
зволяет изучать, например, кинетику образования и перемеще-
ния границы между жидкой и твердой фазами в горячей
изложнице в процессе кристаллизации, течение металла при
заполнении формы, процесс образования, роста и отрыва ка-
пель при электрошлаковом переплаве и пр.
Использование жесткого излучения в дефектоскопии необ-
ходимо при просвечивании сравнительно крупных изделий
из сплавов на основе металлов с относительно большими но-
мерами (например, при просвечивании стальных отливок тол-
щиной до 0,5 м). Для получения ультражесткого излучения
используют бетатроны — индукционные ускорители частиц.
В переменном электромагнитном поле, создаваемом мощным
электромагнитом бетатрона, электроны разгоняются, приобре-
тая энергию 15...30 МэВ (на 2.. .3 порядка больше, чем
в обычных рентгеновских трубках). При торможении электро-
нов в мишени из вольфрама возникает коротковолновое излу-
чение со сплошным спектром, которое и используют для про-
свечивания изделий.
Особенности получения излучения в бетатроне позволяют
уменьшить площадь его фокуса в сотни раз по сравнению
с обычным линейчатым фокусом рентгеновской трубки. Бла-
годаря этому полутени на рентгеновских снимках малы, что
дает возможность достигать хорошей процентуальной чувстви-
тельности несмотря на высокую жесткость излучения.
Для дефектоскопического контроля можно использовать
у-излучение радиоактивного препарата. Соответствующий ме-
тод называется гамма-дефектоскопией. Все закономерности,
описанные выше для рентгеновской дефектоскопии, распрост-
раняются на гамма-дефектоскопию. В качестве источника у-из-
лучения используют обычно радиоактивный изотоп Со60, обла-
дающий большой удельной активностью, большим периодом
446
полураспада (5,08 года) и имеющий относительно низкую
стоимость.
По жесткости у-излучение изотопа Со60 эквивалентно рент
геновским лучам, полученным при напряжении на трубке
1,25 МВ, и, следовательно, его можно использовать для про-
свечивания изделий большой толщины. Однако размер до-
статочно мощного радиоактивного источника намного больше,
чем площадь фокуса рентгеновской трубки и, тем более, бе-
татрона. Поэтому при использовании у-излучения размеры по-
лутеней велики, а с учетом большой его жесткости проценту-
альная чувствительность существенно хуже, чем в рентгенов-
ской дефектоскопии.
Глава 28
ЭЛЕКТРОННО-ОПТИЧЕСКИЕ МЕТОДЫ
ИССЛЕДОВАНИЯ СТРУКТУРЫ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
28.1. Физические основы и классификация основных
электронно-оптических методов
Электронно-оптические методы исследования структуры осно-
ваны на взаимодействии с веществом электронов, обладающих
большой кинетической энергией. Эту энергию электроны при-
обретают в электрическом поле с разностью потенциалов U от
нескольких десятков тысяч до нескольких миллионов вольт.
В .таком поле электроны массой т, обладающие зарядом е
и движущиеся со скоростью v, приобретают кинетическую энер-
гию mv2!2— Не.
Согласно Де-Бройлю, движущимся частицам присущи вол-
новые свойства, причем длина волны X задается выражением
"k—hlmv, где h — постоянная Планка. Выразив v из первого
уравнения и подставив его значение во второе, получаем
К=к^2теи. Заменив й, т и е их числовыми значениями, окон-
чательно получаем Л = 1,2255/ ^U, где U измеряется в вольтах,
а 1 — в нанометрах. (Выведенное выражение позволяет вычис-
лить длину волны приближенно, без учета релятивистской по-
правки).
При 17=100 кВ Х=0,0037 нм, а при 17=1 МВ Х=0,00087 нм,
что на несколько порядков меньше длины волны рентгенов-
ского излучения, используемого для рентгеноструктурного ана-
лиза (например, ~0,15 нм у медного излучения).
447
тического анализа
В электронно-оптических приборах приобретшие большую
энергию (и, следовательно, скорость) электроны с помощью
системы электромагнитных линз собираются в узкий пучок и
направляются на образец. Взаимодействуя с образцом, быстрые
электроны могут потерять энергию (частично или полностью).
Эта поглощенная образцом энергия может расходоваться на его
нагрев либо на ионизацию атомов. При ионизации атомы испу-
скают вторичные электроны либо характеристическое рентгенов-
ское излучение. (Термин «вторичные» введен, чтобы отличить
эти электроны от «первичных» быстрых электронов, под дей-
ствием которых вторичные электроны образовались). Кроме
того, в результате взаимодействия с атомами электроны могут
изменять направление своего движения, не изменяя при этом
энергию (такой процесс называется упругим или когерентным
рассеянием) или с изменением энергии (неупругое, некогерент-
ное рассеяние). »
Большое разнообразие процессов, протекающих при взаимо-
действии быстрых электронов с веществом, позволяет изучать
с их помощью самые разнообразные характеристики твердых
веществ. Схема, приведенная на рис. 28.1, представляет эти
процессы и виды информации, получаемой при использовании
электронно-оптических методов исследования (даны лишь те
процессы, которые наиболее широко используются для струк-
турных исследований в металловедении).
1. Если облучаемый образец достаточно тонок (толщиной
порядка 0,1 мкм), большая доля быстрых электронов проходит
448
сквозь него. При этом часть электронов выходит из образца,
не отклоняясь от первоначального направления движения,
а часть рассеивается на атомах и, соответственно, отклоняется.
Упруго рассеянные электроны в случае кристаллического об-
разца дифрагируют в соответствии с условием Вульфа—Брэгга,
отклоняясь от первоначального направления на угол 26. В слу-
чае аморфного образца, из-за отсутствия строго периодического
распределения атомов в пространстве, дифракция в дискретных
направлениях отсутствует: электроны рассеиваются в непрерыв-
ном угловом интервале, формируя так называемые «гало».
Неупруго рассеянные электроны, доля которых возрастает
с увеличением толщины образца, создают фон.
Прямо прошедшие и упруго рассеянные электроны исполь-
зуют в методе, называемом просвечивающей электронной мик-
роскопией (ПЭМ), применяемом для получения изображений,
наглядно передающих внутреннее кристаллическое или аморф-
ное строение образца. Кроме того, изучая картины дифракции
электронов, можно определять кристаллографические характе-
ристики образцов. Соответствующий метод называется электро-
нографией (ЭГ).
2. Значительная доля проникших вглубь быстрых электронов
вылетает обратно после одного или нескольких последователь-
ных актов упругого рассеяния. Такие электроны называют отра-
женными или обратно рассеянными. Поскольку интенсивность
выхода обратно рассеянных электронов зависит от порядкового
номера рассеивающих атомов, отражательная способность раз-
ных участков образца определяется их усредненными атомными
номерами. Поэтому отраженные электроны используют в ос-
новном для получения изображений областей, различающихся
по элементному составу.
3. Если толщина облучаемого образца такова, что быстрые
электроны не могут проходить насквозь, можно получить изо-
бражение в поглощенных электронах. Поскольку величина тока
поглощенных электронов в первом приближении равна разности
между током первичного пучка и током отраженных электро-
нов, изображение в поглощенных электронах будет дополни-
тельным к полученному в отраженных электронах.
4. Вторичные электроны, высвобождающиеся при ионизации
атомов, обладают очень небольшой энергией (менее 100 эВ, что
примерно на два порядка меньше, чем энергия отраженных
электронов) и поэтому могут выходить из образца лишь с ма-
лых глубин (менее 10 нм). Интенсивность выхода вторичных
электронов зависит в основном от наклона поверхности облу-
чаемого участка относительно первичного пучка. Эти особен-
ности используют для получения с помощью вторичных электро-
нов изображения рельефа поверхности образца (топографии)
с высоким разрешением.
449
29—2542
Для получения изображения какого-либо участка образца
в отраженных, вторичных или поглощенных электронах необ-
ходимо последовательно перемещать первичный пучок электро-
нов по этому участку аналогично тому, как сканирует электрон-
ный луч по экрану телевизионной трубки. Поэтому такой метод
получения изображений называется сканирующей или растро-
вой электронной микроскопией (РЭМ).
Изображение во вторичных электронах — наиболее часто ис-
пользуемый источник информации в растровой электронной
микроскопии.
5. Если вторичные электроны выбиваются с внутренних обо-
лочек («глубинная ионизация»), то при последующих переходах
электронов с внешних оболочек на освободившиеся внутренние
возникает характеристическое рентгеновское излучение.
Измеряя длину волны или энергию фотонов этого излучения
и его интенсивность, проводят элементный анализ образцов.
Отличие его от обычного рентгеноспектрального анализа со-
стоит в том, что благодаря электронной оптике, создающей
чрезвычайно узкий пучок быстрых электронов, удается анали-
зировать микрообъемы размером порядка 1 мкм3. Соответствую-
щий метод исследования называется рентгеноспектральным
микроанализом (РМА). Кроме того, характеристическое рент-
геновское излучение можно использовать в качестве сигнала
для создания изображения. В этом случае можно получать изо-
бражение областей, в которых расположен тот химический эле-
мент, на излучение которого настроен пробразователь сигнала
(детектор), т. е. изучать распределение заданного элемента по
сканируемому участку образца.
6. Глубинная ионизация атомов может сопровождаться итак
называемым безызлучательным электронным переходом: высво-
бождающийся квант энергии передается электрону на внешней
оболочке, и он отрывается от атома (см. рис. 23.4). Такой
1300 мкм
— Глаз человека.
100 нм
Рентгеноспектральный микроанализ
-★Световая микроскопия
Микродифракция в ПЭМ
Оже-электронная спектроскопия
(по площади)
•^-Растоовая электронная микроскопия
(до вторичных электронах)
•^-Просвечивающая электронная
микроскопия
28.2. Разрешающая способность
Рис. 28.2. Разрешающая с
электронно-оптических методов
электрон называется Оже-
электроном по имени француз-
ского физика Auger, открыв-
шего этот эффект. Поскольку
Оже-электроны обладают
строго определенной для каж-
дого химического элемента
энергией, с их помощью тоже
можно проводить элементный
анализ веществ. В отличие от
характеристического рентгенов-
ского излучения вероятность
поглощения Оже-электронов
весьма велика, вследствие
чего образец покидают лишь
460
те электроны, которые испускаются атомами, лежащими в чрез-
вычайно тонком поверхностном слое (толщиной порядка 1 нм).
Поэтому метод Оже-электрокной спектроскопии (ОЭС) предо-
ставляет исследователю уникальную возможность анализиро-
вать практически моноатомный поверхностный слой.
Особенность всех электронно-оптических методов — их высо-
кая локальность. Они позволяют анализировать структуру, фа-
зовый и химический состав в микронных и субмикроиных участ-
ках исследуемых объектов. Ориентировочные пределы простран-
ственного разрешения разных методов сопоставлены на рис.
28.2.
28.2. Просвечивающая электронная микроскопия
Просвечивающий электронный микроскоп (ПЭМ) широко при-
меняют при исследовании металлов и сплавов благодаря ряду
достоинств: высокой разрешающей способности; возможности
изучения структуры в объеме образца (а не плоского сечения
шлифа, как в световой микроскопии); наглядному изображению
структуры образца при увеличениях в десятки и сотни тысяч
раз; возможности наблюдения различных дефектов кристалли-
ческого строения, таких как дислокации, вакансионные скопле-
ния, дефекты упаковки и пр.
Важнейшая особенность современных ПЭМ — возможность
не только формировать изображения микроструктуры, но и ра-
ботать в режиме электронографа (режим микродифракции), что
позволяет проводить фазовый анализ микроучастков размером
до 1 мкм (вычисляя набор d/n по аналогии с рентгеновским
фазовым анализом) и определять кристаллографические харак-
теристики изучаемых участков образца (тип решетки Бравэ, пе-
риоды решетки, пространственную ориентировку кристалличе-
ской решетки изучаемого участка образца, плоскости скольже-
ния и векторы Бюргерса дислокаций и пр.).
Современные ПЭМ снабжены различными приспособлениями,
позволяющими изучать изменение структуры образцов в про-
цессе их нагрева, охлаждения или деформации непосредственно
в колонне микроскопа.
Оптическая схема ПЭМ
Поток быстрых электронов получают в электронной пушке, со-
стоящей из катода 1, фокусирующего электрода 2 и анода 3
(рис. 28.3). Катод является источником электронов: в резуль-
тате термоэлектронной эмиссии около его вершины создается
электронное облако.
При подаче на катод отрицательного потенциала между ним
и заземленным анодом возникает разность потенциалов, кото-
29* 451
Рис. 28.3. Схемы хода лучей в ПЭМ в двух режимах:
а — получения изображеиия структуры; б — получения дифракционной
картины:
/ — катод; 2 — фокусирующий колпачок; 3 — анод; 4 — конденсорная
лиНФа; 5 — образец; 6 — объективная лииза; 7 — промежуточная линза;
8 — проекционная линза; 9 — плоскость экрана
рую называют ускоряющим напряжением. Под действием уско-
ряющего напряжения электроны разгоняются, проходят через
отверстие в аноде и движутся затем по инерции, проходя через
систему электромагнитных линз, размещенных в колонне.
Во внутреннем пространстве колонны поддерживается высокий
вакуум (порядка 10~2 Па), благодаря чему свободная длина
пробега электронов больше высоты колонны.
Траектории движения электронов в колонне можно рассматри-
вать как электронные лучи (по аналогии со световыми лучами),
которые могут фокусироваться с помощью электромагнитных
452
линз. Электромагнитная линза представляет собой соленоид,
размещенный в оболочке из магнитомягкого материала.
Выходящий из пушки поток электронов фокусируется на об-
разце с помощью конденсорной линзы 4, позволяющей сформи-
ровать узкий пучок практически параллельных лучей.
Современный ПЭМ работает в двух режимах: на экране
микроскопа можно наблюдать либо изображение микрострук-
туры образца, либо картину дифракции прошедших через об-
разец электронов. Для удобства рассмотрения различий в этих
режимах предположим, что образец 5 представляет собой моно-
кристалл. Тогда часть проходящих через него электронов диф-
рагирует на кристаллической решетке в соответствии с условием
Вульфа—Брэгга, в результате чего первоначальный пучок раз-
деляется на ряд закономерно отклоненных пучков. При этом
все параллельные лучи, вышедшие из разных точек образца под
одинаковыми вульф-брэгговскими углами (т. е. отраженные от
одного семейства (hkl) кристаллографических плоскостей), фо-
кусируются объективной линзой 6 в ее задней главной фокаль-
ной плоскости F, где формируется дифракционная картина.
Если в этой плоскости расположить фотопластинку, можно за-
фиксировать электронограмму, на которой каждый рефлекс со-
ответствует определенному семейству плоскостей. Лучи, вышед-
шие из одной точки образца под разными углами, фокусируются
в другой плоскости, где возникает промежуточное изображение
объекта /].
Для получения на конечном экране изображения микро-
структуры или дифракционной картины необходимо, чтобы на
экран сфокусировалась либо плоскость 1\ (см. рис. 28.3, а),
либо плоскость F (см. рис. 28,3,6). Это достигается изменением
фокусного расстояния (либо fb либо f2) промежуточной линзы 7
путем изменения силы тока в ее обмотке.
Если в плоскость Ц ввести селекторную диафрагму, выде-
ляющую любую интересующую исследователя часть изображе-
ния (например, частицу второй фазы), можно получить электро-
нограмму от этого выбранного небольшого участка образца.
Такая методика получения электронограмм называется микро-
дифракцией (поскольку использует дифракцию от микроуча-
стка). Возможность работы в режиме микродифракции позво-
ляет, например, получить электронограмму от одного зерна
в поликристаллическом образце, провести фазовый анализ мик-
роучастков размером до 1 мкм, связать выявляемые особенно-
сти структуры образца с его кристаллографическими характе-
ристиками (например, определить взаимную ориентировку кри-
сталлических решеток частиц и матрицы).
Принципы формирования контраста
в электронно-микроскопическом изображении
Трудность интерпретации электронно-микроскопических изобра-
жений заключается в необходимости рассматривать электрон-
ную микрофотографию ие как изображение объекта в обычном,
традиционном смысле этого слова, а как результат сложного
физического процесса — взаимодействия электронов с атомами
изучаемого объекта. Во многих случаях легче понять и практи-
чески использовать законы формирования электронограмм, чем
те формулы, которые описывают распределение интенсивности
электронных пучков, создающее контраст в электронно-микро-
скопическом изображении структуры.
Общий принцип получения контрастного изображения в ПЭМ
заключается в использовании для его формирования только па-
раллельных (точнее, близких к параллельным) электронных лу-
чей, вышедших из образца. Это достигается с помощью апер-
турной диафрагмы, размещенной в задней главной фокальной
плоскости объективной линзы F. Благодаря чрезвычайно ма-
лому размеру отверстия диафрагмы (всего несколько десятков
микрометров) апертурный угол а проходящих через отверстие
электронных лучей не превышает величину порядка 10-3 рад.
Другими словами, через диафрагму проходит лишь узкий пучок
практически параллельных лучей, вышедших из образца и пре-
ломленных объективной линзой. Если же из каких-то участков
образца электронные лучи выходят под большими углами, они
после преломления в объективной линзе задерживаются диаф-
рагмой, и соответствующие участки выглядят на экране тем-
ными.
Наиболее просто объясняется возникновение контраста в изо-
бражении аморфного образца. Проходя через аморфное ве-
щество, электроны рассеиваются диффузно, т. е. в некотором
непрерывном интервале углов. Чем толще слой вещества,
больше его плотность и порядковый номер его атомов, тем
в большем угловом диапазоне рассеиваются электроны, меньше
лучей проходит через апертурную диафрагму, тем темнее вы-
глядит на экране соответствующий участок. Такого типа кон-
траст возникает при просвечивании реплик (см. рис. 21.2).
Контраст в изображении кристаллического вещества имеет
дифракционную природу, т. е. возникает благодаря дифракции
электронных воли на кристаллической решетке. Апертурная
диафрагма 3 не пропускает дифрагированные лучи (рис. 28.4).
Следовательно, интенсивность прямого пучка лучей 7пр, вышед-
шего из образца в направлении первичного пучка и прошед-
шего через диафрагму, равна разности интенсивностей первич-
ного пучка /о и дифрагированных лучей /д (если не учиты-
вать пренебрежимо малых потерь иа поглощение). Чем больше
интенсивность лучей, дифрагировавших от определенного уча-
454
F----
6/
VILtLTTB'
1пр-1о~1д
Рис. 28.4. Формирование дифрак-
ционного контраста в ПЭМ:
/ — образец; 2 — объективная лин-
за; 3 — апертурная диафрагма
в задней фокальной плоскости
стка фольги, тем меньше интенсив-
ность пучка, пропущенного диаф-
рагмой (/Пр = /о—/д) и создающего
изображение этого участка, тем бо-
лее темным выглядит этот участок
на экране.
Области образца с разной вза-
имной ориентировкой (зерна, суб-
зерна, двойники) можно различить
благодаря разной ориентации их
относительно первичного пучка
электронов: в одних областях диф-
ракция не происходит, и они на эк-
ране выглядят светлыми; в других,
где выполняется условие Вульфа—
Брэгга, лучи дифрагируют и вы-
глядят такие области темными
(рис. 28.5,а). При очень малых от-
клонениях Д0 от положения, соответствующего точному выпол-
нению условия Вульфа—Брэгга, дифракция электронов также
происходит, но интенсивность дифрагированных лучей с увели-
чением Д0 резко уменьшается. Поэтому на экране наблюдаются
не только одинаково темные и одинаково светлые, но и «полу-
тоновые» изображения участков, ориентировка которых близка
к вульф-брэгговскому положению. При наклоне образца меня-
ется его ориентировка относительно первичного пучка и, следо-
вательно, изменяется контраст в изображении разных участков.
Благодаря дифракционной природе контраста в ПЭМ можно
наблюдать особенности структуры, связанные с искажениями
465
Рис. 28.6. Скопление дислокаций в пло-
скости скольжения у барьера в сплаве
Ni—Fe (сравни с рис. 1.26) (Ю. О. Ме-
женный)
Рис. 28.7. Частицы хрома в состаренном
сплаве Си—0,4 % Сг. Контраст типа зе-
рен кофе возникает в результате искаже-
ний решетки у границ между частицей
и матрицей
Рис. 28.8. Формирование контраста
в изображении краевой дислока-
ции:
1 — образец; 2 — апертурная диа-
фрагма; 3—экран; 4 — изображе-
ние дислокации
кристаллической решетки: дислокации, зоны Гинье—Престона
и пр. (рис. 28.6, 28.7). Действительно, если для участков с ис-
каженной решеткой (где атомные плоскости отклонены от по-
ложений, характерных для идеальной решетки) выполняется
условие Вульфа—Брэгга, в них происходит дифракция электро-
нов (в отличие от окружающего объема с идеальным строе-
нием), что приводит к контрасту в изображении, как показано
на рис. 28.8 на примере краевой
дислокации. (На участке А выпол-
няется условие Вульфа—Брэгга
в отличие от остального объема, где
а>0, вследствие чего интенсив-
ность лучей, прошедших через уча-
сток А меньше, чем прошедших
через остальной объем).
Если через апертурную диаф-
рагму пропустить дифрагированный
пучок (соответственно, прямой пу-
чок будет задержан) на экране воз-
никает темнопольное изображение:
область образца, от которой полу-
чен дифрагированный пучок, будет
выглядеть светлой, а остальная
часть образца — темной (см. рис.
28.5, б). В противоположность этому
изображение, полученное в прямом
пучке, называется светлопольным.
Метод темного поля используют.
456
например, для получения изображения с более четким контра-
стом, чем светлопольное, для достижения высокого разрешения
(метод «слабого пучка») и пр.
Таким образом, можно сформулировать следующее опреде-
ление: изображение в ПЭМ есть увеличенная картина распре-
деления интенсивности выхода электронов из нижней поверх-
ности образца в направлении прямого (светлое поле) или диф-
рагированного (темное поле) пучка.
Разрешающая способность и полезное увеличение
Одной из наиболее важных характеристик микроскопа является
его разрешающая способность. Теоретически предельное раз-
решение любого микроскопа сопоставимо с длиной волны из-
лучения, используемого для формирования изображения (на-
пример, разрешение светового микроскопа составляет около
0,5 мкм, поскольку белый свет содержит волны длиной 0,4—
0,7 мкм).
Длина электронных волн составляет тысячные доли нано-
метра и, следовательно, в ПЭМ можно было бы ожидать раз-
решения деталей, размеры которых меньше атомных. Однако
реально размеры разрешаемых деталей объекта на несколько
порядков больше длины волны быстрых электронов в связи
с неустранимыми дефектами — аберрациями электромагнитных
линз. При ускоряющем напряжении 100 кВ предельное разре-
шение составляет около 0,2 нм. Реально у микроскопов с таким
ускоряющим напряжением заводы-изготовители обычно гаран-
тируют разрешение 0,4—0,7 нм. Для решения большинства ме-
талловедческих задач (в том числе выявления таких мельчай-
ших деталей структуры, как дислокации или зоны Гинье—Пре-
стона) вполне хватает разрешения на уровне 1—2 нм, что су-
щественно облегчает эксплуатацию и обслуживание микроскопа,
поскольку не требует использования его предельных возмож-
ностей.
Для улучшения разрешающей способности необходимо
уменьшать длину волны, т. е. повышать ускоряющее напряже-
ние. Повышение напряжения дает еще один положительный
эффект — увеличивается толщина просвечиваемого электронами
образца. В настоящее время уже стали «обычными» микроскопы
с ускоряющим напряжением 200. ..300 кВ и разрешением до
0,12 нм.
Зная предельное разрешение 6Пр, несложно вычислить мак-
симальное полезное увеличение микроскопа Л4п=Д/бпр, где Д—
разрешение глаза наблюдателя. Если принять Д —0,2 мм, то
Л4п=0,2 мм/2-10"7 мм=10®. Реально при работе с металличе-
скими объектами используют увеличения, соответствующие ра-
бочему разрешению микроскопа (брав —2 нм): Мраб^105.
457
Образцы для исследования в ПЭМ
В ПЭМ можно исследовать* образцы двух видов: реплики и
тонкие металлические фольги.
Репликами называют тонкие пленки — слепки из прозрач-
ного для электронов материала, копирующие поверхностный
рельеф образца. Материалом реплик служит, как правило, лак
или углерод. Чаще употребляют углеродные реплики, как более
прочные и стойкие под пучком электронов. Углеродные реплики
готовят в специальных вакуумных установках, напыляя на по-
верхность образца атомарный углерод, который получается при
горении электрической дуги между двумя угольными электро-
дами.
После нанесения слоя толщиной несколько десятков нано-
метров реплику отделяют либо механически, либо химическим
травлением образца (рис. 28.9). Для повышения контраста,
подчеркивающего топографию поверхности, реплику «оттеняют»,
напыляя на нее какой-либо тяжелый металл (например, пла-
тину) под углом к поверхности образца (рис. 28.9,в). Пример
микрофотографии, снятой с оттененной реплики, приведен на
рис. 21.2. Если образец многофазный, можно получить реп-
лику с закрепленными в ней включениями. Для этого готовят
металлографический шлиф, протравливают его реактивом, не
взаимодействующим с включениями, наносят углеродный слой,
после чего растворяют матрицу в том же реактиве. В итоге
получается так называемая экстракционная реплика с «залип-
шими» в ней частицами, позволяющая изучать морфологию и
структуру включений.
В настоящее время, когда широко распространенным мето-
дом изучения поверхности стала растровая электронная микро-
Рис. 28.9. Получение углеродной реплики:
а — исходный образец; б — то же, с нанесенным слоем углерода; в —
оттенение косым напылением металла; г — отделенная от образца реп-
лика
458
скопия, область применения метода реплик в металловедении
значительно сузилась.
Исследование тонких металлических фольг имеет перед реп-
ликами то преимущество, что позволяет прямо наблюдать внут-
реннюю структуру образца. Чем толще исследуемый участок
образца, тем более полные сведения можно получить о его
структуре, которая, к тому же, приближается к структуре мас-
сивного образца. Однако с увеличением толщины увеличивается
и путь электронов в образце, а следовательно, возрастает веро-
ятность их рассеяния и поглощения. Поэтому существует пре-
дельная толщина образца, прозрачного для электронов. При
ускоряющем напряжении 100 кВ прозрачными для электронов
являются фольги толщиной порядка 0,1 мкм, причем с увели-
чением атомного номера элемента, входящего в состав образца,
предельная толщина уменьшается.
Приготовление столь тонкой фольги представляет определен-
ные трудности. Наиболее распространен способ электролитиче-
ского растворения заготовок толщиной около 0.1 мм. Заготовку
помещают в специальный зажим — токоподвод, защищающий ее
края от растворения, погружают в электролит и прикладывают
разность потенциалов между заготовкой-анодом и катодом, вы-
полненным обычно из нержавеющей стали. В результате элек-
трохимической реакции происходит постепенное растворение за-
готовки до тех пор, пока в каком-либо ее участке не образуется
отверстие. Края отверстия имеют клиновидное сечение и наибо-
лее близкая к краю чдсть клина оказывается прозрачной для
электронов.
28.3. Электронография
Дифракцию электронов изучают в просвечивающих электронных
микроскопах и с помощью специальных приборов электроногра-
фов. В электронографах можно получать электронограммы не
только при съемке тонких образцов «на просвет», но и от мас-
сивных образцов «на отражение». В последнем случае электрон-
ный луч практически скользит по поверхности образца.
Электронограмма от монокристалла состоит из отдельных
пятен (по аналогии с лауэграммой в рентгенографии), от по-
ликристалла — из колец (рис. 28.10). Каждый рефлекс (пятно)
на электронограмме от монокристалла возникает при отраже-
нии от определенного семейства параллельных кристаллографи-
ческих плоскостей (hkl). Каждое кольцо на электронограмме
от поликристалла соответствует отражению от определенной со-
вокупности плоскостей {hkl}. При съемке на отражение полу-
чают лишь половину электронограммы из-за частичного пере-
крытия дифрагированных пучков образцом.
459
Рис. 28.10. Электроиограммы от монокристалла TiNi (с) и полукристал-
лической пленки MgO (б)
Основная информация, извлекаемая из расчета электроно-
грамм поликристаллов, — значения межплоскостных расстояний
dHKL, рассчитывая которые, проводят качественный фазовый
анализ. При съемке монокристалла можно помимо этого опре-
делить различные характеристики, связанные с его ориентиров-
кой в пространстве.
Чтобы вывести формулу для расчета межплоскостных рас-
стояний, воспользуемся приведенной на рис. 28.11 схемой, ил-
люстрирующей дифракцию электронов от семейства кристалло-
графических плоскостей с межплоскостным расстоянием d в со-
ответствии с условием Вульфа—Брэгга, которое запишем в виде
2sin0 = X/d//Kx. Из схемы следует, что tg 2 0 = R/L.
Поскольку длина электронной волны составляет лишь тысяч-
ные доли нанометра, углы дифракции 0 не превышают двух-
трех градусов. Ввиду малости 0 можно полагать tg20»
~ 20 — 2 sin 0. Поэтому ’KldHKL = Rli-, или
KL = RdHKL. (28.1)
Таким образом, если известны значения X и L, можно, изме-
рив по электрономограмме R, вычислить йнкс- Практически для
расчета необходимо знать величину произведения Х£, называе-
мую постоянной электронографа. Для ее определения снимают
электронограмму с эталонного вещества, для которого значения
^hkl известны с большой точностью, и, измерив соответствую-
щие R, вычисляют /.£.
Точность определения межплоскостных расстояний в элект-
ронографии составляет, как правило, 10~3 нм, что на два по-
рядка ниже, чем при использовании рентгеновских лучей, в ос-
460
\е
Рис. 28.11. Схема к выводу
формулы для расчета элек-
тронограмм:
1 — первичный пучок; 2 —
дифрагированный пучок
новном потому, что ошибка M.hkl
в определении cIhkl сильно растет
с уменьшением 6 (Д^нкь = с?нкгХ
Xctg6-A0).
Применение электронографии как
самостоятельного метода (с использо-
ванием электронографа) наиболее эф-
фективно для фазового анализа тон-
ких поверхностных слоев, например
оксидных пленок, либо для исследова-
ния ультрадисперсных частиц (разме-
ром менее 2 нм), которые дают на
рентгенограммах сильно размытую
дифракционную картину. Последнее
особенно важно при изучении аморф-
ного состояния, поскольку «рентгенов-
ски аморфные» материалы могут
в действительности оказаться (по ре-
зультатам исследования их в электро-
иографе) микрокристаллическими.
28.4. Растровая электронная микроскопия
и рентгеноспектральный микроанализ
В растровом электронном микроскопе (РЭМ) и рентгеновском
микроанализаторе (РМА) получают изображение микрообла-
стей поверхности образцов или проводят анализ элементного со-
става приповерхностных микрообъемов, используя сигналы, воз-
никающие при облучении образцов тонко сфокусированным
электронным пучком. Пучок либо зондирует одну точку на об-
разце, либо разворачивается в растр (сканирует) по поверх-
ности образца.
В РЭМ наибольший интерес представляют сигналы, созда-
ваемые вторичными и отраженными электронами, в которых по-
лучают топографические изображения поверхности образца и
изображения областей, различающихся химическим составом.
Преимущество РЭМ перед световым микроскопом при иссле-
довании рельефа поверхности — в существенно большей разре-
шающей способности (разрешение в лучших микроскопах со-
ставляет около 5 нм), а также большей глубине резкости
(в 10.. .100 раз).
В РМА исследователей прежде всего интересует характери-
стическое рентгеновское излучение, возникающее под действием
электронной бомбардировки и позволяющее проводить качест-
венный и количественный анализы элементного состава микро-
объемов (порядка 1 мкм3).
Исторически РЭМ и РМА разрабатывались как два разных
прибора. Однако конструктивно они настолько близки, что
461
современные приборы можно использовать и в качестве растро-
вого микроскопа, и в качестве микроанализатора.
Принципиальное устройство РЭМ—РМА
В отличие от ПЭМ образцы в РЭМ—РМА располагаются за
объективной линзой (сравни рис. 28.12 и 28.3). Сформированный
коидеисорными линзами и диафрагмами пучок электронных лу-
чей фокусируется объективной линзой 7 на поверхности об-
разца 12 в пятио диаметром до —5 нм. Такой узкий пучок на-
зывают электронным зондом.
Перед объективной линзой (в некоторых приборах за ней)
установлена пара отклоняющих катушек 6, обеспечивающих от-
клонение электронного пучка в двух взаимно перпендикулярных
направлениях; тем самым осуществляется сканирование зонда
Рис. 28.12. Принципиальная схема РЭМ—РМА:
1 — катод; 2 — фокусирующий электрод; 3 — анод; 4, 5 — коидеи-
соркые линзы; 6 — отклоняющие катушки; 7 — объективная линза;
в —детектор отраженных электронов (ОЭ); У — детектор вторич-
ных электронов (ВЭ); 10 — детектор рентгеновского излучения;
//—детектор поглощенных электронов (ПЭ); 12 — образец; 13 —
электронно-лучевая трубка
462
по поверхности образца. Отклоняющие катушки управляются
тем же генератором сканирования, что и электронно-лучевая
трубка монитора 13. Электронный луч в трубке сканирует по по-
верхности экрана синхронно со сканированием зонда. Таким
образом, каждой точке на поверхности образца соответствует
точка на экране монитора. Свечение пятна на экране тем ярче,
чем интенсивнее сигнал, возникающий в соответствующей точке
образца под действием быстрых электронов. Эти сигналы (вто-
ричные, отраженные, поглощенные электроны или ренгтеновское
излучение) регистрируются с помощью детекторов 8—11 и через
усилитель модулируют яркость свечения экрана.
Увеличение в РЭМ определяется соотношением между рас-
стоянием L, проходимым электронным лучом по экрану мони-
тора, и соответствующим ему перемещением I зонда по образцу:
M = L/l. Поскольку размер экрана постоянен, увеличение можно
изменять, меняя размер участка образца, по которому скани-
рует зонд. В современных РЭМ увеличение может достигать
200000 крат, однако полезное увеличение на порядок меньше.
Принципы формирования изображения в РЭМ
Возбуждаемые зондом отраженные электроны (ОЭ) и вторич-
ные электроны (ВЭ) резко различаются по энергиям: ОЭ имеют
энергию, близкую к быстрым электронам зонда (т. е. порядка
десятка кэВ), а ВЭ — менее 100 эВ. Интенсивность выхода ОЭ
из образца зависит в основном от порядкового номера Z зонди-
руемого вещества, в то время как ВЭ практически не чувстви-
тельны к Z. Указанные различия обусловливают особенности
формирования изображения в этих сигналах и характер полу-
чаемой с их помощью информации.
Изображение в отраженных электронах. ОЭ движутся пря-
молинейно во всех направлениях от зондируемой точки. Обрат-
ное рассеяние быстрых электронов происходит тем интенсивнее,
чем больше электронов содержат атомы зондируемого вещества.
Поэтому на плоском образце (полированном шлифе) участки
материала с более высоким средним порядковым номером Zcp
отражают большее количество электронов по сравнению с участ-
ками с меньшим Zcp. Соответственно в первом случае детектор
вырабатывает более интенсивный сигнал и на экране мони-
тора первые участки выглядят более светлыми, чем вторые (см.
рис. 28.14,а). Таким образом, в ОЭ получается контраст в изо-
бражении областей, различающихся по химическому составу,
что позволяет делать выводы о числе фаз в образце.
Изображение в поглощенных электронах (ПЭ) можно счи-
тать обратным изображению в ОЭ. Отличие состоит в том, что
контраст в режиме ПЭ не зависит от различий в траекториях
движения ОЭ, поскольку величина тока, протекающего через
образец, формируется в основном как разность между током
463
Сканирующий зонд
Рис. 28.13. Получение изображения во вторичных электронах:
а — сбор ВЭ детектором; б — теневой контраст в ОЭ; в — формирование суммарного
сигнала ВЭ+ОЭ
первичного пучка и током отраженных во всех направлениях
электронов.
Изображение во вторичных электронах используют для изу-
чения топографии поверхности. Несмотря на то что быстрые
первичные электроны проникают в образец на глубину порядка
одного микрометра, ВЭ из-за их малой энергии выходят из по-
верхностного слоя глубиной не более 50 нм (для металлов —
около 5 нм). Поэтому во ВЭ может быть получено разрешение
до 5 нм (его величина обычно соответствует диаметру исполь-
зуемого зонда).
Для регистрации низкоэнергетических ВЭ на детектор (см.
рис. 28.12, позиция 9) подают положительный потенциал около
250 В. Благодаря этому все ВЭ, независимо от направления их
выхода, собираются детектором из любых зондируемых точек,
в том числе из глубоких впадин на поверхности образца (рис.
28.13,а). Топографический контраст (см. рис. 8.11 и 8.12) воз-
никает потому, что число эмитируемых ВЭ зависит от наклона
поверхности образца: оно значительно возрастает с уменьше-
нием угла между зондом и зондируемой поверхностью. Наибо-
лее резко эмиссия ВЭ усиливается на острых выступах, которые
выглядят особенно яркими (см. рис. 8.11).
Одновременно с ВЭ в детектор попадают ОЭ с обращенных
к нему поверхностей образца, в результате чего так называе-
мое «изображение во вторичных электронах» формируется
в действительности суммарным сигналом ВЭ + ОЭ (рис.'28.13,в).
Поскольку высокоэнергетические ОЭ движутся прямолинейно
(слабый положительный потенциал на детекторе практически
не сказывается на траекториях их движения), они попадают
в детектор только с тех обращенных к нему участков, которые
не закрыты неровностями на поверхности образца. Остальные
участки остаются как бы «в тени» (рис. 28.13,6). Наличие ОЭ
464
Рис. 28.14 Изображения, полученные в РЭМ в разных сигналах
от одного и того же участка образца закаленного силумина:
а — в отраженных электронах; б и в - в характеристическом из-
лучении кремния и меди (Н. А. Белов)
30 - 2542
465
в суммарном сигнале позволяет увидеть, является данная не-
однородность поверхности выпуклостью или впадиной. Здесь
можно провести светооптическую аналогию с освещением по-
верхности рассеянным светом в совокупности с косым освеще-
нием от яркого точечного источника, благодаря которому шеро-
ховатости отбрасывают тени.
Изображение в характеристическом рентгеновском излуче-
нии можно получать, если с помощью соответствующего детек-
тора (см. рис. 28.12, позиция 10) регистрировать возбуждаемое
зондом рентгеновское излучение с определенной длиной волны.
Детектор заранее настраивают на длину волны, имеющуюся
в характеристическом спектре излучения того элемента, рас-
пределение которого в образце намереваются исследовать. На
экране монитора будут ярче светиться участки, соответствую-
щие тем областям в тонком поверхностном слое образца, в ко-
торых этот элемент содержится в большем количестве.
На рис. 28.14 приведен пример использования растровой
электронной микроскопии для исследования закаленного силу-
мина сложного состава (А1 — 5 % Si —2% Си — 0,4 % Mg —
1 % Fe —0,7 % Ni). Изображение в ОЭ (см. рис. 28.14,а) пока-
зывает, что после закалки в образце присутствуют несколько
фаз: помимо матрицы (/) имеются фазы с близким к матрице
(2) и большим (3) Zcp. Сопоставление изображений, получен-
ных в характеристических лучах кремния и меди (см. рис.
28.14,6 и в), с изображением в ОЭ позволяет заключить, что
область 2 состоит практически из чистого кремния, а в обла-
сти 3 помимо равномерно распределенного кремния имеется
ободок с повышенной концентрацией меди. Для полного ана-
лиза состава фаз необходимо получить изображение в харак-
теристических лучах всех компонентов сплава.
Разрешение РЭМ
Разрешение РЭМ определяется в основном двумя параметрами:
1) диаметром зонда (т. е. размером облучаемой поверхности);
2) видом сигнала, в котором получают изображение, поскольку
от энергии сигнала зависит, из какого объема образца он мо-
жет выйтн.
Размеры областей выхода разных сигналов и соответствую-
щие величины разрешения приведены на рис. 28.15. Область,
в которой возбуждаются все сигналы, имеет каплевидную форму.
Однако в зависимости от вида сигнала он выходит не со всей
глубины объема, в котором возбуждается, а лишь из некоторой
его части.
Вторичные электроны, обладающие невысокой энергией, вы-
ходят в случае металлических объектов с глубины лишь до
~5 нм. Поэтому разрешение во вторичных электронах опреде-
466
I
Рнс. 28.15. Области выхода сигналов из
зондируемого участка:
/ — первичные электроны; 2 — Оже-элек-
троиы; 3 — ВЭ; 4 ~ ОЭ; 5 — первичное
характеристическое рентгеновское излуче-
ние; 6 — тормозное рентгеновское излуче-
ние; 7 — вторичное излучение
Рис. 28.16. Возможная
ошибка при анализе ча-
стицы методом РМА:
1 — зонд; 2 — частица; 3 —-
матрица; 4 — граница ана-
лизируемого объема
ляется фактически диаметром зонда и может достигать 5 нм
(в лучших приборах).
Отраженные электроны, энергия которых на два-три порядка
выше вторичных, выходят из областей гораздо большего объема
с глубины до ~ 100 нм. Соответственно разрешение в отражен-
ных (и поглощенных) электронах не может быть лучше 100 нм
даже при существенно меньшем диаметре зонда. Рентгеновское
излучение выходит практически из всего объема, в котором воз-
буждается, поэтому разрешение в этом сигнале много хуже,
чем во вторичных и отраженных электронах —порядка 1 мкм.
Рентгеноспектральный микроанализ
Под рентгеноспектральным микроанализом (РМА) понимают
определение элементного состава микрообъемов по возбуж-
даемому в них характеристическому рентгеновскому излучению.
РМА основан на тех же принципах, что и «обычный» эмиссион-
ный рентгеноспектральный анализ (см. гл. 26). Для анализа
характеристического спектра в методе РМА также используют
два типа спектрометров (бескристальный либо с кристаллом-
анализатором), основные характеристики которых рассмотрены
в гл. 26. Отличие РМА в том, что возбуждение первичного из-
лучения осуществляется в сравнительно малых объемах образца
очень узким электронным зондом, подобным используемому
в РЭМ. Поэтому базой для рентгеновского микроанализатора
служит электронно-оптическая система растрового электронного
микроскопа.
30* 467
Локальность рентгеноспектрального микроанализа (т. е. ми-
нимальный объем вещества, в котором при зондировании воз-
буждается характеристическое рентгеновское излучение) опре-
деляется диаметром зонда на образце и энергией электронов
зонда. Форма возбуждаемой области показана на рис. 28.15.
Локальность анализа не может быть лучше 1 мкм, поскольку
быстрые электроны успевают пройти в образце в разных на-
правлениях (упруго рассеиваясь) расстояния ~ 1 мкм прежде,
чем их энергия станет недостаточной для возбуждения харак-
теристического рентгеновского излучения.' Поэтому уменьшать
диаметр зонда до величин, меньших ~0,5 мкм, нецелесооб-
разно. Учитывая изложенное, становится ясно, что при анализе
включений размером около 1 мкм и менее область возбуждения
может простираться и на близлежащие участки матрицы (рис.
28.16), что приведет к неверным результатам. Надежными мож-
но считать результаты определения элементного состава, полу-
ченные от участков размером не менее 5 мкм.
Минимальную концентрацию элемента, при . которой еще
можно обнаружить его присутствие в анализируемом объеме,
называют чувствительностью микроанализа. Чувствительность
определяется отношением интенсивности аналитической линии
к интенсивности фона и зависит от многих факторов (напри-
мер, от ускоряющего напряжения, качества электроники и пр.).
Относительная чувствительность для элементов с Z>10 состав-
ляет порядка 0,01 % (по массе), а для элементов с Z<11—
лишь порядка 0,1 %.
Наиболее эффективная область использования микрорентгено-
спектрального-анализа в металловедении — анализ распределе-
ния элементов, например при исследовании ликвациониых уча-
стков в сплавах. Получая растровое изображение в характери-
стическом излучении, можно провести быстрый качественный
обзор распределения элементов по сканируемому участку об-
разца. Перемещая образец относительно неподвижного зонда
вдоль прямой линии и записывая при этом изменения интен-
сивности анализируемого излучения, можно полуколичественио
оценить характер распределения элементов, например по сече-
нию дендритной ячейки (см. рис. 7.8; MN — след, оставленный
зондом). Для точных количественных расчетов необходимо
в режиме так называемого шагового сканирования зондировать
отдельные точки, дискретно расположенные вдоль линии.
Количественный рентгеноспектральный микроанализ прово-
дят, измеряя интенсивность характеристического рентгенов-
ского излучения, которое испускают элементы, содержащиеся
в зондируемом участке. Описание количественного элементного
анализа, приведенное на с. 435, справедливо и для случая
рентгеноспектрального микроанализа. Содержание i-того эле-
мента в зондируемом участке образца С,- определяют, сравнн-
468
вая отношение интенсивностей аналитических линий /»//»эт в об-
разце и эталонном веществе: C( = Ci3T Отношение
1,/Цэг = К, называют относительной интенсивностью i-того эле-
мента, и выражение для концентраций j-того компонента запи-
сывают в виде Ci = Ci3XKt. Обычно в качестве эталона исполь-
зуют чистый элемент, для которого С\эт=1 и, следовательно,
С^К,.
Пользуясь приведенными соотношениями, можно оценить со-
держание анализируемого элемента лишь в первом приближе-
нии. Эти соотношения не учитывают взаимодействие электронов
и рентгеновского излучения с атомами мишени, которое может
существенно различаться в анализируемом и эталонном ве-
ществах. В случае благоприятного сочетания компонентов, на-
пример при определении концентрации марганца в сплаве
с железом, ошибка расчетов составляет 3—5 % от измеряемой
величины. Однако в большинстве случаев ошибка такой при-
близительной оценки весьма высока и может достигать 50 или
даже 100 %, например при определении концентрации алюми-
ния в сплавах с железом или никелем. Поэтому в выражение
для определения концентрации i-того компонента необходимо
ввести некоторую поправочную функцию fi, зависящую от ус-
ловий возбуждения рентгеновского излучения, взаимодействия
электронов и рентгеновского излучения с веществом мишеней,
а также от их состава: С/=С,ЭТК,/,.
Рассмотрим основные факторы, определяющие величину fi.
Как указывалось выше, быстрые электроны зонда, перемещаясь
в глубь мишени, могут претерпеть рассеяние, торможение, либо
потерять энергию на возбуждение атомов (с последующим
флуоресцентным излучением). Каждый из перечисленных про-
цессов влияет на интенсивность испускаемого мишенью харак-
теристического излучения и вносит свой вклад в величину по-
правки ft.
Поправка на атомный номер ftz. Чем больше доля энергии,
теряемой быстрым электроном при торможении (с возникно-
вением сплошного спектра), тем меныпее число атомов мишени
он способен возбудить, тем меньше интенсивность возникаю-
щего характеристического излучения. Отраженные (обратно
рассеянные) электроны, покидающие поверхность мишени, не
могут участвовать в возбуждении атомов, и поэтому возраста-
ние числа отраженных электронов также должно приводить
к снижению интенсивности характеристического излучения.
Интенсивность прохождения обоих процессов (отражения и
торможения электронов) пропорциональна среднему атомному
номеру мишени Zcp=2C,Zj (С, — концентрация; Z< — атомный
номер i-того компонента). Поэтому, если Zcpo6=/=ZCpST, необхо-
димо вводить поправку на атомный номер fiz, учитывающую
суммарное изменение интенсивности в результате указанных
468
процессов. Поправка Л2>1, если ZCpo6>ZCp3T и наоборот,
fiZ<\ При Zcpo6<ZcpST-
Поправка на поглощение ftA. Весь объем, в котором при-
сутствуют атомы в возбужденном состоянии (его форма пока-
зана на рис. 28.15), испускает характеристическое рентгенов-
ское излучение, которое распространяется равномерно во все
стороны. Часть этого излучения выходит из мишени и анали-
зируется. Другая часть поглощается, не доходя до поверхности
мишени, в результате взаимодействия с ее атомами. Рентгенов-
ское излучение ослабляется тем сильнее, чем больше величина
массового коэффициента поглощения т/р вещества мишени.
Различие в величинах т/р образца и эталона для излучения
i-того элемента учитывает поправка на поглощение рентгенов-
ского излучения fiA.
Чем больший путь проходит рентгеновское излучение в ми-
шени до выхода из нее, тем большее количество рентгеновских
фотонов поглощается. Величина этого пути зависит в основном
от энергии электронов зонда Ео и угла выхода рентгеновских
лучей ф (угла, под которым детектор рентгеновских лучей рас-
положен относительно поверхности мишени). Она тем меньше,
чем меньше Ео (поскольку при этом рентгеновское излучение
генерируется ближе к поверхности мишени) и чем больше ф.
Соответственно величина поправки /,А уменьшается при сни-
жении ускоряющего напряжения и увеличении угла выхода.
Поправка на флуоресценцию fiE. В многокомпонентных си-
стемах характеристическое излучение одних элементов может
вызвать флуоресцентное излучение других. Возникшее флуоре-
сцентное излучение гтого компонента накладывается на его
первичное характеристическое излучение, увеличивая тем самым
суммарную интенсивность анализируемой линии. Ясно, что ве-
личина поправки на флуоресценцию f,F всегда меньше еди-
ницы, причем отличие f,F от единицы значимо только в случае,
когда разница между атомными номерами возбуждающего и
возбуждаемого элементов не превышает десяти единиц.
Таким образом, величина поправочной функции ft склады-
вается в основном из трех поправок /,2, /,А, f,-F и концентрация
t-того элемента в любой многокомпонентной системе может
быть вычислена, как Ci — CiaTKifizfiAfiF.
Такой способ количественного анализа получил название
«метод ZAF», что означает учет поправок на атомный номер
(Z), на поглощение (Л — от английского absorption) и флуо-
ресценцию (F). Поправочные коэффициенты являются функ-
цией концентрации С,00, поэтому их непосредственный расчет
невозможен (необходимо задаться составом мишени, который
неизвестен) и требуется трудоемкий метод итераций (метод
последовательных приближений). Сущность метода заключа-
ется в следующем. В первом приближении полагают, что кон-
470
центрация i-гого элемента в пробе (C,)i пропорциональна
доле, которую составляет относительная интенсивность Ki этого
элемента or суммы относительных интенсивностей всех компо-
нентов пробы (С,) । = Kit^Ki. Найдя значения всех поправок
i
(/1)1 для такого состава, вычисляют исправленные величины
концентрации всех анализируемых компонентов, которые будут
уже существенно ближе к истинным: (C,)2 = /<,(/:I)i/SKi(f,)l.
i
Далее вычисляют новые значения поправок (/,)2 для получен-
ных величин (С,)2, после чего рассчитывают концентрации
в следующем приближении (C,)3 = K>(/:i)2/ZK/(/i)2 и так далее.
i
Итерации обычно проводят до тех пор, пока разность
£ (Ci)n — (Ci)n-i будет меньше или равна некоторой на-
i i
перед заданной величине, либо |S(C,jn—11 (0,54-1)/V/100,
где N— число компонентов в анализируемом объеме.
Помимо описанного способа расчета концентраций при про-
ведении количественного микрорентгеноспектрального анализа
существуют и другие, однако метод ZAF наиболее распростра-
нен. Весьма трудоемкая обработка экспериментальных данных
производится на ЭВМ с помощью стандартных /ЛЛ-программ.
Современные микроанализаторы снабжены компьютерами с па-
кетами программ, позволяющих полностью автоматизировать
процесс измерения и обработки результатов.
Образцы для исследования в РЭМ—РМА
Толщина образцов для РЭМ в отличие от просвечивающей
электронной микроскопии принципиального значения не имеет,
их размеры ограничены лишь размерами держателя образца
(порядка 10 мм).
При получении изображений областей разного химического
состава в отраженных электронах желательно иметь хорошо
полированный шлиф для исключения топографического контра-
ста. Обязательное требование—-электропроводность образца,
в противном случае происходит накопление на нем заряда, что
искажает изображающие сигналы. Непроводящие материалы
покрывают тонким проводящим слоем (толщиной 10. ..100 нм),
напыляя на поверхность углерод или какой-либо металл.
Для проведения рентгеноспектрального микроанализа необ-
ходимо тщательно подготавливать поверхность шлифов, по-
скольку наличие грубого рельефа приводит к нарушению фоку-
сировки, что сказывается на точности количественного анализа.
28.5. Оже-электронная спектроскопия
Оже-электроны, как и характеристическое рентгеновское излу-
чение, используют для проведения химического анализа тон-
ких слоев. Такой анализ возможен благодаря квантованности
471
Рис. 28.17. Схемы энергетических
спектров электронов, эмитируемых
образцом:
а — распределение числа эмитируемых
электронов N(E) по энергиям; б —
дифференциальные кривые
472
энергий Оже-электронов и, следовательно, наличию у каждого
элемента только ему присущего Оже-спектра (который, как и
рентгеновский, состоит из разных серий — К, L и т. д.).
В Оже-спектроскопах с помощью электронного спектромет-
ра детектируют испускаемые образцом Оже-электроны и реги-
стрируют их распределение по энергиям N(E) (рис. 28.17, а).
На кривой распределения Оже-электроны обнаруживаются
в виде маленьких пиков при соответствующих значениях энер-
гии. Для увеличения чувствительности метода эксперименталь-
ные зависимости дифференцируют по энергии dN(£)/dE, полу-
чая характеристические максимумы и минимумы (рис. 28.17,6).
Оже-спектры позволяют проводить качественный и количествен-
ный (по амплитуде Оже-пика или его площади) анализы.
Испускание Оже-электрона и рентгеновского кванта при глу-
бинной ионизации атома — конкурирующие процессы, подчи-
няющиеся вероятностным законам. Вероятность испускания
Оже-электрона возрастает с уменьшением энергии Еп первич-
ных электронов, бомбардирующих образец (при £о~4 кэВ оба
процесса равновероятны) и с уменьшением атомного номера
элемента (для атомов легких элементов относительная вероят-
ность испускания Оже-электронов составляет более 90%).
Поэтому в Оже-спектроскопии используют быстрые электроны
с энергией 0,1...3 кэВ (в рентгеноспектральном микроана-
лизе—десятки килоэлектронвольт). Возможен количественный
анализ всех элементов с Z>2
(в рентгеноспектральном микро-
анализе— с Z>4).
Несмотря на значительную
глубину проникновения быстрых
электронов, Оже-электроны из-за
сильного взаимодействия с ато-
мами образца выходят лишь
с глубины около 1 нм. Поэтому
разрешение по глубине в Оже-
электронной спектроскопии при-
мерно на три порядка лучше,
чем в рентгеноспектральном
микроанализе (можно говорить
об анализе практически моно-
атомных слоев). В современных
Оже-спектрометрах можно по-
слойно удалять атомы с анализи
руемой поверхности, бомбарди
руя ее ионами благородного газа.
Это позволяет строить профили
распределения элементов по глу
бине в приповерхностном слое
Е
Рис. 26.18. Оже-спектр с поверхности межзерениого излома (а) и относительная ин-
тенсивность / Оже-пика фосфора (пропорциональна его концентрации в стали) иа
разных расстояниях б от границы зерна (б)
Чувствительность метода сильно зависит от атомного но-
мера элемента и составляет от 0,1 для легких до 10 % (атомн.)
для тяжелых элементов.
Малая глубина выхода Оже-электронов обусловливает необ-
ходимость поддержания сверхвысокого вакуума в камере при-
бора— порядка 10 й.. ,10 9 Па. Это требуется для предотвра-
щения загрязнения анализируемой поверхности в процессе ис-
следования. При анализе границ зерен их чистую поверхность
получают изломом образца по границам зерен с помощью спе-
циального приспособления, смонтированного непосредственно
в высоковакуумной камере установки.
Примером использования Оже-электронной спектроскопии
может служить анализ сегрегаций по границам зерен, ответст-
венных -за отпускную хрупкость стали. Спектрограмма поверх
ности межзеренного излома, полученного в высоковакуумной ка-
мере Оже-спектроскопа, показывает, что 45 % мест в моно-
атомном слое на границе зерна заняты примесными атомами
фосфора (рис. 28.18, а). (Кромефосфора в спектре присутствуют
пики от хрома, молибдена, железа и углерода, входящих в со-
став стали). Изменение содержания фосфора по мере удаления
атомных слоев с анализируемой поверхности ионами аргона
показано на рис. 28.18,6; видно, что фосфор концентрируется
только в узкой приграничной зоне (1...4 атомных слоя). От
сюда можно заключить, что именно фосфор, сегрегируя на гра-
ницах зерен, вызывает отпускную хрупкость стали.
рекомендуемый список литературы
А' ч. 1
1. Бунин К. ТЕ. Таран Ю. Н. Строение чугуна.—М/. Металлургия. 1972
160 с.
2. Воздвиженский В. М., Грачев В. А., Спасский В. В. Литейные силаны
М.: Машиностроение, 1984.— 432 с.
3. Гольдштейн М. И., Грачев С. В.. Векслер Ю. Г. Специальные стали
М.: Металлургия, 1985,— 408 с.
4. Гуляев А. П. Металловедение.— М.: Металлургия, 1986.— 542 с.
5. Захаров А. М. Диаграммы состояния двойных н тройных систем — М.
Металлургия, 1990.— 240 с.
6. Золоторевский В. Г. Механические свойства металлов,— М.: Металлур-
гия, 1983.— 350 с.
7. Кишкин С. Т„ Строганов Г. Б.. Логунов А. В. Литейные жаропрочные
сплавы на никелевой основе.— М.: Машиностроение, 1987.— 111 с.
8. Колачев Б. А., Ливанов В. А., Елагин В. И. Металловедение и терми-
ческая обработка цветных металлов и сплавов.— М.: Металлургия, 1981.—
414 с.
9. Лахтин Ю. М. Металловедение и термическая обработка металлов.—
М.: Металлургия, 1983.— 359 с.
10. Лившиц Б. Г. Металлография.— М.: Металлургия, 1990.— 334 с.
11. Новиков И. И. Теория термической обработки металлов.— М.: Металлур-
гия, 1986,— 480 с.
12. Новиков И. И., Розин К. М. Кристаллография и дефекты кристалличе-
ской решетки.— М.: Металлургия, 1990.— 336 с.
13. Строганов Г. Б. Высокопрочные литейные алюминиевые сплавы.— М.:
Металлургия, 1985.— 216 с.
К ч. 2
1. Горелик С. С., Расторгуев Л. Н.. Скакав Ю. А. Рентгенографический н
электронно-оптический анализ.— М.: Металлургия, 1970,—366 с.
2. Кристаллография, рентгенография и электронная микроскопня/Ужан-
ский Я- С., Скакав Ю. А., Иванов А. Н., Расторгуев Л. Й.— М.: Метал-
лургия, 1982.— 631 с.
3. Избранные методы нсследовання в металловедеини/Под ред. Хунгера Г -И.:
Пер. с нем.— М.: Металлургия, 1985. Гл. 4 — с. 103—155; гл. 6 и 7 —
с. 195—279, гл. 10 —с. 326—351.
ПРЕДМЕТНЫЙ УШлчг-nw- —
Азотирование 2!>6
Алитирование 257
Аморфный сплав 157
Аустенит 109
— остаточный 226
— превращенный 109
Баббит 370
Бездиффузиониая кристаллизация
157
Бертоллид 197
Бета-фильтр 385
Браве решетки 14
Бронзы безоловяниые 357
— оловянные 354
Бюргерса вектор 28
Вакансия 24
Вариантность 54
Вегарда правило 421
Видманштеттова структура 68
Водородная болезнь 348
— хрупкость 339
Возврат 207
— динамический 166
ВТМО 252
Вторичное излучение 383
— твердение 285
Временное сопротивление 183
Вульфа-Брэгга условие 389, 400
Вязкость разрушения 170
Гадфильда сталь 282
Газостатнческая обработка 323
Гамма-дефектоскопия 446
Гетерогенное равновесие 54
Гиббсд энергия 40
Гийе коэффнцнеиты 352
Гииье—Престона зоны 247
Гистерезис превращения 53
Горячеломкость 203
Границы высокоугловые 36
— малоугловые 35
Графит 119
— вермикуляриый 296
— междеидритный 122
— пластинчатый 123
— точечный 122
— шаровидный 294
Гриффитса критерий 170
Дальтоинд 196
Данкова—Коиобеевского принцип
53
Двойник 166
Двойникование 167
Дебаевское кольцо 401
Дебаеграмма 402
Дельта-феррит 109
Дендрн! 148
Дендритная ячейка 77
Дендритный параметр 144
Деформация 160
— горячая 214
— пластическая 162
— теплая 214
уцругая 161
— холодная 214
Диаграмма изотермического превра-
щения 221
Дислокация винтовая 31
— - краевая 27
Дисперсоиды 316
Дистектическая точка 85
Дифрактометрия 375
Дуралюмин 313
Жаропрочность 192
Жидкотекучесть 199
Закалка бейнитная 243
— изотермическая 243
— ступенчатая 242
— через воду в масло 242
Закалочная среда 241
Зародыш критический 41
Зарождение гетерогенное 43
— гомогенное 43
Зерно 10
• — ультрамелкое 13
Излом чашечный 171
Изображение светлопольиое 456
— темиопольиое 456
Индексы интерференции 389
— направлений 17
— плоскостей 18
Индентор 176
Индицированне осей зон 399
— рентгеновских линий 407
Инкубационный период 221
Интегральная интенсивность отраже-
ния 391
Иоффе схема 173
Истинное сопротивление разрыву 184
Квадратичная форма 407
Квазибинарный разрез 142
Квазиэвтектнка 146
Квазиэвтектоид 223
Коагуляция 247
Коалесценция 247
Когерентность 219
Колония эвтектическая 75
—эвтектоидная 112
Компонент 54
Компенсаторы 437
475
Конода 60
Комодный треугольник 137
Константан 360
Контактное плавление 79
Контраст в изображении в ПЭМ
454
----------РЭМ 463
Концентрационный треугольник 125
Координационное число 20
Коттрелла атмосфера 32
Коэффициент распределения 147
Край полосы поглощения 383
Красноломкость 260
Красностойкость 284
Кривая охлаждения 47
— ползучести 192
— расслоения 65, 87
— усталости 191
Кристалл-анализатор 433
Кристаллит 10
Кристаллографическая зона 397
Кристаллы равноосные 49
— столбчатые 49
Критическая степень деформации
213
— скорость охлаждения 238
— точка 65
Критический диаметр 238
Курнакова точка 106
Кюри точка 36
Латунь патронная 351
— торговая 352
Лауэграмма 396
Ледебурит 116
— превращенный 118
Ликвация дендритная 150
— внутрнкристаллитная 150
— по плотности 88
Ликвидус 60
Линии скольжения 26
Л. с. р. 46
Магналий 312
Макрошлнф 10
Манганин 360
Мартенсит 224
— отпущенный 251
Маурера структурная диаграмма 289
Межплоскостиое расстояние 19
Мельхиор 360
Металлическое стекло 157
Микродифракция 453
Микроскоп световой 10
Микротвердость 179
Мнллера индексы 18
Миожители интенсивности 391
Модификатор 51
Модифицирование 51
— силумина 325
476
Модуль нормальной упругости 161
— сдвига 161
МЦУ 192
Нагартовка 207
Наклеп 165, 207
— фазовый 52
Нанокристаллическнй материал 13
Напряжение 160
— зональное 231
— истинное 184
— касательное 160
— критическое 164
— нормальное 160
— приведенное 163
— структурное 241
— термическое 241
— условное 181
— фазовое 241
— 1-го рода 231
Наследственно-крупнозернистая
сталь 233
— мелкозернистая сталь 233
Недендрнтиая структура 145
Нейзильбер 360
Нимоник 362
Нирезист 303
Нитроцементация 257
Нихром 362
Нормализация 235
НТМО 251
Область гомогенности 85
Обработка холодом 243
Оловянная чума 369
Оптическая схема ПЭМ 451
---РЭМ 462
Ослабление рентгеновских лучей:
закон 381
коэффициент линейный 381
— массовый 382
Отбел 125, 304
Отдых 207
Отжиг гомогеинзацнонный 228
— дорекристаллизацнониый 230
— рекристаллизационный 230
— сфероидизирующий 235
— уменьшающий остаточные на-
пряжения 231
— 1-го рода 227
— 2-го рода 227
Относительное сужение 185
— удлинение 185
Отпуск 249
— высокий 251
— низкий 251
— средний 251
Первичный кристалл 68
Перегрев стали 233
Пережог 211
Переохлаждение 40
Переползание дислокаций 30
Перестаривание 248
Период решетки 14, 410
Перлит 113, 222
— зернистый 250
Пластичность 162
Повторяемость 19, 392
Погасания закономерности 392, 408
Подрешетка 106
Ползучесть 192
— дислокационная 193
— диффузионная 193
Полигонизация 207
— динамическая 215
— статическая 215
Полиморфизм 51
Полоса прокалнваемости 240
Пора октаэдрическая 22
— тетраэдрическая 22
Пористость рассеянная 201
— усадочная 200
Порог хладноломкости 189
Порядок отражения 389
Постоянная электронографа 460
Потенциал возбуждения 378
Правило аддитивности 195
— прямой 127
— рычага 57
— фаз 53
— центра тяжести треугольника
127
Превращение бейннтное 224
— мартенситное 224
— метатектнческое 95
— монотектнческое 88
— нормальное 219
— перитектическое 80
— перитектоидное 96
— перлитное 222
— промежуточное 224
— сдвиговое 219
— эвтектическое 68
— эвтектоидное 92
Предел выносливости 191
— длительной прочности 193
— ползучести 193
— пропорциональности 182
— прочности 183
---при изгибе 186
— текучести 182
— упругости 182
Пресс-эффект 316
Прокаливаемость 238
Прочность удельная 305
Работа удара 188
Разгаростойкость 286
Разрешение в ПЭМ 457
---РЭМ 466
Разрушение 168
— внутрикрнсталлитное 168
— вязкое 168
— задержанное 187
— замедленное 187
— межкристаллитное 168
— отрывом 168
— срезом 168
— хрупкое 168
Раковина концентрированная 200
— усадочная 201
Растяжение:
кривая 181
первичная диаграмма 181
Рассеяние рентгеновских лучей 386
Расслоение жидкого раствора 87
— твердого раствора 65
Расстекловывание 159
Расстояние межплоскостное 19
Раствор твердый 99
— внедрения 100
— замещения 100
Рекристаллизация вторичная 213
— динамическая 215
— метадинамическая 217
— первичная 209
— собирательная 210
— статическая 215
Рентгеновидикон 445
Рентгеновская съемка обратная 394,
396, 402
---прямая 394, 396, 401
Реплика 458
Ретроградное плавление 73
Ретроградный солидус 72
Рост кристаллов 44
---нормальный 45
— — ступенчатый 44
---тангенциальный 45
Ростоустойчивость 303
Роуланда окружность 433
С-крнвая 221
Сверхлегкие сплавы 335
Сверхструктура 105
Сезонное растрескивание 351
Селекторная диафрагма 453
Семейство направлений 16
— плоскостей 16
Сечение вертикальное 130
— горизонтальное 130
— изотермическое 130
— полнтермическое 130
С. з. ц. 42
Силан 303
Силумин 324
Снмовол направления 17
477
— плоскости 18
Сингония 15
Система 59
— вторичная 141
— первичная 141
— скольжения 163
Скол 168
Скольжение дислокаций 27
--- двойное поперечное 33
— — единичное 165
--- легкое 165
---множественное 166
Совокупность направлений 18
— плоскостей 19
Соединение валентное 101
— электронное 102
Солидус 60
— неравновесный 149
Сольвус 67
Сорбит 222
— отпуска 250
Спектр рентгеновских лучей сплош-
ной 376
--- — характеристический 377
Спектрометр 433
СРТУ 192
Стали автоматные 262
— быстрорежущие 284
— высоколегированные 264
— высокоуглероднстые 261
— качественные 261
— литейные 262, 281
— низколегированные 264
— иизкоуглероднстые 261
— обыкновенного качества 261
— окалиностойкие 280
— подшиниковые 276
— среднеуглеродистые 261
— теплоустойчивые 278
— улучшаемые 262, 271
— цементуемые 262, 275
Старение естественное 246
— искусственное, 246
— неполное 249
— полное 249
Стеклование 157
Стейка дислокаций 35
Степени свободы термодинамиче-
ские 54
Степень эвтектнчности чугуна 290
Стрела прогиба 186
Структурная составляющая 67
Структурное соответствие 53
Структурный тип вольфрама 23
--- магния 23
--- меди 22
Субзерна 35
Таммана кривые 46
478
— треугольник 71
Твердость по Бринеллю 177
— — Виккерсу 178
— — Роквеллу 178
Твердый раствор внедрения 100
— — граничный 66
— — замещения 100
Текстура кристаллизации 50
— кристаллографическая 205
— кубическая 214
— металлографическая 205
— рекристаллизации 423
Текстурные максимумы 423
Текучести зуб 183
— площадка 183
Темп кристаллизации 63
Температурный порог хрупкости 173
Термический анализ 97
Термограмма 97
ТМО 252
Транскристаллизация 50
Трансус 91
Томпак 351
Точка А, 111
— Аг 111
- А3 111
— Аст 111
— сингулярная 196
Трещина горячая 203
— кристаллизационная 203
Трещиностойкость 171
Троостит 222
— отпустка 250
Увеличение полезное в ПЭМ 457
-------РЭМ 463
Углерод отжига 297
Углеродный эквивалент 290
Ударная вязкость 188
Улучшение стали 252
Упаковка плотнейшая 20
Упрочнение деформационное 165
Усадка кристаллизации 200
Усиливающие экраны 440
Условие зональности 397
Усталость малоцнкловая 192
— металла 189
Фаза 54
— ведущая 76
— внедрения 103
— Лавеса 105
— метастабильная 154
— перитектическая 80
— промежуточная 84
— Хэгга Ю4
Фазовый анализ качественный 414
---количественный 418
Фазовый переход I рода 36
---II рода 36
Фактор повторяемости 392, 410
Фасетки 174
Феррит 109
Ферроснлнд 303
Фика закон 229
Флокен 260
Фольги тонкие 459
Фотоэлектрическое поглощение 383
Фрактография 174
Хрупко-вязкий переход 173
Хрупкость отпускная 272
------ обратимая 273
Цементация 254
Цементит 108, 114
Циклическая долговечность 191
Чувствительность процентуальиая
439
— РМА 468
— фазового анализа 416
Чугаль 303
Чугун антифрикционный 301
— белый 115
— жаростойкий 303
— износостойкий 302
— половинчатый 125
— с вермикулярным графитом 296
Шарли правило 370
Шеффлера структурная диаграмма
281
Ширина рентгеновской линии 39),
430
Шмида фактор 164
Эвтектика 68
— аномальная 75
— вырожденная 78
— зернистая 74
— игольчатая 74
— направленная 78
— нормальная 74
— пластинчатая 74
— превращенная 94
— скелетная 74
Эвтектоид 92
Электронная концентрация 102
Электронограмма 453
Электронно-оптнческнй преобразо-
ватель 445
Электроны вторичные 449, 464
— неупруго рассеянные 449
— Оже 379, 450, 469
— отраженные 449, 463
— поглощенные 449
— упруго рассеянные 449
Эпиграмма 396, 423'
Эффективный диаметр 406
Эффективный интервал кристаллиза-
ции 203
Юм-Розерн фаза 102
Юнга модуль 161
Ямки излома 174
УЧЕБНИК ДЛЯ ВУЗОВ
НОВИКОВ Илья Изрияловжч
СТРОГАНОВ Генрих Борисович
НОВИКОВ Александр Ильич
МЕТАЛЛОВЕДЕНИЕ, ТЕРМООБРАБОТКА И РЕНТГЕНОГРАФИЯ
Редактор издательства М.И. Заславская
Художественный редактор Л.В. Коновалова
Технический редактор М.И. Терехова
Корректоры И.М. М а»р т ы н о в а, Г.Ф. Лобанова
ИБ-18
ЛР ГФ 020777
Сдано в набор 02.02.92 Подписано в печать (изд-вом "Металлургия") 19.05.92
Формат бумаги 60X88 1/16 Бумага офсетная Гарнитура литературная
Печать офсетная Усл.печ.л. 30,0 Усл. кр.-отт 30,0
Уч.-изд-л. 31,19 Тираж 3000 экз. Заказ ГФ 25^2 Изд. ГФ 05
"МИСИС". 117936, Москва, Ленинский проспект, 4
Издательство "Металлургия", 119857, ГСП, Г-34, 2-й Обыденский пер.,14
Набор и диапозитивы изготовлены в типографии ГФ 4 г.Санкт-Петербурга
191126, Санкт-Петербург, ул. Социалистическая, 14
Отпечатано в Производственно-издательском комбинате ВИНИТИ
140010, г. Люберцы, Октябрьский проспект, 403